Embed Size (px)
Citation preview
Améliorez vos processus grâce à la cartographie de la chaîne de valeur
(Value Stream Mapping)
CAHIER D’ACTIVITÉS
economie.gouv.qc.ca/mpa_carto

• C
AH
IER
D’A
CTI
VIT
ÉS
•
1
Introduction
ACTIVITÉ 1 – Mise en contexte
•Avez-vousdéjàréalisédesprojetsd’améliorationquiontapportédesgainslocaux,maissanspourautantobtenirderetombéessignificativessurletempsderéponse,surlescoûtsglobauxouencoresurleniveaudesstocks? Oui Non
•Avez-vousaméliorél’efficacitéd’ungoulotpourfinalementconstaterquelesgainsdeproductivitéglobaleétaientminimes? Oui Non
•Avez-vouseffectuédesexercicesd’éliminationdesgaspillages(ex.:5S)sansvouspréoccuperdesfluxdematières? Oui Non
•Quelsontétélesrésultats?
Am
éli
or
ez
vo
s p
ro
ce
ss
us
gr
âc
e à
lA
cA
rto
gr
Ap
hie
d
e l
A c
hA
îne
de
vA
leu
r (V
alu
e S
tre
am
ma
pp
ing
)
2
• 2Cartographie de la chaîne de valeur actuelle
ACTIVITÉ 2 – Cartographie de la chaîne de valeur actuelle chez VAP
•Surunefeuillevierge11x17po,positionnezdansl’ordresuivant:
1.l’icôneclient;2.lacasededonnéesclients;3.lescasesdeprocédésenpartantdel’avalversl’amont;4.lesopérateurs;5.unecasededonnéesdeprocédés;6.deuxpointsdestockageavecleursdonnées;7.deuxlignesdeflux;8.unecasededonnéesfournisseurs.
ACTIVITÉ 3 – Témoignages vidéo
• C
AH
IER
D’A
CTI
VIT
ÉS
•
3
• 3Cartographie de la chaîne de valeur remaniée
ACTIVITÉ 4 – Cartographie de la chaîne de valeur remaniée chez VAP
•Survotrecartedechaîneactuelle,répondezauxquestionsquisuiventavec,depréférence,uncrayonrouge:
1. Quel est le temps takt ? (Voirlaformuleenbasdepage.)*
Inscrivezletempstaktdanslacasededonnéesclients.
2. Où peut-on envisager le flux continu ?
Tracezuneboîteautourdesprocédésquevouscroyezpouvoirlierparunflux.
3. Où serait-il pratique d’instaurer un flux tiré avec dépôt kanban afin d’assurer une régularité en amont ?
TracezsurlacarteactuellelescouloirsPEPSainsiquelesdépôtsenvisageables.
4. Quel est votre procédé régulateur ?
Rappel:Leprocédérégulateurestl’endroitoùl’ordonnancementdelaproductionsefait.Ildoitproduirelebienlivrableaurythmedelademande.
Ildoitrépondreàl’undesdeuxcritèressuivants:
1.Êtreledernierprocédéencontinuavantl’expédition;
2.Danslecasdefabricationsurcommande,oùlesprocédéssontreliéspardescouloirsPEPSjusqu’àl’expédition,ils’agiraduprocédéenamontduPEPS.
Leprocédérégulateurest: *Nm=nombredeminutestravailléesparjour(minutes/jour)
NC=nombred’unitésàproduireparjourpourrépondreauxcommandesduclient(unités/jour)
Letempstakt(minutes/unité)=Nm/NC
Am
éli
or
ez
vo
s p
ro
ce
ss
us
gr
âc
e à
lA
cA
rto
gr
Ap
hie
d
e l
A c
hA
îne
de
vA
leu
r (V
alu
e S
tre
am
ma
pp
ing
)
4
5. Les rythmes du procédé régulateur et des autres procédés peuvent-ils respecter le temps takt ? Et combien d’employés seront requis à la cellule d’assemblage ?
