Embed Size (px)
Citation preview
Consulting Centre a invité Monsieur Gustave Paoli pour nous faire partager son expérience professionnelle.
Consulting Centre Conseil Formation Accompagnement
www.consultingwww.consulting--centre.comcentre.com
Améliorez votre productivité avec le VSM- description de la démarche VSM- détectez vos faiblesses, déterminez vos actions, obtenez l'adhésion de voséquipes au changement;
Gustave PAOLI
SV PS RBT3 / 33
Intro: dernières nouvelles de Toyota
Toyota veut détrôner General Motors en 2006Toyota entend augmenter sa production de véhicules de 11 % en 2006 et ravir ainsi la place de premier constructeur automobile mondial à l'américain General Motors, a rapporté le quotidien japonais Nihon Keizai.
Toyota, déjà numéro un mondial par les bénéfices et la capitalisation boursière, compte porter sa production à plus de 9,2 millions de véhicules dans le monde en 2006, soit près d'un million de plus que sa projection pour 2005, selon le journal (...).
Fort de la réputation de fiabilité et de faible consommation de ses véhicules, Toyota gagne des parts de marché aux Etats-Unis aux dépens de GM. (...)
Une sixième usine en ChineToyota, dont la capitalisation boursière de 160 milliards de dollars est près de dix fois supérieure à celle de GM, met aussi le cap sur la Chine tout en augmentant aussi sa production en Amérique du Nord, en Russie et dans d'autres marchés émergents. Le constructeur japonais ouvrira cette année une cinquième usine en Chine et il a annoncé mercredi la construction d'un sixième site d'assemblage à Tianjin, dans le nord-est du pays, en association avec le constructeur local FAW. Cette usine produira environ 200 000 voitures compactes par an à compter de la mi-2007, a-t-il indiqué. Toyota, qui est entré tardivement sur le marché chinois, vise une part de marché de 10 % à l'horizon de 2010.
4 / 33Gustave PAOLI
Plan de l'intervention
Qu'est ce qu'une VSM
Les Objectifs d'un atelier de VSM
Déroulement d'un atelier de VSM
Quelles données d'entrée seront nécessaires?
Qui doit participer au VSM?
Quels seront les résultats d'un VSM?
