Embed Size (px)
Citation preview

• Saldatrici TIG e sistemi di taglio al plasma TELWIN: una serie di prodotti professionali ed industriali pensati a misura di ogni utilizzo.
• TELWIN TIG welding machines and plasma cutting systems: a series of professional and industrial products designed to fit every type of use.And the manufacturing technology? Planned for a variety of requirements, both economic and operational!Produced with electromechanical and electronic (thyristors) technology, maximum quality for the price, minimum maintenance, with chopper technology, high power, thrilling ease of use,with inverter technology the best results in restricted spaces and with low absorption!
• Postes de soudage TIG et systèmes de découpage au plasma TELWIN: une série de produits professionnels et industriels pensés à mesure de chaque utilisation.Et la technologie de construction? Conçue en fonction des différentes exigences, économiques ou opérationnelles!Produits à technologie électromécanique et électronique (thyristors), qualité maximale par rapport au prix, entretien minimum, à technologie chopper, puissances élevées pour une simplicité d’emploi exaltante, à technologie onduleur résultats maximums dans des espaces réduits et avec de basses absorptions!
• WIG-Schweißmaschinen und Plasmaschneideanlagen TELWIN: eine Serie von professionellen und industriellen Produkten, die genau auf die einzelnen Anwendungsfälle zugeschnitten sind.Und die Bautechnologie? Sie wurden den verschiedenen wirtschaftlichen und arbeitstechnischen Anforderungen angepaßt!Produkte mit elektromechanischer und elektronischer Technologie (Thyristoren), maximales Preis-Leistungs-Verhältnis, minimale Wartungsintensität, mit Chopper-Technologie, hohe Leistungen und begeisternde
TIG WELDING FEATURES
• Soldadoras TIG y sistema de corte por plasma TELWIN: una serie de productos profesionales e industriales pensados a medida de cada utilización.¿Y la tecnología de fabricación? ¡Pensada en función de las diferentes necesidades, económicas u operativas!Productos con tecnología electromecánica y electrónica (tiristores), con la máxima calidad respecto a su precio, y un mantenimiento mínimo, con tecnología chopper, elevadas potencias, increíblemente sencillos de usar, con tecnología inverter, máximo resultado en espacios reducidos y con consumos mínimos!
APPLICATIONS•Installazione, Manutenzione,
Termotecnica, Media e pesante carpenteria, Saldatura industriale, Saldatura di tubazioni, Industria chimico-alimentare, Allestimenti navali
•Heating System, Installation, Maintenance, Medium and heavy metal work, Industrial welding, Piping Welding, Chemical-food industry, Ship-fitting
STEEL • STAINLESS STEEL
•facilità di controllo dell’arco•deposito regolare e di bell’aspetto•saldature pulite e senza scoria•sorgente termica intensa e
concentrata indicata per saldare piccoli spessori•ottima penetrazione, per una
efficiente prima passata sui giunti dei tubi•correnti in uscita regolabili entro un range elevato
• facilité de contrôle de l’arc• dépôt régulier et de bel aspect
•soudages propres et sans scories•source thermique intense et concentrée
indiquée pour souder de petites épaisseurs• pénétration optimale, pour une efficacité au
premier passage sur les joints des tubes•courants en sortie réglables sur une fourchette importante
•facilidad del control del arco•depósito regular y con buen aspecto•soldaduras limpias y sin escoria•fuente térmica intensa y concentrada, indicada para soldar pequeños espesores•óptima penetración, para una eficiente primera pasada en las juntas de los tubos•corrientes de salida regulables dentro de un amplio campo
•easily controlled arc•even, good-looking deposit•clean welds without slag•intense, concentrated heat source suitable for welding low thicknesses•excellent penetration, for an efficient first passage on pipe joints•output currents adjustable over a wide range
TIG WELDING
2
TIG WELDINGBedienerfreundlichkeit, mit Invertertechnologie, beste Resultate auf engstem Raum und bei geringen Stromaufnahmewerten!
• Сварочные установки TIG и системы плазменной резки TELWIN: серия профессионального и промышленного оборудования, подходящая для любого применения.Это конструктивная технология? Она была продумана в соответствии с различными экономическими и рабочими требованиями! Сварочные аппараты, произведенные по электромеханической
