Embed Size (px)
Citation preview
Version 1.2 / Mai 2015
Analyse de Cycle de Vie des procédés d’extrusion et de thermoformage des emballages plastiques
Ce document est la propriété exclusive des sociétés ECO-EMBALLAGES et ELIPSO et ne saurait être utilisé, reproduit, représenté, transmis ou divulgué sans leur accord préalable et explicite.
2
1. INTRODUCTION
Le thermoformage est un procédé permettant de former des emballages plastiques (pots, barquettes, gobelets, etc.), à partir d’une feuille de plastique (généralement présentée sous forme de bobine). Des granulés de plastique sont chauffés et transformés en feuille via un procédé d’extrusion. On donne ensuite une forme à cette feuille en plaquant la matière dans un moule et en la refroidissant. Les procédés d’extrusion et de thermoformage peuvent se faire en ligne ou en deux étapes distinctes. Les emballages vides ainsi formés sont empilés et transportés vers l’étape de conditionnement du produit.
Afin d’accompagner les fabricants et utilisateurs d’emballages plastiques thermoformés dans leur démarche d’éco-conception, Eco-Emballages et Elipso ont souhaité améliorer la connaissance et la représentativité des données d’Analyse de Cycle de Vie (ACV) sur les procédés d’extrusion et de thermoformage. Ils ont demandé à Quantis de réaliser une étude sur le bilan environnemental de ces procédés et d’identifier les pistes à privilégier pour diminuer les impacts environnementaux des industriels.
Les procédés de transformation de la matière plastique suivants sont étudiés dans la présente étude :
► l’extrusion et co-extrusion en feuilles
► le thermoformage de feuilles
► l’extrusion/ co-extrusion de feuilles suivi d’un thermoformage en ligne
Les objectifs de l’étude sont :
► identifier les principaux contributeurs aux impacts environnementaux des procédés de transformation de la matière plastique
► déterminer sur la base des contributeurs majeurs aux impacts les actions qui peuvent être mises en place par les industriels pour réduire l’impact de leur procédé
► fournir des inventaires du cycle de vie (ICV) représentatifs des procédés de thermoformage existants à l’échelle française
Six entreprises clés du secteur ont contribué à cette étude en fournissant les données nécessaires à l’élaboration des inventaires: CGL Pack, Ono Packaging, Knauf industries, Plastobreiz, Coveris et le Groupe Guillin. Nous les remercions vivement pour leur participation active.
Cette étude est présentée en détail dans le rapport complet « Analyse de cycle de vie des procédés d’extrusion et de thermoformage des emballages plastiques » qui a fait l’objet d’une revue critique par des experts indépendants.
2. DESCRIPTION DES SYSTEMES ETUDIES
L’unité fonctionnelle est la performance quantifiée d’un système, elle est utilisée comme référence dans une analyse de cycle de vie. L’unité fonctionnelle retenue est
« Transformer 1 kg de matière plastique mise en œuvre par le procédé X »
Ici, le terme « matière plastique » est générique, il peut intégrer des additifs (par exemple des anti-poussière ou anti-buée) et correspond à la matière en entrée de procédé de transformation, hors réintégration des chutes de production.
Les systèmes étudiés prennent en compte l’ensemble des consommations et rejets associés aux procédés tels que :
► Les consommations d’eau et d’énergie (électricité et gaz naturel)
► Les consommables (moules, filtres, charlottes en plastique, détergents et solvants, etc.)
► La construction et la fin de vie de l’usine, incluant ses équipements (machines)
► Le transport et le traitement des chutes de production (internes et externes)
► Le transport et le traitement des déchets de production (consommables)
3
► Le traitement des eaux usées
► Les rejets dans l’air
La production de la matière mise en œuvre, ainsi que la production des gaz pouvant être utilisés pour expanser la matière ne sont pas incluses dans le système modélisé, conformément aux pratiques dans les bases de données d’inventaires.
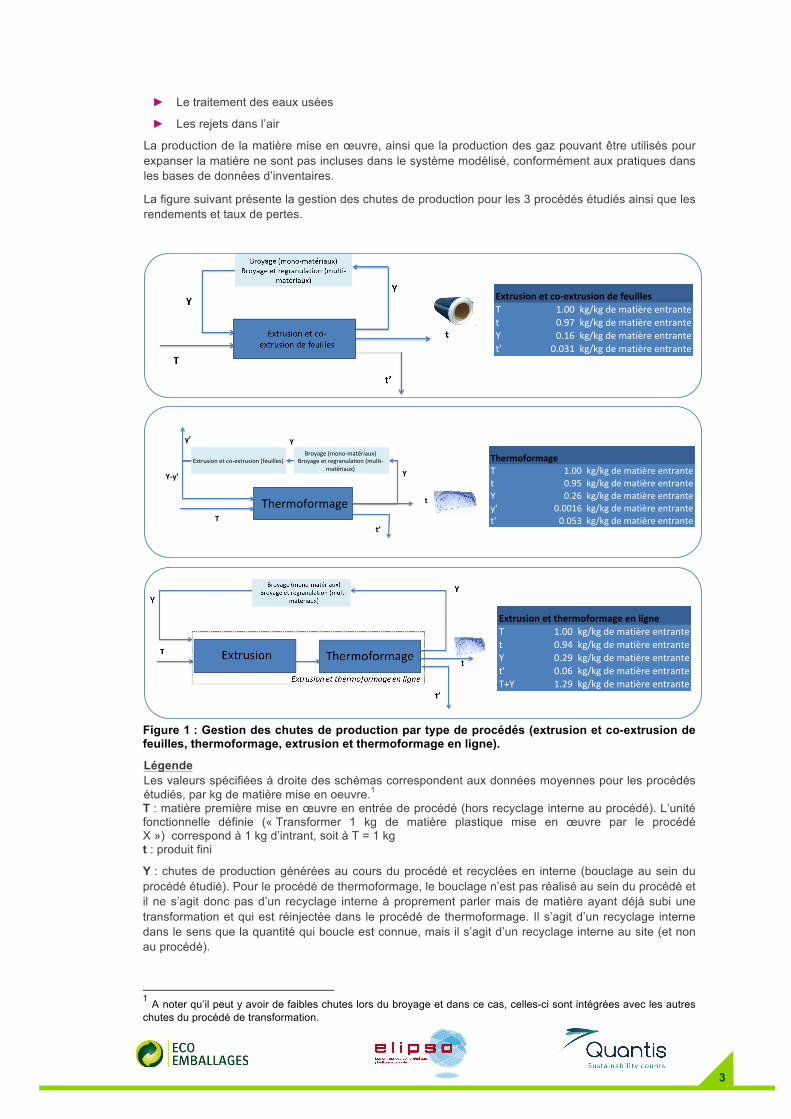
La figure suivant présente la gestion des chutes de production pour les 3 procédés étudiés ainsi que les rendements et taux de pertes.
