Embed Size (px)
Citation preview
THÈSEEn vue de l’obtention du
DOCTORAT DE L’UNIVERSITÉ DE TOULOUSE
Délivré par : Institut National Polytechnique de Toulouse
Discipline ou spécialité : Génie Mécanique, Mécanique des Matériaux
Présentée et soutenue par : Vincent WAGNERLe 11 Mars 2011
Titre : Amélioration de la productivité en usinage d'un titane réfractaire : le Ti5553
JURY
M. CAHUC Olivier Professeur des Universités, Université de Bordeaux 1 Président
M. ARRAZOLA Pedro-José Professeur des Universités, Université de Mondragon Rapporteur
M. POULACHON Gérard Professeur des Universités, ENSAM de Cluny Rapporteur
M. BAILI Maher Maître de Conférences, ENI de Tarbes Examinateur
M. DESSEIN Gilles Professeur des Universités, ENI de Tarbes Directeur de thèse
M. LAGARRIGUE Pierre Professeur des Universités, Université Champollion d'Albi Examinateur
M. LALLEMENT Daniel Ingénieur R&D, Messier-Dowty Bidos Examinateur
M. PARVERY Laurent Responsable des Méthodes Centrales, Messier-Dowty Bidos Examinateur
École doctorale : Mécanique, Énergétique, Génie civil et Procédés (MEGeP)
Unité de recherche : Laboratoire Génie de Production de l'École Nationale d'Ingénieurs de Tarbes
Directeur de thèse : M. DESSEIN Gilles

2

A mes parents,A Laurent et Laurie
Et surtout à Laurence
Etre conscient de la difficulté permet de l’éviter.Lao-Tseu
4
Remerciements
Les travaux de recherche présentés dans ce mémoire ont été effectués au sein du Labora-toire Génie de Production de l’École Nationale d’Ingénieurs de Tarbes et dans l’entrepriseMessier-Dowty Bidos. À l’issue de ce travail, je souhaite remercier toutes les personnesqui, de près ou de loin, m’ont aidé dans la réalisation de cette thèse.
Je tiens en tout premier à remercier M. CAHUC Olivier, Professeur à l’Université deBordeaux 1, de l’honneur qu’il me fait en présidant ce jury de thèse.
J’exprime toute ma gratitude à M. Pedro-José ARRAZOLA, Professeur à l’Universitéde Mondragon et M. Gérard POULACHON, Professeur aux Arts et Métiers Paritech deCluny, d’avoir accepté d’examiner cette thèse et de l’intérêt porté à mes travaux.
Je tiens à remercier M. Gilles DESSEIN, Professeur à l’ENI de Tarbes, d’avoir été mondirecteur de thèse et M. Maher BAILI, Maître de conférence à l’ENI de Tarbes monencadrant qui par leurs compétences, leurs disponibilités, leurs conseils et leur patiencem’ont aidé à mener à bien ce travail. Qu’ils trouvent ici l’expression de mon amitié la plussincère.
J’associe à mes remerciements l’entreprise Messier-Dowty de m’avoir permis de réali-ser cette thèse et plus particuliérement M. Daniel LALLEMENT, Ingénieur MéthodesCentrales de l’entreprise Messier-Dowty Bidos, et M. Laurent Parvery, Responsable desMéthodes Centrales de l’entreprise Messier-Dowty Bidos, pour leur intéressement, pourm’avoir fait confiance et accorder de leur temps afin de mener à bien cette thèse.
Je ne saurais oublier bien sûr, l’ensemble de mes collègues doctorants et enseignants-chercheur de l’ENIT et de l’entreprise Messier-Dowty qui m’ont soutenu durant ce travailet plus particulièrement, Mickaël, Christian, Malik, Andrei, Sébastien, Pierrot, Charles,Jacky, Daniel, Jean-Yves ...
Comment pourrais-je ne pas remercier mes parents Sylvie et Paul ainsi que mon frèreLaurent et ma soeur Laurie pour leur confiance, leur infini soutien sans quoi rien n’auraitété possible. Je tiens à leur faire part de toute l’estime et la reconnaissance que j’ai poureux et je leur dis « Merci » pour tout ce que vous avez fait pour moi.
Enfin, je remercie du plus profond de mon coeur, ma chère et tendre Laurence, qui atoujours sû m’épauler, trouver les mots justes et me rassurer de manière exemplaire toutau long de ces travaux.
Table des matières
Introduction 21
1 Etat de l’art 25
1.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
1.2 Les efforts de coupe en tournage . . . . . . . . . . . . . . . . . . . . . . . . 26
1.2.1 L’échelle d’étude . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
1.2.2 Les méthodes de modélisation . . . . . . . . . . . . . . . . . . . . . 29
1.2.3 Les modélisations d’efforts de coupe . . . . . . . . . . . . . . . . . 31
1.2.4 Apports à la modélisation . . . . . . . . . . . . . . . . . . . . . . . 36
1.2.5 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
1.3 Les efforts de coupe en fraisage . . . . . . . . . . . . . . . . . . . . . . . . 43
1.3.1 Bilan des points de vue, des méthodes et des domaines de modéli-sation pour le fraisage . . . . . . . . . . . . . . . . . . . . . . . . . 43
1.3.2 Classification et présentation des outils de fraisage . . . . . . . . . . 45
1.3.3 Modélisation des efforts de coupe en fraisage . . . . . . . . . . . . . 47
1.3.4 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
1.4 L’usinage des alliages de titane . . . . . . . . . . . . . . . . . . . . . . . . 53
1.4.1 Du point de vue industriel . . . . . . . . . . . . . . . . . . . . . . . 53
1.4.2 Du point de vue universitaire . . . . . . . . . . . . . . . . . . . . . 58
1.4.3 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
1.5 Usure des outils de coupe . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
1.5.1 Etat de l’art industriel . . . . . . . . . . . . . . . . . . . . . . . . . 62
6 TABLE DES MATIÈRES
1.5.2 Etat de l’art universitaire . . . . . . . . . . . . . . . . . . . . . . . 63
1.5.3 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
2 Identification du comportement du matériau usiné 67
2.1 Caractérisation du matériau . . . . . . . . . . . . . . . . . . . . . . . . . . 69
2.1.1 Présentation de l’alliage . . . . . . . . . . . . . . . . . . . . . . . . 69
2.1.2 Intérêts des alliages de titane dans l’aéronautique . . . . . . . . . . 71
2.1.3 Caractéristiques physiques . . . . . . . . . . . . . . . . . . . . . . . 72
2.1.4 Influence des propriétés thermiques sur la thermique de la coupe . . 73
2.1.5 Caractéristiques mécaniques . . . . . . . . . . . . . . . . . . . . . . 74
2.2 Loi de comportement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
2.2.1 Validité des lois de comportement en fonction des matériaux . . . . 77
2.2.2 Méthodes d’identification . . . . . . . . . . . . . . . . . . . . . . . . 79
2.2.3 Conclusion sur la loi de comportement . . . . . . . . . . . . . . . . 86
2.2.4 Analyse des méthodes d’identification . . . . . . . . . . . . . . . . . 88
2.3 Efforts de coupe en tournage . . . . . . . . . . . . . . . . . . . . . . . . . . 89
2.3.1 Essais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
2.3.2 Modification de la modélisation . . . . . . . . . . . . . . . . . . . . 96
2.3.3 Modélisation des efforts pour les outils sans préparation d’arête . . 101
2.3.4 Modélisation pour les outils avec une préparation d’arête chanfreinée104
2.3.5 Modélisation pour les outils avec une préparation d’arête rayonnée . 107
2.3.6 Conclusion sur la modélisation en tournage . . . . . . . . . . . . . . 109
2.3.7 Etude de la morphologie des copeaux . . . . . . . . . . . . . . . . . 110
2.4 Transposition au fraisage . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111
2.4.1 Présentation du contexte Messier-Dowty . . . . . . . . . . . . . . . 112
2.4.2 Définition géométrique des outils . . . . . . . . . . . . . . . . . . . 115
2.4.3 Adaptation de la coupe orthogonale à la coupe oblique . . . . . . . 119
2.4.4 Campagne d’essais . . . . . . . . . . . . . . . . . . . . . . . . . . . 123
2.4.5 Application au Ti5553 . . . . . . . . . . . . . . . . . . . . . . . . . 126
TABLE DES MATIÈRES 7
2.4.6 Compréhension des phénomènes sur la fraise torique . . . . . . . . . 129
2.4.7 Définition d’un outil optimal en terme d’effort de coupe pour lefraisage à sec . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 132
2.5 Conclusion sur les efforts de coupe . . . . . . . . . . . . . . . . . . . . . . 133
3 Usure des outils 135
3.1 Usure en tournage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 136
3.1.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 136
3.1.2 Choix des conditions de coupe et des outils . . . . . . . . . . . . . . 136
3.1.3 Identification des modes de dégradation . . . . . . . . . . . . . . . . 137
3.1.4 Influence des conditions de coupe sur l’usure . . . . . . . . . . . . . 143
3.1.5 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 146
3.2 Cas du fraisage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 146
3.2.1 Dispositif expérimental . . . . . . . . . . . . . . . . . . . . . . . . . 146
3.2.2 Observation des modes de dégradation . . . . . . . . . . . . . . . . 148
3.2.3 Influence des modes de dégradation sur le processus de coupe . . . 150
3.2.4 Influence de l’engagement radial sur les modes de dégradation . . . 153
3.2.5 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 160
4 Valorisation industrielle 161
4.1 Possibilités d’application dans notre contexte industriel . . . . . . . . . . . 162
4.1.1 Processus d’élaboration d’un programme . . . . . . . . . . . . . . . 162
4.1.2 Utilisation directe . . . . . . . . . . . . . . . . . . . . . . . . . . . . 163
4.1.3 Utilisation indirecte . . . . . . . . . . . . . . . . . . . . . . . . . . 165
4.2 Usinage à chaud . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 168
4.2.1 Dispositif expérimental . . . . . . . . . . . . . . . . . . . . . . . . . 169
4.2.2 Essais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 171
4.2.3 Analyse des résultats . . . . . . . . . . . . . . . . . . . . . . . . . . 171
4.2.4 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 175
8 TABLE DES MATIÈRES
4.3 Vers une proposition de mise en oeuvre de techniques de surveillance d’usinage175
4.3.1 Introduction à la surveillance d’usinage . . . . . . . . . . . . . . . . 176
4.3.2 Analyse des essais en vue d’une application . . . . . . . . . . . . . . 179
4.3.3 Fraisage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 180
4.3.4 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 181
Conclusion 183
Publications 187
Annexe 1 200
Annexe 2 205
Annexe 3 215
Table des figures
1.1 Les différents niveaux d’étude de la coupe [Bissey 05] . . . . . . . . . . . . 27
1.2 Zones de cisaillement selon [Oxley 89] . . . . . . . . . . . . . . . . . . . . 33
1.3 Familles et types d’outils possibles . . . . . . . . . . . . . . . . . . . . . . 46
1.4 Classification des outils . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
1.5 Discétisation de l’outil suivant son axe [Altintas 95] . . . . . . . . . . . . . 49
1.6 Géométrie de la fraise cylindrique . . . . . . . . . . . . . . . . . . . . . . . 50
1.7 Résumé de la méthode d’Engin [Engin 01b] . . . . . . . . . . . . . . . . . 51
1.8 Modélisation des efforts de coupe pour une fraise cylindrique dans du Ti64 51
1.9 Déscription géométrique d’une fraise hémisphérique [Milfelner 03] . . . . . 52
1.10 Mécanismes d’usure en fonction de la température . . . . . . . . . . . . . 61
1.11 Exemple d’effondrement d’arête observé . . . . . . . . . . . . . . . . . . . 63
2.1 Classification des alliages de titane . . . . . . . . . . . . . . . . . . . . . . 70
2.2 Comparaison de la concentration en éléments alphagènes du Ti64 et Ti5553[Arrazola 09a] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
2.3 Gamme de traitement thermique du Ti5553 . . . . . . . . . . . . . . . . . 71
2.4 Chaleur spécifique (J.kg−1.°C−1)) . . . . . . . . . . . . . . . . . . . . . . . 72
2.5 Conductivité thermique (W.m−1.K−1) . . . . . . . . . . . . . . . . . . . . 73
2.6 Influence de la conductivité thermique sur la coupe . . . . . . . . . . . . . 74
2.7 Influence de la chaleur spécifique sur la coupe . . . . . . . . . . . . . . . . 75
2.8 Essais de traction à chaud et à température ambiante . . . . . . . . . . . 76

10 TABLE DES FIGURES
2.9 Comparaison des formes de Johnson-Cook (a) et erreurs obtenues (b) surle Ti64 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
2.10 Comparaison entre les contraintes expérimentales et les contraintes issuesde la modélisation (a) et les erreurs associées (b) pour la méthode 1 . . . . 83
2.11 Comparaison entre les contraintes expérimentales et les contraintes issuesde la modélisation (a) et les erreurs associées (b) pour la méthode 2 . . . . 84
2.12 Comparaison entre les contraintes expérimentales et les contraintes issuesde la modélisation (a) et les erreurs associées (b) pour la méthode 3 . . . . 85
2.13 Résumé de la méthode 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
2.14 Résumé de la méthode 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87
2.15 Résumé de la méthode 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
2.16 Intégration des conditions de coupe dans les vitesses de déformation . . . 89
2.17 Facteurs d’entrée . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90
2.18 Influence de la vitesse de coupe (plaquette Sandvik CNMG 160612-23 etCNMG 160612-QM, b=5 mm, f=0.2 mm/tr) . . . . . . . . . . . . . . . . 92
2.19 Température de l’outil après 8 secondes d’usinage (b=5 mm et f = 0.2 mm/tr). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92
2.20 Influence de l’angle de coupe pour une arête rayonnée 0,04 mm et une arêtechanfreinée (0, 15mm× 15) (b= 5mm et f = 0.2 mm/tr) . . . . . . . . . . 93
2.21 Influence de la préparation d’arête (b= 5mm, α = 20°,Vc= 45 m/min) . . 95
2.22 Exemple de mesures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97
2.23 Relation entre la longueur de contact et les conditions de coupe (plaquetteCNGA 120404S01525, b = 5mm, f = 0, 2 mm/tr) . . . . . . . . . . . . . . 98
2.24 Longueurs de contact définies pour chaque modèle . . . . . . . . . . . . . 99
2.25 Influence de l’angle de coupe sur le coefficient de frottement (b=5 mm,f = 0.2 mm/tr) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 100
2.26 Influence des revêtements sur le coefficient de frottement (b=5 mm, f =0,15mm/tr, α=8°) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101
2.27 Validité de la modélisation d’Oxley (utilisation de JC3) (plaquette SandvikCCGX 120405-AL, α = 14° b=5 mm) . . . . . . . . . . . . . . . . . . . . 102
2.28 Corrélation de la modélisation avec l’outil Seco (b=5 mm, f = 0, 15mm/tr) 103
TABLE DES FIGURES 11
2.29 Validité de la modélisation d’Oxley pour des outils possédant une prépara-tion d’arête (α = 10°, Vc = 45m/min ; b=5mm) . . . . . . . . . . . . . . . 103
2.30 Validité de la modélisation des efforts de coupe pour une arête chanfreinée(a : composante Fc et b : composante Ff ) (b=5 mm, f =0,2 mm/tr) . . . 105
2.31 Répartition des efforts de coupe en fonction de l’avance (f = 0, 2 mm/tr)(a) et de la préparation d’arête (b) . . . . . . . . . . . . . . . . . . . . . . 106
2.32 Validité de la modélisation pour les outils à préparation rayonnée . . . . . 108
2.33 Répartition des efforts de coupe en fonction de la préparation d’arête (a)et de l’augmentation de l’avance (b) . . . . . . . . . . . . . . . . . . . . . . 109
2.34 Morphologie d’un copeau de Ti5553 traité . . . . . . . . . . . . . . . . . . 111
2.35 Définition de conditions optimales pour obtenir une segmentation de co-peau . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112
2.36 Résumé des outils utilisés chez Messier Dowty . . . . . . . . . . . . . . . . 113
2.37 Principe de fonctionnement de la méthode . . . . . . . . . . . . . . . . . . 114
2.38 Paramétrisation de l’enveloppe d’un outil [Engin 01a] . . . . . . . . . . . . 115
2.39 Paramétrisation de l’hélice . . . . . . . . . . . . . . . . . . . . . . . . . . 116
2.40 Description plaquette torique . . . . . . . . . . . . . . . . . . . . . . . . . 117
2.41 Paramétrisation de l’outil proposée par Milfelner . . . . . . . . . . . . . . 118
2.42 Evolution du rapport r = hc/h (b = 5 mm, α = 10°, re = 0, 04 mm,revêtement TiN) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 121
2.43 Essais de coupe oblique . . . . . . . . . . . . . . . . . . . . . . . . . . . . 122
2.44 Influence de l’angle d’inclinaison . . . . . . . . . . . . . . . . . . . . . . . 122
2.45 Influence de la préparation d’arête et de l’inclinaison d’arête sur la directiondes efforts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123
2.46 Dispositif expérimental . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124
2.47 Résultante de l’effort de coupe obtenue pour une fraise cylindrique . . . . 125
2.48 Résultante de l’effort de coupe obtenue pour une fraise torique . . . . . . . 125
2.49 Direction de l’effort de coupe en fonction de la position angulaire de laplaquette pour fz = 0.1mm/tr (a) et fz = 0.4mm/tr (b) . . . . . . . . . . 127
2.50 Comparaison des valeurs obtenues avec les essais avec la modélisation pourla fraise cylindrique (Vc = 45m/min, ae = 3mm et ap = 5mm) . . . . . . 128

12 TABLE DES FIGURES
2.51 Comparaison des valeurs obtenues avec les essais avec la modélisation pourla fraise torique (Vc = 25m/min, ae = 3mm et ap = 5mm) . . . . . . . . . 128
2.52 Evolution de la section coupée pour chaque élément discrétisé sur la fraisetorique (a) et pour la fraise cylindrique (b) . . . . . . . . . . . . . . . . . 130
2.53 Pressions spécifiques de coupe pour la fraise torique . . . . . . . . . . . . 131
2.54 Efforts de coupe de chaque élément pour fz = 0, 4mm/tr (a) et fz =
0, 1mm/tr (b) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 132
3.1 Premier mode de dégradation observé au profilométre (face de coupe) . . . 138
3.2 Observation de l’arête rapportée au profilométre . . . . . . . . . . . . . . 139
3.3 Effondrement d’arête . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 139
3.4 Résumé de l’influence de l’usure sur le processus de coupe . . . . . . . . . 141
3.5 Evolution de l’effort avec les modes de dégradation . . . . . . . . . . . . . 141
3.6 Evolution des composantes de l’effort de coupe sur un essai d’usinage(50mm) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 142
3.7 Apparition des paliers d’efforts et de l’arête rapportée . . . . . . . . . . . 143
3.8 Influence du matériau de coupe (Outil Sandvik CNMG160612-23) . . . . . 144
3.9 Influence de la préparation d’arête (Outil Sandvik CNMG160612 - ATB) . 144
3.10 Influence de la vitesse de coupe sur la longueur usinée (a) et sur la duréede vie (b) (Outil Sandvik CNMG160612 - QM - 1105) . . . . . . . . . . . 145
3.11 Premier mode de dégradation pour la fraise cylindrique (a) et pour la fraisetorique (b) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 148
3.12 Second mode de dégradation pour la fraise cylindrique (a) et pour la fraisetorique (b) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 149
3.13 Troisième mode de dégradation pour la fraise cylindrique (a) et pour lafraise torique (b) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 149
3.14 Copeaux adhérents . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 150
3.15 Evolution des composantes lors d’un passage d’une dent en contournage . 151
3.16 Evolution de la résultante et de la direction de l’effort . . . . . . . . . . . 152
3.17 Evolution de la résultante de l’effort . . . . . . . . . . . . . . . . . . . . . . 152
3.18 Différents engagements radiaux adoptés pour la fraise à surfacer . . . . . . 153
TABLE DES FIGURES 13
3.19 Evolution de l’usure en fonction de l’engagement radial . . . . . . . . . . . 154
3.20 Rapport entre l’angle de refroidissement et l’angle de sollicitation pour untour d’outil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 155
3.21 Description de l’engagement . . . . . . . . . . . . . . . . . . . . . . . . . . 156
3.22 Evolution de la longueur d’arête en prise pour l’ensemble des conditionsd’engagement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 157
3.23 Evolution des arêtes en prise . . . . . . . . . . . . . . . . . . . . . . . . . 158
3.24 Zone optimale d’engagement radial pour un outil de rayon 25mm . . . . . 159
3.25 Influence de la longueur en prise . . . . . . . . . . . . . . . . . . . . . . . 160
4.1 Principe et points importants de la modélisation . . . . . . . . . . . . . . . 166
4.2 Dispositif experimental . . . . . . . . . . . . . . . . . . . . . . . . . . . . 169
4.3 Placement des thermocouples dans la pièce . . . . . . . . . . . . . . . . . 170
4.4 Exemple d’usinage à 750°C . . . . . . . . . . . . . . . . . . . . . . . . . . 171
4.5 Evolution des efforts de coupe en fonction de la température de coupe . . . 172
4.6 Observation de la face de coupe . . . . . . . . . . . . . . . . . . . . . . . . 174
4.7 Observation de la face en dépouille . . . . . . . . . . . . . . . . . . . . . . 175
4.8 Morphologie du copeau à 250°C (a) et 750°C (b) . . . . . . . . . . . . . . . 176
4.9 Principe de fonctionnement de la surveillance d’usinage [Ritou 06] . . . . . 177
4.10 Exemple de seuils utilsés pour la surveillance d’usinage . . . . . . . . . . . 179
4.11 Evolution des composantes de l’effort . . . . . . . . . . . . . . . . . . . . . 180
4.12 Evolution des efforts en fraisage . . . . . . . . . . . . . . . . . . . . . . . . 181
13 Algorithme Oxley . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 203
14 Résumé des différents types d’usure en usinage . . . . . . . . . . . . . . . 204
15 Réprésentation des composantes de l’effort de coupe . . . . . . . . . . . . . 206
16 Centre d’usinage Huron KX10 . . . . . . . . . . . . . . . . . . . . . . . . . 207
17 Tour à commande numérique . . . . . . . . . . . . . . . . . . . . . . . . . 209
18 Platine de mesure d’efforts de coupe . . . . . . . . . . . . . . . . . . . . . 210
19 Dispositif expérimental pour les essais de traction . . . . . . . . . . . . . . 211
14 TABLE DES FIGURES
20 Dispositif expérimental pour les essais de microdureté . . . . . . . . . . . . 211
21 Profilométre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 212
22 Plan de la pièce d’essai de tournage . . . . . . . . . . . . . . . . . . . . . 213
23 Spécification de la pièce de fraisage . . . . . . . . . . . . . . . . . . . . . . 214
24 Etat de surface obtenu en usinage photo (a) et profil (b) . . . . . . . . . . 216
25 Modélisation de la fraise DREAM CUTTER (a) et de son excitation (b) . 218
26 Superposition de l’excitation de la fraise avec l’état de surface sur 5 secondes219
27 Modélisation du système broche-outil . . . . . . . . . . . . . . . . . . . . 220
28 Méthode de caractérisation de la flexion machine . . . . . . . . . . . . . . 220
Liste des tableaux
1.1 Récapitulatif des modélisations de la longueur de glissement entre le copeauet la face de coupe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
2.1 Composition chimique du Ti5553 . . . . . . . . . . . . . . . . . . . . . . . 69
2.2 Comparaison des masses volumiques de quelques matériaux . . . . . . . . . 71
2.3 Constantes de la loi de Johnson-Cook pour le Ti64 [Ozel 06] . . . . . . . . 77
2.4 Conditions de coupe et données expérimentales (Outil Sandvik CCGX120408 AL, b=5 mm) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
2.5 Valeurs des constantes pour le Ti5553 avec la méthode 1 . . . . . . . . . . 81
2.6 Valeurs des constantes pour le Ti5553 avec la méthode 2 . . . . . . . . . . 83
2.7 Valeurs des constantes pour le Ti5553 avec la méthode 3 . . . . . . . . . . 85
2.8 Conditions expérimentales . . . . . . . . . . . . . . . . . . . . . . . . . . . 90
2.9 Paramètres des essais de caractérisation de la longueur de contact . . . . . 97
2.10 Récapitulatif des propriétés des plaquettes testées . . . . . . . . . . . . . . 100
2.11 Récapitulatifs des conditions d’essais . . . . . . . . . . . . . . . . . . . . . 121
2.12 Conditions d’essais pour le fraisage . . . . . . . . . . . . . . . . . . . . . . 124
2.13 Déscription des outils . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124
3.1 Résumé des outils d’essai . . . . . . . . . . . . . . . . . . . . . . . . . . . 137
3.2 Récapitulatif des conditions de coupe pour les essais de tournage . . . . . 137
3.3 Récapitulatif des outils utilisés en fraisage . . . . . . . . . . . . . . . . . . 147
3.4 Récapitulatif des conditions de coupe pour les essais de fraisage . . . . . . 147
3.5 Volume de matière enlevé en fonction de l’engagement radial . . . . . . . . 155
16 LISTE DES TABLEAUX
4.1 Bilan de l’influence des paramètres sur les efforts de coupe . . . . . . . . . 165
4.2 Conditions expérimentales . . . . . . . . . . . . . . . . . . . . . . . . . . . 170
4.3 Résultats expérimentaux . . . . . . . . . . . . . . . . . . . . . . . . . . . 171
4 Caractéristiques du centre d’usinage . . . . . . . . . . . . . . . . . . . . . 208
5 Caractéristiques du centre d’usinage . . . . . . . . . . . . . . . . . . . . . 209
6 Caractéristiques de la platine de mesure d’efforts . . . . . . . . . . . . . . . 210
7 Résumé des modes propres . . . . . . . . . . . . . . . . . . . . . . . . . . 217
Table des notations
Kc coefficient spécifique de coupe (MPa)
b largeur de coupe (mm)
lab contrainte dans le plan de cisaillement primaire
τab contrainte dans le plan de cisaillement primaire (MPa)
δ proportion de matière écrouie sur le copeau
Vc etVcmin vitesse de coupe et vitesse de coupe minimum (m/min)
f avance en tournage (mm/tr)
h épaisseur du copeau non déformé (mm)
hc épaisseur du copeau (mm)
lc longueur de contact entre le copeau et la face de coupe (mm)
φ etφn angle de cisaillement et angle de cisaillement normal(°)
R résultante de l’effort de coupe (N)
Fs effort de cisaillement dans le plan primaire de cisaillement (N)
Fc, Ff , etFp composantes de l’effort de coupe (N) (figure ..)
λ angle entre l’effort normal à la face de coupe et la résultante de l’effort (rad)
α et αn angle de coupe et angle de coupe normal (°)
θ etθn angle et angle normal entre la résultante et le plan de cisaillement primaire(rad)
σ contrainte (MPa)
εab déformation dans la plan de cisaillement primaire
εab vitesse de déformation dans le plan de cisaillement primaire (s−1)
Vs vitesse de cisaillement (m/s)
Co constante Oxley
εo vitesse de déformation de référence

18 Table des notations
Tmod température modifiée (°)
Tab etTint température dans le plan de cisaillement primaire et à l’interface outil copeau(°)
β proportion de chaleur évacuée dans le copeau
ρ masse volumique (kg/m3)
Cp chaleur spécifique (J/kg−1.°C−1)
S conductivité thermique (W.m−1.°C−1)
F aretec et F arete
f composantes d’effort induites pas la préparation d’arête (N)
re rayon de la préparation d’arête (mm)
bzm largeur de chanfrein de la préparation d’arête (mm)
αzm angle de chanfrein de la préparation d’arête (°)
σzm et τzm contrainte tangentielle et normale sous la préparation d’arête (MPa)
μ angle de frottement à l’interface outil copeau
μc coefficient de frottement [Moufki 98]
a coefficient fonction de la vitesse d’avance
εp déformation équivalente
A, B, n, C etm constante de la loi de Johnson-Cook
neq coefficient d’écrouissage équivalent
Kcc, Ktc etKrc coefficients spécifiques de coupe (MPa)
Kce, Kte etKre coefficients linéiques de coupe (N/mm)
λs angle d’inclinaison d’arête (°)
η angle d’écoulement du copeau (°)
dz hauteur des éléments discrétisés (mm)
dFc, dFf et dFp efforts élémentaires (N)
a et b longeur et largeur des plaquettes (mm)
JC1, JC2,JC3 fonction de Johnson-Cook modifiée
F abc et F ab
f composantes de l’effort liées au plan de cisaillement primaire et secondaire(N)
F bzmc et F bzm
f composantes de l’effort liées à une préparation d’arête chanfreinée (N)
F rec et F re
f composantes de l’effort liées à une préparation d’arête rayonnée (N)
D, Mr, Nr, Mz etNz paramètre de rayons de formes d’une fraise monobloc

Table des notations 19
αf et βf coefficient de conicité
κ angle de positionnement (°)
Rf Rz etRr rayons caractéristiques (mm)
Nt nombre de dent
φf et ϕf angle de rotation (°)
fz avance à la dent (mm/dt)
θs, θe, θf , θi angle d’entré et de sortie sur la plaquette et angle du ieme élément (°)
ap engagement axial (mm)
Oc etOf centre de la plaquette torique et centre du rayon de plaquette (mm)
Rx, Ry etRz matrice de transfert
δf , βf et γf angle de positionnement des plaquettes par rapport au repère outil (°)
R(β) rayon de fraise à l’angle βf (mm)
λb angle d’hélice (°)
Rb rayon fraise de forme en un point considéré (mm)
βb angle d’arête de coupe (°)
λs angle d’inclinaison d’arête (°)
hbij épaisseur de coupe instantanée de la ieme dent, le jeme élément (mm)
S et dS section de coupe en fraisage et section de coupe élémentaire (mm2)
ηeff discrétisation effective de l’arête en prise
τ contrainte (MPa)
φn angle de cisaillement normal (°)
βn angle d’écoulement normal (°)
r rapport de Merchant
l longueur d’arête (mm)
κr angle d’inclinaison d’arête (°)
Rmax etReff rayon maximal et rayon effectif (mm)
x longueur d’arête en prise (mm)
20 Table des notations
Sigles
HSS Acier rapide
PCD Diamant polycristallin
CBN Nitrure de bore cubique
TiN Nitrure de titane
TiAlN Nitrure de titane aluminium
WC-Co Carbure de tungstène - Cobalt
WC-TiC-TaC-Co Carbure de tungstène - Carbure de titane - Carbure de tantale - Cobalt
TiC-TiN Carbure de titane - Carbure de titane
TiN+TiB2 Nitrure de titane - Borure de titane
TiB2 Borure de titane
AFA-ATA-AFB-ATB Désignation de revêtements Sandvik en cours de développement
PVD Dépôt physique par phase vapeur
CVD Dépôt chimique en phase vapeur
Introduction
Pour les équipementiers et les motoristes du secteur aéronautique, l’optimisation des pro-duits manufacturés est confrontée à diverses contraintes, telles que l’augmentation desperformances mécaniques et la réduction des masses embarquées. Cette évolution concernetoutes les pièces et toutes les parties d’un avion. Par exemple, le composite est à présentutilisé pour les pièces de voilure ou de fuselage car l’utilisation de ce matériau a démon-tré le gain de poids à tenue mécanique équivalente. Cette évolution concerne égalementles pièces mécaniques soumises à de fortes sollicitations mécaniques comme les pièces detrains d’atterrissage, réalisées auparavant en acier hautes performances. C’est le cas duBoeing 787 ou de l’A350 dont les pièces de structure sont aujourd’hui réalisées dans unnouvel alliage de titane : le Ti5553. Au-delà de son rapport masse volumique / propriétésmécaniques intéressant au niveau de la masse embarquée, ce matériau offre des avantagesimportants, pour le milieu contraignant de l’aéronautique, comme sa capacité à garder sespropriétés mécaniques à haute température et sa tenue en fatigue. Il participe égalementà la réduction des coûts de fabrication et de maintenance par son excellente résistance à lacorrosion qui permet une utilisation à « métal nu ». Il permet de s’affranchir des étapes deprotections (cycle de cadmiage et peinture sur les aciers) et de simplifier, de fait, les phasesd’inspection des pièces de structure en série telle que la détection de fissures éventuelles.
Ce matériau semblerait parfait si ce n’était son coût élevé et sa faible usinabilité. L’entre-prise Messier-Dowty, jusqu’à présent spécialisée dans l’usinage des alliages d’acier, doitrevoir son approche de l’usinage pour adapter ses processus à ce matériau et en améliorersa productivité. Les premiers constats d’usinage sur ce matériau se traduisent par desvitesses de coupe faibles, engendrant des temps de cycles élevés, des durées de vie d’outilsréduites augmentant les coûts de réalisation et des process peu stables. La part d’usinagedu titane pour Messier-Dowty augmentant considérablement par rapport à l’acier et lenombre d’utilisateurs de ce titane restant confidentiel, ne laissent pas augurer de déve-loppement par l’effet de masse comme pour l’acier, ces problèmes de coupe pourraientdevenir pénalisants pour l’entreprise et elle se doit, du point de vue concurrentiel, de lesmaîtriser.
22 Introduction
L’entreprise a mis en place le projet "Titane" qui regroupe des carburiers, des fabricantsde machines-outils, des fournisseurs de lubrifiants, des universités et la section R&D del’entreprise. Un des objectifs de ce projet est de comprendre les phénomènes associés à lacoupe du Ti5553 en vue d’identifier les modes de dégradation des outils, développer desgammes d’outils et des stratégies d’usinages plus adaptées qui réduiront les temps d’usi-nage tout en répondant aux différentes contraintes dont le fini des surfaces et en limitantles coûts de fonctionnement. Cependant, le manque de connaissances sur cet alliage, dûentre autres à sa nouveauté et à sa rareté, rend les progrès difficiles et insuffisants. L’ob-jectif global des travaux de thèse consiste à lever des verrous scientifiques, apporter deséclairages et des propositions sur les problèmes de coupe inhérents à ce matériau, quipermettront d’envisager des évolutions de processus aux acteurs du projet. L’approchesera orientée sur l’étude de l’usinabilité du matériau pour aller ensuite vers des solutionsproductives en abordant :
– une caractérisation du comportement (général et en usinage) du matériau étudié,– identification des modes de dégradation apparaissant lors de l’usinage du Ti5553,– l’étude des géométries de coupe en se basant sur des modèles de tournage et de fraisage,– la proposition de solutions d’amélioration de la productivité.
Le mémoire s’organise autour de quatre chapitres.
Un premier chapitre présente l’état de l’art des différentes modélisations analytiques etempiriques permettant la caractérisation du processus de coupe. Il présente une comparai-son selon le domaine de modélisation et le point de vue d’étude considéré (microscopique,mésoscopique ou macroscopique). Les modèles présentés sont initialement développés pourles alliages d’acier et sont basés sur un ensemble de paramètres (longueur de coupe, coeffi-cient de frottement, . . .) qui ne sont pas forcément adaptés à la modélisation du processusde coupe des alliages de titane. Ainsi, une partie de ce chapitre dresse un bilan de cesparamètres et présente quelques possibilités d’adaptation à d’autres matériaux autres queles aciers. Afin d’orienter nos travaux et d’éviter les redondances avec les développementseffectués par l’entreprise, un bilan des problèmes liés à l’usinage des alliages de titaned’un point de vue universitaire et industriel a été effectué. La dernière partie concernenotamment l’analyse des modes de dégradation des outils coupants.
Le second chapitre est consacré à la modélisation des efforts de coupe. Généralement, lesefforts de coupe résultent de contraintes dans le matériau dues à des sollicitations d’usi-nage (déformations, vitesses de déformation et températures). Il est ainsi nécessaire deconnaître, d’une part, les sollicitations occasionnées par l’outil et d’autre part la réponseen contraintes du matériau. Dans la littérature, le comportement du matériau est dans laplupart des cas déterminé par la loi de comportement de Johnson-Cook. Toutefois, l’ana-
Introduction 23
lyse des sollicitations apparaissant lors de l’usinage du Ti5553 montre que les méthodesclassiques ne permettent pas de recréer les conditions d’usinage. En conséquence, nousavons développé une méthode d’identification des constantes de la loi de comportementbasée sur des essais d’usinage et sur des essais de traction, reliant ainsi la loi de comporte-ment aux conditions d’usinage. Les sollicitations sont définies en fonction de la géométriede coupe et de la forme des outils. Pour faciliter l’analyse, une première phase permettantla compréhension des phénomènes de coupe (influence de la préparation d’arête, de l’anglede coupe...) a été réalisée sur des opérations de tournage. Le choix des facteurs intégrésdans le modèle a été dicté par une première campagne expérimentale où la majorité desgéométries de coupe utilisées par l’entreprise a été testée. Trois familles de géométries decoupe se distinguent : sans préparation d’arête et avec préparation d’arête chanfreinée ourayonnée ; ce qui nécessite la construction de trois modèles de coupe différents. A partir dece travail réalisé sur le tournage, un nouveau développement consiste à vérifier et générali-ser ces modèles aux opérations de fraisage sur les différentes formes d’outils rencontrées enproduction (cylindrique, torique, hémisphérique). Ainsi, les différentes modélisations desefforts de coupe développées permettent de comprendre les phénomènes liés à la coupe duTi5553 et d’établir une géométrie de coupe et d’approcher des conditions d’engagementoptimales.
Le troisième chapitre est consacré à la compréhension des modes de dégradation ob-servés en tournage et en fraisage du Ti5553 sans lubrification. La phase expérimentalemet clairement en évidence trois modes successifs : le rodage, l’usure normale et le der-nier mode avec une succession d’apparition et de disparition d’arêtes rapportées jusqu’àl’effondrement total de l’arête de coupe. Nous notons que les modes d’usure classiquesd’observation, usure en dépouille et usure en cratère ne sont pas établis dans notre cas,d’où l’impossibilité d’utiliser les critères classiques (KT , Vb, . . .). L’analyse est basée surla recherche d’une relation tripolaire entre la géométrie de coupe, le processus de coupe etl’usure, la connaissance d’une des valeurs permettant d’évaluer les autres. Ce qui permetde rapprocher le niveau d’usure de l’outil du processus de coupe. La conclusion des tra-vaux sur l’usure est consacrée à l’identification d’une relation entre la géométrie de coupe,les conditions de coupe, l’engagement et l’usure, elle permet de définir des conditionsd’engagement adaptées à l’usinage du Ti5553.
La quatrième partie traite de la valorisation industrielle des travaux de thèse sur l’usinagedu Ti5553. Les travaux de thèse ont été positionnés dans le processus de conception d’unprogramme. Une distinction a été réalisée entre les résultats des travaux directementexploitables à intégrer au processus industriel à travers les conditions opératoires définiesdés le calcul FAO et la transposition des méthodes développées dans nos travaux à d’autres

24 Introduction
matériaux. D’autres pistes d’amélioration de l’usinabilité peuvent être étudiées. En effet,les travaux existants sur l’amélioration de l’usinabilité montrent un intérêt non négligeabledes assistantes à la coupe (laser, lubrification haute pression, cryogénie). Nous avonschoisi de vérifier, à travers le développement d’un dispositif expérimental, l’influence del’augmentation de la température de la zone de coupe sur l’usinabilité du Ti5553. Les essaisréalisés démontrent les limites de ce type de système. Si l’amélioration de l’usinabilité estun des axes majeurs de l’entreprise Messier-Dowty sur le Ti5553, la stabilité du processde coupe et l’automatisation de la surveillance de la machine pour un process autonomeest une piste privilégiée pour les process longs tels que les process titane. Les conclusionsdu chapitre trois nous apportent une première approche de la possibilité d’application dela surveillance d’usinage sur le Ti5553.
La dernière partie de ce mémoire synthétise les travaux réalisés et dresse les perspectivesassociées.
Chapitre 1
Etat de l’art
Sommaire1.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
1.2 Les efforts de coupe en tournage . . . . . . . . . . . . . . . . . 26
1.2.1 L’échelle d’étude . . . . . . . . . . . . . . . . . . . . . . . . . . 27
1.2.2 Les méthodes de modélisation . . . . . . . . . . . . . . . . . . . 29
1.2.3 Les modélisations d’efforts de coupe . . . . . . . . . . . . . . . 31
1.2.4 Apports à la modélisation . . . . . . . . . . . . . . . . . . . . . 36
1.2.5 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
1.3 Les efforts de coupe en fraisage . . . . . . . . . . . . . . . . . . 43
1.3.1 Bilan des points de vue, des méthodes et des domaines de mo-délisation pour le fraisage . . . . . . . . . . . . . . . . . . . . . 43
1.3.2 Classification et présentation des outils de fraisage . . . . . . . 45
1.3.3 Modélisation des efforts de coupe en fraisage . . . . . . . . . . 47
1.3.4 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
1.4 L’usinage des alliages de titane . . . . . . . . . . . . . . . . . . 53
1.4.1 Du point de vue industriel . . . . . . . . . . . . . . . . . . . . 53
1.4.2 Du point de vue universitaire . . . . . . . . . . . . . . . . . . . 58
1.4.3 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
1.5 Usure des outils de coupe . . . . . . . . . . . . . . . . . . . . . 61
1.5.1 Etat de l’art industriel . . . . . . . . . . . . . . . . . . . . . . 62
1.5.2 Etat de l’art universitaire . . . . . . . . . . . . . . . . . . . . . 63
1.5.3 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
26 1. Etat de l’art
1.1 Introduction
L’objectif principal de ces travaux est l’amélioration de l’usinabilité d’un alliage de titane.Une des définitions envisageable de l’usinabilité peut être l’aptitude d’un matériau à subirune mise en forme par enlèvement de matière. Son amélioration peut être effectuée suivantdifférents axes : la durée de vie des outils, les conditions de coupe et l’état de surface.Nous avons fait le choix d’orienter cette étude sur la maîtrise du processus de coupe, desefforts de coupe et de l’usure des outils. Le contrôle des efforts de coupe nous permet d’en-visager une diminution de l’usure par la réduction de l’effort de coupe, mais égalementde prédire et maîtriser les états de surface induits par les déflexions d’outil. L’optimisa-tion des conditions de coupe et de la géométrie d’outil passe par la compréhension duprocessus de coupe et l’évaluation des grandeurs associées (contrainte, température, coef-ficient de frottement, longueur de contact). La modélisation choisie doit nous permettrede déterminer les efforts de coupe en intégrant un maximum de facteurs afin d’obtenir unmodèle complet retranscrivant la problématique industrielle mais également de quantifierles grandeurs physiques apparaissant lors du processus de coupe.
Ce chapitre se décompose en quatre grandes parties. Les deux premières parties concernentla modélisation des efforts de coupe en tournage et en fraisage où nous présenterons lestravaux sur lesquels nous nous sommes appuyés pour cette étude. La troisième partieprésente l’usinage des alliages de titane d’un point de vue industriel et universitaire.Nous dresserons un bilan des techniques envisageables et envisagées du point de vue del’entreprise Messier-Dowty et universitaire pour améliorer et maîtriser l’usinage du Ti5553.La quatrième partie concerne l’usure des outils où nous aborderons les travaux effectuéssur l’identification des modes de dégradation et l’optimisation des durées de vie en usinagedes alliages de titane.
1.2 Les efforts de coupe en tournage
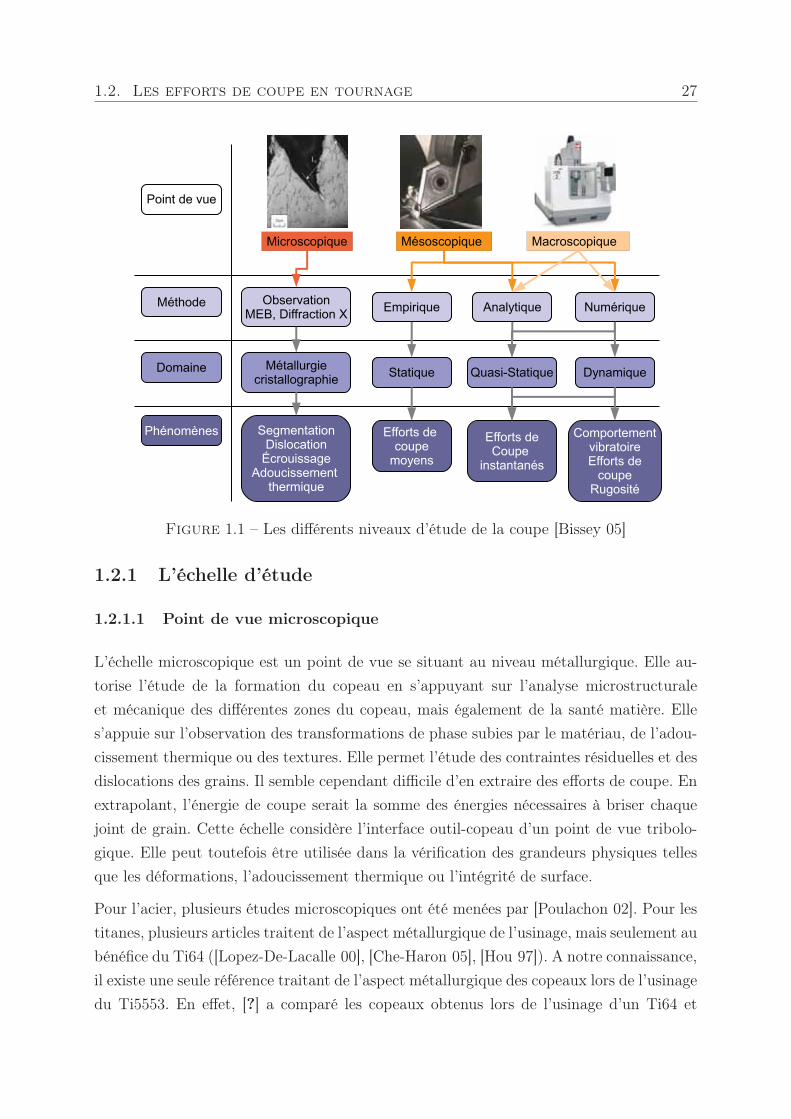
L’étude de la coupe peut être abordée sous différents points de vue qui dépendent dupositionnement choisi pour la description du processus. Comme nous pouvons l’observersur la figure 1.1, nous distinguons trois points de vue auxquels sont associées plusieurs mé-thodes d’identification. Chaque méthode intervient sur un domaine utilisant des conceptset des outils différents qui permettent de décrire certains phénomènes. L’objectif de cettepartie est de réaliser un bilan des points de vue et des méthodes associées.
1.2. Les efforts de coupe en tournage 27
Figure 1.1 – Les différents niveaux d’étude de la coupe [Bissey 05]
1.2.1 L’échelle d’étude
1.2.1.1 Point de vue microscopique
L’échelle microscopique est un point de vue se situant au niveau métallurgique. Elle au-torise l’étude de la formation du copeau en s’appuyant sur l’analyse microstructuraleet mécanique des différentes zones du copeau, mais également de la santé matière. Elles’appuie sur l’observation des transformations de phase subies par le matériau, de l’adou-cissement thermique ou des textures. Elle permet l’étude des contraintes résiduelles et desdislocations des grains. Il semble cependant difficile d’en extraire des efforts de coupe. Enextrapolant, l’énergie de coupe serait la somme des énergies nécessaires à briser chaquejoint de grain. Cette échelle considère l’interface outil-copeau d’un point de vue tribolo-gique. Elle peut toutefois être utilisée dans la vérification des grandeurs physiques tellesque les déformations, l’adoucissement thermique ou l’intégrité de surface.
Pour l’acier, plusieurs études microscopiques ont été menées par [Poulachon 02]. Pour lestitanes, plusieurs articles traitent de l’aspect métallurgique de l’usinage, mais seulement aubénéfice du Ti64 ([Lopez-De-Lacalle 00], [Che-Haron 05], [Hou 97]). A notre connaissance,il existe une seule référence traitant de l’aspect métallurgique des copeaux lors de l’usinagedu Ti5553. En effet, [?] a comparé les copeaux obtenus lors de l’usinage d’un Ti64 et
28 1. Etat de l’art
d’un Ti5553. Il explique la non-segmentation des copeaux par une plus grande fréquenced’apparition des bandes de cisaillement.
1.2.1.2 Point de vue mésoscopique
Le point de vue mésoscopique traite de l’interaction entre l’outil et la pièce sans pourautant considérer l’aspect métallurgique de la coupe présenté précédemment. L’intérêt dece niveau d’investigation est d’obtenir un modèle plus proche de la réalité et ceci passepar un nombre d’informations à insérer plus élevè. Les phénomènes de formation du co-peau ne sont plus les seuls à être considérés. D’autres aspects comme la thermique oula thermomécanique sont alors traités. Ces modélisations relient les déformations, les vi-tesses de déformation et les températures aux contraintes apparaissant lors d’un usinage.Ce dernier point semble essentiel dans la mesure où les phénomènes thermiques et dyna-miques ont un rôle prépondérant dans le comportement des matériaux usinés. Plusieursmodélisations analytiques basées sur la coupe orthogonale ou sur la coupe oblique ont étédéveloppées [Merchant 44],[Oxley 89],[Becze 02] et plus récemment les modèles élémentsfinis ont fait leur apparition.
1.2.1.3 Point de vue macroscopique
La modélisation ne s’attache plus à définir les phénomènes à l’interface outil-pièce, maisdéfinit la réponse globale du système (Pièce-Outil-Machine) et nous permet d’envisa-ger ses déformations lorsqu’il est soumis aux efforts de coupe. Ce point de vue est, parexemple, utilisé lors de l’acquisition des efforts de coupe où les efforts agissent sur lesystème outil-platine. La mesure est faite en considérant le système complet et les phé-nomènes à l’interface outil-copeau ne sont jamais considérés. Dans le cadre du tournage,cette approche peut être utilisée dans l’analyse des phénomènes vibratoires ([Bisu 07]).Cette approche globale de la réponse d’un système à des conditions données peut s’avérerintéressante dans la modélisation du comportement d’un système en milieu industriel.
1.2.1.4 Bilan des points de vue
Le choix du point de vue reste fonction du niveau étudié et des réponses attendues. Lepoint de vue microscopique nous permet de comprendre le processus de coupe par l’aspectmétallurgique. A l’échelle mésoscopique, seuls les phénomènes entre l’outil et le matériausont traités. Enfin, la réponse du système soumis à des sollicitations correspond à uneapproche macroscopique.
1.2. Les efforts de coupe en tournage 29
Comme avancé précédemment, l’objectif des travaux est l’amélioration de l’usinabilité duTi5553 et ce point passe par la modélisation des efforts de coupe et la compréhension duprocessus de coupe. Il est alors nécessaire de choisir un point de vue nous approchant leplus possible de la zone outil-matière. Pour cela, deux niveaux d’étude sont envisageables :les points de vue microscopiques et mésoscopiques. Dans la mesure où l’extrapolation desefforts de coupe par une approche microscopique semble complexe et peu adaptée aumilieu industriel, notre choix s’est porté vers le point de vue mésoscopique.
1.2.2 Les méthodes de modélisation
Une fois notre échelle d’étude déterminée, nous allons nous attacher à déterminer la mé-thode de modélisation. Comme le montre la figure 1.1, l’état de l’art définit les différentesméthodes en fonction du point de vue retenu. Nous présenterons brièvement les méthodesempiriques, analytiques et numériques.
1.2.2.1 Les méthodes empiriques
Les méthodes empiriques s’appuient sur la notion de coefficient spécifique de coupe (Kc).Ce dernier est ainsi utilisé comme une constante définie à chaque contexte d’usinage (outil,matière, opérations d’usinage et conditions de coupe). L’effort de coupe est alors le produitde la section du copeau et du coefficient spécifique de coupe (Kc).
Des premiers travaux ont permis d’observer la relation entre l’effort et la section decoupe [Sabberwall 61]. D’autres travaux utilisant le coefficient spécifique de coupe ontensuite permis d’intégrer d’autres paramètres comme les conditions de coupe. Kc n’estalors plus constant, mais dépendant des engagements d’outils, de la vitesse de coupe oude la vitesse d’avance. Ce coefficient s’est ensuite complexifié en intégrant les géométriesde brise-copeaux ([Zhu 99], [Deshayes 07]), les préparations d’arêtes ([Ranganath 07]) oudes géométries de coupe complexes ([Endres 95a, Endres 95b, Bissey 05]).
Les efforts étant fonction de la section coupée et d’un coefficient, cette approche resteextrêmement intéressante pour une détermination rapide les efforts de coupe. Cependant,les méthodes empiriques étant toujours définies pour un couple outil-matière, leurs do-maines de validité restent extrêmement restreints. Nous pouvons considérer que ce typede modèle représente la coupe de façon globale dans la mesure où il ne considère aucunautre élément que l’outil et les efforts de coupe. De plus, l’intégralité des phénomènes decoupe (déformations, frottements...) est englobée dans un coefficient qui ne permet pas,par exemple, de définir la température de coupe à l’interface outil-copeau.
30 1. Etat de l’art
1.2.2.2 Les méthodes analytiques
Les méthodes analytiques se basent sur l’étude phénoménologique du processus de coupe.La modélisation de [Merchant 44] est historiquement la plus ancienne. Elle s’appuie surles hypothèses simplificatrices de la coupe orthogonale où un plan de cisaillement séparela matière brute et le copeau. [Albrecht 60] a été le premier à intégrer l’effet de la prépa-ration d’arête. En effet, ses observations ont montré un phénomène de refoulement à lapointe de l’arête dès que celle-ci n’avait pas une acuité parfaite. [Lee 51] a développé unmodèle de coupe en utilisant la méthode des lignes de glissement. D’autres modèles pluscomplexes utilisant les lignes de glissement ont été établis par [Dewhusrt 78] ou [Kudo 65].En s’inspirant de la méthode de [Rapier 54], [Boothroyd 63] a été le premier à présen-ter une modélisation thermomécanique de la coupe. Le modèle de [Oxley 89] utilise cestravaux pour décrire la thermique de la coupe. Il a intégré la sensibilité du matériau àl’écrouissage, aux déformations et à la température. [Gilormini 82] a proposé lui aussi unemodélisation thermomécanique où le profil de vitesse est modifié près de l’arête de coupe.[Dudzinski 97] a développé une modélisation dans laquelle il considère que le processusde coupe se produit dans le plan de cisaillement primaire.
L’intérêt de la méthode analytique réside dans l’importance du nombre de modèles dé-veloppés. A l’inverse des méthodes empiriques, le processus de coupe n’est plus défini demanière globale comme étant une relation entre l’outil et la matière, mais comme un pro-cessus thermomécanique où des contraintes apparaissent sous l’action de déformations, devitesses de déformation et de températures. Il n’est alors plus nécessaire de connaître descoefficients propres au matériau et à l’outil pour définir les efforts de coupe.
1.2.2.3 Les méthodes numériques
Afin de mieux comprendre et de visualiser les phénomènes de coupe, de nombreux modèlesnumériques ont été développés grâce à l’évolution rapide de l’informatique. Les méthodesnumériques permettent d’étudier les comportements non linéaires de la coupe lorsque lesvitesses de déformation sont élevées et engendrent de grandes déformations. Les modéli-sations de la diffusion thermique, de la mécanique du contact à l’interface outil-copeauet du couplage thermomécanique du frottement ont pu être envisagées. L’utilisation deséléments finis permet de passer de la modélisation 2D à la modélisation 3D. Les méthodesrécentes utilisent un remaillage adaptatif et des critères de séparation du copeau afin d’ob-tenir des modèles plus réalistes. Ces méthodes s’appuient sur trois modèles numériques :le modèle Lagrangien ([Advantage ]), le modèle Eulérien ([Chalfoun 00]) et la formulationarbitraire Lagrangienne-Eulerienne ([Joyot 94] et [Pantalé 96]).
1.2. Les efforts de coupe en tournage 31
Les méthodes numériques permettent une très bonne compréhension des phénomènesliés à la coupe. Elles nécessitent cependant l’identification de nombreux critères afin detenir compte des aspects thermoviscoplastiques. Le comportement du matériau doit êtreidentifié par une loi de comportement. Une loi de frottement adaptée aux conditions depressions et de températures où les caractéristiques thermiques d’un outil non homogènesont également des éléments à définir précisément pour assurer la fiabilité du modèle. Ilexiste cependant de plus en plus de nouveaux logiciels simples d’utilisation où l’ensemblede ces paramètres est directement intégré. Par exemple, le logiciel FEM Thirdwave Systempermet de définir le processus de coupe à partir d’une loi de comportement issue d’essaisd’usinage.
1.2.2.4 Bilan des méthodes
Nous avons vu les différentes méthodes utilisables à l’échelle mésoscopique. La méthodeempirique est simple d’utilisation, mais son domaine de validité reste extrêmement res-treint et nécessite un grand nombre d’essais. La méthode analytique présente l’intérêt dese concentrer sur les phénomènes liés au processus de coupe. Enfin, la méthode numériqueoffre la plus grande précision en terme de définition du processus, mais elle nécessite laconnaissance de nombreuses lois pour garantir des résultats fiables.
Comme nous l’avons souligné dans l’introduction, l’objectif est de modéliser les effortsde coupe, mais également de quantifier le niveau des phénomènes annexes comme latempérature, la contrainte dans les différentes zones de cisaillement ou le coefficient defrottement. Toutes les méthodes présentées permettent d’obtenir les efforts de coupe.Cependant, les méthodes empiriques se limitent à définir une relation entre la section decoupe et un coefficient obtenu expérimentalement. L’ensemble des phénomènes est alorsintégré dans un coefficient où il est difficile de séparer leurs influences. Notre choix selimite alors aux méthodes numériques et analytiques. Cette dernière semble être la plusadaptée au milieu industriel pour sa simplicité de mise en oeuvre et d’utilisation.
1.2.3 Les modélisations d’efforts de coupe
Les parties précédentes nous ont permis de définir les points de vue et les méthodes àemployer. Dans cette partie, nous aborderons rapidement les différentes modélisationsafin de choisir la plus adaptée.
La modélisation de [Merchant 44] est le premier niveau de modélisation analytique. Ellepermet un calcul rapide des efforts de coupe et des grandeurs mises en jeu. Cependant,
32 1. Etat de l’art
elle repose sur de nombreuses hypothèses et restrictions. En effet, Merchant a développéson modèle à partir de la coupe orthogonale, peu représentative des outils coupants deproduction. Il fait également l’hypothèse d’un changement brusque de la vitesse dansla zone primaire engendrant une zone plane. Des travaux ont permis d’observer que lechangement de vitesse n’était pas brusque mais progressif, induisant une zone primaired’une certaine épaisseur ([Oxley 89], [Gilormini 82], [Dudzinski 97]). Le modèle développépar Merchant s’appuie sur un comportement plastique parfait du matériau, or le processusde coupe thermomécanique rend cette hypothèse difficilement applicable.
[Lee 51] a développé un modèle d’effort de coupe en utilisant les lignes de glissement et enconsidérant un comportement plastique du matériau parfait. Pour cela, il définit un champde lignes de glissement homogène dans une zone comprise entre le plan de cisaillementprimaire et la zone de contact entre l’outil et le copeau. Il considère que le glissement àl’interface outil-copeau est le siège d’un frottement de Tresca et l’angle de cisaillement(φ) a été fixé à π/4 et comme Merchant, aucune considération thermomécanique n’esteffectuée.
[Gilormini 82] a proposé un nouveau profil du champ de déformation dans les zones pri-maires et secondaires. Il a défini un plan de cisaillement en deux parties : une premièrepartie plane et une seconde courbée au voisinage de l’arête de coupe. Le principe de samodélisation repose sur le calcul de deux sources de puissance mécanique dissipées dansles deux zones définies. Son analyse reste extrêmement intéressante mais son modèle ther-mique s’appuie sur une fonction d’interpolation dont l’auteur n’a pas expliqué la source.
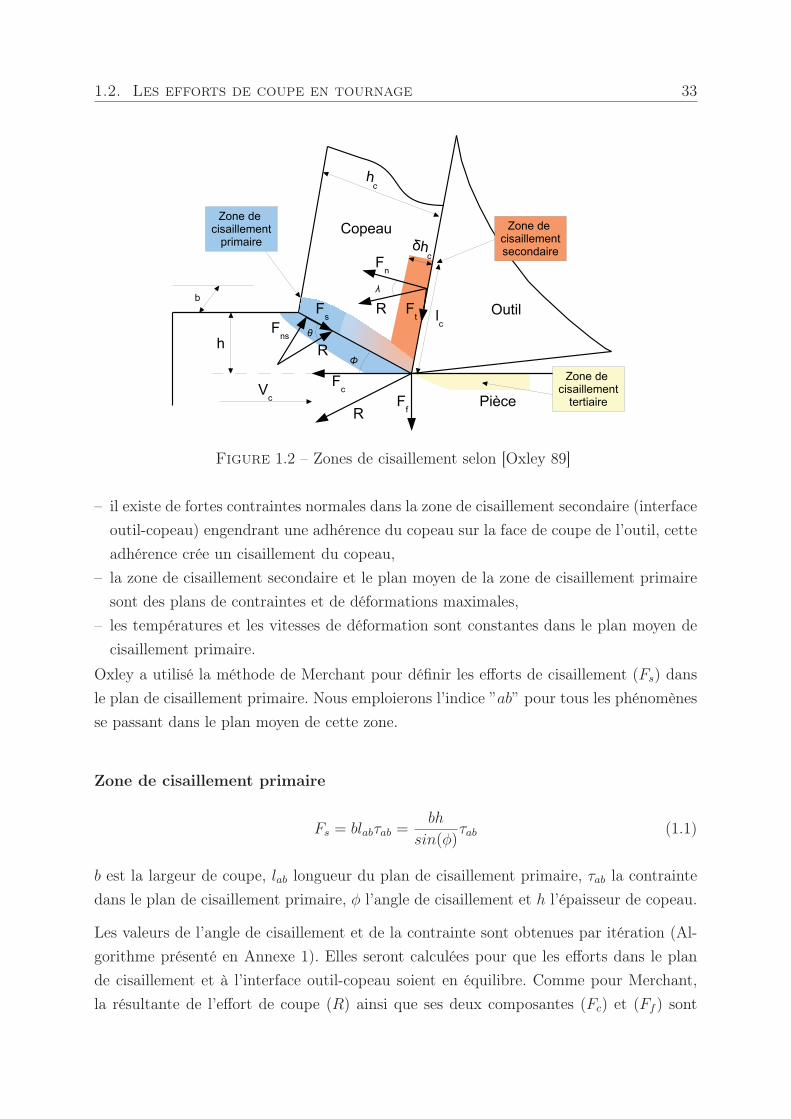
La modélisation thermomécanique de la coupe de [Oxley 89] intègre l’écrouissage dyna-mique. Il a basé ses calculs non seulement sur des zones de cisaillement présentées figure1.2 mais aussi à partir de l’équation de l’équilibre du copeau et de l’hypothèse d’uniformitédes contraintes à l’interface outil-copeau. Le principe utilisé est l’analyse des contraintes lelong du plan de cisaillement primaire et de l’interface outil-copeau. La modélisation d’Ox-ley présente plusieurs intérêts comme l’étude phénoménologique du processus de coupedans les trois zones de cisaillement et l’intégration des phénomènes thermomécaniques. Lamodélisation permet également de calculer les déformations, les vitesses de déformationainsi que les températures en fonction des conditions de coupe et d’engagement. Dans sestravaux, [Ozel 06] a comparé plusieurs modélisations sur l’usinage du Ti64 en se basantsur les efforts et les températures de coupe. Il établit que le modèle le plus juste est celuidéveloppé par Oxley.
Les hypothèses d’Oxley sont les suivantes :– la zone de cisaillement primaire est délimitée par deux plans parallèles dont le plan
moyen et également plan de symétrie est celui défini par Merchant,
1.2. Les efforts de coupe en tournage 33
Figure 1.2 – Zones de cisaillement selon [Oxley 89]
– il existe de fortes contraintes normales dans la zone de cisaillement secondaire (interfaceoutil-copeau) engendrant une adhérence du copeau sur la face de coupe de l’outil, cetteadhérence crée un cisaillement du copeau,
– la zone de cisaillement secondaire et le plan moyen de la zone de cisaillement primairesont des plans de contraintes et de déformations maximales,
– les températures et les vitesses de déformation sont constantes dans le plan moyen decisaillement primaire.
Oxley a utilisé la méthode de Merchant pour définir les efforts de cisaillement (Fs) dansle plan de cisaillement primaire. Nous emploierons l’indice ”ab” pour tous les phénomènesse passant dans le plan moyen de cette zone.
Zone de cisaillement primaire
Fs = blabτab =bh
sin(φ)τab (1.1)
b est la largeur de coupe, lab longueur du plan de cisaillement primaire, τab la contraintedans le plan de cisaillement primaire, φ l’angle de cisaillement et h l’épaisseur de copeau.
Les valeurs de l’angle de cisaillement et de la contrainte sont obtenues par itération (Al-gorithme présenté en Annexe 1). Elles seront calculées pour que les efforts dans le plande cisaillement et à l’interface outil-copeau soient en équilibre. Comme pour Merchant,la résultante de l’effort de coupe (R) ainsi que ses deux composantes (Fc) et (Ff ) sont

34 1. Etat de l’art
exprimées à partir de l’effort de cisaillement (Fs) (équation 1.1).
R =Fs
cos(θ)(1.2)
Fc = Rcos(λ− α) (1.3)
Ff = Rsin(λ− α) (1.4)
où λ est l’angle d’écoulement du copeau, α est l’angle de coupe et θ représente l’angleentre la résultante (R) et l’effort de cisaillement (Fs). [Oxley 89] montre qu’une estimationde l’angle (θ) peut être faite en fonction des propriétés mécaniques du matériau.
La déformation dans la zone de cisaillement primaire est obtenue à partir de la définitionde la déformation totale. Oxley fait l’hypothèse d’un taux de déformation (εab) symétriquepar rapport au plan de cisaillement moyen (1.5).
εab =1
2
cos(α)
sin(φ)cos(φ− α)(1.5)
Il suppose que la vitesse de déformation (εab) est proportionnelle à la vitesse de cisaillement(Vs) :
εab =CoVs
lab(1.6)
Co correspond à une constante empirique qui peut être déterminée de façon itérative. Pourl’acier, Oxley fixe cette valeur à 5, 9 (Annexe 1).
Nous allons à présent définir la température dans le plan de cisaillement. Pour définir lescontraintes dans le plan de cisaillement primaire, on utilise la loi de Norton-Hoff (équation1.7).
σ = σIεn (1.7)
Oxley utilise également le concept de la vitesse de déformation modifiée par la température(équation 1.8).
Tmod = T(1− υlog
(˙εabεo
))(1.8)
1.2. Les efforts de coupe en tournage 35
où Tmod est la température modifiée, T la température de coupe, ε la vitesse de déformationet εo et υ des constantes.
Pour la détermination de la température dans le plan de cisaillement (Tab), Oxley utilisel’expression :
Tab = Tamb +(1− β)Fscos(α)
ρCphwbcos(φ− α)(1.9)
où Tamb est la température ambiante, Cp la chaleur spécifique et β un coefficient thermiquedéterminé en fonction des propriétés mécaniques du matériau (Annexe 1).
Zone de cisaillement secondaireOxley définit les grandeurs physiques dans la zone de cisaillement secondaire. L’inté-
gralité des calculs liés à cette zone est détaillée dans l’Annexe 1. Nous pouvons cependanteffectuer un rapide bilan du modèle :– dans le copeau, la température la plus élevée est située à l’interface outil-copeau. L’adou-
cissement thermique y est alors plus important,– la matière se déforme plus vite à l’interface outil-copeau du fait de la température
plus importante. Cependant, Oxley prévoit une vitesse uniforme dans la zone (δhc)
(figure 1.2). Le facteur δ peut être défini de différentes manières (expérimentales ounumériques). Dans ses travaux, Oxley propose un algorithme basé sur la minimisationdu travail de coupe où δ est défini par itération,
– l’estimation de la température moyenne à l’interface outil-copeau est basée sur descoefficients empiriques dont la validité est fonction des conditions de coupe,
– le modèle ne permet pas de déterminer la distribution de la température le long de laface de coupe.
Conclusion sur la modélisation d’OxleyL’analyse des travaux d’Oxley permet d’observer une diminution des efforts, du frotte-
ment et une augmentation de l’angle de cisaillement avec la vitesse de coupe. Cependant,quelques critiques peuvent être portées. Pour la modélisation des phénomènes dans la zonede cisaillement primaire, Oxley ne prend pas en compte les effets de l’inertie thermique, ilutilise une relation empirique afin de déterminer la vitesse de déformation. La vitesse estsupposée maximale au niveau du plan moyen indépendamment des conditions de coupeet des paramètres thermomécaniques. Il admet que dans le cas d’un contact collant àl’interface outil-copeau, la condition de conservation de flux de matière entraîne que lazone de cisaillement primaire devienne tangentielle à la vitesse de coupe. Cette dernière
36 1. Etat de l’art
hypothèse induit un angle de cisaillement nul or pour estimer la pression hydrostatiqueà la pointe de l’outil, le plan de cisaillement est supposé normal à la face de coupe. Desessais ont montré que l’algorithme développé par Oxley peut définir plusieurs valeurs pourl’angle de cisaillement. En ce qui concerne les phénomènes dans la zone de cisaillement se-condaire, il base l’estimation de la température moyenne à l’interface outil-copeau sur descoefficients empiriques ce qui ne permet pas d’obtenir des informations sur la distributionde la température le long de la face de coupe de l’outil.
Pour la loi de comportement, Oxley se base sur la loi de Norton-Hoff modifiée (équation1.7) . Il existe cependant des lois intégrant directement l’ensemble des phénomènes ob-servés en usinage. Il peut être intéressant d’utiliser des lois de type Johnson-Cook pluscomplètes.
Oxley a fondé sa modélisation sur des grandeurs physiques expérimentales comme lalongueur de contact (lc) et l’angle de frottement (θ) validées expérimentalement sur l’acier.En ce qui concerne les alliages de titane, nous ne pouvons pas vérifier si la définition deces grandeurs (lc, θ) est adaptée aux alliages de titane. [Ozel 06] a validé la modélisationd’Oxley comme étant la plus proche expérimentalement pour le Ti64 mais son analyse selimite aux efforts de coupe.
L’ensemble des modèles présentés se base sur une première hypothèse forte. Ils considèrentque les outils possèdent une arête parfaite, or la majorité des outils utilisés actuellementpossèdent une préparation d’arête. Dans ses travaux, [Fang 05c] a montré que la prépa-ration d’arête peut engendrer une modification de la norme de la résultante de l’effortet de sa direction. Afin d’obtenir une modélisation proche de la réalité permettant decomprendre le processus de coupe, il est essentiel d’intégrer ce dernier paramètre.
1.2.4 Apports à la modélisation
L’objectif de cette partie est de renforcer la modélisation d’Oxley pour l’usinage des al-liages de titane. Nous dresserons un bilan des compléments que nous pouvons apporter.Cette partie se décompose en plusieurs points. Tout d’abord, nous aborderons les mo-dèles d’effort de coupe intégrant des préparations d’arête. Nous verrons ensuite les lois decomportements et les moyens de les intégrer dans la modélisation d’Oxley. Nous termi-nerons par les modélisations de longueur de contact et celles concernant le coefficient defrottement à l’interface outil-copeau.
1.2. Les efforts de coupe en tournage 37
1.2.4.1 Les modélisations intégrant les préparations d’arête
La plupart des outils utilisés ont une préparation d’arête, il est alors essentiel de connaîtreleur influence. Les travaux de [Ranganath 07] et [Fang 05c] montrent que leur négligencepeut engendrer une erreur dans la définition des efforts de coupe, mais surtout sur larépartition des deux composantes (Fc et Ff ). Dans l’analyse du processus de coupe, l’es-timation des efforts de coupe engendrés par une préparation d’arête ne doit pas êtrenégligée. Il existe plusieurs types de préparation d’arêtes : les préparations rayonnées etles préparations chanfreinées.
Préparation d’arête rayonnéePour les arêtes rayonnées, [Albrecht 60] a été le premier à montrer son influence et à
l’intégrer dans la modélisation. Il constate que les arêtes de coupe ne sont pas toujoursparfaitement affûtées et montre l’existence d’un défaut appelé préparation d’arête. Aprésent, la préparation d’arête n’est plus considérée comme un défaut mais comme unrenfort. Il explique l’apparition d’un effort supplémentaire dirigé vers la pièce appelé effortde poussée. D’autres travaux réalisés par [Sarwar 81], [Rubenstein 90] et [Endres 95b]utilisent ce principe pour définir les efforts de coupe en fonction de l’usure des outils.
[Karpat 08] a développé une modélisation basée sur l’analyse des lignes de déformationet sur les travaux de [Komanduri 00]. [Waldorf 06] a établi une approche permettantde quantifier les efforts dus à la préparation d’arête. Le modèle de [Manjunathaiah 00]s’appuie sur les lignes de déformation. Il a cependant considéré que l’arête rayonnée étaitassimilée à un chanfrein. [Fang 05c] a également développé un modèle basé sur les lignesde glissement.
A notre connaissance, il existe peu de modèles analytiques permettant de décrire l’en-semble des phénomènes liés la préparation d’arête lors de la coupe. Ce faible engouementpeut être expliqué par l’apparition des modèles numériques permettant de retranscrireentièrement le processus de coupe plus complexe lorsqu’une préparation d’arête est inté-grée. Nous avons choisi d’utiliser le modèle de Waldorf surtout pour sa simplicité de miseen oeuvre.
Waldorf a basé sa modélisation sur l’analyse des lignes de glissement et sur une estimationdes efforts de coupe induits par la préparation d’arête :
F aretec = τbretan
(π4+ α
2
)F aretef = τb
(1 + π
2
)retan
(π4+ α
2
) (1.10)
38 1. Etat de l’art
Préparation d’arête chanfreinéeComme pour la préparation d’arête rayonnée, peu de modèles semblent aborder ce point.
[Ren 00] a développé un modèle analytique complet où la préparation d’arête chanfreinéeest insérée. Il utilise la modélisation d’Oxley où il associe l’influence d’une zone morte.Cette dernière se situe sous la préparation d’arête et se caractérise par des vitesses dedéformation faibles. [Karpat 08] et [Fang 05a] ont défini une modélisation les outils àpréparation d’arête chanfreinée. Leurs travaux s’appuient sur les modèles de bandes decisaillement. Ils ont émis cependant l’hypothèse qu’aucune zone morte n’apparaissait sousla préparation d’arête.
Comme pour la préparation d’arête rayonnée, ce faible engouement pour les modélisationsanalytiques intégrant la préparation d’arête peut s’expliquer par la complexité des phéno-mènes qu’elle engendre et par la multiplication des modèles numériques ([Movahhedy 02]).
Comme pour la modélisation des outils à arête parfaite, nous avons choisi d’utiliser unmodèle analytique. Le modèle de Ren inspiré de la méthode d’Oxley nous semble êtredans la continuité du premier modèle.
Il est basé sur le principe que l’effort de coupe global est la somme des efforts engendréspar un outil sans préparation d’arête et des efforts induits par la préparation d’arête.
F aretec = (τzmcos(φ) + σzmsin(φ))
bzmsin(αzm)bcos(φ)
F aretef = (σzmcos(φ)− τzmsin(φ))
bzmsin(αzm)bcos(φ)
(1.11)
1.2.4.2 La longueur de contact
Elle représente la longueur de contact entre le copeau et la face de coupe. Son rôle estessentiel dans la thermique du processus de coupe. Elle se caractérise par une marquelaissée sur la face de coupe dont les stries sont parallèles à la direction de l’écoulement ducopeau. L’objectif de cette partie est d’identifier les modèles existants et de vérifier leurapplication sur les alliages de titane.
L’ensemble des modélisations est résumé dans la table 1.1. La modélisation de [Kato 72]est la plus simple. Dans ses travaux, il montre la relation linéaire entre la longueurde contact et l’épaisseur du copeau. D’autres modèles plus élaborés comme ceux de[Marinov 99] et [Sutter 05] s’appuient sur une relation entre l’avance et l’épaisseur ducopeau. [Poletika 69] et [Abdulaze 62] ont observé une relation linéaire entre l’avanceet le rapport entre l’avance et l’épaisseur du copeau. [Stephenson 97] a montré que lalongueur lc peut être fonction de l’épaisseur du copeau et de la vitesse de coupe. Lesmodèles de [Lee 51] et [Vinogradov 85] utilisent l’angle de cisaillement, l’angle de coupe

1.2. Les efforts de coupe en tournage 39
et l’avance. Il existe également des modèles plus élaborés qui nécessitent l’acquisition desefforts de coupe. [Tay 76] a basé son modèle sur l’angle d’inclinaison entre les composantesde l’effort de coupe. Oxley fait, quant à lui, intervenir l’écrouissage du matériau dans samodélisation.
Tous les travaux présentés précédemment concernent l’acier. Seuls Kato et Poletika ontétendu leurs travaux à d’autres matériaux comme l’aluminium, le cuivre et ses alliages(tableau 1.1).
A notre connaissance, il n’existe pas de modélisation de la longueur de contact pour lesalliages de titane. Afin de s’assurer de la justesse de ces modèles pour notre contexte, unephase expérimentale est nécessaire.
Auteurs Modélisations de la longueur de contact Matériauxdédiés
[Lee 51] lc =h√2
sinφ.sin(π4+φ−α)
Aciers standards
[Abdulaze 62] lc = 2h [λ(1− tanα) + secα] Aciers standards
[Poletika 69] lc = h [2.05λ− 0.55] Acier, Cuivre, Bronze
[Kato 72] lc = 2hc Aluminium, Cuivre,
Zinc
[Tay 76] lc =hsinθ
cosαsinφAciers standards
[Vinogradov 85] lc =hsin(π
4)
sinφsin(π4+φ−α)
Aciers standards
[Oxley 89] lc =hsinθ
cosα.sinφ
{1 + C0n
3[1+2(π4−φ)−nC0]
}Acier à faible
pourcentage de
carbone
[Zhang 91] lc = 9.677× 10−5h0.515V −0.065c (π
2− α)0.733 AISI 1045
[Stephenson 97] lc = 0.485 + 0.0028Vc AISI 1018
[Marinov 99] lc = 1.61hc − 0.28h AISI 1018
[Sutter 05] lc = 1.92hc − 0.09h XC 18
Table 1.1 – Récapitulatif des modélisations de la longueur de glissement entre le copeauet la face de coupe

40 1. Etat de l’art
1.2.4.3 Coefficient de frottement
Dans le cas de la coupe orthogonale, le coefficient de frottement caractérise le rapportentre l’effort normal et l’effort tangentiel sur la face de coupe. Oxley utilise les coefficients(λ et θ) afin d’établir une relation entre l’effort de cisaillement et les composantes de l’effortde coupe (équation 1.2, 1.3 et 1.4 page 34). Il base son analyse sur une relation entre l’anglede cisaillement (φ), l’angle de coupe (α) et des coefficients propres aux matériaux (Co etn).
tan(θ) = 1 + 2(π4− φ
)− Con
λ = θ − φ+ α(1.12)
Comme pour la longueur de contact, nous pouvons nous interroger sur la justesse de cescoefficients pour les alliages de titane. L’objectif de cette partie est de dresser un étatdes lieux des méthodes de vérifications et si nécessaire de proposer des alternatives àl’expression d’Oxley. D’après [Rech 06], le coefficient de frottement peut être fonction dela nature du revêtement, de l’état de surface mais actuellement aucun article ne présentede valeurs pour le cas du Ti5553.
Une première technique utilisée par [Jaspers 01] et [Poulachon 07] consiste à utiliser l’es-sai Quick-Stop combiné à une analyse post mortem du copeau permettant d’établir lescoefficients de frottement à partir de l’écoulement du copeau. [Lee 51] a développé uneméthode qui a permis d’observer une répartition non uniforme des contraintes sur la facede coupe. Ces techniques semblent très intéressantes, mais trop lourdes à mettre en place.Une autre méthode est l’utilisation d’une relation définissant le coefficient de frottementà partir des composantes de l’effort de coupe ([Merchant 44]) :
μ =Fctan(α) + Ff
Fc − Ff tan(α)(1.13)
Cette technique nécessite d’utiliser des outils avec une préparation d’arête minimale. Ellene permet pas de prendre en compte les différences de chargement montrées dans lestravaux de [Lee 51]. Toutefois avec peu de moyens expérimentaux (platine de mesured’efforts), elle permet de vérifier rapidement les valeurs du coefficient de frottement pourdifférents matériaux. Ce dernier point est essentiel surtout quand de nombreux matériauxde coupe sont utilisés. Pour ces différentes raisons, nous avons fait le choix d’utiliser cetterelation.
La partie suivante va s’attacher à dresser un bilan des modèles de coefficient de frottementsi le coefficient proposé par Oxley ne convient pas. Pour définir ce coefficient, l’état de l’art

1.2. Les efforts de coupe en tournage 41
fait apparaître deux grandes méthodologies. La première est la définition des coefficientsbasée sur des essais d’usinage. La seconde combine des essais d’usinage et une analysetribologique. Cette dernière technique ne semble pas adaptée au milieu industriel dansla mesure où elle nécessite de nombreux moyens expérimentaux. Nous limiterons notreétude aux méthodes basées sur des essais d’usinage.
Merchant a utilisé le coefficient de Coulomb pour définir le coefficient de frottement. Cetteapproche simple à mettre en oeuvre ne représente pas une technique de prédiction maisplutôt de vérification. [Childs 97] a proposé une première modélisation obtenue à partirde l’essai Quick-Stop et d’une analyse numérique.
μ = μo (1 + aεp) (1.14)
où μo est le coefficient de frottement dans le cas où les deux matériaux en contact ontun comportement élastique, a est un coefficient dont la valeur est fonction de la vitessed’avance et de la vitesse de coupe et εp est la déformation plastique équivalente. Dansses travaux, il a démontré que la loi de Coulomb ne permet pas de prendre en compte lesmodifications de sollicitation en fonction de la zone sur la face de coupe.
[Moufki 98] a proposé une loi de frottement exprimée en fonction de la températuremoyenne de l’interface de frottement dont l’expression est donnée par :
μ = μo
(1− Tint − To
Tf − To
)p
(1.15)
où μo, Tint, Tf et p sont respectivement, le coefficient de frottement global à To, la tempé-rature moyenne à l’interface, la température du matériau usiné et un exposant qui dépenddu matériau et de l’outil. L’intérêt de cette modélisation est l’intégration de la dépendancedu coefficient de frottement à la température. Ce dernier point peut être intéressant dansla compréhension des phénomènes de frottement apparaissant lors de l’usinage de titaneoù les températures sont souvent importantes.
Ces méthodes constituent des alternatives intéressantes et plus complètes en terme demodélisation du processus de coupe sur la face de coupe. Elles permettent d’intégrer soitla température soit les vitesses de déformation, mais leurs définitions nécessitent toujoursl’utilisation de méthodes complémentaires comme une analyse numérique.

