Embed Size (px)
Citation preview
Etude de pièces et d’outillages Définir des processus de réalisation
Bloc de liaison
Définir le processus de réalisation du bloc
Nom Classe
Prénom Date
Travail demandé:
P.1 Analyse : Etablir le processus
P.2 Dans un logiciel de CFAO : Élaborer le programme d'usinage
prod3000.fr
© 3
Véritable alliance entre la trottinette et le skate-board le Trotskate est un moyen de se déplacernouveau et écologique.La Société Troskate et fils conçoit et commercialise des trottinettes et des skate-board depuisplus de 40 ans .Elle sous-traite la fabrication des composants à des entreprises de productique locales.
L’entreprise sous-traitante qui a en charge la fabrication du bloc de liaison doit étudier puis réali-ser la pièce en optimisant son processus de fabrication.
On vous propose de mener une partie de cette étude.
© 4
Toute pièce mécanique évolue d’un état initial, correspondant à la pièce brute, vers un état final,représentatif du dessin de définition.La valeur ajoutée représente l'ensemble des opérations (usinages, traitement, etc.) à effectuer.
La gamme de fabrication est un document d’archives dans lequel sont consignées, de ma-nière chronologique et globale, les différentes phases de la transformation d’un produit.
Une phase représente l'ensemble des opérations effectuées à un même poste de travail
Une opération met en œuvre un seul des moyens dont est doté ce poste de travail
