HELOISE P
CAS
HELOISE KEOHN.
Ou une supply chain dans llectronique
Auteur: Eric PESNEL
Introduction
Hlose Keohn est heureuse: Aprs une ascension brillante dans la
fonction marketing dun grand groupe amricain de fabrication de
biens de consommations lectroniques, elle se voit confier, 32 ans,
la division Europe des tlviseurs grand cran. Cette responsabilit
comprend toutes les grandes fonctions dune entreprise ( Finances,
Conception, Fabrication, Distribution, Ressources Humaines, .).
Le challenge est passionnant: la croissance prvisionnelle du
march est de 20 % par an, le groupe mise normment sur le
dveloppement de cette branche fort potentielle.
Elle a carte blanche du moment quelle obtient des rsultats.
Cependant ltude du dossier montre que ce challenge nest pas
aussi facile que cela. En effet, le chiffre daffaires de la
division stagne, la raison principale: Malgr un stock qui ne cesse
daugmenter, un taux de service moyen sur lanne de 60 %, autrement
dit un distributeur sur trois ne peut disposer du produit la date
prvue, nayant que de trs peu de stocks de produits finis et il
arrive en rupture de stock . Or le march de llectronique grand
public est un march trs volatile, le consommateur nattend pas: Il
se dirige vers une autre marque.
La division Europe des tlviseurs grand cran
La division Europe est prsente dans douze pays europens, chaque
pays disposant de sa propre force de vente et de son entrept de
livraison.
Les clients sont essentiellement des grands distributeurs
europens ( Migros, Mtro, Darty, FNAC, ).
Son sige, avec lensemble des services financiers et du
personnel, est situ Genve.
Le bureau dtudes, les mthodes, les achats et le planning europen
sont situs Stuttgart.
Lusine, implante en Irlande, alimente lentrept de livraison de
chaque pays europen. Ce dernier livre son tour les entrepts
distributeurs des clients qui ensuite approvisionnent leurs propres
magasins. (Cf. Annexe 1 Schma gnral des flux physiques).
Cette unit de fabrication, lune des plus modernes dEurope en
terme de technologie, comprend 400 personnes, Elle est organise en
cinq parties distincts (Cf. Annexe 2 schma dimplantation de lusine
) :
Latelier de fabrication des cartes lectroniques
Latelier de Test
Latelier dassemblage des tlviseurs
Latelier demballage
Expdition
Lusine gre 90 rfrences de produits finis.
Etat des lieux
De retour de tourne dans les diffrents pays europens afin de
faire connaissance avec les principaux responsables et aborder les
problmes locaux, Hlose Keohn dcide de sattaquer au problme majeur
du taux de service.
Les paragraphes qui suivent, reprennent les notes des entretiens
quelle a raliss au fil de son priple europen avec les diffrents
responsables afin de faire ltat des lieux de la situation.
Entretien avec le responsable commercial Allemagne Herr
Spoffer
QUESTION: Quel est votre principal problme lheure actuelle?
REPONSE: Nous narrivons pas livrer nos clients temps. Notre
service passe plus de temps rsilier des commandes ou les dcaler qua
en prendre. Vous savez en Allemagne, la rigueur est un matre mot et
nos clients ne ladmettent pas. Parfois pour me dpanner, je demande
mes collgues des autres pays de me livrer en urgence certaines
rfrences. Et rciproquement je dpanne mes autres collgues. Certains
tlviseurs ont parcouru ainsi 3000 Km avant darriver
destination!
QUESTION: Notre mauvais taux de service explique-t-il les
grosses pnalits de retard que nous avons?
REPONSE: Tout fait, mais le plus grave est le dfrencement par
certaines enseignes. Cest un peu une spirale infernale: Nous
narrivons pas fournir les commandes des entrepts dun distributeur,
il narrive plus livrer ses magasins, le vendeur local oriente le
client vers une autre marque, nos ventes scroulent, ce qui justifie
un dfrencement.
QUESTION: Comment travaillez-vous?
REPONSE: Le principe est assez simple: chaque commercial est
responsable de grands comptes, il ralise mensuellement des
prvisions commerciales par mois du mois M+4 au mois M+7, puis une
prvision trimestrielle partir du mois M+8 sur un horizon dun
trimestre. Ces prvisions sont consolides au niveau de notre service
et envoyes au planning europen qui dclenche les approvisionnements
et le plan directeur usine.
QUESTION: Est-ce que les prvisions sont fiables?
