Embed Size (px)
DESCRIPTION
foret
Citation preview

La théorie est pavée de bonnes idées et d’excellentes intentions mais, pour l’usineur qui cherche à réussir ses perçages et à les optimiser, rien ne vaut les résultats de l’expérience pratique réunis au fil du temps dans des ateliers d’entreprises de toutes tailles.
Cet article, dont le but est d’apporter des conseils pratiques basés sur l’expérience, est une analyse des applications et des recommandations d’un technicien expérimenté ayant procédé à de nombreux essais de forets à plaquettes indexables et élaboré des procédures d’optimisation de leur utilisation en petites et grandes productions en atelier durant des années. Les renseignements sont réunis ici dans trois grands chapitres.
1-Robustesse du carbureLa considération principale à prendre en compte est la résistance du carbure de coupe.
Dans le cas où une arête de coupe est cassée, égrenée, fissurée ou fracturée, la réaction immédiate doit consister à indexer ou à remplacer la plaquette. On se trouve là devant une défaillance. Il n’est pas rare de voir près du poste où s’effectue le perçage un gobelet rempli de plaquettes émoussées. La majorité de ces plaquettes n’a pas été défaillante. Les opérateurs ont indexé les plaquettes à temps pour éviter tout incident catastrophique sur le corps du foret à la suite de casse d’arête mais pas du fait d’une usure excessive en dépouille de plaquette.
Foret a plaquettes indexables
- Cette opération de perçage réunit l’ensemble des paramètres de bonne exploitation du foret en produisant des copeaux d’une forme optimale.

2-Vitesses de coupe et d’avance
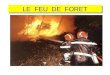
La défaillance la plus fréquente d’arête de coupe survient dans l’axe foret. Un axiome répandu dans la profession affirme que “le carbure à horreur des vitesses lentes”. Or, c’est exactement ce qui se passe pour le carbure dans notre foret à plaquettes indexables. Dans l’axe de n’importe quel foret, le carbure est exposé à des vitesses de coupe voisines de zéro (fig. 1). Le carbure essaye alors de repousser le métal hors du parcours de l’outil. Cette combinaison de basses vitesses et de fortes pressions peut provoquer une défaillance tout comme une formation d’arête rapportée nettement excessive. Une approche pour remédier à cette situation consiste à utiliser une plaquette non revêtue au centre de la cavité. L’origine de cette pratique n’est pas très claire. Néanmoins, une plaquette revêtue est très souvent considérée comme un des principaux facteurs conduisant à la formation d’arête rapportée.
2-Nuances de carbureAu tout début des carbures revêtus, la majorité des fabricants choisissait de revêtir par déposition chimique CVD une de ses nuances de carbure largement éprouvée. Ces revêtements augmentaient sensiblement la tenue des plaquettes lorsqu’on les utilisait dans le logement latéral des forets à plaquettes indexables.
Seulement, la température élevée du procédé de dépôt CVD provoquait une perte très sensible de la robustesse de la plaquette si on l’utilisait dans le logement central. Toutefois, les carbures actuels et leurs revêtements sont parvenus à associer une robustesse accrue à la rupture transversale et une résistancesatisfaisante à la formation d’arête rapportée et à l’usure. De ce fait, on n’a plus besoin aujourd’hui de faire appel à des plaquettes non revêtues pour être certain d’éviter les risques de défaillances de l’arête decoupe de la plaquette centrale.4-Question de la charge de copeau
Malgré les progrès considérables réalisés relatifs à la robustesse des carbures, les principaux carburiers ont sensiblement modifié leurs recommandations à propos
Fig. 1 -Représentation schématique en coupe d’un foret à plaquettes indexables, montrant la position de son arête de coupe centrale et permettant qu’en cet emplacement la vitessede coupe devient presque nulle.OUTILS COUPANTS
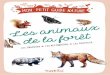
Fig. 2 – Lors de l’utilisation de forets à plaquettes indexables sur un tour, ces forets doivent être correctement alignésavant de prendre la première passe. En outre, on doit procéder à des contrôlespériodiques de leur alignement afin de s’assurer du maintien de la précisionréglée et vérifiée au moment de la préparationinitiale de l’opération.