Figure 1 : Gestion des chutes de production par type de procédés (extrusion et co-extrusion de feuilles, thermoformage, extrusion et thermoformage en ligne).
Légende Les valeurs spécifiées à droite des schémas correspondent aux données moyennes pour les procédés étudiés, par kg de matière mise en oeuvre.1 T : matière première mise en œuvre en entrée de procédé (hors recyclage interne au procédé). L’unité fonctionnelle définie (« Transformer 1 kg de matière plastique mise en œuvre par le procédé X ») correspond à 1 kg d’intrant, soit à T = 1 kg t : produit fini
Y : chutes de production générées au cours du procédé et recyclées en interne (bouclage au sein du procédé étudié). Pour le procédé de thermoformage, le bouclage n’est pas réalisé au sein du procédé et il ne s’agit donc pas d’un recyclage interne à proprement parler mais de matière ayant déjà subi une transformation et qui est réinjectée dans le procédé de thermoformage. Il s’agit d’un recyclage interne dans le sens que la quantité qui boucle est connue, mais il s’agit d’un recyclage interne au site (et non au procédé).
1 A noter qu’il peut y avoir de faibles chutes lors du broyage et dans ce cas, celles-ci sont intégrées avec les autres chutes du procédé de transformation.
Thermoformage*
Broyage*(mono/matériaux)*Broyage*et*regranula7on*(mul7/
matériaux)*
T"t’"
t"
Y"
Y"
Extrusion*et*co/extrusion*(feuilles)*
y’"
Y'y’"
Extrusion*et*co-extrusion*de*feuillesT 1.00 kg/kg(de(matière(entrantet 0.97 kg/kg(de(matière(entranteY 0.16 kg/kg(de(matière(entrantet' 0.031 kg/kg(de(matière(entrante
ThermoformageT 1.00 kg/kg(de(matière(entrantet 0.95 kg/kg(de(matière(entranteY 0.26 kg/kg(de(matière(entrantey' 0.0016 kg/kg(de(matière(entrantet' 0.053 kg/kg(de(matière(entrante
Extrusion*et*thermoformage*en*ligneT 1.00 kg/kg(de(matière(entrantet 0.94 kg/kg(de(matière(entranteY 0.29 kg/kg(de(matière(entrantet' 0.06 kg/kg(de(matière(entranteT+Y 1.29 kg/kg(de(matière(entrante
4
t’ : chutes de production générées au cours du procédé et recyclées en externe, incinérées ou mises en décharge y’ : chutes issues de l’extrusion en feuille (étape nécessaire avant la réintégration des chutes dans le procédé de thermoformage étudié) qui peuvent être recyclées, incinérées ou mises en décharge.
La modélisation des différents systèmes a été réalisée en suivant les règles de modélisation d’ecoinvent v3.0 avec le modèle « allocation au point de substitution ». Pour plus de détails sur la modélisation, se référer au rapport principal.