REPONSE: Comme toutes les prvisions, elles ont leur degr
dincertitude: Les clients refusent de sengager sur des chiffres un
horizon de 4 7 mois et les commerciaux ont une tendance augmenter
leurs prvisions pour se couvrir. Mais globalement, en cumules sur
trois mois, les prvisions par rfrence sont assez fiables. Si un
horizon de prvision 2 mois tait suffisant, cela serait plus facile,
car nos clients cet horizon peuvent nous donner des tendances.
QUESTION: Comment se ralisent les dclenchements des commandes
clients?
REPONSE: Les entrepts distributeurs nous passent des ordres de
rapprovisionnement gnralement partir dun systme point de commande.
Aprs vrification, gnralement une semaine plus tard, nous les
transmettons lentrept de livraison du pays. Si le produit est
totalement prsent, lordre de rapprovisionnement est sold par
lmission dun ordre de livraison, sinon nous donnons lordre de
livrer ce que nous avons et nous effectuons une rservation sur les
prochaines livraisons de lusine pour le reste livrer. Cette deuxime
situation est assez frquente car le systme point de commande retenu
par les clients occasionne des commandes importantes que nous ne
pouvons pas livrer en totalit, le client peut attendre 15 jours sil
est chanceux, voir 30 ou au pire des cas 45 Jours pour que sa
commande soit livre en totalit.
QUESTION: Avons-nous des relations particulires avec certains
distributeurs concernant des changes de donnes
informatiques(E.D.I.)?
REPONSE: Oui, nous sommes en train de mettre en place un test
avec un client, Alexandergmbh, de faon avoir connaissance du stock
de ses entrepts et pouvoir anticiper ainsi ses commandes futures.
Lexprience technique est concluante, notre service et notre entrept
peuvent avoir connaissance en direct du niveau des stock des
diffrentes rfrences et ainsi constituer des livraisons intervalles
de 2 jours en mixant les produits. Ce systme a nettement amlior
notre qualit de service.
QUESTION: Pourquoi navez vous pas envisagez dy connecter
lusine?
REPONSE:??????
QUESTION: Est-ce la tendance des autres distributeursdaller vers
lE.D.I.?
REPONSE: Oui, en ce qui concerne les gros distributeurs , soit
80 % de notre chiffre.
QUESTION: Votre entrept de livraison est-il efficace?
REPONSE: Quand ils ont les bons produits, oui! Mais lusine passe
son temps leur livrer des produits dont ils nont pas besoin. Cest
ce quils nous disent!
Responsable entrept de livraison Italie M. Sponzi
QUESTION: Quel est votre principal problme?
REPONSE: Je ne sais plus ou mettre les produits. Nous avons la
mme plate-forme depuis 20 ans, non seulement nous n'avons pas pris
en compte lvolution de la taille de nos produits avec les tlviseurs
grand cran mais en plus nos stocks ne cessent daugmenter en terme
dunits stockes. Initialement nous tions une plate-forme qui avait
pour finalit doptimiser les livraisons chez nos distributeurs, mais
aujourdhui nous avons une fonction de stockage et nous ne sommes
pas outills pour cel.
QUESTION: A quoi attribuez le niveau de stock lev des entrepts
de livraison de chaque pays, lItalienest pas le seul entrept qui
vive cette situation ?
REPONSE: Nous ne sommes pas matres de grand chose! Nous sommes
entre le marteau et lenclume! Les commerciaux nous donnent des
ordres de livraison et lusine nous livre des produits partir dun
programme prvisionnel de livraison nous ne sommes partie prenante
ni des uns ni de lautre. Cest le planning Europe qui orchestre
lensemble de la chane. Ils sont au courant en permanence de nos
niveaux de stocks, mais cela ne les empche pas de nous livrer des
produits dont nous n'avons pas besoin.
QUESTION: Les livraisons se passent-elles bien?
REPONSE: Les livraisons de lusine tous les 15 jours sont assez
pnibles car dun seul coup tout mon personnel est exclusivement
mobilis pour dcharger les camions, je suis mme oblig de prvoir des
intrimaires.
QUESTION: Comment organisez-vous vos livraisons ?
REPONSE: Nous cherchons optimiser nos transports en regroupant
nos livraisons pour une zone sur une semaine. Mais notre principale
difficult est de prvoir notre nombre de camions. En effet, le
volume en m3 des commandes varie normment. Ceci est li au volume
individuel de chaque produit et la quantit livre.
