Embed Size (px)
Citation preview

ANNEXE 4-1
CHAPITRE 16 DE L’ÉTUDE DE MET-CHEM (2012)
Étude des impacts sur l’environnement et le milieu social
28 mars 2013

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 111
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
16.0 MINING METHODS
16.1 Block Model Validation
The mining engineering work required for the study, such as the pit optimization, engineered pit design, mine planning, and in-depth economic analysis is based on the resource block model prepared by Geostat. The model has the name Whabouchi 2011_BM_ID2_final_8juin2011.csv. For the purpose of this study, the model was transferred from a Comma Separated Value File (CSV) into the MineSight™ mining software. Geostat also provided BBA with digitized topographical and bedrock mapping data.
The block model was provided in a local coordinate system based upon the section location and orientation used in geological interpretation.
The block dimensions and the block model details are as follows:
• X-coordinate (abscissa-axis) = 5 metres;
• Y-coordinate (ordinate-axis) = 3 metres;
• Z-coordinate (vertical axis) = 5 metres.
The following data was provided by Geostat in the model:
• ix, iy, iz (increments in model);
• Fixed Density (Rock = 3.06 t/m3, ROM = 2.70 t/m3);
• Classification (3 = Measured, 2 = Indicated, 1 = Inferred);
• Li2O % (Lithium Oxide %);
• Percent_Env (only for the bedrock-overburden interface, fraction of block considered mineralization).
Additional variables were introduced into the BBA MineSight model, in order to ascertain additional block model economic statistics. The additional variables are summarized in Section 16.3.2 below.
16.2 Pit Optimization
In order to develop an optimal engineered pit design for Nemaska’s Whabouchi Project, an optimized pit shell was prepared using the Lerchs-Grossman 3D algorithm in MineSight™ (“LG 3D”). The LG 3D pit optimizer algorithm is a true pit optimizer, based upon dynamic programming of the graph theory. The pit optimizer calculates the net value of all blocks in the model (i.e. profit minus loss) and searches for the ultimate pit shell that delineates the volume of extraction, which maximizes the revenue. In order

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 112
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
to maximize the revenue, it takes into consideration the following: mining costs, processing costs, processing recoveries, weight recovery values, and the overall pit slope.
As outlined in this section, the pit optimization has used only those blocks classified as either a Measured or Indicated resource in order to generate revenue.
16.2.1 Pit Optimization Parameters
Additional variables were coded into the block model in order to ascertain block model economics.
The main economic equations that govern the outcome of the LG 3D algorithm are as stated:
• Volume of block (“Vol.”) (m3) = 5 m × 3 m × 5 m
• Head Grade in Li (“HGLI”) = 〖%Li〗_2 O × 0.465 (atomic mass)
• Li Recovery (“LIREC”) = (HGLI/100) × (79/100)
• Spodumene Produced (“SPODP”) = (LIREC × 100) /2.81 (Tonnes)
• Spodumene Sold (“SPODS”) = (SPODP) × (1-0.02) (Tonnes)
• Block Value (“BVAL”) = {Vol. × Density × (TOPO %) /100)} × (400 SPODS-122 SPODP) * ($)
*Where value of concentrate FOB mine = $400/t Spodumene Concentrate, less Freight cost mine to refinery = $122/t con.
Additional pit optimization parameters include:
• Mining cost (mineralized material/waste) = $2.50/t mined
• Total operating cost per tonne of mineralized material = $24.00/ t milled (Processing, G&A)
• Pit Slope = 48°
16.2.2 Cut-off Grade Calculation
A milling cut-off grade (“CoG”) is used to classify the material inside the pit limits as mineralization or waste. Due to the fact that the material falls within the pit, the breakeven cut-off grade is the grade required to cover the costs for processing and general and administration costs (“G&A”).
After multiple simulations on in-pit resources estimation, the mill cut-off grade for the Nemaska Lithium “Whabouchi” Pit was established at 0.4% Li2O.

