Embed Size (px)
Citation preview
Module 2-12 / IAAS2
« Analyse de la ligne de
production de chips
de bananes séchées »
Avril 2011
R. FAVET, L. FONTAN, M.-J. FRIKART

i Montpellier SupAgro - Institut des Régions Chaudes
Résumé
La culture de la banane demande un climat chaud et humide, c’est pourquoi elle est
essentiellement produite dans les pays en développement. Dotée d’une grande qualité
nutritionnelle, la banane fait partie des aliments de base dans les pays du Sud. Bien qu’elle
soit le premier fruit exporté en terme de volume, il est nécessaire de la stocker durablement
afin d’éviter des pertes. Ce projet a eu pour but de proposer un procédé de fabrication des
chips de banane dans la société Mayan King avec une démarche « Génie des procédés
durable ». Pour cela, il a fallu établir une ligne de production, de dimensionner les machines à
utiliser et de proposer des circuits de recyclage et de valorisation des sous produits. En suivant
cette démarche, ce projet a montré que la société devait posséder un brûleur et une chaudière
avec respectivement des puissances minimales de 26,4 et 10,4 kW. De plus, l’intégralité des
eaux utilisées dans la production ont été recyclées (irrigation des terres) ou traitées avant rejet
et tout les constituants de la banane ont été transformés. En effet, des chips et des flocons de
banane ont été produits à partir de la pulpe et la fabrication d’aliments pour le bétail et d’eau-
de-vie à partir des peaux ont été proposés. Enfin, au vu des résultats énergétiques obtenus, il a
été démontré que la société Mayan King pouvait s’inscrire dans une démarche de production
durable.
Abstract
As banana culture requires a tropical climate, its production is mainly located in
developing countries. With a high nutritional value, banana is a major component of Southern
countries staple diet. Although its exportations are the highest taking about volumes of fruits,
it is important to store banana in order to avoid losses. This project was aimed at proposing a
manufacturing process for dried banana chips in the Mayan King society, with a sustainable
approach of process engineering. That’s why it had been necessary to establish a production
line, determine the engine sizes and propose recycling and valorization ways for wastes.
Following this approach, this project showed that the society should own an oil burner and a
burner to produce heating steam, with a respective power of 26,4 and 10,4 kW. Moreover, the
whole water used during the production has been recycled or treated, and all the banana
components have been processed. Indeed, banana chips and flakes were produced thanks to
the pulp; skin manufactures were proposed to obtain brandy and livestock food. Finally,
regarding energetic results, it has been proved that the Mayan King society could follow a
sustainable production approach.
Sommaire
Résumé ........................................................................................................................................ i
Abstract ....................................................................................................................................... i
Introduction ................................................................................................................................ 1
1. Cahier des charges .............................................................................................................. 2
1.1. Unité de transformation ............................................................................................... 2
1.2. Le produit initial et le produit fini ............................................................................... 2
1.3. Conditionnement – Mode d’utilisation ........................................................................ 5
1.4. Durée de vie du produit. .............................................................................................. 5
2. Procédé de fabrication ......................................................................................................... 6
2.1. Diagramme de fabrication ........................................................................................... 6
2.2. Analyse des opérations unitaires ................................................................................. 6
2.3. Dynamique des processus .......................................................................................... 10
2.4. Bilans ......................................................................................................................... 10
3. Maîtrise des utilités .............................................................................................................. 15
3.1. Déchloration des eaux de lavage avant rejet dans le milieu ...................................... 15
3.2. Valorisation des peaux de bananes ............................................................................ 15
3.3. Stockage des eaux de refroidissement ....................................................................... 16
3.4. Recyclage de l’air de séchage .................................................................................... 17
4. Choix des équipements ......................................................................................................... 20
4.1. Séchoir à claies .......................................................................................................... 20
4.2. Blancheur ................................................................................................................... 22
4.3. Séchoir cylindre ......................................................................................................... 23
Conclusion ................................................................................................................................ 24
Bibliographie ............................................................................................................................ 25
Table des illustrations ............................................................................................................... 26

Analyse de la ligne de production de chips de bananes séchées
1 Montpellier SupAgro - Institut des Régions Chaudes
Introduction
La banane est produite à 98% par les pays en développement. Elle est le principal
produit à faire l’objet d’échanges internationaux et est le fruit le plus populaire. Bien que la
banane soit produite toute l’année, sa consommation diminue en période estivale. De ce fait,
dans les pays producteurs, les marchés locaux sont souvent saturés durant cette période. La
banane est également un élément de base essentiel de l’alimentation dans de nombreux pays
en développement au même titre que le blé, le riz, le maïs d’où l’importance en terme de
stockage et de sécurité alimentaire. Afin d’allonger la durée de vie du produit, le séchage est
une solution efficace de conservation. En effet, en amenant l’activité de l’eau du produit à des
valeurs inférieurs à 0,7celui-ci est protégé de toute contamination par des micro-organismes et
peut être consommé dans un délai de un à deux ans en toute sécurité.
L’objectif de ce projet était d’analyser la ligne de production des chips de banane de la
société Mayan King. Pour ce faire, il à été nécessaire de choisir des équipements adaptés,
d’établir les bilans de matières et énergétiques s’opérant à chaque opération unitaire afin de
proposer des solutions pour l’optimisation de la consommation en énergie et la valorisation
des sous produits. Pour cela une feuille de calcul automatisé représentant les flux de matière
et d’énergie à été mise au point.
Analyse de la ligne de production de chips de bananes séchées
2 Montpellier SupAgro - Institut des Régions Chaudes
1. Cahier des charges
1.1. Unité de transformation
Le modèle sur lequel à été construit l’unité de production de ce projet est la société Mayan
King (PMI) implantée dans le district de Stann Creek, dans la partie sud de Belize. Son
activité est la production et le séchage de fruits exotiques tels que la banane, la mangue, la
papaye et l’ananas. Créée en 1985, cette société au capital de 25 000 US $ est aujourd’hui le
plus gros producteur de bananes de Belize assurant le sixième de la production nationale.
L’activité sur laquelle à été basé ce projet est le séchage de la banane. La production annuelle,
la surface cultivée et la répartition des employés sont présentées dans le Tableau 1 suivant.
Tableau 1 : Répartitions chez Mayan King
Production (t/an) Surface cultivée (ha) Nombre d’employés
Production bananes 9 689 301 151
Autres fruits 8 467 721 90
Autres emplois - - 206
Total 18 156 1 022 447
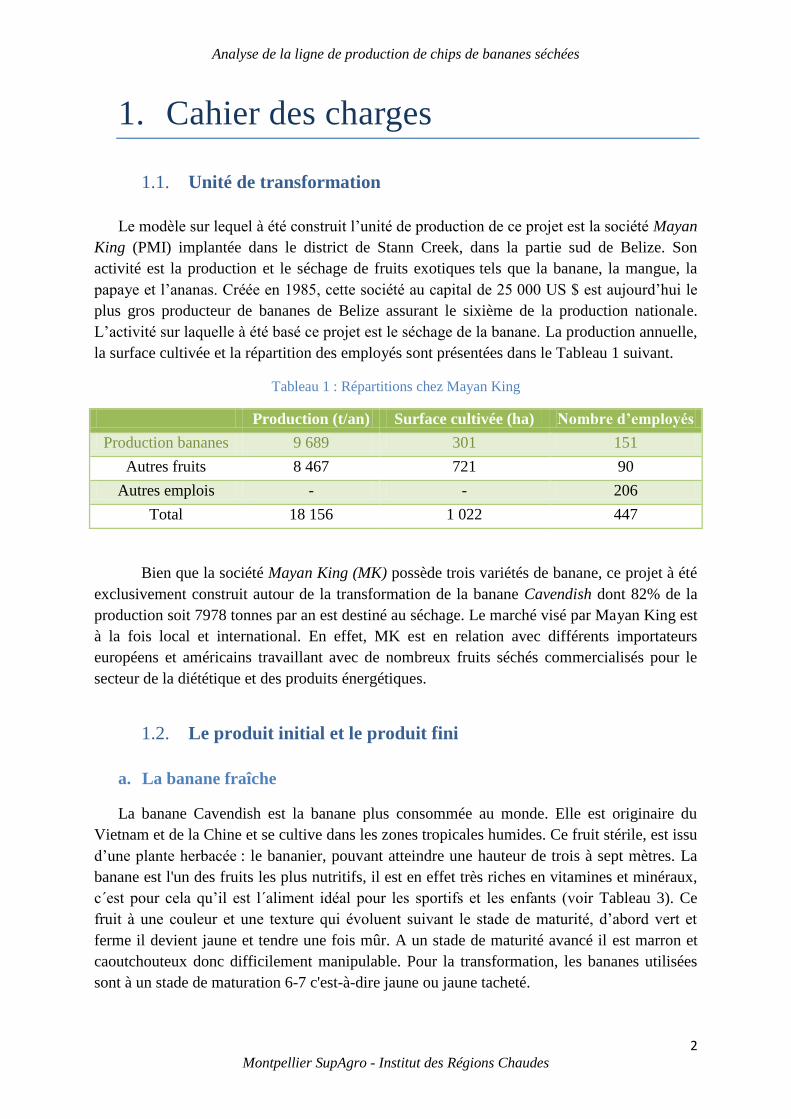
Bien que la société Mayan King (MK) possède trois variétés de banane, ce projet à été
exclusivement construit autour de la transformation de la banane Cavendish dont 82% de la
production soit 7978 tonnes par an est destiné au séchage. Le marché visé par Mayan King est
à la fois local et international. En effet, MK est en relation avec différents importateurs
européens et américains travaillant avec de nombreux fruits séchés commercialisés pour le
secteur de la diététique et des produits énergétiques.
1.2. Le produit initial et le produit fini
a. La banane fraîche
La banane Cavendish est la banane plus consommée au monde. Elle est originaire du
Vietnam et de la Chine et se cultive dans les zones tropicales humides. Ce fruit stérile, est issu
d’une plante herbacée : le bananier, pouvant atteindre une hauteur de trois à sept mètres. La
banane est l'un des fruits les plus nutritifs, il est en effet très riches en vitamines et minéraux,
c´est pour cela qu’il est l´aliment idéal pour les sportifs et les enfants (voir Tableau 3). Ce
fruit à une couleur et une texture qui évoluent suivant le stade de maturité, d’abord vert et
ferme il devient jaune et tendre une fois mûr. A un stade de maturité avancé il est marron et
caoutchouteux donc difficilement manipulable. Pour la transformation, les bananes utilisées
sont à un stade de maturation 6-7 c'est-à-dire jaune ou jaune tacheté.
