Embed Size (px)
Citation preview
Chapitre I: Bibliographie
Chapitre I
Bibliographie
Sommaire
I. Importance des études du comportement à rupture des polymères........... 5
I.1. Pourquoi faut-il étudier le comportement à rupture des polymères ? .............................. 5
I.2. Quel intérêt présentent les polymères thermoplastiques semi-cristallins renforcés par des plaquettes d’argile ? ......................................................................................................... 8
I.2.1. Rappels sur les charges d’argile (silicates) .............................................................. 8
I.2.2. Microstructures des nanocomposites ....................................................................... 9
I.2.3. Propriétés mécaniques des nanocomposites à renforts lamellaires....................... 12
II. Méthode "Essential Work of Fracture" .................................................... 16
II.1. Principes principaux ..................................................................................................... 16
II.2. Quels sont les paramètres qui influencent les résultats obtenus par l’essai EWF ? ..... 19
II.2.1. Paramètres d’essai ................................................................................................ 19
II.2.1.1. Géométrie de l’échantillon (Forme, largeur, longueur, épaisseur)................. 19
II.2.1.2. Technique d’entaille ....................................................................................... 21
II.2.1.3. Vitesse de traction .......................................................................................... 21
II.2.1.4. Température de l’essai.................................................................................... 21
II.2.2. Paramètres matériaux ........................................................................................... 23
II.2.2.1. Taux de cristallinité ........................................................................................ 23
II.2.2.2. Transition de phase cristalline ........................................................................ 23
II.2.2.3. Orientation du matériau .................................................................................. 24
II.2.2.4. Molécules liens ............................................................................................... 25
II.2.2.5. Présence des renforts ...................................................................................... 26
III. Modèle de la zone cohésive ........................................................................ 27
IV. Conclusion ................................................................................................... 30
Références .......................................................................................................... 31
4
Chapitre I: Bibliographie
I. Importance des études du comportement à rupture des polymères
I.1. Pourquoi faut-il étudier le comportement à rupture des polymères ?
Parmi les grandes familles de matériau, les polymères sont des matériaux qui deviennent de plus en plus commun et procurent de nombreux avantages par rapport aux métaux, par exemple une faible densité qui conduit à des produits particulièrement légers; une bonne stabilité chimique qui explique une excellente résistance à la corrosion pour de nombreuses applications dans l’environnement biologique, les milieux alimentaires, l’atmosphère…; une mise en forme généralement très facile, à relativement basse température, rendant possible la fabrication économique de pièces de formes complexes pouvant intégrer plusieurs fonctions; la facilité et la diversité de conditionnement (fluides plus ou moins visqueux, pâtes, fibres tissées ou non, mousses, solides)... Un polymère est une macromolécule obtenue par la répétition d’une unité constitutive, comportant un groupe d’atomes liés par des liaisons covalentes. Les polymères sont classés selon plusieurs domaines tels que la structure chimique et la microstructure, l’origine, le mode de synthèse, les propriétés mécaniques, l’importance économique, l’utilisation ou le cycle de vie… Si l’on considère à la fois les propriétés mécaniques et la mise en œuvre, les polymères peuvent être classés en trois types: thermoplastique qui peut être ramolli par la chaleur et reprendre leur dureté normale au refroidissement ; thermodurcissable qui ne peut être mis en œuvre qu'une seule fois et devient infusible et insoluble après polymérisation ; et élastomère qui possède les propriétés élastiques du caoutchouc.
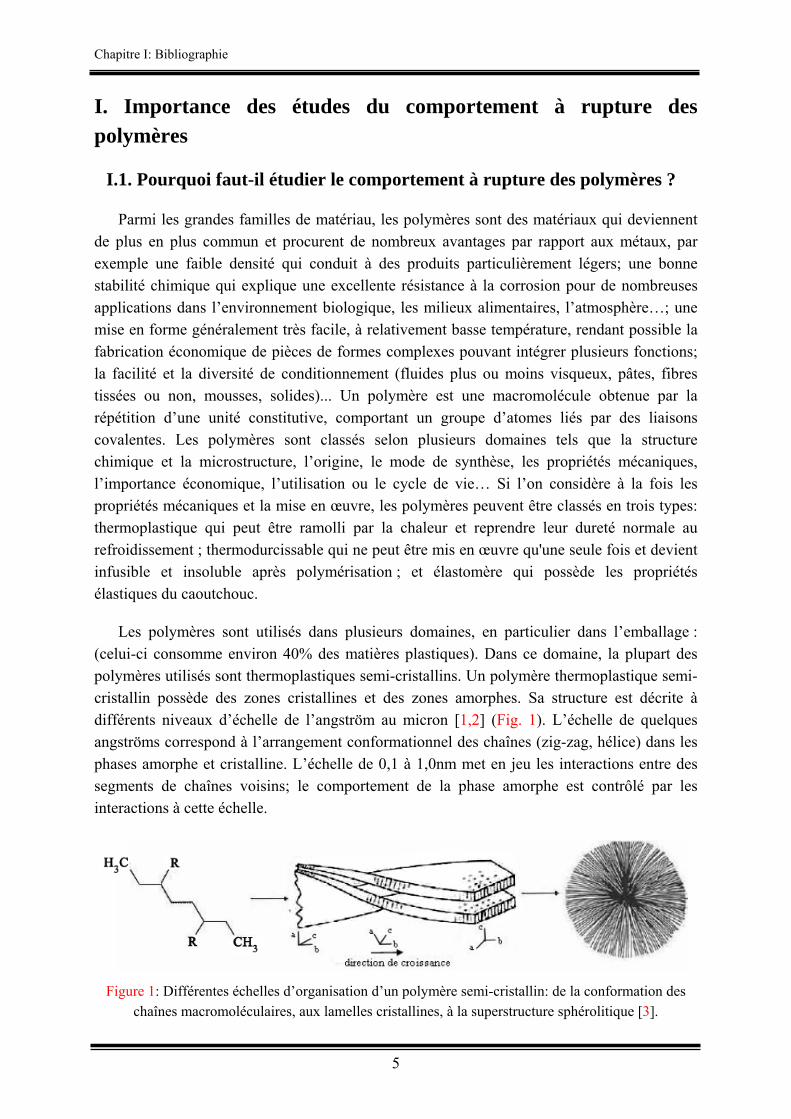
Les polymères sont utilisés dans plusieurs domaines, en particulier dans l’emballage : (celui-ci consomme environ 40% des matières plastiques). Dans ce domaine, la plupart des polymères utilisés sont thermoplastiques semi-cristallins. Un polymère thermoplastique semi-cristallin possède des zones cristallines et des zones amorphes. Sa structure est décrite à différents niveaux d’échelle de l’angström au micron [1,2] (Fig. 1). L’échelle de quelques angströms correspond à l’arrangement conformationnel des chaînes (zig-zag, hélice) dans les phases amorphe et cristalline. L’échelle de 0,1 à 1,0nm met en jeu les interactions entre des segments de chaînes voisins; le comportement de la phase amorphe est contrôlé par les interactions à cette échelle.
Figure 1: Différentes échelles d’organisation d’un polymère semi-cristallin: de la conformation des
chaînes macromoléculaires, aux lamelles cristallines, à la superstructure sphérolitique [3].
5
Chapitre I: Bibliographie
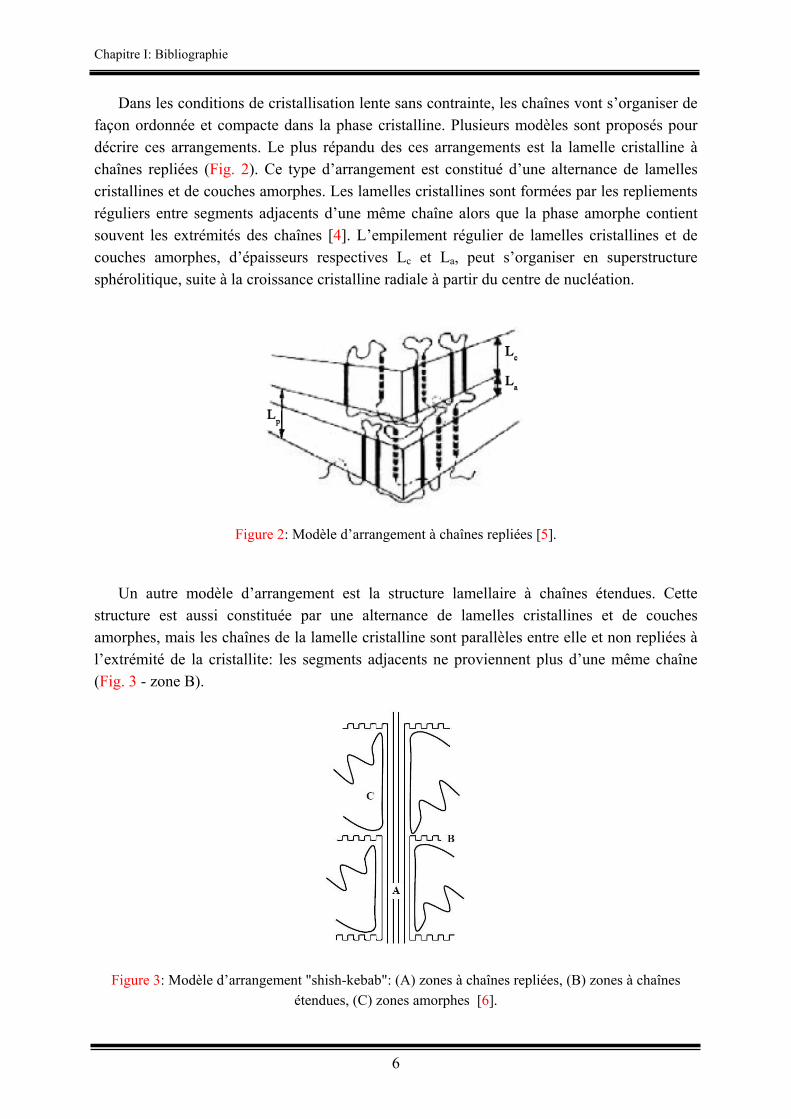
Dans les conditions de cristallisation lente sans contrainte, les chaînes vont s’organiser de façon ordonnée et compacte dans la phase cristalline. Plusieurs modèles sont proposés pour décrire ces arrangements. Le plus répandu des ces arrangements est la lamelle cristalline à chaînes repliées (Fig. 2). Ce type d’arrangement est constitué d’une alternance de lamelles cristallines et de couches amorphes. Les lamelles cristallines sont formées par les repliements réguliers entre segments adjacents d’une même chaîne alors que la phase amorphe contient souvent les extrémités des chaînes [4]. L’empilement régulier de lamelles cristallines et de couches amorphes, d’épaisseurs respectives Lc et La, peut s’organiser en superstructure sphérolitique, suite à la croissance cristalline radiale à partir du centre de nucléation.
Figure 2: Modèle d’arrangement à chaînes repliées [5].
Un autre modèle d’arrangement est la structure lamellaire à chaînes étendues. Cette structure est aussi constituée par une alternance de lamelles cristallines et de couches amorphes, mais les chaînes de la lamelle cristalline sont parallèles entre elle et non repliées à l’extrémité de la cristallite: les segments adjacents ne proviennent plus d’une même chaîne (Fig. 3 - zone B).
Figure 3: Modèle d’arrangement "shish-kebab": (A) zones à chaînes repliées, (B) zones à chaînes étendues, (C) zones amorphes [6].
6
Chapitre I: Bibliographie
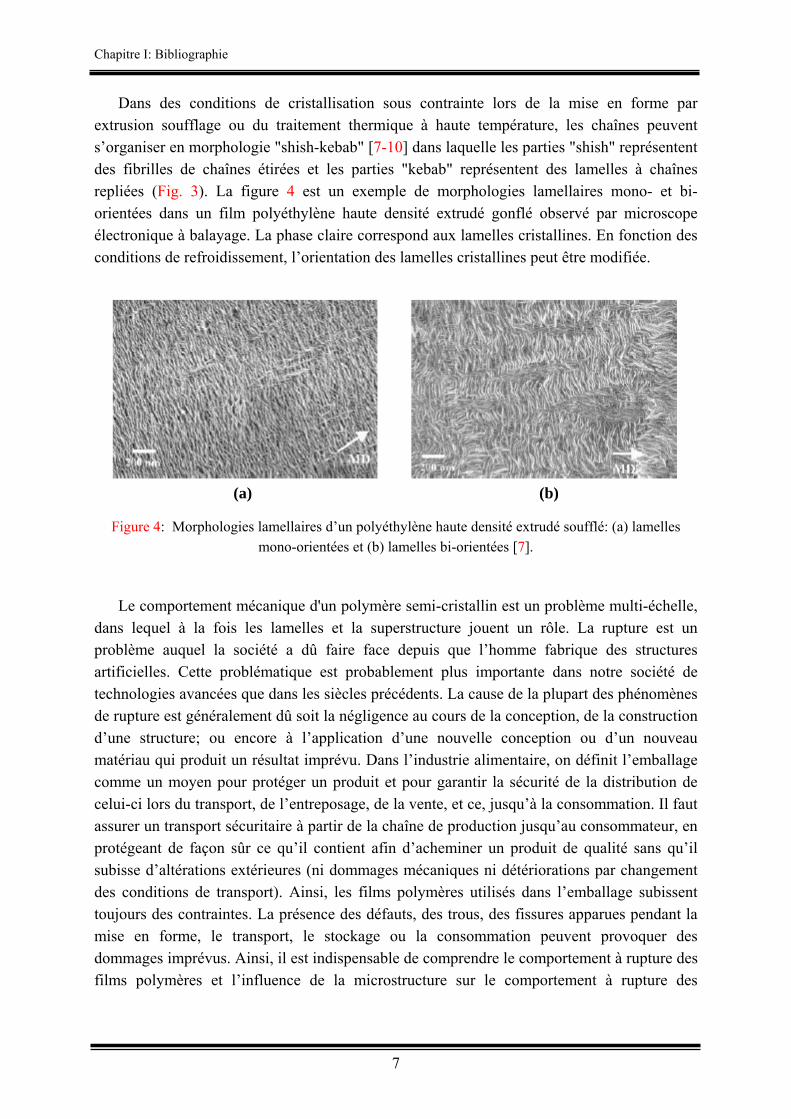
Dans des conditions de cristallisation sous contrainte lors de la mise en forme par extrusion soufflage ou du traitement thermique à haute température, les chaînes peuvent s’organiser en morphologie "shish-kebab" [7-10] dans laquelle les parties "shish" représentent des fibrilles de chaînes étirées et les parties "kebab" représentent des lamelles à chaînes repliées (Fig. 3). La figure 4 est un exemple de morphologies lamellaires mono- et bi-orientées dans un film polyéthylène haute densité extrudé gonflé observé par microscope électronique à balayage. La phase claire correspond aux lamelles cristallines. En fonction des conditions de refroidissement, l’orientation des lamelles cristallines peut être modifiée.
(a) (b)
Figure 4: Morphologies lamellaires d’un polyéthylène haute densité extrudé soufflé: (a) lamelles mono-orientées et (b) lamelles bi-orientées [7].
Le comportement mécanique d'un polymère semi-cristallin est un problème multi-échelle, dans lequel à la fois les lamelles et la superstructure jouent un rôle. La rupture est un problème auquel la société a dû faire face depuis que l’homme fabrique des structures artificielles. Cette problématique est probablement plus importante dans notre société de technologies avancées que dans les siècles précédents. La cause de la plupart des phénomènes de rupture est généralement dû soit la négligence au cours de la conception, de la construction d’une structure; ou encore à l’application d’une nouvelle conception ou d’un nouveau matériau qui produit un résultat imprévu. Dans l’industrie alimentaire, on définit l’emballage comme un moyen pour protéger un produit et pour garantir la sécurité de la distribution de celui-ci lors du transport, de l’entreposage, de la vente, et ce, jusqu’à la consommation. Il faut assurer un transport sécuritaire à partir de la chaîne de production jusqu’au consommateur, en protégeant de façon sûr ce qu’il contient afin d’acheminer un produit de qualité sans qu’il subisse d’altérations extérieures (ni dommages mécaniques ni détériorations par changement des conditions de transport). Ainsi, les films polymères utilisés dans l’emballage subissent toujours des contraintes. La présence des défauts, des trous, des fissures apparues pendant la mise en forme, le transport, le stockage ou la consommation peuvent provoquer des dommages imprévus. Ainsi, il est indispensable de comprendre le comportement à rupture des films polymères et l’influence de la microstructure sur le comportement à rupture des
7
Chapitre I: Bibliographie
matériaux pour permettre d’approcher au mieux le problème du risque d’amorçage d’endommagement des matériaux.
