Embed Size (px)
Citation preview

Assemblage de PLEXIGLAS®
Directives de mise en oeuvre
2
Sommaire
1 Généralités 3
1.1 Présentation 3
1.2 Film de protection 3
2 Collage 4
2.1 Systèmes de colles 4
2.2 Tenue au collage de PLEXIGLAS® 5
2.3 Colles et additifs Röhm 6
2.4 Mesures de sécurité et hygiène du travail 8
2.5 Préparatifs et mesures à prendre après le collage 8
2.6 Pigmentation des colles polymérisables 10
2.7 Technique du collage 11
2.8 Poste de travail, appareils, accessoires 17
2.9 Défauts de collage 20
2.10 Rubans adhésifs 23
3 Soudage 24
4 Rivetage 28
5 Serrage 29
6 Vissage 29
7 Laminage 31
Remarques:Pour les transformateurs professionnels de PLEXIGLAS®, outre la présente brochure, d’autres Directives de mise en œuvre sont parues sur les thèmes suivants :
Usinage de PLEXIGLAS• ® (No. de réf. 311-1),Formage de PLEXIGLAS• ® (No. de réf. 311-2)Traitement des surfaces en PLEXIGLAS• ® (No. de réf. 311-4).
Les bricoleurs trouveront de précieux conseils au sujet de PLEXIGLAS® dans : Conseils pour l’usinage de PLEXIGLAS• ® (No. de réf. 311-5).
Les propriétés et la mise en œuvre de quelquesuns de nos produits ainsi que leurs applications, comme par exemple :plaques alvéolaires et plaques à profil sinusoïdal (PLEXIStyle• ®, PROStyle®)vitrages en plaques massives• murs antibruit• enseignes lumineuses etc.•
font l’objet de brochures spéciales que l’on peut se procurer auprès de son distributeur PLEXIGLAS®.
Lors de l’utilisation de nos produits, il convient en outre de respecter;les normes de construction et lois sur les émissions régionales en vigueur• les normes applicables,• les garanties• les directives des syndicats professionnels etc.•
• Les flèches (→) apparaissant dans le texte renvoient à des motsclés qui sont repris dans la brochure «Sources d’approvisionnement» (No. de réf. 311-6).La présente brochure annule et remplace les éditions précédentes.
Page

3
1 Généralités
PLEXIGLAS®, le premier verre acrylique (polyméthacrylate de méthyle, PMMA) que nous avons été les premiers au monde à fabriquer, se prête à l’assemblage de multiples manières. Si l’on respecte la hiérarchie d’adéquation des matériaux, il s’assemble de manière définitive par collage, laminage, soudage et rivetage, et de manière non définitive par serrage et vissage. Le choix du procédé d’assemblage doit se faire au coup par coup en fonction des exigences du cas précis. La méthode la plus fréquemment utilisée est le collage. Pour PLEXIGLAS® GS et XT, il existe toute une série de colles adaptées à ces matériaux.
Dans le cas de PLEXIGLAS® GS, il s’agit d’un matériau coulé, et pour PLEXIGLAS® XT, d’un matériau extrudé. Pour tous les matériaux, on peut procéder à l’assemblage de manière presque identique. Ceci est également vrai pour certaines applications, telles que SOUNDSTOP (matériau antibruit transparent) ou pour les surfaces spéciales. Il peut s’agir de qualités de PLEXIGLAS® traitées structurées, ou réfléchissantes, ou SATINICE (dépolissage spécial), ou NO DROP (tensioactives).Lorsqu’un matériau se comporte diffé-remment à l’assemblage, nous le signalons dans le chapitre correspondant.
Les travaux de collage sur des pièces injec-tées ou extrudées en granulé PLEXIGLAS® (PLEXIGLAS® FM) peuvent s’effectuer de la même manière que sur des plaques. Dans ce cas, parlezen à notre «Conseil client granulé».
L’objectif de cette brochure est de contri-buer à optimiser le résultat de vos travaux de collage. Si des questions venaient à se poser à la lecture de la présente bro-chure ou au cours des travaux, n’hésitez pas à vous adresser à votre fournisseur PLEXIGLAS® ou à notre «Service techni-que». Toutes suggestions supplémentaires venant du «praticien» seront également les bienvenues.
1.1 Présentation
Nous fabriquons PLEXIGLAS® GS sous forme de plaques massives, de blocs, de bâtons et de tubes à surface lisse, mate ou satinée (PLEXIGLAS SATINICE®).
PLEXIGLAS® XT existe, en verre acrylique classique ou en qualité modifiée choc (PLEXIGLAS RESIST®), sous forme de plaques massives, plaques à profil sinu-soïdal, plaques alvéolaires, miroirs, tubes et bâtons ainsi que films (EUROPLEX®), avec surface lisse, structurée ou mate, ou encore satinée (PLEXIGLAS SATINICE®).
Les qualités PLEXIGLAS® colorées sont en règle générale entièrement teintées dans la masse.
Qu’il s’agisse de formats standard ou de découpes, tous nos emballages palettisés sont identifiés et comportent des conseils de stockage et de manutention. En prin-cipe, il vaut mieux stocker PLEXIGLAS® dans l’atelier. Toutes nos plaques sont protégées par un film polyéthylène qui s’élimine sans problème. En cas de stockage à l’extérieur, il faut assurer une couverture supplémentaire soignée.
Votre fournisseur PLEXIGLAS® se fera un plaisir de vous envoyer l’édition actuelle de «La Gamme» (réf. 111-13) qui contient des renseignements détaillés sur les qualités, les dimensions, les épaisseurs, les structures de surface etc.
1.2 Film de protection
En fonction de leur nature et de leur épaisseur, la surface de nos plaques est protégée par un film polyéthylène (PE) → non polluant, adhésif, autoadhésif ou autocollant. Normalement, cette protec-tion de surface doit rester sur la plaque jusqu’à la mise en œuvre définitive de la pièce finie. Si l’on est obligé de l’enlever, avant réchauffage ou collage par exemple, maintenir fermement la plaque par un des chants et tirer sur le film par àcoups.
Si les plaques sont exposées aux intem-péries, il est impératif d’enlever le film protecteur, quel que soit son mode d’adhé-rence, dans les quatre semaines. Passé ce délai en effet, il y a le risque que le film polyéthylène se fragilise ou même que son adhérence augmente. Dans les deux cas, il n’est alors plus possible de retirer le film comme indiqué, et une détérioration des plaques n’est par conséquent pas exclue.
4
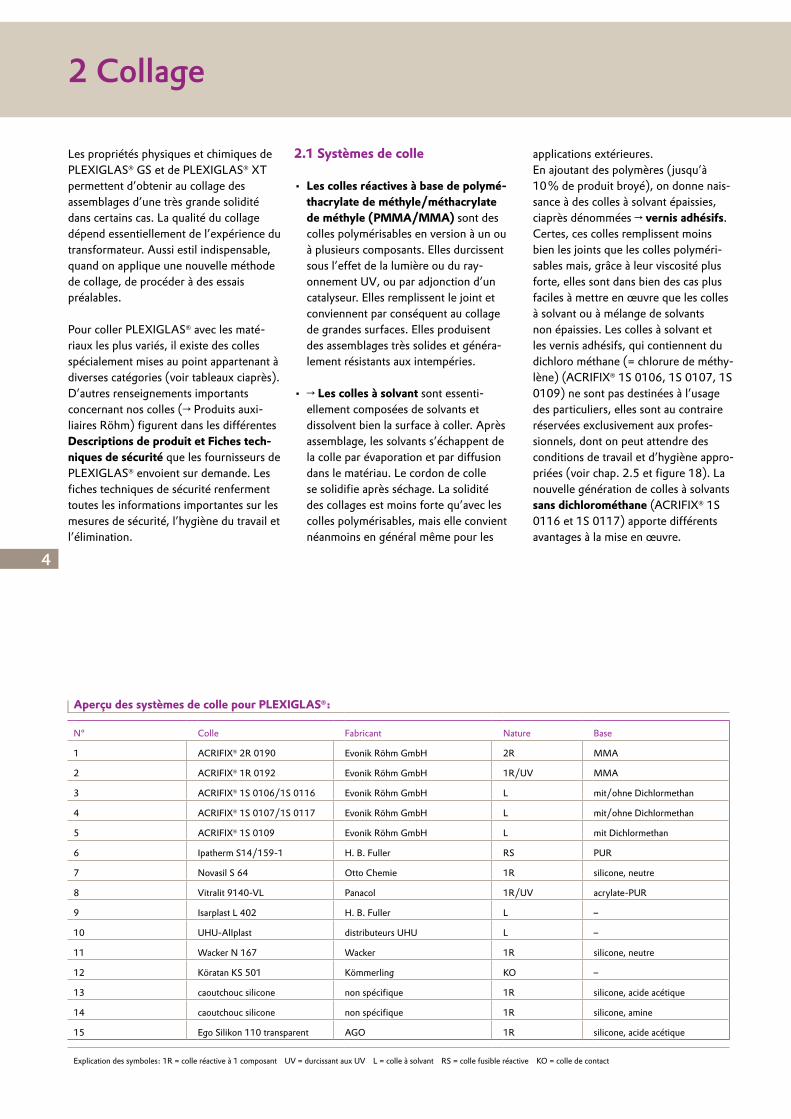
Aperçu des systèmes de colle pour PLEXIGLAS®:
N° Colle Fabricant Nature Base
1 ACRIFIX® 2R 0190 Evonik Röhm GmbH 2R MMA
2 ACRIFIX® 1R 0192 Evonik Röhm GmbH 1R/UV MMA
3 ACRIFIX® 1S 0106/1S 0116 Evonik Röhm GmbH L mit/ohne Dichlormethan
4 ACRIFIX® 1S 0107/1S 0117 Evonik Röhm GmbH L mit/ohne Dichlormethan
5 ACRIFIX® 1S 0109 Evonik Röhm GmbH L mit Dichlormethan
6 Ipatherm S14/159-1 H. B. Fuller RS PUR
7 Novasil S 64 Otto Chemie 1R silicone, neutre
8 Vitralit 9140-VL Panacol 1R/UV acrylate-PUR
9 Isarplast L 402 H. B. Fuller L –
10 UHU-AlIplast distributeurs UHU L –
11 Wacker N 167 Wacker 1R silicone, neutre
12 Köratan KS 501 Kömmerling KO –
13 caoutchouc silicone non spécifique 1R silicone, acide acétique
14 caoutchouc silicone non spécifique 1R silicone, amine
15 Ego Silikon 110 transparent AGO 1R silicone, acide acétique
Explication des symboles: 1R = colle réactive à 1 composant UV = durcissant aux UV L = colle à solvant RS = colle fusible réactive KO = colle de contact
Les propriétés physiques et chimiques de PLEXIGLAS® GS et de PLEXIGLAS® XT permettent d’obtenir au collage des assemblages d’une très grande solidité dans certains cas. La qualité du collage dépend essentiellement de l’expérience du transformateur. Aussi estil indispensable, quand on applique une nouvelle méthode de collage, de procéder à des essais préalables.
Pour coller PLEXIGLAS® avec les maté-riaux les plus variés, il existe des colles spécialement mises au point appartenant à diverses catégories (voir tableaux ciaprès). D’autres renseignements importants concernant nos colles (→ Produits auxi-liaires Röhm) figurent dans les différentes Descriptions de produit et Fiches tech-niques de sécurité que les fournisseurs de PLEXIGLAS® envoient sur demande. Les fiches techniques de sécurité renferment toutes les informations importantes sur les mesures de sécurité, l’hygiène du travail et l’élimination.
applications extérieures. En ajoutant des polymères (jusqu’à 10 % de produit broyé), on donne nais-sance à des colles à solvant épaissies, ciaprès dénommées → vernis adhésifs. Certes, ces colles remplissent moins bien les joints que les colles polyméri-sables mais, grâce à leur viscosité plus forte, elles sont dans bien des cas plus faciles à mettre en œuvre que les colles à solvant ou à mélange de solvants non épaissies. Les colles à solvant et les vernis adhésifs, qui contiennent du dichloro méthane (= chlorure de méthy-lène) (ACRIFIX® 1S 0106, 1S 0107, 1S 0109) ne sont pas destinées à l’usage des particuliers, elles sont au contraire réservées exclusivement aux profes-sionnels, dont on peut attendre des conditions de travail et d’hygiène appro-priées (voir chap. 2.5 et figure 18). La nouvelle génération de colles à solvants sans dichlorométhane ( ACRIFIX® 1S 0116 et 1S 0117) apporte différents avantages à la mise en œuvre.
2.1 Systèmes de colle
Les colles réactives à base de polymé-• thacrylate de méthyle/méthacrylate de méthyle (PMMA/MMA) sont des colles polymérisables en version à un ou à plusieurs composants. Elles durcissent sous l’effet de la lumière ou du ray-onnement UV, ou par adjonction d’un catalyseur. Elles remplissent le joint et conviennent par conséquent au collage de grandes surfaces. Elles produisent des assemblages très solides et généra-lement résistants aux intempéries.
→ • Les colles à solvant sont essenti-ellement composées de solvants et dissolvent bien la surface à coller. Après assemblage, les solvants s’échappent de la colle par évaporation et par diffusion dans le matériau. Le cordon de colle se solidifie après séchage. La solidité des collages est moins forte qu’avec les colles polymérisables, mais elle convient néanmoins en général même pour les
2 Collage
5
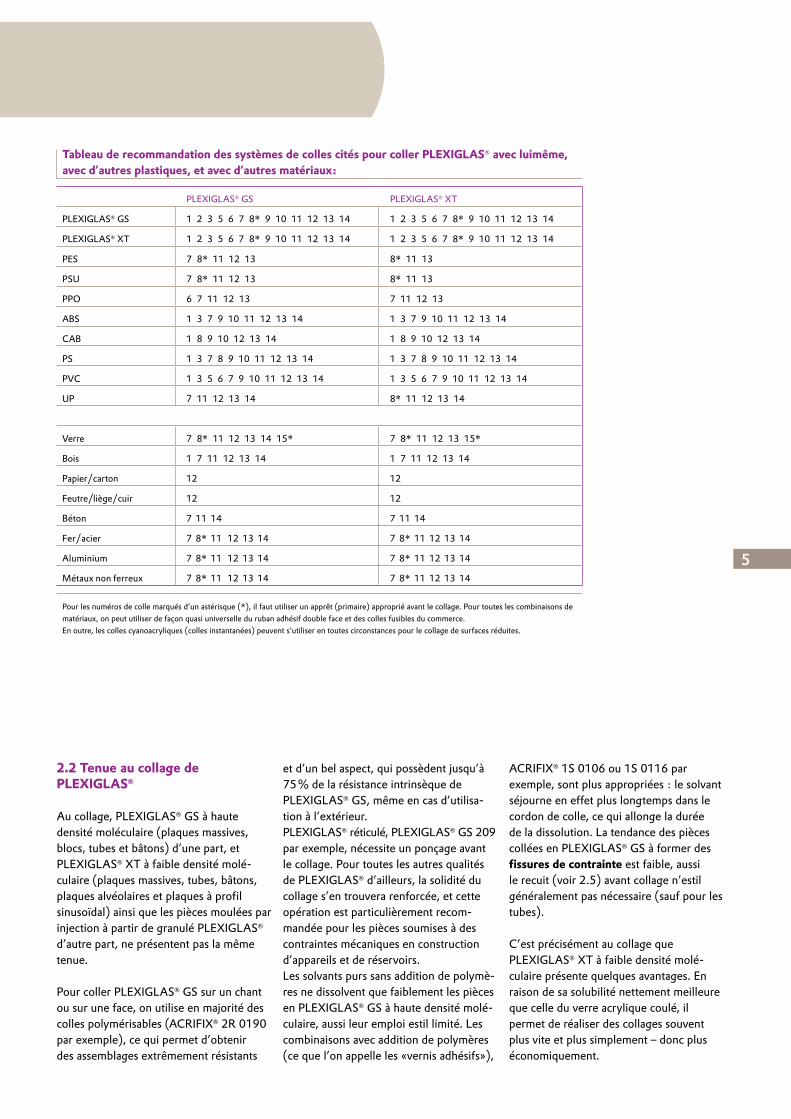
Tableau de recommandation des systèmes de colles cités pour coller PLEXIGLAS® avec luimême, avec d’autres plastiques, et avec d’autres matériaux:
PLEXIGLAS® GS PLEXIGLAS® XT
PLEXIGLAS® GS 1 2 3 5 6 7 8* 9 10 11 12 13 14 1 2 3 5 6 7 8* 9 10 11 12 13 14
PLEXIGLAS® XT 1 2 3 5 6 7 8* 9 10 11 12 13 14 1 2 3 5 6 7 8* 9 10 11 12 13 14
PES 7 8* 11 12 13 8* 11 13
PSU 7 8* 11 12 13 8* 11 13
PPO 6 7 11 12 13 7 11 12 13
ABS 1 3 7 9 10 11 12 13 14 1 3 7 9 10 11 12 13 14
CAB 1 8 9 10 12 13 14 1 8 9 10 12 13 14
PS 1 3 7 8 9 10 11 12 13 14 1 3 7 8 9 10 11 12 13 14
PVC 1 3 5 6 7 9 10 11 12 13 14 1 3 5 6 7 9 10 11 12 13 14
UP 7 11 12 13 14 8* 11 12 13 14
Verre 7 8* 11 12 13 14 15* 7 8* 11 12 13 15*
Bois 1 7 11 12 13 14 1 7 11 12 13 14
Papier/carton 12 12
Feutre/liège/cuir 12 12
Béton 7 11 14 7 11 14
Fer/acier 7 8* 11 12 13 14 7 8* 11 12 13 14
Aluminium 7 8* 11 12 13 14 7 8* 11 12 13 14
Métaux non ferreux 7 8* 11 12 13 14 7 8* 11 12 13 14
Pour les numéros de colle marqués d’un astérisque (*), il faut utiliser un apprêt (primaire) approprié avant le collage. Pour toutes les combinaisons de matériaux, on peut utiliser de façon quasi universelle du ruban adhésif double face et des colles fusibles du commerce.En outre, les colles cyanoacryliques (colles instantanées) peuvent s’utiliser en toutes circonstances pour le collage de surfaces réduites.
2.2 Tenue au collage de PLEXIGLAS®
Au collage, PLEXIGLAS® GS à haute densité moléculaire (plaques massives, blocs, tubes et bâtons) d’une part, et PLEXIGLAS® XT à faible densité molé-culaire (plaques massives, tubes, bâtons, plaques alvéolaires et plaques à profil sinusoïdal) ainsi que les pièces moulées par injection à partir de granulé PLEXIGLAS® d’autre part, ne présentent pas la même tenue.
Pour coller PLEXIGLAS® GS sur un chant ou sur une face, on utilise en majorité des colles polymérisables (ACRIFIX® 2R 0190 par exemple), ce qui permet d’obtenir des assemblages extrêmement résistants
ACRIFIX® 1S 0106 ou 1S 0116 par exemple, sont plus appropriées : le solvant séjourne en effet plus longtemps dans le cordon de colle, ce qui allonge la durée de la dissolution. La tendance des pièces collées en PLEXIGLAS® GS à former des fissures de contrainte est faible, aussi le recuit (voir 2.5) avant collage n’estil généralement pas nécessaire (sauf pour les tubes).
C’est précisément au collage que PLEXIGLAS® XT à faible densité molé-culaire présente quelques avantages. En raison de sa solubilité nettement meilleure que celle du verre acrylique coulé, il permet de réaliser des collages souvent plus vite et plus simplement – donc plus économiquement.
et d’un bel aspect, qui possèdent jusqu’à 75 % de la résistance intrinsèque de PLEXIGLAS® GS, même en cas d’utilisa-tion à l’extérieur. PLEXIGLAS® réticulé, PLEXIGLAS® GS 209 par exemple, nécessite un ponçage avant le collage. Pour toutes les autres qualités de PLEXIGLAS® d’ailleurs, la solidité du collage s’en trouvera renforcée, et cette opération est particulièrement recom-mandée pour les pièces soumises à des contraintes mécaniques en construction d’appareils et de réservoirs.Les solvants purs sans addition de polymè-res ne dissolvent que faiblement les pièces en PLEXIGLAS® GS à haute densité molé-culaire, aussi leur emploi estil limité. Les combinaisons avec addition de polymères (ce que l’on appelle les «vernis adhésifs»),
6Limites de responsabilitéNos colles ACRIFIX® et nos divers produits de service ont été mis au point exclusivement pour utilisation avec nos produits PLEXIGLAS®. Ils sont adaptés aux propriétés spécifiques de ces produits.Par conséquent, toutes les recommandations et indications de mise en œuvre se rapportent exclusi-vement à ces produits.Tout recours en dommages et intérêts, découlant en particulier de la loi sur les responsabilités liées aux produits, pour la mise en œuvre de produits d’autres fabricants est exclu.