des efforts exercés par les copeaux. Il n’y a pas encore si longtemps, ces carburiers conseillaient des charges de copeaux relativement importantes avec une géométrie positive des forets. Lorsque sont apparus les forets à plaquettes carrées négatives ils étaient capables - et le sonttoujours - de supporter de fortes avances, ceci pour la simple raison qu’ils possédaient une géométrie d’arêtes brute irrégulière. Certains ont simplement adopté cela comme base de départ lorsque sont apparus les forets à géométrie de coupe positive. Les forets à géométrie positive d’aujourd’hui sont des outils très productifs offrant l’avantage de ne requérir qu’une fraction de la puissance exigée par les premiers forets à plaquettes carrées négatives. La géométrie d’arête positive a simplement besoin d’une charge de copeaux plus limitée pour faire correctement son travail pendant la coupe. A titre d’exemple d’une application d’un foret à plaquettes indexables dans un acier à outils de type Z200C12, il suffisait de prendre des copeaux très minces pour conserver intactes les arêtes de coupe. A première vue, cela n’aurait pas dû marcher mais le résultat a été une application parfaitement satisfaisante ayant dépassé sur le plan productif toute autre solution soigneusement mise à l’essai. Il faut parfois reléguer les règles établies pour obtenir une totale satisfaction.
*Penser aussi préparation d’arêteLes préparations d’arête peuvent également contribuer à maintenir la qualité des arêtes de coupe. Le rodage de ces arêtes et un léger plat sont deux caractéristiques contribuant à en renforcer la robustesse. Elles réduisent les risques de fracturation du carbure et donc prolongent la tenue du foret. Les plaquettes possédant ces caractéristiques peuvent être prises en considération dans les cas de perçages soulevant des difficultés.
*Et ne pas oublier l’alignement
L’alignement de l’axe de rotation du foret est aussi un détail critique susceptible d’être cause de sérieux ennuis de rupture de plaquette. L’alignement de l’axe du foret sur l’axe de rotation doit se tenir à un dixième de millimètre.Les tours (fig. 2) donnent lieu à de fréquents soucis, en particulier du fait que l’on peut très bien compenser une erreur d’alignement dans un sens seulement. Lorsque cela arrive, on peut essayer de tourner le foret de 90° de manière à réduire les effets du manque d’alignement. Les centres d’usinage et autres machines sur lesquelles les outils sont rotatifs soulèvent moins de difficultés du fait que les porte-outils sont normalement assez précis enterme de centrage. Cependant, il importe de toujours soigneusement vérifier le bon alignement. Que la plaquette centrale se trouve alignée hors du centre et l’on
Fig. 4 - Perçage effectué sur tour avec un foret à plaquettes indexables dont on a peaufiné l’alignement.

risque une destruction instantanée du foret ! Après s’être assuré d’un alignement correct et des bonnes vitesses et avances de coupe, on doit encore être parvenu à ce quela préparation fasse preuve d’un fonctionnement “en douceur”. Périodiquement, il est indispensable de vérifier les plaquettes pour en déceler le moindre endommagement. On doit pouvoir faire glisser l’extrémité d’un ongle le long de l’arête de coupe sans ressentir aucune rugosité. Les arêtes de coupe ayant assuré un petit nombre de cycles et possédant de ce fait des “fissures internes” laisseront une impression d’être presque polies. On pratique donc de la sorte un test simple et rapide de l’intégrité des arêtes de coupe. Et, ce test est, bien souvent, nettement plus facile à effectuer qu’une inspection visuelle rapide.