Analyse de la ligne de production de chips de bananes séchées
3 Montpellier SupAgro - Institut des Régions Chaudes
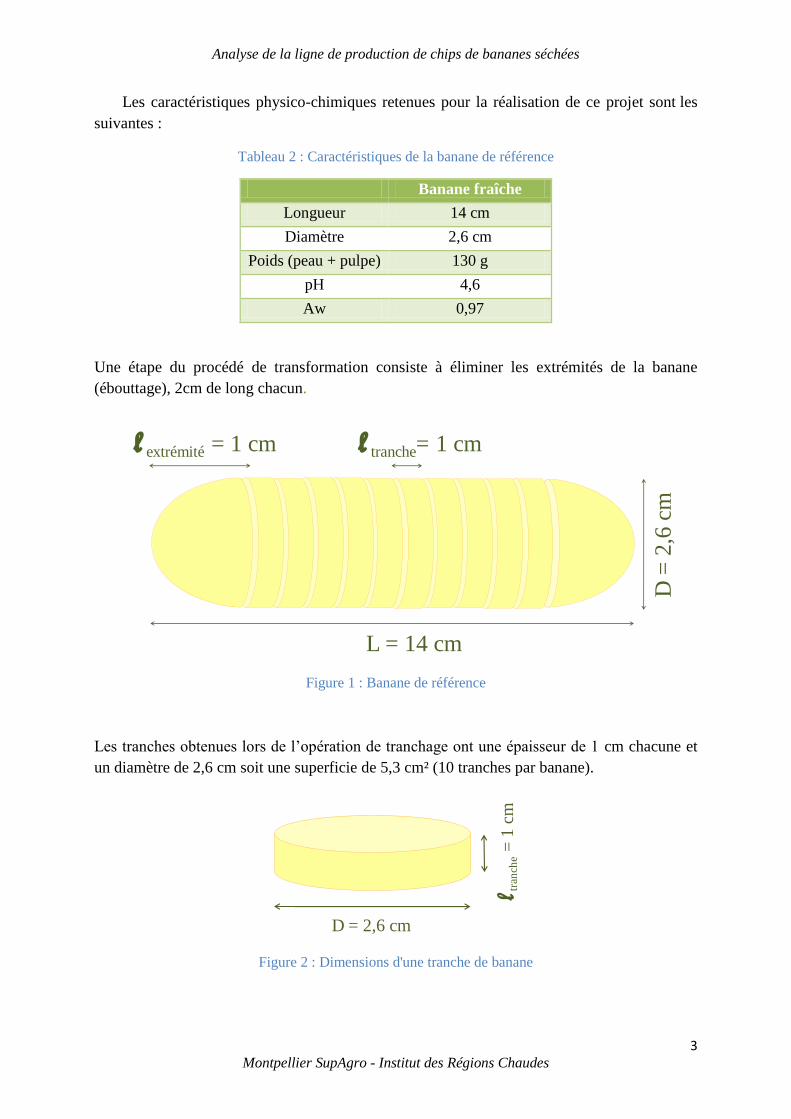
Les caractéristiques physico-chimiques retenues pour la réalisation de ce projet sont les
suivantes :
Tableau 2 : Caractéristiques de la banane de référence
Banane fraîche
Longueur 14 cm
Diamètre 2,6 cm
Poids (peau + pulpe) 130 g
pH 4,6
Aw 0,97
Une étape du procédé de transformation consiste à éliminer les extrémités de la banane
(ébouttage), 2cm de long chacun.
Figure 1 : Banane de référence
Les tranches obtenues lors de l’opération de tranchage ont une épaisseur de 1 cm chacune et
un diamètre de 2,6 cm soit une superficie de 5,3 cm² (10 tranches par banane).
Figure 2 : Dimensions d'une tranche de banane
D =
2,6
cm
L = 14 cm
l tranche= 1 cml extrémité = 1 cm
D = 2,6 cm
l tra
nch
e=
1 c
m
Analyse de la ligne de production de chips de bananes séchées
4 Montpellier SupAgro - Institut des Régions Chaudes
b. La banane séchée
La banane séchée est un concentré des qualités nutritionnelles de la banane fraîche.
Elle est en effet très riche en sels minéraux et glucides.
Tableau 3 : Composition des bananes fraîche et séchées
Pour 100g Banane fraîche (g) Banane séchée (g)
Protéine 1,4 4,6
Glucides 23,3 76,7
Lipides 0,4 1,3
Minéraux 0,7 2,3
Vitamines A, B, C… 0,20 0,17
Total Matières sèches 26 85
Eau 74 15
pH 4 ,6 6,8
Activité en eau (Aw) 0,97 < 0,65
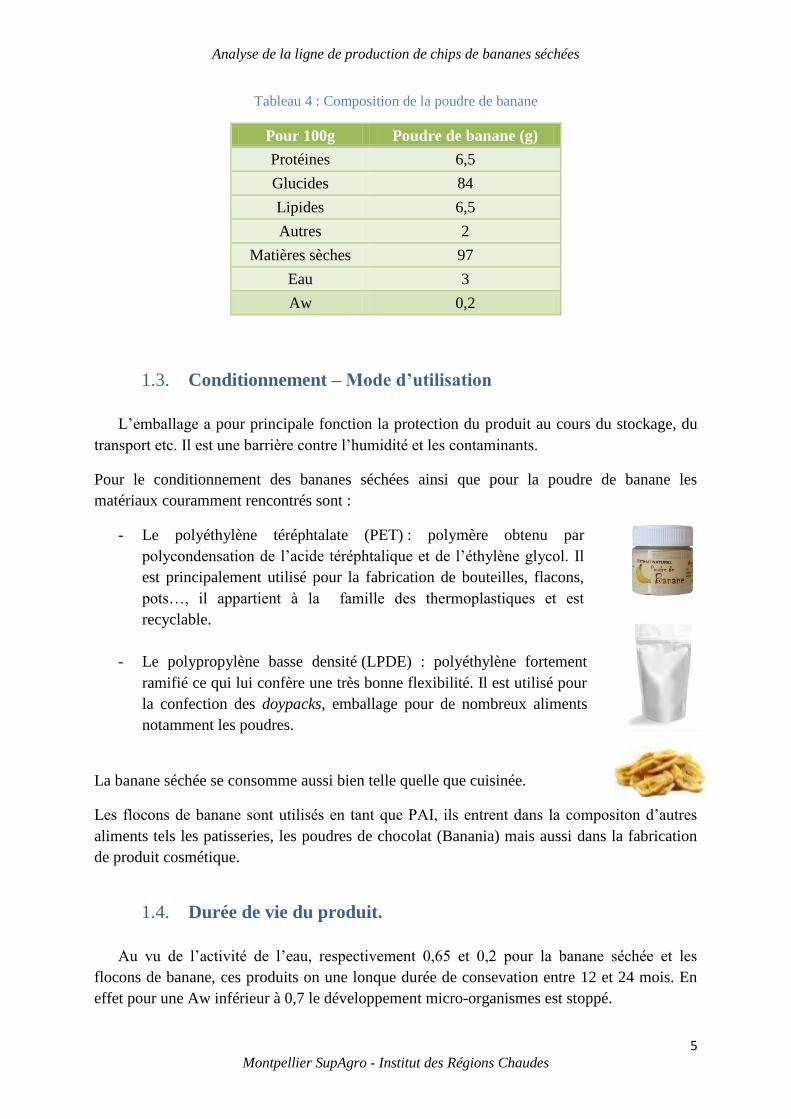
Le séchage de la banane a entraîné une perte de 80 % de son eau mais aussi un
abaissement de son activité en eau. Les micro-organismes se développant à partir d’une Aw
de 0,7, le séchage permet d’éliminer tout risque de contamination.
Figure 3 : Vitesses de détérioration en fonction de l'activité en eau
c. Les flocons de banane
Les flocons de banane sont essentiellement utilisés comme produit alimentaire
intermédiaire (PAI). Ils sont en effet très utilisés en pâtisserie et en cosmétique (cheveux,
peaux). La composition est semblable à celle de la banane séchée :
Micro-organismes
Banane fraîche Banane séchée
Analyse de la ligne de production de chips de bananes séchées
5 Montpellier SupAgro - Institut des Régions Chaudes
Tableau 4 : Composition de la poudre de banane
Pour 100g Poudre de banane (g)
Protéines 6,5
Glucides 84
Lipides 6,5
Autres 2
Matières sèches 97
Eau 3
Aw 0,2
1.3. Conditionnement – Mode d’utilisation
L’emballage a pour principale fonction la protection du produit au cours du stockage, du
transport etc. Il est une barrière contre l’humidité et les contaminants.
Pour le conditionnement des bananes séchées ainsi que pour la poudre de banane les
matériaux couramment rencontrés sont :
- Le polyéthylène téréphtalate (PET) : polymère obtenu par
polycondensation de l’acide téréphtalique et de l’éthylène glycol. Il
est principalement utilisé pour la fabrication de bouteilles, flacons,
pots…, il appartient à la famille des thermoplastiques et est
recyclable.
- Le polypropylène basse densité (LPDE) : polyéthylène fortement
ramifié ce qui lui confère une très bonne flexibilité. Il est utilisé pour
la confection des doypacks, emballage pour de nombreux aliments
notamment les poudres.
La banane séchée se consomme aussi bien telle quelle que cuisinée.
Les flocons de banane sont utilisés en tant que PAI, ils entrent dans la compositon d’autres
aliments tels les patisseries, les poudres de chocolat (Banania) mais aussi dans la fabrication
de produit cosmétique.
1.4. Durée de vie du produit.
Au vu de l’activité de l’eau, respectivement 0,65 et 0,2 pour la banane séchée et les
flocons de banane, ces produits on une lonque durée de consevation entre 12 et 24 mois. En
effet pour une Aw inférieur à 0,7 le développement micro-organismes est stoppé.
Analyse de la ligne de production de chips de bananes séchées
6 Montpellier SupAgro - Institut des Régions Chaudes
2. Procédé de fabrication
2.1. Diagramme de fabrication
L’étude à été réalisée sur une base de 100 kg/h ce qui correspondait à 769 bananes à
un stade de maturité 6-7 (optimum) .A ce stade les fruits sont entièrement jaune ou à petites
taches brunes ce qui témoigne d’une faible teneur en amidon et d’un taux suffisant de sucres
réducteurs. Le contrôle des bananes en entrée de la chaîne de production est donc
indispensable pour garantir un produit après séchage de bonne qualité, ni trop élastique (trop
d’amidon), ni trop caoutchouteux (trop de sucres). Après l’étape de tranchage, 7690 tranches
de bananes ont donc été séchées puisque chaque banane a donné en moyenne 10 tranches.
