Embed Size (px)
Citation preview
ATTENTION ! La séance du 25 septembre 2019 est un cours derestructuration destiné à discuter des points problématiques.
Il est donc nécessaire de s'approprier le contenu de ce document auparavant, AU MINIMUM JUSQU’A LA SECTION 3.4.
Les séances de TD qui suivront donneront lieu à des interrogations écritesbasées sur ce document : questions de cours, analyse de montages, …
Liaisons complètesObjectifs du document :- la connaissance des solutions les plus courantes- la maîtrise du vocabulaire associé- la compréhension des principes de fonctionnement
1 CONSIDÉRATIONS THÉORIQUES
1.1 MiP et MaP
On distingue la fonction « Mise en Position » (MiP) de la fonction « Maintien en Position » (MaP).
La fonction première de la MiP est d'assurer une PRECISION DE POSITIONNEMENT suffisante pour le fonctionnement du système.La qualité d'usinage est souvent liée à la précision souhaitée.
En ce qui concerne le MaP, et particulièrement la transmission de couple,on distingue les solutions « par adhérence » des solutions « par obstacle ».
1.2 Les grandes classes de solutions technologiques
Solutions indémontables ou difficilement démontables, par exemple :soudage, placement d'inserts au moulage, collage, frettage
Solutions démontables, par exemple :avec MaP par éléments filetés (vis, boulons, pièces taraudées, etc.),avec MaP par éléments déformables (circlips, goupille élastique, pincement…)
1.3 Critères de performance
Critères de performance les plus classiques des liaisons :- les efforts transmissibles et la fiabilité- l'encombrement et la masse- la précision de positionnement- le coût (difficile à prévoir ; certains choix sont faits en fonction du volume :
unitaire / petite série / grande série)- la facilité de montage / démontage pour la fabrication et la maintenance
2 SOLUTIONS USUELLES
Cette liste rassemble quelques solutions très répandues, à connaître en détail.
