Embed Size (px)
Citation preview
Approvisionnements et logistique
REX OULLINS
AuteurJean-Claude MANGIN - ESIGEC
Rédaction - Mise en pageChristophe PERROCHEAU - Dac CommunicationPhotosEric BERNATHJean-Claude MANGIN
Plan UrbanismeConstruction Architecture - Chantier 2000 - mars 2001Directeur de la publicationOlivier PIRONDirecteur de rédactionHervé TRANCARTCommunicationDaniel WATINE
Arche de la Défense92055 PARIS LA DÉFENSE Cedex 04Tél : 01 40 81 24 33 - Fax : 01 40 81 23 82
Sommaire
��
��
�
FICHE TECHNIQUE. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . p 3
SYNTHÈSE DE L’ÉVALUATION. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . p 4
PROTOCOLE D’EXPÉRIMENTATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .p 5
L’ÉTUDE PRÉ-OPÉRATIONNELLE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .p 6Les enquêtes réalisées . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .p 6Le guide des propositions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .p 8
DÉROULEMENT DU CHANTIER . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . p 17Préparation de l’expérimentation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .p 17
Suvi de l’expérimentation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .p 19
Etude comparative et conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .p 23
Pistes d’amélioration pour la logistique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .p 24
2
Fiche technique :REX OULLINS
��
��
RÉSUMÉ DE L’EXPÉRIMENTATIONLa proposition expérimentée consistait en la mise en oeuvre de solutions d’approvisionnement nouvellesdans le but d’améliorer qualité et productivité. L’étude a été menée sur des familles de produits en consi-dérant leur cycle de vie complet : commande, colisage, transport, manutention, stockage et mise à piedd’oeuvre.En phase chantier, le principe méthodologique retenu pour les approvisionnements s’est traduit par l’ins-tallation de tours de déchargement et l’utilisation de la grue de gros oeuvre. Les mises à pied d’oeuvreétaient assurées par les compagnons depuis les plates-formes de déchargement. Les lots concernés parl’expérimentation étaient les menuiseries extérieures et les cloisons-doublages.
OPÉRATION SUPPORTL’opération-support est située à Oullins (Rhône). Elle comprend 110 logements neufs (PLA et PAP) et172 garages en sous-sol. La phase A, objet du présent rapport, concerne les 4 premiers bâtiments A, B,C et D pour un total de 47 logements.
PARTENAIRES DE L’EXPÉRIMENTATION
Maître d’ouvrageLa Sauvegarde Immobilière
Maîtrise d’œuvreF. Giraud - J.L. Morlet, architectesCectral, BETLeduc, BETOtra, économiste,VRD, OPC
EntreprisesEntreprise Nouvelle l’Avenir, entreprise généraleErpi, cloisons doublages Sero-Pvc, menuiseries extérieures
Recherche pré-opérationnelleGroupement Français de Construction (GFC)Laboratoire Génie Civil et Habitat - EsigecCertibOxxo Rhône-AlpesBrossette BTI - Agence de Lyon
ÉVALUATION DE L’EXPÉRIMENTATION - CONTACTJean-Claude MANGIN - ESIGECUniversité de Savoie - Campus Savoie Technolac73376 LE BOURGET DU LAC Cedex FranceTél : 04 79 75 88 23 - Fax : 04 79 75 87 72
3
La présente étude a été menée en deux temps :• Une enquête auprès de 16 entreprises permet-tant d’effectuer un état des lieux, puis de formuleret d’élaborer un guide de propositions en vue del’amélioration des approvisionnements et de lalogistique de chantier ;• Une expérimentation de ces propositions sur lechantier d’Oullins pour certains lots. Les lots effec-tivement traités ont été les cloisons-doublages etles menuiseries extérieures.
La première partie de l’étude a permis de mettreen évidence les principales pertes de temps et dequalité, les principaux dysfonctionnements, puisd’élaborer un guide de propositions pour la pré-paration de chantier et l’exécution des opérations.Un système logistique global est préconisé ; ilprend en compte le cycle de vie de chaque pro-duit en traçant sa chaîne logistique.Une charte logistique de chantier, engageantcontractuellement les partenaires, permet dedécrire précisément les modes d’approvisionne-ment et d’exécution.Des réunions spécifiques sur l’approvisionnementpermettent en phase de préparation, puis de réa-lisation, de définir de plus en plus précisément lessolutions techniques et les conditions d’exécutiondes différentes étapes de la chaîne logistique(commande, colisage, transport, déchargement,stockage, mise à pied d’œuvre).
La deuxième partie de l’étude a consisté à expé-rimenter et suivre sur le chantier d’Oullins la logis-tique des lots cloisons-doublages et menuiseriesextérieures.
Le principe méthodologique général retenu pourles approvisionnements sur ce chantier est celui del’installation de tours de déchargement et de l’uti-lisation de la grue du gros œuvre. Les mises à piedd’œuvre sont assurées par les ouvriers des corpsd’état depuis les plates-formes des tours dedéchargement. Les commandes sont fractionnéeset les colisages ne sont pas spécifiques.
Le suivi des approvisionnements a permis de mon-trer dans l’ensemble l’intérêt de la solution «toursde déchargement» pour des immeubles demoyenne hauteur (R+4). Un bilan comparatif avecd’autres types d’approvisionnements plus tradi-tionnels montre qu’une organisation bien intégréeaux moyens matériels de l’entreprise généralepermet des gains significatifs sur les coûts directsdes approvisionnements.
D’autres gains indirects portant sur les coûts et lestemps de mise en œuvre en découlent très cer-tainement. Ils n’ont pu être chiffrés de façon signi-ficative car ils nécessitent une approche globale deproductivité du chantier qui sortait du contextede cette étude.
Enfin, les connaissances acquises portent sur lescadences de déroulement des différentes étapesde la chaîne logistique, les études comparatives deprincipales solutions logistiques, et leurs conditionsde mise en œuvre.
Le principal enseignement consiste à affirmer queles approvisionnements et la logistique ne peuventêtre étudiés séparément. En effet, il existe des rela-tions très fortes avec toutes les autres opérationsdu chantier, tant au niveau des moyens utilisés quede la planification détaillée des opérations, que desconditions de travail et de l’occupation des zonesréservées.
Seule une approche-système complète menée aucours d’une phase de préparation instrumentée etintégrant l’ensemble des corps d’état et des pro-duits mis en œuvre peut permettre de répondrevalablement aux exigences souhaitées en termesde qualité et de productivité.
Cette approche doit être pilotée par l’aval, c’est-à-dire par les produits à un niveau très détaillé, puisà un niveau micro-détaillé lors de la mise enoeuvre. Elle doit également s’appuyer sur unecharte logistique permettant d’assurer l’engage-ment des entreprises sur les moyens nécessaires àde bonnes conditions d’intervention et sur le res-pect des dispositions communes.D’où la nécessité de réunions de préparationlogistique afin de définir, par étapes successives, cesmoyens et d’élaborer les documents nécessaires àl’efficacité de l’organisation logistique visée : pland’installation de chantier, plan d’accès au chantier,plans des zones réservées (stockage, décharge-ment), plans d’approvisionnement.
REX Oullins
4
Synthèse de l’évaluation
Lieu révélateur des dysfonctionnements, le chan-tier est l’endroit où se prouvent la solidité, la fiabi-lité des études de conception et d’organisation dela production.De bonnes études contribuent à livrer un ouvrageconforme aux exigences du maître d’ouvrage etde ses clients, locataires ou propriétaires. Ellescontribuent aussi à maîtriser les coûts par uneréduction sensible des non-qualités et des pertesde temps.L’entreprise générale, par le rôle central qu’ellejoue traditionnellement, est le pivot de la mise enplace de l’élaboration en commun, avec les four-nisseurs et les sous-traitants, des solutions d’orga-nisation et d’approvisionnement du chantier.
L’équipe constituée pour cette recherche se pro-pose :• d’élaborer de nouvelles propositions concernantles approvisionnements de certains lots ;• d’expérimenter les solutions envisagées surchantier afin de tester l’efficacité des propositionset de pouvoir mesurer les facteurs favorables, lesfreins, les gains réalisés.
Cette étude s’appuie sur une enquête préalableréalisée par les partenaires qui a permis de classi-fier les produits et les matériaux en quatre famillesde base.Chacune d’elles regroupe différents lots pour les-quels les principaux problèmes de logistique ontété caractérisés.Les familles sont distinguées en fonction des spé-cificités de mise en oeuvre.
Famille 1Produits «finis» dès la livraison, nécessitant un tra-vail de pose. Les problèmes essentiels concernentle colisage, la logistique d’approvisionnement, lamanutention.Les principaux produits concernés sont : lesmenuiseries extérieures et intérieures ; les appa-reils sanitaires ; les appareils de chauffage et deVMC.
Famille 2Produits travaillés au chantier, avec un apport demain d’oeuvre important. Outre les problèmesévoqués pour la famille 1, il faut ajouter la gestiondes déchets, les encombrements et interfaces avecles autres familles.Les lots concernés sont : les cloisons-doublages ;les peintures et les papiers peints ; les sols collés ;les carrelages et faïences.
Famille 3Produits incorporés. Cette famille n’est pas abor-dée dans ce projet. Les produits concernent laplomberie ; le chauffage ; l’électricité.
Famille 4Produits indépendants qui comprennent l’ascen-seur ; le gros oeuvre ; les façades.
Les méthodes et les approvisionnements ont étédéjà beaucoup étudiés pour le gros œuvre. On nes’intéressera donc qu’aux interactions avec lesautres corps d’état et aux moyens et ressourcesque l’entreprise de gros œuvre et l’ascensoristepeuvent mettre à disposition des autres lots.
Cette première étude doit être complétée par unensemble d’entretiens auprès d’industriels, degrossistes, d’entreprises sous-traitantes afin decompléter le recueil des informations concernantles méthodes de travail et l’organisation desacteurs de la construction.Après analyse des résultats, un guide de proposi-tions concernant les méthodes de préparation dechantier et de suivi sera proposé. Il concerneratoutes les étapes de la chaîne logistique et diffé-rents lots.
L’opération expérimentale d’Oullins permettra detester les propositions élaborées. Des solutionsd’approvisionnement spécifiques seront retenuesavec les partenaires de l’opération. Elles seront sui-vies par l’ESIGEC et évaluées en termes de délais,coûts, sécurité, qualité.
REX Oullins
5
Protocole d’expérimentation
La démarche s’est effectuée en trois temps :1- un ensemble d’entretiens avec les acteurs de laconstruction sur la base d’un guide d’entretien. Lebut est d’effectuer un état des lieux.2- la réalisation d’un guide de propositions en vuede l’expérimentation sur le chantier.3- l’expérimentation proprement dite sur le chan-tier d’Oullins.
