Embed Size (px)
Citation preview
GF Machining Solutions
DRILL 300AgieCharmilles

2 AgieCharmilles DRILL 300
Swiss design and quality

La solution gagnante
Perçage EDM à haute vitesse
Trous d’une qualité optimale
Contrôle puissant
Préparation rapide
Haut niveau d’autonomie et d’automatisation
GF Machining Solutions
4
6
8
10
14
16
18
Sommaire
DRILL 300La solution gagnante pour le perçage de trous de refroidissement sur les composants de moteurs d’avionDans les moteurs d’avion actuels, la température atteinte dans
la chambre de combustion peut avoisiner le point de fusion de
l’alliage de nickel utilisé. Afin de former un film d’air de refroi-
dissement sur la surface des composants pour éviter la fusion
de l’alliage de nickel, il est nécessaire de percer des trous de
refroidissement sur la surface incurvée des composants tels
que les aubes, les pales et les anneaux de cerclage des turbines.
La productivité et la qualité maximales de l’usinage de ces trous
de refroidissement demeurent toujours la principale préoccu-
pation des fabricants de composants de moteur d’avion.
4 AgieCharmilles DRILL 300
La DRILL 300 est équipée du dernier générateur numérique
de GF Machining Solutions, permettant d’optimiser en per-
manence le processus de perçage à chaque impulsion. En
conséquence, la vitesse d’usinage a été augmentée de façon
significative par rapport au perçage EDM classique.
La technologie est choisie en fonction des résultats souhaités.
Par exemple, en choisissant la technologie «qualité», l’usure
de l’électrode est automatiquement diminuée et la couche
affectée par la chaleur est réduite à quelques microns.
Inversement, l’opérateur peut choisir la technologie «vitesse»
pour produire des trous le plus rapidement possible.
Grâce à la configuration à six axes, il est possible de pro-
grammer et d’usiner des trous de différents angles et posi-
tions, offrant une plus grande flexibilité pour la conception
des pièces.
En utilisant le changeur automatique d’électrode/guide
(AEC/AGC), plusieurs trous de diamètres différents peuvent
être usinés automatiquement, augmentant ainsi l’autonomie
de la machine.
Grâce à un large éventail de technologies optimisées pour
les matériaux électriquement conducteurs comme l’Inconel,
l’acier et les métaux durs, la DRILL 300 est une solution ga-
gnante pour le perçage de trous de refroidissement pour
l’aérospatiale ainsi que pour d’autres applications indus-
trielles telles que les outils de découpe, l’automobile,
le secteur médical et les plateaux de matrice.
Réponse de GF Machining Solutions

5 AgieCharmilles DRILL 300
Fort de 60 d’expérience dans la fabrication de machines d’électroérosion, GF Machining Solutions a développé une nouvelle machine de perçage EDM, la DRILL 300. Cette machine est fabriquée en Suisse pour offrir des performances exceptionnelles dans l’usinage de trous de refroidissement pour les composants de moteur d’avion.
6 AgieCharmilles DRILL 300
100 mm
60 mm
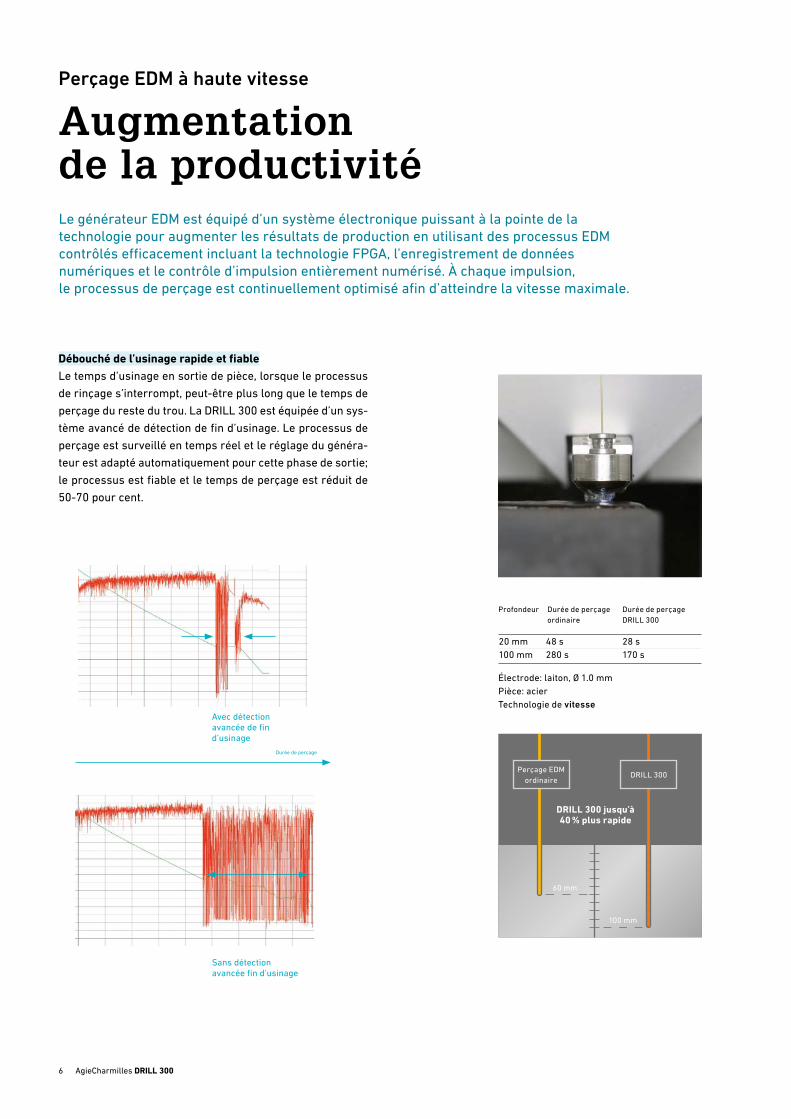
Perçage EDM à haute vitesse
Augmentation de la productivitéLe générateur EDM est équipé d’un système électronique puissant à la pointe de la technologie pour augmenter les résultats de production en utilisant des processus EDM contrôlés efficacement incluant la technologie FPGA, l’enregistrement de données numériques et le contrôle d’impulsion entièrement numérisé. À chaque impulsion, le processus de perçage est continuellement optimisé afin d’atteindre la vitesse maximale.