и электронной технологии (тиристоры), с максимальным качеством и невысокой ценой, минимальным техобслуживанием, с технологией вибропреобразователя, с высокой мощностью, с простым использованием, с технологией инвертера, обеспечивающие максимальные результаты в ограниченном пространстве с низким потреблением!
E la tecnologia costruttiva? Pensata in funzione delle diverse esigenze, economiche od operative!Prodotti a tecnologia elettromeccanica ed elettronica (tiristori), massima la qualità rispetto al prezzo, minima la manutenzione, a tecnologia chopper, elevate le potenze, esaltante la semplicità di utilizzo, a tecnologia inverter massimi i risultati in spazi ridotti e con bassi assorbimenti!
•Leicht kontrollierbarer Lichtbogen•Schweißgut nach dem Erstarren gleichmäßig und optisch ansprechend•Saubere, schlackefreie Schweißungen•Intensive und konzentrierte Wärmequelle, besonders zum Schweißen dünnwandiger Werkstücke geeignet•Einbrand optimal für den ersten Schweißgang, wenn an Rohrverbindungen gearbeitet wird•Ausgangsströme innerhalb eines großen Bereiches einstellbar•Простое управление дугой
•Равномерное отложение и красивый внешний вид шва•Чистая сварка без шлама•Интенсивный и концентрированный термический источник, подходящий для сварки небольших толщин •Прекрасное проникновение, для эффективного первого прохода по соединениям труб •Регулируемые в широком диапазоне токи на выходе
•Installation, Entretien,Thermotechnique, Menuiserie moyenne et lourde, Soudage industriel, Soudage de canalisations, Industrie chimique et alimentaire,Aménagements navals
•Instalación, Mantenimiento,Técnica del calor, Carpintería mediana y pesada, Soldadura industrial, Soldadura de tuberías, Industria química-alimenticia, Equipamientos navales
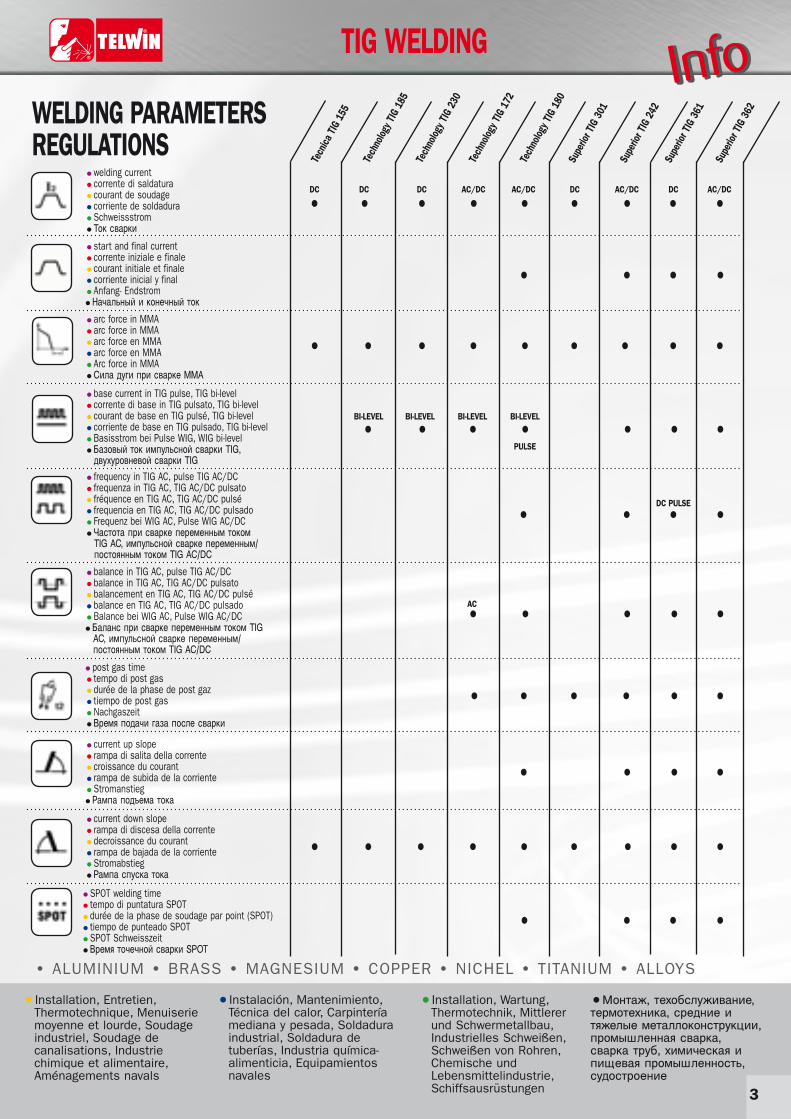
• ALUMINIUM • BRASS • MAGNESIUM • COPPER • NICHEL • TITANIUM • ALLOYS
•Installation, Wartung,Thermotechnik, Mittlerer und Schwermetallbau, Industrielles Schweißen, Schweißen von Rohren, Chemische und Lebensmittelindustrie, Schiffsausrüstungen
•welding current•corrente di saldatura•courant de soudage•corriente de soldadura•Schweissstrom•Ток сварки
•start and final current•corrente iniziale e finale•courant initiale et finale•corriente inicial y final •Anfang- Endstrom•Начальный и конечный ток
•frequency in TIG AC, pulse TIG AC/DC•frequenza in TIG AC, TIG AC/DC pulsato •fréquence en TIG AC, TIG AC/DC pulsé•frequencia en TIG AC, TIG AC/DC pulsado•Frequenz bei WIG AC, Pulse WIG AC/DC•Частота при сварке переменным током TIG AC, импульсной сварке переменным/ постоянным током TIG AC/DC
•balance in TIG AC, pulse TIG AC/DC•balance in TIG AC, TIG AC/DC pulsato•balancement en TIG AC, TIG AC/DC pulsé•balance en TIG AC, TIG AC/DC pulsado•Balance bei WIG AC, Pulse WIG AC/DC•Баланс при сварке переменным током TIG AC, импульсной сварке переменным/ постоянным током TIG AC/DC
•SPOT welding time•tempo di puntatura SPOT•durée de la phase de soudage par point (SPOT)•tiempo de punteado SPOT•SPOT Schweisszeit•Время точечной сварки SPOT
•current down slope•rampa di discesa della corrente•decroissance du courant•rampa de bajada de la corriente•Stromabstieg•Рампа спуска тока
•current up slope•rampa di salita della corrente•croissance du courant•rampa de subida de la corriente•Stromanstieg•Рампа подъема тока
•post gas time•tempo di post gas•durée de la phase de post gaz•tiempo de post gas•Nachgaszeit•Время подачи газа после сварки
•arc force in MMA•arc force in MMA•arc force en MMA•arc force en MMA•Arc force in MMA•Сила дуги при сварке MMA
•base current in TIG pulse, TIG bi-level•corrente di base in TIG pulsato, TIG bi-level•courant de base en TIG pulsé, TIG bi-level•corriente de base en TIG pulsado, TIG bi-level•Basisstrom bei Pulse WIG, WIG bi-level•Базовый ток импульсной сварки TIG,
двухуровневой сварки TIG
WELDING PARAMETERSREGULATIONS
Tecn
ica TI
G 15
5
•DC
PULSE
BI-LEVEL
•
Tech
nolog
y TIG
172
•AC/DC
•Te
chno
logy T
IG 1
80
•AC/DC
Supe
rior T
IG 3
01
•DC
•
•
Supe
rior T
IG 2
42
•AC/DC
•DC PULSE
•
Supe
rior T
IG 3
61
•DC
• • • •
•
•
•AC
• • • •
Supe
rior T
IG 3
62
•AC/DC
•• • •
• •
TIG WELDING
3
TIG WELDING
Tech
nolog
y TIG
185
Tech
nolog
y TIG
230
•DC
•DC
• • • • • • •••
•BI-LEVEL
•BI-LEVEL
• • • •••
• ••••••••
••
•BI-LEVEL
•Монтаж, техобслуживание, термотехника, средние и тяжелые металлоконструкции, промышленная сварка, сварка труб, химическая и пищевая промышленность, судостроение
4
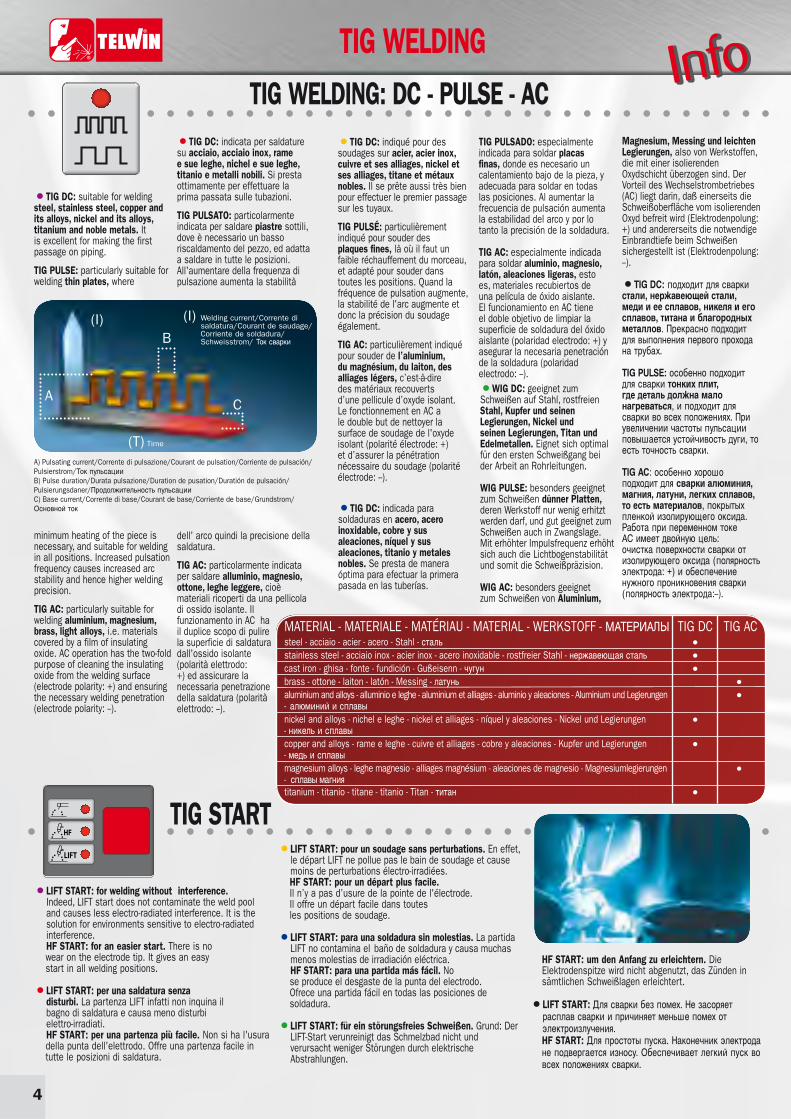
•TIG DC: suitable for welding steel, stainless steel, copper and its alloys, nickel and its alloys, titanium and noble metals. It is excellent for making the first passage on piping.
