Embed Size (px)
Citation preview
ETUDE N ° 276
JUILLET 1988
IbbIN UJJD-DDJO A L. I yt>t>
Collections de statistique agricole
Equipem ents et activ ités de l'industrie laitière en 1985
RÉPUBLIQUE FRANÇAISE
MINISTÈRE DE L'AGRICULTURE
DIRECTION DES AFFAIRES FINANCIÈRES ET ÉCONOM IQ UES
SERVICE CENTRAL DES ENQUÊTES ET ÉTUDES STATISTIQUES
4, avenue de Saint-M andé - 7 5 5 7 0 Paris Cédex 12 Tél. : (1 ) 4 3 4 4 4 6 33
L es co m m a n d es de p u b lica tio n s na tion a les (u n iquem ent) et de m icrofiches, a in si qu e les d em a n d es d ’ab on n em en ts do iven t être adressées au :
M in is tère d e l ’A gricu lture - S C E E S - C en tre de T ou louse B P 88 - 31326 C A S T A N E T T O L O S A N C E D E X
a ccom pagn ées d ’un chèque libellé à l'ordre d e :« M o n sieu r le R ég isseu r d es recettes du S C E E S Toulouse»C C P T ou lou se n° 8621 - 11 U
T ou te réclam ation ou p rop o sitio n d ’échange d o it fa ire l ’ob je t d ’un courrier a dressé au :M in is tère de l ’A gricu lture - S C E E S - D ocu m en ta tion 4, A ven u e de S a in t-M a n d é 75570 P A R IS C E D E X 12
L es p u b lica tio n s du S C E E S p eu v en t être con su ltées :- su r p la ce à P aris (les lundi, m ardi, m ercredi e t ven dredi de 14 heures à 17 heures e t le
je u d i d e 9 h 30 à 12 heures)- dan s un Service R é g io n a l de S ta tis tiq u e A grico le (voir en 3 eme de couverture)- ou dan s un Service de S ta tis tiq u e A grico le d ’une D irection D ép a rtem en ta le de
l ’A gricu ltu re e t de la Forêt.
• L e ca ta logu e d es p u b lica tio n s nationales, rég ion ales e t d ép a rtem en ta les sera a dressé g rac ieu sem en t su r s im p le d em a n d e au SC E E S.
0 7 /8 7
Signes conventionnels
Résulta t nul P C h iffre p ro v iso ire
e Résulta t in fé rieu r à la m o itié de l'u n ité u tilisée r C h iffre re c tifié
R ense ignem ent non d ispo n ib le ou non enco re pub lié - Nom bre inchangé
S Rense ignem ent non pub liab le : secre t s ta tis tiq u e (loi du 7 ju in 1 951 ) Prév. P révision
/ / / Il ne saura it ê tre q ue s tion d ’inscrire un nom bre en ra ison de la na tu re des choses
T oute reproduction p a rtie lle ou to ta le est au torisée sous réserve d e la m en tion de la source : M in istère de l'Agriculture, Service C en tral des E n quêtes e t,É tu des S ta tistiqu es (SCEES).N ou s vous rem ercions de l'envoi d ’un exem pla ire de la pu b lica tion ayan t u tilisé nos sources.
EQUIPEMENTS ET ACTIVITES DE L’INDUSTRIE LAITIERE EN 1985
SOMMAIRE
Pages
INTRODUCTION ......................................................................................................................................................... 3
CHAPITRE I - Données générales : emploi, informatique ........................................................................... 5
CHAPITRE II - Collecte, réception et pré-traitement du la it ....................................................................... 15
CHAPITRE III - Laits liquides ............................................................................................................................... 31
CHAPITRE IV - Beurre ........................................................................................................................................... 39
CHAPITRE V - Produits frais ............................................................................................................................... 47
CHAPITRE VI - Fromages...................................................................................................................................... 55
CHAPITRE V II - Laits concentrés et laits secs, caséine et caséinates.......................... 83
CHAPITRE V III - Sérum et babeurre...................................................................................................................... 93
ANNEXE 1 - Le questionnaire....................................................... 101
ANNEXE 2 - Glossaire de technologie la it iè re ..................................................................................................... 110
Agro-A lim enta ires.
Les résultats de la précédente enquête (1977) ont été publiés dans les mêmes co llections, sous le n° 198 - Juin 1981.

INTRODUCTION
1 - Objectifs de l’enquête
Depuis 1977, date de la précédente enquête sur les caractéristiques technologiques de l'industrie laitière, un certain nombre d'événements majeurs ont bouleversé l'environnement des entreprises : le second choc pétrolier, la montée du chômage qui atteint l ’industrie agro-alimentaire, et enfin l ’excès de l'o ffre de produits agricoles au sein de la CEE. En particulier sur ce dernier point, l ’industrie laitière a été secouée par la mise en place des quotas laitiers depuis la campagne 1984-1985.
Dans ce contexte, l'enquête sur les équipements et activités de l'industrie laitière, lancée par le Service Central des Enquêtes et Etudes Statistiques (SCEES) sur l'exercice 1985, se propose d ’aider à mesurer l ’adaptation de l ’industrie face à ces grands défis : développement des technologies les moins coûteuses en énergie, modernisation des équipements pour une meilleure productivité, réduction du nombre des emplois les moins qualifiés ...
2 - Unité statistique et champ de l’enquête
Comme dans les autres enquêtes gérées directement par le SCEES dans la branche laitière, l ’unité statistique est l'établissement, unité géographiquement distincte où l ’entreprise exerce tout ou partie de son activité (centre de collecte, atelier de fabrication).
Au champ habituel des enquêtes laitières, à savoir les établissements ayant en 1985 soit collecté plus de 1 800 hl de la it de vache, soit transformé du la it de vache, soit encore collecté et/ou transformé du la it de chèvre ou de brebis, se sont ajoutés certains établissements affineurs de fromages (environ 150), portant au to ta l le champ à 1 900 unités.
Su r ce champ, l ’enquête a été pratiquée de manière exhaustive.
3 - Modalités de réalisation de l’enquête
L’enquête a été effectuée au cours du premier trimestre 1986 par des enquêteurs, sous la responsabilité des Services Régionaux de Statistique Agricole (SRSA). Les SRSA ont assuré la saisie et le contrôle des questionnaires. La centralisation, la validation g lobale des résultats, l ’édition des tableaux statistiques et la publication ont été réalisés par le SCEES/Paris.
4 - Contenu du questionnaire
Le questionnaire com portait une feuille-chemise et onze intercalaires (cf annexe 1 ). La feuille-chemise était relative aux caractéristiques de l'établissement (emploi, utilisation de l’ informatique ...), aux modes de collecte, de réception et de prétraitement du la it et au récapitu latif des diverses activités exercées en 1985.
Sur ce dernier point, il s'agissait de recenser, avant d ’aborder l ’étude des matériels, les principales fabrications de l'établissement. O r ces renseignements étaient également demandés (dans une nomenclature plus détaillée) dans l'enquête annuelle laitière. Pour éviter des doubles interrogations sur le même sujet, les deux opérations ont été étroitement coordonnées. C'est ainsi que, dans un certain nombre de cas, les deux enquêtes ont été réalisées au cours de la même visite, par le même enquêteur. Dans d ’autres, on a attendu le retour du questionnaire de l ’enquête annuelle (effectuée le plus souvent par correspondance), pour retranscrire les données nécessaires sur la feuille-chemise, avant l ’envoi de l'enquêteur.
Les intercalaires concernaient, chacun, une fam ille de produits pour lesquels l ’établissement était interrogé sur les matériels et procédés de fabrication ou de conditionnement. Ils couvraient les domaines suivants :
1 - Laits liquides (sauf la it cru et la it pasteurisé livré en citernes)2 - Beurre3 - Crème (sauf crème dessert fraîche ou de conserve)4 - Yaourts et laits fermentés, desserts lactés frais5 - Fromages à pâte fraîche6 - Fromages à pâte molle et à pâte persillée7 - Fromages à pâte pressée cuite, demi cuite ou non cuite8 - Fromages fondus9 - Laits concentrés et laits secs, caséïne et caséïnates
10 - Utilisation du sérum et du babeurre11 - Matériel de concentration et de séchage.
- 3 -

5 - Concepts utilisés
Dans l ’enquête de 1977, les enquêteurs avaient pour consigne de recenser les matériels se trouvant dans l'établissement au 31 décembre 1977, qu’ils aient ou non été utilisés au cours de l’année 1977.
Des règles différentes ont été adoptées par l'enquête de 1985. C’est ainsi que les enquêteurs ont dû recenser tous les matériels utilisés par l’établisement au cours de l’année 1985, qu'ils se trouvent encore ou non dans l'établissement au 31 décembre 1985. En effet, on a voulu privilég ier l ’appréciation du potentiel de fabrication en relation avec les productions de l’année. Cette méthode peut présenter l ’ inconvénient d ’introduire des doubles comptes en nombre d'appareils, en cas de cession en cours d'année à un autre établissement laitier. Mais ces doubles comptes doivent être rares. Les distorsions introduites par les changements de définition entre 1977 et 1985 doivent, également, être d ’assez peu d'importance.
En ce qui concerne le débit des matériels, il s’ag it du débit réel, qui doit tenir compte, en utilisation normale, des arrêts pour entretien, pour changement de conditionnement ... et non du débit potentiel théorique indiqué par la fiche du constructeur.
6 - Secret statistique
Les résultats relatifs à une classe comportant moins de 3 établissements sont couverts par le secret statistique (sauf ceux sur l ’effectif salarié permanent total) et donc remplacés dans cette publication pa rla lettre « S ». Pour éviterque ces résultats ne soient obtenus par différence entre des résultats connus, certaines classes comportant 3 établissements ou plus sont également considérées comme secrètes.
CHAPITRE I
DONNEES GENERALES : EMPLOI, INFORMATIQUE
Pages
1.1 - Personnel employé dans l’industrie laitière
1 - Résultats d’ensem ble ............................................................................................................................... 6
2 - Répartition des salariés à temps plein par fonction .................................................................... 6
3 - Répartition des salariés à temps plein par horaire de travail .................................................. 7
1.2 - Informatique
1 - Répartition suivant la taille des établissem ents............................................................................. 9
2 - Répartition par ré g io n ............................................................................................................................ 10
TABLEAUX
Tableau : 1.1.1 - : Répartition des établissements et des salariés à temps plein suivant la classe de salarié.
Résultats rég ionaux.................................................................................................................... 1 ^
Tableau : 1.1.2 - : Répartition des salariés à temps plein par fonction. Résultats na tionaux....................... 12
Tableau : 1.1.3 - : Répartition des salariés à temps plein par fonction. Résultats régionaux de synthèse . 12
Tableau : 1.1.4 - : Répartition des salariés à temps plein par horaire de travail. Résultats nationaux 13
Tableau : 1.1.5 - : Répartition des salariés à temps plein par horaire de travail. Résultats régionaux de
synthèse ........................................................................................................................................ 13
Tableau : 1.2.1 - : Informatisation des établissements laitiers. Résultats na tionaux ....................................... 14
Tableau : 1.2.2 - : Informatisation des établissements laitiers. Résultats rég ionaux....................................... 14
1.1 - PERSONNEL EMPLOYE DANS L’INDUSTRIE LAITIERE
SCEESCSA/E 276
1. Résultats d’ensemble
En 1985, les 1 686 établissements laitiers en activité ont employé 71 573 salariés (affectés ou non à la branche laitière), dont 69 422 à temps plein (soit 41 par.établissement), ce qui traduit une réduction d'effectifs de l'ordre de 7 % depuis 1977, année où 2 262 établissements laitiers employaient 74 696 salariés permanents (33 par établissement).
Les 810 établissements de statut privé emploient 44 110 salariés à temps plein, soit 54 par établissement. Dans les coopératives, le nombre im portant de petites fruitières installées dans l'Est de la France et dans les Savoies ramène à 29 le nombre de salariés par établissement. Près de 70 % des coopératives ont moins de 10 salariés, le pourcentage correspondant n’étant que de 42 % pour les établissements privés.
Cinq régions emploient plus de 5 000 salariés à temps plein et regroupent plus de 50 % de l'e ffectif national. Il s’agit des Pays de la Loire, de la Basse-Normandie, de Rhône-Alpes, de la Bretagne et de la Lorraine.
La concentration des effectifs est importante, puisque 57 % des établissements laitiers ont moins de 10 salariés et emploient 3,9 % de l'e ffectif à temps plein, alors que seulement 5,1 % des établissements ont 200 salariés et plus mais ils emploient 44,2 % de l'e ffectif à temps plein.
Il convient de remarquer que la répartition des effectifs par classe de ta ille est restée remarquablement stable entre 1977 et 1985. La croissance de l’effectif moyen correspond donc à un effet de structure : le nombre de petits établissements a diminué plus rapidement que leur contribution à l ’effectif total.
La concentration des effectifs dans les établissements de grande taille est particulièrement forte en Ile-de-France, en Bourgogne, en Picardie et dans les Pays de la Loire. Dans ces régions, la part des salariés employés par les établissements de 200 salariés et plus dépasse 55 % de l'e ffectif permanent et elle atte int 76,3 % en Ile-de-France.
A l'inverse, en Franche-Comté, 27 % des effectifs sont employés par des établissements de moins de 10 salariés.
2 - Répartition des salariés à temps plein par fonction
Les activités de l'industrie laitière se décomposent en un certain nombre de fonctions : la fabrication et le conditionnement, l ’entretien et la maintenance, les contrôles en laboratoire, le ramassage du lait, les autres transports, les relations avec les producteurs agricoles et les fonctions administratives et commerciales.
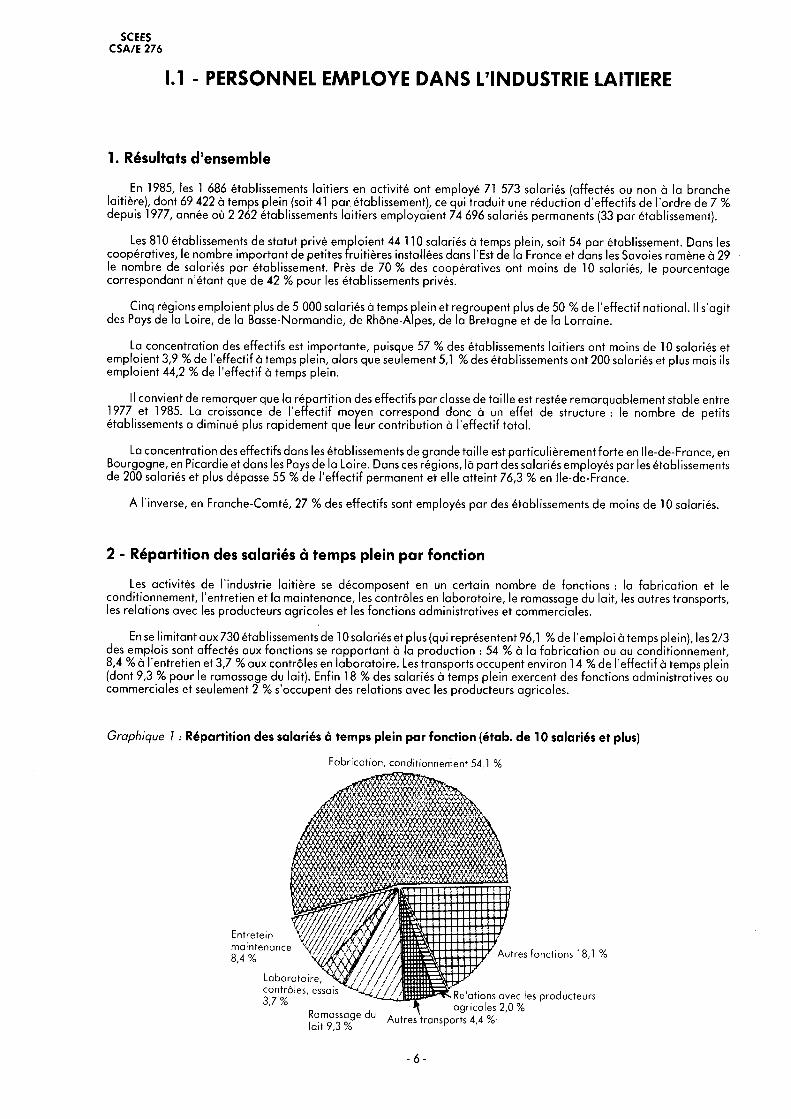
En se lim itant aux 730 établissements de 10 salariés et plus (qui représentent 96,1 % de l'emploi à temps plein), les 2/3 des emplois sont affectés aux fonctions se rapportant à la production : 54 % à la fabrication ou au conditionnement, 8,4 % à l’entretien et 3,7 % aux contrôles en laboratoire. Les transports occupent environ 14 % de l’effectif à temps plein (dont 9,3 % pour le ramassage du lait). Enfin 18 % des salariés à temps plein exercent des fonctions administratives ou commerciales et seulement 2 % s'occupent des relations avec les producteurs agricoles.
Graphique 1 .- Répartition des salariés à temps plein par fonction (étab. de 10 salariés et plus)
F a brica tio n , cond itionnem ent 54,1 %
- 6 -
SCEESC S A /E 2 7 6
Cette répartition est relativement stable quelle que soit la ta ille des établissements mais elle varie suivant les régions. C'est ainsi que, dans les principales régions en termes d ’effectifs, la part du personnel de fabrication et de conditionnement passe d'environ 40 % en Bretagne à 50 % dans les Pays de la Loire, 55 % en Basse-Normandie, 60 % en Rhône-Alpes et en Lorraine.
Pour ces régions, la part de la fabrication est d ’autant plus fa ib le que celle de la fonction « ramassage du la it » est importante : 20 % en Bretagne, 7 %en Lorraine et 5 % en Rhône-Alpes. La proportion de l’effectif à temps plein employé dans la fonction « autres transports » dépasse 10 % en Alsace et en Languedoc-Roussillon.
Par ailleurs, dans quatre régions, environ le quart de l’effectif à temps plein exerce des fonctions administratives et commerciales : le Languedoc-Roussillon, la Provence-Alpes-Côte-d’Azur, l ’Aquitaine et le Midi-Pyrénée. Mais les deux premières de ces régions n'ont qu’un rôle marginal dans l'emploi national.
L’emploi féminin représente 24 % de l'e ffectif à temps plein des établissements de 10 salariés et plus et il est un peu plus répandu dans les établissements privés (27 %) que dans les coopératives (19 %). Les établissements de 10 à 19 salariés ont un taux d'emploi féminin inférieur à la moyenne (19,5 %), alors que ce taux est supérieur à la moyenne pour les établissements de 200 salariés et plus (26,9 %), mais, en définitive, l'effet ta ille n’est pas très marqué.
La main-d’œuvre féminine est employée essentiellement à la fabrication (59 % contre 53 % de l'e ffectif masculin), aux fonctions administratives et commerciales (31 % contre 14 % pour l ’emploi masculin) et aux contrôles en laborato ire (8,6 % contre 2,2 % pour l’effectif masculin), cette dernière fonction étant la seule pour laquelle l’effectif féminin (1 405 personnes) dépasse l'e ffectif masculin (1 082 personnes). Le ramassage du la it et l'entretien du matériel sont, presque exclusivement, assurés par des salariés masculins.
3 - Répartition des salariés à temps plein par horaire de travail
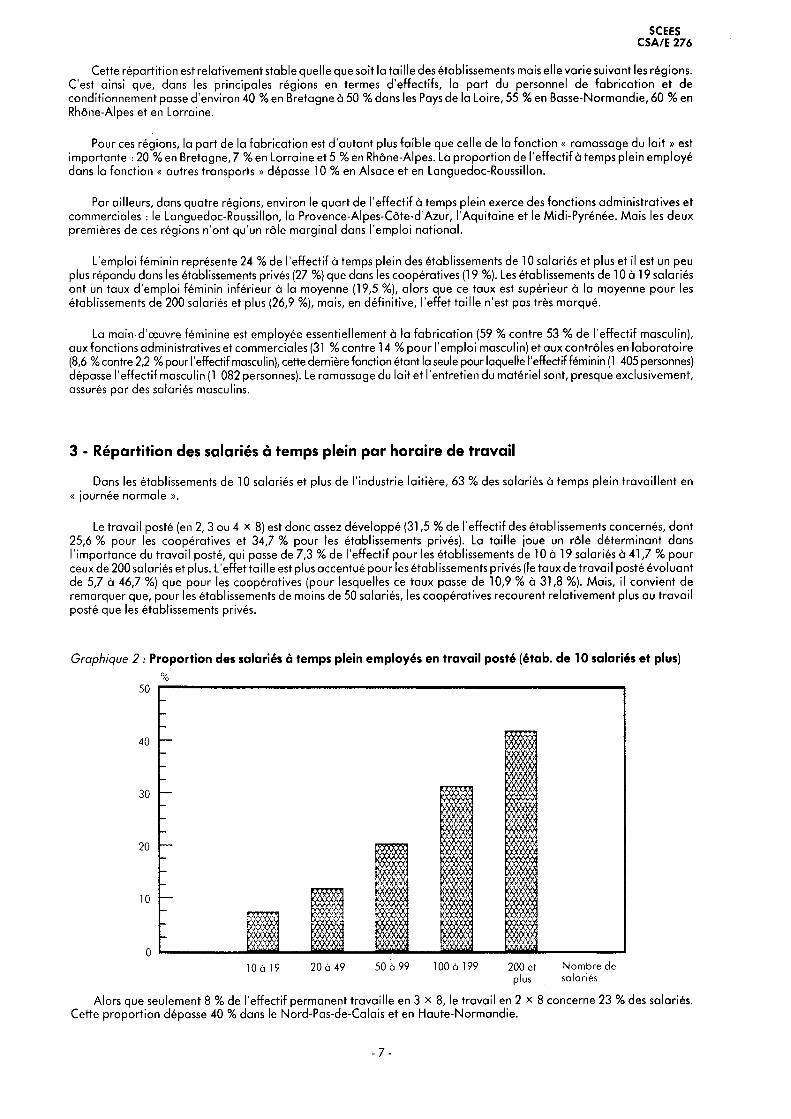
Dans les établissements de 10 salariés et plus de l’ industrie laitière, 63 % des salariés à temps plein trava illent en « ¡ournée normale ».
Le travail posté (en 2, 3 ou 4 x 8) est donc assez développé (31,5 % de l'e ffectif des établissements concernés, dont25,6 % pour les coopératives et 34,7 % pour les établissements privés). La ta ille ¡oue un rôle déterminant dans l'importance du travail posté, qui passe de 7,3 % de l’effectif pour les établissements de 10 à 19 salariés à 41,7 % pour ceux de 200 salariés et plus. L'effet ta ille est plus accentué pour les établissements privés (le taux de travail posté évoluant de 5,7 à 46,7 %) que pour les coopératives (pour lesquelles ce taux passe de 10,9 % à 31,8 %). Mais, il convient de remarquer que, pour les établissements de moins de 50 salariés, les coopératives recourent relativement plus au travail posté que les établissements privés.
Graphique 2 : Proportion des salariés à temps plein employés en travail posté (étab. de 10 salariés et plus)°//o
10 à 19 20 à 49 50 à 99 100 à 199 200 et N o m b re deplus salariés
Alors que seulement 8 % de l'effectif permanent travaille en 3 x 8, le travail en 2 x 8 concerne 23 % des salariés. Cette proportion dépasse 40 % dans le Nord-Pas-de-Calais et en Haute-Normandie.
- 7 -
Sl-fcfcS CSA/E 276
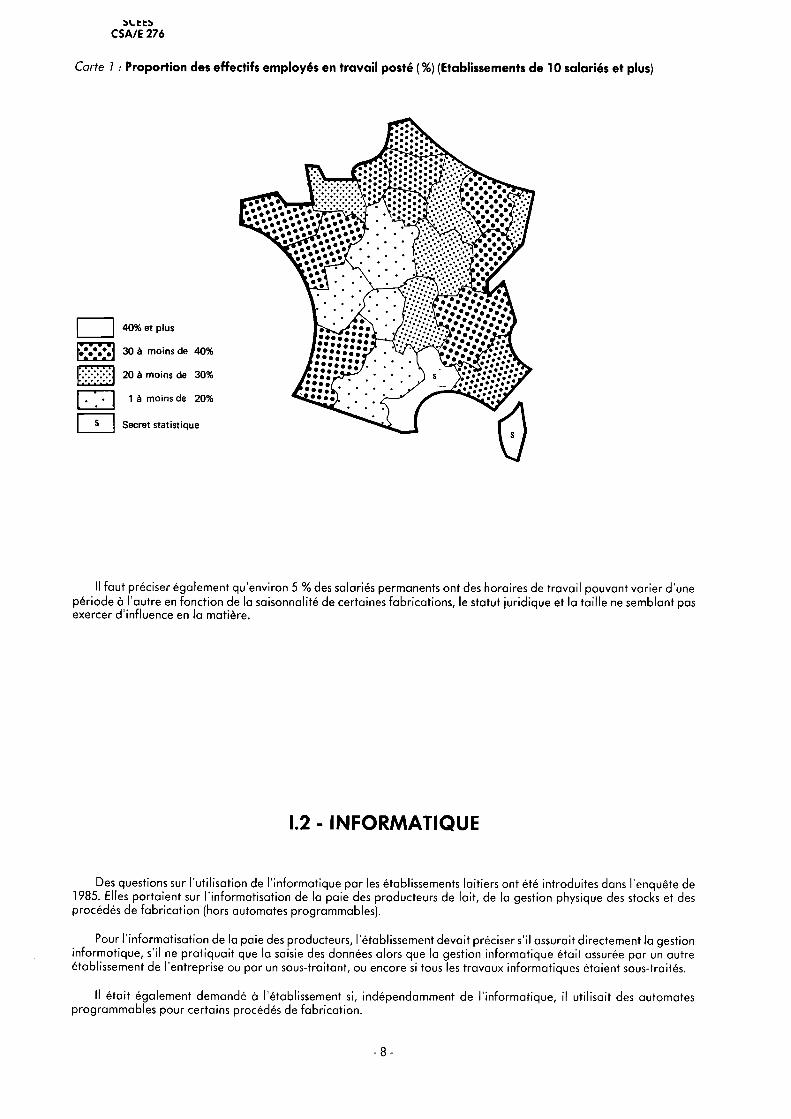
Carte 1 : Proportion des effectifs employés en travail posté (%) (Etablissements de 10 salariés et plus)
40% et plus
30 à moins de 40%
20 à moins de 30%
[ . * • J 1 à moins de 20%
s Secret statistique
Il faut préciser également qu'environ 5 % des salariés permanents ont des horaires de travail pouvant varier d'une période à l’autre en fonction de la saisonnalité de certaines fabrications, le statut juridique et la ta ille ne semblant pas exercer d'influence en la matière.
1.2 - INFORMATIQUE
Des questions sur l'utilisation de l’informatique par les établissements laitiers ont été introduites dans l'enquête de 1985. Elles portaient sur l'inform atisation de la paie des producteurs de lait, de la gestion physique des stocks et des procédés de fabrication (hors automates programmables).
Pour l'inform atisation de la paie des producteurs, l'établissement devait préciser s’il assurait directement la gestion informatique, s'il ne pra tiqua it que la saisie des données alors que la gestion informatique était assurée par un autre établissement de l’entreprise ou par un sous-traitant, ou encore si tous les travaux informatiques étaient sous-traités.
Il é ta it également demandé à l'établissement si, indépendamment de l'inform atique, il utilisait des automates programmables pour certains procédés de fabrication.
SCEESC S A /E 2 7 6
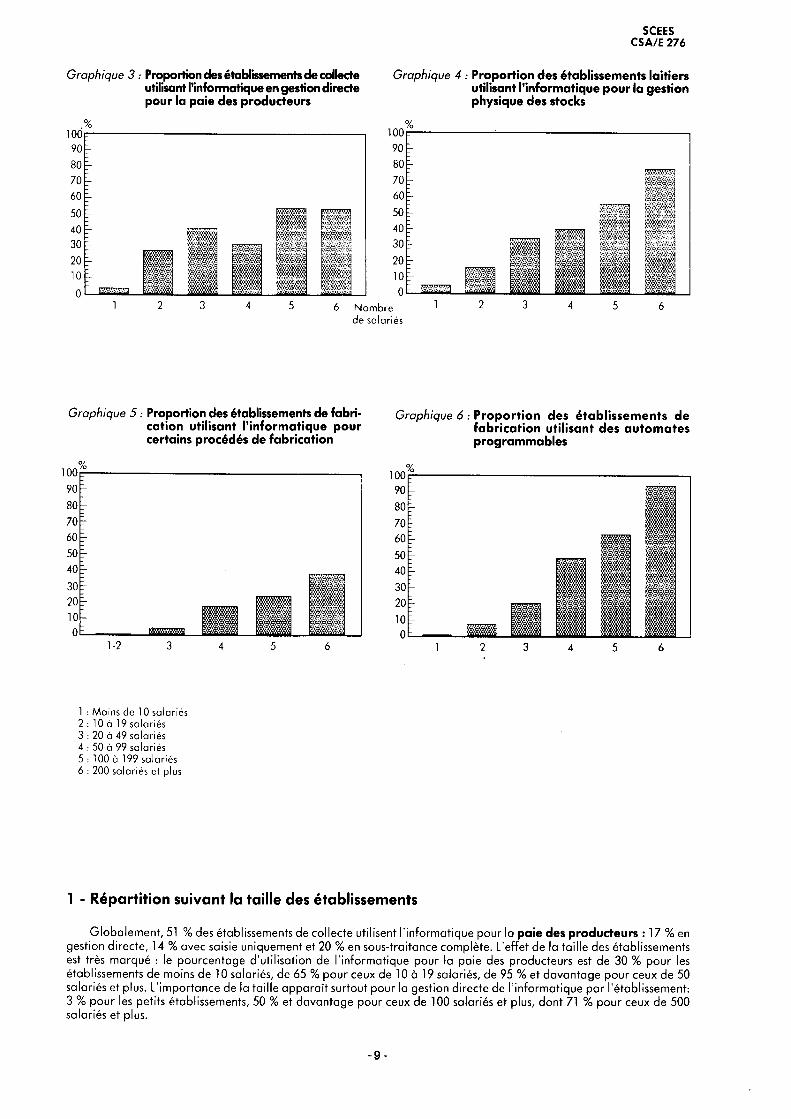
Graphique 3 : Proportion des établissements de collecte utilisant l’informatique en gestion directe pour la paie des producteurs
Graphique 4 : Proportion des établissements laitiers utilisant l'informatique pour la gestion physique des stocks
N om b re de salariés
Graphique 5 : Proportion des établissements de fabrication utilisant l’in form atique pour certains procédés de fabrication
Graphique 6 : P roportion des établissem ents de fab rica tio n utilisant des au tom ates program m ables
1 2 3 4 5 6
1 : M oins de 10 salariés2 : 10 à 19 salariés3 : 20 à 49 salariés4 : 50 à 99 salariés5 : 100 à 199 salariés6 : 200 salariés et plus
1 - Répartition suivant la taille des établissements
Globalement, 51 % des établissements de collecte utilisent l ’ informatique pour la paie des producteurs : 17 % en gestion directe, 14 % avec saisie uniquement et 20 % en sous-traitance complète. L'effet de la ta ille des établissements est très marqué : le pourcentage d'utilisation de l'inform atique pour la paie des producteurs est de 30 % pour les établissements de moins de 10 salariés, de 65 % pour ceux de 10 à 19 salariés, de 95 % et davantage pour ceux de 50 salariés et plus. L'importance de la ta ille apparaît surtout pour la gestion directe de l ’informatique par l'établissement: 3 % pour les petits établissements, 50 % et davantage pour ceux de 100 salariés et plus, dont 71 % pour ceux de 500 salariés et plus.
- 9 -
SCEESC SA/E 276
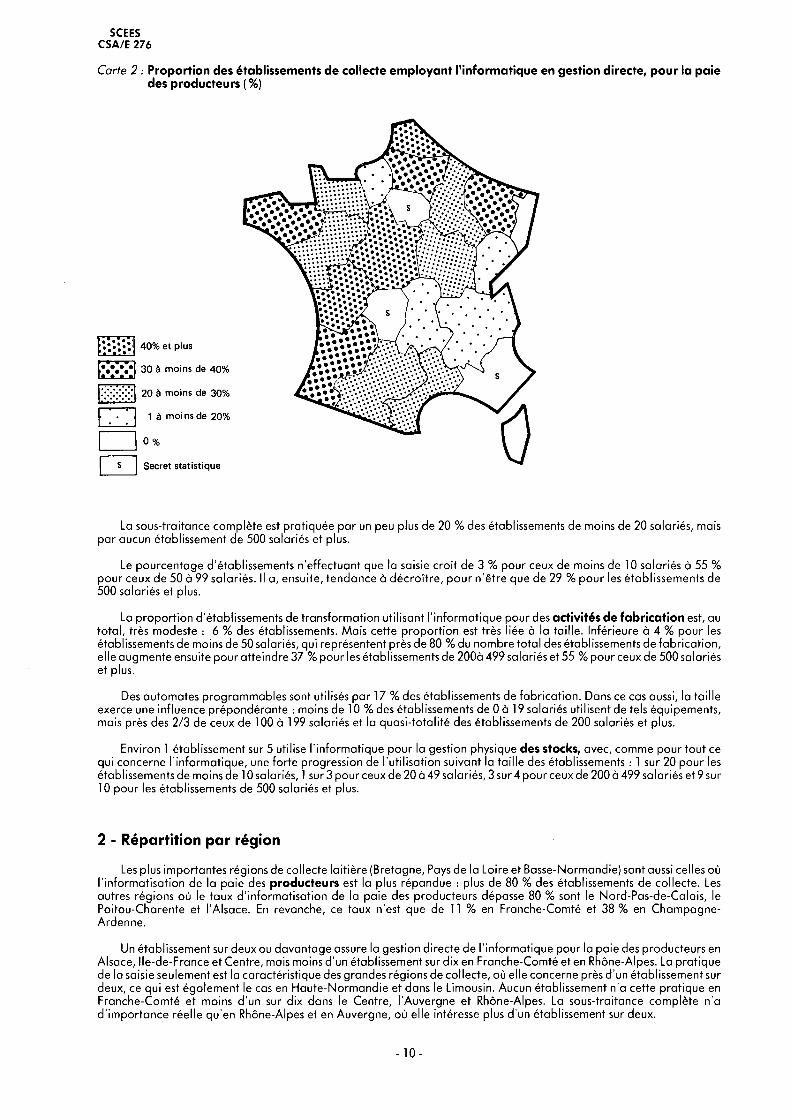
Carte 2 : Proportion des établissements de collecte em ployant l’inform atique en gestion directe, pour la paie des producteurs ( %)
La sous-traitance complète est pratiquée par un peu plus de 20 % des établissements de moins de 20 salariés, mais par aucun établissement de 500 salariés et plus.
Le pourcentage d ’établissements n'effectuant que la saisie croît de 3 % pour ceux de moins de 10 salariés à 55 % pour ceux de 50 à 99 salariés. Il a, ensuite, tendance à décroître, pour n ’être que de 29 % pour les établissements de 500 salariés et plus.
La proportion d'établissements de transformation utilisant l ’ informatique pour des activités de fabrication est, au tota l, très modeste : 6 % des établissements. Mais cette proportion est très liée à la taille. Inférieure à 4 % pour les établissements de moins de 50 salariés, qui représentent près de 80 % du nombre tota l des établissements de fabrication, elle augmente ensuite pour atteindre 37 % pour les établissements de 200à 499 salariés et 55 % pour ceux de 500 salariés et plus.
Des automates programmables sont utilisés par 17 % des établissements de fabrication. Dans ce cas aussi, la ta ille exerce une influence prépondérante : moins de 10 % des établissements de 0 à 19 salariés utilisent de tels équipements, mais près des 2/3 de ceux de 100 à 199 salariés et la quasi-totalité des établissements de 200 salariés et plus.
Environ 1 établissement sur 5 utilise l ’ informatique pour la gestion physique des stocks, avec, comme pour tout ce qui concerne l'inform atique, une forte progression de l’utilisation suivant la ta ille des établissements : 1 sur 20 pour les établissements de moins de 10 salariés, 1 sur 3 pour ceux de 20 à 49 salariés, 3 sur 4 pour ceux de 200 à 499 salariés et 9 sur 10 pour les établissements de 500 salariés et plus.
2 - Répartition par région
Les plus importantes régions de collecte laitière (Bretagne, Pays de la Loire et Basse-Normandie) sont aussi celles où l'inform atisation de la paie des producteurs est la plus répandue : plus de 80 % des établissements de collecte. Les autres régions où le taux d ’informatisation de la paie des producteurs dépasse 80 % sont le Nord-Pas-de-Calais, le Poitou-Charente et l ’Alsace. En revanche, ce taux n'est que de 11 % en Franche-Comté et 38 % en Champagne- Ardenne.
Un établissement sur deux ou davantage assure la gestion directe de l ’informatique pour la paie des producteurs en Alsace, Ile-de-France et Centre, mais moins d'un établissement sur dix en Franche-Comté et en Rhône-Alpes. La pratique de la saisie seulement est la caractéristique des grandes régions de collecte, où elle concerne près d ’un établissement sur deux, ce qui est également le cas en Haute-Normandie et dans le Limousin. Aucun établissement n’a cette pratique en Franche-Comté et moins d ’un sur dix dans le Centre, l'Auvergne et Rhône-Alpes. La sous-traitance complète n’a d'im portance réelle qu'en Rhône-Alpes et en Auvergne, où elle intéresse plus d'un établissement sur deux.
- 10-
SCEESC S A/E 2 7 6
La proportion d'établissements utilisant l'inform atique pour certains procédés de fabrication dépasse 20 % en Alsace, Picardie et Haute-Normandie, alors que l'inform atique n'est pratiquement pas utilisé pour la fabrication en Limousin ni en Franche-Comté.
Les automates program m ables sont surtout utilisés en Bretagne (2 établissements sur 3), et avec plus de 40 % des établissements, en Alsace, Pays de la Loire, Haute et Basse-Normandie, Picardie, Nord-Pas-de-Calais, c'est-à-dire, en particulier, dans les 3 principales régions laitières. Le taux d 'utilisation est inférieure à 5 % en Franche-Comté et en Auvergne.
Le taux d ’informatisation, en matière de gestion physique des stocks, atte int ou dépasse 50 % des établissements en Bretagne et dans le Nord-Pas-de-Calais. Il est inférieur à 10 % en Franche-Comté et en Auvergne.
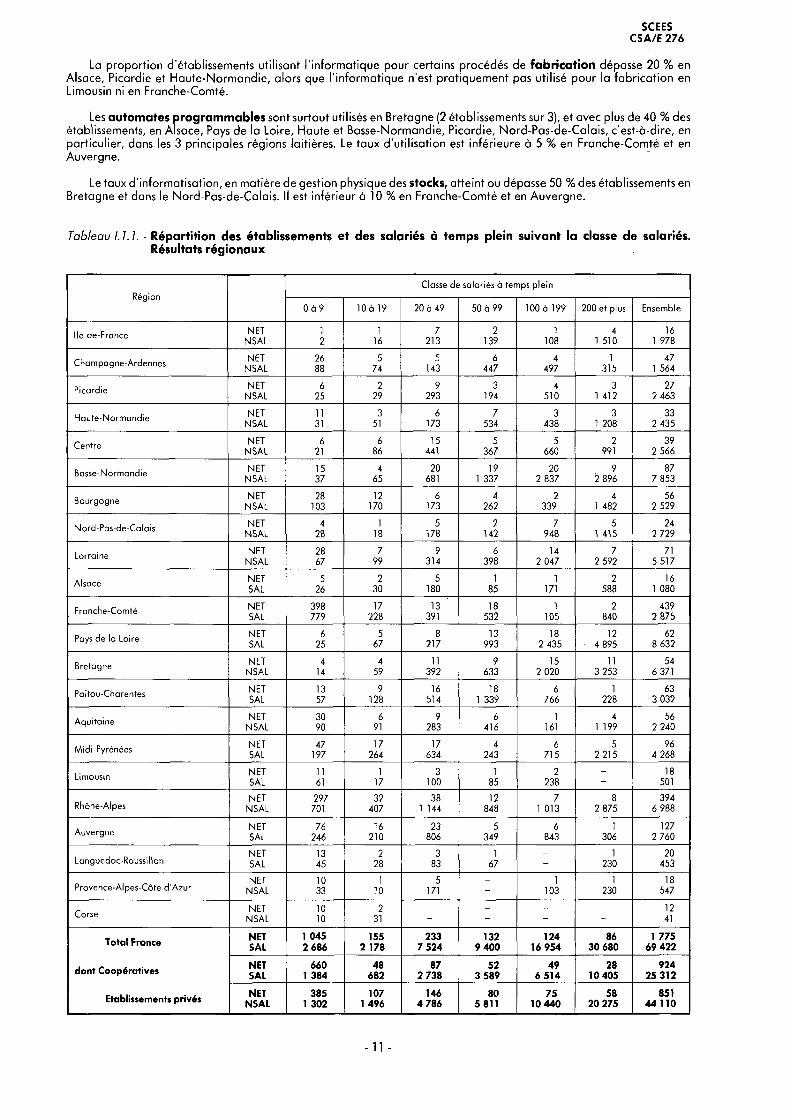
Tableau 1.1.1. - Répartition des établissements et des salariés à temps plein suivant la classe de salariés. Résultats régionaux
RégionClasse de salariés à temps ple in
0 à 9 lO à 19 20 à 49 50 à 99 100 à 199 200 et plus Ensemble
Ile-de-France NETNSAL
12
116
7213
2139
1108
41 510
16 1 978
Champagne-Ardennes NETNSAL
2688
574
5
1436
4474
4971
31547
1 564
Picardie NETNSAL
625
229
9293
3194
4510
31 412
27 2 463
Haute-Norm andie NETNSAL
n31
351
6173
7534
3438
31 208
33 2 435
Centre NETNSAL
621
686
15441
5367
5660
2991
39 2 566
Basse-Normandie NETNSAL
1537
465
20681
19 1 337
20 2 837
92 896
87 7 853
Bourgogne NETNSAL
28103
12170
6173
4262
2339
41 482
56 2 529
Nord-Pas-de-Calais NETNSAL
428
118
5178
2142
7948
51 415
24 2 729
Lorraine NETNSAL
2867
799
9314
6398
14 2 047
72 592
71 5 517
Alsace NETSAL
526
230
5180
185
1171
2588
16 1 080
Franche-Comté NETSAL
398779
17228
13391
18532
1105
2840
439 2 875
Pays de la Loire NETSAL
625
567
8217
13993
18 2 435
12 4 895
62 8 632
Bretagne NETNSAL
414
459
11392
9633
15 2 020
113 253
54 6 371
Poitou-Charentes NETSAL
1357
9128
16514
18 1 339
6766
1228
63 3 032
Aquitaine NETNSAL
3090
691
9283
6416
1161
41 199
56 2 240
Midi-Pyrénées NETSAL
47197
17264
17634
4243
6715
52 215
96 4 268
Limousin NETSAL
1161
117
3100
185
2238
- 18501
Rhône-AlpesNET
NSAL297701
32407
38 1 144
12848
71 013
82 875
394 6 988
AuvergneNETSAL
76246
16210
23806
5349
6843
1306
127 2 760
Languedoc-RoussillonNETSAL
1345
228
383
167 -
1230
20453
Provence-Alpes-Côte d 'AzurNET
NSAL1033
110
5171
1103
1230
18547
CorseNET
NSAL1010
231
- --
1241
Total FronceNETSAL
1 0452 686
155 2 178
233 7 524
132 9 400
124 16 954
86 30 680
1 775 69 422
dont CoopérativesNETSAL
660 1 384
48682
87 2 738
52 3 589
49 6 514
28 10 405
924 25 312
Etablissements privésNET
NSAL385
1 302107
1 496146
4 78680
5 8 1 175
10 44058
20 275851
4 4 110
- 11 -
SCEESC S A/E 276
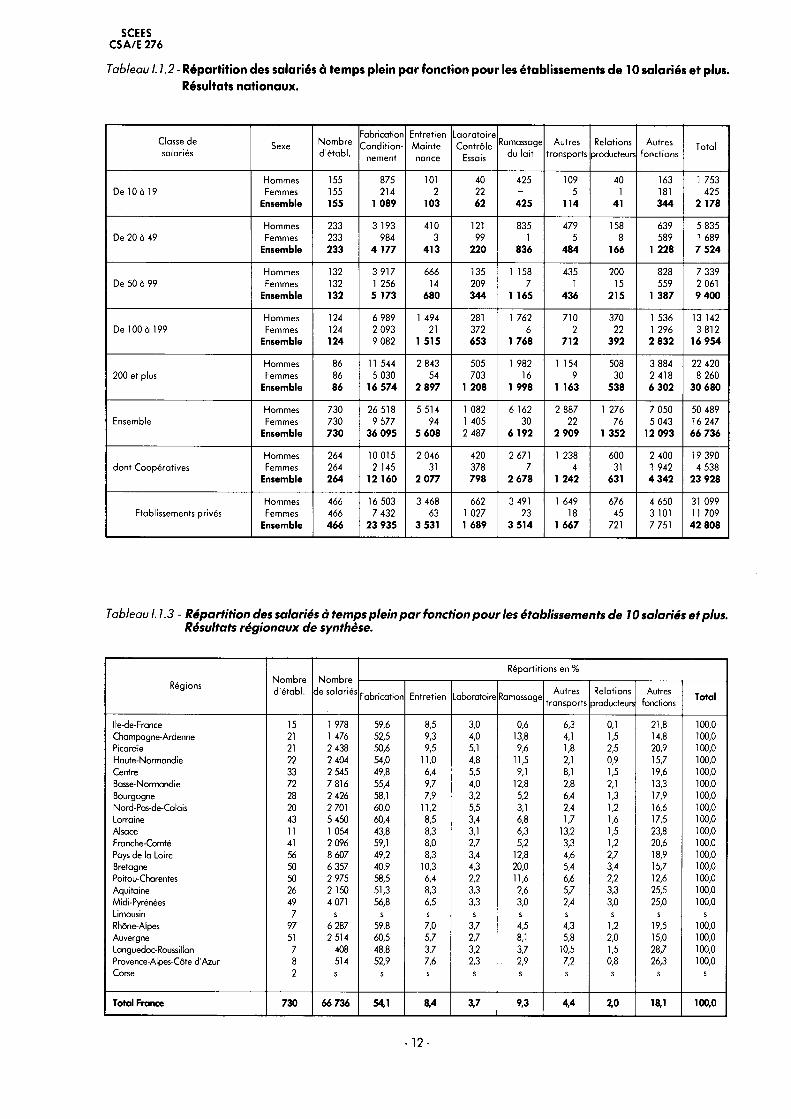
Tableau 1.1.2- Répartition des salariés à temps plein p ar fonction pour les établissements de 10 salariés et plus. Résultats nationaux.
Classe de salariés
Sexe Nom bre d etabl.
FabricationC ond ition
nement
EntretienM ain tenance
Laorato ireContrôle
Essais
Ramassage du la it
Autrestransports
Relationsproducteurs
Autresfonctions
Total
Hommes 155 875 101 40 425 109 40 163 1 753De lO à 19 Femmes 155 214 2 22 - 5 1 181 425
Ensemble 155 1 089 103 62 425 114 41 344 2 178
Hommes 233 3 193 410 121 835 479 158 639 5 835De 20 à 49 Femmes 233 984 3 99 1 5 8 589 1 689
Ensemble 233 4 177 413 220 836 484 166 1 228 7 524
Hommes 132 3 917 666 135 1 158 435 200 828 7 339De 50 à 99 Femmes 132 1 256 14 209 7 1 15 559 2 061
Ensemble 132 5 173 680 344 1 165 436 215 1 387 9 400
Hommes 124 6 989 1 494 281 1 762 710 370 1 536 13 142De 100 à 199 Femmes 124 2 093 21 372 6 2 22 1 296 3 812
Ensemble 124 9 082 1 515 653 1 768 712 392 2 832 16 954
Hommes 86 11 544 2 843 505 1 982 1 154 508 3 884 22 420200 et plus Femmes 86 5 030 54 703 16 9 30 2 418 8 260
Ensemble 86 16 574 2 897 1 208 1 998 1 163 538 6 302 30 680
Hommes 730 26 518 5 514 1 082 6 162 2 887 1 276 7 050 50 489Ensemble Femmes 730 9 577 94 1 405 30 22 76 5 043 16 247
Ensemble 730 36 095 5 608 2 487 6 192 2 909 1 352 12 093 66 736
Hommes 264 10015 2 046 420 2 671 1 238 600 2 400 19 390dont Coopératives Femmes 264 2 145 31 378 7 4 31 T 942 4 538
Ensemble 264 12 160 2 077 798 2 678 1 242 631 4 342 23 928
Hommes 466 16 503 3 468 662 3 491 1 649 676 4 650 31 099Etablissements privés Femmes 466 7 432 63 1 027 23 18 45 3 101 11 709
Ensemble 466 23 935 3 531 1 689 3 514 1 667 721 7 751 42 808
Tableau 1.1.3 - Répartition des salariés à temps plein p a r fonction pour les établissements de 10 salariés e t plus. Résultats régionaux de synthèse.
RégionsNom bred 'étab l.
Nom bre de salariés
Répartitions en %
Fabrication Entretien Laboratoire RamassageAutres
transportsRelations
producteursAutres
fonctionsTotal
Ile-de-France 15 1 978 59,6 8,5 3,0 0,6 6,3 0,1 21,8 100,0Champagne-Ardenne 21 1 476 52,5 9,3 4,0 13,8 4,1 1,5 14,8 100,0Picardie 21 2 438 50,6 9,5 5,1 9,6 1,8 2,5 20,9 100,0Haute-Normandie 22 2 404 54,0 11,0 4,8 11,5 2,1 0,9 15,7 100,0Centre 33 2 545 49,8 6,4 5,5 9,1 8,1 1,5 19,6 100,0Basse-Normandie 72 7 816 55,4 9,7 4,0 12,8 2,8 2,1 13,3 100,0Bourgogne 28 2 426 58,1 7,9 3,2 5,2 6,4 1,3 17,9 100,0Nord-Pas-de-Calais 20 2 701 60,0 11,2 5,5 3,1 2,4 1,2 16,6 100,0Lorraine 43 5 450 60,4 8,5 3,4 6,8 1,7 1,6 17,5 100,0Alsace 11 1 054 43,8 8,3 3,1 6,3 13,2 1,5 23,8 100,0Franche-Comté 41 2 096 59,1 8,0 2,7 5,2 3,3 1,2 20,6 100,0Pays de la Loire 56 8 607 49,2 8,3 3,4 12,8 4,6 2,7 18,9 100,0Bretagne 50 6 357 40,9 10,3 4,3 20,0 5,4 3,4 15,7 100,0Poitou-Charentes 50 2 975 58,5 6,4 2,2 11,6 6,6 2,2 12,6 100,0Aquitaine 26 2 150 51,3 8,3 3,3 2,6 5,7 3,3 25,5 100,0Midi-Pyrénées 49 4 071 56,8 6,5 3,3 3,0 2,4 3,0 25,0 100,0Limousin 7 s s s s s s s s sRhône-Alpes 97 6 287 59,8 7,0 3,7 4,5 4,3 1,2 19,5 100,0Auvergne 51 2 514 60,5 5,7 2,7 8,1 5,8 2,0 15,0 100,0Languedoc-Roussillon 7 408 48,8 3,7 3,2 3,7 10,5 1,5 28,7 100,0Provence-Alpes-Côte d'Azur 8 514 52,9 7,6 2,3 2,9 7,2 0,8 26,3 100,0Corse 2 s s s s s s s s s
Total France 730 66 736 54,1 8/4 3,7 9,3 4,4 2,0 18,1 100,0
- 12 -
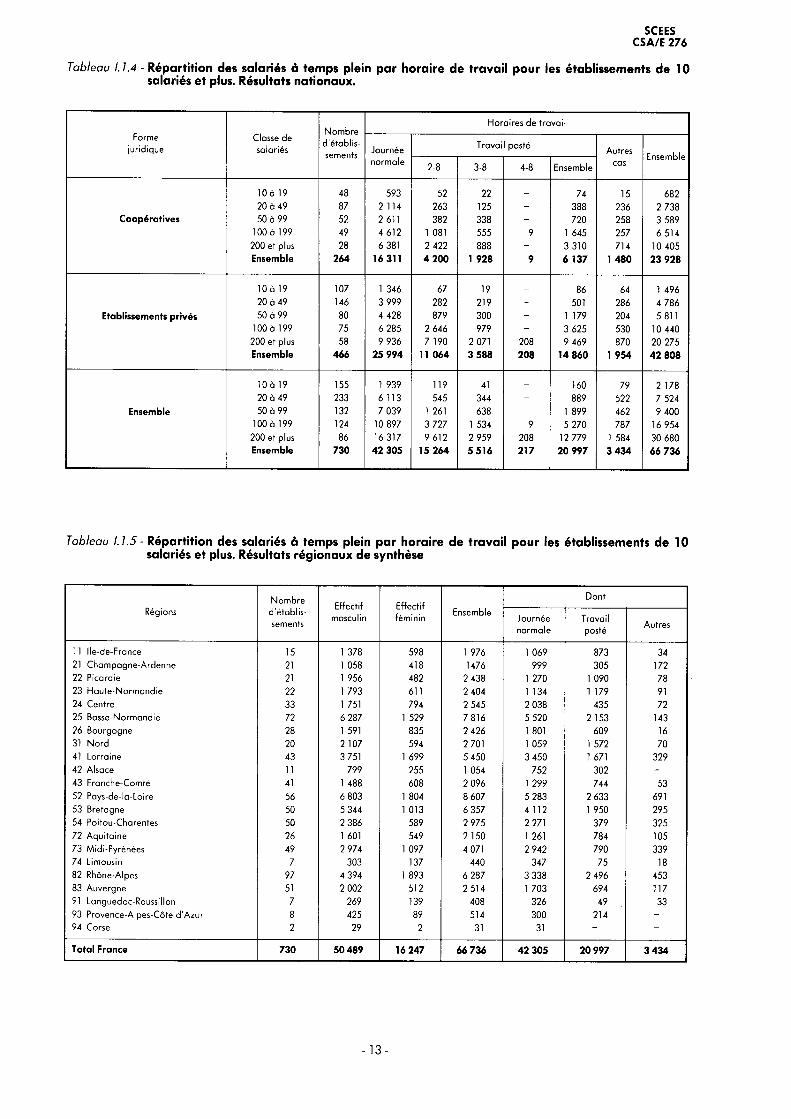
Tableau 1.1.4 - Répartition des salariés à temps plein par horaire de travail pour les établissements de 10 salariés et plus. Résultats nationaux.
SCEESC S A/E 2 7 6
Formejuridique
Classe de salariés
Nom bred'étab lissements
Horaires de trava il
Journéenormale
Travail postéAutres
casEnsemble
2-8 3-8 4-8 Ensemble
lO à 19 48 593 52 22 - 74 15 68220 à 49 87 2 114 263 125 - 388 236 2 738
C oopératives 50 à 99 52 2 611 382 338 - 720 258 3 589100 à 199 49 4 612 1 081 555 9 1 645 257 6 514
200 et plus 28 6 381 2 422 888 - 3 310 714 10 405Ensemble 264 163 1 1 4 200 1 928 9 6 137 1 480 23 928
10a 19 107 1 346 67 19 - 86 64 1 49620 à 49 146 3 999 282 219 - 501 286 4 786
Etablissements privés 50 à 99 80 4 428 879 300 - 1 179 204 5 811100 à 199 75 6 285 2 646 979 - 3 625 530 10 440
200 et plus 58 9 936 7 190 2 071 208 9 469 870 20 275Ensemble 466 25 994 11 064 3 588 208 14 860 1 954 42 808
lO à 19 155 1 939 119 41 - 160 79 2 17820 à 49 233 6 113 545 344 - 889 522 7 524
Ensemble 50 à 99 132 7 039 1 261 638 - 1 899 462 9 400100 à 199 124 10 897 3 727 1 534 9 5 270 787 16 954
200 et plus 86 16 317 9 612 2 959 208 12 779 1 584 30 680Ensemble 730 42 305 15 264 5 516 217 20 997 3 434 66 736
Tableau 1.1.5 - Répartition des salariés à temps plein par horaire de travail pour les établissements de 10 salariés et plus. Résultats régionaux de synthèse
RégionsN om bred ’établissements
Effectifmasculin
Effectifféminin
Ensemble
Dont
Journéenorm ale
Travailposté
Autres
11 Ile-de-France 15 1 378 598 1 976 1 069 873 3421 Champagne-Ardenne 21 1 058 418 1476 999 305 17222 Picardie 21 1 956 482 2 438 1 270 1 090 7823 Haute-N orm andie 22 1 793 611 2 404 1 134 1 179 9124 Centre 33 1 751 794 2 545 2 038 435 7225 Basse-Normandie 72 6 287 1 529 7816 5 520 2 153 14326 Bourgogne 28 1 591 835 2 426 1 801 609 1631 N ord 20 2 107 594 2 701 1 059 1 572 7041 Lorraine 43 3 751 1 699 5 450 3 450 1 671 32942 Alsace 11 799 255 1 054 752 302 -
43 Franche-Comté 41 1 488 608 2 096 1 299 744 5352 Pays-de-la-Loire 56 6 803 1 804 8 607 5 283 2 633 69153 Bretagne 50 5 344 1 013 6 357 4 112 1 950 29554 Poitou-Charentes 50 2 386 589 2 975 2 271 379 32572 Aquitaine 26 1 601 549 2 150 1 261 784 10573 Midi-Pyrénées 49 2 974 1 097 4 071 2 942 790 33974 Limousin 7 303 137 440 347 75 1882 Rhône-Alpes 97 4 394 1 893 6 287 3 338 2 496 45383 Auvergne 51 2 002 512 2514 1 703 694 11791 Languedoc-Roussillon 7 269 139 408 326 49 3393 Provence-Alpes-Côte d 'A zur 8 425 89 514 300 214 -94 Corse 2 29 2 31 31 - -
Total France 730 5 0 4 8 9 16 247 66 736 42 305 20 997 3 434
- 1 3 -
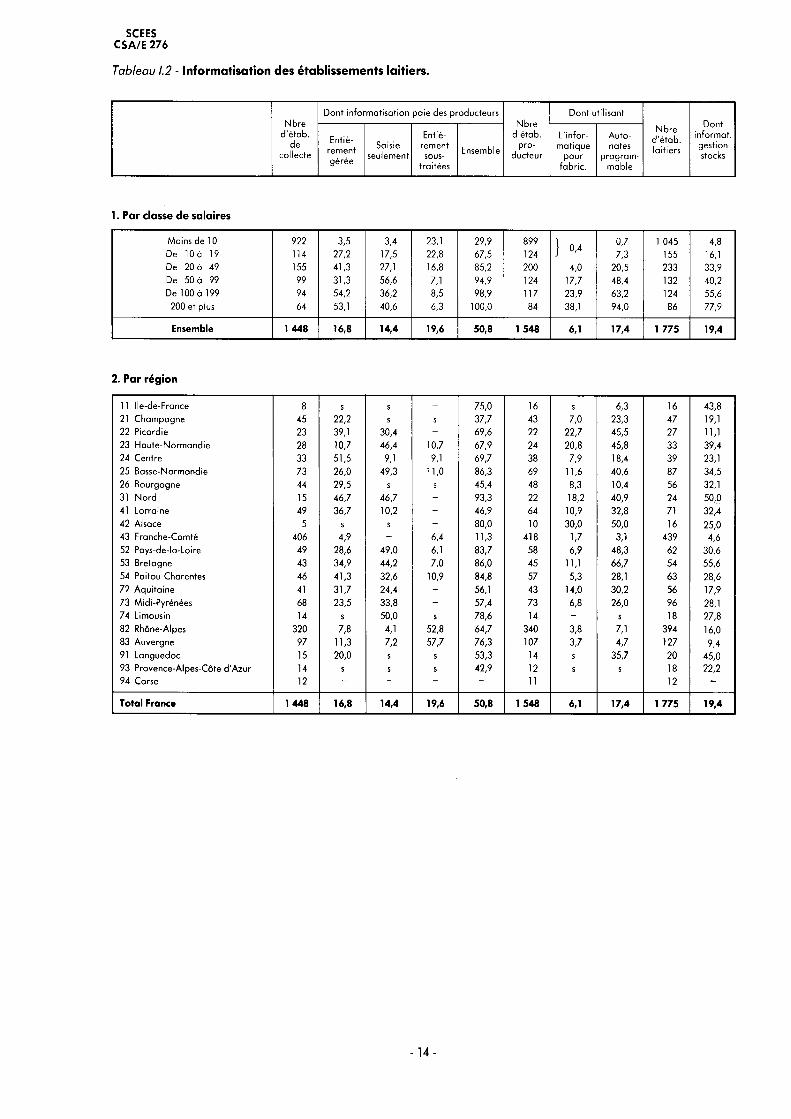
Tableau 1.2 - Informatisation des établissements laitiers.
SCEESC S A/E 276
N bred 'étab.
decollecte
Dont inform atisation paie des producteursNbre
d'étab.p ro
ducteur
Dont utilisantDont
inform ât.gestionstocks
Entièrementgérée
Saisieseulement
Entièrementsous-
traitées
Ensemble
L’ in fo rmatique
pourfab ric .
Auto-nates
program mable
N bred 'étab .laitiers
1. Par classe de salaires
Moins de 10 922 3,5 3,4 23,1 29,9 899 0,7 1 045 4,8De 10 à 19 114 27,2 17,5 22,8 67,5 124 7,3 155 16,1De 20 à 49 155 41,3 27,1 16,8 85,2 200 4,0 20,5 233 33,9De 50 à 99 99 31,3 56,6 7,1 94,9 124 17,7 48,4 132 40,2De 100 à 199 94 54,2 36,2 8,5 98,9 117 23,9 63,2 124 55,6
200 et plus 64 53,1 40,6 6,3 100,0 84 38,1 94,0 86 77,9
Ensemble 1 448 16,8 14,4 19,6 50,8 1 548 6,1 17,4 1 775 19,4
2. Par région
11 Ile-de-France 8 s s - 75,0 16 s 6,3 16 43,821 Champagne 45 22,2 s s 37,7 43 7,0 23,3 47 19,122 Picardie 23 39,1 30,4 - 69,6 22 22,7 45,5 27 11,123 Haute-N orm andie 28 10,7 46,4 10,7 67,9 24 20,8 45,8 33 39,424 Centre 33 51,5 9,1 9,1 69,7 38 7,9 18,4 39 23,125 Basse-Normandie 73 26,0 49,3 11,0 86,3 69 11,6 40,6 87 34,526 Bourgogne 44 29,5 s s 45,4 48 8,3 10,4 56 32,131 N ord 15 46,7 46,7 - 93,3 22 18,2 40,9 24 50,041 Lorraine 49 36,7 10,2 - 46,9 64 10,9 32,8 71 32,442 Alsace 5 s s - 80,0 10 30,0 50,0 16 25,043 Franche-Comte 406 4,9 - 6,4 11,3 418 1,7 3,1 439 4,652 Pays-de-la-Loire 49 28,6 49,0 6,1 83,7 58 6,9 48,3 62 30,653 Bretagne 43 34,9 44,2 7,0 86,0 45 11,1 66,7 54 55,654 Poitou-Charentes 46 41,3 32,6 10,9 84,8 57 5,3 28,1 63 28,672 A quita ine 41 31,7 24,4 - 56,1 43 14,0 30,2 56 17,973 Midi-Pyrenees 68 23,5 33,8 - 57,4 73 6,8 26,0 96 28,174 Limousin 14 s 50,0 s 78,6 14 - s 18 27,882 Rhöne-Alpes 320 7,8 4,1 52,8 64,7 340 3,8 7,1 394 16,083 Auvergne 97 11,3 7,2 57,7 76,3 107 3,7 4,7 127 9,491 Languedoc 15 20,0 s s 53,3 14 s 35,7 20 45,093 Provence-Alpes-Cöte d 'Azur 14 s s s 42,9 12 s s 18 22,294 Corse 12 - - - - 11 - - 12 -
Total France 1 448 16,8 14,4 19,6 50,8 1 548 6,1 17,4 1 775 19,4
- 1 4 -
CHAPITRE II
COLLECTE, RECEPTION ET PRETRAITEMENT DU LAIT
Pages
11.1 - Collecte de lait et de produits laitiers
1 - C ollecte e t ré fr ig é ra tio n du l a i t .......................................................................................................... 16
2 - Cam ions de ram assage de la it ........................................................................................................... 17
3 - Densité de ram assage du la it ............................................................................................................. 18
11.2 - Matériels de réception et de pré-traitement du lait
1 - Réception du la it ..................................................................................................................................... 19
2 - P ré -tra ite m e n t du l a i t ............................................................................................................................ 19
TABLEAUX
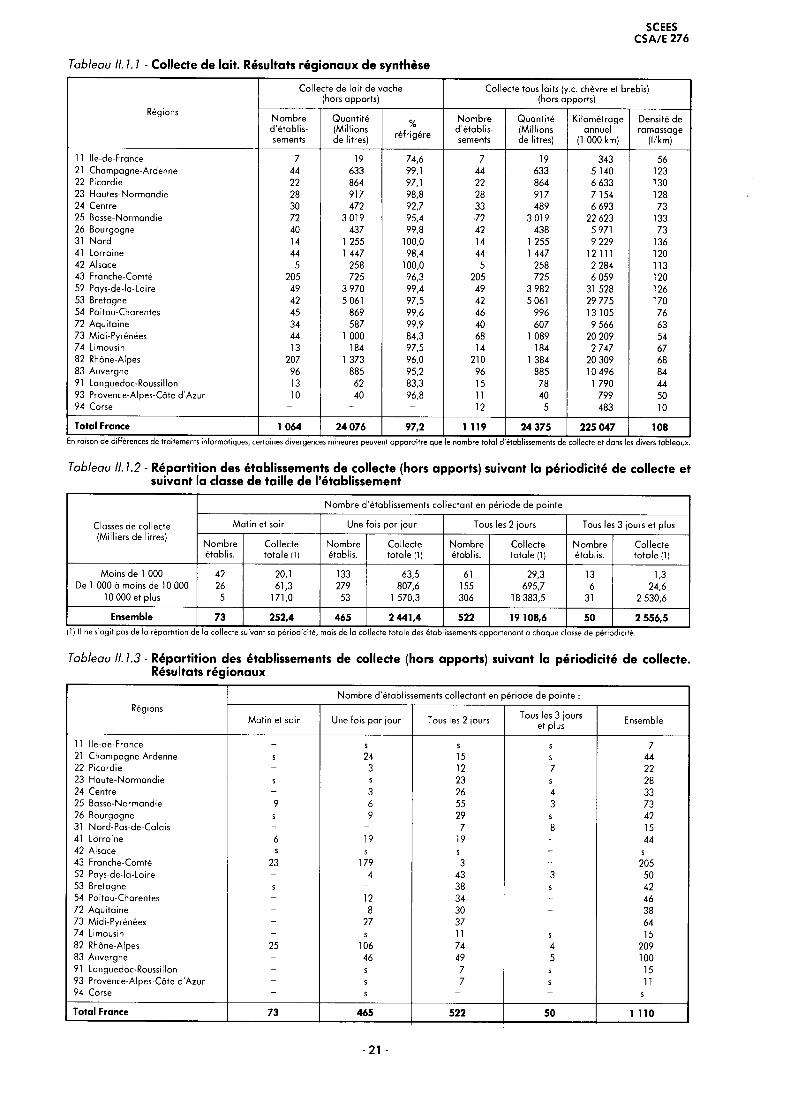
Tableau II.1.1 : Collecte de lait. Résultats régionaux de synthèse .................................................................... 21
Tableau 11.1.2 : Répartition des établissements de collecte (hors apports) suivant la périodicité
de collecte et suivant la classe de ta ille de l ’établissement .................................................... 21
Tableau 11.1.3 : Répartition des établissements de collecte (hors apports) suivant la périodicité
de collecte. Résultats régionaux .................................................................................................. 21
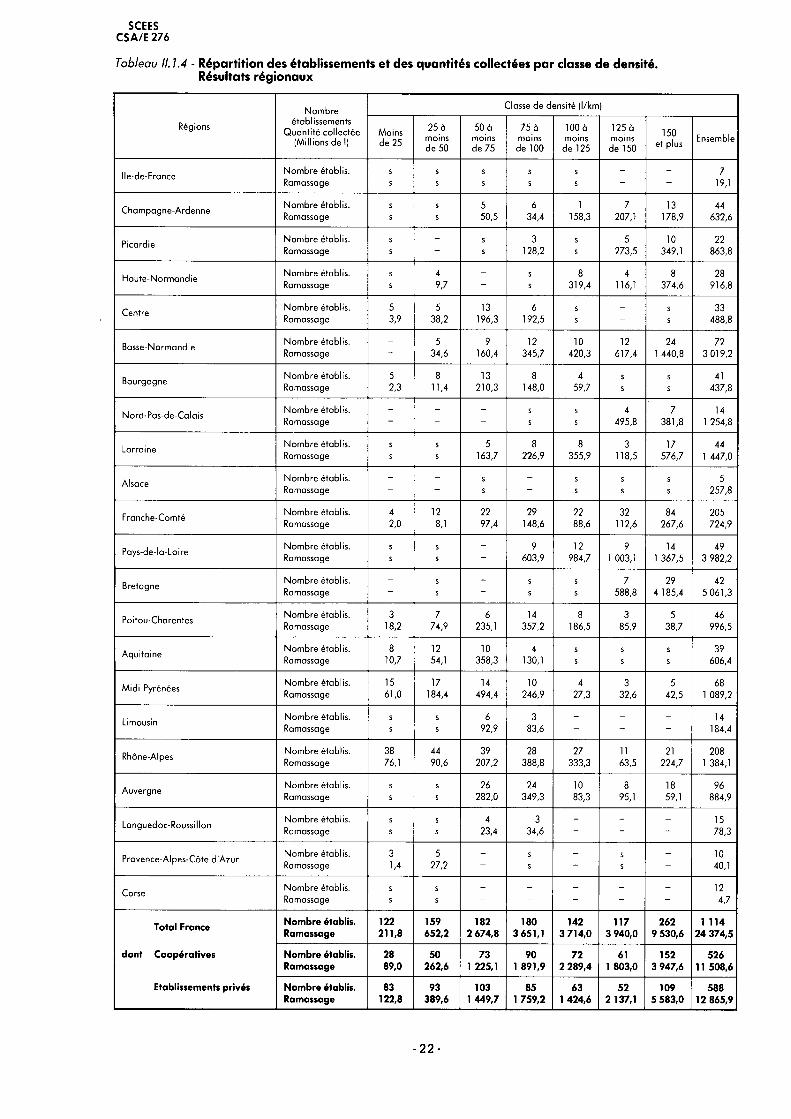
Tableau : 11.1.4 : Répartition des établissements et des quantités collectées par classe de densité.
