Embed Size (px)
Citation preview
FABRICATION MÉCANIQUE
TECHNIQUES D’USINAGE USINAGE SUR MACHINES- OUTILS À COMMANDE NUMÉRIQUE
DEP 5223 ASP 5224
TABLEAUX D’ANALYSE ET DE SPÉCIFICATIONS FICHES D’ÉVALUATION SCÉNARIOS D’ÉPREUVES
FABRICATION MÉCANIQUE
TECHNIQUES D’USINAGE USINAGE SUR MACHINES- OUTILS À COMMANDE NUMÉRIQUE
DEP 5223 ASP 5224
TABLEAUX D’ANALYSE ET DE SPÉCIFICATIONS FICHES D’ÉVALUATION
SCÉNARIOS D’ÉPREUVES
© Gouvernement du Québec Ministère de l’Éducation, 2001 – 00-1311 ISBN 2-550-37223-9 Dépôt légal – Bibliothèque nationale du Québec, 2001
ÉQUIPE DE PRODUCTION Conception et rédaction M. Mario Allaire M. Luc Gélinas M. Guy Grondin Commission scolaire de l’Énergie M. Letaïef Ellamine 1 Commission scolaire Marguerite-Bourgeoys Coordination M. Michel Aubichon Conseiller pédagogique Commission scolaire de l’Énergie M. Richard Cantin
Responsable de l’évaluation Ministère de l’Éducation
Éditique Mme Maryse Descoteaux Commission scolaire de l’Énergie Révision linguistique Sous la responsabilité des services linguistiques du Ministère Comité de validation 2 M. Robert Cabot Commission scolaire Val-des-Cerfs M. Raymond Dion Commission scolaire du Lac Saint-Jean M. Richard Gauthier Commission scolaire de la Capitale M. François Laroche Commission scolaire de la Région de Sherbrooke
1. M. Ellamine a rédigé le module 25 de Techniques d’usinage et le Module 12 d’Usinage sur MOCN. 2. Les personnes dont le nom apparaît ici ont participé aux rencontres des 10 et 11 mai 1999 au cours desquelles
furent validés la quasi totalité des modules, soit 27 modules sur les 33 que comportent les deux programmes d’études. La plupart des participants ont aussi assisté à la seconde réunion du 22 octobre 1999 et à la troisième du 12 mai 2000 au cours desquelles cinq autres modules (MOCN nos 8, 9, 10 et 12; TU no 25) furent examinés; d’autres personnes se sont alors jointes à l’équipe.

M. Letaïef Ellamine Commission scolaire Marguerite-Bourgeoys M. Denis L. Pelletier Commission scolaire de la Côte-du-Sud M. Yvan Péloquin 3 Commission scolaire des Trois-Lacs M. Bruno Poirier Commission scolaire de Montréal
3. N’ayant pu assister à la réunion de validation du 10 et 11 mai 1999, il a fait parvenir des commentaires par
écrit.
(1) Pa : épreuve mesurant la participation CP : épreuve de connaissances pratiques Pr : épreuve pratique (2) Durée de l’épreuve pour un groupe de candidates ou de candidats. Cette durée ne comprend que le temps de l’épreuve, et non celui qui est consacré à la lecture des directives. (3) Nombre maximal de personnes qui peuvent être évaluées en même temps par une examinatrice ou un examinateur. (4) Selon le nombre de postes de travail disponibles.
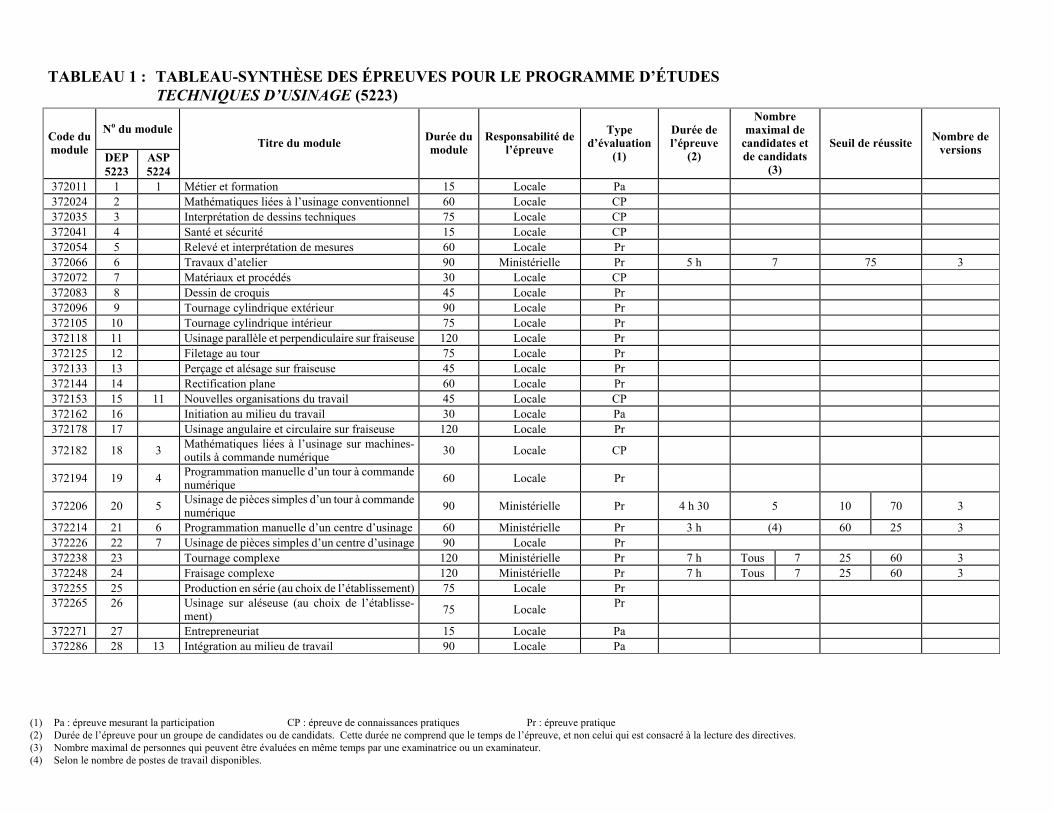
TABLEAU 1 : TABLEAU-SYNTHÈSE DES ÉPREUVES POUR LE PROGRAMME D’ÉTUDES TECHNIQUES D’USINAGE (5223)
No du module
Code du module DEP
5223 ASP 5224
Titre du module Durée du module
Responsabilité de l’épreuve
Type d’évaluation
(1)
Durée de l’épreuve
(2)
Nombre maximal de
candidates et de candidats
(3)
Seuil de réussite Nombre de versions
372011 1 1 Métier et formation 15 Locale Pa 372024 2 Mathématiques liées à l’usinage conventionnel 60 Locale CP 372035 3 Interprétation de dessins techniques 75 Locale CP 372041 4 Santé et sécurité 15 Locale CP 372054 5 Relevé et interprétation de mesures 60 Locale Pr 372066 6 Travaux d’atelier 90 Ministérielle Pr 5 h 7 75 3 372072 7 Matériaux et procédés 30 Locale CP 372083 8 Dessin de croquis 45 Locale Pr 372096 9 Tournage cylindrique extérieur 90 Locale Pr 372105 10 Tournage cylindrique intérieur 75 Locale Pr 372118 11 Usinage parallèle et perpendiculaire sur fraiseuse 120 Locale Pr 372125 12 Filetage au tour 75 Locale Pr 372133 13 Perçage et alésage sur fraiseuse 45 Locale Pr 372144 14 Rectification plane 60 Locale Pr 372153 15 11 Nouvelles organisations du travail 45 Locale CP 372162 16 Initiation au milieu du travail 30 Locale Pa 372178 17 Usinage angulaire et circulaire sur fraiseuse 120 Locale Pr
372182 18 3 Mathématiques liées à l’usinage sur machines-outils à commande numérique 30 Locale CP
372194 19 4 Programmation manuelle d’un tour à commande numérique 60 Locale Pr
372206 20 5 Usinage de pièces simples d’un tour à commande numérique 90 Ministérielle Pr 4 h 30 5 10 70 3
372214 21 6 Programmation manuelle d’un centre d’usinage 60 Ministérielle Pr 3 h (4) 60 25 3 372226 22 7 Usinage de pièces simples d’un centre d’usinage 90 Locale Pr 372238 23 Tournage complexe 120 Ministérielle Pr 7 h Tous 7 25 60 3 372248 24 Fraisage complexe 120 Ministérielle Pr 7 h Tous 7 25 60 3 372255 25 Production en série (au choix de l’établissement) 75 Locale Pr 372265 26 Usinage sur aléseuse (au choix de l’établisse-
ment) 75 Locale Pr
372271 27 Entrepreneuriat 15 Locale Pa 372286 28 13 Intégration au milieu de travail 90 Locale Pa
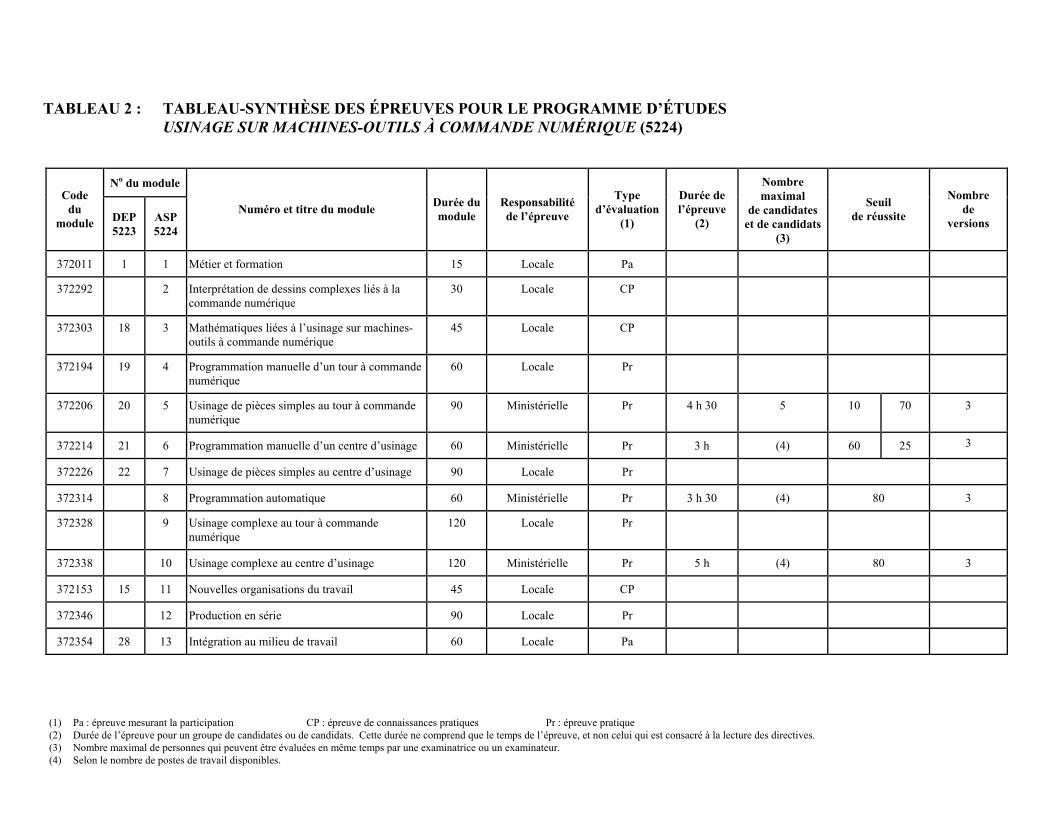
(1) Pa : épreuve mesurant la participation CP : épreuve de connaissances pratiques Pr : épreuve pratique (2) Durée de l’épreuve pour un groupe de candidates ou de candidats. Cette durée ne comprend que le temps de l’épreuve, et non celui qui est consacré à la lecture des directives. (3) Nombre maximal de personnes qui peuvent être évaluées en même temps par une examinatrice ou un examinateur. (4) Selon le nombre de postes de travail disponibles.
TABLEAU 2 : TABLEAU-SYNTHÈSE DES ÉPREUVES POUR LE PROGRAMME D’ÉTUDES USINAGE SUR MACHINES-OUTILS À COMMANDE NUMÉRIQUE (5224)
No du module Code
du module DEP
5223 ASP 5224
Numéro et titre du module Durée du module
Responsabilité de l’épreuve
Type d’évaluation
(1)
Durée de l’épreuve
(2)
Nombre maximal
de candidateset de candidats
(3)
Seuil de réussite
Nombre de
versions
372011 1 1 Métier et formation 15 Locale Pa
372292 2 Interprétation de dessins complexes liés à la commande numérique
30 Locale CP
372303 18 3 Mathématiques liées à l’usinage sur machines-outils à commande numérique
45 Locale CP
372194 19 4 Programmation manuelle d’un tour à commande numérique
60 Locale Pr
372206 20 5 Usinage de pièces simples au tour à commande numérique
90 Ministérielle Pr 4 h 30 5 10 70 3
372214 21 6 Programmation manuelle d’un centre d’usinage 60 Ministérielle Pr 3 h (4) 60 25 3
372226 22 7 Usinage de pièces simples au centre d’usinage 90 Locale Pr
372314 8 Programmation automatique 60 Ministérielle Pr 3 h 30 (4) 80 3
372328 9 Usinage complexe au tour à commande numérique
120 Locale Pr
372338 10 Usinage complexe au centre d’usinage 120 Ministérielle Pr 5 h (4) 80 3
372153 15 11 Nouvelles organisations du travail 45 Locale CP
372346 12 Production en série 90 Locale Pr
372354 28 13 Intégration au milieu de travail 60 Locale Pa
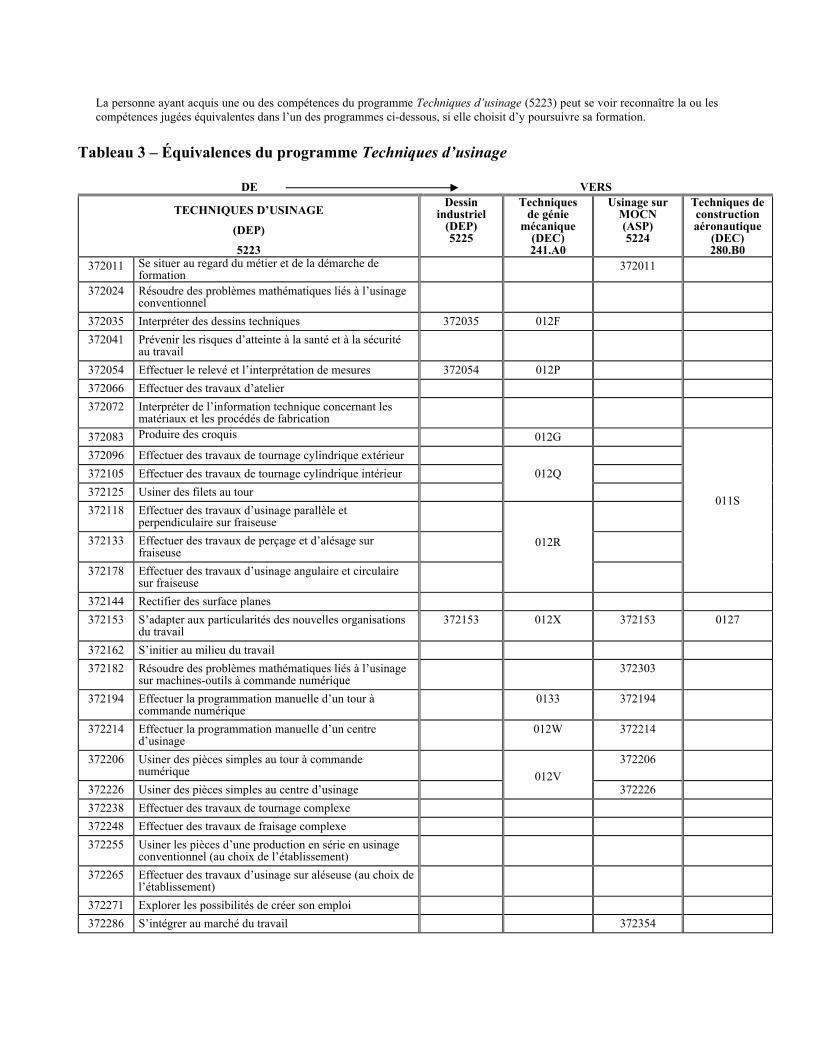
La personne ayant acquis une ou des compétences du programme Techniques d’usinage (5223) peut se voir reconnaître la ou les compétences jugées équivalentes dans l’un des programmes ci-dessous, si elle choisit d’y poursuivre sa formation.
Tableau 3 – Équivalences du programme Techniques d’usinage
DE VERS
TECHNIQUES D’USINAGE
(DEP)
5223
Dessin industriel
(DEP) 5225
Techniques de génie
mécanique (DEC) 241.A0
Usinage sur MOCN (ASP) 5224
Techniques de construction aéronautique
(DEC) 280.B0
372011 Se situer au regard du métier et de la démarche de formation
372011
372024 Résoudre des problèmes mathématiques liés à l’usinage conventionnel
372035 Interpréter des dessins techniques 372035 012F 372041 Prévenir les risques d’atteinte à la santé et à la sécurité
au travail
372054 Effectuer le relevé et l’interprétation de mesures 372054 012P 372066 Effectuer des travaux d’atelier 372072 Interpréter de l’information technique concernant les
matériaux et les procédés de fabrication
372083 Produire des croquis 012G 372096 Effectuer des travaux de tournage cylindrique extérieur 372105 Effectuer des travaux de tournage cylindrique intérieur 012Q 372125 Usiner des filets au tour 372118 Effectuer des travaux d’usinage parallèle et
perpendiculaire sur fraiseuse
372133 Effectuer des travaux de perçage et d’alésage sur fraiseuse
372178 Effectuer des travaux d’usinage angulaire et circulaire sur fraiseuse
012R
011S
372144 Rectifier des surface planes 372153 S’adapter aux particularités des nouvelles organisations
du travail 372153 012X 372153 0127
372162 S’initier au milieu du travail 372182 Résoudre des problèmes mathématiques liés à l’usinage
sur machines-outils à commande numérique 372303
372194 Effectuer la programmation manuelle d’un tour à commande numérique
0133 372194
372214 Effectuer la programmation manuelle d’un centre d’usinage
012W 372214
372206 Usiner des pièces simples au tour à commande numérique
372206
372226 Usiner des pièces simples au centre d’usinage
012V
372226 372238 Effectuer des travaux de tournage complexe 372248 Effectuer des travaux de fraisage complexe 372255 Usiner les pièces d’une production en série en usinage
conventionnel (au choix de l’établissement)
372265 Effectuer des travaux d’usinage sur aléseuse (au choix de l’établissement)
372271 Explorer les possibilités de créer son emploi 372286 S’intégrer au marché du travail 372354
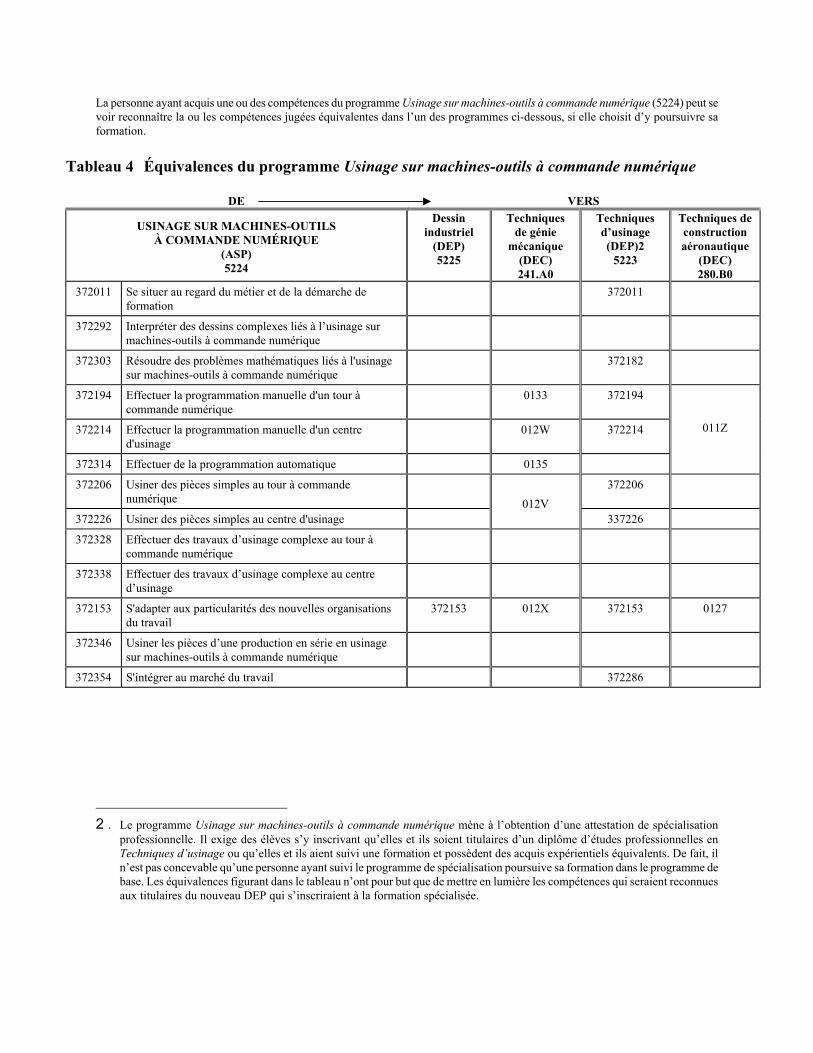
La personne ayant acquis une ou des compétences du programme Usinage sur machines-outils à commande numérique (5224) peut se voir reconnaître la ou les compétences jugées équivalentes dans l’un des programmes ci-dessous, si elle choisit d’y poursuivre sa formation.
Tableau 4 Équivalences du programme Usinage sur machines-outils à commande numérique
DE VERS
USINAGE SUR MACHINES-OUTILS À COMMANDE NUMÉRIQUE
(ASP) 5224
Dessin industriel
(DEP) 5225
Techniques de génie
mécanique (DEC) 241.A0
Techniques d’usinage (DEP)2
5223
Techniques de construction aéronautique
(DEC) 280.B0
372011 Se situer au regard du métier et de la démarche de formation
372011
372292 Interpréter des dessins complexes liés à l’usinage sur machines-outils à commande numérique
372303 Résoudre des problèmes mathématiques liés à l'usinage sur machines-outils à commande numérique
372182
372194 Effectuer la programmation manuelle d'un tour à commande numérique
0133 372194
372214 Effectuer la programmation manuelle d'un centre d'usinage
012W 372214
372314 Effectuer de la programmation automatique 0135
011Z
372206 Usiner des pièces simples au tour à commande numérique
372206
372226 Usiner des pièces simples au centre d'usinage
012V
337226
372328 Effectuer des travaux d’usinage complexe au tour à commande numérique
372338 Effectuer des travaux d’usinage complexe au centre d’usinage
372153 S'adapter aux particularités des nouvelles organisations du travail
372153 012X 372153 0127
372346 Usiner les pièces d’une production en série en usinage sur machines-outils à commande numérique
372354 S'intégrer au marché du travail 372286
2 . Le programme Usinage sur machines-outils à commande numérique mène à l’obtention d’une attestation de spécialisation
professionnelle. Il exige des élèves s’y inscrivant qu’elles et ils soient titulaires d’un diplôme d’études professionnelles en Techniques d’usinage ou qu’elles et ils aient suivi une formation et possèdent des acquis expérientiels équivalents. De fait, il n’est pas concevable qu’une personne ayant suivi le programme de spécialisation poursuive sa formation dans le programme de base. Les équivalences figurant dans le tableau n’ont pour but que de mettre en lumière les compétences qui seraient reconnues aux titulaires du nouveau DEP qui s’inscriraient à la formation spécialisée.
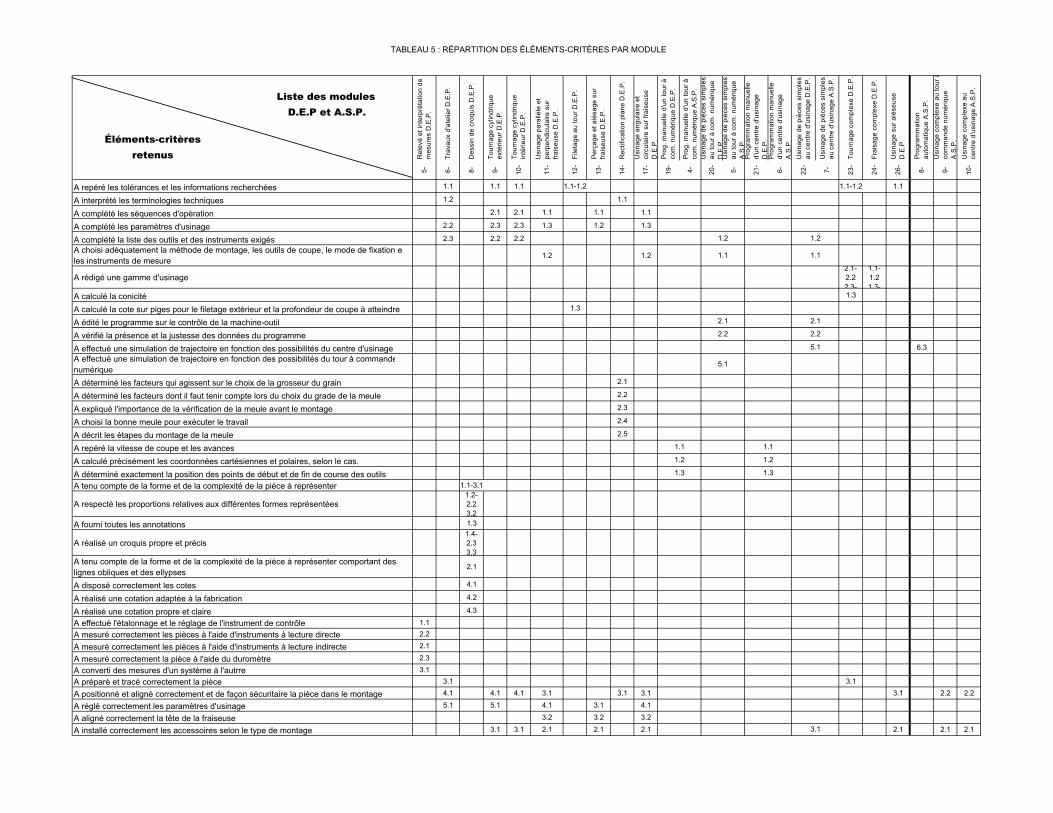
TABLEAU 5 : RÉPARTITION DES ÉLÉMENTS-CRITÈRES PAR MODULE
Rel
evé
et in
terp
réta
tion
de
mes
ures
D.E
.P.
Trav
aux
d'at
elie
r D.E
.P.
Des
sin
de c
roqu
is D
.E.P
.
Tour
nage
cyl
indr
ique
ex
térie
ur D
.E.P
.
Tour
nage
cyl
indr
ique
in
térie
ur D
.E.P
.
Usi
nage
par
allè
le e
t pe
rpen
dicu
laire
sur
fra
iseu
se D
.E.P
.
File
tage
au
tour
D.E
.P.
Per
çage
et a
lésa
ge s
ur
frais
euse
D.E
.P.
Rec
tific
atio
n pl
ane
D.E
.P.
Usi
nage
ang
ulai
re e
t ci
rcul
aire
sur
frai
seus
e D
.E.P
.P
rog.
man
uelle
d'u
n to
ur à
co
m. n
umér
ique
D.E
.P.
Pro
g. m
anue
lle d
'un
tour
à
com
. num
ériq
ue A
.S.P
.U
sina
ge d
e pi
èces
sim
ples
au
tour
à c
om. n
umér
ique
D
.E.P
.U
sina
ge d
e pi
èces
sim
ples
au
tour
à c
om. n
umér
ique
A
.S.P
.P
rogr
amm
atio
n m
anue
lle
d'un
cen
tre d
'usi
nage
D
.E.P
.P
rogr
amm
atio
n m
anue
lle
d'un
cen
tre d
'usi
nage
A
.S.P
.U
sina
ge d
e pi
èces
sim
ples
au
cen
tre d
'usi
nage
D.E
.P.
Usi
nage
de
pièc
es s
impl
es
au c
entre
d'u
sina
ge A
.S.P
.
Tour
nage
com
plex
e D
.E.P
.
Frai
sage
com
plex
e D
.E.P
.
Usi
nage
sur
alé
seus
e D
.E.P
.
Pro
gram
mat
ion
auto
mat
ique
A.S
.P.
Usi
nage
com
plex
e au
tour
àco
mm
ande
num
ériq
ue
A.S
.P.
Usi
nage
com
plex
e au
ce
ntre
d'u
sina
ge A
.S.P
.
5- 6- 8- 9- 10-
11-
12-
13-
14-
17-
19-
4- 20-
5- 21-
6- 22-
7- 23-
24-
26-
8- 9- 10-
A repéré les tolérances et les informations recherchées 1.1 1.1 1.1 1.1-1.2 1.1-1.2 1.1
A interprété les terminologies techniques 1.2 1.1
A complété les séquences d'opération 2.1 2.1 1.1 1.1 1.1
A complété les paramètres d'usinage 2.2 2.3 2.3 1.3 1.2 1.3
A complété la liste des outils et des instruments exigés 2.3 2.2 2.2A choisi adéquatement la méthode de montage, les outils de coupe, le mode de fixation eles instruments de mesure
1.2 1.2
A rédigé une gamme d'usinage2.1-2.2 2 3-
1.1-1.2 1 3-
A calculé la conicité 1.3
A calculé la cote sur piges pour le filetage extérieur et la profondeur de coupe à atteindre 1.3
A édité le programme sur le contrôle de la machine-outilA vérifié la présence et la justesse des données du programmeA effectué une simulation de trajectoire en fonction des possibilités du centre d'usinage 6.3A effectué une simulation de trajectoire en fonction des possibilités du tour à commandenumériqueA déterminé les facteurs qui agissent sur le choix de la grosseur du grain 2.1
A déterminé les facteurs dont il faut tenir compte lors du choix du grade de la meule 2.2
A expliqué l'importance de la vérification de la meule avant le montage 2.3
A choisi la bonne meule pour exécuter le travail 2.4
A décrit les étapes du montage de la meule 2.5
A repéré la vitesse de coupe et les avancesA calculé précisément les coordonnées cartésiennes et polaires, selon le cas.A déterminé exactement la position des points de début et de fin de course des outilsA tenu compte de la forme et de la complexité de la pièce à représenter 1.1-3.1
A respecté les proportions relatives aux différentes formes représentées1.2-2.2 3.2
A fourni toutes les annotations 1.3
A réalisé un croquis propre et précis1.4-2.3 3.3
A tenu compte de la forme et de la complexité de la pièce à représenter comportant des lignes obliques et des ellypses
2.1
A disposé correctement les cotes 4.1
A réalisé une cotation adaptée à la fabrication 4.2
A réalisé une cotation propre et claire 4.3
A effectué l'étalonnage et le réglage de l'instrument de contrôle 1.1
A mesuré correctement les pièces à l'aide d'instruments à lecture directe 2.2
A mesuré correctement les pièces à l'aide d'instruments à lecture indirecte 2.1
A mesuré correctement la pièce à l'aide du duromètre 2.3
A converti des mesures d'un système à l'autrre 3.1
A préparé et tracé correctement la pièce 3.1 3.1
A positionné et aligné correctement et de façon sécuritaire la pièce dans le montage 4.1 4.1 4.1 3.1 3.1 3.1 3.1 2.2 2.2
A réglé correctement les paramètres d'usinage 5.1 5.1 4.1 3.1 4.1
A aligné correctement la tête de la fraiseuse 3.2 3.2 3.2
A installé correctement les accessoires selon le type de montage 3.1 3.1 2.1 2.1 2.1 2.1 2.1 2.1
1.2
1.3 1.3
3.1
5.1
1.1
1.2
1.1
2.2
5.1
2.1
1.2
1.1
1.1
1.2
2.1
2.2
Liste des modulesD.E.P et A.S.P.
Éléments-critères retenus
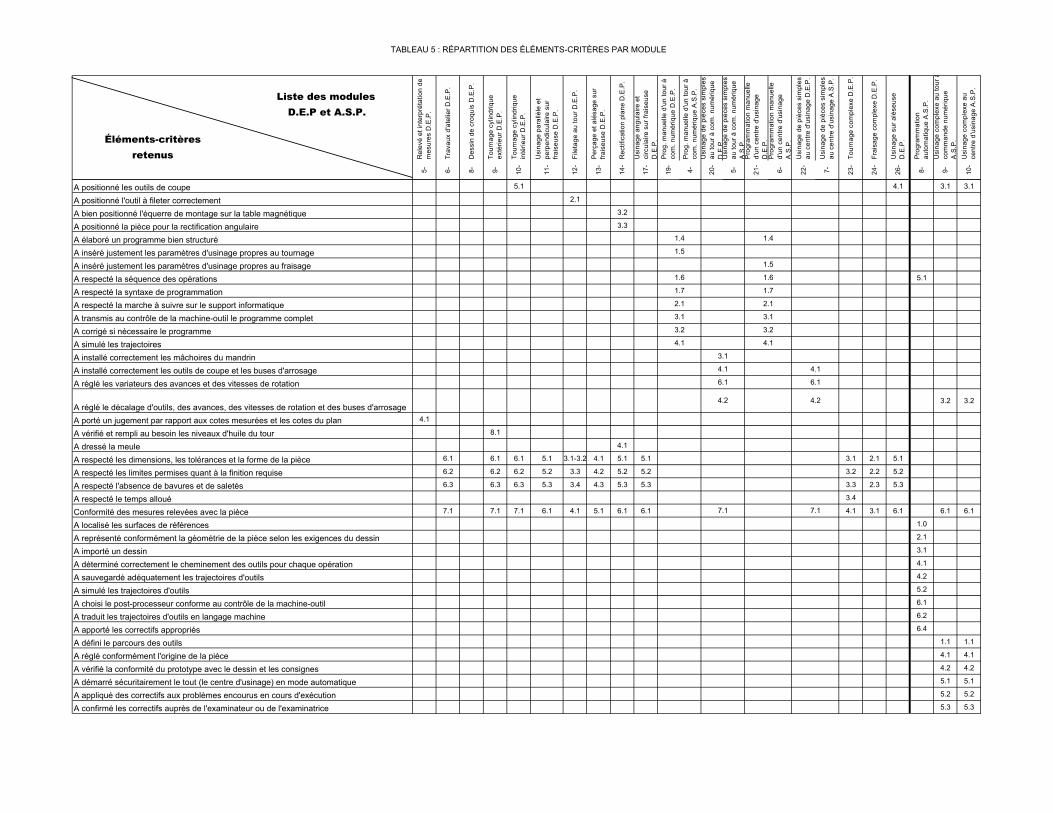
TABLEAU 5 : RÉPARTITION DES ÉLÉMENTS-CRITÈRES PAR MODULE
Rel
evé
et in
terp
réta
tion
de
mes
ures
D.E
.P.
Trav
aux
d'at
elie
r D.E
.P.
Des
sin
de c
roqu
is D
.E.P
.
Tour
nage
cyl
indr
ique
ex
térie
ur D
.E.P
.
Tour
nage
cyl
indr
ique
in
térie
ur D
.E.P
.
Usi
nage
par
allè
le e
t pe
rpen
dicu
laire
sur
fra
iseu
se D
.E.P
.
File
tage
au
tour
D.E
.P.
Per
çage
et a
lésa
ge s
ur
frais
euse
D.E
.P.
Rec
tific
atio
n pl
ane
D.E
.P.
Usi
nage
ang
ulai
re e
t ci
rcul
aire
sur
frai
seus
e D
.E.P
.P
rog.
man
uelle
d'u
n to
ur à
co
m. n
umér
ique
D.E
.P.
Pro
g. m
anue
lle d
'un
tour
à
com
. num
ériq
ue A
.S.P
.U
sina
ge d
e pi
èces
sim
ples
au
tour
à c
om. n
umér
ique
D
.E.P
.U
sina
ge d
e pi
èces
sim
ples
au
tour
à c
om. n
umér
ique
A
.S.P
.P
rogr
amm
atio
n m
anue
lle
d'un
cen
tre d
'usi
nage
D
.E.P
.P
rogr
amm
atio
n m
anue
lle
d'un
cen
tre d
'usi
nage
A
.S.P
.U
sina
ge d
e pi
èces
sim
ples
au
cen
tre d
'usi
nage
D.E
.P.
Usi
nage
de
pièc
es s
impl
es
au c
entre
d'u
sina
ge A
.S.P
.
Tour
nage
com
plex
e D
.E.P
.
Frai
sage
com
plex
e D
.E.P
.
Usi
nage
sur
alé
seus
e D
.E.P
.
Pro
gram
mat
ion
auto
mat
ique
A.S
.P.
Usi
nage
com
plex
e au
tour
àco
mm
ande
num
ériq
ue
A.S
.P.
Usi
nage
com
plex
e au
ce
ntre
d'u
sina
ge A
.S.P
.
5- 6- 8- 9- 10-
11-
12-
13-
14-
17-
19-
4- 20-
5- 21-
6- 22-
7- 23-
24-
26-
8- 9- 10-
Liste des modulesD.E.P et A.S.P.
Éléments-critères retenus
A positionné les outils de coupe 5.1 4.1 3.1 3.1
A positionné l'outil à fileter correctement 2.1
A bien positionné l'équerre de montage sur la table magnétique 3.2
A positionné la pièce pour la rectification angulaire 3.3
A élaboré un programme bien structuréA inséré justement les paramètres d'usinage propres au tournageA inséré justement les paramètres d'usinage propres au fraisageA respecté la séquence des opérations 5.1
A respecté la syntaxe de programmationA respecté la marche à suivre sur le support informatiqueA transmis au contrôle de la machine-outil le programme completA corrigé si nécessaire le programmeA simulé les trajectoiresA installé correctement les mâchoires du mandrinA installé correctement les outils de coupe et les buses d'arrosageA réglé les variateurs des avances et des vitesses de rotation
A réglé le décalage d'outils, des avances, des vitesses de rotation et des buses d'arrosage3.2 3.2
A porté un jugement par rapport aux cotes mesurées et les cotes du plan 4.1
A vérifié et rempli au besoin les niveaux d'huile du tour 8.1
A dressé la meule 4.1
A respecté les dimensions, les tolérances et la forme de la pièce 6.1 6.1 6.1 5.1 3.1-3.2 4.1 5.1 5.1 3.1 2.1 5.1
A respecté les limites permises quant à la finition requise 6.2 6.2 6.2 5.2 3.3 4.2 5.2 5.2 3.2 2.2 5.2
A respecté l'absence de bavures et de saletés 6.3 6.3 6.3 5.3 3.4 4.3 5.3 5.3 3.3 2.3 5.3
A respecté le temps alloué 3.4
Conformité des mesures relevées avec la pièce 7.1 7.1 7.1 6.1 4.1 5.1 6.1 6.1 4.1 3.1 6.1 6.1 6.1
A localisé les surfaces de références 1.0
A représenté conformément la géométrie de la pièce selon les exigences du dessin 2.1
A importé un dessin 3.1
A déterminé correctement le cheminement des outils pour chaque opération 4.1
A sauvegardé adéquatement les trajectoires d'outils 4.2
A simulé les trajectoires d'outils 5.2
A choisi le post-processeur conforme au contrôle de la machine-outil 6.1
A traduit les trajectoires d'outils en langage machine 6.2
A apporté les correctifs appropriés 6.4
A défini le parcours des outils 1.1 1.1
A réglé conformément l'origine de la pièce 4.1 4.1
A vérifié la conformité du prototype avec le dessin et les consignes 4.2 4.2
A démarré sécuritairement le tout (le centre d'usinage) en mode automatique 5.1 5.1
A appliqué des correctifs aux problèmes encourus en cours d'exécution 5.2 5.2
A confirmé les correctifs auprès de l'examinateur ou de l'examinatrice 5.3 5.3
7.1 7.1
3.1
4.1
6.1
4.2
3.1
3.2
4.1
3.1
3.2
4.1
1.5
1.6
1.7
2.1
1.6
1.7
2.1
1.4 1.4
4.1
6.1
4.2
1.5
5
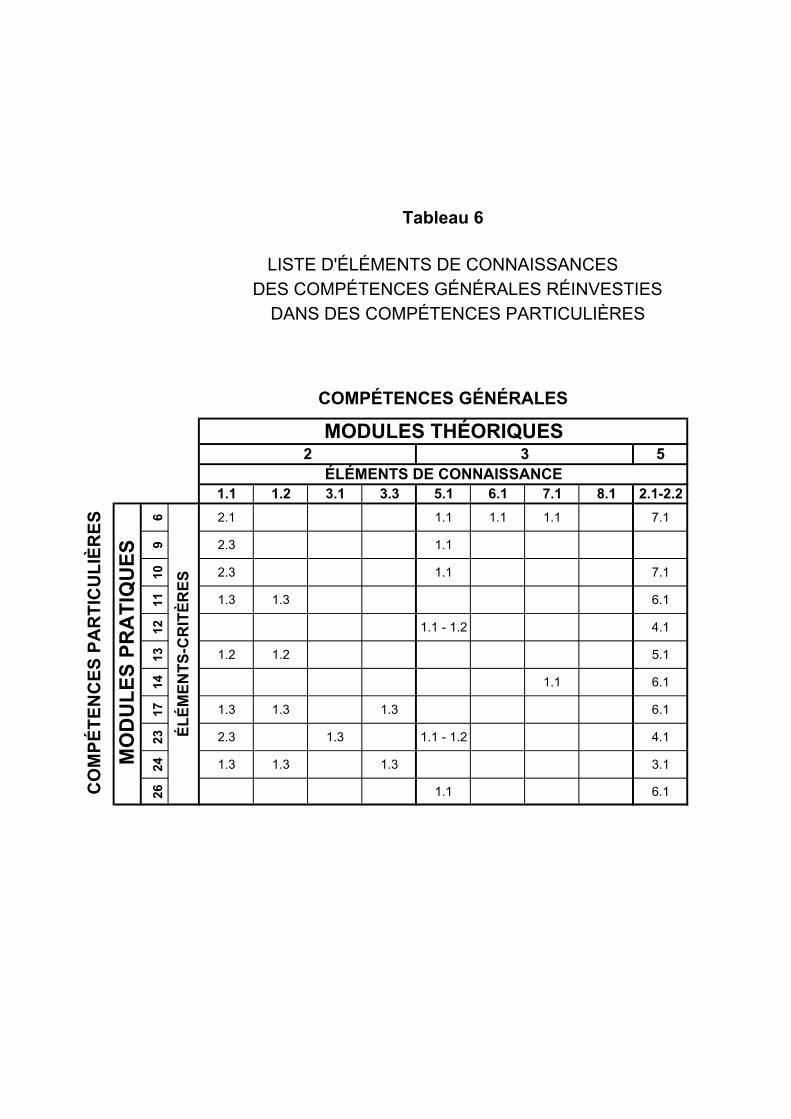
1.1 1.2 3.1 3.3 5.1 6.1 7.1 8.1 2.1-2.2
6 2.1 1.1 1.1 1.1 7.1
9 2.3 1.1
10 2.3 1.1 7.1
11 1.3 1.3 6.1
12 1.1 - 1.2 4.1
13 1.2 1.2 5.1
14 1.1 6.1
17 1.3 1.3 1.3 6.1
23 2.3 1.3 1.1 - 1.2 4.1
24 1.3 1.3 1.3 3.1
26 1.1 6.1
2 3MODULES THÉORIQUES
CO
MPÉ
TEN
CES
PA
RTI
CU
LIÈR
ES
COMPÉTENCES GÉNÉRALES
MO
DU
LES
PRA
TIQ
UES
ÉLÉMENTS DE CONNAISSANCE
ÉLÉM
ENTS
-CR
ITÈR
ES
Tableau 6
LISTE D'ÉLÉMENTS DE CONNAISSANCES
DANS DES COMPÉTENCES PARTICULIÈRES DES COMPÉTENCES GÉNÉRALES RÉINVESTIES
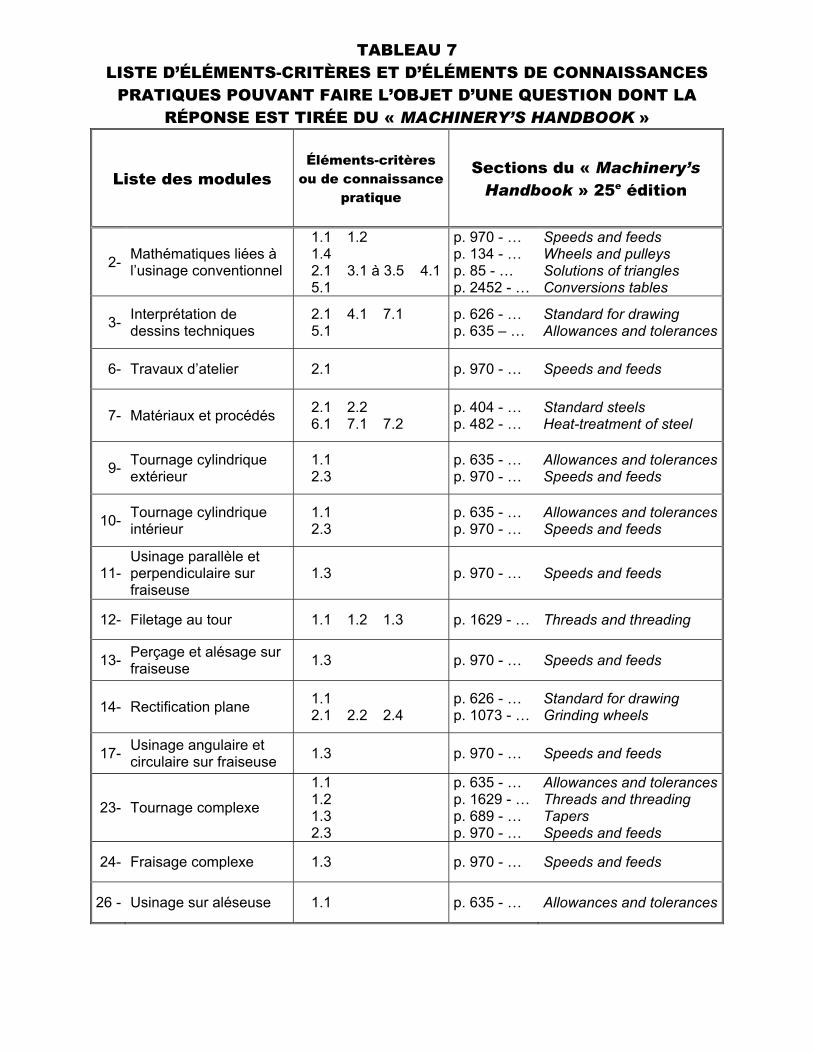
TABLEAU 7 LISTE D’ÉLÉMENTS-CRITÈRES ET D’ÉLÉMENTS DE CONNAISSANCES
PRATIQUES POUVANT FAIRE L’OBJET D’UNE QUESTION DONT LA RÉPONSE EST TIRÉE DU « MACHINERY’S HANDBOOK »
Liste des modules Éléments-critères
ou de connaissance pratique
Sections du « Machinery’s Handbook » 25e édition
2- Mathématiques liées à l’usinage conventionnel
1.1 1.2 1.4 2.1 3.1 à 3.5 4.1 5.1
p. 970 - … p. 134 - … p. 85 - … p. 2452 - …
Speeds and feeds Wheels and pulleys Solutions of triangles Conversions tables
3- Interprétation de dessins techniques
2.1 4.1 7.1 5.1
p. 626 - … p. 635 – …
Standard for drawing Allowances and tolerances
6- Travaux d’atelier 2.1 p. 970 - … Speeds and feeds
7- Matériaux et procédés 2.1 2.2 6.1 7.1 7.2
p. 404 - … p. 482 - …
Standard steels Heat-treatment of steel
9- Tournage cylindrique extérieur
1.1 2.3
p. 635 - … p. 970 - …
Allowances and tolerancesSpeeds and feeds
10- Tournage cylindrique intérieur
1.1 2.3
p. 635 - … p. 970 - …
Allowances and tolerancesSpeeds and feeds
11- Usinage parallèle et perpendiculaire sur fraiseuse
1.3 p. 970 - … Speeds and feeds
12- Filetage au tour 1.1 1.2 1.3 p. 1629 - … Threads and threading
13- Perçage et alésage sur fraiseuse 1.3 p. 970 - … Speeds and feeds
14- Rectification plane 1.1 2.1 2.2 2.4
p. 626 - … p. 1073 - …
Standard for drawing Grinding wheels
17- Usinage angulaire et circulaire sur fraiseuse 1.3 p. 970 - … Speeds and feeds
23- Tournage complexe
1.1 1.2 1.3 2.3
p. 635 - … p. 1629 - … p. 689 - … p. 970 - …
Allowances and tolerancesThreads and threading Tapers Speeds and feeds
24- Fraisage complexe 1.3 p. 970 - … Speeds and feeds
26 - Usinage sur aléseuse 1.1 p. 635 - … Allowances and tolerances
1 / 3
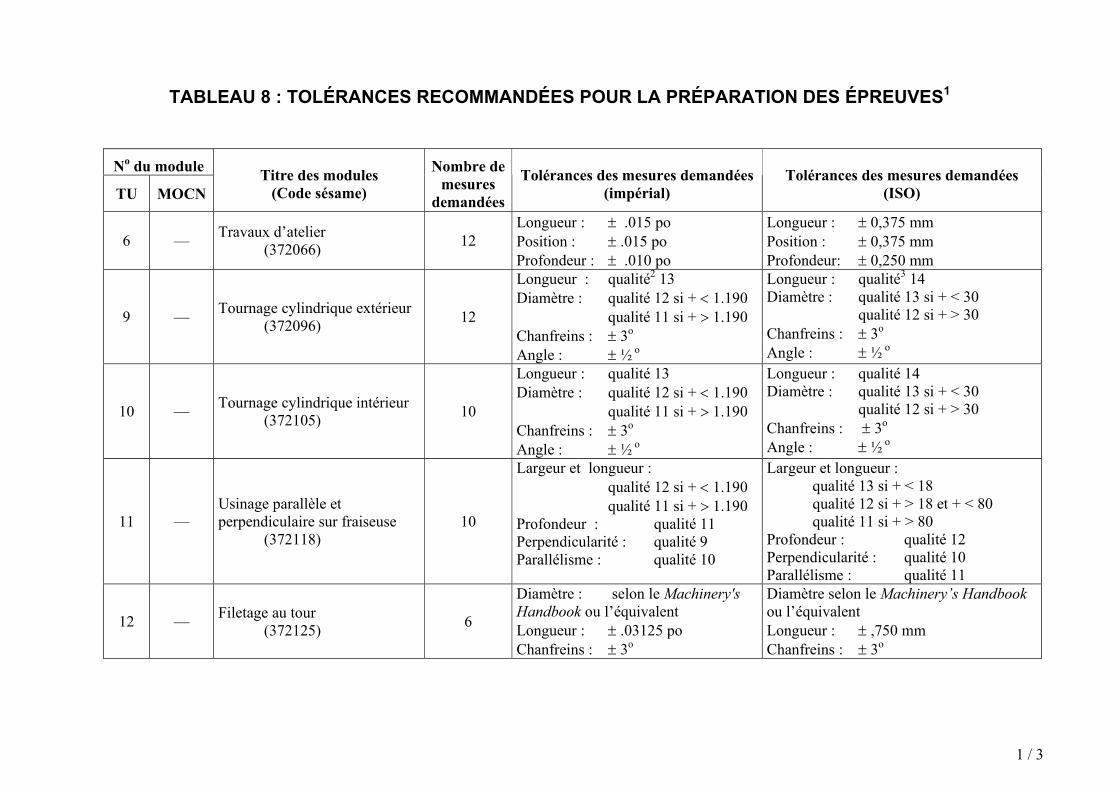
TABLEAU 8 : TOLÉRANCES RECOMMANDÉES POUR LA PRÉPARATION DES ÉPREUVES1
No du module
TU MOCNTitre des modules
(Code sésame)
Nombre de mesures
demandées
Tolérances des mesures demandées (impérial)
Tolérances des mesures demandées (ISO)
6 –– Travaux d’atelier (372066) 12
Longueur : ± .015 po Position : ± .015 po Profondeur : ± .010 po
Longueur : ± 0,375 mm Position : ± 0,375 mm Profondeur: ± 0,250 mm
9 –– Tournage cylindrique extérieur (372096) 12
Longueur : qualité2 13 Diamètre : qualité 12 si + < 1.190 qualité 11 si + > 1.190 Chanfreins : ± 3o Angle : ± ½ o
Longueur : qualité3 14 Diamètre : qualité 13 si + < 30 qualité 12 si + > 30 Chanfreins : ± 3o Angle : ± ½ o
10 –– Tournage cylindrique intérieur (372105) 10
Longueur : qualité 13 Diamètre : qualité 12 si + < 1.190 qualité 11 si + > 1.190 Chanfreins : ± 3o Angle : ± ½ o
Longueur : qualité 14 Diamètre : qualité 13 si + < 30 qualité 12 si + > 30 Chanfreins : ± 3o Angle : ± ½ o
11 –– Usinage parallèle et perpendiculaire sur fraiseuse (372118)
10
Largeur et longueur : qualité 12 si + < 1.190 qualité 11 si + > 1.190 Profondeur : qualité 11 Perpendicularité : qualité 9 Parallélisme : qualité 10
Largeur et longueur : qualité 13 si + < 18 qualité 12 si + > 18 et + < 80 qualité 11 si + > 80 Profondeur : qualité 12 Perpendicularité : qualité 10 Parallélisme : qualité 11
12 –– Filetage au tour (372125) 6
Diamètre : selon le Machinery's Handbook ou l’équivalent Longueur : ± .03125 po Chanfreins : ± 3o
Diamètre selon le Machinery’s Handbook ou l’équivalent Longueur : ± ,750 mm Chanfreins : ± 3o
2 / 3
No du module
TU MOCNTitre des modules
(Code sésame)
Nombre de mesures
demandées
Tolérances des mesures demandées (impérial)
Tolérances des mesures demandées (ISO)
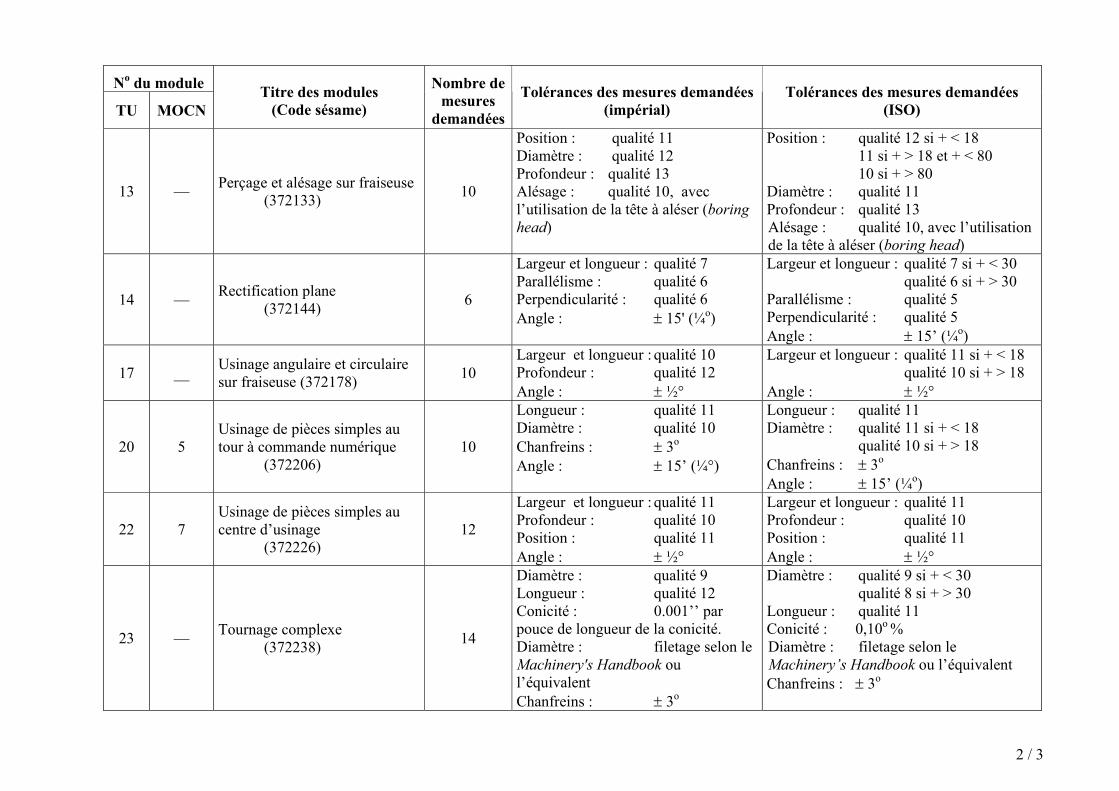
13 –– Perçage et alésage sur fraiseuse (372133) 10
Position : qualité 11 Diamètre : qualité 12 Profondeur : qualité 13 Alésage : qualité 10, avec l’utilisation de la tête à aléser (boring head)
Position : qualité 12 si + < 18 11 si + > 18 et + < 80 10 si + > 80 Diamètre : qualité 11 Profondeur : qualité 13 Alésage : qualité 10, avec l’utilisation de la tête à aléser (boring head)
14 –– Rectification plane (372144) 6
Largeur et longueur : qualité 7 Parallélisme : qualité 6 Perpendicularité : qualité 6 Angle : ± 15' (¼o)
Largeur et longueur : qualité 7 si + < 30 qualité 6 si + > 30 Parallélisme : qualité 5 Perpendicularité : qualité 5 Angle : ± 15’ (¼o)
17 __ Usinage angulaire et circulaire sur fraiseuse (372178) 10
Largeur et longueur : qualité 10 Profondeur : qualité 12 Angle : ± ½°
Largeur et longueur : qualité 11 si + < 18 qualité 10 si + > 18 Angle : ± ½°
20 5 Usinage de pièces simples au tour à commande numérique (372206)
10
Longueur : qualité 11 Diamètre : qualité 10 Chanfreins : ± 3o Angle : ± 15’ (¼°)
Longueur : qualité 11 Diamètre : qualité 11 si + < 18 qualité 10 si + > 18 Chanfreins : ± 3o Angle : ± 15’ (¼o)
22 7 Usinage de pièces simples au centre d’usinage (372226)
12
Largeur et longueur : qualité 11 Profondeur : qualité 10 Position : qualité 11 Angle : ± ½°
Largeur et longueur : qualité 11 Profondeur : qualité 10 Position : qualité 11 Angle : ± ½°
23 –– Tournage complexe (372238) 14
Diamètre : qualité 9 Longueur : qualité 12 Conicité : 0.001’’ par pouce de longueur de la conicité. Diamètre : filetage selon le Machinery's Handbook ou l’équivalent Chanfreins : ± 3o
Diamètre : qualité 9 si + < 30 qualité 8 si + > 30 Longueur : qualité 11 Conicité : 0,10o % Diamètre : filetage selon le Machinery’s Handbook ou l’équivalent Chanfreins : ± 3o
3 / 3
No du module
TU MOCNTitre des modules
(Code sésame)
Nombre de mesures
demandées
Tolérances des mesures demandées (impérial)
Tolérances des mesures demandées (ISO)
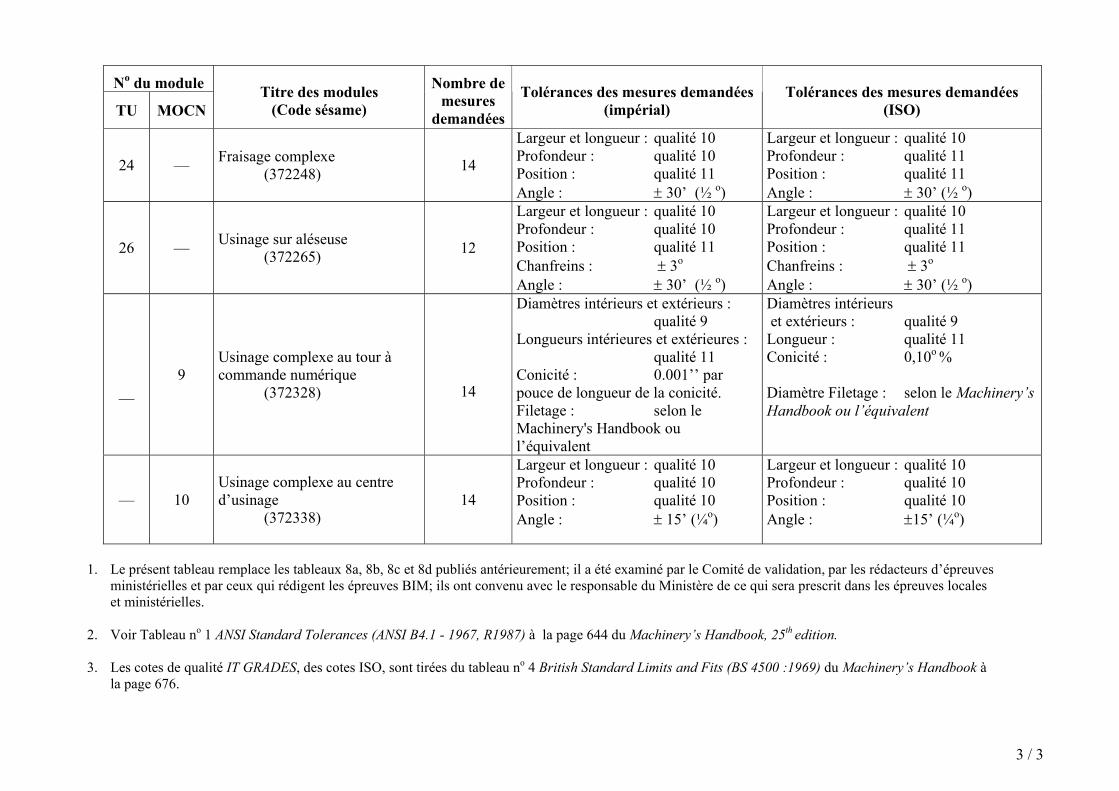
24 –– Fraisage complexe (372248) 14
Largeur et longueur : qualité 10 Profondeur : qualité 10 Position : qualité 11 Angle : ± 30’ (½ o)
Largeur et longueur : qualité 10 Profondeur : qualité 11 Position : qualité 11 Angle : ± 30’ (½ o)
26 –– Usinage sur aléseuse (372265) 12
Largeur et longueur : qualité 10 Profondeur : qualité 10 Position : qualité 11 Chanfreins : ± 3o
Angle : ± 30’ (½ o)
Largeur et longueur : qualité 10 Profondeur : qualité 11 Position : qualité 11 Chanfreins : ± 3o
Angle : ± 30’ (½ o)
__ 9
Usinage complexe au tour à commande numérique (372328)
14
Diamètres intérieurs et extérieurs : qualité 9 Longueurs intérieures et extérieures : qualité 11 Conicité : 0.001’’ par pouce de longueur de la conicité. Filetage : selon le Machinery's Handbook ou l’équivalent
Diamètres intérieurs et extérieurs : qualité 9 Longueur : qualité 11 Conicité : 0,10o % Diamètre Filetage : selon le Machinery’s Handbook ou l’équivalent
–– 10 Usinage complexe au centre d’usinage (372338)
14
Largeur et longueur : qualité 10 Profondeur : qualité 10 Position : qualité 10 Angle : ± 15’ (¼o)
Largeur et longueur : qualité 10 Profondeur : qualité 10 Position : qualité 10 Angle : ±15’ (¼o)
1. Le présent tableau remplace les tableaux 8a, 8b, 8c et 8d publiés antérieurement; il a été examiné par le Comité de validation, par les rédacteurs d’épreuves
ministérielles et par ceux qui rédigent les épreuves BIM; ils ont convenu avec le responsable du Ministère de ce qui sera prescrit dans les épreuves locales et ministérielles.
2. Voir Tableau no 1 ANSI Standard Tolerances (ANSI B4.1 - 1967, R1987) à la page 644 du Machinery’s Handbook, 25th edition. 3. Les cotes de qualité IT GRADES, des cotes ISO, sont tirées du tableau no 4 British Standard Limits and Fits (BS 4500 :1969) du Machinery’s Handbook à
la page 676.
FP0009
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE (DEP 5223) USINAGE SUR MOCN (ASP 5224)
Métier et formation
Module 1
372 011
Épreuve de participation
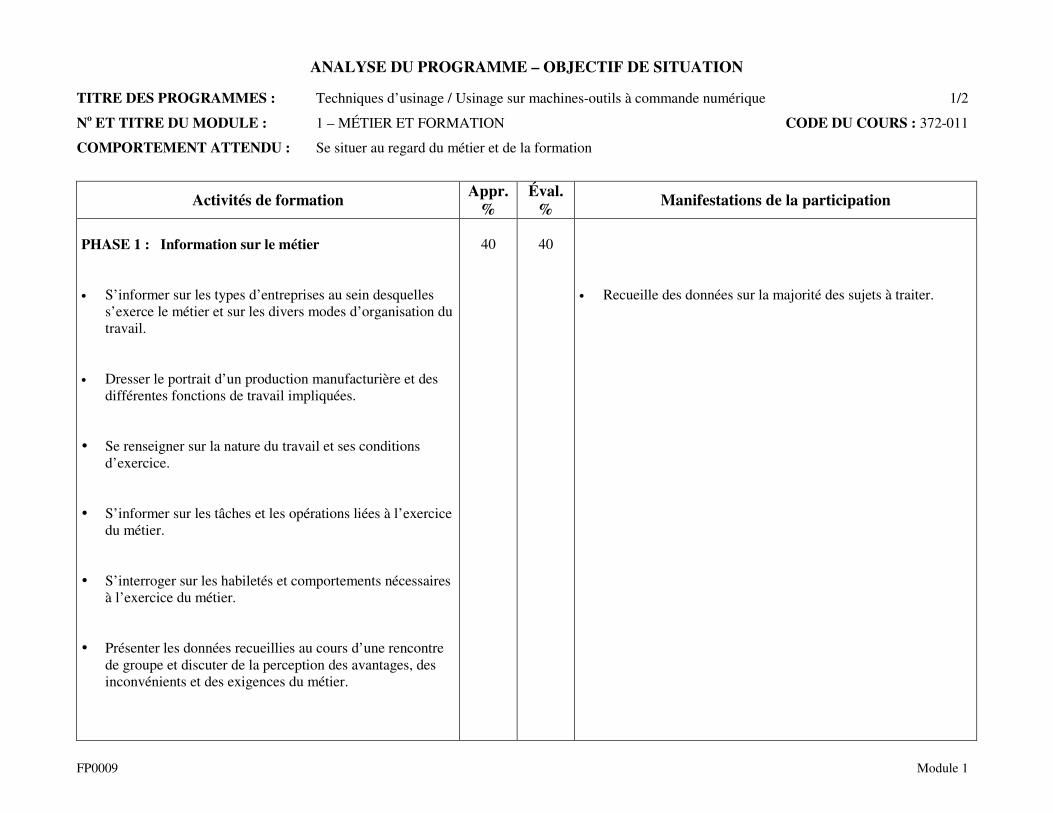
ANALYSE DU PROGRAMME – OBJECTIF DE SITUATION TITRE DES PROGRAMMES : Techniques d’usinage / Usinage sur machines-outils à commande numérique 1/2
No ET TITRE DU MODULE : 1 – MÉTIER ET FORMATION CODE DU COURS : 372-011
COMPORTEMENT ATTENDU : Se situer au regard du métier et de la formation
FP0009 Module 1
Activités de formation Appr.
% Éval.
% Manifestations de la participation
PHASE 1 : Information sur le métier • S’informer sur les types d’entreprises au sein desquelles
s’exerce le métier et sur les divers modes d’organisation du travail.
• Dresser le portrait d’un production manufacturière et des
différentes fonctions de travail impliquées. � Se renseigner sur la nature du travail et ses conditions
d’exercice. � S’informer sur les tâches et les opérations liées à l’exercice
du métier. � S’interroger sur les habiletés et comportements nécessaires
à l’exercice du métier. � Présenter les données recueillies au cours d’une rencontre
de groupe et discuter de la perception des avantages, des inconvénients et des exigences du métier.
40
40
• Recueille des données sur la majorité des sujets à traiter.
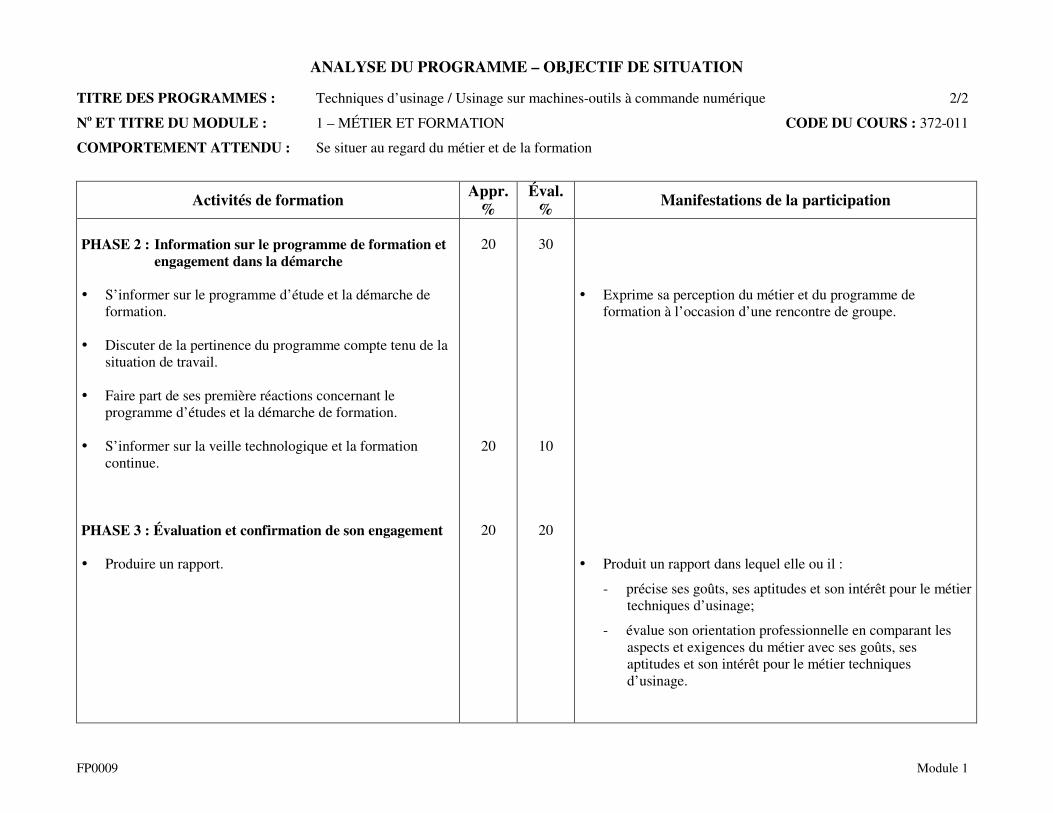
ANALYSE DU PROGRAMME – OBJECTIF DE SITUATION TITRE DES PROGRAMMES : Techniques d’usinage / Usinage sur machines-outils à commande numérique 2/2
No ET TITRE DU MODULE : 1 – MÉTIER ET FORMATION CODE DU COURS : 372-011
COMPORTEMENT ATTENDU : Se situer au regard du métier et de la formation
FP0009 Module 1
Activités de formation Appr.
% Éval.
% Manifestations de la participation
PHASE 2 : Information sur le programme de formation et
engagement dans la démarche � S’informer sur le programme d’étude et la démarche de
formation. � Discuter de la pertinence du programme compte tenu de la
situation de travail. � Faire part de ses première réactions concernant le
programme d’études et la démarche de formation. � S’informer sur la veille technologique et la formation
continue. PHASE 3 : Évaluation et confirmation de son engagement � Produire un rapport.
20
20
20
30
10
20
� Exprime sa perception du métier et du programme de
formation à l’occasion d’une rencontre de groupe. � Produit un rapport dans lequel elle ou il :
- précise ses goûts, ses aptitudes et son intérêt pour le métier techniques d’usinage;
- évalue son orientation professionnelle en comparant les aspects et exigences du métier avec ses goûts, ses aptitudes et son intérêt pour le métier techniques d’usinage.
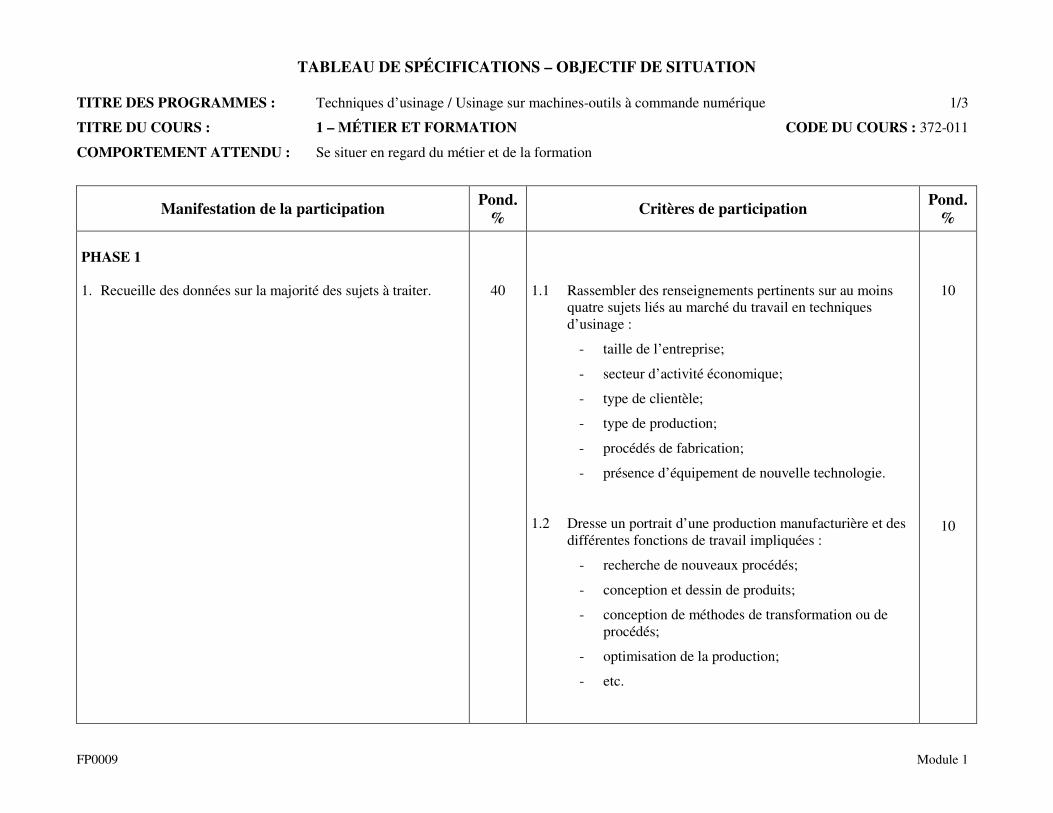
TABLEAU DE SPÉCIFICATIONS – OBJECTIF DE SITUATION TITRE DES PROGRAMMES : Techniques d’usinage / Usinage sur machines-outils à commande numérique 1/3
TITRE DU COURS : 1 – MÉTIER ET FORMATION CODE DU COURS : 372-011
COMPORTEMENT ATTENDU : Se situer en regard du métier et de la formation
FP0009 Module 1
Manifestation de la participation Pond.
% Critères de participation
Pond. %
PHASE 1 1. Recueille des données sur la majorité des sujets à traiter.
40
1.1 Rassembler des renseignements pertinents sur au moins
quatre sujets liés au marché du travail en techniques d’usinage :
- taille de l’entreprise;
- secteur d’activité économique;
- type de clientèle;
- type de production;
- procédés de fabrication;
- présence d’équipement de nouvelle technologie. 1.2 Dresse un portrait d’une production manufacturière et des
différentes fonctions de travail impliquées :
- recherche de nouveaux procédés;
- conception et dessin de produits;
- conception de méthodes de transformation ou de procédés;
- optimisation de la production;
- etc.
10
10
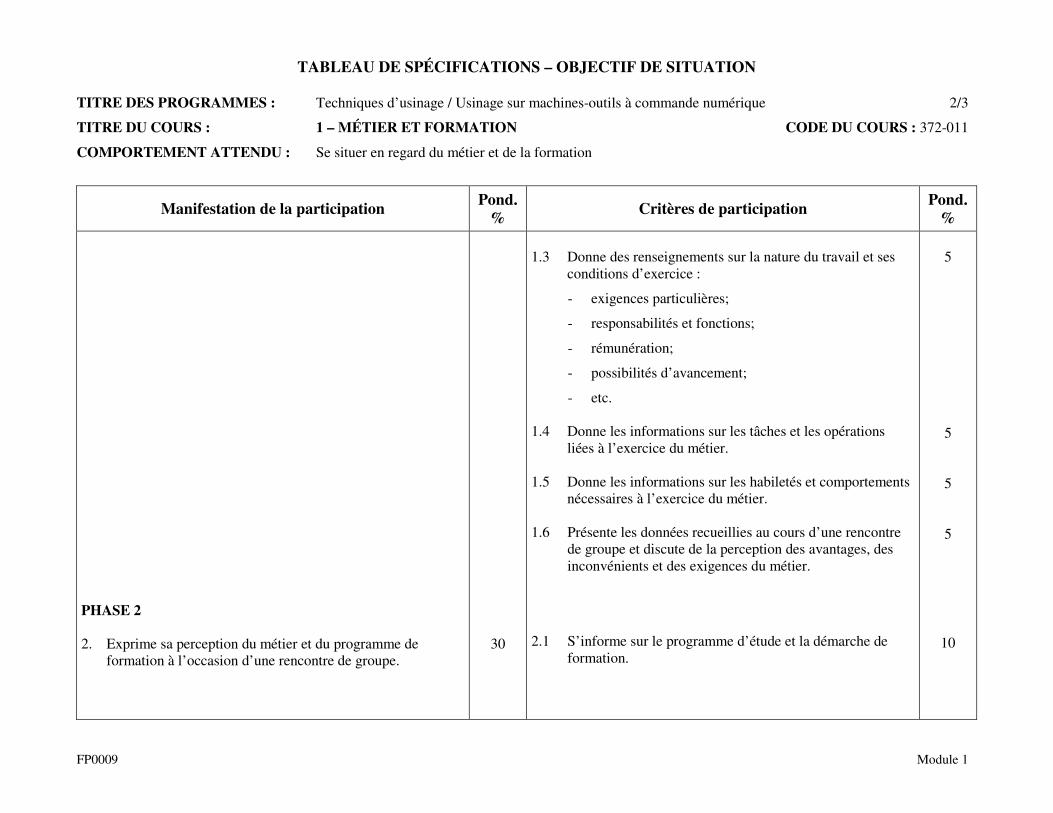
TABLEAU DE SPÉCIFICATIONS – OBJECTIF DE SITUATION TITRE DES PROGRAMMES : Techniques d’usinage / Usinage sur machines-outils à commande numérique 2/3
TITRE DU COURS : 1 – MÉTIER ET FORMATION CODE DU COURS : 372-011
COMPORTEMENT ATTENDU : Se situer en regard du métier et de la formation
FP0009 Module 1
Manifestation de la participation Pond.
% Critères de participation
Pond. %
PHASE 2 2. Exprime sa perception du métier et du programme de
formation à l’occasion d’une rencontre de groupe.
30
1.3 Donne des renseignements sur la nature du travail et ses
conditions d’exercice :
- exigences particulières;
- responsabilités et fonctions;
- rémunération;
- possibilités d’avancement;
- etc. 1.4 Donne les informations sur les tâches et les opérations
liées à l’exercice du métier. 1.5 Donne les informations sur les habiletés et comportements
nécessaires à l’exercice du métier. 1.6 Présente les données recueillies au cours d’une rencontre
de groupe et discute de la perception des avantages, des inconvénients et des exigences du métier.
2.1 S’informe sur le programme d’étude et la démarche de formation.
5
5 5 5
10
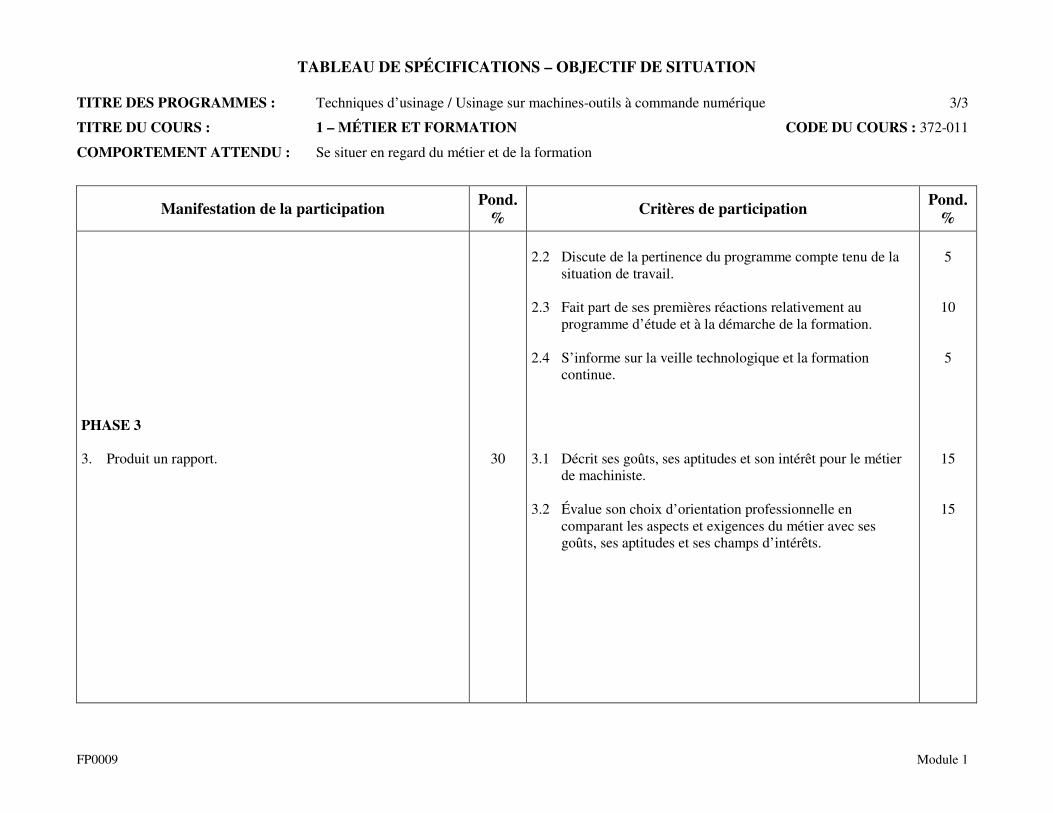
TABLEAU DE SPÉCIFICATIONS – OBJECTIF DE SITUATION TITRE DES PROGRAMMES : Techniques d’usinage / Usinage sur machines-outils à commande numérique 3/3
TITRE DU COURS : 1 – MÉTIER ET FORMATION CODE DU COURS : 372-011
COMPORTEMENT ATTENDU : Se situer en regard du métier et de la formation
FP0009 Module 1
Manifestation de la participation Pond.
% Critères de participation
Pond. %
PHASE 3 3. Produit un rapport.
30
2.2 Discute de la pertinence du programme compte tenu de la
situation de travail. 2.3 Fait part de ses premières réactions relativement au
programme d’étude et à la démarche de la formation. 2.4 S’informe sur la veille technologique et la formation
continue. 3.1 Décrit ses goûts, ses aptitudes et son intérêt pour le métier
de machiniste. 3.2 Évalue son choix d’orientation professionnelle en
comparant les aspects et exigences du métier avec ses goûts, ses aptitudes et ses champs d’intérêts.
5
10 5
15
15
DESCRIPTION SOMMAIRE DE L’ÉPREUVE TITRE DES PROGRAMMES : Techniques d’usinage / Usinage sur machines-outils à commande numérique 1/6
TITRE DU MODULE : MÉTIER ET FORMATION CODE DU MODULE : 372-011
COMPORTEMENT ATTENDU : Se situer au regard du métier et de la démarche de formation
FP0009 Module 1
Items Remarques
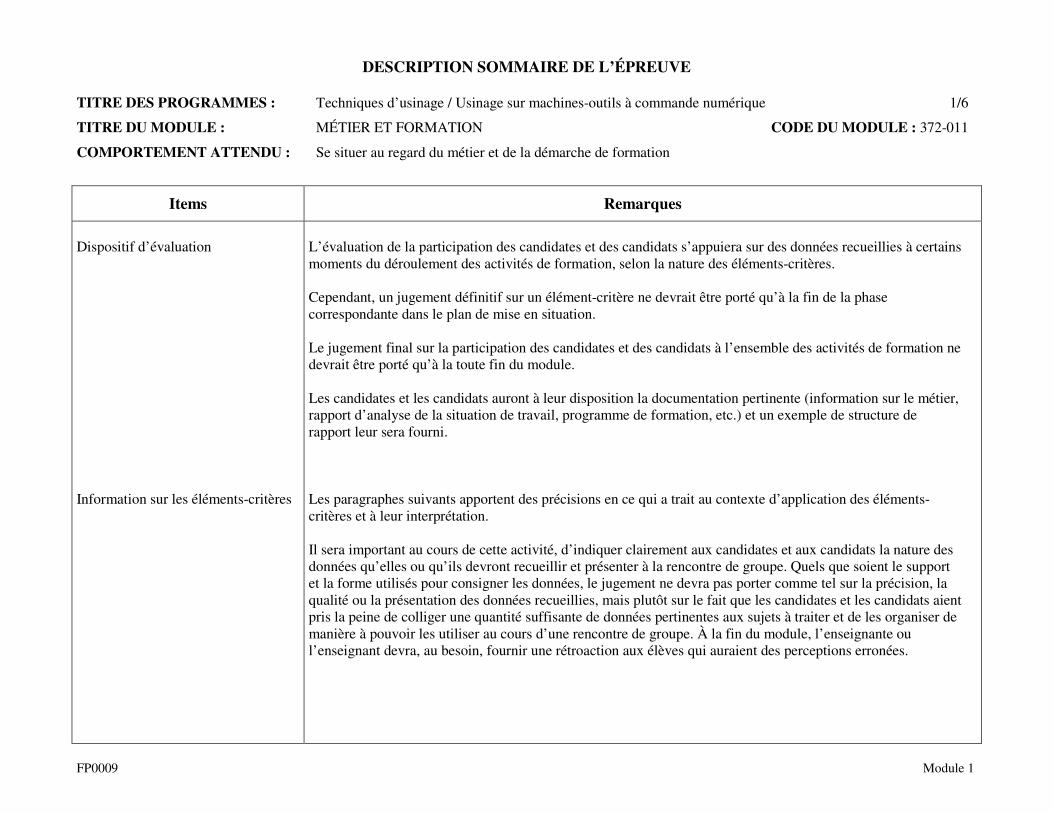
Dispositif d’évaluation Information sur les éléments-critères
L’évaluation de la participation des candidates et des candidats s’appuiera sur des données recueillies à certains moments du déroulement des activités de formation, selon la nature des éléments-critères. Cependant, un jugement définitif sur un élément-critère ne devrait être porté qu’à la fin de la phase correspondante dans le plan de mise en situation. Le jugement final sur la participation des candidates et des candidats à l’ensemble des activités de formation ne devrait être porté qu’à la toute fin du module. Les candidates et les candidats auront à leur disposition la documentation pertinente (information sur le métier, rapport d’analyse de la situation de travail, programme de formation, etc.) et un exemple de structure de rapport leur sera fourni. Les paragraphes suivants apportent des précisions en ce qui a trait au contexte d’application des éléments-critères et à leur interprétation. Il sera important au cours de cette activité, d’indiquer clairement aux candidates et aux candidats la nature des données qu’elles ou qu’ils devront recueillir et présenter à la rencontre de groupe. Quels que soient le support et la forme utilisés pour consigner les données, le jugement ne devra pas porter comme tel sur la précision, la qualité ou la présentation des données recueillies, mais plutôt sur le fait que les candidates et les candidats aient pris la peine de colliger une quantité suffisante de données pertinentes aux sujets à traiter et de les organiser de manière à pouvoir les utiliser au cours d’une rencontre de groupe. À la fin du module, l’enseignante ou l’enseignant devra, au besoin, fournir une rétroaction aux élèves qui auraient des perceptions erronées.
DESCRIPTION SOMMAIRE DE L’ÉPREUVE TITRE DES PROGRAMMES : Techniques d’usinage / Usinage sur machines-outils à commande numérique 2/6
TITRE DU MODULE : MÉTIER ET FORMATION CODE DU MODULE : 372-011
COMPORTEMENT ATTENDU : Se situer au regard du métier et de la démarche de formation
FP0009 Module 1
Items Remarques
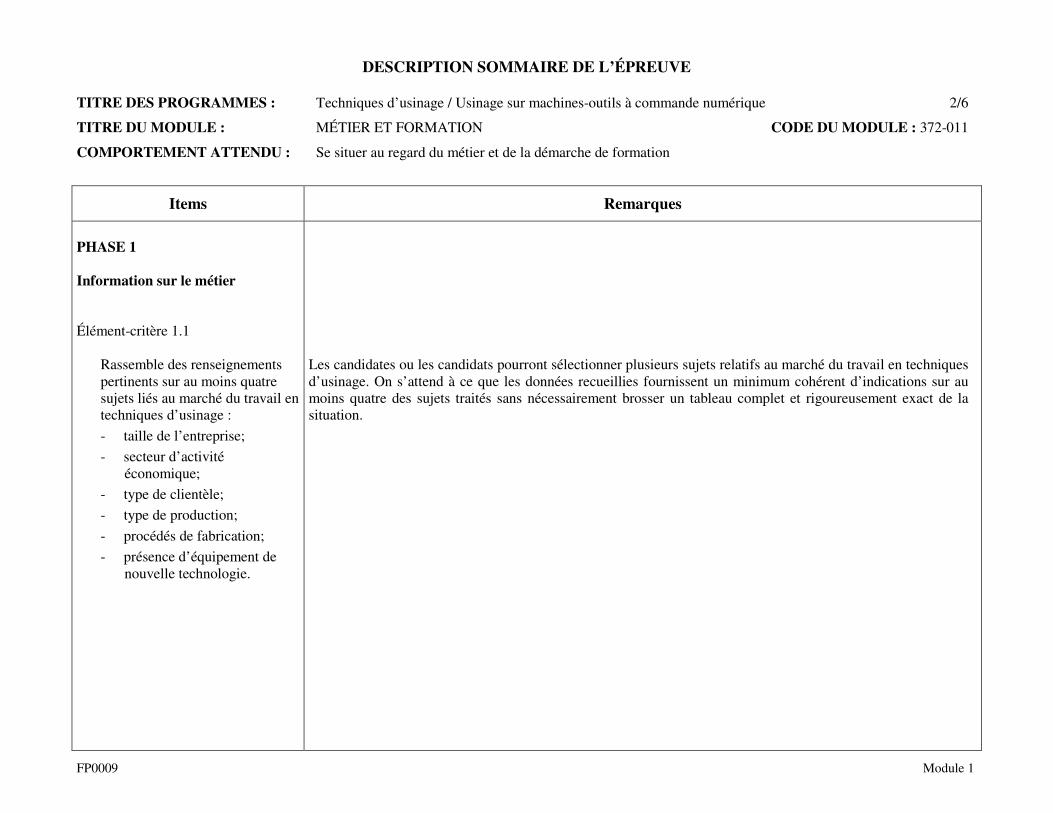
PHASE 1 Information sur le métier Élément-critère 1.1
Rassemble des renseignements pertinents sur au moins quatre sujets liés au marché du travail en techniques d’usinage :
- taille de l’entreprise;
- secteur d’activité économique;
- type de clientèle;
- type de production;
- procédés de fabrication;
- présence d’équipement de nouvelle technologie.
Les candidates ou les candidats pourront sélectionner plusieurs sujets relatifs au marché du travail en techniques d’usinage. On s’attend à ce que les données recueillies fournissent un minimum cohérent d’indications sur au moins quatre des sujets traités sans nécessairement brosser un tableau complet et rigoureusement exact de la situation.
DESCRIPTION SOMMAIRE DE L’ÉPREUVE TITRE DES PROGRAMMES : Techniques d’usinage / Usinage sur machines-outils à commande numérique 3/6
TITRE DU MODULE : MÉTIER ET FORMATION CODE DU MODULE : 372-011
COMPORTEMENT ATTENDU : Se situer au regard du métier et de la démarche de formation
FP0009 Module 1
Items Remarques
Élément-critère 1.2
Dresse un portrait d’une production manufacturière et des différentes fonctions de travail impliquées:
- recherche de nouveaux procédés;
- conception et dessin de produits;
- conception de méthodes de transformation ou de procédés;
- optimisation de la production;
- etc.
Élément-critère 1.3
Donne des renseignements sur la nature du travail et ses conditions d’exercice :
- exigences particulières;
- responsabilités et fonctions;
- rémunération;
- possibilités d’avancement;
- etc.
Les candidates et les candidats pourront sélectionner plusieurs étapes servant à la réalisation d’une production manufacturière et des différentes fonctions de travail impliquées. On s’attend à ce que les données recueillies fournissent des éléments significatifs pour chacune des étapes servant à la réalisation d’une production manufacturière.
Les candidates ou les candidats pourront sélectionner plusieurs sujets relatifs à la nature, aux exigences, aux tâches, aux opérations, aux habiletés et aux comportements nécessaires à l’exercice du métier.
DESCRIPTION SOMMAIRE DE L’ÉPREUVE TITRE DES PROGRAMMES : Techniques d’usinage / Usinage sur machines-outils à commande numérique 4/6
TITRE DU MODULE : MÉTIER ET FORMATION CODE DU MODULE : 372-011
COMPORTEMENT ATTENDU : Se situer au regard du métier et de la démarche de formation
FP0009 Module 1
Items Remarques
Élément-critère 1.4
Donne les informations sur les tâches et les opérations liées à l’exercice du métier.
Élément-critère 1.5
Donne les informations sur les habiletés et comportements nécessaires à l’exercice du métier.
Élément-critère 1.6
Présente ses données recueillies et sa perception des avantages, des inconvénients et des exigences du métier.
PHASE 2 Information sur le programme de formation et engagement dans la démarche. Élément-critère 2.1
S’informe sur le programme d’étude et la démarche de formation.
DESCRIPTION SOMMAIRE DE L’ÉPREUVE TITRE DES PROGRAMMES : Techniques d’usinage / Usinage sur machines-outils à commande numérique 5/6
TITRE DU MODULE : MÉTIER ET FORMATION CODE DU MODULE : 372-011
COMPORTEMENT ATTENDU : Se situer au regard du métier et de la démarche de formation
FP0009 Module 1
Items Remarques
Élément-critère 2.2
Discute de la pertinence du programme compte tenu de la situation de travail.
Élément-critère 2.3
Donne les informations sur le programme de formation.
Élément-critère 2.4
S’informe sur la veille technologique et la formation continue.
On discutera de l’utilité et du bien-fondé de divers éléments du projet de formation (à la lumière de l’état du marché du travail et des exigences de la pratique du métier) tels que perçus par les candidates ou les candidats. Le jugement ne devra pas porter sur la justesse de leurs perceptions mais plutôt sur le fait qu’elles ou ils se soient ouvertement prononcés sur les sujets abordés, en apportant à l’appui de leurs opinions des arguments pertinents (qui tiennent compte des données recueillies précédemment).
DESCRIPTION SOMMAIRE DE L’ÉPREUVE TITRE DES PROGRAMMES : Techniques d’usinage / Usinage sur machines-outils à commande numérique 6/6
TITRE DU MODULE : MÉTIER ET FORMATION CODE DU MODULE : 372-011
COMPORTEMENT ATTENDU : Se situer au regard du métier et de la démarche de formation
FP0009 Module 1
Items Remarques
PHASE 3 Évaluation et confirmation de son engagement Élément-critère 3.1
Décrit ses goûts, ses aptitudes et son intérêt pour le métier techniques d’usinage.
Élément-critère 3.2
Évalue son choix d’orientation professionnelle en comparant les aspects et exigences du métier avec ses goûts, ses aptitudes et ses champs d’intérêts.
Règle de verdict
Le jugement ne devra pas porter sur la qualité de la rédaction ou de la présentation du rapport. On s’assurera plutôt que les candidates et les candidats ont au mois pris la peine d’y inclure les éléments demandés. On s’attend à ce que les candidates et candidats évaluent leur choix d’orientation professionnelle en indiquant dans leur rapport des aspects ou exigences du métier qui les ont amenés à choisir une carrière de machiniste. De plus, elles ou ils doivent préciser au moins trois aspects ou exigences qui, à leur point de vue, sont en lien direct avec leurs goûts, intérêts et aptitudes personnelles. Il n’est pas nécessaire, à ce stade-ci, que leurs perceptions et opinions soient objectives ou rigoureusement conformes à la réalité. Réussite de 8 éléments de participation sur 12 dont les éléments 1.1, 1.3, 2.3, 3.1 et 3.2.