42 1. Etat de l’art
1.2.4.4 Adaptation de la modélisation d’Oxley à la loi de Johnson-Cook
Les lois de comportement permettent de relier les sollicitations obtenues en usinage (dé-formation, vitesse de déformation et température) à la contrainte.
Oxley utilise une loi de type Norton Hoff afin de calculer les contraintes. Cette loi simpleà utiliser ne permet pas d’intégrer toutes les sollicitations. Dans ses travaux, [Lalwani 09]a modifié le modèle d’Oxley afin d’intégrer la loi de Johnson-Cook (équation 1.16). La loide Johnson Cook est une des plus employées pour simuler les phénomènes dynamiques.Elle permet d’établir la contrainte d’écoulement au sens de Von Mises grâce à la relationsuivante :
σ = [A+ Bεn][1 + Clog
(ε
εo
)] [1−
(T − Tw
Tm − Tw
)m]
(1.16)
où ε est la déformation plastique, ε la vitesse de déformation et T la température. Lepremier terme est le terme statique où la constante A représente la limite élastique dumatériau, la courbe d’écrouissage permet d’obtenir les valeurs de n et B. Le second termecorrespond à la sensibilité dynamique et le troisième terme correspond à l’adoucissementthermique. Dans ce dernier terme, m est le coefficient d’adoucissement thermique ; Tw : latempérature ambiante et Tm : la température de fusion. La loi de Johnson-Cook présentel’intérêt d’être complète : en effet, elle regroupe toutes les sollicitations observées durantla coupe d’un matériau. De plus, la méthode d’obtention des constantes est facilitée parl’indépendance de chaque terme.
Les travaux de Lalwani ont permis d’introduire l’effet de la déformation, de la vitesse dedéformation et de la température dans la modélisation. Pour cela, il s’inspire des travauxde [Adibi-Sedeh 03] afin de substituer le coefficient d’écrouissage (n) pour un nouveaucoefficient équivalent (neq). Sa valeur est alors fonction de la sollicitation du matériau.
neq ≈ nBεnabA+ Bεnab
(1.17)
Ce coefficient est alors utilisé afin de redéfinir la longueur de contact (lc) (équation 1.18),la contrainte normale (σ′
n) (équation 1.19) et l’angle (θ) (équation 1.20).
lc =hsin(θ)
cos(λ)sin(φ)
⎛⎝1 + Coneq
3[1 + 2
(π4− φ
)− Coneq
]⎞⎠ (1.18)
σ′n = τab(1 + (
π
2− 2α− 2Coneq)) (1.19)

1.3. Les efforts de coupe en fraisage 43
tan(θ) = 1 + 2(π
4− φ
)− Coneq (1.20)
Cette approche est intéressante dans la mesure où les coefficients intègrent directement lessollicitations. Nous pouvons alors envisager une meilleure corrélation pour les nouveauxmatériaux.
1.2.5 Conclusion
Les matériaux sont de plus en plus complexes et évoluent rapidement. Les phénomènesassociés à leur coupe sont alors bien souvent méconnus. La modélisation choisie doit nouspermettre de définir les efforts de coupe, comprendre le processus et être surtout adaptableaux alliages de titane. Sur l’ensemble des modèles présentés, notre choix s’est porté sur lamodélisation d’Oxley. En effet, elle présente de nombreux avantages comme la descriptiontotale du processus de coupe en développant les contraintes et la thermique dans les deuxzones de cisaillement. La compréhension du processus de coupe est alors facilitée. Deplus, de nombreux travaux ont permis de montrer que d’autres lois de comportement pluscomplètes peuvent parfaitement être utilisées dans cette modélisation. Enfin, le dernieravantage est la possibilité d’intégrer des modifications à ce modèle comme la préparationd’arête ou le coefficient de frottement.
1.3 Les efforts de coupe en fraisage
Après avoir défini une modélisation pour le tournage, nous allons aborder les opérationsde fraisage. Elles représentent une partie importante des travaux d’usinage de l’entrepriseMessier-Dowty. La modélisation en tournage nous permet de comprendre le processus decoupe et d’optimiser les géométries d’outil. La problématique en fraisage est différente,l’objectif est à présent d’obtenir les efforts de coupe pour l’ensemble des références d’outilsutilisés par l’entreprise en s’appuyant sur des résultats obtenus en tournage.
1.3.1 Bilan des points de vue, des méthodes et des domaines de
modélisation pour le fraisage
Comme pour le tournage, nous allons dans un premier temps définir les points de vue, lesméthodes et les domaines utilisés pour les modélisations d’efforts de coupe en fraisage.
44 1. Etat de l’art
1.3.1.1 Les différents points de vue
Dans le cas du fraisage, les concepts utilisés pour chaque point vue sont identiques autournage (figure 1.1). Ils s’appuient cependant sur des modélisations différentes où cettefois la discontinuité de la coupe intervient. L’utilisation du point de vue microscopique,où l’aspect métallurgique est considéré, est impossible en fraisage ([Bissey 05]). L’échellemésoscopique s’attache à définir les phénomènes entre l’outil et la pièce. L’échelle ma-croscopique considère l’ensemble de la machine sans pour autant se focaliser sur l’aspectprocessus de coupe. Par exemple, elle s’attache à définir les phénomènes tels que les vi-brations en usinage ([Altintas 95]). Comme pour le tournage, la modélisation de fraisagesera réalisée à l’échelle mésoscopique. Ce choix nous permet de rester dans la continuitéde la modélisation du tournage et de nous concentrer sur les phénomènes liés au processusde coupe.
1.3.1.2 Les différentes méthodes
Pour les méthodes empiriques, l’effort de coupe est obtenu à partir du produit du coeffi-cient spécifique de coupe et d’une section évolutive en fraisage. Les modèles se basent surla méthode de discrétisation de l’arête de coupe. L’effort global est ainsi obtenu à partir del’intégration d’efforts élémentaires ([DeVor 80]). Cette méthode autorise la modélisationde nombreuses géométries. Les phénomènes annexes comme la température ne sont alorsjamais pris en compte.
A notre connaissance, les méthodes analytiques sont faiblement utilisées en fraisage malgréle grand nombre d’informations intégrées. Des travaux se basant sur la modélisation de lacoupe orthogonale réalisée par Oxley ont été développés ([Junz-Wang 02]). [Fontaine 04]a, quant à lui, développé une modélisation thermomécanique du fraisage de forme (formesgauches). Il s’est appuyé sur la modélisation de la coupe orthogonale développée par[Moufki 04]. Ce type de modèles étant basé sur l’étude phénoménologique, l’influence dela préparation d’arête, de la coupe oblique ou de l’évolution de la section sont autant depoints à connaître.
L’apparition des méthodes numériques permet de considérer de nombreux aspects commele processus de coupe, la flexion d’outil ou l’état de surface obtenu. Ce type de modèlereste extrêmement intéressant dans la compréhension globale du processus de coupe.
Notre choix est de développer une modélisation pour le plus grand nombre de référencesd’outils possible, portable (utilisable sans recourir à des systèmes de calcul lourds) etpermettant d’obtenir des réponses approchées avec des temps de calcul limités. Nous avons
1.3. Les efforts de coupe en fraisage 45
choisi d’utiliser une méthode empirique. Cette dernière nous permet d’obtenir les effortsde coupe pour un maximum de géométries d’outil, un maximum de géométries de coupeet des temps de calcul qui semblent être faibles. Il est cependant nécessaire d’optimiser ladéfinition des coefficients afin d’intégrer certains facteurs comme la préparation d’arête.
1.3.1.3 Les domaines de modélisation
La modélisation du fraisage nous amène également à nous interroger sur le domaine demodélisation. Comme nous l’observons sur la figure 1.1 (page 27), plusieurs domaines sontenvisageables : le domaine statique, le domaine quasi-statique et le domaine dynamique.
En statique, l’accélération ou la position angulaire de l’outil ne sont alors jamais considé-rées. Dans le cadre du fraisage, l’engagement de la dent varie avec sa position angulaire.Ce domaine est alors réservé au tournage et s’avère inadapté au fraisage.
Les modélisations développées dans le domaine quasi-statique permettent de prendre encompte la variation de l’engagement de la dent. Elles s’accompagnent d’hypothèses derigidité faites pour l’outil et la pièce, elles n’intègrent pas l’environnement machine et nepermettent pas la prise en compte du comportement vibratoire du système Pièce-Outil-Machine. Le calcul des efforts est alors réalisé sur des intervalles de temps correspondantà des positions angulaires identifiées de la fraise.
Dans le domaine dynamique, les calculs d’efforts de coupe sont réalisés en considérant desincréments de temps très rapprochés, mais surtout en prenant en compte l’accélération etla masse du système. Il est nécessaire de réaliser une caractérisation temporelle du systèmePièce-Outil-Machine. Ce type de modélisation est, par exemple, utilisé pour comprendreles vibrations obtenues en usinage (théorie des lobes de stabilité [Altintas 95]).
Notre choix s’est porté vers le seul domaine nous permettant de nous concentrer sur lazone outil-matière avec une évolution de la section de coupe : le domaine quasi-statique.
1.3.2 Classification et présentation des outils de fraisage
Nous avons effectué un rapide bilan des différents outils utilisés par l’entreprise Messier-Dowty que nous avons classés suivant la famille (fraise cylindrique ou fraise de forme) etle type (monobloc ou porte plaquettes) (figure 1.3). Cette classification n’intègre pas lagéométrie de coupe (angle de coupe, préparation d’arête).

46 1. Etat de l’art
Figure 1.3 – Familles et types d’outils possibles
Au niveau de l’état de l’art de la modélisation des efforts de coupe, nous avons fait lechoix de classer les outils en plusieurs familles :
1. les outils monoblocs (arête continue),
2. les outils cylindriques à plaquettes rapportées
3. les outils hémisphériques à plaquettes rapportées.
Cette classification est liée à la méthode d’obtention des efforts de coupe (figure 1.4).Pour les outils monoblocs, l’effort de coupe est toujours obtenu en intégrant des effortsélémentaires issus d’éléments discrétisés de hauteur dz. La seule différence entre les outilscylindriques et les outils de forme est l’évolution de l’élément discrétisé.
Pour les outils monoblocs, les efforts de coupe sont la somme des efforts élémentaires.Pour les outils cylindriques à plaquettes rapportées, les efforts de coupe sont définis commeétant la somme des efforts appliqués sur chaque plaquette à une position angulaire donnée.Pour les outils de forme à plaquettes rapportées, la définition de l’effort de coupe est uncompromis entre les deux précédentes familles. L’arête de chaque plaquette est discrétiséeen différents éléments de hauteur dz. L’effort de coupe est alors la somme des efforts dechaque plaquette en contact avec la matière.
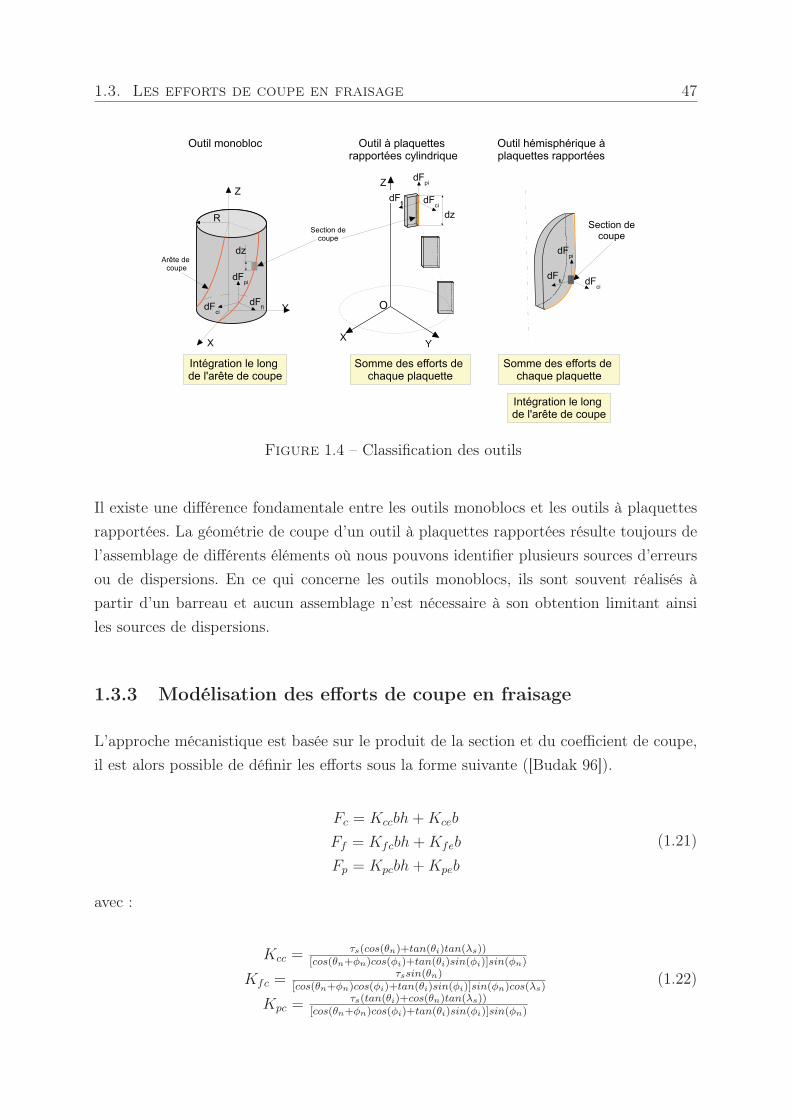
1.3. Les efforts de coupe en fraisage 47
Figure 1.4 – Classification des outils
Il existe une différence fondamentale entre les outils monoblocs et les outils à plaquettesrapportées. La géométrie de coupe d’un outil à plaquettes rapportées résulte toujours del’assemblage de différents éléments où nous pouvons identifier plusieurs sources d’erreursou de dispersions. En ce qui concerne les outils monoblocs, ils sont souvent réalisés àpartir d’un barreau et aucun assemblage n’est nécessaire à son obtention limitant ainsiles sources de dispersions.
1.3.3 Modélisation des efforts de coupe en fraisage
L’approche mécanistique est basée sur le produit de la section et du coefficient de coupe,il est alors possible de définir les efforts sous la forme suivante ([Budak 96]).
Fc = Kccbh+Kceb
Ff = Kfcbh+Kfeb
Fp = Kpcbh+Kpeb
(1.21)
avec :
Kcc =τs(cos(θn)+tan(θi)tan(λs))
[cos(θn+φn)cos(φi)+tan(θi)sin(φi)]sin(φn)
Kfc =τssin(θn)
[cos(θn+φn)cos(φi)+tan(θi)sin(φi)]sin(φn)cos(λs)
Kpc =τs(tan(θi)+cos(θn)tan(λs))
[cos(θn+φn)cos(φi)+tan(θi)sin(φi)]sin(φn)
(1.22)
48 1. Etat de l’art
Kcc, Kfc et Kpc sont des coefficients spécifiques de coupe. Les coefficients Kce, Kfe etKpe sont des coefficients linéiques et représentent les actions mécaniques autres que lecisaillement. Ils sont définis expérimentalement pour une avance nulle. Il est égalementenvisageable de définir l’ensemble des coefficients par des modélisations d’effort de couperéduisant ainsi considérablement l’étude expérimentale.
[Budak 96] a défini une méthode permettant d’exprimer des coefficients issus de la coupeorthogonale dans les plans de la coupe oblique. Ses travaux reposent sur la théorie unifiéed’Armarego [Armarego 85]. Il identifie dans un premier temps l’angle de cisaillement φ,l’angle de frottement moyen λ et la contrainte de cisaillement τs à partir d’essais de coupeorthogonale.
Il émet ensuite certaines hypothèses telles que :
– l’angle de cisaillement normal (φn) est égal à l’angle de cisaillement (φ),– les angles α et αn sont confondus,– l’angle d’écoulement du copeau (ηc) est égal à l’angle d’inclinaison d’arête (λs).
L’avantage de la méthode mécanistique réside dans sa simplicité d’utilisation. Elle nepermet cependant pas de comprendre le processus de coupe. Pour une grande précisionde détermination des coefficients, il est alors primordial de multiplier le nombre d’essais.Dans le cadre du fraisage où l’engagement varie constamment, il est nécessaire de testerl’ensemble des conditions d’engagement pour garantir un modèle fiable.
1.3.3.1 Les modélisations mécanistiques des efforts de coupe en fraisage
Nous allons maintenant présenter les modélisations utilisées pour les trois familles définiesprécédemment dans nos travaux.
Fraises monoblocs cylindriquesPour les fraises cylindriques monoblocs, la méthode d’obtention des efforts de coupe
consiste à :
– discrétiser l’arête de coupe suivant son axe en différents éléments de hauteur dz (figure1.5),

1.3. Les efforts de coupe en fraisage 49
Figure 1.5 – Discétisation de l’outil suivant son axe [Altintas 95]
– calculer les efforts de chaque élément en prise avec la matière, ce calcul est effectué àpartir de la définition géométrique de la fraise et de la matière enlevée précédemment(équation 1.12),
dFc = Kchdz
dFf = Kfhdz(1.23)
– exprimer ces efforts dans un repère lié à l’outil (équation 1.24),
⎡⎢⎢⎢⎣dFx
dFy
dFz
⎤⎥⎥⎥⎦ =
⎡⎢⎢⎢⎣−cos(φf ) −sin(φf ) 0
sin(φf ) −cos(φf ) 0
0 0 1
⎤⎥⎥⎥⎦⎡⎢⎢⎢⎣
dFc
dFf
dFp
⎤⎥⎥⎥⎦ (1.24)
– sommer les efforts de tous les élements.
Dans ses travaux, [Liu 02] a présenté un modèle géométrique d’une fraise (figure 1.6).L’angle β représente l’angle d’hélice et Rf est le rayon d’outil. L’arête de coupe est dé-composée en arêtes élémentaires de hauteur dz (figure 1.6). Chaque arête est définie dansun repère fixe (X, Y, Z) lié à l’outil et chaque dent est repérée angulairement. La denti est définie par sa position angulaire ϕi dépendant de la position angulaire de l’outil.[Engin 01a] a également développé une modélisation générique de toutes les formes d’ou-tils. L’intérêt de sa méthode est la paramétrisation totale des outils monoblocs. Une seulemodélisation est alors utilisée pour décrire toutes les géométries d’outil (torique, cylin-drique, hémisphérique).

50 1. Etat de l’art
Figure 1.6 – Géométrie de la fraise cylindrique
Fraises cylindriques à plaquettes rapportéesLe second type de fraise est la fraise cylindrique à plaquettes rapportées. Il existe
différentes formes de plaquettes (rectangulaire, cylindrique pour fraises toriques).
Pour tous ces outils, Engin a proposé un modèle géométrique décrivant l’arête de coupesur une fraise porte-plaquettes ([Engin 01b]). Les plaquettes utilisées peuvent être rectan-gulaires ou convexes. Il a pour cela défini une modélisation paramétrique des outils (figure1.7).
Sa méthode se décompose en trois grandes étapes :
1. il se base sur une description paramétrique de l’outil de coupe. La plaquette est dansun premier temps définie suivant une paramétrisation. Elle est ensuite positionnéesur l’outil par l’intermédiaire de trois angles (angle de direction d’arête, angle decoupe, angle de coupe radial). Chaque point de l’arête de coupe peut alors être définidans un repère (O,X, Y, Z) lié à l’outil,
2. à partir de la méthode empirique (coefficients spécifiques de coupe) et de la positionrelative de la matière, les composantes de l’effort de coupe sont alors définies pourchaque plaquette à chaque position angulaire,
3. l’effort de coupe résultant est établie comme étant la somme des efforts de coupeinstantanés.
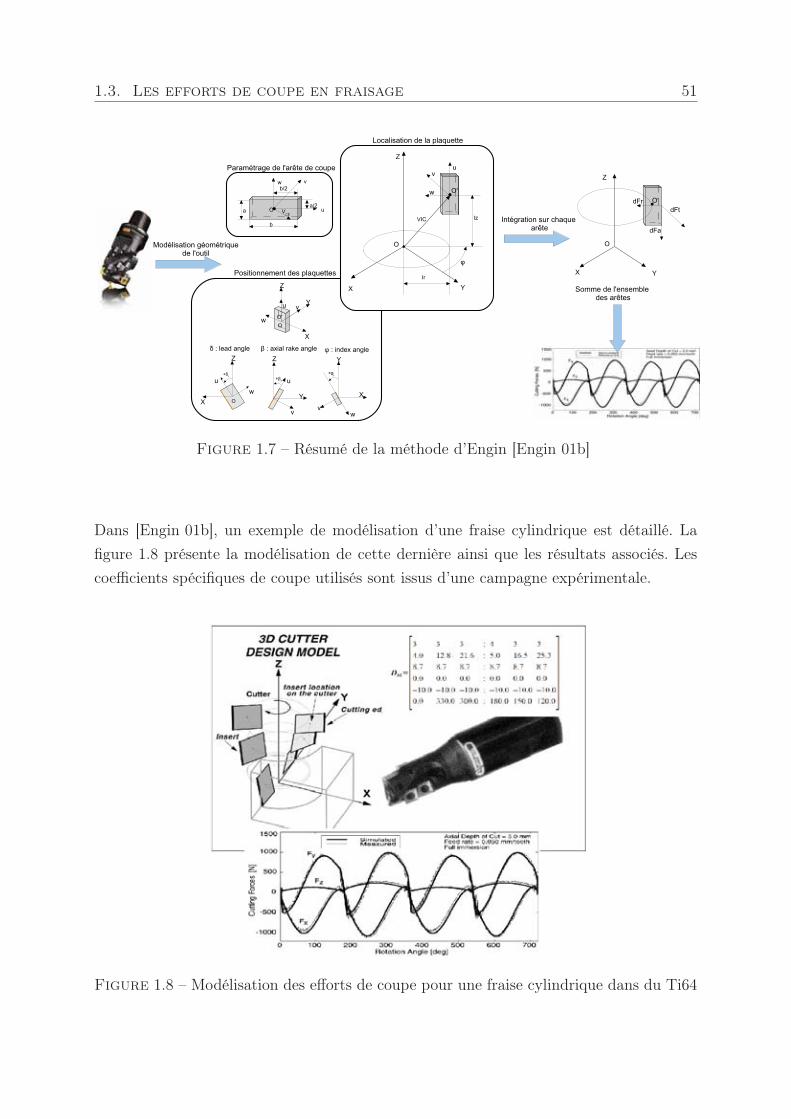
1.3. Les efforts de coupe en fraisage 51
Figure 1.7 – Résumé de la méthode d’Engin [Engin 01b]
Dans [Engin 01b], un exemple de modélisation d’une fraise cylindrique est détaillé. Lafigure 1.8 présente la modélisation de cette dernière ainsi que les résultats associés. Lescoefficients spécifiques de coupe utilisés sont issus d’une campagne expérimentale.
Figure 1.8 – Modélisation des efforts de coupe pour une fraise cylindrique dans du Ti64
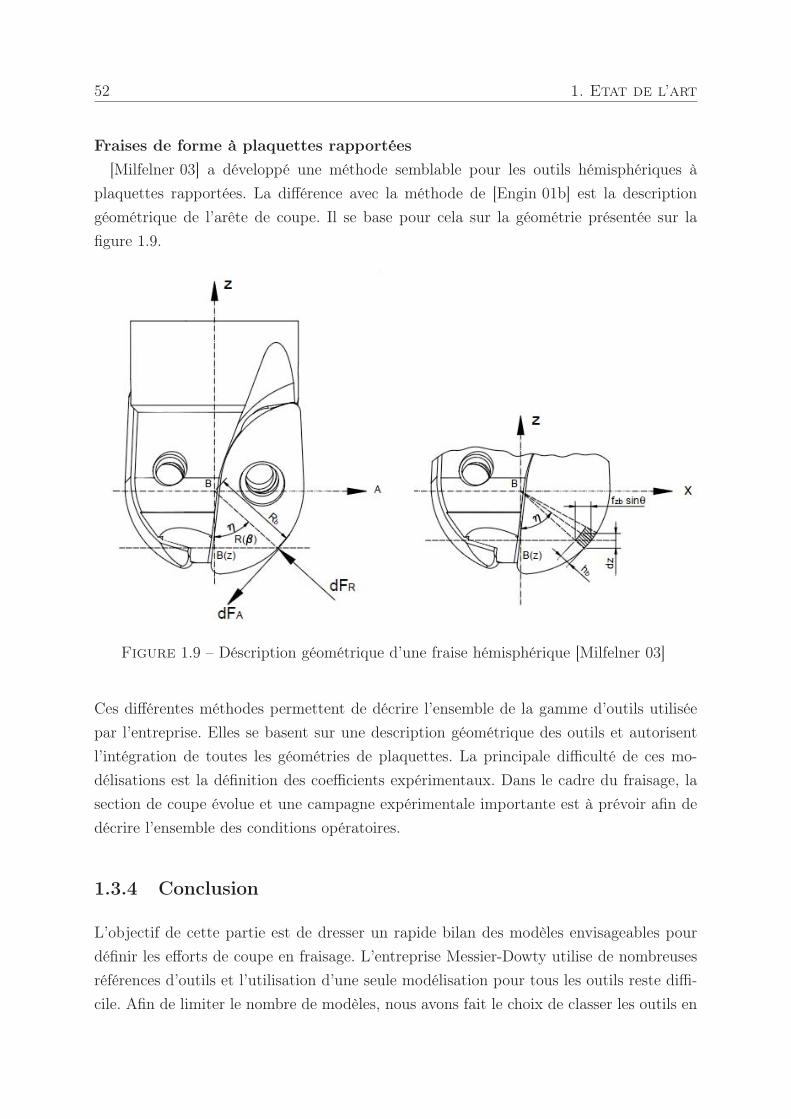
52 1. Etat de l’art
Fraises de forme à plaquettes rapportées[Milfelner 03] a développé une méthode semblable pour les outils hémisphériques à
plaquettes rapportées. La différence avec la méthode de [Engin 01b] est la descriptiongéométrique de l’arête de coupe. Il se base pour cela sur la géométrie présentée sur lafigure 1.9.
Figure 1.9 – Déscription géométrique d’une fraise hémisphérique [Milfelner 03]
Ces différentes méthodes permettent de décrire l’ensemble de la gamme d’outils utiliséepar l’entreprise. Elles se basent sur une description géométrique des outils et autorisentl’intégration de toutes les géométries de plaquettes. La principale difficulté de ces mo-délisations est la définition des coefficients expérimentaux. Dans le cadre du fraisage, lasection de coupe évolue et une campagne expérimentale importante est à prévoir afin dedécrire l’ensemble des conditions opératoires.
1.3.4 Conclusion
L’objectif de cette partie est de dresser un rapide bilan des modèles envisageables pourdéfinir les efforts de coupe en fraisage. L’entreprise Messier-Dowty utilise de nombreusesréférences d’outils et l’utilisation d’une seule modélisation pour tous les outils reste diffi-cile. Afin de limiter le nombre de modèles, nous avons fait le choix de classer les outils en
1.4. L’usinage des alliages de titane 53
trois grandes familles, chacune étant fonction de la manière d’obtenir les efforts de coupe.Pour les outils monoblocs, le principe de la modélisation repose sur un concept ; à savoirobtenir un effort global en intégrant des efforts de coupe élémentaires obtenus le long del’arête de coupe discrétisée. Pour les outils à plaquettes rapportées, le nombre de référencesétant très variable, il est important de choisir la modélisation la plus adaptable. Les mo-délisations d’Engin et Milfelner utilisent des méthodes identiques et permettent, par leurcomplémentarité, de décrire toutes les géométries utilisées par l’entreprise Messier-Dowty.
1.4 L’usinage des alliages de titane
1.4.1 Du point de vue industriel
Messier-Dowty travaille l’alliage de titane depuis plusieurs années avec des objectifs d’amé-lioration continue : diminuer les temps d’usinage pour les alliages de titane, maîtriser lesfinies de surfaces et assurer la fiabilité du process. L’entreprise est en face d’un challengeimportant. Initialement, sa productivité, totalement acier, s’organise à présent autourd’une production mixte titane/acier. Pour cela, l’entreprise Messier-Dowty s’appuie surdifférents axes que nous allons présenter. Cette première phase d’analyse de l’état de l’artindustriel est essentielle dans une thèse CIFRE. Elle permet de connaître les axes et lesstratégies choisis par l’entreprise, afin de mettre en place les travaux scientifiques adaptés.
Le projetLa thèse s’intègre dans le "Projet Titane". Il met en relation plusieurs intervenants
comme des carburiers, des fabricants de machines-outils, des universités, des fabricantsde lubrifiants et les services de recherche et développement de l’établissement. Chaqueintervenant a un rôle essentiel et différent. Le rôle des carburiers est de trouver et four-nir des outils adaptés à l’usinage du Ti5553. Le rôle des universités est d’apporter desconnaissances et des approches expérimentales pour comprendre les phénomènes associésà l’usinage du Ti5553.
La division recherche et développement de l’entreprise a quant à elle orienté son travailsuivant plusieurs axes :
- la maîtrise du processus de coupe,
- l’apport des aides à la coupe,
- l’évaluation des différentes stratégies d’usinage.
54 1. Etat de l’art
Maitrise du processus de coupeLe premier constat effectué par l’entreprise Messier-Dowty a été le manque d’outils
performants pour l’usinage du Ti5553. Une des premières tâches du service de rechercheet de développement a été de sélectionner et d’adapter au mieux les conditions de coupedes produits proposés par les carburiers. Cependant, les conditions de coupe définies nepermettent pas de garantir des temps d’usinage satisfaisant les stratégies de l’entreprise.De plus, la durée de vie limitée des outils oblige à de nombreux changements augmentantle prix de revient et les temps de cycles. Ce manque d’outils performants peut être expliquépar le manque de recul des carburiers sur l’usinage de cet alliage et le manque de donnéestechnologiques dû à la rareté de l’alliage. Le premier axe dégagé a été de comprendre leprocessus de coupe pour être capable de choisir des géométries de coupe.
Pour cela, l’entreprise peut utiliser la méthode classiquement employée dans l’industrieà savoir la méthode du Couple Outil Matière (COM) ([AFN a]). Nous allons brièvementexpliquer cette méthode et voir ses limites. Nous verrons ensuite les solutions retenuespar l’entreprise ainsi que les résultats obtenus.
Le COM est une méthode expérimentale permettant de définir :– le domaine d’emploi d’un outil, en précisant un intervalle de fonctionnement pour la
vitesse de coupe, la vitesse d’avance et la profondeur de passe,– une estimation des paramètres de la loi d’usure,– une estimation de la puissance consommée, en basant les calculs sur la notion de l’énergie
spécifique de coupe.Sa mise en oeuvre s’appuie sur une série d’expérimentations durant laquelle les conditionsde coupe et d’engagement varient. Pour l’ensemble des paramètres, la norme définit unintervalle de fonctionnement en contrôlant l’énergie spécifique de coupe. Généralement,en traçant l’évolution de Kc en fonction de Vc un point d’inflexion apparaît. La vitessede coupe associée à ce point, notée Vcmin, est considérée comme optimale, dans la mesureoù elle garantit les efforts minimaux. Pour l’usure, l’objectif est d’identifier les valeursdes coefficients du modèle de Taylor permettant d’obtenir une approximation de la duréede vie des outils en fonction des conditions de coupe. Les conditions d’essais sont alorschoisies dans le domaine de fonctionnement établi précédemment.
Le concept du COM représente une base de comparaison intéressante, mais certainesremarques peuvent être effectuées :– le point d’inflexion de l’énergie spécifique de coupe prévu par la norme n’est pas toujours
clairement identifiable selon les matériaux usinés,– cette méthode nécessite de nombreux essais durant lesquels l’acquisition des efforts ou
de la puissance est primordiale. L’entreprise doit alors allouer des moyens de production
1.4. L’usinage des alliages de titane 55
et d’acquisition dédiés à cette méthode,– la norme définit la notion de point de fonctionnement stable, si une faible modification
d’un ou plusieurs des paramètres permet de retrouver des conditions de fonctionnementacceptables selon les critères définis (couleur de copeau, énergie spécifique de coupe com-patible avec l’usinage attendu). Toutefois, la détermination du point de fonctionnementreste délicate dans la mesure où les critères restent très subjectifs,
– pour l’usure, la norme s’appuie sur une loi de Taylor. Cependant, les nouveaux maté-riaux font apparaître de nouveaux modes d’usure (écaillage, rupture) qui ne sont pasinsérés dans la formule de Taylor,
– cette méthode doit être appliquée à chaque nouveau matériau et nouvel outil. La mo-dification d’angle de coupe, de revêtement ou de substrat confère le statut de nouveloutil. Dans le cadre de l’utilisation d’une gamme d’outils regroupant près de 50 réfé-rences, cette méthode peut s’avérer extrêmement coûteuse. De plus, elle reste en généralà la charge des entreprises obligées de tester des outils proposés par des carburiers etoptimisés pour un seul matériau.
Une autre approche serait l’utilisation des bases de données des carburiers mais leurmanque de recul compréhensible, face à un matériau peu connu et difficile à obtenir, nepermet pas une efficacité avérée.
Le choix de l’entreprise est d’utiliser une alternative. Elle a développé un protocole de testsde validation liant d’une part les ressources expérimentales des carburiers mais égalementleurs propositions. La caractérisation se décompose en deux étapes. Une première étapedurant laquelle chaque outil est testé dans une plage de conditions de coupe et où lesefforts de coupe sont mesurés. La seconde étape est la caractérisation des outils en duréede vie. La sélection repose sur l’outil qui minimise les efforts de coupe. Cette alternativeprésente un inconvénient majeur : elle ne teste pas en usure tous les outils. Cependant,elle offre à l’entreprise et aux carburiers une base de données suffisamment étendue pourdéfinir une géométrie de coupe optimale et pour surtout comparer leurs outils. Elle aamené le développement d’outils nouveaux à partir des conclusions et d’un travail sur lestrajectoires du process final. Ce mode de fonctionnement a permis à l’entreprise Messier-Dowty d’obtenir une première réduction des temps d’usinage. Il a également aidé lescarburiers dans leurs démarches expérimentales mais nous pouvons regretter le fait queles résultats d’essais soient restés confidentiels.
Nous pouvons réaliser un premier bilan des recommandations et des observations effec-tuées lors de ces phases d’essais. L’usinage du Ti5553 engendre des efforts de coupe impor-tants induisant une usure sévère et brutale. Les températures d’usinage élevées favorisentla diffusion du matériau, certaines nuances possédant une forte teneur en carbone sont à
56 1. Etat de l’art
éviter (exemples du diamant ou du cobalt). Pour les géométries de coupe, l’angle de coupedoit être le plus grand possible avec une préparation d’arête minimale. Cette géométrie decoupe semble diminuer les efforts de coupe. Le revêtement n’a pas ou peu d’importance,car il ne semble pas capable de limiter les efforts ou d’augmenter la durée de vie desoutils significativement. Cependant, la barrière thermique est un apport incontestable, sile revêtement n’est pas altéré.
Les aides à la coupeUn des axes d’amélioration choisi par l’entreprise est la mise en place d’aide à la coupe.
Les aides à la coupe ont été développées indépendamment par l’entreprise Messier-Dowty.Cette indépendance vis-à-vis des carburiers nous laisse envisager une alternative inté-ressante au manque de développement d’outil. Il n’est, pour l’instant, applicable qu’auxopérations de tournage mais des travaux sont en cours pour le fraisage.
Les premiers tests ont montré un processus de coupe abrasif engendrant des modes de dé-gradations sévères et rapides ainsi qu’un échauffement au niveau de la zone de coupe. Afind’améliorer les durées de vie d’outil, deux techniques ont été envisagées : la lubrificationhaute pression et la micropulvérisation. Ces deux techniques ont un objectif similaire :améliorer et maîtriser les phénomènes à l’interface outil-copeau mais elles s’appuient ce-pendant sur des techniques différentes.
La lubrification haute pression injecte le lubrifiant à plus de 350 bars à la racine du copeau.Ce dernier est alors segmenté limitant son frottement sur la face de coupe et favorisantl’accès du fluide dans la zone de coupe. L’effet de la micropulvérisation est différent. Dansce cas, l’objectif n’est plus d’annuler le frottement mais de l’améliorer. Pour cela, un nuaged’huile est créé dans la zone de coupe améliorant le coefficient de frottement à l’interfaceoutil-copeau.
Les tests effectués ont montré une nette amélioration des durées de vie des outils. Cepen-dant, la gestion de la très haute pression peut montrer sur des engagements importantscertaines limites en tournage et l’apparition de nouveaux phénomènes. Une pression tropimportante engendre automatiquement un état de surface dégradé, ce phénomène étantdû à un arrachement prématuré du copeau. La surface n’est alors plus usinée, mais depetits fragments sont arrachés au fur et à mesure de l’avancée de l’outil.
Dans le cadre du fraisage, la problématique est différente, le copeau est fragmenté parle processus de coupe. L’effet de la lubrification haute pression sur la segmentation ducopeau perd ainsi de son intérêt. Il reste alors l’aspect refroidissement et amélioration duglissement. Il est également nécessaire de tenir compte de la limitation de pression pour
1.4. L’usinage des alliages de titane 57
les outils tournants donnée par la limite actuelle des joints tournants à 80 bars. Pourles fraises possédant plusieurs dents, il est actuellement difficile de garantir une pressionet un débit constant à chaque dent mais les travaux montrent des pistes d’amélioration.Pour la micropulvérisation, la problématique est la gestion de nuage d’huile. Il est en effetprimordial de garantir un recouvrement total de la face de coupe pour chaque dent àchacun de leurs passages.
Les trajectoires d’outilsCe point est un des principaux axes de travail de l’entreprise. Il ne suffit pas trouver de
bons outils, un bon environnement et des conditions de coupe optimales mais il faut aussiêtre capable de proposer des trajectoires. Ces dernières doivent répondre aux contraintesindustrielles de qualité (état de surface), de production (temps de cycle) et de fiabilité. Lamaîtrise des trajectoires permet de garantir l’état de surface, les conditions d’engagementet de minimiser les temps d’usinage avec un risque opératoire contrôlé.
Au niveau de l’état de surface, la maîtrise de la trajectoire doit permettre d’assurer despièces finies directement conformes à l’outil. Une trajectoire optimisée permet de sup-primer toutes les opérations de parachèvement qui constituent un autre axe majeur del’entreprise Messier-Dowty.
La gestion du débit copeau par la maîtrise des trajectoires et le respect des conditionsde coupe sont des points essentiels de la réduction du temps d’usinage. L’entreprise s’ap-puie sur des campagnes expérimentales mais également sur le développement de logicielscomme Optitool de la société Spring et Production Module de l’entreprise ThirdwaveSystem. L’objectif de ces outils est d’analyser les trajectoires d’outil et d’y intégrer desdonnées issues de la coupe. A partir du programme ISO ou APT, les logiciels analysent àchaque instant la profondeur de passe, la section du copeau, le type d’usinage et le volumede matière et se chargent, ensuite, d’y associer les conditions de coupe issues du domainede fonctionnement de l’outil.
Ces logiciels sont une base d’optimisation intéressante mais nécessitent de nombreusesinteractions entre les trajectoires (FAO) et le domaine de fonctionnement de l’outil. Deplus, ces logiciels se basent sur le domaine de fonctionnement de l’outil tel qu’il est définipar le COM.
ConclusionL’entreprise Messier-Dowty a défini plusieurs axes d’industrialisation de son process.
Une réduction des temps d’usinage a été obtenue sur l’analyse du retour d’expériences.
58 1. Etat de l’art
L’objectif est ensuite de déterminer une approche, des techniques d’aide à la coupe etune approche de sélection des outils coupants. Cette dernière est basée sur un protocoleliant mesures et essais favorisant l’implication des carburiers. Cette étape a permis uneamélioration significative des outils, une meilleure connaissance des contraintes d’utilisa-tion et une orientation vers de nouvelles stratégies. L’approche en cours s’intéresse à uneécriture optimisée de la coupe sur des trajectoires adaptées aux contraintes de l’entrepriseMessier-Dowty et aux outils. Elle repose entre autres sur la connaissance et la compré-hension du processus de coupe, des modes de dégradation et d’un modèle de coupe facileà utiliser.
1.4.2 Du point de vue universitaire
Après avoir présenté le point de vue industriel, nous allons aborder le point de vue uni-versitaire. Cette dernière analyse nous permettra d’orienter nos travaux.
L’usinage des titanes a fait l’objet de plusieurs travaux tentant d’expliquer sa faible usi-nabilité ou donnant des solutions d’amélioration et d’optimisation. Dans ses travaux,[Ezugwu 97] a proposé des solutions d’optimisation de l’usinage des alliages à faible usi-nabilité après avoir présenté l’influence de chaque matériau d’addition sur les propriétésphysico-mécaniques. Il a montré, par exemple, que l’ajout d’aluminium permet aux al-liages de titane de garder leurs propriétés mécaniques à chaud. L’association d’aluminiumet de chrome au titane peut induire une meilleure résistance à la corrosion tandis que lechrome et le molybdène peuvent améliorer la résistance mécanique.
Au niveau des aides à la coupe, [Ezugwu 97] a testé différents systèmes comme la lubri-fication haute pression (P>70 bars), l’usinage à lubrification minimale, l’usinage à froid(cryogénie) et à chaud (avec système de chauffe). [Che-Haron 05] explique que l’utilisationde l’usinage à froid a montré de bons résultats dans la réduction de l’usure en usinagedu Ti64. Le principe est d’injecter un gaz inerte froid à l’interface outil-copeau et sousla face de dépouille afin de réduire les températures de coupe. [Ezugwu 97] a égalementcomparé l’usinage à froid à l’aide d’un gaz inerte et de la lubrification traditionnelle où ila noté une durée de vie des outils plus faible avec l’usinage à froid.
La lubrification haute pression est une technologie plus ancienne, les premiers développe-ments sont apparus dans les années 50. Le lubrifiant est injecté à l’interface outil-copeauà de hautes pressions (80 à 450 bars). Le premier intérêt est de réduire de manière signi-ficative les températures de coupe mais surtout d’aider à une fragmentation du copeau àsa base par une force hydraulique, réduisant ainsi les phénomènes d’abrasion à l’interfaceoutil-copeau. Les études ont montré une forte diminution de l’usure des outils en utilisant
1.4. L’usinage des alliages de titane 59
cette technologie ([Ezugwu 97]). Cependant, il n’a montré aucune influence de la pressionsi celle-ci dépasse 70 bars.
Pour l’usinage à chaud, le principe est d’augmenter les températures afin de limiter lescontraintes dans le matériau. En usinage, cette augmentation de température peut, parexemple, être réalisée à l’aide d’un laser placé devant l’outil ([Braham-Bouchnak 10]).[Germain 06] a testé cette technologie sur le Ti64 où il observe une diminution des ef-forts de coupe, mais son effet est fonction de la profondeur de passe et de la vitesse decoupe. [Ozler 01] a mené des études sur la durée de vie de l’outil lors de l’usinage à chaud(chauffage par torche à gaz) d’acier austénitique au manganèse. Il constate que la duréede vie de l’outil augmente lorsque l’on élève la température de la pièce (jusqu’à 600°C) etdiminue lorsque la vitesse de coupe augmente. Les recherches de [Melhaoui 97] confirmentégalement l’intérêt du chauffage de la pièce pour augmenter la durée de vie de l’outil. Ilexplique la baisse importante de l’usure par une réduction de l’effort de coupe. [Sun 07]a observé que l’assistance plasma dégrade la durée de vie de l’outil, malgré la diminutiondes efforts de coupe. Selon [List 04], l’assistance thermique ne réduit pas nécessairementl’usure de l’outil. Les différents mécanismes de l’usure d’outil y sont expliqués ainsi quel’effet de la température. A basse température, l’adhésion et l’abrasion sont prépondé-rantes. A haute température, les phénomènes de diffusion, de corrosion et de déformationplastique apparaissent. L’augmentation de la température ne réduit pas forcément l’usurede l’outil mais en modifie les causes et les phénomènes.
[Lopez-De-Lacalle 00] a défini des outils et des conditions de coupe associées optimiséspour le Ti64 et pour l’Inconel 718. Sa démarche s’inspire du COM. Il résume la faibleusinabilité du Ti64 par les points suivants :
– le rôle des faibles propriétés thermiques des alliages de titane est, d’après lui, à l’originede la nature de la déformation plastique,
– la forme du copeau est donnée par des zones de contraintes fortes non identiques auxprocessus adiabatiques observés dans l’acier. Elles sont dues aux déformations nonhomogènes observées dans la zone de cisaillement primaire,
– la variation des composantes axiales et radiales de l’effort peut causer des vibrations.Il est alors nécessaire d’utiliser des systèmes rigides,
– les hautes températures et la forte affinité chimique du titane avec les matériaux consti-tuants les outils sont à l’origine de l’usure rapide des outils,
– les pièces de faibles épaisseurs sont difficilement usinables à cause de la faible limiteélastique des alliages de titane.
[Nabhani 01] a proposé une étude sur l’usinabilité des alliages de titane utilisés dansl’aéronautique. Il a basé ses travaux sur des essais d’usure et de Quick-Stop. Il conclut
60 1. Etat de l’art
que les hautes températures obtenues sont dues à la faible épaisseur des copeaux, à la faiblezone de contact et à une contrainte forte proche de l’arête de coupe. Les températuresconstatées lors de l’usinage de ces matériaux sont supérieures à celles observées sur lesmatériaux plus courants (acier, aluminium). Au niveau de l’usure, les principales causesd’usure sont la diffusion et la dissolution. Ces deux phénomènes sont accélérés par leshautes températures induites par la faible conductivité thermique des alliages de titane.Il a également expliqué qu’il est difficile de prévoir un revêtement adéquat, mais il estplus simple de trouver des conditions de coupe pour un matériau de coupe donné.
En conclusion, l’ensemble des travaux concernant l’amélioration de l’usinage des alliagesde titane s’intéresse aux matériaux les plus courants comme le Ti64. A notre connaissance,aucun article ne montre de réelles solutions pour améliorer l’usinabilité du Ti5553. Il estdifficile d’obtenir des copeaux segmentés en tournage, ces derniers engendrent des modesde dégradations sévères et rapides. De plus, tous les phénomènes d’usure sont amplifiéspar les hautes températures observées à l’interface outil-copeau. Cette haute températureaugmente les phénomènes de diffusion fragilisant les matériaux de coupe. Les travauxont montré une légère amélioration lors de l’utilisation de la lubrification haute pressionet d’aides à la coupe, mais les gains réels ne sont pas toujours ceux espérés. Nahbaniconclut également qu’il est plus simple de trouver des conditions de coupe favorables àun matériau que de définir un matériau de coupe tant le processus semble être instable.Nous verrons par la suite si ces conclusions sont applicables au Ti5553.
1.4.3 Conclusion
L’analyse des points de vue industriels et universitaires nous a permis de mettre en avantdes conclusions communes comme l’apport non négligeable de la lubrification haute pres-sion ou d’autres aides à la coupe. Nous avons surtout remarqué le manque de donnéesexpérimentales et de travaux sur l’optimisation des conditions de coupe pour l’usinage duTi5553. Ce nouveau matériau suscite un certain intérêt technologique, mais ne présentepas encore un enjeu commercial suffisant et sa rareté n’en facilite pas son étude.
En ce qui concerne le positionnement des travaux, il semble évident que l’objectif majeurest la compréhension du processus de coupe. Il est, en effet, difficile d’envisager uneoptimisation globale de l’usinage (trajectoire, aide à la coupe) sans maîtriser le processusde coupe.
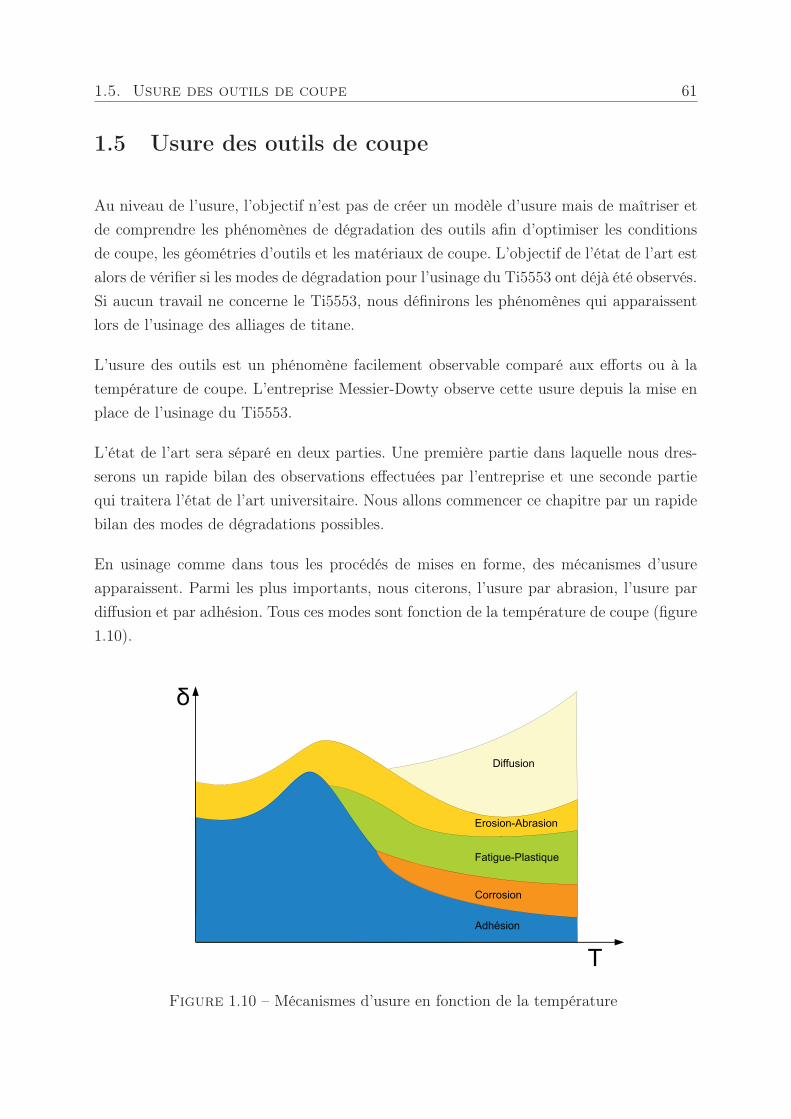
1.5. Usure des outils de coupe 61
1.5 Usure des outils de coupe
Au niveau de l’usure, l’objectif n’est pas de créer un modèle d’usure mais de maîtriser etde comprendre les phénomènes de dégradation des outils afin d’optimiser les conditionsde coupe, les géométries d’outils et les matériaux de coupe. L’objectif de l’état de l’art estalors de vérifier si les modes de dégradation pour l’usinage du Ti5553 ont déjà été observés.Si aucun travail ne concerne le Ti5553, nous définirons les phénomènes qui apparaissentlors de l’usinage des alliages de titane.
L’usure des outils est un phénomène facilement observable comparé aux efforts ou à latempérature de coupe. L’entreprise Messier-Dowty observe cette usure depuis la mise enplace de l’usinage du Ti5553.
L’état de l’art sera séparé en deux parties. Une première partie dans laquelle nous dres-serons un rapide bilan des observations effectuées par l’entreprise et une seconde partiequi traitera l’état de l’art universitaire. Nous allons commencer ce chapitre par un rapidebilan des modes de dégradations possibles.
En usinage comme dans tous les procédés de mises en forme, des mécanismes d’usureapparaissent. Parmi les plus importants, nous citerons, l’usure par abrasion, l’usure pardiffusion et par adhésion. Tous ces modes sont fonction de la température de coupe (figure1.10).
Figure 1.10 – Mécanismes d’usure en fonction de la température
62 1. Etat de l’art
L’usure par adhésionLe copeau glissant sur la face de coupe engendre une pression locale. Elle favorise
l’apparition de jonctions entre les deux composants en contact. De par le mouvement decoupe, ces véritables microsoudures se créent et rompent en continu. Plusieurs cas sontobservables en fonction des résistances mécaniques. Si la jonction ou la microsoudureest moins résistante que l’outil ou le matériau usiné, la rupture apparaît au centre dela microsoudure et l’usure est bien souvent négligeable. Dans le cas d’une jonction plusrésistante que le matériau usiné, la rupture a lieu dans le copeau. Dans le cas de faiblesvitesses de coupe, les fragments adhèrent à l’outil et une arête rapportée peut se former. Dehautes pressions et de faibles vitesses de coupe permettent ainsi la création de jonctions,le mécanisme d’usure par adhésion est également associé à celui de l’arête rapportée.
L’usure par abrasionL’usure par abrasion apparaît sur les faces de coupe et en dépouille des outils de coupe.
Les surfaces abrasées présentent des sillons parallèles à la direction d’écoulement. Ils sontprincipalement causés par des inclusions siégeant dans le matériau à usiner. Les particulesdures de carbure, de nitrate ou d’oxyde provenant de la pièce frottent sur les faces de coupeet de dépouille et génèrent ainsi l’usure.
L’usure par diffusionLes très hautes températures et les pressions induites par l’usinage favorisent les phéno-
mènes de diffusion. Les grains de carbure et d’autres constituants migrent de la surface del’outil vers le copeau. Au même instant, la diffusion inverse des constituants de la matièreusinée vers l’outil est observée. L’écoulement continu du copeau favorise les échanges desconstituants à travers la diffusion et creuse un cratère à la surface de l’outil. La perte dematière provoque alors l’affaiblissement de la résistance mécanique de la surface de l’outil.
La norme [AFN b] prévoit plusieurs types d’usure développés dans l’Annexe 1 : l’usureen dépouille, l’usure en cratère, la déformation du bec, les défaillances préliminaires etprématurées, l’écaillement et la fissuration.
1.5.1 Etat de l’art industriel
Comme nous l’avons souligné dans l’état de l’art industriel, l’entreprise Messier-Dowtyusine le Ti5553 depuis plusieurs années. L’ensemble des essais et les usinages en coursconstituent une première base de données expérimentale intéressante même si les phéno-
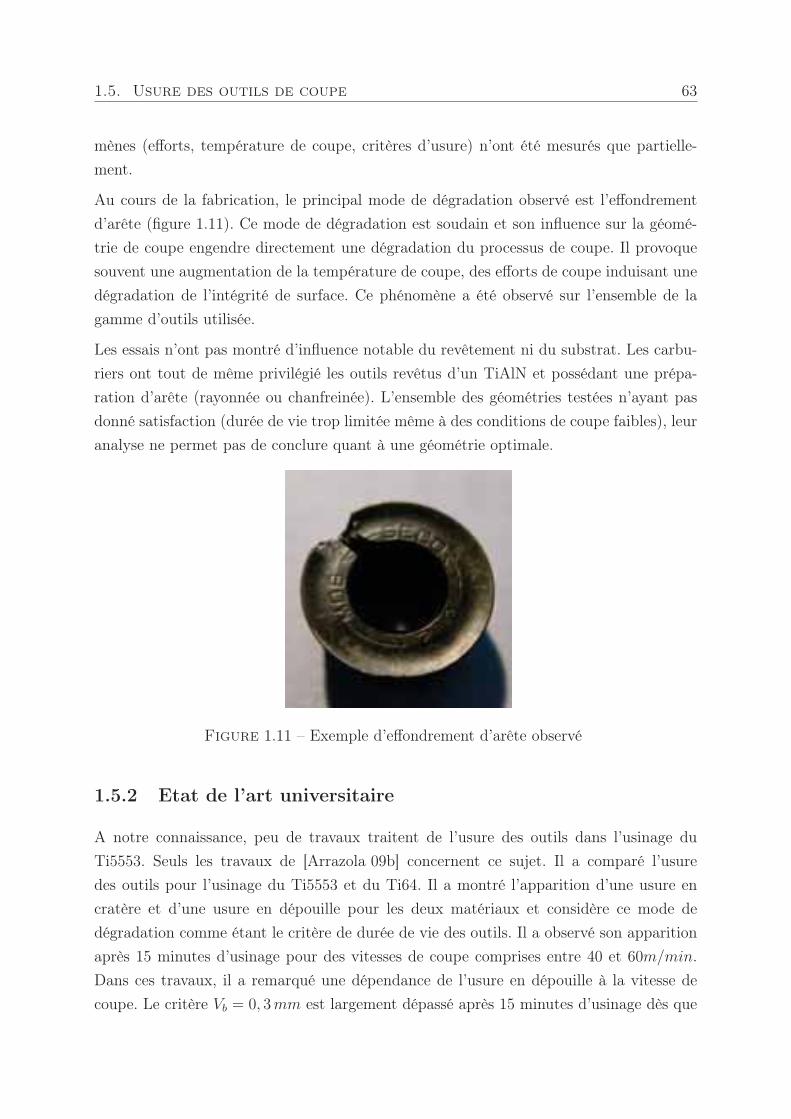
1.5. Usure des outils de coupe 63
mènes (efforts, température de coupe, critères d’usure) n’ont été mesurés que partielle-ment.
Au cours de la fabrication, le principal mode de dégradation observé est l’effondrementd’arête (figure 1.11). Ce mode de dégradation est soudain et son influence sur la géomé-trie de coupe engendre directement une dégradation du processus de coupe. Il provoquesouvent une augmentation de la température de coupe, des efforts de coupe induisant unedégradation de l’intégrité de surface. Ce phénomène a été observé sur l’ensemble de lagamme d’outils utilisée.
Les essais n’ont pas montré d’influence notable du revêtement ni du substrat. Les carbu-riers ont tout de même privilégié les outils revêtus d’un TiAlN et possédant une prépa-ration d’arête (rayonnée ou chanfreinée). L’ensemble des géométries testées n’ayant pasdonné satisfaction (durée de vie trop limitée même à des conditions de coupe faibles), leuranalyse ne permet pas de conclure quant à une géométrie optimale.
Figure 1.11 – Exemple d’effondrement d’arête observé
1.5.2 Etat de l’art universitaire
A notre connaissance, peu de travaux traitent de l’usure des outils dans l’usinage duTi5553. Seuls les travaux de [Arrazola 09b] concernent ce sujet. Il a comparé l’usuredes outils pour l’usinage du Ti5553 et du Ti64. Il a montré l’apparition d’une usure encratère et d’une usure en dépouille pour les deux matériaux et considère ce mode dedégradation comme étant le critère de durée de vie des outils. Il a observé son apparitionaprès 15 minutes d’usinage pour des vitesses de coupe comprises entre 40 et 60m/min.Dans ces travaux, il a remarqué une dépendance de l’usure en dépouille à la vitesse decoupe. Le critère Vb = 0, 3mm est largement dépassé après 15 minutes d’usinage dès que
64 1. Etat de l’art
la vitesse de coupe est supérieure à 50m/min. Cependant, l’intégralité de ses travauxconcerne l’usinage d’un Ti5553 non traité. Or, l’ensemble de nos travaux est effectuésur le Ti5553 traité. Les observations effectuées par l’entreprise Messier-Dowty montrentune différence de comportement entre le matériau traité et le matériau non traité. Lesconclusions effectuées par Arrazola ne sont alors pas directement exploitables.
Dans la plupart des articles consultés, le matériau étudié est le Ti64 où les principalescauses d’usure sont l’adhésion et l’abrasion. Il en résulte des phénomènes sur la face decoupe et sur la face en dépouille. D’après [Ezugwu 97], l’usure des outils en usinage desalliages de titanes est due à de fortes contraintes et de fortes températures constatéesprès de l’arête de coupe. Des conclusions identiques ont été effectuées par [Weil 66] et[Subramanian 93]. Les modes de dégradation prédominants sont l’usure en entaille, l’usureen cratère, l’écaillage et l’effondrement d’arête ([Che-Haron 05]).
L’étude de l’usure a été effectuée sur de nombreux matériaux de coupe, chacun offrantune réponse différente. Nous allons dresser un rapide bilan des matériaux de coupe et deleurs modes de dégradation.
Outils non revêtus et outils revêtusD’après [Che-Haron 05], l’augmentation de la vitesse de coupe réduit la zone de contact
à l’interface outil-copeau engendrant une concentration de températures élevées prochedu bec de l’outil. Dans ses travaux, [Ezugwu 97] a montré un taux d’usure plus importantpour les outils non revêtus. [Dearnley 86] a observé que les carbures non revêtus de gradeK présentent le meilleur choix pour la coupe des alliages de titane. Il suggère l’utilisationdes carbures à 6% de cobalt avec une taille de grain de carbure de tungstène de 0,8 à 1,4μm. [Nouari 08] a également étudié les modes de dégradations pour les outils non revêtusen usinage à sec. Il a observé un effondrement de l’arête qu’il explique par un frottementdynamique important, des hautes pressions (2,5 GPa) et des températures importantesau voisinage de l’arête de coupe.
[Corduan 03] a étudié les outils revêtus du revêtement T iB2. Elle décompose l’analyse dumode de dégradation en deux étapes. Une première étape où le revêtement est complè-tement enlevé et une seconde étape d’endommagement du substrat. Corduan a remarquéune usure en cratère sur la face de coupe alors qu’aucune diffusion n’a été observée. Uneforte délamination du revêtement et aucune influence de la teneur en cobalt des substratsn’ont été notées contrairement à Dearnley. [Ozel 00] a comparé l’usure d’outil sans revête-ment et avec revêtement. Il a montré que le revêtement peut engendrer une augmentationdes efforts et de la zone de contact favorisant ainsi l’usure.

1.5. Usure des outils de coupe 65
Autres matériaux de coupe[Bhaumik 95] a étudié le comportement des outils en nitrure de bore (WBN) et en
nitrure de bore cubique (CBN) pour l’usinage du Ti64. Il utilise ces matériaux afin detrouver une alternative aux matériaux classiques (HSS et carbures cémentés) possédantsoit une trop grande affinité chimique soit une résistance mécanique trop faible. Il présentel’évolution des modes de dégradations sur la face de coupe et sur la face de dépouille. Lemode de dégradation apparaît en trois temps. Dans un premier temps, sous l’effet de latempérature élevée, une couche se forme sur la face de coupe. Cette couche disparaît en-suite au cours de l’usinage arrachant des particules de matériau d’outil. Le dernier modeest l’apparition de rainure sur la face de coupe. Pour son étude, il n’a pas utilisé le critèred’usure en dépouille Vb = 0, 3mm utilisé classiquement. L’usure trop sévère ne permet pasd’atteindre la limite fixée pour ce critère. Comme [Nouari 08], il explique ces phénomènespar des pressions et des températures de coupe trop importantes. L’utilisation du nitrurede bore cubique (CBN) a également été traitée par [Corduan 03] dont les modes de dégra-dation ont été comparés avec d’autres matériaux de coupe (PCD, outils revêtus). Le modede dégradation observé diffère en fonction des matériaux utilisés. Dans le cas de l’utilisa-tion d’un CBN, Corduan remarque l’apparition d’une entaille, d’une usure en dépouilleet d’un cratère. L’entaille est localisée à la limite de l’engagement de l’outil. Son appa-rition est favorisée par une différence de pression et de température à cette limite. Sousle copeau glissant, les contraintes et les températures sont extrêmement importantes tan-dis qu’à la limite de copeau, seule la pression est quasi-nulle. Ces phénomènes aident à lagraphitisation du CBN. Ces conclusions ont été validées dans les travaux de [Bhaumik 95].
1.5.3 Conclusion
En conclusion, l’usure en usinage des alliages de titane est facilitée par la haute tempé-rature de coupe et par des contraintes importantes. Les modes de dégradation restentfonction des matériaux utilisés mais apparaissent souvent comme étant sévères. L’usurese présente d’une part sur la face de coupe par l’intermédiaire d’une couche collante oude cratère, mais également sur la face en dépouille. Les conclusions quant à l’utilisationdes carbures revêtus diffèrent. Certains auteurs préconisent leurs utilisations pour mini-miser l’usure alors que d’autres observent une augmentation des contraintes à l’interfaceoutil-copeau. De plus, Messier-Dowty n’a remarqué aucune influence notable des différentstypes de revêtements sur la durée de vie des outils. Le dernier point à prendre en compteest la forte affinité chimique des titanes avec le carbone ou le cobalt également accentuéepar les hautes températures de coupe.

66 1. Etat de l’art
Chapitre 2
Identification du comportement dumatériau usiné
Sommaire2.1 Caractérisation du matériau . . . . . . . . . . . . . . . . . . . . 69
2.1.1 Présentation de l’alliage . . . . . . . . . . . . . . . . . . . . . . 69
2.1.2 Intérêts des alliages de titane dans l’aéronautique . . . . . . . . 71
2.1.3 Caractéristiques physiques . . . . . . . . . . . . . . . . . . . . . 72
2.1.4 Influence des propriétés thermiques sur la thermique de la coupe 73
2.1.5 Caractéristiques mécaniques . . . . . . . . . . . . . . . . . . . . 74
2.2 Loi de comportement . . . . . . . . . . . . . . . . . . . . . . . . 76
2.2.1 Validité des lois de comportement en fonction des matériaux . . 77
2.2.2 Méthodes d’identification . . . . . . . . . . . . . . . . . . . . . 79
2.2.3 Conclusion sur la loi de comportement . . . . . . . . . . . . . . 86
2.2.4 Analyse des méthodes d’identification . . . . . . . . . . . . . . 88
2.3 Efforts de coupe en tournage . . . . . . . . . . . . . . . . . . . 89
2.3.1 Essais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
2.3.2 Modification de la modélisation . . . . . . . . . . . . . . . . . 96
2.3.3 Modélisation des efforts pour les outils sans préparation d’arête 101
2.3.4 Modélisation pour les outils avec une préparation d’arête chan-freinée . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104
2.3.5 Modélisation pour les outils avec une préparation d’arête rayonnée107
2.3.6 Conclusion sur la modélisation en tournage . . . . . . . . . . . 109
2.3.7 Etude de la morphologie des copeaux . . . . . . . . . . . . . . . 110
2.4 Transposition au fraisage . . . . . . . . . . . . . . . . . . . . . . 111
68 2. Identification du comportement du matériau usiné
2.4.1 Présentation du contexte Messier-Dowty . . . . . . . . . . . . . 112
2.4.2 Définition géométrique des outils . . . . . . . . . . . . . . . . . 115
2.4.3 Adaptation de la coupe orthogonale à la coupe oblique . . . . . 119
2.4.4 Campagne d’essais . . . . . . . . . . . . . . . . . . . . . . . . . 123
2.4.5 Application au Ti5553 . . . . . . . . . . . . . . . . . . . . . . . 126
2.4.6 Compréhension des phénomènes sur la fraise torique . . . . . . 129
2.4.7 Définition d’un outil optimal en terme d’effort de coupe pour lefraisage à sec . . . . . . . . . . . . . . . . . . . . . . . . . . . . 132
2.5 Conclusion sur les efforts de coupe . . . . . . . . . . . . . . . . 133
2.1. Caractérisation du matériau 69
2.1 Caractérisation du matériau
La compréhension du comportement du matériau a un rôle essentiel dans la modélisationthermomécanique. Nous allons présenter l’alliage au travers de ces propriétés chimiqueset physiques. Nous verrons rapidement l’intérêt des alliages de titane pour l’entrepriseMessier-Dowty et où se situent leurs utilisations.
2.1.1 Présentation de l’alliage
Le titane est un métal extrêmement abondant sur terre (neuvième élément dans l’ordred’abondance dans l’écorce terrestre). Son développement dans les applications industriellesfut long, mais aujourd’hui le titane est employé dans de nombreux secteurs comme lebiomédical, la chimie et l’aéronautique. Son utilisation dans l’aéronautique est très souventréalisée par l’intermédiaire d’alliage comme le Ti64. Les bonnes propriétés physiques etmécaniques en ont fait un des éléments les plus employés pour la réalisation de piècessoumises à des contraintes thermomécaniques sévères. Il est à présent utilisé pour laréalisation des pièces de structures aéronautiques, c’est le cas du Ti5553. Les travauxconcernent ce dernier alliage, notamment utilisé pour réaliser certaines pièces principalesdu train d’atterrissage du Boeing 787 Dreamliner. La composition de l’alliage est présentéedans la table 2.1.
Eléments d’additions Aluminium Molybdène Vanadium ChromeConcentration 5% 5% 5% 3%
Table 2.1 – Composition chimique du Ti5553
Il existe trois grandes familles d’alliages de titane : les alliages α, les alliages α + β etles alliages β, chaque alliage étant classé en fonction de sa concentration en élémentsalphagènes ou betagènes. L’alliage de titane étudié est répertorié dans les alliages detitane β métastables. Ses propriétés métastables sont dues à la concentration d’élémentsbetagènes (molybdène, vanadium et chrome) et d’éléments alphagènes (aluminium) (figure2.1). La différence de concentration d’élément du Ti5553 avec le Ti64 est présentée surla figure 2.2. La phase alpha (gris clair) est présente à 80% pour le Ti64 et à 20% pourle Ti5553. Les éléments de phase métastable apparaissent durant la mise en solutionet par transformation sous contrainte lors de la déformation à froid de la phase β. Laconcentration en éléments alphagènes est fonction de la température de mise en solutionet de la vitesse de refroidissement ([Jones 08]). La faible usinabilité du Ti5553 peut êtreexpliquée par sa microstructure et sa forte teneur en éléments betagènes ([Arrazola 09a]).
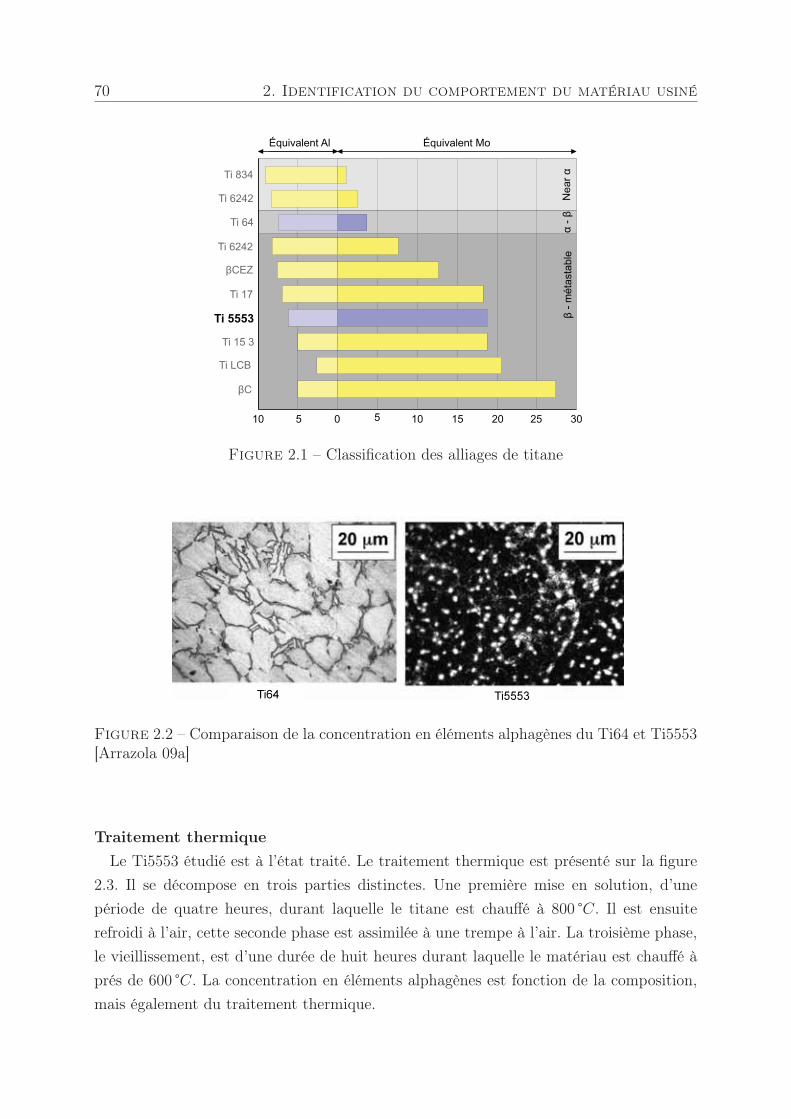
70 2. Identification du comportement du matériau usiné
Figure 2.1 – Classification des alliages de titane
Figure 2.2 – Comparaison de la concentration en éléments alphagènes du Ti64 et Ti5553[Arrazola 09a]
Traitement thermiqueLe Ti5553 étudié est à l’état traité. Le traitement thermique est présenté sur la figure
2.3. Il se décompose en trois parties distinctes. Une première mise en solution, d’unepériode de quatre heures, durant laquelle le titane est chauffé à 800 °C. Il est ensuiterefroidi à l’air, cette seconde phase est assimilée à une trempe à l’air. La troisième phase,le vieillissement, est d’une durée de huit heures durant laquelle le matériau est chauffé àprés de 600 °C. La concentration en éléments alphagènes est fonction de la composition,mais également du traitement thermique.
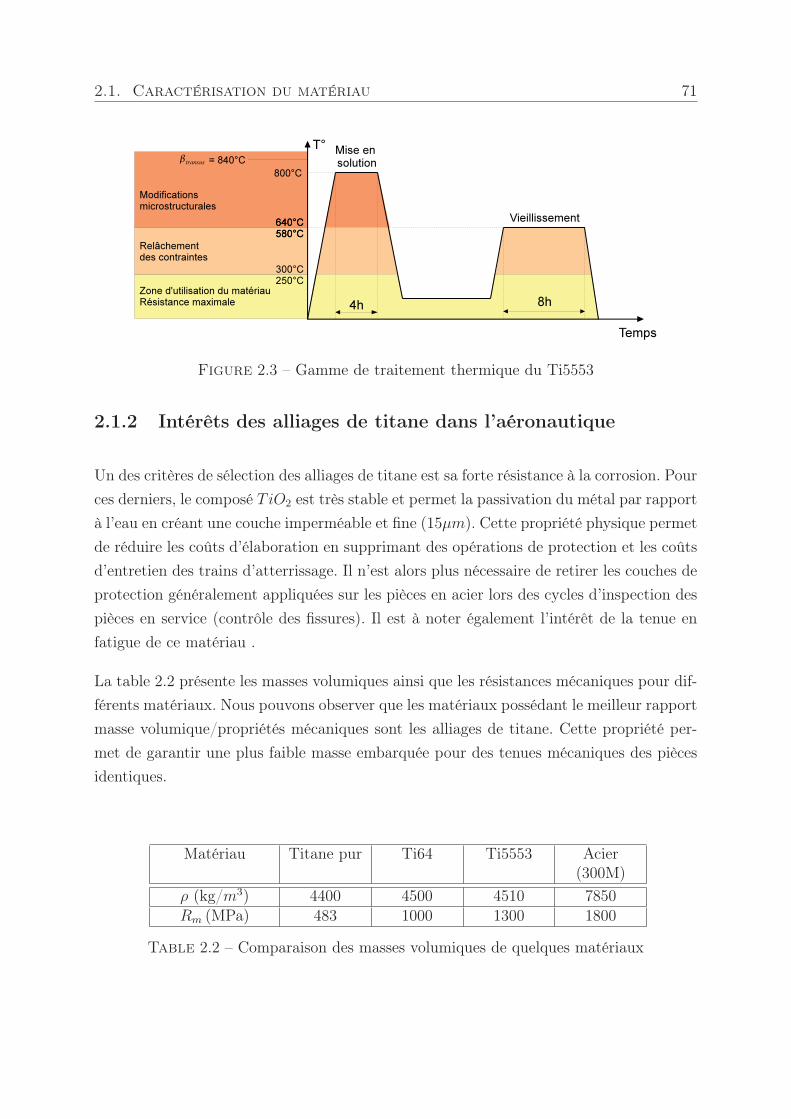
2.1. Caractérisation du matériau 71
Figure 2.3 – Gamme de traitement thermique du Ti5553
2.1.2 Intérêts des alliages de titane dans l’aéronautique
Un des critères de sélection des alliages de titane est sa forte résistance à la corrosion. Pources derniers, le composé T iO2 est très stable et permet la passivation du métal par rapportà l’eau en créant une couche imperméable et fine (15μm). Cette propriété physique permetde réduire les coûts d’élaboration en supprimant des opérations de protection et les coûtsd’entretien des trains d’atterrissage. Il n’est alors plus nécessaire de retirer les couches deprotection généralement appliquées sur les pièces en acier lors des cycles d’inspection despièces en service (contrôle des fissures). Il est à noter également l’intérêt de la tenue enfatigue de ce matériau .
La table 2.2 présente les masses volumiques ainsi que les résistances mécaniques pour dif-férents matériaux. Nous pouvons observer que les matériaux possédant le meilleur rapportmasse volumique/propriétés mécaniques sont les alliages de titane. Cette propriété per-met de garantir une plus faible masse embarquée pour des tenues mécaniques des piècesidentiques.
Matériau Titane pur Ti64 Ti5553 Acier(300M)
ρ (kg/m3) 4400 4500 4510 7850Rm (MPa) 483 1000 1300 1800
Table 2.2 – Comparaison des masses volumiques de quelques matériaux
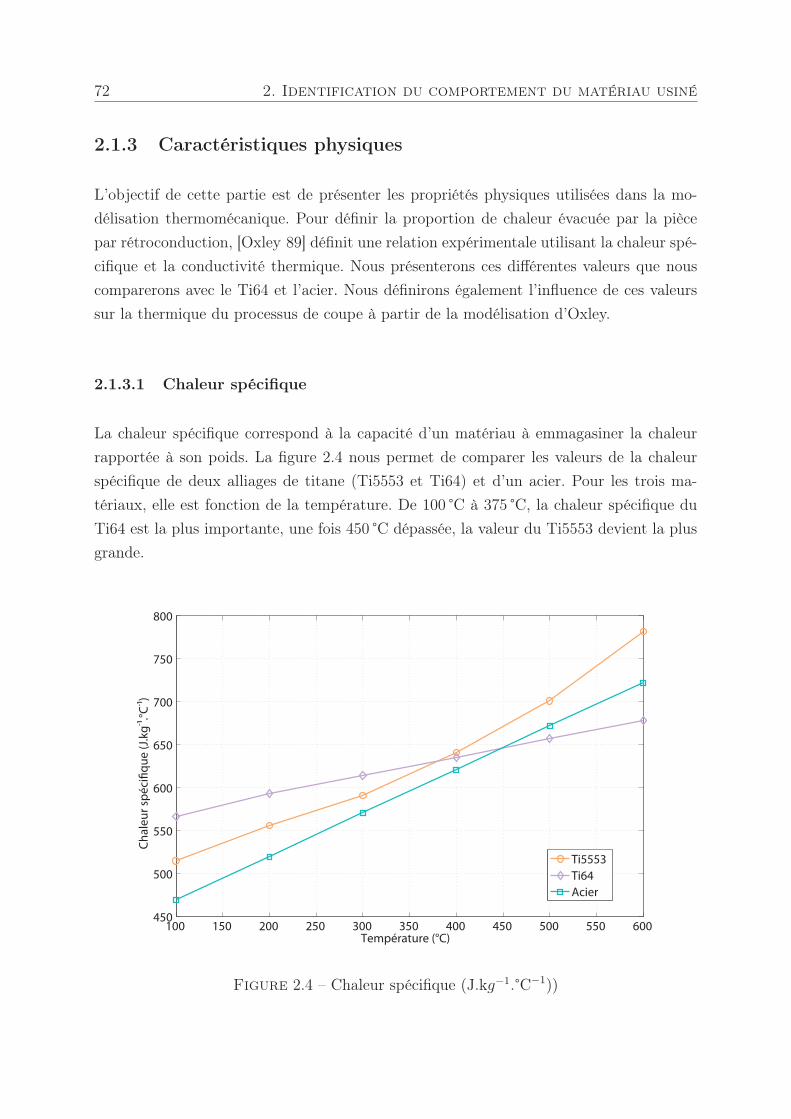
72 2. Identification du comportement du matériau usiné
2.1.3 Caractéristiques physiques
L’objectif de cette partie est de présenter les propriétés physiques utilisées dans la mo-délisation thermomécanique. Pour définir la proportion de chaleur évacuée par la piècepar rétroconduction, [Oxley 89] définit une relation expérimentale utilisant la chaleur spé-cifique et la conductivité thermique. Nous présenterons ces différentes valeurs que nouscomparerons avec le Ti64 et l’acier. Nous définirons également l’influence de ces valeurssur la thermique du processus de coupe à partir de la modélisation d’Oxley.
2.1.3.1 Chaleur spécifique
La chaleur spécifique correspond à la capacité d’un matériau à emmagasiner la chaleurrapportée à son poids. La figure 2.4 nous permet de comparer les valeurs de la chaleurspécifique de deux alliages de titane (Ti5553 et Ti64) et d’un acier. Pour les trois ma-tériaux, elle est fonction de la température. De 100 °C à 375 °C, la chaleur spécifique duTi64 est la plus importante, une fois 450 °C dépassée, la valeur du Ti5553 devient la plusgrande.
100 150 200 250 300 350 400 450 500 550 600450
500
550
600
650
700
750
800
Température (°C)
Cha
leur
spé
cifiq
ue (J
.kg-
1.°C
-1)
Ti5553Ti64Acier
Figure 2.4 – Chaleur spécifique (J.kg−1.°C−1))
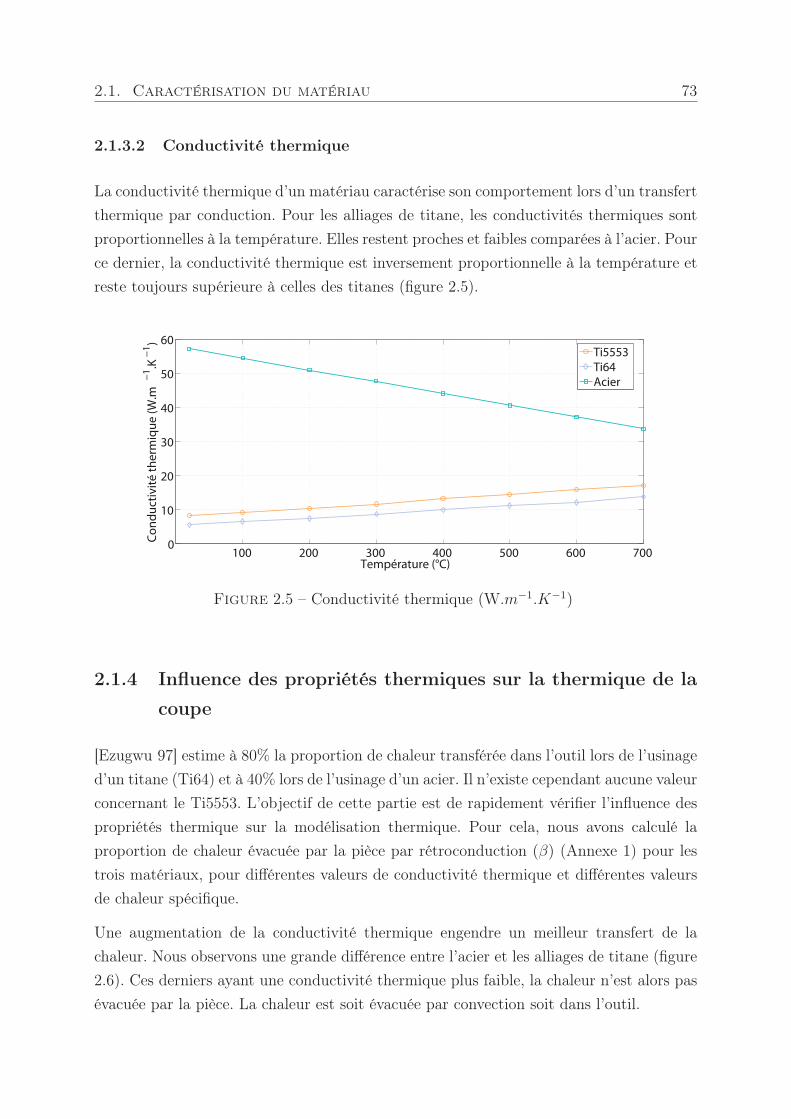
2.1. Caractérisation du matériau 73
2.1.3.2 Conductivité thermique
La conductivité thermique d’un matériau caractérise son comportement lors d’un transfertthermique par conduction. Pour les alliages de titane, les conductivités thermiques sontproportionnelles à la température. Elles restent proches et faibles comparées à l’acier. Pource dernier, la conductivité thermique est inversement proportionnelle à la température etreste toujours supérieure à celles des titanes (figure 2.5).
100 200 300 400 500 600 7000
10
20
30
40
50
60
Température (°C)
Con
duct
ivité
ther
miq
ue (W
.m−
1 .K−
1 )
Ti5553Ti64Acier
Figure 2.5 – Conductivité thermique (W.m−1.K−1)
2.1.4 Influence des propriétés thermiques sur la thermique de la
coupe
[Ezugwu 97] estime à 80% la proportion de chaleur transférée dans l’outil lors de l’usinaged’un titane (Ti64) et à 40% lors de l’usinage d’un acier. Il n’existe cependant aucune valeurconcernant le Ti5553. L’objectif de cette partie est de rapidement vérifier l’influence despropriétés thermique sur la modélisation thermique. Pour cela, nous avons calculé laproportion de chaleur évacuée par la pièce par rétroconduction (β) (Annexe 1) pour lestrois matériaux, pour différentes valeurs de conductivité thermique et différentes valeursde chaleur spécifique.
Une augmentation de la conductivité thermique engendre un meilleur transfert de lachaleur. Nous observons une grande différence entre l’acier et les alliages de titane (figure2.6). Ces derniers ayant une conductivité thermique plus faible, la chaleur n’est alors pasévacuée par la pièce. La chaleur est soit évacuée par convection soit dans l’outil.
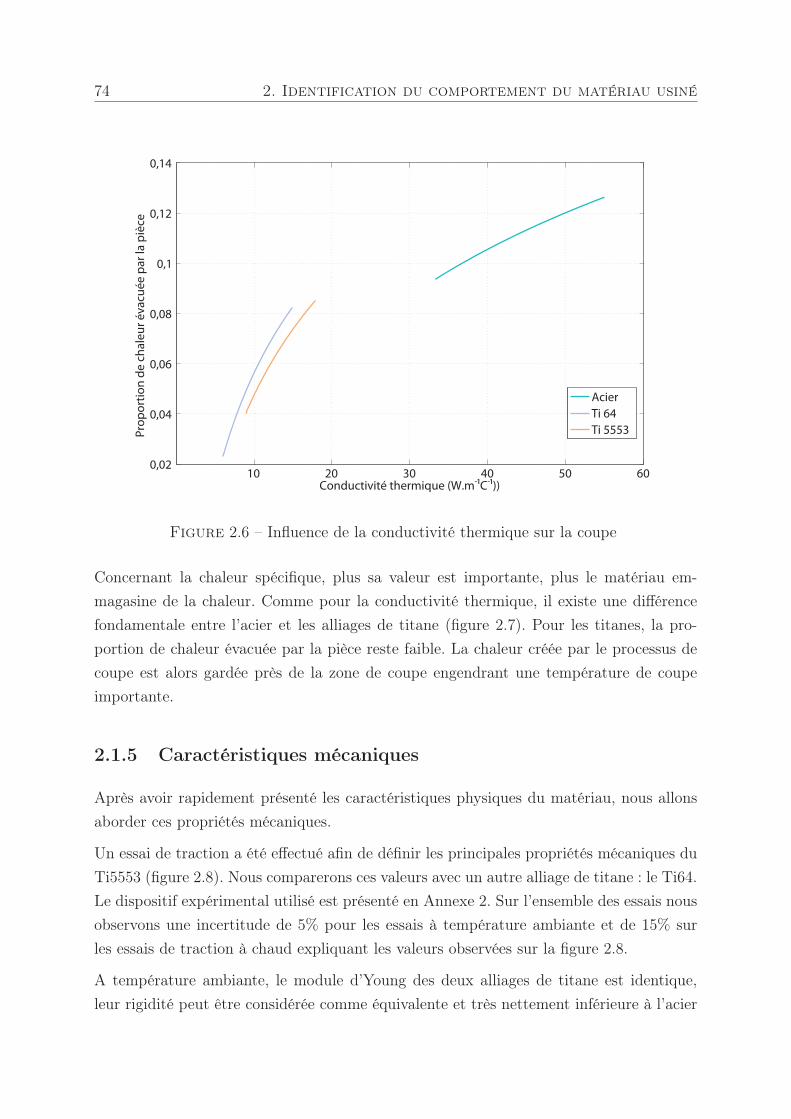
74 2. Identification du comportement du matériau usiné
10 20 30 40 50 600,02
0,04
0,06
0,08
0,1
0,12
0,14
Conductivité thermique (W.m-1C-1))
Prop
ortio
n de
cha
leur
éva
cuée
par
la p
ièce
AcierTi 64Ti 5553
Figure 2.6 – Influence de la conductivité thermique sur la coupe
Concernant la chaleur spécifique, plus sa valeur est importante, plus le matériau em-magasine de la chaleur. Comme pour la conductivité thermique, il existe une différencefondamentale entre l’acier et les alliages de titane (figure 2.7). Pour les titanes, la pro-portion de chaleur évacuée par la pièce reste faible. La chaleur créée par le processus decoupe est alors gardée près de la zone de coupe engendrant une température de coupeimportante.
2.1.5 Caractéristiques mécaniques
Après avoir rapidement présenté les caractéristiques physiques du matériau, nous allonsaborder ces propriétés mécaniques.
Un essai de traction a été effectué afin de définir les principales propriétés mécaniques duTi5553 (figure 2.8). Nous comparerons ces valeurs avec un autre alliage de titane : le Ti64.Le dispositif expérimental utilisé est présenté en Annexe 2. Sur l’ensemble des essais nousobservons une incertitude de 5% pour les essais à température ambiante et de 15% surles essais de traction à chaud expliquant les valeurs observées sur la figure 2.8.
A température ambiante, le module d’Young des deux alliages de titane est identique,leur rigidité peut être considérée comme équivalente et très nettement inférieure à l’acier
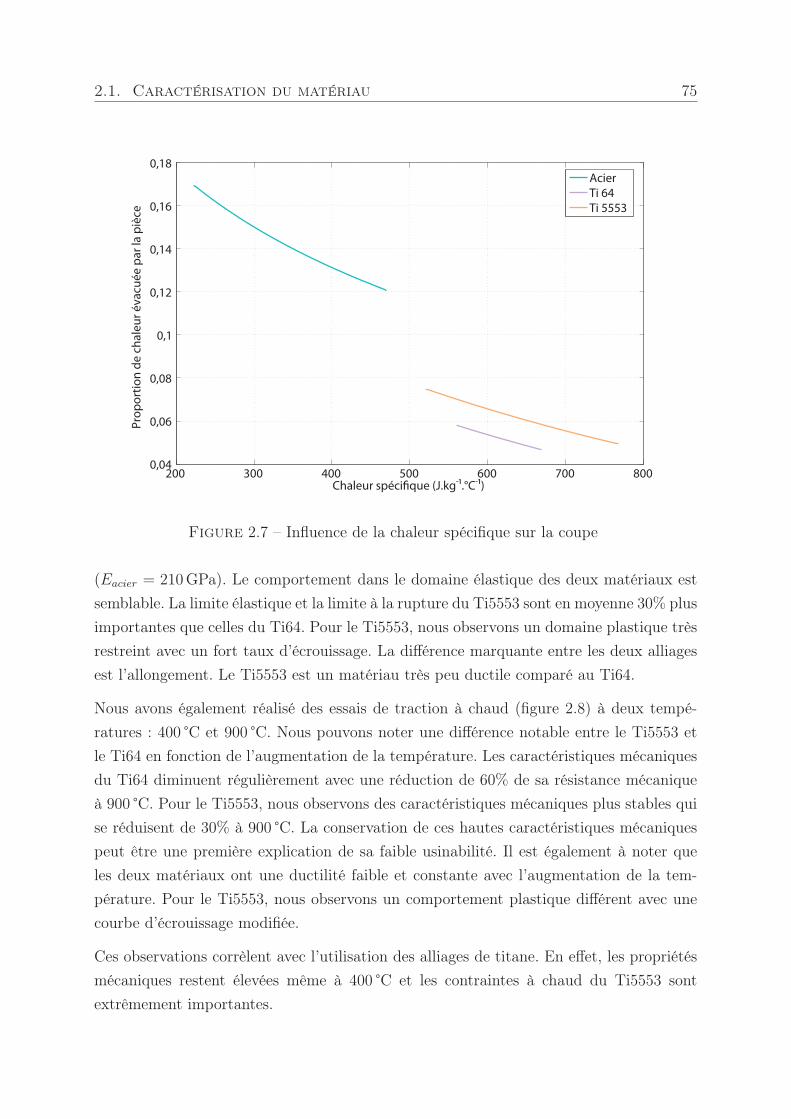
2.1. Caractérisation du matériau 75
200 300 400 500 600 700 8000,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
Chaleur spécifique (J.kg-1.°C-1)
Prop
ortio
n de
cha
leur
éva
cuée
par
la p
ièce
AcierTi 64Ti 5553
Figure 2.7 – Influence de la chaleur spécifique sur la coupe
(Eacier = 210GPa). Le comportement dans le domaine élastique des deux matériaux estsemblable. La limite élastique et la limite à la rupture du Ti5553 sont en moyenne 30% plusimportantes que celles du Ti64. Pour le Ti5553, nous observons un domaine plastique trèsrestreint avec un fort taux d’écrouissage. La différence marquante entre les deux alliagesest l’allongement. Le Ti5553 est un matériau très peu ductile comparé au Ti64.
Nous avons également réalisé des essais de traction à chaud (figure 2.8) à deux tempé-ratures : 400 °C et 900 °C. Nous pouvons noter une différence notable entre le Ti5553 etle Ti64 en fonction de l’augmentation de la température. Les caractéristiques mécaniquesdu Ti64 diminuent régulièrement avec une réduction de 60% de sa résistance mécaniqueà 900 °C. Pour le Ti5553, nous observons des caractéristiques mécaniques plus stables quise réduisent de 30% à 900 °C. La conservation de ces hautes caractéristiques mécaniquespeut être une première explication de sa faible usinabilité. Il est également à noter queles deux matériaux ont une ductilité faible et constante avec l’augmentation de la tem-pérature. Pour le Ti5553, nous observons un comportement plastique différent avec unecourbe d’écrouissage modifiée.
Ces observations corrèlent avec l’utilisation des alliages de titane. En effet, les propriétésmécaniques restent élevées même à 400 °C et les contraintes à chaud du Ti5553 sontextrêmement importantes.
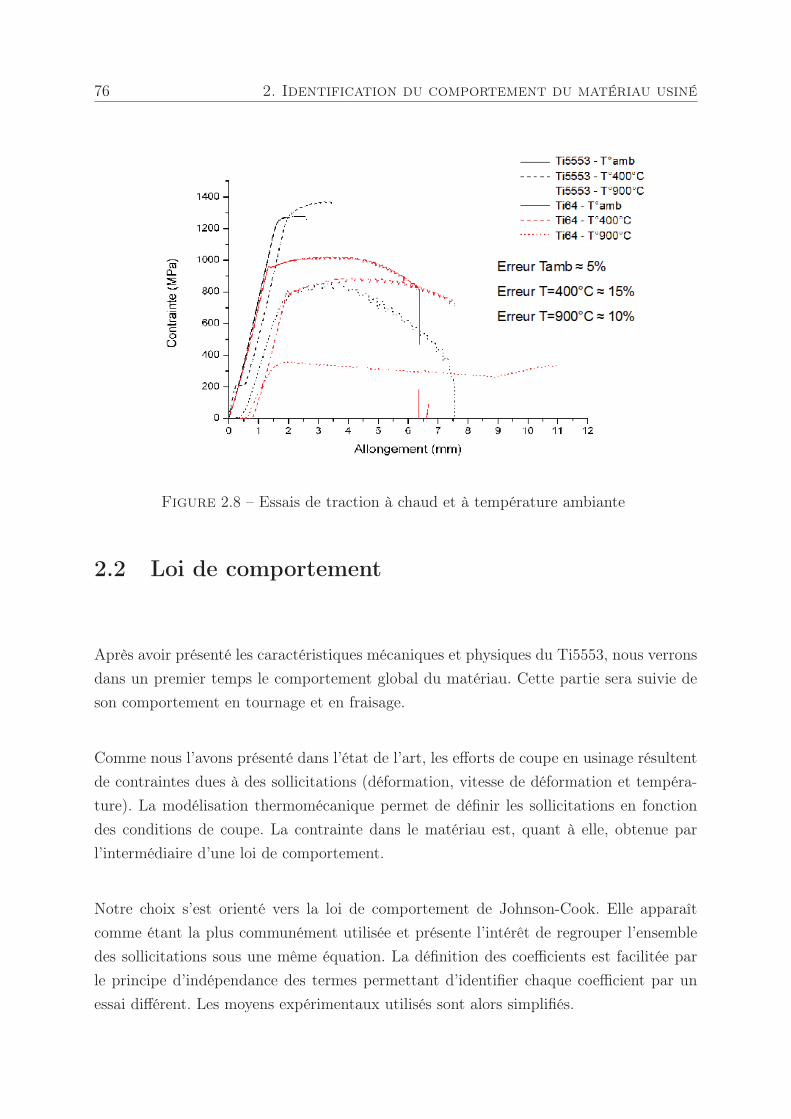
76 2. Identification du comportement du matériau usiné
Figure 2.8 – Essais de traction à chaud et à température ambiante
2.2 Loi de comportement
Après avoir présenté les caractéristiques mécaniques et physiques du Ti5553, nous verronsdans un premier temps le comportement global du matériau. Cette partie sera suivie deson comportement en tournage et en fraisage.
Comme nous l’avons présenté dans l’état de l’art, les efforts de coupe en usinage résultentde contraintes dues à des sollicitations (déformation, vitesse de déformation et tempéra-ture). La modélisation thermomécanique permet de définir les sollicitations en fonctiondes conditions de coupe. La contrainte dans le matériau est, quant à elle, obtenue parl’intermédiaire d’une loi de comportement.
Notre choix s’est orienté vers la loi de comportement de Johnson-Cook. Elle apparaîtcomme étant la plus communément utilisée et présente l’intérêt de regrouper l’ensembledes sollicitations sous une même équation. La définition des coefficients est facilitée parle principe d’indépendance des termes permettant d’identifier chaque coefficient par unessai différent. Les moyens expérimentaux utilisés sont alors simplifiés.

