Embed Size (px)
Citation preview

Modulation de construction et préfabrication ISET . RADES
MEZGHANI Sihem & STAMBOULI.Nassib _Version2014_
1
Chapitre 2 : REGLES GENERALES RELATIVES AUX
ELEMENTS PREFABRIQUES
Les éléments d’ouvrages préfabriqués sont réalisés:
Soit en usine et sont appelés composants
Soit sur le chantier ou bien sur un emplacement forain.
Les dispositions réglementaires utilisées pour les éléments préfabriqués sont analogues à
celles des éléments coulés en place moyennant les adaptations de détails éventuellement
nécessaires. ( phase provisoire : transport…)
II-- LLeess ééttaappeess ddee ffaabbrriiccaattiioonn
Les différentes étapes de préfabrication sont:
1- La fabrication
- Préparation du coffrage ou du moule (exemple photo2 et photo3)
- Ferraillage (exemple photo4 et photo5)
- Coulage du béton
- Décoffrage
2- La manutention et le stockage
- Manutention des éléments de la zone de fabrication vers la zone de stockage
(exemple photo8)
3- La mise en oeuvre
- Manutention des éléments de la zone de stockage pour la mise en place
- Mise en place des différents éléments préfabriqués (exemple photo6 et photo7)
4- L’assurance de la qualité pour les éléments préfabriqués

Modulation de construction et préfabrication ISET . RADES
MEZGHANI Sihem & STAMBOULI.Nassib _Version2014_
2
Photo5: Mise en place du ferraillage des éléments
préfabriqués des gradins du stade de Bardo
Photo3: Coffrage d'un élément
stade de Radès
Photo2: Préparation des moules d’un élément
de gradins préfabriqué -stade de Bardo
Photo4: Préparation des aciers
des éléments préfabriqués du Stade de Radès

Modulation de construction et préfabrication ISET . RADES
MEZGHANI Sihem & STAMBOULI.Nassib _Version2014_
3
II-- LLAA NNOORRMMAALLIISSAATTIIOONN
1- Définition
La normalisation est toute activité où on fixe à l’avance les dimensions, les caractéristiques et
les méthodes par le biais desquelles on détermine le degré de conformité d’un produit aux
spécifications préétablies.
Elle permet également de garantir l’uniformité de fabrication, de mesures et d’essais dans
divers secteurs de l’activité économique et de simplifier l’activité humaine. La norme intéresse au
plus près la vie quotidienne.
2 - Les objectifs de la normalisation
Faire des économies en supprimant les problèmes de répétition, afin d’assurer plus de
compétitivité sur les marchés.
Garantir un plus haut niveau de qualité
assurer la sécurité et la santé des hommes tout en protégeant leurs intérêts.
Fournir les données techniques indispensables à l’élaboration des stratégies industrielles et
commerciales et à l’assurance de la comptabilité et l’interchangeabilité des biens et services.
Protéger l’environnement.
3 Définition de la certification:
La certification signifie qu’un produit ou service est conforme aux exigences d’une norme ou
des spécifications techniques déterminées. La certification apporte la preuve objective de la
conformité du produit à un référentiel qui en fixe le niveau de qualité et de performance.
La certification peut concerner:
Un échantillon de produits
Un lot déterminé de produits
Un produit en phase de production et de commercialisation
En Tunisie le système de certification de la conformité aux normes est géré par l’INNORPI.
Cette certification est attestée par la marque nationale.
Tout produit qui obéit à une norme et possède la certification correspondante comporte le
logo de la normalisation.