1/2
FP0009 Module 1
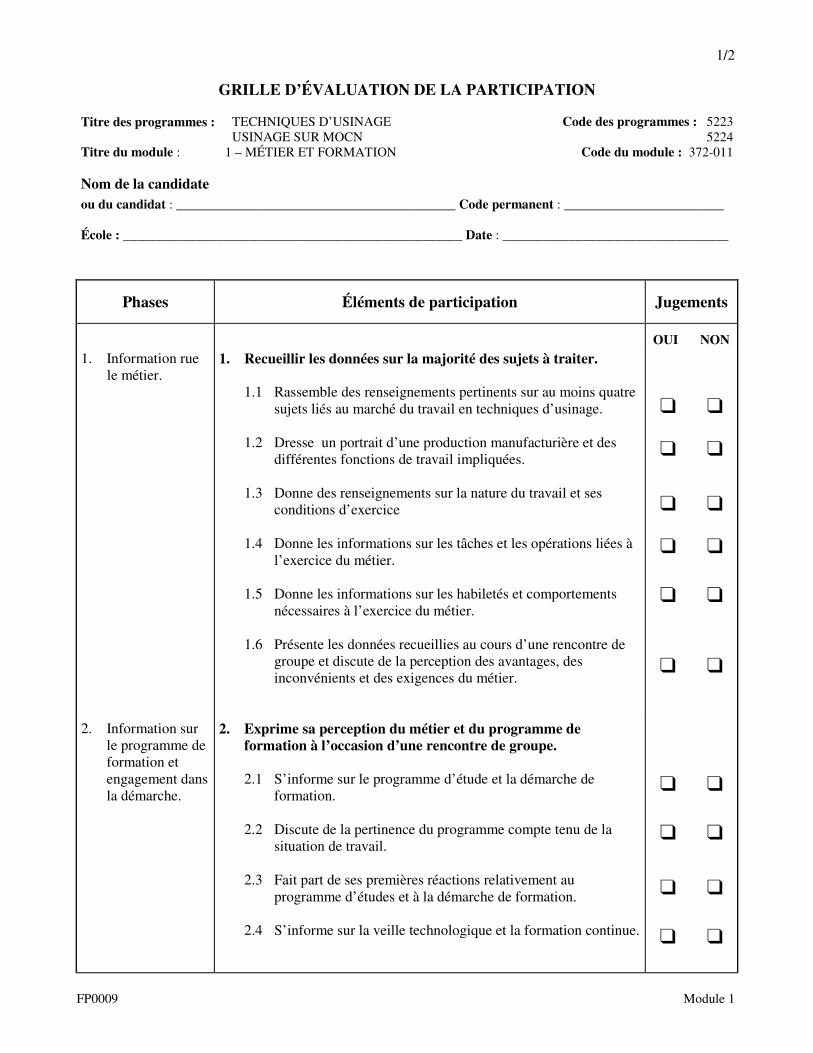
GRILLE D’ÉVALUATION DE LA PARTICIPATION
Titre des programmes : TECHNIQUES D’USINAGE Code des programmes : 5223 USINAGE SUR MOCN 5224 Titre du module : 1 – MÉTIER ET FORMATION Code du module : 372-011 Nom de la candidate ou du candidat : __________________________________________ Code permanent : ________________________ École : ___________________________________________________ Date : __________________________________
Phases Éléments de participation Jugements
OUI NON
1. Information rue le métier.
1. Recueillir les données sur la majorité des sujets à traiter.
1.1 Rassemble des renseignements pertinents sur au moins quatre sujets liés au marché du travail en techniques d’usinage.
1.2 Dresse un portrait d’une production manufacturière et des
différentes fonctions de travail impliquées.
1.3 Donne des renseignements sur la nature du travail et ses conditions d’exercice
1.4 Donne les informations sur les tâches et les opérations liées à
l’exercice du métier.
1.5 Donne les informations sur les habiletés et comportements nécessaires à l’exercice du métier.
1.6 Présente les données recueillies au cours d’une rencontre de
groupe et discute de la perception des avantages, des inconvénients et des exigences du métier.
q q
q q
q q
q q
q q
q q
2. Information sur le programme de formation et engagement dans la démarche.
2. Exprime sa perception du métier et du programme de formation à l’occasion d’une rencontre de groupe.
2.1 S’informe sur le programme d’étude et la démarche de
formation.
2.2 Discute de la pertinence du programme compte tenu de la situation de travail.
2.3 Fait part de ses premières réactions relativement au
programme d’études et à la démarche de formation.
2.4 S’informe sur la veille technologique et la formation continue.
q q
q q
q q
q q
2/2
FP0009 Module 1
Phases Éléments de participation Jugements
OUI NON
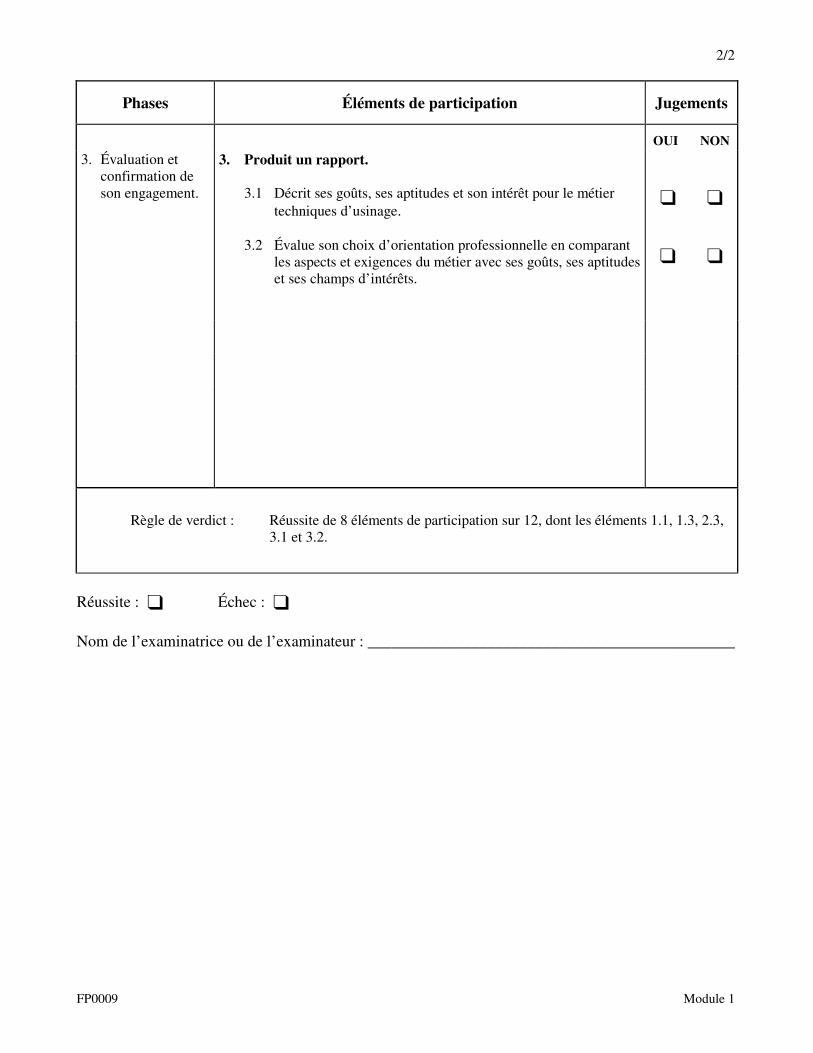
3. Évaluation et confirmation de son engagement.
3. Produit un rapport.
3.1 Décrit ses goûts, ses aptitudes et son intérêt pour le métier techniques d’usinage.
3.2 Évalue son choix d’orientation professionnelle en comparant
les aspects et exigences du métier avec ses goûts, ses aptitudes et ses champs d’intérêts.
q q
q q
Règle de verdict : Réussite de 8 éléments de participation sur 12, dont les éléments 1.1, 1.3, 2.3, 3.1 et 3.2.
Réussite : q Échec : q Nom de l’examinatrice ou de l’examinateur : ______________________________________________
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE 5223
Mathématiques liées à l’usinage conventionnel
Module 2 372 024
Épreuve de connaissances pratiques
372 066 1
FP0007 Module 2
DESCRIPTION DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à effectuer des calculs mathématiques liés à l’usinage conventionnel. Cette épreuve est réalisée en classe par tout le groupe en même temps.
La candidate ou le candidat doit résoudre des problèmes mathématiques portant sur les éléments de connaissances suivants : - tours/minute
- avances
- temps de coupe
- engrenages et poulies
- points de tangence
- valeurs des angles
- coordonnées polaires et rectangulaires
- systèmes impérial et international
2 RÉUSSITE DE L’ÉPREUVE
Le seuil de réussite est de 80 sur une possibilité de 100 points. L’utilisation de la calculatrice étant permise, il faudra informer les élèves qu’elles et ils doivent fournir l’ensemble des calculs pour chacun des problèmes; une réponse sans calcul ne sera pas acceptée.
3 DURÉE DE L’ÉPREUVE À titre indicatif, la durée de l’épreuve est de deux heures.
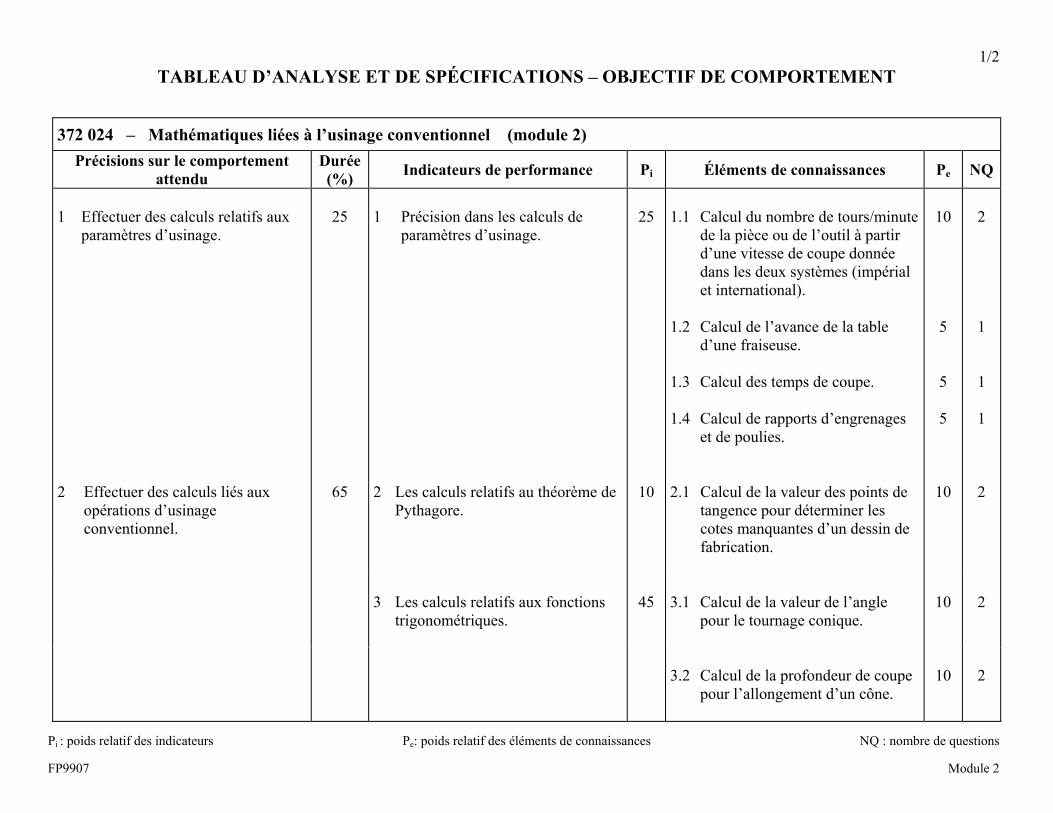
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe: poids relatif des éléments de connaissances NQ : nombre de questions FP9907 Module 2
372 024 – Mathématiques liées à l’usinage conventionnel (module 2) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments de connaissances Pe NQ
1 Effectuer des calculs relatifs aux
paramètres d’usinage.
25
1 Précision dans les calculs de
paramètres d’usinage.
25
1.1 Calcul du nombre de tours/minute
de la pièce ou de l’outil à partir d’une vitesse de coupe donnée dans les deux systèmes (impérial et international).
1.2 Calcul de l’avance de la table
d’une fraiseuse. 1.3 Calcul des temps de coupe. 1.4 Calcul de rapports d’engrenages
et de poulies.
10 5 5 5
2 1 1 1
2 Effectuer des calculs liés aux
opérations d’usinage conventionnel.
65
2 Les calculs relatifs au théorème de
Pythagore.
10
2.1 Calcul de la valeur des points de
tangence pour déterminer les cotes manquantes d’un dessin de fabrication.
10
2
3 Les calculs relatifs aux fonctions
trigonométriques.
45
3.1 Calcul de la valeur de l’angle
pour le tournage conique.
10
2
3.2 Calcul de la profondeur de coupe
pour l’allongement d’un cône.
10
2
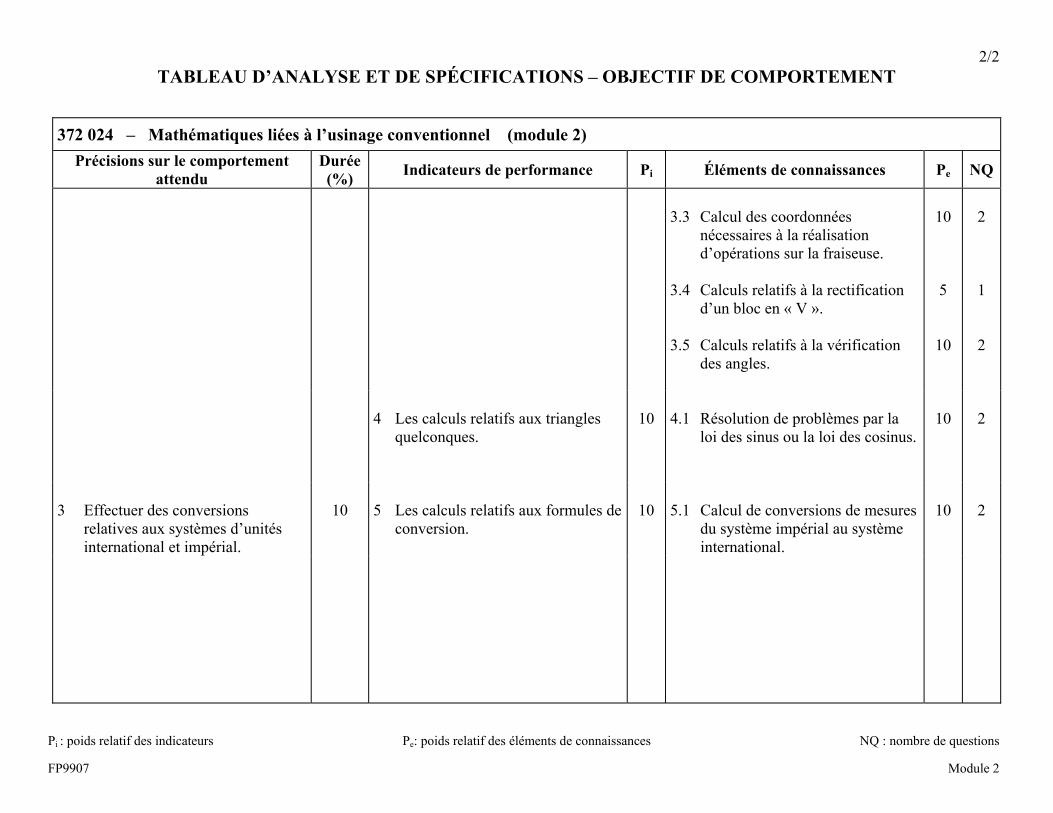
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe: poids relatif des éléments de connaissances NQ : nombre de questions FP9907 Module 2
372 024 – Mathématiques liées à l’usinage conventionnel (module 2) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments de connaissances Pe NQ
3.3 Calcul des coordonnées
nécessaires à la réalisation d’opérations sur la fraiseuse.
3.4 Calculs relatifs à la rectification
d’un bloc en « V ». 3.5 Calculs relatifs à la vérification
des angles.
10 5
10
2 1 2
4 Les calculs relatifs aux triangles
quelconques.
10
4.1 Résolution de problèmes par la
loi des sinus ou la loi des cosinus.
10
2
3 Effectuer des conversions
relatives aux systèmes d’unités international et impérial.
10
5 Les calculs relatifs aux formules de
conversion.
10
5.1 Calcul de conversions de mesures
du système impérial au système international.
10
2
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE 5223
Interprétation de dessins techniques
Module 3 372 035
Épreuve de connaissances pratiques
372 035 1
FP9907 Module 3
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à interpréter des dessins techniques liés à l’usinage conventionnel et à la commande numérique. Cette épreuve est réalisée en classe, par tout le groupe en même temps. La candidate ou le candidat doit se représenter des pièces dans leur ensemble, en interpréter la cotation, relever l’information complémentaire qui s’y rapporte et, finalement, déterminer les fonctions de leurs différentes composantes.
2 RÉUSSITE DE L’ÉPREUVE Le seuil de réussite est de 80 sur une possibilité de 100 points.
3 DURÉE DE L’ÉPREUVE À titre indicatif, la durée de l’épreuve est de deux heures.
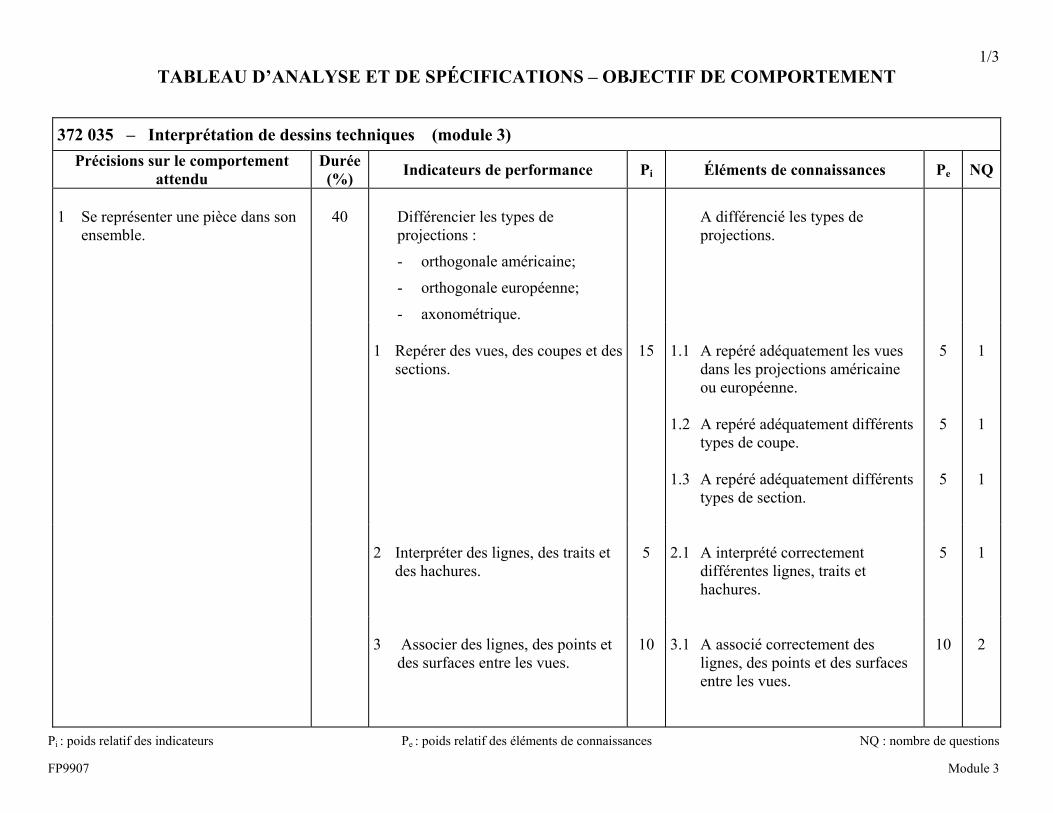
1/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments de connaissances NQ : nombre de questions FP9907 Module 3
372 035 – Interprétation de dessins techniques (module 3) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments de connaissances Pe NQ
1 Se représenter une pièce dans son
ensemble.
40
Différencier les types de projections :
- orthogonale américaine;
- orthogonale européenne;
- axonométrique.
A différencié les types de
projections.
1 Repérer des vues, des coupes et des
sections.
15
1.1 A repéré adéquatement les vues
dans les projections américaine ou européenne.
1.2 A repéré adéquatement différents
types de coupe. 1.3 A repéré adéquatement différents
types de section.
5 5 5
1 1 1
2 Interpréter des lignes, des traits et
des hachures.
5
2.1 A interprété correctement
différentes lignes, traits et hachures.
5
1
3 Associer des lignes, des points et
des surfaces entre les vues.
10
3.1 A associé correctement des
lignes, des points et des surfaces entre les vues.
10
2
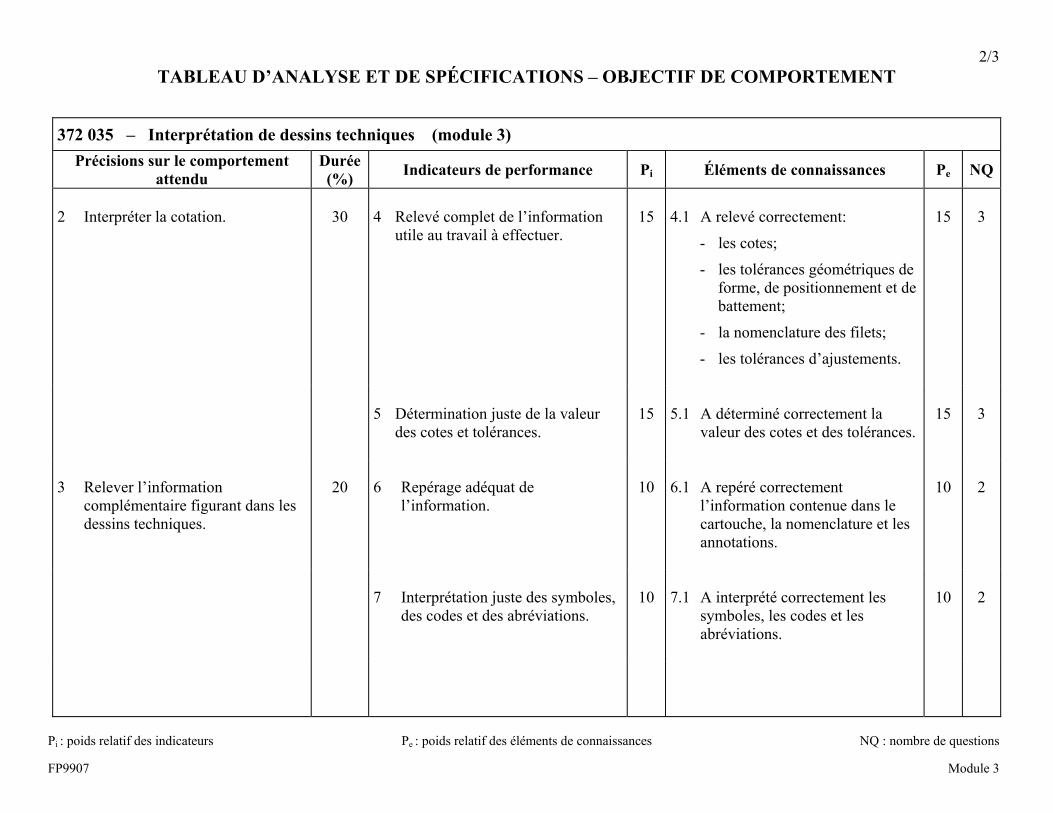
2/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments de connaissances NQ : nombre de questions FP9907 Module 3
372 035 – Interprétation de dessins techniques (module 3) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments de connaissances Pe NQ
2 Interpréter la cotation.
30
4 Relevé complet de l’information
utile au travail à effectuer.
15
4.1 A relevé correctement:
- les cotes;
- les tolérances géométriques de forme, de positionnement et de battement;
- la nomenclature des filets;
- les tolérances d’ajustements.
15
3
5 Détermination juste de la valeur
des cotes et tolérances.
15
5.1 A déterminé correctement la
valeur des cotes et des tolérances.
15
3
3 Relever l’information
complémentaire figurant dans les dessins techniques.
20
6 Repérage adéquat de
l’information.
10
6.1 A repéré correctement
l’information contenue dans le cartouche, la nomenclature et les annotations.
10
2
7 Interprétation juste des symboles,
des codes et des abréviations.
10
7.1 A interprété correctement les
symboles, les codes et les abréviations.
10
2
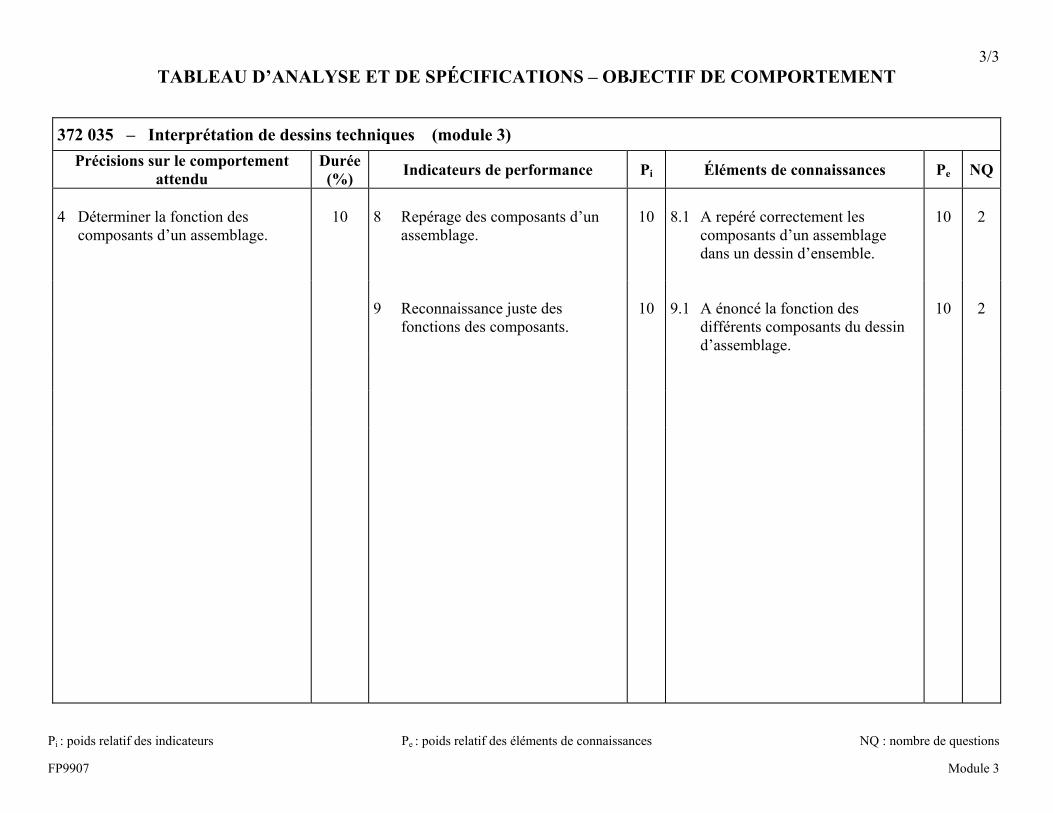
3/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments de connaissances NQ : nombre de questions FP9907 Module 3
372 035 – Interprétation de dessins techniques (module 3) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments de connaissances Pe NQ
4 Déterminer la fonction des
composants d’un assemblage.
10
8 Repérage des composants d’un
assemblage.
10
8.1 A repéré correctement les
composants d’un assemblage dans un dessin d’ensemble.
10
2
9 Reconnaissance juste des
fonctions des composants.
10
9.1 A énoncé la fonction des
différents composants du dessin d’assemblage.
10
2
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE 5223
Santé et sécurité
Module 4 372 041
Épreuve de connaissances pratiques
372 041 1
FP9907 Module 4
DESCRIPTION DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à appliquer des règles de santé et de sécurité au travail. Cette épreuve est réalisée en classe, par tout le groupe en même temps.
La candidate ou le candidat doit répondre à des questions portant sur la santé et la sécurité au travail.
2 PRÉCISION SUR LES ÉLÉMENTS DE CONNAISSANCES Pour chacun des éléments de connaissances : Élément de connaissance 1.1
Les symboles les plus connus sont : corrosif, explosif, inflammable, etc. Élément de connaissance 5.1
On doit faire une mise en situation pour cet élément de connaissance.
3 RÉUSSITE DE L’ÉPREUVE Le seuil de réussite est de 70 sur une possibilité de 100 points.
4 DURÉE DE L’ÉPREUVE
La durée de l’épreuve est d’une heure.
1/3
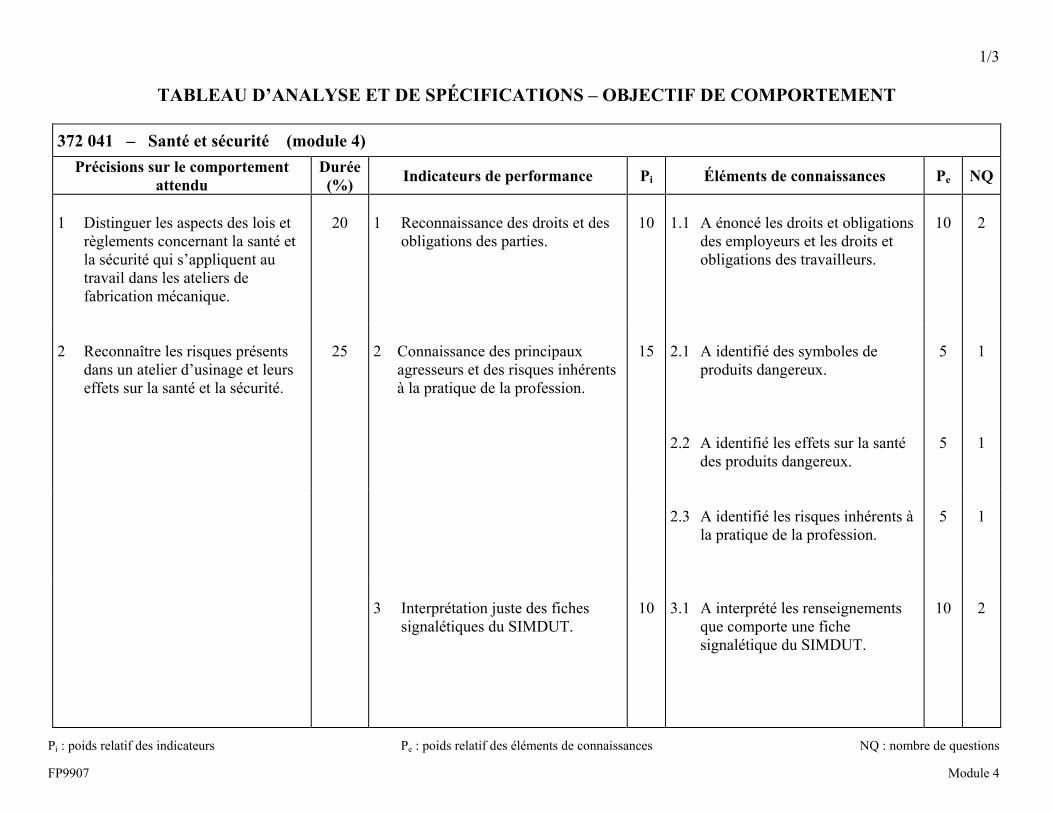
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments de connaissances NQ : nombre de questions FP9907 Module 4
372 041 – Santé et sécurité (module 4) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments de connaissances Pe NQ
1 Distinguer les aspects des lois et
règlements concernant la santé et la sécurité qui s’appliquent au travail dans les ateliers de fabrication mécanique.
20
1 Reconnaissance des droits et des
obligations des parties.
10
1.1 A énoncé les droits et obligations
des employeurs et les droits et obligations des travailleurs.
10
2
2 Reconnaître les risques présents
dans un atelier d’usinage et leurs effets sur la santé et la sécurité.
25
2 Connaissance des principaux
agresseurs et des risques inhérents à la pratique de la profession.
15
2.1 A identifié des symboles de
produits dangereux.
5
1
2.2 A identifié les effets sur la santé
des produits dangereux.
5
1
2.3 A identifié les risques inhérents à
la pratique de la profession.
5
1
3 Interprétation juste des fiches
signalétiques du SIMDUT.
10
3.1 A interprété les renseignements
que comporte une fiche signalétique du SIMDUT.
10
2
2/3
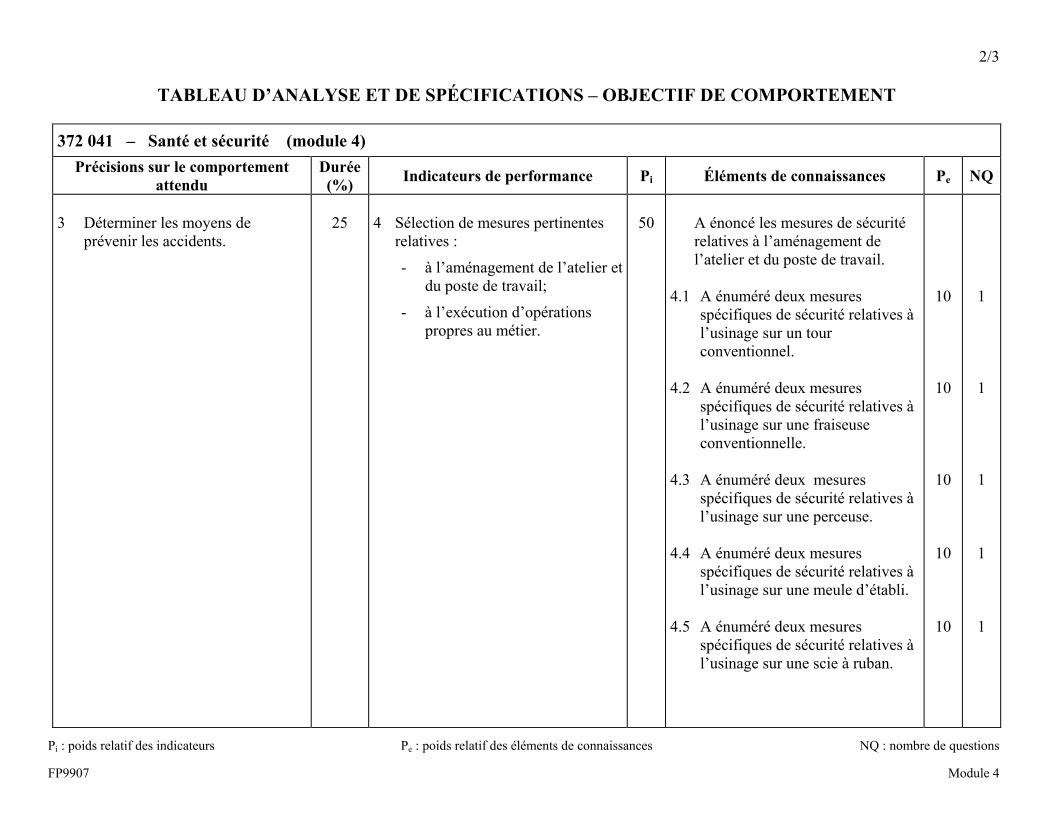
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments de connaissances NQ : nombre de questions FP9907 Module 4
372 041 – Santé et sécurité (module 4) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments de connaissances Pe NQ
3 Déterminer les moyens de
prévenir les accidents.
25
4 Sélection de mesures pertinentes
relatives :
- à l’aménagement de l’atelier et du poste de travail;
- à l’exécution d’opérations propres au métier.
50
A énoncé les mesures de sécurité relatives à l’aménagement de l’atelier et du poste de travail.
4.1 A énuméré deux mesures
spécifiques de sécurité relatives à l’usinage sur un tour conventionnel.
4.2 A énuméré deux mesures
spécifiques de sécurité relatives à l’usinage sur une fraiseuse conventionnelle.
4.3 A énuméré deux mesures
spécifiques de sécurité relatives à l’usinage sur une perceuse.
4.4 A énuméré deux mesures
spécifiques de sécurité relatives à l’usinage sur une meule d’établi.
4.5 A énuméré deux mesures
spécifiques de sécurité relatives à l’usinage sur une scie à ruban.
10
10
10
10
10
1 1 1 1 1
3/3
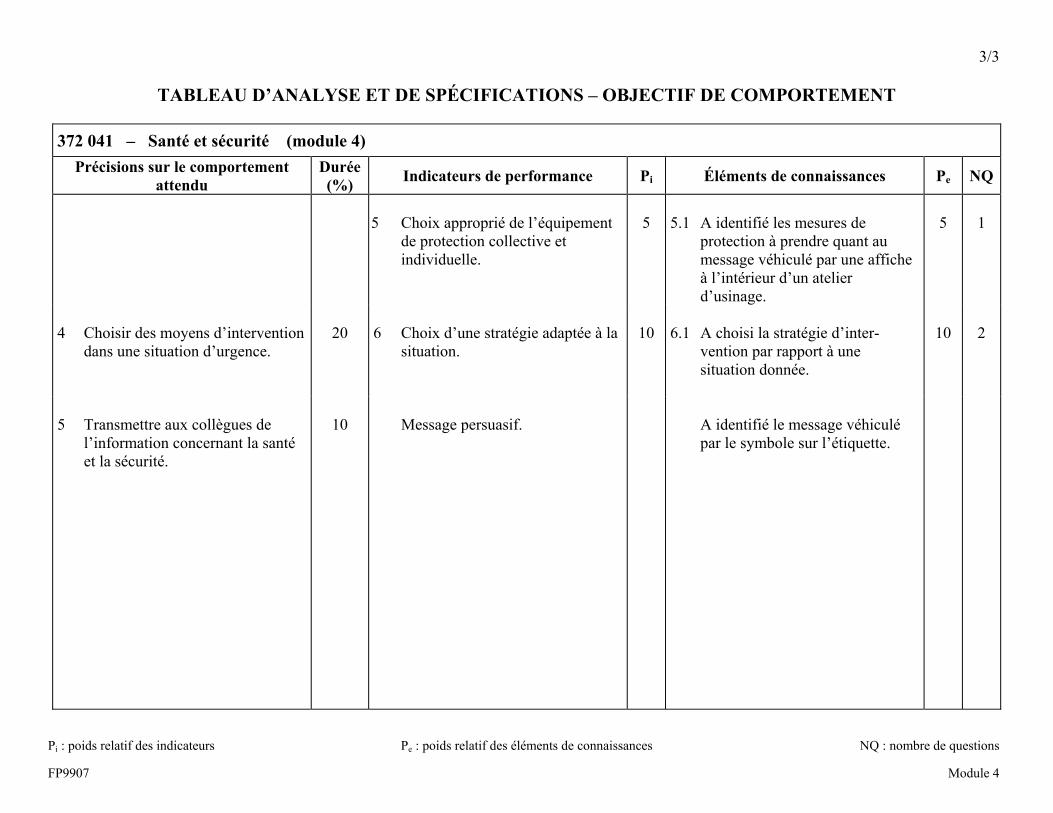
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments de connaissances NQ : nombre de questions FP9907 Module 4
372 041 – Santé et sécurité (module 4) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments de connaissances Pe NQ
5 Choix approprié de l’équipement
de protection collective et individuelle.
5
5.1 A identifié les mesures de
protection à prendre quant au message véhiculé par une affiche à l’intérieur d’un atelier d’usinage.
5
1
4 Choisir des moyens d’intervention
dans une situation d’urgence.
20
6 Choix d’une stratégie adaptée à la
situation.
10
6.1 A choisi la stratégie d’inter-
vention par rapport à une situation donnée.
10
2
5 Transmettre aux collègues de
l’information concernant la santé et la sécurité.
10
Message persuasif.
A identifié le message véhiculé par le symbole sur l’étiquette.
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE 5223 Relevé et interprétation de mesures Module 5 372 054
Épreuve pratique
372 054 1
FP0007 Module 5
SCÉNARIO DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à effectuer le relevé et l’interprétation des mesures. La candidate ou le candidat devra respecter les étapes de l’épreuve.
2 DESCRIPTION DE L’ÉPREUVE
La tâche de la candidate ou du candidat consiste à effectuer le relevé et l’interprétation de mesures. Pour démontrer sa compétence, la candidate ou le candidat doit étalonner précisément un instrument de contrôle, mesurer correctement des pièces, convertir des mesures du système international au système impérial, ou vice versa, et enfin porter un jugement par rapport aux cotes mesurées et aux cotes du dessin.
3 DÉROULEMENT D’ÉPREUVE
Cette épreuve comporte quatre étapes. Première étape : La candidate ou le candidat devra étalonner un instrument de
contrôle. Deuxième étape : La candidate ou le candidat devra vérifier un minimum de deux
pièces mécaniques (une cylindrique et une prismatique) comportant une dizaine de mesures. Les mesures seront en système impérial pour une pièce et en système international pour l’autre. On suggère :
- que trois mesures soient prises à l’aide d’instruments de contrôle à lecture indirecte, par exemple, un compas d’extérieur, d’intérieur, etc.;
372 054 2
FP0007 Module 5
- que six mesures soient prises à l’aide d’instruments de contrôle à lecture directe, par exemple, le micromètre, le vernier, la règle, etc.;
- qu’une mesure soit prise avec le duromètre. Troisième étape : La candidate ou le candidat devra convertir des dimensions du
système impérial au système international ou vice versa. Quatrième étape : La candidate ou le candidat devra porter un jugement sur la qualité
de la pièce en tenant compte des spécifications du dessin. 3.1 ÉTAPES DE DÉROULEMENT
Avant l’épreuve
Expliquer à la candidate ou au candidat comment se déroulera l’épreuve.
Les mesures doivent être prises à l’aide d’instruments de mesure à lecture directe et à lecture indirecte.
Les instruments de mesure utilisés doivent avoir une précision égale ou supérieure à la tolérance exigée.
Utiliser une fiche d’inspection. Pendant l’épreuve Première étape
Vérifier l’étalonnage de l’instrument de mesure de la candidate ou du candidat. Noter sur la fiche d’évaluation.
Note : Cette étape doit être réussie pour pouvoir continuer l’épreuve. Deuxième étape
La candidate ou le candidat mesure les pièces mécaniques à l’aide des instruments de mesure.
Cette étape sera vérifiée à la fin, lors de la correction de l’épreuve. Noter sur la fiche d’évaluation. Troisième étape
372 054 3
FP0007 Module 5
La candidate ou le candidat convertit des dimensions du système impérial au système international ou vice versa (cinq mesures).
Cette étape se vérifie à la fin, lors de la correction de l’épreuve. Noter sur la fiche d’évaluation. Quatrième étape
La candidate ou le candidat porte un jugement sur l’acceptation ou le rejet de la pièce et justifie sa décision sur une fiche de travail.
Cette étape se vérifie à la fin, lors de la correction de l’épreuve. Noter sur la fiche d’évaluation.
L’épreuve peut être élaborée à partir de quelques pièces « étalons », conformes ou non avec le dessin. On peut également utiliser des pièces fabriquées.
On suggère de passer l’examen à huit candidates ou candidats à la fois.
3.2 RÉUSSITE DE L’ÉPREUVE Pour réussir l’épreuve, la candidate ou le candidat doit obtenir 90 points sur une possibilité de 100.
3.3 DURÉE DE L’ÉPREUVE À titre indicatif, la durée de l’épreuve est de deux heures.
372 054 1
FP0007 Module 5
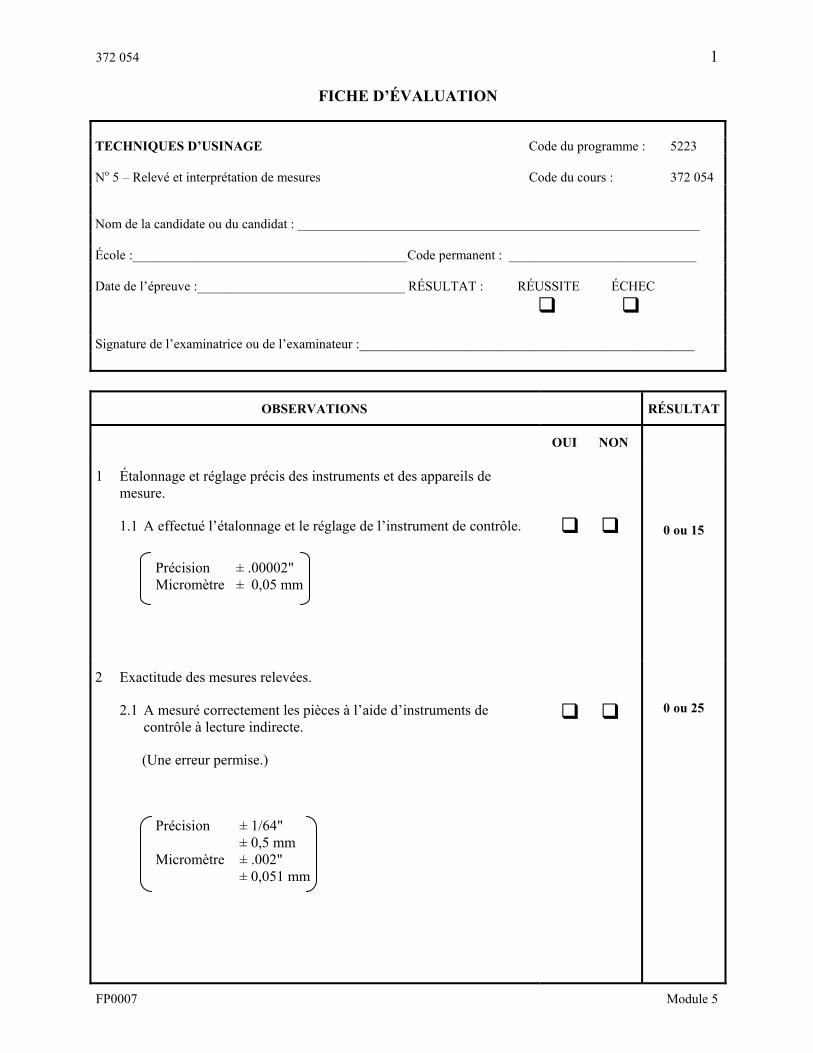
FICHE D’ÉVALUATION
TECHNIQUES D’USINAGE Code du programme : 5223 No 5 – Relevé et interprétation de mesures Code du cours : 372 054 Nom de la candidate ou du candidat : ____________________________________________________________ École :_________________________________________Code permanent : ____________________________ Date de l’épreuve :_______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :__________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON
1 Étalonnage et réglage précis des instruments et des appareils de mesure.
1.1 A effectué l’étalonnage et le réglage de l’instrument de contrôle.
Précision ± .00002"
Micromètre ± 0,05 mm
0 ou 15
2 Exactitude des mesures relevées.
2.1 A mesuré correctement les pièces à l’aide d’instruments de contrôle à lecture indirecte.
(Une erreur permise.)
Précision ± 1/64" ± 0,5 mm
Micromètre ± .002" ± 0,051 mm
0 ou 25
372 054 2
FP0007 Module 5
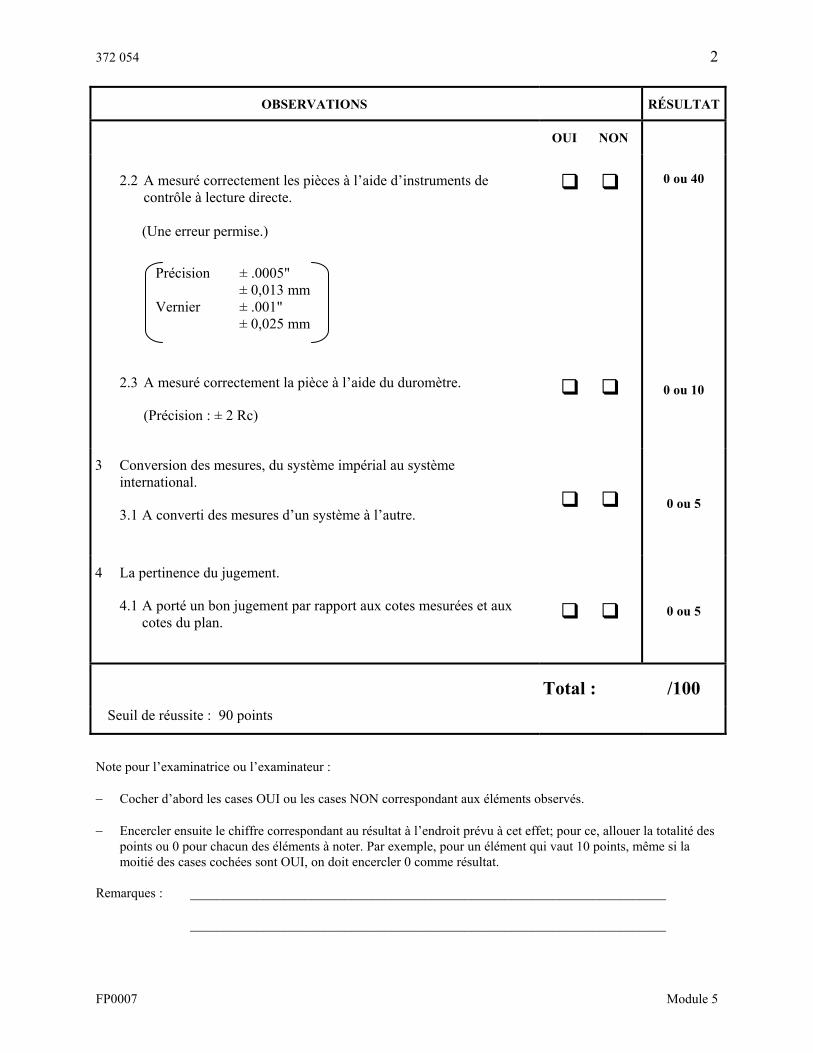
OBSERVATIONS RÉSULTAT
OUI NON
2.2 A mesuré correctement les pièces à l’aide d’instruments de
contrôle à lecture directe.
(Une erreur permise.)
Précision ± .0005" ± 0,013 mm
Vernier ± .001" ± 0,025 mm
2.3 A mesuré correctement la pièce à l’aide du duromètre.
(Précision : ± 2 Rc)
0 ou 40
0 ou 10
3 Conversion des mesures, du système impérial au système international.
3.1 A converti des mesures d’un système à l’autre.
0 ou 5
4 La pertinence du jugement.
4.1 A porté un bon jugement par rapport aux cotes mesurées et aux cotes du plan.
0 ou 5
Total : /100 Seuil de réussite : 90 points
Note pour l’examinatrice ou l’examinateur : − Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés. − Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet; pour ce, allouer la totalité des
points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
1/3
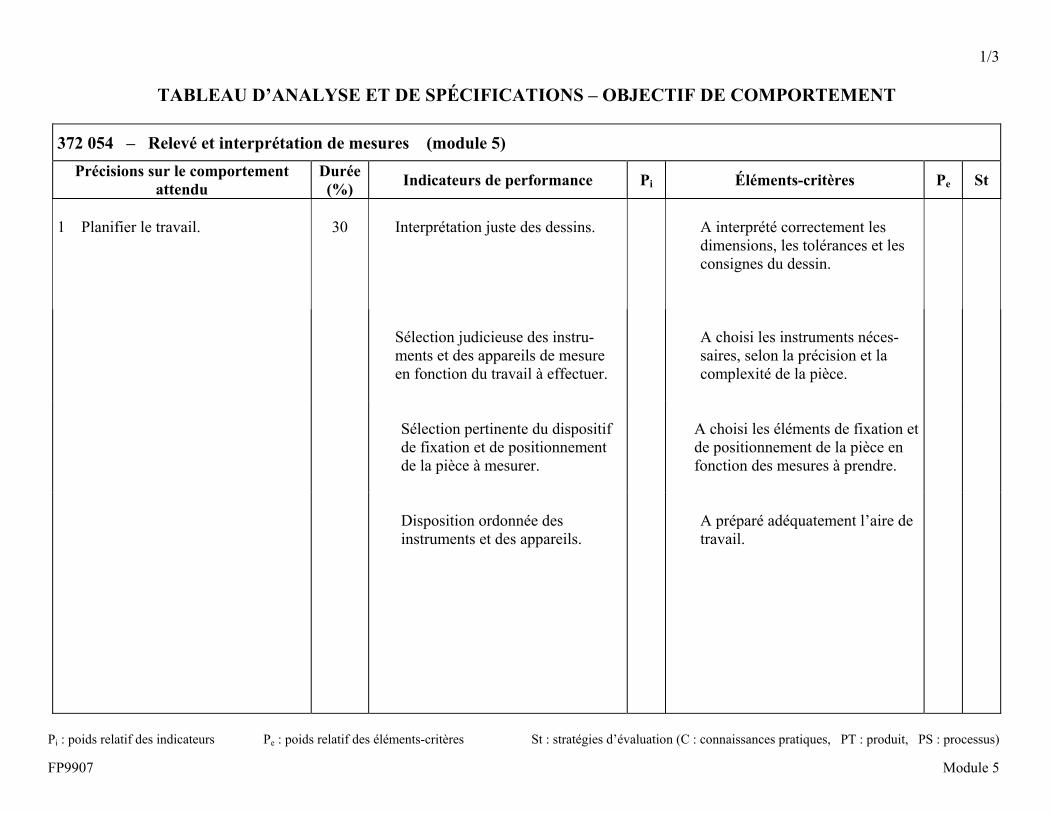
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 5
372 054 – Relevé et interprétation de mesures (module 5) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Planifier le travail.
30
Interprétation juste des dessins.
A interprété correctement les
dimensions, les tolérances et les consignes du dessin.
Sélection judicieuse des instru-
ments et des appareils de mesure en fonction du travail à effectuer.
A choisi les instruments néces-
saires, selon la précision et la complexité de la pièce.
Sélection pertinente du dispositif
de fixation et de positionnement de la pièce à mesurer.
A choisi les éléments de fixation et
de positionnement de la pièce en fonction des mesures à prendre.
Disposition ordonnée des
instruments et des appareils.
A préparé adéquatement l’aire de
travail.
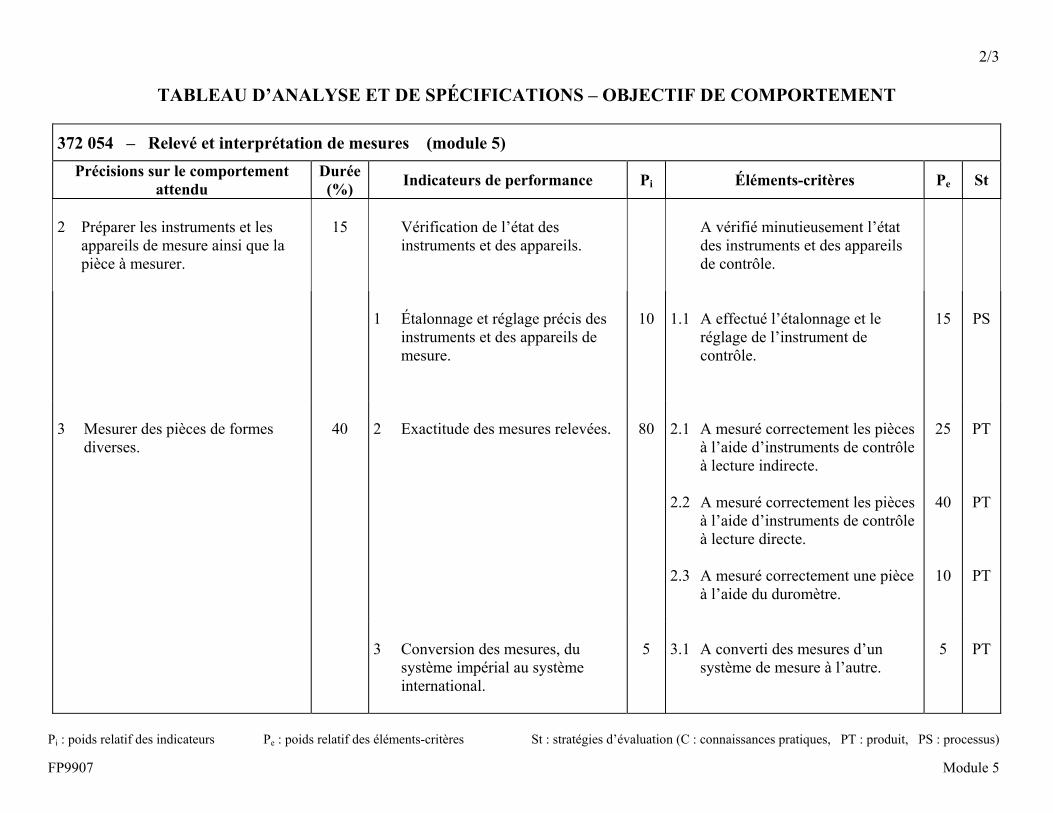
2/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 5
372 054 – Relevé et interprétation de mesures (module 5) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
2 Préparer les instruments et les
appareils de mesure ainsi que la pièce à mesurer.
15
Vérification de l’état des
instruments et des appareils.
A vérifié minutieusement l’état
des instruments et des appareils de contrôle.
1 Étalonnage et réglage précis des
instruments et des appareils de mesure.
10
1.1 A effectué l’étalonnage et le
réglage de l’instrument de contrôle.
15
PS
3 Mesurer des pièces de formes
diverses.
40
2 Exactitude des mesures relevées.
80
2.1 A mesuré correctement les pièces
à l’aide d’instruments de contrôle à lecture indirecte.
2.2 A mesuré correctement les pièces
à l’aide d’instruments de contrôle à lecture directe.
2.3 A mesuré correctement une pièce
à l’aide du duromètre.
25
40
10
PT
PT
PT
3 Conversion des mesures, du
système impérial au système international.
5
3.1 A converti des mesures d’un
système de mesure à l’autre.
5
PT
3/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 5
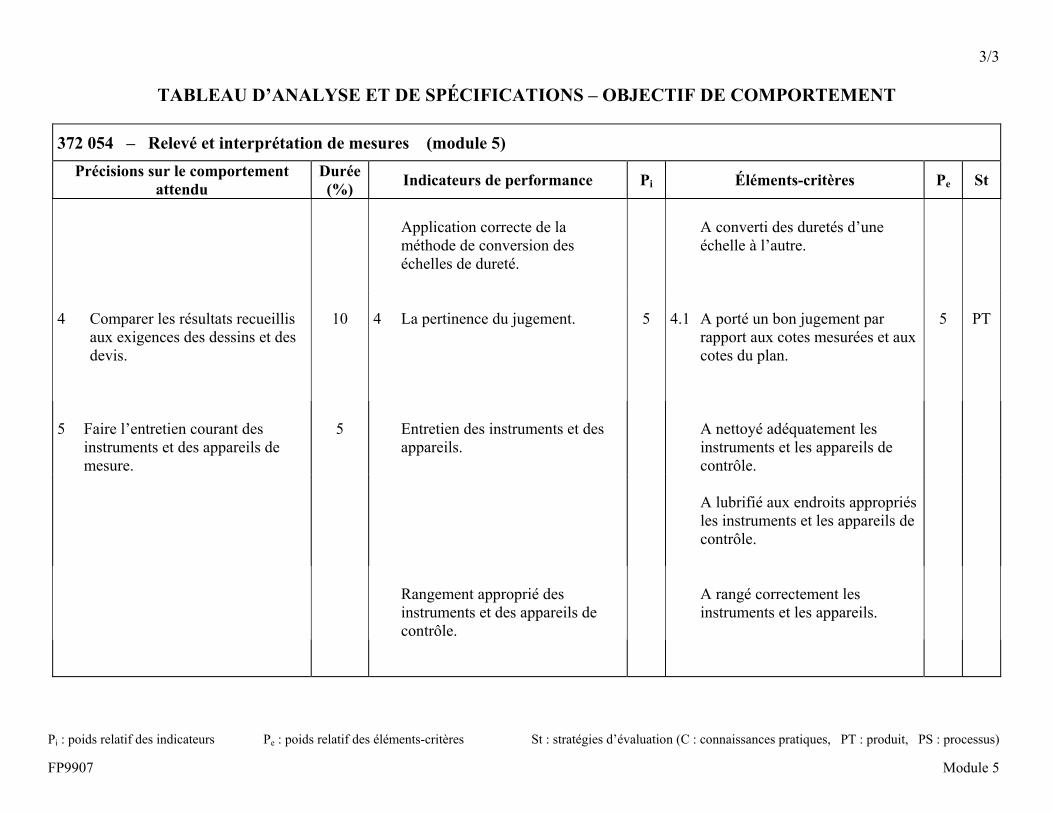
372 054 – Relevé et interprétation de mesures (module 5) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
Application correcte de la méthode de conversion des échelles de dureté.
A converti des duretés d’une
échelle à l’autre.
4 Comparer les résultats recueillis
aux exigences des dessins et des devis.
10
4 La pertinence du jugement.
5
4.1 A porté un bon jugement par
rapport aux cotes mesurées et aux cotes du plan.
5
PT
5 Faire l’entretien courant des
instruments et des appareils de mesure.
5
Entretien des instruments et des
appareils.
A nettoyé adéquatement les
instruments et les appareils de contrôle.
A lubrifié aux endroits appropriés
les instruments et les appareils de contrôle.
Rangement approprié des
instruments et des appareils de contrôle.
A rangé correctement les
instruments et les appareils.

FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE 5223
Travaux d’atelier
Module 6 372 066
Épreuve pratique
372 066 1
FP0007 Module 6
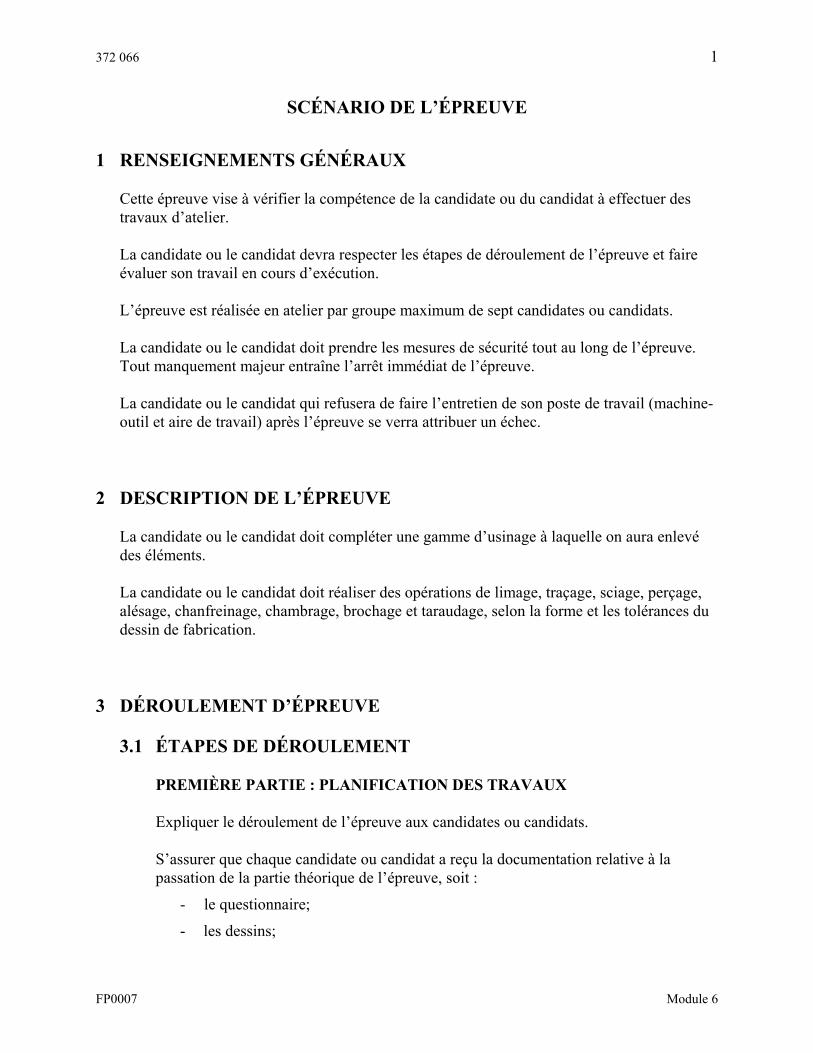
SCÉNARIO DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à effectuer des travaux d’atelier. La candidate ou le candidat devra respecter les étapes de déroulement de l’épreuve et faire évaluer son travail en cours d’exécution. L’épreuve est réalisée en atelier par groupe maximum de sept candidates ou candidats. La candidate ou le candidat doit prendre les mesures de sécurité tout au long de l’épreuve. Tout manquement majeur entraîne l’arrêt immédiat de l’épreuve. La candidate ou le candidat qui refusera de faire l’entretien de son poste de travail (machine-outil et aire de travail) après l’épreuve se verra attribuer un échec.
2 DESCRIPTION DE L’ÉPREUVE
La candidate ou le candidat doit compléter une gamme d’usinage à laquelle on aura enlevé des éléments. La candidate ou le candidat doit réaliser des opérations de limage, traçage, sciage, perçage, alésage, chanfreinage, chambrage, brochage et taraudage, selon la forme et les tolérances du dessin de fabrication.
3 DÉROULEMENT D’ÉPREUVE
3.1 ÉTAPES DE DÉROULEMENT
PREMIÈRE PARTIE : PLANIFICATION DES TRAVAUX Expliquer le déroulement de l’épreuve aux candidates ou candidats. S’assurer que chaque candidate ou candidat a reçu la documentation relative à la passation de la partie théorique de l’épreuve, soit :
- le questionnaire;
- les dessins;
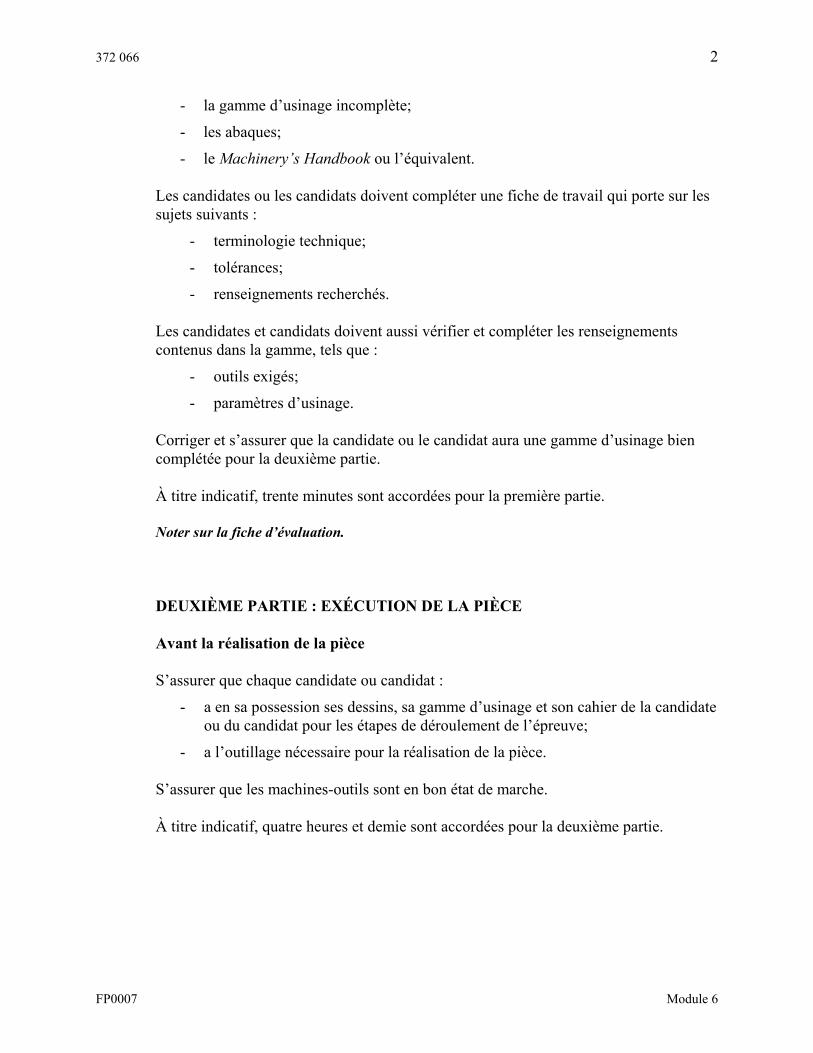
372 066 2
FP0007 Module 6
- la gamme d’usinage incomplète;
- les abaques;
- le Machinery’s Handbook ou l’équivalent. Les candidates ou les candidats doivent compléter une fiche de travail qui porte sur les sujets suivants :
- terminologie technique;
- tolérances;
- renseignements recherchés.
Les candidates et candidats doivent aussi vérifier et compléter les renseignements contenus dans la gamme, tels que :
- outils exigés;
- paramètres d’usinage. Corriger et s’assurer que la candidate ou le candidat aura une gamme d’usinage bien complétée pour la deuxième partie. À titre indicatif, trente minutes sont accordées pour la première partie. Noter sur la fiche d’évaluation. DEUXIÈME PARTIE : EXÉCUTION DE LA PIÈCE Avant la réalisation de la pièce S’assurer que chaque candidate ou candidat :
- a en sa possession ses dessins, sa gamme d’usinage et son cahier de la candidate ou du candidat pour les étapes de déroulement de l’épreuve;
- a l’outillage nécessaire pour la réalisation de la pièce. S’assurer que les machines-outils sont en bon état de marche. À titre indicatif, quatre heures et demie sont accordées pour la deuxième partie.
372 066 3
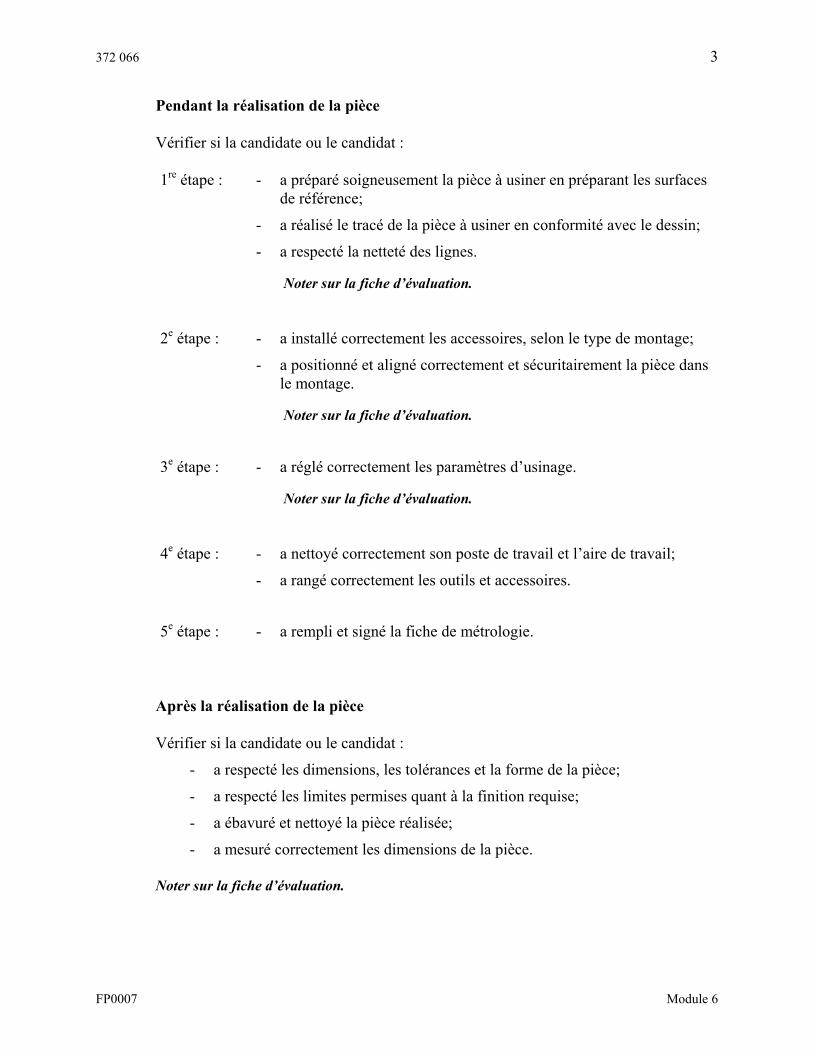
FP0007 Module 6
Pendant la réalisation de la pièce Vérifier si la candidate ou le candidat : 1re étape : - a préparé soigneusement la pièce à usiner en préparant les surfaces
de référence;
- a réalisé le tracé de la pièce à usiner en conformité avec le dessin;
- a respecté la netteté des lignes.
Noter sur la fiche d’évaluation. 2e étape : - a installé correctement les accessoires, selon le type de montage;
- a positionné et aligné correctement et sécuritairement la pièce dans le montage.
Noter sur la fiche d’évaluation.
3e étape : - a réglé correctement les paramètres d’usinage.
Noter sur la fiche d’évaluation. 4e étape : - a nettoyé correctement son poste de travail et l’aire de travail;
- a rangé correctement les outils et accessoires. 5e étape : - a rempli et signé la fiche de métrologie.
Après la réalisation de la pièce Vérifier si la candidate ou le candidat :
- a respecté les dimensions, les tolérances et la forme de la pièce;
- a respecté les limites permises quant à la finition requise;
- a ébavuré et nettoyé la pièce réalisée;
- a mesuré correctement les dimensions de la pièce.
Noter sur la fiche d’évaluation.
372 066 4
FP0007 Module 6
3.2 RÉUSSITE DE L’ÉPREUVE
Le seuil de réussite est de 75 sur une possibilité de 100 points.
3.3 DURÉE DE L’ÉPREUVE À titre indicatif, la durée de l’épreuve est de cinq heures, incluant la première partie.
372 066 1
FP0007 Module 6
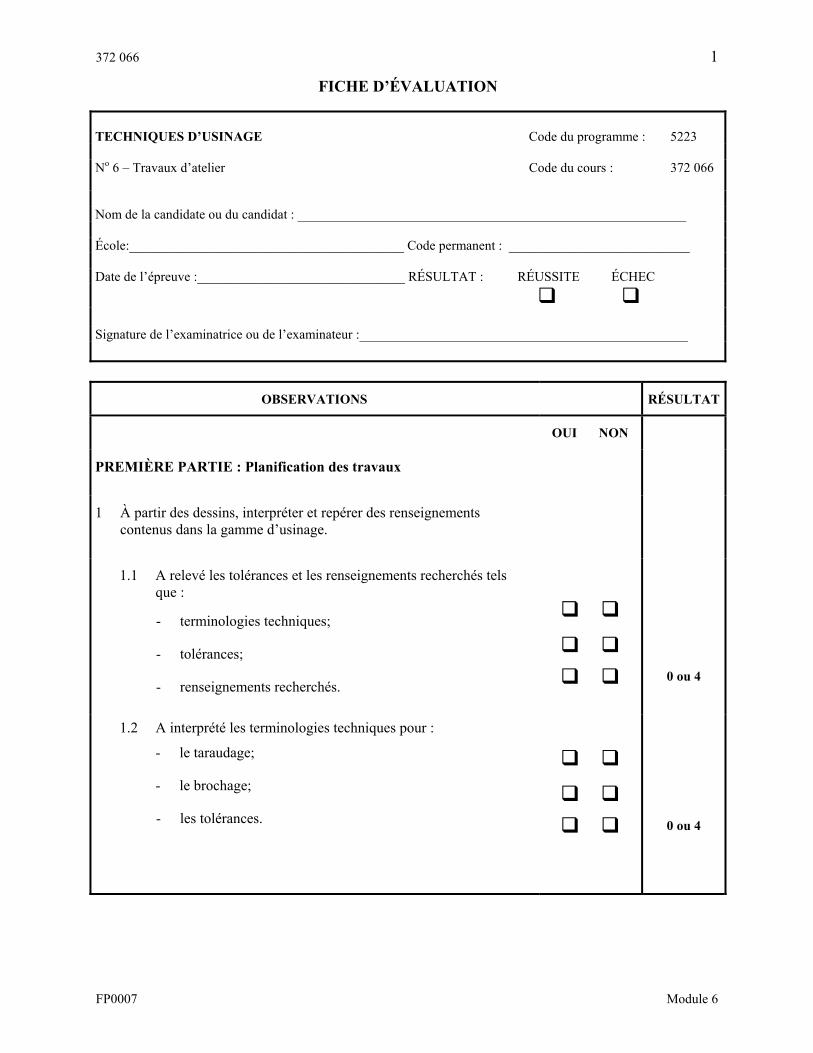
FICHE D’ÉVALUATION
TECHNIQUES D’USINAGE Code du programme : 5223 No 6 – Travaux d’atelier Code du cours : 372 066 Nom de la candidate ou du candidat : __________________________________________________________ École:_________________________________________ Code permanent : ___________________________ Date de l’épreuve :_______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :_________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON
PREMIÈRE PARTIE : Planification des travaux
1 À partir des dessins, interpréter et repérer des renseignements contenus dans la gamme d’usinage.
1.1 A relevé les tolérances et les renseignements recherchés tels que :
- terminologies techniques;
- tolérances;
- renseignements recherchés.
0 ou 4
1.2 A interprété les terminologies techniques pour :
- le taraudage;
- le brochage;
- les tolérances.
0 ou 4
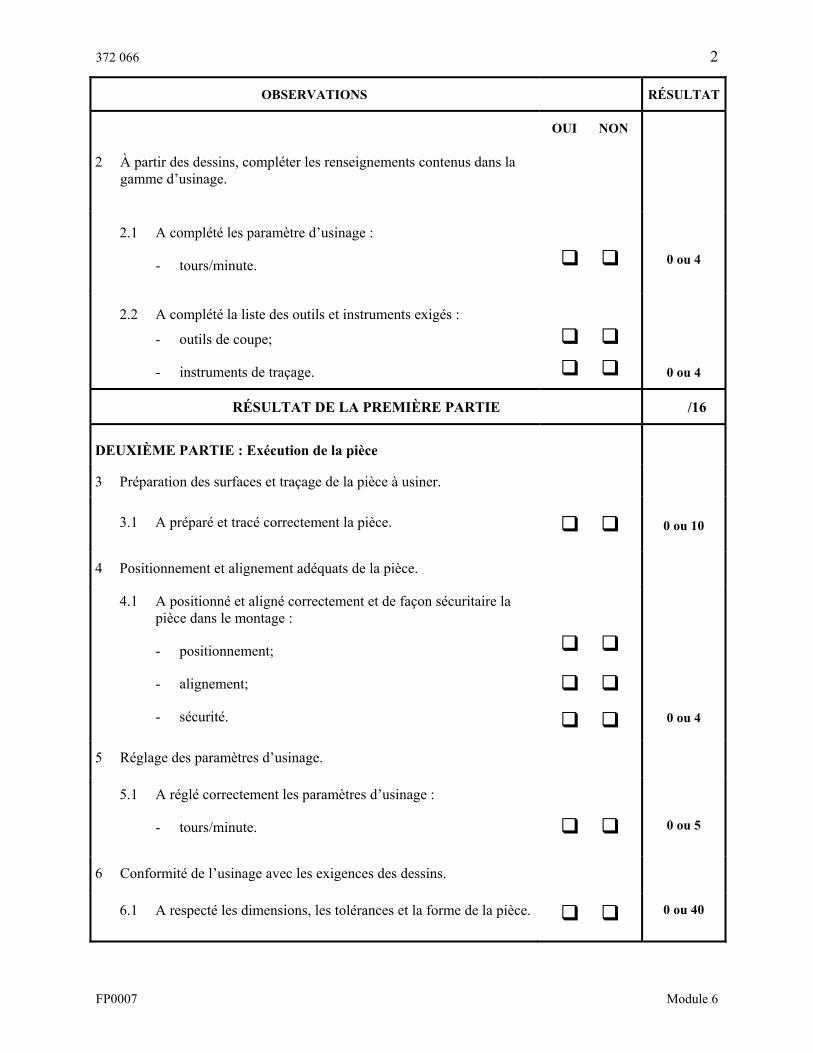
372 066 2
FP0007 Module 6
OBSERVATIONS RÉSULTAT
OUI NON
2 À partir des dessins, compléter les renseignements contenus dans la gamme d’usinage.
2.1 A complété les paramètre d’usinage :
- tours/minute.
0 ou 4
2.2 A complété la liste des outils et instruments exigés :
- outils de coupe;
- instruments de traçage.
0 ou 4
RÉSULTAT DE LA PREMIÈRE PARTIE /16
DEUXIÈME PARTIE : Exécution de la pièce
3 Préparation des surfaces et traçage de la pièce à usiner.
3.1 A préparé et tracé correctement la pièce.
0 ou 10
4 Positionnement et alignement adéquats de la pièce.
4.1 A positionné et aligné correctement et de façon sécuritaire la pièce dans le montage :
- positionnement;
- alignement;
- sécurité.
0 ou 4
5 Réglage des paramètres d’usinage.
5.1 A réglé correctement les paramètres d’usinage :
- tours/minute.
0 ou 5
6 Conformité de l’usinage avec les exigences des dessins.
6.1 A respecté les dimensions, les tolérances et la forme de la pièce. 0 ou 40
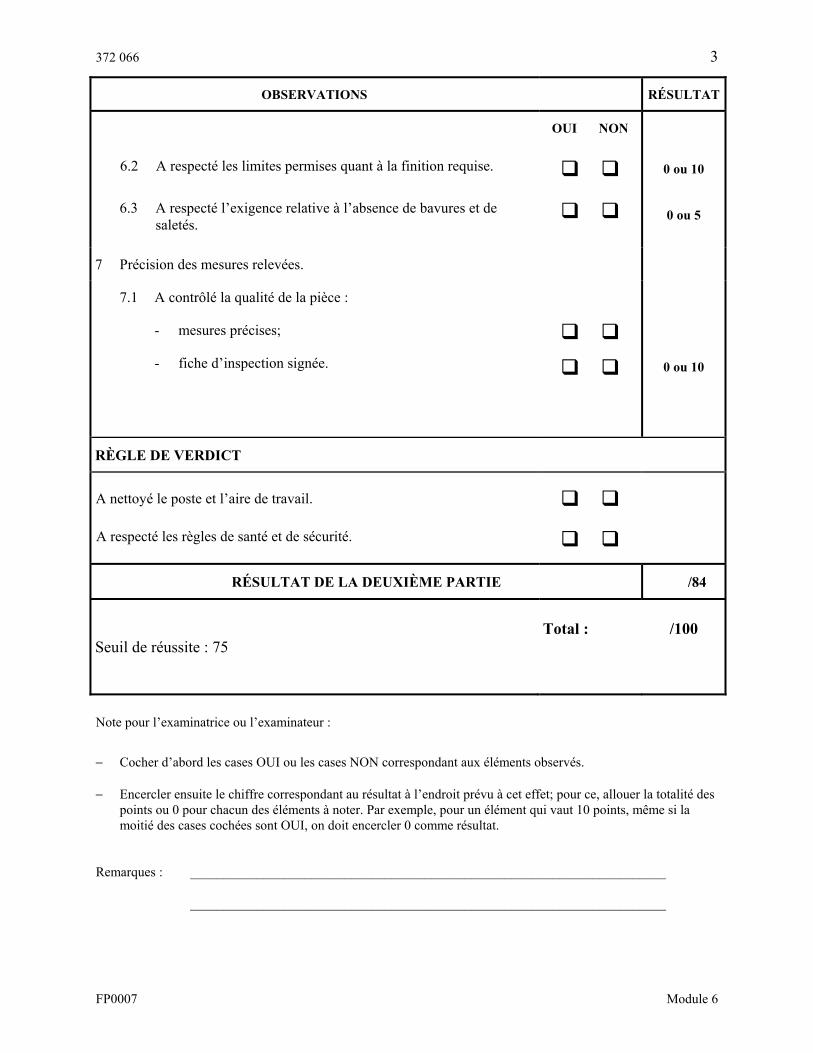
372 066 3
FP0007 Module 6
OBSERVATIONS RÉSULTAT
OUI NON
6.2 A respecté les limites permises quant à la finition requise.
0 ou 10
6.3 A respecté l’exigence relative à l’absence de bavures et de saletés.
0 ou 5
7 Précision des mesures relevées.
7.1 A contrôlé la qualité de la pièce :
- mesures précises;
- fiche d’inspection signée.
0 ou 10
RÈGLE DE VERDICT
A nettoyé le poste et l’aire de travail. A respecté les règles de santé et de sécurité.
RÉSULTAT DE LA DEUXIÈME PARTIE /84
Seuil de réussite : 75
Total :
/100
Note pour l’examinatrice ou l’examinateur :
− Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés. − Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet; pour ce, allouer la totalité des
points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
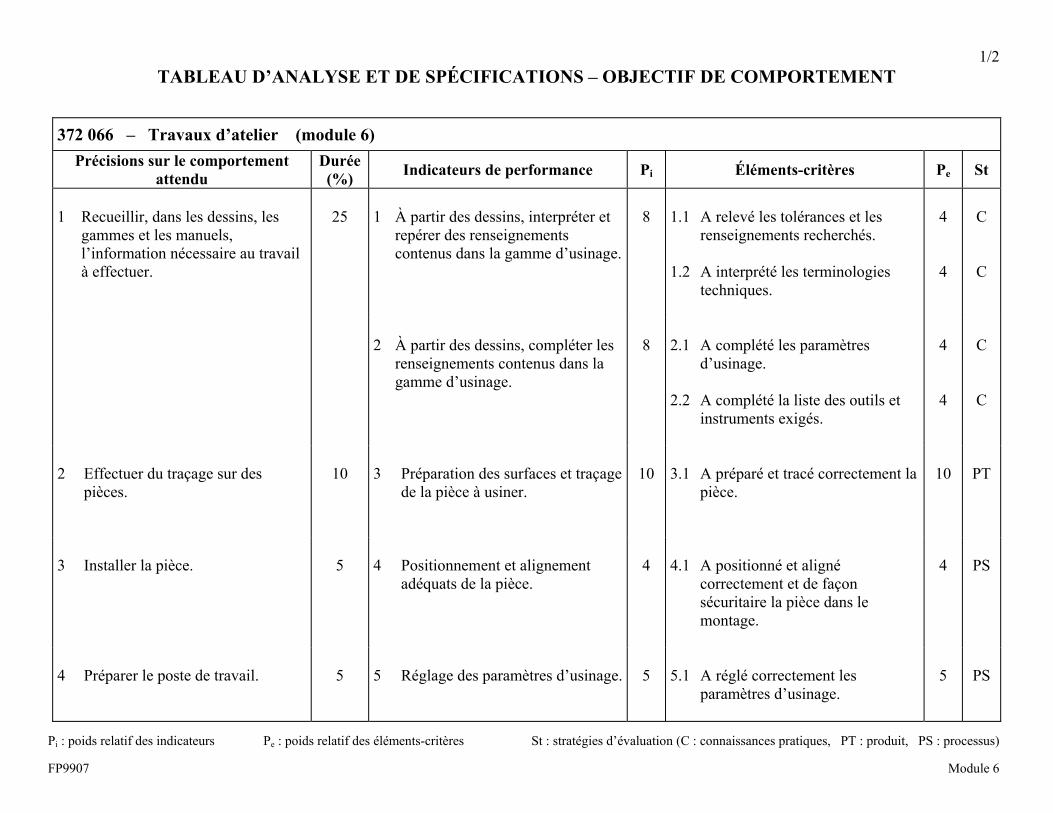
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 6
372 066 – Travaux d’atelier (module 6) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Recueillir, dans les dessins, les
gammes et les manuels, l’information nécessaire au travail à effectuer.
25
1 À partir des dessins, interpréter et
repérer des renseignements contenus dans la gamme d’usinage.
8
1.1 A relevé les tolérances et les
renseignements recherchés. 1.2 A interprété les terminologies
techniques.
4 4
C
C
2 À partir des dessins, compléter les
renseignements contenus dans la gamme d’usinage.
8
2.1 A complété les paramètres
d’usinage. 2.2 A complété la liste des outils et
instruments exigés.
4 4
C
C
2 Effectuer du traçage sur des
pièces.
10
3 Préparation des surfaces et traçage
de la pièce à usiner.
10
3.1 A préparé et tracé correctement la
pièce.
10
PT
3 Installer la pièce.
5
4 Positionnement et alignement
adéquats de la pièce.
4
4.1 A positionné et aligné
correctement et de façon sécuritaire la pièce dans le montage.
4
PS
4 Préparer le poste de travail.
5
5 Réglage des paramètres d’usinage.
5
5.1 A réglé correctement les
paramètres d’usinage.
5
PS
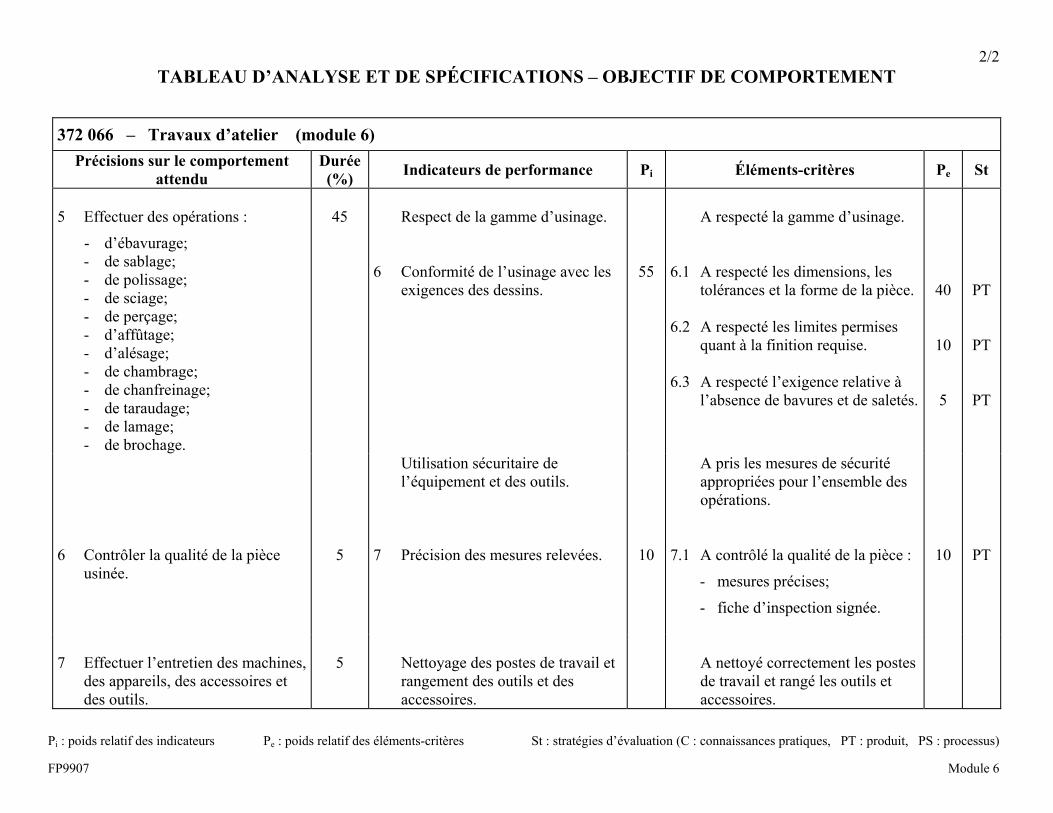
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 6
372 066 – Travaux d’atelier (module 6) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
5 Effectuer des opérations :
- d’ébavurage; - de sablage; - de polissage; - de sciage; - de perçage; - d’affûtage; - d’alésage; - de chambrage; - de chanfreinage; - de taraudage; - de lamage; - de brochage.
45
Respect de la gamme d’usinage.
6 Conformité de l’usinage avec les
exigences des dessins.
55
A respecté la gamme d’usinage.
6.1 A respecté les dimensions, les
tolérances et la forme de la pièce. 6.2 A respecté les limites permises
quant à la finition requise. 6.3 A respecté l’exigence relative à
l’absence de bavures et de saletés.
40
10 5
PT
PT
PT
Utilisation sécuritaire de l’équipement et des outils.
A pris les mesures de sécurité appropriées pour l’ensemble des opérations.
6 Contrôler la qualité de la pièce
usinée.
5
7 Précision des mesures relevées.
10
7.1 A contrôlé la qualité de la pièce :
- mesures précises;
- fiche d’inspection signée.
10
PT
7 Effectuer l’entretien des machines,
des appareils, des accessoires et des outils.
5
Nettoyage des postes de travail et
rangement des outils et des accessoires.
A nettoyé correctement les postes de travail et rangé les outils et accessoires.
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE 5223
Matériaux et procédés
Module 7 372 072
Épreuve de connaissances pratiques
372 072 1
FP9907 Module 7
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à interpréter de l’information technique concernant les matériaux et les procédés industriels. Cette épreuve est réalisée en classe par tout le groupe en même temps. Toute documentation est permise.
2 PRÉCISION SUR LES ÉLÉMENTS DE CONNAISSANCES
Élément de connaissance 3.1 Comme exemple d’éléments chimiques qu’on peut ajouter (soufre, molybdène, chrome, etc.).
Élément de connaissance 4.1 Température très froide ou très chaude.
Élément de connaissance 5.1 Des produits comme : bâti de machines-outils, coque de navire, roulement à billes, bague, etc.
Élément de connaissance 6.1 Type de procédé de fabrication.
Élément de connaissance 7.1 Cet élément de connaissance devra porter sur trois sortes de trempes existantes.
Élément de connaissance 7.2 Dans cet élément de connaissance, on devra retrouver deux sortes de traitements de surface dans la réponse.
Élément de connaissance 8.1 Pour cet élément de connaissance, on devra choisir le procédé d’usinage utilisé pour obtenir le fini désiré sur le dessin.
372 072 2
FP9907 Module 7
3 RÉUSSITE DE L’ÉPREUVE
Le seuil de réussite est 75 sur une possibilité de 100 points.
4 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de l’épreuve est de deux heures.
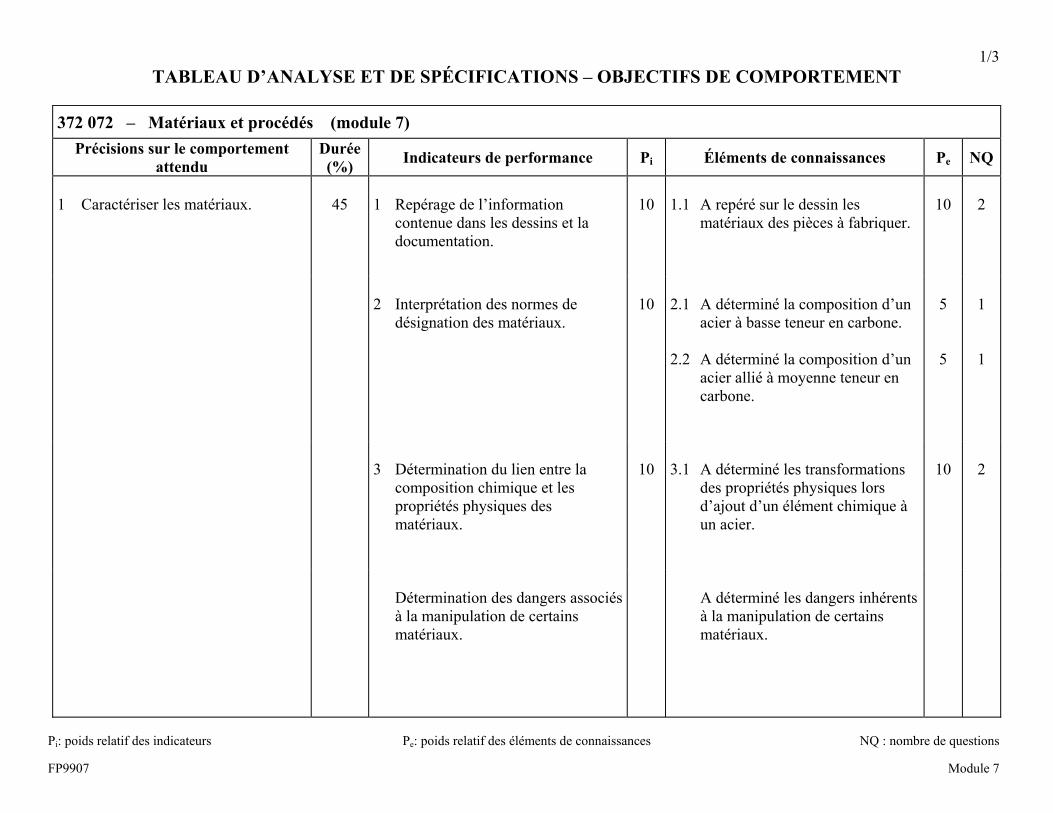
1/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIFS DE COMPORTEMENT
Pi: poids relatif des indicateurs Pe: poids relatif des éléments de connaissances NQ : nombre de questions FP9907 Module 7
372 072 – Matériaux et procédés (module 7) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments de connaissances Pe NQ
1 Caractériser les matériaux.
45
1 Repérage de l’information
contenue dans les dessins et la documentation.
10
1.1 A repéré sur le dessin les
matériaux des pièces à fabriquer.
10
2
2 Interprétation des normes de
désignation des matériaux.
10
2.1 A déterminé la composition d’un
acier à basse teneur en carbone. 2.2 A déterminé la composition d’un
acier allié à moyenne teneur en carbone.
5 5
1 1
3 Détermination du lien entre la
composition chimique et les propriétés physiques des matériaux.
10
3.1 A déterminé les transformations
des propriétés physiques lors d’ajout d’un élément chimique à un acier.
10
2
Détermination des dangers associés à la manipulation de certains matériaux.
A déterminé les dangers inhérents à la manipulation de certains matériaux.