Les pistes de travail suite au VSM?
Exemples de situation visée dans un VSD
5 / 33Gustave PAOLI
Tentative de définition d'un VSM
VSM: Value Stream Mapping
Cartographie des flux des créationde la valeur
= MIFA (Material and Information Flow Analysis)
Le VSM doit se poursuivre par un VSD:
Value Stream Design qui est la phase de définition de l'état futur souhaité.
6 / 33Gustave PAOLI
Les objectifs d'une VSM
- résoudre des problèmes comme:satisfaire la demanderéduire les efforts nécessaires pour satisfaire la demande
- analyse avant la décision d'augmenter la capacitéinstallée
- passer de la production pour stock à la production selon la demande du client.
- identifier des axes d'amélioration pour l'entrepriseréduire les capitaux employésidentifier des pistes de productivité
- diminuer l'amplification des perturbations
- impliquer l'équipe dans un processus de changement
7 / 33Gustave PAOLI
Déroulement d'un atelier de VSM
Pendant le VSM comme le VSD, on associera les opérationnels concernés à la description de l'état actuel puis à la définition de l'état futur visé.
Le périmètre de l'étude peut concerner tout ou une partie du flux entre les fournisseurs et les clients.
Les flux décrits concernent aussi bien les flux d'information que les flux de pièces.
Les stocks aussi seront décrits.
Des données chiffrées seront recueillies pendant l'opération (ou bien tiré d'enregistrements pré-existants);
8 / 33Gustave PAOLI
Quelles données d'entrée seront nécessaires?
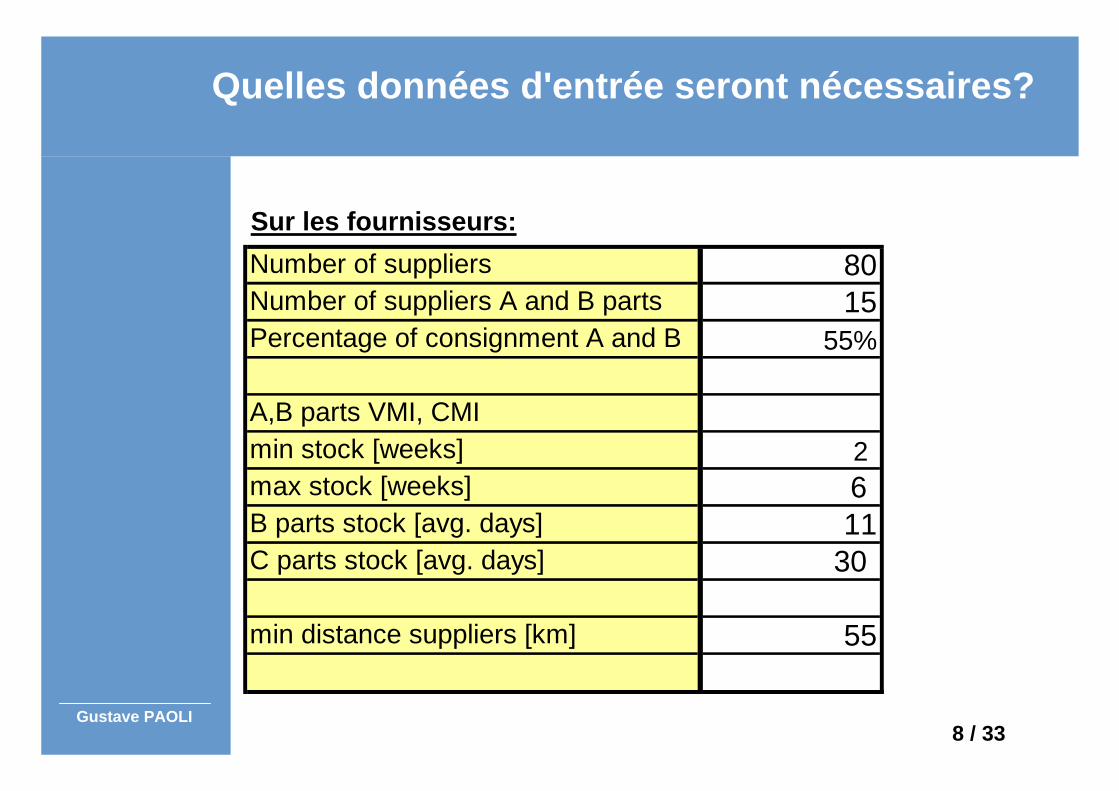
Sur les fournisseurs:Number of suppliers 80Number of suppliers A and B parts 15Percentage of consignment A and B 55% A,B parts VMI, CMI min stock [weeks] 2 max stock [weeks] 6 B parts stock [avg. days] 11C parts stock [avg. days] 30 min distance suppliers [km] 55
9 / 33Gustave PAOLI
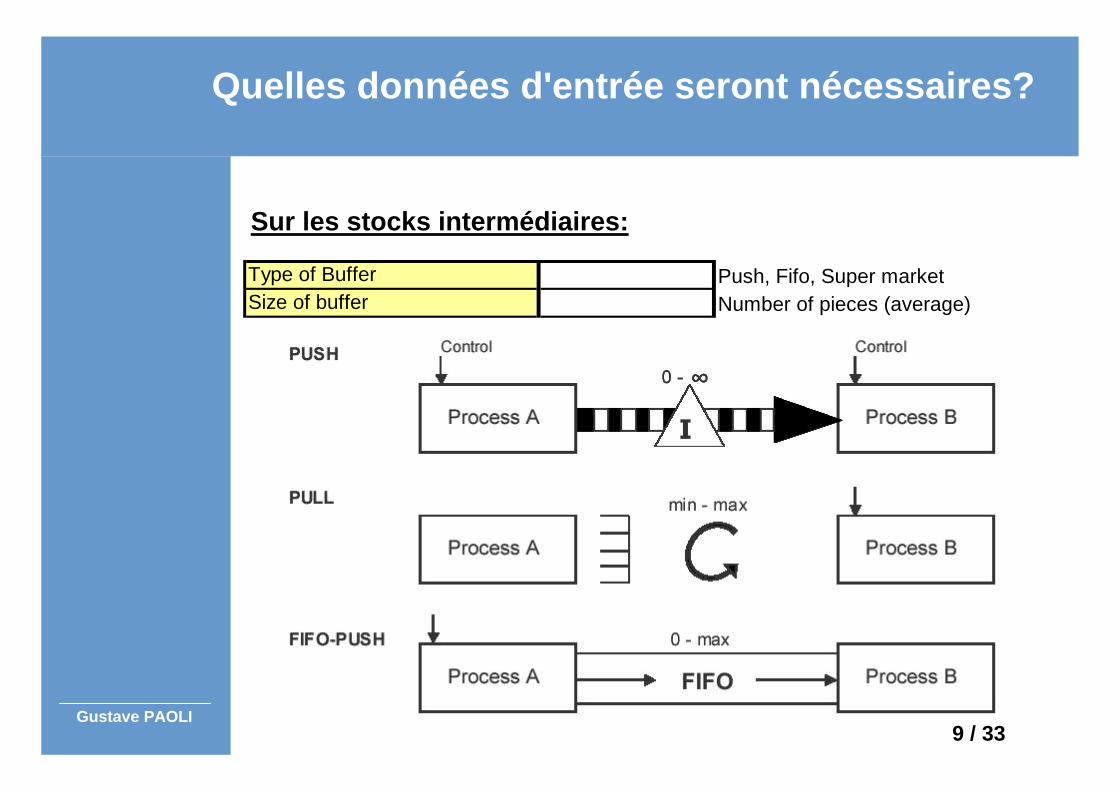
Quelles données d'entrée seront nécessaires?
Sur les stocks intermédiaires:
Type of Buffer Push, Fifo, Super marketSize of buffer Number of pieces (average)
10 / 33Gustave PAOLI
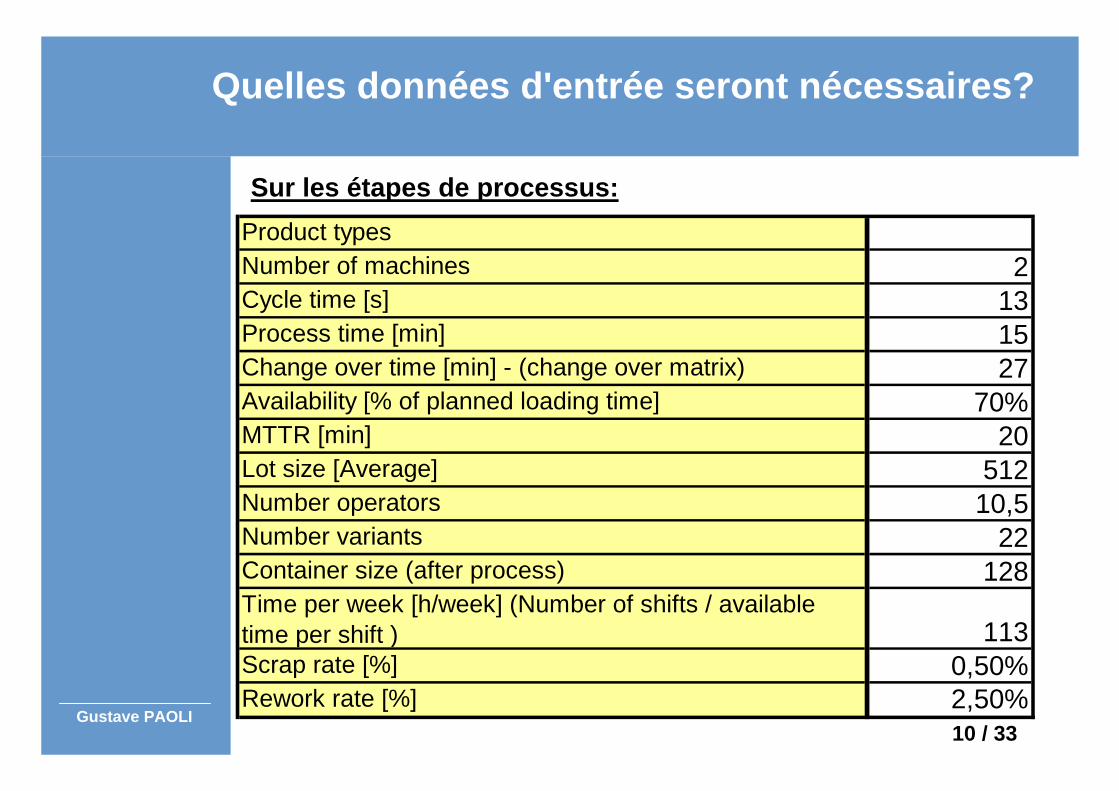
Quelles données d'entrée seront nécessaires?