Les deux premières étapes se sont déroulées en1995 et 1996, avec l’entreprise GFC. Pour des rai-sons spécifiques au maître d’ouvrage, celui-ci a parla suite souhaité retenir une autre entreprise géné-rale pour la réalisation du chantier. L’expérimentations’est donc déroulée avec l’entreprise l’Avenir en1997.
LES ENQUÊTES RÉALISÉES
Elles visaient à recenser les problèmes liés à lalogistique et à la gestion des approvisionnementsauprès des entreprises. Devant la variété dessujets à aborder et la diversité des entreprises, il aété décidé de bâtir un questionnaire unique, nonspécialisé par produits, sous forme de guide d’en-tretien. Toutefois, certaines questions spécialiséesne concernent pas toutes les entreprises visitées.
Le guide d’entretienAprès une première partie destinée à recueillirdes informations sur la personne rencontrée etsur son entreprise (identité de l’interlocuteur,fonction, taille de l’entreprise, chiffre d’affaires, typede produits fabriqués, diffusés ou mis en oeuvre),il était nécessaire de couvrir le cycle de vie com-plet d’un produit, depuis la passation de la com-mande jusqu’à la mise en oeuvre du produit sur lechantier. Le guide d’entretien, qui comporte 95questions, aborde donc les différentes étapes de lachaîne logistique d’un produit : la commande ; lecolisage ; le transport ; le déchargement ; la mise àpied d’œuvre ; la mise en oeuvre du produit.Il traite également de questions plus transversalesdans l’entreprise comme la qualité, les pertes detemps, la facturation, les recommandations dufournisseur, la circulation de l’information, les outilsinformatiques, l’organisation des chantiers, qui per-mettent d’obtenir une confirmation de certainsavis en faisant revenir la personne interrogée surcertains problèmes. Cette procédure permet ausside faire plus facilement des suggestions.La formulation des questions a souvent été faite
en ce sens pour non seulement identifier des dys-fonctionnements plus ou moins importants, maispour recueillir aussi les suggestions en termes dequalité, de productivité ou de communication.Seize entretiens ont pu être réalisés par l’Esigec etpar le Certib auprès d’entreprises de taille et detypes d’activité variés : entreprise générale (1),industriels (3), fournisseurs (2), entreprises depose (10). Le choix des entreprises de pose a per-mis de couvrir les produits suivants : menuiseriesextérieures ; menuiseries intérieures ; cloisons-doublages ; peinture, revêtements de sols ; chauf-fage, sanitaires.
Synthèse des entretiensLes résultats sont regroupés sous différentesrubriques décrivant le cycle de vie des produits etde trois rubriques particulières concernant la pla-nification, les réunions de chantier et les vols.
La commandeLes bons de commande ne contiennent pas tou-jours les informations nécessaires à une descrip-tion correcte du produit. Ils doivent donc être étu-diés pour éviter les erreurs d’interprétation chezles fabricants ou les fournisseurs. D’autre part, cer-taines informations concernant les conditions de
REX Oullins
6
L’étude pré-opérationnelle
�
transport et les moyens de manutention devraientfigurer sur ces documents. Enfin, plusieursremarques ont été faites à propos des com-mandes globales (une seule commande par chan-tier). Ce procédé est difficilement gérable par lesfournisseurs en cas de changement sur la désigna-tion des produits ou sur les dates des livraisons.Des commandes et des livraisons fractionnéesseront donc des propositions à étudier et à privi-légier.
Le colisageDes principes de colisage sont déjà mis en oeuvrepar la majorité des intervenants (grossistes etindustriels) pour les produits présentant un degréde finition fort. Cependant, le colisage reste peuadapté pour certains produits, par exemple pourles cloisons-doublages dont il représente unesource non négligeable de détérioration lors destransports et des stockages (manutentions, intem-péries). Le colisage par zone (pièce, appartement,étage) est utilisé avec profit par quelques entre-prises mais n’est pas généralisé.
Le transport et le déchargementLes difficultés rencontrées s’articulent autour dequatre points :1. L’accès au chantier qui est souvent peu formali-sé. Le chantier est fréquemment difficile àatteindre notamment en site urbain ;2. Les horaires de livraison qui sont rarement res-pectés aussi bien par la faute de l’entreprise récep-trice que par celle de l’entreprise assurant la livrai-son ;3. Le moyen de transport qui n’est pas toujoursadapté aux produits concernés et aux moyens dedéchargement présents sur le chantier ;4. Le déchargement qui, en général, n’est pas inté-gré en tant que tel dans la production propre duchantier. Il reste soumis aux capacités du chantierà l’effectuer et à recevoir les produits.
Il semble donc nécessaire :• de fournir aux entreprises des plans d’accès auchantier ;• de mettre en place les moyens de décharge-ment appropriés ;• d’intégrer les temps de déchargement dans lavie générale du chantier.
Le stockageLes zones de stockage sont souvent mal définies,de surface insuffisante ou peu adaptées aux pro-duits concernés (dégradations, intempéries, vols).
Leur pérennité dans le temps est donc très aléa-toire et leur occupation n’étant pas spécifiée, ilarrive fréquemment qu’elles ne puissent remplirleur rôle au moment opportun.
L’amenée à pied d’oeuvreLes principaux problèmes sont rencontrés pourles produits lourds et encombrants, dont la livrai-son dans les étages présente de nombreuses diffi-cultés occasionnant des pertes de temps impor-tantes, une fatigue des ouvriers, des manipulationsdélicates et des risques d’accidents.L’utilisation de moyens mécaniques (grue, monte-charge) ou de l’ascenseur moyennant certainesdispositions est une solution fréquemment évo-quée par les interlocuteurs.
La mise en oeuvreDeux problèmes sont soulignés :1. Les recommandations des fournisseurs ne sontpas systématiquement transmises aux poseurs.C’est une cause importante de non-qualité.2. Les détériorations entre lots sont nombreuses :approvisionnements lourds dans des locaux encours de finition, finitions et mises au point de cer-tains lots comme l’électricité par exemple.
Les réunions de chantierC’est un sujet récurrent abordé par tous les inter-locuteurs qui estiment y perdre beaucoup detemps. Les suggestions principales portent sur l’or-ganisation de réunions plus sélectives ciblant lesinterlocuteurs en fonction des problèmes tech-niques, sur la diffusion en temps réel ou presquedes compte-rendus et des relevés de décision.
Les volsLeur importance est fortement soulignée. Ilsconcernent tous les produits et sont parfois com-mis par les entreprises elles-mêmes. Dans la pra-tique, les entreprises adaptent leur logistique auvol par des livraisons fractionnées ou des livraisonsau dernier moment.L’organisation du chantier est fortement pertur-bée par ce phénomène qui doit être traité defaçon spécifique.
BilanLes principales causes de pertes de temps et dequalité sont :• l’imprécision des bons de commande (pertes detemps et de qualité);• le non respect des horaires de livraison (pertesde temps);
REX Oullins
7
• le colisage mal adapté ou absent (pertes de qua-lité);• l’accès chantier difficile à trouver (pertes detemps);• les manutentions nombreuses à dos d’homme(pertes de qualité);• les moyens de déchargement peu adaptés(pertes de temps et de qualité);• état des lieux impropre avant intervention(pertes de temps);• dégradations entre corps d’état (pertes de qua-lité);• réunions de chantiers peu sélectives (pertes detemps);• stockages peu adaptés (pertes de qualité);• plans imprécis (pertes de temps et de qualité);• vols (pertes de temps).
Les dysfonctionnements constatés découlent sou-vent de carences lors des étapes amont de lalogistique, avec pour effet des contraintes d’adap-tation ou d’improvisation en phase chantier.La phase de préparation de chantier doit êtreapprofondie en considérant l’ensemble des étapesde la chaîne logistique. Le bon déroulement d’unchantier dépend fortement de la fluidité de leurenchaînement.
LE GUIDE DESPROPOSITIONS
Le guide des propositions aborde les deux étapessuivantes :1. La préparation de chantier, avec notamment lamise en place d’une charte logistique engageantles entreprises sous-traitantes sur des méthodesde travail.2. L’exécution des travaux au travers des diversmaillons de la chaîne logistique : commande, coli-sage, transport, déchargement, stockage, mise àpied d’œuvre.
Une deuxième phase était prévue pour affiner cespropositions et les finaliser en prévision de la miseen oeuvre effective sur l’expérimentation. En rai-son des modifications apportées dans le montagede cette opération de construction, puis desreports successifs du lancement de l’opération,cette seconde phase n’a pas pu être menée avecl’entreprise GFC, non retenue in fine par le maîtred’ouvrage pour la réalisation des travaux.
La préparation du chantierLa préparation du chantier par le conducteur detravaux conditionne le bon déroulement desinterventions des entreprises de second œuvre.Celles-ci souhaitent être plus largement consul-tées car elles trouvent leur rôle trop passif. La pré-paration de chantier doit être menée en partena-riat avec la totalité des intervenants pour élaborertoutes les actions qui seront menées pendantl’exécution. Elle vise essentiellement à la mise enplace d’un système logistique couvrant aussi bienla préparation proprement dite du chantier quel’exécution des travaux. Les objectifs d’un tel sys-tème sont de faire adhérer l’ensemble des inter-venants à des principes méthodologiques com-muns dans le but d’assurer une meilleure organi-sation.Les principes méthodologiques concernent l’orga-nisation générale du chantier. Ils sont tout d’abordélaborés par l’entreprise générale et consistent àdéfinir les matériels et dispositions envisagés pourgérer les approvisionnements compte-tenu : desbâtiments à construire ; de l’installation de chantiereffectuée et des matériels de manutention dispo-nibles ; des conditionnements prévus ou envisagéspour les matériaux et les produits mis en œuvre.Dans le cas du chantier d’Oullins, cette analyseavait conclu, après une étude comparative com-plète, à retenir les méthodes suivantes :• livraison sur dalles pour les cloisons-doublages etles menuiseries extérieures avec un colisage effec-tué par logement ;• mise en place de plates-formes de décharge-ment accrochées aux façades (recettes) pour lesautres corps d’état.Ces résultats sont communiqués aux différentsintervenants dans le cadre de l’enquête préliminai-re ci-dessous et sont évidemment susceptibles demodifications tout au long de la phase de prépa-ration en fonction des remarques et suggestionseffectuées par les sous-traitants.
