Embed Size (px)
Citation preview
BUREAU DE RECHERCHES GÉOLOGIQUES ET MINIÈRES
SERVICE GÉOLOGIQUE NATIONAL
B P . 6009 - 45060 Orléans Cedex - Tél.: (38) 63.80.01
ANALYSE DE LA FORMATIONDES COÛTS DES MATÉRIAUX DE CARRIÈRE
- BENTONITES -(SODIQUES ARTIFICIELLES]
Eléments de coûts de traitement
par
B. ROZÈS
Département matériaux
B.P. 6009 - 45060 Orléans Cedex - Tél.: (38) 63.80.01
80 SGN 891 MTX Décembre 1980
Réalisation Département des Arts Graphiques
R E S U M E
Dans le cadre d'un programme pluriannuel de
travaux sur fonds propres, le département Matériaux du B.R.G.M.
a procédé à l'analyse de la formation du coût de production
des bentonites sodiques artificielles. Cette étude s'intègre
par ailleurs dans le contexte plus général des travaux de
prospection d'argile smectique que mène le Département
Matériaux dans le cadre de l'Inventaire sur l'ensemble du
territoire national.
Elle permet de conclure d'une part que la création
d'une unité de traitement ne peut s'envisager que pour une
production supérieure à 15000 tonnes par an et d'autre part
que compte-tenu des conditions actuelles du marché (bentonites
fonderie) le coût d'approvisionnement en matière première
issue d'un éventuel gisement français doit être très inférieur
aux prix actuels" des bentonites importées d'ITALIE ou de
GRECE pour garantir une rentabilité satisfaisante à un tel
projet.
de.
S O M M A I R E
Pa.ge.6
RESUME
1. - INTRODUCTION ,. . , • • • • i i i •
2, - CONSOMMATION DE BENTONITE EN FRANCE , 7
2.7. - SECTEURS V'UTILISATION ET PRIX ACTUELS JVU MARCHE
2.2. - STRUCTURE VES APPROVISIONNEMENTS 2
3, - METHODE DE TRAITEMENT DES BENTONITES 3
3.1. - GENERALITES 33.2. - PRINCIPAUX STAPES VE LA CHAINE VE
PROVUCTION 43.3. - EXEMPLES D'UNITES VE PR0VUCT10N EN ACTIVITE 6
L\. - ELEMENTS DE FAISABILITE D'UN PROJET D'USINE DETRAITEMENT
, ,4.1. - IMPORTANCE VE L'UNITE VE PROVUCTION 144.2. - PRINCIPALES CARACTERISTIQUES TECHNICO-
ECONOMIQUES VU PROJET u4.3. - SCHEMA TVPE V'UNE CHAINE VE TRAITEMENT
VE BENTONITES u4.4. - INVESTISSEMENTS PREVISIONNELS 794. S. - CHARGES V EXPLOITATION DIRECTES 214.6. - RENTABILITE PREVISIONNELLE 23
CONCLUSION 32
1. - INTRODUCTION
Cette étude réalisée par le Département Matériauxs'inscrit dans le cadre d'un programme pluriannuel d'analysede la formation des coûts de production des matériaux decarrière.
Elle expose en détail les principaux élémentstechnico-économiques qui interviennent dans le coût dutraitement mis en oeuvre, pour obtenir des bentonites "sodiquesartificielles", à partir de bentoniques calciques naturelles.
Rappelons que le Département Matériaux du B.R.G.M.procède actuellement à des travaux de prospection de bentonites,dans le cadre de l'Inventaire du Territoire Métropolitain.Des résultats encourageants ont déjà été obtenus, fin 1979,dans le N.W. du Bassin de PARIS, où des indices prometteursont été mis en évidence.
Nous nous sommes enfin limités à n'aborder danscette étude que le seul aspect traitement du matériau brut,en usine.
2, - CONSOMMATION DE BENTONITE EN FRANCE (RAPPELS)
2.1. - SECTEURS VUT1L1SAT10N ET PRIX ACTUELS VU MARCHE
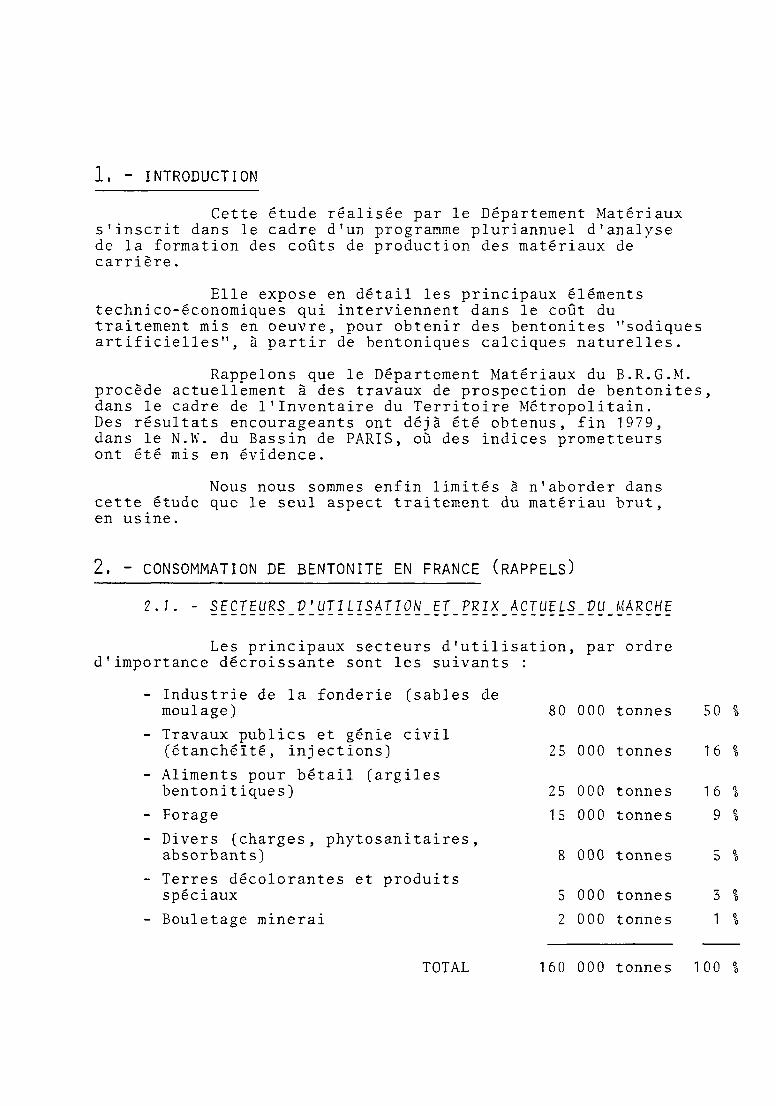
Les principaux secteurs d'utilisationd'importance décroissante sont les suivants :
- Industrie de la fonderie (sables demoulage)
- Travaux publics et génie civil(étanchéîté, injections)
- Aliments pour bétail (argilesbentonitiques)
- Forage
- Divers (charges, phytosanitaires,absorbants)
- Terres décolorantes et produitsspéciaux
- Bouletage minerai
on
80
25
25
15
8
5
2
, par
000
000
000
000
000
000
000
ordre
tonnes
tonnes
tonnes
tonnes
tonnes
tonnes
tonnes
5
1
1
0 %
6 %
6 %
9 %
5 %
3 %
1 %
TOTAL 160 000 tonnes 100
- 2 -
Les prix moyens actuellement pratiqués varientconsidérablement d'une part entre les différents secteurs etd'autre part à l'intérieur d'un même secteur d'utilisation,la qualité des argiles employées différant d'une applicationà une autre.
Ainsi dans l'industrie de la fonderie, selonle type "d'application" les prix moyens départ usine ensacs de 50 kgs s'établissent de la façon suivante (parordre décroissant de qualité des produits) :
. Bentonite du Wyoming (U.S.A.)sodique naturelle : 700 à 750 F/:
. Bentonite Sarde (ITALIE) calcique, naturelle : 450 â 500 F/"
. Bentonite " " sodique, artificielle : 500 à 550 F/"
. Argile bentonitique : 300 à 350 F/i
Les argiles grecques voient leur prix varierentre 500 et 620 F/t (départ en sacs de 50 kg) selon qu'ellessont activées et dopées (polyacrylamides) ou non.
D'une façon générale on peut retenir un prix moyendépart de 470 F/t pour une bentonite calcique naturelle, et530 F/t pour une sodique artificielle (en sacs de 50 kg).
2.2. - STRUCTURE_VES_A?PROVISIOUNEMENTS
La FRANCE importe près de 90 % de sa consommationannuelle de bentonite qui s'établit actuellement à environ160 000 tonnes. La faible production nationale correspond enfait à des bentonites de qualité inférieure dénommées le plussouvent argiles bentonitiques et dont la teneur en smectitesn'excède pas 50 %. Il s'agit de petites exploitations situées enDORDOGNE (12 a 16 000 t/an) et dans le VAUCLUSE (3 000 à 4 000 t/an).
Les principaux pays exportant vers la FRANCEsont : ITALIE, GRECE, U.S.A., ALLEMAGNE DE L'OUEST.
Le matériau importé sous forme brute ou semi brute"(80 %) , et traitée est de qualité diverse, selon l'origine.
Les bentonites américaines (sodiques naturelles),constituent les produits de meilleure qualité (fonderie deprécision) .
activen tt ¿iché.t (w = 7 5 %) ma¿¿ non
L'ITALIE exporte des argües extraites degisements situés en SARDAIGNE ; il s'agit de bentonitecalcique qui trouve un gamme d'emploi très étendue dansl'industrie de la fonderie (forme calcique naturelle ousodique artificielle).
Les argiles de GRECE sont utilisées surtouten travaux publics, après activation au carbonate de soudeet dopage divers.
La République Fédérale Allemande exporte versnotre pays des bentonites activées mais également, pour unrelativement faible tonnage, des produits spéciaux (bentonitesH, argiles décolorantes).
3. - METHODE DE TRAITEMENT DES BENTONITES
3.7.- GENERALITES
Avant d'être commercialisé le matériau argileuxsubit un traitement physico-chimique approprié qui le rendapte à une utilisation donnée.
D'une façon générale le traitement proprementdit peut se résumer en trois séries d'opérations :
- activation- séchage- broyage.
Seule l'activation c'est-à-dire l'adjonction d'unproduit chimique, conférant à l'argile des propriétésparticulières, diffère selon la qualité du matériau brutet l'usage auquel il est destiné (forage, fonderie, injectionTP . . . ) .
La méthode la plus largement pratiquée estl'activation au carbonate de sodium qui permet de transformerune bentonite calcique en une bentonite sodique artificielleaméliorant les qualités de l'argile pour une utilisation enfonderie en particulier. Il est évident qu'une bentonitesodique naturelle n'aura pas besoin d'être activée. Par ailleurs,il existe d'autres traitements : à l'acide, et par incorporationde dopants divers (polyacrylamides) qui s'effectue aprèsl'activation au carbonate de sodium.
- 4 -
Nous nous bornerons ici au procédé d'activationau carbonate de sodium en raison d'une part de l'importancedu marché de la fonderie (la moitié de la consommation françaisede bentonite) en tant que débouché préférentiel des bentonitessodiques artificielles et d'autre part compte-tenu de la miseen évidence" dans le bassin de PARIS de smectites montrantde bonnes aptitudes à être activées au carbonate de sodium.
3 . 2 . - Ç _ _ Ç _ _ _ _
3.2.1. - ktlme,ntatlon de. ta chaîne, de. tfiai.tQ.m2.Yit
L'argile extraite est entreposée sur une airede stockage à l'abri des intempéries de préférence, de façonà être reprise par chargeur pour alimenter la chaîne.
- Une trémie de réception"" (assurant en même temps unrôle de tampon) permet la distribution de la terresur un brise-motte destiné à homogénéiser le calibredu tout-venant.
- L'argile ainsi démottée est ensuite acheminée versle dispositif d'activation.
3.2.2. - Activation
Selon la teneur en eau naturelle de l'argile bruteil sera nécessaire ou non de l'humidifier avant de procéderà 1'activation, le matériau argileux devant titrer environ35 % d'humidité. L'activation se fait à l'aide d'un doseurpondéral qui déverse le carbonate de sodium en poudre dansun malaxeur extrudeur (ou boudineur) sur le matériau.
Le taux d'activation varie en général de 3 à 4 %(sur base sèche) mais il dépend des caractéristiques de l'argilebrute (à déterminer par des tests préliminaires).
Au coufii de. VInv tntalfte. mzntlonnt cl-de.¿>¿>u.¿,.
Un tple.fine.iJin. dan¿ te. ca¿ de. pfie.he.nce. de. gh.oi> étlme.nt&[i>lle.x. . . ) pe.ut itfie. ntczaalfie. au depafit.
- 5 -
3.2.3. - Se.ch.age.
L'humidité de l'argile activée doit être ramenéede 35/38 % à environ 13/15 % dans un séchoir rotatif. Latempérature de l'argile au cours du séchage dans le "four"doit rester inférieure à 150° C (marge de sécurité suffisantecompte-tenu des courbes thermogravimétriques des smectitesqui présentent un pic irréversible, généralement entre 350et 450° C).
3.2.4. -
Après ce préséchage l'argile est réduite en poudre(<80 u) dans un broyeur ventilé (envoi d'un flux d'air chaud¿ 60° C) dans lequel l'humidité de l'argile est abaissée à10 %".
Préalablement au broyage, il peut parfoisêtre nécessaire de faire passer le matériau séché sortantdu four dans un brise-motte, afin de faciliter l'opérationde broyage-séchage.
3.2.5. - Stockage condltionno.m2.nt
L'argile broyée à la finesse requise est "sélectée"en sortie du broyage par un classificateur à air. La fractionsupérieure à 80 u est renvoyée au broyage alors que lesparticules inférieures à 80 u sont aspirées par un systèmede cyclones qui alimentent une série de silos de stockageprimaire.
Selon la taille de l'usine, les cadences deproduction et de commercialisation, un deuxième stockage,en silos de capacité plus importante, peut être nécessairepour constituer un stock de sécurité ou pour assurer leslivraisons en vrac par camion-citerne.
C&tte. va.Ze.un. moyenne. e.ht un optimum. I£ convient de toutes{,acon¿ d<¿ ne pa¿ descendue en de¿iou¿, dt 3 % ¿ou¿ peinede detnuih.e La. ¿tluctulo. d<¿h ¿mzctitzí,.
- 6 -
Toutes les opérations de manutentionsont pneumatiques. Les silos alimentent une ensacheusequi permet le conditionnement en sacs de 50 kg stockéssur palette avant expédition.
3.3. - EXEMPLES V UNITES VE PR0VÜCT10N EN ACTIVITE
Quelques unités de production traitant desbentonites de diverses origines (U.S.A., GRECE, SARDAIGNE)ont pu être visitées. Les principales caractéristiques deproduction sont présentées ci-après :
3.3.1 . - Ui>lnt¿ in FRANCE
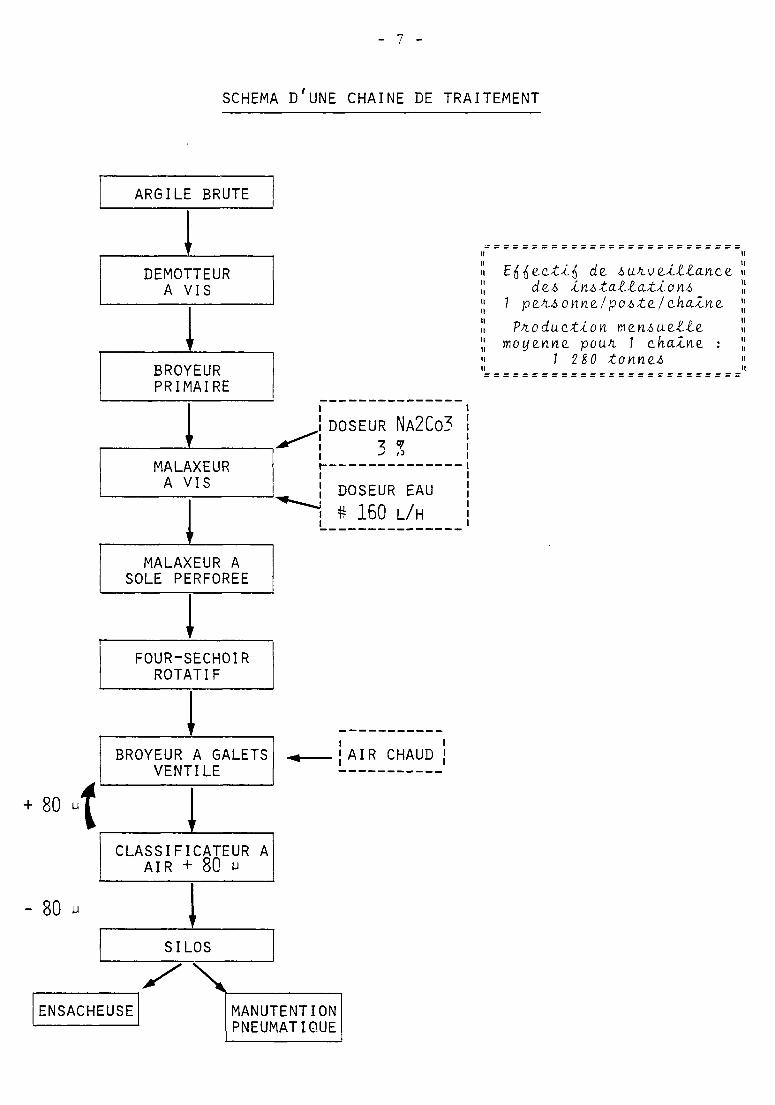
- CECA àHONFLEUR.Un des principaux groupes intervenant dans ce
secteur en FRANCE, la CECA possède à HONFLEUR plusieursinstallations de traitement d'argiles importées (U.S.A.,ITALIE, GRECE). La plus importante (en volume de production)produit des bentonites activées destinées au marché dela fonderie, du forage pétrolier et des travaux publics.