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 113
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
16.2.3 Pit Optimization Results
The technical parameters described in Section 16.2.1were used in the LG 3-D algorithm to generate the optimum pit shell for Nemaska Lithium’s Whabouchi pit. Figure 16.1 shows a 2D view of the pit optimization.
Figure 16.1 – 2D LG Pit Shell
16.3 Engineered Pit Design
The detailed pit design for Nemaska Lithium’s Whabouchi Project was carried out using the optimal LG 3D pit shell as a guide. The designed pit design includes mining features required for an operational open-pit mine, such as minimum mining widths, safety berms, bench face angles, inter-ramp angles, and benching arrangement. Bench heights of ten (10) m have been used, and double benching is used throughout the final designed pit.
The geotechnical parameters used for the detailed pit design were prepared by external consultants, Journeaux Assoc., and are presented in the following section.
16.3.1 Pit Slope Parameters
As previously mentioned in Section 16.3 Engineered Pit Design, the geotechnical parameters for the pit design were provided by Journeaux Assoc. in a report entitled “Report on Pit Slope Design”, dated February 16, 2012.
The majority of the recommended pit slope design parameters are listed in Table 16.1. The original recommendations suggest bench heights of 10 m, with a bench face angle of 75° and inter-ramp angle of 56°, resulting in 4-m berms.
N

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 114
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Table 16.1 – Recommended Slope Angles for Whabouchi Project
Wall Bench Height (m)
Berm Width (m) BFA (°)1 Vertical Bench
Separation (m) IRA (°)1
North Wall 10 4 75 10 56 South Wall 10 4 75 10 56
East End Wall 10 4 75 10 56 West End Wall 10 4 75 10 56 1 “BFA” = Bench Face Angle and “IRA”= Inter-Ramp Angle.
According to Journeaux Assoc., the slopes are considered stable due to very competent bedrock and to the fact that the joint systems are deeply steeping. The conclusions and recommendations can be found in the report from Journeaux Assoc. entitled Report on Pit Slope Design, Whabouchi Project, Nemaska Lithium Report No. L111474, March 23, 2012.
16.3.2 Additional Design Aspects
The in-pit haulage roads for the PEA Study of Nemaska Lithium are 22 m wide in order to accommodate two-way traffic for the 46-tonne trucks. A single-lane, 16 m-wide ramp is used for the lower levels of the mine. All in-pit ramps have been restricted to a maximum gradient of 10%. The ramp exit has been designed to allow easy access to the waste rock piles situated to the North (UTM) of the pit. Both the 2D and 3D representations can be seen in Figure 16.2 and Figure 16.3, respectively.
The engineered pit design dimensions are:
• Length: 1,250 m;
• Width: 320 m;
• Depth: 190 m.
Three (3) cross-section views (Eastings) are also Xdemonstrated from Figure 16.4 to Figure 16.6.

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 115
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Figure 16.2 – 2D Pit Design
Figure 16.3 – 3D Pit Design and LG Pit Shell with Resources (≥ 0.4 % Li2O)
N N
N

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 116
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Figure 16.4 – Cross-Section View Pit Design, East 437.5 m
Figure 16.5 – Cross-Section View Pit Design, East 752.5 m

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 117
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Figure 16.6 – Cross-Section View Pit Design, East 972.5 m
16.4 Dilution and Mineralized Material Loss
Using the provided block model and the mining polygon method, BBA performed calculations in order to determine the dilution and mining recovery for the engineered pit design. The resulting dilution was 4.5% at 0.34% Li2O, and the mineralized material loss was 4.5%.
The mining polygon method for dilution estimation simulates the possible mining configuration by digitizing a series of mining polygons around the mineralized material blocks that would be delivered to the mill as mill feed. The blocks that are being delivered to the mill are those that are classified as either Measured or Indicated resource class material, with a grade of 0.4% Li2O or greater. Therefore, these are the blocks that the mining polygon method triggers. The method follows a set of guidelines to ensure that the work on the dilution estimate is consistent and systematic throughout all of the chosen benches for the estimation.
The guidelines for digitizing the polygons in order to estimate the expected dilution are as follows:
• Mining dilution simulation should only include Measured and Indicated resource classes;
• Mining polygons must only be taken for mineralized material blocks having a certain pre-determined cut-off grade;