3. PROCEDE D’EXTRUSION ET DE CO-EXTRUSION
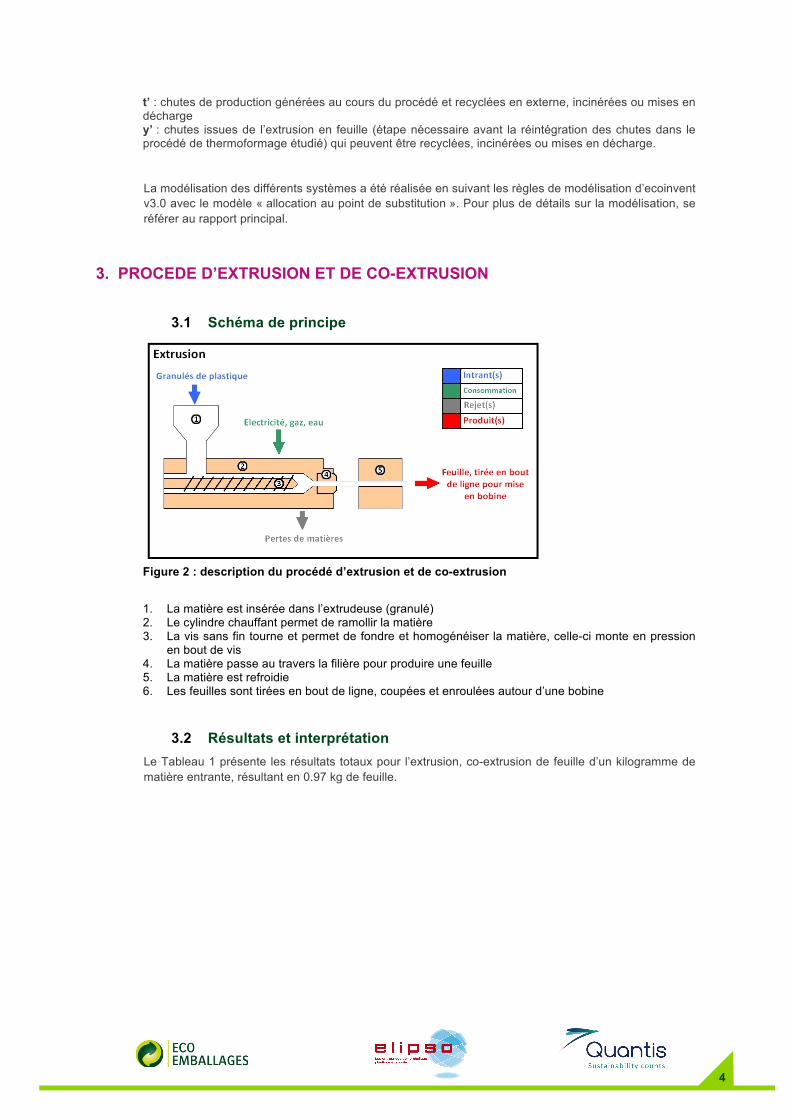
3.1 Schéma de principe
Figure 2 : description du procédé d’extrusion et de co-extrusion
1. La matière est insérée dans l’extrudeuse (granulé) 2. Le cylindre chauffant permet de ramollir la matière 3. La vis sans fin tourne et permet de fondre et homogénéiser la matière, celle-ci monte en pression
en bout de vis 4. La matière passe au travers la filière pour produire une feuille 5. La matière est refroidie 6. Les feuilles sont tirées en bout de ligne, coupées et enroulées autour d’une bobine
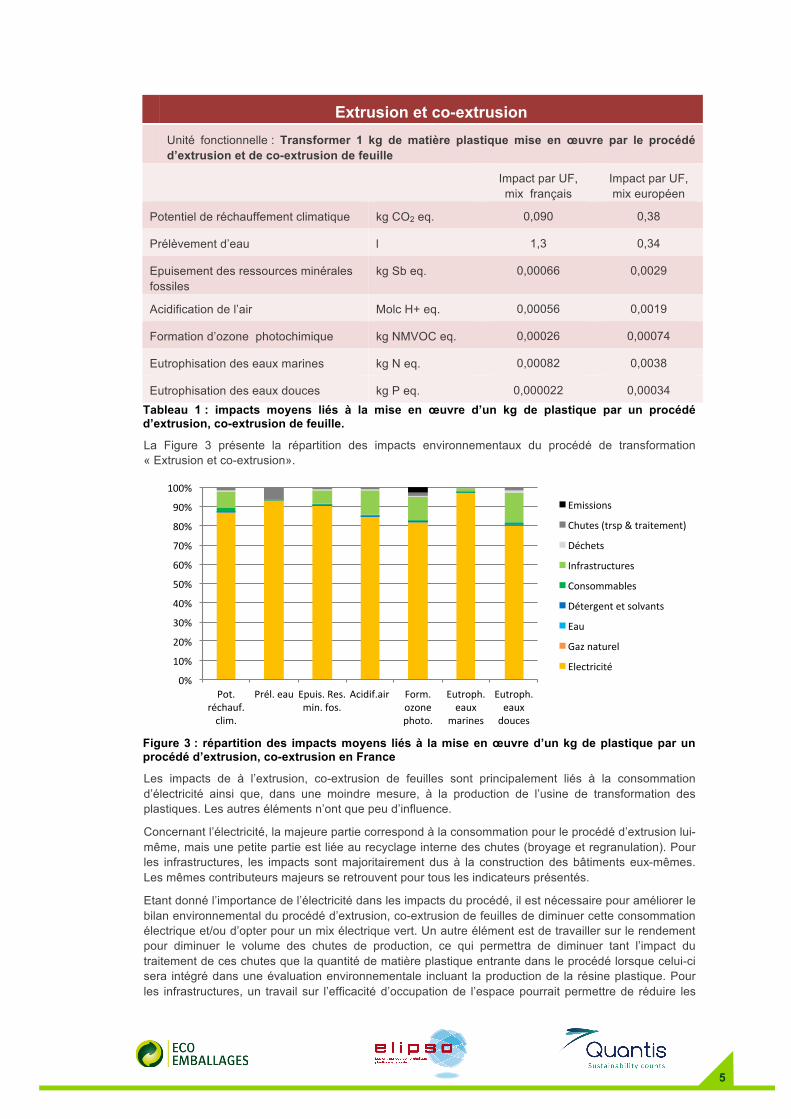
3.2 Résultats et interprétation Le Tableau 1 présente les résultats totaux pour l’extrusion, co-extrusion de feuille d’un kilogramme de matière entrante, résultant en 0.97 kg de feuille.
5
Extrusion et co-extrusion Unité fonctionnelle : Transformer 1 kg de matière plastique mise en œuvre par le procédé
d’extrusion et de co-extrusion de feuille
Impact par UF, mix français
Impact par UF, mix européen
Potentiel de réchauffement climatique kg CO2 eq. 0,090 0,38
Prélèvement d’eau l 1,3 0,34
Epuisement des ressources minérales fossiles
kg Sb eq. 0,00066 0,0029
Acidification de l’air Molc H+ eq. 0,00056 0,0019
Formation d’ozone photochimique kg NMVOC eq. 0,00026 0,00074
Eutrophisation des eaux marines kg N eq. 0,00082 0,0038
Eutrophisation des eaux douces kg P eq. 0,000022 0,00034 Tableau 1 : impacts moyens liés à la mise en œuvre d’un kg de plastique par un procédé d’extrusion, co-extrusion de feuille.
La Figure 3 présente la répartition des impacts environnementaux du procédé de transformation « Extrusion et co-extrusion».
Figure 3 : répartition des impacts moyens liés à la mise en œuvre d’un kg de plastique par un procédé d’extrusion, co-extrusion en France
Les impacts de à l’extrusion, co-extrusion de feuilles sont principalement liés à la consommation d’électricité ainsi que, dans une moindre mesure, à la production de l’usine de transformation des plastiques. Les autres éléments n’ont que peu d’influence.
Concernant l’électricité, la majeure partie correspond à la consommation pour le procédé d’extrusion lui-même, mais une petite partie est liée au recyclage interne des chutes (broyage et regranulation). Pour les infrastructures, les impacts sont majoritairement dus à la construction des bâtiments eux-mêmes. Les mêmes contributeurs majeurs se retrouvent pour tous les indicateurs présentés.