Durée de perçage
Sans détection avancée fin d’usinage
Avec détection avancée de fin d’usinage
20 mm100 mm
48 s280 s
Profondeur
Électrode: laiton, Ø 1.0 mmPièce: acierTechnologie de vitesse
Durée de perçage ordinaire
28 s170 s
Durée de perçage DRILL 300
DRILL 300 jusqu’à 40 % plus rapide
Perçage EDM ordinaire
DRILL 300
Débouché de l’usinage rapide et fiableLe temps d’usinage en sortie de pièce, lorsque le processus
de rinçage s’interrompt, peut-être plus long que le temps de
perçage du reste du trou. La DRILL 300 est équipée d’un sys-
tème avancé de détection de fin d’usinage. Le processus de
perçage est surveillé en temps réel et le réglage du généra-
teur est adapté automatiquement pour cette phase de sortie;
le processus est fiable et le temps de perçage est réduit de
50-70 pour cent.
7 AgieCharmilles DRILL 300
Acier
Métal dur
Inconel 718
Aluminium
Cuivre
5
5
5 510
20
510
20
40
10
20
40
60
40
80 80
10
20
40
10
20
40
60
80
10
40
60
80
10
40
5050
40
60
80
100
40
80
100
1010
202020
40
80
10
20
40
60
80
100
10
20
40
80
10
20
40
60
80 80
100
120
150
10
20
40
20
40
60
40
60
100
120
150 150
80
20
40
150
80
20
40
150
40
80
3 3
510
3
3
510
20
3
4040
10
20
10
31 31 31
49
31
49
1010
202020
5 510
3 3 3
40
20
3
10
53
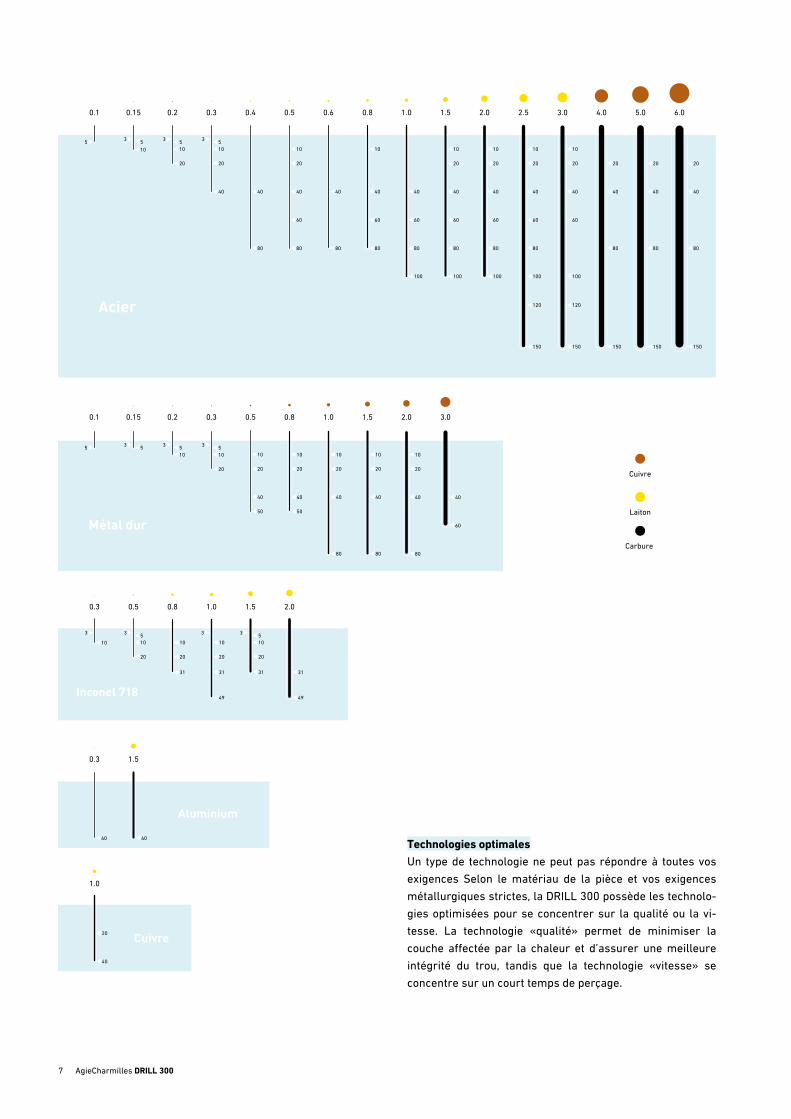
0.1 0.15 0.2 0.3 0.4 0.5 0.6 1.0 1.5 2.0 2.5 3.0 4.0 5.0 6.00.8
0.1 0.15 0.2 0.3 0.5 1.0 1.5
0.3 1.5
2.0 3.0
Cuivre
Laiton
Carbure
0.8
0.3 0.5 1.0
1.0
1.5 2.00.8
Technologies optimalesUn type de technologie ne peut pas répondre à toutes vos
exigences Selon le matériau de la pièce et vos exigences
métallurgiques strictes, la DRILL 300 possède les technolo-
gies optimisées pour se concentrer sur la qualité ou la vi-
tesse. La technologie «qualité» permet de minimiser la
couche affectée par la chaleur et d’assurer une meilleure
intégrité du trou, tandis que la technologie «vitesse» se
concentre sur un court temps de perçage.