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 118
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
• When mining widths were greater than 4 metres (i.e., ≥ 4 m in width), the polygon perimeters were digitized with an offset of 0.3 m inside the mineralized material /waste contact of the block;
• When mining widths were less than 4 metres (i.e., ≤4 m in width), the polygon perimeters were digitized with an offset of 0.5 m outside the mineralized material /waste contact of the block;
• Minimum blocks to be mined in a single cut should be two blocks in length;
• Mining cuts were taken only within the pit design.
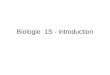
Figure 16.7 shows an example of the polygon method used in order to estimate dilution in the model. Additional waste is added and a portion of mineralized material is removed, which contributes to the final diluted mineralized material amount. The dilution content is calculated as the ratio of the waste tonnes along the perimeter of the mining block divided by the tonnes of mineralized material located inside the mining block.
Figure 16.7 – Example of Mining Dilution Polygon
The polygon estimates were performed on four (4) different benches equally spaced in the pit design: z = 297.5 m, z = 257.5 m, z = 212.5 m, z = 167.5 m. The plan views for these respective benches are shown in Figure 16.8 through Figure 16.11. An isometric view of the selected benches, shown with the engineered pit design, can be seen in Figure 16.12.
Figure 16.8 – Plan View of Mining Polygon, Bench 297.5 m
+0.5m
-0.3m

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 119
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Figure 16.9 – Plan View of Mining Polygon, Bench 257.5 m
Figure 16.10 – Plan View of Mining Polygon, Bench 212.5 m
Figure 16.11 – Plan View of Mining Polygon, Bench 167.5 m

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 120
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Figure 16.12 – Isometric View of 4 Benches Selected to Perform Mining Polygon Method
After completion of the polygons, they were extruded by one (1) block height (5 m) in order to generate the solids for estimating the mining dilution, dilution grade and mining loss.
With all the mineralized material, waste and grade data extracted from the computation of the solids, a weighted average was taken from the benches. The compilation of results can be seen in Table 16.2.
Table 16.2 – Summary of Dilution Results
Bench Mineralized
material Loss
Dilution Dilution Grade Li2O
(%) (%) (%) 297.50 5.00 5.29 0 257.50 5.22 3.46 0.41 212.50 4.36 3.89 0.39 167.50 4.02 4.42 0.44
Average 4.50 4.50 0.34
16.5 In-Pit Resources
The Resources for the engineered pit design amount to 19.639 Mt of Measured and Indicated Resources at an average grade of 1.49% Li2O using a cut-off grade of 0.4% Li2O after 4.5% dilution @ 0.34% Li2O and an mineralized material loss of 4.5%.The expected mine life is approximately 19 years, based on a production rate of 1.095 Mt of ROM per year. The stripping amounts to 59.4 Mt, resulting in an overall stripping ratio of 3.02 tonnes waste per tonne mineralized material. The resources contained in the engineered pit design are given in Table 16.3 by resource categories.

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 121
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Table 16.3 – Final In-Pit Resources
Nemaska PEA Study (PEA) (4.5% Dilution @ 0.34%Li2O,
4.5% Mineralized Material Loss) Total Resources Estimate – (Cog 0.4% Li2O)
Category Mineralized Material (kt)
Li2O (%)
Measured 10,197 1.530 Indicated 9,442 1.455
Total 19,639 1.49 Waste (kt)
Inferred 377 Rock 56,646 OB 2,356
Total Stripping 59,379 Total SR 3.02
16.6 Mine Planning
The yearly mining schedule has been developed based on a mill feed of 1,095,000 tpy, or 3,000 tpd. The life of the mine of this Project is approximately 19 years, based on the 19,639 M tonnes of Measured and Indicated Resources from the engineered pit design for Nemaska’s Whabouchi Project.
A starter pit was created in order to ensure the extraction of higher grade run-of-mine (“ROM”), along with the minimization of the stripping ratio in the first three (3) years of the life of mine. The starter pit that was used in the phasing of the mine plan can be seen in the figure below. To achieve these goals during the pre-production period, 1.14 Mt of waste material must be stripped from the engineered pit design, and 0.43 Mt of overburden must be stripped.

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 122
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Figure 16.13 – Starter Pit Shown Against Engineered Pit Design
A weighted average ramp-up of 77% is applied to the run of mine and stripping amounts in Year 1. Two (2) months’ worth of production at a mill capacity of 30% is also used in preproduction (“PP”), which totals 54,000 tonnes of ROM.
The mining sequence presented in Table 16.4 below shows the details of the 19 years of the mine life, which was used for the financial analysis. The mine plan drawings can be found in the following Figure 16.14 through Figure 16.23.