2.2. Loi de comportement 77
2.2.1 Validité des lois de comportement en fonction des maté-
riaux
La loi de Johnson-Cook peut être utilisée de différentes façons. En considérant un phé-nomène adiabatique, il est possible de considérer la loi de Johnson-Cook sans le termed’adoucissement thermique ([Puigsegur 02]). [Ozel 06] utilise, pour le Ti64 et pour unacier, la loi de comportement entière. [Cherif 03], quant à lui, considère une loi modifiéepour l’acier dans laquelle le terme statique se limite à Bεn.
Il est nécessaire de définir la forme de la loi de comportement à utiliser pour les alliages detitane. Cette première étude sera entièrement réalisée sur le Ti64. Ce choix est justifié pardes caractéristiques proches du Ti5553 et que le Ti64 est le titane le plus communémentutilisé. Nous avons basé notre étude sur les travaux de [Ozel 06] qui présente une grandebase expérimentale d’essais d’usinage de Ti64. A partir de ses travaux, nous compareronsla contrainte obtenue expérimentalement dans le plan de cisaillement aux valeurs obtenuesavec les différentes formes de la loi de Johnson-Cook (données dans les équations 2.1, 2.2,2.3). Elles représentent respectivement la loi complète (JC1), la loi sans l’adoucissementthermique (JC2) et pour finir une loi où seule la partie statique est considérée (JC3).
JC1 : σJC1 = [A+ Bεnab][1 + Clog
(˙εabεo
)] [1−
(Tab − Tw
Tm − Tw
)m]
(2.1)
JC2 : σJC2 = [A+ Bεnab][1 + Clog
(˙εabεo
)](2.2)
JC3 : σJC3 = [A+ Bεnab] (2.3)
Pour cette étude préliminaire, nous avons utilisé la loi de Johnson-Cook avec les coeffi-cients présentés dans la table 2.3.
A B C n m862,5 331,5 0,0120 0,34 0,8
Table 2.3 – Constantes de la loi de Johnson-Cook pour le Ti64 [Ozel 06]
Comme nous pouvons le remarquer sur la figure 2.9 chaque forme de la loi de Johnson-Cook ne présente pas les mêmes résultats. La plus proche des résultats expérimentaux estJC1 où l’erreur moyenne est de 3, 7% et l’écart type est de 2, 9. Nous pouvons cependantobserver une divergence sur les essais 5, 10 et 15. Cette différence s’explique par le domaine
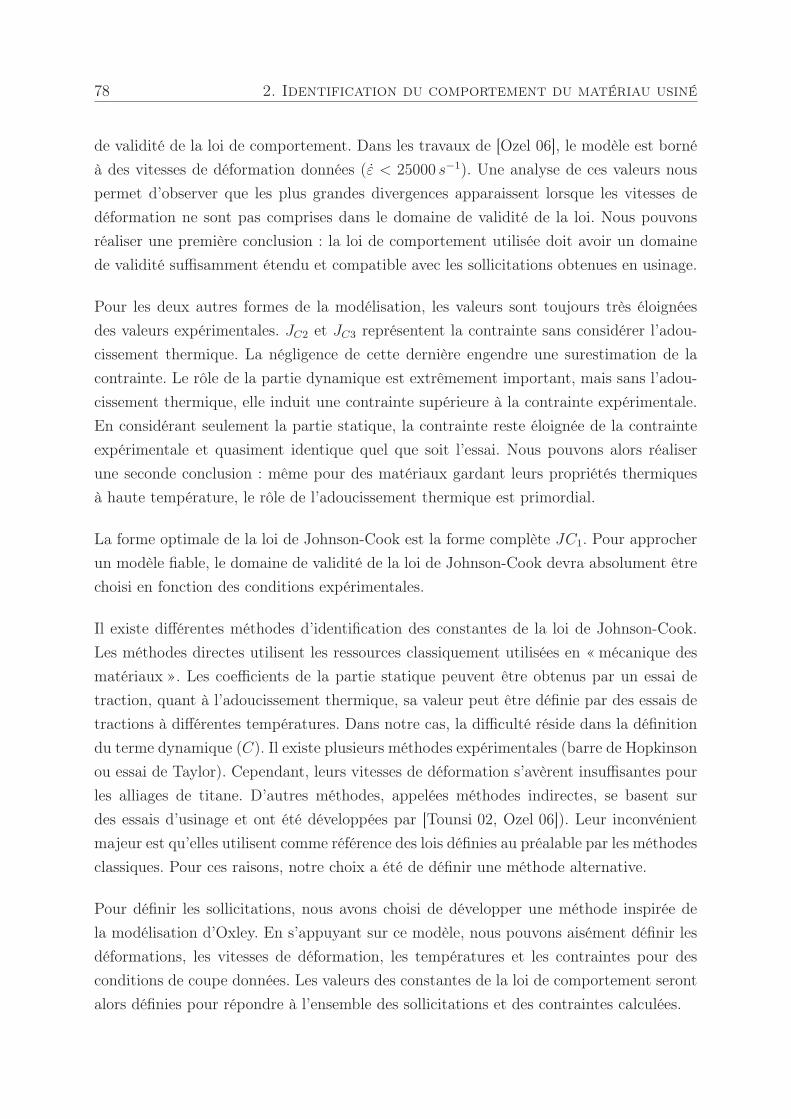
78 2. Identification du comportement du matériau usiné
de validité de la loi de comportement. Dans les travaux de [Ozel 06], le modèle est bornéà des vitesses de déformation données (ε < 25000 s−1). Une analyse de ces valeurs nouspermet d’observer que les plus grandes divergences apparaissent lorsque les vitesses dedéformation ne sont pas comprises dans le domaine de validité de la loi. Nous pouvonsréaliser une première conclusion : la loi de comportement utilisée doit avoir un domainede validité suffisamment étendu et compatible avec les sollicitations obtenues en usinage.
Pour les deux autres formes de la modélisation, les valeurs sont toujours très éloignéesdes valeurs expérimentales. JC2 et JC3 représentent la contrainte sans considérer l’adou-cissement thermique. La négligence de cette dernière engendre une surestimation de lacontrainte. Le rôle de la partie dynamique est extrêmement important, mais sans l’adou-cissement thermique, elle induit une contrainte supérieure à la contrainte expérimentale.En considérant seulement la partie statique, la contrainte reste éloignée de la contrainteexpérimentale et quasiment identique quel que soit l’essai. Nous pouvons alors réaliserune seconde conclusion : même pour des matériaux gardant leurs propriétés thermiquesà haute température, le rôle de l’adoucissement thermique est primordial.
La forme optimale de la loi de Johnson-Cook est la forme complète JC1. Pour approcherun modèle fiable, le domaine de validité de la loi de Johnson-Cook devra absolument êtrechoisi en fonction des conditions expérimentales.
Il existe différentes méthodes d’identification des constantes de la loi de Johnson-Cook.Les méthodes directes utilisent les ressources classiquement utilisées en « mécanique desmatériaux ». Les coefficients de la partie statique peuvent être obtenus par un essai detraction, quant à l’adoucissement thermique, sa valeur peut être définie par des essais detractions à différentes températures. Dans notre cas, la difficulté réside dans la définitiondu terme dynamique (C). Il existe plusieurs méthodes expérimentales (barre de Hopkinsonou essai de Taylor). Cependant, leurs vitesses de déformation s’avèrent insuffisantes pourles alliages de titane. D’autres méthodes, appelées méthodes indirectes, se basent surdes essais d’usinage et ont été développées par [Tounsi 02, Ozel 06]). Leur inconvénientmajeur est qu’elles utilisent comme référence des lois définies au préalable par les méthodesclassiques. Pour ces raisons, notre choix a été de définir une méthode alternative.
Pour définir les sollicitations, nous avons choisi de développer une méthode inspirée dela modélisation d’Oxley. En s’appuyant sur ce modèle, nous pouvons aisément définir lesdéformations, les vitesses de déformation, les températures et les contraintes pour desconditions de coupe données. Les valeurs des constantes de la loi de comportement serontalors définies pour répondre à l’ensemble des sollicitations et des contraintes calculées.
2.2. Loi de comportement 79
1 2 3 4 5 6 7 8 9 10 11 12 13 14 150
500
1000
1500
2000
2500
Numéro d’essai
Con
trai
nte
(MPa
)
Contrainte : JC1
Contrainte : JC2
Contrainte : JC3
Contrainte expérimentale
(a)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15−140
−120
−100
−80
−60
−40
−20
01015
Numéro d’essai
Erre
ur re
lativ
e (%
)
Erreur JC1
Erreur JC2
Erreur JC3
(b)
Figure 2.9 – Comparaison des formes de Johnson-Cook (a) et erreurs obtenues (b) surle Ti64
2.2.2 Méthodes d’identification
Les différentes méthodes d’identification développées dans cette partie seront appliquéessur le Ti5553. Les constantes de la loi de Johnson-Cook sont définies à partir d’essaisd’usinage et leur optimisation est effectuée avec l’algorithme de Levenberg-Marquardt.Nous avons développé trois méthodes différentes, chacune étant fonction du nombre deconstantes à identifier et de la modélisation choisie.
Nous utiliserons les hypothèses de la modélisation d’Oxley à savoir :– la largeur de coupe doit être suffisamment grande comparée à l’avance afin de s’assurer
d’une zone de déformation plane,– l’acuité d’arête est suffisamment faible pour qu’elle ne génère pas de phénomènes ex-