Sur les étapes de processus:Product typesNumber of machines 2Cycle time [s] 13Process time [min] 15Change over time [min] - (change over matrix) 27Availability [% of planned loading time] 70%MTTR [min] 20Lot size [Average] 512Number operators 10,5Number variants 22Container size (after process) 128Time per week [h/week] (Number of shifts / available time per shift ) 113Scrap rate [%] 0,50%Rework rate [%] 2,50%
11 / 33Gustave PAOLI
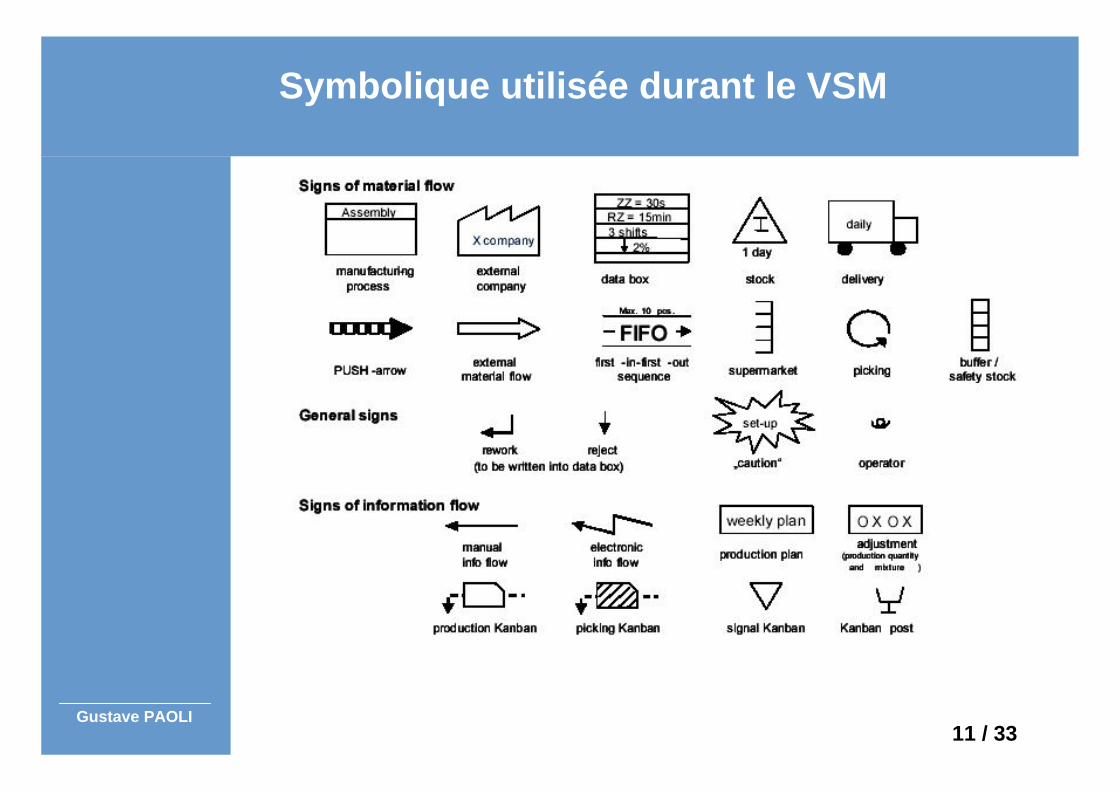
Symbolique utilisée durant le VSM
12 / 33Gustave PAOLI
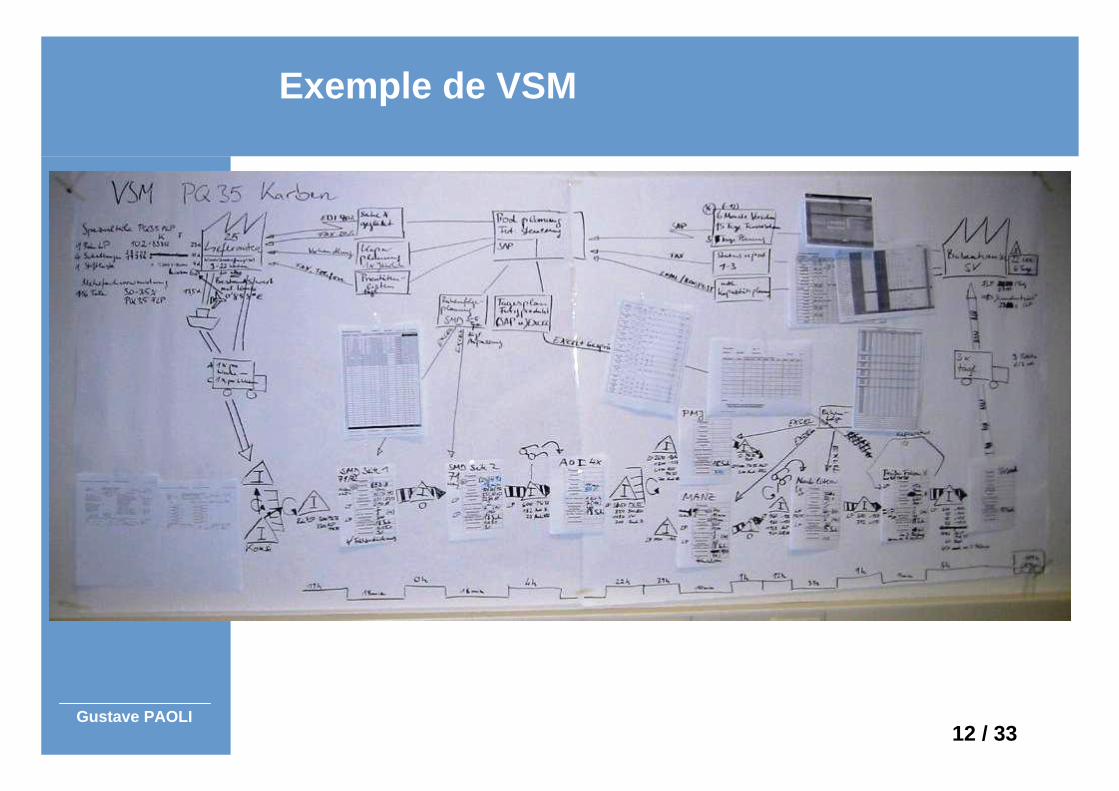
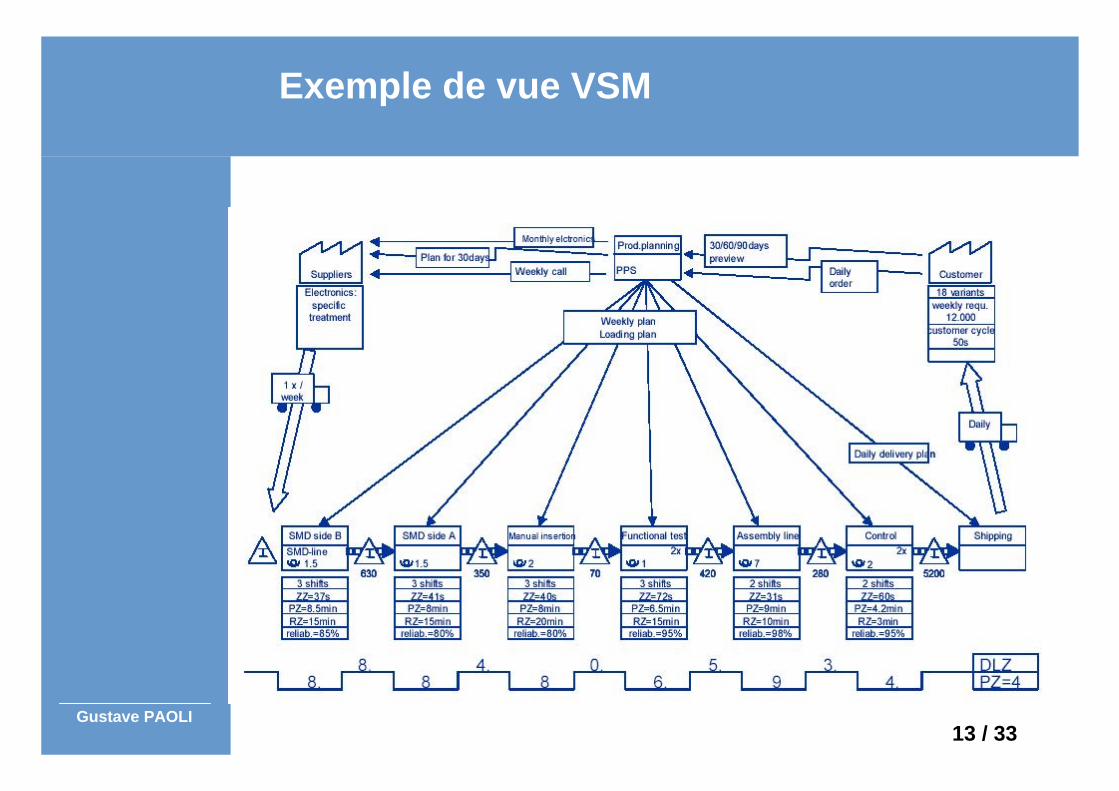
Exemple de VSM
13 / 33Gustave PAOLI
Exemple de vue VSM
14 / 33Gustave PAOLI
Les outils nécessaires:
presque rien:
Des grandes feuilles de papier scotchées sur un murchronomètrecrayon-gommepas de PC dans un premier temps
15 / 33Gustave PAOLI
Qui doit participer au VSM?
Les responsables opérationnels des secteurs suivants sont indispensables au bon déroulement du VSM (et de la suite):
Approvisionnement
Planning Ordonnancement
Ventes
Magasin
Fabrication
Maintenance
Méthodes / Industrialisation
...
16 / 33Gustave PAOLI
Mais surtout ne pas oublier...
...le Top Management
17 / 33Gustave PAOLI
Quels seront les résultats d'un VSM?
Des données chiffrées (Temps de traversée, Temps à valeur ajouté, Takt time, niveaux de stocks...);Une visualisation de la complexité actuelle;Une mise sur la table des problèmes;et surtout: une formidable envie de changer.
18 / 33Gustave PAOLI
Les pistes de travail suite au VSM-VSD?
Un fil conducteur, la lutte contre les 7 gaspillages:
19 / 33Gustave PAOLI
TPM
TPM (Total Productive Maintenance) is a concept to improve the effectiveness of production facilities systematically and continuously with involvementof all employees.