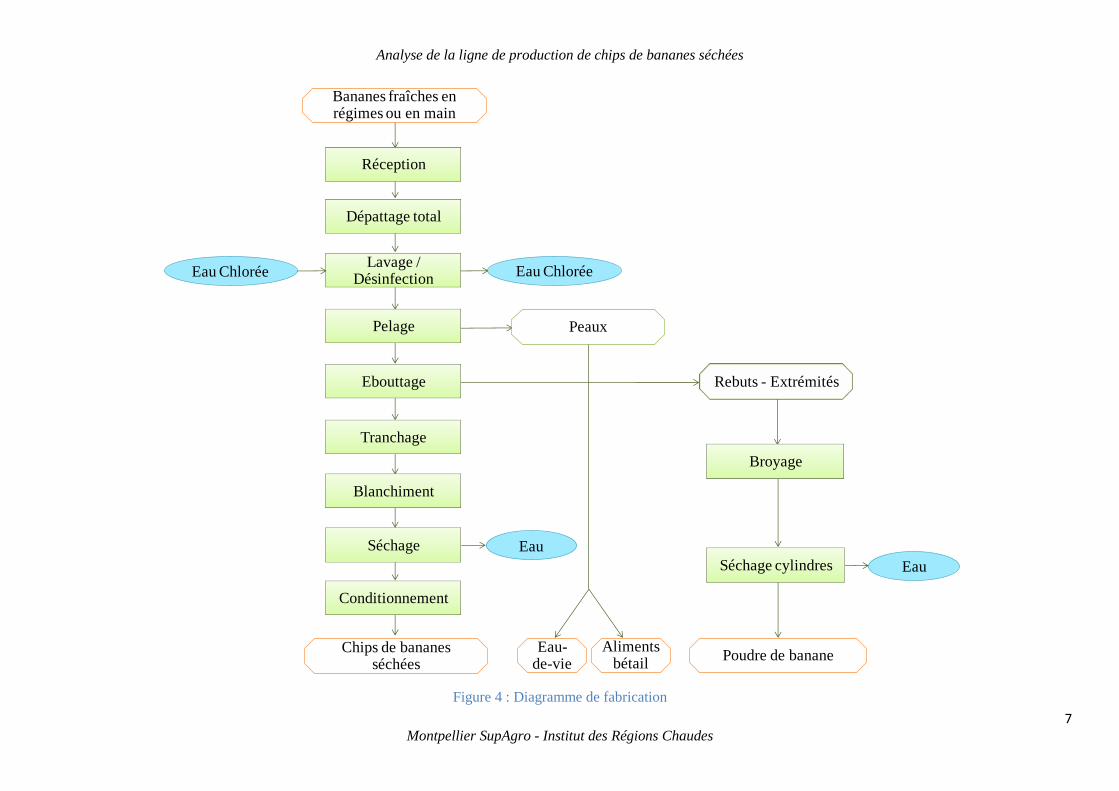
Le procédé de fabrication des chips de bananes séchées (Figure 4) est un procédé assez
simple faisant intervenir une étape importante de transfert de matière et de chaleur : le
séchage par entrainement. Ce procédé permet de récupérer d’une part les peaux afin de les
valoriser (eau de vie, aliment pour bétail) et d’autre part les extrémités afin de produire un
produit intermédiaire : la poudre de banane par séchage cylindre. Les chips de bananes
séchées doivent posséder les caractéristiques physiques suivantes :
- Couleur de surface : caramel clair la plus uniforme possible
- Couleur de pulpe : jaune caramel
- Texture : moelleuse, la moins collante
2.2. Analyse des opérations unitaires
Dépattage
Cette opération uniquement manuelle consiste à détacher les différentes mains du
régime de la hampe centrale, puis de les séparer pour obtenir des bananes individualisées. A
cette étape, un calibrage pondéral a également lieu, afin d’éliminer les bananes non
conformes.
Lavage / désinfection
La désinfection permet d’éviter la propagation des maladies d'un fruit à un autre, et
limite l'accumulation de bactéries dans l'eau de lavage. L'eau de lavage, prélevée dans la
rivière South Stann Creeks, est traitée au chlore à raison de 40 ml d’eau de Javel pour 20
litres d’eau soit le lavage de 100 kg de bananes.
Analyse de la ligne de production de chips de bananes séchées
7 Montpellier SupAgro - Institut des Régions Chaudes
Figure 4 : Diagramme de fabrication
Chips de bananes séchées
Poudre de banane
Bananes fraîches en régimes ou en main
Eau Chlorée
Eau
Eau
Peaux
Eau Chlorée
Réception
Dépattage total
Lavage / Désinfection
Pelage
Ebouttage
Tranchage
Blanchiment
Séchage
Conditionnement
Broyage
Séchage cylindres
Rebuts - Extrémités
Eau-de-vie
Aliments bétail
Analyse de la ligne de production de chips de bananes séchées
8 Montpellier SupAgro - Institut des Régions Chaudes
Pelage
Le retrait de la peau de banane se fait uniquement de façon manuelle afin de pouvoir
récupérer ses deux extrémités et les valoriser en produit alimentaire intermédiaire (flocons). A
cette étape s’opère également une sélection des bananes, basée sur la taille, le degré de
maturation et la qualité de celle-ci.
Ebouttage
Il consiste à couper les deux extrémités de la banane à longueur prédéterminée : 2cm
de chaque coté. Cette opération est semi-automatisée car l’opérateur présente les bananes sur
les couteaux circulaires qui découpent le fruit. A la fin de cette étape, la banane ne fait plus
que 10 cm de longueur en moyenne.
Tranchage
Opération qui consiste à débiter en tranche la banane tous les 1 cm. En moyenne, une banane
d’environ 10 cm donne donc 10 rondelles.
Blanchiment
Bien que le lavage puisse ôter la majorité des micro-organismes de surface, certaines
opérations comme peler et débiter en tranches peuvent contaminer à nouveau les bananes, en
fournissant de nouveaux accès aux micro-organismes et aux autres contaminants.
Le blanchiment est donc une opération de stabilisation car il permet de limiter ce
phénomène. En effet, ce traitement par la chaleur permet simultanément de détruire les
enzymes susceptibles d’abîmer les fruits (brunissement enzymatique...) et de réduire la charge
microbienne initiale en inactivant les micro-organismes sensibles à la chaleur. Les
températures utilisées sont létales pour les levures ainsi que pour la plupart des moisissures et
des bactéries aérobies. Le blanchiment s’effectue dans de la vapeur d’eau saturée à 2 bars et à
120°C pendant 3 minutes. Cette méthode permet de conserver les propriétés sensorielles
(principalement la texture) et nutritionnelles (surtout les vitamines solubles dans l’eau). Les
tranches de bananes sont ensuite refroidies à l’eau courante à la température de 20°C.
Séchage par entrainement
Il a pour but d’éliminer partiellement l’eau des bananes tranchées par évaporation. Il
s’agit d’un séchage par entraînement car les tranches de bananes à 25°C sont mises en contact
avec un courant d'air chaud à 80°C. Cet air chaud transmet une part de sa chaleur au produit
qui développe une pression partielle en eau à sa surface supérieure à la pression partielle de
Analyse de la ligne de production de chips de bananes séchées
9 Montpellier SupAgro - Institut des Régions Chaudes
l'eau dans l'air utilisé pour le séchage. Cette différence de pression entraîne un transfert d’eau
de la surface des tranches vers l’air de séchage et permet donc de rallonger la durée de vie des
bananes en diminuant la teneur en eau de 20 %.
Broyage
Le broyage consiste à réduire des morceaux de bananes à une taille plus petite. Le
principe est la fragmentation des morceaux par l'action mécanique de pièces métalliques plus
résistantes.
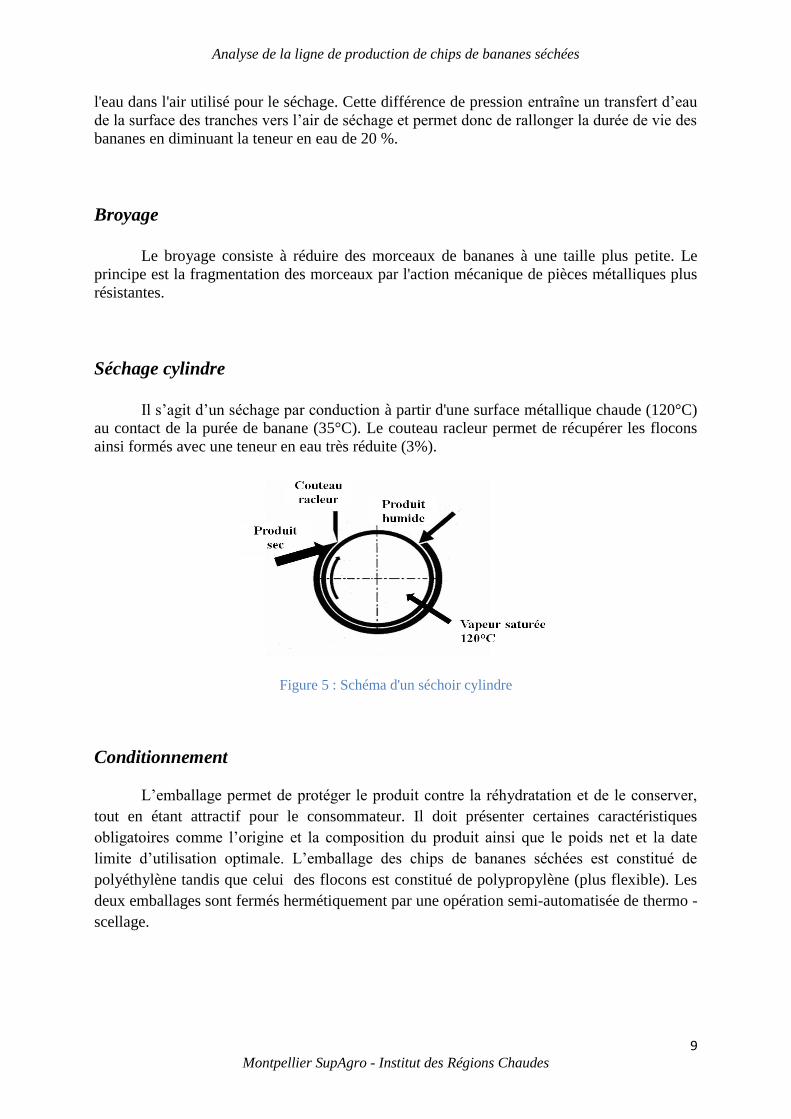
Séchage cylindre
Il s’agit d’un séchage par conduction à partir d'une surface métallique chaude (120°C)
au contact de la purée de banane (35°C). Le couteau racleur permet de récupérer les flocons
ainsi formés avec une teneur en eau très réduite (3%).
Figure 5 : Schéma d'un séchoir cylindre
Conditionnement
L’emballage permet de protéger le produit contre la réhydratation et de le conserver,
tout en étant attractif pour le consommateur. Il doit présenter certaines caractéristiques
obligatoires comme l’origine et la composition du produit ainsi que le poids net et la date
limite d’utilisation optimale. L’emballage des chips de bananes séchées est constitué de
polyéthylène tandis que celui des flocons est constitué de polypropylène (plus flexible). Les
deux emballages sont fermés hermétiquement par une opération semi-automatisée de thermo -
scellage.
Analyse de la ligne de production de chips de bananes séchées
10 Montpellier SupAgro - Institut des Régions Chaudes
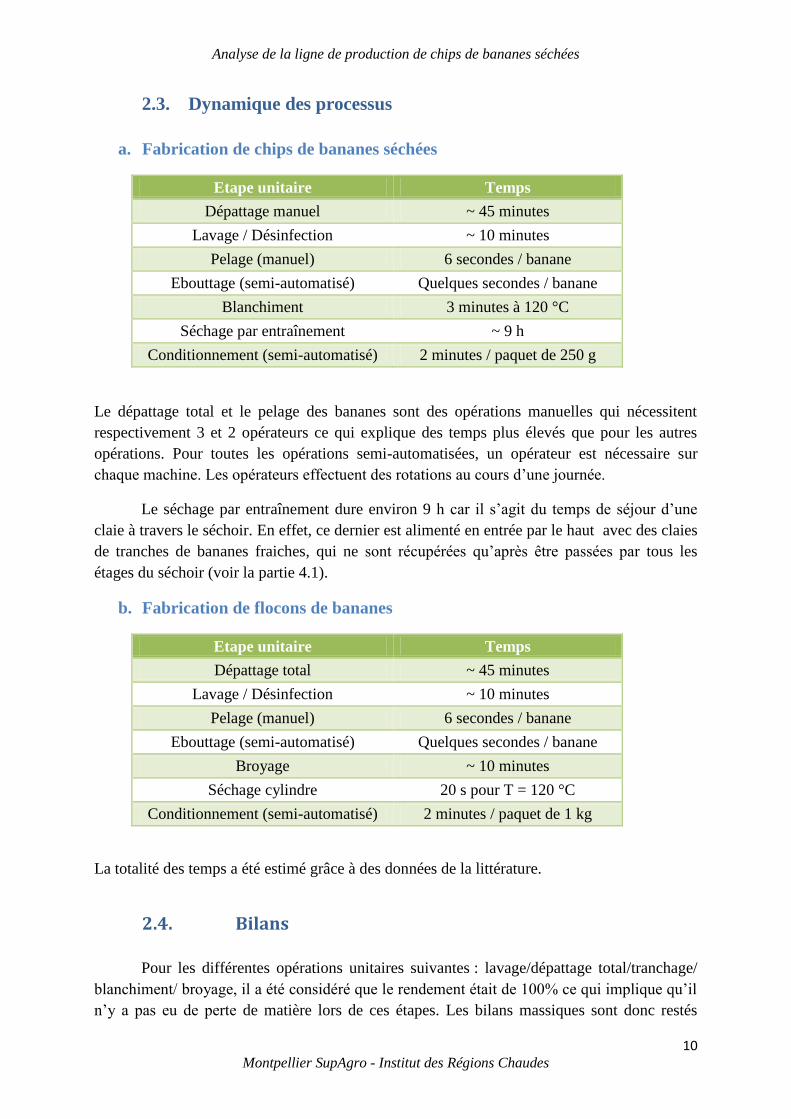
2.3. Dynamique des processus
a. Fabrication de chips de bananes séchées
Etape unitaire Temps
Dépattage manuel ~ 45 minutes
Lavage / Désinfection ~ 10 minutes
Pelage (manuel) 6 secondes / banane
Ebouttage (semi-automatisé) Quelques secondes / banane
Blanchiment 3 minutes à 120 °C
Séchage par entraînement ~ 9 h
Conditionnement (semi-automatisé) 2 minutes / paquet de 250 g
Le dépattage total et le pelage des bananes sont des opérations manuelles qui nécessitent
respectivement 3 et 2 opérateurs ce qui explique des temps plus élevés que pour les autres
opérations. Pour toutes les opérations semi-automatisées, un opérateur est nécessaire sur
chaque machine. Les opérateurs effectuent des rotations au cours d’une journée.