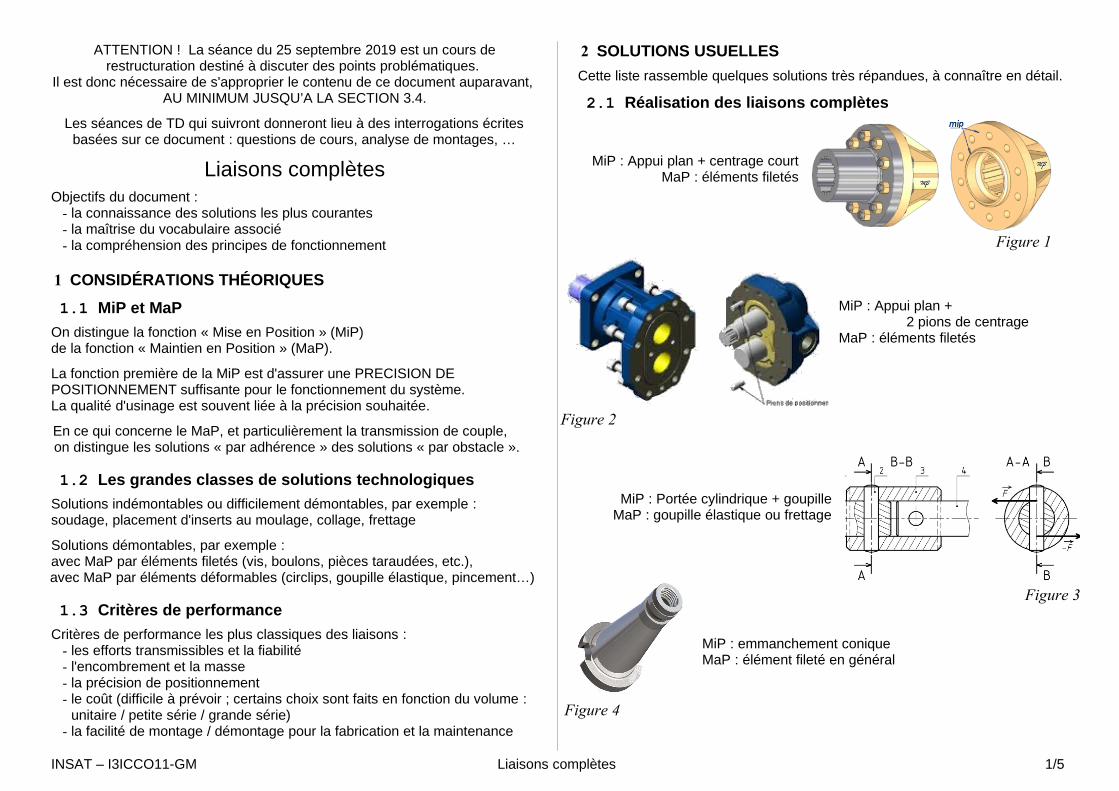
2.1 Réalisation des liaisons complètes
MiP : Appui plan + centrage courtMaP : éléments filetés
MiP : Appui plan + 2 pions de centrage
MaP : éléments filetés
MiP : Portée cylindrique + goupilleMaP : goupille élastique ou frettage
MiP : emmanchement conique MaP : élément fileté en général
INSAT – I3ICCO11-GM Liaisons complètes 1/5
Figure 2
Figure 1
Figure 4
Figure 3
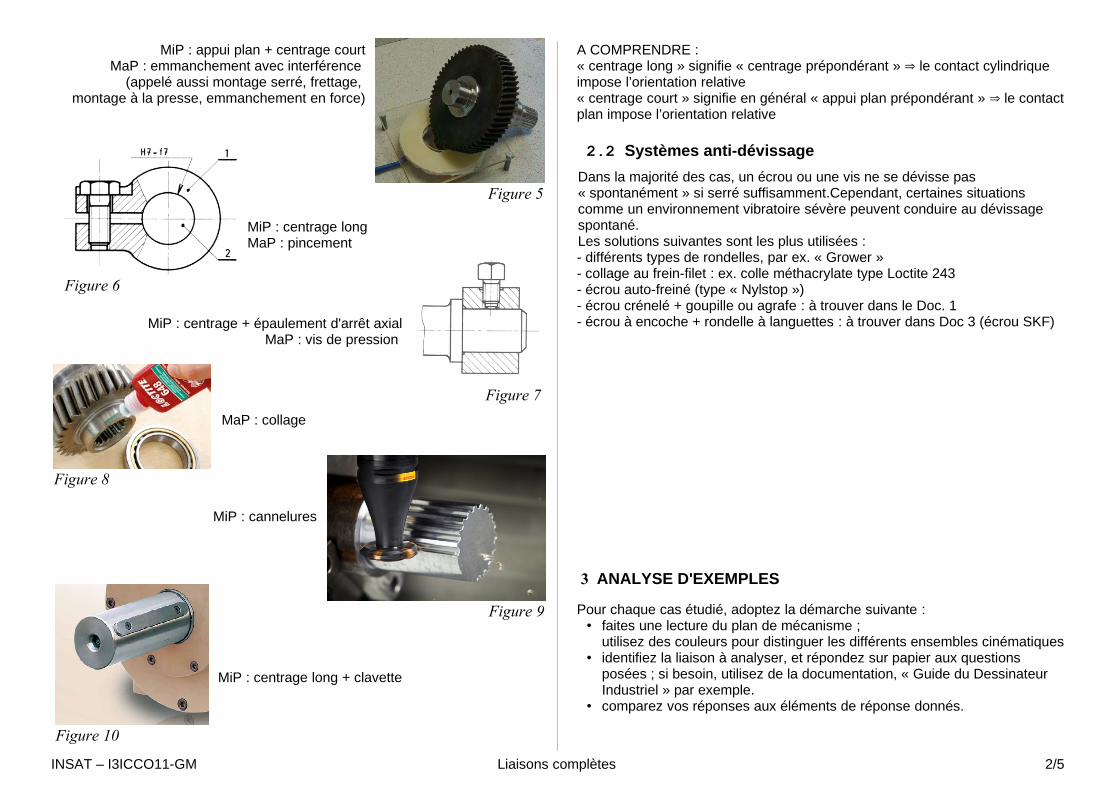
MiP : appui plan + centrage courtMaP : emmanchement avec interférence
(appelé aussi montage serré, frettage, montage à la presse, emmanchement en force)
MiP : centrage longMaP : pincement
MiP : centrage + épaulement d'arrêt axialMaP : vis de pression
MaP : collage
MiP : cannelures
MiP : centrage long + clavette
A COMPRENDRE : « centrage long » signifie « centrage prépondérant » le contact cylindrique ⇒impose l’orientation relative« centrage court » signifie en général « appui plan prépondérant » le contact⇒plan impose l’orientation relative
2.2 Systèmes anti-dévissage
Dans la majorité des cas, un écrou ou une vis ne se dévisse pas « spontanément » si serré suffisamment.Cependant, certaines situations comme un environnement vibratoire sévère peuvent conduire au dévissage spontané. Les solutions suivantes sont les plus utilisées :- différents types de rondelles, par ex. « Grower »- collage au frein-filet : ex. colle méthacrylate type Loctite 243- écrou auto-freiné (type « Nylstop »)- écrou crénelé + goupille ou agrafe : à trouver dans le Doc. 1- écrou à encoche + rondelle à languettes : à trouver dans Doc 3 (écrou SKF)
3 ANALYSE D'EXEMPLES
Pour chaque cas étudié, adoptez la démarche suivante : • faites une lecture du plan de mécanisme ;
utilisez des couleurs pour distinguer les différents ensembles cinématiques• identifiez la liaison à analyser, et répondez sur papier aux questions
posées ; si besoin, utilisez de la documentation, « Guide du Dessinateur Industriel » par exemple.