Elle comprend deux chaînes d'une capacitéunitaire : 4 tonnes/heure :
- 7 -
SCHEMA D'UNE CHAINE DE TRAITEMENT
+ 80 MÍ
- 80
ARGILE BRUTE
•
DEMOTTEURA VIS
BROYEURPRIMAIRE
i r
MALAXEURA VIS
t
MALAXEUR ASOLE PERFOREE
i i
FOUR-SECHOIRROTATIF
t
BROYEUR A GALETSVENTILE
i'
CLASSIFICATEUR AAIR + 80 u
t
SILOS
cíecfe-6
7 pzH-oonnn/poAte,/ ckaZne.Production n<¿n¿u<L¿le.
moytnnz pour 7 chaZne. :7 IZO tonnt¿
DOSEUR NA2CO3
DOSEUR EAU
# 160 L/H
AIR CHAUD
ENSACHEUSE MANUTENTIONPNEUMATIQUE
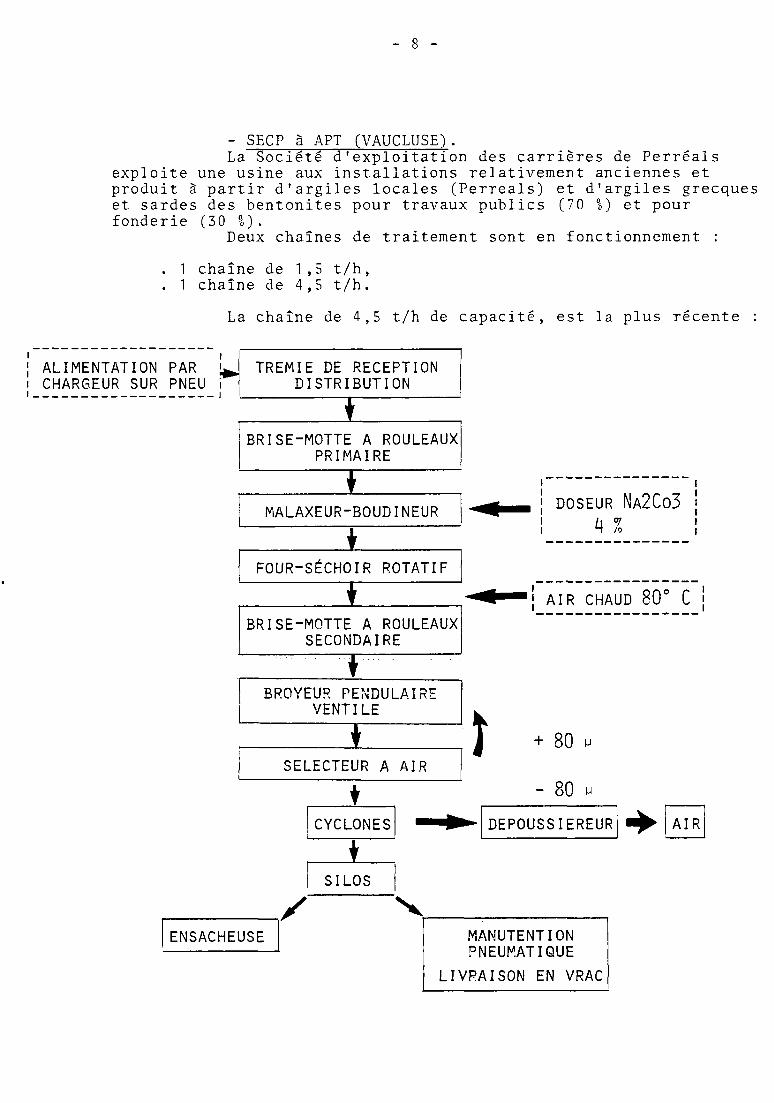
- SECP à APT (VAUCLUSE).La Société d'exploitation des carrières de Perréals
exploite une usine aux installations relativement anciennes etproduit à partir d'argiles locales (Perréals) et d'argiles grecqueset sardes des bentonites pour travaux publics (70 I) et pourfonderie (30 %) .
Deux chaînes de traitement sont en fonctionnement :
. 1 chaîne de 1,5 t/h,
. 1 chaîne de 4,5 t/h.
La chaîne de 4,5 t/h de capacité, est la plus récente :
¡ ALIMENTATION PAR J,i CHARGEUR SUR PNEU i
TREMIE DE RECEPTIONDISTRIBUTION
ïBRISE-MOTTE A ROULEAUX
PRIMAIRE
ÍMALAXEUR-BOUDINEUR
±FOUR-SÉCHOIR ROTATIF
BRISE-MOTTE A ROULEAUXSECONDAIRE
BROYEUR PENDULAIREVENTILE
±SELECTEUR A AIR
CYCLONES
iSILOS
ENSACHEUSES
AIR CHAUD 80° C
+ 80 M
- 80 u
DEPOUSSIEREUR AIR
MANUTENTIONPNEUMATIQUE
LIVRAISON EN VRAC
- 9 -
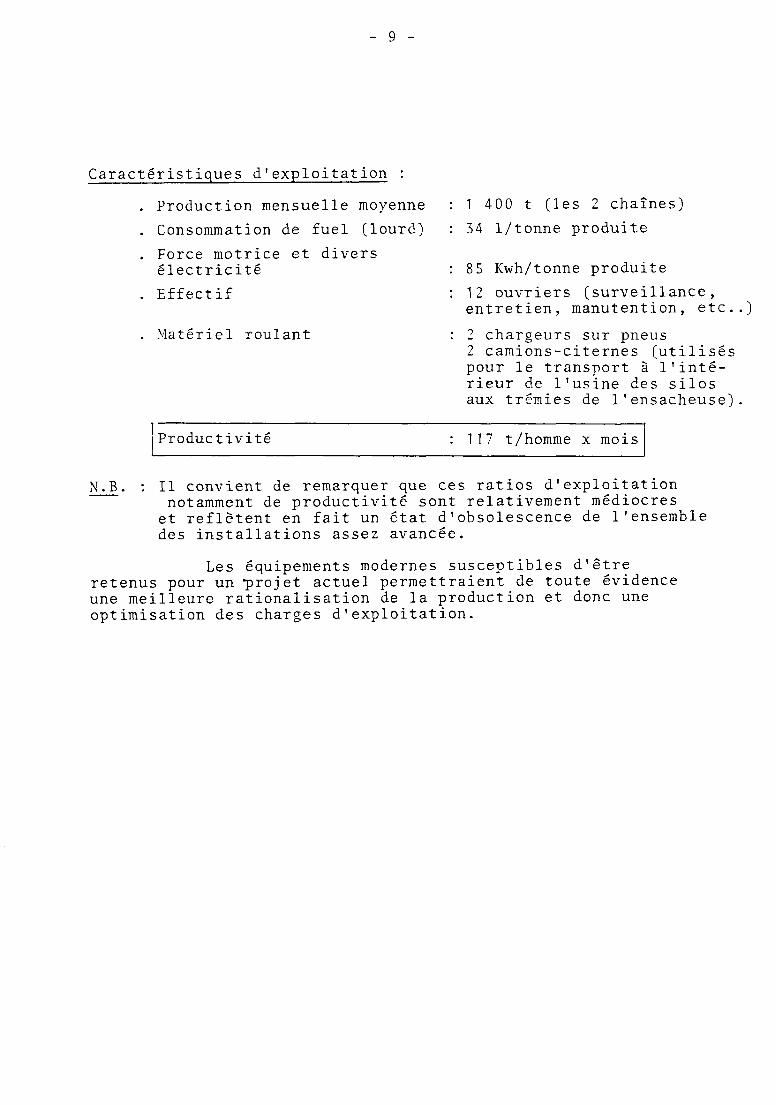
Caractéristiques d'exploitation :
. Production mensuelle moyenne
. Consommation de fuel (lourd)
. Force motrice et diversélectricité
. Effectif
. Matériel roulant
1 400 t (les 2 chaînes)
34 1/tonne produite
85 Kwh/tonne produite
12 ouvriers (surveillance,entretien, manutention, etc..)
2 chargeurs sur pneus2 camions-citernes (utiliséspour le transport à l'inté-rieur de l'usine des silosaux trémies de 1'ensacheuse).
1Productivité 117 t/homme x mois
N.B. : II convient de remarquer que ces ratios d'exploitationnotamment de productivité sont relativement médiocreset reflètent en fait un état d'obsolescence de l'ensembledes installations assez avancée.
Les équipements modernes susceptibles d'êtreretenus pour un "projet actuel permettraient de toute évidenceune meilleure rationalisation de la production et donc uneoptimisation des charges d'exploitation.
- 10 -
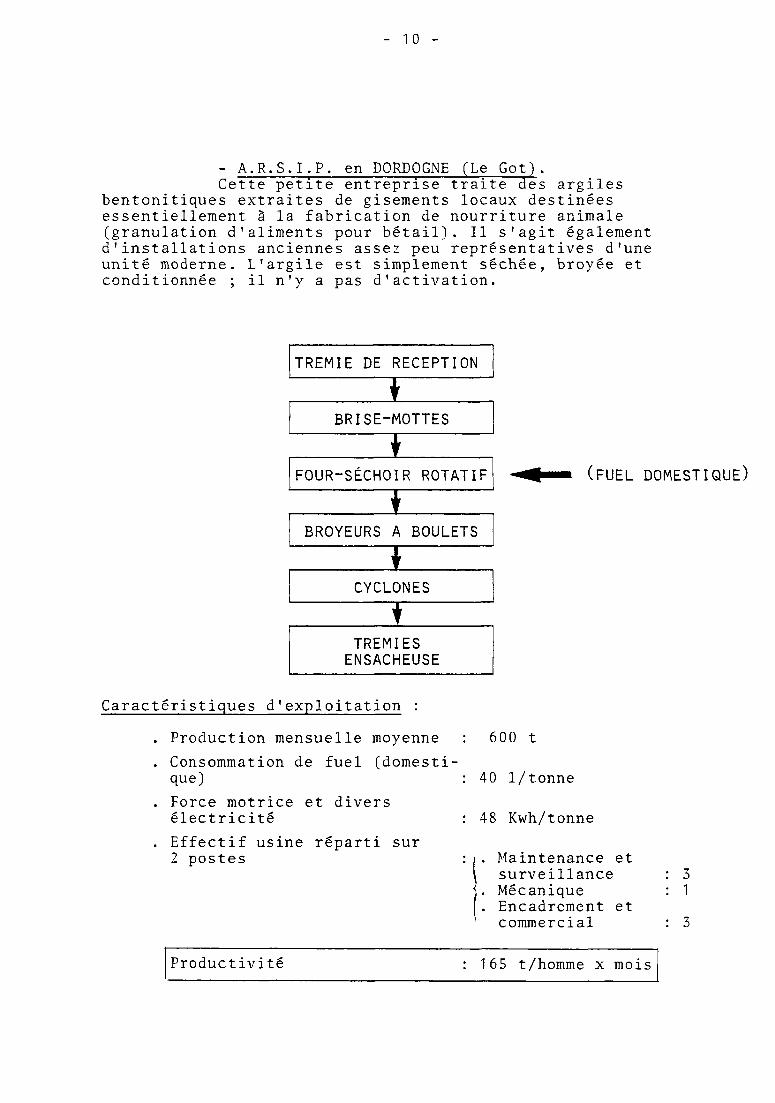
- A.R.S.I.P. en DORDOGNE (Le Got).Cette petite entreprise traite des argiles
bentonitiques extraites de gisements locaux destinéesessentiellement à la fabrication de nourriture animale(granulation d'aliments pour bétail). Il s'agit égalementd'installations anciennes assez peu représentatives d'uneunité moderne. L'argile est simplement séchée, broyée etconditionnée ; il n'y a pas d'activation.
TREMIE DE RECEPTION
IBRISE-MOTTES
FOUR-SÉCHOIR ROTATIF
ï(FUEL DOMESTIQUE)
BROYEURS A BOULETS
CYCLONES
TREMIESENSACHEUSE
Caractéristiques d'exploitation :
. Production mensuelle moyenne
. Consommation de fuel (domesti-que)
. Force motrice et diversélectricité
. Effectif usine réparti sur2 postes
600 t
40 1/tonne
48 Kwh/tonne
. Maintenance etsurveillance
. Mécanique
. Encadrement etcommercial
: 3: 1
: 3
Productivité : 165 t/homme x mois
- 11 -
3.3.2. - à I'Etiangui
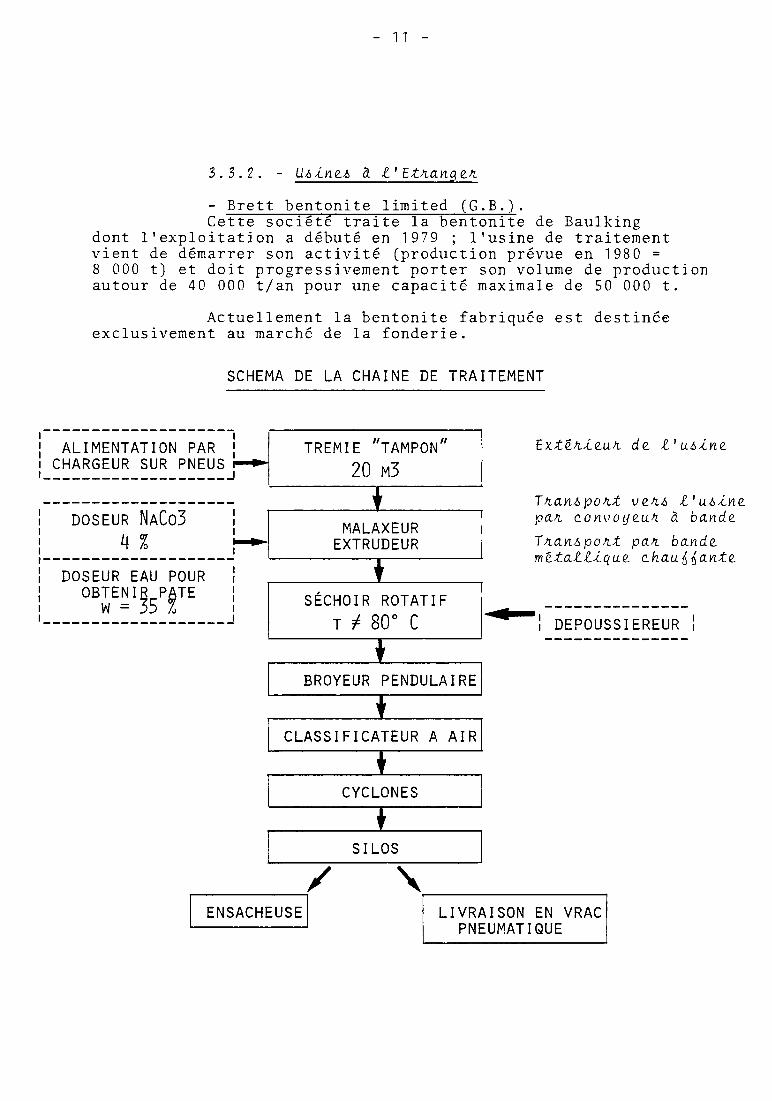
- Brett bentonite limited (G.B.).Cette société traite la bentonite de Baulking
dont l'exploitation a débuté en 1979 ; l'usine de traitementvient de démarrer son activité (production prévue en 1980 =8 000 t) et doit progressivement porter son volume de productionautour de 40 000 t/an pour une capacité maximale de 50 000 t.
Actuellement la bentonite fabriquée est destinéeexclusivement au marché de la fonderie.
SCHEMA DE LA CHAINE DE TRAITEMENT
ALIMENTATION PAR jCHARGEUR SUR PNEUS i-
i
DOSEUR NACO3 !
5J }DOSEUR EAU POUR í
OBTENIR PATE ¡W = 35 I I
TREMIE "TAMPON"
20 M3
ï
Extzn.-Le.an dz I'
MALAXEUREXTRUDEUR
ï
vzn¿> ¿'a¿¿nzpan. convoyzu.fi à banda
Tn.anipont pan. bandamzta¿i¿qaz chau^antz
SÉCHOIR ROTATIF
T ¿ 80° C ! DEPOUSSIEREUR !
ïBROYEUR PENDULAIRE
CLASSIFICATEUR A AIR
ICYCLONES
SILOS
/ \
ENSACHEUSE LIVRAISON EN VRACPNEUMATIQUE
- 12 -
Caractéristiques d'exploitation :
. Capacité de production
. Prévision 80
. Objectif 81
. Objectif 82 et au-delà
. Consommation de fuel (FOD)
. Effectif
10 t/h
10 000 t
16 000 t
40 000 t/an
36 1/tonne (pour le séchoirrotatif uniquement)
7
. Encadrement etcommercial : 4 pers.
. Usine : 3 pers.(dont 2 à l'ensachage) .