5-Maîtrise des copeaux
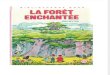
Une fois achevé de satisfaire aux exigences du maintien de l’intégrité des arêtes de coupe, on doit encore rendre en compte une autre considération qui touche à la maîtrise de la formation des copeaux et de leur évacuation.Les copeaux doivent être à la fois petits et facile à évacuer du trou en cours de perçage (fig. 3). Pour y parvenir, ces copeaux doivent progresser aisément le long des goujures du foret jusqu’à émerger du trou.
6-Configuration des goujures
Fig. 3 - Voici trois catégories de copeaux pouvant être rencontrées lors d’une opération de perçage. Lorsque le foret lui-même et les paramètres de coupe sont parfaitement adaptés à l’opération en cours, c’est la catégorie A, sur la gauche, qui montre les copeaux optimaux.La catégorie B, au centre, représente des copeaux trop minces exigeant une augmentation de la vitesse de coupe dans les limites recommandées. Dans la catégorie C, les copeaux sont trop longs et ils risquent de bourrer dans les goujures du foret. Il convient, alors, de réduire la vitesse de coupe ou d’augmenter l’avance dans les limites recommandées.
Fig. 5 –Répartition de la chargede copeaux par plaquette en perçage.

Il existe deux conceptions de base des goujures, les goujures droites et celles hélicoïdales. Toutes deux fonctionnent très bien lorsqu’elles sont correctement calculées, ce qui est généralement le cas. Après avoir observé des milliers d’applications de chaque type de foret, à goujures droites et hélicoïdales, il a été possible de déterminer quand utiliser des forets avec un rapport longueur sur diamètre de 4/1 ou plus. Ceux avec goujures hélicoïdales offrent un net avantage en ce qui concerne l’évacuation des copeaux par rapport à ceux avec goujures droites. Avec des forets présentant une longueur sur diamètre d’un rapport de 2,5/1 ou moins, on n’enregistre aucun avantage particulier entre les deux types de goujures. Ils sont pratiquement équivalents. Si un centimètre cube de matière percée produit dix centimètres cubes de copeaux pour chaque centimètre de profondeur de trou, alors un foret de deux centimètres de diamètre produira vingt centimètres cubes de copeaux pour chaque centimètre de trou percé. Avec les forets hélicoïdaux les plus courants, la plaquette montée en périphérie produira environ 75 pour cent des copeaux (fig. 4). En conservant les mêmes données, la goujure de la plaquette périphérique devra évacuer quinze centimètres cubes de copeaux par minute et les copeaux émergeant de l’orifice du trou peuvent très bien se trouver évacués à une vitesse atteignant les quatre-vingts kilomètres à l’heure ! Toute restriction ou tout arrêt momentané de ce débit de copeaux peut provoquer un phénomène dangereux que l’on appelle le bourrage. La friction alors produite sur la paroi du trou peut, à elle seule, être la cause d’un tel arrêt du débit de copeaux. Or, toute restriction prolongée de ce débit de copeaux et du lubrifiant peut entraîner une défaillance irrémédiable du foret. On comprend donc que, pour cette raison, les fabricants de ces outils s’ingénient à concevoir des ouvertures de goujures aussi généreuses que possible, ceci tout en conservant aux outils suffisamment de rigidité et de robustesse afin d’assurer un support approprié aux plaquettes pendant le perçage.