Le séchage par entraînement dure environ 9 h car il s’agit du temps de séjour d’une
claie à travers le séchoir. En effet, ce dernier est alimenté en entrée par le haut avec des claies
de tranches de bananes fraiches, qui ne sont récupérées qu’après être passées par tous les
étages du séchoir (voir la partie 4.1).
b. Fabrication de flocons de bananes
Etape unitaire Temps
Dépattage total ~ 45 minutes
Lavage / Désinfection ~ 10 minutes
Pelage (manuel) 6 secondes / banane
Ebouttage (semi-automatisé) Quelques secondes / banane
Broyage ~ 10 minutes
Séchage cylindre 20 s pour T = 120 °C
Conditionnement (semi-automatisé) 2 minutes / paquet de 1 kg
La totalité des temps a été estimé grâce à des données de la littérature.
2.4. Bilans
Pour les différentes opérations unitaires suivantes : lavage/dépattage total/tranchage/
blanchiment/ broyage, il a été considéré que le rendement était de 100% ce qui implique qu’il
n’y a pas eu de perte de matière lors de ces étapes. Les bilans massiques sont donc restés
Analyse de la ligne de production de chips de bananes séchées
11 Montpellier SupAgro - Institut des Régions Chaudes
inchangés lors du procédé. Pour les autres opérations unitaires les bilans sont présentés ce
dessous :
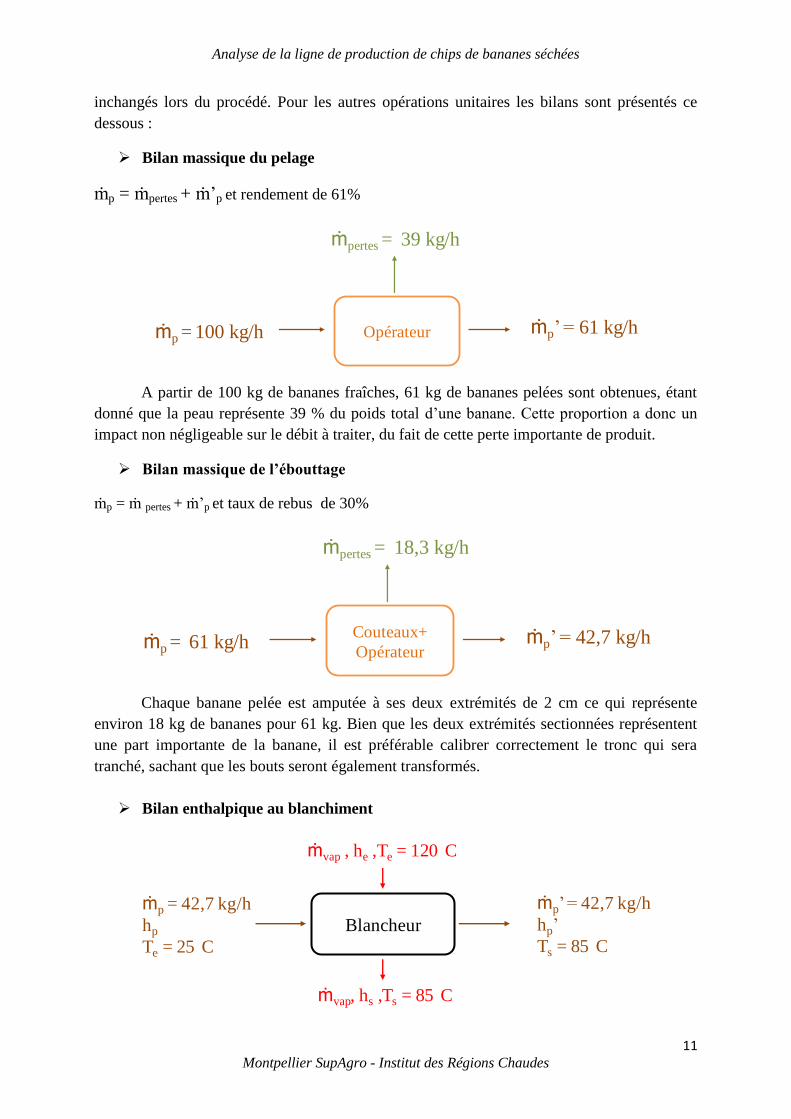
Bilan massique du pelage
ṁp = ṁpertes + ṁ’p et rendement de 61%
A partir de 100 kg de bananes fraîches, 61 kg de bananes pelées sont obtenues, étant
donné que la peau représente 39 % du poids total d’une banane. Cette proportion a donc un
impact non négligeable sur le débit à traiter, du fait de cette perte importante de produit.
Bilan massique de l’ébouttage
ṁp = ṁ pertes + ṁ’p et taux de rebus de 30%
Chaque banane pelée est amputée à ses deux extrémités de 2 cm ce qui représente
environ 18 kg de bananes pour 61 kg. Bien que les deux extrémités sectionnées représentent
une part importante de la banane, il est préférable calibrer correctement le tronc qui sera
tranché, sachant que les bouts seront également transformés.
Bilan enthalpique au blanchiment
Opérateurṁp = 100 kg/h ṁp’ = 61 kg/h
ṁpertes = 39 kg/h
Couteaux+
Opérateurṁp = 61 kg/h ṁp’ = 42,7 kg/h
ṁpertes = 18,3 kg/h
Blancheur
ṁp = 42,7 kg/h
hp
Te = 25 C
ṁp’ = 42,7 kg/h
hp’
Ts = 85 C
ṁvap , he ,Te = 120 C
ṁvap, hs ,Ts = 85 C
Analyse de la ligne de production de chips de bananes séchées
12 Montpellier SupAgro - Institut des Régions Chaudes
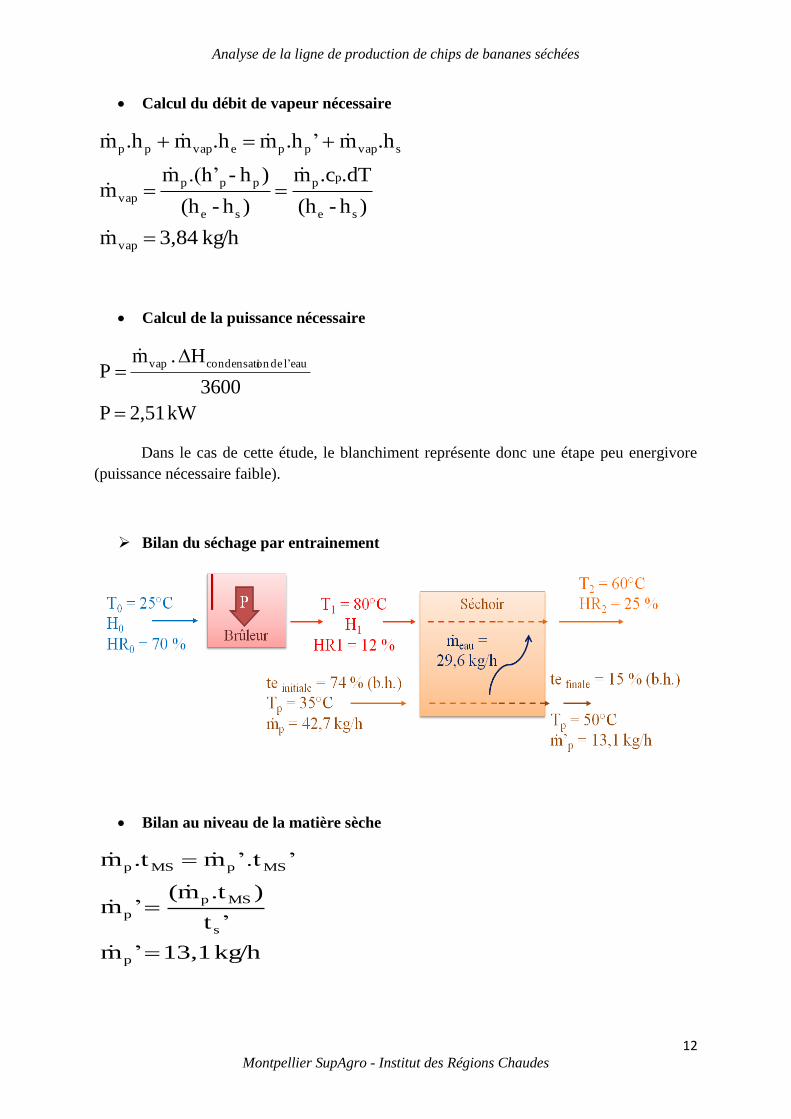
Calcul du débit de vapeur nécessaire
Calcul de la puissance nécessaire
Dans le cas de cette étude, le blanchiment représente donc une étape peu energivore
(puissance nécessaire faible).
