Embed Size (px)
Citation preview

N° d’ordre : 2007-33 Année 2007
THÈSEPrésentée devant
l’École Centrale de Lyon
Pour obtenir le titre de Docteur
Spécialité Mécanique
Par
Farhat ZEMZEMI
Sujet de la thèse :
CARACTERISATION DE MODELES DE FROTTEMENT AUX INTERFACES
PIECE-OUTIL-COPEAU EN USINAGE : APPLICATION AU CAS DE
L’USINAGE DES ACIERS ET DE L’INCONEL 718
Soutenue le 4 décembre 2007 devant le jury composé de :
Président : PARIS Henri, Professeur de l’Université Joseph Fourier de Grenoble (France)
Rapporteurs : BEN FREDJ Nabil, Maître de Conférences à l’École Supérieure des Sciences et
Techniques de Tunis (Tunisie)
POULACHON Gérard, Maître de Conférences HDR à l’ENSAM de Cluny
(France)
Examinateurs : DOGUI Abdelwaheb, Professeur à l’École Nationale d’Ingénieurs de Monastir
(Tunisie)
KAPSA Philippe, Directeur de recherche CNRS à LTDS de l’École Centrale de
Lyon (France)
RECH Joël, Maître de Conférences à l’École Nationale d’Ingénieurs de
Saint-Etienne (France)
Thèse en cotutelle
Ecole Nationale d’Ingénieurs de Monastir - Ecole Centrale de Lyon
Table des matières
Introduction générale 5
1 Usinage et usinabilité de l’Inconel 718 3
1.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1.2 L’Inconel 718 : caractéristiques métallurgiques
et comportements mécaniques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
1.2.1 Historique et domaines d’applications . . . . . . . . . . . . . . . . . . . . . . 4
1.2.2 Caractéristiques métallurgiques . . . . . . . . . . . . . . . . . . . . . . . . . . 6
1.2.2.1 La matrice γ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
1.2.2.2 La matrice γ′ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
1.2.2.3 La matrice γ′′ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
1.2.2.4 La matrice β . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
1.2.2.5 Les carbures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
1.2.3 Mise en forme de l’Inconel 718 . . . . . . . . . . . . . . . . . . . . . . . . . . 10
1.2.4 Propriétés mécaniques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
1.3 Usinage de l’Inconel 718 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
1.3.1 Les problèmes d’usinage de l’Inconel 718 . . . . . . . . . . . . . . . . . . . . . 13
1.3.2 Le choix de l’outil de coupe . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
1.3.2.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
1.3.2.2 Matériaux à outils pour l’usinage de l’Inconel 718 . . . . . . . . . . 15
1.3.2.3 Revêtements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
1.3.2.4 Formes et géométries de l’outil de coupe . . . . . . . . . . . . . . . . 21
1.3.3 Choix des conditions de coupe . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
1.3.4 Choix de la nature et du mode de lubrification . . . . . . . . . . . . . . . . . 25
1.3.5 Usinage de l’Inconel 718 avec assistance . . . . . . . . . . . . . . . . . . . . . 26
1.4 Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
2 Tribologie en usinage 31
2.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
2.2 Généralités sur la formation du copeau . . . . . . . . . . . . . . . . . . . . . . . . . . 32
2.3 Analyse expérimentale de la coupe . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
2.3.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
2.3.2 Etude du frottement en usinage par des essais de coupe instrumentés . . . . . 35
2
TABLE DES MATIÈRES
2.3.2.1 Analyse mécanique de la coupe . . . . . . . . . . . . . . . . . . . . . 36
2.3.2.2 Analyse thermique de la coupe . . . . . . . . . . . . . . . . . . . . . 37
2.3.2.3 Essai de coupe interrompu . . . . . . . . . . . . . . . . . . . . . . . 39
2.3.3 Etude du frottement en usinage par des essais tribologiques . . . . . . . . . . 39
2.3.3.1 Tribo-systèmes fermés . . . . . . . . . . . . . . . . . . . . . . . . . . 40
2.3.3.2 Tribo-systèmes ouverts . . . . . . . . . . . . . . . . . . . . . . . . . 43
2.4 Les modèles de frottement en usinage . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
2.5 Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
3 Modélisation expérimentale du frottement 49
3.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
3.2 Dispositif expérimental . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
3.2.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
3.2.2 Description du nouveau tribomètre . . . . . . . . . . . . . . . . . . . . . . . . 50
3.2.2.1 Configuration " plan - plan " . . . . . . . . . . . . . . . . . . . . . . 53
3.2.2.2 Configuration "sphère-plan" . . . . . . . . . . . . . . . . . . . . . . 56
3.2.3 Instrumentation du porte-pion . . . . . . . . . . . . . . . . . . . . . . . . . . 56
3.3 Procédure d’essai . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
3.3.1 Préparation des pions et des éprouvettes . . . . . . . . . . . . . . . . . . . . . 59
3.3.2 Étalonnage de la machine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
3.3.3 Traitement des résultats . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
3.4 Étude de fidélité du système . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
3.5 Résultats des essais de frottement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
3.5.1 Essais de frottement sur 27MnCr5 (180 HB) . . . . . . . . . . . . . . . . . . . 64
3.5.1.1 Conditions d’essais . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
3.5.1.2 Influence de la vitesse de frottement . . . . . . . . . . . . . . . . . . 66
3.5.1.3 Influence de l’effort appliqué . . . . . . . . . . . . . . . . . . . . . . 66
3.5.1.4 Influence du revêtement . . . . . . . . . . . . . . . . . . . . . . . . . 67
3.5.2 Essais de frottement sur l’acier 42CrMo4 (290HB) . . . . . . . . . . . . . . . 70
3.5.2.1 Conditions d’essais . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
3.5.2.2 Influence de la vitesse de frottement . . . . . . . . . . . . . . . . . . 70
3.5.2.3 Influence de la pression de contact . . . . . . . . . . . . . . . . . . . 72
3.5.2.4 Influence du revêtement . . . . . . . . . . . . . . . . . . . . . . . . . 72
3.5.3 Essais de frottement sur l’Inconel 718 . . . . . . . . . . . . . . . . . . . . . . 73
3.5.3.1 Conditions d’essais . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
3.5.3.2 Influence de la vitesse de frottement et de la pression de contact . . 75
3.5.3.3 Influence des revêtements . . . . . . . . . . . . . . . . . . . . . . . . 76
3.5.4 Frottement à grande vitesse entre Inconel 718 - Pions c-BN . . . . . . . . . . 77
3.5.4.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
3.5.4.2 Dispositif expérimental : tribomètre radial . . . . . . . . . . . . . . . 78
3.5.4.3 Comparaison entre le tribomètre axial et radial . . . . . . . . . . . . 79
3.5.4.4 Essais de frottement Inconel-c-BN . . . . . . . . . . . . . . . . . . . 79
3

TABLE DES MATIÈRES
3.5.4.5 Conclusion partielle . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
3.5.5 Mesure de la température de contact . . . . . . . . . . . . . . . . . . . . . . . 81
3.5.5.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
3.5.5.2 Dispositif expérimentale . . . . . . . . . . . . . . . . . . . . . . . . . 81
3.5.6 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
4 Analyse et modélisation numérique du frottement adhésif : Modèles de frotte-
ment 85
4.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
4.2 Dépouillement analytique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
4.2.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
4.2.2 Développement du modèle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
4.2.3 Validation numérique du modèle . . . . . . . . . . . . . . . . . . . . . . . . . 88
4.3 Dépouillement numérique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90
4.3.1 Présentation du modèle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90
4.3.2 Comportement mécanique du pion. . . . . . . . . . . . . . . . . . . . . . . . . 92
4.3.3 Comportement mécanique de la pièce . . . . . . . . . . . . . . . . . . . . . . . 93
4.3.4 Cas de l’acier 42CrMo4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 94
4.3.4.1 Gestion de contact . . . . . . . . . . . . . . . . . . . . . . . . . . . 94
4.3.4.2 Propriétés mécaniques de contact . . . . . . . . . . . . . . . . . . . . 95
4.3.4.3 Propriétés thermiques de contact . . . . . . . . . . . . . . . . . . . . 96
4.3.5 Conditions aux limites . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98
4.3.6 Résultats de l’étude numérique et modèles de frottement . . . . . . . . . . . . 100
4.3.6.1 Identification du coefficient de frottement adhésif . . . . . . . . . . . 100
4.3.6.2 Estimation de la pression de contact . . . . . . . . . . . . . . . . . . 102
4.3.6.3 Estimation de la température de contact . . . . . . . . . . . . . . . 105
4.3.6.4 Estimation de la vitesse d’écoulement de la matière sous le pion . . 109
4.3.7 Cas de l’Inconel 718 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114
4.3.7.1 Identification numérique des paramètres de la loi de Johnson-Cook . 114
4.3.7.2 Modéle numérique du frottement dans le cas de l’Inconel718 . . . . . 121
4.3.8 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127
Conclusion générale 127
Annexes 141
4
Remerciements
Ce travail entre dans le cadre d’une convention de cotutelle entre l’Ecole Nationale d’Ingénieurs
de Monastir et l’Ecole Centrale de Lyon. Il a été réalisé à mi-temps entre le Laboratoire de Génie
Mécanique de l’École Nationale d’Ingénieurs de Monastir (Tunisie) et le Laboratoire du Tribologie
et Dynamique des Systèmes (Unité Mixte de Recherche 5513 associée au CNRS), à l’Ecole Centrale
de Lyon et à l’Ecole Nationale d’Ingénieurs de Saint-Étienne (France).
Je remercie vivement Monsieur Philippe Kapsa, Directeur de recherche CNRS à l’ECL et Monsieur
Abdelwaheb Dogui, Professeur à l’ENIM de m’avoir guidé efficacement pendant ces trois années et
de m’avoir permis de mener à terme cette thèse.
Que soit également associé à ces remerciements, Monsieur Joël Rech, Maître de conférences à
l’ENI Saint Etienne et Monsieur Wacef BEN SALEM, Maître assistant à l’IPEI de Monastir pour
m’avoir fait partager leur expérience sur la tribologie en usinage et pour leur disponibilité et leur
participation active à ce travail. Qu’ils trouvent ici, l’expression de ma profonde reconnaissance et
mon amitié sincère.
J’adresse mes sincères remerciements à Monsieur Gérard Poulachon, Maître de conférences à l’EN-
SAM de Cluny, et à Monsieur Nabil Ben Fredj, Maître de conférences à l’ESST de Tunis pour avoir
consacré de leur temps à l’examen de mon travail en tant que rapporteurs.
Mes vifs remerciements à Monsieur Henri PARIS, Professeur de l’Université Joseph Fourier de
Grenoble, pour avoir accepté de participer à mon jury de thèse.
J’adresse également mes remerciements à la Société ASCOMETAL CREAS et la Société AUBERT
et DUVAL qui ont soutenu techniquement et financièrement cette étude.
Que l’ensemble du personnel de l’ENISE et du LTDS voit ici l’expression de ma reconnaissance
pour leur accueil au seins de ces entités. Un merci particulier à Messieurs Dominique Bouchet,
Florian Dumont et Luigi Mintrone, Techniciens du Pôle Productique, qui ont grandement contribué
à la mise en place de la partie expérimentale de ce travail. Merci également à Isabelle, secrétaire de
la recherche, qui nous donne tous les jours bien plus que son travail ne l’exige et qui a fait de ces
années un agréable moment.
Je tiens également à remercier tous les membres du LGM de l’ENIM pour leurs aides scientifiques
et morales. Un merci particulier à Monsieur Mohamed Ben Tekaya pour son aide et ces conseils.
Qu’il touve ici l’expression de ma profonde reconnaissance et mon amitié sincère
Un grand merci enfin à ma famille et à mes proches et particulièrement à mes parents, mes soeurs
et mes frères pour leur soutien inconditionnel.
Introduction générale
L’impact économique des coûts de fabrication et des exigences techniques sur la géométrie ainsi
que sur les dimensions du produit final imposent la maîtrise globale et l’optimisation du procédé
de fabrication. En comparant avec les méthodes expérimentales classiques, l’utilisation d’outils de
simulation numérique devient la meilleur méthode qui permet d’aboutir à une prédétermination
efficace du processus techniquement et économiquement fiable. Elle permet de bien définir la gamme
de fabrication des pièces mécaniques, et de prévoir le comportement de l’outil lors de l’usinage, ce
qui facilite par la suite la compréhension et la maîtrise des phénomènes mis en jeu dans un temps
très réduit.
Pour cette raison, l’industrie mécanique demande depuis de nombreuses années des outils de pré-
détermination des opérations d’usinage afin de dimensionner correctement leurs installations de
production. L’industrie aéronautique est en particulier concerné par ce problème du fait de la très
haute valeur ajoutée de leurs pièces et de leurs fortes complexités (usinage de pièces réfractaires),
le tout dans un contexte de production en petite série qui rend toute erreur de production catas-
trophique aussi bien en terme de coût, qu’en terme de délai.
Les différents paramètres de la coupe, à savoir le matériau, la forme, la géométrie et le revêtement
de l’outil et les conditions de coupe influent sur l’usinabilité de l’Inconel 718. De plus, les méthodes
d’usinage avancées ont amélioré significativement la productivité de l’opération d’usinage de ces
superalliages. La difficulté expérimentale, en terme de coût et délais, sera de trouver une combinaison
entre les différents paramètres assurant une bonne productivité, oblige les experts à s’orienter vers
des modèles de simulation numérique de la coupe. Ces derniers nécessitent des données d’entrée
précises : les lois de comportement, les lois de frottement...
Dans ce contexte, des outils de modélisation et de simulation sont apparus, donnant lieu à des
logiciels commerciaux dédiés " usinage " comme DEFORM ou ADVANTEDGE. Cependant, après
quelques essais, il est constaté que ces modélisations sont simplistes et inadaptées aux probléma-
tiques d’usinage des superalliages tels que les alliages à base de titane et/ou nickel. De son coté,
la communauté scientifique internationale constate l’incapacité de ces modélisations à prendre en
compte les phénomènes tribologiques à l’interface Outil/Surface usinée/Copeau, alors qu’ils sont la
clef du comportement de l’outil, et notamment de sa résistance à l’usure. En effet, tous les codes de
calcul traitent ce problème comme un frottement de Coulomb constant, alors que d’intenses phéno-
mènes d’adhésion s’y produisent ainsi que des réactions chimiques et des phénomènes de diffusion.
1
Introduction générale
Ce manque est d’autant plus flagrant lorsque l’on considère qu’aucun de ces modèles ne prend en
compte l’influence des revêtements, alors que 80 % des outils de coupe vendus sont revêtus.
L’objectif de ce travail est d’apporter une amélioration significative de la compréhension et de la
modélisation des phénomènes tribologiques à l’interface Pièce/Outil/Copeau, et notamment dans le
contexte de l’usinage des superalliages à base nickel (Inconel 718). Ce travail amènera au dévelop-
pement de lois de frottement empirique modélisant le contact lors d’une opération d’usinage pour
un couple outil/matière donné. Ces modèles de frottement seront parmi les données d’entrées de la
simulation numérique de la coupe.
Dans cette optique, ce rapport de thèse à été subdivisé en trois parties :
- Première partie Dans cette première partie, nous aborderons, dans un premier chapitre, le
problème de l’usinabilité de l’Inconel 718. Un aperçu général, sur les principales propriétés méca-
niques et structurales de l’Inconel 718, sera présenté à la fin de ce chapitre afin de répondre à la
question : Pourquoi l’Inconel 718 est-il classé parmi les matériaux les plus difficiles à usiner ? Le
deuxième chapitre traitera des phénomènes tribologiques rencontés au cours d’usinage.
Dans le deuxième chapitre, nous présenterons une généralité sur la formation de copeau au cours
d’une opération d’usinage et les phénomènes physiques associés. Les conditions de contact entre le
matériau coupant (outil) et le matériau coupé (la pièce) sont très sévères. Une revue bibliographique
des recherches dans le domaine de la modélisation expérimentale, numérique et aussi analytique du
frottement aux interfaces Ouit/Pièce/Copeau sera présentée.
- Deuxième partie Le troisième chapitre, qui représente la partie essentielle de ce travail, per-
mettra de caractériser et de quantifier le coefficient de frottement apparent dans les mêmes conditions
de contact que celles produites aux interfaces Outil/Pièce/Copeau durant une opération d’usinage.
De plus, le dispositif expérimental développé est capable, également, de fournir des informations
précises sur le flux de chaleur transmis vers le pion au cours d’essai. Cette information sera utile,
d’une part, pour tester le comportement des différents revêtements utilisés, et d’autre part, pour
établir un bilan thermique de la chaleur générée lors d’un essai de frottement.
- Troisième partie Enfin, une modélisation d’un test de frottement fera l’objet du dernier
chapitre de ce mémoire. En effet, pour différents types de matériaux, les mesures effectuées sur le
flux de chaleur et sur le coefficient de frottement apparent, couplées avec une étude numérique,
ont permis l’élaboration des modèles de frottement dépendant des paramètres locaux de vitesse
d’écoulement, de pressions et de températures.
2
Chapitre 1
Usinage et usinabilité de l’Inconel 718
1.1 Introduction
L’usinage est le procédé de mise en forme par enlèvement de la matière le plus répandu dans
les domaines de fabrication des pièces mécaniques. Depuis leur apparition, les techniques d’usinage
ont subi de multiples améliorations. Elles n’ont cessé d’être remises en question afin de rester en
phase avec les exigences industrielles, qu’elles soient économiques ou écologiques. La productivité
et la qualité des surfaces usinées ont toujours été des préoccupations majeures pour les fabricants.
A l’heure actuelle, ils se trouvent dans l’obligation de produire des pièces mécaniques, dont les
tolérances géométriques et dimensionnelles sont de plus en plus faibles. Des progrès au niveau de
l’ensemble Pièce - Outil - Machine ont été effectués, permettant l’amélioration de l’usinabilité de
plusieurs matériaux. Des nombreux travaux ont été menés pour trouver les outils et les conditions
de coupe optimales permettant de surmonter les problèmes d’usinage de la plupart des matériaux.
Cependant, l’usinage des matériaux réfractaires reste encore l’objectif de plusieurs travaux. Ces
matériaux possèdent des caractéristiques thermo-mécaniques particulières conduisant à une mau-
vaise usinabilité. Les alliages à base de nickel, par exemple, possèdent des propriétés thermiques,
mécaniques et physiques qui les positionnent parmi les matériaux les plus difficiles à usiner. On cite
par exemple.
– Exceptionnelles propriétés mécaniques à haute température lors de l’usinage. Les efforts de
coupe peuvent atteindre des valeurs très élevées permettant d’agir sur la qualité macro et micro
géométrique de la surface usinée ;
– Faible conductivité thermique qui cause une concentration de la chaleur dans la zone de coupe ;
– Microstructure riche en particules de carbure jouant le rôle d’abrasifs lors de l’usinage ;
– Affinité chimique avec les outils de coupe qui permet d’activer l’usure par diffusion ;
– Adhésion des micros particules de l’Inconel sur l’arête de coupe de l’outil lors de l’usinage. Ce
phénomène engendre l’usure en entaille de la face de coupe.
3
Chapitre 1 : Usinage de l’Inconel
Dans ce chapitre, nous nous intéressons à l’usinage et l’usinabilité de l’Inconel 718. Une première
partie a été consacrée pour présenter les différentes propriétés mécaniques et structurales de cet
alliage. Par la suite, nous présentons une synthèse bibliographique sur l’usinage de l’Inconel 718.
1.2 L’Inconel 718 : caractéristiques métallurgiques
et comportements mécaniques
1.2.1 Historique et domaines d’applications
L’intérieur d’un moteur d’avion et celui d’une turbine à gaz en fonctionnement sont des environ-
nements sévères où les températures et les pressions peuvent atteindre des valeurs bien au-delà des
limites supportables par les métaux conventionnels tels que les aciers. Les concepteurs font alors
appel aux superalliages réfractaires qui sont caractérisés par d’excellentes propriétés mécaniques
à hautes températures. Parmi les superalliages les plus utilisés, nous pouvons citer, en allant des
températures de fonctionnement les plus basses vers les plus hautes :
– Les alliages de titane utilisés pour la partie Fan et une partie des compresseurs dont la tempé-
rature est inférieure à 550°C (TiAl6V ; Ti 6242 ou Ti17).
– Les alliages à base nickel polycristallins forgés ou élaborés par métallurgie des poudres (ex :Was-
paloy, Inconel 718, N18), utilisés lorsque la température est comprise entre 450°C et 700°C,
c’est-à-dire pour la partie Haute Pression du compresseur (disques, aubes, carters) et la turbine
(disques et certaines aubes).
– Les superalliages à base fer ont été développés à partir des aciers inoxydables austénitiques.
Certains offrent des coefficients de dilatation thermique très faibles (tel que Incoloy 909) qui les
rendent particulièrement adaptés pour les arbres, bagues et carters.
– Les superalliages à base cobalt offrent une excellente résistance à la corrosion à chaud sous
hautes températures comparées aux alliages à base nickel. Ils sont toutefois plus chers et plus
difficiles à usiner, et de ce fait, leur utilisation se limite aux pièces de combustion dans les zones
les plus chaudes du moteur. Parmi eux, nous trouvons Haynes 25 et Stellite 31.
– Les superalliages à base nickel monocristallins pour aubes de turbines dont la température de
fonctionnement est comprise entre 650°C au pied d’aube et plus de 1000°C au niveau de la pale.
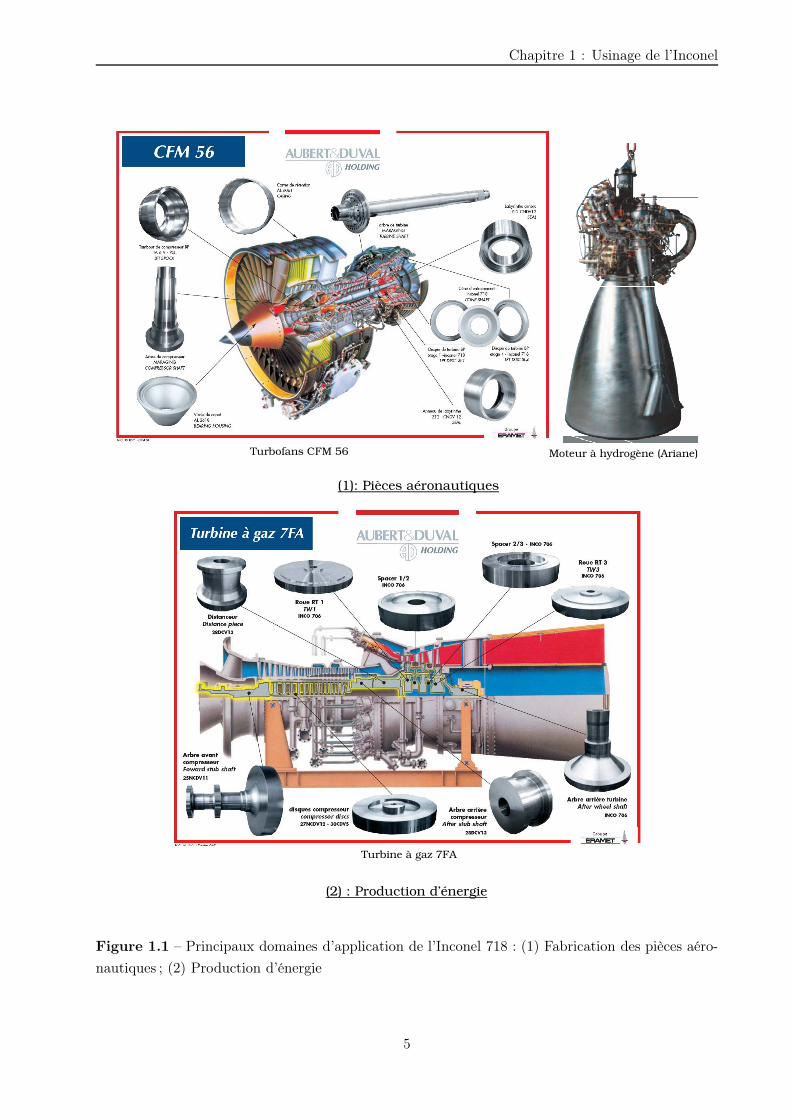
L’Inconel 718 ou NC19FeNb (norme AFNOR) est l’alliage à base Nickel le plus utilisé pour la fabri-
cation des pièces dont les températures de service sont élevées, comprises entre 540°C et 700°C sans
réduction préjudiciable de leur résistance. Il est largement utilisé par les industries aéronautiques
(fabrication des disques de turbine dans un moteur d’avion (ex : CFM56 de la société SNECMA),
pièces de la pompe à hydrogène du moteur pour Ariane). Il constitue, également, la matière de base
pour les roues et pour l’arbre arrière des turbines à gaz (Figure 1.1).
Cet alliage a été mis au point en 1959 par Herb EISELSTEIN [Alex-2004] pour le compte de la so-
ciété Huntington Alloy Products Division. L’industrialisation de l’Inconel a commencé en 1980 suite
4
Chapitre 1 : Usinage de l’Inconel
(1): Pièces aéronautiques
(2) : Production d’énergie
Turbofans CFM 56
Turbine à gaz 7FA
Moteur à hydrogène (Ariane)
Figure 1.1 – Principaux domaines d’application de l’Inconel 718 : (1) Fabrication des pièces aéro-
nautiques ; (2) Production d’énergie
5

Chapitre 1 : Usinage de l’Inconel
à la crise du cobalt, qui est présent en quantité non négligeable dans le WASPALOY (NC20K14).
Ce dernier a occupé la majeure partie du marché des superalliages à base nickel dans le domaine
aéronautique. Cette industrialisation a permis à l’alliage 718 de devenir le superalliage le plus utilisé
actuellement. La consommation de SNECMA Moteurs est comprise entre 500 et 1000 tonnes par
an [Alex-2004].
L’Inconel 718 se caractérise par son exceptionnelle résistance, à haute température, à la fois à
la corrosion et au fluage. Ces propriétés sont à l’origine de configurations métallurgiques un peu
spéciales. Ces alliages à base de nickel-fer sont des nuances à durcissement structural. Ils combinent
deux modes de durcissement : un durcissement de solution solide et un durcissement par précipi-
tation de phases intermétalliques ordonnées. Dans la suite, on présentera les différentes phases qui
constituent l’Inconel 718 ainsi que ses principales propriétés mécaniques.
1.2.2 Caractéristiques métallurgiques
Les compositions chimiques de l’Inconel 718 varie d’un alliage à un autre selon son application
future. On trouve l’Inconel 718 à l’état standard qui est utilisé pour les applications les moins
critiques. L’état traité est destiné pour fabriquer les pièces critiques telles que les disques dans un
moteur d’avion [Alex-2004]. Le tableau 1.1 présente la composition en masse de cet alliage.
Nickel 50-55
Chrome 17-21
Fer 15-21
Niobium 4.75-5.5
Molybdène 2.8-3.3
Titane 0.65-1.15
Aluminium 0.2-0.8
Cobalt 1.00 max
carbone 0.08 max
manganèse 0.35 max
Silicium 0.35 max
Phosphore 0.015 max
Sulfure 0.015 max
Bore 0.005 max
Cuivre 0.3 max
Tab. 1.1 – Composition chimique de l’Inconel 718 (% en masse).
La configuration chimique du nickel (4s2 3d8, la couche 3d non saturée) confère à cet élément
une grande versatilité d’association chimique pour former des solutions solides ou des phases inter-
métalliques stables. Le nickel s’associe avec le fer, le chrome et le cobalt pour former la matrice γ.
L’Inconel 718 fait partie du petit nombre des superalliages durcis principalement par la précipitation
6
Chapitre 1 : Usinage de l’Inconel
d’une phase intermétallique γ′′(Ni3Nb) du type DO22 [Four-2000]. La plupart des superalliages de
la même famille sont durcis par la précipitation de la phase γ′ (Ni3(T i,Al)) du type L12. Ceci est
dû au fait que les éléments durcissant sont toujours le titane et l’aluminium alors que le niobium
et le tantale sont occasionnellement employés pour durcir la phase γ′ en formant des précipités du
type (Ni3(T i,Al,Nb, Ta)). La présence d’un taux relativement important de niobium (5 %) avec
une faible teneur respectivement en aluminium (0,2-0,8 %) et en titane (0,65-1,15 %) favorise l’ap-
parition de la phase γ′′. Si le rapport R = T i+AlNb
est suffisant, la phase γ′ peut également se former
en faibles proportions, conjointement à γ′′.
Par ailleurs, l’Inconel 718 contient des éléments carburigènes ayant tendance à former des carbures
(Ti, Cr, Nb, Mo, C, B). Ces derniers se précipitent, généralement, dans les joints de grain.
Après une description succincte de ces diverses phases, nous allons présenter les différentes carac-
téristiques de chacune d’elles.
1.2.2.1 La matrice γ
Le nickel a une structure cubique à face centrée. Le fer, le chrome, le molybdène et niobium, ayant
des rayons atomiques proche de 12 % de celui de nickel, se substituent dans le nickel pour donner
une solution solide. C’est le durcissement par solution solide. Une des particularités de cet alliage est
sa forte teneur en fer. La présence de cet élément conduit, en plus de l’abaissement notable du prix
au kilogramme de l’alliage, à un effet sur la précipitation des phases durcissantes. La faible mobilité
du fer dans la matrice produit un ralentissement de la cinétique de durcissement [Alex-2004]. Cet
effet sur la cinétique permet une amélioration de la soudabilité de l’alliage.
1.2.2.2 La matrice γ′
Le titane et l’aluminium conduisent à la formation de la phase γ′ de composition Ni3(T i,Al) dont
le rôle est aussi durcissant, mais d’un degré moindre que les précipités γ′′. C’est une phase ordonnée
de structure cristallographique cubique de type L12 [Sund-1992]. Comme le montre la Figure 1.2,
les atomes de titane ou d’aluminium sont situés aux sommets du cube alors que les atomes de nickel
sont au centre des faces. Ces précipités ont une taille moyenne de 0.2 nm. La phase γ′ précipite aux
environ de 650°C, ce qui explique la bonne rigidité et résistance de ces alliages à haute température
[Four-2000].
1.2.2.3 La matrice γ′′
Outre la précipitation de la phase intermétallique γ′ de composition Ni3(T i,Al), cet alliage pré-
sente la particularité d’être principalement durci par la précipitation de la phase γ′′ de composition
Ni3Nb. C’est une phase ordonnée, de structure cristallographique quadratique centrée. Ces précipi-
7

Chapitre 1 : Usinage de l’Inconel
tés ont une taille moyenne de 0.2 nm. De même, cette phase se précipite à une température proche
de 650°C.
La formation de cette phase est gouvernée par la bonne teneur en niobium. La dureté, ainsi
que la limite d’élasticité augmente quasi linéairement en fonction de la concentration en niobium.
Cependant pour des teneurs en Nb supérieures à 5 % massique, la striction tend à diminuer signi-
ficativement. Ce qui justifie que la concentration en cet élément soit plus souvent limitée entre 4.3
et 6 % [Slam-1997].
γ CFC γ' ( γ'’ (Ni(Nb) ; DO)
Figure 1.2 – Mailles cristallographiques de la matrice et des deux phases ordonnées de l’alliage 718
conduisant au durcissement de l’alliage.
1.2.2.4 La matrice β
Cette phase est parfois dénommée δ dans certaines publications. C’est une phase stable associée à la
phase métastable γ′′ de type cristallographique orthorhombique ordonnée (DOa) dont les paramètres
sont a=0.5141 nm, b=0.4231nm et c=0.4534nm.
La phase β se forme dans le cas de vieillissement de longue durée et dans l’intervalle 700-900°C
[Sund-1988], [Sund-1994]. Elle est majoritaire si les traitements sont effectués dans l’intervalle [900
1000°C]. De plus, cette phase ne contribue pas significativement au durcissement de l’alliage ; par
contre elle semble bénéfique en ce qui concerne la valeur de la ductilité à la rupture.
Slama et al. ont essayé dans [Slam-1997] de tracer le diagramme TRC de l’Inconel 718 dans le
but de limiter les domaines de précipitation des ces différentes phases en fonction de la cinétique de
traitement thermique. Les caractéristiques essentielles de ce diagramme sont les suivantes :
– Pour des vitesses de refroidissement VR > 100°C s−1, seule la phase γ est observée
– Pour 5°C. s−1 < VR < 100°C. s−1 il y a seulement précipitation de la phase β.
– Pour VR = 5°C. s−1 en plus de la phase β, il y a précipitation de la phase γ′.
8
Chapitre 1 : Usinage de l’Inconel
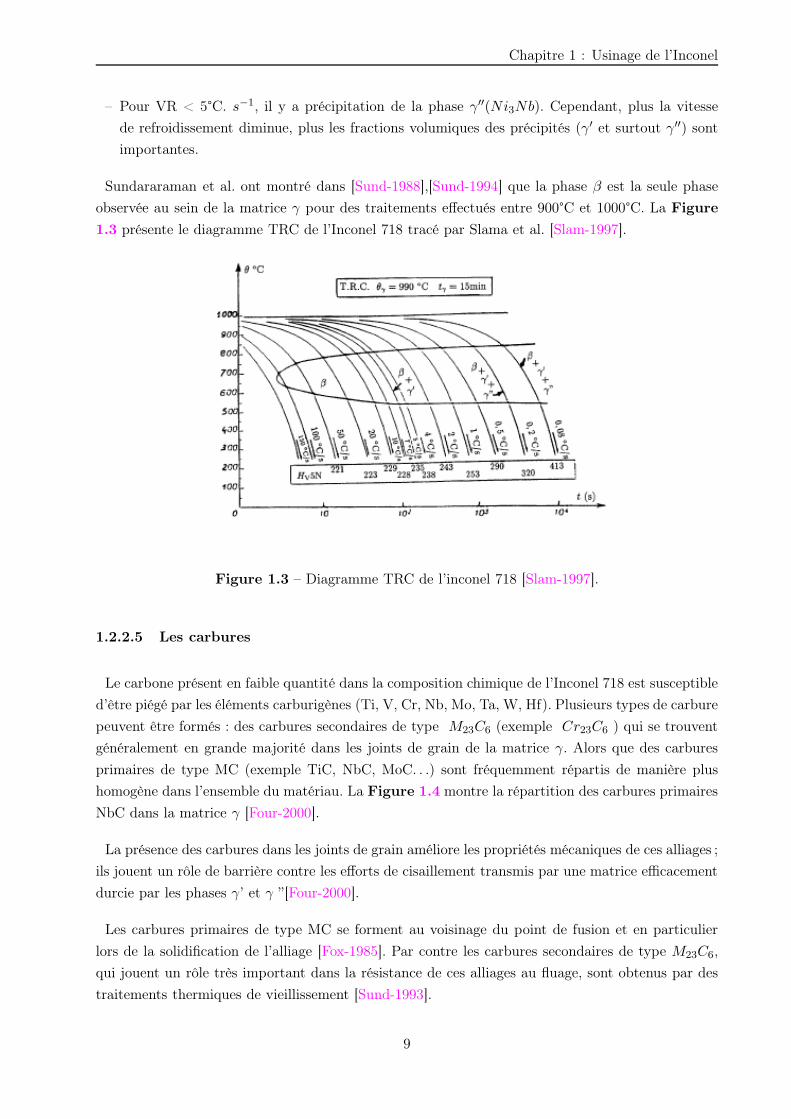
– Pour VR < 5°C. s−1, il y a précipitation de la phase γ′′(Ni3Nb). Cependant, plus la vitesse
de refroidissement diminue, plus les fractions volumiques des précipités (γ′ et surtout γ′′) sont
importantes.
Sundararaman et al. ont montré dans [Sund-1988],[Sund-1994] que la phase β est la seule phase
observée au sein de la matrice γ pour des traitements effectués entre 900°C et 1000°C. La Figure
1.3 présente le diagramme TRC de l’Inconel 718 tracé par Slama et al. [Slam-1997].
Figure 1.3 – Diagramme TRC de l’inconel 718 [Slam-1997].
1.2.2.5 Les carbures
Le carbone présent en faible quantité dans la composition chimique de l’Inconel 718 est susceptible
d’être piégé par les éléments carburigènes (Ti, V, Cr, Nb, Mo, Ta, W, Hf). Plusieurs types de carbure
peuvent être formés : des carbures secondaires de type M23C6 (exemple Cr23C6 ) qui se trouvent
généralement en grande majorité dans les joints de grain de la matrice γ. Alors que des carbures
primaires de type MC (exemple TiC, NbC, MoC. . .) sont fréquemment répartis de manière plus
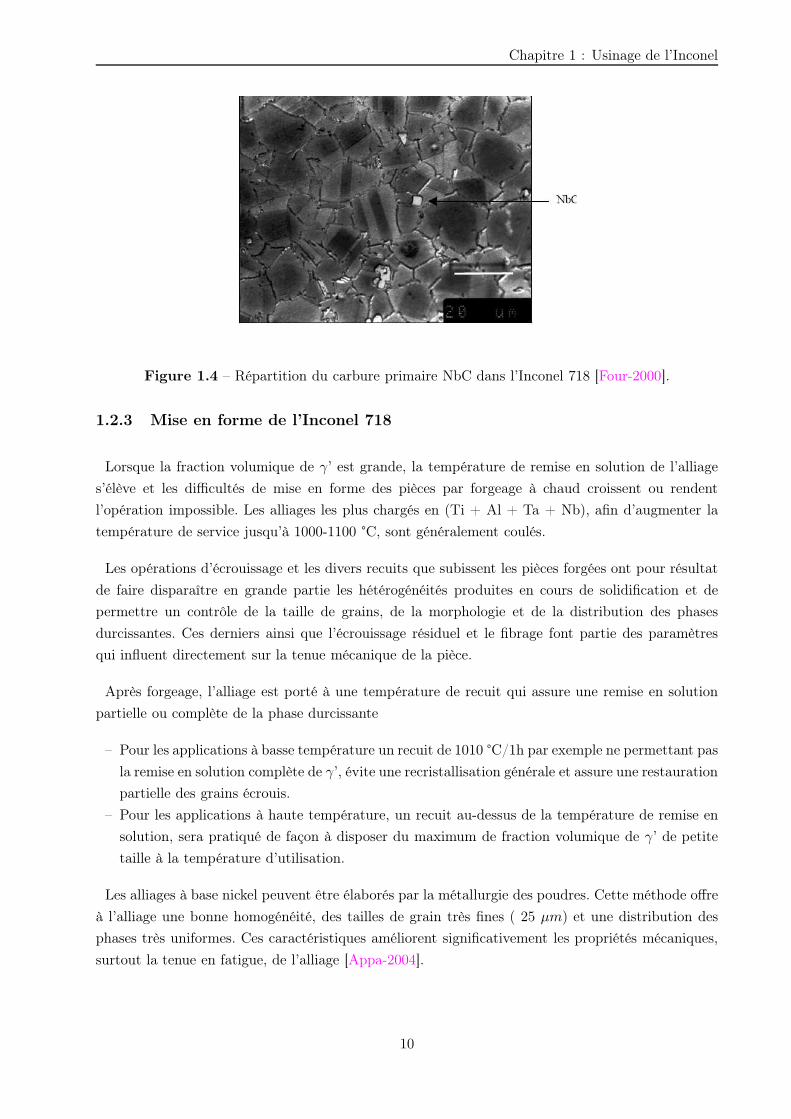
homogène dans l’ensemble du matériau. La Figure 1.4 montre la répartition des carbures primaires
NbC dans la matrice γ [Four-2000].
La présence des carbures dans les joints de grain améliore les propriétés mécaniques de ces alliages ;
ils jouent un rôle de barrière contre les efforts de cisaillement transmis par une matrice efficacement
durcie par les phases γ’ et γ ”[Four-2000].
Les carbures primaires de type MC se forment au voisinage du point de fusion et en particulier
lors de la solidification de l’alliage [Fox-1985]. Par contre les carbures secondaires de type M23C6,
qui jouent un rôle très important dans la résistance de ces alliages au fluage, sont obtenus par des
traitements thermiques de vieillissement [Sund-1993].
9
Chapitre 1 : Usinage de l’Inconel
Figure 1.4 – Répartition du carbure primaire NbC dans l’Inconel 718 [Four-2000].
1.2.3 Mise en forme de l’Inconel 718
Lorsque la fraction volumique de γ’ est grande, la température de remise en solution de l’alliage
s’élève et les difficultés de mise en forme des pièces par forgeage à chaud croissent ou rendent
l’opération impossible. Les alliages les plus chargés en (Ti + Al + Ta + Nb), afin d’augmenter la
température de service jusqu’à 1000-1100 °C, sont généralement coulés.
Les opérations d’écrouissage et les divers recuits que subissent les pièces forgées ont pour résultat
de faire disparaître en grande partie les hétérogénéités produites en cours de solidification et de
permettre un contrôle de la taille de grains, de la morphologie et de la distribution des phases
durcissantes. Ces derniers ainsi que l’écrouissage résiduel et le fibrage font partie des paramètres
qui influent directement sur la tenue mécanique de la pièce.
Après forgeage, l’alliage est porté à une température de recuit qui assure une remise en solution
partielle ou complète de la phase durcissante
– Pour les applications à basse température un recuit de 1010 °C/1h par exemple ne permettant pas
la remise en solution complète de γ’, évite une recristallisation générale et assure une restauration
partielle des grains écrouis.
– Pour les applications à haute température, un recuit au-dessus de la température de remise en
solution, sera pratiqué de façon à disposer du maximum de fraction volumique de γ’ de petite
taille à la température d’utilisation.
Les alliages à base nickel peuvent être élaborés par la métallurgie des poudres. Cette méthode offre
à l’alliage une bonne homogénéité, des tailles de grain très fines ( 25 µm) et une distribution des
phases très uniformes. Ces caractéristiques améliorent significativement les propriétés mécaniques,
surtout la tenue en fatigue, de l’alliage [Appa-2004].
10
Chapitre 1 : Usinage de l’Inconel
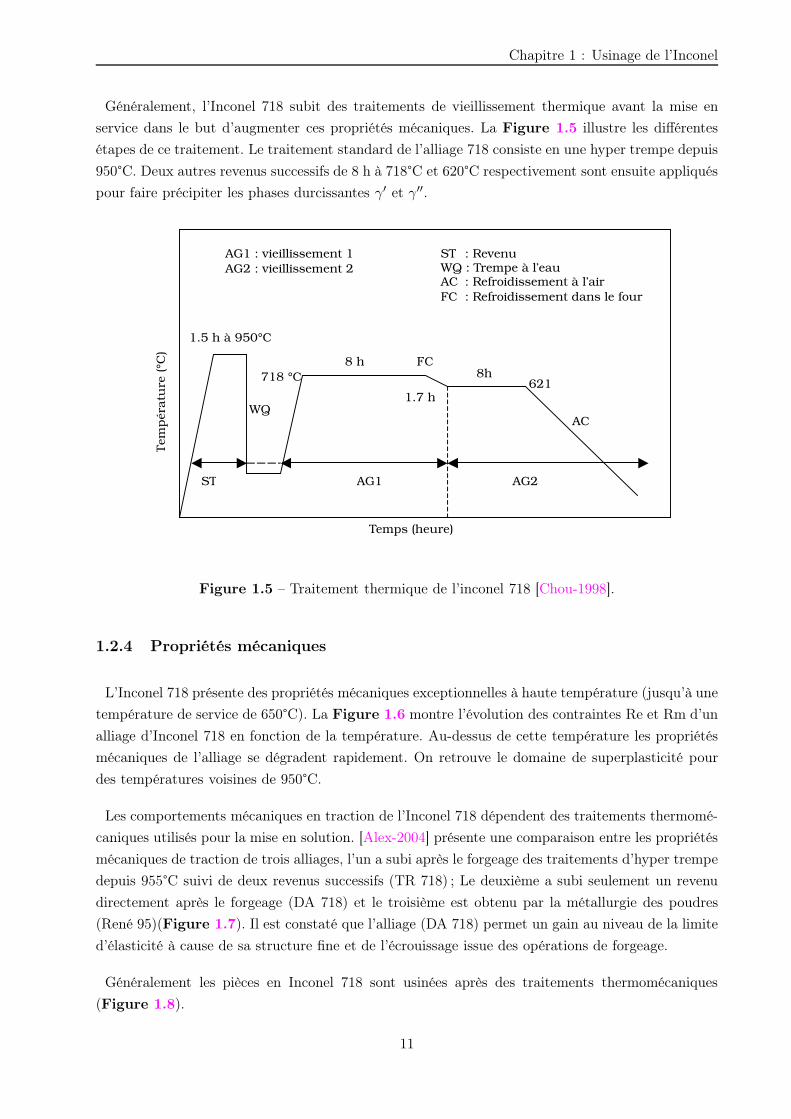
Généralement, l’Inconel 718 subit des traitements de vieillissement thermique avant la mise en
service dans le but d’augmenter ces propriétés mécaniques. La Figure 1.5 illustre les différentes
étapes de ce traitement. Le traitement standard de l’alliage 718 consiste en une hyper trempe depuis
950°C. Deux autres revenus successifs de 8 h à 718°C et 620°C respectivement sont ensuite appliqués
pour faire précipiter les phases durcissantes γ′ et γ′′.
WQ
1.5 h à 950°C
718 °C 8 h
1.7 h
FC 8h
621
AC
AG2 AG1
ST : Revenu WQ : Trempe à l’eau AC : Refroidissement à l’air
FC : Refroidissement dans le four
AG1 : vieillissement 1
AG2 : vieillissement 2
Temps (heure)
Tem
péra
ture
(°C
)
ST
Figure 1.5 – Traitement thermique de l’inconel 718 [Chou-1998].
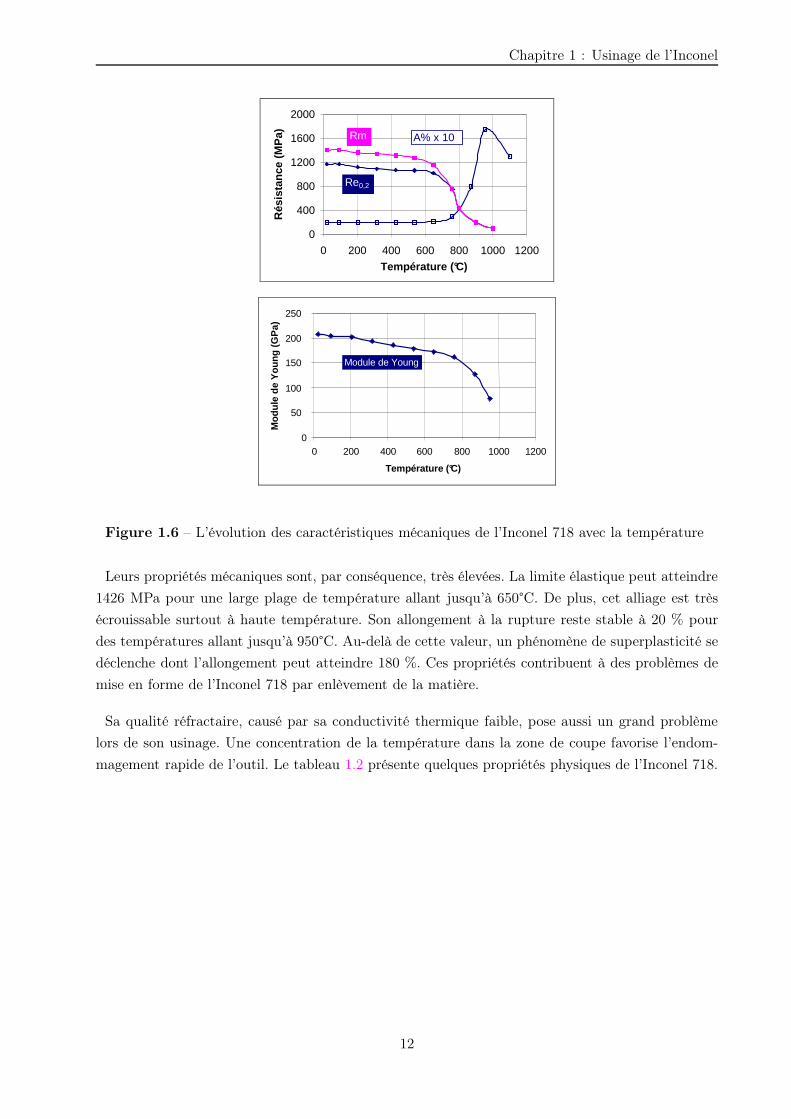
1.2.4 Propriétés mécaniques
L’Inconel 718 présente des propriétés mécaniques exceptionnelles à haute température (jusqu’à une
température de service de 650°C). La Figure 1.6 montre l’évolution des contraintes Re et Rm d’un
alliage d’Inconel 718 en fonction de la température. Au-dessus de cette température les propriétés
mécaniques de l’alliage se dégradent rapidement. On retrouve le domaine de superplasticité pour
des températures voisines de 950°C.
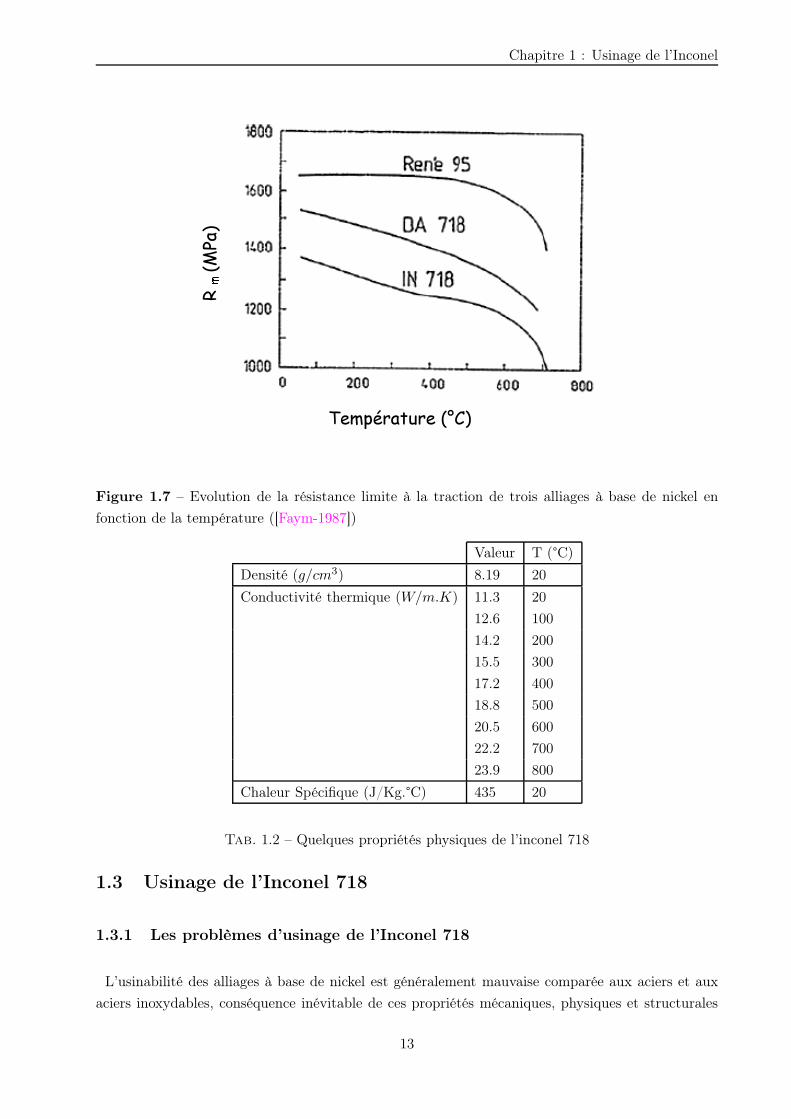
Les comportements mécaniques en traction de l’Inconel 718 dépendent des traitements thermomé-
caniques utilisés pour la mise en solution. [Alex-2004] présente une comparaison entre les propriétés
mécaniques de traction de trois alliages, l’un a subi après le forgeage des traitements d’hyper trempe
depuis 955°C suivi de deux revenus successifs (TR 718) ; Le deuxième a subi seulement un revenu
directement après le forgeage (DA 718) et le troisième est obtenu par la métallurgie des poudres
(René 95)(Figure 1.7). Il est constaté que l’alliage (DA 718) permet un gain au niveau de la limite
d’élasticité à cause de sa structure fine et de l’écrouissage issue des opérations de forgeage.
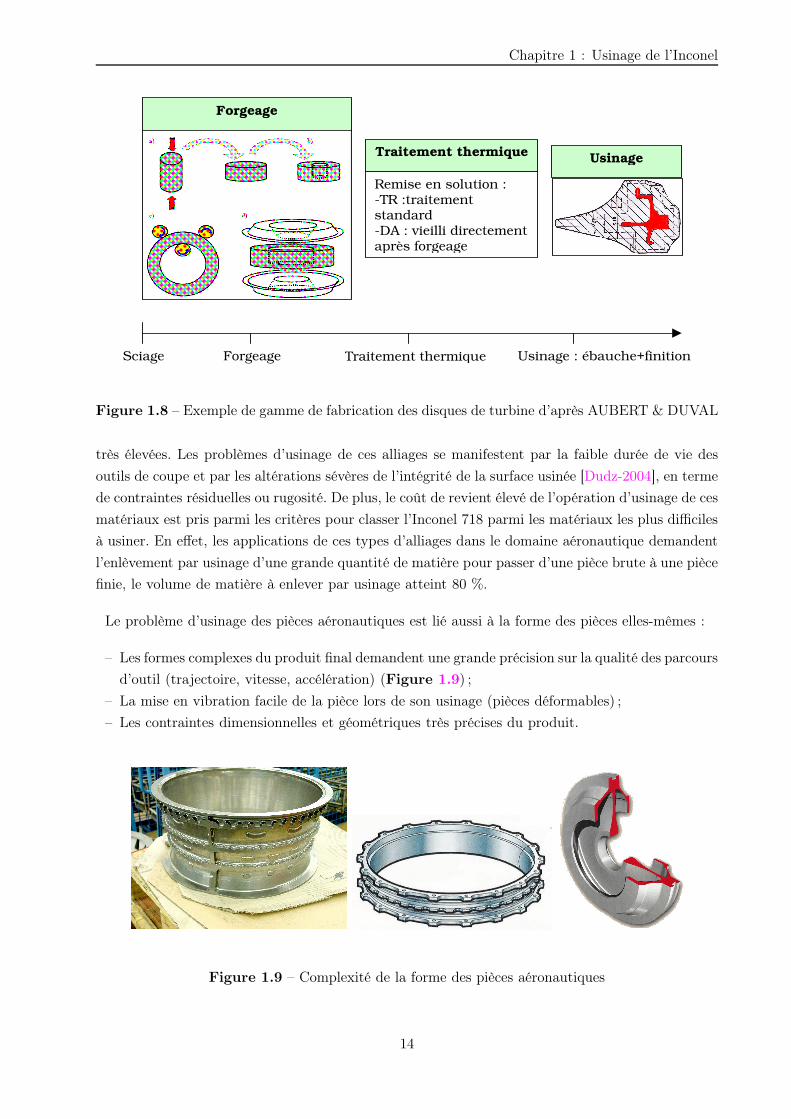
Généralement les pièces en Inconel 718 sont usinées après des traitements thermomécaniques
(Figure 1.8).
11
Chapitre 1 : Usinage de l’Inconel
0
400
800
1200
1600
2000
0 200 400 600 800 1000 1200
Température (°C)R
ésis
tanc
e (M
Pa)
Re0,2
Rm A% x 10
0
50
100
150
200
250
0 200 400 600 800 1000 1200 Température (°C)
Mod
ule
de Y
oung
(G
Pa)
Module de Young
Figure 1.6 – L’évolution des caractéristiques mécaniques de l’Inconel 718 avec la température
Leurs propriétés mécaniques sont, par conséquence, très élevées. La limite élastique peut atteindre
1426 MPa pour une large plage de température allant jusqu’à 650°C. De plus, cet alliage est très
écrouissable surtout à haute température. Son allongement à la rupture reste stable à 20 % pour
des températures allant jusqu’à 950°C. Au-delà de cette valeur, un phénomène de superplasticité se
déclenche dont l’allongement peut atteindre 180 %. Ces propriétés contribuent à des problèmes de
mise en forme de l’Inconel 718 par enlèvement de la matière.
Sa qualité réfractaire, causé par sa conductivité thermique faible, pose aussi un grand problème
lors de son usinage. Une concentration de la température dans la zone de coupe favorise l’endom-
magement rapide de l’outil. Le tableau 1.2 présente quelques propriétés physiques de l’Inconel 718.
12
Chapitre 1 : Usinage de l’Inconel
R
(MPa)
Température (°C)
Figure 1.7 – Evolution de la résistance limite à la traction de trois alliages à base de nickel en
fonction de la température ([Faym-1987])
Valeur T (°C)
Densité (g/cm3) 8.19 20
Conductivité thermique (W/m.K) 11.3 20
12.6 100
14.2 200
15.5 300
17.2 400
18.8 500
20.5 600
22.2 700
23.9 800
Chaleur Spécifique (J/Kg.°C) 435 20
Tab. 1.2 – Quelques propriétés physiques de l’inconel 718
1.3 Usinage de l’Inconel 718
1.3.1 Les problèmes d’usinage de l’Inconel 718
L’usinabilité des alliages à base de nickel est généralement mauvaise comparée aux aciers et aux
aciers inoxydables, conséquence inévitable de ces propriétés mécaniques, physiques et structurales
13
Chapitre 1 : Usinage de l’Inconel
Forgeage
Remise en solution : -TR :traitement standard -DA : vieilli directement après forgeage
Traitement thermique Usinage
Sciage Forgeage Traitement thermique Usinage : ébauche+finition
Figure 1.8 – Exemple de gamme de fabrication des disques de turbine d’après AUBERT & DUVAL
très élevées. Les problèmes d’usinage de ces alliages se manifestent par la faible durée de vie des
outils de coupe et par les altérations sévères de l’intégrité de la surface usinée [Dudz-2004], en terme
de contraintes résiduelles ou rugosité. De plus, le coût de revient élevé de l’opération d’usinage de ces
matériaux est pris parmi les critères pour classer l’Inconel 718 parmi les matériaux les plus difficiles
à usiner. En effet, les applications de ces types d’alliages dans le domaine aéronautique demandent
l’enlèvement par usinage d’une grande quantité de matière pour passer d’une pièce brute à une pièce
finie, le volume de matière à enlever par usinage atteint 80 %.
Le problème d’usinage des pièces aéronautiques est lié aussi à la forme des pièces elles-mêmes :
– Les formes complexes du produit final demandent une grande précision sur la qualité des parcours
d’outil (trajectoire, vitesse, accélération) (Figure 1.9) ;
– La mise en vibration facile de la pièce lors de son usinage (pièces déformables) ;
– Les contraintes dimensionnelles et géométriques très précises du produit.
Figure 1.9 – Complexité de la forme des pièces aéronautiques
14
Chapitre 1 : Usinage de l’Inconel
Un très grand soin doit alors être apporté lors des opérations d’usinage de ces alliages afin d’amé-
liorer la productivité de l’opération tout en préservant l’intégrité de surface des composants usinés.
En effet l’intégrité de surface a des conséquences directes sur les comportements mécaniques du
produit final en particulier sur sa durée de vie [Brun-1991].
Depuis les années 80, des efforts considérables sont fournis afin de contrôler les paramètres de
l’opération dans le but d’améliorer l’usinabilité de ces types d’alliages à savoir :
– Le choix de l’outil de coupe en optimisant ses paramètres tels que le matériau du substrat, son
revêtement, sa forme et sa macro-géométrie et aussi la préparation de ses arêtes.
– Le choix de la nature et du mode de lubrification (MQL, Haute pression, à sec...).
– L’optimisation des conditions de coupe
– La recherche des nouvelles stratégies d’usinage (usinage avec assistance, optimisation de la tra-
jectoire de l’outil).
Dans cette partie, nous allons présenter l’influence de chacun de ces paramètres sur l’usinabilité
de l’Inconel 718.
1.3.2 Le choix de l’outil de coupe
1.3.2.1 Introduction
Quelle que soit la nature du matériau à usiner, l’outil fait partie de l’élément primordial pour
la réussite de l’opération. Il est exposé à des sollicitations thermomécaniques très sévères, surtout
dans le cas de l’Inconel 718, où la matière conserve sa résistance sous hautes températures. Lorsque
la matière possède une mauvaise conductibilité thermique, l’outil doit pouvoir résister aux fortes
températures. On doit savoir, aussi, que si la surface de la matière a tendance à l’écrouissage, l’outil
subit une forte tendance à l’usure en entaille, tandis que si la matière possède une structure à
particules de carbure dures, l’outil s’use par abrasion. Dans cette optique ; le matériau du substrat,
le revêtement, la forme macro et micro géométrique de l’outil doivent être bien choisis pour lui
donner certaines résistances à cet environnement hostile.
1.3.2.2 Matériaux à outils pour l’usinage de l’Inconel 718
Les hautes caractéristiques mécaniques et micro-structurales de l’Inconel 718 imposent d’énormes
contraintes à l’outil. Ce dernier doit réunir plusieurs caractéristiques physiques :
– Une dureté à chaud élevée
– Une rigidité importante
– Une ténacité élevée
– Une haute résistance à l’oxydation et l’abrasion
– Une inertie chimique élevée
– Une forme géométrique adaptée.
15
Chapitre 1 : Usinage de l’Inconel
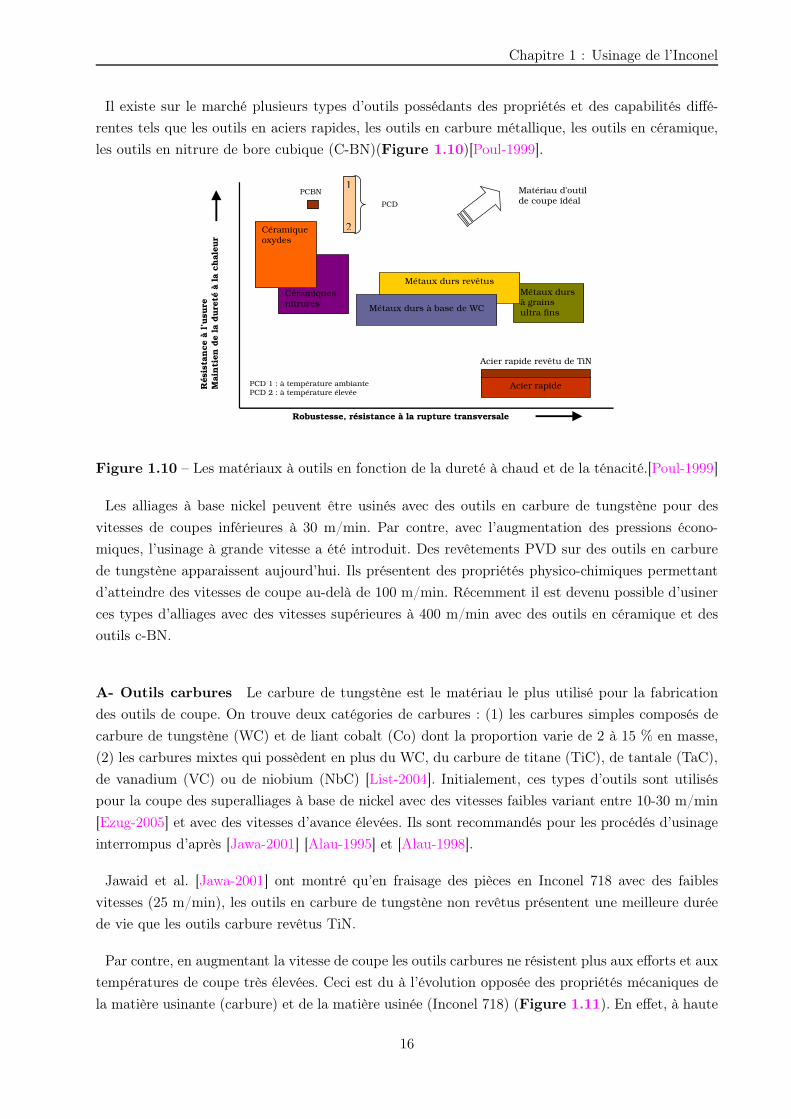
Il existe sur le marché plusieurs types d’outils possédants des propriétés et des capabilités diffé-
rentes tels que les outils en aciers rapides, les outils en carbure métallique, les outils en céramique,
les outils en nitrure de bore cubique (C-BN)(Figure 1.10)[Poul-1999].
Céramiques nitrures
Céramique oxydes
Métaux durs à grains ultra fins
Métaux durs revêtus
Métaux durs à base de WC
Acier rapide
Acier rapide revêtu de TiN
Matériau d’outil de coupe idéal
Résis
tan
ce à
l’u
sure
Main
tien
de la d
ure
té à
la c
hale
ur
Robustesse, résistance à la rupture transversale
1
2
PCBN
PCD
PCD 1 : à température ambiante PCD 2 : à température élevée
Figure 1.10 – Les matériaux à outils en fonction de la dureté à chaud et de la ténacité.[Poul-1999]
Les alliages à base nickel peuvent être usinés avec des outils en carbure de tungstène pour des
vitesses de coupes inférieures à 30 m/min. Par contre, avec l’augmentation des pressions écono-
miques, l’usinage à grande vitesse a été introduit. Des revêtements PVD sur des outils en carbure
de tungstène apparaissent aujourd’hui. Ils présentent des propriétés physico-chimiques permettant
d’atteindre des vitesses de coupe au-delà de 100 m/min. Récemment il est devenu possible d’usiner
ces types d’alliages avec des vitesses supérieures à 400 m/min avec des outils en céramique et des
outils c-BN.
A- Outils carbures Le carbure de tungstène est le matériau le plus utilisé pour la fabrication
des outils de coupe. On trouve deux catégories de carbures : (1) les carbures simples composés de
carbure de tungstène (WC) et de liant cobalt (Co) dont la proportion varie de 2 à 15 % en masse,
(2) les carbures mixtes qui possèdent en plus du WC, du carbure de titane (TiC), de tantale (TaC),
de vanadium (VC) ou de niobium (NbC) [List-2004]. Initialement, ces types d’outils sont utilisés
pour la coupe des superalliages à base de nickel avec des vitesses faibles variant entre 10-30 m/min
[Ezug-2005] et avec des vitesses d’avance élevées. Ils sont recommandés pour les procédés d’usinage
interrompus d’après [Jawa-2001] [Alau-1995] et [Alau-1998].
Jawaid et al. [Jawa-2001] ont montré qu’en fraisage des pièces en Inconel 718 avec des faibles
vitesses (25 m/min), les outils en carbure de tungstène non revêtus présentent une meilleure durée
de vie que les outils carbure revêtus TiN.
Par contre, en augmentant la vitesse de coupe les outils carbures ne résistent plus aux efforts et aux
températures de coupe très élevées. Ceci est du à l’évolution opposée des propriétés mécaniques de
la matière usinante (carbure) et de la matière usinée (Inconel 718) (Figure 1.11). En effet, à haute
16
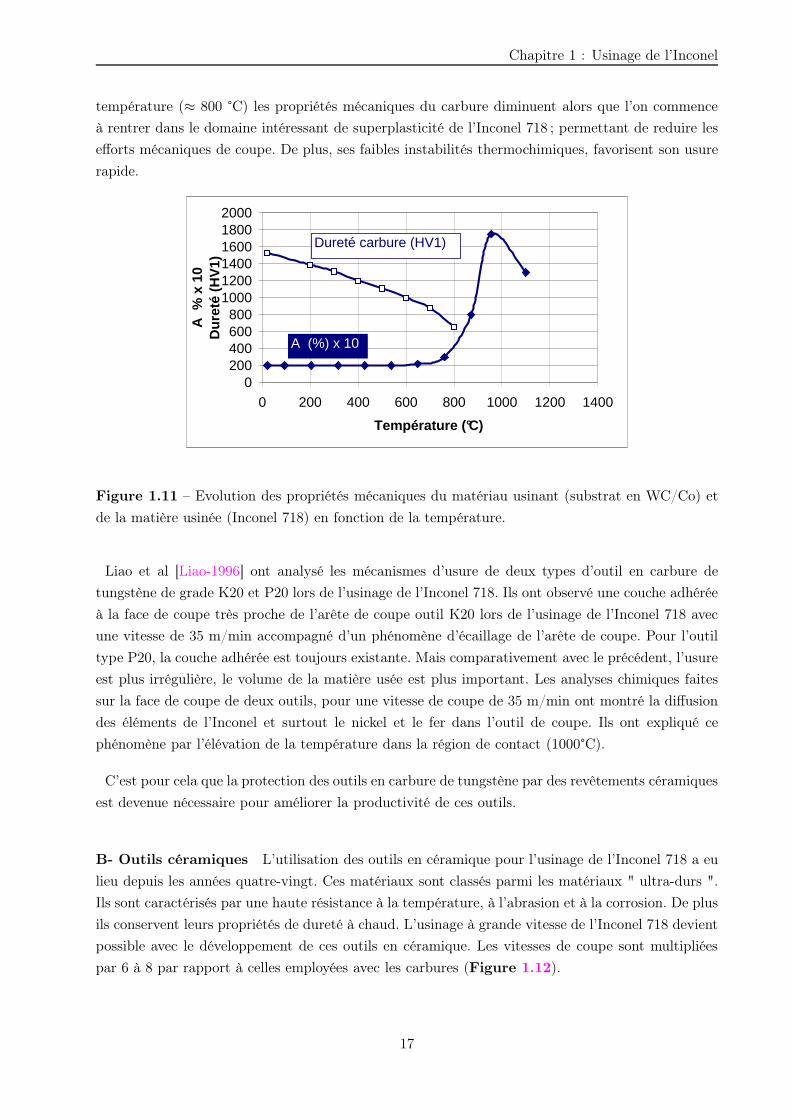
Chapitre 1 : Usinage de l’Inconel
température (≈ 800 °C) les propriétés mécaniques du carbure diminuent alors que l’on commence
à rentrer dans le domaine intéressant de superplasticité de l’Inconel 718 ; permettant de reduire les
efforts mécaniques de coupe. De plus, ses faibles instabilités thermochimiques, favorisent son usure
rapide.
0200400600800
100012001400160018002000
0 200 400 600 800 1000 1200 1400
Température (°C)
A %
x 1
0D
uret
é (H
V1)
Dureté carbure (HV1)
A (%) x 10
Figure 1.11 – Evolution des propriétés mécaniques du matériau usinant (substrat en WC/Co) et
de la matière usinée (Inconel 718) en fonction de la température.
Liao et al [Liao-1996] ont analysé les mécanismes d’usure de deux types d’outil en carbure de
tungstène de grade K20 et P20 lors de l’usinage de l’Inconel 718. Ils ont observé une couche adhérée
à la face de coupe très proche de l’arête de coupe outil K20 lors de l’usinage de l’Inconel 718 avec
une vitesse de 35 m/min accompagné d’un phénomène d’écaillage de l’arête de coupe. Pour l’outil
type P20, la couche adhérée est toujours existante. Mais comparativement avec le précédent, l’usure
est plus irrégulière, le volume de la matière usée est plus important. Les analyses chimiques faites
sur la face de coupe de deux outils, pour une vitesse de coupe de 35 m/min ont montré la diffusion
des éléments de l’Inconel et surtout le nickel et le fer dans l’outil de coupe. Ils ont expliqué ce
phénomène par l’élévation de la température dans la région de contact (1000°C).
C’est pour cela que la protection des outils en carbure de tungstène par des revêtements céramiques
est devenue nécessaire pour améliorer la productivité de ces outils.
B- Outils céramiques L’utilisation des outils en céramique pour l’usinage de l’Inconel 718 a eu
lieu depuis les années quatre-vingt. Ces matériaux sont classés parmi les matériaux " ultra-durs ".
Ils sont caractérisés par une haute résistance à la température, à l’abrasion et à la corrosion. De plus
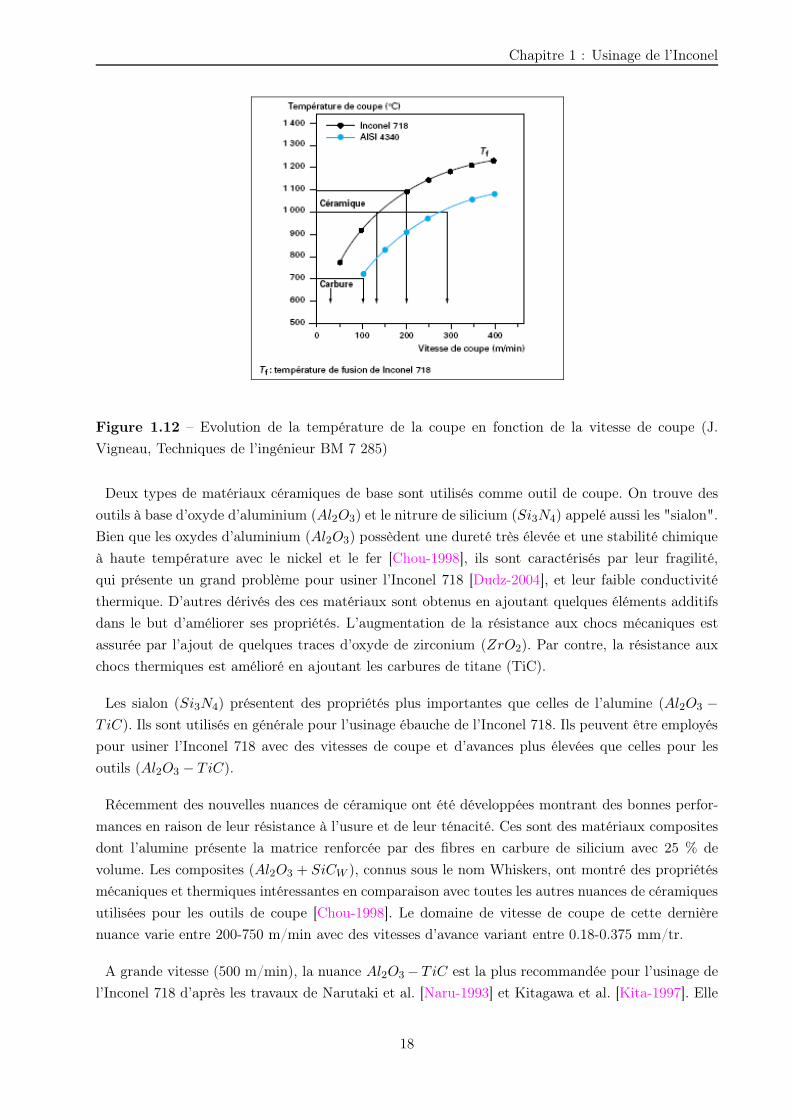
ils conservent leurs propriétés de dureté à chaud. L’usinage à grande vitesse de l’Inconel 718 devient
possible avec le développement de ces outils en céramique. Les vitesses de coupe sont multipliées
par 6 à 8 par rapport à celles employées avec les carbures (Figure 1.12).
17
Chapitre 1 : Usinage de l’Inconel
Figure 1.12 – Evolution de la température de la coupe en fonction de la vitesse de coupe (J.
Vigneau, Techniques de l’ingénieur BM 7 285)
Deux types de matériaux céramiques de base sont utilisés comme outil de coupe. On trouve des
outils à base d’oxyde d’aluminium (Al2O3) et le nitrure de silicium (Si3N4) appelé aussi les "sialon".
Bien que les oxydes d’aluminium (Al2O3) possèdent une dureté très élevée et une stabilité chimique
à haute température avec le nickel et le fer [Chou-1998], ils sont caractérisés par leur fragilité,
qui présente un grand problème pour usiner l’Inconel 718 [Dudz-2004], et leur faible conductivité
thermique. D’autres dérivés des ces matériaux sont obtenus en ajoutant quelques éléments additifs
dans le but d’améliorer ses propriétés. L’augmentation de la résistance aux chocs mécaniques est
assurée par l’ajout de quelques traces d’oxyde de zirconium (ZrO2). Par contre, la résistance aux
chocs thermiques est amélioré en ajoutant les carbures de titane (TiC).
Les sialon (Si3N4) présentent des propriétés plus importantes que celles de l’alumine (Al2O3 −T iC). Ils sont utilisés en générale pour l’usinage ébauche de l’Inconel 718. Ils peuvent être employés
pour usiner l’Inconel 718 avec des vitesses de coupe et d’avances plus élevées que celles pour les
outils (Al2O3 − T iC).
Récemment des nouvelles nuances de céramique ont été développées montrant des bonnes perfor-
mances en raison de leur résistance à l’usure et de leur ténacité. Ces sont des matériaux composites
dont l’alumine présente la matrice renforcée par des fibres en carbure de silicium avec 25 % de
volume. Les composites (Al2O3 + SiCW ), connus sous le nom Whiskers, ont montré des propriétés
mécaniques et thermiques intéressantes en comparaison avec toutes les autres nuances de céramiques
utilisées pour les outils de coupe [Chou-1998]. Le domaine de vitesse de coupe de cette dernière
nuance varie entre 200-750 m/min avec des vitesses d’avance variant entre 0.18-0.375 mm/tr.
A grande vitesse (500 m/min), la nuance Al2O3 − T iC est la plus recommandée pour l’usinage de
l’Inconel 718 d’après les travaux de Narutaki et al. [Naru-1993] et Kitagawa et al. [Kita-1997]. Elle
18