I.2. Quel intérêt présentent les polymères thermoplastiques semi-
cristallins renforcés par des plaquettes d’argile ?
Les nanocomposites à matrice polymère renforcée par des nanorenforts tels que les plaquettes d’argiles, les nanofibres de cellulose, les nanotubes de carbone suscitent beaucoup d’intérêts en raison de leurs propriétés améliorées par rapport aux polymères vierges [5,11-29]. Grâce à leurs grandes surfaces spécifiques, induites par leur(s) dimension(s) nanométrique(s), de très faibles quantités de nanorenforts peuvent améliorer considérablement les propriétés mécaniques, la stabilité thermique, les propriétés barrières et diminuer l’inflammabilité du matériau. Ils sont déjà utilisés dans plusieurs domaines comme par exemple celui de l’automobile, de l’emballage alimentaire et de la peinture… [19].
Parmi les nanorenforts, les argiles sont des candidates idéales entre autres parce qu’elles ont de grands facteurs de forme. De plus, dans une matrice polymère, les nanorenforts lamellaires comme l’argile font figure de leaders au niveau des premières applications parce que les processus de mise en forme des polymères chargés sont bien maîtrisés et peu coûteux. Lors de ces processus, les nanorenforts lamellaires s'orientent généralement dans une direction privilégiée parallèle à la surface du film. Cet alignement joue un rôle dans les propriétés barrière et mécaniques [5,11,17,23].
I.2.1. Rappels sur les charges d’argile (silicates)
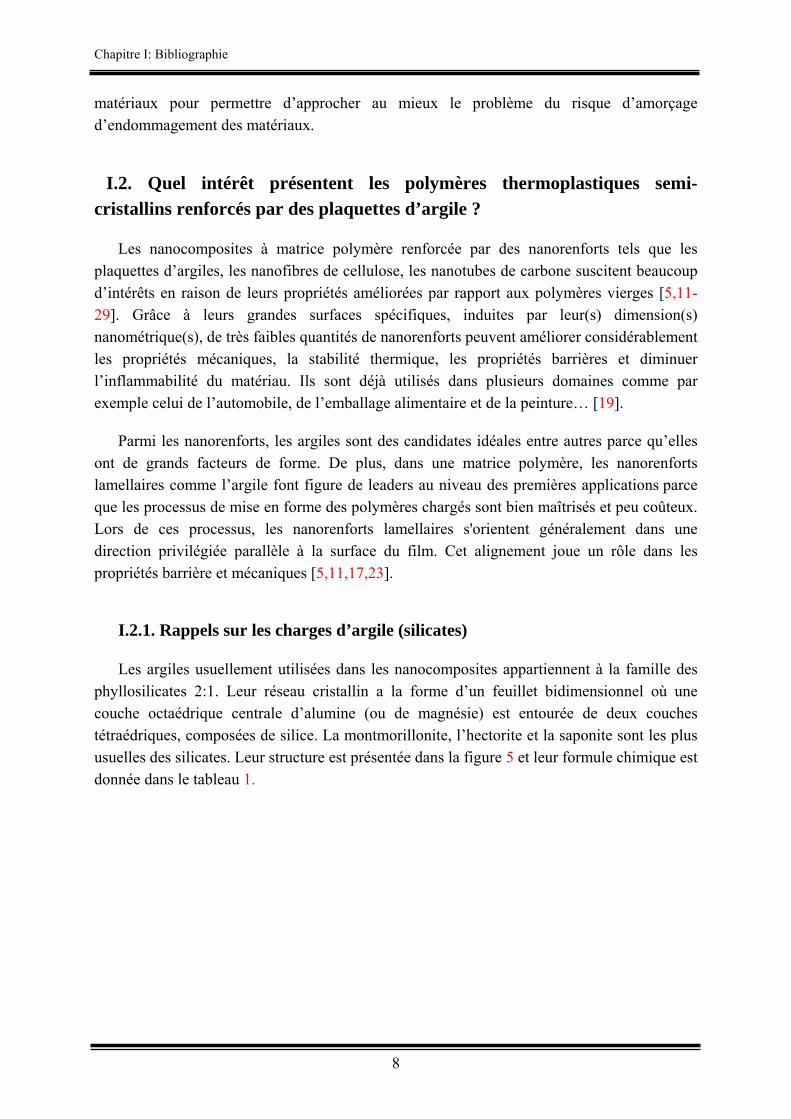
Les argiles usuellement utilisées dans les nanocomposites appartiennent à la famille des phyllosilicates 2:1. Leur réseau cristallin a la forme d’un feuillet bidimensionnel où une couche octaédrique centrale d’alumine (ou de magnésie) est entourée de deux couches tétraédriques, composées de silice. La montmorillonite, l’hectorite et la saponite sont les plus usuelles des silicates. Leur structure est présentée dans la figure 5 et leur formule chimique est donnée dans le tableau 1.
8
Chapitre I: Bibliographie
Figure 5: Structure cristalline des phyllosilicates 2 :1 [11]
Phyllosilicate 2:1 Formule générale Montmorillonite
Hectorite Saponite
Mx(Al4-xMgx)Si8O20(OH)4
Mx(Mg6-xLix)Si8O20(OH)4
MxMg6(Si8-xAlx)O20(OH)4
M = cation monovalent ; x = degré de la substitution isomorphe (entre 0.5 et 1.3)
Tableau 1: Structure chimique des phyllosilicates 2:1 usuels [11].
L’épaisseur du feuillet est d’environ 1nm et les dimensions latérales de ces feuillets peuvent varier de 30nm à plusieurs microns. Ces couches s’organisent elles-mêmes en s’empilant, créant un espacement régulier entre deux couches appelé intercouche ou galerie. La substitution isomorphe dans les feuillets (par exemple : Al3+ remplacé par Mg2+ ou par Fe2+, ou Mg2+ remplacé par Li+) produit des charges négatives qui sont équilibrées par des cations d’alcalins situés dans l’intercouche. De plus, ces cations rendent l’argile très hydrophile. De ce fait, il est difficile de les disperser dans une matrice organique et il n’est pas rare d’observer l’agglomération des renforts. Afin d’éviter l’agglomération des feuillets d’argile, il est possible de la rendre plus organophile. Par exemple, les cations hydratés de l’intercouche peuvent être échangés avec des agents de surface tels que des alkyl ammonium ou alkyl phosphonium (l’onium) [30,31]. L’argile modifiée ayant une énergie de surface moins forte, sa compatibilité avec les polymères est améliorée. En particulier, les chaînes macromoléculaires seront mieux capables de s’intercaler à l’intérieur de l’intercouche.
I.2.2. Microstructures des nanocomposites
Selon la nature des composants utilisés (des silicates, des cations organiques et des matrices polymères) et la méthode d’élaboration (exfoliation – adsorption, polymérisation intercalaire in situ, intercalation en état fondu…), trois microstructures classiques peuvent être
9
Chapitre I: Bibliographie
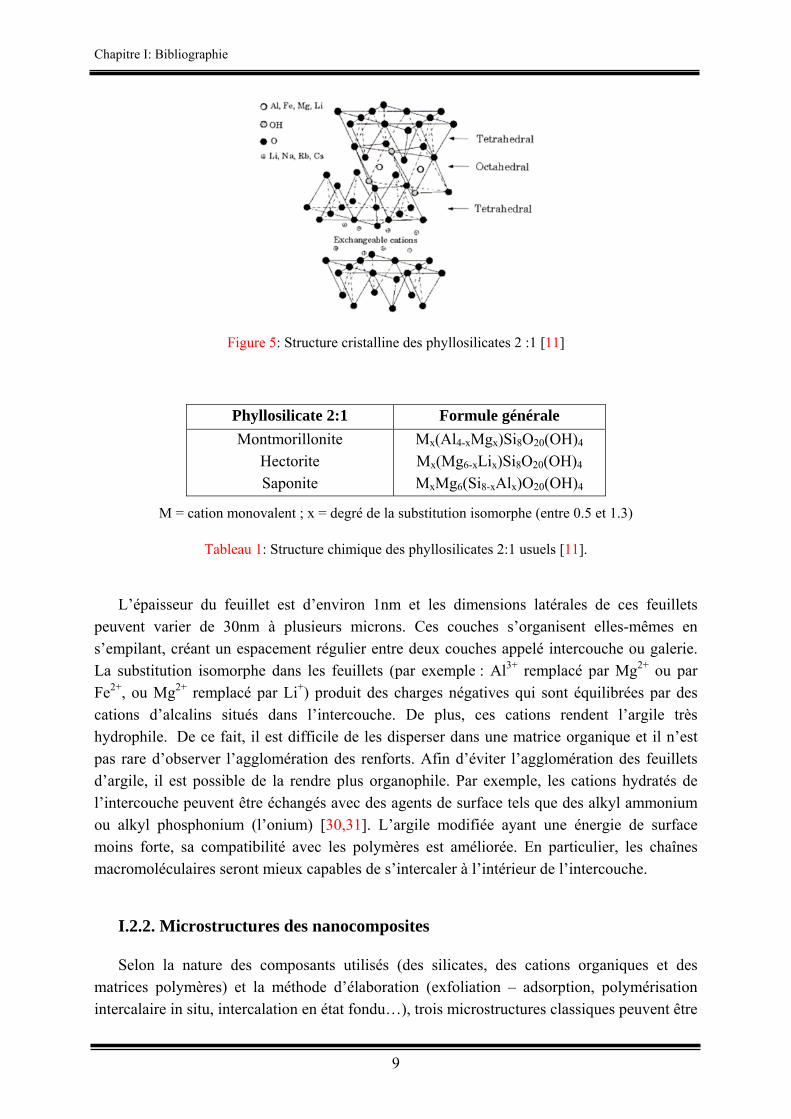
obtenues quand une argile est associée à un polymère (Fig. 6). Quand le polymère ne peut pas s’intercaler entre les feuillets d’argile, une microstructure à phases séparées est formée (Fig. 6a). Lorsqu’une ou plusieurs chaînes de polymère ont pu s’immiscer dans l’espace interfoliaire, la microstructure est qualifiée d’intercalée (Fig. 6b). La structure initiale sous forme d’amas de feuillets de montmorillonite n’a pas été détruite. La structure exfoliée s’est construite lorsque les amas d’argile ont été complètement délaminés et dispersés en feuillets unitaires dans la matrice (Fig. 6c).
Figure 6: Structures classiques de nanocomposites polymère/argile : (a) microstructure phase séparée, (b) microstructure intercalée, (c) microstructure exfoliée [11].
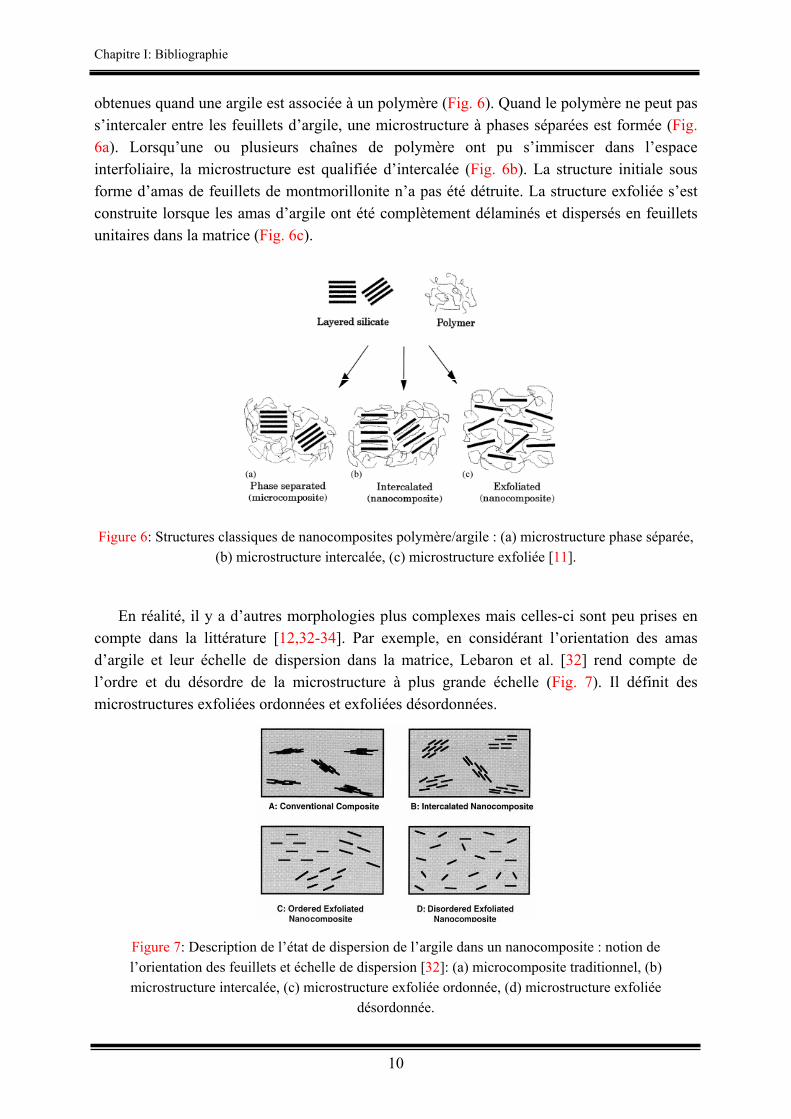
En réalité, il y a d’autres morphologies plus complexes mais celles-ci sont peu prises en compte dans la littérature [12,32-34]. Par exemple, en considérant l’orientation des amas d’argile et leur échelle de dispersion dans la matrice, Lebaron et al. [32] rend compte de l’ordre et du désordre de la microstructure à plus grande échelle (Fig. 7). Il définit des microstructures exfoliées ordonnées et exfoliées désordonnées.
Figure 7: Description de l’état de dispersion de l’argile dans un nanocomposite : notion de l’orientation des feuillets et échelle de dispersion [32]: (a) microcomposite traditionnel, (b) microstructure intercalée, (c) microstructure exfoliée ordonnée, (d) microstructure exfoliée
désordonnée.
10
Chapitre I: Bibliographie
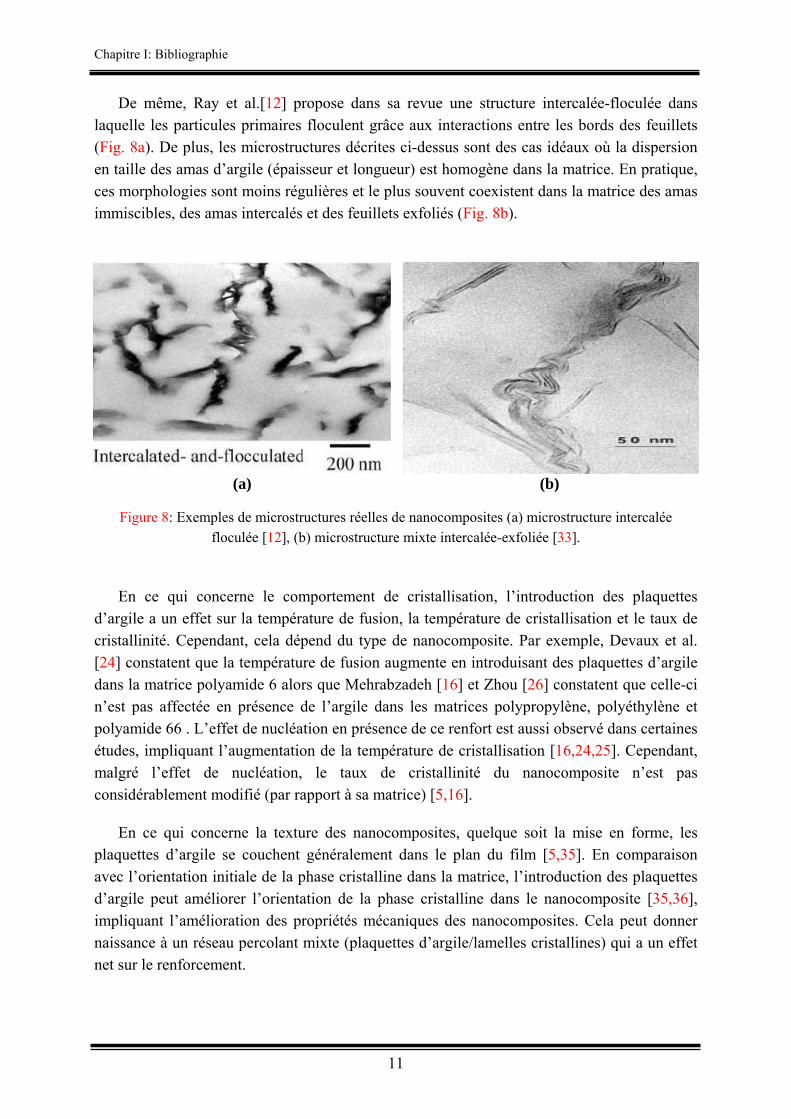
De même, Ray et al.[12] propose dans sa revue une structure intercalée-floculée dans laquelle les particules primaires floculent grâce aux interactions entre les bords des feuillets (Fig. 8a). De plus, les microstructures décrites ci-dessus sont des cas idéaux où la dispersion en taille des amas d’argile (épaisseur et longueur) est homogène dans la matrice. En pratique, ces morphologies sont moins régulières et le plus souvent coexistent dans la matrice des amas immiscibles, des amas intercalés et des feuillets exfoliés (Fig. 8b).