La variété des modes d'obtention des bruts et la diversité des regroupements et enchaînementsd'opérations sont tels que le processus de fabrication envisageable pour un même produit est loind'être unique.
Il vous est proposé ici d’apprendre à mettre en œuvre des méthodes permettant de rationaliser lachronologie des opérations d’usinage d’une pièce, et ainsi d’assurer la compatibilité des moyenschoisis avec la qualité désirée du produit.

© 5
1 ère partie: ( 3h )
À partir du dessin de définition de la pièce ( DT 1) et du repérage des surfaces ( DT2 ) vous allezréaliser une étude visant à déterminer la chronologie des phases et des opérations d’usinage dubloc de liaison.
2ème partie: ( 4h )
À l’aide de l’étude que vous avez précédemment réalisé il vous est demandé:
D’effectuer la FAO du bloc de liaison, D’éditer les documents de fabrication, Réaliser la simulation de l’usinage avec NCSIMUL.
© 6
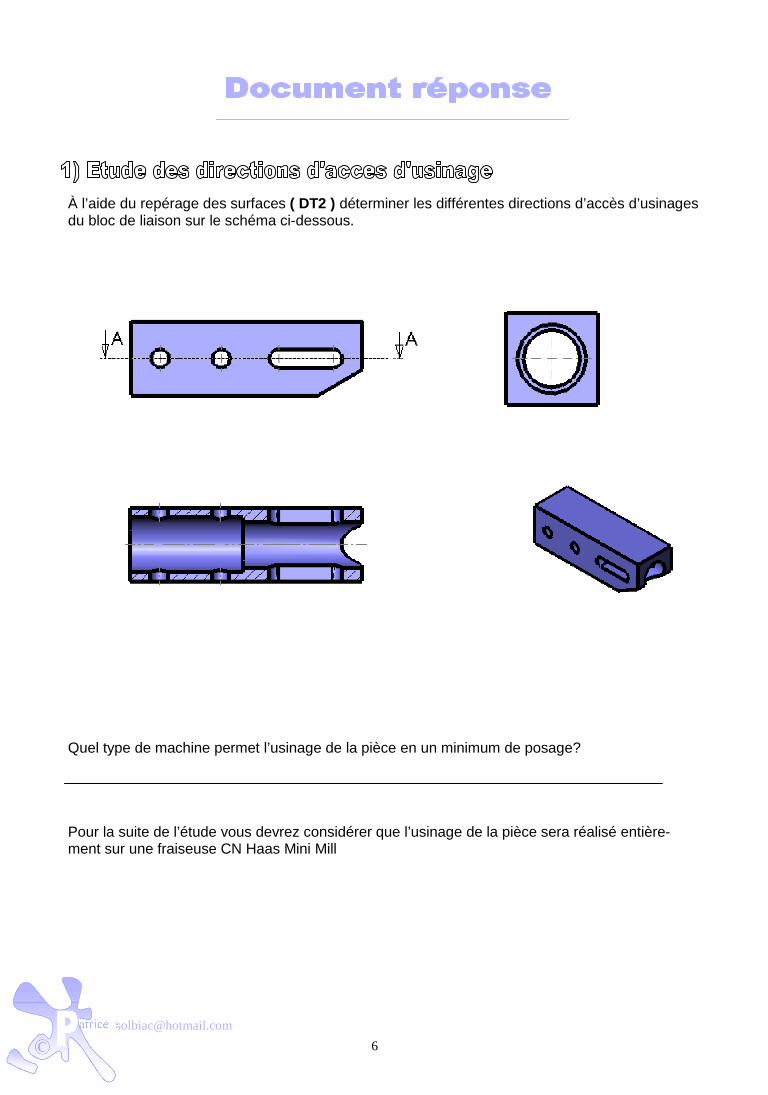
À l’aide du repérage des surfaces ( DT2 ) déterminer les différentes directions d’accès d’usinagesdu bloc de liaison sur le schéma ci-dessous.
Quel type de machine permet l’usinage de la pièce en un minimum de posage?
Pour la suite de l’étude vous devrez considérer que l’usinage de la pièce sera réalisé entière-ment sur une fraiseuse CN Haas Mini Mill
© 7
Fig 1
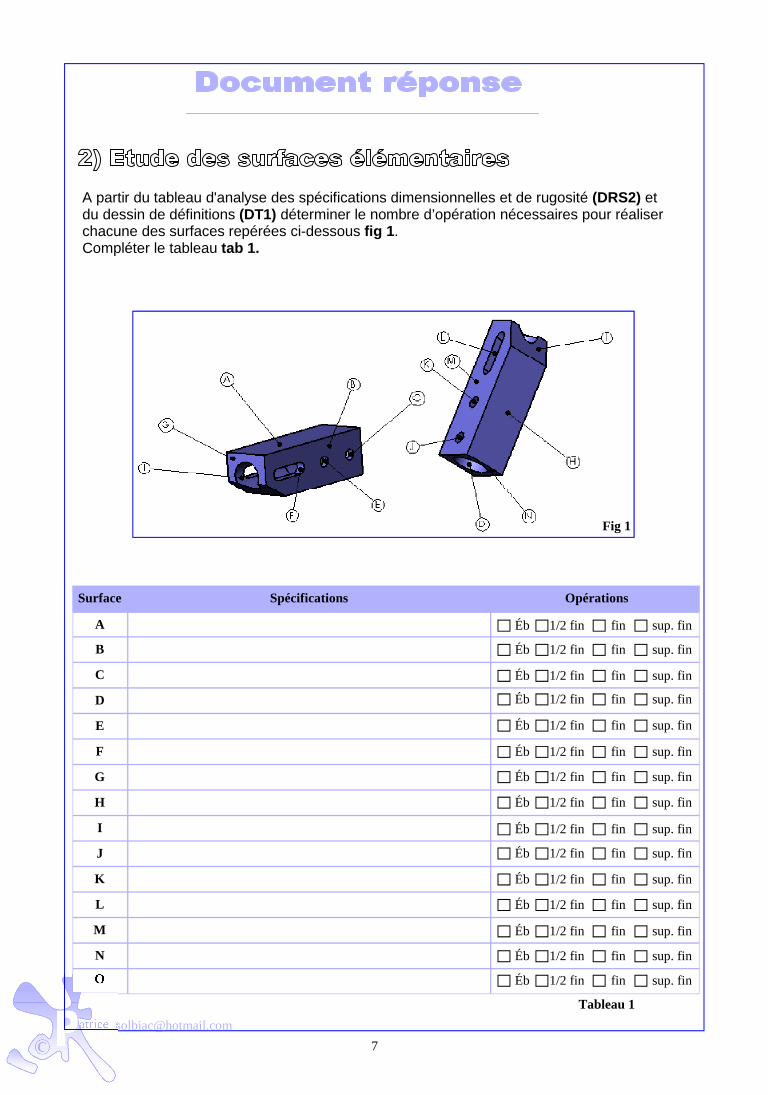
A partir du tableau d'analyse des spécifications dimensionnelles et de rugosité (DRS2) etdu dessin de définitions (DT1) déterminer le nombre d’opération nécessaires pour réaliserchacune des surfaces repérées ci-dessous fig 1.Compléter le tableau tab 1.