Etant donné l’importance de l’électricité dans les impacts du procédé, il est nécessaire pour améliorer le bilan environnemental du procédé d’extrusion, co-extrusion de feuilles de diminuer cette consommation électrique et/ou d’opter pour un mix électrique vert. Un autre élément est de travailler sur le rendement pour diminuer le volume des chutes de production, ce qui permettra de diminuer tant l’impact du traitement de ces chutes que la quantité de matière plastique entrante dans le procédé lorsque celui-ci sera intégré dans une évaluation environnementale incluant la production de la résine plastique. Pour les infrastructures, un travail sur l’efficacité d’occupation de l’espace pourrait permettre de réduire les
0%#
10%#
20%#
30%#
40%#
50%#
60%#
70%#
80%#
90%#
100%#
Pot.##réchauf.##clim.#
Prél.#eau# Epuis.#Res.#min.#fos.#
Acidif.air# Form.#ozone#photo.#
Eutroph.#eaux#
marines#
Eutroph.#eaux#douces#
Emissions#
Chutes#(trsp#&#traitement)#
Déchets#
Infrastructures#
Consommables#
Détergent#et#solvants#
Eau#
Gaz#naturel#
Electricité#
6
impacts. Lors de construction de nouvelles infrastructures, le questionnement sur les matériaux de construction et l’eco-conception peuvent être également des leviers de baisse des impacts.
Les résultats obtenus avec l’utilisation du mix électrique européen (Tableau 1) montrent une augmentation importante des résultats pour tous les indicateurs sauf le prélèvement d’eau.
4. PROCEDE DE THERMOFORMAGE
4.1 Schéma de principe
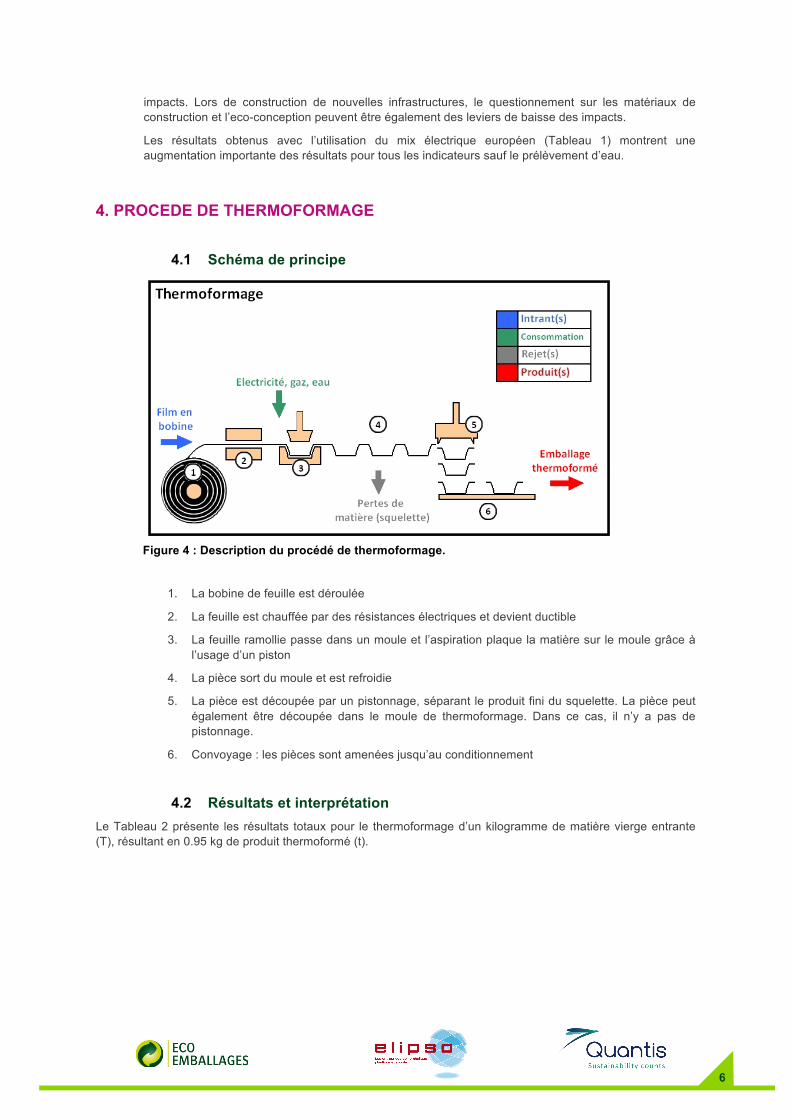
Figure 4 : Description du procédé de thermoformage.
1. La bobine de feuille est déroulée
2. La feuille est chauffée par des résistances électriques et devient ductible
3. La feuille ramollie passe dans un moule et l’aspiration plaque la matière sur le moule grâce à l’usage d’un piston
4. La pièce sort du moule et est refroidie
5. La pièce est découpée par un pistonnage, séparant le produit fini du squelette. La pièce peut également être découpée dans le moule de thermoformage. Dans ce cas, il n’y a pas de pistonnage.