Responsable Planning Europe Herr Schmidt
QUESTION: Quel est votre principal problme?
REPONSE: Lapprovisionnement des composants dAsie qui ont des
dlais longs: 3 mois. Nous sommes soumis une forte comptition
mondiale. Nous devons avoir des quantits de commandes suffisantes
pour intresser nos fournisseurs, ceci nous oblige parfois anticiper
nos besoins de 3 mois.
QUESTION: Vous vous occupez de tous les approvisionnements?
REPONSE: Oui, nous distinguons deux types dapprovisionnements:
la catgorie A des produits dlai dapprovisionnement long compris
entre un et trois mois, et la catgorie B des produits dlai
dapprovisionnement infrieur un mois.
QUESTION: Comment travaillez-vous?
REPONSE: Nous travaillons partir des prvisions des services
commerciaux des diffrents pays, mais nous les retraitons partir des
historiques de ventes, car elles ne sont pas trs fiables, ils ont
toujours tendance survaluer leurs besoins. Ces prvisions sont
confrontes notre stock prvisionnel usine, nous en dduisons un
programme de fabrication, nous vrifions lquilibrage charge/capacit.
Enfin nous effectuons nos approvisionnements de la catgorie A. Cest
la partie la plus importante de notre travail.
QUESTION: Comment expliquez-vous le taux de service de 60 %?
REPONSE: La prcision des prvisions des commerciaux, les alas sur
les dlais des approvisionnements, le respect du plan de fabrication
par lusine sont, notre avis, les principales raisons.
Directeur dusine Mr Robins
QUESTION: Quel est votre principal problme?
REPONSE: Lapprovisionnement des composants de la catgorie A, je
suis oblig de faire des lancements de production incomplets avec
des manquants, ce qui me gnre des en-cours avec les problmes qualit
que cela engendre. Vous savez les cartes lectroniques en attente
dans un atelier, ce nest pas trs bon pour la qualit.
QUESTION: Que pensez-vous du taux de service?
REPONSE: Si je prends celui de lusine et si je neutralise les
retards lis aux manques de composants, notre ratio par rapport aux
ordres de livraisons du planning Europe est bon, il est de lordre
de 95 %.
QUESTION: Comment effectuez-vous vos lancements?
REPONSE: Afin deffectuer des gains de productivit, nous
travaillons par campagne en constituant des grands lots de
fabrication. Nous nous arrangeons pour ne lancer quune seule fois
chaque rfrence de produits finis par mois.
QUESTION: Comment sont effectues les livraisons des
entrepts?
REPONSE: A partir des ordres de livraisons du planning europen,
nous constituons tous les 15 jours des navettes destination des
diffrents pays.
QUESTION: Pourquoi des navettes tous les 15 Jours?
REPONSE: Cest un contrat que nous avons avec les transporteurs,
mais cel ne serait pas difficile modifier.
QUESTION: Avez-vous de la place au niveau de vos stocks de
produits finis?
REPONSE: Oui et non. Oui car nous disposons dun volume
important: deux fois la superficie de lusine, et non car notre
magasin est plein de produits finis en attente de livraisons. En
effet je lance parfois des grandes sries qui reprsentent parfois 4
mois de livraison.
Entretien avec le responsable de latelier de fabrication des
cartes lectroniques Mr Carlson
QUESTION: Quel est votre principal problme?
REPONSE: Les manquants, en effet nous effectuons des lancements
par campagne de 4000 cartes. Si jai des manquants, je lance quand
mme la srie de taille normale pour occuper mon atelier. Je peux
avoir alors 1000 cartes en attente dans latelier pour un composant
de quelques centimes deuros. Cest trs pnible grer car il faut les
rintroduire dans le flux. Ceci nous entrane beaucoup de
manutention.
QUESTION: Les 4000 cartes que vous lancez, correspondent-elles
un besoin immdiat de latelier dassemblage des tlviseurs?
REPONSE: Gnralement, elles couvrent un besoin prvisionnel deux
mois.
QUESTION: Pourquoi ne lancez-vous pas de sries plus petites?
REPONSE: Nous ne lanons pas de sries plus petites cause du temps
unitaire de changement de sries de certaines machines.
QUESTION: Je vois que votre atelier est implant par ateliers
technologiques ( Cf. Annexe 3 ), pourriez-vous techniquement
lorganiser en lignes de produits?
REPONSE: Cela ne poserait pas de problmes techniques
majeurs.
QUESTION: Combien de rfrences de cartes grez-vous?