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 123
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Table 16.4 – Nemaska Lithium Final Mine Plan Nemaska Lithium PEA Study Mine Plan
Dilution= 4.5% at 0.34% Li2O, Mineralized Material Loss=4.5%
Period
Mill Minerali
zed Material
Mill Grade Stockpile Stockpile
Grade Reclaim Reclaim Grade OB Rock Inferred Strip Total
Stripping Moved
(Year) (Mt) (Li2O %) (Mt) (Li2O %) (Mt) (Li2O %) (Mt) (Mt) (Mt) Ratio (Mt) (Mt) YPP 0.054 1.460 0.051 1.460 0.43 1.14 0.00 -- 0.54 1.67 Y1 0.840 1.528 0.26 1.25 0.00 1.79 1.50 2.34 Y2 1.095 1.514 0.21 1.90 0.00 1.93 2.12 3.21 Y3 1.095 1.542 0.23 2.09 0.00 2.12 2.32 3.41 Y4 1.095 1.454 0.02 2.57 0.01 2.38 2.60 3.70 Y5 1.095 1.426 0.04 2.95 0.00 2.72 2.98 4.08 Y6 1.095 1.483 0.45 2.70 0.00 2.88 3.15 4.25 Y7 1.095 1.542 0.39 3.63 0.00 3.67 4.02 5.11 Y8 1.095 1.576 0.23 4.62 0.00 4.43 4.85 5.95 Y9 1.095 1.533 0.11 4.73 0.01 4.43 4.85 5.94 Y10 1.095 1.437 5.87 0.01 5.37 5.88 6.97 Y11 1.095 1.452 4.85 0.04 4.46 4.89 5.98 Y12 1.095 1.454 4.54 0.04 4.18 4.58 5.67 Y13 1.095 1.468 4.26 0.04 3.93 4.30 5.39 Y14 1.095 1.444 3.70 0.09 3.46 3.79 4.89 Y15 1.095 1.483 2.56 0.06 2.40 2.62 3.72 Y16 1.095 1.495 1.72 0.04 1.61 1.77 2.86 Y17 1.095 1.530 0.88 0.00 0.80 0.88 1.98 Y18 1.095 1.533 0.66 0.00 0.61 0.67 1.76 Y19 0.130 1.502 0.051 1.460 0.04 0.48 0.04 0.12 Total 19.64 1.49 0.05 1.46 0.05 1.46 2.36 56.65 0.38 3.02 59.38 79.02

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 124
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Figure 16.14 – Plan View Mine Plan Pre-Production

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 125
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Figure 16.15 – Plan View Mine Plan Year 2

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 126
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Figure 16.16 – Plan View Mine Plan Year 4

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 127
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Figure 16.17 – Plan View Mine Plan Year 7

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 128
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Figure 16.18 – Plan View Mine Plan Year 9

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 129
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Figure 16.19 – Plan View Mine Plan Year 11

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 130
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Figure 16.20 – Plan View Mine Plan Year 13

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 131
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Figure 16.21 – Plan View Mine Plan Year 15

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 132
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Figure 16.22 – Plan View Mine Plan Year 17

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 133
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Figure 16.23 – Plan View Mine Plan Year 18