6. Convoyage : les pièces sont amenées jusqu’au conditionnement
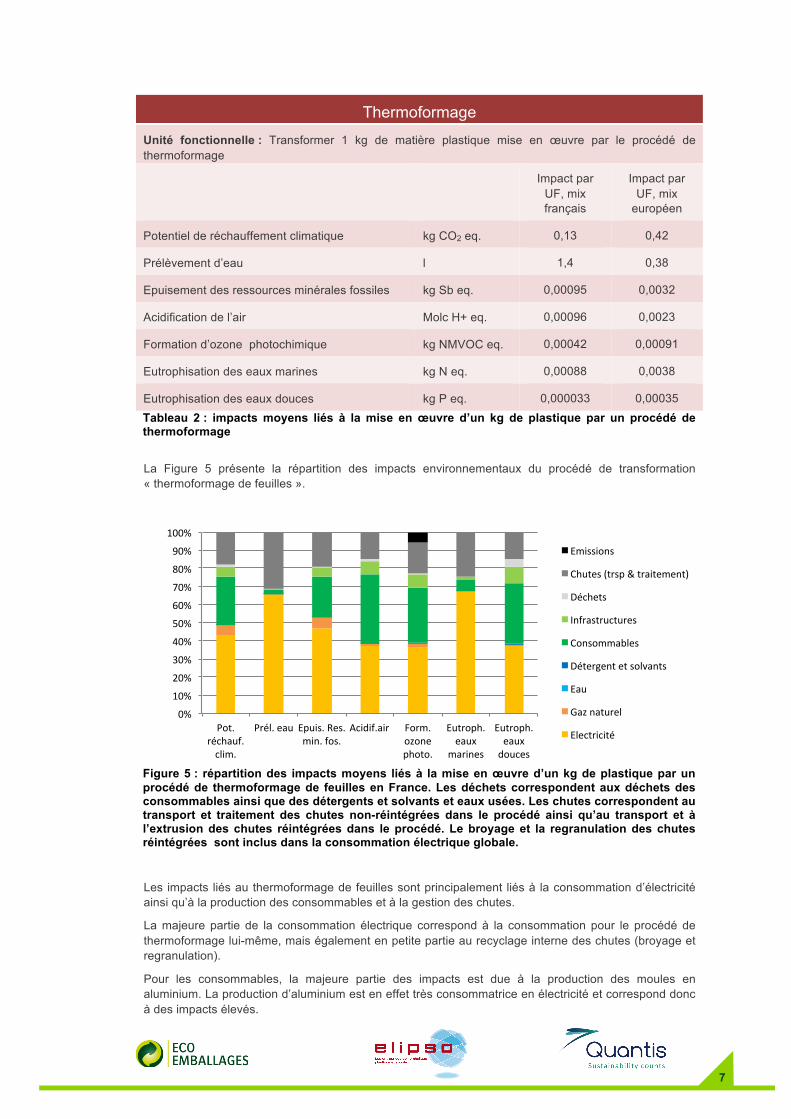
4.2 Résultats et interprétation Le Tableau 2 présente les résultats totaux pour le thermoformage d’un kilogramme de matière vierge entrante (T), résultant en 0.95 kg de produit thermoformé (t).
7
Thermoformage Unité fonctionnelle : Transformer 1 kg de matière plastique mise en œuvre par le procédé de thermoformage
Impact par UF, mix français
Impact par UF, mix
européen
Potentiel de réchauffement climatique kg CO2 eq. 0,13 0,42
Prélèvement d’eau l 1,4 0,38
Epuisement des ressources minérales fossiles kg Sb eq. 0,00095 0,0032
Acidification de l’air Molc H+ eq. 0,00096 0,0023
Formation d’ozone photochimique kg NMVOC eq. 0,00042 0,00091
Eutrophisation des eaux marines kg N eq. 0,00088 0,0038
Eutrophisation des eaux douces kg P eq. 0,000033 0,00035 Tableau 2 : impacts moyens liés à la mise en œuvre d’un kg de plastique par un procédé de thermoformage
La Figure 5 présente la répartition des impacts environnementaux du procédé de transformation « thermoformage de feuilles ».
Figure 5 : répartition des impacts moyens liés à la mise en œuvre d’un kg de plastique par un procédé de thermoformage de feuilles en France. Les déchets correspondent aux déchets des consommables ainsi que des détergents et solvants et eaux usées. Les chutes correspondent au transport et traitement des chutes non-réintégrées dans le procédé ainsi qu’au transport et à l’extrusion des chutes réintégrées dans le procédé. Le broyage et la regranulation des chutes réintégrées sont inclus dans la consommation électrique globale.
Les impacts liés au thermoformage de feuilles sont principalement liés à la consommation d’électricité ainsi qu’à la production des consommables et à la gestion des chutes.
La majeure partie de la consommation électrique correspond à la consommation pour le procédé de thermoformage lui-même, mais également en petite partie au recyclage interne des chutes (broyage et regranulation).
Pour les consommables, la majeure partie des impacts est due à la production des moules en aluminium. La production d’aluminium est en effet très consommatrice en électricité et correspond donc à des impacts élevés.
0%#
10%#
20%#
30%#
40%#
50%#
60%#
70%#
80%#
90%#
100%#
Pot.#réchauf.#clim.#
Prél.#eau# Epuis.#Res.#min.#fos.#
Acidif.air# Form.#ozone#photo.#
Eutroph.#eaux#
marines#
Eutroph.#eaux#douces#
Emissions#
Chutes#(trsp#&#traitement)#
Déchets#
Infrastructures#
Consommables#
Détergent#et#solvants#
Eau#
Gaz#naturel#
Electricité#
8
Le traitement des chutes de production a également un poids non négligeable pour le prélèvement d’eau dû à la consommation électrique liée au broyage des chutes non-réintégrées et à l’extrusion des chutes réintégrées. En effet, la consommation électrique est liée à un prélèvement d’eau important pour le refroidissement des centrales électriques, en particulier des centrales nucléaires.
Les émissions directes de COV ont une influence sur la formation d’ozone photochimique.
L’électricité étant un des contributeurs majeurs aux impacts du procédé, il est nécessaire pour améliorer le bilan environnemental du procédé de thermoformage de travailler sur cet aspect. Améliorer l’efficacité énergétique du procédé et/ou d’opter pour un mix électrique vert permettrait de diminuer l’impact pour le poste de la consommation électrique. Concernant les consommables, comme l’impact est majoritairement lié aux moules en aluminium, des efforts pourraient être conduits sur la recherche d’autre matériaux moins impactants pour les moules et une réflexion sur le nombre de moules différents pourrait être menée. Il est également très important de favoriser le recyclage de ces moules. Un autre élément est de travailler sur le rendement pour diminuer le volume des chutes de production, ce qui permettra de diminuer tant l’impact du traitement de ces chutes que la quantité de matière plastique entrante dans le procédé lorsque celui-ci sera intégré dans une évaluation environnementale incluant la production de la résine plastique. Pour les chutes traitées en interne et qui doivent être à nouveau extrudées en feuilles avant d’être réintégrées dans le procédé de thermoformage, travailler sur la consommation électrique de cette extrusion pour la diminuer permettrait de réduire de manière importante le poste traitement des chutes.