• comparez vos réponses aux éléments de réponse donnés.
INSAT – I3ICCO11-GM Liaisons complètes 2/5
Figure 5
Figure 8
Figure 9
Figure 6
Figure 7
Figure 10
3.1 Chapeau de montage de roulements
Doc. 1, liaison 3-24
Q1. Comment sont réalisés MiP et MaP ?
Q2. Pour quelle raison faut-il un positionnement précis ?
Q3. Quel est le nom de la contrainte géométrique correspondante ?
Q4. Quel ordre de grandeur de la tolérance acceptable d'après votre livre ?
Q5. Quelle conséquence sur le choix de l'ajustement de la liaison 3 – 24 ?
R1. MiP = appui plan + centrage court ; MaP = par vis situées hors du plan de coupe
R2. le joint à lèvre exige un assez bon centrage chapeau / arbre
R3. contrainte de coaxialité entre le chapeau et l'arbre
R4. de l'ordre du dixième de millimètre (cf. livre)
R5. la précision du centrage chapeau/carter n'est qu'une des causes de défaut de coaxialité chapeau/arbre ; la somme de tous les défauts en question doit être au maximum de l'ordre du dixième ; l'ajustement devra donc être plus précis que 0,1mm.Pratiquement, on pourra trouver un ajustement H8g7 par exemple.
3.2 Jante sur axe de roue
Doc. 1, liaison 7 – 8Q1. Comment sont réalisés MiP et MaP ?
Q2. Que peut-on dire des conditions de foncionnement par rapport à 3.1 ?
Q3. Comment peut-on décomposer les efforts transmis par cette liaison ?
Q4. Que peut-on dire de la transmission du couple « moteur » dans cette liaison ?
Q5. Que cela implique-t'il au niveau des vis de fixation ?
Q6. Comment pourrait-on augmenter le couple transmissible de cette liaison ?
R1. Idem 3.1 ; attention, l'axe s'arrête au niveau du chanfrein : centrage sur ext.
R2. Cette liaison transmet des charges « élevées »
R3. Essentiellement : - un effort radial, correspondant à une part du poids de la machine- un moment dit « moment de déversement », dû au porte-à-faux du premier- le couple « moteur » transmis de l'axe à la roue
R4. Le couple « moteur » est transmis par adhérence
R5. Les vis doivent être suffisamment serrées, sinon on aura glissement et les vis seront sollicitées en cisaillement : une des causes de problèmes avec les vis.
R6. Ajouter des pions de cisaillement par exemple ;le collage peut être une alternative avantageuse.
INSAT – I3ICCO11-GM Liaisons complètes 3/5
3.3 Liaison entre morceaux de carters
Doc. 1, liaison 1 – 3Q1. Comment sont réalisés MiP et MaP ?
Q2. Que peut-on dire de l'isostatisme de la MiP ?
Q3. A quelle condition géométrique cela correspond-il ?
Q4. Avec quelle précision peut-on espérer valider cette condition ?
Q5. Quelle condition géométrique doit-on avoir entre le plan et chaque perçage ?
Q6. Donner un moyen simple d'assurer cette condition en usinage
Q7. Quel type d'outil est généralement utilisé pour réaliser un logement de pion ?