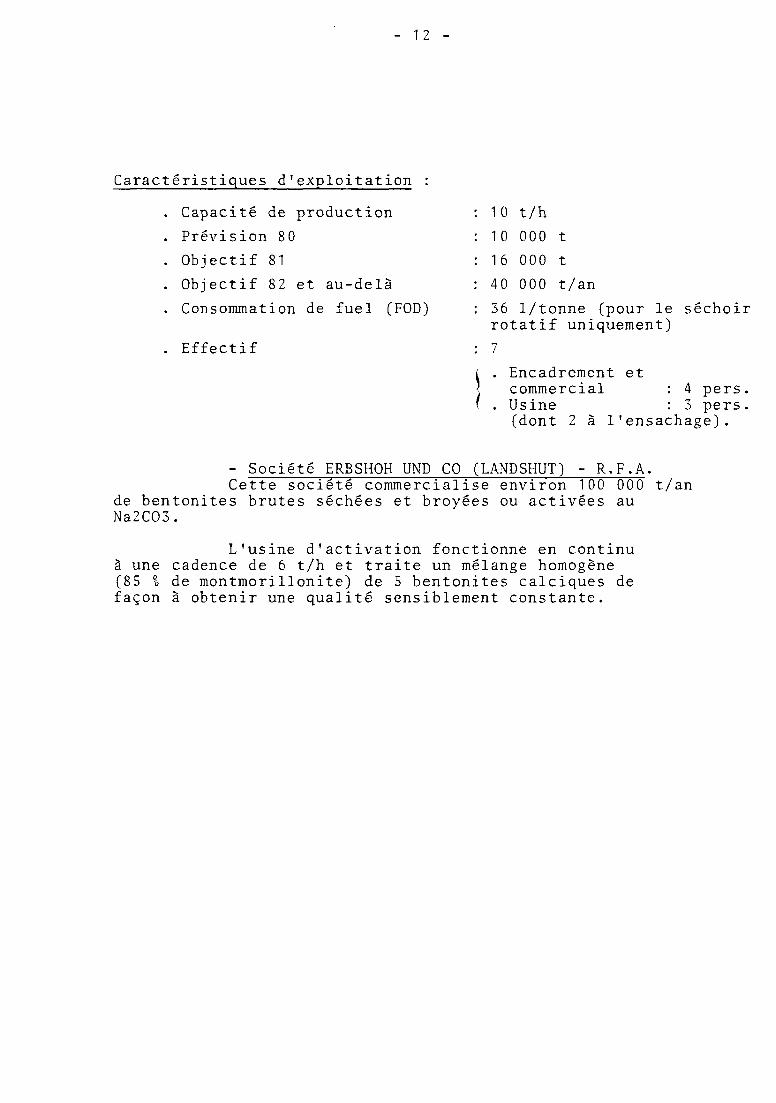
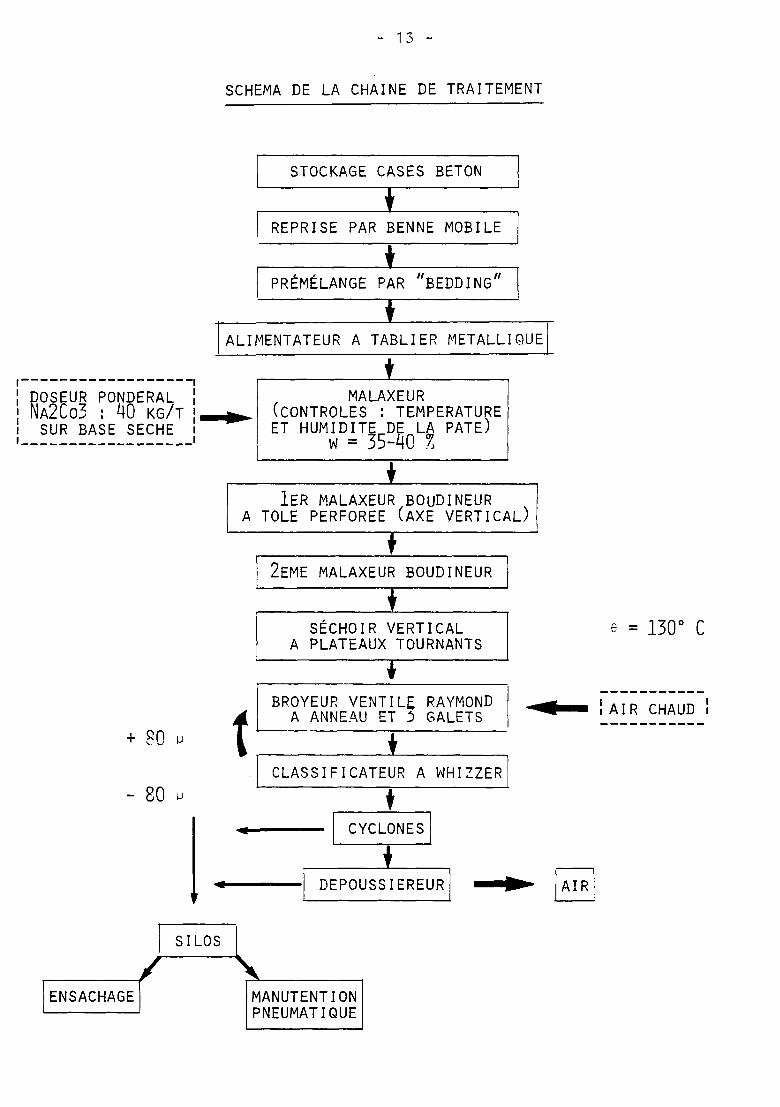
- Société ERBSHOH UND CO (LANDSHUT) - R.F.A.Cette société commercialise environ 100 000 t/an
de bentonites brutes séchêes et broyées ou activées auNa2CO3.
L'usine d'activation fonctionne en continuà une cadence de 6 t/h et traite un mélange homogène(85 % de montmorillonite) de 5 bentonites calciques defaçon à obtenir une qualité sensiblement constante.
- 13 -
SCHEMA DE LA CHAINE DE TRAITEMENT
DOSEUR PONDERALNA2CO3 : 40 KG/TSUR BASE SECHE
STOCKAGE CASES BETON
1REPRISE PAR BENNE MOBILE
±PRÉMÉLANGE PAR "BEDDING"
ALIMENTATEUR A TABLIER METALLIQUE
MALAXEUR(CONTROLES : TEMPERATUREET HUMIDITE DE LA PATE)
W = 35-40 %
11ER MALAXEUR BOUDINEUR
A TOLE PERFOREE (AXE VERTICAL)
2EME MALAXEUR BOUDINEUR
ISECHOIR VERTICAL
A PLATEAUX TOURNANTS= 130° C
+ 80 y
- 80 u
ÍBROYEUR VENTILE RAYMONDA ANNEAU ET 5 GALETS
CLASSIFICATEUR A WHIZZER
CYCLONES
ïDEPOUSSIEREUR
SILOS
ENSACHAGE MANUTENTIONPNEUMATIQUE
¡AIR CHAUD !
AIR
- 14 -
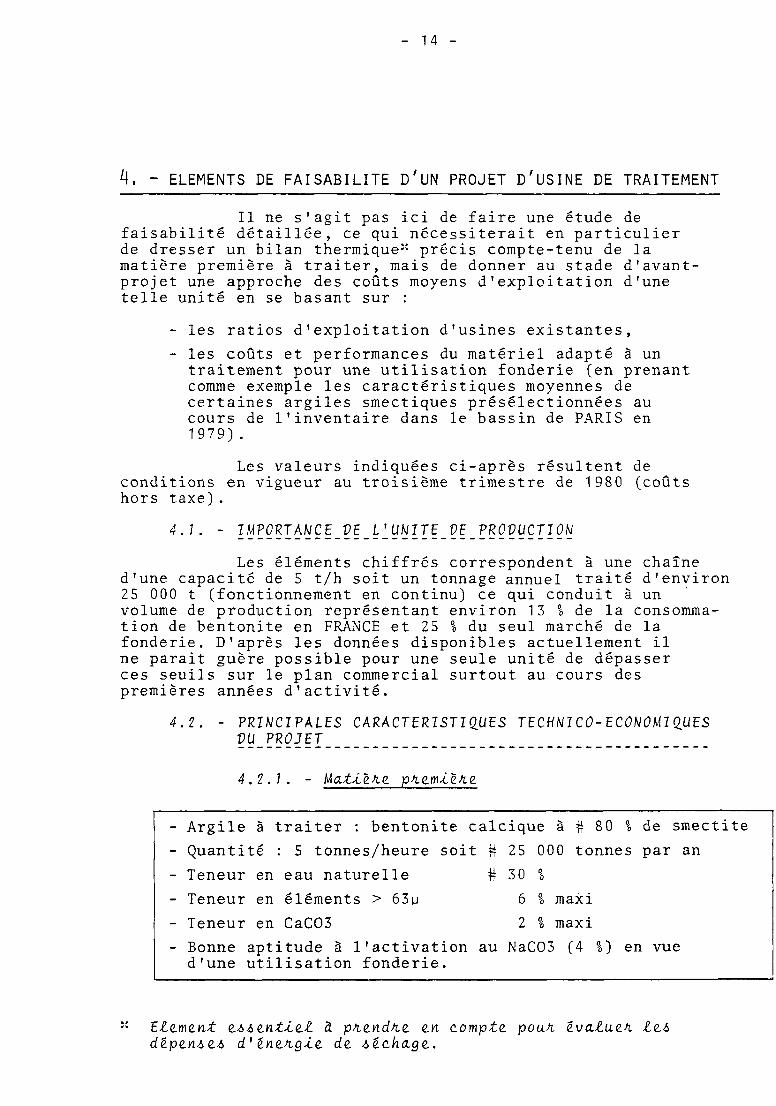
4, - ELEMENTS DE FAISABILITE D'UN PROJET D'USINE DE TRAITEMENT
II ne s'agit pas ici de faire une étude defaisabilité détaillée, ce qui nécessiterait en particulierde dresser un bilan thermique" précis compte-tenu de lamatière première à traiter, mais de donner au stade d'avant-projet une approche des coûts moyens d'exploitation d'unetelle unité en se basant sur :
- les ratios d'exploitation d'usines existantes,
- les coûts et performances du matériel adapté à untraitement pour une utilisation fonderie (en prenantcomme exemple les caractéristiques moyennes decertaines argiles smectiques présélectionnées aucours de l'inventaire dans le bassin de PARIS en1979) .
Les valeurs indiquées ci-après résultent deconditions en vigueur au troisième trimestre de 1980 (coûtshors taxe) .
4.1. - IMPORTANCE _VE _L'_UNITE _VE_PROVUÇT1 ON
Les éléments chiffrés correspondent à une chaîned'une capacité de 5 t/h soit un tonnage annuel traité d'environ25 000 t (fonctionnement en continu) ce qui conduit à unvolume de production représentant environ 13 % de la consomma-tion de bentonite en FRANCE et 25 % du seul marché de lafonderie. D'après les données disponibles actuellement ilne parait guère possible pour une seule unité de dépasserces seuils sur le plan commercial surtout au cours despremières années d'activité.
4.2. - PRINCIPALES CARACTERISTIQUES TECHNICO-ECONOMIQUESPUPROJET
4.2.1. -
- Argüe à traiter : bentonite <
- Quantité : 5 tonnes/heure soil
- Teneur
- Teneur
- Teneur
- Bonned 'une
en eau naturelle
en éléments > 63u
en CaCO3
aptitude à 1'activationutilisation fonderie.
:alcique
: #
#
au
à # 80 %
25 000 tonnes
30 %
6 %
2 %
NaCO3
maxi
maxi
(4 % ) en
de smectite
par an
vue
Eltmznt z¿>¿znt¿e.¿ à pfiavidfML en compte, pouh. Ivatucnd i í i d' ínziglz d<¿ ¿échagz.
- 15 -
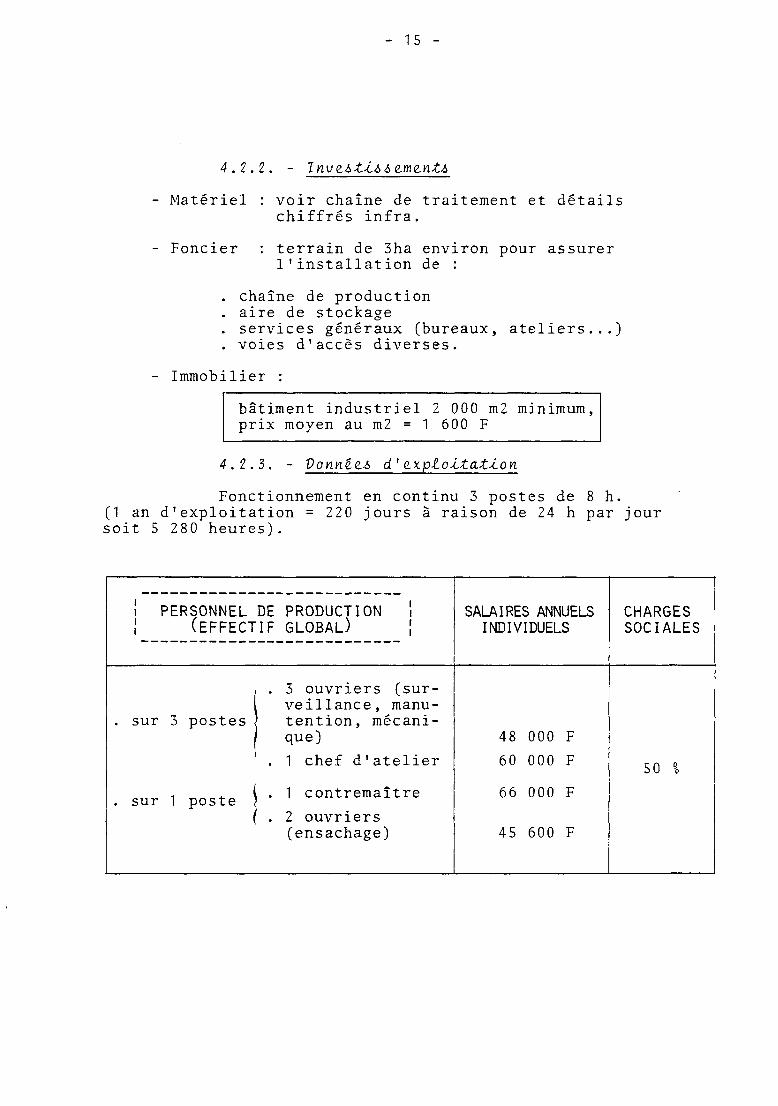
4.2.2. -
- Matériel : voir chaîne de traitement et détailschiffrés infra.
- Foncier : terrain de 3ha environ pour assurerl'installation de :
. chaîne de production
. aire de stockage
. services généraux (bureaux, ateliers...)
. voies d'accès diverses.
- Immobilier :
bâtiment industriel 2 000 m2 minimum,prix moyen au m2 = 1 600 F
4.2.3. - Vonnlz¿ d'
Fonctionnement en continu 3 postes de 8 h.(1 an d'exploitation = 220 jours à raison de 24 h par joursoit 5 280 heures).
! PERSONNEL DE PRODUCTION !! (EFFECTIF GLOBAL) ¡
. sur 3 postes
. sur 1 poste
. 3 ouvriers (sur-veillance, manu-tention, mécani-que)
. 1 chef d'atelier
. 1 contremaître
. 2 ouvriers(ensachage)
SALAIRES ANNUELSINDIVIDUELS
48 000 F
60 000 F
66 000 F
45 600 F
CHARGESSOCIALES
50 %
- 16 -
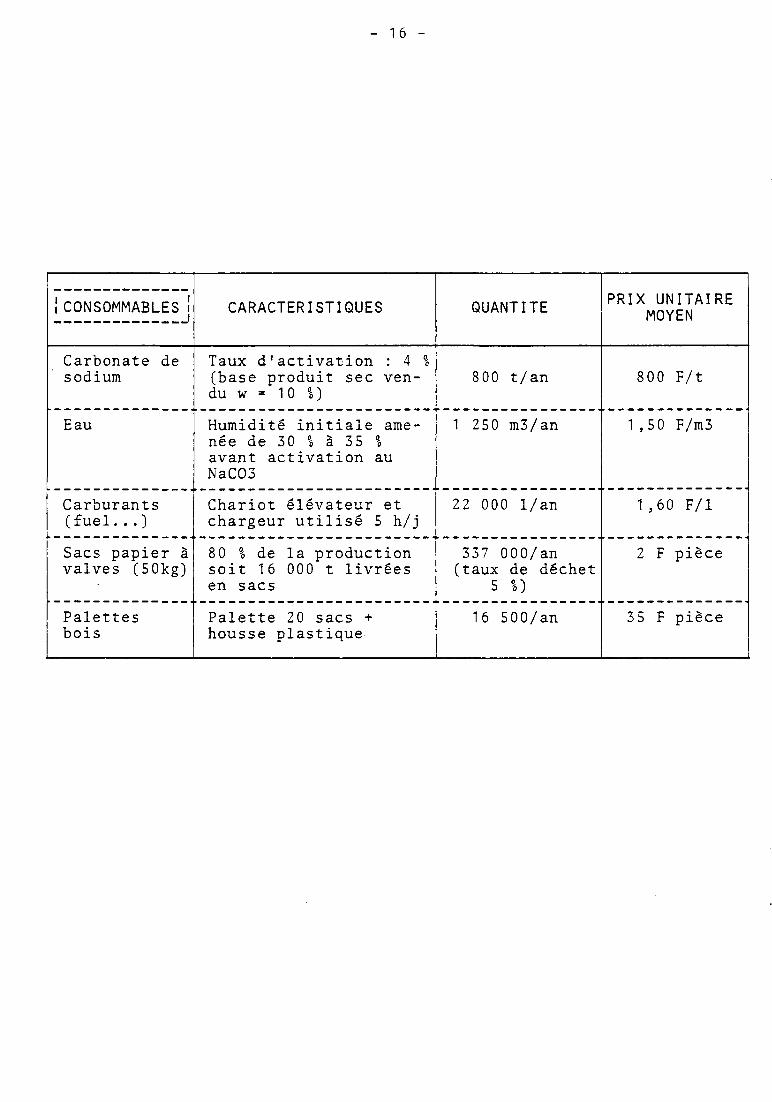
! CONSOMMABLES !