Pourcefaire:
1.Évaluezsilesduréesdetravailrequisesduprocédérégulateuretdesautresprocédésenamontpourrépondreàlademandesontinférieuresà8heures.
2.Déterminezlachargedetravailduprocédéd’assemblagerequisepoursatisfairelademande.
3.Déterminezlenombred’employésrequisauprocédéd’assemblagepermettantderépondreàlachargedetravailsuruneduréedetravailde8heures.
4.Inscrivezlesnouvellesdonnéesdanslescasesdedonnéesappropriées.
6. Quelles sont les autres améliorations en matière de processus qui seront requises ?
Tracezl’icônekaizensurlacarteactuelleoùilseraitpertinentd’apporterdesaméliorationsciblées.
• C
AH
IER
D’A
CTI
VIT
ÉS
•
5
• 4Élaboration et suivi du plan d’implantation de la chaîne de valeur remaniée
ACTIVITÉ 5 – Élaboration et suivi du plan d’implantation de la chaîne de valeur remaniée
1. Élaboration des boucles de procédés.
Toujourssurlacarteactuelleetenutilisantuncrayonrouge:
1.Tracezlaboucleduprocessusrégulateuretnommez-la.
2.Tracezlesbouclesconnexesetnommez-les.
2. Dans le tableau suivant, inscrivez dans la première colonne le nom de chacune des boucles de l’aval vers l’amont; dans la deuxième colonne, les principales actions à réaliser; et dans la troisième, les objectifs visés pour chacune des boucles.
Boucles de procédés Actions Objectifs
Am
éli
or
ez
vo
s p
ro
ce
ss
us
gr
âc
e à
lA
cA
rto
gr
Ap
hie
d
e l
A c
hA
îne
de
vA
leu
r (V
alu
e S
tre
am
ma
pp
ing
)