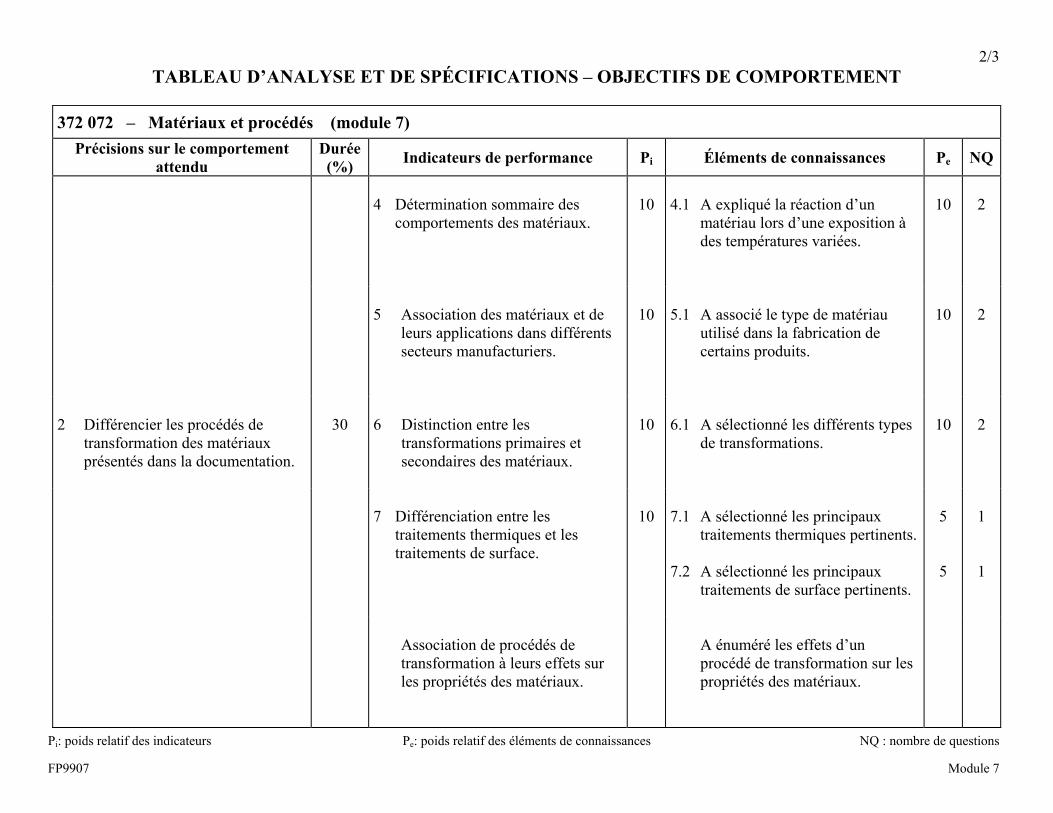
2/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIFS DE COMPORTEMENT
Pi: poids relatif des indicateurs Pe: poids relatif des éléments de connaissances NQ : nombre de questions FP9907 Module 7
372 072 – Matériaux et procédés (module 7) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments de connaissances Pe NQ
4 Détermination sommaire des
comportements des matériaux.
10
4.1 A expliqué la réaction d’un
matériau lors d’une exposition à des températures variées.
10
2
5 Association des matériaux et de
leurs applications dans différents secteurs manufacturiers.
10
5.1 A associé le type de matériau
utilisé dans la fabrication de certains produits.
10
2
2 Différencier les procédés de
transformation des matériaux présentés dans la documentation.
30
6 Distinction entre les
transformations primaires et secondaires des matériaux.
10
6.1 A sélectionné les différents types
de transformations.
10
2
7 Différenciation entre les
traitements thermiques et les traitements de surface.
10
7.1 A sélectionné les principaux
traitements thermiques pertinents. 7.2 A sélectionné les principaux
traitements de surface pertinents.
5 5
1 1
Association de procédés de transformation à leurs effets sur les propriétés des matériaux.
A énuméré les effets d’un procédé de transformation sur les propriétés des matériaux.
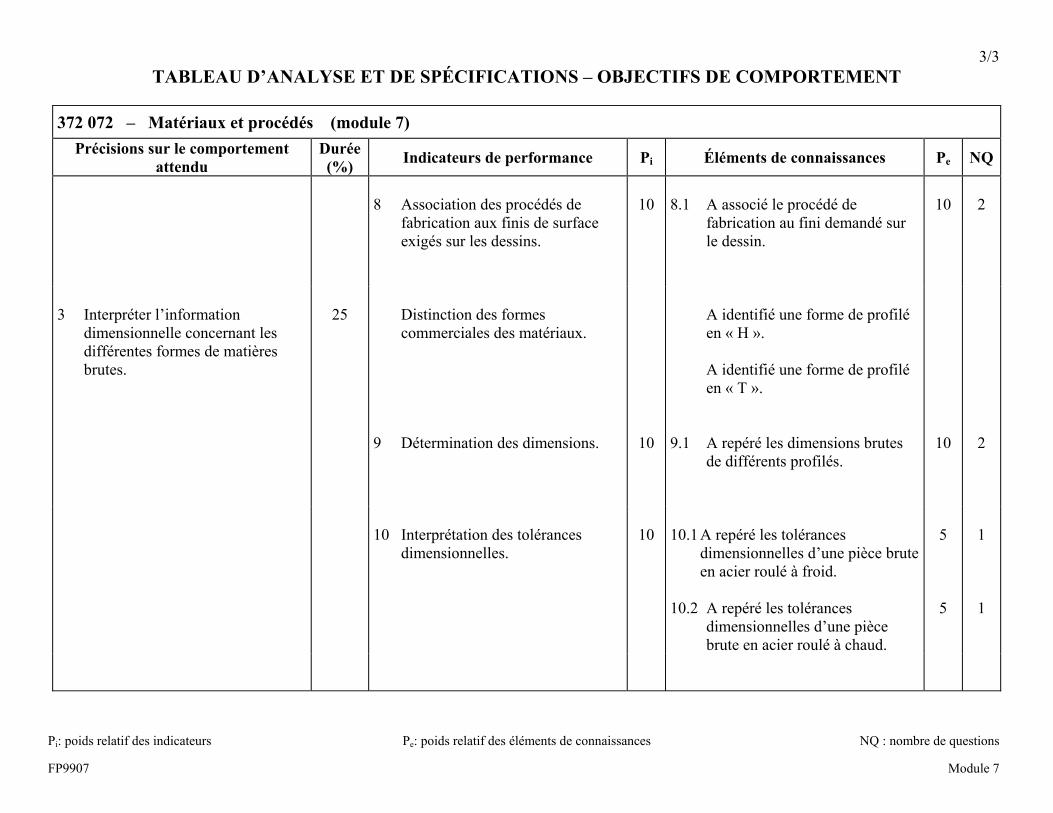
3/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIFS DE COMPORTEMENT
Pi: poids relatif des indicateurs Pe: poids relatif des éléments de connaissances NQ : nombre de questions FP9907 Module 7
372 072 – Matériaux et procédés (module 7) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments de connaissances Pe NQ
8 Association des procédés de
fabrication aux finis de surface exigés sur les dessins.
10
8.1 A associé le procédé de
fabrication au fini demandé sur le dessin.
10
2
3 Interpréter l’information
dimensionnelle concernant les différentes formes de matières brutes.
25
Distinction des formes
commerciales des matériaux.
A identifié une forme de profilé en « H ».
A identifié une forme de profilé en « T ».
9 Détermination des dimensions.
10
9.1 A repéré les dimensions brutes
de différents profilés.
10
2
10 Interprétation des tolérances
dimensionnelles.
10
10.1 A repéré les tolérances
dimensionnelles d’une pièce brute en acier roulé à froid.
10.2 A repéré les tolérances
dimensionnelles d’une pièce brute en acier roulé à chaud.
5 5
1 1
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE 5223
Dessin de croquis
Module 8 372 083
Épreuve pratique
372 083 1
FP9907 Module 8
SCÉNARIO DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à produire des croquis à main levée. Cette épreuve est réalisée en classe, par tout le groupe en même temps.
La candidate ou le candidat doit tracer des croquis comportant les éléments suivants :
- des projections orthogonales;
- des projections axonométriques;
- des coupes;
- des sections;
- des vues auxiliaires;
- des vues partielles.
La candidate ou le candidat doit réaliser la cotation sur certains croquis.
2 RÉUSSITE DE L’ÉPREUVE
Le seuil de réussite est de 80 sur une possibilité de 100 points.
3 DURÉE DE L’ÉPREUVE À titre indicatif, la durée de l’épreuve est de deux heures.
372 083 1
FP9907 Module 8
FICHE D’ÉVALUATION
TECHNIQUES D’USINAGE Code du programme : 5223 No 8 – Dessin de croquis Code du cours : 372 083 Nom de la candidate ou du candidat : __________________________________________________________ École : ________________________________________Code permanent : ___________________________ Date de l’épreuve :_______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :_________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON 1 Respect des normes et des conventions relatives aux projections
orthogonales.
1.1 A tenu compte de la forme et de la complexité de la pièce à représenter.
0 ou 15
1.2 A respecté les proportions relatives aux différentes formes représentées.
1.3 A fourni toutes les annotations.
1.4 A réalisé un croquis propre et précis.
0 ou 10
0 ou 5
0 ou 5
2 Respect des normes et des conventions relatives aux projections axonométriques.
2.1 A tenu compte de la forme et de la complexité de la pièce à représenter, pièce comportant des lignes obliques et des ellipses.
2.2 A respecté les proportions relatives aux différentes formes représentées.
2.3 A réalisé un croquis propre et précis.
0 ou 5
0 ou 5
0 ou 5
372 083 2
FP9907 Module 8
OBSERVATIONS RÉSULTAT
OUI NON 3 Respect des normes et conventions relatives aux dessins de coupe,
dessins de section, vues auxiliaires et vues partielles.
3.1 A tenu compte de la forme et de la complexité de la pièce à représenter.
3.2 A respecté les proportions relatives aux différentes formes représentées.
3.3 A réalisé un croquis propre et précis.
0 ou 10
0 ou 10
0 ou 5
4 Respect des normes et des conventions relatives aux lignes d’attache, aux lignes de cotes et à la cotation conventionnelle et absolue.
4.1 A disposé correctement les cotes. 4.2 A réalisé une cotation adaptée à la fabrication.
4.3 A réalisé une cotation propre et claire.
0 ou 10
0 ou 10
0 ou 5
Total : /100
Seuil de réussite : 80 points
Note pour l’examinatrice ou l’examinateur :
− Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés.
− Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet; pour ce, allouer la totalité des points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
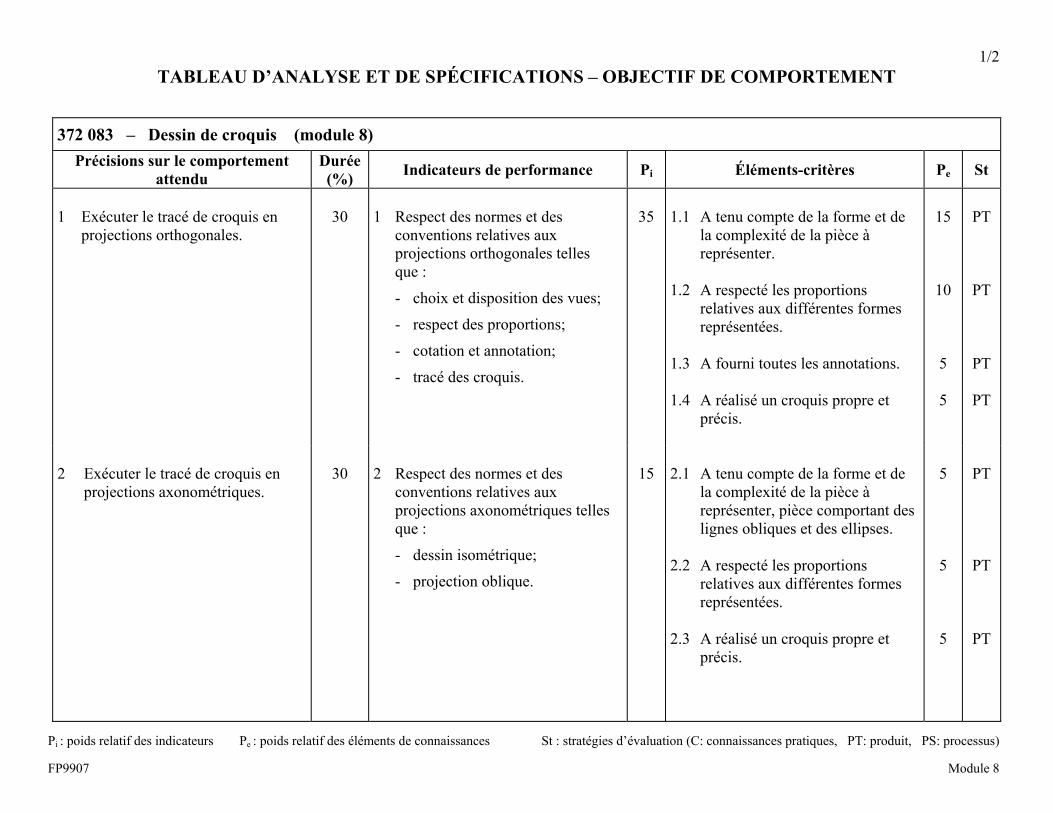
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments de connaissances St : stratégies d’évaluation (C: connaissances pratiques, PT: produit, PS: processus) FP9907 Module 8
372 083 – Dessin de croquis (module 8) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Exécuter le tracé de croquis en
projections orthogonales.
30
1 Respect des normes et des
conventions relatives aux projections orthogonales telles que :
- choix et disposition des vues;
- respect des proportions;
- cotation et annotation;
- tracé des croquis.
35
1.1 A tenu compte de la forme et de
la complexité de la pièce à représenter.
1.2 A respecté les proportions
relatives aux différentes formes représentées.
1.3 A fourni toutes les annotations. 1.4 A réalisé un croquis propre et
précis.
15
10 5 5
PT
PT
PT
PT
2 Exécuter le tracé de croquis en
projections axonométriques.
30
2 Respect des normes et des
conventions relatives aux projections axonométriques telles que :
- dessin isométrique;
- projection oblique.
15
2.1 A tenu compte de la forme et de
la complexité de la pièce à représenter, pièce comportant des lignes obliques et des ellipses.
2.2 A respecté les proportions
relatives aux différentes formes représentées.
2.3 A réalisé un croquis propre et
précis.
5 5 5
PT
PT
PT
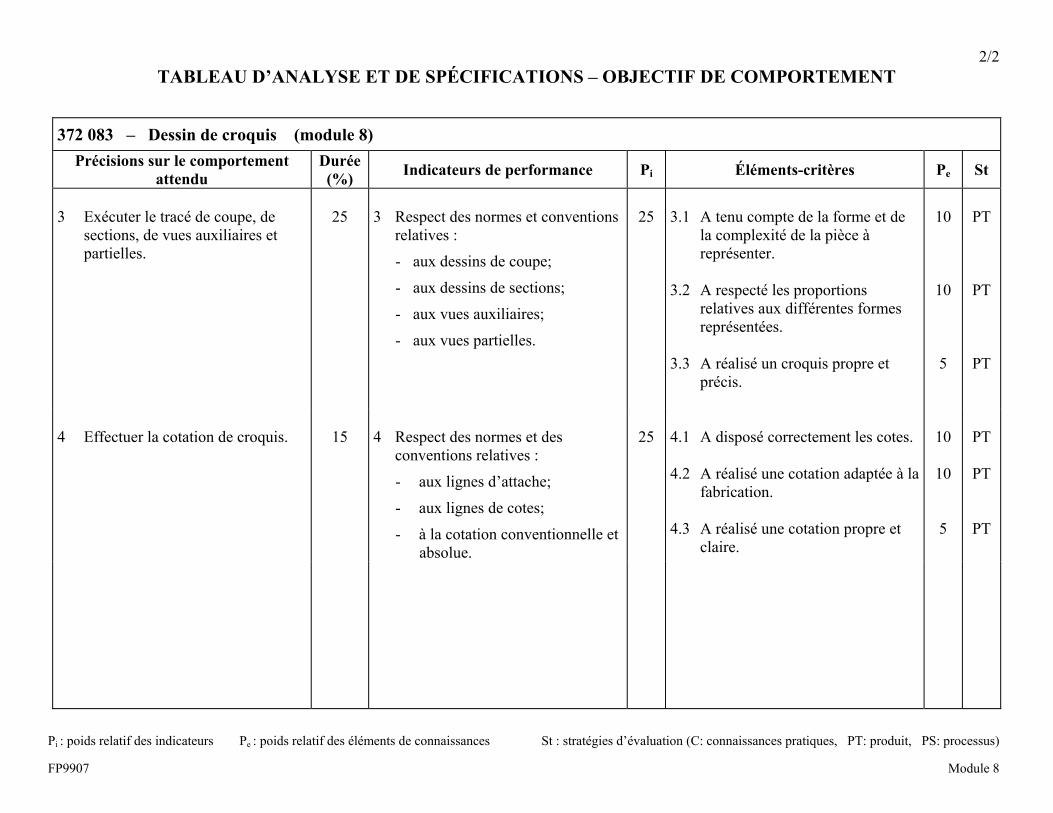
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments de connaissances St : stratégies d’évaluation (C: connaissances pratiques, PT: produit, PS: processus) FP9907 Module 8
372 083 – Dessin de croquis (module 8) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
3 Exécuter le tracé de coupe, de
sections, de vues auxiliaires et partielles.
25
3 Respect des normes et conventions
relatives :
- aux dessins de coupe;
- aux dessins de sections;
- aux vues auxiliaires;
- aux vues partielles.
25
3.1 A tenu compte de la forme et de
la complexité de la pièce à représenter.
3.2 A respecté les proportions
relatives aux différentes formes représentées.
3.3 A réalisé un croquis propre et
précis.
10
10 5
PT
PT
PT
4 Effectuer la cotation de croquis.
15
4 Respect des normes et des
conventions relatives :
- aux lignes d’attache;
- aux lignes de cotes;
- à la cotation conventionnelle et absolue.
25
4.1 A disposé correctement les cotes. 4.2 A réalisé une cotation adaptée à la
fabrication. 4.3 A réalisé une cotation propre et
claire.
10
10 5
PT
PT
PT
FP9907
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE 5223 Tournage cylindrique extérieur Module 9 372 096
Épreuve pratique
372 096 1
FP9907 Module 9
SCÉNARIO DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à effectuer des travaux de tournage cylindrique. La candidate ou le candidat devra respecter les étapes de déroulement de l’épreuve. L’épreuve comporte deux parties. On suggère de faire passer la première partie de l’épreuve à tout le groupe, en classe. Pour la partie pratique, on suggère huit personnes au maximum. La candidate ou le candidat doit prendre les mesures de sécurité tout au long de l’épreuve. Tout manquement majeur entraîne l’arrêt immédiat de l’épreuve. La candidate ou le candidat qui refusera de faire l’entretien de son poste de travail (machine-outil et aire de travail) après l’épreuve, se verra attribuer un échec.
2 DESCRIPTION DE L’ÉPREUVE
PREMIÈRE PARTIE : Données préparatoires à l’exécution de la pièce Pour démontrer sa compétence, la candidate ou le candidat doit :
- repérer dans le Machinery’s Handbook ou l’équivalent, les cotes nominales et les tolérances dimensionnelles;
- compléter les parties inachevées d’une fiche d’usinage. DEUXIÈME PARTIE : Réalisation de la pièce Pour démontrer sa compétence, la candidate ou le candidat doit réaliser des opérations de tournage extérieur de complexité moyenne, selon la gamme d’usinage et le dessin de fabrication. La pièce doit comporter les opérations d’usinage suivantes :
- dégrossissage;
- finition;
- rainurage;
- moletage (facultatif);
372 096 2
FP9907 Module 9
- chanfreinage. 3 DÉROULEMENT D’ÉPREUVE
3.1 ÉTAPES DE DÉROULEMENT
PREMIÈRE PARTIE : Données préparatoires à l’exécution de la pièce Avant la première partie Expliquer le déroulement de l’épreuve aux candidates ou candidats. S’assurer que chaque candidate ou candidat a reçu la documentation relative à la passation de la première partie de l’épreuve :
- le Machinery’s Handbook ou l’équivalent;
- les fiches pour compléter la gamme d’usinage;
- les abaques et le dessin de la pièce.
À titre indicatif, trente minutes sont accordées pour la première partie. Pendant la première partie Les candidates ou candidats font les recherches dans le Machinery’s Handbook, ou l’équivalent, et les calculs nécessaires à la réalisation de la pièce. Après avoir effectué les calculs, elles ou ils complètent la gamme d’usinage de la pièce. Après la première partie Remplir la fiche d’évaluation (1re partie).
372 096 3
FP9907 Module 9
DEUXIÈME PARTIE : Réalisation de la pièce Avant la deuxième partie S’assurer que chaque candidate ou candidat :
- a en sa possession le dessin, la gamme d’usinage et son cahier de la candidate ou du candidat;
- a l’outillage nécessaire pour la réalisation de la pièce;
- suit les étapes de l’épreuve dans le cahier de la candidate ou du candidat.
À titre indicatif, quatre heures trente minutes sont accordées pour la deuxième partie. Pendant la deuxième partie Vérifier si la candidate ou le candidat :
- a installé correctement les accessoires, selon le type de montage;
- a positionné et aligné correctement et de façon sécuritaire la pièce dans le montage;
- a vérifié les niveaux d’huile du tour et les a remplis au besoin. Noter sur la fiche d’évaluation. Après la deuxième partie Vérifier si la candidate ou le candidat :
- a respecté les dimensions, les tolérances et la forme de la pièce;
- a respecté les limites permises quant à la finition requise;
- a ébavuré la pièce;
- a relevé des mesures conformes à celles de la pièce.
Noter sur la fiche d’évaluation (2e partie).

372 096 4
FP9907 Module 9
3.2 RÉUSSITE DE L’ÉPREUVE Le seuil de réussite pour la première partie est de 20 sur une possibilité de 25. Le seuil de réussite de la deuxième partie est de 60 sur une possibilité de 75. En cas d’échec d’une partie, la candidate ou le candidat reprend la partie échouée.
3.3 DURÉE DE L’ÉPREUVE À titre indicatif, la durée totale de l’épreuve est de cinq heures, soit trente minutes pour la première partie et quatre heures trente minutes pour la deuxième partie.
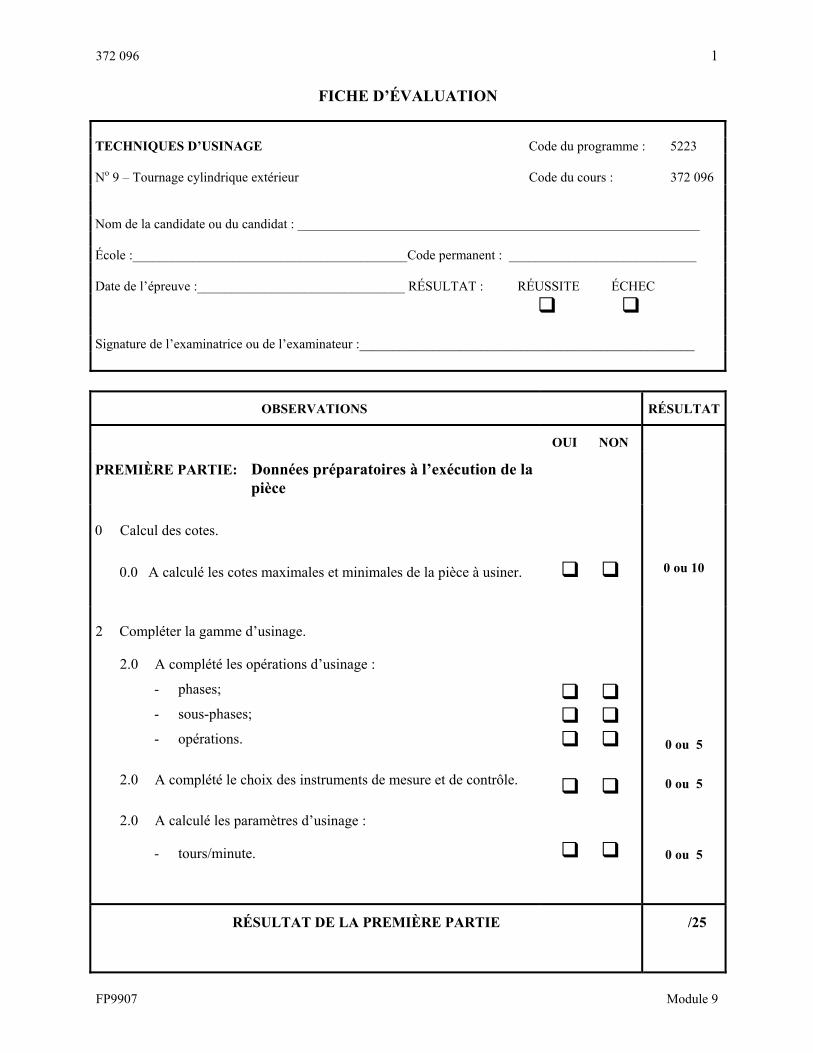
372 096 1
FP9907 Module 9
FICHE D’ÉVALUATION
TECHNIQUES D’USINAGE Code du programme : 5223 No 9 – Tournage cylindrique extérieur Code du cours : 372 096 Nom de la candidate ou du candidat : ____________________________________________________________ École :_________________________________________Code permanent : ____________________________ Date de l’épreuve :_______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :__________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON
PREMIÈRE PARTIE: Données préparatoires à l’exécution de la pièce
0 Calcul des cotes.
0.0 A calculé les cotes maximales et minimales de la pièce à usiner.
0 ou 10
2 Compléter la gamme d’usinage.
2.0 A complété les opérations d’usinage :
- phases;
- sous-phases;
- opérations.
2.0 A complété le choix des instruments de mesure et de contrôle.
2.0 A calculé les paramètres d’usinage :
- tours/minute.
0 ou 5
0 ou 5
0 ou 5
RÉSULTAT DE LA PREMIÈRE PARTIE
/25
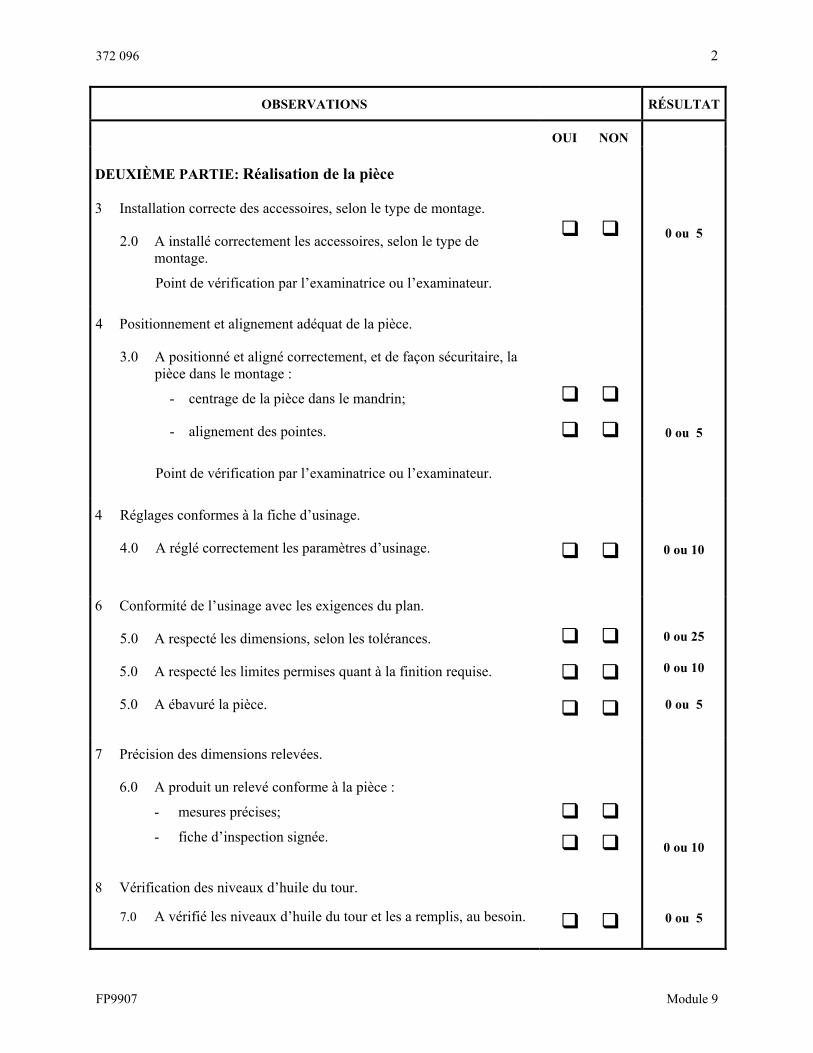
372 096 2
FP9907 Module 9
OBSERVATIONS RÉSULTAT
OUI NON DEUXIÈME PARTIE: Réalisation de la pièce 3 Installation correcte des accessoires, selon le type de montage.
2.0 A installé correctement les accessoires, selon le type de montage.
Point de vérification par l’examinatrice ou l’examinateur.
0 ou 5
4 Positionnement et alignement adéquat de la pièce.
3.0 A positionné et aligné correctement, et de façon sécuritaire, la pièce dans le montage :
- centrage de la pièce dans le mandrin;
- alignement des pointes.
Point de vérification par l’examinatrice ou l’examinateur.
0 ou 5
4 Réglages conformes à la fiche d’usinage.
4.0 A réglé correctement les paramètres d’usinage.
0 ou 10
6 Conformité de l’usinage avec les exigences du plan.
5.0 A respecté les dimensions, selon les tolérances.
5.0 A respecté les limites permises quant à la finition requise.
5.0 A ébavuré la pièce.
0 ou 25
0 ou 10
0 ou 5
7 Précision des dimensions relevées.
6.0 A produit un relevé conforme à la pièce :
- mesures précises;
- fiche d’inspection signée. 8 Vérification des niveaux d’huile du tour.
7.0 A vérifié les niveaux d’huile du tour et les a remplis, au besoin.
0 ou 10
0 ou 5
372 096 3
FP9907 Module 9
OBSERVATIONS RÉSULTAT
OUI NON
RÈGLE DE VERDICT
A nettoyé le poste et l’aire de travail. A respecté les règles de santé et de sécurité.
RÉSULTAT DE LA DEUXIÈME PARTIE /75
PREMIÈRE PARTIE RÉSULTAT
/ 25 Résultat minimal exigé : 20 Réussite OUI NON
DEUXIÈME PARTIE
RÉSULTAT
/ 75 Résultat minimal exigé : 60 Réussite OUI NON
Note pour l’examinatrice ou l’examinateur :
− Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés.
− Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet; pour ce, allouer la totalité des points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
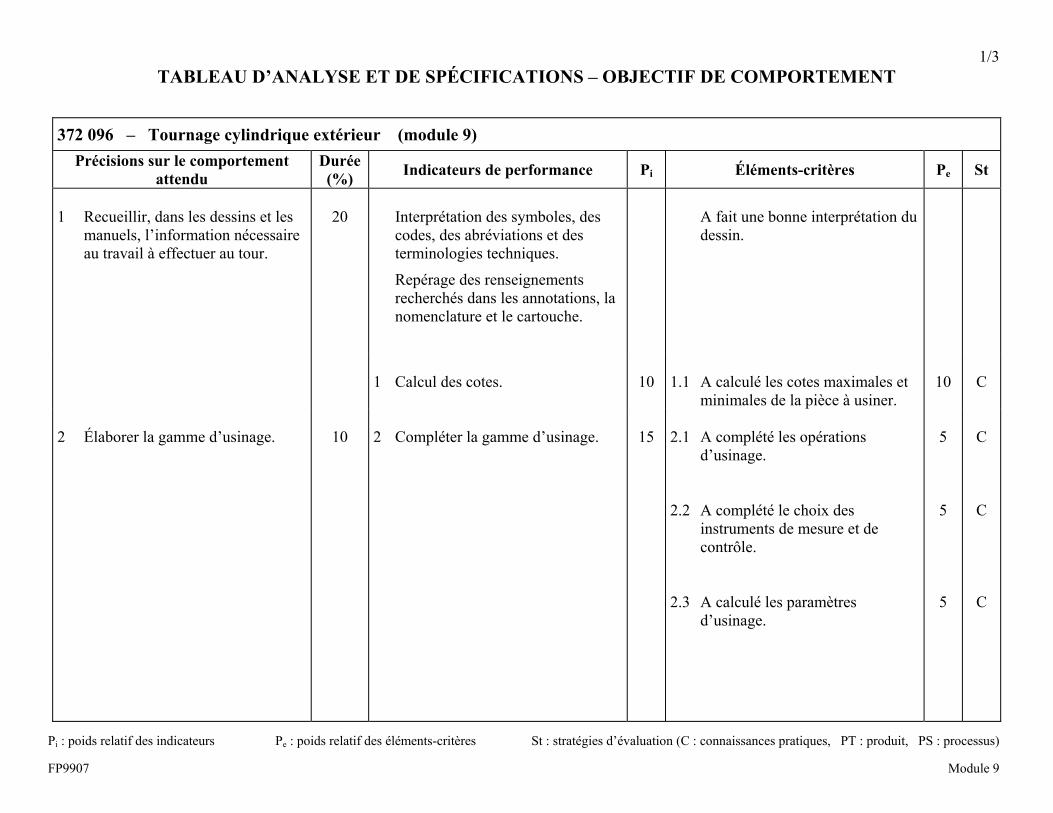
1/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 9
372 096 – Tournage cylindrique extérieur (module 9) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Recueillir, dans les dessins et les
manuels, l’information nécessaire au travail à effectuer au tour.
20
Interprétation des symboles, des codes, des abréviations et des terminologies techniques.
Repérage des renseignements recherchés dans les annotations, la nomenclature et le cartouche.
A fait une bonne interprétation du
dessin.
1 Calcul des cotes.
10
1.1 A calculé les cotes maximales et
minimales de la pièce à usiner.
10
C
2 Élaborer la gamme d’usinage.
10
2 Compléter la gamme d’usinage.
15
2.1 A complété les opérations
d’usinage. 2.2 A complété le choix des
instruments de mesure et de contrôle.
2.3 A calculé les paramètres
d’usinage.
5 5 5
C
C
C
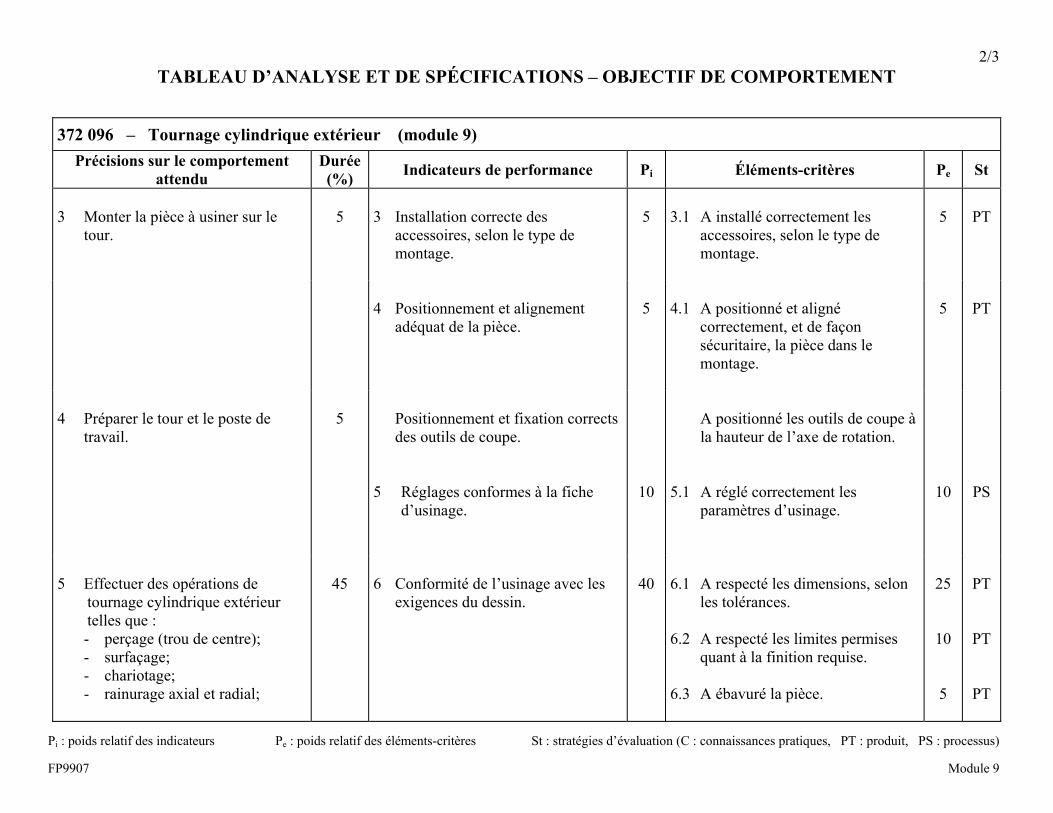
2/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 9
372 096 – Tournage cylindrique extérieur (module 9) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
3 Monter la pièce à usiner sur le
tour.
5
3 Installation correcte des
accessoires, selon le type de montage.
5
3.1 A installé correctement les
accessoires, selon le type de montage.
5
PT
4 Positionnement et alignement
adéquat de la pièce.
5
4.1 A positionné et aligné
correctement, et de façon sécuritaire, la pièce dans le montage.
5
PT
4 Préparer le tour et le poste de
travail.
5
Positionnement et fixation corrects des outils de coupe.
A positionné les outils de coupe à
la hauteur de l’axe de rotation.
5 Réglages conformes à la fiche
d’usinage.
10
5.1 A réglé correctement les
paramètres d’usinage.
10
PS
5 Effectuer des opérations de
tournage cylindrique extérieur telles que : - perçage (trou de centre); - surfaçage; - chariotage; - rainurage axial et radial;
45
6 Conformité de l’usinage avec les
exigences du dessin.
40
6.1 A respecté les dimensions, selon
les tolérances. 6.2 A respecté les limites permises
quant à la finition requise. 6.3 A ébavuré la pièce.
25
10 5
PT
PT
PT
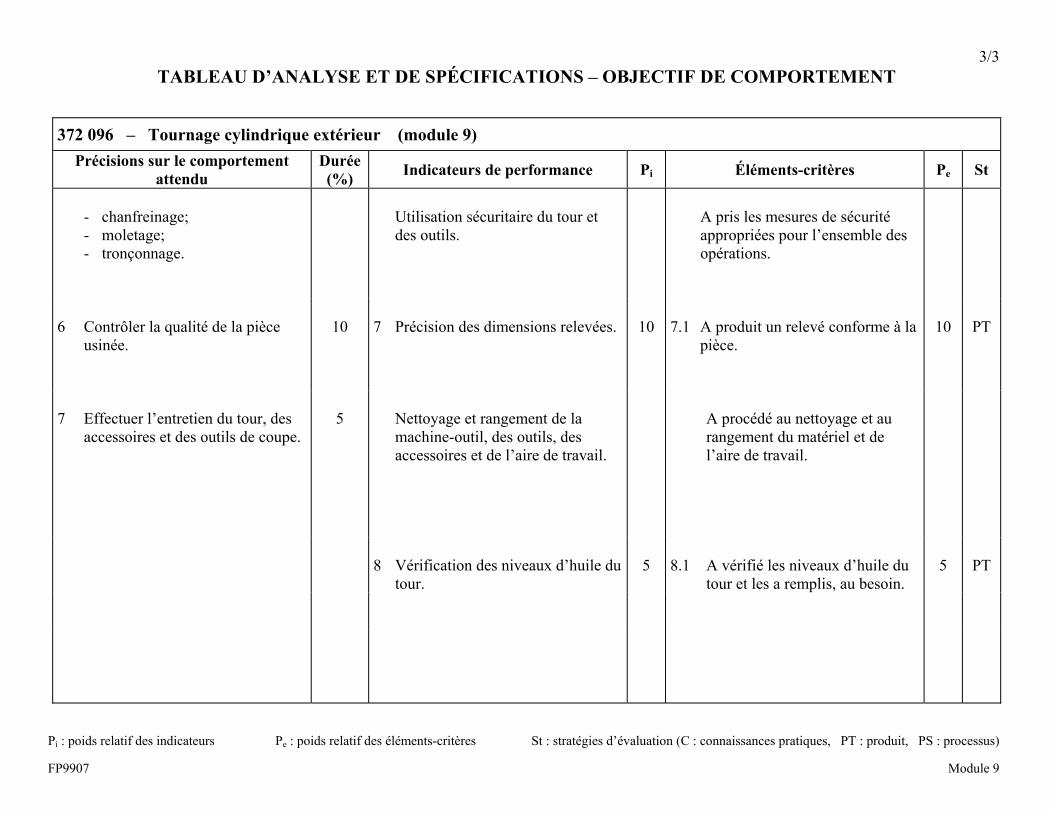
3/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 9
372 096 – Tournage cylindrique extérieur (module 9) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
- chanfreinage; - moletage; - tronçonnage.
Utilisation sécuritaire du tour et
des outils.
A pris les mesures de sécurité
appropriées pour l’ensemble des opérations.
6 Contrôler la qualité de la pièce
usinée.
10
7 Précision des dimensions relevées.
10
7.1 A produit un relevé conforme à la
pièce.
10
PT
7 Effectuer l’entretien du tour, des
accessoires et des outils de coupe.
5
Nettoyage et rangement de la machine-outil, des outils, des accessoires et de l’aire de travail.
A procédé au nettoyage et au
rangement du matériel et de l’aire de travail.
8 Vérification des niveaux d’huile du
tour.
5
8.1 A vérifié les niveaux d’huile du
tour et les a remplis, au besoin.
5
PT
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE 5223 Tournage cylindrique intérieur Module 10 372 105
Épreuve pratique
372 105 1
FP9907 Module 10
SCÉNARIO DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à effectuer des travaux de tournage cylindrique. La candidate ou le candidat devra respecter les étapes de déroulement de l’épreuve. On suggère de faire passer la première partie de l’épreuve à tout le groupe, en classe. Pour la partie pratique, on suggère huit personnes au maximum. La candidate ou le candidat doit prendre les mesures de sécurité tout au long de l’épreuve. Tout manquement majeur entraîne l’arrêt immédiat de l’épreuve. La candidate ou le candidat qui refusera de faire l’entretien de son poste de travail (machine-outil et aire de travail) après l’épreuve se verra attribuer un échec.
2 DESCRIPTION DE L’ÉPREUVE
L’épreuve comporte deux parties. PREMIÈRE PARTIE : Données préparatoires à l’exécution de la pièce Pour démontrer sa compétence relativement aux éléments de connaissances pratiques, la candidate ou le candidat doit :
- repérer, dans le Machinery’s Handbook ou l’équivalent, les tolérances dimensionnelles;
- compléter les parties inachevées d’une gamme d’usinage. DEUXIÈME PARTIE : Réalisation de la pièce Pour démontrer sa compétence, la candidate ou le candidat doit réaliser des opérations de tournage intérieur de complexité moyenne, selon la gamme d’usinage et le dessin de fabrication.
372 105 2
FP9907 Module 10
La pièce doit comporter les opérations d’usinage suivantes :
- dégrossissage;
- finition;
- alésage (alésoir);
- alésage à la barre à aléser;
- chanfreinage;
- perçage.
3 DÉROULEMENT D’ÉPREUVE 3.1 ÉTAPES DE DÉROULEMENT
PREMIÈRE PARTIE : Données préparatoires à l’exécution de la pièce Avant la première partie Expliquer le déroulement de l’épreuve aux candidates ou candidats. S’assurer que chaque candidate ou candidat a reçu la documentation relative à la passation de la première partie de l’épreuve :
- le Machinery’s Handbook ou l’équivalent;
- les fiches pour compléter la gamme d’usinage;
- les abaques et le dessin de la pièce. À titre indicatif, trente minutes sont accordées pour la première partie. Pendant la première partie Les candidates ou candidats font les recherches dans le Machinery’s Handbook ou l’équivalent ainsi que les calculs nécessaires à la réalisation de la pièce. Après avoir effectué les calculs, elles ou ils complètent la gamme d’usinage de la pièce. Après la première partie Remplir la fiche d’évaluation (1re partie).
372 105 3
FP9907 Module 10
DEUXIÈME PARTIE : Réalisation de la pièce Avant la deuxième partie S’assurer que chaque candidate ou candidat :
- a en sa possession le dessin, la fiche d’usinage et son cahier de la candidate ou du candidat;
- a l’outillage nécessaire pour la réalisation de la pièce;
- suit les étapes de l’épreuve dans le cahier de la candidate ou du candidat. À titre indicatif, trois heures trente minutes sont accordées pour la deuxième partie. Pendant la deuxième partie Vérifier si la candidate ou le candidat :
- a installé correctement les accessoires, selon le type de montage;
- a positionné et aligné correctement, et de façon sécuritaire, la pièce dans le montage;
- a positionné les outils de coupe à la hauteur de l’axe de rotation. Noter sur la fiche d’évaluation. Après la deuxième partie Vérifier si la candidate ou le candidat :
- a respecté les dimensions, les tolérances et la forme de la pièce;
- a respecté les limites permises quant à la finition requise;
- a ébavuré la pièce;
- a relevé des mesures conformes à celles de la pièce.
Noter sur la fiche d’évaluation (2e partie).
372 105 4
FP9907 Module 10
3.2 RÉUSSITE DE L’ÉPREUVE Le seuil de réussite pour la première partie est de 20 sur une possibilité de 25. Le seuil de réussite de la deuxième partie est de 60 sur une possibilité de 75. En cas d’échec d’une partie, la candidate ou le candidat reprend la partie échouée.
3.3 DURÉE DE L’ÉPREUVE À titre indicatif, la durée totale de l’épreuve est de quatre heures, soit trente minutes pour la première partie et trois heures trente minutes pour la deuxième partie.
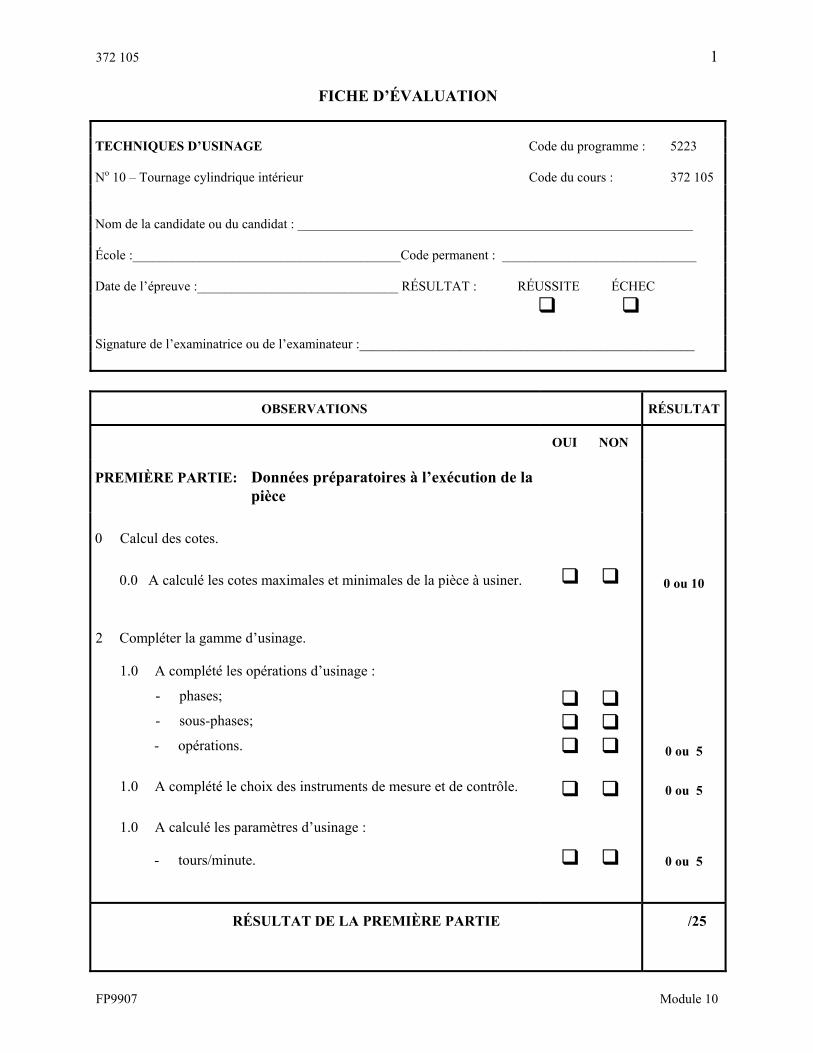
372 105 1
FP9907 Module 10
FICHE D’ÉVALUATION
TECHNIQUES D’USINAGE Code du programme : 5223 No 10 – Tournage cylindrique intérieur Code du cours : 372 105 Nom de la candidate ou du candidat : ___________________________________________________________ École :________________________________________Code permanent : _____________________________ Date de l’épreuve :______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :__________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON
PREMIÈRE PARTIE: Données préparatoires à l’exécution de la pièce
0 Calcul des cotes.
0.0 A calculé les cotes maximales et minimales de la pièce à usiner.
0 ou 10
2 Compléter la gamme d’usinage.
1.0 A complété les opérations d’usinage :
- phases;
- sous-phases;
- opérations.
1.0 A complété le choix des instruments de mesure et de contrôle.
1.0 A calculé les paramètres d’usinage :
- tours/minute.
0 ou 5
0 ou 5
0 ou 5
RÉSULTAT DE LA PREMIÈRE PARTIE
/25

372 105 2
FP9907 Module 10
OBSERVATIONS RÉSULTAT
OUI NON
DEUXIÈME PARTIE: Réalisation de la pièce 3 Installation correcte des accessoires.
2.0 A installé correctement les accessoires, selon le type de montage.
Point de vérification par l’examinatrice ou l’examinateur.
0 ou 10
4 Positionnement et alignement de la pièce.
3.0 A positionné et aligné correctement, et de façon sécuritaire, la pièce dans le montage :
- centrage de la pièce dans le mandrin.
Point de vérification par l’examinatrice ou l’examinateur.
0 ou 5
5 Positionnement des outils de coupe.
4.0 A bien positionné les outils de coupe.
Point de vérification par l’examinatrice ou l’examinateur.
0 ou 5
6 Conformité de l’usinage avec les exigences du dessin.
5.0 A respecté les dimensions, selon les tolérances.
5.0 A respecté les limites permises quant à la finition requise.
5.0 A ébavuré la pièce.
7 Précision des dimensions relevées.
6.0 A contrôlé la qualité de la pièce :
- mesures précises;
- fiche d’inspection signée.
0 ou 25
0 ou 10
0 ou 10
0 ou 10
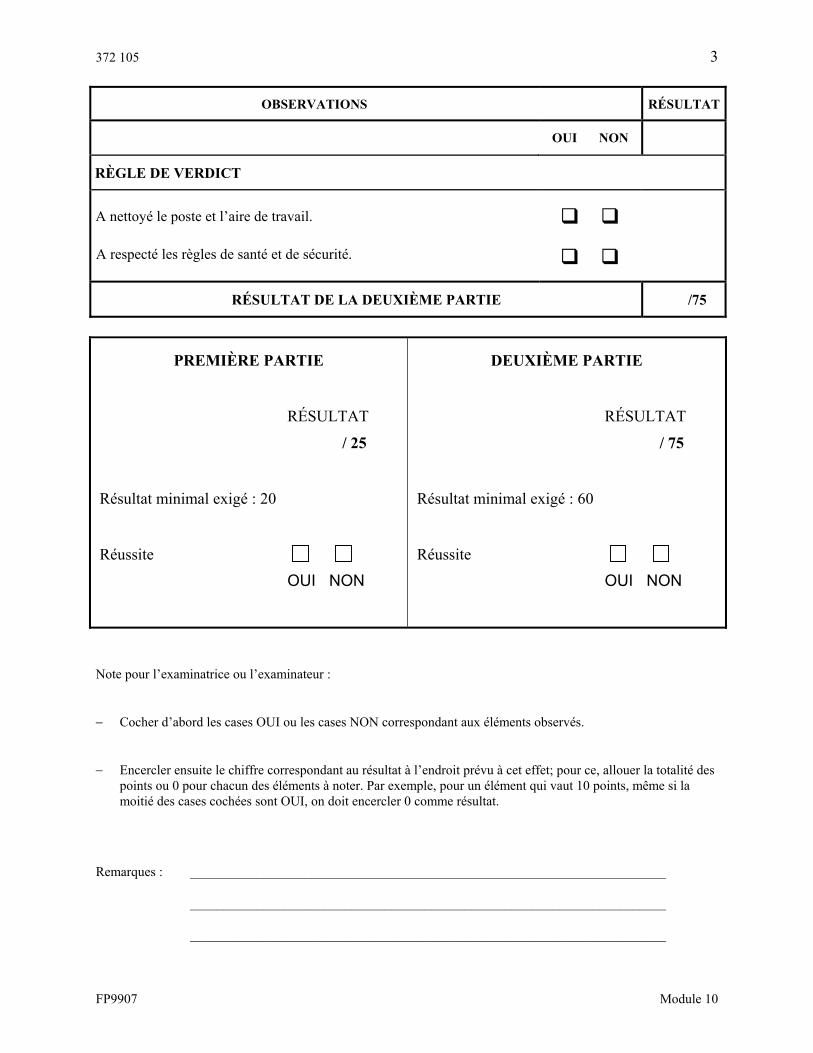
372 105 3
FP9907 Module 10
OBSERVATIONS RÉSULTAT
OUI NON
RÈGLE DE VERDICT
A nettoyé le poste et l’aire de travail. A respecté les règles de santé et de sécurité.
RÉSULTAT DE LA DEUXIÈME PARTIE /75
PREMIÈRE PARTIE RÉSULTAT
/ 25 Résultat minimal exigé : 20 Réussite OUI NON
DEUXIÈME PARTIE
RÉSULTAT
/ 75 Résultat minimal exigé : 60 Réussite OUI NON
Note pour l’examinatrice ou l’examinateur :
− Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés.
− Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet; pour ce, allouer la totalité des points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
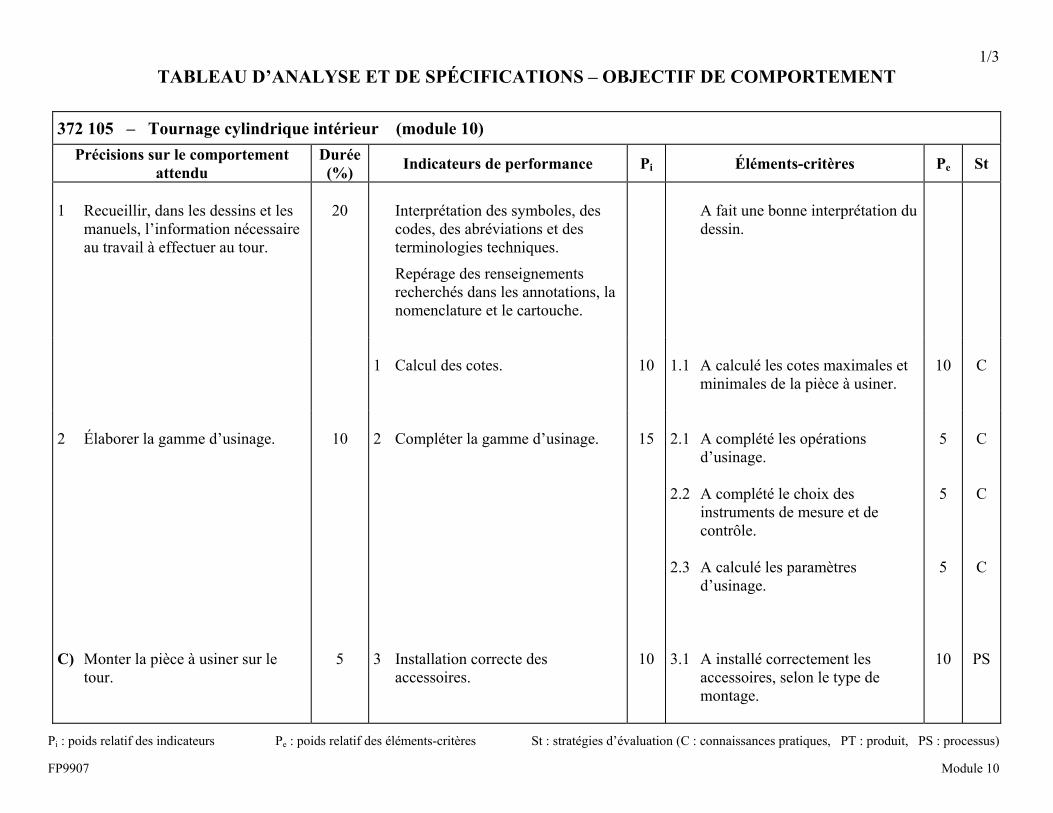
1/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 10
372 105 – Tournage cylindrique intérieur (module 10) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Recueillir, dans les dessins et les
manuels, l’information nécessaire au travail à effectuer au tour.
20
Interprétation des symboles, des
codes, des abréviations et des terminologies techniques.
Repérage des renseignements recherchés dans les annotations, la nomenclature et le cartouche.
A fait une bonne interprétation du
dessin.
1 Calcul des cotes.
10
1.1 A calculé les cotes maximales et
minimales de la pièce à usiner.
10
C
2 Élaborer la gamme d’usinage.
10
2 Compléter la gamme d’usinage.
15
2.1 A complété les opérations
d’usinage. 2.2 A complété le choix des
instruments de mesure et de contrôle.
2.3 A calculé les paramètres
d’usinage.
5 5 5
C
C
C
C) Monter la pièce à usiner sur le
tour.
5
3 Installation correcte des
accessoires.
10
3.1 A installé correctement les
accessoires, selon le type de montage.
10
PS
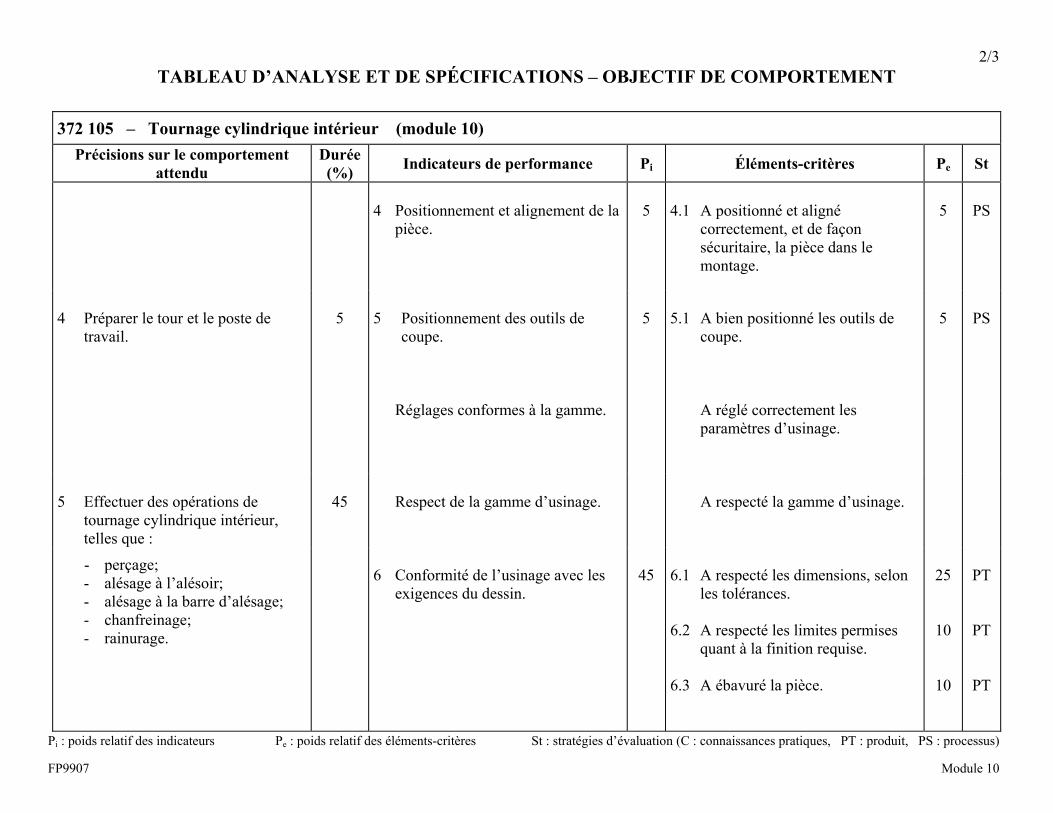
2/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 10
372 105 – Tournage cylindrique intérieur (module 10) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
4 Positionnement et alignement de la
pièce.
5
4.1 A positionné et aligné
correctement, et de façon sécuritaire, la pièce dans le montage.
5
PS
4 Préparer le tour et le poste de
travail.
5
5 Positionnement des outils de
coupe.
5
5.1 A bien positionné les outils de
coupe.
5
PS
Réglages conformes à la gamme.
A réglé correctement les
paramètres d’usinage.
5 Effectuer des opérations de
tournage cylindrique intérieur, telles que :
45
Respect de la gamme d’usinage.
A respecté la gamme d’usinage.
- perçage; - alésage à l’alésoir; - alésage à la barre d’alésage; - chanfreinage; - rainurage.
6 Conformité de l’usinage avec les
exigences du dessin.
45
6.1 A respecté les dimensions, selon
les tolérances. 6.2 A respecté les limites permises
quant à la finition requise. 6.3 A ébavuré la pièce.
25
10
10
PT
PT
PT
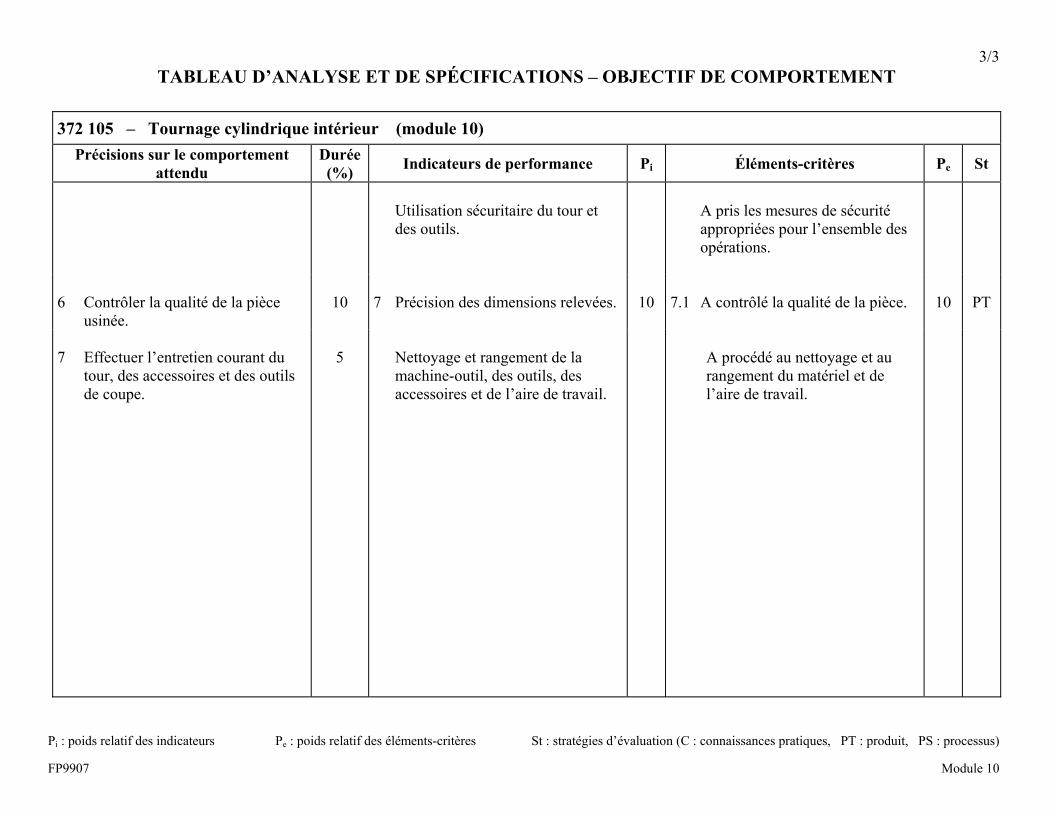
3/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 10
372 105 – Tournage cylindrique intérieur (module 10) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
Utilisation sécuritaire du tour et
des outils.
A pris les mesures de sécurité
appropriées pour l’ensemble des opérations.
6 Contrôler la qualité de la pièce
usinée.
10
7 Précision des dimensions relevées.
10
7.1 A contrôlé la qualité de la pièce.
10
PT
7 Effectuer l’entretien courant du
tour, des accessoires et des outils de coupe.
5
Nettoyage et rangement de la
machine-outil, des outils, des accessoires et de l’aire de travail.
A procédé au nettoyage et au
rangement du matériel et de l’aire de travail.
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE
5223
Usinage parallèle et perpendiculaire sur fraiseuse Module 11 372 118
Épreuve pratique
372 118 1
FP9907 Module 11
SCÉNARIO DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à effectuer des opérations de fraisage sur une fraiseuse verticale. La candidate ou le candidat devra respecter les étapes de déroulement de l’épreuve et faire évaluer son travail en cours d’exécution. L’épreuve est divisée en deux parties. La première partie est réalisée par tout le groupe, en classe. La deuxième partie est réalisée en atelier, par groupe maximum de sept candidates ou candidats. La candidate ou le candidat doit prendre les mesures de sécurité tout au long de l’épreuve. Tout manquement majeur entraîne l’arrêt immédiat de l’épreuve. La candidate ou le candidat qui refusera de faire l’entretien de son poste de travail (machine-outil et aire de travail) après l’épreuve se verra attribuer un échec.
2 DESCRIPTION DE L’ÉPREUVE
Dans la première partie, la candidate ou le candidat doit compléter une gamme d’usinage de la pièce à réaliser en atelier, selon le dessin de fabrication. Dans la deuxième partie, pour démontrer sa compétence, la candidate ou le candidat doit réaliser une pièce de complexité moyenne comportant des opérations de dégrossissage, de rainurage et de surfaçage, selon la gamme d’usinage et les spécifications du dessin. La pièce est réalisée à l’aide des tambours gradués seulement.
372 118 2
FP9907 Module 11
3 DÉROULEMENT D’ÉPREUVE
3.1 ÉTAPES DE DÉROULEMENT
PREMIÈRE PARTIE : Données préparatoires à l’exécution de la pièce Avant l’épreuve Expliquer le déroulement de l’épreuve aux candidates ou candidats. S’assurer que chaque candidate ou candidat a reçu la documentation relative à la passation de la première partie de l’épreuve, soit :
- le dessin;
- les manuels;
- le Machinery’s Handbook ou l’équivalent;
- les gammes d’usinage incomplètes.
À titre indicatif, un maximum d’une heure est accordé pour cette partie. Pendant l’épreuve Les candidates ou candidats doivent compléter une gamme d’usinage pour réaliser la pièce, selon les spécifications du dessin. Après l’épreuve Corriger la première partie.
Noter sur la fiche d’évaluation (1re
partie).
372 118 3
FP9907 Module 11
DEUXIÈME PARTIE : Réalisation de la pièce Avant l’épreuve S’assurer que chaque candidate ou candidat :
- a en sa possession son dessin, sa gamme d’usinage et son cahier de la candidate ou du candidat pour les étapes de déroulement de l’épreuve;
- a l’outillage nécessaire pour la réalisation de la pièce.
À titre indicatif, quatre heures sont accordées pour la deuxième partie. Pendant l’épreuve Vérifier si la candidate ou le candidat : 1re étape : - a installé correctement les accessoires, selon le type de montage;
- a positionné, aligné correctement et sécuritairement la pièce dans le montage;
- a aligné correctement la tête de la fraiseuse.
Noter sur la fiche d’évaluation (2e partie).
2e étape : - a réglé correctement les paramètres d’usinage.
Noter sur la fiche d’évaluation (2e partie).
3e étape : - a nettoyé correctement le poste de travail et l’aire de travail;
- a rangé correctement les outils et accessoires. 4e étape : - a rempli et signé la fiche de métrologie.
Noter sur la fiche d’évaluation (2
e partie).
372 118 4
FP9907 Module 11
Après l’épreuve Vérifier si la candidate ou le candidat :
- a respecté les dimensions, les tolérances et la forme de la pièce;
- a respecté les limites permises quant à la finition requise;
- a ébavuré et nettoyé la pièce réalisée;
- a mesuré correctement les dimensions de la pièce.
Noter sur la fiche d’évaluation (2e partie).
3.2 RÉUSSITE DE L’ÉPREUVE Le seuil de réussite pour la première partie est de 15 sur une possibilité de 20. Le seuil de réussite de la deuxième partie est de 65 sur une possibilité de 80. En cas d’échec d’une partie, la candidate ou le candidat reprend la partie échouée.
3.3 DURÉE DE L’ÉPREUVE À titre indicatif, la durée totale de l’épreuve est de cinq heures, incluant la première partie.

372 118 1
FP9907 Module 11
FICHE D’ÉVALUATION
TECHNIQUES D’USINAGE Code du programme : 5223 No 11 – Usinage parallèle et perpendiculaire sur fraiseuse Code du cours : 372 118 Nom de la candidate ou du candidat : __________________________________________________________ École:_________________________________________ Code permanent : ___________________________ Date de l’épreuve :_______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
� �
Signature de l’examinatrice ou de l’examinateur :________________________________________________
OBSERVATIONS
RÉSULTAT
OUI NON
PREMIÈRE PARTIE: Données préparatoires à l’exécution de la pièce
1 Préparation de la gamme.
1.1 A complété les opérations d’usinage :
- phases;
- sous-phases;
- opérations.
� �
� �
� �
0 ou 10
1.2 A choisi adéquatement :
- les outils de coupe;
- les instruments de mesure.
� �
� �
0 ou 5
1.3 A calculé les paramètres d’usinage :
- tours/minute;
- avance (le cas échéant).
� �
� �
0 ou 5
RÉSULTAT DE LA PREMIÈRE PARTIE
/20
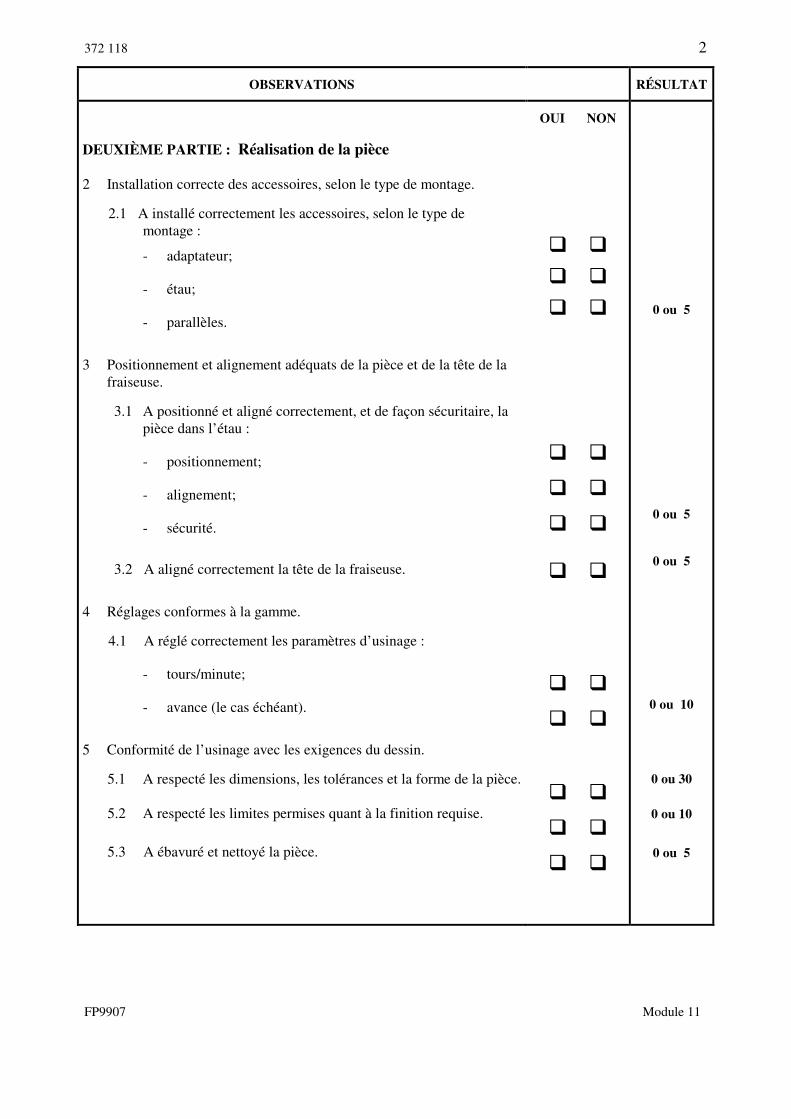
372 118 2
FP9907 Module 11
OBSERVATIONS
RÉSULTAT
OUI NON
DEUXIÈME PARTIE : Réalisation de la pièce 2 Installation correcte des accessoires, selon le type de montage.
2.1 A installé correctement les accessoires, selon le type de montage :
- adaptateur;
- étau;
- parallèles.
3 Positionnement et alignement adéquats de la pièce et de la tête de la
fraiseuse.
3.1 A positionné et aligné correctement, et de façon sécuritaire, la pièce dans l’étau :
- positionnement;
- alignement;
- sécurité.
3.2 A aligné correctement la tête de la fraiseuse.
4 Réglages conformes à la gamme.
4.1 A réglé correctement les paramètres d’usinage :
- tours/minute;
- avance (le cas échéant).
5 Conformité de l’usinage avec les exigences du dessin.
5.1 A respecté les dimensions, les tolérances et la forme de la pièce.
5.2 A respecté les limites permises quant à la finition requise.
5.3 A ébavuré et nettoyé la pièce.
� �
� �
� �
� �
� �
� �
� �
� �
� �
� �
� �
� �
0 ou 5
0 ou 5
0 ou 5
0 ou 10
0 ou 30
0 ou 10
0 ou 5
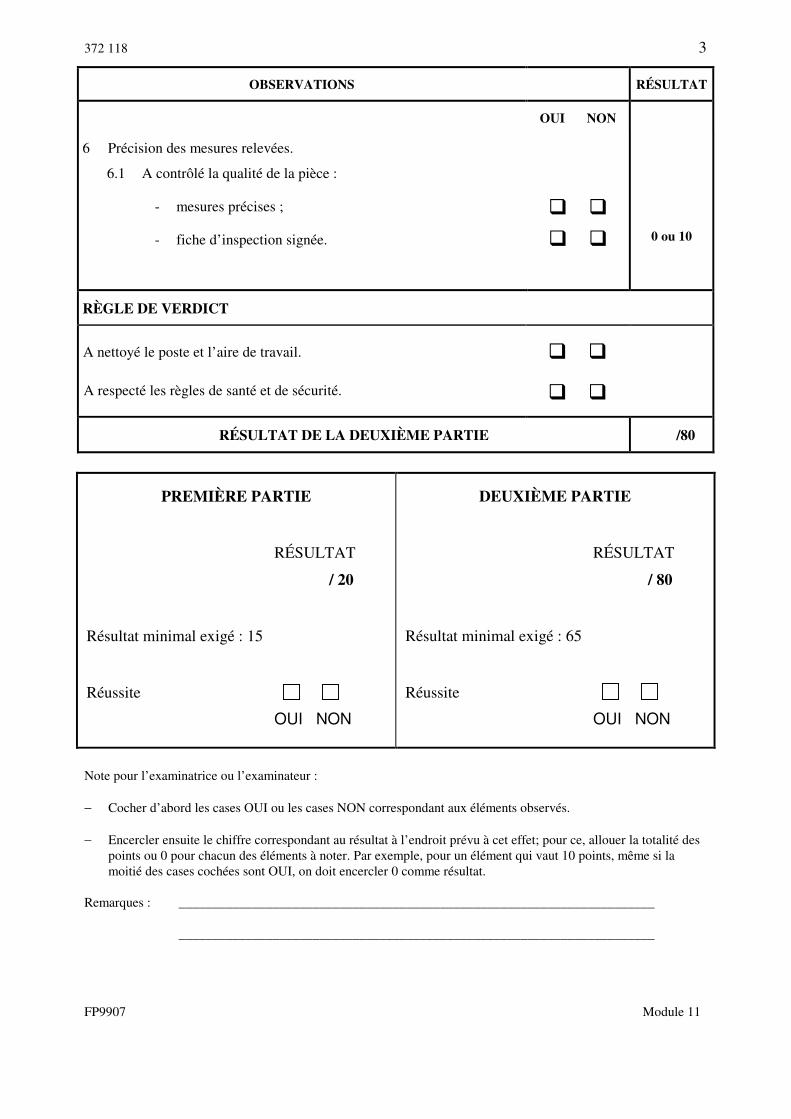
372 118 3
FP9907 Module 11
OBSERVATIONS
RÉSULTAT
OUI NON
6 Précision des mesures relevées.
6.1 A contrôlé la qualité de la pièce :
- mesures précises ;
- fiche d’inspection signée.
� �
� �
0 ou 10
RÈGLE DE VERDICT
A nettoyé le poste et l’aire de travail.
A respecté les règles de santé et de sécurité.
� �
� �
RÉSULTAT DE LA DEUXIÈME PARTIE /80
PREMIÈRE PARTIE RÉSULTAT
/ 20 Résultat minimal exigé : 15 Réussite
OUI NON
DEUXIÈME PARTIE
RÉSULTAT
/ 80 Résultat minimal exigé : 65 Réussite
OUI NON
Note pour l’examinatrice ou l’examinateur : − Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés. − Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet; pour ce, allouer la totalité des
points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
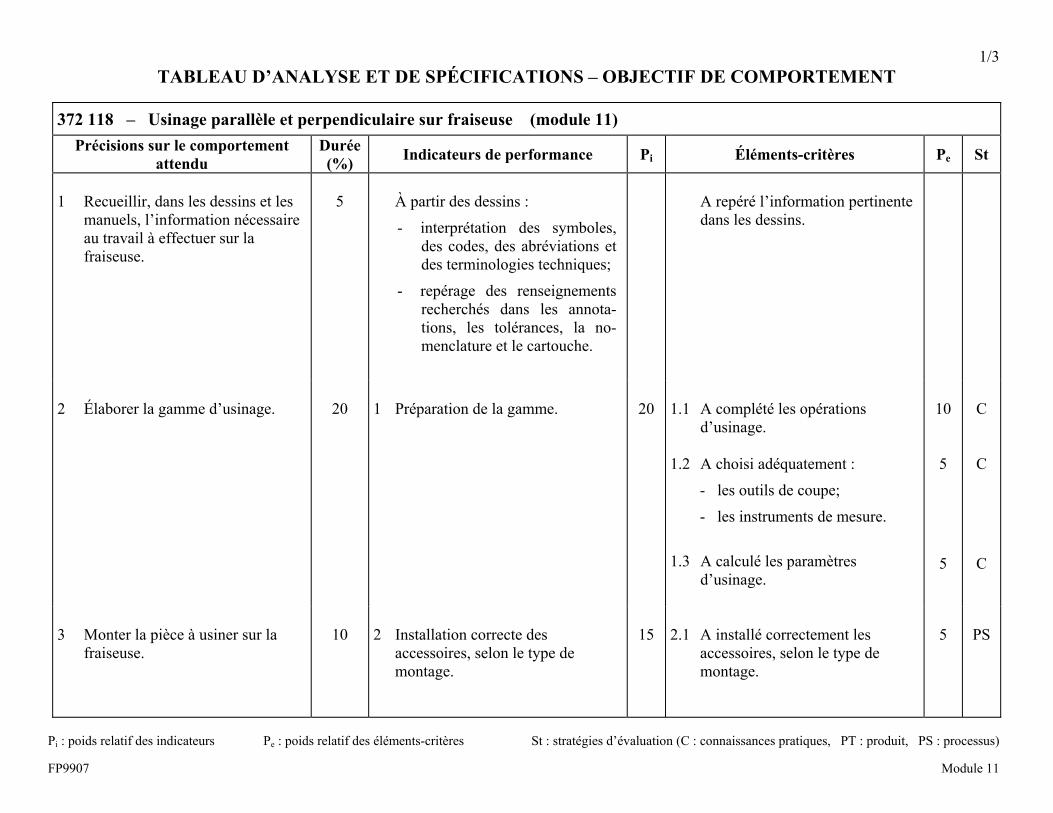
1/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 11
372 118 – Usinage parallèle et perpendiculaire sur fraiseuse (module 11) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Recueillir, dans les dessins et les
manuels, l’information nécessaire au travail à effectuer sur la fraiseuse.
5
À partir des dessins :
- interprétation des symboles, des codes, des abréviations et des terminologies techniques;
- repérage des renseignements recherchés dans les annota-tions, les tolérances, la no-menclature et le cartouche.
A repéré l’information pertinente
dans les dessins.
2 Élaborer la gamme d’usinage.
20
1 Préparation de la gamme.
20
1.1 A complété les opérations
d’usinage. 1.2 A choisi adéquatement :
- les outils de coupe;
- les instruments de mesure.
1.3 A calculé les paramètres d’usinage.
10 5
5
C
C
C
3 Monter la pièce à usiner sur la
fraiseuse.
10
2 Installation correcte des
accessoires, selon le type de montage.
15
2.1 A installé correctement les
accessoires, selon le type de montage.
5
PS
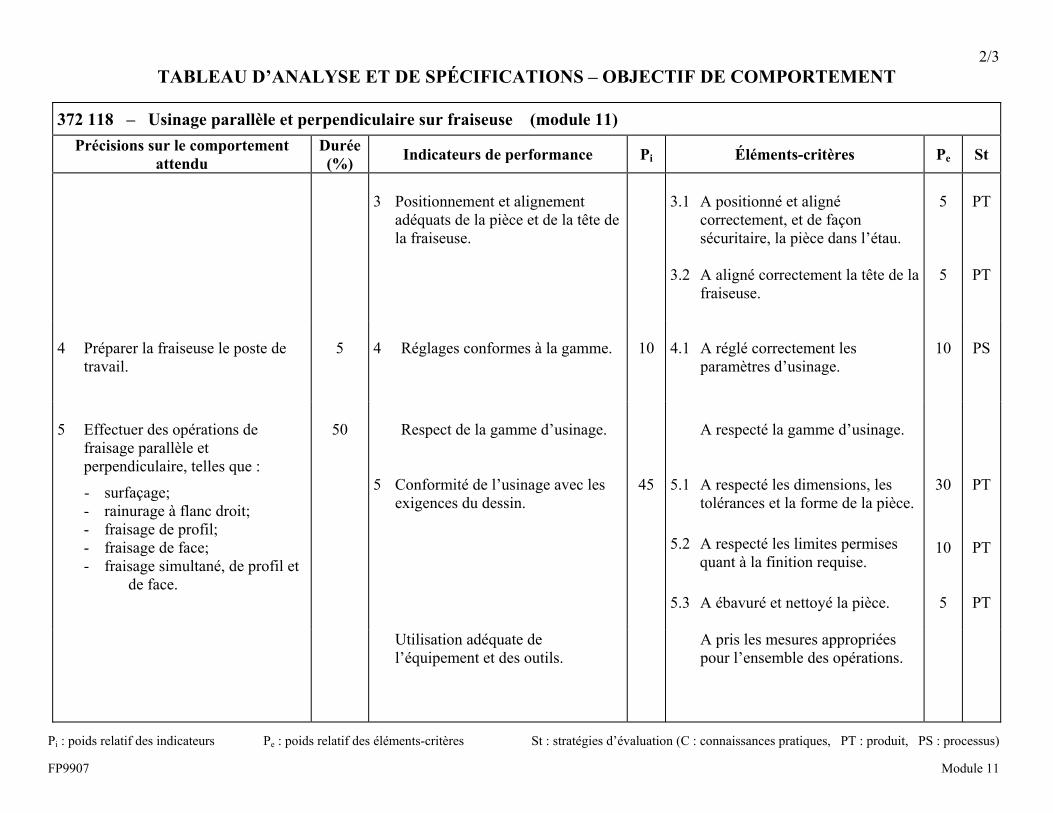
2/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 11
372 118 – Usinage parallèle et perpendiculaire sur fraiseuse (module 11) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
3 Positionnement et alignement
adéquats de la pièce et de la tête de la fraiseuse.
3.1 A positionné et aligné
correctement, et de façon sécuritaire, la pièce dans l’étau.
3.2 A aligné correctement la tête de la
fraiseuse.
5 5
PT
PT
4 Préparer la fraiseuse le poste de
travail.
5
4 Réglages conformes à la gamme.
10
4.1 A réglé correctement les
paramètres d’usinage.
10
PS
5 Effectuer des opérations de
fraisage parallèle et perpendiculaire, telles que :
50
Respect de la gamme d’usinage.
A respecté la gamme d’usinage.
- surfaçage; - rainurage à flanc droit; - fraisage de profil; - fraisage de face; - fraisage simultané, de profil et
de face.
5 Conformité de l’usinage avec les exigences du dessin.
45 5.1 A respecté les dimensions, les tolérances et la forme de la pièce.
5.2 A respecté les limites permises
quant à la finition requise. 5.3 A ébavuré et nettoyé la pièce.
30
10 5
PT
PT
PT
Utilisation adéquate de l’équipement et des outils.
A pris les mesures appropriées pour l’ensemble des opérations.
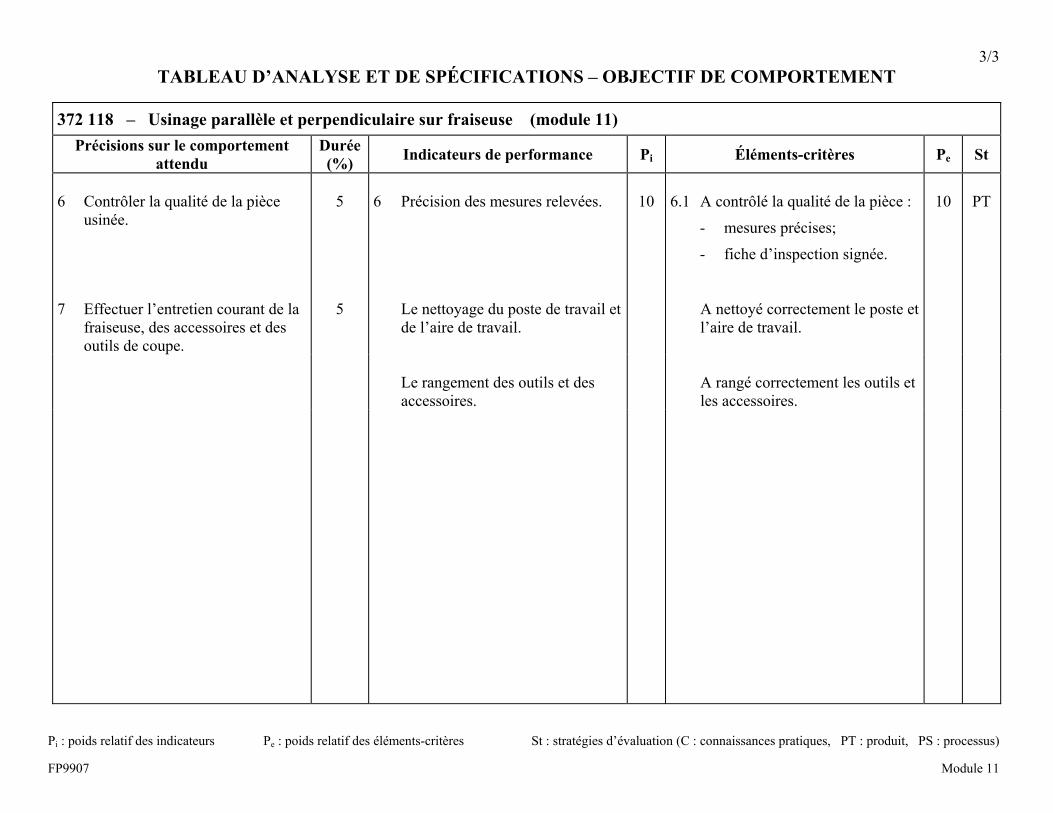
3/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 11
372 118 – Usinage parallèle et perpendiculaire sur fraiseuse (module 11) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
6 Contrôler la qualité de la pièce
usinée.
5
6 Précision des mesures relevées.
10
6.1 A contrôlé la qualité de la pièce :
- mesures précises;
- fiche d’inspection signée.
10
PT
7 Effectuer l’entretien courant de la
fraiseuse, des accessoires et des outils de coupe.
5
Le nettoyage du poste de travail et
de l’aire de travail.
A nettoyé correctement le poste et
l’aire de travail.
Le rangement des outils et des
accessoires.
A rangé correctement les outils et
les accessoires.
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE 5223 Filetage au tour Module 12 372 125
Épreuve pratique
372 125 1
FP9907 Module 12
SCÉNARIO DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à usiner des filets au tour. L’épreuve est divisée en deux parties. La première partie est réalisée par tout le groupe, en classe. La deuxième partie est réalisée en atelier, sur un tour conventionnel, par un maximum de sept candidates ou candidats. La candidate ou le candidat doit prendre les mesures de sécurité tout au long de l’épreuve. Tout manquement majeur entraîne l’arrêt immédiat de l’épreuve. La candidate ou le candidat qui refusera de faire l’entretien de son poste de travail (machine-outil et aire de travail) après l’épreuve se verra attribuer un échec. On suggère de réutiliser les pièces des modules 9 et 10 ou de faire le préusinage.
2 DESCRIPTION DE L’ÉPREUVE
PREMIÈRE PARTIE Pour démontrer sa compétence, la candidate ou le candidat doit repérer, dans le Machinery’s Handbook ou l’équivalent, les dimensions utiles à la fabrication d’un filet (extérieur et intérieur), calculer les dimensions pour réaliser et contrôler les filets. DEUXIÈME PARTIE Pour démontrer sa compétence, la candidate ou le candidat doit réaliser deux pièces à fileter sur le tour, l’une avec des filets extérieurs, l’autre avec des filets intérieurs. Ces pièces doivent être exécutées selon la fiche d’usinage et les spécifications des dessins.
372 125 2
FP9907 Module 12
3 DÉROULEMENT D’ÉPREUVE 3.1 ÉTAPES DE DÉROULEMENT
PREMIÈRE PARTIE : Données préparatoires à l’exécution de la pièce Avant la première partie
Expliquer le déroulement de l’épreuve aux candidates ou candidats.
S’assurer que chaque candidate ou candidat a reçu la documentation relative à la passation de la première partie de l’épreuve, telle que le Machinery’s Handbook ou l’équivalent, les abaques et les dessins des pièces.
À titre indicatif, trente minutes sont accordées pour la première partie.
Pendant la première partie
Les candidates ou candidats font les recherches dans le Machinery’s Handbook, ou l’équivalent, et les calculs nécessaires à la réalisation et au contrôle des pièces filetées. Après la première partie
La réussite de la première partie est obligatoire pour la réalisation de la deuxième partie.
Avertir la candidate ou le candidat qu’elle ou il peut poursuivre l’épreuve. Noter sur la fiche d’évaluation. DEUXIÈME PARTIE : Réalisation de la pièce Avant la deuxième partie S’assurer que chaque candidate ou candidat :
- a en sa possession les dessins, sa gamme d’usinage et son cahier de la candidate ou du candidat;
- a l’outillage nécessaire à la réalisation des pièces;
- suit les étapes de l’épreuve dans le cahier de la candidate ou du candidat.
- À titre indicatif, trois heures trente minutes sont accordées pour la deuxième partie.
Pendant la deuxième partie
372 125 3
FP9907 Module 12
Vérifier si la candidate ou le candidat :
- a installé correctement l’outil à fileter à l’aide du gabarit de filetage;
- a réglé le tour pour le pas à faire ainsi que l’angle du chariot pivotant.
Noter sur la fiche d’évaluation. Après la deuxième partie Vérifier si la candidate ou le candidat :
- a respecté les dimensions et tolérances demandées;
- a respecté les limites permises quant à la finition requise;
- a ébavuré la pièce;
- a mesuré correctement les pièces.
Noter sur la fiche d’évaluation.
3.2 RÉUSSITE DE L’ÉPREUVE Le seuil de réussite pour la première partie est de 25 points sur une possibilité de 30.
Le seuil de réussite pour la deuxième partie est de 55 points sur une possibilité de 70.
En cas d’échec de la deuxième partie, la candidate ou le candidat doit reprendre l’épreuve en totalité.
3.3 DURÉE DE L’ÉPREUVE À titre indicatif, la durée totale de l’épreuve est de quatre heures :
- trente minutes pour la première partie;
- trois heures trente minutes pour la deuxième partie.
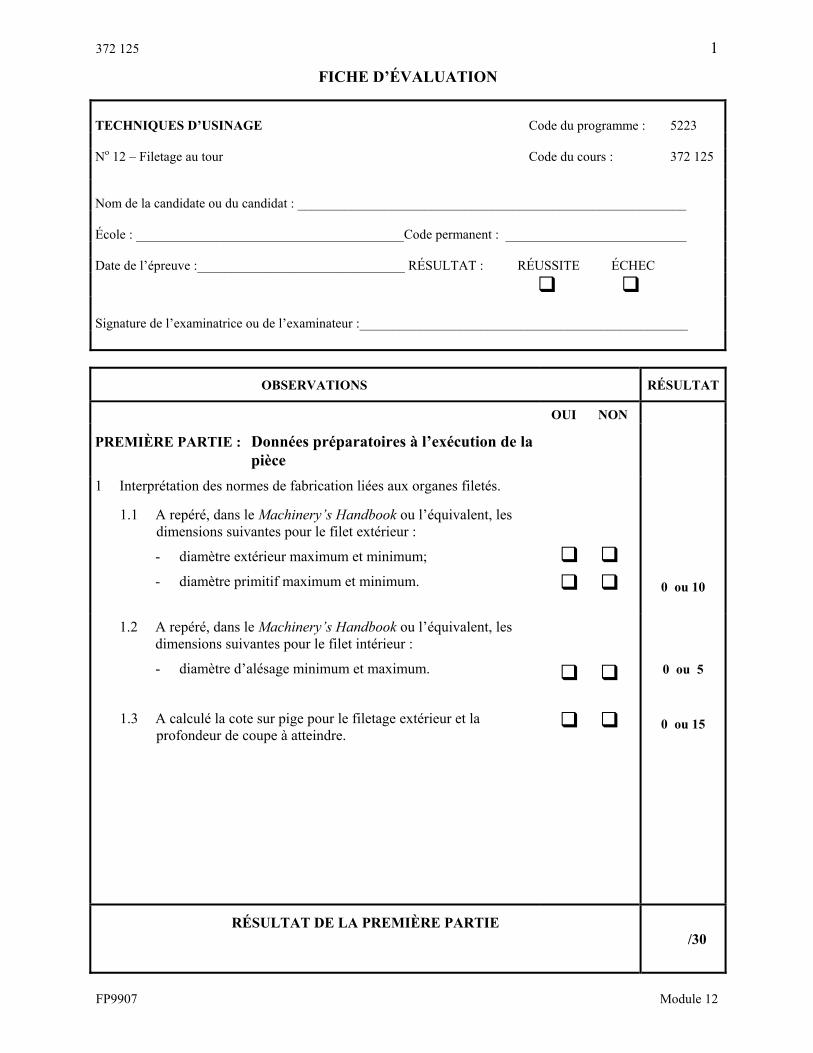
372 125 1
FP9907 Module 12
FICHE D’ÉVALUATION
TECHNIQUES D’USINAGE Code du programme : 5223 No 12 – Filetage au tour Code du cours : 372 125 Nom de la candidate ou du candidat : __________________________________________________________ École : ________________________________________Code permanent : ___________________________ Date de l’épreuve :_______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :_________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON
PREMIÈRE PARTIE : Données préparatoires à l’exécution de la pièce
1 Interprétation des normes de fabrication liées aux organes filetés.
1.1 A repéré, dans le Machinery’s Handbook ou l’équivalent, les dimensions suivantes pour le filet extérieur :
- diamètre extérieur maximum et minimum;
- diamètre primitif maximum et minimum.
0 ou 10
1.2 A repéré, dans le Machinery’s Handbook ou l’équivalent, les dimensions suivantes pour le filet intérieur :
- diamètre d’alésage minimum et maximum.
1.3 A calculé la cote sur pige pour le filetage extérieur et la profondeur de coupe à atteindre.
0 ou 5
0 ou 15
RÉSULTAT DE LA PREMIÈRE PARTIE
/30
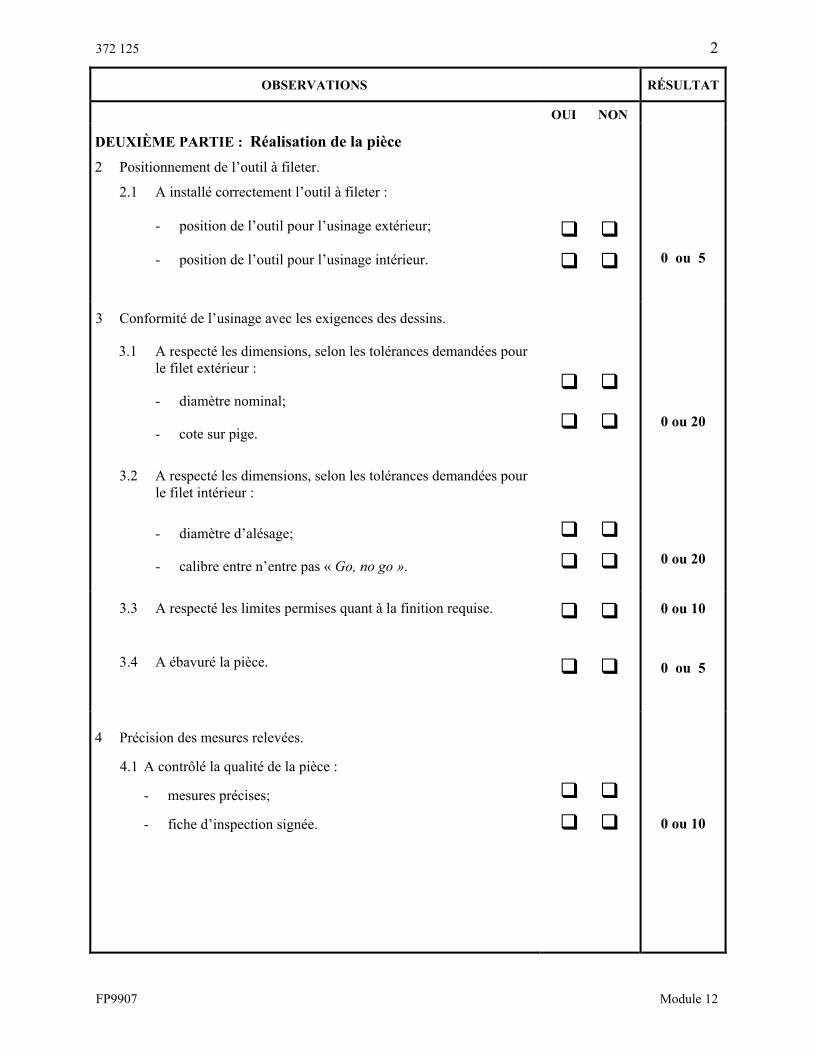
372 125 2
FP9907 Module 12
OBSERVATIONS RÉSULTAT
OUI NON
DEUXIÈME PARTIE : Réalisation de la pièce
2 Positionnement de l’outil à fileter.
2.1 A installé correctement l’outil à fileter :
- position de l’outil pour l’usinage extérieur;
- position de l’outil pour l’usinage intérieur.