R1. MiP : appui plan + 2 pions de centrageMaP : probablement éléments filetés en dehors du plan de coupe
R2. La MiP est hyperstatique d'ordre 1 (en faisant l'hypothèse que chaque pion réalise une liaison type linéaire annulaire)
R3. Cet hyperstatisme correspond à la condition d'égalité d'entraxe :l'entraxe des perçages sur 1 doit être le même que sur 3
R4. En usinant évidemment les deux perçages dans la même phase, par exemple sur une fraiseuse conventionnelle, on peut espérer éxécuter l'entraxe avec une précision de l'ordre du centième de millimètre, sur chaque pièce.L'égalité d'entraxe sera donc réalisable avec une tolérance de quelques centièmes de millimètre.Le montage sera aisé si les jeux sont supérieurs à l'erreur sur l'entraxe.
R5. Contrainte de perpendicularité
R6. Usiner les perçages et le plan dans la même phase suffit généralement
R7. Précision dimensionnelle faible : perçage au foret (qualité 11 à 9)Précision bonne : perçage au foret + alésage à l'alésoir (qualité 8 à 6)
3.4 Pignon sur son axe
Doc. 2, liaison pignon 35 – arbre 3Q1. Qualifier MiP et MaP
Q2. Quels sont les types de goupilles les plus courants ?
Q3. Combien de jeu peut-on avoir entre la goupille et l'axe ? Et entre la goupille et le pignon ?
R1. MiP : portée cylindrique + goupille MaP : par la goupille
R2. Goupille cylindrique et goupille élastique (encore appelée « Mécanindus ») : voir documentation et voir fournisseur (ex. shop.hpceurope.com)
R3. Généralement les goupilles sont montées avec ajustement serré afin de les bloquer. C'est vrai avec la goupille élastique de ce mécanisme.
3.5 Liaison volant de manoeuvre – arbre de réglage
Doc. 3, liaison entre « axe du système de variation de débit » et le volant de manoeuvreQ1. Qualifier MiP et MaP
Q2. Que peut-on dire de la précision de positionnement espérée ?
Q3. Comment fabrique-t'on en général les rainures de clavettes sur arbres ?
Q4. Et dans les alésages ?
Q5. Comment faut-il ajuster les clavettes ?
R1. MiP : appui plan + centrage + clavetteMaP : anneau élastique sur l'axe (circlips)
R2. Une précision de positionnement médiocre suffit ici.On aurait d'ailleurs de la difficulté à choisir entre « appui plan prépondérant » ou « guidage cylindrique prépondérant ».
R3. En usinage conventionnel : fraisage, soit avec un outil type « fraise disque », soit avec un outil type « fraise 2 tailles » en mode « usinage en bout ».N.B. : connaître ces outils et les conséquences sur les formes usinées et l'encombrement nécessaire
R4. A discuter à l'atelier !
R5. Voir livres pour les dimensions de section et les ajustements
INSAT – I3ICCO11-GM Liaisons complètes 4/5
3.6 Roue dentée sur son arbre
Doc. 1, liaison roue dentée 14 – arbre intermédiaire 4Q1. Expliquer le MaP
Q2. Tracer le chemin des efforts de serrage de l'écrou
R1. MaP réalisé par l'écrou en bout d'arbre.
3.7 Pignon conique sur son arbre
Doc. 1, liaison pignon 15 – arbre du moteur électriqueQ1. Faire un croquis à échelle plus élevée qui montre clairement les formes
de la pièce 15 et les jeux axiaux entre le pignon et l'arbre, ainsi qu'entre larondelle et l'arbre
R1. La rondelle doit être en appui sur le pignon, pas sur l'arbre.Idem, le pignon doit être en appui sur la bague intérieure du roulement.L'alésage du pignon ne comporte des cannelures que sur sa partie inférieure, car la partie utilisable des cannelures sur l'arbre mesure approximativement 4mm.