80 2. Identification du comportement du matériau usiné
térieurs. Elle sera choisie bien inférieure à l’avance. Cette hypothèse nous permet denégliger les efforts de poussée observés par [Albrecht 60],
– comme Oxley, les valeurs des constantes seront déterminées par rapport aux valeursmoyennes des déformations, vitesses de déformation et températures dans le plan decisaillement primaire,
– les valeurs seront déterminées à partir de la modélisation d’Oxley.
2.2.2.1 Méthode 1
La première méthode consiste à déterminer l’intégralité des constantes à partir d’essaisd’usinage. Pour cela, une batterie d’essais a été effectuée avec le dispositif présenté enannexe 2. La plage de conditions de coupe a été choisie pour être représentative desconditions de coupe utilisées. Elle peut être obtenue en utilisant la méthode du COMprésentée précédemment. Pour chaque essai, nous réaliserons une acquisition des effortsde coupe et l’épaisseur de copeau sera également mesurée.
La contrainte dans le plan de cisaillement primaire est définie à partir des efforts de coupe.Nous calculerons l’angle de cisaillement (φ) à partir de l’estimation faite par [Merchant 44](équation 2.4) :
φ = atan
⎛⎝ h
hccos(α)
1− hhcsin(α)
⎞⎠ (2.4)
où h est l’avance, hc est l’épaisseur du copeau et α représente l’angle de coupe.
La déformation et la vitesse de déformation dans le plan de cisaillement primaire sontobtenues par les équations 1.5 et 1.6 page 34. La température dans le plan de cisaillementprimaire est déterminée directement à partir de la modélisation d’Oxley.
Oxley a défini la valeur de Co à 5, 9 pour les aciers. Cette constante doit être définiepour chaque matériau. Elle représente la capacité du matériau à transformer la vitesse decoupe en vitesse de cisaillement. Elle peut être déterminée directement à partir d’essaisd’usinage et d’un essai de traction. Nous utiliserons pour cela l’équilibre des pressions à laracine du copeau (Pa) et à la pointe de l’outil (Pb) . Cette méthode développée par Oxley(Annexe 1) est également utilisée par [Ozel 06].
Nous utiliserons la chaleur spécifique et la conductivité thermique du Ti5553 données parle service matériaux de l’entreprise Messier-Dowty (équations 2.5) :
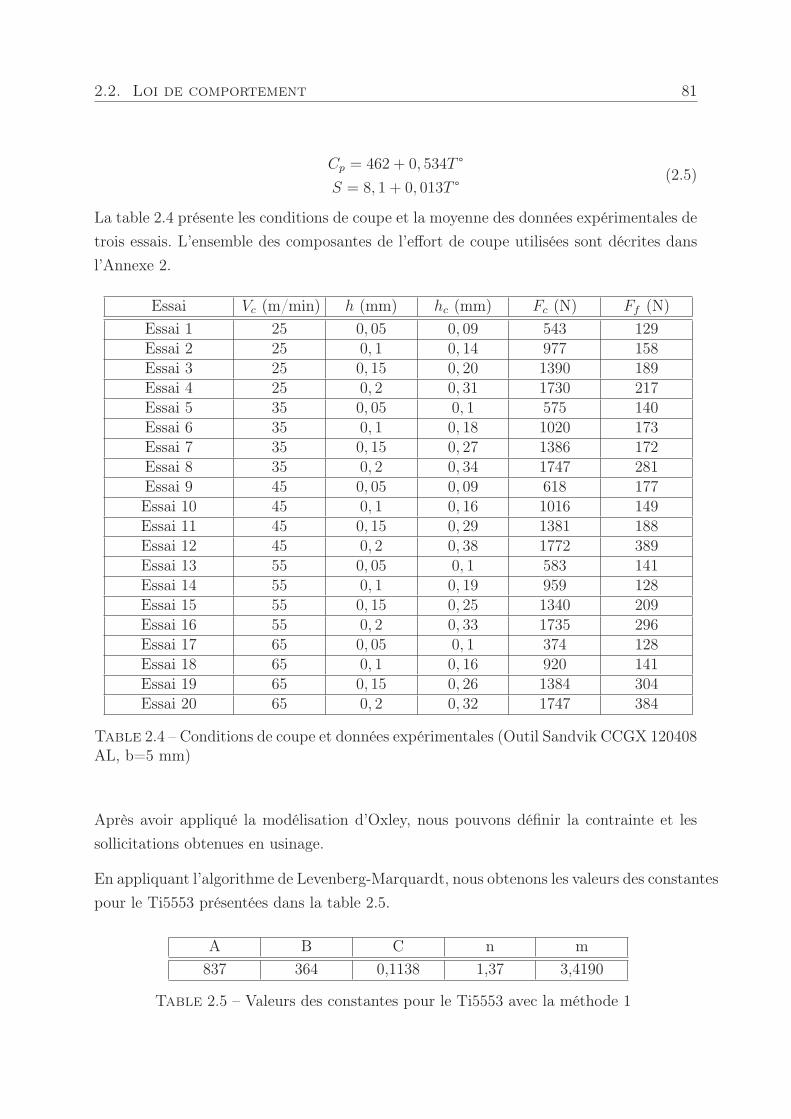
2.2. Loi de comportement 81
Cp = 462 + 0, 534T °S = 8, 1 + 0, 013T °
(2.5)
La table 2.4 présente les conditions de coupe et la moyenne des données expérimentales detrois essais. L’ensemble des composantes de l’effort de coupe utilisées sont décrites dansl’Annexe 2.
Essai Vc (m/min) h (mm) hc (mm) Fc (N) Ff (N)
Essai 1 25 0, 05 0, 09 543 129Essai 2 25 0, 1 0, 14 977 158Essai 3 25 0, 15 0, 20 1390 189Essai 4 25 0, 2 0, 31 1730 217Essai 5 35 0, 05 0, 1 575 140Essai 6 35 0, 1 0, 18 1020 173Essai 7 35 0, 15 0, 27 1386 172Essai 8 35 0, 2 0, 34 1747 281Essai 9 45 0, 05 0, 09 618 177Essai 10 45 0, 1 0, 16 1016 149Essai 11 45 0, 15 0, 29 1381 188Essai 12 45 0, 2 0, 38 1772 389Essai 13 55 0, 05 0, 1 583 141Essai 14 55 0, 1 0, 19 959 128Essai 15 55 0, 15 0, 25 1340 209Essai 16 55 0, 2 0, 33 1735 296Essai 17 65 0, 05 0, 1 374 128Essai 18 65 0, 1 0, 16 920 141Essai 19 65 0, 15 0, 26 1384 304Essai 20 65 0, 2 0, 32 1747 384
Table 2.4 – Conditions de coupe et données expérimentales (Outil Sandvik CCGX 120408AL, b=5 mm)
Après avoir appliqué la modélisation d’Oxley, nous pouvons définir la contrainte et lessollicitations obtenues en usinage.
En appliquant l’algorithme de Levenberg-Marquardt, nous obtenons les valeurs des constantespour le Ti5553 présentées dans la table 2.5.
A B C n m837 364 0,1138 1,37 3,4190
Table 2.5 – Valeurs des constantes pour le Ti5553 avec la méthode 1
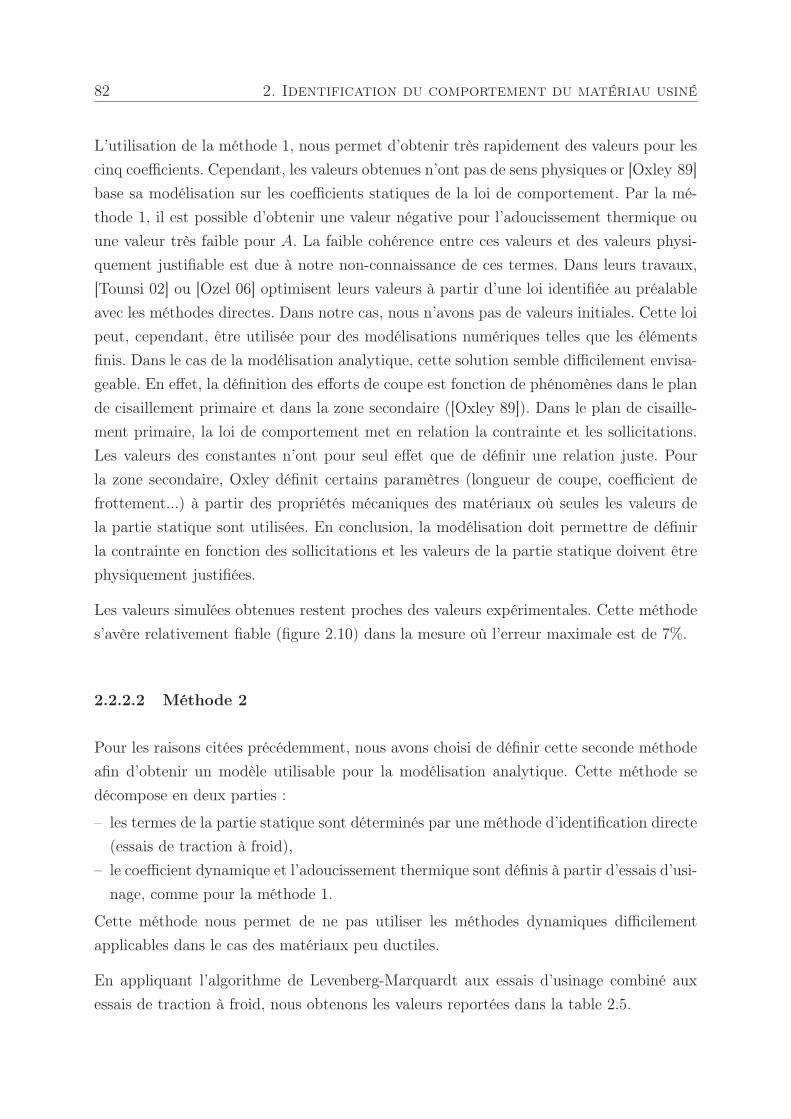
82 2. Identification du comportement du matériau usiné
L’utilisation de la méthode 1, nous permet d’obtenir très rapidement des valeurs pour lescinq coefficients. Cependant, les valeurs obtenues n’ont pas de sens physiques or [Oxley 89]base sa modélisation sur les coefficients statiques de la loi de comportement. Par la mé-thode 1, il est possible d’obtenir une valeur négative pour l’adoucissement thermique ouune valeur très faible pour A. La faible cohérence entre ces valeurs et des valeurs physi-quement justifiable est due à notre non-connaissance de ces termes. Dans leurs travaux,[Tounsi 02] ou [Ozel 06] optimisent leurs valeurs à partir d’une loi identifiée au préalableavec les méthodes directes. Dans notre cas, nous n’avons pas de valeurs initiales. Cette loipeut, cependant, être utilisée pour des modélisations numériques telles que les élémentsfinis. Dans le cas de la modélisation analytique, cette solution semble difficilement envisa-geable. En effet, la définition des efforts de coupe est fonction de phénomènes dans le plande cisaillement primaire et dans la zone secondaire ([Oxley 89]). Dans le plan de cisaille-ment primaire, la loi de comportement met en relation la contrainte et les sollicitations.Les valeurs des constantes n’ont pour seul effet que de définir une relation juste. Pourla zone secondaire, Oxley définit certains paramètres (longueur de coupe, coefficient defrottement...) à partir des propriétés mécaniques des matériaux où seules les valeurs dela partie statique sont utilisées. En conclusion, la modélisation doit permettre de définirla contrainte en fonction des sollicitations et les valeurs de la partie statique doivent êtrephysiquement justifiées.
Les valeurs simulées obtenues restent proches des valeurs expérimentales. Cette méthodes’avère relativement fiable (figure 2.10) dans la mesure où l’erreur maximale est de 7%.
2.2.2.2 Méthode 2
Pour les raisons citées précédemment, nous avons choisi de définir cette seconde méthodeafin d’obtenir un modèle utilisable pour la modélisation analytique. Cette méthode sedécompose en deux parties :
– les termes de la partie statique sont déterminés par une méthode d’identification directe(essais de traction à froid),
– le coefficient dynamique et l’adoucissement thermique sont définis à partir d’essais d’usi-nage, comme pour la méthode 1.
Cette méthode nous permet de ne pas utiliser les méthodes dynamiques difficilementapplicables dans le cas des matériaux peu ductiles.
En appliquant l’algorithme de Levenberg-Marquardt aux essais d’usinage combiné auxessais de traction à froid, nous obtenons les valeurs reportées dans la table 2.5.
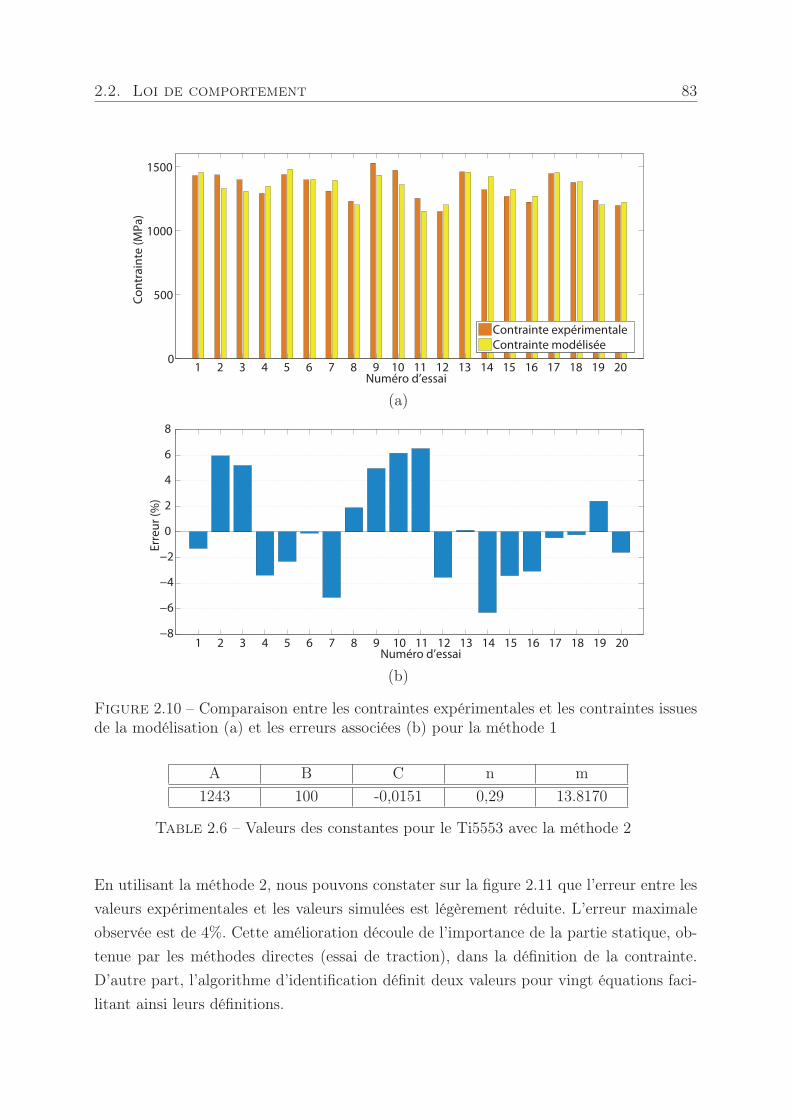
2.2. Loi de comportement 83
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 200
500
1000
1500
Numéro d’essai
Con
trai
nte
(MPa
)
Contrainte expérimentaleContrainte modélisée
(a)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20−8
−6
−4
−2
0
2
4
6
8
Numéro d’essai
Erre
ur (%
)
(b)
Figure 2.10 – Comparaison entre les contraintes expérimentales et les contraintes issuesde la modélisation (a) et les erreurs associées (b) pour la méthode 1
A B C n m1243 100 -0,0151 0,29 13.8170
Table 2.6 – Valeurs des constantes pour le Ti5553 avec la méthode 2
En utilisant la méthode 2, nous pouvons constater sur la figure 2.11 que l’erreur entre lesvaleurs expérimentales et les valeurs simulées est légèrement réduite. L’erreur maximaleobservée est de 4%. Cette amélioration découle de l’importance de la partie statique, ob-tenue par les méthodes directes (essai de traction), dans la définition de la contrainte.D’autre part, l’algorithme d’identification définit deux valeurs pour vingt équations faci-litant ainsi leurs définitions.
84 2. Identification du comportement du matériau usiné
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 200
500
1000
1500
Numéro d’essai
Con
trai
nte
(MPa
)
Contrainte expérimentaleContrainte modélisée
(a)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20−8
−6
−4
−2
0
2
4
6
8
Numéro d’essai
Erre
ur (%
)
(b)
Figure 2.11 – Comparaison entre les contraintes expérimentales et les contraintes issuesde la modélisation (a) et les erreurs associées (b) pour la méthode 2
2.2.2.3 Méthode 3
La dernière méthode est un compromis entre les méthodes classiques utilisées en sciencedes matériaux à savoir des essais de traction à froid et à chaud et la méthode 2. Enréalisant un bilan des moyens expérimentaux, nous avons observé que la plus grande dif-ficulté des méthodes classiques était la détermination du coefficient dynamique due à desvitesses de déformations observées en usinage du Ti5553 trés importantes. Nous allons uti-liser les méthodes classiques pour déterminer les coefficients statiques et l’adoucissementthermique. Pour cela, nous réaliserons des essais de traction à différentes températures.Les coefficients A, B et n seront obtenus à partir de l’essai à température ambiante. Le
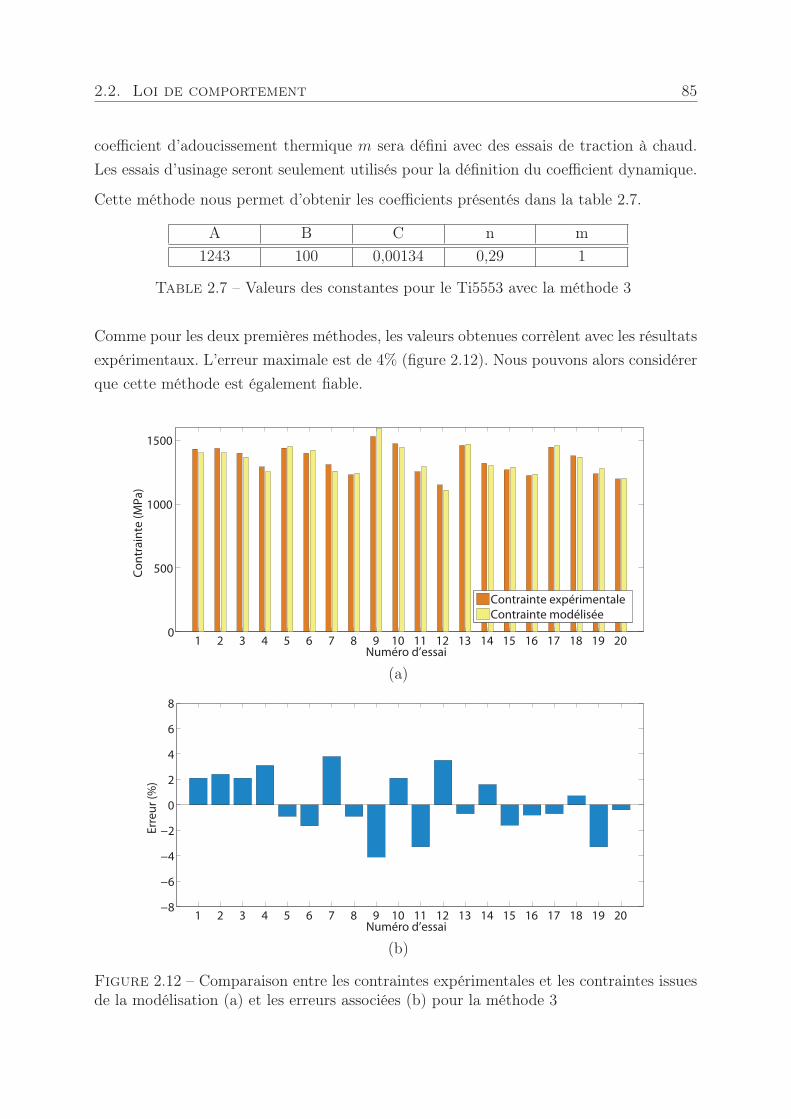
2.2. Loi de comportement 85
coefficient d’adoucissement thermique m sera défini avec des essais de traction à chaud.Les essais d’usinage seront seulement utilisés pour la définition du coefficient dynamique.
Cette méthode nous permet d’obtenir les coefficients présentés dans la table 2.7.
A B C n m1243 100 0,00134 0,29 1
Table 2.7 – Valeurs des constantes pour le Ti5553 avec la méthode 3
Comme pour les deux premières méthodes, les valeurs obtenues corrèlent avec les résultatsexpérimentaux. L’erreur maximale est de 4% (figure 2.12). Nous pouvons alors considérerque cette méthode est également fiable.
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 200
500
1000
1500
Numéro d’essai
Con
trai
nte
(MPa
)
Contrainte expérimentaleContrainte modélisée
(a)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20−8
−6
−4
−2
0
2
4
6
8
Numéro d’essai
Erre
ur (%
)
(b)
Figure 2.12 – Comparaison entre les contraintes expérimentales et les contraintes issuesde la modélisation (a) et les erreurs associées (b) pour la méthode 3
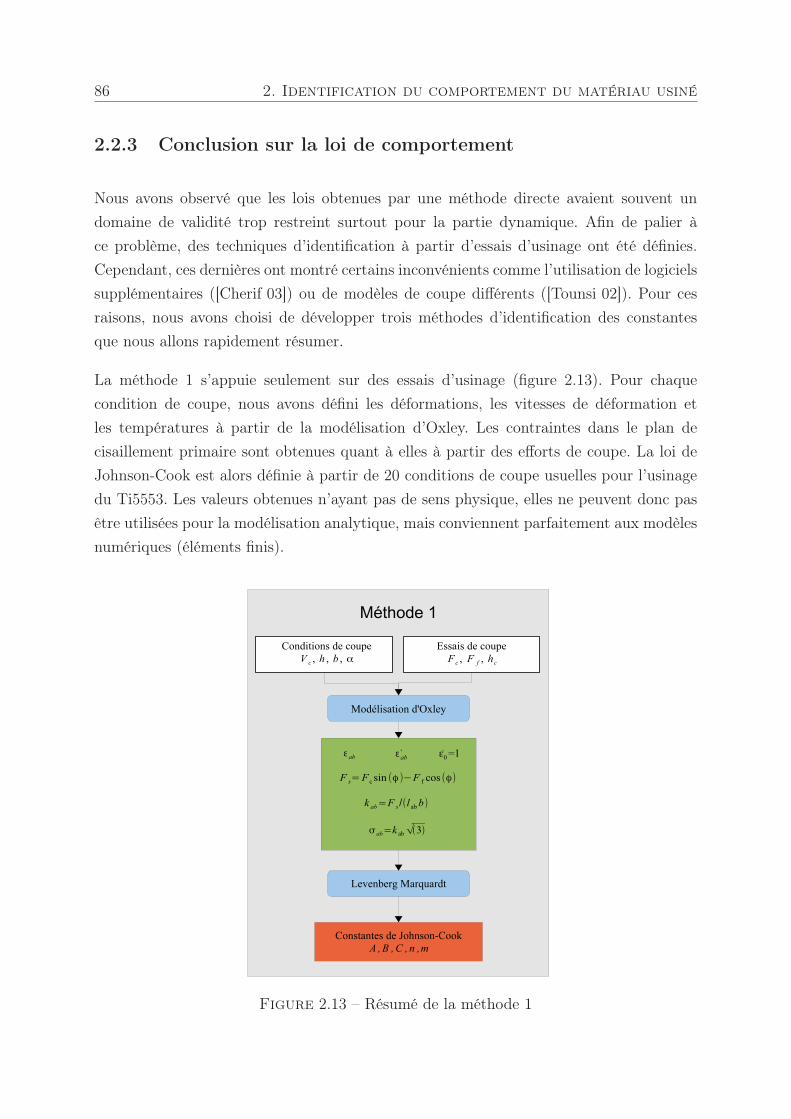
86 2. Identification du comportement du matériau usiné
2.2.3 Conclusion sur la loi de comportement
Nous avons observé que les lois obtenues par une méthode directe avaient souvent undomaine de validité trop restreint surtout pour la partie dynamique. Afin de palier àce problème, des techniques d’identification à partir d’essais d’usinage ont été définies.Cependant, ces dernières ont montré certains inconvénients comme l’utilisation de logicielssupplémentaires ([Cherif 03]) ou de modèles de coupe différents ([Tounsi 02]). Pour cesraisons, nous avons choisi de développer trois méthodes d’identification des constantesque nous allons rapidement résumer.
La méthode 1 s’appuie seulement sur des essais d’usinage (figure 2.13). Pour chaquecondition de coupe, nous avons défini les déformations, les vitesses de déformation etles températures à partir de la modélisation d’Oxley. Les contraintes dans le plan decisaillement primaire sont obtenues quant à elles à partir des efforts de coupe. La loi deJohnson-Cook est alors définie à partir de 20 conditions de coupe usuelles pour l’usinagedu Ti5553. Les valeurs obtenues n’ayant pas de sens physique, elles ne peuvent donc pasêtre utilisées pour la modélisation analytique, mais conviennent parfaitement aux modèlesnumériques (éléments finis).
Figure 2.13 – Résumé de la méthode 1
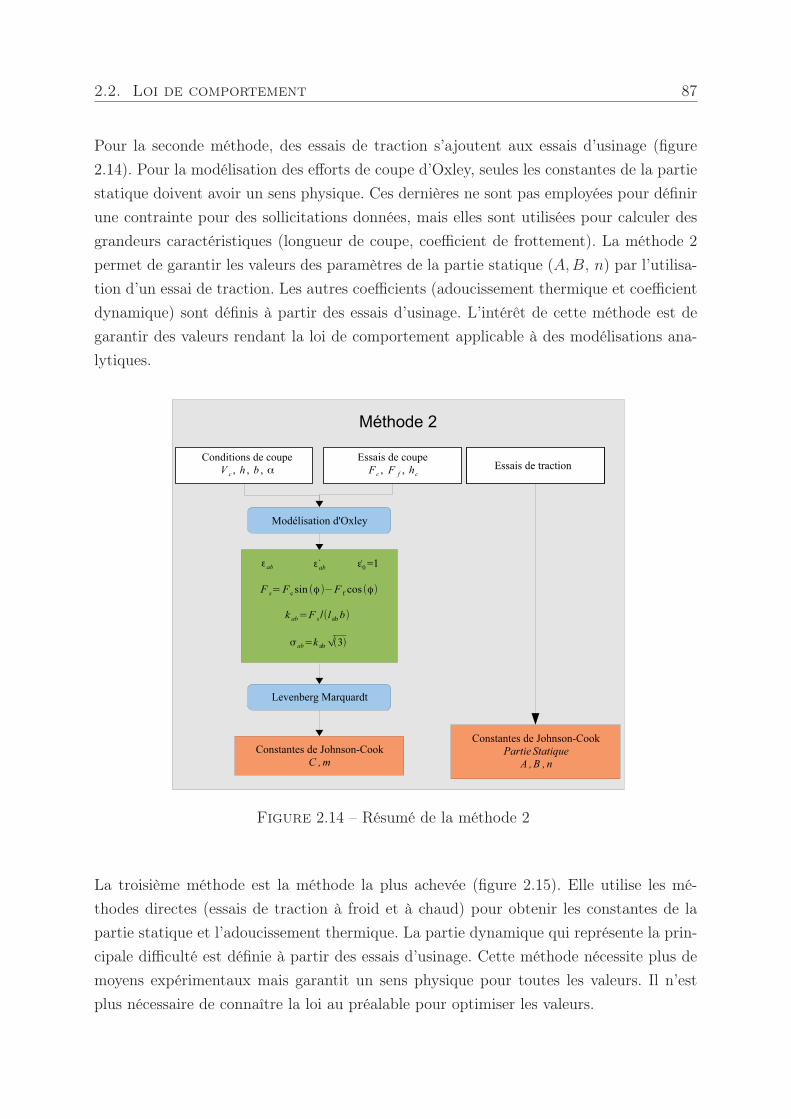
2.2. Loi de comportement 87
Pour la seconde méthode, des essais de traction s’ajoutent aux essais d’usinage (figure2.14). Pour la modélisation des efforts de coupe d’Oxley, seules les constantes de la partiestatique doivent avoir un sens physique. Ces dernières ne sont pas employées pour définirune contrainte pour des sollicitations données, mais elles sont utilisées pour calculer desgrandeurs caractéristiques (longueur de coupe, coefficient de frottement). La méthode 2permet de garantir les valeurs des paramètres de la partie statique (A,B, n) par l’utilisa-tion d’un essai de traction. Les autres coefficients (adoucissement thermique et coefficientdynamique) sont définis à partir des essais d’usinage. L’intérêt de cette méthode est degarantir des valeurs rendant la loi de comportement applicable à des modélisations ana-lytiques.
Figure 2.14 – Résumé de la méthode 2
La troisième méthode est la méthode la plus achevée (figure 2.15). Elle utilise les mé-thodes directes (essais de traction à froid et à chaud) pour obtenir les constantes de lapartie statique et l’adoucissement thermique. La partie dynamique qui représente la prin-cipale difficulté est définie à partir des essais d’usinage. Cette méthode nécessite plus demoyens expérimentaux mais garantit un sens physique pour toutes les valeurs. Il n’estplus nécessaire de connaître la loi au préalable pour optimiser les valeurs.
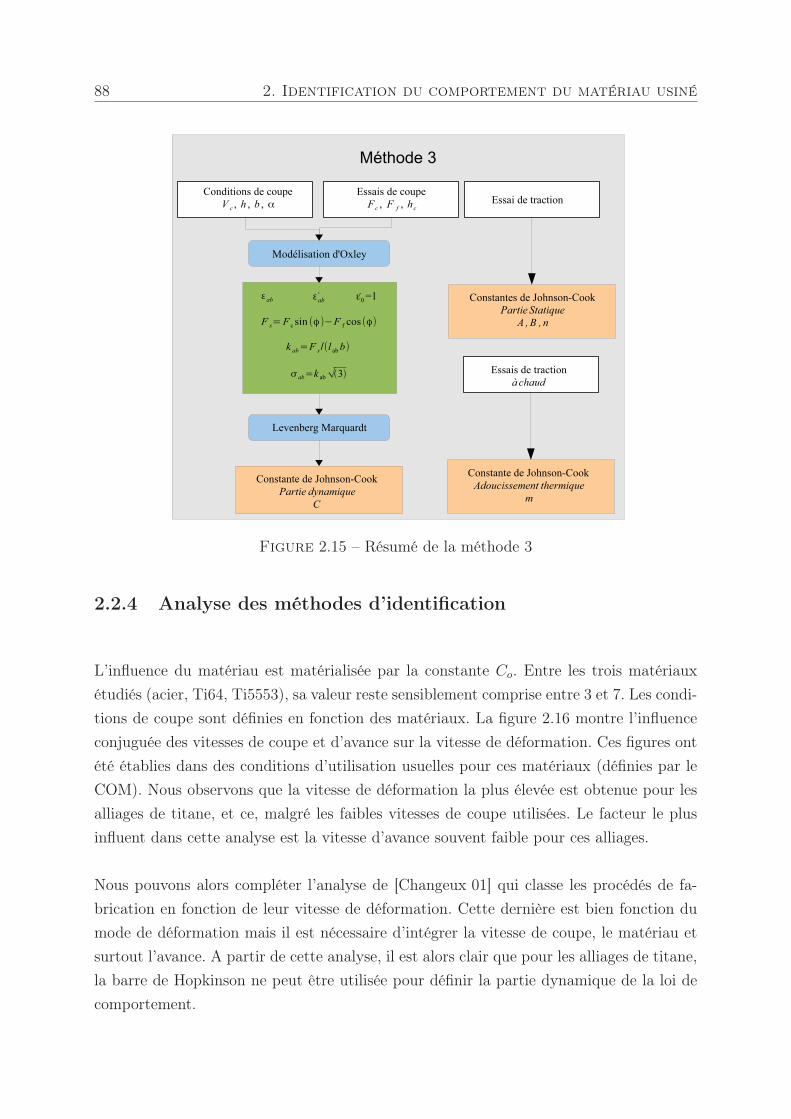
88 2. Identification du comportement du matériau usiné
Figure 2.15 – Résumé de la méthode 3
2.2.4 Analyse des méthodes d’identification
L’influence du matériau est matérialisée par la constante Co. Entre les trois matériauxétudiés (acier, Ti64, Ti5553), sa valeur reste sensiblement comprise entre 3 et 7. Les condi-tions de coupe sont définies en fonction des matériaux. La figure 2.16 montre l’influenceconjuguée des vitesses de coupe et d’avance sur la vitesse de déformation. Ces figures ontété établies dans des conditions d’utilisation usuelles pour ces matériaux (définies par leCOM). Nous observons que la vitesse de déformation la plus élevée est obtenue pour lesalliages de titane, et ce, malgré les faibles vitesses de coupe utilisées. Le facteur le plusinfluent dans cette analyse est la vitesse d’avance souvent faible pour ces alliages.
Nous pouvons alors compléter l’analyse de [Changeux 01] qui classe les procédés de fa-brication en fonction de leur vitesse de déformation. Cette dernière est bien fonction dumode de déformation mais il est nécessaire d’intégrer la vitesse de coupe, le matériau etsurtout l’avance. A partir de cette analyse, il est alors clair que pour les alliages de titane,la barre de Hopkinson ne peut être utilisée pour définir la partie dynamique de la loi decomportement.
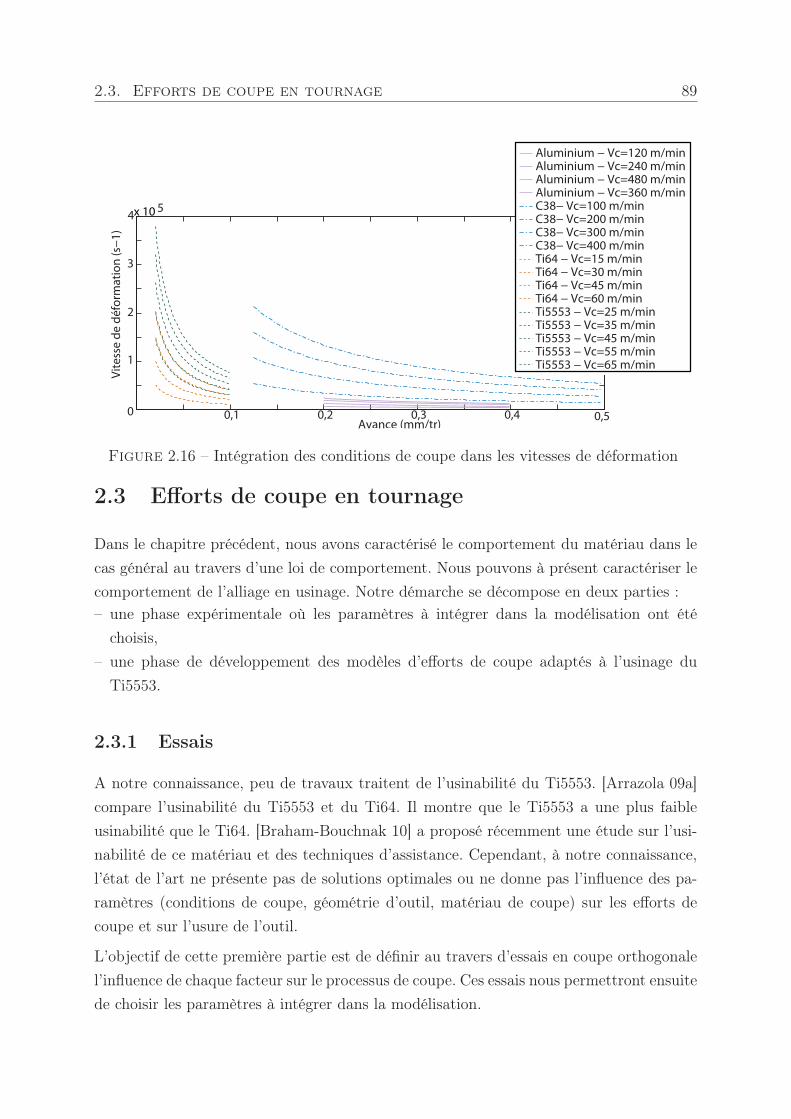
2.3. Efforts de coupe en tournage 89
0,1
4
Avance (mm/tr)
Vite
sse
de d
éfor
mat
ion
(s−
1)
Aluminium − Vc=120 m/minAluminium − Vc=240 m/min
Aluminium − Vc=360 m/minAluminium − Vc=480 m/min
C38− Vc=100 m/minC38− Vc=200 m/minC38− Vc=300 m/minC38− Vc=400 m/minTi64 − Vc=15 m/minTi64 − Vc=30 m/minTi64 − Vc=45 m/minTi64 − Vc=60 m/minTi5553 − Vc=25 m/minTi5553 − Vc=35 m/minTi5553 − Vc=45 m/minTi5553 − Vc=55 m/minTi5553 − Vc=65 m/min
3
2
1
0 0,2 0,3 0,4 0,5
x 10 5
Figure 2.16 – Intégration des conditions de coupe dans les vitesses de déformation
2.3 Efforts de coupe en tournage
Dans le chapitre précédent, nous avons caractérisé le comportement du matériau dans lecas général au travers d’une loi de comportement. Nous pouvons à présent caractériser lecomportement de l’alliage en usinage. Notre démarche se décompose en deux parties :– une phase expérimentale où les paramètres à intégrer dans la modélisation ont été
choisis,– une phase de développement des modèles d’efforts de coupe adaptés à l’usinage du
Ti5553.
2.3.1 Essais
A notre connaissance, peu de travaux traitent de l’usinabilité du Ti5553. [Arrazola 09a]compare l’usinabilité du Ti5553 et du Ti64. Il montre que le Ti5553 a une plus faibleusinabilité que le Ti64. [Braham-Bouchnak 10] a proposé récemment une étude sur l’usi-nabilité de ce matériau et des techniques d’assistance. Cependant, à notre connaissance,l’état de l’art ne présente pas de solutions optimales ou ne donne pas l’influence des pa-ramètres (conditions de coupe, géométrie d’outil, matériau de coupe) sur les efforts decoupe et sur l’usure de l’outil.
L’objectif de cette première partie est de définir au travers d’essais en coupe orthogonalel’influence de chaque facteur sur le processus de coupe. Ces essais nous permettront ensuitede choisir les paramètres à intégrer dans la modélisation.
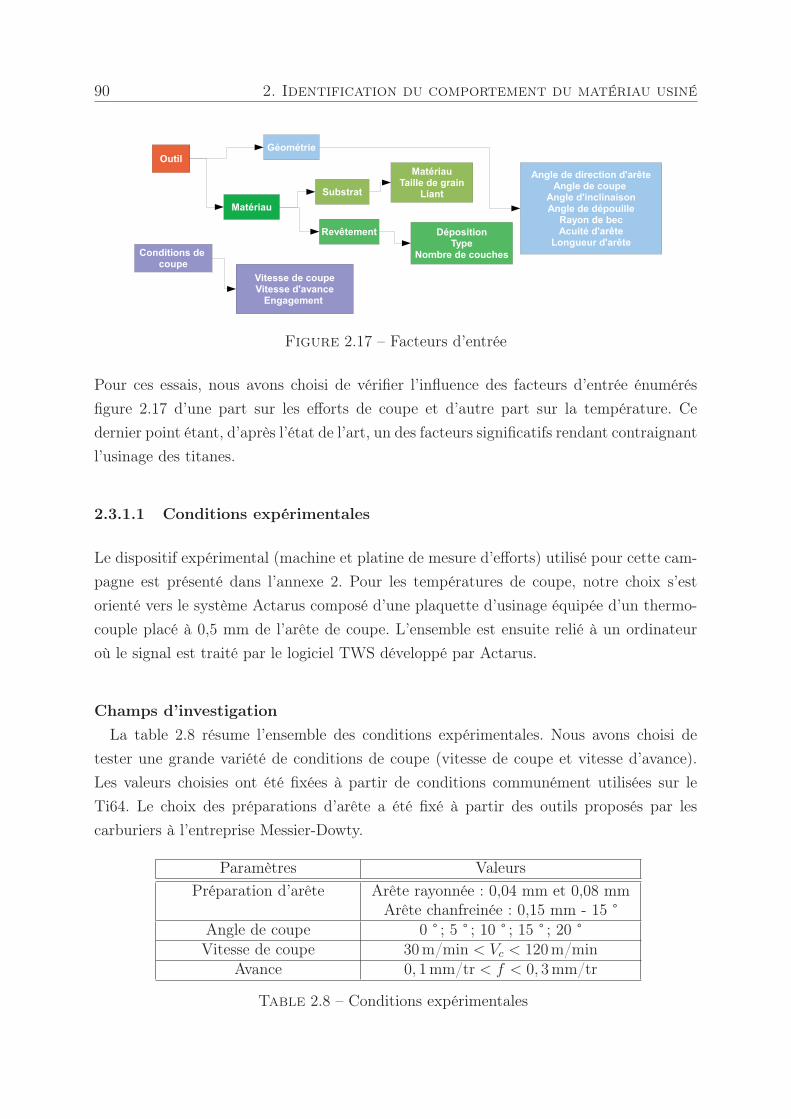
90 2. Identification du comportement du matériau usiné
Figure 2.17 – Facteurs d’entrée
Pour ces essais, nous avons choisi de vérifier l’influence des facteurs d’entrée énumérésfigure 2.17 d’une part sur les efforts de coupe et d’autre part sur la température. Cedernier point étant, d’après l’état de l’art, un des facteurs significatifs rendant contraignantl’usinage des titanes.
2.3.1.1 Conditions expérimentales
Le dispositif expérimental (machine et platine de mesure d’efforts) utilisé pour cette cam-pagne est présenté dans l’annexe 2. Pour les températures de coupe, notre choix s’estorienté vers le système Actarus composé d’une plaquette d’usinage équipée d’un thermo-couple placé à 0,5 mm de l’arête de coupe. L’ensemble est ensuite relié à un ordinateuroù le signal est traité par le logiciel TWS développé par Actarus.
Champs d’investigationLa table 2.8 résume l’ensemble des conditions expérimentales. Nous avons choisi de
tester une grande variété de conditions de coupe (vitesse de coupe et vitesse d’avance).Les valeurs choisies ont été fixées à partir de conditions communément utilisées sur leTi64. Le choix des préparations d’arête a été fixé à partir des outils proposés par lescarburiers à l’entreprise Messier-Dowty.
Paramètres ValeursPréparation d’arête Arête rayonnée : 0,04 mm et 0,08 mm
Arête chanfreinée : 0,15 mm - 15 °Angle de coupe 0 ° ; 5 ° ; 10 ° ; 15 ° ; 20 °Vitesse de coupe 30m/min < Vc < 120m/min
Avance 0, 1mm/tr < f < 0, 3mm/tr
Table 2.8 – Conditions expérimentales
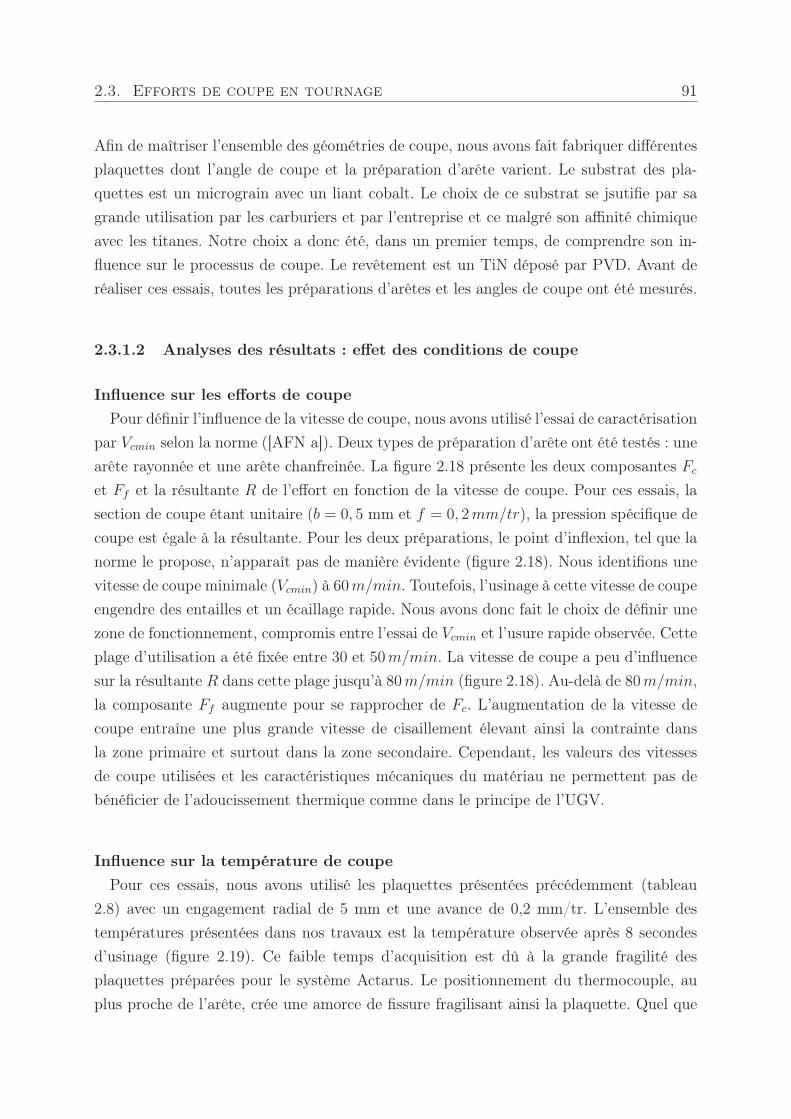
2.3. Efforts de coupe en tournage 91
Afin de maîtriser l’ensemble des géométries de coupe, nous avons fait fabriquer différentesplaquettes dont l’angle de coupe et la préparation d’arête varient. Le substrat des pla-quettes est un micrograin avec un liant cobalt. Le choix de ce substrat se jsutifie par sagrande utilisation par les carburiers et par l’entreprise et ce malgré son affinité chimiqueavec les titanes. Notre choix a donc été, dans un premier temps, de comprendre son in-fluence sur le processus de coupe. Le revêtement est un TiN déposé par PVD. Avant deréaliser ces essais, toutes les préparations d’arêtes et les angles de coupe ont été mesurés.
2.3.1.2 Analyses des résultats : effet des conditions de coupe
Influence sur les efforts de coupePour définir l’influence de la vitesse de coupe, nous avons utilisé l’essai de caractérisation
par Vcmin selon la norme ([AFN a]). Deux types de préparation d’arête ont été testés : unearête rayonnée et une arête chanfreinée. La figure 2.18 présente les deux composantes Fc
et Ff et la résultante R de l’effort en fonction de la vitesse de coupe. Pour ces essais, lasection de coupe étant unitaire (b = 0, 5 mm et f = 0, 2mm/tr), la pression spécifique decoupe est égale à la résultante. Pour les deux préparations, le point d’inflexion, tel que lanorme le propose, n’apparaît pas de manière évidente (figure 2.18). Nous identifions unevitesse de coupe minimale (Vcmin) à 60m/min. Toutefois, l’usinage à cette vitesse de coupeengendre des entailles et un écaillage rapide. Nous avons donc fait le choix de définir unezone de fonctionnement, compromis entre l’essai de Vcmin et l’usure rapide observée. Cetteplage d’utilisation a été fixée entre 30 et 50m/min. La vitesse de coupe a peu d’influencesur la résultante R dans cette plage jusqu’à 80m/min (figure 2.18). Au-delà de 80m/min,la composante Ff augmente pour se rapprocher de Fc. L’augmentation de la vitesse decoupe entraîne une plus grande vitesse de cisaillement élevant ainsi la contrainte dansla zone primaire et surtout dans la zone secondaire. Cependant, les valeurs des vitessesde coupe utilisées et les caractéristiques mécaniques du matériau ne permettent pas debénéficier de l’adoucissement thermique comme dans le principe de l’UGV.
Influence sur la température de coupePour ces essais, nous avons utilisé les plaquettes présentées précédemment (tableau
2.8) avec un engagement radial de 5 mm et une avance de 0,2 mm/tr. L’ensemble destempératures présentées dans nos travaux est la température observée après 8 secondesd’usinage (figure 2.19). Ce faible temps d’acquisition est dû à la grande fragilité desplaquettes préparées pour le système Actarus. Le positionnement du thermocouple, auplus proche de l’arête, crée une amorce de fissure fragilisant ainsi la plaquette. Quel que
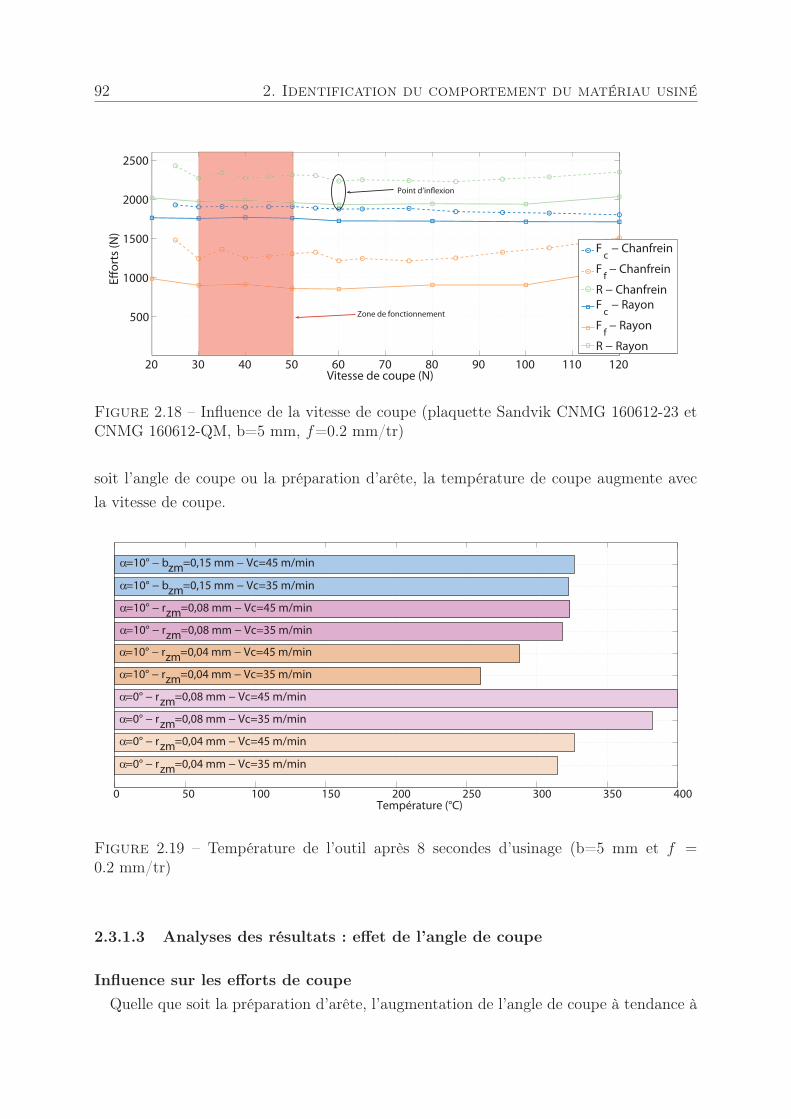
92 2. Identification du comportement du matériau usiné
20 30 40 50 60 70 80 90 100 110 120
500
1000
1500
2000
2500
Vitesse de coupe (N)
Effor
ts (N
)
Fc − Chanfrein
Ff − Chanfrein
R − ChanfreinF
c − Rayon
Ff − Rayon
R − Rayon
Zone de fonctionnement
Point d’inflexion
Figure 2.18 – Influence de la vitesse de coupe (plaquette Sandvik CNMG 160612-23 etCNMG 160612-QM, b=5 mm, f=0.2 mm/tr)
soit l’angle de coupe ou la préparation d’arête, la température de coupe augmente avecla vitesse de coupe.
0 50 100 150 200 250 300 350 400Température (°C)
�=10° − bzm=0,15 mm − Vc=45 m/min
�=10° − bzm=0,15 mm − Vc=35 m/min
�=10° − rzm=0,08 mm − Vc=45 m/min
�=10° − rzm=0,08 mm − Vc=35 m/min
�=10° − rzm=0,04 mm − Vc=45 m/min
�=10° − rzm=0,04 mm − Vc=35 m/min
�=0° − rzm=0,08 mm − Vc=45 m/min
�=0° − rzm=0,08 mm − Vc=35 m/min
�=0° − rzm=0,04 mm − Vc=45 m/min
�=0° − rzm=0,04 mm − Vc=35 m/min
Figure 2.19 – Température de l’outil après 8 secondes d’usinage (b=5 mm et f =0.2 mm/tr)
2.3.1.3 Analyses des résultats : effet de l’angle de coupe
Influence sur les efforts de coupeQuelle que soit la préparation d’arête, l’augmentation de l’angle de coupe à tendance à
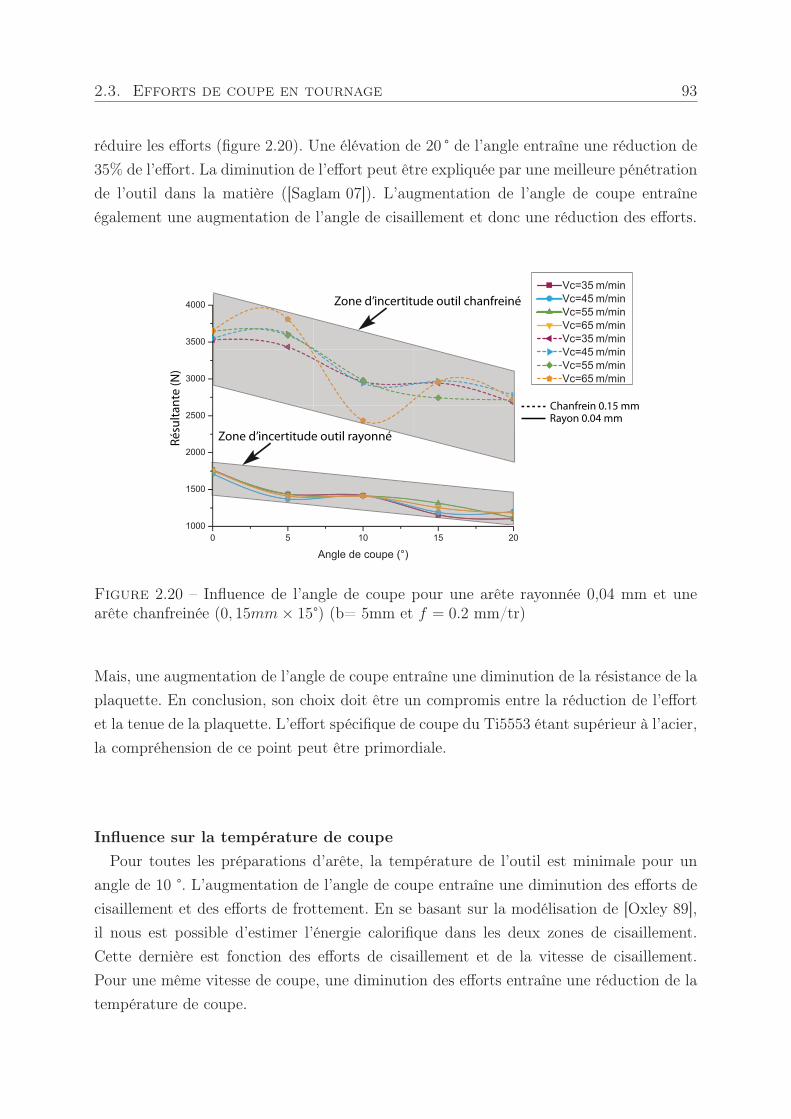
2.3. Efforts de coupe en tournage 93
réduire les efforts (figure 2.20). Une élévation de 20 ° de l’angle entraîne une réduction de35% de l’effort. La diminution de l’effort peut être expliquée par une meilleure pénétrationde l’outil dans la matière ([Saglam 07]). L’augmentation de l’angle de coupe entraîneégalement une augmentation de l’angle de cisaillement et donc une réduction des efforts.
Zone d’incertitude outil chanfreiné
Zone d’incertitude outil rayonnéRayon 0.04 mmChanfrein 0.15 mm
Résu
ltant
e (N
)
Figure 2.20 – Influence de l’angle de coupe pour une arête rayonnée 0,04 mm et unearête chanfreinée (0, 15mm× 15°) (b= 5mm et f = 0.2 mm/tr)
Mais, une augmentation de l’angle de coupe entraîne une diminution de la résistance de laplaquette. En conclusion, son choix doit être un compromis entre la réduction de l’effortet la tenue de la plaquette. L’effort spécifique de coupe du Ti5553 étant supérieur à l’acier,la compréhension de ce point peut être primordiale.
Influence sur la température de coupePour toutes les préparations d’arête, la température de l’outil est minimale pour un
angle de 10 °. L’augmentation de l’angle de coupe entraîne une diminution des efforts decisaillement et des efforts de frottement. En se basant sur la modélisation de [Oxley 89],il nous est possible d’estimer l’énergie calorifique dans les deux zones de cisaillement.Cette dernière est fonction des efforts de cisaillement et de la vitesse de cisaillement.Pour une même vitesse de coupe, une diminution des efforts entraîne une réduction de latempérature de coupe.
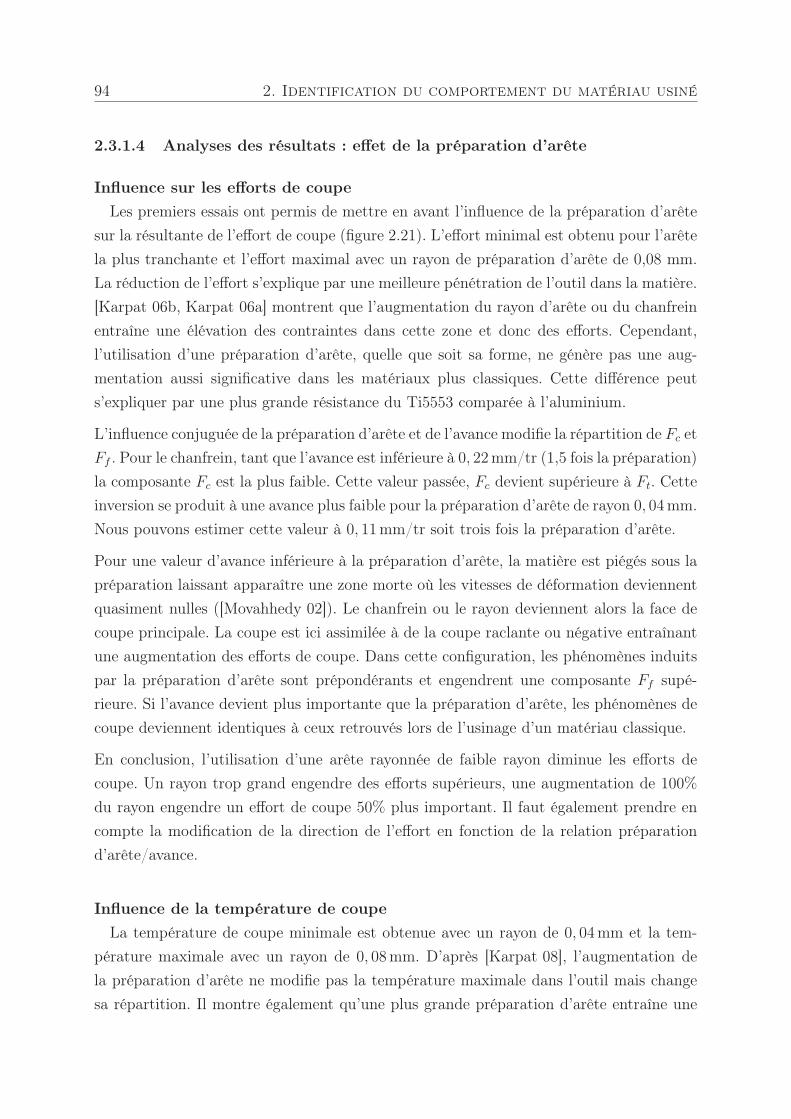
94 2. Identification du comportement du matériau usiné
2.3.1.4 Analyses des résultats : effet de la préparation d’arête
Influence sur les efforts de coupeLes premiers essais ont permis de mettre en avant l’influence de la préparation d’arête
sur la résultante de l’effort de coupe (figure 2.21). L’effort minimal est obtenu pour l’arêtela plus tranchante et l’effort maximal avec un rayon de préparation d’arête de 0,08 mm.La réduction de l’effort s’explique par une meilleure pénétration de l’outil dans la matière.[Karpat 06b, Karpat 06a] montrent que l’augmentation du rayon d’arête ou du chanfreinentraîne une élévation des contraintes dans cette zone et donc des efforts. Cependant,l’utilisation d’une préparation d’arête, quelle que soit sa forme, ne génère pas une aug-mentation aussi significative dans les matériaux plus classiques. Cette différence peuts’expliquer par une plus grande résistance du Ti5553 comparée à l’aluminium.
L’influence conjuguée de la préparation d’arête et de l’avance modifie la répartition de Fc etFf . Pour le chanfrein, tant que l’avance est inférieure à 0, 22mm/tr (1,5 fois la préparation)la composante Fc est la plus faible. Cette valeur passée, Fc devient supérieure à Ft. Cetteinversion se produit à une avance plus faible pour la préparation d’arête de rayon 0, 04mm.Nous pouvons estimer cette valeur à 0, 11mm/tr soit trois fois la préparation d’arête.
Pour une valeur d’avance inférieure à la préparation d’arête, la matière est piégés sous lapréparation laissant apparaître une zone morte où les vitesses de déformation deviennentquasiment nulles ([Movahhedy 02]). Le chanfrein ou le rayon deviennent alors la face decoupe principale. La coupe est ici assimilée à de la coupe raclante ou négative entraînantune augmentation des efforts de coupe. Dans cette configuration, les phénomènes induitspar la préparation d’arête sont prépondérants et engendrent une composante Ff supé-rieure. Si l’avance devient plus importante que la préparation d’arête, les phénomènes decoupe deviennent identiques à ceux retrouvés lors de l’usinage d’un matériau classique.
En conclusion, l’utilisation d’une arête rayonnée de faible rayon diminue les efforts decoupe. Un rayon trop grand engendre des efforts supérieurs, une augmentation de 100%
du rayon engendre un effort de coupe 50% plus important. Il faut également prendre encompte la modification de la direction de l’effort en fonction de la relation préparationd’arête/avance.
Influence de la température de coupeLa température de coupe minimale est obtenue avec un rayon de 0, 04mm et la tem-
pérature maximale avec un rayon de 0, 08mm. D’après [Karpat 08], l’augmentation dela préparation d’arête ne modifie pas la température maximale dans l’outil mais changesa répartition. Il montre également qu’une plus grande préparation d’arête entraîne une
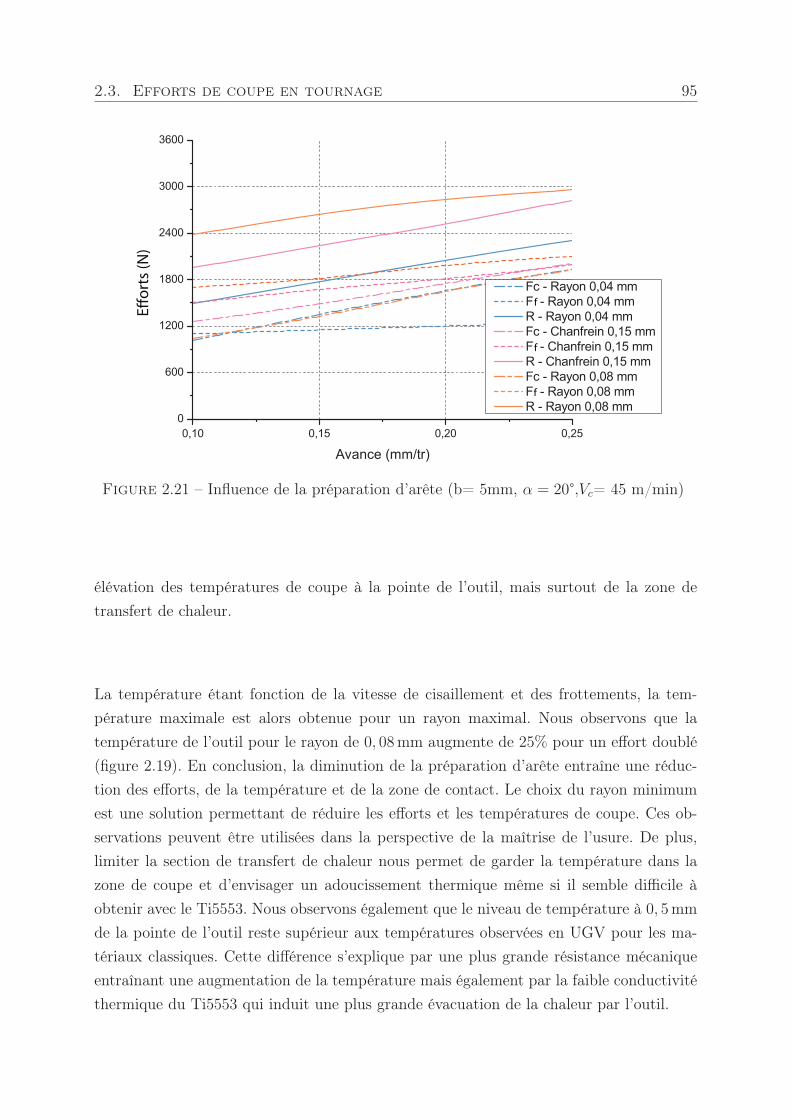
2.3. Efforts de coupe en tournage 95
Effor
ts (N
)
f
f
f
Figure 2.21 – Influence de la préparation d’arête (b= 5mm, α = 20°,Vc= 45 m/min)
élévation des températures de coupe à la pointe de l’outil, mais surtout de la zone detransfert de chaleur.
La température étant fonction de la vitesse de cisaillement et des frottements, la tem-pérature maximale est alors obtenue pour un rayon maximal. Nous observons que latempérature de l’outil pour le rayon de 0, 08mm augmente de 25% pour un effort doublé(figure 2.19). En conclusion, la diminution de la préparation d’arête entraîne une réduc-tion des efforts, de la température et de la zone de contact. Le choix du rayon minimumest une solution permettant de réduire les efforts et les températures de coupe. Ces ob-servations peuvent être utilisées dans la perspective de la maîtrise de l’usure. De plus,limiter la section de transfert de chaleur nous permet de garder la température dans lazone de coupe et d’envisager un adoucissement thermique même si il semble difficile àobtenir avec le Ti5553. Nous observons également que le niveau de température à 0, 5mmde la pointe de l’outil reste supérieur aux températures observées en UGV pour les ma-tériaux classiques. Cette différence s’explique par une plus grande résistance mécaniqueentraînant une augmentation de la température mais également par la faible conductivitéthermique du Ti5553 qui induit une plus grande évacuation de la chaleur par l’outil.
96 2. Identification du comportement du matériau usiné
2.3.1.5 Conclusion et choix des paramètres à intégrer dans la modélisation
D’après notre étude préliminaire, les paramètres les plus influents sont l’angle de coupe etla préparation d’arête. L’augmentation de l’angle de coupe permet de réduire les effortset les températures. L’effet conjugué de la préparation d’arête et de l’avance modifie lavaleur de la résultante et la direction de l’effort. L’angle de coupe et l’avance apparaissenttoujours dans les modélisations tandis que les préparations d’arête le sont plus rarement.Durant cette phase préliminaire, nous n’avons pas testé le matériau de coupe. Son influencesera abordée lors de la définition des coefficients de frottement.
L’objectif est de trouver des modélisations intégrant ces deux derniers points. Dans lecadre de nos travaux, nous avons choisi de développer des modèles intégrant les outilssans préparation et avec des préparations rayonnées et chanfreinées.
2.3.1.6 Analyses
Le système Actarus s’est avéré peu utile pour notre étude. Le positionnement du thermo-couple proche de l’arête de coupe fragilise cette dernière et n’autorise pas d’essais longssur le Ti5553. De plus, l’étalonnage de ce système reste compliqué voir impossible. Latechnique utilisée par [Puigsegur 02], d’estimation des flux, semble délicate à utiliser, lethermocouple étant trop proche de l’arête de coupe. De plus, la tolérance de positionne-ment du thermocouple s’ajoute à l’imprécision du système.
2.3.2 Modification de la modélisation
Nous avons défini trois modélisations des efforts de coupe en tournage. Le premier modèlepermet d’obtenir les efforts de coupe à partir de la modélisation d’Oxley. Pour les prépa-rations d’arêtes rayonnées et chanfreinées, nous avons utilisé deux modèles différents quenous présenterons par la suite.
Comme nous l’avons précisé précédemment, la modélisation s’appuie sur les propriétés mé-caniques du matériau pour définir la longueur de contact et le coefficient de frottement.Le prochain chapitre sera consacré à vérifier si les méthodes que nous avons développéespour définir les constantes de la loi de Johnson-Cook sont utilisables dans la modélisa-tion d’Oxley. Nous profiterons également de cette partie pour vérifier si les formulationsdéterminées par Oxley sont appropriées au Ti5553.
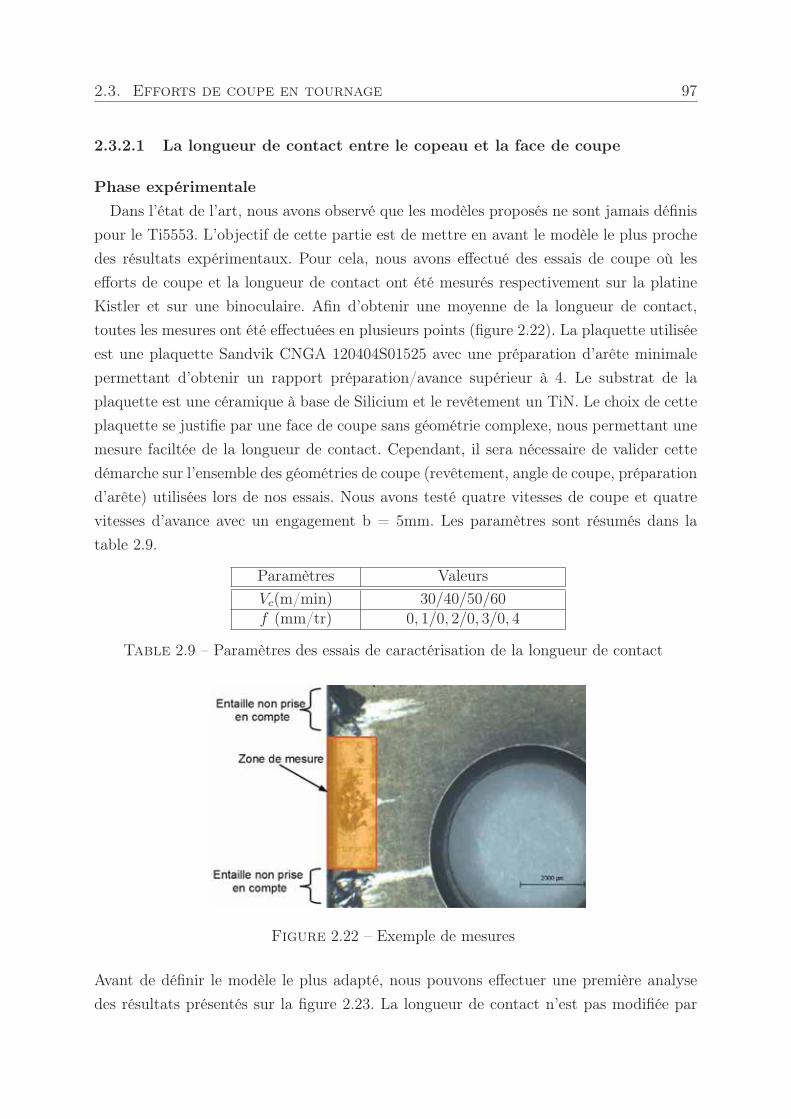
2.3. Efforts de coupe en tournage 97
2.3.2.1 La longueur de contact entre le copeau et la face de coupe
Phase expérimentaleDans l’état de l’art, nous avons observé que les modèles proposés ne sont jamais définis
pour le Ti5553. L’objectif de cette partie est de mettre en avant le modèle le plus prochedes résultats expérimentaux. Pour cela, nous avons effectué des essais de coupe où lesefforts de coupe et la longueur de contact ont été mesurés respectivement sur la platineKistler et sur une binoculaire. Afin d’obtenir une moyenne de la longueur de contact,toutes les mesures ont été effectuées en plusieurs points (figure 2.22). La plaquette utiliséeest une plaquette Sandvik CNGA 120404S01525 avec une préparation d’arête minimalepermettant d’obtenir un rapport préparation/avance supérieur à 4. Le substrat de laplaquette est une céramique à base de Silicium et le revêtement un TiN. Le choix de cetteplaquette se justifie par une face de coupe sans géométrie complexe, nous permettant unemesure faciltée de la longueur de contact. Cependant, il sera nécessaire de valider cettedémarche sur l’ensemble des géométries de coupe (revêtement, angle de coupe, préparationd’arête) utilisées lors de nos essais. Nous avons testé quatre vitesses de coupe et quatrevitesses d’avance avec un engagement b = 5mm. Les paramètres sont résumés dans latable 2.9.
Paramètres ValeursVc(m/min) 30/40/50/60f (mm/tr) 0, 1/0, 2/0, 3/0, 4
Table 2.9 – Paramètres des essais de caractérisation de la longueur de contact
Figure 2.22 – Exemple de mesures
Avant de définir le modèle le plus adapté, nous pouvons effectuer une première analysedes résultats présentés sur la figure 2.23. La longueur de contact n’est pas modifiée par
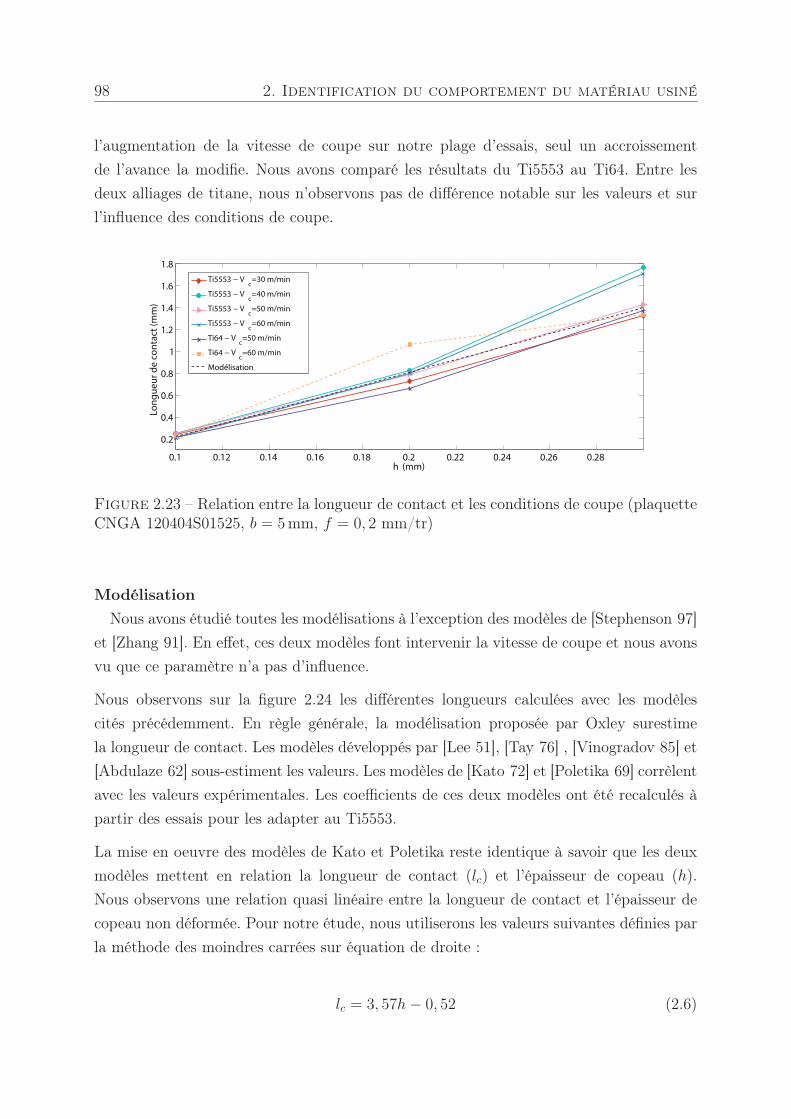
98 2. Identification du comportement du matériau usiné
l’augmentation de la vitesse de coupe sur notre plage d’essais, seul un accroissementde l’avance la modifie. Nous avons comparé les résultats du Ti5553 au Ti64. Entre lesdeux alliages de titane, nous n’observons pas de différence notable sur les valeurs et surl’influence des conditions de coupe.
0.1 0.12 0.14 0.16 0.18 0.2 0.22 0.24 0.26 0.28
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
h (mm)
Long
ueur
de
cont
act (
mm
)
Ti5553 − Vc=30 m/min
Ti5553 − Vc=40 m/min
Ti5553 − Vc=50 m/min
Ti5553 − Vc=60 m/min
Ti64 − Vc=50 m/min
Ti64 − Vc=60 m/min
Modélisation
Figure 2.23 – Relation entre la longueur de contact et les conditions de coupe (plaquetteCNGA 120404S01525, b = 5mm, f = 0, 2 mm/tr)
ModélisationNous avons étudié toutes les modélisations à l’exception des modèles de [Stephenson 97]
et [Zhang 91]. En effet, ces deux modèles font intervenir la vitesse de coupe et nous avonsvu que ce paramètre n’a pas d’influence.
Nous observons sur la figure 2.24 les différentes longueurs calculées avec les modèlescités précédemment. En règle générale, la modélisation proposée par Oxley surestimela longueur de contact. Les modèles développés par [Lee 51], [Tay 76] , [Vinogradov 85] et[Abdulaze 62] sous-estiment les valeurs. Les modèles de [Kato 72] et [Poletika 69] corrèlentavec les valeurs expérimentales. Les coefficients de ces deux modèles ont été recalculés àpartir des essais pour les adapter au Ti5553.
La mise en oeuvre des modèles de Kato et Poletika reste identique à savoir que les deuxmodèles mettent en relation la longueur de contact (lc) et l’épaisseur de copeau (h).Nous observons une relation quasi linéaire entre la longueur de contact et l’épaisseur decopeau non déformée. Pour notre étude, nous utiliserons les valeurs suivantes définies parla méthode des moindres carrées sur équation de droite :
lc = 3, 57h− 0, 52 (2.6)
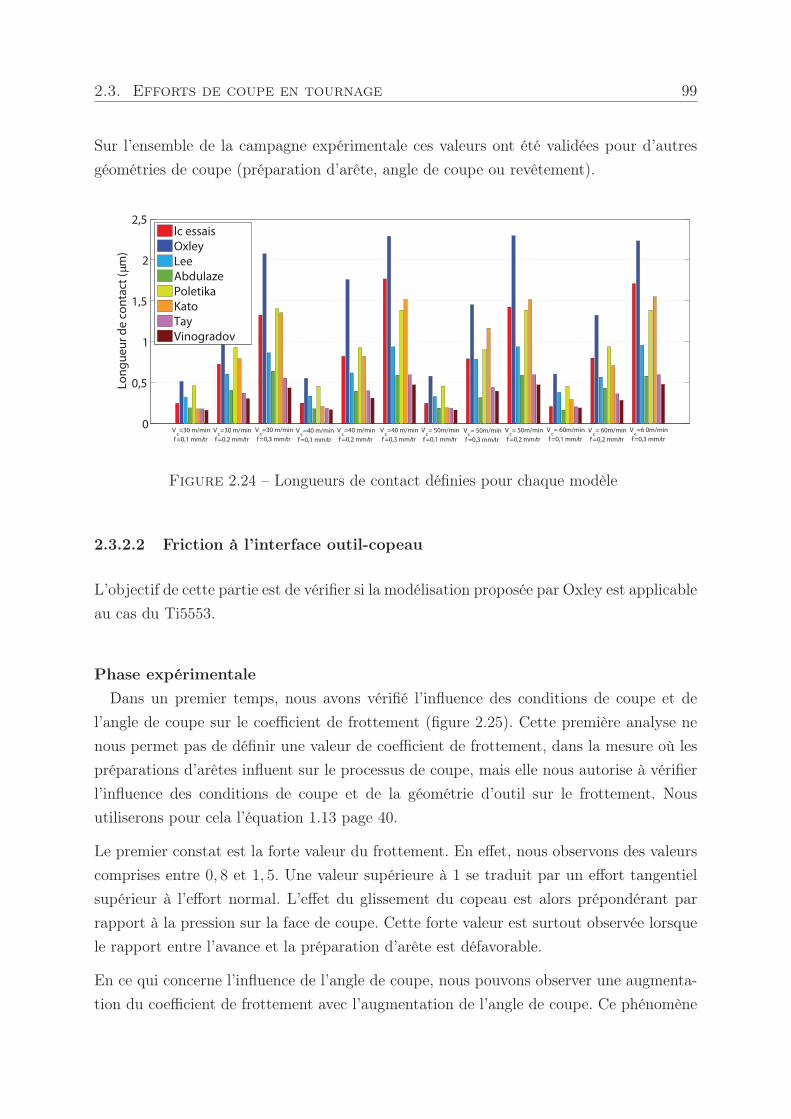
2.3. Efforts de coupe en tournage 99
Sur l’ensemble de la campagne expérimentale ces valeurs ont été validées pour d’autresgéométries de coupe (préparation d’arête, angle de coupe ou revêtement).
0
0,5
1
1,5
2
2,5
Long
ueur
de
cont
act (�m
)
lc essaisOxleyLeeAbdulazePoletikaKatoTayVinogradov
Vc=30 m/min
f =0,1 mm/trV
c=30 m/min
f =0,2 mm/trV
c=30 m/min
f =0,3 mm/trV
c=40 m/min
f =0,1 mm/trV
c=40 m/min
f =0,2 mm/trV
c=40 m/min
f =0,3 mm/trV
c= 50m/min
f =0,1 mm/trV
c= 50m/min
f =0,2 mm/trV
c= 50m/min
f =0,3 mm/tr
Vc= 60m/min
f =0,1 mm/trV
c=6 0m/min
f =0,3 mm/trV
c= 60m/min
f =0,2 mm/tr
Figure 2.24 – Longueurs de contact définies pour chaque modèle
2.3.2.2 Friction à l’interface outil-copeau
L’objectif de cette partie est de vérifier si la modélisation proposée par Oxley est applicableau cas du Ti5553.
Phase expérimentaleDans un premier temps, nous avons vérifié l’influence des conditions de coupe et de
l’angle de coupe sur le coefficient de frottement (figure 2.25). Cette première analyse nenous permet pas de définir une valeur de coefficient de frottement, dans la mesure où lespréparations d’arêtes influent sur le processus de coupe, mais elle nous autorise à vérifierl’influence des conditions de coupe et de la géométrie d’outil sur le frottement. Nousutiliserons pour cela l’équation 1.13 page 40.
Le premier constat est la forte valeur du frottement. En effet, nous observons des valeurscomprises entre 0, 8 et 1, 5. Une valeur supérieure à 1 se traduit par un effort tangentielsupérieur à l’effort normal. L’effet du glissement du copeau est alors prépondérant parrapport à la pression sur la face de coupe. Cette forte valeur est surtout observée lorsquele rapport entre l’avance et la préparation d’arête est défavorable.
En ce qui concerne l’influence de l’angle de coupe, nous pouvons observer une augmenta-tion du coefficient de frottement avec l’augmentation de l’angle de coupe. Ce phénomène
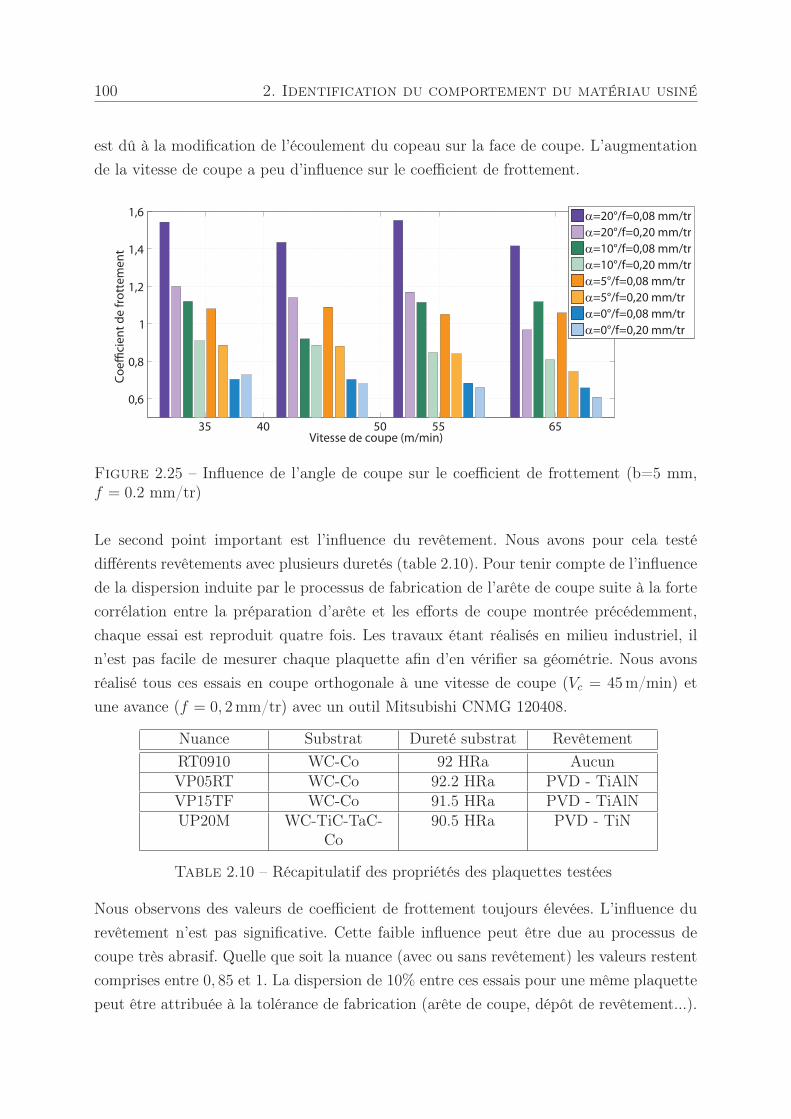
100 2. Identification du comportement du matériau usiné
est dû à la modification de l’écoulement du copeau sur la face de coupe. L’augmentationde la vitesse de coupe a peu d’influence sur le coefficient de frottement.
35 40 50 55 65
0,6
0,8
1
1,2
1,4
1,6
Vitesse de coupe (m/min)
Coe
ffici
ent d
e fr
otte
men
t
�=0°/f=0,08 mm/tr�=0°/f=0,20 mm/tr
�=5°/f=0,20 mm/tr�=5°/f=0,08 mm/tr�=10°/f=0,20 mm/tr�=10°/f=0,08 mm/tr�=20°/f=0,20 mm/tr�=20°/f=0,08 mm/tr
Figure 2.25 – Influence de l’angle de coupe sur le coefficient de frottement (b=5 mm,f = 0.2 mm/tr)
Le second point important est l’influence du revêtement. Nous avons pour cela testédifférents revêtements avec plusieurs duretés (table 2.10). Pour tenir compte de l’influencede la dispersion induite par le processus de fabrication de l’arête de coupe suite à la fortecorrélation entre la préparation d’arête et les efforts de coupe montrée précédemment,chaque essai est reproduit quatre fois. Les travaux étant réalisés en milieu industriel, iln’est pas facile de mesurer chaque plaquette afin d’en vérifier sa géométrie. Nous avonsréalisé tous ces essais en coupe orthogonale à une vitesse de coupe (Vc = 45m/min) etune avance (f = 0, 2mm/tr) avec un outil Mitsubishi CNMG 120408.
Nuance Substrat Dureté substrat RevêtementRT0910 WC-Co 92 HRa AucunVP05RT WC-Co 92.2 HRa PVD - TiAlNVP15TF WC-Co 91.5 HRa PVD - TiAlNUP20M WC-TiC-TaC-
Co90.5 HRa PVD - TiN
Table 2.10 – Récapitulatif des propriétés des plaquettes testées
Nous observons des valeurs de coefficient de frottement toujours élevées. L’influence durevêtement n’est pas significative. Cette faible influence peut être due au processus decoupe très abrasif. Quelle que soit la nuance (avec ou sans revêtement) les valeurs restentcomprises entre 0, 85 et 1. La dispersion de 10% entre ces essais pour une même plaquettepeut être attribuée à la tolérance de fabrication (arête de coupe, dépôt de revêtement...).
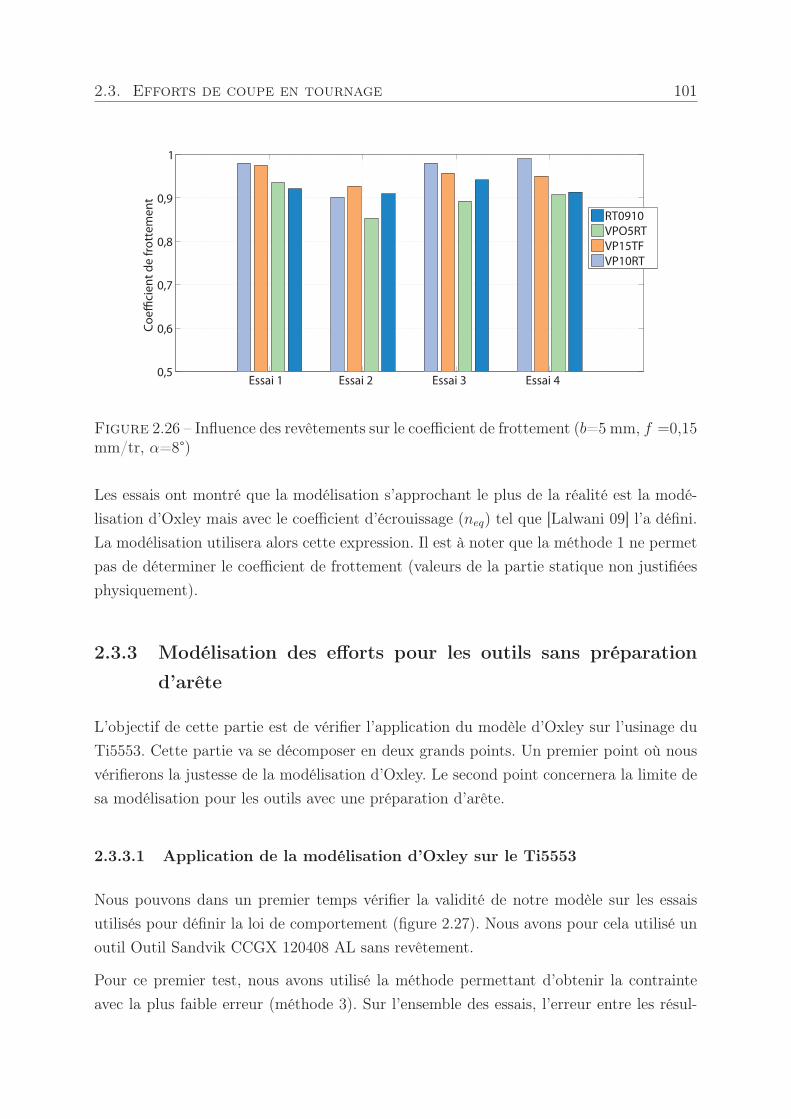
2.3. Efforts de coupe en tournage 101
Essai 1 Essai 2 Essai 3 Essai 4 0,5
0,6
0,7
0,8
0,9
1C
oeffi
cien
t de
frot
tem
ent
RT0910VPO5RTVP15TFVP10RT
Figure 2.26 – Influence des revêtements sur le coefficient de frottement (b=5 mm, f =0,15mm/tr, α=8°)
Les essais ont montré que la modélisation s’approchant le plus de la réalité est la modé-lisation d’Oxley mais avec le coefficient d’écrouissage (neq) tel que [Lalwani 09] l’a défini.La modélisation utilisera alors cette expression. Il est à noter que la méthode 1 ne permetpas de déterminer le coefficient de frottement (valeurs de la partie statique non justifiéesphysiquement).
2.3.3 Modélisation des efforts pour les outils sans préparation
d’arête
L’objectif de cette partie est de vérifier l’application du modèle d’Oxley sur l’usinage duTi5553. Cette partie va se décomposer en deux grands points. Un premier point où nousvérifierons la justesse de la modélisation d’Oxley. Le second point concernera la limite desa modélisation pour les outils avec une préparation d’arête.
2.3.3.1 Application de la modélisation d’Oxley sur le Ti5553
Nous pouvons dans un premier temps vérifier la validité de notre modèle sur les essaisutilisés pour définir la loi de comportement (figure 2.27). Nous avons pour cela utilisé unoutil Outil Sandvik CCGX 120408 AL sans revêtement.
Pour ce premier test, nous avons utilisé la méthode permettant d’obtenir la contrainteavec la plus faible erreur (méthode 3). Sur l’ensemble des essais, l’erreur entre les résul-
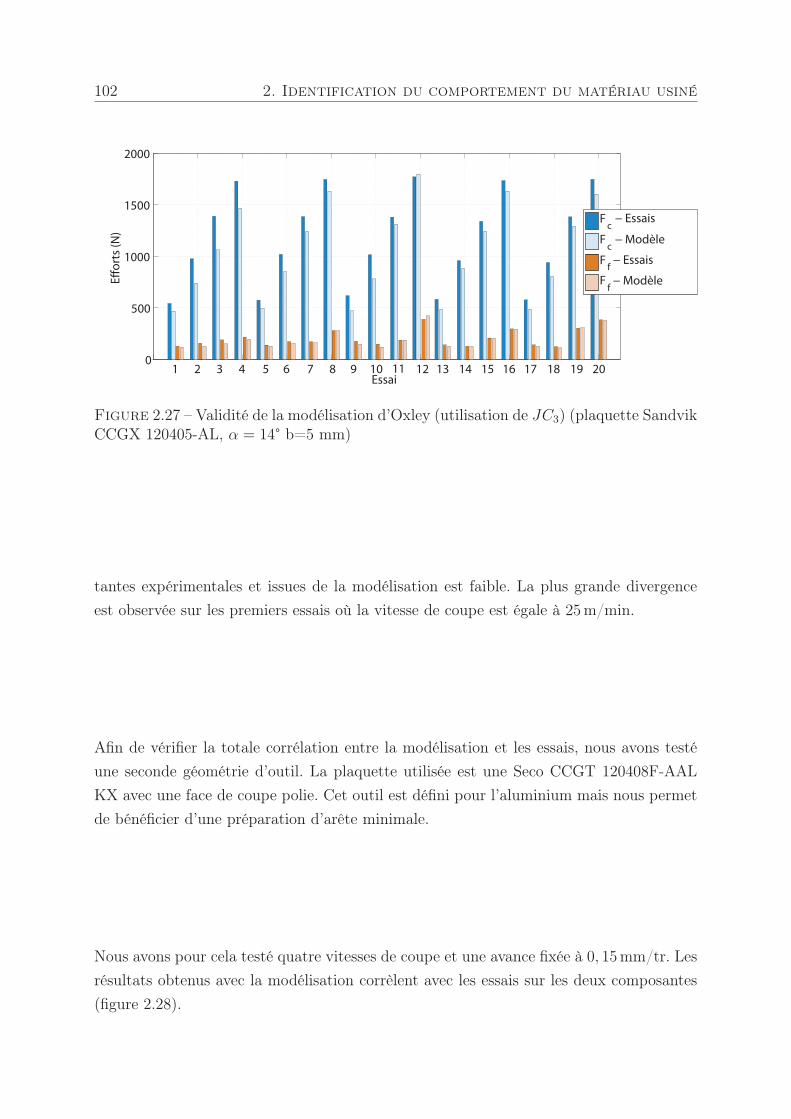
102 2. Identification du comportement du matériau usiné
1 2 3 4 5 6 7 8 9 10 110
500
1000
1500
2000
Essai
Effor
ts (N
)
F
f − Essais
F
f − Modèle
Fc − Modèle
F
c − Essais
12 13 14 15 16 17 18 19 20
Figure 2.27 – Validité de la modélisation d’Oxley (utilisation de JC3) (plaquette SandvikCCGX 120405-AL, α = 14° b=5 mm)
tantes expérimentales et issues de la modélisation est faible. La plus grande divergenceest observée sur les premiers essais où la vitesse de coupe est égale à 25m/min.
Afin de vérifier la totale corrélation entre la modélisation et les essais, nous avons testéune seconde géométrie d’outil. La plaquette utilisée est une Seco CCGT 120408F-AALKX avec une face de coupe polie. Cet outil est défini pour l’aluminium mais nous permetde bénéficier d’une préparation d’arête minimale.
Nous avons pour cela testé quatre vitesses de coupe et une avance fixée à 0, 15mm/tr. Lesrésultats obtenus avec la modélisation corrèlent avec les essais sur les deux composantes(figure 2.28).
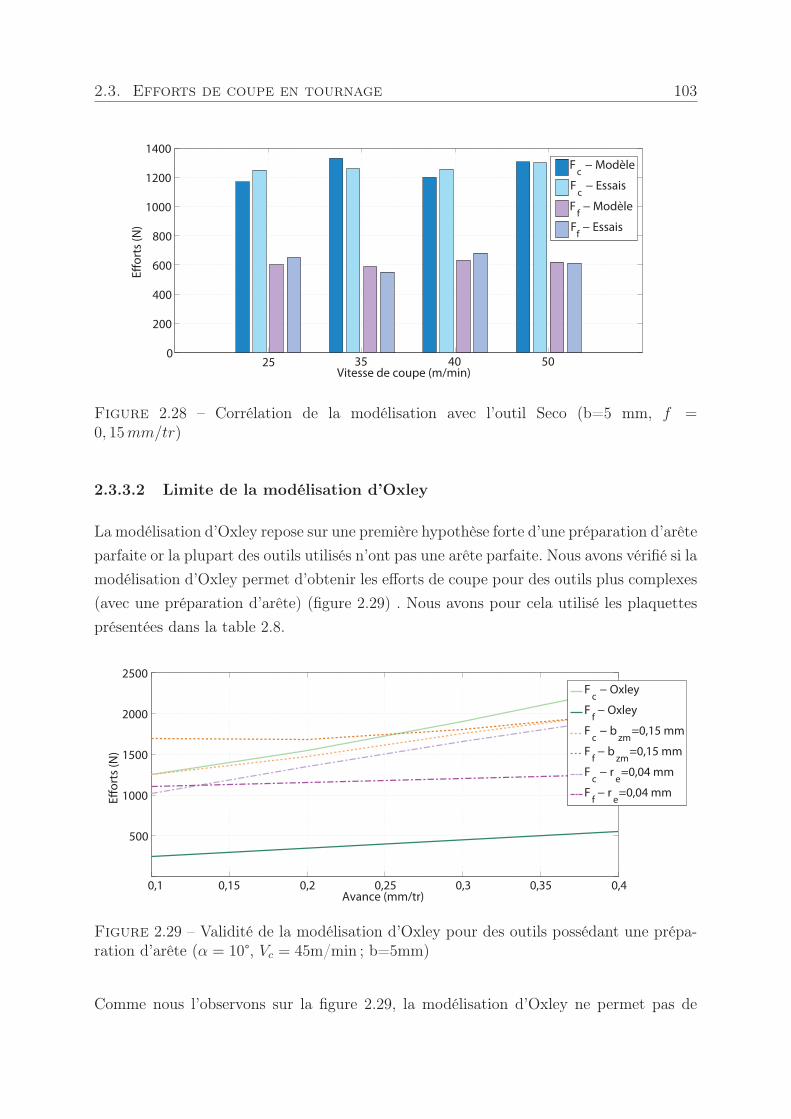
2.3. Efforts de coupe en tournage 103
35 40 500
200
400
600
800
1000
1200
1400
Vitesse de coupe (m/min)
Effor
ts (N
)
Ff − Modèle
Ff − Essais
Fc
− Essais
Fc
− Modèle
25
Figure 2.28 – Corrélation de la modélisation avec l’outil Seco (b=5 mm, f =0, 15mm/tr)
2.3.3.2 Limite de la modélisation d’Oxley
La modélisation d’Oxley repose sur une première hypothèse forte d’une préparation d’arêteparfaite or la plupart des outils utilisés n’ont pas une arête parfaite. Nous avons vérifié si lamodélisation d’Oxley permet d’obtenir les efforts de coupe pour des outils plus complexes(avec une préparation d’arête) (figure 2.29) . Nous avons pour cela utilisé les plaquettesprésentées dans la table 2.8.
0,1 0,15 0,2 0,25 0,3 0,35 0,4
500
1000
1500
2000
2500
Avance (mm/tr)
Effor
ts (N
)
Fc − Oxley
Ff − Oxley
Fc − b
zm=0,15 mm
Ff − b
zm=0,15 mm
Fc − r
e=0,04 mm
Ff − r
e=0,04 mm
Figure 2.29 – Validité de la modélisation d’Oxley pour des outils possédant une prépa-ration d’arête (α = 10°, Vc = 45m/min ; b=5mm)
Comme nous l’observons sur la figure 2.29, la modélisation d’Oxley ne permet pas de
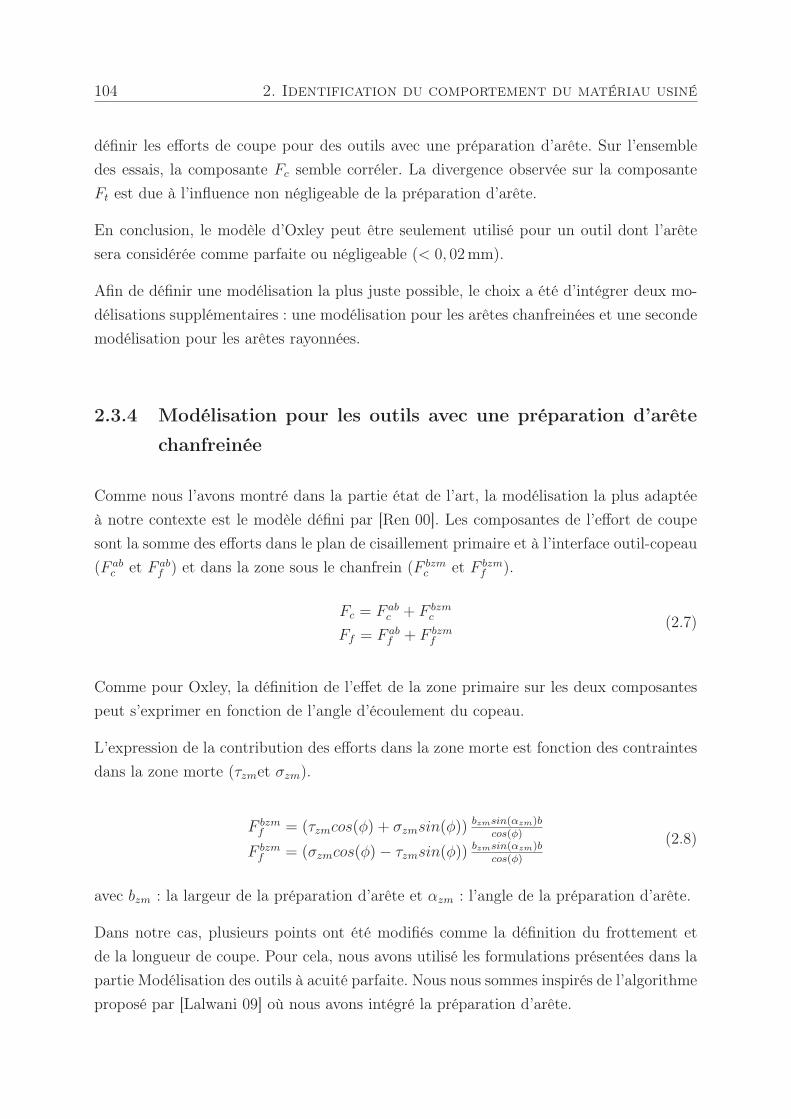
104 2. Identification du comportement du matériau usiné
définir les efforts de coupe pour des outils avec une préparation d’arête. Sur l’ensembledes essais, la composante Fc semble corréler. La divergence observée sur la composanteFt est due à l’influence non négligeable de la préparation d’arête.
En conclusion, le modèle d’Oxley peut être seulement utilisé pour un outil dont l’arêtesera considérée comme parfaite ou négligeable (< 0, 02mm).
Afin de définir une modélisation la plus juste possible, le choix a été d’intégrer deux mo-délisations supplémentaires : une modélisation pour les arêtes chanfreinées et une secondemodélisation pour les arêtes rayonnées.
2.3.4 Modélisation pour les outils avec une préparation d’arête
chanfreinée
Comme nous l’avons montré dans la partie état de l’art, la modélisation la plus adaptéeà notre contexte est le modèle défini par [Ren 00]. Les composantes de l’effort de coupesont la somme des efforts dans le plan de cisaillement primaire et à l’interface outil-copeau(F ab
c et F abf ) et dans la zone sous le chanfrein (F bzm
c et F bzmf ).
Fc = F abc + F bzm
c
Ff = F abf + F bzm
f
(2.7)
Comme pour Oxley, la définition de l’effet de la zone primaire sur les deux composantespeut s’exprimer en fonction de l’angle d’écoulement du copeau.
L’expression de la contribution des efforts dans la zone morte est fonction des contraintesdans la zone morte (τzmet σzm).
F bzmf = (τzmcos(φ) + σzmsin(φ))
bzmsin(αzm)bcos(φ)
F bzmf = (σzmcos(φ)− τzmsin(φ))
bzmsin(αzm)bcos(φ)
(2.8)
avec bzm : la largeur de la préparation d’arête et αzm : l’angle de la préparation d’arête.
Dans notre cas, plusieurs points ont été modifiés comme la définition du frottement etde la longueur de coupe. Pour cela, nous avons utilisé les formulations présentées dans lapartie Modélisation des outils à acuité parfaite. Nous nous sommes inspirés de l’algorithmeproposé par [Lalwani 09] où nous avons intégré la préparation d’arête.
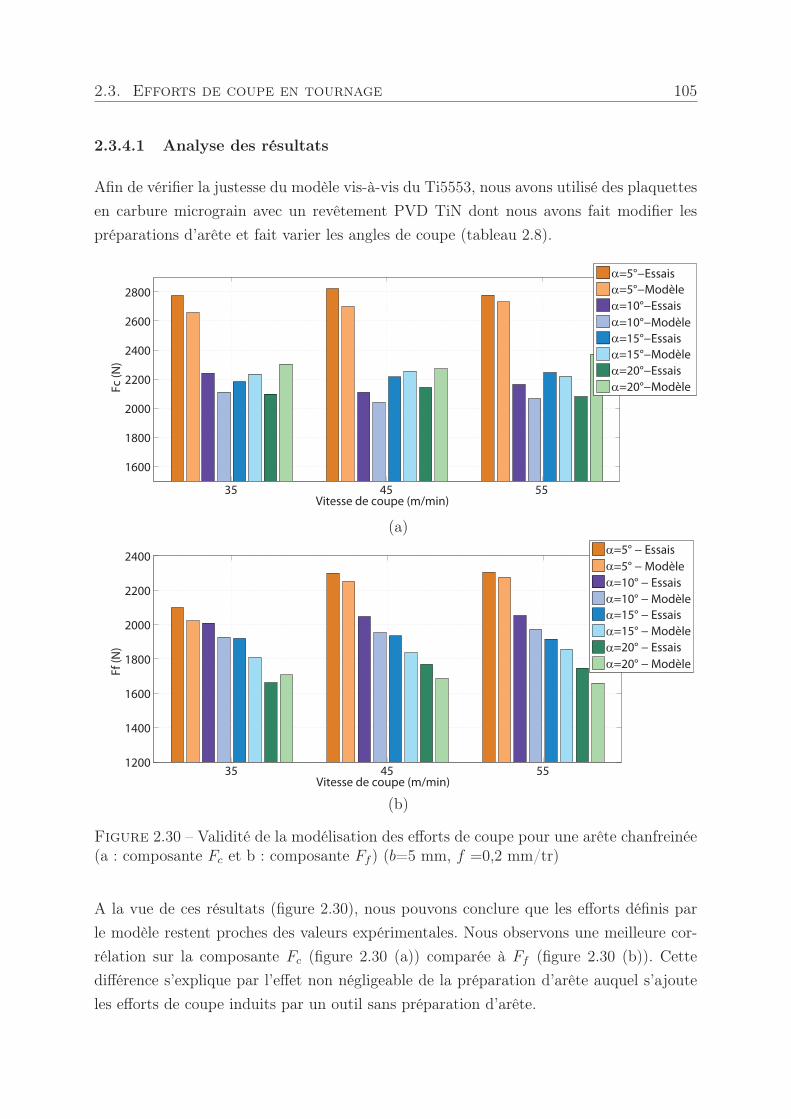
2.3. Efforts de coupe en tournage 105
2.3.4.1 Analyse des résultats
Afin de vérifier la justesse du modèle vis-à-vis du Ti5553, nous avons utilisé des plaquettesen carbure micrograin avec un revêtement PVD TiN dont nous avons fait modifier lespréparations d’arête et fait varier les angles de coupe (tableau 2.8).
35 45 55
1600
1800
2000
2200
2400
2600
2800
Vitesse de coupe (m/min)
Fc (N
)
�
=10°−Modèle
�=10°−Essais�
=20°−Essais
�
=20°−Modèle
�=15°−Essais�=15°−Modèle�
=5°−Modèle
�
=5°−Essais
(a)
35 45 551200
1400
1600
1800
2000
2200
2400
Vitesse de coupe (m/min)
Ff (N
)
�
=20° − Modèle
�
=20° − Essais
�
=15° − Modèle
�=15° − Essais�=10° − Modèle
�
=10° − Essais
�
=5° − Modèle
�
=5° − Essais
(b)
Figure 2.30 – Validité de la modélisation des efforts de coupe pour une arête chanfreinée(a : composante Fc et b : composante Ff ) (b=5 mm, f =0,2 mm/tr)
A la vue de ces résultats (figure 2.30), nous pouvons conclure que les efforts définis parle modèle restent proches des valeurs expérimentales. Nous observons une meilleure cor-rélation sur la composante Fc (figure 2.30 (a)) comparée à Ff (figure 2.30 (b)). Cettedifférence s’explique par l’effet non négligeable de la préparation d’arête auquel s’ajouteles efforts de coupe induits par un outil sans préparation d’arête.
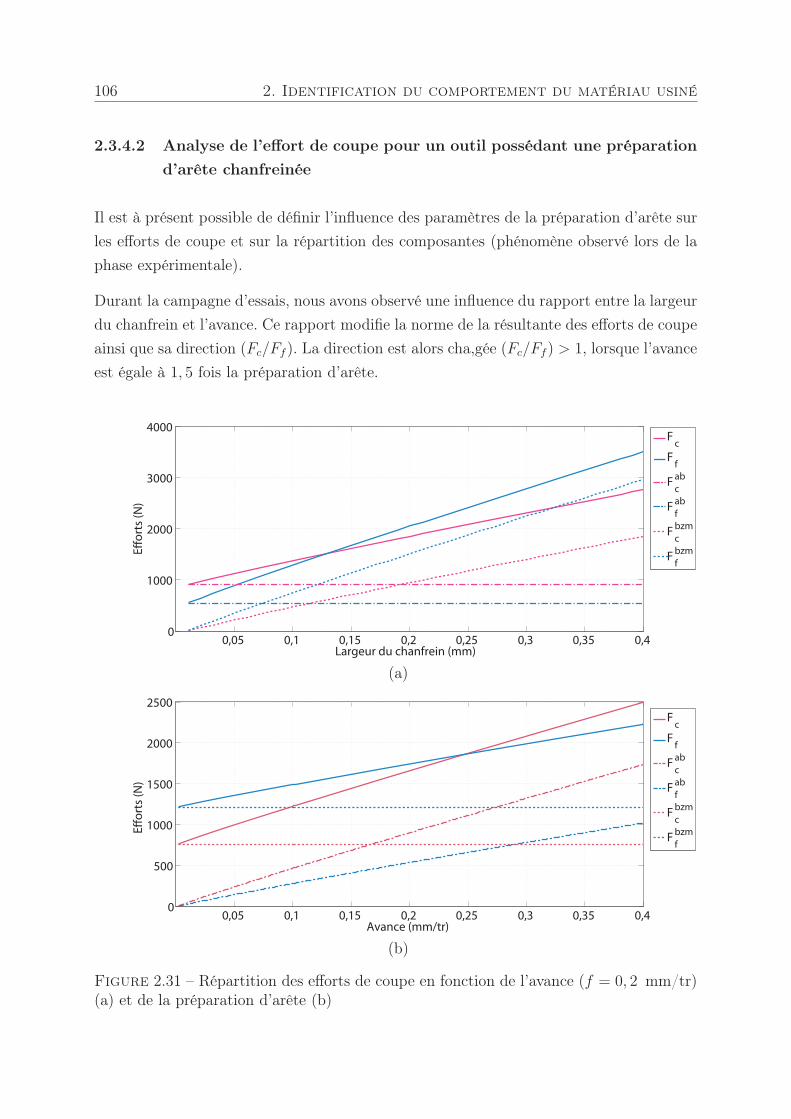
106 2. Identification du comportement du matériau usiné
2.3.4.2 Analyse de l’effort de coupe pour un outil possédant une préparationd’arête chanfreinée
Il est à présent possible de définir l’influence des paramètres de la préparation d’arête surles efforts de coupe et sur la répartition des composantes (phénomène observé lors de laphase expérimentale).
Durant la campagne d’essais, nous avons observé une influence du rapport entre la largeurdu chanfrein et l’avance. Ce rapport modifie la norme de la résultante des efforts de coupeainsi que sa direction (Fc/Ff ). La direction est alors cha,gée (Fc/Ff ) > 1, lorsque l’avanceest égale à 1, 5 fois la préparation d’arête.
0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,40
1000
2000
3000
4000
Largeur du chanfrein (mm)
Effor
ts (N
)
Fc
Ff
Fcab
Ffab
Fcbzm
Ffbzm
(a)
0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,40
500
1000
1500
2000
2500
Avance (mm/tr)
Effor
ts (N
)
Fc
Ff
Fcab
Ffab
Fcbzm
Ffbzm
(b)
Figure 2.31 – Répartition des efforts de coupe en fonction de l’avance (f = 0, 2 mm/tr)(a) et de la préparation d’arête (b)
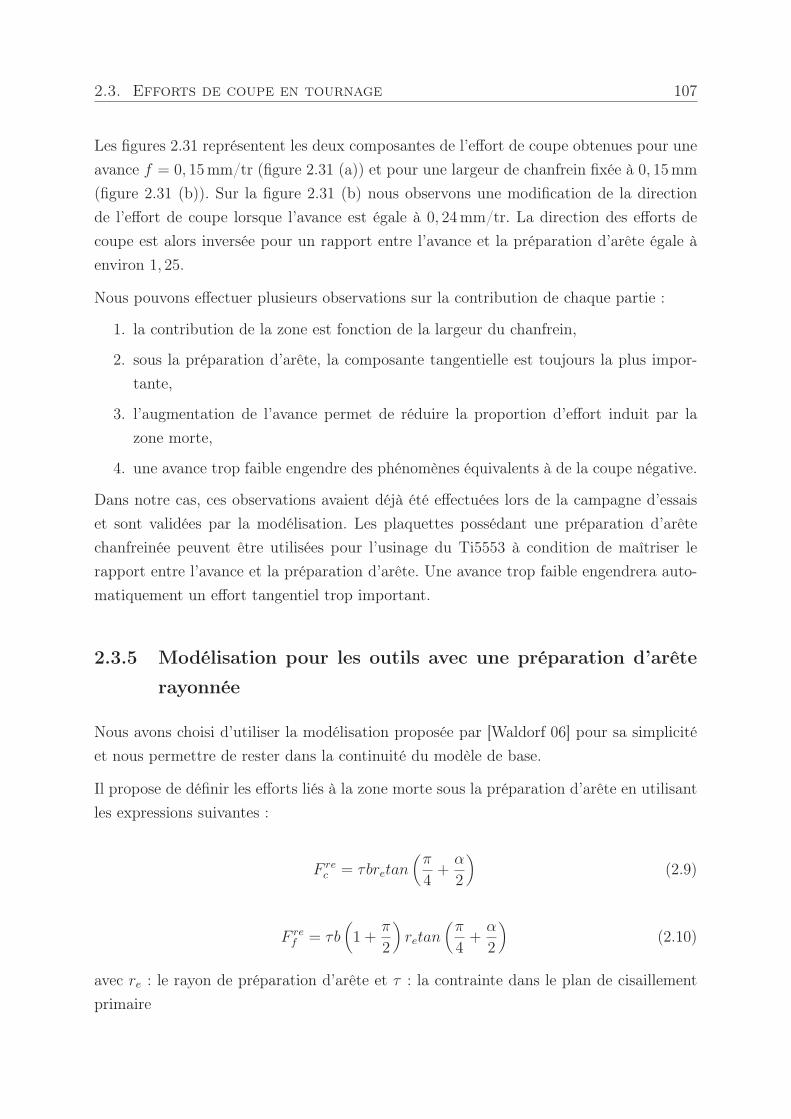
2.3. Efforts de coupe en tournage 107
Les figures 2.31 représentent les deux composantes de l’effort de coupe obtenues pour uneavance f = 0, 15mm/tr (figure 2.31 (a)) et pour une largeur de chanfrein fixée à 0, 15mm(figure 2.31 (b)). Sur la figure 2.31 (b) nous observons une modification de la directionde l’effort de coupe lorsque l’avance est égale à 0, 24mm/tr. La direction des efforts decoupe est alors inversée pour un rapport entre l’avance et la préparation d’arête égale àenviron 1, 25.
Nous pouvons effectuer plusieurs observations sur la contribution de chaque partie :
1. la contribution de la zone est fonction de la largeur du chanfrein,
2. sous la préparation d’arête, la composante tangentielle est toujours la plus impor-tante,
3. l’augmentation de l’avance permet de réduire la proportion d’effort induit par lazone morte,
4. une avance trop faible engendre des phénomènes équivalents à de la coupe négative.
Dans notre cas, ces observations avaient déjà été effectuées lors de la campagne d’essaiset sont validées par la modélisation. Les plaquettes possédant une préparation d’arêtechanfreinée peuvent être utilisées pour l’usinage du Ti5553 à condition de maîtriser lerapport entre l’avance et la préparation d’arête. Une avance trop faible engendrera auto-matiquement un effort tangentiel trop important.
2.3.5 Modélisation pour les outils avec une préparation d’arête
rayonnée
Nous avons choisi d’utiliser la modélisation proposée par [Waldorf 06] pour sa simplicitéet nous permettre de rester dans la continuité du modèle de base.
Il propose de définir les efforts liés à la zone morte sous la préparation d’arête en utilisantles expressions suivantes :
F rec = τbretan
(π
4+
α
2
)(2.9)
F ref = τb
(1 +
π
2
)retan
(π
4+
α
2
)(2.10)
avec re : le rayon de préparation d’arête et τ : la contrainte dans le plan de cisaillementprimaire
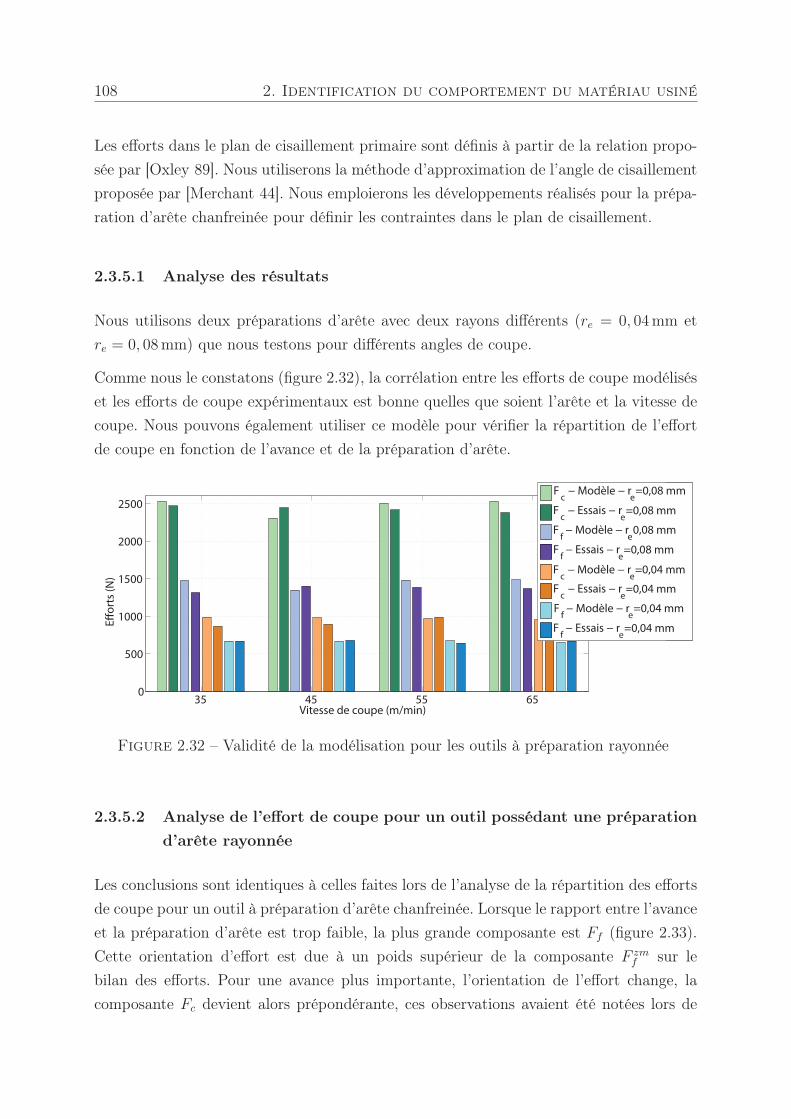
108 2. Identification du comportement du matériau usiné
Les efforts dans le plan de cisaillement primaire sont définis à partir de la relation propo-sée par [Oxley 89]. Nous utiliserons la méthode d’approximation de l’angle de cisaillementproposée par [Merchant 44]. Nous emploierons les développements réalisés pour la prépa-ration d’arête chanfreinée pour définir les contraintes dans le plan de cisaillement.
2.3.5.1 Analyse des résultats
Nous utilisons deux préparations d’arête avec deux rayons différents (re = 0, 04mm etre = 0, 08mm) que nous testons pour différents angles de coupe.
Comme nous le constatons (figure 2.32), la corrélation entre les efforts de coupe modéliséset les efforts de coupe expérimentaux est bonne quelles que soient l’arête et la vitesse decoupe. Nous pouvons également utiliser ce modèle pour vérifier la répartition de l’effortde coupe en fonction de l’avance et de la préparation d’arête.
35 45 55 650
500
1000
1500
2000
2500
Vitesse de coupe (m/min)
Effor
ts (N
)
Ff − Essais − r
e=0,04 mm
Ff − Modèle − r
e=0,04 mm
Fc − Essais − r
e=0,04 mm
Fc − Modèle − r
e=0,04 mm
Ff − Essais − r
e=0,08 mm
Ff − Modèle − r
e0,08 mm
Fc − Essais − r
e=0,08 mm
Fc − Modèle − r
e=0,08 mm
Figure 2.32 – Validité de la modélisation pour les outils à préparation rayonnée
2.3.5.2 Analyse de l’effort de coupe pour un outil possédant une préparationd’arête rayonnée
Les conclusions sont identiques à celles faites lors de l’analyse de la répartition des effortsde coupe pour un outil à préparation d’arête chanfreinée. Lorsque le rapport entre l’avanceet la préparation d’arête est trop faible, la plus grande composante est Ff (figure 2.33).Cette orientation d’effort est due à un poids supérieur de la composante F zm
f sur lebilan des efforts. Pour une avance plus importante, l’orientation de l’effort change, lacomposante Fc devient alors prépondérante, ces observations avaient été notées lors de
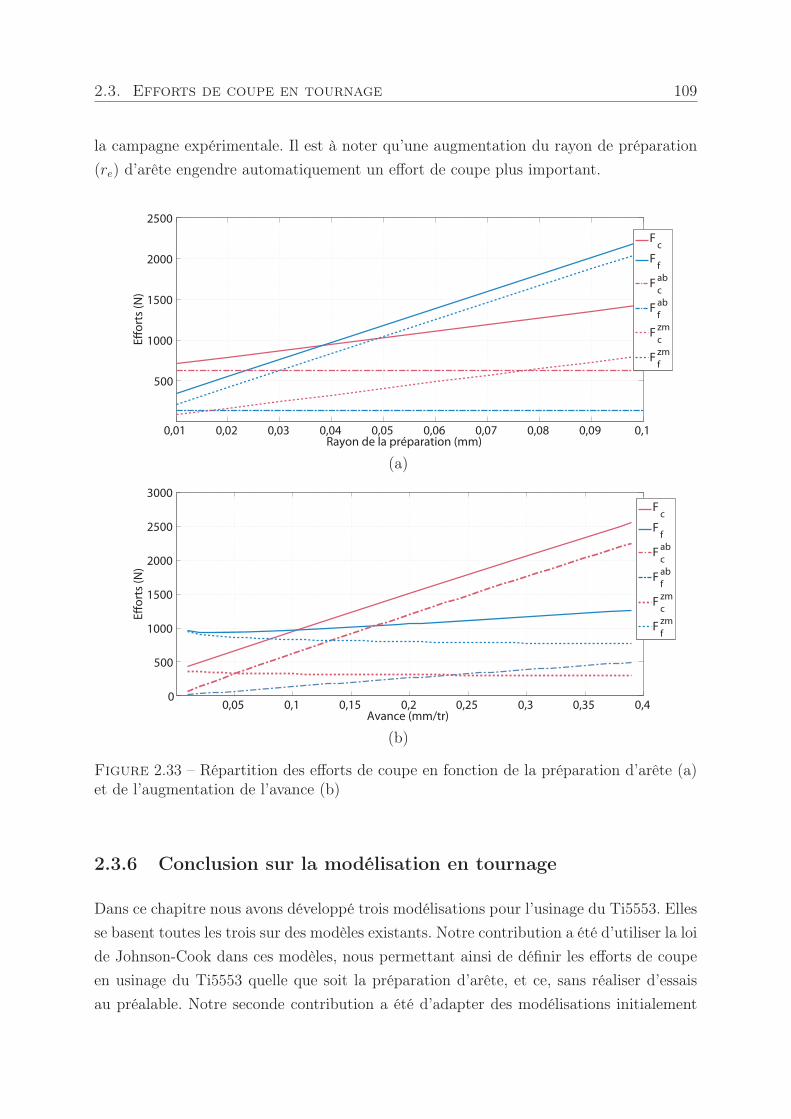
2.3. Efforts de coupe en tournage 109
la campagne expérimentale. Il est à noter qu’une augmentation du rayon de préparation(re) d’arête engendre automatiquement un effort de coupe plus important.
0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09 0,1
500
1000
1500
2000
2500
Rayon de la préparation (mm)
Effor
ts (N
)
Fc
Ff
Fcab
Ffab
Fczm
Ffzm
(a)
0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,40
500
1000
1500
2000
2500
3000
Avance (mm/tr)
Effor
ts (N
)
Fc
Ff
Fcab
Ffab
Fczm
Ffzm
(b)
Figure 2.33 – Répartition des efforts de coupe en fonction de la préparation d’arête (a)et de l’augmentation de l’avance (b)
2.3.6 Conclusion sur la modélisation en tournage
Dans ce chapitre nous avons développé trois modélisations pour l’usinage du Ti5553. Ellesse basent toutes les trois sur des modèles existants. Notre contribution a été d’utiliser la loide Johnson-Cook dans ces modèles, nous permettant ainsi de définir les efforts de coupeen usinage du Ti5553 quelle que soit la préparation d’arête, et ce, sans réaliser d’essaisau préalable. Notre seconde contribution a été d’adapter des modélisations initialement
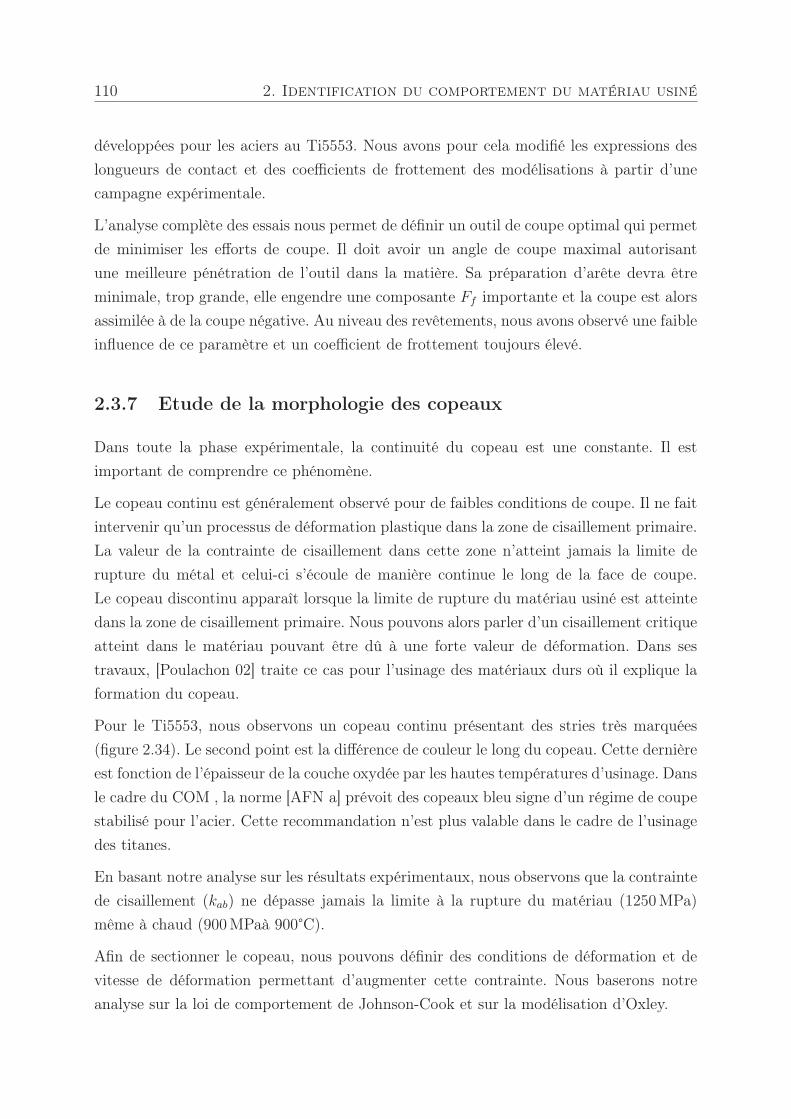
110 2. Identification du comportement du matériau usiné
développées pour les aciers au Ti5553. Nous avons pour cela modifié les expressions deslongueurs de contact et des coefficients de frottement des modélisations à partir d’unecampagne expérimentale.
L’analyse complète des essais nous permet de définir un outil de coupe optimal qui permetde minimiser les efforts de coupe. Il doit avoir un angle de coupe maximal autorisantune meilleure pénétration de l’outil dans la matière. Sa préparation d’arête devra êtreminimale, trop grande, elle engendre une composante Ff importante et la coupe est alorsassimilée à de la coupe négative. Au niveau des revêtements, nous avons observé une faibleinfluence de ce paramètre et un coefficient de frottement toujours élevé.
2.3.7 Etude de la morphologie des copeaux
Dans toute la phase expérimentale, la continuité du copeau est une constante. Il estimportant de comprendre ce phénomène.
Le copeau continu est généralement observé pour de faibles conditions de coupe. Il ne faitintervenir qu’un processus de déformation plastique dans la zone de cisaillement primaire.La valeur de la contrainte de cisaillement dans cette zone n’atteint jamais la limite derupture du métal et celui-ci s’écoule de manière continue le long de la face de coupe.Le copeau discontinu apparaît lorsque la limite de rupture du matériau usiné est atteintedans la zone de cisaillement primaire. Nous pouvons alors parler d’un cisaillement critiqueatteint dans le matériau pouvant être dû à une forte valeur de déformation. Dans sestravaux, [Poulachon 02] traite ce cas pour l’usinage des matériaux durs où il explique laformation du copeau.
Pour le Ti5553, nous observons un copeau continu présentant des stries très marquées(figure 2.34). Le second point est la différence de couleur le long du copeau. Cette dernièreest fonction de l’épaisseur de la couche oxydée par les hautes températures d’usinage. Dansle cadre du COM , la norme [AFN a] prévoit des copeaux bleu signe d’un régime de coupestabilisé pour l’acier. Cette recommandation n’est plus valable dans le cadre de l’usinagedes titanes.
En basant notre analyse sur les résultats expérimentaux, nous observons que la contraintede cisaillement (kab) ne dépasse jamais la limite à la rupture du matériau (1250MPa)même à chaud (900MPaà 900°C).
Afin de sectionner le copeau, nous pouvons définir des conditions de déformation et devitesse de déformation permettant d’augmenter cette contrainte. Nous baserons notreanalyse sur la loi de comportement de Johnson-Cook et sur la modélisation d’Oxley.
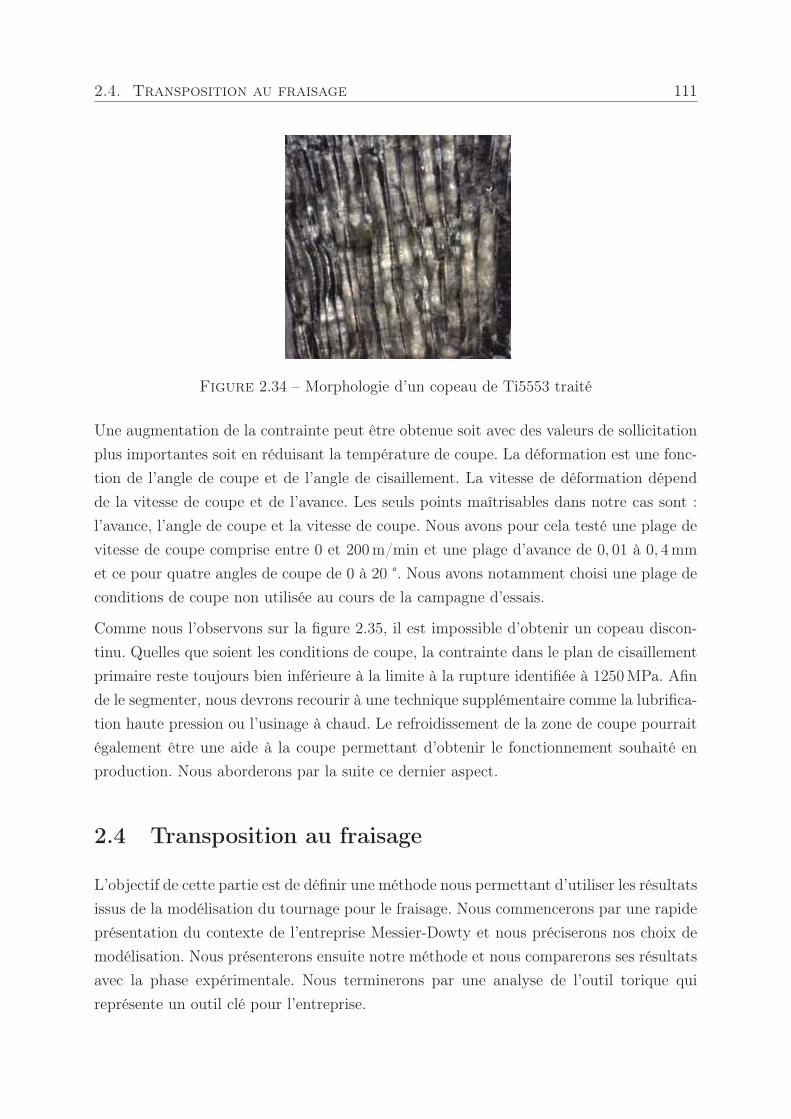
2.4. Transposition au fraisage 111
Figure 2.34 – Morphologie d’un copeau de Ti5553 traité
Une augmentation de la contrainte peut être obtenue soit avec des valeurs de sollicitationplus importantes soit en réduisant la température de coupe. La déformation est une fonc-tion de l’angle de coupe et de l’angle de cisaillement. La vitesse de déformation dépendde la vitesse de coupe et de l’avance. Les seuls points maîtrisables dans notre cas sont :l’avance, l’angle de coupe et la vitesse de coupe. Nous avons pour cela testé une plage devitesse de coupe comprise entre 0 et 200m/min et une plage d’avance de 0, 01 à 0, 4mmet ce pour quatre angles de coupe de 0 à 20 °. Nous avons notamment choisi une plage deconditions de coupe non utilisée au cours de la campagne d’essais.
Comme nous l’observons sur la figure 2.35, il est impossible d’obtenir un copeau discon-tinu. Quelles que soient les conditions de coupe, la contrainte dans le plan de cisaillementprimaire reste toujours bien inférieure à la limite à la rupture identifiée à 1250MPa. Afinde le segmenter, nous devrons recourir à une technique supplémentaire comme la lubrifica-tion haute pression ou l’usinage à chaud. Le refroidissement de la zone de coupe pourraitégalement être une aide à la coupe permettant d’obtenir le fonctionnement souhaité enproduction. Nous aborderons par la suite ce dernier aspect.
2.4 Transposition au fraisage
L’objectif de cette partie est de définir une méthode nous permettant d’utiliser les résultatsissus de la modélisation du tournage pour le fraisage. Nous commencerons par une rapideprésentation du contexte de l’entreprise Messier-Dowty et nous préciserons nos choix demodélisation. Nous présenterons ensuite notre méthode et nous comparerons ses résultatsavec la phase expérimentale. Nous terminerons par une analyse de l’outil torique quireprésente un outil clé pour l’entreprise.
112 2. Identification du comportement du matériau usiné
Figure 2.35 – Définition de conditions optimales pour obtenir une segmentation de co-peau
2.4.1 Présentation du contexte Messier-Dowty
En nous basant sur une rapide étude, il est possible de déterminer le nombre de modèlesà définir en fonction des formes d’outils et des géométriques de coupe. Nous avons vuque trois géométries de coupe sont utilisées : les outils sans préparation d’arête, les outilsavec préparation d’arête chanfreinée et les outils à préparation d’arête rayonnée. Nousavons de plus montré, dans l’étude précédente, que chaque préparation d’arête devaitêtre intégrée dans une modélisation propre. Au niveau de la forme des outils, l’entrepriseMessier-Dowty utilise trois grandes familles : les outils cylindriques, les outils toriqueset les fraises hémisphériques. Les outils cylindriques sont soit monobloc soit à porte-plaquettes. Le nombre de possibilités de modélisation peut alors être résumé sur la figure2.36.
Comme nous l’avons présenté dans l’état de l’art, notre choix s’est porté vers les modé-lisations empiriques. L’utilisation de la modélisation analytique nous oblige à quantifierde nombreux points comme les angles de coupe équivalent ou la thermique dans l’outilpour l’intégralité des géométries d’arête. A l’inverse des modèles analytiques, les modèlesempiriques ne permettent pas la compréhension du processus de coupe.
Afin de palier ce problème, nous avons utilisé la méthode définie par [Budak 96] à laquellenous avons intégré les préparations d’arête et limité le nombre d’essais à réaliser (figure2.37 page 114). Budak base son modèle sur une phase expérimentale où les pressions spé-cifiques de coupe et les coefficients linéiques sont définis expérimentalement. Le nombred’essais à réaliser est alors fonction de la précision recherchée pour le modèle pouvantengendrer une campagne expérimentale longue. La méthode que nous avons développée
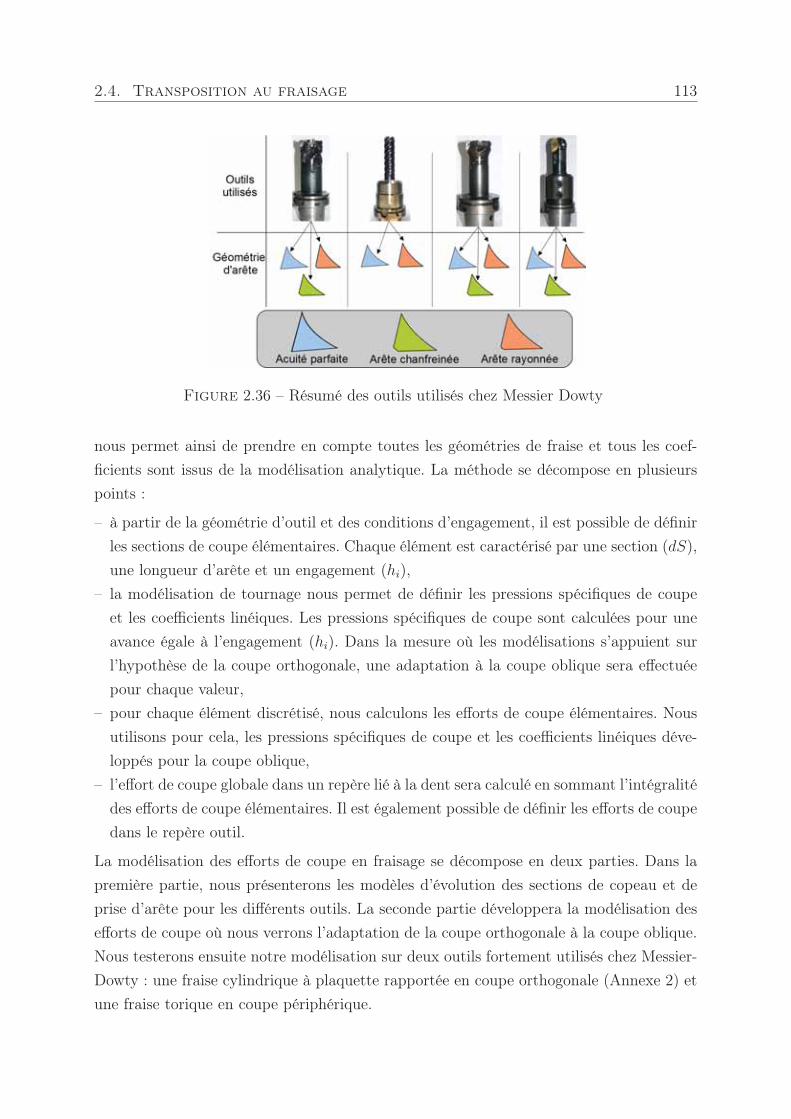
2.4. Transposition au fraisage 113
Figure 2.36 – Résumé des outils utilisés chez Messier Dowty
nous permet ainsi de prendre en compte toutes les géométries de fraise et tous les coef-ficients sont issus de la modélisation analytique. La méthode se décompose en plusieurspoints :
– à partir de la géométrie d’outil et des conditions d’engagement, il est possible de définirles sections de coupe élémentaires. Chaque élément est caractérisé par une section (dS),une longueur d’arête et un engagement (hi),
– la modélisation de tournage nous permet de définir les pressions spécifiques de coupeet les coefficients linéiques. Les pressions spécifiques de coupe sont calculées pour uneavance égale à l’engagement (hi). Dans la mesure où les modélisations s’appuient surl’hypothèse de la coupe orthogonale, une adaptation à la coupe oblique sera effectuéepour chaque valeur,
– pour chaque élément discrétisé, nous calculons les efforts de coupe élémentaires. Nousutilisons pour cela, les pressions spécifiques de coupe et les coefficients linéiques déve-loppés pour la coupe oblique,
– l’effort de coupe globale dans un repère lié à la dent sera calculé en sommant l’intégralitédes efforts de coupe élémentaires. Il est également possible de définir les efforts de coupedans le repère outil.
La modélisation des efforts de coupe en fraisage se décompose en deux parties. Dans lapremière partie, nous présenterons les modèles d’évolution des sections de copeau et deprise d’arête pour les différents outils. La seconde partie développera la modélisation desefforts de coupe où nous verrons l’adaptation de la coupe orthogonale à la coupe oblique.Nous testerons ensuite notre modélisation sur deux outils fortement utilisés chez Messier-Dowty : une fraise cylindrique à plaquette rapportée en coupe orthogonale (Annexe 2) etune fraise torique en coupe périphérique.
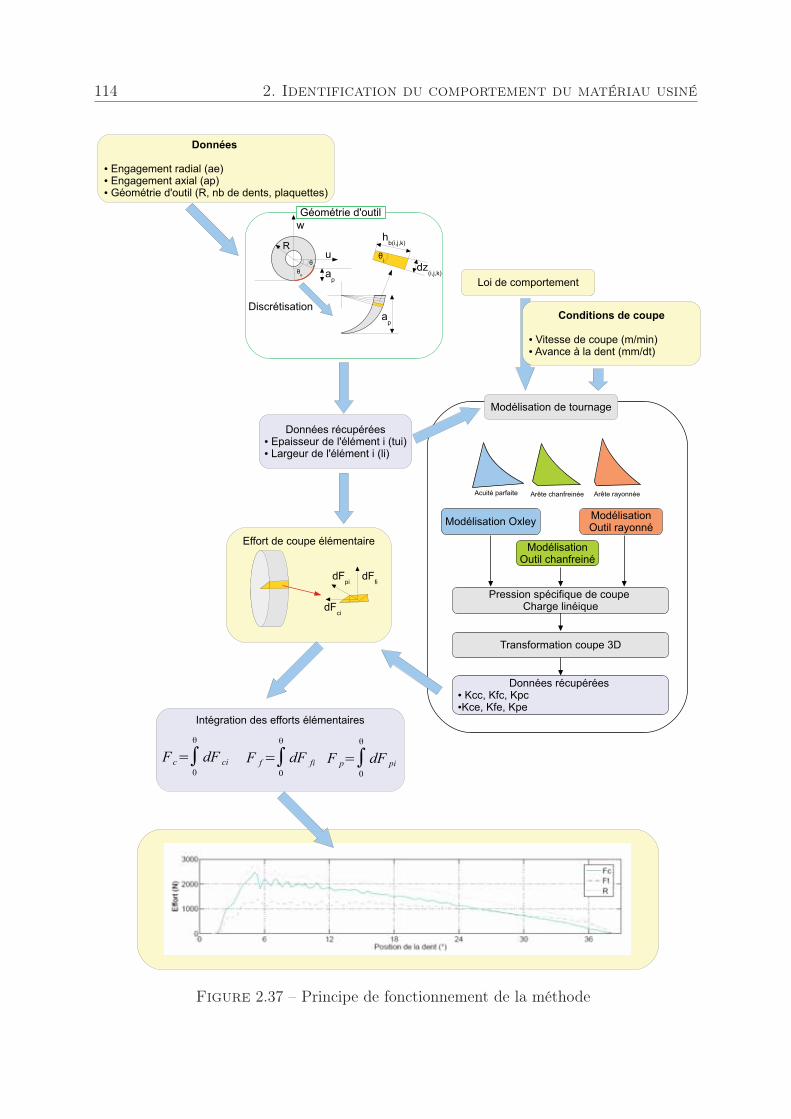
114 2. Identification du comportement du matériau usiné
Figure 2.37 – Principe de fonctionnement de la méthode
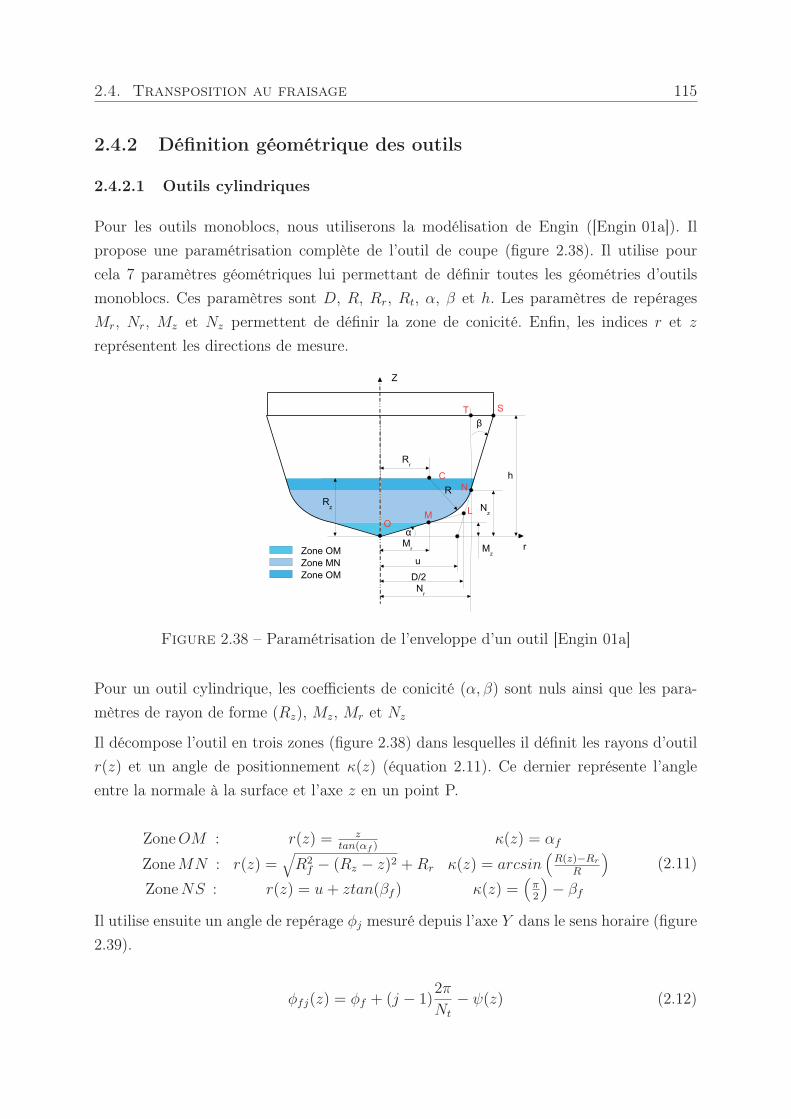
2.4. Transposition au fraisage 115
2.4.2 Définition géométrique des outils
2.4.2.1 Outils cylindriques
Pour les outils monoblocs, nous utiliserons la modélisation de Engin ([Engin 01a]). Ilpropose une paramétrisation complète de l’outil de coupe (figure 2.38). Il utilise pourcela 7 paramètres géométriques lui permettant de définir toutes les géométries d’outilsmonoblocs. Ces paramètres sont D, R, Rr, Rt, α, β et h. Les paramètres de repéragesMr, Nr, Mz et Nz permettent de définir la zone de conicité. Enfin, les indices r et z
représentent les directions de mesure.
Figure 2.38 – Paramétrisation de l’enveloppe d’un outil [Engin 01a]
Pour un outil cylindrique, les coefficients de conicité (α, β) sont nuls ainsi que les para-mètres de rayon de forme (Rz), Mz, Mr et Nz
Il décompose l’outil en trois zones (figure 2.38) dans lesquelles il définit les rayons d’outilr(z) et un angle de positionnement κ(z) (équation 2.11). Ce dernier représente l’angleentre la normale à la surface et l’axe z en un point P.
ZoneOM : r(z) = ztan(αf )
κ(z) = αf
ZoneMN : r(z) =√R2
f − (Rz − z)2 +Rr κ(z) = arcsin(R(z)−Rr
R
)ZoneNS : r(z) = u+ ztan(βf ) κ(z) =
(π2
)− βf
(2.11)
Il utilise ensuite un angle de repérage φj mesuré depuis l’axe Y dans le sens horaire (figure2.39).
φfj(z) = φf + (j − 1)2π
Nt
− ψ(z) (2.12)
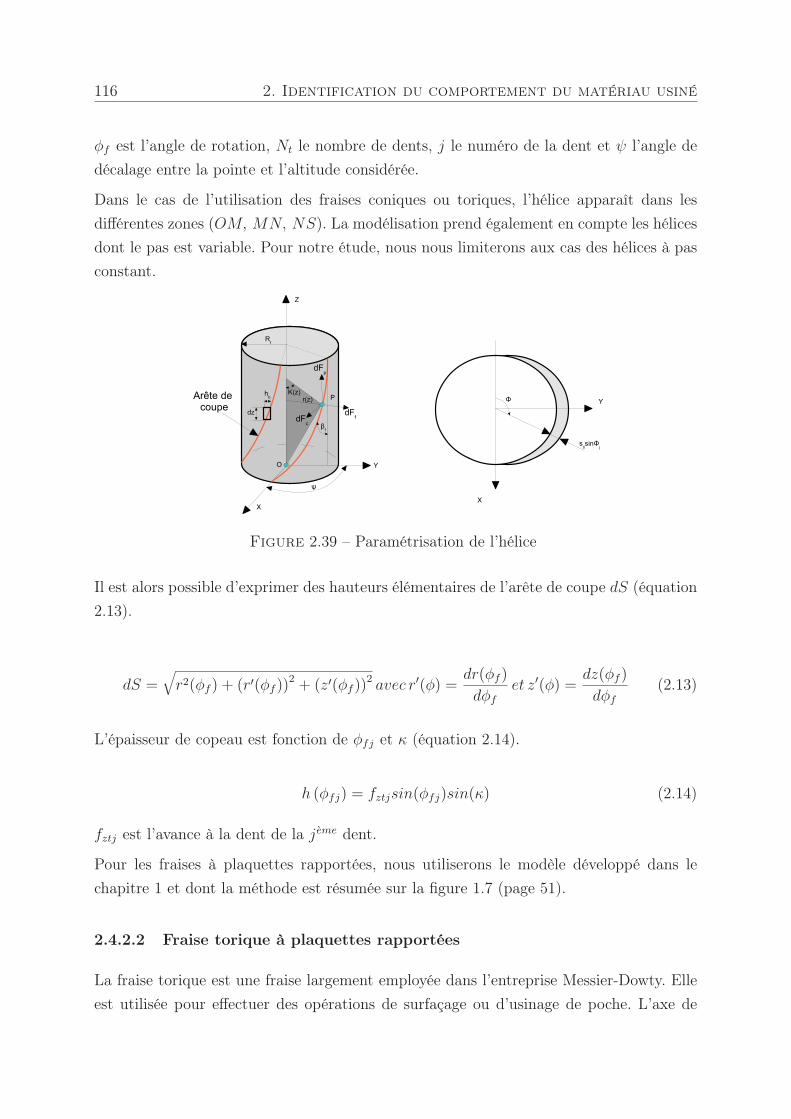
116 2. Identification du comportement du matériau usiné
φf est l’angle de rotation, Nt le nombre de dents, j le numéro de la dent et ψ l’angle dedécalage entre la pointe et l’altitude considérée.
Dans le cas de l’utilisation des fraises coniques ou toriques, l’hélice apparaît dans lesdifférentes zones (OM, MN, NS). La modélisation prend également en compte les hélicesdont le pas est variable. Pour notre étude, nous nous limiterons aux cas des hélices à pasconstant.
Figure 2.39 – Paramétrisation de l’hélice
Il est alors possible d’exprimer des hauteurs élémentaires de l’arête de coupe dS (équation2.13).
dS =√r2(φf ) + (r′(φf ))
2 + (z′(φf ))2 avec r′(φ) =
dr(φf )
dφf
et z′(φ) =dz(φf )
dφf
(2.13)
L’épaisseur de copeau est fonction de φfj et κ (équation 2.14).
h (φfj) = fztjsin(φfj)sin(κ) (2.14)
fztj est l’avance à la dent de la j eme dent.
Pour les fraises à plaquettes rapportées, nous utiliserons le modèle développé dans lechapitre 1 et dont la méthode est résumée sur la figure 1.7 (page 51).
2.4.2.2 Fraise torique à plaquettes rapportées
La fraise torique est une fraise largement employée dans l’entreprise Messier-Dowty. Elleest utilisée pour effectuer des opérations de surfaçage ou d’usinage de poche. L’axe de
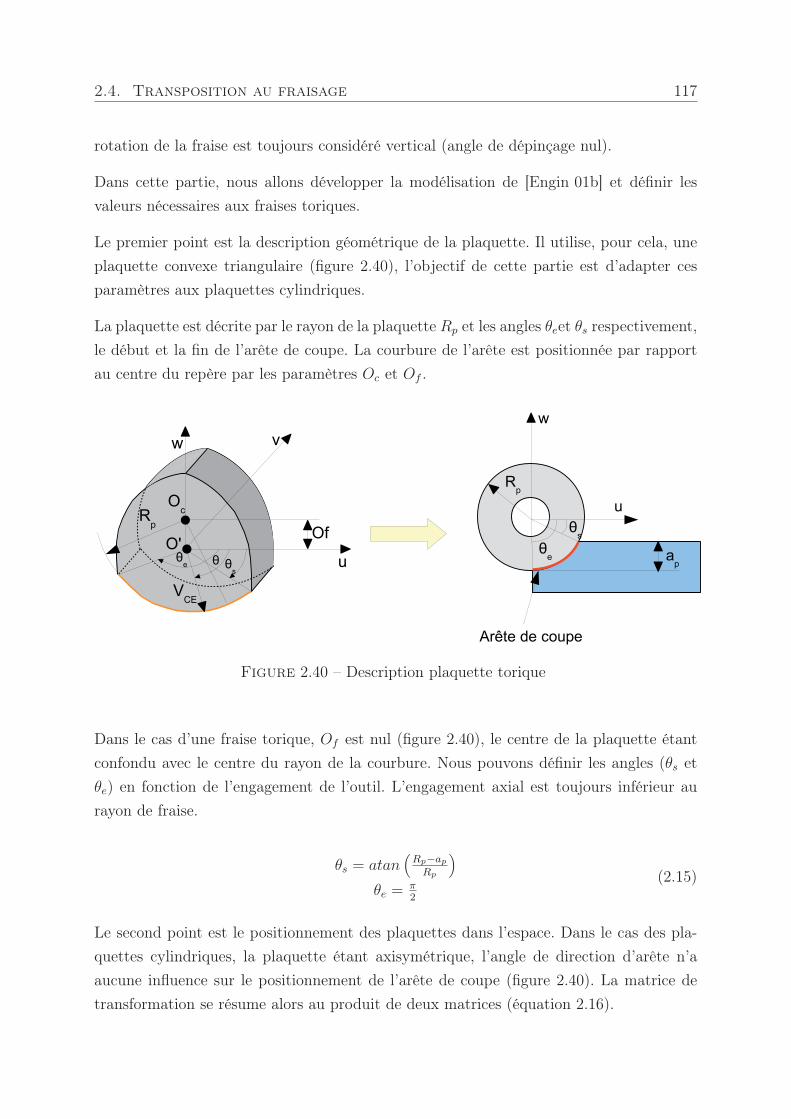
2.4. Transposition au fraisage 117
rotation de la fraise est toujours considéré vertical (angle de dépinçage nul).
Dans cette partie, nous allons développer la modélisation de [Engin 01b] et définir lesvaleurs nécessaires aux fraises toriques.
Le premier point est la description géométrique de la plaquette. Il utilise, pour cela, uneplaquette convexe triangulaire (figure 2.40), l’objectif de cette partie est d’adapter cesparamètres aux plaquettes cylindriques.
La plaquette est décrite par le rayon de la plaquette Rp et les angles θeet θs respectivement,le début et la fin de l’arête de coupe. La courbure de l’arête est positionnée par rapportau centre du repère par les paramètres Oc et Of .
Figure 2.40 – Description plaquette torique
Dans le cas d’une fraise torique, Of est nul (figure 2.40), le centre de la plaquette étantconfondu avec le centre du rayon de la courbure. Nous pouvons définir les angles (θs etθe) en fonction de l’engagement de l’outil. L’engagement axial est toujours inférieur aurayon de fraise.
θs = atan(Rp−apRp
)θe =
π2
(2.15)
Le second point est le positionnement des plaquettes dans l’espace. Dans le cas des pla-quettes cylindriques, la plaquette étant axisymétrique, l’angle de direction d’arête n’aaucune influence sur le positionnement de l’arête de coupe (figure 2.40). La matrice detransformation se résume alors au produit de deux matrices (équation 2.16).