0 ou 5
3 Conformité de l’usinage avec les exigences des dessins.
3.1 A respecté les dimensions, selon les tolérances demandées pour le filet extérieur :
- diamètre nominal;
- cote sur pige.
3.2 A respecté les dimensions, selon les tolérances demandées pour le filet intérieur :
- diamètre d’alésage;
- calibre entre n’entre pas « Go, no go ».
0 ou 20
0 ou 20
3.3 A respecté les limites permises quant à la finition requise.
3.4 A ébavuré la pièce.
0 ou 10
0 ou 5
4 Précision des mesures relevées.
4.1 A contrôlé la qualité de la pièce :
- mesures précises;
- fiche d’inspection signée.
0 ou 10
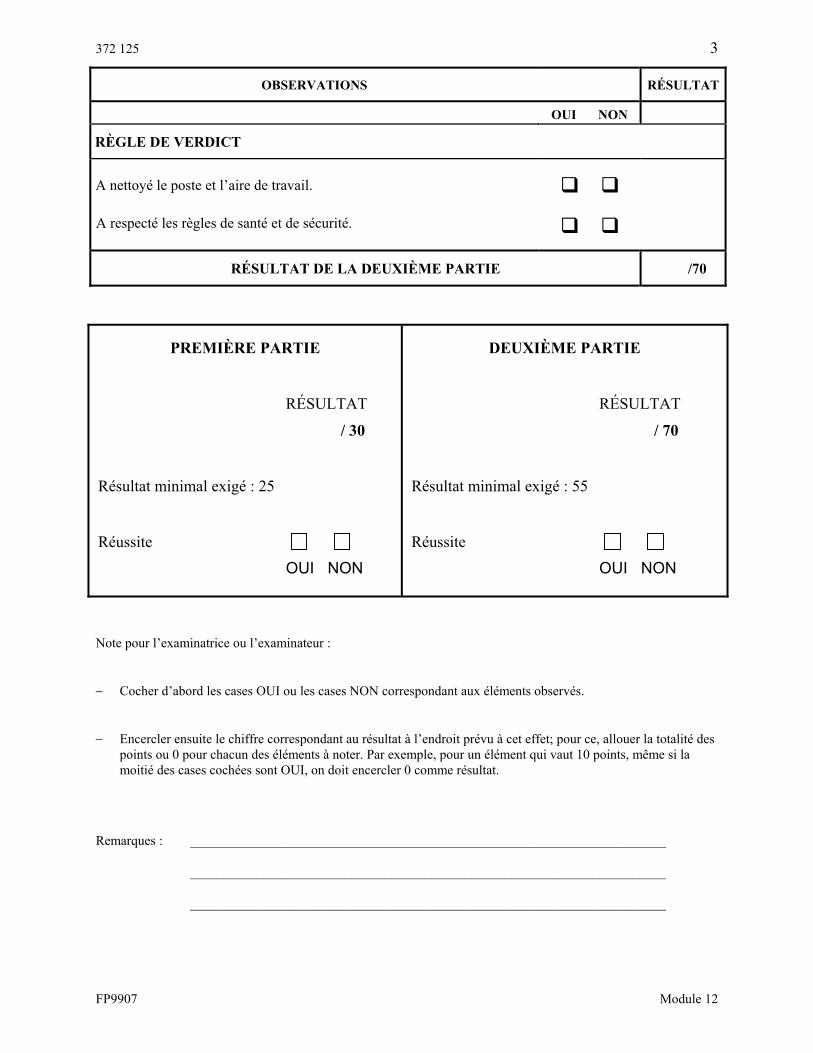
372 125 3
FP9907 Module 12
OBSERVATIONS RÉSULTAT
OUI NON
RÈGLE DE VERDICT
A nettoyé le poste et l’aire de travail. A respecté les règles de santé et de sécurité.
RÉSULTAT DE LA DEUXIÈME PARTIE /70
PREMIÈRE PARTIE RÉSULTAT
/ 30 Résultat minimal exigé : 25 Réussite OUI NON
DEUXIÈME PARTIE
RÉSULTAT
/ 70 Résultat minimal exigé : 55 Réussite OUI NON
Note pour l’examinatrice ou l’examinateur :
− Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés.
− Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet; pour ce, allouer la totalité des points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
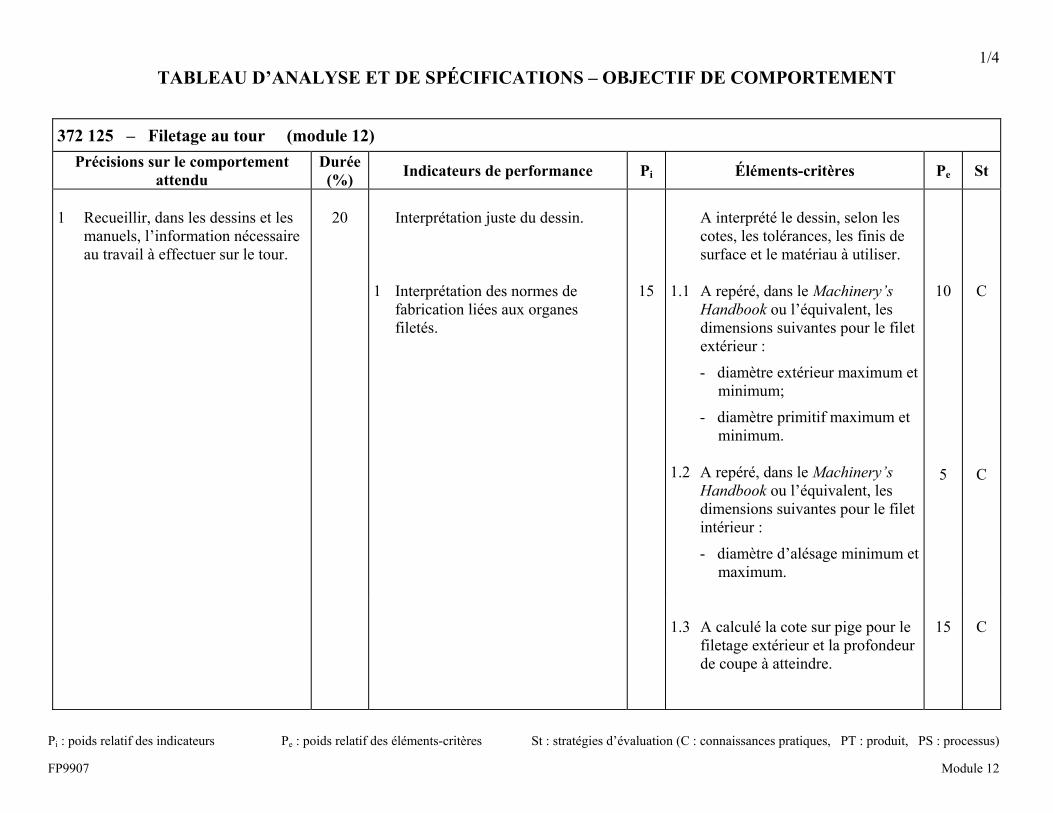
1/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 12
372 125 – Filetage au tour (module 12) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Recueillir, dans les dessins et les
manuels, l’information nécessaire au travail à effectuer sur le tour.
20
Interprétation juste du dessin.
1 Interprétation des normes de
fabrication liées aux organes filetés.
15
A interprété le dessin, selon les
cotes, les tolérances, les finis de surface et le matériau à utiliser.
1.1 A repéré, dans le Machinery’s
Handbook ou l’équivalent, les dimensions suivantes pour le filet extérieur :
- diamètre extérieur maximum et minimum;
- diamètre primitif maximum et minimum.
1.2 A repéré, dans le Machinery’s
Handbook ou l’équivalent, les dimensions suivantes pour le filet intérieur :
- diamètre d’alésage minimum et maximum.
10 5
C
C
1.3 A calculé la cote sur pige pour le
filetage extérieur et la profondeur de coupe à atteindre.
15
C
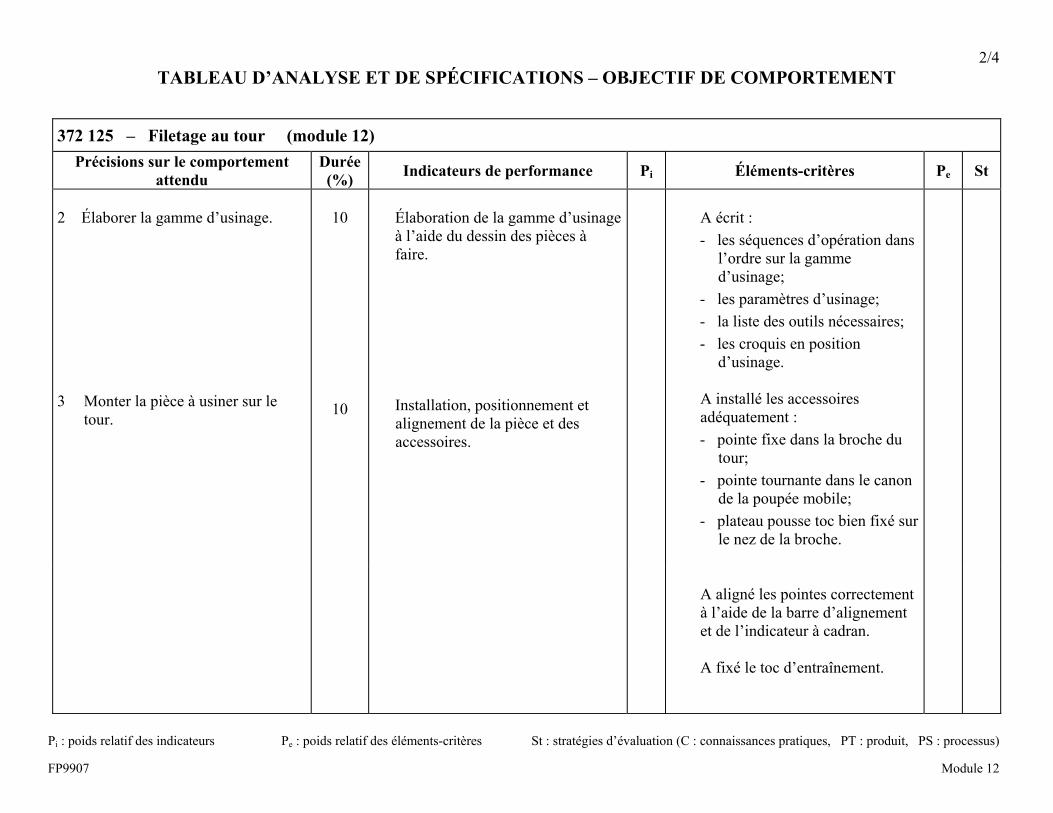
2/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 12
372 125 – Filetage au tour (module 12) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
2 Élaborer la gamme d’usinage. 3 Monter la pièce à usiner sur le
tour.
10
10
Élaboration de la gamme d’usinage à l’aide du dessin des pièces à faire.
Installation, positionnement et
alignement de la pièce et des accessoires.
A écrit : - les séquences d’opération dans
l’ordre sur la gamme d’usinage;
- les paramètres d’usinage; - la liste des outils nécessaires; - les croquis en position
d’usinage. A installé les accessoires
adéquatement : - pointe fixe dans la broche du
tour; - pointe tournante dans le canon
de la poupée mobile; - plateau pousse toc bien fixé sur
le nez de la broche.
A aligné les pointes correctement
à l’aide de la barre d’alignement et de l’indicateur à cadran.
A fixé le toc d’entraînement.
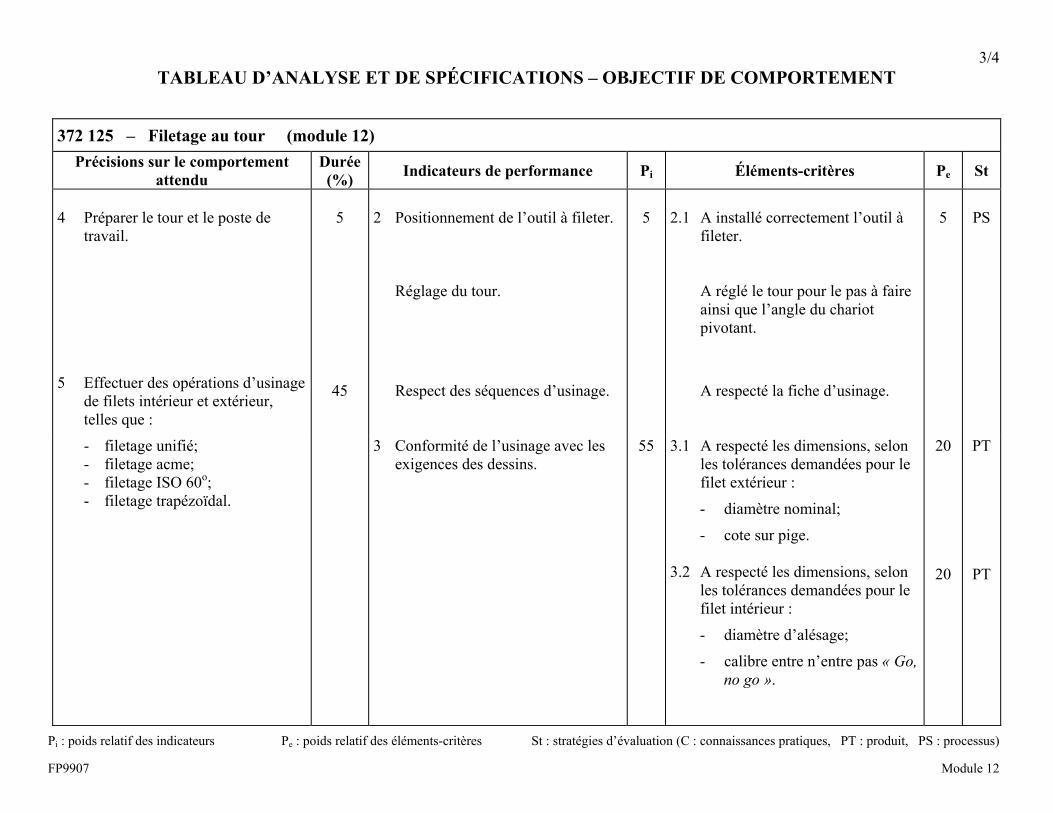
3/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 12
372 125 – Filetage au tour (module 12) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
4 Préparer le tour et le poste de
travail. 5 Effectuer des opérations d’usinage
de filets intérieur et extérieur, telles que :
5
45
2 Positionnement de l’outil à fileter. Réglage du tour. Respect des séquences d’usinage.
5
2.1 A installé correctement l’outil à
fileter. A réglé le tour pour le pas à faire
ainsi que l’angle du chariot pivotant.
A respecté la fiche d’usinage.
5
PS
- filetage unifié; - filetage acme; - filetage ISO 60o; - filetage trapézoïdal.
3 Conformité de l’usinage avec les exigences des dessins.
55 3.1 A respecté les dimensions, selon les tolérances demandées pour le filet extérieur :
- diamètre nominal;
- cote sur pige. 3.2 A respecté les dimensions, selon
les tolérances demandées pour le filet intérieur :
- diamètre d’alésage;
- calibre entre n’entre pas « Go, no go ».
20
20
PT
PT
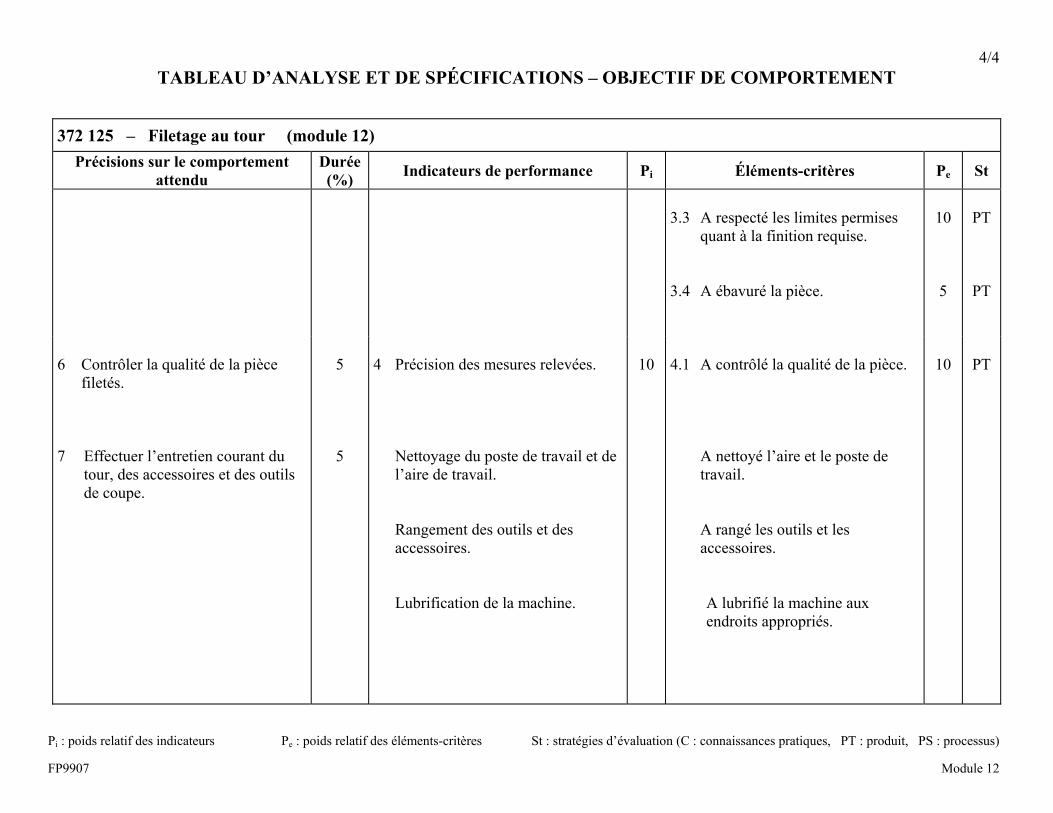
4/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 12
372 125 – Filetage au tour (module 12) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
3.3 A respecté les limites permises
quant à la finition requise. 3.4 A ébavuré la pièce.
10 5
PT
PT
6 Contrôler la qualité de la pièce
filetés. 7 Effectuer l’entretien courant du
tour, des accessoires et des outils de coupe.
5 5
4 Précision des mesures relevées. Nettoyage du poste de travail et de
l’aire de travail. Rangement des outils et des
accessoires. Lubrification de la machine.
10
4.1 A contrôlé la qualité de la pièce. A nettoyé l’aire et le poste de
travail. A rangé les outils et les
accessoires. A lubrifié la machine aux
endroits appropriés.
10
PT
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE 5223
Perçage et alésage sur fraiseuse Module 13 372 133
Épreuve pratique
372 133 1
FP9907 Module 13
SCÉNARIO DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à effectuer des opérations de perçage et d’alésage sur une fraiseuse verticale. La candidate ou le candidat devra respecter les étapes de déroulement de l’épreuve et faire évaluer son travail en cours d’exécution. L’épreuve est divisée en deux parties. La première partie est réalisée par tout le groupe, en classe. La deuxième partie est réalisée en atelier, par groupe maximum de sept candidates ou candidats. L’épreuve pourrait être préférablement réalisée sur une fraiseuse verticale à fourreau automatisé. La candidate ou le candidat doit prendre les mesures de sécurité tout au long de l’épreuve. Tout manquement majeur entraîne l’arrêt immédiat de l’épreuve. La candidate ou le candidat qui refusera de faire l’entretien de son poste de travail (machine-outil et aire de travail) après l’épreuve se verra attribuer un échec.
2 DESCRIPTION DE L’ÉPREUVE
Dans la première partie, la candidate ou le candidat doit compléter une gamme d’usinage de la pièce à réaliser en atelier, selon le dessin de fabrication. Dans la deuxième partie, pour démontrer sa compétence, la candidate ou le candidat doit réaliser une pièce de complexité moyenne comportant des opérations de perçage, d’alésage, de taraudage, de chambrage et de lamage, selon la gamme d’usinage et les spécifications du dessin. La pièce est réalisée à l’aide des tambours gradués seulement.
372 133 2
FP9907 Module 13
3 DÉROULEMENT D’ÉPREUVE
3.1 ÉTAPES DE DÉROULEMENT
PREMIÈRE PARTIE : Donnés préparatoires à l’exécution de la pièce Avant l’épreuve Expliquer le déroulement de l’épreuve aux candidates ou candidats. S’assurer que chaque candidate ou candidat a reçu la documentation relative à la passation de la première partie de l’épreuve, soit :
- le dessin;
- les manuels;
- le Machinery’s Handbook ou l’équivalent;
- les feuilles de gammes d’usinage incomplètes.
À titre indicatif, une heure est accordée pour cette partie. Pendant l’épreuve Les candidates ou candidats doivent compléter une gamme d’usinage pour réaliser la pièce selon les spécifications du dessin. Après l’épreuve Corriger la première partie. Noter sur la fiche d’évaluation (1re partie).
372 133 3
FP9907 Module 13
DEUXIÈME PARTIE : Réalisation de la pièce Avant l’épreuve S’assurer que chaque candidate ou candidat :
- a en sa possession son dessin, sa gamme d’usinage et son cahier de la candidate ou du candidat pour les étapes de déroulement de l’épreuve;
- a l’outillage nécessaire pour la réalisation de la pièce.
À titre indicatif, trois heures sont accordées pour la deuxième partie. Pendant l’épreuve Vérifier si la candidate ou le candidat : 1re étape : - a installé correctement les accessoires selon le type de montage;
Noter sur la fiche d’évaluation (2e partie).
2e étape : - a réglé correctement les paramètres d’usinage;
- a aligné correctement la tête de la fraiseuse.
Noter sur la fiche d’évaluation (2e partie). 3e étape : - a nettoyé correctement le poste de travail et l’aire de travail;
- a rangé correctement les outils et accessoires. 4e étape : - a rempli et signé la fiche de métrologie.
Noter sur la fiche d’évaluation (2e partie).
Après l’épreuve Vérifier si la candidate ou le candidat :
- a respecté les dimensions, les tolérances et la forme de la pièce;
- a respecté les limites permises quant à la finition requise;
- a ébavuré et nettoyé la pièce réalisée;
- a mesuré correctement les dimensions de la pièce. Noter sur la fiche d’évaluation (2e partie).
372 133 4
FP9907 Module 13
3.2 RÉUSSITE DE L’ÉPREUVE Le seuil de réussite pour la première partie est de 15 sur une possibilité de 20. Le seuil de réussite de la deuxième partie est de 65 sur une possibilité de 80. En cas d’échec d’une partie, la candidate ou le candidat reprend la partie échouée.
3.3 DURÉE DE L’ÉPREUVE À titre indicatif, la durée totale de l’épreuve est de quatre heures, incluant la première partie.
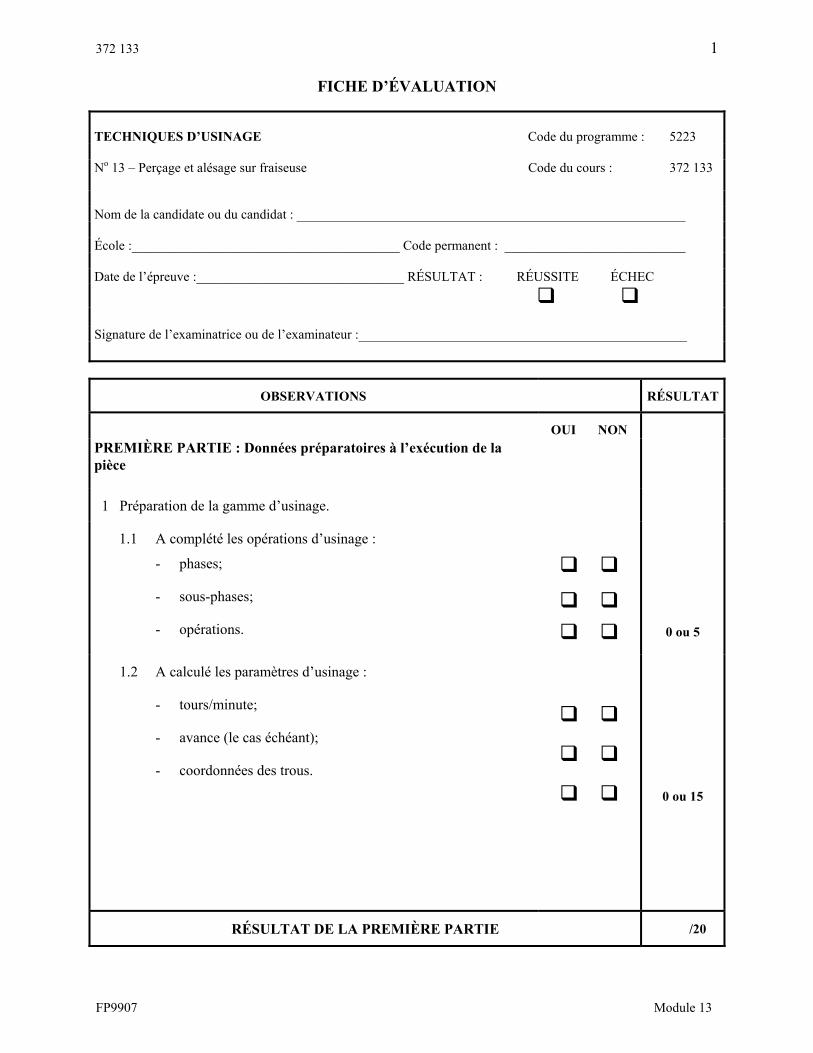
372 133 1
FP9907 Module 13
FICHE D’ÉVALUATION
TECHNIQUES D’USINAGE Code du programme : 5223 No 13 – Perçage et alésage sur fraiseuse Code du cours : 372 133 Nom de la candidate ou du candidat : __________________________________________________________ École :________________________________________ Code permanent : ___________________________ Date de l’épreuve :_______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :_________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON PREMIÈRE PARTIE : Données préparatoires à l’exécution de la pièce
1 Préparation de la gamme d’usinage.
1.1 A complété les opérations d’usinage :
- phases;
- sous-phases;
- opérations.
0 ou 5
1.2 A calculé les paramètres d’usinage :
- tours/minute;
- avance (le cas échéant);
- coordonnées des trous.
0 ou 15
RÉSULTAT DE LA PREMIÈRE PARTIE /20
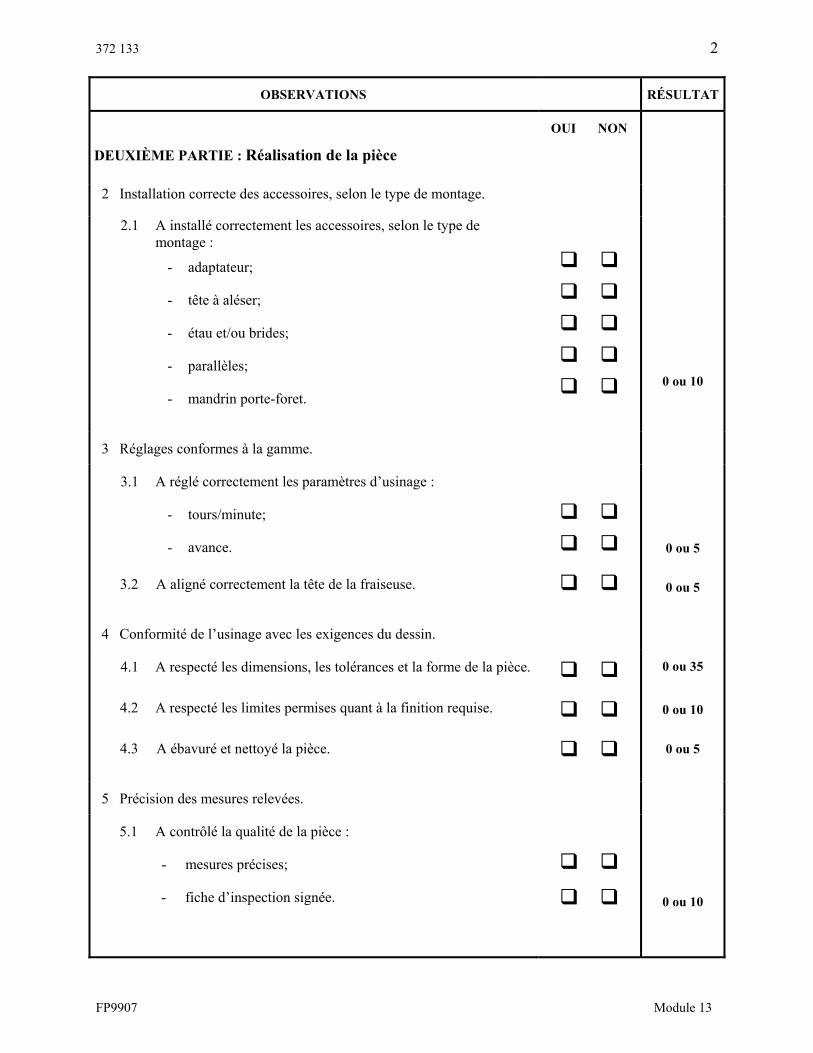
372 133 2
FP9907 Module 13
OBSERVATIONS RÉSULTAT
OUI NON
DEUXIÈME PARTIE : Réalisation de la pièce
2 Installation correcte des accessoires, selon le type de montage.
2.1 A installé correctement les accessoires, selon le type de montage :
- adaptateur;
- tête à aléser;
- étau et/ou brides;
- parallèles;
- mandrin porte-foret.
0 ou 10
3 Réglages conformes à la gamme.
3.1 A réglé correctement les paramètres d’usinage :
- tours/minute;
- avance.
3.2 A aligné correctement la tête de la fraiseuse.
0 ou 5
0 ou 5
4 Conformité de l’usinage avec les exigences du dessin.
4.1 A respecté les dimensions, les tolérances et la forme de la pièce.
4.2 A respecté les limites permises quant à la finition requise.
4.3 A ébavuré et nettoyé la pièce.
0 ou 35
0 ou 10
0 ou 5
5 Précision des mesures relevées.
5.1 A contrôlé la qualité de la pièce :
- mesures précises;
- fiche d’inspection signée.
0 ou 10
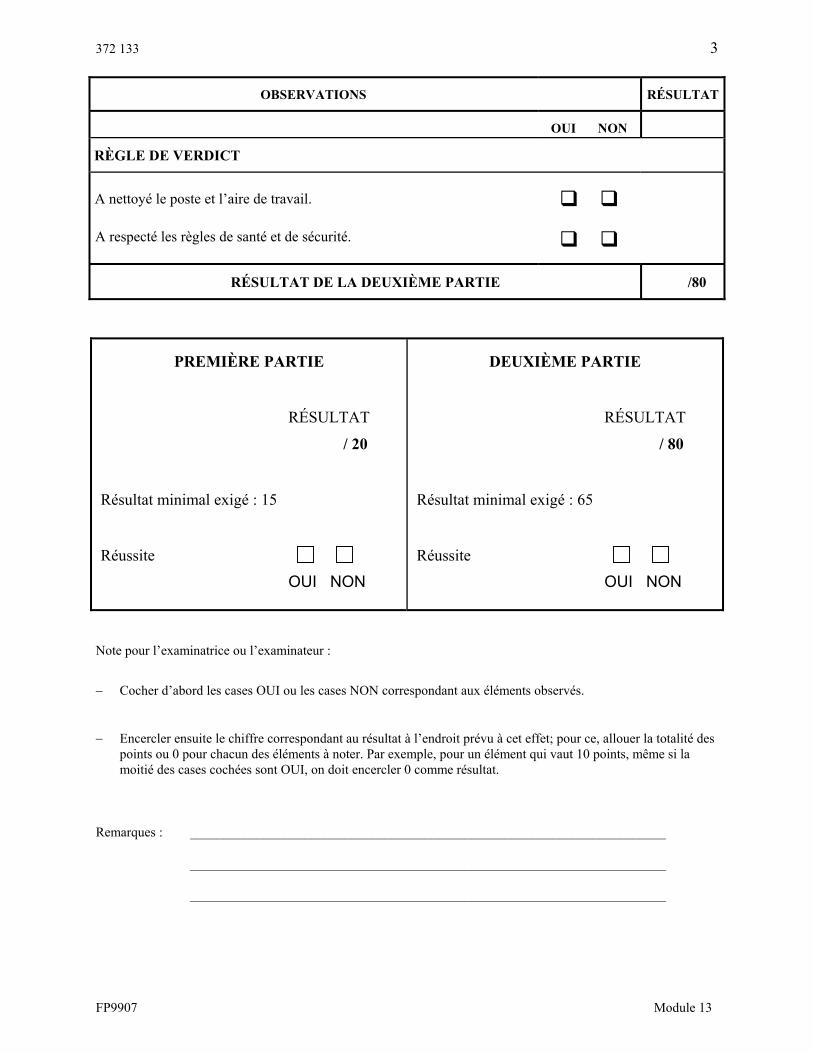
372 133 3
FP9907 Module 13
OBSERVATIONS RÉSULTAT
OUI NON
RÈGLE DE VERDICT
A nettoyé le poste et l’aire de travail. A respecté les règles de santé et de sécurité.
RÉSULTAT DE LA DEUXIÈME PARTIE /80
PREMIÈRE PARTIE RÉSULTAT
/ 20 Résultat minimal exigé : 15 Réussite OUI NON
DEUXIÈME PARTIE
RÉSULTAT
/ 80 Résultat minimal exigé : 65 Réussite OUI NON
Note pour l’examinatrice ou l’examinateur :
− Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés.
− Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet; pour ce, allouer la totalité des points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
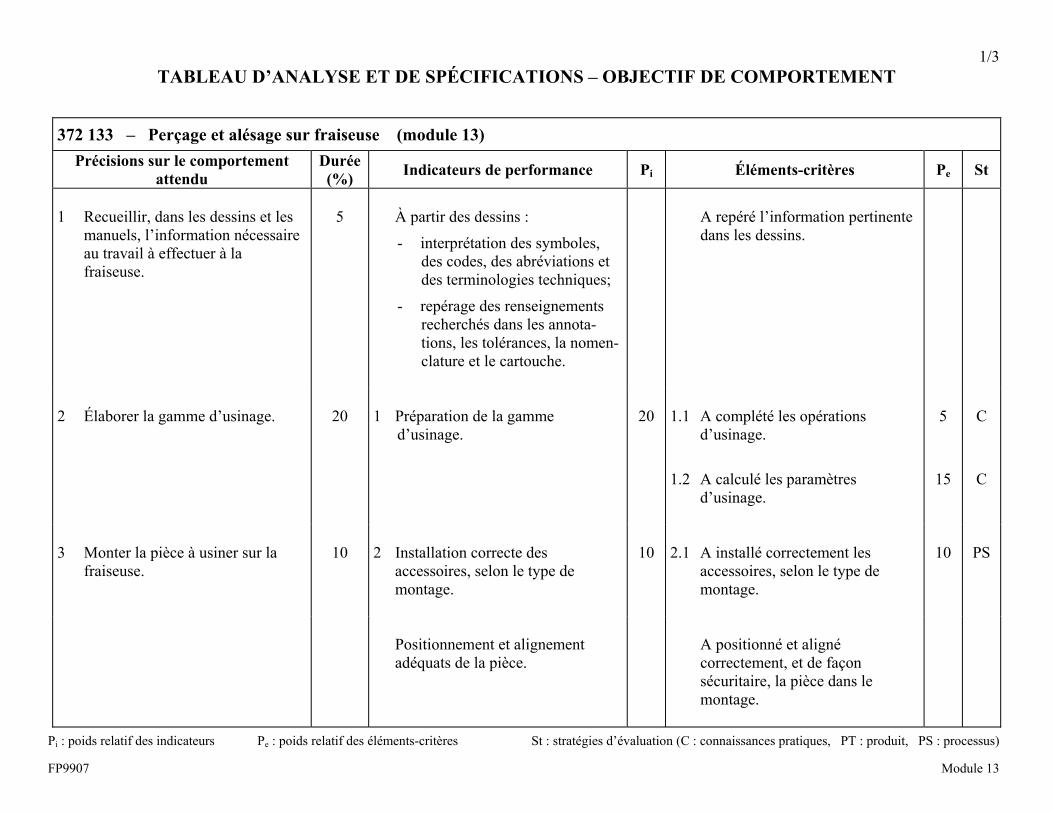
1/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 13
372 133 – Perçage et alésage sur fraiseuse (module 13) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Recueillir, dans les dessins et les
manuels, l’information nécessaire au travail à effectuer à la fraiseuse.
5
À partir des dessins :
- interprétation des symboles, des codes, des abréviations et des terminologies techniques;
- repérage des renseignements recherchés dans les annota-tions, les tolérances, la nomen-clature et le cartouche.
A repéré l’information pertinente
dans les dessins.
2 Élaborer la gamme d’usinage.
20
1 Préparation de la gamme
d’usinage.
20
1.1 A complété les opérations
d’usinage.
1.2 A calculé les paramètres d’usinage.
5
15
C
C
3 Monter la pièce à usiner sur la
fraiseuse.
10
2 Installation correcte des
accessoires, selon le type de montage.
10
2.1 A installé correctement les
accessoires, selon le type de montage.
10
PS
Positionnement et alignement
adéquats de la pièce.
A positionné et aligné
correctement, et de façon sécuritaire, la pièce dans le montage.

2/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 13
372 133 – Perçage et alésage sur fraiseuse (module 13) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
4 Préparer la fraiseuse et le poste de
travail.
10
3 Réglages conformes à la gamme.
10
3.1 A réglé correctement les
paramètres d’usinage. 3.2 A aligné correctement la tête de la
fraiseuse.
5 5
PS
PT
5 Effectuer des opérations de
perçage et d’alésage verticalement et horizontalement, telles que :
40
Respect de la gamme d’usinage.
A respecté la gamme d’usinage.
- alésage à l’alésoir; - alésage avec barre
micrométrique; - alésage à l’appareil d’alésage; - lamage; - chambrage; - fraisage; - taraudage.
4 Conformité de l’usinage avec les exigences du dessin.
50 4.1 A respecté les dimensions, les tolérances et la forme de la pièce.
4.2 A respecté les limites permises
quant à la finition requise. 4.3 A ébavuré et nettoyé la pièce.
35
10 5
PT
PT
PT
Utilisation sécuritaire de
l’équipement et des outils.
A pris les mesures de sécurité
appropriées pour l’ensemble des opérations.
6 Contrôler la qualité de la pièce
usinée.
10
5 Précision des mesures relevées.
10
5.1 A contrôlé la qualité de la pièce :
- mesures précises;
- fiche d’inspection signée.
10
PT
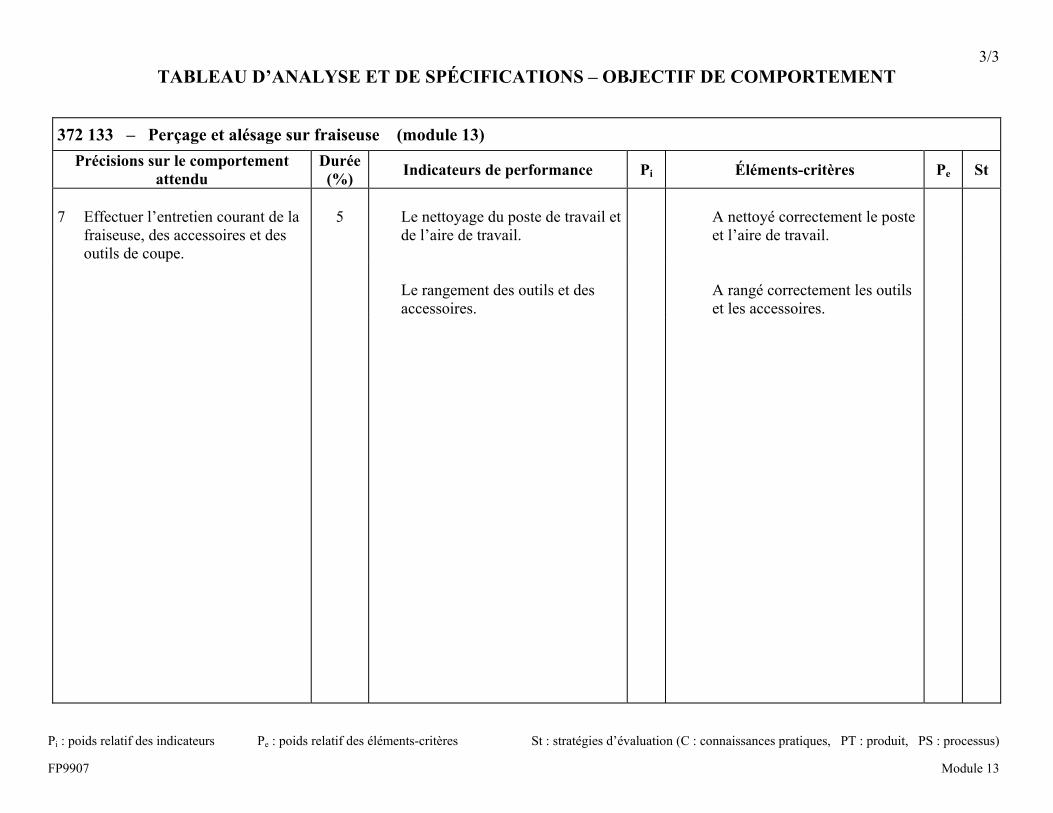
3/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 13
372 133 – Perçage et alésage sur fraiseuse (module 13) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
7 Effectuer l’entretien courant de la
fraiseuse, des accessoires et des outils de coupe.
5
Le nettoyage du poste de travail et
de l’aire de travail.
A nettoyé correctement le poste
et l’aire de travail.
Le rangement des outils et des
accessoires.
A rangé correctement les outils
et les accessoires.
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE 5223
Rectification plane
Module 14 372 144
Épreuve pratique
372 144 1
FP0007 Module 14
SCÉNARIO DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à rectifier des surfaces planes. La candidate ou le candidat devra respecter les étapes de déroulement de l’épreuve et faire évaluer son travail en cours d’exécution. L’épreuve est divisée en deux parties. La première partie est réalisée par tout le groupe, en classe. La deuxième partie est réalisée en atelier. Le nombre de candidates ou candidats dépend du nombre de rectifieuses planes. La candidate ou le candidat doit prendre les mesures de sécurité tout au long de l’épreuve. Tout manquement majeur entraîne l’arrêt immédiat de l’épreuve. La candidate ou le candidat qui refusera de faire l’entretien de son poste de travail (machine-outil et aire de travail) après l’épreuve se verra attribuer un échec.
2 DESCRIPTION DE L’ÉPREUVE
Dans la première partie, la candidate ou le candidat doit répondre à un questionnaire (fiche de travail) sur le choix de la meule. Dans la deuxième partie, la candidate ou le candidat doit réaliser une pièce de difficulté moyenne, selon la gamme d’usinage et les spécifications du dessin de fabrication. La candidate ou le candidat doit réaliser des opérations de rectification parallèle, perpendiculaire ainsi qu’angulaire, selon la forme et les tolérances du dessin de fabrication.
372 144 2
FP0007 Module 14
3 DÉROULEMENT D’ÉPREUVE
3.1 ÉTAPES DE DÉROULEMENT
PREMIÈRE PARTIE : Interprétation du plan et choix de la meule Avant la première partie Expliquer le déroulement de l’épreuve aux candidates ou candidats. S’assurer que chaque candidate ou candidat a reçu la documentation relative à la passation de la première partie de l’épreuve, soit :
- le questionnaire;
- le dessin;
- la gamme d’usinage;
- les abaques;
- le Machinery’s Handbook ou l’équivalent. À titre indicatif, trente minutes sont accordées pour la première partie. Pendant la première partie Les candidates ou les candidats doivent répondre au questionnaire qui porte sur les sujets suivants :
- choix de la meule;
- symboles d’usinage. DEUXIÈME PARTIE : Réalisation de la pièce Avant la deuxième partie S’assurer que chaque candidate ou candidat :
- a en sa possession ses dessins, sa gamme d’usinage et son cahier de la candidate ou du candidat pour les étapes de déroulement de l’épreuve;
- a l’outillage nécessaire pour la réalisation de la pièce. À titre indicatif, quatre heures sont accordées pour la deuxième partie.
372 144 3
FP0007 Module 14
Pendant la deuxième partie Vérifier si la candidate ou le candidat : 1re étape : - a dressé la meule.
Noter sur la fiche d’évaluation.
2e étape : - a positionné convenablement la pièce sur la table magnétique.
Noter sur la fiche d’évaluation.
3e étape : - a rectifié un côté de la pièce. 4e étape : - a installé la pièce sur l’équerre de montage.
5e étape : - a bien positionné l’équerre de montage sur la table magnétique.
Noter sur la fiche d’évaluation.
6e étape : - a rectifié les côtés.
7e étape : - a rectifié l’angle;
- a pris les mesures de sécurité pour l’ensemble des opérations
Noter sur la fiche d’évaluation. 8e étape : - a fait le nettoyage.
9e étape : - a fait la métrologie de sa pièce.
372 144 4
FP0007 Module 14
Après la deuxième partie S’assurer que la candidate ou le candidat :
- a respecté les dimensions, les tolérances et la forme de la pièce;
- a respecté les limites permises quant à la finition requise;
- a ébavuré et nettoyé la pièce réalisée;
- a mesuré correctement les dimensions de la pièce. Noter sur la fiche d’évaluation.
3.2 RÉUSSITE DE L’ÉPREUVE Le seuil de réussite pour la première partie est de 25 sur une possibilité de 30. Le seuil de réussite de la deuxième partie est de 55 sur une possibilité de 70. En cas d’échec d’une partie, la candidate ou le candidat reprend la partie échouée.
3.3 DURÉE DE L’ÉPREUVE À titre indicatif, la durée totale de l’épreuve est de quatre heures trente minutes : trente minutes pour la première partie et quatre heures pour la deuxième partie.
372 144 1
FP0007 Module 14
FICHE D’ÉVALUATION
TECHNIQUES D’USINAGE Code du programme : 5223 No 14 – Rectification plane Code du cours : 372 144 Nom de la candidate ou du candidat : __________________________________________________________ École :________________________________________ Code permanent : ___________________________ Date de l’épreuve :_______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :_________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON
PREMIÈRE PARTIE : Interprétation du plan et choix de la meule
1 Interprétation des symboles.
1.1 A interprété les symboles d’usinage :
- interprétation juste des symboles.
0 ou 5
2 Choix et montage de la meule.
2.1 A déterminé les facteurs qui influent sur le choix de la grosseur du grain.
2.2 A déterminé les facteurs dont il faut tenir compte lors du choix
du grade de la meule.
2.3 A expliqué l’importance de la vérification de la meule avant le
montage.
0 ou 5
0 ou 5
0 ou 5
2.4 A choisi la bonne meule pour exécuter le travail :
- matériau à usiner;
- fini de surface;
- quantité de matière à enlever.
0 ou 5
372 144 2
FP0007 Module 14
OBSERVATIONS RÉSULTAT
OUI NON
2.5 A décrit les étapes du montage de la meule.
0 ou 5
RÉSULTAT DE LA PREMIÈRE PARTIE /30
DEUXIÈME PARTIE : Réalisation de la pièce 3 Installation de la pièce et des accessoires de montage sur la table
magnétique.
3.1 A positionné la pièce convenablement sur la table magnétique.
3.2 A bien positionné l’équerre de montage sur la table magnétique :
- équerre de montage.
3.3 A positionné adéquatement la pièce pour la rectification angulaire.
4 Dressage de la meule.
4.1 A dressé la meule.
5 Conformité de l’usinage avec les exigences du plan.
5.1 A respecté les dimensions, selon les tolérances.
5.2 A respecté les limites permises quant à la finition requise.
5.3 A ébavuré à l’aide d’une pierre.
6 Précision des mesures relevées.
6.1 Conformité des mesures relevées avec la pièce.
0 ou 5
0 ou 5
0 ou 5
0 ou 5
0 ou 25
0 ou 10
0 ou 5
0 ou 10

372 144 3
FP0007 Module 14
OBSERVATIONS RÉSULTAT
OUI NON
RÈGLE DE VERDICT
A nettoyé le poste et l’aire de travail. A respecté les règles de santé et de sécurité.
RÉSULTAT DE LA DEUXIÈME PARTIE /70
PREMIÈRE PARTIE RÉSULTAT
/ 30 Résultat minimal exigé : 25 Réussite OUI NON
DEUXIÈME PARTIE
RÉSULTAT
/ 70 Résultat minimal exigé : 55 Réussite OUI NON
Note pour l’examinatrice ou l’examinateur :
− Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés.
− Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet; pour ce, allouer la totalité des points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
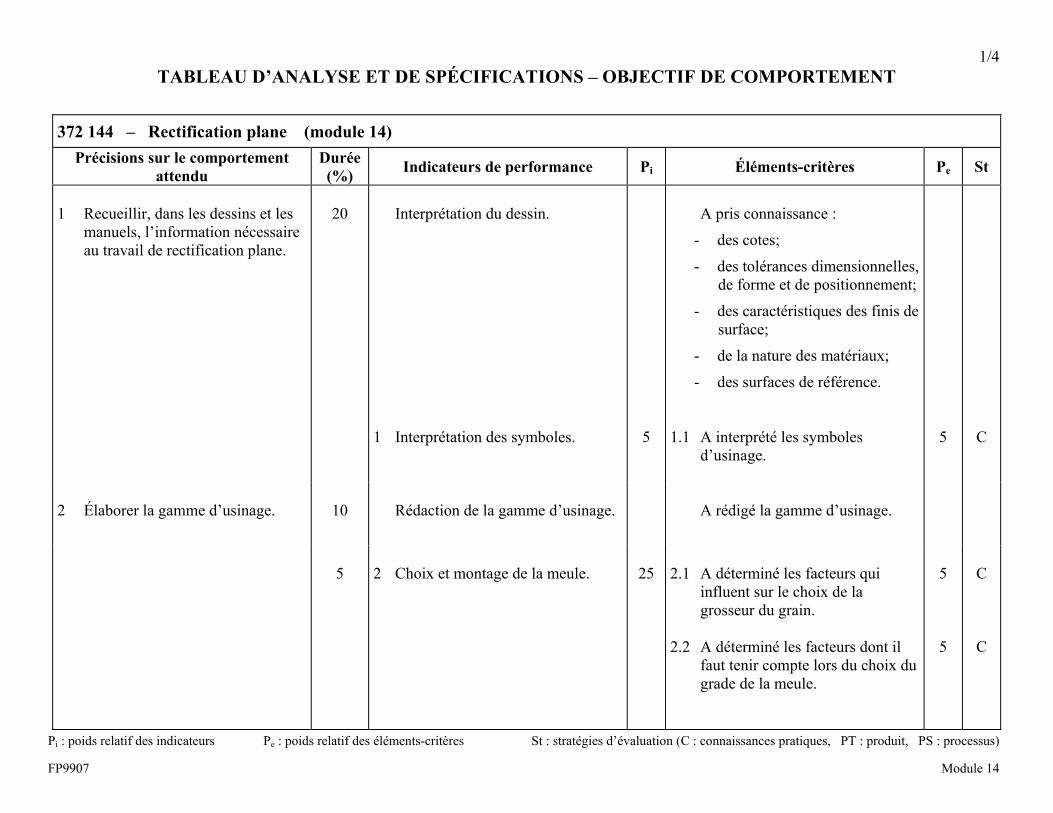
1/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 14
372 144 – Rectification plane (module 14) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Recueillir, dans les dessins et les
manuels, l’information nécessaire au travail de rectification plane.
20
Interprétation du dessin.
A pris connaissance :
- des cotes;
- des tolérances dimensionnelles, de forme et de positionnement;
- des caractéristiques des finis de surface;
- de la nature des matériaux;
- des surfaces de référence.
1 Interprétation des symboles.
5
1.1 A interprété les symboles
d’usinage.
5
C
2 Élaborer la gamme d’usinage.
10
Rédaction de la gamme d’usinage.
A rédigé la gamme d’usinage.
5
2 Choix et montage de la meule.
25
2.1 A déterminé les facteurs qui
influent sur le choix de la grosseur du grain.
2.2 A déterminé les facteurs dont il
faut tenir compte lors du choix du grade de la meule.
5 5
C
C

2/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 14
372 144 – Rectification plane (module 14) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
2.3 A expliqué l’importance de la
vérification de la meule avant le montage.
2.4 A choisi la bonne meule pour
exécuter le travail. 2.5 A décrit les étapes du montage de
la meule.
5 5 5
C
C
C
3 Monter la pièce à usiner sur la
rectifieuse.
5
Vérification de l’état de la
rectifieuse et des accessoires de montage.
A vérifié l’état de la rectifieuse et
des accessoires de montage.
3 Installation de la pièce et des
accessoires de montage sur la table magnétique.
15
3.1 A positionné la pièce
convenablement sur la table magnétique.
5
PS
3.2 A bien positionné l’équerre de
montage sur la table magnétique. 3.3 A positionné adéquatement la
pièce pour la rectification angulaire.
5 5
PS
PS
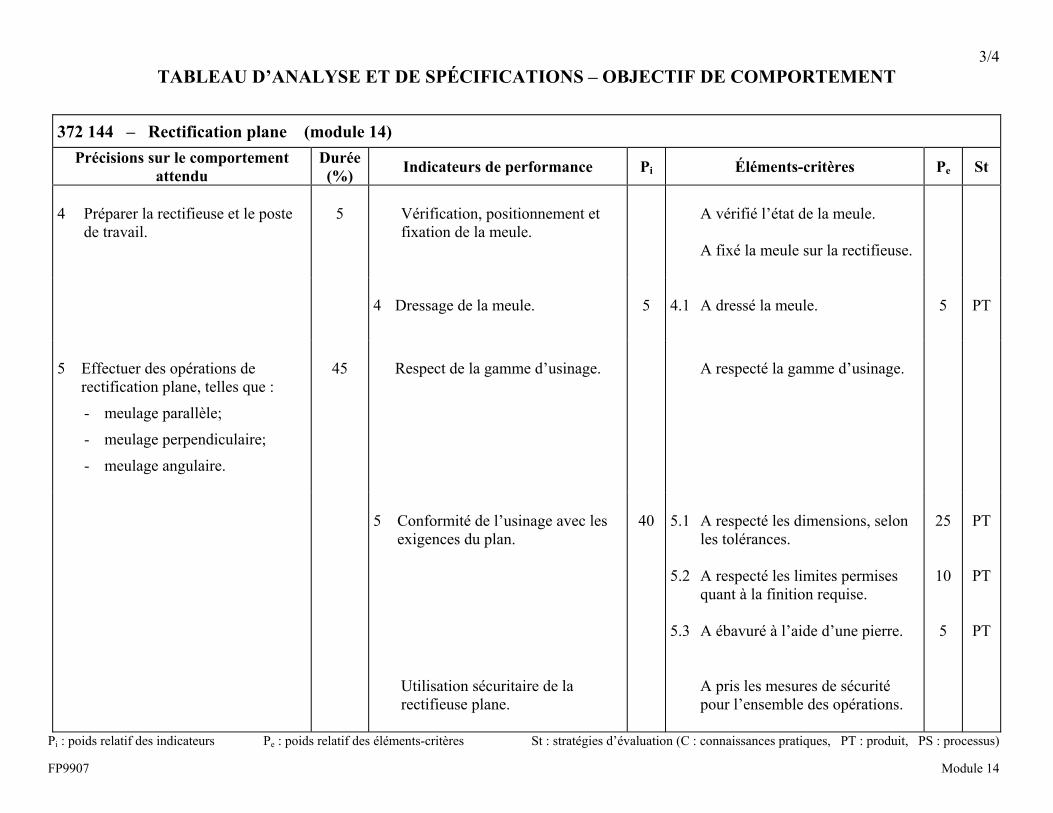
3/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 14
372 144 – Rectification plane (module 14) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
4 Préparer la rectifieuse et le poste
de travail.
5
Vérification, positionnement et
fixation de la meule.
A vérifié l’état de la meule. A fixé la meule sur la rectifieuse.
4 Dressage de la meule.
5
4.1 A dressé la meule.
5
PT
5 Effectuer des opérations de
rectification plane, telles que :
- meulage parallèle;
- meulage perpendiculaire;
- meulage angulaire.
45
Respect de la gamme d’usinage.
A respecté la gamme d’usinage.
5 Conformité de l’usinage avec les
exigences du plan.
40
5.1 A respecté les dimensions, selon
les tolérances. 5.2 A respecté les limites permises
quant à la finition requise. 5.3 A ébavuré à l’aide d’une pierre.
25
10 5
PT
PT
PT
Utilisation sécuritaire de la
rectifieuse plane.
A pris les mesures de sécurité
pour l’ensemble des opérations.
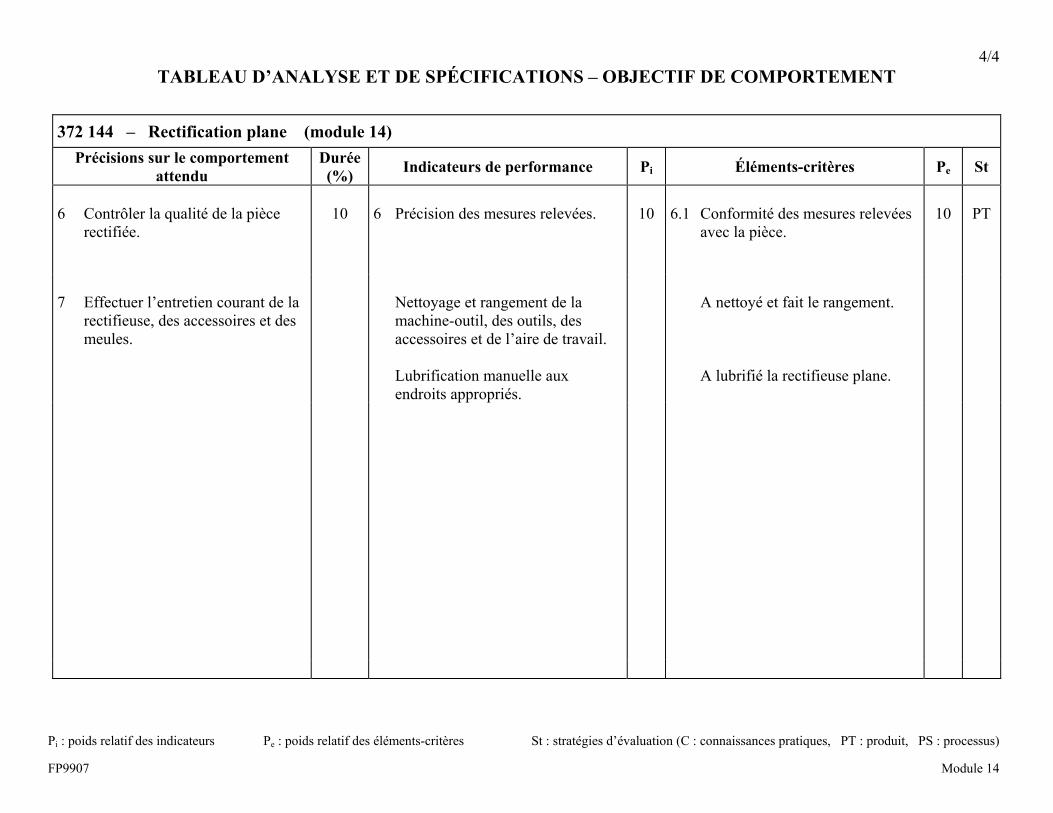
4/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 14
372 144 – Rectification plane (module 14) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
6 Contrôler la qualité de la pièce
rectifiée.
10
6 Précision des mesures relevées.
10
6.1 Conformité des mesures relevées
avec la pièce.
10
PT
7 Effectuer l’entretien courant de la
rectifieuse, des accessoires et des meules.
Nettoyage et rangement de la
machine-outil, des outils, des accessoires et de l’aire de travail.
Lubrification manuelle aux
endroits appropriés.
A nettoyé et fait le rangement. A lubrifié la rectifieuse plane.
FP0009
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE (DEP 5223)
USINAGE SUR MOCN (ASP 5224)
Nouvelles organisations du travail
Modules 15 et 11
372 153
Épreuve de connaissances pratiques et épreuve pratique
372 153 1
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à s’adapter aux particularités des nouvelles organisations du travail. Cette épreuve est réalisée en classe par tout le groupe en même temps. Elle comporte deux parties : dans la première partie, la candidate ou le candidat doit répondre à des questions portant sur les nouvelles organisations du travail; dans la deuxième partie, elle ou il doit, dans le cadre d’une épreuve pratique, résoudre un problème lié à l’organisation du travail à partir d’une étude de cas. Le cas posé pourrait être analogue à celui exposé dans le guide CEMEQ ou venir d’une toute autre source. La candidate ou le candidat aura le droit d’utiliser le guide CEMEQ ou toute autre documentation pertinente de même nature.
2 DÉROULEMENT DE L’ÉPREUVE
A) PRÉCISIONS SUR LES ÉLÉMENTS DE CONNAISSANCE Élément de connaissance 1.1 La candidate ou le candidat doit définir de façon sommaire les différentes approches de gestion des entreprises telles que le taylorisme et la production à valeur ajoutée ou associer les définitions avec leurs appellations. (Voir guide CEMEQ, p. 1.58, 2.5 et suivantes) Élément de connaissance 1.2 La candidate ou le candidat doit définir de façon sommaire ou différencier les formes d’organisation du travail privilégiées par une entreprise telles que l’organisation hiérarchique et la structure autonome. (Voir guide CEMEQ, p. 1.70 et suivantes) Élément de connaissance 1.3 La candidate ou le candidat doit associer les différents processus de production de l’entreprise tels que la production unitaire, la production interrompue, la production continue et la production cellulaire, avec des produits standards ou des produits sur commande. Elle ou il doit être en mesure de les définir brièvement. (Voir guide CEMEQ, p. 1.39 et suivantes)
372 153 2
Élément de connaissance 1.4 La candidate ou le candidat doit être en mesure de comparer ou décrire en ses propres termes les divers modes de gestion de la production ainsi que l’évolution des tâches que cela occasionne dans l’entreprise. (Voir guide CEMEQ, p. 1.35 et suivantes) Élément de connaissance 2.1 La candidate ou le candidat doit associer les instruments ou les techniques utilisés dans l’entreprise pour l’amélioration continue de la productivité avec leurs appellations. Elle ou il devra être en mesure de les définir de façon sommaire. On parle ici de la méthode des 5S, du Kanban, du Kaisen, de la démarche qualité et de la maintenance des équipements. (Voir guide CEMEQ, p. 2.15 et suivantes) Élément de connaissance 2.2 La candidate ou le candidat doit définir ou décrire en ses propres termes les différents moyens mis en œuvre pour répondre aux exigences de la nouvelle économie. On parle ici de l’amélioration du temps de réponse, soit la réduction des temps de mise en course des lignes de production, de l’élimination des gaspillages ainsi que de la réalisation d’économies d’échelle. (Voir guide CEMEQ, p. 2.63, 2.7 et suivantes) Élément de connaissance 2.3 À partir d’un problème type, la candidate ou le candidat doit énumérer différentes contribu-tions du personnel à l’amélioration de la productivité. (Voir guide CEMEQ, p. 2.11 et suivantes.)
B) PRÉCISIONS SUR LES ÉLÉMENTS-CRITÈRES Éléments-critères 3.1 à 3.4 À partir d’une description d’un cas, la candidate ou le candidat doit :
• réaliser le QQOQCP (qui, quoi, où, quand, comment, pourquoi);
- Qui est concerné par le problème ? - En quoi consiste le problème ? - Où le problème se produit-il ? - Depuis combien de temps le problème se produit-il ? - Comment le problème se manifeste-t-il ? - Pourquoi est-il nécessaire de résoudre ce problème ?
372 153 3
• définir clairement le problème;
• remue-méninges pour trouver les causes possibles;
• remue-méninges pour trouver les solutions possibles;
• solution retenue;
• plan d’action suggéré.
3 RÉUSSITE DE L’ÉPREUVE
Le seuil de réussite pour la première partie est de 25 sur une possibilité de 35 points. Le seuil de réussite pour la deuxième partie est de 50 sur une possibilité de 65 points.
4 DURÉE DE L’ÉPREUVE
La durée de l’épreuve est de 3 heures 30 minutes, soit une heure pour la première partie et deux heures trente minutes pour la deuxième partie
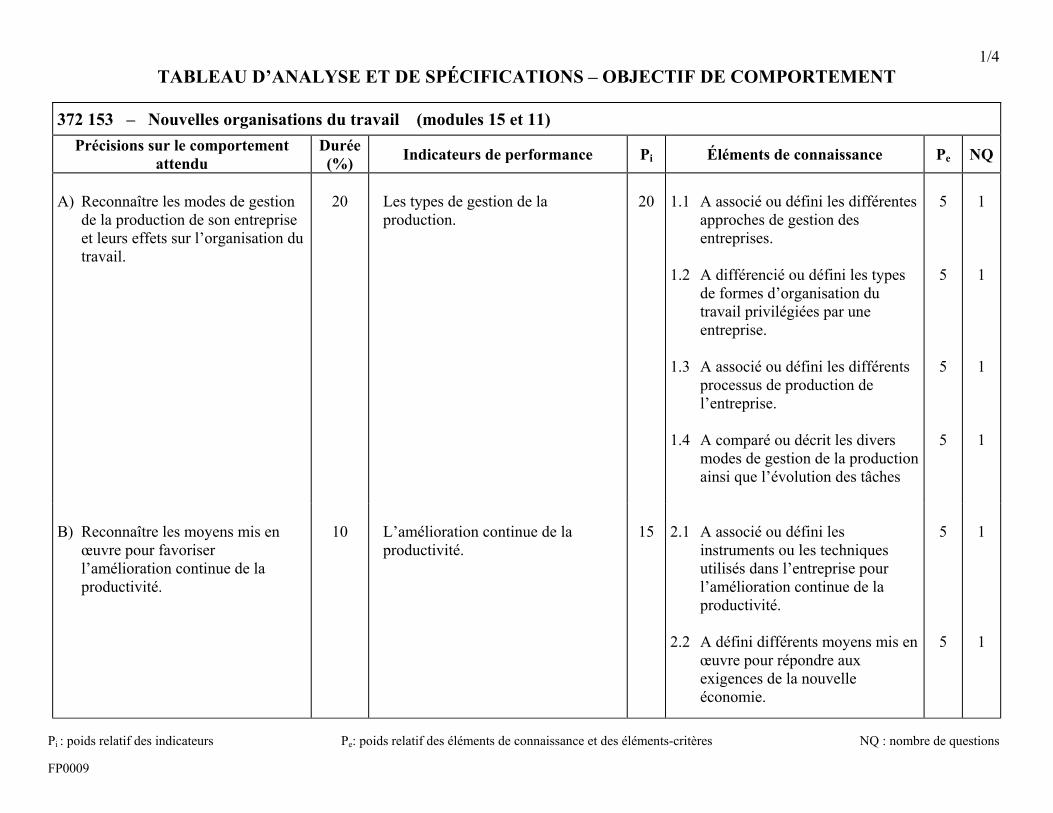
1/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe: poids relatif des éléments de connaissance et des éléments-critères NQ : nombre de questions FP0009
372 153 – Nouvelles organisations du travail (modules 15 et 11) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments de connaissance Pe NQ
A) Reconnaître les modes de gestion
de la production de son entreprise et leurs effets sur l’organisation du travail.
20
Les types de gestion de la production.
20
1.1 A associé ou défini les différentes
approches de gestion des entreprises.
1.2 A différencié ou défini les types
de formes d’organisation du travail privilégiées par une entreprise.
1.3 A associé ou défini les différents
processus de production de l’entreprise.
1.4 A comparé ou décrit les divers
modes de gestion de la production ainsi que l’évolution des tâches
5 5 5 5
1 1 1 1
B) Reconnaître les moyens mis en
œuvre pour favoriser l’amélioration continue de la productivité.
10
L’amélioration continue de la productivité.
15
2.1 A associé ou défini les
instruments ou les techniques utilisés dans l’entreprise pour l’amélioration continue de la productivité.
2.2 A défini différents moyens mis en
œuvre pour répondre aux exigences de la nouvelle économie.
5 5
1 1
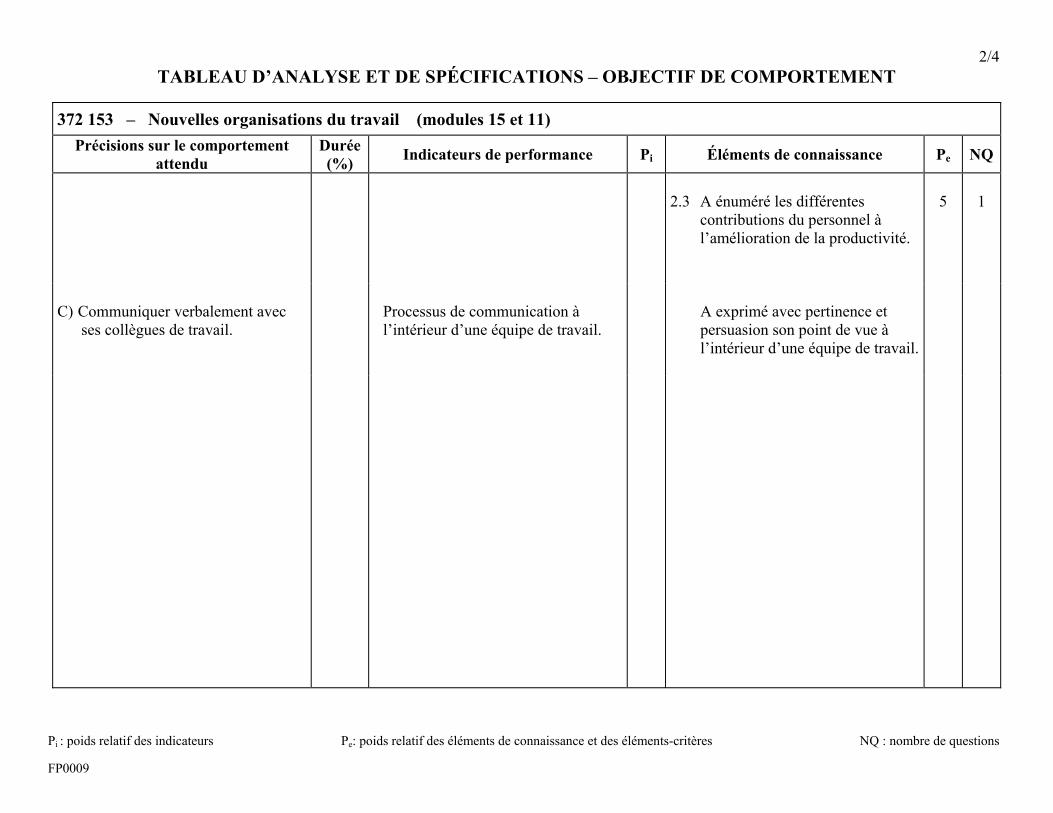
2/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe: poids relatif des éléments de connaissance et des éléments-critères NQ : nombre de questions FP0009
372 153 – Nouvelles organisations du travail (modules 15 et 11) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments de connaissance Pe NQ
2.3 A énuméré les différentes
contributions du personnel à l’amélioration de la productivité.
5
1
C) Communiquer verbalement avec
ses collègues de travail.
Processus de communication à l’intérieur d’une équipe de travail.
A exprimé avec pertinence et persuasion son point de vue à l’intérieur d’une équipe de travail.
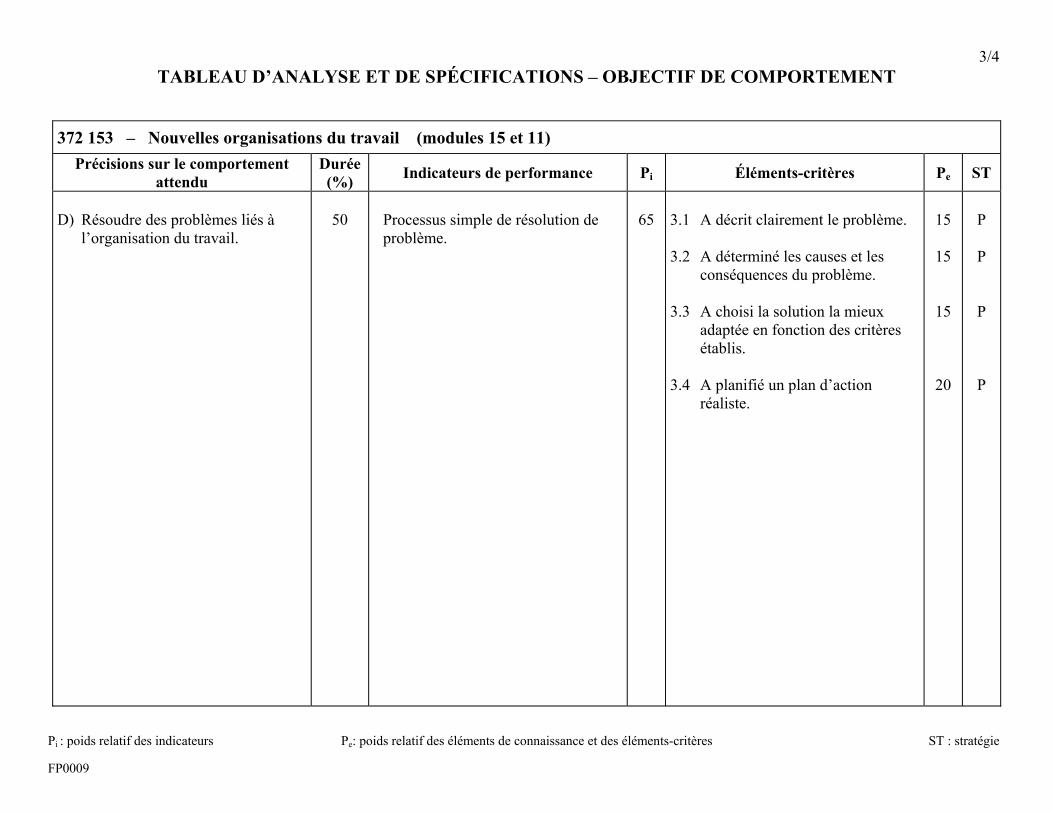
3/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe: poids relatif des éléments de connaissance et des éléments-critères ST : stratégie FP0009
372 153 – Nouvelles organisations du travail (modules 15 et 11) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe ST
D) Résoudre des problèmes liés à
l’organisation du travail.
50
Processus simple de résolution de problème.
65
3.1 A décrit clairement le problème. 3.2 A déterminé les causes et les
conséquences du problème. 3.3 A choisi la solution la mieux
adaptée en fonction des critères établis.
3.4 A planifié un plan d’action
réaliste.
15
15
15
20
P
P
P
P
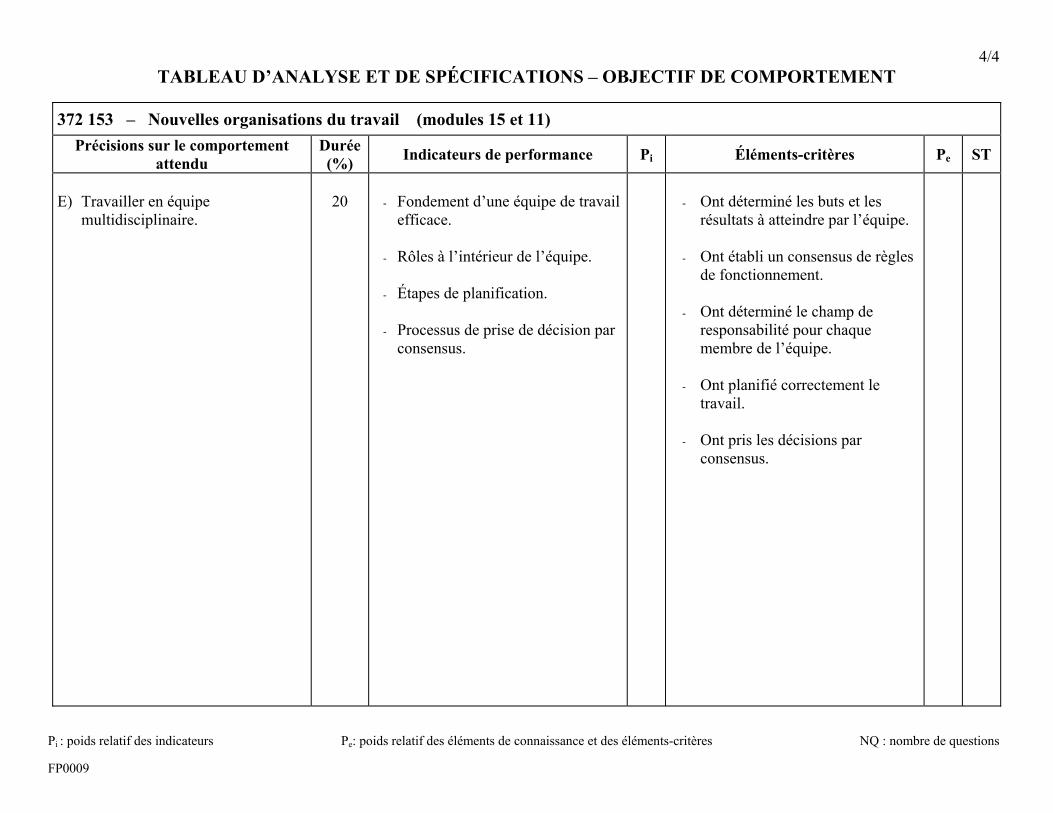
4/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe: poids relatif des éléments de connaissance et des éléments-critères NQ : nombre de questions FP0009
372 153 – Nouvelles organisations du travail (modules 15 et 11) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe ST
E) Travailler en équipe
multidisciplinaire.
20
- Fondement d’une équipe de travail
efficace.
- Rôles à l’intérieur de l’équipe.
- Étapes de planification.
- Processus de prise de décision par consensus.
- Ont déterminé les buts et les
résultats à atteindre par l’équipe. - Ont établi un consensus de règles
de fonctionnement. - Ont déterminé le champ de
responsabilité pour chaque membre de l’équipe.
- Ont planifié correctement le
travail. - Ont pris les décisions par
consensus.
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE 5223
Initiation au milieu de travail (stage 1)
Module 16 372 162
Épreuve de participation
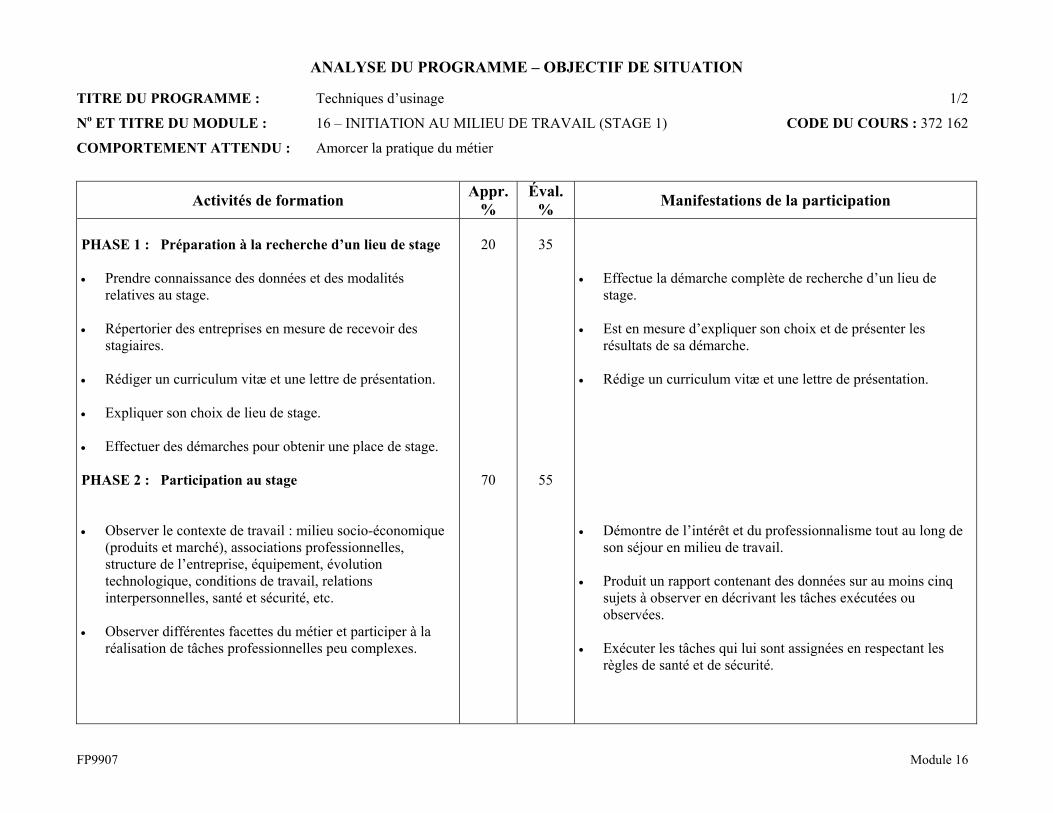
ANALYSE DU PROGRAMME – OBJECTIF DE SITUATION TITRE DU PROGRAMME : Techniques d’usinage 1/2
No ET TITRE DU MODULE : 16 – INITIATION AU MILIEU DE TRAVAIL (STAGE 1) CODE DU COURS : 372 162
COMPORTEMENT ATTENDU : Amorcer la pratique du métier
FP9907 Module 16
Activités de formation Appr.%
Éval. % Manifestations de la participation
PHASE 1 : Préparation à la recherche d’un lieu de stage • Prendre connaissance des données et des modalités
relatives au stage. • Répertorier des entreprises en mesure de recevoir des
stagiaires. • Rédiger un curriculum vitæ et une lettre de présentation. • Expliquer son choix de lieu de stage. • Effectuer des démarches pour obtenir une place de stage. PHASE 2 : Participation au stage • Observer le contexte de travail : milieu socio-économique
(produits et marché), associations professionnelles, structure de l’entreprise, équipement, évolution technologique, conditions de travail, relations interpersonnelles, santé et sécurité, etc.
• Observer différentes facettes du métier et participer à la
réalisation de tâches professionnelles peu complexes.
20
70
35
55
• Effectue la démarche complète de recherche d’un lieu de
stage. • Est en mesure d’expliquer son choix et de présenter les
résultats de sa démarche. • Rédige un curriculum vitæ et une lettre de présentation. • Démontre de l’intérêt et du professionnalisme tout au long de
son séjour en milieu de travail. • Produit un rapport contenant des données sur au moins cinq
sujets à observer en décrivant les tâches exécutées ou observées.
• Exécuter les tâches qui lui sont assignées en respectant les
règles de santé et de sécurité.
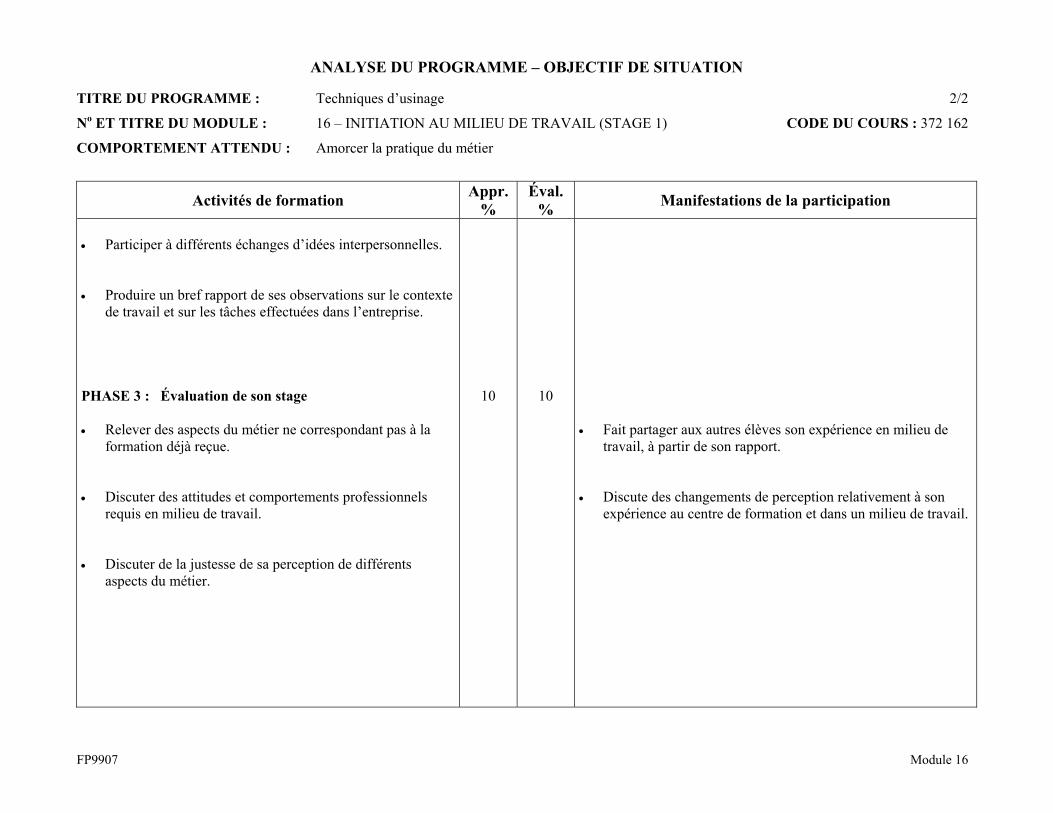
ANALYSE DU PROGRAMME – OBJECTIF DE SITUATION TITRE DU PROGRAMME : Techniques d’usinage 2/2
No ET TITRE DU MODULE : 16 – INITIATION AU MILIEU DE TRAVAIL (STAGE 1) CODE DU COURS : 372 162
COMPORTEMENT ATTENDU : Amorcer la pratique du métier
FP9907 Module 16
Activités de formation Appr.%
Éval. % Manifestations de la participation
• Participer à différents échanges d’idées interpersonnelles. • Produire un bref rapport de ses observations sur le contexte
de travail et sur les tâches effectuées dans l’entreprise. PHASE 3 : Évaluation de son stage • Relever des aspects du métier ne correspondant pas à la
formation déjà reçue. • Discuter des attitudes et comportements professionnels
requis en milieu de travail. • Discuter de la justesse de sa perception de différents
aspects du métier.
10
10
• Fait partager aux autres élèves son expérience en milieu de
travail, à partir de son rapport. • Discute des changements de perception relativement à son
expérience au centre de formation et dans un milieu de travail.
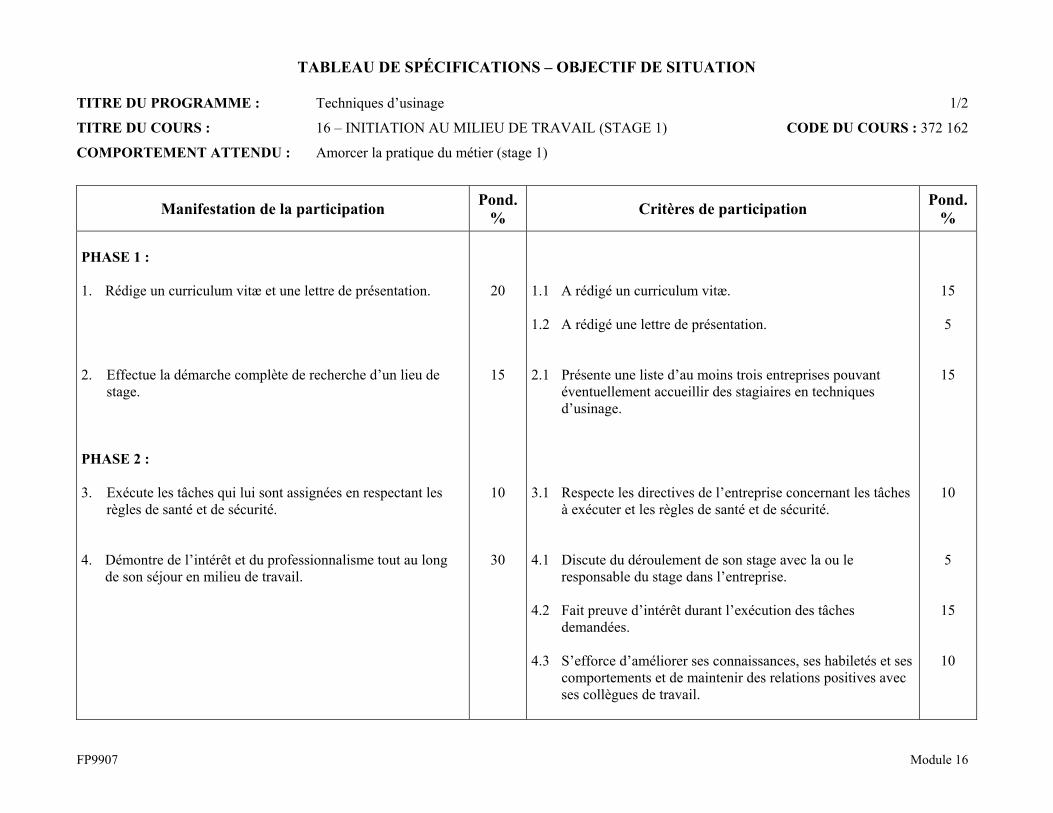
TABLEAU DE SPÉCIFICATIONS – OBJECTIF DE SITUATION TITRE DU PROGRAMME : Techniques d’usinage 1/2
TITRE DU COURS : 16 – INITIATION AU MILIEU DE TRAVAIL (STAGE 1) CODE DU COURS : 372 162
COMPORTEMENT ATTENDU : Amorcer la pratique du métier (stage 1)
FP9907 Module 16
Manifestation de la participation Pond. % Critères de participation Pond.
% PHASE 1 : 1. Rédige un curriculum vitæ et une lettre de présentation. 2. Effectue la démarche complète de recherche d’un lieu de
stage. PHASE 2 : 3. Exécute les tâches qui lui sont assignées en respectant les
règles de santé et de sécurité. 4. Démontre de l’intérêt et du professionnalisme tout au long
de son séjour en milieu de travail.
20
15
10
30
1.1 A rédigé un curriculum vitæ. 1.2 A rédigé une lettre de présentation. 2.1 Présente une liste d’au moins trois entreprises pouvant
éventuellement accueillir des stagiaires en techniques d’usinage.
3.1 Respecte les directives de l’entreprise concernant les tâches
à exécuter et les règles de santé et de sécurité. 4.1 Discute du déroulement de son stage avec la ou le
responsable du stage dans l’entreprise. 4.2 Fait preuve d’intérêt durant l’exécution des tâches
demandées. 4.3 S’efforce d’améliorer ses connaissances, ses habiletés et ses
comportements et de maintenir des relations positives avec ses collègues de travail.
15
5
15
10
5
15
10
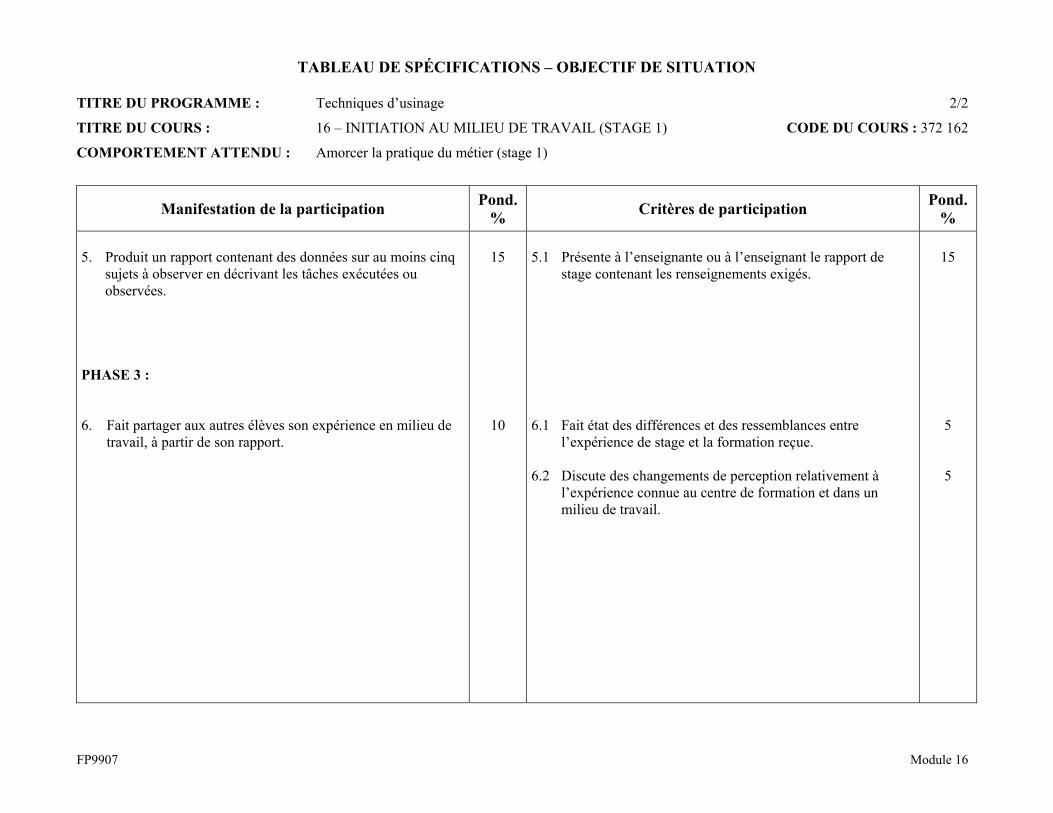
TABLEAU DE SPÉCIFICATIONS – OBJECTIF DE SITUATION TITRE DU PROGRAMME : Techniques d’usinage 2/2
TITRE DU COURS : 16 – INITIATION AU MILIEU DE TRAVAIL (STAGE 1) CODE DU COURS : 372 162
COMPORTEMENT ATTENDU : Amorcer la pratique du métier (stage 1)
FP9907 Module 16
Manifestation de la participation Pond. % Critères de participation Pond.
% 5. Produit un rapport contenant des données sur au moins cinq
sujets à observer en décrivant les tâches exécutées ou observées.
PHASE 3 : 6. Fait partager aux autres élèves son expérience en milieu de
travail, à partir de son rapport.
15
10
5.1 Présente à l’enseignante ou à l’enseignant le rapport de
stage contenant les renseignements exigés. 6.1 Fait état des différences et des ressemblances entre
l’expérience de stage et la formation reçue. 6.2 Discute des changements de perception relativement à
l’expérience connue au centre de formation et dans un milieu de travail.
15
5
5
DESCRIPTION SOMMAIRE DE L’ÉPREUVE TITRE DU PROGRAMME : Techniques d’usinage 1/6
TITRE DU COURS : 16 – INITIATION AU MILIEU DE TRAVAIL (STAGE 1) CODE DU COURS : 372 162
FP0007 Module 16
Items Remarques Dispositif d’évaluation
L’évaluation de la participation des candidates et des candidats portera sur des données recueillies à certains moments du déroulement des activités de formation, selon la nature des éléments-critères. Cependant, un jugement définitif sur un élément-critère ne devrait être porté qu’à la fin de la phase correspon-dante, dans le plan de mise en situation. Le jugement final sur la participation des candidates et candidats à l’ensemble des activités de formation ne de-vrait être porté qu’à la toute fin du module. Notons que l’évaluation des éléments-critères 3.1 à 4.3 se fera par la répondante ou le répondant de l’entreprise, à l’aide d’une grille. Toutefois, il revient à l’enseignante ou à l’enseignant de poser un jugement final compte tenu de l’information fournie par la candidate ou le candidat, des difficultés d’intégration et de la complexité des tâches à accomplir. L’enseignante ou l’enseignant s’assurera que les candidates et les candidats ont à leur disposition :
- la documentation nécessaire durant leurs démarches de préparation de stage;
- une structure de rapport de stage;
- une fiche d’évaluation pour la personne responsable dans l’entreprise;
- le matériel nécessaire (vêtements de travail, équipement de protection individuelle, etc.);
- un protocole d’entente établi avec l’entreprise;
- les coordonnées de la personne-ressource de l’établissement de formation.
DESCRIPTION SOMMAIRE DE L’ÉPREUVE TITRE DU PROGRAMME : Techniques d’usinage 2/6
TITRE DU COURS : 16 – INITIATION AU MILIEU DE TRAVAIL (STAGE 1) CODE DU COURS : 372 162
FP0007 Module 16
Items Remarques Information sur les éléments-critères PHASE 1 Préparation à la recherche d’un lieu de stage. Élément-critère 1.1
A rédigé un curriculum vitæ. Élément-critère 1.2
A rédigé une lettre de présenta-tion.
Les paragraphes suivants apportent des précisions en ce qui a trait au contexte d’application des éléments-critères et à leur interprétation.
Travail individuel qui porte sur la rédaction d’un curriculum vitæ. On doit y retrouver les parties suivantes : - identification; - formation; - expérience de travail; - traits de personnalité; - activités.
Travail individuel qui porte sur la rédaction d’une lettre de présentation. On doit y retrouver les parties suivantes : - date; - demande d’entrevue; - nom et titre du destinataire; - coordonnées personnelles; - raison sociale de l’entreprise; - salutation et signature. - type d’emploi désiré; - justification de la démarche;
DESCRIPTION SOMMAIRE DE L’ÉPREUVE TITRE DU PROGRAMME : Techniques d’usinage 3/6
TITRE DU COURS : 16 – INITIATION AU MILIEU DE TRAVAIL (STAGE 1) CODE DU COURS : 372 162
FP0007 Module 16
Items Remarques Élément-critère 2.1
Présente une liste d’au moins trois entreprises pouvant éven-tuellement accueillir des stagiai-res en techniques d’usinage.
Est en mesure d’expliquer son choix et de présenter les résultats de sa démarche. PHASE 2 Élément-critère 3.1
Respecte les directives de l’entreprise concernant les tâches à exécuter et les règles de santé et de sécurité.