8 AgieCharmilles DRILL 300
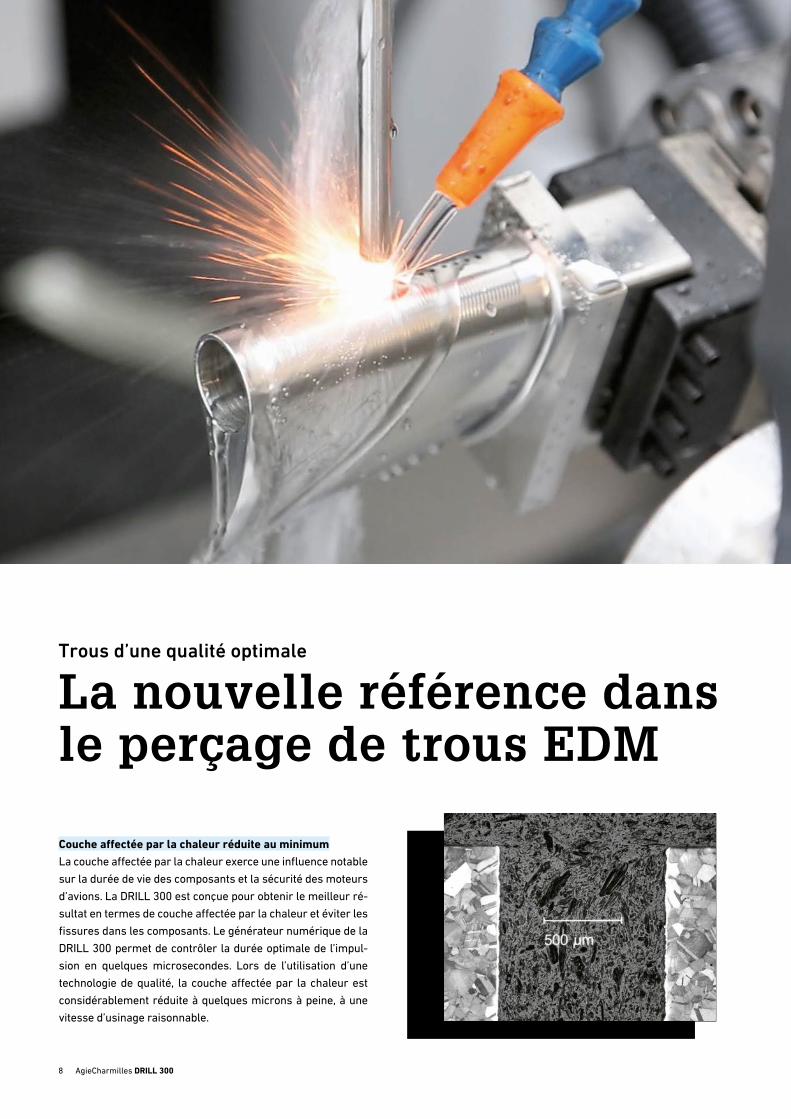
Trous d’une qualité optimale
La nouvelle référence dans le perçage de trous EDM
Couche affectée par la chaleur réduite au minimumLa couche affectée par la chaleur exerce une influence notable
sur la durée de vie des composants et la sécurité des moteurs
d’avions. La DRILL 300 est conçue pour obtenir le meilleur ré-
sultat en termes de couche affectée par la chaleur et éviter les
fissures dans les composants. Le générateur numérique de la
DRILL 300 permet de contrôler la durée optimale de l’impul-
sion en quelques microsecondes. Lors de l’utilisation d’une
technologie de qualité, la couche affectée par la chaleur est
considérablement réduite à quelques microns à peine, à une
vitesse d’usinage raisonnable.