6
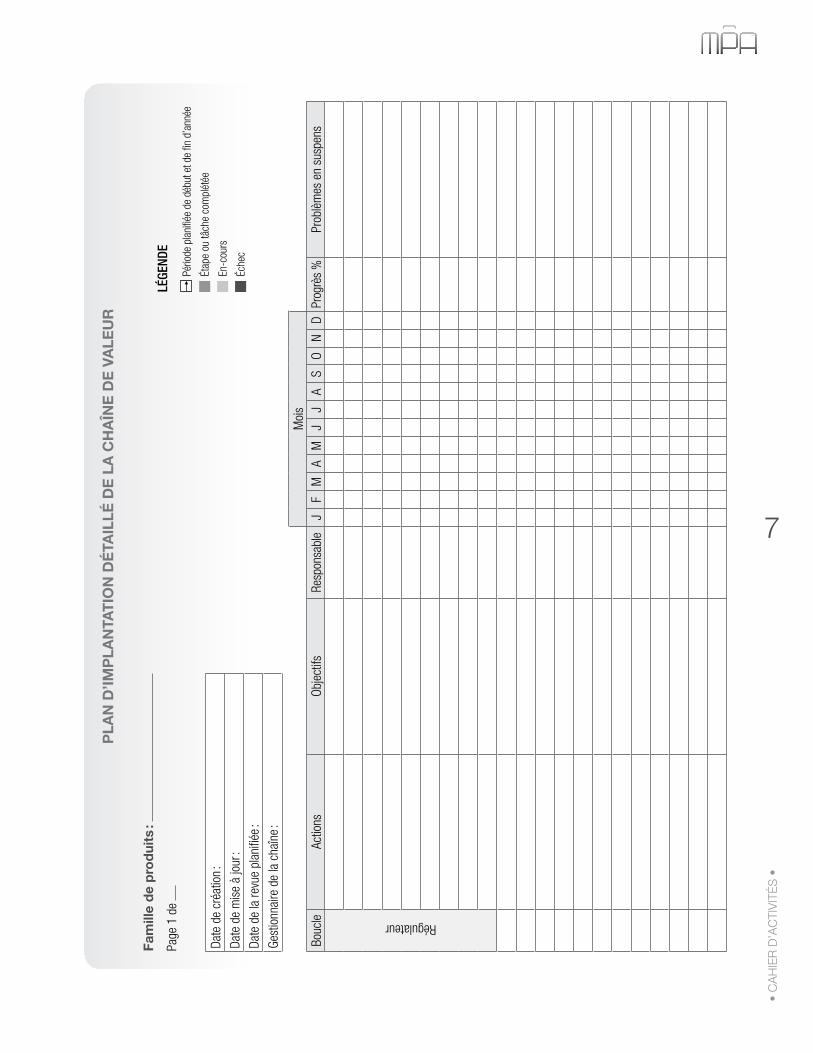
3. Conception et suivi du plan d’implantation détaillé.
Concevezunplandétailléenutilisantlepland’implantationviergeci-joint(tenezcomptedelaséquenced’optimisationsuivante):
1.Créezunfluxcontinuparlaconstitutiondecellulesmanufacturièresdontlerythmecorrespondaucycledeproduction(takt time).
2.ÉtablissezlescouloirsPEPSentrelescellulesouleséquipementsdelaboucle.
3.FaitesensortequelerythmedescellulesoudeséquipementsenamontdescouloirsPEPSrespectelecycledeproduction.
4.Lissezlacombinaisondeproduitssoitenimplantantuneboîteheijunkaauprocessusrégulateur,soitenmettantenplaceundépôtkanbanàfluxtiréenamont.
5.Réalisezdiversesaméliorationsquiéliminerontdesgaspillages,commeréduirelatailledeslots,diminuerlestempsdemiseencourse,implanteruneautomain-tenanceouunemaintenancepréventive,etc.
6.Standardisezleprocédéetimplantezlejidoka.Lejidoka(ouAutonomation by human touch)consisteàconcevoirdespostesdetravailoùlesmachiness’arrêtentautomatiquementlorsqu’unenon-conformitéseproduitetquipermetauxopérateursdereconnaîtreetdecorrigerlasourcedenon-conformitéoud’arrêterlachaînelecaséchéant.Lejidokaestconstituéd’instructionsdetravail,d’arrêtsautomatiques,d’andon(dispositifpoursignalerlesproblèmesàunpostedetravail),dedispositifsantierreur(poka-yoke),decontrôledelaqualitéàlasourceetdecorrectiondescausesfondamentalesdesproblèmes.Cettedernièreétapepeutsefairedansundeuxièmetemps,soitaprèsavoiroptimiséchaqueboucleetréaménagél’usineselonlachaînedevaleurremaniée.