Travail individuel de compilation de renseignements en vue de dresser une liste composée d’au moins trois entreprises. Ces dernières devront répondre aux exigences de l’établissement de formation. Cette liste comporte les renseignements suivants :
- nom de l’entreprise;
- adresse de l’entreprise;
- numéro de téléphone;
- type d’entreprise;
- nom de la ou des personnes rencontrées;
- nom de la personne responsable;
- déroulement des rencontres.
On s’attend à ce que les candidates et les candidats respectent les directives de l’entreprise concernant les tâches à exécuter et les règles de santé et de sécurité.
DESCRIPTION SOMMAIRE DE L’ÉPREUVE TITRE DU PROGRAMME : Techniques d’usinage 4/6
TITRE DU COURS : 16 – INITIATION AU MILIEU DE TRAVAIL (STAGE 1) CODE DU COURS : 372 162
FP0007 Module 16
Items Remarques Démontre de l’intérêt et du profes-sionnalisme tout au long de son sé-jour en milieu de travail. Élément-critère 4.1
Discute du déroulement de son stage avec la ou le responsable du stage dans l’entreprise.
Élément-critère 4.2
Fait preuve d’intérêt durant l’exécution des tâches demandées.
Élément-critère 4.3
S’efforce d’améliorer ses connais-sances, ses habiletés et ses comportements, et de maintenir des relations positives avec ses collègues de travail.
On s’attend à ce que les candidates ou les candidats s’informent de la satisfaction de la ou du responsable du stage dans l’entreprise. On s’attend à ce que les candidates et les candidats se montrent disponibles, fassent preuve d’initiative, d’autonomie et de collaboration. On s’attend à ce que les candidates et les candidats s’efforcent d’améliorer leurs connaissances, leurs habiletés et leurs comportements, et de maintenir des relations positives avec leurs collègues de travail.
DESCRIPTION SOMMAIRE DE L’ÉPREUVE TITRE DU PROGRAMME : Techniques d’usinage 5/6
TITRE DU COURS : 16 – INITIATION AU MILIEU DE TRAVAIL (STAGE 1) CODE DU COURS : 372 162
FP0007 Module 16
Items Remarques PHASE 3 Rédige un rapport de stage dans lequel elle ou il traite des aspects mentionnés et prend en considération les commentaires de la ou du responsable de stage. Élément-critère 5.1
Présente à l’enseignante ou l’enseignant le rapport de stage contenant les renseignements exigés.
Participe à l’évaluation des stages. Élément-critère 6.1
Fait état des différences et des ressemblances entre l’expérience de stage et la formation reçue.
En prenant en considération les commentaires de la ou du responsable du stage, on s’attend à ce que les candidates ou les candidats indiquent, entre autres :
- les coordonnées de l’entreprise dans laquelle s’est effectué le stage ainsi que le nom de la personne responsable du stage;
- leurs points forts (connaissances nouvelles, développement d’habiletés nouvelles, confirmation de leurs orientations personnelles et professionnelles, etc.);
- leurs points faibles (relations interpersonnelles difficiles, rythme de travail, supervision, etc.);
- le contexte de travail et les tâches exécutées.
On s’attend à ce que les candidates et les candidats discutent des aspects du métier (expérience de stage) qui ressemblent à la formation reçue ainsi que ceux qui en diffèrent.
DESCRIPTION SOMMAIRE DE L’ÉPREUVE TITRE DU PROGRAMME : Techniques d’usinage 6/6
TITRE DU COURS : 16 – INITIATION AU MILIEU DE TRAVAIL (STAGE 1) CODE DU COURS : 372 162
FP0007 Module 16
Items Remarques Élément-critère 6.2
Rencontre l’enseignante ou l’enseignant et discute de l’évaluation du stage.
Règle de verdict
Au cours de cette rencontre, les candidates et les candidats analysent, avec l’enseignante ou l’enseignant, le rapport d’évaluation fourni par la personne responsable de stage dans l’entreprise. Elles ou ils devront faire preuve d’objectivité, d’honnêteté et d’un esprit critique, en relevant les points sur lesquels elles ou ils sont en accord et en désaccord. Réussite de huit éléments sur dix, y compris les éléments 1.1, 2.1, 3.1, 4.2, 4.3 et 5.1.
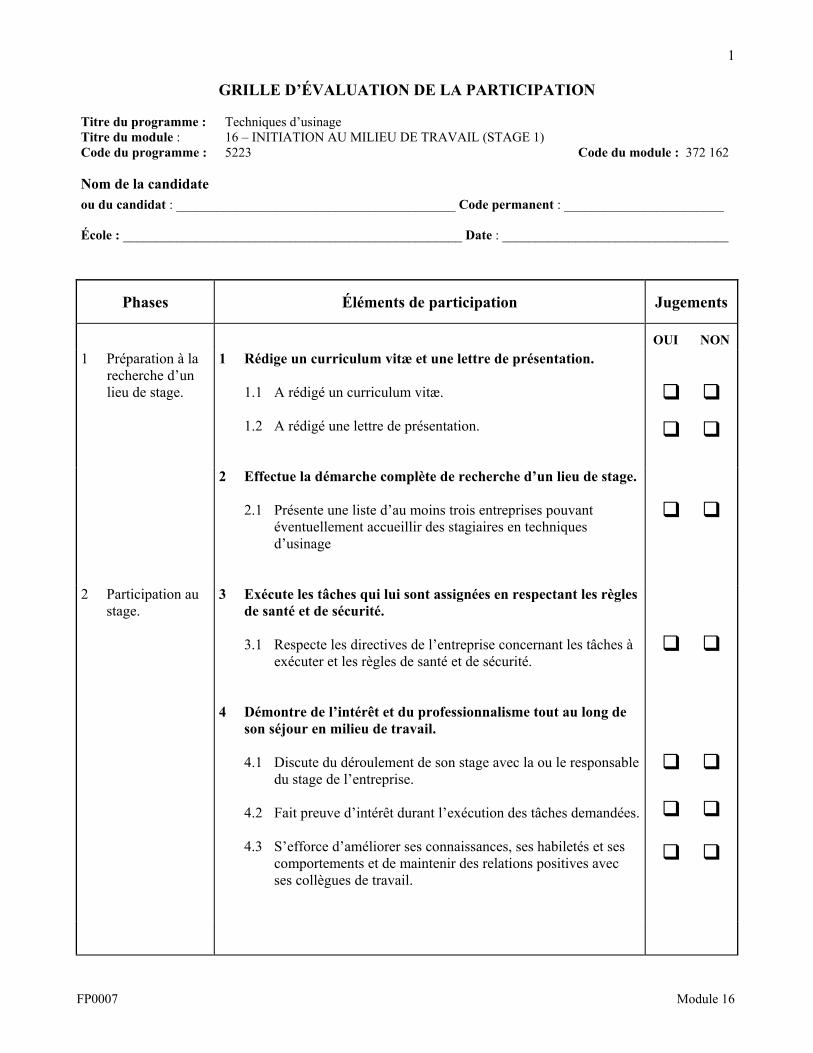
1
FP0007 Module 16
GRILLE D’ÉVALUATION DE LA PARTICIPATION
Titre du programme : Techniques d’usinage Titre du module : 16 – INITIATION AU MILIEU DE TRAVAIL (STAGE 1) Code du programme : 5223 Code du module : 372 162 Nom de la candidate ou du candidat : __________________________________________ Code permanent : ________________________ École : ___________________________________________________ Date : __________________________________
Phases Éléments de participation Jugements
OUI NON 1 Préparation à la
recherche d’un lieu de stage.
1 Rédige un curriculum vitæ et une lettre de présentation.
1.1 A rédigé un curriculum vitæ.
1.2 A rédigé une lettre de présentation.
2 Effectue la démarche complète de recherche d’un lieu de stage.
2.1 Présente une liste d’au moins trois entreprises pouvant éventuellement accueillir des stagiaires en techniques d’usinage
2 Participation au stage.
3 Exécute les tâches qui lui sont assignées en respectant les règles de santé et de sécurité.
3.1 Respecte les directives de l’entreprise concernant les tâches à
exécuter et les règles de santé et de sécurité.
4 Démontre de l’intérêt et du professionnalisme tout au long de son séjour en milieu de travail.
4.1 Discute du déroulement de son stage avec la ou le responsable
du stage de l’entreprise.
4.2 Fait preuve d’intérêt durant l’exécution des tâches demandées.
4.3 S’efforce d’améliorer ses connaissances, ses habiletés et ses comportements et de maintenir des relations positives avec ses collègues de travail.
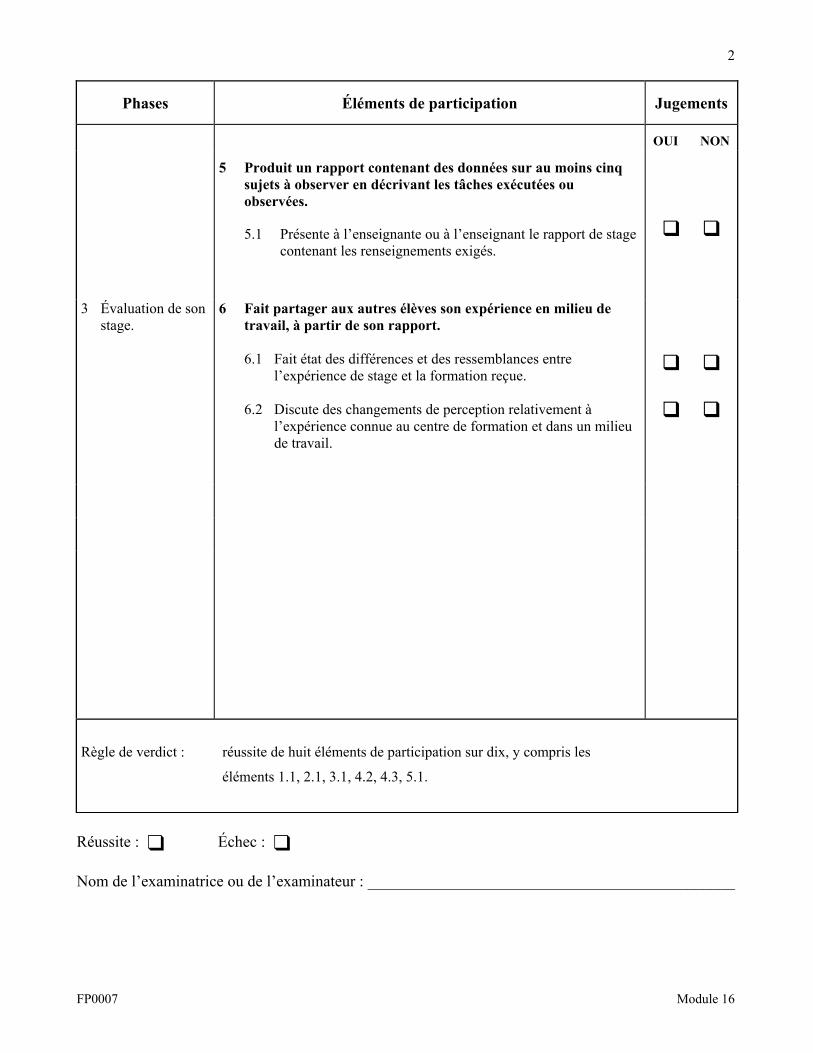
2
FP0007 Module 16
Phases Éléments de participation Jugements
OUI NON
5 Produit un rapport contenant des données sur au moins cinq sujets à observer en décrivant les tâches exécutées ou observées.
5.1 Présente à l’enseignante ou à l’enseignant le rapport de stage contenant les renseignements exigés.
3 Évaluation de son stage.
6 Fait partager aux autres élèves son expérience en milieu de travail, à partir de son rapport.
6.1 Fait état des différences et des ressemblances entre
l’expérience de stage et la formation reçue.
6.2 Discute des changements de perception relativement à l’expérience connue au centre de formation et dans un milieu de travail.
Règle de verdict : réussite de huit éléments de participation sur dix, y compris les
éléments 1.1, 2.1, 3.1, 4.2, 4.3, 5.1.
Réussite : ❑ Échec : ❑ Nom de l’examinatrice ou de l’examinateur : ______________________________________________
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE 5223 Usinage angulaire et circulaire sur fraiseuse Module 17 372 178
Épreuve pratique
372 178 1
FP0007 Module 17
SCÉNARIO DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à effectuer des opérations de fraisage angulaire et circulaire sur une fraiseuse verticale. La candidate ou le candidat devra respecter les étapes de déroulement de l’épreuve et faire évaluer son travail en cours d’exécution. L’épreuve est divisée en deux parties. La première partie est réalisée par tout le groupe, en classe. La deuxième partie est réalisée en atelier, par groupe maximum de sept candidates ou candidats. La candidate ou le candidat doit prendre les mesures de sécurité tout au long de l’épreuve. Tout manquement majeur entraîne l’arrêt immédiat de l’épreuve. La candidate ou le candidat qui refusera de faire l’entretien de son poste de travail (machine-outil et aire de travail) après l’épreuve se verra attribuer un échec.
2 DESCRIPTION DE L’ÉPREUVE
Dans la première partie, la candidate ou le candidat doit compléter une gamme d’usinage de la pièce à réaliser en atelier, selon les dessins de fabrication. Dans la deuxième partie, la candidate ou le candidat doit réaliser une pièce de complexité élevée, selon la gamme d’usinage et les spécifications des dessins comportant des opérations de fraisage telles que surfaçage, contournage, rainurage droit et en V, perçage, alésage et queue d’aronde. La pièce est réalisée à l’aide de lecteurs numériques.
372 178 2
FP0007 Module 17
3 DÉROULEMENT D’ÉPREUVE
3.1 ÉTAPES DE DÉROULEMENT
PREMIÈRE PARTIE : Données préparatoires à l’exécution de la pièce Avant la première partie de l’épreuve Expliquer le déroulement de l’épreuve aux candidates ou candidats. S’assurer que chaque candidate ou candidat a reçu la documentation relative à la passation de la première partie de l’épreuve, soit :
- les dessins;
- les manuels;
- le Machinery’s Handbook ou l’équivalent;
- les feuilles de gammes d’usinage. À titre indicatif, une heure est accordée pour cette partie. Pendant la première partie de l’épreuve Les candidates ou les candidats doivent compléter une gamme d’usinage pour élaborer la pièce, selon les spécifications des dessins. Après la première partie de l’épreuve Corriger la première partie. Noter sur la fiche d’évaluation (1re partie).
372 178 3
FP0007 Module 17
DEUXIÈME PARTIE : Réalisation de la pièce Avant la deuxième partie de l’épreuve S’assurer que chaque candidate ou candidat :
- a en sa possession ses dessins, sa gamme d’usinage et son cahier de la candidate ou du candidat pour les étapes de déroulement de l’épreuve;
- a l’outillage nécessaire pour la réalisation de la pièce. À titre indicatif, quatre heures sont accordées pour la deuxième partie. Pendant la deuxième partie de l’épreuve Vérifier si la candidate ou le candidat : 1re étape : - a installé correctement les accessoires, selon le type de montage;
- a positionné, aligné correctement et sécuritairement la pièce dans le montage;
- a aligné correctement la tête de la fraiseuse.
Noter sur la fiche d’évaluation (2e partie). 2e étape : - a réglé correctement les paramètres d’usinage.
Noter sur la fiche d’évaluation (2e partie).
3e étape : - a nettoyé correctement le poste de travail et l’aire de travail;
- a rangé correctement les outils et accessoires. 4e étape : - a rempli et signé la fiche de métrologie.
Noter sur la fiche d’évaluation (2e partie).
372 178 4
FP0007 Module 17
Après la deuxième partie de l’épreuve Vérifier si la candidate ou le candidat :
- a respecté les dimensions, les tolérances et la forme de la pièce;
- a respecté les limites permises quant à la finition requise;
- a ébavuré et nettoyé la pièce réalisée;
- a mesuré correctement les dimensions de la pièce.
Noter sur la fiche d’évaluation (2e partie).
3.2 RÉUSSITE DE L’ÉPREUVE Le seuil de réussite pour la première partie est de 15 sur une possibilité de 20 Le seuil de réussite de la deuxième partie est de 65 sur une possibilité de 80. En cas d’échec d’une partie, la candidate ou le candidat reprend la partie échouée.
3.3 DURÉE DE L’ÉPREUVE À titre indicatif, la durée totale de l’épreuve est de cinq heures, incluant la première partie.
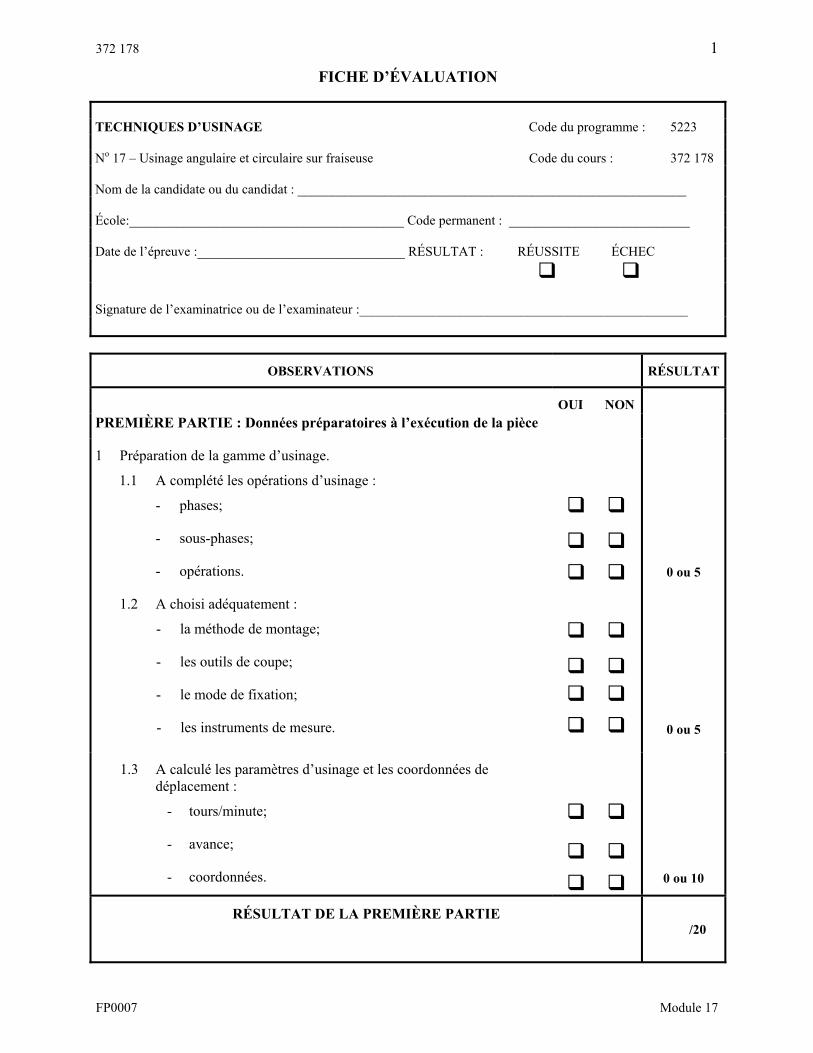
372 178 1
FP0007 Module 17
FICHE D’ÉVALUATION
TECHNIQUES D’USINAGE Code du programme : 5223 No 17 – Usinage angulaire et circulaire sur fraiseuse Code du cours : 372 178 Nom de la candidate ou du candidat : __________________________________________________________ École:_________________________________________ Code permanent : ___________________________ Date de l’épreuve :_______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :_________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON PREMIÈRE PARTIE : Données préparatoires à l’exécution de la pièce
1 Préparation de la gamme d’usinage.
1.1 A complété les opérations d’usinage :
- phases;
- sous-phases;
- opérations.
0 ou 5
1.2 A choisi adéquatement :
- la méthode de montage;
- les outils de coupe;
- le mode de fixation;
- les instruments de mesure.
0 ou 5
1.3 A calculé les paramètres d’usinage et les coordonnées de déplacement :
- tours/minute;
- avance;
- coordonnées.
0 ou 10
RÉSULTAT DE LA PREMIÈRE PARTIE
/20
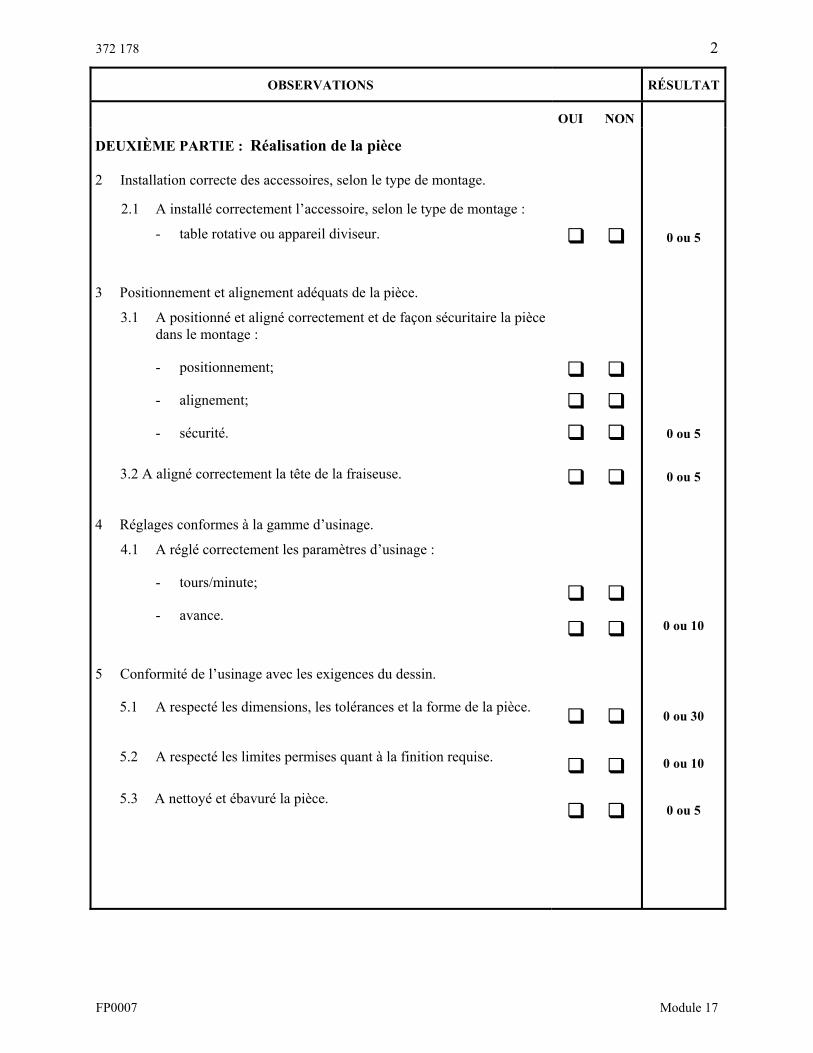
372 178 2
FP0007 Module 17
OBSERVATIONS RÉSULTAT
OUI NON
DEUXIÈME PARTIE : Réalisation de la pièce 2 Installation correcte des accessoires, selon le type de montage.
2.1 A installé correctement l’accessoire, selon le type de montage :
- table rotative ou appareil diviseur.
3 Positionnement et alignement adéquats de la pièce.
3.1 A positionné et aligné correctement et de façon sécuritaire la pièce dans le montage :
- positionnement;
- alignement;
- sécurité.
3.2 A aligné correctement la tête de la fraiseuse. 4 Réglages conformes à la gamme d’usinage.
4.1 A réglé correctement les paramètres d’usinage :
- tours/minute;
- avance.
5 Conformité de l’usinage avec les exigences du dessin.
5.1 A respecté les dimensions, les tolérances et la forme de la pièce.
5.2 A respecté les limites permises quant à la finition requise.
5.3 A nettoyé et ébavuré la pièce.
0 ou 5
0 ou 5
0 ou 5
0 ou 10
0 ou 30
0 ou 10
0 ou 5
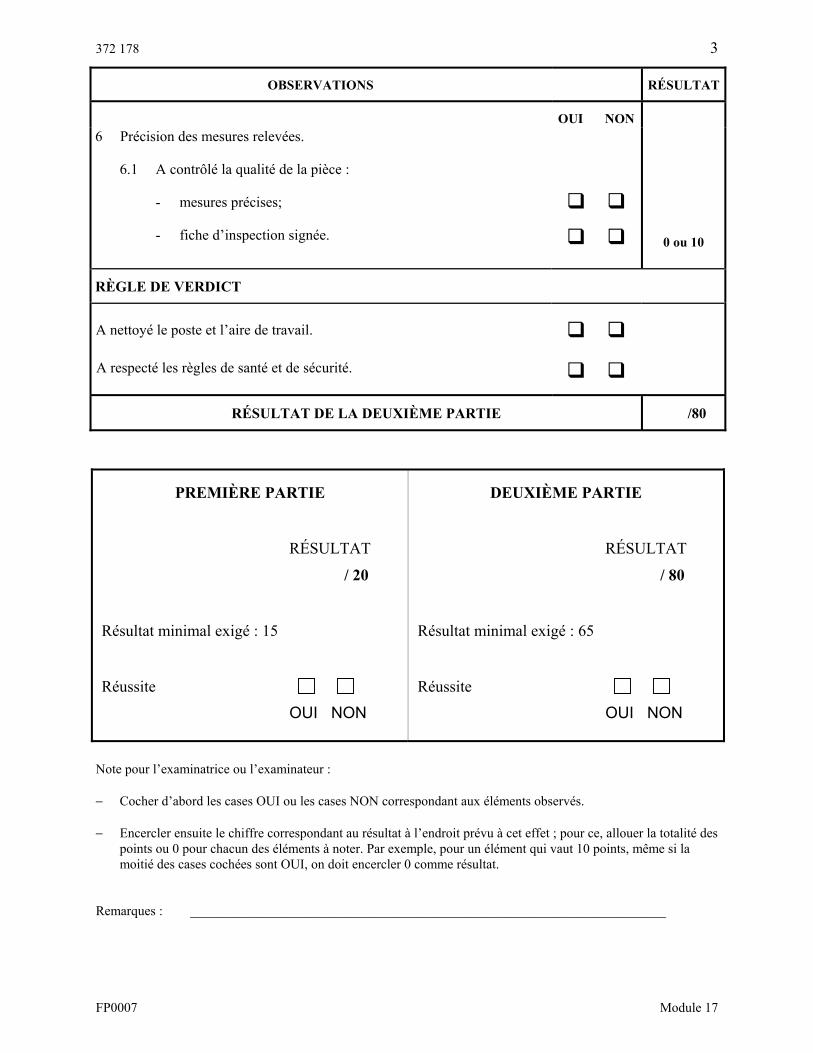
372 178 3
FP0007 Module 17
OBSERVATIONS RÉSULTAT
OUI NON 6 Précision des mesures relevées.
6.1 A contrôlé la qualité de la pièce :
- mesures précises;
- fiche d’inspection signée.
0 ou 10
RÈGLE DE VERDICT
A nettoyé le poste et l’aire de travail. A respecté les règles de santé et de sécurité.
RÉSULTAT DE LA DEUXIÈME PARTIE /80
PREMIÈRE PARTIE RÉSULTAT
/ 20 Résultat minimal exigé : 15 Réussite OUI NON
DEUXIÈME PARTIE
RÉSULTAT
/ 80 Résultat minimal exigé : 65 Réussite OUI NON
Note pour l’examinatrice ou l’examinateur : − Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés. − Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet ; pour ce, allouer la totalité des
points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
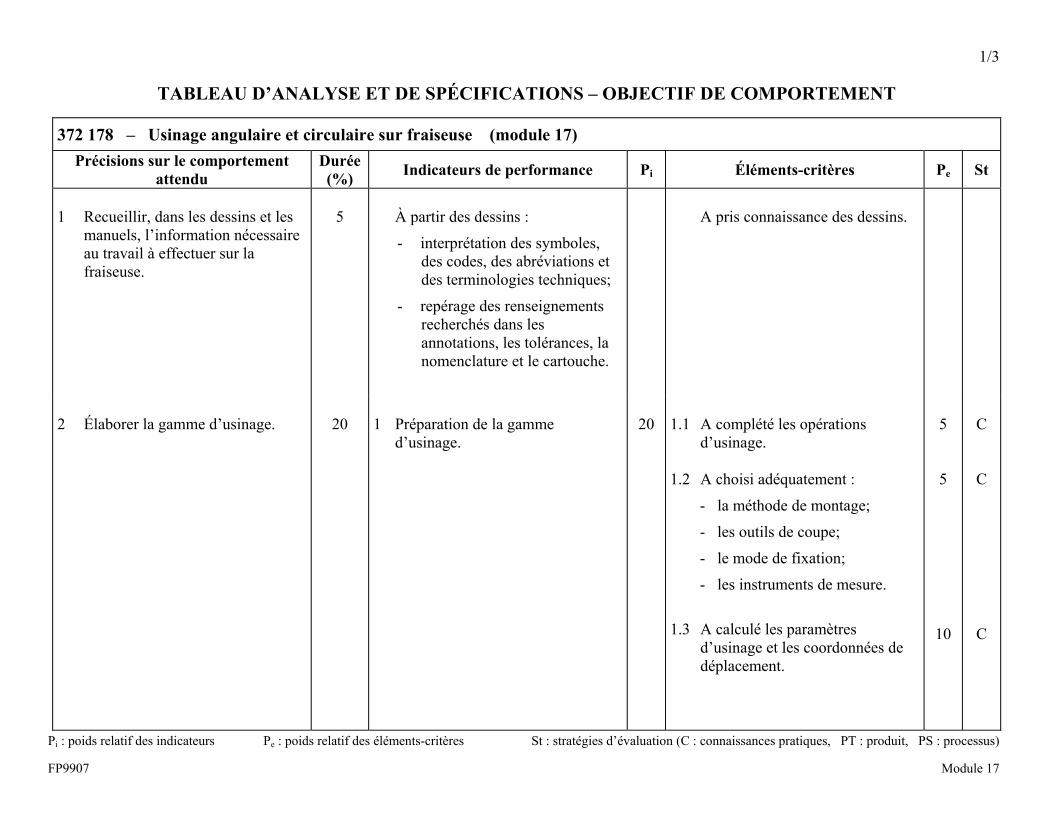
1/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 17
372 178 – Usinage angulaire et circulaire sur fraiseuse (module 17) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Recueillir, dans les dessins et les
manuels, l’information nécessaire au travail à effectuer sur la fraiseuse.
5
À partir des dessins :
- interprétation des symboles, des codes, des abréviations et des terminologies techniques;
- repérage des renseignements recherchés dans les annotations, les tolérances, la nomenclature et le cartouche.
A pris connaissance des dessins.
2 Élaborer la gamme d’usinage.
20
1 Préparation de la gamme
d’usinage.
20
1.1 A complété les opérations
d’usinage. 1.2 A choisi adéquatement :
- la méthode de montage;
- les outils de coupe;
- le mode de fixation;
- les instruments de mesure.
1.3 A calculé les paramètres d’usinage et les coordonnées de déplacement.
5 5
10
C
C
C
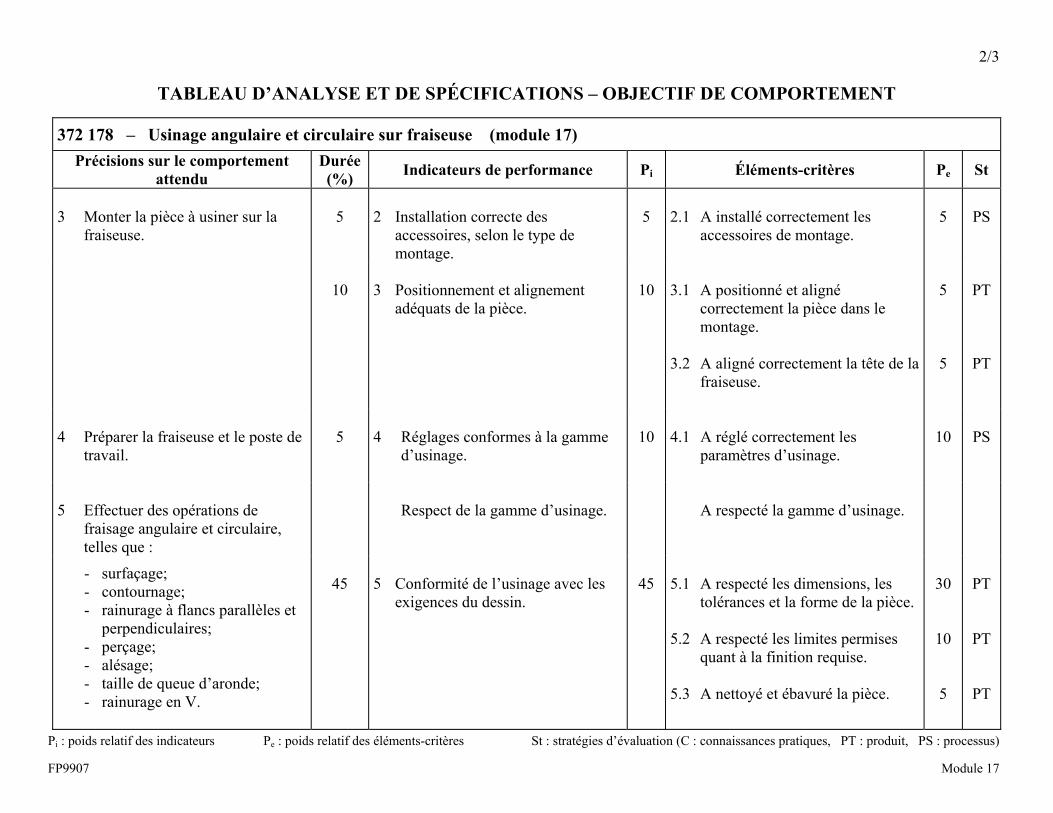
2/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 17
372 178 – Usinage angulaire et circulaire sur fraiseuse (module 17) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
3 Monter la pièce à usiner sur la
fraiseuse.
5
2 Installation correcte des
accessoires, selon le type de montage.
5
2.1 A installé correctement les
accessoires de montage.
5
PS
10
3 Positionnement et alignement
adéquats de la pièce.
10
3.1 A positionné et aligné
correctement la pièce dans le montage.
3.2 A aligné correctement la tête de la
fraiseuse.
5 5
PT
PT
4 Préparer la fraiseuse et le poste de
travail.
5
4 Réglages conformes à la gamme
d’usinage.
10
4.1 A réglé correctement les
paramètres d’usinage.
10
PS
5 Effectuer des opérations de
fraisage angulaire et circulaire, telles que :
Respect de la gamme d’usinage.
A respecté la gamme d’usinage.
- surfaçage; - contournage; - rainurage à flancs parallèles et
perpendiculaires; - perçage; - alésage; - taille de queue d’aronde; - rainurage en V.
45
5 Conformité de l’usinage avec les
exigences du dessin.
45
5.1 A respecté les dimensions, les
tolérances et la forme de la pièce. 5.2 A respecté les limites permises
quant à la finition requise. 5.3 A nettoyé et ébavuré la pièce.
30
10 5
PT
PT
PT
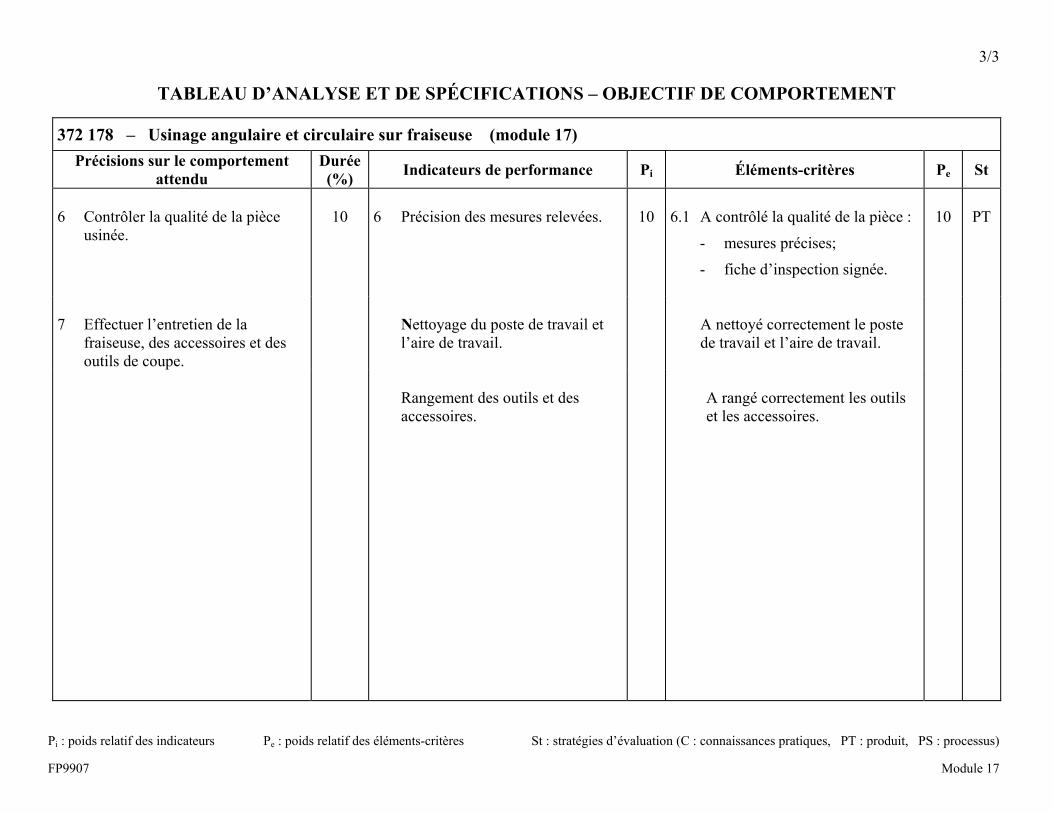
3/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 17
372 178 – Usinage angulaire et circulaire sur fraiseuse (module 17) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
6 Contrôler la qualité de la pièce
usinée.
10
6 Précision des mesures relevées.
10
6.1 A contrôlé la qualité de la pièce :
- mesures précises;
- fiche d’inspection signée.
10
PT
7 Effectuer l’entretien de la
fraiseuse, des accessoires et des outils de coupe.
Nettoyage du poste de travail et
l’aire de travail.
A nettoyé correctement le poste
de travail et l’aire de travail.
Rangement des outils et des
accessoires.
A rangé correctement les outils
et les accessoires.
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE (DEP 5223)
USINAGE SUR MOCN (ASP 5224)
Mathématiques liées à l’usinage sur machines-outils à commande numérique
Modules 18 et 3
372 182 372 303
Épreuve de connaissances pratiques
372 182 372 303 1
FP0007 Modules 18 et 3
DESCRIPTION DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Pour démontrer sa compétence, la candidate ou le candidat devra résoudre des problèmes de mathématiques appliqués à l’usinage sur machines-outils à commande numérique. La candidate ou le candidat a droit à toute forme de documentation comme les formules mathématiques, ses notes de cours, le Machinery’s Handbook, etc. L’utilisation de la calculatrice étant permise, il faudra informer les élèves qu’elles et ils doivent fournir l’ensemble des calculs pour chacun des problèmes; une réponse sans calcul ne sera pas acceptée. Cette épreuve peut être administrée à tout le groupe à la fois.
2 PRÉCISIONS SUR LES ÉLÉMENTS DE CONNAISSANCES
Pour l’élément de connaissance 4.1, les questions seront élaborées à partir de problèmes concrets ou de dessins. Un manquement pour chacun des éléments 4.1 et 4.2 sera accepté.
3 RÉUSSITE DE L’ÉPREUVE
Le seuil de réussite de cette épreuve est de 80 sur 100. 4 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de l’épreuve est de trois heures.
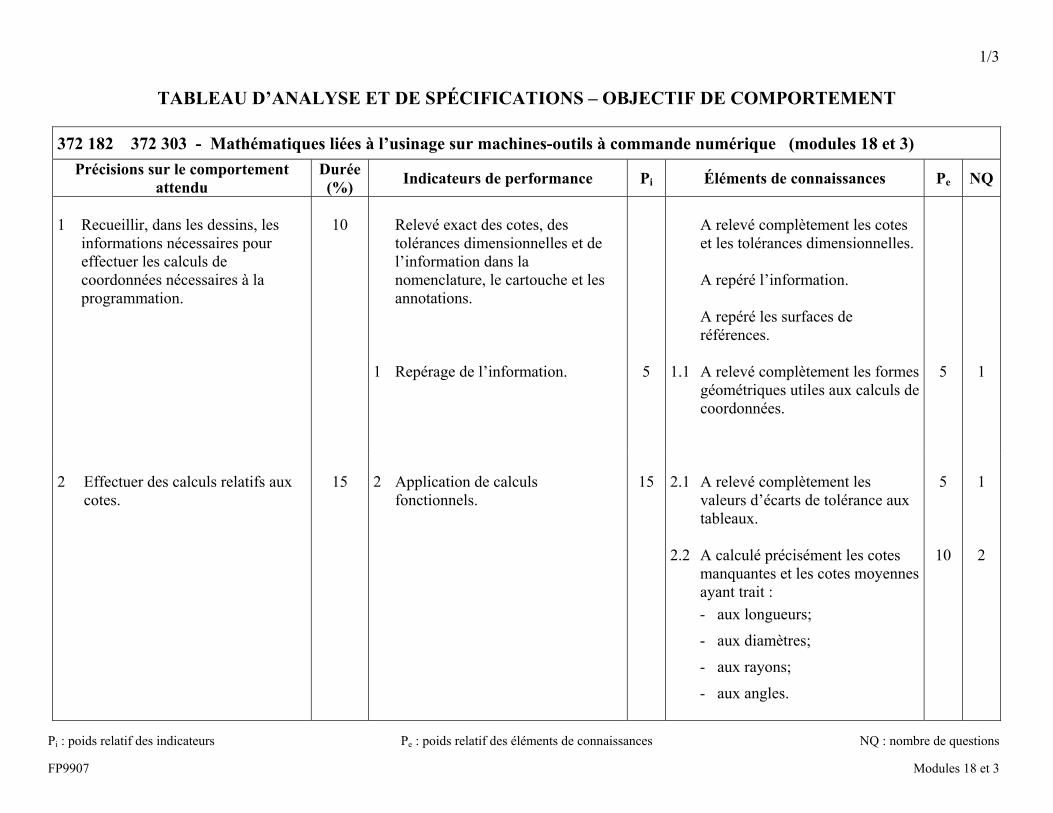
1/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments de connaissances NQ : nombre de questions FP9907 Modules 18 et 3
372 182 372 303 - Mathématiques liées à l’usinage sur machines-outils à commande numérique (modules 18 et 3) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments de connaissances Pe NQ
1 Recueillir, dans les dessins, les
informations nécessaires pour effectuer les calculs de coordonnées nécessaires à la programmation.
10
Relevé exact des cotes, des
tolérances dimensionnelles et de l’information dans la nomenclature, le cartouche et les annotations.
1 Repérage de l’information.
5
A relevé complètement les cotes et les tolérances dimensionnelles.
A repéré l’information. A repéré les surfaces de références.
1.1 A relevé complètement les formes
géométriques utiles aux calculs de coordonnées.
5
1
2 Effectuer des calculs relatifs aux
cotes.
15
2 Application de calculs
fonctionnels.
15
2.1 A relevé complètement les
valeurs d’écarts de tolérance aux tableaux.
2.2 A calculé précisément les cotes
manquantes et les cotes moyennes ayant trait : - aux longueurs;
- aux diamètres;
- aux rayons;
- aux angles.
5
10
1 2
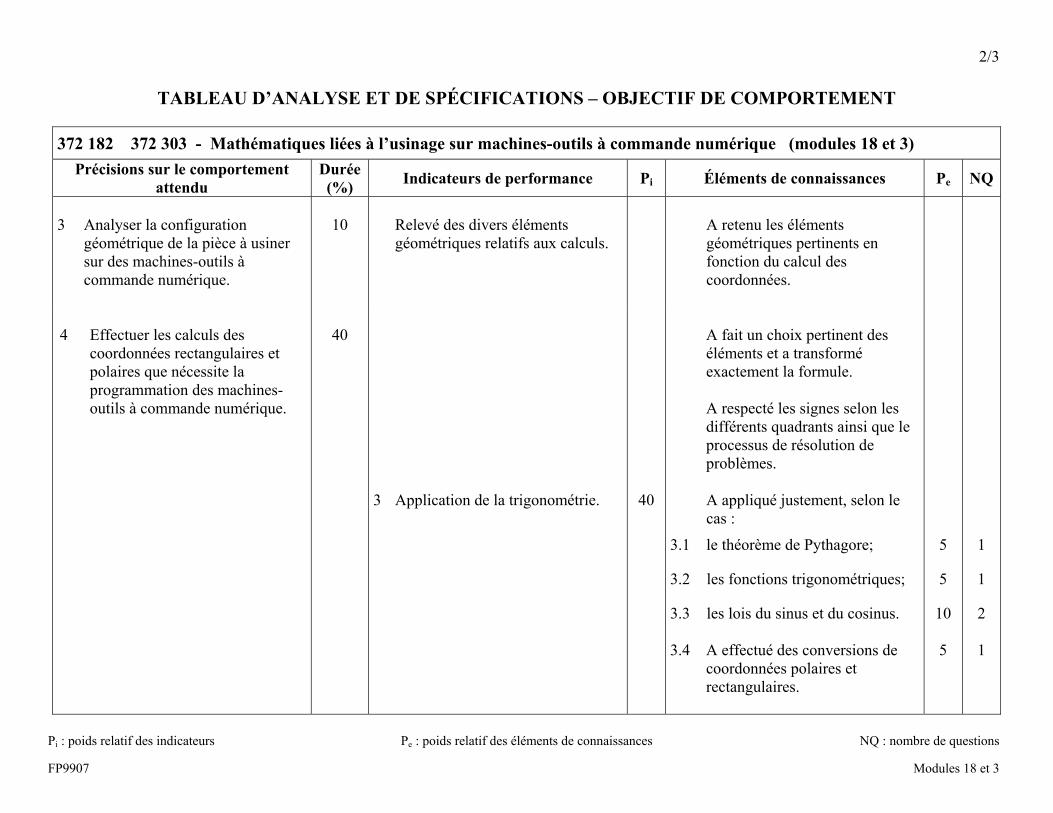
2/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments de connaissances NQ : nombre de questions FP9907 Modules 18 et 3
372 182 372 303 - Mathématiques liées à l’usinage sur machines-outils à commande numérique (modules 18 et 3) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments de connaissances Pe NQ
3 Analyser la configuration
géométrique de la pièce à usiner sur des machines-outils à commande numérique.
10
Relevé des divers éléments
géométriques relatifs aux calculs.
A retenu les éléments
géométriques pertinents en fonction du calcul des coordonnées.
4 Effectuer les calculs des
coordonnées rectangulaires et polaires que nécessite la programmation des machines-outils à commande numérique.
40
3 Application de la trigonométrie.
40
A fait un choix pertinent des éléments et a transformé exactement la formule.
A respecté les signes selon les différents quadrants ainsi que le processus de résolution de problèmes.
A appliqué justement, selon le
cas :
3.1 le théorème de Pythagore;
3.2 les fonctions trigonométriques;
3.3 les lois du sinus et du cosinus. 3.4 A effectué des conversions de
coordonnées polaires et rectangulaires.
5
5
10 5
1
1
2 1
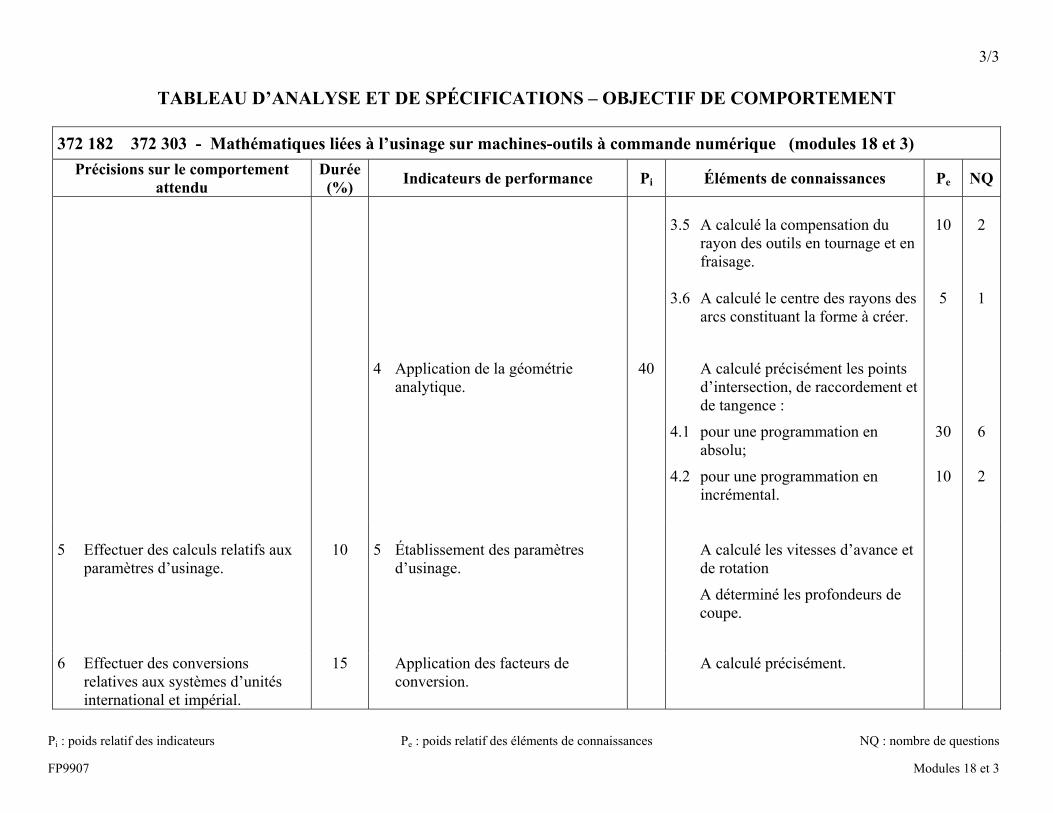
3/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments de connaissances NQ : nombre de questions FP9907 Modules 18 et 3
372 182 372 303 - Mathématiques liées à l’usinage sur machines-outils à commande numérique (modules 18 et 3) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments de connaissances Pe NQ
3.5 A calculé la compensation du
rayon des outils en tournage et en fraisage.
3.6 A calculé le centre des rayons des
arcs constituant la forme à créer.
10 5
2 1
4 Application de la géométrie analytique.
40 A calculé précisément les points d’intersection, de raccordement et de tangence :
4.1 pour une programmation en absolu;
4.2 pour une programmation en incrémental.
30
10
6
2
5 Effectuer des calculs relatifs aux
paramètres d’usinage.
10
5 Établissement des paramètres
d’usinage.
A calculé les vitesses d’avance et de rotation
A déterminé les profondeurs de coupe.
6 Effectuer des conversions relatives aux systèmes d’unités international et impérial.
15 Application des facteurs de conversion.
A calculé précisément.
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE (DEP 5223)
USINAGE SUR MOCN (ASP 5224)
Programmation manuelle d’un tour à commande numérique
Modules 19 et 4
372 194
Épreuve pratique
372 194 1
FP0007 Modules 19 et 4
SCÉNARIO DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
La première partie de l’épreuve est faite en classe. Le début de la deuxième partie doit être administré à autant de candidates ou de candidats qu’il y a de postes informatiques dans le local. Le nombre de candidates ou de candidats pour la fin de la deuxième partie est fonction du nombre de machines-outils.
2 DESCRIPTION DE L’ÉPREUVE
Dans la première partie de l’épreuve, la tâche de la candidate ou du candidat consiste à programmer des opérations de tournage parallèle et angulaire, de rainurage et de filetage sur des diamètres extérieurs; elle ou il devra utiliser un cycle de dégrossissage et de finition. Dans la deuxième partie de l’épreuve, la candidate ou le candidat devra transcrire son programme sur un support informatique et le communiquer à la machine-outil où elle ou il apportera des corrections. La candidate ou le candidat a droit à toute forme de documentation telle que notes de cours, paramètres d’outils de coupe, manuel du fabricant, Machinery’s Handbook. Les paramètres de l’acier seront utilisés.
3 DÉROULEMENT D’ÉPREUVE
3.1 ÉTAPES DE DÉROULEMENT
PREMIÈRE PARTIE : Rédaction du programme Avant la première partie • Expliquer le déroulement de l’épreuve aux candidates et aux candidats. • Fournir à chaque candidate ou candidat :
- les étapes de déroulement de l’épreuve;
372 194 2
FP0007 Modules 19 et 4
- le plan de la pièce à programmer;
- la séquence des opérations déjà complétée;
- un schéma des parcours d’outils;
- des feuilles du « Tableau des coordonnées »;
- des feuilles du « Manuscrit de programmation ». Pendant la première partie • La candidate ou le candidat complète le « Tableau des coordonnées ».
Noter sur la fiche d’évaluation. • La candidate ou le candidat complète le « Manuscrit de programmation ».
Noter sur la fiche d’évaluation. DEUXIÈME PARTIE : Insertion du programme Avant la deuxième partie • Fournir une disquette vierge à chaque candidate ou candidat. • Assigner un poste informatique à chaque candidate ou candidat. Pendant la deuxième partie • La candidate ou le candidat transcrit le manuscrit de programmation sur une
disquette à l’aide d’un support informatique. Noter sur la fiche d’évaluation.
• La candidate ou le candidat communique son programme à la machine-outil.
Noter sur la fiche d’évaluation. • La candidate ou le candidat vérifie la justesse des données.
Noter sur la fiche d’évaluation.

372 194 3
FP0007 Modules 19 et 4
Après la deuxième partie La candidate ou le candidat remet la documentation qui lui a été fournie ainsi que l’examen servant à l’évaluation.
3.2 RÉUSSITE DE L’ÉPREUVE Le seuil de réussite de cette épreuve est de 60 points pour la première partie et de 25 points pour la deuxième. En cas d’échec d’une partie, la candidate ou le candidat reprend la partie échouée.
3.3 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de cette épreuve est de deux heures pour la première partie et d’une heure pour la deuxième partie.
372 194 1
FP0007 Modules 19 et 4
FICHE D’ÉVALUATION
TECHNIQUES D’USINAGE Code du programme : 5223 USINAGE SUR MACHINES-OUTILS À COMMANDE NUMÉRIQUE Code du programme : 5224 Nos 19 et 4 – Programmation manuelle d’un tour à commande numérique Code du cours : 372 194 Nom de la candidate ou du candidat : _____________________________________________________________ École :________________________________________ Code permanent : ______________________________ Date de l’épreuve :_______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :____________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON
PREMIÈRE PARTIE : RÉDACTION DU PROGRAMME
1 Rédaction du programme.
1.1 A repéré les vitesses de coupe et les avances.
1.2 A calculé précisément les coordonnées cartésiennes et polaires, selon le cas.
1.3 A déterminé exactement la position des points de début et de fin de course des outils.
1.4 A élaboré un programme bien structuré :
- changement d’outils;
- détermination du début et de la fin des cycles fixes;
- ouverture et fermeture de l’arrosage.
1.5 A inséré justement les paramètres d’usinage propres au
tournage.
1.6 A respecté la séquence des opérations.
0 ou 10
0 ou 10
0 ou 10
0 ou 10
0 ou 10
0 ou 10
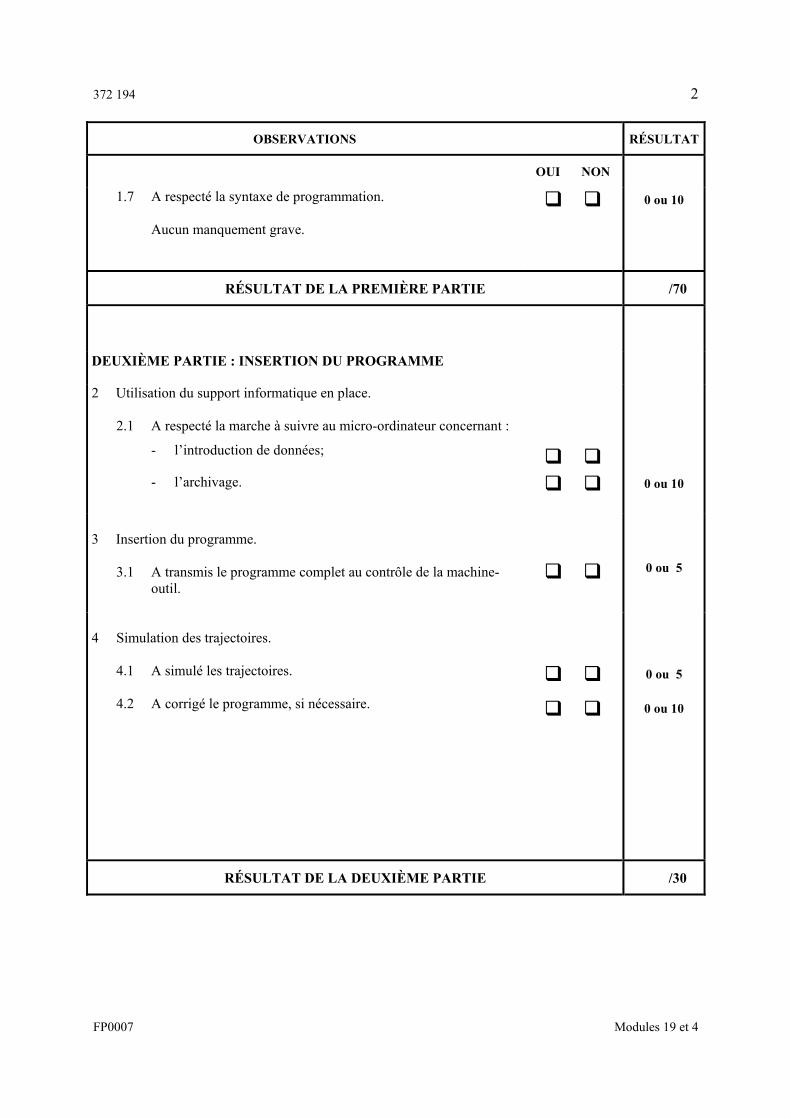
372 194 2
FP0007 Modules 19 et 4
OBSERVATIONS RÉSULTAT
OUI NON
1.7 A respecté la syntaxe de programmation.
Aucun manquement grave.
0 ou 10
RÉSULTAT DE LA PREMIÈRE PARTIE /70
DEUXIÈME PARTIE : INSERTION DU PROGRAMME
2 Utilisation du support informatique en place.
2.1 A respecté la marche à suivre au micro-ordinateur concernant :
- l’introduction de données;
- l’archivage.
0 ou 10
3 Insertion du programme.
3.1 A transmis le programme complet au contrôle de la machine-outil.
0 ou 5
4 Simulation des trajectoires.
4.1 A simulé les trajectoires.
4.2 A corrigé le programme, si nécessaire.
0 ou 5
0 ou 10
RÉSULTAT DE LA DEUXIÈME PARTIE /30
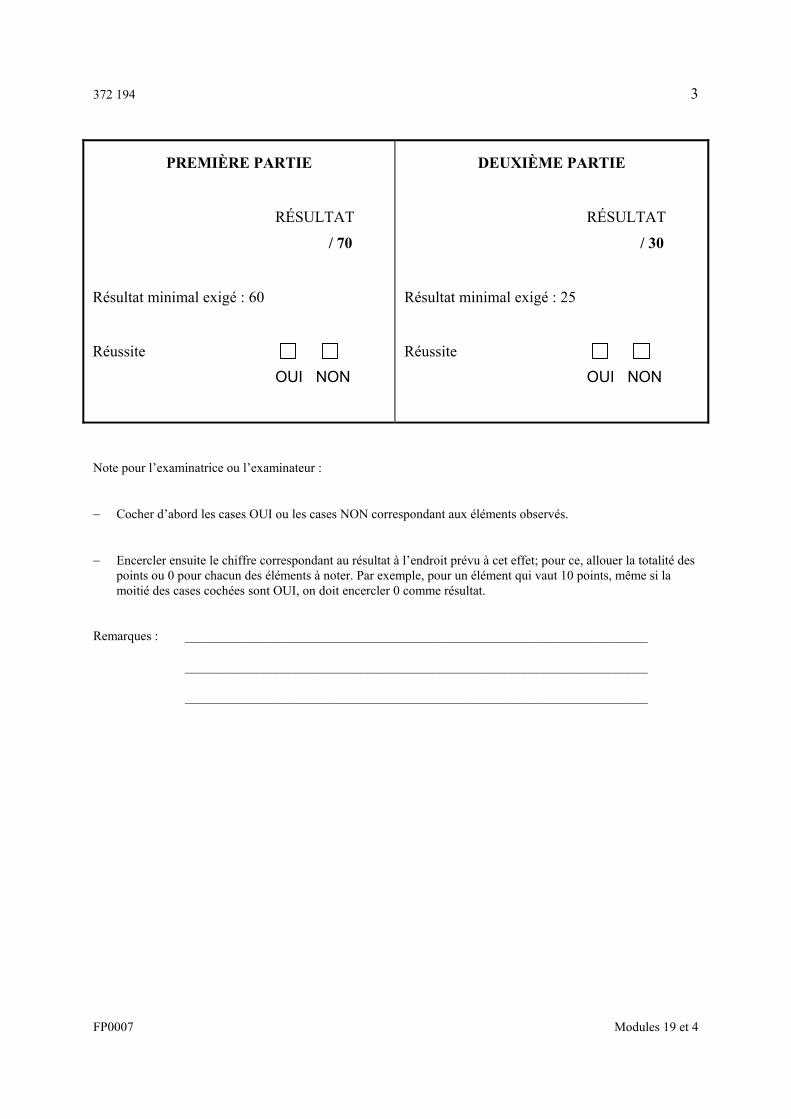
372 194 3
FP0007 Modules 19 et 4
PREMIÈRE PARTIE RÉSULTAT
/ 70 Résultat minimal exigé : 60 Réussite OUI NON
DEUXIÈME PARTIE
RÉSULTAT
/ 30 Résultat minimal exigé : 25 Réussite OUI NON
Note pour l’examinatrice ou l’examinateur : − Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés. − Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet; pour ce, allouer la totalité des
points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
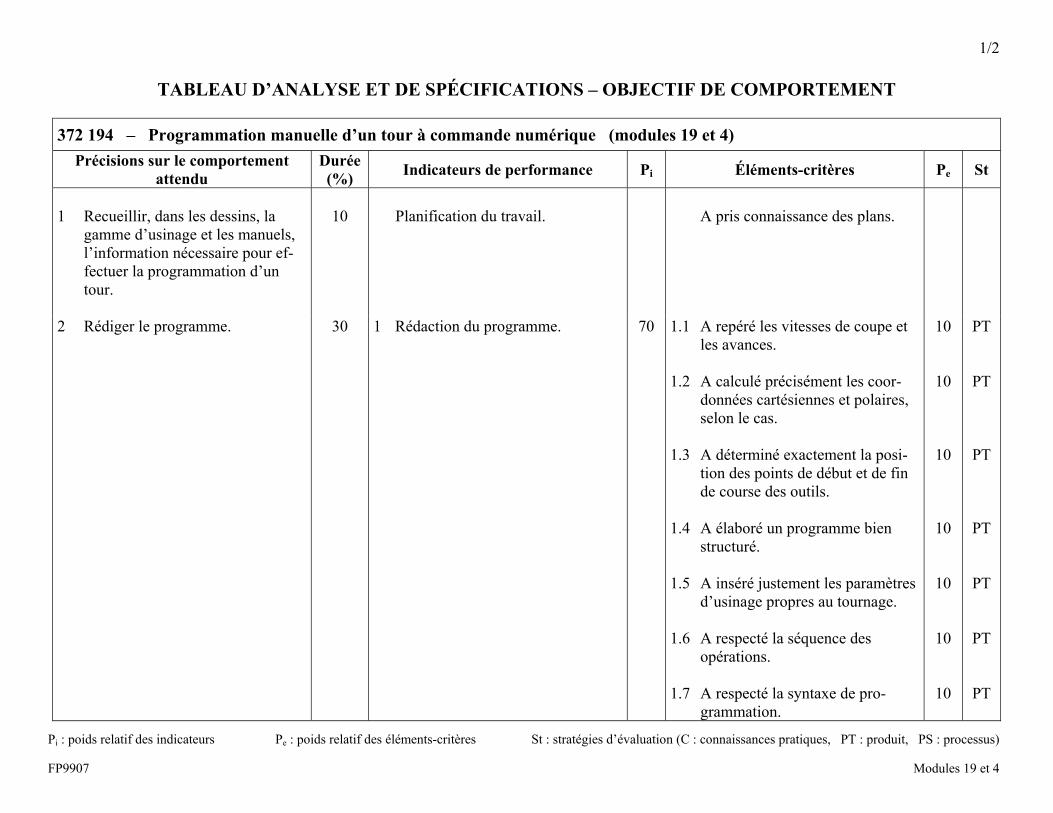
1/2
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Modules 19 et 4
372 194 – Programmation manuelle d’un tour à commande numérique (modules 19 et 4) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Recueillir, dans les dessins, la
gamme d’usinage et les manuels, l’information nécessaire pour ef-fectuer la programmation d’un tour.
10
Planification du travail.
A pris connaissance des plans.
2 Rédiger le programme. 30 1 Rédaction du programme.
70 1.1 A repéré les vitesses de coupe et les avances.
1.2 A calculé précisément les coor-
données cartésiennes et polaires, selon le cas.
1.3 A déterminé exactement la posi-
tion des points de début et de fin de course des outils.
1.4 A élaboré un programme bien
structuré. 1.5 A inséré justement les paramètres
d’usinage propres au tournage. 1.6 A respecté la séquence des
opérations. 1.7 A respecté la syntaxe de pro-
grammation.
10
10
10
10
10
10
10
PT
PT
PT
PT
PT
PT
PT
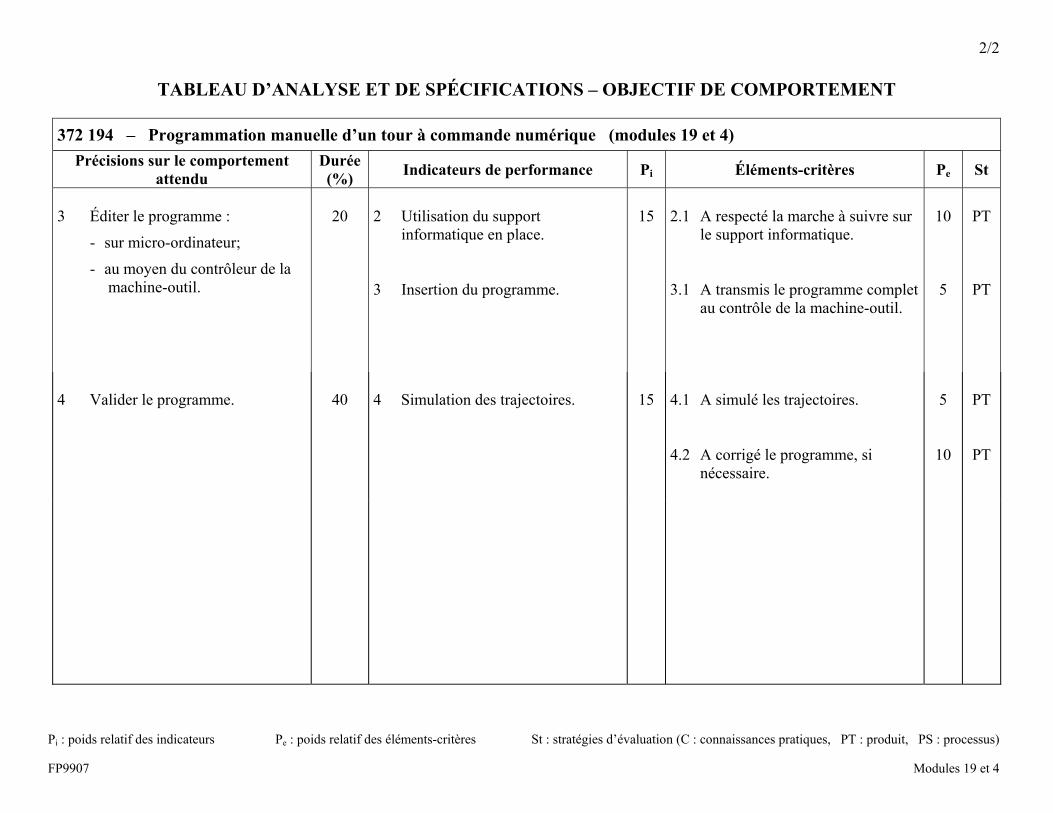
2/2
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Modules 19 et 4
372 194 – Programmation manuelle d’un tour à commande numérique (modules 19 et 4) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
3 Éditer le programme :
- sur micro-ordinateur;
- au moyen du contrôleur de la machine-outil.
20
2 Utilisation du support
informatique en place. 3 Insertion du programme.
15
2.1 A respecté la marche à suivre sur
le support informatique. 3.1 A transmis le programme complet
au contrôle de la machine-outil.
10 5
PT
PT
4 Valider le programme.
40
4 Simulation des trajectoires.
15
4.1 A simulé les trajectoires. 4.2 A corrigé le programme, si
nécessaire.
5
10
PT
PT
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE (DEP 5223)
USINAGE SUR MOCN (ASP 5224)
Usinage de pièces simples au tour à commande numérique
Modules 20 et 5
372 206
Épreuve pratique
372 206 1
FP0007 Modules 20 et 5
SCÉNARIO DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
La première partie de cette épreuve est faite en classe. La partie pratique de cette épreuve peut être administrée à un maximum de cinq candidates ou candidats. La candidate ou le candidat devra respecter les étapes de déroulement de l’épreuve et faire évaluer son travail en cours d’exécution. La candidate ou le candidat doit prendre les mesures de sécurité tout au long de l’épreuve. Tout manquement majeur entraîne l’arrêt immédiat de l’épreuve. La candidate ou le candidat qui refusera de faire l’entretien de son poste de travail (machine-outil et aire de travail) après l’épreuve se verra attribuer un échec.
2 DESCRIPTION DE L’ÉPREUVE
Dans la première partie de l’épreuve, la candidate ou le candidat doit choisir les outils de coupe et déterminer les paramètres d’usinage. Dans la deuxième partie de l’épreuve, pour démontrer sa compétence, elle ou il doit compléter le programme, réaliser une pièce de complexité moyenne comportant des opérations de tournage extérieur telles que : dressage, ébauche, finition, rainurage, filetage, tournage conique et chanfreinage. Le profil de la pièce devra comporter deux arcs et une partie conique. La candidate ou le candidat doit usiner deux pièces : un prototype et une pièce finale. Le matériau utilisé sera de l’acier.
372 206 2
FP0007 Modules 20 et 5
3 DÉROULEMENT D’ÉPREUVE
3.1 ÉTAPES DE DÉROULEMENT
PREMIÈRE PARTIE : PLANIFICATION DU TRAVAIL Avant la première partie Expliquer aux candidates ou aux candidats les étapes de déroulement de l’épreuve. Assigner un poste de travail à chaque candidate ou candidat. Fournir à chaque candidate ou candidat une gamme d’usinage incomplète ou une démarche opérationnelle incomplète sur laquelle elle ou il devra inscrire les outils de coupe ainsi que leurs paramètres. Fournir à chaque candidate ou candidat un programme incomplet au plan des paramètres d’usinage. Fournir à chaque candidate ou candidat un parcours d’outils et un tableau des coordonnées complété. Fournir un tapuscrit avec des éléments de programmation à compléter. À titre indicatif, une demi-heure est accordée pour la première partie. Pendant la première partie Les candidates ou les candidats doivent introduire les paramètres d’usinage au tapuscrit de programmation. Après la première partie Corriger la première partie et aviser la candidate ou le candidat le plus tôt possible qu’elle ou il peut poursuivre l’épreuve, sinon leur fournir les bonnes réponses. Noter sur la fiche d’évaluation (Première partie).
372 206 3
FP0007 Modules 20 et 5
DEUXIÈME PARTIE : EXÉCUTION DE LA PIÈCE Avant la deuxième partie Assigner une machine-outil à chaque candidate ou candidat. Fournir à chaque candidate ou candidat le programme corrigé et réalisé dans le cadre de la première partie ainsi que la gamme d’usinage ou la démarche complétée. Fournir deux pièces d’acier à chaque candidate ou candidat. À titre indicatif, quatre heures sont accordées pour la deuxième partie. Pendant la deuxième partie La candidate ou le candidat : 1re étape : • a vérifié l’état de la machine-outil et des accessoires de montage;
• a installé correctement les accessoires de montage sur la machine-outil.
Noter sur la fiche d’évaluation. 2e étape : • a simulé la trajectoire des outils selon le mode disponible sur la
machine-outil :
- simulation graphique;
- essai à vide semi-automatique;
- essai à vide en mode automatique. Noter sur la fiche d’évaluation. 3e étape : • a vérifié l’état des outils de coupe et usiné un prototype en apportant
les correctifs :
- décalage des outils; - paramètres d’usinage;
• a confirmé la validité des correctifs;
• a usiné la pièce finale. Noter sur la fiche d’évaluation.
372 206 4
FP0007 Modules 20 et 5
Après la deuxième partie Vérifier si la candidate ou le candidat : - a respecté les dimensions, les tolérances et la forme de la pièce; - a respecté les limites permises quant à la finition requise; - a ébavuré et nettoyé la pièce réalisée; - a mesuré correctement les dimensions de la pièce.
Noter sur la fiche d’évaluation.
3.2 RÉUSSITE DE L’ÉPREUVE
Le seuil de réussite pour la partie théorique est de 10 sur une possibilité de 15. Le seuil de réussite de la deuxième partie est de 70 sur 85. En cas d’échec d’une partie, la candidate ou le candidat reprend la partie échouée.
3.3 DURÉE DE L’ÉPREUVE À titre indicatif, la durée de l’épreuve est de trente minutes pour la première partie et de quatre heures pour la deuxième partie.
372 206 1
FP0007 Modules 20 et 5
FICHE D’ÉVALUATION
TECHNIQUES D’USINAGE Code du programme : 5223 USINAGE SUR MACHINES-OUTILS À COMMANDE NUMÉRIQUE Code du programme : 5224 Nos 20 et 5 – Usinage de pièces simples au tour à commande numérique Code du cours : 372 206 Nom de la candidate ou du candidat : _____________________________________________________________ École :________________________________________ Code permanent : ______________________________ Date de l’épreuve :______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :____________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON
PREMIÈRE PARTIE : PLANIFICATION DU TRAVAIL
1 Choix des outils de coupe et des paramètres d’usinage.
1.1 A choisi judicieusement les outils de coupe.
1.2 A déterminé les paramètres d’usinage.
0 ou 5
0 ou 10
RÉSULTAT DE LA PREMIÈRE PARTIE
/15
372 206 2
FP0007 Modules 20 et 5
OBSERVATIONS RÉSULTAT
OUI NON DEUXIÈME PARTIE : EXÉCUTION DE LA PIÈCE
2 Édition au contrôle de la machine-outil.
2.1 A édité le programme au moyen du contrôle de la machine-outil.
0 ou 5
2.2 A vérifié la présence et la justesse des données ajoutées au programme.
0 ou 5
3 Opération de démarrage.
3.1 A installé correctement les mâchoires du mandrin.
0 ou 10
4 Insertion des données nécessaires.
4.1 A installé correctement les outils de coupe et les buses d’arrosage.
0 ou 10
4.2 A réglé les décalages d’outils, les avances d’usinage, les vitesses de rotation et les buses d'arrosage.
Point de vérification
0 ou 10
5 Simulation à la machine-outil.
5.1 A simulé les trajectoires d’outils en fonction des possibilités du tour à commande numérique.
0 ou 10
6 Conduite du tour à commande numérique.
6.1 A réglé les variateurs des avances et des vitesses de rotation.
0 ou 5
7 Vérification de la conformité de la pièce.
7.1 A vérifié la conformité de la pièce avec le dessin.
0 ou 30
372 206 3
FP0007 Modules 20 et 5
OBSERVATIONS RÉSULTAT
OUI NON
RÈGLE DE VERDICT
A nettoyé le poste et l’aire de travail. A respecté les règles de santé et de sécurité.
RÉSULTAT DE LA DEUXIÈME PARTIE /85
PREMIÈRE PARTIE RÉSULTAT
/ 15 Résultat minimal exigé : 10 Réussite OUI NON
DEUXIÈME PARTIE
RÉSULTAT
/ 85 Résultat minimal exigé : 70 Réussite OUI NON
Note pour l’examinatrice ou l’examinateur : − Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés. − Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet; pour ce, allouer la totalité des
points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
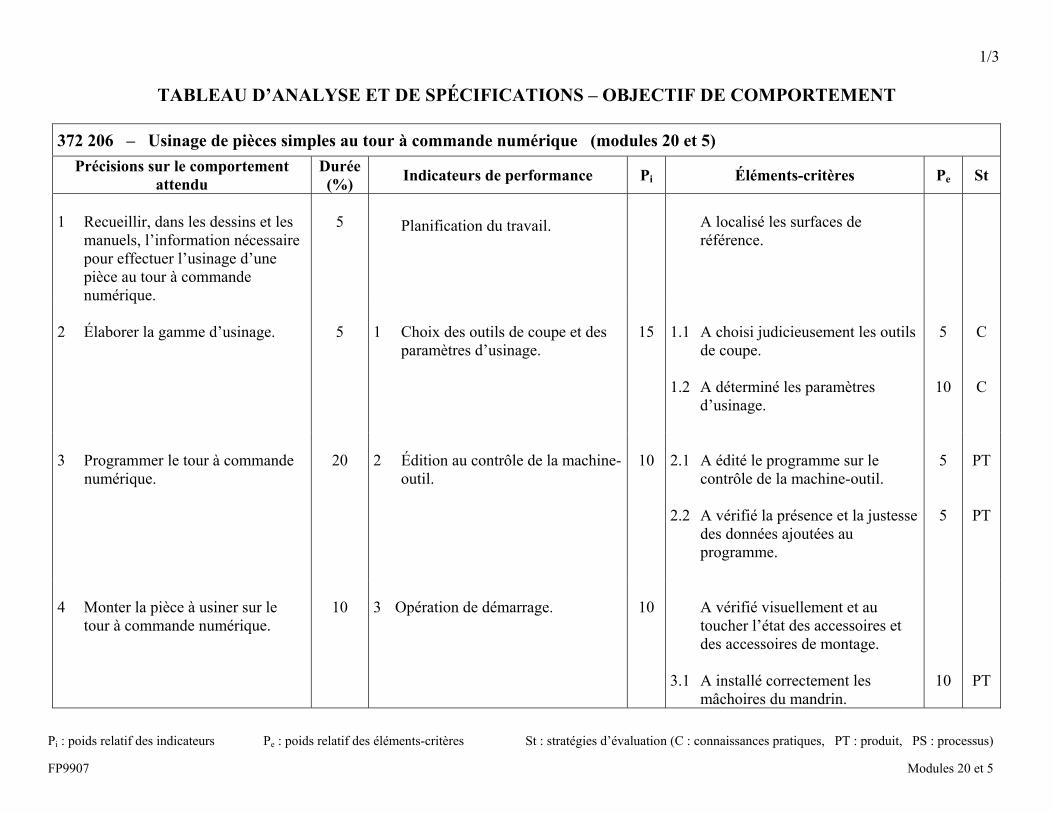
1/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Modules 20 et 5
372 206 – Usinage de pièces simples au tour à commande numérique (modules 20 et 5) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Recueillir, dans les dessins et les
manuels, l’information nécessaire pour effectuer l’usinage d’une pièce au tour à commande numérique.
5
Planification du travail.
A localisé les surfaces de
référence.
2 Élaborer la gamme d’usinage.
5
1 Choix des outils de coupe et des
paramètres d’usinage.
15
1.1 A choisi judicieusement les outils
de coupe. 1.2 A déterminé les paramètres
d’usinage.
5
10
C
C
3 Programmer le tour à commande
numérique.
20
2 Édition au contrôle de la machine-
outil.
10
2.1 A édité le programme sur le
contrôle de la machine-outil. 2.2 A vérifié la présence et la justesse
des données ajoutées au programme.
5 5
PT
PT
4 Monter la pièce à usiner sur le
tour à commande numérique.
10
3 Opération de démarrage.
10
A vérifié visuellement et au toucher l’état des accessoires et des accessoires de montage.
3.1 A installé correctement les
mâchoires du mandrin.
10
PT
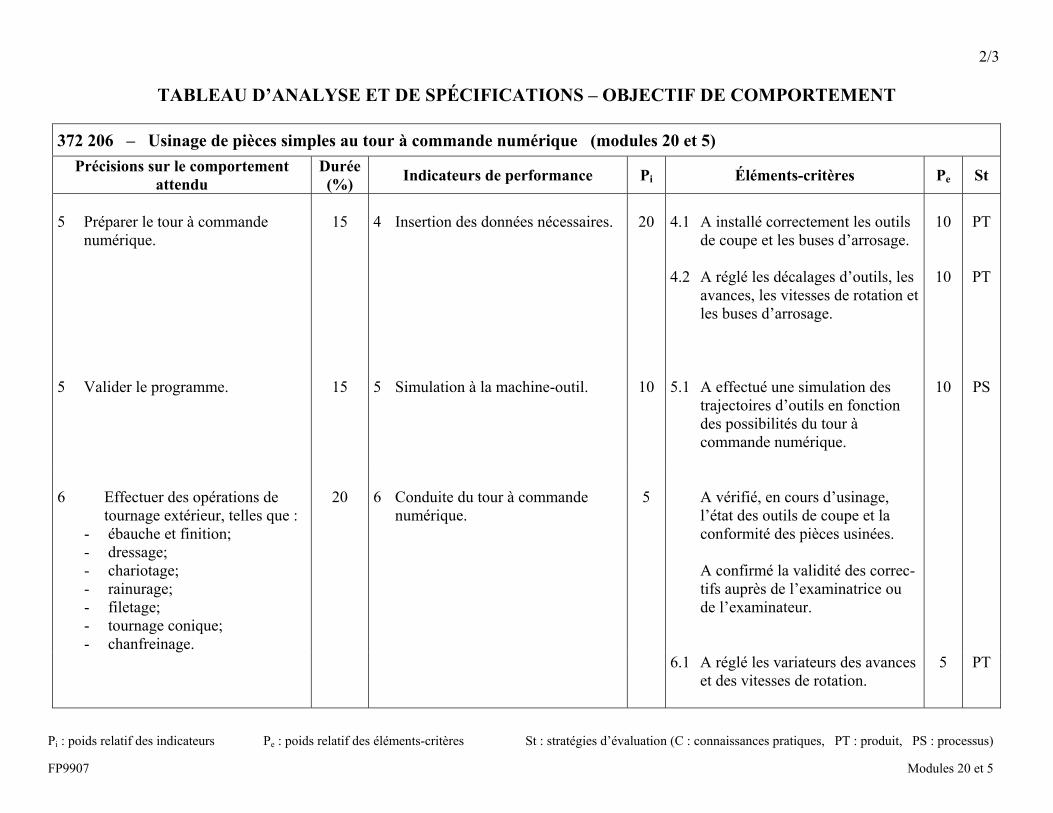
2/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Modules 20 et 5
372 206 – Usinage de pièces simples au tour à commande numérique (modules 20 et 5) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
5 Préparer le tour à commande
numérique.
15
4 Insertion des données nécessaires.
20
4.1 A installé correctement les outils
de coupe et les buses d’arrosage. 4.2 A réglé les décalages d’outils, les
avances, les vitesses de rotation et les buses d’arrosage.
10
10
PT
PT
5 Valider le programme.
15
5 Simulation à la machine-outil.
10
5.1 A effectué une simulation des
trajectoires d’outils en fonction des possibilités du tour à commande numérique.
10
PS
6 Effectuer des opérations de
tournage extérieur, telles que : - ébauche et finition; - dressage; - chariotage; - rainurage; - filetage; - tournage conique; - chanfreinage.
20
6 Conduite du tour à commande
numérique.
5
A vérifié, en cours d’usinage,
l’état des outils de coupe et la conformité des pièces usinées.
A confirmé la validité des correc-tifs auprès de l’examinatrice ou de l’examinateur.
6.1 A réglé les variateurs des avances et des vitesses de rotation.
5 PT
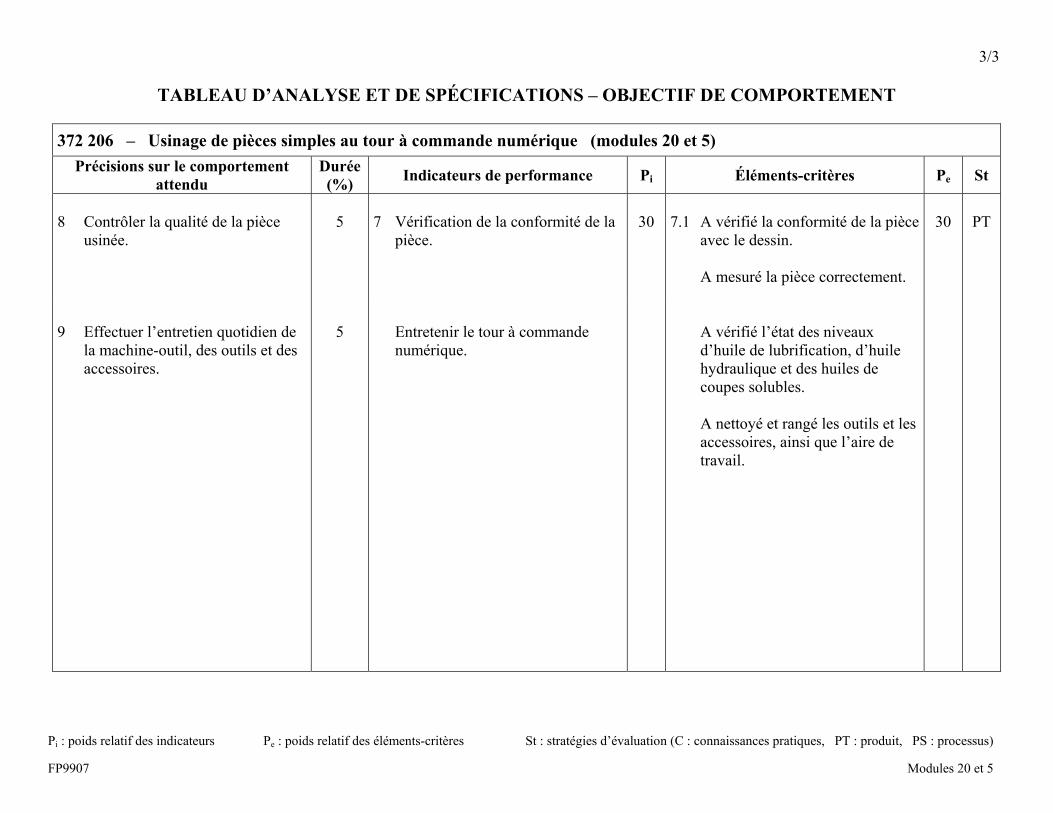
3/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Modules 20 et 5
372 206 – Usinage de pièces simples au tour à commande numérique (modules 20 et 5) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
8 Contrôler la qualité de la pièce
usinée.
5
7 Vérification de la conformité de la
pièce.
30
7.1 A vérifié la conformité de la pièce
avec le dessin.
A mesuré la pièce correctement.
30
PT
9 Effectuer l’entretien quotidien de
la machine-outil, des outils et des accessoires.
5
Entretenir le tour à commande numérique.
A vérifié l’état des niveaux d’huile de lubrification, d’huile hydraulique et des huiles de coupes solubles.
A nettoyé et rangé les outils et les accessoires, ainsi que l’aire de travail.
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE (DEP 5223)
USINAGE SUR MOCN (ASP 5224) FABRICATION DE MOULES (ASP 5249) Programmation manuelle d’un centre d’usinage Modules 21, 6 et 5 372 214
Épreuve pratique
372 214 1
FP0007 Modules 21, 6 et 5
SCÉNARIO DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
La première partie de l’épreuve est faite en classe. Le début de la deuxième partie doit être administré à autant de candidates ou candidats qu’il y a de postes informatiques dans le local. Le nombre de candidates ou de candidats pour la fin de la deuxième partie dépend du nombre de machines-outils.
2 DESCRIPTION DE L’ÉPREUVE
Dans la première partie de l’épreuve, la tâche de la candidate ou du candidat consiste à programmer des opérations de surfaçage, de contournage, de rainurage, de perçage et d’usinage de cavités. Le matériel utilisé devra avoir un faible indice d’usinabilité. Dans la deuxième partie de l’épreuve, la candidate ou le candidat devra transcrire son programme sur un support informatique et le communiquer à la machine-outil où elle ou il apportera des corrections. La candidate ou le candidat a droit à toute forme de documentation telle que notes de cours, paramètres d’outils de coupe, manuel du fabricant, Machinery’s Handbook. Les paramètres pour un matériau à faible indice d’usinabilité seront utilisés.
3 DÉROULEMENT D’ÉPREUVE
3.1 ÉTAPES DE DÉROULEMENT
PREMIÈRE PARTIE : RÉDACTION DU PROGRAMME Avant la première partie • Expliquer le déroulement de l’épreuve aux candidates et candidats.
372 214 2
FP0007 Modules 21, 6 et 5
• Fournir à chaque candidate ou candidat :
- les étapes de déroulement de l’épreuve;
- le plan de la pièce à programmer;
- la séquence des opérations déjà complétée;
- un schéma des parcours d’outils;
- des feuilles du « Tableau des coordonnées »;
- des feuilles du « Manuscrit de programmation ». Pendant la première partie • La candidate ou le candidat complète le « Tableau des coordonnées ».
Noter sur la fiche d’évaluation. • La candidate ou le candidat complète le « Manuscrit de programmation ».
Noter sur la fiche d’évaluation.
DEUXIÈME PARTIE : INSERTION DU PROGRAMME
Avant la deuxième partie • Fournir une disquette vierge à chaque candidate ou candidat.
• Assigner un poste informatique à la candidate ou au candidat. Pendant la deuxième partie • La candidate ou le candidat transcrit le manuscrit de programmation sur une
disquette à l’aide d’un support informatique. Noter sur la fiche d’évaluation.
• La candidate ou le candidat communique son programme à la machine-outil. Noter sur la fiche d’évaluation.
• La candidate ou le candidat vérifie la justesse des données. Noter sur la fiche d’évaluation.
372 214 3
FP0007 Modules 21, 6 et 5
Après la deuxième partie La candidate ou le candidat remet la documentation qui lui a été fournie ainsi que l’examen servant à l’évaluation.
3.2 RÉUSSITE DE L’ÉPREUVE
Le seuil de réussite de cette épreuve est de 60 points pour la première partie et de 25 points pour la deuxième. En cas d’échec d’une partie, la candidate ou le candidat reprend la partie échouée.
3.3 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de cette épreuve est de deux heures pour la première partie et d’une heure pour la deuxième partie.
372 214 1
FP0007 Modules 21, 6 et 5
FICHE D’ÉVALUATION
TECHNIQUES D’USINAGE Code du programme : 5223 USINAGE SUR MACHINES-OUTILS À COMMANDE NUMÉRIQUE Code du programme : 5224 FABRICATION DE MOULES Code du programme : 5249 Nos 21, 6 et 5 – Programmation manuelle d’un centre d’usinage Code du cours : 372 214 Nom de la candidate ou du candidat : _____________________________________________________________ École :________________________________________ Code permanent : ______________________________ Date de l’épreuve :______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :____________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON
PREMIÈRE PARTIE : RÉDACTION DU PROGRAMME
1 Rédaction du programme.
1.1 A calculé les vitesses de coupe et les avances.
1.2 A calculé précisément les coordonnées cartésiennes et polaires, selon le cas.
1.3 A déterminé adéquatement la position des points d’approche et de retrait des outils.
1.4 A élaboré un programme bien structuré :
- changement d’outils;
- détermination du début et de la fin des cycles fixes;
- ouverture et fermeture de l’arrosage.
1.5 A inséré justement les paramètres d’usinage propres au fraisage.
1.6 A respecté la gamme d’usinage.
0 ou 10
0 ou 10
0 ou 10
0 ou 10
0 ou 10
0 ou 10
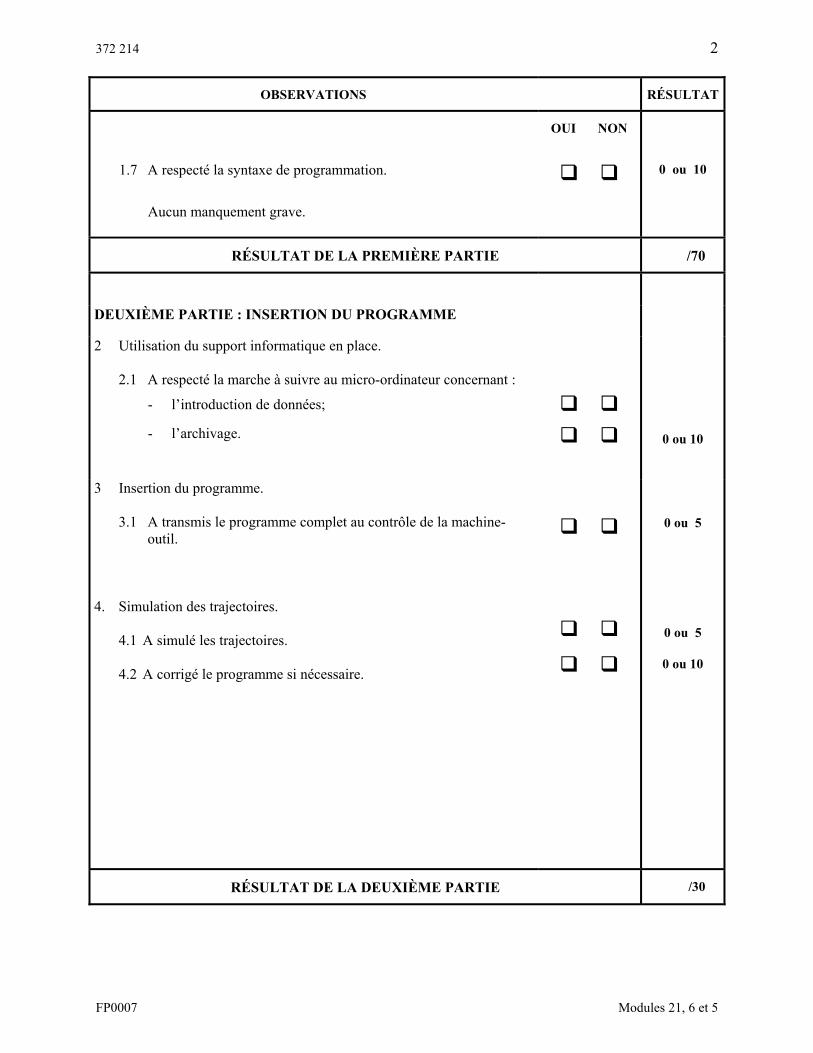
372 214 2
FP0007 Modules 21, 6 et 5
OBSERVATIONS RÉSULTAT
OUI NON
1.7 A respecté la syntaxe de programmation.
Aucun manquement grave.
0 ou 10
RÉSULTAT DE LA PREMIÈRE PARTIE /70
DEUXIÈME PARTIE : INSERTION DU PROGRAMME
2 Utilisation du support informatique en place.
2.1 A respecté la marche à suivre au micro-ordinateur concernant :
- l’introduction de données;
- l’archivage.