TIG PULSE: particularly suitable for welding thin plates, where
minimum heating of the piece is necessary, and suitable for welding in all positions. Increased pulsation frequency causes increased arc stability and hence higher welding precision.
TIG AC: particularly suitable for welding aluminium, magnesium, brass, light alloys, i.e. materials covered by a film of insulating oxide. AC operation has the two-fold purpose of cleaning the insulating oxide from the welding surface (electrode polarity: +) and ensuring the necessary welding penetration (electrode polarity: --).
TIG WELDINGTIG WELDING: DC - PULSE - AC
•LIFT START: for welding without interference. Indeed, LIFT start does not contaminate the weld pool and causes less electro-radiated interference. It is the solution for environments sensitive to electro-radiated interference. HF START: for an easier start. There is no
wear on the electrode tip. It gives an easy start in all welding positions.
•LIFT START: per una saldatura senza disturbi. La partenza LIFT infatti non inquina il bagno di saldatura e causa meno disturbi elettro-irradiati. HF START: per una partenza più facile. Non si ha l'usura
della punta dell'elettrodo. Offre una partenza facile in tutte le posizioni di saldatura.
TIG START
•TIG DC: indicata per saldature su acciaio, acciaio inox, rame e sue leghe, nichel e sue leghe, titanio e metalli nobili. Si presta ottimamente per effettuare la prima passata sulle tubazioni.
TIG PULSATO: particolarmente indicata per saldare piastre sottili, dove è necessario un basso riscaldamento del pezzo, ed adatta a saldare in tutte le posizioni. All'aumentare della frequenza di pulsazione aumenta la stabilità
dell' arco quindi la precisione della saldatura.
TIG AC: particolarmente indicata per saldare alluminio, magnesio, ottone, leghe leggere, cioè materiali ricoperti da una pellicola di ossido isolante. Il funzionamento in AC ha il duplice scopo di pulire la superficie di saldatura dall'ossido isolante (polarità elettrodo: +) ed assicurare la necessaria penetrazione della saldatura (polarità elettrodo: --).
•TIG DC: indiqué pour des soudages sur acier, acier inox, cuivre et ses alliages, nickel et ses alliages, titane et métaux nobles. Il se prête aussi très bien pour effectuer le premier passage sur les tuyaux.
TIG PULSÉ: particulièrement indiqué pour souder des plaques fines, là où il faut un faible réchauffement du morceau, et adapté pour souder dans toutes les positions. Quand la fréquence de pulsation augmente, la stabilité de l'arc augmente et donc la précision du soudage également.
TIG AC: particulièrement indiqué pour souder de l’aluminium, du magnésium, du laiton, des alliages légers, c’est-à-dire des matériaux recouverts d’une pellicule d’oxyde isolant. Le fonctionnement en AC a le double but de nettoyer la surface de soudage de l'oxyde isolant (polarité électrode: +) et d’assurer la pénétration nécessaire du soudage (polarité électrode: --).
•WIG DC: geeignet zum Schweißen auf Stahl, rostfreien Stahl, Kupfer und seinen Legierungen, Nickel und seinen Legierungen, Titan und Edelmetallen. Eignet sich optimal für den ersten Schweißgang bei der Arbeit an Rohrleitungen.
WIG PULSE: besonders geeignet zum Schweißen dünner Platten, deren Werkstoff nur wenig erhitzt werden darf, und gut geeignet zum Schweißen auch in Zwangslage. Mit erhöhter Impulsfrequenz erhöht sich auch die Lichtbogenstabilität und somit die Schweißpräzision.
WIG AC: besonders geeignet zum Schweißen von Aluminium,
•TIG DC: indicada para soldaduras en acero, acero inoxidable, cobre y sus aleaciones, níquel y sus aleaciones, titanio y metales nobles. Se presta de manera óptima para efectuar la primera pasada en las tuberías.
•LIFT START: pour un soudage sans perturbations. En effet, le départ LIFT ne pollue pas le bain de soudage et cause moins de perturbations électro-irradiées. HF START: pour un départ plus facile. Il n’y a pas d’usure de la pointe de l'électrode. Il offre un départ facile dans toutes les positions de soudage.
•LIFT START: para una soldadura sin molestias. La partida LIFT no contamina el baño de soldadura y causa muchas menos molestias de irradiación eléctrica. HF START: para una partida más fácil. No
se produce el desgaste de la punta del electrodo. Ofrece una partida fácil en todas las posiciones de
soldadura.
•LIFT START: für ein störungsfreies Schweißen. Grund: Der LIFT-Start verunreinigt das Schmelzbad nicht und verursacht weniger Störungen durch elektrische Abstrahlungen.
HF START: um den Anfang zu erleichtern. Die Elektrodenspitze wird nicht abgenutzt, das Zünden in sämtlichen Schweißlagen erleichtert.
•LIFT START: Для сварки без помех. Не засоряет расплав сварки и причиняет меньше помех от электроизлучения. HF START: Для простоты пуска. Наконечник электрода
не подвергается износу. Обеспечивает легкий пуск во всех положениях сварки.
A) Pulsating current/Corrente di pulsazione/Courant de pulsation/Corriente de pulsación/Pulsierstrom/Ток пульсацииB) Pulse duration/Durata pulsazione/Duration de pusation/Duratión de pulsación/Pulsierungsdaner/Продолжительность пульсацииC) Base current/Corrente di base/Courant de base/Corriente de base/Grundstrom/ Основной ток
(T) Time
A
(I) B
C
steel - acciaio - acier - acero - Stahl - сталь •stainless steel - acciaio inox - acier inox - acero inoxidable - rostfreier Stahl - нержавеющая сталь •cast iron - ghisa - fonte - fundición - Gußeisenn - чугун •brass - ottone - laiton - latón - Messing - латунь •aluminium and alloys - alluminio e leghe - aluminium et alliages - aluminio y aleaciones - Aluminium und Legierungen •- алюминий и сплавыnickel and alloys - nichel e leghe - nickel et alliages - níquel y aleaciones - Nickel und Legierungen •- никель и сплавыcopper and alloys - rame e leghe - cuivre et alliages - cobre y aleaciones - Kupfer und Legierungen •- медь и сплавыmagnesium alloys - leghe magnesio - alliages magnésium - aleaciones de magnesio - Magnesiumlegierungen •- сплавы магния titanium - titanio - titane - titanio - Titan - титан •
MATERIAL - MATERIALE - MATÉRIAU - MATERIAL - WERKSTOFF - МАТЕРИАЛЫ TIG DC TIG AC
TIG PULSADO: especialmente indicada para soldar placas finas, donde es necesario un calentamiento bajo de la pieza, y adecuada para soldar en todas las posiciones. Al aumentar la frecuencia de pulsación aumenta la estabilidad del arco y por lo tanto la precisión de la soldadura.
TIG AC: especialmente indicada para soldar aluminio, magnesio, latón, aleaciones ligeras, esto es, materiales recubiertos de una película de óxido aislante. El funcionamiento en AC tiene el doble objetivo de limpiar la superficie de soldadura del óxido aislante (polaridad electrodo: +) y asegurar la necesaria penetración de la soldadura (polaridad electrodo: --).