Dans la phase de préparation, le système logis-tique que nous proposons comporte trois points.
1. Une enquête préliminaireElle permet de faire connaître les principes métho-dologiques de gestion des approvisionnementsretenus, les moyens mis à la disposition des corpsd’état, mais aussi de connaître les moyens et lesmatériels dont ceux-ci disposent.Elle est effectuée au travers d’un «descriptifméthodes» qui décrit les méthodes de travail pré-
REX Oullins
8
�
vues par chaque entreprise. Une première partie,remplie par le conducteur de travaux, indique lecanevas général du chantier :• nom du chantier ;• nom et coordonnées du conducteur de travauxet du chef de chantier ;• adresse précise du chantier (joindre le plan d’ac-cès) ;• dates de début et de fin des travaux de l’entre-prise concernée (dates qui pourront être modi-fiées par la suite, suivant les réponses de l’entre-prise dans la deuxième partie...) ;• ordre d’avancement des travaux : par où l’entre-prise doit commencer (préciser l’étage) ;• principes méthodologiques retenus.Le conducteur de travaux joint également unextrait des méthodes gros-oeuvre : le phasage etle plan d’installation de chantier.
Une seconde partie est remplie par l’entreprise etrépond aux questions suivantes :• délai d’approvisionnement ;• moyens humains disponibles pour le chantier,constitution des équipes, mode de travail(cadences) ;• moyens de déchargement disponibles ;• souhait d’utiliser la grue (oui - non) ;• personne responsable des approvisionnements(par exemple, le Chef de chantier de l’entreprisede pose...) ;• état d’avancement avant intervention ;• état des lieux souhaité avant intervention.
AvantagesLe conducteur de travaux connaît les délais d’ap-
provisionnement des entreprises de pose ; il peutdonc prévenir ces entreprises suffisamment àl’avance.Cette méthode permet de mieux gérer les pro-blèmes de stockage et les encombrements sur lechantier : meilleure qualité de travail.CommentairesCela suppose que les entreprises acceptent defournir des renseignements sur leurs méthodes detravail. Pendant le déroulement du chantier, desréunions pourront être organisées entre lotsdirectement concernés afin que les entreprisespuissent communiquer les informations lesconcernant (notamment les états des lieux sou-haités avant intervention).
Ces informations concernant les moyens matérielset humains et les délais d’intervention permettentd’élaborer les différents plans et plannings propo-sés ci-dessous. Chaque entreprise devra faireconnaître au conducteur de travaux son délaid’approvisionnement, c’est-à-dire le temps néces-saire entre la demande d’intervention formuléepar le conducteur de travaux et la première livrai-son sur le chantier.
AvantagesLe conducteur de travaux peut tenir compte deces délais pour élaborer le planning logistique.L’entreprise, contactée dans ces conditions, peutmieux gérer ses commandes.Possibilité d’anticiper la commande chez le fabri-cant.Meilleure gestion par l’entreprise de ses res-sources humaines et matérielles.
REX Oullins
9
CommentairesCette proposition suppose que les entreprises desecond oeuvre soient connues lors de la phase depréparation de chantier. Les entreprises doivent serenseigner auprès de leurs fournisseurs et fabri-cants des délais de fabrication et de livraison.Cette proposition convient donc particulièrementaux entreprises ayant des fournisseurs attitrés.
2. Des réunions de préparation de chantierElles sont spécifiquement consacrées à la logis-tique et à la gestion des approvisionnements afind’ajuster les principes méthodologiques et définirles solutions pour chaque corps d’état. Au coursde ces réunions, les modes de colisage, lesméthodes d’approvisionnement pour chaquecorps d’état sont définis en fonction descontraintes spécifiques de chacun. Les décisionsprises permettent d’élaborer la charte logistiquede chantier.
3. La charte logistique de chantierElle a pour objet de décrire précisément ce quedoit réaliser chaque intervenant. Elle est signée partous les corps d’état et les engage sur lesméthodes employées lors de l’exécution des tra-vaux.Cette charte comprend :1. Un plan d’installation de chantier dans lequelfigurent :• les zones de stockage de chaque corps d’état ;• les locaux de chantier et les annexes ;• les différents moyens de levage ;• les zones d’accès du chantier ;• les zones de déchargement et de circulation.
Les zones doivent être définies le plus précisémentpossible, après concertation et accord des entre-prises de second oeuvre concernées. Une zone destockage peut servir successivement à plusieurslots au cours du chantier. Les zones de décharge-ment seront également précisées lors de cetteconcertation. Des solutions de stockage pour lesdifférents produits sont décrites dans la partie«stockage».
AvantagesRéduction des pertes de temps lors des déchar-gements et du stockage sur le chantier ;Stockages mieux adaptés en réduisant les risquesde dégradation dus aux intempéries.CommentairesCette proposition suppose que les entreprises desecond-oeuvre soient connues dès la phase de
préparation de chantier.
2. Un plan d’accès au chantierUn plan d’accès sera préparé et diffusé aux entre-prises. Il doit situer précisément le chantier, indi-quer son accès, les restrictions de circulation éven-tuelles, les modalités de dégagement.
AvantagesLe plan d’accès au chantier évite de nombreusespertes de temps.CommentairesCe plan sera diffusé à toutes les personnes res-ponsables des transports (fournisseur/grossiste outiers transporteur).
3. Un plan de repérage des logementsActuellement, les appartements, pièces, etc..., sontrepérés par chaque intervenant selon des sys-tèmes différents. Il est proposé un plan de repéra-ge unique pour tous les intervenants permettantde repérer chaque pièce par un numéro de bâti-ment, un numéro d’étage et un numéro de pièce.A titre d’exemple, le repérage pourrait être for-malisé :• pour les bâtiments et/ou les cages d’escaliers :A,B, C, D, ... ;• pour les niveaux : -1, 0, 1, 2, 3, ... (le 0 corres-pondant au rez-de-chaussée) ;• pour les appartements, la lettre «a» suivie dunuméro de l’appartement ;• pour les pièces, la lettre «p» suivie d’un numérode pièce.
AvantagesCe plan unique limite les erreurs d’interprétation ;Il facilite la communication entre les intervenants ;Il facilite les stockages sur le chantier et la mise enoeuvre des produits ;Ce plan est figé dès la phase de préparation duchantier.CommentairesLe plan de repérage doit être communiqué àtoutes les personnes concernées, notamment lespersonnes responsables du colisage. Les colis sontdotés d’un marquage qui mentionne l’endroit oùle produit doit être stocké ainsi que la pièce oùcelui-ci est mis en place.Dans le cas où la numérotation des plans d’archi-tecte ne peut être remise en cause, le conducteurde travaux doit réaliser une table de conversion,afin de faire les correspondances avec les plansd’architecte (qui servent de documents officiels).Une réunion préalable au démarrage des travaux
REX Oullins
10
permettra aux entreprises de se mettre d’accordsur un mode de numérotation.
4. La désignation par entreprise d’un responsableapprovisionnementsIl joue un rôle d’intermédiaire entre l’entreprise etle conducteur de travaux, participe à la mise enplace des zones de déchargements et de stocka-ge, est au courant des jours et heures de livraison(sur le chantier) ainsi que des zones où les pro-duits doivent être déchargés, puis stockés et misen oeuvre, conformément au plan de repérage.Il a la responsabilité de réceptionner les produitsdu fournisseur et doit contrôler les livraisons(livraisons sur le chantier ou à l’entreprise). Il estchargé des éventuels stockages intermédiaires.
AvantagesFiabilisation des horaires de livraison des produitssur le chantier ;Les produits sont contrôlés avant toute mise enœuvre ;Personne identifiable par le transporteur ;Responsabilisation de l’entreprise.CommentairesIl est nécessaire de disposer d’une personne com-pétente pour assurer ces missions, ce qui peutprésenter un problème pour des petites struc-tures.
5. Un plan d’emplacement des plates-formes dedéchargementIl prévoit et positionne les différents endroits misà la disposition des corps d’état pour assurer dansles meilleures conditions leurs approvisionne-ments. Ces plans doivent systématiquement êtreréalisés, quels que soient les systèmes retenus :tours de déchargement, recettes, palonniers ouzones de stockage.Des plannings de rotation de ces différents maté-riels doivent être réalisés.
6. Des plans d’approvisionnementsIls sont réalisés pour tous les lots concernés pardes livraisons se traduisant par des mises à piedd’œuvre sur les dalles ou les zones de stockage.L’entreprise concernée réalise une étude quantita-tive d’approvisionnement en raisonnant par zone,par exemple le logement. Il est alors possible dedéfinir les colis nécessaires, par exemple despalettes, et des plans d’approvisionnement établisà partir des plans de l’architecte.
7. La convention inter-entreprisesElle permet de préciser les dépenses communes
liées à la mise en place du système logistique. Lesmoyens disponibles, leurs responsables sont définisainsi que les modes de répartition des dépensesliées à l’utilisation des matériels.
La charte logistique plaide pour une meilleureintégration des problèmes spécifiques aux diffé-rents lots. Cette approche globale, systémique,passe par la réalisation de plannings mieux adap-tés. En effet, le planning GANTT traditionnelactuellement utilisé permet de situer à toutmoment l’avancement des travaux et de connaîtreles dates d’intervention des différents corps d’état,mais ne tient jamais compte des opérations depréparation des tâches de réalisation, notammentpour les tâches de second œuvre.D’où la proposition d’un nouveau type de planningfaisant apparaître les opérations de logistiquedepuis la commande des produits. L’objectif est deprendre en compte l’ensemble des opérations dela chaîne logistique et d’en mesurer les consé-quences notamment au niveau des interactionssur les moyens communs : grue, zones de livrai-sons ou de stockage, monte-charge, etc. Un telplanning, basé sur la technologie des réseaux dePETRI, permet de prendre en compte les condi-tions de ressources matérielles et humaines dispo-nibles sur le chantier. Il est ainsi possible d’anticiperle déroulement réel par une vérification des condi-tions de l’exécution.
AvantagesVision globale de l’organisation du chantier .Lesentreprises peuvent être prévenues suffisammentà l’avance et peuvent mieux organiser leurs inter-ventions.Diminution des problèmes de commandes (moinsde retards...).InconvénientsPlanning plus long à réaliser.Travail supplémentaire pour le conducteur de tra-vaux.