A cette occasion, l’exemple qui précède est très conservateur dans le débit de matière évoqué. On doit souligner, en effet, que beaucoup d’autres matières produisent un volume de copeaux bien supérieur lorsque l’on y pratique des opérations de perçage. Brise-copeaux, leur raison et leur avantageLa maîtrise des copeaux implique de réfléchir très sérieusement au rôle que peut jouer le choix d’un brise-copeaux pour le bon déroulement d’une opération de perçage. Cela explique pourquoi la conception du brise-copeaux tient une place majeure dans le temps de recherche dépensé par les fabricants de forets. La majorité des forets à plaquettes indexables fait appel à des brise-copeaux comportant une gorge d’enroulement unique ou double, ou encore des séries de creux et de bosses. Il existe un nombre incroyable de variations de ces formes de base. Celles avec creux semblent être les plus efficaces dans les métaux les plus doux alors que celles à gorge(s) se comportent mieux dans les métaux durs. Toutes fonctionnent dans une certaine mesure selon le métal travaillé. Il convient donc d’utiliser des plaquettes avec la forme de brise copeaux assurant la meilleure maîtrise pour l’application envisagée sans trop se préoccuper de règles apparemment simples.

7-Profondeur des trous
La profondeur du trou que l’on est en train de percer représente aussi un paramètre à prendre en compte lorsque l’on pense à l’évacuation des copeaux avec des forets à plaquettes indexables d’un rapport longueur sur diamètre de 4/1 et supérieur. L’opération est, en effet, praticable pour autant que l’on apporte une attention suffisante à la maîtrise des copeaux et à leur évacuation. En conséquence, on ne doit jamais s’effrayer d’un débit de liquide d’arrosage trop abondant.
8-Liquide de refroidissementLa majorité des machines modernes, qu’il s’agisse de tours, de centres de tournage ou de centres d’usinage, est prévue en standard avec des systèmes d’arrosage ne convenant pas à un arrosage à travers l’outil. Les systèmes fournis sont généralement suffisants pour un arrosage externe. C’est pourquoi, dans la plupart des cas, on doit prévoir un arrosage auxiliaire pour des travaux de perçage de production ou remplacer la pompe d’arrosage par une autre plus puissante. On dira donc qu’il est parfaitement avisé de prévoir un équipement d’adduction de liquide d’arrosage dans tous les cas où l’on envisage d’exploiter des forets à plaquettes indexables sur une machine de construction standard.Le dosage du liquide d’arrosage peut, également, affecter un perçage par son impact sur la maîtrise des copeaux. Des essais avec un faible dosage, donc avec un pouvoir lubrifiant limité, ont fait preuve d’une diminution significative de la maîtrise des copeaux. En passant, alors, à des essais avec un liquide délibérément trop riche, les résultats ont été à peu près identiques, faisant constater une mauvaise maîtrise des copeaux. Ce n’est qu’en revenant au dosage recommandé par le fabricant du liquide que l’on est parvenu à une maîtrisetout à fait correcte des copeaux. Les ennuis rencontrés avec les dosages de lubrifiant sont souvent le résultat d’une pratique courante consistant à simplement rajouter de l’eau dans le réservoir de liquide dès que son niveau devient insuffisant. Cette pratique produit un liquide insuffisamment dosé auquel on ne fait généralement pas assez attention lorsque l’on se heurte à des copeaux rébarbatifs. Faire un test de % huile de coupe à l’aide d’un réfractomètre.
Fig. 6 – Opération de perçage d’un trou de grand diamètre avec un foret à plaquettes indexables conçu pource genre d’opération, destinée à mettreà dimension un trou percé préalablement

9-Cycles de débourrage ou d’arrêt d’avance?Une pratique courante pour aider à une bonne évacuation des copeaux du trou en cours de perçage consiste à utiliser un cycle de débourrage, c’est-à-dire un cycle court de retrait du foret avant de reprendre l’opération.
Certes c’est une méthode efficace mais coûteuse en temps perdu et risquant de faire redescendre le foret dans un amas de copeaux coincés au fond du trou. Comme, en général, ces copeaux ont été écrouis, donc présentent une certaine dureté, il peut survenir un endommagement de plaquette.Un meilleur moyen pour assurer une véritable action de nettoyage consiste à tout simplement arrêter momentanément l’avance. De cette manière, le liquide d’arrosage a la pos sibilité de chasser les copeaux tout en économisant le temps autrement passé à rétracter le foret et à le réintroduire. C’est là une technique également efficace avec des trous peu profonds où la maîtrise des copeaux est difficile à obtenir car elle est très efficace pour produire des copeaux courts plus faciles à chasser du trou.