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 134
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
16.7 Waste Rock and Tailings Management
The Waste Rock Pile is located to the north of the Nemaska engineered pit. The Waste Rock Pile is divided into two (2) phases: Phase (A) is the first phase to be filled, and is located on the west side of the total footprint; Phase (B) is the second phase to be filled, and is located on the east side of the footprint. The reason for the division of the Waste Rock Pile into two (2) phases is due to the fact that the Route du Nord is running through the center of the combined (overall footprint). The relocation is delayed until the completion of Phase (A). Phase (A) expires around Year 12, once a capacity of 13.2 Mm3 (bank volume) has been reached. Afterwards, Phase (B) is used until the end of the Life of Mine (“LOM”). The capacity of Phase (B) is 14.5 Mm3 (bank volume). This yields a total Waste Rock Pile capacity of 27.7 Mm3 (bank).
The Project has selected to use a co-disposal methodology for the tailings produced at the concentrator and the waste rock from the mine. Co-disposal is the mixing of fine and coarse mine waste to produce a single waste stream. Mixing the fine and coarse waste reduces the empty void space primarily associated with coarse waste streams, while simultaneously increasing the strength of the fines. Tailings produced at the concentrator have moisture content around 10%.
The deposition strategy to blend the coarse and fine waste feeds is based on mixing at the edge of the waste rock pile by placing both tailings and waste rock near the crest of the active dump, then pushing both over the face with a dozer. The design parameters used for the waste/tailings stockpile do not require that a fixed ratio be maintained. Waste and tailings trucks can arrive randomly. Compaction will be achieved by traffic of equipment on the pile and self-weight.
Thus, the tailings are being transported from the concentrator to the rock pile and mixed at the crest with a dozer. The dimensions of the CAT 772 (or equivalent), recommended for the hauling fleet, were used for the design criteria of the loading area at the concentrator. Loading of the tailings is being done by a suspended conveyor with a single discharge point and with a design capacity to load the CAT 772 (or equivalent) in ten (10) minutes.
Based on the engineered pit design, the amount of in-pit waste rock is approximately 18.6 Mm3 (in-pit), leaving sufficient space for up to 9.1 Mm3 for the coarse tailings material from the mill.
The design criteria used for both phases of the Waste Rock Pile are governed by geotechnical specifications. The geotechnical specifications are as follows:
• Bench Face Angle (“BFA”): 30°;
• Inter-Ramp Angle (“IRA”): 26.6°;

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 135
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
• Maximum Height of Pile: 70 m;
• Swell Factor: 30%;
• Bench Height: 10 m;
• Ramp Width: 22 m;
• Ramp Grade: 10%;
• Waste Rock Pile split into two (2) phases: Phase (A), Phase (B), see Figure 16.24.
16.8 Mine Operations
Mining operations will be conducted 24 hours day, seven (7) days week and 365 days per year. The operations at Nemaska will use conventional mining methods, which include a drilling and blasting sequence, followed by hauling and loading.
16.8.1 Drilling
Production drilling will be accomplished using a fleet of diesel drilling rigs. The mineralized material and waste zones will be drilled with 6 ½ inch diameter holes, 5 m spacing, and 5 m burden.
A re-drill factor of 5% has been included to account for productivity lost to collapsed holes or lost drill steels. The number of drills operating at any given time is dependent on the annual production rate and varies over the course of the mine life. The operating drill requirements are to have one drill operating throughout the life of mine. However, the fleet has allocated two (2) drills (one on stand-by), in order to account for any unforeseen downtime.
Holes will be drilled to a total depth of 11.5 m including 1.5 m of sub-drilling. A stemming height of 4 m will be used to maximize the effectiveness of the explosive column.
With all of these factors, the tonnage capacity per shift is respectively 11,267 tonnes of mineralized material and 12,770 tonnes of waste.

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 136
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Figure 16.24 – Waste Rock Piles (Phases A and B)

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 137
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Table 16.5, shown below, demonstrates the detailed drilling parameters, as well as assumptions made about the mineralized material and waste material.
Table 16.5 – Drilling Parameters and Assumptions
Parameter Mineralized material
Waste Units
Hole Diameter 6 1/2 6 1/2 inches Hole Diameter 165.0 165.0 mm Bench Height 10.0 10.0 m
Subdrill Length 1.5 1.5 m Insitu Bulk Density 2.70 3.06 t/m3
Hole Spacing 5.0 5.0 m
Burden 5.0 5.0 m Rock Mass per Hole 675 765 tonnes/hole
Penetration Rate 25 25 m/hr Shift Drill Time 8.06 8.06 hr
Metres/Shift 201.56 201.56 m Redrill 5% 5% %
Holes/Shift 16.69 16.69 holes
Drilling Capability 11,267 12,770 Tonnes/shift
16.8.2 Blasting
Blasting will be provided under a contract with an explosive company that will supply blasting materials and technology, and ensure the delivery and storage of explosive products. Blasting will be accomplished using 100% emulsion type explosive production with an average density (in the hole) of 1.25 g/cm3.
Based on the drilling patterns listed above, the powder factor is estimated to be 0.297 kg/tonne in mineralized material and 0.262 kg/tonne in waste. The explosives will be trucked and stored on-site by the explosives supplier in storage facilities built for this purpose. The explosives contractor will also be responsible for providing a down-the-hole service.
Table 16.6 below shows the blasting parameters used that contribute to the production calculations.