L’exécution des travauxLes réunions d’approvisionnementIl est proposé une réunion spécifique d’approvi-sionnement hebdomadaire de courte durée (1/2heure) précédant la réunion de chantier propre-ment dite. Son objectif principal est de faire passerl’information sur les approvisionnements et devérifier les interférences entre les corps d’état ouentre les livraisons. La présence des responsables«approvisionnements» de chaque entreprise,
REX Oullins
11
celles du grutier et du chef de chantier sont indis-pensables pour définir les tranches horaires de dis-ponibilité des matériels communs et pour établirles plannings de mise à pied d’œuvre. Il s’agit ici deprendre en compte l’ensemble des opérations dela chaîne logistique et non plus seulement, commesouvent, la phase de déchargement. Cette réunionest dirigée par le conducteur de travaux de l’en-treprise générale ou par la personne responsabledu système logistique si elle existe.
Les commandes et les approvisionnementsBon de commandeAfin d’éviter les erreurs d’interprétations, leserreurs de lecture, les commandes imprécises,relativement fréquentes, nous proposons un bonde commande-type sur lequel figurent :• la date de la commande ;• le nom de l’émetteur (personne responsable dela commande) ;• le nom du récepteur ;• la référence du produit ;• la quantité de produit ;• le code chantier (adresse du chantier + respon-sable chargé de réceptionner la livraison) ;• la référence du plan et toutes les informationsnécessaires à la description du produit (parexemple, pour les menuiseries extérieures : hau-teur d’allège, hauteur de passage, dessin côté...) ;• la date de livraison souhaitée ;• les observations (conditions de transport,moyens de manutention recommandés, etc.).
AvantagesEvite toute mauvaise interprétation des com-mandes ;
Diminution des pertes de temps liées aux com-mandes imprécises.CommentairesLes plans d’architecte doivent être figés, le des-criptif doit être précis.Le fournisseur doit pouvoir fournir des recom-mandations de mise en oeuvre pour les produitsspécifiques ou nouveaux (autocollants sur le pro-duit par exemple).
Le responsable «approvisionnement» (pourchaque entreprise) possède une copie de tous lesbons de commande. Il contrôle la livraison. Sonnom et sa qualité sont mentionnés sur le bon decommande, même émis depuis le siège, ainsi quesur le bon de livraison afin que le transporteurpuisse l’identifier aisément. La définition du jour, del’heure et de la quantité des approvisionnementsest réalisée avec lui. Il a la responsabilité de récep-tionner les produits, de contrôler les livraisons,d’assurer les éventuels stockages intermédiaires.La personne chargée du contrôle signe la récep-tion de la livraison et note le cas échéant les pro-duits abîmés.
AvantagesContrôle systématique de la livraison.Réception des produits par une personne compé-tente mobilisée à cet effet.Repérage facile des malfaçons et des dégradations.Responsabilisation de l’entreprise de pose.CommentairesLa personne responsable des approvisionnements,chargée du contrôle, est compétente et doit bienconnaître le chantier, notamment le lieu dudéchargement et les zones de stockage.
REX Oullins
12
Commandes fractionnéesAfin d’éviter le vol et pour permettre une meilleu-re gestion des commandes, est proposé le recoursà des demandes de livraisons fractionnées enfonction des besoins réels sur chantier.• Le conducteur de travaux comptabilise lesbesoins globaux pour le chantier qui sont commu-niqués au fournisseur.• Lors du déroulement du chantier, le conducteurde travaux passe des commandes fractionnées(demandes de livraisons) en fonction des besoinsréels du chantier.• Le grossiste ou l’industriel répond à ces com-mandes en livrant soit directement sur le chantierà la personne responsable, soit chez le poseur sicelui-ci en fait la demande ; l’entreprise de pose sechargera alors du contrôle et des livraisons frac-tionnées au chantier.
AvantagesDiminution du risque de vol.Système mieux gérable par les outils informa-tiques.Limitation du stockage.Approvisionnement du chantier en temps réel.InconvénientsUn surcoût de transport peut apparaître.
ColisageIl conditionne fortement le bon déroulement destransports, des manutentions, et de la mise enœuvre.Le colisage en vrac, source de dégradations, doitêtre évité au profit de colisages adaptés aux diffé-rents produits.
Colisage par zoneLe colisage par zone impose un conditionnementen «kit» réalisé par l’industriel ou le grossiste.D’après l’enquête du Certib auprès des fournis-seurs, le colisage par zone ne serait guère pluscoûteux que le conditionnement habituel.Les informations suivantes doivent être fourniessur chaque palette :• numéro de référence du produit ;• numéro de la pièce ou de l’appartement (la des-tination) ;• le lieu de stockage.
AvantagesFacilite la mise en œuvre.Gain de productivité.Evite le colisage en vrac, source de dégradations.Manutention facilitée.
InconvénientsNécessite une entreprise de fabrication ou ungrossiste bien structuré.Léger surcoût de colisage.Augmentation du nombre de transports.CommentairesLes plans de repérage doivent être fixés ; lesbesoins en produits doivent être calculés pourchaque cellule. La plupart des entreprises réalisentdéjà ce type de colisage.
Colisage pour les menuiseries extérieuresLa taille de zone adaptée semble être le niveau.Le colisage est effectué par deux types depalettes dont un pour les grands éléments(portes-fenêtres) : il est difficile de coliser desfenêtres et por tes-fenêtres sur une mêmepalette.
Colisage pour les cloisons/doublagesLes cloisons doivent être palettisées par apparte-ment, avec une protection par film polyane. Lespalettes doivent être adaptées à une livraison dansles étages à l’aide de la grue.
Colisage des baignoiresElles sont palettisées par bâtiment ou par étage ;chaque palette est cerclée et entourée de polyane.
Colisage pour les appareils de chauffageIl est intéressant d’effectuer des colisages groupés(une palette par appartement) pour les appareilsde chauffage, comprenant les radiateurs et lespièces annexes (pièces de raccordement, nour-rices, sorties de plancher et autres petits élé-ments). L’ouvrier chargé de l’installation disposealors de tout le matériel sur place.
Colisage pour les revêtements de solCertains logements PLA sont équipés d’un revê-tement de sol unique : un colisage par zone, aveclivraisons fractionnées, semble adapté. Dans le casoù une zone nécessite la pose de différents revê-tements de sol, donc plusieurs livraisons de four-nisseurs différents, la solution envisageable consis-te à livrer chez le poseur, celui-ci se chargeant parla suite d’approvisionner le chantier suivant lesbesoins.
Colisage pour le lot peintureL’entreprise de pose, après avoir fait une demanded’approvisionnement globale auprès du fournis-seur, se chargerait de réaliser des colisages groupéspar zones, une zone représentant trois ou quatrelogements.
REX Oullins
13
Colisage des menuiseries intérieuresComme pour les revêtements de sol, la diversitédes produits conduit à la solution de livrer chez leposeur qui se charge des livraisons fractionnées auchantier.
Transport, adresse, horaire de livraisonLes dégradations au cours du transport, assezrares, découlent souvent du chargement en vracdes produits. D’où l’intérêt d’un conditionnementsur palette qui évite une grande partie des dégra-dations. Les problèmes d’adresse peuvent êtretraités grâce au plan d’accès au chantier remis àchaque entreprise avant leur intervention. Les pro-blèmes liés au respect des horaires de livraisonsouhaités dans le bon de commande doivent êtrepris en charge par le fournisseur en prévenantl’entreprise de pose en cas de retard de livraison.Par ailleurs, des recommandations sur les condi-tions de transport sont indiquées sur le bon decommande au fournisseur qui les communiqueraau transporteur. A titre d’exemple :• les camions bachés avec barres non démon-tables sont à éviter pour faciliter le déchargementpar la grue ;• dans le cas où les produits sont livrés après ledémontage de la grue, il est nécessaire de prévoirdes camions-grue.
Déchargement et stockage tamponLe conducteur de travaux doit prévoir une zonede stockage “tampon” où les camions pourraientdécharger leurs produits lorsque leur mise à piedd’oeuvre n’est pas réalisable dans l’immédiat.
AvantageCette solution limite l’immobilisation des camionssur le chantier.CommentairesDifférents types de produits pourront êtredéchargés et stockés temporairement dans cettezone. Un planning d’utilisation doit exister.RemarqueIl faudrait si possible éviter la livraison par unmême transporteur de plusieurs chantiers. Eneffet, ce système engendre d’importants retardspuisqu’il est fréquent qu’un camion soit bloqué surun chantier et ne puisse plus assurer les horairesde livraison suivants.
Menuiseries extérieures et cloisons/doublagesLa grue doit être libre pour le déchargement deces produits. Dans le cas contraire, un premierstockage pourra avoir lieu dans la zone tampon. Le
conditionnement étant réalisé sur palette, la manu-tention sera aisée et rapide.
AvantagesManutention plus facile et rapide.Gain de temps.Sécurité accrue.InconvénientsAugmentation de la charge de grue et son coût.Planification du déchargement pour libérer la grue.Respect des horaires de livraison pour les trans-porteurs.
Utilisation de l’ascenseurL’utilisation de l’ascenseur comme moyen demanutention améliorerait considérablement lesconditions de travail des compagnons. L’argumentprincipal qui empêche la mise à disposition de l’as-censeur est lié aux dégradations plutôt qu’au coûtd’utilisation, relativement faible. Actuellement, lescoûts relatifs aux dégradations sont à la charge del’ascensoriste, et ce jusqu’à la réception. D’où uneréflexion à mener sur la répartition de prise encharge des coûts, par exemple :• le coût d’exploitation, relativement faible, par lecompte prorata ;• le coût de maintenance (qui serait dû en grandepartie à d’éventuelles dégradations) par l’entrepri-se fautive si sa responsabilité est prouvée ou par lecompte prorata dans le cas contraire.
Après avoir fait une demande d’utilisation préa-lable, chaque entreprise pourrait disposer de l’as-censeur ; elle devrait alors contrôler son état avantutilisation. Cette vérification devrait contribuer àdiminuer les frais de maintenance en responsabili-sant les entreprises.Les coûts de maintenance seraient égalementréduits en “préparant” l’ascenseur. Ainsi, la pose dela glace et de la moquette devrait s’effectuer aprèsutilisation de l’ascenseur par les entreprisesconcernées. Des moyens de protection peuventégalement être mis en place, de manière à rédui-re les dégradations dues à des salissures, parexemple un doublage en bois dans la cabine.
Les mises à pied d’œuvre Stockage des menuiseries extérieuresL’approvisionnement des menuiseries extérieurespourrait s’effectuer à l’aide de plates-formes métal-liques fixées à la façade en face d’ouvertures : soitdes portes-fenêtres de dimensions suffisantes, soitdes accès aménagés par le gros oeuvre.L’approvisionnement se ferait pour deux niveaux,
REX Oullins
14
soit environ quatre à cinq palettes. Chaque niveaureçoit alors deux palettes, dont une correspon-dant aux grands éléments. Sur ces palettes, onretrouve le repère du niveau (conformément auplan de repérage).