REPONSE: A mon avis beaucoup trop, parfois pour des conomies de
bouts de chandelles, le Bureau d'Etudes change un composant alors
que la carte assure la mme fonction. Ceci nous cre une rfrence
supplmentaire avec ses contraintes. Nous devrions aussi revoir la
conception des premiers appareils car ils ne tiennent pas comptent
des volutions technologiques. Beaucoup de cartes que nous
assemblons spcifiquement pour certains modles pourraient tre
remplacs par un module lectronique fix sur la carte principale que
nous pourrions programmer au niveau du montage. A mon avis cela ne
serait pas beaucoup plus cher, mais cest demander des modifications
au Bureau dEtudes sur des vieux produits et cela ne les intresse
pas. Je vous conseille de lire ltude du stagiaire que nous avons eu
lanne dernire (Cf. Annexe 5 Conclusion de ltude conception des
produits).
Responsable de latelier test des cartes Mr John
QUESTION: Quelle est votre principal problme?
REPONSE: La synchronisation avec latelier cartes. En effet,
chaque rfrence de carte ne ncessite que certains appareils de
contrle, or latelier de fabrication des cartes travaillent par
campagne ce qui mobilisent ces appareils dun seul coup. Ceci nous
cre des en-cours, et nous oblige monter des quipes de nuit pour
viter dtre en retard.
QUESTION: Avez-vous pens augmenter vos moyens de contrle?
REPONSE: Cest difficilement faisable pour des questions de cots
et de place.
QUESTION: Constatez-vous beaucoup de dfauts?
REPONSE: Toujours trop! On peut distinguer deux types de dfauts:
les dfauts dus aux composants et les dfauts dus des erreurs de
montage. En frquence, ce sont les dfauts dus aux composants que lon
rencontre le plus souvent, ils ne rsistent pas la mise sous
tension, cela concerne peu de cartes mais cela arrive assez
frquemment. Les dfauts dus des erreurs de montages ( Mauvaise
soudure, erreur dimplantation, ) sont beaucoup plus rares mais ils
concernent gnralement lensemble des cartes du lot, cela occasionne
une reprise des cartes latelier de fabrication et donc des
retards.
QUESTION: Existe-t-il des actions correctives pour viter que les
dfauts se reproduisent?
REPONSE: Concernant les dfauts composants, on met des fiches de
non-conformit auprs des fournisseurs. Concernant les dfauts de
montage, on met des fiches de dfauts, mais cela a peu deffet car on
ne sait pas qui a fabriqu les cartes, on ne peut donc que
difficilement responsabiliser les gens.
QUESTION: Avez-vous beaucoup de temps unitaire de changements de
srie?
REPONSE: Non, nos appareils de test ne ncessitent pas de temps
de changement de srie, les changements seffectuent par des
programmes informatiques en mmoire.
Responsable de latelier de montage des tlviseurs Mr
Goldsmith
QUESTION: Quels sont vos principaux problmes?
REPONSE: Je narrive pas respecter le planning de fabrication car
il me manque trs frquemment des cartes et je ne lance le montage
que lorsque jai toutes les cartes, nous sommes obligs de respecter
une certaine logique de montage.
QUESTION: Avez-vous des contraintes lies aux approvisionnements
extrieurs?
REPONSE: Assez peu car nous utilisons des fournitures europennes
de la catgorie B, notre seul problme est notre approvisionnement en
cartes de lusine.
QUESTION: Avez-vous beaucoup de temps de changements de
srie?
REPONSE: Pour nous, les changements de rfrences nont pas de
consquences au niveau du montage. Quelle que soit la rfrence de
tlviseurs, les oprations sont les mmes.
QUESTION: Pouvezvous traiter plusieurs rfrences en
parallles?
REPONSE: Oui, tout fait, je suis un atelier caoutchouc, je peux
traiter 15 rfrences en parallle ou mme plus si le besoin se fait
sentir et si je dispose des cartes. Cest la mme chose au niveau des
quantits je peux traiter un lot d'une pice comme de 4000 pices.
QUESTIONS
QUESTION1 : Sachant que le cycle de fabrication de lusine est de
un mois, pourquoi lhorizon de prvisions commerciales demand aux
commerciaux est de quatre mois ? Quel est le rle fondamental de ces
prvisionscommerciales ?QUESTION 2: Sur quels types de catgories de
fournitures pourrait-on faire des stocksen vous rfrant lannexe 4?
