Embed Size (px)
DESCRIPTION
Steel tubes for precision applications — Technical delivery conditions —Part 1: Seamless cold drawn tubes
Citation preview

NF EN 10305-1
JUILLET 2010
Ce document est à usage exclusif et non collectif des clients Normes en ligne.;Toute mise en réseau, reproduction et rediffusion, sous quelque forme que ce soit,même partielle, sont strictement interdites.
This document is intended for the exclusive and non collective use of AFNOR Webshop(Standards on line) customers. All network exploitation, reproduction and re-dissemination,even partial, whatever the form (hardcopy or other media), is strictly prohibited.
Normes en ligne
Pour : BENTELER FRANCE
Client : 1772900
Commande : N20140620-134150-T
le : 20/06/2014 à 11:22

© AFNOR 2010 AFNOR 2010 1er tirage 2010-07-F
© A
FN
OR
201
0 —
Tou
s dr
oits
rés
ervé
sFA158385 ISSN 0335-3931
NF EN 10305-1Juillet 2010
Indice de classement : A 49-300-1
norme européenne
Éditée et diffusée par l’Association Française de Normalisation (AFNOR) — 11, rue Francis de Pressensé — 93571 La Plaine Saint-Denis Cedex Tél. : + 33 (0)1 41 62 80 00 — Fax : + 33 (0)1 49 17 90 00 — www.afnor.org
ICS : 77.140.75
Tubes de précision en acier
Conditions techniques de livraison
Partie 1 : Tubes sans soudure étirés à froid
E : Steel tubes for precision applications — Technical delivery conditions —Part 1: Seamless cold drawn tubes
D : Präzisionsstahlrohre — Technische Lieferbedingungen —Teil 1: Nahtlose kaltgezogene Rohre
Norme française homologuéepar décision du Directeur Général d'AFNOR le 2 juin 2010 pour prendre effetle 2 juillet 2010.
Remplace la norme homologuée NF EN 10305-1, de mai 2003.
Correspondance La Norme européenne EN 10305-1:2010 a le statut d’une norme française.
Analyse Le présent document spécifie les conditions techniques de livraison pour les tubesen acier sans soudure étirés à froid, de section circulaire, destinés aux applicationsde précision avec un diamètre extérieur spécifié D ≤ 380 mm.
NOTE Le présent document peut aussi s'appliquer à d'autres types de sections.
Les tubes conformes au présent document se caractérisent par des tolérancesdimensionnelles précises et par une rugosité maximale spécifiée. Les domainestypiques d'application se situent dans le secteur automobile, l'ameublement etl'ingénierie générale.
Descripteurs Thésaurus International Technique : tube en acier, tube sans soudure, produitétiré à froid, classification, désignation, fabrication, exigence, composition chimique,caractéristique mécanique, aspect, dimension, tolérance de dimension, contrôle,livraison, état de livraison, essai, examen visuel, essai mécanique, mesuragede dimension, mesurage de rugosité, essai non destructif, marquage, emballage.
Modifications Par rapport au document remplacé, révision de la norme.
Corrections
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
Tubes en acier BN ACIER BNAC 110-00
Membres de la commission de normalisation
Président : M FALLOUEY
Secrétariat : GROUPE VALLOUREC
M AMARAGGI UNM
M BABAUD CETIM
M BATISSE GDF
M BECQUERELLE ARCELORMITTAL STAINLESS FRANCE
M BESNIER PARSIDER
M BOISSE BN ACIER
M BOULIEZ BS COATING
M BRAMART CNS
M CAVALIE EUPEC FRANCE
M CHAMPAVERE GDF
M CONNER AFNOR
M COPPEY EUROPIPE FRANCE
M CRETON BN ACIER
M DEGAND ARCELORMITTAL BREMEN
M DENOIZE GDF/CEOS
M DIRIENZO CETIM
M FALLOUEY GROUPE VALLOUREC
M GAILLARD BS COATING
MME GENET STCRN
M HENRION LA MEUSIENNE ANCERVILLE
M KHABZAOUI CEV VALLOUREC
MME KOPLEWICZ UNM
M LAPEYRE ARKEMA
M LIGI TUBEUROP FRANCE FRESNOY
M MARTINI LORRAINE TUBES
M MEERT ARCELORMITTAL FCS COMMERCIAL
M MELOT TOTAL
M MICHALET SIFTA
M NEEL GALVAZINC ASSOCIATION
M OBERLE ARCELORMITTAL BREMEN
M OSINSKI BUREAU DE NORMALISATION DU PETROLE
M PRZYBYLA SOCOVA
M RICHTER ARCELORMITTAL BREMEN
M ROCHE TOTAL
M RODRIGUES POUCHARD ET CIE
MME STRASSER COCKERILL SAMBRE FLEMALLE
M SWAT IMS FRANCE
M TENARD POUCHARD ET CIE
MME THOMAS ARKEMA
M TURCAS BS COATING
MME VACHER RENAULT GUYANCOURT
MME VANDEVIVERE EUPEC FRANCE
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
NORME EUROPÉENNEEUROPÄISCHE NORMEUROPEAN STANDARD
EN 10305-1
Janvier 2010
© CEN 2010 Tous droits d’exploitation sous quelque forme et de quelque manière que ce soit réservés dans le mondeentier aux membres nationaux du CEN.
Réf. n° EN 10305-1:2010 F
CENCOMITÉ EUROPÉEN DE NORMALISATION
Europäisches Komitee für NormungEuropean Committee for Standardization
Centre de Gestion : 17 Avenue Marnix, B-1000 Bruxelles
La présente Norme européenne a été adoptée par le CEN le 22 novembre 2009.
Les membres du CEN sont tenus de se soumettre au Règlement Intérieur du CEN/CENELEC, qui définit lesconditions dans lesquelles doit être attribué, sans modification, le statut de norme nationale à la Normeeuropéenne.
Les listes mises à jour et les références bibliographiques relatives à ces normes nationales peuvent être obtenuesauprès du Centre de Gestion ou auprès des membres du CEN.
La présente Norme européenne existe en trois versions officielles (allemand, anglais, français). Une version dansune autre langue faite par traduction sous la responsabilité d'un membre du CEN dans sa langue nationale etnotifiée au Centre de Gestion, a le même statut que les versions officielles.
Les membres du CEN sont les organismes nationaux de normalisation des pays suivants : Allemagne, Autriche,Belgique, Bulgarie, Chypre, Croatie, Danemark, Espagne, Estonie, Finlande, France, Grèce, Hongrie, Irlande,Islande, Italie, Lettonie, Lituanie, Luxembourg, Malte, Norvège, Pays-Bas, Pologne, Portugal, République Tchèque,Roumanie, Royaume-Uni, Slovaquie, Slovénie, Suède et Suisse.
ICS : 75.140.75 Remplace EN 10305-1:2002
Version française
Tubes de précision en acier — Conditions techniques de livraison —
Partie 1 : Tubes sans soudure étirés à froid
Präzisionsstahlrohre — Technische Lieferbedingungen —
Teil 1: Nahtlose kaltgezogene Rohre
Steel tubes for precision applications — Technical delivery conditions —
Part 1: Seamless cold drawn tubes
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
EN 10305-1:2010 (F)
2
Avant-propos .......................................................................................................................................................... 3
1 Domaine d'application .......................................................................................................................... 4
2 Références normatives ........................................................................................................................ 4
3 Termes et définitions ............................................................................................................................ 5
4 Symboles ............................................................................................................................................... 6
5 Classification et désignation ............................................................................................................... 65.1 Classification ........................................................................................................................................... 65.2 Désignation ............................................................................................................................................. 6
6 Renseignements à fournir par l'acheteur ........................................................................................... 66.1 Renseignements obligatoires .................................................................................................................. 66.2 Options .................................................................................................................................................... 76.3 Exemple de commande .......................................................................................................................... 7
7 Procédé de fabrication ......................................................................................................................... 87.1 Procédé d'élaboration de l'acier .............................................................................................................. 87.2 Fabrication du tube et état de livraison ................................................................................................... 8
8 Exigences .............................................................................................................................................. 88.1 Généralités .............................................................................................................................................. 88.2 Composition chimique ............................................................................................................................. 98.3 Caractéristiques mécaniques ................................................................................................................ 108.4 Aspect et santé interne ......................................................................................................................... 108.5 Dimensions et tolérances ...................................................................................................................... 11
9 Inspection ............................................................................................................................................ 159.1 Types d'inspection ................................................................................................................................ 159.2 Documents de contrôle ......................................................................................................................... 159.3 Types de documents ............................................................................................................................. 159.4 Résumé des contrôles et des essais .................................................................................................... 16
10 Échantillonnage .................................................................................................................................. 1610.1 Unité de réception ................................................................................................................................. 1610.2 Préparation des échantillons et des éprouvettes .................................................................................. 17
11 Méthodes d'essai ................................................................................................................................ 1711.1 Essai de traction .................................................................................................................................... 1711.2 Essai d'aplatissement ........................................................................................................................... 1711.3 Essai d'évasement ................................................................................................................................ 1811.4 Contrôle des dimensions ....................................................................................................................... 1811.5 Mesure de la rugosité ............................................................................................................................ 1811.6 Examen visuel ....................................................................................................................................... 1911.7 Contrôle non destructif .......................................................................................................................... 1911.8 Contre-essais, tri et remaniement ......................................................................................................... 19
12 Marquage ............................................................................................................................................. 19
13 Protection et emballage ..................................................................................................................... 19
Annexe A (informative) Exigence relative à d'autres nuances d'acier ......................................................... 20
Bibliographie ........................................................................................................................................................ 23
SommairePage
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
EN 10305-1:2010 (F)
3
Avant-propos
Le présent document (EN 10305-1:2010) a été élaboré par le Comité Technique ECISS/TC 110 «Tubes en acieret leurs raccords», dont le secrétariat est tenu par UNI.
Cette Norme européenne devra recevoir le statut de norme nationale, soit par publication d'un texte identique,soit par entérinement, au plus tard en juillet 2010, et toutes les normes nationales en contradiction devront êtreretirées au plus tard en juillet 2010.
L'attention est appelée sur le fait que certains des éléments du présent document peuvent faire l'objet de droitsde propriété intellectuelle ou de droits analogues. Le CEN et/ou le CENELEC ne saurait [sauraient] être tenu[s]pour responsable[s] de ne pas avoir identifié de tels droits de propriété et averti de leur existence.
Le présent document remplace l’EN 10305-1:2002.
L'EN 10305 se compose des parties suivantes, sous le titre général Tubes de précision en acier — Conditionstechniques de livraison :
— Partie 1 : Tubes sans soudure étirés à froid
— Partie 2 : Tubes soudés étirés à froid
— Partie 3 : Tubes soudés calibrés à froid
— Partie 4 : Tubes sans soudure étirés à froid pour circuits hydrauliques et pneumatiques
— Partie 5 : Tubes soudés et calibrés de section carrée ou rectangulaire
— Partie 6 : Tubes soudés étirés à froid pour circuits hydrauliques et pneumatiques.
Selon le Règlement Intérieur du CEN/CENELEC, les instituts de normalisation nationaux des pays suivants sonttenus de mettre cette Norme européenne en application : Allemagne, Autriche, Belgique, Bulgarie, Chypre,Danemark, Espagne, Estonie, Finlande, France, Grèce, Hongrie, Irlande, Islande, Italie, Lettonie, Lituanie,Luxembourg, Malte, Norvège, Pays-Bas, Pologne, Portugal, République tchèque, Roumanie, Royaume-Uni,Slovaquie, Slovénie, Suède et Suisse.