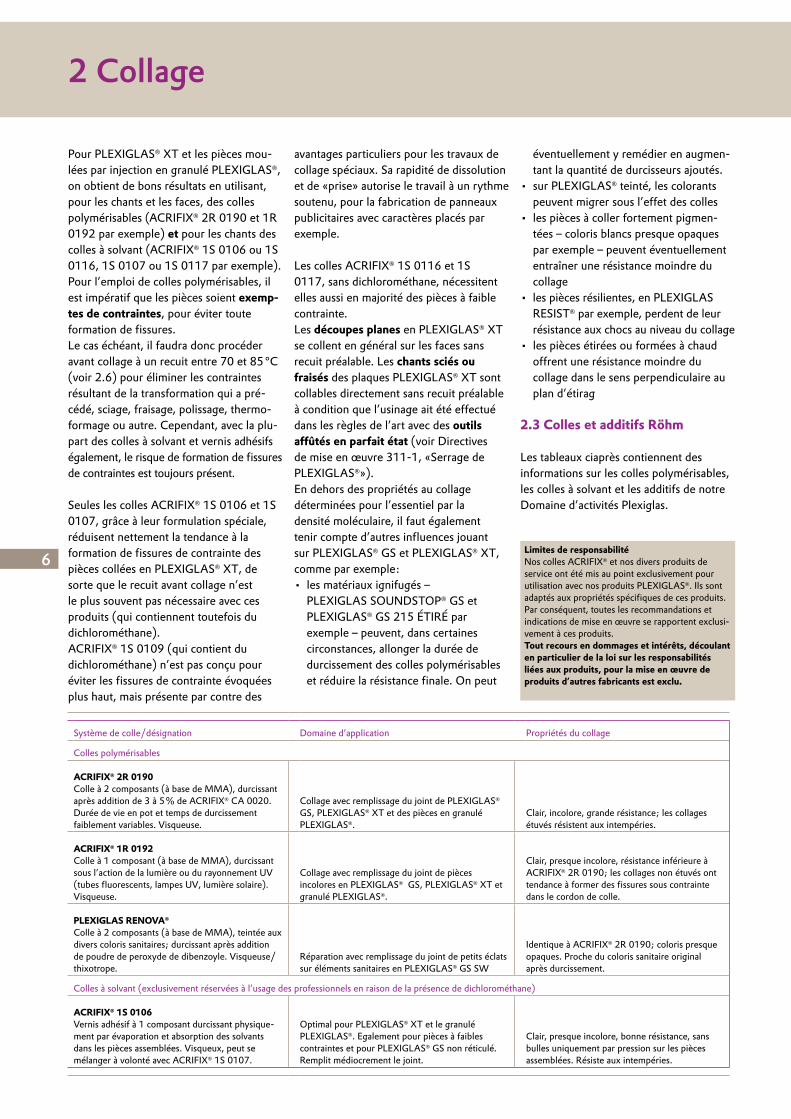
Système de colle/désignation Domaine d’application Propriétés du collage
Colles polymérisables
ACRIFIX® 2R 0190Colle à 2 composants (à base de MMA), durcissant après addition de 3 à 5 % de ACRIFIX® CA 0020. Durée de vie en pot et temps de durcissement faiblement variables. Visqueuse.
Collage avec remplissage du joint de PLEXIGLAS® GS, PLEXIGLAS® XT et des pièces en granulé PLEXIGLAS®.
Clair, incolore, grande résistance; les collages étuvés résistent aux intempéries.
ACRIFIX® 1R 0192Colle à 1 composant (à base de MMA), durcissant sous l’action de la lumière ou du rayonnement UV (tubes fluorescents, lampes UV, lumière solaire). Visqueuse.
Collage avec remplissage du joint de pièces incolores en PLEXIGLAS® GS, PLEXIGLAS® XT et granulé PLEXIGLAS®.
Clair, presque incolore, résistance inférieure à ACRIFIX® 2R 0190; les collages non étuvés ont tendance à former des fissures sous contrainte dans le cordon de colle.
PLEXIGLAS RENOVA®
Colle à 2 composants (à base de MMA), teintée aux divers coloris sanitaires; durcissant après addition de poudre de peroxyde de dibenzoyle. Visqueuse/thixotrope.
Réparation avec remplissage du joint de petits éclats sur éléments sanitaires en PLEXIGLAS® GS SW
Identique à ACRIFIX® 2R 0190; coloris presque opaques. Proche du coloris sanitaire original après durcissement.
Colles à solvant (exclusivement réservées à l’usage des professionnels en raison de la présence de dichlorométhane)
ACRIFIX® 1S 0106Vernis adhésif à 1 composant durcissant physique-ment par évaporation et absorption des solvants dans les pièces assemblées. Visqueux, peut se mélanger à volonté avec ACRIFIX® 1S 0107.
Optimal pour PLEXIGLAS® XT et le granulé PLEXIGLAS®. Egalement pour pièces à faibles contraintes et pour PLEXIGLAS® GS non réticulé. Remplit médiocrement le joint.
Clair, presque incolore, bonne résistance, sans bulles uniquement par pression sur les pièces assemblées. Résiste aux intempéries.
Pour PLEXIGLAS® XT et les pièces mou-lées par injection en granulé PLEXIGLAS®, on obtient de bons résultats en utilisant, pour les chants et les faces, des colles polymérisables (ACRIFIX® 2R 0190 et 1R 0192 par exemple) et pour les chants des colles à solvant (ACRIFIX® 1S 0106 ou 1S 0116, 1S 0107 ou 1S 0117 par exemple). Pour l’emploi de colles polymérisables, il est impératif que les pièces soient exemp-tes de contraintes, pour éviter toute formation de fissures.Le cas échéant, il faudra donc procéder avant collage à un recuit entre 70 et 85 °C (voir 2.6) pour éliminer les contraintes résultant de la transformation qui a pré-cédé, sciage, fraisage, polissage, thermo-formage ou autre. Cependant, avec la plu-part des colles à solvant et vernis adhésifs également, le risque de formation de fissures de contraintes est toujours présent.
Seules les colles ACRIFIX® 1S 0106 et 1S 0107, grâce à leur formulation spéciale, réduisent nettement la tendance à la formation de fissures de contrainte des pièces collées en PLEXIGLAS® XT, de sorte que le recuit avant collage n’est le plus souvent pas nécessaire avec ces produits (qui contiennent toutefois du dichlorométhane).ACRIFIX® 1S 0109 (qui contient du dichlorométhane) n’est pas conçu pour éviter les fissures de contrainte évoquées plus haut, mais présente par contre des
éventuellement y remédier en augmen-tant la quantité de durcisseurs ajoutés.sur PLEXIGLAS• ® teinté, les colorants peuvent migrer sous l’effet des collesles pièces à coller fortement pigmen-• tées – coloris blancs presque opaques par exemple – peuvent éventuellement entraîner une résistance moindre du collage les pièces résilientes, en PLEXIGLAS • RESIST® par exemple, perdent de leur résistance aux chocs au niveau du collage les pièces étirées ou formées à chaud • offrent une résistance moindre du collage dans le sens perpendiculaire au plan d’étirag
2.3 Colles et additifs Röhm
Les tableaux ciaprès contiennent des informations sur les colles polymérisables, les colles à solvant et les additifs de notre Domaine d’activités Plexiglas.
avantages particuliers pour les travaux de collage spéciaux. Sa rapidité de dissolution et de «prise» autorise le travail à un rythme soutenu, pour la fabrication de panneaux publicitaires avec caractères placés par exemple.
Les colles ACRIFIX® 1S 0116 et 1S 0117, sans dichlorométhane, nécessitent elles aussi en majorité des pièces à faible contrainte.Les découpes planes en PLEXIGLAS® XT se collent en général sur les faces sans recuit préalable. Les chants sciés ou fraisés des plaques PLEXIGLAS® XT sont collables directement sans recuit préalable à condition que l’usinage ait été effectué dans les règles de l’art avec des outils affûtés en parfait état (voir Directives de mise en œuvre 311-1, «Serrage de PLEXIGLAS®»).En dehors des propriétés au collage déterminées pour l’essentiel par la densité moléculaire, il faut également tenir compte d’autres influences jouant sur PLEXIGLAS® GS et PLEXIGLAS® XT, comme par exemple:
les matériaux ignifugés – • PLEXIGLAS SOUNDSTOP® GS et PLEXIGLAS® GS 215 ÉTIRÉ par exemple – peuvent, dans certaines circonstances, allonger la durée de durcissement des colles polymérisables et réduire la résistance finale. On peut
2 Collage
7
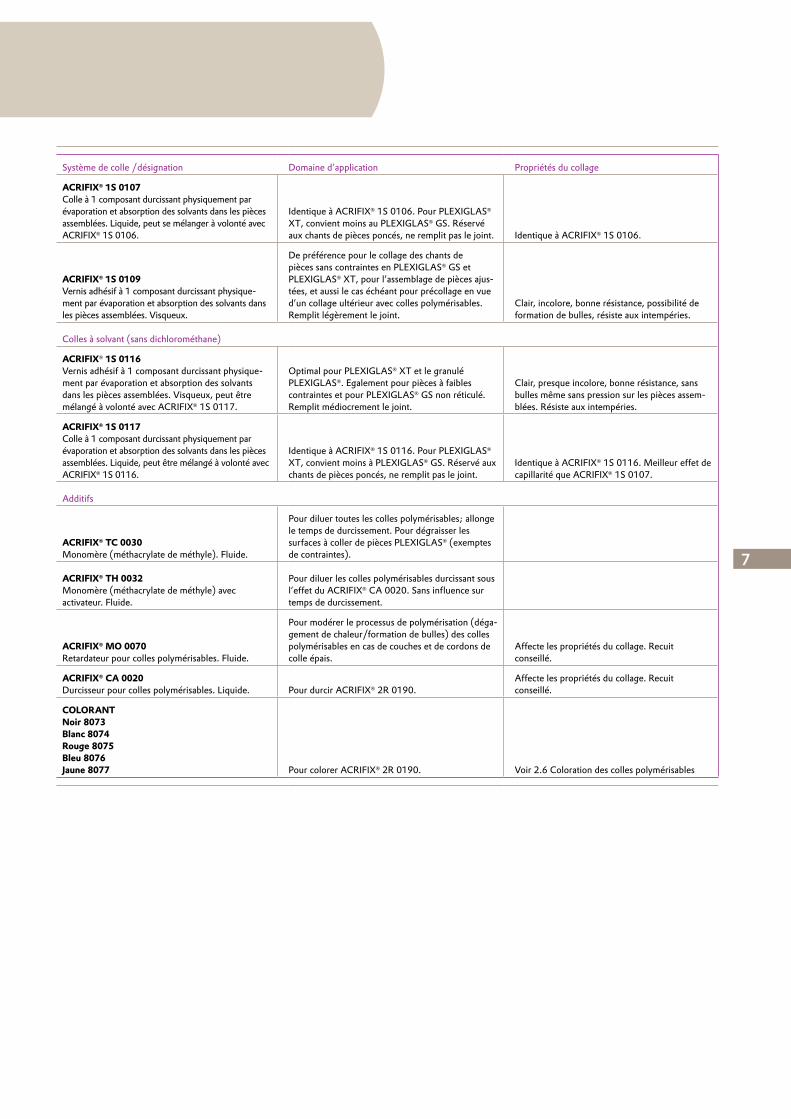
Système de colle /désignation Domaine d’application Propriétés du collage
ACRIFIX® 1S 0107Colle à 1 composant durcissant physiquement par évaporation et absorption des solvants dans les pièces assemblées. Liquide, peut se mélanger à volonté avec ACRIFIX® 1S 0106.
Identique à ACRIFIX® 1S 0106. Pour PLEXIGLAS® XT, convient moins au PLEXIGLAS® GS. Réservé aux chants de pièces poncés, ne remplit pas le joint. Identique à ACRIFIX® 1S 0106.
ACRIFIX® 1S 0109Vernis adhésif à 1 composant durcissant physique-ment par évaporation et absorption des solvants dans les pièces assemblées. Visqueux.
De préférence pour le collage des chants de pièces sans contraintes en PLEXIGLAS® GS et PLEXIGLAS® XT, pour l’assemblage de pièces ajus-tées, et aussi le cas échéant pour précollage en vue d’un collage ultérieur avec colles polymérisables. Remplit légèrement le joint.
Clair, incolore, bonne résistance, possibilité de formation de bulles, résiste aux intempéries.
Colles à solvant (sans dichlorométhane)
ACRIFIX® 1S 0116Vernis adhésif à 1 composant durcissant physique-ment par évaporation et absorption des solvants dans les pièces assemblées. Visqueux, peut être mélangé à volonté avec ACRIFIX® 1S 0117.
Optimal pour PLEXIGLAS® XT et le granulé PLEXIGLAS®. Egalement pour pièces à faibles contraintes et pour PLEXIGLAS® GS non réticulé. Remplit médiocrement le joint.
Clair, presque incolore, bonne résistance, sans bulles même sans pression sur les pièces assem-blées. Résiste aux intempéries.
ACRIFIX® 1S 0117Colle à 1 composant durcissant physiquement par évaporation et absorption des solvants dans les pièces assemblées. Liquide, peut être mélangé à volonté avec ACRIFIX® 1S 0116.
Identique à ACRIFIX® 1S 0116. Pour PLEXIGLAS® XT, convient moins à PLEXIGLAS® GS. Réservé aux chants de pièces poncés, ne remplit pas le joint.
Identique à ACRIFIX® 1S 0116. Meilleur effet de capillarité que ACRIFIX® 1S 0107.
Additifs
ACRIFIX® TC 0030Monomère (méthacrylate de méthyle). Fluide.
Pour diluer toutes les colles polymérisables; allonge le temps de durcissement. Pour dégraisser les surfaces à coller de pièces PLEXIGLAS® (exemptes de contraintes).
ACRIFIX® TH 0032Monomère (méthacrylate de méthyle) avec activateur. Fluide.
Pour diluer les colles polymérisables durcissant sous l’effet du ACRIFIX® CA 0020. Sans influence sur temps de durcissement.
ACRIFIX® MO 0070Retardateur pour colles polymérisables. Fluide.
Pour modérer le processus de polymérisation (déga-gement de chaleur/formation de bulles) des colles polymérisables en cas de couches et de cordons de colle épais.
Affecte les propriétés du collage. Recuit conseillé.
ACRIFIX® CA 0020Durcisseur pour colles polymérisables. Liquide. Pour durcir ACRIFIX® 2R 0190.
Affecte les propriétés du collage. Recuit conseillé.
COLORANTNoir 8073Blanc 8074Rouge 8075Bleu 8076Jaune 8077 Pour colorer ACRIFIX® 2R 0190. Voir 2.6 Coloration des colles polymérisables
8
2.4 Mesures de sécurité et hygiène du travail
Tous les emballages pour colles et additifs de collage sont identifiées conformément aux dispositions de la directive 1999/45/CE.
Pendant la mise en œuvre des colles et additifs sur PLEXIGLAS® GS et XT ou sur d’autres matériaux, il convient de prendre les mesures nécessaires suivant la directive 1999/45/CE, le décret ((allemand)) sur les substances dange-reuses, les prescriptions sur la sécurité du travail et la prévention des accidents en vigueur, sans oublier les règles de sécurité, de médecine du travail et d’hygiène généralement reconnues, ainsi que les connaissances acquises en ergonomie.
La plupart des colles sont inflammables. Les vapeurs dégagées peuvent produire avec l’air des mélanges explosifs. Eviter toute source de chaleur directe (flammes, radiateurs électriques) et la formation d’étincelles (étincelles de commutation, décharges électrostatiques). De même, ne pas fumer, manger ou boire au poste de travail.
Le poste de travail et les locaux de stockage doivent entre autres respecter le décret sur les liquides inflammables, et les installations électriques à proximité, les dispositions VDE 0165 et VDE 0171.
L’inhalation régulière de vapeurs de solvants et le contact fréquent avec la peau peuvent avoir un effet de plus en plus fort et provoquer dans certains cas des problèmes de santé et des allergies. Aussi les travaux de collage doiventils s’effectuer dans des ateliers bien aérés et sans courants d’air. Les vapeurs de solvants étant plus lourdes que l’air, il est impératif d’installer des dispositifs d’extraction près du sol. Pour la mise en œuvre de quantités importantes de colle, il est recommandé de prévoir une aspiration supplémen-taire directement sur le poste de travail (voir Fig. 18).
Il est essentiel que la ventilation soit dimensionnée de manière à empêcher tout dépassement de la concentration maximale au poste de travail. Pour déterminer cette
pour les protéger des solvants et des rayures,essuyage ou dégraissage des surfaces à • coller.
Mesures à prendre après le collagerecuit si nécessaire•
Détail des mesures à prendre avant et après:
L’usinage par enlèvement de copeaux de PLEXIGLAS® exige le respect scru-puleux des conseils donnés dans nos directives de mise en œuvre «Usinage de PLEXIGLAS®». Pour poncer la sur-face des plaques – recommandé pour PLEXIGLAS® GS d’une manière géné-rale, absolument indispensable pour le PMMA réticulé, PLEXIGLAS® GS 209 par exemple et le matériau sanitaire tel que PLEXIGLAS® GS SW, utiliser de la toile émeri à l’eau (grain 320 à 400).
Le nettoyage s’effectue par exemple par soufflage à l’air ionisé ou, mieux, à l’eau chaude avec un peu de liquide vaisselle. Pour le séchage, il suffit d’un torchon absorbant et non pelucheux, → suédine par exemple. Pour coller PLEXIGLAS® à la colle polymérisable, un nettoyage préliminaire, ou dégraissage, des surfaces à coller au ACRIFIX® TC 0030 est recom-mandé, immédiatement avant application de la colle (matériau obligatoirement sans contrainte, ou alors étuvé). Le mieux est de passer un papier absorbant ou un chiffon (suédine lavée) non teint imbibé de ACRIFIX® TC 0030. Cette méthode permet aussi d’enlever parfaitement les traces («fils») de colle faites par inadver-tance sur la surface de PLEXIGLAS®, du moins tant qu’elles n’ont pas encore durci.Si l’on emploie des colles à solvant, les surfaces à coller doivent au préalable être nettoyées à l’éther de pétrole ou à l’isopropanol.
Recherche des contraintesPour déterminer s’il faut recuire une pièce préusinée avant de passer aux opérations suivantes, collage par exemple, ou une pièce terminée avant de la mettre en service, on procède à une recherche des contraintes.
concentration maximale, les magasins spécialisés dans les fournitures pour labo-ratoires proposent des → détecteurs de gaz avec des → cartouches spécifiques pour chacun des différents solvants.
Les solvants détruisent le sébum qui protège la peau. Aussi fautil éviter le contact des colles avec la peau. En cas de taches sur la peau, il faut absolument, après un premier nettoyage au chiffon, laver les endroits touchés à l’eau et au savon (→ crème nettoyante). Il faut ensuite appliquer une → crème protectrice. Il est recommandé d’appliquer une crème protectrice également avant le début des travaux.
Les déchets de colle ne doivent pas être jetés de manière incontrôlée, il faut au contraire les diriger, en respectant les prescriptions locales, sur une installation d’incinération de déchets ordinaires ou de déchets spéciaux (colles avec dichlo-rométhane) agréée ou sur une décharge officielle. Ramasser les produits liquides qui ont débordé ou ont été renversés avec une matière absorbante (sable, diatomite, mica expansé), les entreposer dans des récipients distincts et les éliminer confor-mément aux prescriptions.
Pour plus d’informations sur les mesu-res de sécurité, l’hygiène du travail et l’élimination, se reporter à nos Fiches techniques de sécurité qui sont à la libre disposition des clients chez les fournisseurs de PLEXIGLAS® et d’ACRIFIX®.
2.5 Préparatifs et mesures à prendre après le collage
La qualité d’un collage de PLEXIGLAS® dépend dans une large mesure de la préparation des pièces à assembler, de la colle utilisée, des produits auxiliaires et de la technique de collage.
Préparation des pièces à assemblerPour préparer les pièces à assembler, res-pecter autant que possible l’ordre suivant:
usinage par enlèvement de copeaux,• nettoyage,• recuit si nécessaire,• pose d’une bande adhésive ou d’un • revêtement sur les surfaces avoisinantes
2 Collage

9
Pour les qualités incolores ou faiblement teintées, il existe des méthodes d’essai aux solvants simples qui, si elles ne permettent pas de déterminer la quantité exacte de contraintes internes, donnent néanmoins une indication suffisante pour la pratique lorsque les pièces entrent en contact avec certains solvants:
Une autre méthode, absolument non destructive, sur une pièce en PLEXIGLAS® incolore transparente, est celle du contrôle visuel entre deux → films polarisants. Bien que, là non plus, les contraintes ne soient pas quantifiées, la forme et la position des couleurs irisées qui apparaissent alors permettent de localiser parfaitement les endroits présentant des contraintes.
Recuit avant collage Le «préétuvage» élimine les contraintes dans le matériau: ceci permet d’éviter l’apparition de fissures de contrainte pouvant être provoquées par des contrain-tes de traction liées aux solvants contenus dans les colles polymérisables et les colles à solvant. La formation de fissures de contrainte dans la zone de collage diminue la solidité du collage et lui donne moins bel aspect, c’est pourquoi il faut l’éviter dans tous les cas. Les contraintes sont le résultat des opérations d’usinage comme le sciage, le fraisage, le tournage, le ponçage, le formage à chaud ainsi que le cintrage à froid. Des contraintes peuvent également résulter de déformations de la pièce à assembler, par exemple à la suite de la pose de poids, d’agrafes ou de pinces. Les profils extrudés, notamment les tubes, de même que les pièces injectées, présentent pratiquement toujours des contraintes propres en raison des conditions de refroi-dissement à la fabrication. Il est possible de les éliminer par un traitement thermique des pièces assemblées. La stabilité dimen-sionnelle à chaud et l’importance des contraintes de la pièce à coller déterminent les conditions de recuit à respecter.
Refroidissement:La durée de refroidissement dans • l’étuve, exprimée en heures, correspond pour PLEXIGLAS® à l’épaisseur du matériau en mm divisée par 4, la vitesse de refroidissement ne devant en aucun cas dépasser 15 °C par heure.La température en sortie du four ne doit • en aucun cas dépasser 60 °C pour la pièce à assembler en PLEXIGLAS®
Protection des surfacesPour l’assemblage, il peut s’avérer néces-saire de protéger les surfaces voisines du joint d’une détérioration due aux solvants ou à des rayures. On peut utiliser à cet effet des films autocollants en polyé-thylène. On peut également employer des revêtements appliqués sous forme de liquide (→ vernis à masquer) qui sont ensuite éliminés sous la forme d’un film (également des solutions aqueuses à 30 % de PVAL), des → films de protection ainsi que des → rubans adhésifs compatibles avec le matériau.