Modulation de construction et préfabrication ISET . RADES
MEZGHANI Sihem & STAMBOULI.Nassib _Version2014_
4
4- Avantages de la certification de produits:
La certification est un élément clé du positionnement d’un produit par rapport à la
concurrence.
La certification permet:
1. L’optimisation des coûts de production.
2. L’amélioration de la gestion et activités connexes
3. L’amélioration qualitative du produit et de la productivité.
4. Un meilleur profil concurrentiel et l’établissement d’un climat de confiance entre
producteurs et consommateurs.
5- L’assurance de la qualité pour les Eléments préfabriqués:
Le dosage en béton, les dimensions des pièces préfabriqués ainsi que le procédé de fabrication
doivent répondre aux conditions des normes en vigueur.
A fin de garantir la qualité souhaitable, des normes nationales doivent être mise en œuvre par
l’institution de normalisation nationale « INNORPI » qui s’inspire des normes françaises et
s’adapte avec les conditions tunisiennes.
Le procédé d’assurance de la qualité comporte toutes indications particulières utiles sur les
points sensibles de l’exécution, notamment sur la réalisation des assemblages provisoires ou
définitifs.
Il comprend une procédure précisant les consignes, d’ordre géométrique et mécanique, à
respecter s’il y a lieu en fonction des sujétions afférentes à l’élément pendant les manœuvres de
manutention et de pose.
Le contrôle de fabrication
le contrôle de réception.
Le contrôle en cours de stockage,
Le contrôle interne effectué à l’avancement en cours de pose et de montage.

Modulation de construction et préfabrication ISET . RADES
MEZGHANI Sihem & STAMBOULI.Nassib _Version2014_
5
IIIIII-- DDiissppoossiittiiffss ddee LLeevvaaggee eett dd’’aaccccrroocchhaaggee
L’accrochage d’une charge (matériel, matériau, élément préfabriqué) au crochet de la grue est
assuré par un système d’élingage composé d’un palonnier et /ou d’élingues, d’appareils et de
dispositifs de manutention (boucle de levage, dispositifs spécifiques).
Leur constitution est déterminée par :
- les dimensions, la masse et la forme des éléments à transporter,
- les appareils de levage utilisés (hauteur de levage, charge maximale
d’utilisation),
- l’atmosphère du chantier : température, humidité, corrosion, abrasion,
- les parcours à effectuer.
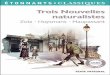
1-Les élingues :
Une élingue est un produit fini, souple, linéaire, de composition variable, dont les extrémités
sont formées de telle sorte qu’elles permettent de connecter une charge quelconque à la pièce de
liaison d’un appareil de levage (crochet de la grue).
Elle peut être réalisée à partir de :
- câbles d’acier,
-- cordages en fibres naturelles ou synthétiques,
--- chaînes en acier,…
Elingues simples Elingues fermées
Elingues à plusieurs bras
figure1: Différents types d'élingues

Modulation de construction et préfabrication ISET . RADES
MEZGHANI Sihem & STAMBOULI.Nassib _Version2014_
6
2- Les Palonniers :
Les manutentions de charges longues comme les pièces préfabriquées élancées et lourdes, les
pièces plates comme les prédalles, etc, avec des palonniers permet de diminuer la hauteur de levage
des engins. La capacité portante, inscrite sur le palonnier lui-même, ne doit jamais être dépassée
33-- Dispositifs d’accrochage incorporés au béton: les épingles de manutention
On appelle épingles les barres en acier utilisées pour la manutention d’éléments en béton
préfabriqué. Elles sont ancrées par courbure dans l’élément pour former des boucles. Elles sont
réalisées obligatoirement en acier rond lisse de nuance Fe E235 car elle présente les garanties de
ductilité suffisantes pour cet usage.
Le dédoublement des épingles de manutention est interdit
en raison de la répartition aléatoire des efforts.
Fe E235
Photo8:Manutention et mise en place
d'une dalle alvéolée à l'aide d'un
palonnier et élingues
Photo7:Mise en place d'une
prédalle à l'aide d'un palonnier
Photo6:Mise en place
d'une dalle alvéolée à
l'aide d'un palonnier