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
EN 10305-1:2010 (F)
4
1 Domaine d'application
La présente Norme européenne spécifie les conditions techniques de livraison pour les tubes en acier sans soudureétirés à froid, de section circulaire, destinés aux applications de précision avec un diamètre extérieurspécifié D ≥ 380 mm.
NOTE Le présent document peut aussi s'appliquer à d'autres types de sections.
Les tubes conformes au présent document se caractérisent par des tolérances dimensionnelles précises et par unerugosité maximale spécifiée. Les domaines typiques d'application se situent dans le secteur automobile,l'ameublement et l'ingénierie générale.
2 Références normatives
Les documents de référence suivants sont indispensables pour l'application du présent document. Pour lesréférences datées, seule l'édition citée s'applique. Pour les références non datées, la dernière édition du documentde référence s'applique (y compris les éventuels amendements)
EN 10020:2000, Définition et classification des nuances d'acier.
EN 10021:2006, Aciers et produits sidérurgiques — Conditions générales techniques de livraison.
EN 10027-1, Système de désignation des aciers — Partie 1 : Désignation symbolique, Symboles principaux.
EN 10027-2, Système de désignation des aciers — Partie 2 : Systèmes numériques.
EN 10052:1993, Vocabulaire du traitement thermique des produits ferreux.
EN 10168, Produits sidérurgiques — Documents de contrôle.
EN 10204, Produits métalliques — Types de documents de contrôle.
EN 10246-1 1), Essais non destructifs des tubes en acier — Partie 1 : Contrôle automatique électromagnétique pourvérification de l'étanchéité hydraulique des tubes en acier sans soudure et soudés ferromagnétiques (sauf à l'arcimmergé sous flux en poudre).
EN 10246-3 2), Essais non destructifs des tubes en acier — Partie 3 : Contrôle automatique par courants de Foucaultpour la détection des imperfections des tubes en acier sans soudure et soudés (sauf à l'arc immergé sous fluxen poudre).
EN 10246-5 3), Essais non destructifs sur des tubes en acier — Partie 5 : Contrôle automatique par flux de fuiteà l'aide de palpeurs magnétiques sur toute la circonférence des tubes pour la détection des imperfectionslongitudinales des tubes en acier ferro-magnétique sans soudure et soudés (sauf à l'arc immergé sous fluxde poudre).
1) En révision pour devenir à sa publication l'EN ISO 10893-1 [Non destructive testing of steel tubes —Part 1: Automated electromagnetic testing of seamless and welded (except submerged arc-welded) steel tubesfor the verification of leak-tightness in substitution of hydrostatic test].
2) En révision pour devenir à sa publication l'EN ISO 10893-2 [Non destructive testing of steel tubes —Part 2: Automated eddy current testing of seamless and welded (except submerged arc-welded) steel tubesfor the detection of imperfections].
3) En révision pour devenir à sa publication l'EN ISO 10893-3 [Non destructive testing of steel tubes —Part 3: Automated full peripheral flux leakage testing of seamless and welded (except submerged arcwelded)ferromagnetic steel tubes for the detection of longitudinal and/or transversal imperfections].
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
EN 10305-1:2010 (F)
5
EN 10246-7 4), Essais non destructifs des tubes en acier — Partie 7 : Contrôle automatique par ultrasons sur toutela circonférence pour la détection des imperfections longitudinales des tubes en acier sans soudure et soudés(sauf à l'arc immergé sous flux en poudre).
EN 10256 Essais non destructifs des tubes en acier — Qualification et compétence du personnel en contrôle nondestructif de niveaux 1 et 2.
EN 10266:2003, Tubes en acier, raccords et profils creux — Définitions et symboles à utiliser dans les normesde produits.
EN ISO 377, Acier et produits en acier — Position et préparation des échantillons et éprouvettes pour essaismécaniques (ISO 377:1997).
EN ISO 2566-1, Acier — Conversion des valeurs d'allongement — Partie 1 : Aciers au carbone et aciers faiblementalliés (ISO 2566-1:1984).
EN ISO 4287, Spécification géométrique de produits (GPS) — Texteure de surface: Méthode du profil —Termes, définitions et parameters de texture de surface (ISO 4287:1997)
EN ISO 6892-1, Matériaux métalliques — Essai de traction — Partie 1 : Méthode d’essai à temperature ambiante(ISO 6892-1:2009).
EN ISO 8492, Matériaux métalliques — Tubes — Essai d'aplatissement (ISO 8492:1998).
EN ISO 8493, Matériaux métalliques — Tubes — Essai d'évasement (ISO 8493:1998).
3 Termes et définitions
Pour les besoins du présent document, les termes et définitions donnés dans l’EN 10020:2000, l’EN 10021:2006,l’EN 10052:1993, l’EN 10266:2003 ainsi que les termes et définitions suivants s'appliquent
3.1employeurorganisation pour laquelle une personne travaille de façon régulière
NOTE L'employeur peut être le fabricant de tubes ou une tierce partie prestataire de service en contrôle nondestructif (CND).
3.2producteurpartie devant produire et livrer des tubes conformes au présent document
NOTE Lorsque les tubes sont livrés par un fournisseur, voir l'Article 6 de l'EN 10021:2006.
3.3imperfectiondiscontinuité dans la paroi ou sur les surfaces du tube détectable par des méthodes décrites dans leprésent document
NOTE Les Imperfections d'une taille conforme aux critères d'acceptation spécifiés dans le présent document sontconsidérés comme n'ayant aucune implication pratique sur l'utilisation prévue du produit.
4) En révision pour devenir à sa publication l'EN ISO 10893-10 [Non destructive testing of steel tubes — Part 10:Automated full peripheral ultrasonic testing of seamless and welded (except submerged arcwelded) steel tubesfor the detection of longitudinal and/or transversal imperfections].
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
EN 10305-1:2010 (F)
6
3.4défautimperfection d'une taille non conforme aux critères d'acceptation spécifiés dans le présent document
NOTE Les défauts sont considérés affecter défavorablement ou limiter l'utilisation prévue du produit.
3.5tube mèrelongueur de tube produite dans la passe finale d'étirage à froid
4 Symboles
Pour les besoins du présent document, les symboles donnés dans l'EN 10266:2003 s'appliquant.
NOTE Dans ce document, pour les tubes spécifiés par leur diamètre extérieur et leur diamètre intérieur, «T» est l'épaisseurspécifiée ou calculée.
5 Classification et désignation
5.1 Classification
Conformément au système de classification donné dans l'EN 10020, les nuances d'acier indiquées dans le Tableau 2sont des aciers non-alliés de qualité.
Les nuances d'acier données dans le Tableau A.1 are sont classées comme suit :
a) aciers non alliés de qualité (E255, E410, 26Mn5, 10S10, 15S10, 18S10 et 37S10) ;
b) aciers spéciaux non-alliés (C35E et C45E) ; et
c) aciers spéciaux alliés (26Mo2, 25CrMo4 et 42CrMo4).
5.2 Désignation
Pour les tubes couverts par le présent document, la désignation de l’acier se compose de :
— du numéro du présent document (EN 10305-1) ;
plus, soit
a) le nom de l'acier conformément à l'EN 10027-1 ; soit
b) le numéro de l'acier conformément à l'EN 10027-2.
6 Renseignements à fournir par l'acheteur
6.1 Renseignements obligatoires
Au moment de l'appel d'offres et de la commande, le producteur doit obtenir les renseignements suivants :
a) la quantité devant être livrée (masse ou longueur totale ou nombre de tubes) ;
b) la dénomination «tube» ;
c) les dimensions (voir 8.5) ;
d) la désignation de l'acier (voir 5.2) ;
e) l'état de livraison (voir 7.2.2) ;
f) le type de longueur de tube et, si applicable, la longueur (voir 8.5.2).
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
EN 10305-1:2010 (F)
7
6.2 Options
Le présent document offre des options ; elles sont listées ci-après. Lorsque l'acheteur n'indique pas, à l'appel d'offreset à la commande, le souhait d'appliquer une ou plusieurs de ces options, les tubes doivent être livrés conformémentà la spécification de base (voir 6.1).
1) spécification d'une nuance d'acier non spécifiée dans le présent document (voir 8.2) ;
2) spécification d'une plage pour le soufre afin d'améliorer l'usinabilité (voir 8.2) ;
3) aptitude à la galvanisation à chaud (voir 8.2) ;
4) état de surface approprié aux traitements ultérieurs (voir 8.4.1) ;
5) mesure de la rugosité (voir 8.4.3) ;
6) rugosité spécifique (voir 8.4.3) ;
7) surfaces de tube exemptes de substances difficilement éliminables (voir 8.4.6) ;
8) contrôle non destructif pour la détection des imperfections longitudinales (voir 8.4.7) ;
9) contrôle non destructif pour la vérification de l'étanchéité (voir 8.4.7) ;
10) spécification d'une section autre que circulaire (voir 8.5.1.1) ;
11) tolérance sur diamètre réduite (voir 8.5.1.2) ;
12) tolérances unilatérales sur diamètre (voir 8.5.1.2) ;
13) excentricité réduite (voir 8.5.1.3) ;
14) tolérance sur épaisseur réduite (voir 8.5.1.4) ;
15) tolérance unilatérale sur épaisseur (voir 8.5.1.4) ;
16) tolérances sur les longueurs exactes ≤ 500 mm ou > 8 000 mm (voir 8.5.2) ;
17) écart de rectitude maximal réduit (voir 8.5.3) ;
18) finition spéciale d'extrémité (voir 8.5.4) ;
19) contrôle spécifique (voir 9.1) ;
20) certificat de contrôle 3.1 (voir 9 et 9.2.1) ;
21) essai d'aplatissement ou essai d'évasement pour l'état de livraison +A ou +N) (voir Tableau 8) ;
22) unité de réception composée de tubes provenant d'une seule coulée (voir 10.1) ;
23) autre marquage (voir Article 12) ;
24) livraison sans protection contre la corrosion (voir Article 13) ;
25) protection spécifiée contre la corrosion (voir Article 13) ;
26) tubes dégroupés ou méthode spécifique d'emballage (voir Article 13).
6.3 Exemple de commande
12 000 m de tubes de diamètre extérieur 60 mm, de diamètre intérieur 56 mm, conformes au présent documentde nuance E235 normalisé, en longueurs courantes, avec un certificat d'inspection 3.1.selon l'EN 10204.
Tubes 12 000 m — 60 × d 56 — EN 10305-1 — E235 + N — longueur courante — Option 19
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
EN 10305-1:2010 (F)
8
7 Procédé de fabrication
7.1 Procédé d'élaboration de l'acier
Le procédé d'élaboration de l'acier est laissé au choix du producteur, excepté que le procédé de four à sole(Siemens-Martin) ne doit pas être utilisé si ce n'est en combinaison avec un procédé secondaire d'élaborationde l'acier ou un procédé d'affinage en poche.
Les aciers doivent être totalement calmés.
NOTE Cela exclut l'utilisation d'acier effervescent, équilibré, semi-calmé.
7.2 Fabrication du tube et état de livraison
7.2.1 Les tubes doivent être fabriqués par étirage à froid à partir de tubes sans soudure laminés à chaud.
7.2.2 Les tubes doivent être livrés dans l'un des états de livraison présentés dans le Tableau 1.
7.2.3 Toutes les opérations de contrôle non destructif (CND) doivent être effectuées par du personnel qualifiéet compétent, de niveau 1, 2 ou 3 en CND autorisé à opérer par l'employeur.
La qualification doit être réalisée conformément à l'EN 10256 ou une méthode au moins équivalente.