TPM contains 5 core elements:
• Maximizing the effectiveness and productivity of production facilities
• Observing the life cycle of production facilities
• Involvement of all departments
• Involvement of every employee, from manager to operator
• Organization in small autonomous teams
20 / 33Gustave PAOLI
TPM
• la Totale Productive Maintenance (TPM) etla chasse aux arrêtsmachines de toute sorte
pour améliorer la performance des équipements (OEE :Overall Equipment Efficiency,PLI : Potential Loading Index)
• la réduction des écarts par la méthode d’analyse et de résolution de problèmes (5M, 8D)
PbAPbA
MatiMatièèreress
MoyenMoyenss
MilieuMilieu Main dMain d’œ’œuvreuvreMMééthodesthodes
21 / 33Gustave PAOLI
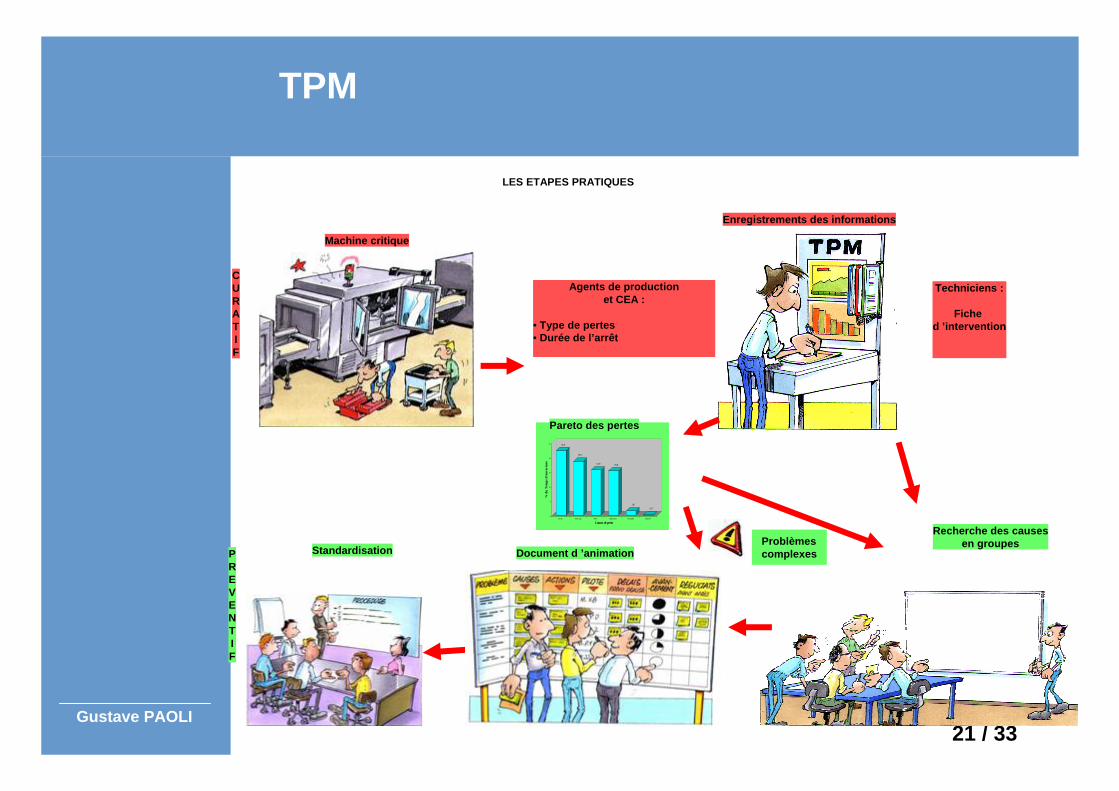
TPM
LES ETAPES PRATIQUES
CURATIF
PREVENTIF
Machine critique
Techniciens :
Fiche d ’intervention
Enregistrements des informations
22,47
18,75
15,70 15,45
1,56
0,15
0
5
10
15
20
25
% d
u T
emps
d'o
uver
ture
Pannes Arrêts prog Aléas Organisation Non Qualité Chgt série
Causes de perte
Paréto des causes de perte de TRSPareto des pertes
Standardisation Document d ’animation
Recherche des causesen groupesProblèmes
complexes
Agents de productionet CEA :
• Type de pertes• Durée de l’arrêt
22 / 33Gustave PAOLI
TPM
23 / 33Gustave PAOLI
La mise en flux et l'équilibrage
24 / 33Gustave PAOLI
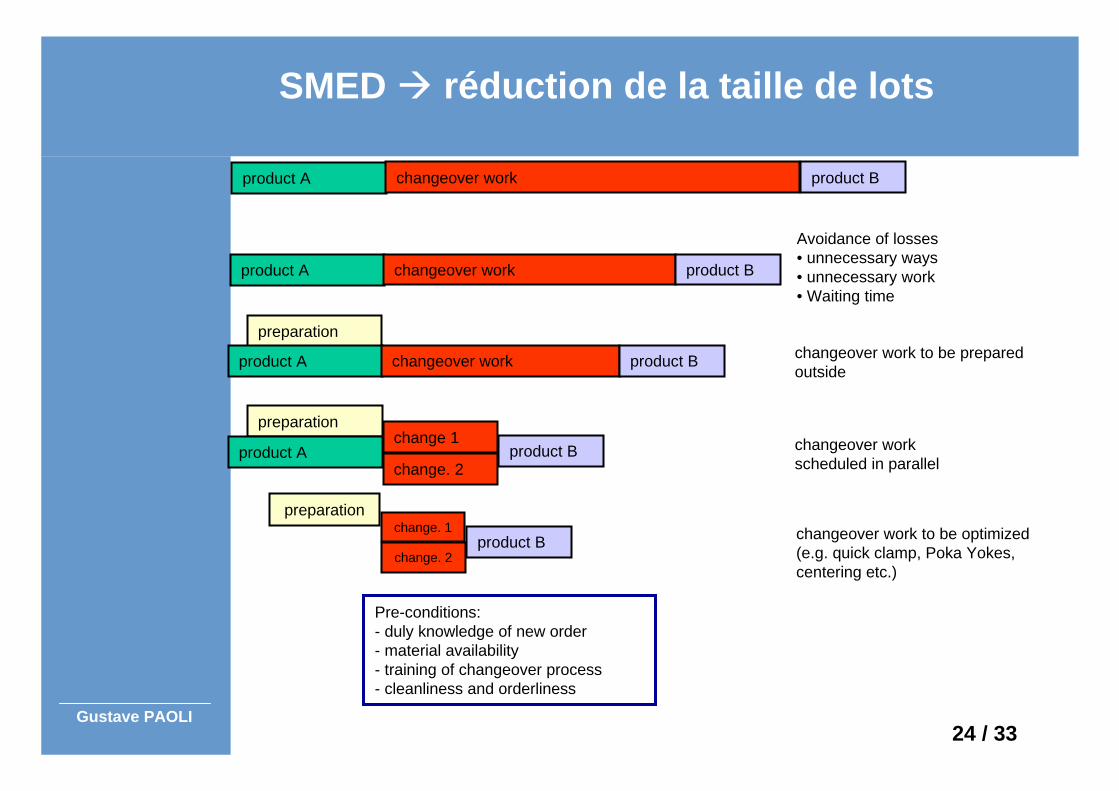
SMED réduction de la taille de lots
product A changeover work product B
Avoidance of losses• unnecessary ways• unnecessary work• Waiting time
changeover work to be preparedoutside
preparation
changeover workscheduled in parallel
preparation
change. 2
change 1
product A changeover work product B
product A changeover work product B
product A product B
product B
preparation
change. 2
changeover work to be optimized(e.g. quick clamp, Poka Yokes, centering etc.)