Bilan du séchage par entrainement
Bilan au niveau de la matière sèche
kg/h 3,84 m
)h-(h
.dT.cm
)h-(h
)h -.(h’m m
.hm ’.hm .hm .hm
vap
se
pp
se
ppp
vap
svapppevappp
kW 2,51 P
3600
H . m P
eaul’ deon condensativap
kg/h 13,1 ’m
’t
).tm(’m
’’.tm .tm
p
s
MSp
p
MSpMSp
Analyse de la ligne de production de chips de bananes séchées
13 Montpellier SupAgro - Institut des Régions Chaudes
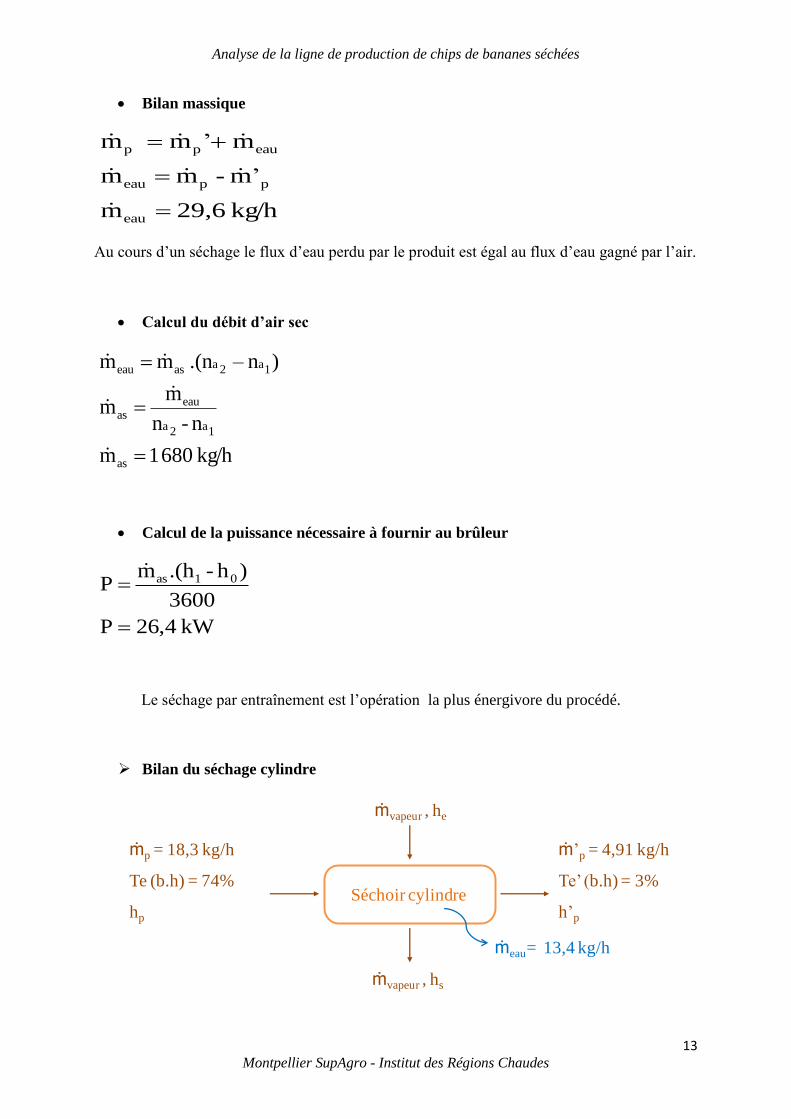
Bilan massique
Au cours d’un séchage le flux d’eau perdu par le produit est égal au flux d’eau gagné par l’air.
Calcul du débit d’air sec
Calcul de la puissance nécessaire à fournir au brûleur
Le séchage par entraînement est l’opération la plus énergivore du procédé.
Bilan du séchage cylindre
kg/h 29,6 m
’m - m m
m ’m m
eau
ppeau
eaupp
kg/h 680 1m
n-n
m m
)n– .(n m m
as
1a2a
eauas
1a2aaseau
kW 4,26P
3600
)h-.(hm P 01as
Séchoir cylindre
ṁp = 18,3 kg/h
Te (b.h) = 74%
hp
ṁ’p = 4,91 kg/h
Te’ (b.h) = 3%
h’p
ṁeau= 13,4 kg/h
ṁvapeur , he
ṁvapeur , hs

Analyse de la ligne de production de chips de bananes séchées
14 Montpellier SupAgro - Institut des Régions Chaudes
Bilan matière sèche
Bilan massique
Bilan enthalpique
Calcul de la puissance nécessaire
Le séchage cylindre nécessite une puissance d’environ 8 kW afin de fournir la vapeur
nécessaire au séchage de la purée de banane. D’un point de vue énergétique, ce processus se
situe entre le séchage par entrainement et le blanchiment.
kg/h 4,91 ’m
’t
).tm(’m
’’.tm .tm
p
s
MSp
p
MSpMSp
kg/h 13,4 m
’m - m m
m ’m m
eau
ppeau
eaupp
kg/h 12,1 m
)h-(h
.hm.m’.h’m m
.m.hm ’.h’m .hm .hm
vapeur
se
ppeaupp
vapeur
eausvapeurppevapeurpp
H
H
kW 9,7P
3600
)h-.(hm P
sevapeur
Analyse de la ligne de production de chips de bananes séchées
15 Montpellier SupAgro - Institut des Régions Chaudes
3. Maîtrise des utilités
3.1. Déchloration des eaux de lavage avant rejet dans le milieu
L’étape de désinfection des bananes nécessitant l’emploi d’eau chlorée, dont le volume est
estimé à 20 L pour 100 kg de fruits, il est important de considérer un traitement de cet effluent
avant son rejet dans un cours d’eau. En effet, le chlore peut poser des problèmes
environnementaux, du fait de sa toxicité pour les organismes aquatiques, mais aussi parce
qu’il réagit avec la matière organique présente dans l’eau pour former des composés
organochlorés, également toxiques pour l’environnement.
Une déchloration passive des eaux de lavage est envisageable du fait de la volatilisation
naturelle du chlore. C’est pourquoi, la rétention des eaux chlorées dans un bassin ouvert
pendant plusieurs jours est souhaitable, de manière à ce qu’une partie du chlore résiduel
puisse s’évaporer. La déchloration passive est parfois suffisante pour réduire les
concentrations de chlore à un niveau acceptable. Une déchloration chimique est également
possible mais implique l’emploi de composés chimiques (sulfites ou dioxyde de soufre) et ne
sera donc pas envisagée comme alternative.
De plus, il est recommandé d’utiliser des quantités minimales de chlore, de façon à limiter les
quantités de chlore résiduel rejetées dans les eaux.
3.2. Valorisation des peaux de bananes
A la suite de l’étape de pelage du procédé de fabrication des chips de bananes séchées,
une quantité non négligeable de peaux est générée. En effet, pour un débit de bananes de 100
kg/h, un débit de 39 kg de peaux/h est produit. C’est la raison pour laquelle, une valorisation
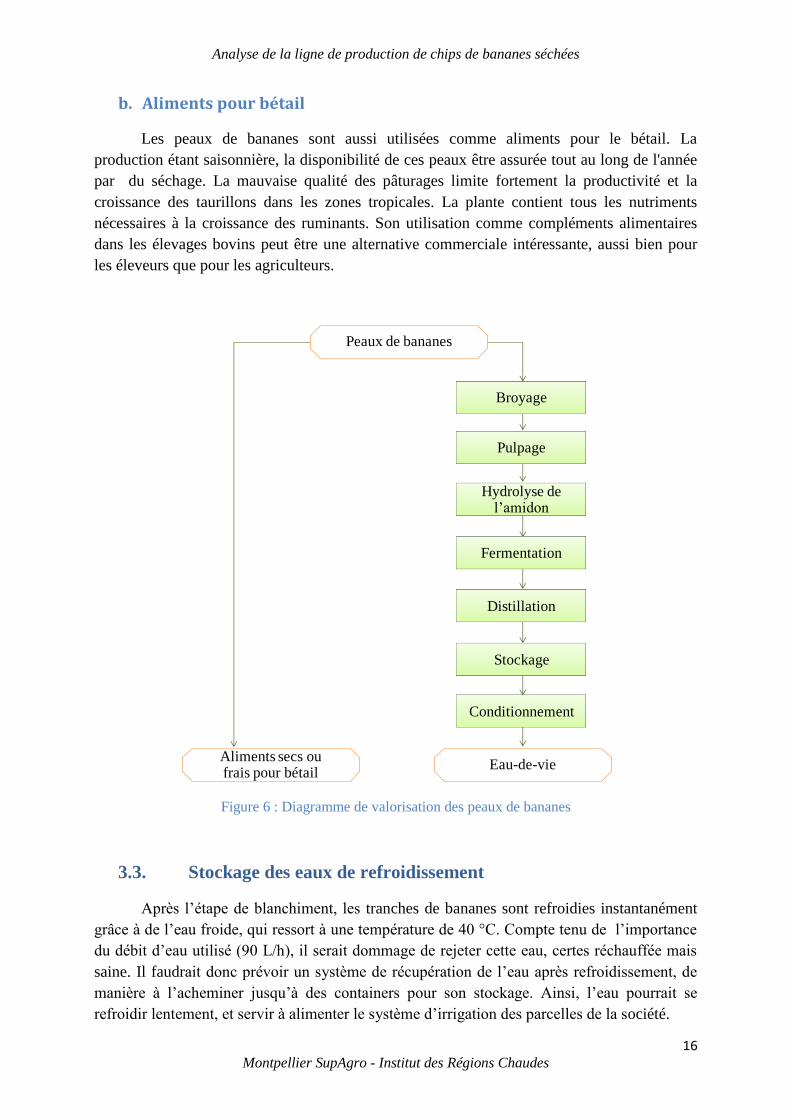
de ces sous-produits est à mettre en place. Deux possibilités sont envisageables (Figure 6) : la
production d’eau-de-vie d’une part, et l’alimentation pour bétail d’autre part.
a. Fabrication d’eau de vie
La peau de banane étant riche en glucides avec une forte teneur en amidon, sa
transformation en eau-de-vie est ainsi possible. L’étape d’hydrolyse de l’amidon permet de
libérer les molécules de glucose afin qu’elles soient transformées en éthanol lors de la
fermentation. Avec 2 700 tonnes de peaux, il est possible d’obtenir 7 200 hectolitres d’eau-
de-vie à 45 °DG. Ainsi, avec un débit de peaux de 39 kg/h, il est possible d’obtenir 10,4 L
d’eau-de-vie.
Si les peaux de bananes sont issues d’une unité de transformation fabricant des chips
de bananes séchées comme c’est le cas de ce travail, il faudra inclure une étape de rinçage des
bananes avant le pelage pour nettoyer les peaux du chlore de l’eau de lavage.
Analyse de la ligne de production de chips de bananes séchées
16 Montpellier SupAgro - Institut des Régions Chaudes
b. Aliments pour bétail
Les peaux de bananes sont aussi utilisées comme aliments pour le bétail. La
production étant saisonnière, la disponibilité de ces peaux être assurée tout au long de l'année
par du séchage. La mauvaise qualité des pâturages limite fortement la productivité et la
croissance des taurillons dans les zones tropicales. La plante contient tous les nutriments
nécessaires à la croissance des ruminants. Son utilisation comme compléments alimentaires
dans les élevages bovins peut être une alternative commerciale intéressante, aussi bien pour
les éleveurs que pour les agriculteurs.
Figure 6 : Diagramme de valorisation des peaux de bananes
3.3. Stockage des eaux de refroidissement
Après l’étape de blanchiment, les tranches de bananes sont refroidies instantanément
grâce à de l’eau froide, qui ressort à une température de 40 °C. Compte tenu de l’importance
du débit d’eau utilisé (90 L/h), il serait dommage de rejeter cette eau, certes réchauffée mais
saine. Il faudrait donc prévoir un système de récupération de l’eau après refroidissement, de
manière à l’acheminer jusqu’à des containers pour son stockage. Ainsi, l’eau pourrait se
refroidir lentement, et servir à alimenter le système d’irrigation des parcelles de la société.