(a) (b)
Figure 8: Exemples de microstructures réelles de nanocomposites (a) microstructure intercalée floculée [12], (b) microstructure mixte intercalée-exfoliée [33].
En ce qui concerne le comportement de cristallisation, l’introduction des plaquettes d’argile a un effet sur la température de fusion, la température de cristallisation et le taux de cristallinité. Cependant, cela dépend du type de nanocomposite. Par exemple, Devaux et al. [24] constatent que la température de fusion augmente en introduisant des plaquettes d’argile dans la matrice polyamide 6 alors que Mehrabzadeh [16] et Zhou [26] constatent que celle-ci n’est pas affectée en présence de l’argile dans les matrices polypropylène, polyéthylène et polyamide 66 . L’effet de nucléation en présence de ce renfort est aussi observé dans certaines études, impliquant l’augmentation de la température de cristallisation [16,24,25]. Cependant, malgré l’effet de nucléation, le taux de cristallinité du nanocomposite n’est pas considérablement modifié (par rapport à sa matrice) [5,16].
En ce qui concerne la texture des nanocomposites, quelque soit la mise en forme, les plaquettes d’argile se couchent généralement dans le plan du film [5,35]. En comparaison avec l’orientation initiale de la phase cristalline dans la matrice, l’introduction des plaquettes d’argile peut améliorer l’orientation de la phase cristalline dans le nanocomposite [35,36], impliquant l’amélioration des propriétés mécaniques des nanocomposites. Cela peut donner naissance à un réseau percolant mixte (plaquettes d’argile/lamelles cristallines) qui a un effet net sur le renforcement.
11
Chapitre I: Bibliographie
I.2.3. Propriétés mécaniques des nanocomposites à renforts lamellaires
Du fait des dimensions nanométriques et des facteurs de forme élevés de leurs renforts, les nanocomposites présentent des propriétés différentes de celles des composites classiques à charges microniques. Dans la littérature, de nombreuses propriétés des nanocomposites sont analysées telles que les propriétés mécaniques (module élastique, contrainte et déformation à rupture, résistance à l’impact, résistance au déchirement), les propriétés barrière (perméabilité aux gaz et aux liquides), la tenue en température (HDT, analyse mécanique dynamique, résistance au feu, dégradation, stabilité thermique), la conductivité ionique, ... [11-22].
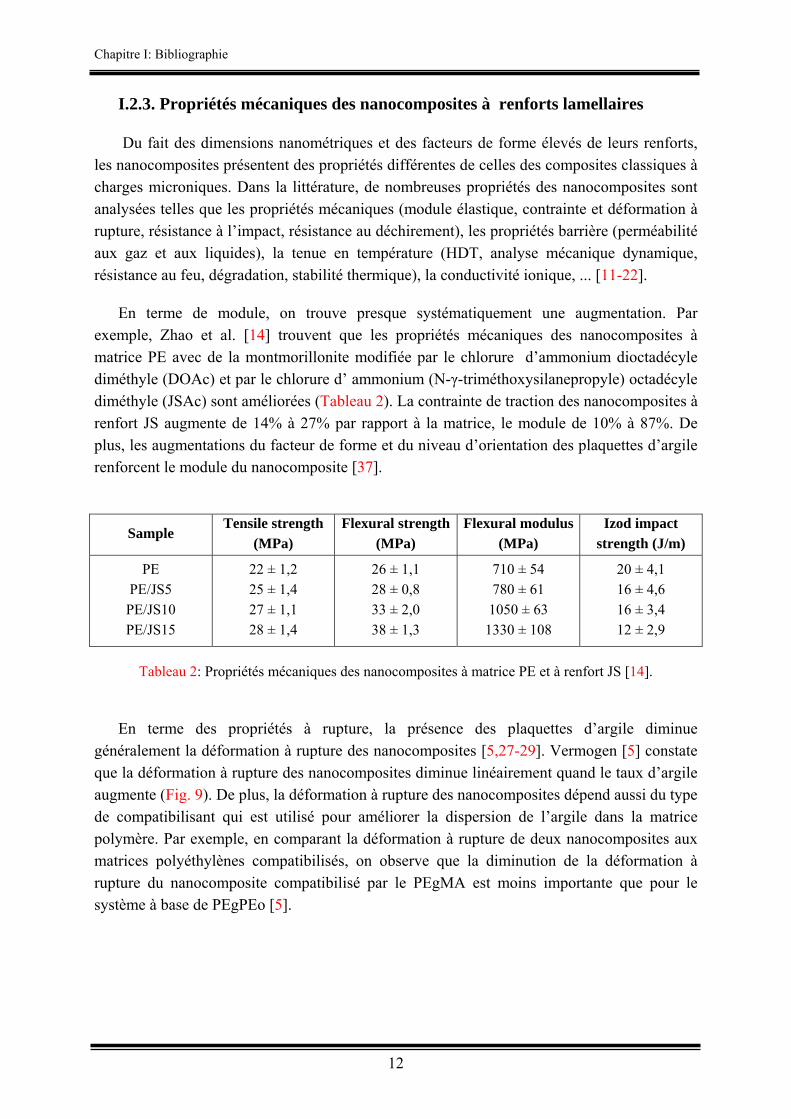
En terme de module, on trouve presque systématiquement une augmentation. Par exemple, Zhao et al. [14] trouvent que les propriétés mécaniques des nanocomposites à matrice PE avec de la montmorillonite modifiée par le chlorure d’ammonium dioctadécyle diméthyle (DOAc) et par le chlorure d’ ammonium (N-γ-triméthoxysilanepropyle) octadécyle diméthyle (JSAc) sont améliorées (Tableau 2). La contrainte de traction des nanocomposites à renfort JS augmente de 14% à 27% par rapport à la matrice, le module de 10% à 87%. De plus, les augmentations du facteur de forme et du niveau d’orientation des plaquettes d’argile renforcent le module du nanocomposite [37].
Sample Tensile strength
(MPa) Flexural strength
(MPa) Flexural modulus
(MPa) Izod impact
strength (J/m)
PE PE/JS5
PE/JS10 PE/JS15
22 ± 1,2 25 ± 1,4 27 ± 1,1 28 ± 1,4
26 ± 1,1 28 ± 0,8 33 ± 2,0 38 ± 1,3
710 ± 54 780 ± 61
1050 ± 63 1330 ± 108
20 ± 4,1 16 ± 4,6 16 ± 3,4 12 ± 2,9
Tableau 2: Propriétés mécaniques des nanocomposites à matrice PE et à renfort JS [14].
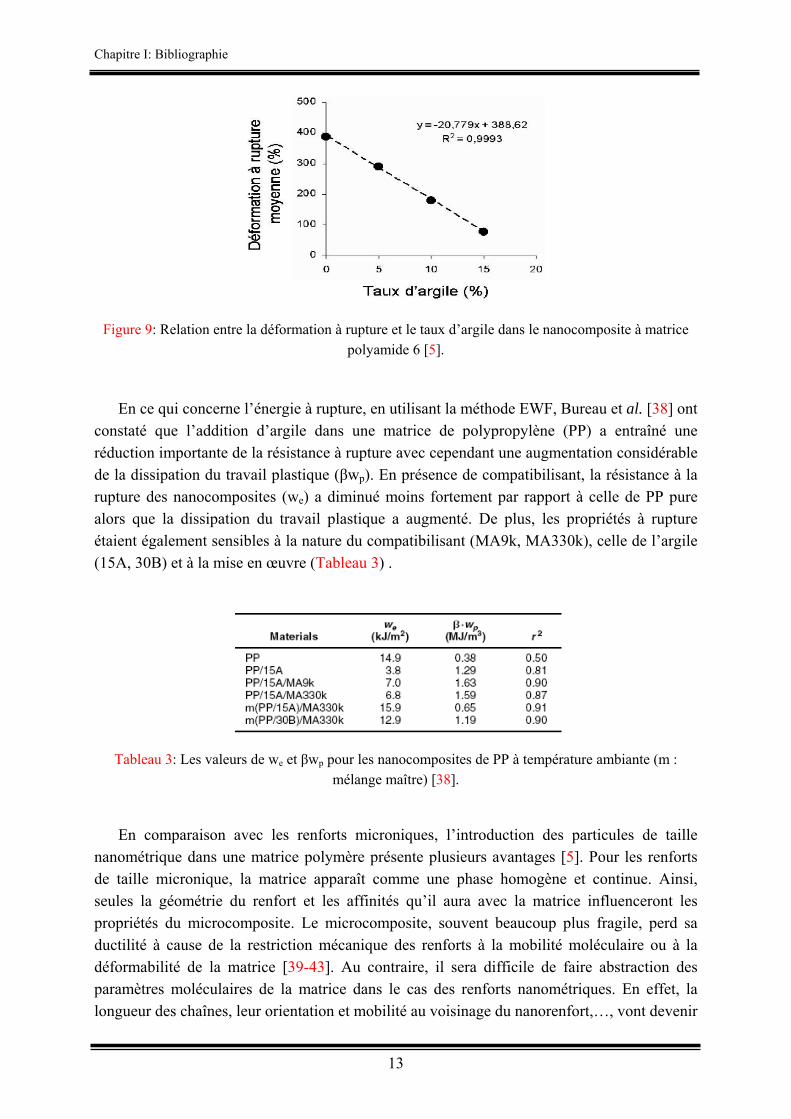
En terme des propriétés à rupture, la présence des plaquettes d’argile diminue généralement la déformation à rupture des nanocomposites [5,27-29]. Vermogen [5] constate que la déformation à rupture des nanocomposites diminue linéairement quand le taux d’argile augmente (Fig. 9). De plus, la déformation à rupture des nanocomposites dépend aussi du type de compatibilisant qui est utilisé pour améliorer la dispersion de l’argile dans la matrice polymère. Par exemple, en comparant la déformation à rupture de deux nanocomposites aux matrices polyéthylènes compatibilisés, on observe que la diminution de la déformation à rupture du nanocomposite compatibilisé par le PEgMA est moins importante que pour le système à base de PEgPEo [5].
12
Chapitre I: Bibliographie
Figure 9: Relation entre la déformation à rupture et le taux d’argile dans le nanocomposite à matrice polyamide 6 [5].
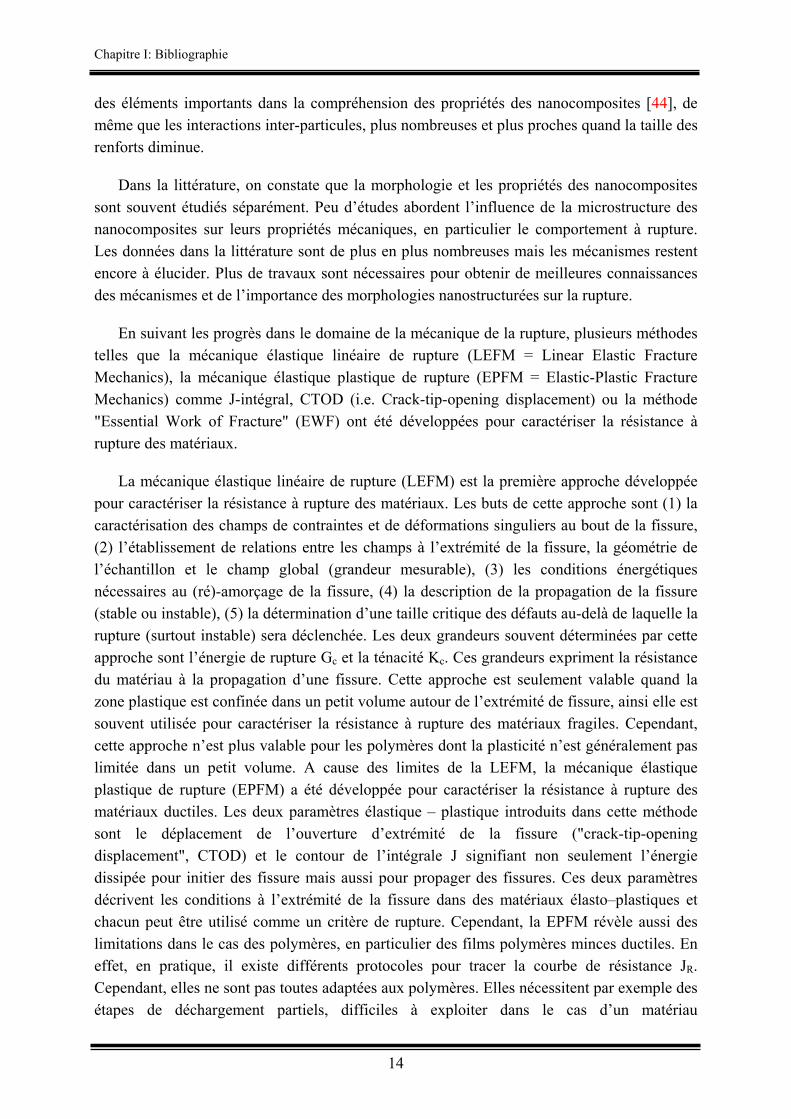
En ce qui concerne l’énergie à rupture, en utilisant la méthode EWF, Bureau et al. [38] ont constaté que l’addition d’argile dans une matrice de polypropylène (PP) a entraîné une réduction importante de la résistance à rupture avec cependant une augmentation considérable de la dissipation du travail plastique (βwp). En présence de compatibilisant, la résistance à la rupture des nanocomposites (we) a diminué moins fortement par rapport à celle de PP pure alors que la dissipation du travail plastique a augmenté. De plus, les propriétés à rupture étaient également sensibles à la nature du compatibilisant (MA9k, MA330k), celle de l’argile (15A, 30B) et à la mise en œuvre (Tableau 3) .
Tableau 3: Les valeurs de we et βwp pour les nanocomposites de PP à température ambiante (m : mélange maître) [38].
En comparaison avec les renforts microniques, l’introduction des particules de taille nanométrique dans une matrice polymère présente plusieurs avantages [5]. Pour les renforts de taille micronique, la matrice apparaît comme une phase homogène et continue. Ainsi, seules la géométrie du renfort et les affinités qu’il aura avec la matrice influenceront les propriétés du microcomposite. Le microcomposite, souvent beaucoup plus fragile, perd sa ductilité à cause de la restriction mécanique des renforts à la mobilité moléculaire ou à la déformabilité de la matrice [39-43]. Au contraire, il sera difficile de faire abstraction des paramètres moléculaires de la matrice dans le cas des renforts nanométriques. En effet, la longueur des chaînes, leur orientation et mobilité au voisinage du nanorenfort,…, vont devenir
13
Chapitre I: Bibliographie
des éléments importants dans la compréhension des propriétés des nanocomposites [44], de même que les interactions inter-particules, plus nombreuses et plus proches quand la taille des renforts diminue.