Chapitre 1 : Usinage de l’Inconel
possède une bonne stabilité chimique en comparaison avec les autres nuances Al2O3 + SiC, Si3N4.
Par contre pour des vitesses entre 100-300 m/min, les whiskers (Al2O3 + SiC) sont les plus perfor-
mants pour une vitesse d’avance de 0.19 mm/tr et une profondeur de passe de 0.5 mm. Ils présentent
une meilleure résistance à l’usure en entaille par rapport aux deux autres nuances.
Il est possible, d’aprés El-Wardany et Elbestawi [ElWa-1995], d’usiner l’Inconel 718 avec des vi-
tesses allant jusqu’à 2000 m/min en utilisant des plaquettes en whiskers (Al2O3 + SiC) ayant la
forme rond et en présence d’une lubrification intense.
Généralement, le mode d’usure le plus observé lors de l’usinage de l’inconel 718 avec ces outils en
céramique est l’usure en entaille [Li-2002], [Naru-1993] et [Elbe-1993].
C- Outils c-BN Les Nitrures de Bore Cubique sont les matériaux les plus durs après les diamants.
Les outils c-BN sont composés de nitrure de bore (50 à 90 %) et de liant céramique TiC ou TiN.
Ils ont des propriétés mécaniques meilleures que celles des céramiques notamment, la résistance à
la fissuration et la dureté à chaud. Par contre, ils ont une résistance chimique faible qui leur donne
la possibilité de réagir avec les éléments chimiques du matériau usiné et surtout les alliages à base
nickel.
D’une manière générale, le choix de l’outil de coupe dépend de l’opération à réaliser. En réalité
une productivité optimale est obtenue avec les céramiques, que ce soient de type Whisker, TiC-
alumine ou Sialon, à des vitesses de coupe comprises entre 200 et 750 m/mn. L’encombrement des
plaquettes en céramique limite parfois leur application lors de l’usinage de zones peu accessibles. De
plus, elles ont des préparations d’arêtes engendrant de très grands efforts de pénétration (problèmes
pour l’usinage des pièces minces). Enfin, lorsqu’il existe, des limitations liées à la machine ou à des
critères d’état de surface, etc., une nuance carbure revêtue, est la meilleure alternative.
1.3.2.3 Revêtements
Depuis plus de dix ans, l’utilisation d’outils coupants non-revêtus en usinage tend à disparaître au
profit d’outils revêtus. Cette tendance, d’abord instaurée en tournage, est peu à peu généralisée pour
tous les outils coupants (fraisage, taillage et perçage) et ce, quelque que soit le matériau substrat
(acier rapide ou carbure) [Rech-2002].
Les revêtements d’outils sont donc principalement conçus pour les protéger contre les nombreuses
agressions thermiques et mécaniques auxquelles il est soumis lors d’une opération d’usinage, surtout
à grande vitesse, et par conséquent, pour limiter les quatre phénomènes d’usure que sont :
– L’adhésion entre usinant et usiné ;
– L’abrasion de l’usinant par des particules dures provenant de l’usiné ;
– L’oxydation de l’usinant ;
– La diffusion de matière de l’usinant vers l’usiné ;
19
Chapitre 1 : Usinage de l’Inconel
Généralement, des couches céramiques à base titane sont les plus utilisées pour protéger les outils
carbure lors de l’usinage de l’inconel 718. Nombreux sont ceux qui cherchent à identifier quelles sont
les propriétés d’un revêtement les plus influents sur l’usinabilité de l’Inconel 718. Est-ce sa dureté ?
Et/ou ses propriétés thermiques ? Et/ou ses propriétés chimiques ?
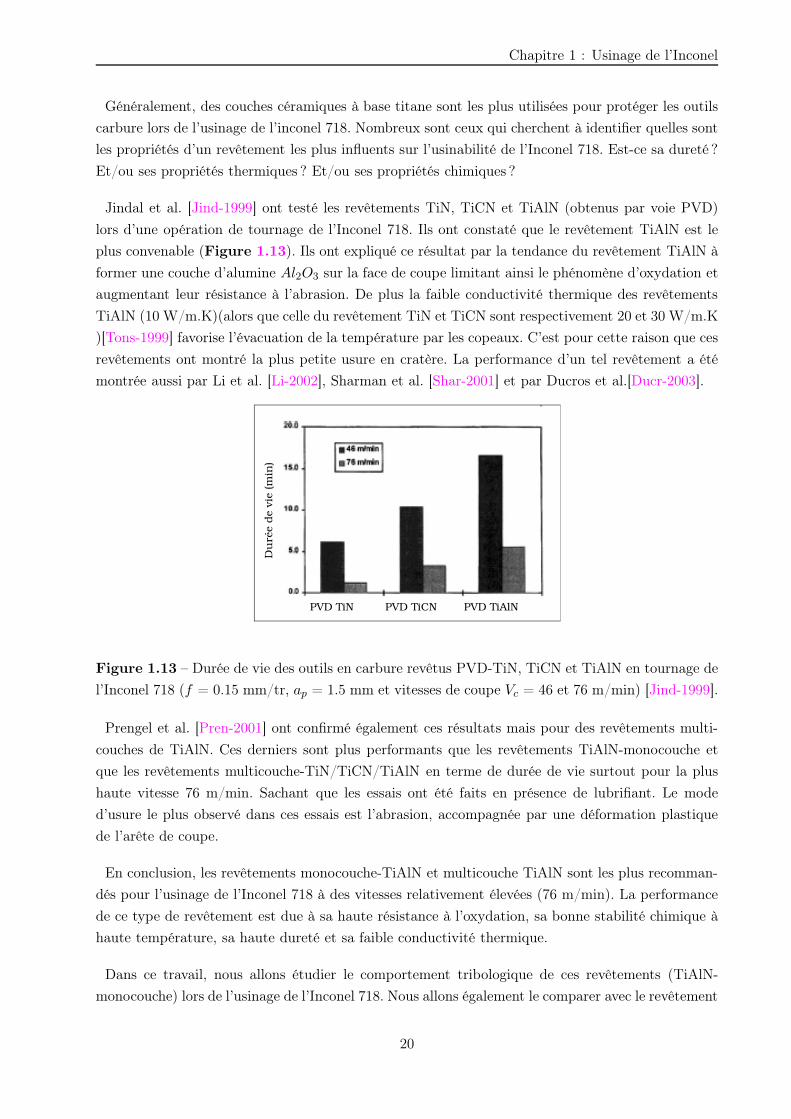
Jindal et al. [Jind-1999] ont testé les revêtements TiN, TiCN et TiAlN (obtenus par voie PVD)
lors d’une opération de tournage de l’Inconel 718. Ils ont constaté que le revêtement TiAlN est le
plus convenable (Figure 1.13). Ils ont expliqué ce résultat par la tendance du revêtement TiAlN à
former une couche d’alumine Al2O3 sur la face de coupe limitant ainsi le phénomène d’oxydation et
augmentant leur résistance à l’abrasion. De plus la faible conductivité thermique des revêtements
TiAlN (10 W/m.K)(alors que celle du revêtement TiN et TiCN sont respectivement 20 et 30 W/m.K
)[Tons-1999] favorise l’évacuation de la température par les copeaux. C’est pour cette raison que ces
revêtements ont montré la plus petite usure en cratère. La performance d’un tel revêtement a été
montrée aussi par Li et al. [Li-2002], Sharman et al. [Shar-2001] et par Ducros et al.[Ducr-2003].
Du
rée d
e v
ie (m
in)
PVD TiN PVD TiCN PVD TiAlN
Figure 1.13 – Durée de vie des outils en carbure revêtus PVD-TiN, TiCN et TiAlN en tournage de
l’Inconel 718 (f = 0.15 mm/tr, ap = 1.5 mm et vitesses de coupe Vc = 46 et 76 m/min) [Jind-1999].
Prengel et al. [Pren-2001] ont confirmé également ces résultats mais pour des revêtements multi-
couches de TiAlN. Ces derniers sont plus performants que les revêtements TiAlN-monocouche et
que les revêtements multicouche-TiN/TiCN/TiAlN en terme de durée de vie surtout pour la plus
haute vitesse 76 m/min. Sachant que les essais ont été faits en présence de lubrifiant. Le mode
d’usure le plus observé dans ces essais est l’abrasion, accompagnée par une déformation plastique
de l’arête de coupe.
En conclusion, les revêtements monocouche-TiAlN et multicouche TiAlN sont les plus recomman-
dés pour l’usinage de l’Inconel 718 à des vitesses relativement élevées (76 m/min). La performance
de ce type de revêtement est due à sa haute résistance à l’oxydation, sa bonne stabilité chimique à
haute température, sa haute dureté et sa faible conductivité thermique.
Dans ce travail, nous allons étudier le comportement tribologique de ces revêtements (TiAlN-
monocouche) lors de l’usinage de l’Inconel 718. Nous allons également le comparer avec le revêtement
20
Chapitre 1 : Usinage de l’Inconel
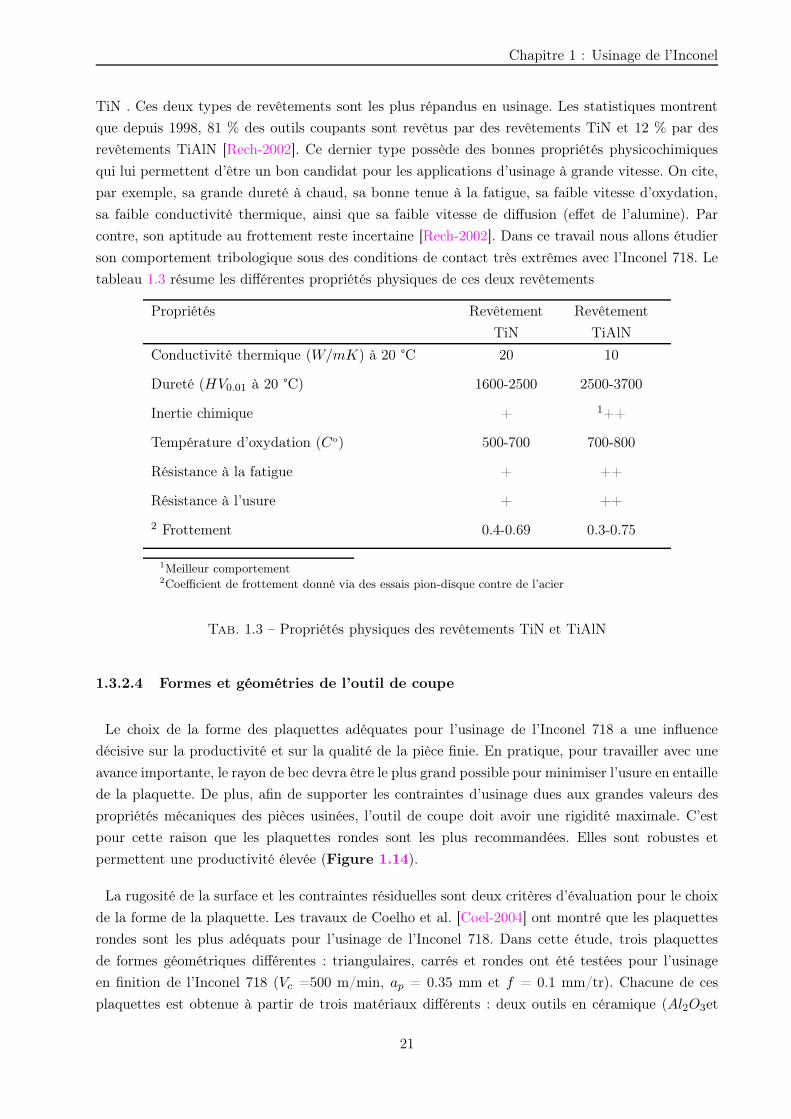
TiN . Ces deux types de revêtements sont les plus répandus en usinage. Les statistiques montrent
que depuis 1998, 81 % des outils coupants sont revêtus par des revêtements TiN et 12 % par des
revêtements TiAlN [Rech-2002]. Ce dernier type possède des bonnes propriétés physicochimiques
qui lui permettent d’être un bon candidat pour les applications d’usinage à grande vitesse. On cite,
par exemple, sa grande dureté à chaud, sa bonne tenue à la fatigue, sa faible vitesse d’oxydation,
sa faible conductivité thermique, ainsi que sa faible vitesse de diffusion (effet de l’alumine). Par
contre, son aptitude au frottement reste incertaine [Rech-2002]. Dans ce travail nous allons étudier
son comportement tribologique sous des conditions de contact très extrêmes avec l’Inconel 718. Le
tableau 1.3 résume les différentes propriétés physiques de ces deux revêtements
Propriétés Revêtement
TiN
Revêtement
TiAlN
Conductivité thermique (W/mK) à 20 °C 20 10
Dureté (HV0.01 à 20 °C) 1600-2500 2500-3700
Inertie chimique + 1++
Température d’oxydation (Co) 500-700 700-800
Résistance à la fatigue + ++
Résistance à l’usure + ++
2 Frottement 0.4-0.69 0.3-0.75
1Meilleur comportement2Coefficient de frottement donné via des essais pion-disque contre de l’acier
Tab. 1.3 – Propriétés physiques des revêtements TiN et TiAlN
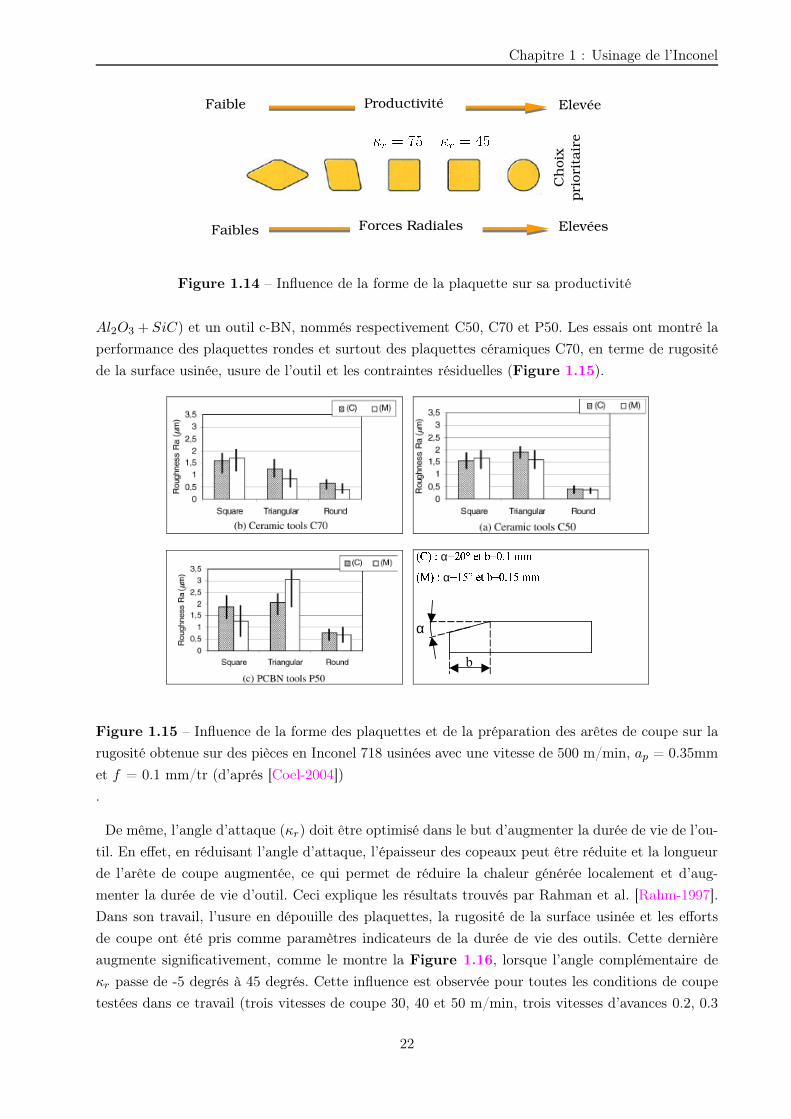
1.3.2.4 Formes et géométries de l’outil de coupe
Le choix de la forme des plaquettes adéquates pour l’usinage de l’Inconel 718 a une influence
décisive sur la productivité et sur la qualité de la pièce finie. En pratique, pour travailler avec une
avance importante, le rayon de bec devra être le plus grand possible pour minimiser l’usure en entaille
de la plaquette. De plus, afin de supporter les contraintes d’usinage dues aux grandes valeurs des
propriétés mécaniques des pièces usinées, l’outil de coupe doit avoir une rigidité maximale. C’est
pour cette raison que les plaquettes rondes sont les plus recommandées. Elles sont robustes et
permettent une productivité élevée (Figure 1.14).
La rugosité de la surface et les contraintes résiduelles sont deux critères d’évaluation pour le choix
de la forme de la plaquette. Les travaux de Coelho et al. [Coel-2004] ont montré que les plaquettes
rondes sont les plus adéquats pour l’usinage de l’Inconel 718. Dans cette étude, trois plaquettes
de formes géométriques différentes : triangulaires, carrés et rondes ont été testées pour l’usinage
en finition de l’Inconel 718 (Vc =500 m/min, ap = 0.35 mm et f = 0.1 mm/tr). Chacune de ces
plaquettes est obtenue à partir de trois matériaux différents : deux outils en céramique (Al2O3et
21
Chapitre 1 : Usinage de l’Inconel
Productivité Faible Elevée
Faibles Elevées Forces Radiales
Ch
oix
pri
ori
tair
e
Figure 1.14 – Influence de la forme de la plaquette sur sa productivité
Al2O3 + SiC) et un outil c-BN, nommés respectivement C50, C70 et P50. Les essais ont montré la
performance des plaquettes rondes et surtout des plaquettes céramiques C70, en terme de rugosité
de la surface usinée, usure de l’outil et les contraintes résiduelles (Figure 1.15).
α
b
α α
Figure 1.15 – Influence de la forme des plaquettes et de la préparation des arêtes de coupe sur la
rugosité obtenue sur des pièces en Inconel 718 usinées avec une vitesse de 500 m/min, ap = 0.35mm
et f = 0.1 mm/tr (d’aprés [Coel-2004])
.
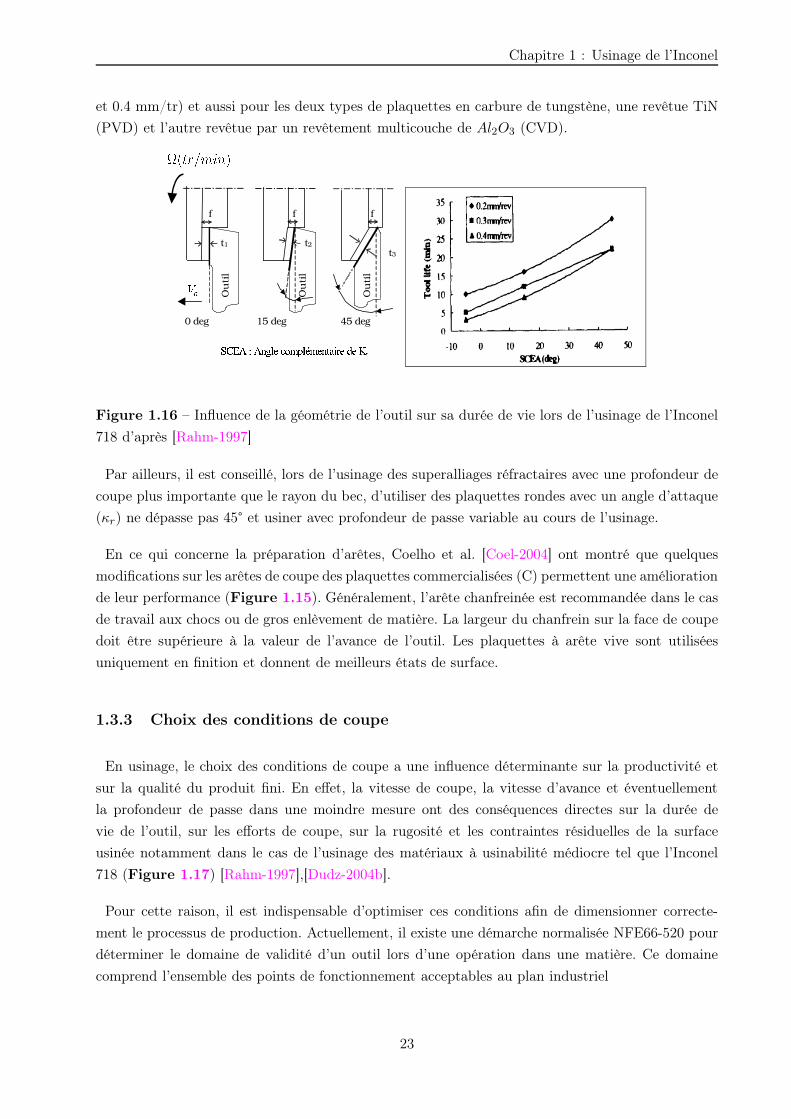
De même, l’angle d’attaque (κr) doit être optimisé dans le but d’augmenter la durée de vie de l’ou-
til. En effet, en réduisant l’angle d’attaque, l’épaisseur des copeaux peut être réduite et la longueur
de l’arête de coupe augmentée, ce qui permet de réduire la chaleur générée localement et d’aug-
menter la durée de vie d’outil. Ceci explique les résultats trouvés par Rahman et al. [Rahm-1997].
Dans son travail, l’usure en dépouille des plaquettes, la rugosité de la surface usinée et les efforts
de coupe ont été pris comme paramètres indicateurs de la durée de vie des outils. Cette dernière
augmente significativement, comme le montre la Figure 1.16, lorsque l’angle complémentaire de
κr passe de -5 degrés à 45 degrés. Cette influence est observée pour toutes les conditions de coupe
testées dans ce travail (trois vitesses de coupe 30, 40 et 50 m/min, trois vitesses d’avances 0.2, 0.3
22
Chapitre 1 : Usinage de l’Inconel
et 0.4 mm/tr) et aussi pour les deux types de plaquettes en carbure de tungstène, une revêtue TiN
(PVD) et l’autre revêtue par un revêtement multicouche de Al2O3 (CVD).
f f f
t1 t2
45 deg 15 deg 0 deg
t3
Ou
til
Ou
til
Ou
til
Figure 1.16 – Influence de la géométrie de l’outil sur sa durée de vie lors de l’usinage de l’Inconel
718 d’après [Rahm-1997]
Par ailleurs, il est conseillé, lors de l’usinage des superalliages réfractaires avec une profondeur de
coupe plus importante que le rayon du bec, d’utiliser des plaquettes rondes avec un angle d’attaque
(κr) ne dépasse pas 45° et usiner avec profondeur de passe variable au cours de l’usinage.
En ce qui concerne la préparation d’arêtes, Coelho et al. [Coel-2004] ont montré que quelques
modifications sur les arêtes de coupe des plaquettes commercialisées (C) permettent une amélioration
de leur performance (Figure 1.15). Généralement, l’arête chanfreinée est recommandée dans le cas
de travail aux chocs ou de gros enlèvement de matière. La largeur du chanfrein sur la face de coupe
doit être supérieure à la valeur de l’avance de l’outil. Les plaquettes à arête vive sont utilisées
uniquement en finition et donnent de meilleurs états de surface.
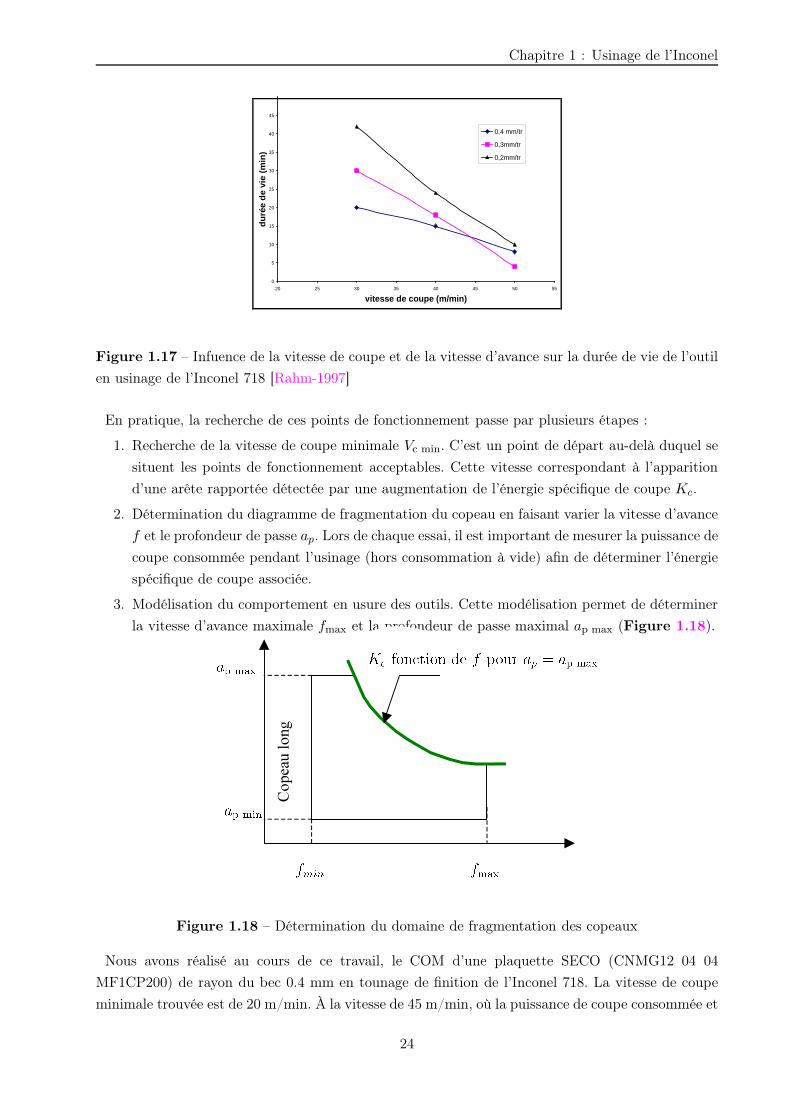
1.3.3 Choix des conditions de coupe
En usinage, le choix des conditions de coupe a une influence déterminante sur la productivité et
sur la qualité du produit fini. En effet, la vitesse de coupe, la vitesse d’avance et éventuellement
la profondeur de passe dans une moindre mesure ont des conséquences directes sur la durée de
vie de l’outil, sur les efforts de coupe, sur la rugosité et les contraintes résiduelles de la surface
usinée notamment dans le cas de l’usinage des matériaux à usinabilité médiocre tel que l’Inconel
718 (Figure 1.17) [Rahm-1997],[Dudz-2004b].
Pour cette raison, il est indispensable d’optimiser ces conditions afin de dimensionner correcte-
ment le processus de production. Actuellement, il existe une démarche normalisée NFE66-520 pour
déterminer le domaine de validité d’un outil lors d’une opération dans une matière. Ce domaine
comprend l’ensemble des points de fonctionnement acceptables au plan industriel
23
Chapitre 1 : Usinage de l’Inconel
0
5
10
15
20
25
30
35
40
45
50
20 25 30 35 40 45 50 55
vitesse de coupe (m/min)
duré
e de
vie
(m
in)
0,4 mm/tr
0,3mm/tr
0,2mm/tr
Figure 1.17 – Infuence de la vitesse de coupe et de la vitesse d’avance sur la durée de vie de l’outil
en usinage de l’Inconel 718 [Rahm-1997]
En pratique, la recherche de ces points de fonctionnement passe par plusieurs étapes :
1. Recherche de la vitesse de coupe minimale Vc min. C’est un point de départ au-delà duquel se
situent les points de fonctionnement acceptables. Cette vitesse correspondant à l’apparition
d’une arête rapportée détectée par une augmentation de l’énergie spécifique de coupe Kc.
2. Détermination du diagramme de fragmentation du copeau en faisant varier la vitesse d’avance
f et le profondeur de passe ap. Lors de chaque essai, il est important de mesurer la puissance de
coupe consommée pendant l’usinage (hors consommation à vide) afin de déterminer l’énergie
spécifique de coupe associée.
3. Modélisation du comportement en usure des outils. Cette modélisation permet de déterminer
la vitesse d’avance maximale fmax et la profondeur de passe maximal ap max (Figure 1.18).
Cope
au lo
ng
Figure 1.18 – Détermination du domaine de fragmentation des copeaux
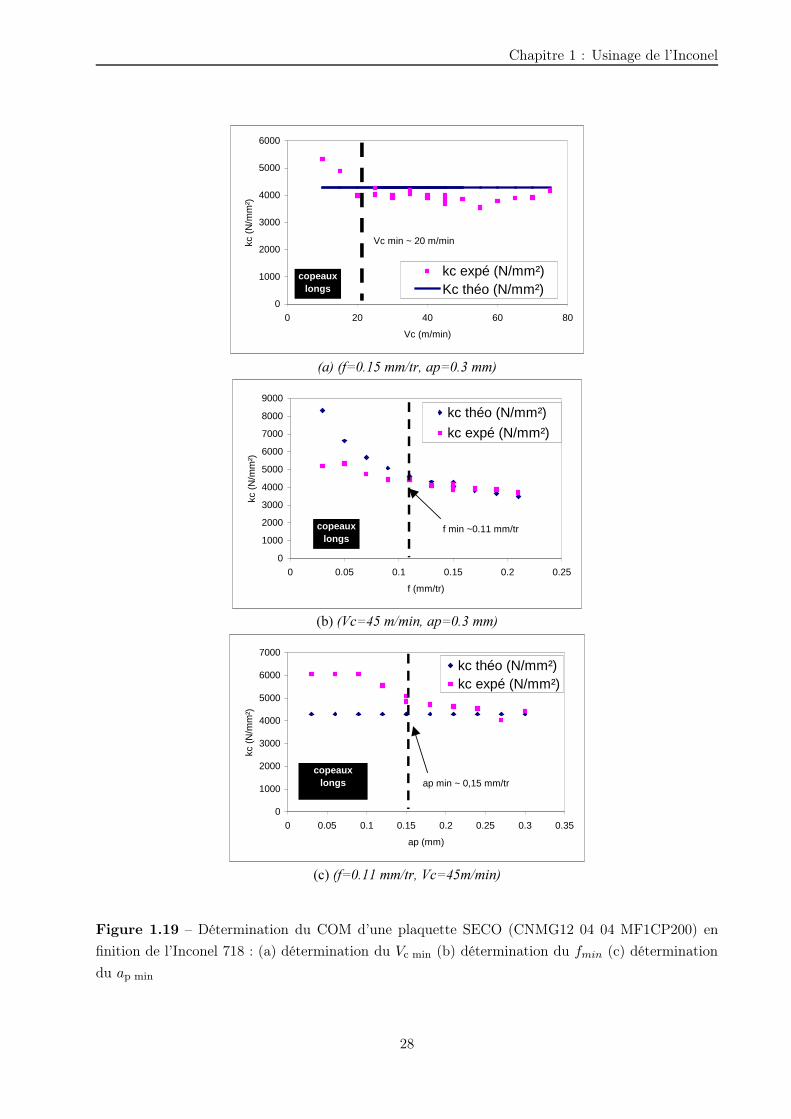
Nous avons réalisé au cours de ce travail, le COM d’une plaquette SECO (CNMG12 04 04
MF1CP200) de rayon du bec 0.4 mm en tounage de finition de l’Inconel 718. La vitesse de coupe
minimale trouvée est de 20 m/min. À la vitesse de 45 m/min, où la puissance de coupe consommée et
24
Chapitre 1 : Usinage de l’Inconel
la rugosité sont minimales, le point (fmin, ap min ) est détecté en mesurant la puissance consommée.
Les résultats montrent que fmin vaut 0.11 mm/tr et ap min vaut 0.15 mm. Figure 1.19
1.3.4 Choix de la nature et du mode de lubrification
L’Inconel 718 peut être usiné à sec ou en présence d’un lubrifiant. Actuellement, et avec les pro-
blèmes écologiques, il est recommandé de travailler à sec. En effet, vue la mauvaise usinabilité de cet
alliage, son usinage demande une grande quantité de lubrifiant qui augmente le coût de l’opération
et présente des problèmes lors du recyclage des copeaux. Par conséquent, deux alternatives sont
envisageables : travailler à sec ou, à la limite, avec micropulvérisation appelée aussi MQL (Minimal
Quantity Lubrication).
Le mode et la nature de lubrifiant influent directement sur la durée de vie de l’outil de coupe et
sur la qualité de la surface usinée [Kama-2007].
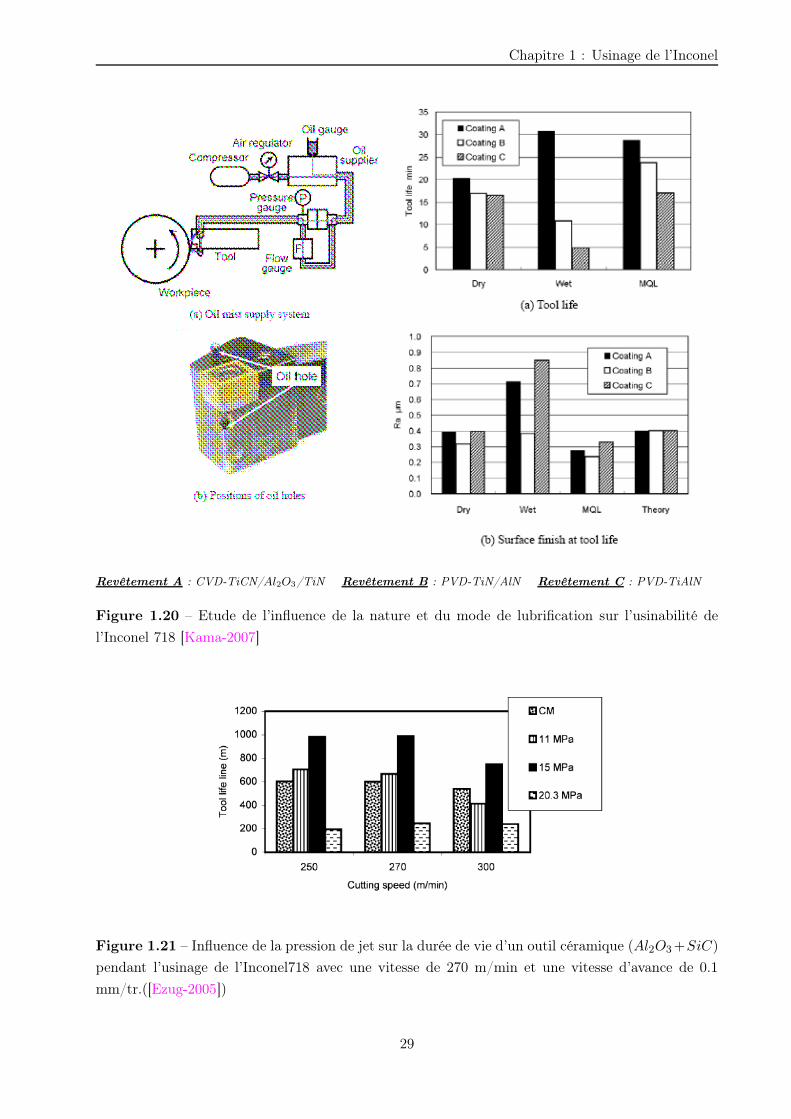
La Figure 1.20 présente une comparaison entre trois modes de lubrification lors de la finition de
l’Inconel 718 avec une vitesse de 60 m/min : à sec, lubrification aqueuse, et avec MQL une huile
végétale biodégradable. Le meilleur résultat est donné par le revêtement A (CVD-TiCN/Al2O3/TiN)
en utilisant le mode MQL. L’effet de la pression de pulvérisation (0.4 et 0.6 MPa) et sa nature (air
et argon) ont été testés dans ce travail. Les conditions optimales de pulvérisation sont l’utilisation
de l’air avec une pression de 0.4 MPa.
Le pouvoir réfrigérant du fluide de coupe et son pouvoir lubrifiant sont les deux critères de choix
d’un lubrifiant. Su et al. [Su-2007] ont montré que, dans le cas de l’usinage de l’Inconel 718, la
pulvérisation d’un gaz froid est meilleure que celle d’une huile de coupe ordinaire. Ainsi [Wang-1996]
et [Hong-2001] ont proposé un autre mode de lubrification permettant de contrôler la température
de l’outil avec assistance cryogénique (CEM, cryogenically enhanced machining). Cette méthode
consiste à envoyer un jet d’azote liquide à l’interface outil-copeau permettant la dissipation de
l’énergie thermique générée pendant la coupe.
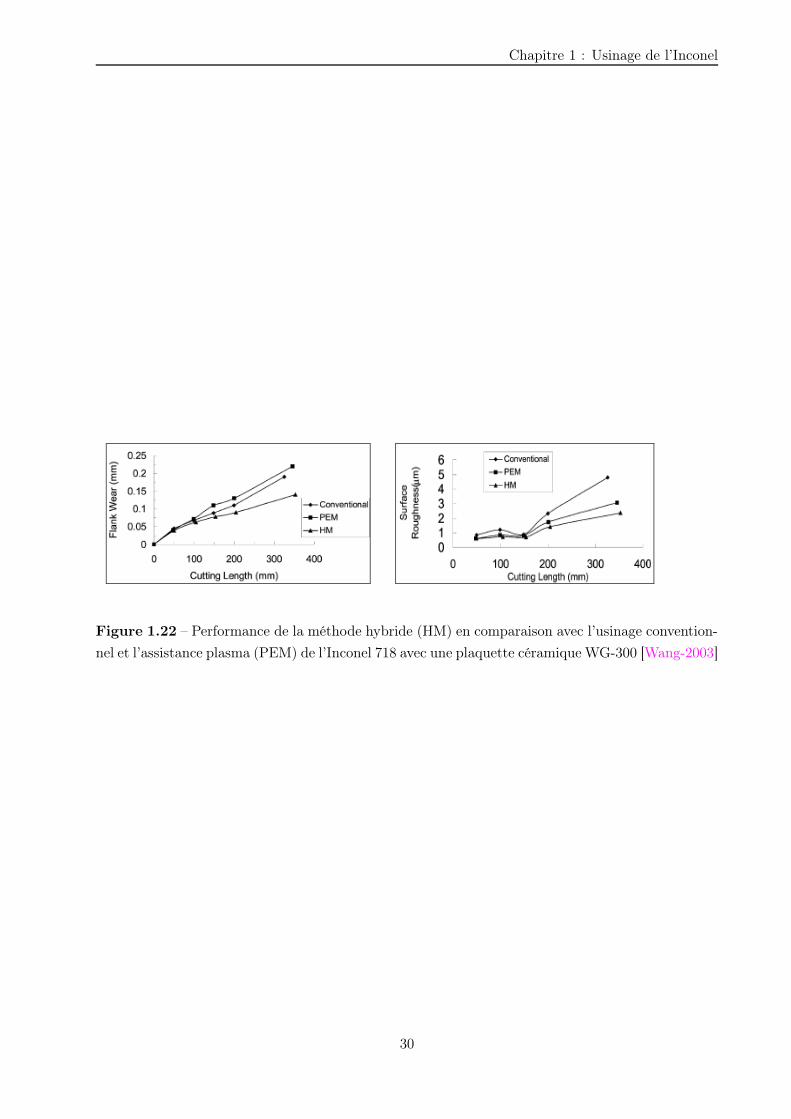
Ezugwu et al. [Ezug-2005] ont montré que la lubrification avec un jet d’eau à haute pression permet
d’améliorer l’usinabilité à grande vitesse de l’Inconel. Le jet d’eau est envoyé à haute pression au
niveau de l’interface outil-copeau afin de contrôler et d’améliorer la fragmentation des copeaux. Ils
ont montré qu’il est nécessaire d’optimiser la puissance de jet afin d’améliorer la performance de
cette méthode. La Figure 1.21 montre l’influence de la pression de jet sur la durée de vie de l’outil.
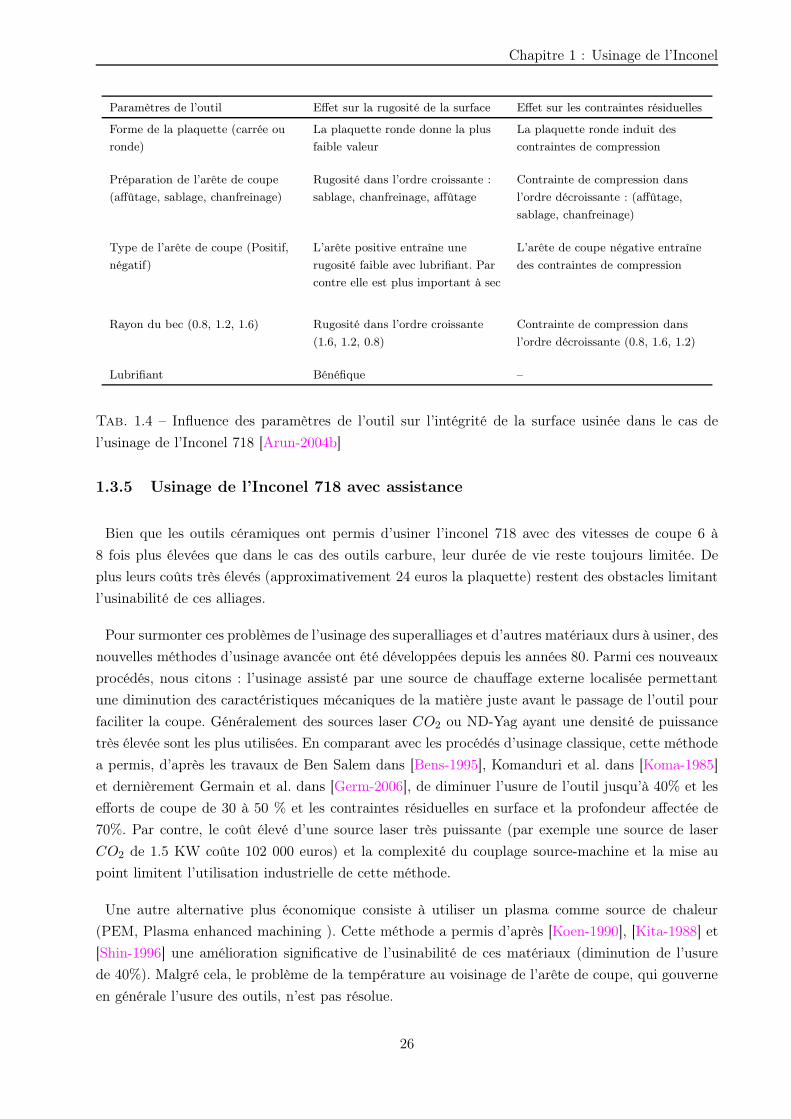
Le tableau 1.4 résume les résultats de l’étude de Arunachalam et al.[Arun-2004b] sur l’influence
des différents paramètres de l’outil sur l’intégrité de la surface usinée en terme de rugosité et de
contraintes résiduelles.
25
Chapitre 1 : Usinage de l’Inconel
Paramètres de l’outil Effet sur la rugosité de la surface Effet sur les contraintes résiduelles
Forme de la plaquette (carrée ou
ronde)
La plaquette ronde donne la plus
faible valeur
La plaquette ronde induit des
contraintes de compression
Préparation de l’arête de coupe
(affûtage, sablage, chanfreinage)
Rugosité dans l’ordre croissante :
sablage, chanfreinage, affûtage
Contrainte de compression dans
l’ordre décroissante : (affûtage,
sablage, chanfreinage)
Type de l’arête de coupe (Positif,
négatif)
L’arête positive entraîne une
rugosité faible avec lubrifiant. Par
contre elle est plus important à sec
L’arête de coupe négative entraîne
des contraintes de compression
Rayon du bec (0.8, 1.2, 1.6) Rugosité dans l’ordre croissante
(1.6, 1.2, 0.8)
Contrainte de compression dans
l’ordre décroissante (0.8, 1.6, 1.2)
Lubrifiant Bénéfique –
Tab. 1.4 – Influence des paramètres de l’outil sur l’intégrité de la surface usinée dans le cas de
l’usinage de l’Inconel 718 [Arun-2004b]
1.3.5 Usinage de l’Inconel 718 avec assistance
Bien que les outils céramiques ont permis d’usiner l’inconel 718 avec des vitesses de coupe 6 à
8 fois plus élevées que dans le cas des outils carbure, leur durée de vie reste toujours limitée. De
plus leurs coûts très élevés (approximativement 24 euros la plaquette) restent des obstacles limitant
l’usinabilité de ces alliages.
Pour surmonter ces problèmes de l’usinage des superalliages et d’autres matériaux durs à usiner, des
nouvelles méthodes d’usinage avancée ont été développées depuis les années 80. Parmi ces nouveaux
procédés, nous citons : l’usinage assisté par une source de chauffage externe localisée permettant
une diminution des caractéristiques mécaniques de la matière juste avant le passage de l’outil pour
faciliter la coupe. Généralement des sources laser CO2 ou ND-Yag ayant une densité de puissance
très élevée sont les plus utilisées. En comparant avec les procédés d’usinage classique, cette méthode
a permis, d’après les travaux de Ben Salem dans [Bens-1995], Komanduri et al. dans [Koma-1985]
et dernièrement Germain et al. dans [Germ-2006], de diminuer l’usure de l’outil jusqu’à 40% et les
efforts de coupe de 30 à 50 % et les contraintes résiduelles en surface et la profondeur affectée de
70%. Par contre, le coût élevé d’une source laser très puissante (par exemple une source de laser
CO2 de 1.5 KW coûte 102 000 euros) et la complexité du couplage source-machine et la mise au
point limitent l’utilisation industrielle de cette méthode.
Une autre alternative plus économique consiste à utiliser un plasma comme source de chaleur
(PEM, Plasma enhanced machining ). Cette méthode a permis d’après [Koen-1990], [Kita-1988] et
[Shin-1996] une amélioration significative de l’usinabilité de ces matériaux (diminution de l’usure
de 40%). Malgré cela, le problème de la température au voisinage de l’arête de coupe, qui gouverne
en générale l’usure des outils, n’est pas résolue.
26
Chapitre 1 : Usinage de l’Inconel
Une méthode hybride développée dernièrement par Wang et al. [Wang-2003] consiste à utiliser en
même temps une assistance par plasma PEM et une assistance cryogénique CEM lors de l’usinage
de l’Inconel 718 avec une plaquette céramique à une vitesse de 312 m/min. Cette méthode a permis,
en comparaison avec le procédé de tournage classique, une amélioration de l’état de la surface usinée
de 250% et de la durée de vie de l’outil de 156%. De plus, les efforts de coupe ont été diminués de 30
à 50%. La Figure 1.22 présente la performance de la méthode hybride (HM) en comparaison avec
l’usinage conventionnel et l’assistance plasma (PEM) de l’Inconel 718 avec une plaquette céramique
WG-300.
1.4 Conclusions
Nous constatons, après cette étude, que les alliages Inconel 718 sont caractérisés par une mauvaise
usinabilité causée par ces propriétés mécaniques et structurales. Des efforts considérables ont été
fournis pour chercher les solutions techniques permettant de surmonter ce problème. L’optimisation
des paramètres du procédé, tel que le matériau, la forme, la géométrie et le revêtement de l’outil ainsi
que les conditions et les stratégies d’usinage, ont permis d’améliorer significativement l’usinabilité
de l’Inconel. Cependant cette mission a coûté cher en terme de coût ou délai.
L’utilisation d’outils de simulation numérique présente aujourd’hui une autre alternative très éco-
nomique. Elle permet d’étudier la coupe et tous ces phénomènes dans un temps réduit. De plus la
simulation de la coupe donne accés à des grandeurs inaccessibles par l’expérience, comme la distri-
bution de la température, la vitesse de déformation ou les contraintes dans la pièce usinée et dans
l’outil.
Malgré qu’il y ait aujourd’hui plusieurs facteurs scientifiques et techniques (Algorithmes de calcul,
matériel informatique très puissant. . .) qui permettent d’avoir la possibilité de développer des outils
fiables de simulation de la coupe, les codes de calcul actuels restent encore simplistes et incapables
de donner des résultats précis. Un des problèmes vient du manque d’une modélisation suffisament
fines des comportements des matérieux et du comportement tribologique des interfaces caractérisant
le contact outils-matières.
Dans le chapître suivant, nous allons présenter les différents phénomènes tribologiques mis en jeu
entre l’outil et la matière usinée ainsi que les techniques expérimentales utilisées pour les caractériser.
27
Chapitre 1 : Usinage de l’Inconel
0
1000
2000
3000
4000
5000
6000
0 20 40 60 80
Vc (m/min)
kc (
N/m
m²)
kc expé (N/mm²)Kc théo (N/mm²)
copeaux longs
Vc min ~ 20 m/min
(a) (f=0.15 mm/tr, ap=0.3 mm)
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
0 0.05 0.1 0.15 0.2 0.25
f (mm/tr)
kc (
N/m
m²)
kc théo (N/mm²)
kc expé (N/mm²)
copeaux longs
f min ~0.11 mm/tr
(b) (Vc=45 m/min, ap=0.3 mm)
0
1000
2000
3000
4000
5000
6000
7000
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35
ap (mm)
kc (
N/m
m²)
kc théo (N/mm²)kc expé (N/mm²)
copeaux longs ap min ~ 0,15 mm/tr
(c) (f=0.11 mm/tr, Vc=45m/min)
Figure 1.19 – Détermination du COM d’une plaquette SECO (CNMG12 04 04 MF1CP200) en
finition de l’Inconel 718 : (a) détermination du Vc min (b) détermination du fmin (c) détermination
du ap min
28
Chapitre 1 : Usinage de l’Inconel
Revêtement A : CVD-TiCN/Al2O3/TiN Revêtement B : PVD-TiN/AlN Revêtement C : PVD-TiAlN
Figure 1.20 – Etude de l’influence de la nature et du mode de lubrification sur l’usinabilité de
l’Inconel 718 [Kama-2007]
Figure 1.21 – Influence de la pression de jet sur la durée de vie d’un outil céramique (Al2O3 +SiC)
pendant l’usinage de l’Inconel718 avec une vitesse de 270 m/min et une vitesse d’avance de 0.1
mm/tr.([Ezug-2005])
29
Chapitre 1 : Usinage de l’Inconel
Figure 1.22 – Performance de la méthode hybride (HM) en comparaison avec l’usinage convention-
nel et l’assistance plasma (PEM) de l’Inconel 718 avec une plaquette céramique WG-300 [Wang-2003]
30
Chapitre 2
Tribologie en usinage
2.1 Introduction
La tribologie est le domaine de la science et de la technologie qui concerne l’interaction de surfaces
en mouvement relatif. L’usure et le frottement ne sont pas des propriétés des matériaux mais des
propriétés d’un système tribologique.
Un système tribologique se définit comme un système mécanique, formé de deux matériaux an-
tagonistes en contact, animés de mouvements relatifs. Ces deux solides évoluent dans un milieu
ambiant et peuvent être séparés par un film intercalaire appelé troisième corps [Barr-2004].
Les enjeux de la tribologie sont de plusieurs natures : assurer le bon fonctionnement et la fiabilité
des machines ou améliorer leur rendement et leur durée de vie, diminuer les bruits de fonction-
nement liés aux contacts mécaniques, diminuer le coût d’obtention des surfaces frottantes, etc. Il
est important de reconnaître le caractère pluridisciplinaire de la tribologie où le terme de couplage
multi-physique prend tout son sens avec la science des matériaux, la physico-chimie des surfaces, la
mécanique des solides et des surfaces, la thermique et la thermodynamique, la thermochimie et la
thermo-métallurgie, etc.
Par ailleurs, l’usinage par enlèvement de matière est une technique classique de génération de
surface grâce à la combinaison de mouvements relatifs de l’outil coupant par rapport à la pièce usinée.
Les interactions entre le couple outil/matière et les phénomènes physiques qui lui associées sont
très complexes. C’est un processus thermomécanique fortement couplé dans lequel les déformations
plastiques, la chaleur et les phénomènes de frottement jouent un rôle critique en terme d’usure
[List-2004]. Quand un outil pénètre dans une pièce métallique pour former un copeau, la matière
située près de la surface est fortement cisaillée. La déformation s’effectue à très grandes vitesses de
déformation. Elle peut atteindre, d’après les travaux de [Tren-1991] et [Bitt-1993], 200 % avec des
vitesses de déformation allant de 103 à 105s−1. Le copeau se trouve en contact intime avec la face
de coupe de l’outil dans un environnement très hostile. Outre ces phénomènes d’ordre mécanique et
31
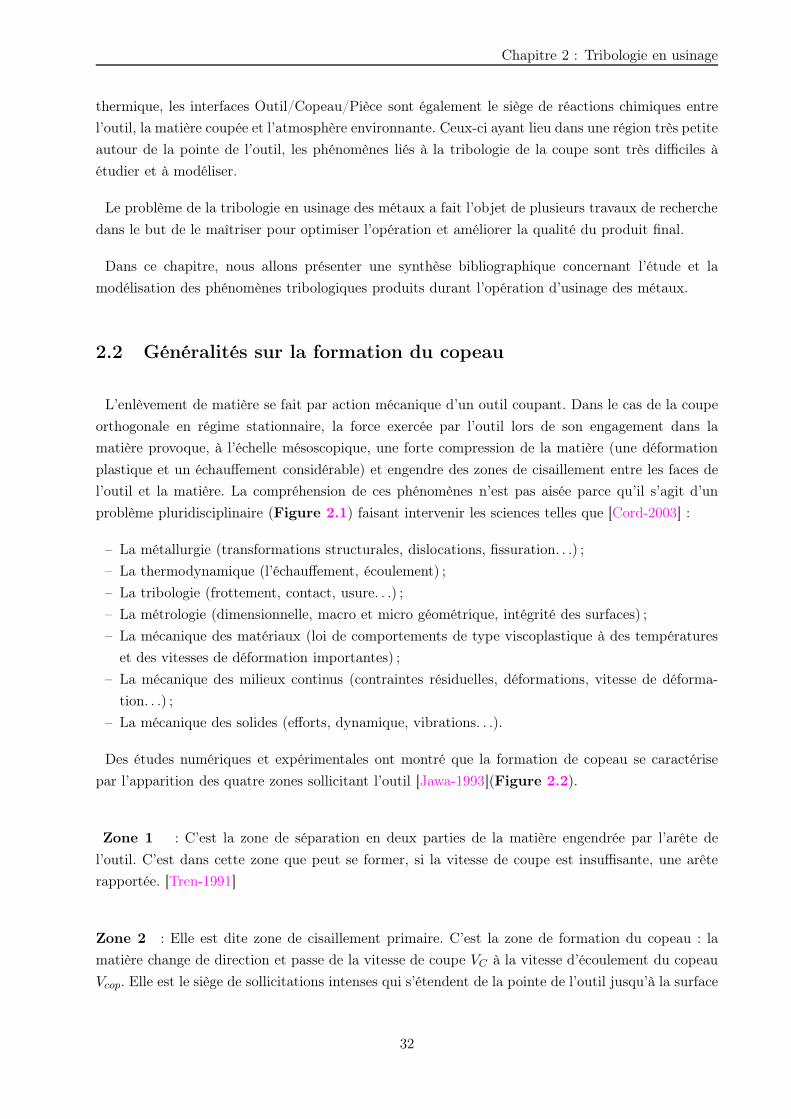
Chapitre 2 : Tribologie en usinage
thermique, les interfaces Outil/Copeau/Pièce sont également le siège de réactions chimiques entre
l’outil, la matière coupée et l’atmosphère environnante. Ceux-ci ayant lieu dans une région très petite
autour de la pointe de l’outil, les phénomènes liés à la tribologie de la coupe sont très difficiles à
étudier et à modéliser.
Le problème de la tribologie en usinage des métaux a fait l’objet de plusieurs travaux de recherche
dans le but de le maîtriser pour optimiser l’opération et améliorer la qualité du produit final.
Dans ce chapitre, nous allons présenter une synthèse bibliographique concernant l’étude et la
modélisation des phénomènes tribologiques produits durant l’opération d’usinage des métaux.
2.2 Généralités sur la formation du copeau
L’enlèvement de matière se fait par action mécanique d’un outil coupant. Dans le cas de la coupe
orthogonale en régime stationnaire, la force exercée par l’outil lors de son engagement dans la
matière provoque, à l’échelle mésoscopique, une forte compression de la matière (une déformation
plastique et un échauffement considérable) et engendre des zones de cisaillement entre les faces de
l’outil et la matière. La compréhension de ces phénomènes n’est pas aisée parce qu’il s’agit d’un
problème pluridisciplinaire (Figure 2.1) faisant intervenir les sciences telles que [Cord-2003] :
– La métallurgie (transformations structurales, dislocations, fissuration. . .) ;
– La thermodynamique (l’échauffement, écoulement) ;
– La tribologie (frottement, contact, usure. . .) ;
– La métrologie (dimensionnelle, macro et micro géométrique, intégrité des surfaces) ;
– La mécanique des matériaux (loi de comportements de type viscoplastique à des températures
et des vitesses de déformation importantes) ;
– La mécanique des milieux continus (contraintes résiduelles, déformations, vitesse de déforma-
tion. . .) ;
– La mécanique des solides (efforts, dynamique, vibrations. . .).
Des études numériques et expérimentales ont montré que la formation de copeau se caractérise
par l’apparition des quatre zones sollicitant l’outil [Jawa-1993](Figure 2.2).
Zone 1 : C’est la zone de séparation en deux parties de la matière engendrée par l’arête de
l’outil. C’est dans cette zone que peut se former, si la vitesse de coupe est insuffisante, une arête
rapportée. [Tren-1991]
Zone 2 : Elle est dite zone de cisaillement primaire. C’est la zone de formation du copeau : la
matière change de direction et passe de la vitesse de coupe VC à la vitesse d’écoulement du copeau
Vcop. Elle est le siège de sollicitations intenses qui s’étendent de la pointe de l’outil jusqu’à la surface
32
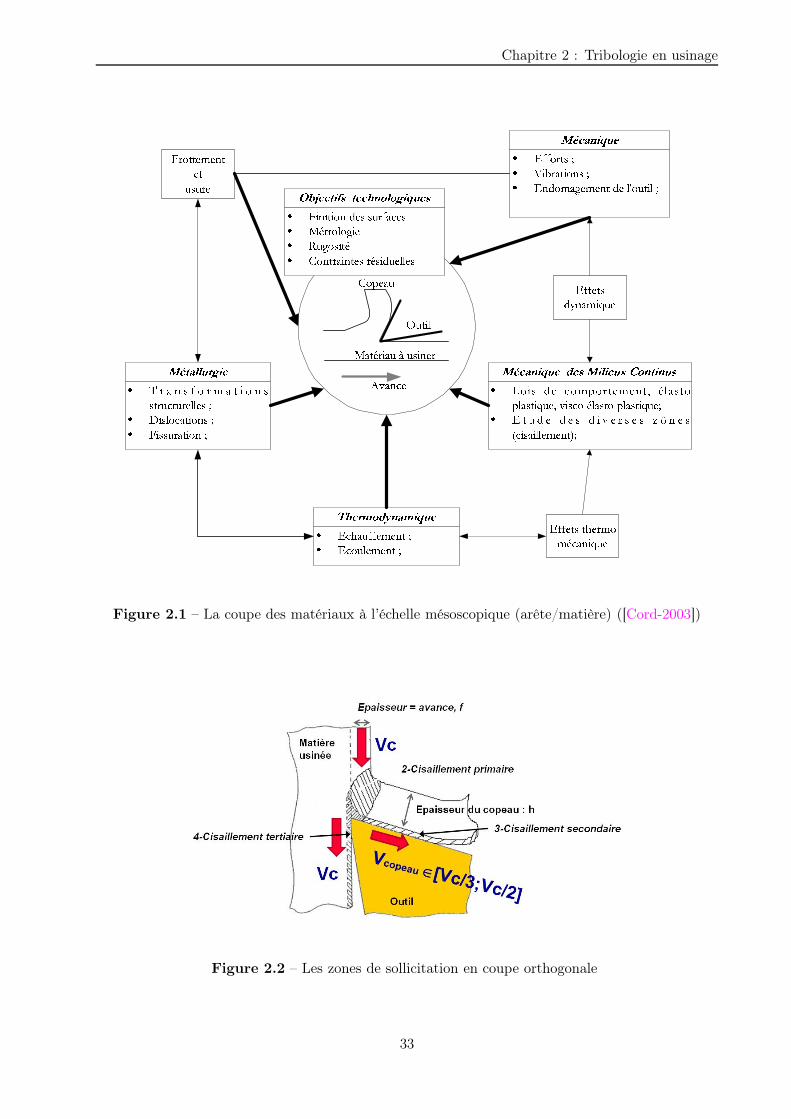
Chapitre 2 : Tribologie en usinage
!"
#$ "%& '() & !" * + ,-- !%. " / 0 1 0 1 2 0 2 3 4 5 6 !" ("7 - "!8 9' , !7:;0< = > 2
< ? ; @AB ",C7 ,"$ '-'. !"7
Figure 2.1 – La coupe des matériaux à l’échelle mésoscopique (arête/matière) ([Cord-2003])
Figure 2.2 – Les zones de sollicitation en coupe orthogonale
33
Chapitre 2 : Tribologie en usinage
libre du copeau et se manifeste sous forme d’importantes déformations plastiques créatrices de
chaleur dont l’intensité conditionne une grande partie du flux de chaleur transmis à l’outil.
Zone 3 : D’un point de vue macroscopique, il doit être noter que la vitesse de frottement du
copeau sur la face de coupe n’est pas égale à la vitesse de coupe. En effet, le copeau possède une
section h différente de l’épaisseur initiale f. Le ratio entre les deux valeurs correspond au rapport de
compression. Concrètement ce rapport est souvent compris entre 2 et 3, ce qui donne une vitesse
Vcopeau Vc/3 et Vc/2. A l’échelle microscopique, les phénomènes d’adhésion ralentissent encore
d’avantage l’écoulement de la matière ce qui donne lieu à un cisaillement plastique de la matière.
Ce phénomène se dénomme ’cisaillement secondaire’. Dans cette zone, la matière est soumise à de
forts taux de cisaillement et subit une forte élévation de température en plus de celle subie lors du
passage dans la zone de cisaillement primaire. Cette zone donne lieu à divers phénomènes d’usure :
une usure par abrasion, causée par la présence des particules dures à l’interface outil copeau, et une
usure par diffusion des composés de l’outil vers le copeau qui est activée thermiquement. L’ensemble
de ces deux phénomènes d’usure est responsable de l’apparition d’un cratère sur la face de coupe
de l’outil.
Zone 4 : Au niveau du rayon d’arête de l’outil et de sa face de dépouille, des phénomènes de
frottement se produisent également. La vitesse de frottement macroscopique est ici égale à la vitesse
de coupe. A l’échelle microscopique, les phénomènes d’adhésion conduisent là aussi à un cisaillement
plastique important. Cette zone, dénommée ’cisaillement tertiaire’. Les phénomènes sont bien moins
intenses que dans la zone 3, mais sont responsables de la qualité de la surface usinée et notamment
de sa rugosité et des contraintes résiduelles.
Les contraintes mécaniques couplées avec l’élévation de la température font de ces zones des sièges
pour plusieurs phénomènes physiques et chimiques qui conduisent à des modifications de structures,
des durcissements, des phénomènes de frottement, des soudures, des processus d’adhésion et diffusion
ainsi qu’à des réactions chimiques dans les couches limites et les points de contact, causant, par
conséquent, la dégradation rapide de l’outil. Ces phénomènes dépendent généralement des conditions
de coupe et surtout de la température. Cette constatation a été faite depuis les travaux de Taylor
[Tayl-1907] en 1907. Les travaux de Trigger et Chao [Trig-1956] et dernièrement Hong-Tsu Young
[Youn-1996] ont prouvé aussi que l’évolution de l’usure d’un outil de coupe est directement gouvernée
par la distribution de la température le long de l’interface outil/copeau ; elle-même gouvernée par
les phénomènes tribologiques produits [Rech-2006].
Nous pouvons retenir de cette étude que les grandeurs thermomécaniques au niveau des interfaces
Outil/Pièce/Copeau jouent un rôle primordial sur le comportement de l’outil lors d’une opération
d’usinage (température, pression de contact, vitesse de glissement. . .). Dans ce contexte, plusieurs
études numériques et expérimentales se sont intéressées à la détermination de la température et des
efforts de contact dans ces zones. ([Zore-1966], [Chil-1998], [Mouf-1998], [Ozel-2000], [Mouf-2002]
[Guo-2002], [M’Sao-2004], [Ozel-2006], [Karp-2006]...)
34
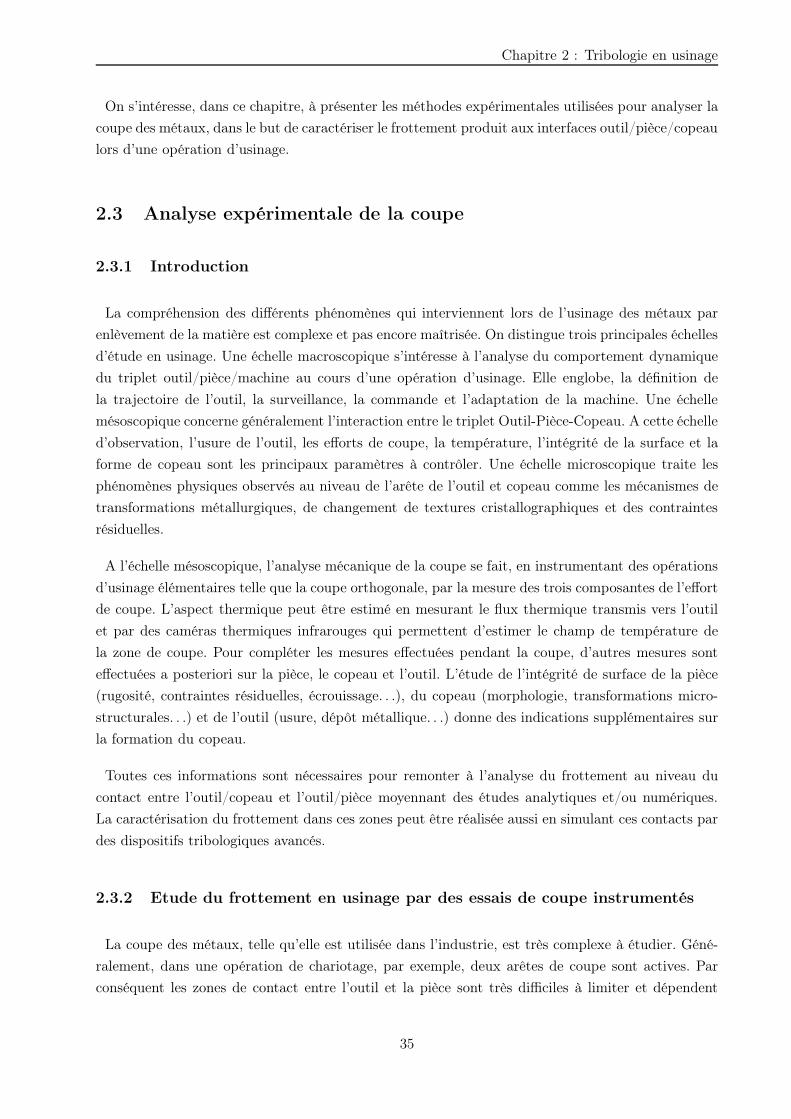
Chapitre 2 : Tribologie en usinage
On s’intéresse, dans ce chapitre, à présenter les méthodes expérimentales utilisées pour analyser la
coupe des métaux, dans le but de caractériser le frottement produit aux interfaces outil/pièce/copeau
lors d’une opération d’usinage.
2.3 Analyse expérimentale de la coupe
2.3.1 Introduction
La compréhension des différents phénomènes qui interviennent lors de l’usinage des métaux par
enlèvement de la matière est complexe et pas encore maîtrisée. On distingue trois principales échelles
d’étude en usinage. Une échelle macroscopique s’intéresse à l’analyse du comportement dynamique
du triplet outil/pièce/machine au cours d’une opération d’usinage. Elle englobe, la définition de
la trajectoire de l’outil, la surveillance, la commande et l’adaptation de la machine. Une échelle
mésoscopique concerne généralement l’interaction entre le triplet Outil-Pièce-Copeau. A cette échelle
d’observation, l’usure de l’outil, les efforts de coupe, la température, l’intégrité de la surface et la
forme de copeau sont les principaux paramètres à contrôler. Une échelle microscopique traite les
phénomènes physiques observés au niveau de l’arête de l’outil et copeau comme les mécanismes de
transformations métallurgiques, de changement de textures cristallographiques et des contraintes
résiduelles.
A l’échelle mésoscopique, l’analyse mécanique de la coupe se fait, en instrumentant des opérations
d’usinage élémentaires telle que la coupe orthogonale, par la mesure des trois composantes de l’effort
de coupe. L’aspect thermique peut être estimé en mesurant le flux thermique transmis vers l’outil
et par des caméras thermiques infrarouges qui permettent d’estimer le champ de température de
la zone de coupe. Pour compléter les mesures effectuées pendant la coupe, d’autres mesures sont
effectuées a posteriori sur la pièce, le copeau et l’outil. L’étude de l’intégrité de surface de la pièce
(rugosité, contraintes résiduelles, écrouissage. . .), du copeau (morphologie, transformations micro-
structurales. . .) et de l’outil (usure, dépôt métallique. . .) donne des indications supplémentaires sur
la formation du copeau.
Toutes ces informations sont nécessaires pour remonter à l’analyse du frottement au niveau du
contact entre l’outil/copeau et l’outil/pièce moyennant des études analytiques et/ou numériques.
La caractérisation du frottement dans ces zones peut être réalisée aussi en simulant ces contacts par
des dispositifs tribologiques avancés.
2.3.2 Etude du frottement en usinage par des essais de coupe instrumentés
La coupe des métaux, telle qu’elle est utilisée dans l’industrie, est très complexe à étudier. Géné-
ralement, dans une opération de chariotage, par exemple, deux arêtes de coupe sont actives. Par
conséquent les zones de contact entre l’outil et la pièce sont très difficiles à limiter et dépendent
35
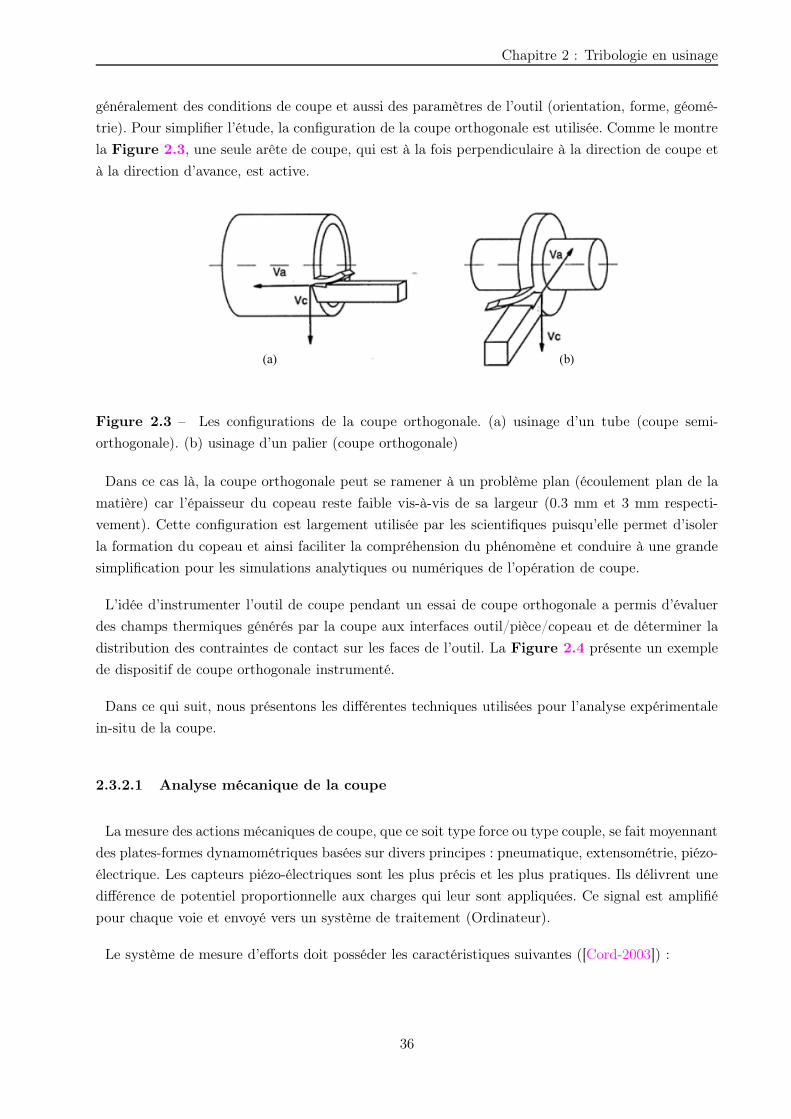
Chapitre 2 : Tribologie en usinage
généralement des conditions de coupe et aussi des paramètres de l’outil (orientation, forme, géomé-
trie). Pour simplifier l’étude, la configuration de la coupe orthogonale est utilisée. Comme le montre
la Figure 2.3, une seule arête de coupe, qui est à la fois perpendiculaire à la direction de coupe et
à la direction d’avance, est active.
(a) (b)
Figure 2.3 – Les configurations de la coupe orthogonale. (a) usinage d’un tube (coupe semi-
orthogonale). (b) usinage d’un palier (coupe orthogonale)
Dans ce cas là, la coupe orthogonale peut se ramener à un problème plan (écoulement plan de la
matière) car l’épaisseur du copeau reste faible vis-à-vis de sa largeur (0.3 mm et 3 mm respecti-
vement). Cette configuration est largement utilisée par les scientifiques puisqu’elle permet d’isoler
la formation du copeau et ainsi faciliter la compréhension du phénomène et conduire à une grande
simplification pour les simulations analytiques ou numériques de l’opération de coupe.
L’idée d’instrumenter l’outil de coupe pendant un essai de coupe orthogonale a permis d’évaluer
des champs thermiques générés par la coupe aux interfaces outil/pièce/copeau et de déterminer la
distribution des contraintes de contact sur les faces de l’outil. La Figure 2.4 présente un exemple
de dispositif de coupe orthogonale instrumenté.
Dans ce qui suit, nous présentons les différentes techniques utilisées pour l’analyse expérimentale
in-situ de la coupe.
2.3.2.1 Analyse mécanique de la coupe
La mesure des actions mécaniques de coupe, que ce soit type force ou type couple, se fait moyennant
des plates-formes dynamométriques basées sur divers principes : pneumatique, extensométrie, piézo-
électrique. Les capteurs piézo-électriques sont les plus précis et les plus pratiques. Ils délivrent une
différence de potentiel proportionnelle aux charges qui leur sont appliquées. Ce signal est amplifié
pour chaque voie et envoyé vers un système de traitement (Ordinateur).
Le système de mesure d’efforts doit posséder les caractéristiques suivantes ([Cord-2003]) :
36
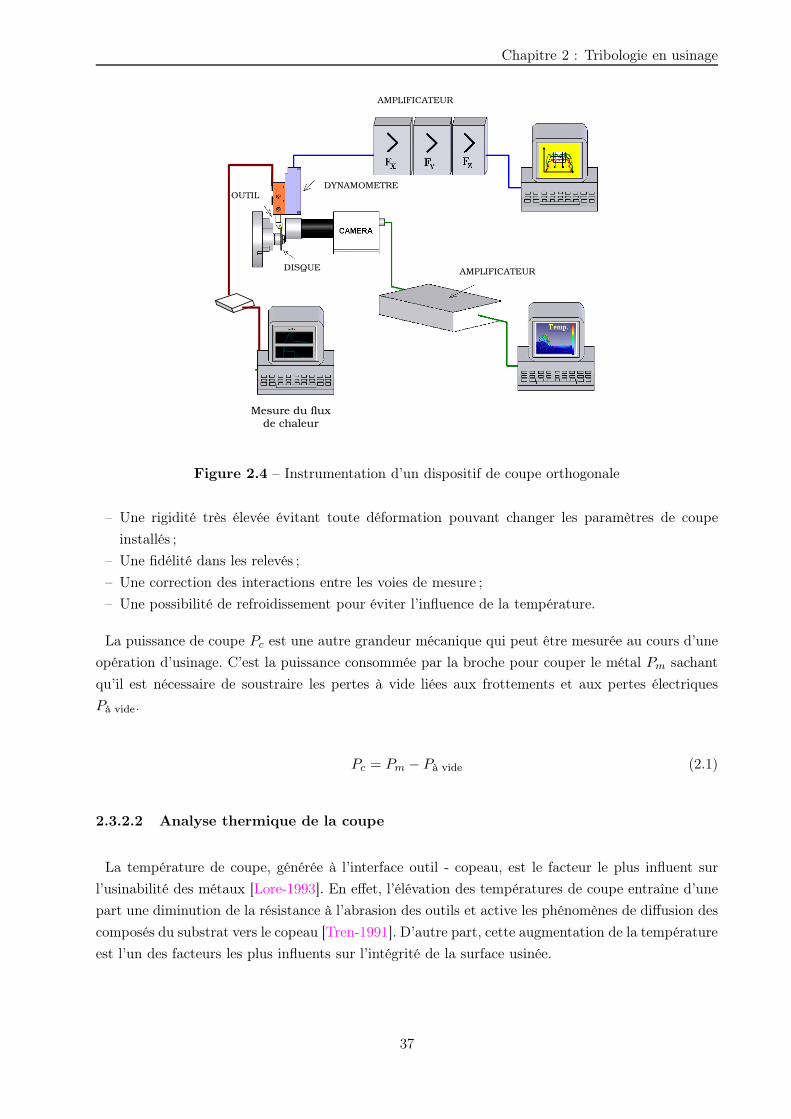
Chapitre 2 : Tribologie en usinage
DISQUE
OUTIL DYNAMOMETRE
AMPLIFICATEUR
AMPLIFICATEUR
Mesure du flux de chaleur
Figure 2.4 – Instrumentation d’un dispositif de coupe orthogonale
– Une rigidité très élevée évitant toute déformation pouvant changer les paramètres de coupe
installés ;
– Une fidélité dans les relevés ;
– Une correction des interactions entre les voies de mesure ;
– Une possibilité de refroidissement pour éviter l’influence de la température.
La puissance de coupe Pc est une autre grandeur mécanique qui peut être mesurée au cours d’une
opération d’usinage. C’est la puissance consommée par la broche pour couper le métal Pm sachant
qu’il est nécessaire de soustraire les pertes à vide liées aux frottements et aux pertes électriques
Pà vide.
Pc = Pm − Pà vide (2.1)
2.3.2.2 Analyse thermique de la coupe
La température de coupe, générée à l’interface outil - copeau, est le facteur le plus influent sur
l’usinabilité des métaux [Lore-1993]. En effet, l’élévation des températures de coupe entraîne d’une
part une diminution de la résistance à l’abrasion des outils et active les phénomènes de diffusion des
composés du substrat vers le copeau [Tren-1991]. D’autre part, cette augmentation de la température
est l’un des facteurs les plus influents sur l’intégrité de la surface usinée.
37
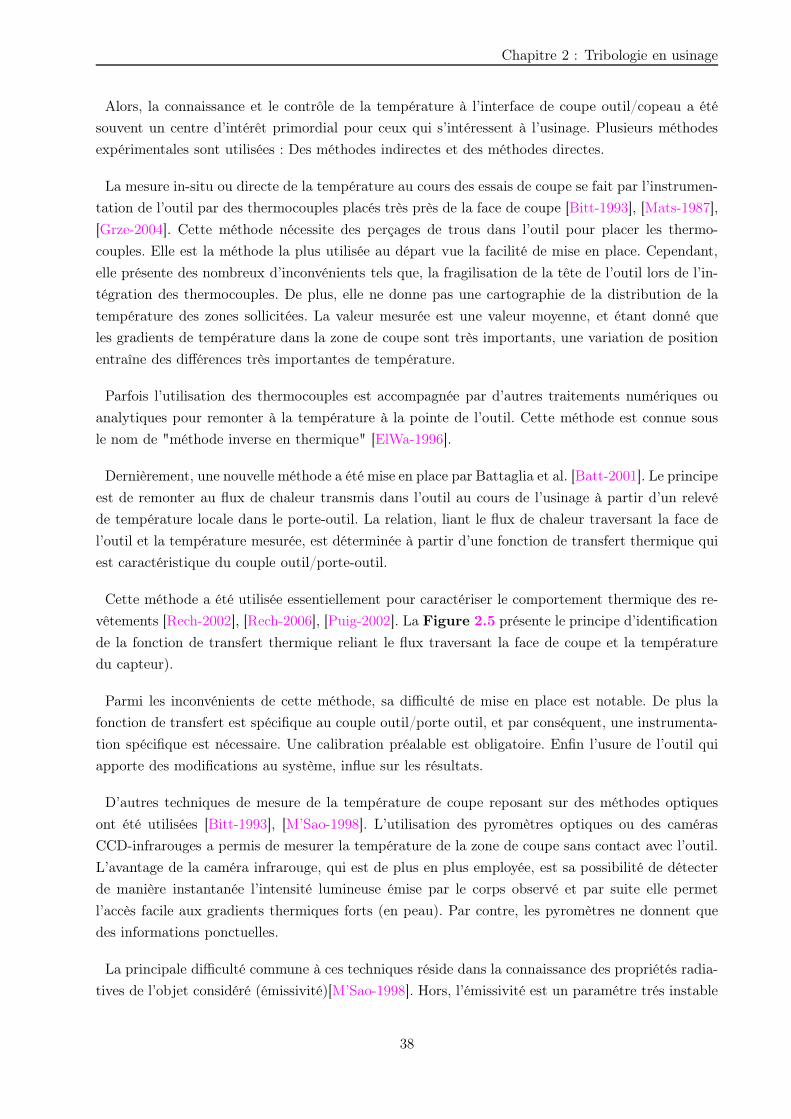
Chapitre 2 : Tribologie en usinage
Alors, la connaissance et le contrôle de la température à l’interface de coupe outil/copeau a été
souvent un centre d’intérêt primordial pour ceux qui s’intéressent à l’usinage. Plusieurs méthodes
expérimentales sont utilisées : Des méthodes indirectes et des méthodes directes.
La mesure in-situ ou directe de la température au cours des essais de coupe se fait par l’instrumen-
tation de l’outil par des thermocouples placés très près de la face de coupe [Bitt-1993], [Mats-1987],
[Grze-2004]. Cette méthode nécessite des perçages de trous dans l’outil pour placer les thermo-
couples. Elle est la méthode la plus utilisée au départ vue la facilité de mise en place. Cependant,
elle présente des nombreux d’inconvénients tels que, la fragilisation de la tête de l’outil lors de l’in-
tégration des thermocouples. De plus, elle ne donne pas une cartographie de la distribution de la
température des zones sollicitées. La valeur mesurée est une valeur moyenne, et étant donné que
les gradients de température dans la zone de coupe sont très importants, une variation de position
entraîne des différences très importantes de température.
Parfois l’utilisation des thermocouples est accompagnée par d’autres traitements numériques ou
analytiques pour remonter à la température à la pointe de l’outil. Cette méthode est connue sous
le nom de "méthode inverse en thermique" [ElWa-1996].
Dernièrement, une nouvelle méthode a été mise en place par Battaglia et al. [Batt-2001]. Le principe
est de remonter au flux de chaleur transmis dans l’outil au cours de l’usinage à partir d’un relevé
de température locale dans le porte-outil. La relation, liant le flux de chaleur traversant la face de
l’outil et la température mesurée, est déterminée à partir d’une fonction de transfert thermique qui
est caractéristique du couple outil/porte-outil.
Cette méthode a été utilisée essentiellement pour caractériser le comportement thermique des re-
vêtements [Rech-2002], [Rech-2006], [Puig-2002]. La Figure 2.5 présente le principe d’identification
de la fonction de transfert thermique reliant le flux traversant la face de coupe et la température
du capteur).
Parmi les inconvénients de cette méthode, sa difficulté de mise en place est notable. De plus la
fonction de transfert est spécifique au couple outil/porte outil, et par conséquent, une instrumenta-
tion spécifique est nécessaire. Une calibration préalable est obligatoire. Enfin l’usure de l’outil qui
apporte des modifications au système, influe sur les résultats.
D’autres techniques de mesure de la température de coupe reposant sur des méthodes optiques
ont été utilisées [Bitt-1993], [M’Sao-1998]. L’utilisation des pyromètres optiques ou des caméras
CCD-infrarouges a permis de mesurer la température de la zone de coupe sans contact avec l’outil.
L’avantage de la caméra infrarouge, qui est de plus en plus employée, est sa possibilité de détecter
de manière instantanée l’intensité lumineuse émise par le corps observé et par suite elle permet
l’accès facile aux gradients thermiques forts (en peau). Par contre, les pyromètres ne donnent que
des informations ponctuelles.
La principale difficulté commune à ces techniques réside dans la connaissance des propriétés radia-
tives de l’objet considéré (émissivité)[M’Sao-1998]. Hors, l’émissivité est un paramétre trés instable
38
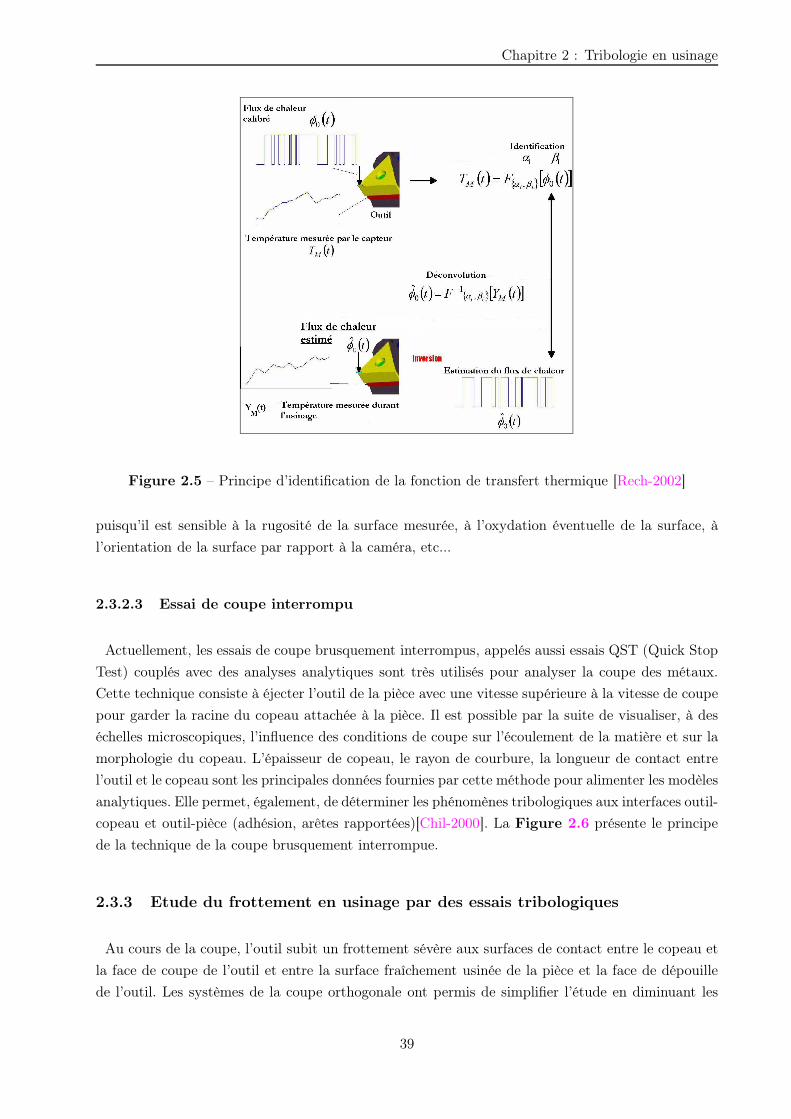
Chapitre 2 : Tribologie en usinage
Figure 2.5 – Principe d’identification de la fonction de transfert thermique [Rech-2002]
puisqu’il est sensible à la rugosité de la surface mesurée, à l’oxydation éventuelle de la surface, à
l’orientation de la surface par rapport à la caméra, etc...
2.3.2.3 Essai de coupe interrompu
Actuellement, les essais de coupe brusquement interrompus, appelés aussi essais QST (Quick Stop
Test) couplés avec des analyses analytiques sont très utilisés pour analyser la coupe des métaux.
Cette technique consiste à éjecter l’outil de la pièce avec une vitesse supérieure à la vitesse de coupe
pour garder la racine du copeau attachée à la pièce. Il est possible par la suite de visualiser, à des
échelles microscopiques, l’influence des conditions de coupe sur l’écoulement de la matière et sur la
morphologie du copeau. L’épaisseur de copeau, le rayon de courbure, la longueur de contact entre
l’outil et le copeau sont les principales données fournies par cette méthode pour alimenter les modèles
analytiques. Elle permet, également, de déterminer les phénomènes tribologiques aux interfaces outil-
copeau et outil-pièce (adhésion, arêtes rapportées)[Chil-2000]. La Figure 2.6 présente le principe
de la technique de la coupe brusquement interrompue.
2.3.3 Etude du frottement en usinage par des essais tribologiques
Au cours de la coupe, l’outil subit un frottement sévère aux surfaces de contact entre le copeau et
la face de coupe de l’outil et entre la surface fraîchement usinée de la pièce et la face de dépouille
de l’outil. Les systèmes de la coupe orthogonale ont permis de simplifier l’étude en diminuant les
39
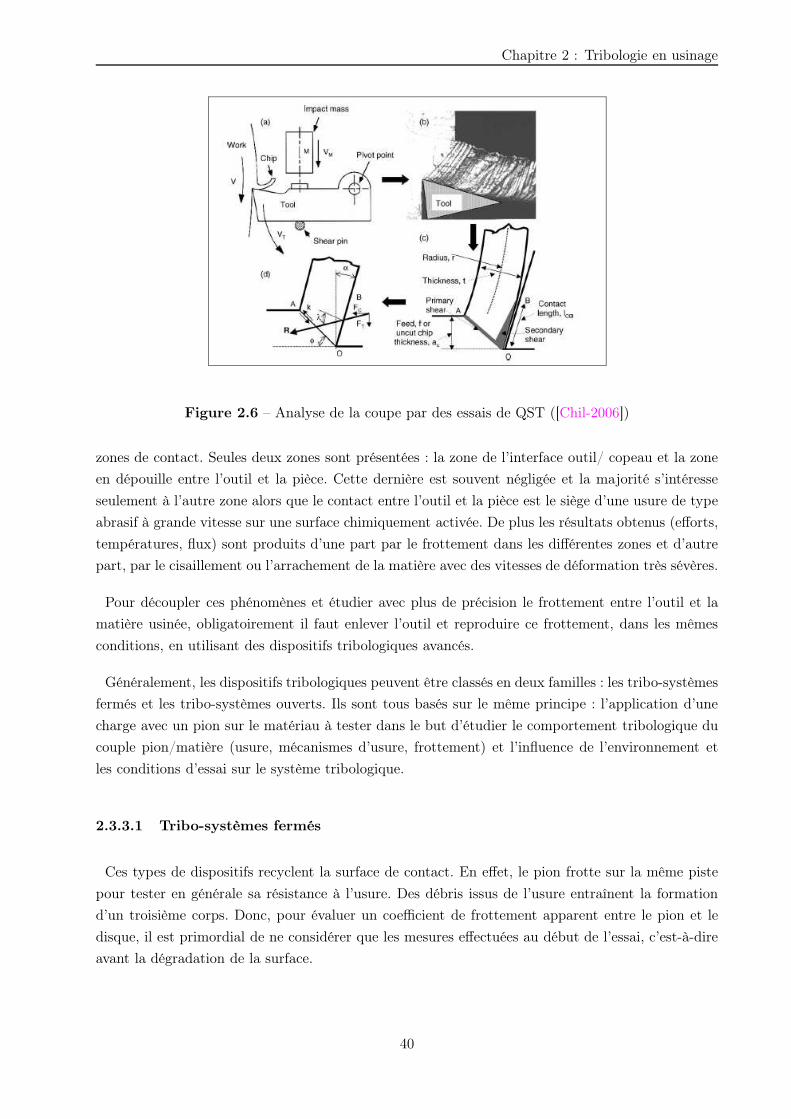
Chapitre 2 : Tribologie en usinage
Figure 2.6 – Analyse de la coupe par des essais de QST ([Chil-2006])
zones de contact. Seules deux zones sont présentées : la zone de l’interface outil/ copeau et la zone
en dépouille entre l’outil et la pièce. Cette dernière est souvent négligée et la majorité s’intéresse
seulement à l’autre zone alors que le contact entre l’outil et la pièce est le siège d’une usure de type
abrasif à grande vitesse sur une surface chimiquement activée. De plus les résultats obtenus (efforts,
températures, flux) sont produits d’une part par le frottement dans les différentes zones et d’autre
part, par le cisaillement ou l’arrachement de la matière avec des vitesses de déformation très sévères.
Pour découpler ces phénomènes et étudier avec plus de précision le frottement entre l’outil et la
matière usinée, obligatoirement il faut enlever l’outil et reproduire ce frottement, dans les mêmes
conditions, en utilisant des dispositifs tribologiques avancés.
Généralement, les dispositifs tribologiques peuvent être classés en deux familles : les tribo-systèmes
fermés et les tribo-systèmes ouverts. Ils sont tous basés sur le même principe : l’application d’une
charge avec un pion sur le matériau à tester dans le but d’étudier le comportement tribologique du
couple pion/matière (usure, mécanismes d’usure, frottement) et l’influence de l’environnement et
les conditions d’essai sur le système tribologique.
2.3.3.1 Tribo-systèmes fermés
Ces types de dispositifs recyclent la surface de contact. En effet, le pion frotte sur la même piste
pour tester en générale sa résistance à l’usure. Des débris issus de l’usure entraînent la formation
d’un troisième corps. Donc, pour évaluer un coefficient de frottement apparent entre le pion et le
disque, il est primordial de ne considérer que les mesures effectuées au début de l’essai, c’est-à-dire
avant la dégradation de la surface.
40
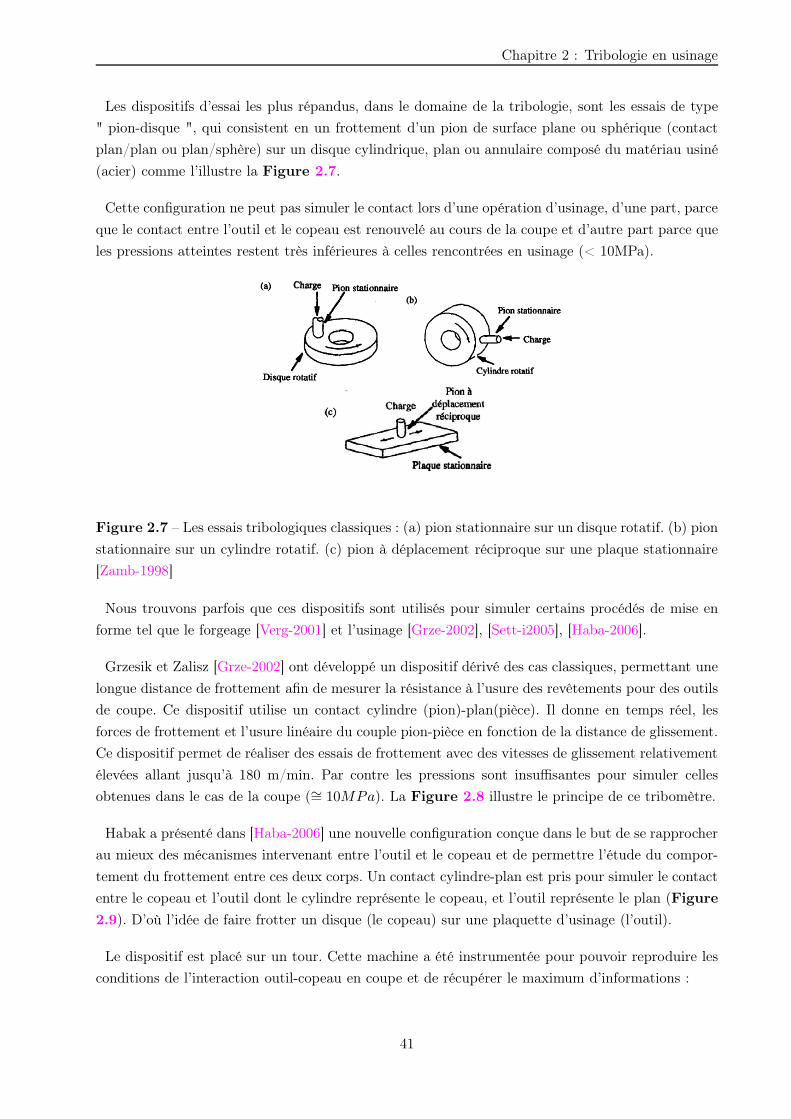
Chapitre 2 : Tribologie en usinage
Les dispositifs d’essai les plus répandus, dans le domaine de la tribologie, sont les essais de type
" pion-disque ", qui consistent en un frottement d’un pion de surface plane ou sphérique (contact
plan/plan ou plan/sphère) sur un disque cylindrique, plan ou annulaire composé du matériau usiné
(acier) comme l’illustre la Figure 2.7.
Cette configuration ne peut pas simuler le contact lors d’une opération d’usinage, d’une part, parce
que le contact entre l’outil et le copeau est renouvelé au cours de la coupe et d’autre part parce que
les pressions atteintes restent très inférieures à celles rencontrées en usinage (< 10MPa).
Figure 2.7 – Les essais tribologiques classiques : (a) pion stationnaire sur un disque rotatif. (b) pion
stationnaire sur un cylindre rotatif. (c) pion à déplacement réciproque sur une plaque stationnaire
[Zamb-1998]
Nous trouvons parfois que ces dispositifs sont utilisés pour simuler certains procédés de mise en
forme tel que le forgeage [Verg-2001] et l’usinage [Grze-2002], [Sett-i2005], [Haba-2006].
Grzesik et Zalisz [Grze-2002] ont développé un dispositif dérivé des cas classiques, permettant une
longue distance de frottement afin de mesurer la résistance à l’usure des revêtements pour des outils
de coupe. Ce dispositif utilise un contact cylindre (pion)-plan(pièce). Il donne en temps réel, les
forces de frottement et l’usure linéaire du couple pion-pièce en fonction de la distance de glissement.
Ce dispositif permet de réaliser des essais de frottement avec des vitesses de glissement relativement
élevées allant jusqu’à 180 m/min. Par contre les pressions sont insuffisantes pour simuler celles
obtenues dans le cas de la coupe (∼= 10MPa). La Figure 2.8 illustre le principe de ce tribomètre.
Habak a présenté dans [Haba-2006] une nouvelle configuration conçue dans le but de se rapprocher
au mieux des mécanismes intervenant entre l’outil et le copeau et de permettre l’étude du compor-
tement du frottement entre ces deux corps. Un contact cylindre-plan est pris pour simuler le contact
entre le copeau et l’outil dont le cylindre représente le copeau, et l’outil représente le plan (Figure
2.9). D’où l’idée de faire frotter un disque (le copeau) sur une plaquette d’usinage (l’outil).
Le dispositif est placé sur un tour. Cette machine a été instrumentée pour pouvoir reproduire les
conditions de l’interaction outil-copeau en coupe et de récupérer le maximum d’informations :
41
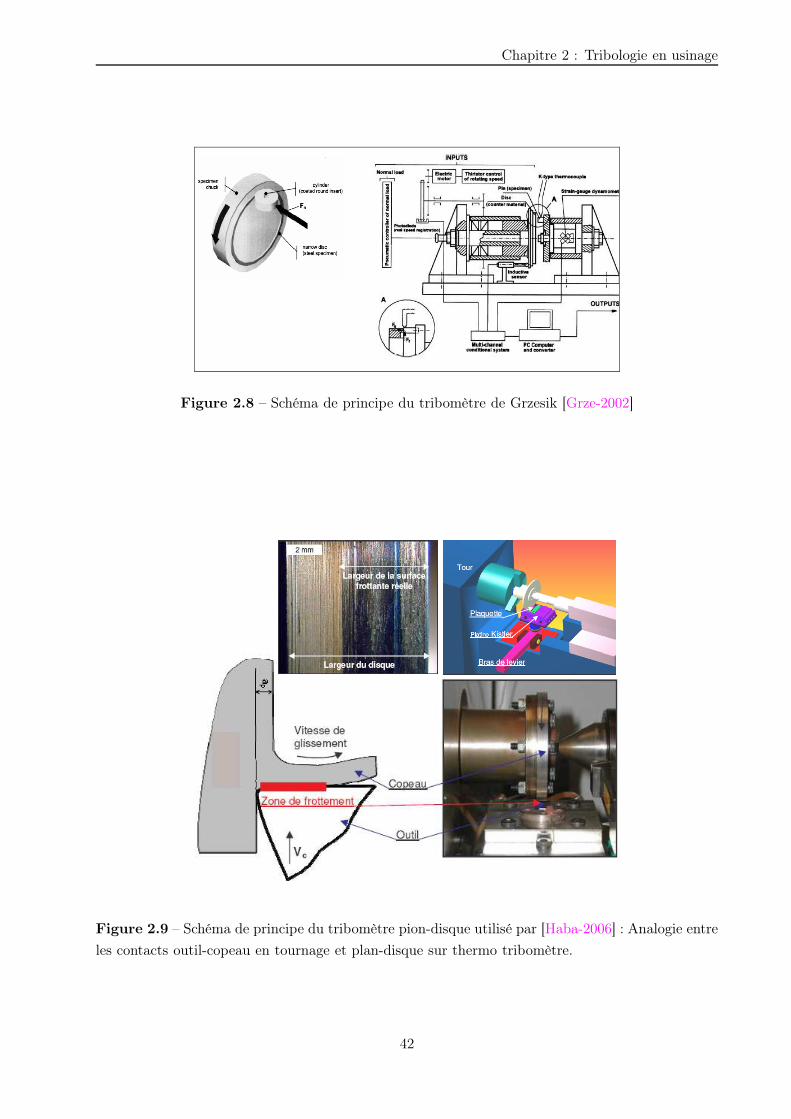
Chapitre 2 : Tribologie en usinage
Figure 2.8 – Schéma de principe du tribomètre de Grzesik [Grze-2002]
Figure 2.9 – Schéma de principe du tribomètre pion-disque utilisé par [Haba-2006] : Analogie entre
les contacts outil-copeau en tournage et plan-disque sur thermo tribomètre.
42
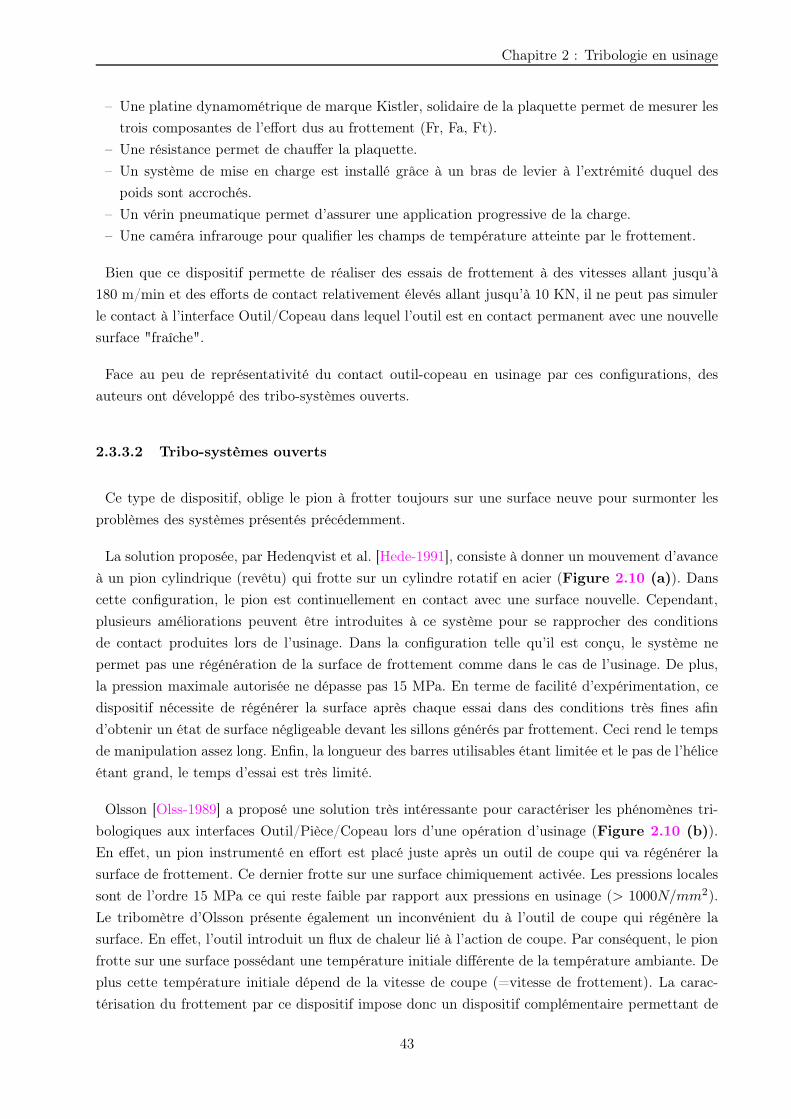
Chapitre 2 : Tribologie en usinage
– Une platine dynamométrique de marque Kistler, solidaire de la plaquette permet de mesurer les
trois composantes de l’effort dus au frottement (Fr, Fa, Ft).
– Une résistance permet de chauffer la plaquette.
– Un système de mise en charge est installé grâce à un bras de levier à l’extrémité duquel des
poids sont accrochés.
– Un vérin pneumatique permet d’assurer une application progressive de la charge.
– Une caméra infrarouge pour qualifier les champs de température atteinte par le frottement.
Bien que ce dispositif permette de réaliser des essais de frottement à des vitesses allant jusqu’à
180 m/min et des efforts de contact relativement élevés allant jusqu’à 10 KN, il ne peut pas simuler
le contact à l’interface Outil/Copeau dans lequel l’outil est en contact permanent avec une nouvelle
surface "fraîche".
Face au peu de représentativité du contact outil-copeau en usinage par ces configurations, des
auteurs ont développé des tribo-systèmes ouverts.
2.3.3.2 Tribo-systèmes ouverts
Ce type de dispositif, oblige le pion à frotter toujours sur une surface neuve pour surmonter les
problèmes des systèmes présentés précédemment.
La solution proposée, par Hedenqvist et al. [Hede-1991], consiste à donner un mouvement d’avance
à un pion cylindrique (revêtu) qui frotte sur un cylindre rotatif en acier (Figure 2.10 (a)). Dans
cette configuration, le pion est continuellement en contact avec une surface nouvelle. Cependant,
plusieurs améliorations peuvent être introduites à ce système pour se rapprocher des conditions
de contact produites lors de l’usinage. Dans la configuration telle qu’il est conçu, le système ne
permet pas une régénération de la surface de frottement comme dans le cas de l’usinage. De plus,
la pression maximale autorisée ne dépasse pas 15 MPa. En terme de facilité d’expérimentation, ce
dispositif nécessite de régénérer la surface après chaque essai dans des conditions très fines afin
d’obtenir un état de surface négligeable devant les sillons générés par frottement. Ceci rend le temps
de manipulation assez long. Enfin, la longueur des barres utilisables étant limitée et le pas de l’hélice
étant grand, le temps d’essai est très limité.
Olsson [Olss-1989] a proposé une solution très intéressante pour caractériser les phénomènes tri-
bologiques aux interfaces Outil/Pièce/Copeau lors d’une opération d’usinage (Figure 2.10 (b)).
En effet, un pion instrumenté en effort est placé juste après un outil de coupe qui va régénérer la
surface de frottement. Ce dernier frotte sur une surface chimiquement activée. Les pressions locales
sont de l’ordre 15 MPa ce qui reste faible par rapport aux pressions en usinage (> 1000N/mm2).
Le tribomètre d’Olsson présente également un inconvénient du à l’outil de coupe qui régénère la
surface. En effet, l’outil introduit un flux de chaleur lié à l’action de coupe. Par conséquent, le pion
frotte sur une surface possédant une température initiale différente de la température ambiante. De
plus cette température initiale dépend de la vitesse de coupe (=vitesse de frottement). La carac-
térisation du frottement par ce dispositif impose donc un dispositif complémentaire permettant de
43
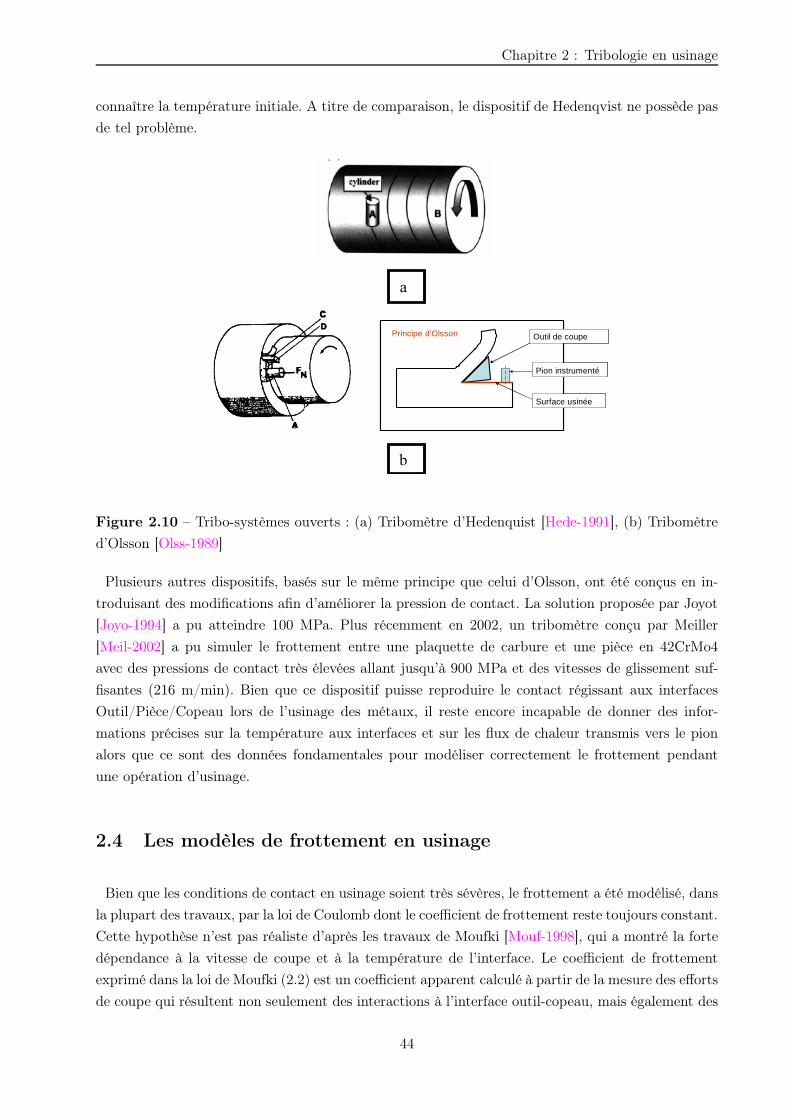
Chapitre 2 : Tribologie en usinage
connaître la température initiale. A titre de comparaison, le dispositif de Hedenqvist ne possède pas
de tel problème.
a
b
Outil de coupe
Pion instrumenté
Surface usinée
Principe d’Olsson Outil de coupe
Pion instrumenté
Surface usinée
Outil de coupe
Pion instrumenté
Surface usinée
Principe d’Olsson
Figure 2.10 – Tribo-systèmes ouverts : (a) Tribomètre d’Hedenquist [Hede-1991], (b) Tribomètre
d’Olsson [Olss-1989]
Plusieurs autres dispositifs, basés sur le même principe que celui d’Olsson, ont été conçus en in-
troduisant des modifications afin d’améliorer la pression de contact. La solution proposée par Joyot
[Joyo-1994] a pu atteindre 100 MPa. Plus récemment en 2002, un tribomètre conçu par Meiller
[Meil-2002] a pu simuler le frottement entre une plaquette de carbure et une pièce en 42CrMo4
avec des pressions de contact très élevées allant jusqu’à 900 MPa et des vitesses de glissement suf-
fisantes (216 m/min). Bien que ce dispositif puisse reproduire le contact régissant aux interfaces
Outil/Pièce/Copeau lors de l’usinage des métaux, il reste encore incapable de donner des infor-
mations précises sur la température aux interfaces et sur les flux de chaleur transmis vers le pion
alors que ce sont des données fondamentales pour modéliser correctement le frottement pendant
une opération d’usinage.
2.4 Les modèles de frottement en usinage
Bien que les conditions de contact en usinage soient très sévères, le frottement a été modélisé, dans
la plupart des travaux, par la loi de Coulomb dont le coefficient de frottement reste toujours constant.
Cette hypothèse n’est pas réaliste d’après les travaux de Moufki [Mouf-1998], qui a montré la forte
dépendance à la vitesse de coupe et à la température de l’interface. Le coefficient de frottement
exprimé dans la loi de Moufki (2.2) est un coefficient apparent calculé à partir de la mesure des efforts
de coupe qui résultent non seulement des interactions à l’interface outil-copeau, mais également des
44
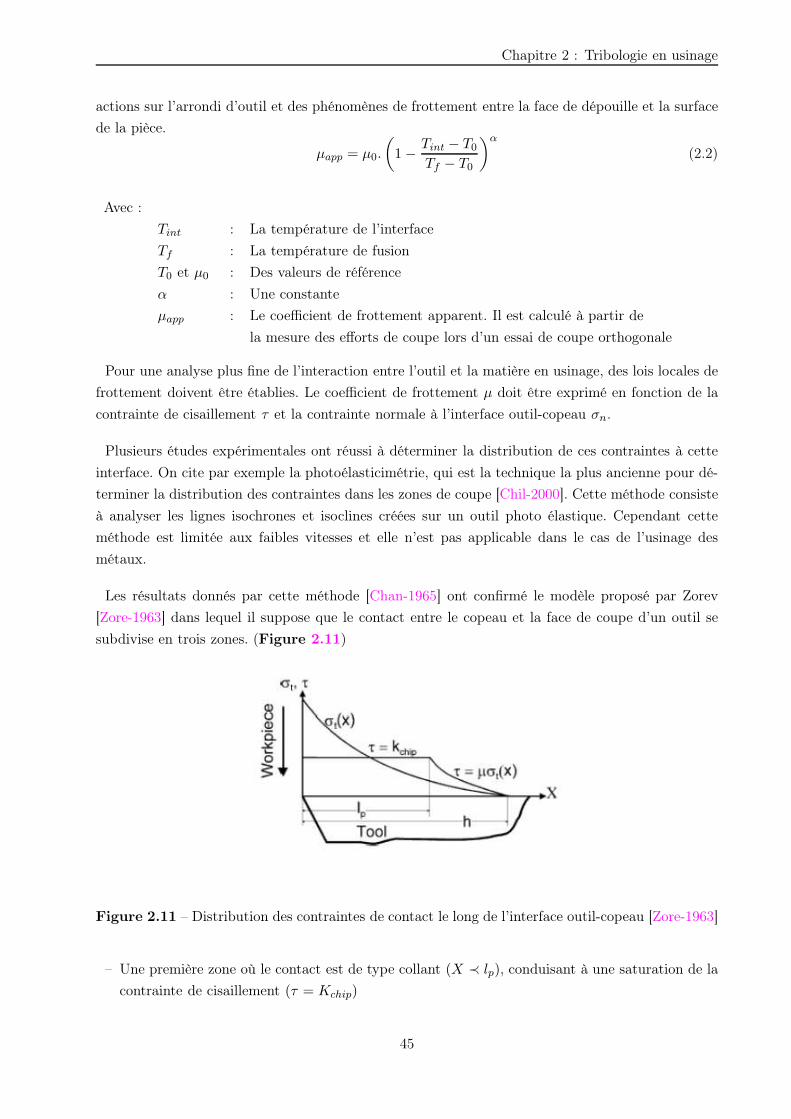
Chapitre 2 : Tribologie en usinage
actions sur l’arrondi d’outil et des phénomènes de frottement entre la face de dépouille et la surface
de la pièce.
µapp = µ0.
(
1 − Tint − T0
Tf − T0
)α
(2.2)
Avec :
Tint : La température de l’interface
Tf : La température de fusion
T0 et µ0 : Des valeurs de référence
α : Une constante
µapp : Le coefficient de frottement apparent. Il est calculé à partir de
la mesure des efforts de coupe lors d’un essai de coupe orthogonale
Pour une analyse plus fine de l’interaction entre l’outil et la matière en usinage, des lois locales de
frottement doivent être établies. Le coefficient de frottement µ doit être exprimé en fonction de la
contrainte de cisaillement τ et la contrainte normale à l’interface outil-copeau σn.
Plusieurs études expérimentales ont réussi à déterminer la distribution de ces contraintes à cette
interface. On cite par exemple la photoélasticimétrie, qui est la technique la plus ancienne pour dé-
terminer la distribution des contraintes dans les zones de coupe [Chil-2000]. Cette méthode consiste
à analyser les lignes isochrones et isoclines créées sur un outil photo élastique. Cependant cette
méthode est limitée aux faibles vitesses et elle n’est pas applicable dans le cas de l’usinage des
métaux.
Les résultats donnés par cette méthode [Chan-1965] ont confirmé le modèle proposé par Zorev
[Zore-1963] dans lequel il suppose que le contact entre le copeau et la face de coupe d’un outil se
subdivise en trois zones. (Figure 2.11)
Figure 2.11 – Distribution des contraintes de contact le long de l’interface outil-copeau [Zore-1963]
– Une première zone où le contact est de type collant (X ≺ lp), conduisant à une saturation de la
contrainte de cisaillement (τ = Kchip)
45