Surface Spécifications Opérations
A
B
C
D
E
F
G
H
I
J
K
L
M
O
N
Tableau 1
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
Éb 1/2 fin fin sup. fin
© 8
Surf
ace
Nom
de
la s
urfa
ceSu
rfac
eN
om d
e la
sur
face
AI
BJ
CK
DL
EM
FN
GO
H
Cod
e de
lasu
rfac
eC
ode
de la
surf
ace
Tab
leau
2
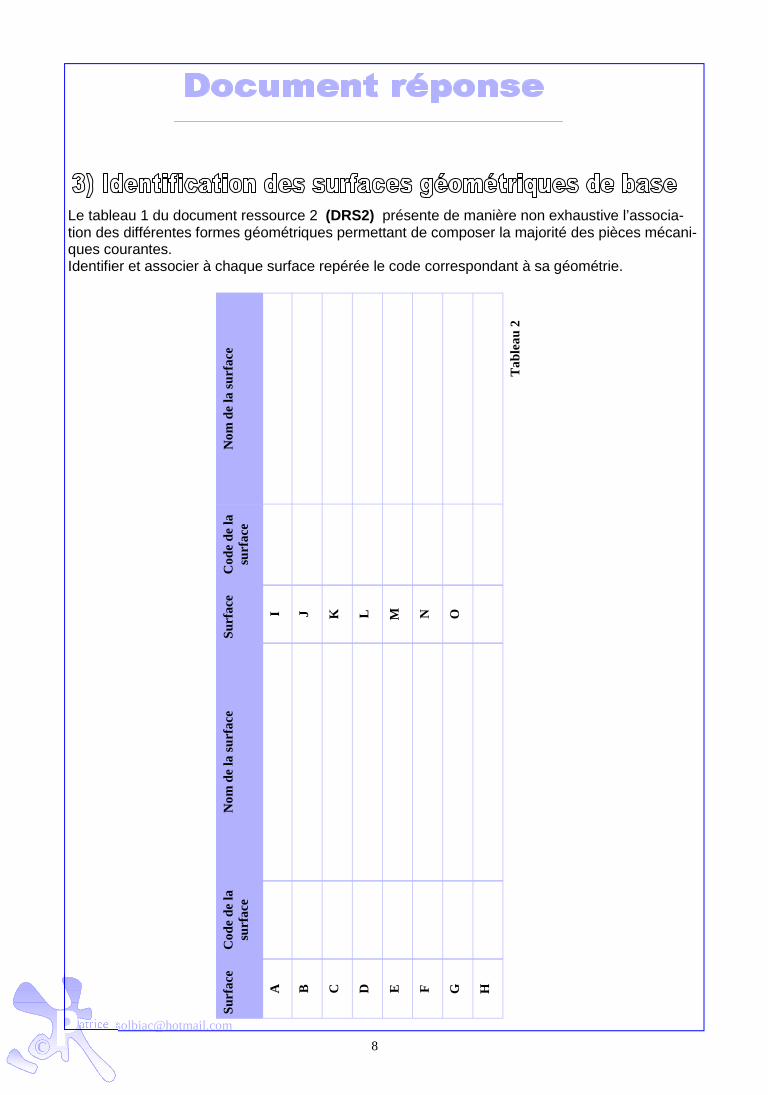
Le tableau 1 du document ressource 2 (DRS2) présente de manière non exhaustive l’associa-tion des différentes formes géométriques permettant de composer la majorité des pièces mécani-ques courantes.Identifier et associer à chaque surface repérée le code correspondant à sa géométrie.