Magnesium, Messing und leichten Legierungen, also von Werkstoffen, die mit einer isolierenden Oxydschicht überzogen sind. Der Vorteil des Wechselstrombetriebes (AC) liegt darin, daß einerseits die Schweißoberfläche vom isolierenden Oxyd befreit wird (Elektrodenpolung: +) und andererseits die notwendige Einbrandtiefe beim Schweißen sichergestellt ist (Elektrodenpolung: --).
•TIG DC: подходит для сварки стали, нержавеющей стали, меди и ее сплавов, никеля и его сплавов, титана и благородных металлов. Прекрасно подходит для выполнения первого прохода на трубах.
TIG PULSE: особенно подходит для сварки тонких плит, где деталь должна мало нагреваться, и подходит для сварки во всех положениях. При увеличении частоты пульсации повышается устойчивость дуги, то есть точность сварки.
TIG AC: особенно хорошо подходит для сварки алюминия, магния, латуни, легких сплавов, то есть материалов, покрытых пленкой изолирующего оксида. Работа при переменном токе AC имеет двойную цель: очистка поверхности сварки от изолирующего оксида (полярность электрода: +) и обеспечение нужного проникновения сварки (полярность электрода:--).
(I) Welding current/Corrente di saldatura/Courant de saudage/ Corriente de soldadura/ Schweisstrom/ Ток сварки

5
TIG WELDING
•Used to change the welding current, from one presettable value to the other, using the torch button while the arc remains struck; this is extremely useful for complex welding, welding over variable thicknesses or horizontal welding.
•Consente di variare dal pulsante torcia la corrente di saldatura, fra due valori impostabili, mantenendo l’arco acceso; è estremamente utile per saldature complesse, saldature su spessori variabili o in posizione.
AC BALANCE
• Adjusts the relationship between welding current time (electrode polarity: --) and the period of the square waveform in AC operation. Greater balance values give faster welding, greater penetration, a more concentrated arc, a more restricted weld pool and limited heating of the electrode. Lower values give a cleaner piece.
• Regola il rapporto tra la durata della corrente di saldatura (polarità elettrodo: --) rispetto al periodo della forma d'onda quadra in funzionamento AC.
Maggiori valori di balance permettono una saldatura più veloce, maggiore penetrazione, arco più concentrato, bagno di saldatura più stretto e limitato riscaldamento dell'elettrodo. Minori valori permettono una maggiore pulizia del pezzo.
• Elle règle le rapport entre la durée du courant de soudage (polarité électrode: --) par rapport à la période de la forme d'onde carrée en fonctionnement AC. De plus grandes valeurs de balance offrent un soudage plus rapide, plus de pénétration, un arc plus concentré, un bain de soudage plus étroit et un réchauffement limité de l'électrode. De plus petites valeurs permettent un meilleur nettoyage du morceau.
• Regula la relación entre la duración de la corriente de soldadura (polaridad electrodo: --) respecto al periodo de la forma de onda cuadrada en funcionamiento AC. Mayores valores de balance permiten una soldadura más rápida, mayor penetración, un arco más concentrado, un baño de soldadura más estrecho y un limitado calentamiento del electrodo. Menores valores permiten una mayor limpieza de la pieza.
• Diese Funktion regelt das Verhältnis zwischen der Schweißstromdauer (Elektrodenpolung: --) und der Periode der Quadratwellenform im Wechselstrombetrieb (AC). Bei größeren Balance-Werten kann zügiger geschweißt werden,
der Einbrand ist tiefer, der Lichtbogen konzentrierter, das Schweißbad örtlich enger begrenzt und die Elektrode kann nicht überhitzen. Kleinere Werte gestatten eine gründlichere Reinigung des Werkstückes.
• Регулирует соотношение продолжительности тока сварки (полярность электрода: --) относительно периода формы волны, при работе с переменным током AC. Более высокие величины баланса позволяют производить более быструю сварку, с большим проникновением, более концентрированной дугой, более узким
расплавом при сварке и ограниченным нагревом электрода. Меньшие значения обеспечивают повышенную чистоту детали.
•Balance can therefore be used to adjust the capacity to clean the material according to its state of oxidation.•Il balance consente quindi di adattare la capacità di pulizia del materiale in funzione del suo stato di ossidazione.•La balance permet donc d’adapter la capacité de nettoyage du matériel en fonction de son état d’oxydation.•El balance permite, por lo tanto, adaptar la capacidad de limpieza del material en función de su estado de oxidación.•Mit Hilfe der Balance läßt sich somit die Reinigungswirkung an den Oxidationszustand des Werkstückes anpassen.•Баланс позволяет адаптировать способность к очистке материала, в зависимости от его степени окисления.
•Elle permet de varier le courant de soudage à partir du bouton-poussoir de la torche, entre deux valeurs programmables, tout en maintenant l’arc allumé; elle est extrêmement utile pour des soudages complexes, des soudages sur épaisseurs variables ou en position.
•Permite variar desde el pulsador del soplete la corriente de soldadura, entre dos valores que se pueden fijar, manteniendo el arco encendido; es extremadamente útil para soldaduras complejas, soldaduras en espesores variables o en posición.
•Diese Funktion gestattet es, den Schweißstrom vom Brennerknopf aus zwischen zwei einstellbaren Werten zu variieren, ohne daß der Lichtbogen dabei erlischt. Dies ist äußerst hilfreich bei komplexen Schweißarbeiten, beim Schweißen veränderlicher Werkstoffdicken oder in Zwangslagen.
•Позволяет изменять кнопкой на горелке ток сварки, переключая его между двумя задаваемыми значениями, поддерживая включенную дугу; это очень удобно для сложной сварки, сварки на переменных толщинах и в определенном положении.
BI-LEVEL FUNCTION
A) Welding current / Corrente saldatura / Courant de soudage / Corriente de soldadura / Schweisstrom Ток сварки
80%
(I) Welding current/Corrente di saldatura/Courant de saudage/ Corriente de soldadura/Schweisstrom/ Ток сварки
(T) Time
A
B
80% 50%
50%
(T) Time
A
B
B) Cleaning current / Corrente di pulizia / Courant de nettoyage / Corriente de limpieza / Reinigungsstrom Ток очистки
(I) Welding current/Corrente di saldatura/Courant de saudage/ Corriente de soldadura/Schweisstrom/ Ток сварки
6
TIG WELDING
•Flow control of the protective gas gives improvements in welding quality. POST GAS defines the gas flow after the arc is extinguished; adjustable time optimises cooling of the electrode and the material being welded, thus ensuring an area protected from oxidation and less wear on the electrode.
•Il controllo del flusso del gas di protezione consente di migliorare la qualità della saldatura. Il POST GAS definisce l'afflusso del gas dopo lo spegnimento dell'arco; un tempo regolabile ottimizza il raffeddamento dell'elettrodo e del materiale da saldare, garantendo una zona protetta da ossidazioni e una minor usura dell'elettrodo.
•Le contrôle du flux du gaz de protection permet d’améliorer la qualité du soudage.
Le POST GAS définit l'afflux du gaz après l’extinction de l'arc; un temps réglable optimise le refroidissement de l'électrode et du matériau à souder, garantissant une zone protégée contre les oxydations et une meilleure usure de l'électrode.
•El control del flujo del gas de protección permite mejorar la calidad de la soldadura. El POST GAS define el flujo del gas después del apagado del arco; un tiempo regulable optimiza el enfriamiento del electrodo y del material a soldar, garantizando una zona protegida de oxidaciones y un menor desgaste del electrodo.