Pre-conditions:- duly knowledge of new order- material availability- training of changeover process- cleanliness and orderliness
change. 1
25 / 33Gustave PAOLI
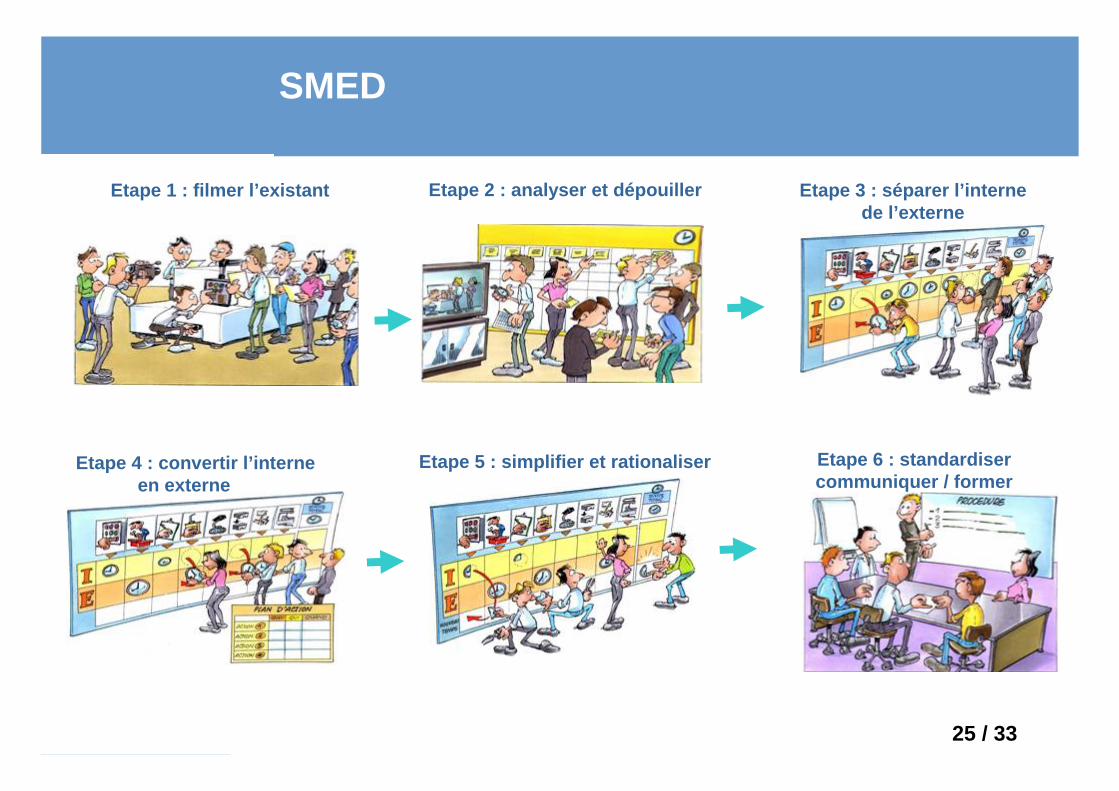
SMED
Etape 1 : filmer l’existant Etape 2 : analyser et dépouiller Etape 3 : séparer l’interne de l’externe
Etape 4 : convertir l’interneen externe
Etape 5 : simplifier et rationaliser Etape 6 : standardisercommuniquer / former