Chapitre 2 : Tribologie en usinage
– Une deuxième zone où le frottement est de type glissant (lp ≺ X ≺ h). Dans ce cas, la contrainte
tangentielle τ décroît proportionnellement à la contrainte normale σt
– Une troisième zone où le copeau n’est plus en contact (X ≻ h), donc la contrainte tangentielle
τ est nulle
Les mêmes constatations ont été trouvées par la méthode de "l’outil coupé" (Figure 2.12). Cette
technique permet une analyse directe des contraintes de contact à l’interface outil-copeau lors d’un
essai de coupe. Elle a été utilisée par Kato et al [Kato-1972] et Shirakashi et al [Shir-1973] lors de
l’usinage du cuivre avec un outil en acier rapide et un outil en carbure P20.
Figure 2.12 – Vue schématique d’un outil coupé [Chil-2006]
L’outil est fabriqué à partir de deux parties séparées par un petit jeu g. Les mesures des efforts F1
et N1, en variant la longueur l1 par rectification de la face en dépouille de la partie 1, permettent
de trouver les contraintes normales σn et les contraintes tangentielles de frottement τfric.
Avec :
σn =dN1
dl1(2.3)
τfric =dF1
dl1(2.4)
Les résultats obtenus par cette méthode ont montré la saturation de la contrainte tangentielle de
τfric à la valeur de la contrainte limite de cisaillement σ√3
.
τfric = µσn pour µσn ≺ σ√3
(2.5)
τfric =σ√3
pour µσn ≻ σ√3
(2.6)
Pour se rapprocher de plus en plus des résultats expérimentaux, Shirakashi et Usui [Shir-1973] ont
proposé une loi de frottement non linéaire qui sera par la suite implantée dans certains codes de
simulation numérique des procédés de mise en forme tel que le forgeage et l’usinage.
τfric =σ√3
(
1 − e−µσn
σ√
3
)
(2.7)
46

Chapitre 2 : Tribologie en usinage
D’autres formes de loi de frottement ont été utilisées pour simuler le contact en usinage. Nous
présentons dans le tableau 2.1 une synthèse bibliographique sur les lois utilisées dans les codes de
calcul actuels [Vaz-2000].
Modéle Expression
Loi de Coulomb τf=µ.σn
Loi exponentielle τf=τe.[
1 − exp(
−µ.σn
τe
)]
Iwata et al. [Iwat-1984] τf = Hv
0.07 .tanh(
0.07.µ.σn
Hv
)
Eldridge et al. [Eldr-1991] τf = τf (T0).exp(
AT
)
Wu et al. [Wu-1996] τf = −Ωσeq
Sekhon et Chenot [Sekh-1993] τf = −α.K||vf ||p−1.vf
Tab. 2.1 – Les modéles de frottement utilisés pour simuler le contact en usinage
La loi exponentielle a été développée par Shirakashi et Usui [Shir-1973]. τe présente la contrainte
limite de cisaillement ( τe = σ√3).
Iwata et al. [Iwat-1984] ont proposé une expression de la contrainte de frottement qui dépend du
coefficient de frottement de Coulomb, la contrainte normale et la dureté de la pièce Hv.
Eldridge et al. [Eldr-1991] ont introduit la dépendance de la contrainte tangentielle de frottement
à la température. Ils ont mis en évidence la chute du coefficient de frottement en fonction de
la température. τf (T0) est la contrainte tangentielle à la température ambiante T0 et A est une
constante.
Wu et al. [Wu-1996] ont montré que la contrainte de frottement τf est directement proportionnelle
à la contrainte équivalente σeq.
Sekhon et Chenot [Sekh-1993] ont adopté la loi de frottement de Norton qui suppose que la
contrainte de frottement est proportionnelle à la vitesse de glissement relative entre le copeau et
l’outil.
2.5 Conclusions
Dans ce chapitre, la formation du copeau ainsi que les phénomènes tribologiques qui entrent en jeu
dans les différentes zones de coupe lors d’une opération d’usinage ont été brièvement rappelés. La
chose la plus importante qu’on puisse retenir de cette étude est que les grandeurs thermomécaniques
au niveau des interfaces Outil/Pièce/Copeau jouent un rôle primordial sur l’usure de l’outil (tempé-
rature, pression de contact, vitesse de glissement. . .). Dans ce contexte, plusieurs études numériques
et expérimentales se sont intéressées à la détermination de la température et de la distribution des
47

Chapitre 2 : Tribologie en usinage
contraintes de contact sur la face de coupe de l’outil, qui est la plus sollicitée, dans le but d’optimiser
l’opération.
Nous avons présenté deux moyens expérimentaux utilisés pour analyser la coupe des métaux : le
premier, qui est le plus utilisé, consiste à instrumenter les opérations d’usinage élémentaires telle
que la coupe orthogonale afin d’avoir des informations sur les efforts de coupe, la température à
l’interface, le flux de chaleur, la morphologie des copeaux... l’autre méthode consiste à utiliser des
dispositifs tribologiques avancés capables de simuler le contact produit dans ces zones.
Dans ce qui suit, Nous allons présenter notre approche expérimentale pour caractériser le frotte-
ment aux interfaces outil/pièce/copeau lors d’une opération d’usinage.
48
Chapitre 3
Modélisation expérimentale du
frottement
3.1 Introduction
Dans le chapitre précédent, nous avons montré que l’interaction entre le couple outil/matière et les
phénomènes physiques qui lui associées sont très complexes. C’est un processus thermomécanique
fortement couplé dans lequel les déformations plastiques, la chaleur et les phénomènes de frottement
gouvernent les phénomènes d’usure. Ces phénomènes deviennent de plus en plus sévères si nous
voulons travailler à sec et à grandes vitesses ou bien si le matériau testé possède des comportements
thermomécaniques extrêmes comme pour l’Inconel 718. L’optimisation de l’opération d’usinage passe
obligatoirement par la connaissance et la compréhension de l’influence de chaque paramètre mis en
jeux (température, pression, vitesse de glissement) sur le comportement tribologique du couple
outil/matière.
Nous proposons dans cette partie une nouvelle approche expérimentale permettant la caractéri-
sation du frottement produit aux interfaces outil/pièce/copeau. Un nouveau thermo-tribomètre a
été développé. Ce tribomètre est capable de réaliser des essais de frottement à des pressions allant
jusqu’à 3 GPa et des vitesses supérieures à 384 m/min.
En outre, il est capable, de fournir des informations sur le flux de chaleur transmis vers le pion
au cours d’un essai de frottement. Ceci sera utile pour, d’une part, tester le comportement des
différents revêtements utilisés, et, d’autre part, établir un bilan thermique de la chaleur générée lors
d’un essai de frottement. Les mesures effectuées, couplées avec une étude numérique, ont permis
l’élaboration des modèles de frottement, faisant intervenir le coefficient de frottement de Coulomb
dépendant des paramètres pression et température de contact, pour différents types de matériaux.
49