• C
AH
IER
D’A
CTI
VIT
ÉS
•
7
PLA
n D
’IMP
LAn
TAT
IOn
DÉ
TAIL
LÉ D
E L
A C
HA
înE
DE
VA
LEu
R
Fam
ille
de
pro
dui
ts :
Page
1 d
e
Date
de
créa
tion
:
Date
de
mis
e à
jour
:
Date
de
la re
vue
plan
ifiée
:
Gest
ionn
aire
de
la c
haîn
e :
Moi
sBo
ucle
Actio
nsOb
ject
ifsRe
spon
sabl
eJ
FM
AM
JJ
AS
ON
DPr
ogrè
s %
Prob
lèm
es e
n su
spen
s
Régulateur
LÉGE
NDE
Pério
de p
lani
fiée
de d
ébut
et d
e fin
d’a
nnée
Étap
e ou
tâch
e co
mpl
étée
En-c
ours
Éche
c
Am
éli
or
ez
vo
s p
ro
ce
ss
us
gr
âc
e à
lA
cA
rto
gr
Ap
hie
d
e l
A c
hA
îne
de
vA
leu
r (V
alu
e S
tre
am
ma
pp
ing
)
8
AbréviAtion et description des données
Case de données client
Client
Demande mensuelle
Qté/contenant
Horaire de production
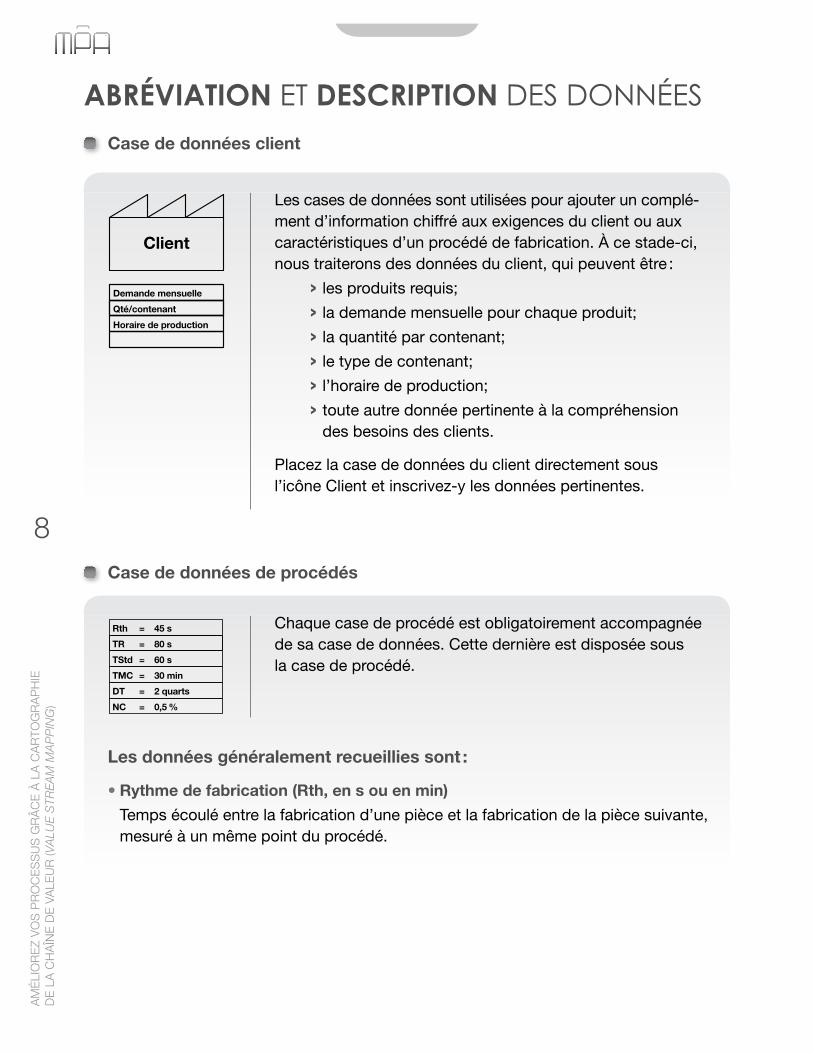
Lescasesdedonnéessontutiliséespourajouteruncomplé-mentd’informationchiffréauxexigencesduclientouauxcaractéristiquesd’unprocédédefabrication.Àcestade-ci,noustraiteronsdesdonnéesduclient,quipeuventêtre:
> lesproduitsrequis; > lademandemensuellepourchaqueproduit; > laquantitéparcontenant; > letypedecontenant; > l’horairedeproduction; > touteautredonnéepertinenteàlacompréhensiondesbesoinsdesclients.
Placezlacasededonnéesduclientdirectementsousl’icôneClientetinscrivez-ylesdonnéespertinentes.
Case de données de procédés
Rth = 45 s
TR = 80 s
TStd = 60 s
TMC = 30 min
DT = 2 quarts
NC = 0,5 %
Chaquecasedeprocédéestobligatoirementaccompagnéedesacasededonnées.Cettedernièreestdisposéesouslacasedeprocédé.