5. PROCEDE D’EXTRUSION, CO-EXTRUSION DE FEUILLES ET THERMOFORMAGE EN LIGNE
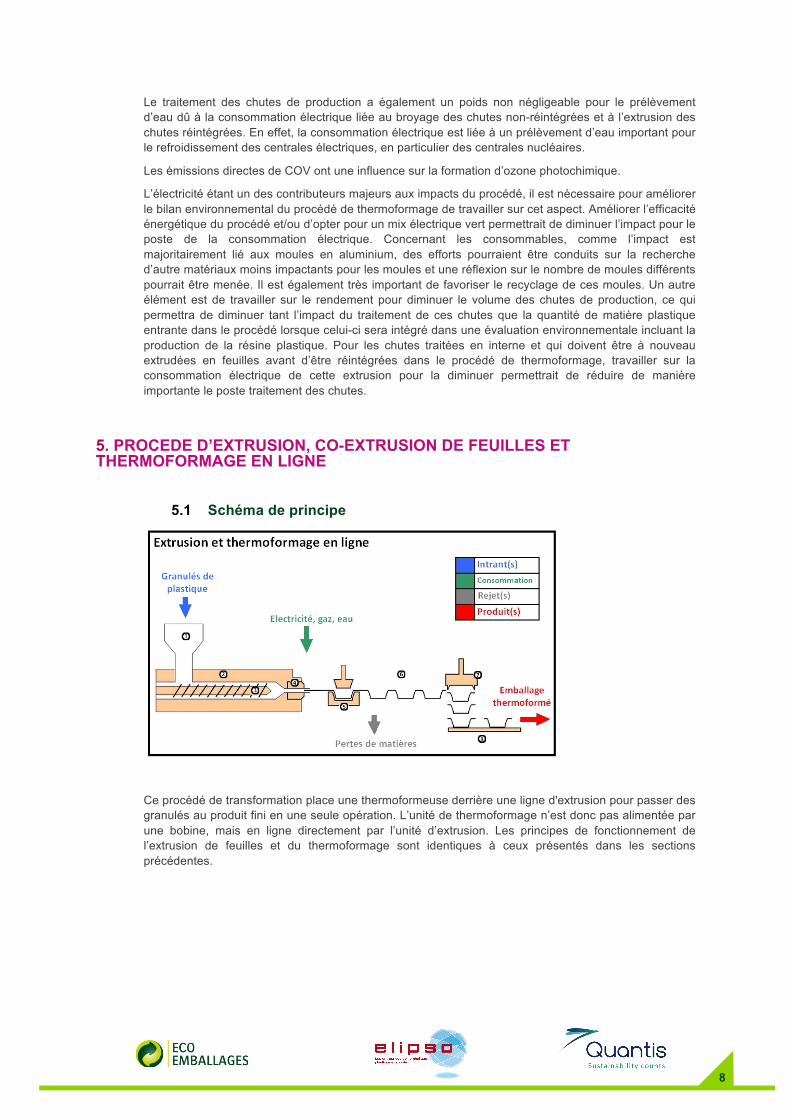
5.1 Schéma de principe
Ce procédé de transformation place une thermoformeuse derrière une ligne d'extrusion pour passer des granulés au produit fini en une seule opération. L’unité de thermoformage n’est donc pas alimentée par une bobine, mais en ligne directement par l’unité d’extrusion. Les principes de fonctionnement de l’extrusion de feuilles et du thermoformage sont identiques à ceux présentés dans les sections précédentes.
9
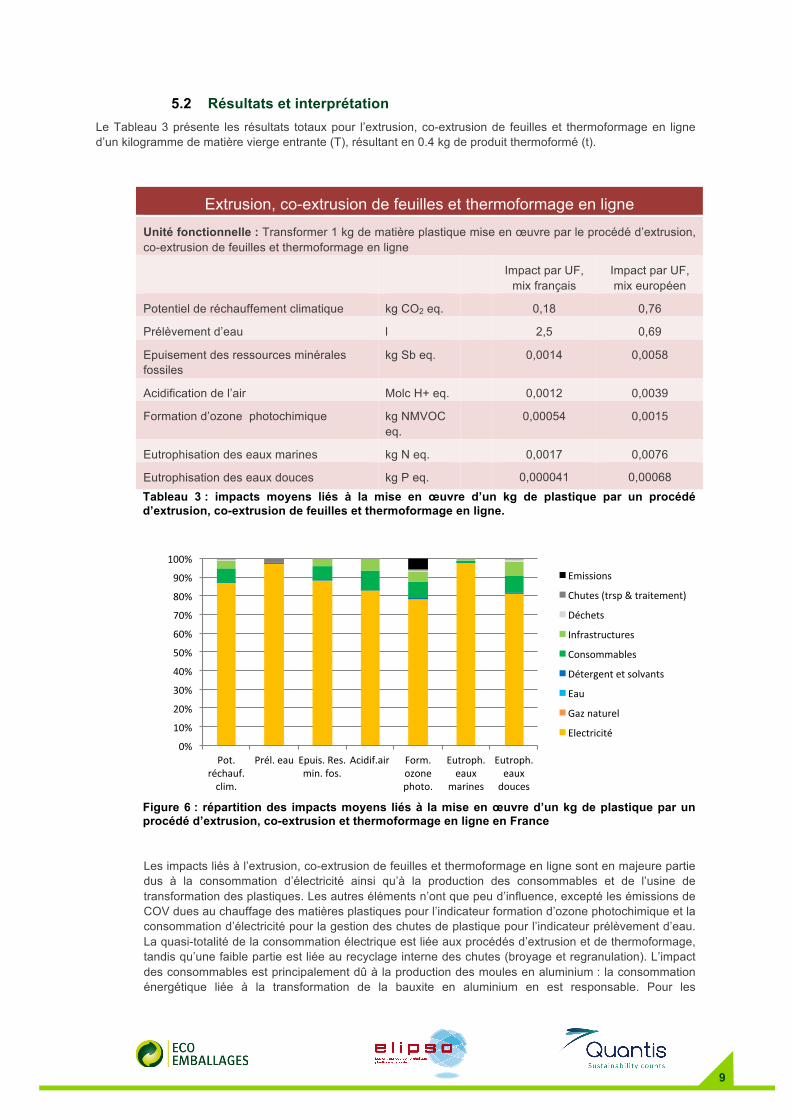
5.2 Résultats et interprétation Le Tableau 3 présente les résultats totaux pour l’extrusion, co-extrusion de feuilles et thermoformage en ligne d’un kilogramme de matière vierge entrante (T), résultant en 0.4 kg de produit thermoformé (t).