Dans la littérature, on constate que la morphologie et les propriétés des nanocomposites sont souvent étudiés séparément. Peu d’études abordent l’influence de la microstructure des nanocomposites sur leurs propriétés mécaniques, en particulier le comportement à rupture. Les données dans la littérature sont de plus en plus nombreuses mais les mécanismes restent encore à élucider. Plus de travaux sont nécessaires pour obtenir de meilleures connaissances des mécanismes et de l’importance des morphologies nanostructurées sur la rupture.
En suivant les progrès dans le domaine de la mécanique de la rupture, plusieurs méthodes telles que la mécanique élastique linéaire de rupture (LEFM = Linear Elastic Fracture Mechanics), la mécanique élastique plastique de rupture (EPFM = Elastic-Plastic Fracture Mechanics) comme J-intégral, CTOD (i.e. Crack-tip-opening displacement) ou la méthode "Essential Work of Fracture" (EWF) ont été développées pour caractériser la résistance à rupture des matériaux.
La mécanique élastique linéaire de rupture (LEFM) est la première approche développée pour caractériser la résistance à rupture des matériaux. Les buts de cette approche sont (1) la caractérisation des champs de contraintes et de déformations singuliers au bout de la fissure, (2) l’établissement de relations entre les champs à l’extrémité de la fissure, la géométrie de l’échantillon et le champ global (grandeur mesurable), (3) les conditions énergétiques nécessaires au (ré)-amorçage de la fissure, (4) la description de la propagation de la fissure (stable ou instable), (5) la détermination d’une taille critique des défauts au-delà de laquelle la rupture (surtout instable) sera déclenchée. Les deux grandeurs souvent déterminées par cette approche sont l’énergie de rupture Gc et la ténacité Kc. Ces grandeurs expriment la résistance du matériau à la propagation d’une fissure. Cette approche est seulement valable quand la zone plastique est confinée dans un petit volume autour de l’extrémité de fissure, ainsi elle est souvent utilisée pour caractériser la résistance à rupture des matériaux fragiles. Cependant, cette approche n’est plus valable pour les polymères dont la plasticité n’est généralement pas limitée dans un petit volume. A cause des limites de la LEFM, la mécanique élastique plastique de rupture (EPFM) a été développée pour caractériser la résistance à rupture des matériaux ductiles. Les deux paramètres élastique – plastique introduits dans cette méthode sont le déplacement de l’ouverture d’extrémité de la fissure ("crack-tip-opening displacement", CTOD) et le contour de l’intégrale J signifiant non seulement l’énergie dissipée pour initier des fissure mais aussi pour propager des fissures. Ces deux paramètres décrivent les conditions à l’extrémité de la fissure dans des matériaux élasto–plastiques et chacun peut être utilisé comme un critère de rupture. Cependant, la EPFM révèle aussi des limitations dans le cas des polymères, en particulier des films polymères minces ductiles. En effet, en pratique, il existe différents protocoles pour tracer la courbe de résistance JR. Cependant, elles ne sont pas toutes adaptées aux polymères. Elles nécessitent par exemple des étapes de déchargement partiels, difficiles à exploiter dans le cas d’un matériau
14
Chapitre I: Bibliographie
viscoélastique. Ces étapes ne permettent pas de garantir de travailler à une vitesse de sollicitation constante. Or étant donné que la valeur de JIc dépend de la vitesse pour les polymères, les erreurs de mesure entraînent des erreurs de calcul de J. Une autre difficulté provient également de la détermination précise de l’avancée de fissure. Celle-ci peut se faire par un essai de traction à un chargement donné, puis l’arrêt et une rupture à froid. Cependant, la fissuration des polymères se caractérise souvent par un émoussement du front de fissure avant l’amorçage. Bien que cet émoussement soit sensé être pris en compte par la droite d’émoussement, dans certains cas il est tel qu’il peut fausser la valeur de ∆a à l’amorçage.
Ensuite, J doit être déterminée normalement à partir d’une fissure stationnaire, c’est-à-dire qu’il faut respecter la condition de le protocole ESIS TC4 telle que ∆a < 0,1(W-a) (W est la largeur de l’échantillon et a est la longueur de ligament) [45]. Or, dans le cas des polymères, la fissuration est souvent beaucoup plus importante que ce que fixe le protocole. Ainsi, dans les travaux de Lach et al [46], les auteurs ont montré que pour une fissure croissante, il était nécessaire de corriger la valeur de J afin de tenir de compte de l’influence des déchargements de contrainte ou des effets dynamiques.
Une autre restriction de l’approche en J réside dans le fait que suivant le type d’échantillon testé, les formules ne sont pas identiques. Les formules diffèrent au niveau des valeurs des coefficients géométriques. Ils dépendent à la fois de la géométrie de l’éprouvette, mais également du type de déplacement mesuré ou de la profondeur de la fissure [47]. Dans le cas de la flexion trois points, les formules de détermination de J par rapport à l’ouverture ou au déplacement sont bien établies. Cependant suivant Bakker [48], on aura dans certains cas des variations de formules suivant que les essais sont faits en mesurant l’ouverture de l’entaille ou la déflexion de l’échantillon. La non-unicité des formules utilisées fait se poser des questions sur l’unicité d’un paramètre critique à rupture. De plus, se baser sur la vitesse de fissuration, ∆a/dt peut introduire des erreurs de raisonnement. ∆a/dt caractérise aussi la complaisance de l’ensemble du système de flexion et par conséquence sera fonction de la fragilité du matériau, de la taille et de la forme de l’éprouvette. Elle sera également dépendante de la rigidité du système et du type de chargement : si par exemple l’essai est piloté en charge ou en déplacement, si c’est un essai de flexion ou de traction. Ainsi une comparaison efficace de la vitesse de propagation de fissure entre deux matériaux ne peut se faire qu’en réalisant les essais dans les mêmes conditions [46]. On voit là aussi une limite dans l’utilisation de J dans le cas de structures complexes. Le concept de la courbe JR, c’est à dire la courbe de résistance à la fissuration, est une propriété du matériau dépendante de l’avancée de la fissure. Ce concept est issu de l’étude des métaux où la zone devant les dimensions de l’éprouvette est petite et où Jmax est atteint pour une petite avancée de fissure. Dans les polymères ductiles, la forme de la zone plastique dépend de la géométrie. Ainsi, si l'écoulement plastique est atteint avant le début de fissuration, on ne peut pas espérer avoir une courbe JR indépendante de la géométrie de l’éprouvette. Ces exemples ne sont évidemment pas un résumé exhaustif des nombreux travaux concernant l’approche élasto-plastique en J pour les polymères. Ils permettent de souligner simplement certains problèmes
15
Chapitre I: Bibliographie
connus, liés directement au comportement visqueux et à l’importance de la plasticité dans le cas de polymères semi-cristallins.
A cause des limitations de la EPFM, en particulier de l’approche en J, la méthode « Essential Work of Fracture » a été proposée pour caractériser les déchirures ductiles des matériaux polymères. Elle est considérée comme une méthode complémentaire à l’intégrale J. Brogerg [49] introduit pour la première fois la notion de travail essentiel de rupture, mais ce sont les travaux de Cotterell et Reddell [50,51] et de Mai et Cotterell [52] qui utilisent les premiers la démarche EWF dans le cas des tôle métalliques, avant de généraliser aux polymères quelques années plus tard [53,54]. La plupart des polymères ont ensuite été caractérisés. Actuellement, cette méthode est très répandue pour caractériser la rupture ductile des films polymères. Nous allons donc la présenter plus en détail dans le paragraphe suivant.
II. Méthode "Essential Work of Fracture"
II.1. Principes principaux
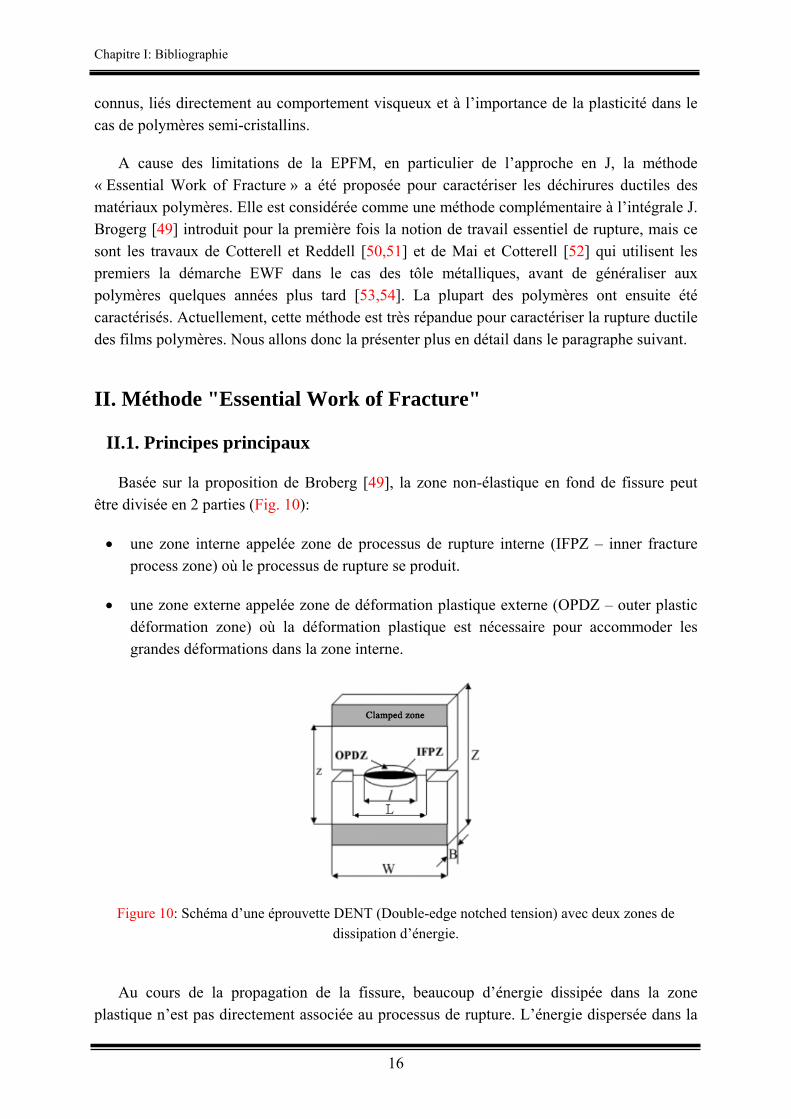
Basée sur la proposition de Broberg [49], la zone non-élastique en fond de fissure peut être divisée en 2 parties (Fig. 10):
• une zone interne appelée zone de processus de rupture interne (IFPZ – inner fracture process zone) où le processus de rupture se produit.
• une zone externe appelée zone de déformation plastique externe (OPDZ – outer plastic déformation zone) où la déformation plastique est nécessaire pour accommoder les grandes déformations dans la zone interne.
Figure 10: Schéma d’une éprouvette DENT (Double-edge notched tension) avec deux zones de dissipation d’énergie.
Au cours de la propagation de la fissure, beaucoup d’énergie dissipée dans la zone plastique n’est pas directement associée au processus de rupture. L’énergie dispersée dans la
16
Chapitre I: Bibliographie
zone de processus de rupture sert à la rupture. Ainsi, l’énergie totale de rupture peut être divisée en deux composantes. Une composante correspond au terme We qui caractérise la zone interne (IFPZ) et l’autre, Wp, à la zone externe (OPDZ):
f e pW W W= + (I.1)
où Wf est l’énergie totale de rupture, We est le travail essentiel de rupture dissipé dans la zone de processus de rupture (IFPZ) et Wp est le travail non-essentiel de rupture dissipé dans la zone plastique externe (OPDZ).
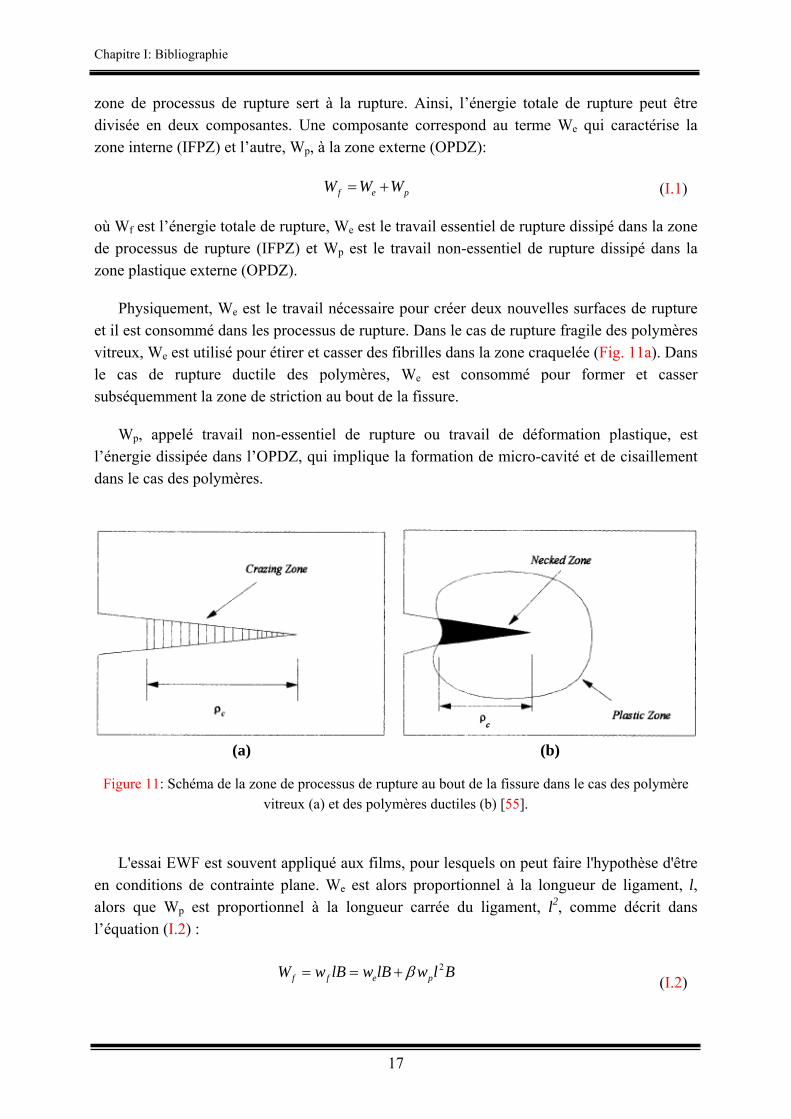
Physiquement, We est le travail nécessaire pour créer deux nouvelles surfaces de rupture et il est consommé dans les processus de rupture. Dans le cas de rupture fragile des polymères vitreux, We est utilisé pour étirer et casser des fibrilles dans la zone craquelée (Fig. 11a). Dans le cas de rupture ductile des polymères, We est consommé pour former et casser subséquemment la zone de striction au bout de la fissure.
Wp, appelé travail non-essentiel de rupture ou travail de déformation plastique, est l’énergie dissipée dans l’OPDZ, qui implique la formation de micro-cavité et de cisaillement dans le cas des polymères.
(a) (b)
Figure 11: Schéma de la zone de processus de rupture au bout de la fissure dans le cas des polymère vitreux (a) et des polymères ductiles (b) [55].
L'essai EWF est souvent appliqué aux films, pour lesquels on peut faire l'hypothèse d'être en conditions de contrainte plane. We est alors proportionnel à la longueur de ligament, l, alors que Wp est proportionnel à la longueur carrée du ligament, l2, comme décrit dans l’équation (I.2) :
2f f e pW w lB w lB w lβ= = + B
(I.2)
17
Chapitre I: Bibliographie
ou f e pw w w lβ= + (I.3)
où B est l’épaisseur de l’échantillon, we est le travail essentiel spécifique de rupture et wp est le travail non-essentiel spécifique de rupture. Le paramètre β est une constante proportionnelle à la taille et à la forme de la zone plastique et dépend de la géométrie de l’échantillon et de la fissure.