•Durch die Kontrolle des Schutzgasstromes läßt sich die Schweißgüte verbessern. Die Funktion "POST GAS" (GASNACHSTRÖMUNG) bestimmt, wieviel Gas nach dem Erlöschen des Lichtbogens zuströmt; durch die einstellbare Dauer wird die Kühlung der
Elektrode und des Werkstoffes optimiert, die Schweißzone ist vor Oxidationsvorgängen geschützt und die Elektrode nützt sich weniger stark ab.
•Контроль потока защитного газа позволяет улучшить качество сварки. ГАЗ ПОСЛЕ СВАРКИ определяет приток газа после выключения дуги; регулируемое время оптимизирует охлаждение электрода и свариваемого материала, гарантируя защищенную от окисления зону и меньшее изнашивание электрода.
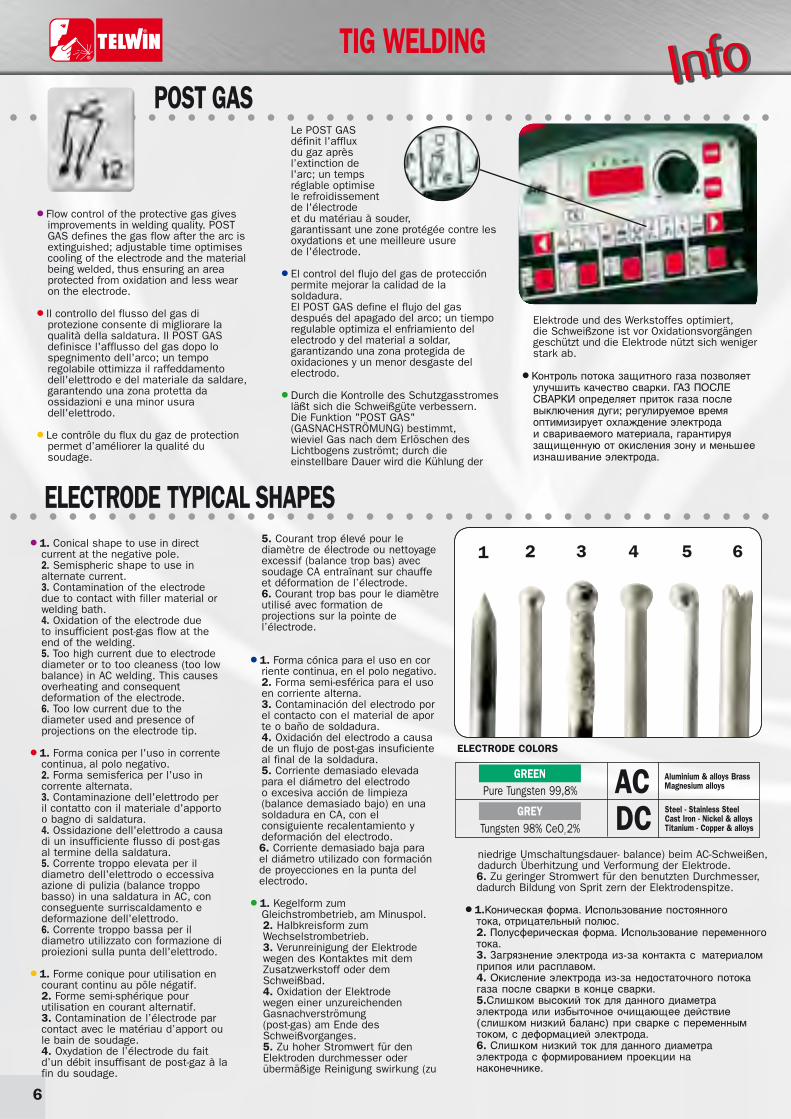
ELECTRODE TYPICAL SHAPES•1. Conical shape to use in direct current at the negative pole. 2. Semispheric shape to use in alternate current. 3. Contamination of the electrode due to contact with filler material or welding bath. 4. Oxidation of the electrode due to insufficient post-gas flow at the end of the welding. 5. Too high current due to electrode diameter or to too cleaness (too low balance) in AC welding. This causes overheating and consequent deformation of the electrode. 6. Too low current due to the diameter used and presence of projections on the electrode tip.
•1. Forma conica per l'uso in corrente continua, al polo negativo. 2. Forma semisferica per l'uso in corrente alternata. 3. Contaminazione dell'elettrodo per il contatto con il materiale d'apporto o bagno di saldatura. 4. Ossidazione dell'elettrodo a causa di un insufficiente flusso di post-gas al termine della saldatura. 5. Corrente troppo elevata per il diametro dell'elettrodo o eccessiva azione di pulizia (balance troppo basso) in una saldatura in AC, con conseguente surriscaldamento e deformazione dell'elettrodo. 6. Corrente troppo bassa per il diametro utilizzato con formazione di proiezioni sulla punta dell'elettrodo.
•1. Forme conique pour utilisation en courant continu au pôle négatif. 2. Forme semi-sphérique pour utilisation en courant alternatif. 3. Contamination de l’électrode par contact avec le matériau d’apport ou le bain de soudage. 4. Oxydation de l’électrode du fait d’un débit insuffisant de post-gaz à la fin du soudage.
POST GAS
ELECTRODE COLORS
1 2 3 4 5 6
Pure Tungsten 99,8%
Tungsten 98% CeO2 2%
ACDCGREY
GREEN Aluminium & alloys BrassMagnesium alloys
Steel - Stainless SteelCast Iron - Nickel & alloys Titanium - Copper & alloys
5. Courant trop élevé pour le diamètre de électrode ou nettoyage excessif (balance trop bas) avec soudage CA entraînant sur chauffe et déformation de l’électrode. 6. Courant trop bas pour le diamètre utilisé avec formation de projections sur la pointe de l’électrode.
•1. Forma cónica para el uso en cor riente continua, en el polo negativo. 2. Forma semi-esférica para el uso en corriente alterna. 3. Contaminación del electrodo por el contacto con el material de apor te o baño de soldadura. 4. Oxidación del electrodo a causa de un flujo de post-gas insuficiente al final de la soldadura. 5. Corriente demasiado elevada para el diámetro del electrodo o excesiva acción de limpieza (balance demasiado bajo) en una soldadura en CA, con el consiguiente recalentamiento y deformación del electrodo.
6. Corriente demasiado baja para el diámetro utilizado con formación de proyecciones en la punta del electrodo.
•1. Kegelform zum Gleichstrombetrieb, am Minuspol.
2. Halbkreisform zum Wechselstrombetrieb.3. Verunreinigung der Elektrode wegen des Kontaktes mit dem Zusatzwerkstoff oder dem Schweißbad.4. Oxidation der Elektrode wegen einer unzureichenden Gasnachverströmung (post-gas) am Ende des Schweißvorganges.5. Zu hoher Stromwert für den Elektroden durchmesser oder übermäßige Reinigung swirkung (zu
niedrige Umschaltungsdauer- balance) beim AC-Schweißen, dadurch Überhitzung und Verformung der Elektrode.
6. Zu geringer Stromwert für den benutzten Durchmesser, dadurch Bildung von Sprit zern der Elektrodenspitze.
•1.Коническая форма. Использование постоянного тока, отрицательный полюс. 2. Полусферическая форма. Использование переменного тока. 3. Загрязнение электрода из-за контакта с материалом припоя или расплавом. 4. Окисление электрода из-за недостаточного потока газа после сварки в конце сварки. 5.Слишком высокий ток для данного диаметра электрода или избыточное очищающее действие (слишком низкий баланс) при сварке с переменным током, с деформацией электрода. 6. Слишком низкий ток для данного диаметра электрода с формированием проекции на наконечнике.