L’approvisionnement peut se réaliser :• Pendant le gros oeuvre : le conducteur de tra-vaux doit prévoir dans son planning, en amont del’intervention, les plages horaires durant lesquellesla grue peut être dédiée aux approvisionnements(c’est à dire lorsque la saturation n’est pas attein-te pour le gros oeuvre).• Après le gros oeuvre : la grue est libre pourapprovisionner les plates-formes, mais il est rareque l’entreprise de gros oeuvre accepte de lamaintenir sur le chantier. La location d’un engin demanutention mécanisé devrait donc être étudiée.Le principal désavantage est que la pose desmenuiseries est retardée.Les palettes amenées sur les plates-formes sontdépalettisées par l’entreprise de pose qui organisela répartition des menuiseries (à bras d’homme),en fonction des besoins de chaque appartement.
AvantagesApprovisionnement par la grue en une seule foispour le niveau considéré.Moins de manutentions fastidieuses.Meilleure sécurité de travail.Aucun risque de dégradation du aux intempérieslors des stockages extérieurs.Risques de vol et de vandalisme minimisés.Solution facilitant la mise en oeuvre.
CommentairesCe type de stockage impose un colisage par zoneet la mise en place de livraisons fractionnées. Leplanning des livraisons doit être rigoureux. Ce typede plate-forme pourrait être utilisé pour poser lesbennes à déchets.
Stockage des cloisons/doublagesLe même type de solution serait envisageable, l’ap-provisionnement s’effectuant en parallèle avec lesmenuiseries extérieures.
Stockage des baignoiresLes baignoires sont palettisées par bâtiment etamenées à l’aide de la grue sur les plates-formessituées à mi-hauteur du bâtiment. Une fois dépa-lettisées, elles sont distribuées à bras d’hommedans les étages.
AvantagesLa manutention de ces produits est facilitée : lesouvriers montent ou descendent seulement d’unétage pour stocker les produits dans les différentespièces du bâtiment.
Stockage des autres produitsLe stockage se réalise sur dalles dans les niveauxcorrespondants. Le stockage aura lieu après la fer-meture du bâtiment, c’est-à-dire après la pose desportes extérieures et fenêtres. La montée auxétages se fera à l’aide de moyens de levage exté-rieurs au chantier ou grâce à l’ascenseur.
AvantagesManutention facilitée.Diminution des vols.
REX Oullins
15
Pose plus aisée car les produits sont déjà répartispar étage.CommentairesLe colisage est effectué par cellule ; le repérage desproduits par rapport au bâtiment est indispensable.
les plannings spécifiquesL’ensemble des opérations décrites ici sont inté-grées dans des plannings d’approvisionnement etde mise à pied d’œuvre qui sont définis au coursdes réunions d’approvisionnements.• Planning d’approvisionnement : il intègre la com-mande, la fabrication des éléments, le transport, lestockage. Les dates des opérations sont compa-tibles avec le planning travaux.• Planning des zones de stockage : ils permettentd’éviter les improvisions hasardeuses par une ges-tion correcte des espaces de stockage.• Planning des recettes de déchargement : ilindique l’emplacement des recettes de décharge-ment sur les façades, leur période de présence.L’utilisation journalière est précisée.• Planning des mises à pied d’œuvre sur dalles : ilindique les logements livrés chaque jour à partirde l’étude menée lors de la préparation de chan-tier. On connaît ainsi la description des palettescontenues dans chaque logement.
Le marquage des palettes Il facilite l’information entre les sous-traitants etle grutier. Pour les livraisons sur recettes, le gru-tier doit savoir sur quel emplacement poser lapalette : celle-ci est donc marquée par un numé-ro de recette inscrit sur l’emballage.Pour les livraisons sur dalles, le grutier doitconnaître la position exacte de la palette sur ladalle. L’emplacement prévu est donc repéré par unmarquage à la peinture et par un numéro de typede palette répété sur la palette elle-même.
En conclusion, on peut dire que la mise enoeuvre est facilitée par :• L’utilisation de plans de repérage.• Des plans d’implantation et de réservation figésdès la préparation du chantier.• Des bons de commande précis.• Le colisage par cellule, avec les indications dufournisseur concernant la mise en oeuvre (moyensde manutentions, précisions techniques, ...) ;• Le contrôle systématique des produits avantmise en oeuvre (lors des livraisons) : vérificationde la qualité, des cotes... ;• L’emploi de moyens de manutentions adaptés
(ascenseur, grue, ...) ;• Les stockages adaptés en vue de gains de tempslors des mises en oeuvre.
Un des principaux problèmes soulevés lors desentretiens concerne les dégradations dues auxautres corps d’état. Ces dégradations, souventliées aux courts délais d’exécution de certains lots,peuvent être diminuées par l’élaboration d’unplanning tenant mieux compte des temps d’inter-vention des entreprises.Toutefois, la solution à ceproblème passe par un plus grand respect du tra-vail des autres entreprises.
REX Oullins
16
Compte-tenu de la modification apportée par lemaître d’ouvrage dans son choix d’entreprisegénérale, la conception de l’expérimentation d’unepart, le suivi de celle-ci d’autre part, ont été réali-sés avec l’entreprise l’Avenir, de mars 1997 à mars1998.Les solutions logistiques envisagées initialementavec l’entreprise GFC ont donc été modifiées. Uneanalyse a été menée par l’entreprise l’Avenir pouraboutir à la mise en place d’un nouveau systèmelogistique basé sur l’installation de tours dedéchargement et l’utilisation de la grue pour lesapprovisionnements des lots concernés par l’ex-périmentation.
PRÉPARATION DEL’EXPÉRIMENTATION
Elle a consisté à mettre en place un système logis-tique spécifique permettant une gestion desapprovisionnements efficace en fonction :• du plan d’installation de chantier retenu par l’en-treprise.• du planning prévisionnel des travaux.
Le principe méthodologique général retenu est
celui de l’utilisation des tours de déchargement,installées le long des façades : façade Est pour lesbâtiments C et D, façade Ouest pour les bâtimentsA et B.
PrincipeLes plates-formes de déchargement sont démon-tables et placées devant façades ou balcons. Lesmatériaux et produits colisés sont déchargés par lagrue sur le platelage de la tour, puis transportésdans le bâtiment soit par transpalette, soit par dis-patching manuel.Ce système est très modulable et peut êtreimplanté plus ou moins près des façades en fonc-tion des balcons et des décrochés. Il est nécessai-re de disposer d’appuis fiables pour l’échafaudage.Il est même possible d’installer les tours sur les bal-cons, à condition de bien prévoir les étaiementsnécessaires.
CaractéristiquesCharge maxi : jusqu’à 3 T.Dimensions courantes : 2m X 3m par plate-forme;possibilité de créer une surface plus grande enconsidérant plusieurs plates-formes contigües.AvantagesTemps d’occupation de la grue faible.Travail en sécurité pour les personnes chargéesdes approvisionnements.Peu d’utilisation des zones de stockage tampon.Suppression des interférences avec le planninggros œuvre.Possibilité d’usage pour de nombreux lots : dépo-se de matériel, nettoyage de chantier ...InconvénientsPlanification du montage-démontage.Problème du passage des garde-corps béton oudes seuils.Main d’œuvre importante nécessaire pour assurerle dispatching.Vérification stricte des appuis dans le cas decharges lourdes.Etude précise de la stabilité latérale nécessaire(solution préconisée : liaison à la façade).Usage déconseillé sur des hauteurs de bâtimentsimportantes (R+4 maxi).
Compte-tenu de l’avancement du chantier, il a étédécidé de ne pas installer les tours pour approvi-sionner les niveaux R+3 et R+4, mais de se servirdes terrasses R+3 entre les bâtiments C et D, ainsiqu’entre les bâtiments A et B.Le poids des palettes déposées (compris entre250 et 1500 kg) était en effet compatible avec la
REX Oullins
17
Déroulement du chantier
�
bonne tenue de l’étanchéité. Cependant, pour lesmenuiseries extérieures, pour les cloisons et lesdoublages, les palettes ont souvent été déposéesavant la réalisation de l’étanchéïté.Le choix des tours se justifie essentiellement par lafacilité d’installation sur la dalle RdC entre les bâti-ments, par la faible hauteur des tours (R+1, R+2),par le nombre relativement faible de tours à ins-taller puisque certaines d’entre elles, judicieuse-ment positionnées, permettent de desservir deuxbâtiments.
La préparation des approvisionnements a donnélieu à la réalisation d’un dossier de préparation etde suivi des approvisionnements. Ce dossier estessentiellement destiné à recueillir les informationsutiles concernant les moyens d’intervention maté-riels et humains des corps d’état ainsi que lesmoyens dont ils souhaiteraient disposer.Ce dossier comprend :• Des fiches de préparation que chaque entrepri-se doit remplir et signer, à savoir :- une fiche entreprise comportant les informationssuivantes à fournir : délais d’approvisionnement,moyens mis sur le chantier, cadence de travaild’une équipe, état des lieux souhaité, moyensd’approvisionnement nécessaire, nom de la per-sonne responsable des approvisionnements ;- une fiche chantier permettant d’identifier leconducteur de travaux de l’entreprise, l’ordre deréalisation des travaux dans les différents étages etbâtiments, les dates prévisionnelles de début et findes travaux ;- une convention d’utilisation de la grue précisantles heures de disponibilité de celle-ci, les condi-tions de mise à disposition et la définition des res-ponsabilités.• Des fiches de suivi qui doivent être rempliesavant et pendant toute intervention d’approvision-nement sur le site. Ces fiches sont au nombre decinq et concernent le transport, le déchargement,le stockage, la mise à pied d’œuvre et la mise enœuvre.