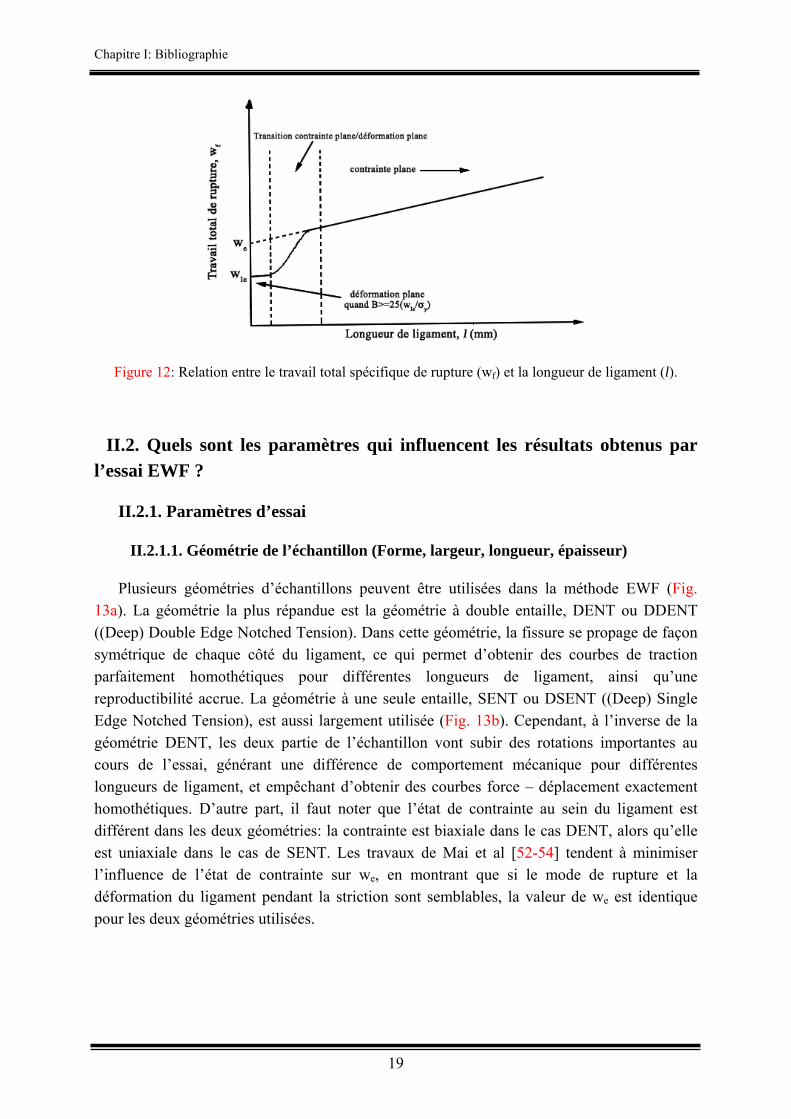
L’équation (I.3) prédit une relation linéaire entre le travail total spécifique de rupture, wf, et la longueur de ligament, l. Pour obtenir we et βwp, des échantillons avec des longueurs de ligament différentes sont préparés et testés jusqu’à la rupture. En traçant wf en fonction de l, on obtient une ligne droite et la valeur de we peut être obtenue par l’extrapolation de la ligne droite à l = 0. La valeur de βwp est la pente de cette ligne droite. La détermination exacte de wp nécessite la connaissance du facteur de forme β dont la valeur est reliée à la forme de la zone plastique au bout de la fissure. Mais comme β change avec la géométrie de l’échantillon et la longueur initiale de la fissure, la relation linéaire entre wf et l peut être obtenue si la similarité géométrique est retenu pour toutes les longueurs de ligament. De plus, comme la contrainte plastique augmente quand la longueur de ligament diminue, la condition de déformation plane peut arriver lorsque la longueur de ligament diminue. we peut être obtenu si le rapport entre la longueur de ligament et l’épaisseur de l’échantillon (l/B) est suffisamment important pour assurer les conditions de contrainte plane dans la zone de ligament, il est alors prouvé que we est une constante du matériau pour une épaisseur donnée. Quand le rapport l/B diminue, la contrainte plastique augmente et la transition entre la contrainte plane et la déformation plane peut se produire pour certains rapports l/B. Le protocole ESIS [56] propose que la transition se produise souvent au rapport l/B=3-5 pour des matériaux ductiles. Une relation linéaire dans le domaine de transition n’est pas toujours obtenue. Cependant, si l’épaisseur de l’échantillon satisfait le critère de taille généralement utilisé pour la mesure de JIc:
25 Ie
y
wBσ
⎛ ⎞≥ ⎜ ⎟⎜ ⎟
⎝ ⎠ (I.4)
les conditions de déformation plane seront atteintes avec la diminution de la longueur du ligament et le travail essentiel spécifique de rupture en déformation plane, wIe, peut être obtenu par l’extrapolation à l = 0 (Fig. 12).
18
Chapitre I: Bibliographie
Figure 12: Relation entre le travail total spécifique de rupture (wf) et la longueur de ligament (l).
II.2. Quels sont les paramètres qui influencent les résultats obtenus par l’essai EWF ?
II.2.1. Paramètres d’essai
II.2.1.1. Géométrie de l’échantillon (Forme, largeur, longueur, épaisseur)
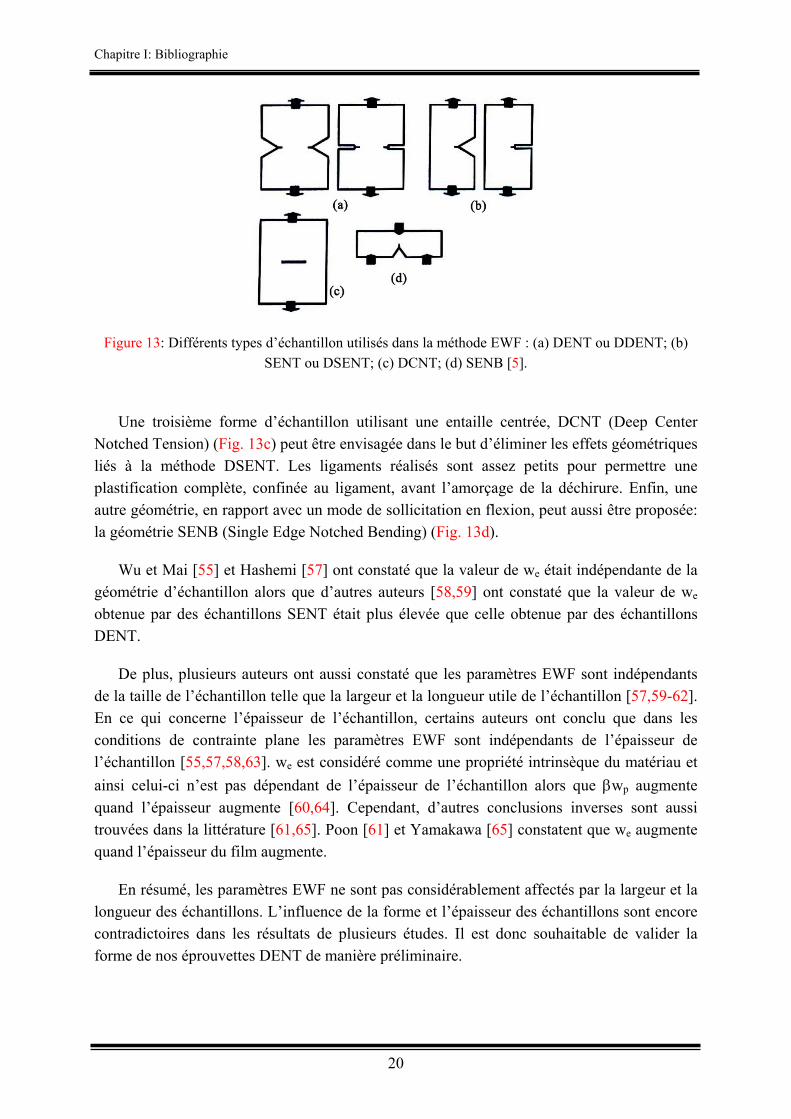
Plusieurs géométries d’échantillons peuvent être utilisées dans la méthode EWF (Fig. 13a). La géométrie la plus répandue est la géométrie à double entaille, DENT ou DDENT ((Deep) Double Edge Notched Tension). Dans cette géométrie, la fissure se propage de façon symétrique de chaque côté du ligament, ce qui permet d’obtenir des courbes de traction parfaitement homothétiques pour différentes longueurs de ligament, ainsi qu’une reproductibilité accrue. La géométrie à une seule entaille, SENT ou DSENT ((Deep) Single Edge Notched Tension), est aussi largement utilisée (Fig. 13b). Cependant, à l’inverse de la géométrie DENT, les deux partie de l’échantillon vont subir des rotations importantes au cours de l’essai, générant une différence de comportement mécanique pour différentes longueurs de ligament, et empêchant d’obtenir des courbes force – déplacement exactement homothétiques. D’autre part, il faut noter que l’état de contrainte au sein du ligament est différent dans les deux géométries: la contrainte est biaxiale dans le cas DENT, alors qu’elle est uniaxiale dans le cas de SENT. Les travaux de Mai et al [52-54] tendent à minimiser l’influence de l’état de contrainte sur we, en montrant que si le mode de rupture et la déformation du ligament pendant la striction sont semblables, la valeur de we est identique pour les deux géométries utilisées.
19
Chapitre I: Bibliographie
Figure 13: Différents types d’échantillon utilisés dans la méthode EWF : (a) DENT ou DDENT; (b) SENT ou DSENT; (c) DCNT; (d) SENB [5].
Une troisième forme d’échantillon utilisant une entaille centrée, DCNT (Deep Center Notched Tension) (Fig. 13c) peut être envisagée dans le but d’éliminer les effets géométriques liés à la méthode DSENT. Les ligaments réalisés sont assez petits pour permettre une plastification complète, confinée au ligament, avant l’amorçage de la déchirure. Enfin, une autre géométrie, en rapport avec un mode de sollicitation en flexion, peut aussi être proposée: la géométrie SENB (Single Edge Notched Bending) (Fig. 13d).
Wu et Mai [55] et Hashemi [57] ont constaté que la valeur de we était indépendante de la géométrie d’échantillon alors que d’autres auteurs [58,59] ont constaté que la valeur de we obtenue par des échantillons SENT était plus élevée que celle obtenue par des échantillons DENT.
De plus, plusieurs auteurs ont aussi constaté que les paramètres EWF sont indépendants de la taille de l’échantillon telle que la largeur et la longueur utile de l’échantillon [57,59-62]. En ce qui concerne l’épaisseur de l’échantillon, certains auteurs ont conclu que dans les conditions de contrainte plane les paramètres EWF sont indépendants de l’épaisseur de l’échantillon [55,57,58,63]. we est considéré comme une propriété intrinsèque du matériau et ainsi celui-ci n’est pas dépendant de l’épaisseur de l’échantillon alors que βwp augmente quand l’épaisseur augmente [60,64]. Cependant, d’autres conclusions inverses sont aussi trouvées dans la littérature [61,65]. Poon [61] et Yamakawa [65] constatent que we augmente quand l’épaisseur du film augmente.
En résumé, les paramètres EWF ne sont pas considérablement affectés par la largeur et la longueur des échantillons. L’influence de la forme et l’épaisseur des échantillons sont encore contradictoires dans les résultats de plusieurs études. Il est donc souhaitable de valider la forme de nos éprouvettes DENT de manière préliminaire.
20
Chapitre I: Bibliographie
II.2.1.2. Technique d’entaille
La précision des entailles réalisées sur les échantillons affecte considérablement les résultats et la reproductibilité des essais. Les entailles doivent être suffisamment aiguës. Les entailles émoussées ou endommagées peuvent augmenter la valeur de we. Yamakawa et al [65] font ainsi apparaître une dispersion notable des résultats avec des entailles faites au cutter, alors que cette dispersion est minimisée quand ils utilisent une lame de rasoir (plus aiguisée et plus fine). D’autre part, la qualité des entailles peut générer des différences importantes dans les valeurs de βwp. En comptant les droites wf(l) pour des échantillons entaillés de manières différentes, Paton et Hashemi [66] montrent que la pente βwp augmente lorsque l’entaille est moins précise (cutter). D’après Williams et Rink [67], le rayon de courbure de l’entaille ne doit pas dépasser 15µm.
En résumé, il semble qu’un rayon de courbure au fond d’entaille Rt ≤ 15µm est la condition nécessaire pour obtenir un bon résultat dans l’essai EWF. La reproductibilité des entailles apparaît comme un point critique pour l’essai EWF.
II.2.1.3. Vitesse de traction
L’effet de la vitesse de traction sur les paramètres EWF n’est pas encore bien établie bien que cet effet soit étudié dans plusieurs travaux [57-60,62,65,68-70]. La plupart des études ont constaté que la valeur de we n’est pas très sensible à la vitesse de traction [57-60,68,69] alors que certains auteurs ont montré que la valeur de we a diminué ou est passé par un minimum quand la vitesse de traction a augmenté [62,65,70]. En ce qui concerne βwp, on constate que ce paramètre augmente quand la vitesse augmente [57-59,62,68-70].
II.2.1.4. Température de l’essai
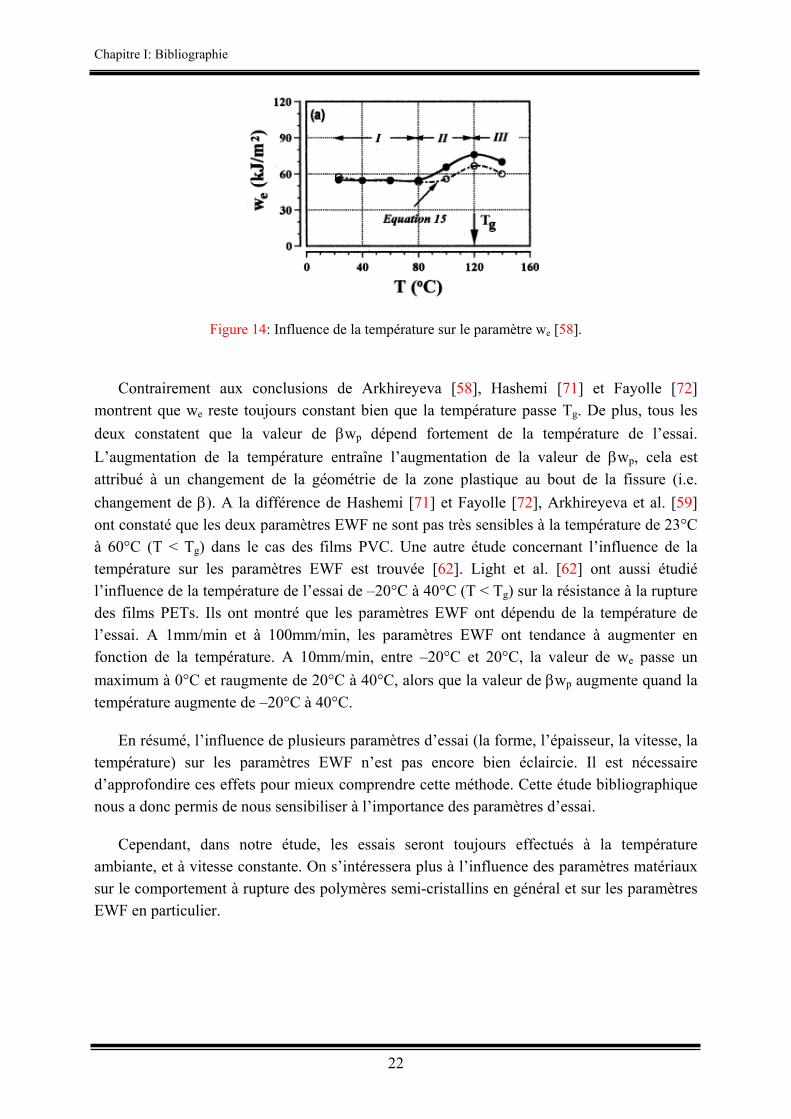
La technique EWF est principalement utilisée à température ambiante. Certaines études concernant l’influence de la température de l’essai sur les paramètres EWF sont trouvées dans la littérature [58,59,62,71,72]. Cependant, ces travaux manquent d’unification des conclusions sur ce sujet. Arkhireyeva et al. [58] offrent une étude complète du comportement à rupture d’un polyéthylène naphtalate (PEN) sur une large gamme de température. Trois régions distinctes sont établies, en rapport avec les valeurs de we. Entre 23 et 80°C, we apparaît constant; entre 80°C et 120°C, we augmente sensiblement, pour enfin diminuer au-dessus de 120°C. Cette étude montre aussi que we est maximum à proximité de la transition vitreuse Tg (Tg
PEN = 120°C) (Fig. 14).