118 2. Identification du comportement du matériau usiné
Ry(β) =
⎡⎢⎢⎢⎣1 0 0
0 cos(β) sin(β)
0 −sin(β) cos(β)
⎤⎥⎥⎥⎦(X,Y,Z)
Rz(ϕ) =
⎡⎢⎢⎢⎣−sin(ϕ) −cos(ϕ) 0
cos(ϕ) −sin(ϕ) 0
0 0 1
⎤⎥⎥⎥⎦(X,Y,Z)
(2.16)
L’épaisseur instantanée du copeau peut alors être définie telle que :
hb(i, j, k) = fztjsin {φf (i, j, k)} sin {θi} (2.17)
avec φf (i, j, k) : la position angulaire des éléments i, j, et k
L’arc en prise est obtenu tel que :
dS = Rθi (2.18)
2.4.2.3 Fraise hémisphérique
Les fraises hémisphériques utilisées par l’entreprise Messier-Dowty ne sont pas représentéesdans les travaux d’Engin. La géométrie de coupe sera alors développée à partir du modèlede [Milfelner 03] dont la méthode est identique à celle d’Engin (figure 2.41).
Figure 2.41 – Paramétrisation de l’outil proposée par Milfelner
R(β) est le rayon de l’outil dans le plan X, Y (équation 2.19) et peut être défini tel que :

2.4. Transposition au fraisage 119
R(β) =√1− (βbcot(λb)− 1)2Rb (2.19)
avec λb : l’angle d’hélice, βb : l’angle de l’arête de coupe et Rb : le rayon en un pointconsidéré
La position angulaire B(i, j, k) de chaque point de l’arête de coupe est :
B(i, j, k) = θ(j) + φf (k − 1)− z
Rb
tan(λb) (2.20)
avec φf : la position angulaire de chaque dent
L’épaisseur du copeau est fonction de l’avance à la dent et de l’angle axial et radial(équation 2.21).
hb(i, j, k) = fztsin {B(i, j, k)} sin {η(i)} (2.21)
Dans sa modélisation, Milfelner utilise seulement des pressions spécifiques de coupe. Ornous avons vu que lors de l’usinage du Ti5553, les efforts de coupe augmentaient lorsquel’avance était inférieure à la hauteur de la préparation d’arête. Afin d’accroître la précisionde la modélisation, nous avons choisi d’intégrer les coefficients linéiques.
Nous avons pour cela utilisé les paramètres définis par Milfelner :
dS = R(β)ηeffπ2< ηeff < asin
(R−apR
) (2.22)
avec ηeff est la discrétisation angulaire de l’arête en prise et dS représente la zone decontact entre l’outil et la pièce.
2.4.3 Adaptation de la coupe orthogonale à la coupe oblique
2.4.3.1 Principe de la modélisation
Les modélisations que nous avons développées en tournage sont toutes basées sur l’hy-pothèse simplificatrice de la coupe orthogonale. Cependant, cette dernière n’est pas re-présentative de la coupe en fraisage. Il est en effet très rare d’utiliser des outils dont lesangles de positionnement des plaquettes sont nuls ou dont l’angle d’hélice est parallèle àl’axe de l’outil. Pour ces raisons, dans cette partie nous allons nous attacher à adapter lesrésultats de la coupe orthogonale à la coupe oblique.

120 2. Identification du comportement du matériau usiné
D’après [Budak 96], les coefficients spécifiques de coupe en coupe oblique deviennent :
Kcc =τ
sin(φn)cos(βn−αr)+tan2(i)sin(βn)
c
Kfc =τ
sin(φn)cos(i)sin(βn−αr)
c
Kpc =τ
sin(φn)cos(βn−αr)tan(i)−tan(i)sin(βn)
c
(2.23)
avec
c =√cos2(φn + βn − αr) + tan2(i)sin2(βn)
tan(βn) = tan(β)cos(i)
tan(φ) = rcos(α)1−rsin(α)
(2.24)
La contrainte τ et l’angle de cisaillement φ seront définis à partir des équations suivantes :
tan(φ) = rcos(α)1−rsin(α)
τ =Fccos(φ)sin(φ)−Ff sin
2(φ)
bh
(2.25)
Le coefficient de frottement sera dans notre cas défini à partir de l’équation développéepar Oxley.
Les coefficients linéiques (Kce etKfe) seront directement établis à partir de la coupe or-thogonale pour une avance nulle. La seule inconnue est le coefficient Kpe. [Armarego 85]estime que sa valeur est souvent proche de 0. Il considère cependant qu’une bonne esti-mation peut être effectuée grâce à l’équation 2.26.
Kpe = Kfesin(λs) (2.26)
Les essais de coupe orthogonale sont remplacés par les modèles définis précédemment. Lerapport (r) entre l’épaisseur de copeau et l’avance est issu des différents essais que nousavons réalisés. Ce rapport est surtout fonction de l’avance (figure 2.42), le revêtement etla vitesse de coupe n’influent pas sur sa valeur.
Pour définir le rapport r en fonction de l’avance, nous utiliserons le polynôme de degré 2défini par la méthode des moindres carrés :
r = −8, 99h2 − 7, 11h+ 2, 5 (2.27)
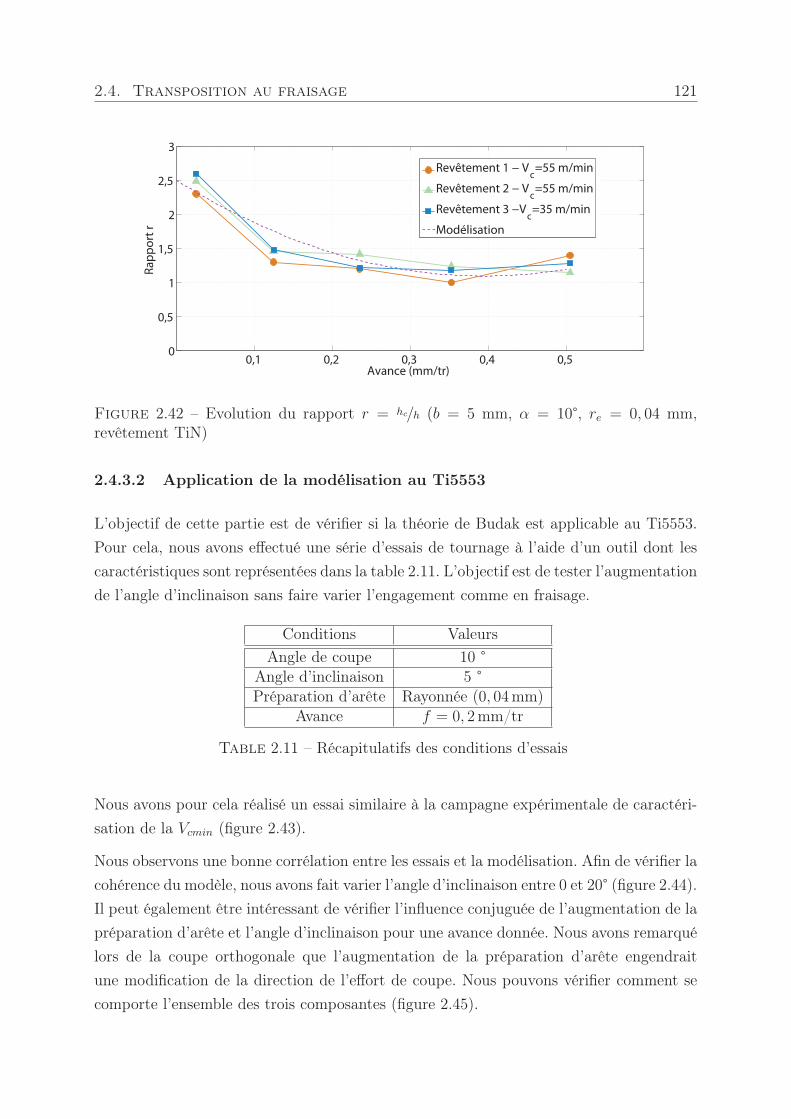
2.4. Transposition au fraisage 121
0,1 0,2 0,3 0,4 0,50
0,5
1
1,5
2
2,5
3
Avance (mm/tr)
Rapp
ort r
Revêtement 1 − Vc=55 m/min
Revêtement 2 − Vc=55 m/min
Revêtement 3 −Vc=35 m/min
Modélisation
Figure 2.42 – Evolution du rapport r = hc/h (b = 5 mm, α = 10°, re = 0, 04 mm,revêtement TiN)
2.4.3.2 Application de la modélisation au Ti5553
L’objectif de cette partie est de vérifier si la théorie de Budak est applicable au Ti5553.Pour cela, nous avons effectué une série d’essais de tournage à l’aide d’un outil dont lescaractéristiques sont représentées dans la table 2.11. L’objectif est de tester l’augmentationde l’angle d’inclinaison sans faire varier l’engagement comme en fraisage.
Conditions ValeursAngle de coupe 10 °
Angle d’inclinaison 5 °Préparation d’arête Rayonnée (0, 04mm)
Avance f = 0, 2mm/tr
Table 2.11 – Récapitulatifs des conditions d’essais
Nous avons pour cela réalisé un essai similaire à la campagne expérimentale de caractéri-sation de la Vcmin (figure 2.43).
Nous observons une bonne corrélation entre les essais et la modélisation. Afin de vérifier lacohérence du modèle, nous avons fait varier l’angle d’inclinaison entre 0 et 20° (figure 2.44).Il peut également être intéressant de vérifier l’influence conjuguée de l’augmentation de lapréparation d’arête et l’angle d’inclinaison pour une avance donnée. Nous avons remarquélors de la coupe orthogonale que l’augmentation de la préparation d’arête engendraitune modification de la direction de l’effort de coupe. Nous pouvons vérifier comment secomporte l’ensemble des trois composantes (figure 2.45).
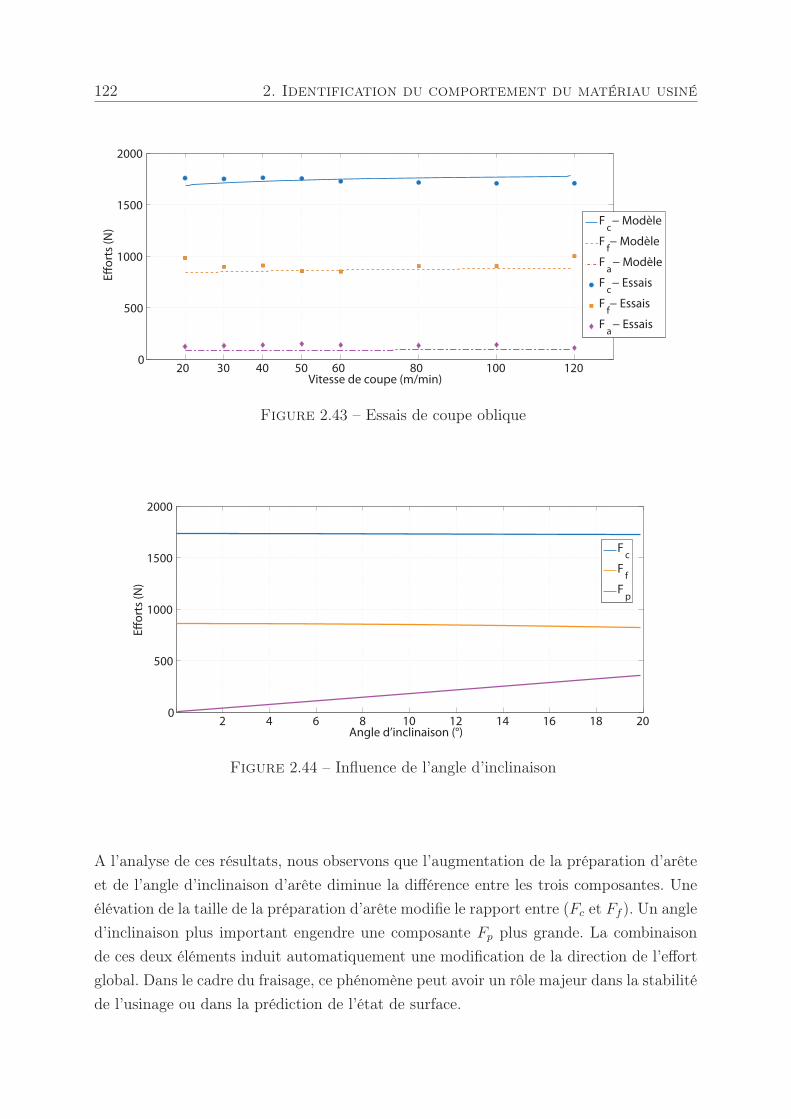
122 2. Identification du comportement du matériau usiné
20 30 40 50 60 80 100 1200
500
1000
1500
2000
Vitesse de coupe (m/min)
Effor
ts (N
)
Fc − Modèle
Ff − Modèle
Fa − Modèle
Fc − Essais
Ff − Essais
Fa − Essais
Figure 2.43 – Essais de coupe oblique
2 4 6 8 10 12 14 16 18 200
500
1000
1500
2000
Angle d’inclinaison (°)
Effor
ts (N
)
Fc
Ff
Fp
Figure 2.44 – Influence de l’angle d’inclinaison
A l’analyse de ces résultats, nous observons que l’augmentation de la préparation d’arêteet de l’angle d’inclinaison d’arête diminue la différence entre les trois composantes. Uneélévation de la taille de la préparation d’arête modifie le rapport entre (Fc et Ff ). Un angled’inclinaison plus important engendre une composante Fp plus grande. La combinaisonde ces deux éléments induit automatiquement une modification de la direction de l’effortglobal. Dans le cadre du fraisage, ce phénomène peut avoir un rôle majeur dans la stabilitéde l’usinage ou dans la prédiction de l’état de surface.
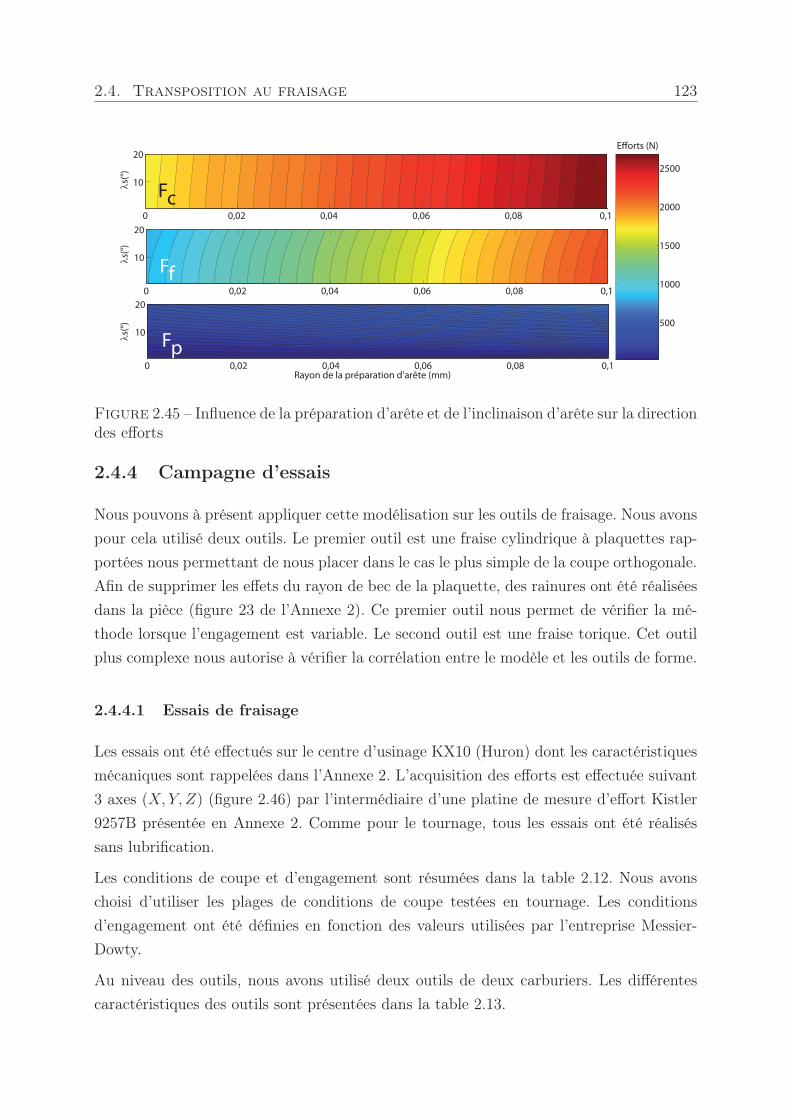
2.4. Transposition au fraisage 123
�s(°
)
0 0,02 0,04 0,06 0,08 0,1
10
20
0 0,02 0,04 0,06 0,08 0,1
10
20
Rayon de la préparation d’arête (mm)
Efforts (N)
0 0,02 0,04 0,06 0,08 0,1
10
20
500
1000
1500
2000
2500
Fc
Ff
Fp
�s(°
)�s
(°)
Figure 2.45 – Influence de la préparation d’arête et de l’inclinaison d’arête sur la directiondes efforts
2.4.4 Campagne d’essais
Nous pouvons à présent appliquer cette modélisation sur les outils de fraisage. Nous avonspour cela utilisé deux outils. Le premier outil est une fraise cylindrique à plaquettes rap-portées nous permettant de nous placer dans le cas le plus simple de la coupe orthogonale.Afin de supprimer les effets du rayon de bec de la plaquette, des rainures ont été réaliséesdans la pièce (figure 23 de l’Annexe 2). Ce premier outil nous permet de vérifier la mé-thode lorsque l’engagement est variable. Le second outil est une fraise torique. Cet outilplus complexe nous autorise à vérifier la corrélation entre le modèle et les outils de forme.
2.4.4.1 Essais de fraisage
Les essais ont été effectués sur le centre d’usinage KX10 (Huron) dont les caractéristiquesmécaniques sont rappelées dans l’Annexe 2. L’acquisition des efforts est effectuée suivant3 axes (X, Y, Z) (figure 2.46) par l’intermédiaire d’une platine de mesure d’effort Kistler9257B présentée en Annexe 2. Comme pour le tournage, tous les essais ont été réaliséssans lubrification.
Les conditions de coupe et d’engagement sont résumées dans la table 2.12. Nous avonschoisi d’utiliser les plages de conditions de coupe testées en tournage. Les conditionsd’engagement ont été définies en fonction des valeurs utilisées par l’entreprise Messier-Dowty.
Au niveau des outils, nous avons utilisé deux outils de deux carburiers. Les différentescaractéristiques des outils sont présentées dans la table 2.13.
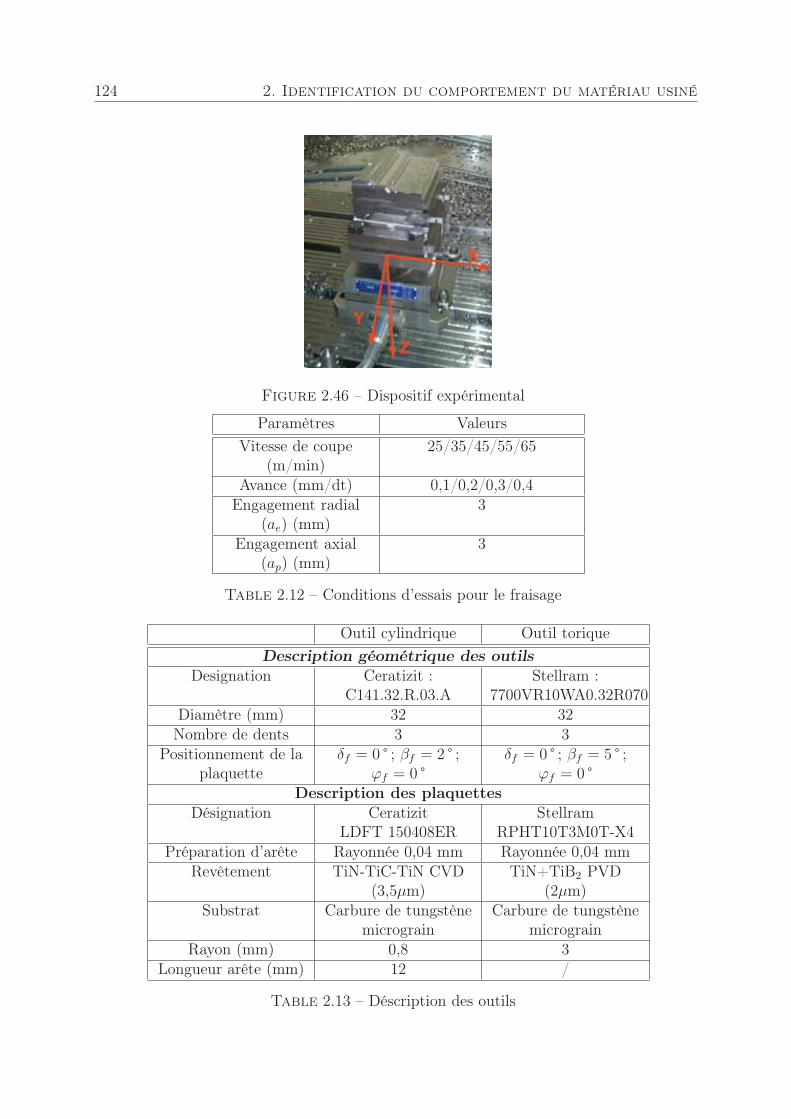
124 2. Identification du comportement du matériau usiné
Figure 2.46 – Dispositif expérimental
Paramètres ValeursVitesse de coupe
(m/min)25/35/45/55/65
Avance (mm/dt) 0,1/0,2/0,3/0,4Engagement radial
(ae) (mm)3
Engagement axial(ap) (mm)
3
Table 2.12 – Conditions d’essais pour le fraisage
Outil cylindrique Outil toriqueDescription géométrique des outils
Designation Ceratizit :C141.32.R.03.A
Stellram :7700VR10WA0.32R070
Diamètre (mm) 32 32Nombre de dents 3 3
Positionnement de laplaquette
δf = 0 ° ; βf = 2 ° ;ϕf = 0 °
δf = 0 ° ; βf = 5 ° ;ϕf = 0 °
Description des plaquettesDésignation Ceratizit
LDFT 150408ERStellram
RPHT10T3M0T-X4Préparation d’arête Rayonnée 0,04 mm Rayonnée 0,04 mm
Revêtement TiN-TiC-TiN CVD(3,5μm)
TiN+TiB2 PVD(2μm)
Substrat Carbure de tungstènemicrograin
Carbure de tungstènemicrograin
Rayon (mm) 0,8 3Longueur arête (mm) 12 /
Table 2.13 – Déscription des outils
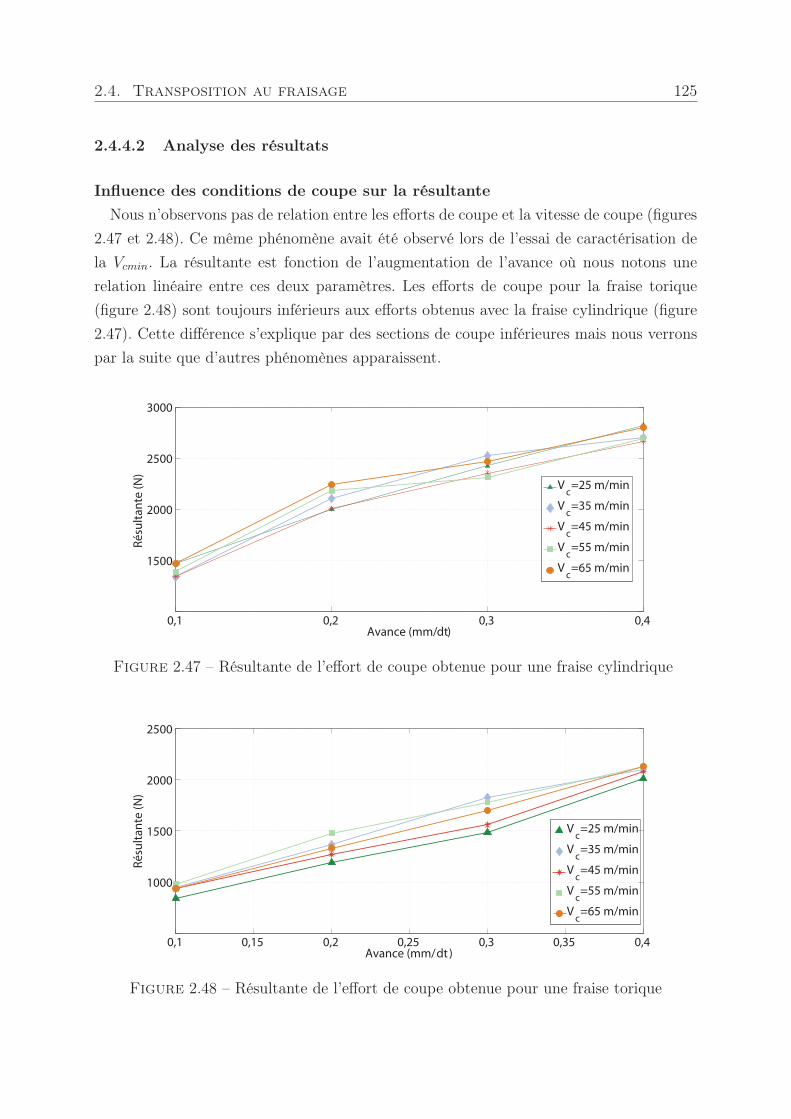
2.4. Transposition au fraisage 125
2.4.4.2 Analyse des résultats
Influence des conditions de coupe sur la résultanteNous n’observons pas de relation entre les efforts de coupe et la vitesse de coupe (figures
2.47 et 2.48). Ce même phénomène avait été observé lors de l’essai de caractérisation dela Vcmin. La résultante est fonction de l’augmentation de l’avance où nous notons unerelation linéaire entre ces deux paramètres. Les efforts de coupe pour la fraise torique(figure 2.48) sont toujours inférieurs aux efforts obtenus avec la fraise cylindrique (figure2.47). Cette différence s’explique par des sections de coupe inférieures mais nous verronspar la suite que d’autres phénomènes apparaissent.
0,1 0,2 0,3 0,4
1500
2000
2500
3000
Avance (mm/dt)
Résu
ltant
e (N
)
Vc=25 m/min
Vc=35 m/min
Vc=45 m/min
Vc=55 m/min
Vc=65 m/min
Figure 2.47 – Résultante de l’effort de coupe obtenue pour une fraise cylindrique
0,1 0,15 0,2 0,25 0,3 0,35 0,4
1000
1500
2000
2500
Avance (mm/dt)
Résu
ltant
e (N
)
Vc=25 m/min
Vc=35 m/min
Vc=45 m/min
Vc=55 m/min
Vc=65 m/min
Figure 2.48 – Résultante de l’effort de coupe obtenue pour une fraise torique

126 2. Identification du comportement du matériau usiné
Influence de l’engagement sur la direction de la résultantePour notre étude nous considérerons que la direction de la résultante est définie comme
étant le rapport entre les composantes Ff et Fc. Nous allons vérifier l’évolution de cettedirection pour le passage d’une dent (où l’épaisseur de copeau varie). Si la direction dela résultante est égale à 1 alors les deux composantes sont égales. Traditionnellementpour l’acier la direction est toujours inférieure à 1. Pour cela, nous baserons notre analysesur deux essais : un premier essai où l’avance est fz = 0, 1mm/dt et un second essaioù l’avance est 4 fois plus importante (fz = 0, 4mm/dt) (figure 2.49). Pour simplifierl’analyse, l’étude sera réalisée sur la fraise cylindrique dont l’angle d’hélice (λs) est nul(Fp = 0N).
Pour une avance de 0.1 mm/tr, la composante Ff est toujours la plus importante. Cettedirection d’effort est due à une épaisseur de coupe insuffisante. L’influence de la prépara-tion d’arête est alors prépondérante induisant un effort de poussée plus important. Pourune avance plus importante, nous remarquons une modification de la direction des effortsapparaissant à une position angulaire égale à 30 °. Tant que l’avance est suffisamment im-portante comparée à la préparation d’arête la composante Fc est prépondérante à partirdu moment où le rapport entre la préparation d’arête et l’avance devient trop faible ladirection est modifiée (Ff > Fc).
Cette modification peut induire une modification de l’état de surface. Nous verrons par lasuite comment ce phénomène apparaît dans le cadre de l’utilisation des fraises toriques.
2.4.5 Application au Ti5553
La dernière partie de la modélisation concerne la définition des efforts de coupe en frai-sage. Dans l’ensemble des cas, la méthodologie reste inchangée à savoir définir des effortsélémentaires à partir des modélisations de tournage. Ces derniers sont ensuite intégrés lelong de l’arête de coupe afin de définir les efforts de coupe. Chaque effort élémentaire estle résultat du produit des pressions spécifiques de coupe par la section de coupe et descharges linéiques par la longueur d’arête en prise.
Pour chaque outil, les efforts de coupe élémentaires sont définis tels que :
dFc = Kcc(z)h(φ, z)dz +Kce(z)dz
dFf = Kfc(z)h(φ, z)dz +Kfe(z)dz
dFp = Kpc(z)h(φ, z)dz +Kpe(z)dz
(2.28)
La transposition dans le repère (O,X, Y, Z) est effectuée à l’aide d’une matrice de transfert
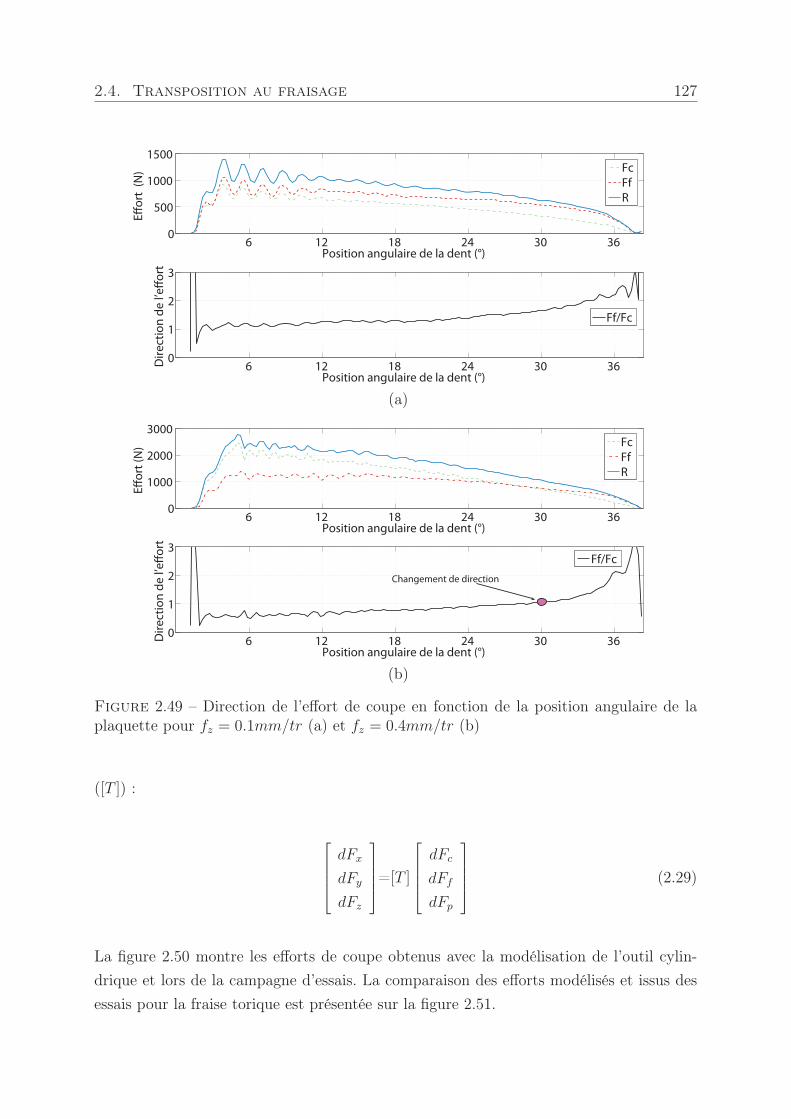
2.4. Transposition au fraisage 127
6 12 18 24 30 360
500
1000
1500
Position angulaire de la dent (°)
Effor
t (N
) FcFfR
6 12 18 24 30 360
1
2
3
Position angulaire de la dent (°)
Dire
ctio
n de
l’eff
ort
Ff/Fc
(a)
6 12 18 24 30 360
1000
2000
3000
Position angulaire de la dent (°)
Effor
t (N
) FcFfR
6 12 18 24 30 360
1
2
3
Position angulaire de la dent (°)
Dire
ctio
n de
l’eff
ort
Ff/Fc
Changement de direction
(b)
Figure 2.49 – Direction de l’effort de coupe en fonction de la position angulaire de laplaquette pour fz = 0.1mm/tr (a) et fz = 0.4mm/tr (b)
([T ]) :
⎡⎢⎢⎢⎣dFx
dFy
dFz
⎤⎥⎥⎥⎦=[T ]
⎡⎢⎢⎢⎣
dFc
dFf
dFp
⎤⎥⎥⎥⎦ (2.29)
La figure 2.50 montre les efforts de coupe obtenus avec la modélisation de l’outil cylin-drique et lors de la campagne d’essais. La comparaison des efforts modélisés et issus desessais pour la fraise torique est présentée sur la figure 2.51.
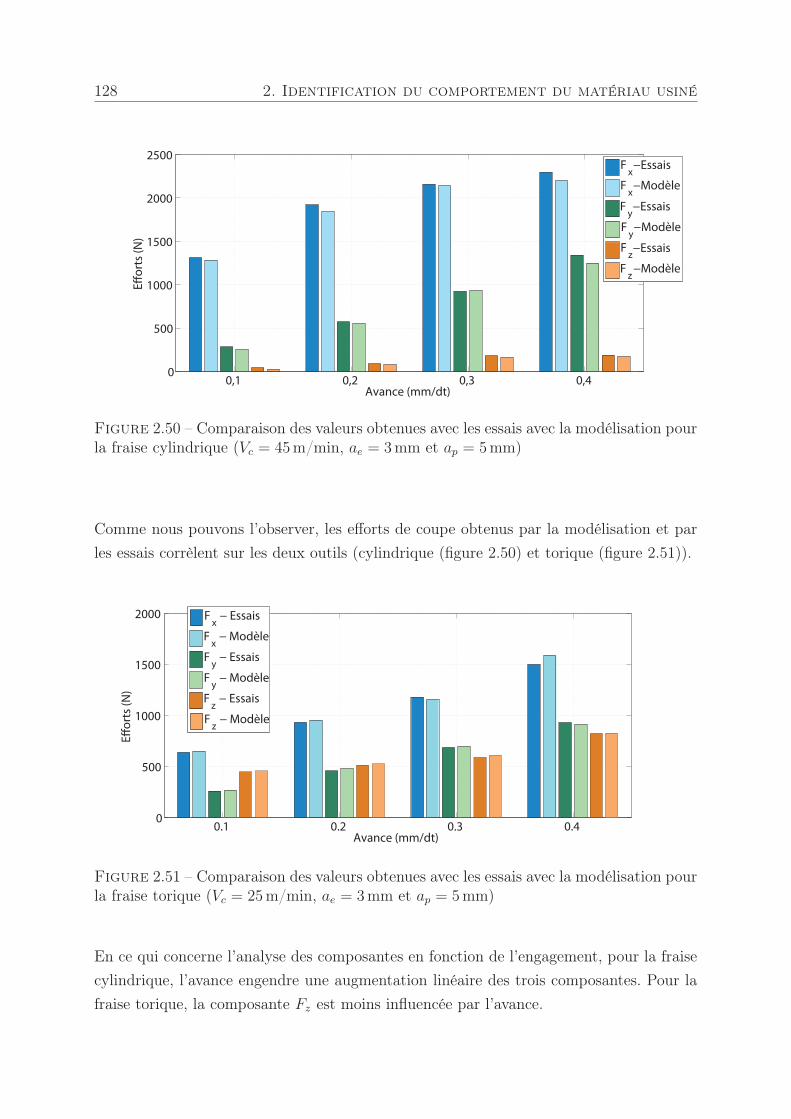
128 2. Identification du comportement du matériau usiné
0,1 0,2 0,3 0,40
500
1000
1500
2000
2500
Avance (mm/dt)
Effor
ts (N
)
Fz−ModèleF
z
−Essais
Fy−Modèle
Fy−Essais
Fx−Modèle
Fx−Essais
Figure 2.50 – Comparaison des valeurs obtenues avec les essais avec la modélisation pourla fraise cylindrique (Vc = 45m/min, ae = 3mm et ap = 5mm)
Comme nous pouvons l’observer, les efforts de coupe obtenus par la modélisation et parles essais corrèlent sur les deux outils (cylindrique (figure 2.50) et torique (figure 2.51)).
0.1 0.2 0.3 0.40
500
1000
1500
2000
Avance (mm/dt)
Effor
ts (N
)
Fx − Modèle
Fx − Essais
Fy − Modèle
Fy − Essais
Fz − Modèle
Fz − Essais
Figure 2.51 – Comparaison des valeurs obtenues avec les essais avec la modélisation pourla fraise torique (Vc = 25m/min, ae = 3mm et ap = 5mm)
En ce qui concerne l’analyse des composantes en fonction de l’engagement, pour la fraisecylindrique, l’avance engendre une augmentation linéaire des trois composantes. Pour lafraise torique, la composante Fz est moins influencée par l’avance.
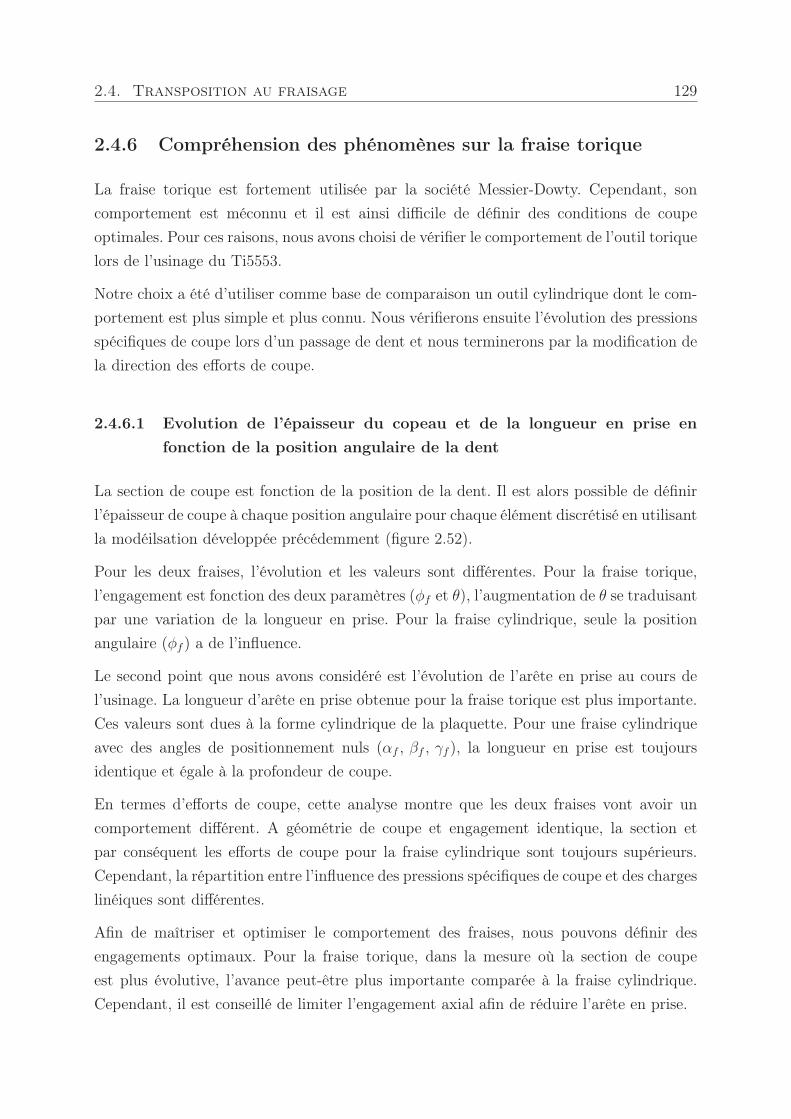
2.4. Transposition au fraisage 129
2.4.6 Compréhension des phénomènes sur la fraise torique
La fraise torique est fortement utilisée par la société Messier-Dowty. Cependant, soncomportement est méconnu et il est ainsi difficile de définir des conditions de coupeoptimales. Pour ces raisons, nous avons choisi de vérifier le comportement de l’outil toriquelors de l’usinage du Ti5553.
Notre choix a été d’utiliser comme base de comparaison un outil cylindrique dont le com-portement est plus simple et plus connu. Nous vérifierons ensuite l’évolution des pressionsspécifiques de coupe lors d’un passage de dent et nous terminerons par la modification dela direction des efforts de coupe.
2.4.6.1 Evolution de l’épaisseur du copeau et de la longueur en prise enfonction de la position angulaire de la dent
La section de coupe est fonction de la position de la dent. Il est alors possible de définirl’épaisseur de coupe à chaque position angulaire pour chaque élément discrétisé en utilisantla modéilsation développée précédemment (figure 2.52).
Pour les deux fraises, l’évolution et les valeurs sont différentes. Pour la fraise torique,l’engagement est fonction des deux paramètres (φf et θ), l’augmentation de θ se traduisantpar une variation de la longueur en prise. Pour la fraise cylindrique, seule la positionangulaire (φf ) a de l’influence.
Le second point que nous avons considéré est l’évolution de l’arête en prise au cours del’usinage. La longueur d’arête en prise obtenue pour la fraise torique est plus importante.Ces valeurs sont dues à la forme cylindrique de la plaquette. Pour une fraise cylindriqueavec des angles de positionnement nuls (αf , βf , γf ), la longueur en prise est toujoursidentique et égale à la profondeur de coupe.
En termes d’efforts de coupe, cette analyse montre que les deux fraises vont avoir uncomportement différent. A géométrie de coupe et engagement identique, la section etpar conséquent les efforts de coupe pour la fraise cylindrique sont toujours supérieurs.Cependant, la répartition entre l’influence des pressions spécifiques de coupe et des chargeslinéiques sont différentes.
Afin de maîtriser et optimiser le comportement des fraises, nous pouvons définir desengagements optimaux. Pour la fraise torique, dans la mesure où la section de coupeest plus évolutive, l’avance peut-être plus importante comparée à la fraise cylindrique.Cependant, il est conseillé de limiter l’engagement axial afin de réduire l’arête en prise.
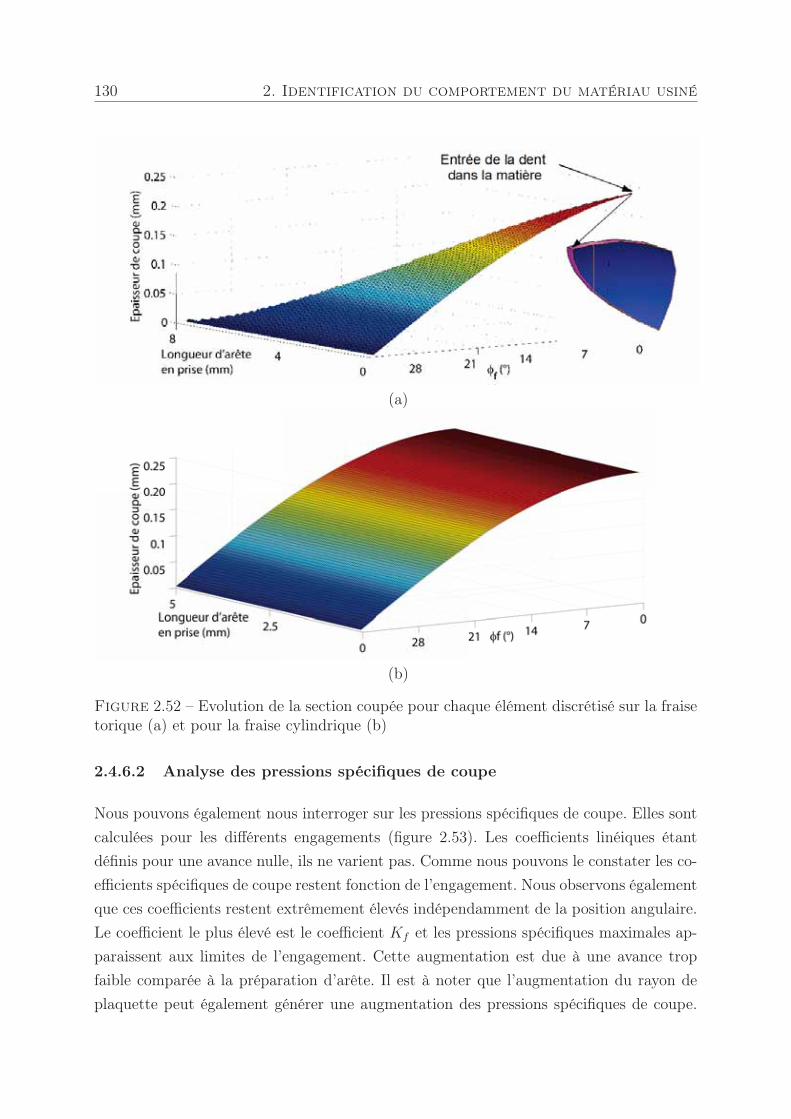
130 2. Identification du comportement du matériau usiné
(a)
(b)
Figure 2.52 – Evolution de la section coupée pour chaque élément discrétisé sur la fraisetorique (a) et pour la fraise cylindrique (b)
2.4.6.2 Analyse des pressions spécifiques de coupe
Nous pouvons également nous interroger sur les pressions spécifiques de coupe. Elles sontcalculées pour les différents engagements (figure 2.53). Les coefficients linéiques étantdéfinis pour une avance nulle, ils ne varient pas. Comme nous pouvons le constater les co-efficients spécifiques de coupe restent fonction de l’engagement. Nous observons égalementque ces coefficients restent extrêmement élevés indépendamment de la position angulaire.Le coefficient le plus élevé est le coefficient Kf et les pressions spécifiques maximales ap-paraissent aux limites de l’engagement. Cette augmentation est due à une avance tropfaible comparée à la préparation d’arête. Il est à noter que l’augmentation du rayon deplaquette peut également générer une augmentation des pressions spécifiques de coupe.
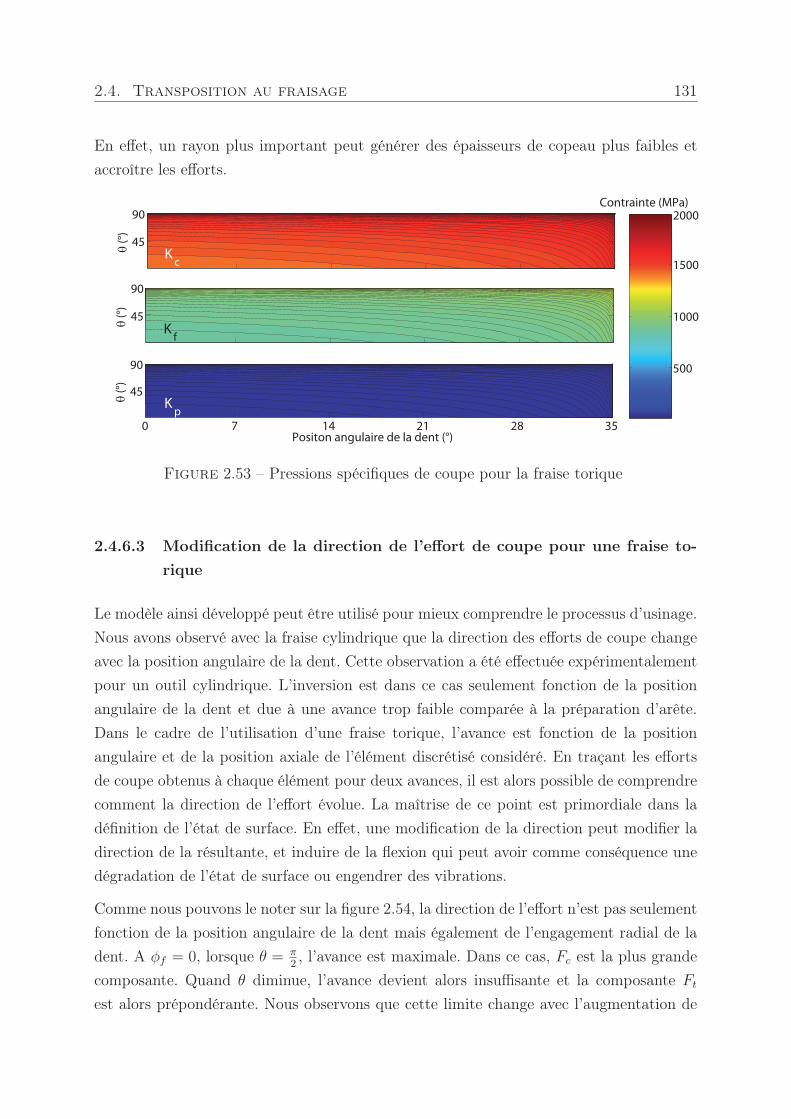
2.4. Transposition au fraisage 131
En effet, un rayon plus important peut générer des épaisseurs de copeau plus faibles etaccroître les efforts.
� (°
)
45
90
� (°
)
45
90
Positon angulaire de la dent (°)
� (°
)
Contrainte (MPa)
0 7 14 21 28 35
45
90 500
1000
1500K
c
Kf
Kp
2000
Figure 2.53 – Pressions spécifiques de coupe pour la fraise torique
2.4.6.3 Modification de la direction de l’effort de coupe pour une fraise to-rique
Le modèle ainsi développé peut être utilisé pour mieux comprendre le processus d’usinage.Nous avons observé avec la fraise cylindrique que la direction des efforts de coupe changeavec la position angulaire de la dent. Cette observation a été effectuée expérimentalementpour un outil cylindrique. L’inversion est dans ce cas seulement fonction de la positionangulaire de la dent et due à une avance trop faible comparée à la préparation d’arête.Dans le cadre de l’utilisation d’une fraise torique, l’avance est fonction de la positionangulaire et de la position axiale de l’élément discrétisé considéré. En traçant les effortsde coupe obtenus à chaque élément pour deux avances, il est alors possible de comprendrecomment la direction de l’effort évolue. La maîtrise de ce point est primordiale dans ladéfinition de l’état de surface. En effet, une modification de la direction peut modifier ladirection de la résultante, et induire de la flexion qui peut avoir comme conséquence unedégradation de l’état de surface ou engendrer des vibrations.
Comme nous pouvons le noter sur la figure 2.54, la direction de l’effort n’est pas seulementfonction de la position angulaire de la dent mais également de l’engagement radial de ladent. A φf = 0, lorsque θ = π
2, l’avance est maximale. Dans ce cas, Fc est la plus grande
composante. Quand θ diminue, l’avance devient alors insuffisante et la composante Ft
est alors prépondérante. Nous observons que cette limite change avec l’augmentation de
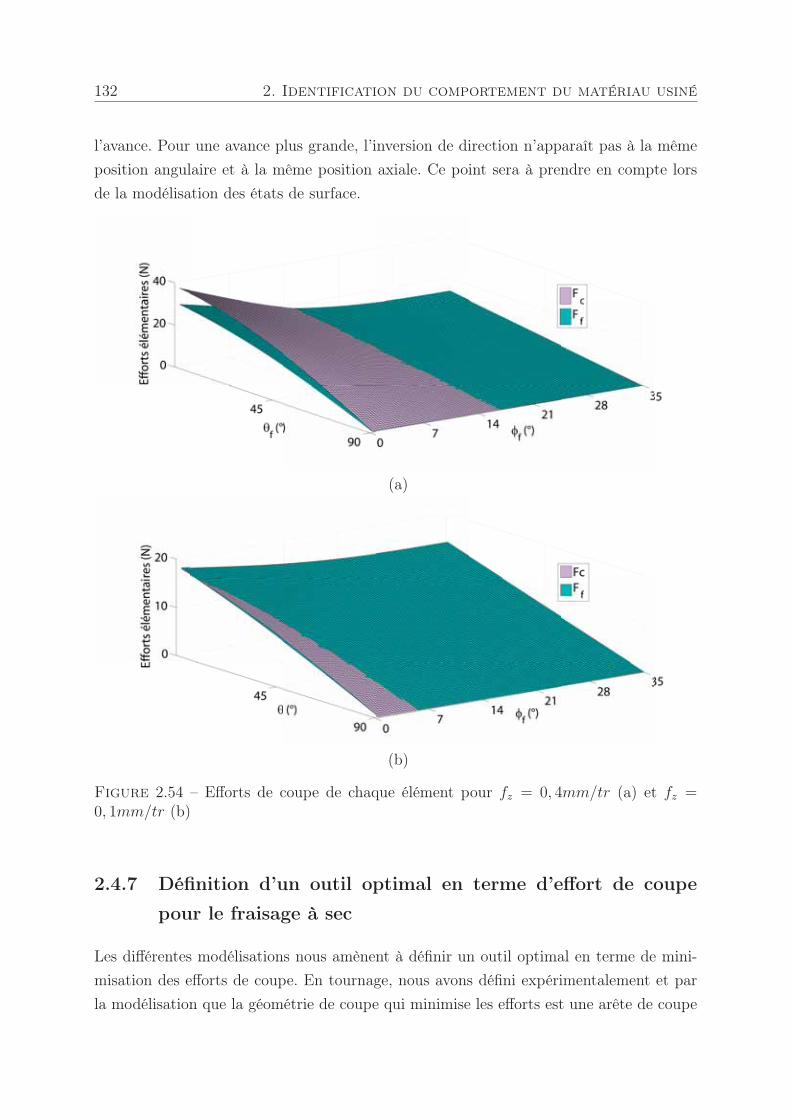
132 2. Identification du comportement du matériau usiné
l’avance. Pour une avance plus grande, l’inversion de direction n’apparaît pas à la mêmeposition angulaire et à la même position axiale. Ce point sera à prendre en compte lorsde la modélisation des états de surface.
(a)
(b)
Figure 2.54 – Efforts de coupe de chaque élément pour fz = 0, 4mm/tr (a) et fz =0, 1mm/tr (b)
2.4.7 Définition d’un outil optimal en terme d’effort de coupe
pour le fraisage à sec
Les différentes modélisations nous amènent à définir un outil optimal en terme de mini-misation des efforts de coupe. En tournage, nous avons défini expérimentalement et parla modélisation que la géométrie de coupe qui minimise les efforts est une arête de coupe
2.5. Conclusion sur les efforts de coupe 133
à préparation minimale et un angle de coupe positif. Afin de réduire la composante Ff ,nous avons proposé d’avoir une avance toujours au moins trois fois supérieure à la prépa-ration d’arête. Dans le cas du fraisage, la géométrie optimale reste inchangée. Il ne fautpas oublier que des chocs apparaissent en fraisage, une arête sans préparation ne pourraitalors être envisagée du fait de sa grande fragilité. La difficulté résulte dans le choix desconditions d’engagement. Certaines conditions sont fixes. En contournage, l’engagementradial est limité à 3mm dans l’entreprise. L’optimisation des conditions de coupe doitalors être effectuée sur cette base.
Pour les outils cylindriques, la direction de l’effort est fonction de la position angulaire dela dent. Une augmentation de l’avance engendre une direction similaire (Fc > Ff ) tout aulong de l’usinage. Cette direction est alors constante sur l’ensemble de l’arête de coupe.Pour les outils de forme, la direction de l’effort est fonction de la position angulaire de ladent et de l’engagement axial de la plaquette. Il est impossible de garantir une directionconstante sur l’ensemble de l’usinage.
Un autre point important est la répartition des efforts de coupe pour les deux outils. Nousavons observé que pour les outils toriques, la section de coupe est inférieure comparéeaux outils cylindriques, mais la longueur d’arête en prise est supérieure. Cette différenceengendre alors une répartition des efforts différente.
Les essais n’ont pas montré d’influence de la vitesse de coupe sur les efforts. Il peut alorsêtre envisageable d’utiliser les outils à des vitesses de coupe supérieures à celles déjàutilisées. Le seul point limitant de ce paramètre est la durée de vie des outils que nousallons traiter par la suite.
2.5 Conclusion sur les efforts de coupe
En conclusion, l’objectif de ce chapitre était de définir les efforts de coupe en fraisage pourun matériau complexe dont nous connaissons mal le comportement. La contrainte imposéeest de modéliser tous les outils utilisés par l’entreprise Messier-Dowty. Lors de l’étatdes lieux, nous avons observé que de nombreux outils sont employés. Ils ont différentesformes (cylindrique, torique, hémisphérique) et des géométries de coupe variées. De plus,les outils évoluent, la modélisation doit avoir la souplesse de pouvoir intégrer les futursdéveloppements de l’entreprise.
Nous avons fait le choix d’utiliser une modélisation analytique pour comprendre le pro-cessus de coupe. Nous avons pour cela vérifié si les modélisations existantes permettaientde retranscrire les efforts de coupe. Trois modélisations ont été développées :