Par ailleurs, des réunions spécifiques pour lesapprovisionnements ont été organisées. Deuxréunions préparatoires ont permis de faire passerl’information concernant l’expérimentation envisa-gée et les moyens logistiques généraux retenus, depréparer les interventions des différents corpsd’état dans ce cadre.Les dispositions retenues pour les approvisionne-ments des menuiseries extérieures et des cloi-
sons-doublages sont les suivantes :
Lot cloisons-doublages• Commandes et livraisons fractionnées• Colisage par palette :- les doublages de 100 mm ou 80 mm d’épaisseursont conditionnés par palette comprenant 10plaques (dimensions de la palette : 2,5 m x 1,2 mx 1,2 m). Le poids de la palette varie entre 150 à200 kg ;- les cloisons de 50 mm d’épaisseur sont condi-tionnées par palette comprenant 25 plaques(dimensions de la palette : 2,5 m x 1,2 m x 1,3 m).Le poids de la palette est de 850 kg.• Transport par semi-remorque de 20 palettes• Déchargement avec la grue du gros-œuvre• Stockage sur les tours de déchargement ou surzone-tampon en terrasse• Mise à pied d’œuvre : dispatching manuel dans lesappartements par une équipe de 5 ouvriers dontle nombre a été évalué de la façon suivante :- temps estimé d’un cycle grue : tg = 5 mn,- dépalettisation et dispatching d’une palette :temps estimé à 25 mn pour les cloisons, 10 mn
REX Oullins
18
pour les doublages, pour une équipe de 2ouvriers.Il est donc prévu :- 1 ouvrier sur le camion pour assurer la manipu-lation du palonnier de la grue ;- 2 équipes de 2 ouvriers pour la réception despalettes et leur dépalettisation ;- 1 chef guidant la répartition des panneaux dansles appartements.
Lot menuiseries extérieures• Commandes et livraisons fractionnées• Colisage par palette ou rateliers comprenant 8à 10 menuiseries de dimensions variables (poids :800 à 1500 kg)• Transport par camion de l’entreprise• Déchargement avec la grue du gros œuvre ;• Stockage sur les tours de déchargement ou surzone-tampon en terrasse• Mise à pied d’œuvre : installation d’un treuil élec-trique pour levage et distribution manuelle avecune reprise des menuiseries de grande dimensionpar la grue du gros œuvre• Ressources de l’entreprise : 3 personnes (2poseurs et 1 chef + 1 chauffeur)
SUIVI DEL’EXPÉRIMENTATION
Ce suivi a porté sur les menuiseries extérieures etles cloisons-doublages. Les deux corps d’état,entreprises ERPI (cloisons-doublages) et SERO-PVC (menuiseries extérieures) ont rempli lesfiches de préparation et de suivi.
Menuiseries extérieures Elles sont approvisionnées en quatre livraisons dis-tinctes précédant de deux journées la mise enœuvre. La procédure de mise à pied d’œuvre rete-nue est la suivante :• arrivée du camion à 7h;• réservation de la grue de 7h à 7h45 pour assu-rer le déchargement du camion et la dépose desrâteliers sur les tours de déchargement ou leszones de stockage;• distribution manuelle dans les appartementspour les petites menuiseries ; les dimensions et ladestination sont marquées sur chaque menuiserie.La position de chaque menuiserie est repérée encouleur sur les plans;• reprise de la grue pour distribuer une à une lesmenuiseries de grande dimension par les ouver-
tures (passage par l’intérieur impossible) et pourrapatrier les râteliers sur le camion.
Les moyens humains utilisés sont les suivants :• accrochage des râteliers sous la grue : 1 person-ne (chauffeur du camion par exemple) ;• Réception et distribution des râteliers : 3 per-sonnes.
Les approvisionnements se sont dans l’ensembledéroulés correctement du fait de la bonne volon-té réciproque de l’entreprise générale et de l’en-treprise de menuiserie. Le premier approvisionne-ment a cependant permis de constater l’indisponi-bilité de la grue avant 8h (occupée par le grosœuvre pour approvisionner les équipes demaçons, de planchers et de voiles), la bonne pré-paration de la destination des menuiseries, maiségalement que la distribution a été souvent gênéepar l’encombrement imprévu des zones de circu-lation et des zones de mises à pied d’œuvre.La capacité d’adaptation des compagnons a doncété sollicitée pour les mises à pied d’œuvremanuelles. Les mises à pied d’œuvre avec la gruepour chaque menuiserie de grande dimension ontété l’occasion d’initiatives plutôt dangereuses, quisemblaient malheureusement usuelles (démonta-ge de garde-corps par exemple).La préparation de ce premier approvisionnementétait encore insuffisante : l’heure de disponibilitéde la grue était peu précise, la prévision de la des-tination des menuiseries ne dispense pas d’étudierdans le détail, pour chaque chassis, comment doitêtre réalisée la mise à pied d’œuvre (circulation,sécurité, etc.).Les approvisionnements suivants ont donc étéréalisés avec une entière disponibilité de la gruepour garantir une bonne efficacité de la mise àpied d’œuvre. Le marquage spécifique de chaquemenuiserie, indiquant sa destination précise parune inscription au feutre directement sur la pro-tection plastique, s’est révélé très efficace pour évi-ter les pertes de temps. Par contre, les tours dedéchargement ne semblent pas avoir apporté deplus-value du fait de leurs dimensions insuffisantes(une seule palette par plate-forme). Outre le faitque celles-ci n’étaient pas encore installées lors dupremier approvisionnement (problème de plan-ning et de commande à l’entreprise sous-traitantechargée de l’installation des tours), les déposes surles tours ont souvent été remplacées par desdéposes sur les dalles de rez-de-chaussée et duR+3, ou sur les consoles du gros-œuvre (solution
REX Oullins
19
�
non prévue dans la préparation). Les menuiseriesétaient alors reprises individuellement au moyende la grue, même pour celles de petite dimension.Il est certain que la disponibilité totale de la gruelors de certaines livraisons a contribué à amplifierce phénomène par une accélération des rotations.Enfin, il faut souligner ici le problème de stabilitédes tours pour recevoir des charges relativementlourdes. C’est le cas des palettes de menuiseriesqui occasionnaient des déplacements latéraux nonnégligeables, interdisant la dépose par la grue.D’où une rigidification complémentaire des toursainsi qu’une liaison du sommet de la tour avec lafaçade du bâtiment par une ouverture.
Une approche des temps et des coûts peut êtreeffectuée. Ces éléments, mesurés lors des diffé-rents approvisionnements, se révèlent fort utilespour la prévision des opérations d’approvisionne-ments au cours d’études de préparation sur deschantiers futurs.• Déchargement- cycle grue de 4 mn par râtelier,- créneau de réservation grue : une demi-heurepar camion environ ;• Mise à pied d’œuvre- manuelle : 5 mn environ par menuiserie de peti-te dimension,- avec grue : 12 mn environ pour chaque menui-serie de grande dimension ;• Moyens humains- 3 poseurs et 1 chauffeur pour l’entreprise depose,- 1 grutier pour l’entreprise générale ;• Durée totale estimée- pour l’entreprise de pose : 4 heures environ,- pour l’entreprise de gros œuvre : durée de 4heures à 50% environ, soit 2 heures effectives ;• Moyens matériels nécessaires- 12 coups de grue en moyenne ont été effectuésdont la moitié au moins de longue durée pour lesmenuiseries de grande dimension ;• Coûts- pour l’entreprise de second œuvre : 3 hommespendant 4 heures (hors transport, hors prépara-tion), soit 12 heures à 150 F = 1.800 F- pour l’entreprise de gros-œuvre :2 heures location grue à 250 F = 500 F2 heures grutier à 150 F = 300 FTotal = 2.600 F
Cloisons-DoublagesLe principe de cinq livraisons fractionnées a été
retenu lors de la préparation. Ces livraisons pré-cèdent de quelques jours la mise en œuvre descloisons.Les principes de l’approvisionnement sont les sui-vants :• Transport par semi-remorque.• Déchargement par la grue du gros-œuvre équi-pée d’une fourche porte-palette.• Découpage en zones d’approvisionnements parétage pour deux bâtiments. Un semi-remorquepermet d’approvisionner 20 palettes environ.• Les palettes sont déposées sur les tours dedéchargement, sur la dalle rez-de-chaussée et surles dalles R+3 entre les bâtiments.• Dépalettisation manuelle à partir d’un schémaquantitatif, établi par l’entreprise ERPI pour prévoirla répartition des plaques par appartement.
Les moyens humains prévus pour ces livraisons aucours des réunions de préparation sont les sui-vants :• Manipulation de la fourche porte-palette sur lecamion : 1 personne.• Réception, distribution des palettes : 4 per-sonnes.• Chef d’équipe indiquant la distribution souhaitée: 1 personne• TOTAL : 6 personnes
Le schéma d’approvisionnement prévu, pourtantrelativement simple, n’a pu être totalement réaliséni exécuté correctement, en particulier lors dupremier approvisionnement. Ceci découle engrande partie d’un manque de préparation et del’impossibilité de disposer des moyens logistiquesprévus :• tours de déchargement en cours de montagepar l’entreprise sous-traitante au moment deslivraisons.• déchargement du semi-remorque peu préparépar l’entreprise ; on observe notamment unmanque d’indication en ce qui concerne l’ordre dedéchargement et la destination des palettes.• distribution dans les étages mal organisée à par-tir des palettes.
Ces différents éléments ont entraîné des retardsde dépalettisation souvent importants, notam-ment pour les cloisons plus difficiles à manipuler età acheminer vers leur lieu de pose que les pan-neaux de doublage beaucoup plus légers. Enconséquence, certaines palettes de cloisons ontdû être déposées sur des zones de stockageimprévues de façon à ne pas trop faire attendre le
REX Oullins
20
camion sur le site d’une part, et d’autre part à nepas mobiliser la grue trop longtemps.Le premier approvisionnement portant sur lesRdC et R+1 des bâtiments C et D, les stockagesimprovisés n’impliquaient pas une nouvelle utilisa-tion de la grue puisque la distribution depuis leszones de stockage (dalle du RdC) pouvait s’effec-tuer manuellement, moyennant un temps de tra-vail supplémentaire des ouvriers de l’entreprise degros œuvre.
En conclusion, le respect d’une cadence d’approvi-sionnement correcte implique que soient établiset préparés :• un plan d’affectation de chaque palette à uneplate forme ou une zone donnée (marquagenécessaire);• un tableau de répartition précis des panneaux.
Ces dispositions ont été conseillées pour lesapprovisionnements suivants. Une certaine amé-lioration a pu être constatée pour le secondapprovisionnement. Pour autant, nous restons per-suadés qu’un tableau précis de répartition parappartement (nombre de panneaux) ainsi qu’uneaffectation des palettes aux différentes plates-formes auraient permis de mieux structurer enco-re la séquence d’approvisionnement et d’apporterdes gains substantiels pour la sécurité des ouvriers; l’utilisation optimale de la grue ; la réduction desdétériorations (elles ont cependant été faibles) ; letemps de travail des ouvriers du second œuvre.Les approvisionnements 2, 3 et 4 ont permis unebonne utilisation des plates-formes dont les posi-tions se sont révélées judicieuses.Toutes les plates-formes prévues initialement
n’ont cependant pas été mises en place, seulesquatre tours doubles (à deux plates-formes) ontété installées :• Bâtiment C : 1 tour à 2 plates-formes (3 m x 2m chacune) desservant (R+1) et (R+2) position-née devant l’entrée.• Bâtiment D : 1 tour à 2 plates-formes (3 m x 2m) pour (R+1) et (R+2) positionnée en partiecentrale des bâtiments C et D.• Bâtiments A et B : 1 tour double (R+1) (R+2)en partie centrale ;1 tour à plate-forme unique(R+2) devant l’entrée du bâtiment B.