Préparation de la colleLorsqu’on utilise des solvants, des vernis adhésifs et des colles réactives à un composant, il n’y a pas de préparation à effectuer. Dans le cas des colles polyméri-sables à deux ou plusieurs composants, il est très important de respecter quelques règles fondamentales:
le mélange des différents composants doit toujours s’effectuer dans l’ordre suivant:1) colle2) épaississant ou DILUANT3) COLORANT4) RETARDATEUR5) CATALYSEUR
Recuit après collage Le recuit après collage est utilisé dans le cas des colles polymérisables, pour assurer un meilleur durcissement du cordon de colle et offre donc une meilleure résistance ainsi qu’un aspect correct à long terme, sans formation de fissures. La condition est que le recuit ait lieu dans les 24 heures après le collage. Cet recuit permet également d’éliminer les contraintes qui
sont éventuellement nées dans la colle ou dans les pièces à assembler, lors du collage, et qui pourraient ultérieurement entraîner une détérioration du matériau. Pour le recuit des assemblages collés avec des colles polymérisables, on appliquera les conditions de recuit décrit cidessus.Les assemblages collés dans des épaisseurs de parois supérieures à 20 mm doivent être portés progressivement à la température de recuit définie, sans dépasser 10 °C par heure. Cette montée progressive en tempé-rature doit être encore allongée si possible, particulièrement dans le cas de colles contenant le «ACRIFIX® MO 0070» pour éviter la formation de bulles dans le cordon de colle et favoriser la réaction chimique.Lorsqu’on utilise des colles à solvant, il existe un risque accru d’expansion des résidus de solvant lorsque la montée en température, pour le recuit, se fait trop rapidement.
Conditions de recuit: Températures dans l’étuve avec circulation d’air):
PLEXIGLAS• ® GS: 80 °C (pièces non formées, maximum 100 °C) PLEXIGLAS• ® XT: 70 à 80 °C (pièces non formées, maximum 85 °C)
Durée du recuit: PLEXIGLAS• ® GS et PLEXIGLAS® XT: l’épaisseur du matériau en mm divisée par 3 donne la durée de recuit en heures, sans que l’on puisse descendre en dessous de 2 heures.
Méthode pour pièces en agent procédé durée résultat remarques
test à l’éther acétique
PLEXIGLAS® GS PLEXIGLAS® XT PLEXIGLAS® FM
acétique (acétate d’éthyle) plonger ou mouiller 6 mn
fissures pendant • l’essai: contraintes trop élevées!pas de fissures: • pièce est disponible
dissolution, destruc-tion
Ethanol-Test PLEXIGLAS® XT PLEXIGLAS® FM Ethanol, Ethylalkohol Eintauchen oder Benetzen 15 Min pas de dissolution
10
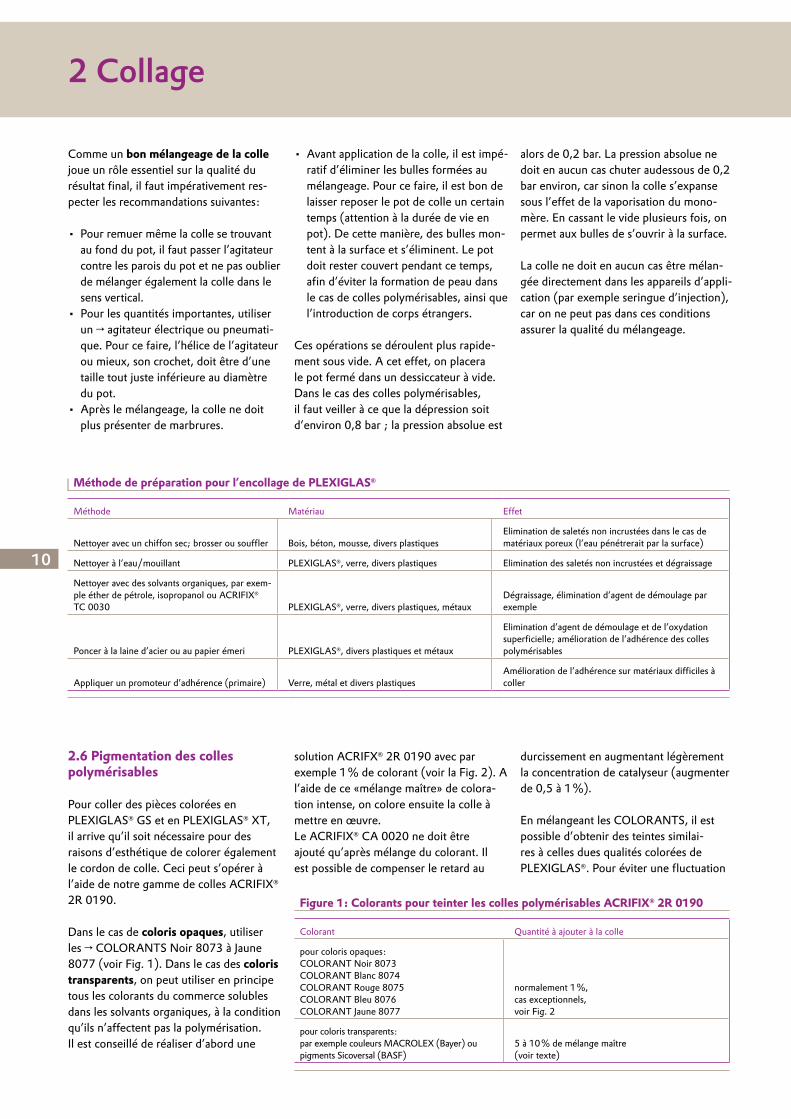
Méthode de préparation pour l’encollage de PLEXIGLAS®
Méthode Matériau Effet
Nettoyer avec un chiffon sec; brosser ou souffler Bois, béton, mousse, divers plastiquesElimination de saletés non incrustées dans le cas de matériaux poreux (l’eau pénétrerait par la surface)
Nettoyer à l’eau/mouillant PLEXIGLAS®, verre, divers plastiques Elimination des saletés non incrustées et dégraissage
Nettoyer avec des solvants organiques, par exem-ple éther de pétrole, isopropanol ou ACRIFIX® TC 0030 PLEXIGLAS®, verre, divers plastiques, métaux
Dégraissage, élimination d’agent de démoulage par exemple
Poncer à la laine d’acier ou au papier émeri PLEXIGLAS®, divers plastiques et métaux
Elimination d’agent de démoulage et de l’oxydation superficielle; amélioration de l’adhérence des colles polymérisables
Appliquer un promoteur d’adhérence (primaire) Verre, métal et divers plastiquesAmélioration de l’adhérence sur matériaux difficiles à coller
Figure 1: Colorants pour teinter les colles polymérisables ACRIFIX® 2R 0190
Colorant Quantité à ajouter à la colle
pour coloris opaques:COLORANT Noir 8073 COLORANT Blanc 8074 COLORANT Rouge 8075 COLORANT Bleu 8076 COLORANT Jaune 8077
normalement 1 %,cas exceptionnels,voir Fig. 2
pour coloris transparents: par exemple couleurs MACROLEX (Bayer) ou pigments Sicoversal (BASF)
5 à 10 % de mélange maître (voir texte)
Comme un bon mélangeage de la colle joue un rôle essentiel sur la qualité du résultat final, il faut impérativement res-pecter les recommandations suivantes:
Pour remuer même la colle se trouvant • au fond du pot, il faut passer l’agitateur contre les parois du pot et ne pas oublier de mélanger également la colle dans le sens vertical. Pour les quantités importantes, utiliser • un → agitateur électrique ou pneumati-que. Pour ce faire, l’hélice de l’agitateur ou mieux, son crochet, doit être d’une taille tout juste inférieure au diamètre du pot.Après le mélangeage, la colle ne doit • plus présenter de marbrures.
alors de 0,2 bar. La pression absolue ne doit en aucun cas chuter audessous de 0,2 bar environ, car sinon la colle s’expanse sous l’effet de la vaporisation du mono-mère. En cassant le vide plusieurs fois, on permet aux bulles de s’ouvrir à la surface.
La colle ne doit en aucun cas être mélan-gée directement dans les appareils d’appli-cation (par exemple seringue d’injection), car on ne peut pas dans ces conditions assurer la qualité du mélangeage.
Avant application de la colle, il est impé-• ratif d’éliminer les bulles formées au mélangeage. Pour ce faire, il est bon de laisser reposer le pot de colle un certain temps (attention à la durée de vie en pot). De cette manière, des bulles mon-tent à la surface et s’éliminent. Le pot doit rester couvert pendant ce temps, afin d’éviter la formation de peau dans le cas de colles polymérisables, ainsi que l’introduction de corps étrangers.
Ces opérations se déroulent plus rapide-ment sous vide. A cet effet, on placera le pot fermé dans un dessiccateur à vide. Dans le cas des colles polymérisables, il faut veiller à ce que la dépression soit d’environ 0,8 bar ; la pression absolue est
2.6 Pigmentation des colles polymérisables
Pour coller des pièces colorées en PLEXIGLAS® GS et en PLEXIGLAS® XT, il arrive qu’il soit nécessaire pour des raisons d’esthétique de colorer également le cordon de colle. Ceci peut s’opérer à l’aide de notre gamme de colles ACRIFIX® 2R 0190.
Dans le cas de coloris opaques, utiliser les → COLORANTS Noir 8073 à Jaune 8077 (voir Fig. 1). Dans le cas des coloris transparents, on peut utiliser en principe tous les colorants du commerce solubles dans les solvants organiques, à la condition qu’ils n’affectent pas la polymérisation. Il est conseillé de réaliser d’abord une
solution ACRIFX® 2R 0190 avec par exemple 1 % de colorant (voir la Fig. 2). A l’aide de ce «mélange maître» de colora-tion intense, on colore ensuite la colle à mettre en œuvre.Le ACRIFIX® CA 0020 ne doit être ajouté qu’après mélange du colorant. Il est possible de compenser le retard au
durcissement en augmentant légèrement la concentration de catalyseur (augmenter de 0,5 à 1 %).
En mélangeant les COLORANTS, il est possible d’obtenir des teintes similai-res à celles dues qualités colorées de PLEXIGLAS®. Pour éviter une fluctuation
2 Collage
11
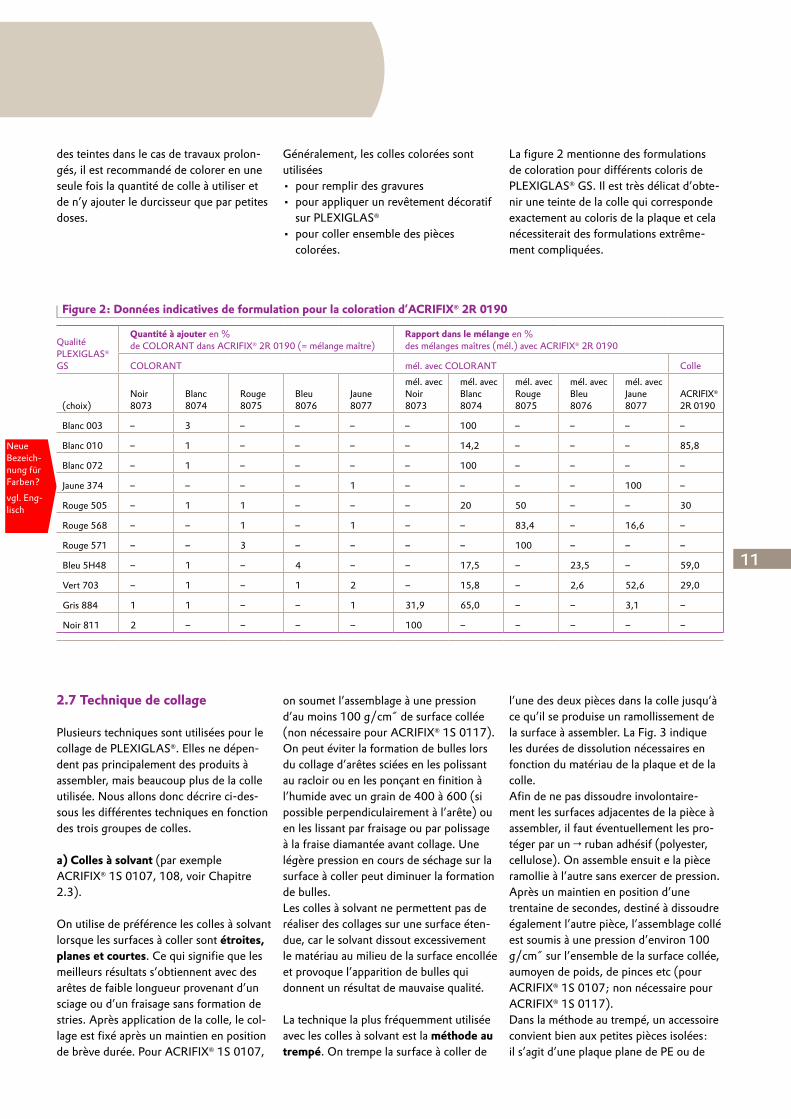
Figure 2: Données indicatives de formulation pour la coloration d’ACRIFIX® 2R 0190
Qualité PLEXIGLAS® GS
Quantité à ajouter en % de COLORANT dans ACRIFIX® 2R 0190 (= mélange maître)
Rapport dans le mélange en % des mélanges maîtres (mél.) avec ACRIFIX® 2R 0190
COLORANT mél. avec COLORANT Colle
(choix)Noir8073
Blanc 8074
Rouge8075
Bleu8076
Jaune8077
mél. avecNoir8073
mél. avecBlanc 8074
mél. avecRouge8075
mél. avecBleu8076
mél. avecJaune8077
ACRIFIX®
2R 0190
Blanc 003 – 3 – – – – 100 – – – –
Blanc 010 – 1 – – – – 14,2 – – – 85,8
Blanc 072 – 1 – – – – 100 – – – –
Jaune 374 – – – – 1 – – – – 100 –
Rouge 505 – 1 1 – – – 20 50 – – 30
Rouge 568 – – 1 – 1 – – 83,4 – 16,6 –
Rouge 571 – – 3 – – – – 100 – – –
Bleu 5H48 – 1 – 4 – – 17,5 – 23,5 – 59,0
Vert 703 – 1 – 1 2 – 15,8 – 2,6 52,6 29,0
Gris 884 1 1 – – 1 31,9 65,0 – – 3,1 –
Noir 811 2 – – – – 100 – – – – –
Neue Bezeich-nung für Farben?
vgl. Eng-lisch
des teintes dans le cas de travaux prolon-gés, il est recommandé de colorer en une seule fois la quantité de colle à utiliser et de n’y ajouter le durcisseur que par petites doses.
La figure 2 mentionne des formulations de coloration pour différents coloris de PLEXIGLAS® GS. Il est très délicat d’obte-nir une teinte de la colle qui corresponde exactement au coloris de la plaque et cela nécessiterait des formulations extrême-ment compliquées.
Généralement, les colles colorées sont utilisées
pour remplir des gravures• pour appliquer un revêtement décoratif • sur PLEXIGLAS®
pour coller ensemble des pièces • colorées.
2.7 Technique de collage
Plusieurs techniques sont utilisées pour le collage de PLEXIGLAS®. Elles ne dépen-dent pas principalement des produits à assembler, mais beaucoup plus de la colle utilisée. Nous allons donc décrire ci-des-sous les différentes techniques en fonction des trois groupes de colles.
a) Colles à solvant (par exemple ACRIFIX® 1S 0107, 108, voir Chapitre 2.3).
On utilise de préférence les colles à solvant lorsque les surfaces à coller sont étroites, planes et courtes. Ce qui signifie que les meilleurs résultats s’obtiennent avec des arêtes de faible longueur provenant d’un sciage ou d’un fraisage sans formation de stries. Après application de la colle, le col-lage est fixé après un maintien en position de brève durée. Pour ACRIFIX® 1S 0107,
on soumet l’assemblage à une pression d’au moins 100 g/cm˝ de surface collée (non nécessaire pour ACRIFIX® 1S 0117).On peut éviter la formation de bulles lors du collage d’arêtes sciées en les polissant au racloir ou en les ponçant en finition à l’humide avec un grain de 400 à 600 (si possible perpendiculairement à l’arête) ou en les lissant par fraisage ou par polissage à la fraise diamantée avant collage. Une légère pression en cours de séchage sur la surface à coller peut diminuer la formation de bulles. Les colles à solvant ne permettent pas de réaliser des collages sur une surface éten-due, car le solvant dissout excessivement le matériau au milieu de la surface encollée et provoque l’apparition de bulles qui donnent un résultat de mauvaise qualité.
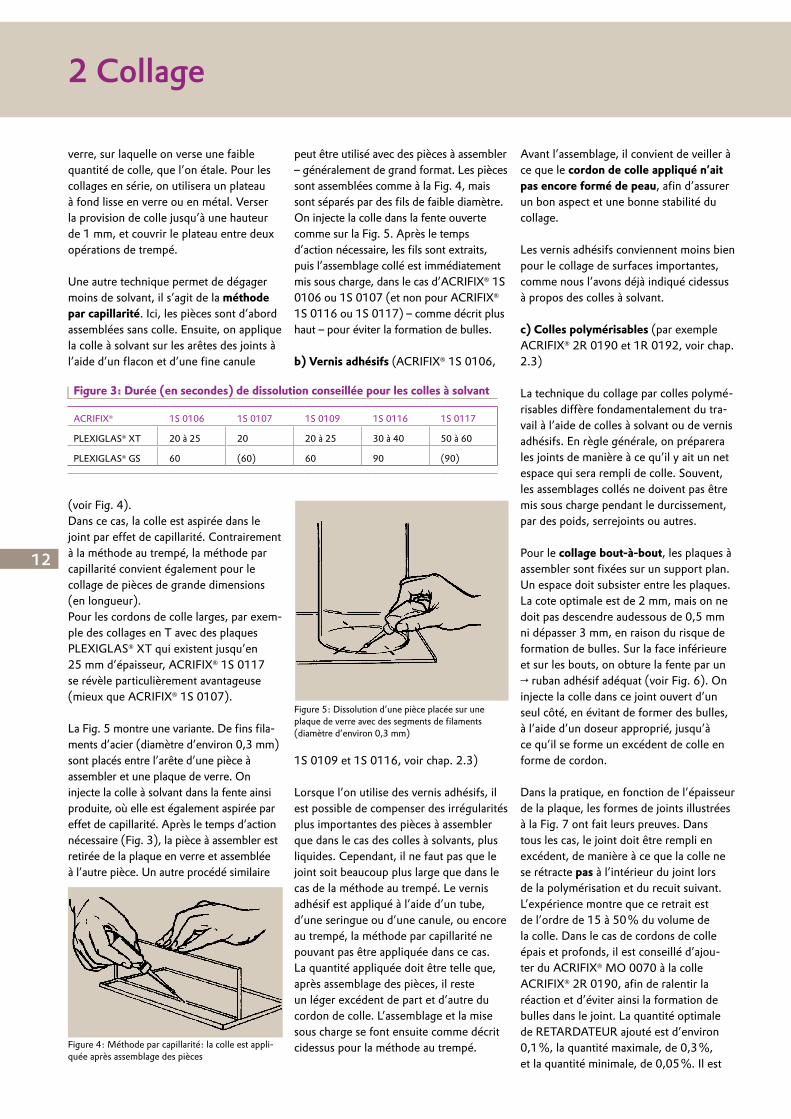
La technique la plus fréquemment utilisée avec les colles à solvant est la méthode au trempé. On trempe la surface à coller de
l’une des deux pièces dans la colle jusqu’à ce qu’il se produise un ramollissement de la surface à assembler. La Fig. 3 indique les durées de dissolution nécessaires en fonction du matériau de la plaque et de la colle. Afin de ne pas dissoudre involontaire-ment les surfaces adjacentes de la pièce à assembler, il faut éventuellement les pro-téger par un → ruban adhésif (polyester, cellulose). On assemble ensuit e la pièce ramollie à l’autre sans exercer de pression. Après un maintien en position d’une trentaine de secondes, destiné à dissoudre également l’autre pièce, l’assemblage collé est soumis à une pression d’environ 100 g/cm˝ sur l’ensemble de la surface collée, aumoyen de poids, de pinces etc (pour ACRIFIX® 1S 0107; non nécessaire pour ACRIFIX® 1S 0117).Dans la méthode au trempé, un accessoire convient bien aux petites pièces isolées: il s’agit d’une plaque plane de PE ou de
12
verre, sur laquelle on verse une faible quantité de colle, que l’on étale. Pour les collages en série, on utilisera un plateau à fond lisse en verre ou en métal. Verser la provision de colle jusqu’à une hauteur de 1 mm, et couvrir le plateau entre deux opérations de trempé.
Une autre technique permet de dégager moins de solvant, il s’agit de la méthode par capillarité. Ici, les pièces sont d’abord assemblées sans colle. Ensuite, on applique la colle à solvant sur les arêtes des joints à l’aide d’un flacon et d’une fine canule
(voir Fig. 4).Dans ce cas, la colle est aspirée dans le joint par effet de capillarité. Contrairement à la méthode au trempé, la méthode par capillarité convient également pour le collage de pièces de grande dimensions (en longueur).Pour les cordons de colle larges, par exem-ple des collages en T avec des plaques PLEXIGLAS® XT qui existent jusqu’en 25 mm d’épaisseur, ACRIFIX® 1S 0117 se révèle particulièrement avantageuse (mieux que ACRIFIX® 1S 0107).
La Fig. 5 montre une variante. De fins fila-ments d’acier (diamètre d’environ 0,3 mm) sont placés entre l’arête d’une pièce à assembler et une plaque de verre. On injecte la colle à solvant dans la fente ainsi produite, où elle est également aspirée par effet de capillarité. Après le temps d’action nécessaire (Fig. 3), la pièce à assembler est retirée de la plaque en verre et assemblée à l’autre pièce. Un autre procédé similaire
Avant l’assemblage, il convient de veiller à ce que le cordon de colle appliqué n’ait pas encore formé de peau, afin d’assurer un bon aspect et une bonne stabilité du collage.
Les vernis adhésifs conviennent moins bien pour le collage de surfaces importantes, comme nous l’avons déjà indiqué cidessus à propos des colles à solvant.
c) Colles polymérisables (par exemple ACRIFIX® 2R 0190 et 1R 0192, voir chap. 2.3)
La technique du collage par colles polymé-risables diffère fondamentalement du tra-vail à l’aide de colles à solvant ou de vernis adhésifs. En règle générale, on préparera les joints de manière à ce qu’il y ait un net espace qui sera rempli de colle. Souvent, les assemblages collés ne doivent pas être mis sous charge pendant le durcissement, par des poids, serrejoints ou autres.