9 AgieCharmilles DRILL 300
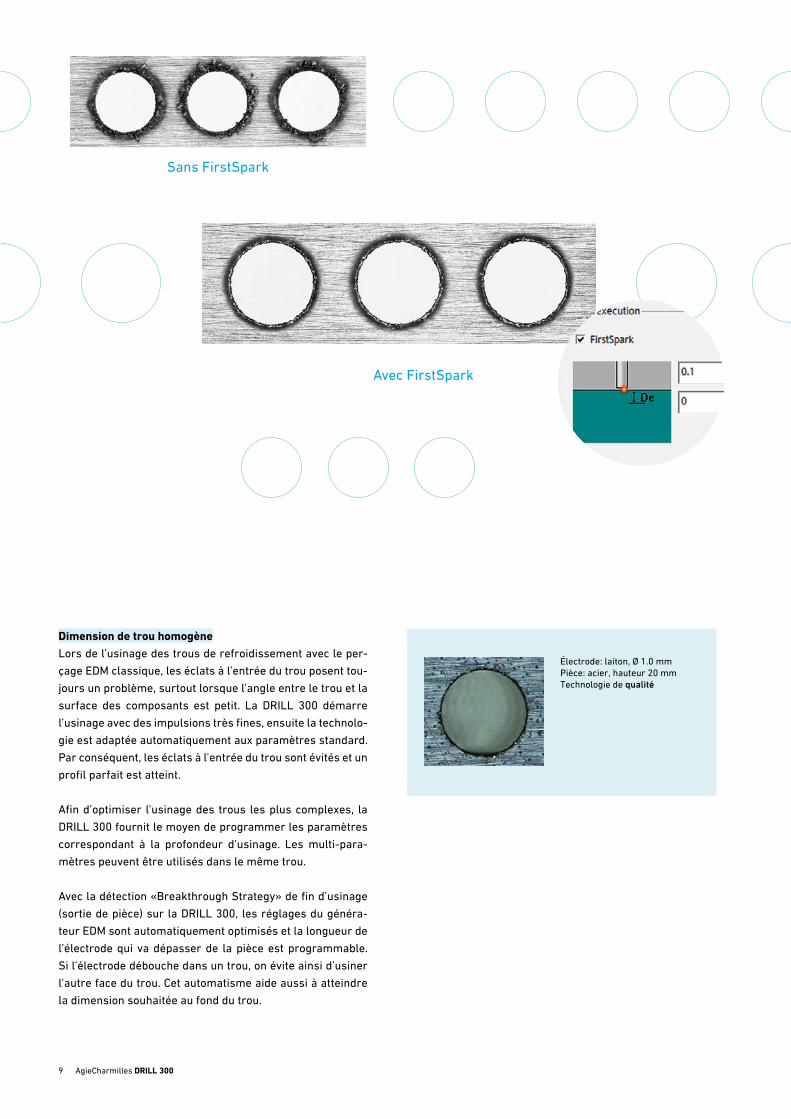
Avec FirstSpark
Sans FirstSpark
Électrode: laiton, Ø 1.0 mmPièce: acier, hauteur 20 mmTechnologie de qualité
Dimension de trou homogèneLors de l’usinage des trous de refroidissement avec le per-
çage EDM classique, les éclats à l’entrée du trou posent tou-
jours un problème, surtout lorsque l’angle entre le trou et la
surface des composants est petit. La DRILL 300 démarre
l’usinage avec des impulsions très fines, ensuite la technolo-
gie est adaptée automatiquement aux paramètres standard.
Par conséquent, les éclats à l’entrée du trou sont évités et un
profil parfait est atteint.
Afin d’optimiser l’usinage des trous les plus complexes, la
DRILL 300 fournit le moyen de programmer les paramètres
correspondant à la profondeur d’usinage. Les multi-para-
mètres peuvent être utilisés dans le même trou.
Avec la détection «Breakthrough Strategy» de fin d’usinage
(sortie de pièce) sur la DRILL 300, les réglages du généra-
teur EDM sont automatiquement optimisés et la longueur de
l’électrode qui va dépasser de la pièce est programmable.
Si l’électrode débouche dans un trou, on évite ainsi d’usiner
l’autre face du trou. Cet automatisme aide aussi à atteindre
la dimension souhaitée au fond du trou.

10 AgieCharmilles DRILL 300
Commande numérique puissante
Pour la gestion de l’usinage complexe de trous
Contrôle CNCAfin de répondre aux exigences des différentes applications,
la DRILL 300 peut être configurée avec différentes cinéma-
tiques: XYZW, XYZWBA, XYZWAB, XYZWB1C1, XYZWB1,
XYZWAB1. Des trous de diamètres de positions et d’angles
différents sont facilement programmables.
Unité de contrôleL’interface utilisateur graphique est basée sur le système
d’exploitation Windows et permet un contrôle en temps réel
du procédé EDM. Le système fonctionne avec des logos et
des pages d’écran de dialogue qui se suivent de manière
logique. Cela permet même à de nouveaux utilisateurs de
comprendre rapidement le principe de l’EDM et de réduire le
temps de production.

11 AgieCharmilles DRILL 300
Opération manuelle – Perçage facileLe mode manuel comprend tous les cycles utiles à la mise
en place de la pièce, ainsi que la programmation facile et
rapide pour l’usinage d’un seul trou (un trou sur une page)
ainsi que la gestion de l’électrode et du guide.
Préparation du travailLa machine peut importer des programmes d’usinage aux
formats XML.NCC, ISO.NCC et PAT.NCC (compatible avec
perçage AC CAM), ou préparer le programme manuelle-
ment avec la fonction TEACH. Les paramètres de chaque
usinage peuvent être modifiés avec la fonction Edition.