Résultats régionaux de synthèse................................................................................................ 22
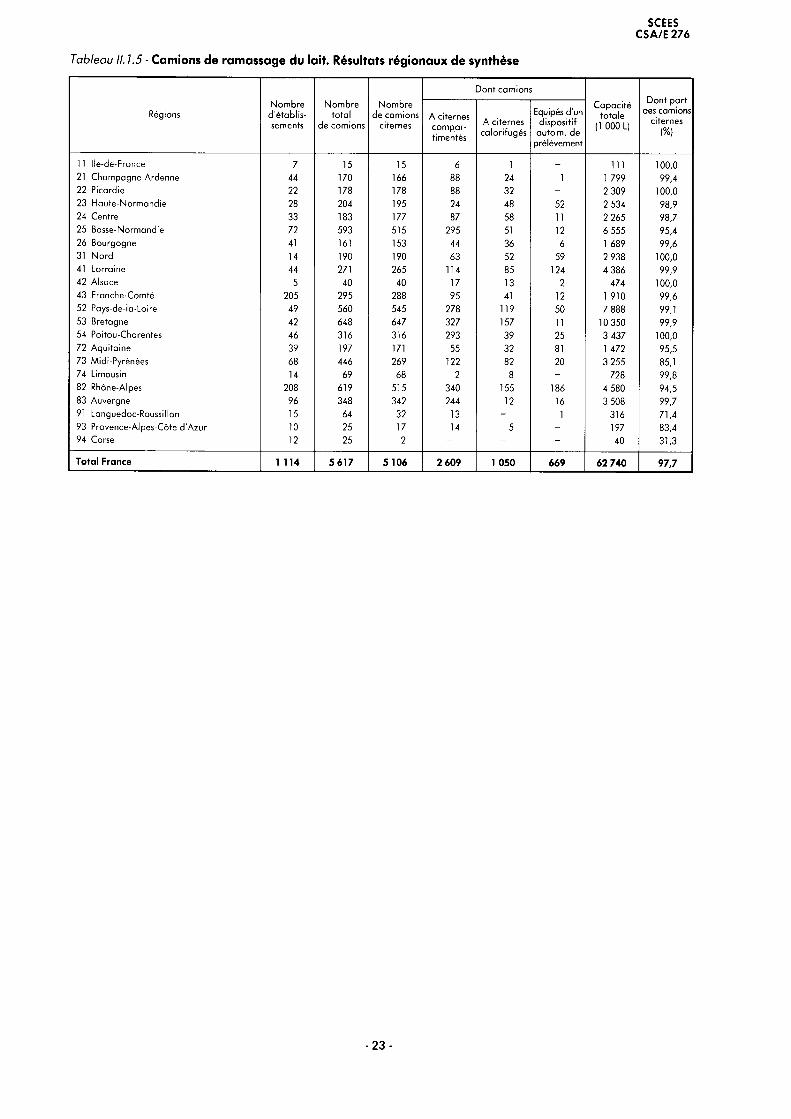
Tableau : 11.1.5 : Camions de ramassage de lait. Résultats régionaux de synthèse..................................... 23
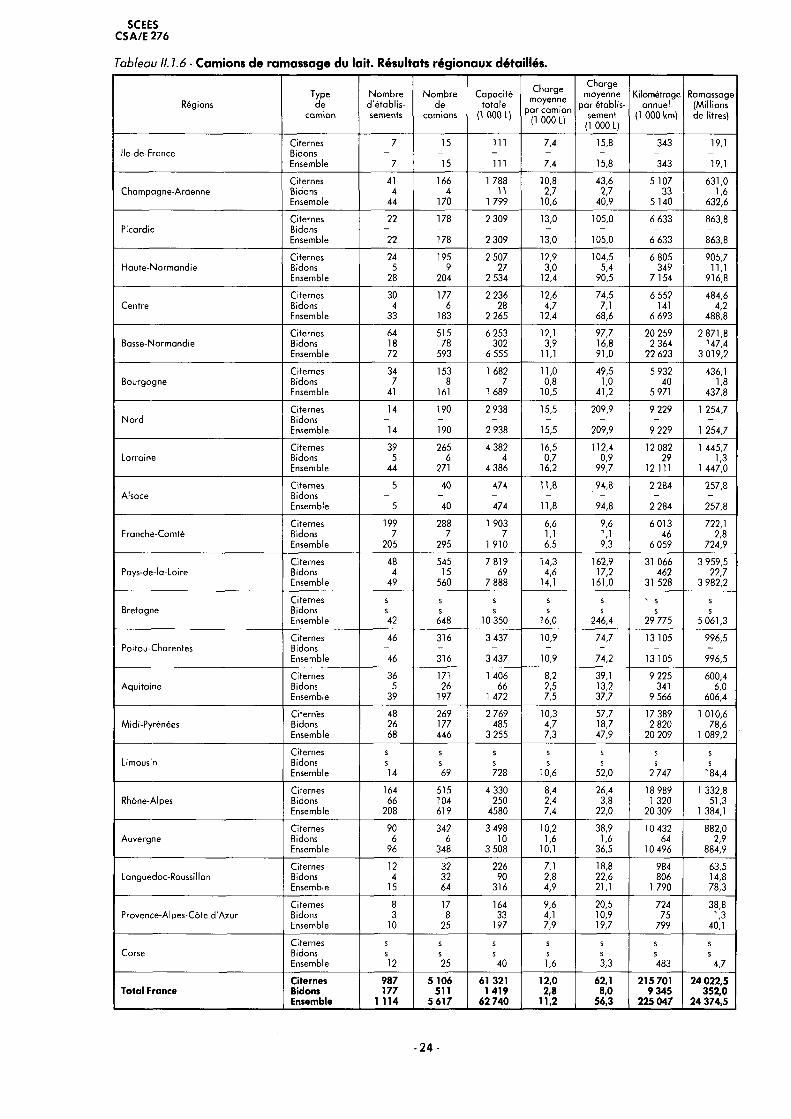
Tab leau : 11.1.6 : Camions de ramassage de lait. Résultats régionaux d é ta illé s .......................................... 24
Tableau : 11.2.1 : Installations de réception et de pré-traitement du lait. Résultats nationaux ................... 25
Tableau : 11.2.2 : Ecrémage et pasteurisation du lait. Résultats régionaux de synthèse ............................. 25
Tableau : 11.2.3 : Installation de réception et de pré-traitement du lait. Résultats régionaux d é ta illé s 26
- 1 5 -
ll.l - COLLECTE DE LAIT ET DE PRODUITS LAITIERS
SCEESC S A/E 276
1. Collecte et réfrigération du lait
Les phénomènes de concentration, caractérisés par la dim inution du nombre d'exploitations agricoles produisant du la it et la disparition des petites laiteries, ont entraîné des évolutions importantes au niveau de la collecte de lait. C’est ainsi que la collecte moyenne de la it de vache d ’un établissement est passée de 14,8 millions de litres en 1977 à22,6 millions de litres en 1985 et que la livraison moyenne d ’un producteur agricole est passée de 38 800 litres à 80 000 litres.
Les apports directs des producteurs agricoles ne portent plus que sur 1,7 % du volume de la it livré aux laiteries (2,9 % en 1977) et ne gardent une certaine importance qu'en Franche-Comté et en Rhône-Alpes, régions où subsistent encore un nombre élevé de petites laiteries.
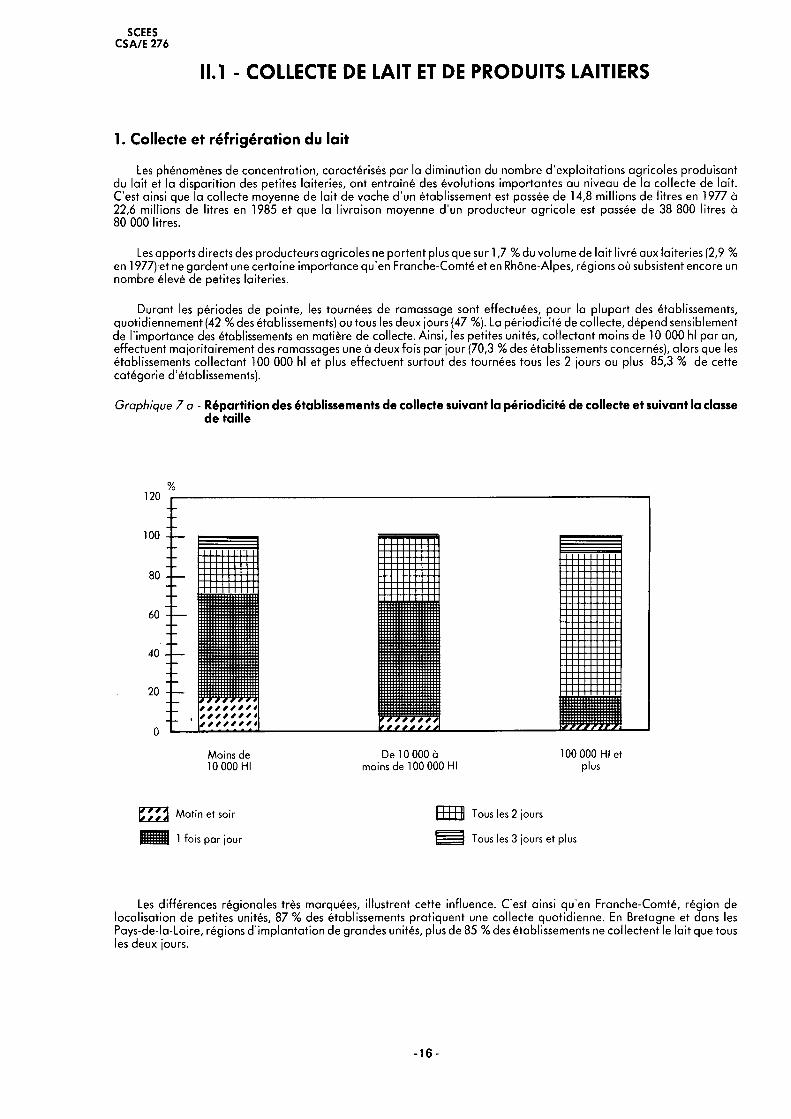
Durant les périodes de pointe, les tournées de ramassage sont effectuées, pour la plupart des établissements, quotidiennement (42 %des établissements) ou tous les deux jours (47 %). La périodicité de collecte, dépend sensiblement de l’importance des établissements en matière de collecte. Ainsi, les petites unités, collectant moins de 10 000 hl par an, effectuent majoritairement des ramassages une à deux fois par jour (70,3 % des établissements concernés), alors que les établissements collectant 100 000 hl et plus effectuent surtout des tournées tous les 2 jours ou plus 85,3 % de cette catégorie d ’établissements).
Graphique 7 a - Répartition des établissements de collecte suivant la périodicité de collecte et suivant la classe de taille
%120
100
80
60
40
20
0
j M a tin et so ir I I I I II Tous les 2 jours
ll l l l l l l l l l 1 fo is p a r jo u r L = J Tous les 3 jours e t plus
Les différences régionales très marquées, illustrent cette influence. C'est ainsi qu’en Franche-Comté, région de localisation de petites unités, 87 % des établissements pratiquent une collecte quotidienne. En Bretagne et dans les Pays-de-la-Loire, régions d'im plantation de grandes unités, plus de 85 % des établissements ne collectent le la it que tous les deux jours.
r r / / / / / / / / / / / / / / / < / ✓ / / / / / < / / / / / / >
* * * * * * * *
M oins de 10 000 Hl
De 10 000 à moins de 100 000 Hl
100 000 Hl et plus
- 1 6 -
Par ailleurs 6,5 % des établissements effectuent, en moyenne, deux collectes par jour, (cette proportion atte ignant ou dépassant 10 % en Haute et Basse-Normandie, en Lorraire, en Franche-Comté et en Rhône-Alpes). Environ 4,5 % des établissements ne collectent le la it que tous les 3 jours ou plus, mais cette proportion atte int 53 % dans le Nord-Pas-de-Calais et 32 % en Picardie.
La nécessité d 'am éliorer la qualité du produit, en lim itant la pro lifération des germes, a stimulé le développement de la réfrigération du la it à la ferme. En 1985,97 % des quantités collectées sont réfrigérées à la ferme contre 76 % en 1977 et seulement 26 % en 1970. Le taux de réfrigération est inférieur à 95 % dans quatre régions seulement : l ’ Ile-de-France, le Languedoc-Roussillon, Midi-Pyrénées et Te Centre.
Les régions où le taux de réfrigération était sensiblement inférieur à la moyenne en 1977 (Haute et Basse- Normandie, Nord-Pas-de-Calais, Auvergne) ont pratiquement résorbé leur retard. C'est ainsi qu'en Basse-Normandie, le taux est passé de 39,3 % à 95,4 %. On peut, en définitive, constater que la réfrigération du la it à la ferme est désormais une pratique acquise.
La collecte de la it de chèvre et de brebis ne représente que 1,2 % de la collecte tota le de lait. Elle est localisée essentiellement dans le Centre et le Sud-Est de la France.
De même, la collecte par les établissements laitiers de produits fabriqués à la ferme (crème ou fromages) reste marginale puisqu'elle ne touche qu’une quinzaine d ’établissements pour des quantités d ’environ 1 310 tonnes pour la crème et 540 tonnes pour les fromages fermiers. Ces productions sont réparties dans le Nord, le Centre, les Pays-de-la-Loire, le Limousin et l ’Auvergne.
SCEESC S A /E 2 7 6
2. Camions de ramassage de lait
Depuis 1977, l ’équipement des laiteries en matériel de transport a considérablement évolué. Le parc de camions s’est réduit, passant de 8 665 unités en 1977 à 5 617 en 1985, alors que la capacité totale a augmenté de 8,7 % et atte int 63 millions de litres en 1985. Cette progression est à a ttribuer aux camions citernes, dont le nombre a diminué (5 106 au lieu de 6 464), mais dont la capacité unitaire a augmenté de plus de 50 % (12 000 I au lieu de 7 600 I).
Les camions citernes représentent 91 % du parc du camions en 1985 contre seulement 75 % en 1977 et leur part dans la capacité totale est passée de 85,2 % à 97,7 % en 1985.
Les camions citernes, bien qu’un peu plus nombreux dans les établissements privés n’y représentent que 87 %du parc de camions, au lieu de 95 % pour les coopératives.
Les régions les plus équipées en camions de ramassage sont évidemment les principales régions de collecte : Bretagne, Pays-de-la-Loire et Basse-Normandie (respectivement, environ 10, 8 et 7 millions de litres de capacité totale).
La part des citernes dans la capacité totale des camions est inférieure à la moyenne nationale en Basse-Normandie, Aquitaine, Midi-Pyrénées, ainsi que dans des régions n’ayant qu’une fa ib le importance en matière de collecte.
Le ramassage en bidons subsiste encore dans les petites laiteries ou dans les régions de montagne.
En 1985, 382 établissements disposent d une station de nettoyage autonome des véhicules. -—
17 -
3. Densité de ramassage du lait
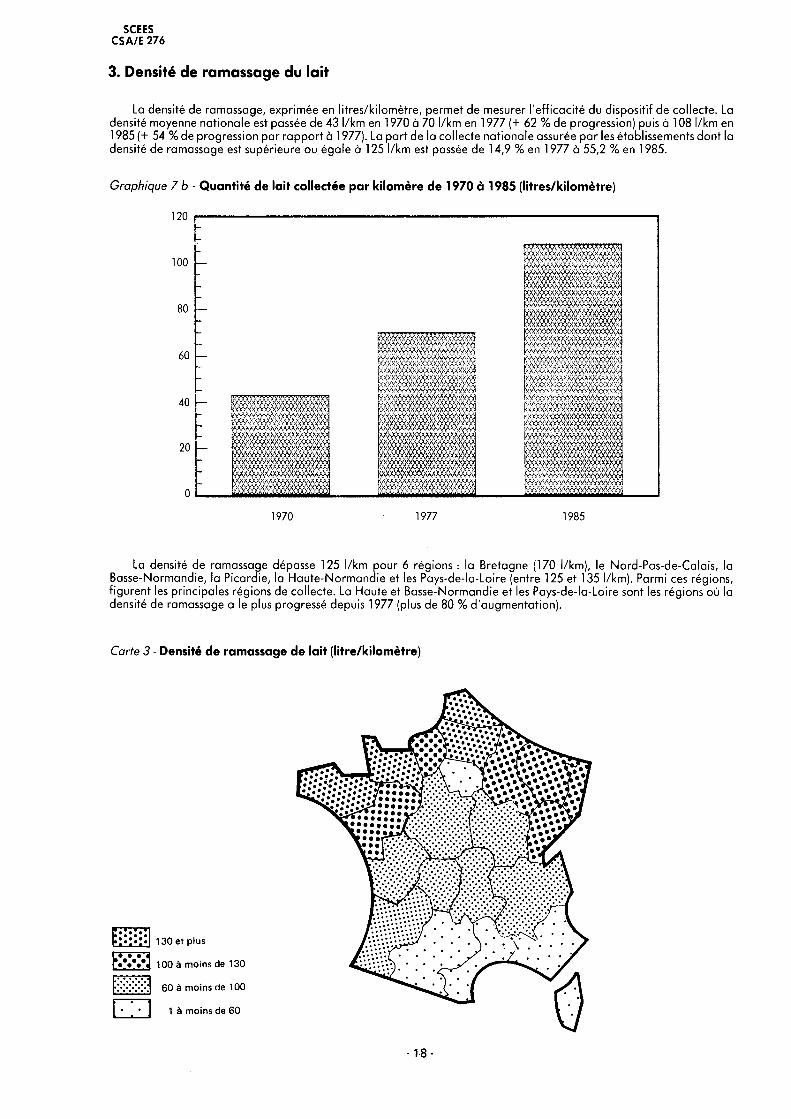
La densité de ramassage, exprimée en litres/kilomètre, permet de mesurer l ’efficacité du dispositif de collecte. La densité moyenne nationale est passée de 43 l/km en 1970 à 70 l/km en 1977 (+ 62 % de progression) puis à 108 l/km en 1985 (+ 54 % de progression par rapport à 1977). La part de la collecte nationale assurée par les établissements dont la densité de ramassage est supérieure ou égale à 125 l/km est passée de 14,9 % en 1977 à 55,2 % en 1985.
Graphique 7 b - Q uantité de lait collectée par kilomère de 1970 à 1985 (litres/kilomètre)
120
100
80
60
40
20
0
1970 1977 1985
SCEESC S A/E 276
x< f . „ yi : ■; ;\V|
vVA’o'V/ -/.V/jW.’AVVV'l
r r r r y v r v v T i v V T 'T V T T T V VK a/A \^v >A'\ -A,\ VtA-VvVAV-.'-'v Wv vR->/rv\v
f 'v„, ,,,[.•\aa.\K'v'Uv-'aX,a*''vV k ‘ \ ' ' v > A\> ''v \> »K ' ' ''* ' v\f
\ \ Vv\VV^\'^VV\A\\\\ \n ■'vVyvVVVvw VVyvC vyVVvvV
w 'Of'O 1 vv ''Vy \ \ VY* V V v \ \ '
‘é w s s s w m tv w t i
\.v .y’:-. XXA/.A .-.VîVa AAAa-\ A/\X a /
ââââàààuttiriàÉÎHiihiHUàufri^
/ A / X a ’' x . ^ - a a \ \ r \ ’ ^ A V A
'VVVvVWVX'VVVV'
: v v ' Y V V V V y v v v v v V V v V V V VVV^Vv W * -Y»'
% y ^ .y fy.\v\v.',vxvv■ÀXXA'vxAÂ'Vv CvÀ^vA''-, . . v - À \<
^vvVVvVvvvvvwvVVvvVVv'v11A.^_^/x.l'.A r',./ iA /v /:'y - \À A A ^ Y y .i
i y»* ar vk , ¿ x 'v .. x , ÎX , , \ x Xa a , a.t , ,, . -
i >v ,v $ ' / - < * < \ \ w, v ! \ v\^5i ; ^ rc«S& ixMÔPftji»!: X vvA ’ï y À i m ^ i
v 1 '' -v< » < % ' * ' ( Ci ' \ \ \V <
La densité de ramassage dépasse 125 l/km pour 6 régions : la Bretagne (170 l/km), le Nord-Pas-de-Calais, la Basse-Normandie, la Picardie, la Haute-Normandie et les Pays-de-la-Loire (entre 125 et 135 l/km). Parmi ces régions, figurent les principales régions de collecte. La Haute et Basse-Normandie et les Pays-de-la-Loire sont les régions où la densité de ramassage a le plus progressé depuis 1977 (plus de 80 % d ’augmentation).
Carte 3 - Densité de ramassage de lait (litre/kilom ètre)
r r r r¿ £ 1• • • ► • • < • • •
130 et plus
100 à moins de 130
r X ' j 'X ' i l 60 à moins de 100
[ • ‘ • ] 1 à moins de 60
- 1 8 -
La dispersion régionale est importante pour la densité de ramassage, qui évolue, suivant les régions, dans des proportions a llant de 1 à 3. C'est ainsi, par exemple, qu’elle n’est que de 54 l/km en Midi-Pyrénées (seule région où la densité de ramassage a stagné depuis 1977) et de 68 l/km dans la région Rhône-Alpes. Les disparités observées ne s'expliquent pas seulement par la plus ou moins grande rationalisation du dispositif de collecte. Il faut églament tenir compte de l’enchevêtrement des zones de ramassage ainsi que de la plus ou moins grande dispersion géographique des producteurs agricoles.
SCEESC S A /E 2 7 6
11.2 - MATERIELS DE RECEPTION ET DE PRE-TRAITEMENT DU LAIT
1. Réception du lait
Le la it collecté est extrait des camions au moyen de lignes de pompagne, puis il est stocké dans des tanks.
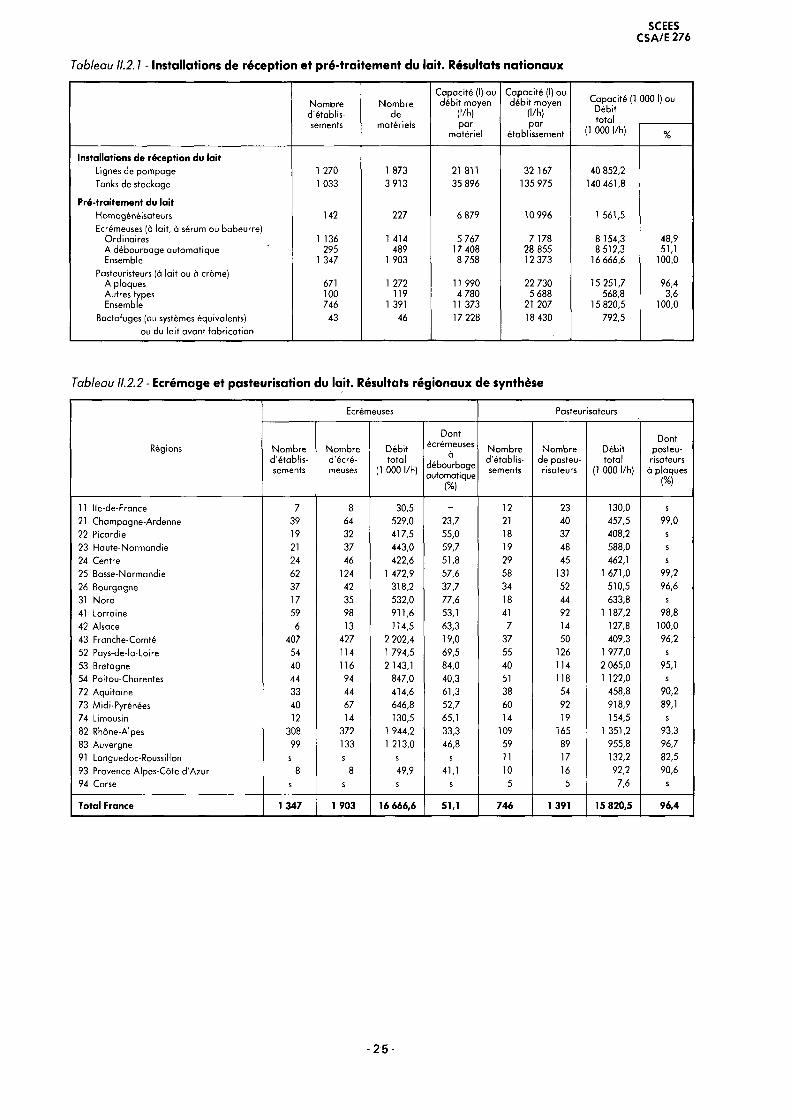
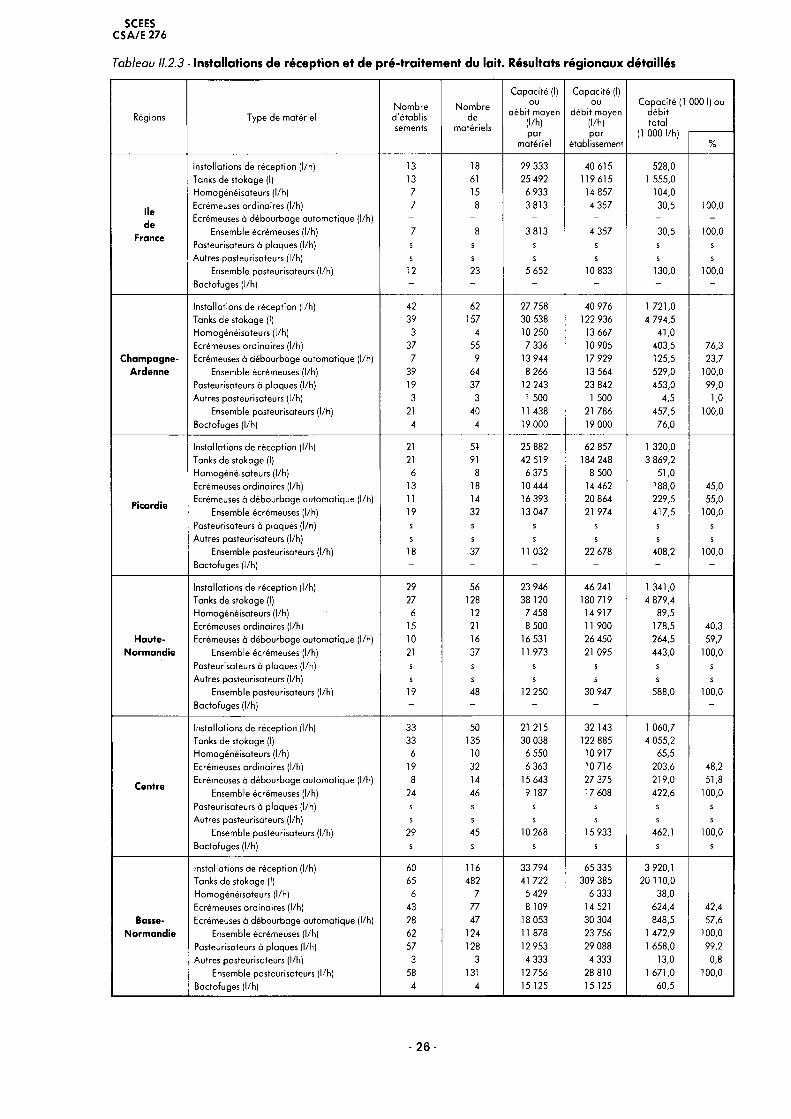
En 1985, on a recensé 1 873 lignes de pompage pour un débit moyen d'environ 22 000 l/h par matériel. Les tanks de stockage sont au nombre de 3 913 pour une capacité unitaire d ’environ 36 000 I. Cinq régions ont une capacité to ta le de stockage supérieure à 10 millions de litres : la Basse-Normandie (20,1), la Bretagne (17,6), les Pays-de-la-Loire (15,4), la Lorraine (11,3) et Rhône-Alpes (10,2). Ces régions représentent 53 % de la capacité tota le des tanks.
2. Pré-traitement du lait
Les techniques employées dans le pré-traitement du la it sont l'homogénéisation, l ’écrémage, la pasteurisation, l'utilisation de bactofuges et l ’u ltra filtra tion avant mise en fabrication.
L’homogénéisation est assez peu répandue puisque 142 établissements seulement utilisent ce procédé. Les 227 homogénéisateurs recensés en 1985 tra itent au to ta l 1 560 milliers de litres par heure environ.
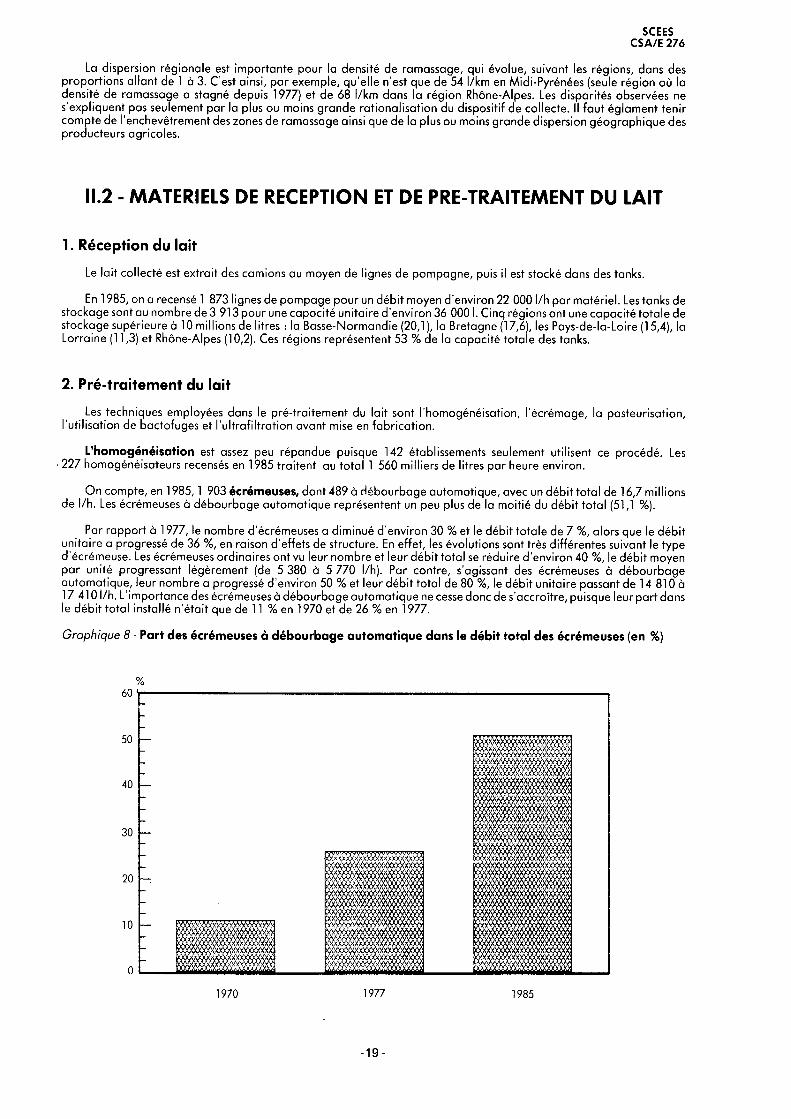
On compte, en 1985,1 903 écrémeuses, dont 489 à débourbage automatique, avec un débit to ta l de 16,7 millions de l/h. Les écrémeuses à débourbage automatique représentent un peu plus de la moitié du débit to ta l (51,1 %).
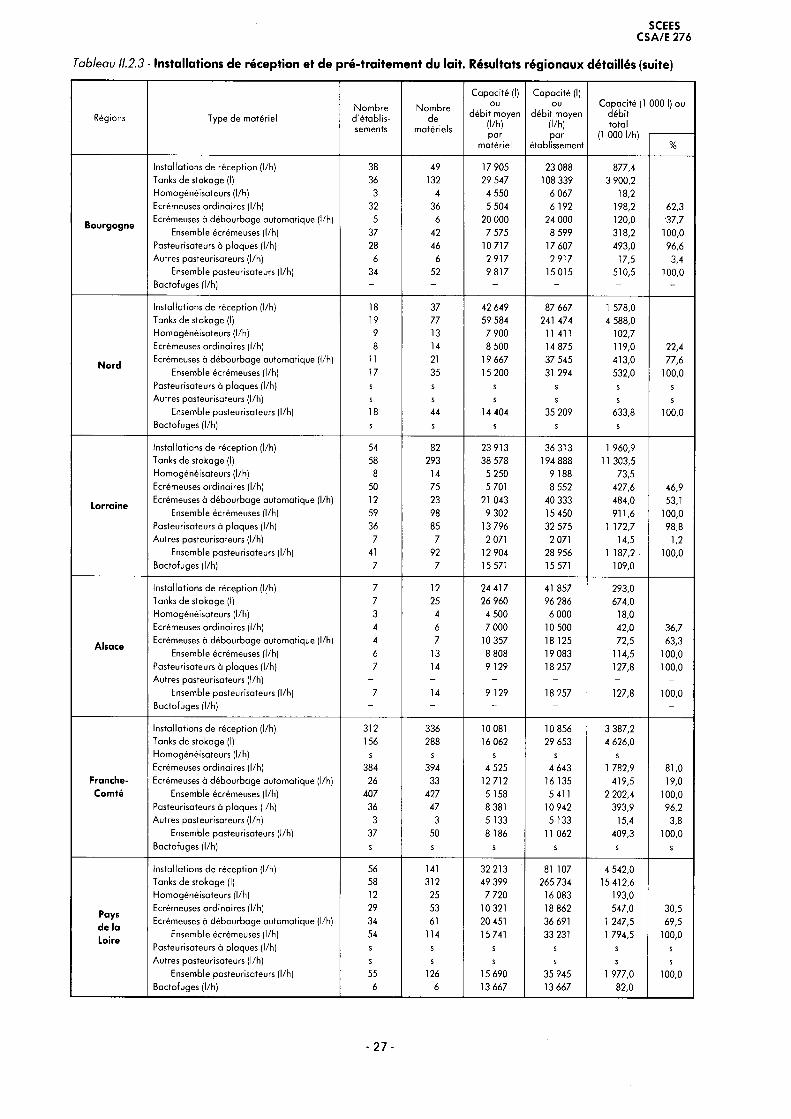
Par rapport à 1977, le nombre d'écrémeuses a diminué d'environ 30 % et le débit to ta le de 7 %, alors que le débit unitaire a progressé de 36 %, en raison d ’effets de structure. En effet, les évolutions sont très différentes suivant le type d'écrémeuse. Les écrémeuses ordinaires ont vu leur nombre et leur débit to ta l se réduire d'environ 40 %, le débit moyen par unité progressant légèrement (de 5 380 à 5 770 l/h). Par contre, s'agissant des écrémeuses à débourbage automatique, leur nombre a progressé d ’environ 50 % et leur débit to ta l de 80 %, le débit unitaire passant de 14 810 à 17 4101/h. L’ importance des écrémeuses à débourbage automatique ne cesse donc de s'accroître, puisque leur part dans le débit to ta l installé n 'éta it que de 11 % en 1970 et de 26 % en 1977.
Graphique 8 - Part des écrémeuses à débourbage autom atique dans le débit total des écrémeuses (en %)
%
1970 1977 1985
- 1 9 -
SCEESC S A/E 276
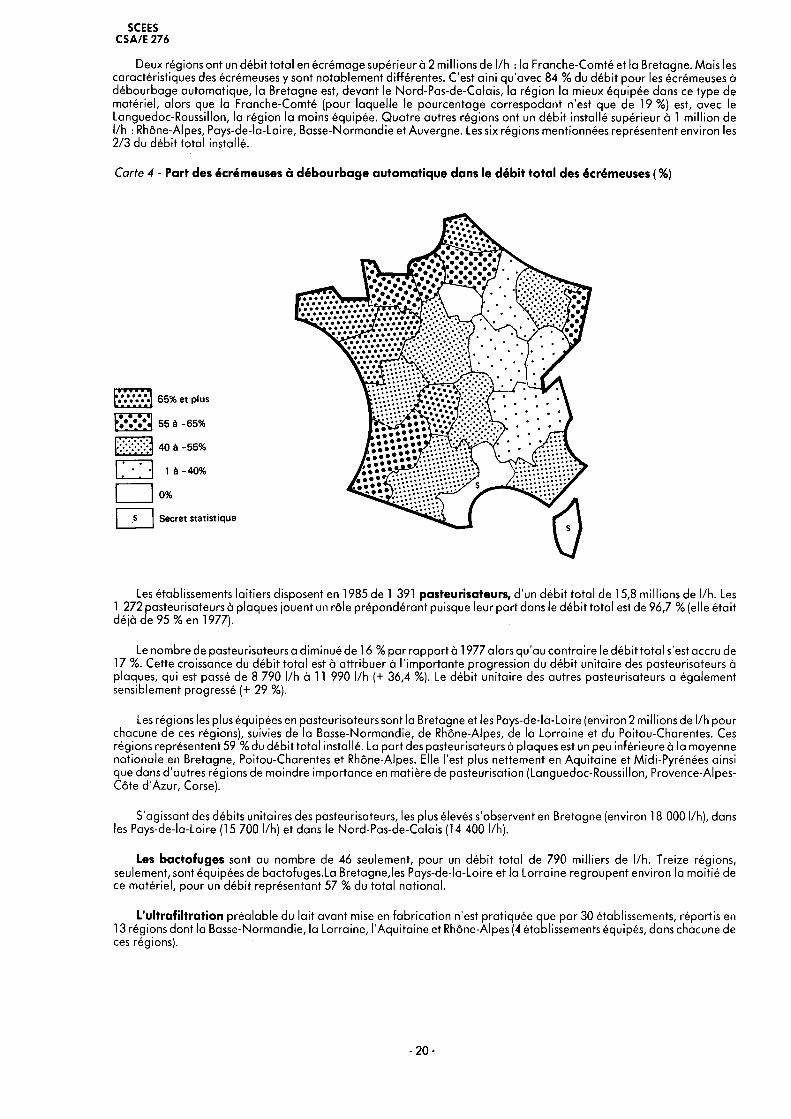
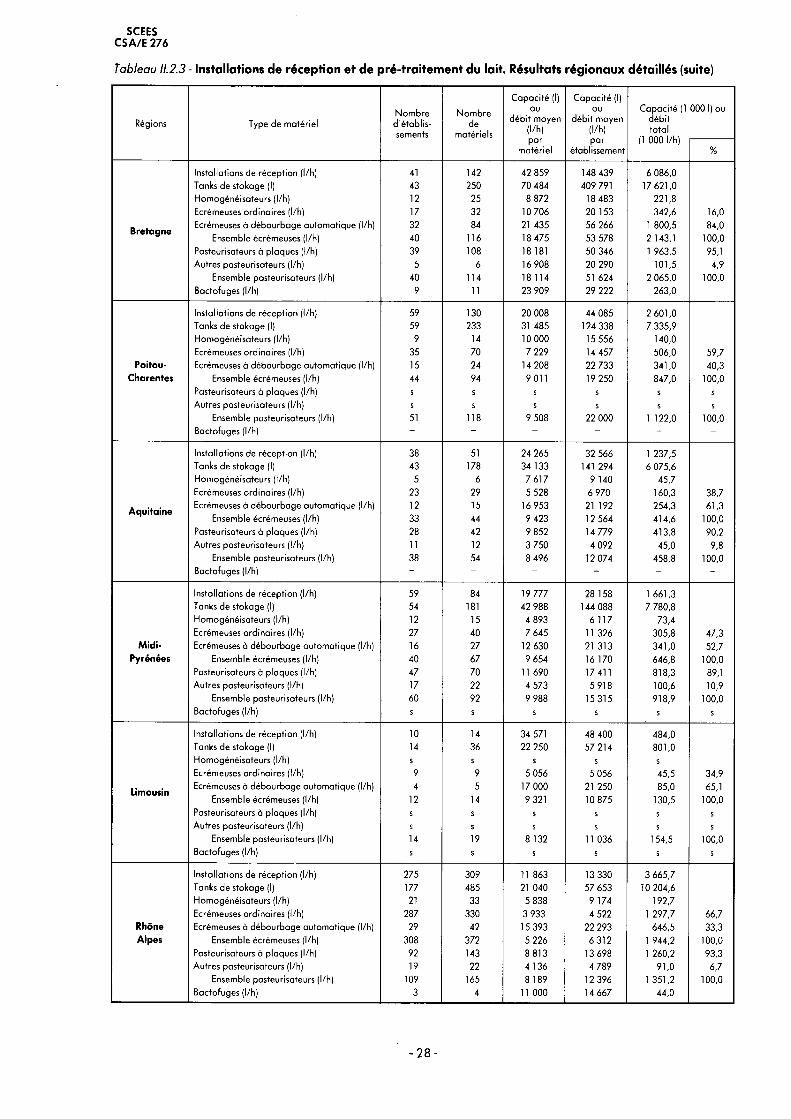
Deux régions ont un débit to ta l en écrémage supérieur à 2 millions de l/h : la Franche-Comté et la Bretagne. Mais les caractéristiques des écrémeuses y sont notablement différentes. C'est aini qu'avec 84 % du débit pour les écrémeuses à débourbage automatique, la Bretagne est, devant le Nord-Pas-de-Calais, la région la mieux équipée dans ce type de matériel, alors que la Franche-Comté (pour laquelle le pourcentage correspodant n'est que de 19%) est, avec le Languedoc-Roussillon, la région la moins équipée. Quatre autres régions ont un débit installé supérieur à 1 million de l/h : Rhône-Alpes, Pays-de-la-Loire, Basse-Normandie et Auvergne. Les six régions mentionnées représentent environ les 2/3 du débit to ta l installé.
Carte 4 - Part des écrémeuses à débourbage autom atique dans le débit to ta l des écrémeuses ( %)
l l l l l l• • • • • • 65% et plus
55 à -65%
40 à -55%
1 à -40%
0%
Secret statistique
Les établissements laitiers disposent en 1985 de 1 391 pasteurisateurs, d ’un débit to ta l de 15,8 millions de l/h. Les 1 272 pasteurisateurs à plaques jouent un rôle prépondérant puisque leur part dans le débit to ta l est de 96,7 % (elle était déjà de 95 % en 1977).
Le nombre de pasteurisateurs a diminué de 16 % par rapport à 1977 alors qu'au contraire le débit to ta l s'est accru de 17 %. Cette croissance du débit to ta l est à a ttribuer à l'importante progression du débit unitaire des pasteurisateurs à plaques, qui est passé de 8 790 l/h à 11 990 l/h (+ 36,4 %). Le débit unitaire des autres pasteurisateurs a également sensiblement progressé (+ 29 %).
Les régions les plus équipées en pasteurisateurs sont la Bretagne et les Pays-de-la-Loire (environ 2 millions de l/h pour chacune de ces régions), suivies de la Basse-Normandie, de Rhône-Alpes, de la Lorraine et du Poitou-Charentes. Ces régions représentent 59 %du débit to ta l installé. La part des pasteurisateurs à plaques est un peu inférieure à la moyenne nationale en Bretagne, Poitou-Charentes et Rhône-Alpes. Elle l ’est plus nettement en Aquitaine et Midi-Pyrénées ainsi que dans d ’autres régions de moindre importance en matière de pasteurisation (Languedoc-Roussillon, Provence-Alpes- Côte d ’Azur, Corse).
S’agissant des débits unitaires des pasteurisateurs, les plus élevés s'observent en Bretagne (environ 18 000 l/h), dans les Pays-de-la-Loire (15 700 l/h) et dans le Nord-Pas-de-Calais (14 400 l/h).
Les bactofuges sont au nombre de 46 seulement, pour un débit total de 790 milliers de l/h. Treize régions, seulement, sont équipées de bactofuges.La Bretagne,les Pays-de-la-Loire et la Lorraine regroupent environ la moitié de ce matériel, pour un débit représentant 57 % du total national.
L’ultrafiltration préalable du la it avant mise en fabrication n'est pratiquée que par 30 établissements, répartis en 13 régions dont la Basse-Normandie, la Lorraine, l ’Aquitaine et Rhône-Alpes (4 établissements équipés, dans chacune de ces régions).
- 20 -
SCEESC S A /E 276
Tableau II. 1.1 - Collecte de lait. Résultats régionaux de synthèse
Régions
Collecte de la it de vache (hors apports)
Collecte tous laits (y.c. chèvre et brebis) (hors apports)
Nom bred 'é tab lis sements
Q uantité (M illions de litres)
%réfrigéré
N om bred 'étab lissements
Q uantité (Millions de litres)
K ilom étrage annuel
(1 000 km)
Densité de ramassage
(l/km)
11 Ile-de-France 7 19 74,6 7 19 343 5621 Champagne-Ardenne 44 633 99,1 44 633 5 140 12322 Picardie 22 864 97,1 22 864 6 633 13023 Hautes-Normandie 28 917 98,8 28 917 7 154 12824 Centre 30 472 92,7 33 489 6 693 7325 Basse-Normandie 72 3019 95,4 72 3019 22 623 13326 Bourgogne 40 437 99,8 42 438 5 971 7331 N ord 14 1 255 100,0 14 1 255 9 229 13641 Lorraine 44 1 447 98,4 44 1 447 12 111 12042 Alsace 5 258 100,0 5 258 2 284 11343 Franche-Comté 205 725 96,3 205 725 6 059 12052 Pays-de-la-Loire 49 3 970 99,4 49 3 982 31 528 12653 Bretagne 42 5 061 97,5 42 5 061 29 775 17054 Poitou-Charentes 45 869 99,6 46 996 13 105 7672 Aquitaine 34 587 99,9 40 607 9 566 6373 Midi-Pyrénées 44 1 000 84,3 68 1 089 20 209 5474 Limousin 13 184 97,5 14 184 2 747 6782 Rhône-Alpes 207 1 373 96,0 210 1 384 20 309 6883 Auvergne 96 885 95,2 96 885 10 496 8491 Languedoc-Roussillon 13 62 83,3 15 78 1 790 4493 Provence-Alpes-Côte d 'Azur 10 40 96,8 11 40 799 5094 Corse - - - 12 5 483 10
Total France 1 064 24 076 97,2 1 119 24 375 225 047 108En raison de différences de traitements informatiques, certaines divergences mineures peuvent apparaître que le nombre to ta l d ’établissements de collecte et dans les divers tableaux.
Tableau II. 1.2 - Répartition des établissements de collecte (hors apports) suivant la périodicité de collecte et suivant la classe de taille de l’établissement
Classes de collecte (M illiers de litres)
N om bre d'établissements co llectan t en jé riode de pointe
M atin et soir Une fois par jour Tous les 2 jours Tous les 3 jours et plus
Nom breétablis.
Collecte to ta le (1)
Nom breétablis.
Collecte to ta le (1)
Nom breétablis.
Collecte to ta le (1)
N om breétablis.
Collecte to ta le (1)
Moins de 1 000 42 20,1 133 63,5 61 29,3 13 1,3De 1 000 à moins de 10 000 26 61,3 279 807,6 155 695,7 6 24,6
10 000 et plus 5 171,0 53 1 570,3 306 18 383,5 31 2 530,6
Ensemble 73 252,4 465 2 441,4 522 19 108,6 50 2 556,5(1) Il ne s’a g it pas de la ré p a rtitio n de la co llecte suivant sa périod ic ité , mais de la co llecte to ta le des établissements a ppartenan t à chaque classe de p é riod ic ité .
Tableau II. 1.3 - Répartition des établissements de collecte (hors apports) suivant la périodicité de collecte. Résultats régionaux
RégionsN om bre d'établissements co llectan t en période de pointe :
M atin et soir Une fois par jour Tous les 2 jours Tous les 3 jours et plus Ensemble
11 Ile-de-France - s s s 721 Champagne-Ardenne s 24 15 s 4422 Picardie - 3 12 7 2223 Haute-N orm andie s s 23 s 2824 Centre - 3 26 4 3325 Basse-Normandie 9 6 55 3 7326 Bourgogne s 9 29 s 4231 Nord-Pas-de-Calais - - 7 8 1541 Lorraine 6 19 19 - 4442 Alsace s s s - s43 Franche-Comté 23 179 3 - 20552 Pays-de-la-Loire - 4 43 3 5053 Bretagne s - 38 s 4254 Poitou-Charentes - 12 34 - 4672 Aquitaine - 8 30 - 3873 Midi-Pyrénées - 27 37 - 6474 Limousin - s 11 s 1582 Rhône-Alpes 25 106 74 4 20983 Auvergne - 46 49 5 10091 Languedoc-Roussillon - s 7 s 1593 Provence-Alpes-Côte d ’Azur - s 7 s 1194 Corse - s - - s
Total France 73 465 522 50 1 110
- 2 1 -
SCEESC S A/E 276
Tableau II. 1.4 - Répartition des établissements et des quantités collectées par classe de densité. Résultats régionaux
Nom breClasse de densité (l/km)
Régionsétablissements
Q uantité collectée (M illions de 1)
Moins de 25
25 à moins de 50
50 à moins de 75
75 à moins
de 100
100 à moins
de 125
125 à moins
de 150
150 et plus Ensemble
Ile-de-FranceN om bre établis. Ramassage
ss
ss
ss
ss
ss -
- 719,1
Champagne-ArdenneNom bre établis. Ramassage
ss
ss
550,5
634,4
1158,3
7207,1
13178,9
44632,6
PicardieNom bre établis. s - s 3 s 5 10 22Ramassage s - s 128,2 s 273,5 349,1 863,8
Haute-Norm andieNom bre établis. Ramassage
ss
49,7 -
ss
8319,4
4116,1
8374,6
28916,8
CentreNom bre établis. 5 5 13 6 s - s 33Ramassage 3,9 38,2 196,3 192,5 s - s 488,8
Basse-NormandieNom bre établis. Ramassage -
534,6
9160,4
12345,7
10420,3
12617,4
24 1 440,8
72 3 019,2
BourgogneNom bre établis. 5 8 13 8 4 s s 41Ramassage 2,3 11,4 210,3 148,0 59,7 s s 437,8
Nord-Pas-de-CalaisNom bre établis. Ramassage -
- - ss
ss
4495,8
7381,8
14 1 254,8
LorraineNom bre établis. s s 5 8 8 3 17 44Ramassage s s 163,7 226,9 355,9 118,5 576,7 1 447,0
AlsaceNom bre établis. - - s - s s s 5Ramassage - - s - s s s 257,8
Franche-ComtéNom bre établis. Ramassage
42,0
128,1
2297,4
29148,6
2288,6
32112,6
84267,6
205724,9
Pays-de-la-LoireNom bre établis. Ramassage
ss
ss
- 9603,9
12984,7
91 003,1
141 367,5
49 3 982,2
BretagneNom bre établis. - s - s s 7 29 42Ramassage - s - s s 588,8 4 185,4 5 061,3
Poitou-CharentesNom bre établis. Ramassage
318,2
774,9
6235,1
14357,2
8186,5
385,9
538,7
46996,5
AquitaineNom bre établis. 8 12 10 4 s s s 39Ramassage 10,7 54,1 358,3 130,1 s s s 606,4
Midi-PyrénéesNom bre établis. Ramassage
1561,0
17184,4
14494,4
10246,9
427,3
332,6
542,5
68 1 089,2
Limousin Nom bre établis. Ramassage
ss
ss
692,9
383,6
-- -
14184,4
Rhône-AlpesNom bre établis. Ramassage
3876,1
4490,6
39207,2
28388,8
27333,3
1163,5
21224,7
208 1 384,1
AuvergneNom bre établis. s s 26 24 10 8 18 96Ramassage s s 282,0 349,3 83,3 95,1 59,1 884,9
Languedoc-RoussillonNom bre établis. Ramassage
ss
ss
423,4
334,6
-- -
1578,3
Provence-Alpes-Côte d ’AzurNom bre établis. Ramassage
31,4
527,2
- ss -
ss
- 1040,1
CorseNom bre établis. s s - - - - - 12Ramassage s s - - - - - 4,7
Total France N om bre établis. 122 159 182 180 142 117 262 1 114Ramassage 211,8 652,2 2 674,8 3 651,1 3 714,0 3 940,0 9 530,6 2 4 374,5
dont C oopératives N om bre établis. 28 50 73 90 72 61 152 526Ramassage 89,0 262,6 1 225,1 1 891,9 2 289,4 1 803,0 3 947,6 11 508,6
Etablissements privés N om bre établis. 83 93 103 85 63 52 109 588Ramassage 122,8 389,6 1 449,7 1 759,2 1 424,6 2 137,1 5 583,0 12 865,9
- 2 2 -
SCEESC S A /E 2 7 6
Tableau II. 1.5 - Camions de ramassage du lait. Résultats régionaux de synthèse
RégionsNom bred 'étab lissements
Nom bre to ta l
de camions
Nom bre de camions
citernes
D ont camions
Capacité to ta le
(1 000 L)
Dont pa rt des camions
citernes (%)
A citernes com partimentés
A citernes calorifugés
Equipés d ’un d ispositif
au tom . de prélèvement
11 Ile-de-France 7 15 15 6 1 _ 111 100,021 Champagne-Ardenne 44 170 166 88 24 1 1 799 99,422 Picardie 22 178 178 88 32 - 2 309 100,023 H aute-Norm andie 28 204 195 24 48 52 2 534 98,924 Centre 33 183 177 87 58 11 2 265 98,725 Basse-Normandie 72 593 515 295 51 12 6 555 95,426 Bourgogne 41 161 153 44 36 6 1 689 99,631 N ord 14 190 190 63 52 59 2 938 100,041 Lorraine 44 271 265 114 85 124 4 386 99,942 Alsace 5 40 40 17 13 2 474 100,043 Franche-Comté 205 295 288 95 41 12 1 910 99,652 Pays-de-la-Loire 49 560 545 278 119 50 7 888 99,153 Bretagne 42 648 647 327 157 11 10 350 99,954 Poitou-Charentes 46 316 316 293 39 25 3 437 100,072 Aquitaine 39 197 171 55 32 81 1 472 95,573 Midi-Pyrénées 68 446 269 122 82 20 3 255 85,174 Limousin 14 69 68 2 8 - 728 99,882 Rhône-Alpes 208 619 515 340 155 186 4 580 94,583 Auvergne 96 348 342 244 12 16 3 508 99,791 Languedoc-Roussillon 15 64 32 13 - 1 316 71,493 Provence-Alpes-Côte d 'Azur 10 25 17 14 5 - 197 83,494 Corse 12 25 2 - - - 40 31,3
Total France 1 114 5 6 1 7 5 106 2 609 1 050 669 62 740 97,7
- 2 3 -
SCEESC S A /E 276
Tableau II. 1.6 - Camions de ramassage du lait. Résultats régionaux détaillés.