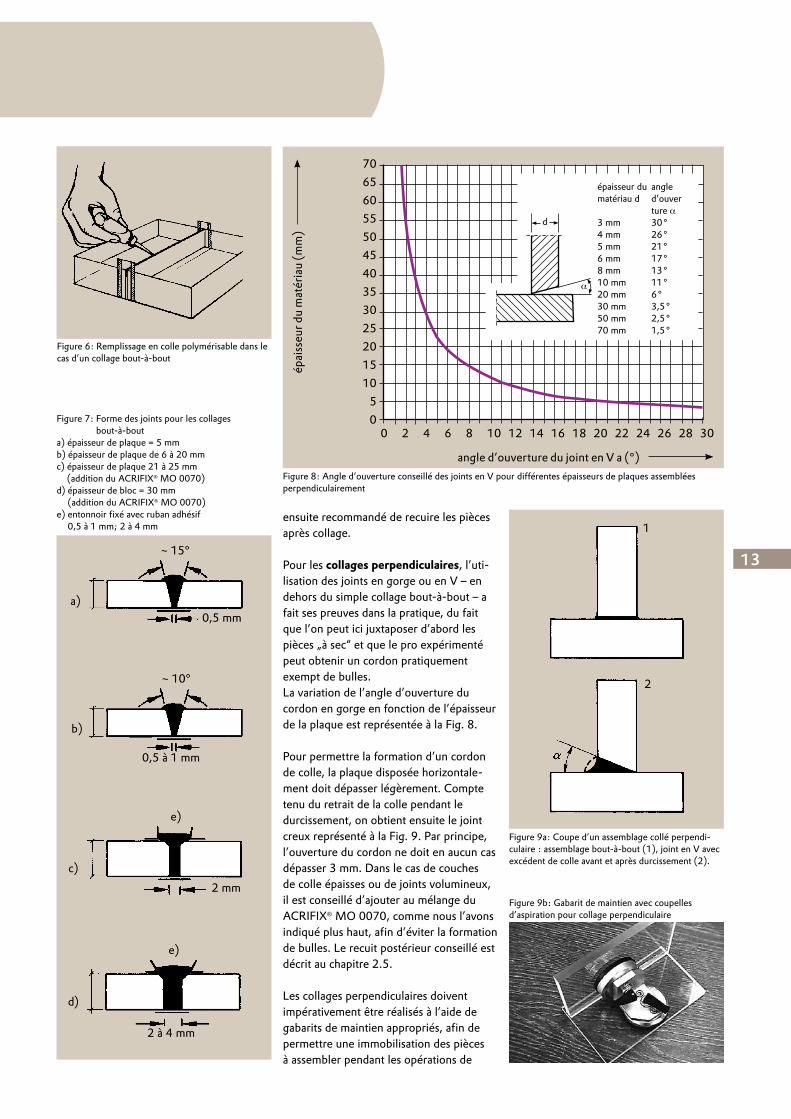
Pour le collage bout-à-bout, les plaques à assembler sont fixées sur un support plan. Un espace doit subsister entre les plaques. La cote optimale est de 2 mm, mais on ne doit pas descendre audessous de 0,5 mm ni dépasser 3 mm, en raison du risque de formation de bulles. Sur la face inférieure et sur les bouts, on obture la fente par un → ruban adhésif adéquat (voir Fig. 6). On injecte la colle dans ce joint ouvert d’un seul côté, en évitant de former des bulles, à l’aide d’un doseur approprié, jusqu’à ce qu’il se forme un excédent de colle en forme de cordon.
Dans la pratique, en fonction de l’épaisseur de la plaque, les formes de joints illustrées à la Fig. 7 ont fait leurs preuves. Dans tous les cas, le joint doit être rempli en excédent, de manière à ce que la colle ne se rétracte pas à l’intérieur du joint lors de la polymérisation et du recuit suivant. L’expérience montre que ce retrait est de l’ordre de 15 à 50 % du volume de la colle. Dans le cas de cordons de colle épais et profonds, il est conseillé d’ajou-ter du ACRIFIX® MO 0070 à la colle ACRIFIX® 2R 0190, afin de ralentir la réaction et d’éviter ainsi la formation de bulles dans le joint. La quantité optimale de RETARDATEUR ajouté est d’environ 0,1 %, la quantité maximale, de 0,3 %, et la quantité minimale, de 0,05 %. Il est
peut être utilisé avec des pièces à assembler – généralement de grand format. Les pièces sont assemblées comme à la Fig. 4, mais sont séparés par des fils de faible diamètre. On injecte la colle dans la fente ouverte comme sur la Fig. 5. Après le temps d’action nécessaire, les fils sont extraits, puis l’assemblage collé est immédiatement mis sous charge, dans le cas d’ACRIFIX® 1S 0106 ou 1S 0107 (et non pour ACRIFIX® 1S 0116 ou 1S 0117) – comme décrit plus haut – pour éviter la formation de bulles. b) Vernis adhésifs (ACRIFIX® 1S 0106,
1S 0109 et 1S 0116, voir chap. 2.3)
Lorsque l’on utilise des vernis adhésifs, il est possible de compenser des irrégularités plus importantes des pièces à assembler que dans le cas des colles à solvants, plus liquides. Cependant, il ne faut pas que le joint soit beaucoup plus large que dans le cas de la méthode au trempé. Le vernis adhésif est appliqué à l’aide d’un tube, d’une seringue ou d’une canule, ou encore au trempé, la méthode par capillarité ne pouvant pas être appliquée dans ce cas.La quantité appliquée doit être telle que, après assemblage des pièces, il reste un léger excédent de part et d’autre du cordon de colle. L’assemblage et la mise sous charge se font ensuite comme décrit cidessus pour la méthode au trempé.
Figure 5: Dissolution d’une pièce placée sur une plaque de verre avec des segments de filaments (diamètre d’environ 0,3 mm)
Figure 4: Méthode par capillarité: la colle est appli-quée après assemblage des pièces
2 Collage
Figure 3: Durée (en secondes) de dissolution conseillée pour les colles à solvant
ACRIFIX® 1S 0106 1S 0107 1S 0109 1S 0116 1S 0117
PLEXIGLAS® XT 20 à 25 20 20 à 25 30 à 40 50 à 60
PLEXIGLAS® GS 60 (60) 60 90 (90)
13
Figure 8: Angle d’ouverture conseillé des joints en V pour différentes épaisseurs de plaques assemblées perpendiculairement
Figure 9b: Gabarit de maintien avec coupelles d’aspiration pour collage perpendiculaire
Figure 6: Remplissage en colle polymérisable dans le cas d’un collage bout-à-bout
Figure 9a: Coupe d’un assemblage collé perpendi-culaire : assemblage bout-à-bout (1), joint en V avec excédent de colle avant et après durcissement (2).
1
2
e)
d)
2 à 4 mm
e)
c)
2 mm
~ 10°
b)
0,5 à 1 mm
~ 15°
a)0,5 mm
a
d
épaisseur du matériau d
angle d’ouver ture a
3 mm 30 °4 mm 26 °5 mm 21 °6 mm 17 °8 mm 13 °10 mm 11 °20 mm 6 °30 mm 3,5 °50 mm 2,5 °70 mm 1,5 °
70656055504540353025201510
50
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
angle d’ouverture du joint en V a (°)
épai
sseu
r du
mat
éria
u (m
m)
ensuite recommandé de recuire les pièces après collage.
Pour les collages perpendiculaires, l’uti-lisation des joints en gorge ou en V – en dehors du simple collage bout-à-bout – a fait ses preuves dans la pratique, du fait que l’on peut ici juxtaposer d’abord les pièces „à sec“ et que le pro expérimenté peut obtenir un cordon pratiquement exempt de bulles. La variation de l’angle d’ouverture du cordon en gorge en fonction de l’épaisseur de la plaque est représentée à la Fig. 8.
Pour permettre la formation d’un cordon de colle, la plaque disposée horizontale-ment doit dépasser légèrement. Compte tenu du retrait de la colle pendant le durcissement, on obtient ensuite le joint creux représenté à la Fig. 9. Par principe, l’ouverture du cordon ne doit en aucun cas dépasser 3 mm. Dans le cas de couches de colle épaisses ou de joints volumineux, il est conseillé d’ajouter au mélange du ACRIFIX® MO 0070, comme nous l’avons indiqué plus haut, afin d’éviter la formation de bulles. Le recuit postérieur conseillé est décrit au chapitre 2.5.
Les collages perpendiculaires doivent impérativement être réalisés à l’aide de gabarits de maintien appropriés, afin de permettre une immobilisation des pièces à assembler pendant les opérations de
Figure 7: Forme des joints pour les collages bout-à-bout
a) épaisseur de plaque = 5 mmb) épaisseur de plaque de 6 à 20 mm c) épaisseur de plaque 21 à 25 mm
(addition du ACRIFIX® MO 0070) d) épaisseur de bloc = 30 mm
(addition du ACRIFIX® MO 0070)e) entonnoir fixé avec ruban adhésif
0,5 à 1 mm; 2 à 4 mm
14
collage et de durcissement. Le maintien de la pièce placée debout doit être aussi soigneux que possible, car de faibles variations de la position angulaire suffisent à provoquer la formation de bulles dans le joint sous l’effet d’une aspiration d’air.
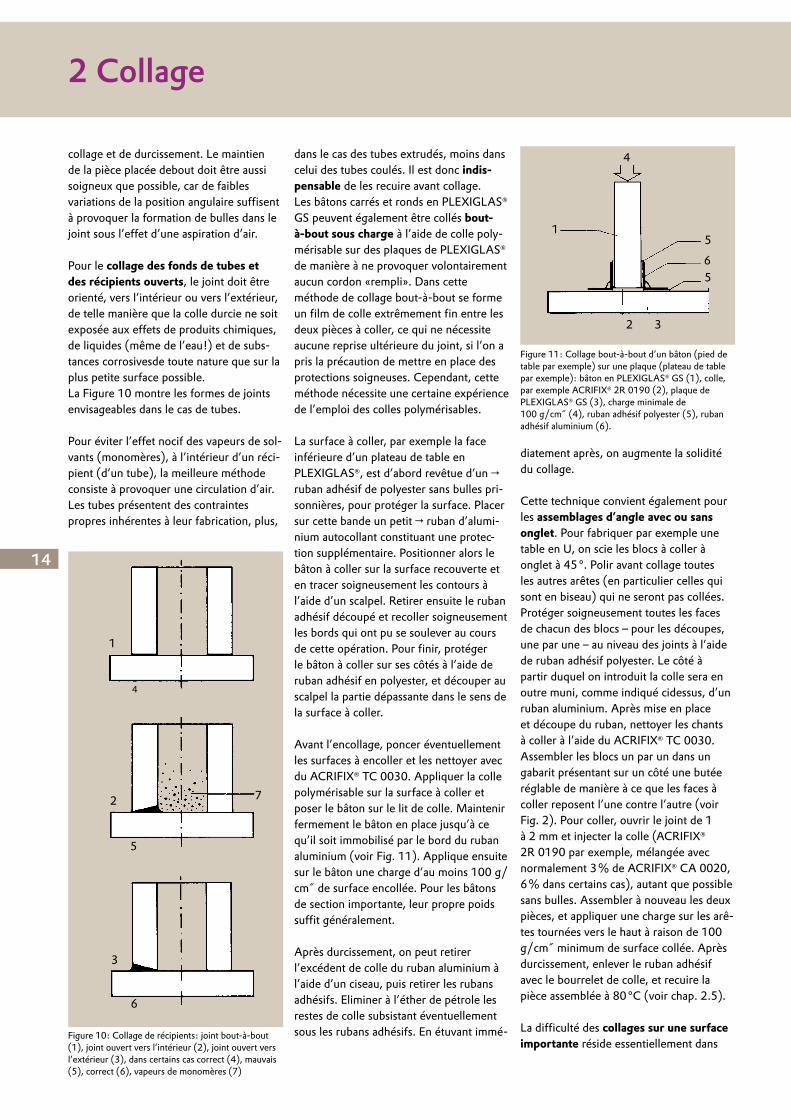
Pour le collage des fonds de tubes et des récipients ouverts, le joint doit être orienté, vers l’intérieur ou vers l’extérieur, de telle manière que la colle durcie ne soit exposée aux effets de produits chimiques, de liquides (même de l’eau!) et de subs-tances corrosivesde toute nature que sur la plus petite surface possible.La Figure 10 montre les formes de joints envisageables dans le cas de tubes.
Pour éviter l’effet nocif des vapeurs de sol-vants (monomères), à l’intérieur d’un réci-pient (d’un tube), la meilleure méthode consiste à provoquer une circulation d’air. Les tubes présentent des contraintes propres inhérentes à leur fabrication, plus,
diatement après, on augmente la solidité du collage.
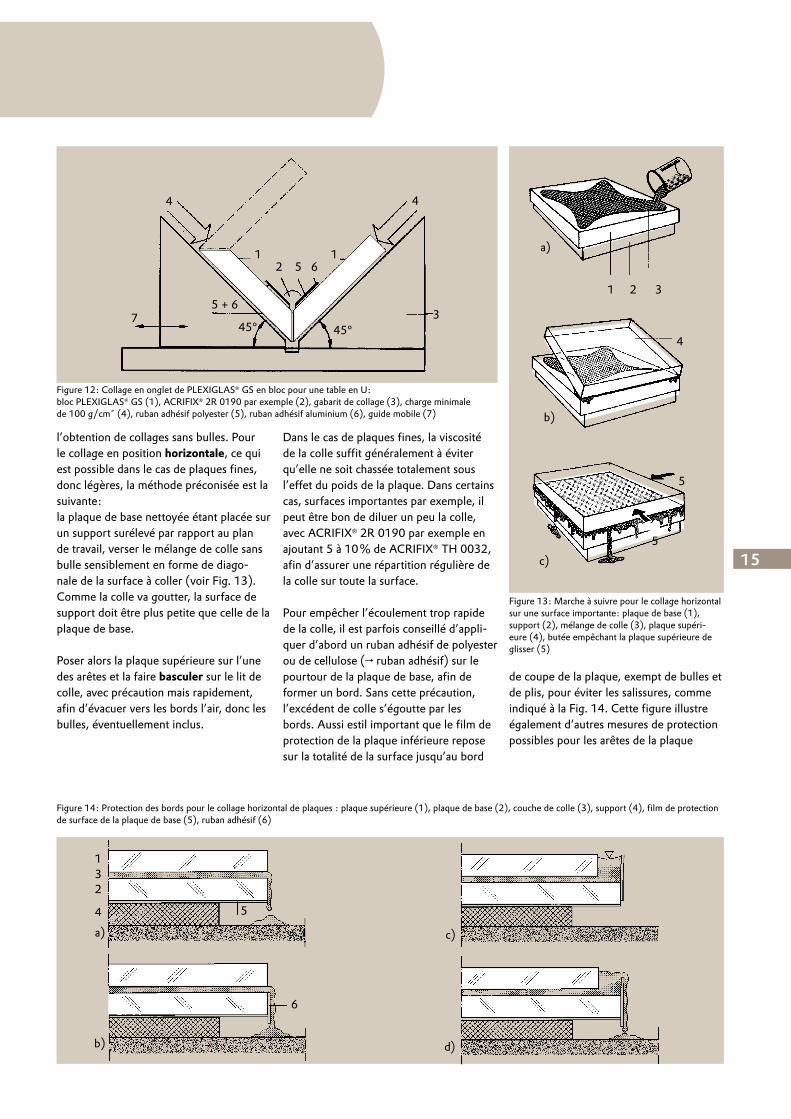
Cette technique convient également pour les assemblages d’angle avec ou sans onglet. Pour fabriquer par exemple une table en U, on scie les blocs à coller à onglet à 45 °. Polir avant collage toutes les autres arêtes (en particulier celles qui sont en biseau) qui ne seront pas collées. Protéger soigneusement toutes les faces de chacun des blocs – pour les découpes, une par une – au niveau des joints à l’aide de ruban adhésif polyester. Le côté à partir duquel on introduit la colle sera en outre muni, comme indiqué cidessus, d’un ruban aluminium. Après mise en place et découpe du ruban, nettoyer les chants à coller à l’aide du ACRIFIX® TC 0030. Assembler les blocs un par un dans un gabarit présentant sur un côté une butée réglable de manière à ce que les faces à coller reposent l’une contre l’autre (voir Fig. 2). Pour coller, ouvrir le joint de 1 à 2 mm et injecter la colle (ACRIFIX® 2R 0190 par exemple, mélangée avec normalement 3 % de ACRIFIX® CA 0020, 6 % dans certains cas), autant que possible sans bulles. Assembler à nouveau les deux pièces, et appliquer une charge sur les arê-tes tournées vers le haut à raison de 100 g/cm˝ minimum de surface collée. Après durcissement, enlever le ruban adhésif avec le bourrelet de colle, et recuire la pièce assemblée à 80 °C (voir chap. 2.5).
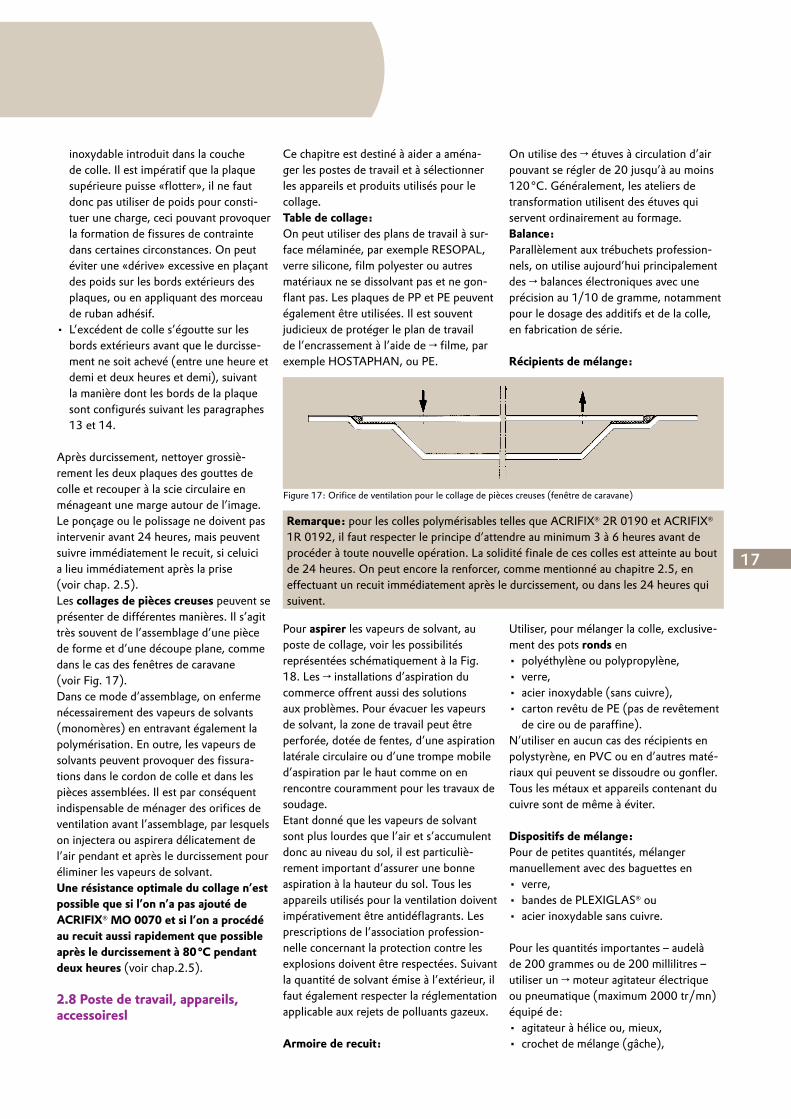
La difficulté des collages sur une surface importante réside essentiellement dans
dans le cas des tubes extrudés, moins dans celui des tubes coulés. Il est donc indis-pensable de les recuire avant collage.Les bâtons carrés et ronds en PLEXIGLAS® GS peuvent également être collés bout-à-bout sous charge à l’aide de colle poly-mérisable sur des plaques de PLEXIGLAS® de manière à ne provoquer volontairement aucun cordon «rempli». Dans cette méthode de collage bout-à-bout se forme un film de colle extrêmement fin entre les deux pièces à coller, ce qui ne nécessite aucune reprise ultérieure du joint, si l’on a pris la précaution de mettre en place des protections soigneuses. Cependant, cette méthode nécessite une certaine expérience de l’emploi des colles polymérisables.
La surface à coller, par exemple la face inférieure d’un plateau de table en PLEXIGLAS®, est d’abord revêtue d’un → ruban adhésif de polyester sans bulles pri-sonnières, pour protéger la surface. Placer sur cette bande un petit → ruban d’alumi-nium autocollant constituant une protec-tion supplémentaire. Positionner alors le bâton à coller sur la surface recouverte et en tracer soigneusement les contours à l’aide d’un scalpel. Retirer ensuite le ruban adhésif découpé et recoller soigneusement les bords qui ont pu se soulever au cours de cette opération. Pour finir, protéger le bâton à coller sur ses côtés à l’aide de ruban adhésif en polyester, et découper au scalpel la partie dépassante dans le sens de la surface à coller.
Avant l’encollage, poncer éventuellement les surfaces à encoller et les nettoyer avec du ACRIFIX® TC 0030. Appliquer la colle polymérisable sur la surface à coller et poser le bâton sur le lit de colle. Maintenir fermement le bâton en place jusqu’à ce qu’il soit immobilisé par le bord du ruban aluminium (voir Fig. 11). Applique ensuite sur le bâton une charge d’au moins 100 g/cm˝ de surface encollée. Pour les bâtons de section importante, leur propre poids suffit généralement.
Après durcissement, on peut retirer l’excédent de colle du ruban aluminium à l’aide d’un ciseau, puis retirer les rubans adhésifs. Eliminer à l’éther de pétrole les restes de colle subsistant éventuellement sous les rubans adhésifs. En étuvant immé-Figure 10: Collage de récipients: joint bout-à-bout
(1), joint ouvert vers l’intérieur (2), joint ouvert vers l’extérieur (3), dans certains cas correct (4), mauvais (5), correct (6), vapeurs de monomères (7)
1
4
2
5
3
6
Figure 11: Collage bout-à-bout d’un bâton (pied de table par exemple) sur une plaque (plateau de table par exemple): bâton en PLEXIGLAS® GS (1), colle, par exemple ACRIFIX® 2R 0190 (2), plaque de PLEXIGLAS® GS (3), charge minimale de 100 g/cm˝ (4), ruban adhésif polyester (5), ruban adhésif aluminium (6).