Le programme peut être vérifié graphiquement.
Exécution du travailCette page permet d’activer l’usinage ou les cycles de me-
sure automatiques. Tous les usinages, les paramètres et les
positions de trous sont également surveillés sur cette page.
12 AgieCharmilles DRILL 300
Préparation rapide
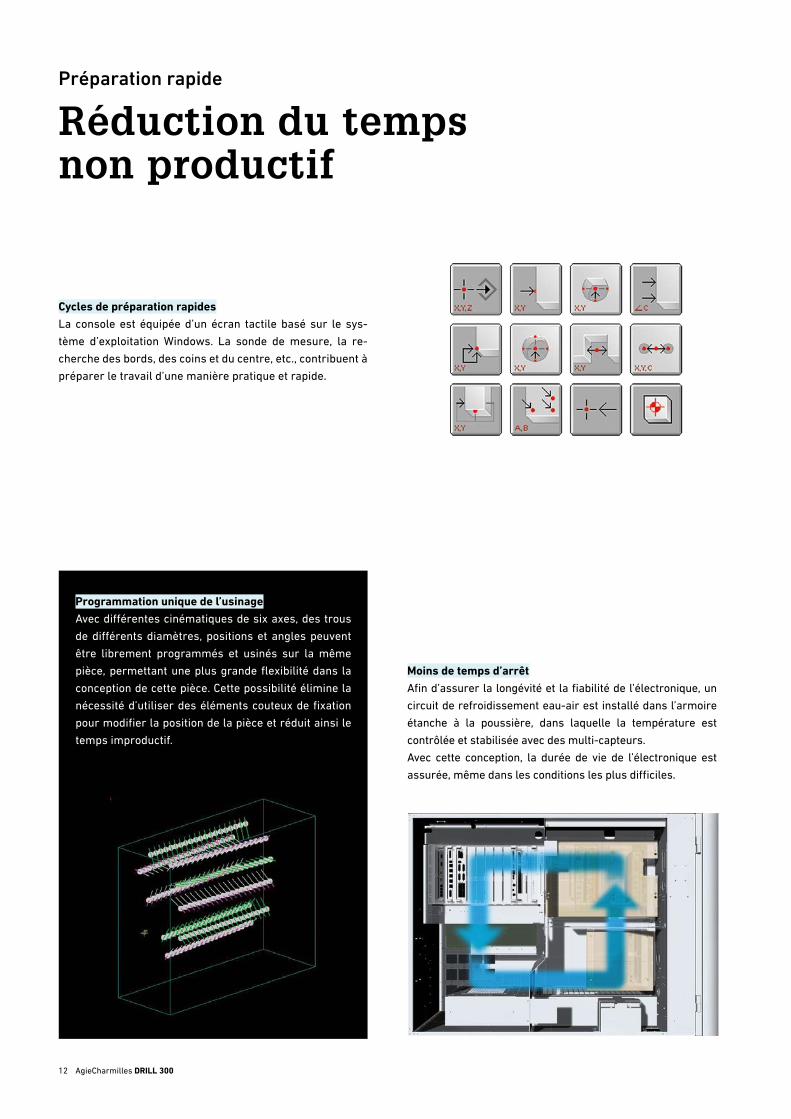
Programmation unique de l’usinageAvec différentes cinématiques de six axes, des trous
de différents diamètres, positions et angles peuvent
être librement programmés et usinés sur la même
pièce, permettant une plus grande flexibilité dans la
conception de cette pièce. Cette possibilité élimine la
nécessité d’utiliser des éléments couteux de fixation
pour modifier la position de la pièce et réduit ainsi le
temps improductif.
Réduction du temps non productif
Cycles de préparation rapidesLa console est équipée d’un écran tactile basé sur le sys-
tème d’exploitation Windows. La sonde de mesure, la re-
cherche des bords, des coins et du centre, etc., contribuent à
préparer le travail d’une manière pratique et rapide.
Moins de temps d’arrêtAfin d’assurer la longévité et la fiabilité de l’électronique, un
circuit de refroidissement eau-air est installé dans l’armoire
étanche à la poussière, dans laquelle la température est
contrôlée et stabilisée avec des multi-capteurs.
Avec cette conception, la durée de vie de l’électronique est
assurée, même dans les conditions les plus difficiles.

13 AgieCharmilles DRILL 300
Haut niveau d’autonomie et d’automatisation
Filtration automatique et contrôle de conductivitéGrâce à son réservoir d’eau de 200 litres et sa bouteille de
résine de 10 litres en configuration standard, la filtration et
la conductivité de l’eau sont automatiquement contrôlées.
Pour une productivité maximale
Changeur automatique de pièceAvec le kit d’automatisation en option, la DRILL 300 peut
se connecter à un robot externe pour gérer automatique-
ment le changement de pièces.
Changeur automatique d’électrode /guideLe changeur d’électrode/guide linéaire optionnel 16/4 et le
changeur d’électrode/guide rotatif optionnel 50/8 sont dispo-
nibles sur la DRILL 300. AEC/AGC 16/4 est une solution abor-
dable et AEC/AGC 50/8 est une solution avec la plus longue
autonomie pour une productivité maximale.