Extrusion, co-extrusion de feuilles et thermoformage en ligne Unité fonctionnelle : Transformer 1 kg de matière plastique mise en œuvre par le procédé d’extrusion, co-extrusion de feuilles et thermoformage en ligne
Impact par UF, mix français
Impact par UF, mix européen
Potentiel de réchauffement climatique kg CO2 eq. 0,18 0,76
Prélèvement d’eau l 2,5 0,69
Epuisement des ressources minérales fossiles
kg Sb eq. 0,0014 0,0058
Acidification de l’air Molc H+ eq. 0,0012 0,0039
Formation d’ozone photochimique kg NMVOC eq.
0,00054 0,0015
Eutrophisation des eaux marines kg N eq. 0,0017 0,0076
Eutrophisation des eaux douces kg P eq. 0,000041 0,00068 Tableau 3 : impacts moyens liés à la mise en œuvre d’un kg de plastique par un procédé d’extrusion, co-extrusion de feuilles et thermoformage en ligne.
Figure 6 : répartition des impacts moyens liés à la mise en œuvre d’un kg de plastique par un procédé d’extrusion, co-extrusion et thermoformage en ligne en France
Les impacts liés à l’extrusion, co-extrusion de feuilles et thermoformage en ligne sont en majeure partie dus à la consommation d’électricité ainsi qu’à la production des consommables et de l’usine de transformation des plastiques. Les autres éléments n’ont que peu d’influence, excepté les émissions de COV dues au chauffage des matières plastiques pour l’indicateur formation d’ozone photochimique et la consommation d’électricité pour la gestion des chutes de plastique pour l’indicateur prélèvement d’eau. La quasi-totalité de la consommation électrique est liée aux procédés d’extrusion et de thermoformage, tandis qu’une faible partie est liée au recyclage interne des chutes (broyage et regranulation). L’impact des consommables est principalement dû à la production des moules en aluminium : la consommation énergétique liée à la transformation de la bauxite en aluminium en est responsable. Pour les
0%#
10%#
20%#
30%#
40%#
50%#
60%#
70%#
80%#
90%#
100%#
Pot.#réchauf.#clim.#
Prél.#eau# Epuis.#Res.#min.#fos.#
Acidif.air# Form.#ozone#photo.#
Eutroph.#eaux#
marines#
Eutroph.#eaux#douces#
Emissions#
Chutes#(trsp#&#traitement)#
Déchets#
Infrastructures#
Consommables#
Détergent#et#solvants#
Eau#
Gaz#naturel#
Electricité#
10
infrastructures, les impacts sont majoritairement dus à la construction des bâtiments eux-mêmes, comme c’est le cas pour les deux procédés de transformation.
Les mêmes contributeurs majeurs se retrouvent pour tous les indicateurs présentés. Pour le prélèvement d’eau, le poids de la consommation d’électricité est beaucoup plus important proportionnellement. Le prélèvement d’eau pour la production d’électricité est essentiellement lié aux quantités d’eau de refroidissement utilisées dans les centrales électriques, plus particulièrement dans les centrales nucléaires.
Comme c’est le cas pour les deux procédés précédents, l’électricité étant un des contributeurs majeurs aux impacts, améliorer l’efficacité énergétique du procédé et/ou d’opter pour un mix électrique vert permettrait de diminuer l’impact du procédé. L’impact des consommables étant majoritairement lié aux moules en aluminium, un travail d’éco-conception des moules ainsi qu’une réflexion sur le nombre de moules différents pourraient être menés. Un autre élément est de travailler sur le rendement pour diminuer le volume des chutes de production, ce qui permettra de diminuer tant l’impact du traitement de ces chutes que la quantité de matière plastique entrante dans le procédé lorsque celui-ci sera intégré dans une évaluation environnementale incluant la production de la résine plastique.
6. ANALYSES DE SENSIBILITE
Plusieurs analyses de sensibilité ont été conduites. La première montre que le type de plastique mis en œuvre n’impacte pas de manière significative les résultats. La seconde analyse de sensisbilité démontre en revanche que si les taux de chutes sont différents de ceux appliqués dans le procédé générique, il est nécessaire d’adapter l’inventaire afin d’obtenir des résultats représentatifs des impacts du procédé. Il s’agit en effet d’un paramètre clé pour la modélisation des procédés spécifiques de chaque industriel. De plus, cest un axe d’amélioration important pour les industriels (notamment via un travail sur la forme des produits thermoformés) : faire varier ce taux est donc nécessaire pour permettre l’évolution des impacts lorsque l’industriel travaille sur cet aspect. Enfin, la troisième analyse de sensibilité montre que les emballages de transport des produits thermoformés ont un impact significatif sur le bilan environnemental et constituent un axe à privilégier pour diminuer les impacts environnementaux des industriels.