21
Chapitre I: Bibliographie
Figure 14: Influence de la température sur le paramètre we [58].
Contrairement aux conclusions de Arkhireyeva [58], Hashemi [71] et Fayolle [72] montrent que we reste toujours constant bien que la température passe Tg. De plus, tous les deux constatent que la valeur de βwp dépend fortement de la température de l’essai. L’augmentation de la température entraîne l’augmentation de la valeur de βwp, cela est attribué à un changement de la géométrie de la zone plastique au bout de la fissure (i.e. changement de β). A la différence de Hashemi [71] et Fayolle [72], Arkhireyeva et al. [59] ont constaté que les deux paramètres EWF ne sont pas très sensibles à la température de 23°C à 60°C (T < Tg) dans le cas des films PVC. Une autre étude concernant l’influence de la température sur les paramètres EWF est trouvée [62]. Light et al. [62] ont aussi étudié l’influence de la température de l’essai de –20°C à 40°C (T < Tg) sur la résistance à la rupture des films PETs. Ils ont montré que les paramètres EWF ont dépendu de la température de l’essai. A 1mm/min et à 100mm/min, les paramètres EWF ont tendance à augmenter en fonction de la température. A 10mm/min, entre –20°C et 20°C, la valeur de we passe un maximum à 0°C et raugmente de 20°C à 40°C, alors que la valeur de βwp augmente quand la température augmente de –20°C à 40°C.
En résumé, l’influence de plusieurs paramètres d’essai (la forme, l’épaisseur, la vitesse, la température) sur les paramètres EWF n’est pas encore bien éclaircie. Il est nécessaire d’approfondire ces effets pour mieux comprendre cette méthode. Cette étude bibliographique nous a donc permis de nous sensibiliser à l’importance des paramètres d’essai.
Cependant, dans notre étude, les essais seront toujours effectués à la température ambiante, et à vitesse constante. On s’intéressera plus à l’influence des paramètres matériaux sur le comportement à rupture des polymères semi-cristallins en général et sur les paramètres EWF en particulier.
22
Chapitre I: Bibliographie
II.2.2. Paramètres matériaux
Plusieurs paramètres structuraux (la masse molaire et la densité d’enchevêtrement pour les polymères amorphes, le taux de cristallinité, la transition de phase cristalline, l’orientation de la phase cristalline, la densité des molécules liens… pour les polymères semi-cristallins) sont étudiés. Dans cette partie, on s’intéresse seulement aux paramètres concernant les polymères semi-cristallins.
II.2.2.1. Taux de cristallinité
L’influence du taux de cristallinité sur les paramètres EWF n’est pas encore bien établie à cause de l’interaction très compliquée entre les paramètres moléculaire et supermoléculaires. Cette influence peut être discutée à partir des études réalisées sur divers films de PET. Karger-Kocsis et Czigany [69] et Chan et Williams [73] montrent que la valeur de we d’un PET cristallin est plus importante que celle d’un amorphe. La résistance à l’amorçage de la fissure est améliorée par les effets de renforcement et de durcissement dus aux cristaux. Dans le cas des polyoléfine, il a aussi été démontré que l’augmentation du taux de cristallinité entraîne l’augmentation des paramètres EWF [74]. Cependant, la variation du taux de cristallinité est associée à des changements dans la structure sphérolite (taille de sphérolite) et dans les sphérolites (l’épaisseur des lamelles cristallines, l’orientation des lamelles cristallines, la phase amorphe, les molécules liens). Les paramètres EWF atteignent un maximum quand le taux de cristallinité augmente si tous les autres paramètres sont constants [75]. L’existence d’un seuil du taux de cristallinité où la tendance opposée des paramètres EWF est prédite viendrait de la restriction de la transmission des contraintes via la phase amorphe en fond de fissure [75]. De plus, l’augmentation du taux de cristallinité est parfois accompagnée de la réduction de la densité des molécules liens qui jouent un rôle important dans le processus de redistribution des contraintes [74]. Contrairement à ces études, une diminution de we lorsque le taux de cristallinité augmente est trouvée dans l’étude de Garnier [76] qui étudie des "sandwichs" métal/PET. Dans cette étude, la valeur de we décroît quand le taux de cristallinité augmente. Cette tendance est attribuée à deux effets possibles: la différence de la quantité de couche et l’épaisseur des couches métalliques sur les films PETs; les propriétés intrinsèques des matériaux qui sont modifiées par les traitements différents.
II.2.2.2. Transition de phase cristalline
Certains travaux constatent que la ténacité du polypropylène riche en phase β (β-PP) est plus importante que celle du polypropylène qui présente uniquement de la phase α (α-PP) [77,78]. Il a aussi été démontré que β-PP subit une transformation de la phase β en phase α lors de la sollicitation mécanique dans les tests statiques ou dynamiques à température supérieure à la température de transition vitreuse du PP [79,80]. Les résultats des tests EWF montrent que les valeurs de we des α-PP et β-PP sont identiques alors que la valeur de βwp du
23
Chapitre I: Bibliographie
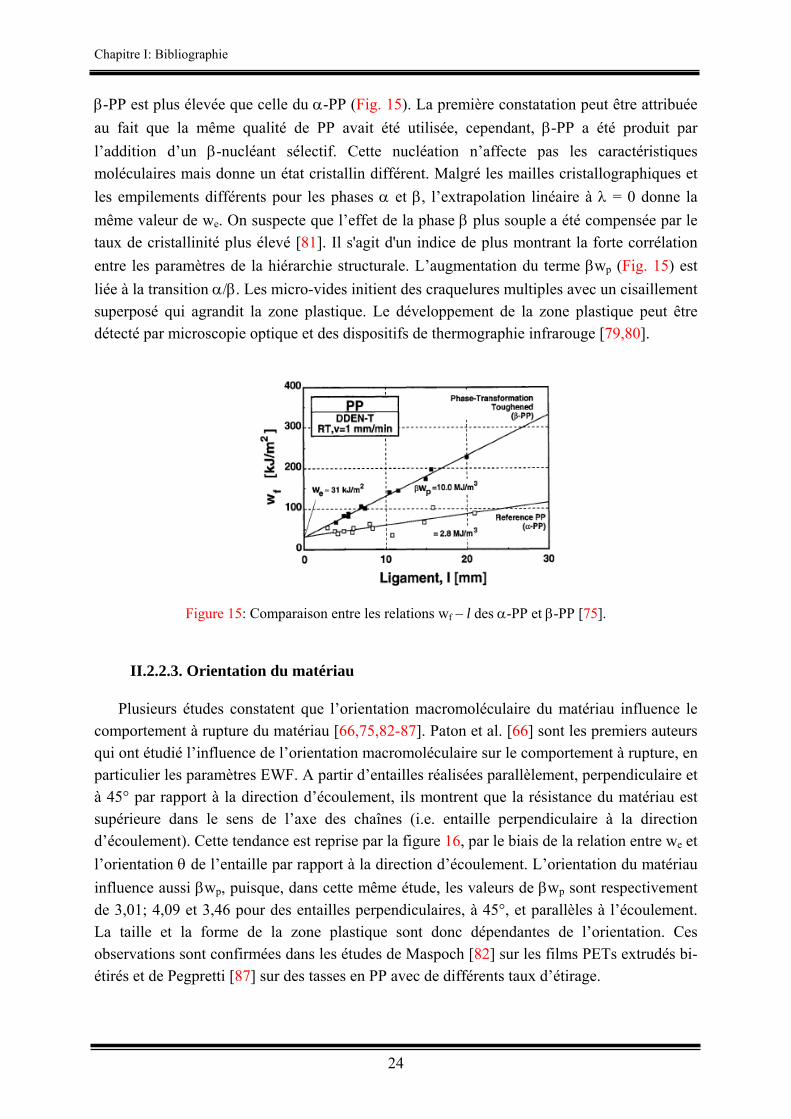
β-PP est plus élevée que celle du α-PP (Fig. 15). La première constatation peut être attribuée au fait que la même qualité de PP avait été utilisée, cependant, β-PP a été produit par l’addition d’un β-nucléant sélectif. Cette nucléation n’affecte pas les caractéristiques moléculaires mais donne un état cristallin différent. Malgré les mailles cristallographiques et les empilements différents pour les phases α et β, l’extrapolation linéaire à λ = 0 donne la même valeur de we. On suspecte que l’effet de la phase β plus souple a été compensée par le taux de cristallinité plus élevé [81]. Il s'agit d'un indice de plus montrant la forte corrélation entre les paramètres de la hiérarchie structurale. L’augmentation du terme βwp (Fig. 15) est liée à la transition α/β. Les micro-vides initient des craquelures multiples avec un cisaillement superposé qui agrandit la zone plastique. Le développement de la zone plastique peut être détecté par microscopie optique et des dispositifs de thermographie infrarouge [79,80].
Figure 15: Comparaison entre les relations wf – l des α-PP et β-PP [75].
II.2.2.3. Orientation du matériau
Plusieurs études constatent que l’orientation macromoléculaire du matériau influence le comportement à rupture du matériau [66,75,82-87]. Paton et al. [66] sont les premiers auteurs qui ont étudié l’influence de l’orientation macromoléculaire sur le comportement à rupture, en particulier les paramètres EWF. A partir d’entailles réalisées parallèlement, perpendiculaire et à 45° par rapport à la direction d’écoulement, ils montrent que la résistance du matériau est supérieure dans le sens de l’axe des chaînes (i.e. entaille perpendiculaire à la direction d’écoulement). Cette tendance est reprise par la figure 16, par le biais de la relation entre we et l’orientation θ de l’entaille par rapport à la direction d’écoulement. L’orientation du matériau influence aussi βwp, puisque, dans cette même étude, les valeurs de βwp sont respectivement de 3,01; 4,09 et 3,46 pour des entailles perpendiculaires, à 45°, et parallèles à l’écoulement. La taille et la forme de la zone plastique sont donc dépendantes de l’orientation. Ces observations sont confirmées dans les études de Maspoch [82] sur les films PETs extrudés bi-étirés et de Pegpretti [87] sur des tasses en PP avec de différents taux d’étirage.
24

Chapitre I: Bibliographie
Figure 16: Relation entre we et l’orientation de l’entaille θ [66].
II.2.2.4. Molécules liens
L’influence de la densité des molécules liens sur les paramètres EWF n’est pas encore bien établie. Cependant, Lee et al. [84], ont montré que la densité de molécules liens dans les films polyéthylènes influence la direction de propagation de la fissure. La fissure se propage préférentiellement dans la direction perpendiculaire à la direction d’empilement des lamelles cristallines dans le cas des films LDPE où la densité des molécules liens est faible (Fig. 17a). Au contraire, la direction d’empilement des lamelles cristallines est la direction préférentielle de la propagation de fissure dans le cas des films HDPE où la densité des molécules liens est plus élevée (Fig. 17b).
Figure 17: Direction préférentielle de propagation de la fissure dans le cas des films LDPE où la densité des molécules liens est faible (a) et de HDPE où la densité des molécules liens est élevée (b)
[84].
En résumé, parmi plusieurs paramètres microstructuraux, ce sont les effets de l’orientation de la phase cristalline et de la transition de phase cristalline sur les paramètres EWF qui sont les mieux compris. Les effets du taux de cristallinité et de la densité des molécules liens ne sont pas encore bien élucidés. Cela nous semble une piste intéressante à approfondir dans ce travail.
25
Chapitre I: Bibliographie
II.2.2.5. Présence des renforts
En général, la présence des renforts influence considérablement les paramètres EWF. La valeur de we diminue en présence des renforts [22,38,88-94]. En observant le faciès à rupture des films nanocomposites, Bureau et al. [38] observent beaucoup de petites cavités dont le développement est restreint par leur coalescence rapide. Les plaquettes d’argile dans le nanocomposite à matrice polypropylène agissent comme des concentrateurs de contrainte à l’intérieur de la zone plastique qui réduisent la contrainte d’écoulement. La différence entre la nucléation et le développement des cavités en présence des plaquettes d’argile est responsable de la réduction importante de we. Inversement, en utilisant la méthode de partition d’énergie de rupture, Gong et al. [91] constatent que la présence des particules nanométriques de TiO2 améliore la résistance à l’initiation de la rupture de la polyamide 66. En ce qui concerne βwp, la présence des renforts diminue généralement ce paramètre [22,88-92,94]. Gong et al. [90] constatent que cette diminution de ce paramètre est due à la diminution de la valeur de β en présence des particules de CaCO3. Cependant, Bureau et al. [38,93] ont trouvé que la valeur de βwp augmente en présence des plaquettes d’argile. Ils observent aussi que la densité des fibrilles dans les faciès à rupture du nanocomposite à matrice polypropylène est plus élevée que dans la matrice. Ainsi, ils constatent que la fibrillation intensive dans le nanocomposite augmente la dissipation d’énergie plastique et donc la valeur de βwp est plus élevée en présence des plaquettes d’argile [38]. Il ne semble donc pas que l’influence de l’introduction de nanorenforts sur les propriétés à rupture soit bien établie.
En outre, le taux de renfort influence aussi les paramètres EWF. En général, plus le taux de renfort augmente, plus les valeurs de we et βwp diminuent [22,90,91,94].
Cette étude bibliographique met en lumière que l’influence de la morphologie nanostructurée sur le comportement à rupture des polymères semi-cristallins chargés n’est pas suffisamment étudiée. Cela nous amène à approfondir ce sujet dans ce travail.
Bien que la méthode EWF soit actuellement répandue grâce à sa simplicité, malheureusement la signification physique des paramètres EWF (we et βwp) n’est pas correctement comprise, impliquant le manque d’unification dans la définition de ces paramètres. Ainsi, il est aussi nécessaire de progresser sur la signification physique de ces paramètres pour expliquer les résultats expérimentaux. C’est pour cette raison que la modélisation des essais EWF sera effectuée dans notre étude. Pour modéliser la fissuration du matériau, deux approches sont actuellement possibles :
• A partir d'une analyse macroscopique, la valeur de l'intégrale J au cours du chargement est calculée pour déterminer le taux d'énergie en direction de l'entaille et la concentration de contrainte associée. Il faut utiliser un critère de propagation dans ce modèle pour que la fissure se propage. Cependant, la définition ou le choix du critère de propagation pour les films polymères minces ne sont pas encore établis.
26
Chapitre I: Bibliographie
• Le modèle de zone cohésive nous permet de représenter la fissuration en définissant un critère local de fissuration. Ce modèle rend possible une analyse locale de la fissuration pour les films polymères minces, fondée sur des observations physiques menées au laboratoire ou disponible dans la littérature.
Le caractère plus local du modèle de zone cohésive nous ont incité à le choisir pour modéliser les essais EWF. Le principe de ce modèle est détaillé dans le paragraphe suivant.