Chapitre 3 : Modélisation expérimentale du frottement
3.2 Dispositif expérimental
3.2.1 Introduction
Comme il est indiqué dans le chapitre précédent, les faces de l’outil de coupe sont soumises à
des conditions de contact, thermiques et mécaniques, très sévères. Ceci rend l’utilisation des es-
sais tribologiques standards incapables de donner des informations précises sur ces phénomènes à
ces interfaces. Elles trouvent notamment leurs limites dans leur incapacité à régénérer la surface
de frottement, alors que les outils de coupe ne frottent jamais sur le même matériau, que ce soit
à l’interface outil/pièce ou à l’interface outil/copeau. Par conséquent, les lois classiques de type
Coulomb avec un coefficient de frottement µ = constant, généralement utilisées dans les modèles
numériques pour simuler l’enlèvement de copeau, ne modélisent pas un tel frottement. Peu des
travaux se sont intéressés à caractériser et à quantifier les grandeurs tribologiques produites aux
interfaces outil/pièce/copeau lors d’une opération d’usinage. C’est dans ce contexte, qu’un thermo
tribomètre a été développé afin d’aboutir à une meilleure connaissance de ces phénomènes tribo-
logiques. Ce dispositif utilise le principe du système pion-disque sur une surface régénérée par un
outil de coupe qui le précède. Ce tribomètre est conçu pour répondre au cahier de charge suivant :
– Être capable de réaliser des essais de frottement à des vitesses et des pressions très élevées
simulant l’interface outil/pièce/copeau lors d’une opération d’usinage.
– Frotter sur une surface régénérée et chimiquement activée.
– Donner des informations sur l’échange thermique entre les deux solides.
3.2.2 Description du nouveau tribomètre
Le tribomètre développé au cours de cette thèse est un tribo-système ouvert, basé sur le principe de
celui d’Olsson [Olss-1989] et repris par Meiller [Meil-2002]. La vue générale du dispositif expérimental
est illustrée par la Figure 3.1. Un pion instrumenté, ayant le même grade qu’un outil de coupe,
frotte sur une surface régénérée par un outil de coupe. Ce pion est fixé à un dynamomètre permettant
de mesurer les deux composantes des efforts de frottement. Ce dernier a la possibilité de se déplacer
sous l’action d’un vérin pneumatique réglable afin d’appliquer un effort résultant qui peut aller
jusqu’à 4000 N. Afin de bénéficier d’une large gamme de vitesse de frottement, l’ensemble a été
placé sur un tour conventionnel.
Une instrumentation du porte-pion par une thermistance permet d’estimer, à partir d’un calcul
thermique basé sur la méthode inverse décrite dans [Rech-2004], le flux de chaleur transmis vers le
pion à travers la surface de contact.
L’outil (1), fixé par la tourelle (7), régénère la surface de contact dans les mêmes configurations
qu’une configuration de coupe orthogonale. En effet, la profondeur de passe ap, qui est dans notre
cas l’épaisseur du tube, est égale à 3 mm. La vitesse d’avance, f , est choisie de façon à obtenir
un bon état de surface et à enlever la couche affectée (thermiquement et mécaniquement) par le
50
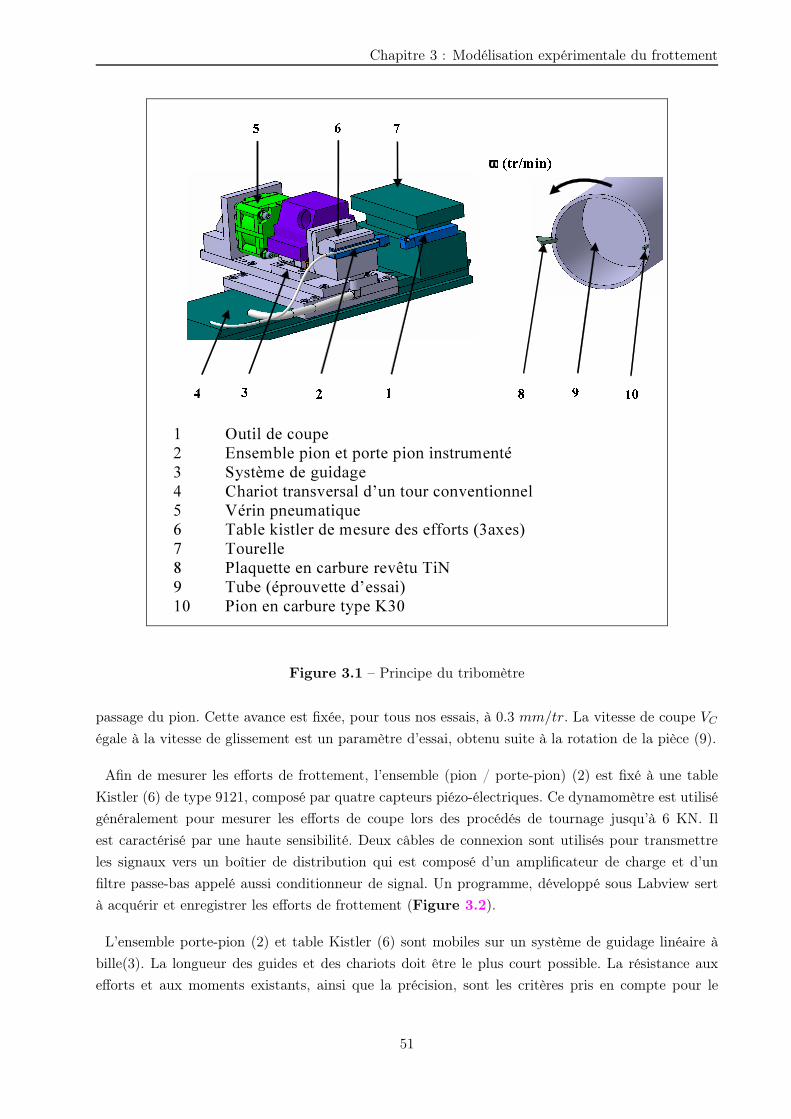
Chapitre 3 : Modélisation expérimentale du frottement
1 Outil de coupe 2 Ensemble pion et porte pion instrumenté 3 Système de guidage 4 Chariot transversal d’un tour conventionnel 5 Vérin pneumatique 6 Table kistler de mesure des efforts (3axes) 7 Tourelle 8 Plaquette en carbure revêtu TiN 9 Tube (éprouvette d’essai) 10 Pion en carbure type K30
ωωωω
Figure 3.1 – Principe du tribomètre
passage du pion. Cette avance est fixée, pour tous nos essais, à 0.3 mm/tr. La vitesse de coupe VC
égale à la vitesse de glissement est un paramètre d’essai, obtenu suite à la rotation de la pièce (9).
Afin de mesurer les efforts de frottement, l’ensemble (pion / porte-pion) (2) est fixé à une table
Kistler (6) de type 9121, composé par quatre capteurs piézo-électriques. Ce dynamomètre est utilisé
généralement pour mesurer les efforts de coupe lors des procédés de tournage jusqu’à 6 KN. Il
est caractérisé par une haute sensibilité. Deux câbles de connexion sont utilisés pour transmettre
les signaux vers un boîtier de distribution qui est composé d’un amplificateur de charge et d’un
filtre passe-bas appelé aussi conditionneur de signal. Un programme, développé sous Labview sert
à acquérir et enregistrer les efforts de frottement (Figure 3.2).
L’ensemble porte-pion (2) et table Kistler (6) sont mobiles sur un système de guidage linéaire à
bille(3). La longueur des guides et des chariots doit être le plus court possible. La résistance aux
efforts et aux moments existants, ainsi que la précision, sont les critères pris en compte pour le
51
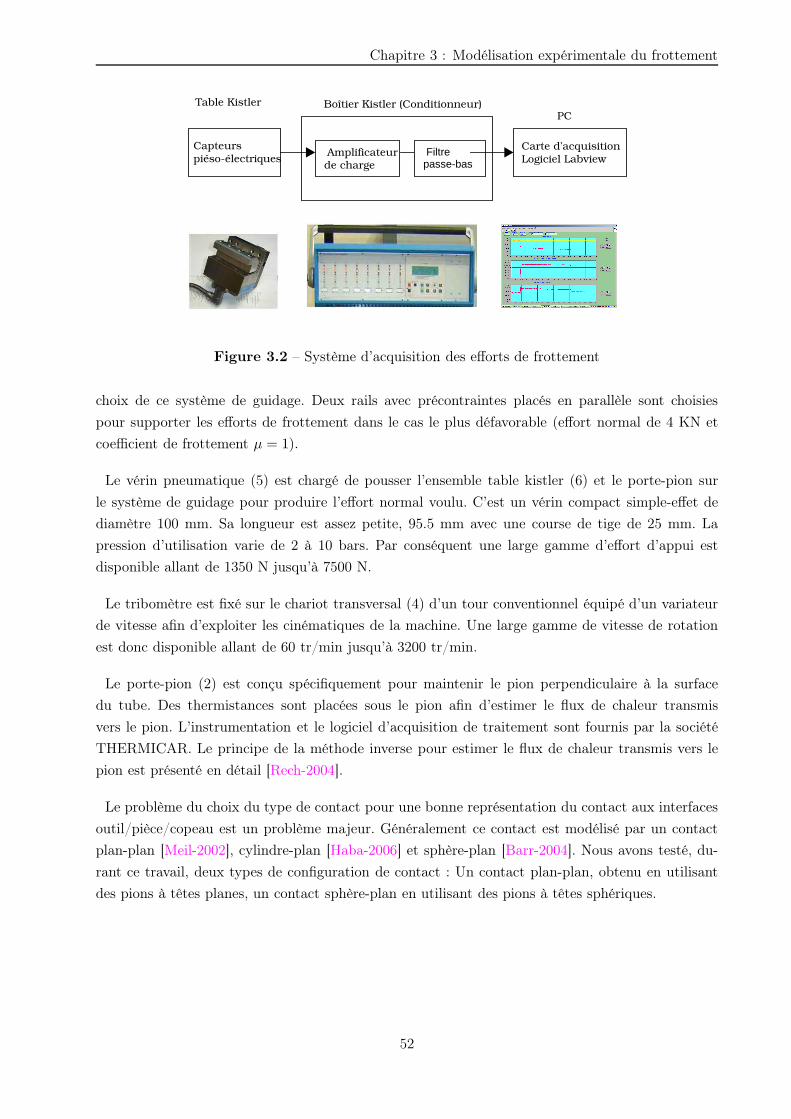
Chapitre 3 : Modélisation expérimentale du frottement
Amplificateur de charge
Filtre passe-bas
Boîtier Kistler (Conditionneur)
Carte d’acquisition Logiciel Labview
Table Kistler
PC
Capteurs piéso-électriques
Figure 3.2 – Système d’acquisition des efforts de frottement
choix de ce système de guidage. Deux rails avec précontraintes placés en parallèle sont choisies
pour supporter les efforts de frottement dans le cas le plus défavorable (effort normal de 4 KN et
coefficient de frottement µ = 1).
Le vérin pneumatique (5) est chargé de pousser l’ensemble table kistler (6) et le porte-pion sur
le système de guidage pour produire l’effort normal voulu. C’est un vérin compact simple-effet de
diamètre 100 mm. Sa longueur est assez petite, 95.5 mm avec une course de tige de 25 mm. La
pression d’utilisation varie de 2 à 10 bars. Par conséquent une large gamme d’effort d’appui est
disponible allant de 1350 N jusqu’à 7500 N.
Le tribomètre est fixé sur le chariot transversal (4) d’un tour conventionnel équipé d’un variateur
de vitesse afin d’exploiter les cinématiques de la machine. Une large gamme de vitesse de rotation
est donc disponible allant de 60 tr/min jusqu’à 3200 tr/min.
Le porte-pion (2) est conçu spécifiquement pour maintenir le pion perpendiculaire à la surface
du tube. Des thermistances sont placées sous le pion afin d’estimer le flux de chaleur transmis
vers le pion. L’instrumentation et le logiciel d’acquisition de traitement sont fournis par la société
THERMICAR. Le principe de la méthode inverse pour estimer le flux de chaleur transmis vers le
pion est présenté en détail [Rech-2004].
Le problème du choix du type de contact pour une bonne représentation du contact aux interfaces
outil/pièce/copeau est un problème majeur. Généralement ce contact est modélisé par un contact
plan-plan [Meil-2002], cylindre-plan [Haba-2006] et sphère-plan [Barr-2004]. Nous avons testé, du-
rant ce travail, deux types de configuration de contact : Un contact plan-plan, obtenu en utilisant
des pions à têtes planes, un contact sphère-plan en utilisant des pions à têtes sphériques.
52
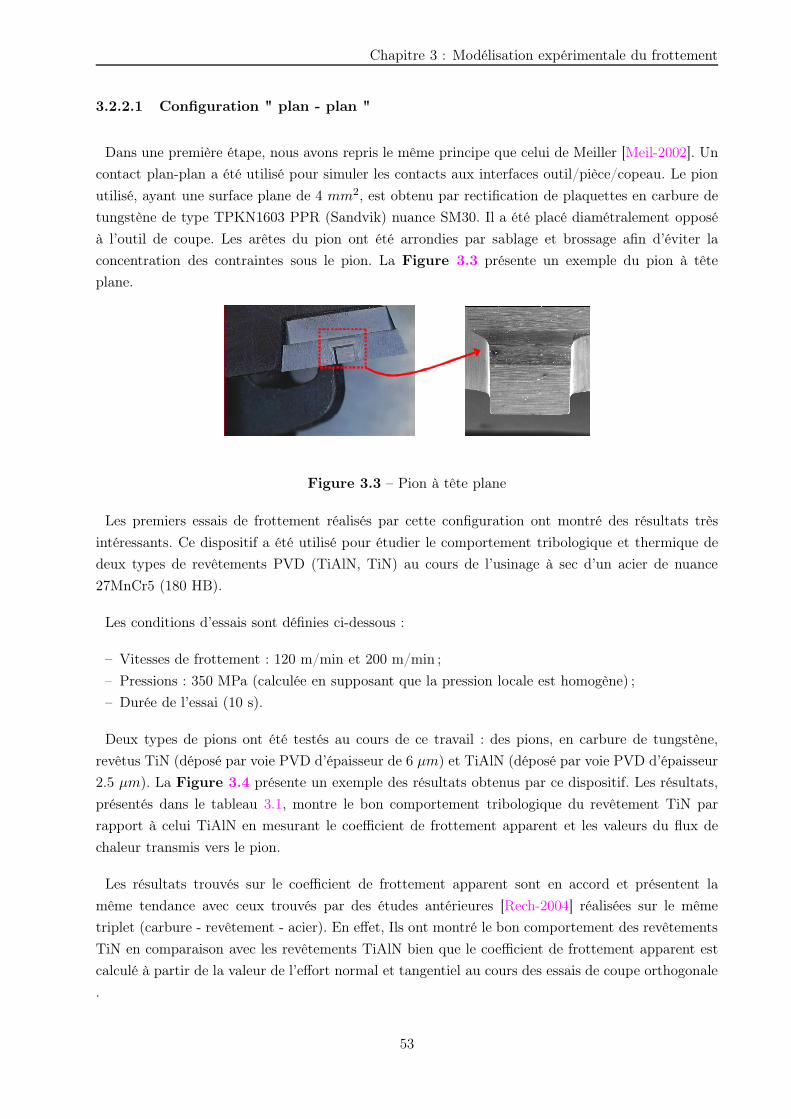
Chapitre 3 : Modélisation expérimentale du frottement
3.2.2.1 Configuration " plan - plan "
Dans une première étape, nous avons repris le même principe que celui de Meiller [Meil-2002]. Un
contact plan-plan a été utilisé pour simuler les contacts aux interfaces outil/pièce/copeau. Le pion
utilisé, ayant une surface plane de 4 mm2, est obtenu par rectification de plaquettes en carbure de
tungstène de type TPKN1603 PPR (Sandvik) nuance SM30. Il a été placé diamétralement opposé
à l’outil de coupe. Les arêtes du pion ont été arrondies par sablage et brossage afin d’éviter la
concentration des contraintes sous le pion. La Figure 3.3 présente un exemple du pion à tête
plane.
Figure 3.3 – Pion à tête plane
Les premiers essais de frottement réalisés par cette configuration ont montré des résultats très
intéressants. Ce dispositif a été utilisé pour étudier le comportement tribologique et thermique de
deux types de revêtements PVD (TiAlN, TiN) au cours de l’usinage à sec d’un acier de nuance
27MnCr5 (180 HB).
Les conditions d’essais sont définies ci-dessous :
– Vitesses de frottement : 120 m/min et 200 m/min ;
– Pressions : 350 MPa (calculée en supposant que la pression locale est homogène) ;
– Durée de l’essai (10 s).
Deux types de pions ont été testés au cours de ce travail : des pions, en carbure de tungstène,
revêtus TiN (déposé par voie PVD d’épaisseur de 6 µm) et TiAlN (déposé par voie PVD d’épaisseur
2.5 µm). La Figure 3.4 présente un exemple des résultats obtenus par ce dispositif. Les résultats,
présentés dans le tableau 3.1, montre le bon comportement tribologique du revêtement TiN par
rapport à celui TiAlN en mesurant le coefficient de frottement apparent et les valeurs du flux de
chaleur transmis vers le pion.
Les résultats trouvés sur le coefficient de frottement apparent sont en accord et présentent la
même tendance avec ceux trouvés par des études antérieures [Rech-2004] réalisées sur le même
triplet (carbure - revêtement - acier). En effet, Ils ont montré le bon comportement des revêtements
TiN en comparaison avec les revêtements TiAlN bien que le coefficient de frottement apparent est
calculé à partir de la valeur de l’effort normal et tangentiel au cours des essais de coupe orthogonale
.
53
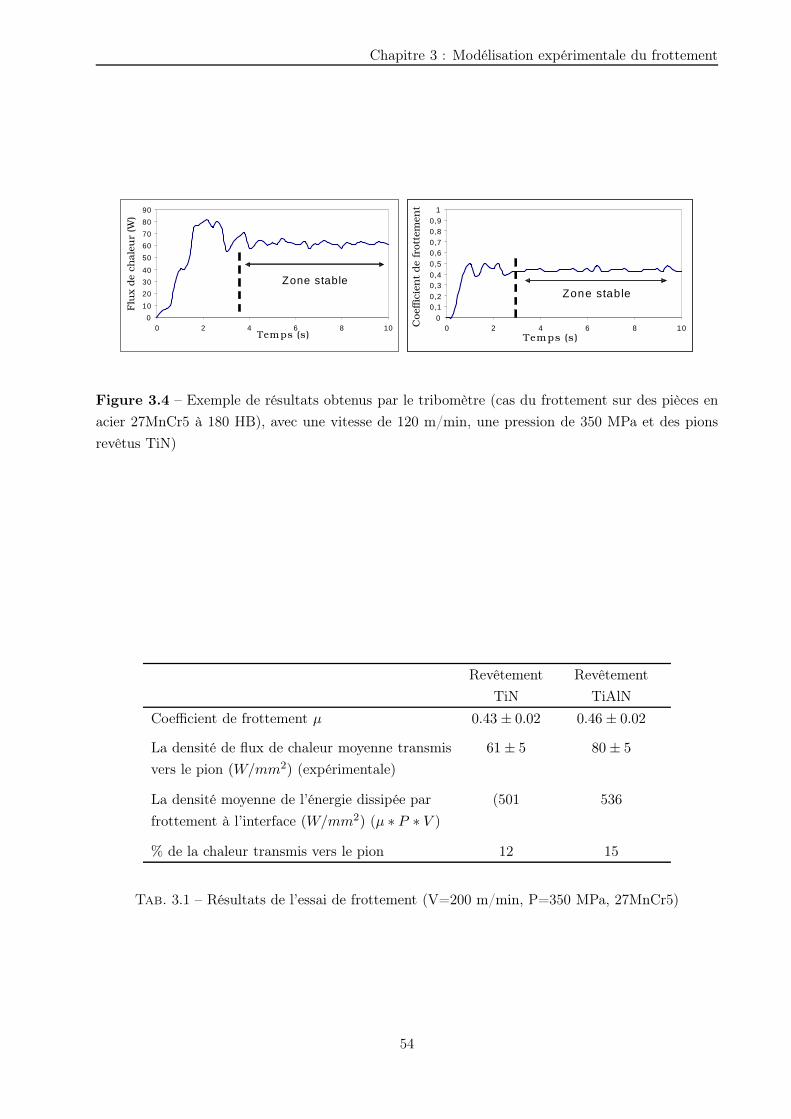
Chapitre 3 : Modélisation expérimentale du frottement
0
10
20
30
40
50
60
70
80
90
0 2 4 6 8 10Temps (s)
Zone stable
Flu
x d
e c
hale
ur
(W)
0
0,10,2
0,30,4
0,5
0,60,7
0,80,9
1
0 2 4 6 8 10Temps (s)
Zone stable
Coeffic
ien
t de fro
ttem
en
t
Figure 3.4 – Exemple de résultats obtenus par le tribomètre (cas du frottement sur des pièces en
acier 27MnCr5 à 180 HB), avec une vitesse de 120 m/min, une pression de 350 MPa et des pions
revêtus TiN)
Revêtement
TiN
Revêtement
TiAlN
Coefficient de frottement µ 0.43 ± 0.02 0.46 ± 0.02
La densité de flux de chaleur moyenne transmis
vers le pion (W/mm2) (expérimentale)
61 ± 5 80 ± 5
La densité moyenne de l’énergie dissipée par
frottement à l’interface (W/mm2) (µ ∗ P ∗ V )
(501 536
% de la chaleur transmis vers le pion 12 15
Tab. 3.1 – Résultats de l’essai de frottement (V=200 m/min, P=350 MPa, 27MnCr5)
54
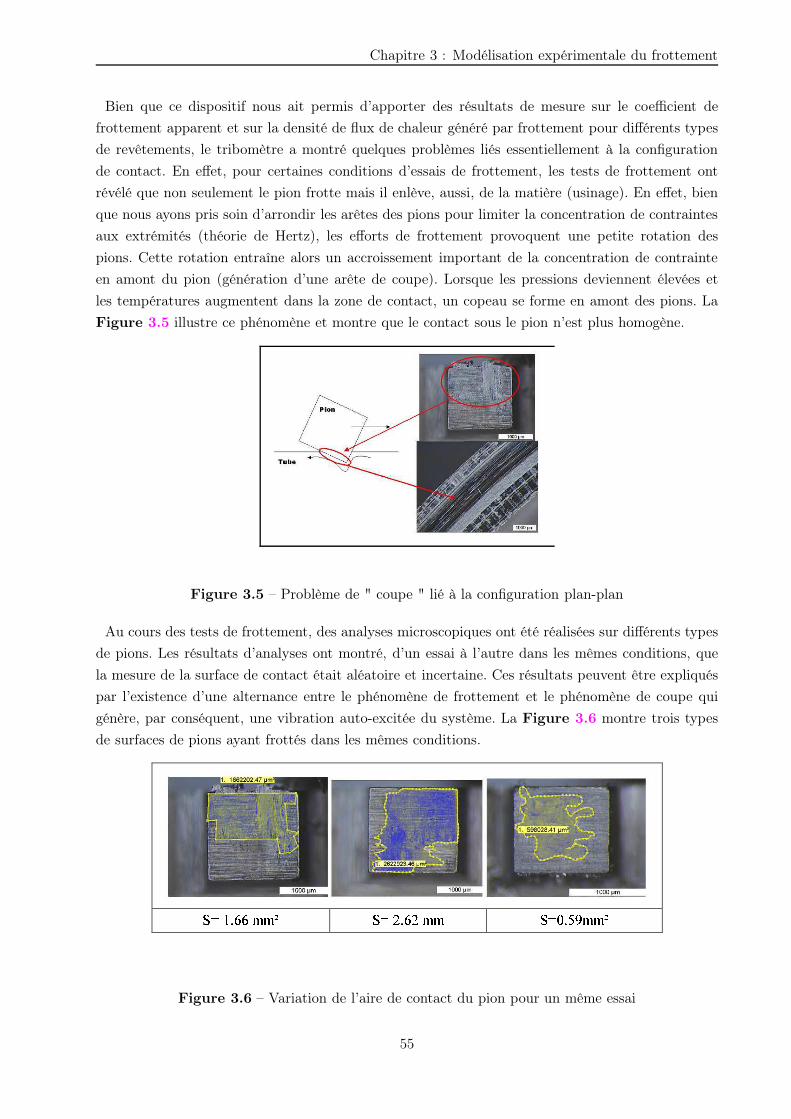
Chapitre 3 : Modélisation expérimentale du frottement
Bien que ce dispositif nous ait permis d’apporter des résultats de mesure sur le coefficient de
frottement apparent et sur la densité de flux de chaleur généré par frottement pour différents types
de revêtements, le tribomètre a montré quelques problèmes liés essentiellement à la configuration
de contact. En effet, pour certaines conditions d’essais de frottement, les tests de frottement ont
révélé que non seulement le pion frotte mais il enlève, aussi, de la matière (usinage). En effet, bien
que nous ayons pris soin d’arrondir les arêtes des pions pour limiter la concentration de contraintes
aux extrémités (théorie de Hertz), les efforts de frottement provoquent une petite rotation des
pions. Cette rotation entraîne alors un accroissement important de la concentration de contrainte
en amont du pion (génération d’une arête de coupe). Lorsque les pressions deviennent élevées et
les températures augmentent dans la zone de contact, un copeau se forme en amont des pions. La
Figure 3.5 illustre ce phénomène et montre que le contact sous le pion n’est plus homogène.
Figure 3.5 – Problème de " coupe " lié à la configuration plan-plan
Au cours des tests de frottement, des analyses microscopiques ont été réalisées sur différents types
de pions. Les résultats d’analyses ont montré, d’un essai à l’autre dans les mêmes conditions, que
la mesure de la surface de contact était aléatoire et incertaine. Ces résultats peuvent être expliqués
par l’existence d’une alternance entre le phénomène de frottement et le phénomène de coupe qui
génère, par conséquent, une vibration auto-excitée du système. La Figure 3.6 montre trois types
de surfaces de pions ayant frottés dans les mêmes conditions.
Figure 3.6 – Variation de l’aire de contact du pion pour un même essai
55
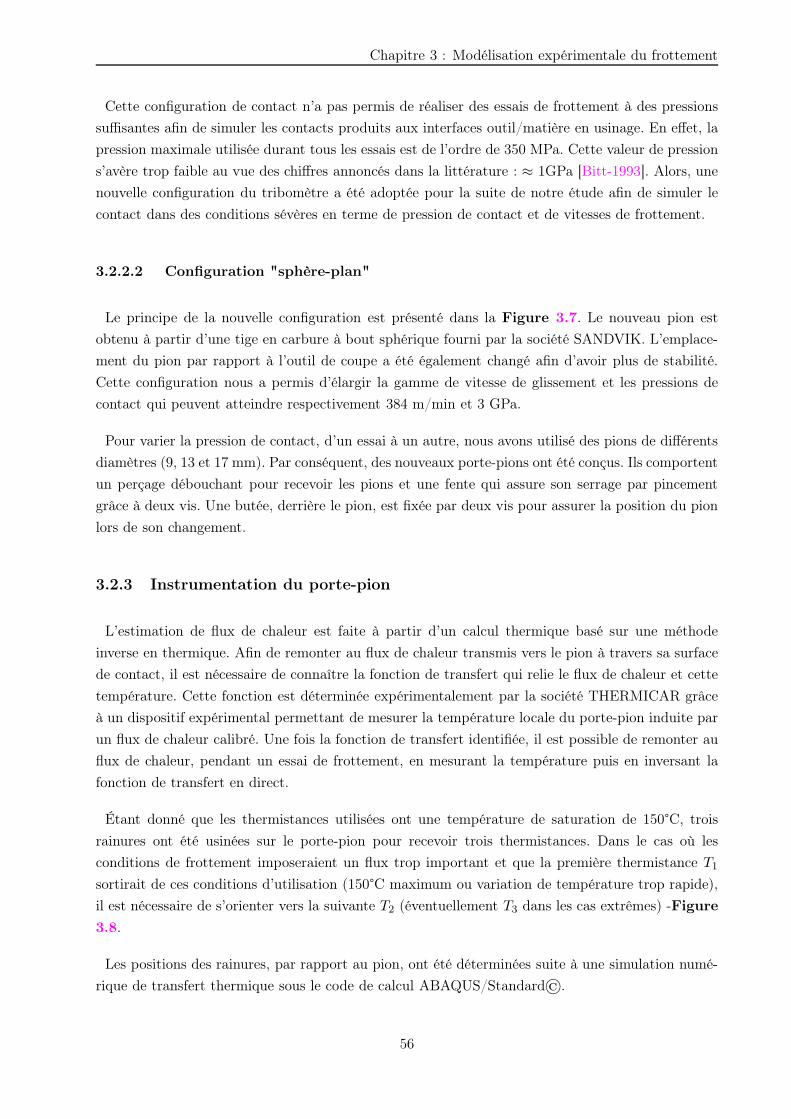
Chapitre 3 : Modélisation expérimentale du frottement
Cette configuration de contact n’a pas permis de réaliser des essais de frottement à des pressions
suffisantes afin de simuler les contacts produits aux interfaces outil/matière en usinage. En effet, la
pression maximale utilisée durant tous les essais est de l’ordre de 350 MPa. Cette valeur de pression
s’avère trop faible au vue des chiffres annoncés dans la littérature : ≈ 1GPa [Bitt-1993]. Alors, une
nouvelle configuration du tribomètre a été adoptée pour la suite de notre étude afin de simuler le
contact dans des conditions sévères en terme de pression de contact et de vitesses de frottement.
3.2.2.2 Configuration "sphère-plan"
Le principe de la nouvelle configuration est présenté dans la Figure 3.7. Le nouveau pion est
obtenu à partir d’une tige en carbure à bout sphérique fourni par la société SANDVIK. L’emplace-
ment du pion par rapport à l’outil de coupe a été également changé afin d’avoir plus de stabilité.
Cette configuration nous a permis d’élargir la gamme de vitesse de glissement et les pressions de
contact qui peuvent atteindre respectivement 384 m/min et 3 GPa.
Pour varier la pression de contact, d’un essai à un autre, nous avons utilisé des pions de différents
diamètres (9, 13 et 17 mm). Par conséquent, des nouveaux porte-pions ont été conçus. Ils comportent
un perçage débouchant pour recevoir les pions et une fente qui assure son serrage par pincement
grâce à deux vis. Une butée, derrière le pion, est fixée par deux vis pour assurer la position du pion
lors de son changement.
3.2.3 Instrumentation du porte-pion
L’estimation de flux de chaleur est faite à partir d’un calcul thermique basé sur une méthode
inverse en thermique. Afin de remonter au flux de chaleur transmis vers le pion à travers sa surface
de contact, il est nécessaire de connaître la fonction de transfert qui relie le flux de chaleur et cette
température. Cette fonction est déterminée expérimentalement par la société THERMICAR grâce
à un dispositif expérimental permettant de mesurer la température locale du porte-pion induite par
un flux de chaleur calibré. Une fois la fonction de transfert identifiée, il est possible de remonter au
flux de chaleur, pendant un essai de frottement, en mesurant la température puis en inversant la
fonction de transfert en direct.
Étant donné que les thermistances utilisées ont une température de saturation de 150°C, trois
rainures ont été usinées sur le porte-pion pour recevoir trois thermistances. Dans le cas où les
conditions de frottement imposeraient un flux trop important et que la première thermistance T1
sortirait de ces conditions d’utilisation (150°C maximum ou variation de température trop rapide),
il est nécessaire de s’orienter vers la suivante T2 (éventuellement T3 dans les cas extrêmes) -Figure
3.8.
Les positions des rainures, par rapport au pion, ont été déterminées suite à une simulation numé-
rique de transfert thermique sous le code de calcul ABAQUS/Standard©.
56
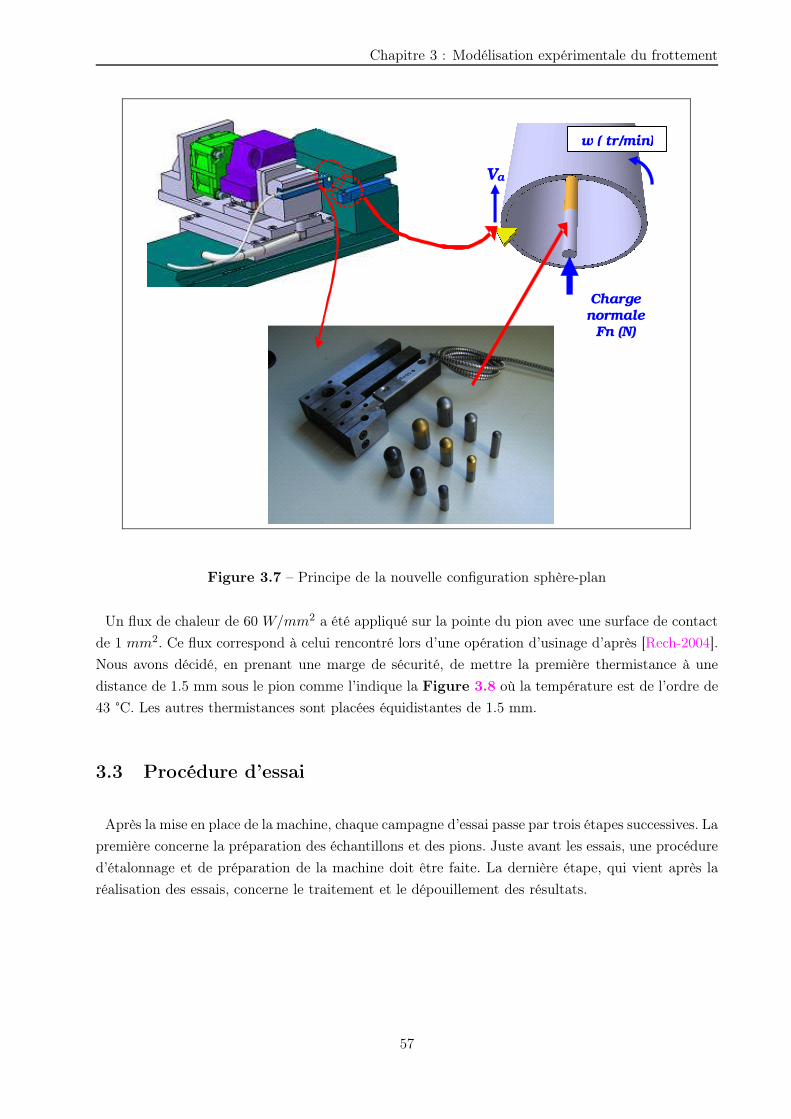
Chapitre 3 : Modélisation expérimentale du frottement
Charge normale
Fn (N)
w ( tr/min)
Va
Figure 3.7 – Principe de la nouvelle configuration sphère-plan
Un flux de chaleur de 60 W/mm2 a été appliqué sur la pointe du pion avec une surface de contact
de 1 mm2. Ce flux correspond à celui rencontré lors d’une opération d’usinage d’après [Rech-2004].
Nous avons décidé, en prenant une marge de sécurité, de mettre la première thermistance à une
distance de 1.5 mm sous le pion comme l’indique la Figure 3.8 où la température est de l’ordre de
43 °C. Les autres thermistances sont placées équidistantes de 1.5 mm.
3.3 Procédure d’essai
Après la mise en place de la machine, chaque campagne d’essai passe par trois étapes successives. La
première concerne la préparation des échantillons et des pions. Juste avant les essais, une procédure
d’étalonnage et de préparation de la machine doit être faite. La dernière étape, qui vient après la
réalisation des essais, concerne le traitement et le dépouillement des résultats.
57
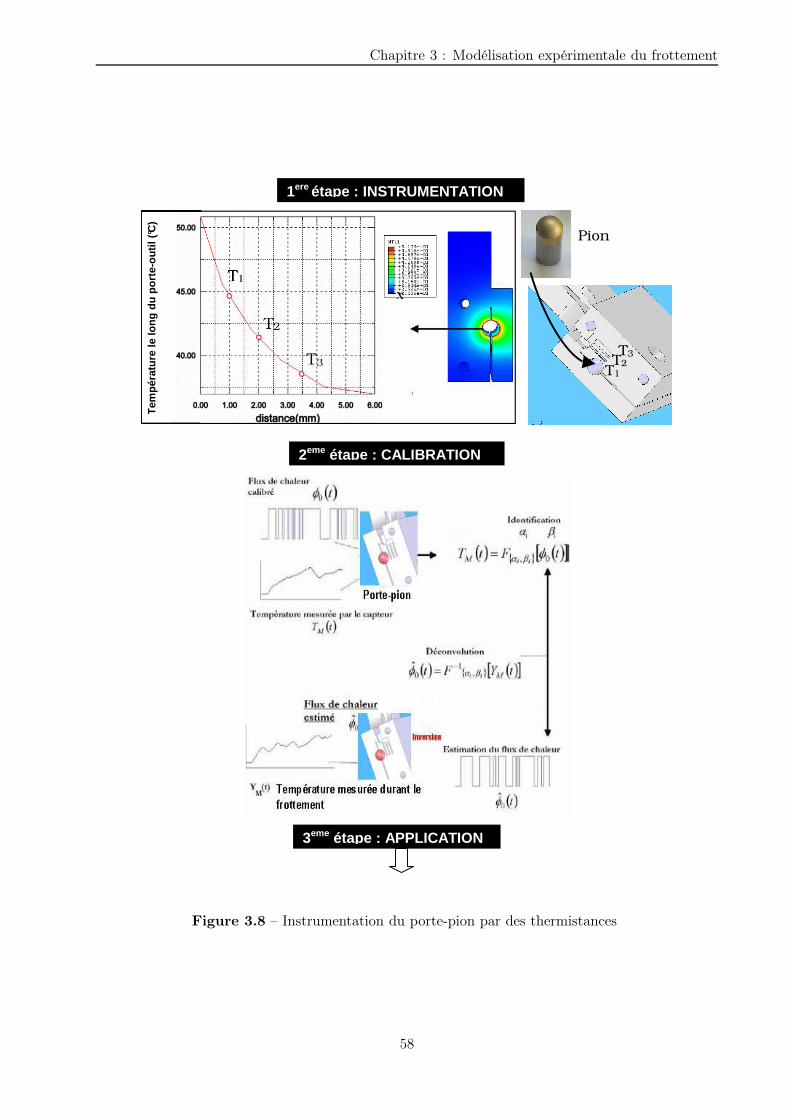
Chapitre 3 : Modélisation expérimentale du frottement
Tem
péra
ture
le lo
ng d
u po
rte
-out
il (°C
)
T1
T3 T2
Pion
1ere étape : INSTRUMENTATION
2eme étape : CALIBRATION
3eme étape : APPLICATION
Figure 3.8 – Instrumentation du porte-pion par des thermistances
58
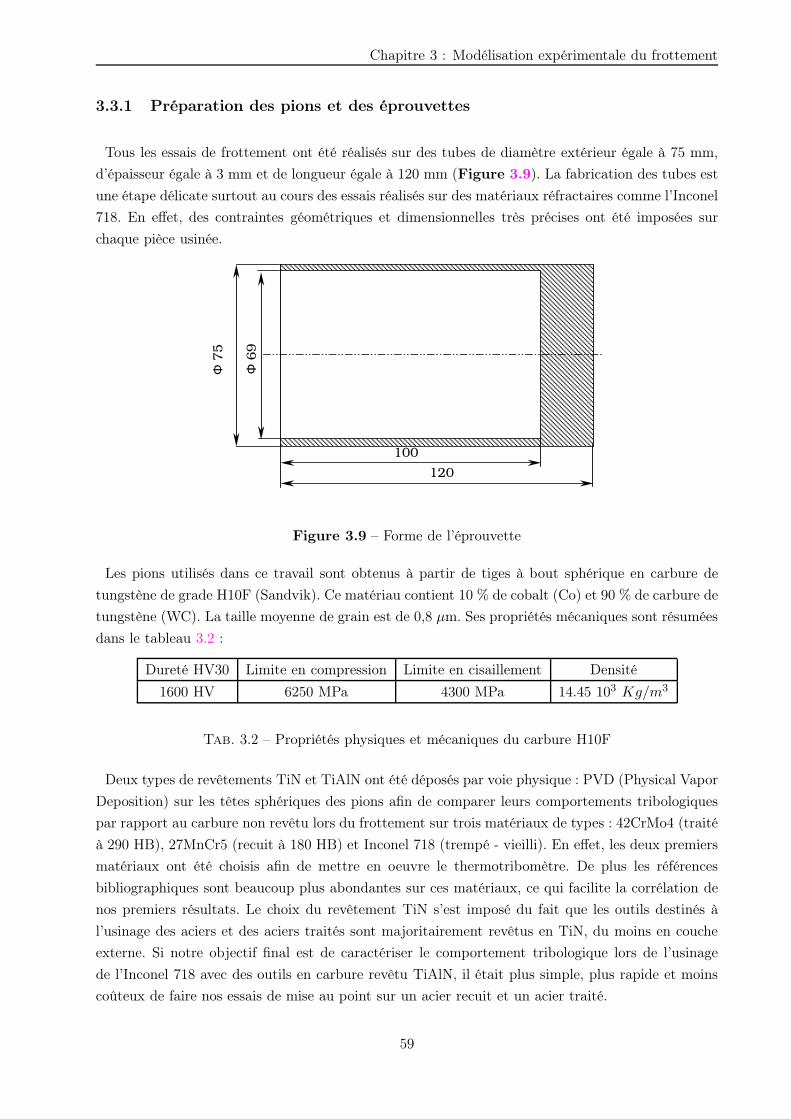
Chapitre 3 : Modélisation expérimentale du frottement
3.3.1 Préparation des pions et des éprouvettes
Tous les essais de frottement ont été réalisés sur des tubes de diamètre extérieur égale à 75 mm,
d’épaisseur égale à 3 mm et de longueur égale à 120 mm (Figure 3.9). La fabrication des tubes est
une étape délicate surtout au cours des essais réalisés sur des matériaux réfractaires comme l’Inconel
718. En effet, des contraintes géométriques et dimensionnelles très précises ont été imposées sur
chaque pièce usinée.
120
100
Φ 7
5
Φ 6
9
Figure 3.9 – Forme de l’éprouvette
Les pions utilisés dans ce travail sont obtenus à partir de tiges à bout sphérique en carbure de
tungstène de grade H10F (Sandvik). Ce matériau contient 10 % de cobalt (Co) et 90 % de carbure de
tungstène (WC). La taille moyenne de grain est de 0,8 µm. Ses propriétés mécaniques sont résumées
dans le tableau 3.2 :
Dureté HV30 Limite en compression Limite en cisaillement Densité
1600 HV 6250 MPa 4300 MPa 14.45 103 Kg/m3
Tab. 3.2 – Propriétés physiques et mécaniques du carbure H10F
Deux types de revêtements TiN et TiAlN ont été déposés par voie physique : PVD (Physical Vapor
Deposition) sur les têtes sphériques des pions afin de comparer leurs comportements tribologiques
par rapport au carbure non revêtu lors du frottement sur trois matériaux de types : 42CrMo4 (traité
à 290 HB), 27MnCr5 (recuit à 180 HB) et Inconel 718 (trempé - vieilli). En effet, les deux premiers
matériaux ont été choisis afin de mettre en oeuvre le thermotribomètre. De plus les références
bibliographiques sont beaucoup plus abondantes sur ces matériaux, ce qui facilite la corrélation de
nos premiers résultats. Le choix du revêtement TiN s’est imposé du fait que les outils destinés à
l’usinage des aciers et des aciers traités sont majoritairement revêtus en TiN, du moins en couche
externe. Si notre objectif final est de caractériser le comportement tribologique lors de l’usinage
de l’Inconel 718 avec des outils en carbure revêtu TiAlN, il était plus simple, plus rapide et moins
coûteux de faire nos essais de mise au point sur un acier recuit et un acier traité.
59

Chapitre 3 : Modélisation expérimentale du frottement
3.3.2 Étalonnage de la machine
Avant chaque campagne d’essais, le tribomètre est étalonné en respectant les étapes suivantes :
– Vérification de l’étalonnage de la chaîne d’acquisition de mesure d’effort. Notre capteur est
normalement étalonné en usine. Cependant les paramètres d’étalonnage fournis, qui doivent
être introduits dans l’amplificateur d’effort, sont spécifiques pour un point d’application de
l’effort bien défini. Nous devons vérifier, avec une masse calibrée et à chaque changement du
porte-pion, les réponses données par le capteur pour les trois axes.
– Vérification de la perpendicularité du pion par rapport à la surface de la pièce moyennant un
comparateur. Nous pouvons éventuellement détecter le défaut de l’emplacement du pion par
rapport à la surface de la pièce à partir de la mesure d’effort par la table Kistler en vérifiant
que les efforts dans le plan parallèle à la surface de la pièce sont très faibles (le plan formé par
les axes→X et
→Z)(Figure 3.10).
Pion
Figure 3.10 – Position du pion par rapport à la surface de frottement
– Réglage de l’effort normal.
– Fixation des paramètres de coupe. La vitesse d’avance du chariot longitudinal est réglée pour
tous nos essais égale à 0.3 mm/tr.
3.3.3 Traitement des résultats
Les efforts (effort normal et effort tangentiel), la température du porte-pion et la trace du pion sur
la pièce (piste de frottement) sont les grandeurs physiques fournies par notre dispositif. Le coefficient
de frottement macroscopique (apparent) entre la pièce et le pion est donné par la formule :
µapp. =FT
FN(3.1)
Avec :
FT : Effort tangentiel macroscopique résultant sur le pion
FN : Effort normal appliqué par le pion sur le tube
60
Chapitre 3 : Modélisation expérimentale du frottement
Il est important de noter que ce coefficient de frottement apparent est la cause de deux phéno-
mènes : la déformation plastique du matériau (rayage ou labourage) et le frottement interfacial
entre les deux solides. Pour remonter à la valeur locale du frottement, il est indispensable de trouver
comment dissocier ces deux grandeurs. Ainsi, nous avons utilisé deux méthodes pour extraire le
coefficient de frottement interfacial à partir du coefficient de frottement apparent : une méthode
analytique et une méthode numérique. Cette étude fera l’objet du prochain chapitre.
Nous avons besoin aussi de connaître la pression moyenne de contact pour chaque essai. L’analyse
des pistes de frottement, par des observations optiques, MEB et/ou par l’interféromètrie (profilo-
mètre optique), nous a permis d’estimer l’aire de contact entre le pion et la pièce. En effet, l’aire
de contact peut être estimé par la mesure de la largeur de la trace du pion sur la pièce tout en
négligeant ainsi le retour élastique de la matière. Ces pistes sont obtenues en arrêtant brusquement
l’essai de frottement par le retour rapide du chariot longitudinale de la machine (tour). La Figure
3.11 présente les différentes méthodes utilisées pour analyser nos pistes de frottement.
Nous supposons que l’aire de contact AC est un demi-disque de diamètre égale à la largeur de
piste dp. Ce qui revient à négliger le retour élastique.
AC =π.d2
p
8(3.2)
L’observation de la surface du pion, après chaque essai, nous informe sur l’influence des paramètres
de l’essai sur les phénomènes tribologiques mis en jeu à l’interface entre la pièce et le pion tel que
l’adhésion et l’usure du pion.
Comme nous l’avons déjà cité au début, la mesure de la température à l’aide des thermistances
incorporées dans le porte-pion permet d’estimer le flux de chaleur transmis vers le pion. Cette
information est très utile afin d’étudier d’une part, le comportement thermique des revêtements et
d’autre part, pour caler les valeurs de la diffusion de la chaleur à l’interface dans le modèle numérique
de rayage. Ce dernier servira par la suite au dépouillement des essais de frottement.
3.4 Étude de fidélité du système
Dans le but d’étudier la fidélité de notre système, nous avons réalisé des essais de frottement, pour
différents couples (pion, matière), dans les mêmes conditions. La Figure 3.12 présente un exemple
d’évolution temporelle des coefficients de frottement apparent pour cinq essais réalisés sur l’acier
de type 42CrMo4 avec un pion en carbure revêtu TiN dans les mêmes conditions de vitesse et de
pression (V= 120 m/min et Pmoy= 2800 MPa).
Le coefficient de frottement apparent µ est calculé par une moyenne sur la période où les mesures
d’efforts sont stabilisées. Le tableau 3.3 présente les résultats des tests de reproductibilité du système
calculés pour un intervalle de confiance de 95 %.
61
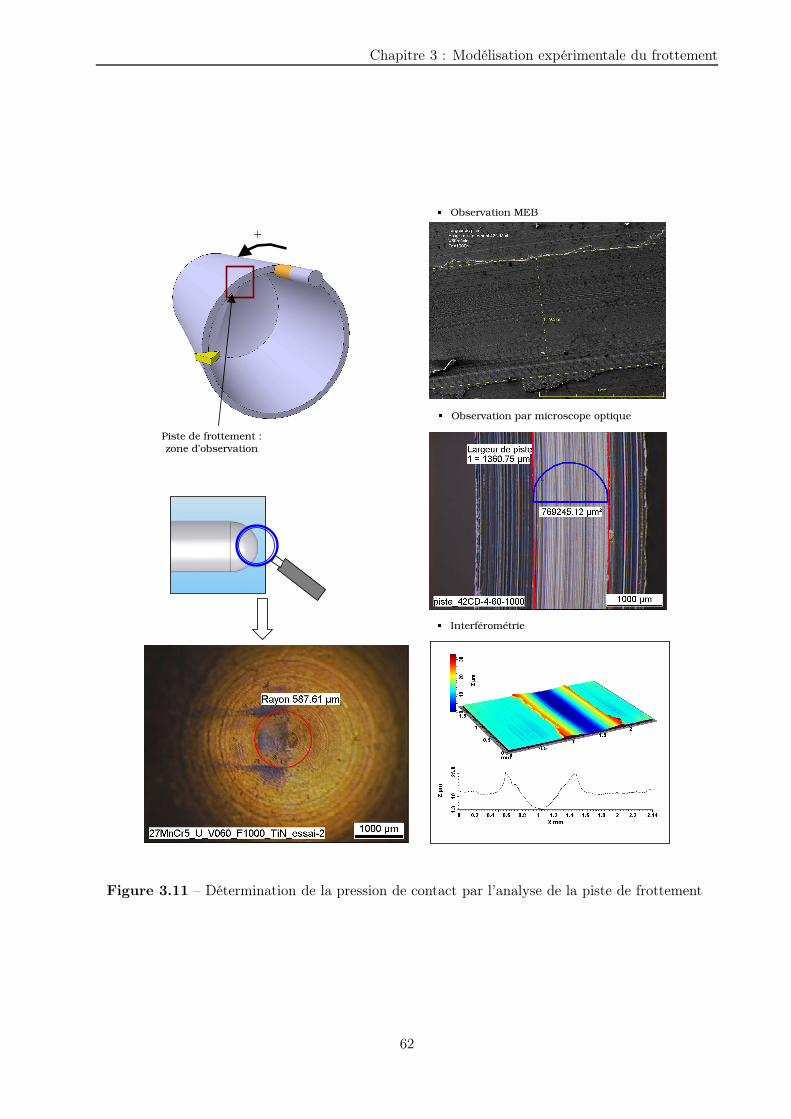
Chapitre 3 : Modélisation expérimentale du frottement
Observation MEB
Observation par microscope optique
Interférométrie
Piste de frottement : zone d’observation
+
Figure 3.11 – Détermination de la pression de contact par l’analyse de la piste de frottement
62
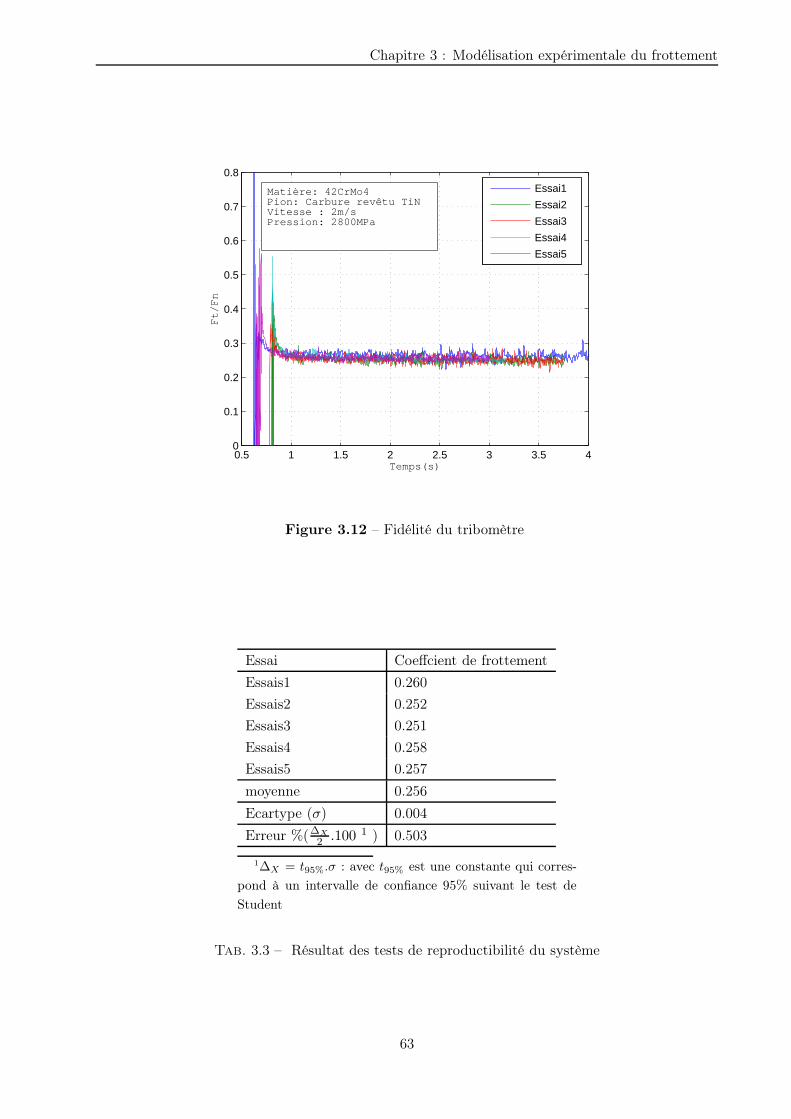
Chapitre 3 : Modélisation expérimentale du frottement
0.5 1 1.5 2 2.5 3 3.5 40
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
Temps(s)
Ft/
Fn
Essai1
Essai2
Essai3
Essai4
Essai5
Matière: 42CrMo4Pion: Carbure revêtu TiNVitesse : 2m/sPression: 2800MPa
Figure 3.12 – Fidélité du tribomètre
Essai Coeffcient de frottement
Essais1 0.260
Essais2 0.252
Essais3 0.251
Essais4 0.258
Essais5 0.257
moyenne 0.256
Ecartype (σ) 0.004
Erreur %(∆X
2 .100 1 ) 0.503
1∆X = t95%.σ : avec t95% est une constante qui corres-
pond à un intervalle de confiance 95% suivant le test de
Student
Tab. 3.3 – Résultat des tests de reproductibilité du système
63

Chapitre 3 : Modélisation expérimentale du frottement
3.5 Résultats des essais de frottement
Trois types de matériaux ont fait l’objet d’essais de frottement : l’acier 27MnCr5 (180 HB), l’acier
42CrMo4 (290 HB) et l’Inconel 718(vieilli). Le choix de la nuance de l’acier 27MnCr5 à l’état recuit
a été imposé par la société ASCOMETAL, qui a financé ce dispositif expérimental, et qui s’intéresse
à comprendre le comportement tribologique de ce matériau face au carbure de tungstène revêtu
TiN (PVD). Quand au choix de la nuance 42CrMo4, elle a été adoptée dans cette étude car le
comportement mécanique et les propriétés physico-chimiques de cette nuance sont disponibles dans
la littérature ce qui facilite, par la suite, le dépouillement numérique. Dans la suite, nous présentons
les résultats de frottement sur chaque nuance en mettant en évidence l’influence de la vitesse de
glissement, de la pression de contact et des revêtements sur leurs comportements tribologiques.
3.5.1 Essais de frottement sur 27MnCr5 (180 HB)
L’acier 27MnCr5 est dédié au marché de l’automobile et plus précisément à la réalisation de
pignons. Il est produit et commercialisé sous forme de barres laminées rondes. Le tableau 3.4 donne
la composition chimique de cet alliage.
Nuance C Si Mn S P Ni Cr Mo Cu Al
27MnCr5 0.24 0.221 1.156 0.031 0.009 0.131 1.093 0.055 0.2 0.02
Tab. 3.4 – Pourcentage massique des composants chimiques de l’acier 27MnCr5
3.5.1.1 Conditions d’essais
La Figure 3.13 présente la matrice d’essais adoptée dans ce travail. Ces conditions ont été déter-
minées à partir des essais de coupe réalisés avec des outils en carbure revêtus TiN. En effet, lors de
l’usinage du 27MnCr5 avec une vitesse de coupe de 190 m/min, la vitesse moyenne de frottement
du copeau sur la face de coupe vaut environ 60 m/min et la vitesse de frottement de la matière
sur la face de dépouille vaut environ 190 m/min (voir Figure 2.2). Nous avons pris trois vitesses
de frottement dans ce domaine pour étudier la sensibilité de ce paramètre sur le comportement
tribologique. Trois niveaux d’efforts ont été fixés, simulant ainsi, la variation de pression le long du
contact outil-matière.
Deux types de pion de diamètre égal à 9 mm ont été utilisés :
– Pion en carbure de tungstène non revêtu
– Pion en carbure de tungstène revêtu TiN (couche de 4 µm déposée par PVD)
Les pressions estimées sont présentées dans la Figure 3.14.
64
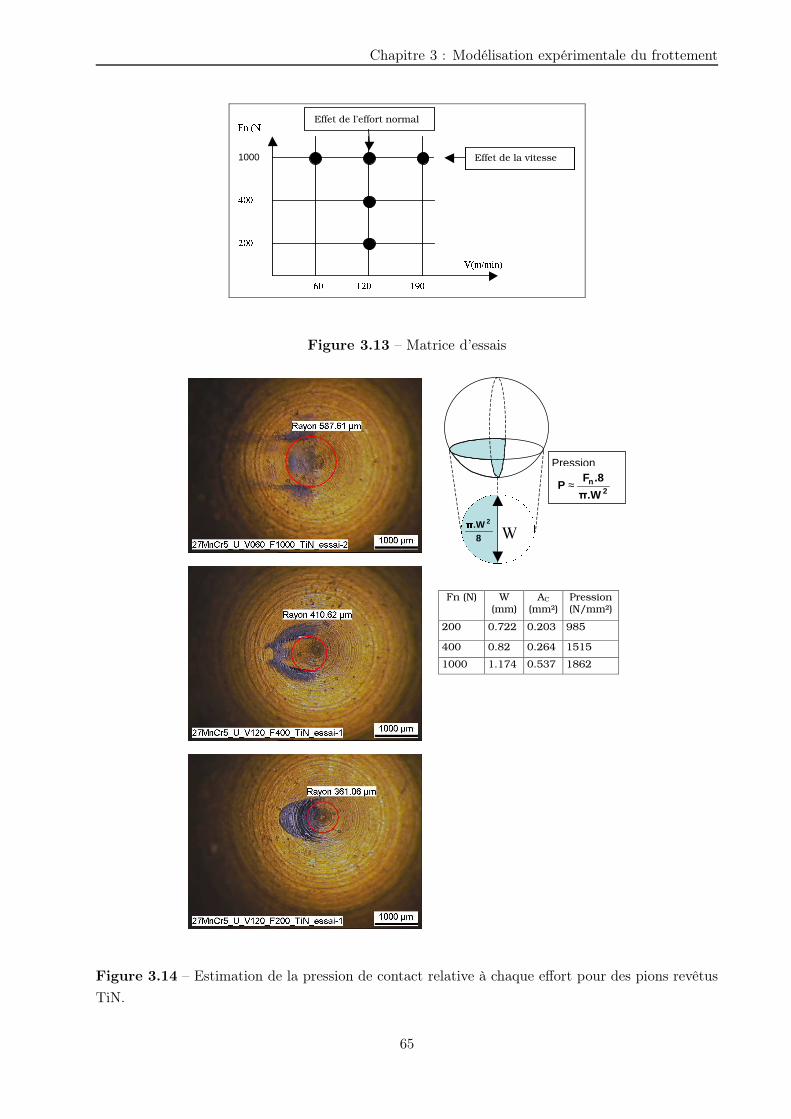
Chapitre 3 : Modélisation expérimentale du frottement
1000
Effet de la Effet de la vitesse
Effet de l’effort normal
Figure 3.13 – Matrice d’essais
W 8
.W 2
2n
π.W
.8FP ≈
Pression
Fn (N) W (mm)
AC
(mm²) Pression (N/mm²)
200 0.722 0.203 985
400 0.82 0.264 1515
1000 1.174 0.537 1862
Figure 3.14 – Estimation de la pression de contact relative à chaque effort pour des pions revêtus
TiN.
65
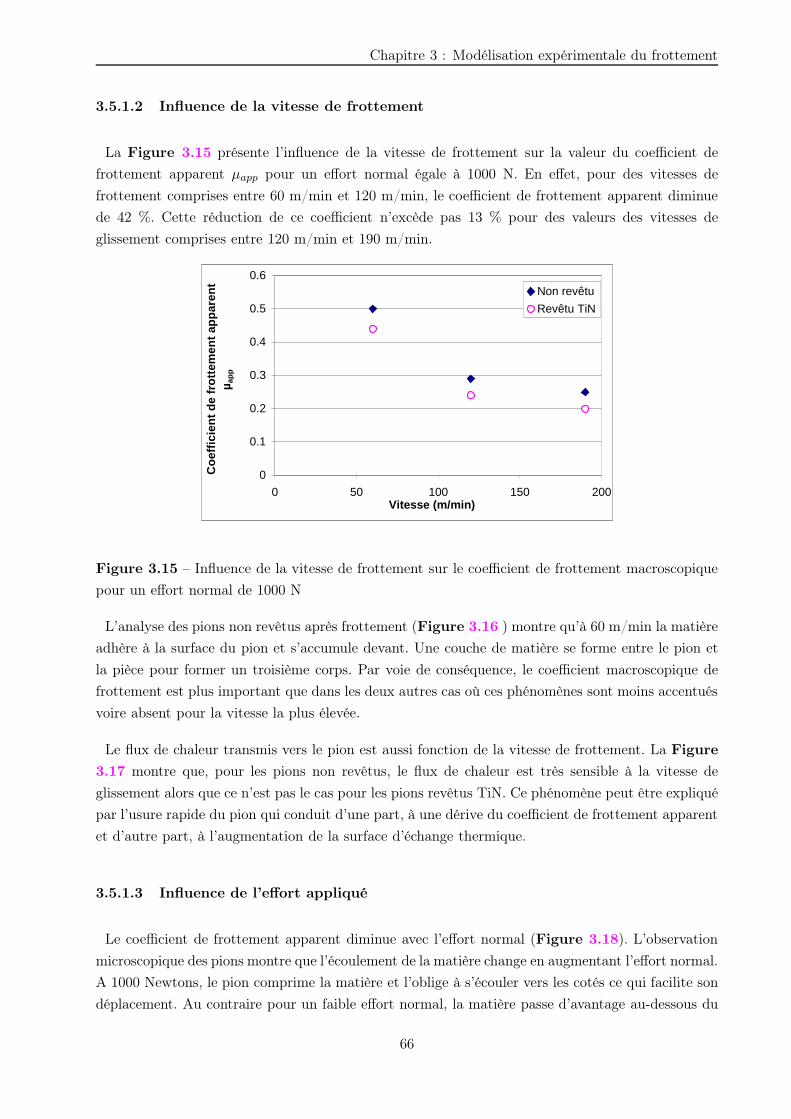
Chapitre 3 : Modélisation expérimentale du frottement
3.5.1.2 Influence de la vitesse de frottement
La Figure 3.15 présente l’influence de la vitesse de frottement sur la valeur du coefficient de
frottement apparent µapp pour un effort normal égale à 1000 N. En effet, pour des vitesses de
frottement comprises entre 60 m/min et 120 m/min, le coefficient de frottement apparent diminue
de 42 %. Cette réduction de ce coefficient n’excède pas 13 % pour des valeurs des vitesses de
glissement comprises entre 120 m/min et 190 m/min.
0
0.1
0.2
0.3
0.4
0.5
0.6
0 50 100 150 200Vitesse (m/min)
Coe
ffici
ent d
e fr
otte
men
t app
aren
t µ a
pp
Non revêtu
Revêtu TiN
Figure 3.15 – Influence de la vitesse de frottement sur le coefficient de frottement macroscopique
pour un effort normal de 1000 N
L’analyse des pions non revêtus après frottement (Figure 3.16 ) montre qu’à 60 m/min la matière
adhère à la surface du pion et s’accumule devant. Une couche de matière se forme entre le pion et
la pièce pour former un troisième corps. Par voie de conséquence, le coefficient macroscopique de
frottement est plus important que dans les deux autres cas où ces phénomènes sont moins accentués
voire absent pour la vitesse la plus élevée.
Le flux de chaleur transmis vers le pion est aussi fonction de la vitesse de frottement. La Figure
3.17 montre que, pour les pions non revêtus, le flux de chaleur est très sensible à la vitesse de
glissement alors que ce n’est pas le cas pour les pions revêtus TiN. Ce phénomène peut être expliqué
par l’usure rapide du pion qui conduit d’une part, à une dérive du coefficient de frottement apparent
et d’autre part, à l’augmentation de la surface d’échange thermique.
3.5.1.3 Influence de l’effort appliqué
Le coefficient de frottement apparent diminue avec l’effort normal (Figure 3.18). L’observation
microscopique des pions montre que l’écoulement de la matière change en augmentant l’effort normal.
A 1000 Newtons, le pion comprime la matière et l’oblige à s’écouler vers les cotés ce qui facilite son
déplacement. Au contraire pour un faible effort normal, la matière passe d’avantage au-dessous du
66
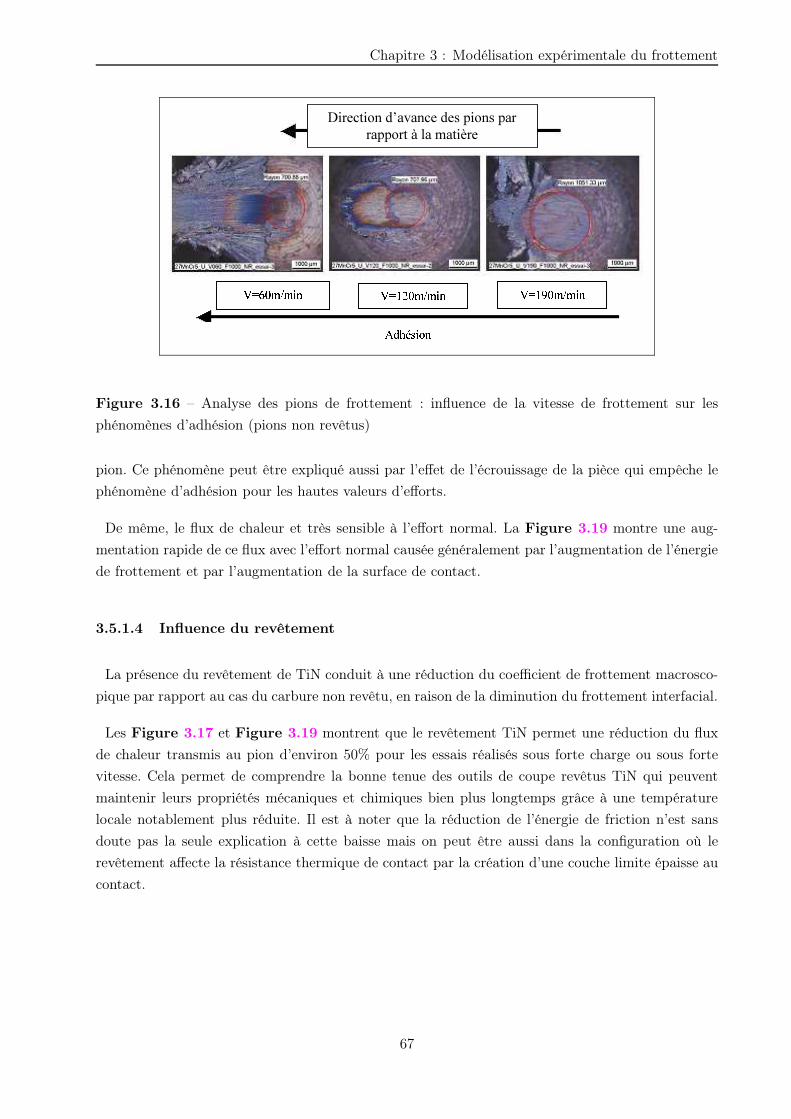
Chapitre 3 : Modélisation expérimentale du frottement
Direction d’avance des pions par rapport à la matière
Figure 3.16 – Analyse des pions de frottement : influence de la vitesse de frottement sur les
phénomènes d’adhésion (pions non revêtus)
pion. Ce phénomène peut être expliqué aussi par l’effet de l’écrouissage de la pièce qui empêche le
phénomène d’adhésion pour les hautes valeurs d’efforts.
De même, le flux de chaleur et très sensible à l’effort normal. La Figure 3.19 montre une aug-
mentation rapide de ce flux avec l’effort normal causée généralement par l’augmentation de l’énergie
de frottement et par l’augmentation de la surface de contact.
3.5.1.4 Influence du revêtement
La présence du revêtement de TiN conduit à une réduction du coefficient de frottement macrosco-
pique par rapport au cas du carbure non revêtu, en raison de la diminution du frottement interfacial.
Les Figure 3.17 et Figure 3.19 montrent que le revêtement TiN permet une réduction du flux
de chaleur transmis au pion d’environ 50% pour les essais réalisés sous forte charge ou sous forte
vitesse. Cela permet de comprendre la bonne tenue des outils de coupe revêtus TiN qui peuvent
maintenir leurs propriétés mécaniques et chimiques bien plus longtemps grâce à une température
locale notablement plus réduite. Il est à noter que la réduction de l’énergie de friction n’est sans
doute pas la seule explication à cette baisse mais on peut être aussi dans la configuration où le
revêtement affecte la résistance thermique de contact par la création d’une couche limite épaisse au
contact.
67
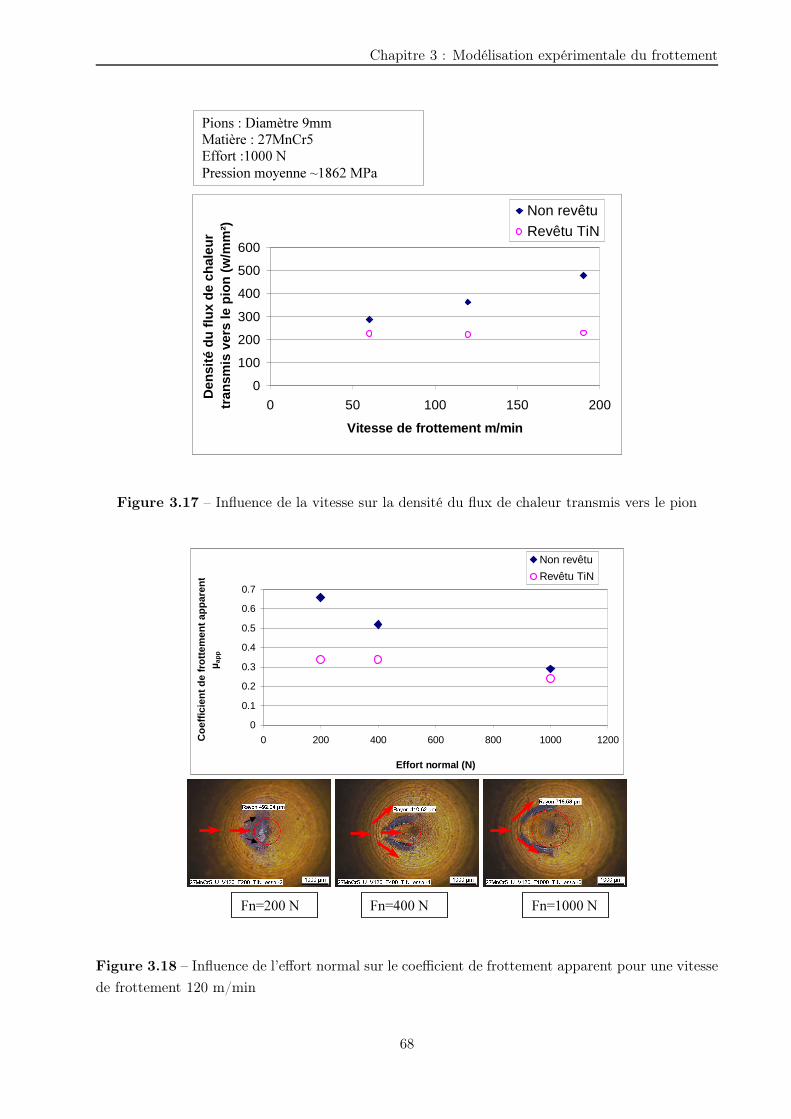
Chapitre 3 : Modélisation expérimentale du frottement
0
100
200
300
400
500
600
0 50 100 150 200
Vitesse de frottement m/min
Den
sité
du
flux
de c
hale
ur
tran
smis
ver
s le
pio
n (w
/mm
²)Non revêtuRevêtu TiN
Pions : Diamètre 9mm Matière : 27MnCr5 Effort :1000 N Pression moyenne ~1862 MPa
Figure 3.17 – Influence de la vitesse sur la densité du flux de chaleur transmis vers le pion
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0 200 400 600 800 1000 1200
Effort normal (N)
Coe
ffici
ent d
e fr
otte
men
t app
aren
t µ a
pp
Non revêtu
Revêtu TiN
Fn=1000 N Fn=400 N Fn=200 N
Figure 3.18 – Influence de l’effort normal sur le coefficient de frottement apparent pour une vitesse
de frottement 120 m/min
68
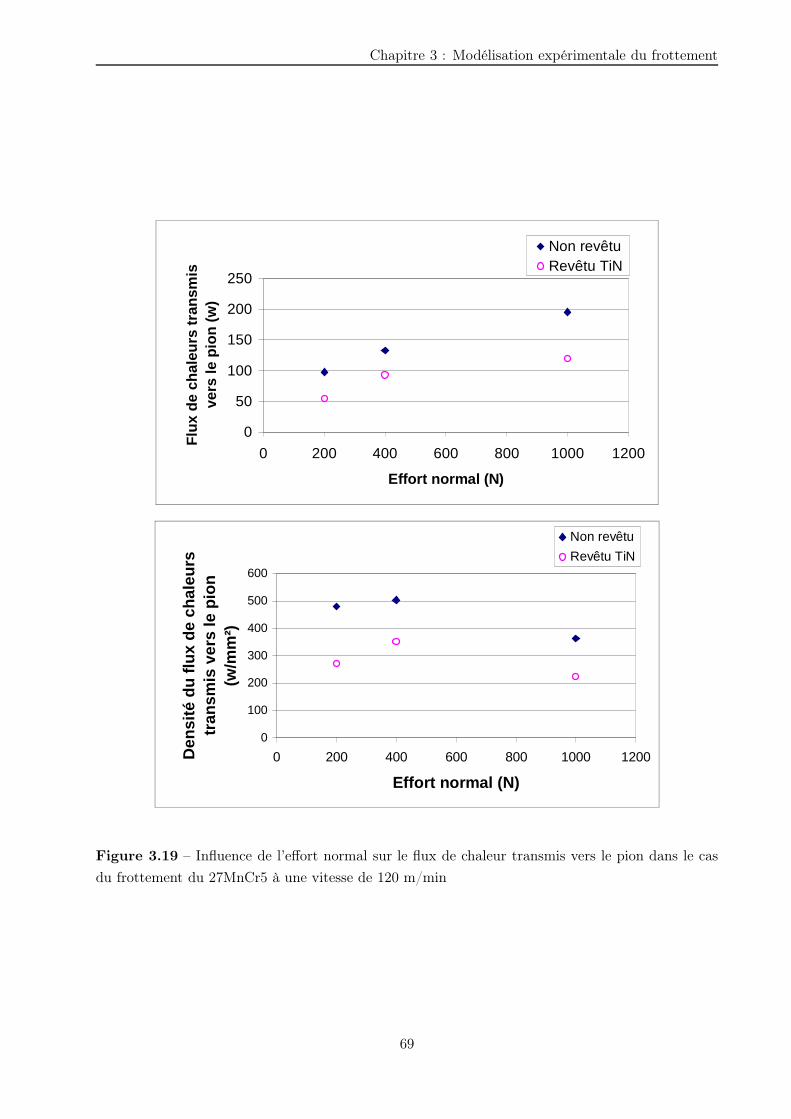
Chapitre 3 : Modélisation expérimentale du frottement
0
50
100
150
200
250
0 200 400 600 800 1000 1200
Effort normal (N)
Flu
x de
cha
leur
s tr
ansm
is
vers
le p
ion
(w)
Non revêtuRevêtu TiN
0
100
200
300
400
500
600
0 200 400 600 800 1000 1200
Effort normal (N)
Den
sité
du
flux
de c
hale
urs
tran
smis
ver
s le
pio
n (w
/mm
²)
Non revêtu
Revêtu TiN
Figure 3.19 – Influence de l’effort normal sur le flux de chaleur transmis vers le pion dans le cas
du frottement du 27MnCr5 à une vitesse de 120 m/min
69