7. RECOMMANDATIONS
A la vue des résultats obtenus dans cette étude, les recommandations suivantes peuvent être faites pour réduire les impacts des différents contributeurs majeurs :
► Poursuivre les progrès en termes d’efficacité énergétique dans les usines de production
► Utiliser des sources d’énergie renouvelables
► Lors de démarches de rénovations ou construction de nouveaux sites, utiliser les techniques de l’éco-construction
► Pour le thermoformage, associer ses clients dans une démarche de sélection des formes 1) permettant de réduire les chutes 2) permettant d’amortir les moules sur des grands volumes de production (moins de variété de formes)
► Réduire le poids des emballages des emballages, spécialement pour les produits thermoformés, et optimiser le remplissage de ces emballages
En plus de ces axes d’amélioration en lien avec les impacts environnementaux étudiés dans le cadre de cette étude, d’autres aspects peuvent permettre d’améliorer la perfomance environnementale globale des emballages produits par les industriels, notamment :
► Réduire les poids des produits tout en maintenant leur fonctionalité
► Travailler à la recyclabilité des produits (p.ex. éviter les limiter les multi-matériaux qui peuvent être plus difficiles à recycler) afin que les produits soient prêts lorsque l’extension des consignes de tri aux barquettes thermoformées sera mise en place
► Utiliser des plastiques biosourcés lorsque ces derniers présentent une meilleure performance environnementale
11
8. LIMITES DE L’ETUDE
Les principales limites de cette étude sont les suivantes :
► Les emballages thermoformés via un procédé FFS (Form, Fill and Seal) ne sont pas considérés dans cette étude car le procédé ne se limite pas au thermoformage. Ce procédé mériterait la création d’une donné spécifique au regard de sa représentativité sur le marché français (environ 60% des emballages thermoformés).
► Les impacts environnementaux des trois procédés sont fortement liés à leur consommation électrique. Au regard du périmètre de l’étude, la production française d’électricité (mix électrique) a été retenue et peut biaiser la comparaison des résultats avec d’autres études utilisant un mix électrique européen.
► Les impacts des procédés montrés dans ce rapport sont quelque peu surestimés en comparaison avec les résultats qui seront obtenus après intégration dans la base de données ecoinvent dû à la méthode « allocation au point de substitution ». Cette méthode aura pour conséquence d’allouer une part des impacts du procédé aux chutes de production et aux consommables recyclés (moules aluminium et consommables acier)
► Afin de permettre à terme l’intégration des données produites dans le cadre de cette étude dans la base de données ecoinvent, seules des données issues de cette dernière ont été utilisées en arrière plan, bien qu’elles ne soient pas nécessairement les plus récentes et représentatives.
► Les jeux de données de la présente étude ne sont pas spécifiques à un type de résine. Ce sont des procédés génériques qui ont été construits en prenant en compte une moyenne de résines.
► Les résulats sont présentés pour une sélection d’indicateurs identifiés comme pertinents par les parties prenantes de l’étude. D’autres indicateurs d’impact qui peuvent être calculés à partir des données d’inventaires de cette étude pourraient montrer des tendances différentes.
9. CONCLUSION
Cette étude réalisée en partenariat avec plusieurs industriels du secteur de l’emballage plastique a permis d’améliorer l’état des connaissances sur les impacts environnementaux des procédés d’extrusion / co-extrusion de feuilles, de thermoformage et d’extrusion/co-extrusion de feuilles et thermoformage en ligne.
Les impacts de transformation des matières plastiques en emballage thermoformés sont principalement liés à la consommation énergétique, et plus particulièrement à la consommation d’électricité. Il faut rappeler ici que les impacts ont été calculés en considérant le mix électrique français et que les résultats étant très sensibles à la consommation d’électricité sont donc aussi très sensibles au mix électrique considéré. La contribution de la consommation électrique au potentiel de réchauffement climatique des procédés de transformation de matières plastique ainsi que le score total augmenterait considérablement si un mix plus carboné était appliqué (par exemple mix moyen européen). Des effets (dans un sens ou un autre) peuvent être observés pour tous les indicateurs d’impact. Cet aspect doit être gardé à l’esprit lors de l’analyse des impacts et surtout si l’on veut comparer plusieurs procédés de transformation de matières plastique différents. En effet, une comparaison de deux technologies différentes ne peut être faite que si le même mix électrique est appliqué dans les deux inventaires.
Les autres contributeurs sont les infrastructures, et les consommables pour les procédés de thermoformage, essentiellement en lien avec l’utilisation de moules en aluminium. En effet, la production d’aluminium est très intensive en électricité. La variation des masses d’aluminium mises en œuvre entre les industriels est notable et contribue à jouer sur la performance environnementale du procédé de thermoformage. Certains industriels changent régulièrement les formes des emballages qu’ils produisent pour s’adapter à leurs clients alors que d’autres ont une production plus stable et standardisée. Pour le procédé de thermoformage, l’impact du traitement des chutes de production est également important, notamment en raison de la nécessité d’extruder les chutes qui sont réinjectées dans le procédé, ce qui représente une consommation énergétique en sus.
Cette étude montre qu’appliquer une consommation énergétique moyenne pour le thermoformage alors que cette consommation varie selon le plastique mis en œuvre ne sur- ou sous-estime pas de manière importante les impacts.
Une analyse de sensibilité démontre en revanche que le taux de chute peut varier de manière significative et influencer de manière importante les résultats pour certains indicateurs. Ces variations

12
montrent qu’il peut être pertinent de modifier le taux de chute moyen pour utiliser un taux de chute réel dans les cas suivants: lorsque le procédé de thermoformage a de l’importance dans l’étude réalisée ou que l’étude porte sur le procédé lui-même et lorsque le taux de chutes pour le procédé étudié est bien différent du taux appliqué pour le procédé moyen tel que modélisé dans le cadre de cette étude ou si l’on s’intéresse à l’indicateur de prélèvement d’eau.
Finalement, la troisième analyse de sensibilité illustre l’importance de prendre en compte les emballages des produits finis dans l’évaluation du procédé thermoformage : c’est un autre axe majeur d’amélioration pour les industriels souhaitant réduire leurs impacts environnementaux.





