4
15
2 3
65
7
2 Collage
15
Figure 14: Protection des bords pour le collage horizontal de plaques : plaque supérieure (1), plaque de base (2), couche de colle (3), support (4), film de protection de surface de la plaque de base (5), ruban adhésif (6)
b)
132
4
a) c)
d)
6
5
Figure 13: Marche à suivre pour le collage horizontal sur une surface importante: plaque de base (1), support (2), mélange de colle (3), plaque supéri-eure (4), butée empêchant la plaque supérieure de glisser (5)
c)
5
5
4
b)
1 2 3
a)
Figure 12: Collage en onglet de PLEXIGLAS® GS en bloc pour une table en U:bloc PLEXIGLAS® GS (1), ACRIFIX® 2R 0190 par exemple (2), gabarit de collage (3), charge minimale de 100 g/cm˝ (4), ruban adhésif polyester (5), ruban adhésif aluminium (6), guide mobile (7)
4
1 12 5 6
5 + 6
45° 45°7
4
3
Dans le cas de plaques fines, la viscosité de la colle suffit généralement à éviter qu’elle ne soit chassée totalement sous l’effet du poids de la plaque. Dans certains cas, surfaces importantes par exemple, il peut être bon de diluer un peu la colle, avec ACRIFIX® 2R 0190 par exemple en ajoutant 5 à 10 % de ACRIFIX® TH 0032, afin d’assurer une répartition régulière de la colle sur toute la surface.
Pour empêcher l’écoulement trop rapide de la colle, il est parfois conseillé d’appli-quer d’abord un ruban adhésif de polyester ou de cellulose (→ ruban adhésif) sur le pourtour de la plaque de base, afin de former un bord. Sans cette précaution, l’excédent de colle s’égoutte par les bords. Aussi estil important que le film de protection de la plaque inférieure repose sur la totalité de la surface jusqu’au bord
l’obtention de collages sans bulles. Pour le collage en position horizontale, ce qui est possible dans le cas de plaques fines, donc légères, la méthode préconisée est la suivante:la plaque de base nettoyée étant placée sur un support surélevé par rapport au plan de travail, verser le mélange de colle sans bulle sensiblement en forme de diago-nale de la surface à coller (voir Fig. 13). Comme la colle va goutter, la surface de support doit être plus petite que celle de la plaque de base.
Poser alors la plaque supérieure sur l’une des arêtes et la faire basculer sur le lit de colle, avec précaution mais rapidement, afin d’évacuer vers les bords l’air, donc les bulles, éventuellement inclus.
de coupe de la plaque, exempt de bulles et de plis, pour éviter les salissures, comme indiqué à la Fig. 14. Cette figure illustre également d’autres mesures de protection possibles pour les arêtes de la plaque
16
de base comportant les rubans adhésifs mentionnés.
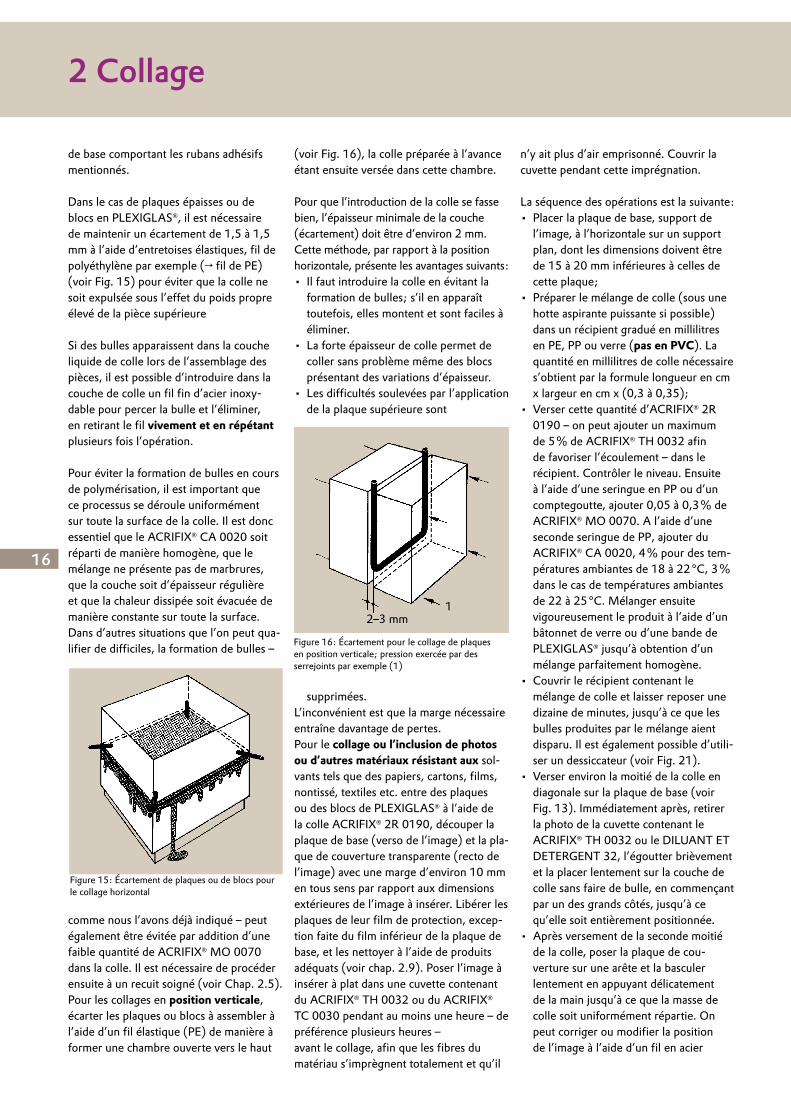
Dans le cas de plaques épaisses ou de blocs en PLEXIGLAS®, il est nécessaire de maintenir un écartement de 1,5 à 1,5 mm à l’aide d’entretoises élastiques, fil de polyéthylène par exemple (→ fil de PE) (voir Fig. 15) pour éviter que la colle ne soit expulsée sous l’effet du poids propre élevé de la pièce supérieure
Si des bulles apparaissent dans la couche liquide de colle lors de l’assemblage des pièces, il est possible d’introduire dans la couche de colle un fil fin d’acier inoxy-dable pour percer la bulle et l’éliminer, en retirant le fil vivement et en répétant plusieurs fois l’opération.
Pour éviter la formation de bulles en cours de polymérisation, il est important que ce processus se déroule uniformément sur toute la surface de la colle. Il est donc essentiel que le ACRIFIX® CA 0020 soit réparti de manière homogène, que le mélange ne présente pas de marbrures, que la couche soit d’épaisseur régulière et que la chaleur dissipée soit évacuée de manière constante sur toute la surface. Dans d’autres situations que l’on peut qua-lifier de difficiles, la formation de bulles –
comme nous l’avons déjà indiqué – peut également être évitée par addition d’une faible quantité de ACRIFIX® MO 0070 dans la colle. Il est nécessaire de procéder ensuite à un recuit soigné (voir Chap. 2.5).Pour les collages en position verticale, écarter les plaques ou blocs à assembler à l’aide d’un fil élastique (PE) de manière à former une chambre ouverte vers le haut
n’y ait plus d’air emprisonné. Couvrir la cuvette pendant cette imprégnation.
La séquence des opérations est la suivante:Placer la plaque de base, support de • l’image, à l’horizontale sur un support plan, dont les dimensions doivent être de 15 à 20 mm inférieures à celles de cette plaque;Préparer le mélange de colle (sous une • hotte aspirante puissante si possible) dans un récipient gradué en millilitres en PE, PP ou verre (pas en PVC). La quantité en millilitres de colle nécessaire s’obtient par la formule longueur en cm x largeur en cm x (0,3 à 0,35);Verser cette quantité d’ACRIFIX• ® 2R 0190 – on peut ajouter un maximum de 5 % de ACRIFIX® TH 0032 afin de favoriser l’écoulement – dans le récipient. Contrôler le niveau. Ensuite à l’aide d’une seringue en PP ou d’un comptegoutte, ajouter 0,05 à 0,3 % de ACRIFIX® MO 0070. A l’aide d’une seconde seringue de PP, ajouter du ACRIFIX® CA 0020, 4 % pour des tem-pératures ambiantes de 18 à 22 °C, 3 % dans le cas de températures ambiantes de 22 à 25 °C. Mélanger ensuite vigoureusement le produit à l’aide d’un bâtonnet de verre ou d’une bande de PLEXIGLAS® jusqu’à obtention d’un mélange parfaitement homogène.Couvrir le récipient contenant le • mélange de colle et laisser reposer une dizaine de minutes, jusqu’à ce que les bulles produites par le mélange aient disparu. Il est également possible d’utili-ser un dessiccateur (voir Fig. 21). Verser environ la moitié de la colle en • diagonale sur la plaque de base (voir Fig. 13). Immédiatement après, retirer la photo de la cuvette contenant le ACRIFIX® TH 0032 ou le DILUANT ET DETERGENT 32, l’égoutter brièvement et la placer lentement sur la couche de colle sans faire de bulle, en commençant par un des grands côtés, jusqu’à ce qu’elle soit entièrement positionnée.Après versement de la seconde moitié • de la colle, poser la plaque de cou-verture sur une arête et la basculer lentement en appuyant délicatement de la main jusqu’à ce que la masse de colle soit uniformément répartie. On peut corriger ou modifier la position de l’image à l’aide d’un fil en acier
(voir Fig. 16), la colle préparée à l’avance étant ensuite versée dans cette chambre.
Pour que l’introduction de la colle se fasse bien, l’épaisseur minimale de la couche (écartement) doit être d’environ 2 mm. Cette méthode, par rapport à la position horizontale, présente les avantages suivants:
Il faut introduire la colle en évitant la • formation de bulles; s’il en apparaît toutefois, elles montent et sont faciles à éliminer.La forte épaisseur de colle permet de • coller sans problème même des blocs présentant des variations d’épaisseur.Les difficultés soulevées par l’application • de la plaque supérieure sont
supprimées.L’inconvénient est que la marge nécessaire entraîne davantage de pertes.Pour le collage ou l’inclusion de photos ou d’autres matériaux résistant aux sol-vants tels que des papiers, cartons, films, nontissé, textiles etc. entre des plaques ou des blocs de PLEXIGLAS® à l’aide de la colle ACRIFIX® 2R 0190, découper la plaque de base (verso de l’image) et la pla-que de couverture transparente (recto de l’image) avec une marge d’environ 10 mm en tous sens par rapport aux dimensions extérieures de l’image à insérer. Libérer les plaques de leur film de protection, excep-tion faite du film inférieur de la plaque de base, et les nettoyer à l’aide de produits adéquats (voir chap. 2.9). Poser l’image à insérer à plat dans une cuvette contenant du ACRIFIX® TH 0032 ou du ACRIFIX® TC 0030 pendant au moins une heure – de préférence plusieurs heures – avant le collage, afin que les fibres du matériau s’imprègnent totalement et qu’il
Figure 16: Écartement pour le collage de plaques en position verticale; pression exercée par des serrejoints par exemple (1)
12–3 mm
Figure 15: Écartement de plaques ou de blocs pour le collage horizontal
2 Kleben2 Collage
17
inoxydable introduit dans la couche de colle. Il est impératif que la plaque supérieure puisse «flotter», il ne faut donc pas utiliser de poids pour consti-tuer une charge, ceci pouvant provoquer la formation de fissures de contrainte dans certaines circonstances. On peut éviter une «dérive» excessive en plaçant des poids sur les bords extérieurs des plaques, ou en appliquant des morceau de ruban adhésif.L’excédent de colle s’égoutte sur les • bords extérieurs avant que le durcisse-ment ne soit achevé (entre une heure et demi et deux heures et demi), suivant la manière dont les bords de la plaque sont configurés suivant les paragraphes 13 et 14.
Après durcissement, nettoyer grossiè-rement les deux plaques des gouttes de colle et recouper à la scie circulaire en ménageant une marge autour de l’image. Le ponçage ou le polissage ne doivent pas intervenir avant 24 heures, mais peuvent suivre immédiatement le recuit, si celuici a lieu immédiatement après la prise (voir chap. 2.5).Les collages de pièces creuses peuvent se présenter de différentes manières. Il s’agit très souvent de l’assemblage d’une pièce de forme et d’une découpe plane, comme dans le cas des fenêtres de caravane (voir Fig. 17).Dans ce mode d’assemblage, on enferme nécessairement des vapeurs de solvants (monomères) en entravant également la polymérisation. En outre, les vapeurs de solvants peuvent provoquer des fissura-tions dans le cordon de colle et dans les pièces assemblées. Il est par conséquent indispensable de ménager des orifices de ventilation avant l’assemblage, par lesquels on injectera ou aspirera délicatement de l’air pendant et après le durcissement pour éliminer les vapeurs de solvant.Une résistance optimale du collage n’est possible que si l’on n’a pas ajouté de ACRIFIX® MO 0070 et si l’on a procédé au recuit aussi rapidement que possible après le durcissement à 80 °C pendant deux heures (voir chap.2.5).
2.8 Poste de travail, appareils, accessoiresl
Utiliser, pour mélanger la colle, exclusive-ment des pots ronds en
polyéthylène ou polypropylène,• verre,• acier inoxydable (sans cuivre),• carton revêtu de PE (pas de revêtement • de cire ou de paraffine).
N’utiliser en aucun cas des récipients en polystyrène, en PVC ou en d’autres maté-riaux qui peuvent se dissoudre ou gonfler. Tous les métaux et appareils contenant du cuivre sont de même à éviter.
Dispositifs de mélange:Pour de petites quantités, mélanger manuellement avec des baguettes en
verre,• bandes de PLEXIGLAS• ® ouacier inoxydable sans cuivre.•
Pour les quantités importantes – audelà de 200 grammes ou de 200 millilitres – utiliser un → moteur agitateur électrique ou pneumatique (maximum 2000 tr/mn) équipé de:
agitateur à hélice ou, mieux,• crochet de mélange (gâche), •
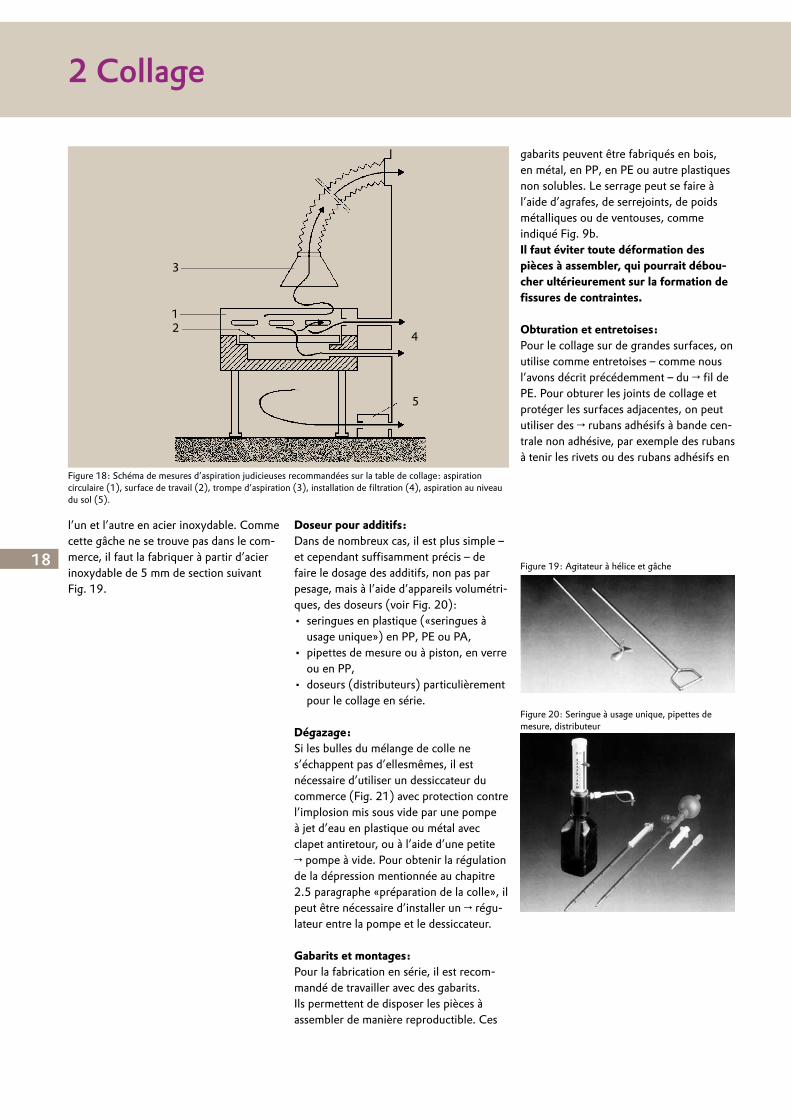
Pour aspirer les vapeurs de solvant, au poste de collage, voir les possibilités représentées schématiquement à la Fig. 18. Les → installations d’aspiration du commerce offrent aussi des solutions aux problèmes. Pour évacuer les vapeurs de solvant, la zone de travail peut être perforée, dotée de fentes, d’une aspiration latérale circulaire ou d’une trompe mobile d’aspiration par le haut comme on en rencontre couramment pour les travaux de soudage.Etant donné que les vapeurs de solvant sont plus lourdes que l’air et s’accumulent donc au niveau du sol, il est particuliè-rement important d’assurer une bonne aspiration à la hauteur du sol. Tous les appareils utilisés pour la ventilation doivent impérativement être antidéflagrants. Les prescriptions de l’association profession-nelle concernant la protection contre les explosions doivent être respectées. Suivant la quantité de solvant émise à l’extérieur, il faut également respecter la réglementation applicable aux rejets de polluants gazeux.
Armoire de recuit:
Remarque: pour les colles polymérisables telles que ACRIFIX® 2R 0190 et ACRIFIX® 1R 0192, il faut respecter le principe d’attendre au minimum 3 à 6 heures avant de procéder à toute nouvelle opération. La solidité finale de ces colles est atteinte au bout de 24 heures. On peut encore la renforcer, comme mentionné au chapitre 2.5, en effectuant un recuit immédiatement après le durcissement, ou dans les 24 heures qui suivent.
Figure 17: Orifice de ventilation pour le collage de pièces creuses (fenêtre de caravane)
On utilise des → étuves à circulation d’air pouvant se régler de 20 jusqu’à au moins 120 °C. Généralement, les ateliers de transformation utilisent des étuves qui servent ordinairement au formage.Balance:Parallèlement aux trébuchets profession-nels, on utilise aujourd’hui principalement des → balances électroniques avec une précision au 1/10 de gramme, notamment pour le dosage des additifs et de la colle, en fabrication de série.
Récipients de mélange:
Ce chapitre est destiné à aider a aména-ger les postes de travail et à sélectionner les appareils et produits utilisés pour le collage.Table de collage:On peut utiliser des plans de travail à sur-face mélaminée, par exemple RESOPAL, verre silicone, film polyester ou autres matériaux ne se dissolvant pas et ne gon-flant pas. Les plaques de PP et PE peuvent également être utilisées. Il est souvent judicieux de protéger le plan de travail de l’encrassement à l’aide de → filme, par exemple HOSTAPHAN, ou PE.
18 Figure 19: Agitateur à hélice et gâche
Figure 20: Seringue à usage unique, pipettes de mesure, distributeur
Figure 18: Schéma de mesures d’aspiration judicieuses recommandées sur la table de collage: aspiration circulaire (1), surface de travail (2), trompe d’aspiration (3), installation de filtration (4), aspiration au niveau du sol (5).
12
3
5
4
l’un et l’autre en acier inoxydable. Comme cette gâche ne se trouve pas dans le com-merce, il faut la fabriquer à partir d’acier inoxydable de 5 mm de section suivant Fig. 19.
gabarits peuvent être fabriqués en bois, en métal, en PP, en PE ou autre plastiques non solubles. Le serrage peut se faire à l’aide d’agrafes, de serrejoints, de poids métalliques ou de ventouses, comme indiqué Fig. 9b.Il faut éviter toute déformation des pièces à assembler, qui pourrait débou-cher ultérieurement sur la formation de fissures de contraintes.
Obturation et entretoises:Pour le collage sur de grandes surfaces, on utilise comme entretoises – comme nous l’avons décrit précédemment – du → fil de PE. Pour obturer les joints de collage et protéger les surfaces adjacentes, on peut utiliser des → rubans adhésifs à bande cen-trale non adhésive, par exemple des rubans à tenir les rivets ou des rubans adhésifs en
Doseur pour additifs:Dans de nombreux cas, il est plus simple – et cependant suffisamment précis – de faire le dosage des additifs, non pas par pesage, mais à l’aide d’appareils volumétri-ques, des doseurs (voir Fig. 20):
seringues en plastique («seringues à • usage unique») en PP, PE ou PA,pipettes de mesure ou à piston, en verre • ou en PP,doseurs (distributeurs) particulièrement • pour le collage en série.