Peaux de bananes
Broyage
Pulpage
Hydrolyse de l’amidon
Fermentation
Distillation
Stockage
Conditionnement
Aliments secs ou frais pour bétail
Eau-de-vie
Analyse de la ligne de production de chips de bananes séchées
17 Montpellier SupAgro - Institut des Régions Chaudes
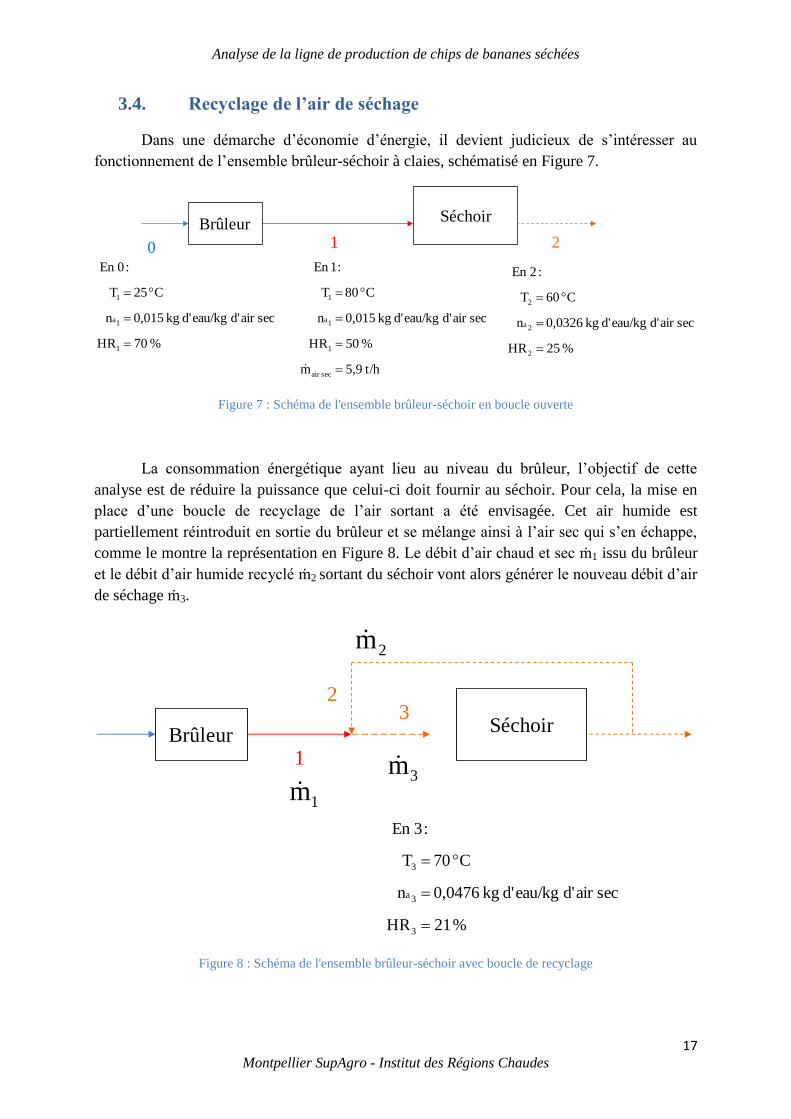
3.4. Recyclage de l’air de séchage
Dans une démarche d’économie d’énergie, il devient judicieux de s’intéresser au
fonctionnement de l’ensemble brûleur-séchoir à claies, schématisé en Figure 7.
Figure 7 : Schéma de l'ensemble brûleur-séchoir en boucle ouverte
La consommation énergétique ayant lieu au niveau du brûleur, l’objectif de cette
analyse est de réduire la puissance que celui-ci doit fournir au séchoir. Pour cela, la mise en
place d’une boucle de recyclage de l’air sortant a été envisagée. Cet air humide est
partiellement réintroduit en sortie du brûleur et se mélange ainsi à l’air sec qui s’en échappe,
comme le montre la représentation en Figure 8. Le débit d’air chaud et sec ṁ1 issu du brûleur
et le débit d’air humide recyclé ṁ2 sortant du séchoir vont alors générer le nouveau débit d’air
de séchage ṁ3.
Figure 8 : Schéma de l'ensemble brûleur-séchoir avec boucle de recyclage
SéchoirBrûleur
1 2
t/h5,9m
% 50HR
secair d' eau/kgd' kg 0,015 n
C 80 T
: 1En
secair
1
1a
1
% 25HR
secair d' eau/kgd' kg 0,0326 n
C 60 T
: 2En
2
2a
2
% 70HR
secair d' eau/kgd' kg 0,015 n
C 25 T
: 0En
1
1a
1
0
SéchoirBrûleur
% 21HR
secair d' eau/kgd' kg 0,0476 n
C 70 T
: 3En
3
3a
3
1
32
1m
2m
3m
Analyse de la ligne de production de chips de bananes séchées
18 Montpellier SupAgro - Institut des Régions Chaudes
Afin de déterminer le nombre de cycles qu’il est possible de réaliser en bouclant l’air
de séchage, il faut évaluer la valeur des paramètres du nouvel air de séchage (en 3),
notamment :
- Son humidité absolue na3, calculée en écrivant le bilan suivant :
1 a1 2 a2 3 a3
avec : ṁ3 ṁ1 ṁ2
- Sa température T3, déterminée en faisant l’hypothèse qu’il s’agit d’une température
moyenne :
T3=T1 T2
2
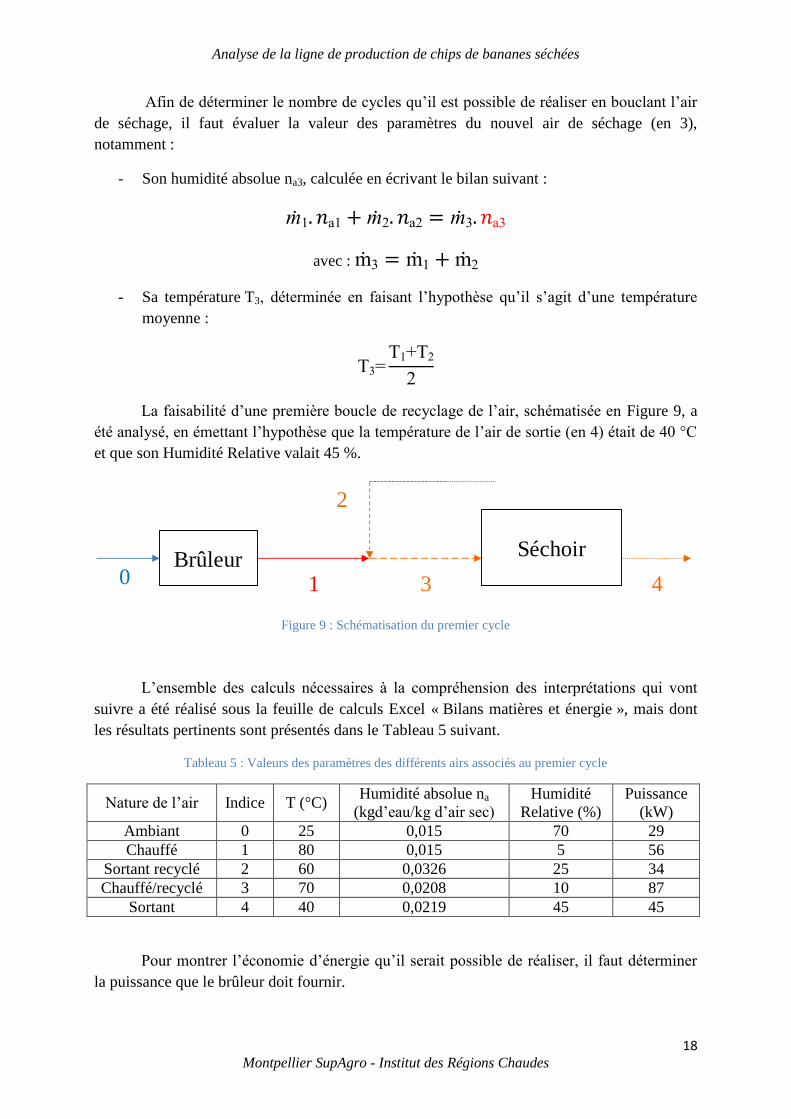
La faisabilité d’une première boucle de recyclage de l’air, schématisée en Figure 9, a
été analysé, en émettant l’hypothèse que la température de l’air de sortie (en 4) était de 40 °C
et que son Humidité Relative valait 45 %.
Figure 9 : Schématisation du premier cycle
L’ensemble des calculs nécessaires à la compréhension des interprétations qui vont
suivre a été réalisé sous la feuille de calculs Excel « Bilans matières et énergie », mais dont
les résultats pertinents sont présentés dans le Tableau 5 suivant.
Tableau 5 : Valeurs des paramètres des différents airs associés au premier cycle
Nature de l’air Indice T (°C) Humidité absolue na
(kgd’eau/kg d’air sec)
Humidité
Relative (%)
Puissance
(kW)
Ambiant 0 25 0,015 70 29
Chauffé 1 80 0,015 5 56
Sortant recyclé 2 60 0,0326 25 34
Chauffé/recyclé 3 70 0,0208 10 87
Sortant 4 40 0,0219 45 45
Pour montrer l’économie d’énergie qu’il serait possible de réaliser, il faut déterminer
la puissance que le brûleur doit fournir.
SéchoirBrûleur
1 3
2
40

Analyse de la ligne de production de chips de bananes séchées
19 Montpellier SupAgro - Institut des Régions Chaudes
Pour un recyclage de 50 % de l’air : Pbrûleur = 24,1 kW, soit une économie de 2,5 kW.
En termes de consommation en gasoil, cette nouvelle puissance permet donc une économie
de
Economie = P . 3600 . d
PCI= 0,189 L/h
avec P la puissance économisée (2,5 kW), d la densité du gasoil (0,8) et PCI le Pouvoir
Calorifique Inférieur du gasoil (38 000 kJ/kg) c’est-à-dire la quantité d’énergie fournie par 1
kg de gasoil.
Ainsi, l’économie de gasoil vaut approximativement 190 mL/h. Pour un séchage d’une durée
moyenne de 9 h, l’économie s’élève donc à 1,7 L au total. Sachant que le brûleur consomme 2
L/h (cf. partie 4.1.), soit 18 L pour 9 h de séchage, il est possible d’économiser 9,4 % de la
consommation normale du brûleur.