Il est recommandé que le personnel de niveau 3 soit certifié conformément à l'EN 473 ou une méthode au moinséquivalente.
L'autorisation d'opérer délivrée par l'employeur doit être établie conformément à une procédure écrite. Les opérationsde CND doivent être autorisées par une personne de niveau 3 approuvée par l'employeur.
NOTE Les définitions des niveaux 1, 2 et 3 peuvent être trouvées dans des normes appropriées, par exemple l'EN 473et l'EN 10256.
8 Exigences
8.1 Généralités
Lorsqu'ils sont livrés dans l'un des états de livraison indiqués dans le Tableau 1 et contrôlés conformémentaux Articles 9, 10 et 11, les tubes doivent être conformes aux exigences du présent document.
De plus, les exigences techniques générales de livraison spécifiées dans l'EN 10021 s'appliquent.
Tableau 1 — État de livraison
Désignation Symbole a) Description
Étiré à froid / dur +C Aucun traitement thermique après la passe finale d'étirage.
Étiré à froid / doux +LC Le traitement thermique final est suivi d'une passe d'étirage adaptée (limitée, réduction d'aire).
Étiré à froid et détensionné +SR Après la passe finale d'étirage à froid, les tubes sont détensionnés en atmosphère contrôlée.
Adouci par recuit +A Après la passe finale d'étirage à froid, les tubes sont adoucis par recuit en atmosphère contrôlée.
Normalisé +N Après la passe finale d'étirage à froid, les tubes sont normalisés en atmosphère contrôlée.
a) Conformément à l'EN 10027-1.
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
EN 10305-1:2010 (F)
9
8.2 Composition chimique
L'analyse de coulée fournie par le producteur d'acier doit faire foi et doit être conforme aux exigences du Tableau 2(mais voir aussi les options 1 à 3) ou du Tableau A.1.
Option 1 : Une nuance d'acier non spécifiée dans le présent document, contenant au plus 5 % d'éléments d'alliage(somme totale) et présentant une composition chimique, des propriétés mécaniques et un état de livraison convenusest spécifiée.
NOTE Lors du soudage des tubes fabriqués conformément au présent document, il convient de prendre en compte le faitque le comportement de l'acier, pendant et après le soudage dépend non seulement de la composition de l'acier et de l'état delivraison mais également des conditions de préparation et d'exécution du soudage.
Option 2 : Pour les nuances E235 et E355, une teneur contrôlée en soufre de 0,015 % à 0,040 % est spécifiéepour faciliter l'usinabilité. Elle doit être obtenue par resulfuration après une désulfuration maximale ou,alternativement, en utilisant un procédé «bas oxygène».
Option 3 : La composition chimique de la nuance d'acier spécifiée doit rendre l'acier adapté à une galvanisationà chaud (voir par exemple l’EN ISO 1461 pour des recommandations).
Le Tableau 3 et le Tableau A.2 spécifie les déviations admissibles de l'analyse sur produit par rapport aux limitesspécifiées de l'analyse de coulée données au Tableau 2 et au Tableau A.1.
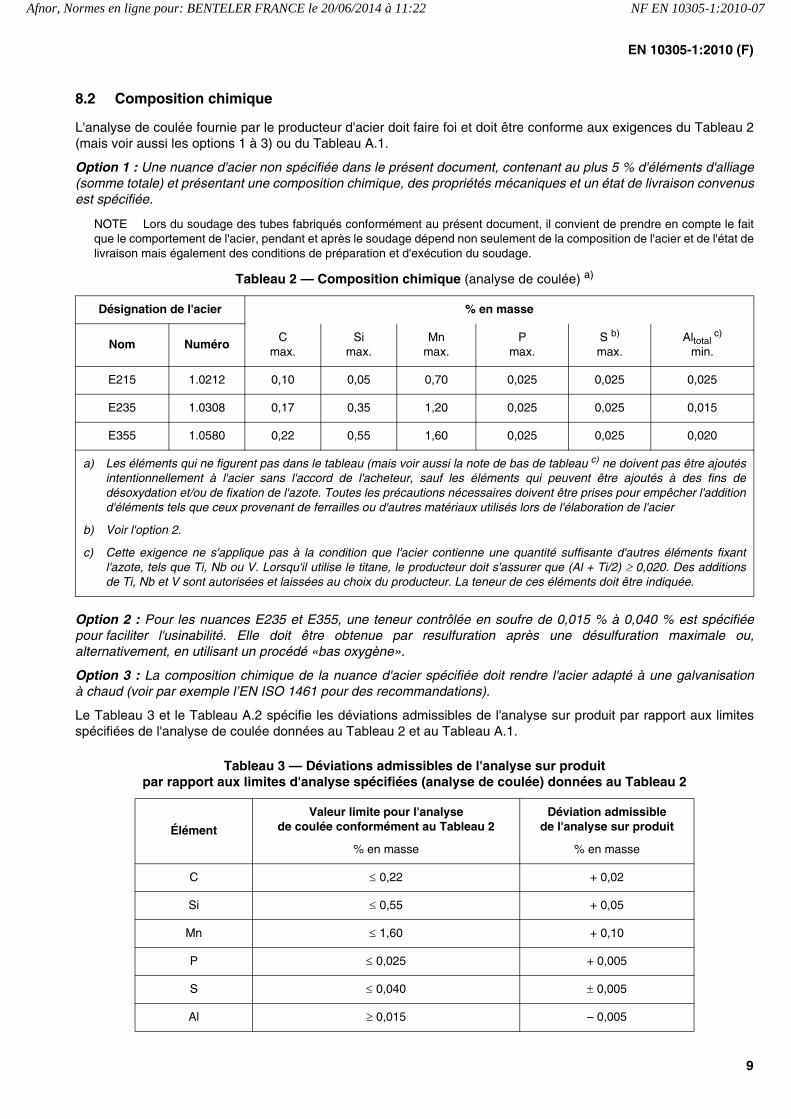
Tableau 2 — Composition chimique (analyse de coulée) a)
Désignation de l'acier % en masse
Nom NuméroC
max.Si
max.Mn
max.P
max.S b)
max.Altotal
c)
min.
E215 1.0212 0,10 0,05 0,70 0,025 0,025 0,025
E235 1.0308 0,17 0,35 1,20 0,025 0,025 0,015
E355 1.0580 0,22 0,55 1,60 0,025 0,025 0,020
a) Les éléments qui ne figurent pas dans le tableau (mais voir aussi la note de bas de tableau c) ne doivent pas être ajoutésintentionnellement à l'acier sans l'accord de l'acheteur, sauf les éléments qui peuvent être ajoutés à des fins dedésoxydation et/ou de fixation de l'azote. Toutes les précautions nécessaires doivent être prises pour empêcher l'additiond'éléments tels que ceux provenant de ferrailles ou d'autres matériaux utilisés lors de l'élaboration de l'acier
b) Voir l'option 2.
c) Cette exigence ne s'applique pas à la condition que l'acier contienne une quantité suffisante d'autres éléments fixantl'azote, tels que Ti, Nb ou V. Lorsqu'il utilise le titane, le producteur doit s'assurer que (Al + Ti/2) ≥ 0,020. Des additionsde Ti, Nb et V sont autorisées et laissées au choix du producteur. La teneur de ces éléments doit être indiquée.
Tableau 3 — Déviations admissibles de l'analyse sur produit par rapport aux limites d'analyse spécifiées (analyse de coulée) données au Tableau 2
Élément
Valeur limite pour l'analyse de coulée conformément au Tableau 2
% en masse
Déviation admissible de l'analyse sur produit
% en masse
C ≤ 0,22 + 0,02
Si ≤ 0,55 + 0,05
Mn ≤ 1,60 + 0,10
P ≤ 0,025 + 0,005
S ≤ 0,040 ± 0,005
Al ≥ 0,015 – 0,005
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
EN 10305-1:2010 (F)
10
8.3 Caractéristiques mécaniques
Les caractéristiques mécaniques des tubes doivent être conformes aux exigences des Tableaux 4 et A.3 et,si applicable, des 11.2 ou 11.3.
NOTE Un traitement ultérieur (à chaud ou à froid) risque de modifier les caractéristiques mécaniques.
8.4 Aspect et santé interne
8.4.1 La finition de surface intérieure et extérieure des tubes doit être représentative du procédé de fabrication et,si applicable, du traitement thermique
Option 4 : Un état de surface adapté à un traitement ultérieur spécial est spécifié par l'acheteur.
Normalement, la finition et l'état de surface doivent être tels que toute imperfection nécessitant une réparation puisseêtre identifiée. Toute imperfection, qui selon l'expérience du producteur pourrait être considérée comme un défaut telque spécifié en 8.4.4, doit être réparée conformément à 8.4.5, ou bien le tube ou la partie de tube doit être rejeté(e).
8.4.2 Les tubes doivent avoir des surfaces extérieure et intérieure lisses.
Les valeurs maximales suivantes s'appliquent pour la rugosité Ra :
a) Pour les tubes de diamètre extérieur D ≤ 260 mm :
- ≤ 4 μm sur la surface extérieure du tube pour les états de livraison +SR, +A et +N ;
- ≤ 4 μm sur les surfaces intérieure et extérieure des tubes pour les états de livraison +C et +LC,pour lesquels l'exigence relative à la surface intérieure s'applique pour des diamètres intérieurs spécifiésou calculés ≥ 15 mm :
b) Pour les tubes de diamètre extérieur D > 260 mm, ≤ 6 μm sur les surfaces extérieure et intérieure.
Tableau 4 — Caractéristiques mécaniques à température ambiante
Désignation de l'acier
Valeurs minimales pour l'état de livraison a)
+C b) +LC b) +SR +A c) +N
Nom NuméroRm
MPa
A
%
Rm
MPa
A
%
Rm
MPa
ReH
MPa
A
%
Rm
MPa
A
%
Rm
MPa
ReH d)
MPa
A
%
E215 1.0212 430 8 380 12 380 280 16 280 30 290 à 430 215 30
E235 1.0308 480 6 420 10 420 350 16 315 25 340 à 480 235 25
E355 1.0580 640 4 580 7 580 450 e) 10 450 22 490 à 630 355 22
a) Rm : résistance à la traction ReH : limite supérieure d'élasticité (voir aussi 11.1) ; A : allongement après rupture. Pour lessymboles de l'état de livraison, voir Tableau 1.
b) Selon le degré de formage à froid lors de la passe de finition, il est possible que la limite d'élasticité soit presque aussiélevée que la résistance à la traction. Pour les besoins des calculs, il est recommandé d'appliquer les relations suivantes :
— pour l'état de livraison +C : ReH ≥ 0,8 Rm ;
— pour l'état de livraison +LC : ReH ≥ 0,7 Rm.
c) Pour les besoins des calculs, il est recommandé d'appliquer la relation suivante : ReH ≥ 0,5 Rm.
d) Pour les tubes de diamètre extérieur ≤ 30 mm et d'épaisseur ≤ 3 mm, les valeurs minimales de ReH sont inférieuresde 10 MPa aux valeurs données dans ce tableau.
e) Pour les tubes de diamètre extérieur > 160 mm : ReH ≥ 420 MPa.
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
EN 10305-1:2010 (F)
11
8.4.3 La vérification de la rugosité et/ou des niveaux améliorés de rugosité peuvent être spécifiés (voir lesoptions 5 et 6).
Option 5 : La rugosité doit être mesurée conformément au 11.5 et consignée.
Option 6 : Une rugosité spécifique d'un type et d'une valeur limite convenus par accord est spécifiée. La rugosité doitêtre mesurée et consignée.