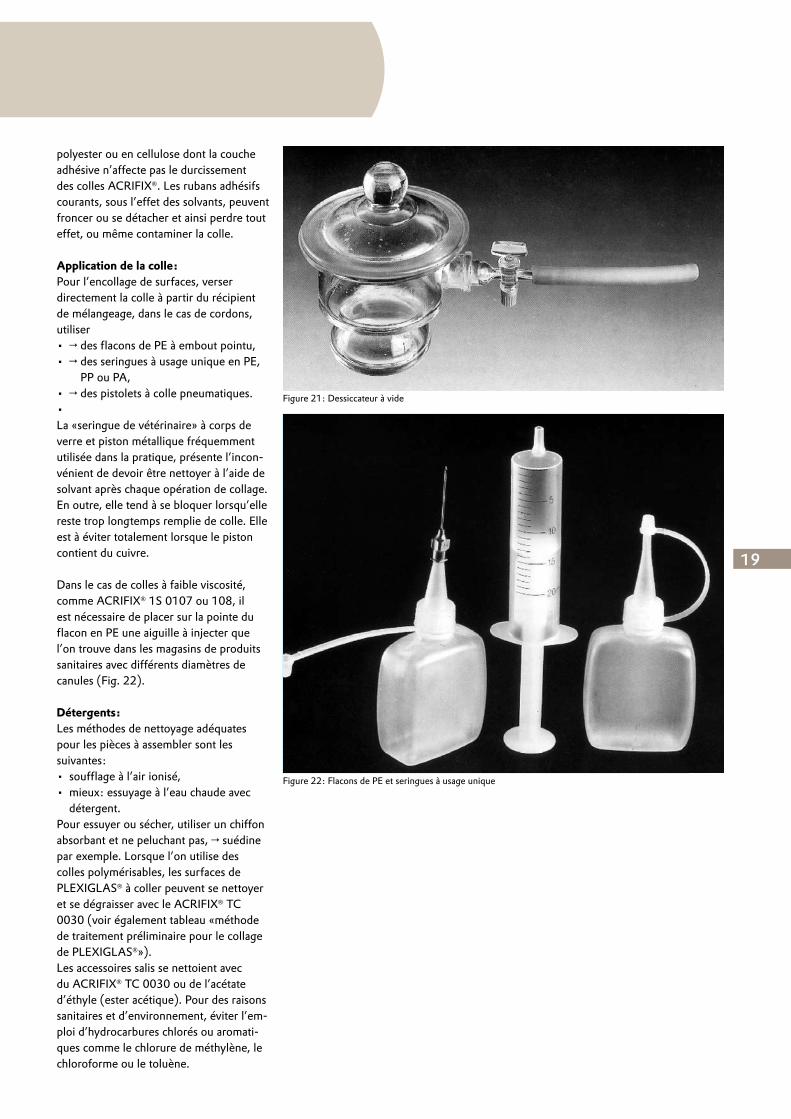
Dégazage:Si les bulles du mélange de colle ne s’échappent pas d’ellesmêmes, il est nécessaire d’utiliser un dessiccateur du commerce (Fig. 21) avec protection contre l’implosion mis sous vide par une pompe à jet d’eau en plastique ou métal avec clapet antiretour, ou à l’aide d’une petite → pompe à vide. Pour obtenir la régulation de la dépression mentionnée au chapitre 2.5 paragraphe «préparation de la colle», il peut être nécessaire d’installer un → régu-lateur entre la pompe et le dessiccateur.
Gabarits et montages:Pour la fabrication en série, il est recom-mandé de travailler avec des gabarits. Ils permettent de disposer les pièces à assembler de manière reproductible. Ces
2 Kleben2 Collage
19
Figure 21: Dessiccateur à vide
Figure 22: Flacons de PE et seringues à usage unique
polyester ou en cellulose dont la couche adhésive n’affecte pas le durcissement des colles ACRIFIX®. Les rubans adhésifs courants, sous l’effet des solvants, peuvent froncer ou se détacher et ainsi perdre tout effet, ou même contaminer la colle.
Application de la colle:Pour l’encollage de surfaces, verser directement la colle à partir du récipient de mélangeage, dans le cas de cordons, utiliser
→ des flacons de PE à embout pointu,• → des seringues à usage unique en PE, •
PP ou PA,→ des pistolets à colle pneumatiques. •
• La «seringue de vétérinaire» à corps de verre et piston métallique fréquemment utilisée dans la pratique, présente l’incon-vénient de devoir être nettoyer à l’aide de solvant après chaque opération de collage. En outre, elle tend à se bloquer lorsqu’elle reste trop longtemps remplie de colle. Elle est à éviter totalement lorsque le piston contient du cuivre.
Dans le cas de colles à faible viscosité, comme ACRIFIX® 1S 0107 ou 108, il est nécessaire de placer sur la pointe du flacon en PE une aiguille à injecter que l’on trouve dans les magasins de produits sanitaires avec différents diamètres de canules (Fig. 22).
Détergents:Les méthodes de nettoyage adéquates pour les pièces à assembler sont les suivantes:
soufflage à l’air ionisé,• mieux: essuyage à l’eau chaude avec • détergent.
Pour essuyer ou sécher, utiliser un chiffon absorbant et ne peluchant pas, → suédine par exemple. Lorsque l’on utilise des colles polymérisables, les surfaces de PLEXIGLAS® à coller peuvent se nettoyer et se dégraisser avec le ACRIFIX® TC 0030 (voir également tableau «méthode de traitement préliminaire pour le collage de PLEXIGLAS®»).Les accessoires salis se nettoient avec du ACRIFIX® TC 0030 ou de l’acétate d’éthyle (ester acétique). Pour des raisons sanitaires et d’environnement, éviter l’em-ploi d’hydrocarbures chlorés ou aromati-ques comme le chlorure de méthylène, le chloroforme ou le toluène.
20
Erreur (symptôme) Cause Remède
Colles polymérisables
Formation de fissures dans les zones intactes Pression d’application locale trop élevée Répartir régulièrement la pression
Contraintes de refroidissement dues à des erreurs de recuit Laisser refroidir assez longtemps
Expo sition trop longue à des solvants ou monomères
Contrôler le dosage du durcisseur, augmenter la température ambiante, la température de la colle, la température de la pièce
Le matériau présente des contraintes propres dues à la méthode de fabrication (pièces injectées et extrudées)
Etuver et favoriser l’évacuation des solvants et des monomères, utiliser des types de colles réduisant les risques de fissuration (ACRIFIX® 1S 0106, 1S 0107)
Les pièces assemblées contiennent trop d’humidité. Sécher/recuire
ormation de fissures dans les zones usinées Comme cidessus Comme cidessus
Contraintes dans le matériau résultant de l’usinageOptimiser les méthodes de transformation et recuire
Formation de fissures autour du cordon de colle (face interne/cavité des pièces assemblées)
Contraintes dans le matériau, impossibilité d’évacuer un agent corrosif, monomère, solvant)
Ventiler, modifier la position pour favoriser la ventilation, recuire
Mauvaise conception du cordon de colleCorriger de manière à favoriser l’évacuation et à réduire l’exposition à la corrosion
Formation de fissures dans la colle durcie
En cas de fissuration superficielle; contraintes superficielles dues au retrait de la colle et à l’action de produits corrosifs Etuver après durcissement
En cas de fissuration dans la colle: réaliser le cordon de colle en plusieurs phases sans recuit intermédiaire
Etuver après chaque collage supplémentaire, coller en ‘humide sur humide», c’est à dire attendre que le premier cordon ait pris pour placer le second
Bulles et décollage Inclusion d’air Dégazer la colle
Bulles incluses au moment du collage
Bien veiller à ne pas inclure d’air lors de la mise en place de la colle, améliorer éventuellement le mouillage en traitant la surface à l’aide du ACRIFIX® TC 0030, lisser la surface de coupe à l’aide d’un racloir, dans le cas de collage sur surface importante, éliminer les bulles comme indiqué dans la section correspondante
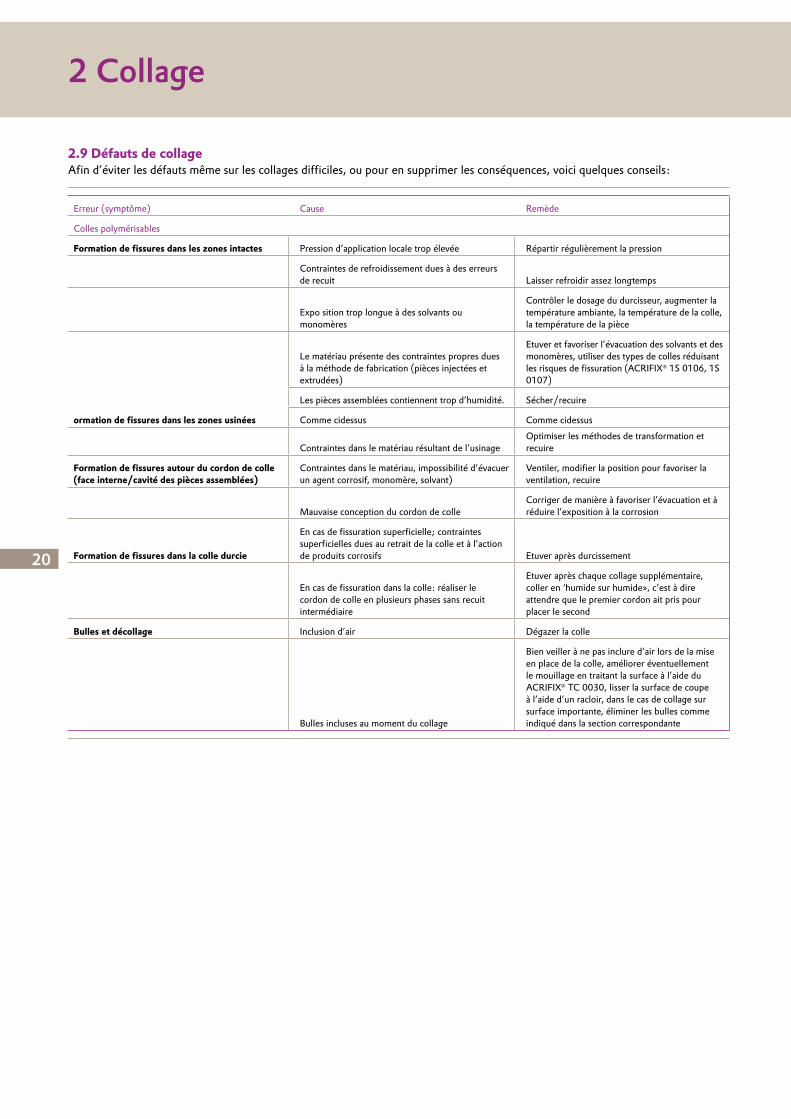
2.9 Défauts de collageAfin d’éviter les défauts même sur les collages difficiles, ou pour en supprimer les conséquences, voici quelques conseils:
2 Collage
21
Erreur (symptôme) Cause Remède
Colles polymérisables
Trop fort dégagement de température lors de la polymérisation (évaporation de monomère)
Réduire l’épaisseur de la couche. Réduire légère-ment la quantité de durcisseur.Ajouter du ACRIFIX® MO 0070. Appliquer la colle en plusieurs fois.
Cordon de colle irrégulierTravailler avec des surfaces à encoller planes, respecter un écartement plus précis
Air inspiré à cause du retrait de la colle ou du retour élastique des pièces
Augmenter et uniformiser l’épaisseur de colle, pendant le durcissement, augmenter la pression jusqu’à la prise complète
Mauvaise répartition du durcisseur ou polymérisa-tion incomplète; impuretés
Mieux mélanger la colle; dégagement de chaleur localisée trop élevé. Exclure l’influence de corps étrangers ou de métaux non ferreux
Surface à coller souillée Nettoyer soigneusement
Mauvais durcissement ou durcissement trop lentErreur dans le choix de la colle préliminaire
Utiliser une autre colle. Ventiler et laisser durcir pendant longtemps
Dose de durcisseur insuffisante (ACRIFIX® CA 0020)
Augmenter la dose de durcisseur et respecter les instructions
Température insuffisante des pièces assemblées et/ou de la colle, courant d’air
La température des pièces à assembler et de la colle doit être d’au moins 15 °C, généralement plutôt de 20 à 25; travailler dans des locaux sans courants d’air
Polymérisation perturbée par la présence de cuivre, de laiton, de caoutchouc, de colle de ruban adhésif
Eviter ces phénomènes en utilisant des matériaux neutres ou modifier la disposition
Le durcisseur est trop ancien ou a été mal conservé. Utiliser du durcisseur frais
Les monomères/solvants ne peuvent pas s’évacuer (cavités/décrochements)
Ventiler et favoriser l’évacuation en modifiant la disposition
Les pièces assemblées perturbent la polymérisation (pièces assemblées en PMMA difficilement inflam-mable par exemple)
Augmenter la température de la pièce; augmen-ter la concentration en durcisseur; augmenter l’épaisseur du cordon
Points tendres isolés dans le cordon Mauvaise répartition du durcisseur Mélanger plus soigneusement
Inclusions d’air (bulles) Appliquer la colle avec plus de soin
Coloration du cordon Dosage excessif ou insuffisant du durcisseurDoser le durcisseur conformément aux prescriptions
22
Erreur (symptôme) Cause Remède
Colles polymérisables
Dissolution de substances étrangères dans la colle (caoutchouc, ions métalliques)
Eviter l’inclusion de corps étrangers, utiliser des accessoires adéquats en verre, en acier inoxyda-ble, en PE, PP ou PA
Le durcisseur est trop vieux ou mal conservé. Utiliser du durcisseur frais
Colle froide, réaction trop lente
Le mélange de colle doit présenter une tempéra-ture d’au moins 15 °C, plus généralement de 20 à 25 °C, ne pas le stocker au réfrigérateur
Trouble ou coloration blanche Formation de microfissures de contrainteEtuver directement après le collage; stocker les pièces dans des locaux sans agent corrosif
En cas d’humidité ambiante trop élevée, influence de l’eau qui s’est condensée à la surface de la colle et a ensuite été emprisonnée
Mettre en œuvre la colle ou la colle à solvant ou le vernis adhésif ainsi que les pièces à assembler à une température ambiante aussi élevée que possible
Présence d’eau dans la colle Ne plus utiliser cette colle
Flambage des pièces collées Contrainte de retrait au durcissement de la colle Etuver
Couples de résistance des pièces collées différents
Equilibrer les couples, en utilisant par exemple des plaques de même épaisseur, après collage, recuire en exerçant une pression dans le sens inverse
Différence de température des pièces assemblées Equilibrer les températures
Teneurs en eau des pièces encollées différentesAllonger la durée de stockage (1 semaine) sans film de protection avant collage
Résistance insuffisante du collageDépassement de la durée de vie en pot, durée de dissolution insuffisante
Après addition du durcisseur, le mélange de colle doit être utilisé dans les temps prévus.
Surface à coller souillée de graisse, de sueur ou de résidus de film de protection
Nettoyer soigneusement les surfaces à coller et poncer éventuellement un peu
Mouillage insuffisant du fait de la formation de peau sur la colle
Assembler les pièces immédiatement après avoir étalé la colle. La peau sur la colle peut être évitée, ou éliminée, à l’air du ACRIFIX® TC 0030
Eau de condensation à la surface de la colle ou des pièces à assembler Toujours travailler à une température supérieure
Le matériau à coller est réticulé (par exemple PLEXIGLAS® GS 209, PLEXIGLAS® GS SW) Poncer la surface
Colles à solvant/Vernis adhésif
Trouble ou coloration blanche
Température insuffisante du local et du matériau, l’humidité de l’air s’est concentrée à la surface de la colle et a été absorbée. Travailler à une température supérieure
Fissuration à la surface de la colleLes pièces assemblées présentent des contraintes excessives Etuver
Formation de bulles à la surface de la colle
Pression insuffisante, joint de colle trop épais, surface à coller trop rugueuse, ajustage insuffisant, montée en température trop rapide lors du recuit
Augmenter la pression, améliorer l’ajustage, lisser la surface, recuire plus lentement
2 Collage
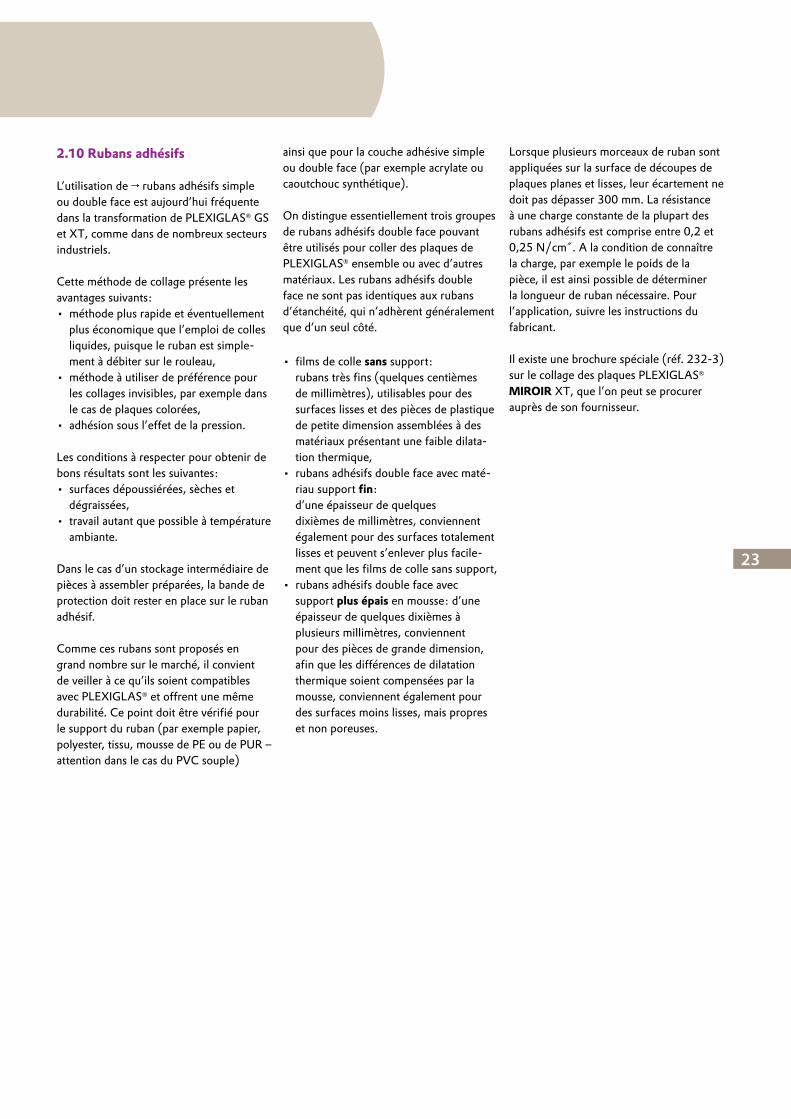
23
2.10 Rubans adhésifs
L’utilisation de → rubans adhésifs simple ou double face est aujourd’hui fréquente dans la transformation de PLEXIGLAS® GS et XT, comme dans de nombreux secteurs industriels.
Cette méthode de collage présente les avantages suivants:
méthode plus rapide et éventuellement • plus économique que l’emploi de colles liquides, puisque le ruban est simple-ment à débiter sur le rouleau,méthode à utiliser de préférence pour • les collages invisibles, par exemple dans le cas de plaques colorées,adhésion sous l’effet de la pression.•
Les conditions à respecter pour obtenir de bons résultats sont les suivantes:
surfaces dépoussiérées, sèches et • dégraissées,travail autant que possible à température • ambiante.
Dans le cas d’un stockage intermédiaire de pièces à assembler préparées, la bande de protection doit rester en place sur le ruban adhésif.
Comme ces rubans sont proposés en grand nombre sur le marché, il convient de veiller à ce qu’ils soient compatibles avec PLEXIGLAS® et offrent une même durabilité. Ce point doit être vérifié pour le support du ruban (par exemple papier, polyester, tissu, mousse de PE ou de PUR – attention dans le cas du PVC souple)
ainsi que pour la couche adhésive simple ou double face (par exemple acrylate ou caoutchouc synthétique).
On distingue essentiellement trois groupes de rubans adhésifs double face pouvant être utilisés pour coller des plaques de PLEXIGLAS® ensemble ou avec d’autres matériaux. Les rubans adhésifs double face ne sont pas identiques aux rubans d’étanchéité, qui n’adhèrent généralement que d’un seul côté.
films de colle • sans support: rubans très fins (quelques centièmes de millimètres), utilisables pour des surfaces lisses et des pièces de plastique de petite dimension assemblées à des matériaux présentant une faible dilata-tion thermique,rubans adhésifs double face avec maté-• riau support fin: d’une épaisseur de quelques dixièmes de millimètres, conviennent également pour des surfaces totalement lisses et peuvent s’enlever plus facile-ment que les films de colle sans support,rubans adhésifs double face avec • support plus épais en mousse: d’une épaisseur de quelques dixièmes à plusieurs millimètres, conviennent pour des pièces de grande dimension, afin que les différences de dilatation thermique soient compensées par la mousse, conviennent également pour des surfaces moins lisses, mais propres et non poreuses.
Lorsque plusieurs morceaux de ruban sont appliquées sur la surface de découpes de plaques planes et lisses, leur écartement ne doit pas dépasser 300 mm. La résistance à une charge constante de la plupart des rubans adhésifs est comprise entre 0,2 et 0,25 N/cm˝. A la condition de connaître la charge, par exemple le poids de la pièce, il est ainsi possible de déterminer la longueur de ruban nécessaire. Pour l’application, suivre les instructions du fabricant.
Il existe une brochure spéciale (réf. 232-3) sur le collage des plaques PLEXIGLAS® MIROIR XT, que l’on peut se procurer auprès de son fournisseur.