Analyse de la ligne de production de chips de bananes séchées
20 Montpellier SupAgro - Institut des Régions Chaudes
4. Choix des équipements
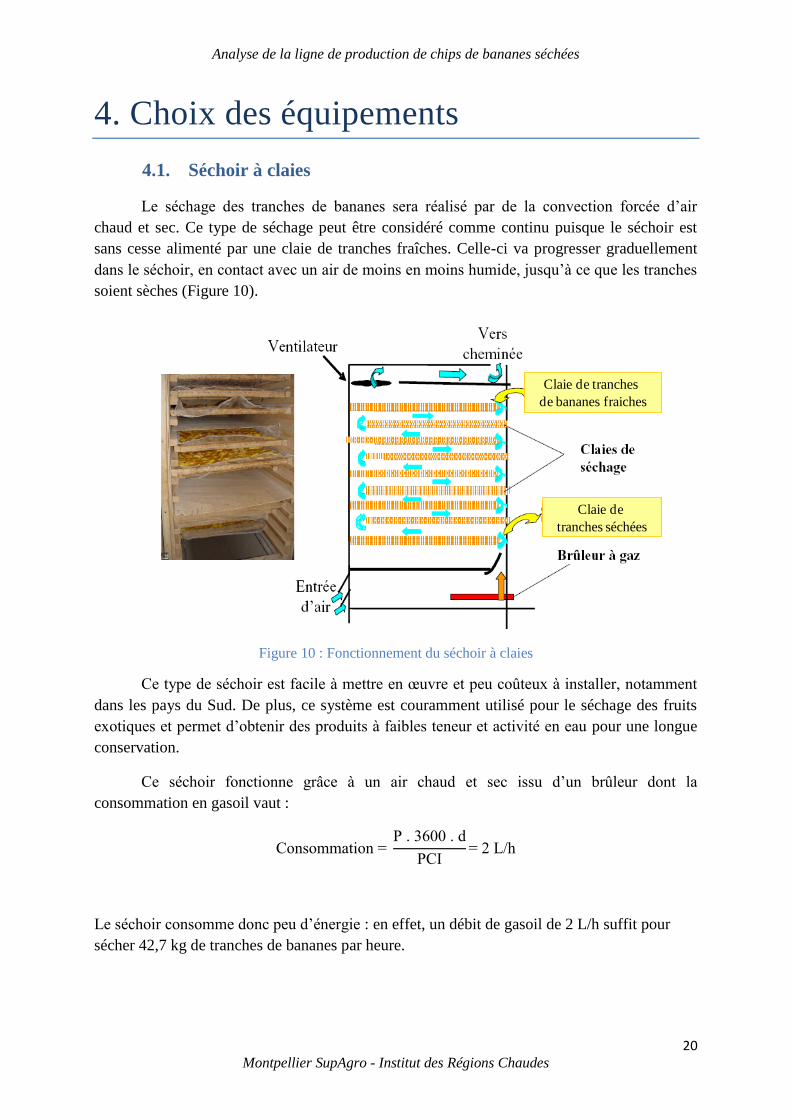
4.1. Séchoir à claies
Le séchage des tranches de bananes sera réalisé par de la convection forcée d’air
chaud et sec. Ce type de séchage peut être considéré comme continu puisque le séchoir est
sans cesse alimenté par une claie de tranches fraîches. Celle-ci va progresser graduellement
dans le séchoir, en contact avec un air de moins en moins humide, jusqu’à ce que les tranches
soient sèches (Figure 10).
Figure 10 : Fonctionnement du séchoir à claies
Ce type de séchoir est facile à mettre en œuvre et peu coûteux à installer, notamment
dans les pays du Sud. De plus, ce système est couramment utilisé pour le séchage des fruits
exotiques et permet d’obtenir des produits à faibles teneur et activité en eau pour une longue
conservation.
Ce séchoir fonctionne grâce à un air chaud et sec issu d’un brûleur dont la
consommation en gasoil vaut :
Consommation = P . 3600 . d
PCI= 2 L/h
Le séchoir consomme donc peu d’énergie : en effet, un débit de gasoil de 2 L/h suffit pour
sécher 42,7 kg de tranches de bananes par heure.
Claie de tranches
de bananes fraiches
Claie de
tranches séchées
Analyse de la ligne de production de chips de bananes séchées
21 Montpellier SupAgro - Institut des Régions Chaudes
La consommation énergétique massique (CEM) du séchoir a été calculée de la façon
suivante :
CEM = Puissance.3 600
Débit d'eau évaporée
= 3 206 kJ/kg d'eau
Il faut donc fournir une chaleur de 3 206 kJ au séchoir pour sécher 1 kg d’eau. La CEM
permettant de comparer des séchoirs, la valeur obtenue est plutôt cohérente puisqu’elle est
proche de l’intervalle correspondant aux séchoirs par entrainements, à savoir 3 300 - 6 500
kJ/kg d’eau, ce qui fait du séchoir à claies l’un des moins énergivores.
o Calcul de la surface totale à traiter par le séchoir
Sachant que le diamètre d’une tranche de banane est de 2,6 cm, la surface d’une face
circulaire vaut donc 5,3 cm². A raison de 10 tranches par banane, et pour une quantité de 769
bananes au total, la surface totale à sécher est donc de 422 405 cm² soit 44 m².
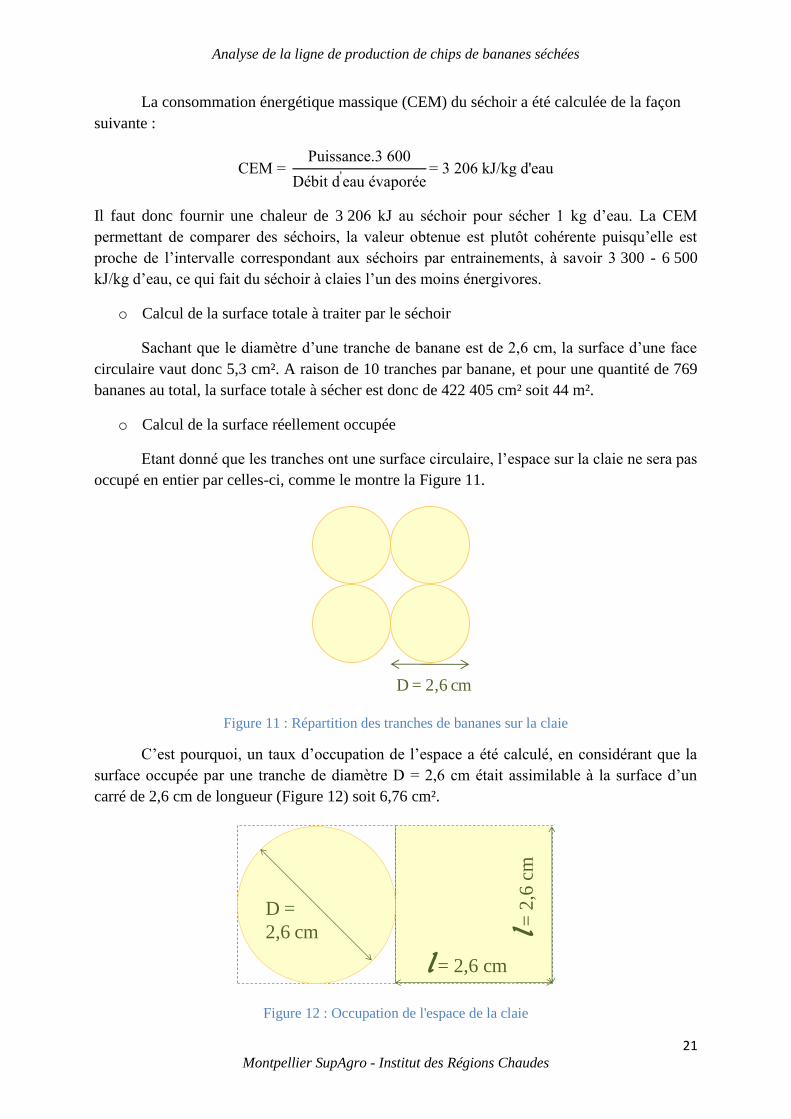
o Calcul de la surface réellement occupée
Etant donné que les tranches ont une surface circulaire, l’espace sur la claie ne sera pas
occupé en entier par celles-ci, comme le montre la Figure 11.
Figure 11 : Répartition des tranches de bananes sur la claie
C’est pourquoi, un taux d’occupation de l’espace a été calculé, en considérant que la
surface occupée par une tranche de diamètre D = 2,6 cm était assimilable à la surface d’un
carré de 2,6 cm de longueur (Figure 12) soit 6,76 cm².
Figure 12 : Occupation de l'espace de la claie
D = 2,6 cm
D =
2,6 cm
l = 2,6 cm
l= 2
,6 c
m
Analyse de la ligne de production de chips de bananes séchées
22 Montpellier SupAgro - Institut des Régions Chaudes
Le taux d’occupation est donc obtenu ainsi :
Taux d'occupation = Surface de la tranche
Surface carrée
La surface total réellement occupée est donc de 54 m² environ.
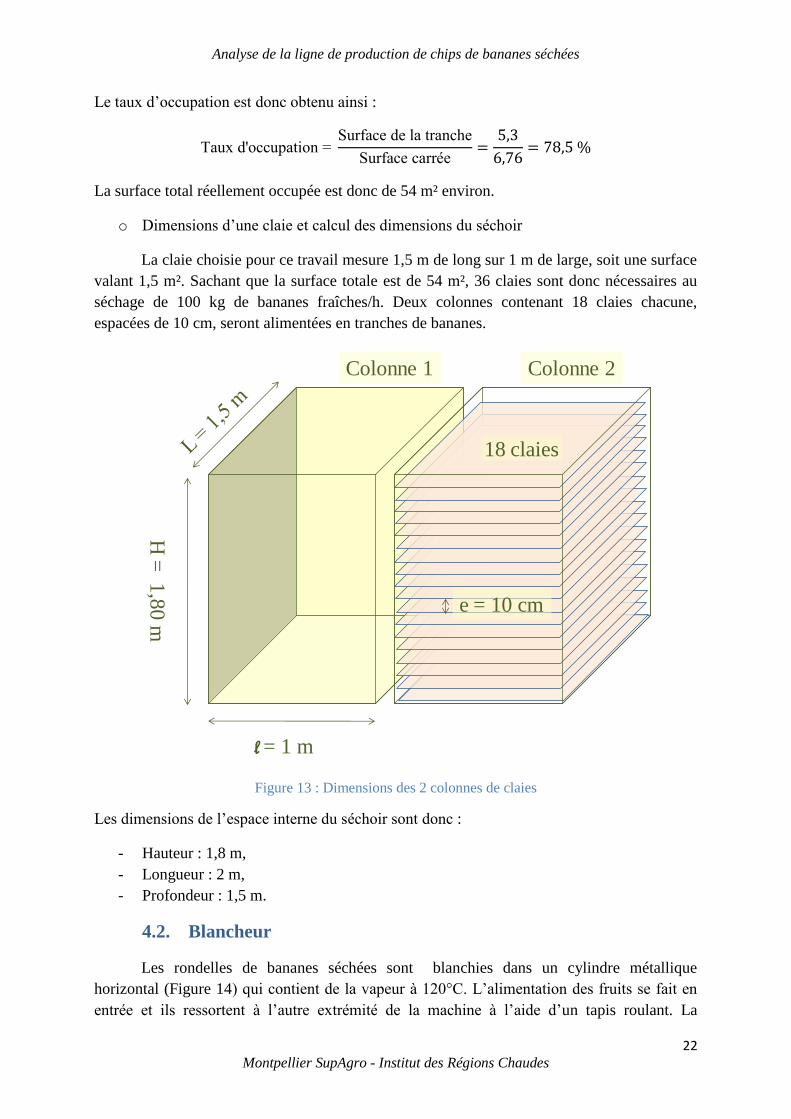
o Dimensions d’une claie et calcul des dimensions du séchoir
La claie choisie pour ce travail mesure 1,5 m de long sur 1 m de large, soit une surface
valant 1,5 m². Sachant que la surface totale est de 54 m², 36 claies sont donc nécessaires au
séchage de 100 kg de bananes fraîches/h. Deux colonnes contenant 18 claies chacune,
espacées de 10 cm, seront alimentées en tranches de bananes.
Figure 13 : Dimensions des 2 colonnes de claies
Les dimensions de l’espace interne du séchoir sont donc :
- Hauteur : 1,8 m,
- Longueur : 2 m,
- Profondeur : 1,5 m.