Modulation de construction et préfabrication ISET . RADES
MEZGHANI Sihem & STAMBOULI.Nassib _Version2014_
7
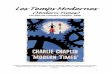
44-- CCaallccuull ddeess eeffffoorrttss ddee mmaannuutteennttiioonn:
La valeur maximale de l’effort statique que l’on peut appliquer à une épingle de diamètre ø
est : F (kN) = 0,15 ø2 (mm2 ) avec ø : diamètre de l’épingle en mm (figure2)
Pour les diamètres d’épingles couramment utilisés, les valeurs de F sont données dans le
tableau suivant:
Tableau: Valeurs de F en f(ø)
ø / mm 10 12 14 16 20 25 32
F (kn) valeurs exactes 15 21,6 29,4 38,4 60 93,5 153,6
valeurs anondies 15 22 30 40 60 95 155
Le diamètre intérieur (d ) de la boucle de l’épingle (figure4) doit être tel que :
d > (4 ø ; épaisseur du crochet utilisé au cours des manutentions)
Le rayon de courbure( r ) de la section de crochet en contact avec la boucle (figure4) doit
être tel que: 0,30d < r < 0,50d
Tableau: Diamètre intérieur de la boucle en f (ø)
ø (mm) Diamètre intérieur Rayon de courbure r du crochet en acier
minimal d forgé à utiliser (mm)
de la boucle (mm) Minimal maximal
10 40 12 20
12 48 14,4 24
14 56 16,8 28
16 64 19,2 32
20 100 30 50
25 125 37,5 62,5
32 160 48 80
Les crochets d’ancrage des deux branches de l’épingle (figure4) présentent un rayon de
courbure intérieur au moins égal à 2,5 ø ( 2,5 ø )
Le nœud de la boucle de l’épingle de manutention doit être noyé dans le béton(figure4).
Béton
F F F F figure2: Efforts de
manutention

Modulation de construction et préfabrication ISET . RADES
MEZGHANI Sihem & STAMBOULI.Nassib _Version2014_
8
IIVV-- LLee mmaarrqquuaaggee::
Tout élément préfabriqué reçoit un marquage permettant son identification et précisant ses
conditions d’utilisation. Ce marquage doit être conforme aux indications des dessins d’exécution.
Pour les composants, il se réfère, le cas échéant, au catalogue du producteur, convenablement
complété par les spécifications particulières de la commande ou les caractéristiques
correspondantes figurant aux plans d’exécution. Il comporte en outre, la date de fabrication.
VV--LLeess ooppéérraattiioonn ddee MMaannuutteennttiioonn,, TTrraannssppoorrtt eett SSttoocckkaaggee
11-- LLaa mmaannuutteennttiioonn
Les opérations de manutention doivent être conduites en assurant la sécurité des personnes
et en évitant notamment tout risque d’instabilité des éléments eux-mêmes ou des dispositifs et des
engins de levage.
d
F
r
Crochet
de levage
figure4: Détails géométriques d'une boucle
Béton
figure3: Levage manutention
avec crochets de levage
F F
Photo9: Marquages des poteaux
à préfabriquer
Pont de Radès

Modulation de construction et préfabrication ISET . RADES
MEZGHANI Sihem & STAMBOULI.Nassib _Version2014_
9
Pour les dispositifs et engins devant être dotés d’un deuxième niveau de sécurité, la solution
adoptée peut consister à :
Doubler un dispositif stabilisateur par un mécanisme de butée
Limiter la course des vérins par un dispositif d’arrêt de chute
Mettre en place un dispositif préalable d’alerte
Doubler certains éléments tels que suspentes ( photo10)
Les opérations de manutention, de transports sur le chantier et de stockage sont conduites de
façon à:
Eviter tout effort imprévu., en effet les documents d’exécution doivent préciser la nature, la
résistance et la répartition des suspensions et la position suivant laquelle l’élément doit être levé,
puis maintenu pendant le transport ou la manutention.
Les conditions d’appui et d’empilage en cours du stockage (en évitant les efforts
concentrés et les appuis sur zones minces ou fragiles).
Eviter toute déformation excessive (Les charges agissant sur le béton aux jeunes âges
peuvent entraîner des déformations de fluage irréversibles et aléatoires )
Eliminer tout risque de détérioration susceptible de nuire à l’aspect ou à la durabilité de la
structure comme les effets dynamiques et les chocs en cours de transport et de manutention
faire attention à l’influence des conditions atmosphériques défavorables, surtout pendant les
premiers jours de stockage après préfabrication (gel ou fort ensoleillement)
Photo10: Dédoublement
du dispositif de
manutention