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 138
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Table 16.6 – Blasting Parameters
Parameter Mineralized Material
Waste Units
Hole Diameter 165.0 165.0 mm Bench Height 10.0 10.0 m
Subdrill Length 1.5 1.5 m Stemming Length 4.0 4.0 m
Loaded Length 7.5 7.5 m
Volume/m 0.0214 0.0214 m3 explosive/ linear metre drilled
Rock Mass Per Hole 675 765 tonnes/hole Bulk Emulsion
Usage 100.0% 100.0% % Density 1.25 1.25 gm/cc
Kg / Hole 200.5 200.5 kg Explosive Density 1.25 1.25 gm/cc
Powder Factor 0.297 0.262 kg/tonne
The cost for the blasting contractors is included in the summary of mine operating costs. Costs for a blasting contractor supervisor, Mobile Manufacturing Unit (“MMU”) operator otherwise known as the bulk emulsion truck operator, and mechanic are all summarized in the section on operating costs.
Emulsion-type explosives are preferred for their higher resilience to water. Environmentally, they are also sounder and produce 2% less residual ammonia than other explosive materials. In the size range chosen for the charge diameter of these emulsive products, these explosives will allow for better overall performance and handling.
In order to obtain good fragmentation, electronic detonators will be used. This type of detonator is a less costly alternative. The total cost per tonne (including explosives manufacturing, transport, down-the-hole service, and related labour fees) has been estimated at $0.341 per tonne of mineralized material and $0.319 per tonne of waste.
16.8.3 Loading and Hauling
Production will be accomplished using a fleet of 46-tonne capacity haul trucks and hydraulic shovels with a 6 m3 bucket capacity. This fleet combination should allow for 4-pass loading of trucks hauling mineralized material and waste, and 5-pass loading for trucks carrying overburden.

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 139
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Haul truck loading time is estimated at 2.7 minutes for mineralized material and waste and 3.3 minutes for overburden.
16.9 Fleet Requirements
The requirements for the primary mining equipment include a fleet of drills; haul trucks, shovels, and one (1) supporting wheel loader, which are based on the haul distances, equipment availability, utilization, and overall productivity data. Availability profiles for major equipment have been estimated using vendor benchmarks, similar projects in BBA’s database, as well as internal operational experience.
The truck fleet consists of units having a payload capacity of 46 tonnes (CAT 772 or equivalent). A maximum of seven (7) trucks will be necessary to support the mine productivity level of 1.095 Mtpy of ROM in Year 8, along with the waste removal schedule. In addition, tailings re-handling requires an operating fleet of one (1) truck to satisfy the variable amounts of tailings re-handling throughout the life of mine. This one (1) truck is summarized separately from the total operating cash costs, since it is not a cost directly associated with the mine planned tonnage. (The description for tailings is summarized further in the section on Waste Rock and Tailings Management). Operating truck requirements were determined using the appropriate operating time parameters, fill factors, haulage distances and cycle times, and tonnes to be moved by material type.
The truck fleet size was calculated using a mechanical availability of 88% in the earlier years, transitioning to 83% in the later years. The equipment utilization factor is 95%.The gross operating hours (“GOH”) used for the operating truck calculation, are based on a 2 x 12-hour shift work schedule and upon the variable mechanical availability. The GOH varies from 10 hours to 10.6 hours over the life of mine. The truck fleet size on a yearly basis was then smoothed out to better represent actual operation.
The proposed hydraulic shovel fleet consists of 6 m3 front-end configured units (CAT 390D or equivalent) for loading the blasted ROM, waste rock, and overburden. The tailings re-handling does not require a loader or excavator, since the truck will be filled directly from the conveyor connected to the concentrator.
Annual shovel productivity was determined using the appropriate operating time parameters, fill factors, material properties, and bucket capacities. The number of shovels will reach a maximum of two (2) units in Year 6. In addition, one (1) 4-m3 wheel loader (CAT988H or equivalent) will assist in the loading of ROM in cases where the main loading equipment is temporarily unavailable or when temporary additional loading production is required. The wheel loader will also assist in other general duties such as stockpile management. The fast response time and high mobility of the wheel loader will enable particular bench face blending requirements.