Les données généralement recueillies sont :
•Rythme de fabrication (Rth, en s ou en min)
Tempsécouléentrelafabricationd’unepièceetlafabricationdelapiècesuivante,mesuréàunmêmepointduprocédé.
• C
AH
IER
D’A
CTI
VIT
ÉS
•
9
•Temps à valeur ajoutée ou de transformation (TV, en s ou en min)
Tempsécouléaucoursdelatransformationduproduitparleprocédéenquestion.LeRthetleTVsontidentiquesdanslesprocédés,oùuneseulemachineouunseulassembleurfaitpartiedeceprocédé.Parfois,ilestpertinentdescinderleTVen:
> temps réel (TR) :letempstelquelecompilelesystèmed’acquisitiondetemps(feuilledetemps,scan);
> temps standard (TStd) :letempsattribuéàl’opérationetquiestgénéralementutilisédanslesdevisouenplanification.
Recensercesdeuxdonnéespermetdesouleverlesécartsimportantsetd’approfondirl’analyse.
•Délai d’exécution (DE, en s ou min)
Tempsécouléentrelemomentoùunematièreestmanipuléepourl’exécutiondelapremièreétapeduprocédéjusqu’aumomentoùelleestprélevéeàlasuitedesadernièretransformation(ex.:unechaînedepeinturecomportanttroisétapesdepeintureetunfourdeséchage.Ledélaid’exécutionpourraêtrededeuxheures).
•Temps de mise en course (TMC, en min ou en h)
Tempsécouléentreladernièrepièced’unlotetlapremièrebonnepiècedulotsuivant.
•Durée de travail (DT, en heure ou en quart de travail)
Duréeplanifiéeoùleprocédéestenmarche.Onexclutdeladuréedetravaillespauses,lesentretienspréventifs,lesnettoyagesetlesréunions.
•Temps utilisable (Tu, en heure, ou en %)
Portiondeladuréedetravailquepeutexigerleprocédépourlafamilledeproduitsàl’étude.
•Lot (lot = qté)
Quantitédecomposantesconstituantunlotdefabrication.
•non-conformité (nC, en %)
Pourcentagederejets.
Am
éli
or
ez
vo
s p
ro
ce
ss
us
gr
âc
e à
lA
cA
rto
gr
Ap
hie
d
e l
A c
hA
îne
de
vA
leu
r (V
alu
e S
tre
am
ma
pp
ing
)
10
•Taux de rendement global (TRG, en %)1
Mesurederendementdesmachinesquitientcomptedetroistaux:TRG=tauxdedisponibilitéxtauxd’efficacitéxtauxdequalité.
•nombre d’articles (nbre itm)
Nombred’articlesdifférentsliésàlafamilledeproduitsquisonttransformésparleprocédé.
•CPC (jour, semaine, mois)
Chaquepièce,chaquejour(ousemaineou…),indiqueàquellefréquencelespiècessontproduites.Ilexisteunerelationdirecteentrelafréquenceetlagrosseurdulot.
1LeMDEIEoffreuneformationMPAsurleTRG:www.economie.gouv.qc.ca/mpa
Remarque
Lesdonnéesdebaseàrecueillirsontlerythme,letempsàvaleurajoutée(sidifférentdurythme)etladuréedetravail.
• C
AH
IER
D’A
CTI
VIT
ÉS
•
11
notes
Am
éli
or
ez
vo
s p
ro
ce
ss
us
gr
âc
e à
lA
cA
rto
gr
Ap
hie
d
e l
A c
hA
îne
de
vA
leu
r (V
alu
e S
tre
am
ma
pp
ing
)
12
notes
• C
AH
IER
D’A
CTI
VIT
ÉS
•
13

©GouvernementduQuébecTousdroitsréservés,2011
MD-491