7
PLASMA CUTTING
•PILOT ARC STRIKE– HF: the pilot arc is struck by a spark supplied by a special circuit that sends a high intensity, high frequency pulse. This type of strike does not cause wear on the parts inside the torch.
– Contact: a special type of torch with a
moving electrode is used. When the strike
is activated, the electrode is pushed by the gas and
is detached from the nozzle then the spark generates the
pilot arc. The strike causes greater wear on the parts inside
the torch, but less electromagnetic interference.
•AMORÇAGE DE L’ARC PILOTE– HF: l’arc pilote est allumé grâce à une étincelle fournie par un circuit particulier qui envoie une impulsion à haute intensité et à haute fréquence. Ce type d’amorçage ne comporte pas l’usure des parties internes de la torche.– Par contact: on utilise un type de torche particulier avec électrode mobile. Quand on active l’amorçage, l’électrode poussée par le gaz se détache de la buse et l’étincelle génère l’arc pilote. L'amorçage comporte une usure plus importante des parties internes de la torche, mais moins de perturbations électromagnétiques.
•CEBADO ARCO PILOTO– HF: el arco piloto se enciende gracias a una chispa suministrada por un circuito especial que envía un impulso de alta intensidad y alta frecuencia. Este tipo de cebado no comporta el desgaste de las partes internas del soplete.– Por contacto: se utiliza un tipo especial de soplete con electrodo móvil. Cuando se activa el cebado, el electrodo empujado por el gas se separa de la boquilla y la chispa genera el arco piloto. El cebado comporta un mayor desgaste de las partes internas del soplete, pero menores interferencias electromagnéticas.
•PILOTBOGENZÜNDUNG– HF: der Pilotbogen wird mit einem Funken gezündet. Dieser wird von einem besonderen Schaltkreis erzeugt, der einen sehr intensiven, hochfrequenzen
Impuls abgibt. Dieses Zündverfahren ist für die internen Brennerkomponenten völlig verschleißneutral.– Kontaktzündung: dazu benutzt man einen speziellen Brennertyp mit beweglicher Elektrode. Wird die Zündung veranlaßt, löst das ausströmende Gas die Elektrode von der Düse und der Funken erzeugt den Pilotbogen. Bei dieser Art von Zündung unterliegen die brennerinternen Teile einer stärkeren Abnutzung, verursachen aber weniger elektromagnetische Störungen.
•ЗАПУСК ПИЛОТНОЙ ДУГИ– HF: Пилотная дуга зажигается благодаря искре,
подаваемой специальным контуром, направляющим высокочастотный импульс с высокой интенсивностью. Запуск этого типа отличается отсутствием износа внутренних частей горелки.– ПРИ КОНТАКТЕ Используется особый тип горелки с подвижным электродом. Когда включается возбуждение, электрод под действием газа отсоединяется от сопла и искра генерирует пилотную дугу. Повышенный износ внутренних частей горелки, пониженные электромагнитные помехи.
•INNESCO ARCO PILOTA– HF: l’arco pilota viene acceso grazie ad una scintilla fornita da un particolare circuito che invia un impulso ad alta intensità e ad alta frequenza. Questo tipo di innesco non comporta l’usura delle parti interne della torcia.– A contatto: si utilizza un particolare tipo di torcia con elettrodo mobile. Quando si attiva l’innesco, l’elettrodo sospinto dal gas si stacca dall’ugello e la scintilla genera l’arco pilota. L'innesco comporta una maggiore usura delle parti interne della torcia, ma minori disturbi elettromagnetici.
•CUTTING OVER GRIDSIf the cutting process nears the end of the piece being cut or a discontinuity within it, the power source disables the current supply and the arc extinguishes instantaneously.If the power source is set up for cutting on a grid (e.g. drilled plate), when the cutting arc extinguishes the pilot arc is automatically restored, thus preventing the arc from being completely extinguished and the process from being interrupted.This function makes it possible to keep up a high cutting rate, and hence high productivity, even when working on discontinuous materials.
•TAGLIO SU GRIGLIATODurante il processo di taglio, se si giunge in prossimità della fine o di una interruzione del pezzo da tagliare, il generatore inibisce l’erogazione di corrente e spegne istantaneamente l’arco.Se il generatore è predisposto per il taglio su grigliato (es. lamiere forate), allo spegnimento dell’arco di taglio corrisponde il ripristino automatico dell’arco pilota, evitando così lo spegnimento completo dell’arco e l’interruzione del processo.Tale funzionalità consente di mantenere una elevata velocità di taglio, quindi un’alta produttività, anche nella lavorazione di materiali discontinui.
•DÉCOUPAGE SUR GRILLEDurant le processus de découpage, si on arrive près de la fin ou d’une interruption du morceau à découper, le générateur inhibe la distribution de courant et éteint instantanément l’arc.Si le générateur est prédisposé pour
CUTTING OVER GRIDS
PILOT ARC
-
+CUTTING ARC
-
+
PLASMA CUTTING
G G
le découpage sur grille (ex. tôles perforées), à l’extinction de l’arc de découpage correspond le rétablissement automatique de l’arc pilote, ce qui évite l’extinction complète de l’arc et l’interruption du processus.Cette fonctionnalité permet de maintenir une vitesse de découpage élevée, et donc une haute productivité, même pour l’usinage de matériaux discontinus.
•CORTE SOBRE ENREJADO Durante el proceso de corte, si se alcanza cerca del final o de una interrupción de la pieza a cortar, el generador inhibe la distribución de corriente y apaga instantáneamente el arco.Si el generador está preparado para el corte sobre enrejado (Ej. chapas agujereadas) cuando se apaga el arco de corte se restablece automáticamente el arco piloto,
evitando de esta manera el apagado completo del arco y la interrupción del proceso.Esta función permite mantener una elevada velocidad de corte, y por lo tanto una alta productividad, incluso en la elaboración de materiales discontinuos.
•GITTERSCHNEIDENGelangt man während des Schneidvorganges nahe an das Ende oder eine Lücke im Werkstück, stoppt der Generator die weitere Stromabgabe, der Lichtbogen erlischt auf der Stelle.Wenn der Generator für das Gitterschneiden (z. B. Lochbleche) eingerichtet ist, so wird bei Erlöschen des Lichtbogens der Pilotbogen automatisch wieder aufgebaut, um zu vermeiden, daß der Lichtbogen vollständig erlischt und die Schweißarbeiten unterbrochen werden müssen.Diese Betriebsfunktion gestattet eine konstant hohe Schneidgeschwindigkeit und damit eine hohe Produktivität auch bei der Bearbeitung nicht durchgängiger Werkstoffe.
•РЕЗКА НА РЕШЕТКЕВо время процесса резки, поблизости от края или промежутка разрезаемой детали, генератор прекращает подачу тока и мгновенно выключает дугу.Если генератор предрасположен для резки решетки (например, металлические листы с отверстиями), при отключении дуги резки происходит автоматическое восстановление пилотной дуги, избегая таким образом полного отключения дуги и прерывания процесса.Эта функция позволяет поддерживать высокую скорость резки, то есть высокую производительность, даже при обработке прерывающихся материалов.