RégionsType
decam ion
Nom bred 'é tab lis sements
N om brede
camions
Capacité to ta le
(1 000 L)
Charge moyenne
par cam ion (1 000 L)
Charge moyenne
p ar é tab lissement
(1 000 L)
Kilométrage annuel
(1 000 km)
Ramassage (M illions de litres)
Citernes 7 15 111 7,4 15,8 343 19,1Ile-de-France Bidons - - - - - - -
Ensemble 7 15 111 7,4 15,8 343 19,1
Citernes 41 166 1 788 10,8 43,6 5 107 631,0Champagne-Ardenne Bidons 4 4 11 2,7 2,7 33 1,6
Ensemble 44 170 1 799 10,6 40,9 5 140 632,6
Citernes 22 178 2 309 13,0 105,0 6 633 863,8Picardie Bidons - - - - - - -
Ensemble 22 178 2 309 13,0 105,0 6 633 863,8
Citernes 24 195 2 507 12,9 104,5 6 805 905,7H aute-N orm andie Bidons 5 9 27 3,0 5,4 349 11,1
Ensemble 28 204 2 534 12,4 90,5 7 154 916,8
Citernes 30 177 2 236 12,6 74,5 6 552 484,6Centre Bidons 4 6 28 4,7 7,1 141 4,2
Ensemble 33 183 2 265 12,4 68,6 6 693 488,8
Citernes 64 515 6 253 12,1 97,7 20 259 2 871,8Basse-Normandie Bidons 18 78 302 3,9 16,8 2 364 147,4
Ensemble 72 593 6 555 11,1 91,0 22 623 3 019,2
Citernes 34 153 1 682 11,0 49,5 5 932 436,1Bourgogne Bidons 7 8 7 0,8 1,0 40 1,8
Ensemble 41 161 1 689 10,5 41,2 5 971 437,8
Citernes 14 190 2 938 15,5 209,9 9 229 1 254,7N ord Bidons - - - - - - -
Ensemble 14 190 2 938 15,5 209,9 9 229 1 254,7
Citernes 39 265 4 382 16,5 112,4 12 082 1 445,7Lorraine Bidons 5 6 4 0,7 0,9 29 1,3
Ensemble 44 271 4 386 16,2 99,7 12 111 1 447,0
Citernes 5 40 474 11,8 94,8 2 284 257,8Alsace Bidons - - - - - - -
Ensemble 5 40 474 11,8 94,8 2 284 257,8
Citernes 199 288 1 903 6,6 9,6 6013 722,1Franche-Comté Bidons 7 7 7 1,1 1,1 46 2,8
Ensemble 205 295 1 910 6,5 9,3 6 059 724,9
Citernes 48 545 7 819 14,3 162,9 31 066 3 959,5Pays-de-la-Loire Bidons 4 15 69 4,6 17,2 462 22,7
Ensemble 49 560 7 888 14,1 161,0 31 528 3 982,2
Citernes s s s s s ' s sBretagne Bidons s s s s s s s
Ensemble 42 648 10 350 16,0 246,4 29 775 5 061,3
Citernes 46 316 3 437 10,9 74,7 13 105 996,5Poitou-Charentes Bidons - - - - - - -
Ensemble 46 316 3 437 10,9 74,2 13 105 996,5
Citernes 36 171 1 406 8,2 39,1 9 225 600,4Aquitaine Bidons 5 26 66 2,5 13,2 341 6,0
Ensemble 39 197 1 472 7,5 37,7 9 566 606,4
Citernfes 48 269 2 769 10,3 57,7 17 389 1 010,6Midi-Pyrénées Bidons 26 177 485 4,7 18,7 2 820 78,6
Ensemble 68 446 3 255 7,3 47,9 20 209 1 089,2
Citernes s s s s s s sLimousin Bidons s s s s s s s
Ensemble 14 69 728 10,6 52,0 2 747 184,4
Citernes 164 515 4 330 8,4 26,4 18 989 1 332,8Rhône-Alpes Bidons 66 104 250 2,4 3,8 1 320 51,3
Ensemble 208 619 4580 7,4 22,0 20 309 1 384,1
Citernes 90 342 3 498 10,2 38,9 10 432 882,0Auvergne Bidons 6 6 10 1,6 1,6 64 2,9
Ensemble 96 348 3 508 10,1 36,5 10 496 884,9
Citernes 12 32 226 7,1 18,8 984 63,5Languedoc-Roussillon Bidons 4 32 90 2,8 22,6 806 14,8
Ensemble 15 64 316 4,9 21,1 1 790 78,3
Citernes 8 17 164 9,6 20,5 724 38,8Provence-Alpes-Côte d 'Azur Bidons 3 8 33 4,1 10,9 75 1,3
Ensemble 10 25 197 7,9 19,7 799 40,1
Citernes s s s s s s sCorse Bidons s s s s s s s
Ensemble 12 25 40 1,6 3,3 483 4,7
Citernes 987 5 106 61 321 12,0 62,1 215 701 24 022,5Total France Bidons 177 511 1 419 2,8 8,0 9 345 352,0
Ensemble 1 114 5 617 62 740 11,2 56,3 225 047 24 374,5
- 2 4 -
SCEESC S A/E 27 6
Tableau 11.2.1 - Installations de réception et pré-traitem ent du lait. Résultats nationaux
Nom bred 'é tab lissements
Nom brede
matériels
C apacité (1) ou d éb it moyen
(l/h)p a r
m atérie l
C apacité (1) ou d éb it moyen
(l/h)par
établissement
C apacité (1 000 1) ou D ébit to ta l
(1 000 l/h) %
Installations de réception du la itLignes de pompage 1 270 1 873 21 811 32 167 40 852,2
Tanks de stockage 1 033 3 913 35 896 135 975 140 461,8
Pré-tra item ent du la itHomogénéisateurs 142 227 6 879 10 996 1 561,5
Ecrémeuses (à la it, à sérum ou babeurre)O rd ina ires 1 136 1 414 5 767 7 178 8 154,3 48,9A débourbage autom atique 295 489 17 408 28 855 8 512,3 51,1Ensemble 1 347 1 903 8 758 12 373 16 666,6 100,0
Pasteuristeurs (à la it ou à crème)A plaques 671 1 272 11 990 22 730 15 251,7 96,4Autres types 100 119 4 780 5 688 568,8 3,6Ensemble 746 1 391 11 373 21 207 15 820,5 100,0
Bactofuges (ou systèmes équivalents) 43 46 17 228 18 430 792,5
ou du la it avant fab rica tion
Tableau 11.2.2 - Ecrémage et pasteurisation du lait. Résultats régionaux de synthèse
Regions
Ecrémeuses Pasteurisateurs
Nom bred 'étab lissements
Nom bred ’écré-meuses
Débit to ta l
(1 000 l/h)
Dontecrémeuses
àdébourbageautomatique
(%)
N om bred 'é tab lis sements
N om bre de pasteu
risateurs
Débitto ta l
(1 000 l/h)
Dont pasteu
risateurs à plaques
(%)
11 Ile-de-France 7 8 30,5 - 12 23 130,0 s
21 Champagne-Ardenne 39 64 529,0 23,7 21 40 457,5 99,0
22 Picardie 19 32 417,5 55,0 18 37 408,2 s
23 Haute-Norm andie 21 37 443,0 59,7 19 48 588,0 s
24 Centre 24 46 422,6 51,8 29 45 462,1 s
25 Basse-Normandie 62 124 1 472,9 57,6 58 131 1 671,0 99,2
26 Bourgogne 37 42 318,2 37,7 34 52 510,5 96,6
31 N ord 17 35 532,0 77,6 18 44 633,8 s
41 Lorraine 59 98 911,6 53,1 41 92 1 187,2 98,8
42 Alsace 6 13 114,5 63,3 7 14 127,8 100,0
43 Franche-Comte 407 427 2 202,4 19,0 37 50 409,3 96,2
52 Pays-de-la-Loire 54 114 1 794,5 69,5 55 126 1 977,0 s
53 Bretagne 40 116 2 143,1 84,0 40 114 2 065,0 95,1
54 Poitou-Charentes 44 94 847,0 40,3 51 118 1 122,0 s
72 Aquitaine 33 44 414,6 61,3 38 54 458,8 90,2
73 Midi-Pyrenees 40 67 646,8 52,7 60 92 918,9 89,1
74 Limousin 12 14 130,5 65,1 14 19 154,5 s
82 Rhöne-Alpes 308 372 1 944,2 33,3 109 165 1 351,2 93,3
83 Auvergne 99 133 1 213,0 46,8 59 89 955,8 96,7
91 Languedoc-Roussillon s s s s 11 17 132,2 82,5
93 Provence-Alpes-Cöte d ’Azur 8 8 49,9 41,1 10 16 92,2 90,6
94 Corse s s s s 5 5 7,6 s
Total France 1 347 1 903 16 666,6 51,1 746 1 391 15 820,5 96,4
- 2 5 -
SCEESC S A /E 276
Tableau 11.2.3 - Installations de réception et de pré-traitem ent du lait. Résultats régionaux détaillés
Régions Type de matérielNom bre
d ’é tab lissements
Nom brede
matériels
Capacité (1) ou
déb it moyen (l/h)
C apacité (1) ou
déb it moyen(l/h)
Capacité (1 000 1) ou déb it to ta l
parm atériel
parétablissement
(I uuu l/h)%
Installations de réception (l/h) 13 18 29 333 40 615 528,0
Tanks de stokage (1) 13 61 25 492 119615 1 555,0Homogénéisateurs (l/h) 7 15 6 933 14 857 104,0
Ilede
Ecrémeuses ordinaires (l/h) 7 8 3813 4 357 30,5 100,0Ecrémeuses à débourbage autom atique (l/h) - - - - - -
FranceEnsemble écrémeuses (l/h) 7 8 3 813 4 357 30,5 100,0
Pasteurisateurs à plaques (l/h) s s s s s s
Autres pasteurisateurs (l/h) s s s s s s
Ensemble pasteurisateurs (l/h) 12 23 5 652 10 833 130,0 100,0
Bactofuges (l/h) - - - - - -
Installations de réception (l/h) 42 62 27 758 40 976 1 721,0Tanks de stokage (1) 39 157 30 538 122 936 4 794,5Homogénéisateurs (l/h) 3 4 10 250 13 667 41,0
Ecrémeuses ordinaires (l/h) 37 55 7 336 10 905 403,5 76,3C ham pagne- Ecrémeuses à débourbage autom atique (l/h) 7 9 13 944 17 929 125,5 23,7
A rdenne Ensemble écrémeuses (l/h) 39 64 8 266 13 564 529,0 100,0
Pasteurisateurs à plaques (l/h) 19 37 12 243 23 842 453,0 99,0
Autres pasteurisateurs (l/h) 3 3 1 500 1 500 4,5 1,0Ensemble pasteurisateurs (l/h) 21 40 11 438 21 786 457,5 100,0
Bactofuges (l/h) 4 4 19 000 19 000 76,0
Installations de réception (l/h) 21 5T 25 882 62 857 1 320,0
Tanks de stokage (1) 21 91 42 519 184 248 3 869,2
Homogénéisateurs (l/h) 6 8 6 375 8 500 51,0Ecrémeuses ordinaires (l/h) 13 18 10 444 14 462 188,0 45,0
PicardieEcrémeuses à débourbage autom atique (l/h) 11 14 16 393 20 864 229,5 55,0
Ensemble écrémeuses (l/h) 19 32 13 047 21 974 417,5 100,0
Pasteurisateurs à plaques (l/h) s s s s s s
Autres pasteurisateurs (l/h) s s s s s s
Ensemble pasteurisateurs (l/h) 18 37 11 032 22 678 408,2 100,0
Bactofuges (l/h) - - - - - -
Installations de réception (l/h) 29 56 23 946 46 241 1 341,0Tanks de stokage (1) 27 128 38 120 180 719 4 879,4Homogénéisateurs (l/h) 6 12 7 458 14917 89,5
Ecrémeuses ordinaires (l/h) 15 21 8 500 11 900 178,5 40,3H aute- Ecrémeuses à débourbage autom atique (l/h) 10 16 16 531 26 450 264,5 59,7
N orm and ie Ensemble écrémeuses (l/h) 21 37 11 973 21 095 443,0 100,0
Pasteurisateurs à plaques (l/h) s s s s s sAutres pasteurisateurs (l/h) s s s s s s
Ensemble pasteurisateurs (l/h) 19 48 12 250 30 947 588,0 100,0
Bactofuges (l/h) - - - - -
Installations de réception (l/h) 33 50 21 215 32 143 1 060,7
Tanks de stokage (1) 33 135 30 038 122 885 4 055,2
Homogénéisateurs (l/h) 6 10 6 550 10917 65,5
Ecrémeuses ordinaires (l/h) 19 32 6 363 10716 203,6 48,2
CentreEcrémeuses à débourbage autom atique (l/h) 8 14 15 643 27 375 219,0 51,8
Ensemble écrémeuses (l/h) 24 46 9 187 17 608 422,6 100,0
Pasteurisateurs à plaques (l/h) s s s s s s
Autres pasteurisateurs (l/h) s s s s s s
Ensemble pasteurisateurs (l/h) 29 45 10 268 15 933 462,1 100,0
Bactofuges (l/h) s s s s s s
Installations de réception (l/h) 60 116 33 794 65 335 3 920,1
Tanks de stokage (1) 65 482 41 722 309 385 20 110,0
Homogénéisateurs (l/h) 6 7 5 429 6 333 38,0
Ecrémeuses ordinaires (l/h) 43 77 8 109 14 521 624,4 42,4
Basse- Ecrémeuses à débourbage autom atique (l/h) 28 47 18 053 30 304 848,5 57,6
N orm and ie Ensemble écrémeuses (l/h) 62 124 11 878 23 756 1 472,9 100,0
Pasteurisateurs à plaques (l/h) 57 128 12 953 29 088 1 658,0 99,2
Autres pasteurisateurs (l/h) 3 3 4 333 4 333 13,0 0,8
Ensemble pasteurisateurs (l/h) 58 131 12 756 28 810 1 671,0 100,0
Bactofuges (l/h) 4 4 15 125 15 125 60,5
- 2 6 -
SCEESC S A /E 276
Tableau 11.2.3 - Installations de réception et de pré-tra item ent du lait. Résultats régionaux détaillés (suite)
Régions Type de matérielNom bre
d 'é tab lis sements
Nom brede
matériels
C apacité (1) ou
déb it moyen(l/h)par
matériel
Capacité (1) ou
déb it moyen(l/h)par
établissement
C apacité (1 000 1) ou déb it to ta l
( i uuu i/n j%
Installations de réception (l/h) 38 49 17 905 23 088 877,4Tanks de stokage (1) 36 132 29 547 108339 3 900,2Homogénéisateurs (l/h) 3 4 4 550 6 067 18,2Ecrémeuses ordinaires (l/h) 32 36 5 504 6 192 198,2 62,3
B ou i'aonnp Ecrémeuses à débourbage automatique (l/h) 5 6 20 000 24 000 120,0 •37,71#VUI UvUll«
Ensemble écrémeuses (l/h) 37 42 7 575 8 599 318,2 100,0Pasteurisateurs à plaques (l/h) 28 46 10717 17 607 493,0 96,6Autres pasteurisateurs (l/h) 6 6 2 917 2917 17,5 3,4
Ensemble pasteurisateurs (l/h) 34 52 9 817 15015 510,5 100,0Bactofuges (l/h) - - - - - -
Installations de réception (l/h) 18 37 42 649 87 667 1 578,0Tanks de stokage (1) 19 77 59 584 241 474 4 588,0Homogénéisateurs (l/h) 9 13 7 900 11 411 102,7Ecrémeuses ordinaires (l/h) 8 14 8 500 14 875 119,0 22,4
N ordEcrémeuses à débourbage automatique (l/h) 11 21 19 667 37 545 413,0 77,6
Ensemble écrémeuses (l/h) 17 35 15 200 31 294 532,0 100,0Pasteurisateurs à plaques (l/h) s s s s s sAutres pasteurisateurs (l/h) s s s s s s
Ensemble pasteurisateurs (l/h) 18 44 14 404 35 209 633,8 100,0Bactofuges (l/h) s s s s s
Installations de réception (l/h) 54 82 23 913 36 313 1 960,9Tanks de stokage (1) 58 293 38 578 194 888 11 303,5Homogénéisateurs (l/h) 8 14 5 250 9 188 73,5Ecrémeuses ordinaires (l/h) 50 75 5 701 8 552 427,6 46,9
LorraineEcrémeuses à débourbage automatique (l/h) 12 23 21 043 40 333 484,0 53,1
Ensemble écrémeuses (l/h) 59 98 9 302 15 450 911,6 100,0Pasteurisateurs à plaques (l/h) 36 85 13 796 32 575 1 172,7 98,8Autres pasteurisateurs (l/h) 7 7 2 071 2 071 14,5 1,2
Ensemble pasteurisateurs (l/h) 41 92 12 904 28 956 1 187,2 100,0Bactofuges (l/h) 7 7 15 571 15 571 109,0
Installations de réception (l/h) 7 12 24 417 41 857 293,0Tanks de stokage (1) 7 25 26 960 96 286 674,0Homogénéisateurs (l/h) 3 4 4 500 6 000 18,0Ecrémeuses ordinaires (l/h) 4 6 7 000 10 500 42,0 36,7
AlsaceEcrémeuses à débourbage automatique (l/h) 4 7 10 357 18 125 72,5 63,3
Ensemble écrémeuses (l/h) 6 13 8 808 19 083 114,5 100,0Pasteurisateurs à plaques (l/h) 7 14 9 129 18 257 127,8 100,0Autres pasteurisateurs (l/h) - - - - - -
Ensemble pasteurisateurs (l/h) 7 14 9 129 18 257 127,8 100,0Bactofuges (l/h) - - - - -
Installations de réception (l/h) 312 336 10 081 10 856 3 387,2Tanks de stokage (1) 156 288 16 062 29 653 4 626,0Homogénéisateurs (l/h) s s s s sEcrémeuses ordinaires (l/h) 384 394 4 525 4 643 1 782,9 81,0
Franche- Ecrémeuses à débourbage automatique (l/h) 26 33 12712 16 135 419,5 19,0Com té Ensemble écrémeuses (l/h) 407 427 5 158 5411 2 202,4 100,0
Pasteurisateurs à plaques (l/h) 36 47 8 381 10 942 393,9 96,2Autres pasteurisateurs (l/h) 3 3 5 133 5 133 15,4 3,8
Ensemble pasteurisateurs (l/h) 37 50 8 186 11 062 409,3 100,0Bactofuges (l/h) s s s s s s
Installations de réception (l/h) 56 141 32 213 81 107 4 542,0Tanks de stokage (1) 58 312 49 399 265 734 15 412,6Homogénéisateurs (l/h) 12 25 7 720 16 083 193,0Ecrémeuses ordina ires (l/h) 29 53 10 321 18 862 547,0 30,5Pays
de laEcrémeuses à débourbage automatique (l/h) 34 61 20 451 36 691 1 247,5 69,5
Ensemble écrémeuses (l/h) 54 114 15 741 33 231 1 794,5 100,0Pasteurisateurs à plaques (l/h) s s s s s sAutres pasteurisateurs (l/h) s s s s s s
Ensemble pasteurisateurs (l/h) 55 126 15 690 35 945 1 977,0 100,0Bactofuges (l/h) 6 6 13 667 13 667 82,0
- 2 7 -
SCEESC S A /E 276
Tableau 11.2.3 - Installations de réception et de pré-traitem ent du lait. Résultats régionaux détaillés (suite)
Régions Type de m atérielNom bre
d 'étab lissements
Nom brede
matériels
C apacité (1) ou
déb it moyen(l/h)par
m atériel
C apacité (1) ou
déb it moyen(l/h)par
établissement
C apacité (1 000 1) ou déb it to ta l
( i uuu i/n j%
Installations de réception (l/h) 41 142 42 859 148 439 6 086,0Tanks de stokage (1) 43 250 70 484 409 791 17 621,0Homogénéisateurs (l/h) 12 25 8 872 18 483 221,8Ecrémeuses ordinaires (l/h) 17 32 10 706 20 153 342,6 16,0
RrAtnnnA Ecrémeuses à débourbage autom atique (l/h) 32 84 21 435 56 266 1 800,5 84,0D re ia gn e
Ensemble écrémeuses (l/h) 40 116 18 475 53 578 2 143,1 100,0Pasteurisateurs à plaques (l/h) 39 108 18 181 50 346 1 963,5 95,1Autres pasteurisateurs (l/h) 5 6 16 908 20 290 101,5 4,9
Ensemble pasteurisateurs (l/h) 40 114 18 114 51 624 2 065,0 100,0Bactofuges (l/h) 9 11 23 909 29 222 263,0
Installations de réception (l/h) 59 130 20 008 44 085 2 601,0Tanks de stokage (1) 59 233 31 485 124 338 7 335,9Homogénéisateurs (l/h) 9 14 10 000 15 556 140,0Ecrémeuses ordinaires (l/h) 35 70 7 229 14 457 506,0 59,7
Poitou- Ecrémeuses à débourbage autom atique (l/h) 15 24 14 208 22 733 341,0 40,3Charentes Ensemble écrémeuses (l/h) 44 94 9 011 19 250 847,0 100,0
Pasteurisateurs à plaques (l/h) s s s s s sAutres pasteurisateurs (l/h) s s s s s s
Ensemble pasteurisateurs (l/h) 51 118 9 508 22 000 1 122,0 100,0Bactofuges (l/h) - - - - - -
Installations de réception (l/h) 38 51 24 265 32 566 1 237,5Tanks de stokage (1) 43 178 34 133 141 294 6 075,6Homogénéisateurs (l/h) 5 6 7 617 9 140 45,7Ecrémeuses ordinaires (l/h) 23 29 5 528 6 970 160,3 38,7
A mi iitn inA Ecrémeuses à débourbage autom atique (l/h) 12 15 16 953 21 192 254,3 61,3M iju iia ir ic
Ensemble écrémeuses (l/h) 33 44 9 423 12 564 414,6 100,0Pasteurisateurs à plaques (l/h) 28 42 9 852 14 779 413,8 90,2Autres pasteurisateurs (l/h) 11 12 3 750 4 092 45,0 9,8
Ensemble pasteurisateurs (l/h) 38 54 8 496 12 074 458,8 100,0Bactofuges (l/h) - - - - - -
Installations de réception (l/h) 59 84 19 777 28 158 1 661,3Tanks de stokage (1) 54 181 42 988 144 088 7 780,8Homogénéisateurs (l/h) 12 15 4 893 6 117 73,4Ecrémeuses ordinaires (l/h) 27 40 7 645 11 326 305,8 47,3
M id i- Ecrémeuses à débourbage autom atique (l/h) 16 27 12 630 21 313 341,0 52,7Pyrénées Ensemble écrémeuses (l/h) 40 67 9 654 16 170 646,8 100,0
Pasteurisateurs à plaques (l/h) 47 70 11 690 17411 818,3 89,1Autres pasteurisateurs (l/h) 17 22 4 573 5 918 100,6 10,9
Ensemble pasteurisateurs (l/h) 60 92 9 988 15315 918,9 100,0Bactofuges (l/h) s s s s s s
Installations de réception (l/h) 10 14 34 571 48 400 484,0Tanks de stokage (1) 14 36 22 250 57 214 801,0Homogénéisateurs (l/h) s s s s sEcrémeuses ordinaires (l/h) 9 9 5 056 5 056 45,5 34,9
LimousinEcrémeuses à débourbage autom atique (l/h) 4 5 17 000 21 250 85,0 65,1
Ensemble écrémeuses (l/h) 12 14 9 321 10 875 130,5 100,0Pasteurisateurs à plaques (l/h) s s s s s sAutres pasteurisateurs (l/h) s s s s s s
Ensemble pasteurisateurs (l/h) 14 19 8 132 11 036 154,5 100,0Bactofuges (l/h) s s s s s s
Installations de réception (l/h) 275 309 11 863 13 330 3 665,7Tanks de stokage (1) 177 485 21 040 57 653 10 204,6Homogénéisateurs (l/h) 21 33 5 838 9 174 192,7Ecrémeuses ordinaires (l/h) 287 330 3 933 4 522 1 297,7 66,7
Rhône Ecrémeuses à débourbage autom atique (l/h) 29 42 15 393 22 293 646,5 33,3Alpes Ensemble écrémeuses (l/h) 308 372 5 226 6312 1 944,2 100,0
Pasteurisateurs à plaques (l/h) 92 143 8813 13 698 1 260,2 93,3Autres pasteurisateurs (l/h) 19 22 4 136 4 789 91,0 6,7
Ensemble pasteurisateurs (l/h) 109 165 8 189 12 396 1 351,2 100,0Bactofuges (l/h) 3 4 11 000 14 667 44,0
- 2 8 -
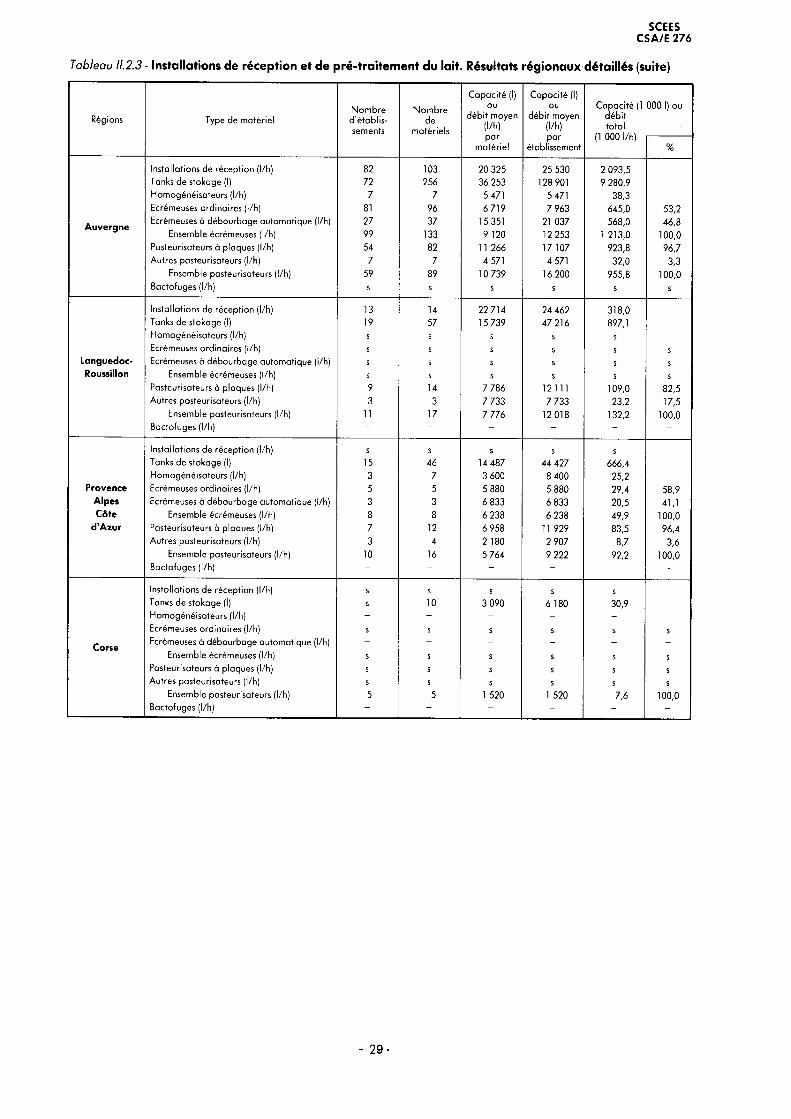
SCEESC S A /E 2 7 6
Tableau 11.2.3 - Installations de réception et de pré-tra item ent du lait. Résultats régionaux détaillés (suite)
Régions Type de matérielNom bre
d ’étab lissements
N om brede
matériels
C apacité (1) ou
déb it moyen(i/h)par
m atériel
C apacité (1) ou
déb it moyen (l/h)par
établissement
C apacité (1 000 1) ou déb it to ta l
( i uuu i/n j%
Installations de réception (l/h) 82 103 20 325 25 530 2 093,5Tanks de stokage (1) 72 256 36 253 128 901 9 280,9Homogénéisateurs (l/h) 7 7 5 471 5 471 38,3Ecrémeuses ordinaires (l/h) 81 96 6719 7 963 645,0 53,2
A11 u a m n a Ecrémeuses à débourbage autom atique (l/h) 27 37 15 351 21 037 568,0 46,8n vV c i uneEnsemble écrémeuses (l/h) 99 133 9 120 12 253 1 213,0 100,0
Pasteurisateurs à plaques (l/h) 54 82 11 266 17 107 923,8 96,7Autres pasteurisateurs (l/h) 7 7 4 571 4 571 32,0 3,3
Ensemble pasteurisateurs (l/h) 59 89 10 739 16 200 955,8 100,0Bactofuges (l/h) s s s s
Installations de réception (l/h) 13 14 22 714 24 462 318,0Tanks de stokage (1) 19 57 15 739 47 216 897,1Homogénéisateurs (l/h) s s sEcrémeuses ordinaires (l/h) s s s s
Languedoc- Ecrémeuses à débourbage autom atique (l/h) s s s sRoussillon Ensemble écrémeuses (l/h) s s s s
Pasteurisateurs à plaques (l/h) 9 14 7 786 12 111 109,0 82,5Autres pasteurisateurs (l/h) 3 3 7 733 7 733 23,2 17,5
Ensemble pasteurisateurs (l/h) 11 17 7 776 12018 132,2 100,0Bactofuges (l/h) - - - - - -
Installations de réception (l/h) s s s s sTanks de stokage (1) 15 46 14 487 44 427 666,4Homogénéisateurs (l/h) 3 7 3 600 8 400 25,2
Provence Ecrémeuses ordinaires (l/h) 5 5 5 880 5 880 29,4 58,9Alpes Ecrémeuses à débourbage autom atique (l/h) 3 3 6 833 6 833 20,5 41,1Côte Ensemble écrémeuses (l/h) 8 8 6 238 6 238 49,9 100,0
d ’A zur Pasteurisateurs à plaques (l/h) 7 12 6 958 11 929 83,5 96,4Autres pasteurisateurs (l/h) 3 4 2 180 2 907 8,7 3,6
Ensemble pasteurisateurs (l/h) 10 16 5 764 9 222 92,2 100,0Bactofuges (l/h) - - - - - -
Installations de réception (l/h) s s s s sTanks de stokage (1) s 10 3 090 6 180 30,9Homogénéisateurs (l/h) - - - - -
Ecrémeuses ordinaires (l/h) s s s s s s
CorseEcrémeuses à débourbage autom atique (l/h) - - - - - -
Ensemble écrémeuses (l/h) s s s s s sPasteurisateurs à plaques (l/h) s s s s s sAutres pasteurisateurs (l/h) s s s s s s
Ensemble pasteurisateurs (l/h) 5 5 1 520 1 520 7,6 100,0Bactofuges (l/h) - - - - - -
- 2 9 -

CHAPITRE III
LAITS LIQUIDES
Pages
111.1 - Lait pasteurisé conditionné .............................................................................. 32
111.2 - Lait stérilisé....................................................................................................... 33
111.3 - Lait stérilisé U H T ................................................................................................... 33
TABLEAUX
Tab leau 111.0.1 : Traitement et conditionnement des laits liquides. Résultats nationaux .................... 35
Tableau III.0.2 : Traitement et conditionnement des laits liquides. Résultats régionaux de synthèse . 35
Tableau II I.1.1 : Conditionnement du la it pasteurisé. Résultats détaillés pour les principales régions .... 36
Tab leau 111.2.1 : Fabrication et conditionnement du la it stérilisé.
Résultats détaillés pour les pincipales rég ions ......................................................................... 37
Tableau III.3.1 : Fabrication et conditionnement du la it stérilisé UHT.
Résultats détaillés pour les principales régions ........................................................................ 37
- 3 1 -
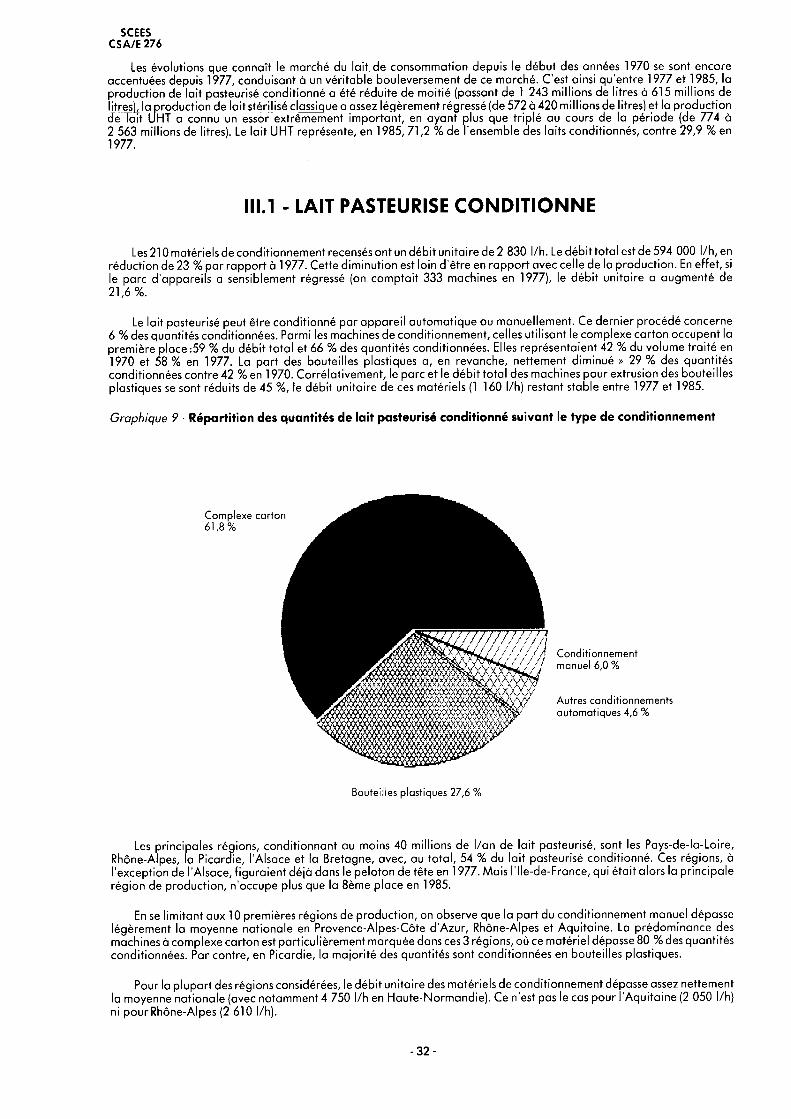
SCEESC SA/E 276
Les évolutions que connaît le marché du la it de consommation depuis le début des années 1970 se sont encore accentuées depuis 1977, conduisant à un véritable bouleversement de ce marché. C'est ainsi qu'entre 1977 et 1985, la production de la it pasteurisé conditionné a été réduite de moitié (passant de 1 243 millions de litres à 615 millions de litres), la production de la it stérilisé classique a assez légèrement régressé (de 572 à 420 millions de litres) et la production de Tait UHT a connu un essor extrêmement important, en ayant plus que trip lé au cours de la période (de 774 à 2 563 millions de litres). Le la it UHT représente, en 1985, 71,2 % de l’ensemble des laits conditionnés, contre 29,9 % en 1977.
Ill.l - LAIT PASTEURISE CONDITIONNE
Les 210 matériels de conditionnement recensés ont un débit unitaire de 2 830 l/h. Le déb itto ta l est de 594 000 l/h, en réduction de 23 % par rapport à 1977. Cette dim inution est loin d'être en rapport avec celle de la production. En effet, si le parc d'appareils a sensiblement régressé (on com ptait 333 machines en 1977), le débit unitaire a augmenté de 21 ,6 %.
Le la it pasteurisé peut être conditionné par appareil automatique ou manuellement. Ce dernier procédé concerne 6 % des quantités conditionnées. Parmi les machines de conditionnement, celles utilisant le complexe carton occupent la première place :59 % du débit to ta l et 66 % des quantités conditionnées. Elles représentaient 42 % du volume tra ité en 1970 et 58 % en 1977. La part des bouteilles plastiques a, en revanche, nettement diminué » 29 % des quantités conditionnées contre 42 % en 1970. Corrélativement, le parc et le déb itto ta l des machines pour extrusion des bouteilles plastiques se sont réduits de 45 %, le débit unitaire de ces matériels (1 160 l/h) restant stable entre 1977 et 1985.
Graphique 9 - Répartition des quantités de lait pasteurisé conditionné suivant le type de conditionnement
C om plexe ca rton 61 ,8%
C ond itionnem ent m anuel 6,0 %
Autres cond itionnem ents au tom a tiques 4,6 %
Boute illes plastiques 27,6 %
Les principales régions, conditionnant au moins 40 millions de l/an de la it pasteurisé, sont les Pays-de-la-Loire, Rhône-Alpes, la Picardie, l'Alsace et la Bretagne, avec, au tota l, 54 % du la it pasteurisé conditionné. Ces régions, à l'exception de l'Alsace, figuraient déjà dans le peloton de tête en 1977. Mais l'Ile-de-France, qui était alors la principale région de production, n’occupe plus que la 8ème place en 1985.
En se lim itant aux 10 premières régions de production, on observe que la part du conditionnement manuel dépasse légèrement la moyenne nationale en Provence-Alpes-Côte d'Azur, Rhône-Alpes et Aquitaine. La prédominance des machines à complexe carton est particulièrement marquée dans ces 3 régions, où ce matériel dépasse 80 % des quantités conditionnées. Par contre, en Picardie, la majorité des quantités sont conditionnées en bouteilles plastiques.
Pour la plupart des régions considérées, le débit unitaire des matériels de conditionnement dépasse assez nettement la moyenne nationale (avec notamment 4 750 l/h en Haute-Normandie). Ce n'est pas le cas pour l'Aquita ine (2 050 l/h) ni pour Rhône-Alpes (2 610 l/h).
- 3 2 -
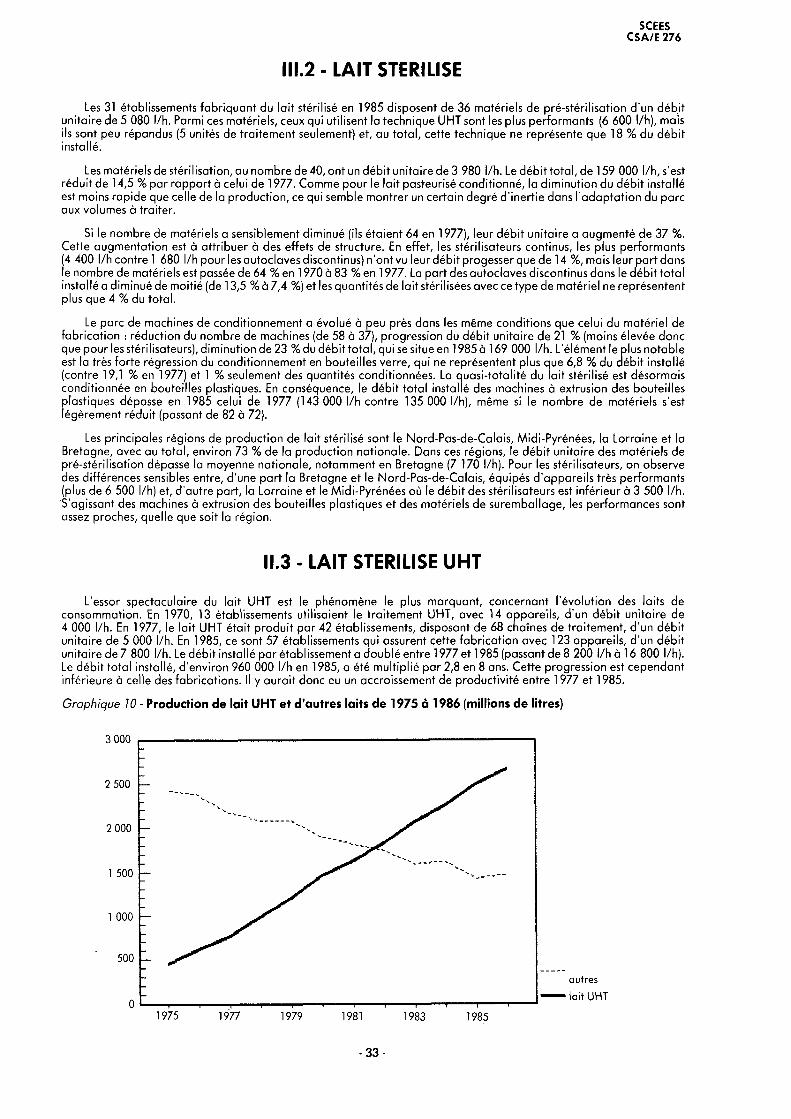
SCEESC S A /E 27 6
111.2 - LAIT STERILISE
Les 31 établissements fabriquant du la it stérilisé en 1985 disposent de 36 matériels de pré-stérilisation d'un débit unitaire de 5 080 l/h. Parmi ces matériels, ceux qui utilisent la technique UHT sont les plus performants (6 600 l/h), mais ils sont peu répandus (5 unités de traitement seulement) et, au to ta l, cette technique ne représente que 18 % du débit installé.
Les matériels de stérilisation, au nombre de 40, ont un débit unitaire de 3 980 l/h. Le débit to ta l, de 159 000 l/h , s'est réduit de 14,5 % par rapport à celui de 1977. Comme pour le la it pasteurisé conditionné, la dim inution du débit installé est moins rapide que celle de la production, ce qui semble montrer un certain degré d ’inertie dans l'adaptation du parc aux volumes à traiter.
Si le nombre de matériels a sensiblement diminué (ils étaient 64 en 1977), leur débit unitaire a augmenté de 37 %. Cette augmentation est à attribuer à des effets de structure. En effet, les stérilisateurs continus, les plus performants (4 400 l/h contre 1 680 l/h pour les autoclaves discontinus) n’ont vu leur débit progesserque de 14 %, mais leur part dans le nombre de matériels est passée de 64 % en 1970 à 83 % en 1977. La part des autoclaves discontinus dans le débit to ta l installé a diminué de moitié (de 13,5 % à 7,4 %) et les quantités de la it stérilisées avec ce type de matériel ne représentent plus que 4 % du total.
Le parc de machines de conditionnement a évolué à peu près dans les même conditions que celui du matériel de fabrication : réduction du nombre de machines (de 58 à 37), progression du débit unitaire de 21 % (moins élevée donc que pour les stérilisateurs), diminution de 23 % du débit to ta l, qui se situe en 1985 à 169 000 l/h. L’élément le plus notable est la très forte régression du conditionnement en bouteilles verre, qui ne représentent plus que 6,8 % du débit installé (contre 19,1 % en 1977) et 1 % seulement des quantités conditionnées. La quasi-totalité du ¡ait stérilisé est désormais conditionnée en bouteilles plastiques. En conséquence, le débit to ta l installé des machines à extrusion des bouteilles plastiques dépasse en 1985 celui de 1977 (143 000 l/h contre 135 000 l/h), même si le nombre de matériels s'est légèrement réduit (passant de 82 à 72).
Les principales régions de production de la it stérilisé sont le Nord-Pas-de-Calais, Midi-Pyrénées, la Lorraine et la Bretagne, avec au tota l, environ 73 % de la production nationale. Dans ces régions, le débit unitaire des matériels de pré-stérilisation dépasse la moyenne nationale, notamment en Bretagne (7 170 l/h). Pour les stérilisateurs, on observe des différences sensibles entre, d'une part la Bretagne et le Nord-Pas-de-Calais, équipés d ’appareils très performants (plus de 6 500 l/h) et, d ’autre part, la Lorraine et le Midi-Pyrénées où le débit des stérilisateurs est inférieur à 3 500 l/h. S’agissant des machines à extrusion des bouteilles plastiques et des matériels de suremballage, les performances sont assez proches, quelle que soit la région.
11.3 - LAIT STERILISE UHT
L'essor spectaculaire du la it UHT est le phénomène le plus marquant, concernant l ’évolution des laits de consommation. En 1970, 13 établissements utilisaient le traitement UHT, avec 14 appareils, d'un débit unitaire de 4 000 l/h. En 1977, le la it UHT était produit par 42 établissements, disposant de 68 chaînes de traitement, d ’un débit unitaire de 5 000 l/h. En 1985, ce sont 57 établissements qui assurent cette fabrication avec 123 appareils, d ’un débit unitaire de 7 800 l/h. Le débit installé par établissement a doublé entre 1977 et 1985 (passant de 8 200 l/h à 16 800 l/h). Le débit to ta l installé, d'environ 960 000 l/h en 1985, a été multiplié par 2,8 en 8 ans. Cette progression est cependant inférieure à celle des fabrications. Il y aura it donc eu un accroissement de productivité entre 1977 et 1985.
Graphique 10 - Production de lait UHT et d ’autres laits de 1975 à 1986 (millions de litres)
3 000
2 500
2 000
1 500
1 000
500
0 .............................................................................................................................................................................................................................
1975 1977 1979 1981 1983 1985
a u tre s
— la i t U H T
- 3 3 -
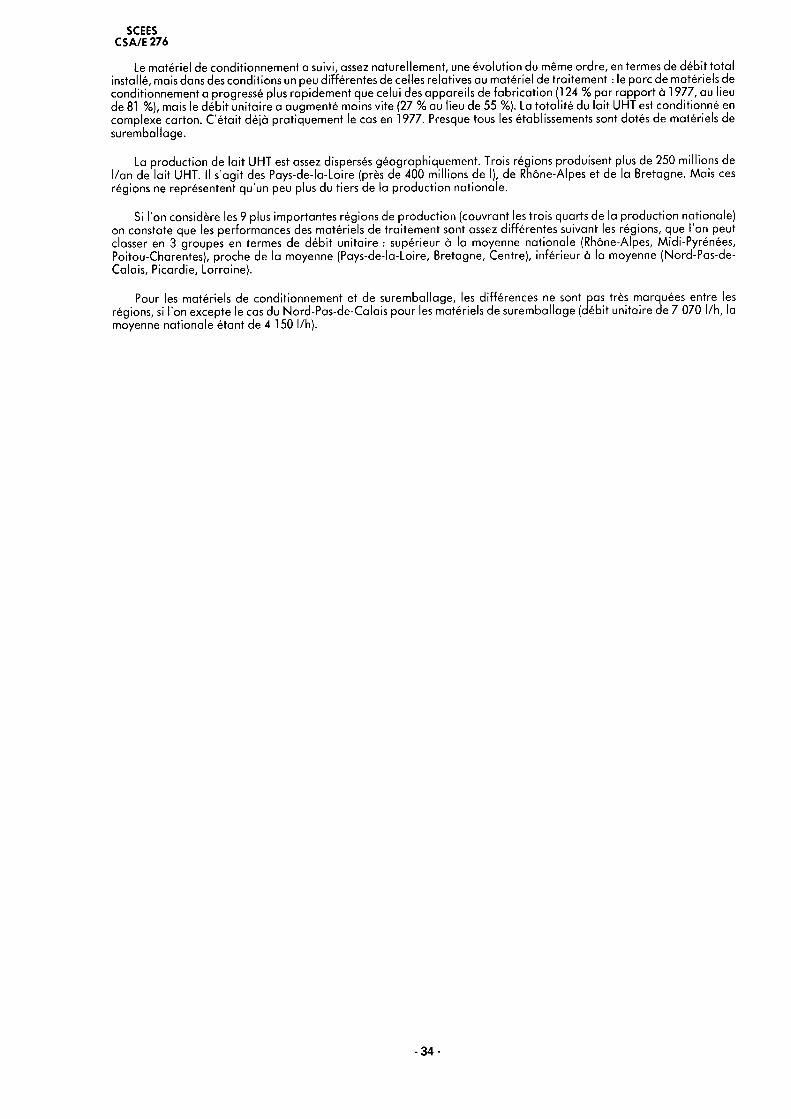
Le matériel de conditionnement a suivi, assez naturellement, une évolution du même ordre, en termes de débit to ta l installé, mais dans des conditions un peu différentes de celles relatives au matériel de traitement : le parc de matériels de conditionnement a progressé plus rapidement que celui des appareils de fabrication (124 % par rapport à 1977, au lieu de 81 %), mais le débit unitaire a augmenté moins vite (27 % au lieu de 55 %). La to ta lité du la it UHT est conditionné en complexe carton. C 'était déjà pratiquement le cas en 1977. Presque tous les établissements sont dotés de matériels de suremballage.
La production de la it UHT est assez dispersés géographiquement. Trois régions produisent plus de 250 millions de l/an de la it UHT. Il s'agit des Pays-de-la-Loire (près de 400 millions de I), de Rhône-Alpes et de la Bretagne. Mais ces régions ne représentent qu'un peu plus du tiers de la production nationale.
Si l ’on considère les 9 plus importantes régions de production (couvrant les trois quarts de la production nationale) on constate que les performances des matériels de traitement sont assez différentes suivant les régions, que l’on peut classer en 3 groupes en termes de débit unitaire : supérieur à la moyenne nationale (Rhône-Alpes, Midi-Pyrénées, Poitou-Charentes), proche de la moyenne (Pays-de-la-Loire, Bretagne, Centre), inférieur à la moyenne (Nord-Pas-de- Calais, Picardie, Lorraine).
Pour les matériels de conditionnement et de suremballage, les différences ne sont pas très marquées entre les régions, si l'on excepte le cas du Nord-Pas-de-Calais pour les matériels de suremballage (débit unitaire de 7 070 l/h, la moyenne nationale étant de 4 150 l/h).
SCEESC S A /E 276
- 3 4 -
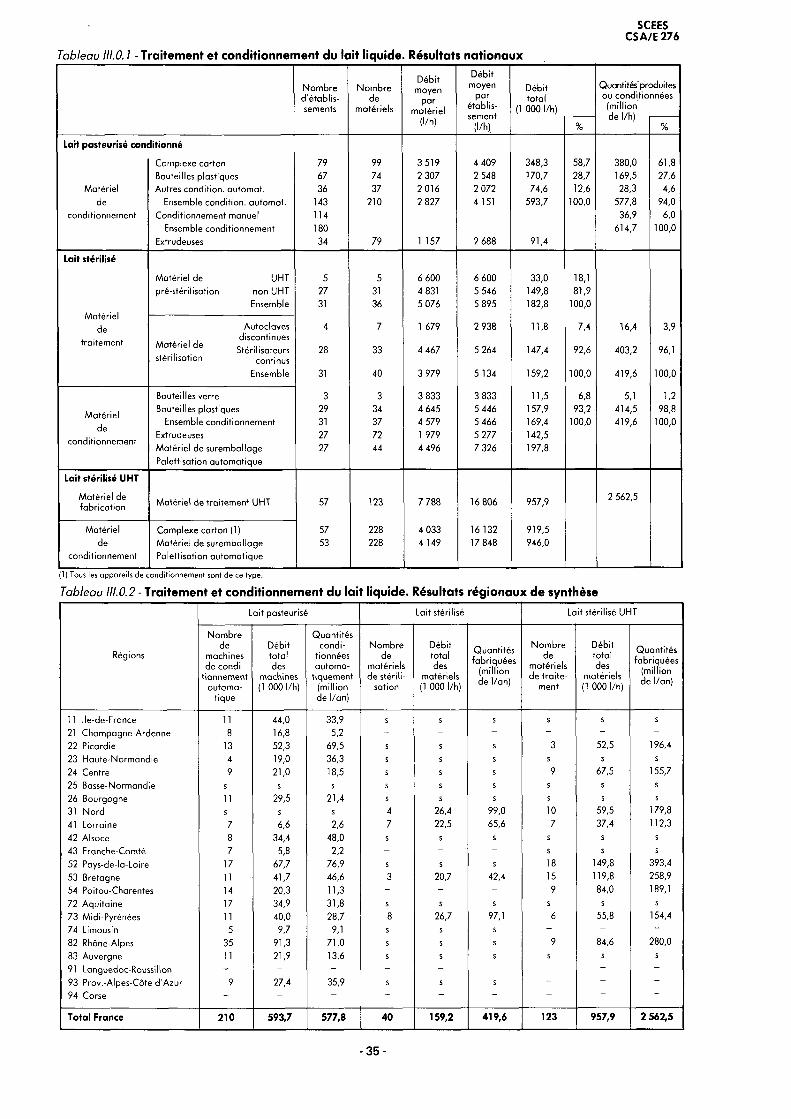
SCEESC S A /E 2 7 6
Tableau III.0.1 - Traitement et conditionnement du lait liquide. Résultats nationaux
Nom bred ’étab lissements
N om brede
m atériels
D ébitmoyen
parm atérie l
Débitmoyen
parétab lissement
m
Débit to ta l
(1 000 l/h)
Quantités produites ou conditionnées
(m illion
(i/h)% %
Lait pasteurisé con<
M atérie l
deconditionnem ent
Jitionné
Complexe carton Bouteilles plastiques Autres condition, autom at.
Ensemble condition, autom at. Conditionnement manuel
Ensemble conditionnem ent
Extrudeuses
796736
14311418034
9974
37210
79
3 519 2 307 2016
2 827
1 157
4 409 2 548 2 072 4 151
2 688
348,3170.7 74,6
593.7
91,4
58.728.7 12,6
100,0
380,0169,528,3
577,836,9
614,7
61,827,6
4,694,0
6,0100,0
Lait stérilisé
M atérie l
detra item ent
M atérie l de UHT pré-stérilisation non UHT
Ensemble
52731
53136
6 6004 8315 076
6 600 5 546 5 895
33,0149.8182.8
18,181,9
100,0
Autoclaves discontinues
M atérie l de ,bterilisateurs stérilisation continus
Ensemble
4
28
31
7
33
40
1 679
4 467
3 979
2 938
5 264
5 134
11,8
147,4
159,2
7,4
92,6
100,0
16,4
403,2
419,6
3,9
96,1
100,0
M atérie l
deconditionnem ent
Bouteilles verre Bouteilles plastiques
Ensemble conditionnem ent ExtrudeusesM atérie l de suremballage Palettisation autom atique
329312727
334377244
3 8334 645 4 579 1 979 4 496
3 833 5 446 5 466 5 277 7 326
11,5157,9169.4
142.5 197,8
6,893,2
100,0
5,1414.5419.6
1,298,8
100,0
Lait stérilisé UHT
M atérie l de fab rica tion M atérie l de tra item ent UHT 57 123 7 788 16 806 957,9
2 562,5
M atérie l
deconditionnem ent
Complexe carton (1) M atérie l de surem ballage Palettisation autom atique
5753
228228
4 033 4 149
16 13217 848
919,5946,0
(1) Tous les appare ils de cond itionnem ent sont de ce type.
Tableau III.0.2 - Traitem ent et conditionnement du lait liquide. Résultats régionaux de synthèse
Régions
Lait pasteurisé Lait stérilisé Lait stérilisé UHT
Nom bre de
machines de cond i
tionnem ent autom a
tique
D ébitto ta ldes
machines(1 000 l/h)
Quantités cond i
tionnées autom a
tiquem ent (m illion de l/an)
Nom bre de
matériels de stérili
sation
Débit to ta l des
m atériels (1 000 l/h)
Quantités fabriquées
(m illion de l/an)
Nom bre de
m atériels de tra ite
ment
Débitto ta ldes
matériels(1 000 l/h)
Quantités fabriquées
(m illion de l/an)
11 Ile-de-France 11 44,0 33,9 s s s s s s
21 Champagne-Ardenne 8 16,8 5,2 - - - - - -
22 Picardie 13 52,3 69,5 s s 3 52,5 196,4
23 H aute-Norm andie 4 19,0 36,3 s s s s
24 Centre 9 21,0 18,5 s s s 9 67,5 155,7
25 Basse-Normandie s s s s s s s s
26 Bourgogne 11 29,5 21,4 s s
31 N ord s 4 26,4 99,0 10 59,5 179,8
41 Lorraine 7 6,6 2,6 7 22,5 65,6 7 37,4 112,3
42 Alsace 8 34,4 48,0 s s s
43 Franche-Comté 7 5,8 2,2 - - - s s
52 Pays-de-la-Loire 17 67,7 76,9 18 149,8 393,4
53 Bretagne 11 41,7 46,6 3 20,7 42,4 15 119,8 258,9
54 Poitou-Charentes 14 20,3 11,3 - - - 9 84,0 189,1
72 Aquita ine 17 34,9 31,8 s s s
73 Midi-Pyrénées 11 40,0 28,7 8 26,7 97,1 6 55,8 154,4
74 Limousin 5 9,7 9,1 - - -
82 Rhône-Alpes 35 91,3 71,0 s 9 84,6 280,0
83 Auvergne 11 21,9 13,6 s s s
91 Languedoc-Roussillon - - - - - - - - -
93 Prov.-Alpes-Côte d ’Azur 9 27,4 35,9 - - -
94 Corse - - - - - - - —
Total France 210 593,7 577,8 40 159,2 419,6 123 957,9 2 562,5
- 3 5 -
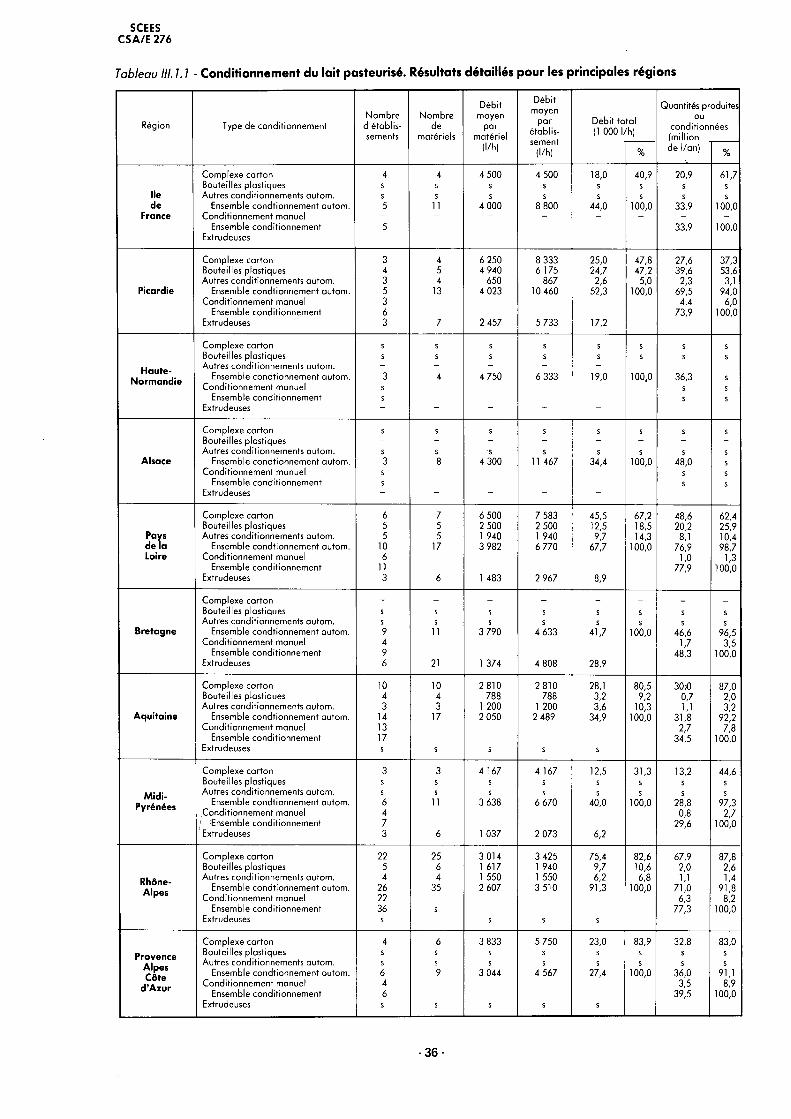
SCEESC S A /E 276
Tableau III. 1.1 - Conditionnement du lait pasteurisé. Résultats détaillés pour les principales régions
Région Type de conditionnem entN om bred 'étab lissements
Nom brede
matériels
D ébitmoyen
parm atériel
D ébitmoyen
parétab lissement
(l/h)
Débit to ta l (1 000 l/h)
Quantités produites ou
conditionnées(m illion
(i/h)% de l/an)
%
Ilede
France
Complexe cartonBouteilles plastiquesAutres conditionnements autom.
Ensemble condtionnem ent autom. Conditionnem ent manuel
Ensemble conditionnem ent Extrudeuses
4 s s5
5
4ss
11
4 500ss
4 000
4 500ss
8 800
18,0ss
44,0
40,9ss
100,0
20.9 s
335.9
33.9
61,7s
100,0
100,0
Picardie
Complexe cartonBouteilles plastiquesAutres conditionnements autom.
Ensemble condtionnem ent autom. Conditionnem ent manuel
Ensemble conditionnem ent Extrudeuses
34 35 36 3
45 4
13
7
6 250 4 940
650 4 023
2 457
8 333 6 175
867 10 460
5 733
25,024,7
2,652,3
17,2
47,847,2
5,0100,0
27.639.6
2.3 69,5
4.4 73,9
37,353,6
3,194,0
6,0100,0
H aute-N orm and ie
Complexe cartonBouteilles plastiquesAutres conditionnements autom.
Ensemble condtionnement autom. Conditionnem ent manuel
Ensemble conditionnem ent Extrudeuses
ss
3ss
4
ss
4 750
ss
6 333
ss
19,0
ss
100,0
ss
36,3ss
ss
sss
Alsace
Complexe cartonBouteilles plastiquesAutres conditionnements autom.
Ensemble condtionnem ent autom. Conditionnem ent manuel
Ensemble conditionnem ent Extrudeuses
3 8
s
34 300
s
s11 467
s
s34,4
s
s100,0
s
s48,0
ss
s
ssss
Pays de la Loire
Complexe cartonBouteilles plastiquesAutres conditionnements autom.
Ensemble condtionnem ent autom. Conditionnem ent manuel
Ensemble conditionnem ent Extrudeuses
655
106
113
755
17
6
6 5002 500 1 9403 982
1 483
7 583 2 5001 940 6 770
2 967
45.512.5 9,7
67,7
8,9
67.2 18,514.3
100,0
48,620,2
8,176.9
1,077.9
62.4 25,910.4 98,7
1,3100,0
Bretagne
Complexe cartonBouteilles plastiquesAutres conditionnements autom.
Ensemble condtionnem ent autom. Conditionnem ent manuel
Ensemble conditionnem ent Extrudeuses
9496
11
21
ss
3 790
1 374
ss
4 633
4 808
ss
41,7
28,9
ss
100,0
ss
46,61,7
48,3
ss
96,53,5
100,0
Aquitaine
Complexe cartonBouteilles plastiquesAutres conditionnements autom.
Ensemble condtionnem ent autom. Conditionnem ent manuel
Ensemble conditionnem ent Extrudeuses
1043
141317
1043
17
2 810 788
1 200 2 050
s
2 810 788
1 200 2 489
s
28,13,23,6
34,9
s
80,59,2
10,3100,0
30;00,71,1
31,82,7
34,5
87,02,03,2
92,27,8
100,0
M id i-Pyrénées
Complexe cartonBouteilles plastiquesAutres conditionnements autom.
Ensemble condtionnement autom. Conditionnem ent manuel
/ Ensemble conditionnem ent Extrudeuses
3
6473
3
11
6
4 167ss
3 638
1 037
4 167ss
6 670
2 073
12,5ss
40,0
6,2
31,3ss
100,0
13,2ss
28,80,8
29,6
44,6ss
97,32,7
100,0
Rhône-Alpes
Complexe cartonBouteilles plastiquesAutres conditionnements autom.
Ensemble condtionnem ent autom. Conditionnem ent manuel
Ensemble conditionnem ent Extrudeuses
2254
262236
2564
35
3 014 1 6171 5502 607
s
3 425 1 940 1 550 3 510
s
75,49,76,2
91,3
s
82,610,66,8
100,0
67,92,01,1
71,06,3
77,3
87.8 2,6 1,4
91.8 8,2
100,0
ProvenceAlpesCôte
d ’A zur
Complexe cartonBouteilles plastiquesAutres conditionnements autom.
Ensemble condtionnement autom. Conditionnem ent manuel
Ensemble conditionnem ent Extrudeuses
4
646
6
9
3 833 s s
3 044
s
5 750 s s
4 567
s
23,0ss
27,4
s
83,9ss
100,0
32,8ss
36,03,5
39,5
83.0 ss
91.1 8,9
100,0
- 3 6 -
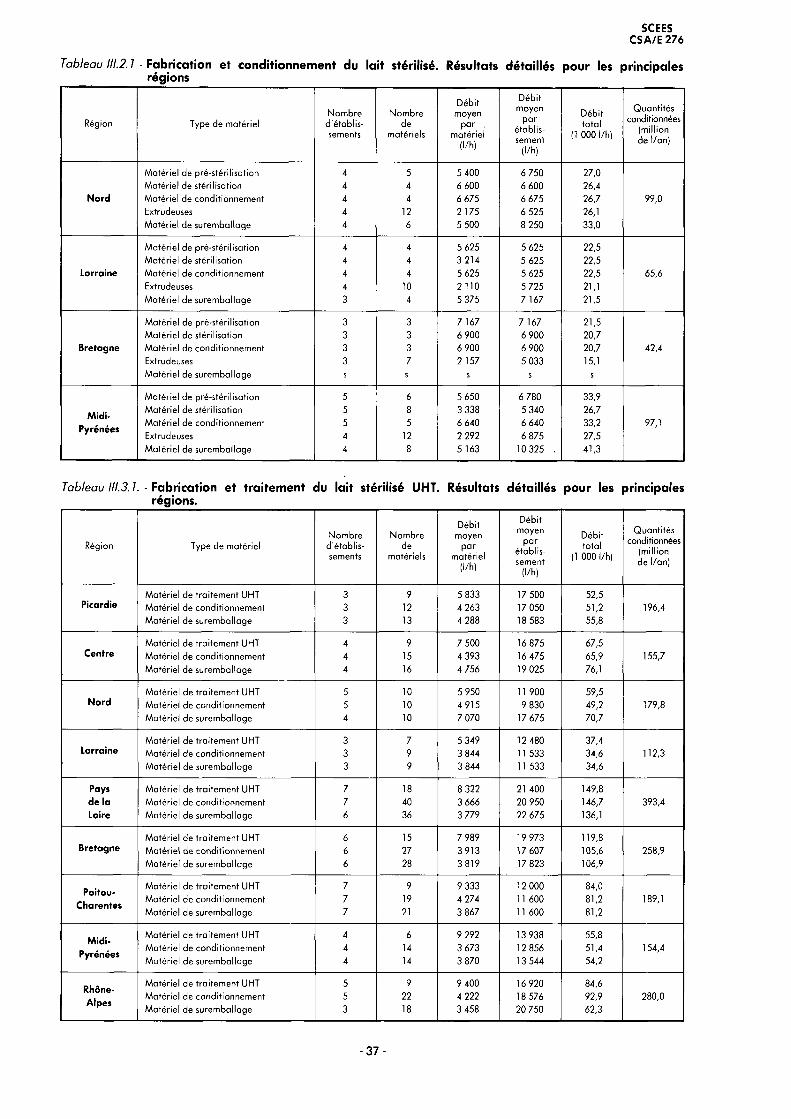
SCEESC S A /E 276
Tableau III.2. 7 - Fabrication et conditionnement du lait stérilisé. Résultats détaillés pour les principales régions
Région Type de matérielNom bre
d ’étab lissements
N om brede
matériels
Débit moyen
par , m atériel
(l/h)
D ébitmoyen
parétab lissement
(l/h)
Débit to ta l
(1 000 l/h)
Quantités conditionnées
(m illion de l/an)
M atérie l de pré-stérilisation 4 5 5 400 6 750 27,0M atérie l de stérilisation 4 4 6 600 6 600 26,4
N ord M atérie l de conditionnem ent 4 4 6 675 6 675 26,7 99,0Extrudeuses 4 12 2 175 6 525 26,1M atérie l de suremballage 4 6 5 500 8 250 33,0
M atérie l de pré-stérilisation 4 4 5 625 5 625 22,5M atérie l de stérilisation 4 4 3 214 5 625 22,5
Lorraine M atérie l de conditionnem ent 4 4 5 625 5 625 22,5 65,6
Extrudeuses 4 10 2 110 5 725 21,1
M atérie l de surem ballage 3 4 5 375 7 167 21,5
M atérie l de pré-stérilisation 3 3 7 167 7 167 21,5M atérie l de stérilisation 3 3 6 900 6 900 20,7
Bretagne M atérie l de conditionnem ent 3 3 6 900 6 900 20,7 42,4Extrudeuses 3 7 2 157 5 033 15,1
M atérie l de suremballage s s s s s
M atérie l de pré-stérilisation 5 6 5 650 6 780 33,9
M id i-M atérie l de stérilisation 5 8 3 338 5 340 26,7
PyrénéesM atérie l de conditionnem ent 5 5 6 640 6 640 33,2 97,1Extrudeuses 4 12 2 292 6 875 27,5
M atérie l de surem ballage 4 8 5 163 10 325 . 41,3
Tableau III.3 .1 .- Fabrication et traitem ent du lait stérilisé UHT. Résultats détaillés pour les principales régions. ______________
Région Type de matérielNom bre
d 'é tab lissements
Nom brede
matériels
D ébitmoyen
parm atériel
(l/h)
D ébitmoyen
parétab lissement
(l/h)
Débit to ta l
(1 000 l/h)
Quantités conditionnées
(m illion de l/an)
M atérie l de tra item ent UHT 3 9 5 833 17 500 52,5Picardie M atérie l de conditionnem ent 3 12 4 263 17 050 51,2 196,4
M atérie l de surem ballage 3 13 4 288 18 583 55,8
M atérie l de tra item ent UHT 4 9 7 500 16 875 67,5Centre M atérie l de conditionnem ent 4 15 4 393 16 475 65,9 155,7
M atérie l de suremballage 4 16 4 756 19 025 76,1
M atérie l de tra item ent UHT 5 10 5 950 11 900 59,5N ord M atérie l de conditionnem ent 5 10 4 915 9 830 49,2 179,8
M atérie l de surem ballage 4 10 7 070 17 675 70,7
M atérie l de tra item ent UHT 3 7 5 349 12 480 37,4Lorraine M atérie l de conditionnem ent 3 9 3 844 11 533 34,6 112,3
M atérie l de surem ballage 3 9 3 844 11 533 34,6
Pays M atérie l de tra item ent UHT 7 18 8 322 21 400 149,8de la M atérie l de conditionnem ent 7 40 3 666 20 950 146,7 393,4
Loire M atérie l de suremballage 6 36 3 779 22 675 136,1
M atérie l de tra item ent UHT 6 15 7 989 19 973 119,8B retagne M atérie l de conditionnem ent 6 27 3913 17 607 105,6 258,9
M atérie l de surem ballage 6 28 3819 ,17 823 106,9
Poitou-Charentes
M atérie l de tra item ent UHT M atérie l de conditionnem ent
77
919
9 333 4 274
12 000 11 600
84,081,2 189,1
M atérie l de surem ballage 7 21 3 867 11 600 81,2
M id i-Pyrénées
M atérie l de tra item ent UHT M atérie l de conditionnem ent
44
614
9 292
3 67313 938 12 856
55,851,4 154,4
M atérie l de suremballage 4 14 3 870 13 544 54,2
Rhône-Alpes
M atérie l de tra item ent UHT M atérie l de conditionnem ent
55
922
9 400 4 222
16 920 18 576
84,692,9 280,0
M atérie l de surem ballage 3 18 3 458 20 750 62,3
- 3 7 -

CHAPITRE IV
BEURRE
Pages
IV.l - Fabrication et conditionnement du beurre et du beurre anhydre
1 - Fabrication du beurre ......................................................................................................................... 40
2 - Conditionnement du b e u rre .............................................................................................................. 41
3 - Fabrication et conditionnement du beurre anhydre ................................................................ 41
TABLEAUX
Tableau IV .l .1 : Matériel de fabrication et de conditionnement du beurre et du beurre anhydre.
Résultats n a tionaux ....................................................................................................................... 42
Tableau IV . l.2 : Matériel de fabrication du beurre. Résultats régionaux de synthèse................................. 42
Tableau IV . l.3 : Matériel de fabrication et de conditionnement du beurre.
Résultats régionaux d é ta illé s ...................................................................................................... 43
- 3 9 -
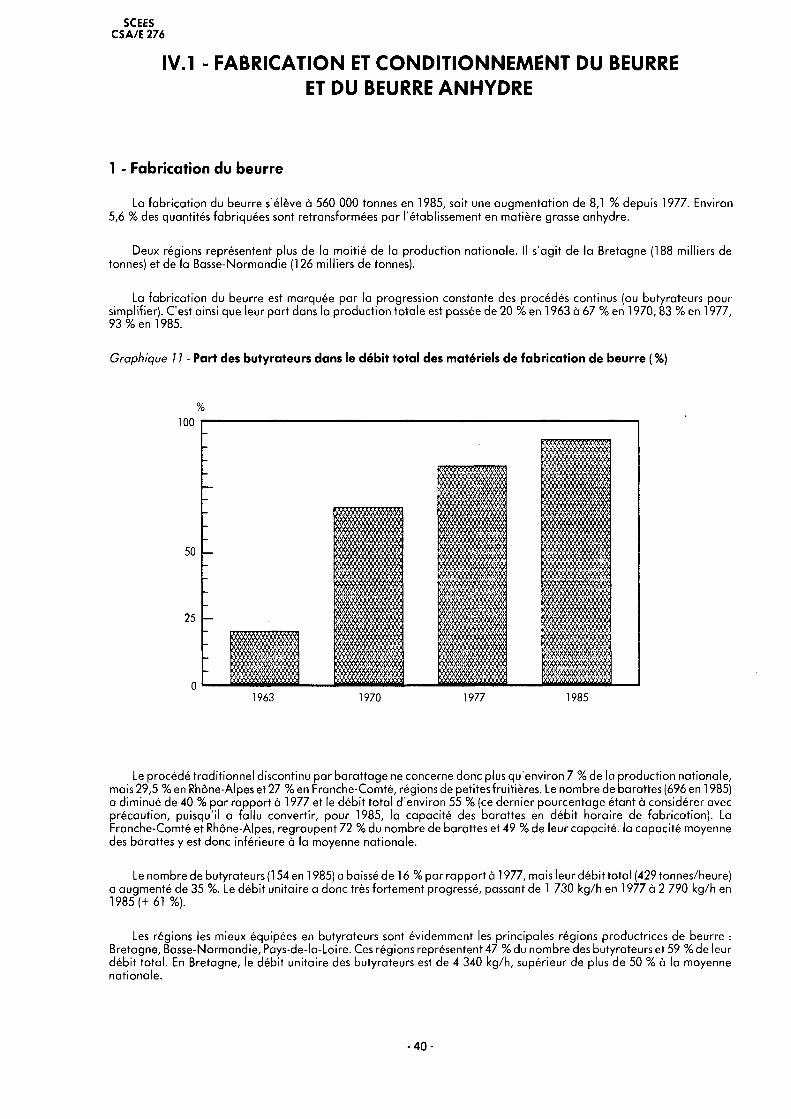
SCEESC S A/E 276
IV .l - FABRICATION ET CONDITIONNEMENT DU BEURRE ET DU BEURRE ANHYDRE
1 - Fabrication du beurre
La fabrication du beurre s'élève à 560 000 tonnes en 1985, soit une augmentation de 8,1 % depuis 1977. Environ5,6 % des quantités fabriquées sont retransformées par l ’établissement en matière grasse anhydre.
Deux régions représentent plus de la moitié de la production nationale. Il s’ag it de la Bretagne (188 milliers de tonnes) et de la Basse-Normandie (126 milliers de tonnes).
La fabrication du beurre est marquée par la progression constante des procédés continus (ou butyrateurs pour simplifier). C’est ainsi que leur part dans la production to ta le est passée de 20 % en 1963 à 67 % en 1970, 83 % en 1977, 93 % en 1985.
Graphique 11 - Part des butyrateurs dans le débit total des matériels de fabrication de beurre (%)
%îoo r
1963 1970 1977 1985
Le procédé traditionnel discontinu par barattage ne concerne donc plus qu’environ 7 % de la production nationale, mais 29,5 % en Rhône-Alpeset27 % en Franche-Comté, régions de petites fruitières. Le nombre de barattes (696 en 1985) a diminué de 40 % par rapport à 1977 et le débit to ta l d ’environ 55 % (ce dernier pourcentage étant à considérer avec précaution, puisqu'il a fa llu convertir, pour 1985, la capacité des barattes en débit horaire de fabrication). La Franche-Comté et Rhône-Alpes, regroupent 72 % du nombre de barattes et 49 % de leur capacité, la capacité moyenne des barattes y est donc inférieure à la moyenne nationale.
Le nombre de butyrateurs (154 en 1985) a baissé de 16 % par rapport à 1977, mais leur débit to ta l (429 tonnes/heure) a augmenté de 35 %. Le débit unitaire a donc très fortement progressé, passant de 1 730 kg/h en 1977 à 2 790 kg/h en 1985 (+ 61 %).
Les régions les mieux équipées en butyrateurs sont évidemment les principales régions productrices de beurre : Bretagne, Basse-Normandie, Pays-de-la-Loire. Ces régions représentent 47 % du nombre des butyrateurs et 59 % de leur débit total. En Bretagne, le débit unitaire des butyrateurs est de 4 340 kg/h, supérieur de plus de 50 % à la moyenne nationale.
- 4 0 -
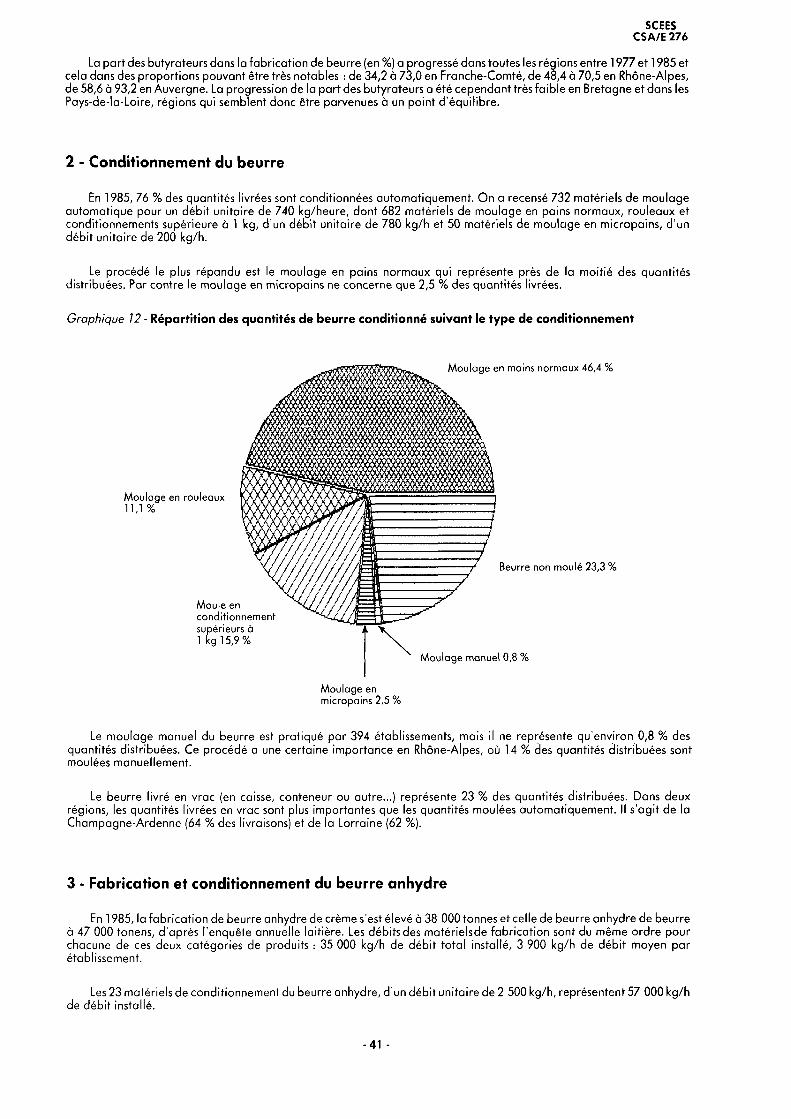
SCEESC S A /E 2 7 6
La part des butyrateurs dans la fabrication de beurre (en %) a progressé dans toutes les régions entre 1977 et 1985 et cela dans des proportions pouvant être très notables : de 34,2 à 73,0 en Franche-Comté, de 48,4 à 70,5 en Rhône-Alpes, de 58,6 à 93,2 en Auvergne. La progression de la part des butyrateurs a été cependant très fa ib le en Bretagne et dans les Pays-de-la-Loire, régions qui semblent donc être parvenues à un point d'équilibre.
2 - Conditionnement du beurre
En 1985, 76 % des quantités livrées sont conditionnées automatiquement. On a recensé 732 matériels de moulage automatique pour un débit unitaire de 740 kg/heure, dont 682 matériels de moulage en pains normaux, rouleaux et conditionnements supérieure à 1 kg, d ’un débit unitaire de 780 kg/h et 50 matériels de moulage en micropains, d ’un débit unitaire de 200 kg/h.
Le procédé le plus répandu est le moulage en pains normaux qui représente près de la moitié des quantités distribuées. Par contre le moulage en micropains ne concerne que 2,5 % des quantités livrées.