134 2. Identification du comportement du matériau usiné
– une première modélisation pour les outils possédant une arête de coupe parfaite,– une seconde modélisation pour les outils à arête rayonnée,– une troisième modélisation pour les préparations d’arête chanfreinée.Ces modélisations nous ont permis de définir des outils de coupe et des conditions d’en-gagement optimaux. Un exemple d’utilisation du modèle est exposé dans l’annexe 3.L’entreprise Messier-Dowty est confrontée à un état de surface dégradé et souhaite limiterles opérations de parachèvement souvent difficiles pour les alliages de titane. A partir dela modélisation des efforts de coupe en fraisage appliquée sur l’outil de finition et des in-formations relatives à l’état de surface, nous avons expliqué l’apparition des phénomènesdégradants et proposé des solutions d’optimisation.
Le choix des modélisations empirique a été orienté par le nombre de forme d’outils et depréparation d’arête. Cependant, cette approche se base sur une estimation de coefficients(pressions spécifiques de coupe et coefficients linéiques). Ces coefficients sont souvent es-timés à partir d’essais. Dans notre cas, cette méthode ne nous semblait pas envisageable.Nous avons pour cela défini les pressions spécifiques de coupe à partir des modélisationsanalytiques définies précédemment. Comme pour le tournage, une vérification expérimen-tale a été effectuée où nous avons observé des conclusions similaires.
En conclusion, nous avons fait des recommandations sur la définition de l’outil et dé-finit une méthode analytique d’approche des efforts de coupe ainsi que des conditionsd’utilisation optimales permettant de réduire et surtout maîtriser les efforts de coupe.
Chapitre 3
Usure des outils
Sommaire3.1 Usure en tournage . . . . . . . . . . . . . . . . . . . . . . . . . . 136
3.1.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 136
3.1.2 Choix des conditions de coupe et des outils . . . . . . . . . . . 136
3.1.3 Identification des modes de dégradation . . . . . . . . . . . . . 137
3.1.4 Influence des conditions de coupe sur l’usure . . . . . . . . . . . 143
3.1.5 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 146
3.2 Cas du fraisage . . . . . . . . . . . . . . . . . . . . . . . . . . . . 146
3.2.1 Dispositif expérimental . . . . . . . . . . . . . . . . . . . . . . . 146
3.2.2 Observation des modes de dégradation . . . . . . . . . . . . . . 148
3.2.3 Influence des modes de dégradation sur le processus de coupe . 150
3.2.4 Influence de l’engagement radial sur les modes de dégradation . 153
3.2.5 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 160
136 3. Usure des outils
3.1 Usure en tournage
3.1.1 Introduction
Comme nous l’avons présenté dans l’état de l’art, un des axes de maîtrise de l’usinage duTi5553 est la durée de vie de l’outil. L’entreprise a observé une usure sévère, rapide etdifficilement anticipable dans le contexte de la fabrication des pièces dans ce matériau. Lamaîtrise de l’usure nous permet d’envisager une optimisation des conditions de coupe etdes outils mais également d’améliorer l’automatisation des procédés. A notre connaissance,le Ti5553 est très peu utilisé et peu d’ouvrages scientifiques traitent de l’usure de l’outillors de son usinage. La maîtrise de ce phénomène passe par la compréhension de plusieurspoints abordés dans ce chapitre :
– identifier les modes de dégradation,– définir les causes de ces phénomènes selon les conditions d’usinage,– comprendre l’influence des modes de dégradation sur le processus de coupe (efforts de
coupe) permettant par la suite d’envisager des techniques de surveillance d’usinage.
Afin de simplifier notre approche, la campagne expérimentale a été réalisée sans lubri-fiant. Ce choix nous permet de nous positionner dans le cas le plus défavorable. En effet,l’utilisation de la lubrification permet d’améliorer les coefficients de frottement, réduire lestempératures de coupe ce qui permet d’augmenter la durée de vie des outils. De plus, lalubrification induit un choix de fluide de coupe (huile entière, mélange, air...), d’une tech-nologie (haute pression, basse pression, micropluvérisation) et d’un point d’application.Ce choix peut s’avérer difficile dans le contexte de l’usinage des alliages de titane.
3.1.2 Choix des conditions de coupe et des outils
Afin de répondre à la problématique de l’entreprise, le choix des conditions expérimen-tales est basé sur les conditions de coupe usuelles et nous avons établi notre campagneexpérimentale sur les outils les plus utilisés (table 3.1).
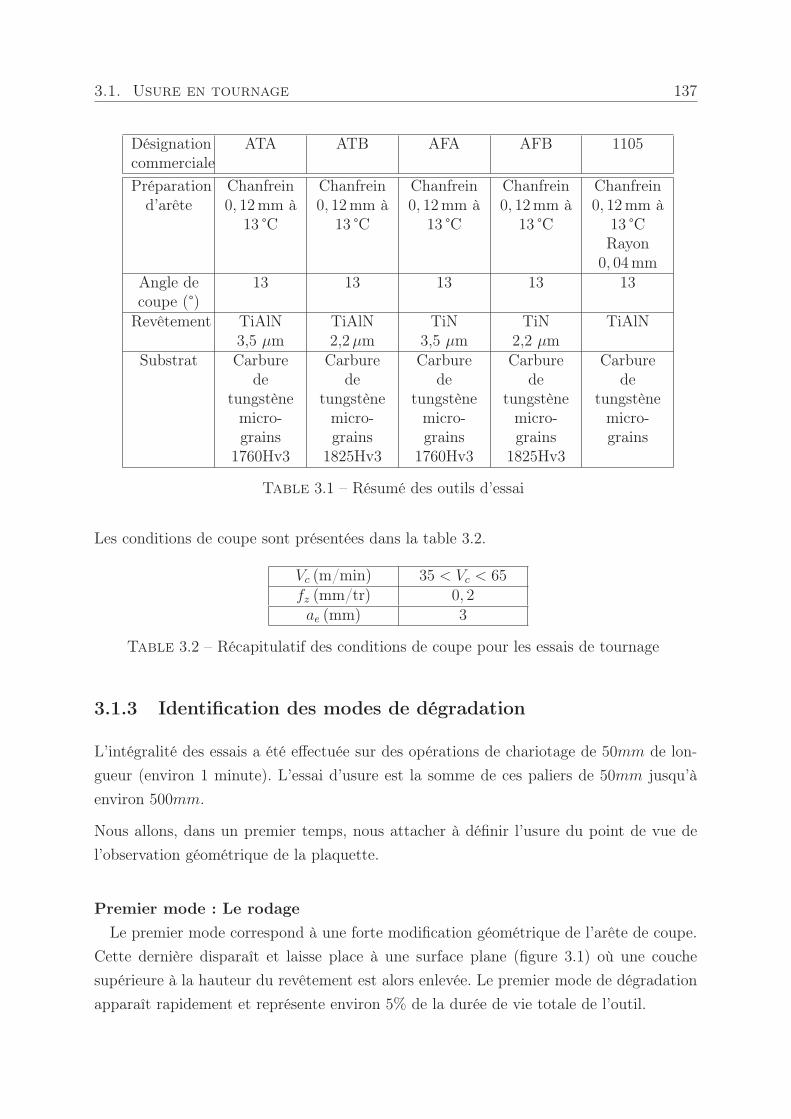
3.1. Usure en tournage 137
Désignationcommerciale
ATA ATB AFA AFB 1105
Préparationd’arête
Chanfrein0, 12mm à
13 °C
Chanfrein0, 12mm à
13 °C
Chanfrein0, 12mm à
13 °C
Chanfrein0, 12mm à
13 °C
Chanfrein0, 12mm à
13 °CRayon0, 04mm
Angle decoupe (°)
13 13 13 13 13
Revêtement TiAlN3,5 μm
TiAlN2,2μm
TiN3,5 μm
TiN2,2 μm
TiAlN
Substrat Carburede
tungstènemicro-grains
1760Hv3
Carburede
tungstènemicro-grains
1825Hv3
Carburede
tungstènemicro-grains
1760Hv3
Carburede
tungstènemicro-grains
1825Hv3
Carburede
tungstènemicro-grains
Table 3.1 – Résumé des outils d’essai
Les conditions de coupe sont présentées dans la table 3.2.
Vc (m/min) 35 < Vc < 65fz (mm/tr) 0, 2ae (mm) 3
Table 3.2 – Récapitulatif des conditions de coupe pour les essais de tournage
3.1.3 Identification des modes de dégradation
L’intégralité des essais a été effectuée sur des opérations de chariotage de 50mm de lon-gueur (environ 1 minute). L’essai d’usure est la somme de ces paliers de 50mm jusqu’àenviron 500mm.
Nous allons, dans un premier temps, nous attacher à définir l’usure du point de vue del’observation géométrique de la plaquette.
Premier mode : Le rodageLe premier mode correspond à une forte modification géométrique de l’arête de coupe.
Cette dernière disparaît et laisse place à une surface plane (figure 3.1) où une couchesupérieure à la hauteur du revêtement est alors enlevée. Le premier mode de dégradationapparaît rapidement et représente environ 5% de la durée de vie totale de l’outil.
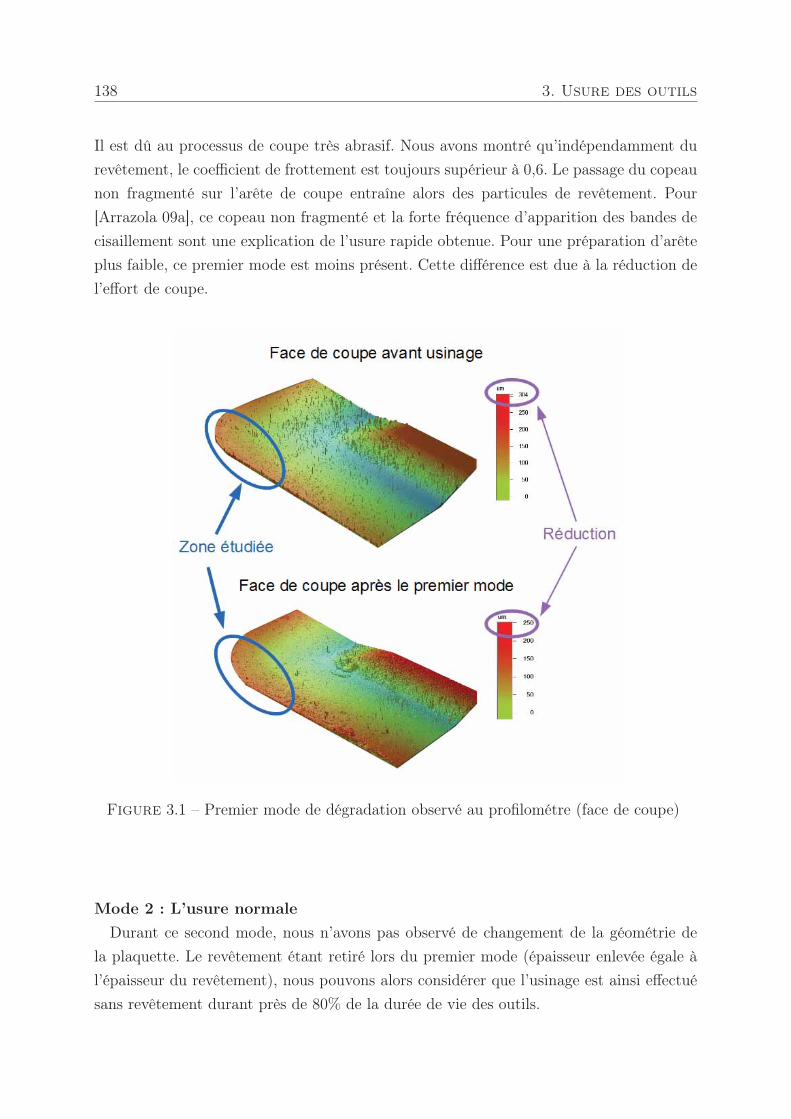
138 3. Usure des outils
Il est dû au processus de coupe très abrasif. Nous avons montré qu’indépendamment durevêtement, le coefficient de frottement est toujours supérieur à 0,6. Le passage du copeaunon fragmenté sur l’arête de coupe entraîne alors des particules de revêtement. Pour[Arrazola 09a], ce copeau non fragmenté et la forte fréquence d’apparition des bandes decisaillement sont une explication de l’usure rapide obtenue. Pour une préparation d’arêteplus faible, ce premier mode est moins présent. Cette différence est due à la réduction del’effort de coupe.
Figure 3.1 – Premier mode de dégradation observé au profilométre (face de coupe)
Mode 2 : L’usure normaleDurant ce second mode, nous n’avons pas observé de changement de la géométrie de
la plaquette. Le revêtement étant retiré lors du premier mode (épaisseur enlevée égale àl’épaisseur du revêtement), nous pouvons alors considérer que l’usinage est ainsi effectuésans revêtement durant près de 80% de la durée de vie des outils.
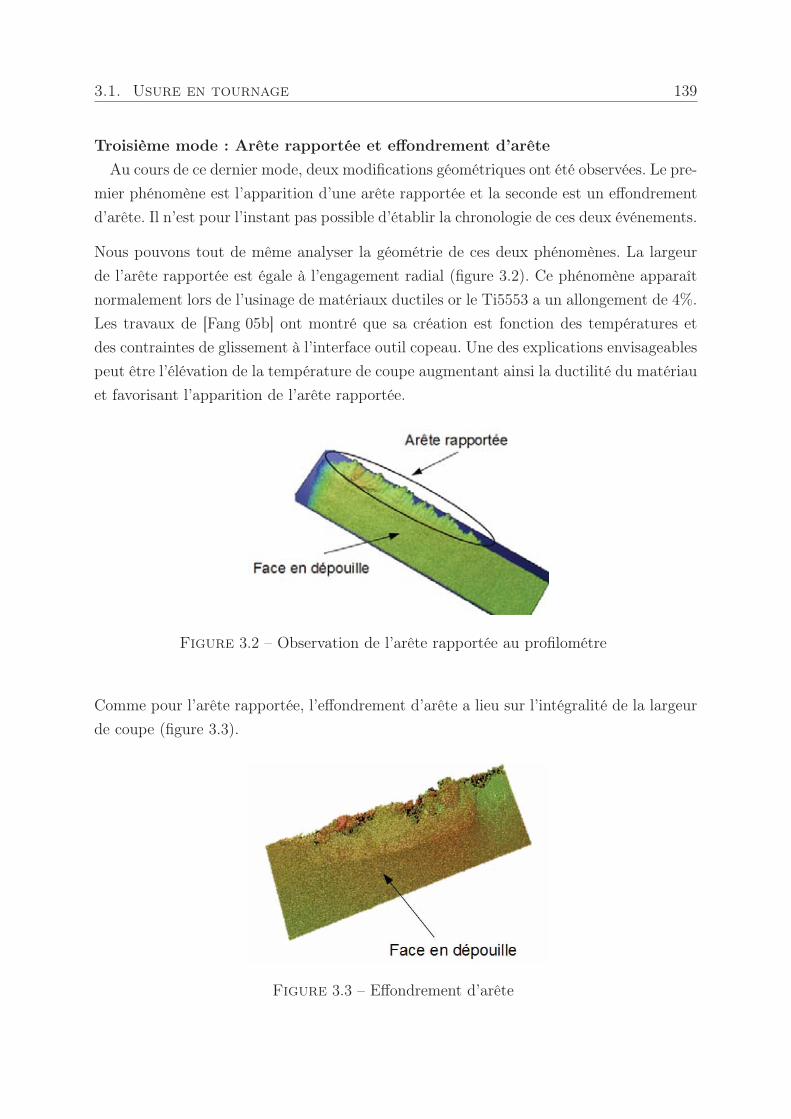
3.1. Usure en tournage 139
Troisième mode : Arête rapportée et effondrement d’arêteAu cours de ce dernier mode, deux modifications géométriques ont été observées. Le pre-
mier phénomène est l’apparition d’une arête rapportée et la seconde est un effondrementd’arête. Il n’est pour l’instant pas possible d’établir la chronologie de ces deux événements.
Nous pouvons tout de même analyser la géométrie de ces deux phénomènes. La largeurde l’arête rapportée est égale à l’engagement radial (figure 3.2). Ce phénomène apparaîtnormalement lors de l’usinage de matériaux ductiles or le Ti5553 a un allongement de 4%.Les travaux de [Fang 05b] ont montré que sa création est fonction des températures etdes contraintes de glissement à l’interface outil copeau. Une des explications envisageablespeut être l’élévation de la température de coupe augmentant ainsi la ductilité du matériauet favorisant l’apparition de l’arête rapportée.
Figure 3.2 – Observation de l’arête rapportée au profilométre
Comme pour l’arête rapportée, l’effondrement d’arête a lieu sur l’intégralité de la largeurde coupe (figure 3.3).
Figure 3.3 – Effondrement d’arête
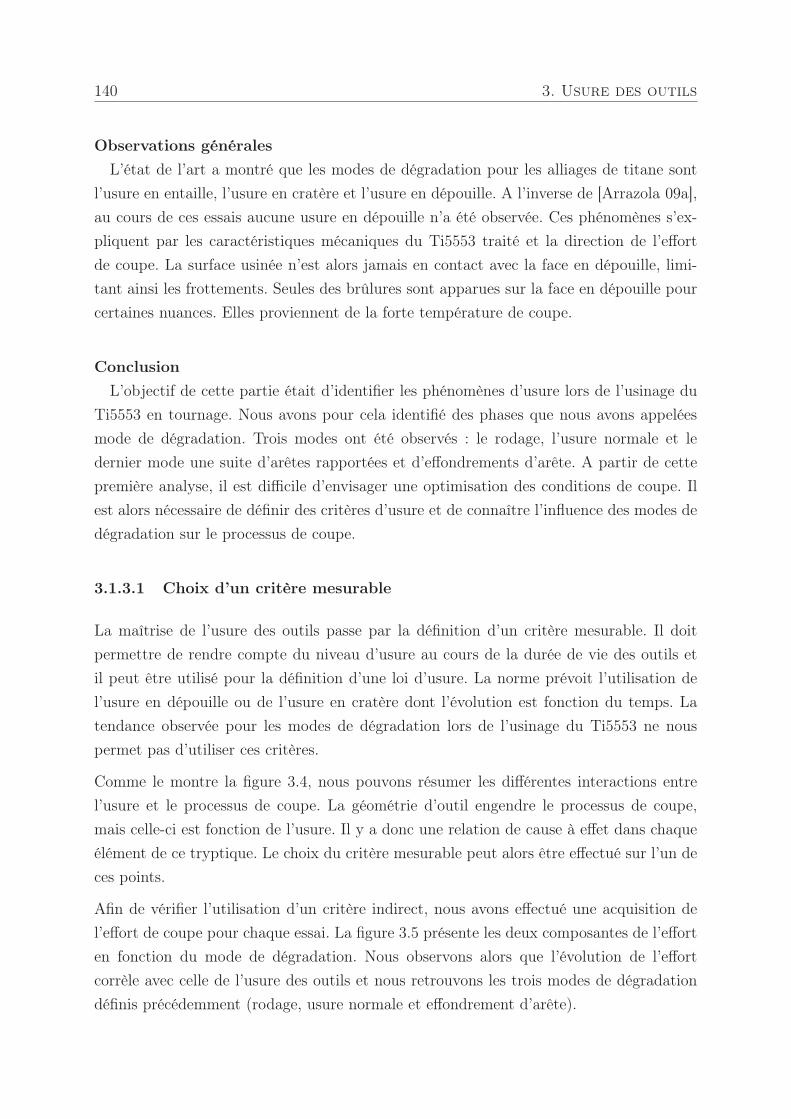
140 3. Usure des outils
Observations généralesL’état de l’art a montré que les modes de dégradation pour les alliages de titane sont
l’usure en entaille, l’usure en cratère et l’usure en dépouille. A l’inverse de [Arrazola 09a],au cours de ces essais aucune usure en dépouille n’a été observée. Ces phénomènes s’ex-pliquent par les caractéristiques mécaniques du Ti5553 traité et la direction de l’effortde coupe. La surface usinée n’est alors jamais en contact avec la face en dépouille, limi-tant ainsi les frottements. Seules des brûlures sont apparues sur la face en dépouille pourcertaines nuances. Elles proviennent de la forte température de coupe.
ConclusionL’objectif de cette partie était d’identifier les phénomènes d’usure lors de l’usinage du
Ti5553 en tournage. Nous avons pour cela identifié des phases que nous avons appeléesmode de dégradation. Trois modes ont été observés : le rodage, l’usure normale et ledernier mode une suite d’arêtes rapportées et d’effondrements d’arête. A partir de cettepremière analyse, il est difficile d’envisager une optimisation des conditions de coupe. Ilest alors nécessaire de définir des critères d’usure et de connaître l’influence des modes dedégradation sur le processus de coupe.
3.1.3.1 Choix d’un critère mesurable
La maîtrise de l’usure des outils passe par la définition d’un critère mesurable. Il doitpermettre de rendre compte du niveau d’usure au cours de la durée de vie des outils etil peut être utilisé pour la définition d’une loi d’usure. La norme prévoit l’utilisation del’usure en dépouille ou de l’usure en cratère dont l’évolution est fonction du temps. Latendance observée pour les modes de dégradation lors de l’usinage du Ti5553 ne nouspermet pas d’utiliser ces critères.
Comme le montre la figure 3.4, nous pouvons résumer les différentes interactions entrel’usure et le processus de coupe. La géométrie d’outil engendre le processus de coupe,mais celle-ci est fonction de l’usure. Il y a donc une relation de cause à effet dans chaqueélément de ce tryptique. Le choix du critère mesurable peut alors être effectué sur l’un deces points.
Afin de vérifier l’utilisation d’un critère indirect, nous avons effectué une acquisition del’effort de coupe pour chaque essai. La figure 3.5 présente les deux composantes de l’efforten fonction du mode de dégradation. Nous observons alors que l’évolution de l’effortcorrèle avec celle de l’usure des outils et nous retrouvons les trois modes de dégradationdéfinis précédemment (rodage, usure normale et effondrement d’arête).
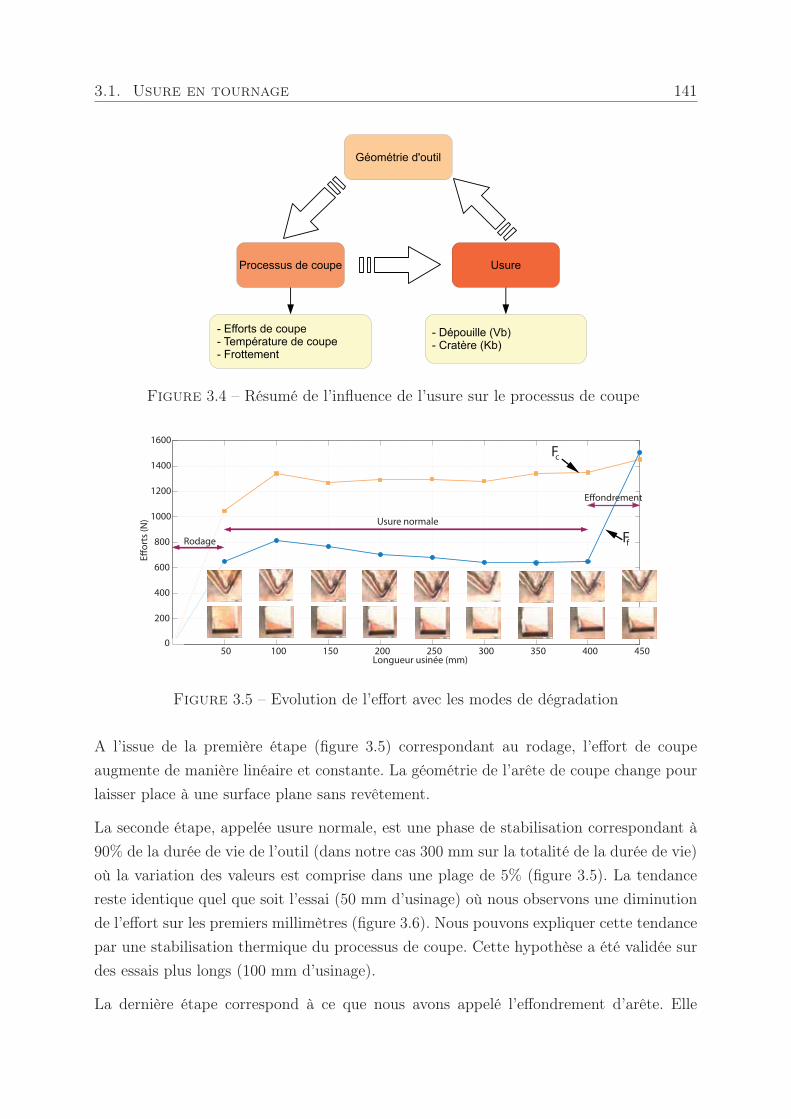
3.1. Usure en tournage 141
Figure 3.4 – Résumé de l’influence de l’usure sur le processus de coupe
50 100 150 200 250 300 350 400 4500
200
400
600
800
1000
1200
1400
1600
Longueur usinée (mm)
Effor
ts (N
)
Fc
Ff
Usure normale
Effondrement
Rodage
Figure 3.5 – Evolution de l’effort avec les modes de dégradation
A l’issue de la première étape (figure 3.5) correspondant au rodage, l’effort de coupeaugmente de manière linéaire et constante. La géométrie de l’arête de coupe change pourlaisser place à une surface plane sans revêtement.
La seconde étape, appelée usure normale, est une phase de stabilisation correspondant à90% de la durée de vie de l’outil (dans notre cas 300 mm sur la totalité de la durée de vie)où la variation des valeurs est comprise dans une plage de 5% (figure 3.5). La tendancereste identique quel que soit l’essai (50 mm d’usinage) où nous observons une diminutionde l’effort sur les premiers millimètres (figure 3.6). Nous pouvons expliquer cette tendancepar une stabilisation thermique du processus de coupe. Cette hypothèse a été validée surdes essais plus longs (100 mm d’usinage).
La dernière étape correspond à ce que nous avons appelé l’effondrement d’arête. Elle
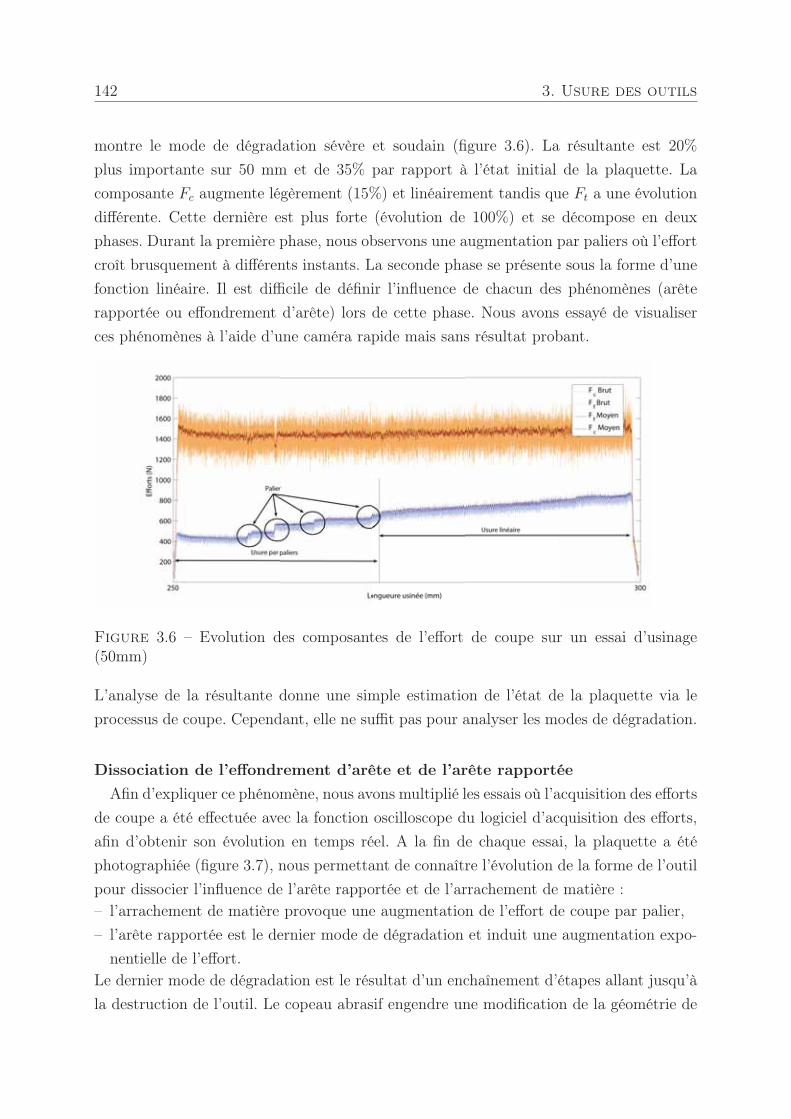
142 3. Usure des outils
montre le mode de dégradation sévère et soudain (figure 3.6). La résultante est 20%plus importante sur 50 mm et de 35% par rapport à l’état initial de la plaquette. Lacomposante Fc augmente légèrement (15%) et linéairement tandis que Ft a une évolutiondifférente. Cette dernière est plus forte (évolution de 100%) et se décompose en deuxphases. Durant la première phase, nous observons une augmentation par paliers où l’effortcroît brusquement à différents instants. La seconde phase se présente sous la forme d’unefonction linéaire. Il est difficile de définir l’influence de chacun des phénomènes (arêterapportée ou effondrement d’arête) lors de cette phase. Nous avons essayé de visualiserces phénomènes à l’aide d’une caméra rapide mais sans résultat probant.
Figure 3.6 – Evolution des composantes de l’effort de coupe sur un essai d’usinage(50mm)
L’analyse de la résultante donne une simple estimation de l’état de la plaquette via leprocessus de coupe. Cependant, elle ne suffit pas pour analyser les modes de dégradation.
Dissociation de l’effondrement d’arête et de l’arête rapportéeAfin d’expliquer ce phénomène, nous avons multiplié les essais où l’acquisition des efforts
de coupe a été effectuée avec la fonction oscilloscope du logiciel d’acquisition des efforts,afin d’obtenir son évolution en temps réel. A la fin de chaque essai, la plaquette a étéphotographiée (figure 3.7), nous permettant de connaître l’évolution de la forme de l’outilpour dissocier l’influence de l’arête rapportée et de l’arrachement de matière :– l’arrachement de matière provoque une augmentation de l’effort de coupe par palier,– l’arête rapportée est le dernier mode de dégradation et induit une augmentation expo-
nentielle de l’effort.Le dernier mode de dégradation est le résultat d’un enchaînement d’étapes allant jusqu’àla destruction de l’outil. Le copeau abrasif engendre une modification de la géométrie de
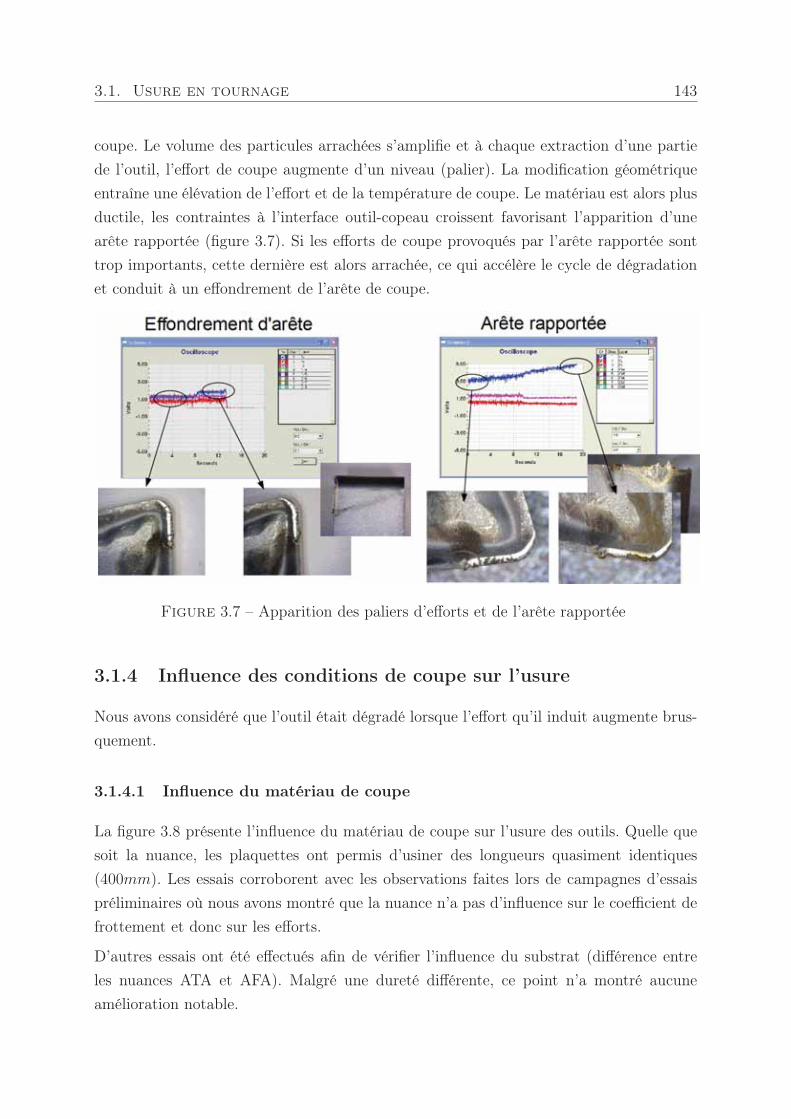
3.1. Usure en tournage 143
coupe. Le volume des particules arrachées s’amplifie et à chaque extraction d’une partiede l’outil, l’effort de coupe augmente d’un niveau (palier). La modification géométriqueentraîne une élévation de l’effort et de la température de coupe. Le matériau est alors plusductile, les contraintes à l’interface outil-copeau croissent favorisant l’apparition d’unearête rapportée (figure 3.7). Si les efforts de coupe provoqués par l’arête rapportée sonttrop importants, cette dernière est alors arrachée, ce qui accélère le cycle de dégradationet conduit à un effondrement de l’arête de coupe.
Figure 3.7 – Apparition des paliers d’efforts et de l’arête rapportée
3.1.4 Influence des conditions de coupe sur l’usure
Nous avons considéré que l’outil était dégradé lorsque l’effort qu’il induit augmente brus-quement.
3.1.4.1 Influence du matériau de coupe
La figure 3.8 présente l’influence du matériau de coupe sur l’usure des outils. Quelle quesoit la nuance, les plaquettes ont permis d’usiner des longueurs quasiment identiques(400mm). Les essais corroborent avec les observations faites lors de campagnes d’essaispréliminaires où nous avons montré que la nuance n’a pas d’influence sur le coefficient defrottement et donc sur les efforts.
D’autres essais ont été effectués afin de vérifier l’influence du substrat (différence entreles nuances ATA et AFA). Malgré une dureté différente, ce point n’a montré aucuneamélioration notable.
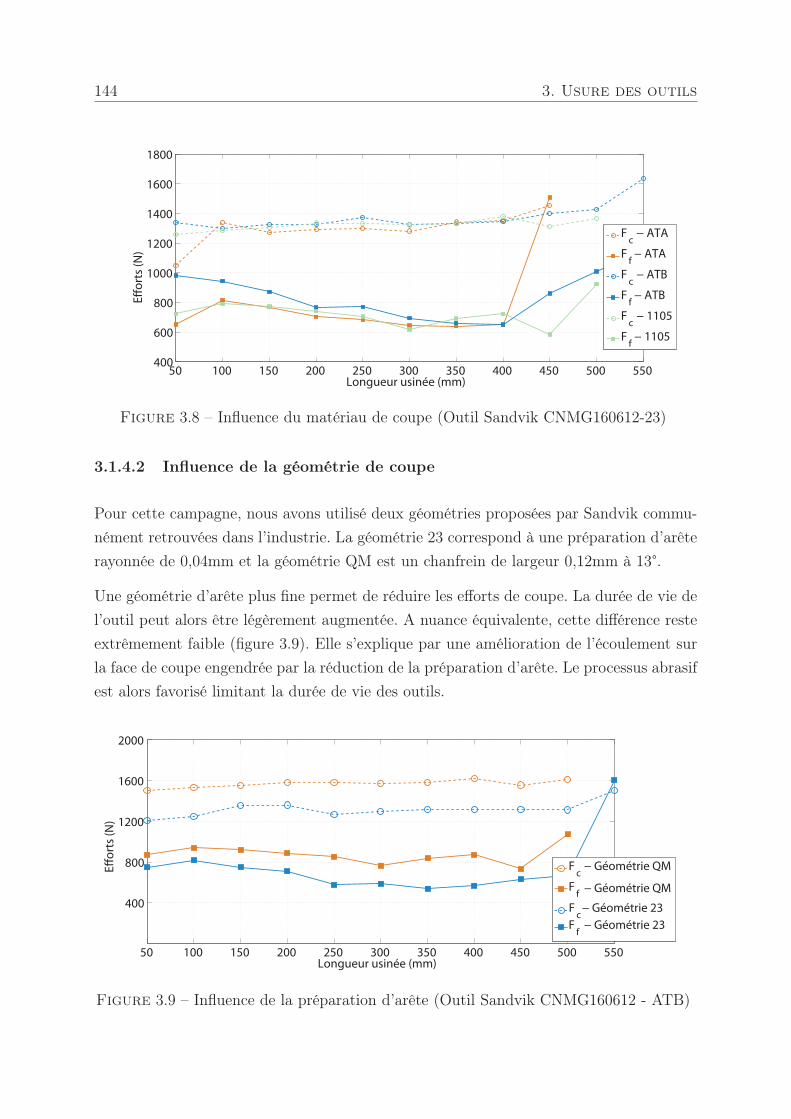
144 3. Usure des outils
50 100 150 200 250 300 350 400 450 500 550400
600
800
1000
1200
1400
1600
1800
Longueur usinée (mm)
Effor
ts (N
)
Fc − ATA
Ff − ATA
Fc − ATB
Ff − ATB
Fc − 1105
Ff − 1105
Figure 3.8 – Influence du matériau de coupe (Outil Sandvik CNMG160612-23)
3.1.4.2 Influence de la géométrie de coupe
Pour cette campagne, nous avons utilisé deux géométries proposées par Sandvik commu-nément retrouvées dans l’industrie. La géométrie 23 correspond à une préparation d’arêterayonnée de 0,04mm et la géométrie QM est un chanfrein de largeur 0,12mm à 13°.
Une géométrie d’arête plus fine permet de réduire les efforts de coupe. La durée de vie del’outil peut alors être légèrement augmentée. A nuance équivalente, cette différence resteextrêmement faible (figure 3.9). Elle s’explique par une amélioration de l’écoulement surla face de coupe engendrée par la réduction de la préparation d’arête. Le processus abrasifest alors favorisé limitant la durée de vie des outils.
50 100 150 200 250 300 350 400 450 500 550
400
800
1200
1600
2000
Longueur usinée (mm)
Effor
ts (N
)
Fc − Géométrie QM
Ff
Ff − Géométrie 23
Fc − Géométrie 23
− Géométrie QM
Figure 3.9 – Influence de la préparation d’arête (Outil Sandvik CNMG160612 - ATB)
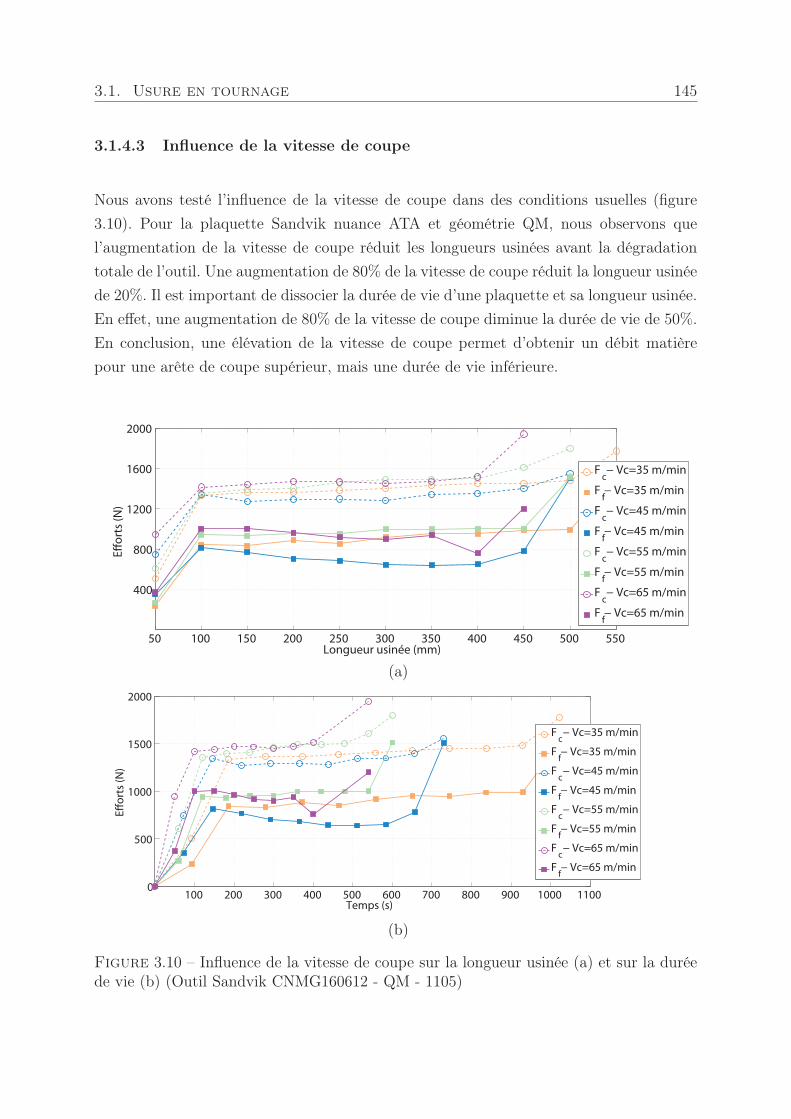
3.1. Usure en tournage 145
3.1.4.3 Influence de la vitesse de coupe
Nous avons testé l’influence de la vitesse de coupe dans des conditions usuelles (figure3.10). Pour la plaquette Sandvik nuance ATA et géométrie QM, nous observons quel’augmentation de la vitesse de coupe réduit les longueurs usinées avant la dégradationtotale de l’outil. Une augmentation de 80% de la vitesse de coupe réduit la longueur usinéede 20%. Il est important de dissocier la durée de vie d’une plaquette et sa longueur usinée.En effet, une augmentation de 80% de la vitesse de coupe diminue la durée de vie de 50%.En conclusion, une élévation de la vitesse de coupe permet d’obtenir un débit matièrepour une arête de coupe supérieur, mais une durée de vie inférieure.
50 100 150 200 250 300 350 400 450 500 550
400
800
1200
1600
2000
Longueur usinée (mm)
Effor
ts (N
)
Fc − Vc=35 m/min
Ff − Vc=35 m/min
Fc − Vc=45 m/min
Ff − Vc=45 m/min
Fc − Vc=55 m/min
Ff − Vc=55 m/min
Fc − Vc=65 m/min
Ff − Vc=65 m/min
(a)
100 200 300 400 500 600 700 800 900 1000 11000
500
1000
1500
2000
Temps (s)
Effor
ts (N
)
Fc − Vc=35 m/min
Ff − Vc=35 m/min
Fc − Vc=45 m/min
Ff − Vc=45 m/min
Fc − Vc=55 m/min
Ff − Vc=55 m/min
Fc − Vc=65 m/min
Ff − Vc=65 m/min
(b)
Figure 3.10 – Influence de la vitesse de coupe sur la longueur usinée (a) et sur la duréede vie (b) (Outil Sandvik CNMG160612 - QM - 1105)
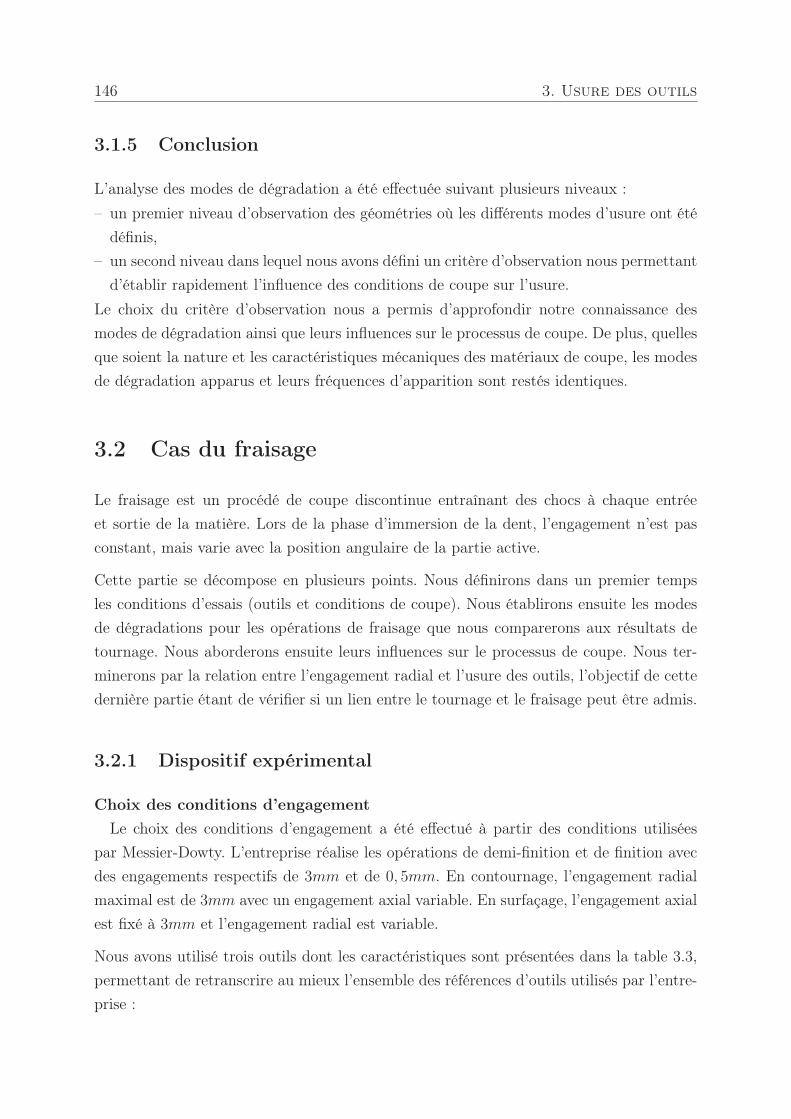
146 3. Usure des outils
3.1.5 Conclusion
L’analyse des modes de dégradation a été effectuée suivant plusieurs niveaux :– un premier niveau d’observation des géométries où les différents modes d’usure ont été
définis,– un second niveau dans lequel nous avons défini un critère d’observation nous permettant
d’établir rapidement l’influence des conditions de coupe sur l’usure.Le choix du critère d’observation nous a permis d’approfondir notre connaissance desmodes de dégradation ainsi que leurs influences sur le processus de coupe. De plus, quellesque soient la nature et les caractéristiques mécaniques des matériaux de coupe, les modesde dégradation apparus et leurs fréquences d’apparition sont restés identiques.
3.2 Cas du fraisage
Le fraisage est un procédé de coupe discontinue entraînant des chocs à chaque entréeet sortie de la matière. Lors de la phase d’immersion de la dent, l’engagement n’est pasconstant, mais varie avec la position angulaire de la partie active.
Cette partie se décompose en plusieurs points. Nous définirons dans un premier tempsles conditions d’essais (outils et conditions de coupe). Nous établirons ensuite les modesde dégradations pour les opérations de fraisage que nous comparerons aux résultats detournage. Nous aborderons ensuite leurs influences sur le processus de coupe. Nous ter-minerons par la relation entre l’engagement radial et l’usure des outils, l’objectif de cettedernière partie étant de vérifier si un lien entre le tournage et le fraisage peut être admis.
3.2.1 Dispositif expérimental
Choix des conditions d’engagementLe choix des conditions d’engagement a été effectué à partir des conditions utilisées
par Messier-Dowty. L’entreprise réalise les opérations de demi-finition et de finition avecdes engagements respectifs de 3mm et de 0, 5mm. En contournage, l’engagement radialmaximal est de 3mm avec un engagement axial variable. En surfaçage, l’engagement axialest fixé à 3mm et l’engagement radial est variable.
Nous avons utilisé trois outils dont les caractéristiques sont présentées dans la table 3.3,permettant de retranscrire au mieux l’ensemble des références d’outils utilisés par l’entre-prise :
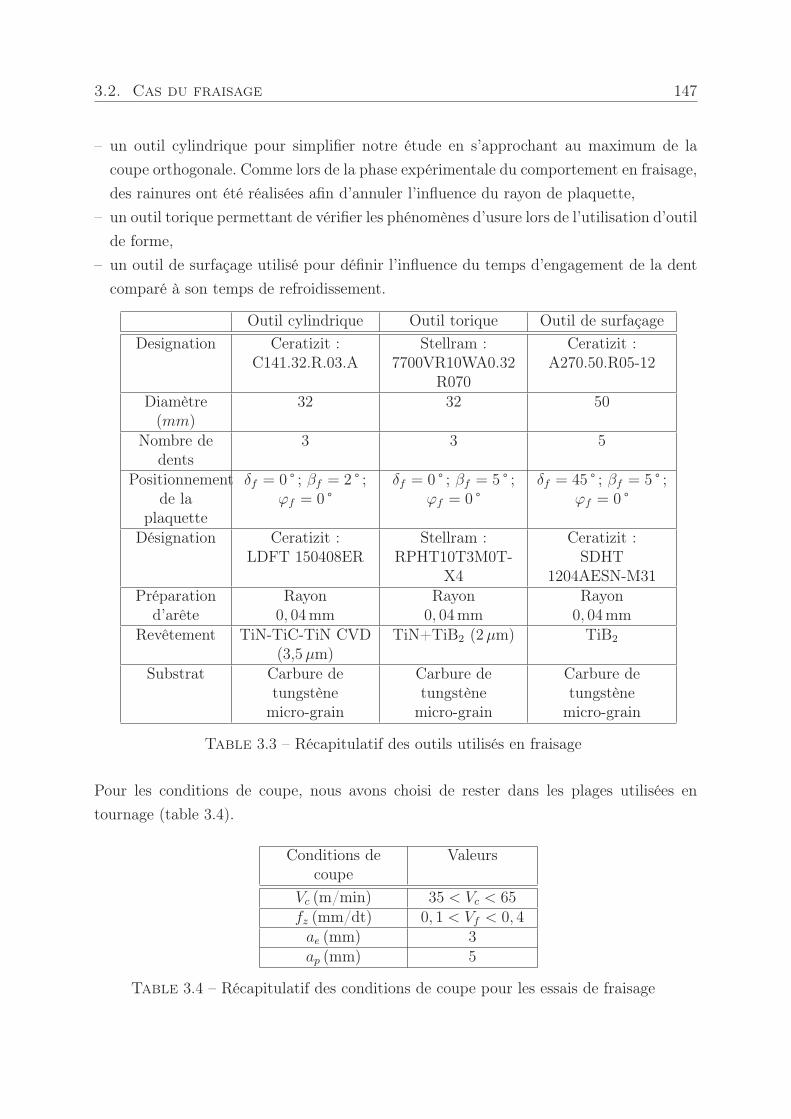
3.2. Cas du fraisage 147
– un outil cylindrique pour simplifier notre étude en s’approchant au maximum de lacoupe orthogonale. Comme lors de la phase expérimentale du comportement en fraisage,des rainures ont été réalisées afin d’annuler l’influence du rayon de plaquette,
– un outil torique permettant de vérifier les phénomènes d’usure lors de l’utilisation d’outilde forme,
– un outil de surfaçage utilisé pour définir l’influence du temps d’engagement de la dentcomparé à son temps de refroidissement.
Outil cylindrique Outil torique Outil de surfaçageDesignation Ceratizit :
C141.32.R.03.AStellram :
7700VR10WA0.32R070
Ceratizit :A270.50.R05-12
Diamètre(mm)
32 32 50
Nombre dedents
3 3 5
Positionnementde la
plaquette
δf = 0 ° ; βf = 2 ° ;ϕf = 0 °
δf = 0 ° ; βf = 5 ° ;ϕf = 0 °
δf = 45 ° ; βf = 5 ° ;ϕf = 0 °
Désignation Ceratizit :LDFT 150408ER
Stellram :RPHT10T3M0T-
X4
Ceratizit :SDHT
1204AESN-M31Préparation
d’arêteRayon
0, 04mmRayon0, 04mm
Rayon0, 04mm
Revêtement TiN-TiC-TiN CVD(3,5μm)
TiN+TiB2 (2μm) TiB2
Substrat Carbure detungstène
micro-grain
Carbure detungstène
micro-grain
Carbure detungstène
micro-grain
Table 3.3 – Récapitulatif des outils utilisés en fraisage
Pour les conditions de coupe, nous avons choisi de rester dans les plages utilisées entournage (table 3.4).
Conditions decoupe
Valeurs
Vc (m/min) 35 < Vc < 65fz (mm/dt) 0, 1 < Vf < 0, 4ae (mm) 3ap (mm) 5
Table 3.4 – Récapitulatif des conditions de coupe pour les essais de fraisage
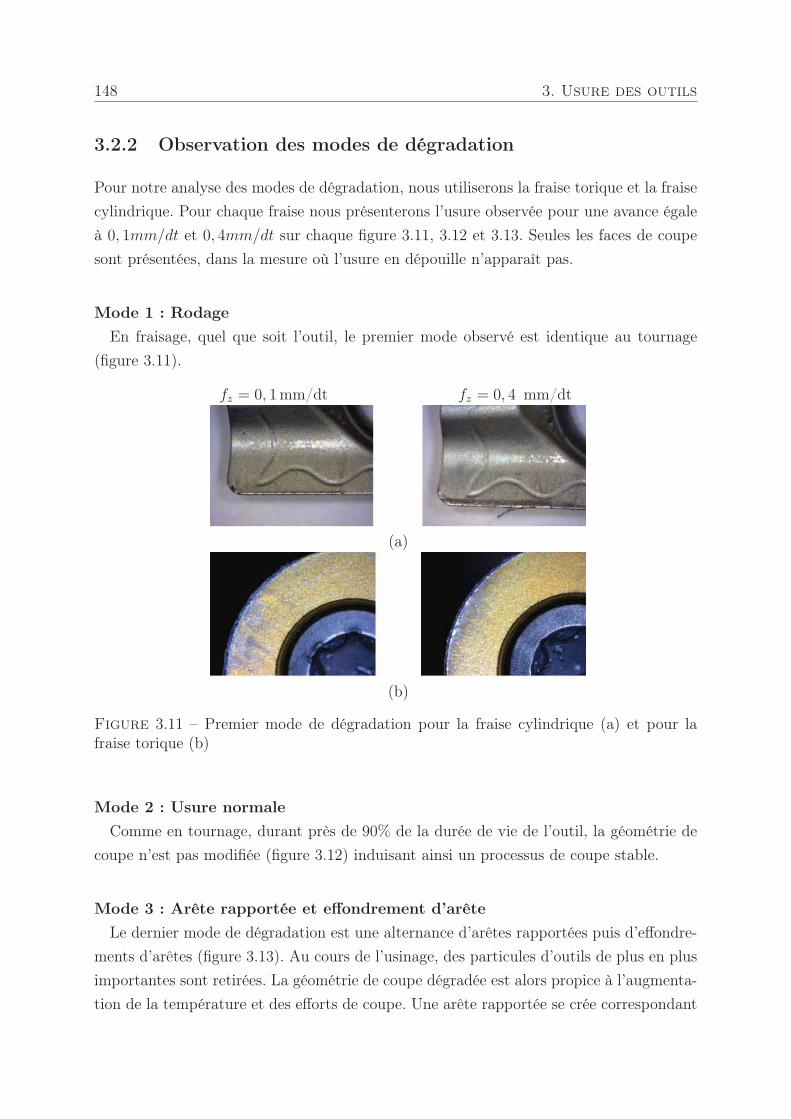
148 3. Usure des outils
3.2.2 Observation des modes de dégradation
Pour notre analyse des modes de dégradation, nous utiliserons la fraise torique et la fraisecylindrique. Pour chaque fraise nous présenterons l’usure observée pour une avance égaleà 0, 1mm/dt et 0, 4mm/dt sur chaque figure 3.11, 3.12 et 3.13. Seules les faces de coupesont présentées, dans la mesure où l’usure en dépouille n’apparaît pas.
Mode 1 : RodageEn fraisage, quel que soit l’outil, le premier mode observé est identique au tournage
(figure 3.11).
fz = 0, 1mm/dt fz = 0, 4 mm/dt
(a)
(b)
Figure 3.11 – Premier mode de dégradation pour la fraise cylindrique (a) et pour lafraise torique (b)
Mode 2 : Usure normaleComme en tournage, durant près de 90% de la durée de vie de l’outil, la géométrie de
coupe n’est pas modifiée (figure 3.12) induisant ainsi un processus de coupe stable.
Mode 3 : Arête rapportée et effondrement d’arêteLe dernier mode de dégradation est une alternance d’arêtes rapportées puis d’effondre-
ments d’arêtes (figure 3.13). Au cours de l’usinage, des particules d’outils de plus en plusimportantes sont retirées. La géométrie de coupe dégradée est alors propice à l’augmenta-tion de la température et des efforts de coupe. Une arête rapportée se crée correspondant
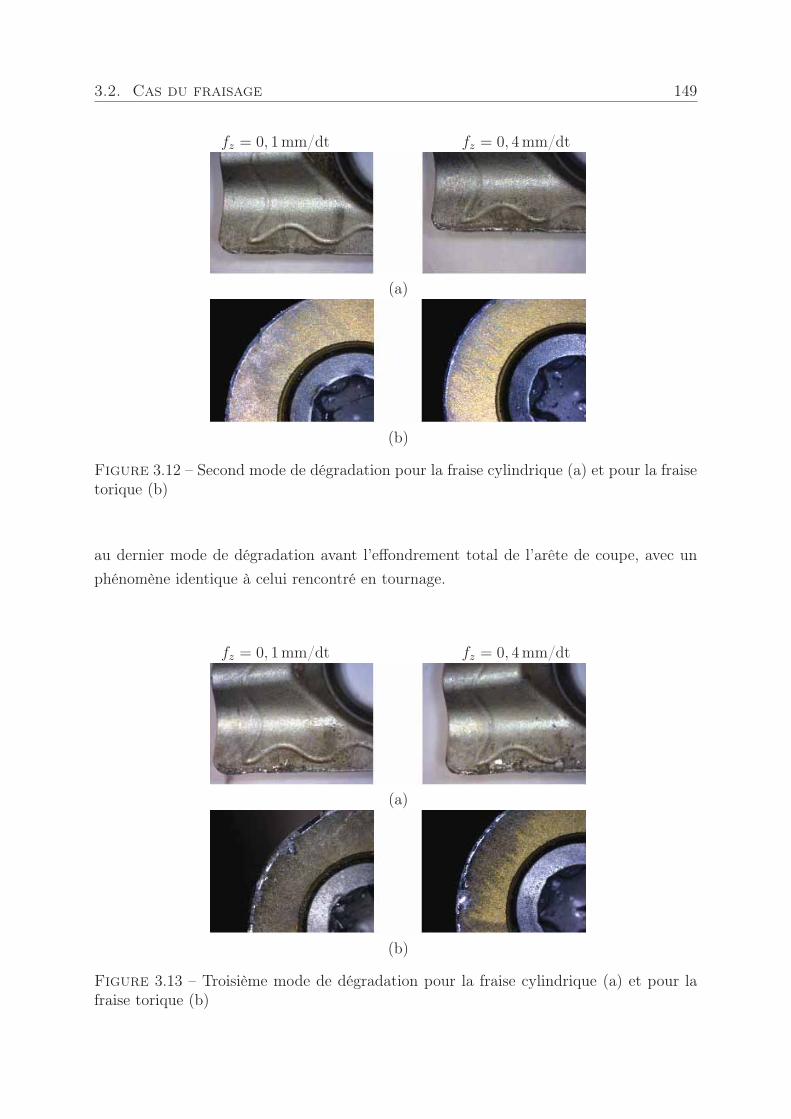
3.2. Cas du fraisage 149
fz = 0, 1mm/dt fz = 0, 4mm/dt
(a)
(b)
Figure 3.12 – Second mode de dégradation pour la fraise cylindrique (a) et pour la fraisetorique (b)
au dernier mode de dégradation avant l’effondrement total de l’arête de coupe, avec unphénomène identique à celui rencontré en tournage.
fz = 0, 1mm/dt fz = 0, 4mm/dt
(a)
(b)
Figure 3.13 – Troisième mode de dégradation pour la fraise cylindrique (a) et pour lafraise torique (b)
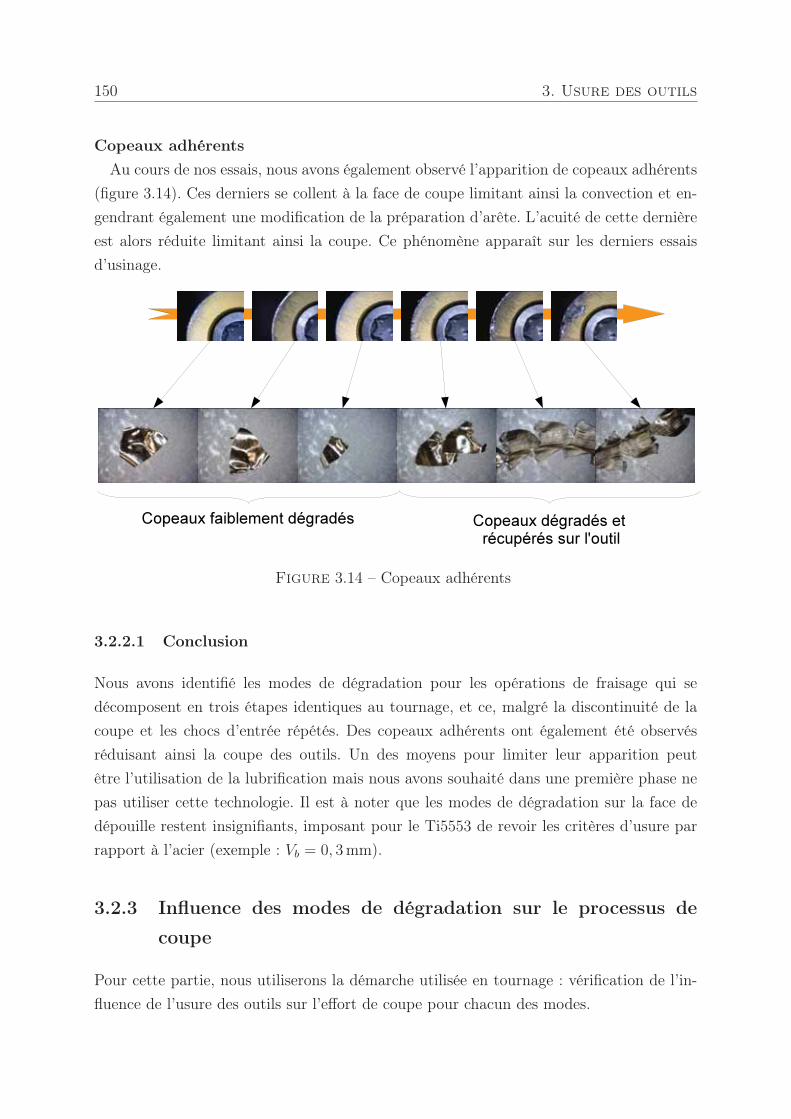
150 3. Usure des outils
Copeaux adhérentsAu cours de nos essais, nous avons également observé l’apparition de copeaux adhérents
(figure 3.14). Ces derniers se collent à la face de coupe limitant ainsi la convection et en-gendrant également une modification de la préparation d’arête. L’acuité de cette dernièreest alors réduite limitant ainsi la coupe. Ce phénomène apparaît sur les derniers essaisd’usinage.
Figure 3.14 – Copeaux adhérents
3.2.2.1 Conclusion
Nous avons identifié les modes de dégradation pour les opérations de fraisage qui sedécomposent en trois étapes identiques au tournage, et ce, malgré la discontinuité de lacoupe et les chocs d’entrée répétés. Des copeaux adhérents ont également été observésréduisant ainsi la coupe des outils. Un des moyens pour limiter leur apparition peutêtre l’utilisation de la lubrification mais nous avons souhaité dans une première phase nepas utiliser cette technologie. Il est à noter que les modes de dégradation sur la face dedépouille restent insignifiants, imposant pour le Ti5553 de revoir les critères d’usure parrapport à l’acier (exemple : Vb = 0, 3mm).
3.2.3 Influence des modes de dégradation sur le processus de
coupe
Pour cette partie, nous utiliserons la démarche utilisée en tournage : vérification de l’in-fluence de l’usure des outils sur l’effort de coupe pour chacun des modes.
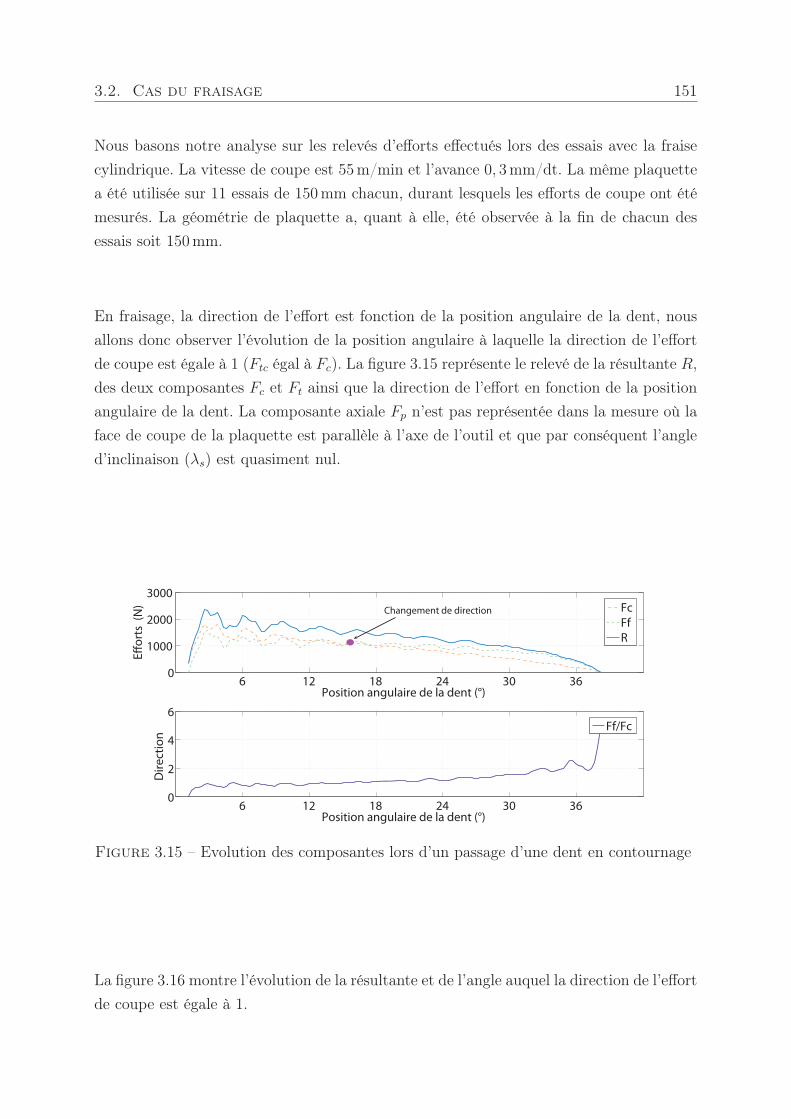
3.2. Cas du fraisage 151
Nous basons notre analyse sur les relevés d’efforts effectués lors des essais avec la fraisecylindrique. La vitesse de coupe est 55m/min et l’avance 0, 3mm/dt. La même plaquettea été utilisée sur 11 essais de 150mm chacun, durant lesquels les efforts de coupe ont étémesurés. La géométrie de plaquette a, quant à elle, été observée à la fin de chacun desessais soit 150mm.
En fraisage, la direction de l’effort est fonction de la position angulaire de la dent, nousallons donc observer l’évolution de la position angulaire à laquelle la direction de l’effortde coupe est égale à 1 (Ftc égal à Fc). La figure 3.15 représente le relevé de la résultante R,des deux composantes Fc et Ft ainsi que la direction de l’effort en fonction de la positionangulaire de la dent. La composante axiale Fp n’est pas représentée dans la mesure où laface de coupe de la plaquette est parallèle à l’axe de l’outil et que par conséquent l’angled’inclinaison (λs) est quasiment nul.
6 12 18 24 30 360
1000
2000
3000
Position angulaire de la dent (°)
Effor
ts (
N)
6 12 18 24 30 360
2
4
6
Position angulaire de la dent (°)
Dire
ctio
n
FcFfR
Ff/Fc
Changement de direction
Figure 3.15 – Evolution des composantes lors d’un passage d’une dent en contournage
La figure 3.16 montre l’évolution de la résultante et de l’angle auquel la direction de l’effortde coupe est égale à 1.
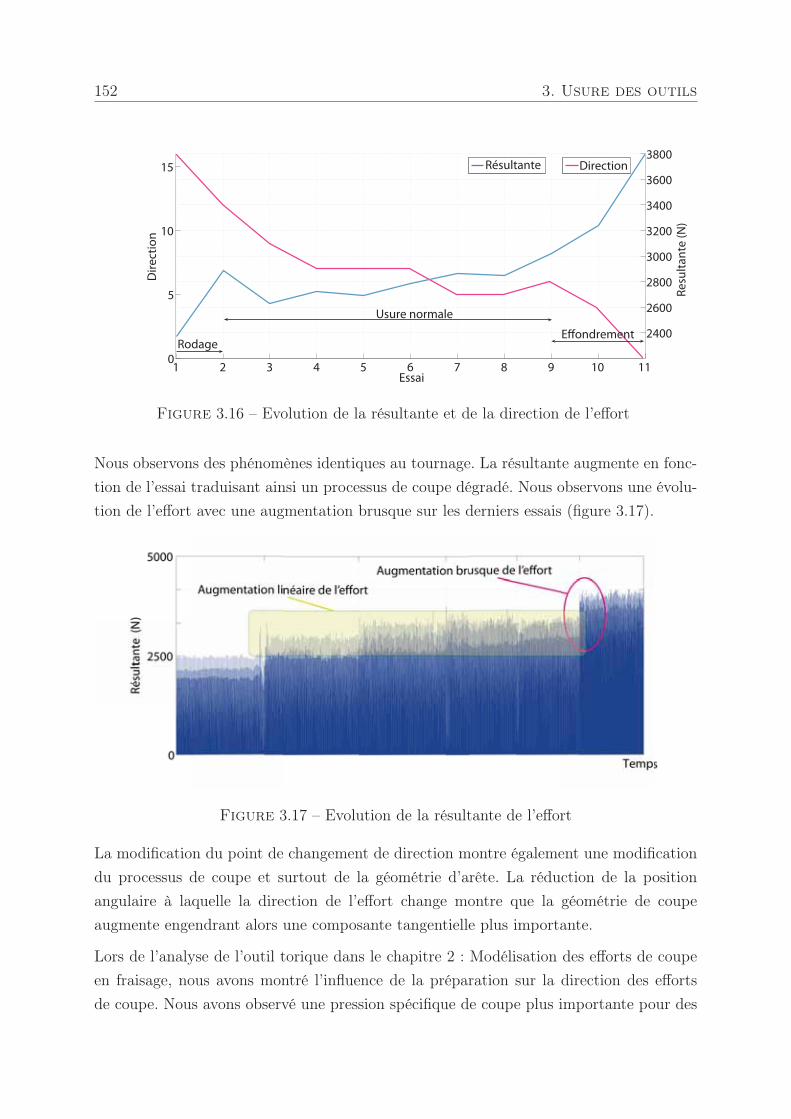
152 3. Usure des outils
0
5
10
15
Essai
Dire
ctio
n
1 2 3 4 5 6 7 8 9 10 11
2400
2600
2800
3000
3200
3400
3600
3800
Resu
ltant
e (N
)
DirectionRésultante
Usure normale
RodageEffondrement
Figure 3.16 – Evolution de la résultante et de la direction de l’effort
Nous observons des phénomènes identiques au tournage. La résultante augmente en fonc-tion de l’essai traduisant ainsi un processus de coupe dégradé. Nous observons une évolu-tion de l’effort avec une augmentation brusque sur les derniers essais (figure 3.17).
Figure 3.17 – Evolution de la résultante de l’effort
La modification du point de changement de direction montre également une modificationdu processus de coupe et surtout de la géométrie d’arête. La réduction de la positionangulaire à laquelle la direction de l’effort change montre que la géométrie de coupeaugmente engendrant alors une composante tangentielle plus importante.
Lors de l’analyse de l’outil torique dans le chapitre 2 : Modélisation des efforts de coupeen fraisage, nous avons montré l’influence de la préparation sur la direction des effortsde coupe. Nous avons observé une pression spécifique de coupe plus importante pour des
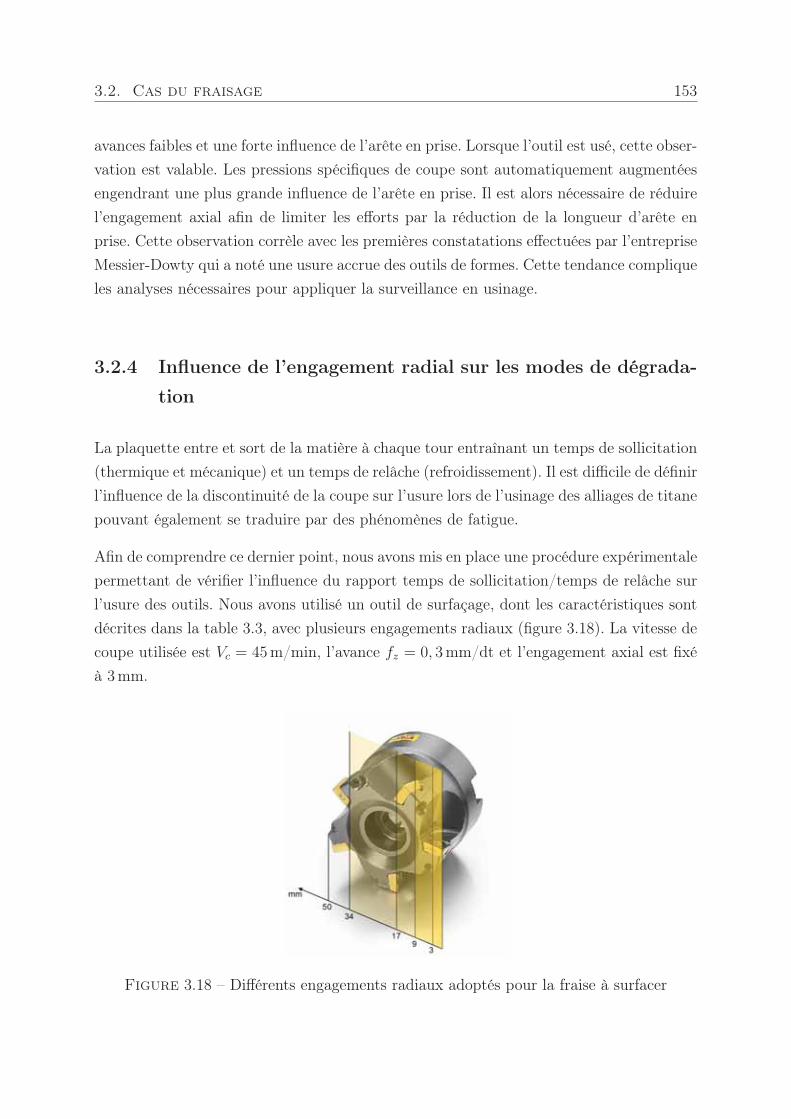
3.2. Cas du fraisage 153
avances faibles et une forte influence de l’arête en prise. Lorsque l’outil est usé, cette obser-vation est valable. Les pressions spécifiques de coupe sont automatiquement augmentéesengendrant une plus grande influence de l’arête en prise. Il est alors nécessaire de réduirel’engagement axial afin de limiter les efforts par la réduction de la longueur d’arête enprise. Cette observation corrèle avec les premières constatations effectuées par l’entrepriseMessier-Dowty qui a noté une usure accrue des outils de formes. Cette tendance compliqueles analyses nécessaires pour appliquer la surveillance en usinage.
3.2.4 Influence de l’engagement radial sur les modes de dégrada-
tion
La plaquette entre et sort de la matière à chaque tour entraînant un temps de sollicitation(thermique et mécanique) et un temps de relâche (refroidissement). Il est difficile de définirl’influence de la discontinuité de la coupe sur l’usure lors de l’usinage des alliages de titanepouvant également se traduire par des phénomènes de fatigue.
Afin de comprendre ce dernier point, nous avons mis en place une procédure expérimentalepermettant de vérifier l’influence du rapport temps de sollicitation/temps de relâche surl’usure des outils. Nous avons utilisé un outil de surfaçage, dont les caractéristiques sontdécrites dans la table 3.3, avec plusieurs engagements radiaux (figure 3.18). La vitesse decoupe utilisée est Vc = 45m/min, l’avance fz = 0, 3mm/dt et l’engagement axial est fixéà 3mm.
Figure 3.18 – Différents engagements radiaux adoptés pour la fraise à surfacer
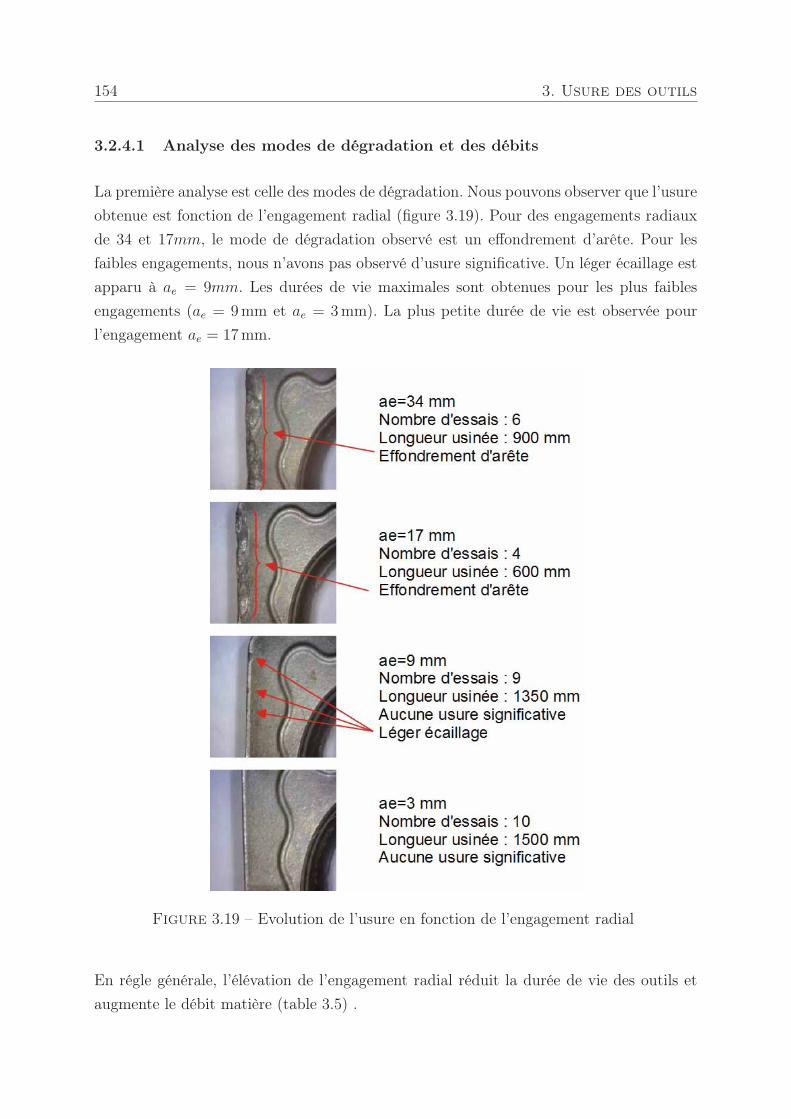
154 3. Usure des outils
3.2.4.1 Analyse des modes de dégradation et des débits
La première analyse est celle des modes de dégradation. Nous pouvons observer que l’usureobtenue est fonction de l’engagement radial (figure 3.19). Pour des engagements radiauxde 34 et 17mm, le mode de dégradation observé est un effondrement d’arête. Pour lesfaibles engagements, nous n’avons pas observé d’usure significative. Un léger écaillage estapparu à ae = 9mm. Les durées de vie maximales sont obtenues pour les plus faiblesengagements (ae = 9mm et ae = 3mm). La plus petite durée de vie est observée pourl’engagement ae = 17mm.
Figure 3.19 – Evolution de l’usure en fonction de l’engagement radial
En régle générale, l’élévation de l’engagement radial réduit la durée de vie des outils etaugmente le débit matière (table 3.5) .
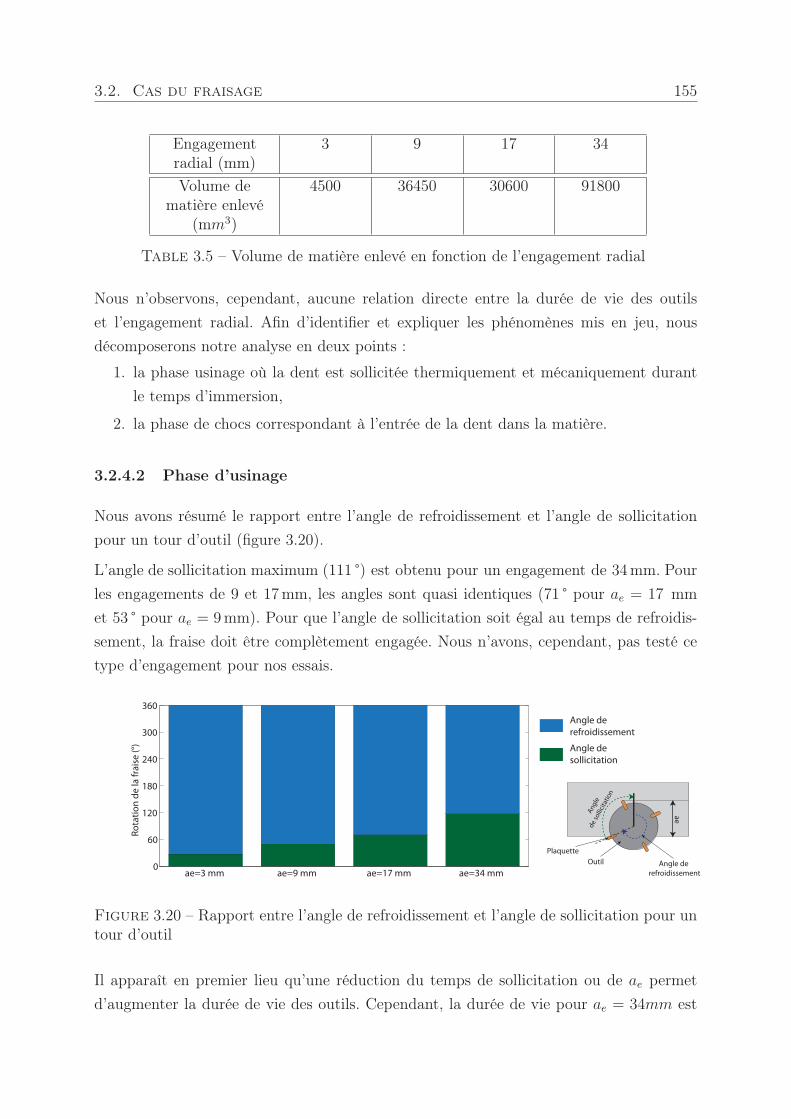
3.2. Cas du fraisage 155
Engagementradial (mm)
3 9 17 34
Volume dematière enlevé
(mm3)
4500 36450 30600 91800
Table 3.5 – Volume de matière enlevé en fonction de l’engagement radial
Nous n’observons, cependant, aucune relation directe entre la durée de vie des outilset l’engagement radial. Afin d’identifier et expliquer les phénomènes mis en jeu, nousdécomposerons notre analyse en deux points :
1. la phase usinage où la dent est sollicitée thermiquement et mécaniquement durantle temps d’immersion,
2. la phase de chocs correspondant à l’entrée de la dent dans la matière.
3.2.4.2 Phase d’usinage
Nous avons résumé le rapport entre l’angle de refroidissement et l’angle de sollicitationpour un tour d’outil (figure 3.20).
L’angle de sollicitation maximum (111 °) est obtenu pour un engagement de 34mm. Pourles engagements de 9 et 17mm, les angles sont quasi identiques (71 ° pour ae = 17 mmet 53 ° pour ae = 9mm). Pour que l’angle de sollicitation soit égal au temps de refroidis-sement, la fraise doit être complètement engagée. Nous n’avons, cependant, pas testé cetype d’engagement pour nos essais.
ae=3 mm ae=9 mm ae=17 mm ae=34 mm0
60
120
180
240
300
360
Rota
tion
de la
frai
se (°
)
Angle de refroidissement
Angle desollicitation
OutilPlaquette
Angl
e de
solli
citat
ion
ae
Angle de refroidissement
Figure 3.20 – Rapport entre l’angle de refroidissement et l’angle de sollicitation pour untour d’outil
Il apparaît en premier lieu qu’une réduction du temps de sollicitation ou de ae permetd’augmenter la durée de vie des outils. Cependant, la durée de vie pour ae = 34mm est

156 3. Usure des outils
plus élevée que pour ae = 17mm. L’objectif de la prochaine étude est alors de définir larelation non linéaire entre l’engagement radial et la durée de vie des outils.
3.2.4.3 Etude de la phase d’entrée dans la matière
L’analyse de la phase d’usinage seule ne nous permet pas d’expliquer les différences dedurée de vie, nous allons aborder l’influence de l’entrée de la dent dans la matière.
Il est possible de définir l’influence de la prise d’arête en fonction de sa position angulairede la plaquette. Nous avons pour cela utilisé la paramétrisation proposée par [Engin 01b]utilisée dans le chapitre précédent (figure 3.21).
Figure 3.21 – Description de l’engagement
La position x est exprimée en fonction de la position angulaire de la dent pour uneplaquette de surfaçage avec un angle d’inclinaison d’arête κr et une longueur l.
Si ap < lcos (κr)
x = lsin (φf ) sin (κr) (3.1)
Si ap > lcos (κr)
x = lcos (φf ) sin (κr) tant quexs < lcos (κr)
x = ap quandxs >lcos (κr)(3.2)
avec
φf = π2+ acos
(ae−Reff
Reff
)si ae > R
φf = acos(Reff−aeReff
)si ae < R
(3.3)
Nous pouvons ainsi comparer, la différence de longueur en prise en fonction de la positionangulaire de la dent (figure 3.22).
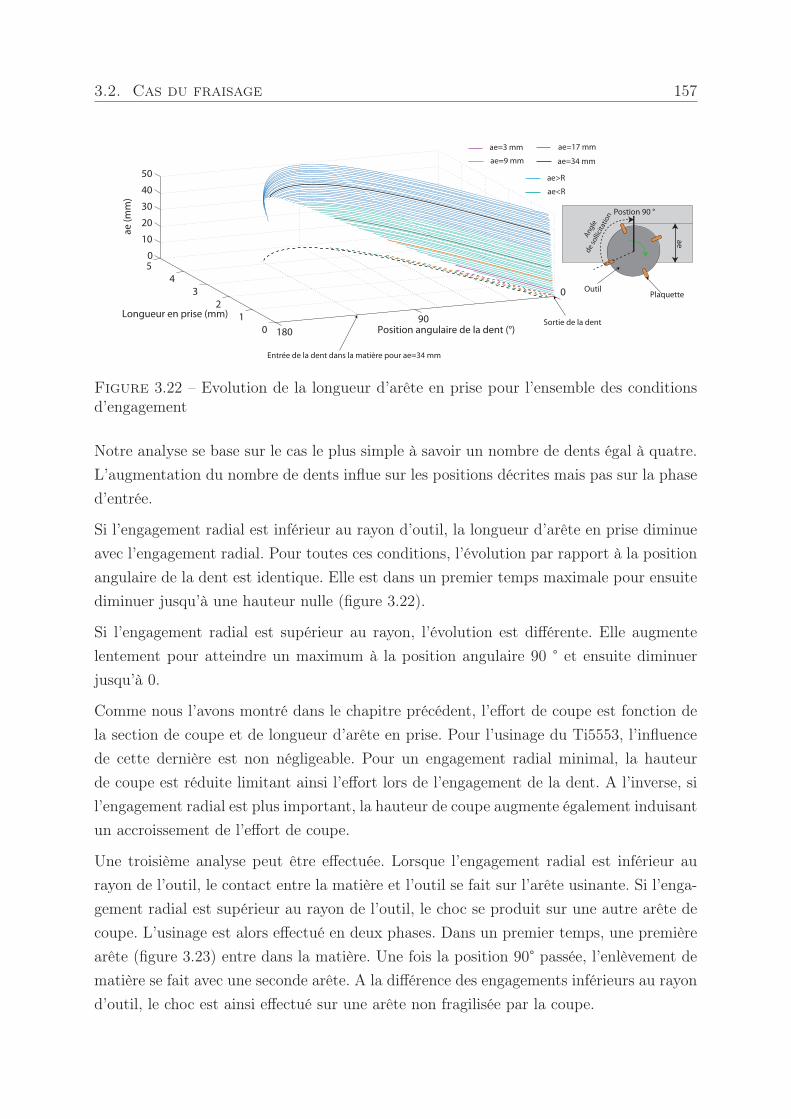
3.2. Cas du fraisage 157
180
0
01
23
450
10
20
30
40
50
Position angulaire de la dent (°)
Longueur en prise (mm)
ae (m
m)
ae=3 mm
ae=9 mm
ae=17 mm
ae=34 mm
ae<R
ae>R
90
Postion 90 °
OutilPlaquette
Angl
e de
solli
citat
ion
Entrée de la dent dans la matière pour ae=34 mm
ae
Sortie de la dent
Figure 3.22 – Evolution de la longueur d’arête en prise pour l’ensemble des conditionsd’engagement
Notre analyse se base sur le cas le plus simple à savoir un nombre de dents égal à quatre.L’augmentation du nombre de dents influe sur les positions décrites mais pas sur la phased’entrée.
Si l’engagement radial est inférieur au rayon d’outil, la longueur d’arête en prise diminueavec l’engagement radial. Pour toutes ces conditions, l’évolution par rapport à la positionangulaire de la dent est identique. Elle est dans un premier temps maximale pour ensuitediminuer jusqu’à une hauteur nulle (figure 3.22).
Si l’engagement radial est supérieur au rayon, l’évolution est différente. Elle augmentelentement pour atteindre un maximum à la position angulaire 90 ° et ensuite diminuerjusqu’à 0.
Comme nous l’avons montré dans le chapitre précédent, l’effort de coupe est fonction dela section de coupe et de longueur d’arête en prise. Pour l’usinage du Ti5553, l’influencede cette dernière est non négligeable. Pour un engagement radial minimal, la hauteurde coupe est réduite limitant ainsi l’effort lors de l’engagement de la dent. A l’inverse, sil’engagement radial est plus important, la hauteur de coupe augmente également induisantun accroissement de l’effort de coupe.
Une troisième analyse peut être effectuée. Lorsque l’engagement radial est inférieur aurayon de l’outil, le contact entre la matière et l’outil se fait sur l’arête usinante. Si l’enga-gement radial est supérieur au rayon de l’outil, le choc se produit sur une autre arête decoupe. L’usinage est alors effectué en deux phases. Dans un premier temps, une premièrearête (figure 3.23) entre dans la matière. Une fois la position 90° passée, l’enlèvement dematière se fait avec une seconde arête. A la différence des engagements inférieurs au rayond’outil, le choc est ainsi effectué sur une arête non fragilisée par la coupe.
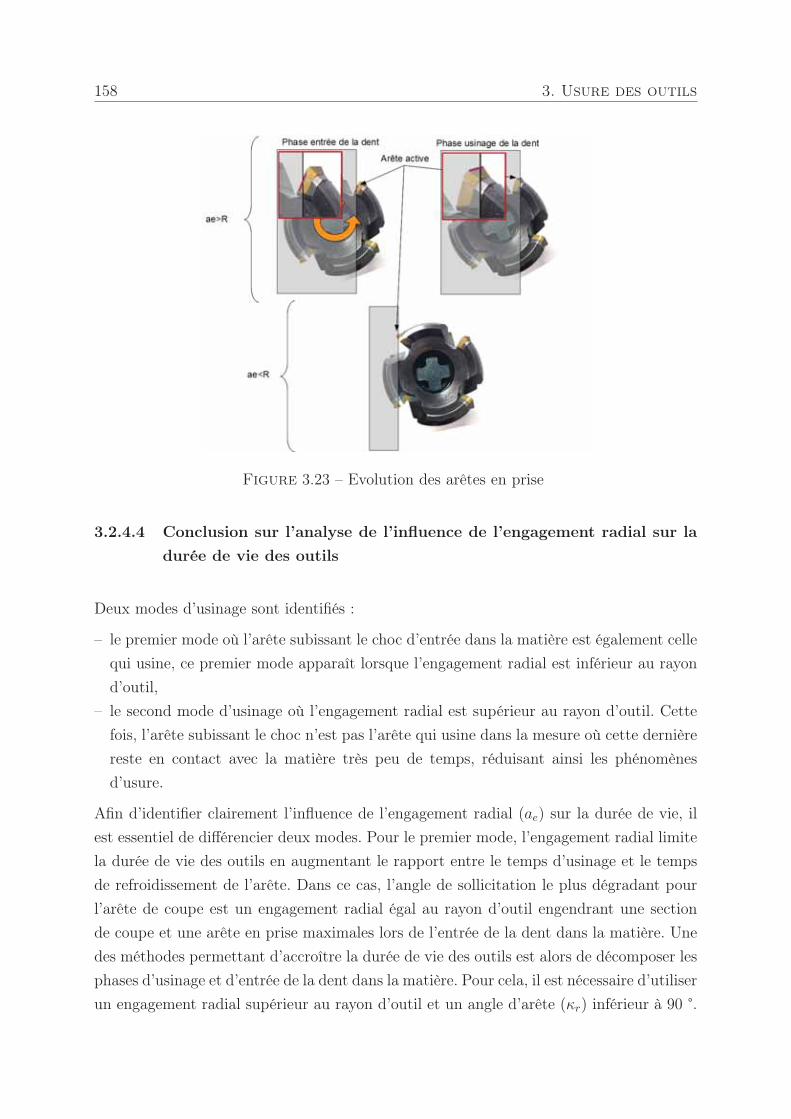
158 3. Usure des outils
Figure 3.23 – Evolution des arêtes en prise
3.2.4.4 Conclusion sur l’analyse de l’influence de l’engagement radial sur ladurée de vie des outils
Deux modes d’usinage sont identifiés :
– le premier mode où l’arête subissant le choc d’entrée dans la matière est également cellequi usine, ce premier mode apparaît lorsque l’engagement radial est inférieur au rayond’outil,
– le second mode d’usinage où l’engagement radial est supérieur au rayon d’outil. Cettefois, l’arête subissant le choc n’est pas l’arête qui usine dans la mesure où cette dernièrereste en contact avec la matière très peu de temps, réduisant ainsi les phénomènesd’usure.
Afin d’identifier clairement l’influence de l’engagement radial (ae) sur la durée de vie, ilest essentiel de différencier deux modes. Pour le premier mode, l’engagement radial limitela durée de vie des outils en augmentant le rapport entre le temps d’usinage et le tempsde refroidissement de l’arête. Dans ce cas, l’angle de sollicitation le plus dégradant pourl’arête de coupe est un engagement radial égal au rayon d’outil engendrant une sectionde coupe et une arête en prise maximales lors de l’entrée de la dent dans la matière. Unedes méthodes permettant d’accroître la durée de vie des outils est alors de décomposer lesphases d’usinage et d’entrée de la dent dans la matière. Pour cela, il est nécessaire d’utiliserun engagement radial supérieur au rayon d’outil et un angle d’arête (κr) inférieur à 90 °.
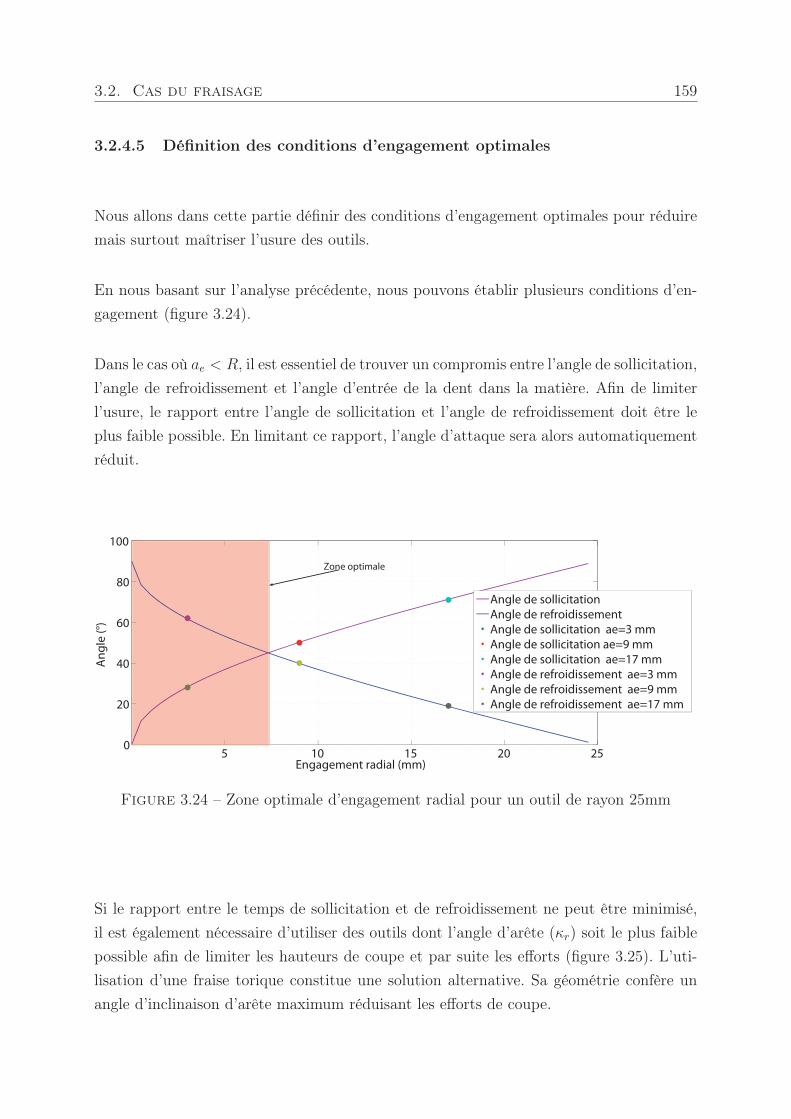
3.2. Cas du fraisage 159
3.2.4.5 Définition des conditions d’engagement optimales
Nous allons dans cette partie définir des conditions d’engagement optimales pour réduiremais surtout maîtriser l’usure des outils.
En nous basant sur l’analyse précédente, nous pouvons établir plusieurs conditions d’en-gagement (figure 3.24).
Dans le cas où ae < R, il est essentiel de trouver un compromis entre l’angle de sollicitation,l’angle de refroidissement et l’angle d’entrée de la dent dans la matière. Afin de limiterl’usure, le rapport entre l’angle de sollicitation et l’angle de refroidissement doit être leplus faible possible. En limitant ce rapport, l’angle d’attaque sera alors automatiquementréduit.
5 10 15 20 250
20
40
60
80
100
Engagement radial (mm)
Ang
le (°
)
Angle de sollicitationAngle de refroidissementAngle de sollicitation ae=3 mmAngle de sollicitation ae=9 mmAngle de sollicitation ae=17 mmAngle de refroidissement ae=3 mmAngle de refroidissement ae=9 mmAngle de refroidissement ae=17 mm
Zone optimale
Figure 3.24 – Zone optimale d’engagement radial pour un outil de rayon 25mm
Si le rapport entre le temps de sollicitation et de refroidissement ne peut être minimisé,il est également nécessaire d’utiliser des outils dont l’angle d’arête (κr) soit le plus faiblepossible afin de limiter les hauteurs de coupe et par suite les efforts (figure 3.25). L’uti-lisation d’une fraise torique constitue une solution alternative. Sa géométrie confère unangle d’inclinaison d’arête maximum réduisant les efforts de coupe.
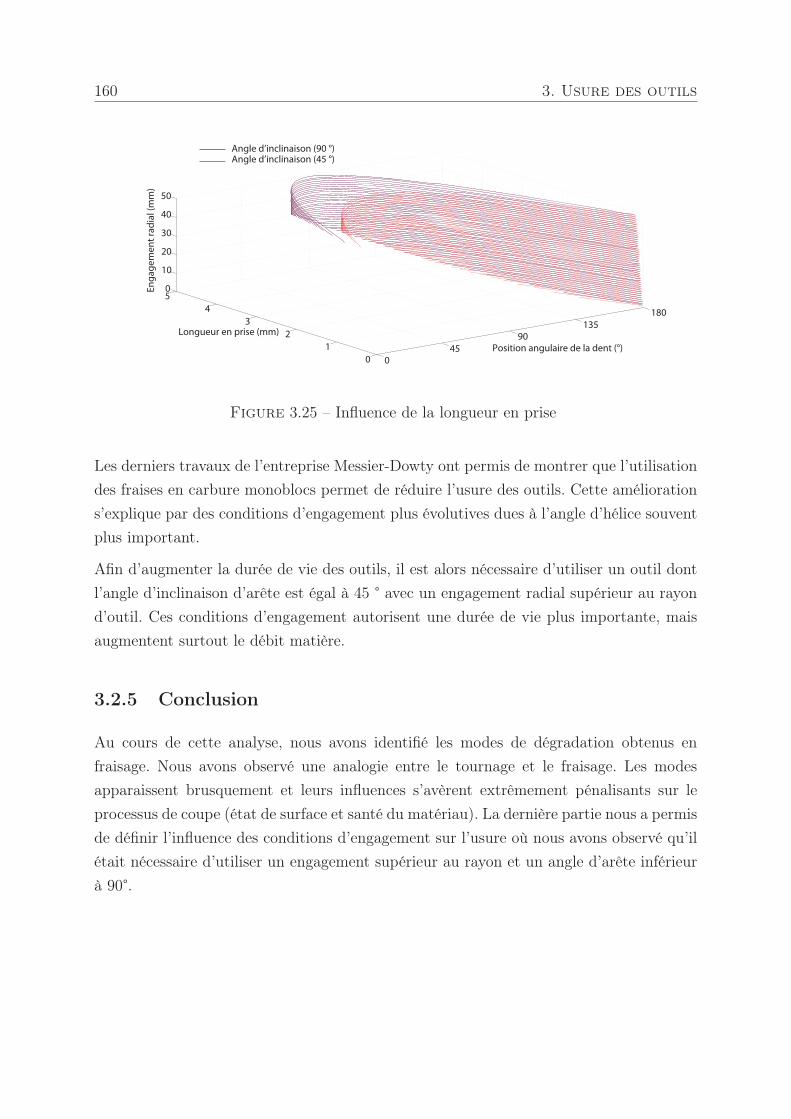
160 3. Usure des outils
0 45
90135
180
01
23
450
10
20
30
40
50
Enga
gem
ent r
adia
l (m
m)
Position angulaire de la dent (°)
Longueur en prise (mm)
Angle d’inclinaison (45 °)Angle d’inclinaison (90 °)
Figure 3.25 – Influence de la longueur en prise
Les derniers travaux de l’entreprise Messier-Dowty ont permis de montrer que l’utilisationdes fraises en carbure monoblocs permet de réduire l’usure des outils. Cette améliorations’explique par des conditions d’engagement plus évolutives dues à l’angle d’hélice souventplus important.
Afin d’augmenter la durée de vie des outils, il est alors nécessaire d’utiliser un outil dontl’angle d’inclinaison d’arête est égal à 45 ° avec un engagement radial supérieur au rayond’outil. Ces conditions d’engagement autorisent une durée de vie plus importante, maisaugmentent surtout le débit matière.
3.2.5 Conclusion
Au cours de cette analyse, nous avons identifié les modes de dégradation obtenus enfraisage. Nous avons observé une analogie entre le tournage et le fraisage. Les modesapparaissent brusquement et leurs influences s’avèrent extrêmement pénalisants sur leprocessus de coupe (état de surface et santé du matériau). La dernière partie nous a permisde définir l’influence des conditions d’engagement sur l’usure où nous avons observé qu’ilétait nécessaire d’utiliser un engagement supérieur au rayon et un angle d’arête inférieurà 90°.
Chapitre 4
Valorisation industrielle
Sommaire4.1 Possibilités d’application dans notre contexte industriel . . . 162
4.1.1 Processus d’élaboration d’un programme . . . . . . . . . . . . . 162
4.1.2 Utilisation directe . . . . . . . . . . . . . . . . . . . . . . . . . 163
4.1.3 Utilisation indirecte . . . . . . . . . . . . . . . . . . . . . . . . 165
4.2 Usinage à chaud . . . . . . . . . . . . . . . . . . . . . . . . . . . 168
4.2.1 Dispositif expérimental . . . . . . . . . . . . . . . . . . . . . . . 169
4.2.2 Essais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 171
4.2.3 Analyse des résultats . . . . . . . . . . . . . . . . . . . . . . . . 171
4.2.4 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 175
4.3 Vers une proposition de mise en oeuvre de techniques desurveillance d’usinage . . . . . . . . . . . . . . . . . . . . . . . . 175
4.3.1 Introduction à la surveillance d’usinage . . . . . . . . . . . . . 176
4.3.2 Analyse des essais en vue d’une application . . . . . . . . . . . 179
4.3.3 Fraisage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 180
4.3.4 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 181