10-Indicateurs de disfonctionnementLa bonne évacuation des copeaux hors du trou est un impératif critique car leur accumulation dans les goujures a pour effet d’infléchir le foret hors de son axe de travail. A son tour cette situation provoque de nombreux autres événements, tous préjudiciables. Si l’excentrage devient suffisamment sévère, il peut survenir une casse de plaquette qui détruit le foret. En outre, les trous présentent alors un fini quelconque avec des rayures prononcées et des repoussages. Egalement, la taille du trou varie par rapport à celle nominale désirée d’une valeur pouvant atteindre jusqu’à 0,6 mm. Le dernier tiers de la profondeur du trou est généralement là où croissent les difficultés, ce qui incite à utiliser la technique de suspension momentanée de l’avance dans cette partie du tiers inférieur, simplement pour éviter d’allonger le cycle au-delà de ce qui est nécessaire.
Le bourrage de copeaux dans les goujures dans le dernier tiers de la profondeur du trou est indiqué par d’importantes fluctuations de l’ampèremètre de la machine. Dès que des copeaux commencent à bourrer, le débit du liquide de coupe se trouve restreint, ce qui conduit à faire augmenter sa pression. De son côté, l’ampèremètre commence également à indiquer une augmentation notable de l’effort nécessaire pour poursuivre le perçage. Lorsque la pression du liquide d’arrosage monte assez haut pour parvenir à chasser les copeaux, l’ampèremètre retombe subitement et le perçage normal reprend jusqu’à ce qu’une nouvelle accumulation des copeaux ait lieu et ne soit plus chassée du trou par la montée en pression du liquide. Le foret, à ce stade, est à la limite de s’effondrer par fusion de sa pointe.
11-Caractéristiques d’usureLes caractéristiques d’usure sont la dernière prise en considération essentielle. Lorsque l’on atteint ce stade dans une application de perçage avec un foret indexable, la tenue avant usure n’est probablement plus ce qui importe vraiment. Nombreux sont les ateliers qui atteignent leurs objectifs de performances en obtenant des résultats prévus en suivant leur planning d’intervalles entre changements d’outil. Cependant, si l’usure reste un facteur préoccupant, elle se manifeste probablement sur la plaquette latérale où l’usure habituelle oubien la défaillance du carbure surviennent généralement. L’usure classique en dépouille et la cratérisation sont des phénomènes les plus courants. Moins courante est la déformation thermique ou le choc thermique.

12-La durée de vie normale avant usure peut être amélioréeavec un carbure plus dur ou des plaquettes revêtues. La cratérisation peut, elle aussi, être corrigée par un moyen courant tel que l’utilisation de nuances de carbure dopées par des alliages, et élaborées spécifiquement pour l’usinage des aciers. Ce choix peut être l’occasion d’utiliser deux nuances différentes de carbure pour les plaquettes centrale et latérale afin d’améliorer le tenue de la plaquette latérale sans sacrifier la robustesse de la plaquette centrale.
13-En conclusionÊtre à l’affût des disfonctionnements survenant avec les forets à plaquettes
indexables peut être extrêmement profitable. En effet, il s’agit là d’outils susceptibles d’atteindre des niveaux impressionnants de productivité
lorsqu’ils sont utilisés dans les meilleures conditions avec les meilleurs réglages. En acceptant de suivre les recommandations, tout atelier a la possibilité d’économiser un temps considérable et des efforts coûteux pour parvenir à mettre au “top” ses forets à plaquettes indexables de manière à les utiliser à vitesse maximale avec la meilleure efficacité.
En cette période où chacun se pose la question de savoir si son activité sera suffisamment profitable, apprendre à toujours mieux utiliser les outils de coupe est une décision.