26 / 33Gustave PAOLI
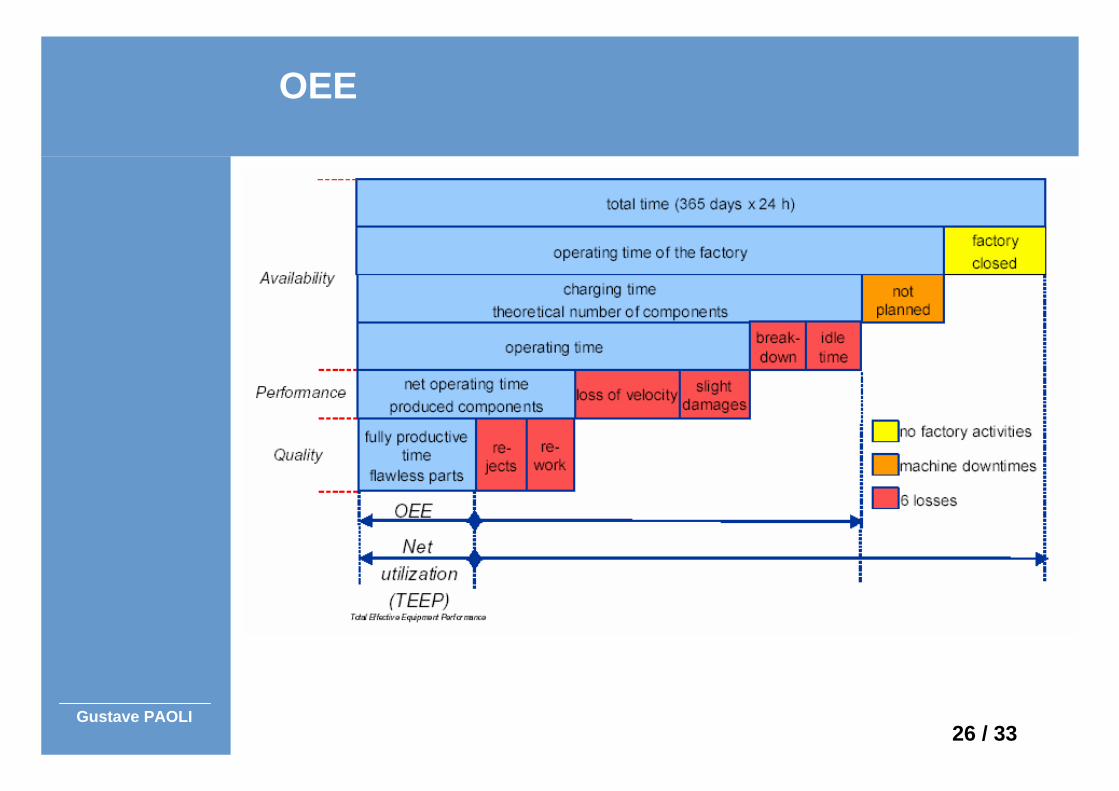
OEE
27 / 33Gustave PAOLI
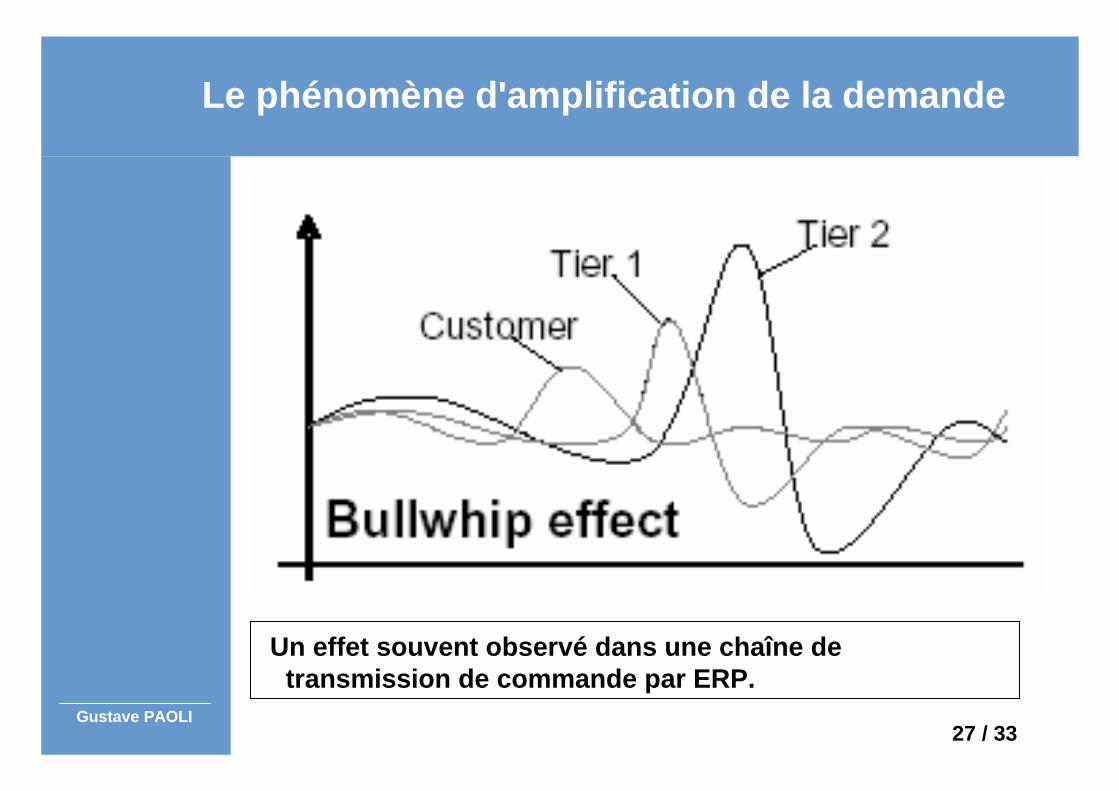
Le phénomène d'amplification de la demande
Un effet souvent observé dans une chaîne de transmission de commande par ERP.

28 / 33Gustave PAOLI
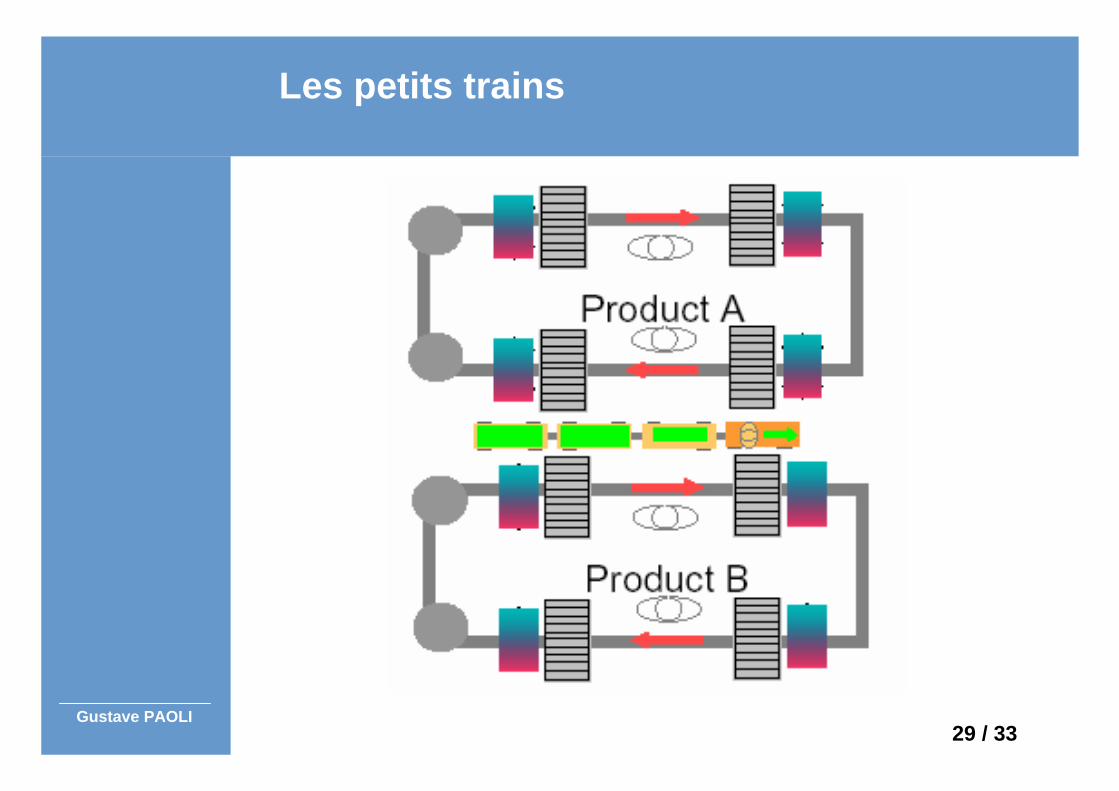
Approvisionnement par petits trains
Une rationalisation des déplacements d'approvisionnement des pièces.