Carbonate desodium
Eau
Carburants(fuel..0
Sacs papier àvalves (50kg)
Palettesbois
CARACTERISTIQUES
Taux d1activation : 4 %(base produit sec ven-du w = 10 % )
Humidité initiale ame-née de 30 % à 35 %avant activation auNaCO3
Chariot élévateur etchargeur utilisé 5 h/j
80 % de la productionsoit 16 000 t livréesen sacs
Palette 20 sacs +housse plastique
QUANTITE
800 t/an
1 250 m3/an
22 000 1/an
337 000/an(taux de déchet
5 l)
16 500/an
PRIX UNITAIREMOYEN
800 F/t
1 ,50 F/m3
1 ,60 F/1
2 F pièce
35 F pièce
- 17 -
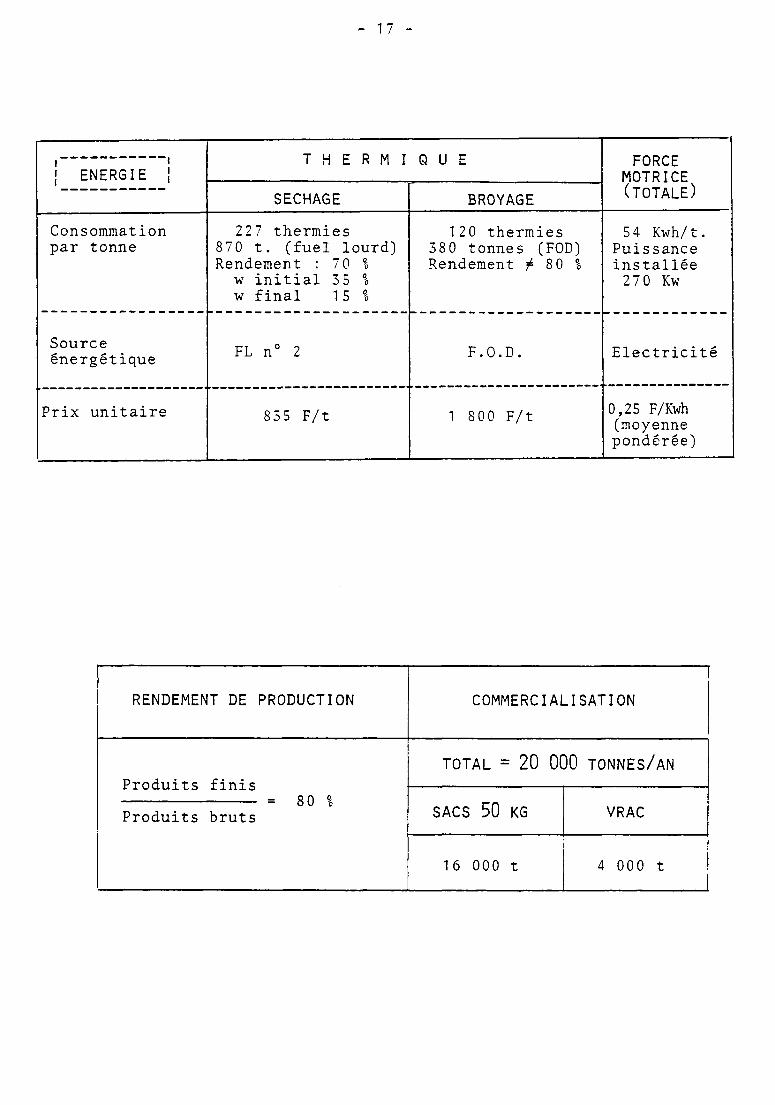
i !{ ENERGIE ¡
Consommationpar tonne
Sourceénergétique
Prix unitaire
T H E R M I Q U E
SECHAGE
227 thermies870 t. (fuel lourd)Rendement : 7 0 %w initial 35 %w final 15 %
FL n° 2
835 F/t
BROYAGE
120 thermies380 tonnes (FOD)Rendement ¿ 8 0 %
F.O.D.
1 800 F/t
FORCEMOTRICE(TOTALE)
54 Kwh/t.Puissanceinstallée270 Kw
Electricité
0,25 F/Kwh(moyennepondérée)
RENDEMENT DE
Produits
Produits
finis
bruts
PRODUCTION
- 80 *
COMMERC
TOTAL =
SACS 50
16 000
= 20
KG
t
IALI
000
SATION
TONNES/AN
VRAC
4 000 t
- 1
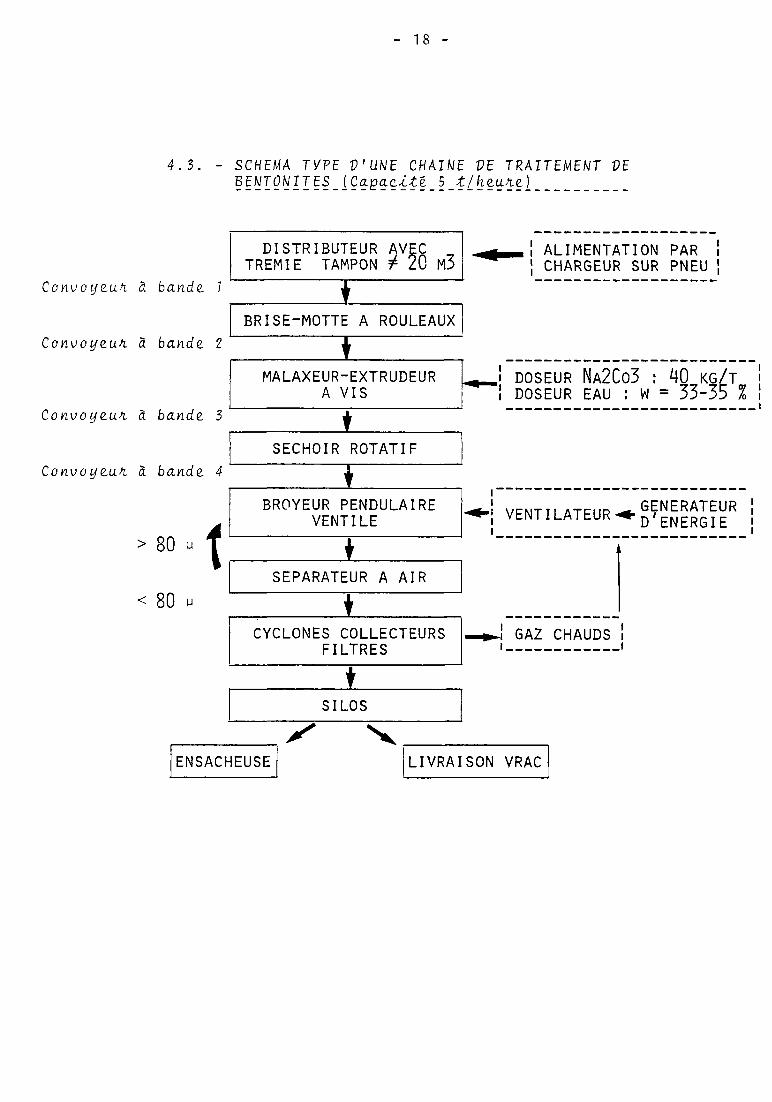
4.3. - SCHEMA TYPE V'UNE CHAINE VE TRAITEMENT VE
Convoye.uA à bande. 7
Convoye.uA. â bande. 2
Convoye.uK à bande. 3
Convoye.uK à bande. 4
DISTRIBUTEUR AVECTREMIE TAMPON ¿ 20 M3
¡ ALIMENTATION PAR !¡ CHARGEUR SUR PNEU ¡
BRISE-MOTTE A ROULEAUX
> 80 M
< 80 M
t
MALAXEUR-EXTRUDEUR ! DOSEUR NA2CO3 : 40 KG/T ¡DOSEUR EAU : W = 33-35 1 \
SECHOIR ROTATIF
BROYEUR PENDULAIREVENTILE
1GENERATEUR
SEPARATEUR A AIR
±CYCLONES COLLECTEURS
FILTRESJ GAZ CHAUDS !i i
SILOS
yENSACHEUSE LIVRAISON VRAC
- 19 -
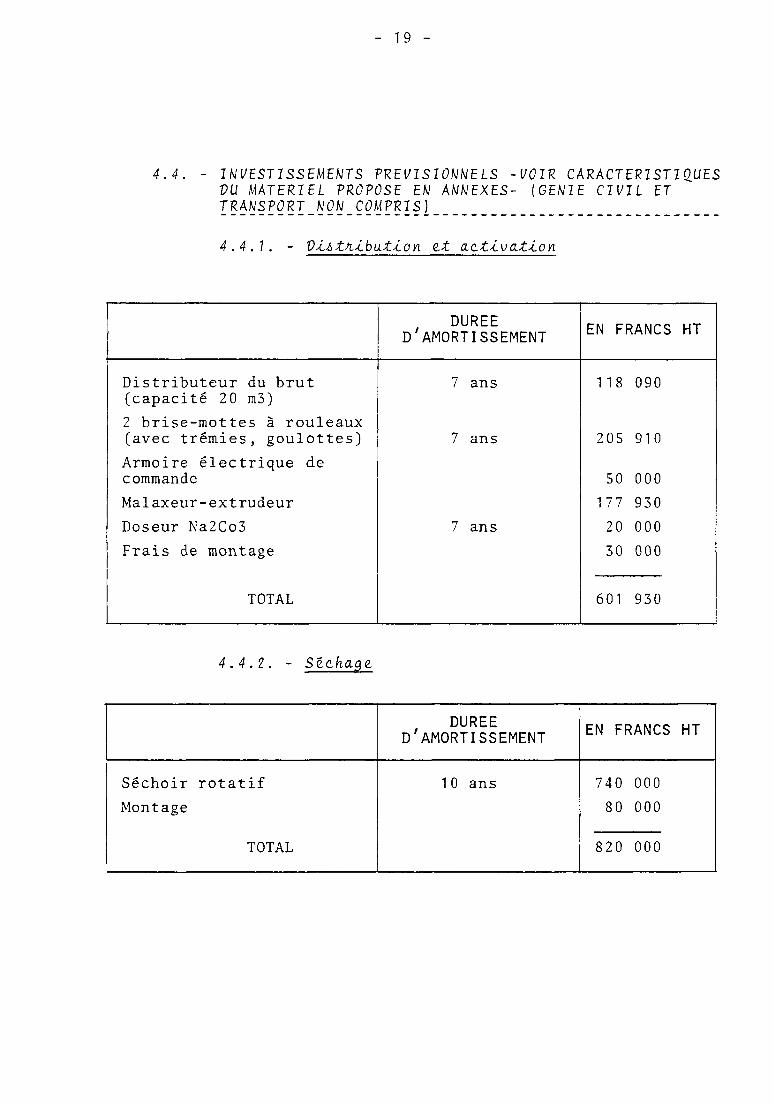
4.4. - INVESTISSEMENTS PREVISIONNELS -VOIR CARACTERISTIQUESVU MATERIEL PROPOSE EN ANNEXES- {GENIE CIVIL ETTRANSPORT NON COMPRIS)
4.4.1. - zt a.cti.\)a£Zon
Distributeur du brut(capacité 20 m3)
2 brise-mottes à rouleaux(avec trémies, goulottes)
Armoire électrique decommande
Malaxeur-extrudeur
Doseur Na2Co3
Frais de montage
TOTAL
DUREED'AMORTISSEMENT
7 ans
7 ans
7 ans
EN FRANCS HT
118 090
205 910
50 000
177 930
20 000
30 000
601 930
4.4.2. - Stchaqz
Séchoir rotatif
Montage
TOTAL
DUREED'AMORTISSEMENT
10 ans
EN FRANCS HT
740 000
80 000
820 000
- 20 -
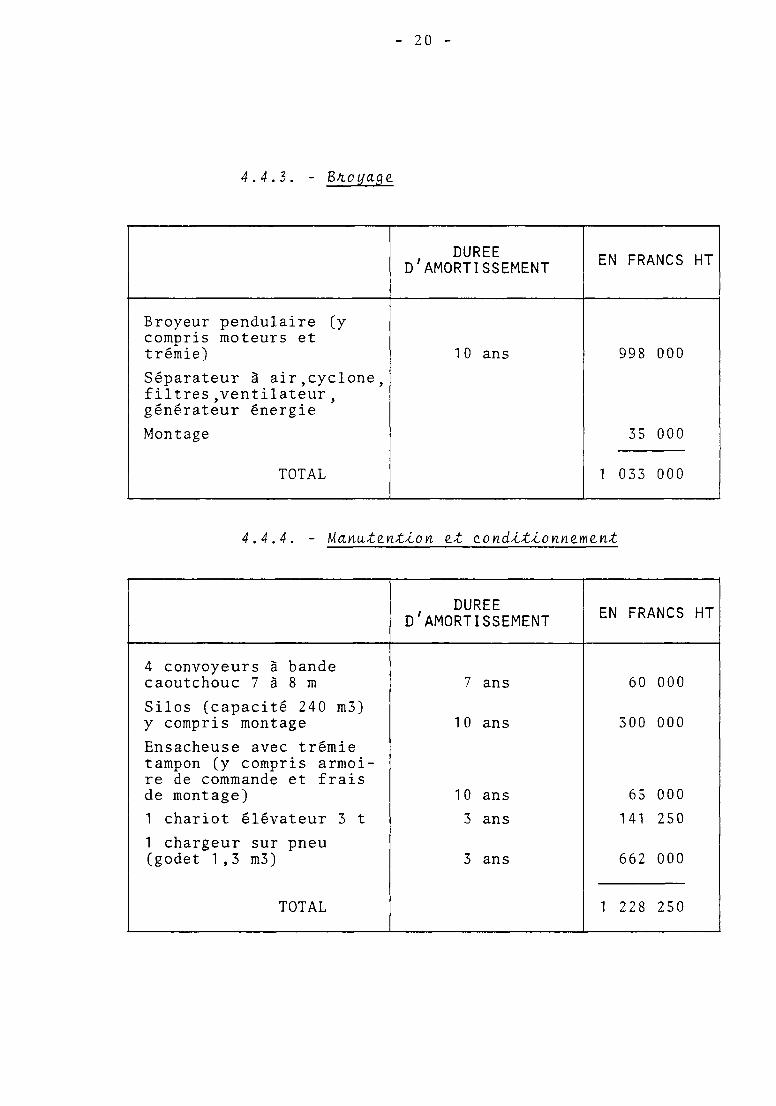
4.4.3. - Buoyage.
Broyeur pendulaire (ycompris moteurs ettrémie)
Séparateur à air,cyclone,filtres,ventilateur,générateur énergie
Montage
TOTAL
DUREED'AMORTISSEMENT
10 ans
EN FRANCS HT
998 000
35 000
1 033 000
4.4.4. - Ma.nute.n£¿on tt
4 convoyeurs à bandecaoutchouc 7 à 8 m
Silos (capacité 240 m3)y compris montage
Ensacheuse avec trémietampon (y compris armoi-re de commande et fraisde montage)
1 chariot élévateur 3 t
1 chargeur sur pneu(godet 1,3 m3)
TOTAL
DUREED'AMORTISSEMENT
7 ans
1 0 ans
10 ans
3 ans
3 ans
EN FRANCS HT
60 000
300 000
65 000
141 250
662 000
1 228 250
!1 -
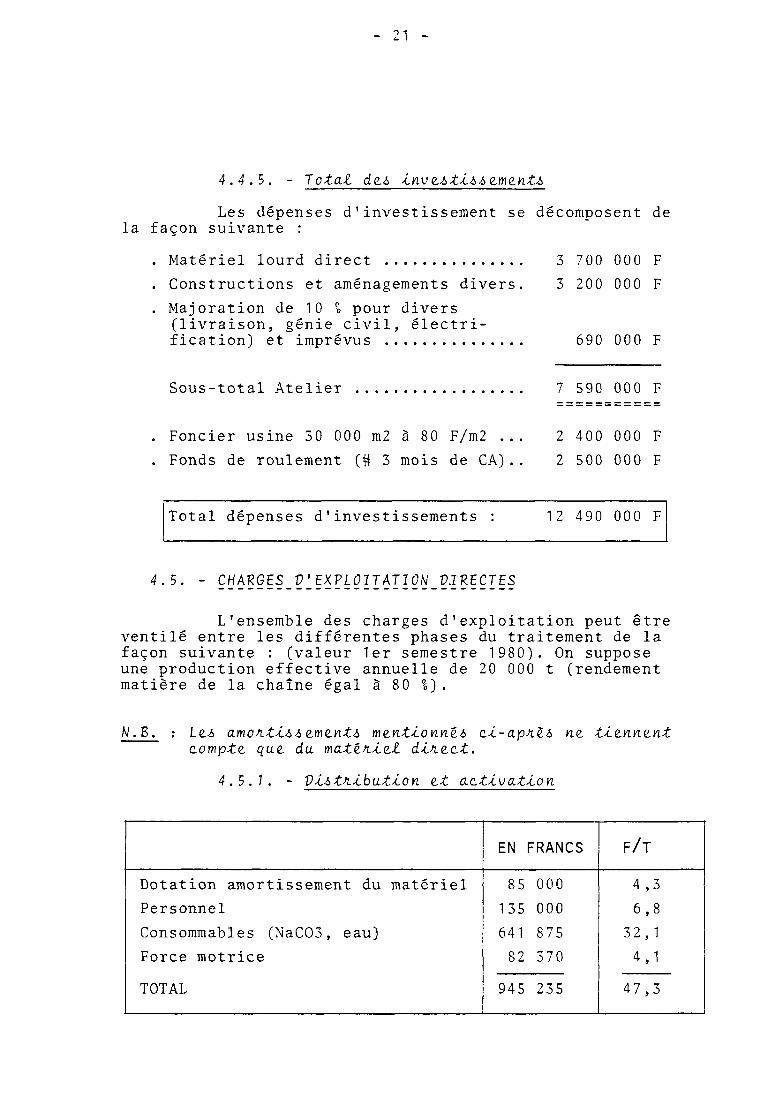
4.4.5. - Total d.2-6 ¿nve..6t¿6¿e.me.nti
Les dépenses d'investissement se décomposent dela façon suivante :
. Matériel lourd direct 3 700 000 F
. Constructions et aménagements divers. 3 200 000 F
. Majoration de 10 % pour divers(livraison, génie civil, electri-fication) et imprévus 690 000 F
Sous-total Atelier 7 590 000 F
Foncier usine 30 000 m2 à 80 F/m2 ...