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 140
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
As mentioned in Section 16.3.1 on the drilling parameters, one (1) operating drill is required to satisfy production. In addition, a second drill has been added for stand-by use. The drill is a DTH Cubex QXR 920 (or equivalent), which will be drilling 6½" diameter holes.
For a complete list of all primary, secondary and auxiliary equipment, see Table 16.7.
16.10 Mine Manpower Requirements
The manpower requirements for the mine are divided into two (2) categories: hourly operations and staff personnel. Hourly operations personnel can be further subdivided into the major equipment and support equipment operators and the maintenance personnel. Most of the operators for the major mine equipment are based on a four (4) crew rotation schedule.
The number of hourly personnel (mine operations and mobile equipment maintenance) reaches a peak of 73 in Year 10. The average ratio of hourly maintenance personnel to hourly operators is 0.48.
The staff mine personnel list includes such employees as mine superintendent, engineers, planners, foremen, and geologists. The number of salaried employees reaches a maximum of 27 in Year 5 and subsequently decreases to 17 in Year 15 for the short remainder of the mine life.
A full list of the personnel over the life of the mine can be seen in the chart shown below.

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 141
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Table 16.7 – Complete Mining Fleet
Equipment Type PP Y1 Y2 Y3 Y4 Y5 Y6 Y7 Y8 Y9 Y10 Y11 Y12 Y13 Y14 Y15 Y16 Y17 Y18 Y19 Yr 1 Yr 2 Yr 3 Yr 4 Yr 5 Yr 6 Yr 7 Yr 8 Yr 9 Yr 10 Yr 11 Yr 12 Yr 13 Yr 14 Yr 15 Yr 16 Yr 17 Yr 18 Yr 19
Hydraulic Excavator (CAT390D- 6-m³) 1 1 1 1 1 2 2 2 2 2 2 2 2 2 1 1 1 1 0 Wheel Loader (CAT988-H) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Haul Truck (CAT772-51 ton-46 tonnes) 2 3 4 5 5 6 6 7 8 8 8 8 8 8 8 7 6 5 4 2 Drill DTH (Cubex QXR 920 – 6”) 1 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 1
Total Primary Equipment 4 7 8 9 9 10 11 12 13 13 13 13 13 13 13 11 10 9 8 4 Wheel Dozer 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 0 0 0 0
Track Dozer (D7) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 0 0 Motor Grader (Caterpillar 14 M) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Water Truck 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Total Field and Shop Fleet 8 11 12 13 13 14 15 16 17 17 17 17 17 17 17 14 13 11 10 6
Fuel/ Lube Truck 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Service Truck ( 250 HP 22,000 GVW) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Tire Changer (attachment for 988-H) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 0 0
Pick Up Truck (4 x 4 crew cab Chevrolet 2500) 2 4 4 4 4 4 4 4 4 4 4 4 4 4 4 2 2 1 1 1 Pick Up Truck (4 x 4 single cab Chevrolet 2500) 2 4 4 4 4 4 4 4 4 4 4 4 4 4 4 2 2 1 1 1
Light Plant (1,000 W diesel generator) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 0 Mobile Pump (125 HP diesel) 1 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 1 1 1
Total Auxiliary Equipment 9 14 14 14 14 14 14 14 14 14 14 14 14 14 14 10 10 6 5 5 Total Mine Equipment 17 25 26 27 27 28 29 30 31 31 31 31 31 31 31 24 23 17 15 11

Nemaska Lithium Inc. NI 43-101 Technical Report Preliminary Economic Assessment Page 142
February 2013 QPF-009-12/B
P:\2012-014\Texte\Rapports\Ni 43-101\Main Report\2012-014 Nemaska NI 43-101 Rev FINAL1.doc
Figure 16.25 – Personnel Trend over LOM
0
20
40
60
80
100
120
PP Y1 Y2 Y3 Y4 Y5 Y6 Y7 Y8 Y9 Y10 Y11 Y12 Y13 Y14 Y15 Y16 Y17 Y18 Y19
Num
ber o
f Mining Pe
rson
nel
Year
Mining Personnel Trend
Total Personnel
Salaried Personnel Total
Hourly Personnel Total