162 4. Valorisation industrielle
4.1 Possibilités d’application dans notre contexte in-
dustriel
Nous avons défini dans l’état de l’art les axes d’optimisation privilégiés de la sociétéMessier-Dowty ainsi que les difficultés rencontrées. Avant de définir l’apport des travauxde thèse dans le contexte indutriel, il semble essentiel de présenter rapidement la démarched’élaboration de chaque programme d’usinage, sa période de validité et les buts recherchés.Nous utiliserons le terme programme d’usinage pour la phase de conception (FAO et CN)répondant à une gamme d’usinage.
4.1.1 Processus d’élaboration d’un programme
Le programme d’usinage est construit à partir de différentes contraintes fixées, telles quele matériau, les géométries de départ (brut) ou d’arrivée (pièces usinées), les machines-outils, les tolérances dimensionnelles, le fini de surface et le découpage des usinages entreplusieurs machines. Le processus d’élaboration est organisé en plusieurs phases. Une phasede mise au point qui a pour objectif : la réalisation qualitative de la pièce. Une phase sérieoù s’ajoute la qualité du produit, des objectifs de stabilité et de productivité du process.Durant la phase de productivité, la recherche du temps d’usinage, de répétabilité duprocess ou la réduction de la consommation d’outils sont effectuées.
Le domaine de la coupe est de la responsabilité des méthodes de production chargéesdu choix des outils et de l’élaboration des trajectoires pour répondre aux différentescontraintes. Le choix et la définition des outils est le fruit d’échanges entre les méthodes etles carburiers avec, pour le Ti5553, un protocole de tests spécifique (présenté dans l’étatde l’art) . Le choix des trajectoires d’outil est défini pour la géométrie pièce, les capacitésmachines (courses, nombres d’axes, encombrement) et les outils selectionnés. Cette com-binaison outil/trajectoire/machine est ensuite simulée géométriquement afin de détecterd’éventuelles collisions et assurer le respect de la forme à usiner. Il est à préciser que lacomplexité de la géométrie, la taille de pièces, l’irrégularité de la matière à enlever, le typede machine utilisée amènent à des trajectoires pour lesquelles la matière à enlever évolueen permanence d’où une problématique lors de l’écriture des conditions de coupe (Vc, Vf ).
Il apparaît donc fondamental pour répondre à la stabilité et la productivité du processd’avoir une bonne connaissance de l’usinabilité du matériau notamment pour une matièreaux propriétés aussi spécifiques que le Ti5553. Pour une matière aussi exigeante et descontraintes fortes telles que le fini de surface par usinage (Ra1, 6) sans ressaut, le retour
4.1. Possibilités d’application dans notre contexte industriel 163
d’expériences et le savoir-faire sont insuffisants pour répondre aux challenges. Aujour-d’hui, la mise au point de la coupe est réalisée sur la machine lors des tests programme.L’entreprise Messier-Dowty doit procéder autrement si elle veut garantir la stabilité duprocess d’usinage complexe plus rapidement et répondre à la contrainte d’état de surfaceintimement liée aux conditions de coupe.
A la vue de cette brève description, nous pouvons mettre en avant les difficultés d’élabo-ration d’un process d’usinage dans le Ti5553 :– choix des outils, évaluation, critère d’amélioration des outils,– définition du domaine d’utilisation d’un outil,– compréhension des phénomènes dégradants au niveau de la tenue des outils mais aussi
de leur conséquence sur l’état de surface,– apport des méthodes d’aide à la coupe.A cette connaissance liée directement à la coupe s’ajoute une problématique majeure del’écriture de conditions de coupe cohérentes en continues sur la trajectoire.
Nous avons défini deux types d’utilisation de nos travaux : l’utilisation directe et l’utili-sation indirecte.
4.1.2 Utilisation directe
Nous pouvons identifier plusieurs points répondant à la problématique de l’entreprise :– comprendre la faible usinabilité du Ti5553,– définir des solutions d’optimisation (conditions de coupe et géométries d’outil).
4.1.2.1 Comprendre la faible usinabilité du Ti5553
Nous avons choisi d’étudier les critères majeurs représentatifs de l’usinabilité d’un maté-riau qui sont les efforts de coupe et l’usure des outils.
Dans le cas du Ti5553, sa faible usinabilité se traduit par des efforts de coupe importants,et ce, quelles que soient les conditions d’engagement et une usure rapide et sévère.
Les efforts de coupeAu niveau des efforts de coupe, nous observons plusieurs points. Le premier est la forte
valeur de la résultante. Comparés aux autres matériaux, même aux autres alliages detitane, les efforts de coupe obtenus en usinage du Ti5553 sont toujours les plus importants.Par exemple, nous avons observé une différence de 25% environ avec le Ti64, quelles que
164 4. Valorisation industrielle
soient les conditions de coupe. L’influence de chaque paramètre est rappelée dans la table4.1.
L’usure des outilsLors de notre campagne d’essais, nous avons analysé et défini les modes de dégradation
des outils. Ils restent identiques en fraisage et en tournage et trois modes ont été identifiés :le rodage, l’usure normale et le mode final (arêtes rapportées et effondrements d’arête).Nous avons observé une relation entre les efforts et l’usure.
L’outil optimal est alors un compromis entre la géométrie réduisant les efforts, celle quilui garantit une bonne tenue mécanique et en usure. Nous pouvons résumer l’influence del’ensemble des paramètres :– géométrie d’outil : en règle générale, nous avons observé une réduction de l’usure avec
la réduction de l’effort. Il est alors conseillé de réduire les préparations d’arête et d’aug-menter les angles de coupe. Une trop grande diminution de ces deux paramètres a pourconséquence d’augmenter les vitesses d’écoulement à l’interface outil-copeau dégradantainsi l’outil. La géométrie de coupe optimale est alors un compromis entre un outil”tranchant” et un outil avec une bonne tenue mécanique,
– matériau de coupe : nous n’avons pas observé d’influence notable du matériau de coupesur l’usure. Certains matériaux sont à éviter comme le CBN ou le PCD où leur affinitéchimique avec le titane réduit leurs caractéristiques mécaniques. Il est également né-cessaire de favoriser l’utilisation de revêtements déposés par PVD réduisant ainsi sonépaisseur et par conséquent la préparation d’arête,
– conditions de coupe : la vitesse de coupe influe peu sur l’usure dans une plage al-lant de 35m/min à 65m/min. Au-delà, l’usure apparaît rapidement sur les outils àplaquettes rapportées. Une des méthodes pour réduire l’usure à des vitesses de coupeimportantes serait d’utiliser des outils affûtés (augmentation de l’angle de coupe et del’acuité d’arête) et de réduire les engagements permettant ainsi de minimiser les effortset par conséquent les sollicitations sur l’outil. L’augmentation de l’avance engendre,quant à elle, une usure d’outil plus rapide.
4.1.2.2 Proposer des solutions d’amélioration
Comme nous l’avons présenté dans la partie état de l’art, il existe plusieurs techniquesd’aide à la coupe permettant d’améliorer l’usinabilité : la lubrification, la lubrificationhaute pression, la micropulvérisation, l’usinage cryogénique ou l’usinage à chaud. Cesdifférentes techniques sont testées par l’entreprise Messier-Dowty et nous avons fait lechoix de ne vérifier que l’influence de l’augmentation de la température de la pièce sur
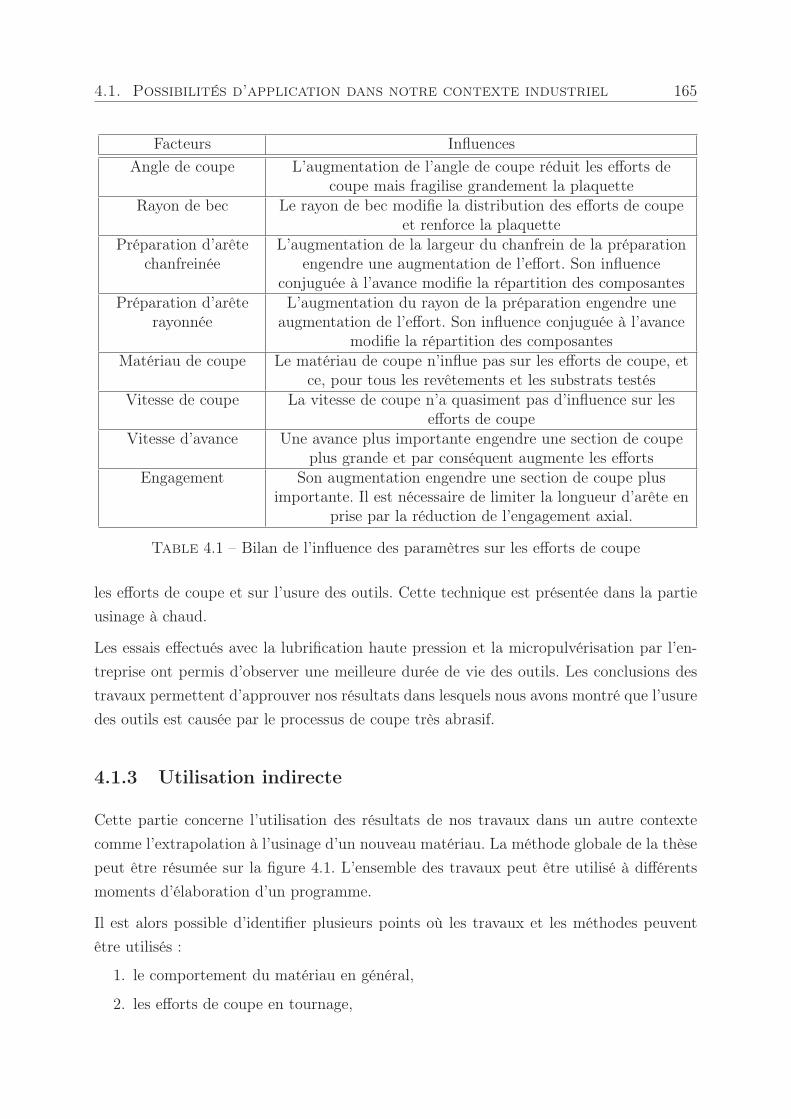
4.1. Possibilités d’application dans notre contexte industriel 165
Facteurs InfluencesAngle de coupe L’augmentation de l’angle de coupe réduit les efforts de
coupe mais fragilise grandement la plaquetteRayon de bec Le rayon de bec modifie la distribution des efforts de coupe
et renforce la plaquettePréparation d’arête
chanfreinéeL’augmentation de la largeur du chanfrein de la préparation
engendre une augmentation de l’effort. Son influenceconjuguée à l’avance modifie la répartition des composantes
Préparation d’arêterayonnée
L’augmentation du rayon de la préparation engendre uneaugmentation de l’effort. Son influence conjuguée à l’avance
modifie la répartition des composantesMatériau de coupe Le matériau de coupe n’influe pas sur les efforts de coupe, et
ce, pour tous les revêtements et les substrats testésVitesse de coupe La vitesse de coupe n’a quasiment pas d’influence sur les
efforts de coupeVitesse d’avance Une avance plus importante engendre une section de coupe
plus grande et par conséquent augmente les effortsEngagement Son augmentation engendre une section de coupe plus
importante. Il est nécessaire de limiter la longueur d’arête enprise par la réduction de l’engagement axial.
Table 4.1 – Bilan de l’influence des paramètres sur les efforts de coupe
les efforts de coupe et sur l’usure des outils. Cette technique est présentée dans la partieusinage à chaud.
Les essais effectués avec la lubrification haute pression et la micropulvérisation par l’en-treprise ont permis d’observer une meilleure durée de vie des outils. Les conclusions destravaux permettent d’approuver nos résultats dans lesquels nous avons montré que l’usuredes outils est causée par le processus de coupe très abrasif.
4.1.3 Utilisation indirecte
Cette partie concerne l’utilisation des résultats de nos travaux dans un autre contextecomme l’extrapolation à l’usinage d’un nouveau matériau. La méthode globale de la thèsepeut être résumée sur la figure 4.1. L’ensemble des travaux peut être utilisé à différentsmoments d’élaboration d’un programme.
Il est alors possible d’identifier plusieurs points où les travaux et les méthodes peuventêtre utilisés :
1. le comportement du matériau en général,
2. les efforts de coupe en tournage,
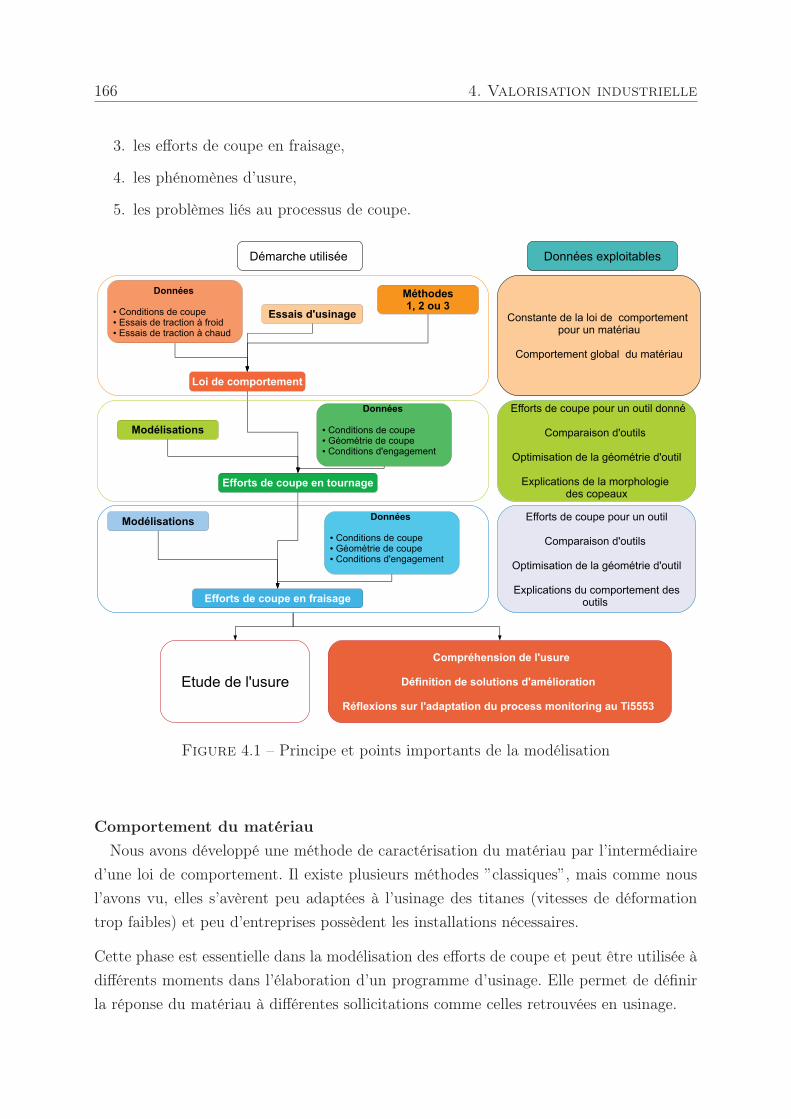
166 4. Valorisation industrielle
3. les efforts de coupe en fraisage,
4. les phénomènes d’usure,
5. les problèmes liés au processus de coupe.
Figure 4.1 – Principe et points importants de la modélisation
Comportement du matériauNous avons développé une méthode de caractérisation du matériau par l’intermédiaire
d’une loi de comportement. Il existe plusieurs méthodes ”classiques”, mais comme nousl’avons vu, elles s’avèrent peu adaptées à l’usinage des titanes (vitesses de déformationtrop faibles) et peu d’entreprises possèdent les installations nécessaires.
Cette phase est essentielle dans la modélisation des efforts de coupe et peut être utilisée àdifférents moments dans l’élaboration d’un programme d’usinage. Elle permet de définirla réponse du matériau à différentes sollicitations comme celles retrouvées en usinage.
4.1. Possibilités d’application dans notre contexte industriel 167
Efforts de coupeNous avons développé trois modélisations en tournage permettant de définir les efforts
de coupe pour l’ensemble des géométries de coupe utilisées par l’entreprise. Ces modéli-sations ont ensuite été utilisées pour définir les efforts de coupe en fraisage. Cette étudepeut être utilisée lors de la phase de l’élaboration du programme d’usinage pour choisirles géométries de coupe.
Un autre point s’avère être plus fondamental et plus concret pour l’entreprise : commenous l’avons expliqué dans le chapitre état de l’art, il est très difficile pour une entre-prise d’obtenir une base de comparaison d’outils. Les méthodes traditionnelles comme leCOM s’avèrent lourdes et peu adaptées au monde industriel. L’utilisation d’un modèle(analytique ou numérique) permet de comparer rapidement des géométries d’outils, desconditions de coupe et des matériaux. Il devient alors simple d’organiser les essais afind’obtenir une première orientation dans le choix des outils ou dans la comparaison desmatériaux.
Deux types de modélisation sont envisageables pour l’entreprise : les modèles élémentsfinis et les modèles analytiques développés dans nos travaux. Le logiciel Thirdwave Ad-vantage System ([Advantage ]) basé sur les éléments finis a été testé. Ses résultats se sontavérés fiables, mais les temps de calculs observés sont toujours supérieurs à une heuremême pour des modèles plans (2D). Dans ces conditions, il semble alors difficilement en-visageable de comparer rapidement des outils et des matériaux. Les essais effectués surles modèles analytiques ont montré des temps de calcul inférieurs à la seconde pour lesmodèles de tournage et inférieurs à 15 secondes pour les modèles de fraisage, et ce, avecla même configuration informatique. De plus, les logiciels d’éléments finis nécessitent sou-vent de disposer d’informations complémentaires comme les propriétés thermomécaniqueset chimiques des revêtements.
L’utilisation d’une méthode analytique autorise également de visualiser et quantifier lesphénomènes tels que les températures de coupe, les contraintes dans les différents plans decisaillement ou la répartition des composantes de l’effort. La comparaison entre plusieursoutils est alors facilitée par des critères élaborés et significatifs (températures de coupe,efforts).
Il existe, cependant, une difficulté dans l’utilisation des modèles analytiques. Il semble, eneffet, difficile d’utiliser des programmes entièrement définis sur le logiciel Matlab dans uncontexte d’atelier de fabrication. Afin d’en faciliter son utilisation, une interface graphiqueest en cours d’élaboration.

168 4. Valorisation industrielle
Usure des outilsLes résultats définis dans cette partie ne sont pas directement exploitables pour d’autres
matériaux. Les phénomènes observés sont propres au Ti5553. L’état de l’art a montré peude comparaison avec d’autres matériaux hormis le Ti64 [Arrazola 09a]. Au cours de nostravaux, nous avons mis en place une méthode d’identification des modes de dégradationbasée sur des techniques expérimentales simples.
Nous avons remarqué que les phénomènes d’usure ne sont pas toujours directement visiblessur les outils, mais qu’ils étaient détectables indirectement à travers d’autres grandeursphysiques. Cette technique peut être mise en place pour l’analyse des modes de dégrada-tion d’autres matériaux.
AnalysesNous avons étudié l’influence de l’usinage à chaud à partir d’un dispositif expérimental
plus simple, moins coûteux qu’un laser et nous permettant de maîtriser facilement lestempératures. Ces essais nous ont permis de mettre en avant les limites de l’usinage àchaud. Cette méthode peut être mise en oeuvre pour d’autres matériaux afin de vérifierl’impact d’une assistance à la coupe.
Dans l’objectif d’améliorer la qualité mais surtout d’automatiser les opérations d’usinage,nous avons vérifié l’application de la surveillance d’usinage au Ti5553. Cette analyse sebase sur l’observation des modes de dégradation ainsi que leur influence sur le processusde coupe. Cette étude peut, alors, être utilisée lors de la mise en place de cette techniquesur le Ti5553 et pour d’autres matériaux.
4.2 Usinage à chaud
Comme nous l’avons vu dans les parties précédentes, la difficulté de l’usinage du Ti5553vient d’une part des grandes contraintes engendrées par la coupe (dans les zones primaireet secondaire) et d’autre part des copeaux non segmentés en tournage induisant des modesde dégradation sévères et rapides. Il existe différents types d’assistance à la coupe dontl’objectif est de réduire les efforts et l’usure de l’outil. Dans l’état de l’art, nous recensonsà un premier niveau la lubrification et ensuite l’usinage à chaud, l’usinage par cryogénieet la lubrification très haute pressions. Ces différentes technologies ont toutes montré unintérêt certain pour améliorer l’usinabilité des titanes. Nous avons cependant choisi detester l’usinage à chaud pour vérifier son intérêt dans un contexte industriel.
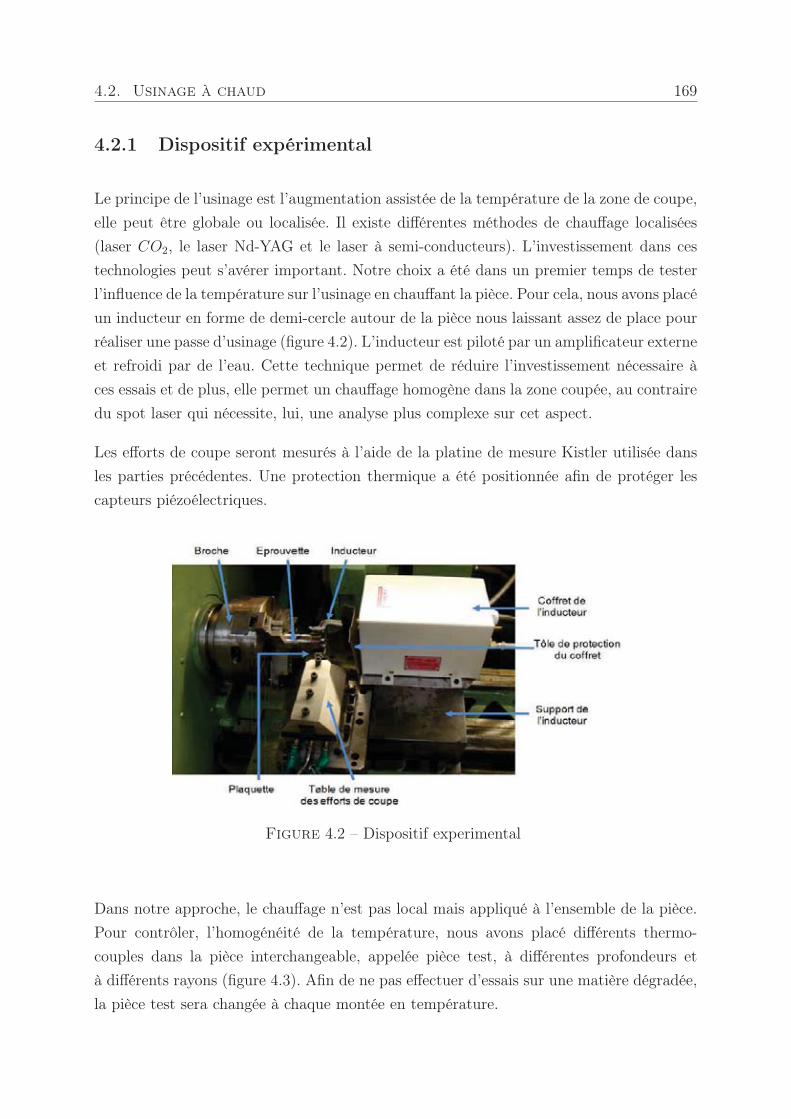
4.2. Usinage à chaud 169
4.2.1 Dispositif expérimental
Le principe de l’usinage est l’augmentation assistée de la température de la zone de coupe,elle peut être globale ou localisée. Il existe différentes méthodes de chauffage localisées(laser CO2, le laser Nd-YAG et le laser à semi-conducteurs). L’investissement dans cestechnologies peut s’avérer important. Notre choix a été dans un premier temps de testerl’influence de la température sur l’usinage en chauffant la pièce. Pour cela, nous avons placéun inducteur en forme de demi-cercle autour de la pièce nous laissant assez de place pourréaliser une passe d’usinage (figure 4.2). L’inducteur est piloté par un amplificateur externeet refroidi par de l’eau. Cette technique permet de réduire l’investissement nécessaire àces essais et de plus, elle permet un chauffage homogène dans la zone coupée, au contrairedu spot laser qui nécessite, lui, une analyse plus complexe sur cet aspect.
Les efforts de coupe seront mesurés à l’aide de la platine de mesure Kistler utilisée dansles parties précédentes. Une protection thermique a été positionnée afin de protéger lescapteurs piézoélectriques.
Figure 4.2 – Dispositif experimental
Dans notre approche, le chauffage n’est pas local mais appliqué à l’ensemble de la pièce.Pour contrôler, l’homogénéité de la température, nous avons placé différents thermo-couples dans la pièce interchangeable, appelée pièce test, à différentes profondeurs età différents rayons (figure 4.3). Afin de ne pas effectuer d’essais sur une matière dégradée,la pièce test sera changée à chaque montée en température.
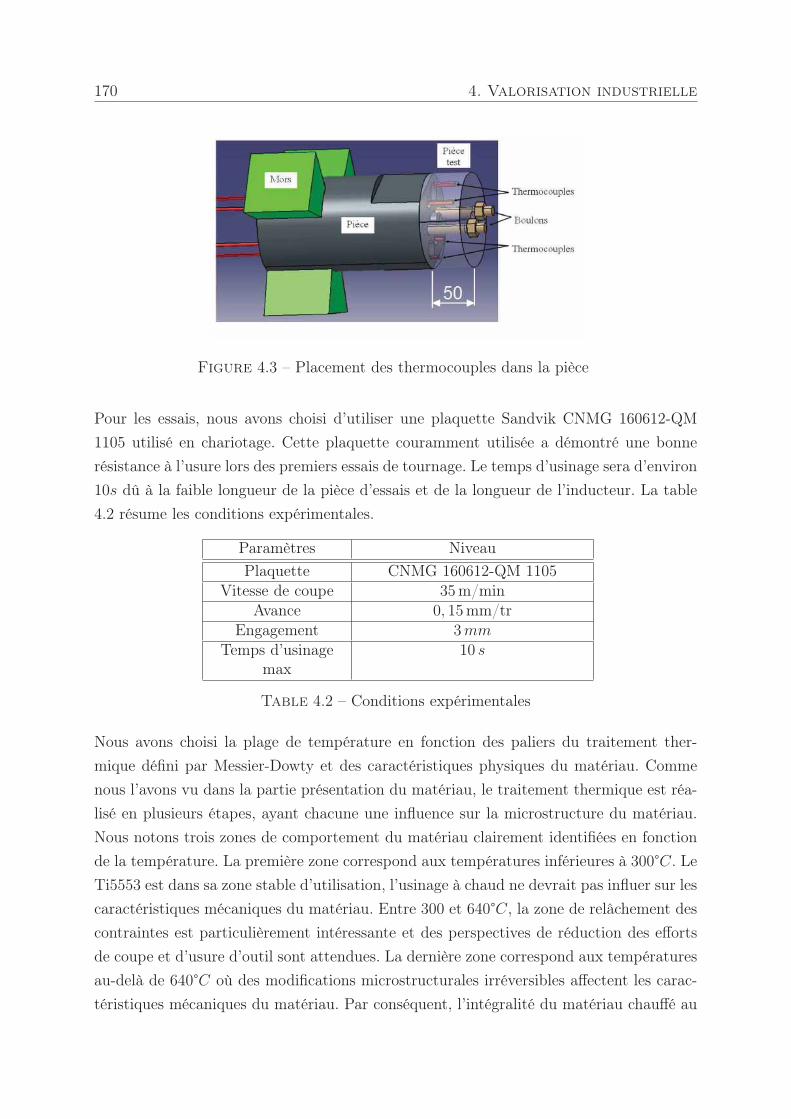
170 4. Valorisation industrielle
Figure 4.3 – Placement des thermocouples dans la pièce
Pour les essais, nous avons choisi d’utiliser une plaquette Sandvik CNMG 160612-QM1105 utilisé en chariotage. Cette plaquette couramment utilisée a démontré une bonnerésistance à l’usure lors des premiers essais de tournage. Le temps d’usinage sera d’environ10s dû à la faible longueur de la pièce d’essais et de la longueur de l’inducteur. La table4.2 résume les conditions expérimentales.
Paramètres NiveauPlaquette CNMG 160612-QM 1105
Vitesse de coupe 35m/minAvance 0, 15mm/tr
Engagement 3mmTemps d’usinage
max10 s
Table 4.2 – Conditions expérimentales
Nous avons choisi la plage de température en fonction des paliers du traitement ther-mique défini par Messier-Dowty et des caractéristiques physiques du matériau. Commenous l’avons vu dans la partie présentation du matériau, le traitement thermique est réa-lisé en plusieurs étapes, ayant chacune une influence sur la microstructure du matériau.Nous notons trois zones de comportement du matériau clairement identifiées en fonctionde la température. La première zone correspond aux températures inférieures à 300°C. LeTi5553 est dans sa zone stable d’utilisation, l’usinage à chaud ne devrait pas influer sur lescaractéristiques mécaniques du matériau. Entre 300 et 640°C, la zone de relâchement descontraintes est particulièrement intéressante et des perspectives de réduction des effortsde coupe et d’usure d’outil sont attendues. La dernière zone correspond aux températuresau-delà de 640°C où des modifications microstructurales irréversibles affectent les carac-téristiques mécaniques du matériau. Par conséquent, l’intégralité du matériau chauffé au
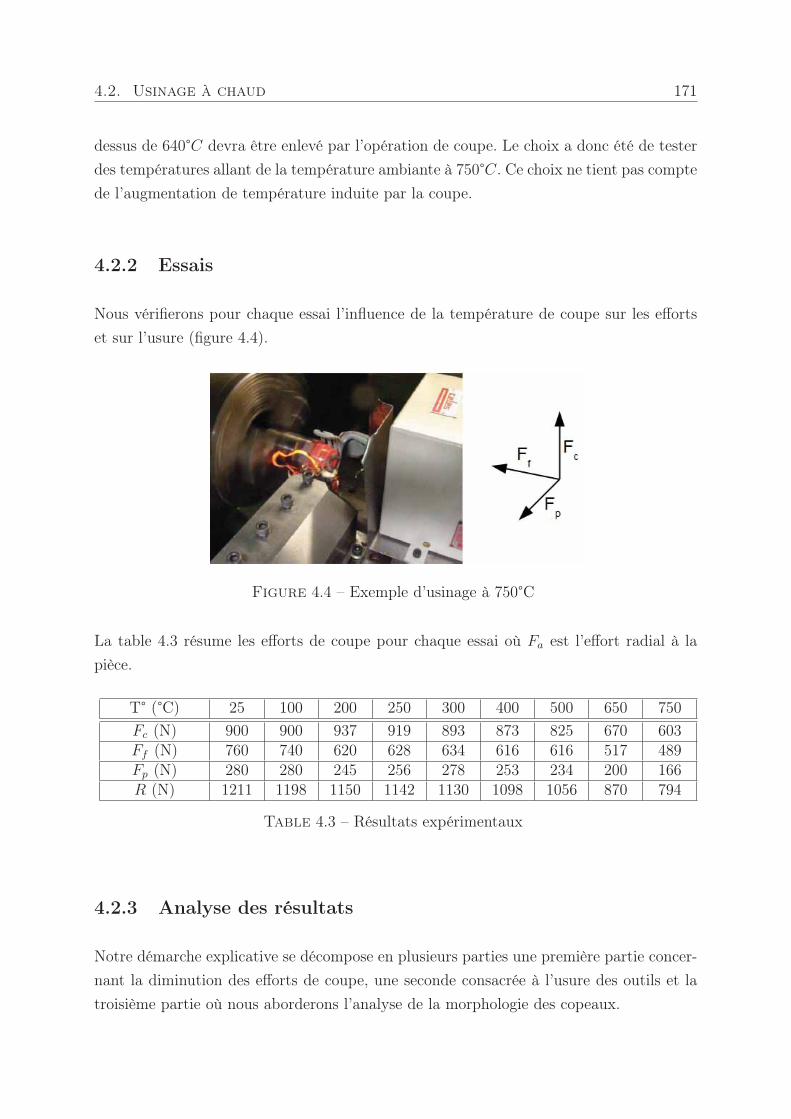
4.2. Usinage à chaud 171
dessus de 640°C devra être enlevé par l’opération de coupe. Le choix a donc été de testerdes températures allant de la température ambiante à 750°C. Ce choix ne tient pas comptede l’augmentation de température induite par la coupe.
4.2.2 Essais
Nous vérifierons pour chaque essai l’influence de la température de coupe sur les effortset sur l’usure (figure 4.4).
Figure 4.4 – Exemple d’usinage à 750°C
La table 4.3 résume les efforts de coupe pour chaque essai où Fa est l’effort radial à lapièce.
T° (°C) 25 100 200 250 300 400 500 650 750Fc (N) 900 900 937 919 893 873 825 670 603Ff (N) 760 740 620 628 634 616 616 517 489Fp (N) 280 280 245 256 278 253 234 200 166R (N) 1211 1198 1150 1142 1130 1098 1056 870 794
Table 4.3 – Résultats expérimentaux
4.2.3 Analyse des résultats
Notre démarche explicative se décompose en plusieurs parties une première partie concer-nant la diminution des efforts de coupe, une seconde consacrée à l’usure des outils et latroisième partie où nous aborderons l’analyse de la morphologie des copeaux.
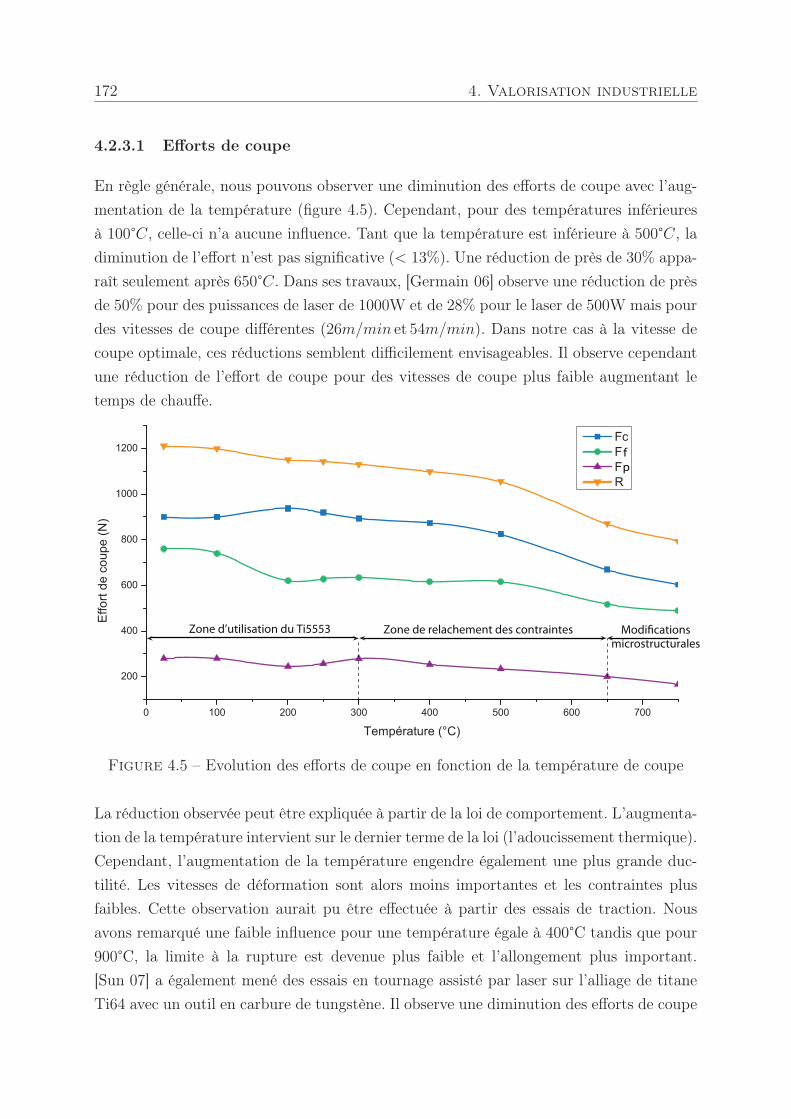
172 4. Valorisation industrielle
4.2.3.1 Efforts de coupe
En règle générale, nous pouvons observer une diminution des efforts de coupe avec l’aug-mentation de la température (figure 4.5). Cependant, pour des températures inférieuresà 100°C, celle-ci n’a aucune influence. Tant que la température est inférieure à 500°C, ladiminution de l’effort n’est pas significative (< 13%). Une réduction de près de 30% appa-raît seulement après 650°C. Dans ses travaux, [Germain 06] observe une réduction de prèsde 50% pour des puissances de laser de 1000W et de 28% pour le laser de 500W mais pourdes vitesses de coupe différentes (26m/min et 54m/min). Dans notre cas à la vitesse decoupe optimale, ces réductions semblent difficilement envisageables. Il observe cependantune réduction de l’effort de coupe pour des vitesses de coupe plus faible augmentant letemps de chauffe.
fp
Zone d’utilisation du Ti5553 Zone de relachement des contraintes Modificationsmicrostructurales
Figure 4.5 – Evolution des efforts de coupe en fonction de la température de coupe
La réduction observée peut être expliquée à partir de la loi de comportement. L’augmenta-tion de la température intervient sur le dernier terme de la loi (l’adoucissement thermique).Cependant, l’augmentation de la température engendre également une plus grande duc-tilité. Les vitesses de déformation sont alors moins importantes et les contraintes plusfaibles. Cette observation aurait pu être effectuée à partir des essais de traction. Nousavons remarqué une faible influence pour une température égale à 400°C tandis que pour900°C, la limite à la rupture est devenue plus faible et l’allongement plus important.[Sun 07] a également mené des essais en tournage assisté par laser sur l’alliage de titaneTi64 avec un outil en carbure de tungstène. Il observe une diminution des efforts de coupe
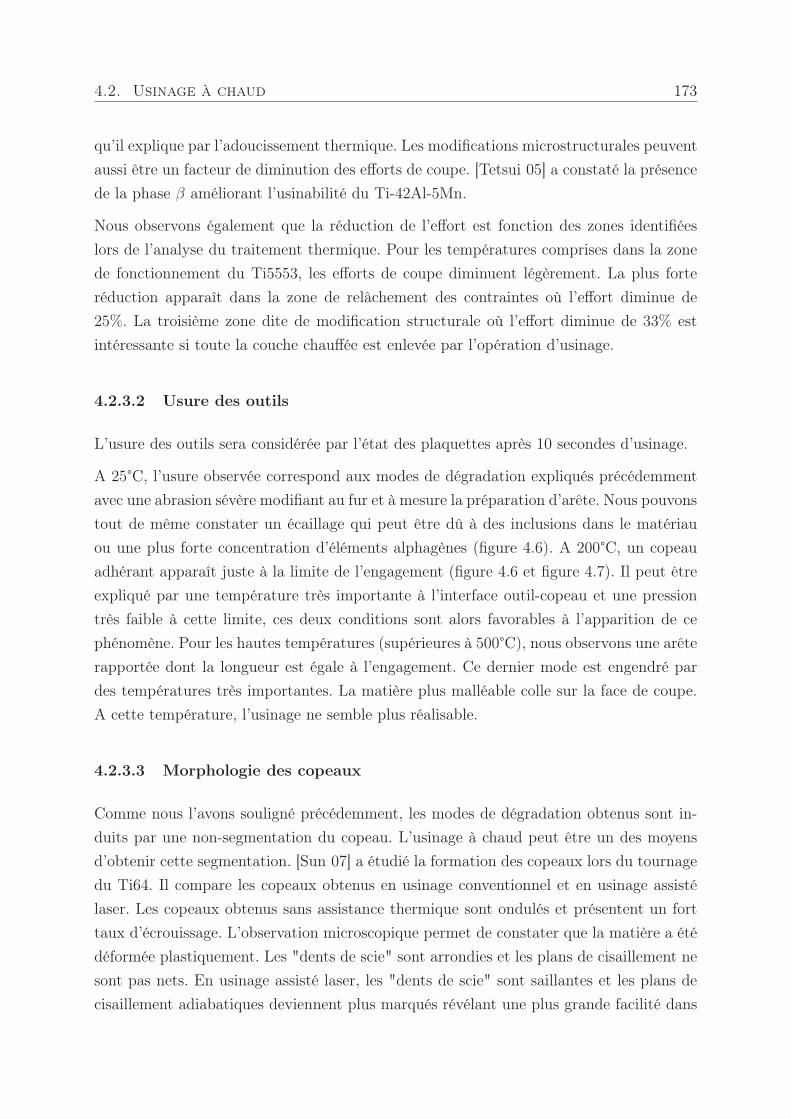
4.2. Usinage à chaud 173
qu’il explique par l’adoucissement thermique. Les modifications microstructurales peuventaussi être un facteur de diminution des efforts de coupe. [Tetsui 05] a constaté la présencede la phase β améliorant l’usinabilité du Ti-42Al-5Mn.
Nous observons également que la réduction de l’effort est fonction des zones identifiéeslors de l’analyse du traitement thermique. Pour les températures comprises dans la zonede fonctionnement du Ti5553, les efforts de coupe diminuent légèrement. La plus forteréduction apparaît dans la zone de relâchement des contraintes où l’effort diminue de25%. La troisième zone dite de modification structurale où l’effort diminue de 33% estintéressante si toute la couche chauffée est enlevée par l’opération d’usinage.
4.2.3.2 Usure des outils
L’usure des outils sera considérée par l’état des plaquettes après 10 secondes d’usinage.
A 25°C, l’usure observée correspond aux modes de dégradation expliqués précédemmentavec une abrasion sévère modifiant au fur et à mesure la préparation d’arête. Nous pouvonstout de même constater un écaillage qui peut être dû à des inclusions dans le matériauou une plus forte concentration d’éléments alphagènes (figure 4.6). A 200°C, un copeauadhérant apparaît juste à la limite de l’engagement (figure 4.6 et figure 4.7). Il peut êtreexpliqué par une température très importante à l’interface outil-copeau et une pressiontrès faible à cette limite, ces deux conditions sont alors favorables à l’apparition de cephénomène. Pour les hautes températures (supérieures à 500°C), nous observons une arêterapportée dont la longueur est égale à l’engagement. Ce dernier mode est engendré pardes températures très importantes. La matière plus malléable colle sur la face de coupe.A cette température, l’usinage ne semble plus réalisable.
4.2.3.3 Morphologie des copeaux
Comme nous l’avons souligné précédemment, les modes de dégradation obtenus sont in-duits par une non-segmentation du copeau. L’usinage à chaud peut être un des moyensd’obtenir cette segmentation. [Sun 07] a étudié la formation des copeaux lors du tournagedu Ti64. Il compare les copeaux obtenus en usinage conventionnel et en usinage assistélaser. Les copeaux obtenus sans assistance thermique sont ondulés et présentent un forttaux d’écrouissage. L’observation microscopique permet de constater que la matière a étédéformée plastiquement. Les "dents de scie" sont arrondies et les plans de cisaillement nesont pas nets. En usinage assisté laser, les "dents de scie" sont saillantes et les plans decisaillement adiabatiques deviennent plus marqués révélant une plus grande facilité dans

174 4. Valorisation industrielle
Figure 4.6 – Observation de la face de coupe
le cisaillement du copeau. Grâce à l’assistance laser, le matériau est donc moins résistantaux efforts de cisaillement.
Pour le Ti5553, ces observations semblent moins évidentes. En effet, quelle que soit latempérature de la pièce, le copeau reste non segmenté traduisant l’effet de l’adoucisse-ment thermique insuffisant comparé à l’écrouissage induit dans le plan de cisaillementprimaire. Sur la figure 4.8, nous observons une morphologie de copeau différente. A faibletempérature (<250°C), il existe des bandes de cisaillement plus marquées. Pour une tem-pérature de coupe importante (>500°C), le copeau ne semble plus formé par cisaillementmais repoussé. Nous observons des bandes de cisaillement moins marquées. En conclu-sion, l’augmentation de la température modifie la morphologie du copeau. Ce dernier n’esttoujours pas segmenté et ne semble plus formé par des cisaillements.
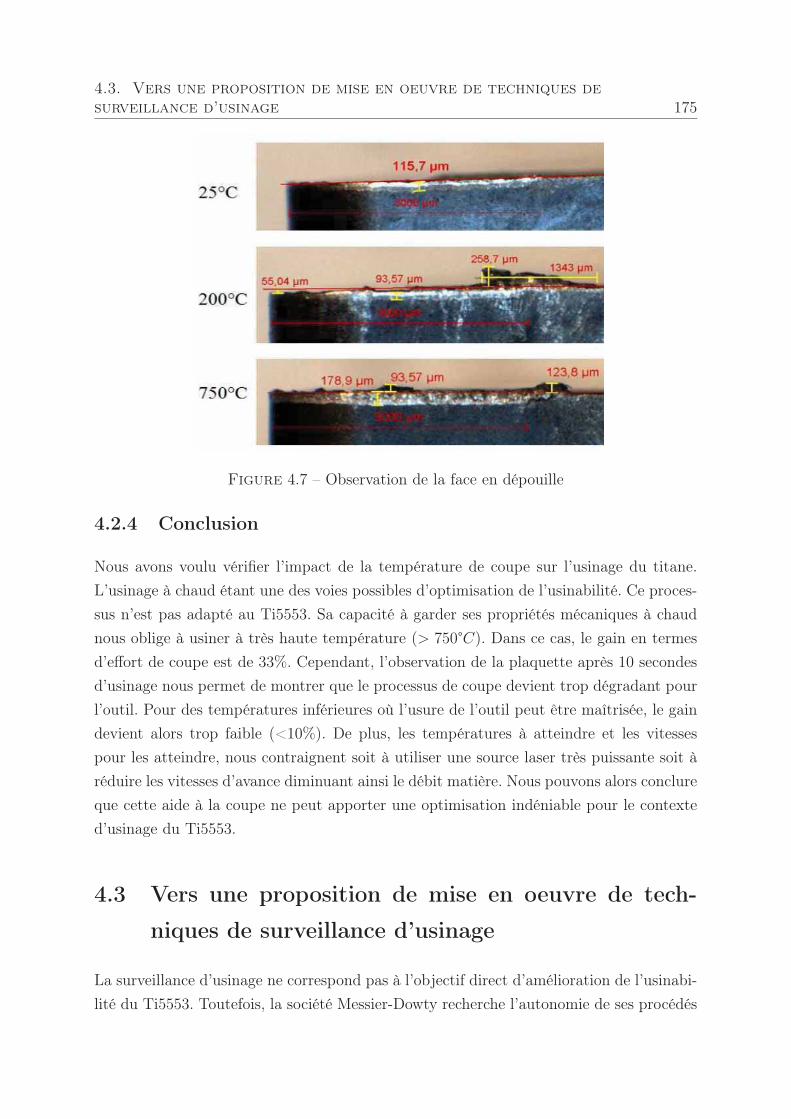
4.3. Vers une proposition de mise en oeuvre de techniques de
surveillance d’usinage 175
Figure 4.7 – Observation de la face en dépouille
4.2.4 Conclusion
Nous avons voulu vérifier l’impact de la température de coupe sur l’usinage du titane.L’usinage à chaud étant une des voies possibles d’optimisation de l’usinabilité. Ce proces-sus n’est pas adapté au Ti5553. Sa capacité à garder ses propriétés mécaniques à chaudnous oblige à usiner à très haute température (> 750°C). Dans ce cas, le gain en termesd’effort de coupe est de 33%. Cependant, l’observation de la plaquette après 10 secondesd’usinage nous permet de montrer que le processus de coupe devient trop dégradant pourl’outil. Pour des températures inférieures où l’usure de l’outil peut être maîtrisée, le gaindevient alors trop faible (<10%). De plus, les températures à atteindre et les vitessespour les atteindre, nous contraignent soit à utiliser une source laser très puissante soit àréduire les vitesses d’avance diminuant ainsi le débit matière. Nous pouvons alors conclureque cette aide à la coupe ne peut apporter une optimisation indéniable pour le contexted’usinage du Ti5553.
4.3 Vers une proposition de mise en oeuvre de tech-
niques de surveillance d’usinage
La surveillance d’usinage ne correspond pas à l’objectif direct d’amélioration de l’usinabi-lité du Ti5553. Toutefois, la société Messier-Dowty recherche l’autonomie de ses procédés
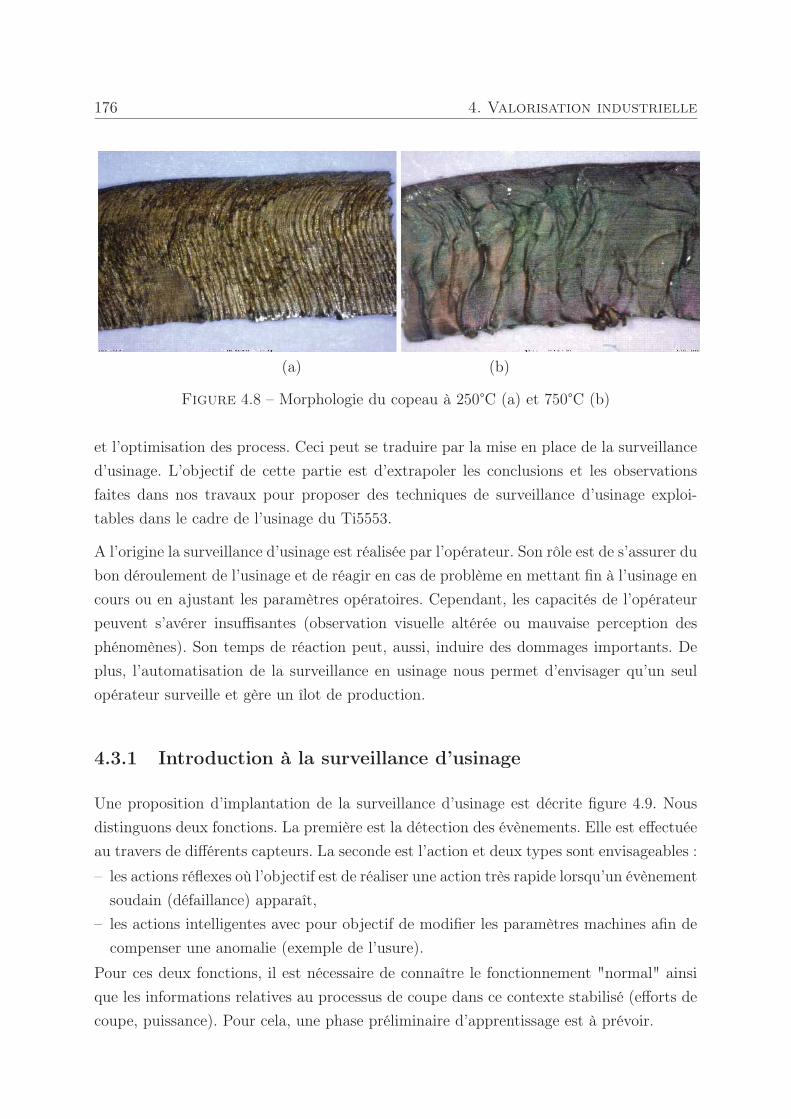
176 4. Valorisation industrielle
(a) (b)
Figure 4.8 – Morphologie du copeau à 250°C (a) et 750°C (b)
et l’optimisation des process. Ceci peut se traduire par la mise en place de la surveillanced’usinage. L’objectif de cette partie est d’extrapoler les conclusions et les observationsfaites dans nos travaux pour proposer des techniques de surveillance d’usinage exploi-tables dans le cadre de l’usinage du Ti5553.
A l’origine la surveillance d’usinage est réalisée par l’opérateur. Son rôle est de s’assurer dubon déroulement de l’usinage et de réagir en cas de problème en mettant fin à l’usinage encours ou en ajustant les paramètres opératoires. Cependant, les capacités de l’opérateurpeuvent s’avérer insuffisantes (observation visuelle altérée ou mauvaise perception desphénomènes). Son temps de réaction peut, aussi, induire des dommages importants. Deplus, l’automatisation de la surveillance en usinage nous permet d’envisager qu’un seulopérateur surveille et gère un îlot de production.
4.3.1 Introduction à la surveillance d’usinage
Une proposition d’implantation de la surveillance d’usinage est décrite figure 4.9. Nousdistinguons deux fonctions. La première est la détection des évènements. Elle est effectuéeau travers de différents capteurs. La seconde est l’action et deux types sont envisageables :
– les actions réflexes où l’objectif est de réaliser une action très rapide lorsqu’un évènementsoudain (défaillance) apparaît,
– les actions intelligentes avec pour objectif de modifier les paramètres machines afin decompenser une anomalie (exemple de l’usure).
Pour ces deux fonctions, il est nécessaire de connaître le fonctionnement "normal" ainsique les informations relatives au processus de coupe dans ce contexte stabilisé (efforts decoupe, puissance). Pour cela, une phase préliminaire d’apprentissage est à prévoir.
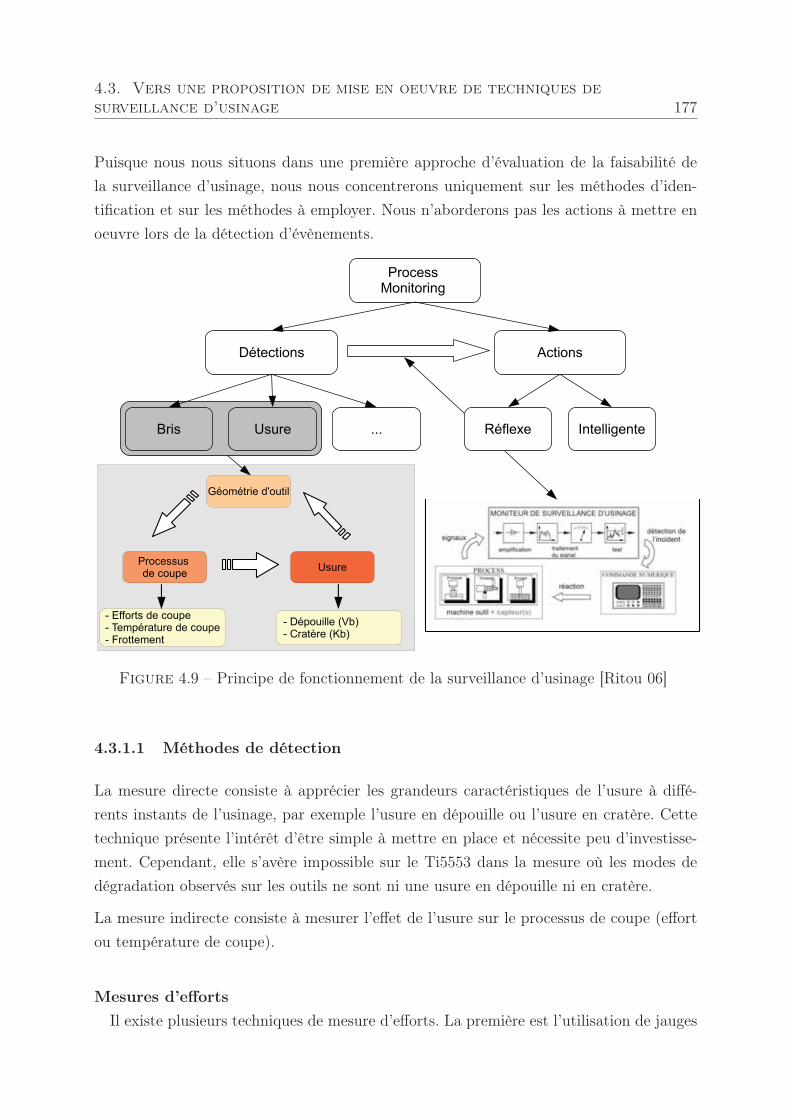
4.3. Vers une proposition de mise en oeuvre de techniques de
surveillance d’usinage 177
Puisque nous nous situons dans une première approche d’évaluation de la faisabilité dela surveillance d’usinage, nous nous concentrerons uniquement sur les méthodes d’iden-tification et sur les méthodes à employer. Nous n’aborderons pas les actions à mettre enoeuvre lors de la détection d’évènements.
Figure 4.9 – Principe de fonctionnement de la surveillance d’usinage [Ritou 06]
4.3.1.1 Méthodes de détection
La mesure directe consiste à apprécier les grandeurs caractéristiques de l’usure à diffé-rents instants de l’usinage, par exemple l’usure en dépouille ou l’usure en cratère. Cettetechnique présente l’intérêt d’être simple à mettre en place et nécessite peu d’investisse-ment. Cependant, elle s’avère impossible sur le Ti5553 dans la mesure où les modes dedégradation observés sur les outils ne sont ni une usure en dépouille ni en cratère.
La mesure indirecte consiste à mesurer l’effet de l’usure sur le processus de coupe (effortou température de coupe).
Mesures d’effortsIl existe plusieurs techniques de mesure d’efforts. La première est l’utilisation de jauges
178 4. Valorisation industrielle
de contrainte collées sur des éléments de la machine qui permettent de connaître la réponsedu système. Cette technique peut être complexe à mettre en oeuvre et ne permet pasd’obtenir des plages de mesure suffisantes.
La seconde méthode est l’utilisation de capteurs piézoélectriques (exemple de la platineKistler). Le principal inconvénient est la dérive des quartz pouvant être pénalisante lorsdes longues mesures. De plus, l’utilisation d’une platine à l’interface pièce-montage d’usi-nage complexifie le montage et risque de limiter la rigidité. Pour le fraisage, de nouveauxcapteurs piézoélectriques appelés bagues d’efforts sont directement intégrés dans les lo-gements de broches et permettent une mesure rapide et simple des efforts dans les troisdirections.
La troisième méthode est l’acquisition des puissances de broche qui permettent de connaîtrele couple engendré par la coupe. Les actions mécaniques peuvent être connues grâce aucourant sur les moteurs d’axe. Cette technique présente l’intérêt d’être accessibles surcertaines machines sans investissement, selon l’armoire de commande numérique utilisée.
Autres méthodesD’autres méthodes sont envisageables comme la mesure des températures de coupe.
Cette technique nécessite l’utilisation d’outils instrumentés, ce qui représente un investis-sement en instrumentation non négligeable. De plus, les techniques actuelles ne permettentpas une précision importante.
La mesure des vibrations d’usinage permet de détecter un balourd ou une perte de pla-quette par comparaison des vibrations existantes en fonctionnement normal. Son acqui-sition peut être effectuée soit par des capteurs (types accéléromètres) soit par émissionacoustique ou par mesure laser.
Une autre technique est l’observation des parties actives de l’outil. Elle se base sur desanalyses d’images qui comparent ces zones à chaque instant. Cette méthode promet-teuse nécessite encore quelques développements comme la gestion des copeaux collés, parexemple.
Certaines méthodes ne sont pas applicables en milieu industriel ou ont déjà été testées lorsde nos campagnes d’essais comme les mesures de température. L’ensemble de nos essaisa été effectué avec des mesures d’efforts de coupe, nous avons donc choisi de baser notreanalyse sur cette technique. La mesure de puissance est également envisageable puisqu’ellereste directement corrélable avec les efforts.
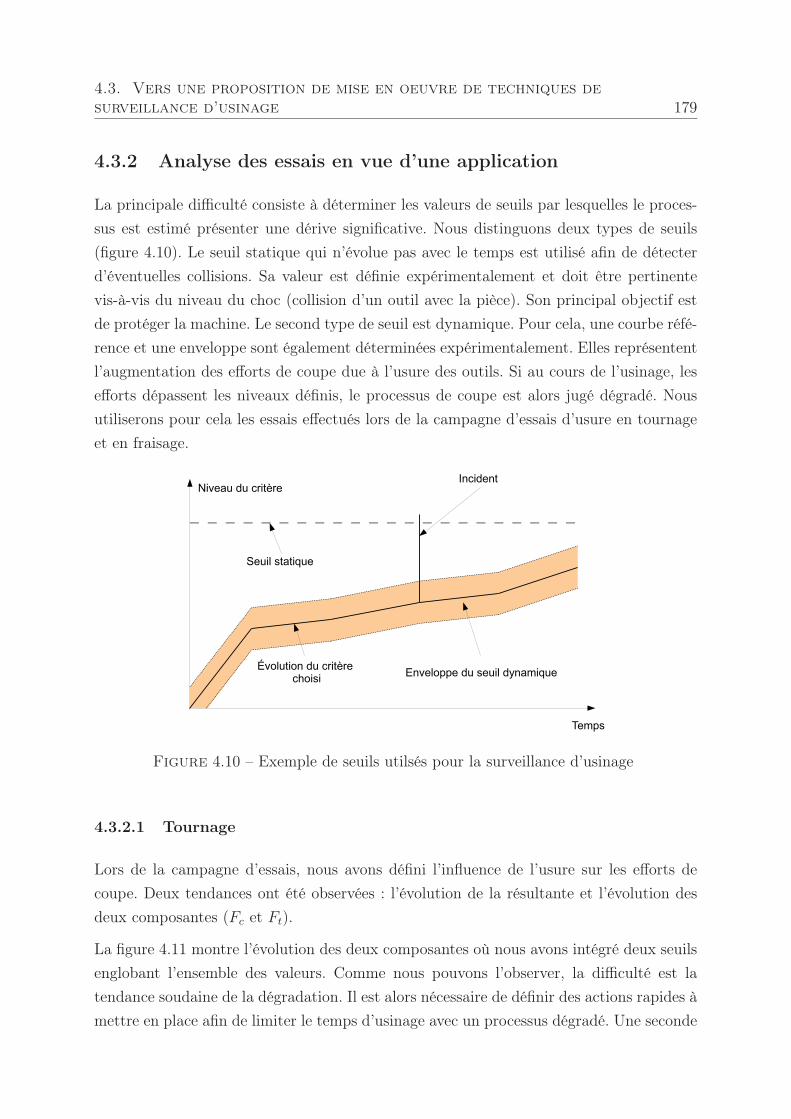
4.3. Vers une proposition de mise en oeuvre de techniques de
surveillance d’usinage 179
4.3.2 Analyse des essais en vue d’une application
La principale difficulté consiste à déterminer les valeurs de seuils par lesquelles le proces-sus est estimé présenter une dérive significative. Nous distinguons deux types de seuils(figure 4.10). Le seuil statique qui n’évolue pas avec le temps est utilisé afin de détecterd’éventuelles collisions. Sa valeur est définie expérimentalement et doit être pertinentevis-à-vis du niveau du choc (collision d’un outil avec la pièce). Son principal objectif estde protéger la machine. Le second type de seuil est dynamique. Pour cela, une courbe réfé-rence et une enveloppe sont également déterminées expérimentalement. Elles représententl’augmentation des efforts de coupe due à l’usure des outils. Si au cours de l’usinage, lesefforts dépassent les niveaux définis, le processus de coupe est alors jugé dégradé. Nousutiliserons pour cela les essais effectués lors de la campagne d’essais d’usure en tournageet en fraisage.
Figure 4.10 – Exemple de seuils utilsés pour la surveillance d’usinage
4.3.2.1 Tournage
Lors de la campagne d’essais, nous avons défini l’influence de l’usure sur les efforts decoupe. Deux tendances ont été observées : l’évolution de la résultante et l’évolution desdeux composantes (Fc et Ft).
La figure 4.11 montre l’évolution des deux composantes où nous avons intégré deux seuilsenglobant l’ensemble des valeurs. Comme nous pouvons l’observer, la difficulté est latendance soudaine de la dégradation. Il est alors nécessaire de définir des actions rapides àmettre en place afin de limiter le temps d’usinage avec un processus dégradé. Une seconde
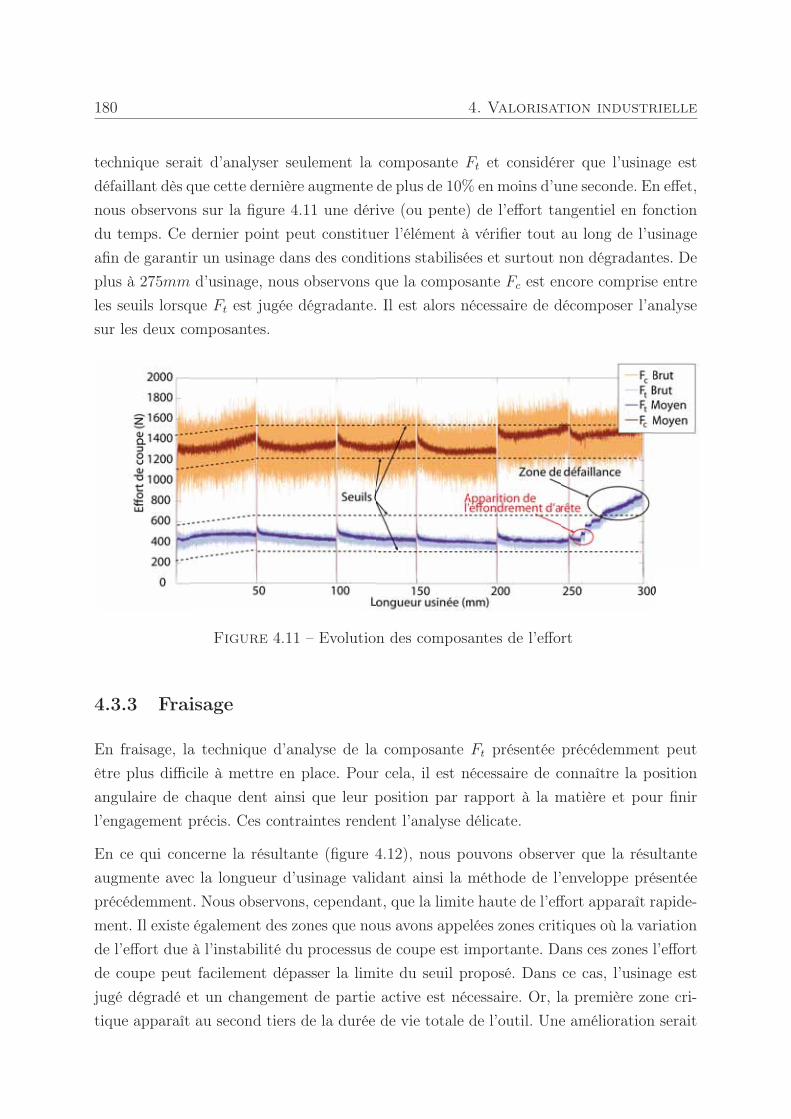
180 4. Valorisation industrielle
technique serait d’analyser seulement la composante Ft et considérer que l’usinage estdéfaillant dès que cette dernière augmente de plus de 10% en moins d’une seconde. En effet,nous observons sur la figure 4.11 une dérive (ou pente) de l’effort tangentiel en fonctiondu temps. Ce dernier point peut constituer l’élément à vérifier tout au long de l’usinageafin de garantir un usinage dans des conditions stabilisées et surtout non dégradantes. Deplus à 275mm d’usinage, nous observons que la composante Fc est encore comprise entreles seuils lorsque Ft est jugée dégradante. Il est alors nécessaire de décomposer l’analysesur les deux composantes.
Figure 4.11 – Evolution des composantes de l’effort
4.3.3 Fraisage
En fraisage, la technique d’analyse de la composante Ft présentée précédemment peutêtre plus difficile à mettre en place. Pour cela, il est nécessaire de connaître la positionangulaire de chaque dent ainsi que leur position par rapport à la matière et pour finirl’engagement précis. Ces contraintes rendent l’analyse délicate.
En ce qui concerne la résultante (figure 4.12), nous pouvons observer que la résultanteaugmente avec la longueur d’usinage validant ainsi la méthode de l’enveloppe présentéeprécédemment. Nous observons, cependant, que la limite haute de l’effort apparaît rapide-ment. Il existe également des zones que nous avons appelées zones critiques où la variationde l’effort due à l’instabilité du processus de coupe est importante. Dans ces zones l’effortde coupe peut facilement dépasser la limite du seuil proposé. Dans ce cas, l’usinage estjugé dégradé et un changement de partie active est nécessaire. Or, la première zone cri-tique apparaît au second tiers de la durée de vie totale de l’outil. Une amélioration serait
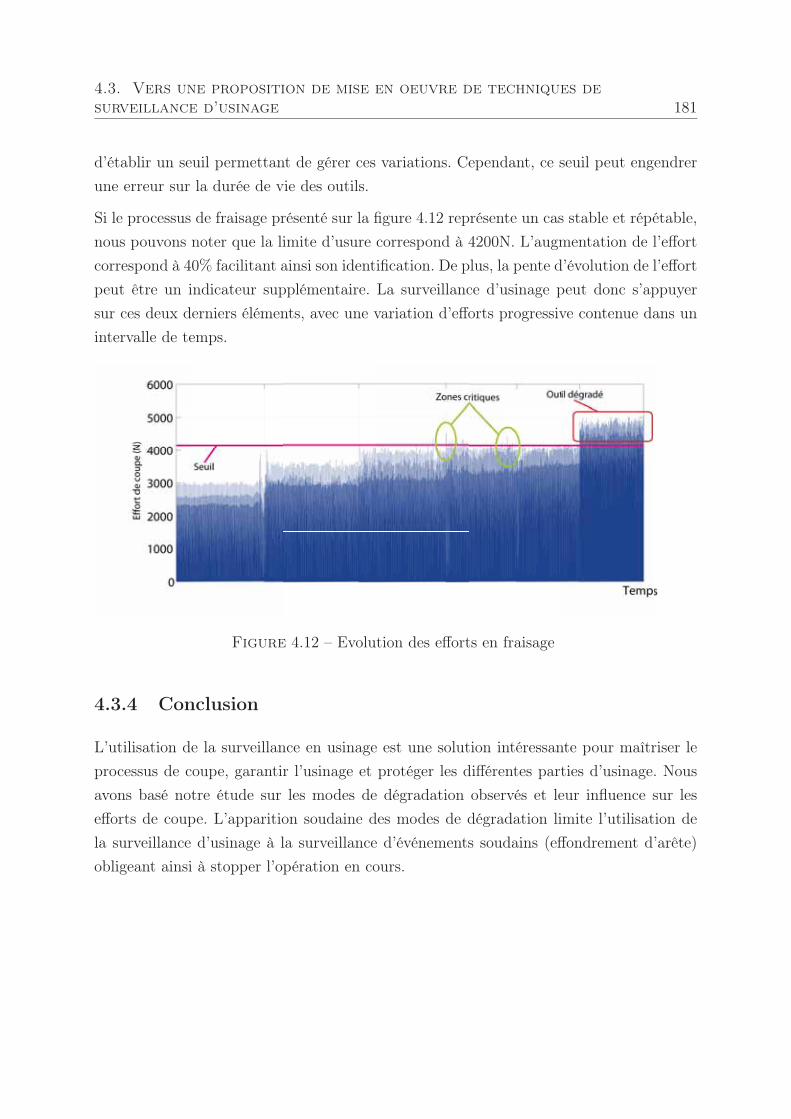
4.3. Vers une proposition de mise en oeuvre de techniques de
surveillance d’usinage 181
d’établir un seuil permettant de gérer ces variations. Cependant, ce seuil peut engendrerune erreur sur la durée de vie des outils.
Si le processus de fraisage présenté sur la figure 4.12 représente un cas stable et répétable,nous pouvons noter que la limite d’usure correspond à 4200N. L’augmentation de l’effortcorrespond à 40% facilitant ainsi son identification. De plus, la pente d’évolution de l’effortpeut être un indicateur supplémentaire. La surveillance d’usinage peut donc s’appuyersur ces deux derniers éléments, avec une variation d’efforts progressive contenue dans unintervalle de temps.
Figure 4.12 – Evolution des efforts en fraisage
4.3.4 Conclusion
L’utilisation de la surveillance en usinage est une solution intéressante pour maîtriser leprocessus de coupe, garantir l’usinage et protéger les différentes parties d’usinage. Nousavons basé notre étude sur les modes de dégradation observés et leur influence sur lesefforts de coupe. L’apparition soudaine des modes de dégradation limite l’utilisation dela surveillance d’usinage à la surveillance d’événements soudains (effondrement d’arête)obligeant ainsi à stopper l’opération en cours.