Les niveaux (R+3) et (R+4) des bâtiments ontété approvisionnés directement à partir desdalles intermédiaires entre les bâtiments A et B,C et D. La position centrale de certaines toursentre les bâtiments est intéressante car elle per-met des approvisionnements sur l’un ou l’autredes bâtiments. Cet avantage est cependant rela-tif compte-tenu de la taille des plates-formes nepouvant recevoir qu’une seule palette.Par ailleurs, les opérations d’approvisionnementdoivent être parfaitement intégrées au chantierpar le conducteur de travaux, puisque desmoyens communs sont nécessairement utilisés :zones d’accès, zones de déchargement, grue,tours ou recettes. Une parfaite illustration decette dépendance des opérations d’approvision-nement avec les autres activités est donnée parle déroulement du dernier approvisionnementde cloisons-doublages totalement désorganisépar une noria de camions de remblais arrivant auchantier avec une demi-journée d’avance parrapport à la prévision du conducteur.
REX Oullins
21
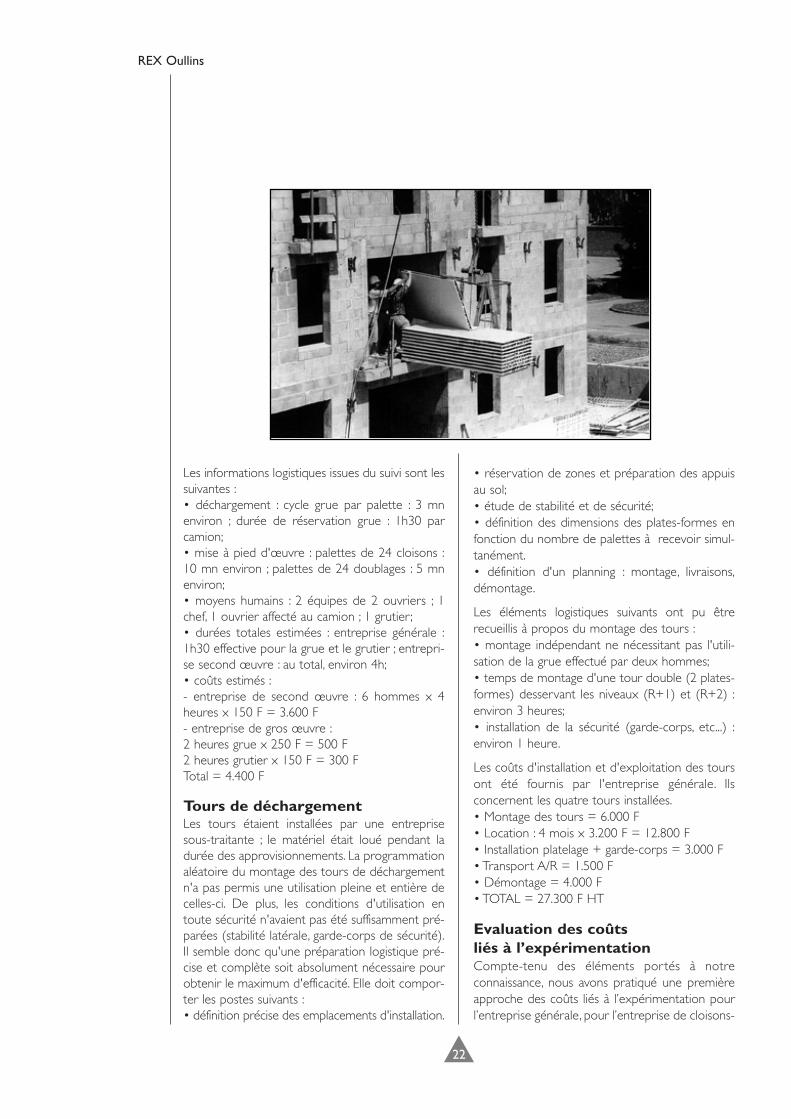
Les informations logistiques issues du suivi sont lessuivantes :• déchargement : cycle grue par palette : 3 mnenviron ; durée de réservation grue : 1h30 parcamion;• mise à pied d'œuvre : palettes de 24 cloisons :10 mn environ ; palettes de 24 doublages : 5 mnenviron;• moyens humains : 2 équipes de 2 ouvriers ; 1chef, 1 ouvrier affecté au camion ; 1 grutier ;• durées totales estimées : entreprise générale :1h30 effective pour la grue et le grutier ; entrepri-se second œuvre : au total, environ 4h;• coûts estimés :- entreprise de second œuvre : 6 hommes x 4heures x 150 F = 3.600 F- entreprise de gros œuvre :2 heures grue x 250 F = 500 F2 heures grutier x 150 F = 300 FTotal = 4.400 F
Tours de déchargementLes tours étaient installées par une entreprisesous-traitante ; le matériel était loué pendant ladurée des approvisionnements. La programmationaléatoire du montage des tours de déchargementn'a pas permis une utilisation pleine et entière decelles-ci. De plus, les conditions d'utilisation entoute sécurité n'avaient pas été suffisamment pré-parées (stabilité latérale, garde-corps de sécurité).Il semble donc qu'une préparation logistique pré-cise et complète soit absolument nécessaire pourobtenir le maximum d'efficacité. Elle doit compor-ter les postes suivants :• définition précise des emplacements d'installation.
• réservation de zones et préparation des appuisau sol;• étude de stabilité et de sécurité;• définition des dimensions des plates-formes enfonction du nombre de palettes à recevoir simul-tanément.• définition d'un planning : montage, livraisons,démontage.
Les éléments logistiques suivants ont pu êtrerecueillis à propos du montage des tours :• montage indépendant ne nécessitant pas l'utili-sation de la grue effectué par deux hommes;• temps de montage d'une tour double (2 plates-formes) desservant les niveaux (R+1) et (R+2) :environ 3 heures;• installation de la sécurité (garde-corps, etc...) :environ 1 heure.
Les coûts d'installation et d'exploitation des toursont été fournis par l'entreprise générale. Ilsconcernent les quatre tours installées.• Montage des tours = 6.000 F • Location : 4 mois x 3.200 F = 12.800 F• Installation platelage + garde-corps = 3.000 F• Transport A/R = 1.500 F• Démontage = 4.000 F• TOTAL = 27.300 F HT
Evaluation des coûtsliés à l’expérimentationCompte-tenu des éléments portés à notreconnaissance, nous avons pratiqué une premièreapproche des coûts liés à l’expérimentation pourl’entreprise générale, pour l’entreprise de cloisons-
REX Oullins
22
doublages et pour l’entreprise de menuiseries. Lesrésultats suivants peuvent être avancés; ils corres-pondent aux conditions réelles dans lesquelles sesont déroulés les approvisionnements.Les principaux éléments à prendre en comptesont :• le grutier utilisé en heures supplémentaires engénéral;• les temps de grue majorés du fait des attentes,des reprises de palettes sur les zones de stockage,des approvisionnements par les ouvertures.
Entreprise générale• Tours de déchargement : 27300 francs.• Grutier : 750 francs par approvisionnement soit750 X 5 = 3750 francs pour les cloisons doublageset 750 X 4 = 3000 francs pour les menuiseries.• Grue : 1000 francs par approvisionnement soit1000 X 5 = 5000 francs pour les cloisons dou-blages et 1000 X 4 = 4000 francs pour les menui-series.
Entreprise ERPI (cloisons doublages)• Hommes : 3600 francs par approvisionnementsoit 3600 X 5 = 18000 francs.
Entreprise Sero-PVC• Hommes : 1800 francs par approvisionnementsoit 1800 X 4 = 7200 francs.
Coût total : 68250 francs.
Les coûts des approvisionnements ne sont doncpas démesurés. Ce sont bien des coûts directs etnon pas des surcoûts liés à l’expérimentation. Ilspeuvent donc être comparés aux coûts d’autressolutions d’approvisionnement pour prendretoute leur signification.
ETUDE COMPARATIVEET CONCLUSIONS
La comparaison des coûts précédents avec ceuxd’autres solutions d’approvisionnement a pour butde mesurer l’intérêt des choix effectués.
Les trois solutions comparéesLe tableau ci-dessous permet d’évaluer les troissolutions logistiques que nous avons retenuespour cette comparaison.
Solution 1 : tours de déchargementL’évaluation est effectuée en considérant une pré-paration intégrée au chantier, notamment aux
moyens matériels du gros œuvre. Les valeurs rete-nues sont les suivantes :• Déchargement d’un camion sur les tours : 2heures environ ;• Temps de travail des ouvriers :- cloisons-doublages : 3 heures environ ;- menuiseries extérieures : 4 heures environ.
Solution 2 : approvisionnement par les ouverturesCette solution est souvent pratiquée ; elle nenécessite pas d’utiliser des tours ou des recettesde dépose mais entraîne une utilisation accrue dela grue puisque les palettes restent suspenduesdevant les ouvertures pendant leur déchargement.Des mesures spécifiques de sécurité doivent êtreprises pendant la dépalettisation.Les temps d’utilisation de la grue par palette sont :• Cloisons : 15 mn.• Doublages : 6 mn ;• Menuiseries extérieures :- 12 à 15 mn par menuiseries de grande dimen-sion (GD) ;- 5 à 6 mn par menuiseries de petite dimension(PD) ;- 4 mn pour dépose de chaque palette de petitedimension.• Calcul du temps de grue pour un approvision-nement :- cloisons-doublages : 12 palettes cloisons, 8palettes doublage, soit 12 x 15 mn + 8 x 6 mn =228 mn, soit 4 heures environ ;- menuiseries extérieures : 5 palettes de 10 menui-series PD, 5 menuiseries GD, soit 50 x 5 mn + 5 x15 mn = 325 mn + déchargement des palettes 30mn, soit 6 heures.