Graphique 12 - Répartition des quantités de beurre conditionné suivant le type de conditionnement
M o u laqe en rou leaux 11,1 %
M o u la g e en mains no rm aux 46,4 %
Beurre non m oulé 23,3 %
M ou le en < ^ U I ///Acon d itionn em e nt ' ' 'supérieurs à 1 kg 15 ,9%
M o u la g e m anuel 0,8 %
M o u lage en m icropa ins 2,5 %
Le moulage manuel du beurre est pratiqué par 394 établissements, mais il ne représente qu’environ 0,8 % des quantités distribuées. Ce procédé a une certaine importance en Rhône-Alpes, où 14 % des quantités distribuées sont moulées manuellement.
Le beurre livré en vrac (en caisse, conteneur ou autre...) représente 23 % des quantités distribuées. Dans deux régions, les quantités livrées en vrac sont plus importantes que les quantités moulées automatiquement. Il s 'agit de la Champagne-Ardenne (64 % des livraisons) et de la Lorraine (62 %).
3 - Fabrication et conditionnement du beurre anhydre
En 1985, la fabrication de beurre anhydre de crème s'est élevé à 38 000 tonnes et celle de beurre anhydre de beurre à 47 000 tonens, d'après l’enquête annuelle laitière. Les débits des matérielsde fabrication sont du même ordre pour chacune de ces deux catégories de produits : 35 000 kg/h de débit to ta l installé, 3 900 kg/h de débit moyen par établissement.
Les 23 matériels de conditionnement du beurre anhydre, d'un débit unitaire de 2 500 kg/h, représentent 57 000 kg/h de débit installé.
-4 1 -
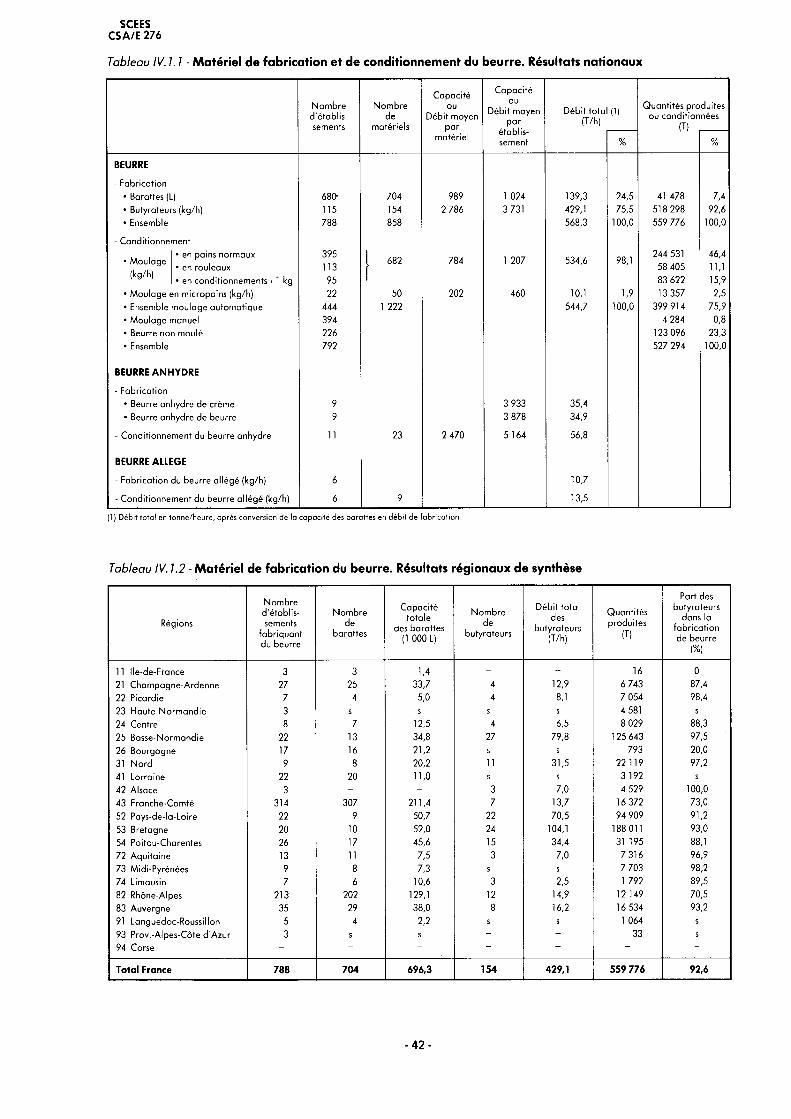
SCEESC S A/E 276
Tableau IV. 1.1 - M atérie l de fabrication et de conditionnement du beurre. Résultats nationaux
Nom bred ’étab lissements
N om brede
matériels
Capacitéou
D ébit moyen par
m atériel
Capacitéou
D ébit moyen par
é tab lissement
D éb it to ta l (1) (T/h)
Quantités produites ou conditionnées
(T)
% %
BEURRE
- Fabrication
• Barattes (L) 680- 704 989 1 024 139,3 24,5 41 478 7,4
• Butyrateurs (kg/h) 115 154 2 786 3 731 429,1 75,5 518 298 92,6
• Ensemble 788 858 568,3 100,0 559 776 100,0
- Conditionnement
• M oulage (kg/h)
• en pains normaux• en rouleaux
395113
1 682 784 1 207 534,6 98,1244 531
58 40546,411,1
• en conditionnements > 1 kg 95 I 83 622 15,9
• M oulage en micropains (kg/h) 22 50 202 460 10,1 1,9 13 357 2,5
• Ensemble m oulage autom atique 444 1 222 544,7 100,0 399 914 75,9
• M oulage manuel 394 4 284 0,8
• Beurre non moulé 226 123 096 23,3
• Ensemble 792 527 294 100,0
BEURRE ANHYDRE
- Fabrication
• Beurre an lydre de crème 9 3 933 35,4
• Beurre anhydre de beurre 9 3 878 34,9
- Conditionnem ent du beurre anhydre 11 23 2 470 5 164 56,8
BEURRE ALLEGE
- Fabrication du beurre allégé (kg/h) 6 10,7
- Conditionnem ent du beurre a llégé (kg/h) 6 9 13,5
(1) D éb it to ta l en tonne/heure , après conversion de la capacité des barattes en d éb it de fab rica tio n
Tableau IV. 1.2 - M atérie l de fabrication du beurre. Résultats régionaux de synthèse
Régions
Nom bre d ’établissements
fabriquant du beurre
Nom brede
barattes
Capacité to ta le
des barattes (1 000 L)
Nom brede
butyrateurs
D ébit to ta l des
butyrateurs(T/h)
Quantitésproduites
(T)
Part des butyrateurs
dans la fab rica tion de beurre
(%)
11 Ile-de-France 3 3 1,4 - - 16 0
21 Champagne-Ardenne 27 25 33,7 4 12,9 6 743 87,4
22 Picardie 7 4 5,0 4 8,1 7 054 98,4
23 Haute-N orm andie 3 s s s s 4 581 s
24 Centre 8 7 12,5 4 6,5 8 029 88,3
25 Basse-Normandie 22 13 34,8 27 79,8 125643 97,5
26 Bourgogne 17 16 21,2 s s 793 20,0
31 N ord 9 8 20,2 11 31,5 22 119 97,2
41 Lorraine 22 20 11,0 s s 3 192 s
42 Alsace 3 - - 3 7,0 4 529 100,0
43 Franche-Comté 314 307 211,4 7 13,7 16 372 73,0
52 Pays-de-la-Loire 22 9 50,7 22 70,5 94 909 91,2
53 Bretagne 20 10 52,0 24 104,1 188 011 93,0
54 Poitou-Charentes 26 17 45,6 15 34,4 31 195 88,1
72 Aquitaine 13 11 7,5 3 7,0 7316 96,9
73 Midi-Pyrénées 9 8 7,3 s s 7 703 98,2
74 Limousin 7 6 10,6 3 2,5 1 792 89,5
82 Rhône-Alpes 213 202 129,1 12 14,9 12 149 70,5
83 Auvergne 35 29 38,0 8 16,2 16 534 93,2
91 Languedoc-Roussillon 5 4 2,2 s s 1 064 s
93 Prov.-Alpes-Côte d ’Azur 3 s s - - 33 s
94 Corse - - - - - - -
Total France 788 704 696,3 154 429,1 559 776 92,6
- 4 2 -
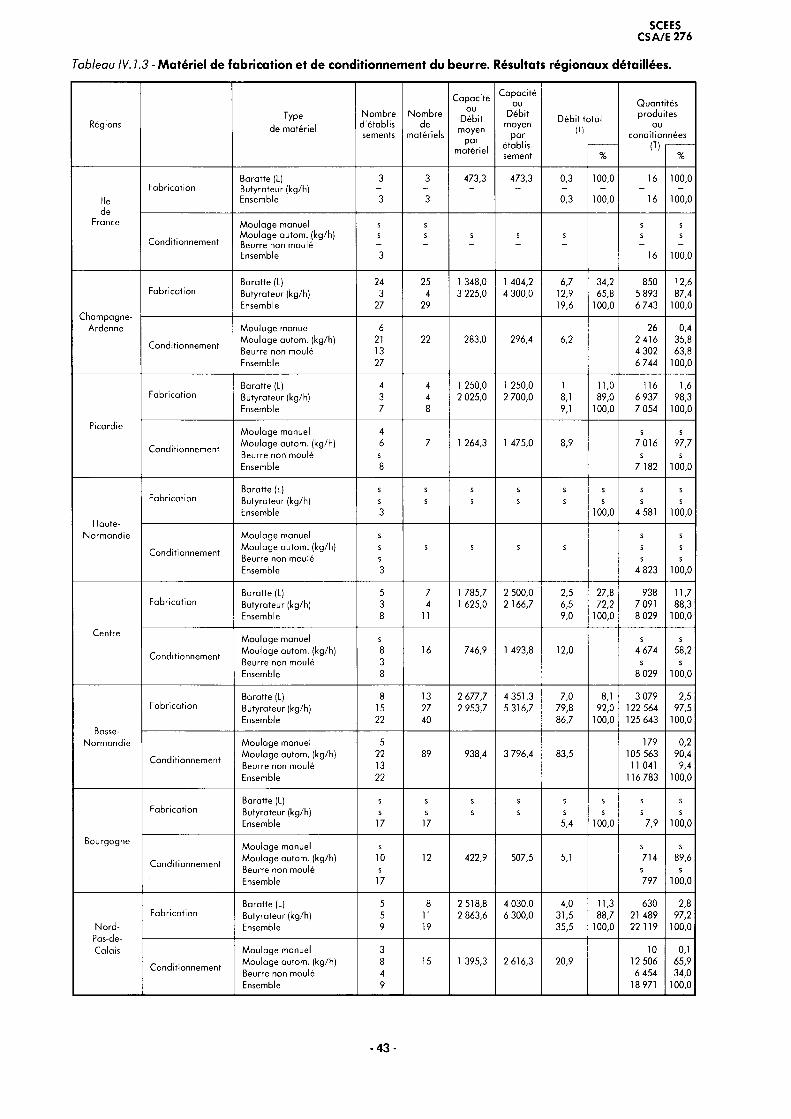
SCEESC S A /E 2 7 6
Tableau IV. 1.3 - M atérie l de fabrication et de conditionnement du beurre. Résultats régionaux détaillées.
RégionsType
de matériel
N om bred 'é tab lis sements
Nom brede
matériels
Capacitéou
D ébitmoyen
par
Capacitéou
D ébitmoyen
parétab lissement
D ébit to ta l(1)
Quantitésproduites
ouconditionnées
matériel%
\11%
Ile
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
3
3
3
3
473,3 473,3 0,3
0,3
100,0
100,0
16
16
100,0
100,0
France
Conditionnement
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
ss
3
ss s s s
ss
16
ss
100,0
Champagne-Ardenne
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
243
27
254
29
1 348,0 3 225,0
1 404,2 4 300,0
6,712,919,6
34,265,8
100,0
8505 8936 743
12,687,4
100,0
Conditionnement
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
6211327
22 283,0 296,4 6,226
2416 4 302 6 744
0,435.863.8
100,0
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
437
448
1 250,02 025,0
1 250,02 700,0
18,19,1
11,089,0
100,0
1166 9377 054
1,698,3
100,0
Picardie
Conditionnem ent
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
46s8
7 1 264,3 1 475,0 8,9s
7016s
7 182
s97,7s
100,0
Haute-Norm andie
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
ss3
ss
ss
ss
ss
ss
100,0
ss
4 581
ss
100,0
Conditionnem ent
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
sss3
s s s ssss
4 823
sss
100,0
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
538
74
11
1 785,7 1 625,0
2 500,0 2 166,7
2.56.5 9,0
27,872,2
100,0
9387 0918 029
11,788,3
100,0
Centre
Conditionnem ent
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
s838
16 746,9 1 493,8 12,0s
4 674s
8 029
s58,2s
100,0
Basse-N orm andie
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
81522
132740
2 677,7 2 953,7
4 351,35 316,7
7,079,886,7
8,192,0
100,0
3 079 122 564 125 643
2,597,5
100,0
Conditionnem ent
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
5221322
89 938,4 3 796,4 83,5179
105 563 11 041
116 783
0,290,4
9,4100,0
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
ss
17
ss
17
ss
ss
ss
5,4
ss
100,0
ss
7,9
ss
100,0
Bourgogne
Conditionnem ent
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
s10s
17
12 422,9 507,5 5,1s714s797
s89,6
s100,0
N ord-Pas-de-Calais
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
559
81119
2 518,8 2 863,6
4 030,0 6 300,0
4,031.535.5
11,388,7
100,0
63021 48922 119
2,897,2
100,0
Conditionnem ent
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
3 84 9
15 1 395,3 2 616,3 20,910
12 506 6 454
18 971
0,165,934,0
100,0
- 4 3 -
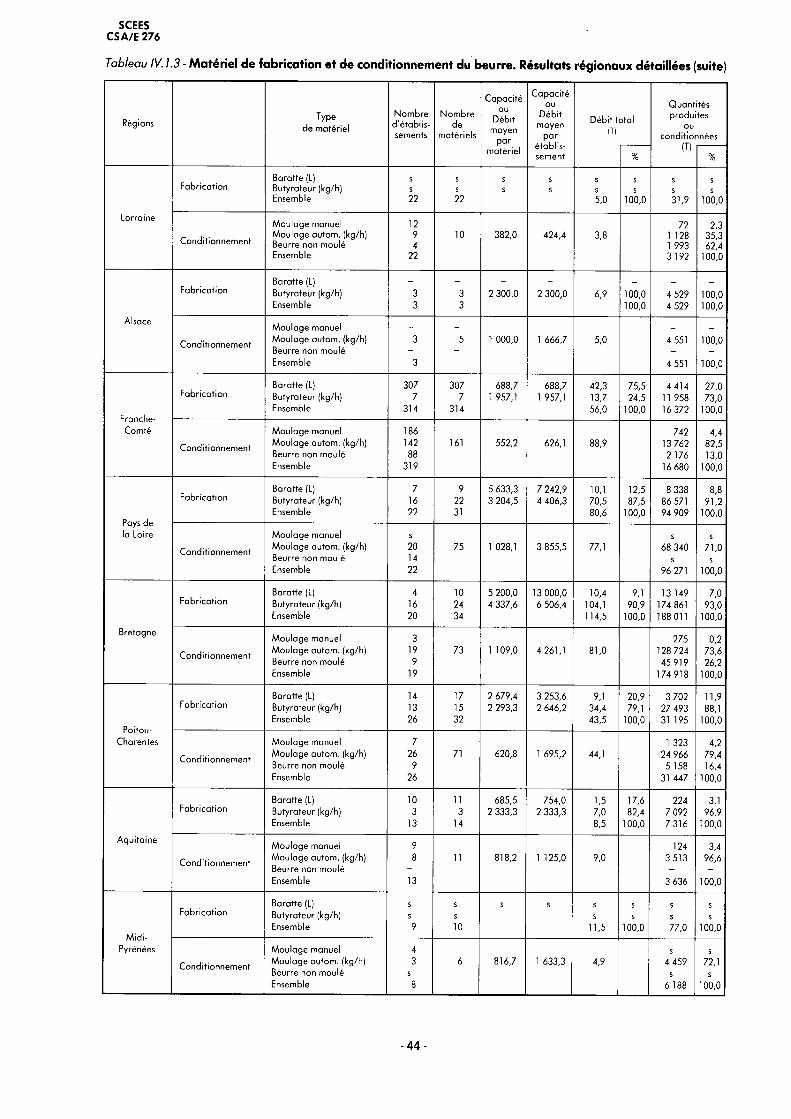
SCEESC S A/E 276
Tableau IV. 1.3 - M atérie l de fabrication et de conditionnement du beurre. Résultats régionaux détaillées (suite)
RégionsType
de matériel
N om bred 'étab lissements
Nom brede
matériels
Capacitéou
Débitmoyen
par
Capacitéou
D ébitmoyen
parétab lissement
Débit to ta l(1)
Quantitésproduites
ouconditionnées
matériel °//ol'J
%
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
ss22
ss22
ss
ss
ss5,0 100,0
ss31,9
ss
100,0
Lorraine
Conditionnem ent
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
1294
22
10 382,0 424,4 3,872
1 128 1 993 3 192
2,335.362.4
100,0
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
33
33
2 300,0 2 300,0 6,9 100,0100,0
4 529 4 529
100,0100,0
Alsace
Conditionnem ent
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
3
3
5 1 000,0 1 666,7 5,0 4 551
4 551
100,0
100,0
Franche-Comté
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
3077
314
3077
314
688,7 1 957,1
688,7 1 957,1
42,313,756,0
75.524.5
100,0
4414 11 958 16 372
27.073.0
100.0
Conditionnem ent
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
18614288
319
161 552,2 626,1 88,9742
13 762 2 176
16 680
4,482,513,0
100,0
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
71622
92231
5 633,3 3 204,5
7 242,9 4 406,3
10,170.580.6
12.587.5
100,0
8 338 86 571 94 909
8,891,2
100,0
la Loire
Conditionnem ent
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
s201422
75 1 028,1 3 855,5 77,1s
68 340s
96 271
s71,0
s100,0
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
41620
102434
5 200,0 4 337,6
13 000,0 6 506,4
10,4104,1114,5
9,190,9
100,0
13 149 174 861 188 011
7,093,0
100,0
Bretagne
C onditionnem ent
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
3199
19
73 1 109,0 4 261,1 81,0275
128 724 45 919
174 918
0,273,626,2
100,0
Poitou-Charentes
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
141326
171532
2 679,4 2 293,3
3 253,6 2 646,2
9,134.443.5
20,979,1
100,0
3 702 27 493 31 195
11,988,1
100,0
C onditionnem ent
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
726
926
71 620,8 1 695,2 44,11 323
24 966 5 158
31 447
4,279.416.4
100,0
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
103
13
113
14
685,5 2 333,3
754,0 2 333,3
1.57,08.5
17,682,4
100,0
224 7 092 7316
3,196,9
100,0
Aquitaine
Conditionnem ent
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
98
13
11 818,2 1 125,0 9,0124
3 513
3 636
3,496,6
100,0
M idi-Pyrénées
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
ss9
ss10
s s ss
11,5
ss
100,0
ss77,0
ss
100,0
Conditionnement
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
43
s8
6 816,7 1 633,3 4,9s
4 459s
6 188
s72,1s
100,0
- 4 4 -
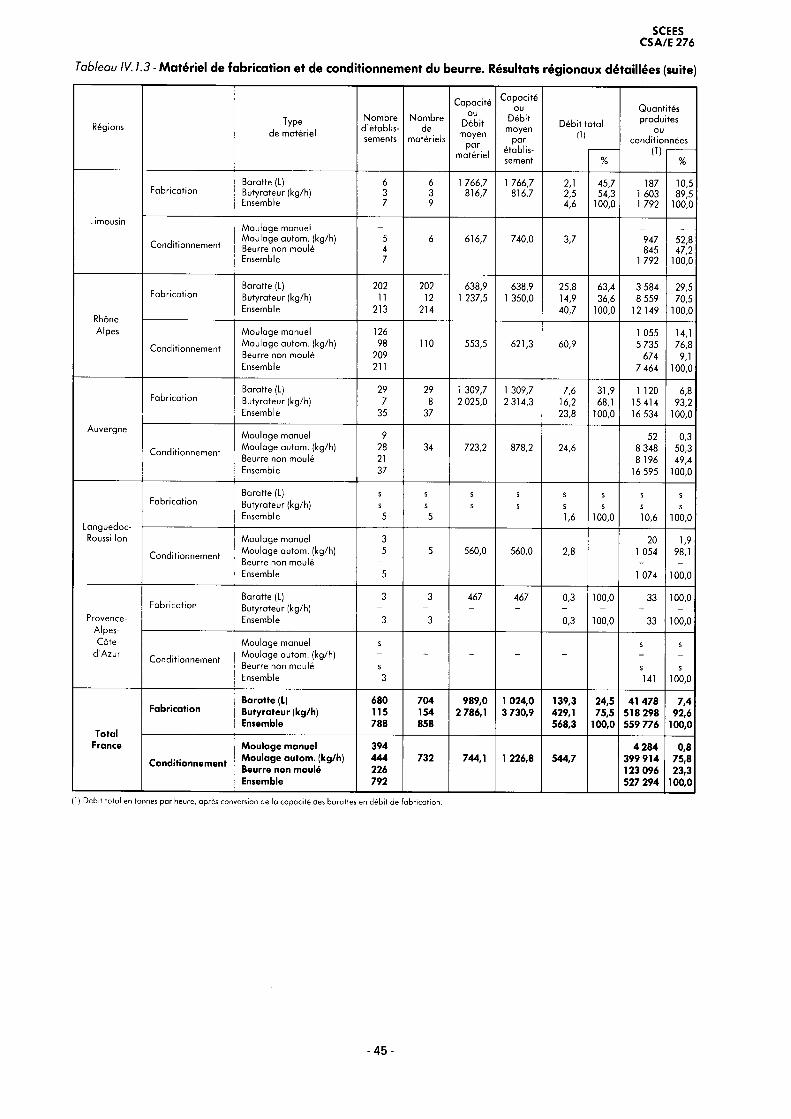
SCEESC S A /E 2 7 6
Tableau IV. 1.3 - M atériel de fabrication et de conditionnement du beurre. Résultats régionaux détaillées (suite)
Régions Type de m atériel
Nom bred ’étab lissements
N om brede
matériels
Capacitéou
Débitmoyen
par
Capacitéou
Débitmoyen
parétab lissement
D ébit to ta l(1)
Quantitésproduites
ouconditionnées
matériel%
l'J%
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
637
639
1 766,7 816,7
1 766,7 816,7
2,12.54.6
45,754,3
100,0
187 1 603 1 792
10.589.5
100,0
Limousin
Conditionnement
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
547
6 616,7 740,0 3,7 947 845
1 792
52,847,2
100,0
Rhône-Alpes
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
20211
213
20212
214
638,9 1 237,5
638,9 1 350,0
25.814.9 40,7
63,436,6
100,0
3 584 8 559
12 149
29.570.5
100,0
Conditionnement
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
12698
209211
110 553,5 621,3 60,91 055 5 735
674 7 464
14,176,8
9,1100,0
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
297
35
298
37
1 309,72 025,0
1 309,72 314,3
7,616,223,8
31,968,1
100,0
1 120 15414 16 534
6,893,2
100,0
Auvergne
Conditionnement
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
9282137
34 723,2 878,2 24,652
8 348 8 196
16 595
0,350.349.4
100,0
Languedoc-Roussillon
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
ss5
ss5
ss
ss
ss1,6
ss
100,0
ss10,6
ss
100,0
Conditionnement
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
35
5
5 560,0 560,0 2,820
1 054
1 074
1,998,1
100,0
Provence-Alpes-Côte
d ’Azur
FabricationBaratte (L) Butyrateur (kg/h) Ensemble
3
3
3
3
467 467 0,3
0,3
100,0
100,0
33
33
100,0
100,0
Conditionnem ent
M oulage manuel M oulage autom. (kg/h) Beurre non moulé Ensemble
s
s3
- - - -s
s141
s
s100,0
TotalFrance
FabricationB aratte (L) B utyra teur(kg /h ) Ensemble
680115788
704154858
989,0 2 786,1
1 024,0 3 730,9
139.3 429,1568.3
24.575.5
100,0
41 478 518 298 559 776
7,492,6
100,0
Conditionnem ent
M ou lage m anuel M oulage autom . (kg/h) Beurre non moulé Ensemble
394444226792
732 744,1 1 226,8 544,74 284
399 914 123 096 527 294
0,875,823,3
100,0
(1 ) Débit to ta l en tonnes p a r heure, après conversion de ta capacité des barattes en d éb it de fab rica tio n .
- 4 5 -

CHAPITRE V
PRODUITS FRAIS
Pages
V.l - Yaourts, autres laits fermentés, desserts lactés frais
1 - P roduction................................................................................................................................................. 48
2 - Conditionnement .................................................................................................................................... 48
3 - Suremballage ........................................................................................................................................... 49
V.2 - Crèm e ............................................................................................................................................................. 50
TABLEAUX
Tableau V . l . l : Conditionnement des yaourts, autres laits fermentés et desserts lactés frais.
Résultats nationaux ........................................................................................................................ 51
Tableau V . l .2 : Conditionnement automatique des yaourts, autres laits fermentés et desserts lactés frais.
Résultats régionaux de synthèse .................................................................................................. 51
Tableau V . l .3 : Conditionnement automatique des yaourts et autres laits fermentés.
Résultats détaillés pour les principales régions ........................................................................ 52
Tableau V . l .4 : Conditionnement automatique des desserts lactés frais. Résultats détaillés pour les
principales rég ions ......................................................................................................................... 53
Tableau V.2.1 : Matériel de fabrication et de conditionnement de la crème. Résultats n a tionaux 53
Tableau V.2.2 : Matériel de fabrication et de conditionnement de la crème.
Résultats régionaux de synthèse .................................................................................................. 54
- 4 7 -
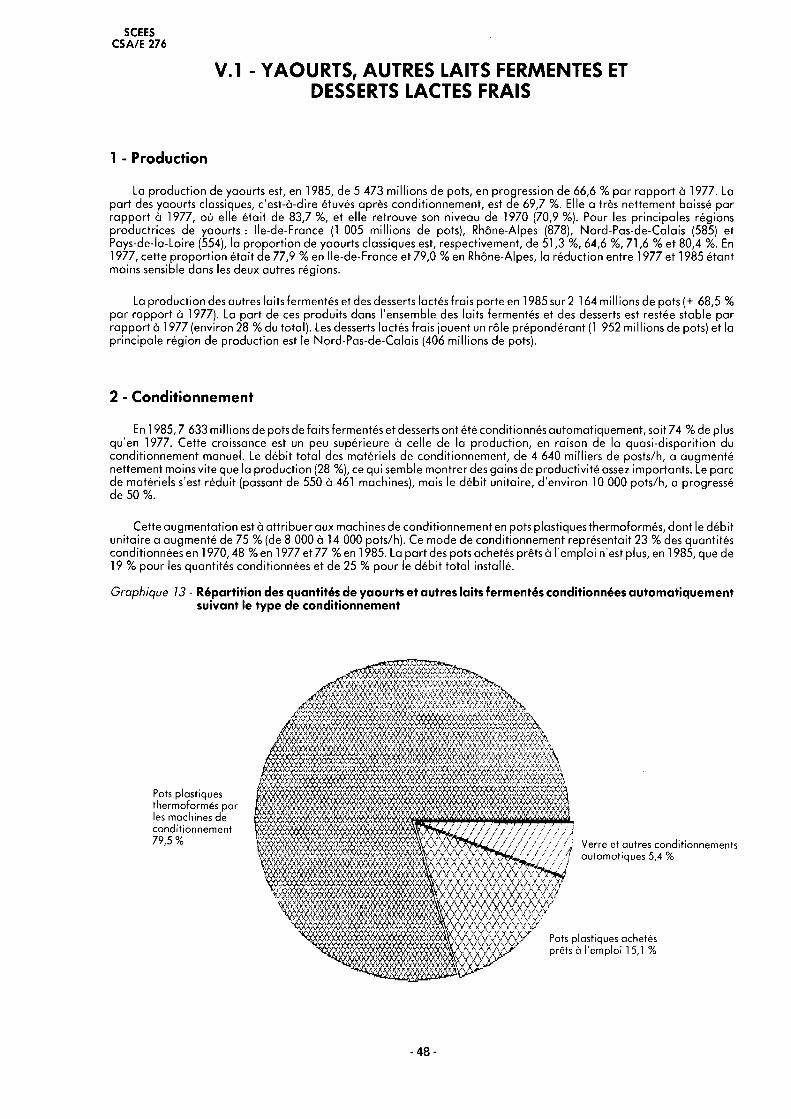
SCEESC S A /E 276
V .l - YAOURTS, AUTRES LAITS FERMENTES ET DESSERTS LACTES FRAIS
1 - Production
La production de yaourts est, en 1985, de 5 473 millions de pots, en progression de 66,6 % par rapport à 1977. La part des yaourts classiques, c ’est-à-dire étuvés après conditionnement, est de 69,7 %. Elle a très nettement baissé par rapport à 1977, où elle était de 83,7 %, et elle retrouve son niveau de 1970 (70,9 %). Pour les principales régions productrices de yaourts : Ile-de-France (1 005 millions de pots), Rhône-Alpes (878), Nord-Pas-de-Calais (585) et Pays-de-la-Loire (554), la proportion de yaourts classiques est, respectivement, de 51,3 %, 64,6 %, 71,6 % et 80,4 %. En 1977, cette proportion é ta it de 77,9 % en Ile-de-France et 79,0 % en Rhône-Alpes, la réduction entre 1977 et 1985 étant moins sensible dans les deux autres régions.
La production des autres laits fermentés et des desserts lactés frais porte en 1985 sur 2 164 millions de pots (+ 68,5 % par rapport à 1977). La part de ces produits dans l'ensemble des laits fermentés et des desserts est restée stable par rapport à 1977 (environ 28 % du total). Les desserts lactés frais jouent un rôle prépondérant (1 952 millions de pots) et la principale région de production est le Nord-Pas-de-Calais (406 millions de pots).
2 - Conditionnement
En 1985,7 633 millions de pots de faits fermentés et desserts ont été conditionnés automatiquement, soit 74 % de plus qu'en 1977. Cette croissance est un peu supérieure à celle de la production, en raison de la quasi-disparition du conditionnement manuel. Le débit to ta l des matériels de conditionnement, de 4 640 milliers de posts/h, a augmenté nettement moins vite que la production (28 %), ce qui semble montrer des gains de productivité assez importants. Le parc de matériels s’est réduit (passant de 550 à 461 machines), mais le débit unitaire, d'environ 10 000 pots/h, a progressé de 50 %.
Cette augmentation est à attribuer aux machines de conditionnement en pots plastiques thermoformés, dont le débit unitaire a augmenté de 75 % (de 8 000 à 14 000 pots/h). Ce mode de conditionnement représentait 23 % des quantités conditionnées en 1970,48 %en 1977 et 77 % en 1985. La part des pots achetés prêts à l'emploi n'est plus, en 1985, que de 19 % pour les quantités conditionnées et de 25 % pour le débit to ta l installé.
Graphique 13 - Répartition des quantités de yaourts et autres laits fermentés conditionnées autom atiquem ent suivant le type de conditionnement
y*<~v> ' & v>
vy;
* A A A .< V /\
v* V vvX>iv>”(XV Vt" " \ " ' ' ' " *v < v^
p. \ \ \ \ s, , vW,V.’Pots p lastiques the rm o form és pa r les m achines de cond itionn em e n t 79,5 % Verre e t autres cond itionnem ents
au tom a tiques 5,4 %
'
. , , W ' V \ ' \ > \ Pots plastiques achetés^ $ ,v/ v , \ "< \ , V Drêts a l'e m c lo i 15 1 %
■^'QCÔOOOOOOOOOOÛOOQCOiHOli V
- 4 8 -
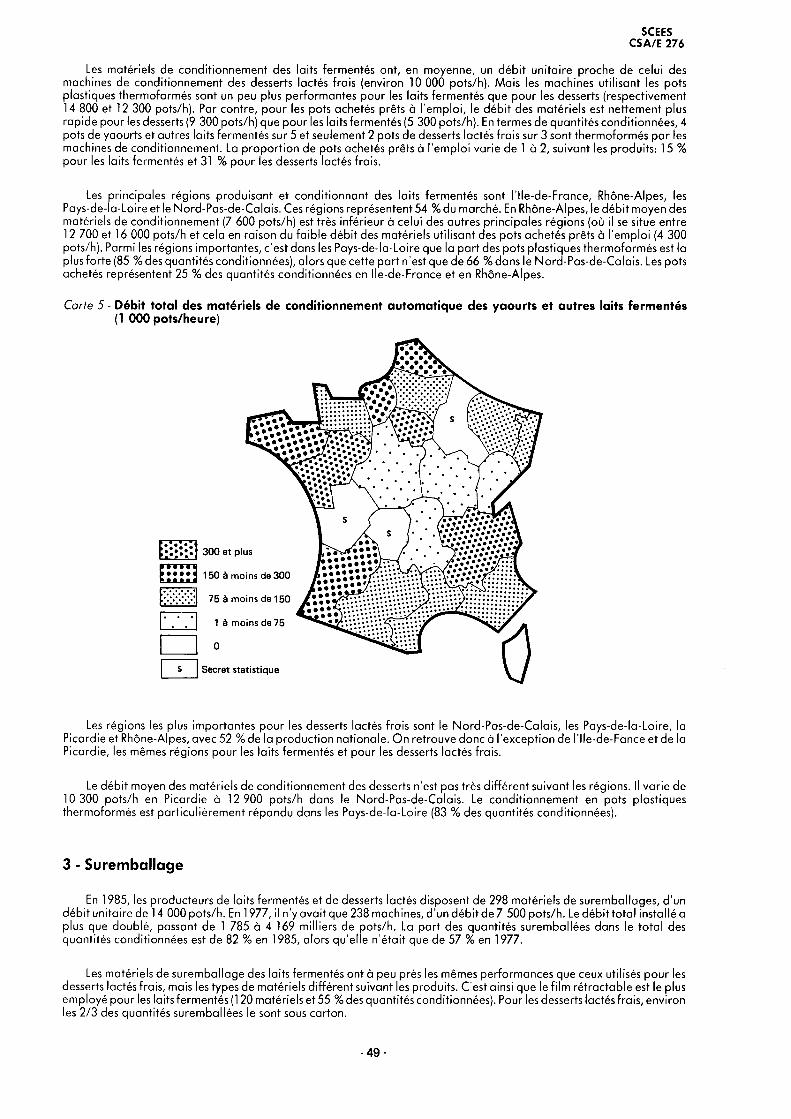
SCEESC S A /E 27 6
Les matériels de conditionnement des laits fermentés ont, en moyenne, un débit unitaire proche de celui des machines de conditionnement des desserts lactés frais (environ 10 00Ó pots/h). Mais les machines utilisant les pots plastiques thermoformés sont un peu plus performantes pour les laits fermentés que pour les desserts (respectivement 14 800 et 12 300 pots/h). Par contre, pour les pots achetés prêts à l ’emploi, le débit des matériels est nettement plus rapide pour les desserts (9 300 pots/h) que pour les laits fermentés (5 300 pots/h). En termes de quantités conditionnées, 4 pots de yaourts et autres laits fermentés sur 5 et seulement 2 pots de desserts lactés frais sur 3 sont thermoformés par les machines de conditionnement. La proportion de pots achetés prêts à l ’emploi varie de 1 à 2, suivant les produits: 15 % pour les laits fermentés et 31 % pour les desserts lactés frais.
Les principales régions produisant et conditionnant des laits fermentés sont l ’Ile-de-France, Rhône-Alpes, les Pays-de-la-Loire et le Nord-Pas-de-Calais. Ces régions représentent 54 % du marché. En Rhône-Alpes, le débit moyen des matériels de conditionnement (7 600 pots/h) est très inférieur à celui des autres principales régions (où il se situe entre 12 700 et 16 000 pots/h et cela en raison du fa ib le débit des matériels utilisant des pots achetés prêts à l'emploi (4 300 pots/h). Parmi les régions importantes, c'est dans les Pays-de-la-Loire que la part des pots plastiques thermoformés est la plus forte (85 %des quantités conditionnées), alors que cette part n’est que de 66 %dans le Nord-Pas-de-Calais. Les pots achetés représentent 25 % des quantités conditionnées en Ile-de-France et en Rhône-Alpes.
Carte 5 - Débit total des matériels de conditionnement autom atique des yaourts et autres laits fermentés (1 000 pots/heure)
Les régions les plus importantes pour les desserts lactés frais sont le Nord-Pas-de-Calais, les Pays-de-la-Loire, la Picardie et Rhône-Alpes, avec 52 % de la production nationale. On retrouve donc à l ’exception de l’Ile-de-Fance et de la Picardie, les mêmes régions pour les laits fermentés et pour les desserts lactés frais.
Le débit moyen des matériels de conditionnement des desserts n’est pas très différent suivant les régions. Il varie de 10 300 pots/h en Picardie à 12 900 pots/h dans le Nord-Pas-de-Calais. Le conditionnement en pots plastiques thermoformés est particulièrement répandu dans les Pays-de-la-Loire (83 % des quantités conditionnées).
3 - Suremballage
En 1985, les producteurs de laits fermentés et de desserts lactés disposent de 298 matériels de suremballages, d ’un débit unitaire de 14 000 pots/h. En 1977, il n'y avait que 238 machines, d ’un débit de 7 500 pots/h. Le débit to ta l installé a plus que doublé, passant de 1 785 à 4 169 milliers de pots/h. La part des quantités suremballées dans le to ta l des quantités conditionnées est de 82 % en 1985, alors qu’elle n’é ta it que de 57 % en 1977.
Les matériels de suremballage des laits fermentés ont à peu près les mêmes performances que ceux utilisés pour les desserts lactés frais, mais les types de matériels différent suivant les produits. C ’est ainsi que le film rétractable est le plus employé pour les laits fermentés (120 matériels et 55 %des quantités conditionnées). Pour les desserts lactés frais, environ les 2/3 des quantités suremballées le sont sous carton.
- 4 9 -
SCEESCSA/E 276
Les principales régions de production ne sont pas nécessairement celles qui pratiquent le plus le suremballage. Si la part du suremballage dans le conditionnement des laits fermentés est un peu supérieure à la moyenne nationale en Ile-de-France, elle est inférieure à cette moyenne en Rhône-Alpes, dans les Pays-de-la-Loire et dans le Nord-Pas-de- Calais. Les régions pour lesquelles la part des quantités suremballées dépasse 90 % sont la Picardie, l'Aquitaine, la Haute-Normandie et la Bretagne pour les laits fermentés, la Picardie et l ’Aquitaine pour les desserts lactés frais.
Pour les principales régions de production de laits fermentés le suremballage sous carton est davantage utilisé que celui sous film rétractable. C'est le cas pour l ’Ile-de-France (même si le débit installé en matériels utilisant le film rétractable est plus important), pour les Pays-de-la-Loire et pour Rhône-Alpes. Par contre le film rétractable est nettement plus employé dans le Nord-Pas-de-Calais.
C’est dans le Nord-Pas-de-Calais et la Picardie que le débit unitaire des matériels de suremballage des laits fermentés est le plus important (plus de 20 000 pots/h). La Picardie vient également en tête (du moins pour les régions dont les résultats ne sont pas couverts par le service statistique) en ce qui concerne le débit unitaire des matériels de suremballage des desserts lactés frais.
V.2 - CREME
Les matériels de fabrication, autres que les écrémeuses, jouent un rôle limité. C ’est ainsi qu'il n'a été recensé que 3 établissements de fabrication de crème stérilisée sous pression, les 5 matériels correspondants ayant un débit unitaire de 1 100 l/h. Les établissements frabriquant la crème UHT sont au nombre de 16, leurs 22 matériels ayant un débit unitaire de 5 000 l/h.
En 1985, 725 établissements ont livré de la crème à la consommation, pour un tota l de 159 000 tonnes (les quantités de crème fabriquées pour la consommation étaient de 85 000 tonnes en 1977).
Le conditionnement en vrac (y compris en bidons et en conditionnements de plus de 0,5 kg) représente 27,6 % des quantités livrées. Il a donc fortement diminué, en importance relative, par rapport à 1977 (45 %), pour retrouver la situation observée en 1970 (29 %).
Pour les petits conditionnements, 429 établissements pratiquent encore le conditionnement manuel, mais celui-ci ne porte que sur des quantités marginales. Les 207 doseuses automatiques, employées par 119 établissements, ont un débit unitaire de 890 kg/h, ce qui porte le débit to ta l installé à 184 000 kg/h. Le nombre de doseuses à légèrement baissé par rapport à 1977 (on en comptait alors 237), mais le débit unitaire a été multiplié par 2,6.
Les principales régions, pour la crème livrée à la consommation, sont la Basse-Normandie (avec 37 000 tonnes), la Bourgogne, les Pays-de-la-Loire, Rhône-Alpes et le Midi-Pyrénées, qui représentent au tota l les 2/3 des livraisons nationales. La part des quantités conditionnées par doseuses automatiques est nettement supérieure à la moyenne nationale (de 70,3 %),en Midi-Pyrénées (88,5 %) et en Bourgogne (80,0 %). Elle se rapproche de cette moyenne dans les Pays-de-la-Loire et la Basse-Normandie et elle est très inférieure en Rhône-Alpes (36,2 %). Les autres régions où la part des doseuses automatiques dépasse 80 % sont la Bretagne, la Haute-Normandie, la Picardie et la Lorraine.
- 5 0 -
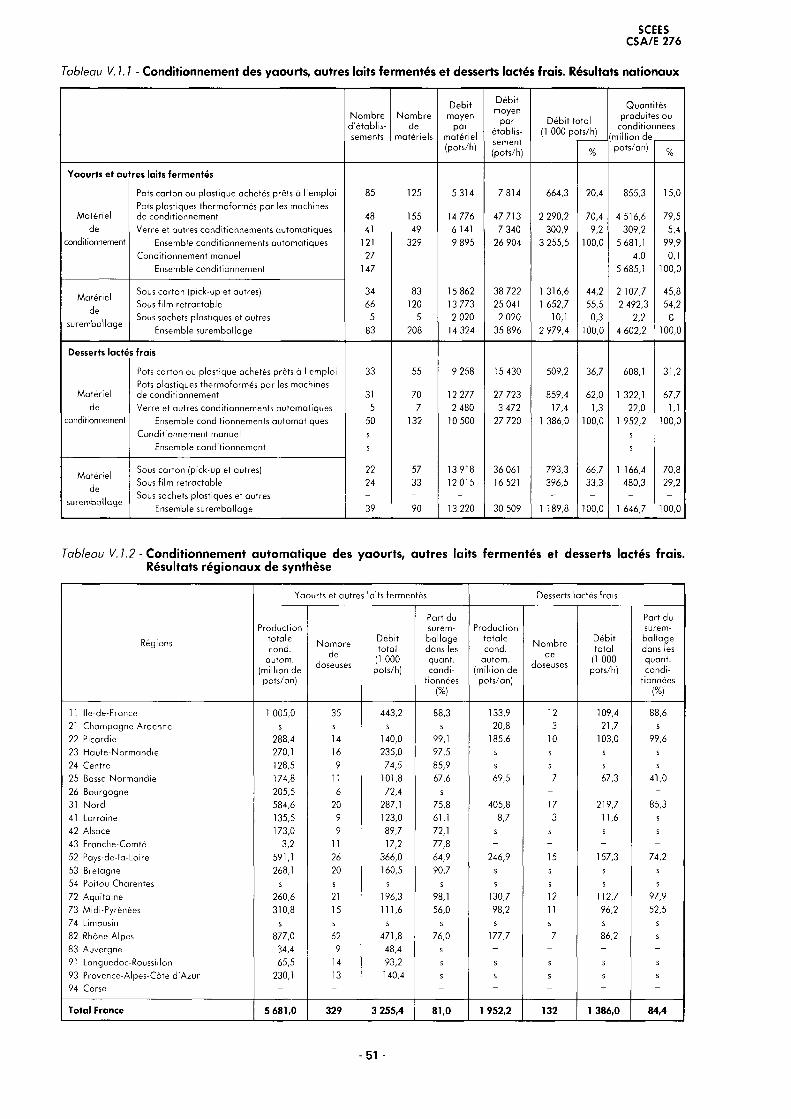
SCEESC S A/E 27 6
Tableau V. l . l - Conditionnement des yaourts, autres laits fermentés et desserts lactés frais. Résultats nationaux
Nom bred ’étab lissements
N om brede
matériels
D ébitmoyen
parm atériel
Débitmoyen
parétab lis
D ébit tota l (1 000 pots/h)
Quantités produites ou
conditionnées (m illion de
(pots/h) sement(pots/h) % pots/an) %
Yaourts et au ires laits ferm entés
Pots carton ou plastique achetés prêts à l ’emploi 85 125 5 314 7814 664,3 20,4 855,3 15,0
M atérie lPots plastiques thermoformés par les machines de conditionnem ent 48 155 14 776 47 713 2 290,2 70,4 4 516,6 79,5
de Verre et autres conditionnements autom atiques 41 49 6 141 7 340 300,9 9,2 309,2 5,4conditionnement Ensemble conditionnements autom atiques
Conditionnem ent manuelEnsemble conditionnem ent
12127
147
329 9 895 26 904 3 255,5 100,0 5681,1 4,0
5 685,1
99,9
0,1100,0
M atérielSous carton (pick-up et autres) Sous film rétractab le
3466
83120
15 862 13 773
38 722 25 041
1 316,6 1 652,7
44,255,5
2 107,7 2 492,3
45,854,2
aesuremballage
Sous sachets plastiques et autres 5 5 2 020 2 020 10,1 0,3 2,2 eEnsemble suremballage 83 208 14 324 35 896 2 979,4 100,0 4 602,2 100,0
Desserts lacté s frais
Pots carton ou plastique achetés prêts à l'em ploi 33 55 9 258 15 430 509,2 36,7 608,1 31,2
M atérie lPots plastiques thermoformés par les machines de conditionnem ent 31 70 12 277 27 723 859,4 62,0 1 322,1 67,7
de Verre et autres conditionnements automatiques 5 7 2 480 3 472 17,4 1,3 22,0 1,1conditionnement Ensemble conditionnements automatiques
Conditionnem ent manuelEnsemble conditionnem ent
50
ss
132 10 500 27 720 1 386,0 100,0 1 952,2 s s
100,0
M atérie lSous carton (pick-up et autres) 22 57 13918 36 061 793,3 66,7 1 166,4 70,8Sous film rétractab le 24 33 12015 16 521 396,5 33,3 480,3 29,2
aesuremballage
Sous sachets plastiques et autres - - - - - - - -
Ensemble suremballage 39 90 13 220 30 509 1 189,8 100,0 1 646,7 100,0
Tableau V. 1.2 Conditionnement autom atique des yaourts, autres laits fermentés et desserts lactés frais. Résultats régionaux de synthèse
Régions
Yaourts et autres laits fermentés Desserts lactés frais
Production to ta le cond.
autom. (m illion de pots/an)
Nom brede
doseuses
Débit to ta l
(1 000 pots/h)
Part du surem
ballage dans les quant, cond i
tionnées (%)
Production to ta le cond.
autom. (m illion de pots/an)
Nom brede
doseuses
Débit to ta l
(1 000 pots/h)
Part du surem
ballage dans les quant, cond i
tionnées <%)
11 Ile-de-France 1 005,0 35 443,2 88,3 133,9 12 109,4 88,6
21 Champagne-Ardenne s s s 20,8 3 21,7 s
22 Picardie 288,4 14 140,0 99,1 185,6 10 103,0 99,6
23 H aute-Norm andie 270,1 16 235,0 97,5 s
24 Centre 128,5 9 74,5 85,9 s
25 Basse-Normandie 174,8 11 101,8 67,6 69,5 7 67,3 41,0
26 Bourgogne 205,5 6 72,4 - - - -31 N ord 584,6 20 287,1 75,8 405,8 17 219,7 85,3
41 Lorraine 135,5 9 123,0 61,1 8,7 3 11,6 s42 Alsace 173,0 9 89,7 72,1 s
43 Franche-Comté 3,2 11 17,2 77,8 - - - -
52 Pays-de-la-Loire 591,1 26 366,0 64,9 246,9 15 157,3 74,2
53 Bretagne 268,1 20 160,5 90,7 s
54 Poitou-Charentes s s s s s
72 Aquitaine 260,6 21 196,3 98,1 130,7 12 112,7 97,9
73 Midi-Pyrénées 310,8 15 111,6 56,0 98,2 11 96,2 52,574 Limousin s s s s s s s s
82 Rhône-Alpes 877,0 62 471,8 76,0 177,7 7 86,2 s
83 Auvergne 34,4 9 48,4 s - - - -91 Languedoc-Roussillon 65,5 14 93,2 s s s s s
93 Provence-Alpes-Côte d ’Azur 230,1 13 140,4 s s s s s94 Corse - - - - - - - -
Total France 5 681,0 329 3 255,4 81,0 1 952,2 132 1 386,0 84,4
-5 1 -
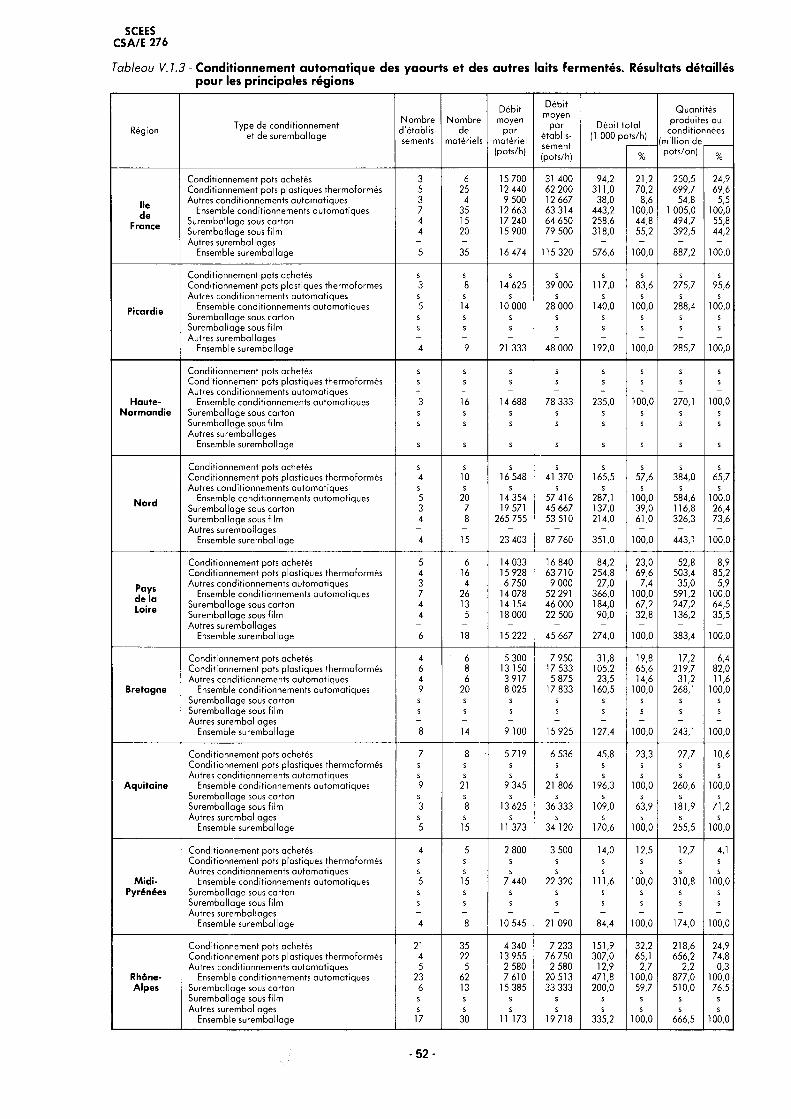
SCEESC S A/E 276
Tableau V. 1.3 - Conditionnement autom atique des yaourts et des autres laits fermentés. Résultats détaillés pour les principales régions
Région Type de conditionnem ent et de surem ballage
Nom bred 'é tab lissements
Nom brede
matériels
Débitmoyen
parmatériel(pots/h)
D ébitmoyen
paré tab lissement(pots/h)
Débit to ta l (1 000 pots/h)
Quantités produites ou
conditionnées (m illion de
%pots/an)
%
Conditionnement pots achetés 3 6 15 700 31 400 94,2 21,2 250,5 24,9Conditionnement pots plastiques thermoformés 5 25 12 440 62 200 311,0 70,2 699,7 69,6
Ha Autres conditionnements autom atiques 3 4 9 500 12 667 38,0 8,6 54,8 5,5nej _ Ensemble conditionnements autom atiques 7 35 12 663 63 314 443,2 100,0 1 005,0 100,0ae
France Suremballage sous carton 4 15 17 240 64 650 258,6 44,8 494,7 55,8Suremballage sous film 4 20 15 900 79 500 318,0 55,2 392,5 44,2Autres suremballages - - - - - - - -
Ensemble suremballage 5 35 16 474 115 320 576,6 100,0 887,2 100,0
Conditionnem ent pots achetés s s s sConditionnem ent pots plastiques thermoformés 3 8 14 625 39 000 117,0 83,6 275,7 95,6Autres conditionnements autom atiques s s s
Ensemble conditionnements automatiques 5 14 10 000 28 000 140,0 100,0 288,4 100,0rivo ra ïcSuremballage sous carton s sSuremballage sous film s s sAutres suremballages - - - - - - - -
Ensemble suremballage 4 9 21 333 48 000 192,0 100,0 285,7 100,0
Conditionnement pots achetés sConditionnement pots plastiques thermoformés sAutres conditionnements autom atiques - - - - - - - -
H aute- Ensemble conditionnements automatiques 3 16 14 688 78 333 235,0 100,0 270,1 100,0N orm and ie Suremballage sous carton s
Suremballage sous film sAutres suremballages - - - - - - - -
Ensemble suremballage s
Conditionnement pots achetés sConditionnem ent pots plastiques thermoformés 4 10 16 548 41 370 165,5 57,6 384,0 65,7Autres conditionnements autom atiques s
Ensemble conditionnements autom atiques 5 20 14 354 57 416 287,1 100,0 584,6 100,0IXOraSuremballage sous carton 3 7 19 571 45 667 137,0 39,0 116,8 26,4Suremballage sous film 4 8 265 755 53 510 214,0 61,0 326,3 73,6Autres suremballages - - - - - - - -
Ensemble suremballage 4 15 23 403 87 760 351,0 100,0 443,1 100,0
Conditionnem ent pots achetés 5 6 14 033 16 840 84,2 23,0 52,8 8,9Conditionnement pots plastiques thermoformés 4 16 15 928 63 710 254,8 69,6 503,4 85,2Autres conditionnements autom atiques 3 4 6 750 9 000 27,0 7,4 35,0 5,9Pays
de la Ensemble conditionnements autom atiques 7 26 14 078 52 291 366,0 100,0 591,2 100,0
Loire Suremballage sous carton 4 13 14 154 46 000 184,0 67,2 247,2 64,5Suremballage sous film 4 5 18 000 22 500 90,0 32,8 136,2 35,5Autres suremballages - - - - - - - -
Ensemble suremballage 6 18 15 222 45 667 274,0 100,0 383,4 100,0
Conditionnem ent pots achetés 4 6 5 300 7 950 31,8 19,8 17,2 6,4Conditionnem ent pots plastiques thermoformés 6 8 13 150 17 533 105,2 65,6 219,7 82,0Autres conditionnements automatiques 4 6 3917 5 875 23,5 14,6 31,2 11,6
Bretagne Ensemble conditionnements automatiques 9 20 8 025 17 833 160,5 100,0 268,1 100,0Suremballage sous carton sSuremballage sous film sAutres suremballages - - - - - - - -
Ensemble suremballage 8 14 9 100 15 925 127,4 100,0 243,1 100,0
Conditionnement pots achetés 7 8 - 5719 6 536 45,8 23,3 27,7 10,6Conditionnement pots plastiques thermoformés s s sAutres conditionnements automatiques s s s
Aquitaine Ensemble conditionnements automatiques 9 21 9 345 21 806 196,3 100,0 260,6 100,0Suremballage sous carton s s sSuremballage sous film 3 8 13 625 36 333 109,0 63,9 181,9 71,2Autres suremballages s s s
Ensemble suremballage 5 15 11 373 34 120 170,6 100,0 255,5 100,0
Conditionnement pots achetés 4 5 2 800 3 500 14,0 12,5 12,7 4,1Conditionnement pots plastiques thermoformés s s s s sAutres conditionnements autom atiques s s s s s
M id i- Ensemble conditionnements automatiques 5 15 7 440 22 320 111,6 100,0 310,8 100,0Pyrénées Suremballage sous carton s s s s s
Suremballage sous film s s s s sAutres suremballages - - - - - - - -
Ensemble suremballage 4 8 10 545 21 090 84,4 100,0 174,0 100,0
Conditionnement pots achetés 21 35 4 340 7 233 151,9 32,2 218,6 24,9Conditionnement pots plastiques thermoformés 4 22 13 955 76 750 307,0 65,1 656,2 74,8Autres conditionnements automatiques 5 5 2 580 2 580 12,9 2,7 2,2 0,3
Rhône- Ensemble conditionnements automatiques 23 62 7610 20 513 471,8 100,0 877,0 100,0Alpes Suremballage sous carton 6 13 15 385 33 333 200,0 59,7 510,0 76,5
Suremballage sous film s s s s s sAutres suremballages s s s s s s
Ensemble suremballage 17 30 11 173 19718 335,2 100,0 666,5 100,0
- 5 2 -
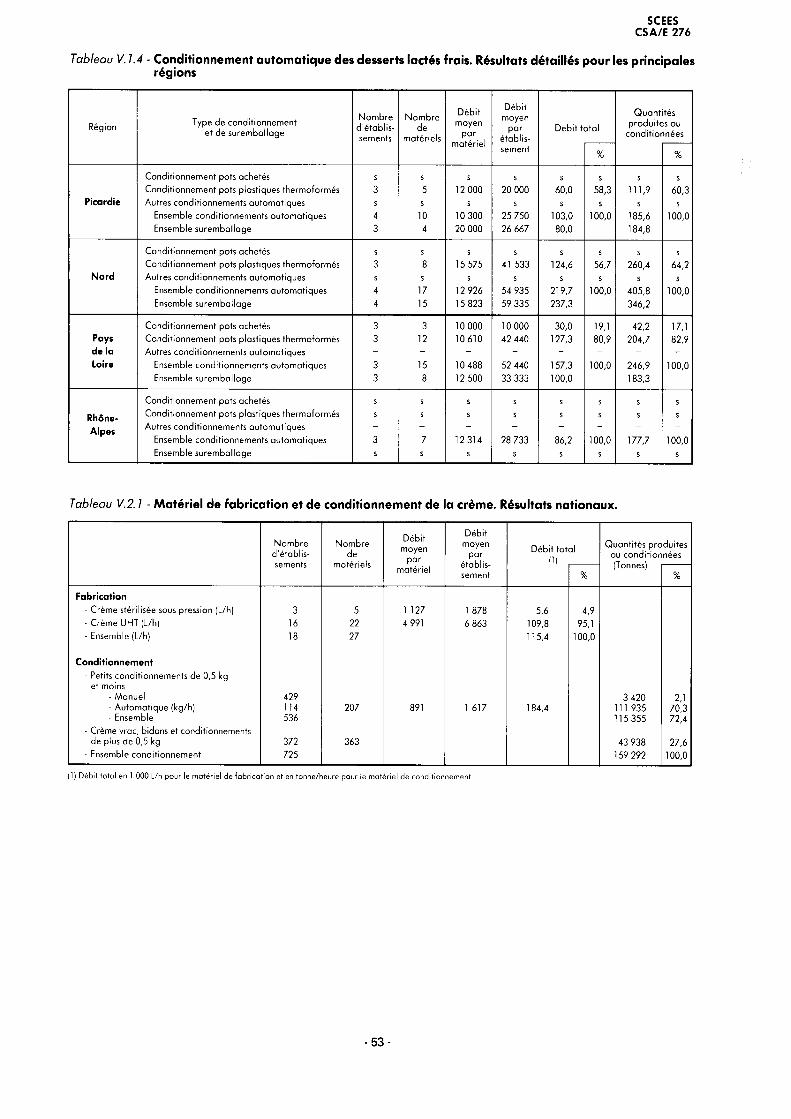
SCEESC S A /E 27 6
Tableau V. 1.4 - Conditionnement autom atique des desserts lactés frais. Résultats détaillés pour les principales régions
Région Type de conditionnem ent et de suremballage
N om bred 'é tab lis sements
Nom brede
matériels
Débitmoyen
parm atériel
Débitmoyen
parétab lissement
Débit to ta l
Q uantités produites ou
conditionnées
% %
Conditionnem ent pots achetés s s s s s sConditionnem ent pots plastiques thermoformés 3 5 12 000 20 000 60,0 58,3 111,9 60,3
Picardie Autres conditionnements automatiques s s s s sEnsemble conditionnements automatiques 4 10 10 300 25 750 103,0 100,0 185,6 100,0Ensemble surem ballage 3 4 20 000 26 667 80,0 184,8
Conditionnem ent pots achetés s s s s sConditionnem ent pots plastiques thermoformés 3 8 15 575 41 533 124,6 56,7 260,4 64,2
N ord Autres conditionnements automatiques s s s s sEnsemble conditionnements automatiques 4 17 12 926 54 935 219,7 100,0 405,8 100,0Ensemble suremballage 4 15 15 823 59 335 237,3 346,2
Conditionnem ent pots achetés 3 3 10 000 10 000 30,0 19,1 42,2 17,1Pays Conditionnem ent pots plastiques thermoformés 3 12 10610 42 440 127,3 80,9 204,7 82,9de la Autres conditionnements automatiques - - - - - - - -Loire Ensemble conditionnements automatiques 3 15 10 488 52 440 157,3 100,0 246,9 100,0
Ensemble suremballage 3 8 12 500 33 333 100,0 183,3
Conditionnem ent pots achetés s s s s s sConditionnem ent pots plastiques thermoformés s s s s s sAutres conditionnements automatiques - - - - - - - -
Ensemble conditionnements automatiques 3 7 12314 28 733 86,2 100,0 177,7 100,0Ensemble surem ballage s s s s s s s s
Tableau V.2.1 - M atérie l de fabrication et de conditionnement de la crème. Résultats nationaux.
Nom bred ’établissements
Nom brede
matériels
Débitmoyen
parmatériel
Débitmoyen
paré tablissement
D ébit to ta l(1)
Quantités produites ou conditionnées
%\ i onnesj
%
Fabrication- Crème stérilisée sous pression (L/h) 3 5 1 127 1 878 5,6 4,9- Crème UHT (L/h) 16 22 4 991 6 863 109,8 95,1- Ensemble (L/h) 18 27 115,4 100,0
Conditionnem ent- Petits conditionnements de 0,5 kg
et moins- Manuel 429 3 420 2,1- Autom atique (kg/h) 114 207 891 1 617 184,4 111 935 70,3- Ensemble 536 115355 72,4
- Crème vrac, bidons et conditionnementsde plus de 0,5 kg 372 363 43 938 27,6
- Ensemble conditionnem ent 725 159 292 100,0
(1) Débit to ta l en 1 000 L/h pour le m atérie l de fab rica tio n et en tonne/heure pour le m atérie l de cond itionnem ent
- 5 3 -
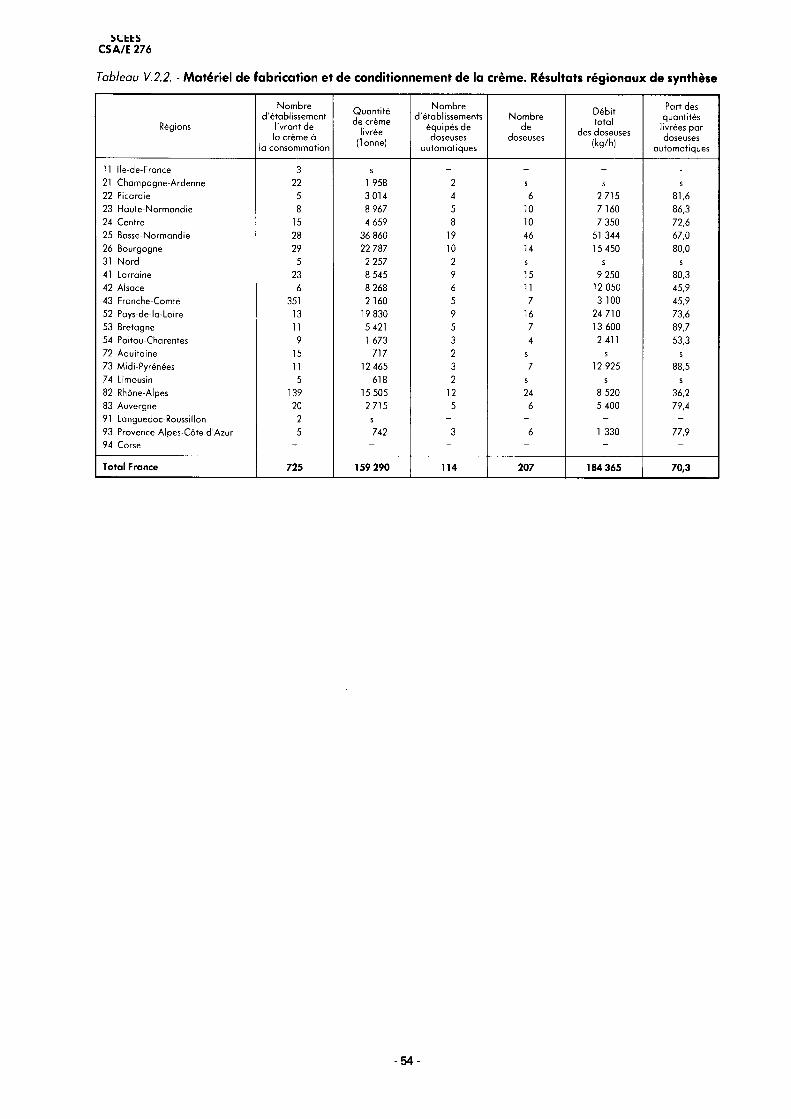
SLfctS CSA/E 276
Tableau V.2.2. - M atérie l de fabrication et de conditionnement de la crème. Résultats régionaux de synthèse
Régions
N om bre d ’établissement
liv ran t de la crème à
la consommation
Q uantité de crème
livrée (Tonne)
Nom bre d ’établissements
équipés de doseuses
autom atiques
N om brede
doseuses
D ébit to ta l
des doseuses (kg/h)
Part des quantités
livrées par doseuses
automatiques
11 Ile-de-France 3 s - - -
21 Champagne-Ardenne 22 1 958 2 s s s22 Picardie 5 3014 4 6 2 715 81,623 H aute-Norm andie 8 8 967 5 10 7 160 86,324 Centre 15 4 659 8 10 7 350 72,625 Basse-Normandie 28 36 860 19 46 51 344 67,026 Bourgogne 29 22 787 10 14 15 450 80,031 N ord 5 2 257 2 s s s41 Lorraine 23 8 545 9 15 9 250 80,342 Alsace 6 8 268 6 11 12 050 45,943 Franche-Comté 351 2 160 5 7 3 100 45,9
52 Pays-de-la-Loire 13 19 830 9 16 24 710 73,653 Bretagne 11 5 421 5 7 13 600 89,7
54 Poitou-Charentes 9 1 673 3 4 2 411 53,372 Aquitaine 15 717 2 s s s73 Midi-Pyrénées 11 12 465 3 7 12 925 88,574 Limousin 5 618 2 s s s82 Rhône-Alpes 139 15 505 12 24 8 520 36,283 Auvergne 20 2 715 5 6 5 400 79,491 Languedoc-Roussillon 2 s - - - -
93 Provence-Alpes-Côte d 'Azur 5 742 3 6 1 330 77,994 Corse - - - - - -
Total France 725 159 290 114 207 184 365 70,3
- 54 -
CHAPITRE VI
FROMAGES
Pages Avant-propos
V I.1 - Fromages frais
1 - Fabrication .............................................................................................................................................. 572 - Conditionnement et suremballage ................................................................................................. 59
VI.2 - Fromages à pâte molle et à pâte persillée
1 - Cuves, bassines et bacs de caillage et em p résu rag e ................................................................ 602 - Méthodes de fabrication .................................................................................................................... 60
a - Résultats généraux b - Évolution par rapport à 1970 et 1977 c - Répartition suivant la ta ille des établissements d - Résultats régionaux
3 - Salage, affinage, em ballage et stockage .................................................................................... 64
VI.3 - Fromages à pâte pressée cuite et non cuite
1 - Cuves de fabrication ........................................................................................................................... 642 - Méthodes de fabrication ................................................................................................................... 64
a - Résultats généraux b - Evolution par rapport à 1970 et 1977 c - Répartition suivant la ta ille des établissements d - Résultats régionaux
3 - Pressage, affinage, em ballage et s to ckag e ................................................................................ 68
VI.4 - Fromages fondus
TABLEAUX
Tableau : V I.1.1 : Fabrication, conditionnement et suremballage des fromages frais.Résultats na tionaux.................................................................................................................... 69
Tableau : V I.1.2 : Fabrication, conditionnement et suremballage des fromages frais.Résultats régionaux de synthèse.............................................................................................. 69
Tableau : V I.1.3 : Fabrication, conditionnement et suremballage des fromages frais.Résultats détaillés pour les principales ré g io n s .................................................................... 70
Tableau : Vl.2.1 : Fabrication, affinage et emballage des fromages à pâte molle et à pâte persillée.Résultats nationaux ................................................................................................................... 72
Tableau : Vl.2.2 : Fabrication, affinage et emballage des fromages à pâte molle et à pâte persillée.Résultats régionaux de synthèse ............................................................................................. 73
Tableau : V I.2.3 : Fabrication, affinage et emballage des fromages à pâte molle et à pâte persillée.Résultats régionaux détaillés ................................................................................................... 74
Tableau : Vl.2.4 : Locaux de stockage des fromages à pâte molle et à pâte persillée.Résultats nationaux ................................................................................... 77
Tableau : V I.3.1 : Fabrication, affinage et pressage des fromages à pâte pressée. Résultats nationaux . 78
Tableau : V I.3.2 : Fabrication, affinage, emballage et pressage des fromages à pâte pressée.Résultats régionaux de synthèse ............................................................................................. 79
Tableau : Vl.3.3 : Fabrication, affinage, emballage et pressage des fromages à pâte pressée.Résultats détaillés pour les principales régions ................................................................... 81
Tableau : V I.3.4 : Locaux de stockage des fromages à pâte pressée. Résultats nationaux ................... 79Tableau : Vl.4.1 : Fabrication, conditionnement et stockage des fromages fondus. Résultats nationaux 80
- 5 5 -

bl_tfcS CSA/E 276
AVANT-PROPOS
Dans la publication des résultats de l'enquête de 1977, on s'était étonné de ce que les évolutions des débits des équipements fromagers (sauf fromages frais), par rapport à 1970, étaient considérablement supérieures à celles relatives aux fabrications : plus de 100 % pour les fromages à pâte molle avec une croissance de la production de 34 % et plus de 200 % pour les fromages à pâte pressée, l ’augmentation de la production n’étant que de 24 %. On s'était alors interrogé sur la com parabilité des concepts au cours du temps.