Justifiez votre rponse. Quelles en seraient les
consquences?QUESTION3: Pourquoi livre-t-on des produits dont les
entrepts de livraison nont pas besoin?QUESTION 4: Quel pourrait tre
lintrt dune connexion informatique entre les stocks des
distributeurs et lusine? Quest-ce que cela impliquerait?QUESTION5 :
Que pensez vous de la proposition dHlose Keohn de dcouper latelier
de fabrication des cartes en trois lignes indpendantes? Quels en
seraient les avantages et les inconvnients ?QUESTION6: Quels
seraient les avantages de standardiser les composants au niveau des
cartes et dutiliser des modules standards?QUESTION7 : Quels
seraient les avantages de rduire la taille des lots dans latelier
de fabrication des cartes? Quelle mthode proposeriez-vous pour
rduire les temps de changement de srie?QUESTION8: Synthse du casA
partir de votre analyse des dysfonctionnements, tablissez votre
plan daction pour redresser la situation de lentreprise:
Quels concepts de la SCM prconisez-vous? justifiez vos choix?
Prsentez les rsultats attendus?
Construisez le planning de mise en place, court, moyen et long
terme?
Annexes
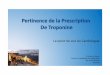
Annexe 1
Schma gnral des flux physiques
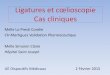
Annexe 2 Schma dimplantation de lusine
Annexe 3
Atelier de fabrication de cartes
La fabrication dune carte peut se dcomposer en 3 grandes
phases:
La phase dinsertion des composants
La phase de soudage des composants
La phase de contrle visuel et reprise des soudures ou composants
manquants
Latelier se dcompose en trois ateliers technologiques ( Cf. Plan
)
A
Annexe 4
Composition standard dun tlviseur
Nbre des rfrences de fourniture dont le prix unitaire est
infrieur 0,2 Nbre des rfrences de fourniture dont le prix unitaire
est compris entre 0,2 et 0,5Nbre des rfrences de fourniture dont le
prix unitaire est compris entre 0,5 et 1 Nbre des rfrences de
fourniture dont le prix unitaire est suprieur 1
Catgorie A
Dlai compris entre 1 et 3 mois 4025113
Catgorie B
Dlai infrieur 1 mois40 702030
Annexe 5 Conclusions de lEtude sur la conception des
produits
Conclusion de ltude des tlviseurs grands crans
La socit gre 90 rfrences de produits finis.
Chaque rfrence utilise en moyenne cinq cartes lectroniques
correspondant 5 fonctions diffrentes.
Il ny a quune seule fonction dont la rfrence de carte soit la
mme pour presque tous les tlviseurs.
70 rfrences de cartes ralisant la mme fonction pourraient tre
standardises en optant pour des composants communs.
30 rfrences de cartes pourraient tre avantageusement remplaces
par le nouveau module lectronique TTX positionn sur la carte
principale pour un prix et des performances sensiblement
identiques.
Usine
Rotation tous les 15 Jours
1Entrept de livraison / Pays
Rotation toutes les semaines
Entrept distributeur X
Entrept distributeur Y
Rotation tous les 2 jours
Magasin 2 distributeur X
Magasin1 distributeur Y
Magasin1 distributeur X
Stock Matires premires
Atelier de fabrication des cartes
Stock de cartes en attentes
Atelier Test
Stock de cartes et pices dassemblage achetes lextrieur
Sens du flux
Atelier dAssemblage des tlviseurs
Stock de tlviseurs en attente demballage
Atelier dEmballage
Stock de produits finis
Expdition
Machine insrer les composants A
Contrle visuelle
Machine insrer les composants C
Machine insrer les composants B
Machine souder 2
Machine souder 1
Machine souder 3
Taux de service: Nombre de lignes de commandes livres lheure par
rapport au nombre de lignes de commandes total sur une priode
donne
Dfrencement: ce dit dun produit lorsquil est retir de la vente
par un distributeur.
Echange de Donnes Informatiques: Connection des systmes
dinformations entre eux en vue dun change de donnes
ESCP-EAP Eric PESNEL 79 Avenue de la Rpublique 75011 PARIS
tl: 33 (1) 49 23 20 00 Fax 33(1) 49 23 20 36 Anne de cration
2002
Ce cas ne peut tre utilis sans lautorisation expresse de
lauteur, ou de la centrale des cas et de mdias pdagogiques (CCMP)
Toute utilisation en violation des droits dauteurs fera lobjet des
poursuites lgales
112