Fonds de roulement (# 3 mois de CA)..
2 400 000 F
2 500 000 F
Total dépenses d'investissements : 12 490 000 F
4.5. - ÇHARGES_Ç^EXPLOITATTOW_PJREÇTES
L'ensemble des charges d'exploitation peut êtreventilé entre les différentes phases du traitement de lafaçon suivante : (valeur 1er semestre 1980). On supposeune production effective annuelle de 20 000 t (rendementmatière de la chaîne égal à 80 %) .
N. 8. : Le-ó amofi£¿¿&nmtnti, mzntlonnli cl-apfili, ne. tltnnzntcompte, que. du matzh-iiLt dA.fie.ct.
4.5.1. - act¿vat-ion
Dotation amortissement du matériel
Personnel
Consommables (NaCO3, eau)
Force motrice
TOTAL
EN FRANCS
85 000
135 000
641 875
82 370
945 235
F/T
4,3
6,8
32,1
4,1
47,3
- 22 -
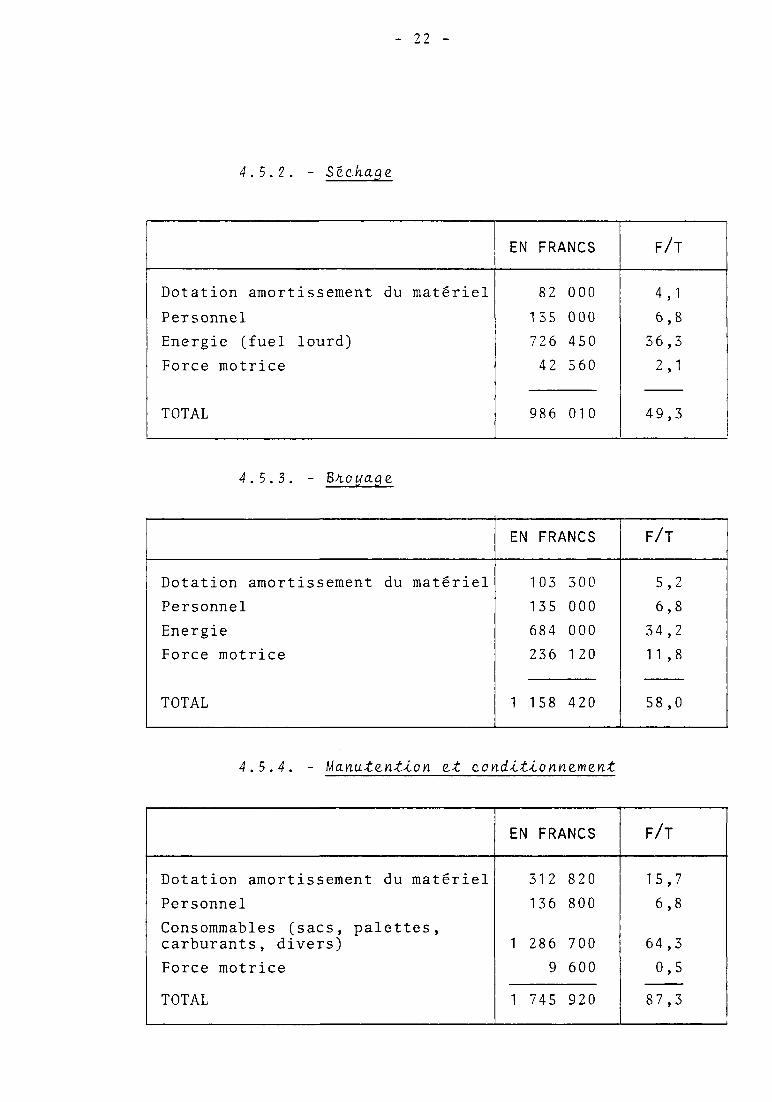
4.5.2. - Síchage.
Dotation amortissement du matériel
Personnel
Energie (fuel lourd)
Force motrice
TOTAL
EN FRANCS
82 000
135 000
726 450
42 560
986 010
F/T
4,1
6,8
36,3
2,1
49,3
4.5.3. - BA.oya.ge.
Dotation amortissement du matériel
Personnel
Energie
Force motrice
TOTAL
EN
1
FRANCS
103
135
684
236
158
300
000
000
1 20
420
F/T
5,2
6,8
34,2
11 ,8
58,0
4.5.4. - Manutention zt cond¿t¿onnzme.nt
Dotation amortissement du matériel
Personnel
Consommables (sacs, palettes,carburants, divers)
Force motrice
TOTAL
EN
1
1
FRANCS
312
136
286
9
745
820
800
700
600
920
F/T
15,7
6,8
64,3
0,5
87,3
- 23 -
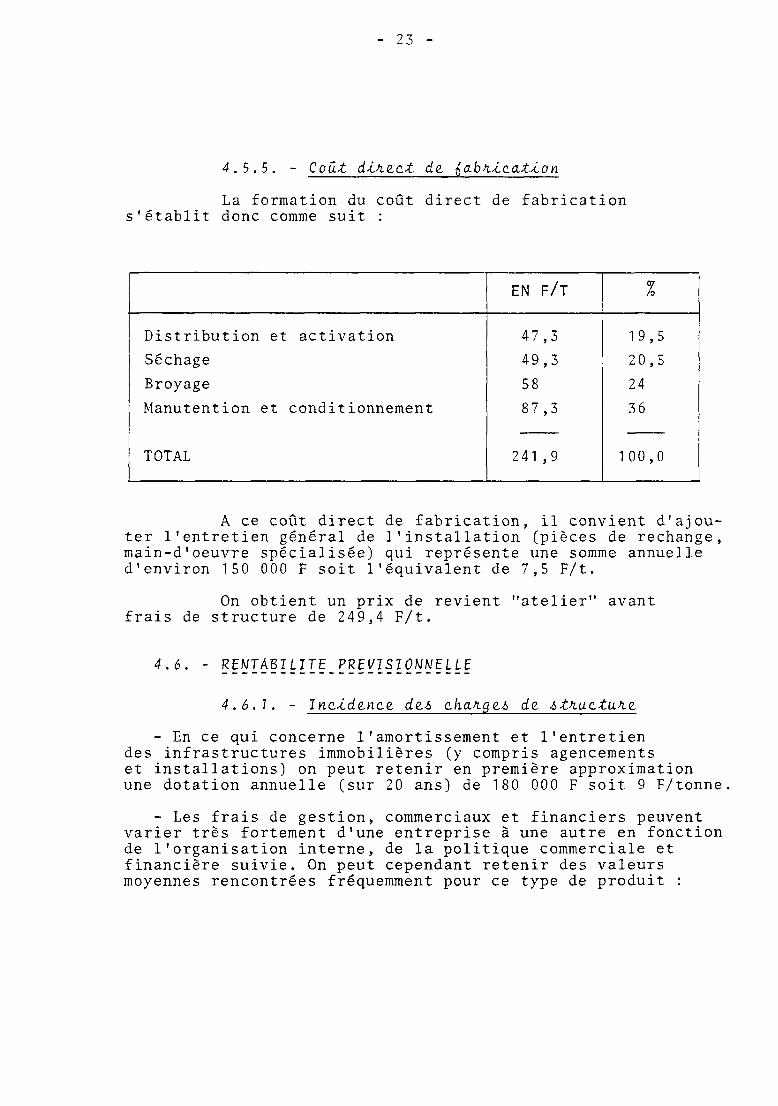
4.5.5. - Coût dlfinct de
La formation du coût direct de fabrications'établit donc comme suit :
Distribution et activation
Séchage
Broyage
Manutention et conditionnement
TOTAL
EN F/T
47,3
49,3
58
87,3
241 ,9
°7/o
19,5
20,5
24
36
100,0
A ce coût direct de fabrication, il convient d'ajou-ter l'entretien général de l'installation (pièces de rechange,main-d'oeuvre spécialisée) qui représente une somme annuelled'environ 150 000 F soit l'équivalent de 7,5 F/t.
On obtient un prix de revient "atelier'frais de structure de 249,4 F/t.
avant
4.6. - RENTABILITE PREVISIONNELLE
4.6.1. - Jnc.yLde.nce. de.& ckcLX.ge.¿ de,
- En ce qui concerne l'amortissement et l'entretiendes infrastructures immobilières (y compris agencementset installations) on peut retenir en première approximationune dotation annuelle (sur 20 ans) de 180 000 F soit 9 F/tonne.
- Les frais de gestion, commerciaux et financiers peuventvarier très fortement d'une entreprise à une autre en fonctionde l'organisation interne, de la politique commerciale etfinancière suivie. On peut cependant retenir des valeursmoyennes rencontrées fréquemment pour ce type de produit :
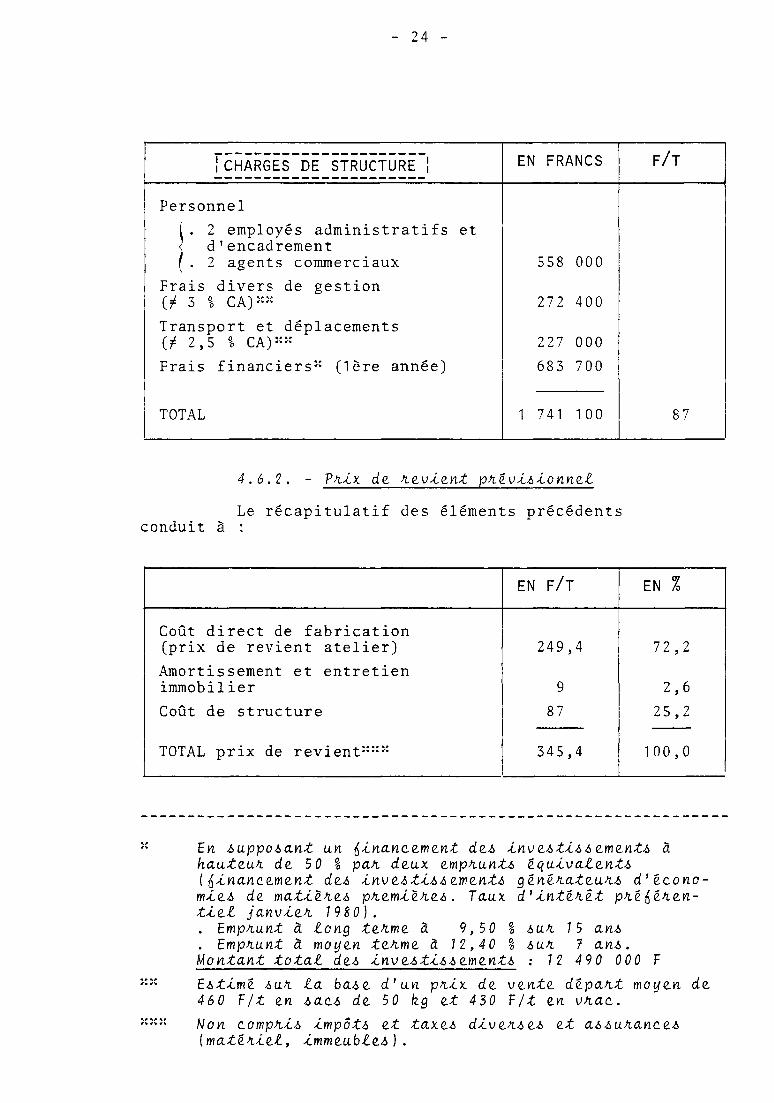
- 24 -
! CHARGES DE STRUCTURE ¡
Personnel
. 2 employés administratifs etd'encadrement
. 2 agents commerciaux
Frais divers de gestion(¿ 3 % CA) ! ! Î !
Transport et déplacements(̂ 2,5 % CA)::::
Frais financiers" (1ère année)
TOTAL
EN FRANCS
558 000
272 400
227 000
683 700
1 741 100
F/T
87
4 . 6 . 2 . - Vfiix de. fizviznt pfizvisionnzl
Le récapitulatif des éléments précédentsconduit â :
Coût direct de fabrication(prix de revient atelier)
Amortissement et entretienimmobilier
Coût de structure
TOTAL prix de revient
EN F/T
249,4
9
87
345,4
EN l
72,2
2,6
25,2
100,0
En supposant un {¡inanczmznt des invzstisszmznts àhautzun. dz 5 0 % pan. dzux zmpfiunts zquivalznts[linanc.zme.nt dzs invzstisszmznts gznzn.atzun.s d'écono-mizs dz matizfizs pn.zmizn.zs. Taux d'intén,zt pn.é^zn.zn-tizl janvizn. 19SO) .. Emprunt à long te.n.me, à 9,50 % sun. 15 ans. Emprunt â moyzn tzfimz à 11,40 % sun. 7 ans.Montant total dzs invzstisszmznts : 11 49 0 000 F
Estimé sun. la basz d'un pfiix dz vzntz dzpafit moyzn dz460 Vit zn sacs dz 50 kg zt 430 T/t zn vfiac.
Non compfiis impôts zt taxzs divznszs zt assun.anc.zs[matzfiizl, immzublzs) .
- 25 -
Cette valeur ne prend pas en compte le coûtd'approvisionnement en matière première : pour les bentonitesbrutes importées actuellement en FRANCE ces coûts varientde 140 F/t (bentonite calcique de SARDAIGNE ou GRECE) à280 F/t (bentonite sodique naturelle US). Dans le cas d'unapprovisionnement à partir d'une éventuelle matière premièrelocale ce coût dépendra essentiellement des conditionsd'exploitation en carrière (taux de découverte D ) et de ladistance entre la carrière et l'usine. E
En retenant un prix de vente prévisionnel duproduit conditionné de 460 F/t, prix d'appel" nécessairepour lancer une qualité nouvelle et une marge avant impôtde 10 % du chiffre d'affaires, on en déduit que le coûtd'approvisionnement en matière première ne doit pas dépasser70 F/t (base produit traité) , ce qui correspond à un coûtmatière première brute de 56 F/t (rendement matière 80 %).
En prenant en compte un coût d'approche (transportjusqu'à l'usine) de 5 F/t, et des coûts de terrassements(extraction et découverte au chargeur + dumper) de 10 F/m3on aboutit à un taux de découverte D:::i maximum admissiblecompris entre 7 et 8. E
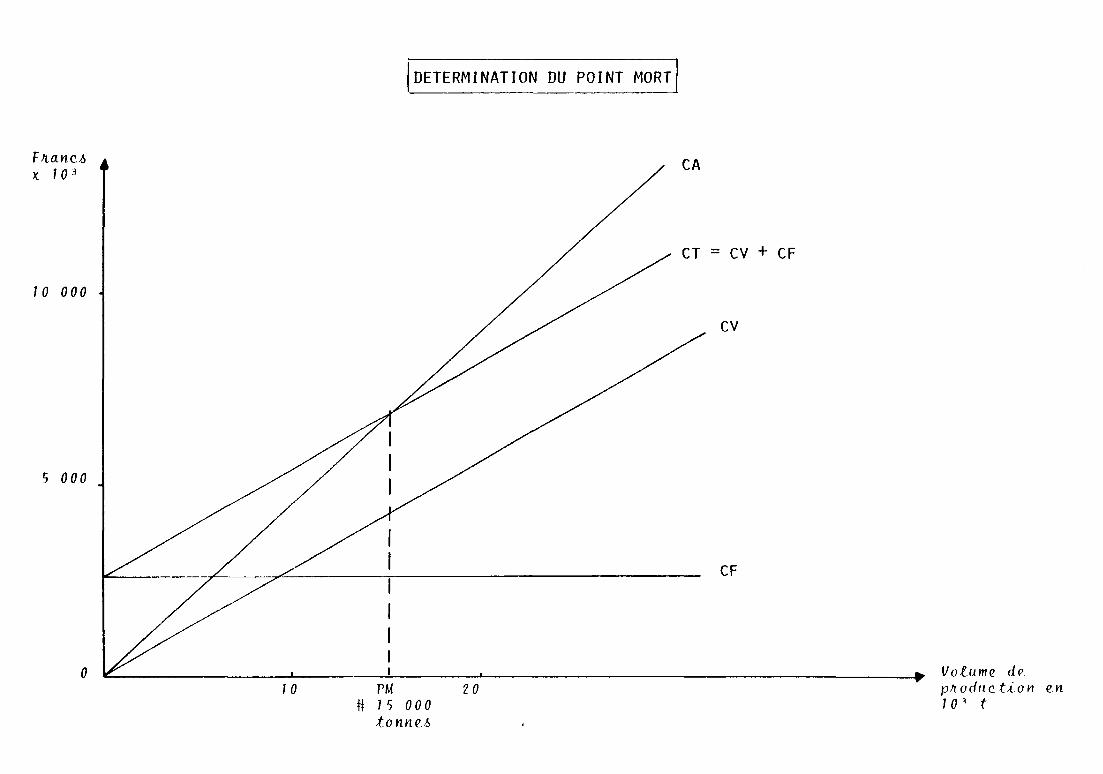
4.6.3. - Calcul du point mofit
Le point mort (PM) est le seuil de productionà partir duquel l'exploitation de l'usine est équilibréesur le plan financier. Il correspond à la valeur du chiffred'affaires (CA) pour laquelle la marge sur frais variablesest égale aux frais fixes. Sur la base des chiffres indiquésci-dessus la décomposition des charges d'exploitation entrecharges variables (CV) et charges fixes (CF) est lasuivante :
Env.in.on 7 5 % moint, che.fi que le, ph.Â.x moyen actuel d'une,bentonite ¿odique artificielle.