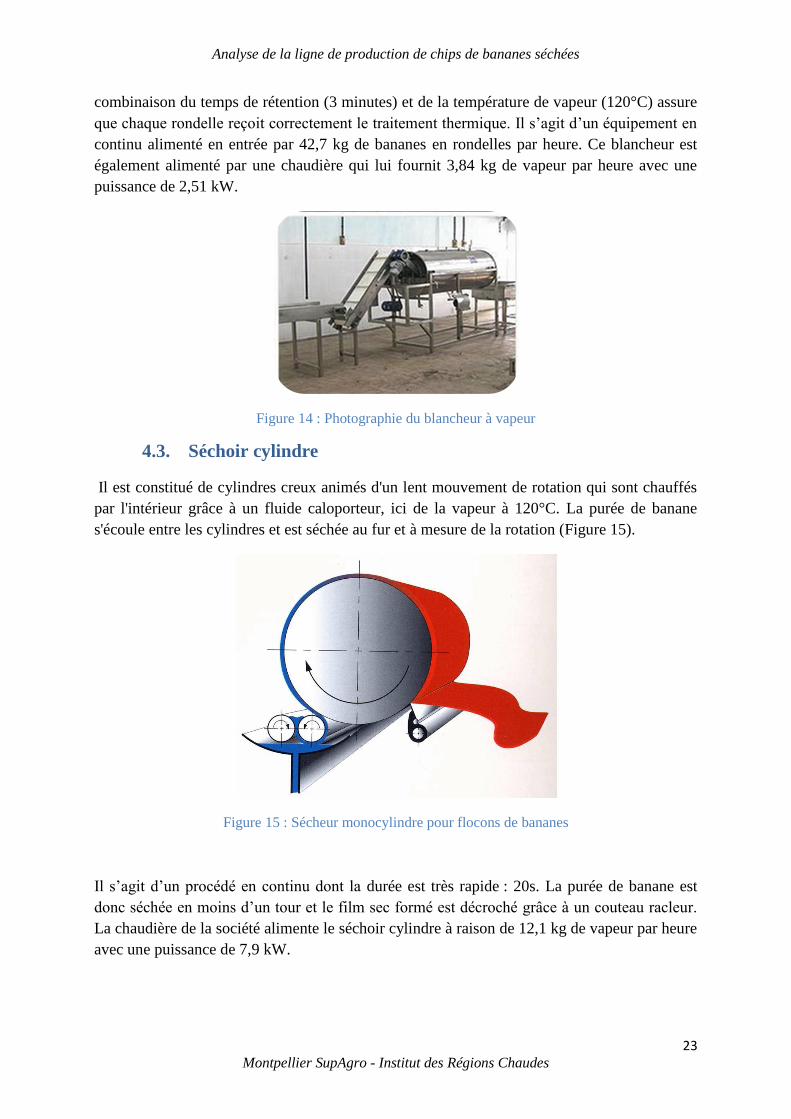
4.2. Blancheur
Les rondelles de bananes séchées sont blanchies dans un cylindre métallique
horizontal (Figure 14) qui contient de la vapeur à 120°C. L’alimentation des fruits se fait en
entrée et ils ressortent à l’autre extrémité de la machine à l’aide d’un tapis roulant. La
l = 1 m
H=
1,8
0 m
e = 10 cm
18 claies
Colonne 1 Colonne 2
Analyse de la ligne de production de chips de bananes séchées
23 Montpellier SupAgro - Institut des Régions Chaudes
combinaison du temps de rétention (3 minutes) et de la température de vapeur (120°C) assure
que chaque rondelle reçoit correctement le traitement thermique. Il s’agit d’un équipement en
continu alimenté en entrée par 42,7 kg de bananes en rondelles par heure. Ce blancheur est
également alimenté par une chaudière qui lui fournit 3,84 kg de vapeur par heure avec une
puissance de 2,51 kW.
Figure 14 : Photographie du blancheur à vapeur
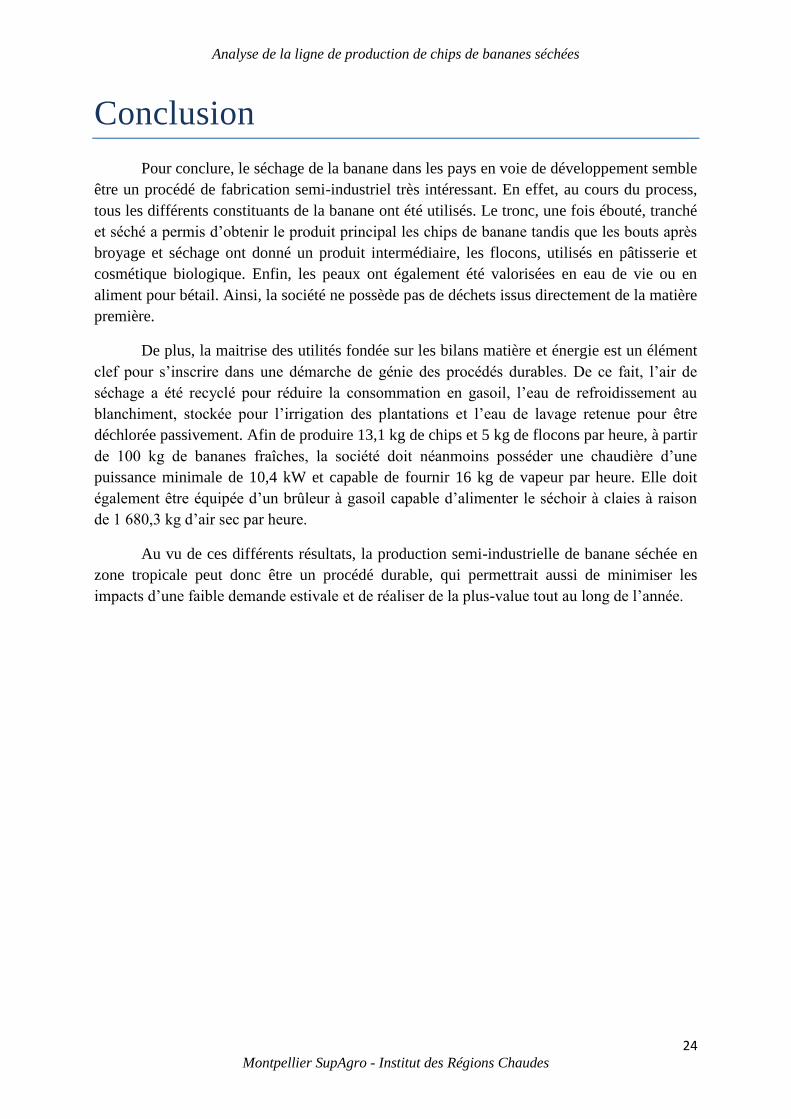
4.3. Séchoir cylindre
Il est constitué de cylindres creux animés d'un lent mouvement de rotation qui sont chauffés
par l'intérieur grâce à un fluide caloporteur, ici de la vapeur à 120°C. La purée de banane
s'écoule entre les cylindres et est séchée au fur et à mesure de la rotation (Figure 15).
Figure 15 : Sécheur monocylindre pour flocons de bananes
Il s’agit d’un procédé en continu dont la durée est très rapide : 20s. La purée de banane est
donc séchée en moins d’un tour et le film sec formé est décroché grâce à un couteau racleur.
La chaudière de la société alimente le séchoir cylindre à raison de 12,1 kg de vapeur par heure
avec une puissance de 7,9 kW.
Analyse de la ligne de production de chips de bananes séchées
24 Montpellier SupAgro - Institut des Régions Chaudes
Conclusion
Pour conclure, le séchage de la banane dans les pays en voie de développement semble
être un procédé de fabrication semi-industriel très intéressant. En effet, au cours du process,
tous les différents constituants de la banane ont été utilisés. Le tronc, une fois ébouté, tranché
et séché a permis d’obtenir le produit principal les chips de banane tandis que les bouts après
broyage et séchage ont donné un produit intermédiaire, les flocons, utilisés en pâtisserie et
cosmétique biologique. Enfin, les peaux ont également été valorisées en eau de vie ou en
aliment pour bétail. Ainsi, la société ne possède pas de déchets issus directement de la matière
première.
De plus, la maitrise des utilités fondée sur les bilans matière et énergie est un élément
clef pour s’inscrire dans une démarche de génie des procédés durables. De ce fait, l’air de
séchage a été recyclé pour réduire la consommation en gasoil, l’eau de refroidissement au
blanchiment, stockée pour l’irrigation des plantations et l’eau de lavage retenue pour être
déchlorée passivement. Afin de produire 13,1 kg de chips et 5 kg de flocons par heure, à partir
de 100 kg de bananes fraîches, la société doit néanmoins posséder une chaudière d’une
puissance minimale de 10,4 kW et capable de fournir 16 kg de vapeur par heure. Elle doit
également être équipée d’un brûleur à gasoil capable d’alimenter le séchoir à claies à raison
de 1 680,3 kg d’air sec par heure.
Au vu de ces différents résultats, la production semi-industrielle de banane séchée en
zone tropicale peut donc être un procédé durable, qui permettrait aussi de minimiser les
impacts d’une faible demande estivale et de réaliser de la plus-value tout au long de l’année.
Analyse de la ligne de production de chips de bananes séchées
25 Montpellier SupAgro - Institut des Régions Chaudes
Bibliographie
Espiard E (2002). Introduction à la transformation industrielle des fruits. TEC&DOC, Paris,
360 p.
Jadé E (2000). Mise en place d’une unité de séchage de fruits tropicaux à Belize. Thèse de
Master of Science, Ensia Siarc, Montpellier, 74 p.
Cherramy I (1991). Séchage par entrainement – Application à la banane de Santa Marta
(Colombie). Thèse, Ensia Siarc, Montpellier, 61 p.
Cattin J-L (1993). Mise en place de critères de qualité pour le procédé de séchage de la
banane à la Samaria (Colombie). Mémoire de fin d’études, Ensia Siarc, Montpellier, 80 p.
Lassoudière A (2007). Le bananier et sa culture. Quae, Versailles, 384 p.
Hui Y (2007). Food Drying Science and Technology: Microbiology, Chemistry, Application.
DEStech publications, Lancaster, Etats-Unis, 792 p.
Analyse de la ligne de production de chips de bananes séchées
26 Montpellier SupAgro - Institut des Régions Chaudes
Table des illustrations
o Figures
Figure 1 : Banane de référence ................................................................................................... 3
Figure 2 : Dimensions d'une tranche de banane ......................................................................... 3
Figure 3 : Vitesses de détérioration en fonction de l'activité en eau .......................................... 4
Figure 4 : Diagramme de fabrication ......................................................................................... 7
Figure 5 : Schéma d'un séchoir cylindre .................................................................................... 9
Figure 6 : Diagramme de valorisation des peaux de bananes .................................................. 16
Figure 7 : Schéma de l'ensemble brûleur-séchoir en boucle ouverte ....................................... 17
Figure 8 : Schéma de l'ensemble brûleur-séchoir avec boucle de recyclage ........................... 17
Figure 9 : Schématisation du premier cycle ............................................................................. 18
Figure 10 : Fonctionnement du séchoir à claies ....................................................................... 20
Figure 11 : Répartition des tranches de bananes sur la claie .................................................... 21
Figure 12 : Occupation de l'espace de la claie ......................................................................... 21
Figure 13 : Dimensions des 2 colonnes de claies ..................................................................... 22
Figure 14 : Photographie du blancheur à vapeur ...................................................................... 23
Figure 15 : Sécheur monocylindre pour flocons de bananes.................................................... 23
o Tableaux
Tableau 1 : Répartitions chez Mayan King ................................................................................ 2
Tableau 2 : Caractéristiques de la banane de référence.............................................................. 3
Tableau 3 : Composition des bananes fraîche et séchées ........................................................... 4
Tableau 4 : Composition de la poudre de banane ...................................................................... 5
Tableau 5 : Valeurs des paramètres des différents airs associés au premier cycle .................. 18





