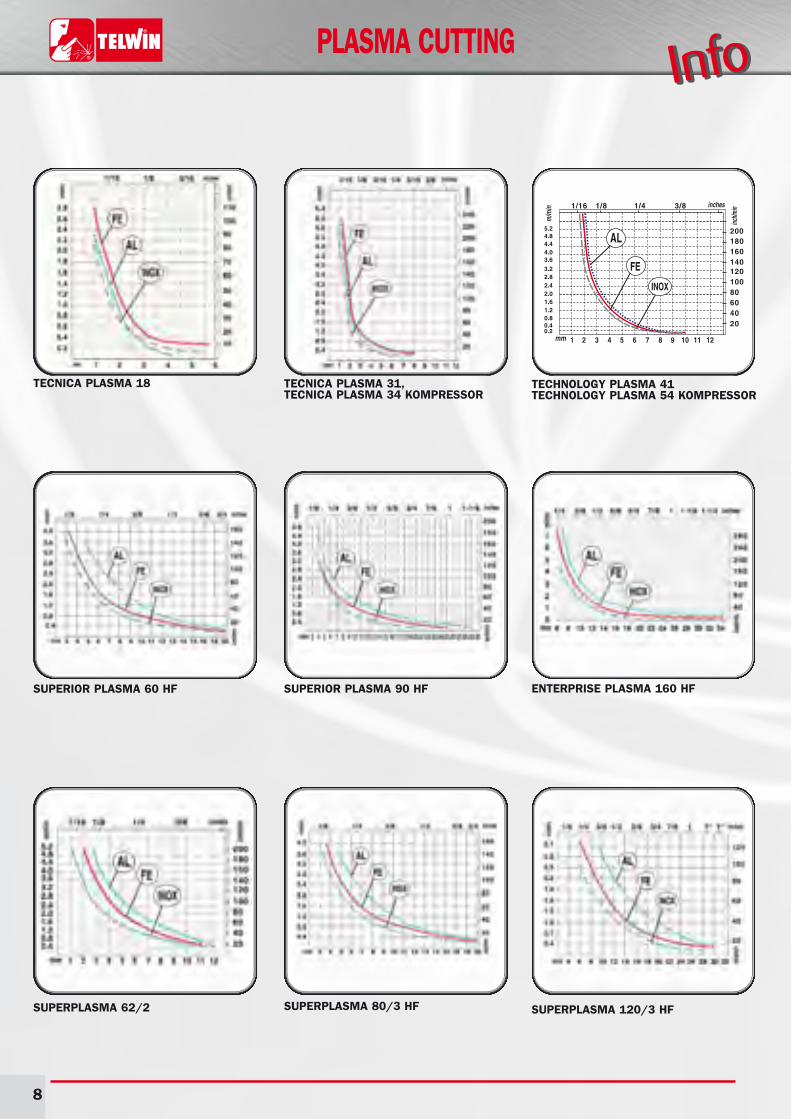
8
TECHNOLOGY PLASMA 41TECHNOLOGY PLASMA 54 KOMPRESSOR
SUPERPLASMA 120/3 HFSUPERPLASMA 80/3 HFSUPERPLASMA 62/2
TECNICA PLASMA 31, TECNICA PLASMA 34 KOMPRESSOR
TECNICA PLASMA 18
ENTERPRISE PLASMA 160 HF
PLASMA CUTTING
SUPERIOR PLASMA 60 HF SUPERIOR PLASMA 90 HF
PRODUCTS PAGE
Tecnica Tig 155 dc - hf/lift, Technology Tig 171 dc - lift 10Technology Tig 185 dc - hf/lift 11Technology Tig 230 dc - hf/lift 12Technology Tig 172 ac/dc - hf/lift 13Technology Tig 180 ac/dc - hf/lift 14Superior Tig 301 dc - hf/lift 15Technology Tig 172 & Superior Tig 301 Control Panels 16Superior Tig 242 ac/dc - hf/lift 17Superior Tig 361 dc - hf/lift 18Superior Tig 362 ac/dc - hf/lift 19 - 20Supertig 180 ac/dc - hf 21Supertig 250/1 ac/dc - hf (R.A.) 22
TIG WELDING

10
V A A A V A kW η/cos φ mm mm kg
Tecnica Tig 155 DC-HF/LIFT 815542 2301 ph 5÷130 130
15% 75 93 1325
1,73,7
0,80,6
1,63,2
HIP21
340 L 115 W 235 H
5,3
Technology Tig 171 DC - LIFT 815494 2301 ph 5÷150 150
20% 95 77 1625
2,54
0,850,7
1,63,2
FIP23
346 L 150 W 235 H
3,9
TECHNICAL CHARACTERISTICS
•TIG high frequency HF/LIFT (mod. 155), and LIFT (mod. 171) striking and MMA inverter welding machines
in direct current (DC). Use with a wide range of materials such as steel, stainless steel, titanium, copper, nickel and their alloys.
Main characteristics: regulation of current down slope (mod. 155) • arc force, hot start and anti-stick • choice of 2/4 times (mod. 155) • remote control connector
• MMA electrodes: rutile, basic, stainless steel and cast iron • protections.
•Saldatrici inverter TIG ed MMA in corrente continua
(DC), con innesco ad alta frequenza HF/LIFT (mod. 155) e LIFT (mod. 171). Impiego con diversi tipi di materiali quali acciaio, acciaio inox, titanio, rame, nichel e loro leghe.
Principali caratteristiche: regolazione rampa discesa della corrente (mod. 155) • arc force, hot start ed antistick • funzionamento 2/4 tempi (mod. 155)
predisposizione per comando a distanza • elettrodi in MMA: rutili, basici, inox, ghisa • protezioni.
•Postes de soudage inverter TIG amorçage HF haute fréquence/LIFT (mod. 155), LIFT (mod. 171) et MMA en courant continu (DC). Utilisation pour différents types de matériaux tels que acier, acier inox, titane, cuivre, nickel et leurs alliages.
Caractéristiques principales: régulation croissance du courant (mod. 155) • arc force, hot start et anti-stick • fonctionnement 2/4 temps (mod. 155) • prévus pour contrôle à distance • électrodes en MMA: rutiles, basiques, inox, fonte • protections.
•Soldadoras inverter TIG con encendido HF alta frecuencia/LIFT (mod. 155), LIFT (mod. 171) y MMA en corriente continua (DC). Uso con los materiales más variados como acero, acero inoxidable, titanio, cobre, níquel y sus aleaciones.
Principales características: regulaciones rampa descenso corrente (mod. 155) • arc force, hot start y anti-stick • funcionamiento 2/4 tiempos (mod. 155)
• predisposición para el control a distancia • electrodos en MMA: rutilos, básicos, inoxidables, de
fundición • protecciónes.
•Inverterschweissgeräte, zum Schweißen mit Gleichstrom (DC) nach dem WIG HF Hochfrequenz /LIFT (mod. 155), LIFT (mod.171) Zündung -und MMA Verfahren. Arbeiten mit den verschiedensten Werkstoffen wie Stahl, Edelstahl, Titan, Kupfer, Nickel und ihren Legierungen. Haupteigenschaften: Anpassung Kennlinie Stromabstieg (mod. 155) • Arc Force, Hot Start und Anti-stick
• 2/4 Taktbetrieb (mod. 155) • Fernkontrollanschluss • Zum MMA: rutiler, basischer, Edelstahl- und Gußeisenelektroden • Schutzvorrichtungen.