Epai¿¿eun de. de.couve.titt ¿>un epaih&eun exploitable.
DETERMINATION DU POINT MORT
x 103 CA
10 000 •
5 000
PMtt 75 000
tonn&i
= CV + CF
Volume, deproduction10' t
- 27 -
CHARGES TOTALES
Matières premières
Frais de personnel
Travaux fournitures etservices extérieurs
Dotation amortissement
Frais divers de gestion
Transport et déplacement
Frais financiers
TOTAL
CHARGES
1 099
75
764
683
2 622
FIXES
800
000"
110
700
610
1
3
5
CHARGESVARIABLES
400
784
272
227
684
000
675
400
000
075
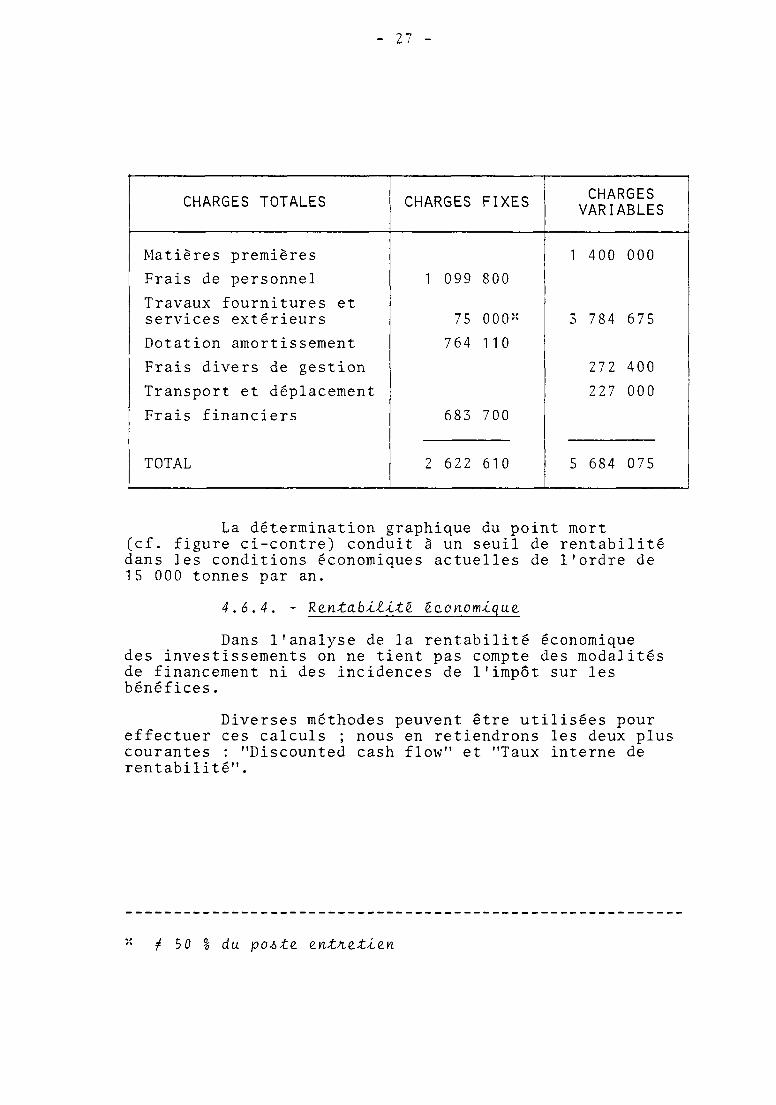
La détermination graphique du point mort(cf. figure ci-contre) conduit à un seuil de rentabilitédans les conditions économiques actuelles de l'ordre de15 000 tonnes par an.
4.6.4. - Runtabitito. Iconomiquo,
Dans l'analyse de la rentabilité économiquedes investissements on ne tient pas compte des modalitésde financement ni des incidences de l'impôt sur lesbénéfices.
Diverses méthodes peuvent être utilisées poureffectuer ces calculs ; nous en retiendrons les deux pluscourantes : "Discounted cash flow" et "Taux interne derentabilité".
/ 50 % du poití <¿ntH.zt¿Q.n
- 28 -
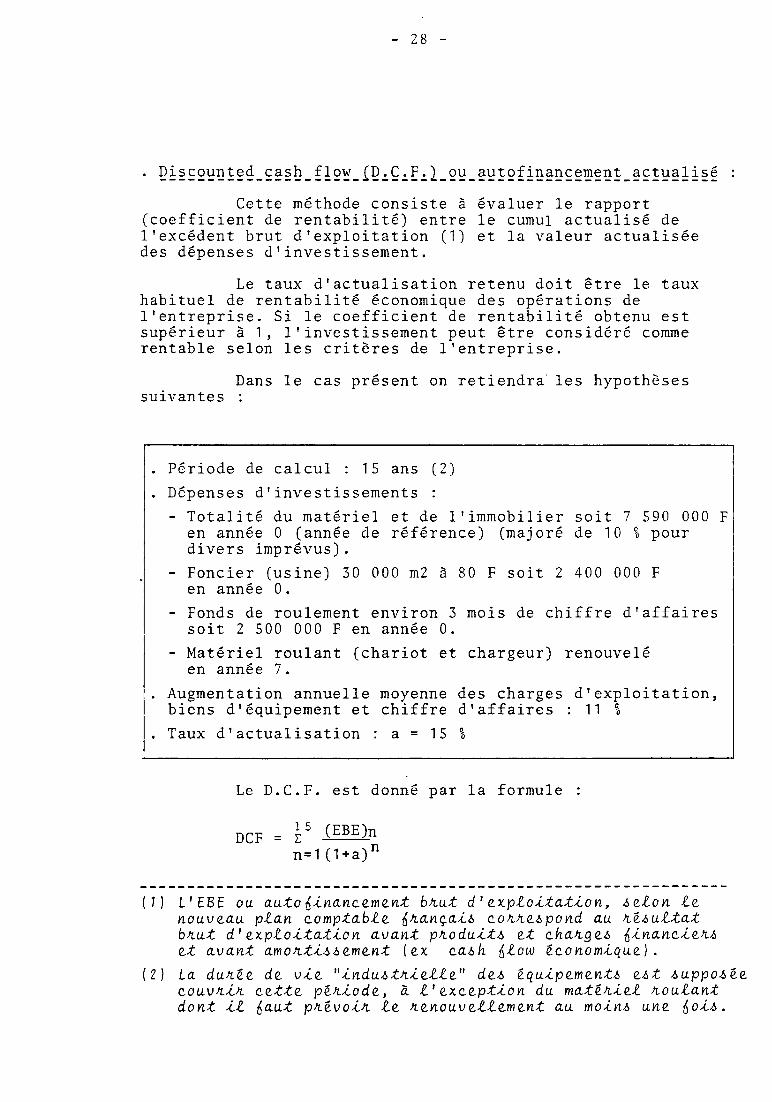
• Cis.C.0.y5£ed_ca.sh_f 1°^_ÍDÍCI.P• 1 o u autofinancement actualisé
Cette méthode consiste à évaluer le rapport(coefficient de rentabilité) entre le cumul actualisé del'excédent brut d'exploitation (1) et la valeur actualiséedes dépenses d'investissement.
Le taux d'actualisation retenu doit être le tauxhabituel de rentabilité économique des opérations del'entreprise. Si le coefficient de rentabilité obtenu estsupérieur à 1, l'investissement peut être considéré commerentable selon les critères de l'entreprise.
Dans le cas présent on retiendra les hypothèsessuivantes :
Période de calcul : 15 ans (2)
Dépenses d'investissements :
- Totalité du matériel et de l'immobilier soit 7 590 000 ]en année 0 (année de référence) (majoré de 10 % pourdivers imprévus).
- Foncier (usine) 30 000 m2 à 80 F soit 2 400 000 Fen année 0.
- Fonds de roulement environ 3 mois de chiffre d'affairessoit 2 500 000 F en année 0.
- Matériel roulant (chariot et chargeur) renouveléen année 7.
Augmentation annuelle moyenne des charges d'exploitation,biens d'équipement et chiffre d'affaires : 11 %
Taux d'actualisation : a = 15 %
Le D.C.F. est donné par la formule
DGF = E5
n=1
(7) L ' E B E ou autoilna.nc2.me.nt bh.ut d' exploitation, itlon le.nouve.au pian comptable. {¡Aançaii con.KHi,pond au nï&ultatbfiut dy exploitation avant pKodulti, e.t change,!* llnancle.ii>e.t avant amonti.6ie.me.nt (ex ca¿k {¡low économique.) .
(2) la dufile. de. vie. "indu&tKizlle." dz& lquipe.me.nt& e.itCOUVH.LH. cttte. période., à Ve.xce.ptX.on du matlfiie.1 voulantdont i.1 {¡aut pn£vo¿K le. h.e.nouve.lle.me.nt au. mo¿n¿> une {¡oit,.
- 29 -
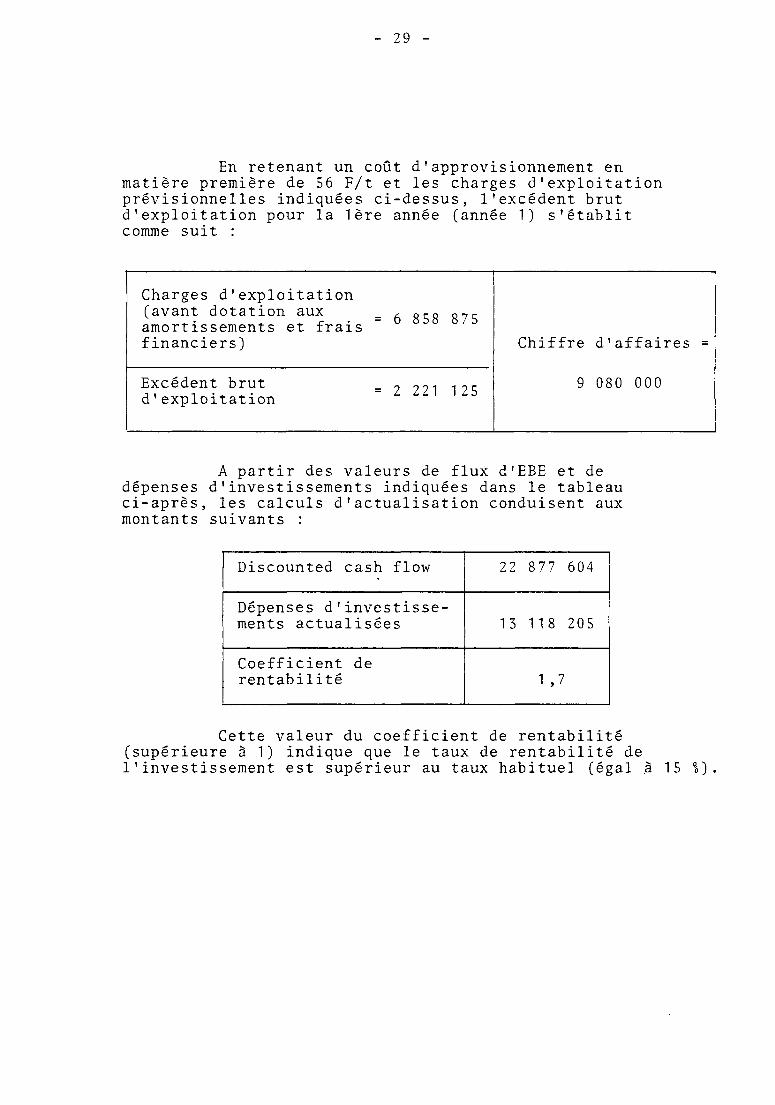
En retenant un coût d'approvisionnement enmatière première de 56 F/t et les charges d'exploitationprévisionnelles indiquées ci-dessus, l'excédent brutd'exploitation pour la 1ère année (année 1) s'établitcomme suit :
Charges d'exploitation(avant dotation auxamortissements et fraisfinanciers)
= 6 858 875
Excédent brutd'exploitation = 2 221125
Chiffre d'affaires =
9 080 000
A partir des valeurs de flux d'EBE et dedépenses d'investissements indiquées dans le tableauci-après, les calculs d'actualisation conduisent auxmontants suivants :
Discounted cash flow
Dépenses d'investisse-ments actualisées
Coefficient derentabilité
22 877 604
13 118 205
1,7
Cette valeur du coefficient de rentabilité(supérieure à 1) indique que le taux de rentabilité del'investissement est supérieur au taux habituel (égal a 15
- 30 -
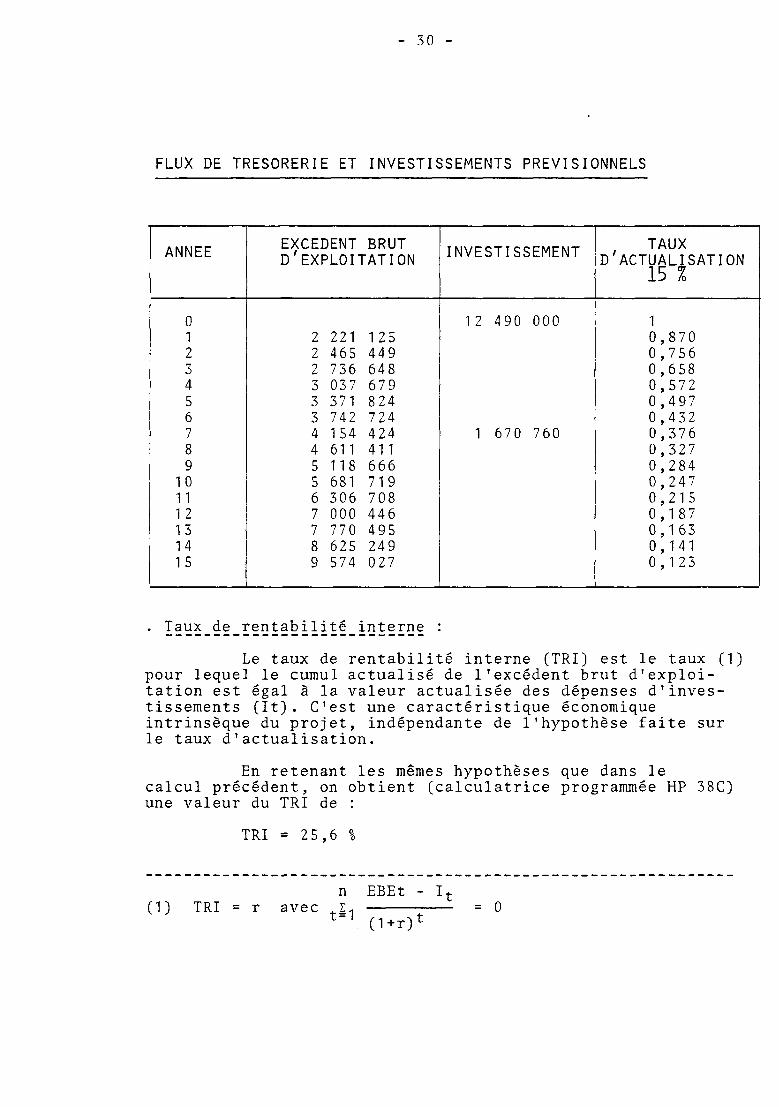
FLUX DE TRESORERIE ET INVESTISSEMENTS PREVISIONNELS
ANNEE
0123456789
101112131415
EXCEDENT BRUTD'EXPLOITATION
2 221 1252 465 4492 736 6483 037 6793 371 8243 742 7244 154 4244 611 4115 118 6665 681 7196 306 7087 000 4467 770 4958 625 2499 574 027
INVESTISSEMENT
12 490 000
1 670 760
TAUXD'ACTUALISATION
15 l
10,8700,7560,6580,5720,4970,4320,3760,3270,2840,2470,2150,1870,1630,1410,123
Le taux de rentabilité interne (TRI) est le taux (1)pour lequel le cumul actualisé de l'excédent brut d'exploi-tation est égal à la valeur actualisée des dépenses d'inves-tissements (It). C'est une caractéristique économiqueintrinsèque du projet, indépendante de l'hypothèse faite surle taux d'actualisation.