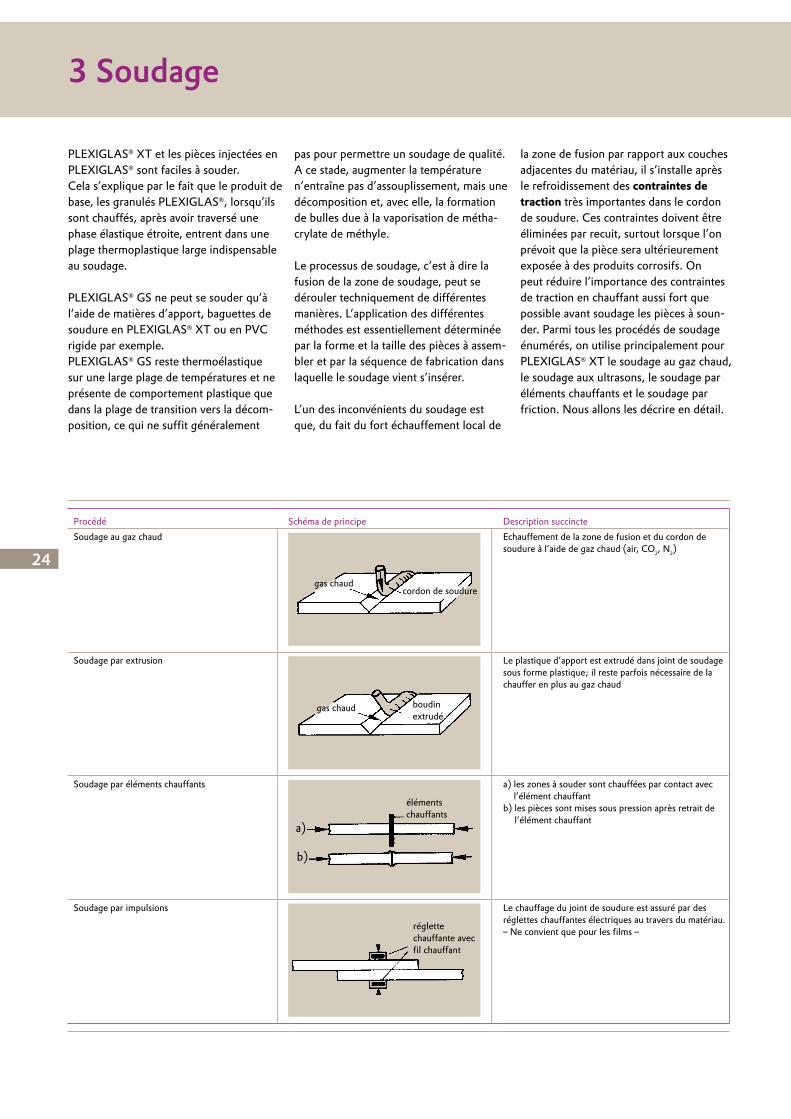
24
Procédé Schéma de principe Description succincte
Soudage au gaz chaud
gas chaudcordon de soudure
Echauffement de la zone de fusion et du cordon de soudure à l’aide de gaz chaud (air, CO
2, N
2)
Soudage par extrusion
gas chaud boudinextrudé
Le plastique d’apport est extrudé dans joint de soudage sous forme plastique; il reste parfois nécessaire de la chauffer en plus au gaz chaud
Soudage par éléments chauffants
éléments chauffants
a)
b)
a) les zones à souder sont chauffées par contact avec l’élément chauffant
b) les pièces sont mises sous pression après retrait de l’élément chauffant
Soudage par impulsions
réglette chauffante avec fil chauffant
Le chauffage du joint de soudure est assuré par des réglettes chauffantes électriques au travers du matériau.– Ne convient que pour les films –
PLEXIGLAS® XT et les pièces injectées en PLEXIGLAS® sont faciles à souder.Cela s’explique par le fait que le produit de base, les granulés PLEXIGLAS®, lorsqu’ils sont chauffés, après avoir traversé une phase élastique étroite, entrent dans une plage thermoplastique large indispensable au soudage.
PLEXIGLAS® GS ne peut se souder qu’à l’aide de matières d’apport, baguettes de soudure en PLEXIGLAS® XT ou en PVC rigide par exemple.PLEXIGLAS® GS reste thermoélastique sur une large plage de températures et ne présente de comportement plastique que dans la plage de transition vers la décom-position, ce qui ne suffit généralement
pas pour permettre un soudage de qualité. A ce stade, augmenter la température n’entraîne pas d’assouplissement, mais une décomposition et, avec elle, la formation de bulles due à la vaporisation de métha-crylate de méthyle.
Le processus de soudage, c’est à dire la fusion de la zone de soudage, peut se dérouler techniquement de différentes manières. L’application des différentes méthodes est essentiellement déterminée par la forme et la taille des pièces à assem-bler et par la séquence de fabrication dans laquelle le soudage vient s’insérer.
L’un des inconvénients du soudage est que, du fait du fort échauffement local de
la zone de fusion par rapport aux couches adjacentes du matériau, il s’installe après le refroidissement des contraintes de traction très importantes dans le cordon de soudure. Ces contraintes doivent être éliminées par recuit, surtout lorsque l’on prévoit que la pièce sera ultérieurement exposée à des produits corrosifs. On peut réduire l’importance des contraintes de traction en chauffant aussi fort que possible avant soudage les pièces à soun-der. Parmi tous les procédés de soudage énumérés, on utilise principalement pour PLEXIGLAS® XT le soudage au gaz chaud, le soudage aux ultrasons, le soudage par éléments chauffants et le soudage par friction. Nous allons les décrire en détail.
3 Schweißen3 Soudage
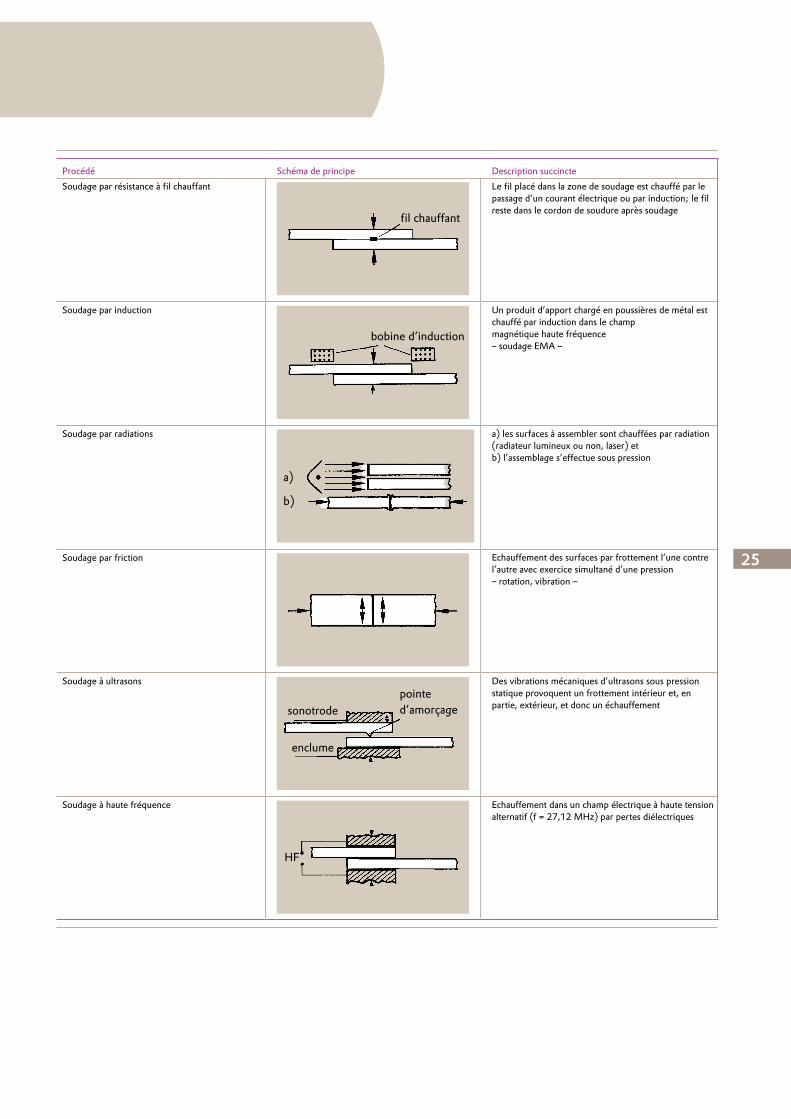
25
Procédé Schéma de principe Description succincte
Soudage par résistance à fil chauffant
fil chauffant
Le fil placé dans la zone de soudage est chauffé par le passage d’un courant électrique ou par induction; le fil reste dans le cordon de soudure après soudage
Soudage par induction
bobine d’induction
Un produit d’apport chargé en poussières de métal est chauffé par induction dans le champ magnétique haute fréquence – soudage EMA –
Soudage par radiations
a)
b)
a) les surfaces à assembler sont chauffées par radiation (radiateur lumineux ou non, laser) etb) l’assemblage s’effectue sous pression
Soudage par friction Echauffement des surfaces par frottement l’une contre l’autre avec exercice simultané d’une pression – rotation, vibration –
Soudage à ultrasons
enclume
sonotrodepointe d’amorçage
Des vibrations mécaniques d’ultrasons sous pression statique provoquent un frottement intérieur et, en partie, extérieur, et donc un échauffement
Soudage à haute fréquence
HF
Echauffement dans un champ électrique à haute tension alternatif (f = 27,12 MHz) par pertes diélectriques
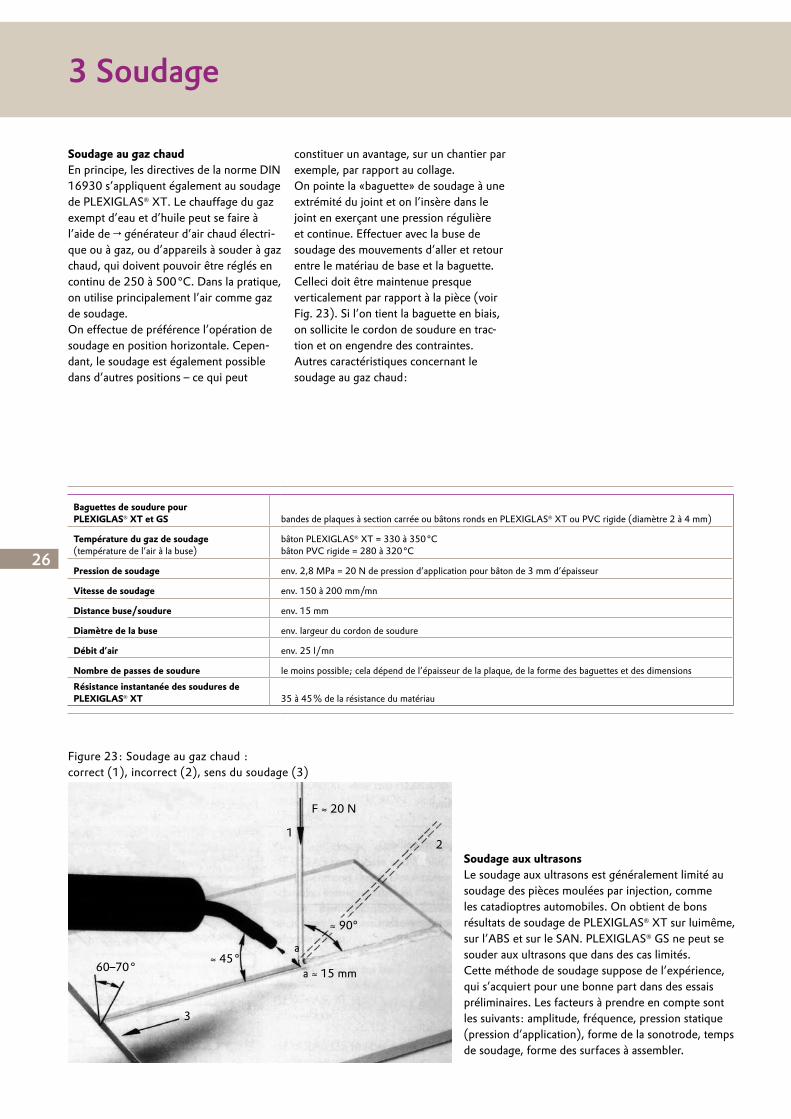
26
Figure 23: Soudage au gaz chaud : correct (1), incorrect (2), sens du soudage (3)
F ≈ 20 N
60–70 °≈ 45 °
≈ 90°
a ≈ 15 mm
a
2
3
1
Baguettes de soudure pour PLEXIGLAS® XT et GS bandes de plaques à section carrée ou bâtons ronds en PLEXIGLAS® XT ou PVC rigide (diamètre 2 à 4 mm)
Température du gaz de soudage (température de l’air à la buse)
bâton PLEXIGLAS® XT = 330 à 350 °Cbâton PVC rigide = 280 à 320 °C
Pression de soudage env. 2,8 MPa = 20 N de pression d’application pour bâton de 3 mm d’épaisseur
Vitesse de soudage env. 150 à 200 mm/mn
Distance buse/soudure env. 15 mm
Diamètre de la buse env. largeur du cordon de soudure
Débit d’air env. 25 l/mn
Nombre de passes de soudure le moins possible; cela dépend de l’épaisseur de la plaque, de la forme des baguettes et des dimensions
Résistance instantanée des soudures de PLEXIGLAS® XT 35 à 45 % de la résistance du matériau
constituer un avantage, sur un chantier par exemple, par rapport au collage.On pointe la «baguette» de soudage à une extrémité du joint et on l’insère dans le joint en exerçant une pression régulière et continue. Effectuer avec la buse de soudage des mouvements d’aller et retour entre le matériau de base et la baguette. Celleci doit être maintenue presque verticalement par rapport à la pièce (voir Fig. 23). Si l’on tient la baguette en biais, on sollicite le cordon de soudure en trac-tion et on engendre des contraintes.Autres caractéristiques concernant le soudage au gaz chaud:
Soudage au gaz chaudEn principe, les directives de la norme DIN 16930 s’appliquent également au soudage de PLEXIGLAS® XT. Le chauffage du gaz exempt d’eau et d’huile peut se faire à l’aide de → générateur d’air chaud électri-que ou à gaz, ou d’appareils à souder à gaz chaud, qui doivent pouvoir être réglés en continu de 250 à 500 °C. Dans la pratique, on utilise principalement l’air comme gaz de soudage.On effectue de préférence l’opération de soudage en position horizontale. Cepen-dant, le soudage est également possible dans d’autres positions – ce qui peut
Soudage aux ultrasonsLe soudage aux ultrasons est généralement limité au soudage des pièces moulées par injection, comme les catadioptres automobiles. On obtient de bons résultats de soudage de PLEXIGLAS® XT sur luimême, sur l’ABS et sur le SAN. PLEXIGLAS® GS ne peut se souder aux ultrasons que dans des cas limités.Cette méthode de soudage suppose de l’expérience, qui s’acquiert pour une bonne part dans des essais préliminaires. Les facteurs à prendre en compte sont les suivants: amplitude, fréquence, pression statique (pression d’application), forme de la sonotrode, temps de soudage, forme des surfaces à assembler.
3 Soudage
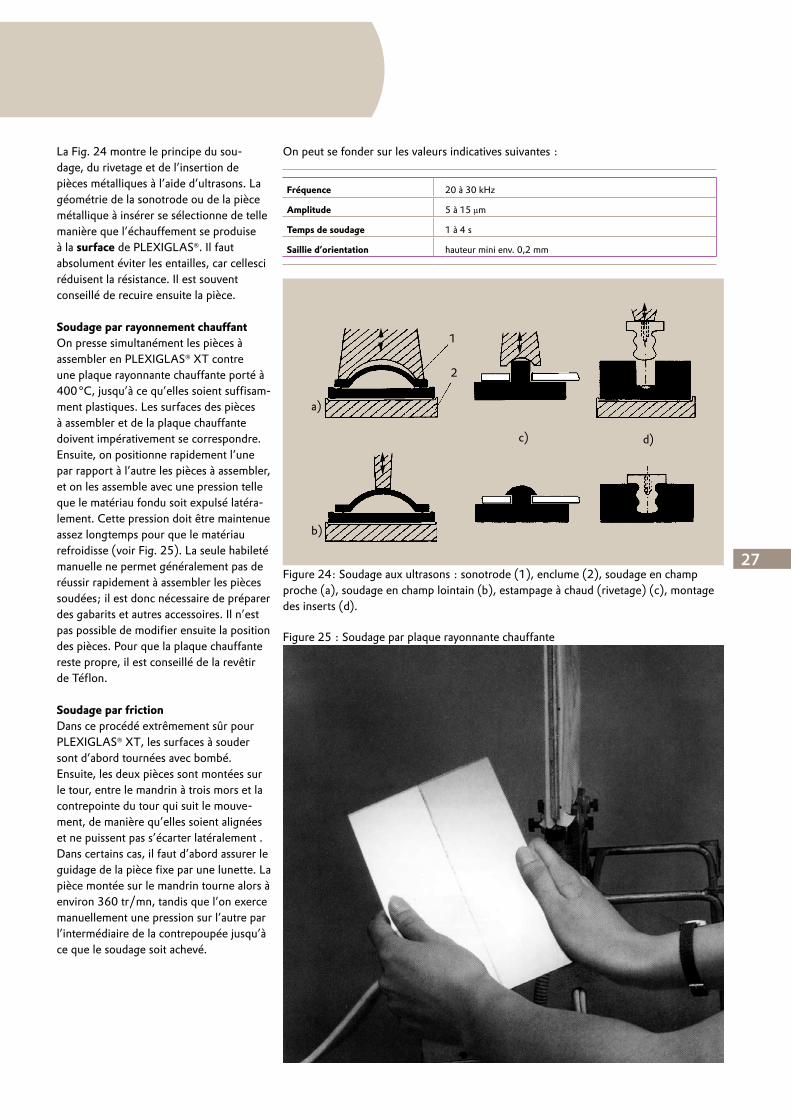
27
Figure 25 : Soudage par plaque rayonnante chauffante
Figure 24: Soudage aux ultrasons : sonotrode (1), enclume (2), soudage en champ proche (a), soudage en champ lointain (b), estampage à chaud (rivetage) (c), montage des inserts (d).
a)
b)
c) d)
1
2
On peut se fonder sur les valeurs indicatives suivantes :
Fréquence 20 à 30 kHz
Amplitude 5 à 15 µm
Temps de soudage 1 à 4 s
Saillie d’orientation hauteur mini env. 0,2 mm
La Fig. 24 montre le principe du sou-dage, du rivetage et de l’insertion de pièces métalliques à l’aide d’ultrasons. La géométrie de la sonotrode ou de la pièce métallique à insérer se sélectionne de telle manière que l’échauffement se produise à la surface de PLEXIGLAS®. Il faut absolument éviter les entailles, car cellesci réduisent la résistance. Il est souvent conseillé de recuire ensuite la pièce.
Soudage par rayonnement chauffantOn presse simultanément les pièces à assembler en PLEXIGLAS® XT contre une plaque rayonnante chauffante porté à 400 °C, jusqu’à ce qu’elles soient suffisam-ment plastiques. Les surfaces des pièces à assembler et de la plaque chauffante doivent impérativement se correspondre. Ensuite, on positionne rapidement l’une par rapport à l’autre les pièces à assembler, et on les assemble avec une pression telle que le matériau fondu soit expulsé latéra-lement. Cette pression doit être maintenue assez longtemps pour que le matériau refroidisse (voir Fig. 25). La seule habileté manuelle ne permet généralement pas de réussir rapidement à assembler les pièces soudées; il est donc nécessaire de préparer des gabarits et autres accessoires. Il n’est pas possible de modifier ensuite la position des pièces. Pour que la plaque chauffante reste propre, il est conseillé de la revêtir de Téflon.
Soudage par frictionDans ce procédé extrêmement sûr pour PLEXIGLAS® XT, les surfaces à souder sont d’abord tournées avec bombé. Ensuite, les deux pièces sont montées sur le tour, entre le mandrin à trois mors et la contrepointe du tour qui suit le mouve-ment, de manière qu’elles soient alignées et ne puissent pas s’écarter latéralement . Dans certains cas, il faut d’abord assurer le guidage de la pièce fixe par une lunette. La pièce montée sur le mandrin tourne alors à environ 360 tr/mn, tandis que l’on exerce manuellement une pression sur l’autre par l’intermédiaire de la contrepoupée jusqu’à ce que le soudage soit achevé.
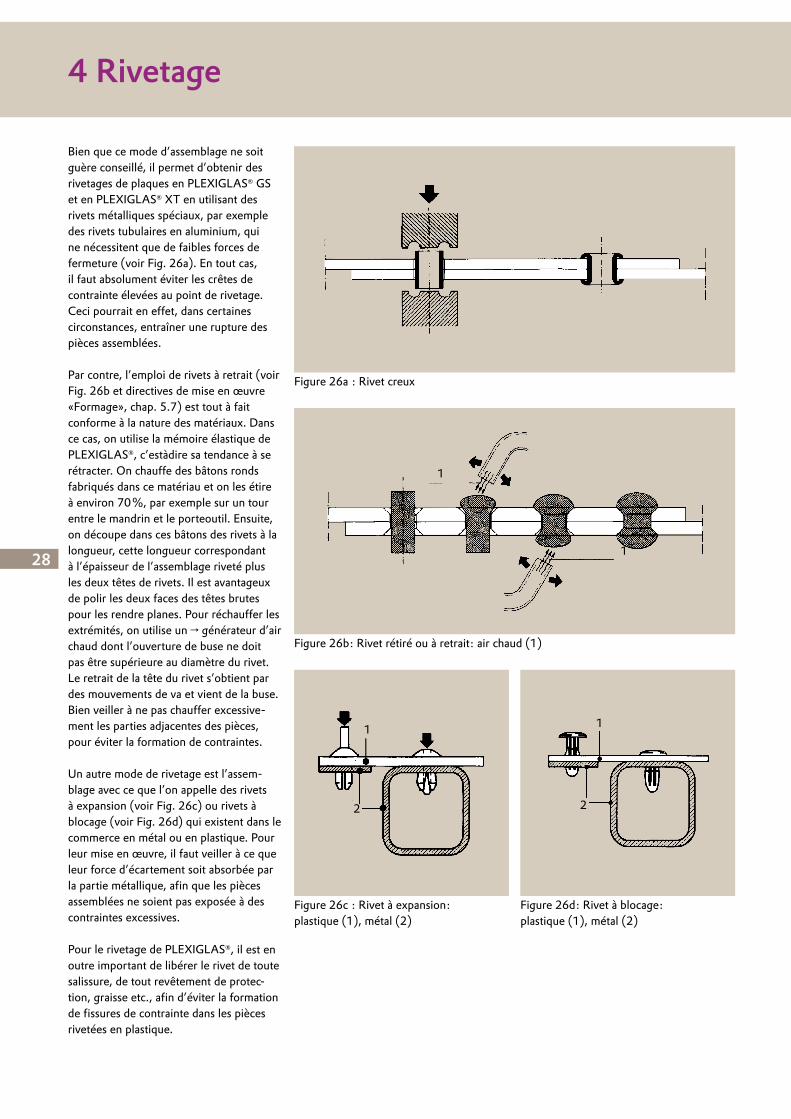
28
Figure 26a : Rivet creux
Figure 26b: Rivet rétiré ou à retrait: air chaud (1)
1
1
Figure 26c : Rivet à expansion: plastique (1), métal (2)
1
2
Figure 26d: Rivet à blocage: plastique (1), métal (2)
1
2
Bien que ce mode d’assemblage ne soit guère conseillé, il permet d’obtenir des rivetages de plaques en PLEXIGLAS® GS et en PLEXIGLAS® XT en utilisant des rivets métalliques spéciaux, par exemple des rivets tubulaires en aluminium, qui ne nécessitent que de faibles forces de fermeture (voir Fig. 26a). En tout cas, il faut absolument éviter les crêtes de contrainte élevées au point de rivetage. Ceci pourrait en effet, dans certaines circonstances, entraîner une rupture des pièces assemblées.