8.4.4 Les imperfections de surface conduisant à une épaisseur inférieure au minimum spécifié doivent êtreconsidérées comme des défauts et les tubes présentant ces imperfections doivent être considérés comme nonconformes au présent document
8.4.5 Il doit être permis d'éliminer les imperfections de surface, uniquement par meulage ou usinage, à conditionque l'épaisseur après retouche de la zone concernée ne soit pas inférieure aux valeurs minimales spécifiées.Toutes les zones retouchées doivent se fondre dans le profil du tube.
8.4.6 Les tubes d'état de livraison +C ou +LC comportent généralement de fines couches de lubrifiant et de porteurde lubrifiant dues au procédé de finition à froid.
Les tubes d'état de livraison +SR peuvent comporter de fines couches de lubrifiant et de porteur de lubrifiant,partiellement transformées pendant le recuit de détente. Les tubes d'état de livraison +SR, +A ou +N doivent êtreexempts de calamine non adhérente mais peuvent présenter des décolorations.
Option 7 : Les surfaces du tube ne doivent comporter que des substances résiduelles pouvant être éliminéesfacilement au cours du traitement du tube. Les exigences spécifiques doivent faire l'objet d'un accord au momentde l'appel d'offres et de la commande.
8.4.7 La vérification de la santé interne par contrôle non destructif peut être spécifiée par l'acheteur (voir options 8et 9).
Option 8 : Le contrôle non destructif pour la détection des imperfections longitudinales conformément à 11.7.1est spécifié.
Option 9 : Le contrôle non destructif pour la vérification de l'étanchéité conformément à 11.7.2 est spécifié.
8.5 Dimensions et tolérances
8.5.1 Diamètre extérieur, diamètre intérieur et épaisseur
8.5.1.1 Les tubes de section circulaire doivent être spécifiés selon les diamètres extérieur et intérieur ou selon lediamètre extérieur et l'épaisseur ou selon le diamètre intérieur et l'épaisseur, suivant le cas.
Les sections autres que circulaires peuvent être spécifiées (voir option 10).
Option 10 : Une section autre que circulaire est spécifiée.
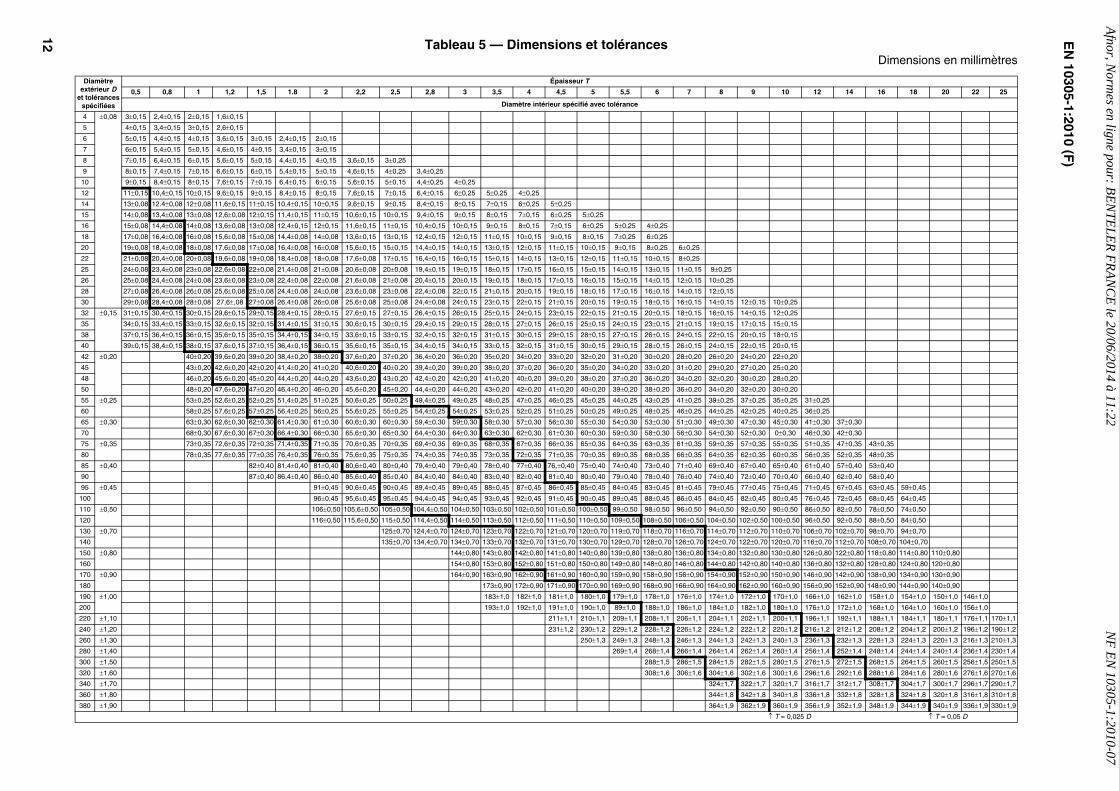
8.5.1.2 Le Tableau 5 donne les diamètres et épaisseurs privilégiés ainsi que les tolérances sur les diamètres.
Pour les dimensions intermédiaires, les tolérances de la dimension immédiatement supérieure s'appliquent.
NOTE L'ovalisation est incluse dans les tolérances sur diamètre. Pour une distance maximale de 100 mm, le diamètre desextrémités des longueurs courantes et des longueurs approximatives peut sortir des limites de tolérance en raison de laméthode de coupe.
Les tolérances sur diamètre données dans le Tableau 5 s'appliquent aux tubes d'état de livraison +C ou +LC.En fonction du rapport entre l'épaisseur et le diamètre extérieur, les tolérances correspondantes des tubes traitésthermiquement, d'états de livraison +SR, +A et +N, sont données en prenant en compte les facteurs correctifsdu Tableau 6. D'autres tolérances sur le diamètre peuvent être spécifiées (voir options 11 et 12).
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
EN
10305-1:2010 (F)
12 Tableau 5 — Dimensions et tolérancesDimensions en millimètres
Diamètreextérieur D
et tolérancesspécifiées
Épaisseur T
0,5 0,8 1 1,2 1,5 1.8 2 2,2 2,5 2,8 3 3,5 4 4,5 5 5,5 6 7 8 9 10 12 14 16 18 20 22 25
Diamètre intérieur spécifié avec tolérance
4 ±0,08 3±0,15 2,4±0,15 2±0,15 1,6±0,15
5 4±0,15 3,4±0,15 3±0,15 2,6±0,15
6 5±0,15 4,4±0,15 4±0,15 3,6±0,15 3±0,15 2,4±0,15 2±0,15
7 6±0,15 5,4±0,15 5±0,15 4,6±0,15 4±0,15 3,4±0,15 3±0,15
8 7±0,15 6,4±0,15 6±0,15 5,6±0,15 5±0,15 4,4±0,15 4±0,15 3,6±0,15 3±0,25
9 8±0,15 7,4±0,15 7±0,15 6,6±0,15 6±0,15 5,4±0,15 5±0,15 4,6±0,15 4±0,25 3,4±0,25
10 9±0,15 8,4±0,15 8±0,15 7,6±0,15 7±0,15 6,4±0,15 6±0,15 5,6±0,15 5±0,15 4,4±0,25 4±0,25
12 11±0,15 10,4±0,15 10±0,15 9,6±0,15 9±0,15 8,4±0,15 8±0,15 7,6±0,15 7±0,15 6,4±0,15 6±0,25 5±0,25 4±0,25
14 13±0,08 12.4±0,08 12±0,08 11,6±0,15 11±0,15 10,4±0,15 10±0,15 9,6±0,15 9±0,15 8,4±0,15 8±0,15 7±0,15 6±0,25 5±0,25
15 14±0,08 13,4±0,08 13±0,08 12,6±0,08 12±0,15 11,4±0,15 11±0,15 10,6±0,15 10±0,15 9,4±0,15 9±0,15 8±0,15 7±0,15 6±0,25 5±0,25
16 15±0,08 14,4±0,08 14±0,08 13,6±0,08 13±0,08 12,4±0,15 12±0,15 11,6±0,15 11±0,15 10,4±0,15 10±0,15 9±0,15 8±0,15 7±0,15 6±0,25 5±0,25 4±0,25
18 17±0,08 16,4±0,08 16±0,08 15,6±0,08 15±0,08 14,4±0,08 14±0,08 13,6±0,15 13±0,15 12,4±0,15 12±0,15 11±0,15 10±0,15 9±0,15 8±0,15 7±0,25 6±0,25
20 19±0,08 18,4±0,08 18±0,08 17,6±0,08 17±0,08 16,4±0,08 16±0,08 15,6±0,15 15±0,15 14,4±0,15 14±0,15 13±0,15 12±0,15 11±0,15 10±0,15 9±0,15 8±0,25 6±0,25
22 21±0,08 20,4±0,08 20±0,08 19,6±0,08 19±0,08 18,4±0,08 18±0,08 17,6±0,08 17±0,15 16,4±0,15 16±0,15 15±0,15 14±0,15 13±0,15 12±0,15 11±0,15 10±0,15 8±0,25
25 24±0,08 23,4±0,08 23±0,08 22,6±0,08 22±0,08 21,4±0,08 21±0,08 20,6±0,08 20±0,08 19,4±0,15 19±0,15 18±0,15 17±0,15 16±0,15 15±0,15 14±0,15 13±0,15 11±0,15 9±0,25
26 25±0,08 24,4±0,08 24±0,08 23,6±0,08 23±0,08 22,4±0,08 22±0,08 21,6±0,08 21±0,08 20,4±0,15 20±0,15 19±0,15 18±0,15 17±0,15 16±0,15 15±0,15 14±0,15 12±0,15 10±0,25
28 27±0,08 26,4±0,08 26±0,08 25,6±0,08 25±0,08 24,4±0,08 24±0,08 23,6±0,08 23±0,08 22,4±0,08 22±0,15 21±0,15 20±0,15 19±0,15 18±0,15 17±0,15 16±0,15 14±0,15 12±0,15
30 29±0,08 28,4±0,08 28±0,08 27,6±,08 27±0,08 26,4±0,08 26±0,08 25,6±0,08 25±0,08 24,4±0,08 24±0,15 23±0,15 22±0,15 21±0,15 20±0,15 19±0,15 18±0,15 16±0,15 14±0,15 12±0,15 10±0,25
32 ±0,15 31±0,15 30,4±0,15 30±0,15 29,6±0,15 29±0,15 28,4±0,15 28±0,15 27,6±0,15 27±0,15 26,4±0,15 26±0,15 25±0,15 24±0,15 23±0,15 22±0,15 21±0,15 20±0,15 18±0,15 16±0,15 14±0,15 12±0,25
35 34±0,15 33,4±0,15 33±0,15 32,6±0,15 32±0,15 31,4±0,15 31±0,15 30,6±0,15 30±0,15 29,4±0,15 29±0,15 28±0,15 27±0,15 26±0,15 25±0,15 24±0,15 23±0,15 21±0,15 19±0,15 17±0,15 15±0,15
38 37±0,15 36,4±0,15 36±0,15 35,6±0,15 35±0,15 34,4±0,15 34±0,15 33,6±0,15 33±0,15 32,4±0,15 32±0,15 31±0,15 30±0,15 29±0,15 28±0,15 27±0,15 26±0,15 24±0,15 22±0,15 20±0,15 18±0,15
40 39±0,15 38,4±0,15 38±0,15 37,6±0,15 37±0,15 36,4±0,15 36±0,15 35,6±0,15 35±0,15 34,4±0,15 34±0,15 33±0,15 32±0,15 31±0,15 30±0,15 29±0,15 28±0,15 26±0,15 24±0,15 22±0,15 20±0,15
42 ±0,20 40±0,20 39,6±0,20 39±0,20 38,4±0,20 38±0,20 37,6±0,20 37±0,20 36,4±0,20 36±0,20 35±0,20 34±0,20 33±0,20 32±0,20 31±0,20 30±0,20 28±0,20 26±0,20 24±0,20 22±0,20
45 43±0,20 42,6±0,20 42±0,20 41,4±0,20 41±0,20 40,6±0,20 40±0,20 39,4±0,20 39±0,20 38±0,20 37±0,20 36±0,20 35±0,20 34±0,20 33±0,20 31±0,20 29±0,20 27±0,20 25±0,20
48 46±0,20 45,6±0,20 45±0,20 44,4±0,20 44±0,20 43,6±0,20 43±0,20 42,4±0,20 42±0,20 41±0,20 40±0,20 39±0,20 38±0,20 37±0,20 36±0,20 34±0,20 32±0,20 30±0,20 28±0,20