Chapitre 3 : Modélisation expérimentale du frottement
3.5.2 Essais de frottement sur l’acier 42CrMo4 (290HB)
Cet alliage ferreux est parmi les matériaux les plus utilisés et les plus étudiés. Alors, il est important
de fournir à la communauté scientifique son comportement tribologique sous des conditions sévères
face au carbure de tungstène. La composition chimique de cet alliage est illustrée dans le tableau
3.5
Nuance Fe C Si Mn Cr Mo P S
42CrMo4 96.719 0.396 0.282 0.895 1.085 0.272 0.015 0.018
Tab. 3.5 – Pourcentage massique des composants chimiques de l’acier 42CrMo4 [Barg-2005].
3.5.2.1 Conditions d’essais
Le but de ce travail est de simuler l’écoulement de la matière sur les faces de l’outil de coupe, lors
de l’usinage de la nuance 42CrMo4, pour différentes valeurs de vitesse de coupe. Une large gamme
de vitesses de coupe a été choisie allant de 15 m/min jusqu’à 384 m/min. Ce choix a été basé en
tenant compte de la vitesse de coupe maximum utilisée en usinage à sec de cet alliage et d’autre
part en tenant compte de la plus petite vitesse de frottement de la matière qui s’écoule sur la face
de coupe d’un outil dans le cas d’un usinage à basse vitesse de coupe. De plus, des pions à tête
sphérique de différents rayons ont été utilisés pour faire varier la pression de contact. Les différentes
conditions d’essais sont présentées dans le tableau 3.6.
Pions Pions à tête sphérique de diamètre 9, 13 et 17 mm
Vitesses De 15 jusqu’à 384 m/min
Effort normal 1000 N et 500 N
Revêtement Non revêtu et revêtu TiN
Mesure Efforts de frottement et Flux de chaleur
Tab. 3.6 – Conditions d’essais
Les résultats d’essais de frottement ont montré d’une part, que pour des vitesses de frottement
inférieures à 15 m/min, le système devient instable et d’autre part que pour des vitesses de frottement
supérieures à 380 m/min, nous avons noté une dégradation rapide du pion qui résiste peu à l’énergie
de friction.
3.5.2.2 Influence de la vitesse de frottement
Les essais faits sur des pions revêtus TiN ont montré que l’augmentation de la vitesse de frottement
provoque une chute du coefficient de frottement apparent. La Figure 3.20, présente l’évolution de
70
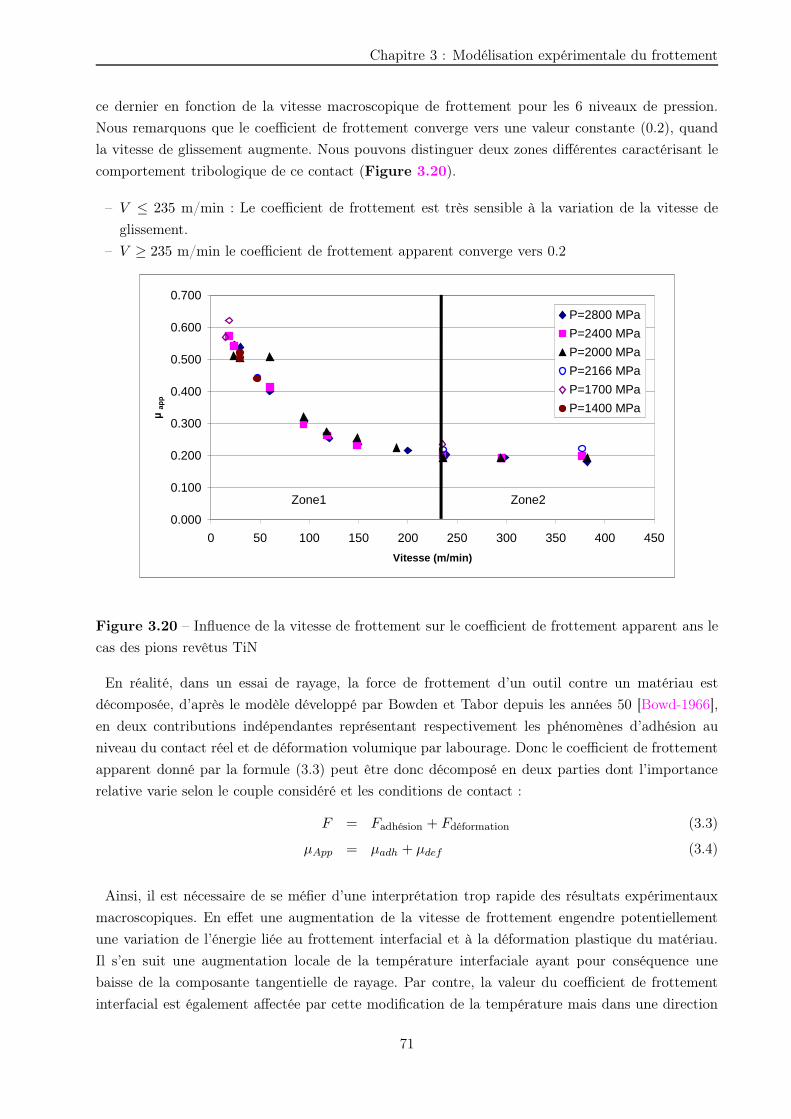
Chapitre 3 : Modélisation expérimentale du frottement
ce dernier en fonction de la vitesse macroscopique de frottement pour les 6 niveaux de pression.
Nous remarquons que le coefficient de frottement converge vers une valeur constante (0.2), quand
la vitesse de glissement augmente. Nous pouvons distinguer deux zones différentes caractérisant le
comportement tribologique de ce contact (Figure 3.20).
– V ≤ 235 m/min : Le coefficient de frottement est très sensible à la variation de la vitesse de
glissement.
– V ≥ 235 m/min le coefficient de frottement apparent converge vers 0.2
0.000
0.100
0.200
0.300
0.400
0.500
0.600
0.700
0 50 100 150 200 250 300 350 400 450
Vitesse (m/min)
µ ap
p
P=2800 MPa
P=2400 MPa
P=2000 MPa
P=2166 MPa
P=1700 MPa
P=1400 MPa
Zone1 Zone2
Figure 3.20 – Influence de la vitesse de frottement sur le coefficient de frottement apparent ans le
cas des pions revêtus TiN
En réalité, dans un essai de rayage, la force de frottement d’un outil contre un matériau est
décomposée, d’après le modèle développé par Bowden et Tabor depuis les années 50 [Bowd-1966],
en deux contributions indépendantes représentant respectivement les phénomènes d’adhésion au
niveau du contact réel et de déformation volumique par labourage. Donc le coefficient de frottement
apparent donné par la formule (3.3) peut être donc décomposé en deux parties dont l’importance
relative varie selon le couple considéré et les conditions de contact :
F = Fadhésion + Fdéformation (3.3)
µApp = µadh + µdef (3.4)
Ainsi, il est nécessaire de se méfier d’une interprétation trop rapide des résultats expérimentaux
macroscopiques. En effet une augmentation de la vitesse de frottement engendre potentiellement
une variation de l’énergie liée au frottement interfacial et à la déformation plastique du matériau.
Il s’en suit une augmentation locale de la température interfaciale ayant pour conséquence une
baisse de la composante tangentielle de rayage. Par contre, la valeur du coefficient de frottement
interfacial est également affectée par cette modification de la température mais dans une direction
71
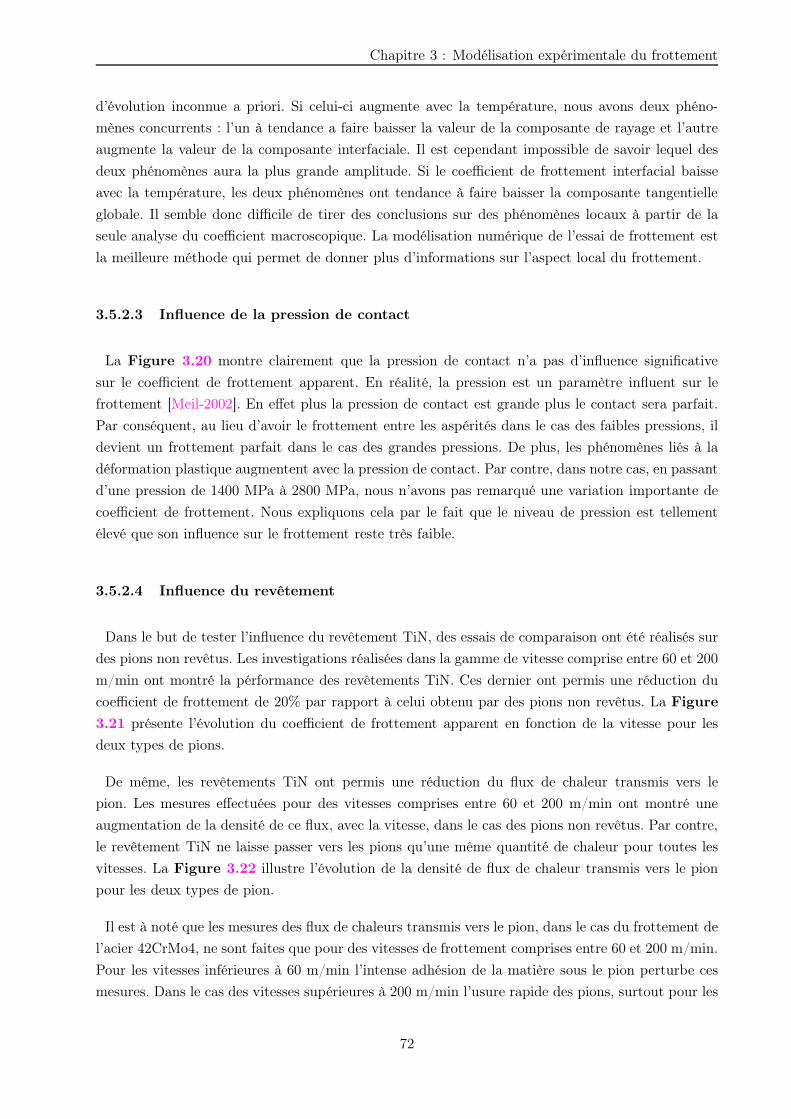
Chapitre 3 : Modélisation expérimentale du frottement
d’évolution inconnue a priori. Si celui-ci augmente avec la température, nous avons deux phéno-
mènes concurrents : l’un à tendance a faire baisser la valeur de la composante de rayage et l’autre
augmente la valeur de la composante interfaciale. Il est cependant impossible de savoir lequel des
deux phénomènes aura la plus grande amplitude. Si le coefficient de frottement interfacial baisse
avec la température, les deux phénomènes ont tendance à faire baisser la composante tangentielle
globale. Il semble donc difficile de tirer des conclusions sur des phénomènes locaux à partir de la
seule analyse du coefficient macroscopique. La modélisation numérique de l’essai de frottement est
la meilleure méthode qui permet de donner plus d’informations sur l’aspect local du frottement.
3.5.2.3 Influence de la pression de contact
La Figure 3.20 montre clairement que la pression de contact n’a pas d’influence significative
sur le coefficient de frottement apparent. En réalité, la pression est un paramètre influent sur le
frottement [Meil-2002]. En effet plus la pression de contact est grande plus le contact sera parfait.
Par conséquent, au lieu d’avoir le frottement entre les aspérités dans le cas des faibles pressions, il
devient un frottement parfait dans le cas des grandes pressions. De plus, les phénomènes liés à la
déformation plastique augmentent avec la pression de contact. Par contre, dans notre cas, en passant
d’une pression de 1400 MPa à 2800 MPa, nous n’avons pas remarqué une variation importante de
coefficient de frottement. Nous expliquons cela par le fait que le niveau de pression est tellement
élevé que son influence sur le frottement reste très faible.
3.5.2.4 Influence du revêtement
Dans le but de tester l’influence du revêtement TiN, des essais de comparaison ont été réalisés sur
des pions non revêtus. Les investigations réalisées dans la gamme de vitesse comprise entre 60 et 200
m/min ont montré la pérformance des revêtements TiN. Ces dernier ont permis une réduction du
coefficient de frottement de 20% par rapport à celui obtenu par des pions non revêtus. La Figure
3.21 présente l’évolution du coefficient de frottement apparent en fonction de la vitesse pour les
deux types de pions.
De même, les revêtements TiN ont permis une réduction du flux de chaleur transmis vers le
pion. Les mesures effectuées pour des vitesses comprises entre 60 et 200 m/min ont montré une
augmentation de la densité de ce flux, avec la vitesse, dans le cas des pions non revêtus. Par contre,
le revêtement TiN ne laisse passer vers les pions qu’une même quantité de chaleur pour toutes les
vitesses. La Figure 3.22 illustre l’évolution de la densité de flux de chaleur transmis vers le pion
pour les deux types de pion.
Il est à noté que les mesures des flux de chaleurs transmis vers le pion, dans le cas du frottement de
l’acier 42CrMo4, ne sont faites que pour des vitesses de frottement comprises entre 60 et 200 m/min.
Pour les vitesses inférieures à 60 m/min l’intense adhésion de la matière sous le pion perturbe ces
mesures. Dans le cas des vitesses supérieures à 200 m/min l’usure rapide des pions, surtout pour les
72
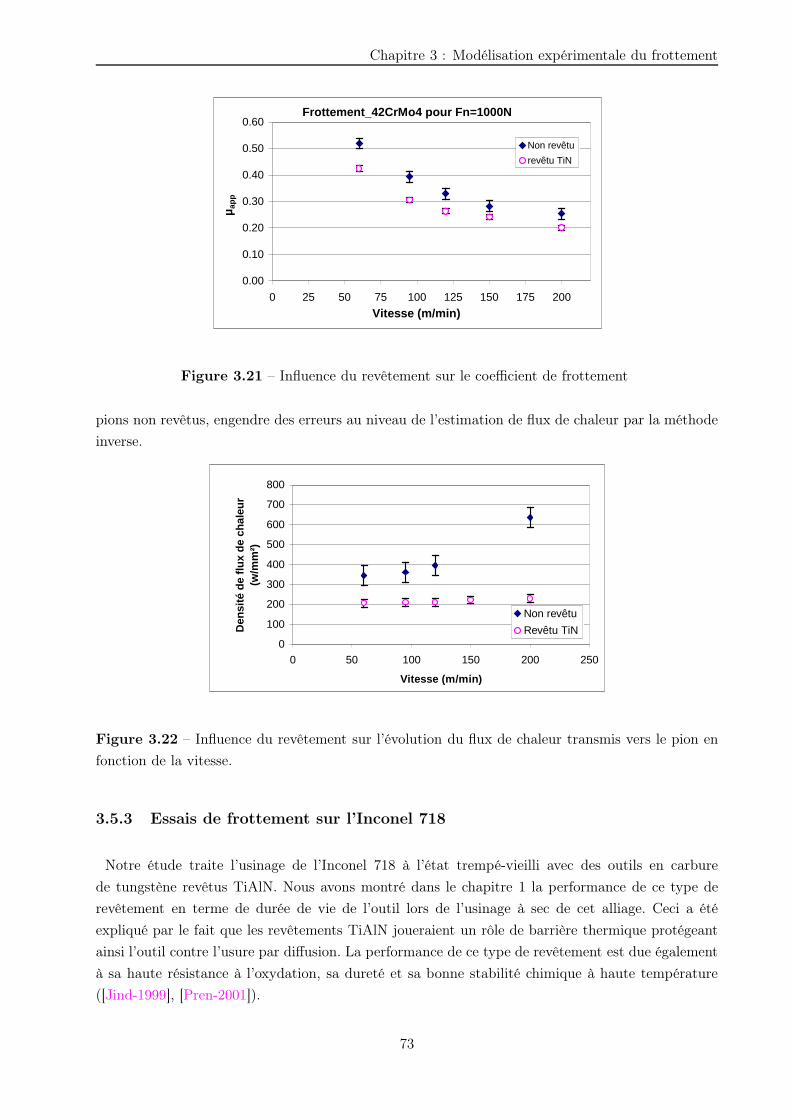
Chapitre 3 : Modélisation expérimentale du frottement
Frottement_42CrMo4 pour Fn=1000N
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0 25 50 75 100 125 150 175 200
Vitesse (m/min)
µ app
Non revêtu
revêtu TiN
Figure 3.21 – Influence du revêtement sur le coefficient de frottement
pions non revêtus, engendre des erreurs au niveau de l’estimation de flux de chaleur par la méthode
inverse.
0
100
200
300
400
500
600
700
800
0 50 100 150 200 250
Vitesse (m/min)
Den
sité
de
flux
de c
hale
ur
(w/m
m²)
Non revêtu
Revêtu TiN
Figure 3.22 – Influence du revêtement sur l’évolution du flux de chaleur transmis vers le pion en
fonction de la vitesse.
3.5.3 Essais de frottement sur l’Inconel 718
Notre étude traite l’usinage de l’Inconel 718 à l’état trempé-vieilli avec des outils en carbure
de tungstène revêtus TiAlN. Nous avons montré dans le chapitre 1 la performance de ce type de
revêtement en terme de durée de vie de l’outil lors de l’usinage à sec de cet alliage. Ceci a été
expliqué par le fait que les revêtements TiAlN joueraient un rôle de barrière thermique protégeant
ainsi l’outil contre l’usure par diffusion. La performance de ce type de revêtement est due également
à sa haute résistance à l’oxydation, sa dureté et sa bonne stabilité chimique à haute température
([Jind-1999], [Pren-2001]).
73

Chapitre 3 : Modélisation expérimentale du frottement
L’aptitude du revêtement TiAlN au frottement sur l’acier reste incertaine d’après [Rech-2002] alors
que ce facteur influe significativement sur l’usure des outils de coupe. Dans ce qui suit nous allons
examiner le comportement tribologique de ce revêtement sous des conditions extrêmes avec l’Inconel
718 en utilisant le tribomètre développé dans ce travail.
3.5.3.1 Conditions d’essais
Dans un premier temps nous avons réalisé une comparaison d’essai entre le frottement avec des
pions non revêtus et des pions revêtus TiAlN pour 4 niveaux de vitesse et 3 niveaux de pression. Les
revêtement TiAlN utilisés dans ce travail sont de type " Blackcut " de la société THERMIPLATIN.
Le tableau tab :ConditionsDEssais présente les conditions d’essais pour cette première campagne
d’essai.
Vitesses (m/min) 19, 30, 38 et 48
Effort normal (N) 1000
Pions Trois pions de diamètre 9, 13 et 17 mm
Revêtements Carbure non revêtu et revêtu TiAlN
Mesures µapp, flux de chaleur transmis vers le pion
Tab. 3.7 – Première campagne d’essais
Dans le cas de l’Inconel, nous ne pouvons pas aller plus loin en vitesse car l’outil de coupe régénérant
la surface ne tient pas. De plus ces vitesses de frottement choisies correspondent à celles produites
à l’interface outil/copeau/pièce lors de l’usinage de l’Inconel 718 avec des outils en carbure.
Le choix de faire des essais avec des pions non revêtus, bien qu’il n’a pas un intérêt industriel, a
pour but de montrer l’effet du revêtement TiAlN.
Dans une deuxième campagne d’essais, nous avons étudié le comportement tribologique et ther-
mique des revêtements TiN et TiAlN (obtenus par PVD) lors du frottement avec l’Inconel 718 sous
des conditions extrêmes. Le tableau 3.8 présente les nouvelles conditions d’essais adoptées. Nous
avons remarqué pour les essais précédents, qu’à ces conditions, les pions en carbure non revêtu ne
résistent plus et s’usent rapidement.
Vitesses (m/min) 19, 23, 29 et 38
Effort normal (N) 1000
Pions Pions de diamètre 9 mm
Revêtements Carbure revêtu TiN et revêtu TiAlN
Mesures µapp et flux de chaleur
Tab. 3.8 – Deuxième campagne d’essais
74
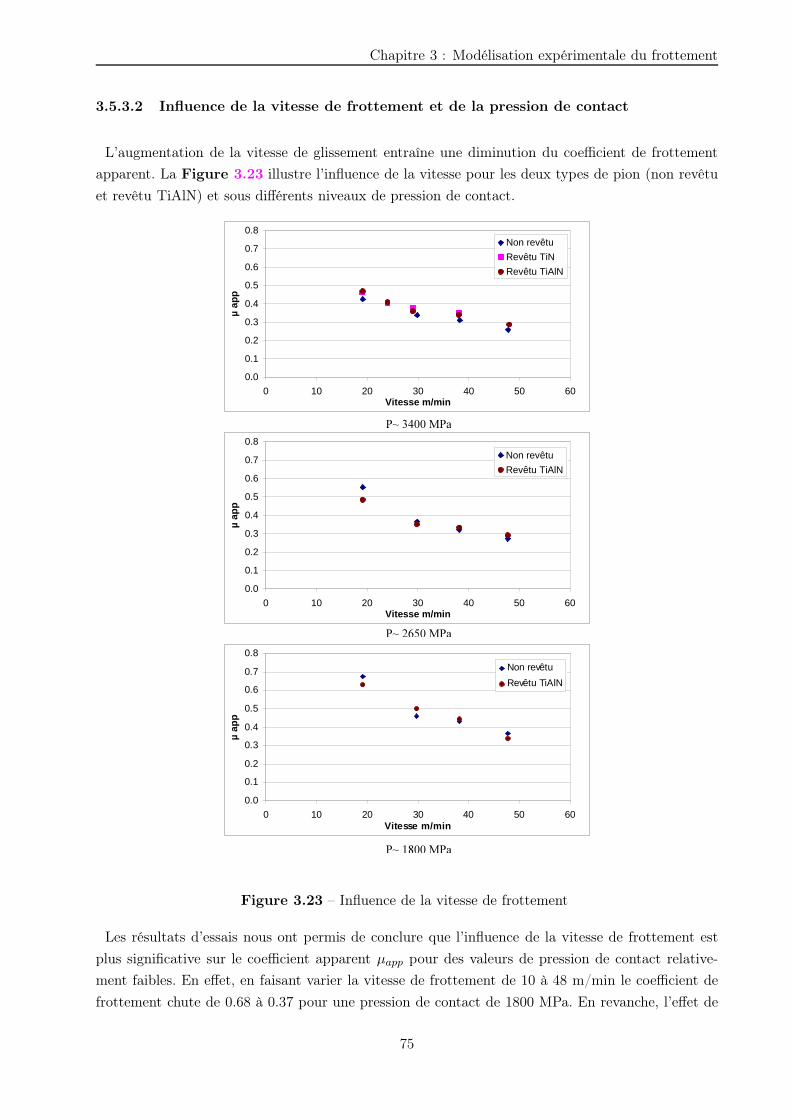
Chapitre 3 : Modélisation expérimentale du frottement
3.5.3.2 Influence de la vitesse de frottement et de la pression de contact
L’augmentation de la vitesse de glissement entraîne une diminution du coefficient de frottement
apparent. La Figure 3.23 illustre l’influence de la vitesse pour les deux types de pion (non revêtu
et revêtu TiAlN) et sous différents niveaux de pression de contact.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0 10 20 30 40 50 60Vitesse m/min
µ ap
pNon revêtu
Revêtu TiN
Revêtu TiAlN
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0 10 20 30 40 50 60Vitesse m/min
µ ap
p
Non revêtu
Revêtu TiAlN
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0 10 20 30 40 50 60Vitesse m/min
µ ap
p
Non revêtu
Revêtu TiAlN
P~ 3400 MPa
P~ 2650 MPa
P~ 1800 MPa
Figure 3.23 – Influence de la vitesse de frottement
Les résultats d’essais nous ont permis de conclure que l’influence de la vitesse de frottement est
plus significative sur le coefficient apparent µapp pour des valeurs de pression de contact relative-
ment faibles. En effet, en faisant varier la vitesse de frottement de 10 à 48 m/min le coefficient de
frottement chute de 0.68 à 0.37 pour une pression de contact de 1800 MPa. En revanche, l’effet de
75
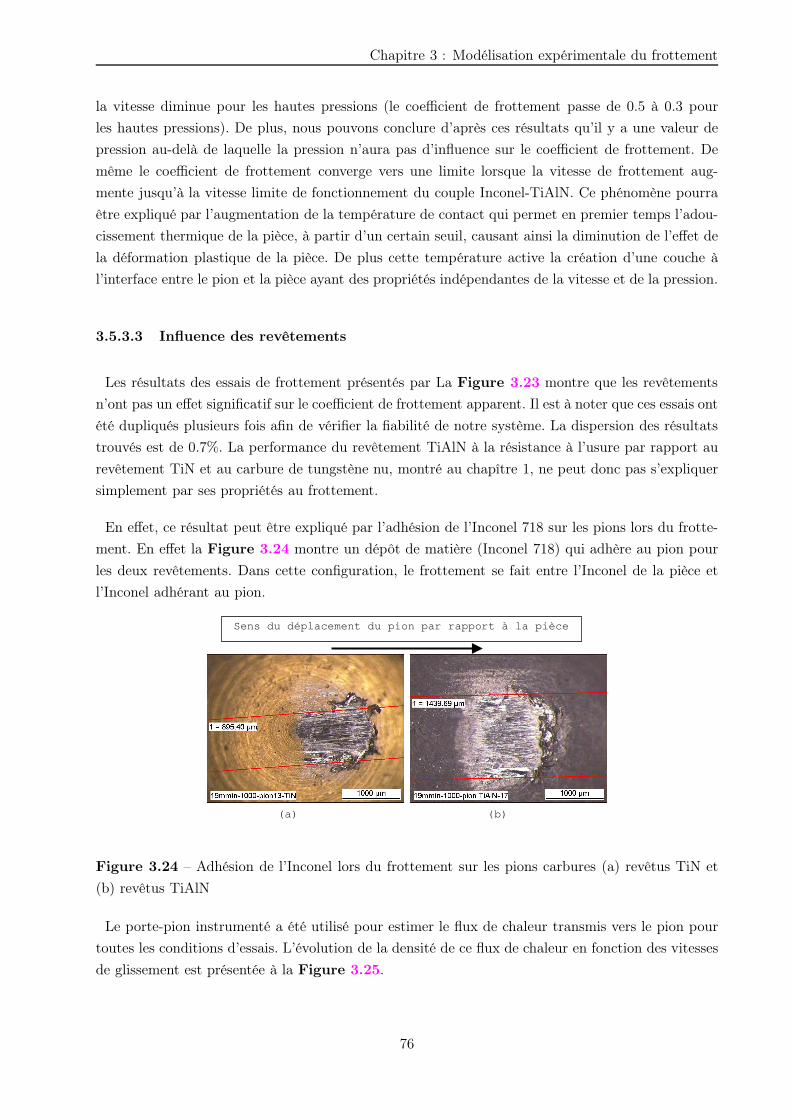
Chapitre 3 : Modélisation expérimentale du frottement
la vitesse diminue pour les hautes pressions (le coefficient de frottement passe de 0.5 à 0.3 pour
les hautes pressions). De plus, nous pouvons conclure d’après ces résultats qu’il y a une valeur de
pression au-delà de laquelle la pression n’aura pas d’influence sur le coefficient de frottement. De
même le coefficient de frottement converge vers une limite lorsque la vitesse de frottement aug-
mente jusqu’à la vitesse limite de fonctionnement du couple Inconel-TiAlN. Ce phénomène pourra
être expliqué par l’augmentation de la température de contact qui permet en premier temps l’adou-
cissement thermique de la pièce, à partir d’un certain seuil, causant ainsi la diminution de l’effet de
la déformation plastique de la pièce. De plus cette température active la création d’une couche à
l’interface entre le pion et la pièce ayant des propriétés indépendantes de la vitesse et de la pression.
3.5.3.3 Influence des revêtements
Les résultats des essais de frottement présentés par La Figure 3.23 montre que les revêtements
n’ont pas un effet significatif sur le coefficient de frottement apparent. Il est à noter que ces essais ont
été dupliqués plusieurs fois afin de vérifier la fiabilité de notre système. La dispersion des résultats
trouvés est de 0.7%. La performance du revêtement TiAlN à la résistance à l’usure par rapport au
revêtement TiN et au carbure de tungstène nu, montré au chapître 1, ne peut donc pas s’expliquer
simplement par ses propriétés au frottement.
En effet, ce résultat peut être expliqué par l’adhésion de l’Inconel 718 sur les pions lors du frotte-
ment. En effet la Figure 3.24 montre un dépôt de matière (Inconel 718) qui adhère au pion pour
les deux revêtements. Dans cette configuration, le frottement se fait entre l’Inconel de la pièce et
l’Inconel adhérant au pion.
Sens du déplacement du pion par rapport à la pièce
(a) (b)
Figure 3.24 – Adhésion de l’Inconel lors du frottement sur les pions carbures (a) revêtus TiN et
(b) revêtus TiAlN
Le porte-pion instrumenté a été utilisé pour estimer le flux de chaleur transmis vers le pion pour
toutes les conditions d’essais. L’évolution de la densité de ce flux de chaleur en fonction des vitesses
de glissement est présentée à la Figure 3.25.
76
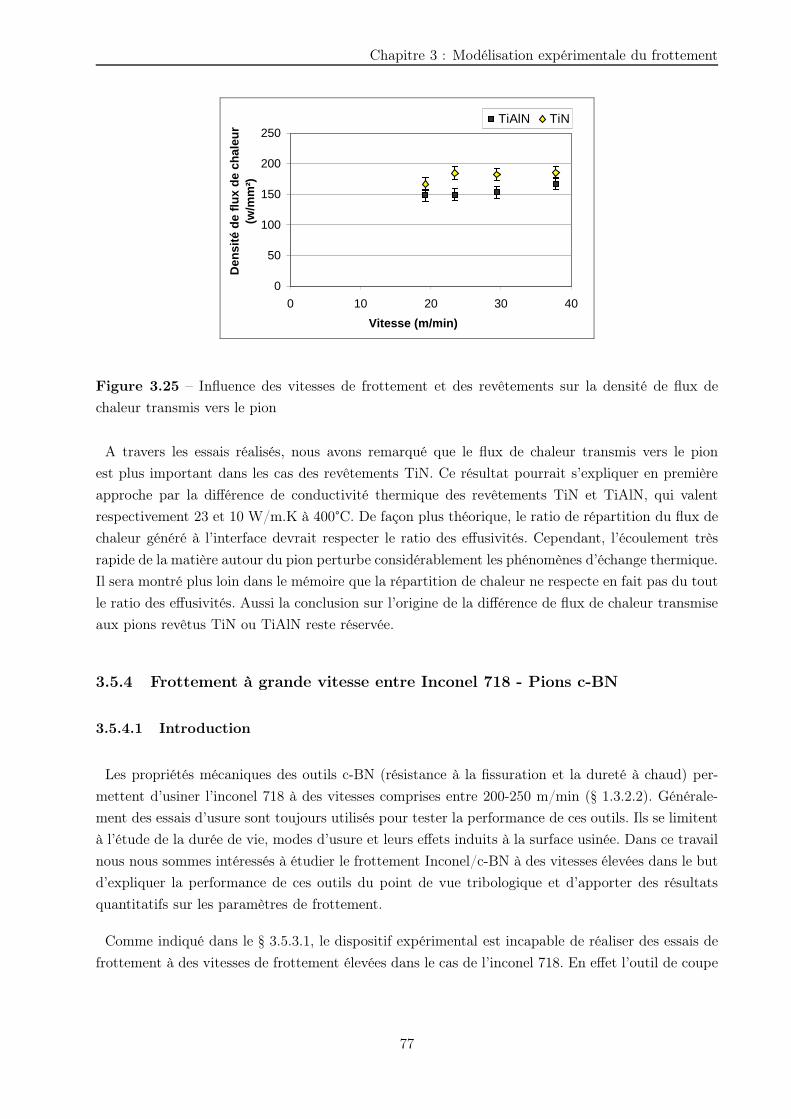
Chapitre 3 : Modélisation expérimentale du frottement
0
50
100
150
200
250
0 10 20 30 40
Vitesse (m/min)
Den
sité
de
flux
de c
hale
ur
(w/m
m²)
TiAlN TiN
Figure 3.25 – Influence des vitesses de frottement et des revêtements sur la densité de flux de
chaleur transmis vers le pion
A travers les essais réalisés, nous avons remarqué que le flux de chaleur transmis vers le pion
est plus important dans les cas des revêtements TiN. Ce résultat pourrait s’expliquer en première
approche par la différence de conductivité thermique des revêtements TiN et TiAlN, qui valent
respectivement 23 et 10 W/m.K à 400°C. De façon plus théorique, le ratio de répartition du flux de
chaleur généré à l’interface devrait respecter le ratio des effusivités. Cependant, l’écoulement très
rapide de la matière autour du pion perturbe considérablement les phénomènes d’échange thermique.
Il sera montré plus loin dans le mémoire que la répartition de chaleur ne respecte en fait pas du tout
le ratio des effusivités. Aussi la conclusion sur l’origine de la différence de flux de chaleur transmise
aux pions revêtus TiN ou TiAlN reste réservée.
3.5.4 Frottement à grande vitesse entre Inconel 718 - Pions c-BN
3.5.4.1 Introduction
Les propriétés mécaniques des outils c-BN (résistance à la fissuration et la dureté à chaud) per-
mettent d’usiner l’inconel 718 à des vitesses comprises entre 200-250 m/min (§ 1.3.2.2). Générale-
ment des essais d’usure sont toujours utilisés pour tester la performance de ces outils. Ils se limitent
à l’étude de la durée de vie, modes d’usure et leurs effets induits à la surface usinée. Dans ce travail
nous nous sommes intéressés à étudier le frottement Inconel/c-BN à des vitesses élevées dans le but
d’expliquer la performance de ces outils du point de vue tribologique et d’apporter des résultats
quantitatifs sur les paramètres de frottement.
Comme indiqué dans le § 3.5.3.1, le dispositif expérimental est incapable de réaliser des essais de
frottement à des vitesses de frottement élevées dans le cas de l’inconel 718. En effet l’outil de coupe
77
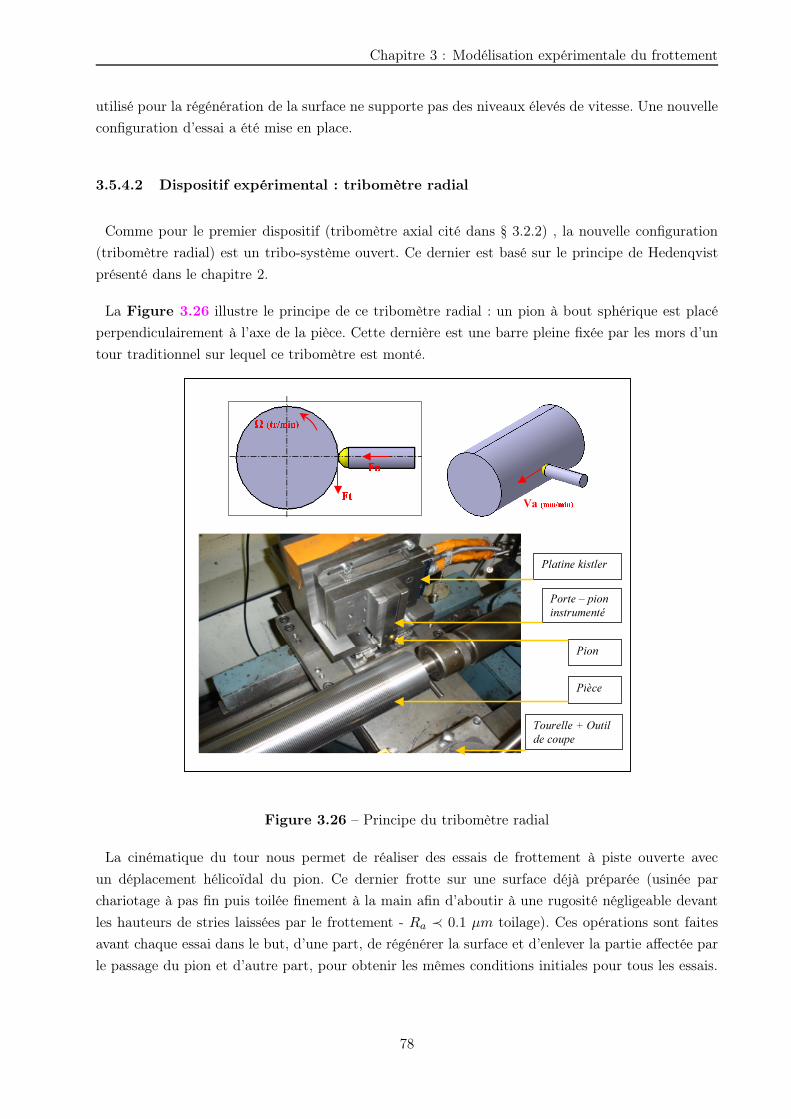
Chapitre 3 : Modélisation expérimentale du frottement
utilisé pour la régénération de la surface ne supporte pas des niveaux élevés de vitesse. Une nouvelle
configuration d’essai a été mise en place.
3.5.4.2 Dispositif expérimental : tribomètre radial
Comme pour le premier dispositif (tribomètre axial cité dans § 3.2.2) , la nouvelle configuration
(tribomètre radial) est un tribo-système ouvert. Ce dernier est basé sur le principe de Hedenqvist
présenté dans le chapitre 2.
La Figure 3.26 illustre le principe de ce tribomètre radial : un pion à bout sphérique est placé
perpendiculairement à l’axe de la pièce. Cette dernière est une barre pleine fixée par les mors d’un
tour traditionnel sur lequel ce tribomètre est monté.
Va
Pion
Pièce
Platine kistler
Porte – pion instrumenté
Tourelle + Outil de coupe
Figure 3.26 – Principe du tribomètre radial
La cinématique du tour nous permet de réaliser des essais de frottement à piste ouverte avec
un déplacement hélicoïdal du pion. Ce dernier frotte sur une surface déjà préparée (usinée par
chariotage à pas fin puis toilée finement à la main afin d’aboutir à une rugosité négligeable devant
les hauteurs de stries laissées par le frottement - Ra ≺ 0.1 µm toilage). Ces opérations sont faites
avant chaque essai dans le but, d’une part, de régénérer la surface et d’enlever la partie affectée par
le passage du pion et d’autre part, pour obtenir les mêmes conditions initiales pour tous les essais.
78
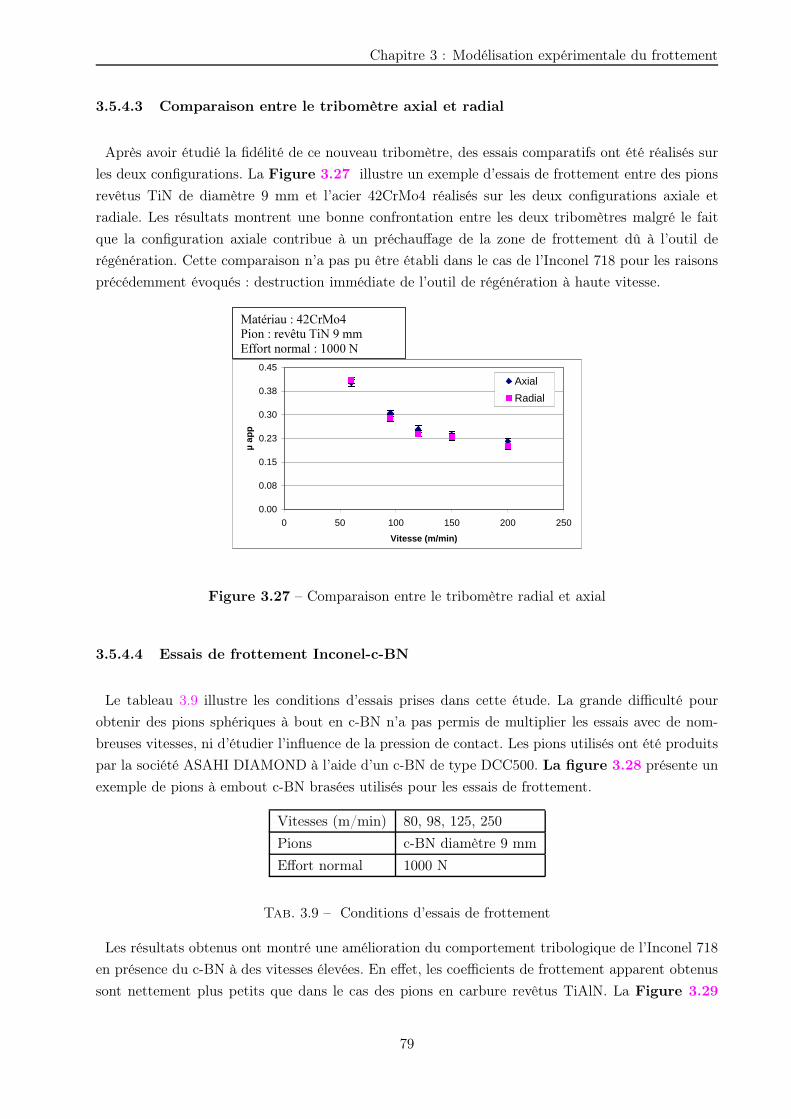
Chapitre 3 : Modélisation expérimentale du frottement
3.5.4.3 Comparaison entre le tribomètre axial et radial
Après avoir étudié la fidélité de ce nouveau tribomètre, des essais comparatifs ont été réalisés sur
les deux configurations. La Figure 3.27 illustre un exemple d’essais de frottement entre des pions
revêtus TiN de diamètre 9 mm et l’acier 42CrMo4 réalisés sur les deux configurations axiale et
radiale. Les résultats montrent une bonne confrontation entre les deux tribomètres malgré le fait
que la configuration axiale contribue à un préchauffage de la zone de frottement dû à l’outil de
régénération. Cette comparaison n’a pas pu être établi dans le cas de l’Inconel 718 pour les raisons
précédemment évoqués : destruction immédiate de l’outil de régénération à haute vitesse.
0.00
0.08
0.15
0.23
0.30
0.38
0.45
0 50 100 150 200 250
Vitesse (m/min)
µ ap
p
Axial
Radial
Matériau : 42CrMo4 Pion : revêtu TiN 9 mm Effort normal : 1000 N
Figure 3.27 – Comparaison entre le tribomètre radial et axial
3.5.4.4 Essais de frottement Inconel-c-BN
Le tableau 3.9 illustre les conditions d’essais prises dans cette étude. La grande difficulté pour
obtenir des pions sphériques à bout en c-BN n’a pas permis de multiplier les essais avec de nom-
breuses vitesses, ni d’étudier l’influence de la pression de contact. Les pions utilisés ont été produits
par la société ASAHI DIAMOND à l’aide d’un c-BN de type DCC500. La figure 3.28 présente un
exemple de pions à embout c-BN brasées utilisés pour les essais de frottement.
Vitesses (m/min) 80, 98, 125, 250
Pions c-BN diamètre 9 mm
Effort normal 1000 N
Tab. 3.9 – Conditions d’essais de frottement
Les résultats obtenus ont montré une amélioration du comportement tribologique de l’Inconel 718
en présence du c-BN à des vitesses élevées. En effet, les coefficients de frottement apparent obtenus
sont nettement plus petits que dans le cas des pions en carbure revêtus TiAlN. La Figure 3.29
79
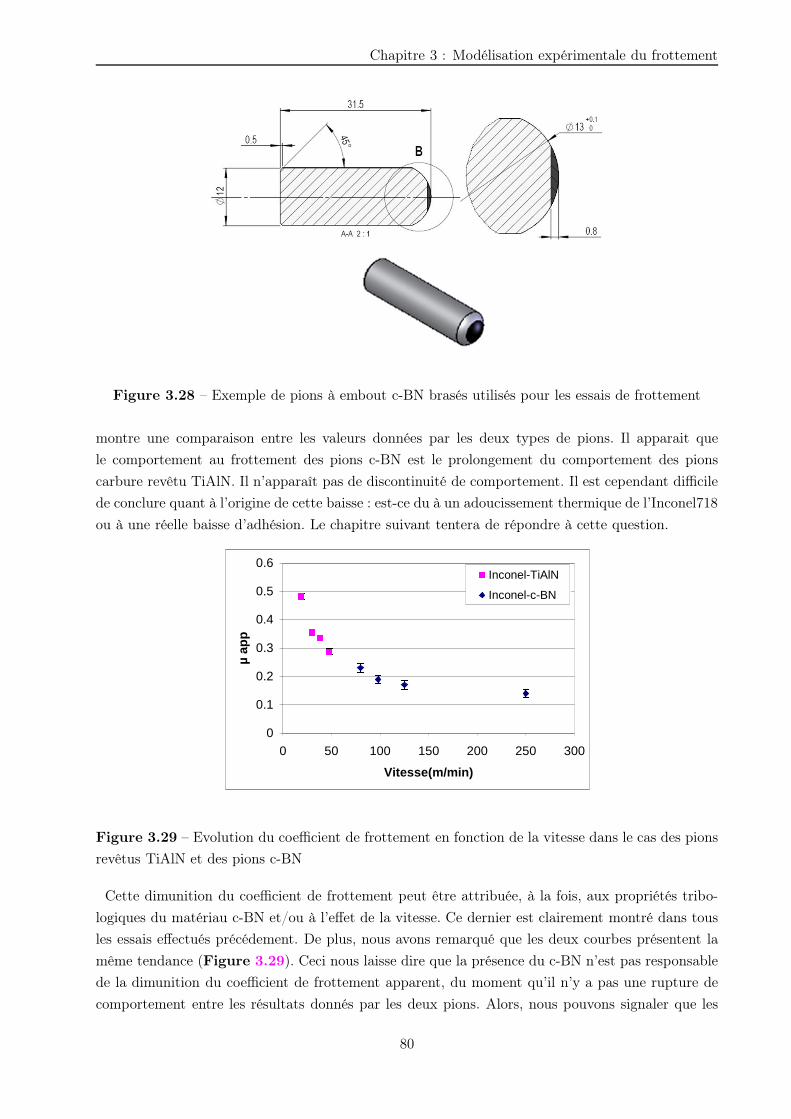
Chapitre 3 : Modélisation expérimentale du frottement
Figure 3.28 – Exemple de pions à embout c-BN brasés utilisés pour les essais de frottement
montre une comparaison entre les valeurs données par les deux types de pions. Il apparait que
le comportement au frottement des pions c-BN est le prolongement du comportement des pions
carbure revêtu TiAlN. Il n’apparaît pas de discontinuité de comportement. Il est cependant difficile
de conclure quant à l’origine de cette baisse : est-ce du à un adoucissement thermique de l’Inconel718
ou à une réelle baisse d’adhésion. Le chapitre suivant tentera de répondre à cette question.
0
0.1
0.2
0.3
0.4
0.5
0.6
0 50 100 150 200 250 300
Vitesse(m/min)
µ ap
p
Inconel-TiAlN
Inconel-c-BN
Figure 3.29 – Evolution du coefficient de frottement en fonction de la vitesse dans le cas des pions
revêtus TiAlN et des pions c-BN
Cette dimunition du coefficient de frottement peut être attribuée, à la fois, aux propriétés tribo-
logiques du matériau c-BN et/ou à l’effet de la vitesse. Ce dernier est clairement montré dans tous
les essais effectués précédement. De plus, nous avons remarqué que les deux courbes présentent la
même tendance (Figure 3.29). Ceci nous laisse dire que la présence du c-BN n’est pas responsable
de la dimunition du coefficient de frottement apparent, du moment qu’il n’y a pas une rupture de
comportement entre les résultats donnés par les deux pions. Alors, nous pouvons signaler que les
80
Chapitre 3 : Modélisation expérimentale du frottement
conditions de frottement aux interfaces outil-pièce-copeau lors de l’usinage de l’inconel 718 avec des
outils c-BN sont moins sévères (relativement) que dans le cas des outils carbures revêtus TiAlN.
Attention, compte tenu des vitesses bien plus importantes dans le cas des valeurs en c-BN, il reste
évident que l’énergie de frottement demeure bien supérieure en valeur absolue.
3.5.4.5 Conclusion partielle
La mise en place de ce tribomètre radial a permis de réaliser des essais de frottement à grande
vitesse. Les résultats obtenus lors du frottement de l’inconel 718 avec des pions c-BN ont montré
que la diminution du coefficient de frottement est gouvernée essentiellement par l’augmentation
de la vitesse de frottement. Cependant, la comparaison entre la configuration radiale et axiale
du tribomètre, dans les mêmes conditions d’essais de frottement, nous a permis de retrouver les
mêmes valeurs du coefficient de frottement apparent. La comparaison de l’évolution du coefficient
de frottement apparent entre des pions en carbure revêtus TiAlN et des pions c-BN montre que le
matériau c-BN n’engendre pas de discontinuité de comportement au frottement sur le coefficient de
frottement, du moins dans ces conditions d’essais.
3.5.5 Mesure de la température de contact
3.5.5.1 Introduction
La température à l’interface joue un rôle déterminant sur le comportement tribologique du couple
en contact lors d’un essai de frottement. Elle change d’une manière significative les propriétés
physiques et mécaniques des matériaux constituant les deux corps antagonistes. Elle gouverne,
également, les phénomènes tribologiques mis en jeu à l’interface surtout l’adhésion et l’oxydation
favorisant ainsi l’usure rapide de deux éléments en contact. Cette température est aussi une consé-
quence du frottement. En effet, la majorité de l’énergie mécanique se transforme en chaleur. Ainsi,
du fait que la température est à la fois cause et conséquence du frottement, ce dernier ne peut être
qu’une fonction de la température. Plusieurs études expérimentales ont montré cette dépendance.
Nous citons par exemple les travaux de Moufki et al.[Mouf-1998] qui ont montré que, dans le cas
de la coupe, le coefficient moyen de frottement entre l’outil et le copeau est une fonction de la
température moyenne de cette interface. Le modèle devéloppé prévoit une chute du coefficient de
frottement si la température à l’interface outil/copeau augmente. Pour cette raison, il est primordial
de mesurer la température de contact pendant nos essais de frottement.
3.5.5.2 Dispositif expérimentale
Nous avons essayé d’intégrer une caméra infrarouge au dispositif expérimental afin de mesurer la
température à l’interface. Elle vise, en continu, l’interface pion-pièce (zone observée) pendant l’essai.
81
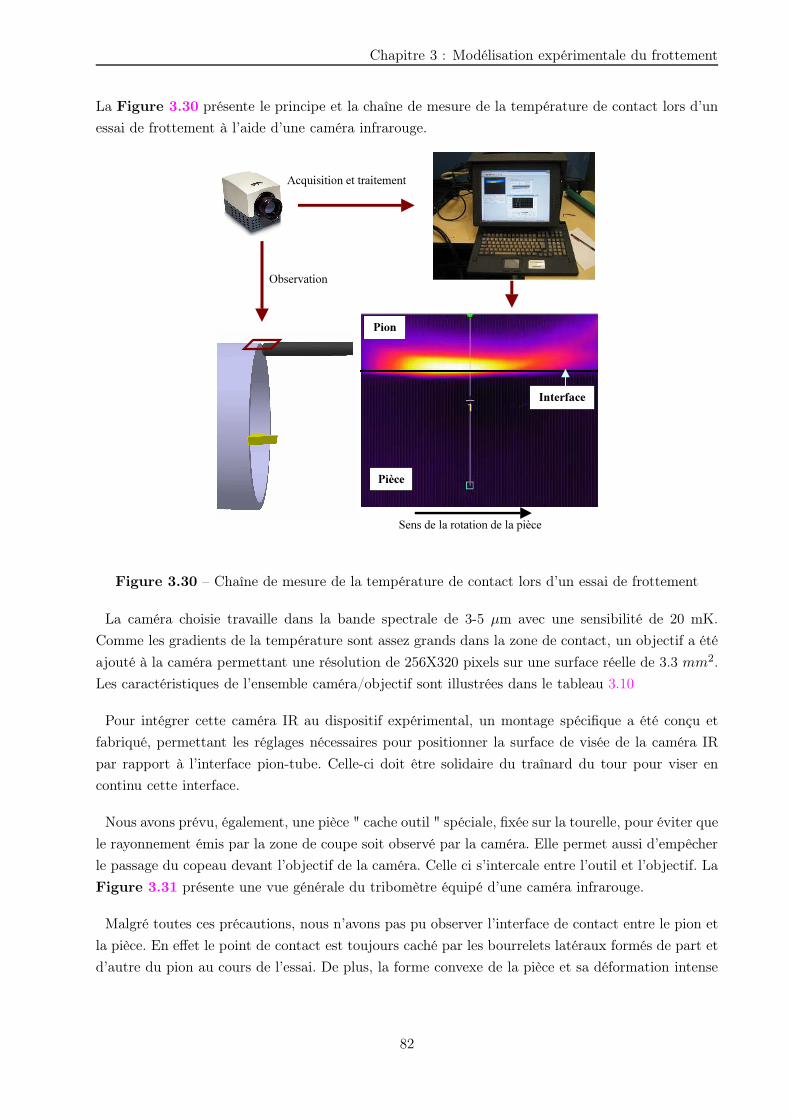
Chapitre 3 : Modélisation expérimentale du frottement
La Figure 3.30 présente le principe et la chaîne de mesure de la température de contact lors d’un
essai de frottement à l’aide d’une caméra infrarouge.
Pièce
Pion
Interface
Sens de la rotation de la pièce
Acquisition et traitement
Observation
Figure 3.30 – Chaîne de mesure de la température de contact lors d’un essai de frottement
La caméra choisie travaille dans la bande spectrale de 3-5 µm avec une sensibilité de 20 mK.
Comme les gradients de la température sont assez grands dans la zone de contact, un objectif a été
ajouté à la caméra permettant une résolution de 256X320 pixels sur une surface réelle de 3.3 mm2.
Les caractéristiques de l’ensemble caméra/objectif sont illustrées dans le tableau 3.10
Pour intégrer cette caméra IR au dispositif expérimental, un montage spécifique a été conçu et
fabriqué, permettant les réglages nécessaires pour positionner la surface de visée de la caméra IR
par rapport à l’interface pion-tube. Celle-ci doit être solidaire du traînard du tour pour viser en
continu cette interface.
Nous avons prévu, également, une pièce " cache outil " spéciale, fixée sur la tourelle, pour éviter que
le rayonnement émis par la zone de coupe soit observé par la caméra. Elle permet aussi d’empêcher
le passage du copeau devant l’objectif de la caméra. Celle ci s’intercale entre l’outil et l’objectif. La
Figure 3.31 présente une vue générale du tribomètre équipé d’une caméra infrarouge.
Malgré toutes ces précautions, nous n’avons pas pu observer l’interface de contact entre le pion et
la pièce. En effet le point de contact est toujours caché par les bourrelets latéraux formés de part et
d’autre du pion au cours de l’essai. De plus, la forme convexe de la pièce et sa déformation intense
82
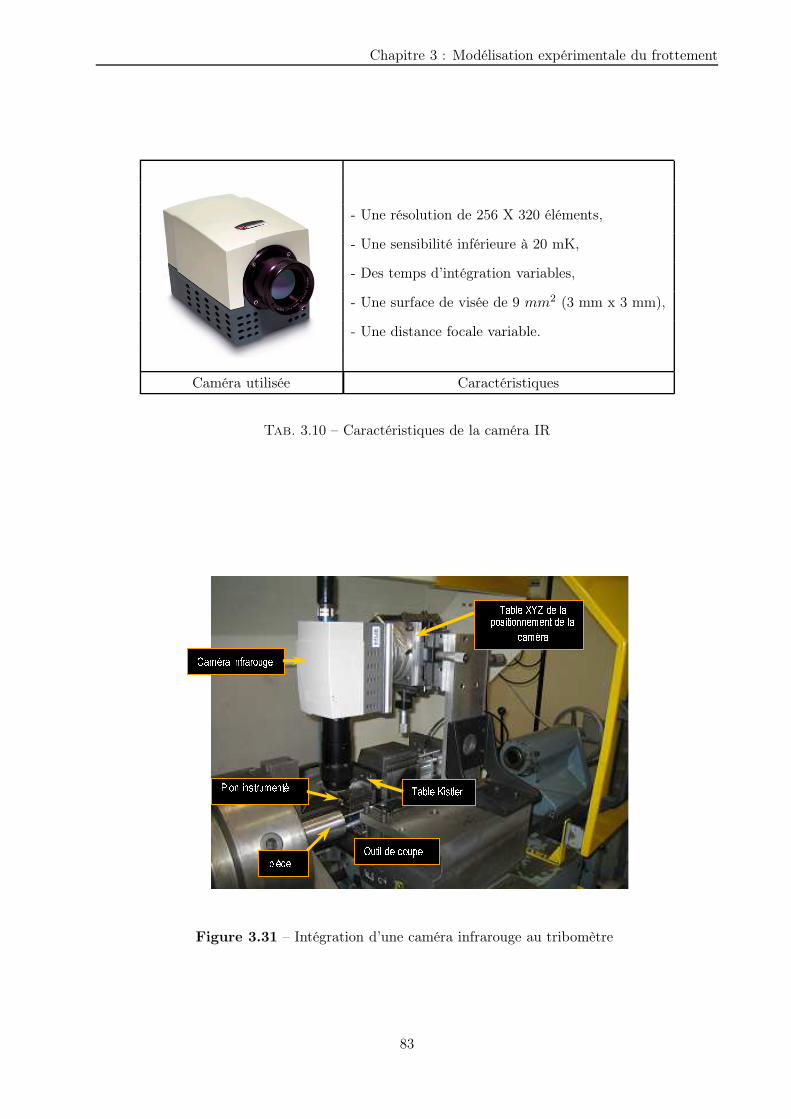
Chapitre 3 : Modélisation expérimentale du frottement
- Une résolution de 256 X 320 éléments,
- Une sensibilité inférieure à 20 mK,
- Des temps d’intégration variables,
- Une surface de visée de 9 mm2 (3 mm x 3 mm),
- Une distance focale variable.
Caméra utilisée Caractéristiques
Tab. 3.10 – Caractéristiques de la caméra IR
Figure 3.31 – Intégration d’une caméra infrarouge au tribomètre
83
Chapitre 3 : Modélisation expérimentale du frottement
dans la zone d’observation fausse l’investigation en créant des zones de concentration de la chaleur.
De plus ces phénomènes influent énormément sur l’émissivité de la pièce.
Nous avons essayé, également, de remonter à la température de l’interface en mesurant les gradients
de la température dans la pièce. Mais cela n’était pas possible car nous avons constaté qu’une très
faible épaisseur de la pièce a été affectée thermiquement (Figure 3.30).
La détermination de l’émissivité de la pièce, en fonction de la température, était aussi un problème
qui nous a freiné pour déterminer cette température. Il faut noter aussi que cette grandeur est une
fonction de plusieurs autres facteurs tel que l’état d’oxydation de la pièce, l’environnement, la
rugosité de la surface et aussi l’orientation de la surface observée par rapport à la caméra.
En conclusion, dans notre cas, il était très délicat de mesurer la température de contact par une
caméra infrarouge. La manque d’informations sur l’émissivité de la nuance 42CrMo4 et l’Inconel
718 et sur son évolution en fonction de la température et de l’état d’oxydation de la pièce freine les
traitements ultérieures. Pour surmonter ce problème, nous avons utilisé la modélisation numérique
de l’essai de frottement pour estimer cette température.
3.5.6 Conclusion
Cette étude a mis en évidence l’influence de la vitesse de glissement, de la pression de contact et
du type de revêtement sur le coefficient de frottement apparent et sur le transfert de chaleur vers
le pion. Les mêmes tendances ont été constatées pour les trois types de matériaux étudiés. Nous
affirmons ainsi la non validité de la loi de Coulomb classique (µ = constant quelque soit les condi-
tions de température et de pressions) pour modéliser les contacts sous des conditions très sévères.
En revanche, il est difficile de tirer des conclusions sur des phénomènes locaux qui représentent
l’interaction tribologique entre le pion et la pièce à partir d’une simple analyse du coefficient macro-
scopique et du flux de chaleur. Dans le chapitre qui suit, nous présentons les méthodes développées
permettant de donner plus d’informations sur l’aspect local de frottement. Alors, une modélisation
numérique de l’essai de frottement sera développé dans ce travail afin d’aboutir à des résultats lo-
caux en terme de température à l’interface, de pression de contact et de vitesse de glissement de la
matière sous le pion.
84
Chapitre 4
Analyse et modélisation numérique du
frottement adhésif : Modèles de
frottement
4.1 Introduction
Afin d’exploiter les résultats tribologiques présentés dans le chapitre précédent, il est nécessaire
d’avoir plus d’informations sur les phénomènes de frottement locaux. En effet les résultats bruts
appelés aussi "macroscopiques" ne présentent pas vraiment le frottement entre les deux matériaux.
La déformation plastique du matériau de la pièce, au cours de l’essai, est aussi une partie non
négligeable des résultats obtenus. De plus, elle est une fonction des conditions d’essai. Par consé-
quent, il est primordiale de trouver un moyen de séparer les phénomènes de frottement locaux des
phénomènes liés à la déformation plastique de la pièce.
Le but de ce chapitre est de présenter les méthodes adoptées pour remonter au frottement locale
à partir des résultats macroscopiques. Une méthode analytique a été développée pour identifier
la partie adhésive, qui représente le phénomène local, à partir des mesures macroscopiques. Une
modélisation numérique de l’essai de frottement a été construite dans le but d’avoir plus d’infor-
mations sur les phénomènes locaux de frottement en prenant en compte des propriétés mécaniques
et thermiques des pièces en contact. Cette méthode permet d’estimer aussi les températures et les
pressions de contact ainsi que la vitesse locale d’écoulement.
85