Par contre, l’emploi de rivets à retrait (voir Fig. 26b et directives de mise en œuvre «Formage», chap. 5.7) est tout à fait conforme à la nature des matériaux. Dans ce cas, on utilise la mémoire élastique de PLEXIGLAS®, c’estàdire sa tendance à se rétracter. On chauffe des bâtons ronds fabriqués dans ce matériau et on les étire à environ 70 %, par exemple sur un tour entre le mandrin et le porteoutil. Ensuite, on découpe dans ces bâtons des rivets à la longueur, cette longueur correspondant à l’épaisseur de l’assemblage riveté plus les deux têtes de rivets. Il est avantageux de polir les deux faces des têtes brutes pour les rendre planes. Pour réchauffer les extrémités, on utilise un → générateur d’air chaud dont l’ouverture de buse ne doit pas être supérieure au diamètre du rivet. Le retrait de la tête du rivet s’obtient par des mouvements de va et vient de la buse. Bien veiller à ne pas chauffer excessive-ment les parties adjacentes des pièces, pour éviter la formation de contraintes.
Un autre mode de rivetage est l’assem-blage avec ce que l’on appelle des rivets à expansion (voir Fig. 26c) ou rivets à blocage (voir Fig. 26d) qui existent dans le commerce en métal ou en plastique. Pour leur mise en œuvre, il faut veiller à ce que leur force d’écartement soit absorbée par la partie métallique, afin que les pièces assemblées ne soient pas exposée à des contraintes excessives.
Pour le rivetage de PLEXIGLAS®, il est en outre important de libérer le rivet de toute salissure, de tout revêtement de protec-tion, graisse etc., afin d’éviter la formation de fissures de contrainte dans les pièces rivetées en plastique.
4 Rivetage
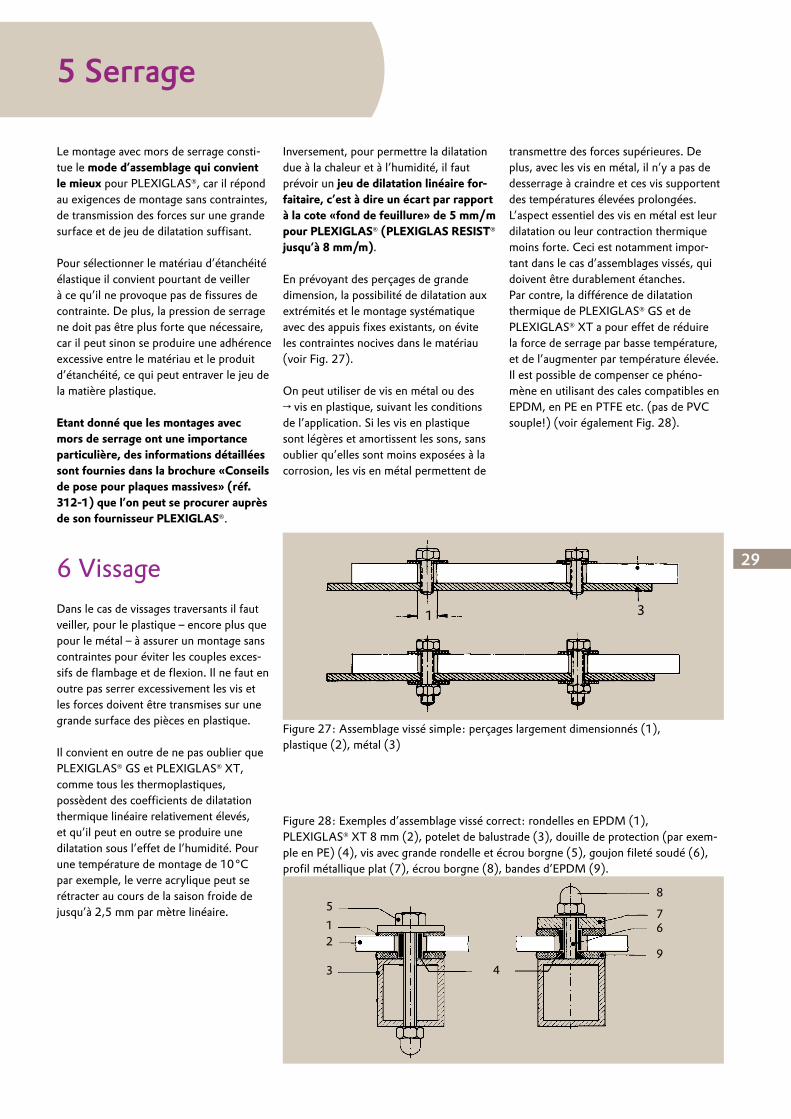
29
Figure 27: Assemblage vissé simple: perçages largement dimensionnés (1), plastique (2), métal (3)
31
Figure 28: Exemples d’assemblage vissé correct: rondelles en EPDM (1), PLEXIGLAS® XT 8 mm (2), potelet de balustrade (3), douille de protection (par exem-ple en PE) (4), vis avec grande rondelle et écrou borgne (5), goujon fileté soudé (6), profil métallique plat (7), écrou borgne (8), bandes d’EPDM (9).
2
5
1
3 4
8
76
9
Inversement, pour permettre la dilatation due à la chaleur et à l’humidité, il faut prévoir un jeu de dilatation linéaire for-faitaire, c’est à dire un écart par rapport à la cote «fond de feuillure» de 5 mm/m pour PLEXIGLAS® (PLEXIGLAS RESIST® jusqu’à 8 mm/m).
En prévoyant des perçages de grande dimension, la possibilité de dilatation aux extrémités et le montage systématique avec des appuis fixes existants, on évite les contraintes nocives dans le matériau (voir Fig. 27).
On peut utiliser de vis en métal ou des → vis en plastique, suivant les conditions de l’application. Si les vis en plastique sont légères et amortissent les sons, sans oublier qu’elles sont moins exposées à la corrosion, les vis en métal permettent de
transmettre des forces supérieures. De plus, avec les vis en métal, il n’y a pas de desserrage à craindre et ces vis supportent des températures élevées prolongées. L’aspect essentiel des vis en métal est leur dilatation ou leur contraction thermique moins forte. Ceci est notamment impor-tant dans le cas d’assemblages vissés, qui doivent être durablement étanches. Par contre, la différence de dilatation thermique de PLEXIGLAS® GS et de PLEXIGLAS® XT a pour effet de réduire la force de serrage par basse température, et de l’augmenter par température élevée. Il est possible de compenser ce phéno-mène en utilisant des cales compatibles en EPDM, en PE en PTFE etc. (pas de PVC souple!) (voir également Fig. 28).
Le montage avec mors de serrage consti-tue le mode d’assemblage qui convient le mieux pour PLEXIGLAS®, car il répond au exigences de montage sans contraintes, de transmission des forces sur une grande surface et de jeu de dilatation suffisant.
Pour sélectionner le matériau d’étanchéité élastique il convient pourtant de veiller à ce qu’il ne provoque pas de fissures de contrainte. De plus, la pression de serrage ne doit pas être plus forte que nécessaire, car il peut sinon se produire une adhérence excessive entre le matériau et le produit d’étanchéité, ce qui peut entraver le jeu de la matière plastique.
Etant donné que les montages avec mors de serrage ont une importance particulière, des informations détaillées sont fournies dans la brochure «Conseils de pose pour plaques massives» (réf. 312-1) que l’on peut se procurer auprès de son fournisseur PLEXIGLAS®.
6 VissageDans le cas de vissages traversants il faut veiller, pour le plastique – encore plus que pour le métal – à assurer un montage sans contraintes pour éviter les couples exces-sifs de flambage et de flexion. Il ne faut en outre pas serrer excessivement les vis et les forces doivent être transmises sur une grande surface des pièces en plastique.
Il convient en outre de ne pas oublier que PLEXIGLAS® GS et PLEXIGLAS® XT, comme tous les thermoplastiques, possèdent des coefficients de dilatation thermique linéaire relativement élevés, et qu’il peut en outre se produire une dilatation sous l’effet de l’humidité. Pour une température de montage de 10 °C par exemple, le verre acrylique peut se rétracter au cours de la saison froide de jusqu’à 2,5 mm par mètre linéaire.
5 Serrage
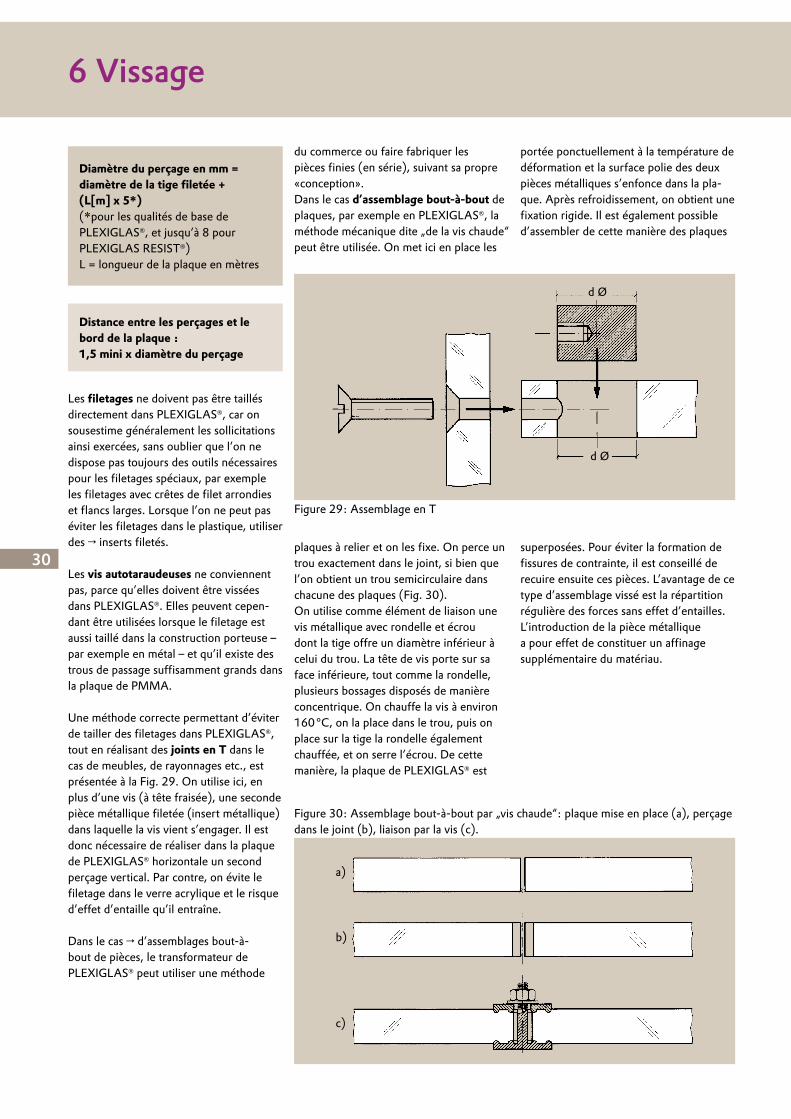
30
Diamètre du perçage en mm = diamètre de la tige filetée + (L[m] x 5*)(*pour les qualités de base de PLEXIGLAS®, et jusqu’à 8 pour PLEXIGLAS RESIST®)L = longueur de la plaque en mètres
Distance entre les perçages et le bord de la plaque : 1,5 mini x diamètre du perçage
Figure 30: Assemblage bout-à-bout par „vis chaude“: plaque mise en place (a), perçage dans le joint (b), liaison par la vis (c).
Figure 29: Assemblage en T
d Ø
d Ø
a)
b)
c)
Les filetages ne doivent pas être taillés directement dans PLEXIGLAS®, car on sousestime généralement les sollicitations ainsi exercées, sans oublier que l’on ne dispose pas toujours des outils nécessaires pour les filetages spéciaux, par exemple les filetages avec crêtes de filet arrondies et flancs larges. Lorsque l’on ne peut pas éviter les filetages dans le plastique, utiliser des → inserts filetés.
Les vis autotaraudeuses ne conviennent pas, parce qu’elles doivent être vissées dans PLEXIGLAS®. Elles peuvent cepen-dant être utilisées lorsque le filetage est aussi taillé dans la construction porteuse – par exemple en métal – et qu’il existe des trous de passage suffisamment grands dans la plaque de PMMA.
Une méthode correcte permettant d’éviter de tailler des filetages dans PLEXIGLAS®, tout en réalisant des joints en T dans le cas de meubles, de rayonnages etc., est présentée à la Fig. 29. On utilise ici, en plus d’une vis (à tête fraisée), une seconde pièce métallique filetée (insert métallique) dans laquelle la vis vient s’engager. Il est donc nécessaire de réaliser dans la plaque de PLEXIGLAS® horizontale un second perçage vertical. Par contre, on évite le filetage dans le verre acrylique et le risque d’effet d’entaille qu’il entraîne.
Dans le cas → d’assemblages bout-à-bout de pièces, le transformateur de PLEXIGLAS® peut utiliser une méthode
du commerce ou faire fabriquer les pièces finies (en série), suivant sa propre «conception».Dans le cas d’assemblage bout-à-bout de plaques, par exemple en PLEXIGLAS®, la méthode mécanique dite „de la vis chaude“ peut être utilisée. On met ici en place les
portée ponctuellement à la température de déformation et la surface polie des deux pièces métalliques s’enfonce dans la pla-que. Après refroidissement, on obtient une fixation rigide. Il est également possible d’assembler de cette manière des plaques
plaques à relier et on les fixe. On perce un trou exactement dans le joint, si bien que l’on obtient un trou semicirculaire dans chacune des plaques (Fig. 30).On utilise comme élément de liaison une vis métallique avec rondelle et écrou dont la tige offre un diamètre inférieur à celui du trou. La tête de vis porte sur sa face inférieure, tout comme la rondelle, plusieurs bossages disposés de manière concentrique. On chauffe la vis à environ 160 °C, on la place dans le trou, puis on place sur la tige la rondelle également chauffée, et on serre l’écrou. De cette manière, la plaque de PLEXIGLAS® est
superposées. Pour éviter la formation de fissures de contrainte, il est conseillé de recuire ensuite ces pièces. L’avantage de ce type d’assemblage vissé est la répartition régulière des forces sans effet d’entailles. L’introduction de la pièce métallique a pour effet de constituer un affinage supplémentaire du matériau.
6 Vissage
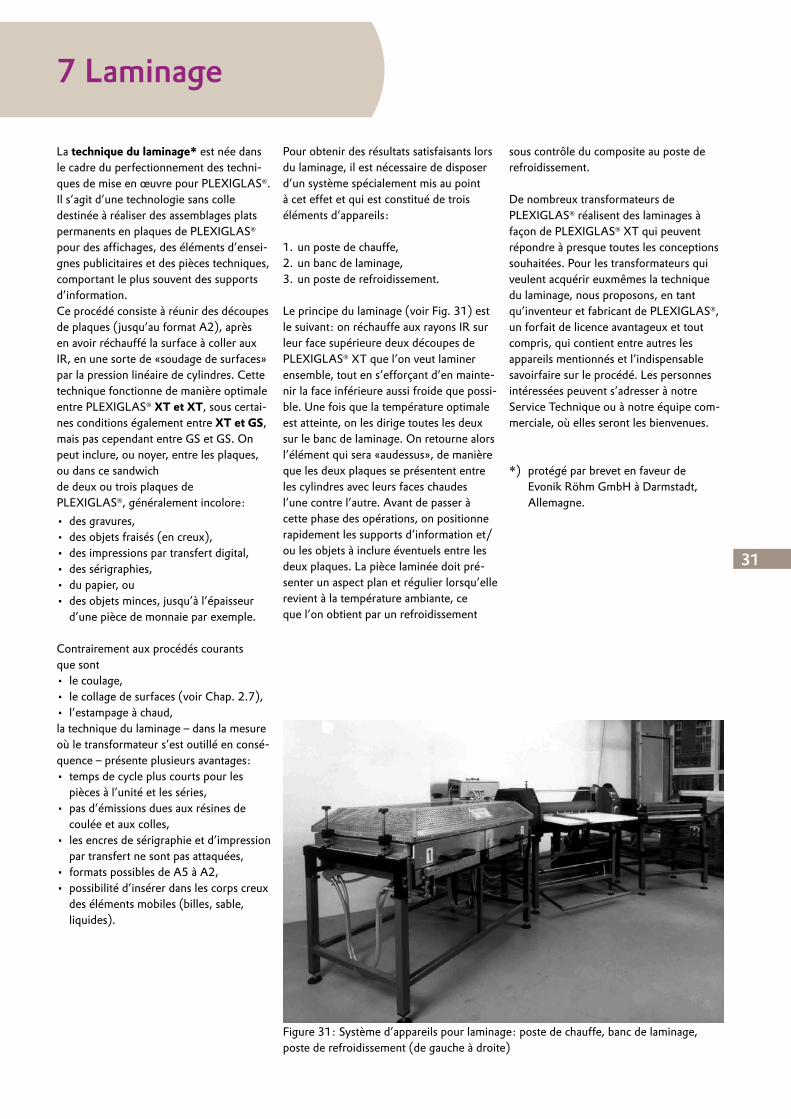
31
Figure 31: Système d’appareils pour laminage: poste de chauffe, banc de laminage,poste de refroidissement (de gauche à droite)
La technique du laminage* est née dans le cadre du perfectionnement des techni-ques de mise en œuvre pour PLEXIGLAS®. Il s’agit d’une technologie sans colle destinée à réaliser des assemblages plats permanents en plaques de PLEXIGLAS® pour des affichages, des éléments d’ensei-gnes publicitaires et des pièces techniques, comportant le plus souvent des supports d’information.Ce procédé consiste à réunir des découpes de plaques (jusqu’au format A2), après en avoir réchauffé la surface à coller aux IR, en une sorte de «soudage de surfaces» par la pression linéaire de cylindres. Cette technique fonctionne de manière optimale entre PLEXIGLAS® XT et XT, sous certai-nes conditions également entre XT et GS, mais pas cependant entre GS et GS. On peut inclure, ou noyer, entre les plaques, ou dans ce sandwich de deux ou trois plaques de PLEXIGLAS®, généralement incolore:
des gravures,• des objets fraisés (en creux),• des impressions par transfert digital,• des sérigraphies,• du papier, ou• des objets minces, jusqu’à l’épaisseur • d’une pièce de monnaie par exemple.
Contrairement aux procédés courants que sont
le coulage,• le collage de surfaces (voir Chap. 2.7),• l’estampage à chaud,•
la technique du laminage – dans la mesure où le transformateur s’est outillé en consé-quence – présente plusieurs avantages:
temps de cycle plus courts pour les • pièces à l’unité et les séries,pas d’émissions dues aux résines de • coulée et aux colles,les encres de sérigraphie et d’impression • par transfert ne sont pas attaquées,formats possibles de A5 à A2,• possibilité d’insérer dans les corps creux • des éléments mobiles (billes, sable, liquides).
Pour obtenir des résultats satisfaisants lors du laminage, il est nécessaire de disposer d’un système spécialement mis au point à cet effet et qui est constitué de trois éléments d’appareils:
1. un poste de chauffe,2. un banc de laminage,3. un poste de refroidissement.
Le principe du laminage (voir Fig. 31) est le suivant: on réchauffe aux rayons IR sur leur face supérieure deux découpes de PLEXIGLAS® XT que l’on veut laminer ensemble, tout en s’efforçant d’en mainte-nir la face inférieure aussi froide que possi-ble. Une fois que la température optimale est atteinte, on les dirige toutes les deux sur le banc de laminage. On retourne alors l’élément qui sera «audessus», de manière que les deux plaques se présentent entre les cylindres avec leurs faces chaudes l’une contre l’autre. Avant de passer à cette phase des opérations, on positionne rapidement les supports d’information et/ou les objets à inclure éventuels entre les deux plaques. La pièce laminée doit pré-senter un aspect plan et régulier lorsqu’elle revient à la température ambiante, ce que l’on obtient par un refroidissement
sous contrôle du composite au poste de refroidissement.
De nombreux transformateurs de PLEXIGLAS® réalisent des laminages à façon de PLEXIGLAS® XT qui peuvent répondre à presque toutes les conceptions souhaitées. Pour les transformateurs qui veulent acquérir euxmêmes la technique du laminage, nous proposons, en tant qu’inventeur et fabricant de PLEXIGLAS®, un forfait de licence avantageux et tout compris, qui contient entre autres les appareils mentionnés et l’indispensable savoirfaire sur le procédé. Les personnes intéressées peuvent s’adresser à notre Service Technique ou à notre équipe com-merciale, où elles seront les bienvenues.
*) protégé par brevet en faveur de Evonik Röhm GmbH à Darmstadt, Allemagne.
7 Laminage
® = marque déposée
PLEXIGLAS PLEXIGLAS ALLTOP PLEXIGLAS FREE FLOW PLEXIGLAS HEATSTOP PLEXIGLAS RESIST PLEXIGLAS SATINICE PLEXIGLAS SOUNDSTOPACRIFIXEUROPLEX undROHACELLsont des marques déposées de Evonik Röhm GmbH Darmstadt, Allemagne.
Certifié selon DIN EN ISO 9001 (Qualité) et DIN EN ISO 14001 (Environnement)
Nos conseils d’applications techniques sont donnés sans garantie. L’acheteur de nos produits est respon-sable de leur application ou de leur transformation, même en ce qui concerne d’éventuels droits de tiers. Les caractéristiques techniques de nos produits sont communiquées à titre indicatif. Sous réserve de modifications.
N° de réf 311-3 Mars 2008XX/0308/09571 (fr)
Domaine d‘activitésPerformance Polymers
Evonik Röhm GmbHKirschenallee64293 DarmstadtAllemagne





