Pour la plupart des équipements les questions relatives aux débits portaient, en 1977, sur le débit horaire des installations de fabrication et, en 1970, sur le litrage de la it tra ité dans une journée de 8 heures. Il avait été alors conclu qu’il éta it très possible que les différences de formulation entre les questions posées aient conduit à une surestimation des évolutions constatées entre 1970 et 1977. Comme par ailleurs, les calculs de durée d'utilisation annuelle des matériels paraissaient plus cohérents en 1970 qu'en 1977, il a été décidé de reprendre le litrage journalier comme mesure du débit, dans l'enquête de 1985. Les implications de cette décision seront commentées à propos des fromages à pâte molle et à pâte pressée.
- 5 6 -
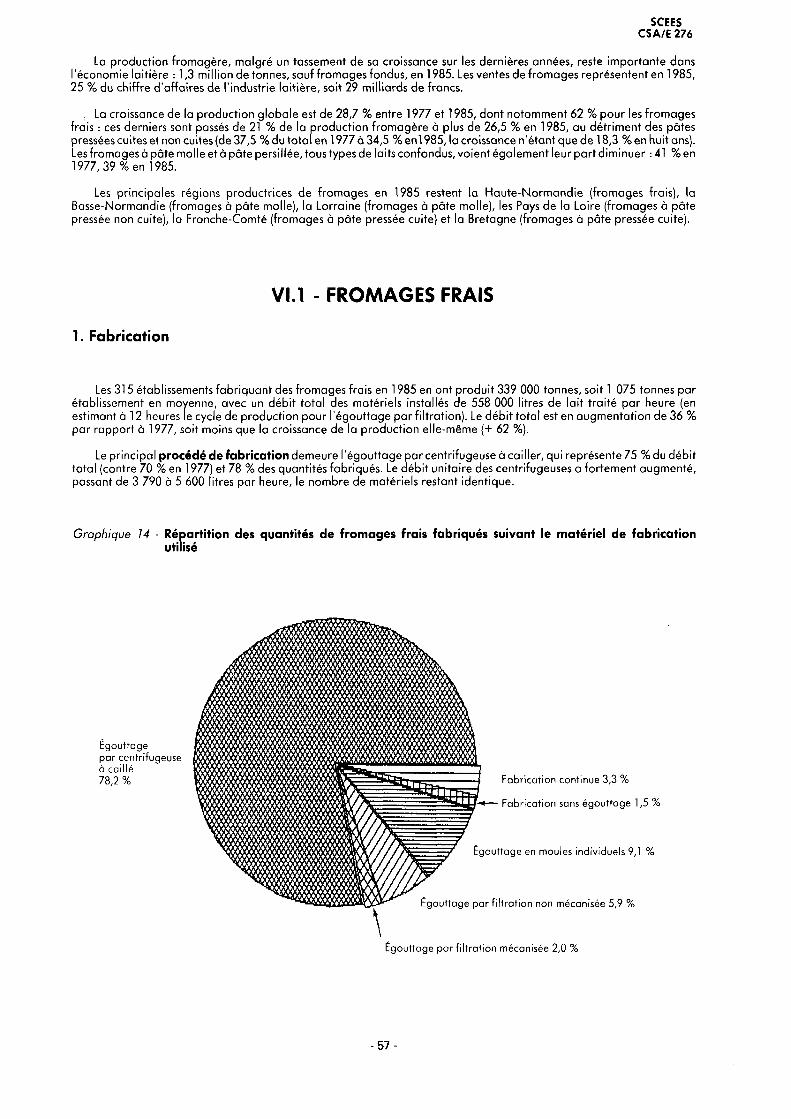
SCEESC S A /E 276
La production fromagère, malgré un tassement de sa croissance sur les dernières années, reste im portante dans l’économie laitière : 1,3 million de tonnes, sauf fromages fondus, en 1985. Les ventes de fromages représentent en 1985, 25 % du chiffre d ’affaires de l’ industrie la itière, soit 29 milliards de francs.
La croissance de la production globale est de 28,7 % entre 1977 et 1985, dont notamment 62 % pour les fromages frais : ces derniers sont passés de 21 % de la production fromagère à plus de 26,5 % en 1985, au détriment des pâtes pressées cuites et non cuites (de 37,5 % du to ta l en 1977 à 34,5 % en l 985, la croissance n’étant que de 18,3 % en huit ans). Les fromages à pâte molle et à pâte persillée, tous types de laits confondus, voient également leur part dim inuer : 41 % en 1977, 39 % en 1985.
Les principales régions productrices de fromages en 1985 restent la Haute-Normandie (fromages frais), la Basse-Normandie (fromages à pâte molle), la Lorraine (fromages à pâte molle), les Pays de la Loire (fromages à pâte pressée non cuite), la Franche-Comté (fromages à pâte pressée cuite) et la Bretagne (fromages à pâte pressée cuite).
VI. 1 - FROMAGES FRAIS
1. Fabrication
Les 315 établissements fabriquant des fromages frais en 1985 en ont produit 339 000 tonnes, soit 1 075 tonnes par établissement en moyenne, avec un débit to ta l des matériels installés de 558 000 litres de la it tra ité par heure (en estimant à 12 heures le cycle de production pour l'égouttage par filtration). Le débit to ta l est en augmentation de 36 % par rapport à 1977, soit moins que la croissance de la production elle-même (+ 62 %).
Le principal procédé de fabrication demeure l'égouttage par centrifugeuse à cailler, qui représente 75 % du débit total (contre 70 % en 1977) et 78 % des quantités fabriqués. Le débit unitaire des centrifugeuses a fortement augmenté, passant de 3 790 à 5 600 litres par heure, le nombre de matériels restant identique.
Graphique 14 - Répartition des quantités de from ages frais fabriqués suivant le m atériel de fabrication utilisé
É gou ttage p a r cen trifugeuse à ca illé78,2 % F a b rica tio n con tinue 3,3 %
Fa b rica tio n sans é g ou tta ge 1,5 %
Égou ttage en m oules ind iv idue ls 9,1 %
É gou ttage p a r f ilt ra t io n non mécanisée 5,9 %
É gou ttage p a r f ilt ra t io n mécanisée 2,0 %
- 5 7 -
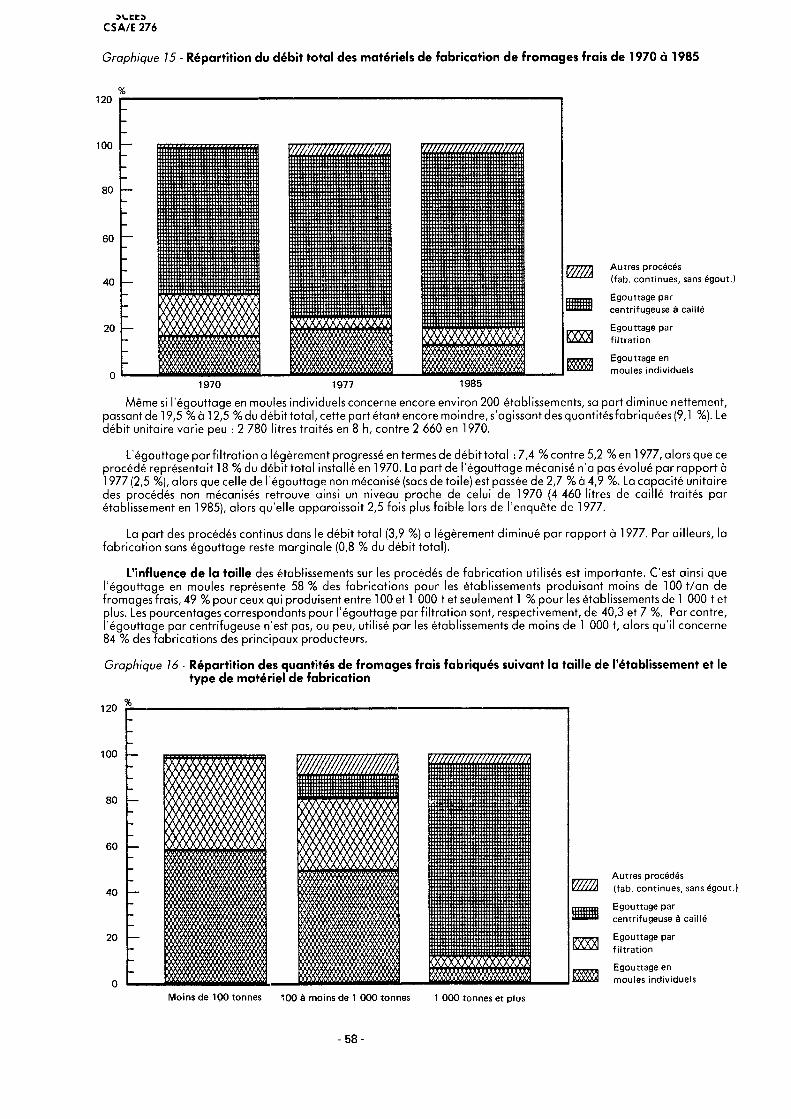
3V.Ct3CSA/E 276
Graphique 15 - Répartition du débit total des matériels de fabrication de from ages frais de 1970 à 1985
120
100
80
60
40
20
1970 1977
Autres procécés(fab. continues, sans égout.)
Egouttage par centrifugeuse à caillé
Egouttage par filtra tio n
Egouttage en moules individuels
1985
Même si l ’égouttage en moules individuels concerne encore environ 200 établissements, sa part diminue nettement, passant de 19,5 % à 12,5 %du débit to ta l, cette part étant encore moindre, s’agissant des quantités fabriquées (9,1 %). Le débit unitaire varie peu : 2 780 litres traités en 8 h, contre 2 660 en 1970.
L’égouttage par filtra tion a légèrement progressé en termes de débit to ta l : 7,4 % contre 5,2 % en 1977, alors que ce procédé représentait 18 % du débit to ta l installé en 1970. La part de l’égouttage mécanisé n'a pas évolué par rapport à 1977 (2,5 %), alors que celle de l'égouttage non mécanisé (sacs de toile) est passée de 2,7 % à 4,9 %. La capacité unitaire des procédés non mécanisés retrouve ainsi un niveau proche de celui de 1970 (4 460 litres de caillé traités par établissement en 1985), alors qu’elle apparaissait 2,5 fois plus fa ib le lors de l’enquête de 1977.
La part des procédés continus dans le débit to ta l (3,9 %) a légèrement diminué par rapport à 1977. Par ailleurs, la fabrication sans égouttage reste marginale (0,8 % du débit total).
L’influence de la taille des établissements sur les procédés de fabrication utilisés est importante. C'est ainsi que l ’égouttage en moules représente 58% des fabrications pour les établissements produisant moins de 100 t/an de fromages frais, 49 % pour ceux qui produisent entre 100 et 1 000 t et seulement 1 % pour les établissements de 1 000 t et
lus. Les pourcentages correspondants pour l ’égouttage par filtra tion sont, respectivement, de 40,3 et 7 %. Par contre, 'égouttage par centrifugeuse n’est pas, ou peu, utilisé par les établissements de moins de 1 000 t, alors qu'il concerne
84 % des fabrications des principaux producteurs.F,Graphique 16 - Répartition des quantités de from ages frais fabriqués suivant la taille de l’établissement et le
type de m atériel de fabrication
120
100
80
60
40
20
m m m m mm m m r n m m
Autres procédés(fab. continues, sans égout.)
Egouttage par centrifugeuse à caillé
Egouttage par f iltra tio n
Egouttage en moules individuels
Moins de 100 tonnes 100 à moins de 1 000 tonnes 1 000 tonnes et plus
- 5 8 -
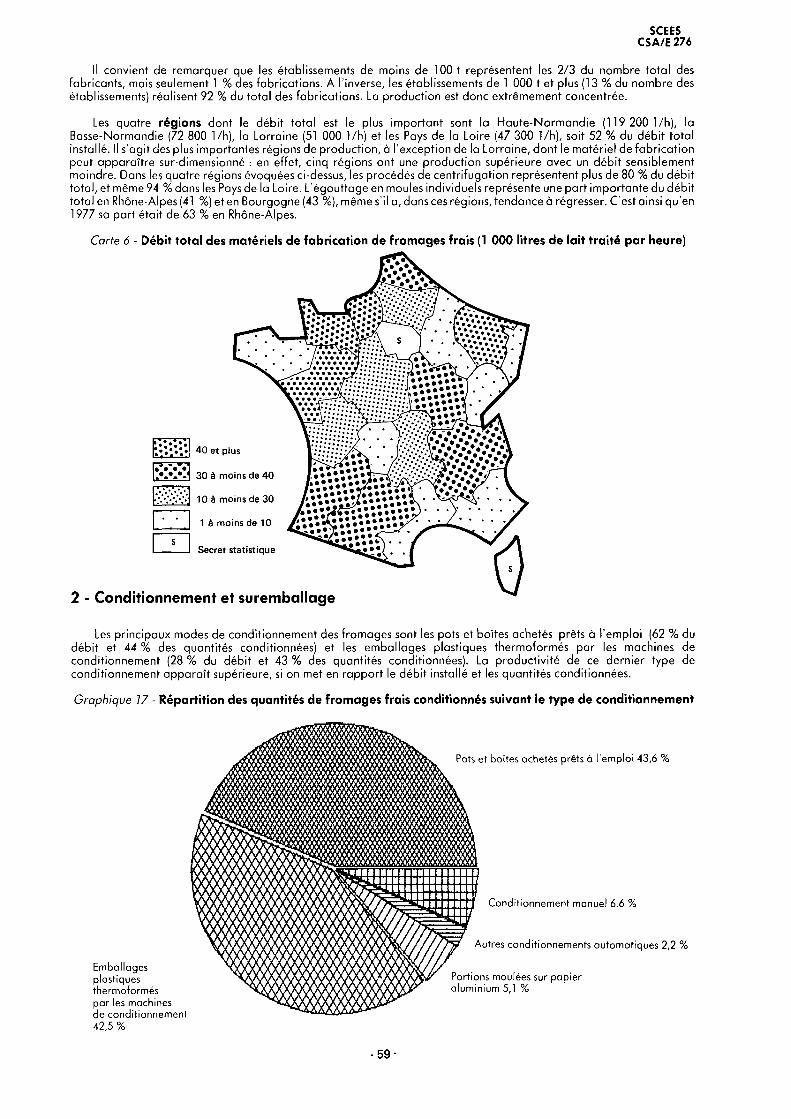
SCEESC S A /E 276
Il convient de remarquer que les établissements de moins de 100 t représentent les 2/3 du nombre to ta l des fabricants, mais seulement 1 % des fabrications. A l ’inverse, les établissements de 1 000 t et plus (13 % du nombre des établissements) réalisent 92 % du tota l des fabrications. La production est donc extrêmement concentrée.
Les quatre régions dont le débit to ta l est le plus important sont la Haute-Normandie (119 200 1/h), la Basse-Normandie (72 800 l/h ), la Lorraine (51 000 l/h ) et les Pays de la Loire (47 300 l/h ), soit 52 % du débit total installé. Il s'agit des plus importantes régions de production, à l'exception de la Lorraine, dont le matériel de fabrication peut apparaître sur-dimensionné : en effet, cinq régions ont une production supérieure avec un débit sensiblement moindre. Dans les quatre régions évoquées ci-dessus, les procédés de centrifugation représentent plus de 80 % du débit to ta l, et même 94 % dans les Pays de la Loire. L'égouttage en moules individuels représente une part im portante du débit to ta l en Rhône-Alpes (41 %) et en Bourgogne (43 %), même s’il a, dans ces régions, tendance à régresser. C'est ainsi qu'en 1977 sa part était de 63 % en Rhône-Alpes.
Carte 6 - Débit total des matériels de fabrication de from ages frais (1 000 litres de lait tra ité par heure)
l v ; « ; « | 40 et plus
2 - Conditionnement et suremballage
30 à moins de 40
10 à moins de 30
1 à moins de 10
Secret statistique
Les principaux modes de conditionnement des fromages sont les pots et boîtes achetés prêts à l'emploi (62 % du débit et 44 % des quantités conditionnées) et les emballages plastiques thermoformés par les machines de conditionnement (28 % du débit et 43 % des quantités conditionnées). La productivité de ce dernier type de conditionnement apparaît supérieure, si on met en rapport le débit installé et les quantités conditionnées.
Graphique 77 - Répartition des quantités de from ages frais conditionnés suivant le type de conditionnement
E m ballages plastiques the rm o form és p a r les machines de cond itionn em e n t42,5 %
Pots e t boîtes achetés prêts à l ’e m p lo i 43,6 %
C ond itionn em en t m anuel 6,6 %
Autres cond itionnem ents au tom a tiques 2,2 %
Portions moulées sur p a p ie r a lum in ium 5,1 %
- 5 9 -
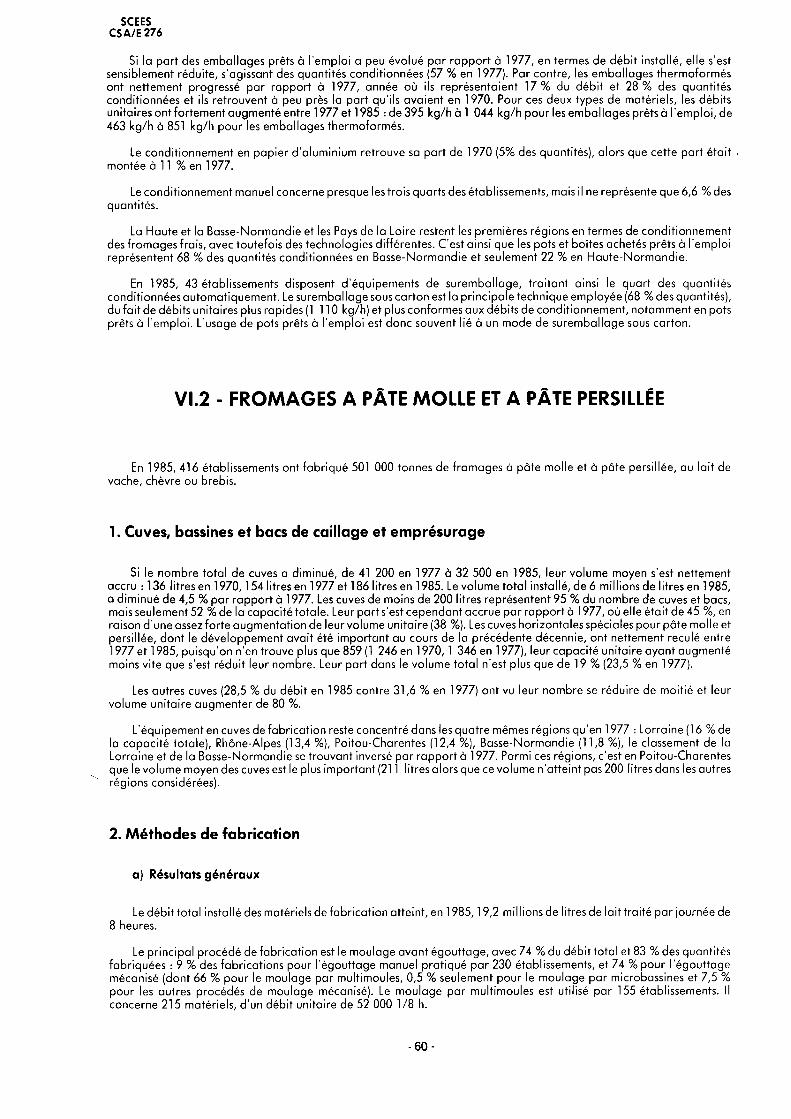
SCEESC SA/E 276
Si la part des emballages prêts à l ’emploi a peu évolué par rapport à 1977, en termes de débit installé, elle s’est sensiblement réduite, s'agissant des quantités conditionnées (57 % en 1977). Par contre, les emballages thermoformés ont nettement progressé par rapport à 1977, année où ils représentaient 17% du débit et 28% des quantités conditionnées et ils retrouvent à peu près la part qu’ils avaient en 1970. Pour ces deux types de matériels, les débits unitaires ont fortement augmenté entre 1977 et 1985 :de395 kg/h à 1 044 kg/h pour les emballages prêts à l'emploi, de 463 kg/h à 851 kg/h pour les emballages thermoformés.
Le conditionnement en papier d ’aluminium retrouve sa part de 1970 (5% des quantités), alors que cette part é ta it ■ montée à 11 % en 1977.
Le conditionnement manuel concerne presque les trois quarts des établissements, mais il ne représente que 6,6 %des quantités.
La Haute et la Basse-Normandie et les Pays de la Loire restent les premières régions en termes de conditionnement des fromages frais, avec toutefois des technologies différentes. C’est ainsi que les pots et boîtes achetés prêts à l'emploi représentent 68 % des quantités conditionnées en Basse-Normandie et seulement 22 % en Haute-Normandie.
En 1985, 43 établissements disposent d'équipements de suremballage, tra itant ainsi le quart des quantités conditionnées automatiquement. Le suremballage sous carton est la principale technique employée (68 % des quantités), du fa it de débits unitaires plus rapides (1 110 kg/h) et plus conformes aux débits de conditionnement, notamment en pots prêts à l'emploi. L’usage de pots prêts à l'emploi est donc souvent lié à un mode de suremballage sous carton.
VI.2 - FROMAGES A PÂTE MOLLE ET A PÂTE PERSILLÉE
En 1985, 416 établissements ont fabriqué 501 000 tonnes de fromages à pâte molle et à pâte persillée, au la it de vache, chèvre ou brebis.
1. Cuves, bassines et bacs de caillage et emprésurage
Si le nombre tota l de cuves a diminué, de 41 200 en 1977 à 32 500 en 1985, leur volume moyen s'est nettement accru : 136 litres en 1970,154 litres en 1977 et 186 litres en 1985. Le volume to ta l installé, de 6 millions de litres en 1985, a diminué de 4,5 % par rapport à 1977. Les cuves de moins de 200 litres représentent 95 % du nombre de cuves et bacs, mais seulement 52 % de la capacité totale. Leur part s'est cependant accrue par rapport à 1977, où elle é ta it de 45 %, en raison d'une assez forte augmentation de leur volume unitaire (38 %). Les cuves horizontales spéciales pour pâte molle et persillée, dont le développement avait été important au cours de la précédente décennie, ont nettement reculé entre 1977 et 1985, puisqu'on n’en trouve plus que 859 (1 246 en 1970,1 346 en 1977), leur capacité unitaire ayant augmenté moins vite que s'est réduit leur nombre. Leur part dans le volume tota l n’est plus que de 19 % (23,5 % en 1977).
Les autres cuves (28,5 % du débit en 1985 contre 31,6 % en 1977) ont vu leur nombre se réduire de moitié et leur volume unitaire augmenter de 80 %.
L'équipement en cuves de fabrication reste concentré dans les quatre mêmes régions qu'en 1977 : Lorraine (16 % de la capacité totale), Rhône-Alpes (13,4 %), Poitou-Charentes (12,4 %), Basse-Normandie (11,8 %), le classement de la Lorraine et de la Basse-Normandie se trouvant inversé par rapport à 1977. Parmi ces régions, c ’est en Poitou-Charentes que le volume moyen des cuves est le plus important (211 litres alors que ce volume n'atte int pas 200 litres dans les autres régions considérées).
2. Méthodes de fabrication
a) Résultats généraux
Le débit to ta l installé des matériels de fabrication atteint, en 1985,19,2 millions de litres de la it tra ité par journée de 8 heures.
Le principal procédé de fabrication est le moulage avant égouttage, avec 74 % du débit total et 83 % des quantités fabriquées : 9 % des fabrications pour l ’égouttage manuel pratiqué par 230 établissements, et 74 % pour l'égouttage mécanisé (dont 66 % pour le moulage par multimoules, 0,5 % seulement pour le moulage par microbassines et 7,5 % pour les autres procédés de moulage mécanisé). Le moulage par multimoules est utilisé par 155 établissements. Il concerne 215 matériels, d'un débit unitaire de 52 000 1/8 h.
- 6 0 -
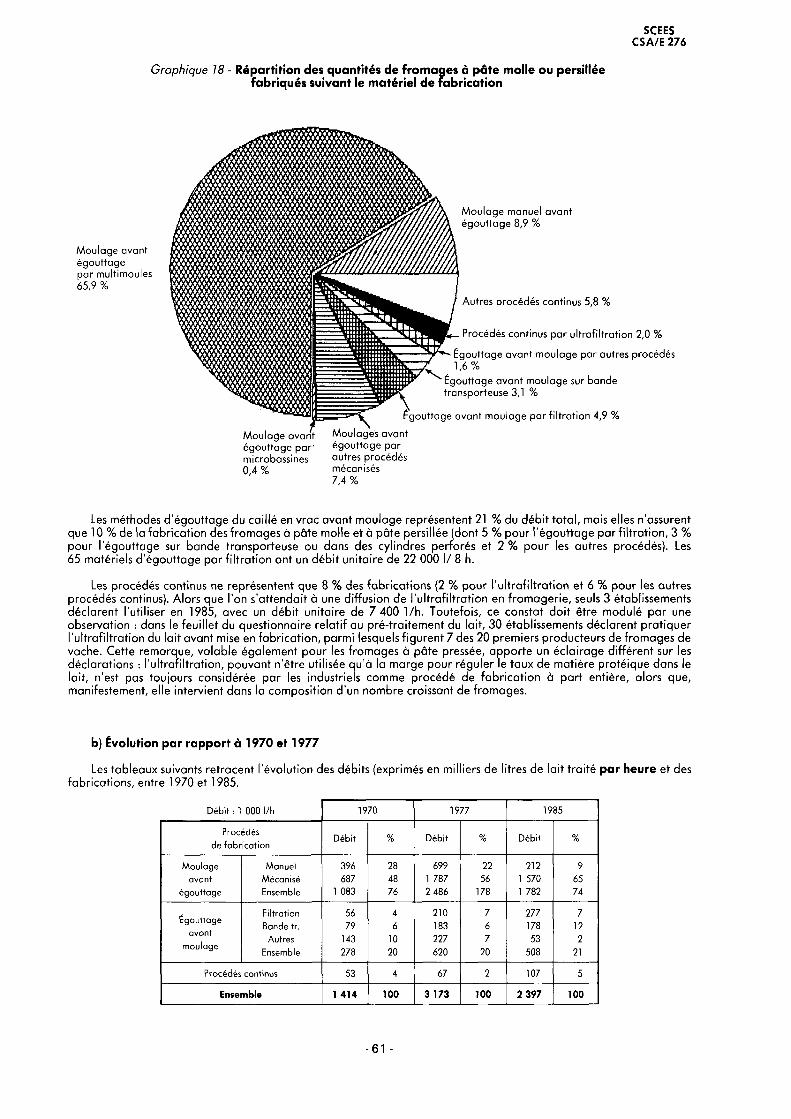
SCEESC S A /E 27 6
Graphique 18 - Répartition des quantités de from ages à pâte molle ou persilléefabriqués suivant le m atériel de fabrication
M o u lage avant égou ttage pa r m ultim oules 65,9 %
M o u la g e m anuel ava n t é g o u tta g e 8,9 %
A utres procédés continus 5,8 %
Procédés continus p a r u ltra f ilt ra t io n 2,0 %É gou ttage a va n t m o u lage p a r autres procédés 1 ,6 %
É gou ttage a va n t m ou lage sur bande transporteuse 3,1 %
É gou ttage avan t m o u lage p a r f i lt ra t io n 4,9 %
M o u la g e ava n t M ou lages avan té g ou tta ge p a r - é g o u tta g e pa rm icrobassines autres procédés0 4 % mécanisés
7,4 %
Les méthodes d'égouttage du caillé en vrac avant moulage représentent 21 % du débit to ta l, mais elles n’assurent que 10 % de la fabrication des fromages à pâte molle et à pâte persillée (dont 5 % pour l'égouttage par filtra tion , 3 % pour l ’égouttage sur bande transporteuse ou dans des cylindres perforés et 2 % pour les autres procédés). Les 65 matériels d'égouttage par filtra tion ont un débit unitaire de 22 000 1/ 8 h.
Les procédés continus ne représentent que 8 % des fabrications (2 % pour l ’u ltra filtra tion et 6 % pour les autres procédés continus). Alors que l'on s’attendait à une diffusion de l ’u ltra filtra tion en fromagerie, seuls 3 établissements déclarent l ’utiliser en 1985, avec un débit unitaire de 7 400 l/h . Toutefois, ce constat do it être modulé par une observation : dans le feuillet du questionnaire re la tif au pré-traitement du lait, 30 établissements déclarent pratiquer l'u ltra filtra tion du la it avant mise en fabrication, parmi lesquels figurent 7 des 20 premiers producteurs de fromages de vache. Cette remarque, valable également pour les fromages à pâte pressée, apporte un éclairage différent sur les déclarations : l ’u ltra filtra tion, pouvant n'être utilisée qu'à la marge pour réguler le taux de matière protéique dans le lait, n'est pas toujours considérée par les industriels comme procédé de fabrication à part entière, alors que, manifestement, elle intervient dans la composition d'un nombre croissant de fromages.
b) Évolution par rapport à 1970 et 1977
Les tableaux suivants retracent l'évolution des débits (exprimés en milliers de litres de la it tra ité par heure et des fabrications, entre 1970 et 1985.
D ébit : 1 000 l/h 1970 1977 1985
Procédés de fab rica tion
Débit % Débit % Débit %
M oulage Manuel 396 28 699 22 212 9avant Mécanisé 687 48 1 787 56 1 570 65
égouttage Ensemble 1 083 76 2 486 178 1 782 74
ÉgouttageFiltration 56 4 210 7 277 7Bande tr. 79 6 183 6 178 12
moulageAutres 143 10 227 7 53 2
Ensemble 278 20 620 20 508 21
Procédés continus 53 4 67 2 107 5
Ensemble 1 414 100 3 173 100 2 397 100
- 6 1 -
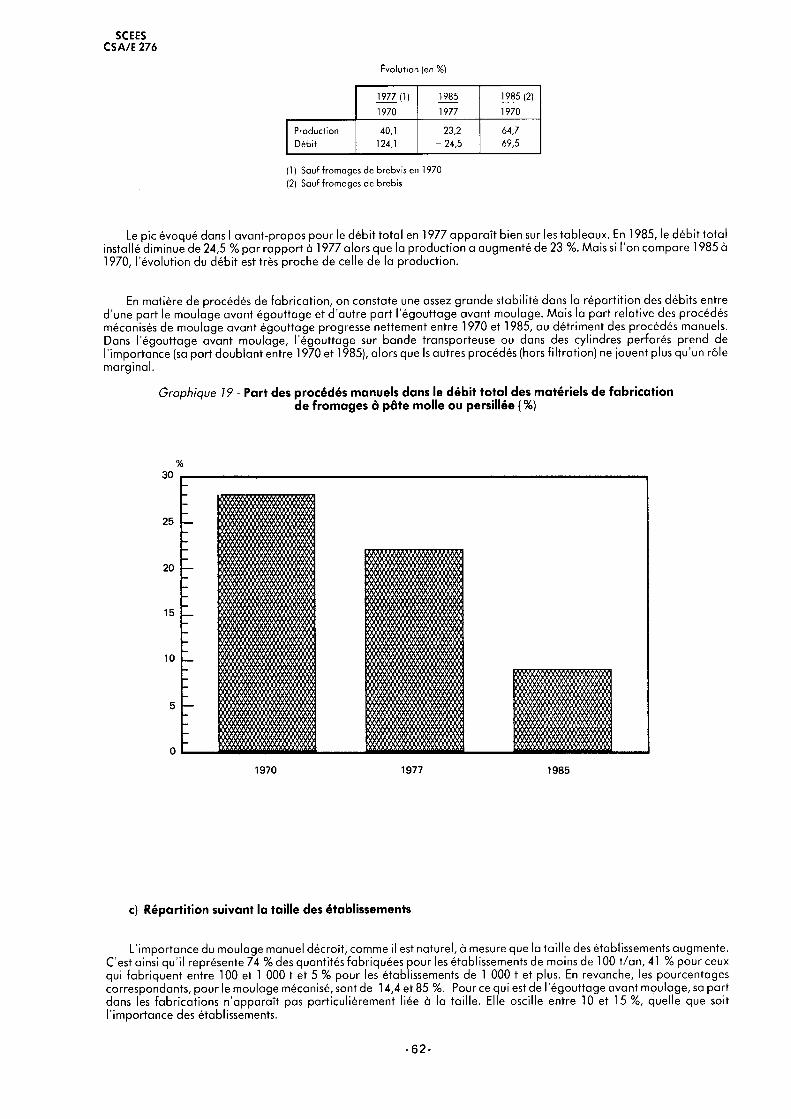
SCEESC S A /E 276
Évolution (en %)
1977 (1) 1985 1985 (2)
1970 1977 1970
Production 40,1 23,2 64,7
Débit 124,1 - 24,5 69,5
(1 ) Sauf from ages de brebvis en 1970 (2) Sauf from ages de brebis
Le pic évoqué dans l'avant-propos pour le débit to ta l en 1977 apparaît bien sur les tableaux. En 1985, le débit to ta l installé diminue de 24,5 % par rapport à 1977 alors que la production a augmenté de 23 %. Mais si l ’on compare 1985 à 1970, l ’évolution du débit est très proche de celle de la production.
En matière de procédés de fabrication, on constate une assez grande stabilité dans la répartition des débits entre d'une part le moulage avant égouttage et d ’autre part l ’égouttage avant moulage. Mais la part relative des procédés mécanisés de moulage avant égouttage progresse nettement entre 1970 et 1985, au détriment des procédés manuels. Dans l'égouttage avant moulage, l'égouttage sur bande transporteuse ou dans des cylindres perforés prend de l'importance (sa part doublant entre 1970 et 1985), alors que Is autres procédés (hors filtra tion) ne jouent plus qu’un rôle marginal.
Graphique 19 - Part des procédés manuels dans le débit total des matériels de fabrication de from ages à pâte molle ou persillée ( %)
%30
1970 1977 1985
c) Répartition suivant la taille des établissements
L'importance du moulage manuel décroît, comme il est naturel, à mesure que la ta ille des établissements augmente. C'est ainsi qu’il représente 74 % des quantités fabriquées pour les établissements de moins de 100 t/an , 41 % pour ceux qui fabriquent entre 100 et 1 000 t et 5 % pour les établissements de 1 000 t et plus. En revanche, les pourcentages correspondants, pour le moulage mécanisé, sont de 14,4 et 85 %. Pour ce qui est de l'égouttage avant moulage, sa part dans les fabrications n 'apparaît pas particulièrement liée à la taille. Elle oscille entre 10 et 15 %, quelle que soit l'importance des établissements.
- 6 2 -
SCEESC S A /E 276
Graphique 20 - Répartition des quantités de from ages à pâte molle et persillés fabriqués suivant la taillede l’établissement et le type de m atériel de fabrication (sauf procédés continus)
120
100
80
60
40
20
AVAVAVAVVAVAVVAV«*
■ilii«m m w m m .
i i | W p piÉ É É É MW M Ê tÊ Ê lMoins de 100 tonnes
VAVAWAVAVAV.VAVA
100 à moins de 1 000 tonnes
Egouttage avant nettoyage
Moulage avant égouttage par procécés mécanisés
Moulage manuel avant l'égouttage
1 000 tonnes et plus Fabricationannuelle
La concentration des établissements de production est un peu moins forte que pour les fromages frais. C'est ainsi que les établissements de moins de 100 t représentent 39 % du nombre tota l de fabricants, pour 1 % seulement de la production. Environ 1 établissement sur 4 produit 1 000 t ou davantage (88 % de la production totale).
d) Résultats régionaux
Les grandes régions de production de fromages de vache à pâte molle sont surtout orientées vers les procédés de moulage avant égouttage. C ’est ainsi que la Basse-Normandie représente 24 % du débit to ta l des matériels de moulage avant égouttage, la Lorraine 15 %, Rhône-Alpes 10 % et les Pays de la Loire 9 %. L'utilisation des multimoules est m ajorita ire : 88 % du débit to ta l du moulage avant égouttage en Lorraine, 66 % en Basse-Normandie, et même 98 % en Pays de la Loire.
Carte 7 - Débit to ta l du moulage avant égouttage pour la fabrication de from ages à pâte molle et à pâte persillée (1 000 litres de lait tra ité par journée de 8 heures)
- 6 3 -
SCEESC S A /E 276
L'égouttage en vrac avant moulage est surtout utilisé en Auvergne (18 % du débit national de ce type de matériel) et en Poitou-Charentes (15 %), c'est-à-dire dans des régions de fabrication de fromages de chèvre ou de fromages à pâte persillée. En Auvergne, notamment, le débit de l'égouttage avant moulage dépasse celui du moulage avant égouttage.
3 - Salage, affinage, emballage et stockage
Pratiqué par 36 % des établissements de fabrication, le salage par bain de saumure semble avoir retrouvé un niveau intermédiaire entre 1970 (28 %) et 1977 (43 %).
Les matériels d 'affinage et croûtage automatique sont encore très peu répandus : seulement 19 établissements pour les pâtes molles et 25 pour les pâtes persillées.
L'emballage automatique des fromages à pâte molle entiers est pratiqué par 143 établissements, avec 387 machines, d'un débit unitaire de 700 kg/h. Mais une trentaine d ’établissements, seulement, découpent automatiquement et emballent les portions découpées, les quantités concernées étant de 24 000 t/an , soit environ 6 % de la production de fromages à pâte molle.
Les fabricants de fromages à pâte persillée sont une quinzaine à effectuer des opérations automatiques d'emballage et de découpage. Au tota l 12 500 t/an de fromages à pâte persillée (le 1/4 de la production nationale) sont emballés automatiquement en portions découpées. Pour ce dernier type de matériel, l ’emballage sous vide ou gaz inerte ne représente que 27 % du débit et 13 % des quantités emballées.
La contenance des locaux de séchage, affinage, stockage est de 47 000 tonnes pour les fromages à pâte molle (dont 25 000 tonnes pour les locaux d'affinage) et de 27 000 tonnes pour les fromages à pâte persillée (dont 18 000 tonnes pour les locaux de stockage). La climatisation naturelle n’a d ’importance que pour les locaux d ’affinage de fromages à pâte persillée, où elles a le même poids que la climatisation artificie lle.
VI.3 - FROMAGES A PÂTE PRESSÉE CUITE ET N O N CUITE
La fabrication de cette catégorie de fromages reste atomisée, puisque 884 établissements produisent, en 1985, 431 000 tonnes de fromages, dont une bonne part de petites unités, situées dans l ’Est Central et en Rhone-Alpes.
1. Cuves de fabrication
Le nombre tota l de cuves de fabrication est en recul continu : 5 400 en 1970, 4 182 en 1977, 3 164 en 1985. Par contre, leur volume moyen augmente, atteignant 2 830 litres en 1985 contre 2 180 en 1977. Cette évolution résulte de la part croissante des cuves « multiples », de volume supérieur à 3 000 litres : 25 % du nombre de cuves (contre 17 % en 1977) et 63 % du volume total (contre 53 %). De nombreux établissements (622) utilisent encore des petites cuves, ayant un volume moyen de 1 400 litres. Les petites cuves restent surtout utilisées dans les « fruitières »fabriquant de l'emmental et du comté, auwquelles elles assurent une meilleure maîtrise de la qualité du produit fini.
Les régions Franche-Comté et Rhône-Alpes totalisent 76 % du nombre de cuves et 53 % de la capacité installée. Mais le volume moyen des cuves n'y est que d ’environ 2 000 litres. C'est en Pays de la Loire et en Bretagne que le volume moyen des cuves est le plus important, respectivement 7 920 litres et 13 580 litres.
2. Méthodes de fabrication
a) Résultats généraux
L'ensemble des méthodes de fabrication représente un débit de 18,4 millions de litres de la it tra ité par journée de 8 heures.
L’extraction manuelle du caillé concerne 473 établissements (54 % du total). Elle représente 13 % du débit total rapporté à une journée de 8 heures et 11 % de la fabrication. Il est à remarquer que, pour les fromages à pâte pressée, la répartition des quantités produites est proche de celle des débits totaux.
- 6 4 -
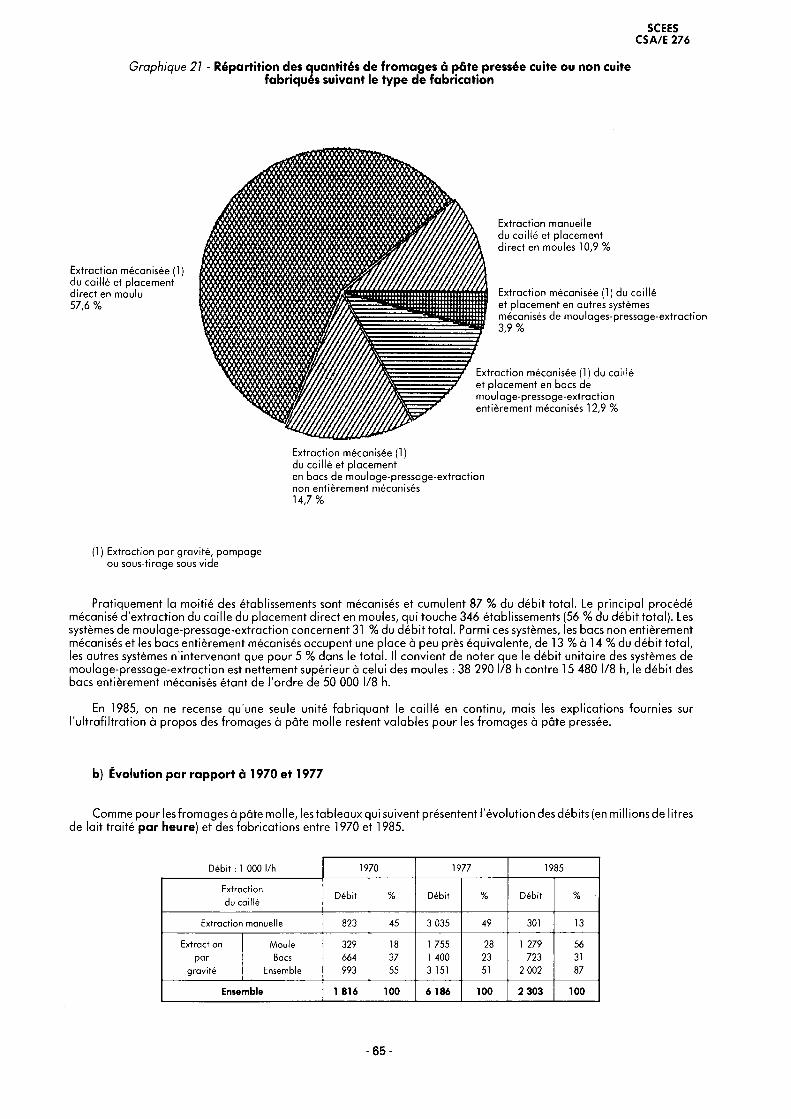
SCEESC S A/E 276
Graphique 21 - Répartition des quantités de from ages à pâte pressée cuite ou non cuitefabriqués suivant le type de fabrication
E xtraction m écanisée (1) du ca illé et p lacem ent d ire c t en moulu 57,6 %
E xtraction m anuelle du c a illé et p lacem ent d ire c t en moules 10,9 %
E xtraction m écanisée (1) du ca illé et p lacem en t en autres systèmes mécanisés de m ou lages-pressage-extrac tion 3,9 %
E xtraction m écanisée (1) du ca illé et p lacem en t en bacs de m o u lage -pressage -extrac tion en tiè rem en t mécanisés 12,9 %
E xtraction mécanisée (1)du ca illé et p lacem enten bacs de m ou lage -p ressage -extrac tionnon en tiè rem ent mécanisés14 ,7%
(1) E xtraction p a r g rav ité , po m pag e ou sous-tirage sous vide
Pratiquement la moitié des établissements sont mécanisés et cumulent 87 % du débit total. Le principal procédé mécanisé d'extraction du caille du placement direct en moules, qui touche 346 établissements (56 % du débit total). Les systèmes de moulage-pressage-extraction concernent 31 % du débit to ta l. Parmi ces systèmes, les bacs non entièrement mécanisés et les bacs entièrement mécanisés occupent une place à peu près équivalente, de 13 % à 14 % du débit to ta l, les autres systèmes n’intervenant que pour 5 % dans le total. Il convient de noter que le débit unitaire des systèmes de moulage-pressage-extraction est nettement supérieur à celui des moules : 38 290 1/8 h contre 15 480 1/8 h, le débit des bacs entièrement mécanisés étant de l’ordre de 50 000 1/8 h.
En 1985, on ne recense qu'une seule unité fabriquant le caillé en continu, mais les explications fournies sur l’u ltra filtra tion à propos des fromages à pâte molle restent valables pour les fromages à pâte pressée.
b) Évolution par rapport à 1970 et 1977
Comme pour les fromages à pâte molle, les tableaux qui suivent présentent l ’évolution des débits (en millions de litres de la it tra ité par heure) et des fabrications entre 1970 et 1985.
D ébit : 1 000 l/h 1970 1977 1985
Extraction
du cailléDébit % Débit % Débit %
Extraction manuelle 823 45 3 035 49 301 13
Extraction Moule 329 18 1 755 28 1 279 56par Bacs 664 37 1 400 23 723 31
gravité Ensemble 993 55 3 151 51 2 002 87
Ensemble 1 816 100 6 186 100 2 303 100
- 6 5 -
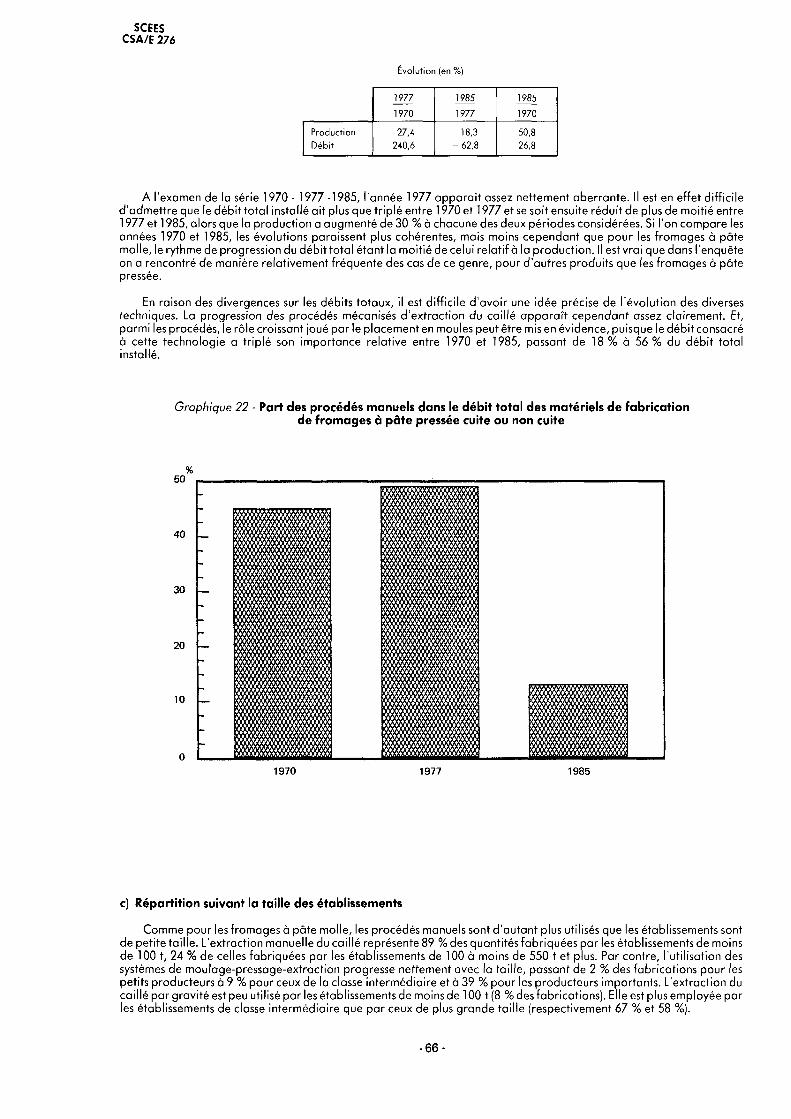
SCEESCSA/E 276
Évolution (en % )
1977 1985 1985
1970 1977 1970
Production 27,4 18,3 50,8Débit 240,6 - 62,8 26,8
A l ’examen de la série 1970 - 1977 -1985, l ’année 1977 apparaît assez nettement aberrante. Il est en effet d ifficile d'admettre que le débit to ta l installé a it plus que trip lé entre 1970 et 1977 et se soit ensuite réduit de plus de moitié entre 1977 et 1985, alors que la production a augmenté de 30 % à chacune des deux périodes considérées. Si l'on compare les années 1970 et 1985, les évolutions paraissent plus cohérentes, mais moins cependant que pour les fromages à pâte molle, le rythme de progression du débit to ta l étant la moitié de celui re la tif à la production. Il est vrai que dans l ’enquête on a rencontré de manière relativement fréquente des cas de ce genre, pour d ’autres produits que les fromages à pâte pressée.
En raison des divergences sur les débits totaux, il est d iffic ile d 'avo ir une idée précise de l'évolution des diverses techniques. La progression des procédés mécanisés d ’extraction du caillé appara ît cependant assez clairement. Et, parmi les procédés, le rôle croissant ¡oué par le placement en moules peut être mis en évidence, puisque le débit consacré à cette technologie a trip lé son importance relative entre 1970 et 1985, passant de 18 % à 56 % du débit total installé.
Graphique 22 - Part des procédés manuels dans le débit to tal des matériels de fabrication de from ages à pâte pressée cuite ou non cuite
%50
1970 1977 1985
c) Répartition suivant la taille des établissements
Comme pour les fromages à pâte molle, les procédés manuels sont d 'autant plus utilisés que les établissements sont de petite ta ille. L'extraction manuelle du caillé représente 89 % des quantités fabriquées par les établissements de moins de 100 t, 24 % de celles fabriquées par les établissements de 100 à moins de 550 t et plus. Par contre, l ’utilisation des systèmes de moulage-pressage-extraction progresse nettement avec la ta ille, passant de 2 % des fabrications pour les petits producteurs à 9 % pour ceux de la classe intermédiaire et à 39 % pour les producteurs importants. L'extraction du caillé par gravité est peu utilisé par les établissements de moins de 100 t (8 % des fabrications). Elle est plus employée par les établissements de classe intermédiaire que par ceux de plus grande ta ille (respectivement 67 % et 58 %).
- 6 6 -
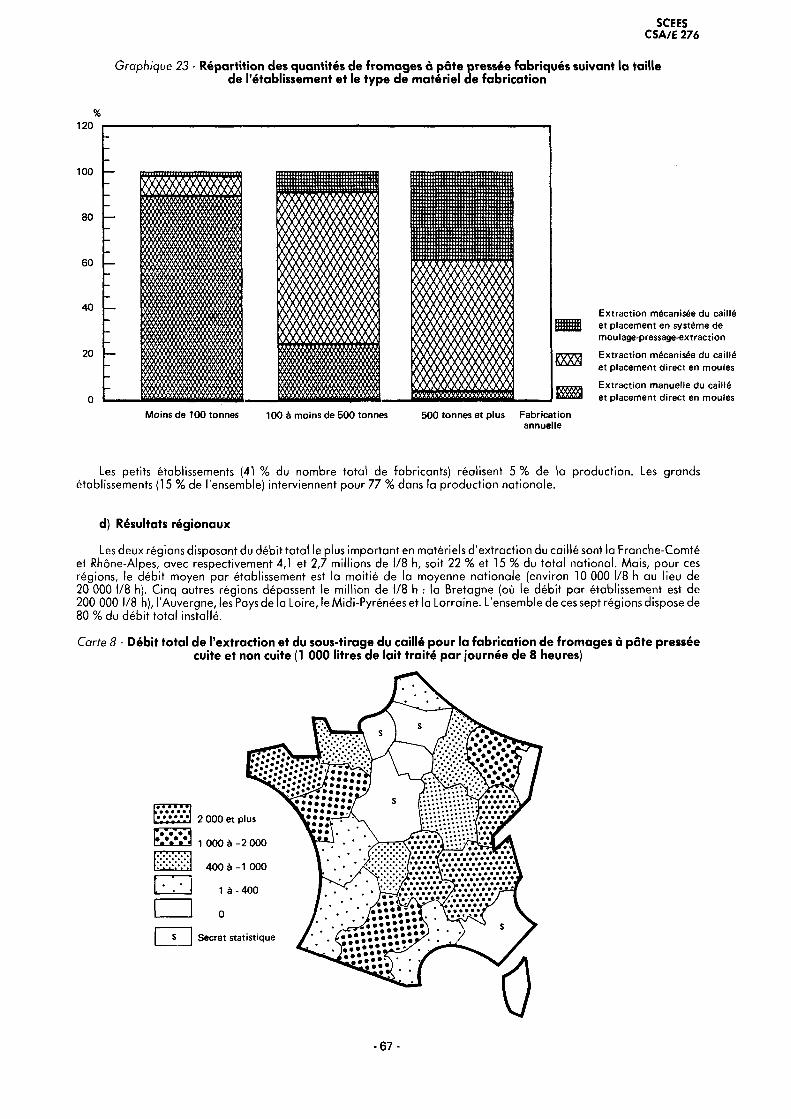
SCEESC S A /E 276
Graphique 23 - Répartition des quantités de from ages à p âte pressée fabriqués suivant la taillede l’établissement et le type de m atériel ae fabrication
%120
100
80
60
40
20
V*vMVAV*V/*V*V*V«V*V*
A M A V a V A V A V A V A *A v A 4
E xtrac tion mécanisée du caillé et placement en système de moulage-pressage-extraction
E xtrac tion mécanisée du caillé e t placement d ire c t en moules
E xtrac tion manuelle du caillé et placement d irec t en moules
Moins de 100 tonnes 100 à moins de 500 tonnes 500 tonnes et plus Fabrication annuelle
Les petits établissements (41 % du nombre tota l de fabricants) réalisent 5 % de la production. Les grands établissements (15 % de l ’ensemble) interviennent pour 77 % dans la production nationale.
d) Résultats régionaux
Les deux régions disposant du débit to ta l le plus im portant en matériels d ’extraction du caillé sont la Franche-Comté et Rhône-Alpes, avec respectivement 4,1 et 2,7 millions de 1/8 h, soit 22 % et 15 % du to ta l national. Mais, pour ces régions, le débit moyen par établissement est la moitié de la moyenne nationale (environ 10 000 1/8 h au lieu de 20 000 1/8 h). Cinq autres régions dépassent le m illion de 1/8 h : la Bretagne (où le débit par établissement est de 200 000 1/8 h), l ’Auvergne, les Pays de la Loire, le Midi-Pyrénées et la Lorraine. L'ensemble de ces sept régions dispose de 80 % du débit to ta l installé.
Carte 8 - Débit total de l’extraction et du sous-tirage du caillé pour la fabrication de from ages à pâte pressée cuite et non cuite (1 000 litres de lait tra ité p ar journée de 8 heures)
- 6 7 -
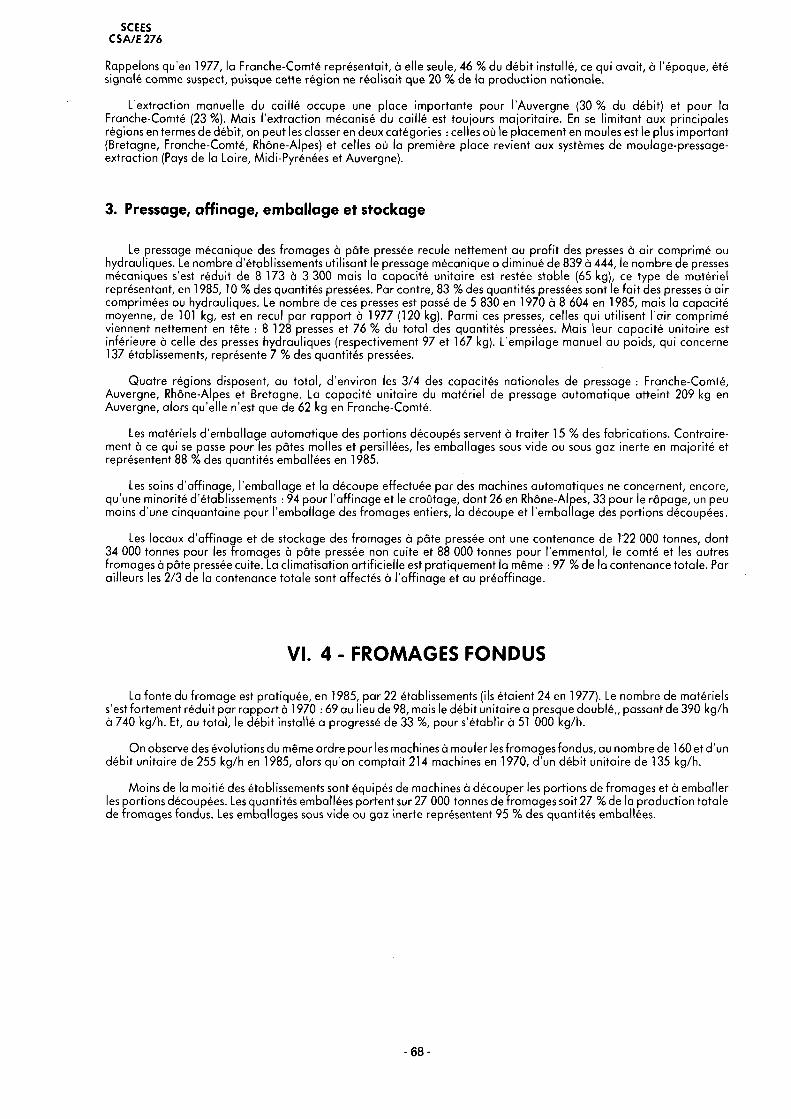
SCEESC S A/E 276
Rappelons qu'en 1977, la Franche-Comté représentait, à elle seule, 46 % du débit installé, ce qui avait, à l'époque, été signalé comme suspect, puisque cette région ne réalisait que 20 % de la production nationale.
L'extraction manuelle du caillé occupe une place importante pour l'Auvergne (30 % du débit) et pour la Franche-Comté (23 %). Mais l ’extraction mécanisé du caillé est toujours m ajorita ire. En se lim itant aux principales régions en termes de débit, on peut les classer en deux catégories : celles où le placement en moules est le plus important (Bretagne, Franche-Comté, Rhône-Alpes) et celles où la première place revient aux systèmes de moulage-pressage- extraction (Pays de la Loire, Midi-Pyrénées et Auvergne).
3. Pressage, affinage, emballage et stockage
Le pressage mécanique des fromages à pâte pressée recule nettement au p ro fit des presses à a ir comprimé ou hydrauliques. Le nombre d ’établissements utilisant le pressage mécanique a diminué de 839 à 444, le nombre de presses mécaniques s'est réduit de 8 173 à 3 300 mais la capacité unitaire est restée stable (65 kg), ce type de matériel représentant, en 1985,10 % des quantités pressées. Par contre, 83 % des quantités pressées sont le fa it des presses à air comprimées ou hydrauliques. Le nombre de ces presses est passé de 5 830 en 1970 à 8 604 en 1985, mais la capacité moyenne, de 101 kg, est en recul par rapport à 1977 (120 kg). Parmi ces presses, celles qui utilisent l ’a ir comprimé viennent nettement en tête : 8 128 presses et 76 % du tota l des quantités pressées. Mais leur capacité unitaire est inférieure à celle des presses hydrauliques (respectivement 97 et 167 kg). L'empilage manuel au poids, qui concerne 137 établissements, représente 7 % des quantités pressées.
Quatre régions disposent, au tota l, d ’environ les 3/4 des capacités nationales de pressage : Franche-Comté, Auvergne, Rhône-Alpes et Bretagne. La capacité unitaire du matériel de pressage automatique atte int 209 kg en Auvergne, alors qu’elle n’est que de 62 kg en Franche-Comté.
Les matériels d'emballage automatique des portions découpés servent à tra ite r 15 % des fabrications. Contrairement à ce qui se passe pour les pâtes molles et persillées, les emballages sous vide ou sous gaz inerte en majorité et représentent 88 % des quantités emballées en 1985.
Les soins d 'affinage, l'emballage et la découpe effectuée par des machines automatiques ne concernent, encore, qu’une minorité d ’établissements : 94 pour l ’affinage et le croûtage, dont 26 en Rhône-Alpes, 33 pour le râpage, un peu moins d ’une cinquantaine pour l ’emballage des fromages entiers, la découpe et l'emballage des portions découpées.
Les locaux d ’affinage et de stockage des fromages à pâte pressée ont une contenance de 122 000 tonnes, dont 34 000 tonnes pour les fromages à pâte pressée non cuite et 88 000 tonnes pour l ’emmental, le comté et les autres fromages à pâte pressée cuite. La climatisation artific ie lle est pratiquement la même : 97 % de la contenance totale. Par ailleurs les 2/3 de la contenance totale sont affectés à l ’affinage et au préaffinage.
VI. 4 - FROMAGES FONDUS
La fonte du fromage est pratiquée, en 1985, par 22 établissements (ils étaient 24 en 1977). Le nombre de matériels s’est fortement réduit par rapport à 1970 :69 au lieu de 98, mais le débit unitaire a presque doublé,, passant de 390 kg/h à 740 kg/h. Et, au tota l, le débit installé a progressé de 33 %, pour s’étab lir à 51 000 kg/h.
On observe des évolutions du même ordre pour les machines à mouler les fromages fondus, au nombre de 160 et d ’un débit unitaire de 255 kg/h en 1985, alors qu'on com ptait 214 machines en 1970, d'un débit unitaire de 135 kg/h.
Moins de la moitié des établissements sont équipés de machines à découper les portions de fromages et à emballer les portions découpées. Les quantités emballées portent sur 27 000 tonnes de fromages soit 27 % de la production totale de fromages fondus. Les emballages sous vide ou gaz inerte représentent 95 % des quantités emballées.