14 AgieCharmilles DRILL 300
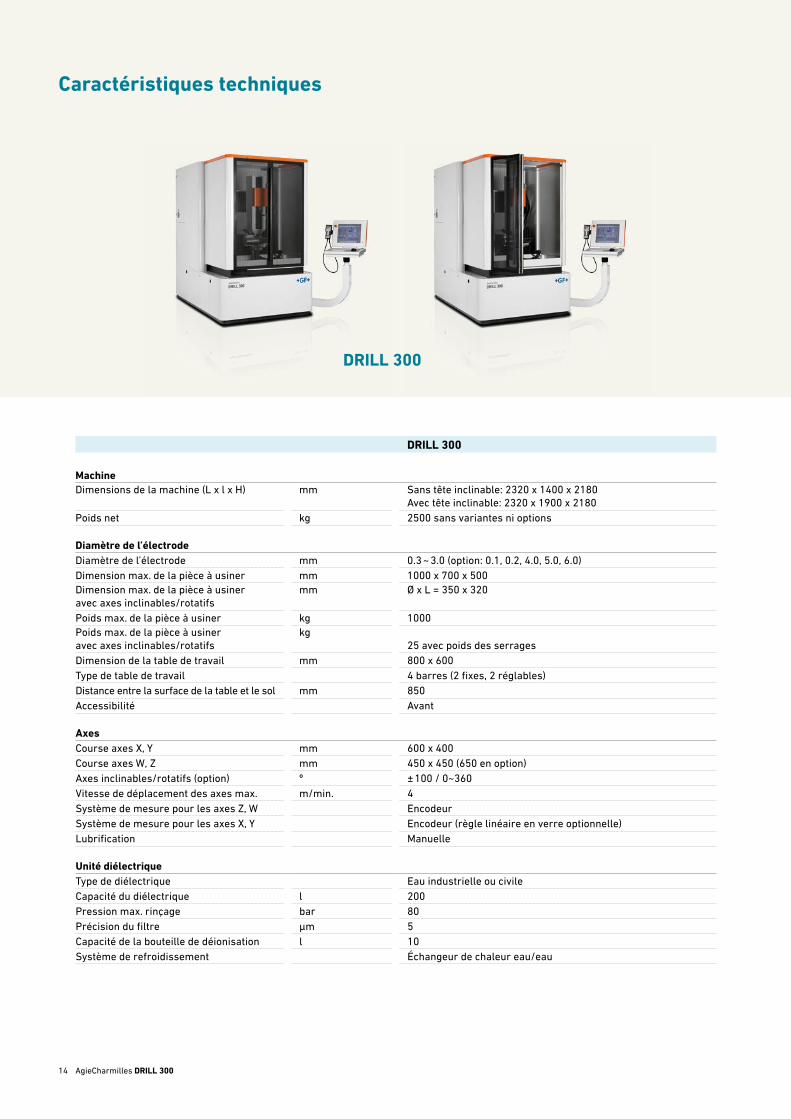
DRILL 300
Caractéristiques techniques
DRILL 300
MachineDimensions de la machine (L x l x H) mm Sans tête inclinable: 2320 x 1400 x 2180
Avec tête inclinable: 2320 x 1900 x 2180Poids net kg 2500 sans variantes ni options
Diamètre de l’électrodeDiamètre de l’électrode mm 0.3 ~ 3.0 (option: 0.1, 0.2, 4.0, 5.0, 6.0)Dimension max. de la pièce à usiner mm 1000 x 700 x 500Dimension max. de la pièce à usineravec axes inclinables/rotatifs
mm Ø x L = 350 x 320
Poids max. de la pièce à usiner kg 1000Poids max. de la pièce à usiner avec axes inclinables/rotatifs
kg25 avec poids des serrages
Dimension de la table de travail mm 800 x 600Type de table de travail 4 barres (2 fixes, 2 réglables)Distance entre la surface de la table et le sol mm 850Accessibilité Avant
AxesCourse axes X, Y mm 600 x 400Course axes W, Z mm 450 x 450 (650 en option)Axes inclinables/rotatifs (option) º ± 100 / 0~360Vitesse de déplacement des axes max. m/min. 4Système de mesure pour les axes Z, W EncodeurSystème de mesure pour les axes X, Y Encodeur (règle linéaire en verre optionnelle)Lubrification Manuelle
Unité diélectriqueType de diélectrique Eau industrielle ou civileCapacité du diélectrique l 200Pression max. rinçage bar 80Précision du filtre µm 5Capacité de la bouteille de déionisation l 10Système de refroidissement Échangeur de chaleur eau/eau
15 AgieCharmilles DRILL 300
DRILL 300
GénérateurType de générateur ISPGCourant de travail moyen max. A 60Système de refroidissement dans la cabine Échangeur de chaleur air/eau
Commande numériqueÉcran plat Écran plat tactile 17’’Clavier StandardSouris StandardCapacité de stockage > 230 GB HD, 1024 MB RAMPort interface USB et EthernetUnité de mesure MétriqueFormat commande Absolu/incrémentalCoordonne le système Machine, pièceNombre max. d’usinage dans le programme 500Axes servocommandés X, Y, Z, W, A, BFichiers d’importation XML.NCC, ISO.NCC, PAT.NCCCAD/CAM intégré AC CAM DRILL standardDétection des premières étincelles StandardCompensation de l’usure de l’électrode StandardDétection des percées StandardDocumentation intégrée Standard