50 48±0,20 47,6±0,20 47±0,20 46,4±0,20 46±0,20 45,6±0,20 45±0,20 44,4±0,20 44±0,20 43±0,20 42±0,20 41±0,20 40±0,20 39±0,20 38±0,20 36±0,20 34±0,20 32±0,20 30±0,20
55 ±0,25 53±0,25 52,6±0,25 52±0,25 51,4±0,25 51±0,25 50,6±0,25 50±0,25 49,4±0,25 49±0,25 48±0,25 47±0,25 46±0,25 45±0,25 44±0,25 43±0,25 41±0,25 39±0,25 37±0,25 35±0,25 31±0,25
60 58±0,25 57,6±0,25 57±0,25 56,4±0,25 56±0,25 55,6±0,25 55±0,25 54,4±0,25 54±0,25 53±0,25 52±0,25 51±0,25 50±0,25 49±0,25 48±0,25 46±0,25 44±0,25 42±0,25 40±0,25 36±0,25
65 ±0,30 63±0,30 62,6±0,30 62±0,30 61,4±0,30 61±0,30 60,6±0,30 60±0,30 59,4±0,30 59±0,30 58±0,30 57±0,30 56±0,30 55±0,30 54±0,30 53±0,30 51±0,30 49±0,30 47±0,30 45±0,30 41±0,30 37±0,30
70 68±0,30 67,6±0,30 67±0,30 66,4±0,30 66±0,30 65,6±0,30 65±0,30 64,4±0,30 64±0,30 63±0,30 62±0,30 61±0,30 60±0,30 59±0,30 58±0,30 56±0,30 54±0,30 52±0,30 0±0,30 46±0,30 42±0,30
75 ±0,35 73±0,35 72,6±0,35 72±0,35 71,4±0,35 71±0,35 70,6±0,35 70±0,35 69,4±0,35 69±0,35 68±0,35 67±0,35 66±0,35 65±0,35 64±0,35 63±0,35 61±0,35 59±0,35 57±0,35 55±0,35 51±0,35 47±0,35 43±0,35
80 78±0,35 77,6±0,35 77±0,35 76,4±0,35 76±0,35 75,6±0,35 75±0,35 74,4±0,35 74±0,35 73±0,35 72±0,35 71±0,35 70±0,35 69±0,35 68±0,35 66±0,35 64±0,35 62±0,35 60±0,35 56±0,35 52±0,35 48±0,35
85 ±0,40 82±0,40 81,4±0,40 81±0,40 80,6±0,40 80±0,40 79,4±0,40 79±0,40 78±0,40 77±0,40 76,±0,40 75±0,40 74±0,40 73±0,40 71±0,40 69±0,40 67±0,40 65±0,40 61±0,40 57±0,40 53±0,40
90 87±0,40 86,4±0,40 86±0,40 85,6±0,40 85±0,40 84,4±0,40 84±0,40 83±0,40 82±0,40 81±0,40 80±0,40 79±0,40 78±0,40 76±0,40 74±0,40 72±0,40 70±0,40 66±0,40 62±0,40 58±0,40
95 ±0,45 91±0,45 90,6±0,45 90±0,45 89,4±0,45 89±0,45 88±0,45 87±0,45 86±0,45 85±0,45 84±0,45 83±0,45 81±0,45 79±0,45 77±0,45 75±0,45 71±0,45 67±0,45 63±0,45 59±0,45
100 96±0,45 95,6±0,45 95±0,45 94,4±0,45 94±0,45 93±0,45 92±0,45 91±0,45 90±0,45 89±0,45 88±0,45 86±0,45 84±0,45 82±0,45 80±0,45 76±0,45 72±0,45 68±0,45 64±0,45
110 ±0,50 106±0,50 105,6±0,50 105±0,50 104,4±0,50 104±0,50 103±0,50 102±0,50 101±0,50 100±0,50 99±0,50 98±0,50 96±0,50 94±0,50 92±0,50 90±0,50 86±0,50 82±0,50 78±0,50 74±0,50
120 116±0,50 115,6±0,50 115±0,50 114,4±0,50 114±0,50 113±0,50 112±0,50 111±0,50 110±0,50 109±0,50 108±0,50 106±0,50 104±0,50 102±0,50 100±0,50 96±0,50 92±0,50 88±0,50 84±0,50
130 ±0,70 125±0,70 124,4±0,70 124±0,70 123±0,70 122±0,70 121±0,70 120±0,70 119±0,70 118±0,70 116±0,70 114±0,70 112±0,70 110±0,70 106±0,70 102±0,70 98±0,70 94±0,70
140 135±0,70 134,4±0,70 134±0,70 133±0,70 132±0,70 131±0,70 130±0,70 129±0,70 128±0,70 126±0,70 124±0,70 122±0,70 120±0,70 116±0,70 112±0,70 108±0,70 104±0,70
150 ±0,80 144±0,80 143±0,80 142±0,80 141±0,80 140±0,80 139±0,80 138±0,80 136±0,80 134±0,80 132±0,80 130±0,80 126±0,80 122±0,80 118±0,80 114±0,80 110±0,80
160 154±0,80 153±0,80 152±0,80 151±0,80 150±0,80 149±0,80 148±0,80 146±0,80 144±0,80 142±0,80 140±0,80 136±0,80 132±0,80 128±0,80 124±0,80 120±0,80
170 ±0,90 164±0,90 163±0,90 162±0,90 161±0,90 160±0,90 159±0,90 158±0,90 156±0,90 154±0,90 152±0,90 150±0,90 146±0,90 142±0,90 138±0,90 134±0,90 130±0,90
180 173±0,90 172±0,90 171±0,90 170±0,90 169±0,90 168±0,90 166±0,90 164±0,90 162±0,90 160±0,90 156±0,90 152±0,90 148±0,90 144±0,90 140±0,90
190 ±1,00 183±1,0 182±1,0 181±1,0 180±1,0 179±1,0 178±1,0 176±1,0 174±1,0 172±1,0 170±1,0 166±1,0 162±1,0 158±1,0 154±1,0 150±1,0 146±1,0
200 193±1,0 192±1,0 191±1,0 190±1,0 89±1,0 188±1,0 186±1,0 184±1,0 182±1,0 180±1,0 176±1,0 172±1,0 168±1,0 164±1,0 160±1,0 156±1,0
220 ±1,10 211±1,1 210±1,1 209±1,1 208±1,1 206±1,1 204±1,1 202±1,1 200±1,1 196±1,1 192±1,1 188±1,1 184±1,1 180±1,1 176±1,1 170±1,1
240 ±1,20 231±1,2 230±1,2 229±1,2 228±1,2 226±1,2 224±1,2 222±1,2 220±1,2 216±1,2 212±1,2 208±1,2 204±1,2 200±1,2 196±1,2 190±1,2
260 ±1,30 250±1,3 249±1,3 248±1,3 246±1,3 244±1,3 242±1,3 240±1,3 236±1,3 232±1,3 228±1,3 224±1,3 220±1,3 216±1,3 210±1,3
280 ±1,40 269±1,4 268±1,4 266±1,4 264±1,4 262±1,4 260±1,4 256±1,4 252±1,4 248±1,4 244±1,4 240±1,4 236±1,4 230±1,4
300 ±1,50 288±1,5 286±1,5 284±1,5 282±1,5 280±1,5 276±1,5 272±1,5 268±1,5 264±1,5 260±1,5 256±1,5 250±1,5
320 ±1,60 308±1,6 306±1,6 304±1,6 302±1,6 300±1,6 296±1,6 292±1,6 288±1,6 284±1,6 280±1,6 276±1,6 270±1,6
340 ±1,70 324±1,7 322±1,7 320±1,7 316±1,7 312±1,7 308±1,7 304±1,7 300±1,7 296±1,7 290±1,7
360 ±1,80 344±1,8 342±1,8 340±1,8 336±1,8 332±1,8 328±1,8 324±1,8 320±1,8 316±1,8 310±1,8
380 ±1,90 364±1,9 362±1,9 360±1,9 356±1,9 352±1,9 348±1,9 344±1,9 340±1,9 336±1,9 330±1,9
↑ T = 0,025 D ↑ T = 0,05 D
Afnor, N
ormes en ligne pour: B
EN
TE
LE
R F
RA
NC
E le 20/06/2014 à 11:22
NF
EN
10305-1:2010-07
EN 10305-1:2010 (F)
13
Option 11 : Les tolérances sur diamètres extérieur et intérieur doivent être celles du Tableau 5 divisées par 2,avec un minimum de ± 0,05 mm.
Option 12 : Les tolérances sur diamètre doivent être unilatérales, mais l'intervalle total de tolérance doit être celuidu Tableau 5.
8.5.1.3 Pour les tubes spécifiés selon les diamètres extérieur et intérieur, l'excentricité doit satisfaire à l'exigencesuivante :
... (1)
où Tmax et Tmin sont mesurés dans la même section (mais voir aussi l'option 13).
Option 13 : Une excentricité réduite est spécifiée.
8.5.1.4 Les tubes spécifiés selon le diamètre extérieur et l'épaisseur ou selon le diamètre intérieur et l'épaisseurdoivent avoir une tolérance sur épaisseur de ± 10 % ou ± 0,1 mm (prendre en compte la valeur la plus grande)sauf lorsque l'option 14 ou 15 est spécifiée.
Option 14 : Une tolérance sur épaisseur réduite est spécifiée.
Option 15 : Une tolérance d'épaisseur unilatérale avec la plage de tolérances spécifiée en 8.5.1.4, premier alinéa,est spécifiée.
8.5.2 Longueurs
Le type de longueur de tube doit être spécifié au moment de l'appel d'offres et de la commande parmi les choixsuivants :
— longueur courante ; ou
— longueur approximative ; ou
— longueur exacte.
Ces longueurs sont définies comme suit :
a) longueur courante : longueur de 3 m au moins. La différence de longueur entre les tubes ne doit pas dépasser2 m par poste de commande
L'acheteur doit être informé de la plage de livraison au moment de l'appel d'offres et de la commande ;
b) longueur approximative : longueur spécifiée avec une tolérance de ± 500 mm ;
Jusqu'à 10 % de la quantité commandée peut être livrée en courtes longueurs ≥ 2 m. Les courtes longueursdoivent être emballées séparément.
c) longueur exacte : longueur spécifiée avec des tolérances telles qu'indiquées dans le Tableau 7. Pour leslongueurs spécifiées ≤ 500 mm ou > 8 000 mm, les tolérances doivent faire l'objet d'un accord conformémentà l'option 16.