0 ou 10
3 Insertion du programme.
3.1 A transmis le programme complet au contrôle de la machine-outil.
4. Simulation des trajectoires.
4.1 A simulé les trajectoires.
4.2 A corrigé le programme si nécessaire.
0 ou 5
0 ou 5
0 ou 10
RÉSULTAT DE LA DEUXIÈME PARTIE /30
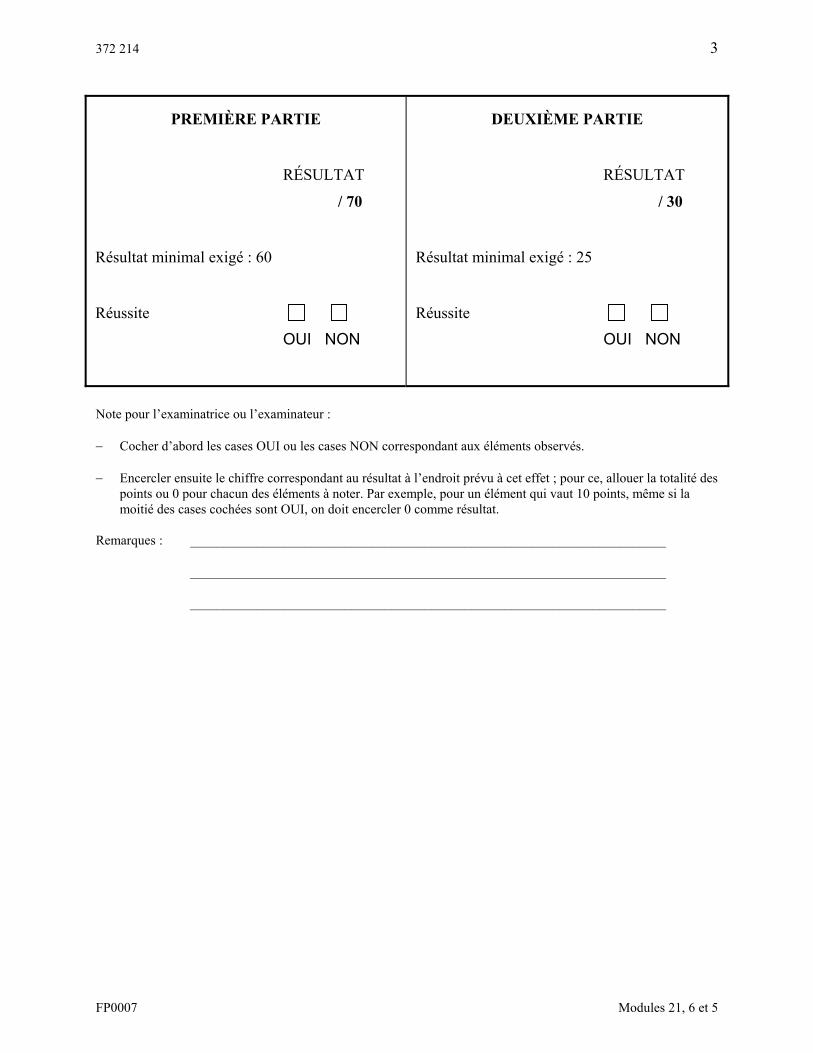
372 214 3
FP0007 Modules 21, 6 et 5
PREMIÈRE PARTIE RÉSULTAT
/ 70 Résultat minimal exigé : 60 Réussite OUI NON
DEUXIÈME PARTIE
RÉSULTAT
/ 30 Résultat minimal exigé : 25 Réussite OUI NON
Note pour l’examinatrice ou l’examinateur : − Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés. − Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet ; pour ce, allouer la totalité des
points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
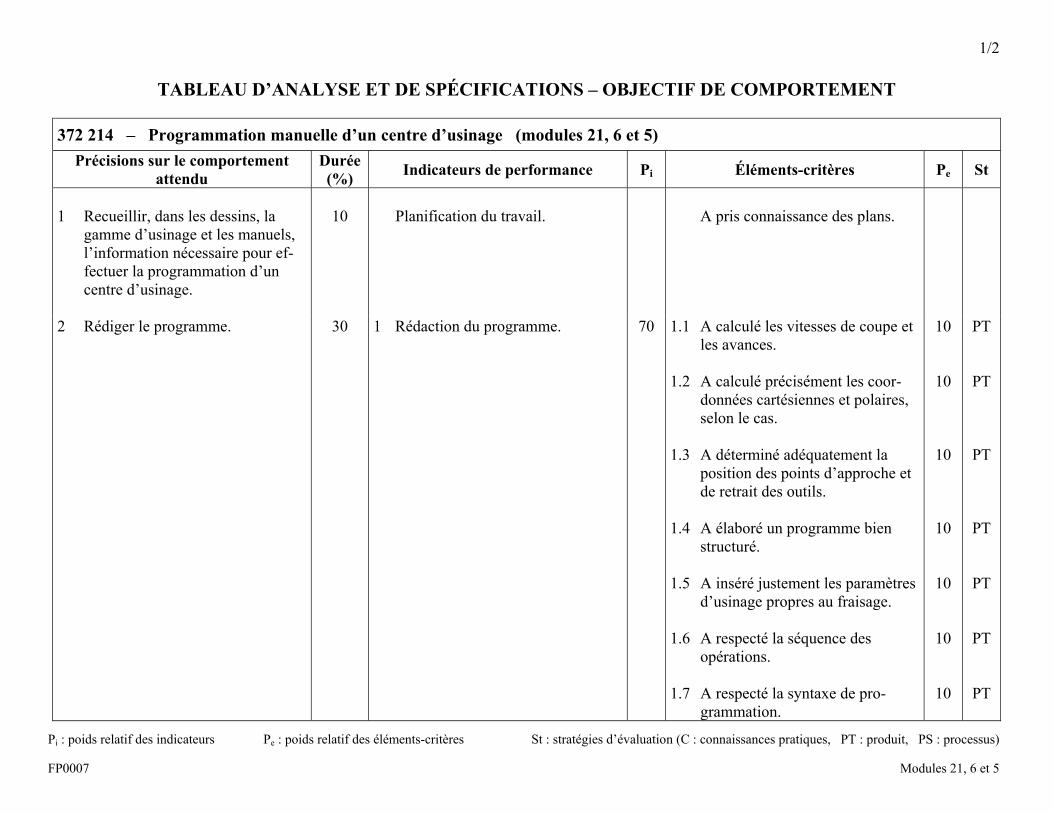
1/2
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0007 Modules 21, 6 et 5
372 214 – Programmation manuelle d’un centre d’usinage (modules 21, 6 et 5) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Recueillir, dans les dessins, la
gamme d’usinage et les manuels, l’information nécessaire pour ef-fectuer la programmation d’un centre d’usinage.
10
Planification du travail.
A pris connaissance des plans.
2 Rédiger le programme. 30 1 Rédaction du programme.
70 1.1 A calculé les vitesses de coupe et les avances.
1.2 A calculé précisément les coor-
données cartésiennes et polaires, selon le cas.
1.3 A déterminé adéquatement la
position des points d’approche et de retrait des outils.
1.4 A élaboré un programme bien
structuré. 1.5 A inséré justement les paramètres
d’usinage propres au fraisage. 1.6 A respecté la séquence des
opérations. 1.7 A respecté la syntaxe de pro-
grammation.
10
10
10
10
10
10
10
PT
PT
PT
PT
PT
PT
PT
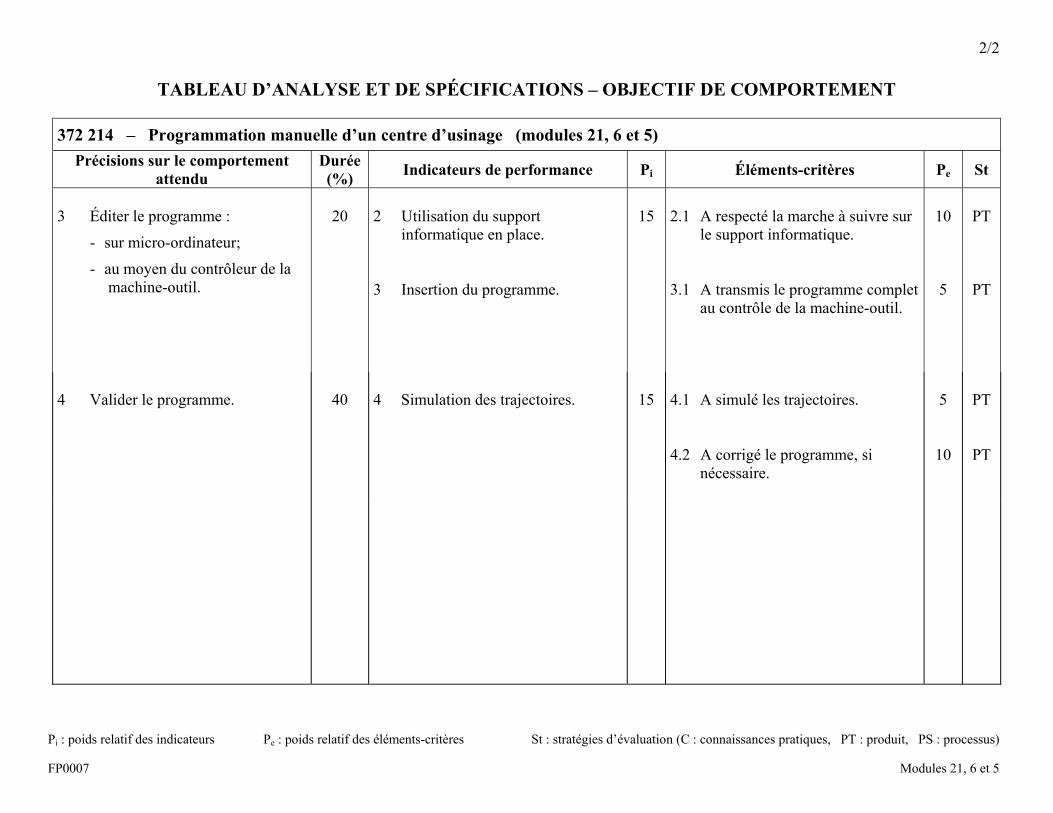
2/2
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0007 Modules 21, 6 et 5
372 214 – Programmation manuelle d’un centre d’usinage (modules 21, 6 et 5) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
3 Éditer le programme :
- sur micro-ordinateur;
- au moyen du contrôleur de la machine-outil.
20
2 Utilisation du support
informatique en place. 3 Insertion du programme.
15
2.1 A respecté la marche à suivre sur
le support informatique. 3.1 A transmis le programme complet
au contrôle de la machine-outil.
10 5
PT
PT
4 Valider le programme.
40
4 Simulation des trajectoires.
15
4.1 A simulé les trajectoires. 4.2 A corrigé le programme, si
nécessaire.
5
10
PT
PT
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE (DEP 5223)
USINAGE SUR MOCN (ASP 5224) FABRICATION DE MOULES (ASP 5249) Usinage de pièces simples au centre d’usinage Modules 22, 7 et 6 372 226
Épreuve pratique
372 226 1
FP0007 Modules 22, 7 et 6
SCÉNARIO DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
La première partie de cette épreuve est faite en classe. La partie pratique de cette épreuve peut être administrée à un maximum de cinq candidates ou candidats. La candidate ou le candidat devra respecter les étapes de déroulement de l’épreuve et faire évaluer son travail en cours d’exécution.
La candidate ou le candidat doit prendre les mesures de sécurité tout au long de l’épreuve. Tout manquement majeur entraîne l’arrêt immédiat de l’épreuve. La candidate ou le candidat qui refusera de faire l’entretien de son poste de travail (machine-outil et aire de travail) après l’épreuve se verra attribuer un échec.
2 DESCRIPTION DE L’ÉPREUVE
Dans la première partie de l’épreuve, la candidate ou le candidat doit compléter une gamme d’usinage ou une démarche opérationnelle ainsi qu’un programme de fraisage. Dans la deuxième partie de l’épreuve, pour démontrer sa compétence, elle ou il doit compléter le programme, réaliser une pièce de complexité moyenne comportant des opérations de surfaçage, de rainurage, de contournage, de perçage et d’usinage de cavités. La candidate ou le candidat doit usiner deux pièces : un prototype et une pièce finale. Le matériau utilisé sera de l’aluminium.
372 226 2
FP0007 Modules 22, 7 et 6
3 DÉROULEMENT D’ÉPREUVE
3.1 ÉTAPES DE DÉROULEMENT
PREMIÈRE PARTIE : PLANIFICATION DU TRAVAIL Avant la première partie Expliquer aux candidates ou aux candidats les étapes de déroulement de l’épreuve. Assigner un poste de travail à chaque candidate ou candidat. Fournir à chaque candidate ou candidat une gamme d’usinage incomplète ou une démarche opérationnelle incomplète sur laquelle elle ou il devra inscrire les outils de coupe ainsi que leurs paramètres. Fournir à chaque candidate ou candidat un programme incomplet au plan des paramètres d’usinage. Fournir à chaque candidate ou candidat un parcours d’outils et un tableau des coordonnées complété. Fournir un tapuscrit avec des éléments de programmation à compléter. À titre indicatif, une demi-heure est accordée pour la première partie. Pendant la première partie Les candidates ou les candidats doivent introduire les paramètres d’usinage au tapuscrit de programmation. Après la première partie Corriger la première partie et aviser la candidate ou le candidat le plus tôt possible qu’elle ou il peut poursuivre l’épreuve, sinon lui fournir les bonnes réponses. Noter sur la fiche d’évaluation (Première partie).
372 226 3
FP0007 Modules 22, 7 et 6
DEUXIÈME PARTIE : EXÉCUTION DE LA PIÈCE Avant la deuxième partie Assigner une machine-outil à chaque candidate ou candidat. Fournir à chaque candidate ou candidat le programme corrigé et réalisé dans le cadre de la première partie ainsi que la gamme d’usinage ou la démarche opérationnelle complétée. Fournir à chaque candidate ou candidat deux pièces d’aluminium. À titre indicatif, quatre heures sont accordées pour la deuxième partie. Pendant la deuxième partie La candidate ou le candidat : 1re étape : • a vérifié l’état de la machine-outil et des accessoires de montage;
• a installé correctement les accessoires de montage sur la machine-outil.
Noter sur la fiche d’évaluation. 2e étape : • a simulé la trajectoire des outils selon le mode disponible sur la
machine-outil :
- simulation graphique;
- essai à vide semi-automatique;
- essai à vide en mode automatique. Noter sur la fiche d’évaluation.
3e étape : • a vérifié l’état des outils de coupe et usiné un prototype en apportant
les correctifs :
- décalage des outils; - paramètres d’usinage;
• a confirmé la validité des correctifs;
• a usiné la pièce finale. Noter sur la fiche d’évaluation.
372 226 4
FP0007 Modules 22, 7 et 6
Après la deuxième partie Vérifier si la candidate ou le candidat : - a respecté les dimensions, les tolérances et la forme de la pièce; - a respecté les limites permises quant à la finition requise; - a ébavuré et nettoyé la pièce réalisée; - a mesuré correctement les dimensions de la pièce.
Noter sur la fiche d’évaluation.
3.2 RÉUSSITE DE L’ÉPREUVE
Le seuil de réussite pour la partie théorique est de 10 sur une possibilité de 15. Le seuil de réussite de la deuxième partie est de 70 sur 85. En cas d’échec d’une partie, la candidate ou le candidat reprend la partie échouée.
3.3 DURÉE DE L’ÉPREUVE À titre indicatif, la durée de l’épreuve est de trente minutes pour la première partie et de quatre heures pour la deuxième.
372 226 1
FP0007 Modules 22, 7 et 6
FICHE D’ÉVALUATION
TECHNIQUES D’USINAGE Code du programme : 5223 USINAGE SUR MACHINES-OUTILS À COMMANDE NUMÉRIQUE Code du programme : 5224 FABRICATION DE MOULES Code du programme : 5249 Nos 22, 7 et 6 – Usinage de pièces simples au centre d’usinage Code du cours : 372 226 Nom de la candidate ou du candidat : _____________________________________________________________ École :________________________________________ Code permanent : ______________________________ Date de l’épreuve :______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :____________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON
PREMIÈRE PARTIE : PLANIFICATION DU TRAVAIL
1 Choix des outils de coupe et des paramètres d’usinage.
1.1 A choisi judicieusement les outils de coupe.
1.2 A déterminé les paramètres d’usinage.
0 ou 5
0 ou 10
RÉSULTAT DE LA PREMIÈRE PARTIE /15
372 226 2
FP0007 Modules 22, 7 et 6
OBSERVATIONS RÉSULTAT
OUI NON
DEUXIÈME PARTIE : EXÉCUTION DE LA PIÈCE
2 Édition au contrôle de la machine-outil.
2.1 A édité le programme au moyen du contrôle de la machine-outil.
0 ou 5
2.2 A vérifié la présence et la justesse des données ajoutées au programme.
0 ou 5
3 Opération de démarrage.
3.1 A installé les accessoires de montage sur la machine-outil.
Point de vérification
0 ou 10
4 Insertion des données nécessaires.
4.1 A installé les outils de coupe et les buses d’arrosage.
0 ou 10
4.2 A réglé les décalages d’outils, les avances d’usinage, les vitesses de rotation et les buses d'arrosage.
0 ou 10
5 Simulation à la machine-outil.
5.1 A simulé les trajectoires d’outils en fonction des possibilités du centre d’usinage.
0 ou 10
6 Conduite du centre d’usinage.
6.1 A réglé les variateurs des avances et des vitesses de rotation.
0 ou 5
7 Vérification de la conformité de la pièce.
7.1 A vérifié la conformité de la pièce avec le dessin.
0 ou 30
372 226 3
FP0007 Modules 22, 7 et 6
OBSERVATIONS RÉSULTAT
OUI NON
RÈGLE DE VERDICT
A nettoyé le poste et l’aire de travail. A respecté les règles de santé et de sécurité.
RÉSULTAT DE LA DEUXIÈME PARTIE /85
PREMIÈRE PARTIE RÉSULTAT
/ 15 Résultat minimal exigé : 10 Réussite OUI NON
DEUXIÈME PARTIE
RÉSULTAT
/ 85 Résultat minimal exigé : 70 Réussite OUI NON
Note pour l’examinatrice ou l’examinateur : − Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés. − Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet; pour ce, allouer la totalité des
points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
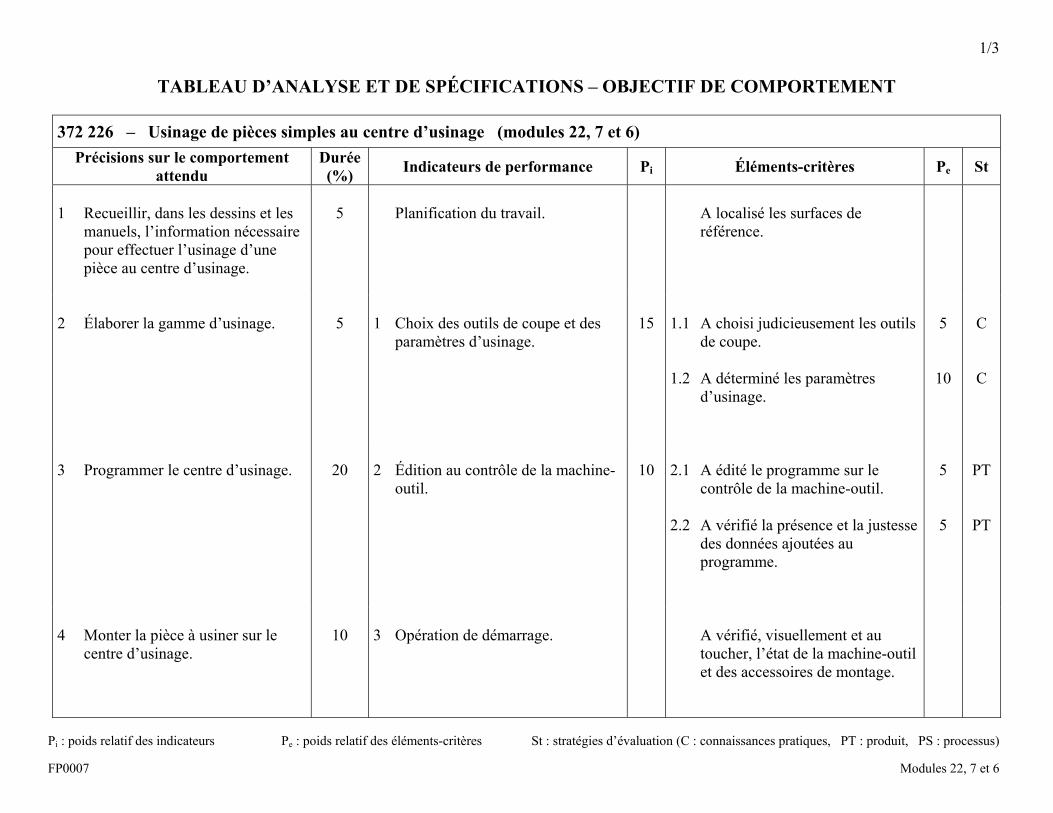
1/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0007 Modules 22, 7 et 6
372 226 – Usinage de pièces simples au centre d’usinage (modules 22, 7 et 6) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Recueillir, dans les dessins et les
manuels, l’information nécessaire pour effectuer l’usinage d’une pièce au centre d’usinage.
5
Planification du travail.
A localisé les surfaces de
référence.
2 Élaborer la gamme d’usinage.
5
1 Choix des outils de coupe et des
paramètres d’usinage.
15
1.1 A choisi judicieusement les outils
de coupe. 1.2 A déterminé les paramètres
d’usinage.
5
10
C
C
3 Programmer le centre d’usinage.
20
2 Édition au contrôle de la machine-
outil.
10
2.1 A édité le programme sur le
contrôle de la machine-outil. 2.2 A vérifié la présence et la justesse
des données ajoutées au programme.
5 5
PT
PT
4 Monter la pièce à usiner sur le
centre d’usinage.
10
3 Opération de démarrage.
A vérifié, visuellement et au
toucher, l’état de la machine-outil et des accessoires de montage.
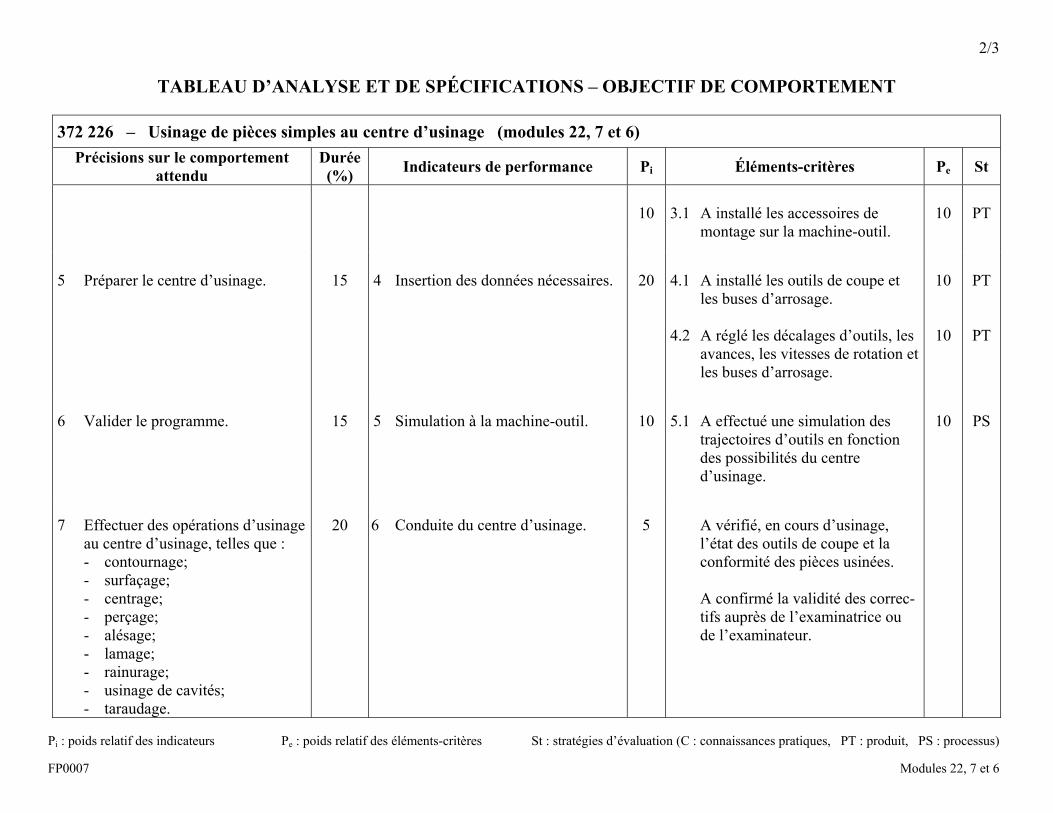
2/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0007 Modules 22, 7 et 6
372 226 – Usinage de pièces simples au centre d’usinage (modules 22, 7 et 6) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
10
3.1 A installé les accessoires de
montage sur la machine-outil.
10
PT
5 Préparer le centre d’usinage.
15
4 Insertion des données nécessaires.
20
4.1 A installé les outils de coupe et
les buses d’arrosage. 4.2 A réglé les décalages d’outils, les
avances, les vitesses de rotation et les buses d’arrosage.
10
10
PT
PT
6 Valider le programme.
15
5 Simulation à la machine-outil.
10
5.1 A effectué une simulation des
trajectoires d’outils en fonction des possibilités du centre d’usinage.
10
PS
7 Effectuer des opérations d’usinage
au centre d’usinage, telles que : - contournage; - surfaçage; - centrage; - perçage; - alésage; - lamage; - rainurage; - usinage de cavités; - taraudage.
20
6 Conduite du centre d’usinage.
5
A vérifié, en cours d’usinage, l’état des outils de coupe et la conformité des pièces usinées.
A confirmé la validité des correc-tifs auprès de l’examinatrice ou de l’examinateur.
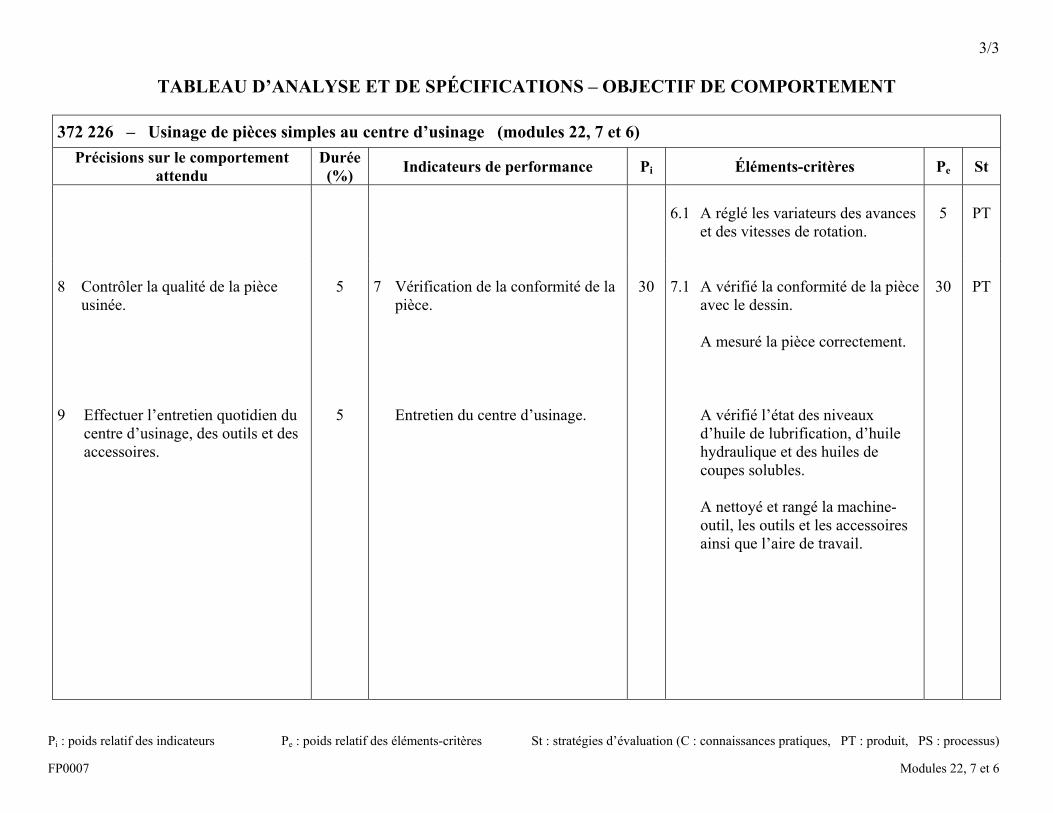
3/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0007 Modules 22, 7 et 6
372 226 – Usinage de pièces simples au centre d’usinage (modules 22, 7 et 6) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
6.1 A réglé les variateurs des avances
et des vitesses de rotation.
5
PT
8 Contrôler la qualité de la pièce
usinée.
5
7 Vérification de la conformité de la
pièce.
30
7.1 A vérifié la conformité de la pièce
avec le dessin.
A mesuré la pièce correctement.
30
PT
9 Effectuer l’entretien quotidien du
centre d’usinage, des outils et des accessoires.
5
Entretien du centre d’usinage.
A vérifié l’état des niveaux d’huile de lubrification, d’huile hydraulique et des huiles de coupes solubles. A nettoyé et rangé la machine-outil, les outils et les accessoires ainsi que l’aire de travail.
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE 5223
Tournage complexe
Module 23 372 238
Épreuve pratique
372 238 1
FP0007 Module 23
SCÉNARIO DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à effectuer des travaux de tournage complexe.
La candidate ou le candidat devra respecter les étapes de déroulement de l’épreuve et faire évaluer son travail en cours d’exécution.
L’épreuve est divisée en deux parties.
La première partie est réalisée par tout le groupe, dans une classe.
La deuxième partie est réalisée en atelier, par groupe maximum de sept candidates ou candidats.
La candidate ou le candidat doit prendre les mesures de sécurité tout au long de l’épreuve. Tout manquement majeur entraîne l’arrêt immédiat de l’épreuve.
La candidate ou le candidat qui refusera de faire l’entretien de son poste de travail (machine-outil et aire de travail) après l’épreuve se verra attribuer un échec.
2 DESCRIPTION DE L’ÉPREUVE
Dans la première partie, la candidate ou le candidat doit, à l’aide du Machinery’s Handbook ou l’équivalent, du dessin et d’abaques :
- faire le calcul de tolérance dimensionnelle;
- repérer les diamètres pour le filet dans le Machinery’s Handbook ou l’équivalent;
- calculer la conicité;
- rédiger la gamme d’usinage. Dans la deuxième partie, pour démontrer sa compétence, la candidate ou le candidat doit réaliser une pièce complexe, selon la gamme d’usinage et les spécifications des dessins. La candidate ou le candidat doit réaliser des opérations, selon la forme et les tolérances du dessin, telles que :
- tournage cylindrique;
- tournage excentrique (facultatif);
- conicité;
- filetage;
- perçage.

372 238 2
FP0007 Module 23
3 DÉROULEMENT D’ÉPREUVE
3.1 ÉTAPES DE DÉROULEMENT
PREMIÈRE PARTIE : PLANIFICATION DES TRAVAUX Avant la première partie Expliquer le déroulement de l’épreuve aux candidates ou candidats. S’assurer que chaque candidate ou candidat a reçu la documentation relative à la passation de la première partie de l’épreuve, soit :
- le questionnaire;
- le dessin;
- les feuilles pour rédiger la gamme d’usinage;
- les abaques;
- le Machinery’s Handbook ou l’équivalent;
- toute documentation pertinente. À titre indicatif, deux heures sont accordées pour la première partie. Pendant la première partie Les candidates ou les candidats doivent répondre au questionnaire qui porte sur des calculs relatifs à l’exécution de la pièce.
Les candidates et candidats doivent aussi rédiger la gamme d’usinage de la pièce :
- séquences d’opérations;
- outils exigés;
- paramètres d’usinage;
- croquis en position d’usinage.
372 238 3
FP0007 Module 23
Après la première partie La réussite de la première partie est obligatoire pour la réalisation de la deuxième partie. Aviser la candidate ou le candidat qu’elle ou il peut poursuivre. Noter sur la fiche d’évaluation. DEUXIÈME PARTIE : RÉALISATION DE LA PIÈCE Après la deuxième partie Vérifier si la candidate ou le candidat :
- a respecté les dimensions et tolérances demandées sur le dessin;
- a respecté les limites quant au fini de surface demandé;
- a ébavuré et nettoyé la pièce;
- a mesuré correctement les dimensions de la pièce. Noter sur la fiche d’évaluation.
3.2 RÉUSSITE DE L’ÉPREUVE Le seuil de réussite pour la première partie est de 25 sur une possibilité de 35. Pour réaliser la deuxième partie, il doit obligatoirement y avoir réussite de la première partie. Le seuil de réussite de la deuxième partie est de 60 sur une possibilité de 65. En cas d’échec de la deuxième partie, on reprend l’épreuve en entier.
3.3 DURÉE DE L’ÉPREUVE À titre indicatif, la durée totale de l’épreuve est de sept heures : deux heures pour la première partie et cinq heures pour la deuxième partie.
372 238 1
FP0007 Module 23
FICHE D’ÉVALUATION
TECHNIQUE D’USINAGE Code du programme : 5223 No 23 – Tournage complexe Code du cours : 372 238 Nom de la candidate ou du candidat : __________________________________________________________ École :________________________________________ Code permanent : ___________________________ Date de l’épreuve :_______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :_________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON PREMIÈRE PARTIE : PLANIFICATION DES TRAVAUX
1 Interprétation des dessins.
1.1 A repéré, dans le Machinery’s Handbook ou l’équivalent, les tolérances dimensionnelles demandées dans le plan :
- relevé exact des tolérances dimensionnelles pour les diamètres extérieurs.
1.2 A repéré, dans le Machinery’s Handbook ou l’équivalent, le
diamètre d’alésage pour le filet intérieur :
- relevé exact du diamètre minimal et maximal d’alésage pour le filet intérieur.
1.3 A calculé les données relatives à la conicité.
0 ou 5
0 ou 5
0 ou 5
2 Rédaction de la gamme d’usinage de la pièce.
2.1 A établi la séquence logique des opérations d’usinage :
- phases;
- sous-phases;
- opérations. 2.2 A fait le choix des instruments de mesure et de contrôle.
0 ou 5
0 ou 5
372 238 2
FP0007 Module 23
OBSERVATIONS RÉSULTAT
OUI NON 2.3 A déterminé les paramètres d’usinage :
- tours/minute. 2.4 A fait les croquis de la pièce en position d’usinage.
0 ou 5
0 ou 5
RÉSULTAT DE LA PREMIÈRE PARTIE /35
DEUXIÈME PARTIE : RÉALISATION DE LA PIÈCE
3 Conformité de l’usinage avec les exigences du dessin.
3.1 A respecté les dimensions, selon les tolérances demandées. 3.2 A respecté les limites permises quant à la finition requise pour
la pièce. 3.3 A ébavuré la pièce.
3.4 A respecté le temps alloué.
4 Précision des dimensions relevées.
4.1 A contrôlé la qualité de la pièce :
- mesures précises ;
- fiche d’inspection signée.
0 ou 40
0 ou 5
0 ou 5
0 ou 5
0 ou 10
RÈGLE DE VERDICT
A nettoyé le poste et l’aire de travail. A respecté les règles de santé et de sécurité.
RÉSULTAT DE LA DEUXIÈME PARTIE /65
372 238 3
FP0007 Module 23
PREMIÈRE PARTIE RÉSULTAT
/ 35 Résultat minimal exigé : 25 Réussite OUI NON
DEUXIÈME PARTIE
RÉSULTAT
/ 65 Résultat minimal exigé : 60 Réussite OUI NON
Note pour l’examinatrice ou l’examinateur :
− Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés.
− Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet ; pour ce, allouer la totalité des points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
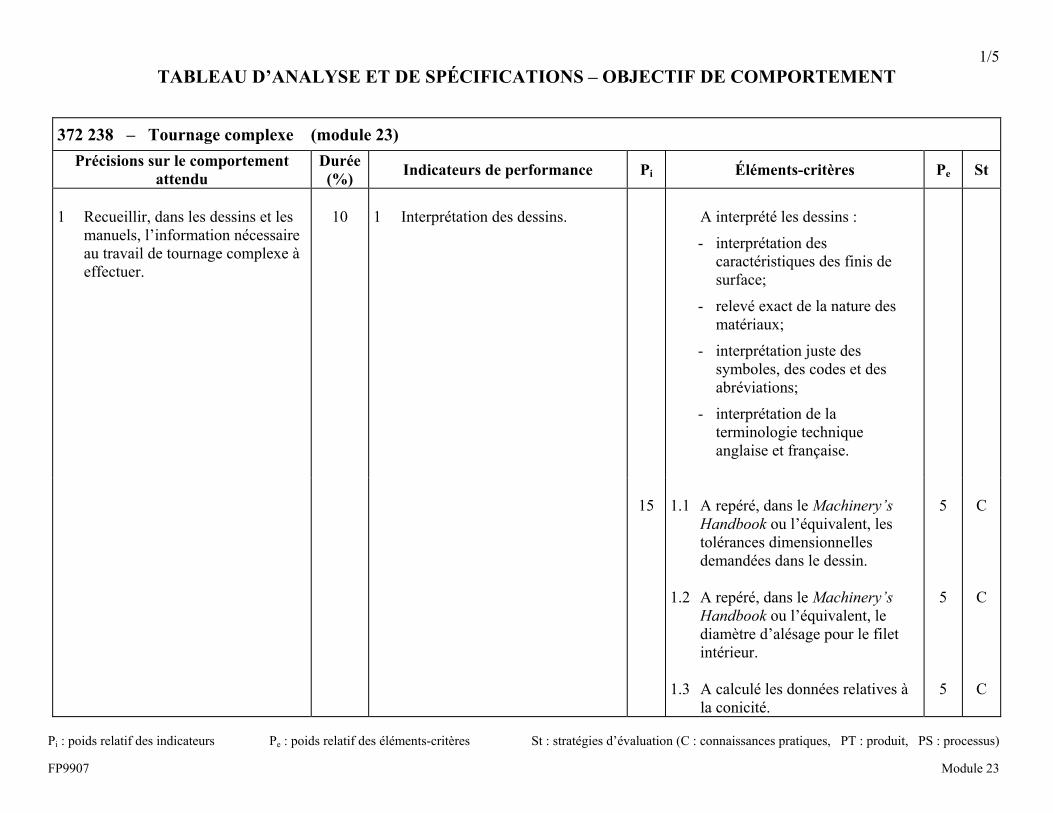
1/5 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 23
372 238 – Tournage complexe (module 23) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Recueillir, dans les dessins et les
manuels, l’information nécessaire au travail de tournage complexe à effectuer.
10
1 Interprétation des dessins.
A interprété les dessins :
- interprétation des caractéristiques des finis de surface;
- relevé exact de la nature des matériaux;
- interprétation juste des symboles, des codes et des abréviations;
- interprétation de la terminologie technique anglaise et française.
15
1.1 A repéré, dans le Machinery’s
Handbook ou l’équivalent, les tolérances dimensionnelles demandées dans le dessin.
1.2 A repéré, dans le Machinery’s
Handbook ou l’équivalent, le diamètre d’alésage pour le filet intérieur.
1.3 A calculé les données relatives à
la conicité.
5 5 5
C
C
C
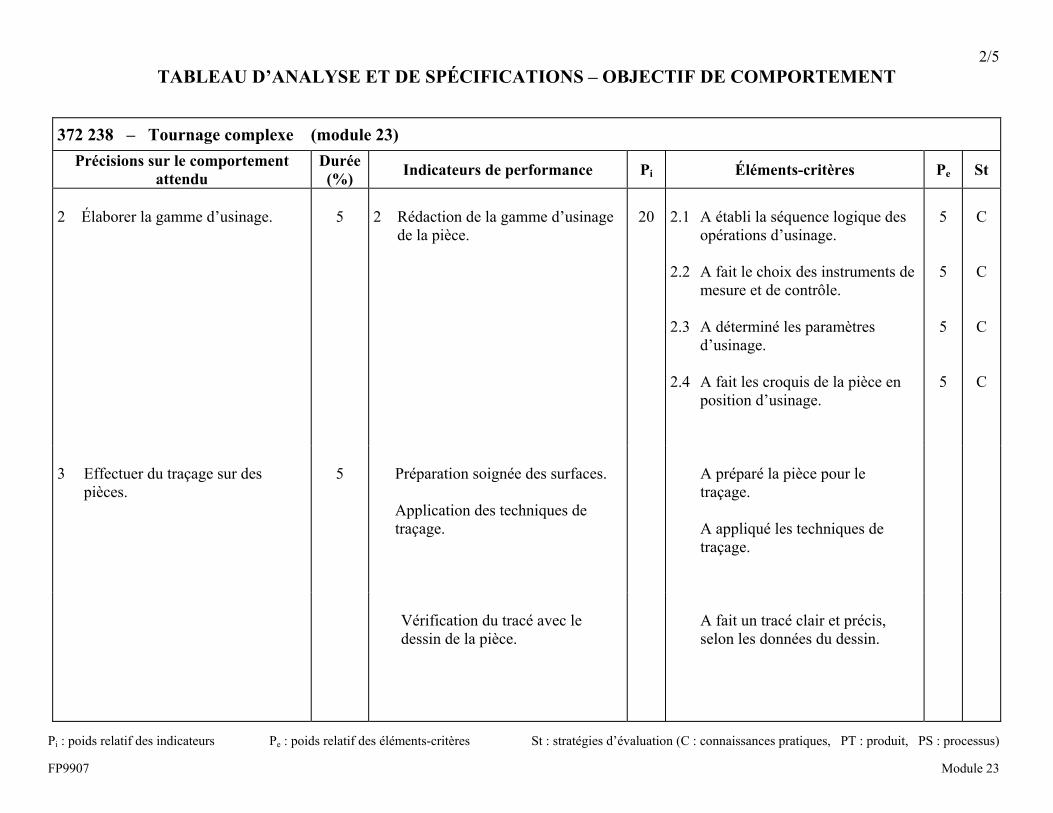
2/5 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 23
372 238 – Tournage complexe (module 23) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
2 Élaborer la gamme d’usinage.
5
2 Rédaction de la gamme d’usinage
de la pièce.
20
2.1 A établi la séquence logique des
opérations d’usinage. 2.2 A fait le choix des instruments de
mesure et de contrôle. 2.3 A déterminé les paramètres
d’usinage. 2.4 A fait les croquis de la pièce en
position d’usinage.
5 5 5 5
C
C
C
C
3 Effectuer du traçage sur des
pièces.
5
Préparation soignée des surfaces. Application des techniques de
traçage.
A préparé la pièce pour le
traçage. A appliqué les techniques de
traçage.
Vérification du tracé avec le
dessin de la pièce.
A fait un tracé clair et précis, selon les données du dessin.
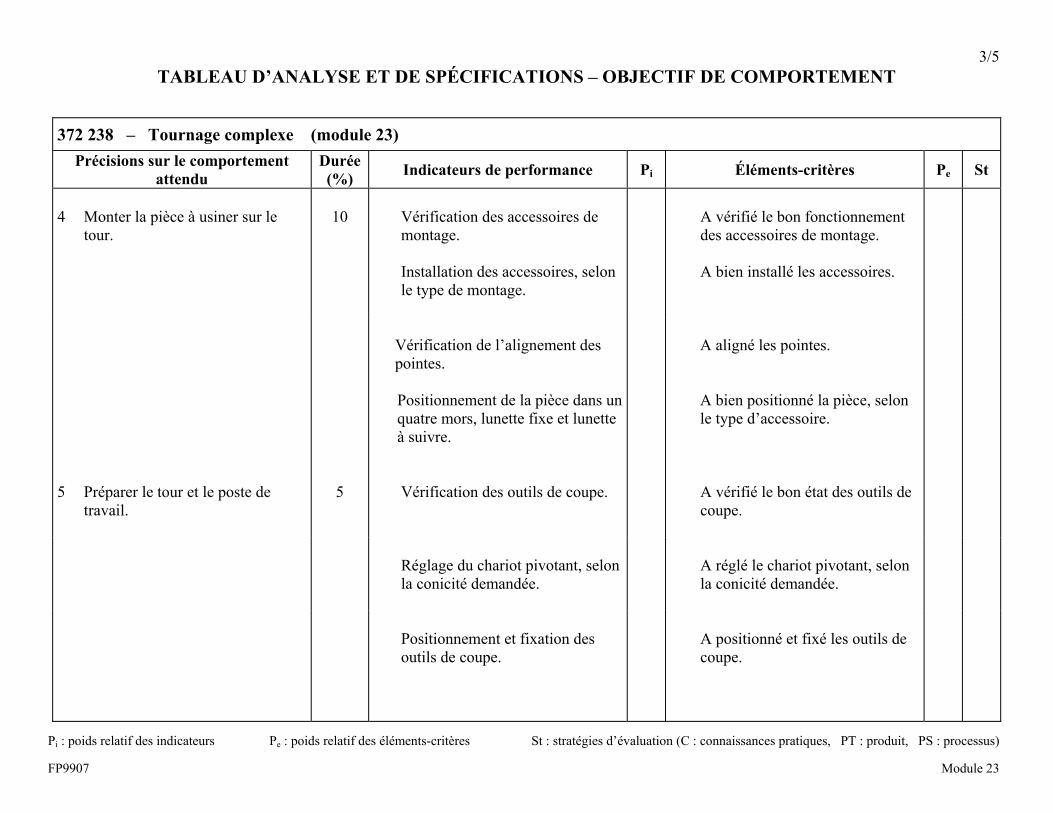
3/5 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 23
372 238 – Tournage complexe (module 23) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
4 Monter la pièce à usiner sur le
tour.
10
Vérification des accessoires de
montage. Installation des accessoires, selon
le type de montage.
A vérifié le bon fonctionnement
des accessoires de montage. A bien installé les accessoires.
Vérification de l’alignement des
pointes.
Positionnement de la pièce dans un quatre mors, lunette fixe et lunette à suivre.
A aligné les pointes.
A bien positionné la pièce, selon le type d’accessoire.
5 Préparer le tour et le poste de
travail.
5
Vérification des outils de coupe.
A vérifié le bon état des outils de
coupe.
Réglage du chariot pivotant, selon la conicité demandée.
A réglé le chariot pivotant, selon
la conicité demandée.
Positionnement et fixation des
outils de coupe.
A positionné et fixé les outils de
coupe.
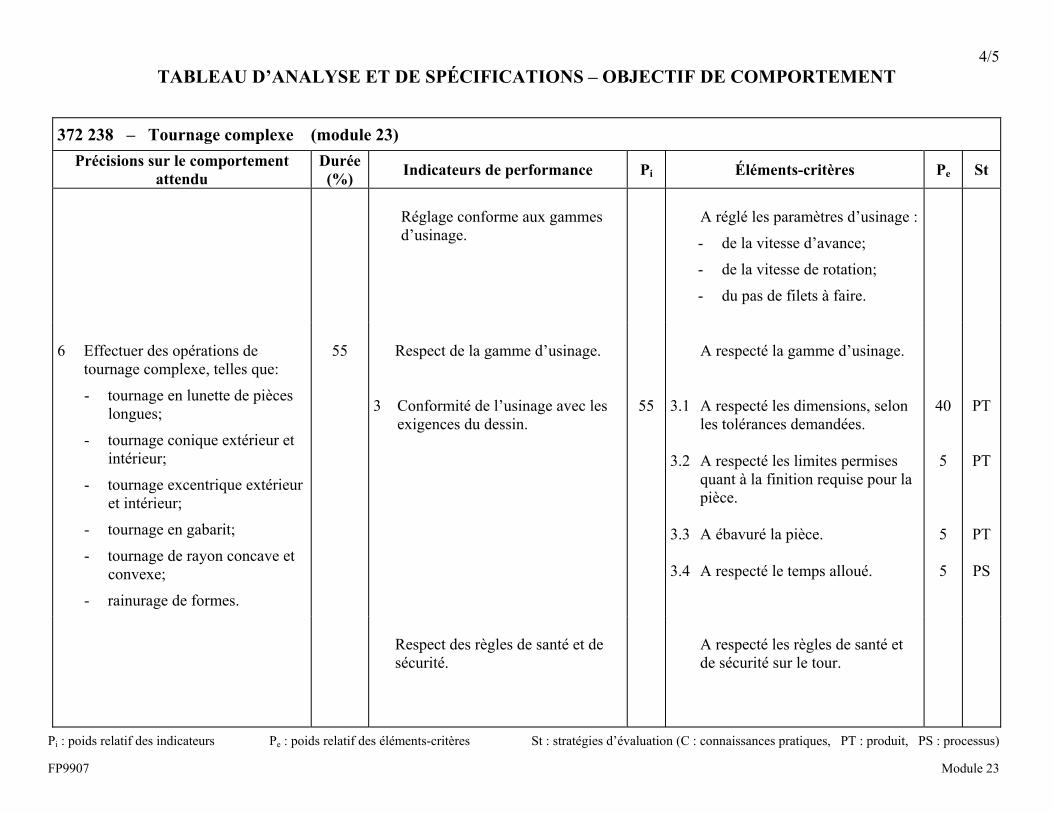
4/5 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 23
372 238 – Tournage complexe (module 23) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
Réglage conforme aux gammes
d’usinage.
A réglé les paramètres d’usinage :
- de la vitesse d’avance;
- de la vitesse de rotation;
- du pas de filets à faire.
6 Effectuer des opérations de
tournage complexe, telles que:
- tournage en lunette de pièces longues;
- tournage conique extérieur et intérieur;
- tournage excentrique extérieur et intérieur;
- tournage en gabarit;
- tournage de rayon concave et convexe;
- rainurage de formes.
55
Respect de la gamme d’usinage.
3 Conformité de l’usinage avec les exigences du dessin.
55
A respecté la gamme d’usinage. 3.1 A respecté les dimensions, selon
les tolérances demandées. 3.2 A respecté les limites permises
quant à la finition requise pour la pièce.
3.3 A ébavuré la pièce. 3.4 A respecté le temps alloué.
40 5 5 5
PT
PT
PT
PS
Respect des règles de santé et de sécurité.
A respecté les règles de santé et de sécurité sur le tour.
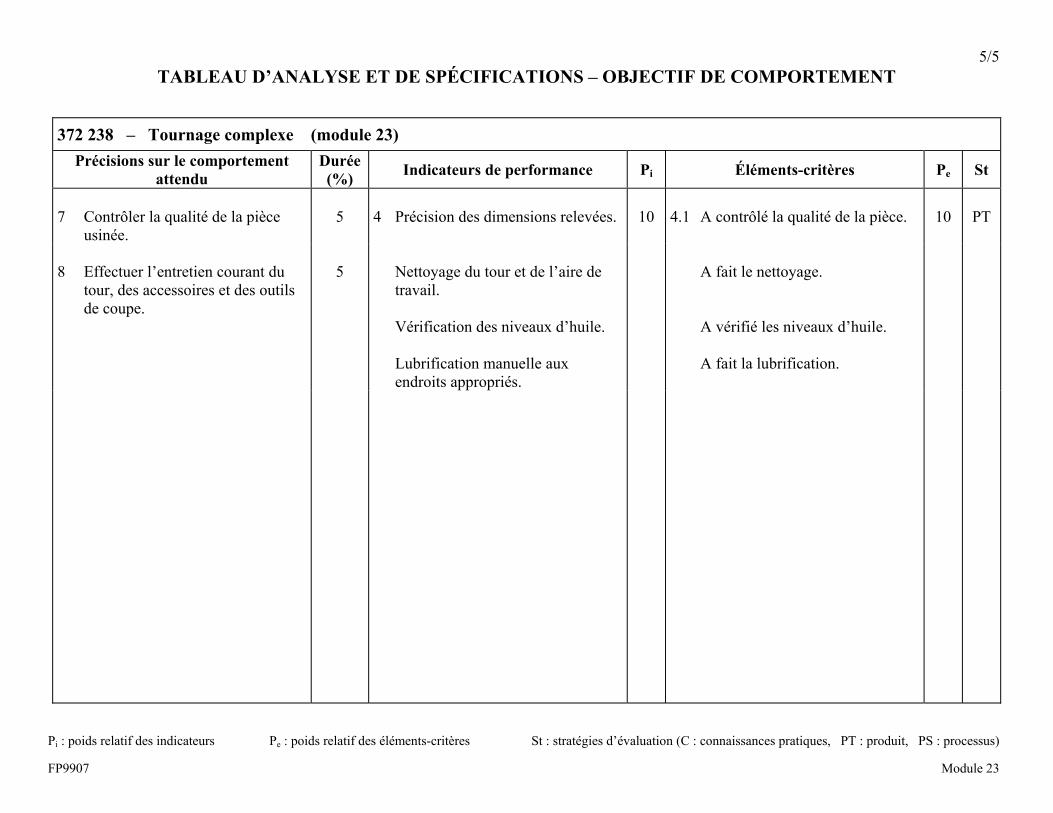
5/5 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 23
372 238 – Tournage complexe (module 23) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
7 Contrôler la qualité de la pièce
usinée.
5
4 Précision des dimensions relevées.
10
4.1 A contrôlé la qualité de la pièce.
10
PT
8 Effectuer l’entretien courant du
tour, des accessoires et des outils de coupe.
5
Nettoyage du tour et de l’aire de
travail.
Vérification des niveaux d’huile.
Lubrification manuelle aux endroits appropriés.
A fait le nettoyage.
A vérifié les niveaux d’huile.
A fait la lubrification.
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE 5223
Fraisage complexe
Module 24
372 248
Épreuve pratique
372 248 1
FP9907 Module 24
SCÉNARIO DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à effectuer des opérations de fraisage angulaire et circulaire sur une fraiseuse verticale. La candidate ou le candidat devra respecter les étapes de déroulement de l’épreuve et faire évaluer son travail en cours d’exécution. L’épreuve est divisée en deux parties. La première partie est réalisée par tout le groupe, en classe. La deuxième partie est réalisée en atelier, par un groupe maximum de sept candidates ou candidats. La candidate ou le candidat doit prendre les mesures de sécurité tout au long de l’épreuve. Tout manquement majeur entraîne l’arrêt immédiat de l’épreuve. La candidate ou le candidat qui refusera de faire l’entretien de son poste de travail (machine-outil et aire de travail) après l’épreuve se verra attribuer un échec.
2 DESCRIPTION DE L’ÉPREUVE
Dans la première partie, la candidate ou le candidat doit rédiger une gamme d’usinage de la pièce à réaliser en atelier, selon les dessins de fabrication. Dans la deuxième partie, la candidate ou le candidat doit réaliser une pièce de complexité élevée, selon la gamme d’usinage et les spécifications des dessins. Ces dessins doivent comporter des opérations de fraisage parallèle et perpendiculaire, angulaire extérieur et intérieur, circulaire intérieur et extérieur ainsi que de surfaces de référence.
372 248 2
FP9907 Module 24
3 DÉROULEMENT D’ÉPREUVE
3.1 ÉTAPES DE DÉROULEMENT
PREMIÈRE PARTIE : PRÉPARATION DE LA GAMME D’USINAGE Avant l’épreuve Expliquer le déroulement de l’épreuve aux candidates ou candidats. S’assurer que chaque candidate ou candidat a reçu la documentation relative à la passation de la première partie de l’épreuve, soit :
- les dessins;
- les manuels;
- le Machinery’s Handbook ou l’équivalent;
- les feuilles vierges de gamme d’usinage et toute autre documentation permise par l’enseignante ou l’enseignant.
À titre indicatif, deux heures sont accordées pour cette partie. Pendant l’épreuve Les candidates ou les candidats doivent réaliser une gamme d’usinage pour élaborer la pièce, selon les spécifications des dessins. Après l’épreuve La réussite de la première partie est obligatoire pour la réalisation de la deuxième partie. Aviser la candidate ou le candidat qu’elle ou il peut poursuivre l’épreuve. Noter sur la fiche d’évaluation (1re partie).
372 248 3
FP9907 Module 24
DEUXIÈME PARTIE : RÉALISATION DE LA PIÈCE Avant l’épreuve S’assurer que chaque candidate ou candidat :
- a en sa possession ses dessins, sa gamme d’usinage et son cahier de la candidate ou du candidat pour les étapes de déroulement de l’épreuve;
- a l’outillage nécessaire pour la réalisation de la pièce. À titre indicatif, cinq heures sont accordées pour la deuxième partie. Pendant l’épreuve Vérifier si la candidate ou le candidat : 1re étape : - a installé correctement les accessoires, selon le type de montage;
- a positionné et aligné correctement et sécuritairement la pièce dans le montage.
Noter sur la fiche d’évaluation (2e partie).
2e étape : - a réglé correctement les paramètres d’usinage.
Noter sur la fiche d’évaluation (2e partie).
3e étape : - a nettoyé correctement le poste de travail et l’aire de travail;
- a rangé correctement les outils et les accessoires. 4e étape : - a produit une fiche d’inspection par machine à coordonnées (CMM).
Noter sur la fiche d’évaluation (2e partie).

372 248 4
FP9907 Module 24
Après l’épreuve Vérifier si la candidate ou le candidat :
- a respecté les dimensions, les tolérances et la forme de la pièce;
- a respecté les limites permises quant à la finition requise;
- a ébavuré et nettoyé la pièce réalisée;
- a mesuré correctement les dimensions de la pièce. Noter sur la fiche d’évaluation (2e partie).
3.2 RÉUSSITE DE L’ÉPREUVE Le seuil de réussite pour la première partie est de 25 sur une possibilité de 30. Pour réaliser la deuxième partie, la première doit obligatoirement avoir été réussie. Le seuil de réussite de la deuxième partie est de 60 sur une possibilité de 70. En cas d’échec de la deuxième partie, on reprend seulement cette partie.
3.3 DURÉE DE L’ÉPREUVE À titre indicatif, la durée totale de l’épreuve est de sept heures, incluant la première partie.
372 248 1
FP9907 Module 24
FICHE D’ÉVALUATION
TECHNIQUES D’USINAGE Code du programme : 5223 No 24 – Fraisage complexe Code du cours : 372 248 Nom de la candidate ou du candidat : __________________________________________________________ École :________________________________________ Code permanent : ___________________________ Date de l’épreuve :_______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :_________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON PREMIÈRE PARTIE : Préparation de la gamme d’usinage
1 Préparation de la gamme d’usinage.
1.1 A établi une séquence logique des opérations d’usinage:
- phases;
- sous-phases;
- opérations.
0 ou 5
1.2 A choisi adéquatement:
- la méthode de montage;
- les outils de coupe;
- le mode de fixation;
- les instruments de mesure.
0 ou 10
1.3 A calculé les paramètres d’usinage et les coordonnées de déplacement :
- tours/minute;
- avance;
- coordonnées.
0 ou 10
372 248 2
FP9907 Module 24
OBSERVATIONS RÉSULTAT
OUI NON
1.4 A dessiné nettement les croquis de la pièce en position d’usinage.
0 ou 5
RÉSULTAT DE LA PREMIÈRE PARTIE /30
DEUXIÈME PARTIE : Réalisation de la pièce
2 Conformité de l’usinage avec les exigences du dessin.
2.1 A respecté les dimensions, les tolérances et la forme de la pièce.
2.2 A respecté les limites permises quant à la finition requise.
2.3 A ébavuré et nettoyé la pièce.
0 ou 40
0 ou 10
0 ou 10
3 Précision des mesures relevées.
3.1 A contrôlé la qualité de la pièce :
- production d’une fiche d’inspection par machine à coordonnées (CMM);
- fiche d’inspection signée.
0 ou 10
RÈGLE DE VERDICT
A nettoyé le poste et l’aire de travail. A respecté les règles de santé et de sécurité.
RÉSULTAT DE LA DEUXIÈME PARTIE /70
372 248 3
FP9907 Module 24
PREMIÈRE PARTIE RÉSULTAT
/ 30 Résultat minimal exigé : 25 Réussite OUI NON
DEUXIÈME PARTIE
RÉSULTAT
/ 70 Résultat minimal exigé : 60 Réussite OUI NON
Note pour l’examinatrice ou l’examinateur :
− Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés.
− Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet; pour ce, allouer la totalité des points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________

1/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 24
372 248 – Fraisage complexe (module 24) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Recueillir, dans les dessins et les
manuels, l’information nécessaire au travail de fraisage complexe à effectuer.
10
À partir des dessins :
- interprétation des symboles, des codes, des abréviations et des terminologies techniques;
- repérage des renseignements recherchés dans les annotations, les tolérances, la nomenclature et le cartouche.
A pris connaissance des dessins.
2 Élaborer la gamme d’usinage.
25
1 Préparation de la gamme
d’usinage.
30
1.1 A établi une séquence logique des
opérations d’usinage. 1.2 A choisi adéquatement :
- la méthode de montage; - les outils de coupe; - le mode de fixation; - les instruments de mesure.
1.3 A calculé les paramètres
d’usinage et les coordonnées de déplacement.
1.4 A dessiné nettement les croquis
de la pièce en position d’usinage.
5
10
10 5
C
C
C
C
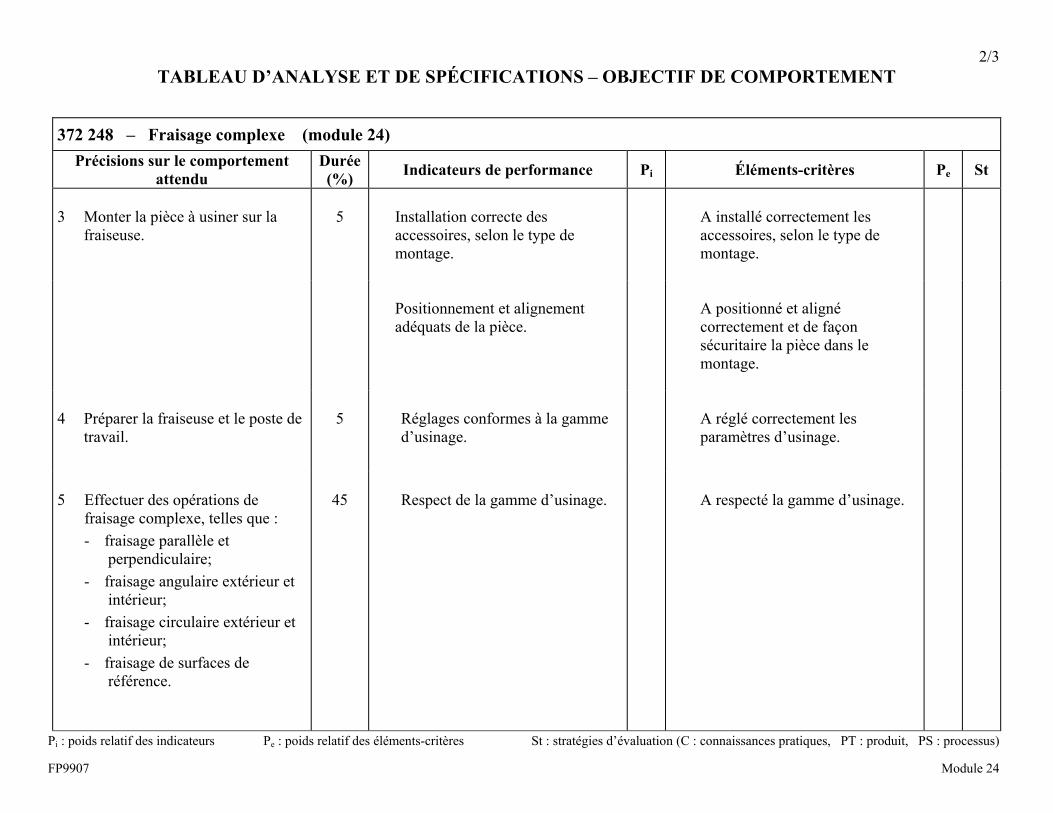
2/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 24
372 248 – Fraisage complexe (module 24) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
3 Monter la pièce à usiner sur la
fraiseuse.
5
Installation correcte des
accessoires, selon le type de montage.
A installé correctement les
accessoires, selon le type de montage.
Positionnement et alignement
adéquats de la pièce.
A positionné et aligné
correctement et de façon sécuritaire la pièce dans le montage.
4 Préparer la fraiseuse et le poste de
travail.
5
Réglages conformes à la gamme
d’usinage.
A réglé correctement les
paramètres d’usinage.
5 Effectuer des opérations de
fraisage complexe, telles que : - fraisage parallèle et
perpendiculaire; - fraisage angulaire extérieur et
intérieur; - fraisage circulaire extérieur et
intérieur; - fraisage de surfaces de
référence.
45
Respect de la gamme d’usinage.
A respecté la gamme d’usinage.
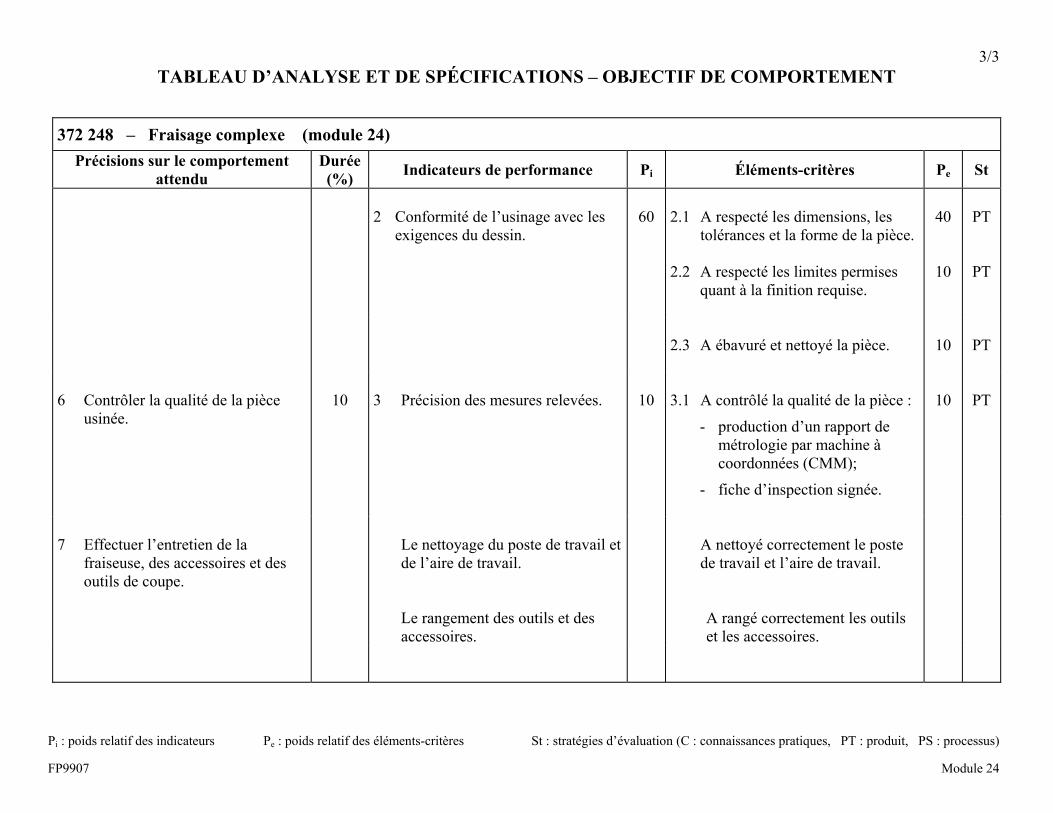
3/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 24
372 248 – Fraisage complexe (module 24) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
2 Conformité de l’usinage avec les
exigences du dessin.
60
2.1 A respecté les dimensions, les
tolérances et la forme de la pièce. 2.2 A respecté les limites permises
quant à la finition requise.
40
10
PT
PT
2.3 A ébavuré et nettoyé la pièce.
10
PT
6 Contrôler la qualité de la pièce
usinée.
10
3 Précision des mesures relevées.
10
3.1 A contrôlé la qualité de la pièce :
- production d’un rapport de métrologie par machine à coordonnées (CMM);
- fiche d’inspection signée.
10
PT
7 Effectuer l’entretien de la
fraiseuse, des accessoires et des outils de coupe.
Le nettoyage du poste de travail et
de l’aire de travail.
A nettoyé correctement le poste
de travail et l’aire de travail.
Le rangement des outils et des
accessoires.
A rangé correctement les outils
et les accessoires.
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE 5223
Production en série
Module 25 372 255
Épreuve pratique
372-255 1
FP0007 Module 25
SCÉNARIO DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier les compétences de la candidate ou du candidat en production sérielle sur machines-outils conventionnelles. La candidate ou le candidat devra respecter les étapes de déroulement de l’épreuve. L’épreuve comporte cinq parties. Pour la première partie, qui concerne les critères 1.1, 1.2 et 1.3, on suggère de faire passer l’épreuve, dans une classe, à toutes les candidates et candidats à la fois. Pour la partie « préparation des gammes d’usinage », qui concerne les critères 2.1 et 2.2, on suggère de la faire réaliser sous forme d’un travail personnel, à préparer au domicile. (Une date de remise des travaux est à déterminer avec les candidates et les candidats). Pour la préparation de montages, la production des prototypes et des pièces (critères 3.1, 4.1, 5.1, 5.2 et 5.3), on suggère de déterminer le nombre de candidates et candidats par équipe, selon l’envergure du projet, la quantité des composants à produire et le nombre d’opérations d’usinage. Pour permettre une observation plus efficace des critères 3.1 et 4.1, amorcer le premier jour d’évaluation en atelier avec la moitié du groupe et poursuivre le jour suivant avec l’autre moitié. Il faudra observer en particulier la préparation des montages et la conformité des prototypes. Pour le contrôle statistique de la qualité (critères 6.1 et 6.2), chaque candidate ou candidat doit faire lui-même la vérification de la conformité de ses pièces. Une vérification par échantillonnage des pièces produites permettra l’évaluation des critères 5.1, 5.2, 5.3 et 6.1. Pour l’interprétation des résultats et l’amélioration des processus (critères 7.1 et 8.1), on suggère de faire passer l’épreuve à tous les candidates et candidats à la fois dans une classe.
372-255 2
FP0007 Module 25
2 DESCRIPTION DE L’ÉPREUVE
PREMIÈRE PARTIE : Organisation du travail PRENDRE CONNAISSANCE DU PROJET DE PRODUCTION EN SÉRIE Pour démontrer sa compétence en ce qui concerne les éléments de connaissances pratiques, la candidate ou le candidat doit :
- recueillir les informations relatives à la production sérielle de l’objet;
- se représenter les composants du projet à produire;
- repérer les caractéristiques dimensionnelles des pièces à fabriquer. ORGANISER LE TRAVAIL D’ÉQUIPE Pour démontrer sa compétence, la candidate ou le candidat aura à discuter avec les autres membres de l’équipe d’organisation du travail, soit :
- proposer une stratégie conforme aux exigences d’efficacité et de rendement;
- participer au consensus sur les règles de fonctionnement de l’équipe;
- dresser une liste complète des tâches à accomplir;
- rédiger un compte-rendu des décisions prises par l’équipe. DEUXIÈME PARTIE : Rédaction des gammes d’usinage RECUEILLIR DANS LES DESSINS, LES GAMMES D’USINAGE ET LES MANUELS, L’INFORMATION NÉCESSAIRE À LA FABRICATION DES PIÈCES. Pour démontrer sa compétence, la candidate ou le candidat aura à préparer les procédés d’usinage des pièces dont il est responsable, soit :
- rédiger les gammes complètes des pièces à produire; - colliger les informations nécessaires à la fabrication du gabarit de montage; - vérifier la disponibilité du matériel.
372-255 3
FP0007 Module 25
TROISIÈME PARTIE : Montage et exécution des pièces
ORGANISER LES POSTES DE TRAVAIL Pour démontrer sa compétence, la candidate ou le candidat aura à organiser le ou les postes de travail, soit :
- préparer les montages et gabarits nécessaires à la production de pièces; - ajuster les butées des chariots, les indicateurs à cadran et les lecteurs à affichage
numérique. PRODUIRE LES PREMIÈRES PIÈCES Pour démontrer sa compétence, la candidate ou le candidat aura à produire un prototype et apporter les correctifs au montage, s’il y a lieu. La pièce peut comporter les opérations d’usinage suivantes :
- dégrossissage sur le tour ou sur la fraiseuse; - finition sur le tour ou sur la fraiseuse; - rainurage sur le tour ou chemin de clé sur la fraiseuse; - conicité sur le tour ou fraisage parallèle et perpendiculaire; - perçage et alésage sur le tour et sur la fraiseuse.
EFFECTUER LES OPÉRATIONS D’USINAGE QUE NÉCESSITE LA PRODUCTION EN SÉRIE Pour démontrer sa compétence, la candidate ou le candidat aura à vérifier la conformité de l’usinage avec les exigences du dessin, soit :
- respecter les dimensions, selon les tolérances;
- respecter les conditions de coupe; - respecter les limites quant à la finition requise; - ébavurer les pièces.
372-255 4
FP0007 Module 25
QUATRIÈME PARTIE : Contrôle de la qualité EFFECTUER UN CONTRÔLE STATISTIQUE DE LA QUALITÉ Pour démontrer sa compétence, la candidate ou le candidat aura à faire de la métrologie et le contrôle statistique, soit :
- faire un choix approprié des instruments et appareils de contrôle;
- relever les dimensions ciblées des pièces usinées;
- vérifier la conformité des pièces;
- compléter la carte de contrôle statistique. CINQUIÈME PARTIE : Amélioration des processus PROPOSER DES MÉTHODES D’AMÉLIORATION CONTINUE Pour démontrer sa compétence, la candidate ou le candidat aura à interpréter les résultats du contrôle de la qualité des pièces et à proposer une ou des méthodes d’amélioration des processus, soit :
- faire une bonne interprétation des résultats;
- décrire les problèmes de production rencontrés;
- déterminer les causes des problèmes;
- suggérer une ou des méthodes d’amélioration pertinentes. EFFECTUER L’ENTRETIEN DES MACHINES-OUTILS, DES ACCESSOIRES ET DES OUTILS DE COUPE
3 DÉROULEMENT DE L’ÉPREUVE
3.1 ÉTAPES DE DÉROULEMENT PREMIÈRE PARTIE : Organisation du travail PRENDRE CONNAISSANCE DU PROJET DE PRODUCTION EN SÉRIE. ORGANISER LE TRAVAIL D’ÉQUIPE.
372-255 5
FP0007 Module 25
Avant la passation de la première partie de l’épreuve
Expliquer le déroulement de l’épreuve aux candidates ou candidats.
Former des groupes de travail selon l’ampleur du projet.
S’assurer que chaque candidate ou candidat a reçu la documentation nécessaire à la passation de la première partie de l’épreuve, soit :
- les dessins d’assemblage du projet;
- les dessins complets des composants à produire;
- les abaques et toute autre documentation pertinente;
- les fiches de travail no 1, no 2 et no 3. Pendant la passation de la première partie de l’épreuve
Les candidates ou les candidats font les recherches dans les dessins de détails et d’ensemble, dans les notes de cours et toute autre documentation pertinente, afin de trouver les informations relatives à la production de l’objet.
Chaque candidate ou candidat doit remettre, à la fin de cette partie de l’épreuve, un compte-rendu de son organisation du travail en équipe et qui tient compte des éléments-critères suivants :
- les stratégies de l’organisation proposées à l’équipe de travail (fiche no 1);
- le consensus sur les règles de fonctionnement en équipe (fiche no 2);
- une liste exhaustive des tâches à accomplir par la candidate ou le candidat (fiche no 3).
Après la passation de la première partie de l’épreuve
Corriger cette première partie le plus tôt possible et aviser la candidate ou le candidat de son résultat.
Demander les correctifs qui s’imposent, s’il y a lieu.
Noter sur la fiche d’évaluation (1re partie) les critères 1.1, 1.2 et 1.3.
La réussite de cette deuxième partie est obligatoire pour passer aux parties suivantes.
En cas d’échec, une reprise de la partie échouée devrait être administrée à très court terme, si elle nuit à l’organisation du travail d’équipe ou à l’étape suivante.
La durée de cette partie de l’épreuve est de trois heures.
372-255 6
FP0007 Module 25
DEUXIÈME PARTIE : Rédaction des gammes d’usinage RECUEILLIR DANS LES DESSINS, LES GAMMES D’USINAGE ET LES MANUELS, L’INFORMATION NÉCESSAIRE À LA FABRICATION DES PIÈCES. Informer la candidate ou le candidat le plus tôt possible, pour qu’il puisse débuter la préparation de ses gammes d’usinage. Pour cette partie de l’épreuve, on suggère que la candidate ou le candidat prépare, conformément au consensus, les gammes d’usinage complètes d’une partie des pièces à produire, sous forme d’un travail personnel et dans un délai raisonnable. Après la première année d’implantation et en cas de réutilisation du même projet comme épreuve d’évaluation, on suggère de dispenser les candidates et les candidats de la rédaction complète des gammes et plutôt leur faire compléter certaines parties des informations nécessaires à la fabrication des pièces et à partir de la documentation recueillie précédemment. (Voir précision 3 du programme d’études) Exiger un travail complet, propre et soigné. Demander les modifications qui s’imposent, s’il y a lieu. Noter sur la fiche d’évaluation (2e partie) les critères 2.1 et 2.2. La réussite de cette deuxième partie est obligatoire pour passer aux parties suivantes. En cas d’échec, une reprise devrait être administrée à très court terme, si elle nuit à l’organisation du travail d’équipe ou l’étape suivante. TROISIÈME PARTIE : Montage et exécution des pièces ORGANISER LES POSTES DE TRAVAIL. PRODUIRE LES PREMIÈRES PIÈCES. EFFECTUER LES OPÉRATIONS D’USINAGE QUE NÉCESSITE LA PRODUCTION EN SÉRIE.
372-255 7
FP0007 Module 25
Avant la passation de la troisième partie de l’épreuve
S’assurer que chaque candidate ou candidat a en sa possession les plans, les séquences opérationnelles des montages, les gammes d’usinage et le cahier de la candidate ou du candidat.
Assurer la disponibilité du matériel requis (gabarit de montage et lot à produire).
Planifier le temps machine-outil (tour et fraiseuse) par candidate ou candidat. Pendant la passation de la troisième partie de l’épreuve
On suggère de débuter le premier jour de cette partie de l’évaluation avec des équipes de travail ne dépassant pas la moitié du groupe d’élèves.
La deuxième partie du groupe débutera le jour suivant, question de permettre une observation plus efficace de l’évaluation des critères « montage » et « prototypes ».
La candidate ou le candidat doit :
- préparer le montage requis sur le tour et sur la fraiseuse;
- produire les prototypes et apporter les correctifs qui s’imposent;
- produire les lots de pièces.
Récupérer les gammes, les gabarits de montage et les pièces produites.
Noter sur la fiche d’évaluation (3e partie) les critères 3.1 et 4.1.
La réussite de cette troisième partie est obligatoire pour passer aux parties suivantes.
En cas d’échec, une reprise de la partie échouée devrait être administrée à très court terme, si elle nuit à l’organisation du travail d’équipe ou à l’étape suivante.
Le temps alloué pour cette partie de l’épreuve est de dix heures.
372-255 8
FP0007 Module 25
QUATRIÈME PARTIE : Contrôle de la qualité EFFECTUER UN CONTRÔLE STATISTIQUE DE LA QUALITÉ Avant la passation de la quatrième partie de l’épreuve Planifier de débuter cette étape d’évaluation dès le deuxième jour de production. On suggère que cette étape de l’épreuve soit administrée au sixième du groupe de candidates et candidats, à la fois.
S’assurer que chaque candidate ou candidat suit les étapes de l’épreuve et a en sa possession les dessins, la fiche de travail n° 4 (carte de contrôle statistique), les directives à suivre et le lot de pièces produites préalablement.
Pendant la passation de la quatrième partie de l’épreuve La candidate ou le candidat, doit :
- faire un choix approprié des instruments et appareils de contrôle;
- relever les dimensions ciblées;
- compléter la carte de contrôle statistique. Après la passation de la quatrième partie de l’épreuve Récupérer la fiche de travail no 4, les dessins et les pièces. Vérifier l’exactitude de la métrologie produite à partir d’un échantillonnage. Noter sur la fiche d’évaluation (4e partie) les critères 5.1, 5.2, 5.3, 6.1 et 6.2. La réussite de cette quatrième partie est obligatoire pour passer à la partie suivante. La durée de cette partie de l’épreuve est d’une heure trente minutes par candidate ou candidat. En cas d’échec, une reprise de la partie échouée devrait être administrée à très court terme, si elle nuit à l’organisation du travail d’équipe ou à l’étape suivante.
372-255 9
FP0007 Module 25
CINQUIÈME PARTIE : Amélioration des processus PROPOSER DES MÉTHODES D’AMÉLIORATION CONTINUE
Avant la passation de la cinquième partie de l’épreuve S’assurer que chaque candidate ou candidat a réussi les parties précédentes de l’épreuve et a participé à l’assemblage des composants. S’assurer que chaque candidate ou candidat a en sa possession les cartes de contrôle statistique (fiche n° 4), les fiches de travail n° 5, n° 6 et le cahier de la candidate et du candidat.
Administrer cette partie de l’épreuve à toute la classe en même temps. Pendant la passation de la cinquième partie de l’épreuve La candidate ou le candidat doit :
- faire une interprétation des résultats affichés (fiche de travail n° 5);
- produire une description claire des problèmes rencontrés;
- déterminer les causes;
- suggérer une méthode d’amélioration (fiche de travail n° 6). Après la passation de la cinquième partie de l’épreuve Récupérer toute la documentation et le cahier de la candidate et du candidat. Corriger la cinquième partie. Noter sur la fiche d’évaluation (5e partie) les critères 7.1 et 8.1. Informer la candidate ou le candidat du résultat. La durée de cette partie de l’épreuve est d’une heure trente minutes.
372-255 10
FP0007 Module 25
3.2 RÉUSSITE DE L’ÉPREUVE Le seuil de réussite est de 80 points sur une possibilité de 100. En cas d’échec, la candidate ou le candidat doit reprendre l’épreuve à partir de la partie échouée.
3.3 DURÉE DE L’ÉPREUVE À titre indicatif, la première partie de cette épreuve devrait débuter dès la 25e heure d’apprentissage et se poursuivre après la 48e heure de ce module. La durée totale de cette épreuve est de 16 heures par candidate ou candidat et le temps d’évaluation de toutes les parties, et pour toute la classe, ne devrait pas dépasser les 23 heures.
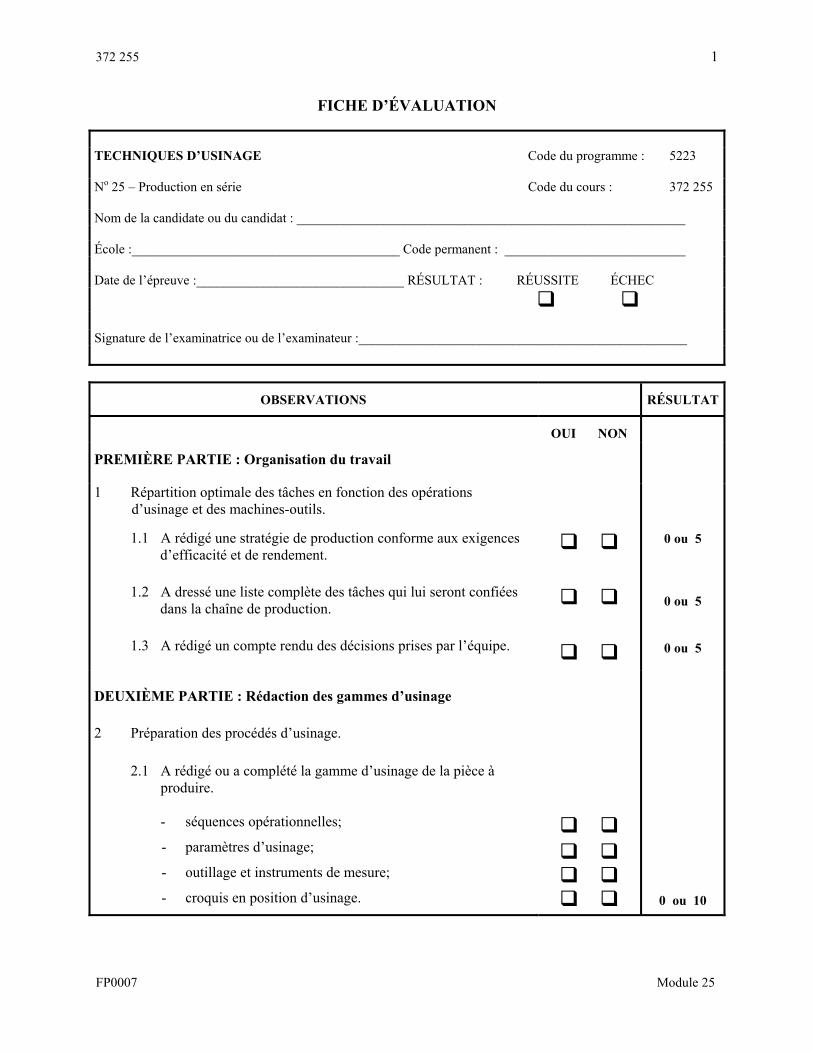
372 255 1
FP0007 Module 25
FICHE D’ÉVALUATION
TECHNIQUES D’USINAGE Code du programme : 5223 No 25 – Production en série Code du cours : 372 255 Nom de la candidate ou du candidat : __________________________________________________________ École :________________________________________ Code permanent : ___________________________ Date de l’épreuve :_______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :_________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON
PREMIÈRE PARTIE : Organisation du travail
1 Répartition optimale des tâches en fonction des opérations d’usinage et des machines-outils.
1.1 A rédigé une stratégie de production conforme aux exigences d’efficacité et de rendement.
1.2 A dressé une liste complète des tâches qui lui seront confiées dans la chaîne de production.
1.3 A rédigé un compte rendu des décisions prises par l’équipe.
0 ou 5
0 ou 5
0 ou 5
DEUXIÈME PARTIE : Rédaction des gammes d’usinage
2 Préparation des procédés d’usinage.
2.1 A rédigé ou a complété la gamme d’usinage de la pièce à produire.
- séquences opérationnelles;
- paramètres d’usinage;
- outillage et instruments de mesure;
- croquis en position d’usinage.
0 ou 10
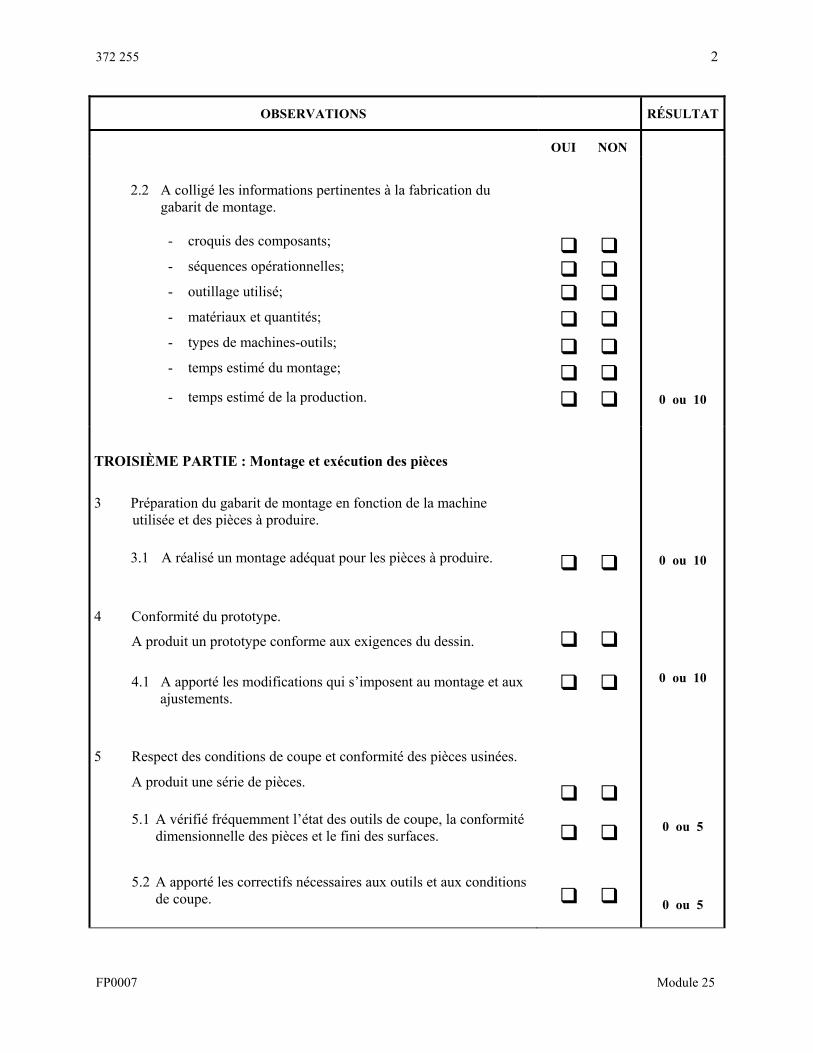
372 255 2
FP0007 Module 25
OBSERVATIONS RÉSULTAT
OUI NON
2.2 A colligé les informations pertinentes à la fabrication du
gabarit de montage.
- croquis des composants;
- séquences opérationnelles;
- outillage utilisé;
- matériaux et quantités;
- types de machines-outils;
- temps estimé du montage;
- temps estimé de la production.
0 ou 10
TROISIÈME PARTIE : Montage et exécution des pièces 3 Préparation du gabarit de montage en fonction de la machine
utilisée et des pièces à produire.
3.1 A réalisé un montage adéquat pour les pièces à produire.
4 Conformité du prototype.
A produit un prototype conforme aux exigences du dessin. 4.1 A apporté les modifications qui s’imposent au montage et aux
ajustements.
5 Respect des conditions de coupe et conformité des pièces usinées.
A produit une série de pièces.
5.1 A vérifié fréquemment l’état des outils de coupe, la conformité dimensionnelle des pièces et le fini des surfaces.
5.2 A apporté les correctifs nécessaires aux outils et aux conditions de coupe.
0 ou 10
0 ou 10
0 ou 5
0 ou 5
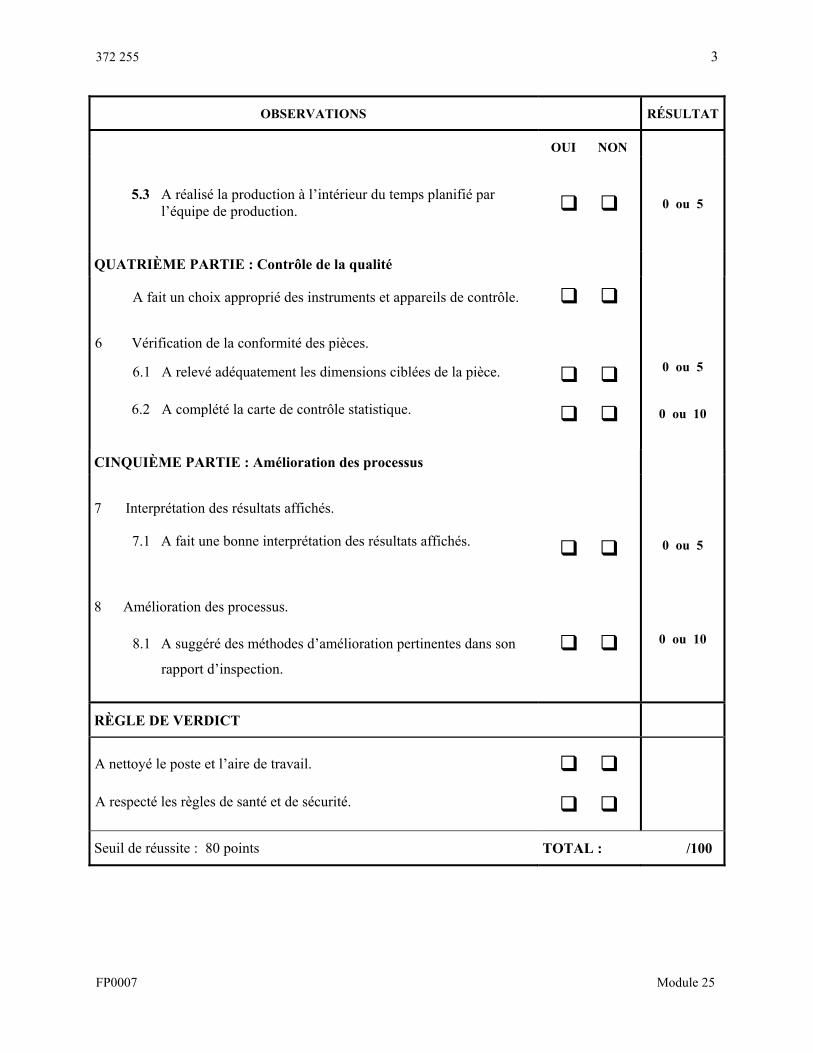
372 255 3
FP0007 Module 25
OBSERVATIONS RÉSULTAT
OUI NON
5.3 A réalisé la production à l’intérieur du temps planifié par
l’équipe de production.
0 ou 5
QUATRIÈME PARTIE : Contrôle de la qualité
A fait un choix approprié des instruments et appareils de contrôle.
6 Vérification de la conformité des pièces.
6.1 A relevé adéquatement les dimensions ciblées de la pièce.
6.2 A complété la carte de contrôle statistique.
0 ou 5
0 ou 10
CINQUIÈME PARTIE : Amélioration des processus
7 Interprétation des résultats affichés.
7.1 A fait une bonne interprétation des résultats affichés.
8 Amélioration des processus.
8.1 A suggéré des méthodes d’amélioration pertinentes dans son
rapport d’inspection.
0 ou 5
0 ou 10
RÈGLE DE VERDICT
A nettoyé le poste et l’aire de travail. A respecté les règles de santé et de sécurité.
Seuil de réussite : 80 points TOTAL : /100
372 255 4
FP0007 Module 25
Note pour l’examinatrice ou l’examinateur :
− Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés.
− Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet; pour ce, allouer la totalité des points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
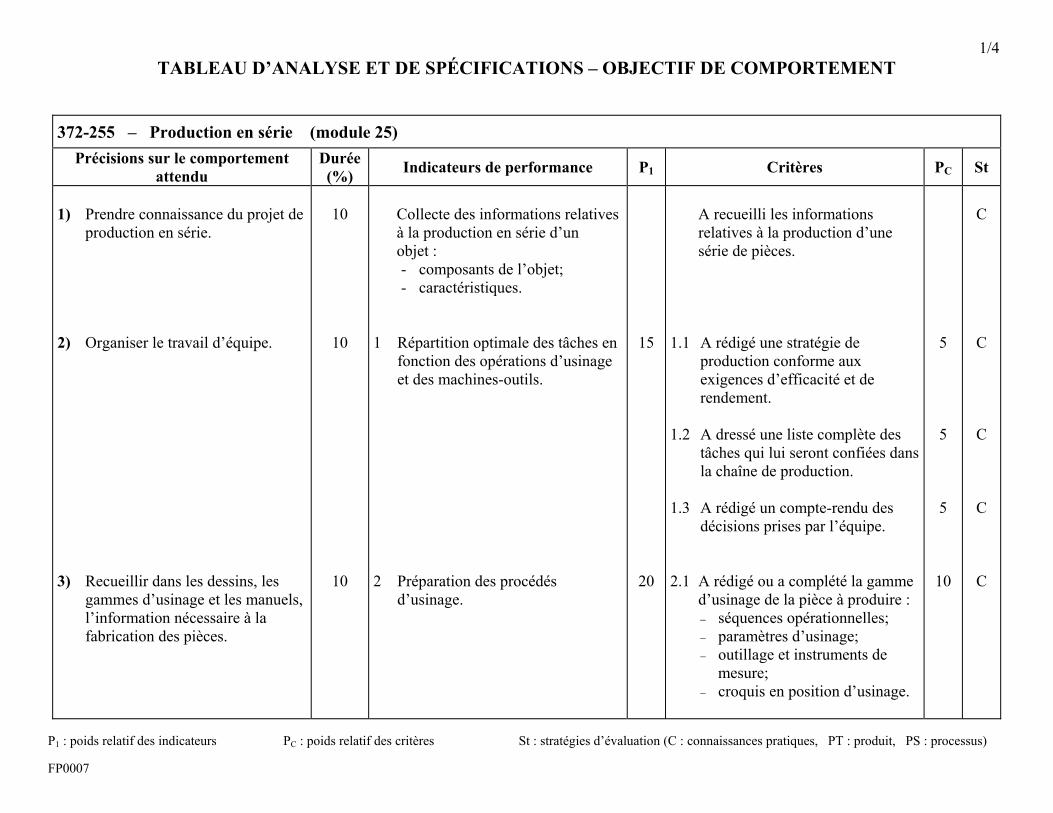
1/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
P1 : poids relatif des indicateurs PC : poids relatif des critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0007
372-255 – Production en série (module 25) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance P1 Critères PC St
1) Prendre connaissance du projet de
production en série. 2) Organiser le travail d’équipe. 3) Recueillir dans les dessins, les
gammes d’usinage et les manuels, l’information nécessaire à la fabrication des pièces.
10
10
10
Collecte des informations relatives à la production en série d’un objet : - composants de l’objet; - caractéristiques.
1 Répartition optimale des tâches en
fonction des opérations d’usinage et des machines-outils.
2 Préparation des procédés
d’usinage.
15
20
A recueilli les informations relatives à la production d’une série de pièces.
1.1 A rédigé une stratégie de
production conforme aux exigences d’efficacité et de rendement.
1.2 A dressé une liste complète des
tâches qui lui seront confiées dans la chaîne de production.
1.3 A rédigé un compte-rendu des
décisions prises par l’équipe. 2.1 A rédigé ou a complété la gamme
d’usinage de la pièce à produire : − séquences opérationnelles; − paramètres d’usinage; − outillage et instruments de
mesure; − croquis en position d’usinage.
5 5 5
10
C
C
C
C
C
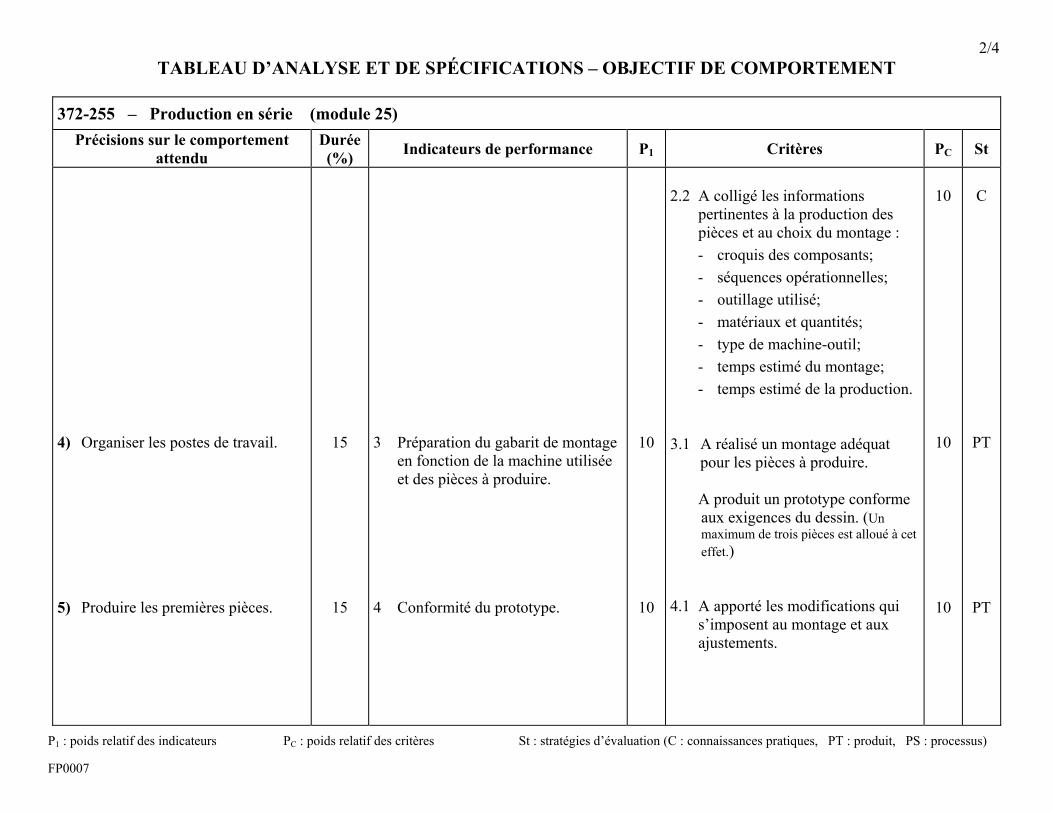
2/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
P1 : poids relatif des indicateurs PC : poids relatif des critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0007
372-255 – Production en série (module 25) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance P1 Critères PC St
4) Organiser les postes de travail. 5) Produire les premières pièces.