Chapitre 4 : Analyse et modélisation numérique du frottement
4.2 Dépouillement analytique
4.2.1 Introduction
Dans un essai de rayage, le coefficient de frottement apparent est décomposé en deux parties
dont l’importance relative varie selon le couple considéré et les conditions de contact. Un coefficient
d’adhésion est toujours présent. Il est prépondérant dans le cas des métaux, même si le terme dû
à la déformation de la surface de contact existe. Cette décomposition est traduite par la relation
suivante
µapp =FT
FN= µadh + µdef (4.1)
Avec
µapp : Le coefficient de frottement apparent
µadh et µdef : Les coefficients respectifs d’adhésion et de labourage
qui est dû à la déformation plastique de la pièce
Ft et Fn : La force tangentielle et la force normale de frottement
4.2.2 Développement du modèle
Cette étude se base sur les modèles d’écoulement de la matière autour d’une pointe rigide proposés
par Bowden et Tabor [Bowd-1966], puis par Challons et Oxley [Chal-1979]. Les hypothèses prises
dans ces études sont les suivantes :
– L’indenteur est considéré rigide
– Le matériau a un comportement parfaitement plastique
– Les lignes d’écoulement ne concernent que la partie frontale de la pointe. C’est à dire pas de
retour élastique
Considérons une sphère de rayon R frottant sur un plan avec un profondeur de rayage h ( Figure
4.1).
Soient :
– R(
o,→X,
→Y ,
→Z)
: un repère lié à la sphère ;
– Γc, la surface de contact entre la sphère et la pièce ;
– R′(
M,→er
→, eθ→, eφ
)
, le repère local lié à Γc
En tout point M de la sphère en contact avec la matière, une action élémentaire de force normale
et tangentielle peut être définie par les équations suivantes :
→P .dS = P.dS.
→n (4.2)
→τ .dS = τ.dS.
→t (4.3)
Avec→n le vecteur normal à la surface au point considéré et
→t le vecteur tangent à la surface au
point considéré.
86

Chapitre 4 : Analyse et modélisation numérique du frottement
Fn
Ft
Yr
h
τrθ o
s
M
Figure 4.1 – Paramètrage
Les forces normales et tangentielles macroscopiques sont la somme des efforts élémentaires appli-
qués à la sphère :→Fn= Fn.
→Z=
∫
Γc
(
P.dS.→n .
→Z +τ.dS.
→t .
→Z)
.→Z (4.4)
→Ft= Ft.
→Y =
∫
Γc
(
P.dS.→n .
→Y +τ.dS.
→t .
→Y)
.→Y (4.5)
Ces efforts de frottement peuvent être écrits sous la forme suivante :→Fn= (−A.P + Bτ) .
→Z (4.6)
→Ft= (C.P + Dτ) .
→Y (4.7)
Avec
A=D=∣∣∣
∫
Γc
(
P.dS.→n .
→Z)∣∣∣ : La projection de la surface Γc sur le plan
(
o,→X,
→Y)
B=C=∣∣∣
∫
Γc
(
P.dS.→n .
→Y)∣∣∣ : La projection de la surface Γc sur le plan
(
o,→X,
→Z)
Dans ce cas là, le coefficient de frottement apparent peut être défini en fonction du coefficient local
de frottement µ = τP
par :
µapp =
∥∥∥∥
→Ft
∥∥∥∥
∥∥∥∥
→Fn
∥∥∥∥
=C.P + D.τ
A.P − B.τ=
C + D.µ
A − B.µ(4.8)
Le coefficient local de frottement, appelé aussi coefficient d’adhésion, peut être estimé, à partir du
coefficient apparent par la formule suivante :
µ =A.µapp − C
D + B.µapp(4.9)
Soient une sphère de rayon R et une profondeur de rayure égale à h. Les paramètres A, B, C et D
sont calculés à partir de la projection de la surface Γc sur le plan(
o,→X,
→Y)
et sur le plan(
o,→X,
→Z)
(Figure 4.2)
87
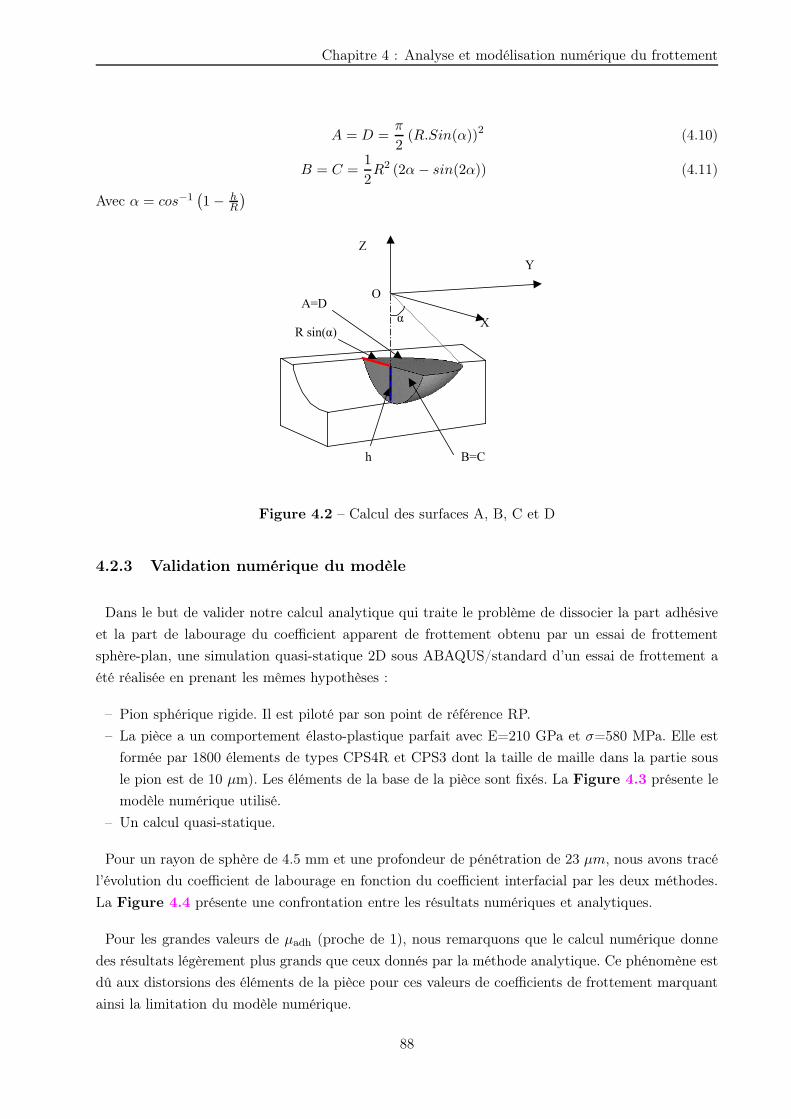
Chapitre 4 : Analyse et modélisation numérique du frottement
A = D =π
2(R.Sin(α))2 (4.10)
B = C =1
2R2 (2α − sin(2α)) (4.11)
Avec α = cos−1(1 − h
R
)
A=D
B=C
R sin(α)
h
Z Y
X O
α
Figure 4.2 – Calcul des surfaces A, B, C et D
4.2.3 Validation numérique du modèle
Dans le but de valider notre calcul analytique qui traite le problème de dissocier la part adhésive
et la part de labourage du coefficient apparent de frottement obtenu par un essai de frottement
sphère-plan, une simulation quasi-statique 2D sous ABAQUS/standard d’un essai de frottement a
été réalisée en prenant les mêmes hypothèses :
– Pion sphérique rigide. Il est piloté par son point de référence RP.
– La pièce a un comportement élasto-plastique parfait avec E=210 GPa et σ=580 MPa. Elle est
formée par 1800 élements de types CPS4R et CPS3 dont la taille de maille dans la partie sous
le pion est de 10 µm). Les éléments de la base de la pièce sont fixés. La Figure 4.3 présente le
modèle numérique utilisé.
– Un calcul quasi-statique.
Pour un rayon de sphère de 4.5 mm et une profondeur de pénétration de 23 µm, nous avons tracé
l’évolution du coefficient de labourage en fonction du coefficient interfacial par les deux méthodes.
La Figure 4.4 présente une confrontation entre les résultats numériques et analytiques.
Pour les grandes valeurs de µadh (proche de 1), nous remarquons que le calcul numérique donne
des résultats légèrement plus grands que ceux donnés par la méthode analytique. Ce phénomène est
dû aux distorsions des éléments de la pièce pour ces valeurs de coefficients de frottement marquant
ainsi la limitation du modèle numérique.
88
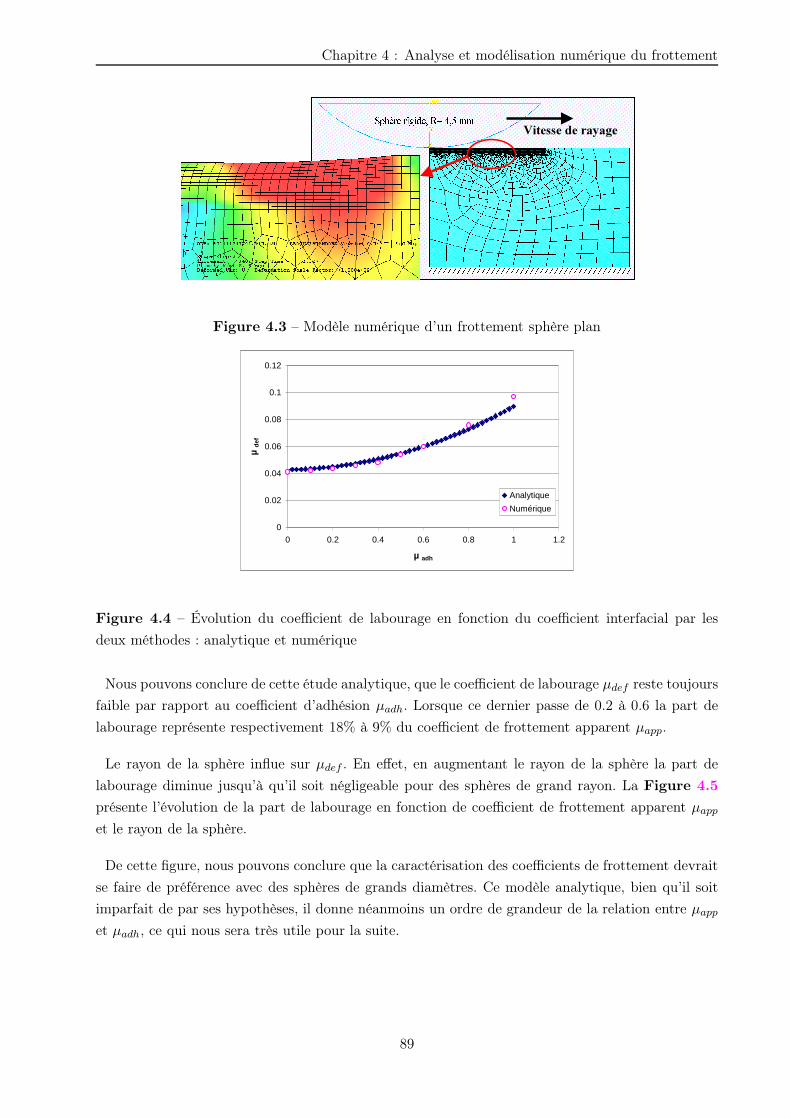
Chapitre 4 : Analyse et modélisation numérique du frottement
Vitesse de rayage
Figure 4.3 – Modèle numérique d’un frottement sphère plan
0
0.02
0.04
0.06
0.08
0.1
0.12
0 0.2 0.4 0.6 0.8 1 1.2
µ adh
µ de
f
Analytique
Numérique
Figure 4.4 – Évolution du coefficient de labourage en fonction du coefficient interfacial par les
deux méthodes : analytique et numérique
Nous pouvons conclure de cette étude analytique, que le coefficient de labourage µdef reste toujours
faible par rapport au coefficient d’adhésion µadh. Lorsque ce dernier passe de 0.2 à 0.6 la part de
labourage représente respectivement 18% à 9% du coefficient de frottement apparent µapp.
Le rayon de la sphère influe sur µdef . En effet, en augmentant le rayon de la sphère la part de
labourage diminue jusqu’à qu’il soit négligeable pour des sphères de grand rayon. La Figure 4.5
présente l’évolution de la part de labourage en fonction de coefficient de frottement apparent µapp
et le rayon de la sphère.
De cette figure, nous pouvons conclure que la caractérisation des coefficients de frottement devrait
se faire de préférence avec des sphères de grands diamètres. Ce modèle analytique, bien qu’il soit
imparfait de par ses hypothèses, il donne néanmoins un ordre de grandeur de la relation entre µapp
et µadh, ce qui nous sera très utile pour la suite.
89
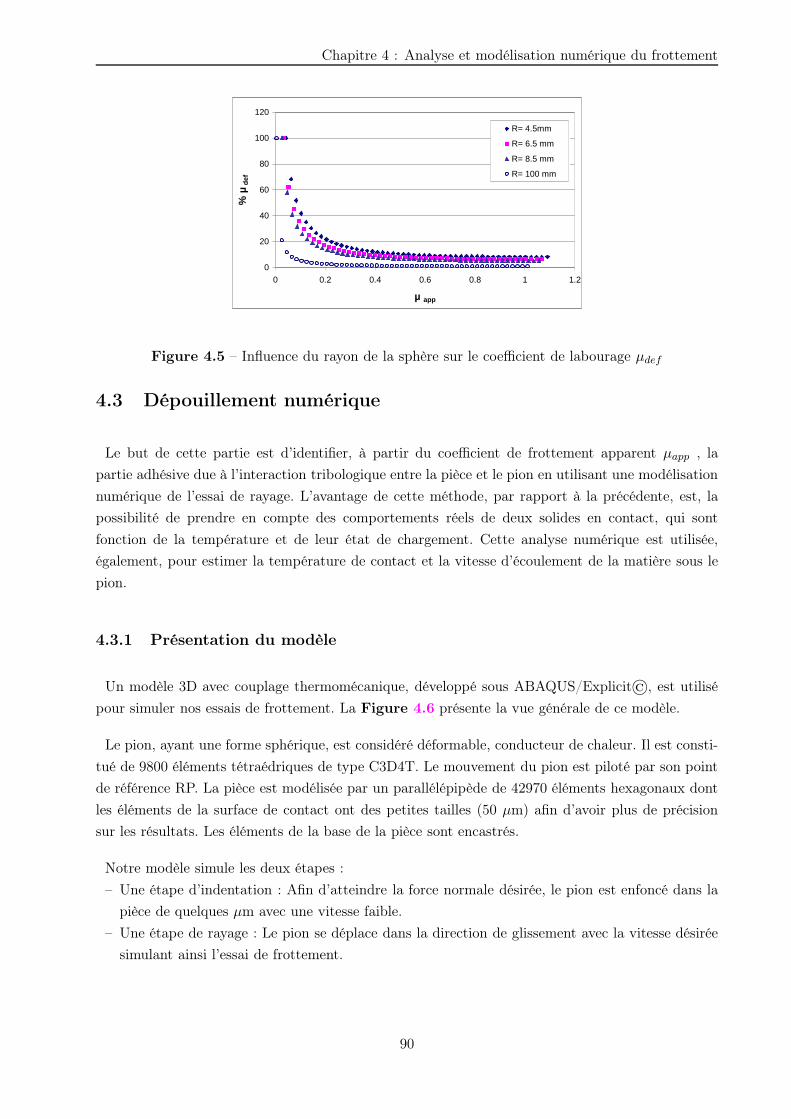
Chapitre 4 : Analyse et modélisation numérique du frottement
0
20
40
60
80
100
120
0 0.2 0.4 0.6 0.8 1 1.2
µ app
% µ
def
R= 4.5mm
R= 6.5 mm
R= 8.5 mm
R= 100 mm
Figure 4.5 – Influence du rayon de la sphère sur le coefficient de labourage µdef
4.3 Dépouillement numérique
Le but de cette partie est d’identifier, à partir du coefficient de frottement apparent µapp , la
partie adhésive due à l’interaction tribologique entre la pièce et le pion en utilisant une modélisation
numérique de l’essai de rayage. L’avantage de cette méthode, par rapport à la précédente, est, la
possibilité de prendre en compte des comportements réels de deux solides en contact, qui sont
fonction de la température et de leur état de chargement. Cette analyse numérique est utilisée,
également, pour estimer la température de contact et la vitesse d’écoulement de la matière sous le
pion.
4.3.1 Présentation du modèle
Un modèle 3D avec couplage thermomécanique, développé sous ABAQUS/Explicit©, est utilisé
pour simuler nos essais de frottement. La Figure 4.6 présente la vue générale de ce modèle.
Le pion, ayant une forme sphérique, est considéré déformable, conducteur de chaleur. Il est consti-
tué de 9800 éléments tétraédriques de type C3D4T. Le mouvement du pion est piloté par son point
de référence RP. La pièce est modélisée par un parallélépipède de 42970 éléments hexagonaux dont
les éléments de la surface de contact ont des petites tailles (50 µm) afin d’avoir plus de précision
sur les résultats. Les éléments de la base de la pièce sont encastrés.
Notre modèle simule les deux étapes :
– Une étape d’indentation : Afin d’atteindre la force normale désirée, le pion est enfoncé dans la
pièce de quelques µm avec une vitesse faible.
– Une étape de rayage : Le pion se déplace dans la direction de glissement avec la vitesse désirée
simulant ainsi l’essai de frottement.
90
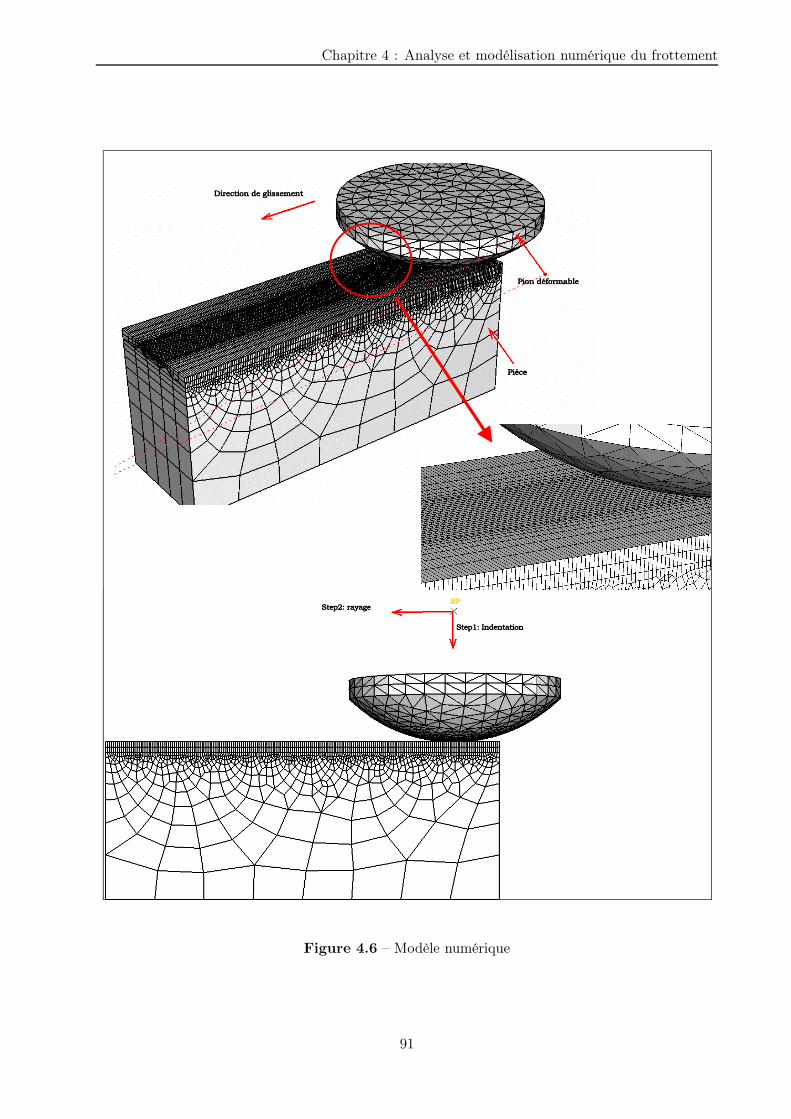
Chapitre 4 : Analyse et modélisation numérique du frottement
Figure 4.6 – Modèle numérique
91

Chapitre 4 : Analyse et modélisation numérique du frottement
Étant donné l’intensité des phénomènes mécaniques mis en jeu à l’interface et les cinétiques de
chauffage et de refroidissement qu’elles imposent, on considérera le cas d’un couplage fort entre le
calcul thermique et le calcul mécanique.
Le calcul thermique se fait en chaque élément par résolution de l’équation :
ρ.CP .T − div
(
λ.→
grad (T )
)
= 0.9.σ : ˙ǫP (4.12)
Où ρ représente la masse volumique et CP la capacité thermique massique du matériau ; T la
température dans l’élément considéré ;λ la conductivité thermique du matériau ; σ le tenseur des
contraintes et ˙ǫP le tenseur des vitesses de déformation plastique et leur produit (doublement
contracté) représente l’énergie de déformation plastique dissipée. Le coefficient de 0.9 est supposé
la proportion d’énergie dissipée sous forme thermique, le reste étant dissipé sous forme mécanique
(écrouissage).
4.3.2 Comportement mécanique du pion.
Les propriétés mécaniques du carbure du pion sont déterminées à partir d’une approche semi-
empirique, développé par Kermouche dans sa thèse [Kerm-2005] en utilisant plusieurs tests d’in-
dentation avec différentes formes d’indenteurs sur des plaquettes en carbure de tungstène de type
SM30. La partie plastique de carbure est décrite par l’équation (4.13)
σ = E(ǫp)n avec E = 630 GPa, n = 0.22 (4.13)
La Figure 4.7 illustre les propriétés élasto-plastique du pion déterminées par cette méthode. La
limite élastique de ce matériau est égale à 5250 MPa.
Le tableau 4.1 présente les propriétés physiques du carbure introduites dans notre modèle :
Paramètres T(°C) Valeur
Chaleur spécifique (J.kg−1.°C−1) 20 226
320 296
520 326
820 342
Conductivité thermique (W.m−1.C−1) 23 44.6
600 59
800 51.2
ρ (kg/m3) 20 12800
Tab. 4.1 – Propriétés physiques du carbure de tungstène SM30
92
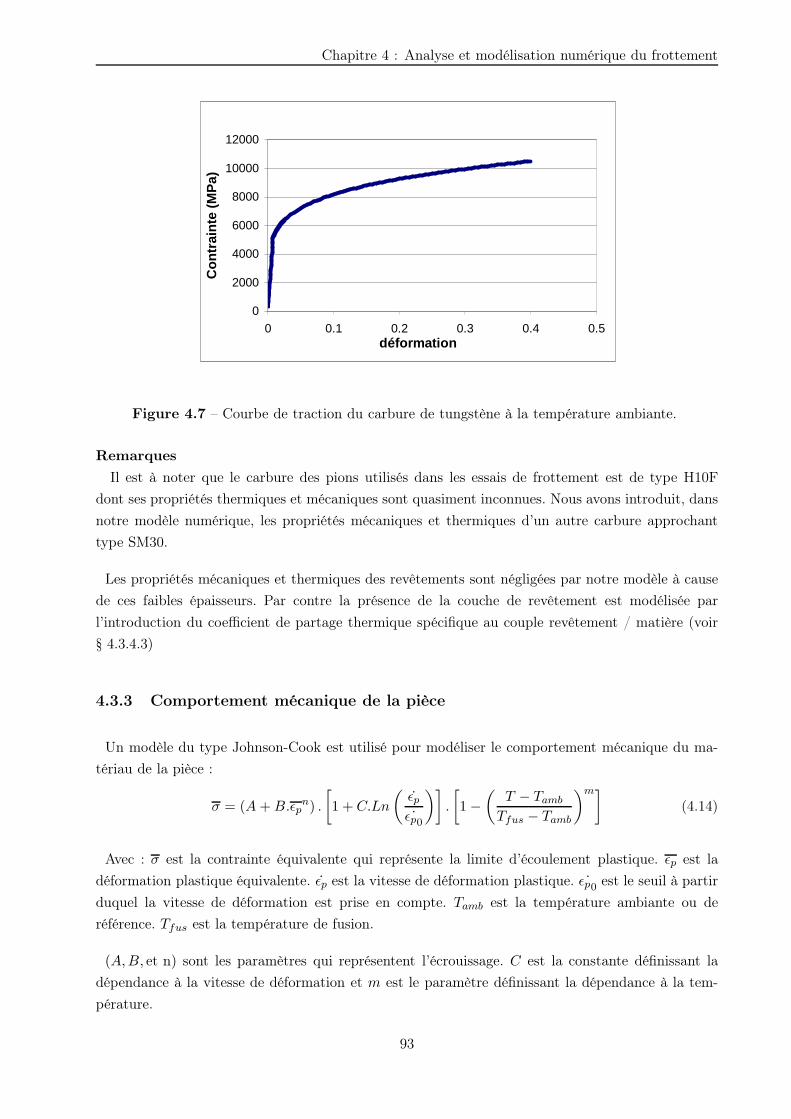
Chapitre 4 : Analyse et modélisation numérique du frottement
0
2000
4000
6000
8000
10000
12000
0 0.1 0.2 0.3 0.4 0.5déformation
Con
trai
nte
(MP
a)
Figure 4.7 – Courbe de traction du carbure de tungstène à la température ambiante.
Remarques
Il est à noter que le carbure des pions utilisés dans les essais de frottement est de type H10F
dont ses propriétés thermiques et mécaniques sont quasiment inconnues. Nous avons introduit, dans
notre modèle numérique, les propriétés mécaniques et thermiques d’un autre carbure approchant
type SM30.
Les propriétés mécaniques et thermiques des revêtements sont négligées par notre modèle à cause
de ces faibles épaisseurs. Par contre la présence de la couche de revêtement est modélisée par
l’introduction du coefficient de partage thermique spécifique au couple revêtement / matière (voir
§ 4.3.4.3)
4.3.3 Comportement mécanique de la pièce
Un modèle du type Johnson-Cook est utilisé pour modéliser le comportement mécanique du ma-
tériau de la pièce :
σ = (A + B.ǫpn) .
[
1 + C.Ln
(ǫp
˙ǫp0
)]
.
[
1 −(
T − Tamb
Tfus − Tamb
)m]
(4.14)
Avec : σ est la contrainte équivalente qui représente la limite d’écoulement plastique. ǫp est la
déformation plastique équivalente. ǫp est la vitesse de déformation plastique. ˙ǫp0 est le seuil à partir
duquel la vitesse de déformation est prise en compte. Tamb est la température ambiante ou de
référence. Tfus est la température de fusion.
(A,B, et n) sont les paramètres qui représentent l’écrouissage. C est la constante définissant la
dépendance à la vitesse de déformation et m est le paramètre définissant la dépendance à la tem-
pérature.
93
Chapitre 4 : Analyse et modélisation numérique du frottement
4.3.4 Cas de l’acier 42CrMo4
Les paramètres de la loi de Johnson-Cook utilisés pour simuler le comportement mécanique de
l’acier 42CrMo4 sont illustrés dans le tableau 4.2.
Réf A (MPa) B (MPa) n C m
[Ali-2001] 792 510 0.26 0.014 1.03
[Barg-2005] 595 580 0.133 0.023 1.03
[Arra-2004]
[Grol-1996] 598 768 0.2092 0.0137 0.807
[Hama-1996]
[Toun-2002] 589 755 0.198 0.0149 0.8
Tab. 4.2 – Paramètres de la loi de Johnson-Cook pour l’acier 42CrMo4
Nous remarquons que les valeurs des paramètres de cette loi changent d’un auteur à un autre. Nous
expliquons cette écart par le fait que ces alliages n’auraient pas les mêmes états microstructuraux
lors de l’identification. Ces auteurs n’indiquent pas les traitements thermiques appliqués à leur
alliages. Dans notre cas nous allons choisir la loi citée dans [Barg-2005] car nous utilisons dans ce
travail le même alliage dont la dureté est de 290 HB (324 HV10)
Les propriétés physiques du matériau sont mentionnées dans le tableau 4.3
ρ (kg/m3) Module
élastique
(MPa)
Coefficient du
Poisson ν
Chaleur
spécifique
(J.kg−1.°C−1)
Conductivité
thermique
(W.m−1.C−1)
Température
de fusion(°C)
7800 200 0.3 477 46 1530
Tab. 4.3 – Propriétés physiques de l’acier 42CrMo4 [Barg-2005].
4.3.4.1 Gestion de contact
La gestion de contact est la partie la plus délicate dans un code de calcul par éléments finis. Deux
algorithmes de contact sont disponibles sous le code de calcul ABAQUS : un algorithme de contact
général et un algorithme de contact type "maître-esclave". Le contact général permet de définir le
contact entre plusieurs parties ou toute la région du modèle avec une seule interaction. Typiquement,
les interactions d’un contact général sont définies pour toutes les surfaces qui contiennent des faces
extérieures ou des arêtes dans le cas de 2D. Par contre, pour l’autre algorithme, il est nécessaire
de définir deux surfaces de contact ; une surface maître et l’autre esclave. Généralement, la surface
esclave doit être associée au corps déformable et la surface rigide au maître. Quand les deux surfaces
en contact sont déformables, la surface maître doit être choisie comme surface du corps le plus raide
94
Chapitre 4 : Analyse et modélisation numérique du frottement
ou comme surface avec la maille la plus grossière si les deux surfaces sont sur des structures avec
une rigidité comparable.
Le premier algorithme est le plus coûteux en temps de calcul. En effet, tous les noeuds du modèle
sont concernés pour la recherche du contact ce qui demande beaucoup de temps surtout si leur
nombre est très élevé. Au contraire, seuls les noeuds de la surface maître et ceux de la surface
esclave entrent dans ce calcul. Pour cette raison, nous avons adopté dans notre calcul l’algorithme
maître-esclave.
Le problème avec l’algorithme maître-esclave est la possibilité que certains noeuds des surfaces
maître pénètrent les surfaces liées aux noeuds esclaves. Raffiner le maillage de l’esclave minimise
souvent la pénétration des nœuds en surface du maître. Si le raffinement du maillage n’est pas suf-
fisant, l’approche maître-esclave "partagé" devient la meilleure solution. Chaque surface de contact
est supposée maître puis surface esclave et inversement. Bien que, cette méthode soit coûteuse en
temps de calcul, elle permet de garantir la non pénétrabilité des surfaces.
Cependant, les résultats obtenus à partir d’un calcul de contact symétrique maître esclave "par-
tagé" peuvent être difficiles à interpréter [Barr-2004]. Dans le cas d’un contact symétrique maître
esclave, les deux surfaces sont considérées tour à tour comme esclave, donc chacune des surfaces a
ses résultats associés. Le problème est que les résultats de pression de contact ne sont pas indépen-
dants l’un de l’autre. La pression de contact sur une surface n’est pas forcément équivalente à la
pression de contact sur l’autre surface. La pression de contact totale agissant sur les deux surfaces
est la somme des pressions de contact sur chacune des surfaces.
Pour résoudre ce problème, nous devons adopter un contact asymétrique dont nous spécifions la
surface maître et la surface esclave (pure master slave contact). Dans ce cas là, les résultats sont
obtenus uniquement sur la surface esclave.
Dans le but de prendre en compte des phénomènes thermo-mécaniques à l’interface pion/pièce
et le transfert de chaleur entre les deux solides, nous avons défini à cet interface ces propriétés
mécaniques et thermiques relatives aux conditions de l’essai.
4.3.4.2 Propriétés mécaniques de contact
L’interaction entre le pion et la pièce a été modélisée par la loi de Coulomb. La contrainte tangen-
tielle de frottement τf est calculée en tout point d’intégration par la formule suivante :
τf = µadh.σn (4.15)
Avec σn la contrainte normale et µadh le coefficient de frottement interfacial. Ce dernier est consi-
déré constant et il ne dépend ni de la vitesse ni de la pression ni de la température car, en ce
moment, nous ne disposons pas d’une loi de frottement adéquate puisque c’est notre objectif final.
95

Chapitre 4 : Analyse et modélisation numérique du frottement
4.3.4.3 Propriétés thermiques de contact
La modélisation du transfert thermique entre le pion et la pièce nous oblige de bien définir le pion
comme une surface maître et la pièce comme surface esclave. ABAQUS assure le transfert de chaleur
entre ces deux surfaces par deux modes, la conduction et la radiation. Pour simplifier l’étude nous
avons négligé la radiation.
Le transfert de chaleur par conduction est défini par :
qk = k(TA − TB) (4.16)
Avec qk est la densité de flux de chaleur traversant l’interface de point A de l’une de deux surfaces
vers un point B de l’autre. TA et TB sont les températures de ces deux points. k est la conductivité
de l’interface.
Généralement, le point A est le nœud de la surface esclave. Le point B est l’endroit de la surface
maître en contact avec la surface esclave, s’ils ne sont pas en contact, c’est l’intersection entre la
normale à la surface esclave au point A et la surface maître.
La conductivité k peut être une fonction de la pression de contact, la température moyenne de
deux surfaces, le jeu entre les deux surfaces (clearance) et d’autres variables déterminées expéri-
mentalement. Par défaut, la conductivité doit être définie en fonction de la clearance (jeu) entre les
deux surfaces.
Abaqus/Explicit nous donne aussi la possibilité de définir une fraction η de l’énergie de frottement,
qg = µadhPVg transformée en chaleur (Vg : la vitesse d’écoulement locale de la matière sous le pion).
Les fractions de cette dernière transmise vers la première et la deuxième surface f1 et f2 peuvent
être aussi définies. Par défaut η = 1 et f1 = f2=0.5.
Dans notre étude, nous avons supposé, en premier temps, que toute l’énergie de frottement est
transformée en chaleur (η = 1). Par ailleurs, les fractions f1 et f2 sont calculés à partir des propriétés
physiques et thermiques du pion et de la pièce par :
f1
f2=
√
ρ1C1k1
ρ2C2k2(4.17)
Avec ρi, Ci et ki (i=1, 2) sont respectivement la masse volumique, la chaleur spécifique et la
conductivité thermique de la surface i. Le tableau 4.4 illustre un exemple de calcul de ces coeffcients
dans le cas d’un contact entre l’acier 42CrMo4 et le carbure de tungstène à une température de
20°C
Dans ce cas là 47% du flux de chaleur produit à l’interface est transmis vers le pion (carbure) et
53% vers la pièce. Puisque ce coefficient dépend de la température de contact, il est necessaire de
96
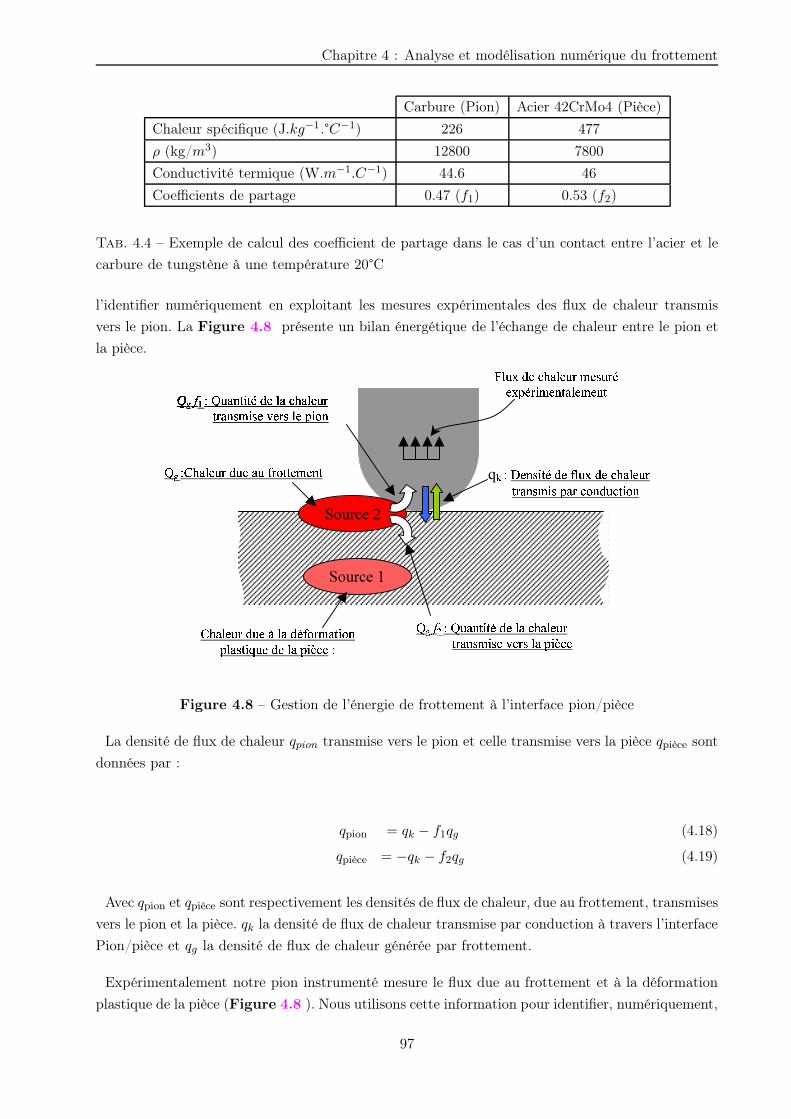
Chapitre 4 : Analyse et modélisation numérique du frottement
Carbure (Pion) Acier 42CrMo4 (Pièce)
Chaleur spécifique (J.kg−1.°C−1) 226 477
ρ (kg/m3) 12800 7800
Conductivité termique (W.m−1.C−1) 44.6 46
Coefficients de partage 0.47 (f1) 0.53 (f2)
Tab. 4.4 – Exemple de calcul des coefficient de partage dans le cas d’un contact entre l’acier et le
carbure de tungstène à une température 20°C
l’identifier numériquement en exploitant les mesures expérimentales des flux de chaleur transmis
vers le pion. La Figure 4.8 présente un bilan énergétique de l’échange de chaleur entre le pion et
la pièce.
Source 1
Source 2
q
! Figure 4.8 – Gestion de l’énergie de frottement à l’interface pion/pièce
La densité de flux de chaleur qpion transmise vers le pion et celle transmise vers la pièce qpièce sont
données par :
qpion = qk − f1qg (4.18)
qpièce = −qk − f2qg (4.19)
Avec qpion et qpièce sont respectivement les densités de flux de chaleur, due au frottement, transmises
vers le pion et la pièce. qk la densité de flux de chaleur transmise par conduction à travers l’interface
Pion/pièce et qg la densité de flux de chaleur générée par frottement.
Expérimentalement notre pion instrumenté mesure le flux due au frottement et à la déformation
plastique de la pièce (Figure 4.8 ). Nous utilisons cette information pour identifier, numériquement,
97