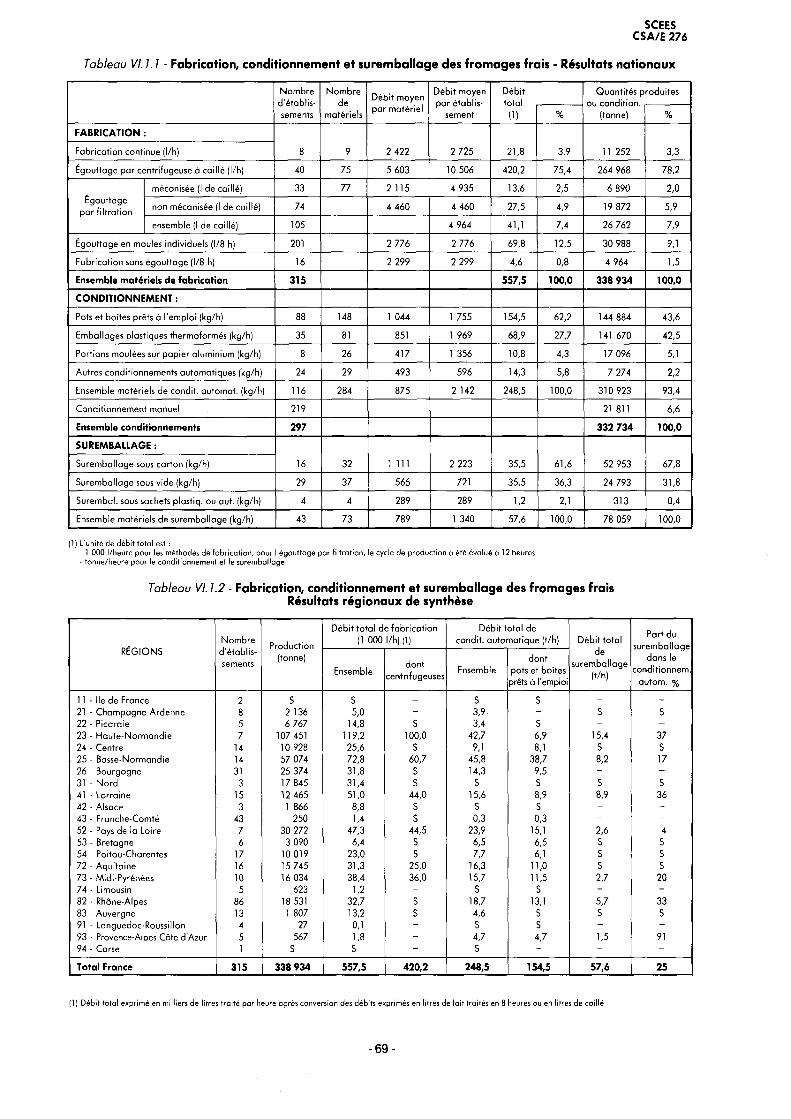
SCEESC S A /E 2 7 6
Tableau VI. 1.1 - Fabrication, conditionnement et suremballage des from ages frais - Résultats nationaux
Nom bred ’étab lissements
Nom brede
matériels
D ébit moyen par m atérie l
Débit moyen par é tab lis
sement
Débit Quantités produites
(1) % (tonne) %
FABRICATION :
8 9 2 422 2 725 21,8 3,9 11 252 3,3Fabrication continue (l/h)
Égouttage par centrifugeuse à ca illé (l/h) 40 75 5 603 10 506 420,2 75,4 264 968 78,2
Égouttage par filtra tion
mécanisée (1 de caillé) 33 77 2 115 4 935 13,6 2,5 6 890 2,0
non mécanisée (1 de caillé) 74 4 460 4 460 27,5 4,9 19 872 5,9
ensemble (1 de caillé) 105 4 964 41,1 7,4 26 762 7,9
Égouttage en moules individuels (1/8 h) 201 2 776 2 776 69,8 12,5 30 988 9,1
Fabrication sans égouttage (1/8 h) 16 2 299 2 299 4,6 0,8 4 964 1,5
Ensemble m atériels de fabrication 315 557,5 100,0 338 934 100,0
C O N D IT IO N N E M E N T :
Pots et boîtes prêts à l'em ploi (kg/h) 88 148 1 044 1 755 154,5 62,2 144 884 43,6
Emballages plastiques thermoformés (kg/h) 35 81 851 1 969 68,9 27,7 141 670 42,5
Portions moulées sur pap ier alum inium (kg/h) 8 26 417 1 356 10,8 4,3 17 096 5,1
Autres conditionnements automatiques (kg/h) 24 29 493 596 14,3 5,8 7 274 2,2
Ensemble matériels de condit. autom at. (kg/h) 116 284 875 2 142 248,5 100,0 310 923 93,4
Conditionnem ent manuel 219 21 811 6,6
Ensemble conditionnements 297 332 734 100,0
SUREMBALLAGE :
16 32 1 111 2 223 35,5 61,6 52 953 67,8Surem ballage sous carton (kg/h)
Suremballage sous vide (kg/h) 29 37 565 721 35,5 36,3 24 793 31,8
Surembal. sous sachets plastiq. ou aut. (kg/h) 4 4 289 289 1,2 2,1 313 0,4
Ensemble matériels de surem ballage (kg/h) 43 73 789 1 340 57,6 100,0 78 059 100,0
(1) L 'unité de d éb it to ta l est :- 1 000 l/heure pou r les méthodes de fab rica tio n , pour l'égou ttage p a r f ilt ra t io n , le cycle de p ro du c tion a été évalué à 12 heures- tonne/heure p ou r le conditionnem ent e t le surem ballage
Tableau VI. 1.2 - Fabrication, conditionnement et suremballage des from ages frais Résultats régionaux de synthèse
RÉGIONSNom bre
d 'é tab lissements
Production(tonne)
D ébit to ta l de fab rica tion(1 000 l/h) (1)
Débit to ta l de condit. autom atique (t/h) D ébit to ta l
desurem ballage
(t/h)
Part du surem ballage
dans le conditionnem.
autom. %Ensemble
dontcentrifugeuses
Ensembledont
pots et boîtes prêts à l'emploi
11 - Ile de France 2 S S - S S - -
21 - Champagne-Ardenne 8 2 136 5,0 - 3,9 - S S22 - Picardie 5 6 767 14,8 S 3,4 S - -23 - Haute-N orm andie 7 107 451 119,2 100,0 42,7 6,9 15,4 3724 - Centre 14 10 928 25,6 s 9,1 8,1 S S25 - Basse-Normandie 14 57 074 72,8 60,7 45,8 38,7 8,2 1726 - Bourgogne 31 25 374 31,8 S 14,3 9,5 - -31 - N ord 3 17 845 31,4 S S S S S41 - Lorraine 15 12 465 51,0 44,0 15,6 8,9 8,9 3642 - Alsace 3 1 866 8,8 S S S - -43 - Franche-Comté 43 250 1,4 S 0,3 0,3 - -52 - Pays de la Loire 7 30 272 47,3 44,5 23,9 15,1 2,6 453 - Bretagne 6 3 090 6,4 S 6,5 6,5 S S54 - Poitou-Charentes 17 10 019 23,0 S 7,7 6,1 S S72 - Aquitaine 16 15 745 31,3 25,0 16,3 11,0 S S73 - Midi-Pyrénées 10 16 034 38,4 36,0 15,7 11,5 2,7 2074 - Limousin 5 623 1,2 - S S - -82 - Rhône-Alpes 86 18 531 32,7 S 18,7 13,1 5,7 3383 - Auvergne 13 1 807 13,2 S 4,6 S S S91 - Languedoc-Roussillon 4 27 0,1 - S S - -93 - Provence-Alpes-Côte d'Azur 5 567 1,8 - 4,7 4,7 1,5 9194 - Corse 1 S S - S - - -
Total France 315 338 934 557,5 420,2 248,5 154,5 57,6 25
(1 ) D éb it to ta l exprim é en m illie rs de litres tra ité par heure après conversion des débits exprimés en litres de la it tra ités en 8 heures ou en litres de ca illé
- 6 9 -
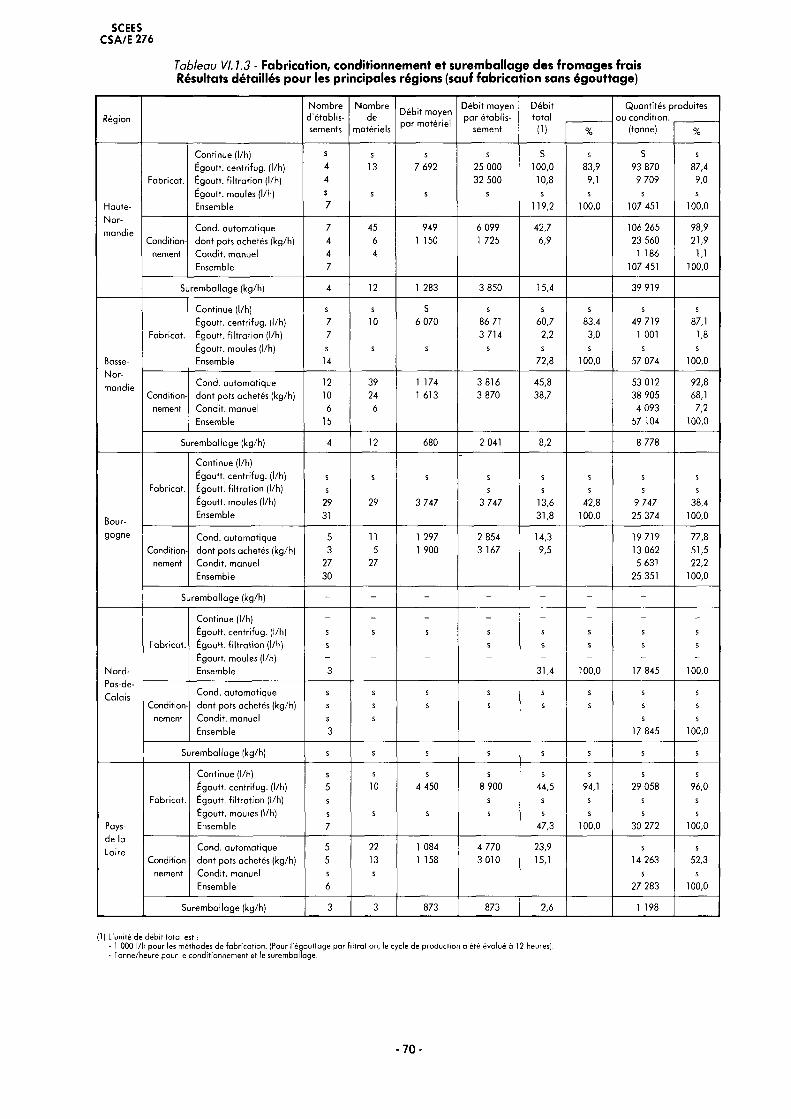
SCEESC S A/E 276
Tableau VI. 1.3 - Fabrication, conditionnement et suremballage des from ages fraisRésultats détaillés pour les principales régions (sauf fabrication sans égouttage)
RégionNom bre
d ’étab lissements
Nom brede
matériels
Débit moyen par matériel
D éb it moyen par é tab lis
sement
D éb itto ta l
Quantités produites ou condition.
(1) % (tonne) %
Continue (l/h) s s s s S s S s
Égoutt. centrifug. (l/h) 4 13 7 692 25 000 100,0 83,9 93 870 87,4
Fabricat. Égoutt. filtra tio n (l/h) 4 32 500 10,8 9,1 9 709 9,0
Égoutt. moules (l/h) s s s s s s s s
Haute- Ensemble 7 119,2 100,0 107 451 100,0
Nor-Cond. autom atique 7 45 949 6 099 42,7 106 265 98,9
Condition dont pots achetés (kg/h) 4 6 1 150 1 725 6,9 23 560 21,9
nement Condit. manuel 4 4 1 186 1,1Ensemble 7 107 451 100,0
Suremballage (kg/h) 4 12 1 283 3 850 15,4 39 919
Continue (l/h) s s S s s s s
Égoutt. centrifug. (l/h) 7 10 6 070 86 71 60,7 83,4 49 719 87,1
Fabricat. Égoutt. filtra tio n (l/h) 7 3 714 2,2 3,0 1 001 1,8
Égoutt. moules (l/h) s s s s s
Basse- Ensemble 14 72,8 100,0 57 074 100,0
Nor-Cond. autom atique 12 39 1 174 3 816 45,8 53 012 92,8
Condition dont pots achetés (kg/h) 10 24 1 613 3 870 38,7 38 905 68,1
nement Condit. manuel 6 6 4 093 7,2
Ensemble 15 57 104 100,0
Surem ballage (kg/h) 4 12 680 2 041 8,2 8 778
Continue (l/h) - - - - - - -
Égoutt. centrifug. (l/h) s s s sFabricat. Égoutt. filtra tio n (l/h) s
Égoutt. moules (l/h) 29 29 3 747 3 747 13,6 42,8 9 747 38,4
Bour-Ensemble 31 31,8 100,0 25 374 100,0
gogne Cond. autom atique 5 11 1 297 2 854 14,3 19719 77,8
Condition dont pots achetés (kg/h) 3 5 1 900 3 167 9,5 13 062 51,5nement Condit. manuel 27 27 5 631 22,2
Ensemble 30 25 351 100,0
Surem ballage (kg/h) - - - - - - -
Continue (l/h) - _ - - - - - -
Égoutt. centrifug. (l/h) s s
Fabricat. Égoutt. filtra tio n (l/h) s s s s
Égoutt. moules (l/h) - - - - - - - -
N ord- Ensemble 3 31,4 100,0 17 845 100,0
Pas-de-Cond. autom atique s s
Condition dont pots achetés (kg/h) s s snement Condit. manuel s s
Ensemble 3 17 845 100,0
Surem ballage (kg/h) s s
Continue (l/h) s sÉgoutt. centrifug. (l/h) 5 10 4 450 8 900 44,5 94,1 29 058 96,0
Fabricat. Égoutt. filtra tio n (l/h) s sÉgoutt. moules (l/h) s s s
Pays- Ensemble 7 47,3 100,0 30 272 100,0de la
Cond. autom atique 5 22 1 084 4 770 23,9 s sCondition don t pots achetés (kg/h) 5 13 1 158 3 01 0 15,1 14 263 52,3
nement Condit. manuel s s s
Ensemble 6 27 283 100,0
Surem ballage (kg/h) 3 3 873 873 2,6 1 198
(1 ) L’unilé de d éb it to ta l est :- 1 000 l/h pou r les méthodes de fab rica tio n . (Pour l ’égouttage par f iltra tio n , le cycle de p roduction a été évalué à 12 heures). * Tonne/heure p ou r le cond itionnem ent et le surem ballage.
- 7 0 -
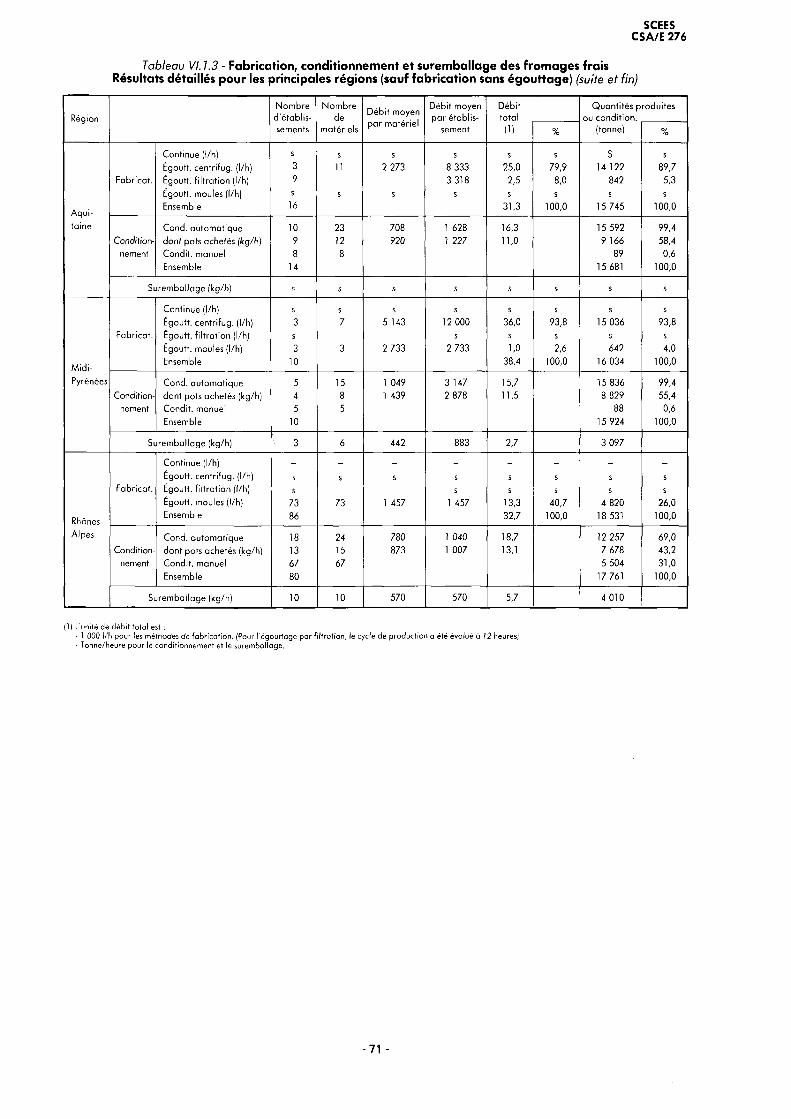
SCEESC S A /E 2 7 6
Tableau VI. 1.3 - Fabrication, conditionnement et suremballage des from ages fraisRésultats détaillés pour les principales régions (sauf fabrication sans égouttage) (suite et fin)
RégionNom bred ’étab lissements
Nom brede
matériels
D ébit moyen par m atériel
Débit moyen p ar é tab lis
sement
Débitto ta l
Quantités produites ou condition.
(i) % (tonne) /o
Continue (l/h) s s s s s s S s
Égoutt. centrifug. (l/h) 3 11 2 273 8 333 25,0 79,9 14 122 89,7Fabricat. Égoutt. filtra tion (l/h) 9 3 31 8 2,5 8,0 842 5,3
Egoutt. moules (l/h) s s s s s s s sEnsemble 16 31,3 100,0 15 745 100,0
taine Cond. autom atique 10 23 708 1 628 16,3 15 592 99,4Condition dont pots achetés (kg/h) 9 12 920 1 227 11,0 9 166 58,4
nement Condit. manuel 8 8 89 0,6Ensemble 14 15 681 100,0
Suremballage (kg/h) s s s s s s
Continue (l/h) s s s s
Égoutt. centrifug. (l/h) 3 7 5 143 12 000 36,0 93,8 15 036 93,8Fabricat. Egoutt. filtra tio n (l/h) s s s s
Égoutt. moules (l/h) 3 3 2 733 2 733 1,0 2,6 642 4,0
M idi-Ensemble 10 38,4 100,0 16 034 100,0
Pyrénées Cond. autom atique 5 15 1 049 3 147 15,7 15 836 99,4Condition dont pots achetés (kg/h) 4 8 1 439 2 878 11,5 8 829 55,4
nement Condit. manuel 5 5 88 0,6
Ensemble 10 15 924 100,0
Suremballage (kg/h) 3 6 442 883 2,7 3 097
Continue (l/h) _ _ - - - - -
Égoutt. centrifug. (l/h) s s s sFabricat. Égoutf. filtra tio n (l/h) s s s s
Égoutt. moules (l/h) 73 73 1 457 1 457 13,3 40,7 4 820 26,0
Rhônes-Ensemble 86 32,7 100,0 18 531 100,0
Alpes Cond. autom atique 18 24 780 1 040 18,7 12 257 69,0Condition dont pots achetés (kg/h) 13 15 873 1 007 13,1 7 678 43,2
nement Condit. manuel 67 67 5 504 31,0
Ensemble 80 17 761 100,0
Suremballage (kg/h) 10 10 570 570 5,7 4 010
(1) L'unité de d éb it to ta l est :- 1 000 l/h p ou r les méthodes de fa b rica tio n . (Pour l'ég ou tta g e p a r f iltra tio n , le cycle de p roduc tion a été évalué à 12 heures).- Tonne/heure pour le cond itionnem ent et le surem ballage.
-7 1 -
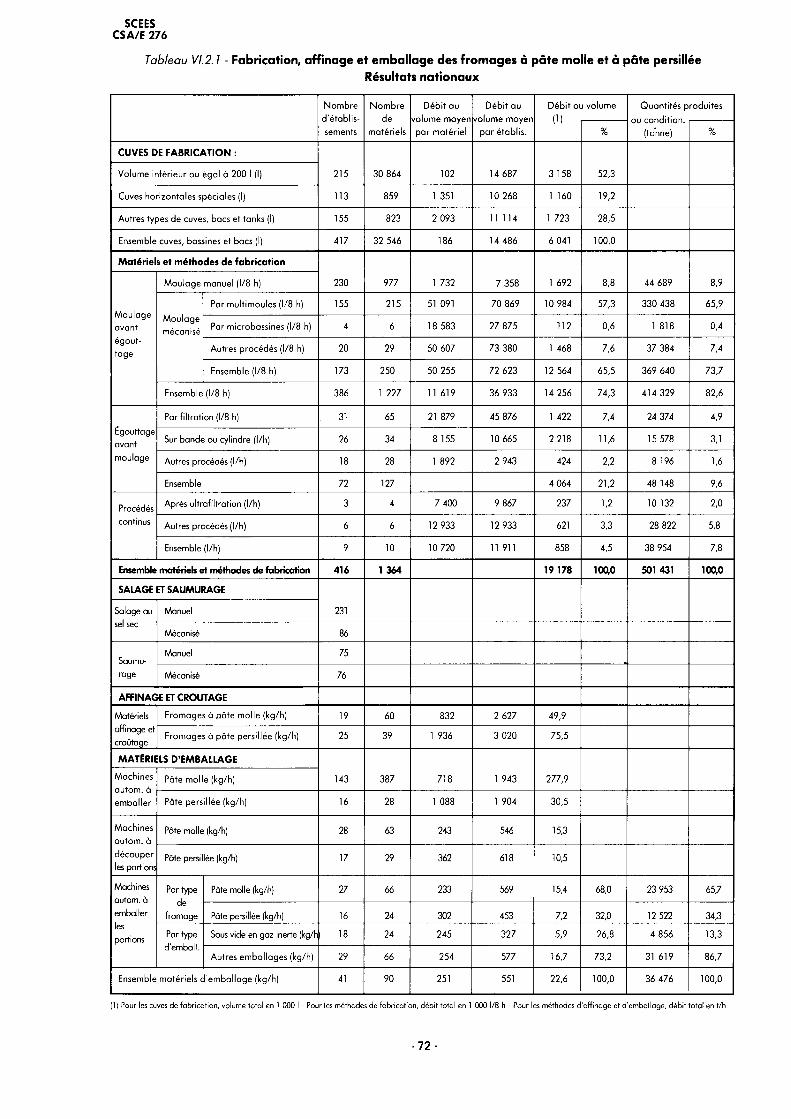
Tableau VI.2.1 - Fabrication, affinage et em ballage des from ages à pâte molle et à pâte persillée Résultats nationaux
SCEESC S A/E 276
Nom bred ’étab lis
sements
Nom brede
matériels
D ébit au
volume moyen par m atérie l
D ébit au
volume moyen par établis.
D éb it ou volumen i
Quantités produites
% (tonne) %
CUVES DE FABRICATION :
215 30 864 102 14 687 3 158 52,3Volume inférieur ou égal à 200 1 (1)
Cuves horizontales spéciales (1) 113 859 1 351 10 268 1 160 19,2
Autres types de cuves, bacs et tanks (1) 155 823 2 093 11 114 1 723 28,5
Ensemble cuves, bassines et bacs (1) 417 32 546 186 14 486 6 041 100,0
M atérie ls et m éthodes de fabrication
230 977 1 732 7 358 1 692 8,8 44 689 8,9
Moulageavantégout
tage
M oulage manuel (1/8 h)
M oulagemécanisé
Par multimoules (1/8 h) 155 215 51 091 70 869 10 984 57,3 330 438 65,9
Par microbassines (1/8 h) 4 6 18 583 27 875 112 0,6 1 818 0,4
Autres procédés (1/8 h) 20 29 50 607 73 380 1 468 7,6 37 384 7,4
Ensemble (1/8 h) 173 250 50 255 72 623 12 564 65,5 369 640 73,7
Ensemble (1/8 h) 386 1 227 11 619 36 933 14 256 74,3 414 329 82,6
Égouttageavant
moulage
Par filtra tion (1/8 h) 31 65 21 879 45 876 1 422 7,4 24 374 4,9
Sur bande ou cylindre (l/h) 26 34 8 155 10 665 2 218 11,6 15 578 3,1
Autres procédés (l/h) 18 28 1 892 2 943 424 2,2 8 196 1,6
Ensemble 72 127 4 064 21,2 48 148 9,6
Procédéscontinus
Après ultrafiltration (l/h) 3 4 7 400 9 867 237 1,2 10 132 2,0
Autres procédés (l/h) 6 6 12 933 12 933 621 3,3 28 822 5,8
Ensemble (l/h) 9 10 10 720 11 911 858 4,5 38 954 7,8
Ensemble matériels et méthodes de fabrication 416 1 364 19 178 100,0 501 431 100,0
SALAGE ET SAUMURAGE
231Salage au sel sec
Manuel
Mécanisé 86
Saumurage
Manuel 75
Mécanisé 76
AFFINAGE ET CROUTAGE
Matériels affinage et croûtage
Fromages à pâte molle (kg/h) 19 60 832 2 627 49,9
Fromages à pâte persillée (kg/h) 25 39 1 936 3 020 75,5
MATÉRIELS D’EMBALLAGE
143 387 718 1 943 277,9Machines autom. à em baller
Pâte m olle (kg/h)
Pâte persillée (kg/h) 16 28 1 088 1 904 30,5
Machines autom. à
découper
les portions
Pâte molle (kg/h) 28 63 243 546 15,3
Pâte persillée (kg/h) 17 29 362 618 10,5
Machines autom. à
emballer les
portions
Par type de
fromage
Pâte molle (kg/h) 27 66 233 569 15,4 68,0 23 953 65,7
Pâte persillée (kg/h) 16 24 302 453 7,2 32,0 12 522 34,3
Par type d emball.
Sous vide en gaz inerte (kg/h 1 18 24 245 327 5,9 26,8 4 856 13,3
Autres em ballages (kg/h) 29 66 254 577 16,7 73,2 31 619 86,7
Ensemble matériels d ’em ballage (kg/h) 41 90 251 551 22,6 100,0 36 476 100,0
(1) Pour les cuves de fabrication, volume tota l en 1 000 I - Pour les méthodes de fabrication, déb it tota l en 1 000 1/8 h - Pour les méthodes d ’a ffinage et d ’emballage, déb it to ta l en t/h
- 7 2 -
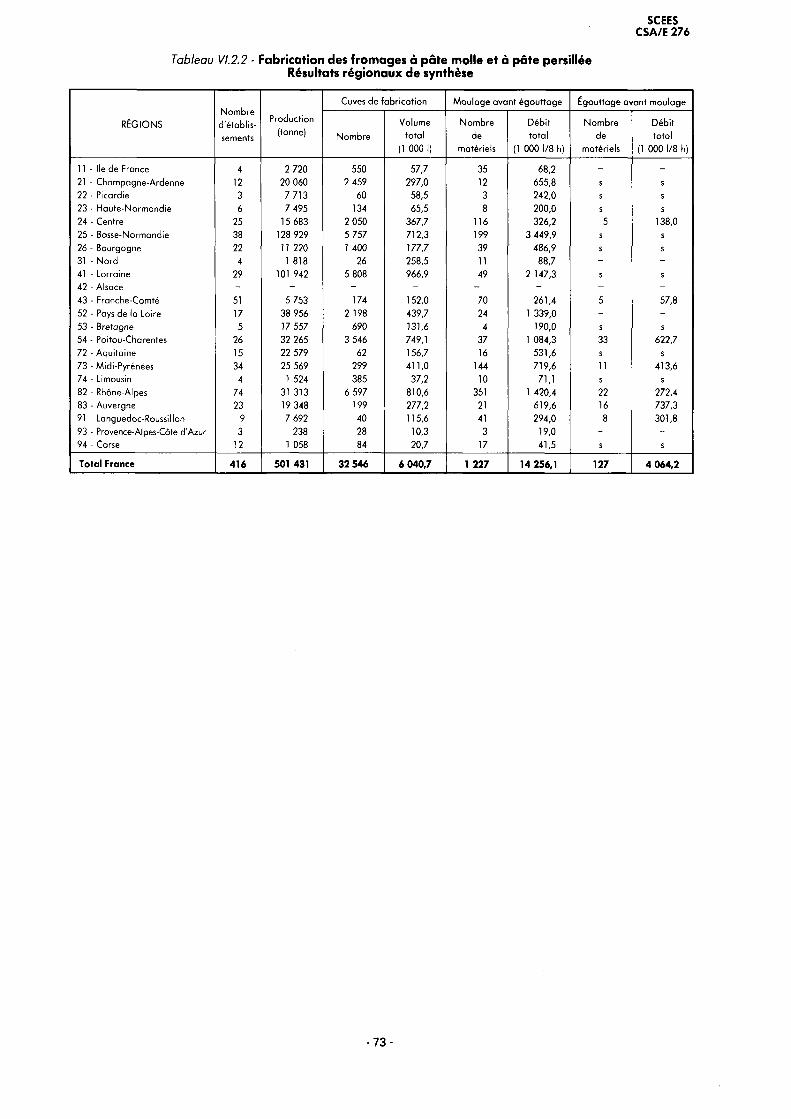
SCEESC S A/E 2 7 6
Tableau VI.2.2 - Fabrication des from ages à pâte molle et à pâte persilléeRésultats régionaux de synthèse
RÉGIONSNom bre
d 'é tab lissements
Production
(tonne)
Cuves de fab rica tion M oulage avant égouttage Égouttage avant m oulage
Nom bre
Volume to ta l
(1 000 1)
Nom brede
matériels
D ébit to ta l
(1 000 1/8 h)
Nom brede
matériels
D ébit to ta l
(1 000 1/8 h)
11 - Ile de France 4 2 720 550 57,7 35 68,2 - -
21 - Champagne-Ardenne 12 20 060 2 459 297,0 12 655,8 s s22 - Picardie 3 7 713 60 58,5 3 242,0 s s23 • Haute-Narmandie 6 7 495 134 65,5 8 200,0 s s24 - Centre 25 15 683 2 050 367,7 116 326,2 5 138,0
25 - Basse-Normandie 38 128 929 5 757 712,3 199 3 449,9 s s26 - Bourgogne 22 11 220 1 400 177,7 39 486,9 s s31 - N ord 4 1 818 26 258,5 11 88,7 - -41 - Lorraine 29 101 942 5 808 966,9 49 2 147,3 s s42 - Alsace - - - - - - - -
43 - Franche-Comté 51 5 753 174 152,0 70 261,4 5 57,852 - Pays de la Loire 17 38 956 2 198 439,7 24 1 339,0 - -
53 - Bretagne 5 17 557 690 131,6 4 190,0 s s54 - Poitou-Charentes 26 32 265 3 546 749,1 37 1 084,3 33 622,772 - Aquitaine 15 22 579 62 156,7 16 531,6 s s73 - Midi-Pyrénées 34 25 569 299 411,0 144 719,6 11 413,674 - Limousin 4 1 524 385 37,2 10 71,1 s s82 - Rhône-Alpes 74 31 313 6 597 810,6 351 1 420,4 22 272,483 - Auvergne 23 19 348 199 277,2 21 619,6 16 737,391 - Languedoc-Roussillon 9 7 692 40 115,6 41 294,0 8 301,8
93 - Provence-Alpes-Côte d'Azur 3 238 28 10,3 3 19,0 - -94 - Corse 12 1 058 84 20,7 17 41,5 s s
Total France 416 501 431 32 546 6 040,7 1 227 14 256,1 127 4 064,2
- 7 3 -
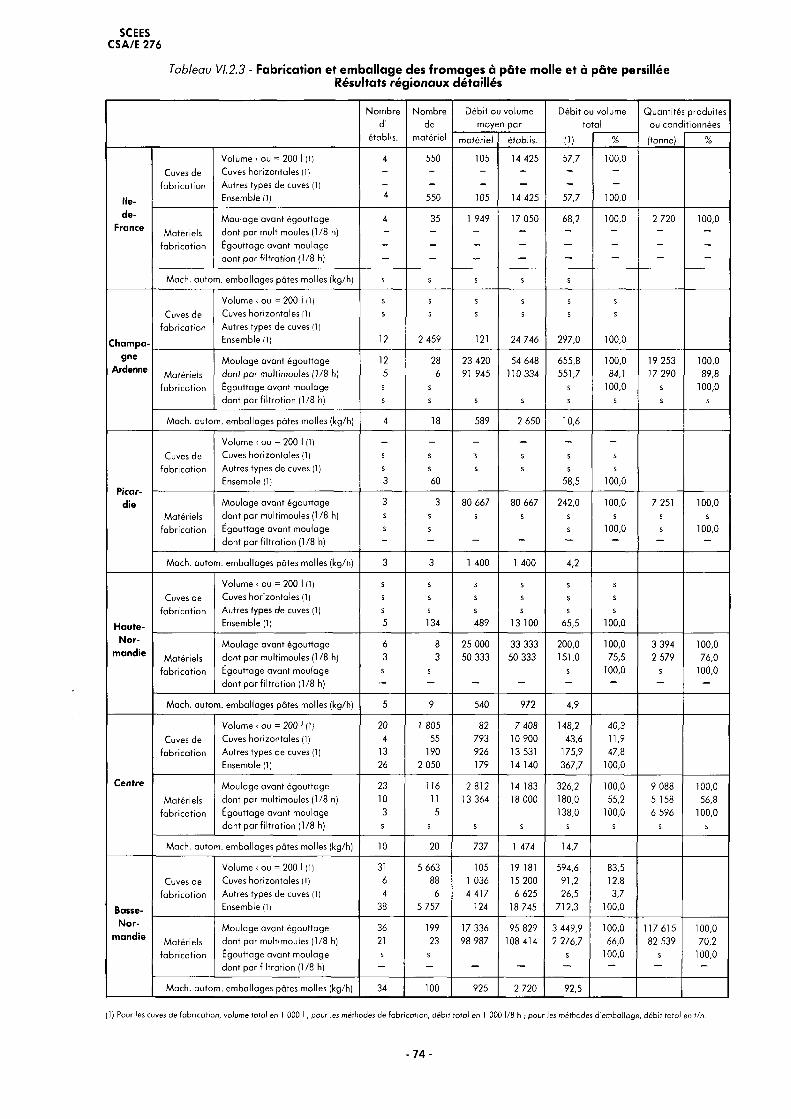
SCEESC SA/E 276
Tableau VI.2.3 - Fabrication et em ballage des from ages à pâte molle et à pâte persilléeRésultats régionaux détaillés
Nom bred'
établis.
Nom brede
matériel
D ébit ou volume moyen par
Débit ou volume to ta l
Quantités produites ou conditionnées
m atérie l établis. ÍD % (tonne) %
Volume < ou = 200 1 (1) 4 550 105 14 425 5 7,7 100,0
Cuves de Cuves horizontales (1) - - - - - -
fab rica tion Autres types de cuves (1) - - - — - -
Ile- Ensemble (1) 4 550 105 14 425 57,7 100,0
de- M oulage avant égouttage 4 35 1 949 17 050 68,2 100,0 2 720 100,0France
M atériels dont par multimoules (1/8 h) - - - - - - - -
fab rica tion Egouttage avant moulage - - - - — - - -dont p a r filtra tio n (1/8 h) - _ — — — — —
Mach, autom. emballages pâtes molles (kg/h) s s s
Volume < ou = 200 1 (1) s s s s s s
Cuves de Cuves horizontales ¡1) s s s s s s
fab rica tion Autres types de cuves (1)
C ham pa Ensemble (1) 12 2 459 121 24 746 297,0 100,0
gne M oulage avant égouttage 12 28 23 420 54 648 655,8 100,0 19 253 100,0Ardenne
M atériels dont p a r multimoules (1/8 h) 5 6 91 945 110 334 551,7 84,1 17 290 89,8
fab rica tion Égouttage avant moulage s s 100,0 s 100,0dont par filtra tion (1/8 h) s s s s s s
Mach, autom. emballages pâtes molles (kg/h) 4 18 589 2 650 10,6
Volume < ou = 200 1 (1) _ — - — - -
Cuves de Cuves horizontales (1) s s s
fab rica tion Autres types de cuves (1) s 5 s sEnsemble (1) 3 60 58,5 100,0
die M oulage avant égouttage 3 3 80 667 80 667 242,0 100,0 7 251 100,0
M atériels dont par multimoules (1/8 h) s s s s s
fabrica tion Égouttage avant m oulage s s 100,0 s 100,0dont par filtra tio n (1 /8 h) - — — ~ — — — —
Mach, autom. emballages pâtes molles (kg/h) 3 3 1 400 1 400 4,2
Volume < ou = 200 I (1) s s
Cuves de Cuves horizontales (1) s s
fab rica tion Autres types de cuves (1) s s
H aute- Ensemble (1) 5 134 489 13 100 65,5 100,0
N o r- M oulage avant égouttage 6 8 25 000 33 333 200,0 100,0 3 394 100,0m andie
M atériels dont par multimoules (1/8 h) 3 3 50 333 50 333 151,0 75,5 2 579 76,0
fab rica tion Égouttage avant moulage s s 100,0 s 100,0dont par filtra tion (1 /8 h) — — — — — — — —
Mach, autom. emballages pâtes molles (kg/h) 5 9 540 972 4,9
Volume < ou = 200 1 (1) 20 1 805 82 7 408 148,2 40,3
Cuves de Cuves horizontales (1) 4 55 793 10 900 43,6 11,9
fab rica tion Autres types de cuves (1) 13 190 926 13 531 175,9 47,8Ensemble (1) 26 2 050 179 14 140 367,7 100,0
Centre M oulage avant égouttage 23 116 2 812 14 183 326,2 100,0 9 088 100,0
Matérie ls dont par multimoules (1/8 h) 10 11 13 364 18 000 180,0 55,2 5 158 56,8
fab rica tion Égouttage avant moulage 3 5 138,0 100,0 6 596 100,0dont par filtra tion (1/8 h) s s s s s s s s
Mach, autom. emballages pâtes molles (kg/h) 10 20 737 1 474 14,7
Volume < ou = 200 1 (1) 31 5 663 105 19 181 594,6 83,5
Cuves de Cuves horizontales (1) 6 88 1 036 15 200 91,2 12,8
fab rica tion Autres types de cuves (1) 4 6 4 41 7 6 625 26,5 3,7
Basse- Ensemble (1) 38 5 757 124 18 745 712,3 100,0
N o r- Moulage avant égouttage 36 199 17 336 95 829 3 449,9 100,0 117 615 100,0m andie
Matérie ls dont par multimoules (1/8 h) 21 23 98 987 108 414 2 276,7 66,0 82 539 70,2
fab rica tion Égouttage avant m oulage s s s 100,0 s 100,0dont par filtra tion (1/8 h) — — — — — — — —
Mach, autom . emballages pâtes molles (kg/h) 34 100 925 2 720 92,5
(1) Pour les cuves de fa b rica tio n , volume to ta l en 1 000 I ; p ou r les méthodes de fab rica tio n , d éb it to ta l en 1 000 1/8 h ; p o u r les méthodes d 'em ba llage, d éb it to ta l en t/h.
- 7 4 -
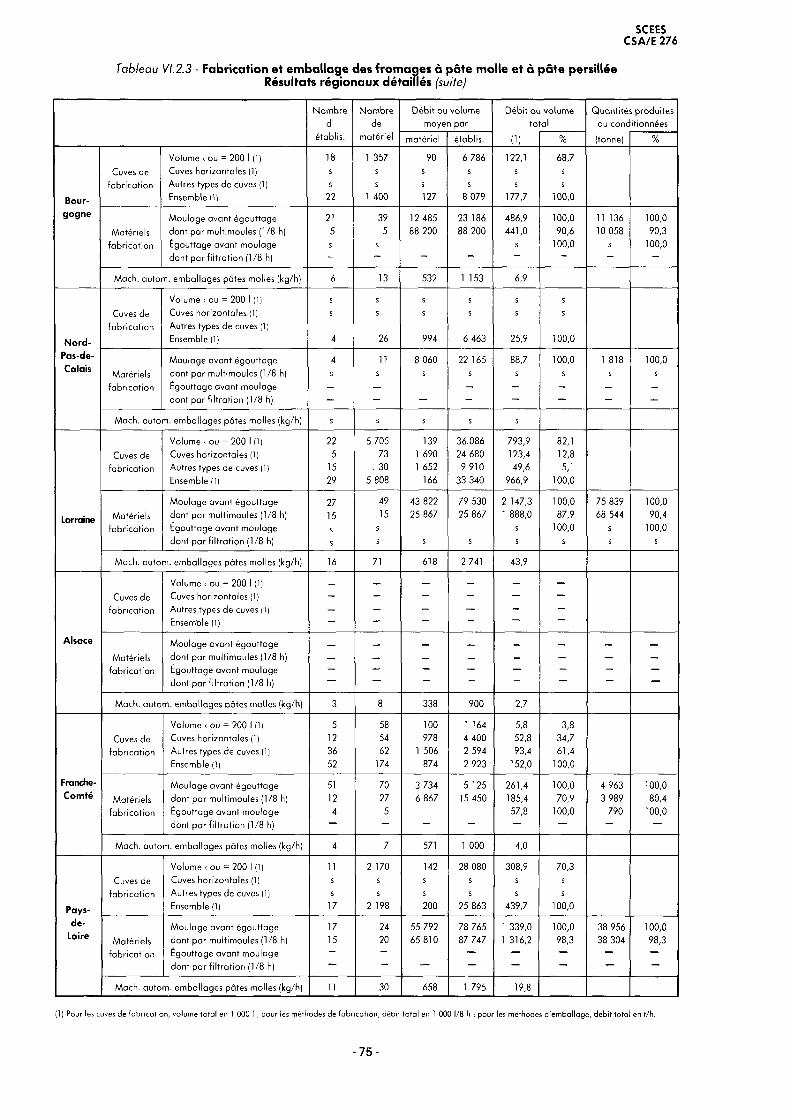
SCEESC S A/E 276
Tableau VI.2.3 - Fabrication et em ballage des from ages à pâte molle et à pâte persilléeRésultats régionaux détaillés (suite)
N om bred'
établis.
Nom brede
m atériel
D ébit ou volume moyen par
D ébit ou volum e to ta l
Quantités produites ou conditionnées
matériel établis. (1) % (tonne) %
Volume < ou = 200 1 (1) 18 1 357 90 6 786 122,1 68,7
Cuves de Cuves horizontales (1) s s s s s s
fabrica tion Autres types de cuves (1) s s s s s s
Bour Ensemble 0) 22 1 400 127 8 079 177,7 100,0
gogne M oulage avant égouttage 21 39 12 485 23 186 486,9 100,0 11 136 100,0
M atériels dont par multimoules (1/8 h) 5 5 88 200 88 200 441,0 90,6 10 058 90,3
fab rica tion Égouttage avant moulage s s s 100,0 s 100,0
dont par filtra tio n (1/8 h) - — - — — — — -
Mach, autom. emballages pâtes molles (kg/h) 6 13 532 1 153 6,9
Volume < ou = 200 1 (1) s s s s s s
Cuves de Cuves horizontales (1) s s s s s s
fab rica tion Autres types de cuves (1)
N ord - Ensemble (1) 4 26 994 6 463 25,9 100,0
Pas-de- M oulage avant égouttage 4 11 8 060 22 165 88,7 100,0 1 818 100,0Calais
M atériels dont par multimoules (1/8 h) s s s s s s s s
fab rica tion Egouttage avant moulage — — - - - - -
dont par filtra tio n (1 /8 h) - - — - - — - -
Mach, autom. emballages pâtes molles (kg/h) s s s s s
Volume < ou - 200 1 (1) 22 5 705 139 36.086 793,9 82,1
Cuves de Cuves horizontales (1) 5 73 1 690 24 680 123,4 12,8
fabrica tion Autres types de cuves (1) 15 . 30 1 652 9 910 49,6 5,1Ensemble (1) 29 5 808 166 33 340 966,9 100,0
M oulage avant égouttage 27 49 43 822 79 530 2 147,3 100,0 75 839 100,0
Matériels dont par multimoules (1/8 h) 15 15 25 867 25 867 1 888,0 87,9 68 544 90,4
fab rica tion Egouttage avant moulage s s s 100,0 s 100,0
dont par filtra tio n (1/8 h) s s s s s s s
Mach, autom. em ballages pâtes molles (kg/h) 16 71 618 2 741 43,9
Volume < ou = 200 1 (1) _ — — — — —
Cuves de Cuves horizontales (1) - - - - — —
fabrica tion Autres types de cuves (1) — - - — - —
Ensemble (1) — — — — — —
Alsace M oulage avant égouttage ___ - — _ — — — —
M atériels dont par multimoules (1/8 h) — — — - - — — -
fabrica tion Egouttage avant moulage — — — — — — — —
dont par filtra tio n (1/8 h) ■“ — — — — —
Mach, autom. emballages pâtes molles (kg/h) 3 8 338 900 2,7
Volume c ou = 200 1 (1) 5 58 100 1 164 5,8 3,8
Cuves de Cuves horizontales (1) 12 54 978 4 400 52,8 34,7
fab rica tion Autres types de cuves (1) 36 62 1 506 2 594 93,4 61,4
Ensemble (1) 52 174 874 2 923 152,0 100,0
Franche- M oulage avant égouttage 51 70 3 734 5 125 261,4 100,0 4 963 100,0Com té M atériels dont par multimoules (1/8 h) 12 27 6 867 15 450 185,4 70,9 3 989 80,4
fab rica tion Egouttage avant m oulage 4 5 57,8 100,0 790 100,0
dont par filtra tio n (1/8 h) — — — — — — — —
Mach, autom. emballages pâtes molles (kg/h) 4 7 571 1 000 4,0
Volume < ou - 200 1 (1) 11 2 170 142 28 080 308,9 70,3
Cuves de Cuves horizontales (1) s s s s s s
fab rica tion Autres types de cuves (1) s s s s s s
Pays- Ensemble (1) 17 2 198 200 25 863 439,7 100,0
de- M oulage avant égouttage 17 24 55 792 78 765 1 339,0 100,0 38 956 100,0Loire
Matériels dont par multimoules (1/8 h) 15 20 65 810 87 747 1 316,2 98,3 38 304 98,3
fab rica tion Égouttage avant m oulage — — — — — — —
dont par filtra tio n (1 /8 h) — — — — — — —
Mach, autom. em ballages pâtes molles (kg/h) 11 30 658 1 795 19,8
(1 ) Pour les cuves de fab rica tio n , volum e to ta l en 1 000 I ; pour les méthodes de fab rica tio n , d éb it to ta l en 1 000 1/8 h ; p ou r les méthodes d ’e m ballage, d éb it to ta l en t/h .
- 7 5 -
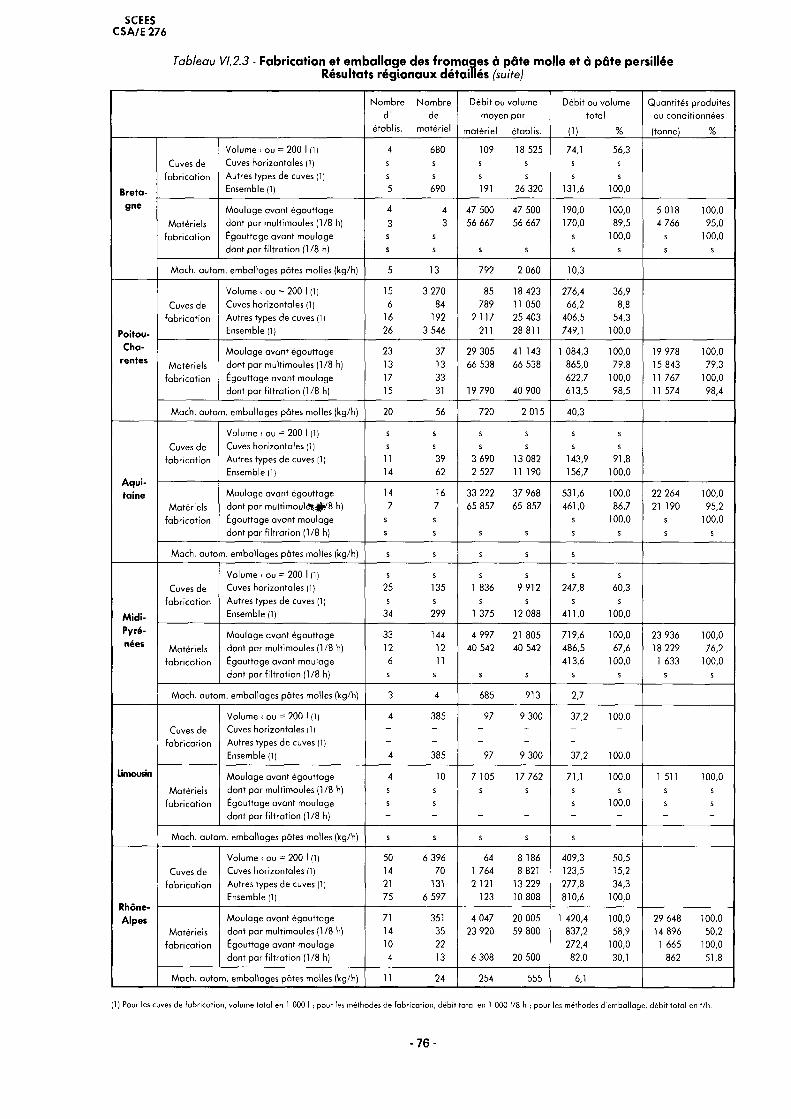
5CEESC S A /E 276
Tableau Vl.2.3 - Fabrication et em ballage des from ages à pâte molle et à pâte persilléeRésultats régionaux détaillés (suite)
N om bre Nom bre d' de
établis. m atériel
D ébit ou volume moyen par
m atériel établis.
D ébit ou volume to ta l
(1) %
Quantités produites ou conditionnées
(tonne) %
Bretagne
Cuves de
fab rica tion
Volume < ou = 200 1 (1) Cuves horizontales (1) Autres types de cuves (1) Ensemble (1)
4 680 s ss s5 690
109 18 525 s s s s 191 26 320
74,1 56,3 s s s s
131,6 100,0
M atérielsfab rica tion
M oulage avant égouttage dont par multimoules (1/8 h) Égouttage avant moulage dont p a r filtra tio n (1/8 h)
4 4
3 3 s s s s
47 500 47 500 56 667 56 667
s s
190.0 100,0170.0 89,5
s 100,0 s s
5 018 100,0 4 766 95,0
s 100,0 s s
Mach, autom. em ballages pâtes molles (kg/h) 5 13 792 2 060 10,3
Poitou-Cha-
rentes
Cuves de
fab rica tion
Volume < ou = 200 1 (1) Cuves horizontales (1) Autres types de cuves (1 ) Ensemble (1)
15 3 270 6 84
16 192 26 3 546
85 18 423 789 11 050
2 117 25 403 211 28 811
276.4 36,9 66,2 8,8
406.5 54,3 749,1 100,0
M atérielsfab rica tion
M oulage avant égouttage dont par multimoules (1/8 h)
Égouttage avant moulage dont par filtra tio n (1/8 h)
23 37 13 13 17 33 15 31
29 305 41143 66 538 66 538
19 790 40 900
1 084,3 100,0 865,0 79,8 622,7 100,0 613,5 98,5
19 978 100,0 15 843 79,3 11 767 100,0 11 574 98,4
Mach, autom. emballages pâtes molles (kg/h) 20 56 720 2 015 40,3
A quitaine
Cuves de fab rica tion
Volume < ou = 200 1 (1) Cuves horizontales (1)
Autres types de cuves (1 ) Ensemble (1)
s s s s
11 39 14 62
s s s s
3 690 13 082 2 527 11 190
s s s s
143,9 91,8 156,7 100,0
M atérielsfab rica tion
M oulage avant égouttage dont par m u lt im o u lè s ^ 8 h)
Égouttage avant moulage dont par filtra tio n (1 /8 h)
14 16 7 7
s s s s
33 222 37 968 65 857 65 857
s s
531,6 100,0 461,0 86,7
s 100,0 s s
22 264 100,0 21 190 95,2
s 100,0 s s
Mach, autom. emballages pâtes molles (kg/h) s s s s s
M id i-Pyr6-nees
Cuves de fab rica tion
Volume < ou = 200 I (1) Cuves horizontales (1} Autres types de cuves (1) Ensemble (1)
s s
25 135 s s
34 299
s s 1 836 9 912
s s
1 375 12 088
s s 247,8 60,3
s s
411,0 100,0
Matérie lsfab rica tion
M oulage avant égouttage dont par multimoules (1/8 h) Égouttage avant m oulage dont par filtra tio n (1 /8 h)
33 144 12 12 6 11 s s
4 997 21 805 40 542 40 542
s s
719,6 100,0486.5 67,6413.6 100,0
s s
23 936 100,0 18 229 76,2
1 633 100,0 s s
Mach, autom. emballages pâtes molles (kg/h) 3 4 685 913 2,7
Limousin
Cuves de fab rica tion
Volume < ou = 200 1 (1) Cuves horizontales (1)
Autres types de cuves (1) Ensemble (1)
4 385
4 385
97 9 300
97 9 300
37.2 100,0
37.2 100,0
M atérielsfab rica tion
M oulage avant égouttage dont par multimoules (1/8 h) Égouttage avant moulage dont par filtra tio n (1 /8 h)
4 10 s s s s
7 105 17 762 s s
71,1 100,0 s s s 100,0
1511 100,0 s s s s
Mach, autom. emballages pâtes molles (kg/h) s s s s s
Rhone-Alpes
Cuves de fab rica tion
Volume < ou = 200 I (1) Cuves horizontales (1)
Autres types de cuves ¡1) Ensemble (1)
50 6 396 14 70
21 131 75 6 597
64 8 1861 764 8 8212 121 13 229
123 10 808
409,3 50,5123.5 15,2 277,8 34,3810.6 100,0
M atérie lsfab rica tion
M oulage avant égouttage dont par multimoules (1/8 h)
Égouttage avant moulage dont par filtra tio n (1/8 h)
71 351 14 35
10 22 4 13
4 047 20 005 23 920 59 800
6 308 20 500
1 420,4 100,0 837,2 58,9 272,4 100,0
82,0 30,1
29 648 100,0 14 896 50,2
1 665 100,0 862 51,8
Mach, autom. emballages pâtes molles (kg/h) 11 24 254 555 6,1
(1) Pour les cuves de fa b ric a tio n , volum e to ta l en 1 000 I ; pou r les méthodes de fa b rica tio n , d éb it to ta l en 1 000 1/8 h ; p ou r les méthodes d 'em ba llage , d éb it to ta l en t/h .
- 7 6 -
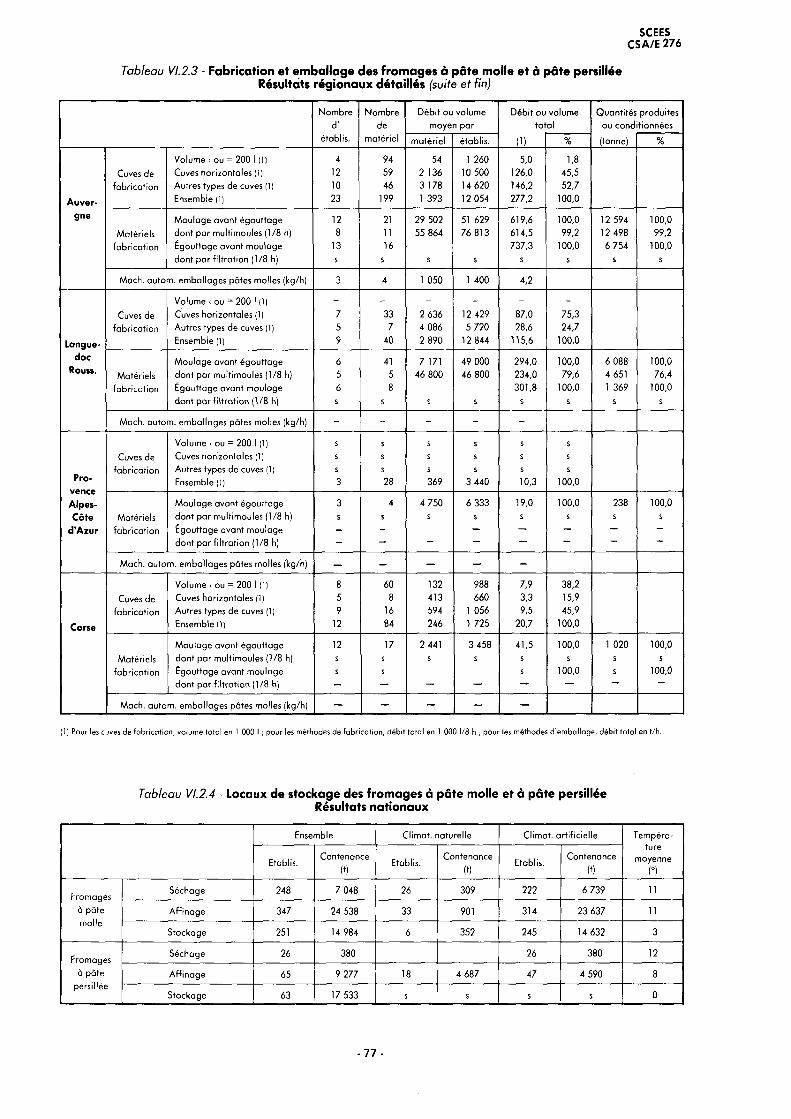
SCEESC S A /E 276
Tableau VI.2.3 - Fabrication et em ballage des from ages à pâte molle et à pâte persilléeRésultats régionaux détaillés (suite et finJ
Nom bred'
établis.
N om brede
m atériel
D éb it ou volume moyen par
D ébit ou volume to ta l
Quantités produites ou conditionnées
m atérie l établis. (1) % (tonne) %
Volume < ou = 200 I (1) 4 94 54 1 260 5,0 1,8
Cuves de Cuves horizontales (1) 12 59 2 136 10 500 126,0 45,5
fabrica tion Autres types de cuves (1) 10 46 3 178 14 620 146,2 52,7
A u ver Ensemble (1) 23 199 1 393 12 054 277,2 100,0
gne M oulage avant égouttage 12 21 29 502 51 629 619,6 100,0 12 594 100,0
Matériels dont par multimoules (1/8 h) 8 11 55 864 76 813 614,5 99,2 12 498 99,2
fab rica tion Égouttage avant moulage 13 16 737,3 100,0 6 754 100,0
dont p a r filtra tio n (1/8 h) s s s s s s s s
Mach, autom. emballages pâtes molles (kg/h) 3 4 1 050 1 400 4,2
Volume < ou = 200 1 (1) - - - - - -
Cuves de Cuves horizontales (1) 7 33 2 636 12 429 87,0 75,3
fab rica tion Autres types de cuves (1) 5 7 4 086 5 720 28,6 24,7
Langue Ensemble (1) 9 40 2 890 12 844 115,6 100,0
doc M oulage avant égouttage 6 41 7 171 49 000 294,0 100,0 6 088 100,0Rouss.
Matériels dont par multimoules (1/8 h) 5 5 46 800 46 800 234,0 79,6 4 651 76,4
fabrica tion Égouttage avant m oulage 6 8 301,8 100,0 1 369 100,0
don t p a r filtra tio n (1/8 h) s s s s s s s s
Mach, autom. emballages pâtes molles (kg/h) - - - - -
Volume < ou = 200 1 (1) s s s s s s
Cuves de Cuves horizontales (1) s s s s s s
fab rica tion Autres types de cuves (1) s s s s s sPro- Ensemble (1) 3 28 369 3 440 10,3 100,0
Alpes- M oulage avant égouttage 3 4 4 750 6 333 19,0 100,0 238 100,0
Côte M atériels dont p a r multimoules (1/8 h) s s s s s s s s
d’A zur fab rica tion Égouttage avant moulage - - - — - — -
dont par filtra tio n (1 /8 h) - — — — — — — —
Mach, autom. em ballages pâtes molles (kg/h) — - — - -
Volume < ou = 200 1 (1) 8 60 132 988 7,9 38,2
Cuves de Cuves horizontales (1) 5 8 413 660 3,3 15,9
fab rica tion Autres types de cuves (1) 9 16 594 1 056 9,5 45,9
Corse Ensemble 11) 12 84 246 1 725 20,7 100,0
M oulage avant égouttage 12 17 2 441 3 458 41,5 100,0 1 020 100,0
Matériels dont par multimoules (1/8 h) s s s s s s s s
fabrica tion Égouttage avant m oulage s s s 100,0 s 100,0
dont p a r filtra tio n (1/8 h) - — — — — — — —
Mach, autom. emballages pâtes molles (kg/h) - - - - —
(1) Pour les cuves de fa b rica tio n , vo lum e to ta l en 1 000 I ; pou r les méthodes de fa b rica tio n , d éb it to ta l en 1 000 I/8 h ; pou r les méthodes d ’em ballage, d éb it to ta l en t/h .
Tableau VI.2.4 - Locaux de stockage des from ages à pâte molle et à pâte persillée Résultats nationaux
Ensemble Clim at, naturelle C lim at, a rtific ie lle Tem pérature
moyenne
(°)Etablis.
Contenance
' mEtablis.
Contenance
(1)Etablis.
Contenance
(t)
Fromages
à pâte molle
Séchage 248 7 048 26 309 222 6 739 11
A ffinage 347 24 538 33 901 314 23 637 11
Stockage 251 14 984 6 352 245 14 632 3
Fromages
à pâte
persillée
Séchage 26 380 - - 26 380 12
Affinage 65 9 277 18 4 687 47 4 590 8
Stockage 63 17 533 s s s s 0
- 7 7 -
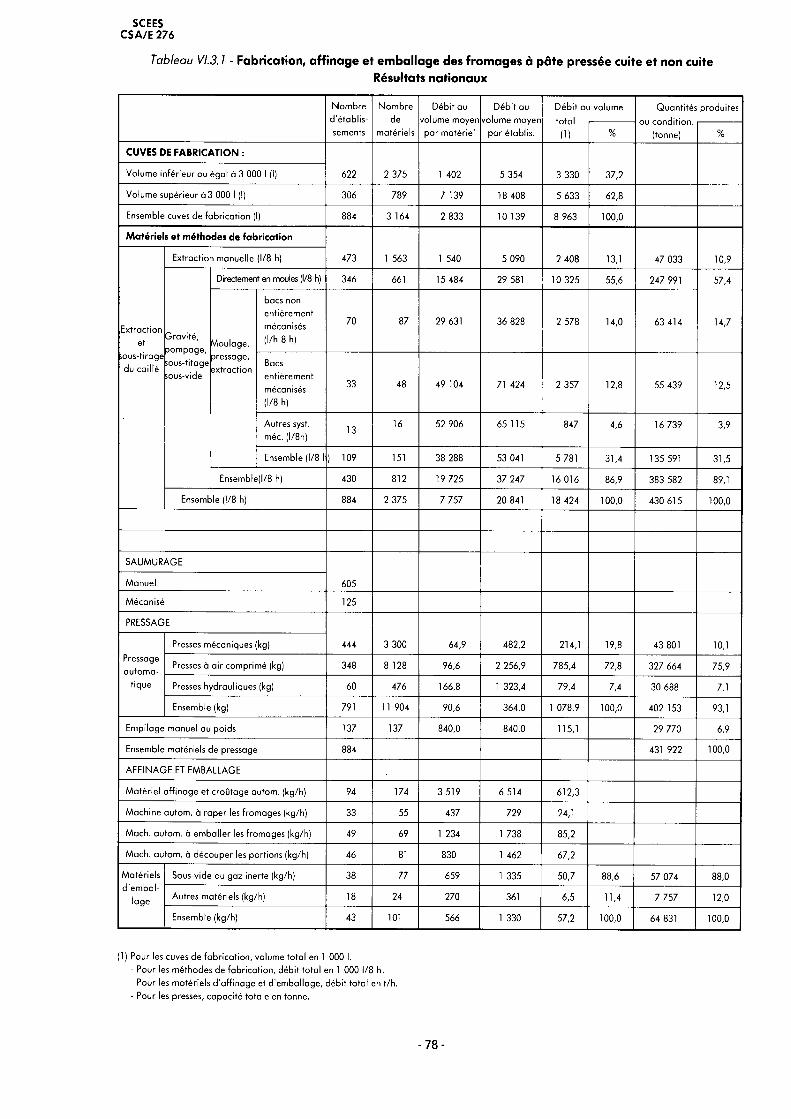
SCEESC S A /E 276
Tableau VI.3.1 - Fabrication, a ffinage et em ballage des from ages à pâte pressée cuite et non cuite Résultats nationaux
Nom bred 'é tab lis sements
Nom brede
matériels
D ébit au
volume moyen par m atériel
D ébit au
volume moyen par établis.
D éb it ou volume Quantités produites
(1) % (tonne) %
CUVES DE FABRICATION :
622 2 375 1 402 5 354 3 330 37,2Volume inférieur ou égal à 3 000 1 (1)
Volume supérieur à 3 000 1 (1) 306 789 7 139 18 408 5 633 62,8
Ensemble cuves de fab rica tion (1) 884 3 164 2 833 10 139 8 963 100,0
M atérie ls et méthodes de fabrication
473 1 563 1 540 5 090 2 408 13,1 47 033 10,9
Extractionet
sous-tirage du caillé
Extraction manuelle (1/8 h)
Gravité,pompage,¡ous-titage;ous-vide
Directement en moules (1/8 h) 346 661 15 484 29 581 10 325 55,6 247 991 57,4
Moulage,dressage,extraction
bacs non entièrement
mécanisés (l/h 8 h)
70 87 29 631 36 828 2 578 14,0 63 414 14,7
Bacsentièrement
mécanisés (1/8 h)
33 48 49 104 71 424 2 357 12,8 55 439 12,5
Autres syst. méc. (l/8h)
1316 52 906 65 115 847 4,6 16 739 3,9
Ensemble (1/8 1) 109 151 38 288 53 041 5 781 31,4 135 591 31,5
Ensemble(l/8 h) 430 812 19 725 37 247 16 016 86,9 383 582 89,1
Ensemble (1/8 h) 884 2 375 7 757 20 841 18 424 100,0 430 615 100,0
SAUMURAGE
605Manuel
Mécanisé 125
PRESSAGE
444 3 300 64,9 482,2 214,1 19,8 43 801 10,1Pressageautom a
tique
Presses mécaniques (kg)
Presses à a ir comprimé (kg) 348 8 128 96,6 2 256,9 785,4 72,8 327 664 75,9
Presses hydrauliques (kg) 60 476 166,8 1 323,4 79,4 7,4 30 688 7,1
Ensemble (kg) 791 11 904 90,6 364,0 1 078,9 100,0 402 153 93,1
Empilage manuel au poids 137 137 840,0 840,0 115,1 29 770 6,9
Ensemble m atériels de pressage 884 431 922 100,0
AFFINAGE ET EMBALLAGE
M atérie l a ffinage et croûtage autom. (kg/h) 94 174 3 519 6 514 612,3
M achine autom. à râper les fromages (kg/h) 33 55 437 729 24,1
Mach. autom . à em balle r les fromages (kg/h) 49 69 1 234 1 738 85,2
Mach. autom . à découper les portions (kg/h) 46 81 830 1 462 67,2
Matérie ls d em bal
lage
Sous-vide ou gaz inerte (kg/h) 38 77 659 1 335 50,7 88,6 57 074 88,0
Autres matériels (kg/h) 18 24 270 361 6,5 11,4 7 757 12,0
Ensemble (kg/h) 43 101 566 1 330 57,2 100,0 64 831 100,0
(1 ) Pour les cuves de fab rica tion , volume to ta l en 1 000 I.- Pour les méthodes de fab rica tion , débit to ta l en 1 000 1/8 h.- Pour les matérie ls d 'a ffinage et d ’em ballage, débit to ta l en t/h .- Pour les presses, capacité to ta le en tonne.
- 7 8 -
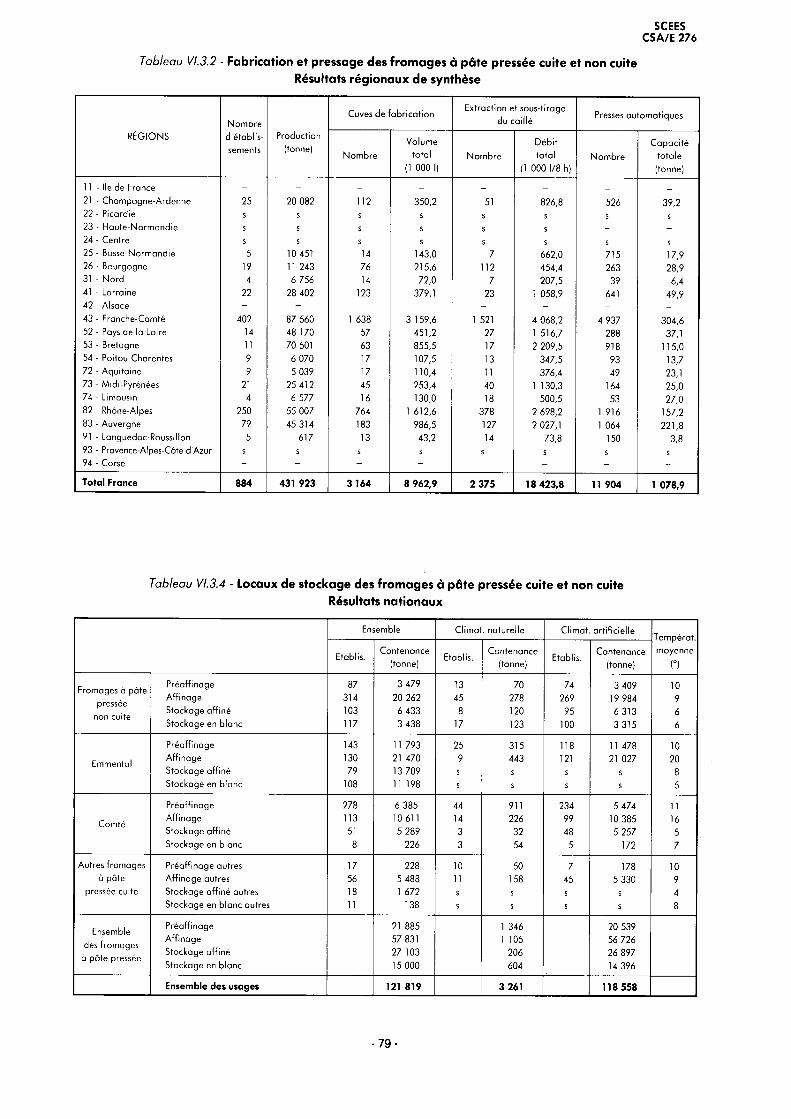
SCEESC S A /E 276
Tableau Vl.3.2 - Fabrication et pressage des from ages à pâte pressée cuite et non cuiteRésultats régionaux de synthèse
REGIONSNom bre
d ’étab lissements
Production(tonne)
Cuves de fab rica tionExtraction et sous-tirage
du ca illéPresses autom atiques
Nom bre
Volume to ta l
(1 000 1)Nom bre
Débit to ta l
(1 000 1/8 h)N om bre
C apacitéto ta le(tonne)
11 - Ile de France - - - - - - _ _
21 - Champagne-Ardenne 25 20 082 112 350,2 51 826,8 526 39,222 - Picardie s s s s s s s s23 - H aute-Norm andie s s s s s s - _24 - Centre s s s s s s s s25 - Basse-Normandie 5 10 451 14 143,0 7 662,0 715 17,926 - Bourgogne 19 11 243 76 215,6 112 454,4 263 28,931 - N ord 4 6 756 14 72,0 7 207,5 39 6,441 - Lorraine 22 28 402 123 379,1 23 1 058,9 641 49,942 - Alsace - - - - - - - -
43 - Franche-Comte 402 87 560 1 638 3 159,6 1 521 4 068,2 4 937 304,652 - Pays de la Loire 14 48 170 57 451,2 27 1 516,7 288 37,153 - Bretagne 11 70 501 63 855,5 17 2 209,5 918 115,054 - Poitou-Charentes 9 6 070 17 107,5 13 347,5 93 13,772 - Aquitaine 9 5 039 17 110,4 11 376,4 49 23,173 - Midi-Pyrenees 21 25 412 45 253,4 40 1 130,3 164 25,074 - Limousin 4 6 577 16 130,0 18 500,5 53 27,082 - Rhöne-Alpes 250 55 007 764 1 612,6 378 2 698,2 1 916 157,283 - Auvergne 79 45 314 183 986,5 127 2 027,1 1 064 221,891 - Languedoc-Roussillon 5 617 13 43,2 14 73,8 150 3,893 - Provence-Alpes-Cote d ’Azur s s s s s s s s94 - Corse - - - - - - - -
T o ta l France 884 431 923 3 164 8 962,9 2 375 18 423,8 11 904 1 078,9
Tableau VI.3.4 - Locaux de stockage des from ages à pâte pressée cuite et non cuite Résultats nationaux
Ensemble C lim at, naturelle Climat, a rtific ie lleTempérât.