15
15
3 Préparation du gabarit de montage en fonction de la machine utilisée et des pièces à produire.
4 Conformité du prototype.
10
10
2.2 A colligé les informations
pertinentes à la production des pièces et au choix du montage : - croquis des composants; - séquences opérationnelles; - outillage utilisé; - matériaux et quantités; - type de machine-outil; - temps estimé du montage; - temps estimé de la production.
3.1 A réalisé un montage adéquat
pour les pièces à produire.
A produit un prototype conforme aux exigences du dessin. (Un maximum de trois pièces est alloué à cet effet.)
4.1 A apporté les modifications qui s’imposent au montage et aux ajustements.
10
10
10
C
PT
PT
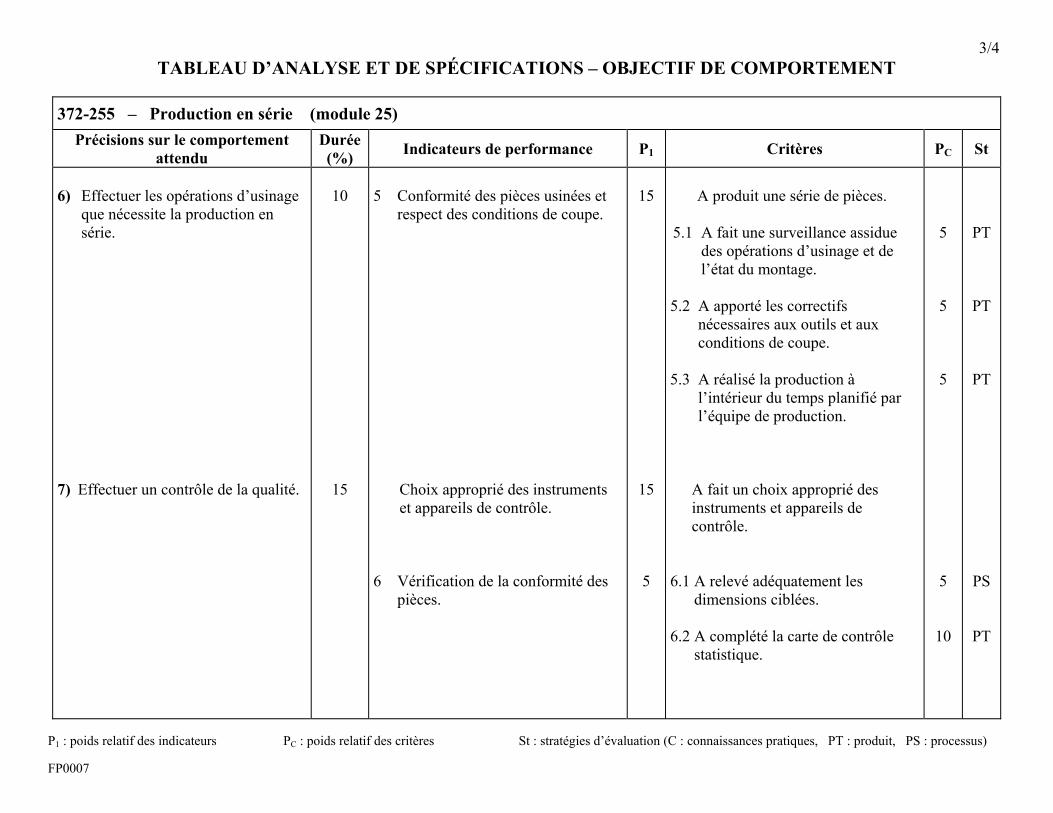
3/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
P1 : poids relatif des indicateurs PC : poids relatif des critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0007
372-255 – Production en série (module 25) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance P1 Critères PC St
6) Effectuer les opérations d’usinage
que nécessite la production en série.
7) Effectuer un contrôle de la qualité.
10
15
5 Conformité des pièces usinées et
respect des conditions de coupe.
Choix approprié des instruments et appareils de contrôle.
6 Vérification de la conformité des
pièces.
15
15 5
A produit une série de pièces.
5.1 A fait une surveillance assidue
des opérations d’usinage et de l’état du montage.
5.2 A apporté les correctifs
nécessaires aux outils et aux conditions de coupe.
5.3 A réalisé la production à
l’intérieur du temps planifié par l’équipe de production.
A fait un choix approprié des instruments et appareils de contrôle.
6.1 A relevé adéquatement les
dimensions ciblées. 6.2 A complété la carte de contrôle
statistique.
5 5 5 5
10
PT
PT
PT
PS
PT
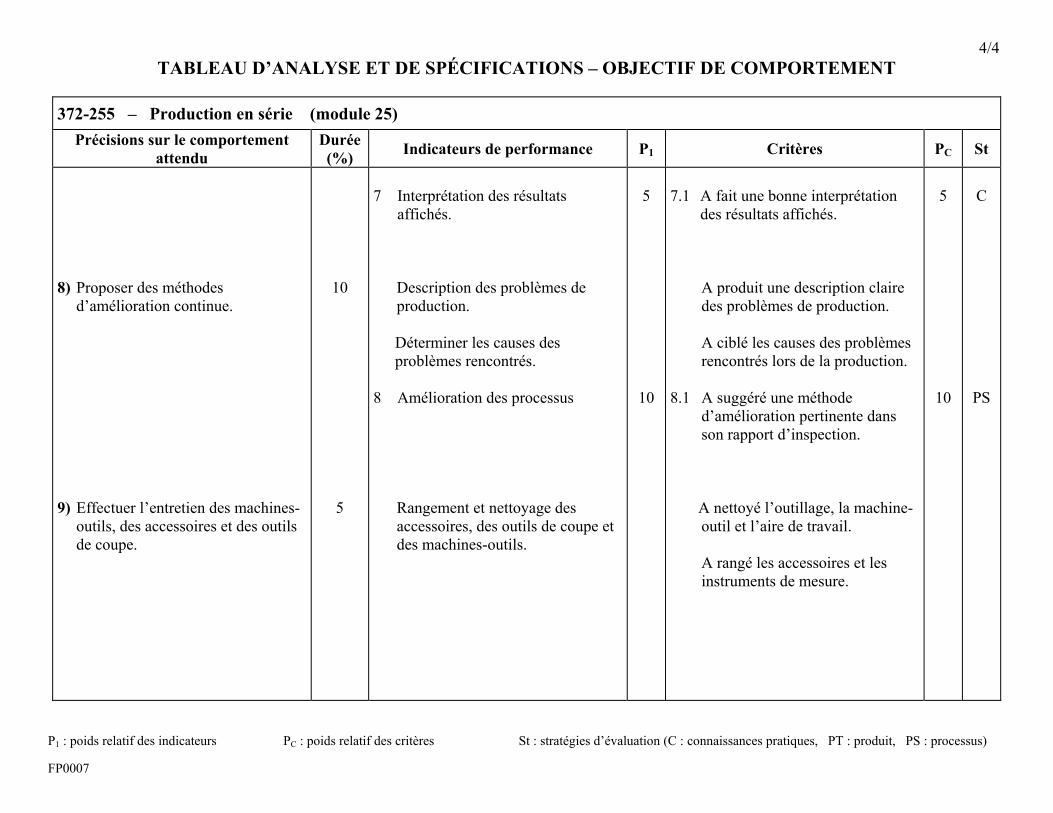
4/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
P1 : poids relatif des indicateurs PC : poids relatif des critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0007
372-255 – Production en série (module 25) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance P1 Critères PC St
8) Proposer des méthodes
d’amélioration continue. 9) Effectuer l’entretien des machines-
outils, des accessoires et des outils de coupe.
10 5
7 Interprétation des résultats
affichés. Description des problèmes de production.
Déterminer les causes des problèmes rencontrés.
8 Amélioration des processus
Rangement et nettoyage des accessoires, des outils de coupe et des machines-outils.
5
10
7.1 A fait une bonne interprétation
des résultats affichés. A produit une description claire des problèmes de production.
A ciblé les causes des problèmes rencontrés lors de la production.
8.1 A suggéré une méthode
d’amélioration pertinente dans son rapport d’inspection.
A nettoyé l’outillage, la machine-outil et l’aire de travail.
A rangé les accessoires et les instruments de mesure.
5
10
C
PS
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE 5223
Usinage sur aléseuse
Module 26 372 265
Épreuve pratique
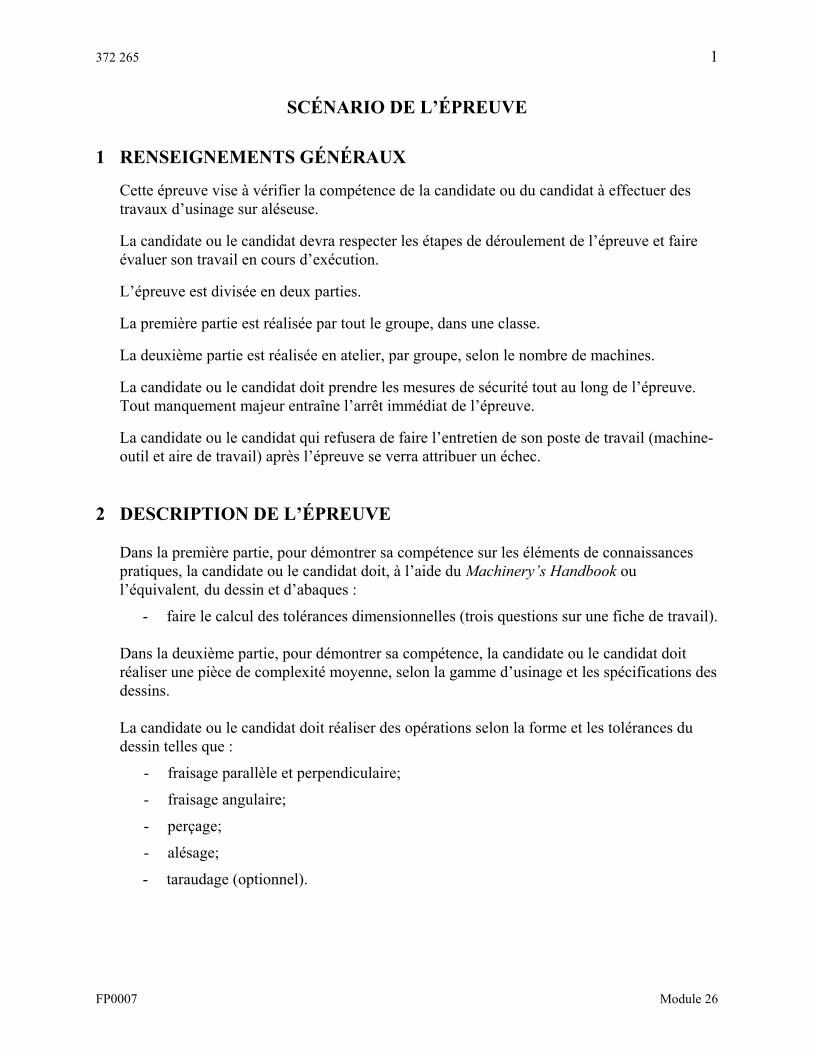
372 265 1
FP0007 Module 26
SCÉNARIO DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à effectuer des travaux d’usinage sur aléseuse.
La candidate ou le candidat devra respecter les étapes de déroulement de l’épreuve et faire évaluer son travail en cours d’exécution.
L’épreuve est divisée en deux parties.
La première partie est réalisée par tout le groupe, dans une classe.
La deuxième partie est réalisée en atelier, par groupe, selon le nombre de machines.
La candidate ou le candidat doit prendre les mesures de sécurité tout au long de l’épreuve. Tout manquement majeur entraîne l’arrêt immédiat de l’épreuve.
La candidate ou le candidat qui refusera de faire l’entretien de son poste de travail (machine-outil et aire de travail) après l’épreuve se verra attribuer un échec.
2 DESCRIPTION DE L’ÉPREUVE
Dans la première partie, pour démontrer sa compétence sur les éléments de connaissances pratiques, la candidate ou le candidat doit, à l’aide du Machinery’s Handbook ou l’équivalent, du dessin et d’abaques :
- faire le calcul des tolérances dimensionnelles (trois questions sur une fiche de travail). Dans la deuxième partie, pour démontrer sa compétence, la candidate ou le candidat doit réaliser une pièce de complexité moyenne, selon la gamme d’usinage et les spécifications des dessins. La candidate ou le candidat doit réaliser des opérations selon la forme et les tolérances du dessin telles que :
- fraisage parallèle et perpendiculaire;
- fraisage angulaire;
- perçage;
- alésage;
- taraudage (optionnel).
372 265 2
FP0007 Module 26
3 DÉROULEMENT D’ÉPREUVE
3.1 ÉTAPES DE DÉROULEMENT
PREMIÈRE PARTIE : Données préparatoires à l’exécution de la pièce Avant la première partie de l’épreuve Expliquer le déroulement de l’épreuve aux candidates ou candidats. S’assurer que chaque candidate ou candidat a reçu la documentation relative à la passation de la première partie de l’épreuve, soit :
- le questionnaire;
- le dessin;
- les abaques;
- le Machinery’s Handbook ou l’équivalent. À titre indicatif, trente minutes sont accordées pour la première partie. Pendant la première partie de l’épreuve Les candidates ou les candidats doivent répondre au questionnaire qui porte sur le calcul de tolérances.
Noter sur la fiche d’évaluation (1re partie). DEUXIÈME PARTIE : Réalisation de la pièce Pendant la deuxième partie l’épreuve Vérifier si la candidate ou le candidat : 1re étape : - a bien installé les accessoires de montage;
- a bien positionné la pièce dans le ou les montages;
- a positionné et fixé l’outil de coupe adéquatement.
Noter sur la fiche d’évaluation (2e partie).
2e étape : - a réglé correctement les paramètres d’usinage;
- a respecté la gamme d’usinage;
372 265 3
FP0007 Module 26
- a pris les mesures de sécurité.
Noter sur la fiche d’évaluation (2e partie).
3e étape : - a nettoyé l’aire et le poste de travail;
- a rangé les outils et les accessoires. 4e étape : - a fait la métrologie de sa pièce.
À titre indicatif, cinq heures trente minutes sont accordées pour la deuxième partie. Après la deuxième partie de l’épreuve Vérifier si la candidate ou le candidat :
- a respecté les dimensions et tolérances demandées sur le dessin;
- a respecté les limites permises quant au fini de surface demandé;
- a ébavuré et nettoyé la pièce;
- a mesuré correctement les dimensions de la pièce.
Noter sur la fiche d’évaluation (2e partie).
3.2 RÉUSSITE DE L’ÉPREUVE
Le seuil de réussite pour la première partie est de 15 sur une possibilité de 15.
Le seuil de réussite de la deuxième partie est de 70 sur une possibilité de 85.
En cas d’échec d’une partie, la candidate ou le candidat reprend la partie échouée.
Il faut réussir les éléments-critères 3.1 et 4.1 pour poursuivre l’épreuve.
3.3 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée totale de l’épreuve est de six heures : trente minutes pour la première partie et cinq heures trente minutes pour la deuxième partie.
372 265 1
FP0007 Module 26
FICHE D’ÉVALUATION
TECHNIQUES D’USINAGE Code du programme : 5223 No 26 – Usinage sur aléseuse Code du cours : 372 265 Nom de la candidate ou du candidat : __________________________________________________________ École :________________________________________ Code permanent : ___________________________ Date de l’épreuve :_______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :_________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON
PREMIÈRE PARTIE : Données préparatoires à l’exécution de la pièce
1 Interprétation du dessin.
1.1 A calculé les tolérances dimensionnelles demandées sur le dessin.
0 ou 15
RÉSULTAT DE LA PREMIÈRE PARTIE /15
2 Installation des accessoires de montage.
2.1 A bien installé les accessoires de montage.
3 Positionnement de la pièce dans le ou les montages.
3.1 A bien positionné la pièce dans le ou les montages.
4 Positionnement et fixation des outils de coupe.
4.1 A positionné et fixé adéquatement les outils de coupe.
0 ou 15
0 ou 15
0 ou 5
372 265 2
FP0007 Module 26
OBSERVATIONS RÉSULTAT
OUI NON
5 Conformité de l’usinage avec les exigences du dessin.
5.1 A respecté les dimensions, selon les tolérances.
5.2 A respecté les limites permises quant au fini de surface demandé.
5.3 A ébavuré et nettoyé la pièce.
0 ou 25
0 ou 10
0 ou 5
6 Précision des dimensions relevées.
6.1 A contrôlé la qualité de la pièce.
- mesures précises;
- fiche d’inspection signée.
0 ou 10
RÈGLE DE VERDICT
A nettoyé le poste et l’aire de travail. A respecté les règles de santé et de sécurité.
RÉSULTAT DE LA DEUXIÈME PARTIE /85
372 265 3
FP0007 Module 26
PREMIÈRE PARTIE
RÉSULTAT
/ 15 Résultat minimal exigé : 15 Réussite OUI NON
DEUXIÈME PARTIE
RÉSULTAT
/ 85 Résultat minimal exigé : 70 Réussite OUI NON
Note pour l’examinatrice ou l’examinateur :
− Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés.
− Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet; pour ce, allouer la totalité des points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
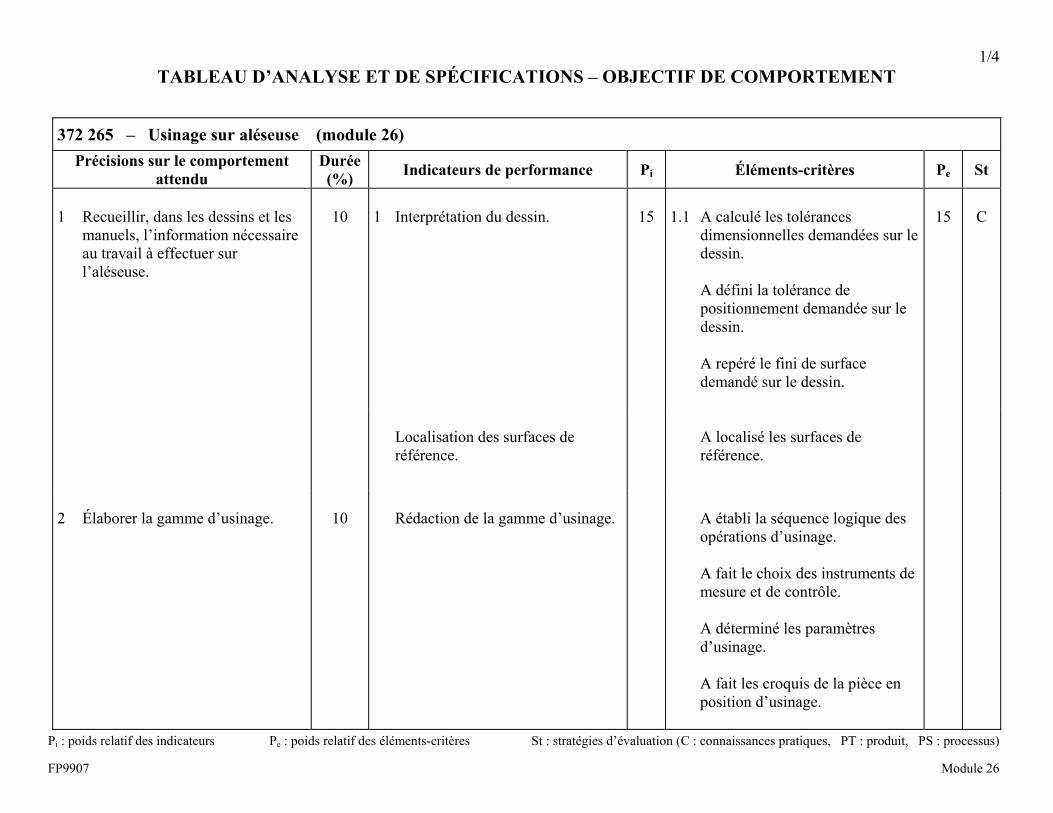
1/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 26
372 265 – Usinage sur aléseuse (module 26) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Recueillir, dans les dessins et les
manuels, l’information nécessaire au travail à effectuer sur l’aléseuse.
10
1 Interprétation du dessin.
15
1.1 A calculé les tolérances
dimensionnelles demandées sur le dessin.
A défini la tolérance de
positionnement demandée sur le dessin.
A repéré le fini de surface
demandé sur le dessin.
15
C
Localisation des surfaces de
référence.
A localisé les surfaces de référence.
2 Élaborer la gamme d’usinage.
10
Rédaction de la gamme d’usinage.
A établi la séquence logique des opérations d’usinage.
A fait le choix des instruments de mesure et de contrôle.
A déterminé les paramètres d’usinage.
A fait les croquis de la pièce en position d’usinage.
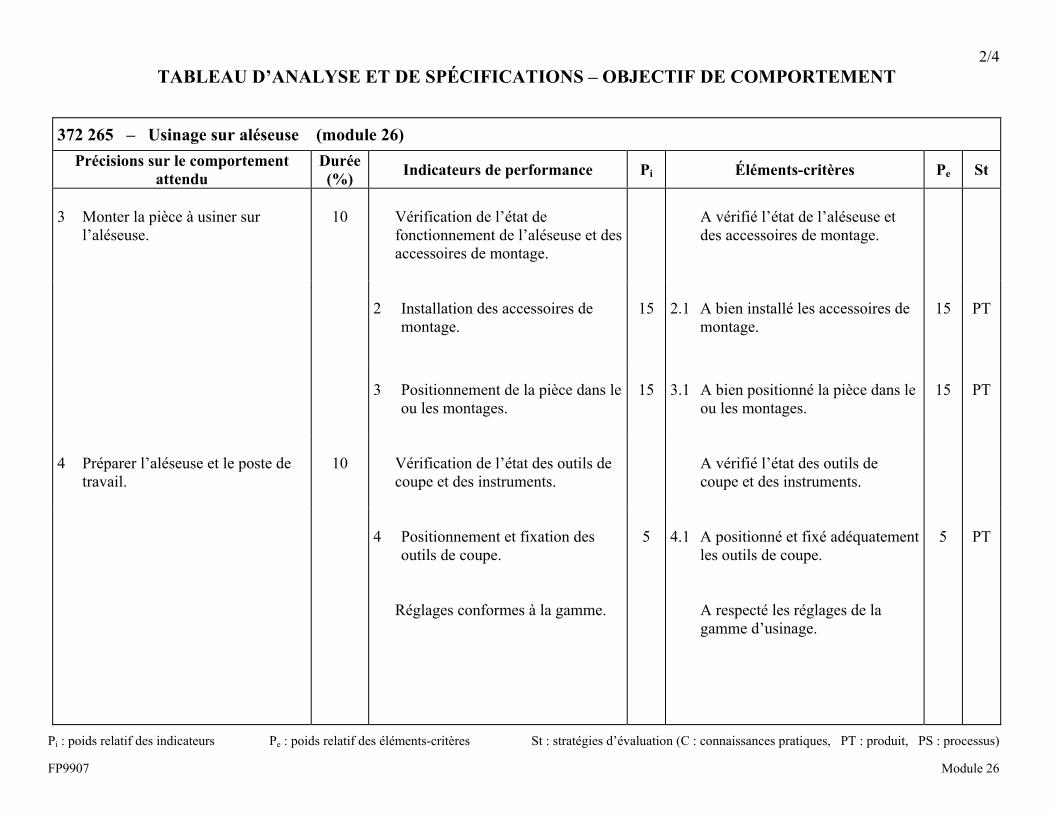
2/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 26
372 265 – Usinage sur aléseuse (module 26) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
3 Monter la pièce à usiner sur
l’aléseuse.
10
Vérification de l’état de fonctionnement de l’aléseuse et des accessoires de montage.
A vérifié l’état de l’aléseuse et des accessoires de montage.
2 Installation des accessoires de
montage.
15
2.1 A bien installé les accessoires de
montage.
15
PT
3 Positionnement de la pièce dans le
ou les montages.
15
3.1 A bien positionné la pièce dans le
ou les montages.
15
PT
4 Préparer l’aléseuse et le poste de
travail.
10
Vérification de l’état des outils de
coupe et des instruments.
A vérifié l’état des outils de
coupe et des instruments.
4 Positionnement et fixation des
outils de coupe.
5
4.1 A positionné et fixé adéquatement
les outils de coupe.
5
PT
Réglages conformes à la gamme.
A respecté les réglages de la gamme d’usinage.
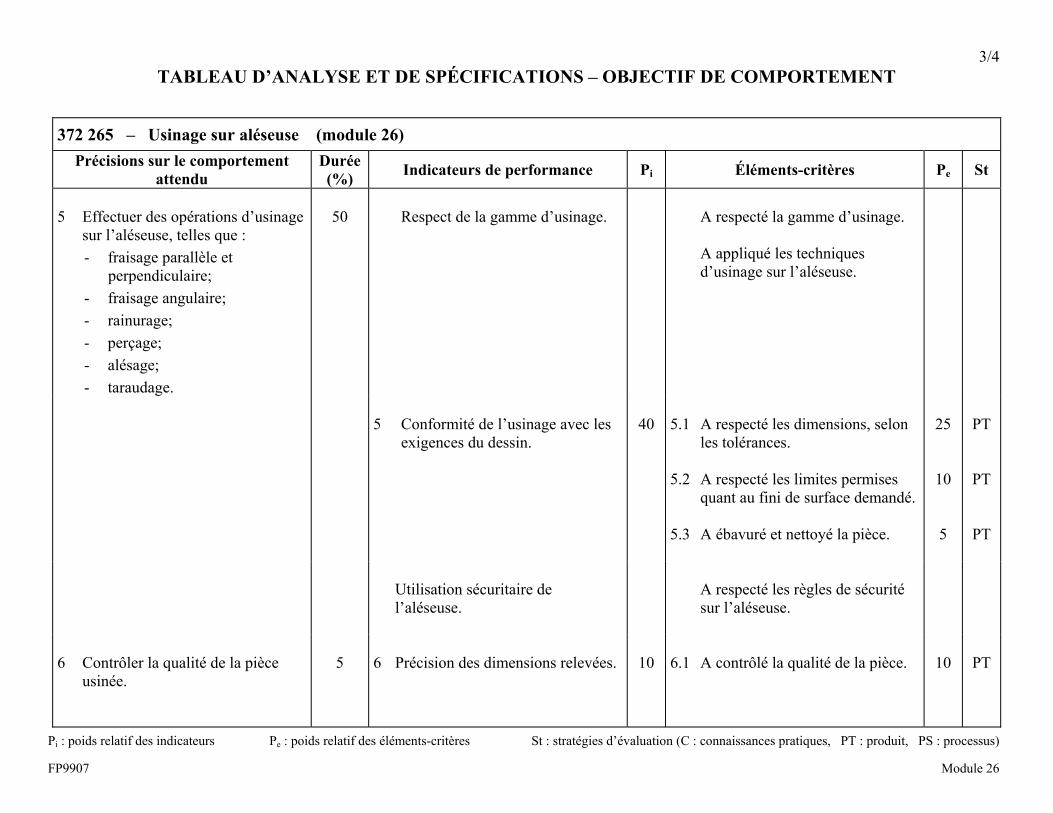
3/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 26
372 265 – Usinage sur aléseuse (module 26) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
5 Effectuer des opérations d’usinage
sur l’aléseuse, telles que : - fraisage parallèle et
perpendiculaire; - fraisage angulaire; - rainurage; - perçage; - alésage; - taraudage.
50
Respect de la gamme d’usinage.
A respecté la gamme d’usinage. A appliqué les techniques
d’usinage sur l’aléseuse.
5 Conformité de l’usinage avec les
exigences du dessin.
40
5.1 A respecté les dimensions, selon
les tolérances. 5.2 A respecté les limites permises
quant au fini de surface demandé. 5.3 A ébavuré et nettoyé la pièce.
25
10 5
PT
PT
PT
Utilisation sécuritaire de l’aléseuse.
A respecté les règles de sécurité sur l’aléseuse.
6 Contrôler la qualité de la pièce
usinée.
5
6 Précision des dimensions relevées.
10
6.1 A contrôlé la qualité de la pièce.
10
PT
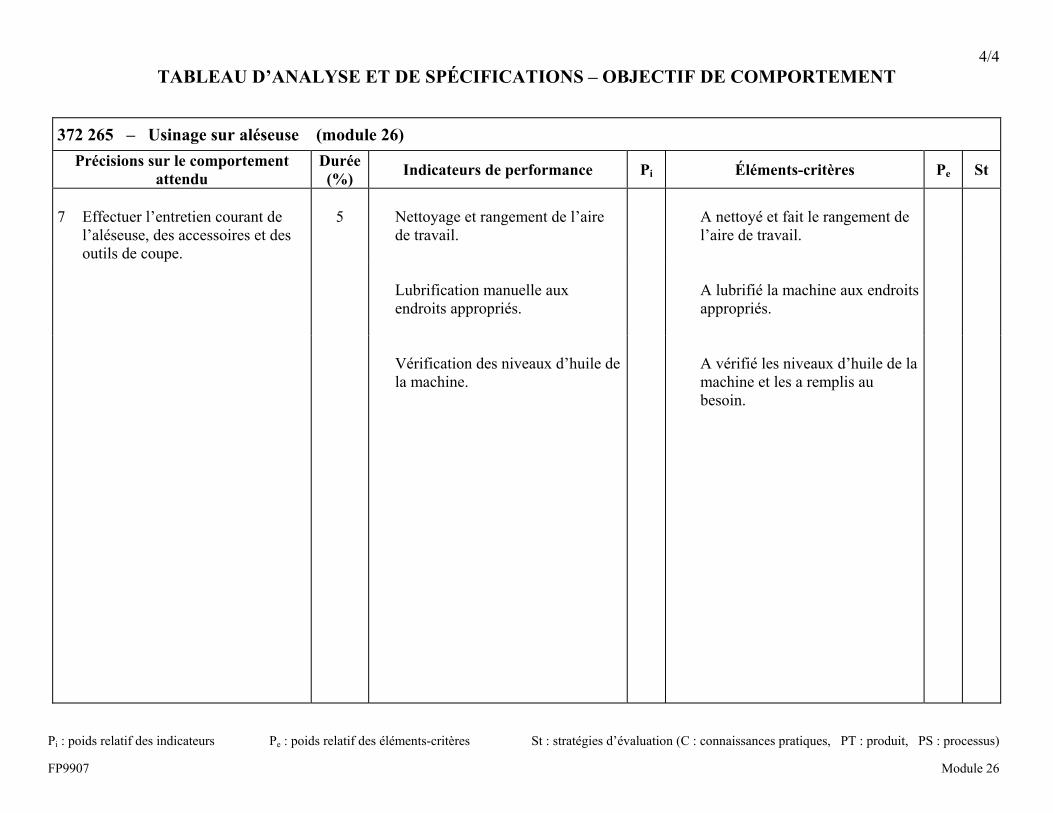
4/4 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP9907 Module 26
372 265 – Usinage sur aléseuse (module 26) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
7 Effectuer l’entretien courant de
l’aléseuse, des accessoires et des outils de coupe.
5
Nettoyage et rangement de l’aire
de travail.
A nettoyé et fait le rangement de
l’aire de travail.
Lubrification manuelle aux endroits appropriés.
A lubrifié la machine aux endroits appropriés.
Vérification des niveaux d’huile de la machine.
A vérifié les niveaux d’huile de la machine et les a remplis au besoin.
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE 5223
Entrepreneuriat
Module 27 372 271
Épreuve de participation
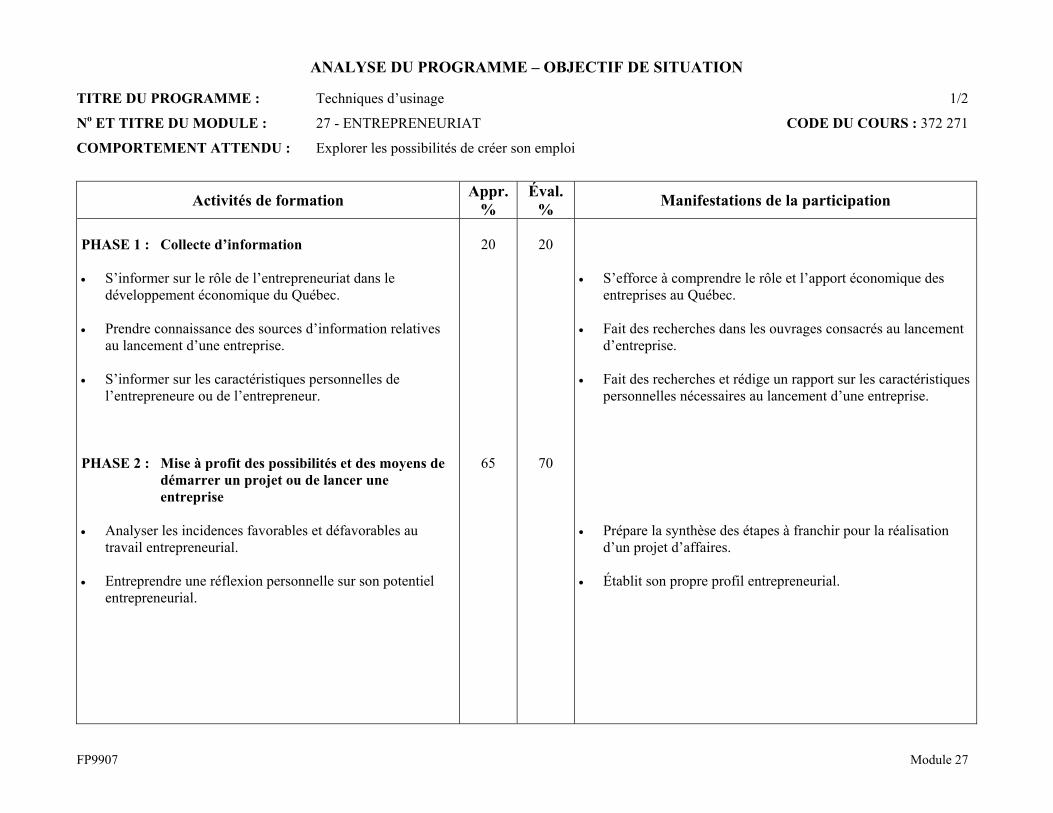
ANALYSE DU PROGRAMME – OBJECTIF DE SITUATION TITRE DU PROGRAMME : Techniques d’usinage 1/2
No ET TITRE DU MODULE : 27 - ENTREPRENEURIAT CODE DU COURS : 372 271
COMPORTEMENT ATTENDU : Explorer les possibilités de créer son emploi
FP9907 Module 27
Activités de formation Appr.%
Éval. % Manifestations de la participation
PHASE 1 : Collecte d’information • S’informer sur le rôle de l’entrepreneuriat dans le
développement économique du Québec. • Prendre connaissance des sources d’information relatives
au lancement d’une entreprise. • S’informer sur les caractéristiques personnelles de
l’entrepreneure ou de l’entrepreneur. PHASE 2 : Mise à profit des possibilités et des moyens de
démarrer un projet ou de lancer une entreprise
• Analyser les incidences favorables et défavorables au
travail entrepreneurial. • Entreprendre une réflexion personnelle sur son potentiel
entrepreneurial.
20
65
20
70
• S’efforce à comprendre le rôle et l’apport économique des
entreprises au Québec. • Fait des recherches dans les ouvrages consacrés au lancement
d’entreprise. • Fait des recherches et rédige un rapport sur les caractéristiques
personnelles nécessaires au lancement d’une entreprise. • Prépare la synthèse des étapes à franchir pour la réalisation
d’un projet d’affaires. • Établit son propre profil entrepreneurial.
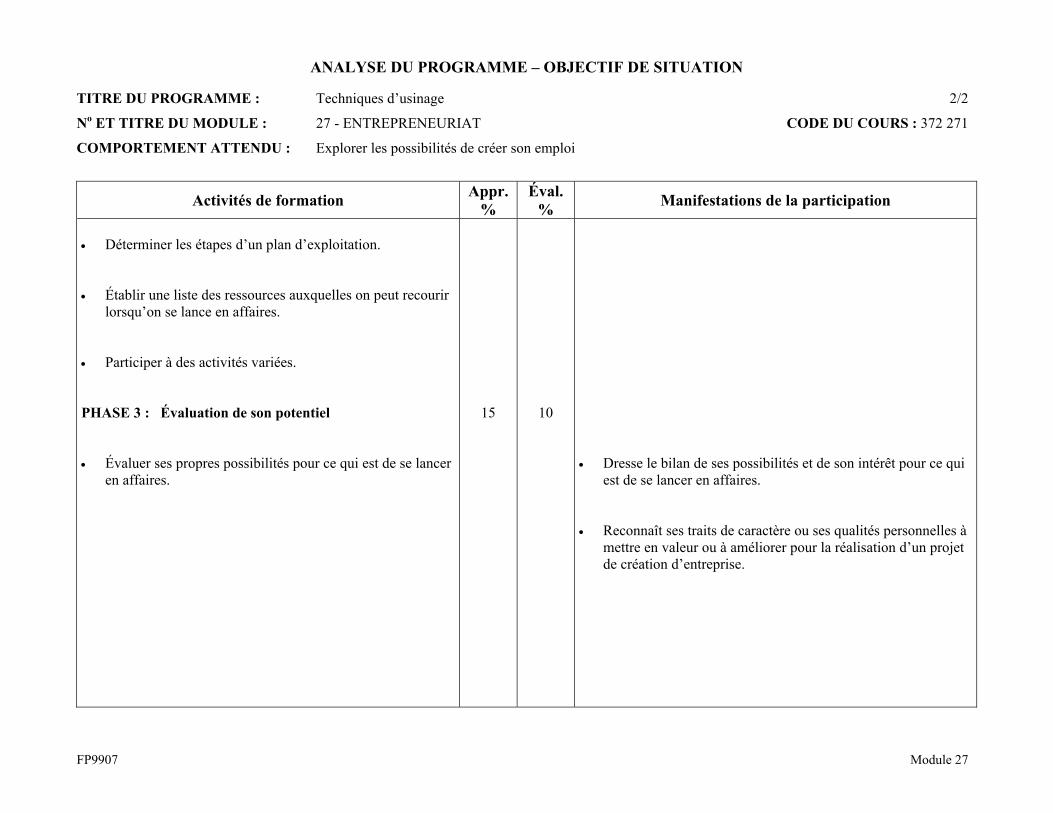
ANALYSE DU PROGRAMME – OBJECTIF DE SITUATION TITRE DU PROGRAMME : Techniques d’usinage 2/2
No ET TITRE DU MODULE : 27 - ENTREPRENEURIAT CODE DU COURS : 372 271
COMPORTEMENT ATTENDU : Explorer les possibilités de créer son emploi
FP9907 Module 27
Activités de formation Appr.%
Éval. % Manifestations de la participation
• Déterminer les étapes d’un plan d’exploitation. • Établir une liste des ressources auxquelles on peut recourir
lorsqu’on se lance en affaires. • Participer à des activités variées. PHASE 3 : Évaluation de son potentiel • Évaluer ses propres possibilités pour ce qui est de se lancer
en affaires.
15
10
• Dresse le bilan de ses possibilités et de son intérêt pour ce qui
est de se lancer en affaires. • Reconnaît ses traits de caractère ou ses qualités personnelles à
mettre en valeur ou à améliorer pour la réalisation d’un projet de création d’entreprise.
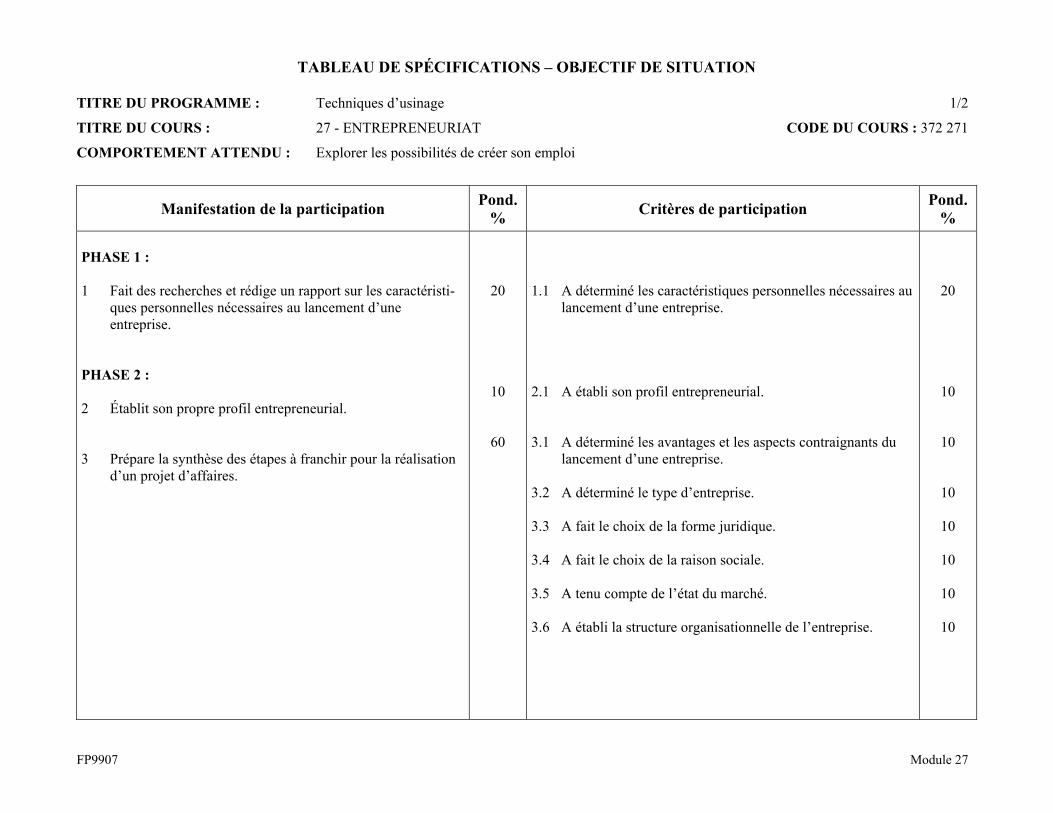
TABLEAU DE SPÉCIFICATIONS – OBJECTIF DE SITUATION TITRE DU PROGRAMME : Techniques d’usinage 1/2
TITRE DU COURS : 27 - ENTREPRENEURIAT CODE DU COURS : 372 271
COMPORTEMENT ATTENDU : Explorer les possibilités de créer son emploi
FP9907 Module 27
Manifestation de la participation Pond. % Critères de participation Pond.
% PHASE 1 : 1 Fait des recherches et rédige un rapport sur les caractéristi-
ques personnelles nécessaires au lancement d’une entreprise.
PHASE 2 : 2 Établit son propre profil entrepreneurial. 3 Prépare la synthèse des étapes à franchir pour la réalisation
d’un projet d’affaires.
20
10
60
1.1 A déterminé les caractéristiques personnelles nécessaires au
lancement d’une entreprise. 2.1 A établi son profil entrepreneurial. 3.1 A déterminé les avantages et les aspects contraignants du
lancement d’une entreprise. 3.2 A déterminé le type d’entreprise. 3.3 A fait le choix de la forme juridique. 3.4 A fait le choix de la raison sociale. 3.5 A tenu compte de l’état du marché. 3.6 A établi la structure organisationnelle de l’entreprise.
20
10
10
10
10
10
10
10
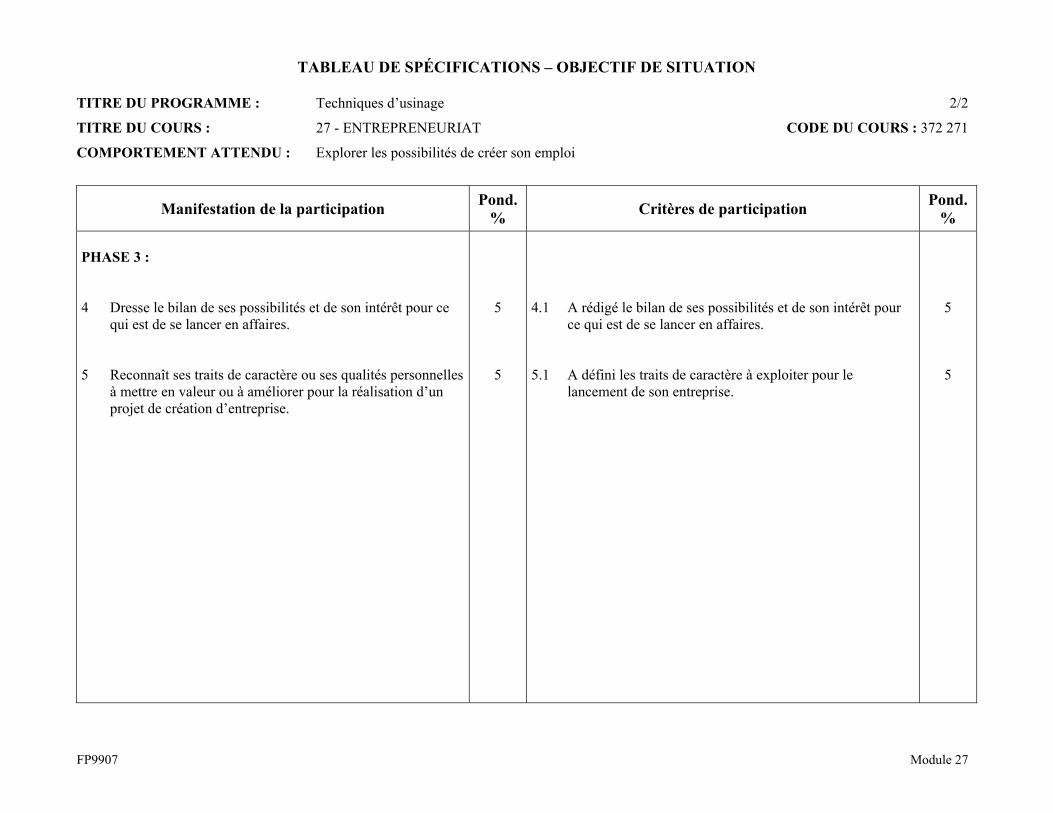
TABLEAU DE SPÉCIFICATIONS – OBJECTIF DE SITUATION TITRE DU PROGRAMME : Techniques d’usinage 2/2
TITRE DU COURS : 27 - ENTREPRENEURIAT CODE DU COURS : 372 271
COMPORTEMENT ATTENDU : Explorer les possibilités de créer son emploi
FP9907 Module 27
Manifestation de la participation Pond. % Critères de participation Pond.
% PHASE 3 : 4 Dresse le bilan de ses possibilités et de son intérêt pour ce
qui est de se lancer en affaires. 5 Reconnaît ses traits de caractère ou ses qualités personnelles
à mettre en valeur ou à améliorer pour la réalisation d’un projet de création d’entreprise.
5
5
4.1 A rédigé le bilan de ses possibilités et de son intérêt pour
ce qui est de se lancer en affaires. 5.1 A défini les traits de caractère à exploiter pour le
lancement de son entreprise.
5
5
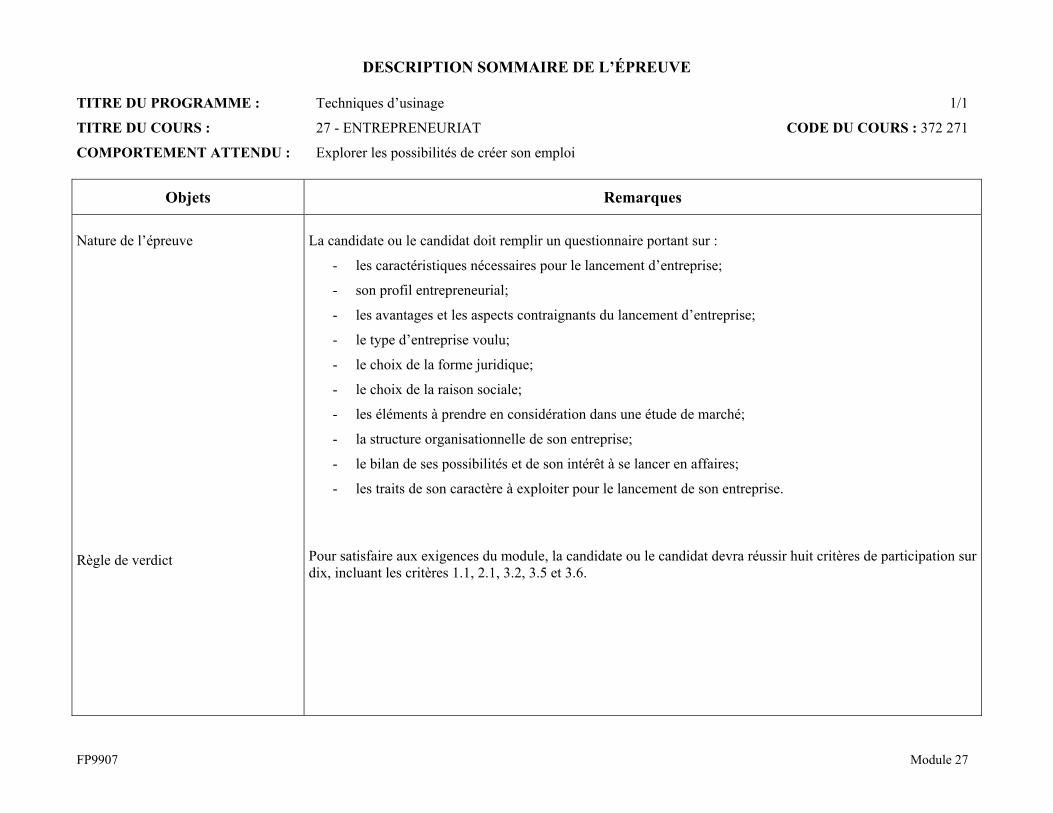
DESCRIPTION SOMMAIRE DE L’ÉPREUVE TITRE DU PROGRAMME : Techniques d’usinage 1/1
TITRE DU COURS : 27 - ENTREPRENEURIAT CODE DU COURS : 372 271
COMPORTEMENT ATTENDU : Explorer les possibilités de créer son emploi
FP9907 Module 27
Objets Remarques Nature de l’épreuve Règle de verdict
La candidate ou le candidat doit remplir un questionnaire portant sur :
- les caractéristiques nécessaires pour le lancement d’entreprise;
- son profil entrepreneurial;
- les avantages et les aspects contraignants du lancement d’entreprise;
- le type d’entreprise voulu;
- le choix de la forme juridique;
- le choix de la raison sociale;
- les éléments à prendre en considération dans une étude de marché;
- la structure organisationnelle de son entreprise;
- le bilan de ses possibilités et de son intérêt à se lancer en affaires;
- les traits de son caractère à exploiter pour le lancement de son entreprise. Pour satisfaire aux exigences du module, la candidate ou le candidat devra réussir huit critères de participation sur dix, incluant les critères 1.1, 2.1, 3.2, 3.5 et 3.6.
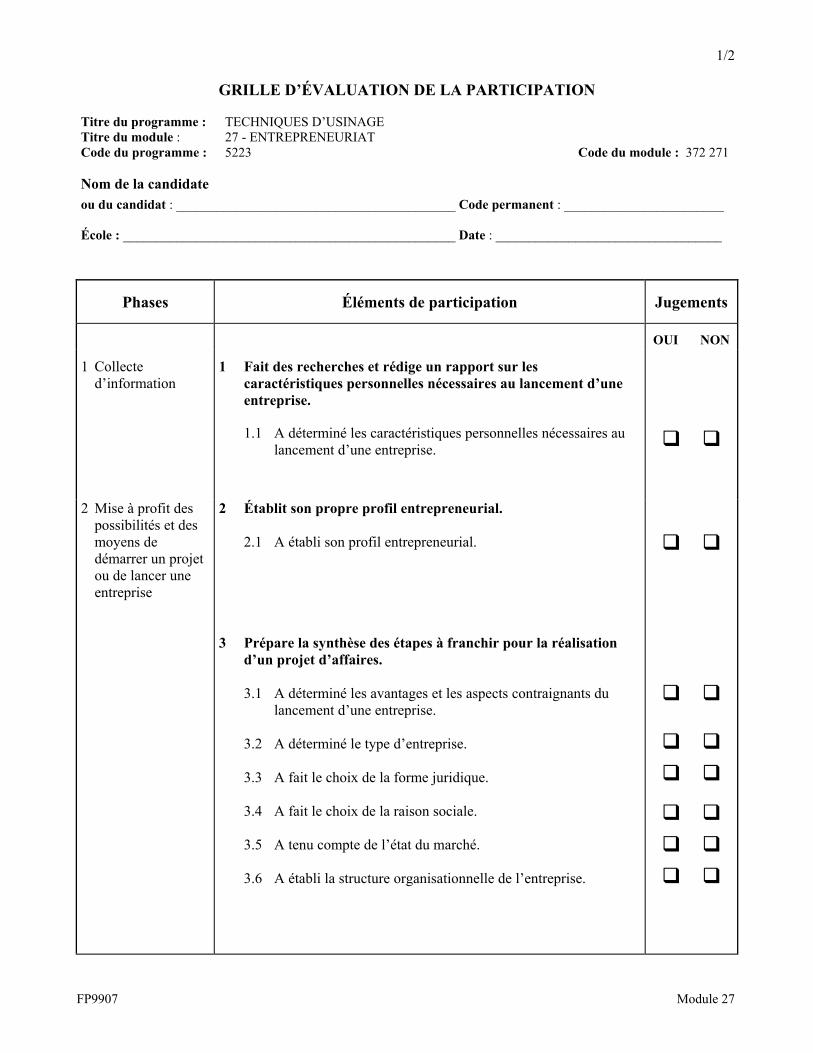
1/2
FP9907 Module 27
GRILLE D’ÉVALUATION DE LA PARTICIPATION
Titre du programme : TECHNIQUES D’USINAGE Titre du module : 27 - ENTREPRENEURIAT Code du programme : 5223 Code du module : 372 271 Nom de la candidate ou du candidat : __________________________________________ Code permanent : ________________________ École : __________________________________________________ Date : __________________________________
Phases Éléments de participation Jugements
OUI NON
1 Collecte d’information
1 Fait des recherches et rédige un rapport sur les caractéristiques personnelles nécessaires au lancement d’une entreprise.
1.1 A déterminé les caractéristiques personnelles nécessaires au lancement d’une entreprise.
2 Mise à profit des possibilités et des moyens de démarrer un projet ou de lancer une entreprise
2 Établit son propre profil entrepreneurial.
2.1 A établi son profil entrepreneurial.
3 Prépare la synthèse des étapes à franchir pour la réalisation d’un projet d’affaires.
3.1 A déterminé les avantages et les aspects contraignants du
lancement d’une entreprise.
3.2 A déterminé le type d’entreprise.
3.3 A fait le choix de la forme juridique.
3.4 A fait le choix de la raison sociale.
3.5 A tenu compte de l’état du marché.
3.6 A établi la structure organisationnelle de l’entreprise.
2/2
FP9907 Module 27
Phases Éléments de participation Jugements
OUI NON
3 Évaluation de son potentiel
4 Dresse le bilan de ses possibilités et de son intérêt pour ce qui est de se lancer en affaires.
4.1 A rédigé le bilan de ses possibilités et de son intérêt pour ce qui est de se lancer en affaires.
5 Reconnaît ses traits de caractère ou ses qualités personnelles à mettre en valeur ou à améliorer pour la réalisation d’un projet de création d’entreprise.
5.1 A défini les traits de caractère à exploiter pour le lancement
de son entreprise.
Règle de verdict : réussite de huit critères de participation sur dix, y compris les
critères 1.1, 2.1, 3.2, 3.5 et 3.6.
Réussite : ❑ Échec : ❑ Nom de l’examinatrice ou de l’examinateur : ______________________________________________
FP0009
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE (DEP 5223)
USINAGE SUR MOCN (ASP 5224)
Intégration au milieu de travail (stage 2)
Modules 28 et 13 372 286
Épreuve de participation
ANALYSE DU PROGRAMME – OBJECTIF DE SITUATION TITRE DES PROGRAMMES : Techniques d’usinage / Usinage sur machines-outils à commande numérique 1/2
No ET TITRE DU MODULE : 28 - INTÉGRATION AU MILIEU DE TRAVAIL (STAGE 2) CODE DU COURS : 372 286
COMPORTEMENT ATTENDU : S’intégrer au milieu de travail (stage 2)
FP0009 Modules 28 et 13
Activités de formation Appr.%
Éval. % Manifestations de la participation
PHASE 1 : Préparation au stage en milieu de travail. • Prendre connaissance de l’information et des modalités
relatives au stage. • Répertorier les entreprises susceptibles de recevoir des
stagiaires. • Prendre connaissance de l’organisation physique du lieu de
stage. PHASE 2 : Participation à des activités en milieu de
travail. • Observer le contexte de travail : types de produits fabriqués
et techniques utilisées, structure interne et conditions de travail, santé et sécurité au travail, relations interpersonnelles, etc.
• S’intégrer à l’équipe de travail.
20
60
20
55
• S’applique à comprendre l’organisation pratique du stage et
les responsabilités qui lui sont attribuées. • Participe à la recherche d’un établissement de stage. • S’efforce de cerner les caractéristiques de l’organisation
physique du lieu de stage. • Mise à jour de la lettre de présentation et du curriculum vitae. • Observe attentivement le contexte de travail et l’organisation
du travail. • Participe activement à l’exécution de différentes tâches
relevant du métier. • Respecte les directives de l’entreprise en ce qui concerne les
activités qu’on l’autorise à exécuter, les horaires de travail et les autres règles.
• Applique les normes de santé et de sécurité du travail en
vigueur dans son lieu de stage.
ANALYSE DU PROGRAMME – OBJECTIF DE SITUATION TITRE DES PROGRAMMES : Techniques d’usinage / Usinage sur machines-outils à commande numérique 2/2
No ET TITRE DU MODULE : 28 - INTÉGRATION AU MILIEU DE TRAVAIL (STAGE 2) CODE DU COURS : 372 286
COMPORTEMENT ATTENDU : S’intégrer au milieu de travail (stage 2)
FP0009 Modules 28 et 13
Activités de formation Appr.%
Éval. % Manifestations de la participation
• Observer ou effectuer différentes tâches professionnelles
ou participer à leur exécution. • Produire un bref rapport de ses observations sur le contexte
de travail et sur les tâches effectuées dans l’entreprise. PHASE 3 : Comparaison des perceptions de départ avec la
réalité du milieu • Établir des liens entre ses interventions en milieu de travail
et les connaissances acquises en cours de formation. • Discuter de la justesse de sa perception du métier avant et
après le stage : milieu de travail, pratiques professionnelles, etc.
• Discuter des conséquences du stage sur le choix d’un
emploi (aptitudes, goûts et champs d’intérêt).
20
25
• S’informe régulièrement des particularités des méthodes et des
techniques appliquées ainsi que des outils de travail utilisés. • S’applique à produire des rapports quotidiens de ses
observations sur les tâches exécutées. • Participe activement aux discussions de groupe en manifestant
de l’intérêt envers les expériences rapportées par ses pairs. • Partage les expériences découlant de son stage en formulant
clairement les éléments importants de son séjour en milieu de travail.
• Souligne les points forts et les points faibles de la formation
reçue.
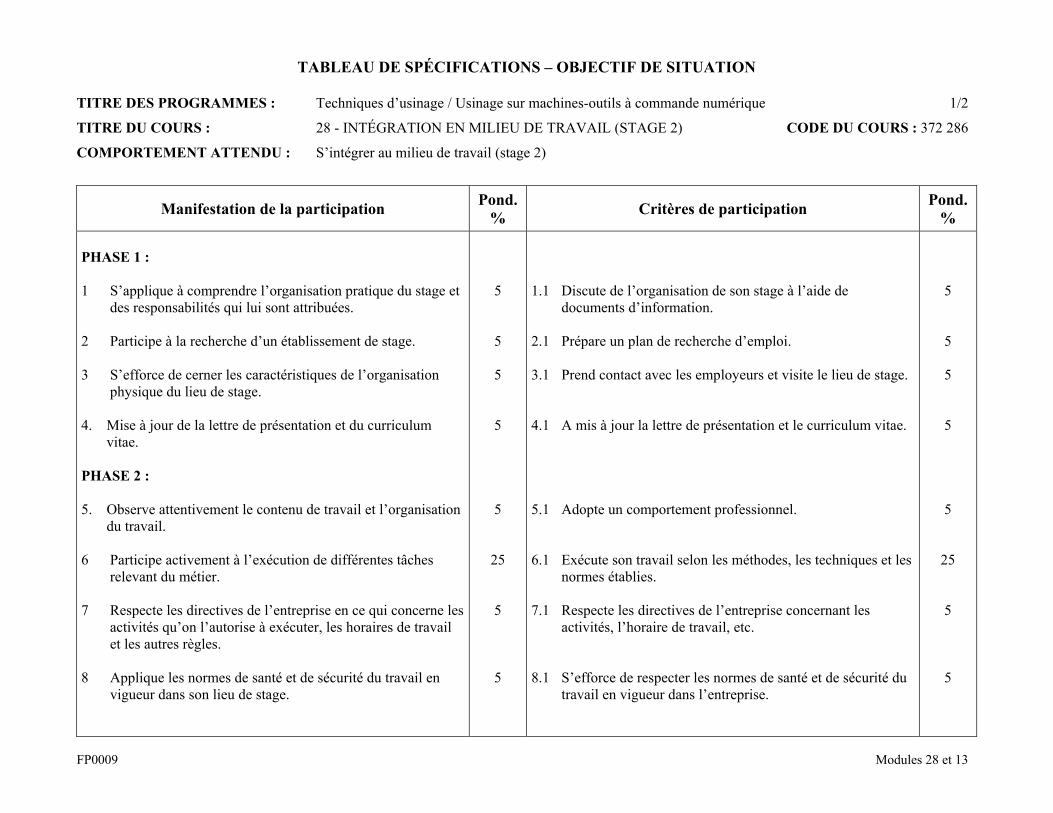
TABLEAU DE SPÉCIFICATIONS – OBJECTIF DE SITUATION TITRE DES PROGRAMMES : Techniques d’usinage / Usinage sur machines-outils à commande numérique 1/2
TITRE DU COURS : 28 - INTÉGRATION EN MILIEU DE TRAVAIL (STAGE 2) CODE DU COURS : 372 286
COMPORTEMENT ATTENDU : S’intégrer au milieu de travail (stage 2)
FP0009 Modules 28 et 13
Manifestation de la participation Pond. % Critères de participation Pond.
% PHASE 1 : 1 S’applique à comprendre l’organisation pratique du stage et
des responsabilités qui lui sont attribuées. 2 Participe à la recherche d’un établissement de stage. 3 S’efforce de cerner les caractéristiques de l’organisation
physique du lieu de stage. 4. Mise à jour de la lettre de présentation et du curriculum
vitae. PHASE 2 : 5. Observe attentivement le contenu de travail et l’organisation
du travail. 6 Participe activement à l’exécution de différentes tâches
relevant du métier. 7 Respecte les directives de l’entreprise en ce qui concerne les
activités qu’on l’autorise à exécuter, les horaires de travail et les autres règles.
8 Applique les normes de santé et de sécurité du travail en
vigueur dans son lieu de stage.
5
5
5
5
5
25
5
5
1.1 Discute de l’organisation de son stage à l’aide de
documents d’information. 2.1 Prépare un plan de recherche d’emploi. 3.1 Prend contact avec les employeurs et visite le lieu de stage. 4.1 A mis à jour la lettre de présentation et le curriculum vitae. 5.1 Adopte un comportement professionnel. 6.1 Exécute son travail selon les méthodes, les techniques et les
normes établies. 7.1 Respecte les directives de l’entreprise concernant les
activités, l’horaire de travail, etc. 8.1 S’efforce de respecter les normes de santé et de sécurité du
travail en vigueur dans l’entreprise.
5
5
5
5
5
25
5
5
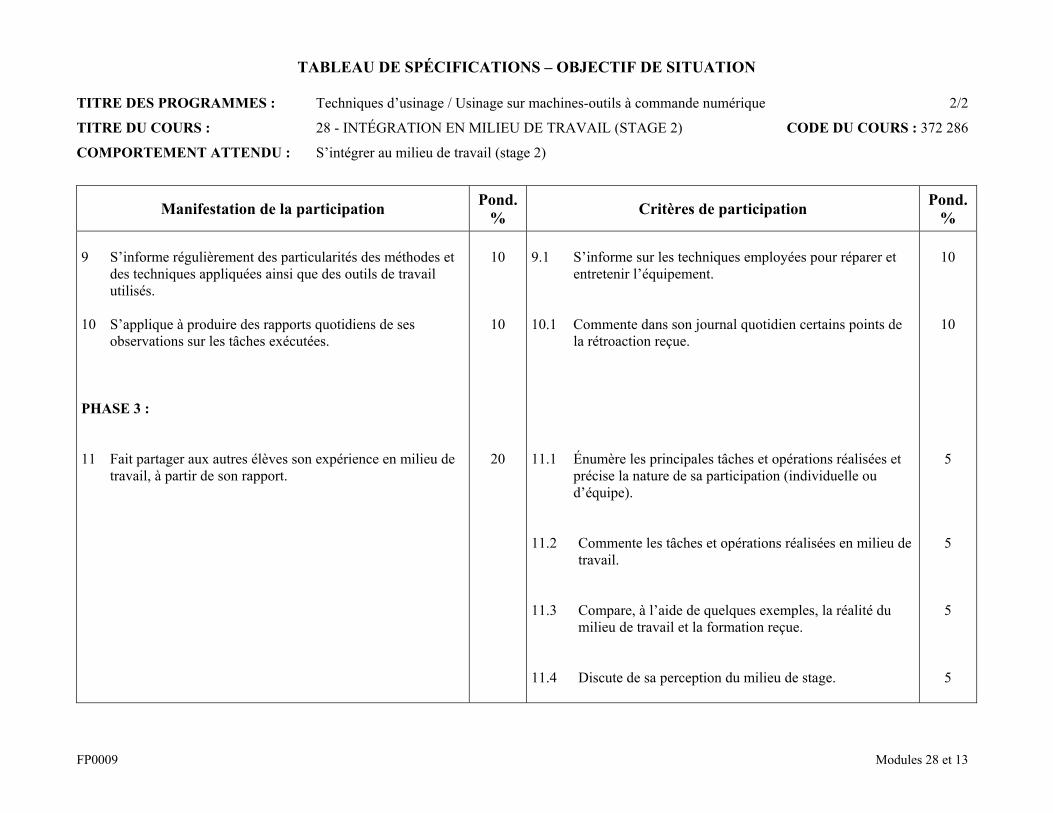
TABLEAU DE SPÉCIFICATIONS – OBJECTIF DE SITUATION TITRE DES PROGRAMMES : Techniques d’usinage / Usinage sur machines-outils à commande numérique 2/2
TITRE DU COURS : 28 - INTÉGRATION EN MILIEU DE TRAVAIL (STAGE 2) CODE DU COURS : 372 286
COMPORTEMENT ATTENDU : S’intégrer au milieu de travail (stage 2)
FP0009 Modules 28 et 13
Manifestation de la participation Pond. % Critères de participation Pond.
% 9 S’informe régulièrement des particularités des méthodes et
des techniques appliquées ainsi que des outils de travail utilisés.
10 S’applique à produire des rapports quotidiens de ses
observations sur les tâches exécutées. PHASE 3 : 11 Fait partager aux autres élèves son expérience en milieu de
travail, à partir de son rapport.
10
10
20
9.1 S’informe sur les techniques employées pour réparer et
entretenir l’équipement. 10.1 Commente dans son journal quotidien certains points de
la rétroaction reçue. 11.1 Énumère les principales tâches et opérations réalisées et
précise la nature de sa participation (individuelle ou d’équipe).
11.2 Commente les tâches et opérations réalisées en milieu de
travail. 11.3 Compare, à l’aide de quelques exemples, la réalité du
milieu de travail et la formation reçue. 11.4 Discute de sa perception du milieu de stage.
10
10
5
5
5
5
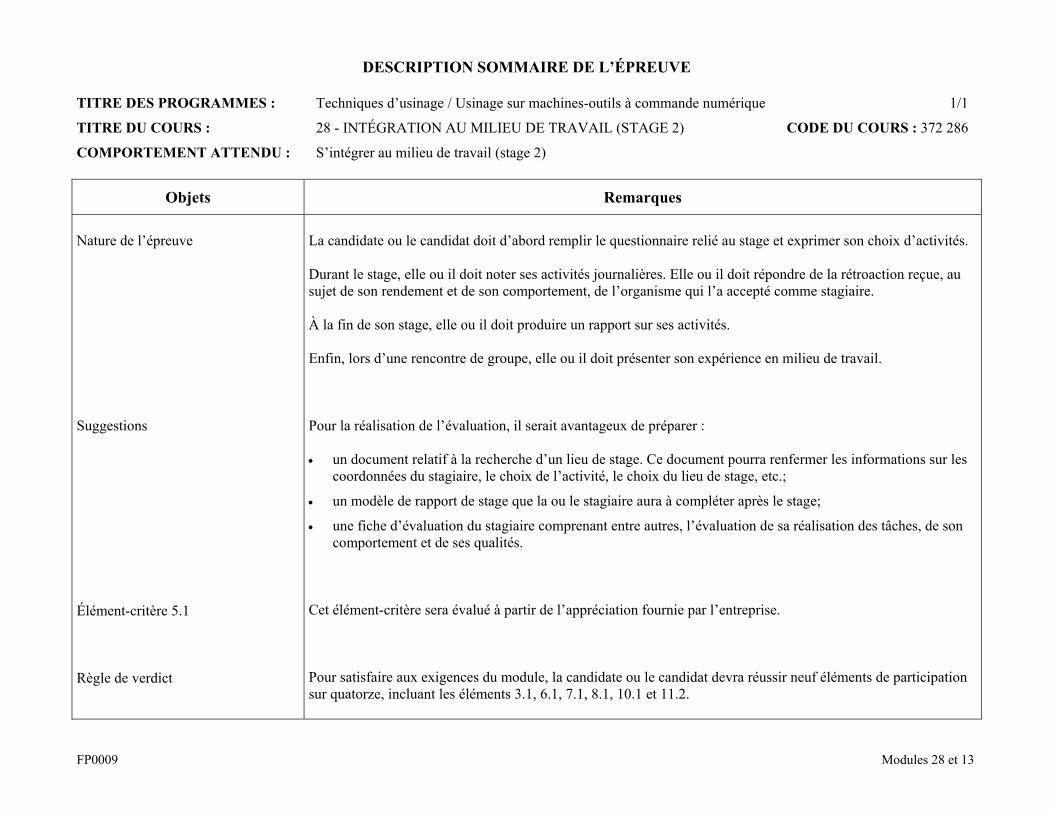
DESCRIPTION SOMMAIRE DE L’ÉPREUVE TITRE DES PROGRAMMES : Techniques d’usinage / Usinage sur machines-outils à commande numérique 1/1
TITRE DU COURS : 28 - INTÉGRATION AU MILIEU DE TRAVAIL (STAGE 2) CODE DU COURS : 372 286
COMPORTEMENT ATTENDU : S’intégrer au milieu de travail (stage 2)
FP0009 Modules 28 et 13
Objets Remarques Nature de l’épreuve Suggestions Élément-critère 5.1 Règle de verdict
La candidate ou le candidat doit d’abord remplir le questionnaire relié au stage et exprimer son choix d’activités. Durant le stage, elle ou il doit noter ses activités journalières. Elle ou il doit répondre de la rétroaction reçue, au sujet de son rendement et de son comportement, de l’organisme qui l’a accepté comme stagiaire. À la fin de son stage, elle ou il doit produire un rapport sur ses activités. Enfin, lors d’une rencontre de groupe, elle ou il doit présenter son expérience en milieu de travail. Pour la réalisation de l’évaluation, il serait avantageux de préparer : • un document relatif à la recherche d’un lieu de stage. Ce document pourra renfermer les informations sur les
coordonnées du stagiaire, le choix de l’activité, le choix du lieu de stage, etc.;
• un modèle de rapport de stage que la ou le stagiaire aura à compléter après le stage;
• une fiche d’évaluation du stagiaire comprenant entre autres, l’évaluation de sa réalisation des tâches, de son comportement et de ses qualités.
Cet élément-critère sera évalué à partir de l’appréciation fournie par l’entreprise. Pour satisfaire aux exigences du module, la candidate ou le candidat devra réussir neuf éléments de participation sur quatorze, incluant les éléments 3.1, 6.1, 7.1, 8.1, 10.1 et 11.2.
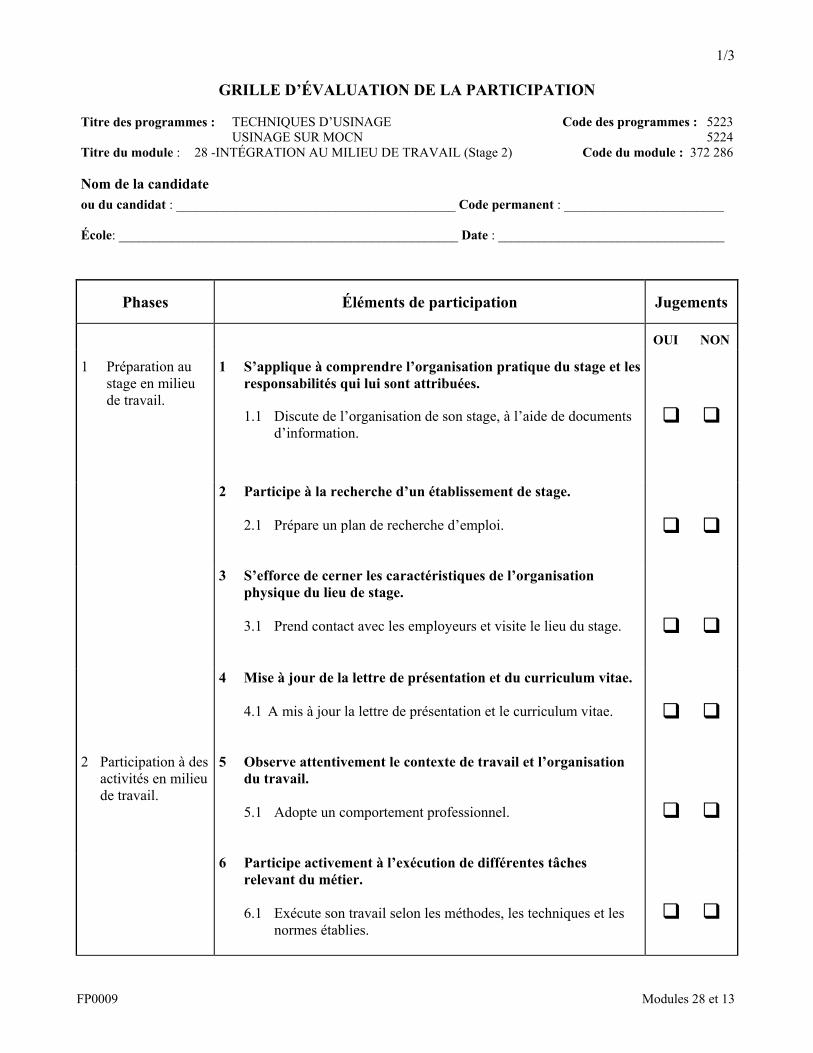
1/3
FP0009 Modules 28 et 13
GRILLE D’ÉVALUATION DE LA PARTICIPATION
Titre des programmes : TECHNIQUES D’USINAGE Code des programmes : 5223 USINAGE SUR MOCN 5224Titre du module : 28 -INTÉGRATION AU MILIEU DE TRAVAIL (Stage 2) Code du module : 372 286 Nom de la candidate ou du candidat : __________________________________________ Code permanent : ________________________ École: ___________________________________________________ Date : __________________________________
Phases Éléments de participation Jugements
OUI NON
1 Préparation au stage en milieu de travail.
1 S’applique à comprendre l’organisation pratique du stage et les responsabilités qui lui sont attribuées.
1.1 Discute de l’organisation de son stage, à l’aide de documents d’information.
2 Participe à la recherche d’un établissement de stage.
2.1 Prépare un plan de recherche d’emploi.
3 S’efforce de cerner les caractéristiques de l’organisation physique du lieu de stage.
3.1 Prend contact avec les employeurs et visite le lieu du stage.
4 Mise à jour de la lettre de présentation et du curriculum vitae.
4.1 A mis à jour la lettre de présentation et le curriculum vitae.
2 Participation à des activités en milieu de travail.
5 Observe attentivement le contexte de travail et l’organisation du travail.
5.1 Adopte un comportement professionnel.
6 Participe activement à l’exécution de différentes tâches relevant du métier.
6.1 Exécute son travail selon les méthodes, les techniques et les
normes établies.
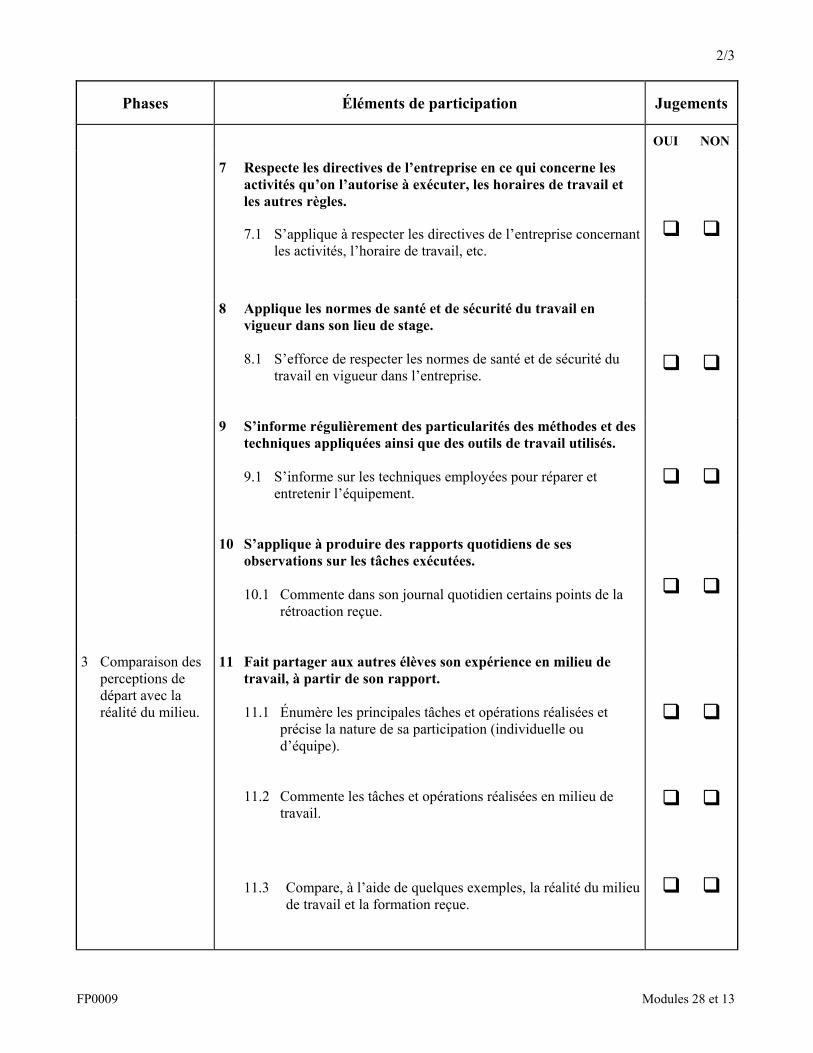
2/3
FP0009 Modules 28 et 13
Phases Éléments de participation Jugements
OUI NON
7 Respecte les directives de l’entreprise en ce qui concerne les activités qu’on l’autorise à exécuter, les horaires de travail et les autres règles.
7.1 S’applique à respecter les directives de l’entreprise concernant les activités, l’horaire de travail, etc.
8 Applique les normes de santé et de sécurité du travail en vigueur dans son lieu de stage.
8.1 S’efforce de respecter les normes de santé et de sécurité du
travail en vigueur dans l’entreprise.
9 S’informe régulièrement des particularités des méthodes et des techniques appliquées ainsi que des outils de travail utilisés.
9.1 S’informe sur les techniques employées pour réparer et
entretenir l’équipement.
10 S’applique à produire des rapports quotidiens de ses observations sur les tâches exécutées.
10.1 Commente dans son journal quotidien certains points de la
rétroaction reçue.
3 Comparaison des perceptions de départ avec la réalité du milieu.
11 Fait partager aux autres élèves son expérience en milieu de travail, à partir de son rapport.
11.1 Énumère les principales tâches et opérations réalisées et
précise la nature de sa participation (individuelle ou d’équipe).
11.2 Commente les tâches et opérations réalisées en milieu de travail.
11.3 Compare, à l’aide de quelques exemples, la réalité du milieu de travail et la formation reçue.
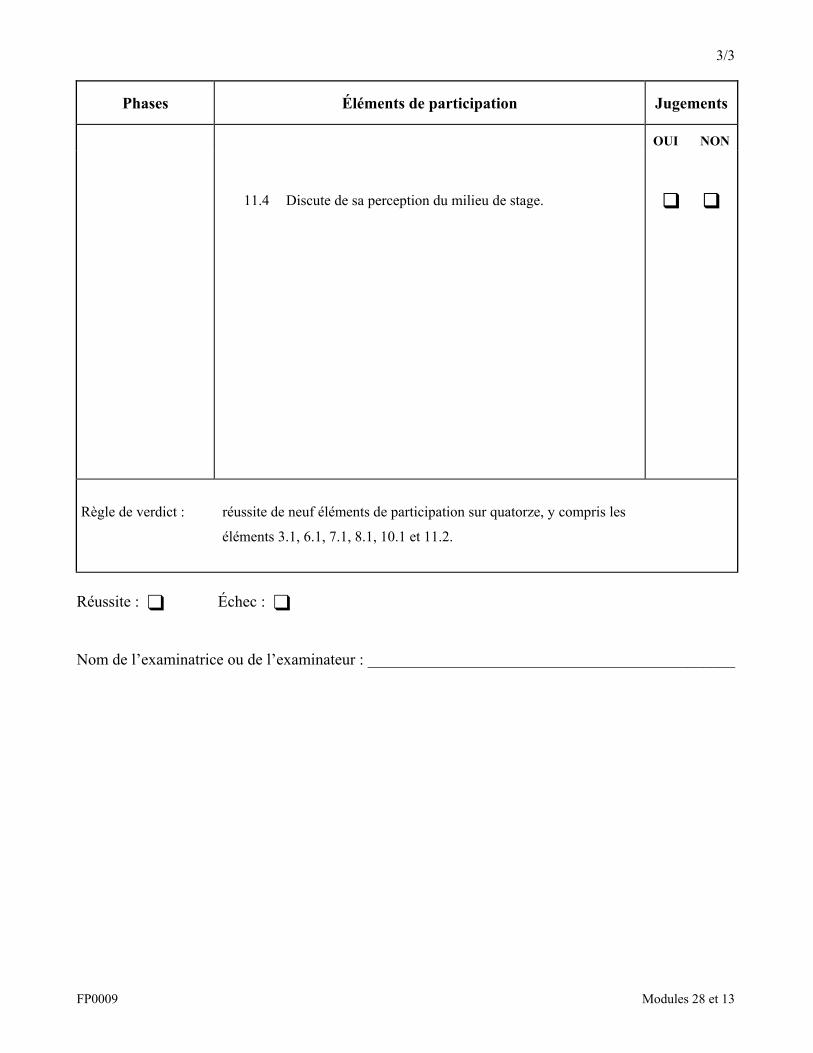
3/3
FP0009 Modules 28 et 13
Phases Éléments de participation Jugements
OUI NON
11.4 Discute de sa perception du milieu de stage.
Règle de verdict : réussite de neuf éléments de participation sur quatorze, y compris les
éléments 3.1, 6.1, 7.1, 8.1, 10.1 et 11.2.
Réussite : ❑ Échec : ❑ Nom de l’examinatrice ou de l’examinateur : ______________________________________________
FABRICATION MÉCANIQUE
USINAGE SUR MACHINES-OUTILS À COMMANDE NUMÉRIQUE (ASP 5224) MODULES EXCLUSIFS À L’ATTESTATION DE SPÉCIALISATION PROFESSIONNELLE
SEPTEMBRE 2000
FP0009
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE (DEP 5223) USINAGE SUR MOCN (ASP 5224)
Métier et formation
Module 1
372 011 (voir module 1 – DEP 5223)
Épreuve de participation
FP0009
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
USINAGE SUR MOCN 5224
Interprétation de dessins complexes liés à la commande numérique
Module 2
372 292
Épreuve de connaissances pratiques
372-292 1
FP0009 Module 2 - MOCN
DESCRIPTION DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Pour démontrer sa compétence, la candidate ou le candidat devra interpréter des dessins complexes liés à l’usinage sur machines-outils à commande numérique. La candidate ou le candidat a droit à tout volume se rapportant au dessin, y compris le Machinery’s Handbook. Cette épreuve peut être administrée à un groupe complet à la fois.
2 RÉUSSITE DE L’ÉPREUVE
Le seuil de réussite de cette épreuve est de 80 sur 100. 3 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de l’épreuve est de deux heures.

1/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments de connaissances NQ : nombre de questions FP0009 Module 2 - MOCN
372 292 – Interprétation de dessins complexes liés à la commande numérique (module 2) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments de connaissances Pe NQ
1 Se représenter une pièce complexe
dans son ensemble.
20
1 Interprétation juste des différentes
vues, des coupes et des sections.
10
1.1 A identifié adéquatement les
différentes vues et les coupes. 1.2 A identifié adéquatement les
sections.
5 5
1 1
2 Interpréter la cotation d’une pièce
complexe.
20
2 Relevé complet des
renseignements utiles de l’usinage sur machines-outils à commande numérique.
20
2.1 A relevé les cotes tolérancées et
les tolérances géométriques de forme, de position et de battement.
2.2 A interprété la nomenclature des
filets et les tolérances d’ajustement.
10
10
2 2
3 Détermination juste de la valeur
des renseignements utiles de l’usinage sur machines-outils à commande numérique.
25
3.1 A déterminé la valeur juste :
- des cotes;
- des tolérances dimensionnelles;
- des tolérances de forme;
- des tolérances de position;
- des tolérances de battement.
5
5
5
5
5
1
1
1
1
1
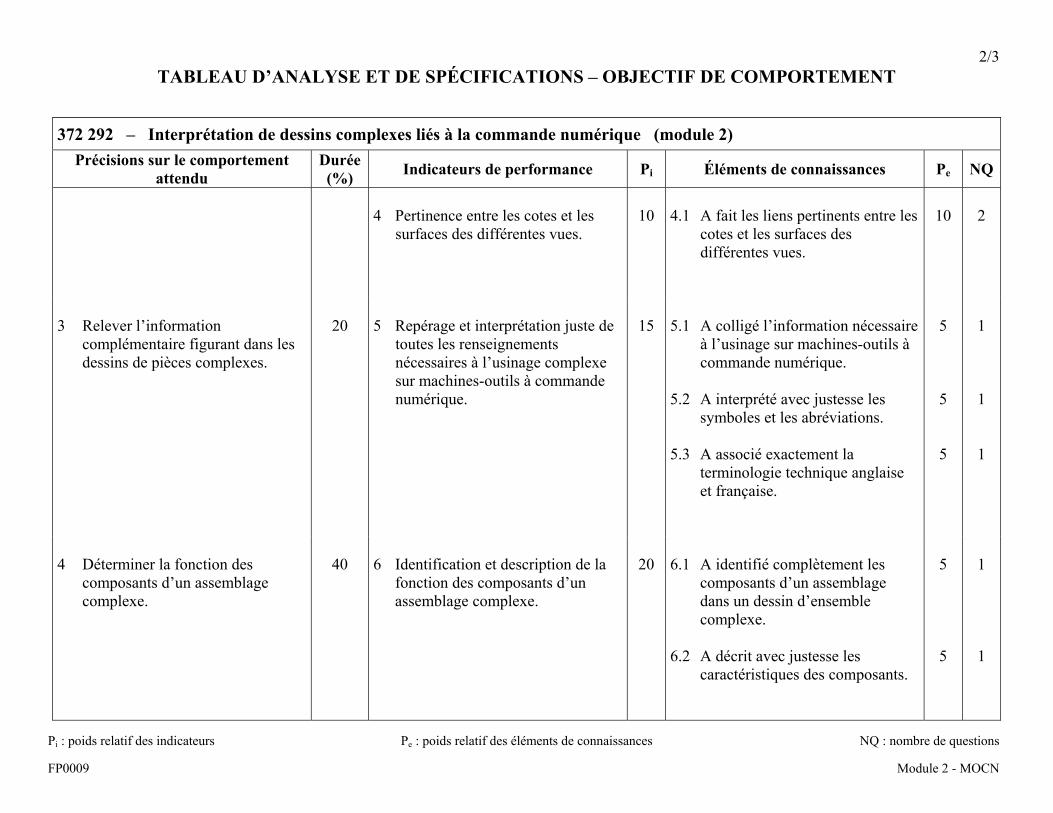
2/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments de connaissances NQ : nombre de questions FP0009 Module 2 - MOCN
372 292 – Interprétation de dessins complexes liés à la commande numérique (module 2) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments de connaissances Pe NQ
4 Pertinence entre les cotes et les
surfaces des différentes vues.
10
4.1 A fait les liens pertinents entre les
cotes et les surfaces des différentes vues.
10
2
3 Relever l’information
complémentaire figurant dans les dessins de pièces complexes.
20
5 Repérage et interprétation juste de
toutes les renseignements nécessaires à l’usinage complexe sur machines-outils à commande numérique.
15
5.1 A colligé l’information nécessaire
à l’usinage sur machines-outils à commande numérique.
5.2 A interprété avec justesse les
symboles et les abréviations. 5.3 A associé exactement la
terminologie technique anglaise et française.
5 5 5
1 1 1
4 Déterminer la fonction des
composants d’un assemblage complexe.
40
6 Identification et description de la
fonction des composants d’un assemblage complexe.
20
6.1 A identifié complètement les
composants d’un assemblage dans un dessin d’ensemble complexe.
6.2 A décrit avec justesse les
caractéristiques des composants.
5 5
1 1
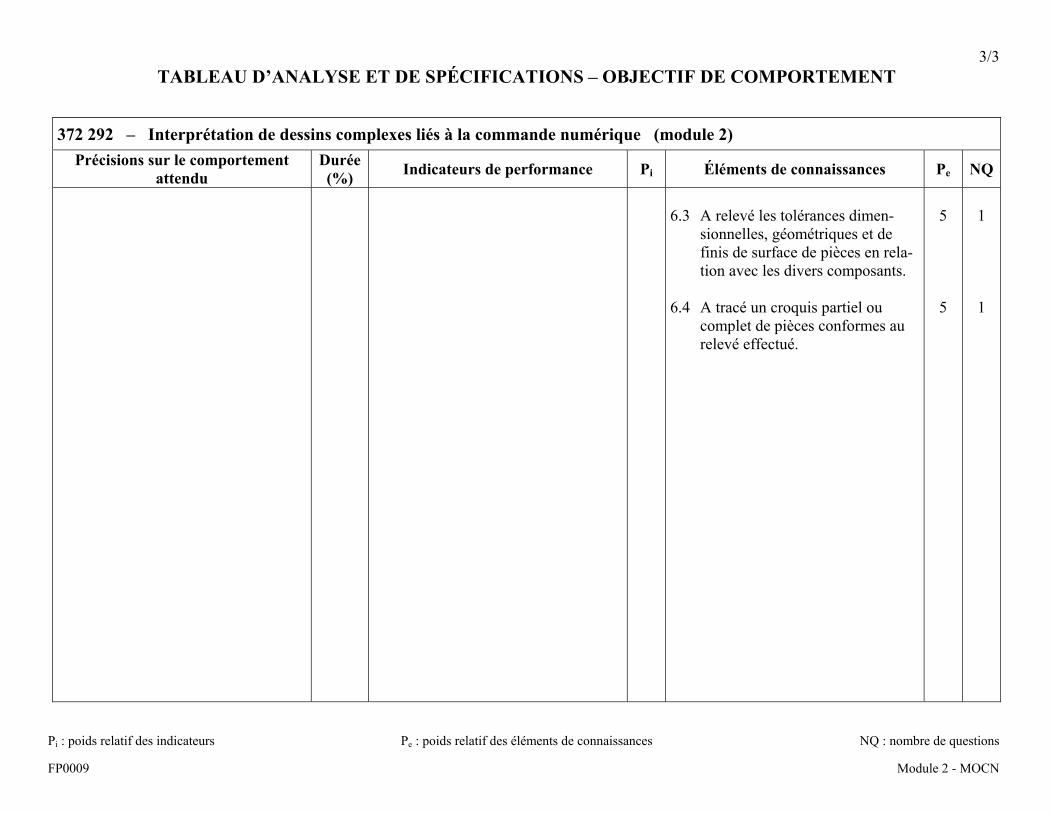
3/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments de connaissances NQ : nombre de questions FP0009 Module 2 - MOCN
372 292 – Interprétation de dessins complexes liés à la commande numérique (module 2) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments de connaissances Pe NQ
6.3 A relevé les tolérances dimen-
sionnelles, géométriques et de finis de surface de pièces en rela-tion avec les divers composants.
6.4 A tracé un croquis partiel ou
complet de pièces conformes au relevé effectué.
5 5
1 1
FP0009
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE (DEP 5223)
USINAGE SUR MOCN (ASP 5224)
Mathématiques liées à l’usinage sur machines-outils à commande numérique
Modules 18 et 3 (voir module 18 - DEP 5223)
372 182 372 303
Épreuve de connaissances pratiques
FP0009
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE (DEP 5223)
USINAGE SUR MOCN (ASP 5224)
Programmation manuelle d’un tour à commande numérique
Modules 19 et 4 (voir module 19 - DEP 5223)
372 194
Épreuve pratique
FP0009
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE (DEP 5223)
USINAGE SUR MOCN (ASP 5224)
Usinage de pièces simples au tour à commande numérique
Modules 20 et 5 (voir module 20 - DEP 5223)
372 206
Épreuve pratique
FP0009
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE (DEP 5223)
USINAGE SUR MOCN (ASP 5224) Programmation manuelle d’un centre d’usinage Modules 21 et 6 (voir module 21 - DEP 5223) 372 214
Épreuve pratique
FP0009
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE (DEP 5223)
USINAGE SUR MOCN (ASP 5224) Usinage de pièces simples au centre d’usinage Modules 22 et 7 (voir module 22 - DEP 5223) 372 226
Épreuve pratique
FP0009
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
USINAGE SUR MOCN
5224
Programmation automatique
Module 8
372 314
Épreuve pratique
372 314 1
FP0009 Module 8 - MOCN
SCÉNARIO DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve peut être administrée à autant de candidates ou candidats qu’il y a de postes informatiques dans le local.
2 DESCRIPTION DE L’ÉPREUVE
Dans cette épreuve, pour démontrer sa compétence, la candidate ou le candidat devra utiliser un logiciel de programmation automatique afin de réaliser une pièce au tour et au centre d’usinage. La géométrie d’une des deux pièces devra être importée d’un logiciel de dessin, tandis que l’autre devra être créée. On utilisera des cycles d’usinage, des compensations d’outils, des décalages ainsi que des profondeurs de coupe.
3 DÉROULEMENT D’ÉPREUVE
3.1 ÉTAPES DE DÉROULEMENT
Avant la passation de l’épreuve • Expliquer le déroulement de l’épreuve aux candidates et aux candidats.
• Fournir à chaque candidate ou candidat :
- deux séquences d’opération : l’une sur un tour, l’autre sur un centre d’usinage;
- un dessin représentant une pièce de tournage;
- un dessin représentant une pièce de fraisage;
- une disquette comportant une géométrie de pièce à importer;
- une librairie d’outils se rapportant au tour et au centre d’usinage. • Assigner un poste de travail informatique à chaque candidate ou candidat.
• Assigner le contrôleur sur lequel les deux pièces devront être usinées.
372 314 2
FP0009 Module 8 - MOCN
Pendant la passation de l’épreuve • La candidate ou le candidat doit établir la trajectoire des outils de coupe à l’aide du
postprocesseur de la machine assignée en se servant de la géométrie existante. • La candidate ou le candidat doit simuler et saisir la trajectoire des outils de coupe. Après la passation de l’épreuve • La candidate ou le candidat doit remettre à l’examinatrice ou à l’examinateur :
- la documentation qui lui a été remise et tout le matériel exigé, soit : - les éléments nécessaires à la simulation en langage machine; - une disquette comportant les fichiers nécessaires; - soit l’équivalent;
- la disquette sur laquelle sont déterminés les parcours des outils de coupe ainsi que le programme en langage machine; noter sur la fiche d’évaluation;
- la simulation du programme en langage machine; noter sur la fiche d’évaluation;
- le programme en langage machine. Noter sur la fiche d’évaluation.