29 / 33Gustave PAOLI
Les petits trains
30 / 33Gustave PAOLI
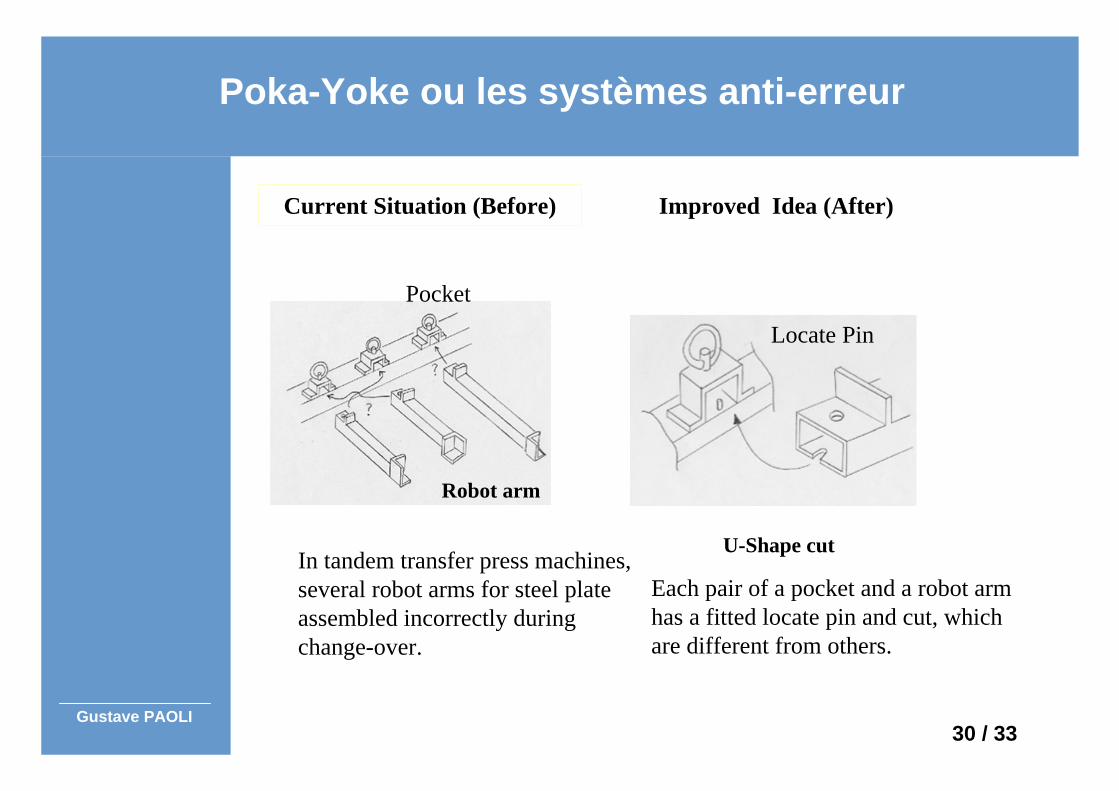
Poka-Yoke ou les systèmes anti-erreur
Current Situation (Before) Improved Idea (After)
In tandem transfer press machines,several robot arms for steel plate assembled incorrectly during change-over.
Robot arm
Locate Pin
U-Shape cut
Each pair of a pocket and a robot armhas a fitted locate pin and cut, whichare different from others.
31 / 33Gustave PAOLI
Le flux tiré par le Kanban
32 / 33Gustave PAOLI
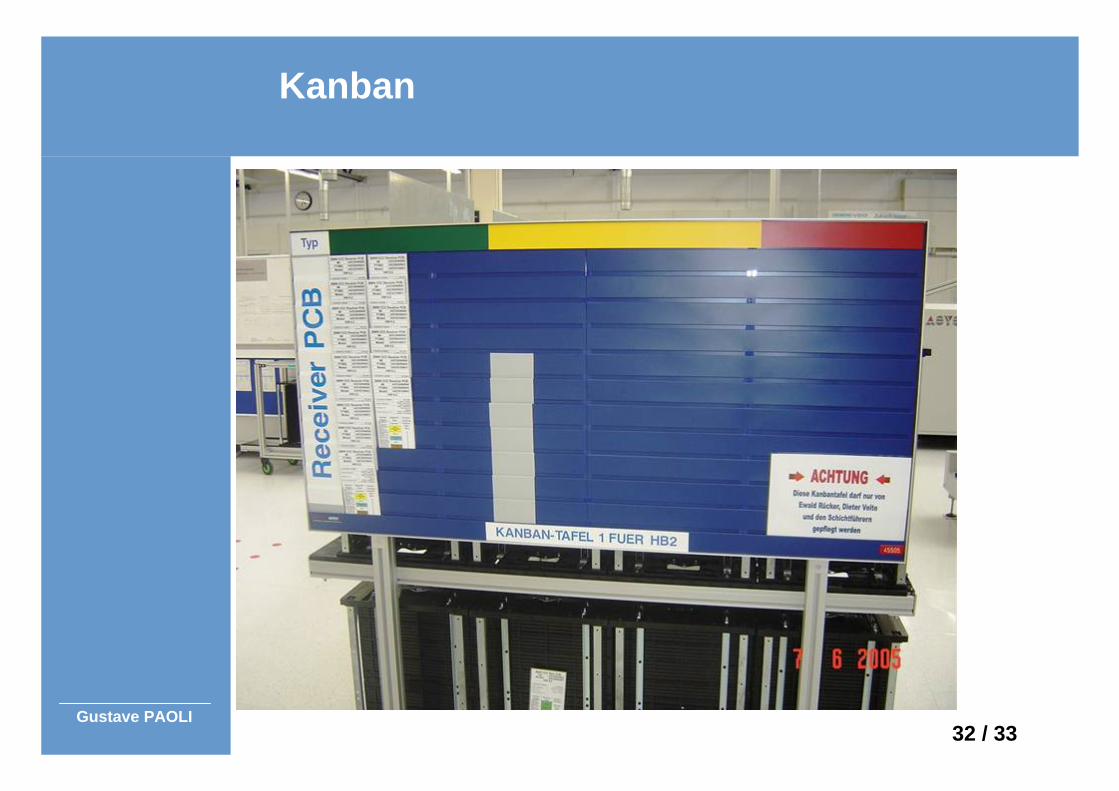
Kanban
33 / 33Gustave PAOLI
Autres pistes
Management visuelAndonArrêt au premier défautUET - EAPlignes en ULow Cost Intelligent Automation...
34 / 33Gustave PAOLI
et maintenant...
...vos questions?



























![Antonio Paoli, el Teatro de la Perla de Ponce' [incomplete]](https://img.pdfslide.fr/doc/110x75/62bade085ed7a37cf866fe76/antonio-paoli-el-teatro-de-la-perla-de-ponce-incomplete.jpg)