Solution 3 : approvisionnement manuelLa grue est utilisée pour décharger les camions deproduits et déposer les palettes sur les zones dedépose définies. La dépalettisation est effectuéepar les escaliers et les circulations. Le temps detransport manuel est variable selon la distance ; ilaugmente rapidement avec le nombre d’étages.Dans le cas du chantier d’Oullins, la dépose auraiteu lieu sur la dalle RdC ou les dalles (R+3) entrebâtiments.Les temps à retenir sont les suivants :• Cloisons : 30 mn par palette ;• Doublages : 12 mn par palette ;• Total : 30 mn x 12 + 12 mn x 8 = 456 mn, soit8 heures environ ;• Menuiseries PD : 8 mn ; soit 50 x 8 mn = 400 mn• Menuiseries GD : 15 mn ; soit 5 x 15 mn = 75 mn
REX Oullins
23
�
• Total : 8 heures
Optimisation de la solution 1La solution logistique retenue à Oullins, l’approvi-sionnement par les tours de déchargement, n’apas été menée avec l’efficacité maximale. Unemeilleure préparation et une intégration complèteau chantier auraient permis une économie sub-stantielle de l’ordre de 20% (55.000 F au lieu de68.000 F). Par ailleurs, il semble que les coûts liés àl’installation des tours de déchargement soientexcessifs car ils correspondent aux différentesinterventions effectuées par l’entreprise de mon-tage : montage et démontage en plusieurs inter-ventions, intervention spécifique pour la sécurité.Une réduction de l’ordre de 6.000 F peut être rai-sonnablement envisagée, portant les économiespotentielles à 28%.Solution OULLINS = 68.000 FSolution 1 optimisée = 49.200 FGain potentiel = 28%
Comparaison des solutions 1 et 2Les solutions 1 et 2 du tableau n°2 donnent deschiffres absolus très voisins ; ils pourraient laisserpenser que ces deux solutions sont comparables.Une telle conclusion serait trompeuse car lesrésultats chiffrés ici sont obtenus par une analysene portant que sur deux lots.L’installation des tours de déchargement repré-sentant 43% du coût de la solution 1, il semblejudicieux de rentabiliser les coûts d’installation destours par leur utilisation pour un nombre maxi-mum de lots et d’opérations ; dans le cas général,les lots et opérations suivantes peuvent être trai-tés ainsi : menuiseries intérieures ; sanitaires ; car-relages et faiences ; chauffage ; sols collés ; évacua-tion des déchets de chantiers ou transport dematériels (ces solutions ont été largement utiliséesà Oullins).Sur la base du tableau 2, en supposant que la solu-tion 1 réduit les coûts de l’ordre de 7.000 F à10.000 F par corps d’état par rapport à la solution2, on obtient par exemple pour trois corps d’étatsupplémentaires les chiffres suivants :Solution 1 = 95.000 F environSolution 2 = 120.000 F environGain = environ 20%.
Les approvisionnements manuelsLa solution 3 utilisant des approvisionnementsmanuels limite les temps de grue ; on peut mêmedans certains cas les annuler totalement par uneutilisation de moyens propres aux corps d’état
pour le déchargement des camions. Par contre, lestemps d’utilisation de main d’œuvre sont large-ment augmentés pour des tâches en général trèspénibles et fatigantes qui pénalisent lourdement laproductivité des opérations de pose.Il n’est pas tenu compte ici des coûts induits parces pertes d’efficacité, quelquefois considérables,influençant la productivité générale du chantier.
Avantages des tours de déchargementLa solution 1 semble très avantageuse, à conditiond’être utilisée sur un nombre de lots suffisant. Lesprincipaux avantages sont :• gains substantiels en coûts et en temps;• sécurisation totale des opérations d’approvision-nements;• pénibilité réduite pour les compagnons;• meilleure maîtrise des temps d’exécution destâches de mise en œuvre;• évacuation des déchets et propreté du chantier.
Complémentarité avec l’utilisation de recettesLa solution 1 est à rapprocher de la solution utili-sant des recettes de dépose, accrochées aux mursdevant les ouvertures. Ces deux solutions sonttrès voisines et les avantages précédents restenttotalement valables. Elles sont complémentaires ence sens que :• les tours de déchargement ne sont pas utili-sables pour des immeubles élevés;• les recettes prennent alors le relais ; ellesaccroissent cependant la charge de grue, dans lamesure où celle-ci est utilisée pour assurer lestransferts et les installations des recettes devantles différentes ouvertures ;• les recettes ne peuvent être utilisables avec desmurs extérieurs en agglos ; elles sont difficilementutilisables sur des façades présentant de nom-breux décrochés ou de nombreux balcons.
PISTES D’AMÉLIORATIONPOUR LA LOGISTIQUE
Les objectifs de mise en place d’une logistique dechantier performante sont d’améliorer la qualitéde la mise à pied d’œuvre et de la mise en œuvre,la sécurité des opérations d’approvisionnement, laproductivité du chantier par une maîtrise accruedes temps et des coûts. Seule une approche glo-bale de type système menée au cours d’une phasede préparation instrumentée peut permettre d’at-teindre ces objectifs. Cette approche doit être
REX Oullins
24
�
pilotée par l’aval, c’est-à-dire par les produits à unniveau très détaillé, puis à un niveau micro-détaillélors de la mise en œuvre car il faut pouvoirprendre en compte les détails risquant de pertur-ber le système et d’en réduire l’efficacité dans desproportions considérables.
L’approche système ne peut raisonnablementêtre envisagée que si elle est admise et pratiquéepar tous les partenaires. La mise en place d’unecharte logistique permet d’assurer l’engagementdes entreprises sur les moyens matériels ethumains nécessaires et sur le respect des dispo-sitions communes.
Sur la base de réunions de préparation logistique,la charte logistique doit préciser les moyens logis-tiques communs mis en place sur le chantier etceux apportés par chaque entreprise après exa-men de la chaîne logistique des produits mis enœuvre. Elle comprend également tous les docu-ments nécessaires aux intervenants pour assurerleurs opérations dans les meilleures conditions :plan d’installation de chantier, plan d’accès au chan-tier, plans des zones réservées (stockage, déchar-gement), plans d’approvisionnements. Uneconvention inter-entreprises permet de définir lesmoyens communs disponibles et le mode derépartition des dépenses liées à leur utilisation et
aux dégradations éventuelles.
Dans le cadre des trois règles précédentes, la miseen place d’une logistique intégrée est un processuscomplet qui passe par des étapes successives.
• Etape 1 : définition d’un principe logistiquegénéralIl s’agit de définir les matériels et les dispositionsenvisagés pour gérer les flux de produits en fonc-tion des bâtiments à construire, de l’installation dechantier et des matériels de manutention dispo-nibles, des conditionnements prévus ou envisagéspour les matériaux et produits. Différentes solu-tions peuvent être comparées parmi la liste nonexhaustive suivante : dépose sur dalle ; plates-formes de déchargement (recettes) ; tours dedéchargement ; monte-charges ; cage métallique àrouleaux ; palonnier équilibré.
• Etape 2 : définition de la chaîne logistique parcorps d’étatPour chaque étape de la chaîne, la réunion de pré-paration permet de définir la solution retenue.1. Commande, livraison : globale ou fractionnée2. Colisage : palettes standard ou palettes spéciali-sées (composition, dimensions, poids)3.Transport : par camion en général (compositiondu chargement, nombre de camions, zonesconcernées)4. Déchargement : moyens du chantier ou moyenspropres5. Stockage : stockage intermédiaire ou tampon(définition des zones)6. Mise à pied d’œuvre : étude du transport(manuel ou transpalette) individualisé des produitsdu stockage au lieu de mise en œuvre.
• Etape 3 : étude des moyens matériels ethumainsLa mise en œuvre des solutions retenues à l’étape2 passe par une étude précise des moyens et parl’intégration des opérations d’approvisionnementset de mise à pied d’œuvre à l’organisation généra-le du chantier.Les points suivants doivent être étudiés soigneu-sement pour chaque livraison.1. Nombre et dimensions des zones de dépose :dalles, tours, recettes qui nécessitent une étude dela stabilité et de la sécurité d’utilisation.2. Temps d’utilisation des matériels communs duchantier : grue, monte-charge, ascenseurs... quinécessitent une étude comparative des cadencesde dépose, de dépalettisation et de mise à pied
REX Oullins
25
d’œuvre. En effet, ces cadences doivent être com-parables. Il a été notamment montré dans lesétudes menées au LGCH qu’il est impossible dansla majorité des cas de saturer les moyens dedéchargement (la grue par exemple) et les tempsde travail des ouvriers présents sur le chantierpour assurer la livraison. Cette étude des cadencespermet :- de définir les moyens humains nécessaires si leprincipe de saturation de la grue est retenu ;- de définir la charge de grue à prévoir si lesmoyens humains sont fixés ;- de préciser le mode de marquage de la zone dedestination des produits : individualisé, par palette,zone de stockage ou zone de mise à pied d’œuvre;- de traiter les zones et conditions de stockage :une étude précise est à mener pour éviter lesgênes éventuelles entre corps d’état, les détériora-tions et les vols.- calcul des coûts d’approvisionnement : installa-tion et utilisation de matériels, main d’œuvre.
Etape 4 : planification et établissement des docu-ments spécifiquesLa planification des chaînes logistiques est guidéepar l’aval, c’est-à-dire par les différentes quantités àlivrer ; elle est menée à un niveau très détaillé(quelques semaines à l’avance), puis micro-détaillé
(quelques jours à l’avance) par corps d’état.• Niveau très détaillé : définition des dates delivraison (jours), des dates de commandes, despériodes d’utilisation des zones spécifiques ;• Niveau micro-détaillé : définition très précise desheures des différentes opérations, notamment lesheures d’arrivée et de départ des camions, lesheures d’utilisation des matériels du chantier, lesheures de présence des corps d’état.
Les documents établis sont ceux prévus dans lacharte logistique d’une part, et d’autre part lesfiches journalières par intervenant précisantchaque opération, la personne responsable, lesmoyens matériels et humains nécessaires, lesheures de début et de fin, les conditions particu-lières d’exécution.
Etape 5 : fiches de suiviPrévues dans la charte logistique, elles doivent êtreremplies correctement pour permettre une com-paraison entre le déroulement réel et la prévision,et autoriser les ajustements éventuels sur les livrai-sons futures.Elles permettent de plus de traiter les répartitionsinter-entreprises des frais communs et de définirles responsabilités des détériorations ou des litigeséventuels.
REX Oullins
26




























![8970899 Gestion de Production Et Approvisionnements[1]](https://img.pdfslide.fr/doc/110x75/577d23761a28ab4e1e99dacd/8970899-gestion-de-production-et-approvisionnements1.jpg)