Alimentation électriqueTension d’entrée trois phases V 380 ou 400Variations permissibles de +10 % à -10 %Fréquence Hz 50 ou 60Consommation d’énergie kVA 4.2Courant nominal A 6
Eau de refroidissement lors de l’utilisation de l’échangeur de chaleurDébit minimum requis l/min 20Température °C < Tworkshop – 9° C
Air compriméZone de pression entre bar 6 à 8Débit minimum requis m3/h 5Diamètre extérieur de la pipe de connexion mm 10
Options principalesChangeur automatique d’électrode /guide AEC/AGC 16/4, AEC/AGC 50/8Tête inclinable ° Max. ~ ± 45 Course longue de l’axe Z mm 650Table tournante/pivotante
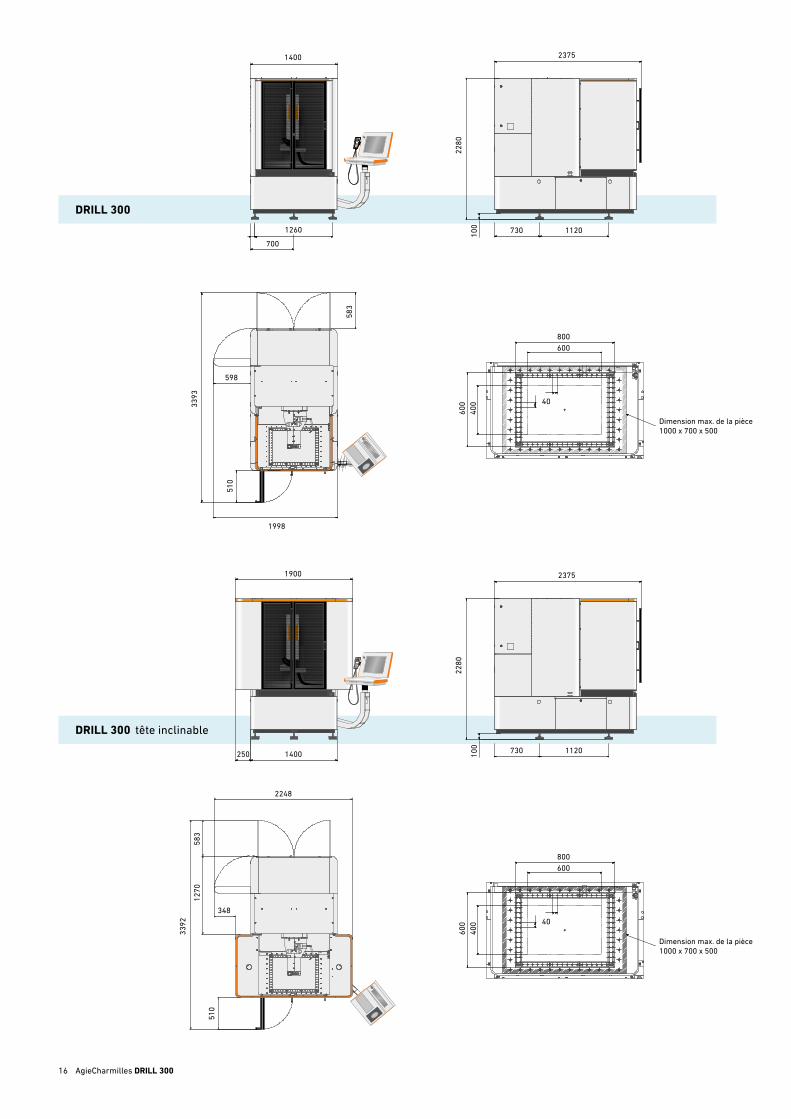
16 AgieCharmilles DRILL 300
DRILL 300
DRILL 300 tête inclinable
1400 2375
800
Dimension max. de la pièce 1000 x 700 x 500
600
40
600
400
730 1120
1998
700
1260
598
3393
2280
100
583
510
1900 2375
800
Dimension max. de la pièce 1000 x 700 x 500
600
40
600
400
730 1120
2248
250 1400
348
3392
2280
100
583
1270
510
17 AgieCharmilles DRILL 300
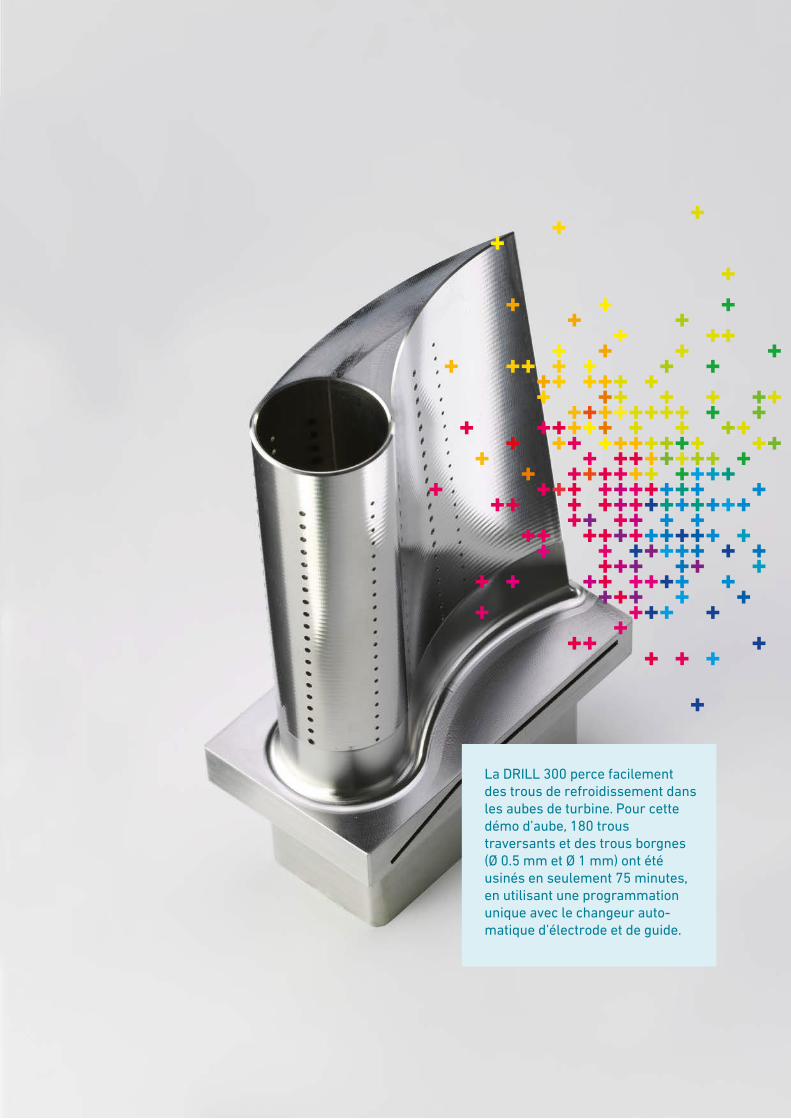
La DRILL 300 perce facilement des trous de refroidissement dans les aubes de turbine. Pour cette démo d’aube, 180 trous traversants et des trous borgnes (Ø 0.5 mm et Ø 1 mm) ont été usinés en seulement 75 minutes, en utilisant une programmation unique avec le changeur auto-matique d’électrode et de guide.

GF Machining Solutions
18 AgieCharmilles DRILL 30018
Milling
Fraisage grande vitesse et hautes performances. Par rap-
port aux fraiseuses conventionnelles, les centres HSM se
caractérisent par une vitesse de coupe jusqu’à 10 fois supé-
rieure. Ils permettent en outre d’obtenir une plus grande
précision et de meilleures qualités de surface. Cela permet
aussi de traiter dans une large mesure des matériaux trem-
pés sans préparation. L’avantage majeur du HSM est de ré-
duire de manière significative la chaîne de production par
une intégration systématique. Le HSM est devenu, parallèle-
ment à l’EDM, l’une des technologies clés de l’usinage de
pièces et de la fabrication d’outils.
EDM
Electroérosion. L’électroérosion permet d’usiner les princi-
paux matériaux, indépendamment de leur dureté (par
exemple l’acier et le titane), avec une précision allant