Option 16 : Une tolérance unilatérale est spécifiée pour les longueurs exactes ≤ 500 mm ou > 8 000 mm.
Tableau 6 — Tolérances sur le diamètre pour les tubes traités thermiquement
Rapport T /DLimites des tolérances du Tableau 5
à multiplier par
≥ 0,05 1
0,05 > T/D ≥ 0,025 1,5
< 0,025 2
Tmax Tmin–
Tmax Tmin+------------------------------- 100 10 %≤×
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
EN 10305-1:2010 (F)
14
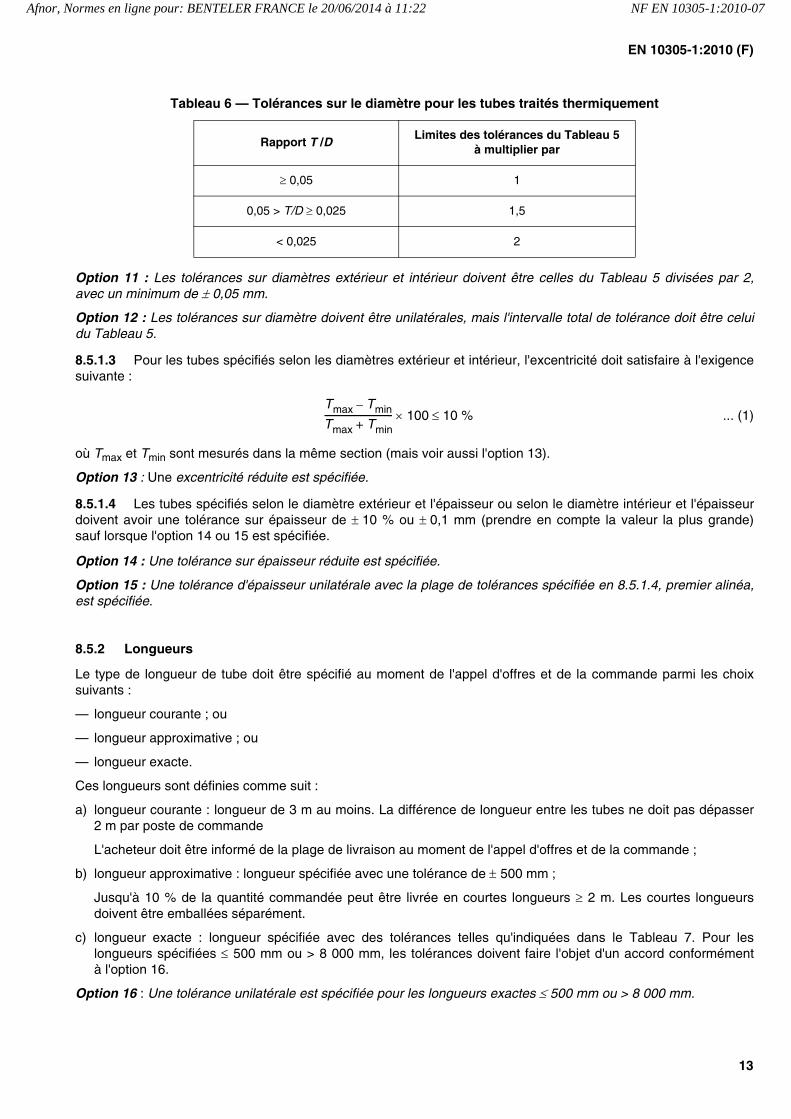
8.5.3 Rectitude
Pour les tubes de diamètre extérieur D > 15 mm livrés en des longueurs supérieures à 1 000 mm, l'écart de rectitudede toute longueur de tube L ne doit pas dépasser :
a) Tubes de diamètre extérieur D ≤ 260 mm
1) 0,001 5 L pour ReH ≤ 500 MPa ;
2) 0,002 L pour ReH > 500 MPa.
b) Tubes de diamètre extérieur D > 260 mm
1) 0,002 5 L pour ReH ≤ 500 MPa ;
2) 0,003 0 L pour ReH > 500 MPa.
Dans les deux cas, l'écart de rectitude sur 1 m de longueur ne doit pas dépasser 3 mm, sauf lorsque l'option 17est spécifiée.
Option 17 : Un écart de rectitude maximal réduit est spécifié.
Pour les longueurs exactes inférieures à 1 000 mm avec un diamètre extérieur D > 15 mm, l'écart de rectitudede toute longueur de tube L ne doit pas dépasser 0,003 L. L'écart de rectitude doit être mesuré conformémentà la Figure 1.
NOTE Pour les tubes de diamètre extérieur D ≤ 15 mm, il est possible de convenir d'un écart de rectitude maximal et d'uneméthode de contrôle à utiliser.
Légende
L Longueur du tube
e Écart de rectitude
Figure 1 — Mesure de l'écart de rectitude e
Tableau 7 — Tolérances sur les longueurs exactes
Longueur L
mm
Tolérance
mm
≤ 500
500 < L ≤ 2 000
2 000 < L ≤ 5 000
5 000 < L ≤ 8 000
> 8 000
a) Voir option 16.
+
par accord a)
0
+
3
0
+
5
0
+
10
0
+
par accord a)
0
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
EN 10305-1:2010 (F)
15
8.5.4 Préparation des extrémités
Les tubes doivent être livrés avec des extrémités coupées d'équerre. Les extrémités doivent être exemptes debavures dangereuses.
Option 18 : Une préparation spécifiée doit être effectuée sur les extrémités.
9 Inspection
9.1 Types d'inspection
La conformité aux exigences de la commande doit être vérifiée par un contrôle non spécifique, sauf lorsquel'option 19 est spécifiée.
Option 19 : Une inspection spécifique est spécifiée.
9.2 Documents de contrôle
9.2.1 Types de documents
Sauf spécification contraire, un relevé de contrôle 2.2 conforme à l'EN 10204, doit être fourni.
Lorsque l'option 19 est spécifiée, un certificat d'inspection 3.1 selon EN 10204 doit être fourni, sauf lorsque l'option 20est spécifiée.
Option 20 : Un certificat d'inspection 3.2 est spécifié.
Lorsque l'option 20 est spécifiée, l'acheteur doit fournir au producteur le nom et l'adresse de l'organisme ou de lapersonne désigné(e) pour procéder au contrôle. Il doit être désigné par un accord la partie qui doit émettre ledocument de contrôle.
9.2.2 Contenu des documents de contrôle
9.2.2.1 Le contenu du document de contrôle doit être conforme à l'EN 10168, comme illustré en 9.2.2.2 et 9.2.2.3.
9.2.2.2 Pour les tubes fournis avec contrôle non spécifique, le relevé de contrôle 2.2 doit contenir les codes etinformations suivants :
A les transactions commerciales et les parties concernées ;
B la description des produits auxquels le document de contrôle se rapporte ;
C10 à C13 l'essai de traction ;
C60 à C69 les autres essais ;
C71 à C92 la composition chimique ;
D01 le marquage et l'identification, l'aspect de surface, le profil et les caractéristiques dimensionnelles ;
Z l'authentification.
9.2.2.3 Pour les tubes livrés avec contrôle spécifique, le certificat de contrôle 3.1 ou 3.2 doit contenir les codeset informations suivants :
A les transactions commerciales et les parties concernées ;
B la description des produits auxquels le document de contrôle se rapporte ;
C10 à C13 les essais de traction ;
C60 à C69 les autres essais ;
C71 à C92 la composition chimique (analyse de coulée) ;
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
EN 10305-1:2010 (F)
16
D01 le marquage et l'identification, l'aspect de surface, le profil et les caractéristiques dimensionnelles ;
D02 à D99 les autres essais (facultatifs) (par exemple, la mesure de la rugosité, les CND pour les défauts) ;
Z l'authentification.
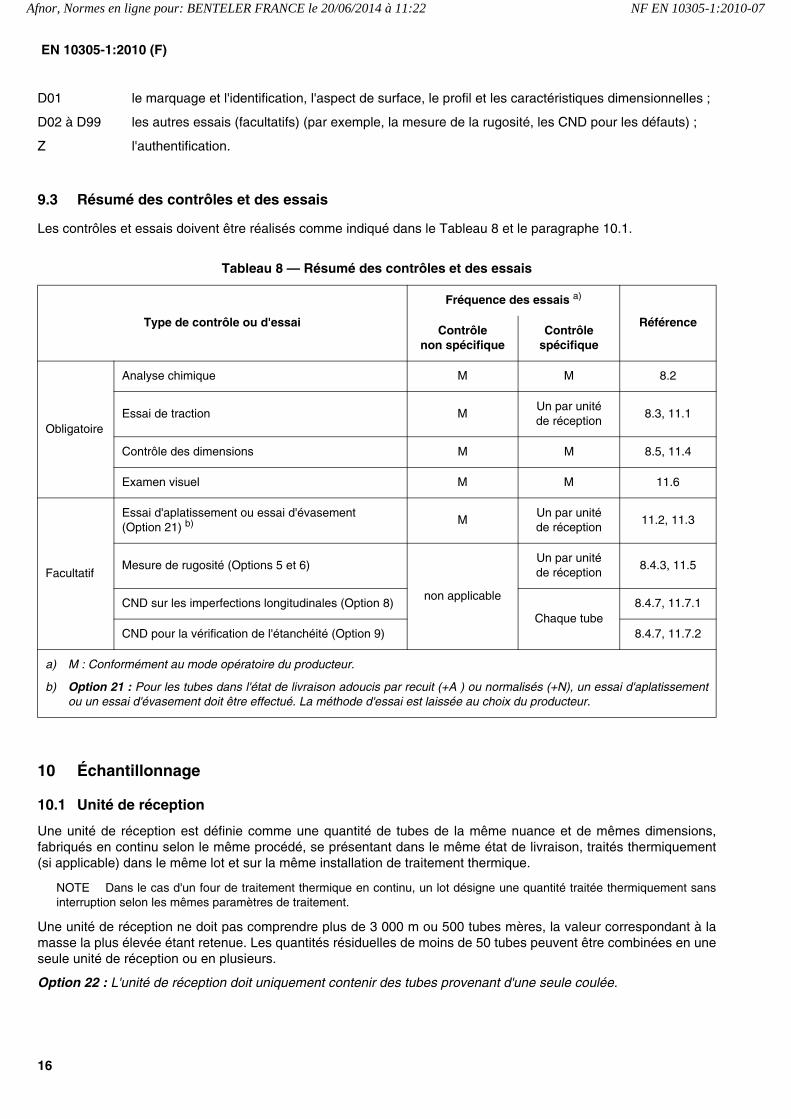
9.3 Résumé des contrôles et des essais
Les contrôles et essais doivent être réalisés comme indiqué dans le Tableau 8 et le paragraphe 10.1.
10 Échantillonnage
10.1 Unité de réception
Une unité de réception est définie comme une quantité de tubes de la même nuance et de mêmes dimensions,fabriqués en continu selon le même procédé, se présentant dans le même état de livraison, traités thermiquement(si applicable) dans le même lot et sur la même installation de traitement thermique.
NOTE Dans le cas d'un four de traitement thermique en continu, un lot désigne une quantité traitée thermiquement sansinterruption selon les mêmes paramètres de traitement.
Une unité de réception ne doit pas comprendre plus de 3 000 m ou 500 tubes mères, la valeur correspondant à lamasse la plus élevée étant retenue. Les quantités résiduelles de moins de 50 tubes peuvent être combinées en uneseule unité de réception ou en plusieurs.