182 4. Valorisation industrielle
Conclusion
Les travaux, présentés dans cette thèse et menés en relation avec l’entreprise Messier-Dowty, s’inscrivent dans le cadre de la modélisation de la coupe et de la compréhensiondes phénomènes d’usure liées à l’usinage du Ti5553. L’objectif était d’améliorer la connais-sance sur ce matériau dans un contexte d’usinage, de lever certains verrous scientifiques etde proposer de nouvelles pistes d’investigation ou solutions aux acteurs du projet Titane.
Le travail bibliographique exposé dans le chapitre 1 est composé de plusieurs parties. Lapremière partie concerne l’étude de la modélisation des efforts de coupe et nous avonsproposé à partir de cette analyse une définition d’un modèle d’effort de coupe en tour-nage puis en fraisage, capable d’intégrer les phénomènes influant sur la coupe du matériau(contrainte, répartition des efforts, sollicitations mécaniques et thermiques). L’exploita-tion des différents modèles montre certaines limites quant à la définition d’un modèleregroupant toutes les géométries d’outil. Notre choix s’est porté sur l’utilisation de deuxméthodes de modélisation :
– la méthode analytique définie en tournage nous permet de comprendre les phénomènesliés au processus de coupe,
– la méthode empirique utilisée pour le fraisage nous autorise à définir les efforts de coupepour l’ensemble des formes d’outils.
La seconde partie concerne l’usure des outils coupants où nous avons considéré les travauxet résultats industriels et universitaires. Cette exploration montre un manque importantd’information sur le comportement des outils en usinage du Ti5553.La dernière partie évoque les pistes d’amélioration de l’usinabilité des alliages de titaneoù les assistances à la coupe (élévation de température, lubrification haute pression, cryo-génie, etc.) présentent des gains potentiels intéressants. Nous avons dressé un bilan de cesaides à l’usinage et de leur effet sur le processus de coupe.
Le chapitre 2 concerne le comportement du matériau et deux approches ont ainsi étémises en avant ; le comportement général du matériau et son comportement en usinage.L’étude du comportement général s’appuie, en général, sur une loi de comportement de
184 Conclusion
type Johnson-Cook ou autre. Des premières observations sur un alliage de titane au com-portement similaire (Ti64) montrent que les méthodes classiques de caractérisation (barrede Hopkinson, essai de Taylor) s’avèrent insuffisantes puisqu’elles proposent des vitesses dedéformation inadéquates. Une erreur de l’ordre de 50% dans la définition des contraintesest alors observée lorsque les sollicitations en vitesse de déformation ne sont pas réalisteset suffisamment élevées. Notre démarche s’est donc focalisée sur le développement d’uneméthode de caractérisation du matériau à partir d’essais d’usinage et d’essais de traction.Cette approche permet ainsi d’obtenir les paramètres de la loi de comportement ajus-tés au contexte des sollicitations d’usinage. L’utilisation de notre méthode a permis uneamélioration significative de la définition de la contrainte de cisaillement avec une erreurapproximative de l’ordre de 4%.Devant le nombre important de géométrie de coupe et de forme d’outils (hémisphérique,torique et cylindrique) utilisés par l’entreprise, nous décomposons l’analyse du comporte-ment du matériau en usinage suivant deux démarches.La première a pour objectif de comprendre l’influence de la géométrie de coupe et desconditions de coupe sur le processus. Dans ce cadre, nous avons développé trois modé-lisations dédiées aux outils sans préparation d’arête, aux outils avec préparation d’arêterayonnée et aux outils à préparation d’arête chanfreinée. La décision de traiter ces troismodèles s’inspire des résultats de la première campagne expérimentale. Les modèles ainsidéveloppés nous ont permis de mettre en exergue les paramètres les plus influents sur lesefforts de coupe. Les conclusions de ce travail attestent d’une réduction significative desefforts de coupe pour l’utilisation d’un outil tranchant et une variation de la direction desefforts. Nous observons également :– une augmentation de l’angle de coupe de 0° à 20° réduisant les efforts de près de 30%,– une réduction de 100% de la taille de la préparation d’arête (de 0,08mm à 0,04mm)
diminuant les efforts de coupe de 60% ainsi que la direction de l’effort,– une augmentation de la vitesse de coupe de 30m/min à 100m/min ne modifiant pas
fondamentalement les efforts de coupe mais engendrant une usure très rapide,– une influence importante de l’interaction avance et préparation d’arête sur l’augmenta-
tion des efforts de coupe.L’objectif de la seconde démarche est la définition d’une modélisation suffisamment soupleafin de regrouper l’ensemble des outils (forme et géométrie de coupe), mais également lesévolutions de l’entreprise. Pour cela, nous avons utilisé les méthodes empiriques classiques([Budak1996, Engin2001, Engin2001a]) auxquelles nous avons intégré les préparationsd’arête et limité le nombre d’essais nécessaires à leurs définitions. En effet, ces modèles sebasent souvent sur des coefficients obtenus par une campagne expérimentale longue. Pournotre modélisation, ces coefficients sont directement calculés à partir de la modélisation
Conclusion 185
de tournage.De plus, le rôle prépondérant des préparations d’arête sur les efforts de coupe a été iden-tifié ainsi que l’influence des longueurs d’arête en prise. Nous constatons encore qu’uneépaisseur de copeau trop faible engendre une augmentation des pressions spécifiques. Parexemple, nous comparons l’emploi d’une fraise torique et d’une fraise cylindrique selon lecritère des efforts de coupe, afin de proposer un outil optimal correspondant au compromisentre une géométrie de coupe qui minimise les efforts et une forme d’outil qui minimisel’arête en prise et la section de coupe.
Le chapitre 3 est consacré à l’analyse des phénomènes d’usure de l’outil coupant en usinagedu ti5553. Nous observons plusieurs modes de dégradation : le rodage, l’usure normaleet une alternance d’arête rapportée et d’effondrement d’arête. Les paramètres utiliséstraditionnellement pour caractériser la durée de vie d’un outil (usure en dépouille etusure en cratère) ne sont pas représentatifs dans notre contexte et sur notre matériau.Par contre, il est envisageable de corréler les modes de dégradation avec l’évolution desefforts de coupe et d’observer une durée de vie peu variable selon les conditions de coupeet les géométries d’outil avec une augmentation de 22% de la durée de vie dans la situationoptimale.Afin d’accroître cette durée de vie, nous étudions l’influence de l’engagement radial selonl’angle d’inclinaison d’arête et l’angle d’entrée dans la matière, pour proposer finalementune solution optimale.
Le dernier chapitre concerne la valorisation industrielle de nos travaux où nous abordonsles applications et extrapolations envisageables dans le processus industriel de fabrica-tion. Nous distinguons l’exploitation directe des résultats (conditions de coupe, géométried’outil, stratégie d’usinage. . .) et la transposition des méthodes dans le processus d’éla-boration d’un nouveau programme (nouvel alliage, nouvelle pièce).Une perspective d’optimisation de l’usinabilité du Ti5553 peut aussi être se traduire parà la mise en œuvre d’une assistance à la coupe. Nous nous sommes orientés vers l’in-fluence de l’augmentation de la température initiale du matériau, car cette piste sembleprivilégiée par les universitaires et les industriels. Cependant, la bonne tenue mécaniquedu Ti5553 à haute température limite les gains potentiels. Nous observons une réductionapproximative de 13% des efforts de coupe à 500°C et de 30% à 650°C. Du point de vue del’usure de l’outil, la température amplifie certains phénomènes tels que l’arête rapportée.Pour terminer, nous nous penchons sur la problématique de la surveillance en usinage,qui représente notamment une perspective d’optimisation forte du processus d’usinage parle fait d’accroître l’autonomie du processus. Par les particularités constatées des phéno-mènes de dégradation des outils de coupe, nous avons identifié certaines difficultés quant
186 Conclusion
à l’application d’une technique de surveillance sur le Ti5553. Par exemple, l’inversion descomposantes ou l’augmentation des efforts de coupe sur le dernier mode de dégradationextrêmement rapide (accroissement de 25% en moins d’une seconde) et catastrophique.
Suite à ces travaux de thèse, plusieurs perspectives de recherches sont envisagées :– En terme d’assistance à la coupe, si l’augmentation de la température initiale du ma-
tériau (par laser, induction ou autre) semble apporter une légère réduction des effortsde coupe, la dégradation de l’outil coupant devient un paramètre critique. Nous sou-haitons donc continuer notre étude sur le refroidissement de l’outil coupant (cryogéniepar exemple) couplé ou non à l’assistance par chauffage. De plus, dans le contexte dutournage, la lubrification par jet haute pression est une solution très performante sur leTi5553 mais son extrapolation au cas du fraisage n’est pas aisée. Une étude dans cettedirection est notamment envisageable.
– L’étude concernant la surveillance d’usinage ne constitue pour l’instant qu’une premièreapproche. Notre objectif était de mettre en évidence des paramètres physiques signi-ficatifs de l’évolution du processus de coupe, et de vérifier la faisabilité d’une futureapplication de la surveillance de la durée de vie de l’outil coupant. Nous n’avons ce-pendant pas validé la robustesse de la méthode, ni établi les actions à mettre en œuvrelors de la détection de défaillance. A la suite de nos travaux, différents développementsseront à réaliser concernant l’impact du processus de coupe en mode dégradé sur l’inté-grité de surface, les moyens de détection des paramètres physiques les plus appropriés(courant broche, vibrations, etc.) et la stratégie décisionnelle de la surveillance.
– Les travaux effectués s’appuient sur le langage du logiciel Matlab. Or, l’utilisation dece type de logiciel nécessite sa connaissance dans le cadre industriel. Afin de faciliter lavalorisation de nos travaux et leur exploitation au sein de la société Messier-Dowty, nousenvisageons une solution plus simple, conviviale et accessible à tous. Notre choix s’estorienté vers une interface graphique par laquelle l’utilisateur pourra définir les effortsde coupe pour différents outils afin de les comparer, puis caractériser un matériauen choisissant l’une des méthodes définies. Cette solution logicielle est en cours dedéveloppement.
Publications
Au 11 mars 2011, ces travaux de thèse ont donné lieu aux publications suivantes :
Publications dans une revue internationale avec comité
de lecture
V.WAGNER, M.BAILI, G. DESSEIN, D. LALLEMENT, Experimental study of coatedcarbide tools behaviour : application for Ti5-5-5-3 turning, International Journal of Ma-chining and Machinability of Materials, Vol. X, ppXXX-XXX, XXXX
V. WAGNER, M. BAILI, G. DESSEIN, D. LALLEMENT, Experimental characterizationof behavior laws for titanium alloys : Application to Ti5553, International Journal KeyEngineering Materials, Vol. 446, 2010, pp147-155, Ed. Trans
Communications dans un congrès international avec co-
mité de lecture
V. WAGNER, M. BAILI, G. DESSEIN, D. LALLEMENT, Étude expérimentale du com-portement des carbures revêtus en tournage du Ti 5553, par mesure d’efforts et d’usured’outil, 6eme Journées Scientifiques et Techniques en Mécanique et Matériaux, Monastir,Tunisie, 2008
V. WAGNER, M. BAILI, G. DESSEIN, D. LALLEMENT, "Behaviour laws comparisonfor titanium alloys machining : Application to Ti5553, The International Conference on
188 Publications
Structural Analysis Advanced Materials, Tarbes, France, ISBN 978-2-9534804-0-5, pp184,Septembre 2009
M. BAILI, V. WAGNER, G. DESSEIN, D. LALLEMENT, "Influence de la températuresur l’usinabilité du Ti-5-5-5-3", International Symposium on Aircraft Materials, Marakech,Maroc, Mai 2010
Bibliographie
[Abdulaze 62] NG Abdulaze. Character and the length of tool-chip contact.Machinability of heat resistant and titanium alloys, pages68–78, 1962.
[Adibi-Sedeh 03] A. H. Adibi-Sedeh, V. Madhavan & B. Bahr. Extensionof Oxley’s Analysis of Machining to Use Different MaterialModels. Journal of Manufacturing Science and Engineering,vol. 125, no. 4, pages 656–666, 2003.
[Advantage ] Thirdwave Advantage. Thidrwwave Advantage System -http ://www.thirdwavesys.com.
[AFN a] Couple Outil-Matière : Domaine de Fonctionnement desOutils Coupants, NF E 66-520, 1994.
[AFN b] Essais de durée de vie des outils de tournage à partie activeunique. NF E 66-505, 1977.
[Albrecht 60] P. Albrecht. New developments in the theory of metal cut-ting process. Eng. Ind., vol. 82, pages 348–358, 1960.
[Altintas 95] Y. Altintas & E. Budak. Analytical prediction of stabilitylobes in milling. Annals of the CIRP, vol. 44, pages 357–362,1995.
[Armarego 85] E.J.A. Armarego & R.C. Withfield. Computer based mo-delling of popular machining operations for force and powerpredictions. Annals of the CIRP, vol. 34, pages 65–69, 1985.
[Arrazola 09a] P.J. Arrazola, A. Garay, L.M. Iriarte, M. Armendia, S. Ma-rya & F. Le Maître. Machinability of titanium alloys(Ti6Al4V and Ti555.3). Journal of Materials ProcessingTechnology, vol. 209, no. 5, pages 2223 – 2230, 2009.
[Arrazola 09b] P.J. Arrazola, D. Ugarte & X. Domínguez. A new approachfor the friction identification during machining through the
190 BIBLIOGRAPHIE
use of finite element modeling. International Journal of Ma-chine Tools and Manufacture, vol. 48, no. 2, pages 173 – 183,2009.
[Becze 02] C. E. Becze & M. A. Elbestawi. A chip formation basedanalytic force model for oblique cutting. International Jour-nal of Machine Tools and Manufacture, vol. 42, no. 4, pages529 – 538, 2002.
[Bhaumik 95] S.K. Bhaumik, C. Divakar & A.K. Singh. Machining Ti-6Al-4V alloy woth wBN-cBN composite tool. Material &Design, vol. 16, pages 221–226, 1995.
[Bissey 05] S. Bissey. Développement d’un modèle d’efforts de coupeapplicable à des familles d’outils : cas du fraisage des acierstraités thermiquement. PhD thesis, ENSAM Cluny, 2005.
[Bisu 07] C.-F. Bisu, P. Darnis ans J.-Y. K’Nevez, O. Cahuc, R. La-heurte, A. Gerard & C. Ispas. Nouvelle analyse des phé-noménes vibratoires en tournage. Mécanique et Industries,vol. 8, pages 497–503, 2007.
[Boothroyd 63] G. Boothroyd. Temperatures in orthogonal metal cutting.Institution oh the Mechanical engineers, G.I. London, no. G.Boothroyd, pages 789–802, 1963.
[Braham-Bouchnak 10] T. Braham-Bouchnak. Etude du comportement en solli-citations extrêmes et de l’usinabilité d’un nouvel alliage detitane aéronautique : le Ti5553. PhD thesis, ParisTech Artset Métiers, 2010.
[Budak 96] E. Budak, Y. Altintas & E. J. A. Armarego. Prediction ofMilling Force Coefficients From Orthogonal Cutting Data.Journal of Manufacturing Science and Engineering, vol. 118,no. 2, pages 216–224, 1996.
[Butterworth-Heinemann 00] Butterworth-Heinemann, editeur. Metal cutting 4th edi-tion. E.M. Trent and P.K. Wright„ 2000.
[Chalfoun 00] J. Chalfoun, R. Younés, Y. Alayli & P. Wagstaff. ApprocheEulerienne de la coupe orthogonale 2D des métaux. 2000.
[Changeux 01] B. Changeux. Loi de comportement pour l’usinage. Locali-sation de la deformation et aspects microstructuraux. PhDthesis, Ecole Nationale Supérieure d’arts et metiers, 2001.
BIBLIOGRAPHIE 191
[Che-Haron 05] C.H. Che-Haron & A. Jawaid. The effect of machining onsurface integrity of titanium alloy Ti-6 Al-4 V. Journal ofMaterials Processing Technology, vol. 166, no. 2, pages 188– 192, 2005.
[Cherif 03] M. Cherif. Modélisation générique des efforts de coupe enfraisage pour la CFAO et la surveillance de l’usinage. PhDthesis, Ecole Centrale de Nantes, 2003.
[Childs 97] T.H.C Childs, M.H Dirikolu, M.D.S Sammons & KMaekawaet T. Kitagawa. Experiments on and finite element mode-ling of turning free-cutting steels at cutting speeds up to 250m/min. Proceeding of 1st French and German Conferenceon High Speed Machining, pages 325–331, 1997.
[Corduan 03] N. Corduan, T. Himbart, G. Poulachon, M. Dessoly,M. Lambertin, J. Vigneau & B. Payoux. Wear Mecha-nisms of New Tool Materials for Ti-6AI-4V High Perfor-mance Machining. CIRP Annals - Manufacturing Techno-logy, vol. 52, no. 1, pages 73 – 76, 2003.
[Dearnley 86] P.A. Dearnley & A.N. Grearson. Mater. Sci. Technol., vol. 2,pages 47–58, 1986.
[Deshayes 07] L. Deshayes. Analysis of an equivalent tool face for the cut-ting speed range prediction of complex grooved tools. Journalof Materials Processing Technology, vol. 190, no. 1-3, pages251 – 262, 2007.
[DeVor 80] Re DeVor & W. Kline. A mechanistic model for the forcesystem in end milling with application to machining air-frame structures. In Manufacturing Engineering Transac-tions and North American Manufacturing Research Confe-rence„ pages 297–303, 1980.
[Dewhusrt 78] P. Dewhusrt. On the non-uniqueness of the machining pro-cess. Proceeding of the Royal Society of London, pages587–610, 1978.
[Dudzinski 97] D. Dudzinski & A. Molinari. A modelling of cutting forviscoplastic materials. vol. 39, pages 369–389, 1997.
[Endres 95a] W. J. Endres, R. E. DeVor & S. G. Kapoor. ADual-Mechanism Approach to the Prediction of Machining
192 BIBLIOGRAPHIE
Forces, Part 1 : Model Development. Journal of Engineeringfor Industry, vol. 117, no. 4, pages 526–533, 1995.
[Endres 95b] W. J. Endres, R. E. DeVor & S. G. Kapoor. ADual-Mechanism Approach to the Prediction of MachiningForces, Part 2 : Calibration and Validation. Journal of En-gineering for Industry, vol. 117, no. 4, pages 534–541, 1995.
[Engin 01a] S. Engin & Y. Altintas. Mechanics and dynamics of gene-ral milling cutters. Part I : helical end mills. InternationalJournal of Machine Tools & Manufacture, vol. 41, pages2195–2212, 2001.
[Engin 01b] S. Engin & Y. Altintas. Mechanics and dynamics of gene-ral milling cutters. Part II : inserted cutters. InternationalJournal of Machine Tools & Manufacture, vol. 41, pages2213–2231, 2001.
[Ezugwu 97] E.O. Ezugwu & Z.M. Wang. Titanium alloys and theirmachinability - a review. Journal of Mat, vol. 68, pages262–274, 1997.
[Fang 05a] N. Fang & P. Dewhurst. Slip-line modeling of built-up edgeformation in machining. International Journal of Mechani-cal Sciences, vol. 47, no. 7, pages 1079 – 1098, 2005.
[Fang 05b] N. Fang & P. Dewhurst. Slip-line modeling of built-up edgeformation in machining. International Journal of Mechani-cal Sciences, vol. 47, no. 7, pages 1079 – 1098, 2005.
[Fang 05c] N. Fang & Q. Wu. The effects of chamfered and honedtool edge geometry in machining of three aluminum alloys.International Journal of Machine Tools and Manufacture,vol. 45, no. 10, pages 1178 – 1187, 2005.
[Fontaine 04] M. Fontaine. Modélisation thermomécanique du fraisage deforme et validation expérimentale. PhD thesis, Universitéde Metz, 2004.
[Germain 06] G. Germain, F. Morel, J.-L. Lebrun, A. Morel & B. Huneau.Effect of laser assistance machining on residual stress andfatigue strength for a bearing steel (100Cr6) and a titaniumalloy (Ti6Al4V). Materials Science Forum, vol. 524-525,pages 569–574, 2006.
BIBLIOGRAPHIE 193
[Gilormini 82] P. Gilormini. Constribution a la modelisation de la forma-tion du copeau en usinage des métaux. PhD thesis, EcoleNationale Supérieure des Mines Paris, 1982.
[Hou 97] Zhen Bing Hou & Ranga Komanduri. Modeling of ther-momechanical shear instability in machining. InternationalJournal of Mechanical Sciences, vol. 39, no. 11, pages 1273– 1314, 1997.
[Jaspers 01] S.P.F.C. Jaspers & J.H. Dautzenberg. Material behaviourin conditions similar to metal cutting : flow stress in theprimary shear zone. J. of Mat. Process. Tech., vol. 122,pages 322–330, 2001.
[Jones 08] N.G. Jones, R.J. Dashwood & D. Dye end M. Jackson.Thermomecanical processing of Ti 5Al 5Mo 5V 3Cr. Mate-rial Science & Engineering, 2008.
[Joyot 94] P. Joyot. Modélisation numérique et experimentale de l’en-lévement de matière, Application à la coupe orthogonale.PhD thesis, Université de Bordeaux 1, 1994.
[Junz-Wang 02] J.J. Junz-Wang & C.M. Zheng. An Analytical Force Modelwith Shearing and Ploughing Mechanisms for End Milling.International Journal of Machine Tools and Manufacture,vol. 42, pages 761–771, 2002.
[Karpat 06a] Y. Karpat & T. Ozel. Predictive Analytical and ThermalModeling of Orthogonal Cutting Process—Part I : Predic-tions of Tool Forces, Stresses, and Temperature Distribu-tions. Journal of Manufacturing Science and Engineering,vol. 128, no. 2, pages 435–444, 2006.
[Karpat 06b] Y. Karpat & T. Ozel. Predictive Analytical and ThermalModeling of Orthogonal Cutting Process—Part II : Effectof Tool Flank Wear on Tool Forces, Stresses, and Tempe-rature Distributions. Journal of Manufacturing Science andEngineering, vol. 128, no. 2, pages 445–453, 2006.
[Karpat 08] Y. Karpat & T. Ozel. Analytical and Thermal Modelingof High-Speed Machining With Chamfered Tools. Journalof Manufacturing Science and Engineering, vol. 130, no. 1,page 011001, 2008.
194 BIBLIOGRAPHIE
[Kato 72] S. Kato, K. Yamaguchi & M. Yamada. Stress distributionat the interace between tool and chip in machining. Ame,vol. 94, pages 683–689, 1972.
[Komanduri 00] R. Komanduri & Z. B. Hou. Thermal modeling of the metalcutting process : Part I – Temperature rise distribution dueto shear plane heat source. International Journal of Mecha-nical Sciences, vol. 42, no. 9, pages 1715 – 1752, 2000.
[Kudo 65] H. Kudo. Some new slipe-line solutions for two-dimensionalsteady-state machining. Int. J. Mech. Sci., vol. 7, pages 43–55, 1965.
[Lalwani 09] D.I. Lalwani, N.K. Mehta & P.K. Jain. Extension of Oxley’spredictive machining theory for Johnson-Cook flow streemodel. Journal of Materials Processing Technology, vol. 209,2009.
[Lee 51] E.H. Lee & W. Shaffer. The therory of plasticity applied tothe problem of machining. American Society of MechanicalEngineers, vol. 18, pages 405–413, 1951.
[List 04] G. List. Etude des mécanismes d’endommagement des outilscarbure WC-CO par la caractérisation de l’interface outil-copeau. Application à l’usinage à sec de l’alliage d’alumi-nium aeronautique AA2024 T351. PhD thesis, ENSAMBordeaux, 2004.
[Liu 02] X-w Liu, Cheng K., Webb D. & Luo X-C. Prediction ofcutting force distribution and its influence on dimensionalaccuracy in peripheral milling. Int. J. of Mach. Tools &Manuf., vol. 42, pages 791–800, 2002.
[Lopez-De-Lacalle 00] L. N. Lopez-De-Lacalle, J. Pérez, J. I. Llorente & J. A. Sán-chez. Advanced cutting conditions for the milling of aero-nautical alloys. Journal of Materials Processing Technology,vol. 100, no. 1-3, pages 1 – 11, 2000.
[Manjunathaiah 00] J. Manjunathaiah & W. J. Endres. A New Model and Ana-lysis of Orthogonal Machining With an Edge-Radiused Tool.Journal of Manufacturing Science and Engineering, vol. 122,no. 3, pages 384–390, 2000.
BIBLIOGRAPHIE 195
[Marinov 99] V. Marinov. The tool chip contact length on orthogonalmetal cutting. In International Conference on AdvancedEngineering ant Technology, 1999.
[Melhaoui 97] A. Melhaoui. Contribution à l’étude de l’usure d’outil decoupe en suinage assisté par laser et à l’usinabilité d’unecéramique à base d’oxyde de zinc. PhD thesis, Ecole Cen-trale de Paris, 1997.
[Merchant 44] M.E. Merchant. Basic mechanics of the metal cutting pro-cess. Journal of applied Mechanics, vol. 11, pages 168–175,1944.
[Milfelner 03] M. Milfelner & F. Cus. Simulation of cutting forces in ball-end milling. Robotics and Computer-Integrated Manufac-turing, vol. 19, no. 1-2, pages 99 – 106, 2003.
[Moufki 98] A. Moufki, A. Molinari & D. Dudzinski. Modelling of or-thogonal cutting with a temperature dependent friction law.Journal of the Mechanics and Physics of Solids, vol. 46,no. 10, pages 2103 – 2138, 1998.
[Moufki 04] A. Moufki, A. Devillez, D. Dudzinski & A. Molinari. Ther-momechanical modelling of oblique cutting and experimen-tal validation. International Journal of Machine Tools andManufacture, vol. 44, no. 9, pages 971 – 989, 2004.
[Movahhedy 02] M. R. Movahhedy, Y. Altintas & M. S. Gadala. NumericalAnalysis of Metal Cutting With Chamfered and Blunt Tools.Journal of Manufacturing Science and Engineering, vol. 124,no. 2, pages 178–188, 2002.
[Nabhani 01] F. Nabhani. Machining of aerospace titanium alloys. Robo-tics and Computer-Integrated Manufacturing, vol. 17, no. 1-2, pages 99 – 106, 2001.
[Nouari 08] M. Nouari, M. Calamaz & F. Girot. Mecanismes d’usure desoutils coupants en usinage a sec de l’alliage de titane aéro-nautique Ti-6Al-4V. Comptes rendus. Mécanique, vol. 336,pages 772–781, 2008.
[Oxley 89] P.L.B. Oxley. Mechanics of Machining : an Analytical Ap-proach to Assessing Machinability. Ellis Horwood Limi-ted(UK), 1989„ page 242, 1989.
196 BIBLIOGRAPHIE
[Ozel 00] T. Ozel & T. Altan. Determination of workpiece flow stressand friction at the chip-tool contact for high-speed cutting.International Journal of Machine Tools and Manufacture,vol. 40, no. 1, pages 133 – 152, 2000.
[Ozel 06] T. Ozel & E. Zeren. A Methodology to Determine Work Ma-terial Flow Stress and Tool-Chip Interfacial Friction Pro-perties by Using Analysis of Machining. Journal of Manu-facturing Science and Engineering, vol. 128, no. 1, pages119–129, 2006.
[Ozler 01] L. Ozler, A. Inan & C. Ozel. Theoretical and experimen-tal determination of tool life in hot machining of austeniticmanganese steel. International Journal of Machine Tools &Manufacture, vol. 41, pages 163–172, 2001.
[Pantalé 96] O. Pantalé. Modélisation et simulation tridimensionnellesde la coupe des métaux. PhD thesis, Université de Bordeaux1, 1996.
[Poletika 69] MF Poletika. Contact loads on tool faces. Machinostronie,1969.
[Poulachon 02] G. Poulachon, A. Moisan & M. Dessoly. A contribution tothe study of the cutting mechanisms in hard turning. Méca-nique & Industries, vol. 3, pages 291 – 299, 2002.
[Poulachon 07] G. Poulachon, A. L. Moisan & I. S. Jawahir. Evaluation ofChip Morphology in Hard Turning Using Constitutive Mo-dels and Material Property Data. Journal of ManufacturingScience and Engineering, vol. 129, no. 1, pages 41–47, 2007.
[Puigsegur 02] L. Puigsegur. Caracterisation thermique d’un procédé d’usi-nage par tournage approche analytique et par identificationde systèmes non entiers. PhD thesis, Université de Bor-deaux I, 2002.
[Ranganath 07] S. Ranganath, A. B. Campbell & D. W. Gorkiewicz. A mo-del to calibrate and predict forces in machining with honedcutting tools or inserts. International Journal of MachineTools and Manufacture, vol. 47, no. 5, pages 820 – 840,2007. Tehran International Congress on Manufacturing En-gineering (TICME2005), Tehran International Congress onManufacturing Engineering (TICME2005).
BIBLIOGRAPHIE 197
[Rapier 54] A.C. Rapier. A theorical investigation of the temperaturedistribution in the metal cutting process. Briticsh Journalof Applied Physics, vol. 5, pages 400–405, 1954.
[Rech 06] J. Rech. Influence of cutting tool coatings on the tribologicalphenomena at the tool-chip interface in orthogonal dry tur-ning. Surface and Coatings Technology, vol. 200, no. 16-17,pages 5132 – 5139, 2006.
[Ren 00] H. Ren & Y. Altintas. Mechanics of Machining With Cham-fered Tools. Journal of Manufacturing Science and Enginee-ring, vol. 122, no. 4, pages 650–659, 2000.
[Ritou 06] M. Ritou. Surveillance d’usinage en fraisage de pieces com-pexes par un suivi de la broche. PhD thesis, Université deNates, 2006.
[Rubenstein 90] C. Rubenstein. The Edge Force Component in oblique cut-ting. Int. Journal Machine Tools and Mfr, vol. 30, pages141–149, 1990.
[Sabberwall 61] A.J.P Sabberwall. Chip section and cutting force model du-ring the milling operation. CIRP Annals - ManufacturingTechnology, vol. 10, 1961.
[Saglam 07] H. Saglam, S. Yaldiz & F. Unsacar. The effect of tool geo-metry and cutting speed on main cutting force and tool tiptemperature. Materials & Design, vol. 28, no. 1, pages 101– 111, 2007.
[Sarwar 81] Sarwar & P.J. Tohompson. Cutting action of blunt tools.Proc 22nd Int. MTDR, pages 295–304, 1981.
[Stephenson 97] D.A. Stephenson, T.C. Jen & A.SS LAvine. Cutting Tooltemperature in contour turning transient analysis and expe-rimental verification. Am, 1997.
[Subramanian 93] S.V. Subramanian, S.S. Ingle & D.A.R. Kay. Design ofcoatings to minimize tool crater wear. Surf Coat. Tech.,vol. 61, pages 293–299, 1993.
[Sun 07] S. Sun & M. Brandt. Laser-assisted machining of titaniumalloys. 2007.
[Sutter 05] G. Sutter & A. Molinari. Analysis of the Cutting ForceComponents and Friction in High Speed Machining. Journal
198 BIBLIOGRAPHIE
of Manufacturing Science and Engineering, vol. 127, no. 2,pages 245–250, 2005.
[Tay 76] A. Tay, M.G. Stevenson & G. De Vahl Davis. A numercalmethod for calculating temperature distributions in machi-ning from force and shear angle measurments. InternationalJournal of Machining Tool Design Research, vol. 16, pages335–349, 1976.
[Tetsui 05] T. Tetsui, K. Shindo, S. Kaji, S. Kobayashi & M. Takeyama.Fabrication of TiAl components by means of hot forging andmachining. Elsevier, 2005.
[Tounsi 02] N. Tounsi, J. Vincenti, A. Otho & M. A. Elbestawi. Fromthe basic mechanics of orthogonal metal cutting toward theidentification of the constitutive equation. InternationalJournal of Machine Tools and Manufacture, vol. 42, no. 12,pages 1373 – 1383, 2002.
[Vinogradov 85] AA. Vinogradov. Physical foundations of the process oddrilling difficult to cut material using carbide drills. Nau-kova Dumka, 1985.
[Waldorf 06] D.J. Waldorf, R.E. DeVor & S.G. Kapoor. A simplifiedmodel for ploughing forces in turning. Journal of Manufac-turing Processes, vol. 8.2, pages 76–82, 2006.
[Weil 66] R. Weil. Les phénoménes d’usure au contacte du copeauet de l’ioutil formation de couche de diffusion à la surfacedes outils en carures métalliques. Revue Française de Me-canique, vol. 18-19, pages 63–72, 1966.
[Zhang 91] HT Zhang, PD Liu & RS Hu. A trhee zone model andsolution of sheatr angle in orthogonal machining. Wear,vol. 143, pages 29–43, 1991.
[Zhu 99] R. Zhu, S. G. Kapoor, R. E. DeVor & S. M. Athavale.Mechanistic Force Models for Chip Control Tools. Journalof Manufacturing Science and Engineering, vol. 121, no. 3,pages 408–416, 1999.
Annexe 1

200 Annexe 1
Développement de la modélisation d’Oxley
L’objectif ce cette partie est de présenter la modélisation d’Oxley de la zone secondairede coupe. La source de chaleur provient de la déformation plastique dans la zone de ci-saillement. L’expression 1 permet de modéliser la proportion de chaleur évacuée dans lapièce par rétroconduction au niveau de la zone de cisaillement primaire (β). Le coeffi-cient (η) modélise la proportion de chaleur produite dans le plan de cisaillement primaire.Tamb représente la température ambiante, Fs l’effort de cisaillement déterminé à partir del’équation 1.1, f et b sont les conditions d’engagement. Les propriétés physiques du ma-tériau sont représentées au travers de sa chaleur spécifique (Cp) et de sa masse volumique(ρ). Il est obtenu à partir de la relation empirique proposée par Boothroyd (équation 1).
β = 0, 5− 0, 35log(Rttan(φ)) si 0, 04 < Rttan(φ) < 10
β = 0, 3− 0, 15log(Rttan(φ)) si Rttan(φ) > 10(1)
avec
Rt =ρCpVch
K(2)
Rt est un nombre sans dimension, ρ : la densité et K : la conductivité thermique dumatériau.
Oxley définit la valeur moyenne de la température à l’interface outil-copeau (Tint) commeétant la somme de la température dans le plan de cisaillement primaire et une fraction dela variation de la température maximum (�Tmax) (eq. 3). Pour cela, il utilise le coefficient(ψ) défini à partir des travaux d’Arsecularate lui permettant de proposer la valeur ψ = 0, 7.
Tint = Tab + ψ�Tmax donc Tint = Tamb +(1−β)Fscos(α)ρCphbcos(φ−α)
+ ψ�Tmax (3)
�Tmax est défini en considérant une source de chaleur uniforme et rectangulaire à l’inter-face outil-copeau. Par l’intermédiaire d’un coefficient δ, il considère que l’épaisseur de lazone secondaire de cisaillement est fonction de l’épaisseur du copeau déformé.
La vitesse de déformation à l’interface outil-copeau est obtenue à partir de l’équation 4.Cette équation relie la vitesse de déformation, la vitesse de coupe et l’épaisseur de la zonede cisaillement dans la zone secondaire. Nous remarquons que la vitesse de déformation estnulle à l’interface outil-copeau (équation 4). Cette observation fut validée par les travauxde [Butterworth-Heinemann 00].

Annexe 1 201
εint =Vcop
δhc
avec Vcop =Vcsin(φ)
cos(φ− α)(4)
Oxley suppose un contact collant à l’interface outil-copeau dû aux fortes pressions. Lacontrainte est définie comme étant le rapport entre l’effort de cisaillement (Fs) et la zonede contact supposée rectangulaire.
τint =F
lcboù F = Rsin(λ) (5)
θ = φ+ λ− α (6)
Le cisaillement maximum est donné par les deux relations suivantes :
εint =lpδhc
avec lp =δh
sin(φ− α)(7)
εint = 2εab + 0, 5εm avec εm =lcδh
(8)
La contrainte dans le copeau est obtenue à partir de la loi de comportement utilisée(équation 9).
τcop = σ(εint, εint, Tint) (9)
Oxley a défini un algorithme dans lequel les contraintes à l’interface outil-copeau et dansla zone de cisaillement primaire sont calculées pour une plage d’angles de cisaillementdonnée. Généralement, cette plage varie de 5° à 45°. La contrainte de cisaillement étantdéfinie à partir d’une loi de comportement. L’angle de cisaillement est considéré commejuste lorsque les deux contraintes (τint et τcop) sont égales.
L’algorithme prévoit également le calcul de la constante (Co). Pour cela, Hasting définitune condition aux limites au niveau de la racine du copeau. En supposant une contrainteuniforme à l’interface outil copeau :
σn =N
lcbavec N = Rcos(λ) (10)
Fns est l’effort normal au plan de cisaillement secondaire. Une seconde expression de lacontrainte normale peut être obtenue en se plaçant au niveau du plan de cisaillement(équation 11).

202 Annexe 1
σ′n = τab(1 + (
π
2− 2α− 2Con)) (11)
La valeur Co est alors identifiée en écrivant l’égalité des deux termes (σn etσ′n).
L’algorithme autorise également de définir la valeur de δ. Les travaux de Kopalinski ontpermis de montrer que sa valeur peut être obtenue à partir du travail minimum. Eneffet, si δ diminue la température et la vitesse de déformation augmentent. Or, généra-lement la contrainte d’écoulement augmente avec la vitesse de déformation (déformationdynamique) et diminue avec la température (adoucissement thermique). Il est alors envi-sageable de déterminer une valeur en minimisant le travail de la coupe en combinant ceséléments.
L’algorithme prévoit de tester une plage complète de valeur de δ qui permet de minimiserla contrainte de cisaillement ou (Fc) et de ce fait le travail. Les valeurs testées sont dansun premier temps définies pour l’acier, il est nécessaire de vérifier la cohérence de cesvaleurs pour les nouveaux alliages.
Les travaux de [Lalwani 09] présentent une forme de l’algorithme d’Oxley (figure 13).
Définition de la constante Co
Dans ses travaux Oxley prévoit le calcul de la constante Co par l’algorithme présentéfigure 13 mais son estimation peut être réalisée en utilisant l’équilibre des pressions hy-drostatiques à la pointe de l’outil (Pb) et au niveau de la racine du copeau (Pa) (équations12, 13 et 14) ([Ozel 06]).
Co =(Pa − Pb)(Aε
nab + B)
2Bnkab(12)
Pa = kab
[1 + 2
(π
4− φ
)](13)
Pb =2Fnssin(φ)
hb− Pa (14)
Modes de dégradation
La norme définit plusieurs types d’usure : l’usure en dépouille, l’usure en cratère (figure14) . Nous allons rapidement présenter les plus communément rencontrées.
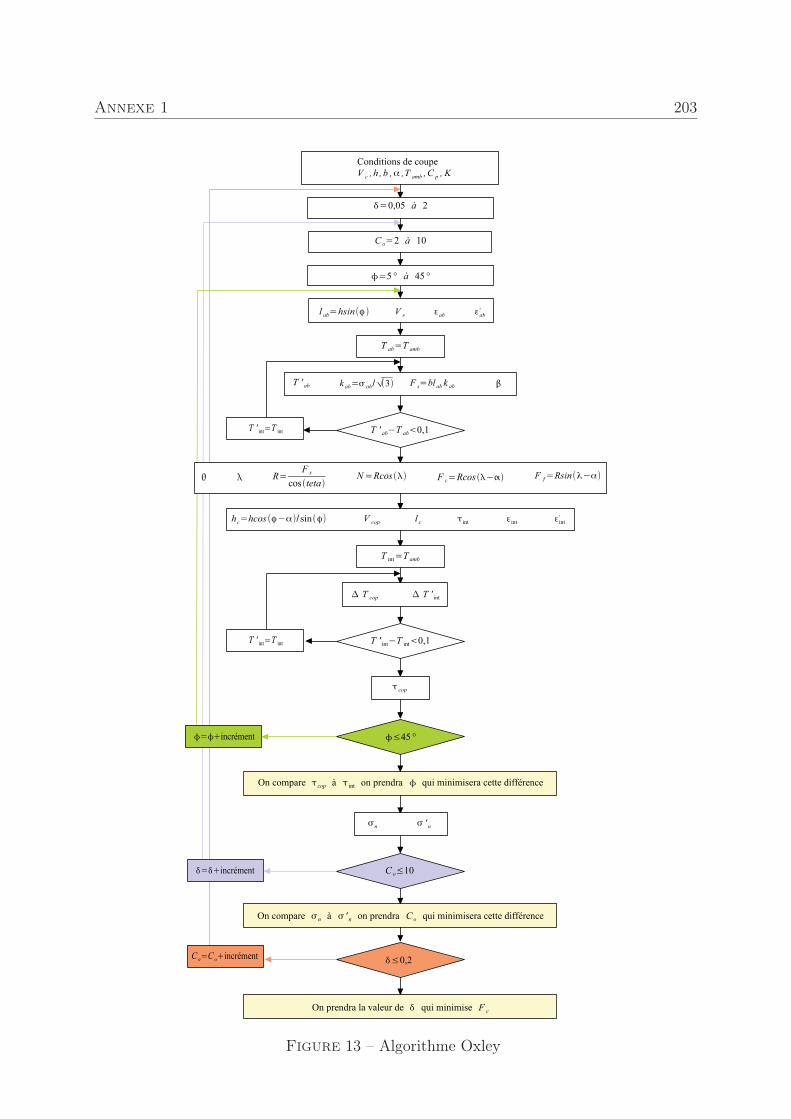
Annexe 1 203
Figure 13 – Algorithme Oxley
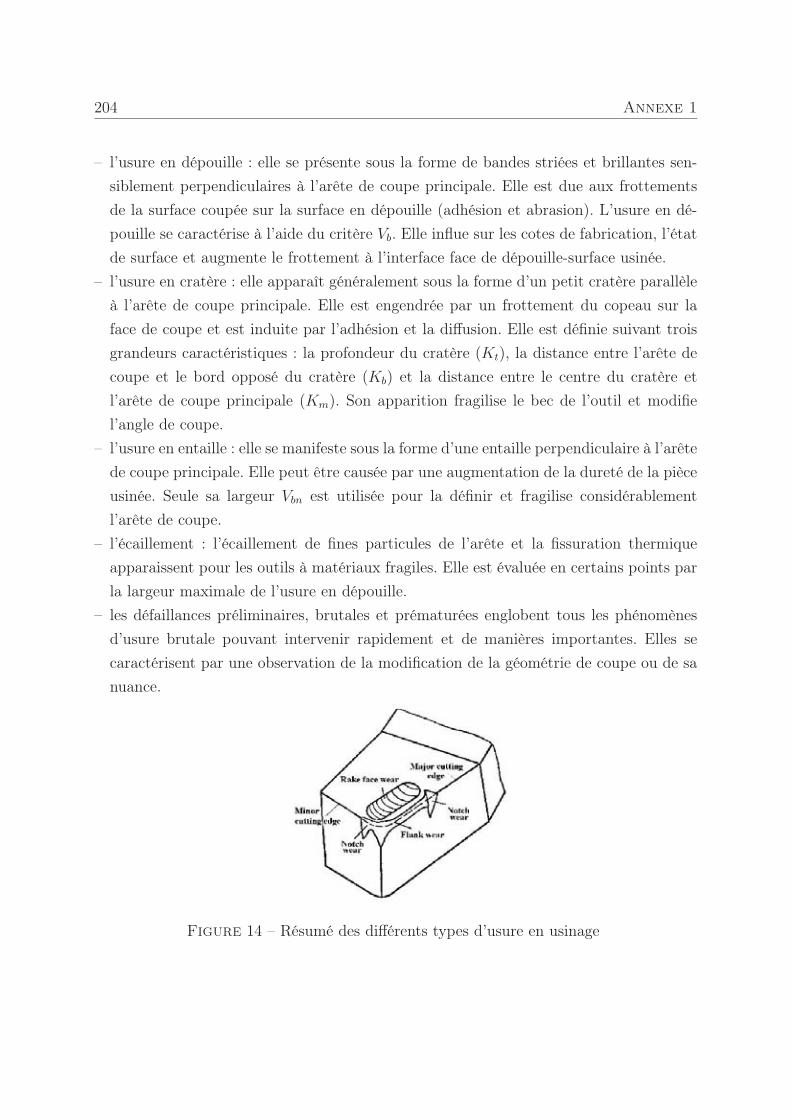
204 Annexe 1
– l’usure en dépouille : elle se présente sous la forme de bandes striées et brillantes sen-siblement perpendiculaires à l’arête de coupe principale. Elle est due aux frottementsde la surface coupée sur la surface en dépouille (adhésion et abrasion). L’usure en dé-pouille se caractérise à l’aide du critère Vb. Elle influe sur les cotes de fabrication, l’étatde surface et augmente le frottement à l’interface face de dépouille-surface usinée.
– l’usure en cratère : elle apparaît généralement sous la forme d’un petit cratère parallèleà l’arête de coupe principale. Elle est engendrée par un frottement du copeau sur laface de coupe et est induite par l’adhésion et la diffusion. Elle est définie suivant troisgrandeurs caractéristiques : la profondeur du cratère (Kt), la distance entre l’arête decoupe et le bord opposé du cratère (Kb) et la distance entre le centre du cratère etl’arête de coupe principale (Km). Son apparition fragilise le bec de l’outil et modifiel’angle de coupe.
– l’usure en entaille : elle se manifeste sous la forme d’une entaille perpendiculaire à l’arêtede coupe principale. Elle peut être causée par une augmentation de la dureté de la pièceusinée. Seule sa largeur Vbn est utilisée pour la définir et fragilise considérablementl’arête de coupe.
– l’écaillement : l’écaillement de fines particules de l’arête et la fissuration thermiqueapparaissent pour les outils à matériaux fragiles. Elle est évaluée en certains points parla largeur maximale de l’usure en dépouille.
– les défaillances préliminaires, brutales et prématurées englobent tous les phénomènesd’usure brutale pouvant intervenir rapidement et de manières importantes. Elles secaractérisent par une observation de la modification de la géométrie de coupe ou de sanuance.
Figure 14 – Résumé des différents types d’usure en usinage
Annexe 2
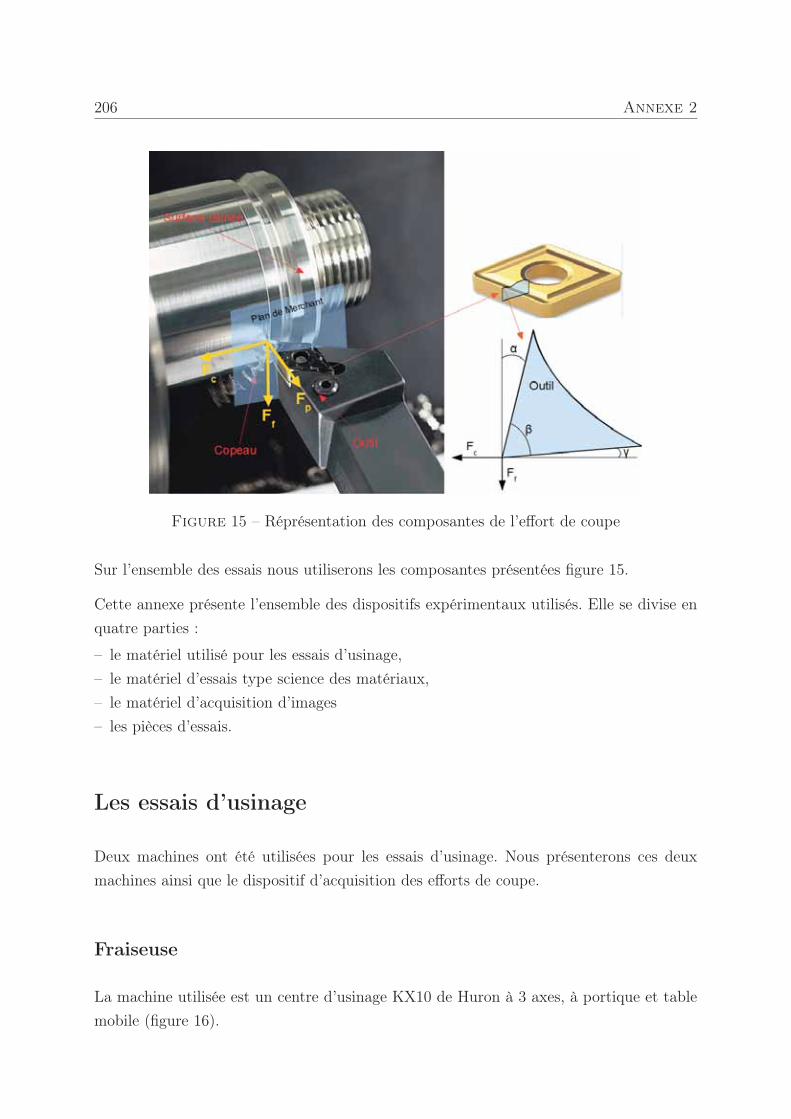
206 Annexe 2
Figure 15 – Réprésentation des composantes de l’effort de coupe
Sur l’ensemble des essais nous utiliserons les composantes présentées figure 15.
Cette annexe présente l’ensemble des dispositifs expérimentaux utilisés. Elle se divise enquatre parties :
– le matériel utilisé pour les essais d’usinage,– le matériel d’essais type science des matériaux,– le matériel d’acquisition d’images– les pièces d’essais.
Les essais d’usinage
Deux machines ont été utilisées pour les essais d’usinage. Nous présenterons ces deuxmachines ainsi que le dispositif d’acquisition des efforts de coupe.
Fraiseuse
La machine utilisée est un centre d’usinage KX10 de Huron à 3 axes, à portique et tablemobile (figure 16).

Annexe 2 207
Figure 16 – Centre d’usinage Huron KX10
La table 4 regroupe les principales caractéristiques du centre d’usinage utilisé.
208 Annexe 2
Huron KX10Caractéristiques géométriques
Course de l’axe X (chariot sur portique) 1000 mmCourse de l’axe Y (table mobile) 700 mmCourse de l’axe Z ( porte broche) 550 mm
Surface utile de la table 1250 x 700 mm²Charge maximale admissible de la table 1500 kg
Caractéristiques de la brocheElectrobroche GMN
Gamme de vitesse de rotation 100 à 24000tr/min
Puissance maximale 20 kWType d’attachement HSK 63
Caractéristiques des déplacementsAvance rapide X Y 30 000 mm/minAvance rapide Z 18 000 mm/minAvance travail 1 à 10 000
mm/minAccélération maximale 5 m/s²
Précisions sur les axes selon norme VDI/DGQ 3441Incdertitude 7 μmRépétabilité 5 μm
Caractéristiques de la commande numériqueModèle Siemens 840 D
Interpolation ISO, Spline etPolynomiale
Caractéristiques de l’arrosageLubrification classique 3 bar — 30
l/min Soufflaged’air 6 bars
Micropulvérisation périphérique 6 barsLubrification haute pression centre outil 80 bars
Table 4 – Caractéristiques du centre d’usinage
Tour
Le tour utilisé est un tour à commande numérique Hernault-Somua (figure 17).
Annexe 2 209
Figure 17 – Tour à commande numérique
La table 4 regroupe les principales caractéristiques du centre d’usinage utilisé.
Ernault SomuaCaractéristiques géométriques
Course de l’axe X 1000 mmCourse de l’axe Z 550 mm
Diamètre maximal admissible 400 mmCaractéristiques de la brocheMoteur GMN
Gamme de vitesse de rotation 100 à 8000tr/min
Puissance maximale 12 kWCaractéristiques des déplacementsAvance rapide 1000 mm/minAvance travail 1 à 500 mm/min
Caractéristiques de la commande numériqueModèle Num 1040T
Caractéristiques de l’arrosageLubrification classique 3 bars — 30
l/min
Table 5 – Caractéristiques du centre d’usinage
Platine de mesure d’efforts
La platine utilisée pour le tournage et le fraisage est identique (figure 18).
210 Annexe 2
Figure 18 – Platine de mesure d’efforts de coupe
Ses caractéristiques sont présentées dans la table 6.
Platine 9257BPlage de mesure Fx, Fy, Fz ±5kN
Sensibilité Fx, Fy 10 mV/NSensibilité Fz 5 mV/N
Fréquences propres fnx, fny 2 kHzFréquence propre fnz 3,5 kHz
Plage de température de service 0,60°CDimensions 170x100x60
Protection selon EN60529 IP67Masse 7,4 kg
Table 6 – Caractéristiques de la platine de mesure d’efforts
Materiel “Science des Matériaux”
Essais de traction
Une machine de traction hydraulique Instron 1342 a été utilisée (figure 19). Le pilotagea été réalisé en déformation où une charge constante est appliquée au cours de l’essai.La déformation est obtenue dans la partie active par l’intermédiaire d’un extensomètreen céramique. La machine est également équipée d’une enceinte chauffante qui est em-ployée pour les essais de traction à chaud. La chauffe de l’éprouvette est effectuée par desrésistances électriques.
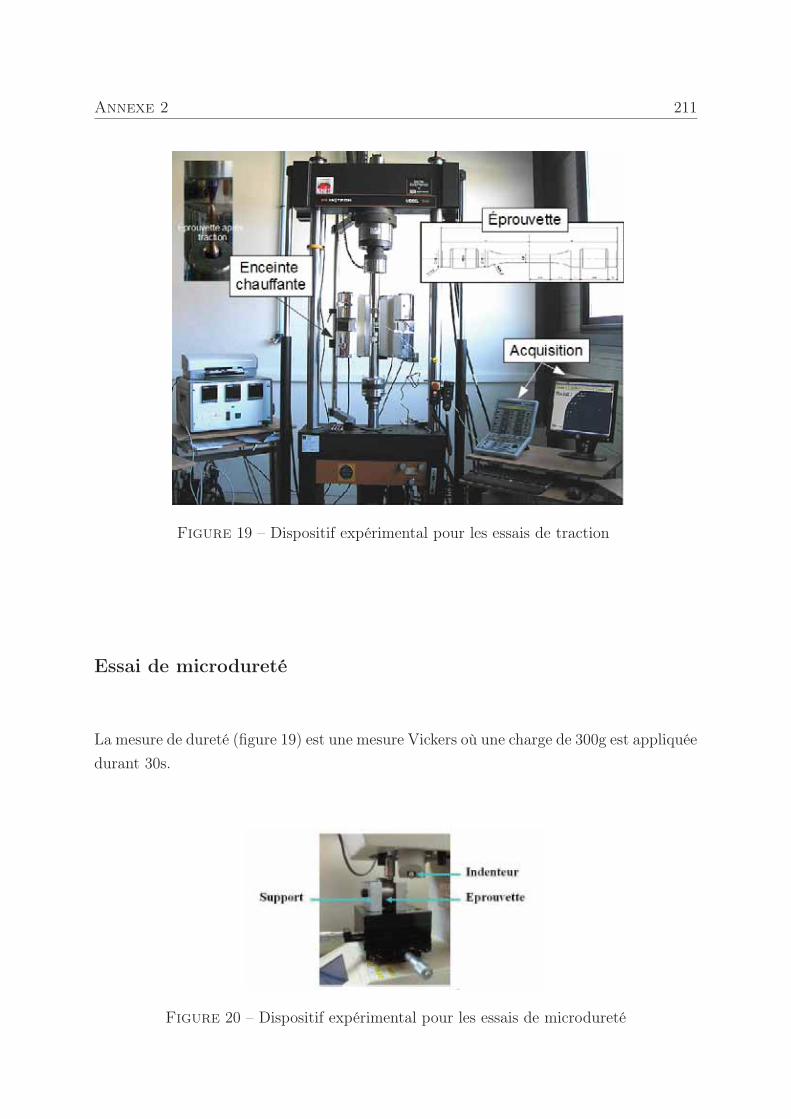
Annexe 2 211
Figure 19 – Dispositif expérimental pour les essais de traction
Essai de microdureté
La mesure de dureté (figure 19) est une mesure Vickers où une charge de 300g est appliquéedurant 30s.
Figure 20 – Dispositif expérimental pour les essais de microdureté
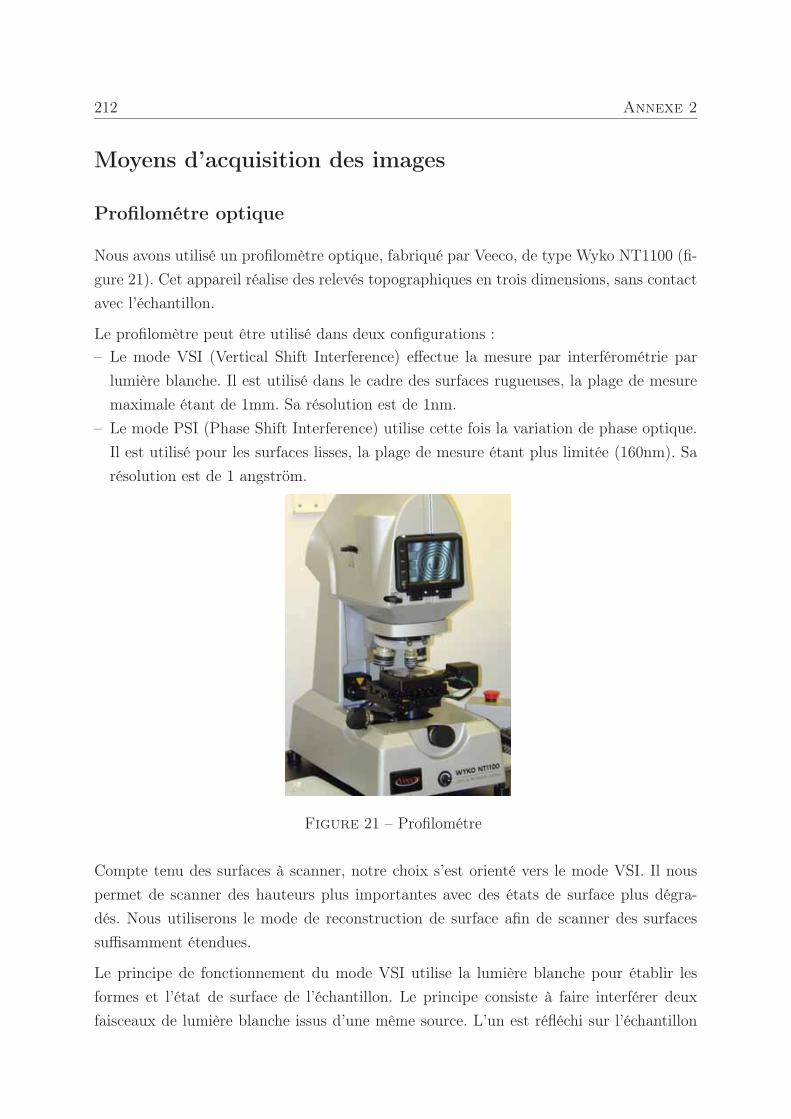
212 Annexe 2
Moyens d’acquisition des images
Profilométre optique
Nous avons utilisé un profilomètre optique, fabriqué par Veeco, de type Wyko NT1100 (fi-gure 21). Cet appareil réalise des relevés topographiques en trois dimensions, sans contactavec l’échantillon.
Le profilomètre peut être utilisé dans deux configurations :– Le mode VSI (Vertical Shift Interference) effectue la mesure par interférométrie par
lumière blanche. Il est utilisé dans le cadre des surfaces rugueuses, la plage de mesuremaximale étant de 1mm. Sa résolution est de 1nm.
– Le mode PSI (Phase Shift Interference) utilise cette fois la variation de phase optique.Il est utilisé pour les surfaces lisses, la plage de mesure étant plus limitée (160nm). Sarésolution est de 1 angström.
Figure 21 – Profilométre
Compte tenu des surfaces à scanner, notre choix s’est orienté vers le mode VSI. Il nouspermet de scanner des hauteurs plus importantes avec des états de surface plus dégra-dés. Nous utiliserons le mode de reconstruction de surface afin de scanner des surfacessuffisamment étendues.
Le principe de fonctionnement du mode VSI utilise la lumière blanche pour établir lesformes et l’état de surface de l’échantillon. Le principe consiste à faire interférer deuxfaisceaux de lumière blanche issus d’une même source. L’un est réfléchi sur l’échantillon
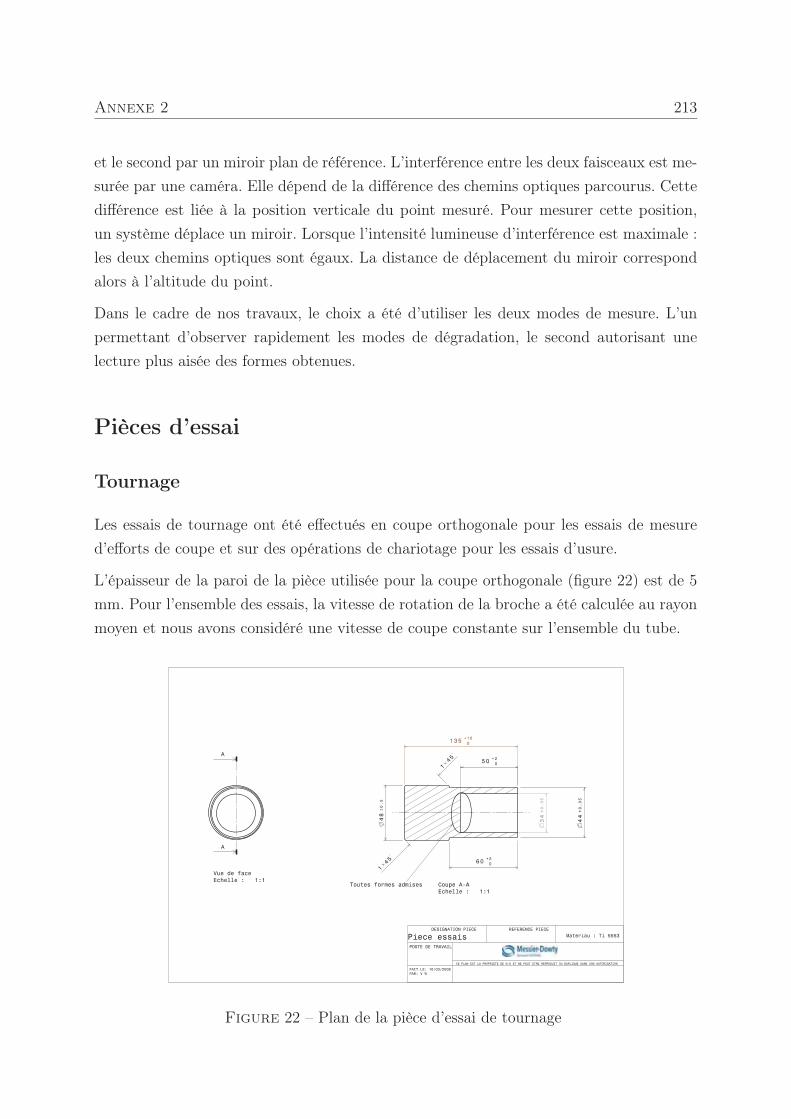
Annexe 2 213
et le second par un miroir plan de référence. L’interférence entre les deux faisceaux est me-surée par une caméra. Elle dépend de la différence des chemins optiques parcourus. Cettedifférence est liée à la position verticale du point mesuré. Pour mesurer cette position,un système déplace un miroir. Lorsque l’intensité lumineuse d’interférence est maximale :les deux chemins optiques sont égaux. La distance de déplacement du miroir correspondalors à l’altitude du point.
Dans le cadre de nos travaux, le choix a été d’utiliser les deux modes de mesure. L’unpermettant d’observer rapidement les modes de dégradation, le second autorisant unelecture plus aisée des formes obtenues.
Pièces d’essai
Tournage
Les essais de tournage ont été effectués en coupe orthogonale pour les essais de mesured’efforts de coupe et sur des opérations de chariotage pour les essais d’usure.
L’épaisseur de la paroi de la pièce utilisée pour la coupe orthogonale (figure 22) est de 5mm. Pour l’ensemble des essais, la vitesse de rotation de la broche a été calculée au rayonmoyen et nous avons considéré une vitesse de coupe constante sur l’ensemble du tube.
Figure 22 – Plan de la pièce d’essai de tournage
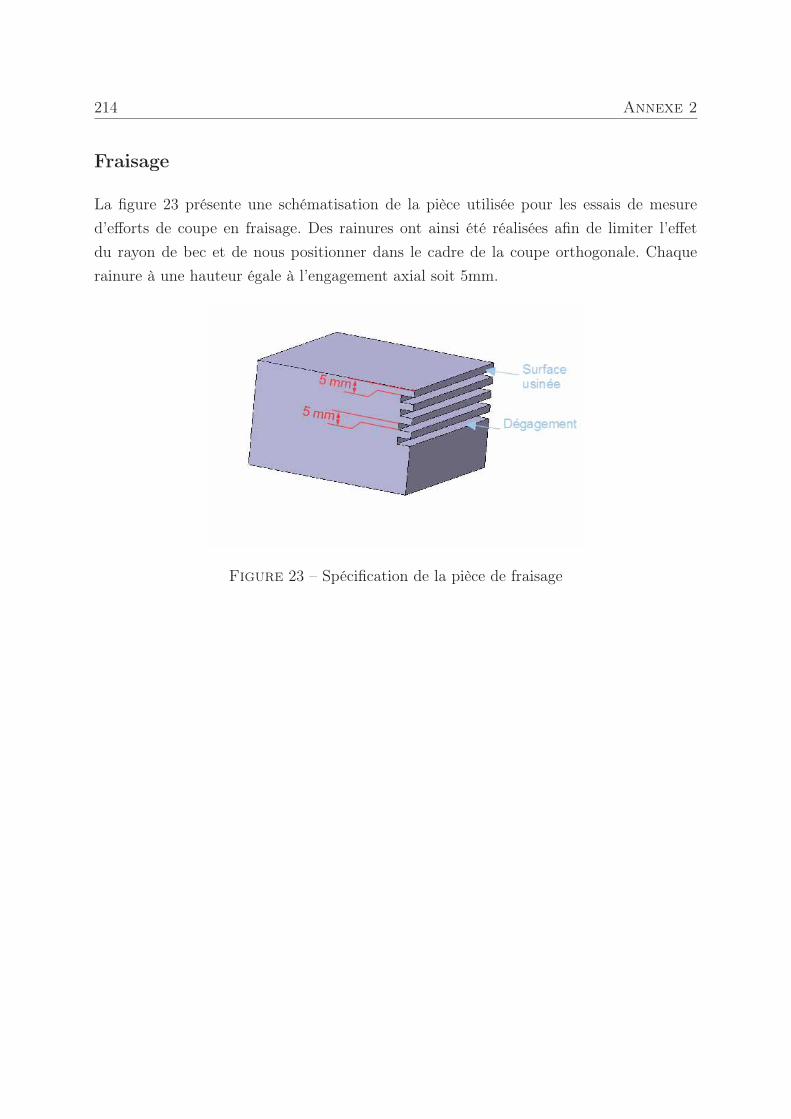
214 Annexe 2
Fraisage
La figure 23 présente une schématisation de la pièce utilisée pour les essais de mesured’efforts de coupe en fraisage. Des rainures ont ainsi été réalisées afin de limiter l’effetdu rayon de bec et de nous positionner dans le cadre de la coupe orthogonale. Chaquerainure à une hauteur égale à l’engagement axial soit 5mm.
Figure 23 – Spécification de la pièce de fraisage
Annexe 3
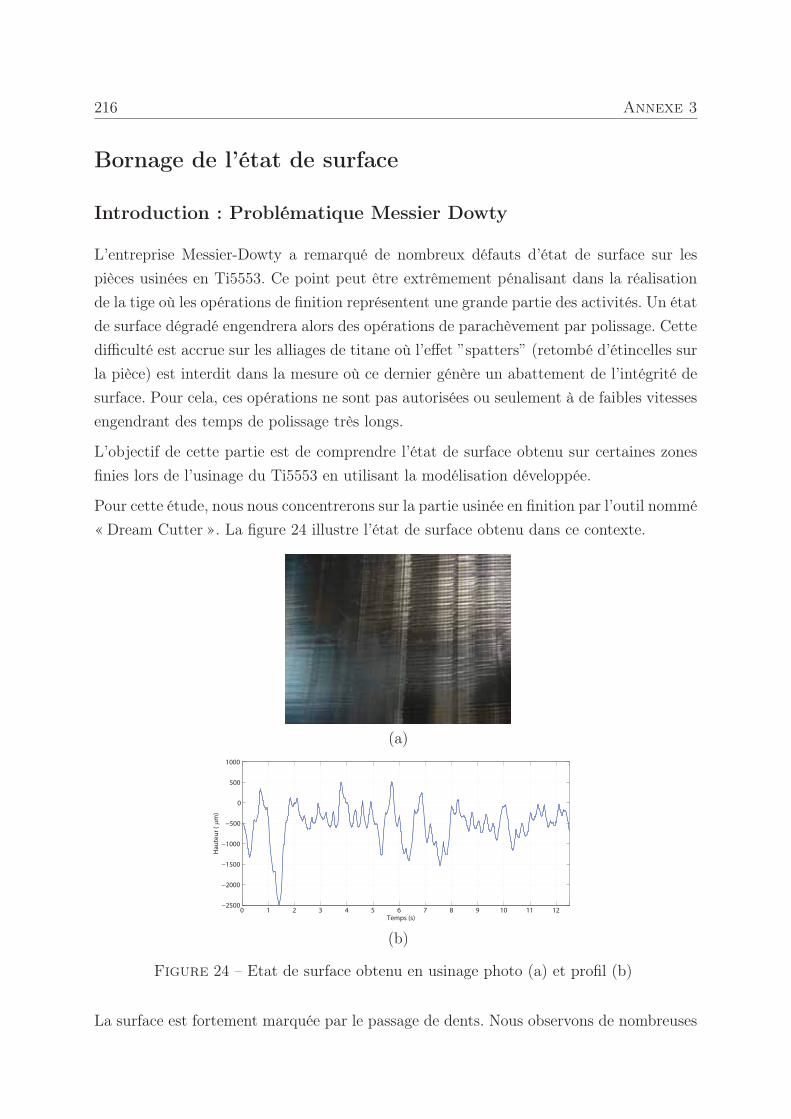
216 Annexe 3
Bornage de l’état de surface
Introduction : Problématique Messier Dowty
L’entreprise Messier-Dowty a remarqué de nombreux défauts d’état de surface sur lespièces usinées en Ti5553. Ce point peut être extrêmement pénalisant dans la réalisationde la tige où les opérations de finition représentent une grande partie des activités. Un étatde surface dégradé engendrera alors des opérations de parachèvement par polissage. Cettedifficulté est accrue sur les alliages de titane où l’effet ”spatters” (retombé d’étincelles surla pièce) est interdit dans la mesure où ce dernier génère un abattement de l’intégrité desurface. Pour cela, ces opérations ne sont pas autorisées ou seulement à de faibles vitessesengendrant des temps de polissage très longs.
L’objectif de cette partie est de comprendre l’état de surface obtenu sur certaines zonesfinies lors de l’usinage du Ti5553 en utilisant la modélisation développée.
Pour cette étude, nous nous concentrerons sur la partie usinée en finition par l’outil nommé« Dream Cutter ». La figure 24 illustre l’état de surface obtenu dans ce contexte.
(a)
0 1 2 3 4 5 6 7 8 9 10 11 12−2500
−2000
−1500
−1000
−500
0
500
1000
Hau
teur
(μm
)
Temps (s)
(b)
Figure 24 – Etat de surface obtenu en usinage photo (a) et profil (b)
La surface est fortement marquée par le passage de dents. Nous observons de nombreuses

Annexe 3 217
stries réparties sur différentes zones. Cet état de surface n’est pas admissible lors ducontrôle et apparaît principalement sur des opérations de contournage.
En fraisage, l’état de surface généré peut être explicité suivant plusieurs niveaux d’étude.Le premier niveau d’investigation est un niveau statique. Il s’agit d’appréhender les défautsd’état de surface comme la conséquence unique de la flexion de l’outil et/ou de la brochesous les sollicitations variables de l’effort de coupe, la pièce étant, quant à elle, considéréecomme infiniment rigide. L’état de surface peut alors être le résultat du passage de chaquedent ou de l’hélice. Le second niveau est un état de surface issu de phénomènes vibratoiresoù les fréquences d’excitation et les modes propres sont suffisamment proches pour induireun processus dégradé. Nous développerons ces deux niveaux afin d’identifier la relationentre l’état de surface et les conditions d’usinage.
Vibrations d’usinage
Afin de vérifier la présence de phénomènes vibratoires, les fréquences des modes propresdes différents éléments du système usinant ont été mesurées (table 7).
Premier mode Second mode Troisièmemode
Quatrièmemode
Pièce 458 Hz 1530 Hz 1580 Hz 2014 HzBroche 340 Hz 756 Hz
Table 7 – Résumé des modes propres
L’excitation due à la coupe correspond à 13 Hz. A la vue des valeurs obtenues, il est alorsimpossible d’obtenir une vibration en usinage de type forcée (concordance des fréquencesd’excitation sur des modes propres) ou de type régénérative (éloignement des fréquences).Une autre explication envisageable serait l’apparition d’un battement mais là aussi lesfréquences modales semblent trop éloignées.
Cas statique
Dans ce cas, nous considérons que l’état de surface résulte du passage de l’outil et plusieursniveaux sont encore envisageables. Le premier est un état de surface issu de la trace laisséepar chaque dent. Le seconde correspond à l’influence de l’hélice ou de l’ensemble des dentssur une rangée. La troisième piste est une corrélation entre l’avance et l’état de surface.Dans ce cas, l’outil peut être sollicité de manière à obtenir une déflexion suffisammentimportante pour générer un état de surface dégradé.
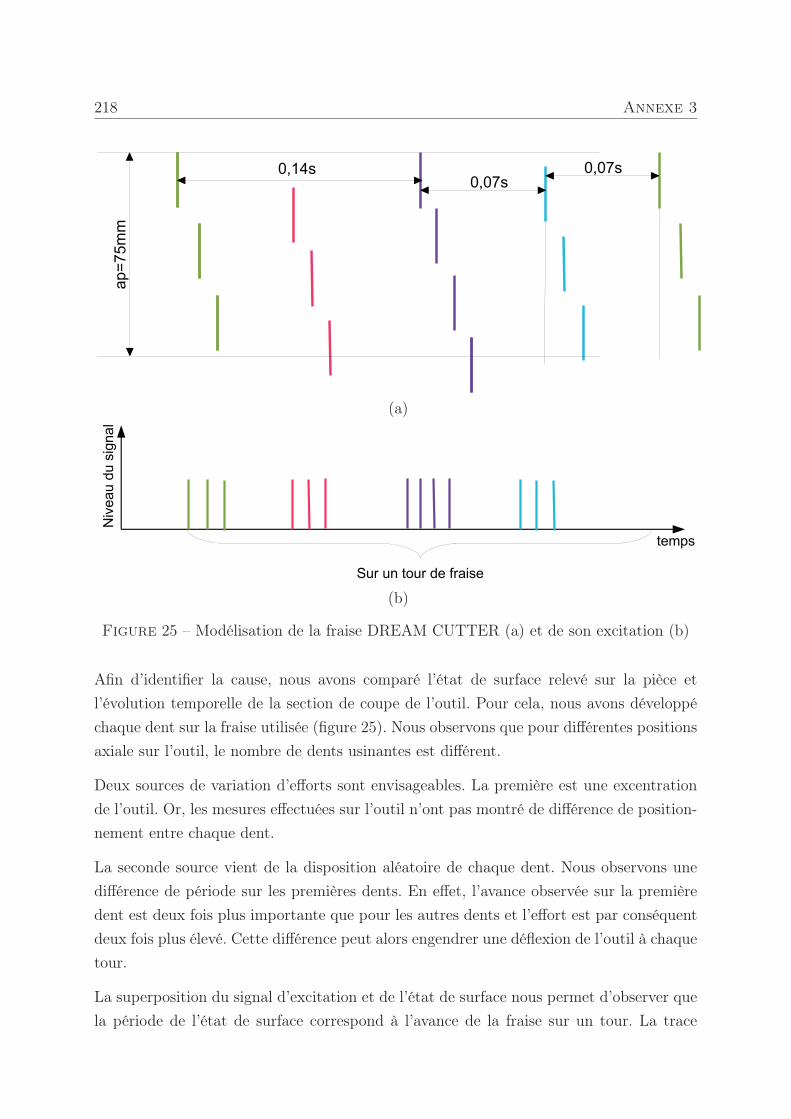
218 Annexe 3
(a)
(b)
Figure 25 – Modélisation de la fraise DREAM CUTTER (a) et de son excitation (b)
Afin d’identifier la cause, nous avons comparé l’état de surface relevé sur la pièce etl’évolution temporelle de la section de coupe de l’outil. Pour cela, nous avons développéchaque dent sur la fraise utilisée (figure 25). Nous observons que pour différentes positionsaxiale sur l’outil, le nombre de dents usinantes est différent.
Deux sources de variation d’efforts sont envisageables. La première est une excentrationde l’outil. Or, les mesures effectuées sur l’outil n’ont pas montré de différence de position-nement entre chaque dent.
La seconde source vient de la disposition aléatoire de chaque dent. Nous observons unedifférence de période sur les premières dents. En effet, l’avance observée sur la premièredent est deux fois plus importante que pour les autres dents et l’effort est par conséquentdeux fois plus élevé. Cette différence peut alors engendrer une déflexion de l’outil à chaquetour.
La superposition du signal d’excitation et de l’état de surface nous permet d’observer quela période de l’état de surface correspond à l’avance de la fraise sur un tour. La trace
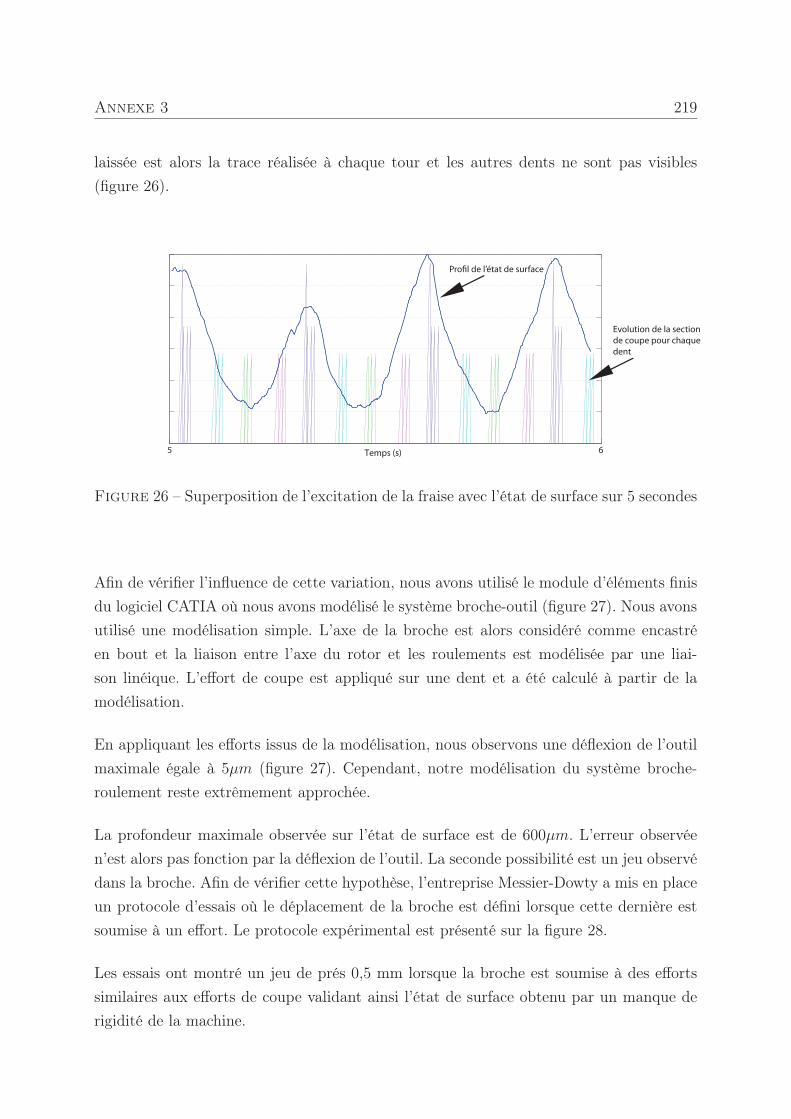
Annexe 3 219
laissée est alors la trace réalisée à chaque tour et les autres dents ne sont pas visibles(figure 26).
5 6Temps (s)
Profil de l’état de surface
Evolution de la sectionde coupe pour chaquedent
Figure 26 – Superposition de l’excitation de la fraise avec l’état de surface sur 5 secondes
Afin de vérifier l’influence de cette variation, nous avons utilisé le module d’éléments finisdu logiciel CATIA où nous avons modélisé le système broche-outil (figure 27). Nous avonsutilisé une modélisation simple. L’axe de la broche est alors considéré comme encastréen bout et la liaison entre l’axe du rotor et les roulements est modélisée par une liai-son linéique. L’effort de coupe est appliqué sur une dent et a été calculé à partir de lamodélisation.
En appliquant les efforts issus de la modélisation, nous observons une déflexion de l’outilmaximale égale à 5μm (figure 27). Cependant, notre modélisation du système broche-roulement reste extrêmement approchée.
La profondeur maximale observée sur l’état de surface est de 600μm. L’erreur observéen’est alors pas fonction par la déflexion de l’outil. La seconde possibilité est un jeu observédans la broche. Afin de vérifier cette hypothèse, l’entreprise Messier-Dowty a mis en placeun protocole d’essais où le déplacement de la broche est défini lorsque cette dernière estsoumise à un effort. Le protocole expérimental est présenté sur la figure 28.
Les essais ont montré un jeu de prés 0,5 mm lorsque la broche est soumise à des effortssimilaires aux efforts de coupe validant ainsi l’état de surface obtenu par un manque derigidité de la machine.
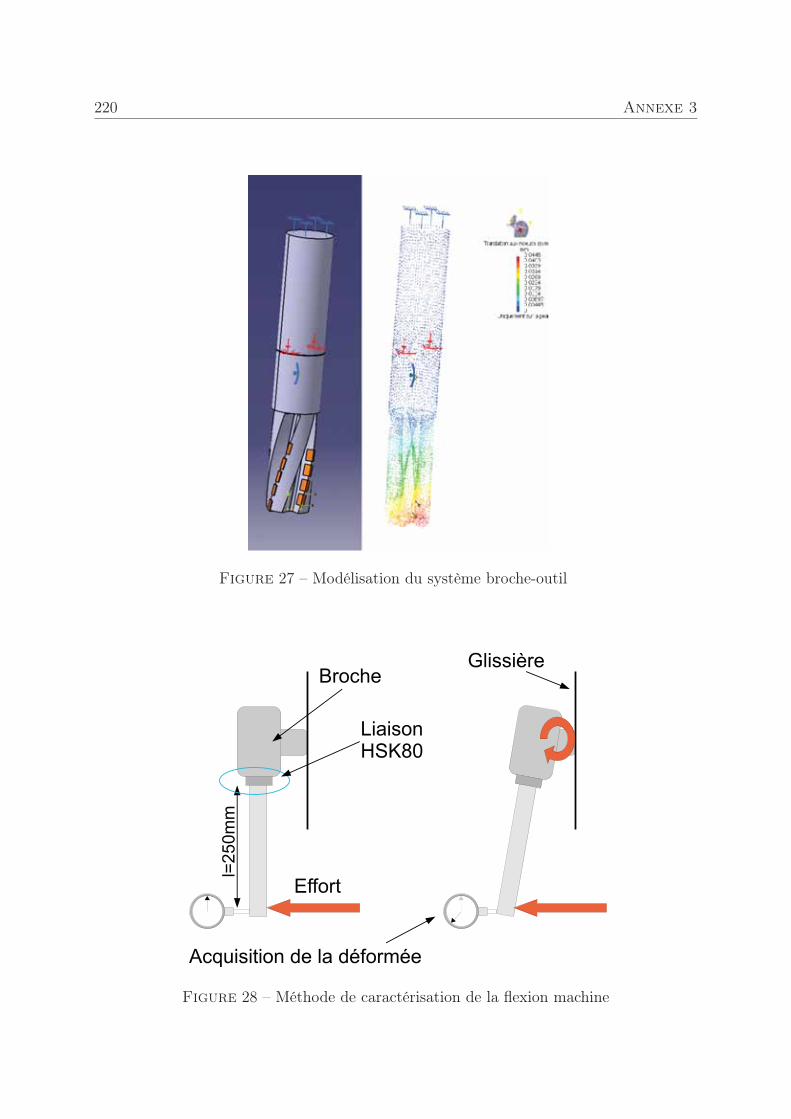
220 Annexe 3
Figure 27 – Modélisation du système broche-outil
Figure 28 – Méthode de caractérisation de la flexion machine

Annexe 3 221
Conclusion
L’état de surface généré est dans notre cas dû à un outil dont les plaquettes ne sont pasréparties angulairement et temporellement sur l’ensemble de la hauteur de coupe. Unemeilleure gestion du positionnement des plaquettes permet de réduire les défauts d’état desurface. Cette différence serait moins importante pour les matériaux plus classiques commel’acier dans la mesure où la différence d’effort n’est pas aussi significative. La réductionde l’avance permet également une meilleure gestion de l’état de surface. Cependant, saréduction engendre automatiquement une diminution du débit copeau. Dans l’objectif deréduire les temps d’usinage, cette solution est alors à éviter. La dernière solution seraitd’utiliser un système usinant plus rigide.

222 Annexe 3
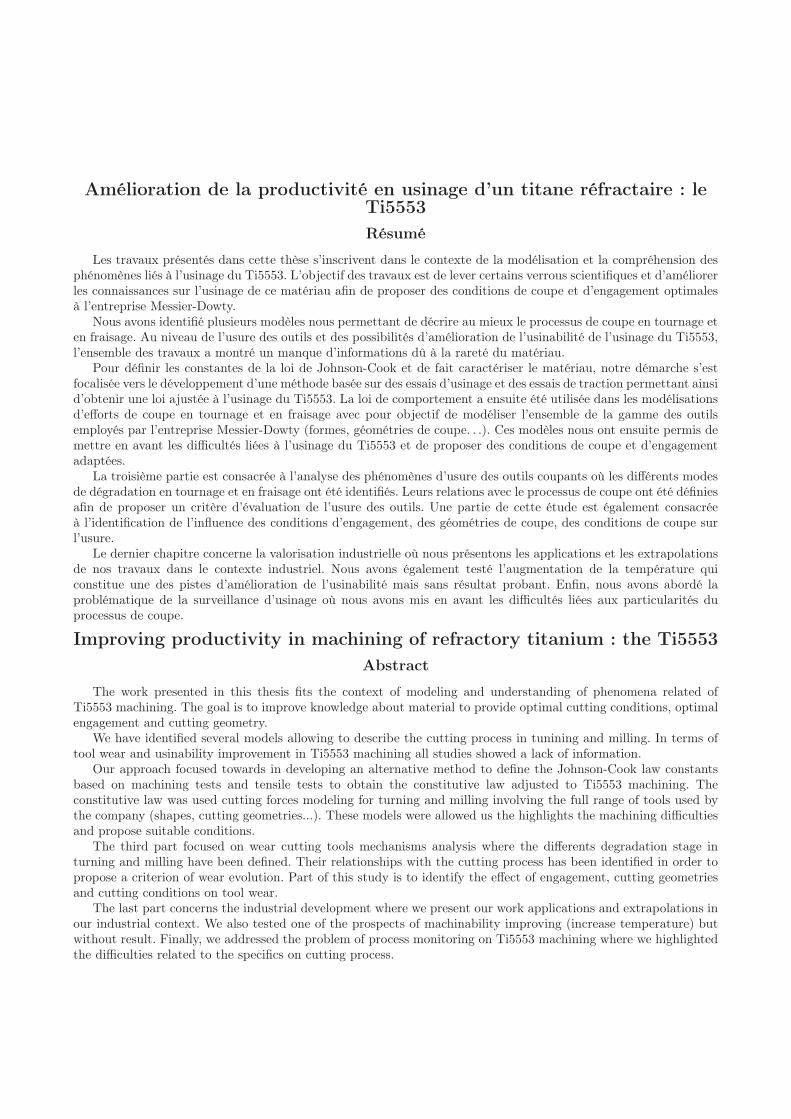
Amélioration de la productivité en usinage d’un titane réfractaire : leTi5553Résumé
Les travaux présentés dans cette thèse s’inscrivent dans le contexte de la modélisation et la compréhension desphénomènes liés à l’usinage du Ti5553. L’objectif des travaux est de lever certains verrous scientifiques et d’améliorerles connaissances sur l’usinage de ce matériau afin de proposer des conditions de coupe et d’engagement optimalesà l’entreprise Messier-Dowty.
Nous avons identifié plusieurs modèles nous permettant de décrire au mieux le processus de coupe en tournage eten fraisage. Au niveau de l’usure des outils et des possibilités d’amélioration de l’usinabilité de l’usinage du Ti5553,l’ensemble des travaux a montré un manque d’informations dû à la rareté du matériau.
Pour définir les constantes de la loi de Johnson-Cook et de fait caractériser le matériau, notre démarche s’estfocalisée vers le développement d’une méthode basée sur des essais d’usinage et des essais de traction permettant ainsid’obtenir une loi ajustée à l’usinage du Ti5553. La loi de comportement a ensuite été utilisée dans les modélisationsd’efforts de coupe en tournage et en fraisage avec pour objectif de modéliser l’ensemble de la gamme des outilsemployés par l’entreprise Messier-Dowty (formes, géométries de coupe. . .). Ces modèles nous ont ensuite permis demettre en avant les difficultés liées à l’usinage du Ti5553 et de proposer des conditions de coupe et d’engagementadaptées.
La troisième partie est consacrée à l’analyse des phénomènes d’usure des outils coupants où les différents modesde dégradation en tournage et en fraisage ont été identifiés. Leurs relations avec le processus de coupe ont été définiesafin de proposer un critère d’évaluation de l’usure des outils. Une partie de cette étude est également consacréeà l’identification de l’influence des conditions d’engagement, des géométries de coupe, des conditions de coupe surl’usure.
Le dernier chapitre concerne la valorisation industrielle où nous présentons les applications et les extrapolationsde nos travaux dans le contexte industriel. Nous avons également testé l’augmentation de la température quiconstitue une des pistes d’amélioration de l’usinabilité mais sans résultat probant. Enfin, nous avons abordé laproblématique de la surveillance d’usinage où nous avons mis en avant les difficultés liées aux particularités duprocessus de coupe.
Improving productivity in machining of refractory titanium : the Ti5553Abstract
The work presented in this thesis fits the context of modeling and understanding of phenomena related ofTi5553 machining. The goal is to improve knowledge about material to provide optimal cutting conditions, optimalengagement and cutting geometry.
We have identified several models allowing to describe the cutting process in tunining and milling. In terms oftool wear and usinability improvement in Ti5553 machining all studies showed a lack of information.
Our approach focused towards in developing an alternative method to define the Johnson-Cook law constantsbased on machining tests and tensile tests to obtain the constitutive law adjusted to Ti5553 machining. Theconstitutive law was used cutting forces modeling for turning and milling involving the full range of tools used bythe company (shapes, cutting geometries...). These models were allowed us the highlights the machining difficultiesand propose suitable conditions.
The third part focused on wear cutting tools mechanisms analysis where the differents degradation stage inturning and milling have been defined. Their relationships with the cutting process has been identified in order topropose a criterion of wear evolution. Part of this study is to identify the effect of engagement, cutting geometriesand cutting conditions on tool wear.
The last part concerns the industrial development where we present our work applications and extrapolations inour industrial context. We also tested one of the prospects of machinability improving (increase temperature) butwithout result. Finally, we addressed the problem of process monitoring on Ti5553 machining where we highlightedthe difficulties related to the specifics on cutting process.





