Etablis.Contenance
(tonne)Etablis.
Contenance(tonne)
Etablis.Contenance
(tonne)
moyenne
n
Fromages à pâte pressée
non cuite
PréaffinageAffinage
87314
3 479
20 2621345
70278
74269
3 409 19 984
109
Stockage a ffiné
Stockage en blanc103
1176 433 3 438
8
17120
12395
1006 313 3 315
66
Préaffinage 143 11 793 25 315 118 11 478 10
EmmentalA ffinage Stockage a ffiné
13079
21 470 13 709
9s
443s
121s
21 027 s
208
Stockage en blanc 108 11 198 s s s s 5
Préaffinage 278 6 385 44 911 234 5 474 11
ComtéA ffinage 113 10 611 14 226 99 10 385 16Stockage a ffiné 51 5 289 3 32 48 5 257 5Stockage en blanc 8 226 3 54 5 172 7
Autres fromages Préaffinage autres 17 228 10 50 7 178 10à pâte A ffinage autres 56 5 488 11 158 45 5 330 9
pressée cuite Stockage a ffiné autres 18 1 672 s s s s 4Stockage en blanc autres 11 138 s s s s 8
Ensemble des fromages
à pâte pressée
Préaffinage A ffinage Stockage affiné Stockage en blanc
21 885 57 831 27 103 15 000
1 346 1 105
206 604
20 539 56 726 26 897
14 396
Ensemble des usages 121 819 3 261 118 558
- 7 9 -
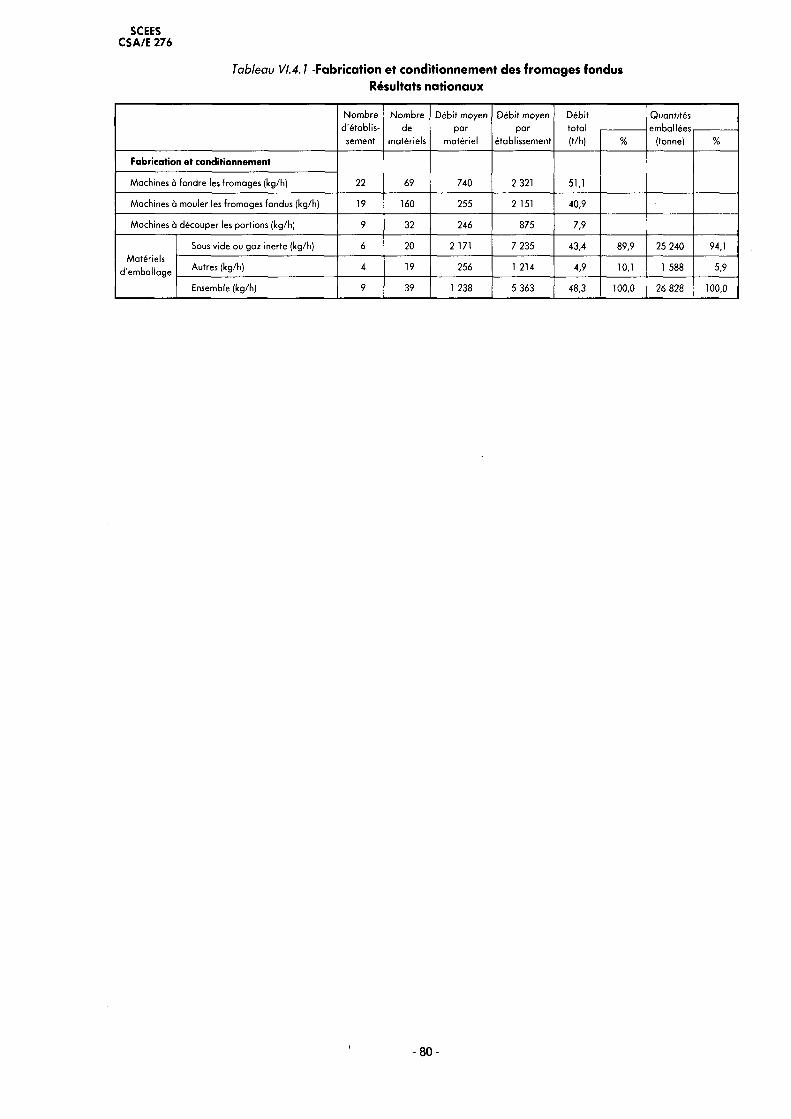
SCEESC S A/E 276
Tableau VI.4.1 -Fabrication et conditionnement des from ages fondusRésultats nationaux
N om bre Nom bre D ébit moyen par
m atériel
D ébit moyen par
établissement
D ébit Q uantitésemballées
(tonne)sement matériels (t/h) % %
Fabrication e t conditionnem ent
Machines à fondre les fromages (kg/h) 22 69 740 2 321 51,1
Machines à mouler les fromages fondus (kg/h) 19 160 255 2 151 40,9
Machines à découper les portions (kg/h) 9 32 246 875 7,9
Matériels
d ’em ballage
Sous vide ou gaz inerte (kg/h) 6 20 2 171 7 235 43,4 89,9 25 240 94,1
Autres (kg/h) 4 19 256 1 214 4,9 10,1 1 588 5,9
Ensemble (kg/h) 9 39 1 238 5 363 48,3 100,0 26 828 100,0
- 8 0 -
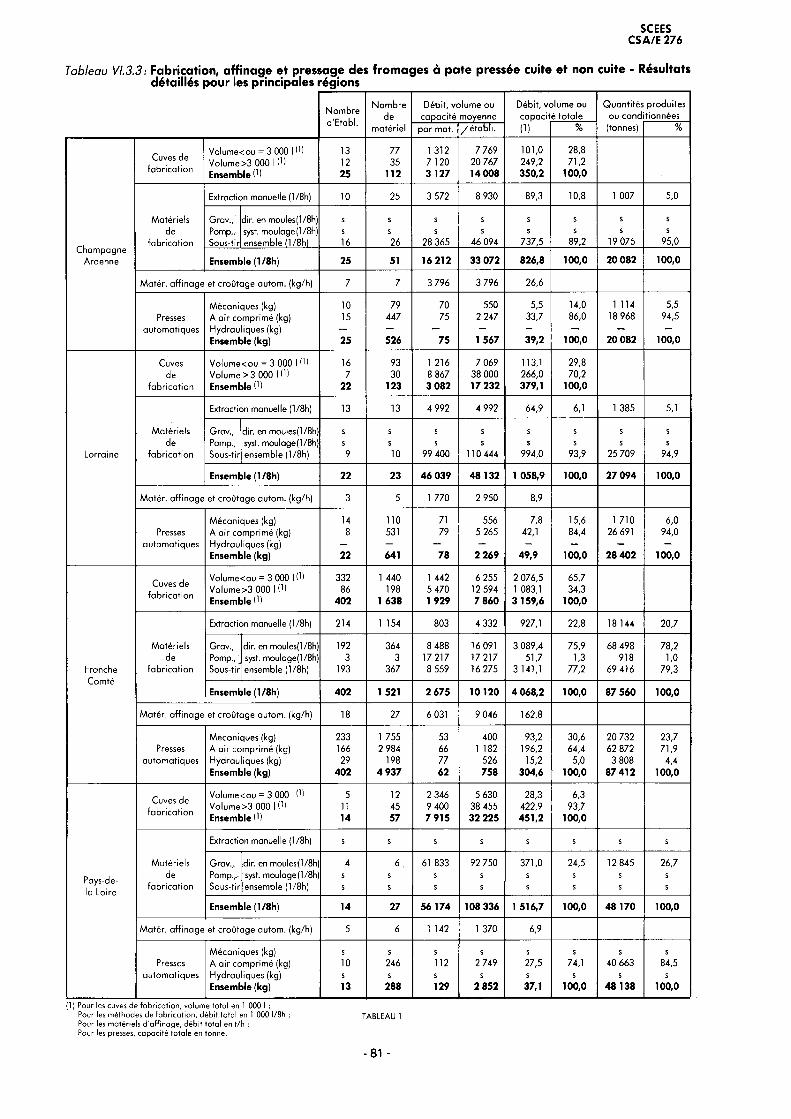
SCEESC S A /E 2 7 6
Tableau Vl.3.3: Fabrication, affinage et pressage des from ages à pate pressée cuite et non cuite - Résultatsdétaillés pour les principales régions
Nom bred ’Etabl.
Nom brede
Débit, volum e ou capacité moyenne
Débit, volum e ou capacité to ta le
Quantités produites ou conditionnées
matériel p a r mat. / é ta b l i . (1) % (tonnes) %
Cuves de fabrica tion
Volume<ou = 3 000 1 Volume >3 000 I 0) Ensemble 0)
131225
7735
112
1 312 7 120 3 127
7 769 20 767 14 008
101,0249.2350.2
28,871,2
100,0
Extraction manuelle (l/8h) 10 25 3 572 8 930 89,3 10,8 1 007 5,0
ChampagneArdenne
M atérielsde
fab rica tion
Grav.,Pomp.,Sous-tir
dir. en moules(l/8h) syst. moulage (l/8h) ensemble (l/8 h )
ss16
ss26
ss
28 365
ss
46 094
ss
737,5
ss
89,2
ss
19 075
ss
95,0
Ensemble (1/8H) 25 51 1 6 2 1 2 33 072 826,8 100,0 2 0 0 8 2 100,0
M atér. a ffinage et croûtage autom. (kg/h) 7 7 3 796 3 796 26,6
Pressesautomatiques
Mécaniques (kg)A a ir comprimé (kg) Hydrauliques (kg) Ensemble (kg)
1015
25
79447
526
7075
75
550 2 247
1 567
5,533,7
39,2
14.086.0
100,0
1 114 18 968
20 082
5,594,5
100,0
Cuvesde
fabrica tion
Volum e<ou = 3 000 I Volume > 3 000 I Ensemble H)
167
22
9330
123
1 216 8 867 3 082
7 069 38 000 17 232
113.1 266,0379.1
29,870,2
100,0
Extraction manuelle (l/8h) 13 13 4 992 4 992 64,9 6,1 1 385 5,1
Lorraine
Matérielsde
fabrica tion
Grav.,Pomp.,Sous-tir
dir. en moules (l/8h) syst. moulage (l/8h) ensemble (l/8 h )
ss9
ss10
ss
99 400
ss
110 444
ss
994,0
ss
93,9
ss
25 709
ss
94,9
Ensemble ( l/8 h ) 22 23 46 039 48 132 1 058,9 100,0 27 094 100,0
M atér. a ffinage et croûtage autom. (kg/h) 3 5 1 770 2 950 8,9
Pressesautomatiques
Mécaniques (kg)A a ir comprimé (kg) Hydrauliques (kg) Ensemble (kg)
148
22
110531
641
7179
78
556 5 265
2 269
7,842,1
49,9
15,684,4
100,0
1 710 26 691
28 402
6,094,0
100,0
Cuves de fab rica tion
Volume<ou = 3 000 10) Volum e>3 000 l( ') Ensemble (1)
33286
402
1 440 198
1 638
1 442 5 470 1 929
6 255 12 5947 860
2 076,5 1 083,13 159,6
65,734,3
100,0
Extraction manuelle (1/8h) 214 1 154 803 4 332 927,1 22,8 18 144 20,7
FrancheComté
M atérielsde
fab rica tion
Grav.,,Pomp.,Sous-tir
dir. en moules(l/8h] syst. moulage(l /8h] ensemble (l/8 h )
192 3
193
3643
367
8 488 17217 8 559
16 091 17217 16 275
3 089,4 51,7
3 141,1
75,91,3
77,2
68 498 918
69 416
78.2 1,0
79.3
Ensemble (1/8H) 402 1 521 2 675 10 120 4 068,2 100,0 87 560 100,0
Matér. a ffinage et croûtage autom. (kg/h) 18 27 6 031 9 046 162,8
Pressesautomatiques
Mécaniques (kg)A a ir comprimé (kg) Hydrauliques (kg) Ensemble (kg)
23316629
402
1 7552 984
1984 937
53667762
400 1 182
526 758
93.2 196,2
15.2 304,6
30,664,4
5,0100,0
20 732 62 872
3 808 87 412
23,771,9
4,4100,0
Cuves de fab rica tion
Volume<ou = 3 000 1 0) Volum e>3 000 1 Ensemble 0)
51114
124557
2 346 9 400 7 9 1 5
5 630 38 455 32 225
28,3422,9451,2
6,393,7
100,0
Extraction manuelle (l/8h) s s s s s s s s
Pays-de- la Loire
Matérie lsde
fab rica tion
Grav.,Pomp.,.-Sous-tir
dir. en moules'(l/8h syst. moulage(l/8h ensemble (l/8 h )
4ss
6 ,ss
61 833 s s
92 750 s s
371,0ss
24,5ss
12 845 s s
26,7ss
Ensemble ( l/8 h ) 14 27 56 174 108 336 1 516,7 100,0 48 170 100,0
M atér. a ffinage et croûtage autom. (kg/h) 5 6 1 142 1 370 6,9
Pressesautomatiques
Mécaniques (kg)A a ir comprimé (kg) Hydrauliques (kg) Ensemble (kg)
s10s13
s246s
288
s112s129
s2 749
s2 852
s27,5s37,1
s74,1
s100,0
s40 663
s48 138
s84,5
s100,0
(1 ) Pour les cuves de fa b rica tio n , vo lum e to ta l en 1 000 I ;Pour les méthodes de fa b ric a tio n , d é b it to ta l en 1 000 l/Bh ; TABLEAU 1Pour les m atérie ls d ’a ffinage , d éb it to ta l en t/h ;Pour les presses, capac ité to ta le en tonne.
- 8 1 -
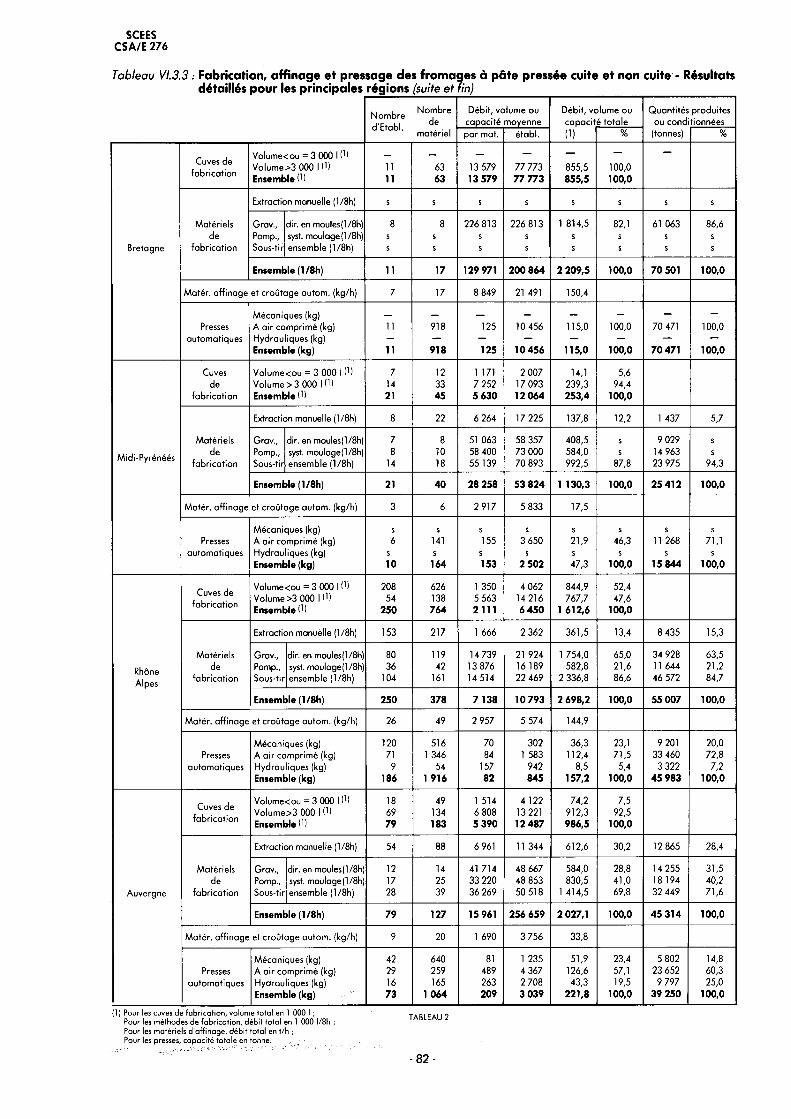
SCEESC S A /E 276
Tableau Vl.3.3 Fabrication, a ffinage et pressage des from ages à pâte pressée cuite et non cuite - Résultatsdétaillés pour les principales régions (suite et fin)____________________________________________
Nom bred'Etabl.
Nom brede
Débit, volum e ou capacité moyenne
Débit, volum e ou capacité to ta le
Q uantités produites ou conditionnées
m atériel par mat. é tab l. (1) % (tonnes) %
Cuves de fabrica tion
Volume<ou = 3 000 111) Vo lum e>3 000 111) Ensemble H)
1111
6363
13 579 13 579
77 773 77 773
855.5855.5
100,0100,0
Extraction manuelle (1 /8h) s s s s s s s s
Bretagne
M atérielsde
fab rica tion
Grav.,Pomp.,Sous-tir
dir. en moules(1/8h) syst. moulage (l/8h) ensemble ( l/8 h )
8ss
8ss
226 813 s s
226 813 s s
1 814,5 s s
82,1ss
61 063 s s
86,6ss
Ensemble (1/8H) 11 17 129 971 200 864 2 209,5 100,0 70 501 100,0
M atér. a ffinage et croûtage autom. (kg/h) 7 17 8 849 21 491 150,4
Pressesautomatiques
Mécaniques (kg)A a ir com prim é (kg) Hydrauliques (kg) Ensemble (kg)
11
11
918
918
125
125
10 456
10 456
115.0
115.0
100,0
100,0
70 471
704 7 1
100,0
100,0
Cuvesde
fabrica tion
Volum e<ou = 3 000 1 H) Volume > 3 000 111) Ensemble H)
71421
123345
1 171 7 252 5 630
2 007 17 093 12 064
14,1239.3253.4
5,694,4
100,0
Extraction manuelle (l/8h) 8 22 6 264 17 225 137,8 12,2 1 437 5,7
Midi-Pyrénéés
Matérielsde
fab rica tion
Grav.,Pomp.,Sous-tir
dir. en moules(l/8h) syst. m oulage(l/8h) ensemble ( l/8 h )
78
14
81018
51 063 58 400 55 139
58 357 73 000 70 893
408.5 584,0992.5
ss
87,8
9 029 14 963 23 975
ss
94,3
Ensemble (1/8H) 21 40 28 258 53 824 1 130,3 100,0 25 412 100,0
M atér. affinage et croûtage autom. (kg/h) 3 6 2917 5 833 17,5
Pressesautomatiques
Mécaniques (kg)A a ir com prim é (kg) Hydrauliques (kg) Ensemble (kg)
s6
s10
s141s
164
s155
s153
s3 650
s2 502
s21,9s47,3
s46,3
s100,0
s11 268
s15 844
s71,1
s100,0
Cuves de fab rica tion
Volume <ou = 3 000 10) V o lum e>3 000 1 H) Ensemble H)
20854
250
626138764
1 350 5 563 2 1 1 1
4 062 14216 6 4 50
844,9 767,7
1 612,6
52,447,6
100,0
Extraction manuélle (l/8h) 153 217 1 666 2 362 361,5 13,4 8 435 15,3
RhôneAlpes
M atérielsde
fabrica tion
Grav.,Pomp.,Sous-tir
dir. en moules(l/8h) syst. moulage(l/8h) ensemble (l/8 h )
8036
104
11942
161
14 739 13 876 14514
21 924 16 18922 469
1 754,0 582,8
2 336,8
65,021,686,6
34 928 11 644 46 572
63,521,284,7
Ensemble ( l/8 h ) 250 378 7 1 3 8 10 793 2 698,2 100,0 55 007 100,0
M atér. a ffinage et croûtage autom. (kg/h) 26 49 2 957 5 574 144,9
Pressesautomatiques
Mécaniques (kg)A a ir comprimé (kg) Hydrauliques (kg) Ensemble (kg)
12071
9186
516 1 346
54 1 916
7084
15782
302 1 583
942 845
36,3112,4
8,5157,2
23,171,5
5,4100,0
9 201 33 460 3 322
45 983
20,072,8
7,2100,0
Cuves de fab rica tion
Volume<ou = 3 000 1 H) Volum e>3 000 1 (') Ensemble (')
186979
49134183
1 514 6 808 5 390
4 122 13 221 12 487
74,2912,3986,5
7,592,5
100,0
Extraction manuelle (1/8h) 54 88 6 961 11 344 612,6 30,2 12 865 28,4
Auvergne
M atérielsde
fab rica tion
Grav.,Pomp.,Sous-tir
dir. en moules(1/8h) syst. moulage (l/8h) ensemble (1/8h)
121728
142539
41 714 33 220 36 269
48 667 48 853 50 518
584,0 830,5
1 414,5
28,841,069,8
14 255 18 194 32 449
31.5 40,271.6
Ensemble ( l/8 h ) 79 127 15 961 256 659 2 027,1 100,0 45 314 100,0
M atér. a ffinage et croûtage autom . (kg/h) 9 20 1 690 3 756 33,8
Pressesautomatiques
Mécaniques (kg)A a ir com prim é (kg) Hydrauliques (kg) Ensemble (kg)
42291673
640 259 165
1 064
81489263209
1 235 4 3672 7083 039
51,9126,643,3
221,8
23.4 57,119.5
100,0
5 802 23 652
9 797 39 250
14,860,325,0
100,0
(]) Pour les cuves de fa b rica tio n , volum e to ta l en 1 000 I ;Pour les méthodes de fab rica tio n , d éb it to ta l en 1 000 l/8 h ; Pour les m atériels d 'a ffin ag e , d éb it to ta l en t/h ;Pour les presses, capac ité to ta le en tonne.
- 8 2 -
CHAPITRE VII
LAITS CONCENTRES ET LAITS SECS, CASEINE, CONCENTRATION ET SECHAGE
Pages
V II.1 - Production et conditionnement des laits concentrés et des laits secs, production de caséine et de caséinates
1 - Laits c o n c e n tré s .................................................................................................................................... 84
2 - Laits secs ................................................................................................................................................. 84
3 - Caséine e t ca sé in a te s ......................................................................................................................... 84
VII.2 - Matériel de concentration et de séchage du lait, du sérum et du babeurre
1 - M a té rie l de c o n c e n tra tio n ................................................................................................................ 84a - Résultats d ’ensemble b - Répartition suivant le nombre d ’effets c - Répartition suivant l ’année de mise en service d - Répartition suivant la région
2 - M a té rie l de s é c h a g e ........................................................................................................................... 87
TABLEAUX
Tab leau V II.1.1 : Laits concentrés, laits secs, caséine et caséinates. Résultats nationaux ............................ 90
Tableau V ll.2.1 : Matériel de concentration. Résultats nationaux ................................................................... 90
Tab leau V ll.2 .2 : Matériel de séchage. Résultats n a tio n a u x .............................................................................. 90
Tableau V ll.2 .3 : Concentrateurs continus. Résultats régionaux de synthèse ................................................ 91
Tab leau V ll.2 .4 : Sécheurs SPRAY. Résultats régionaux de synthèse ................................................................ 91
SCEESC S A/E 276
V ll.l - PRODUCTION ET CONDITIONNEMENT DES LAITS CONCENTRES ET DES LAITS SECS, PRODUCTION DE CASEINE ET CASEINATES
1 - Laits concentrés
En 1985,3 établissements seulement conditionnent le la it concentré sucré en petit boîtage ou en tube. Ils disposent de 14 matériels de dosage. Le débit moyen par appareil est de 2 510 kg/h. Il s’est réduit de 31 % par rapport à 1977.
On a rencensé, en 1985,28 matériels de stérilisation du la it concentré non sucré, pour un débit moyen de 4 000 kg/h, supérieur de 51 % à celui de 1977.
Le procédé de stérilisation par autoclaves discontinus s'est développé depuis 1977 puisque le nombre de matériels a doublé, passant de 8 à 16. Par contre, le débit unitaire de ces appareils est resté relativement stable (1 000 kg/h contre 820 kg/h).
Le procédé de stérilisation en continu, bien qu’un peu moins répandu (12 unités en 1985 et 10 en 1977), représente 86 % du débit total installé. Ces appareils sont devenus plus performants : leur débit moyen a doublé entre 1977 et 1985, passaqt de 4 100 kg/h à 8 000 kg/h.
2 - Laits secs
La production de la it en poudre petit boîtage n'ayant que très peu évolué entre 1977 et 1985, l'équipement en matériel de conditionnement est resté stable. On a recensé 58 matériels au lieu de 56 en 1977, pour un débit moyen de 1 200 kg/h contre 1 100 kg/h en 1977.
3 - Caséine et caséinates
En 1985, 38 établissements sont équipés d ’installations de fabrication de la caillebotte.
Les installations continues, présentes dans 23 établissements (au lieu de 27 en 1977), regroupent 71 % du débit total installé, pour un débit unitaire deux fois plus im portant qu'en 1977 (15 740 litres de la it écrémé tra ité par heure).
Les installations discontinues n'équipent plus que 18 établissements contre 30 en 1977, mais leur débit unitaire a plus que doublé (8 250 litres/h en 1985). Au tota l, le débit des matériels de fabrication de la caillebotte a presque doublé, comme, d ’ailleurs, la production de caséine.
Par contre, 37 établissements seulement (contre 56 en 1977) sont équipés de sécheurs de caséine. Le nombre de sécheurs a diminué de 27 %, (passant de 62 à 45), le débit moyen par appareil restant relativement stable (350 kg/h contre 295 kg/h).
VII.2 - MATERIEL DE CONCENTRATION ET DE SECHAGE DU LAIT,DU SERUM ET DU BABEURRE
1 - Matériel de concentration
a - Résultats d ’ensemble
Le parc de concentrateurs continus s’est réduit entre 1977 et 1985, passant de 318 matériels à 284. Les appareils sont cependant beaucoup plus performants, puisque le débit to ta l s'est accru, passant de 3,8 millions de litres de la it écrémé tra ité par heure, en 1977, à 4,8 millions, en 1985 (+ 29 %), ce qui correspond à un débit moyen par appareil d'environ 16 800 l/h , en progression de 40 % par rapport à 1977.
- 8 4 -
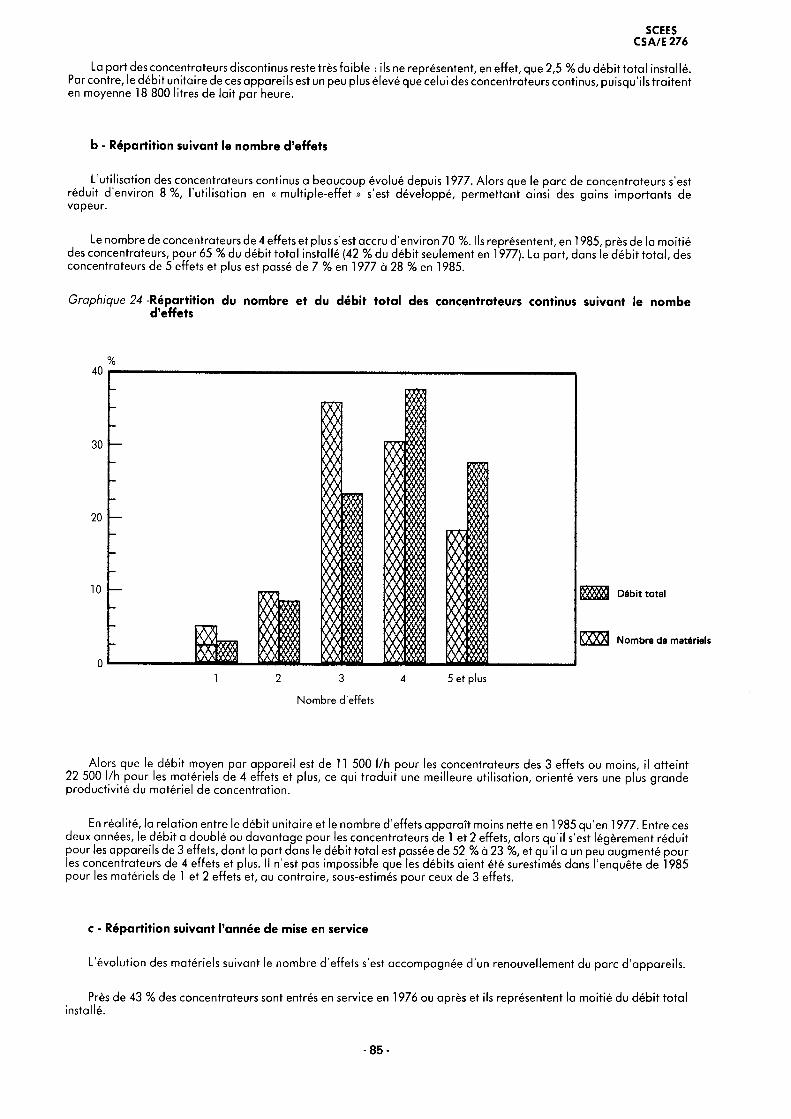
La part des concentrateurs discontinus reste très fa ib le : ils ne représentent, en effet, que 2,5 % du débit to ta l installé. Par contre, le débit unitaire de ces appareils est un peu plus élevé que celui des concentrateurs continus, puisqu’ils tra iten t en moyenne 18 800 litres de la it par heure.
SCEESC S A /E 27 6
b - Répartition suivant le nombre d ’effets
L’utilisation des concentrateurs continus a beaucoup évolué depuis 1977. Alors que le parc de concentrateurs s'est réduit d ’environ 8 %, l ’utilisation en « multiple-effet » s’est développé, permettant ainsi des gains importants de vapeur.
Le nombre de concentrateurs de 4 effets et plus s’est accru d ’environ 70 %. Ils représentent, en 1985, près de la moitié des concentrateurs, pour 65 % du débit to ta l installé (42 % du débit seulement en 1977). La part, dans le débit to ta l, des concentrateurs de 5 effets et plus est passé de 7 % en 1977 à 28 % en 1985.
Graphique 24 -Répartition du nombre et du débit total des concentrateurs continus suivant le nombe d’effets
9//o
D éb it to ta l
KXX)d Nom bre de matériels
Alors que le débit moyen par appareil est de 11 500 l/h pour les concentrateurs des 3 effets ou moins, il a tte int 22 500 l/h pour les matériels de 4 effets et plus, ce qui tradu it une meilleure utilisation, orienté vers une plus grande productivité du matériel de concentration.
En réalité, la relation entre le débit unitaire et le nombre d'effets apparaît moins nette en 1985 qu’en 1977. Entre ces deux années, le débit a doublé ou davantage pour les concentrateurs de 1 et 2 effets, alors qu’il s'est légèrement réduit pour les appareils de 3 effets, dont la part dans le débit to ta l est passée de 52 % à 23 %, et qu'il a un peu augmenté pour les concentrateurs de 4 effets et plus. Il n'est pas impossible que les débits aient été surestimés dans l ’enquête de 1985 pour les matériels de 1 et 2 effets et, au contraire, sous-estimés pour ceux de 3 effets.
c - Répartition suivant l’année de mise en service
L'évolution des matériels suivant le nombre d'effets s’est accompagnée d ’un renouvellement du parc d'appareils.
Près de 43 % des concentrateurs sont entrés en service en 1976 ou après et ils représentent la moitié du débit to ta l installé.
- 8 5 -
N om b re d 'e ffe ts
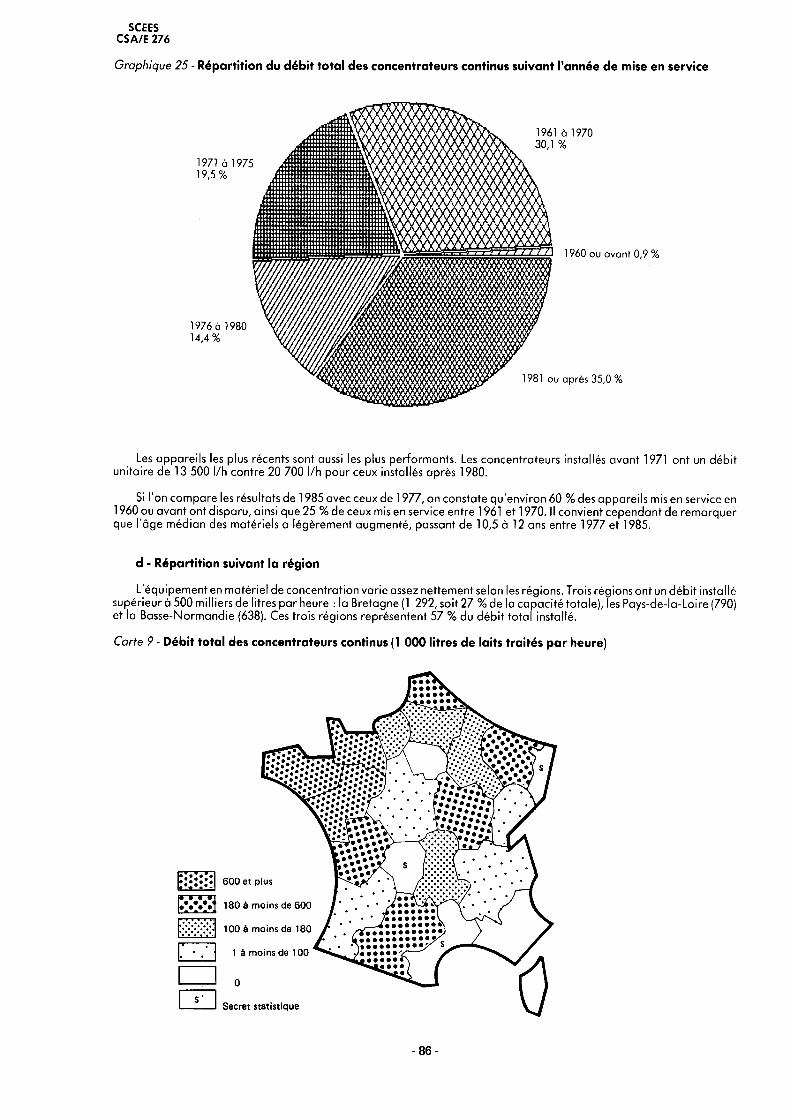
Graphique 25 - Répartition du débit total des concentrateurs continus suivant l'année de mise en service
SCEESC SA/E 276
Les appareils les plus récents sont aussi les plus performants. Les concentrateurs installés avant 1971 ont un débit unitaire de 13 500 l/h contre 20 700 l/h pour ceux installés après 1980.
Si l ’on compare les résultats de 1985 avec ceux de 1977, on constate qu'environ 60 % des appareils mis en service en 1960 ou avant ont disparu, ainsi que 25 % de ceux mis en service entre 1961 et 1970. Il convient cependant de remarquer que l'âge médian des matériels a légèrement augmenté, passant de 10,5 à 12 ans entre 1977 et 1985.
d - Répartition suivant la région
L’équipement en matériel de concentration varie assez nettement selon les régions. Trois régions ont un débit installé supérieur à 500 milliers de litres par heure : la Bretagne (1 292, soit 27 % d e la capacité totale), Tes Pays-de-la-Loire (790) et la Basse-Normandie (638). Ces trois régions représentent 57 % du débit to ta l installé.
Carte 9 - Débit to tal des concentrateurs continus (1 000 litres de laits traités par heure)
- 8 6 -
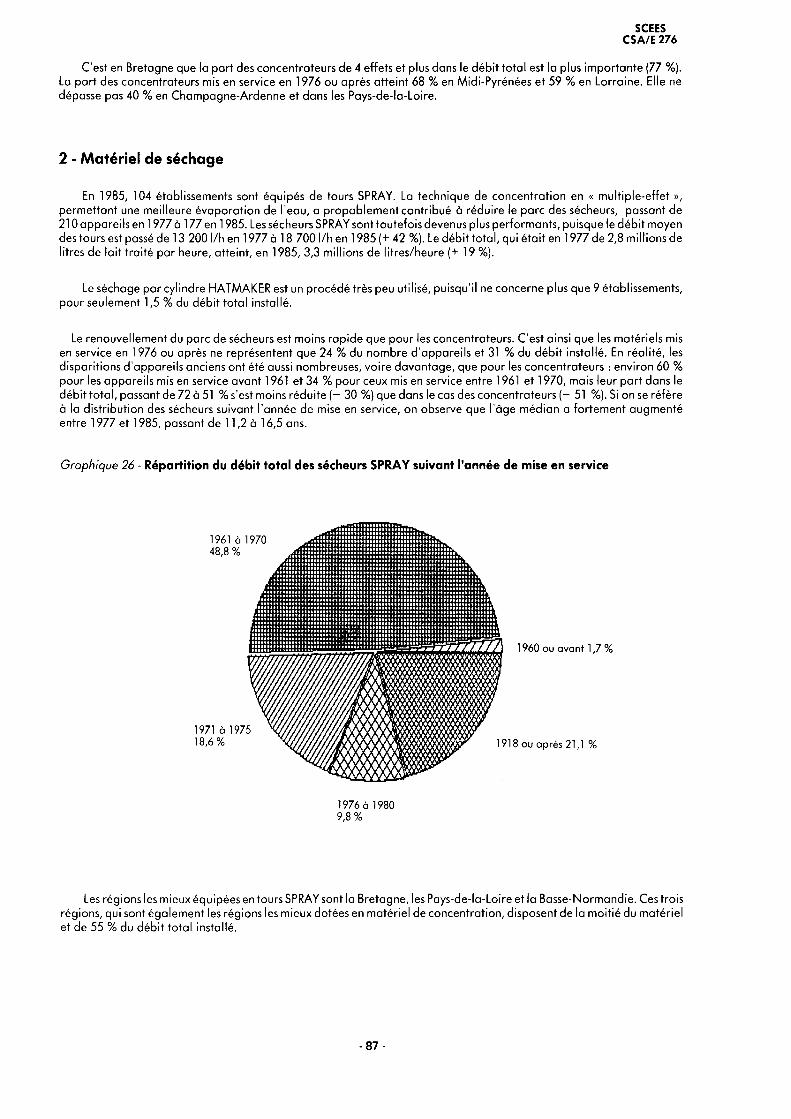
SCEESC S A /E 276
C’est en Bretagne que la part des concentrateurs de 4 effets et plus dans le débit to ta l est la plus importante (77 %). La part des concentrateurs mis en service en 1976 ou après atte int 68 % en Midi-Pyrénées et 59 % en Lorraine. Elle ne dépasse pas 40 % en Champagne-Ardenne et dans les Pays-de-la-Loire.
2 - Matériel de séchage
En 1985, 104 établissements sont équipés de tours SPRAY. La technique de concentration en « multiple-effet », permettant une meilleure évaporation de l'eau, a propablement contribué à réduire le parc des sécheurs, passant de 210 appareils en 1977 à 177 en 1985. Les sécheurs SPRAY sont toutefois devenus plus performants, puisque le débit moyen des tours est passé de 13 200 l/h en 1977 à 18 700 l/h en 1985 (+ 42 %). Le débit to ta l, qui é ta it en 1977 de 2,8 millions de litres de la it tra ité par heure, atteint, en 1985, 3,3 millions de litres/heure (+ 19 %).
Le séchage par cylindre HATMAKER est un procédé très peu utilisé, puisqu’il ne concerne plus que 9 établissements, pour seulement 1,5 % du débit to ta l installé.
Le renouvellement du parc de sécheurs est moins rapide que pour les concentrateurs. C’est ainsi que les matériels mis en service en 1976 ou après ne représentent que 24 % du nombre d'appareils et 31 % du débit installé. En réalité, les disparitions d'appareils anciens ont été aussi nombreuses, voire davantage, que pour les concentrateurs : environ 60 % pour les appareils mis en service avant 1961 et 34 % pour ceux mis en service entre 1961 et 1970, mais leur part dans le débit to ta l, passant de 72 à 51 % s’est moins réduite ( - 30 %) que dans le cas des concentrateurs ( - 51 %). Si on se réfère à la distribution des sécheurs suivant l ’année de mise en service, on observe que l'âge médian a fortement augmenté entre 1977 et 1985, passant de 11,2 à 16,5 ans.
Graphique 26 - Répartition du débit total des sécheurs SPRAY suivant l’année de mise en service
1976 à 1980 9,8 %
Les régions les mieux équipées en tours SPRAY sont la Bretagne, les Pays-de-la-Loire et la Basse-Normandie. Ces trois régions, qui sont également les régions les mieux dotées en matériel de concentration, disposent de la moitié du matériel et de 55 % du débit to ta l installé.
- 8 7 -
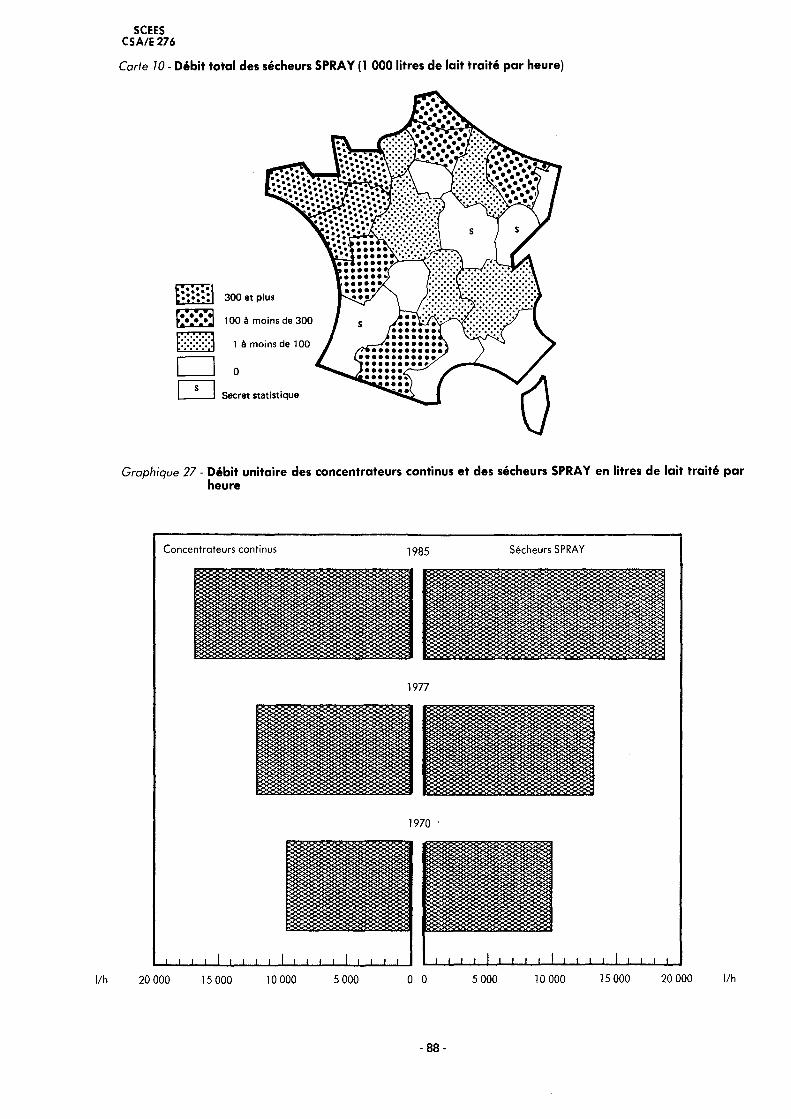
Carte 10 - Débit total des sécheurs SPRAY (1 000 litres de lait tra ité par heure)
SCEESC S A/E 276
3 0 0 et plusi m w »'* • *» *» * 100 à moins de 3 00
Secret statistique
Graphique 27 - Débit unitaire des concentrateurs continus et des sécheurs SPRAY en litres de la it tra ité par heure
- 8 8 -
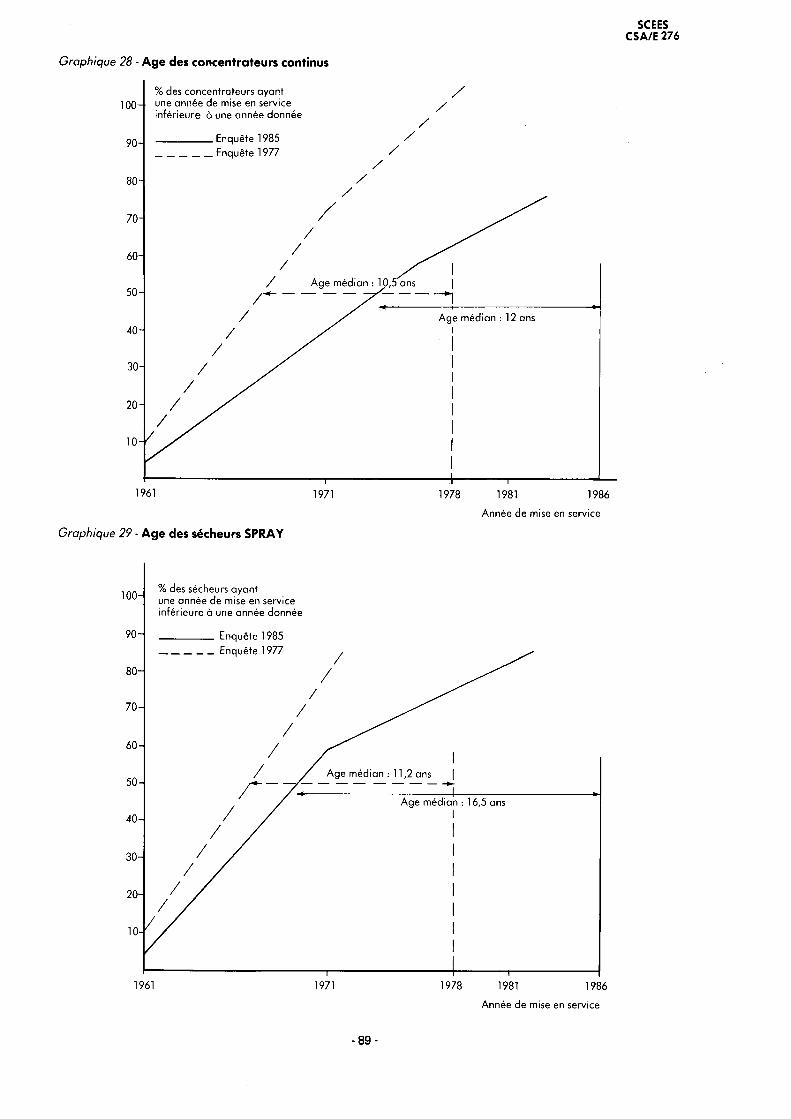
SCEESC S A /E 276
Graphique 28 - Age des concentrateurs continus
Année de mise en service
Graphique 29 - A ge des sécheurs SPRAY
Année de mise en service
- 8 9 -
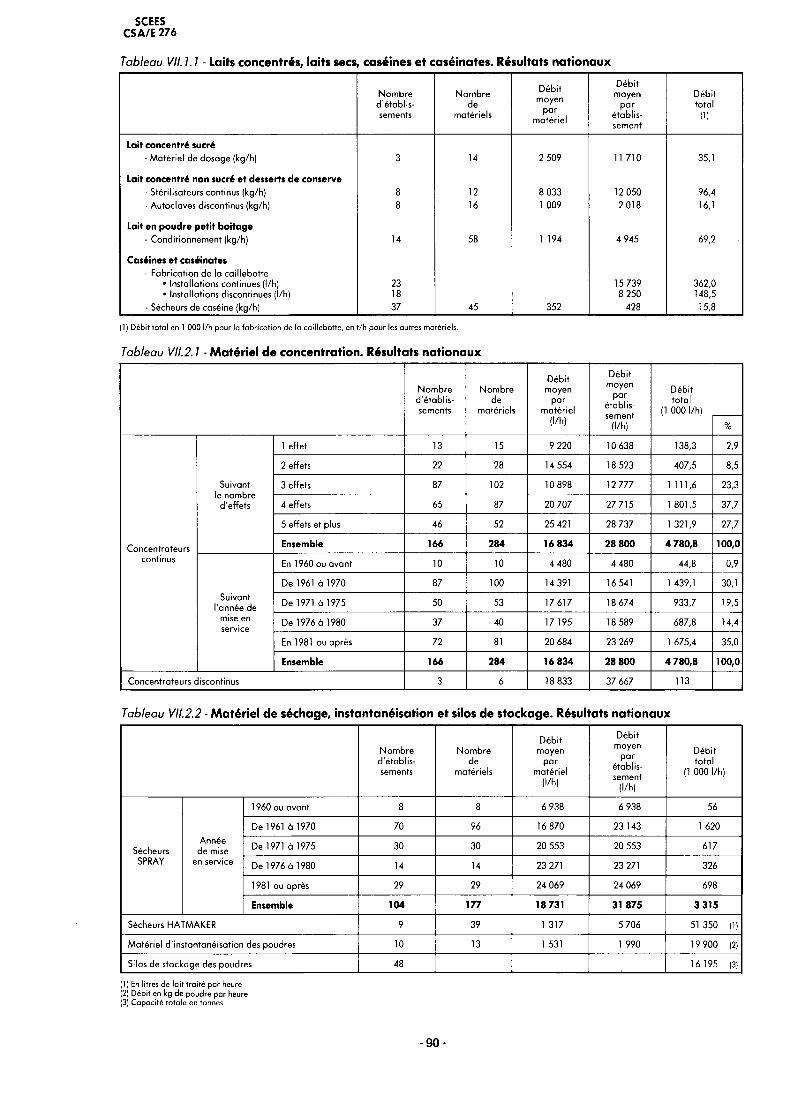
SCEESC S A/E 276
Tableau VII. 1.1 - Laits concentrés, laits secs, caséines et caséinates. Résultats nationaux
N om bred 'é tab lis sements
Nom brede
matériels
D ébitmoyen
parm atérie l
D ébitmoyen
p arétab lissement
Débitto ta l
(1)
Lait concentré sucré- M atérie l de dosage (kg/h) 3 14 2 509 11 710 35,1
Lait concentré non sucré e t desserts de conserve- Stérilisateurs continus (kg/h) 8 12 8 033 12 050 96,4- Autoclaves discontinus (kg/h) 8 16 1 009 2 018 16,1
Lait en poudre pe tit bo îtage- Conditionnem ent (kg/h) 14 58 1 194 4 945 69,2
Caséines e t caséinates- Fabrication de la ca illebotte
• Installations continues (l/h)• Installations discontinues (l/h)
- Sécheurs de caséine (kg/h)
231837 45 352
15 739 8 250
428
362,0148,5
15,8
(1 ) D éb it to ta l en 1 000 l/h pou r la fa b rica tio n de la ca ille bo tte , en t /h p ou r les autres matériels.
Tableau VII.2.1 - M atérie l de concentration. Résultats nationaux
Nom bred ’é tab lissements
Nom brede
matériels
Débitmoyen
parmatériel
(l/h)
D ébitmoyen
parétab lissement
(l/h)
Débit to ta l
(1 000 l/h)
%
Concentrateurscontinus
Suivant le nombre
d'effets
1 effet 13 15 9 220 10 638 138,3 2,9
2 effets 22 28 14 554 18 523 407,5 8,5
3 effets 87 102 10 898 12 777 1 111,6 23,3
4 effets 65 87 20 707 27 715 1 801,5 37,7
5 effets et plus 46 52 25 421 28 737 1 321,9 27,7
Ensemble 166 284 16 834 28 800 4 780,8 100,0
Suivant l ’année de
mise en service
En 1960 ou avant 10 10 4 480 4 480 44,8 0,9
De 1961 à 1970 87 100 14 391 16 541 1 439,1 30,1
De 1971 à 1975 50 53 17617 18 674 933,7 19,5
De 1976 à 1980 37 40 17 195 18 589 687,8 14,4
En 1981 ou après 72 81 20 684 23 269 1 675,4 35,0
Ensemble 166 284 16 834 28 800 4 780,8 100,0
Concentrateurs discontinus 3 6 18 833 37 667 113
Tableau Vll.2.2 - M atérie l de séchage, instantanéisation et silos de stockage. Résultats nationaux
Nom bred 'é tab lissements
Nom brede
matériels
D ébitmoyen
parm atériel
(l/h)
Débitmoyen
parétab lissement
(l/h)
Débitto ta l
(1 000 l/h)
1960 ou avant 8 8 6 938 6 938 56
De 1961 à 1970 70 96 16 870 23 143 1 620
SécheursAnnée
de mise De 1971 à 1975 30 30 20 553 20 553 617
SPRAY en service De 1976 à 1980 14 14 23 271 23 271 326
1981 ou après 29 29 24 069 24 069 698
Ensemble 104 177 18 731 31 875 3 315
Sécheurs HATMAKER 9 39 1 317 5 706 51 350 (1)
M atérie l d 'instantanéisation des poudres 10 13 1 531 1 990 19 900 (2)
Silos de stockage des poudres 48 16 195 (3)
(1 ) En litres de la it tra ité p a r heure(2) D éb it en kg de poudre p a r heure(3) C apacité to ta le en tonnes
- 9 0 -
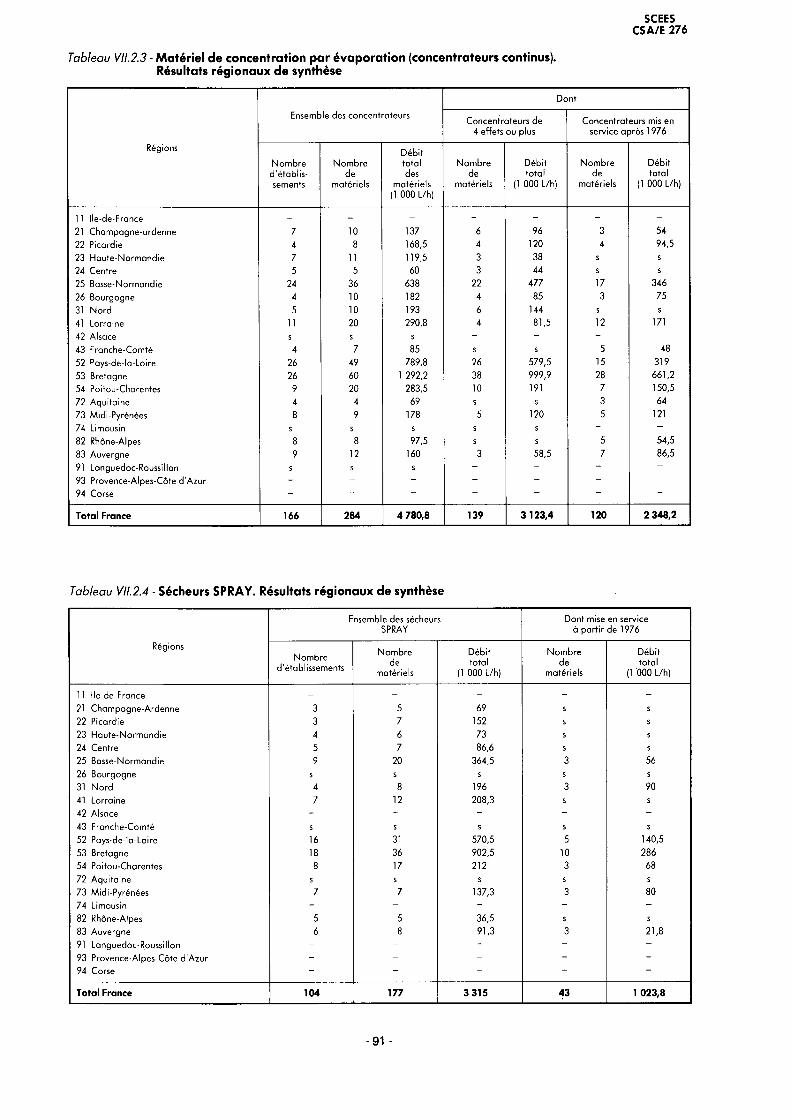
SCEESC S A /E 27 6
Tableau Vll.2.3 - M atérie l de concentration par évaporation (concentrateurs continus).Résultats régionaux de synthèse
Régions
Ensemble des concentrateurs
Dont
Concentrateurs de 4 effets ou plus
Concentrateurs mis en service après 1976
Nom bred ’étab lissements
Nom brede
matériels
Débit to ta l des
matériels (1 000 L/h)
Nom brede
matériels
Débit to ta l
(1 000 L/h)
Nom brede
matériels
Débit to ta l
(1 000 L/h)
11 Ile-de-France - _ - - - - -
21 Champagne-ardenne 7 10 137 6 96 3 54
22 Picardie 4 8 168,5 4 120 4 94,5
23 Haute-Norm andie 7 11 119,5 3 38 s s
24 Centre 5 5 60 3 44 s s
25 Basse-Normandie 24 36 638 22 477 17 346
26 Bourgogne 4 10 182 4 85 3 75
31 N ord 5 10 193 6 144 s s
41 Lorraine 11 20 290,8 4 81,5 12 171
42 Alsace s s - - - -
43 Franche-Comté 4 7 85 5 48
52 Pays-de-la-Loire 26 49 789,8 26 579,5 15 319
53 Bretagne 26 60 1 292,2 38 999,9 28 661,2
54 Poitou-Charentes 9 20 283,5 10 191 7 150,5
72 Aquitaine 4 4 69 3 64
73 Midi-Pyrénées 8 9 178 5 120 5 121
74 Limousin - -
82 Rhône-Alpes 8 8 97,5 5 54,5
83 Auvergne 9 12 160 3 58,5 7 86,5
91 Languedoc-Roussillon s - - - -
93 Provence-Alpes-Côte d ’Azur - - - - - - -
94 Corse - - - - - - -
T o ta l France 166 284 4 780,8 139 3 123,4 120 2 348,2
Tableau Vll.2.4 - Sécheurs SPRAY. Résultats régionaux de synthèse
Régions
Ensemble des sécheurs SPRAY
Dont mise en service à p a rt ir de 1976
N om bred'établissements
Nom brede
matériels
D ébitto ta l
(1 000 L/h)
Nom brede
matériels
D ébitto ta l
(1 '000 L/h)
11 Ile-de-France - - - - _
21 Champagne-Ardenne 3 5 69 s s
22 Picardie 3 7 152 s s
23 H aute-Norm andie 4 6 73 s s
24 Centre 5 7 86,6 s s
25 Basse-Normandie 9 20 364,5 3 56
26 Bourgogne s s s s s
31 N ord 4 8 196 3 90
41 Lorraine 7 12 208,3 s s
42 Alsace - - - - -
43 Franche-Comté s s s s
52 Pays-de-la-Loire 16 31 570,5 5 140,5
53 Bretagne 18 36 902,5 10 286
54 Poitou-Charentes 8 17 212 3 68
72 Aquitaine s s
73 Midi-Pyrénées 7 7 137,3 3 80
74 Limousin - - - - -82 Rhône-Alpes 5 5 36,5 s s
83 Auvergne 6 8 91,3 3 21,8
91 Languedoc-Roussillon - - - - -
93 Provence-Alpes-Côte d 'A zur - - - - -94 Corse - - - - -
T o ta l France 104 177 3 3 1 5 43 1 023,8
-9 1 -

CHAPITRE VIII
VALORISATION DU LACTOSERUM ET DU BABEURRE
Pages
VIII. 1 - Utilisation du lactosérum et du babeurre .................................................. 94
VIII.2 - Produits fabriqués à partir du lactosérum et du babeurre ...................... 96
TABLEAUX
T ab leaux V III.1.1 : « Ressources-emplois » du lactosérum et du babeurre ............................. 97
T ab leaux V III.1.2 : « Ressources-emplois » du lactosérum pour les principales rég ions .............................. 98
Tableau V III.1.3 : Lactosérum et babeurre.
Résultats régionaux de synthèse ............................................................................................. 99
Tableau V lll.2 .1 : Produits fabriqués à partir du lactosérum et du b a b eu rre ................................................ 99
- 9 3 -
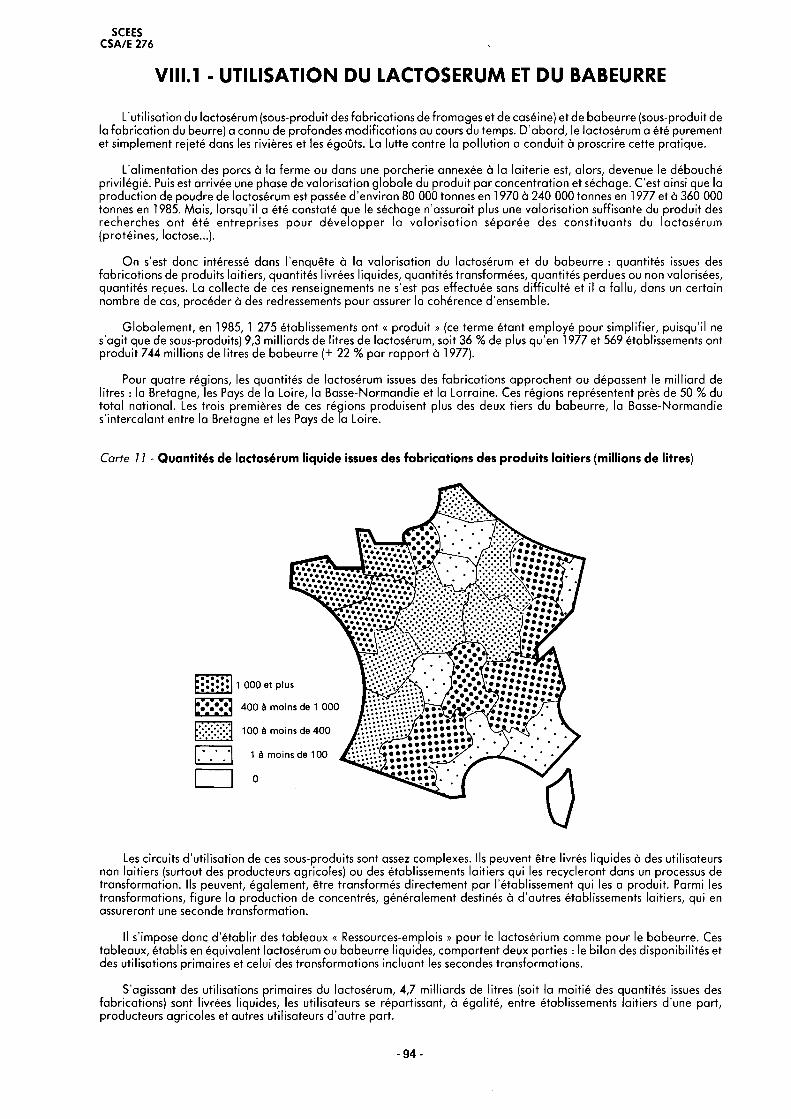
SCEESCSA/E 276
V lll.l - UTILISATION DU LACTOSERUM ET DU BABEURRE
L'utilisation du lactosérum (sous-produit des fabrications de fromages et de caséine) et de babeurre (sous-produit de la fabrication du beurre) a connu de profondes modifications au cours du temps. D ’abord, le lactosérum a été purement et simplement rejeté dans les rivières et les égoûts. La lutte contre la pollution a conduit à proscrire cette pratique.
L’alimentation des porcs à la ferme ou dans une porcherie annexée à la la iterie est, alors, devenue le débouché privilégié. Puis est arrivée une phase de valorisation globale du produit par concentration et séchage. C’est ainsi que la production de poudre de lactosérum est passée d ’environ 80 000 tonnes en 1970 à 240 000 tonnes en 1977 et à 360 000 tonnes en 1985. Mais, lorsqu'il a été constaté que le séchage n'assurait plus une valorisation suffisante du produit des recherches ont été entreprises pour déve lopper la va lo risa tion séparée des constituants du lactosérum (protéines, lactose...).
On s'est donc intéressé dans l'enquête à la valorisation du lactosérum et du babeurre : quantités issues des fabrications de produits laitiers, quantités livrées liquides, quantités transformées, quantités perdues ou non valorisées, quantités reçues. La collecte de ces renseignements ne s'est pas effectuée sans difficu lté et il a fa llu, dans un certain nombre de cas, procéder à des redressements pour assurer la cohérence d ’ensemble.
Globalement, en 1985, 1 275 établissements ont « produit » (ce terme étant employé pour simplifier, puisqu'il ne s’agit que de sous-produits) 9,3 milliards de litres de lactosérum, soit 36 % de plus qu ’en 1977 et 569 établissements ont produit 744 millions de litres de babeurre (+ 22 % par rapport à 1977).
Pour quatre régions, les quantités de lactosérum issues des fabrications approchent ou dépassent le m illiard de litres : la Bretagne, les Pays de la Loire, la Basse-Normandie et la Lorraine. Ces régions représentent près de 50 % du tota l national. Les trois premières de ces régions produisent plus des deux tiers du babeurre, la Basse-Normandie s'intercalant entre la Bretagne et les Pays de la Loire.
Carte 11 - Quantités de lactosérum liquide issues des fabrications des produits laitiers (millions de litres)
Les circuits d ’utilisation de ces sous-produits sont assez complexes. Ils peuvent être livrés liquides à des utilisateurs non laitiers (surtout des producteurs agricoles) ou des établissements laitiers qui les recycleront dans un processus de transformation. Ils peuvent, également, être transformés directement par l ’établissement qui les a produit. Parmi les transformations, figure la production de concentrés, généralement destinés à d'autres établissements laitiers, qui en assureront une seconde transformation.
Il s’impose donc d ’établir des tableaux « Ressources-emplois » pour le lactosérium comme pour le babeurre. Ces tableaux, établis en équivalent lactosérum ou babeurre liquides, comportent deux parties : le bilan des disponibilités et des utilisations primaires et celui des transformations incluant les secondes transformations.
S’agissant des utilisations primaires du lactosérum, 4,7 milliards de litres (soit la moitié des quantités issues des fabrications) sont livrées liquides, les utilisateurs se répartissant, à égalité, entre établissements laitiers d ’une part, producteurs agricoles et autres utilisateurs d ’autre part.
- 9 4 -
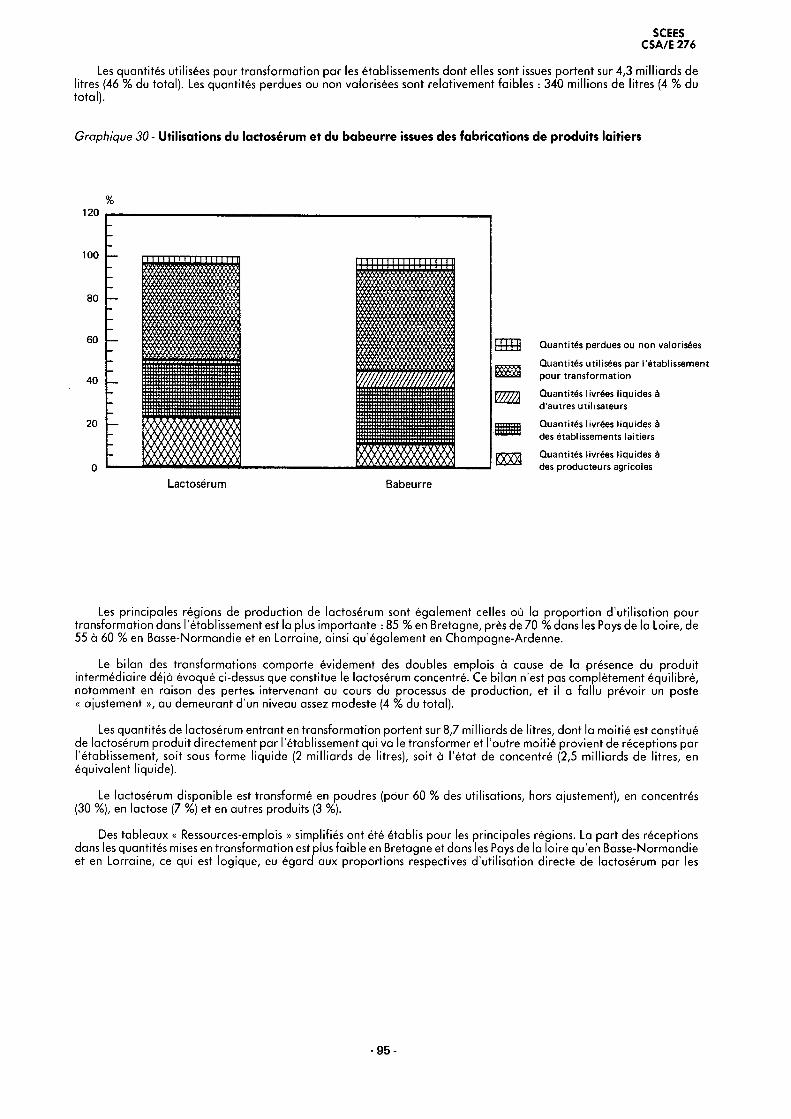
SCEESC S A /E 27 6
Les quantités utilisées pour transformation par les établissements dont elles sont issues portent sur 4,3 m illiards de litres (46 % du total). Les quantités perdues ou non valorisées sont relativement faibles : 340 millions de litres (4 % du total).