jusqu’au micron, sans action mécanique. En raison de ces
caractéristiques, l’électroérosion compte parmi les techno-
logies clés de l’usinage de moules et la fabrication d’outils.
On distingue deux procédés: l’électroérosion à fil et l’électro-
érosion par enfonçage.
Laser
Texturation laser. L’usinage laser complète et étend les
technologies de GF Machining Solutions et permet aux
clients de se démarquer par la texturation, la gravure, la
microstructuration et le marquage de formes géométriques
simples en 2D ou plus complexes en 3D. Comparée aux trai-
tements de surfaces traditionnels réalisés au moyen de
processus d’usinage manuels, la texturation laser offre des
avantages économiques, écologiques et ouvre de nouvelles
voies au design.
Automation
Tooling, Automation, Software. Systèmes de bridage et de
palettisation (tooling) pour la fixation des pièces et outils;
dispositifs d’automatisation et logiciels système permettant
la configuration de machines-outils; saisie et échange de
données entre les différents composants d’un système.
Customer Services
Operations, Machine and Business Support. Le Customer
Services propose tout type de services pour les machines GF
Machining Solutions avec trois niveaux de support. Opera-
tions Support comprend toute la gamme des pièces d’usure
et les consommables tel que les fils, les filtres, les élec-
trodes, les résines, et autres matériels. Machine Support
s’étend à tous les services liés aux pièces de rechange, au
support technique et à la maintenance pré ventive. Business
Support offre des solutions techniques personnalisées en
fonction des besoins clients.

19 AgieCharmilles DRILL 300
GF Machining Solutions
En brefNous permettons à nos clients de gérer leurs affaires de manière efficace et rentable en leur offrant des solutions innovantes en matière de Fraisage, Electroérosion, Laser et Automatisation. Notre offre est assortie d’un éventail complet de Services Clients.
www.gfms.com
© G
F M
achi
ning
Sol
utio
ns M
anag
emen
t SA
, 201
5
Les
donn
ées
tech
niqu
es e
t les
illu
stra
tions
s’e
nten
dent
san
s
enga
gem
ent.
Elle
s ne
son
t pas
des
pro
prié
tés
gara
ntie
s et
sont
suj
ette
s à
des
chan
gem
ents
.