•Сварочные аппараты инвертер TIG и MMA работающие на постоянном токе (DC), с возбуждение дуги HF-высокая частота (модель 155) и LIFT (модель 171). Гибкость применения с разными типами материалов, такими как: сталь, нержавеющая сталь, титан, медь, никель и их сплавы.
Основные характеристики: регулирование рампы снижения тока (мод. 155) • сила дуги, запуск из горячего состояния, защита от прилипания
• выбор работы 2/4 такта (мод. 155) • возможность дистанционного управления • электроды используемые при MMA: рутиловые, щелочные, нержавеющая сталь и чугун • защиты.
Technology Tig 171 DC - LIFT
Tecnica Tig 155 DC - HF/LIFT cod. 815955
TECNICA TIG & ACCESSORIESIN ALUMINIUM CARRY CASE
TIG CONSUMABLES
16 mm2 3+2m DX25 801096
OPTIONALMMA WELDING KITTIG WELDING KIT
Pag. 33
REMOTE CONTROLS
802017
8022191 pot.
Pedal
8023362 pot.
722119
155 802067
4m 155 742423 Blueline 7424604m 171 722563
TIG TORCHES
713058 850000
STAINLESS STEELTIG CLEANING KIT
TIG MASKS
AutomaticFix Filter 802576
Adjustable Filter 802577
CLEANTECH 100
171 801097
155 802415
TECNICA TIG 155 DC - HF/LIFTTECHNOLOGY TIG 171 DC - LIFT
Tecnica Tig 155
Technolgy Tig 171
40°C EN60974-1 40°C

11
V A A A V A kW η/cos φ mm mm kg
Technology Tig 185 DC-HF/LIFT 815497 2301 ph 5÷160 160
25% 100 91 1727
2,54
0,820,7
1,63,2
HIP23
345 L 150 W 325 H
6,8
TECHNICAL CHARACTERISTICS
•TIG (high frequency HF or LIFT striking) and MMA inverter welding machines in direct current (DC). Use with a wide range of materials such as steel, stainless steel, titanium, copper, nickel and their alloys.
Main characteristics: regulation of current down slope, “bi-level”, arc force according to the type of electrode in use • choice of 2/4 times • hot start and anti-stick • remote control connector • MMA electrodes: rutile, basic, stainless steel and cast iron• protections.
The optional TIG PULSE allows pulse welding.
•Saldatrici inverter, TIG (innesco alta frequenza HF e LIFT) ed MMA in corrente continua (DC). Impiego con diversi tipi di materiali quali acciaio, acciaio inox, titanio, rame, nichel e loro leghe.
Principali caratteristiche: regolazione rampa discesa della corrente, “bi-level”, arc force in funzione del tipo di elettrodo in uso • funzionamento 2/4 tempi • hot start ed anti-stick • predisposizione per comando a distanza • elettrodi in MMA: rutili, basici, inox e ghisa • protezioni.
Con l’optional TIG PULSE possono saldare in pulsato.
•Postes de soudage inverter, TIG (amorçage HF haute fréquence et LIFT) et MMA en courant continu (DC). Utilisation pour différents types de matériaux tels que acier, acier inox, titane, cuivre, nickel et leurs alliages. Caractéristiques principales: régulation croissance du courant, “bi-level”, arc force en fonction de l’électrode utilisé • fonctionnement 2/4 temps • hot start et anti-stick • prévu pour contrôle à distance • électrodes en MMA: rutiles, basiques, inox, fonte • protections. L’optional TIG PULSE permet le soudage en pulsé.
Technology Tig 185 DC - HF/LIFT cod. 815956
TECHNOLOGY TIG & ACCESSORIESIN ALUMINIUM CARRY CASE
TIG CONSUMABLES
16 mm2 3+2m DX25 801096
OPTIONAL
MMA WELDING KIT
TIG WELDING KIT
802415 Pag. 33
REMOTE CONTROLS
802017
8022191 pot.
Pedal
8023362 pot.
722119
8020674m 742423Blueline 742460
TIG TORCHES TIG PULSE
713058
802057
850000
STAINLESS STEELTIG CLEANING KIT
TIG MASKS
TECHNOLOGY TIG 185 DC - HF/LIFT
AutomaticFix Filter 802576
Adjustable Filter 802577
CLEANTECH 100
40°C EN60974-1 40°C

1212
V A A A V A kW η/cos φ mm mm kg
Technology Tig 230 DC-HF/LIFT 815038 2301 ph 5÷220 220
30% 125 87 2433
3,65,5
0,830,7
1,64
HIP23
385 L 150 W 360 H
8,5
TECHNICAL CHARACTERISTICS
•Soldadoras inverter, TIG (con encendido HF alta frecuencia y LIFT) y MMA en corriente continua (DC). Uso con los materiales más variados como acero, acero inoxidable, titanio, cobre, níquel y sus aleaciones.
Principales características: regulaciones rampa descenso corriente, “bi-level”, arc force en función del tipo de electrodo en uso • funcionamiento 2/4 tiempos • hot start y anti-stick • predisposición para el control a distancia • electrodos en MMA: rutilos, básicos, inoxidables, de fundición• protecciónes.
Con el opcional TIG PULSE pueden soldar en pulsado.
•Inverterschweissgeräte, zum Schweißen mit Gleichstrom (DC) nach dem WIG (HF Hochfrequenz und LIFT Zündung) -und MMA Verfahren. Arbeiten mit den verschiedensten Werkstoffen wie Stahl, Edelstahl, Titan, Kupfer, Nickel und ihren Legierungen. Haupteigenschaften: Anpassung Kennlinie Stromabstieg, “bi-level”, Arc Force an den jeweiligen Electrodentyp • 2/4 Taktbetrieb • Hot Start und Anti-stick • Fernkontrollanschluss • Zum MMA: rutiler, basischer, Edelstahl- und Gußeisenelektroden • Schutzvorrichtungen. Die Optional TIG PULSE ermöglicht das Impulsstrom Schweißen.
•Сварочный аппарат с инвертером, для сварки TIG (с возможностью возбуждения HF (высокая частота) и LIFT) и MMA при постоянном токе (DC). Гибкость применения с разными типами материалов, такими, как сталь, нержавеющая сталь, титан, медь, никель и их сплавы.
Основные характеристики: регулирование рампы снижения тока, “двухуровневое” регулирование, регулирование силы дуги, в зависимости от типа используемого электрода • выбор работы 2/4 такта
• устройства hot start (пуска из горячего состояния) и anti-stick (защиты от прилипания) • возможность дистанционного управления • электроды, используемые при MMA: рутиловые, щелочные, нержавеющая сталь и чугун. Опционная принадлежность TIG PULSE позволяет вести импульсную сварку.
TIG CONSUMABLES
OPTIONALTIG WELDING KIT
Pag. 33
REMOTE CONTROLS
8022191 pot.
Pedal
8023362 pot.
8020674m 742427Blueline 742463
TIG TORCHES
85000016 mm2 3+2m DX25
801096
MMA WELDING KIT
TIG PULSE
802057
STAINLESS STEELTIG CLEANING KIT
802489 802017 722119 713058
TIG MASKS
TECHNOLOGY TIG 230 DC - HF/LIFT
AutomaticFix Filter 802576
Adjustable Filter 802577
CLEANTECH 100
40°C EN60974-1 40°C


















![Gamme Lourde catalogue AEM 2016 [FR]](https://img.pdfslide.fr/doc/110x75/579075661a28ab6874b46a70/gamme-lourde-catalogue-aem-2016-fr.jpg)