Chapitre 4 : Analyse et modélisation numérique du frottement
la conductivité thermique de l’interface k et le coefficient de partition du flux de chaleur vers la
pièce f2. Dans un premier temps, nous avons étudié l’influence de la conductivité de l’interface sur
le flux de chaleur transmis vers le pion. Deux calculs ont été lancés en modifiant seulement la valeur
de la conductivité de l’interface. Les différents paramètres de ces deux modèles sont présentés dans
le tableau 4.5.
Modèle 1 Modèle 2
Vitesse de glissement (m/min) 120 120
Effort normal (N) 1000 1000
Température initiale (C°) 300 300
Coefficient de frottement 0.21 0.21
Coefficient de partage f2 20% 20%
Conductivité (W / m C°) 100 46
Tab. 4.5 – Paramètres d’entrées de deux modèles numériques de rayage
Les résultats présentés par la Figure 4.9 montre que la conductivité de l’interface n’influe pas sur
la valeur du flux transmis vers le pion même en modifiant sa valeur de 100%.
Ceci nous laisse conclure que l’énergie de chaleur produite par déformation plastique reste en
totalité dans la pièce (100%). De même, la partie de l’énergie de friction, qui est partie dans la
pièce, reste aussi dans la pièce. Nous expliquons cet effet par le fait que la vitesse de frottement est
tellement grande que la chaleur ne trouve pas le temps pour se diffuser dans le pion.
Nous avons étudié également l’influence du coefficient de partage f2 sur le flux de chaleur transmis
vers le pion. Nous avons pris des valeurs proches de celles déterminées précédemment à partir des
propriétés physiques et thermiques de deux matériaux. Les résultats montrent que ce facteur est un
paramètre très influant sur le résultat. La valeur optimale trouvée, pour un essai de frottement à
120 m/min et un effort normal de 1000 N, est f2 = 0.51. Pour cette valeur de coefficient de partage
et pour une conductivité de l’interface égale à 46 W/m C°, la densité de flux moyenne, trouvée
numériquement, traversant la surface du pion vaut 214 W/mm2 alors que expérimentalement elle
est de 216 W/mm2.
NB- Il faut préciser que la pièce doit être la surface esclave (en introduisant un facteur de poids
(weight factor) égale à 1).
4.3.5 Conditions aux limites
Pour simuler le mouvement relatif entre le pion et la pièce, nous avons choisi de fixer la pièce et
de piloter le pion via son point de référence. Ce dernier est relié à la partie supérieure du pion qui
est défini comme un corps infiniment rigide. En ce point, nous imposons la vitesse d’indentation et
celle de frottement.
98
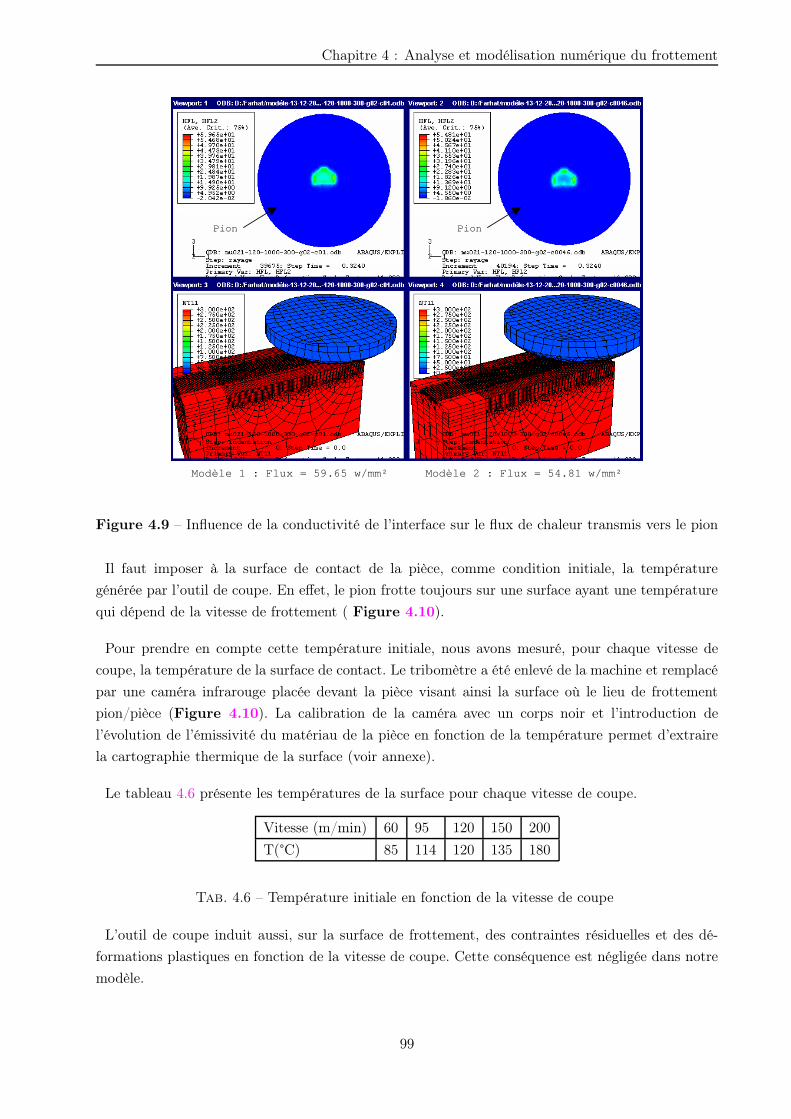
Chapitre 4 : Analyse et modélisation numérique du frottement
Modèle 1 : Flux = 59.65 w/mm²
(max) Modèle 2 : Flux = 54.81 w/mm²
(max)
Pion Pion
Figure 4.9 – Influence de la conductivité de l’interface sur le flux de chaleur transmis vers le pion
Il faut imposer à la surface de contact de la pièce, comme condition initiale, la température
générée par l’outil de coupe. En effet, le pion frotte toujours sur une surface ayant une température
qui dépend de la vitesse de frottement ( Figure 4.10).
Pour prendre en compte cette température initiale, nous avons mesuré, pour chaque vitesse de
coupe, la température de la surface de contact. Le tribomètre a été enlevé de la machine et remplacé
par une caméra infrarouge placée devant la pièce visant ainsi la surface où le lieu de frottement
pion/pièce (Figure 4.10). La calibration de la caméra avec un corps noir et l’introduction de
l’évolution de l’émissivité du matériau de la pièce en fonction de la température permet d’extraire
la cartographie thermique de la surface (voir annexe).
Le tableau 4.6 présente les températures de la surface pour chaque vitesse de coupe.
Vitesse (m/min) 60 95 120 150 200
T(°C) 85 114 120 135 180
Tab. 4.6 – Température initiale en fonction de la vitesse de coupe
L’outil de coupe induit aussi, sur la surface de frottement, des contraintes résiduelles et des dé-
formations plastiques en fonction de la vitesse de coupe. Cette conséquence est négligée dans notre
modèle.
99
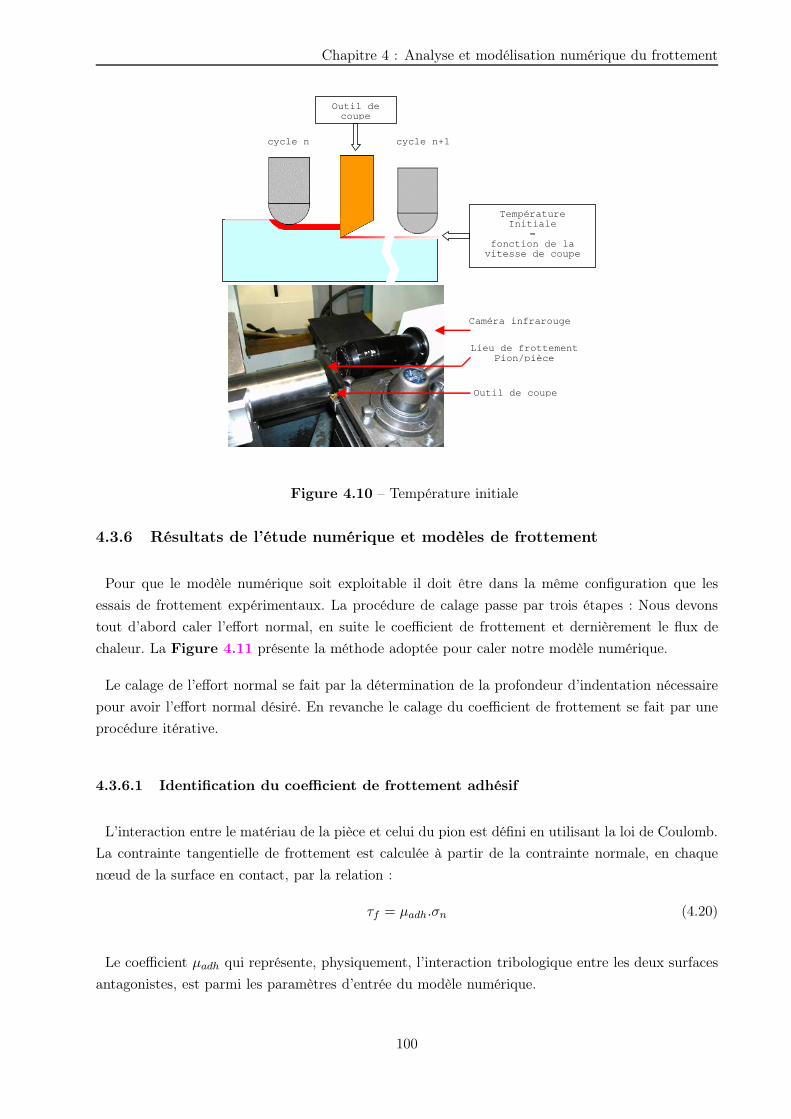
Chapitre 4 : Analyse et modélisation numérique du frottement
Température Initiale
= fonction de la
vitesse de coupe
cycle n cycle n+1
Outil de coupe
Caméra infrarouge
Outil de coupe
Lieu de frottement Pion/pièce
Figure 4.10 – Température initiale
4.3.6 Résultats de l’étude numérique et modèles de frottement
Pour que le modèle numérique soit exploitable il doit être dans la même configuration que les
essais de frottement expérimentaux. La procédure de calage passe par trois étapes : Nous devons
tout d’abord caler l’effort normal, en suite le coefficient de frottement et dernièrement le flux de
chaleur. La Figure 4.11 présente la méthode adoptée pour caler notre modèle numérique.
Le calage de l’effort normal se fait par la détermination de la profondeur d’indentation nécessaire
pour avoir l’effort normal désiré. En revanche le calage du coefficient de frottement se fait par une
procédure itérative.
4.3.6.1 Identification du coefficient de frottement adhésif
L’interaction entre le matériau de la pièce et celui du pion est défini en utilisant la loi de Coulomb.
La contrainte tangentielle de frottement est calculée à partir de la contrainte normale, en chaque
nœud de la surface en contact, par la relation :
τf = µadh.σn (4.20)
Le coefficient µadh qui représente, physiquement, l’interaction tribologique entre les deux surfaces
antagonistes, est parmi les paramètres d’entrée du modèle numérique.
100
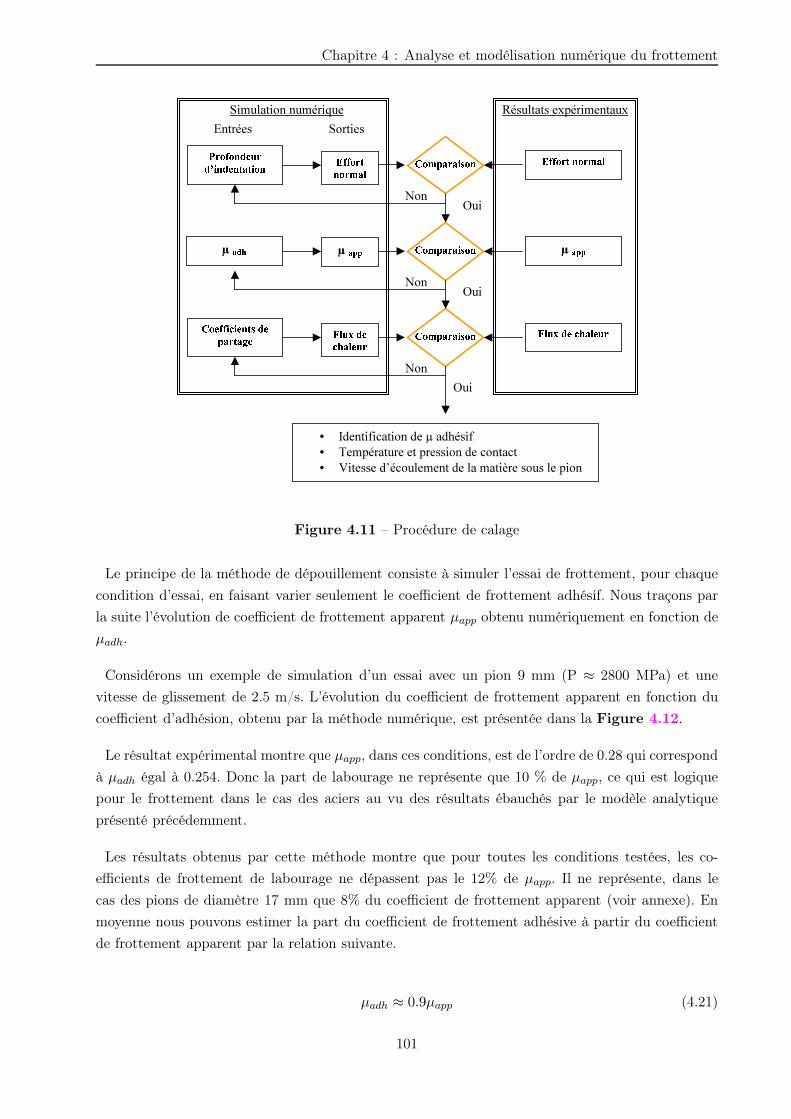
Chapitre 4 : Analyse et modélisation numérique du frottement
• Identification de µ adhésif • Température et pression de contact • Vitesse d’écoulement de la matière sous le pion
µ µ µ
Simulation numérique Résultats expérimentaux
Oui
Oui
Oui
Non
Non
Non
Entrées Sorties
Figure 4.11 – Procédure de calage
Le principe de la méthode de dépouillement consiste à simuler l’essai de frottement, pour chaque
condition d’essai, en faisant varier seulement le coefficient de frottement adhésif. Nous traçons par
la suite l’évolution de coefficient de frottement apparent µapp obtenu numériquement en fonction de
µadh.
Considérons un exemple de simulation d’un essai avec un pion 9 mm (P ≈ 2800 MPa) et une
vitesse de glissement de 2.5 m/s. L’évolution du coefficient de frottement apparent en fonction du
coefficient d’adhésion, obtenu par la méthode numérique, est présentée dans la Figure 4.12.
Le résultat expérimental montre que µapp, dans ces conditions, est de l’ordre de 0.28 qui correspond
à µadh égal à 0.254. Donc la part de labourage ne représente que 10 % de µapp, ce qui est logique
pour le frottement dans le cas des aciers au vu des résultats ébauchés par le modèle analytique
présenté précédemment.
Les résultats obtenus par cette méthode montre que pour toutes les conditions testées, les co-
efficients de frottement de labourage ne dépassent pas le 12% de µapp. Il ne représente, dans le
cas des pions de diamètre 17 mm que 8% du coefficient de frottement apparent (voir annexe). En
moyenne nous pouvons estimer la part du coefficient de frottement adhésive à partir du coefficient
de frottement apparent par la relation suivante.
µadh ≈ 0.9µapp (4.21)
101
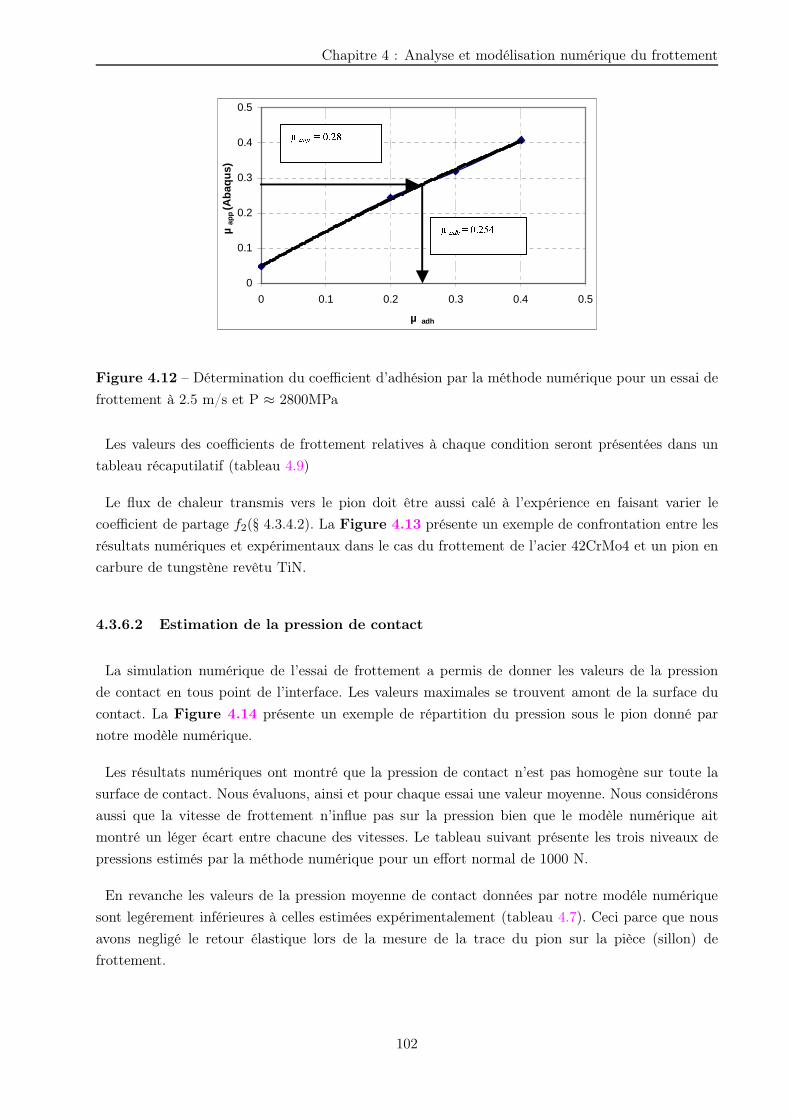
Chapitre 4 : Analyse et modélisation numérique du frottement
0
0.1
0.2
0.3
0.4
0.5
0 0.1 0.2 0.3 0.4 0.5
µ adh
µ ap
p (A
baqu
s)
Figure 4.12 – Détermination du coefficient d’adhésion par la méthode numérique pour un essai de
frottement à 2.5 m/s et P ≈ 2800MPa
Les valeurs des coefficients de frottement relatives à chaque condition seront présentées dans un
tableau récaputilatif (tableau 4.9)
Le flux de chaleur transmis vers le pion doit être aussi calé à l’expérience en faisant varier le
coefficient de partage f2(§ 4.3.4.2). La Figure 4.13 présente un exemple de confrontation entre les
résultats numériques et expérimentaux dans le cas du frottement de l’acier 42CrMo4 et un pion en
carbure de tungstène revêtu TiN.
4.3.6.2 Estimation de la pression de contact
La simulation numérique de l’essai de frottement a permis de donner les valeurs de la pression
de contact en tous point de l’interface. Les valeurs maximales se trouvent amont de la surface du
contact. La Figure 4.14 présente un exemple de répartition du pression sous le pion donné par
notre modèle numérique.
Les résultats numériques ont montré que la pression de contact n’est pas homogène sur toute la
surface de contact. Nous évaluons, ainsi et pour chaque essai une valeur moyenne. Nous considérons
aussi que la vitesse de frottement n’influe pas sur la pression bien que le modèle numérique ait
montré un léger écart entre chacune des vitesses. Le tableau suivant présente les trois niveaux de
pressions estimés par la méthode numérique pour un effort normal de 1000 N.
En revanche les valeurs de la pression moyenne de contact données par notre modéle numérique
sont legérement inférieures à celles estimées expérimentalement (tableau 4.7). Ceci parce que nous
avons negligé le retour élastique lors de la mesure de la trace du pion sur la pièce (sillon) de
frottement.
102
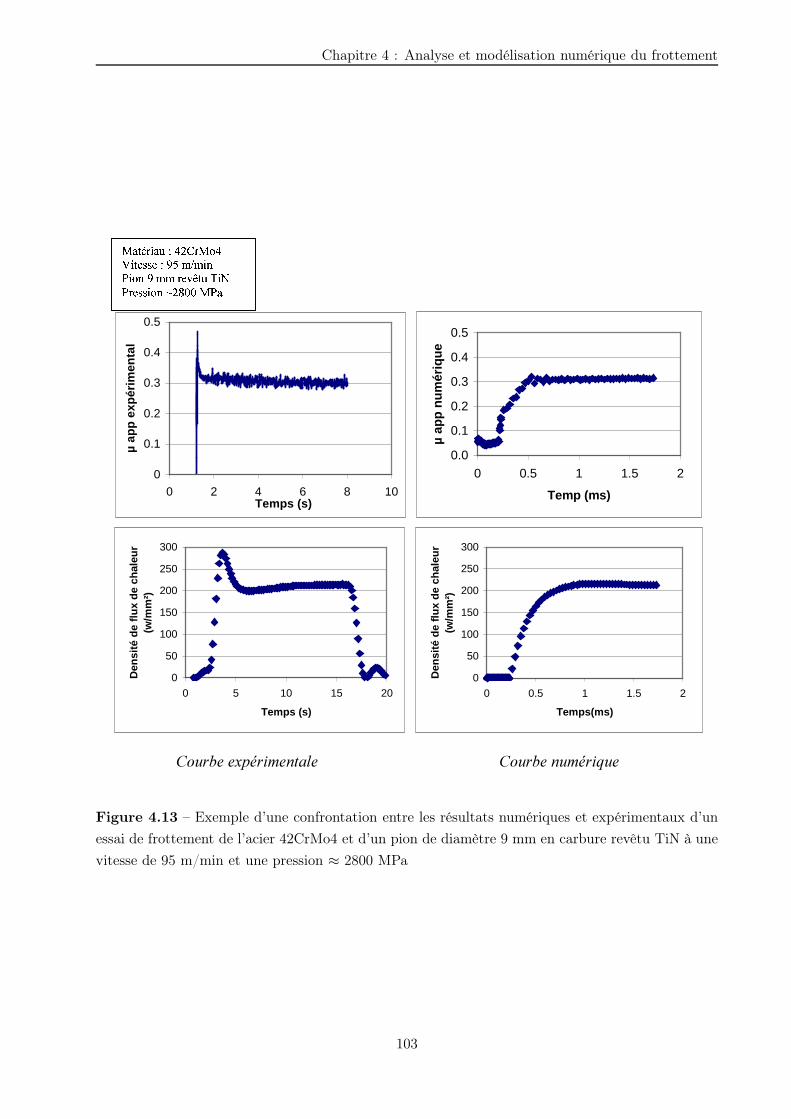
Chapitre 4 : Analyse et modélisation numérique du frottement
0
0.1
0.2
0.3
0.4
0.5
0 2 4 6 8 10Temps (s)
µ ap
p ex
périm
enta
l
0.0
0.1
0.2
0.3
0.4
0.5
0 0.5 1 1.5 2
Temp (ms)
µ ap
p nu
mér
ique
0
50
100
150
200
250
300
0 5 10 15 20
Temps (s)
Den
sité
de
flux
de c
hale
ur
(w/m
m²)
0
50
100
150
200
250
300
0 0.5 1 1.5 2
Temps(ms)
Den
sité
de
flux
de c
hale
ur
(w/m
m²)
Courbe expérimentale Courbe numérique
Figure 4.13 – Exemple d’une confrontation entre les résultats numériques et expérimentaux d’un
essai de frottement de l’acier 42CrMo4 et d’un pion de diamètre 9 mm en carbure revêtu TiN à une
vitesse de 95 m/min et une pression ≈ 2800 MPa
103
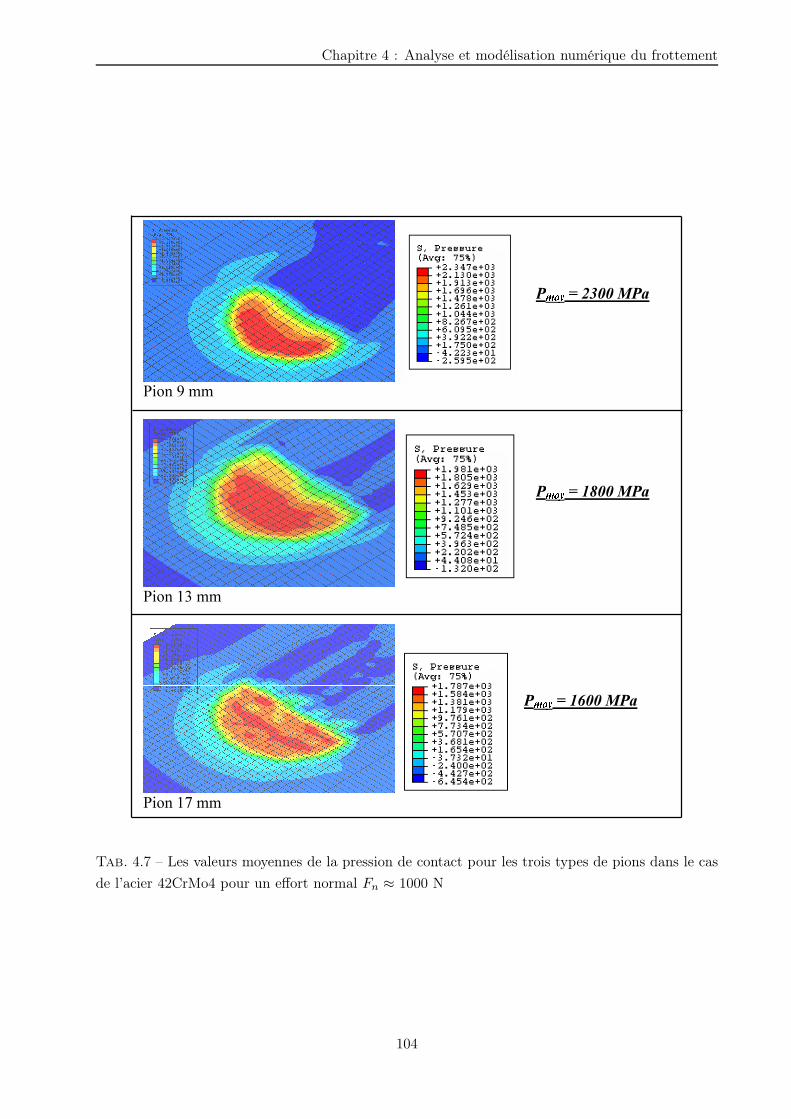
Chapitre 4 : Analyse et modélisation numérique du frottement
Pion 9 mm
Pion 13 mm
Pion 17 mm
P = 2300 MPa
P = 1800 MPa
P = 1600 MPa
Tab. 4.7 – Les valeurs moyennes de la pression de contact pour les trois types de pions dans le cas
de l’acier 42CrMo4 pour un effort normal Fn ≈ 1000 N
104
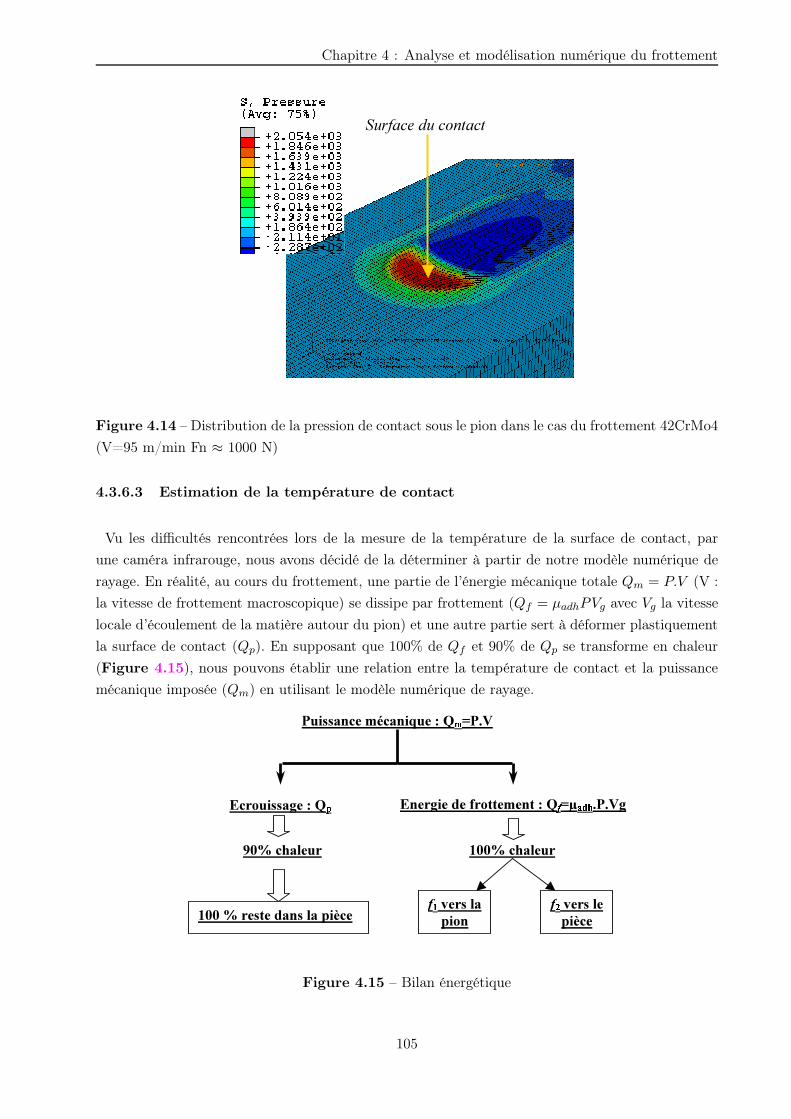
Chapitre 4 : Analyse et modélisation numérique du frottement
Surface du contact
Figure 4.14 – Distribution de la pression de contact sous le pion dans le cas du frottement 42CrMo4
(V=95 m/min Fn ≈ 1000 N)
4.3.6.3 Estimation de la température de contact
Vu les difficultés rencontrées lors de la mesure de la température de la surface de contact, par
une caméra infrarouge, nous avons décidé de la déterminer à partir de notre modèle numérique de
rayage. En réalité, au cours du frottement, une partie de l’énergie mécanique totale Qm = P.V (V :
la vitesse de frottement macroscopique) se dissipe par frottement (Qf = µadhPVg avec Vg la vitesse
locale d’écoulement de la matière autour du pion) et une autre partie sert à déformer plastiquement
la surface de contact (Qp). En supposant que 100% de Qf et 90% de Qp se transforme en chaleur
(Figure 4.15), nous pouvons établir une relation entre la température de contact et la puissance
mécanique imposée (Qm) en utilisant le modèle numérique de rayage.
Puissance mécanique : Q=P.V Ecrouissage : Q Energie de frottement : Q=µ.P.Vg 90% chaleur 100% chaleur
100 % reste dans la pièce f vers la pion
f vers le pièce
Figure 4.15 – Bilan énergétique
105
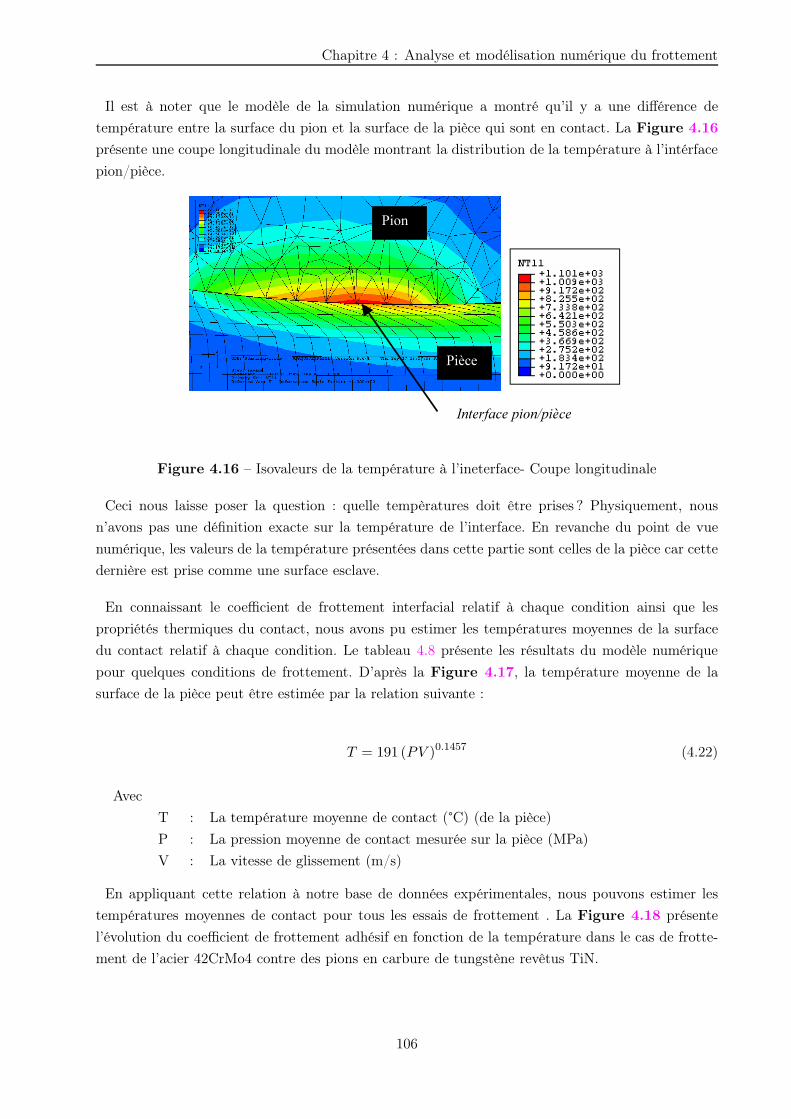
Chapitre 4 : Analyse et modélisation numérique du frottement
Il est à noter que le modèle de la simulation numérique a montré qu’il y a une différence de
température entre la surface du pion et la surface de la pièce qui sont en contact. La Figure 4.16
présente une coupe longitudinale du modèle montrant la distribution de la température à l’intérface
pion/pièce.
Interface pion/pièce
Pion
Pièce
Figure 4.16 – Isovaleurs de la température à l’ineterface- Coupe longitudinale
Ceci nous laisse poser la question : quelle tempèratures doit être prises ? Physiquement, nous
n’avons pas une définition exacte sur la température de l’interface. En revanche du point de vue
numérique, les valeurs de la température présentées dans cette partie sont celles de la pièce car cette
dernière est prise comme une surface esclave.
En connaissant le coefficient de frottement interfacial relatif à chaque condition ainsi que les
propriétés thermiques du contact, nous avons pu estimer les températures moyennes de la surface
du contact relatif à chaque condition. Le tableau 4.8 présente les résultats du modèle numérique
pour quelques conditions de frottement. D’après la Figure 4.17, la température moyenne de la
surface de la pièce peut être estimée par la relation suivante :
T = 191 (PV )0.1457 (4.22)
Avec
T : La température moyenne de contact (°C) (de la pièce)
P : La pression moyenne de contact mesurée sur la pièce (MPa)
V : La vitesse de glissement (m/s)
En appliquant cette relation à notre base de données expérimentales, nous pouvons estimer les
températures moyennes de contact pour tous les essais de frottement . La Figure 4.18 présente
l’évolution du coefficient de frottement adhésif en fonction de la température dans le cas de frotte-
ment de l’acier 42CrMo4 contre des pions en carbure de tungstène revêtus TiN.
106
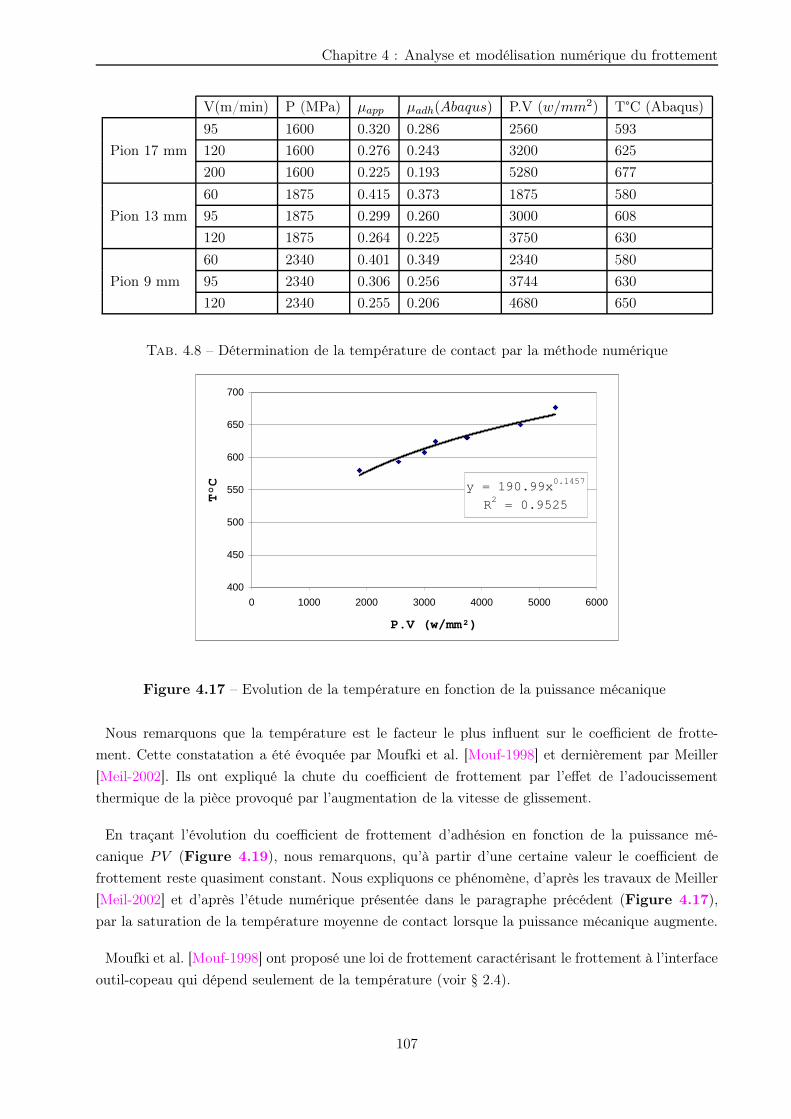
Chapitre 4 : Analyse et modélisation numérique du frottement
V(m/min) P (MPa) µapp µadh(Abaqus) P.V (w/mm2) T°C (Abaqus)
Pion 17 mm
95 1600 0.320 0.286 2560 593
120 1600 0.276 0.243 3200 625
200 1600 0.225 0.193 5280 677
Pion 13 mm
60 1875 0.415 0.373 1875 580
95 1875 0.299 0.260 3000 608
120 1875 0.264 0.225 3750 630
Pion 9 mm
60 2340 0.401 0.349 2340 580
95 2340 0.306 0.256 3744 630
120 2340 0.255 0.206 4680 650
Tab. 4.8 – Détermination de la température de contact par la méthode numérique
y = 190.99x0.1457
R2 = 0.9525
400
450
500
550
600
650
700
0 1000 2000 3000 4000 5000 6000
P.V (w/mm²)
T°C
Figure 4.17 – Evolution de la température en fonction de la puissance mécanique
Nous remarquons que la température est le facteur le plus influent sur le coefficient de frotte-
ment. Cette constatation a été évoquée par Moufki et al. [Mouf-1998] et dernièrement par Meiller
[Meil-2002]. Ils ont expliqué la chute du coefficient de frottement par l’effet de l’adoucissement
thermique de la pièce provoqué par l’augmentation de la vitesse de glissement.
En traçant l’évolution du coefficient de frottement d’adhésion en fonction de la puissance mé-
canique PV (Figure 4.19), nous remarquons, qu’à partir d’une certaine valeur le coefficient de
frottement reste quasiment constant. Nous expliquons ce phénomène, d’après les travaux de Meiller
[Meil-2002] et d’après l’étude numérique présentée dans le paragraphe précédent (Figure 4.17),
par la saturation de la température moyenne de contact lorsque la puissance mécanique augmente.
Moufki et al. [Mouf-1998] ont proposé une loi de frottement caractérisant le frottement à l’interface
outil-copeau qui dépend seulement de la température (voir § 2.4).
107
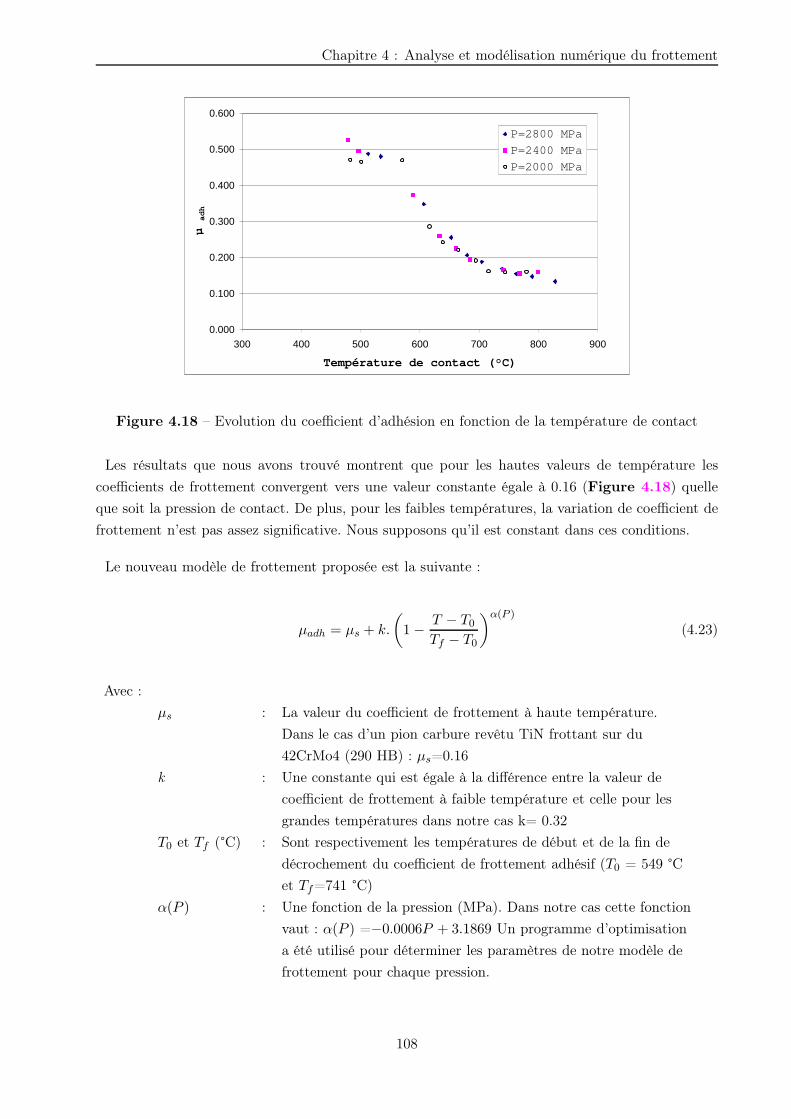
Chapitre 4 : Analyse et modélisation numérique du frottement
0.000
0.100
0.200
0.300
0.400
0.500
0.600
300 400 500 600 700 800 900
Température de contact (°C)
µ
ad
h
P=2800 MPa
P=2400 MPa
P=2000 MPa
Figure 4.18 – Evolution du coefficient d’adhésion en fonction de la température de contact
Les résultats que nous avons trouvé montrent que pour les hautes valeurs de température les
coefficients de frottement convergent vers une valeur constante égale à 0.16 (Figure 4.18) quelle
que soit la pression de contact. De plus, pour les faibles températures, la variation de coefficient de
frottement n’est pas assez significative. Nous supposons qu’il est constant dans ces conditions.
Le nouveau modèle de frottement proposée est la suivante :
µadh = µs + k.
(
1 − T − T0
Tf − T0
)α(P )
(4.23)
Avec :
µs : La valeur du coefficient de frottement à haute température.
Dans le cas d’un pion carbure revêtu TiN frottant sur du
42CrMo4 (290 HB) : µs=0.16
k : Une constante qui est égale à la différence entre la valeur de
coefficient de frottement à faible température et celle pour les
grandes températures dans notre cas k= 0.32
T0 et Tf (°C) : Sont respectivement les températures de début et de la fin de
décrochement du coefficient de frottement adhésif (T0 = 549 °C
et Tf=741 °C)
α(P ) : Une fonction de la pression (MPa). Dans notre cas cette fonction
vaut : α(P ) =−0.0006P + 3.1869 Un programme d’optimisation
a été utilisé pour déterminer les paramètres de notre modèle de
frottement pour chaque pression.
108
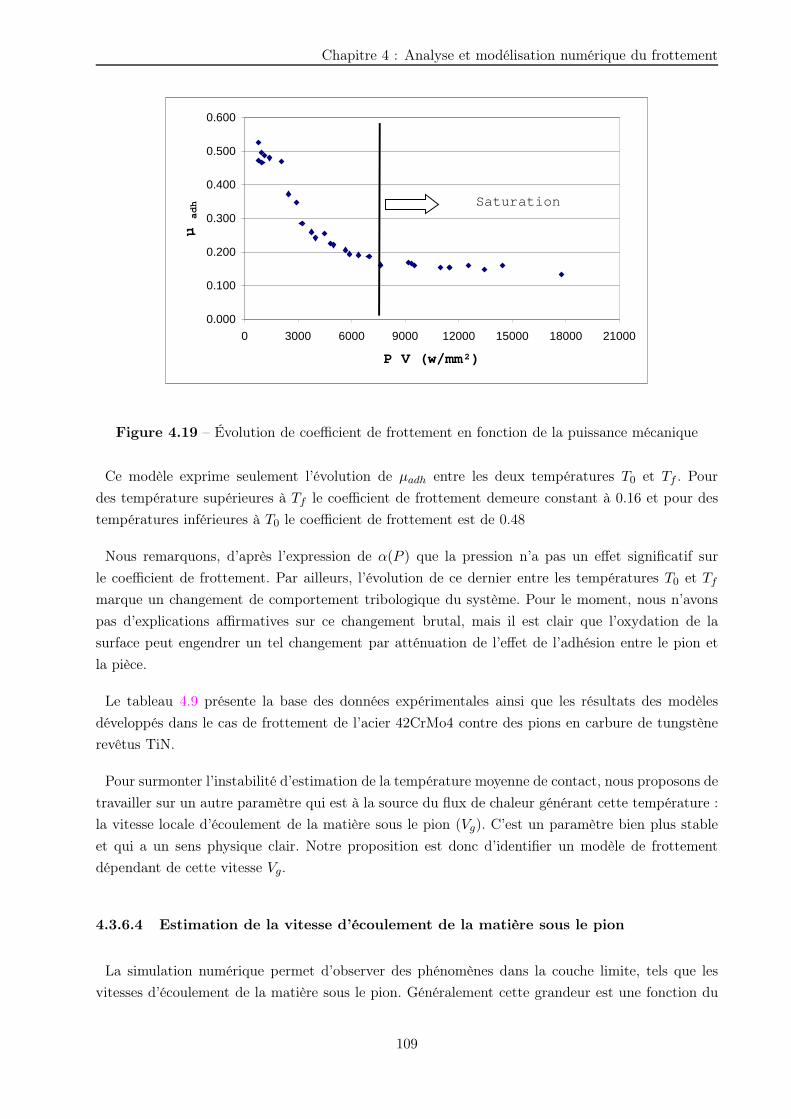
Chapitre 4 : Analyse et modélisation numérique du frottement
0.000
0.100
0.200
0.300
0.400
0.500
0.600
0 3000 6000 9000 12000 15000 18000 21000
P V (w/mm²)
µ
ad
h Saturation
Figure 4.19 – Évolution de coefficient de frottement en fonction de la puissance mécanique
Ce modèle exprime seulement l’évolution de µadh entre les deux températures T0 et Tf . Pour
des température supérieures à Tf le coefficient de frottement demeure constant à 0.16 et pour des
températures inférieures à T0 le coefficient de frottement est de 0.48
Nous remarquons, d’après l’expression de α(P ) que la pression n’a pas un effet significatif sur
le coefficient de frottement. Par ailleurs, l’évolution de ce dernier entre les températures T0 et Tf
marque un changement de comportement tribologique du système. Pour le moment, nous n’avons
pas d’explications affirmatives sur ce changement brutal, mais il est clair que l’oxydation de la
surface peut engendrer un tel changement par atténuation de l’effet de l’adhésion entre le pion et
la pièce.
Le tableau 4.9 présente la base des données expérimentales ainsi que les résultats des modèles
développés dans le cas de frottement de l’acier 42CrMo4 contre des pions en carbure de tungstène
revêtus TiN.
Pour surmonter l’instabilité d’estimation de la température moyenne de contact, nous proposons de
travailler sur un autre paramètre qui est à la source du flux de chaleur générant cette température :
la vitesse locale d’écoulement de la matière sous le pion (Vg). C’est un paramètre bien plus stable
et qui a un sens physique clair. Notre proposition est donc d’identifier un modèle de frottement
dépendant de cette vitesse Vg.
4.3.6.4 Estimation de la vitesse d’écoulement de la matière sous le pion
La simulation numérique permet d’observer des phénomènes dans la couche limite, tels que les
vitesses d’écoulement de la matière sous le pion. Généralement cette grandeur est une fonction du
109
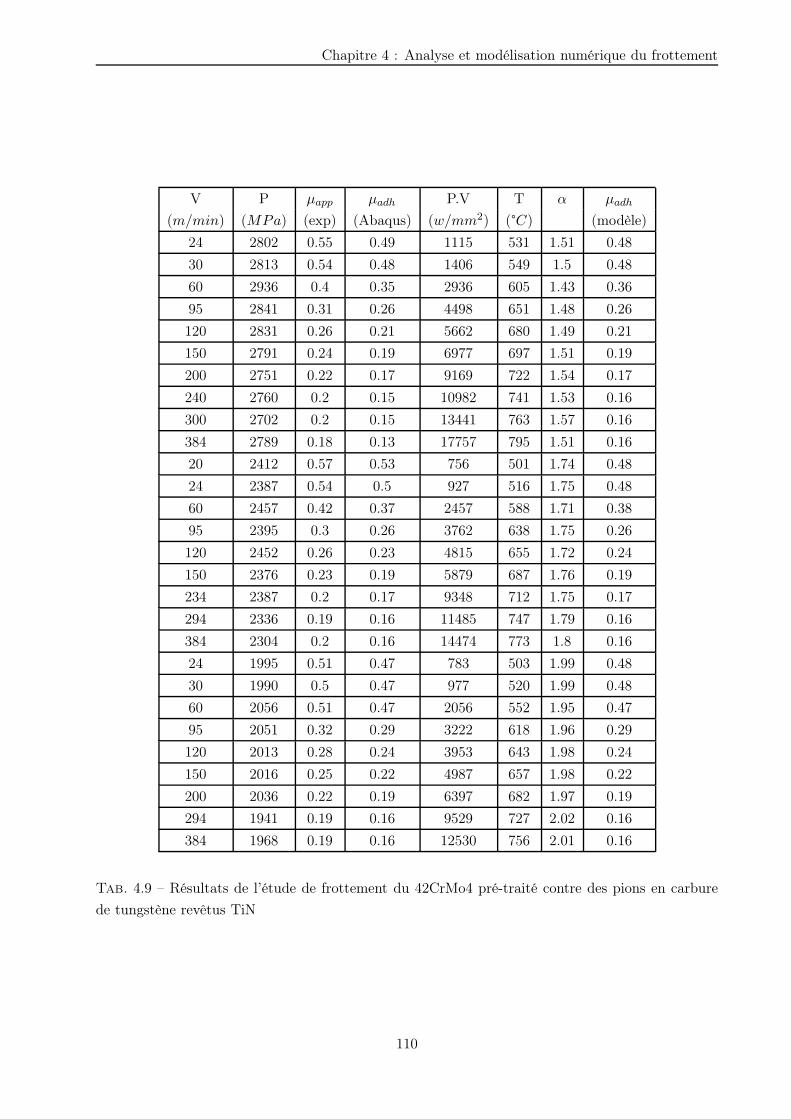
Chapitre 4 : Analyse et modélisation numérique du frottement
V P µapp µadh P.V T α µadh
(m/min) (MPa) (exp) (Abaqus) (w/mm2) (°C) (modèle)
24 2802 0.55 0.49 1115 531 1.51 0.48
30 2813 0.54 0.48 1406 549 1.5 0.48
60 2936 0.4 0.35 2936 605 1.43 0.36
95 2841 0.31 0.26 4498 651 1.48 0.26
120 2831 0.26 0.21 5662 680 1.49 0.21
150 2791 0.24 0.19 6977 697 1.51 0.19
200 2751 0.22 0.17 9169 722 1.54 0.17
240 2760 0.2 0.15 10982 741 1.53 0.16
300 2702 0.2 0.15 13441 763 1.57 0.16
384 2789 0.18 0.13 17757 795 1.51 0.16
20 2412 0.57 0.53 756 501 1.74 0.48
24 2387 0.54 0.5 927 516 1.75 0.48
60 2457 0.42 0.37 2457 588 1.71 0.38
95 2395 0.3 0.26 3762 638 1.75 0.26
120 2452 0.26 0.23 4815 655 1.72 0.24
150 2376 0.23 0.19 5879 687 1.76 0.19
234 2387 0.2 0.17 9348 712 1.75 0.17
294 2336 0.19 0.16 11485 747 1.79 0.16
384 2304 0.2 0.16 14474 773 1.8 0.16
24 1995 0.51 0.47 783 503 1.99 0.48
30 1990 0.5 0.47 977 520 1.99 0.48
60 2056 0.51 0.47 2056 552 1.95 0.47
95 2051 0.32 0.29 3222 618 1.96 0.29
120 2013 0.28 0.24 3953 643 1.98 0.24
150 2016 0.25 0.22 4987 657 1.98 0.22
200 2036 0.22 0.19 6397 682 1.97 0.19
294 1941 0.19 0.16 9529 727 2.02 0.16
384 1968 0.19 0.16 12530 756 2.01 0.16
Tab. 4.9 – Résultats de l’étude de frottement du 42CrMo4 pré-traité contre des pions en carbure
de tungstène revêtus TiN
110
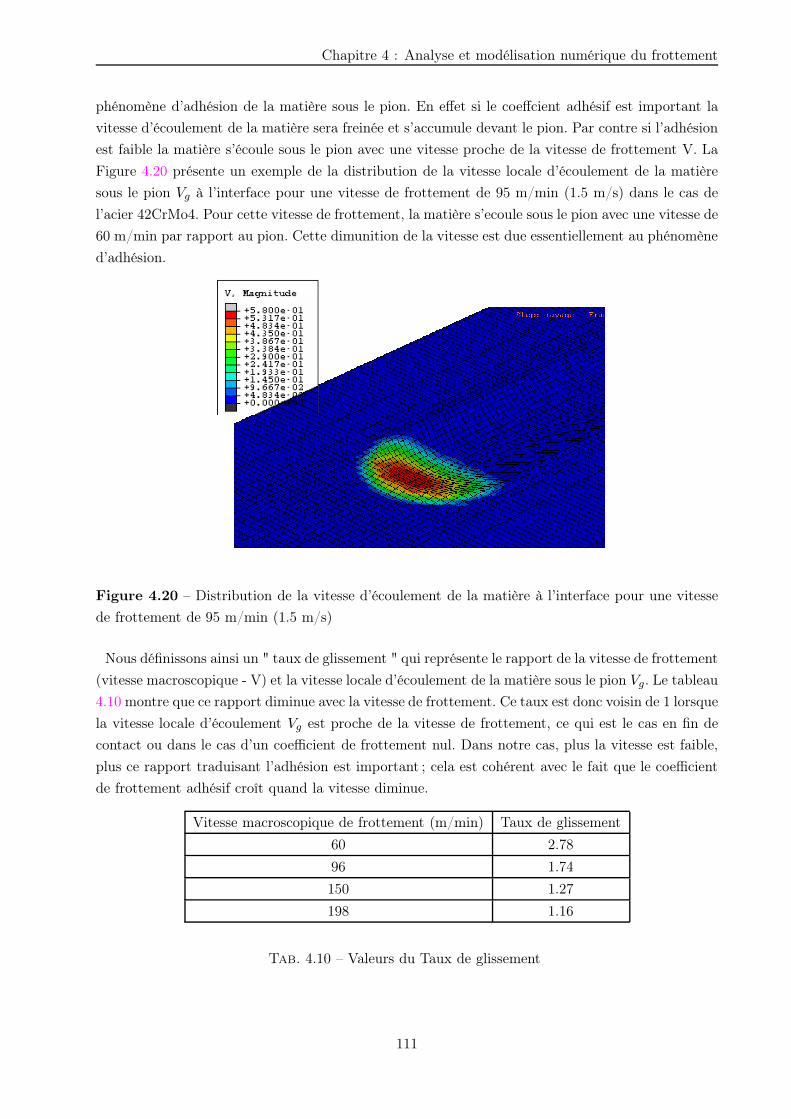
Chapitre 4 : Analyse et modélisation numérique du frottement
phénomène d’adhésion de la matière sous le pion. En effet si le coeffcient adhésif est important la
vitesse d’écoulement de la matière sera freinée et s’accumule devant le pion. Par contre si l’adhésion
est faible la matière s’écoule sous le pion avec une vitesse proche de la vitesse de frottement V. La
Figure 4.20 présente un exemple de la distribution de la vitesse locale d’écoulement de la matière
sous le pion Vg à l’interface pour une vitesse de frottement de 95 m/min (1.5 m/s) dans le cas de
l’acier 42CrMo4. Pour cette vitesse de frottement, la matière s’ecoule sous le pion avec une vitesse de
60 m/min par rapport au pion. Cette dimunition de la vitesse est due essentiellement au phénomène
d’adhésion.
Figure 4.20 – Distribution de la vitesse d’écoulement de la matière à l’interface pour une vitesse
de frottement de 95 m/min (1.5 m/s)
Nous définissons ainsi un " taux de glissement " qui représente le rapport de la vitesse de frottement
(vitesse macroscopique - V) et la vitesse locale d’écoulement de la matière sous le pion Vg. Le tableau
4.10 montre que ce rapport diminue avec la vitesse de frottement. Ce taux est donc voisin de 1 lorsque
la vitesse locale d’écoulement Vg est proche de la vitesse de frottement, ce qui est le cas en fin de
contact ou dans le cas d’un coefficient de frottement nul. Dans notre cas, plus la vitesse est faible,
plus ce rapport traduisant l’adhésion est important ; cela est cohérent avec le fait que le coefficient
de frottement adhésif croît quand la vitesse diminue.
Vitesse macroscopique de frottement (m/min) Taux de glissement
60 2.78
96 1.74
150 1.27
198 1.16
Tab. 4.10 – Valeurs du Taux de glissement
111
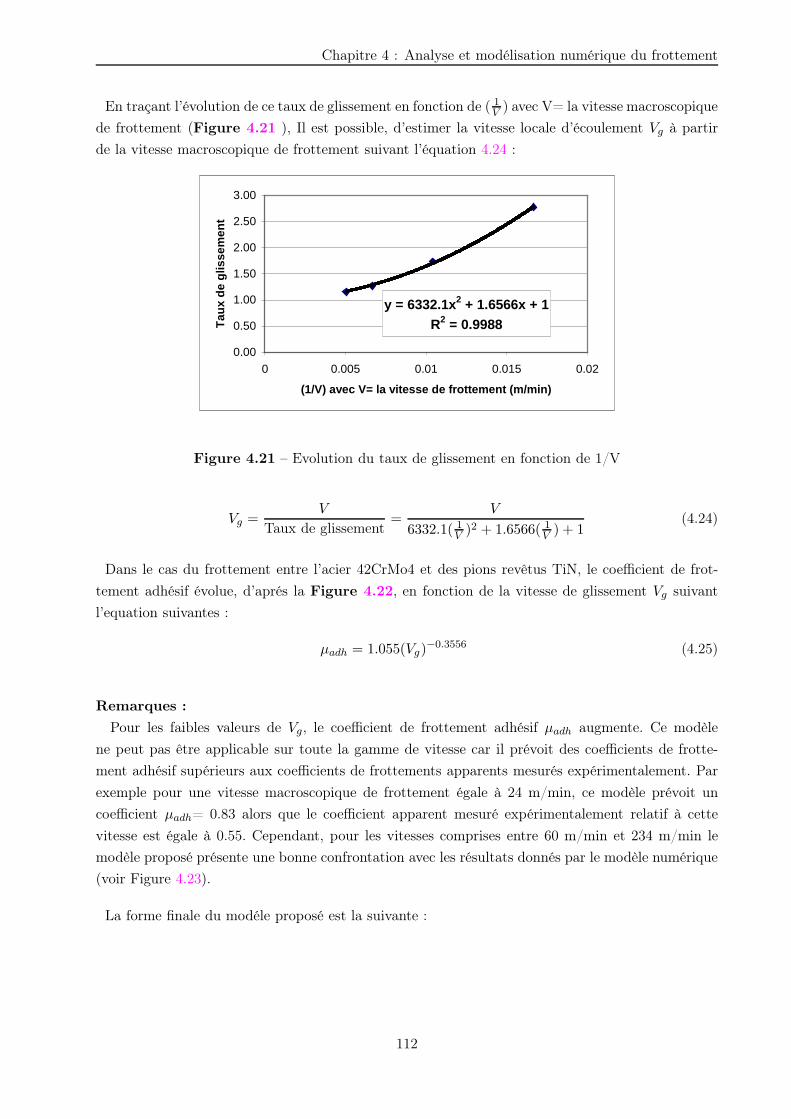
Chapitre 4 : Analyse et modélisation numérique du frottement
En traçant l’évolution de ce taux de glissement en fonction de ( 1V
) avec V= la vitesse macroscopique
de frottement (Figure 4.21 ), Il est possible, d’estimer la vitesse locale d’écoulement Vg à partir
de la vitesse macroscopique de frottement suivant l’équation 4.24 :
y = 6332.1x2 + 1.6566x + 1R2 = 0.9988
0.00
0.50
1.00
1.50
2.00
2.50
3.00
0 0.005 0.01 0.015 0.02
(1/V) avec V= la vitesse de frottement (m/min)
Tau
x de
glis
sem
ent
Figure 4.21 – Evolution du taux de glissement en fonction de 1/V
Vg =V
Taux de glissement=
V
6332.1( 1V
)2 + 1.6566( 1V
) + 1(4.24)
Dans le cas du frottement entre l’acier 42CrMo4 et des pions revêtus TiN, le coefficient de frot-
tement adhésif évolue, d’aprés la Figure 4.22, en fonction de la vitesse de glissement Vg suivant
l’equation suivantes :
µadh = 1.055(Vg)−0.3556 (4.25)
Remarques :
Pour les faibles valeurs de Vg, le coefficient de frottement adhésif µadh augmente. Ce modèle
ne peut pas être applicable sur toute la gamme de vitesse car il prévoit des coefficients de frotte-
ment adhésif supérieurs aux coefficients de frottements apparents mesurés expérimentalement. Par
exemple pour une vitesse macroscopique de frottement égale à 24 m/min, ce modèle prévoit un
coefficient µadh= 0.83 alors que le coefficient apparent mesuré expérimentalement relatif à cette
vitesse est égale à 0.55. Cependant, pour les vitesses comprises entre 60 m/min et 234 m/min le
modèle proposé présente une bonne confrontation avec les résultats donnés par le modèle numérique
(voir Figure 4.23).
La forme finale du modéle proposé est la suivante :
112
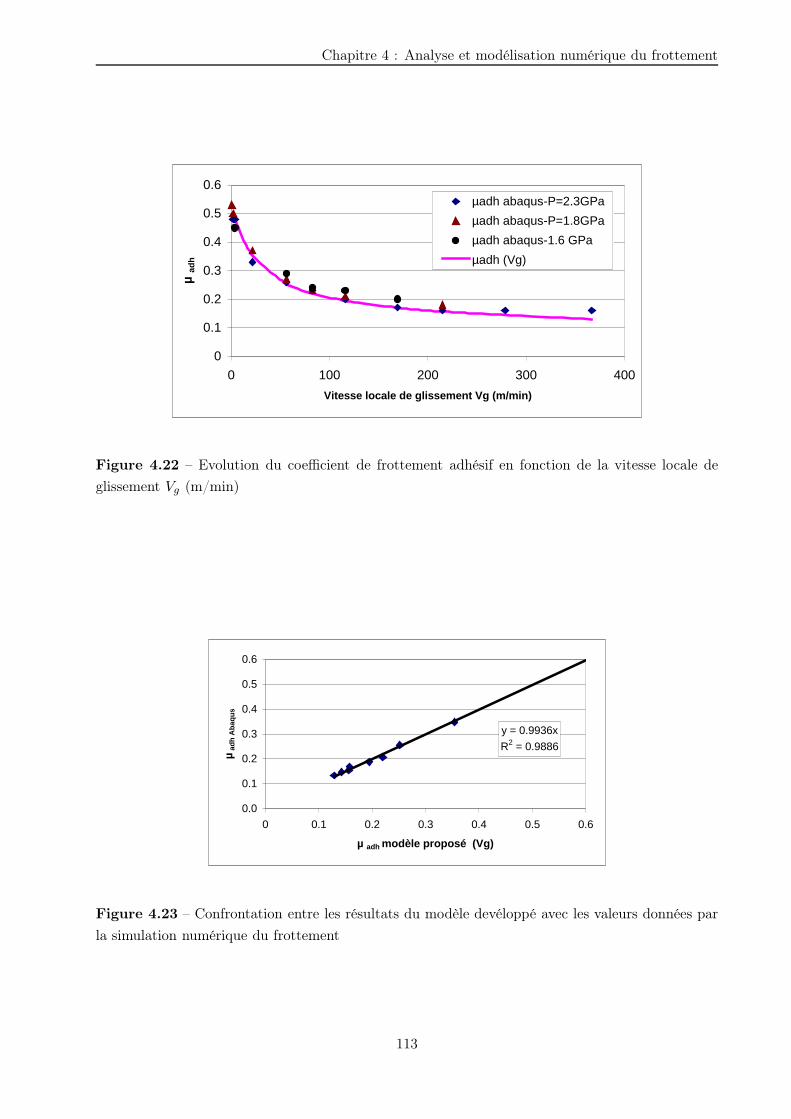
Chapitre 4 : Analyse et modélisation numérique du frottement
0
0.1
0.2
0.3
0.4
0.5
0.6
0 100 200 300 400
Vitesse locale de glissement Vg (m/min)
µ ad
hµadh abaqus-P=2.3GPa
µadh abaqus-P=1.8GPa
µadh abaqus-1.6 GPa
µadh (Vg)
Figure 4.22 – Evolution du coefficient de frottement adhésif en fonction de la vitesse locale de
glissement Vg (m/min)
y = 0.9936x
R2 = 0.9886
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0 0.1 0.2 0.3 0.4 0.5 0.6
µ adh modèle proposé (Vg)
µ ad
h A
baqu
s
Figure 4.23 – Confrontation entre les résultats du modèle devéloppé avec les valeurs données par
la simulation numérique du frottement
113
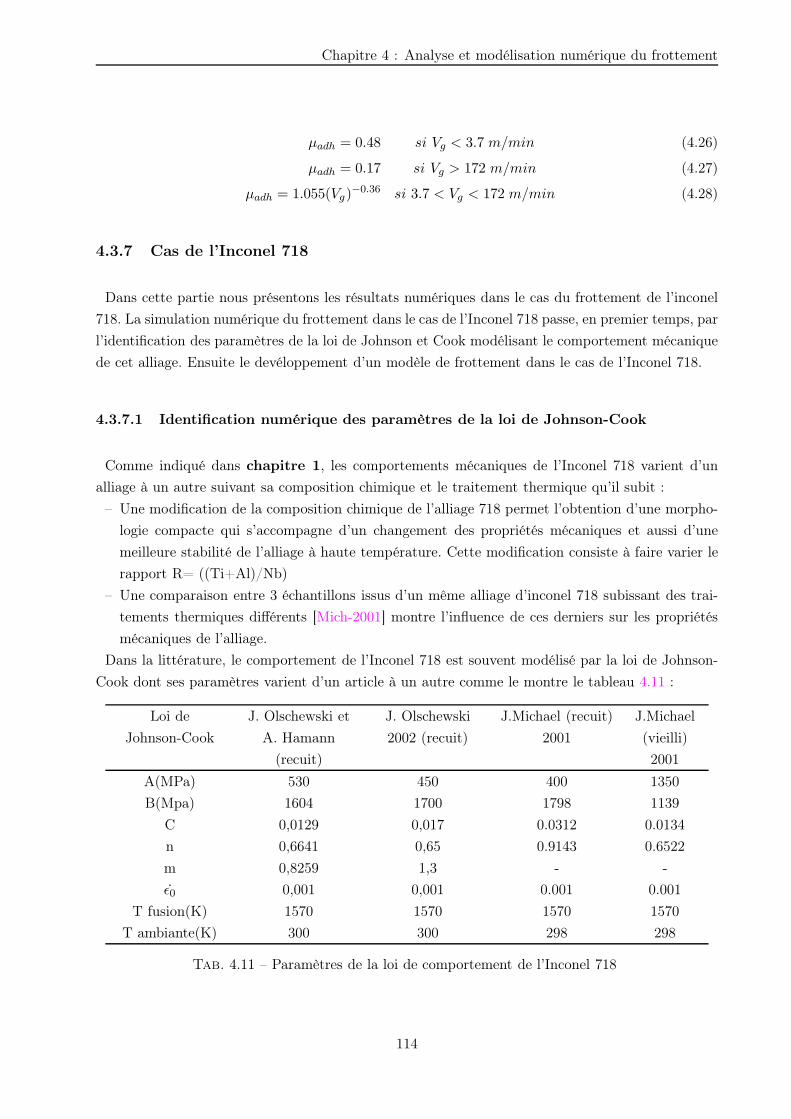
Chapitre 4 : Analyse et modélisation numérique du frottement
µadh = 0.48 si Vg < 3.7 m/min (4.26)
µadh = 0.17 si Vg > 172 m/min (4.27)
µadh = 1.055(Vg)−0.36 si 3.7 < Vg < 172 m/min (4.28)
4.3.7 Cas de l’Inconel 718
Dans cette partie nous présentons les résultats numériques dans le cas du frottement de l’inconel
718. La simulation numérique du frottement dans le cas de l’Inconel 718 passe, en premier temps, par
l’identification des paramètres de la loi de Johnson et Cook modélisant le comportement mécanique
de cet alliage. Ensuite le devéloppement d’un modèle de frottement dans le cas de l’Inconel 718.
4.3.7.1 Identification numérique des paramètres de la loi de Johnson-Cook
Comme indiqué dans chapitre 1, les comportements mécaniques de l’Inconel 718 varient d’un
alliage à un autre suivant sa composition chimique et le traitement thermique qu’il subit :
– Une modification de la composition chimique de l’alliage 718 permet l’obtention d’une morpho-
logie compacte qui s’accompagne d’un changement des propriétés mécaniques et aussi d’une
meilleure stabilité de l’alliage à haute température. Cette modification consiste à faire varier le
rapport R= ((Ti+Al)/Nb)
– Une comparaison entre 3 échantillons issus d’un même alliage d’inconel 718 subissant des trai-
tements thermiques différents [Mich-2001] montre l’influence de ces derniers sur les propriétés
mécaniques de l’alliage.
Dans la littérature, le comportement de l’Inconel 718 est souvent modélisé par la loi de Johnson-
Cook dont ses paramètres varient d’un article à un autre comme le montre le tableau 4.11 :
Loi de
Johnson-Cook
J. Olschewski et
A. Hamann
(recuit)
J. Olschewski
2002 (recuit)
J.Michael (recuit)
2001
J.Michael
(vieilli)
2001
A(MPa) 530 450 400 1350
B(Mpa) 1604 1700 1798 1139
C 0,0129 0,017 0.0312 0.0134
n 0,6641 0,65 0.9143 0.6522
m 0,8259 1,3 - -
ǫ0 0,001 0,001 0.001 0.001
T fusion(K) 1570 1570 1570 1570
T ambiante(K) 300 300 298 298
Tab. 4.11 – Paramètres de la loi de comportement de l’Inconel 718
114
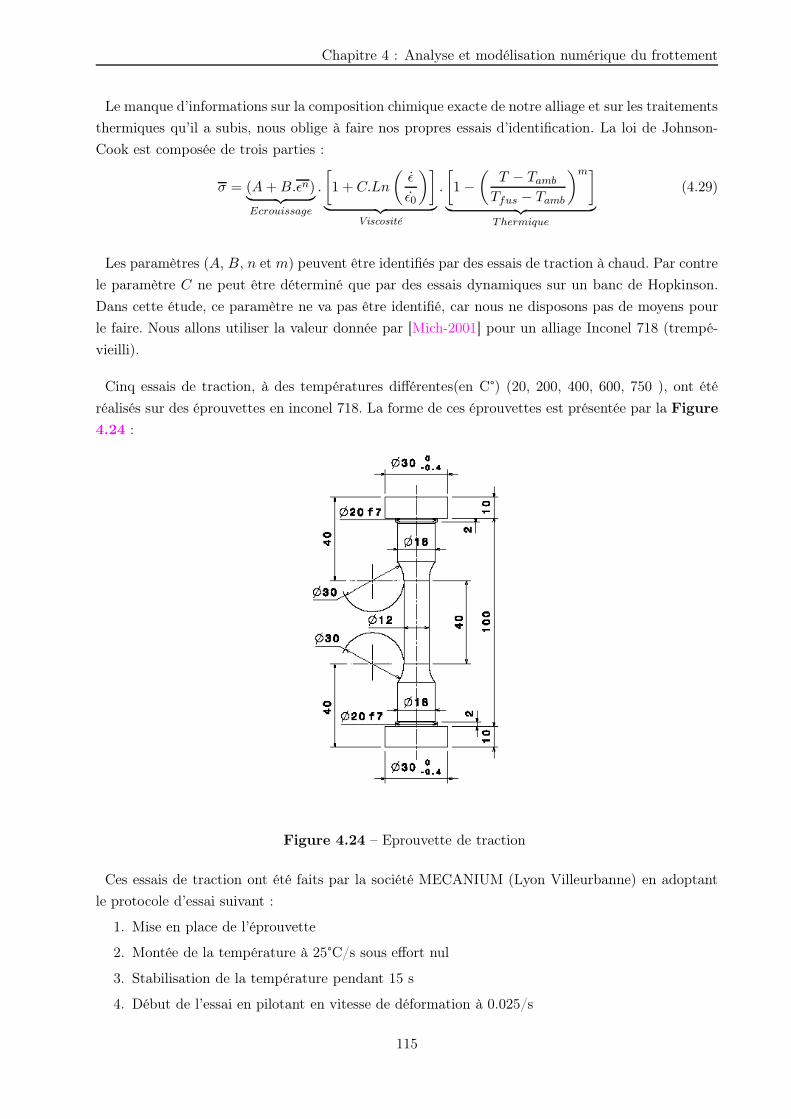
Chapitre 4 : Analyse et modélisation numérique du frottement
Le manque d’informations sur la composition chimique exacte de notre alliage et sur les traitements
thermiques qu’il a subis, nous oblige à faire nos propres essais d’identification. La loi de Johnson-
Cook est composée de trois parties :
σ = (A + B.ǫn)︸ ︷︷ ︸
Ecrouissage
.
[
1 + C.Ln
(ǫ
ǫ0
)]
︸ ︷︷ ︸
Viscosité
.
[
1 −(
T − Tamb
Tfus − Tamb
)m]
︸ ︷︷ ︸
Thermique
(4.29)
Les paramètres (A, B, n et m) peuvent être identifiés par des essais de traction à chaud. Par contre
le paramètre C ne peut être déterminé que par des essais dynamiques sur un banc de Hopkinson.
Dans cette étude, ce paramètre ne va pas être identifié, car nous ne disposons pas de moyens pour
le faire. Nous allons utiliser la valeur donnée par [Mich-2001] pour un alliage Inconel 718 (trempé-
vieilli).
Cinq essais de traction, à des températures différentes(en C°) (20, 200, 400, 600, 750 ), ont été
réalisés sur des éprouvettes en inconel 718. La forme de ces éprouvettes est présentée par la Figure
4.24 :
Figure 4.24 – Eprouvette de traction
Ces essais de traction ont été faits par la société MECANIUM (Lyon Villeurbanne) en adoptant
le protocole d’essai suivant :
1. Mise en place de l’éprouvette
2. Montée de la température à 25°C/s sous effort nul
3. Stabilisation de la température pendant 15 s
4. Début de l’essai en pilotant en vitesse de déformation à 0.025/s
115
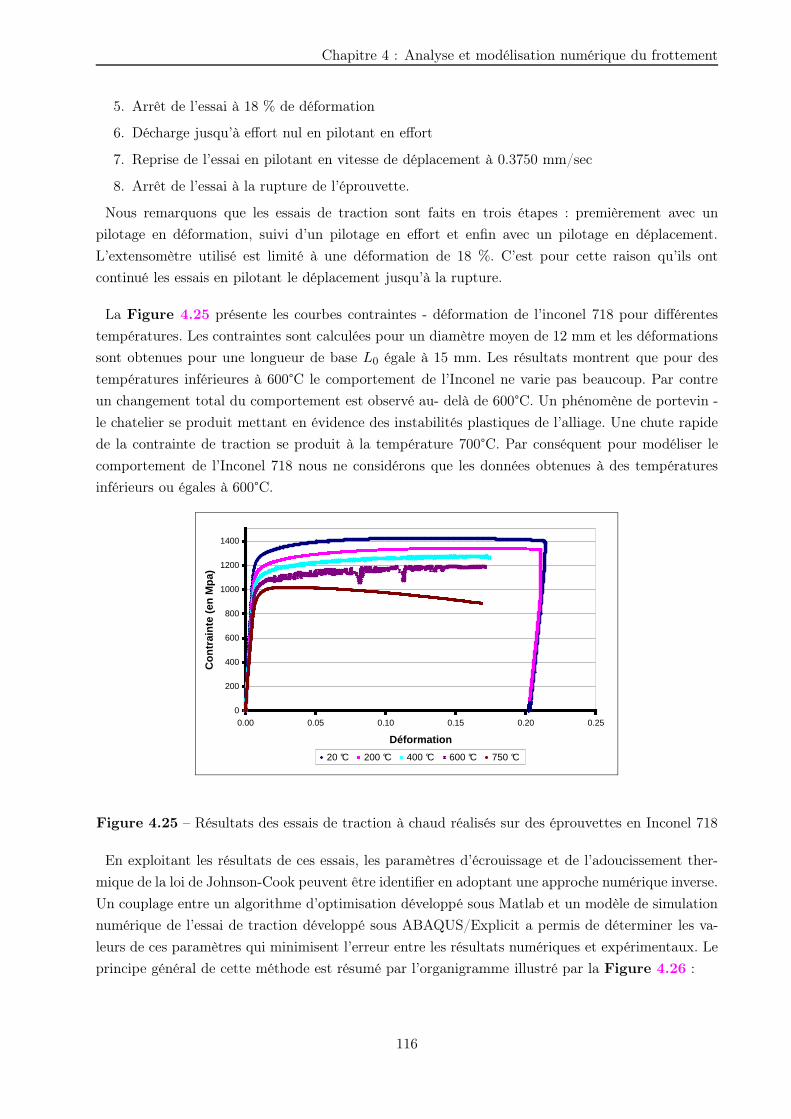
Chapitre 4 : Analyse et modélisation numérique du frottement
5. Arrêt de l’essai à 18 % de déformation
6. Décharge jusqu’à effort nul en pilotant en effort
7. Reprise de l’essai en pilotant en vitesse de déplacement à 0.3750 mm/sec
8. Arrêt de l’essai à la rupture de l’éprouvette.
Nous remarquons que les essais de traction sont faits en trois étapes : premièrement avec un
pilotage en déformation, suivi d’un pilotage en effort et enfin avec un pilotage en déplacement.
L’extensomètre utilisé est limité à une déformation de 18 %. C’est pour cette raison qu’ils ont
continué les essais en pilotant le déplacement jusqu’à la rupture.
La Figure 4.25 présente les courbes contraintes - déformation de l’inconel 718 pour différentes
températures. Les contraintes sont calculées pour un diamètre moyen de 12 mm et les déformations
sont obtenues pour une longueur de base L0 égale à 15 mm. Les résultats montrent que pour des
températures inférieures à 600°C le comportement de l’Inconel ne varie pas beaucoup. Par contre
un changement total du comportement est observé au- delà de 600°C. Un phénomène de portevin -
le chatelier se produit mettant en évidence des instabilités plastiques de l’alliage. Une chute rapide
de la contrainte de traction se produit à la température 700°C. Par conséquent pour modéliser le
comportement de l’Inconel 718 nous ne considérons que les données obtenues à des températures
inférieurs ou égales à 600°C.
0
200
400
600
800
1000
1200
1400
0.00 0.05 0.10 0.15 0.20 0.25
Déformation
Con
trai
nte
(en
Mpa
)
20 °C 200 °C 400 °C 600 °C 750 °C
Figure 4.25 – Résultats des essais de traction à chaud réalisés sur des éprouvettes en Inconel 718
En exploitant les résultats de ces essais, les paramètres d’écrouissage et de l’adoucissement ther-
mique de la loi de Johnson-Cook peuvent être identifier en adoptant une approche numérique inverse.
Un couplage entre un algorithme d’optimisation développé sous Matlab et un modèle de simulation
numérique de l’essai de traction développé sous ABAQUS/Explicit a permis de déterminer les va-
leurs de ces paramètres qui minimisent l’erreur entre les résultats numériques et expérimentaux. Le
principe général de cette méthode est résumé par l’organigramme illustré par la Figure 4.26 :
116
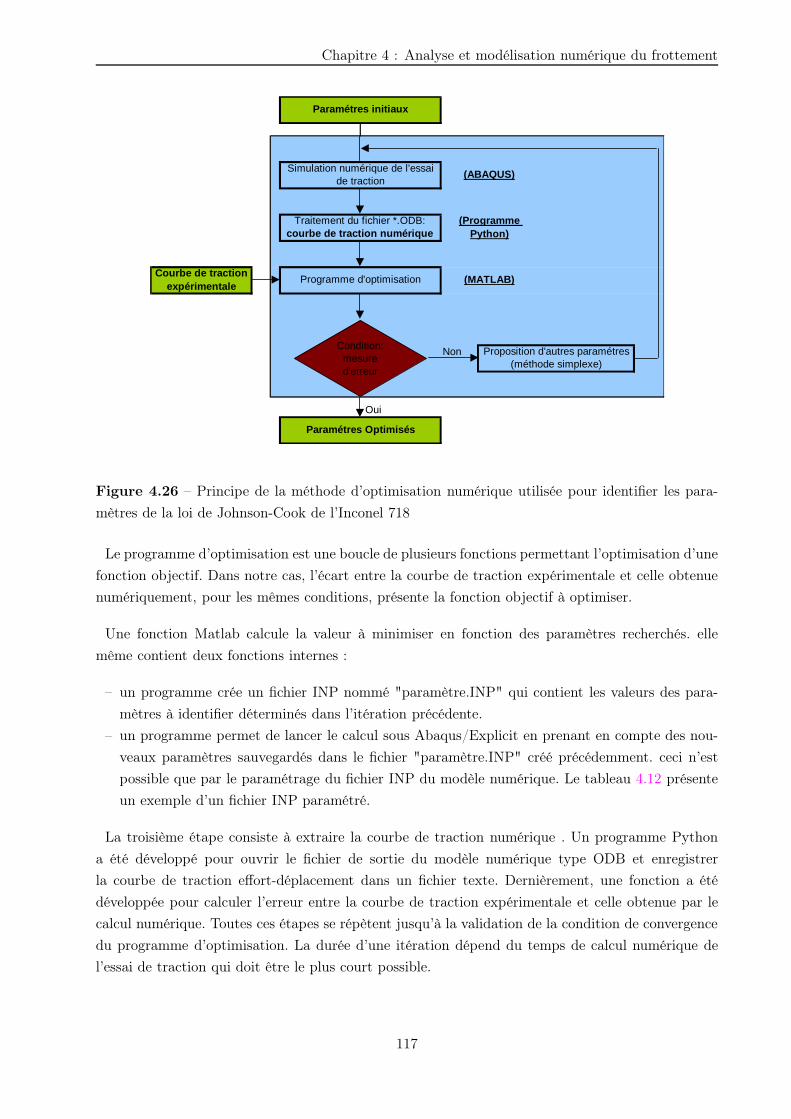
Chapitre 4 : Analyse et modélisation numérique du frottement
Non
Oui
Courbe de traction expérimentale
(ABAQUS)
(Programme Python)
(MATLAB)
Proposition d'autres paramétres (méthode simplexe)
Paramétres Optimisés
Paramétres initiaux
Simulation numérique de l'essai de traction
Traitement du fichier *.ODB: courbe de traction numérique
Programme d'optimisation
Condition: mesure d'erreur
Figure 4.26 – Principe de la méthode d’optimisation numérique utilisée pour identifier les para-
mètres de la loi de Johnson-Cook de l’Inconel 718
Le programme d’optimisation est une boucle de plusieurs fonctions permettant l’optimisation d’une
fonction objectif. Dans notre cas, l’écart entre la courbe de traction expérimentale et celle obtenue
numériquement, pour les mêmes conditions, présente la fonction objectif à optimiser.
Une fonction Matlab calcule la valeur à minimiser en fonction des paramètres recherchés. elle
même contient deux fonctions internes :
– un programme crée un fichier INP nommé "paramètre.INP" qui contient les valeurs des para-
mètres à identifier déterminés dans l’itération précédente.
– un programme permet de lancer le calcul sous Abaqus/Explicit en prenant en compte des nou-
veaux paramètres sauvegardés dans le fichier "paramètre.INP" créé précédemment. ceci n’est
possible que par le paramétrage du fichier INP du modèle numérique. Le tableau 4.12 présente
un exemple d’un fichier INP paramétré.
La troisième étape consiste à extraire la courbe de traction numérique . Un programme Python
a été développé pour ouvrir le fichier de sortie du modèle numérique type ODB et enregistrer
la courbe de traction effort-déplacement dans un fichier texte. Dernièrement, une fonction a été
développée pour calculer l’erreur entre la courbe de traction expérimentale et celle obtenue par le
calcul numérique. Toutes ces étapes se répètent jusqu’à la validation de la condition de convergence
du programme d’optimisation. La durée d’une itération dépend du temps de calcul numérique de
l’essai de traction qui doit être le plus court possible.
117
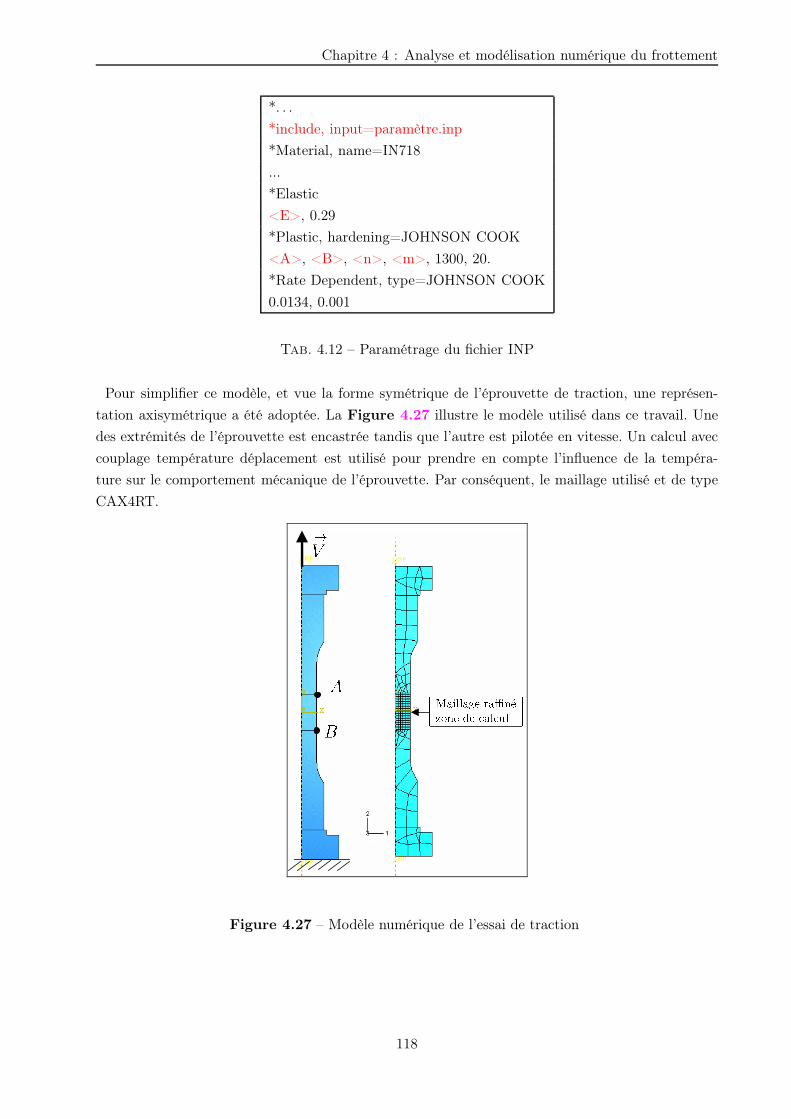
Chapitre 4 : Analyse et modélisation numérique du frottement
*. . .
*include, input=paramètre.inp
*Material, name=IN718
...
*Elastic
<E>, 0.29
*Plastic, hardening=JOHNSON COOK
<A>, <B>, <n>, <m>, 1300, 20.
*Rate Dependent, type=JOHNSON COOK
0.0134, 0.001
Tab. 4.12 – Paramétrage du fichier INP
Pour simplifier ce modèle, et vue la forme symétrique de l’éprouvette de traction, une représen-
tation axisymétrique a été adoptée. La Figure 4.27 illustre le modèle utilisé dans ce travail. Une
des extrémités de l’éprouvette est encastrée tandis que l’autre est pilotée en vitesse. Un calcul avec
couplage température déplacement est utilisé pour prendre en compte l’influence de la tempéra-
ture sur le comportement mécanique de l’éprouvette. Par conséquent, le maillage utilisé et de type
CAX4RT.
Figure 4.27 – Modèle numérique de l’essai de traction
118
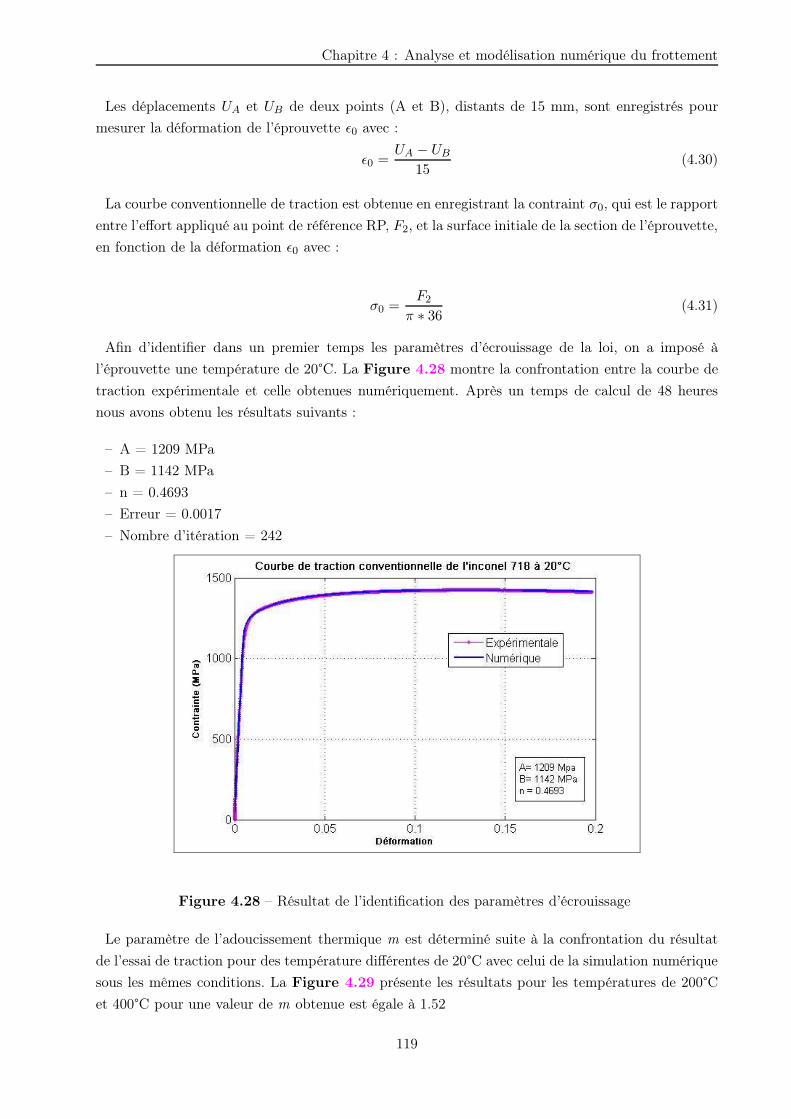
Chapitre 4 : Analyse et modélisation numérique du frottement
Les déplacements UA et UB de deux points (A et B), distants de 15 mm, sont enregistrés pour
mesurer la déformation de l’éprouvette ǫ0 avec :
ǫ0 =UA − UB
15(4.30)
La courbe conventionnelle de traction est obtenue en enregistrant la contraint σ0, qui est le rapport
entre l’effort appliqué au point de référence RP, F2, et la surface initiale de la section de l’éprouvette,
en fonction de la déformation ǫ0 avec :
σ0 =F2
π ∗ 36(4.31)
Afin d’identifier dans un premier temps les paramètres d’écrouissage de la loi, on a imposé à
l’éprouvette une température de 20°C. La Figure 4.28 montre la confrontation entre la courbe de
traction expérimentale et celle obtenues numériquement. Après un temps de calcul de 48 heures
nous avons obtenu les résultats suivants :
– A = 1209 MPa
– B = 1142 MPa
– n = 0.4693
– Erreur = 0.0017
– Nombre d’itération = 242
Figure 4.28 – Résultat de l’identification des paramètres d’écrouissage
Le paramètre de l’adoucissement thermique m est déterminé suite à la confrontation du résultat
de l’essai de traction pour des température différentes de 20°C avec celui de la simulation numérique
sous les mêmes conditions. La Figure 4.29 présente les résultats pour les températures de 200°C
et 400°C pour une valeur de m obtenue est égale à 1.52
119
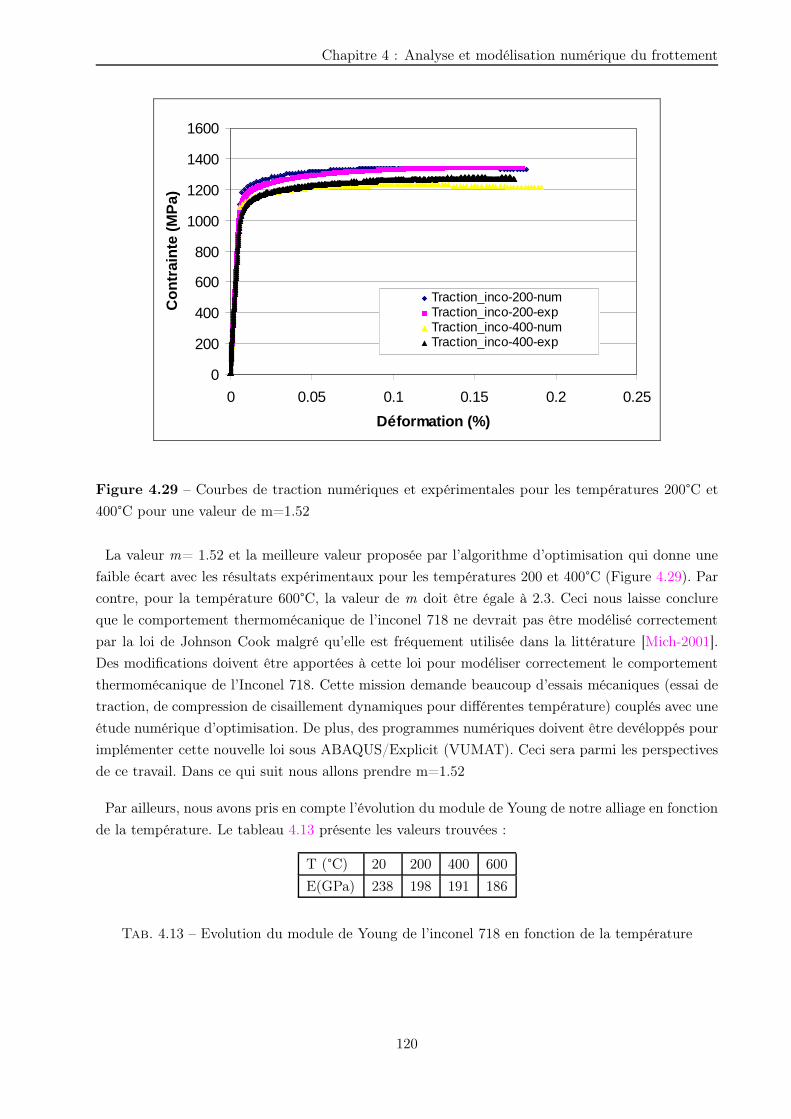
Chapitre 4 : Analyse et modélisation numérique du frottement
0
200
400
600
800
1000
1200
1400
1600
0 0.05 0.1 0.15 0.2 0.25
Déformation (%)
Con
trai
nte
(MP
a)
Traction_inco-200-numTraction_inco-200-expTraction_inco-400-numTraction_inco-400-exp
Figure 4.29 – Courbes de traction numériques et expérimentales pour les températures 200°C et
400°C pour une valeur de m=1.52
La valeur m= 1.52 et la meilleure valeur proposée par l’algorithme d’optimisation qui donne une
faible écart avec les résultats expérimentaux pour les températures 200 et 400°C (Figure 4.29). Par
contre, pour la température 600°C, la valeur de m doit être égale à 2.3. Ceci nous laisse conclure
que le comportement thermomécanique de l’inconel 718 ne devrait pas être modélisé correctement
par la loi de Johnson Cook malgré qu’elle est fréquement utilisée dans la littérature [Mich-2001].
Des modifications doivent être apportées à cette loi pour modéliser correctement le comportement
thermomécanique de l’Inconel 718. Cette mission demande beaucoup d’essais mécaniques (essai de
traction, de compression de cisaillement dynamiques pour différentes température) couplés avec une
étude numérique d’optimisation. De plus, des programmes numériques doivent être devéloppés pour
implémenter cette nouvelle loi sous ABAQUS/Explicit (VUMAT). Ceci sera parmi les perspectives
de ce travail. Dans ce qui suit nous allons prendre m=1.52
Par ailleurs, nous avons pris en compte l’évolution du module de Young de notre alliage en fonction
de la température. Le tableau 4.13 présente les valeurs trouvées :
T (°C) 20 200 400 600
E(GPa) 238 198 191 186
Tab. 4.13 – Evolution du module de Young de l’inconel 718 en fonction de la température
120
Chapitre 4 : Analyse et modélisation numérique du frottement
4.3.7.2 Modéle numérique du frottement dans le cas de l’Inconel718
Les propriétés mécaniques et thermiques de l’Inconel 718 ont été introduites dans le modèle nu-
mérique présenté précédemment dans le but de dépouiller les essais expérimentaux réalisés avec
des pions en carbure revêtus TiAlN. Les propriétés thermiques de contact ont été introduite aussi
pour caler le flux de chaleur transmis vers le pion. Dans le cas de l’inconel 718, une seule valeur du
coefficient de partage f2=0.36 a permis de caler les flux de chaleur pour toutes les conditions d’essai
(tableau 4.14).
Carbure (Pion) Inconel 718 (Pièce)
Chaleur spécifique (J.kg−1.°C−1) 226 437
ρ (kg/m3) 12800 8190
Conductivité termique (W.m−1.C−1) 44.6 11.3
Coefficients de partage 0.64 (f1) 0.36 (f2)
Tab. 4.14 – Exemple de calcul des coefficients de partage dans le cas d’un contact entre l’Inconel
718 et le carbure de tungstène à une température 20°C
De même ce modèle a permis d’estimer la pression de contact pour les trois types des pions. Le
tableau 4.15 illustre les valeurs moyennes obtenues pour un effort normal ≈ 1000 N.
Les températures moyennes de contact coté pièce ont été aussi estimées pour toutes les condi-
tions d’essai par la même méthode présentée pour l’acier 42CrMo4. Les résultats de la simulation
numérique du frottement montrent que la température moyenne du contact mesuré sur la pièce
(considèrée esclave) peut être caculée à partir de l’equation suivante :
T = 10.148 (PV )0.604 (4.32)
Avec
T : La température moyenne de contact (°C)(coté pièce)
P : La pression moyenne de contact (MPa) (estimée numériquement)
V : La vitesse de macroscopique de frottement (m/s)
L’évolution du coefficient de frottement adhésif en fonction de la température et la pression du
contact est illustrée par la Figure 4.31.
Ces investigations montrent que pour les hautes pressions (P> 2600 MPa) l’évolution du coefficient
de frottement en fonction de la température moyenne du contact suit la même tendance modélisée
par l’équation suivante : (Figure 4.31)
µadh =230
T(4.33)
Avec T : la température moyenne de contact mesurée sur la pièce.
121
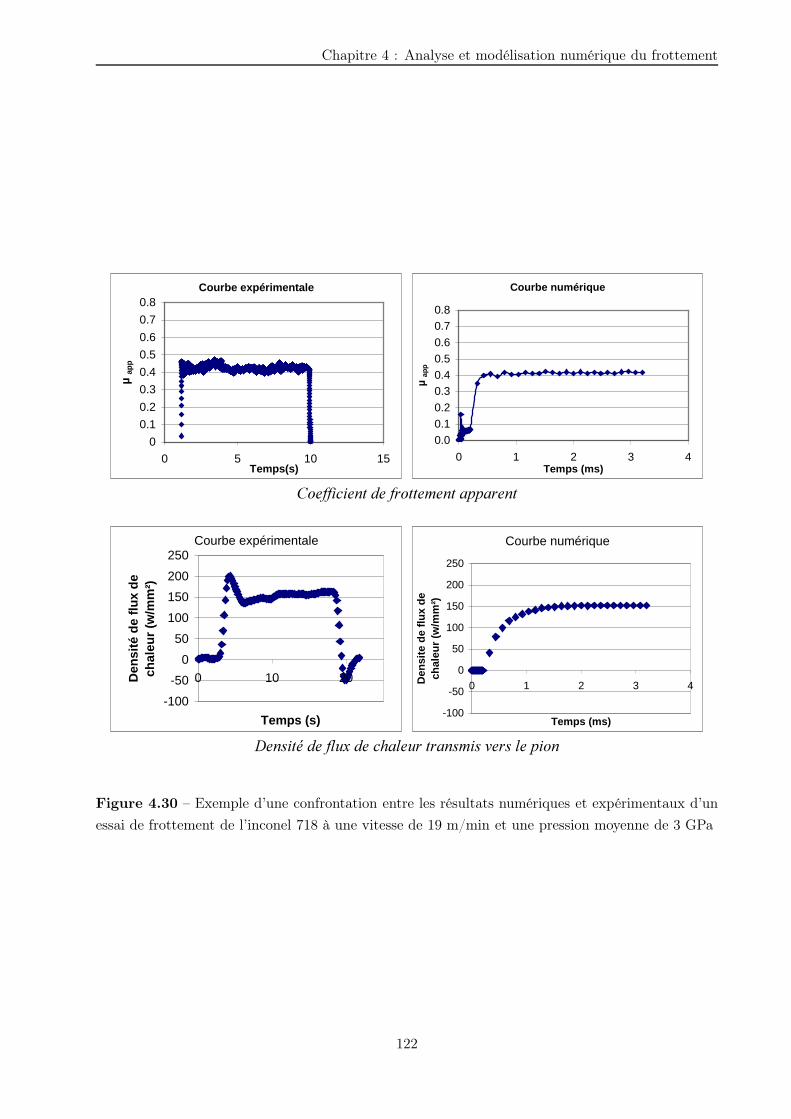
Chapitre 4 : Analyse et modélisation numérique du frottement
Courbe expérimentale
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0 5 10 15Temps(s)
µ ap
p
Courbe numérique
0.00.10.2
0.30.40.50.6
0.70.8
0 1 2 3 4Temps (ms)
µ ap
p
Coefficient de frottement apparent
Courbe expérimentale
-100
-50
0
50
100
150
200
250
0 10 20
Temps (s)
Den
sité
de
flux
de
chal
eur
(w/m
m²)
Courbe numérique
-100
-50
0
50
100
150
200
250
0 1 2 3 4
Temps (ms)
Den
site
de
flux
de
chal
eur
(w/m
m²)
Densité de flux de chaleur transmis vers le pion
Figure 4.30 – Exemple d’une confrontation entre les résultats numériques et expérimentaux d’un
essai de frottement de l’inconel 718 à une vitesse de 19 m/min et une pression moyenne de 3 GPa
122
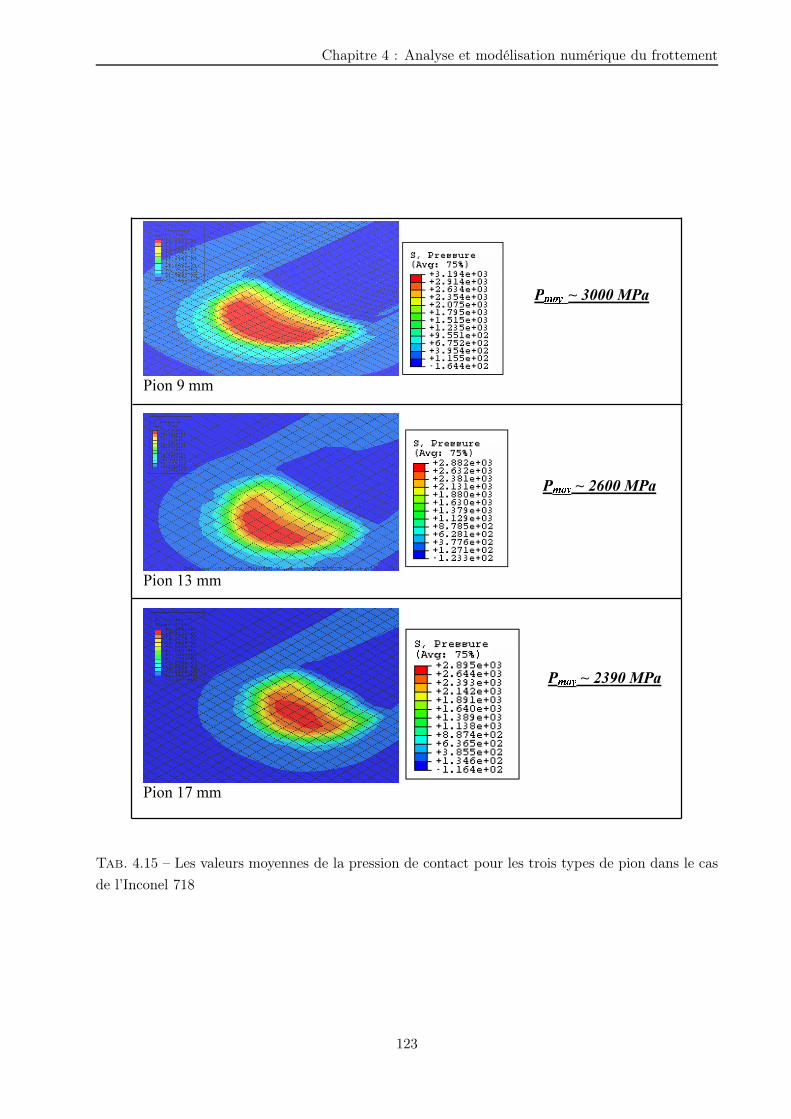
Chapitre 4 : Analyse et modélisation numérique du frottement
Pion 9 mm
Pion 13 mm
Pion 17 mm
P ~ 3000 MPa
P ~ 2600 MPa
P ~ 2390 MPa
Tab. 4.15 – Les valeurs moyennes de la pression de contact pour les trois types de pion dans le cas
de l’Inconel 718
123
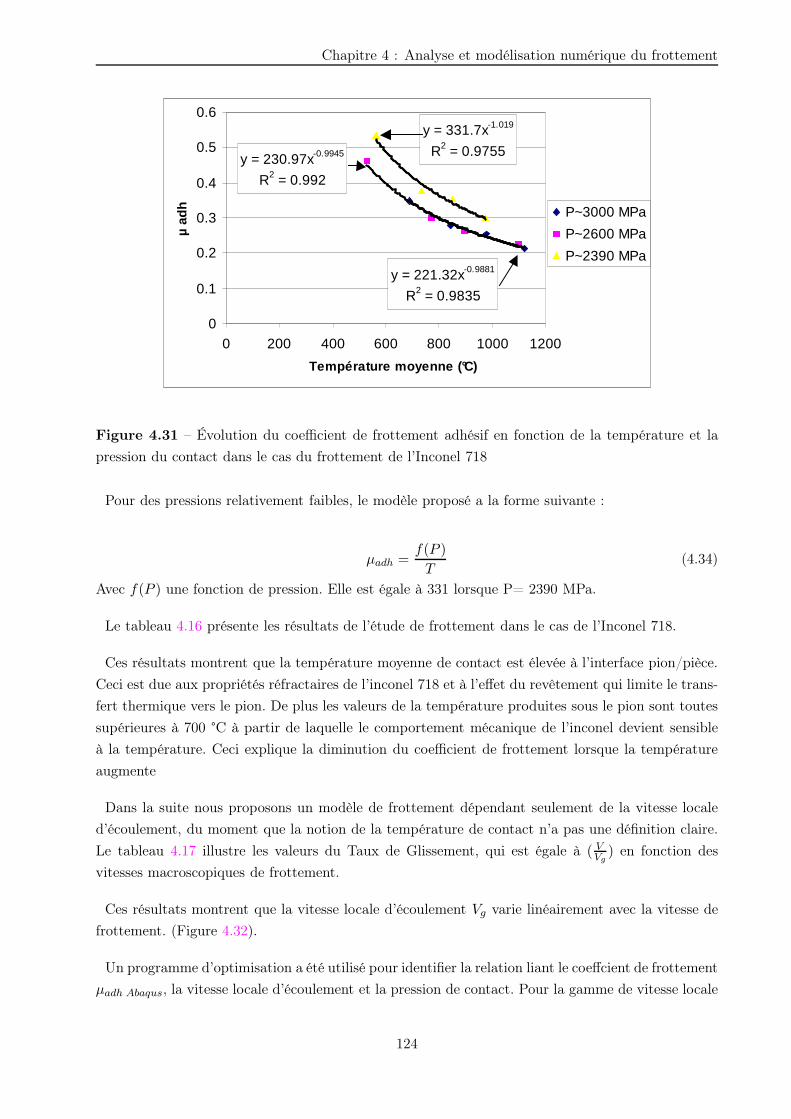
Chapitre 4 : Analyse et modélisation numérique du frottement
y = 331.7x-1.019
R2 = 0.9755
y = 221.32x-0.9881
R2 = 0.9835
y = 230.97x-0.9945
R2 = 0.992
0
0.1
0.2
0.3
0.4
0.5
0.6
0 200 400 600 800 1000 1200
Température moyenne (°C)
µ ad
h P~3000 MPa
P~2600 MPa
P~2390 MPa
Figure 4.31 – Évolution du coefficient de frottement adhésif en fonction de la température et la
pression du contact dans le cas du frottement de l’Inconel 718
Pour des pressions relativement faibles, le modèle proposé a la forme suivante :
µadh =f(P )
T(4.34)
Avec f(P ) une fonction de pression. Elle est égale à 331 lorsque P= 2390 MPa.
Le tableau 4.16 présente les résultats de l’étude de frottement dans le cas de l’Inconel 718.
Ces résultats montrent que la température moyenne de contact est élevée à l’interface pion/pièce.
Ceci est due aux propriétés réfractaires de l’inconel 718 et à l’effet du revêtement qui limite le trans-
fert thermique vers le pion. De plus les valeurs de la température produites sous le pion sont toutes
supérieures à 700 °C à partir de laquelle le comportement mécanique de l’inconel devient sensible
à la température. Ceci explique la diminution du coefficient de frottement lorsque la température
augmente
Dans la suite nous proposons un modèle de frottement dépendant seulement de la vitesse locale
d’écoulement, du moment que la notion de la température de contact n’a pas une définition claire.
Le tableau 4.17 illustre les valeurs du Taux de Glissement, qui est égale à ( VVg
) en fonction des
vitesses macroscopiques de frottement.
Ces résultats montrent que la vitesse locale d’écoulement Vg varie linéairement avec la vitesse de
frottement. (Figure 4.32).
Un programme d’optimisation a été utilisé pour identifier la relation liant le coeffcient de frottement
µadh Abaqus, la vitesse locale d’écoulement et la pression de contact. Pour la gamme de vitesse locale
124
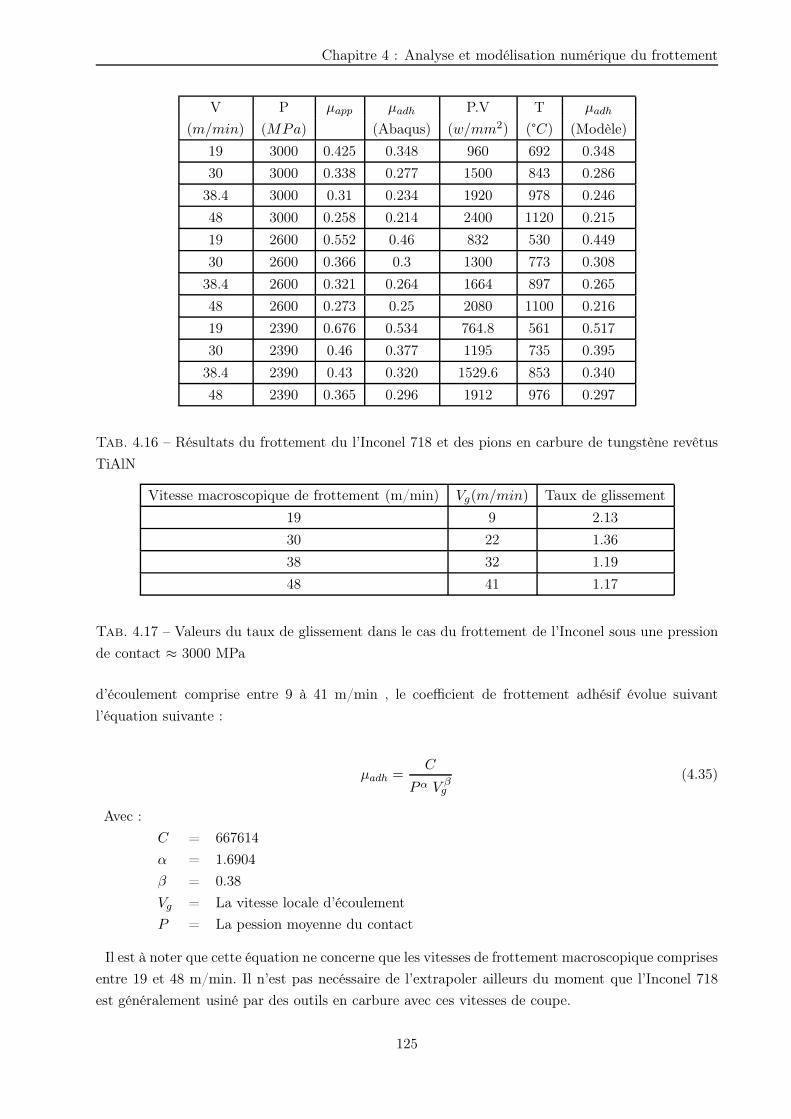
Chapitre 4 : Analyse et modélisation numérique du frottement
V P µapp µadh P.V T µadh
(m/min) (MPa) (Abaqus) (w/mm2) (°C) (Modèle)
19 3000 0.425 0.348 960 692 0.348
30 3000 0.338 0.277 1500 843 0.286
38.4 3000 0.31 0.234 1920 978 0.246
48 3000 0.258 0.214 2400 1120 0.215
19 2600 0.552 0.46 832 530 0.449
30 2600 0.366 0.3 1300 773 0.308
38.4 2600 0.321 0.264 1664 897 0.265
48 2600 0.273 0.25 2080 1100 0.216
19 2390 0.676 0.534 764.8 561 0.517
30 2390 0.46 0.377 1195 735 0.395
38.4 2390 0.43 0.320 1529.6 853 0.340
48 2390 0.365 0.296 1912 976 0.297
Tab. 4.16 – Résultats du frottement du l’Inconel 718 et des pions en carbure de tungstène revêtus
TiAlN
Vitesse macroscopique de frottement (m/min) Vg(m/min) Taux de glissement
19 9 2.13
30 22 1.36
38 32 1.19
48 41 1.17
Tab. 4.17 – Valeurs du taux de glissement dans le cas du frottement de l’Inconel sous une pression
de contact ≈ 3000 MPa
d’écoulement comprise entre 9 à 41 m/min , le coefficient de frottement adhésif évolue suivant
l’équation suivante :
µadh =C
Pα V βg
(4.35)
Avec :
C = 667614
α = 1.6904
β = 0.38
Vg = La vitesse locale d’écoulement
P = La pession moyenne du contact
Il est à noter que cette équation ne concerne que les vitesses de frottement macroscopique comprises
entre 19 et 48 m/min. Il n’est pas necéssaire de l’extrapoler ailleurs du moment que l’Inconel 718
est généralement usiné par des outils en carbure avec ces vitesses de coupe.
125
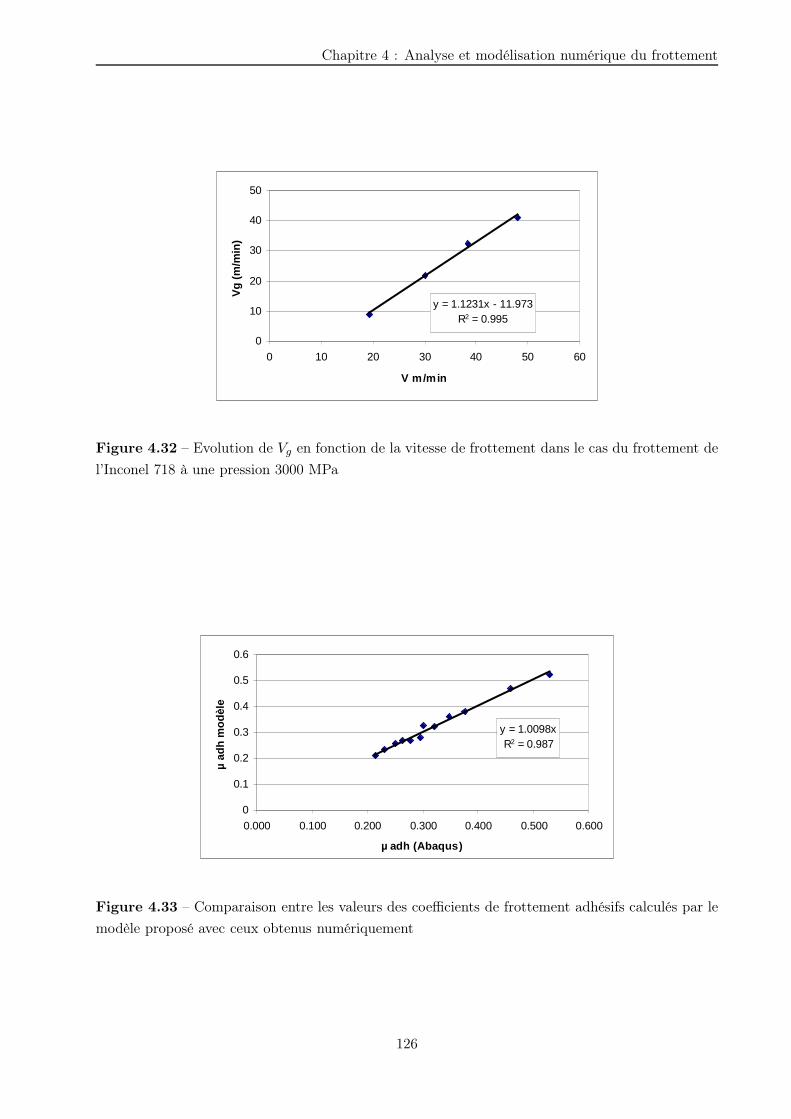
Chapitre 4 : Analyse et modélisation numérique du frottement
y = 1.1231x - 11.973R2 = 0.995
0
10
20
30
40
50
0 10 20 30 40 50 60
V m/min
Vg
(m/m
in)
Figure 4.32 – Evolution de Vg en fonction de la vitesse de frottement dans le cas du frottement de
l’Inconel 718 à une pression 3000 MPa
y = 1.0098xR2 = 0.987
0
0.1
0.2
0.3
0.4
0.5
0.6
0.000 0.100 0.200 0.300 0.400 0.500 0.600
µ adh (Abaqus)
µ ad
h m
odèl
e
Figure 4.33 – Comparaison entre les valeurs des coefficients de frottement adhésifs calculés par le
modèle proposé avec ceux obtenus numériquement
126
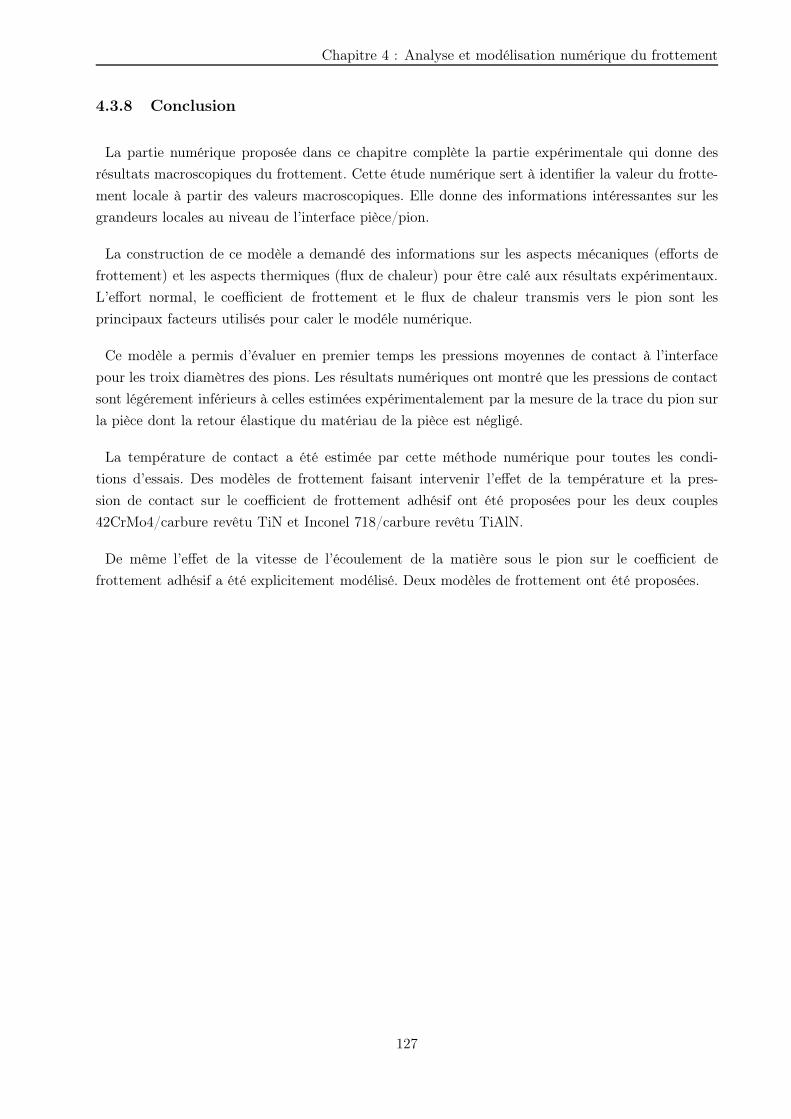
Chapitre 4 : Analyse et modélisation numérique du frottement
4.3.8 Conclusion
La partie numérique proposée dans ce chapitre complète la partie expérimentale qui donne des
résultats macroscopiques du frottement. Cette étude numérique sert à identifier la valeur du frotte-
ment locale à partir des valeurs macroscopiques. Elle donne des informations intéressantes sur les
grandeurs locales au niveau de l’interface pièce/pion.
La construction de ce modèle a demandé des informations sur les aspects mécaniques (efforts de
frottement) et les aspects thermiques (flux de chaleur) pour être calé aux résultats expérimentaux.
L’effort normal, le coefficient de frottement et le flux de chaleur transmis vers le pion sont les
principaux facteurs utilisés pour caler le modéle numérique.
Ce modèle a permis d’évaluer en premier temps les pressions moyennes de contact à l’interface
pour les troix diamètres des pions. Les résultats numériques ont montré que les pressions de contact
sont légérement inférieurs à celles estimées expérimentalement par la mesure de la trace du pion sur
la pièce dont la retour élastique du matériau de la pièce est négligé.
La température de contact a été estimée par cette méthode numérique pour toutes les condi-
tions d’essais. Des modèles de frottement faisant intervenir l’effet de la température et la pres-
sion de contact sur le coefficient de frottement adhésif ont été proposées pour les deux couples
42CrMo4/carbure revêtu TiN et Inconel 718/carbure revêtu TiAlN.
De même l’effet de la vitesse de l’écoulement de la matière sous le pion sur le coefficient de
frottement adhésif a été explicitement modélisé. Deux modèles de frottement ont été proposées.
127
Conclusion générale
Le travail réalisé vise à apporter une amélioration significative à la compréhension et à la modélisa-
tion des phénomènes tribologiques à l’interface Pièce/Outil/Copeau lors d’une opération d’usinage,
et notamment dans le contexte de l’usinage des superalliages à base nickel (Inconel 718). Une modé-
lisation expérimentale et numérique de l’essai de frottement sous des conditions de contact extrêmes
ont abouti au devéloppement des modèles de frottement faisant intervenir les paramètres locaux de
contact à savoir la température, la pression de contact et la vitesse d’écoulement.
Le premier chapitre met en avant la necéssité d’une modélisation numérique de l’opération d’usi-
nage. Cet outil présent aujourd’hui une autre alternative très économique. Cette modèlisation per-
met d’étudier la coupe et tous ces phénomènes dans un temps réduit. De plus elle donne accés à
des grandeurs inaccessibles par l’expérience, comme la distribution de la température, la vitesse de
déformation ou les contraintes dans la pièce usinée et dans l’outil. Cependant, les codes de calcul
actuels restent encore simplistes et incapables de donner des résultats précis. Un des problèmes
vient du manque d’informations sur les lois de comportement des matériaux et sur les lois de frot-
tement caractérisant le contact outil-matière alors qu’ils sont la clef du comportement de l’outil, et
notamment de sa résistance à l’usure. Plusieurs travaux ont été présentés dans le deuxième chapitre
ont pour but la caractèrisation et la modélisation du frottement ainsi que les phénomènes associés
produits aux interfaces outil/pièce/copeau.
Une nouvelle approche expérimentale a été mise en place permettant la caractérisation de frotte-
ment produit aux interfaces Pièce/Outil/Copeau. Un nouveau thermo-tribomètre a été développé
capable de réaliser des essais de frottement à des pressions allant jusqu’à 3 GPa et des vitesses
supérieures à 384 m/min. En outre, il est capable de fournir des informations sur l’aspect thermique
de contact. Une base de données expérimentales a été développée mettant en évidence l’influence
de la vitesse, de la pression de contact et du revêtement sur le comportement tribologique des trois
types de matériaux : l’acier 27MnCr5 (180 HB), l’acier 42CrMo4 (290 HB) et l’Inconel718 (trempé
vieilli). Il a été montré que la vitesse de frottement est le facteur le plus influent sur le coefficient de
frottement apparent et sur le flux de chaleur transmis vers le pion. Il a été mis en lumière l’existence
d’une plage de vitesse où le coefficient de frottement chute rapidement lorsque la vitesse de frotte-
ment augmente. Cependant ce coefficient demeure constant à partir d’une valeur critique de vitesse
. Ce phénomène a été expliqué par l’adoucissement thermique de la pièce. Par contre, la pression de
contact n’a pas montré une influence significative sur le comportement tribologique dans le cas des
128
aciers, à contrario de l’Inconel 718. Le dispositif expérimental a également permis de caractériser
l’influence des revêtements sur le frottement interfacial. Ainsi, il a été montré que les revêtements
testés jouent un rôle majeur dans le cas de l’usinage des aciers, alors que leurs rôles sont moindres
dans le cas de l’Inconel 718.
Pour compléter cette étude expérimentale donnant des résultats macroscopiques du frottement,
une modélisation numérique de l’essai de frottement a été développée. Cette étude sert à identifier
la valeur du frottement local à partir des valeurs macroscopiques. Elle donne des informations in-
téressantes sur les grandeurs locales au niveau de l’interface pièce/pion telles que la vitesse locale
d’écoulement de la matière, la température et la pression de contact. Sur la base de ces informations,
deux familles de modèles ont été identifiés. Dans un premier temps les modèles proposés font inter-
venir l’influence de la température et la pression de contact sur le coefficient de frottement adhésif.
Ensuite, d’autres modèles liés à la vitesse locale d’écoulement de la matière ont été identifiés. En
effet l’instabilité de quantification de la température de contact à l’interface nous autorise cependant
à penser que la deuxième forme de modèle est plus stable pour de futurs utilisations. Ces modèles
ont été définis pour les deux couples 42CrMo4/carbure revêtu TiN et Inconel 718/carbure revêtu
TiAlN.
Les investigation réalisées ont donc permis de faire une avancée importante dans la quantifica-
tion des phénomènes de frottement interfacial sous des conditions de contact extrêmes pour des
applications en usinage. Il reste cependant encore beaucoup de travail avant de maîtriser toutes les
facettes tribologiques à ces interfaces. Ainsi, savoir quantifier des phénomènes, ne signifie pas savoir
les expliquer. Un travail important doit donc être mené pour expliquer les résultats mesurés et
calculés. Le modèle numérique de dépouillement doit également être encore amélioré aussi bien du
point de vue des données d’entrée (loi de comportement, etc.) que du point de vue de sa formulation
numérique. Des paramètres telle que la pression de contact à des faibles valeurs n’ont également
pas assez fait l’objet d’investigation afin de mieux préciser le comportement tribologique à la fin du
contact outil-copeau. Des essais à plus basses vitesses de frottement seraient également intéressants
afin de mieux prendre en compte la zone de stagnation autour de l’arête de coupe.
Nous allons transférer ce dispositif sur un tour à commande numérique afin de faire des essais
plus automatiques et donc des essais de longues durées pour suivre l’usure des pion en fonction de
temps.
De façon plus globale, ces modèles doivent à présent être implémentés dans un code de calcul 2D
simulant l’enlèvement de matière afin de quantifier les améliorations apportées. Les résultats de ces
calculs devront bien entendu être comparés à des résultats expérimentaux de coupe tels que des
essais en coupe orthogonal, des essais de coupe interrompus, etc.
129