3.2 RÉUSSITE DE L’ÉPREUVE Le seuil de réussite pour cette épreuve est de 80 points.
3.3 DURÉE DE L’ÉPREUVE À titre indicatif, la durée de cette épreuve est de trois heures trente.
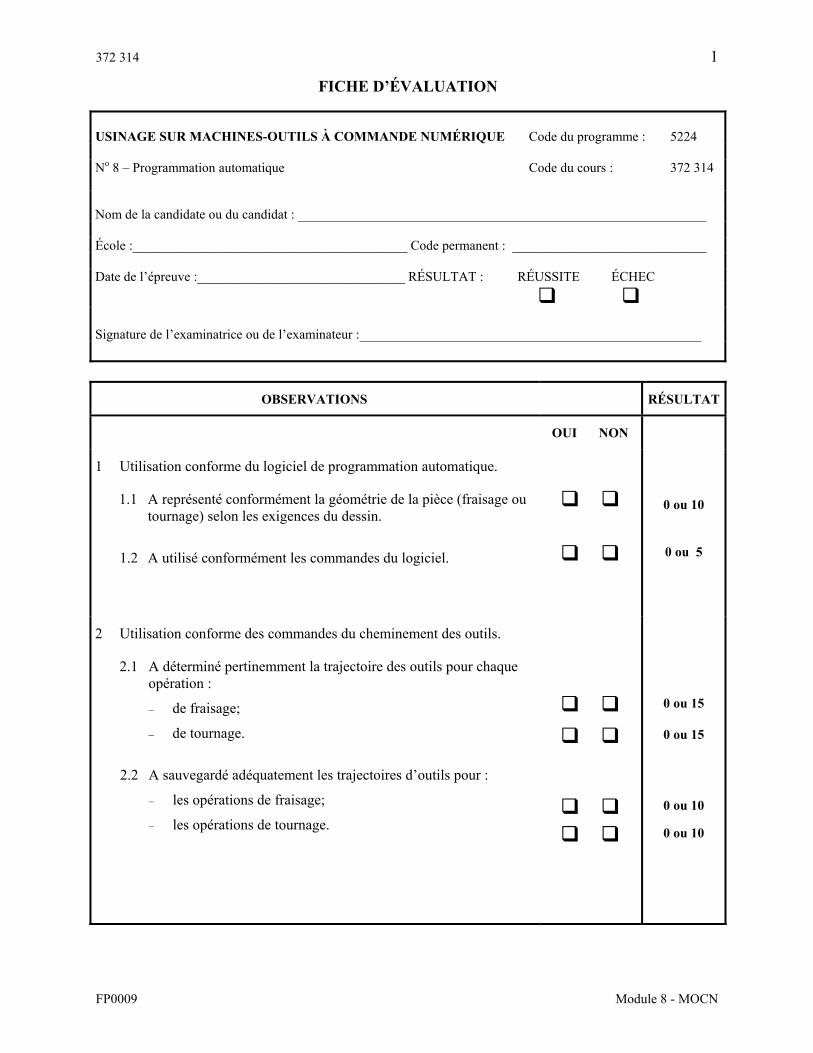
372 314 1
FP0009 Module 8 - MOCN
FICHE D’ÉVALUATION
USINAGE SUR MACHINES-OUTILS À COMMANDE NUMÉRIQUE Code du programme : 5224 No 8 – Programmation automatique Code du cours : 372 314 Nom de la candidate ou du candidat : _____________________________________________________________ École :_________________________________________ Code permanent : _____________________________ Date de l’épreuve :_______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :___________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON
1 Utilisation conforme du logiciel de programmation automatique.
1.1 A représenté conformément la géométrie de la pièce (fraisage ou tournage) selon les exigences du dessin.
1.2 A utilisé conformément les commandes du logiciel.
0 ou 10
0 ou 5
2 Utilisation conforme des commandes du cheminement des outils.
2.1 A déterminé pertinemment la trajectoire des outils pour chaque opération :
– de fraisage;
– de tournage.
2.2 A sauvegardé adéquatement les trajectoires d’outils pour :
– les opérations de fraisage;
– les opérations de tournage.
0 ou 15
0 ou 15
0 ou 10
0 ou 10
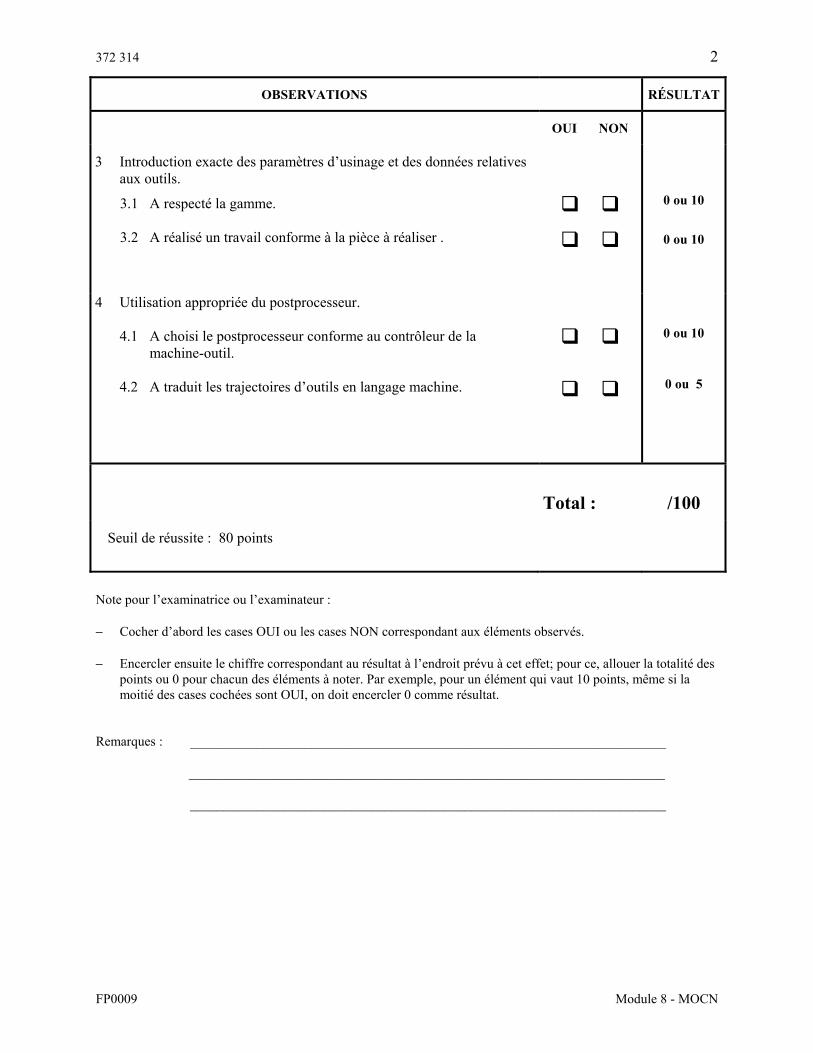
372 314 2
FP0009 Module 8 - MOCN
OBSERVATIONS RÉSULTAT
OUI NON
3 Introduction exacte des paramètres d’usinage et des données relatives aux outils.
3.1 A respecté la gamme. 3.2 A réalisé un travail conforme à la pièce à réaliser .
0 ou 10
0 ou 10
4 Utilisation appropriée du postprocesseur.
4.1 A choisi le postprocesseur conforme au contrôleur de la machine-outil.
4.2 A traduit les trajectoires d’outils en langage machine.
0 ou 10
0 ou 5
Total :
/100
Seuil de réussite : 80 points
Note pour l’examinatrice ou l’examinateur : − Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés. − Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet; pour ce, allouer la totalité des
points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
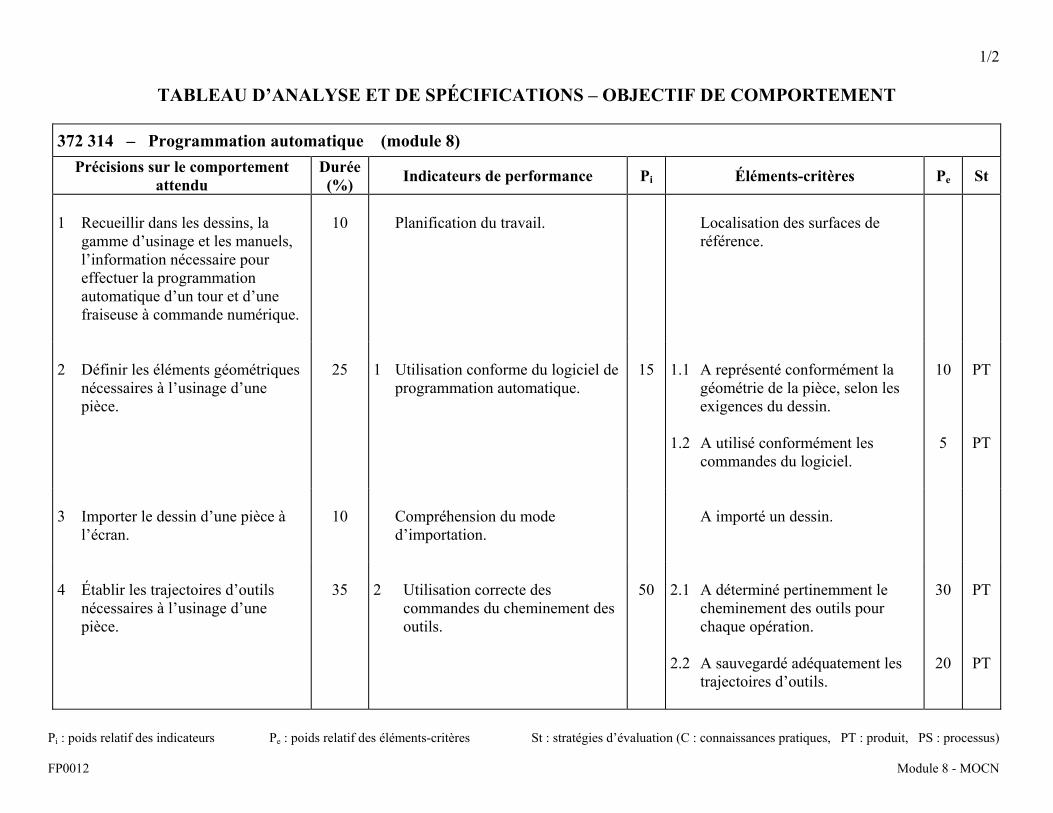
1/2
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0012 Module 8 - MOCN
372 314 – Programmation automatique (module 8) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Recueillir dans les dessins, la
gamme d’usinage et les manuels, l’information nécessaire pour effectuer la programmation automatique d’un tour et d’une fraiseuse à commande numérique.
10
Planification du travail.
Localisation des surfaces de référence.
2 Définir les éléments géométriques
nécessaires à l’usinage d’une pièce.
25
1 Utilisation conforme du logiciel de
programmation automatique.
15
1.1 A représenté conformément la
géométrie de la pièce, selon les exigences du dessin.
1.2 A utilisé conformément les commandes du logiciel.
10 5
PT
PT
3 Importer le dessin d’une pièce à
l’écran.
10
Compréhension du mode d’importation.
A importé un dessin.
4 Établir les trajectoires d’outils
nécessaires à l’usinage d’une pièce.
35
2 Utilisation correcte des
commandes du cheminement des outils.
50
2.1 A déterminé pertinemment le
cheminement des outils pour chaque opération.
2.2 A sauvegardé adéquatement les
trajectoires d’outils.
30
20
PT
PT
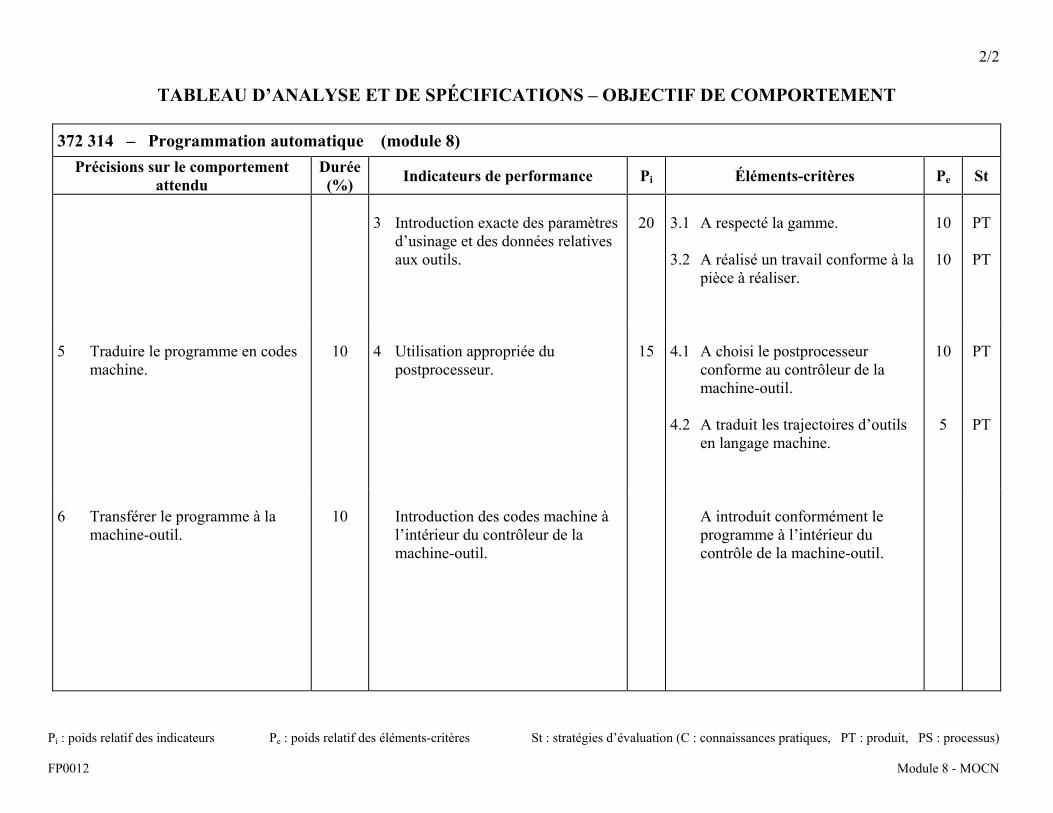
2/2
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0012 Module 8 - MOCN
372 314 – Programmation automatique (module 8) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
3 Introduction exacte des paramètres
d’usinage et des données relatives aux outils.
20
3.1 A respecté la gamme. 3.2 A réalisé un travail conforme à la
pièce à réaliser.
10
10
PT
PT
5 Traduire le programme en codes
machine.
10
4 Utilisation appropriée du
postprocesseur.
15
4.1 A choisi le postprocesseur
conforme au contrôleur de la machine-outil.
4.2 A traduit les trajectoires d’outils
en langage machine.
10 5
PT
PT
6 Transférer le programme à la
machine-outil.
10
Introduction des codes machine à l’intérieur du contrôleur de la machine-outil.
A introduit conformément le programme à l’intérieur du contrôle de la machine-outil.
FP0009
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
USINAGE SUR MOCN
5224
Usinage complexe au tour à commande numérique
Module 9
372 328
Épreuve pratique
372 328 1
FP0009 Module 9 - MOCN
SCÉNARIO DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à évaluer la compétence des candidates ou des candidats à effectuer des opérations d’usinage complexe au tour à commande numérique. Cette épreuve doit être administrée à autant de candidates ou de candidats qu’il y a de tours à commande numérique dans le local. La candidate ou le candidat doit prendre des mesures de sécurité tout au long de l’épreuve. Tout manquement entraîne l’arrêt immédiat de l’épreuve. La candidate ou le candidat qui refusera de faire l’entretien de son poste de travail (machine-outil et aire de travail) après l’épreuve se verra attribuer un échec.
2 DESCRIPTION DE L’ÉPREUVE
La tâche de la candidate ou du candidat consiste à effectuer des opérations d’alésage régulier et arrière, de perçage à haut rendement, de rainurage de face et conventionnel, de reprise au tour, de tournage de formes irrégulières extérieur et intérieur, de tronçonnage et de filetage. Les pièces auront subi un préusinage sur les diamètres extérieurs et sur les longueurs. Des mors mous ébauchés seront utilisés pour la reprise. Le matériau utilisé aura un indice d’usinabilité élevé. Une pièce prototype et une série de trois pièces devront être fabriquées. La candidate ou le candidat aura à importer la géométrie. Elle ou il aura à compléter le parcours des outils et générer les codes G à l’aide du poste de programmation automatique ou directement sur un contrôle conversationnel.
372 328 2
FP0009 Module 9 - MOCN
3 DÉROULEMENT DE L’ÉPREUVE
3.1 ÉTAPES DE DÉROULEMENT
Avant la passation de l’épreuve • Expliquer le déroulement de l’épreuve aux candidates et aux candidats. • Fournir à chaque candidate ou candidat :
- le dessin des pièces à fabriquer; - la gamme; - la géométrie de la pièce complète; - quatre pièces préusinées; - la programmation du parcours de l’outil complété à 80%.
Pendant la passation de l’épreuve • La candidate ou le candidat complète le parcours des outils sur le poste de
programmation automatique ou directement sur un contrôle conversationnel. Noter sur la fiche d’évaluation.
La candidate ou le candidat exécute le montage de la pièce.
Noter sur la fiche d’évaluation. • La candidate ou le candidat monte et règle les accessoires et les outils de coupe.
Noter sur la fiche d’évaluation. • La candidate ou le candidat valide le programme.
Noter sur la fiche d’évaluation. • La candidate ou le candidat exécute le programme et fabrique la pièce sur le tour à
commande numérique. Noter sur la fiche d’évaluation.
• La candidate ou le candidat contrôle la qualité des pièces usinées.
Noter sur la fiche d’évaluation.
372 328 3
FP0009 Module 9 - MOCN
Après la passation de l’épreuve • La candidate ou le candidat remet la documentation qui lui a été remise ainsi que les
pièces fabriquées servant à l’évaluation.
3.2 RÉUSSITE DE L’ÉPREUVE
Le seuil de réussite de cette épreuve est de 80 points.
3.3 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de cette épreuve est de cinq heures, les deux parties incluses.
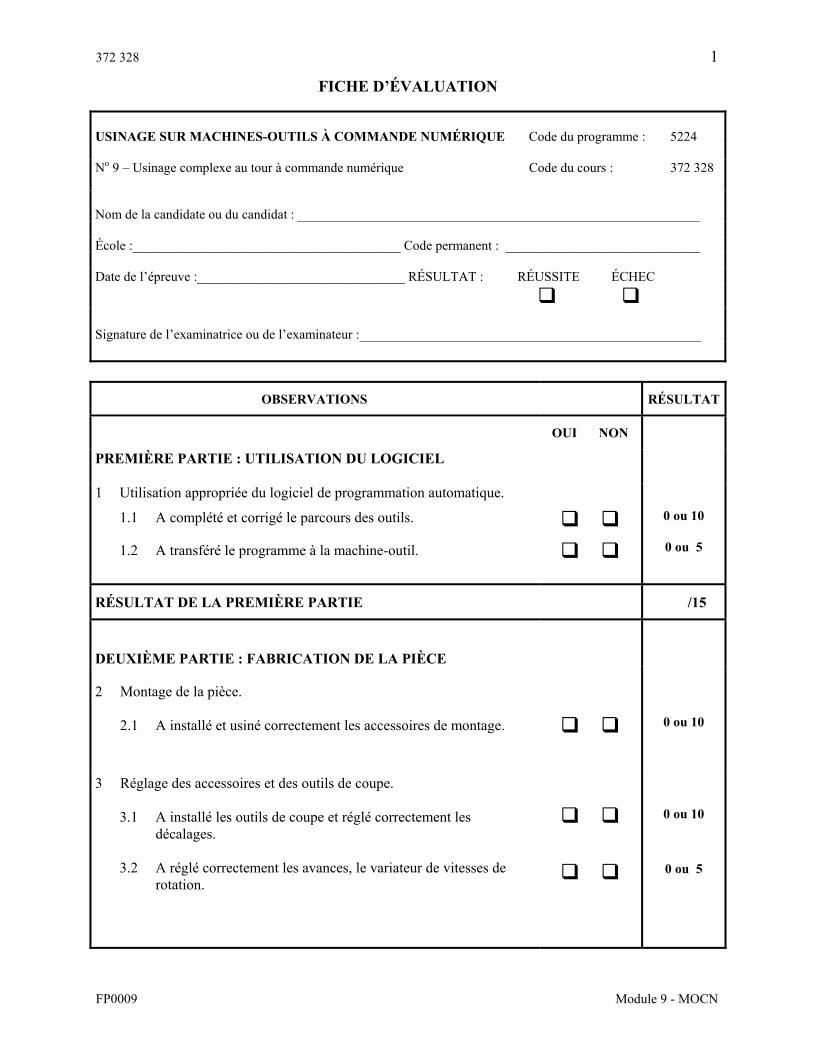
372 328 1
FP0009 Module 9 - MOCN
FICHE D’ÉVALUATION
USINAGE SUR MACHINES-OUTILS À COMMANDE NUMÉRIQUE Code du programme : 5224 No 9 – Usinage complexe au tour à commande numérique Code du cours : 372 328 Nom de la candidate ou du candidat : ____________________________________________________________ École :________________________________________ Code permanent : _____________________________ Date de l’épreuve :_______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :___________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON
PREMIÈRE PARTIE : UTILISATION DU LOGICIEL
1 Utilisation appropriée du logiciel de programmation automatique.
1.1 A complété et corrigé le parcours des outils.
1.2 A transféré le programme à la machine-outil.
0 ou 10
0 ou 5
RÉSULTAT DE LA PREMIÈRE PARTIE /15
DEUXIÈME PARTIE : FABRICATION DE LA PIÈCE
2 Montage de la pièce.
2.1 A installé et usiné correctement les accessoires de montage.
0 ou 10
3 Réglage des accessoires et des outils de coupe.
3.1 A installé les outils de coupe et réglé correctement les décalages.
3.2 A réglé correctement les avances, le variateur de vitesses de
rotation.
0 ou 10
0 ou 5
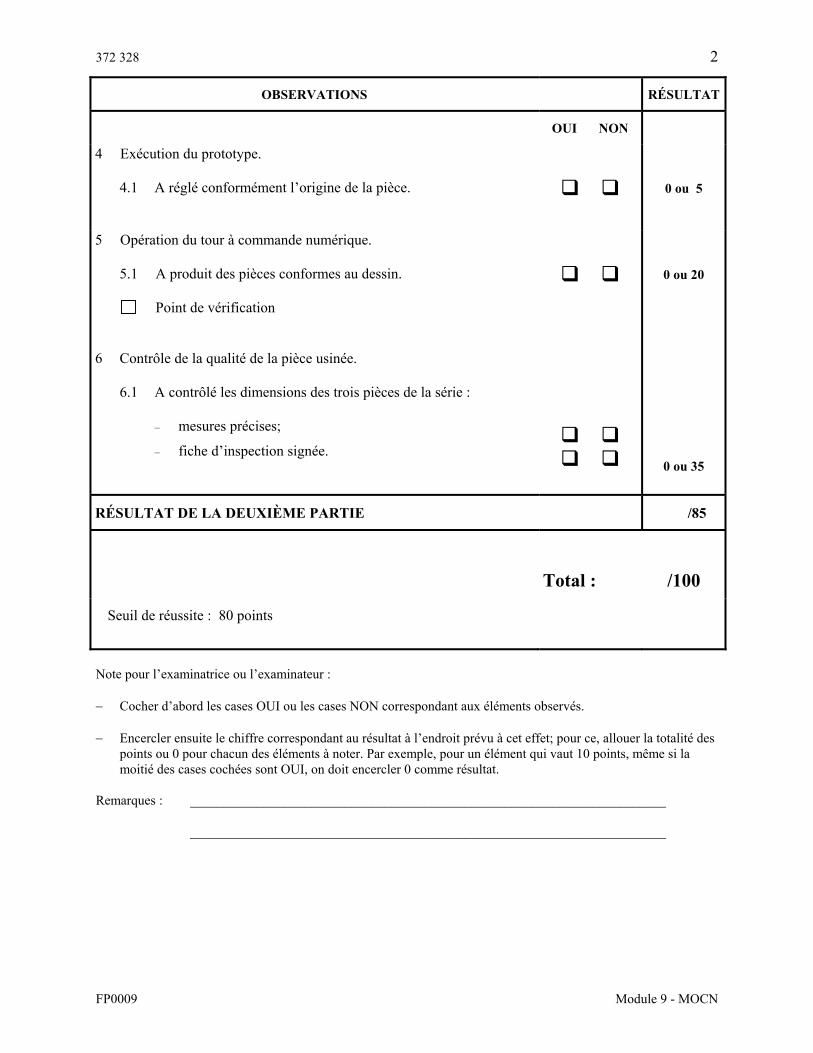
372 328 2
FP0009 Module 9 - MOCN
OBSERVATIONS RÉSULTAT
OUI NON
4 Exécution du prototype.
4.1 A réglé conformément l’origine de la pièce.
0 ou 5
5 Opération du tour à commande numérique.
5.1 A produit des pièces conformes au dessin.
Point de vérification 6 Contrôle de la qualité de la pièce usinée.
6.1 A contrôlé les dimensions des trois pièces de la série :
– mesures précises;
– fiche d’inspection signée.
0 ou 20
0 ou 35
RÉSULTAT DE LA DEUXIÈME PARTIE /85
Total :
/100
Seuil de réussite : 80 points
Note pour l’examinatrice ou l’examinateur : − Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés. − Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet; pour ce, allouer la totalité des
points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
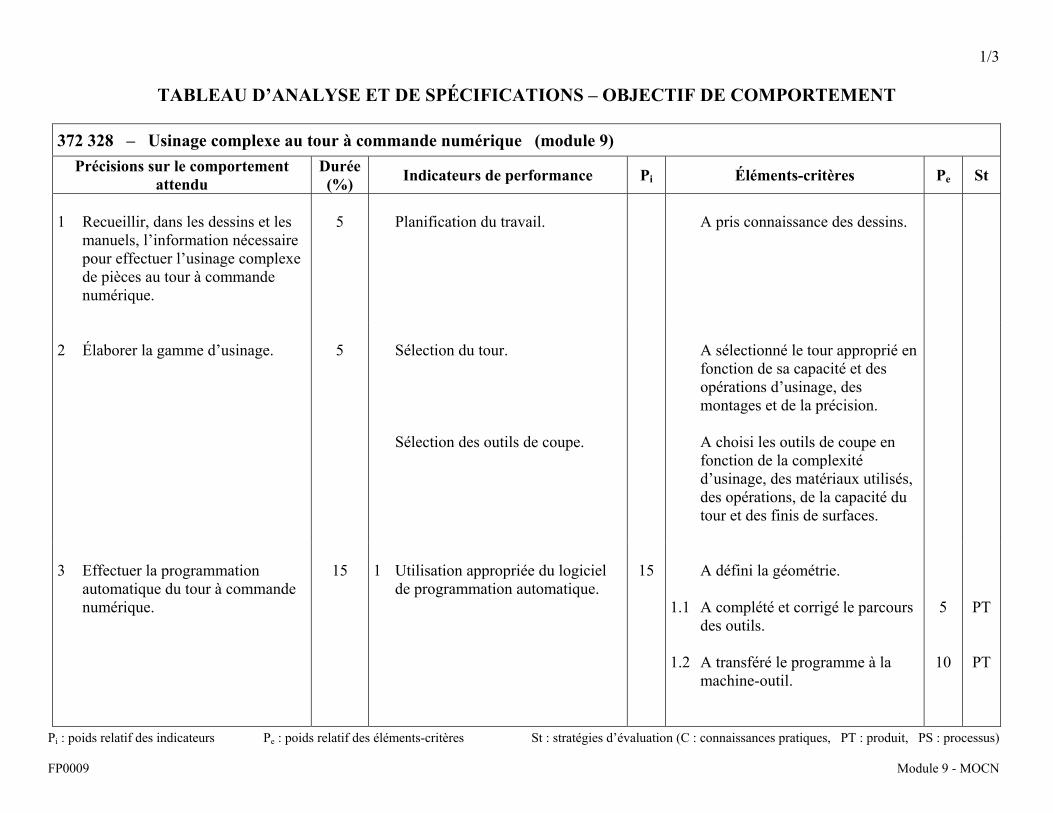
1/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0009 Module 9 - MOCN
372 328 – Usinage complexe au tour à commande numérique (module 9) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Recueillir, dans les dessins et les
manuels, l’information nécessaire pour effectuer l’usinage complexe de pièces au tour à commande numérique.
5
Planification du travail.
A pris connaissance des dessins.
2 Élaborer la gamme d’usinage.
5
Sélection du tour.
Sélection des outils de coupe.
A sélectionné le tour approprié en fonction de sa capacité et des opérations d’usinage, des montages et de la précision.
A choisi les outils de coupe en fonction de la complexité d’usinage, des matériaux utilisés, des opérations, de la capacité du tour et des finis de surfaces.
3 Effectuer la programmation
automatique du tour à commande numérique.
15
1 Utilisation appropriée du logiciel
de programmation automatique.
15
A défini la géométrie.
1.1 A complété et corrigé le parcours des outils.
1.2 A transféré le programme à la
machine-outil.
5
10
PT
PT
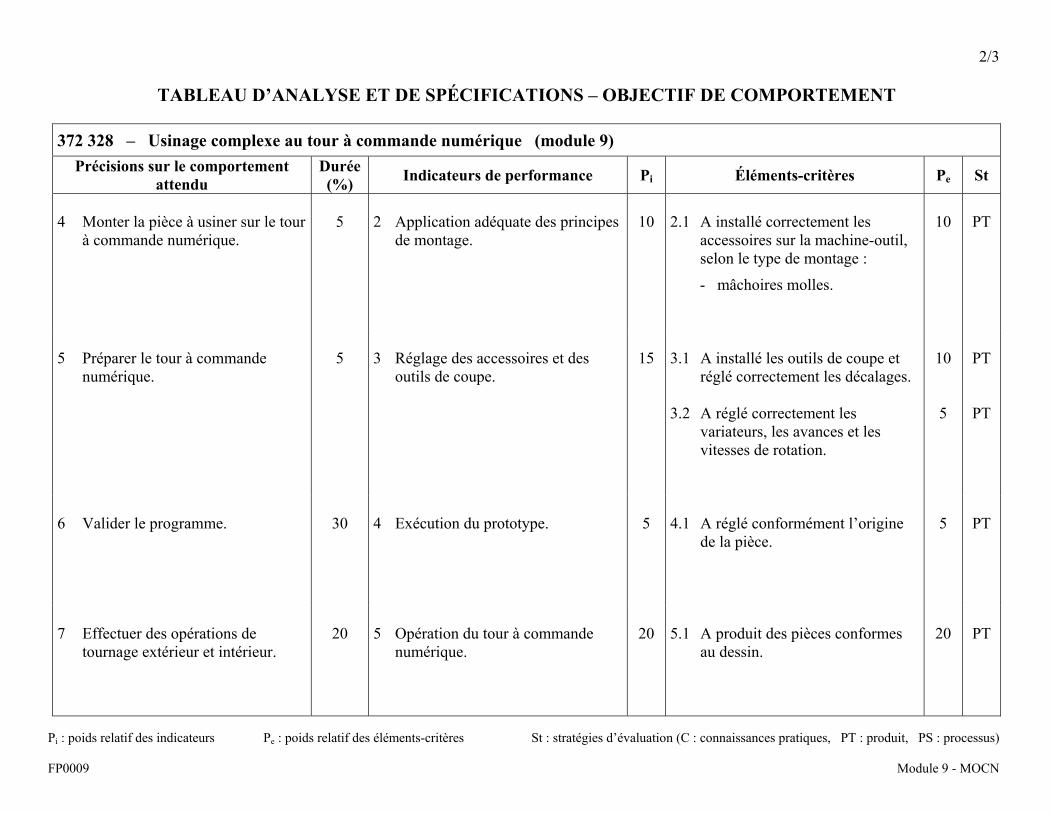
2/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0009 Module 9 - MOCN
372 328 – Usinage complexe au tour à commande numérique (module 9) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
4 Monter la pièce à usiner sur le tour
à commande numérique.
5
2 Application adéquate des principes
de montage.
10
2.1 A installé correctement les
accessoires sur la machine-outil, selon le type de montage :
- mâchoires molles.
10
PT
5 Préparer le tour à commande
numérique.
5
3 Réglage des accessoires et des
outils de coupe.
15
3.1 A installé les outils de coupe et
réglé correctement les décalages. 3.2 A réglé correctement les
variateurs, les avances et les vitesses de rotation.
10 5
PT
PT
6 Valider le programme.
30
4 Exécution du prototype.
5
4.1 A réglé conformément l’origine
de la pièce.
5
PT
7 Effectuer des opérations de
tournage extérieur et intérieur.
20
5 Opération du tour à commande
numérique.
20
5.1 A produit des pièces conformes
au dessin.
20
PT
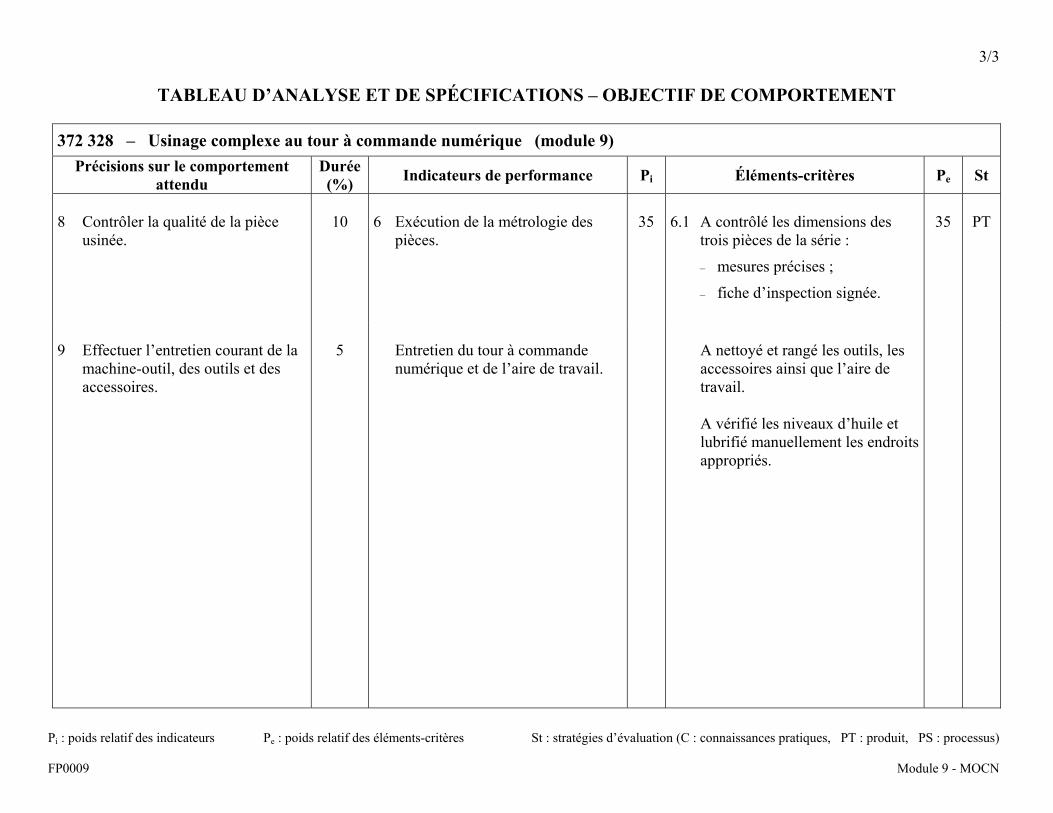
3/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0009 Module 9 - MOCN
372 328 – Usinage complexe au tour à commande numérique (module 9) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
8 Contrôler la qualité de la pièce
usinée.
10
6 Exécution de la métrologie des
pièces.
35
6.1 A contrôlé les dimensions des
trois pièces de la série :
– mesures précises ;
– fiche d’inspection signée.
35
PT
9 Effectuer l’entretien courant de la
machine-outil, des outils et des accessoires.
5
Entretien du tour à commande numérique et de l’aire de travail.
A nettoyé et rangé les outils, les accessoires ainsi que l’aire de travail. A vérifié les niveaux d’huile et lubrifié manuellement les endroits appropriés.
FP0009
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
USINAGE SUR MOCN 5224 Usinage complexe au centre d’usinage Module 10 372 338
Épreuve pratique
372 338 1
FP0009 Module 10 - MOCN
SCÉNARIO DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à évaluer la compétence des candidates ou des candidats à effectuer des opérations d’usinage complexe au centre d’usinage.
Cette épreuve doit être administrée à autant de candidates ou de candidats qu’il y a de centres d’usinage dans le local.
La candidate ou le candidat doit prendre des mesures de sécurité tout au long de l’épreuve. Tout manquement entraîne l’arrêt immédiat de l’épreuve.
La candidate ou le candidat qui refusera de faire l’entretien de son poste de travail (machine-outil et aire de travail) après l’épreuve se verra attribuer un échec.
2 DESCRIPTION DE L’ÉPREUVE
La tâche de la candidate ou du candidat consiste à effectuer des opérations d’alésage ou à la tête à aléser, d’alésage arrière, de lamage, de perçage à haut rendement, de reprise à la fraiseuse et d’usinage de cavités de formes irrégulières avec îlots sur un centre d’usinage.
Les pièces auront subi un préusinage afin d’être montées sur un gabarit de montage.
Le matériau utilisé aura un faible indice d’usinabilité.
Le préusinage de quatre pièces devra avoir été réalisé au préalable.
Une pièce prototype et une série de trois pièces devront être fabriquées.
La candidate ou le candidat aura à importer la géométrie. Elle ou il devra compléter le parcours des outils et générer les codes G à l’aide du poste de programmation automatique ou directement sur un contrôle conversationnel.
3 DÉROULEMENT D’ÉPREUVE
3.1 ÉTAPES DE DÉROULEMENT
Avant la passation de l’épreuve • Expliquer le déroulement de l’épreuve aux candidates et aux candidats. • Fournir à chaque candidate ou candidat :
- le dessin des pièces à fabriquer;
372 338 2
FP0009 Module 10 - MOCN
- la gamme; - la géométrie de la pièce complète; - la programmation du parcours de l’outil complété à 80%; - quatre pièces préusinées.
Pendant la passation de l’épreuve • La candidate ou le candidat complète le parcours des outils sur le poste de
programmation automatique ou directement sur un contrôle conversationnel. Noter sur la fiche d’évaluation.
La candidate ou le candidat exécute le montage de la pièce.
Noter sur la fiche d’évaluation. • La candidate ou le candidat monte et règle les accessoires et les outils de coupe.
Noter sur la fiche d’évaluation. • La candidate ou le candidat valide le programme.
Noter sur la fiche d’évaluation. • La candidate ou le candidat exécute le programme et fabrique la pièce sur le centre
d’usinage. Noter sur la fiche d’évaluation.
• La candidate ou le candidat contrôle la qualité des pièces usinées.
Noter sur la fiche d’évaluation. Après la passation de l’épreuve • La candidate ou le candidat remet la documentation qui lui a été distribuée ainsi que
les pièces fabriquées servant à l’évaluation.
3.2 RÉUSSITE DE L’ÉPREUVE
Le seuil de réussite de cette épreuve est de 80 points.
372 338 3
FP0009 Module 10 - MOCN
3.3 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de cette épreuve est de cinq heures (les deux parties incluses).
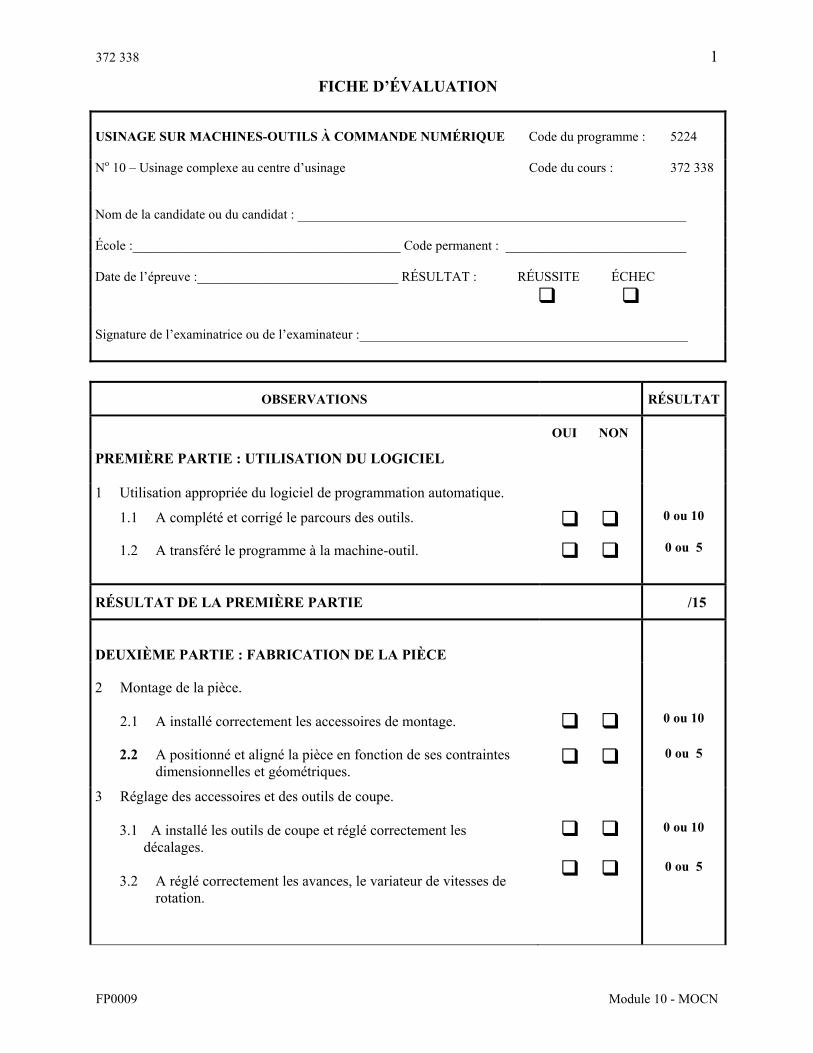
372 338 1
FP0009 Module 10 - MOCN
FICHE D’ÉVALUATION
USINAGE SUR MACHINES-OUTILS À COMMANDE NUMÉRIQUE Code du programme : 5224 No 10 – Usinage complexe au centre d’usinage Code du cours : 372 338 Nom de la candidate ou du candidat : __________________________________________________________ École :________________________________________ Code permanent : ___________________________ Date de l’épreuve :______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :_________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON
PREMIÈRE PARTIE : UTILISATION DU LOGICIEL
1 Utilisation appropriée du logiciel de programmation automatique.
1.1 A complété et corrigé le parcours des outils.
1.2 A transféré le programme à la machine-outil.
0 ou 10
0 ou 5
RÉSULTAT DE LA PREMIÈRE PARTIE /15
DEUXIÈME PARTIE : FABRICATION DE LA PIÈCE
2 Montage de la pièce.
2.1 A installé correctement les accessoires de montage.
2.2 A positionné et aligné la pièce en fonction de ses contraintes dimensionnelles et géométriques.
0 ou 10
0 ou 5
3 Réglage des accessoires et des outils de coupe.
3.1 A installé les outils de coupe et réglé correctement les décalages.
3.2 A réglé correctement les avances, le variateur de vitesses de
rotation.
0 ou 10
0 ou 5
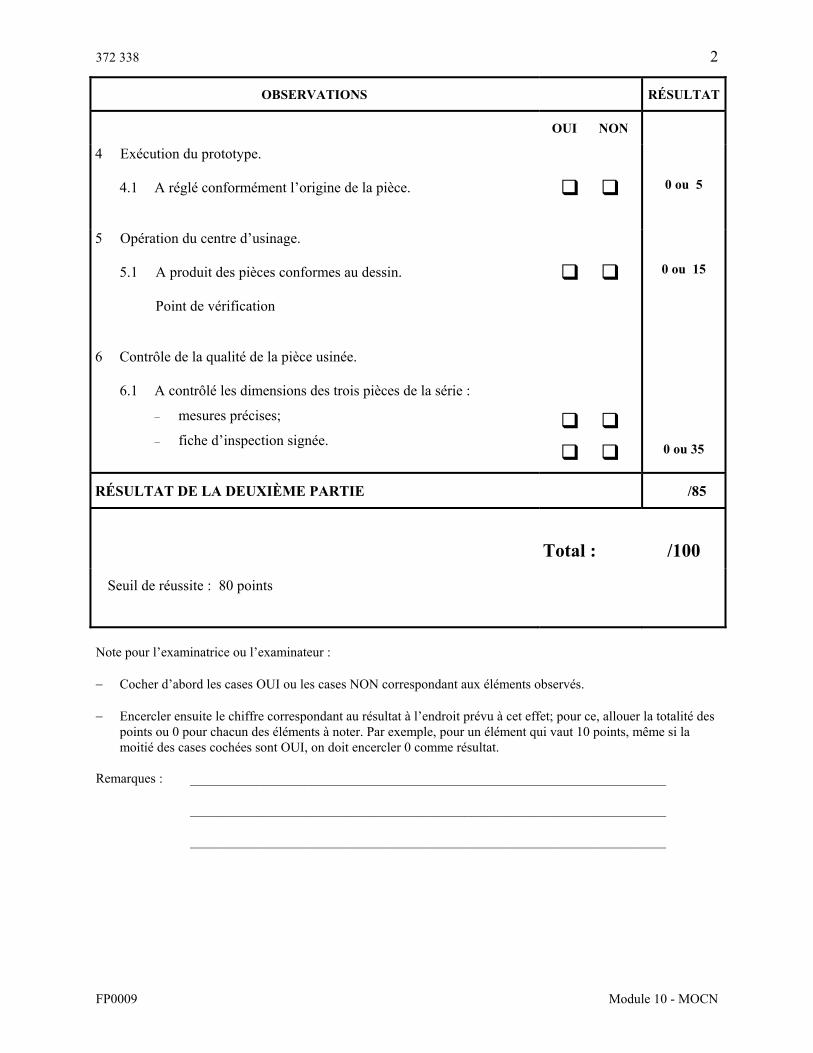
372 338 2
FP0009 Module 10 - MOCN
OBSERVATIONS RÉSULTAT
OUI NON
4 Exécution du prototype.
4.1 A réglé conformément l’origine de la pièce.
0 ou 5
5 Opération du centre d’usinage.
5.1 A produit des pièces conformes au dessin. Point de vérification
6 Contrôle de la qualité de la pièce usinée.
6.1 A contrôlé les dimensions des trois pièces de la série :
– mesures précises;
– fiche d’inspection signée.
0 ou 15
0 ou 35
RÉSULTAT DE LA DEUXIÈME PARTIE /85
Total :
/100
Seuil de réussite : 80 points
Note pour l’examinatrice ou l’examinateur : − Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés. − Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet; pour ce, allouer la totalité des
points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
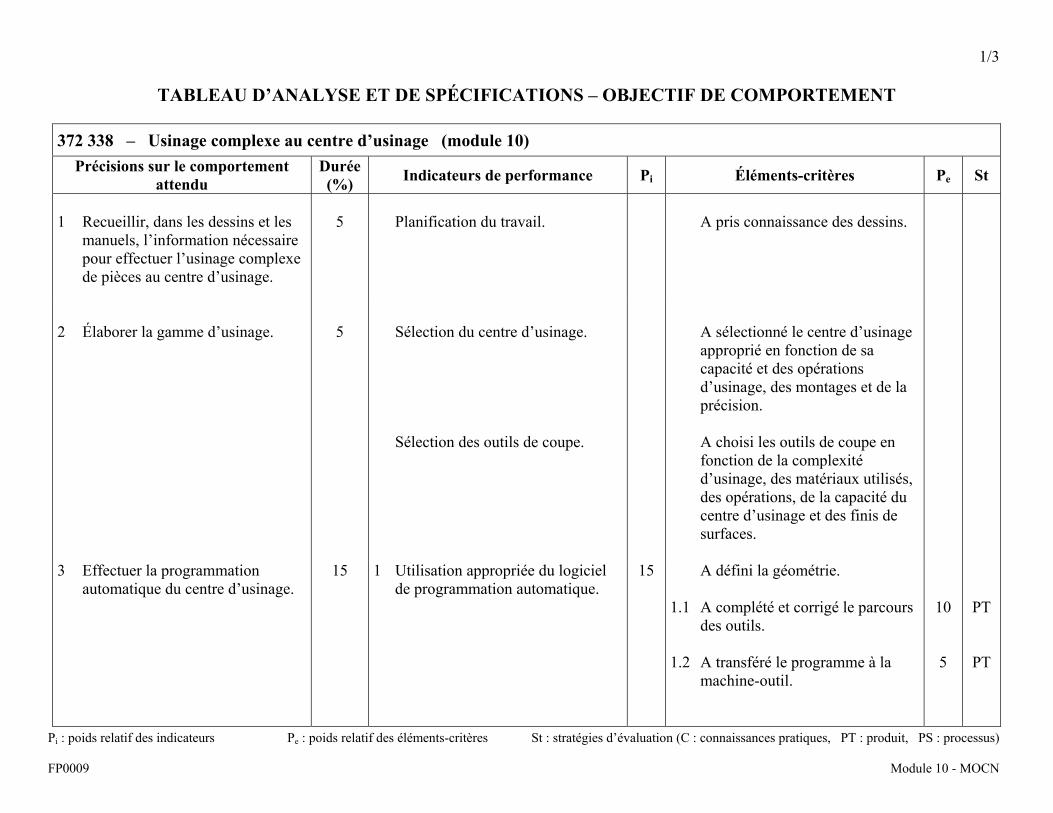
1/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0009 Module 10 - MOCN
372 338 – Usinage complexe au centre d’usinage (module 10) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
1 Recueillir, dans les dessins et les
manuels, l’information nécessaire pour effectuer l’usinage complexe de pièces au centre d’usinage.
5
Planification du travail.
A pris connaissance des dessins.
2 Élaborer la gamme d’usinage.
5
Sélection du centre d’usinage.
Sélection des outils de coupe.
A sélectionné le centre d’usinage approprié en fonction de sa capacité et des opérations d’usinage, des montages et de la précision.
A choisi les outils de coupe en fonction de la complexité d’usinage, des matériaux utilisés, des opérations, de la capacité du centre d’usinage et des finis de surfaces.
3 Effectuer la programmation automatique du centre d’usinage.
15 1 Utilisation appropriée du logiciel de programmation automatique.
15 A défini la géométrie.
1.1 A complété et corrigé le parcours des outils.
1.2 A transféré le programme à la
machine-outil.
10 5
PT
PT
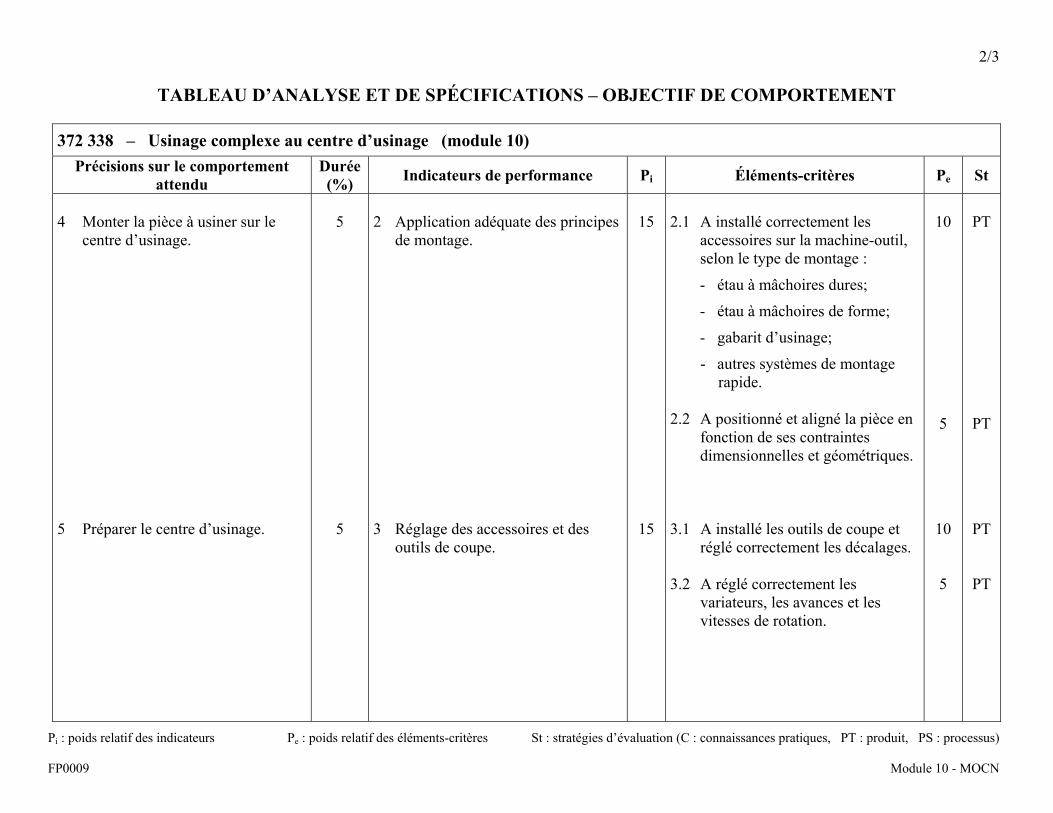
2/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0009 Module 10 - MOCN
372 338 – Usinage complexe au centre d’usinage (module 10) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
4 Monter la pièce à usiner sur le
centre d’usinage.
5
2 Application adéquate des principes
de montage.
15
2.1 A installé correctement les
accessoires sur la machine-outil, selon le type de montage :
- étau à mâchoires dures;
- étau à mâchoires de forme;
- gabarit d’usinage;
- autres systèmes de montage rapide.
2.2 A positionné et aligné la pièce en
fonction de ses contraintes dimensionnelles et géométriques.
10 5
PT
PT
5 Préparer le centre d’usinage.
5
3 Réglage des accessoires et des
outils de coupe.
15
3.1 A installé les outils de coupe et
réglé correctement les décalages. 3.2 A réglé correctement les
variateurs, les avances et les vitesses de rotation.
10 5
PT
PT
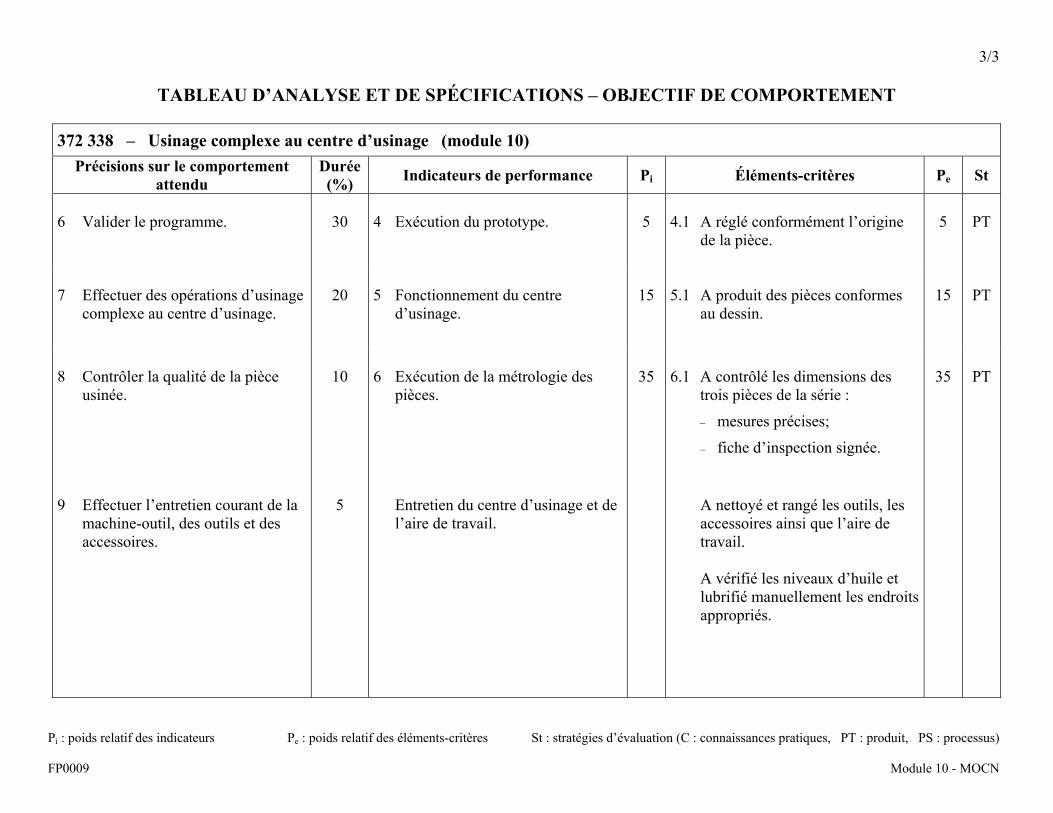
3/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs Pe : poids relatif des éléments-critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0009 Module 10 - MOCN
372 338 – Usinage complexe au centre d’usinage (module 10) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance Pi Éléments-critères Pe St
6 Valider le programme.
30
4 Exécution du prototype.
5
4.1 A réglé conformément l’origine
de la pièce.
5
PT
7 Effectuer des opérations d’usinage
complexe au centre d’usinage.
20
5 Fonctionnement du centre
d’usinage.
15
5.1 A produit des pièces conformes
au dessin.
15
PT
8 Contrôler la qualité de la pièce
usinée.
10
6 Exécution de la métrologie des
pièces.
35
6.1 A contrôlé les dimensions des
trois pièces de la série :
– mesures précises;
– fiche d’inspection signée.
35
PT
9 Effectuer l’entretien courant de la
machine-outil, des outils et des accessoires.
5
Entretien du centre d’usinage et de l’aire de travail.
A nettoyé et rangé les outils, les accessoires ainsi que l’aire de travail. A vérifié les niveaux d’huile et lubrifié manuellement les endroits appropriés.
FP0009
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE (DEP 5223)
USINAGE SUR MOCN (ASP 5224)
Nouvelles organisations du travail
Modules 15 et 11
372 153 (à venir)
Épreuve pratique
FP0007
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
USINAGE SUR MOCN (ASP 5224)
Production en série
Module 12 372 346
Épreuve pratique
372-346
FP0007
1
SCÉNARIO DE L’ÉPREUVE 1. RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier les compétences de la candidate ou du candidat en production sérielle sur machines-outils à commande numérique.
La candidate ou le candidat devra respecter les étapes de déroulement de l’épreuve.
L’épreuve comporte cinq parties.
Pour la première partie, qui concerne les critères 1.1, 1.2 et 1.3, on suggère de faire passer l’épreuve, dans une classe, à toutes les candidates et candidats à la fois.
Chaque candidate ou candidat doit produire un lot de pièces sur un tour à commande numérique ou sur un centre d’usinage.
Les pièces doivent être produites en quantité suffisante et leur nombre doit permettre un contrôle statistique de la qualité significatif.
On suggère de constituer des équipes de six candidates ou candidats, si les équipements disponibles le permettent.
Il faudra prévoir une disponibilité de machines-outils pour les élèves qui ne seront pas en évaluation.
Pour la partie « préparation des séquences opérationnelles et de programmation automatique », qui concerne les critères 2.1, 2.2 et 3.1, on suggère de la faire réaliser par groupes de six candidates ou candidats.
Pour la préparation des montages, la production des prototypes et des pièces, qui touche aux critères 4.1, 5.1, 6.1 et 6.2, on suggère de faire passer l’épreuve par équipes de six candidates ou candidats, soit trois sur des tours à commande numérique et trois sur des centres d’usinage.
Il faudra observer en particulier la préparation des montages, la conformité des prototypes et le respect du temps alloué à la préparation du montage des prototypes et de la production.
Pour le contrôle de la qualité, touchant aux critères 7.1, 7.2 et 7.3, chaque candidate ou candidat doit faire la vérification de la conformité des pièces sur la machine à mesurer tridimensionnelle ou à l’aide d’un mini processeur à affichage numérique.
Pour l’interprétation des résultats et l’amélioration des processus, touchant aux critères 8.1 et 9.1, on suggère de faire passer l’épreuve à tous les candidates et candidats à la fois dans une classe, de préférence après l’assemblage des composants.
372-346
FP0007
2
2. DESCRIPTION DE L’ÉPREUVE
PREMIÈRE PARTIE : Organisation du travail
PRENDRE CONNAISSANCE DU PROJET DE PRODUCTION EN SÉRIE Pour démontrer sa compétence en ce qui concerne les éléments de connaissances pratiques, la candidate ou le candidat doit :
- recueillir les informations relatives à la production sérielle de l’objet;
- se représenter les composants du projet à produire;
- repérer les caractéristiques dimensionnelles des pièces à fabriquer. ORGANISER LE TRAVAIL D’ÉQUIPE Pour démontrer sa compétence, la candidate ou le candidat aura à discuter avec les autres membres de l’équipe d’organisation du travail, soit :
- proposer une stratégie conforme aux exigences d’efficacité et de rendement;
- participer au consensus sur les règles de fonctionnement de l’équipe;
- dresser une liste complète des tâches à accomplir;
- rédiger un compte-rendu des décisions prises par l’équipe. DEUXIÈME PARTIE : Rédaction des séquences opérationnelles et programmation RECUEILLIR DANS LES DESSINS, LES GAMMES D’USINAGE ET LES MANUELS, L’INFORMATION NÉCESSAIRE À LA FABRICATION DES PIÈCES. Pour démontrer sa compétence, la candidate ou le candidat aura à rédiger la liste des séquences opérationnelles de la pièce à produire, soit :
- préparer la liste des opérations d’usinage et l’outillage requis;
- calculer les paramètres d’usinage;
- repérer les surfaces de référence; - colliger les informations nécessaires à la fabrication du gabarit de montage; - faire le croquis du montage; - vérifier la disponibilité du matériel.
EFFECTUER LA PROGRAMMATION AUTOMATIQUE DE LA MACHINE-OUTIL À COMMANDE NUMÉRIQUE.
372-346
FP0007
3
Pour démontrer sa compétence, la candidate ou le candidat aura à préparer le ou les programmes d’usinage, soit :
- définir correctement les éléments géométriques des pièces à usiner;
- importer les dessins en cause, s’il y a lieu;
- établir les trajectoires d’outils;
- traduire les trajectoires d’outils en langage machine;
- vérifier la justesse des données en fonction de la machine-outil. TROISIÈME PARTIE : Montage et exécution des pièces
ORGANISER LES POSTES DE TRAVAIL Pour démontrer sa compétence, la candidate ou le candidat aura à organiser le poste de travail, soit :
- préparer le montage nécessaire à la production de pièces; - introduire le zéro de travail; - installer et régler le décalage des outils; - relever le temps de montage.
PRODUIRE LES PREMIÈRES PIÈCES Pour démontrer sa compétence, la candidate ou le candidat aura à produire un prototype et à apporter les correctifs qui s’imposent au montage ou aux décalages des outils. La pièce à usiner sur le tour à commande numérique peut comporter les opérations de tournage intérieur et extérieur (perçage, alésage, surfaçage, conicité, rainurage, filetage, etc.).
La pièce à usiner sur le centre d’usinage peut comporter les opérations de fraisage (surfaçage, perçage, taraudage, alésage, évidements circulaires et rectangulaires, dégrossissage, rainurage, contournage, etc.)
372-346
FP0007
4
EFFECTUER LES OPÉRATIONS D’USINAGE QUE NÉCESSITE LA PRODUCTION EN SÉRIE
Pour démontrer sa compétence, la candidate ou le candidat aura à vérifier la conformité de l’usinage avec les exigences du dessin, soit :
- respecter les dimensions, selon les tolérances;
- respecter les conditions de coupe;
- respecter les limites quant à la finition requise;
- ébavurer les pièces;
- noter les incidents survenus lors de l’usinage;
- relever le temps pris pour la production des pièces.
QUATRIÈME PARTIE : Contrôle de la qualité
EFFECTUER UN CONTRÔLE STATISTIQUE DE LA QUALITÉ
Pour démontrer sa compétence, la candidate ou le candidat aura à faire l’inspection et le contrôle de la qualité des pièces produites, soit :
- régler et opérer les instruments ou appareils de contrôle (machine à mesurer tridimensionnelle ou mini processeur à affichage numérique);
- relever les dimensions ciblées des pièces usinées;
- vérifier la conformité des pièces;
- compléter la carte de contrôle statistique;
- imprimer les données affichées. CINQUIÈME PARTIE : Amélioration des processus
PROPOSER DES MÉTHODES D’AMÉLIORATION CONTINUE
Pour démontrer sa compétence, la candidate ou le candidat aura à interpréter les résultats du contrôle de la qualité des pièces et à proposer une ou des méthodes d’amélioration des processus, soit :
- faire une bonne interprétation des résultats;
- décrire les problèmes de production rencontrés;
- déterminer les causes des problèmes rencontrés;
- suggérer une ou des méthodes d’amélioration pertinentes.
372-346
FP0007
5
EFFECTUER L’ENTRETIEN DES MACHINES-OUTILS, DES ACCESSOIRES ET DES OUTILS DE COUPE
3. DÉROULEMENT DE L’ÉPREUVE
3.1 ÉTAPES DE DÉROULEMENT PREMIÈRE PARTIE : Organisation du travail
PRENDRE CONNAISSANCE DU PROJET DE PRODUCTION EN SÉRIE.
ORGANISER LE TRAVAIL D’ÉQUIPE.
Avant la passation de la première partie de l’épreuve
Expliquer le déroulement de l’épreuve aux candidates et candidats.
Former des groupes de travail de six candidates ou candidats et plus (selon la disponibilité des machines-outils).
S’assurer que chaque candidate ou candidat a reçu la documentation nécessaire à la passation de la première partie de l’épreuve, soit :
- les dessins d’assemblage du projet;
- les dessins complets des composants à produire;
- les abaques et toute autre documentation pertinente;
- les fiches de travail n° 1, n° 2 et n° 3. Pendant la passation de la première partie de l’épreuve Les candidates ou les candidats font les recherches dans les dessins de détails et d’ensemble, dans les notes de cours et toute autre documentation pertinente, afin de trouver les informations relatives à la production de l’objet. Chaque candidate ou candidat doit remettre, à la fin de cette partie de l’épreuve, un compte-rendu de son organisation du travail en équipe et qui tient compte des éléments-critères suivants :
- les stratégies de l’organisation proposées à l’équipe de travail (fiche n° 1);
- le consensus sur les règles de fonctionnement en équipe (fiche n° 2);
- une liste exhaustive des tâches à accomplir par la candidate ou le candidat (fiche n° 3).

372-346
FP0007
6
Après la passation de la première partie de l’épreuve Corriger cette première partie le plus tôt possible et aviser la candidate ou le candidat de son résultat. Demander les correctifs qui s’imposent, s’il y a lieu. Noter sur la fiche d’évaluation (1re partie), les critères 1.1, 1.2 et 1.3. La réussite de cette première partie est obligatoire pour passer aux parties suivantes. En cas d’échec, une reprise de la partie échouée devrait être administrée à très court terme, si elle nuit à l’organisation du travail d’équipe ou l’étape suivante. La durée de cette partie de l’épreuve est de trois heures. DEUXIÈME PARTIE : Rédaction des séquences opérationnelles et programmation RECUEILLIR DANS LES DESSINS, LES GAMMES D’USINAGE ET LES MANUELS, L’INFORMATION NÉCESSAIRE À LA FABRICATION DES PIÈCES. EFFECTUER LA PROGRAMMATION AUTOMATIQUE DE LA MACHINE-OUTIL À COMMANDE NUMÉRIQUE. Avant la passation de la deuxième partie de l’épreuve S’assurer que chaque candidate ou candidat a en sa possession les dessins, les fiches de travail no 4, no 5, une disquette et le cahier de la candidate ou du candidat. On suggère de passer cette partie de l’épreuve par équipe de travail ou selon la disponibilité des postes de programmation. Assigner un poste de travail par candidate ou candidat.
372-346
FP0007
7
Pendant la passation de la deuxième partie de l’épreuve Les candidates ou candidats rédigent sur la fiche de travail no 4, la liste complète des séquences opérationnelles de la pièce à usiner et sur la fiche no 5 les informations et les croquis du montage et des accessoires. Les candidates ou candidats utilisent le support informatique pour importer ou réaliser la géométrie de la pièce, définir les trajectoires des outils et générer les programmes d’usinage. Les candidates ou candidats doivent sauvegarder les fichiers de travail sur le support approprié et imprimer la géométrie et les programmes d’usinage. La durée de cette partie de l’épreuve est de trois heures. Après la passation de la deuxième partie de l’épreuve Recueillir toute la documentation et corriger le travail. Demander les modifications qui s’imposent, s’il y a lieu. Noter sur la fiche d’évaluation (2e partie) les critères 2.1, 2.2 et 3.1 . La réussite de cette deuxième partie est obligatoire pour passer aux parties suivantes. En cas d’échec, une reprise de la partie échouée devrait être administrée à très court terme, si elle nuit à l’organisation du travail d’équipe ou à l’étape suivante. TROISIÈME PARTIE : Montage et exécution des pièces ORGANISER LES POSTES DE TRAVAIL. PRODUIRE LES PREMIÈRES PIÈCES. EFFECTUER LES OPÉRATIONS D’USINAGE QUE NÉCESSITE LA PRODUCTION EN SÉRIE. Avant la passation de la troisième partie de l’épreuve S’assurer que chaque candidate ou candidat a en sa possession les dessins, la fiche des séquences opérationnelles, la fiche du montage, les programmes d’usinage sur disquette et le cahier de la candidate ou du candidat.
372-346
FP0007
8
Assurer la disponibilité du matériel requis pour le gabarit de montage et pour le lot des pièces à produire. (Prévoir deux pièces additionnelles pour fabriquer les prototypes.) Planifier le temps d’utilisation de la machine-outil par équipe de travail et par candidate ou candidat. Pendant la passation de la troisième partie de l’épreuve On suggère d’administrer cette partie de l’épreuve à une seule équipe de travail par journée de six heures. La candidate ou le candidat doit :
- préparer le montage requis sur le tour ou sur la fraiseuse;
- produire les prototypes et apporter les correctifs qui s’imposent;
- produire le lot de pièces. Récupérer les fiches de travail, les gabarits de montage, les pièces produites, la disquette et le cahier de la candidate ou du candidat. Noter sur la fiche d’évaluation (3e partie) les critères 4.1, 5.1, 6.1 et 6.2 . Dès le jour suivant la production, assigner à tour de rôle un poste de contrôle statistique à chaque membre de l’équipe de travail. La réussite de cette troisième partie est obligatoire pour passer aux parties suivantes. En cas d’échec, une reprise de la partie échouée devrait être administrée à très court terme, si elle nuit à l’organisation du travail d’équipe ou à l’étape suivante. Le temps alloué pour cette partie de l’épreuve est de six heures.
372-346
FP0007
9
QUATRIÈME PARTIE : Contrôle de la qualité EFFECTUER UN CONTRÔLE STATISTIQUE DE LA QUALITÉ Avant la passation de la quatrième partie de l’épreuve Planifier de débuter cette étape d’évaluation le plus tôt possible après la production. Cette étape de l’épreuve peut être administrée à autant de candidates et candidats qu’il y a d’instruments et appareils de contrôle disponibles. S’assurer que chaque candidate ou candidat a en sa possession le dessin et le lot de pièces produites préalablement. Pendant la passation de la quatrième partie de l’épreuve La candidate ou le candidat, doit :
- relever les dimensions ciblées des pièces usinées;
- vérifier la conformité des pièces;
- compléter la carte de contrôle statistique;
- imprimer les données affichées. Après la passation de la quatrième partie de l’épreuve Récupérer les cartes de contrôle statistique, les dessins et les pièces. Corriger la quatrième partie et vérifier la qualité des pièces produites. Noter sur la fiche d’évaluation (4e partie) les critères 7.1, 7.2 et 7.3 . La réussite de cette quatrième partie est obligatoire pour passer à la partie suivante. En cas d’échec, une reprise de la partie échouée devrait être administrée à très court terme, si elle nuit à l’organisation du travail d’équipe ou à l’étape suivante. La durée de cette partie de l’épreuve est de deux heures par candidate ou candidat.
372-346
FP0007
10
CINQUIÈME PARTIE : Amélioration des processus PROPOSER DES MÉTHODES D’AMÉLIORATION CONTINUE Avant la passation de la cinquième partie de l’épreuve S’assurer que chaque candidate ou candidat a réussi les parties précédentes de l’épreuve et a participé à l’assemblage des composants. S’assurer que chaque candidate ou candidat a en sa possession les cartes de contrôle statistique, les fiches de travail no 6, no 7 et le cahier de la candidate et du candidat. Administrer cette partie de l’épreuve à toute la classe en même temps. Pendant la passation de la cinquième partie de l’épreuve La candidate ou le candidat doit :
- faire une interprétation des résultats affichés (fiche de travail no 6); - produire une description claire des problèmes de production rencontrés; - déterminer les causes des problèmes; - suggérer une méthode d’amélioration (fiche de travail no 7).
Après la passation de la cinquième partie de l’épreuve Récupérer toute la documentation et le cahier de la candidate et du candidat. Corriger la cinquième partie. Noter sur la fiche d’évaluation (5e partie) les critères 8.1 et 9.1. Informer la candidate ou le candidat de son résultat. La durée de cette partie de l’épreuve est d’une heure.
372-346
FP0007
11
3.2 RÉUSSITE DE L’ÉPREUVE
Le seuil de réussite est de 80 points sur une possibilité de 100. En cas d’échec, la candidate ou le candidat doit reprendre l’épreuve à partir de la partie échouée.
3.3 DURÉE DE L’ÉPREUVE À titre indicatif, la première partie de cette épreuve devrait débuter dès la 50e heure d’apprentissage. La durée totale de cette épreuve est de 13 heures par candidate ou candidat et le temps d’évaluation de toutes les parties, et pour toute la classe, ne doit pas dépasser 38 heures.
372 346 1
FP0007
FICHE D’ÉVALUATION
USINAGE SUR MACHINES-OUTILS À COMMANDE NUMÉRIQUE Code du programme : 5224 No 12 – Production en série Code du cours : 372 346 Nom de la candidate ou du candidat : __________________________________________________________ École :________________________________________ Code permanent : ___________________________ Date de l’épreuve :_______________________________ RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :_________________________________________________
OBSERVATIONS RÉSULTAT
OUI NON
PREMIÈRE PARTIE : Organisation du travail
1 Répartition optimale des tâches en fonction des opérations
d’usinage et des machines-outils.
1.1 A rédigé une stratégie de production conforme aux exigences d’efficacité et de rendement.
1.2 A dressé une liste complète des tâches qui lui seront confiées dans la chaîne de production.
1.3 A rédigé un compte rendu des décisions prises par l’équipe.
0 ou 5
0 ou 5
0 ou 5
DEUXIÈME PARTIE : Rédaction des séquences opérationnelles et programmation
2 Relevé complet des données pertinentes compte tenu du travail à effectuer.
2.1 A rédigé un relevé complet des séquences opérationnelles des
pièces à produire.
- opérations d’usinage;
- paramètres d’usinage;
- outillage et instruments requis;
372 346 2
FP0007
OBSERVATIONS RÉSULTAT
OUI NON
- croquis en position d’usinage;
- surfaces de référence;
- matériel requis.
2.2 A colligé les informations pertinentes à la fabrication du gabarit
de montage.
- croquis des composants;
- séquences opérationnelles;
- outillage utilisé;
- matériaux et quantités;
- types de machines-outils;
- temps estimé du montage;
- temps estimé de la production.
3 Traduction des trajectoires d’outils.
3.1 A traduit correctement les trajectoires d’outils en langage machine.
TROISIÈME PARTIE : Montage et exécution des pièces
4 Préparation du gabarit de montage.
4.1 A réalisé un montage adéquat pour les pièces à produire.
- réglage précis du point d’origine de la pièce;
- trajectoires d’outils simulées;
- production du premier prototype.
5 Conformité du prototype.
5.1 A apporté les correctifs appropriés au programme ou aux décalages d’outils.
0 ou 10
0 ou 5
0 ou 10
0 ou 10
0 ou 5
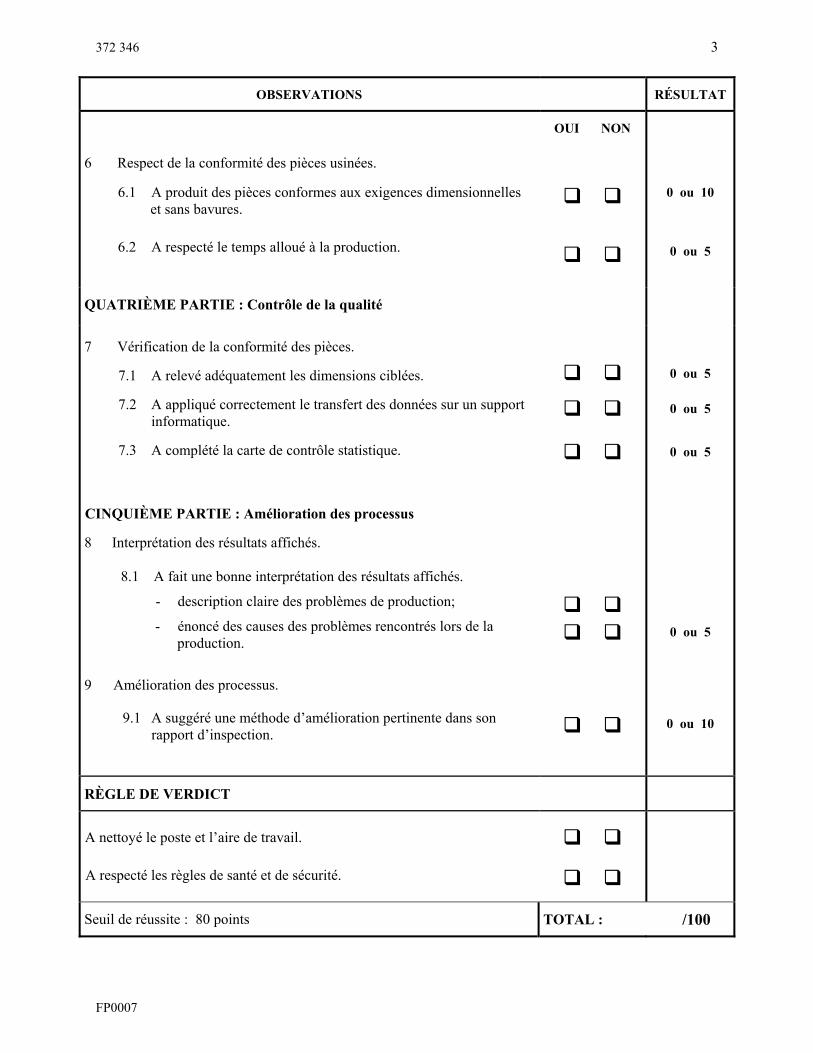
372 346 3
FP0007
OBSERVATIONS RÉSULTAT
OUI NON
6 Respect de la conformité des pièces usinées.
6.1 A produit des pièces conformes aux exigences dimensionnelles et sans bavures.
6.2 A respecté le temps alloué à la production.
0 ou 10
0 ou 5
QUATRIÈME PARTIE : Contrôle de la qualité
7 Vérification de la conformité des pièces.
7.1 A relevé adéquatement les dimensions ciblées.
7.2 A appliqué correctement le transfert des données sur un support informatique.
7.3 A complété la carte de contrôle statistique.
CINQUIÈME PARTIE : Amélioration des processus
8 Interprétation des résultats affichés. 8.1 A fait une bonne interprétation des résultats affichés.
- description claire des problèmes de production;
- énoncé des causes des problèmes rencontrés lors de la production.
0 ou 5
0 ou 5
0 ou 5
0 ou 5
9 Amélioration des processus.
9.1 A suggéré une méthode d’amélioration pertinente dans son rapport d’inspection.
0 ou 10
RÈGLE DE VERDICT
A nettoyé le poste et l’aire de travail. A respecté les règles de santé et de sécurité.
Seuil de réussite : 80 points TOTAL : /100
372 346 4
FP0007
Note pour l’examinatrice ou l’examinateur :
− Cocher d’abord les cases OUI ou les cases NON correspondant aux éléments observés.
− Encercler ensuite le chiffre correspondant au résultat à l’endroit prévu à cet effet; pour ce, allouer la totalité des points ou 0 pour chacun des éléments à noter. Par exemple, pour un élément qui vaut 10 points, même si la moitié des cases cochées sont OUI, on doit encercler 0 comme résultat.
Remarques : _______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
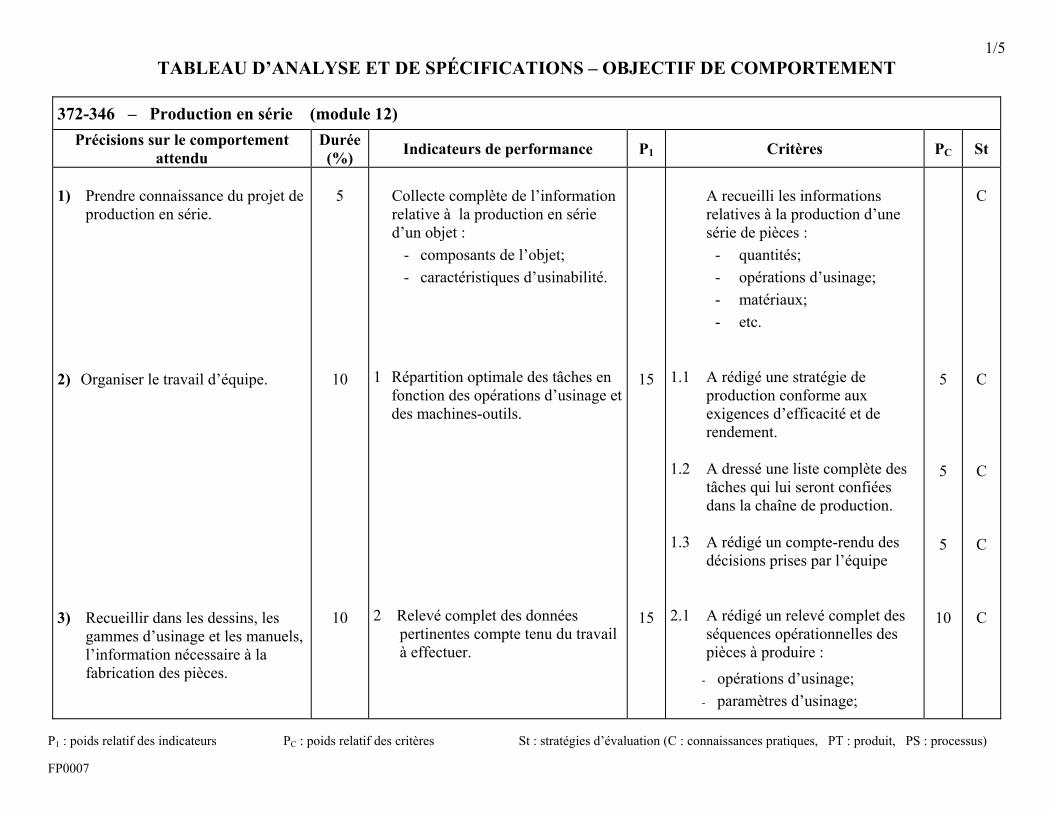
1/5 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
P1 : poids relatif des indicateurs PC : poids relatif des critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0007
372-346 – Production en série (module 12) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance P1 Critères PC St
1) Prendre connaissance du projet de
production en série. 2) Organiser le travail d’équipe. 3) Recueillir dans les dessins, les
gammes d’usinage et les manuels, l’information nécessaire à la fabrication des pièces.
5
10
10
Collecte complète de l’information relative à la production en série d’un objet :
- composants de l’objet; - caractéristiques d’usinabilité.
1 Répartition optimale des tâches en fonction des opérations d’usinage et des machines-outils.
2 Relevé complet des données
pertinentes compte tenu du travail à effectuer.
15
15
A recueilli les informations relatives à la production d’une série de pièces :
- quantités; - opérations d’usinage; - matériaux; - etc.
1.1 A rédigé une stratégie de production conforme aux exigences d’efficacité et de rendement.
1.2 A dressé une liste complète des
tâches qui lui seront confiées dans la chaîne de production.
1.3 A rédigé un compte-rendu des
décisions prises par l’équipe 2.1 A rédigé un relevé complet des
séquences opérationnelles des pièces à produire :
- opérations d’usinage; - paramètres d’usinage;
5 5 5
10
C
C
C
C
C
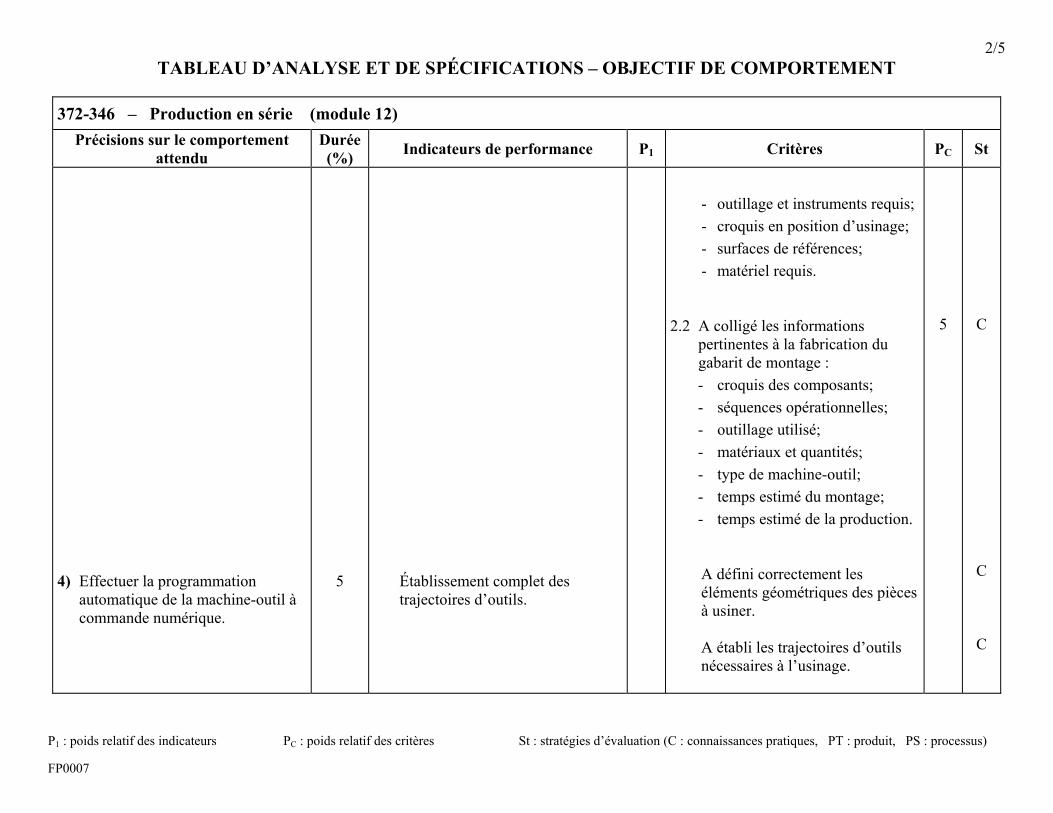
2/5 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
P1 : poids relatif des indicateurs PC : poids relatif des critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0007
372-346 – Production en série (module 12) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance P1 Critères PC St
4) Effectuer la programmation
automatique de la machine-outil à commande numérique.
5
Établissement complet des trajectoires d’outils.
- outillage et instruments requis; - croquis en position d’usinage; - surfaces de références; - matériel requis.
2.2 A colligé les informations
pertinentes à la fabrication du gabarit de montage : - croquis des composants; - séquences opérationnelles; - outillage utilisé; - matériaux et quantités; - type de machine-outil; - temps estimé du montage; - temps estimé de la production.
A défini correctement les éléments géométriques des pièces à usiner.
A établi les trajectoires d’outils nécessaires à l’usinage.
5
C
C
C
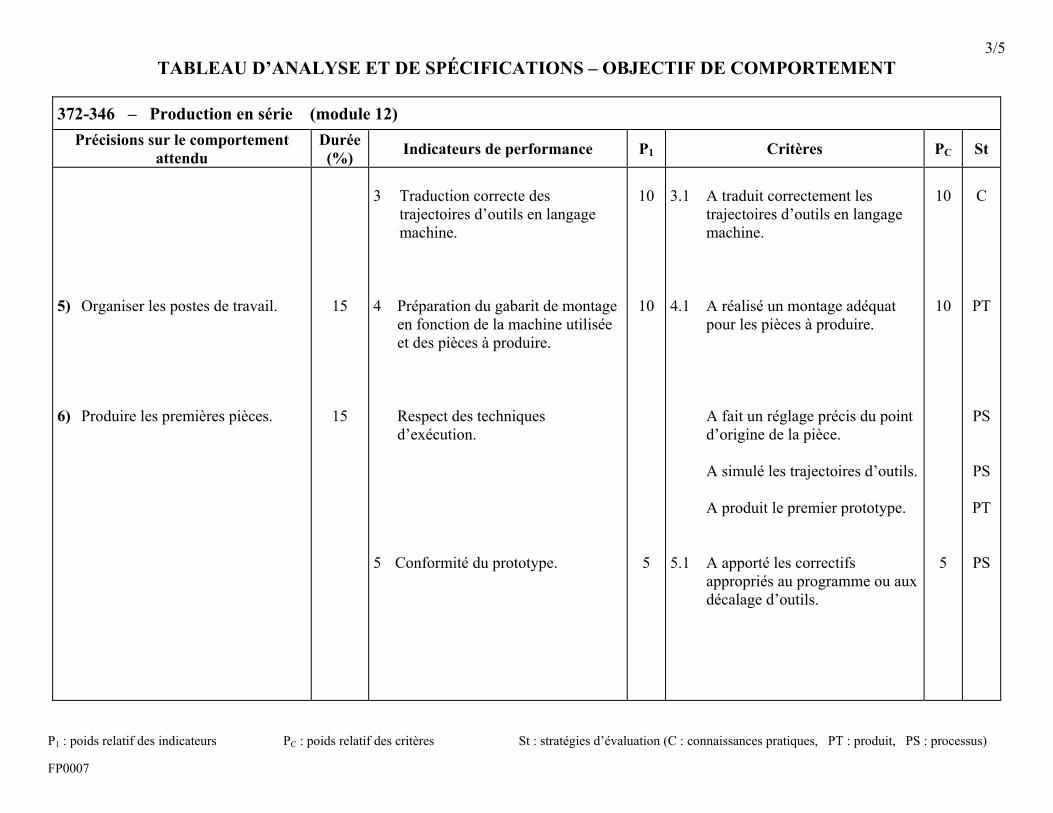
3/5 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
P1 : poids relatif des indicateurs PC : poids relatif des critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0007
372-346 – Production en série (module 12) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance P1 Critères PC St
5) Organiser les postes de travail. 6) Produire les premières pièces.
15
15
3 Traduction correcte des
trajectoires d’outils en langage machine.
4 Préparation du gabarit de montage
en fonction de la machine utilisée et des pièces à produire.
Respect des techniques d’exécution.
5 Conformité du prototype.
10
10 5
3.1 A traduit correctement les
trajectoires d’outils en langage machine.
4.1 A réalisé un montage adéquat
pour les pièces à produire.
A fait un réglage précis du point d’origine de la pièce.
A simulé les trajectoires d’outils. A produit le premier prototype.
5.1 A apporté les correctifs
appropriés au programme ou aux décalage d’outils.
10
10 5
C
PT
PS
PS
PT
PS
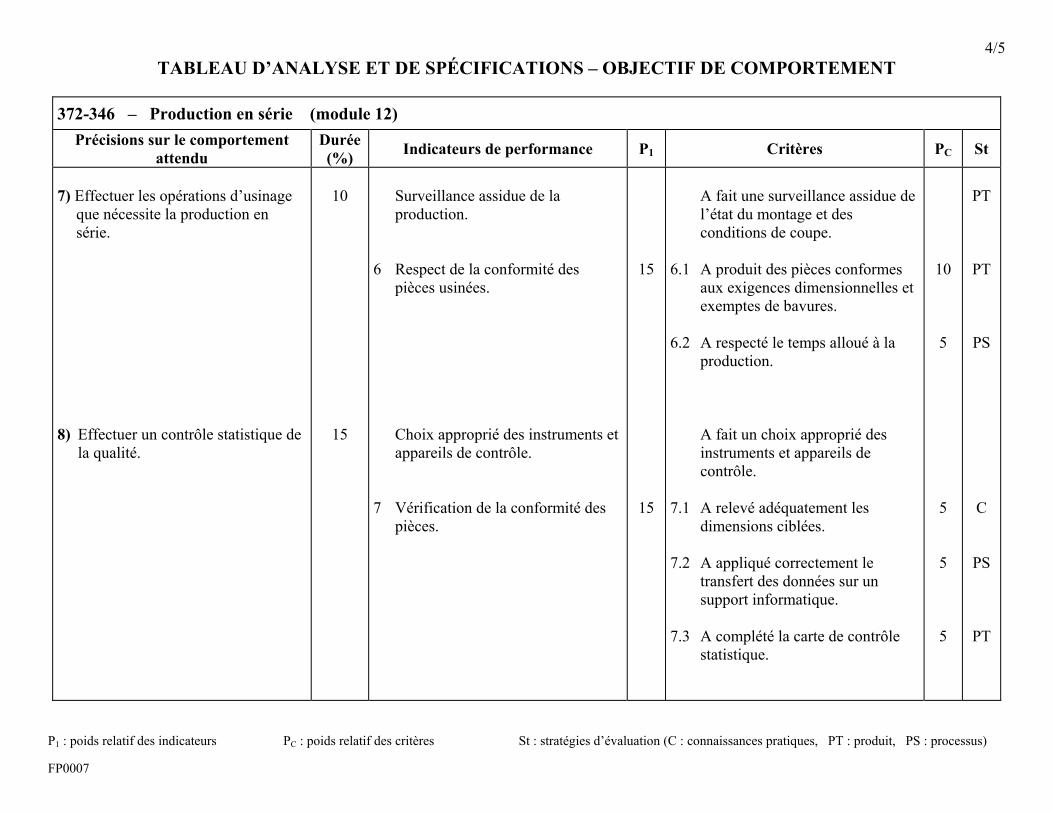
4/5 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
P1 : poids relatif des indicateurs PC : poids relatif des critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0007
372-346 – Production en série (module 12) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance P1 Critères PC St
7) Effectuer les opérations d’usinage
que nécessite la production en série.
8) Effectuer un contrôle statistique de
la qualité.
10
15
Surveillance assidue de la production.
6 Respect de la conformité des
pièces usinées.
Choix approprié des instruments et appareils de contrôle.
7 Vérification de la conformité des
pièces.
15
15
A fait une surveillance assidue de l’état du montage et des conditions de coupe.
6.1 A produit des pièces conformes
aux exigences dimensionnelles et exemptes de bavures.
6.2 A respecté le temps alloué à la
production.
A fait un choix approprié des instruments et appareils de contrôle.
7.1 A relevé adéquatement les
dimensions ciblées. 7.2 A appliqué correctement le
transfert des données sur un support informatique.
7.3 A complété la carte de contrôle
statistique.
10 5 5 5 5
PT
PT
PS
C
PS
PT
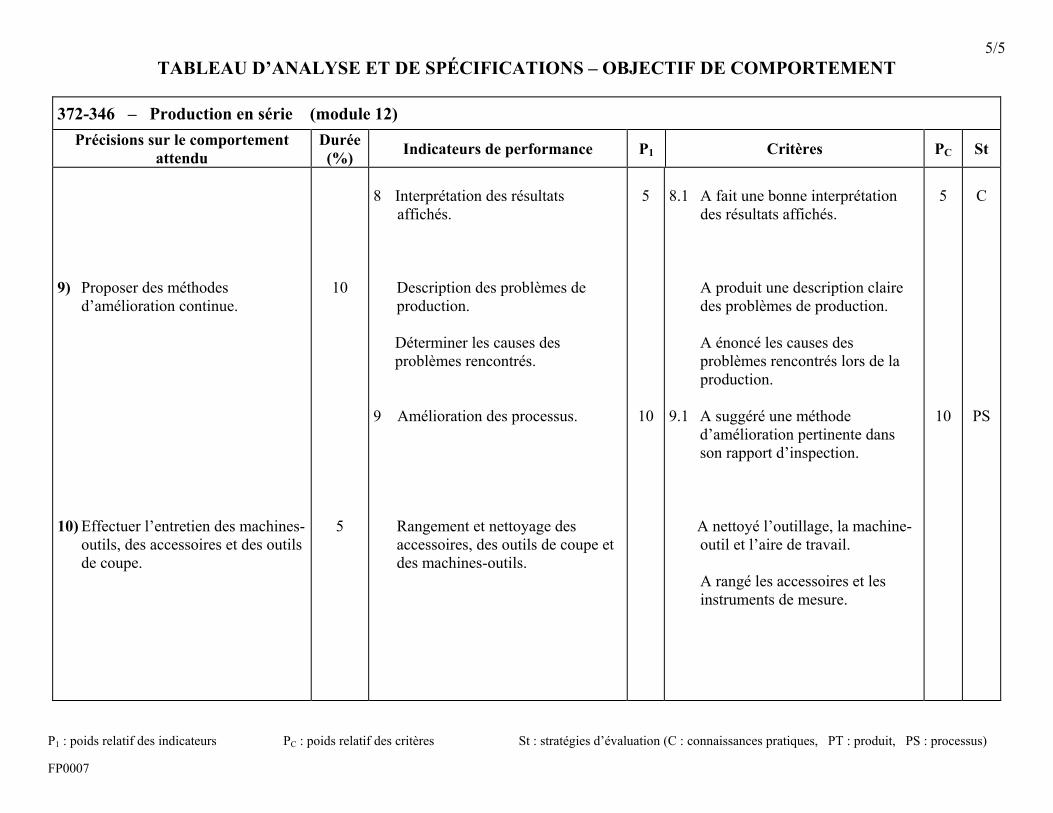
5/5 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
P1 : poids relatif des indicateurs PC : poids relatif des critères St : stratégies d’évaluation (C : connaissances pratiques, PT : produit, PS : processus) FP0007
372-346 – Production en série (module 12) Précisions sur le comportement
attendu Durée(%) Indicateurs de performance P1 Critères PC St
9) Proposer des méthodes
d’amélioration continue. 10) Effectuer l’entretien des machines-
outils, des accessoires et des outils de coupe.
10 5
8 Interprétation des résultats
affichés.
Description des problèmes de production. Déterminer les causes des problèmes rencontrés.
9 Amélioration des processus.
Rangement et nettoyage des accessoires, des outils de coupe et des machines-outils.
5
10
8.1 A fait une bonne interprétation
des résultats affichés.
A produit une description claire des problèmes de production.
A énoncé les causes des problèmes rencontrés lors de la production.
9.1 A suggéré une méthode
d’amélioration pertinente dans son rapport d’inspection.
A nettoyé l’outillage, la machine-outil et l’aire de travail.
A rangé les accessoires et les instruments de mesure.
5
10
C
PS
FP0009
Gouvernement du Québec Ministère de l’Éducation Direction générale de la formation professionnelle et technique
TECHNIQUES D’USINAGE (DEP 5223) USINAGE SUR MOCN (ASP 5224)
Intégration au marché du travail
Modules 28 et 13 (voir module 28 - DEP 5223)
372 354
Épreuve pratique
Éducation
17-1110-04