III. Modèle de la zone cohésive
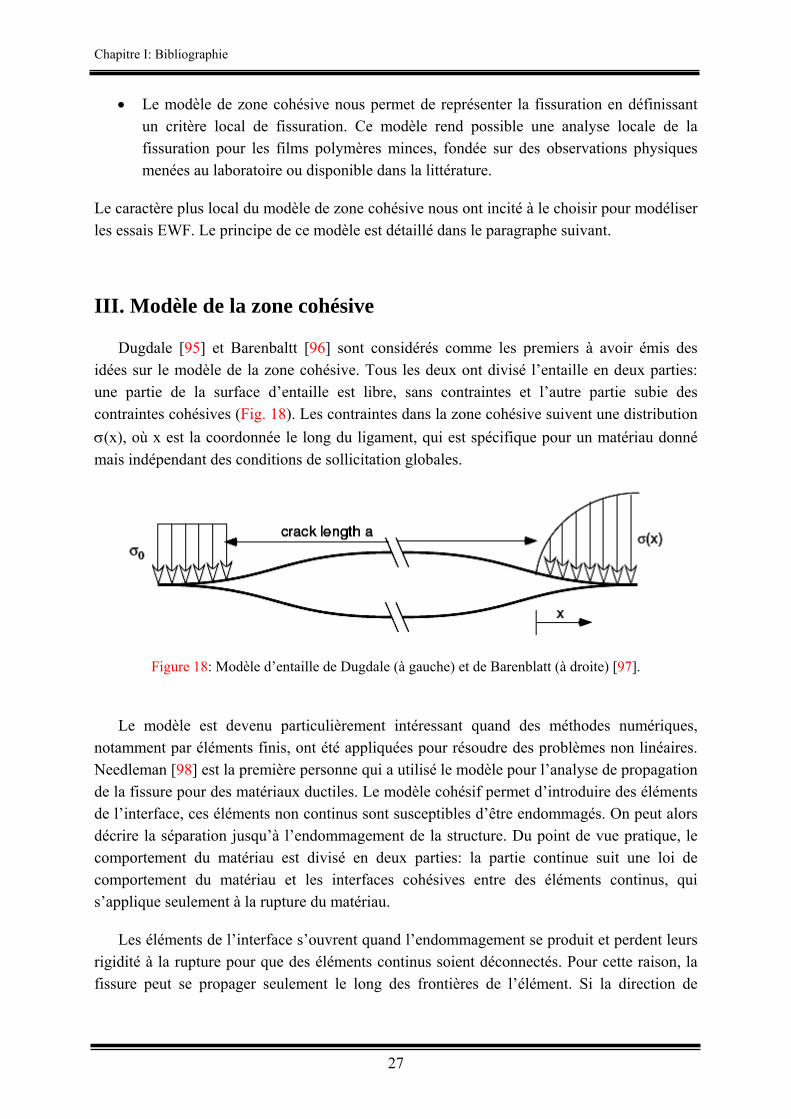
Dugdale [95] et Barenbaltt [96] sont considérés comme les premiers à avoir émis des idées sur le modèle de la zone cohésive. Tous les deux ont divisé l’entaille en deux parties: une partie de la surface d’entaille est libre, sans contraintes et l’autre partie subie des contraintes cohésives (Fig. 18). Les contraintes dans la zone cohésive suivent une distribution σ(x), où x est la coordonnée le long du ligament, qui est spécifique pour un matériau donné mais indépendant des conditions de sollicitation globales.
Figure 18: Modèle d’entaille de Dugdale (à gauche) et de Barenblatt (à droite) [97].
Le modèle est devenu particulièrement intéressant quand des méthodes numériques, notamment par éléments finis, ont été appliquées pour résoudre des problèmes non linéaires. Needleman [98] est la première personne qui a utilisé le modèle pour l’analyse de propagation de la fissure pour des matériaux ductiles. Le modèle cohésif permet d’introduire des éléments de l’interface, ces éléments non continus sont susceptibles d’être endommagés. On peut alors décrire la séparation jusqu’à l’endommagement de la structure. Du point de vue pratique, le comportement du matériau est divisé en deux parties: la partie continue suit une loi de comportement du matériau et les interfaces cohésives entre des éléments continus, qui s’applique seulement à la rupture du matériau.
Les éléments de l’interface s’ouvrent quand l’endommagement se produit et perdent leurs rigidité à la rupture pour que des éléments continus soient déconnectés. Pour cette raison, la fissure peut se propager seulement le long des frontières de l’élément. Si la direction de
27
Chapitre I: Bibliographie
propagation de la fissure n’est pas connue, la génération de maillage doit créer les différents chemins de fissure possibles.
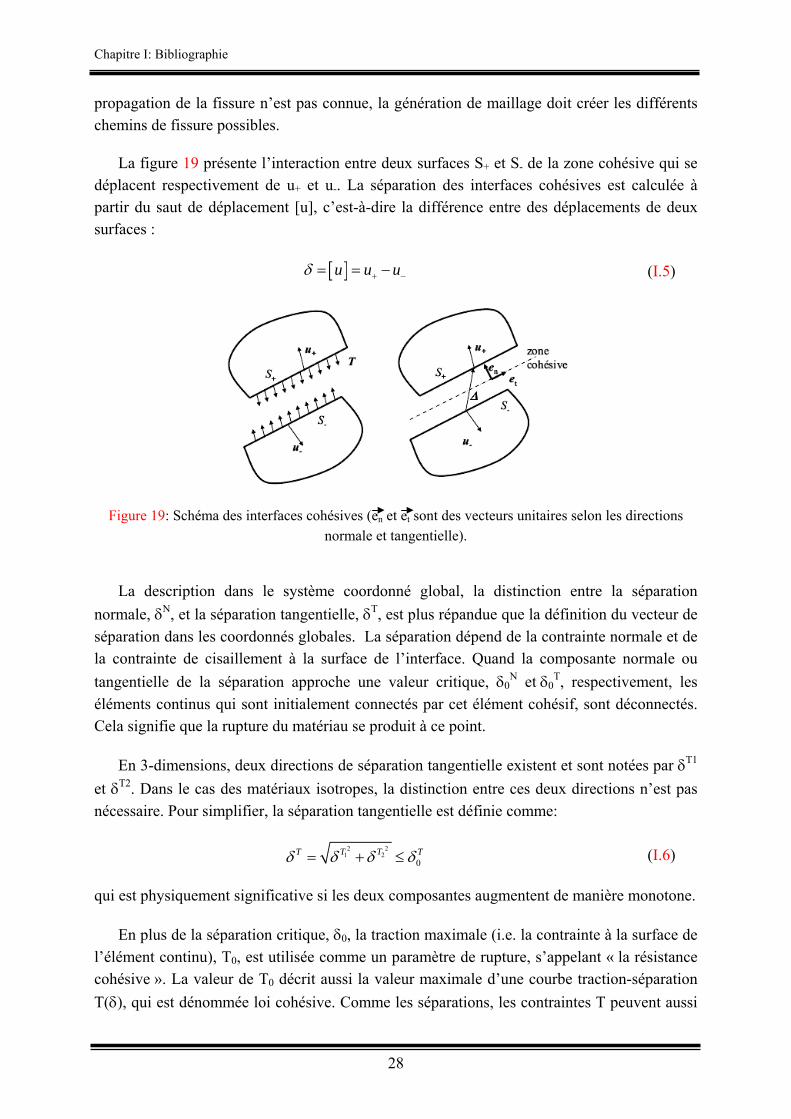
La figure 19 présente l’interaction entre deux surfaces S+ et S- de la zone cohésive qui se déplacent respectivement de u+ et u-. La séparation des interfaces cohésives est calculée à partir du saut de déplacement [u], c’est-à-dire la différence entre des déplacements de deux surfaces :
[ ]u u uδ + −= = − (I.5)
Figure 19: Schéma des interfaces cohésives (en et et sont des vecteurs unitaires selon les directions normale et tangentielle).
La description dans le système coordonné global, la distinction entre la séparation normale, δN, et la séparation tangentielle, δT, est plus répandue que la définition du vecteur de séparation dans les coordonnés globales. La séparation dépend de la contrainte normale et de la contrainte de cisaillement à la surface de l’interface. Quand la composante normale ou tangentielle de la séparation approche une valeur critique, δ0
N et δ0T, respectivement, les
éléments continus qui sont initialement connectés par cet élément cohésif, sont déconnectés. Cela signifie que la rupture du matériau se produit à ce point.
En 3-dimensions, deux directions de séparation tangentielle existent et sont notées par δT1 et δT2. Dans le cas des matériaux isotropes, la distinction entre ces deux directions n’est pas nécessaire. Pour simplifier, la séparation tangentielle est définie comme:
2 21 2
0T TT Tδ δ δ δ= + ≤ (I.6)
qui est physiquement significative si les deux composantes augmentent de manière monotone.
En plus de la séparation critique, δ0, la traction maximale (i.e. la contrainte à la surface de l’élément continu), T0, est utilisée comme un paramètre de rupture, s’appelant « la résistance cohésive ». La valeur de T0 décrit aussi la valeur maximale d’une courbe traction-séparation T(δ), qui est dénommée loi cohésive. Comme les séparations, les contraintes T peuvent aussi
28
Chapitre I: Bibliographie
agir dans la direction normale ou dans la direction tangentielle, entraînant respectivement la rupture normale ou tangentielle. En supposant une loi cohésive indépendante de la loi de comportement du matériau, la forme de la courbe T(δ) est différemment définie par plusieurs auteurs. Le point commun entre tous les auteurs est que :
• Les lois cohésives contiennent deux paramètres matériau T0 et δ0
• Pour la rupture, les contraintes deviennent zéro, T(δ > δ0) = 0 pour la séparation normale ou tangentielle (cette condition n’est pas exactement satisfaite pour toutes les lois cohésives).
L’intégrale de la contrainte sur la distance de séparation, dans la direction normale ou tangentielle, donne la valeur de l’énergie dissipée par les éléments cohésives, Γ0. Ce paramètre peut être déterminé par l’équation suivante:
0
0 0( )T d
δδ δΓ = ∫ (I.7)
29
Chapitre I: Bibliographie
IV. Conclusion
Grâce à plusieurs études sur les approches de rupture, il est possible de conclure que la méthode "Essential Work of Fracture" (EWF) est tout à fait pertinente pour caractériser le comportement à rupture des films polymères minces utilisés dans notre étude. L’utilisation de cette technique va aussi nous permettre d’éviter les effets des défauts de surface et de l’orientation sur le comportement en traction. En effet, en créant un lieu spécifique de rupture (ligament), l’influence des points de fragilité du matériau amenant habituellement à la rupture (défauts de surface) sera totalement absente, la réponse du matériau étant uniquement dictée par l’orientation au sein du ligament.
Ensuite, suite à la synthèse bibliographique, on sait que les effets du taux de cristallinité et de la densité des molécules liens sur les paramètres EWF ne sont pas encore bien établis. De plus, l’importance des morphologies nanostructurées sur le comportement à rupture des nanocomposites n’est pas encore beaucoup étudiée. Toutes ces raisons nous incitent à approfondir ces sujets dans cette étude.
Enfin, la modélisation effectuée en utilisant le modèle cohésif par la méthode élément fini apparaît comme un outil adapté pour mieux comprendre la signification physique des paramètres EWF. Cette modélisation est effectuée avec le logiciel ABAQUS/CAE.
Dans la suite de cette étude (chapitre III), nous allons valider les paramètres d’essai (forme de l’échantillon, gamme de ligament) ainsi que la signification physique des paramètres EWF. L’influence des paramètres structuraux (taux de cristallinité, molécules liens, nanorenforts) sur le comportement à rupture, en particulier les paramètres EWF est abordée dans les chapitres IV et V.
30
Chapitre I: Bibliographie
Références
[1]. WUNDERLICH B. - Macromolecular Physics, vol.3 : crystal melting - Academic Press, 1980.
[2]. BAER E., HILTNER A., and KEITH H. D. - Hierarchical structure in polymeric materials - Science, 1987, 235, p.1015–1022,.
[3]. CAZENAVE J. - Sur le compromis rigidité/durabilité du polyéthylène haute densité en relation avec la structure de chaîne, la microstructure et la topologie moléculaire issues de la cristallisation – Thèse de doctorat, Institut National des Sciences Appliquées de Lyon, 2002.
[4]. ALBEROLA N. – Spectrométrie mécanique et mobilité moléculaire dans le polyéthylène. Application: nouvelle approche microstructure – Thèse de doctorat, Université de Lyon 1, 1989.
[5]. VERMOGEN A. – Gènes des microstructures et conséquences sur les propriétés mécaniques dans les polymères semi-cristallins renforcés par des charges lamellaires – Thèse de doctorat, Institut National des Science Appliquées de Lyon, 2006.
[6]. AL JEBAWI K. – Frittage du polyoxyméthylène et de ses composites: protocole, caractérisation mécanique et structurale – Thèse de doctorat, Institut National des Sciences Appliquées de Lyon, 2005.
[7]. GODSHALL D., WILKES G., KRISHNASWAMY R. K., and SUKHADI A. M. - Processingstructure-property investigation of blown HDPE films containing both machine and transverse direction oriented lamellar stacks - Polymer, 2003, 44, p. 5397–5406.
[8]. GREENER J., TSOU A. H. and BLANTON T. N. – Physical and microstructural effects of heat setting in polyesters films – Polymer Engineering and Science, 1999, 39, 12, p. 2403-2418.
[9]. HUBERT L. – Propriétés physiques et mécaniques du polyéthylène pour application tube en relation avec l’architecture molécule – Thèse de doctorat, Institut National des Sciences Appliquées de Lyon, 2001.
[10]. WANG Y., NA B., FU Q. and MEN Y. – Shear induced shish-kebab structure in PP and its blends with LLDPE – Polymer, 2004, 45, 1, p. 207-215.
[11]. ALEXANDRE M. and DUBOIS P. - Polymer – layered silicate nanocomposites: preparation, properties and uses of a news class of materials - Materials Science and Engineering, 2000, 28, p. 1-63.
[12]. RAY S.S. and OKAMOTO M. - Polymer/layered silicate nanocomposites: a review from preparation to processing - Progress in polymer science, 2003, 28, p. 1539-1641.
[13]. HASEGAWA N., KAWASUMI M., KATO M., USUKI A., OKADA A. - Preparation and Mechanical properties of polypropylene – clay hydrids using a maleic
31
Chapitre I: Bibliographie
anhydride – modified polypropylene oligomer - Journal of Applied Polymer Science, 1998, 67, p. 87–92.
[14]. ZHAO C., QIN H., GONG F., FENG M., ZHANG S. and YANG M. - Mechanical, thermal and flammability properties of polyethylene/clay nanocomposites - Polymer Degradation and Sability, 2005, 87, p. 183–189.
[15]. GOPAKUMAR T. G., LEE J. A., KONTOPOULOU M., PARENT J. S. - Influence of clay exfoliation on the physical properties of montmorillonite/ polyethylene composites – Polymer, 2002, 43, p. 5483–5491.
[16]. MEHRABZADEH M. and KAMAL M. R. - Melt processing of PA-66/Clay, HDPE/Clay and HDPE/PA-66/Clay nanocomposites - Polymer Engineering and Science, 2004, 44, p. 1152–1161.
[17]. JACQUELOT E., ESPUCHE E., GÉRARD J. –F., DUCHET J., MAZABRAUD P. - Morphology and Gas barrier properties of Polyethylen-Based nanocomposites – Journal of Polymer Science Part B: Polymer Physics, 2006, 44, p. 431–440.
[18]. BALDI F., BIGNOTTI F., TIEGHI G., RICCÒ T. - Rubber Toughening of Polyamide 6/ Organoclay nanocomposites obtained by Melt Blending - Journal of Applies Polymer Science, 2006, 99, p. 3406–3416.
[19]. ZENG Q. H., YU A. B., LU G. Q, PAUL D. R. - Clay-based Polymer Nanocomposites: Research and commercial Development - Journal of Nanoscience and Nanotechnology, 2005, 5, p. 1574–1592.
[20]. KOJIMA Y., USUKI A., KAWASUMI M., OKADA A., FUKUSHIMA Y., KARAUCHI T., KAMIGAITO O. - Mechanical properties of nylon-6-clay hydrid – Journal of Materials Research, 1993, 6, p. 1185–1189.
[21]. LIU L. M., QI Z. N., ZHU X. G. - Studies on nylon-6 clay nanocomposites by melt – intercalation process – Journal of Applied Polymer Science, 1999, 71, p. 1133–1138.
[22]. QIAO Y., AVLAR S., CHAKRAVARTHULA S. S. - Essential Fracture Work of Nylon 6 – silicate Nanocomposites - Journal of Applied Polymer Science, 2005, 95, p. 815–819.
[23]. BAFNA A. A. – Polyethylen-clay nanocomposites: Processing – Structure – Property relationship – Thesis, University of Cincinnati, USA, 2001.
[24]. DEVAUX E., BOURBIGOT S., ACHARI A. EL. – Crystallization behavior of PA6 clay nanocomposite hybrid – Journal of Applied Polymer Science, 2002, 86, p. 2416–2423.