En retenant les mêmes hypothèses que dans lecalcul précédent, on obtient (calculatrice programmée HP 38C)une valeur du TRI de :
TRI = 2 5,6 %
(1) TRI = rn
avec £..EBEt - I
= 0
- 31 -
Concrètement cette valeur représente le tauxmaximal auquel il est possible d'emprunter des capitauxpour financer le projet, l'opération étant alors théoriquementblanche.
Dans le cas présent, la valeur élevée obtenue(# 26 %) montre qu'un tel projet présente une bonnerentabilité économique et que son financement peut êtreassuré par des emprunts à des taux relativement élevés, touten conservant un résultat d'exploitation positif.
4.6.5. - Rentabilité.
L'analyse de la rentabilité financière tientcompte de l'incidence des modalités de financement et del'impôt sur les bénéfices.
Le plan de financement retenu prévoit :
- 50 %" des dépenses d'investissements par 2 empruntséquivalents :
9,5 0 % sur 15 ans. 12,40 % sur 7 ans
- 50 % des dépenses d'investissement par apport de capitauxpropres.
Le montant des capitaux propres nécessaire pourl'investissement initial est donc de 6 245 000 F.
En prenant en compte l'incidence de l'impôt surles bénéfices (IS = 50 $) on aboutit pour la 1ère annéed'exploitation à un bénéfice net comptable prévisionnelde 386 660 F.
Dans ces conditions la rentabilité descapitaux investis ressort à :
Bénéfice net= 6,2 %
Capitaux investis
On ¿ ' tiioficzfia. d<¿ Qdfido.fi un fiatlo d'autonomie.ilnano.lo.fKL :Capitaux pzfimanznti
< 2
Capitaux
- 32 -
C O N C L U S I O N
Avec un coût d'approvisionnement en matièrepremière de l'ordre de 140 F/t (prix rendu des argilesbrutes importées de SARDAIGNE ou de GRECE) le prix derevient dans les conditions économiques actuelles debentonites sodiques artificielles fabriquées dans uneunité de production nouvellement créée s'élèverait àenviron 490 F/t dont 250 F/t de coût direct de traitementet 100 F/t de charges de structure".
Compte-tenu d'un prix de vente moyen actuelde 530 F/t des bentonites sodiques artificielles utiliséespar l'industrie de la fonderie, on peut retenir pour une"argile nouvelle" sur le marché mais de qualité identiqueun prix d'appel de 460 F/t.
Avec un plan de financement des investissementsde 50 % sur emprunts et 50 % sur capitaux propres, et unobjectif de 4 % comme marge commerciale nette, le coûtde la matière première issue d'un éventuel gisement nationaldoit se situer autour de 56 F/t. Dans ces conditions letaux de rentabilité interne d'un projet de 20 000 tonnes/ans'élève à 26 %.
Mais un tel projet fondé sur l'exploitation d'ungisement nouveau ne peut se justifier que pour un objectifde production d'au moins 15 000 tonnes/an, seuil derentabilité d'une unité de traitement (activation au carbonatede sodium) de bentonites.
En hypotko.&<L do. con.d¿t¿ovi& cta.66Á,quz¿ pouh

A N N E X E S
DESCRIPTIF ET PHOTOS
DES PRINCIPAUX TYPES DE MATERIEL
MENTIONNES DANS LE TEXTE
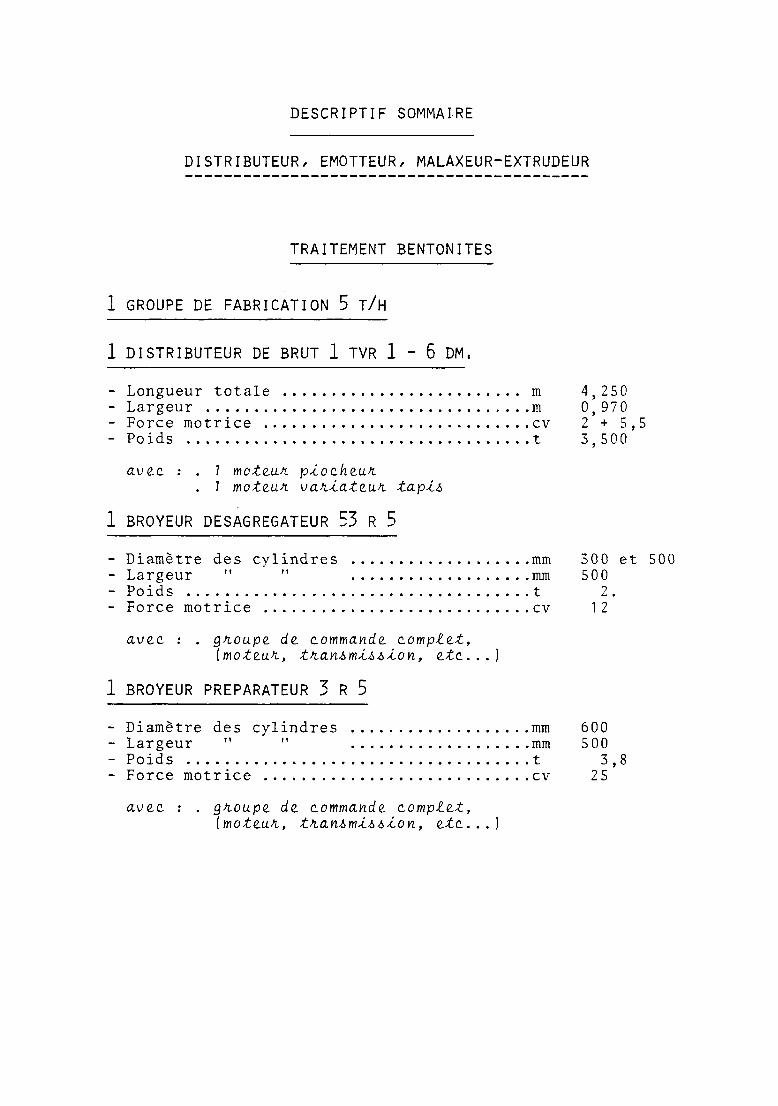
DESCRIPTIF SOMMAIRE
DISTRIBUTEUR/ EMOTTEUR, MALAXEUR-EXTRUDEUR
TRAITEMENT BENTONITES
1 GROUPE DE FABRICATION 5
1 DISTRIBUTEUR DE BRUT 1 TVR 1 - 6 DM.
- Longueur totale m 4, 250- Largeur m 0, 970- Force motrice cv 2 + 5,5- Poids t 3,500
ave.c : . 7 mote,u.n. pA.oche.ixK.. 7 mote.uK. vah.-iate.mn. tapi.¿>
1 BROYEUR DESAGREGATEUR 53 R 5
- Diamètre des cylindres mm 300 et 500- Largeur " " mm 500- Poids t 2 .- Force motrice cv 12
avec : . Qfioupo. de. commande, complet,[motzun, tfitxn¿mÁ.&¿Á,on, e.tc...)
1 BROYEUR PREPARATEUR 3 R 5
- Diamètre des cylindres mm 600- Largeur " " mm 500- Poids t 3,8- Force motrice cv 25
: . groupe, de. commande, comptât,[ , tnan¿,m¿i>¿>¿on, e.tc...)
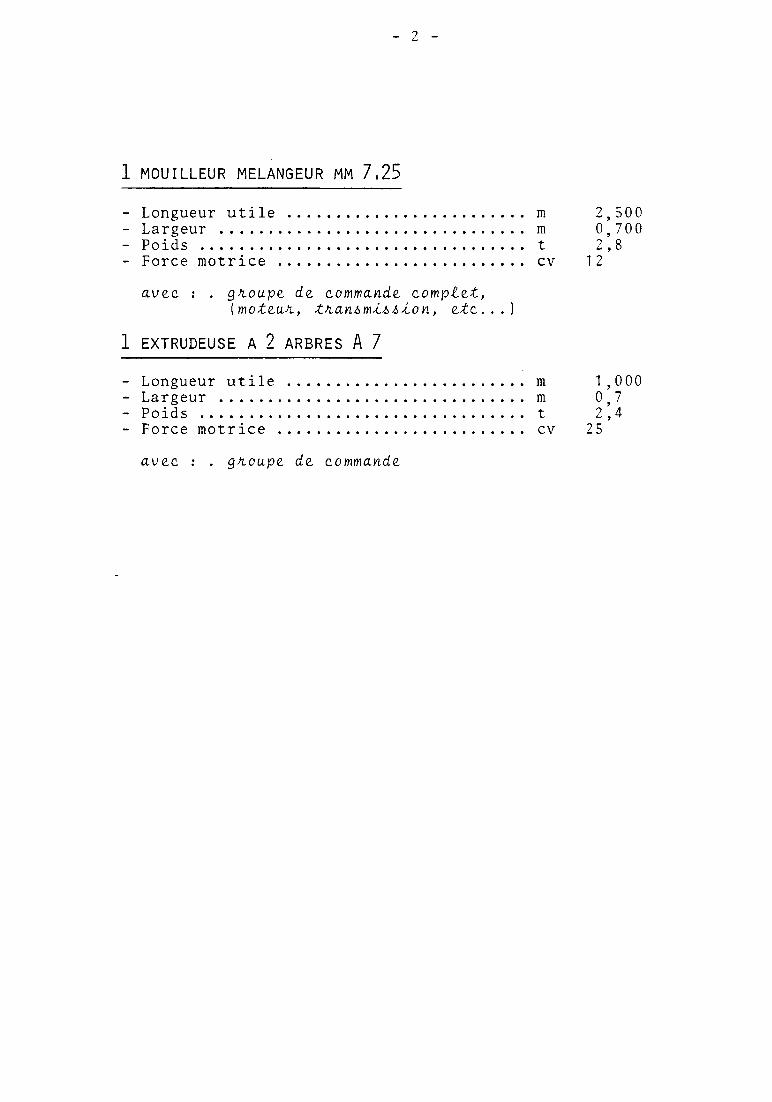
1 MOUILLEUR MELANGEUR MM 7.25
- Longueur utile m 2,500- Largeur m 0,700- Poids t 2,8- Force motrice cv 12
avec : . Qfioupz dz commande, complut,[t ¿ ¿ , ttc...)
1 EXTRUDEUSE A 2 ARBRES A 7
- Longueur utile m 1 ,000- Largeur m 0,7- Poids t 2,4- Force motrice cv 25
avíe : . gn.ou.pe. de. commande.
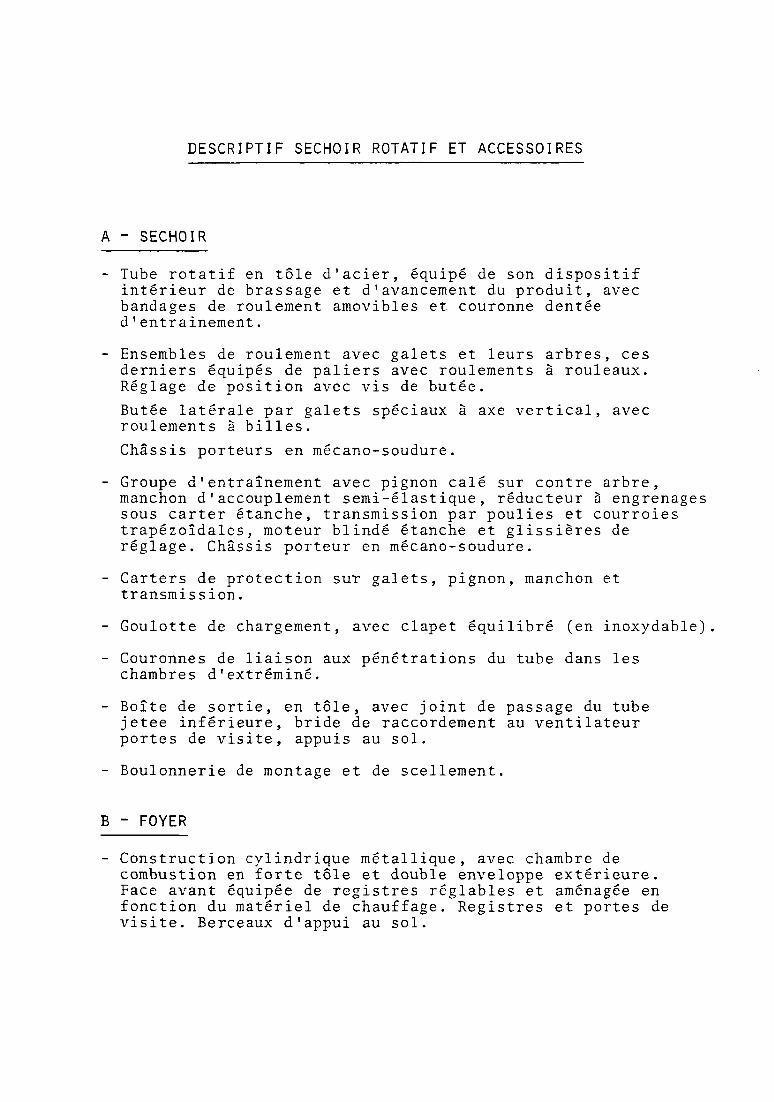
DESCRIPTIF SECHOIR ROTATIF ET ACCESSOIRES
A - SECHOIR
- Tube rotatif en tôle d'acier, équipé de son dispositifintérieur de brassage et d'avancement du produit, avecbandages de roulement amovibles et couronne dentéed'entrainement.
- Ensembles de roulement avec galets et leurs arbres, cesderniers équipés de paliers avec roulements à rouleaux.Réglage de position avec vis de butée.
Butée latérale par galets spéciaux à axe vertical, avecroulements à billes.
Châssis porteurs en mécano-soudure.
- Groupe d'entraînement avec pignon calé sur contre arbre,manchon d'accouplement semi-élastique, réducteur à engrenagessous carter étanche, transmission par poulies et courroiestrapézoïdales, moteur blindé étanche et glissières deréglage. Châssis porteur en mécano-soudure.
- Carters de protection sur galets, pignon, manchon ettransmission.
- Goulotte de chargement, avec clapet équilibré (en inoxydable)
- Couronnes de liaison aux pénétrations du tube dans leschambres d'extréminé.
- Boîte de sortie, en tôle, avec joint de passage du tubejetee inférieure, bride de raccordement au ventilateurportes de visite, appuis au sol.
- Boulonnerie de montage et de scellement.
B - FOYER
Construction cylindrique métallique, avec chambre decombustion en forte tôle et double enveloppe extérieure.Face avant équipée de registres réglables et aménagée enfonction du matériel de chauffage. Registres et portes devisite. Berceaux d'appui au sol.
- 2 -
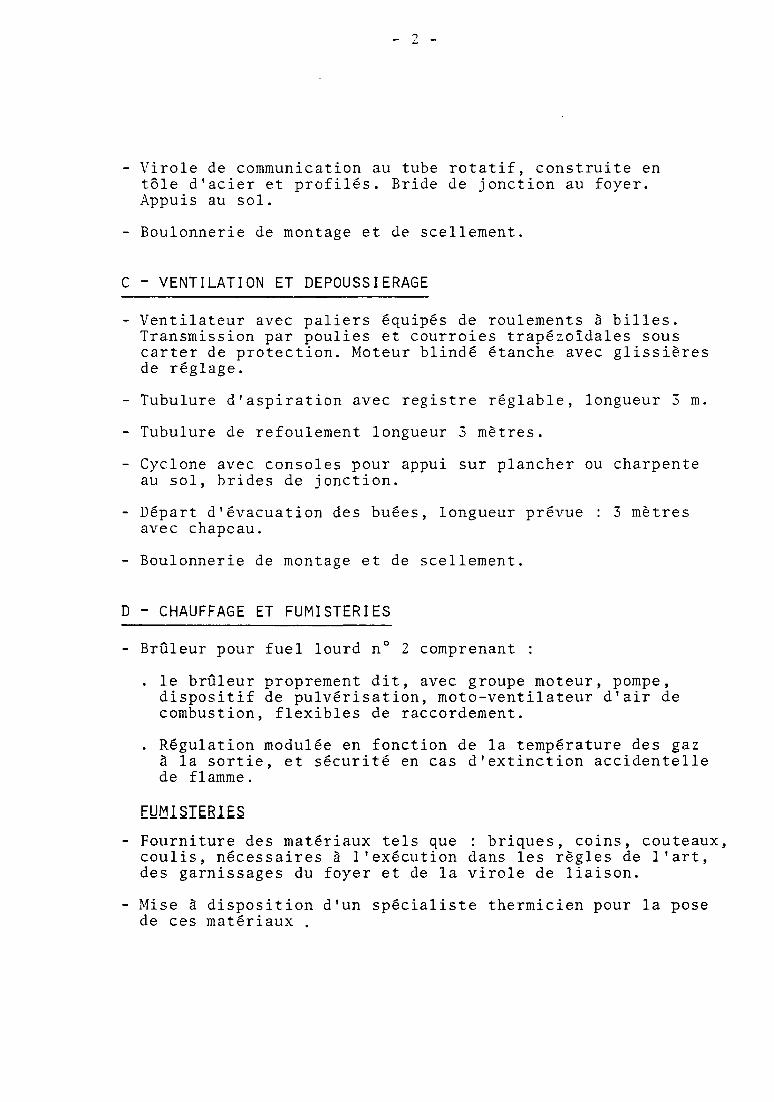
- Virole de communication au tube rotatif, construite entôle d'acier et profilés. Bride de jonction au foyer.Appuis au sol.