Graphique 30 - Utilisations du lactosérum et du babeurre issues des fabrications de produits laitiers
120
100
80
60 —
40
20
m w m m m
W Ê Ê Ë M Ë Êm i s « »
! { -I I H Quantités perdues ou non valorisées
Quantités utilisées par l'établissement pour transform ation
Quantités livrées liquides à d'autres utilisateurs
Quantités livrées liquides à des établissements la itiers
Quantités livrées liquides à des producteurs agricoles
Lactosérum Babeurre
Les principales régions de production de lactosérum sont également celles où la proportion d ’utilisation pour transformation dans l’établissement est la plus importante : 85 % en Bretagne, près de 70 % dans les Pays de la Loire, de 55 à 60 % en Basse-Normandie et en Lorraine, ainsi qu’également en Champagne-Ardenne.
Le bilan des transformations comporte évidement des doubles emplois à cause de la présence du produit intermédiaire déjà évoqué ci-dessus que constitue le lactosérum concentré. Ce bilan n’est pas complètement équilibré, notamment en raison des pertes, intervenant au cours du processus de production, et il a fallu prévoir un poste « ajustement », au demeurant d'un niveau assez modeste (4 % du total).
Les quantités de lactosérum entrant en transformation portent sur 8,7 milliards de litres, dont la moitié est constitué de lactosérum produit directement par l'établissement qui va le transformer et l ’autre moitié provient de réceptions par l'établissement, soit sous forme liquide (2 m illiards de litres), soit à l'é ta t de concentré (2,5 m illiards de litres, en équivalent liquide).
Le lactosérum disponible est transformé en poudres (pour 60 % des utilisations, hors ajustement), en concentrés (30 %), en lactose (7 %) et en autres produits (3 %).
Des tableaux « Ressources-emplois » simplifiés ont été établis pour les principales régions. La part des réceptions dans les quantités mises en transformation est plus fa ib le en Bretagne et dans les Pays de la loire qu’en Basse-Normandie et en Lorraine, ce qui est logique, eu égard aux proportions respectives d 'utilisation directe de lactosérum par les
- 9 5 -
établissements dont il est issus. En réalité, à l ’exception près de la Basse-Normandie, la pa rt des réception de lactosérum concentré est assez stable quelle que soit la région (de 30 à 35 %). C’est sur le lactosérum liquide que portent les différences : 7 % des disponibilités en Bretagne, 25 % en Lorraine et plus encore en Basse-Normandie.
En matière d'utilisations, la Bretagne se distingue assez nettement des autres régions, puisque la part du lactosérum transformé en poudres n’y représente que 40 % alors qu'elle est de l'ordre de 60 % en Lorraine et en Basse-Normandie et qu’elle atte int 65 % dans les Pays de la Loire.
Le bilan d ’utilisation du babeurre n’est pas très différent de celui re la tif au lactosérum. Les livraisons et les utilisations pour transformation directe s’équilibrent, la part des quantités perdues ou non valorisées représentent 6 % du total. La concentration a moins d ’importance que pour le lactosérum : 14% des disponibilités au lieu de 28% , 19% des transformations contre 30 %.
SCEESCSA/E 276
VIII.2 - PRODUITS FABRIQUES A PARTIR DU LACTOSERUM ET DU BABEURRE
La transformation du lactosérum en concentré concerne 62 établissements, pour une fabrication de 627 000 tonnes. La production de babeurre concentré (27 000 tonnes) est assurée par 15 établissements. La production de concentrés a plus que doublé par rapport à 1977, ce qui est un signe des échanges de plus en plus fréquents entre les établissements laitiers.
Le procédé HATMAKER reste très peu utilisé, par rapport aux tours SPRAY, pour le séchage. Il n’est employé que pour le babeurre et ne concerne que 10 % des quantités fabriquées.
L’extraction des protéines du lactosérum n’a pas connu de développement im portant depuis 1977. C’est ainsi que l’u ltra filtra tion n ’est pratiquée par 10 établissements (8 en 1977), mais le débit par établissement a assez nettement progressé : 11 700 l/h au lieu de 8 800 l/h. Les protéines extraites sont réincorporées dans les fromages (4 établissements, mais 10 en 1977) ou utilisées pour fabriquer des lactoprotéines : 3 600 tonnes, quantité très voisine de celle de 1977.
La fabrication de lactose a porté sur 14 500 tonnes (11 300 tonnes en 1977), dont 11 % de qualité pharmaceutique. Le débit des installations de fabrication par établissement, de 840 kg/h, a progressé de 37 % par rapport à 1977. Par ailleurs, 4 établissements ont fabriqué de la poudre de lactosérum levuré ou de la levure-aliment séchée, pour un tota l de 5 400 tonnes.
Les établissements équipés d ’installations de déminéralisation et de désacidification du lactosérum sont moins nombreux en 1985 qu’en 1977 : 8 établissements au lieu de 11, mais les débits de ces installations sont devenus beaucoup plus rapides.
- 9 6 -
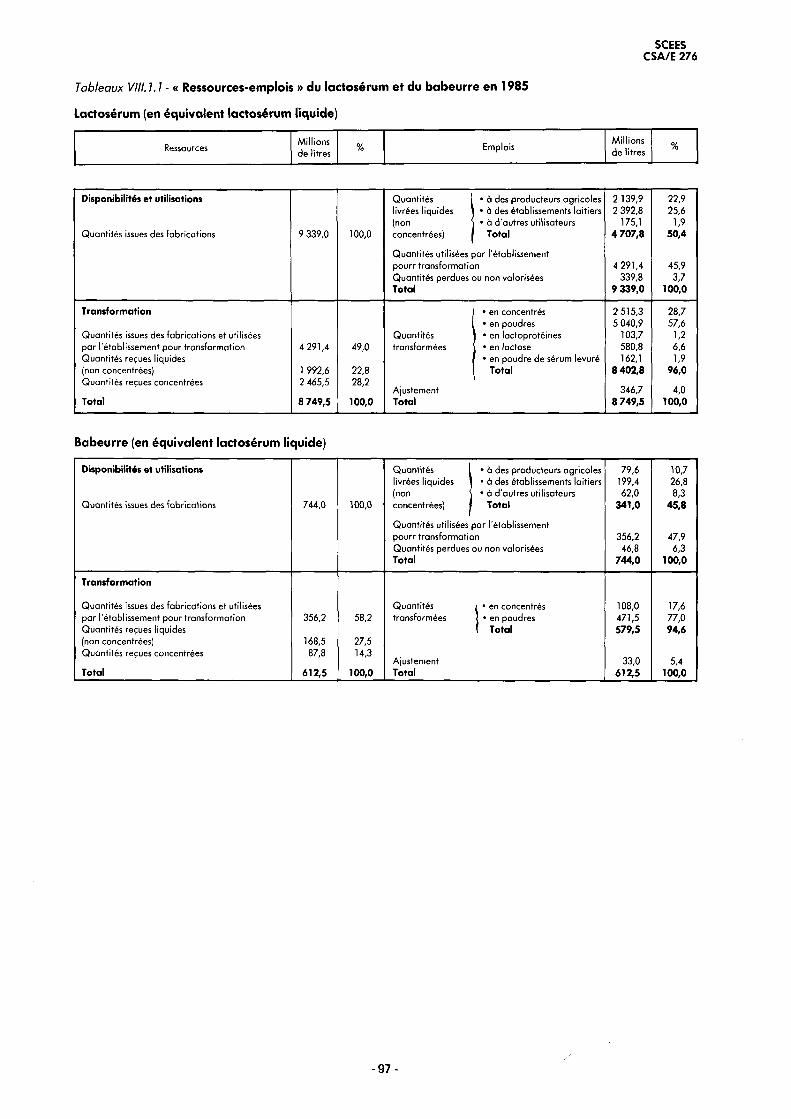
SCEESC S A /E 276
Tableaux VIII. 1.1 - « Ressources-emplois » du lactosérum et du babeurre en 1985
Lactosérum (en équivalent lactosérum liquide)
RessourcesM illions de litres
% EmploisM illions de litres
0//o
Disponibilités e t utilisations
Quantités issues des fabrications 9 339,0 100,0
Quantités livrées liquides (nonconcentrées)
• à des producteurs agricoles• à des établissements laitiers• à d'autres utilisateurs
Total
2 139,9 2 392,8
175,1 4 707,8
22,925,6
1,950,4
Quantités utilisées par l ’établissement pou rr transform ation Quantités perdues ou non valorisées Total
4 291,4 339,8
9 339,0
45,93,7
100,0
Transform ation
Quantités issues des fabrications et utilisées par l ’établissement pour transform ation Quantités reçues liquides (non concentrées)Quantités reçues concentrées
Total
4 291,4
1 992,62 465,5
8 7 4 9 ,5
49.0
22,828,2
100.0
Quantitéstransformées
AjustementTotal
• en concentrés• en poudres• en lactoprotéines
j • en lactose' • en poudre de sérum levuré
Total
2 515,3 5 040,9
103.7580.8 162,1
8 402,8
346,7 8 749,5
28,757,6
1,26,61,9
96,0
4,0100,0
Babeurre (en équivalent lactosérum liquide)
Disponibilités et utilisations
Q uantités issues des fabrica tions 744,0 100,0
Quantités livrées liquides (nonconcentrées)
• à des producteurs agricoles• à des établissements laitiers• à d'autres utilisateurs
Total
79,6199,462,0
341 ,0
10.726.8 8,3
45,8
Q uantités utilisées p ar l'établissement pourr transform ation Quantités perdues ou non valorisées Total
356,246,8
744,0
47,96,3
100,0
Transform ation
Quantités issues des fabrications et utilisées p ar l'établissement pour transform ation Quantités reçues liquides (non concentrées)Quantités reçues concentrées
Total
356,2
168.5 87,8
612.5
58.2
27,514.3
100,0
Quantitéstransformées
AjustementTotal
t • en concentrés J • en poudres ( Total
108,0471.5579.5
33,0612.5
17.6 77,094.6
5,4100,0
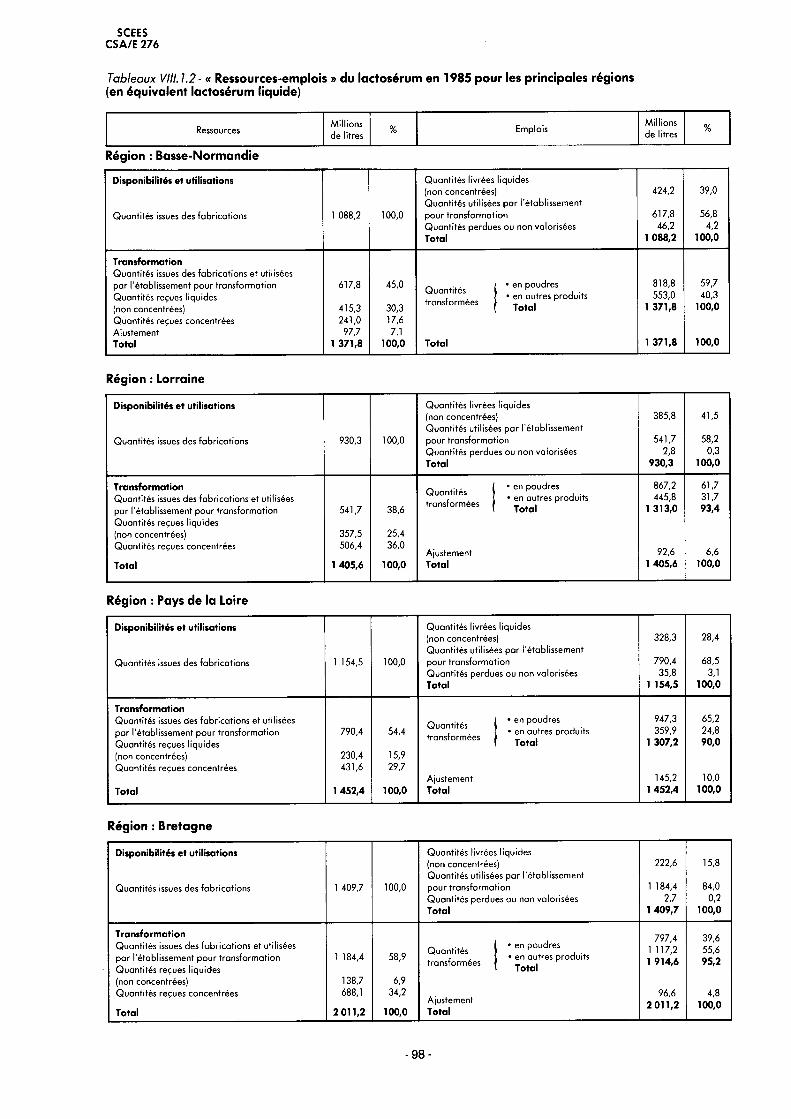
SCEESC S A/E 276
Tableaux VIII. 1.2- « Ressources-emplois » du lactosérum en 1985 pour les principales régions (en équivalent lactosérum liquide)
RessourcesM illions de litres
% EmploisM illions de litres
%
Région : Basse-Normandie
Disponibilités et utilisations
Quantités issues des fabrica tions 1 088,2 100,0
Q uantités livrées liquides (non concentrées)Q uantités utilisées p ar l'établissement pour transform ation Q uantités perdues ou non valorisées Total
424,2
617,8 46,2
1 088,2
39,0
56,84,2
100,0
Transform ationQuantités issues des fabrications et utilisées par l ’établissement pour transform ation Quantités reçues liquides (non concentrées)Quantités reçues concentréesAjustementTotal
617,8
415,3 241,0
97,7 1 371,8
45,0
30,317,67,1
100,0
~ l • en poudres Quantités k r . . . .
. , ( • en autres produits transformées # Total
Total
818,8 553,0
1 371,8
1 371,8
59,740,3
100,0
100,0
Région : Lorraine
Disponibilités e t utilisations
Quantités issues des fabrications 930,3 100,0
Quantités livrées liquides (non concentrées)Quantités utilisées p ar l ’établissement pour transform ation Quantités perdues ou non valorisées Total
385,8
541,72,8
930,3
41,5
58,20,3
100,0
Transform ationQuantités issues des fabrica tions et utilisées par l'établissement pour transform ation Quantités reçues liquides (non concentrées)Quantités reçues concentrées
Total
541,7
357,5506,4
1 405,6
38,6
25,436,0
100,0
^ [ • en poudres Q uantités ) r . , t , { • en autres produits transformées Total
AjustementTotal
867,2 445,8
1 313,0
92,6 1 405,6
61.731.7 93,4
6,6100,0
Région : Pays de la Loire
Disponibilités e t utilisations
Quantités issues des fabrica tions 1 154,5 100,0
Q uantités livrées liquides (non concentrées)Q uantités utilisées p a r l'établissement pour transform ation Quantités perdues ou non valorisées Total
328.3
790.4 35,8
1 154,5
28.4
68.5 3,1
100,0
Transform ationQuantités issues des fabrica tions et utilisées par l'établissement pour transform ation Quantités reçues liquides (non concentrées)Quantités reçues concentrées
Total
790.4
230.4 431,6
1 452,4
54,4
15,929,7
100,0
Quantités ( • en poudresr , { • en autres produits
transformées i Total
AjustementTotal
947,3 359,9
1 307,2
145,2 1 452,4
65,224,890.0
10.0 100,0
Région : Bretagne
Disponibilités et utilisations
Quantités issues des fabrica tions 1 409,7 100,0
Quantités livrées liquides (non concentrées)Quantités utilisées p ar l'établissement pour transform ation Q uantités perdues ou non valorisées Total
222,6
1 184,4 2,7
1 409,7
15,8
84,00,2
100,0
Transform ationQuantités issues des fabrica tions et utilisées par l'établissement pour transform ation Quantités reçues liquides (non concentrées)Quantités reçues concentrées
Total
1 184,4
138,7688,1
2 011,2
58,9
6,934,2
100,0
~ ( • en poudres Quantités ) . . . .
f , i • en autres produits transformées | Total
AjustementTotal
797,4 1 117,21 914,6
96,62 011,2
39.655.6 95,2
4,8100,0
- 9 8 -
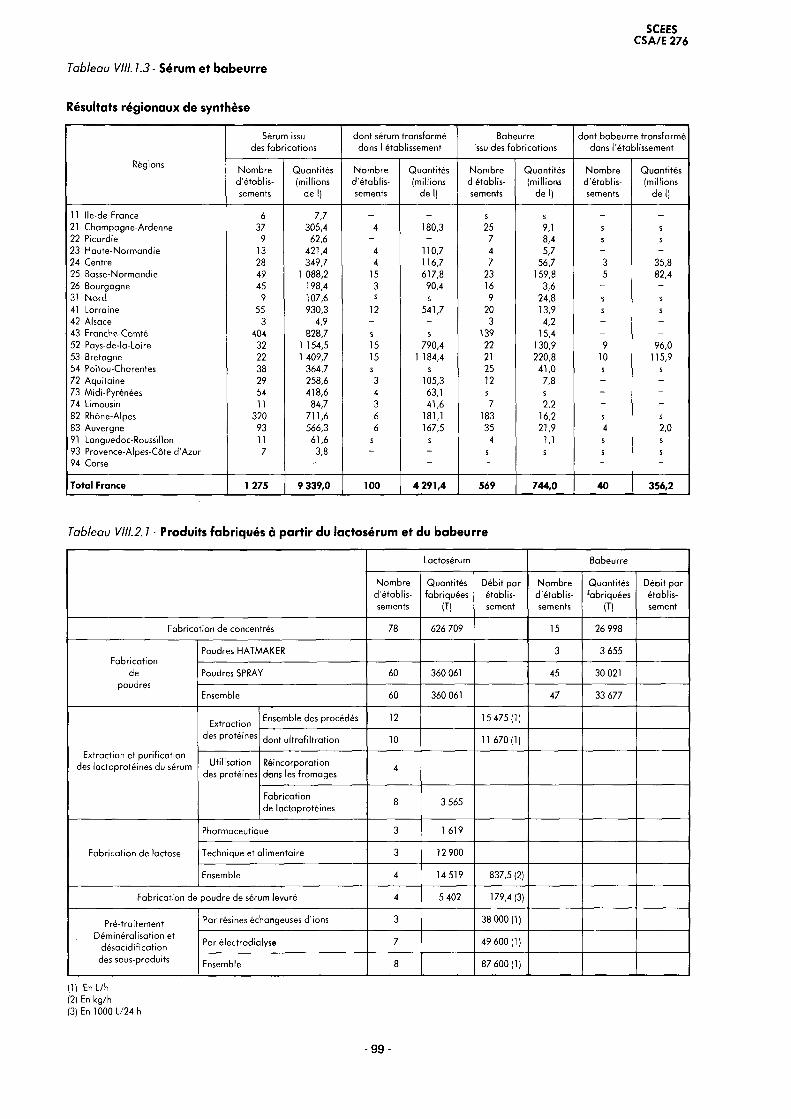
SCEESC S A /E 2 7 6
Tableau VIII. 1.3 - Sérum et babeurre
Résultats régionaux de synthèse
Régions
Sérum issu des fabrica tions
dont sérum transformé dans l'établissement
Babeurre issu des fabrica tions
dont babeurre transform é dans l ’établissement
Nom bred 'é tab lissements
Quantités(millions
de 1}
Nom bred 'é tab lis sements
Quantités (millions
de 1)
Nom bred ’étab lissements
Quantités (millions
de 1)
N om bred ’étab lissements
Quantités(millions
de 1)
11 Ile-de-France 6 7,7 - - s s - -
21 Champagne-Ardenne 37 305,4 4 180,3 25 9,1 s s22 Picardie 9 62,6 - - 7 8,4 s s23 H aute-Norm andie 13 421,4 4 110,7 4 5,7 - -24 Centre 28 349,7 4 116,7 7 56,7 3 35,825 Basse-Normandie 49 1 088,2 15 617,8 23 159,8 5 82,426 Bourgogne 45 198,4 3 90,4 16 3,6 - -31 N ord 9 107,6 s s 9 24,8 s s41 Lorraine 55 930,3 12 541,7 20 13,9 s42 Alsace 3 4,9 - - 3 4,2 - -43 Franche-Comté 404 828,7 s 139 15,4 - -52 Pays-de-la-Loire 32 1 154,5 15 790,4 22 130,9 9 96,053 Bretagne 22 1 409,7 15 1 184,4 21 220,8 10 115,954 Poitou-Charentes 38 364,7 s 25 41,0 s72 Aquitaine 29 258,6 3 105,3 12 7,8 - -73 Midi-Pyrénées 54 418,6 4 63,1 - -74 Limousin 11 84,7 3 41,6 7 2,2 - -82 Rhône-Alpes 320 711,6 6 181,1 183 16,2 s83 Auvergne 93 566,3 6 167,5 35 21,9 4 2,091 Languedoc-Roussillon 11 61,6 s s 4 1,1 s93 Provence-Alpes-Côte d ’Azur 7 3,8 - - s94 Corse - - - - - - - -
T o ta l France 1 275 9 339,0 100 4 291,4 569 744,0 40 356,2
Tableau VIII.2.1 - Produits fabriqués à partir du lactosérum et du babeurre
Lactosérum Babeurre
Nom bred ’étab lissements
Quantitésfabriquées
(T)
Débit par étab lissement
N om bred 'é tab lis sements
Quantitésfabriquées
(T)
D ébit par é tab lissement
Fabrication de concentrés 78 626 709 15 26 998
Fabricationde
poudres
Poudres HATMAKER 3 3 655
Poudres SPRAY 60 360 061 45 30 021
Ensemble 60 360 061 47 33 677
Extraction et purifica tion des lactoprotéines du sérum
Extraction des protéines
Ensemble des procédés 12 15475(1)
dont u ltra filtra tio n 10 11 670(1)
Utilisation des protéines
Réincorporation dons les fromages
4
Fabrication de lactoprotéines
8 3 565
Fabrication de lactose
Pharmaceutique 3 1 619
Technique et a lim entaire 3 12 900
Ensemble 4 14519 837,5 (2)
Fabrication de poudre de sérum levuré 4 5 402 179,4 (3)
Pré-traitement Dém inéralisation et
désacid ification des sous-produits
Par résines échangeuses d ’ ions 3 38 000(1)
Par électrodialyse 7 49 600(1)
Ensemble 8 87 600(1)
(1) En L/h(2) En kg/h(3) En 1000 L/24 h
- 9 9 -
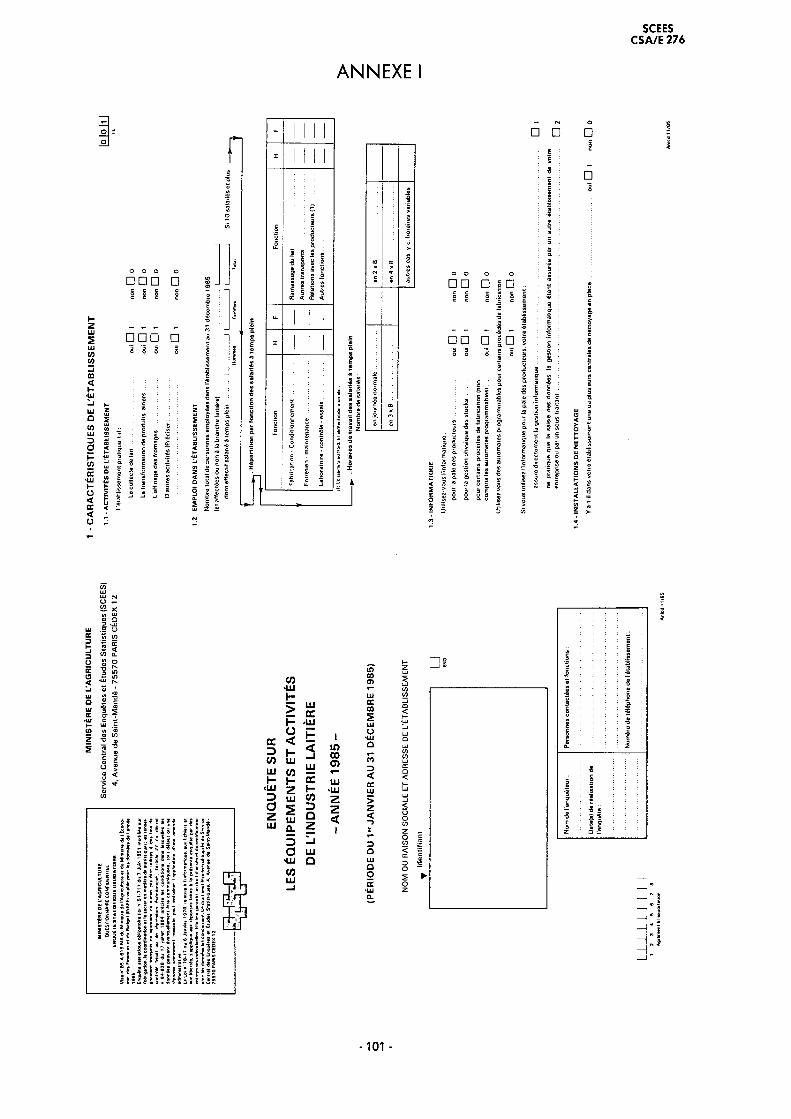
MIN
IST
ÈR
E
DE
L'A
GR
ICU
LT
UR
E
SCEESC S A /E 2 7 6
ANN EXE I
t-z
</>wCD<I-
Û
wLUDgHC/5
O<ce<u
o o o o
□ □ □ □
□ □ □ □”5 ”5 '5 '5o o o o
□ □
□ □ □ .1 □
« - — » - "o _
□ □ □ ! □
? §
□
□
S o « cn
V )-LUH>
HO<DC
D co LuUJ (/)
I -<LUDazUJ
LUQC'UJH
<— I
LU
ce
g 5Q ZUJ
CLDa«LU< 0
I
lf>00O
UJ'LUZz<
I
UJÛ
LOoo0 )
QCCO2UJO'UJÛT *nD<CEUJ
>Z<
3OUJOO
QC
-101 -
Num
éro
de té
léph
one
de
('éta
blis
sem
ent
:
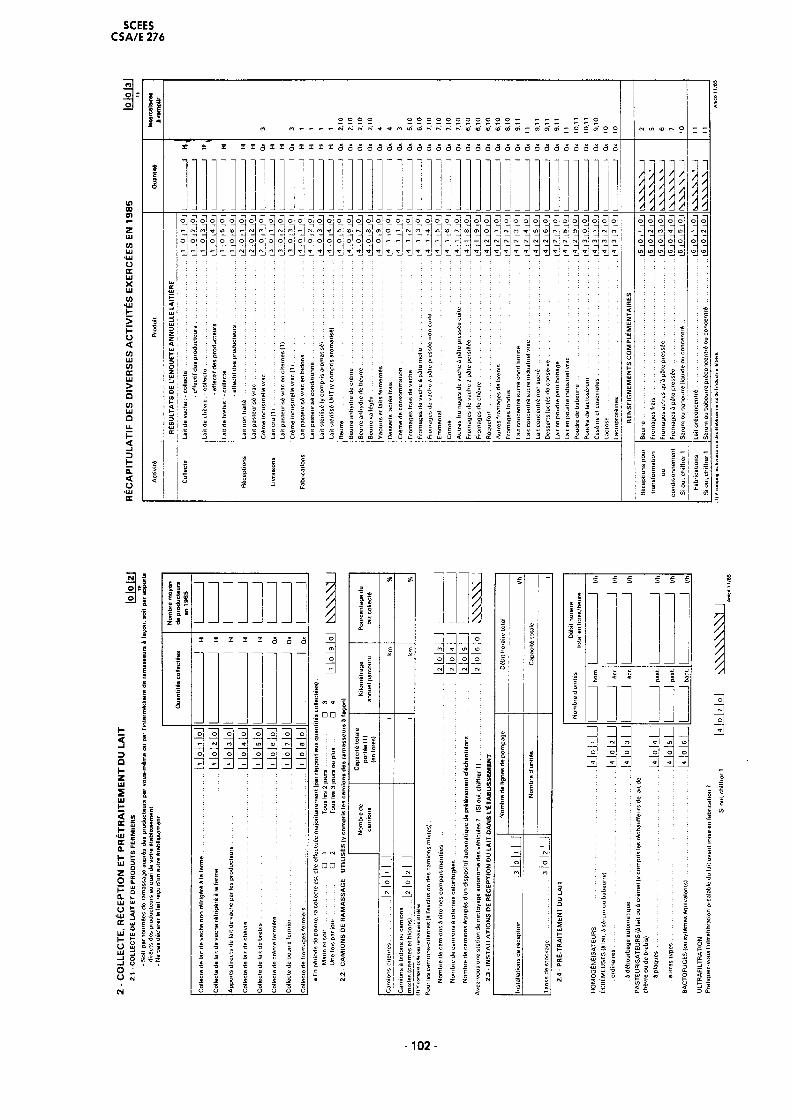
SCEESC S A /E 276
-102
Si o
ui,
chiff
rer
1 H
°H
°I
kWW
WM
I
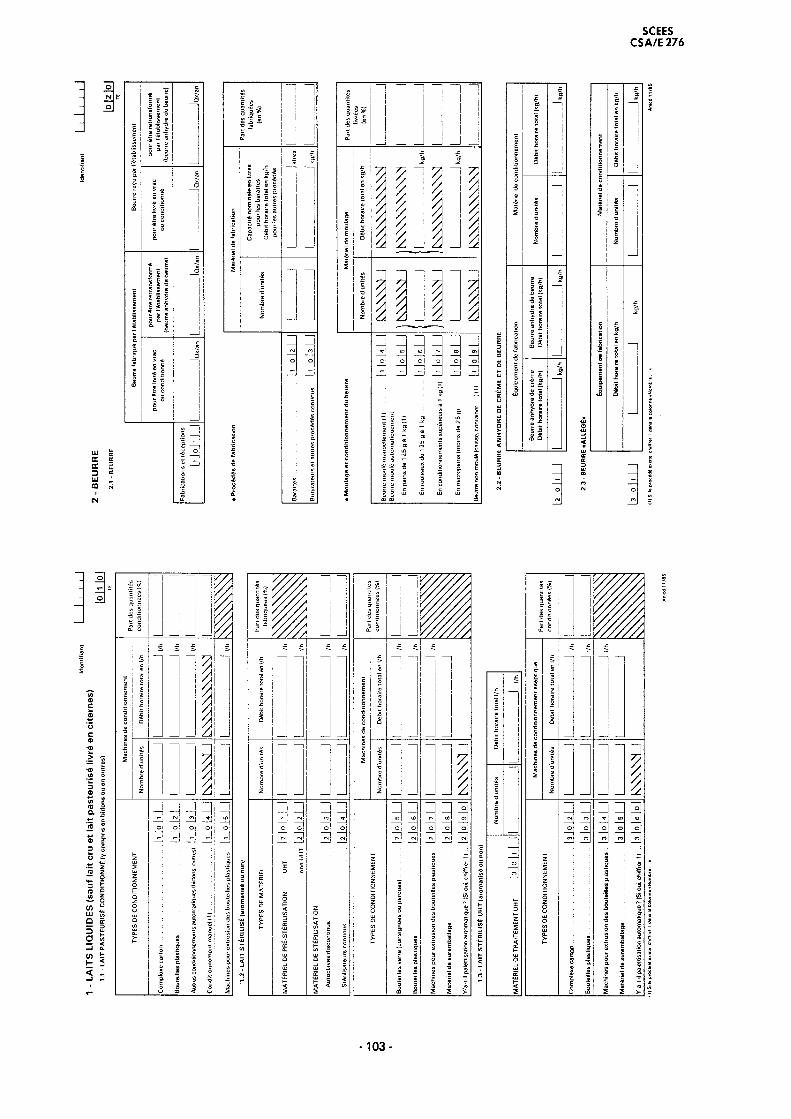
SCEESC S A /E 276
Uj £en » ce 2 3 «uj£0 N
N
!I 1
i l
I l i
j
d
i l
! I
¡ I
IIÛ J
-1 0 3 -
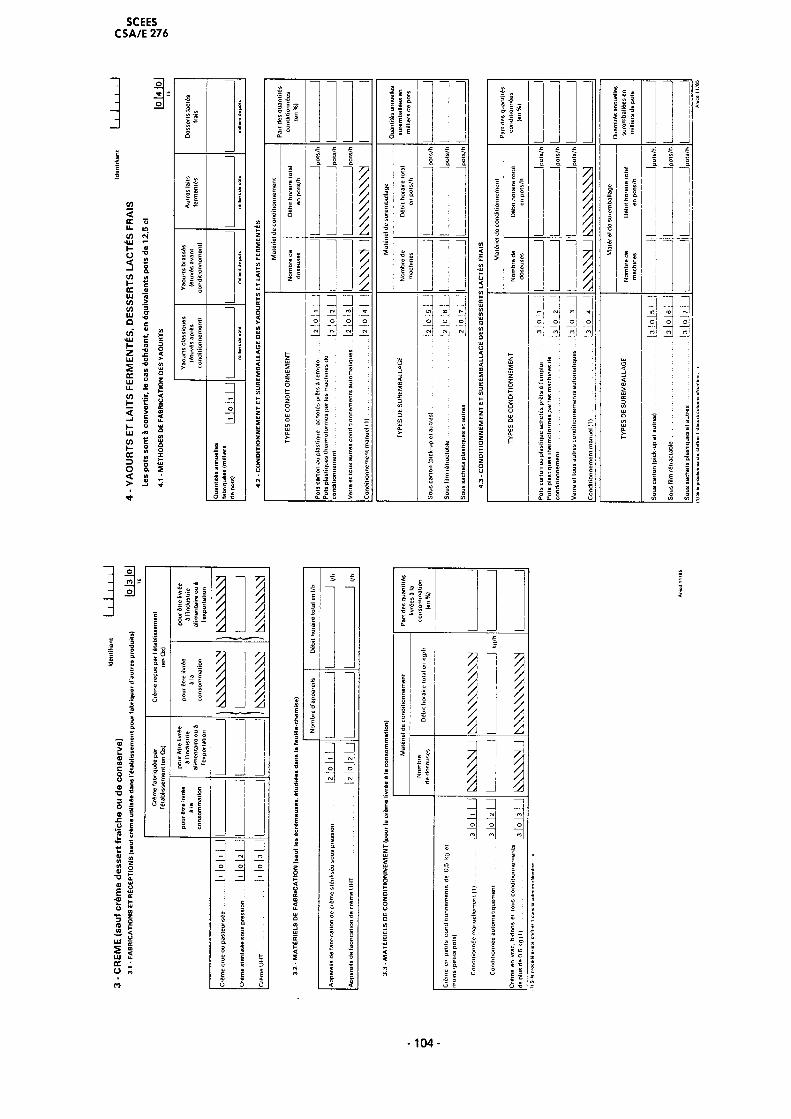
SCEESC S A/E 276
- 1 0 4
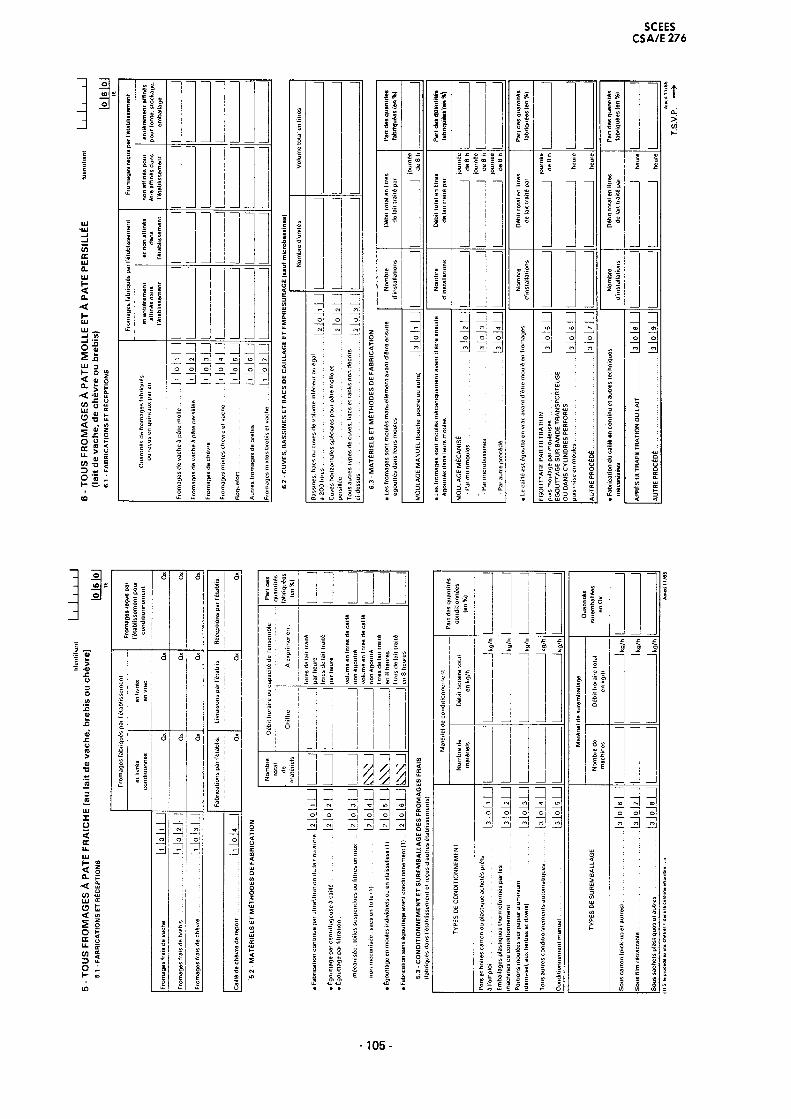
SCEESC S A /E 2 7 6
</>CE
H<0.'<HLU _U V)
§ 1 ^ J3 LU D h- O ! < « i Û. t ¡
/ < ! 05 o -1 UJs*l üO » K §IL 0)W -G D ^O 'rô H =•(Û
I■4) -® )c c ¡
□ II T I CD —
o | o
3 ~o
_z
! t
=1 d
I
O 3 • •
- 1 0 5 -
SCEESC S A/E 276
g
t
£
4
Í2O
I l iÌliW
Ü !
i i
1
o o o o
!
I l i
I¡ Ii !
i l
i l
:
5 !g sI■ci Iü
0
1
h
P
II
ü Ü tu tu
S!
. 1 1 .
¡Ü
'
o o o o
II
IP
1
11
ü
il
! 1
H
Iil!Ii l
Ü .
î i î
1 1
ì-
a £ ai :
ili !I 1 !
n è 5 i « o
I I I
IÜn
H - 1—
- -
î
if
o> :
U!
i : c i
l i t i f !î f fl i ÍÍ * î 1 1! I il 'Í P ¥ I » 1 1 1 I !
• • • • CL CL -
- 1 0 6 -
SCEESC S A /E 2 7 6
coDOZO
CD < 2 OCE
i'S iÍ E 1
11
S g
- 1 0 7 -
SCEESC S A/E 276
1SS3r
z
§<
H<
(0<Gh-
!mi !
§
I I-
!3
I
l !ê
!S
1
- 1 0 8 -
»
!»Ifi 1
—
i«
1 —
T.S
.V.P
.
SCEESC S A /E 27 6
-109
Capa
cité
to
tale
in
stal
lée
en
quin
taux
de
p
ou
dre
SCEESC S A/E 276
AN N EXE II
GLOSSAIRE DE TECHNOLOGIE LAITIERE
1 - COLLECTE, RECEPTION ET PRE-TRAITEMENT DU LAIT
1.1 - Collecte du lait
La réfrigération du la it à la ferme permet une homogénéisation de la température des différents laits collectés et un ralentissement du développement des germes microbiens. Ce matériel permet une meilleure organisation du réseau de collecte. La collecte du la it peut être effectuée en bidon ou en citerne. Si le la it est réfrigéré, il sera collecté en citerne. Si le la it est donnée en bidon, il peut être transvasé en citerne lors de la collecte.
1.2 - Pré-traitement du lait
a - Homogénéisation
Opération ayant pour but d'empêcher la décantation, qui conduirait les globules gras à s’agréger et à remonter à la surface, en dim inuant la grosseur, de manière à ce qu'ils aient un diamètre inférieur à 1 micron.
Hom ogénéisateur : appareil généralement constitué par une pompe à haute pression (150 kg/cm3) en acier inoxydable, qui refoule le la it dans une cavité (tête d'homogénéisation) où les globules sont découpés à travers des fentes étroites, à température de 60° C.
b - Ecrémage
Opération qui consiste à séparer par centrifugation la crème du lait. Les deux produits obtenus sont : le la it écrémé et la crème (matière grasse du lait). La séparation de la crème est rendue possible par la différence de densité entre les globules gras (0,93) et le la it écrémé (1,036).
Ecrémeuse ordinaire : écrémeuse en inox, formée d'un châssis et d'un bol vissé tournant, et contenant 50 à 60 assiettes sur lesquelles se fixent les impuretés, le la it et la crème étant évacués dans des récipients de réception. Le nettoyage est assuré par démontage des assiettes superposées du bol.
Ecrémeuse à débourbage autom atique : écrémeuse avec évacuation du la it écrémé sous pression et avec nettoyage automatique.
c - Pasteurisation
Opération qui consiste à élim iner par la chaleur (soit 63° pendant 30 minutes, soit 72° pendant 15 à 20 secondes) la to ta lité de la flore pathogène et la presque to ta lité de la flore banale (plus de 99 %) tout en s'efforçant de ne toucher qu'au minimum à la structure physique. Ce traitement permet de préserver, dans le temps, l'équilibre délicat des constituants du lait.
Pasteurisateur à plaques : série de plaques ondulées ou nervurées, en nombre variable, en position verticale, serrées les unes contre les autres. L’espace qui sépare deux plaques est parcouru par le la it alors-que l’élément chauffant (eau ou vapeur à basse pression) circule à contre courant dans les espaces qui précèdent et qui suivent. Excellents échangeurs, leur nettoyage peut être réalisé facilement en circuit fermé.
A utre type de pasteurisateur : pasteurisateur tubulaire ou par actinisation (infrarouge).Une pasteurisateur tubulaire est constitué d ’un faisceau tubulaire dont les éléments sont reliés bout à bout par des coudes. Le la it traverse le faisceau dans lequel il est chauffé sur une ou deux faces selon les cas par de l'eau chaude circulant à contre-courant. Excellents échangeurs, ils sont très encombrants.
d - Bactofugation
Procédé qui élimine, par la force centrifuge, à la température de pasteurisation, les bactéries du lait. Le la it obtenu contient moins de bactéries revivifiables que le la it pasteurisé (durée de conservation 7, 5 jours à 15° C). L'intérêt en est surtout l ’é lim ination des spores butyriques plus lourdes.
Bactofuge : centrifugeuse éliminant les bactéries les plus lourdes, en particu lier butyriques,
e - U ltrafiltration
Procédé de tamisage sur une membrane semi-perméable dont les pores sont très fins et qui retient les grosses molécules. Dans le cas du lait, la membrane laisse passer les éléments solubles (eau, sels minéraux, lactose, azote non protéique,...), mais retient les protéines et les sels minéraux insolubles.
Cette opération permet d 'obtenir des fromages avec un rendement et une valeur nutritionnelles améliorés.
-1 1 0 -
SCEESC S A/E 276
2 - LAITS LIQUIDES
2.1 - Lait pasteurisé conditionné
- Extrusion
Procédé de forçage d ’un matériau plastique au travers d ’une filiè re (par pression et augmentation de température). Après l'extrusion proprement dite, le matériau est formé par soufflage dans un moule.
2.2 • Lait stérilisé
a - Pré-stérilisation
Réalisée uniquement dans le cas du lait stérilisé (et non dans celui du la it UHT), la stérilisation se fa it en 2 phases :- d ’abord un premier chauffage du produit en vrac, appelé pré-stérilisation (UHT ou non UHT),- ensuite un second chauffage du la it déjà embouteillé, constituant la stérilisation proprement dite.
b - Stérilisation
Opération qui consiste à chauffer le la it à 115-120° pendant 15 à 20 minutes. Un traitement aussi brutal entraîne des modifications profondes de la structure du la it (teinte brune, goût de cuit).
A u to c la ve d iscontinu : les bouteilles à stériliser sont disposées dans des paniers et introduites dans l’autoclave porté alors progressivement à la température de stérilisation. Le chauffage est assuré par de la vapeur et le refroidissement progressif est obtenu par admission d ’eau tiède puis d ’eau froide. Les autoclaves peuvent être immobiles ou rotatifs.
S té rilisa teu r con tinu : introduction, sans interruption, dans le stérilisateur maintenu à la température de stérilisation, des bouteilles qui vont se trouver rapidement portées à la température souhaitée, d ’où traitement thermique plus court.
2.3 - Lait UHT
Stérilisation UHT : par Ultra Haute Température. La méthode consiste à chauffer le la it à 135-150° pendant 2 à 10 secondes, puis à procéder à un conditionnement aseptique en récipients stériles.
3 - BEURRE
3.1 - Beurre
Produit résultant d'un barattage de la crème ou du la it qui, sur 100 grammes, ne doit pas renfermer plus de 18 grammes de matière non grasse dont 16 grammes au maximum d ’eau.
La fabrication du beurre comporte essentiellement deux phases : l ’écrémage du lait, et le barattage de la crème.
B a ra tta g e : appareil qui transforme la crème préalablement pasteurisée, émulsion de matière grasse dans une solution aqueuse, en beurre, émulsion de solution aqueuse dans la matière grasse. L’opération nécessite deux phases : rapprochement des globules gras afin de permettre leur liaison par la graisse liquide et expulsion de la matière grasse libre.
Procédé continu : le principe général est de m odifier le barattage et les opérations qui l ’accompagnent afin de permettre la transformation continue d ’un courant de crème en beurre. On citera les procédés FRITZ, SENN, ALFA, MELESHINE, NEW-WAY, GOLDEN-FLOW, CREAMERY PACKAGE.
- 1 1 1 -
3.2 - Beurre anhydre de crème et de beurre
Beurre anhydre de crème (ou MGLA) : produit obtenu directement à partir de crème (différence avec le butter-oil) et contenant 99,8 à 99,9 % de matière grasse.
Beurre anhydre de beurre (ou butter-oil) : produit obtenu à pa rtir de beurre et contenant 99;8 à 99,9 % de matière grasse.
Ces produits à très haute teneur en lipides se transportent et se conservent aisément (exportations vers les pays tiers). On peut reconstituer le la it à pa rtir de beurre anhydre, de poudre de la it et de lactose.
SCEESC S A /E 27 6
3.3 - Beurre « allégé »
Produit à teneur réduite en matières grasses (moins de 82 % ce qui interdit de lui donner l ’appellation « beurre »)et contenant beaucoup d'eau. Sa fabrication se développe. On l'appelle aussi « demi-beurre » ou spécialité laitière à tartiner (à ne pas confondre avec les fromages fondus).
4 - PRODUITS FRAIS
Yaourt : la it fermenté résultant de l’activité de deux ferments lactiques associés, obtenu par pasteurisation du lait, homogénéisation, renforcement de la mantière sèche par addition de la it sec ou concentration par évaporation, chauffage et chambrage, refroidissement, ensemencement en bactéries lactiques spécifiques et agitation.
A ce stade du processus, deux types de yaourts peuvent être fabriqués :- yaourt classique : conditionnement en pots, étuvage (coagulation), refroidissement ;- yaourt brassé : coagulation en cuves, décaillage, refroidissement, addition éventuelle (fruits, arômes, colorants),
conditionnement.
Les yaourts classiques sont donc étuvés après conditionnement et les yaourts brassés sont étuvés avant conditionnement.
Autres laits fermentés : la it ribot, kéfir, ....
Desserts lactés frais : laits gélifiés, aromatisés ou non, laits emprésurés aromatisés ou non, crèmes desserts fraîches, flans nappés, mousses ...
5 - FROMAGES
From age : produit fermenté ou non obtenu par la coagulation du la it, de la crème, du la it écrémé ou de leur mélange, suivie d ’égouttage et contenant au minimum 23 grammes de matière sèche pour 100 grammes de fromage.
Caillé .•caséine précipitée par l'action d'un acide (caillé lactique) ou par l'action de la présure (caillé présure).
L'action de la présure ou de l'acide lactique sur le la it fa it précipiter la caséine et conduit donc à un « caillé » + un produit liquide dénommé « lactosérum ». Dans la pratique, de nombreux fromages résultent de l'action conjuguée de la présure et de l'acid ification lactique. On obtient un caillé mixte.
Fabrication classique : caillage ou coagulation du la it + égouttage du caillé + affinage du caillé.
Fabrication p a r ultrafiltration : par passage à travers une membrane de type approprié, on sépare du la it écrémé la quantité d'eau, de lactose et de sels minéraux voulue afin d ’obtenir un liquide (pré-fromage) dont la composition est sensiblement celle du caillé égoutté (la teneur en protéines est multipliée par cinq à six et les teneurs en lactose et en sels minéraux restent les mêmes par rapport à ce qu’elles sont dans le lait). On a un ultra filtra t qui est un lactosérum ne contenant pas de constituants azotés solubles et un rétentat qui est un la it enrichi en caséine et protéines solubles. On rajoute alors de la crème et on ensemence.
Avantages de Vultrafiltration : gain de rendement dû à la conservation des protéines solubles, gain de poids dû à la régularité du dosage du pré-fromage, gain sur la dose de présure utilisée, pas d égouttage donc gain de temps et de place.
-1 1 2 -
SCEESC S A /E 276
5.1 - Fromages frais
Fabrication continue : outre l ’u ltra filtra tion, existe le procédé SH qui fa it appel à du la it concentré qui peut être obtenu par concentration à chaud du la it, par addition de poudre ou par reconstitution de la it concentré à partir de poudre.
Egouttage p a r centrifugeuse : le sérum est évacué après passage en centrifugeuse et le caillé est recueilli et refroidi avant conditionnement.
Egouttage p a r filtration ; lorsque le caillé est à point, on le dépose dans des sacs de to ile ou sur des toiles ou des filtres.
Egouttage en moules individuels ou en faisselles : le caillé est déposé sur ces moules ou faisselles dès qu’il est à point.
Fabrication sans égouttage : le caillé n’est pas égouté avant d'être conditionné. Ce procédé se rapproche du précédent (faisselles vendues directement dans le commerce).
5.2 - Fromages à pâte molle et à pâte persillée
Cuves horizontales spéciales ;le caillage et le découpage du caillé sont effectués en cuves horizontales et on pratique le moulage de façon plus ou moins mécanisée après avoir la plupart du temps, soutiré une part importante du sérum.
M oulage p a r multi-moules : la cuve de coagulation hémicylindrique se déplace le long d ’une table de moulage fixe qui porte les moules sur lesquels sont placés des répartiteurs multi-moules. Un système pneumatique permet le basculement progressif de la cuve au-dessus des répartiteurs entraînant le caillé qui glisse dans les multi-moules.
M oulage en micro-bassines : les micro-bassines (1,5 ou 2,5 litres) sont entraînées par un transporteur horizontal et se présentent successivement sous une doseuse à présure puis sous la doseuse à l'a ir tiède. Elles traversent alors deux convoyeurs, l ’un pour la coagulation, l ’autre pour l ’égouttage. Ensuite, elles sont renversées dans des moules qui sont évacués par un convoyeur.
Egouttage sur bande transporteuse : le caillé s'étale en bande de hauteur uniforme de 3 à 4 centimètres sur un tapis roulant où se produit l ’égouttage. A la fin de la dernière bande, des couteaux divisent le caillé qui tombe dans un distributeur.
Salage : son rôle essentiel est d ’orienter les développements microbiens. Il contribue également à l'égouttage des pâtes.
5.3 - Fromages à pâte pressée
Caillé retiré des cuves p a r gravité, pom page ou sous-tirage sous vide : le sous-tirage du caillé hors de la cuve de fabrication peut s’effectuer par gravité lorsque les cyclindressont placés au-dessous des cuves, par sous-tirage sous vide à l'a ide d'une pompe à vide qui crée dans les cylindres une dépression qui y aspire le caillé. Les grains de caillé sont alors déposés au bas des cylindres dans les moules et le sérum s'écoule par des tubulures à la partie supérieure des cylindres. Un autre procédé consiste à utiliser un seul système pour le moulage et le pressage du fromage.
Pressage des from ages moulés :son rôle est double : compléter l ’égouttage par élim ination forcée du lactosérum et donner au fromage sa forme définitive. Le pressage peut se faire mécaniquement ou avec a ir comprimé ou hydrauliquement (verrin).
5.4 - Fromages fondus
Il s'agit de fromages de seconde transformation.
Machines à fondre:awant d ’envoyer les fromages au pétrin dans lequel a lieu la fonte, les produits sont écroutés ou grattés puis découpés et broyés. On leur ajoute des sels de fonte. On procède à la cuisson pendant 8 à 12 minutes afin d 'obtenir une pâte homogène.
M achine à m ouler : après la cuisson, on répartit automatiquement la pâte encore fluide en portions revêtues de papier aluminium. Puis les portions refroidies sont mises en boîtes de carton.
- 1 1 3 -
SCEESC S A /E 276
6 - LAITS CONCENTRES, LAITS SECS, CASEINE, CONCENTRATION ET SECHAGE
6.1 - Laits concentrés et laits secs
La it concentré sucré : la it concentré 2,5 à 2,6 fois par évaporation d'eau. L'addition de sucre au la it assure laconservation du produit fini sans passer par une stérilisation.
La it concentré non sucré : la it à environ 55 % d ’E.S.T. (extrait sec total) pour lequel la stérilisation aprèsconditionnement est ob ligato ire afin d'assurer la stabilisation définitive du produit.
La it en p o u d re p e t i t b o îta g e ; i l s'agit de la it sec, sucré ou non, conditionné en petit boîtage ou tube (carton et métal), et destiné à l ’alimentation humaine et infantile.
6.2 - Caséine et caséinates
C a ille b o tte : produit semi-fini obtenu par la coagulation du la it écrémé et destiné à la fabrication de la caséine sèche.
Caséine : matière albuminoïde du la it (essentiel de la partie protidique du lait) obtenue par action de la présure, par fermentation lactique ou par action d'un acide, utilisée en papeterie, textile ou dans les IAA (colle ou gélifiant).
Caséinates : sels de caséine utilisés comme adjuvants dans l'industrie alimentaire ou du papier, préparés à partir de caillebotte ou de caséine.
F ab rica tion de la c a ille b o tte :- en continu : après séparation du sérum, la caillebotte passe successivement dans plusieurs cuves où elle est mélangée à
de l ’eau. Entre deux cuves, le mélange eau-caillebotte est séparé par un tamis.- en discontinu : après élim ination du sérum, la caillebotte est remise en suspension dans de l’eau, on agite et on laisse la caillebotte se déposer, on évacue l'eau de lavage et on recommence plusieurs fois.
6.3 - Concentration et séchage
- Contrentration
Il existe deux méthodes de concentration : l ’osmose inverse et l ’évaporation.
Osmose inverse : le transfert appelé « osmose » se produit lorsqu’une solution saline et de l'eau pure sont placées de part et d 'autre d'une membrane perméable à l'eau mais non aux substances dissoutes. Dans un transfert osmotique normal, l'eau passe spontanément à travers la membrane dite semi-perméable jusqu’à ce que s’établisse une différence de niveau entre les deux liquides représentative de la pression osmotique. Si la pression exercée est suffisamment élevée, on peut inverser le sens du transfert et assister à un départ de l ’eau de la solution saline vers l ’eau pure ; il s'agit de l’osmose inverse. Ce phénomène conduit à une concentration progressive en solutés de la solution saline (lactosérum, lait, babeurre) et parallèlement à la séparation de l'eau pure (« perméat »).
E va p o ra tio n .‘ concentration du produit par évaporation de l ’eau dansun concentrateur fonctionnant sous vide partiel afin d'abaisser la température d ’ébullition. Le concentrateur peut être discontinu ou continu.
C oncen tra teu r d iscontinu ;se présente sous la forme d ’un tank vertical en acier inox, chauffé par serpentin ou faisceau tubulaire irrigué par de la vapeur.
C oncen tra teu r con tinu : est constitué d ’un faisceau tubulaire de chauffage relié à une chambre de séparation. Le produit est porté à ébullition lors de sa progression dans le faisceau et la vapeur se sépare dans la chambre.
E ffe t : lorsque I’ installation de concentration ne comprend qu'un concentrateur, la concentration sous vide ne permet pas de réaliser des économies sensibles de vapeur (3 % seulement). Par contre, si l ’usine dispose d'au moins 2 concentrateurs, leur fonctionnement en « m ulti-effet » permet des gains considérables de vapeur.
Principe d ’un « double-effet » : une fraction du I iquide à concentrer est portée à ébulition dans un premier évaporateur. Les vapeurs qui s’échappent servent à réchauffer et à évaporer une autre fraction du liquide contenue dans un second évaporateur où est maintenue une pression inférieure à celle qui règne dans le premier évaporateur. Pratiquement, le liquide circule en continu et successivement à travers les deux évaporateurs sans cesser de bouillir. L'économie de vapeur ainsi réalisée est d'environ 50 %. Le double effet permet d 'évaporer deux fois plus d ’eau que le simple effet, avec au départ une même quantité de vapeur.
- 1 1 4 -
- Séchage
Il existe deux méthodes de séchage : HATMAKER et SPRAY.
Séchage h a tm a k e r : l'appareil de séchage comporte deux cylindres rapprochés chauffés intérieurement par la vapeur (130-150°) et tournant lentement en sens inverse. Le la it tombe entre les deux cylindres et se répartit uniformément sur leur surface. La dessication est rapide, le la it formant un film qui est détaché par un couteau racleur. La vapeur d ’eau formée est aspirée par une hotte placée au dessus des cylindres.
Séchage S p ray : procédé du brouillard en tour de séchage ou « d ’atomisation ». On pulvérise le produit très finement sous la forme d ’un brouillard dans une vaste chambre parcourue par un courant d ’a ir chaud. La déshydratation est instantanée et le produit sec tombe en poussière, à la partie basse de la chambre (de forme cylindrique ou cylindro-conique).
SCEESC S A /E 276
7 - VALORISATION DU LACTOSERUM ET DU BABEURRE
Lactosérum ; sous-produit des fabrications traditionnelles fromagères ou de caséine. Le coagulum formé à pa rtir du la it emprésuré et ensemencé en ferment, libère le sérum. C’est un produit frag ile et vivant dont il faut freiner l ’évolution biochimique si l'on do it le transporter ou le stocker avant transformation.
On peut distinguer deux types de lactosérum selon que leur acidité est supérieure ou inférieure à 18° :- lactosérums acides produits par les fromages à pâte fraîche, à pâte molle et la caséine lactique ;- lactosérums doux produits par les autres types de fromages et la caséine présure.
Jus lactosé : lactosérum issu de l ’application des techniques d 'u ltra filtra tion en fromagerie. C’est le produit stable ne contenant aucun enzyme, ni ferment susceptible de dégrader le lactose, donc de transport et de stockage plus aisé.
B abeurre : sous-produit issu de la fabrication du beurre ou de la matière grasse anhydre.
Quantités récupérées : on récupère, en moyenne, 1 à 2 litres de babeurre par la fabrication d'un kg de beurre ou de matière grasse anhydre, 2 à 5 litres de lactosérum pour un kg de fromage frais, 5 à 10 litres de lactosérum pour un kg d ’autre fromage.
Les quantités de lactosérum ou de babeurre issues des fabrications de produits laitiers peuvent être livrées directement à des agriculteurs, des établissements laitiers ou d'autres utilisateurs, ou encore elles peuvent être utilisées pour être transformées par l'établissement, ou elles sont tout simplement perdues sans valorisation ultérieure. On vérifiera bien que la ligne « to ta l » correspond à la somme de ces diverses possibilités. Si l ’établissement utilise le lactosérum ou le babeurre pour transformation ou s’il en reçoit d ’autres établissements, il faut que le cadre sur la transformation du sérum et du babeurre comporte des réponses.
Transformation du sérum et du babeurre
- Fabrication de concentrés et de poudres
Les concentrés comprennent les sérums et babeurres préconcentrés (faible teneur), les babeurres et lactosérums concentrés à moyenne teneur (40 à 60 %), et des mélasses de sérum à 80 % de M.S. (matière sèche). Ils sont destinés à l ’industrie laitière.
Les poudres comprennent des poudres HATMAKER de sérum et de babeurre, et des poudres SPRAY de sérum et de babeurre (cf. le paragraphe 9).
- Extraction et purification des lactoproteines
C oagu la tion à chaud : les protéines contenues dans le sérum sont insolubilisées à chaud. Le ph baisse et la coagulation ainsi réalisée permet leur séparation ; procédés CENTRI-WHEY (Alfa-Laval), BEL-Industries.
A u tre s p rocédés : - p récip itation par formation d ’un complexe avec un sel minéral- précip itation par les alcools- dialyse, gel filtra tion- extraction du lactose qui libère un concentré de protéine
- 1 1 5 -
Les protéines extraites peuvent fa ire l'ob je t de deux utilisations essentielles :- réincorporation dans le fromage- fabrication de lactoproteines liquides, concentrées, ou séchées.
- Lactoserie
Selon la purté, on distingue 3 types de lactose :- lactose brut ou technique : pureté de 92 à 98 %- lactose alimentaire : purete > 98 %- lactose codex pharmaceutique : pureté > 99,85 %.
Le sérum concentré à chaud sort du concentrateur à 65 % de matière sèche environ ; par réchauffage et chambrage, il est mis en solution ; la cristallisation du lactose est effectuée en tanks où la température descend par paliers de 75° C à 12° C en 48 heures. Une centrifugation sépare les cristaux des eaux mères.
- Levurerie e t fe rm en ta tions
Poudre de sérum le vu re : procédé DEVOS qui utilise des levures et de l'acide lactique afin d ’enrichir le milieu en protéines. Le sérum levuré est alors pasteurisé, concentré et séché en tour SPRAY donnant une poudre de 15 à 18 % de protéine.
L e vu re -a lim e n t: procédé BEL qui utilise du sérum déprotéiné enrichi en sel d ’ammonium et oligo-éléments, puis ensemencé en levures. La centrifugation permet d ’obtenir une crème de levure ; la filtra tion de la crème donne une pâte à 25 % de matière sèche qui est séchée sur rouleaux.
- P ré tra ite m e n t éven tue l
Ces traitements permettent de déminéraliser ou désacidifier le lactosérum.
E lectrod ia lyse .'transfert d ’électrolytes au travers d ’une membrane sous l'action d ’un courant électrique.
Résine échangeuse d ’ions : procédé très peu employé car l'utilisation de liquides corrosifs pour régénérer les résines est une entrave à la diffusion en industrie alimentaire.
SCEESC S A /E 276
- 1 1 6 -
SE R V IC E S RÉG IO NAU X DE STAT IST IQ UE AGRICOLE
A J A C C IO - Corse (Corse du Sud - Haute-Corse)
«Le Solférino» 8. cours Napoléon - B.P. 309 - 201 85 AJACCIO - Tél. : 95 21 63 01
A M IE N S - N ord - P as -de-C alais - Picard ie (Aisne - N ord - Oise - Pas-de-Calais - Somme) 25. rue Evrard de Fouilloy - 80041 AMIENS CÉDEX - Tél. : 22 92 13 68
B E S A N Ç O N - Franche-C om té (D oubs - Jura - Haute-Saône - T e rrito ire de Belfo rt)
26, rue de la République - 250 0 0 BESANÇON - Tél. .8 1 83 02 82
B O R D E A U X - A qu ita ine (D ordogne - G ironde - Landes - L o t-e t-G aronne - Pyrénées-A tlan tiques)
74. rue Auguste Poirson - 330 7 7 BORDEAUX CÉDEX - Tél. : 56 44 29 99
C A E N - Basse e t H a u te -N o rm a n d ie {C alvados - Eure - M anche - O rne - S e ine -M aritim e) 6. boulevard du Général Vanier - 14040 CAEN CÉDEX - Tél. : 31 4 5 4 0 40
C H A L O N S -S U R -M A R N E • C ham pagne-A rden ne (A rdennes - Aube - M arne - Haute -M arne)
13, rue Carnot -5 1 0 3 7 CHALONS-SUR-MARNE CÉDEX - Tél. : 26 6 8 4 3 33
C L E R M O N T -F E R R A N D /L E M P D E S - Auvergne (A llie r - Canta l - Haute -Lo ire - Puy-de-Dôm e)
RN 89 - MarmUhat - 633 7 0 LEMPDES - Tél. : 73 92 42 50
D IJ O N - Bourgogne (Côte d 'O r - N ièvre - S aône-e t-Lo ire - Yonne)
1. boulevard de Verdun - 211 0 0 DIJON - Tél. . 80 73 13 11
L IM O G E S - Lim ousin (Corrèze - Creuse - Haute-V ienne)
19, boulevard de la Corderie - 87031 LIMOGES- Tél. : 5 5 32 13 80
LYON • R hône-A lpes (A in • A rdèche - Drôm e - Isère - Loire - Rhône • Savoie - Haute-Savoie)
Cité Adm inistrative de la Part Dieu - 165. rue Garibaldi - B.P. 3202 - 69401 LYON CÉDEX 03 - Tél. : 78 63 13 13
M A R SE ILLE - P rovence-A lpes-C Ô te-d 'A zur (A lpes de Haute -P rovence - H autes-A lpes - A lp e s -M a rit im e s - Bouches-du-R hône - V ar - V aucluse)
Château de Marveyre - Avenue de Marveyre - 13272 MARSEILLE CÉDEX 0 8 - Tél. : 9 1 76 20 84
M E T Z - Lorra ine-A lsace (M eu rth e-e t-M o se lle - M euse - M ose lle - Bas-Rhin Haut-R hin - Vosges) 23, rue des Parmentiers - 570 0 0 METZ - Tél. : 8 7 3 6 0 8 61
M O N TP E LL IE R - Languedoc-Roussillon (Aude - Gard - H érault - Lozère - P yrénées-O rienta les)
14. rue de la République - 340 0 0 MONTPELLIER - Tél. : 6 7 58 08 80
N A N T E S - Pays-de-la-Lo ire (L o ire -A tlan tiq ue - M a in e-e t-L o ire - M ayenne - S arthe - Vendée)
12, rue Menou - 44 0 3 5 NANTES CÉDEX - Tél. : 4 0 47 39 05
O R LÉ A N S - C e n tre (Cher - E ure-et-Lo ir - Indre - Ind re -e t-Lo ire - Lo ir-e t-C her - Loiret)
Cité Administrative Coligny -1 3 1 . rue du Faubourg Bannier - 450 42 ORLÉANS CÉDEX - Tél. : 3 8 53 90 76
P A R IS - Ile de France (V ille de Paris - S eine -e t-M arne - Y velines - Essonne - H auts-de-S eine - S eine -S t-D en is - Val de M arne - Val d 'O ise)
1 75, rue du Chevaleret - 75013 PARIS - Tél. : (1) 4 5 84 13 13
P O IT IE R S - P o itou-C harentes (C harente - C h a ren te -M a ritim e - D eux-Sèvres - V ienne)
4 7. rue de la Cathédrale - 860 2 0 POITIERS CÉDEX - Tél. : 49 41 4 7 56 ou 49 41 66 2 7
R E N N E S - B retagne (C ôtes-du -N ord - F in istère - I lle -e t-V ila ine - M orb ihan )
15. avenue de Cucilié - 350 4 7 RENNES CÉDEX - Tél. : 99 3 8 25 25
TO ULO USE - M id i-P yrén ées (A riège - A veyron - H aute-G aronne - Gers - Lot - Hautes-Pyrénées - Tarn - Tarn -e t-G aronne)Cité Adm inistrative - Bâtiment E - Boulevard Arm and Duportal -3 1 0 7 4 TOULOUSE CÉDEX * Tél. : 61 58 6 0 70 ou 61 5 8 6 0 71
0 2 /8 8
SE R V IC E S DE STAT IST IQ UE AGRICOLE DES D IRECT IO N S DE L 'AGRICULTURE ET DE LA FORÊT OUTRE-M ER
BASS E -TE R R E - G uadeloupe : Jardin Botanique - 971 0 9 BASSE- TERRE- Tél. : 1 9 (5 9 0 )8 1 .0 3 .4 4
C A Y E N N E - G uyane : Cité Rebard - 973 05 CAYENNE - Té/. : 19 (594,1 30.29.05
FO R T-D E -FR A N C E - M a rtin iq u e : Jardin DescUeux - 972 62 FORT-DE-FRANCE - Tél. :19 (596) 63.94.01
S A IN T -D E N IS - Réunion : Boulevard de la Providence - B.P. 4 4 7 - 974 89 SAINT-DENIS - Tél. : 19 (262) 21.13. 7302/88
D ire c te u r de la p u b lic a t io n : A . JEANTET ISBN 2 11 0842 016C o m p o s itio n : Im p rim e rie N a tio n a le D épô t légal 3ème trim es tre 198 8Im pression : Im p rim e rie N a tio n a le N ° CPPAP : 1574 A D
f i
Im p r im e r ie N a t io n a le
8 031 025 P





