Table des figures
1.1 Principaux domaines d’application de l’Inconel 718 : (1) Fabrication des pièces aéronautiques ;
(2) Production d’énergie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.2 Mailles cristallographiques de la matrice et des deux phases ordonnées de l’alliage 718 condui-
sant au durcissement de l’alliage. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
1.3 Diagramme TRC de l’inconel 718 [Slam-1997]. . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
1.4 Répartition du carbure primaire NbC dans l’Inconel 718 [Four-2000]. . . . . . . . . . . . . . . 10
1.5 Traitement thermique de l’inconel 718 [Chou-1998]. . . . . . . . . . . . . . . . . . . . . . . . . 11
1.6 L’évolution des caractéristiques mécaniques de l’Inconel 718 avec la température . . . . . . . 12
1.7 Evolution de la résistance limite à la traction de trois alliages à base de nickel en fonction de
la température ([Faym-1987]) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
1.8 Exemple de gamme de fabrication des disques de turbine d’après AUBERT & DUVAL . . . . 14
1.9 Complexité de la forme des pièces aéronautiques . . . . . . . . . . . . . . . . . . . . . . . . . 14
1.10 Les matériaux à outils en fonction de la dureté à chaud et de la ténacité.[Poul-1999] . . . . . 16
1.11 Evolution des propriétés mécaniques du matériau usinant (substrat en WC/Co) et de la ma-
tière usinée (Inconel 718) en fonction de la température. . . . . . . . . . . . . . . . . . . . . . 17
1.12 Evolution de la température de la coupe en fonction de la vitesse de coupe (J. Vigneau,
Techniques de l’ingénieur BM 7 285) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
1.13 Durée de vie des outils en carbure revêtus PVD-TiN, TiCN et TiAlN en tournage de l’Inconel
718 (f = 0.15 mm/tr, ap = 1.5 mm et vitesses de coupe Vc = 46 et 76 m/min) [Jind-1999]. . 20
1.14 Influence de la forme de la plaquette sur sa productivité . . . . . . . . . . . . . . . . . . . . . 22
1.15 Influence de la forme des plaquettes et de la préparation des arêtes de coupe sur la rugosité
obtenue sur des pièces en Inconel 718 usinées avec une vitesse de 500 m/min, ap = 0.35mm
et f = 0.1 mm/tr (d’aprés [Coel-2004]) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
1.16 Influence de la géométrie de l’outil sur sa durée de vie lors de l’usinage de l’Inconel 718 d’après
[Rahm-1997] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
1.17 Infuence de la vitesse de coupe et de la vitesse d’avance sur la durée de vie de l’outil en usinage
de l’Inconel 718 [Rahm-1997] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
1.18 Détermination du domaine de fragmentation des copeaux . . . . . . . . . . . . . . . . . . . . 24
130
1.19 Détermination du COM d’une plaquette SECO (CNMG12 04 04 MF1CP200) en finition de
l’Inconel 718 : (a) détermination du Vc min (b) détermination du fmin (c) détermination du
ap min . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
1.20 Etude de l’influence de la nature et du mode de lubrification sur l’usinabilité de l’Inconel 718
[Kama-2007] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
1.21 Influence de la pression de jet sur la durée de vie d’un outil céramique (Al2O3 + SiC) pen-
dant l’usinage de l’Inconel718 avec une vitesse de 270 m/min et une vitesse d’avance de 0.1
mm/tr.([Ezug-2005]) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
1.22 Performance de la méthode hybride (HM) en comparaison avec l’usinage conventionnel et
l’assistance plasma (PEM) de l’Inconel 718 avec une plaquette céramique WG-300 [Wang-2003] 30
2.1 La coupe des matériaux à l’échelle mésoscopique (arête/matière) ([Cord-2003]) . . . . . . . . 33
2.2 Les zones de sollicitation en coupe orthogonale . . . . . . . . . . . . . . . . . . . . . . . . . . 33
2.3 Les configurations de la coupe orthogonale. (a) usinage d’un tube (coupe semi-orthogonale).
(b) usinage d’un palier (coupe orthogonale) . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
2.4 Instrumentation d’un dispositif de coupe orthogonale . . . . . . . . . . . . . . . . . . . . . . . 37
2.5 Principe d’identification de la fonction de transfert thermique [Rech-2002] . . . . . . . . . . . 39
2.6 Analyse de la coupe par des essais de QST ([Chil-2006]) . . . . . . . . . . . . . . . . . . . . . 40
2.7 Les essais tribologiques classiques : (a) pion stationnaire sur un disque rotatif. (b) pion sta-
tionnaire sur un cylindre rotatif. (c) pion à déplacement réciproque sur une plaque stationnaire
[Zamb-1998] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
2.8 Schéma de principe du tribomètre de Grzesik [Grze-2002] . . . . . . . . . . . . . . . . . . . . 42
2.9 Schéma de principe du tribomètre pion-disque utilisé par [Haba-2006] : Analogie entre les
contacts outil-copeau en tournage et plan-disque sur thermo tribomètre. . . . . . . . . . . . . 42
2.10 Tribo-systèmes ouverts : (a) Tribomètre d’Hedenquist [Hede-1991], (b) Tribomètre d’Olsson
[Olss-1989] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
2.11 Distribution des contraintes de contact le long de l’interface outil-copeau [Zore-1963] . . . . . 45
2.12 Vue schématique d’un outil coupé [Chil-2006] . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
3.1 Principe du tribomètre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
3.2 Système d’acquisition des efforts de frottement . . . . . . . . . . . . . . . . . . . . . . . . . . 52
3.3 Pion à tête plane . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
3.4 Exemple de résultats obtenus par le tribomètre (cas du frottement sur des pièces en acier
27MnCr5 à 180 HB), avec une vitesse de 120 m/min, une pression de 350 MPa et des pions
revêtus TiN) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
3.5 Problème de " coupe " lié à la configuration plan-plan . . . . . . . . . . . . . . . . . . . . . . 55
3.6 Variation de l’aire de contact du pion pour un même essai . . . . . . . . . . . . . . . . . . . . 55
3.7 Principe de la nouvelle configuration sphère-plan . . . . . . . . . . . . . . . . . . . . . . . . . 57
3.8 Instrumentation du porte-pion par des thermistances . . . . . . . . . . . . . . . . . . . . . . 58
3.9 Forme de l’éprouvette . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
131
3.10 Position du pion par rapport à la surface de frottement . . . . . . . . . . . . . . . . . . . . . 60
3.11 Détermination de la pression de contact par l’analyse de la piste de frottement . . . . . . . . 62
3.12 Fidélité du tribomètre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
3.13 Matrice d’essais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
3.14 Estimation de la pression de contact relative à chaque effort pour des pions revêtus TiN. . . . 65
3.15 Influence de la vitesse de frottement sur le coefficient de frottement macroscopique pour un
effort normal de 1000 N . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
3.16 Analyse des pions de frottement : influence de la vitesse de frottement sur les phénomènes
d’adhésion (pions non revêtus) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
3.17 Influence de la vitesse sur la densité du flux de chaleur transmis vers le pion . . . . . . . . . . 68
3.18 Influence de l’effort normal sur le coefficient de frottement apparent pour une vitesse de
frottement 120 m/min . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
3.19 Influence de l’effort normal sur le flux de chaleur transmis vers le pion dans le cas du frottement
du 27MnCr5 à une vitesse de 120 m/min . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
3.20 Influence de la vitesse de frottement sur le coefficient de frottement apparent ans le cas des
pions revêtus TiN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
3.21 Influence du revêtement sur le coefficient de frottement . . . . . . . . . . . . . . . . . . . . . 73
3.22 Influence du revêtement sur l’évolution du flux de chaleur transmis vers le pion en fonction
de la vitesse. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
3.23 Influence de la vitesse de frottement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
3.24 Adhésion de l’Inconel lors du frottement sur les pions carbures (a) revêtus TiN et (b) revêtus
TiAlN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
3.25 Influence des vitesses de frottement et des revêtements sur la densité de flux de chaleur trans-
mis vers le pion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
3.26 Principe du tribomètre radial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
3.27 Comparaison entre le tribomètre radial et axial . . . . . . . . . . . . . . . . . . . . . . . . . . 79
3.28 Exemple de pions à embout c-BN brasés utilisés pour les essais de frottement . . . . . . . . . 80
3.29 Evolution du coefficient de frottement en fonction de la vitesse dans le cas des pions revêtus
TiAlN et des pions c-BN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
3.30 Chaîne de mesure de la température de contact lors d’un essai de frottement . . . . . . . . . 82
3.31 Intégration d’une caméra infrarouge au tribomètre . . . . . . . . . . . . . . . . . . . . . . . . 83
4.1 Paramètrage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87
4.2 Calcul des surfaces A, B, C et D . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
4.3 Modèle numérique d’un frottement sphère plan . . . . . . . . . . . . . . . . . . . . . . . . . . 89
4.4 Évolution du coefficient de labourage en fonction du coefficient interfacial par les deux mé-
thodes : analytique et numérique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
4.5 Influence du rayon de la sphère sur le coefficient de labourage µdef . . . . . . . . . . . . . . . 90
4.6 Modèle numérique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91
132
4.7 Courbe de traction du carbure de tungstène à la température ambiante. . . . . . . . . . . . . 93
4.8 Gestion de l’énergie de frottement à l’interface pion/pièce . . . . . . . . . . . . . . . . . . . . 97
4.9 Influence de la conductivité de l’interface sur le flux de chaleur transmis vers le pion . . . . . 99
4.10 Température initiale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 100
4.11 Procédure de calage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101
4.12 Détermination du coefficient d’adhésion par la méthode numérique pour un essai de frottement
à 2.5 m/s et P ≈ 2800MPa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102
4.13 Exemple d’une confrontation entre les résultats numériques et expérimentaux d’un essai de
frottement de l’acier 42CrMo4 et d’un pion de diamètre 9 mm en carbure revêtu TiN à une
vitesse de 95 m/min et une pression ≈ 2800 MPa . . . . . . . . . . . . . . . . . . . . . . . . . 103
4.14 Distribution de la pression de contact sous le pion dans le cas du frottement 42CrMo4 (V=95
m/min Fn ≈ 1000 N) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105
4.15 Bilan énergétique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105
4.16 Isovaleurs de la température à l’ineterface- Coupe longitudinale . . . . . . . . . . . . . . . . . 106
4.17 Evolution de la température en fonction de la puissance mécanique . . . . . . . . . . . . . . 107
4.18 Evolution du coefficient d’adhésion en fonction de la température de contact . . . . . . . . . . 108
4.19 Évolution de coefficient de frottement en fonction de la puissance mécanique . . . . . . . . . . 109
4.20 Distribution de la vitesse d’écoulement de la matière à l’interface pour une vitesse de frotte-
ment de 95 m/min (1.5 m/s) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111
4.21 Evolution du taux de glissement en fonction de 1/V . . . . . . . . . . . . . . . . . . . . . . . 112
4.22 Evolution du coefficient de frottement adhésif en fonction de la vitesse locale de glissement Vg
(m/min) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113
4.23 Confrontation entre les résultats du modèle devéloppé avec les valeurs données par la simula-
tion numérique du frottement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113
4.24 Eprouvette de traction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115
4.25 Résultats des essais de traction à chaud réalisés sur des éprouvettes en Inconel 718 . . . . . . 116
4.26 Principe de la méthode d’optimisation numérique utilisée pour identifier les paramètres de la
loi de Johnson-Cook de l’Inconel 718 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 117
4.27 Modèle numérique de l’essai de traction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 118
4.28 Résultat de l’identification des paramètres d’écrouissage . . . . . . . . . . . . . . . . . . . . . 119
4.29 Courbes de traction numériques et expérimentales pour les températures 200°C et 400°C pour
une valeur de m=1.52 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 120
4.30 Exemple d’une confrontation entre les résultats numériques et expérimentaux d’un essai de
frottement de l’inconel 718 à une vitesse de 19 m/min et une pression moyenne de 3 GPa . . 122
4.31 Évolution du coefficient de frottement adhésif en fonction de la température et la pression du
contact dans le cas du frottement de l’Inconel 718 . . . . . . . . . . . . . . . . . . . . . . . . 124
4.32 Evolution de Vg en fonction de la vitesse de frottement dans le cas du frottement de l’Inconel
718 à une pression 3000 MPa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 126
133

4.33 Comparaison entre les valeurs des coefficients de frottement adhésifs calculés par le modèle
proposé avec ceux obtenus numériquement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 126
134
Bibliographie
[Alau-1995] M. Alauddin, M.A. El Baradi, and M.S.J. Hashmi. Tool life testing in the end milling of
inconel 718. Journal of Materials Processing Technology, 55 :321–330, 1995.
[Alau-1998] M. Alauddin, M.A. Mazid, M.A. El Baradi, and M.S.J. Hashmi. Cutting forces in the end
milling of inconel 718. Journal of Materials Processing Technology, 77 :153–159, 1998.
[Alex-2004] F. Alexandre. Aspects probabilistes et microstructuraux de l’amorçage des fissures de fatigue
dans l’INCO 718. PhD thesis, Ecole des mines de Paris, 2004.
[Ali-2001] F. Ali. Modélisation et simulation thermomécaniques de la coupe des métaux. PhD thesis,
ENSAM de Paris, 2001.
[Appa-2004] G. Appa Rao and D.S. Srinivas, M. Sarm. Effect of thermomechanical working on the mi-
crostructure and machanical properties of hot isostatically pressed superalloy inconel 718.
Materials Science and Engineering, A 383 :201–212, 2004.
[Arra-2004] P.J. Arrazola, F. Mesil, F. Le Maître, and S. Marya. Sensitivity study in numerical cutting
modelling. In CIRP, pages 83–90, Cluny, mai 2004.
[Arun-2004b] M.A. Arunachalam, R.M.and Mannan and A.C. Spowage. Surface integrity when machining
age hardened inconel 718 with coated carbide cutting tools. International Journal of Machine
Tools and Manufacture, 44 :1481–1491, 2004.
[Barg-2005] M. Barge. Etude expérimentale et numérique des mécanismes de coupe par abrasion. PhD
thesis, Ecole centrale de Lyon, 2005. N° 2005-17.
[Barr-2004] O. Barrau. Etude du frottement et de l’usure d’acier à outils de travail à chaud. PhD thesis,
Institut National Polytechnique de Toulouse, 2004.
[Batt-2001] J-L. Battaglia, O. Cois, L. Puigsegur, and A. Oustaloup. Solving an inverse heat conduction
problem using a non-integer identified model. International Journal of Heat and Mass Transfer,
44 :2671–2680, 2001.
[Bens-1995] W. Bensalem, A. Melhaoui, P. Chen, F. Ahdad, and J-P. Longuemard. Usinage assisté par
laser. Mécanique Industrielle et Matériaux, 48-1 :29–30, 1995.
[Bitt-1993] G. Bittes. Contribution à la connaissance des mécanismes fondamentaux liés à l’usinabilité
des aciers de construction. PhD thesis, l’université de Toulon, 1993.
[Bowd-1966] F. P. Bowden and D. Tabor. Friction, lubrication and wear : a survey of work during the last
decade. Br. J. Appl. Phys., 17 :p. 1521–1544., 1966.
[Brun-1991] S. Brunet. Influence des contraintes résiduelles induites par l’usinage sur la tenue en fatigue
des matériaux métalliques aéronautiques. PhD thesis, ENSAM, 1991.
[Chal-1979] J.M. Challen and P.L.B. Oxley. 53 :243, 1979.
[Chan-1965] H. Chandrasekaran and D.V. Kapoor. Photoelastic analysis of tool-chip inteface stresses.
Transactions of the ASME Journal of Engineering for Industry, 87 :495–502., 1965.
135
[Chil-1998] T.H.C. Childs and M. Mahdi. On the stress distribution between the chip and tool during
metal turning. In Annals of the CIRP, volume 38, pages 55–58, 1998.
[Chil-2000] T.H.C. Childs, K. Maekawa, T. Obikawa, and Y. Yamane. Metal Machining : theory and
applications. Arnold, 2000.
[Chil-2006] T.H.C. Childs. Friction modelling in metal cutting. Wear, 260 :310–318, 2006.
[Chou-1998] I.A. Choudhury and M.A. El-Bradie. Machinability of nickel-base super alloys : a general
review. Journal of Materials Processing Technology, 77 :278–284, 1998.
[Coel-2004] R.T. Coelho, L.R. Silva, A. Braghini, and A.A. Bezerra. Some effects of cutting edge prepara-
tion and geometric modifications when turning inconel 718tm at high cutting speeds. Journal
of Materials Processing Technology, 148 :147–153, 2004.
[Cord-2003] J. P. Cordebois and coll. Fabrication par usinage. ISBN 2 10 005586 0. Dunod, Paris, 2003.
[Ducr-2003] C. Ducros, V. Benevent, and F. Sanchette. Deposition, characterization and machining per-
formance of multilayer pvd coatings on cemented carbide cutting tools. Surface and Coatings
Technology 163 –164 (2003) 681–688, 163 –164 :681–688, 2003.
[Dudz-2004] D. Dudzinski, A. Devillez, A. Moufki, D. Larrouquère, V. Zerrouki, and J. Vigneau. A review
of developments towards dry and high speed machining of inconel 718. International Journal
of Machine Tools and Manufacture, 44 :439–456, 2004.
[Dudz-2004b] D. Dudzinski, V. Zerrouki, and J. Vigneau. Usinage à grande vitesse de l’inconel 718. In
Assises Mo&UGV, pages 253–269, Clermont-Ferrand, 10-11 Mars 2004.
[ElWa-1995] T.I. El-Wardany and M.A. Elbestawi. High speed machining of nickel based superalloys with
silicon carbide whisker reinforced ceramics. In First International Machining and Grinding
Conference, pages MR 95–160 IN, Dearborn, USA, September 1995.
[ElWa-1996] T.I EL-Wardany and M. A El Bestawi. Cutting temperature of ceramic tools in high speed
machining of difficult-to cut materials. Journal of Machine, Tools Manufacturing, 36 (5) :611–
634, 1996.
[Elbe-1993] M.A. Elbestawi, T.I. El-Wardany, Yan di, and Tan Min. Performance of whisker-reinforced
ceramic tools in milling nickel-based alloy. In Annals of CIRP, volume 42 (1), pages 99–102,
1993.
[Eldr-1991] K.F Eldridge, O.W Dillon, and W.Y. Lu. thermo-viscoplastic finite element modelling of
machining under various cutting conditions. Transaction of NAMIR/SME, XIX :162–169,
1991.
[Ezug-2005] E.O. Ezugwu, J. Bonney, D.A. Fadare, and W.F. Sales. Machining of nickel-base, inconel
718, alloy with ceramic tools under finishing conditions with various coolant supply pressures.
Journal of Materials Processing Technology, 162–163 :609–614, 2005.
[Faym-1987] Y. C. Fayman. Microstructural characterization and elemental partitioning in a directaged
superalloy (da718). Materials Science and Engineering, 92 :159–171, 1987.
[Four-2000] L. Fournier. Interactions corrosion-deformation dans l’alliage 718 : apllication à la corrosion
sous contrainte en milieux aqueux supercritique et recherche d’une solution materiau pour le
procédé d’oxydation hydrothermale. PhD thesis, Ecole nationale sipérieure des mines de saint
Etienne, 2000. N° 228 TD.
[Fox-1985] S. Fox, J.W. Brooks, M.H Loretto, and R.E. Smallman. Influence of carbides on the mechnical
properties on inconel 718. In Strength of metals and alloys, pages 399–404, Montreal, Canada,
1985.
[Germ-2006] G. Germain. Contribution a l’optimisation du procède d’usinage assiste laser. PhD thesis,
ENSAM, 2006. N° 2006-ENSAM-51.
136
[Grol-1996] V. Grolleau. Approche de la validation expérimentale des simulation numérique de la coupe
avec prise en compte des phénomènes locaux à l’arête de l’outil. PhD thesis, Ecole centrale de
Nantes, 1996.
[Grze-2002] W. Grzesik, Z. Zalisz, and P. Nieslony. Friction and wear testing of multilayer coatings on car-
bide substrates for dry machining applications. Surface and Coatings Technology, 155 :37–45,
2002.
[Grze-2004] W. Grzesik and P. Nieslony. Prediction of friction and heat flow in machining incorporating
thermophysical properties of the coating–chip interface. Wear, 256 :108–117, 2004.
[Guo-2002] Y.B. Guo. Mechanical behavior characterization of secondary shear zone. In Transaction of
NAMRI/SME, volume 30, pages 423–430, 2002.
[Haba-2006] M. Habak. Etude de l’influence de la microstructure et des paramètres de coupe sur le com-
portement en tournage dur de l’acier a roulement 100cr6. PhD thesis, ENSAM Anger, 2006.
[Hama-1996] J.C. Hamann, V. Grolleau, and F. Le Maitre. Machinability improvement of steels at high
cutting speeds – study of tool/work material interaction,. In Ann. CIRP, volume 45, page
87–92, 1996.
[Hede-1991] P. Hedenquist and M. Olsson. Sliding wear testing of coated cutting tool materials. Tribology
International, 23 (3) :143–150, 1991.
[Hong-2001] S. Y. Hong, I. Markus, and W. Jeong. New cooling approach and tool life improvement in
cryogenic machining of titanium alloy ti-6al-4v. International Journal of Machine Tools &
Manufacture., 41 :2245–2260, 2001.
[Iwat-1984] K. Iwata, K. Osakada, and Y. Terasaka. Process modelling of orthogonal cutting by the rigid
plastic finite element methode. J. Engng. Ind. trans. ASME, 106 :132–138, 1984.
[Jawa-1993] Jawahir I.S. and Van luttervell A.C. Recent developments in chip control research and appli-
cation,. In Annals of CIRP, volume 42, pages 659–693, 1993.
[Jawa-2001] A. Jawaid, S. Koksal, and S. Shaif. Cutting performance and wear characteristics of pvd coated
and uncoated carbide tools in face milling inconel 718 aerospace alloy. Journal of Materials
processing technology, 116 :2–9, 2001.
[Jind-1999] P.C. Jindal, A.T. Santhanam, U. Schleinkofer, and A.F. Shuster. Performance of pvd tin, ticn
and tialn coated cemented carbide tools in turning. International Journal of Refractory Metals
and Hard Materials, 17 :163–170, 1999.
[Joyo-1994] P. Joyot. Modélisation expérimentale et numérique de l’enlèvement de la matière : Application
à la coupe orthogonale. PhD thesis, Université de Bordeaux, 1994.
[Kama-2007] Y. Kamata and T. Obikawa. High speed mql finish-turning of inconel 718 with different coated
tools. Journal of Materials Processing Technology, 2007. doi :10.1016/j.jmatprotec.
[Karp-2006] Y. Karpat and T. Özel. A methodology to determine work material flow stress and tool-chip
interfacial friction properties by using analysis of machining. Journal of Manufacturing Science
and Engineering, 128 :119–129, 2006.
[Kato-1972] S. Kato, Y. Yamaguchi, and M. Yamade. Stress distribution at the interface between chip and
toolin machining. Trans. ASME J. Eng. ind., 94 :683–689, 1972.
[Kerm-2005] G. Kermouche. Modélisation théorique et numérique des essais d’indentation-rayure et appli-
cation à la caractérisation des surfaces. PhD thesis, Ecole Centrale de Lyon (France, 2005.
[Kita-1988] T. Kitagawa and A. Maedawa, K. andKubo. Plasma hot machining for high hardness metals.
Bull. Japan soc. Of Pre. Engr., 22 (2) :145–151, 1988.
137

[Kita-1997] T. Kitagawa, A. Kudo, and K. Maekawa. Temperature and wear of cutting tools in high speed
machining of inconel and ti-6al-6v-2sn. Wear, 4 (1) :142–148, 1997.
[Koen-1990] W. König, L. Cronjager, G. Spur, H. Tonshoff, M. Vigneau, and W. Zdeblick. machining of
new materials. In Annals of CIRP, volume 39 (2), pages 673–681, 1990.
[Koma-1985] R. Komanduri, F. Flom, and M. Lee. Highlights of darpa abvenced machining research pro-
gram. Journal of engineering for industry, 107 :325–335, 1985.
[Li-2002] L. Li, N. He, M. Wang, and Z.G. Wang. High speed cutting of inconel 718 with coated carbide
and ceramic inserts. Journal of Materials Processing Technology, 129 :127–130, 2002.
[Liao-1996] Y. S. Liao and R.H. Shiue. Carbide tool wear mechanism in turning of inconel 718 supper
alloy. wear, 193 :16–24, 1996.
[List-2004] G. Liste. Etude des mécanismes d’endommagement des outils carbure wc-co par la carac-
térisation de l’interface outil-copeau application a l’usinage a sec de l’alliage d’aluminium
aéronautique AA2024 T351. PhD thesis, ENSAM-Bordeaux, 2004. N° d’ordre : 2004-41.
[Lore-1993] F. Lorey. Endommagement des outils de coupe. Les techniques d’ingénieur, traité mécanique
et chaleur B7042 2, 1993.
[M’Sao-1998] R. M’Saoubi. Aspect thermique et microstructuraux de la coupe . Application à la coupe
orthogonale des aciers austénitiques. PhD thesis, ENSAM Paris, 1998.
[M’Sao-2004] R. M’Saoubi and H. Chandrasekaran. Investigation of the effects of tool micro-geometry
and coating on tool temperature during orthogonal turning of quenched and tempered steel.
International Journal of Machine Tools and Manufacture, 44 :213–224., 2004.
[Mats-1987] Y Matsumoyo and D. Chin Hsu. Workpiece temperature rise during the cutting of AISI 4340
steel. Wear, 116 :309–317, 1987.
[Meil-2002] M. Meiller. Etude Expérimentale du frottement outil/pièce en coupe orthogonale. PhD thesis,
ENSAM Cluny, 2002.
[Mich-2001] J. Michael Pereira and Bradley A. Effects of heat treatment on the ballistic impact properties
of inconel 718 for jet engine fan containment applications. International journal of impact
engineering, 25 N°8 :715–733, 2001.
[Mouf-1998] A. Moufki, A. Molinari, and D. Dudzinski. Modelling of orthogonal cutting with a temperature
dependent friction law. Journal of Mechanical Physics of Solids, 46 :2103–2138, 1998.
[Mouf-2002] A. Moufki, A. Devillez, D. Dudzinski, and A. Molinari. Thermomecaical modeling of cutting
and experimental validation. In Kluwer Academic Publishers, editor, Metal Cutting and High
Speed Machining, pages pp. 51–67, 2002.
[Naru-1993] N. Narutaki, Y. Yamane, K. Hayashi, and T. Kitagawa. high speed machining of inconel 718
with ceramic tools. In Annals of CIRP Vol 42 (1) p 103-106, 1993.
[Olss-1989] M. Olsson, S. Soderberg, S. Jacobson, and S. Hogmark. International Journal of Machine
Tools and Manufacture, 29 ( 3) :370–390, 1989.
[Ozel-2000] T. Özel and T. Altan. Determination of workpiece flow stress and friction at the chip–tool
contact for high-speed cutting. International Journal of Machine Tools and Manufacture,
40 :133–152, 2000.
[Ozel-2006] T. Özel. The influence of friction models on finite element simulations of machining. Interna-
tional Journal of Machine Tools and Manufacture, 46 :518–530, 2006.
[Poul-1999] G. Poulachon. Aspects phénoménologiques, mécaniques et métallurgiques en tournage c-BN
des aciers durcis. Application :usinabilité de l’acier 100Cr6. PhD thesis, ENSAM de Cluny,
1999.
138
[Pren-2001] H.G Prengel, P.C. Jindal, K.H Wendt, A.T. Santhanam, P.L. Hedge, and R.M. Penich. A
new class of high performance pvd coatings on cemented carbide cutting tools. Surface and
coatings technology, 139 :25–34, 2001.
[Puig-2002] L. Puigsegur. Caractérisation thermique d’un procédé d’usiange par tournage approche ana-
lytique et identification de système non entier. PhD thesis, Université de Bordeaux I 2cole
Doctorale des science physiques et de l’ingénieur, 2002.
[Rahm-1997] M. Rahman, W.K.H. Seah, and T.T. Teo. The machinability of inconel 718. Journal of
Materials Processing Technology, 63, 1997.
[Rech-2002] J. Rech. Contribution à la compréhension des modes d’actions tribologiques et thermiques des
revêtements en usinage. Application au cas du taillage de dentures à la fraise-mère à grande
vitesse. PhD thesis, 2002.
[Rech-2004] J. Rech, A. Kusiak, J.L. Battaglia, and A. Moisan. Tribological and thermal functions of
cutting tool coatings. Surface and Coatings Technology, 186 :364–371, 2004.
[Rech-2006] J. Rech. Influence of cutting tool coatings on the tribological phenomena at the tool-chip
interface in orthogonal dry cutting. Surface and Coatings Technology, 200/16-17 :5132–5139,
2006.
[Sekh-1993] G.S. Sekhon and J.L. Chenot. Numerical simulation of continous chipformation during non-
steady orthogonal cutting. Engng. comp., 10 :31–48, 1993.
[Sett-i2005] L. Settineri. Surface properties and performance of multilayer coated tools in turning inconel.
In 55th General Assembly of CIRP, volume 54 (1) of ISSN 0007-8506, pages 515–518, Antalya,
Turkey, 21-27 août 2005.
[Shar-2001] A. Sharman, R.C Dewes, and D.K. Aspinwall. Tool life when high speed ball nose en milling
inconel 718. Journal of Materials Processing Technology, 118 :29–35, 2001.
[Shin-1996] J. Shin, Y. C. et Kim. Plasma enhanced machining of inconel 718. Manufacturing Science
and Machining, ASME MED, 4 :243–249, 1996.
[Shir-1973] T. Shirakashi and E. Usui. Friction characteristics on tool face in machining. J. JSPE,
186 :966–972, 1973.
[Slam-1997] C. Slama, C. et Cizeron. Etude du comportement structural de l’alliage nc 19 fe nb (inconel
718). J. Phys. III France, 7 :665–688, 1997.
[Su-2007] Y. Su, N. He, L. Li, A. Iqbal, M.H. Xiao, S. Xu, and B.G. Qiu. Refrigerated cooling air
cutting of difficult-to-cut materials. International Journal of Machine Tools and Manufacture,
47 :927–933, 2007.
[Sund-1988] M. Sundararaman, S. Banerjee, and P. Mukhopadhyay. Precipitation of the δ- ni_3nb phase
in two nickel base superalloys. Metall. trans., 19A :450–465, 1988.
[Sund-1992] M. Sundararaman, S. Banerjee, and P. Mukhopadhyay. Some aspect of precipitation of metas-
table intermatallic phases in inconel 718. Metallurgical Transactions, 23A :2015–2028, 1992.
[Sund-1993] M. Sundararaman and P. Mukhopadhyay. carbide precipitation in inconel 718. In High tem-
perature materials and process, pages 351–368, 1993.
[Sund-1994] M. Sundararaman, S. Banerjee, and P. Mukhopadhyay. Precipitation and room temperature
deformation behaviour of inconel of inconel 718, superalloys 718 625, 706 and various deriva-
tives, e. a loria, ed. The minirals, Metals & Materials Society, pages 419–440, 1994.
[Tayl-1907] F.W Taylor. On the art of cutting metals. In Trans ASME, volume 28, pages 31–248, 1907.
[Tons-1999] H.K. Tonshoff, A. Mohlfeld, C. Spengler, and C. Podolsky. Pvd coated tools for metal cutting
applications. In Actes de la conférence internationale ‘THE Coatings’, pages 1–20, Thessaloniki
(Grèce), 14-15 octobre 1999.
139
[Toun-2002] N. Tounsi, J. Vincenti, A. Otho, and M.A. Elbestawi. From the basic mechanics of orthogonal
metal cutting toward the identification of the constitutive equation. Int. J. Machine Tools
Manuf, 42 :1373–1383, 2002.
[Tren-1991] E.M. Trent. Metal Cutting. ISBN 0-7506-1068-9. 1991.
[Trig-1956] B.T. Trigger, .K.J and. Chao, J. Dupond, and A.M. Le Duc. The mechanism of crater wear
of cemented carbide tools», ,. In Trans. ASME, volume 78, pages 326–346, 1956.
[Vaz-2000] Jr. Vaz. On the numerical simulation of machining processes. Journal of Brazilian society of
machanical sciences, 22 (2), 2000.
[Verg-2001] C. Vergne. Analyse de l’influence des oxydes dans le frottement d’une fonte pour outil de
travail à chaud. PhD thesis, Ecole des Mines de Paris, 2001.
[Wang-1996] Z.Y Wang, K.P Rajurkar, and J. Fan. Turning ti-6al-4v alloy with cryogenic cooling. In
Transactions of NAMRI/SME, volume 26, pages 3–8, 1996.
[Wang-2003] Z. Y. Wang, K. P. Rajurkar, J. Fan, S. Lei, Y. C. Shin, and G. Petrescu. Hybrid machining of
inconel 718. International Journal of Machine Tools and Manufacture, 43 :1391–1396, 2003.
[Wu-1996] J.S. Wu, Dillon Jr., and W.Y. Lu. Thermo-viscoplastic modelling of machining process using
a mixed finite element methode. J. Manuf. Sci. Engng. Trans. ASME, 118 :470–482, 1996.
[Youn-1996] H.T Young. Cutting temperature responses to flank wear. Wear, 201 :117– 120, 1996.
[Zamb-1998] G. Zambelli and L. Vincent. Matériaux et Contact – Une approche tribologique. ISBN 9-
782880-743383. Presses polytechniques et universitaires romandes edition, 1998.
[Zore-1963] N.N. Zorev. Iter-relationshipbetween shear processes along tool face and shear plane in metal
cutting. International Research in Production Engineering ASME, pages 42–49, 1963.
[Zore-1966] N.N. Zorev and H.S.H. Massey. Metal Cutting Mechanics. Pergamon Press, 1966.
140
Annexes
141