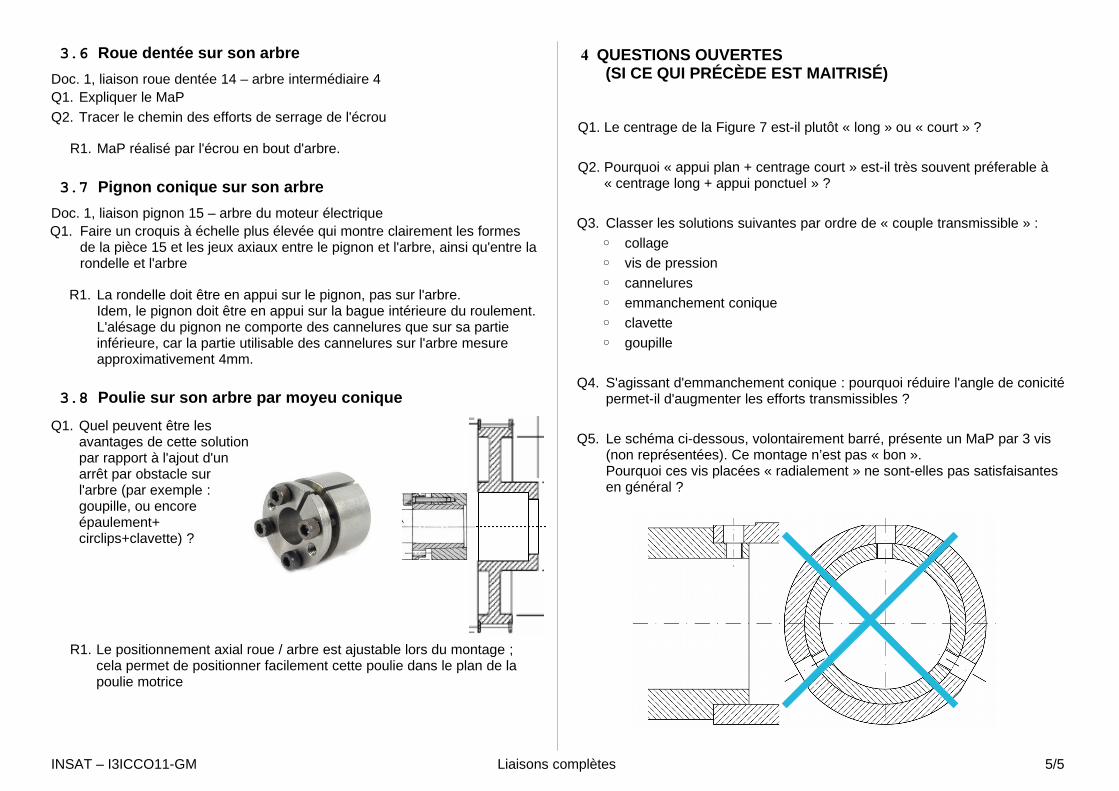
3.8 Poulie sur son arbre par moyeu conique
Q1. Quel peuvent être lesavantages de cette solutionpar rapport à l'ajout d'unarrêt par obstacle surl'arbre (par exemple :goupille, ou encoreépaulement+circlips+clavette) ?
R1. Le positionnement axial roue / arbre est ajustable lors du montage ;cela permet de positionner facilement cette poulie dans le plan de la poulie motrice
4 QUESTIONS OUVERTES (SI CE QUI PRÉCÈDE EST MAITRISÉ)
Q1. Le centrage de la Figure 7 est-il plutôt « long » ou « court » ?
Q2. Pourquoi « appui plan + centrage court » est-il très souvent préferable à « centrage long + appui ponctuel » ?
Q3. Classer les solutions suivantes par ordre de « couple transmissible » :
◦ collage
◦ vis de pression
◦ cannelures
◦ emmanchement conique
◦ clavette
◦ goupille
Q4. S'agissant d'emmanchement conique : pourquoi réduire l'angle de conicitépermet-il d'augmenter les efforts transmissibles ?
Q5. Le schéma ci-dessous, volontairement barré, présente un MaP par 3 vis (non représentées). Ce montage n’est pas « bon ».Pourquoi ces vis placées « radialement » ne sont-elles pas satisfaisantes en général ?
INSAT – I3ICCO11-GM Liaisons complètes 5/5




![vis-à-vis de l’examen gynécologique - chups.jussieu.fr€¦ · vis-à-vis de l’examen gynécologique ... [11]. La simulation basse fidélité, développée dès les années](https://img.pdfslide.fr/doc/110x75/5b995ded09d3f29c338c27d4/vis-a-vis-de-lexamen-gynecologique-chups-vis-a-vis-de-lexamen-gynecologique.jpg)