Option 22 : L'unité de réception doit uniquement contenir des tubes provenant d'une seule coulée.
Tableau 8 — Résumé des contrôles et des essais
Type de contrôle ou d'essai
Fréquence des essais a)
RéférenceContrôle
non spécifiqueContrôle
spécifique
Obligatoire
Analyse chimique M M 8.2
Essai de traction MUn par unité de réception
8.3, 11.1
Contrôle des dimensions M M 8.5, 11.4
Examen visuel M M 11.6
Facultatif
Essai d'aplatissement ou essai d'évasement(Option 21) b) M
Un par unité de réception
11.2, 11.3
Mesure de rugosité (Options 5 et 6)
non applicable
Un par unité de réception
8.4.3, 11.5
CND sur les imperfections longitudinales (Option 8)Chaque tube
8.4.7, 11.7.1
CND pour la vérification de l'étanchéité (Option 9) 8.4.7, 11.7.2
a) M : Conformément au mode opératoire du producteur.
b) Option 21 : Pour les tubes dans l'état de livraison adoucis par recuit (+A ) ou normalisés (+N), un essai d'aplatissementou un essai d'évasement doit être effectué. La méthode d'essai est laissée au choix du producteur.
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
EN 10305-1:2010 (F)
17
10.2 Préparation des échantillons et des éprouvettes
10.2.1 Emplacement, direction et préparation des échantillons et des éprouvettes pour les essaismécaniques
10.2.1.1 Généralités
Les échantillons et les éprouvettes doivent être prélevés à l'extrémité des tubes et conformément à l'EN ISO 377.
10.2.1.2 Éprouvettes pour essai de traction
Les éprouvettes de l'essai de traction doivent être prélevées conformément à l'EN ISO 6892-1, au choix duproducteur, soit sous forme d'un tronçon de tube, soit celle d'une éprouvette prismatique prélevée longitudinalementpar rapport à l'axe du tube.
10.2.1.3 Éprouvettes pour essai d'aplatissement ou essai d'évasement
Les éprouvettes ISO 6892 doivent être un tronçon de tube, conformément à l'EN ISO 8492 ou à l'EN ISO 8493respectivement.
10.2.2 Éprouvettes pour mesure de la rugosité
Il convient de prélever les éprouvettes pour la mesure de la rugosité au même endroit que l'échantillon pour lesessais mécaniques.
11 Méthodes d'essai
11.1 Essai de traction
L'essai doit être effectué à température ambiante conformément à l'EN ISO 6892-1 et les éléments suivants doiventêtre déterminés :
a) la résistance à la traction Rm ; b) la limite supérieure d'élasticité ReH.
s'il n'y a pas de phénomène de palier, la limite conventionnelle d'élasticité à 0,2 % (Rp0,2) ou la limite d'élasticitéà 0,5 % (Rt0,5) doit être déterminée. En cas de désaccord, seule la limite conventionnelle d'élasticité à 0,2 %(Rp0,2) doit s'appliquer.
c) l'allongement A après rupture, exprimé en pourcentage, doit être reporté en se référant à une longueur entrerepères L0 de .
En cas d'utilisation d'une éprouvette non proportionnelle, la valeur d'allongement A doit être convertie enune valeur pour une longueur entre repères en utilisant les tables de conversion donnéesdans l'EN ISO 2566-1.
11.2 Essai d'aplatissement
L'essai doit être réalisé conformément à l'EN ISO 8492 à condition que l'épaisseur T soit inférieure à 15 % dudiamètre extérieur D. Le tronçon de tube doit être aplati dans une presse jusqu'à ce que la distance H entre lesplateaux atteigne la valeur obtenue avec la formule suivante :
... (2)
5,65 S0
L0 5,65 S0=
H 1 C+( ) T×
C TD----+
----------------------------=
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
EN 10305-1:2010 (F)
18
où :
H est la distance entre plateaux (mesurée sous charge), en millimètres ;
D est le diamètre extérieur spécifié, en millimètres ;
T est l'épaisseur spécifiée, en millimètres ;
C est une constante dont la valeur est donnée dans le Tableau 9.
Après l'essai, l'éprouvette ne doit présenter ni fissure ni rupture. Cependant, une légère fissuration sur les rivesne doit pas être considérée comme une cause de rebut.
11.3 Essai d'évasement
L'essai doit être réalisé conformément à l'EN ISO 8493 avec un mandrin conique d'angle 60°, sur des tubes dont lediamètre extérieure est ≤ 150 mm et l'épaisseur ≤ 10 mm. Le tronçon de tube doit être évasé jusqu'à ce quel'augmentation du diamètre atteigne la valeur applicable indiquée dans le Tableau 10.
Après l'essai, l'éprouvette ne doit présenter ni fissure ni rupture. Cependant, une légère fissuration sur les rives nedoit pas être considérée comme une cause de rebut.
11.4 Contrôle des dimensions
Les exigences relatives aux dimensions doivent être vérifiées. Les mesures de diamètre doivent être effectuéesà une distance ≥ 100 mm des extrémités des tubes (voir 8.5.1.2).
11.5 Mesure de la rugosité
La rugosité doit être mesurée dans le sens axial conformément à l'EN ISO 4287.
Tableau 9 — Valeurs de la constante C (états de livraison +A et +N)
Désignation de l'acierC
Nom Numéro
E215 1.0212 0,09
E235 1.0308 0,09
E355 1.0580 0,07
Tableau 10 — Exigences pour l'essai d'évasement (états de livraison +A et +N)
Désignation de l'acier Accroissement du diamètre D en % pour
Nom Numéro T ≤ 4 mm T > 4 mm
E215 1.0212 20 15
E235 1.0308 18 12
E355 1.0580 15 10
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
EN 10305-1:2010 (F)
19
11.6 Examen visuel
Les tubes doivent être soumis à un examen visuel afin de s'assurer de leur conformité aux exigences du 8.4.1.
11.7 Contrôle non destructif
11.7.1 Essai de détection des imperfections longitudinales
Le contrôle non destructif pour la détection des imperfections longitudinales doit être réalisé, au choix du producteur,conformément à une ou plusieurs des méthodes suivantes :
a) courant de Foucault : EN 10246-3, niveau d'acceptation E3 ou E3H ;
b) flux de fuite/transducteur magnétique : EN 10246-5, niveau d'acceptation F3 ;
c) ultrasons : EN 10246-7, niveau d'acceptation U3B.
11.7.2 Vérification de l'étanchéité
Le contrôle non destructif pour la vérification de l'étanchéité doit être réalisé conformément à l'EN 10246-1.
11.8 Contre-essais, tri et remaniement
Pour les contre-essais, le tri et le remaniement, l'EN 10021 s'applique.
12 Marquage
Sauf lorsque l'option 23 est spécifiée, le marquage suivant doit être appliqué sur une étiquette attachée à l'unitéd'emballage ou, si nécessaire pour l'identification, au tube individuel.
a) le nom ou le logo du producteur ;
b) les dimensions spécifiées ;
c) le numéro de la présente norme européenne ;
d) le nom de l'acier ou le numéro de l'acier ;
e) l'état de livraison ;
f) le numéro de coulée, si l'option 22 s'applique ;
g) dans le cas d'un contrôle spécifique, un numéro d'identification (par exemple, numéro de commande ou de poste)permettant d'établir la correspondance entre le produit ou l'unité de réception et le document correspondant.
Option 23 : Un autre marquage est spécifié.
13 Protection et emballage
Les tubes doivent être livrés avec une protection temporaire contre la corrosion. Le type de protection est laissé auchoix du producteur, sauf lorsque l'option 24 ou 25 est spécifiée :
Option 24 : Les tubes doivent être livrés sans protection contre la corrosion.
Option 25 : Les tubes doivent être livrés avec la protection contre la corrosion spécifiée, ayant fait l'objet d'un accordau moment de l'appel d'offres et de la commande.
NOTE Les tubes non protégés sont exposés à la corrosion à tout moment pendant le stockage ou le transport.
Les tubes doivent être livrés en bottes, sauf si l'option 26 est spécifiée.
Option 26 : La livraison de tubes dégroupés ou l'application d'une méthode spécifique d'emballage est spécifiée.
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
EN
10305-1:2010 (F)
20 Annexe A
(informative)
Exigence relative à d'autres nuances d'acier
Init numérotation des tableaux d’annexe [A]!!!Init numérotation des figures d’annexe [A]!!!Init numérotation des équations d’annexe [C]!!!
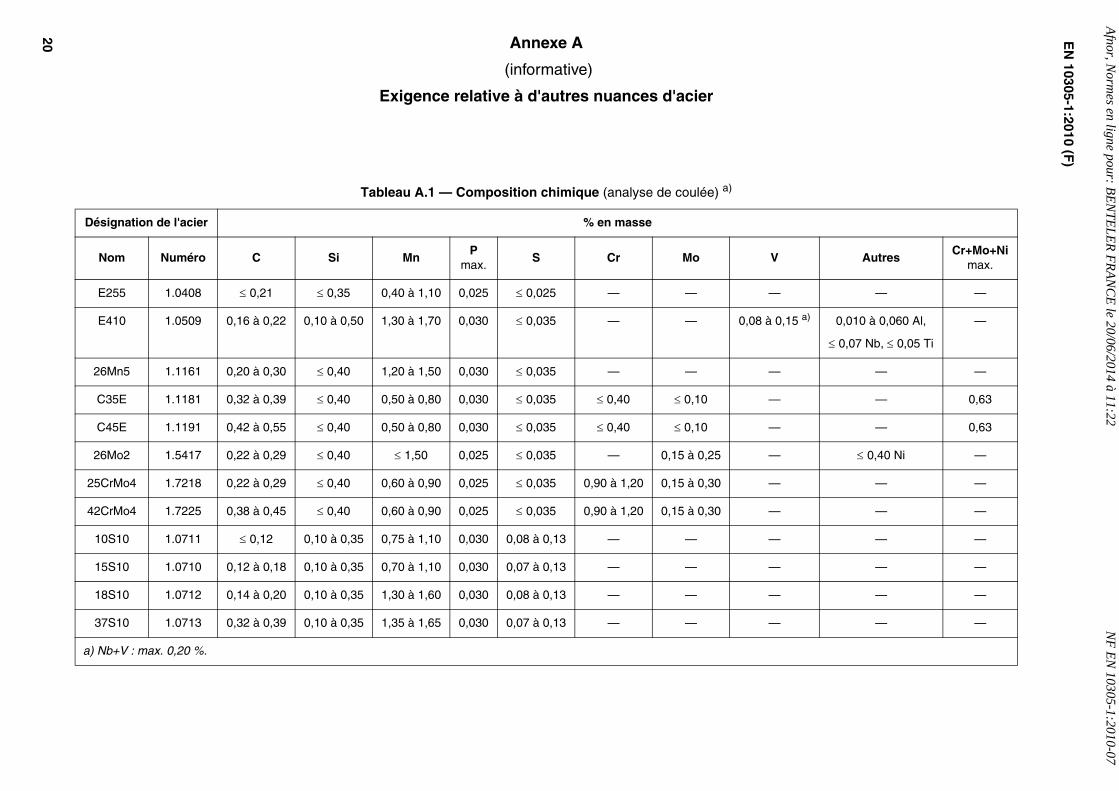
Tableau A.1 — Composition chimique (analyse de coulée) a)
Désignation de l'acier % en masse
Nom Numéro C Si MnP
max.S Cr Mo V Autres
Cr+Mo+Nimax.