© 9
AB
CD
EF
GH
IJ
KL
MN
OSc
ore
Ord
re
AO
B C D E F G H I J K L M N O
© 10
Phase 10opérations
Phase 20opérations
Phase 30opérations
Phase 40opérations
Phase 50opérations
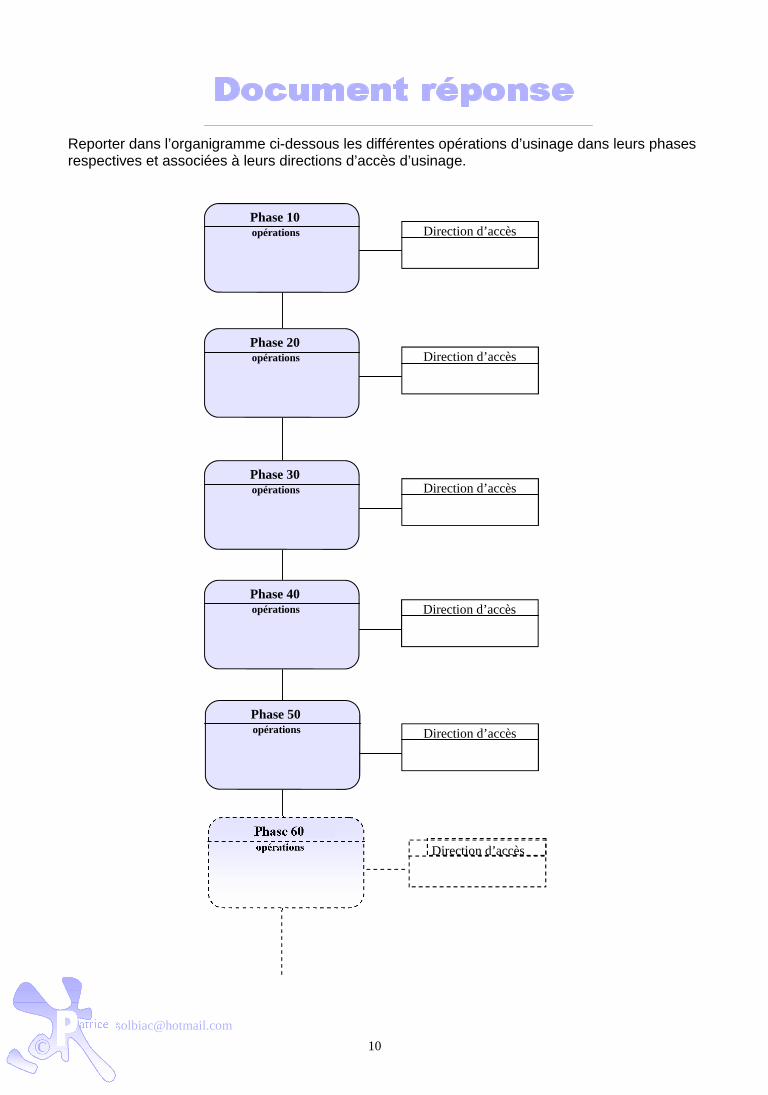
Reporter dans l’organigramme ci-dessous les différentes opérations d’usinage dans leurs phasesrespectives et associées à leurs directions d’accès d’usinage.
Direction d’accès
Direction d’accès
Direction d’accès
Direction d’accès
Direction d’accès
Phase 60opérations Direction d’accès
© 11
Machine Phase Surfacesébauche 1/2 Finition Finition Sup Finition
Outils
© 12
Machine Phase Surfacesébauche 1/2 Finition Finition Sup Finition
Outils
© 13
Conservez votre étude des antériorités d’usinage afin de réaliser la Faoainsi que les documents de fabrication associés dans la deuxième partiedu TP