- Boulonnerie de montage et de scellement.
C - VENTILATION ET DEPOUSSIERAGE
- Ventilateur avec paliers équipés de roulements à billes.Transmission par poulies et courroies trapézoïdales souscarter de protection. Moteur blindé étanche avec glissièresde réglage.
- Tubulure d'aspiration avec registre réglable, longueur 3 m.
- Tubulure de refoulement longueur 3 mètres.
- Cyclone avec consoles pour appui sur plancher ou charpenteau sol, brides de jonction.
- Départ d'évacuation des buées, longueur prévue : 3 mètresavec chapeau.
- Boulonnerie de montage et de scellement.
D - CHAUFFAGE ET FUMISTERIES
- Brûleur pour fuel lourd n° 2 comprenant :
. le brûleur proprement dit, avec groupe moteur, pompe,dispositif de pulvérisation, moto-ventilateur d'air decombustion, flexibles de raccordement.
. Régulation modulée en fonction de la température des gazà la sortie, et sécurité en cas d'extinction accidentellede flamme.
FUMISTERIES
- Fourniture des matériaux tels que : briques, coins, couteaux,coulis, nécessaires à l'exécution dans les règles de l'art,des garnissages du foyer et de la virole de liaison.
- Mise à disposition d'un spécialiste thermicien pour la posede ces matériaux .
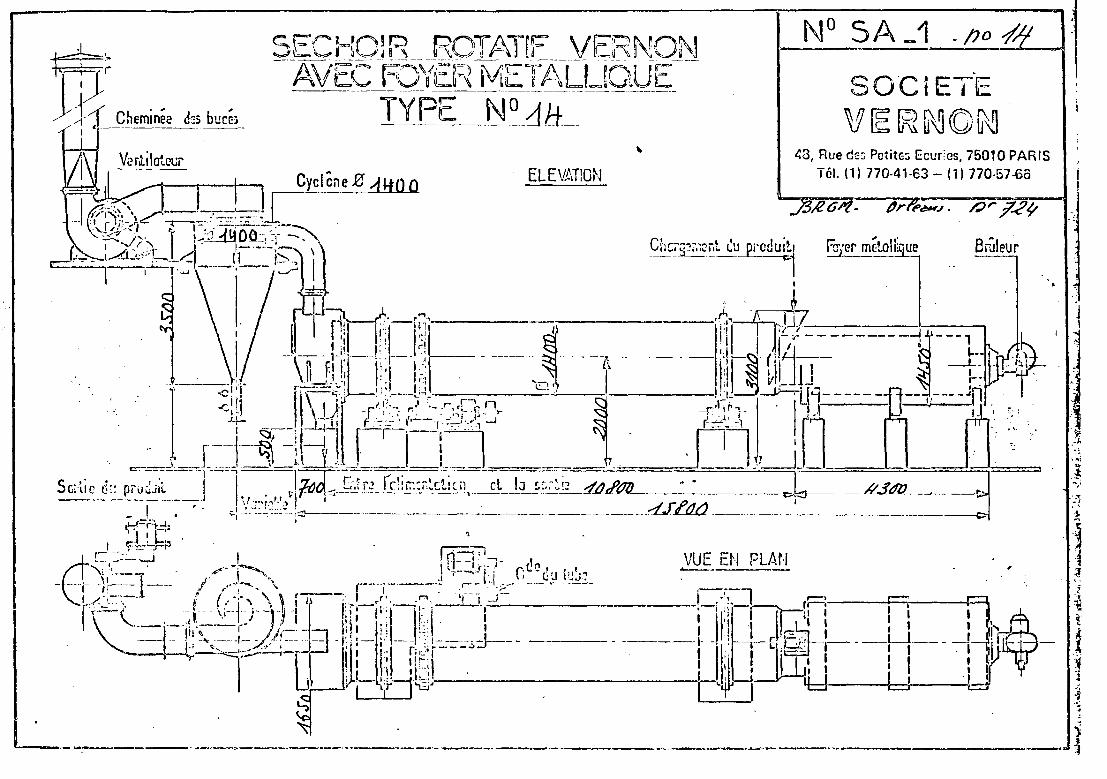
AVEC FDNi€R METALLIQUE
0 5A_1
SOCIETETYPECheminée dc-5 buceo
43, Rue des Petites Ecuries, 75010 PARISTel. (1) 770-41-63 - (1) 770-57-66ELEOTION
Fbyer mélolligueChcrg;r.-.3riù c!u prcduil
til—-n-̂ —Jn
scrl;; J/)Sûd
VUE EM PLAN
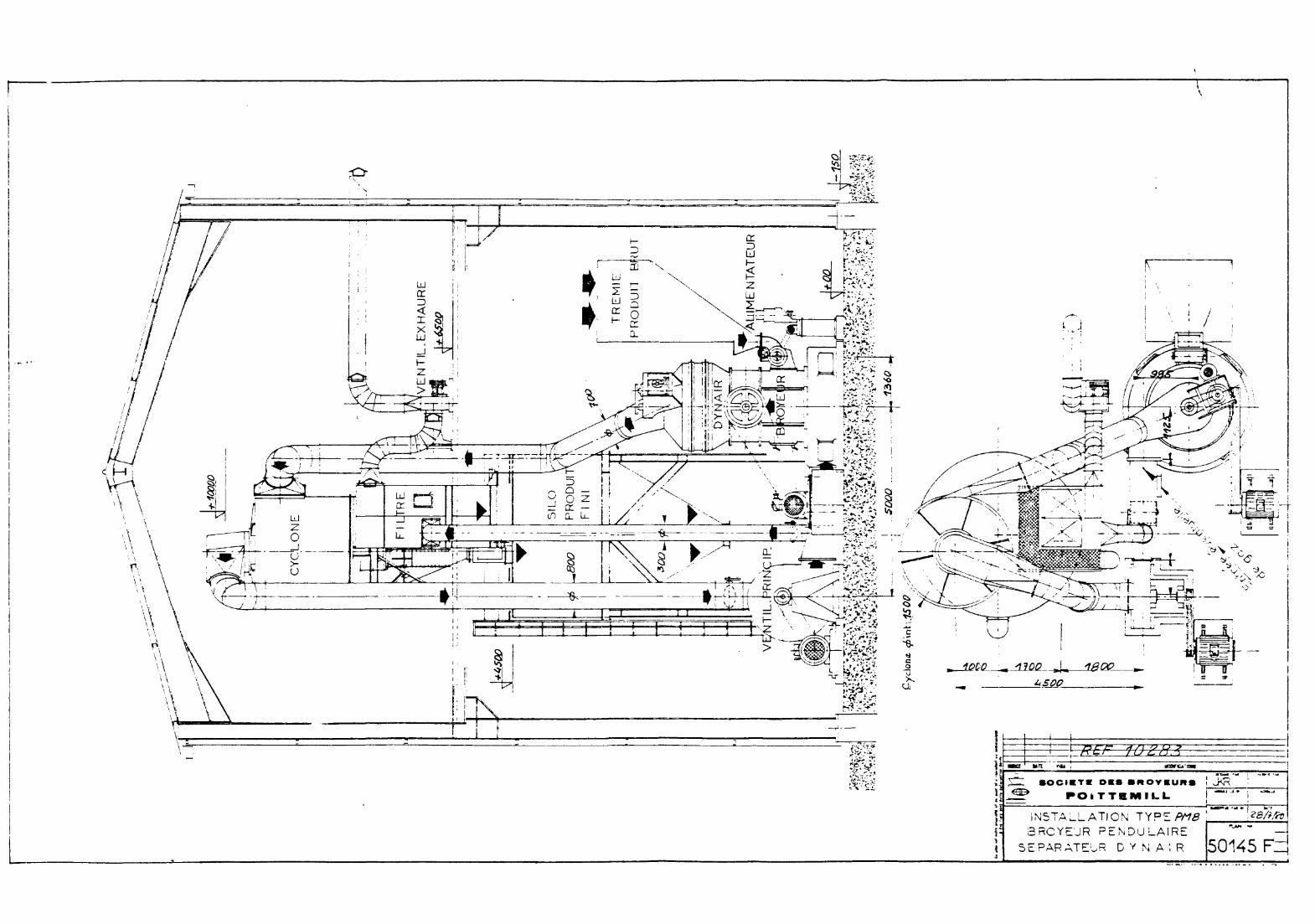
SOCICTE DBS IROYIURI
\\s "
4
INSTALLATION TYPEBRCYEJR PENDULAIRE
SEPARATEUR D Y N A ', R
! ?8/i/ft
50145 F:
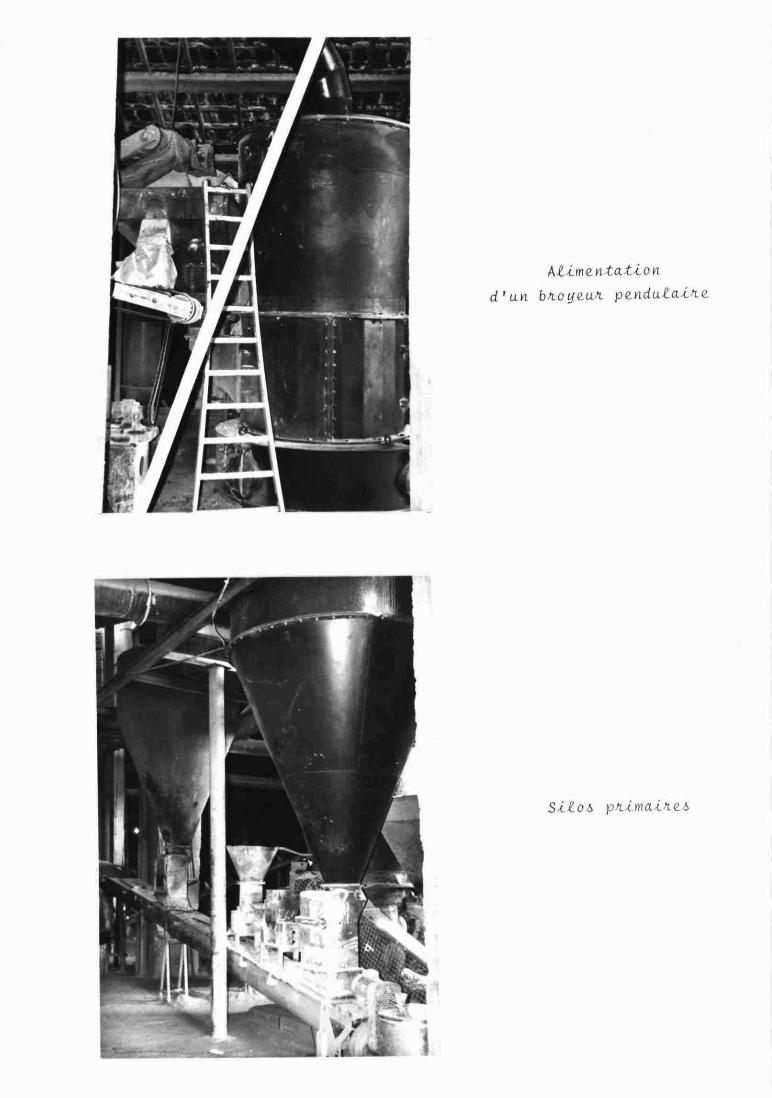
Alimentation
d'un bkoyzun. pQ.nd.ii I a I
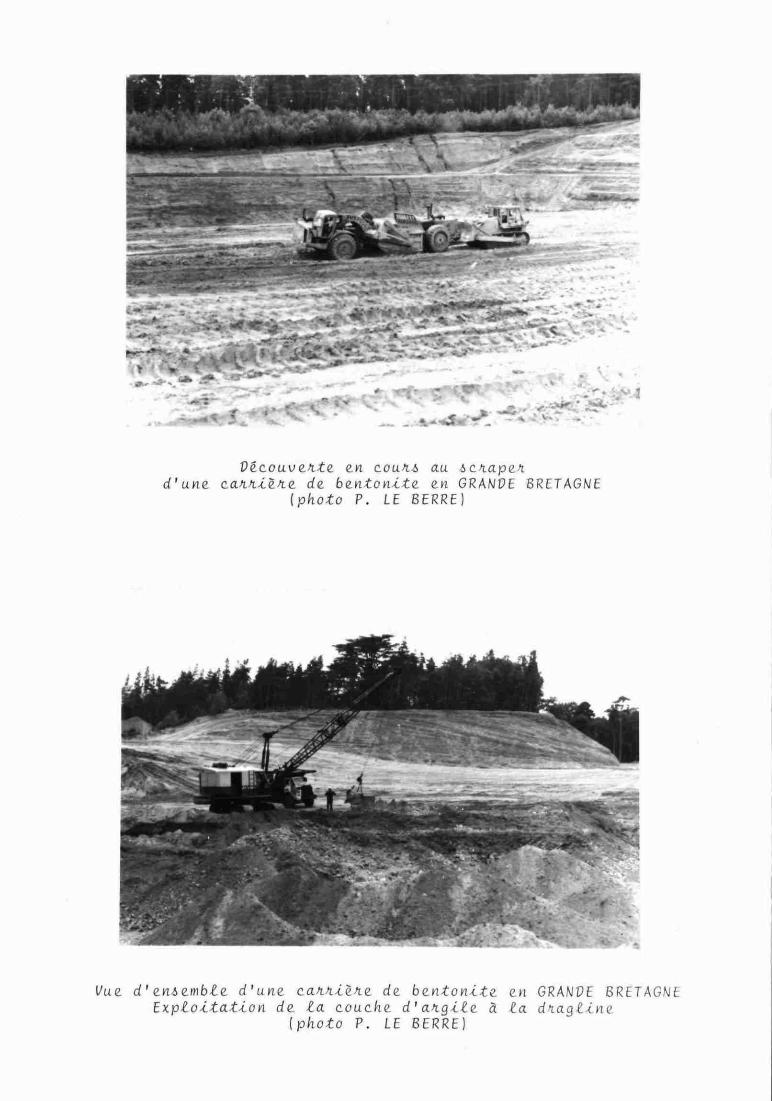
en cou-t-ó aud'une ca-t-t.të.'i.e fíe be«ion^te en GRAWPE BRETAGNE
[photo P. LE SERRE)
fue d'en.5emb.£e d'une ca^A.^e/ie cíe bcntonitz en GRANPE BRETAGNEExploitation du ¿a coucha d} CLKQÍIQ. à ta d
[photo P. LE SERRE]
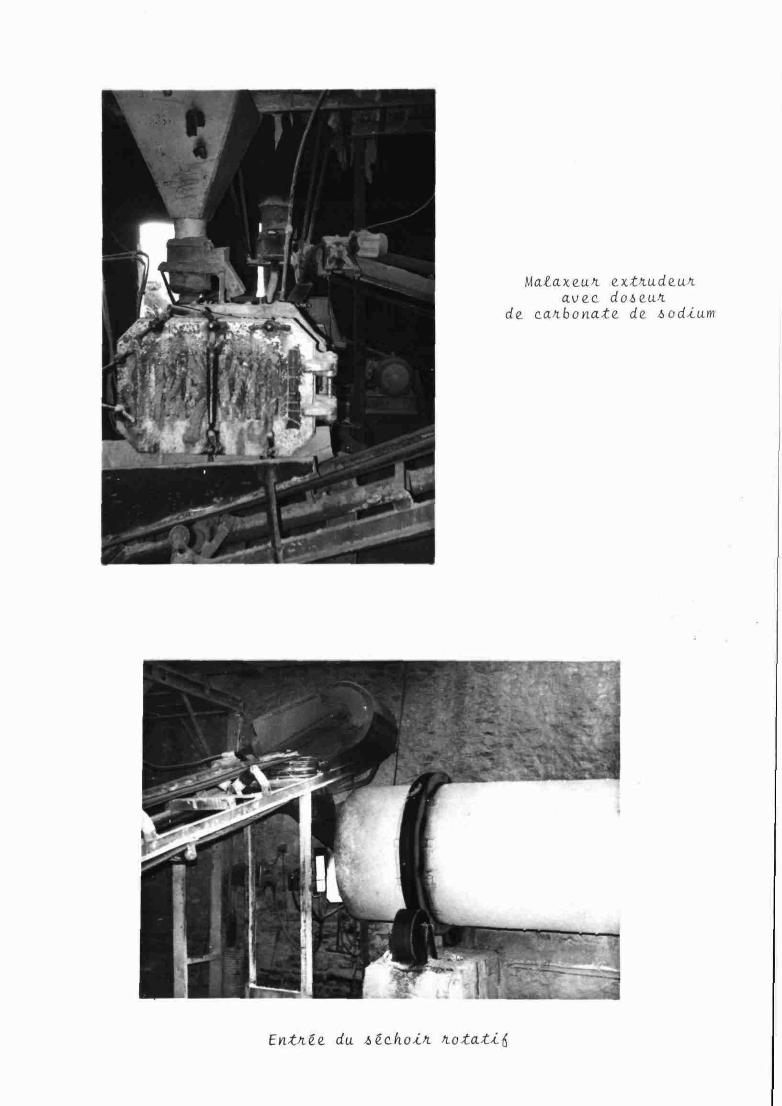
de, c&nbonatu d<¿ ¿>od¿um
da
pKi.mdi.fiz.
TfiQ.m¿z dz. fi&ctptlonsi d'uni ckaZvi<¿ dt





