E255 1.0408 ≤ 0,21 ≤ 0,35 0,40 à 1,10 0,025 ≤ 0,025 — — — — —
E410 1.0509 0,16 à 0,22 0,10 à 0,50 1,30 à 1,70 0,030 ≤ 0,035 — — 0,08 à 0,15 a) 0,010 à 0,060 Al,
≤ 0,07 Nb, ≤ 0,05 Ti
—
26Mn5 1.1161 0,20 à 0,30 ≤ 0,40 1,20 à 1,50 0,030 ≤ 0,035 — — — — —
C35E 1.1181 0,32 à 0,39 ≤ 0,40 0,50 à 0,80 0,030 ≤ 0,035 ≤ 0,40 ≤ 0,10 — — 0,63
C45E 1.1191 0,42 à 0,55 ≤ 0,40 0,50 à 0,80 0,030 ≤ 0,035 ≤ 0,40 ≤ 0,10 — — 0,63
26Mo2 1.5417 0,22 à 0,29 ≤ 0,40 ≤ 1,50 0,025 ≤ 0,035 — 0,15 à 0,25 — ≤ 0,40 Ni —
25CrMo4 1.7218 0,22 à 0,29 ≤ 0,40 0,60 à 0,90 0,025 ≤ 0,035 0,90 à 1,20 0,15 à 0,30 — — —
42CrMo4 1.7225 0,38 à 0,45 ≤ 0,40 0,60 à 0,90 0,025 ≤ 0,035 0,90 à 1,20 0,15 à 0,30 — — —
10S10 1.0711 ≤ 0,12 0,10 à 0,35 0,75 à 1,10 0,030 0,08 à 0,13 — — — — —
15S10 1.0710 0,12 à 0,18 0,10 à 0,35 0,70 à 1,10 0,030 0,07 à 0,13 — — — — —
18S10 1.0712 0,14 à 0,20 0,10 à 0,35 1,30 à 1,60 0,030 0,08 à 0,13 — — — — —
37S10 1.0713 0,32 à 0,39 0,10 à 0,35 1,35 à 1,65 0,030 0,07 à 0,13 — — — — —
a) Nb+V : max. 0,20 %.
Afnor, N
ormes en ligne pour: B
EN
TE
LE
R F
RA
NC
E le 20/06/2014 à 11:22
NF
EN
10305-1:2010-07
EN 10305-1:2010 (F)
21
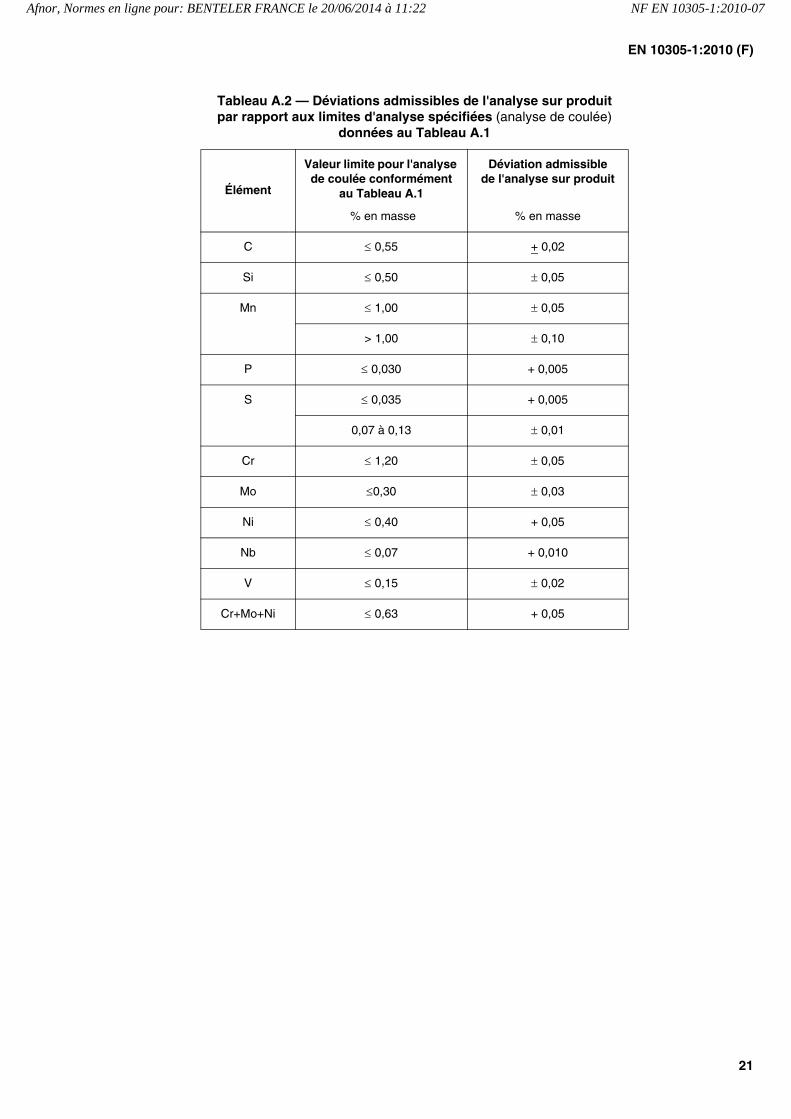
Tableau A.2 — Déviations admissibles de l'analyse sur produit par rapport aux limites d'analyse spécifiées (analyse de coulée)
données au Tableau A.1
Élément
Valeur limite pour l'analyse de coulée conformément
au Tableau A.1
% en masse
Déviation admissible de l'analyse sur produit
% en masse
C ≤ 0,55 + 0,02
Si ≤ 0,50 ± 0,05
Mn ≤ 1,00 ± 0,05
> 1,00 ± 0,10
P ≤ 0,030 + 0,005
S ≤ 0,035 + 0,005
0,07 à 0,13 ± 0,01
Cr ≤ 1,20 ± 0,05
Mo ≤0,30 ± 0,03
Ni ≤ 0,40 + 0,05
Nb ≤ 0,07 + 0,010
V ≤ 0,15 ± 0,02
Cr+Mo+Ni ≤ 0,63 + 0,05
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07
EN
10305-1:2010 (F)
22
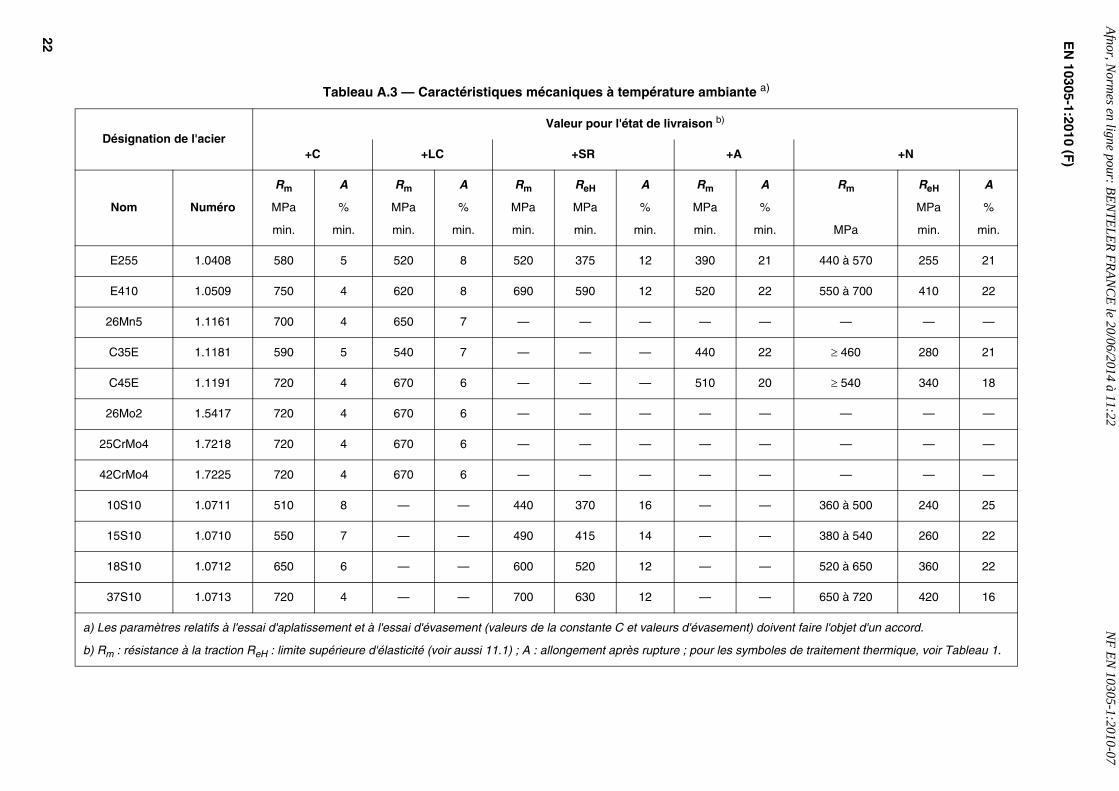
Tableau A.3 — Caractéristiques mécaniques à température ambiante a)
Désignation de l'acierValeur pour l'état de livraison b)
+C +LC +SR +A +N
Nom Numéro
Rm
MPa
min.
A
%
min.
Rm
MPa
min.
A
%
min.
Rm
MPa
min.
ReH
MPa
min.
A
%
min.
Rm
MPa
min.
A
%
min.
Rm
MPa
ReH
MPa
min.
A
%
min.
E255 1.0408 580 5 520 8 520 375 12 390 21 440 à 570 255 21
E410 1.0509 750 4 620 8 690 590 12 520 22 550 à 700 410 22
26Mn5 1.1161 700 4 650 7 — — — — — — — —
C35E 1.1181 590 5 540 7 — — — 440 22 ≥ 460 280 21
C45E 1.1191 720 4 670 6 — — — 510 20 ≥ 540 340 18
26Mo2 1.5417 720 4 670 6 — — — — — — — —
25CrMo4 1.7218 720 4 670 6 — — — — — — — —
42CrMo4 1.7225 720 4 670 6 — — — — — — — —
10S10 1.0711 510 8 — — 440 370 16 — — 360 à 500 240 25
15S10 1.0710 550 7 — — 490 415 14 — — 380 à 540 260 22
18S10 1.0712 650 6 — — 600 520 12 — — 520 à 650 360 22
37S10 1.0713 720 4 — — 700 630 12 — — 650 à 720 420 16
a) Les paramètres relatifs à l'essai d'aplatissement et à l'essai d'évasement (valeurs de la constante C et valeurs d'évasement) doivent faire l'objet d'un accord.
b) Rm : résistance à la traction ReH : limite supérieure d'élasticité (voir aussi 11.1) ; A : allongement après rupture ; pour les symboles de traitement thermique, voir Tableau 1.
Afnor, N
ormes en ligne pour: B
EN
TE
LE
R F
RA
NC
E le 20/06/2014 à 11:22
NF
EN
10305-1:2010-07
EN 10305-1:2010 (F)
23
Bibliographie
[1] EN 473, Contrôle non destructif — Qualification et certification du personnel CND — Principes généraux.
[2] EN ISO 1461, Revêtements de galvanisation à chaud sur des produits en fonte ou en acier — Spécificationset méthodes d’essais (ISO 1461:2009).
Afnor, Normes en ligne pour: BENTELER FRANCE le 20/06/2014 à 11:22 NF EN 10305-1:2010-07












![Materiel Soudure[1]](https://img.pdfslide.fr/doc/110x75/5695d3c81a28ab9b029f2c65/materiel-soudure1.jpg)