[25]. MODESTI M., LORENZETTI A., BON D., BESCO S. – Thermal behaviour of compatibilised polypropylene nanocomposite : Effect of processing conditions – Polymer Degradation and Stability, 2006, 91, p. 672–680.
32
Chapitre I: Bibliographie
[26]. ZHOU Y., RANGARI V., MAHFUZ H., JEELANI S. MALLICK P. K. – Experimental study on thermal and mechanical behavior of polypropylene, talc/polypropylene and polypropylene/clay nanocomposites – Materials Science and Engineering A, 2005, 402, p. 109-117.
[27]. ZERDA A. S., LESSER A. J. – Intercalated clay nanocomposites : morphology, mechanics, and fracture behavior – Journal of Polymer Science, part B: Polymer Physics, 2001, 39, p. 1137–1146.
[28]. SANCHEZ-SOLIS A., ROMERO-IBARRA I., ESTRADA M. R., CALDERAS F., and MANERO O. – Mechanical and rheological studies on polyethylene terephthalate-montmorillonite nanocomposites – Polymer Engineering and Science, 2004, 44, p. 1094–1102.
[29]. CHAVARRIA F., PAUL D. R. – Comparaison of nanocomposites based on nylon 6 and nylon 66 – Polymer, 2004, 45, p. 8501–8515.
[30]. MANNA A.K., TRIPATHY D.K., and DE P.P - Bonding between epoxidized natural rubber and clay in presence of silane coupling agent - Journal of Applies Polymer Science, 1999, 72, p. 1895–1903.
[31]. OGAWA M., OKUTOMO S., and KURODA K. - Control of interlayer microstructures of a layered silicate by surface modification with organochlorosilanes – Journal of the American Chemical Society, 1998, 120, p. 7361–7362.
[32]. LEBARON P., WANG Z., and PINNAVAIA T. - Polymer layered silicate nanocomposite: an overview - Applied Clay Science, 1999, 15, p. 11–29.
[33]. BOURBIGOT S., VANDER HART D. L., GILMAN J. W., AWAD W.H., DAVIS R. D., MORGAN A.B., and WILKIE C. A. - Investigation of nanodispersion in polystyrene – montmorillonite nanocomposites by solid state nmr- Journal of Polymer Science Part B: Polymer physics, 2003, 41, p. 3188–3212.
[34]. DENNIS H. R., HUNTER D. L., CHANG D., KIM S., WHITE J. L., CHOW J. W., AND PAUL D. R. - Effect of melt processing conditions on the extent of exfoliation in organo-clay based nanocomposite - Polymer, 2001, 42, p. 9513–9522.
[35]. CHUA Y. C., CHEN L., LU X. – Oriented clay-induced anisotropic crystalline morphology in poly(ethylene naphthalate)/clay nanocomposites and its impact on mechanical properties – Composites: Part A, 2009, 40, p. 423-430.
[36]. WOODS C. G. – Role of nano-particles on crystalline orientation in polypropylene/clay nanocomposite films – Masters thesis, Georgia Institute of Technology, Etats-Unis, 2003.
[37]. WEON J. –I., SUE H. –J. – Effects of clay orientation and aspect ratio on mechanical behavior of nylon-6 nanocomposite – Polymer, 2005, 46, p. 6325–6334.
33
Chapitre I: Bibliographie
[38]. BUREAU M. N., PERRIN – SARAZIN F., and TON – THAT M. T. - Polyolefin Nanocomposites: Essential work of fracture Analysis - Polymer engineering and science, 2004, 44, p. 1142–1151.
[39]. WEON J. –I., SUE H. –J. – Mechanical properties of talc- and CaCO3-reinforced high-crystallinity polypropylene composites – Journal of Materials Science, 2006, 41, p. 2291-2300.
[40]. GUERRICA-ECHEVARRÍA G., EGUIAZÁBAL J. I. and NAZÁBAL J. – Influence of molding conditions and talc content on the properties of polypropylene composites – European Polymer Journal, 1998, 34, 8, p. 1213-1219.
[41]. DENAC M., MUSIL V., ŠMIT I., RANOGAJEC F. – Effect of talc and gamma irradiation on mechanical properties and morphology of isotactic polypropylene/talc composite – Polymer Degradation & Stability, 2003, 82, p. 263-270.
[42]. MAITI S. N. and SHARMA K. K. – Studies on polypropylene composites filled with talc particles. Part I Mechanical properties – Journal of Materials Science, 1992, 27, 17, p. 4605-4613.
[43]. PREMALAL H. G. B., ISMAIL H., BAHARIN A. – Comparaison of the mechanical properties of rice husk powder filled polypropylene composites with talc filled polypropylene composites – Polymer Testing, 2002, 21, p. 833-839.
[44]. MARCADON V. - Effets de taille et d’interphase sur le comportement mécanique de nanocomposites particulaires – Thèse de doctorat, École polytechnique, 2005.
[45]. BROCKS W., KÜNECKE G., STEIGER T. - BAM research report N°1.01 91/3 (BAM, Berlin, 1991].
[46]. LACH R., ADHIKARI R., WEIDISCH R., HUY T. A., MICHLER G. H., GRELLMANN W., KNOLL K. – Crack toughness behavior of binary polystyrene-butadiene block copolymer blends – Journal of Materials Science, 2004, 39, p. 1283-1295.
[47]. RANAWEERA M. P., LECKIE F. A. – J integrals for somme crack and notch geometries – International Journal of Fracture, 1982, 18, p.3–18.
[48]. BAKKER A. – Case studies on the determination of applied J-values – Elastic-plastic Fracture Mechanics, ed. L. H. Larsson, ISPRA: 1983, p.55-83.
[49]. BROBERG K. B - Critical review of some theories in fracture mechanics – International Journal of Fracture, 1968, 4, 1, p. 9-11.
[50]. COTTERELL B., REDDELL J. K. – The essential work of plane stress ductile fracture – International Journal of Fracture, 1977, 13, p. 267–277.
[51]. COTTERELL B., MAI Y. –W. – Plane stress ductile fracture – Advances in Fracture Research (Fracture 81), Cannes, France, 1982, 4, p. 1683–1695.
34
Chapitre I: Bibliographie
[52]. MAI Y. –W., COTTERELL B. – Effects of prestrain on plane stress ductile fracture in alpha-brass – Journal of Materials Science, 1980, 15, p. 2296–2306.
[53]. MAI Y. –W., COTTERELL B. – On the essential work of ductile fracture in polymers – International Journal of Fracture, 1986, 32, p. 105–125.
[54]. MAI Y. –W., COTTERELL B., HORLYCK R., VIGNA G. – The essential work of plane stress ductile fracture of linear polyethylenes – Polymer Engineering and Science, 1987, 27, p. 804–809.
[55]. WU J. and MAI Y. –W. – The essential fracture work concept for toughness measurement of ductile polymers – Polymer Engineering and Science, 1996, 36, 18, p. 2275–2288.
[56]. CLUTTON E. – Fracture mechanics testing methods for polymers, adhesives and composites – In: Moore D. R., Pavan A., Williams J. G., Eds; ESIS 28, Elservier Science, Oxford, UK (2001), p. 177–195.
[57]. HASHEMI S. - Work of Fracture of PBT/PC Blend: Effect of specimen size, geometry and rate of testing - Polymer Engineering and Science, 1997, 37, p. 912–921.
[58]. ARKHIREYEVA A., HASHEMI S. – Fracture behaviour of polyethylene naphthalate (PEN) – Polymer, 2002, 43, p. 289–300.
[59]. ARKHIREYEVA A., HASHEMI S., O’BRIEN M. - Factors affecting work of fracture of uPVC film - Journal of Materials Science, 1999, 34, p. 5961–5974.
[60]. FERRER – BALAS D., MASPOCH M. L., MARTINEZ A. B., SANTANA O. O. - On the essential work of fracture method: Energy partitioning of the fracture process in iPP films - Polymer Bulletin, 1999, 42, p. 101–108.
[61]. POON W. K. Y., CHING E. C. Y., CHENG C. Y., LI R. K. Y. - Measurement of plane stress essential work of fracture (EWF) for polymer films: effects of gripping and notching methodology - Polymer testing, 2001, 20, p. 395–401.
[62]. LIGHT M. E., LESSER A. J. – Effect of test conditions on the essential work of fracture in polyethylene terephthalate film – Journal of Materials Science, 2005, 40, p. 2861-2866.
[63]. HASHEMI S.– Fracture of polybutylene terephthalate (PBT) films – Polymer, 2002, 43, p. 4033–4041.
[64]. KARGER-KOCSIS J., CZIGÁNY T., MOSKALA E. J. – Thickness dependence of work of fracture parameters of an amorphous copolyester – Polymer, 1997, 38, 18, p. 4587–4593.
[65]. YAMAKAWA R. S., RAZZINO C. A., CORREA C. A. E., HAGE J. R. - Influence of notching and molding conditions on determination of EWF parameters in polyamide 6 - Polymer Testing, 2004, 23, p. 195–202.
35
Chapitre I: Bibliographie
[66]. PATON C. A. and S. HASHEMI – The plane-stress essential work of ductile fracture for polycarbonate – Journal of Materials Science, 1992, 27, p. 2279.
[67]. WILLIAMS J. G., RINK M. – The standardisation of the EWF test – Engineering Fracture Mechanics, 2007, 74, p. 1009–1017.
[68]. KARGER-KOCSIS J., CZIGÁNY T., MOSKALA E. J. – Déformation rate dependence of the essential and non-essential work of fracture parameters in an amorphous copolyester – Polymer, 1998, 39, p. 3939-3944.
[69]. KARGER-KOCSIS J. and CZIGÁNY T. – On the essential and non-essential work of fracture of biaxial – oriented filled PET film – Polymer, 1996, 37, 12, p. 2433-2438.
[70]. CHEN H., KARGER-KOCSIS J., WU J. – Effect of molecular structure on the essential work of fracture of amorphous copolyesters at various deformation rates – Polymer, 2004, 45, p. 6375-6382.
[71]. HASHEMI S., WILLIAMS J. G. – Temperature dependence of essential and non-essential work of fracture parameters for polycarbonate film – Plastic, Rubber and Composites, 2000, 29, 6, p. 294–302.
[72]. FAYOLLE B., TCHARKHTCHI A., VERDU J. – Temperature and molecular weight dependence of fracture behaviour of polypropylene films – Polymer Testing, 2004, 23, p. 939–947.
[73]. CHAN W. Y. F. and WILLIAMS J. G. – Determination of the fracture toughness of polymeric films by the essential work method – Polymer, 1994, 35, 8, p. 1666-1672.
[74]. KARGER-KOCSIS J. – Dependence of the fracture and fatigue performance of polyolefins and related blends and composites on microstructural and molecular characteristics – Macromolecular Symposia, 1999, 143, p. 185–205.
[75]. KARGER-KOCSIS J. – Microstructural and molecular dependence of the work of fracture parameters in semicrystalline and amorphous polymer systems – Fracture of Polymers, Composites and Adhesives, In: Pavan A., Williams J. G., Eds; ESIS 27, Elservier Science (2000), p. 213–230.
[76]. GERALDINE G. – Conception et optimisation des enveloppes pour super-isolants thermiques – Thèse de doctorant, l’Institut Polytechnique de Grenoble, 2009.
[77]. JACOBY P., BERSTED B. H. KISSEL W. J. and SMITH C. E. – Studies on the β-crystalline form of isotactic polypropylene – Journal of Polymer Science Part B: Polymer Physics, 1986, 24, p. 461.
[78]. FUJIYAMA M. – Structure and properties of inflation films of β-phase nucleating agent-added polypropylene – International Polymer Processing, 1996, 11, p. 159–166.
[79]. KARGER-KOCSIS J. – How does phase transformation toughening work in semicrystalline polymers? – Polymer Engineering and Science, 1996, 36, 2, p. 203–210.
36
Chapitre I: Bibliographie
[80]. KARGER-KOCSIS J. and VARGA J. – Effects of α−β transformation on the static and dynamic tensile behavior of isotactic polypropylene – Journal of Applied Polymers Science, 1996, 62, 2, p. 291–300.
[81]. VARGA J., MUDRA I. and EHRENSTEIN G. W. - Crystallization and melting of β-nucleated isotactic polypropylene – Journal of Thermal Analysis and Calorimetry, 1999, 56, 3, p. 1047–1057.
[82]. MASPOCH M. L., HÉNAULT V., FERRER-BALAS D., VELASCO J. I., SANTANA O. O. – Essential work of fracture on PET films: influence of the thickness and the orientation – Polymer Testing, 2000, 19, p. 559–568.
[83]. KRISHNASWAMY R. K., SUKHADIA A. M. – Orientation characteristics of LLDPE blown films and their implications on Elmendorf tear performance – Polymer, 2000, 41, p. 9205–9217.
[84]. LEE L. -B. W., REGISTER R. A., DEAN D. M. – Tear anisotropy in films blown from polyethylenes of different macromolecular architectures – Journal of Polymer Science: Part B: Polymer Physics, 2005, 43, p. 413–420.
[85]. LU J., SUE H. –J., RIEKER T. P. – Dual crystalline texture in HDPE blown films and its implication on mechanical properties – Polymer, 2001, 42, p. 4635–4646.
[86]. ZHOU H. –Y., WILKES G. L. – Orientation-dependent mechanical properties and déformation morphologies for uniaxially melt-extruded high-density polyethylene films having an initial stacked lamellar texture – Journal of Materials Science, 1998, 33, p. 287–303.
[87]. PEGORETTI A., MARCHI A. and RICCÒ T. – Determination of the fracrure toughness of thermoformed polypropylene cups by the essential work method – Polymer Engineering and Science, 1997, 37, 6, p. 1045–1052.
[88]. MEYER J. –P. – Etude expérimentale du renforcement du polyéthylène téréphtalate par des élastomères coeur-coquille: relations microstructure résistance au choc – Thèse de doctorat, Ecole Nationale Supérieure des Mines de Paris – CEMEF, Sophia Antipolis, 1999.
[89]. TJONG S. C. and BAO S. P. – Fracture toughness of high density polyethylene/SEBS-g-MA/montmorillonite nanocomposites – Composites Science and Technology, 2007, 67, 2, p. 314–323.
[90]. GONG G., XIE B. –H., YANG W., LI Z. –M., ZHANG W. –Q., YANG M. –B. – Essential work of fracture (EWF) analysis for polypropylene grafted with maleic anhydride modified polypropylene/calcium carbonate composites – Polymer Testing, 2005, 24, p. 410–417.
[91]. GONG G., XIE B. –H., YANG W., LI Z. –M., YANG M. –B., LAI S. –M. – Plastic deformation behavior of polypropylene/calcium carbonate composites with and without
37
Chapitre I: Bibliographie
maleic anhydride grafted polypropylene incorporated using the essential work of fracture method – Polymer Testing, 2006, 25, p. 98–106.
[92]. YANG J. –L., ZHANG Z., ZHANG H. – The essential work of fracture of polyamide 66 filled with TiO2 nanoparticles – Composites Science and Technology, 2005, 65, p. 2374–2379.
[93]. BUREAU M. N., TON-THAT M. –T., PERRIN-SARAZIN F. – Essential work of fracture and failure mechanisms of polypropylene-clay nanocomposites – Engineering Fracture Mechanics, 2006, 73, p. 2360–2374.
[94]. YOO Y., SHAH R. K. and PAUL D. R. – Fracture behavior of nanocomposites based on poly(ethylene-co-methacrylic acid) ionomers – Polymers, 2007, 48, 16, p. 4867–4893.
[95]. DUGDALE D. S. – Yielding of steel sheets containing slits – Journal of the Mechanics and Physics of Solids, 1960, 8, p. 100–104.
[96]. BARENBLATT G. – The mathematical theory of equilibrium cracks in brittle fracture – Advances in Applied Mechanics, 1962, 7, p. 55–129.
[97]. SCHEIDER I. – Cohesive model for crack propagation analyses of structures with elastic-plastic material behavior. Foundations and implementation – Disponible sur http://www.gkss.de/imperia/md/content/gkss/institut_fuer_werkstoffforschung/wms/czm-doku.pdf
[98]. NEEDLEMAN A. – A continuum model for void nucleation by inclusion debonding – Journal of Applied Mechanics, 1987, 54, p. 525–531.
38