Modulation de construction et préfabrication ISET . RADES
MEZGHANI Sihem & STAMBOULI.Nassib _Version2014_
10
22-- TTrraannssppoorrtt eett mmoonnttaaggee ddeess éélléémmeennttss pprrééffaabbrriiqquuééss::
Les éléments préfabriqués ne sont économiques que s’ils peuvent être montés et transportés à
un coût, qui, ajouté à celui de la fabrication, est inférieur à celui de la construction réalisée
traditionnellement .
Le transport et le montage sont devenus économiques à la suite d' énormes progrès réalisés
par l’industrie des machines.
Tous les moyens sont aujourd’hui à notre disposition.
En principe, il n’y a que 2 systèmes de transport:
Le transport par route et
Le transport par chemin de fer.
a- Transport par route:
Le transport par route est réglé par le Code de la Route. Ce code fixe la largeur et la hauteur
maximale du transport et dans certains cas, la longueur, le poids et le nombre de pièces à
transporter. Le transport a donc une influence sur la forme des éléments de construction
préfabriqués.
On ne peut donc fabriquer en usine que les éléments qui peuvent être acheminés jusqu’au lieu
de destination.
b- Transport par chemin de fer:
Le transport par chemin de fer est toujours préférable lorsque l’usine de fabrication et le
chantier sont raccordés au chemin de fer.
Si ce n’est pas le cas, on choisira le transport par chemin de fer lorsque les parcours sont longs.
c- Montage et engin de montage:
Les constructions de chaque type demandent des engins de montage adaptés en conséquence.
Si nous considérons les halles industrielles par exemple, l’utilisation d’une grue est influencée
par:
- la nature des éléments, suivant qu’ils sont linéaires ou à surface
- la hauteur de la halle, suivant la manière dont l’élément peut être atteint par les engins
- le poids des éléments préfabriqués
- les données locales, tels que l’accès, la topographie etc.

Modulation de construction et préfabrication ISET . RADES
MEZGHANI Sihem & STAMBOULI.Nassib _Version2014_
11
Les engins de levage qui conviennent pour monter des éléments préfabriqués sont :
Grues mobiles, telles que les grues automobiles et les grues sur chenilles
Grues-tours pivotantes
Grues à portiques ou grues à chevalet.
33-- LLaa mmiissee eenn ooeeuuvvrree
Ne sont mis en oeuvre que les composants livrés avec un bulletin de livraison. Ce bulletin de
livraison comporte la déclaration de leur conformité aux spécifications de la commande.
Il reproduit les indications du marquage, complétées par la mention du transporteur et la date
de livraison (pour les composants sans certificat).
Pour les composants faisant l’objet d’une certification officielle, celle ci couvre l’ensemble
des spécifications de la commande.
A Part l’identification des composants, leurs réceptions de ceux-ci comprend la vérification
qu’ils n’ont subi aucun dommage depuis leur sortie d’usine jusqu’à la livraison sur chantier. Elle est
effectuée contradictoirement par le maître d’œuvre et l’entrepreneur.
Les plans d’exécution ainsi que les notices techniques définissent les opérations de mise en
place et de montage. Ils précisent notamment l’ordre de pose, les contre flèches, les brêlages
provisoires.
Photo11: Grue à tour pivotante
Montage des poutres
de gradins
stade de Radès
Photo12: Montage des poutres de gradins du stade de Radès

Modulation de construction et préfabrication ISET . RADES
MEZGHANI Sihem & STAMBOULI.Nassib _Version2014_
12
Ils ne sont posés qu’après vérification des surfaces d’appui. Dès leur pose, ils sont maintenus
en position de façon à assurer :
Leur stabilité vis-à-vis des efforts appliqués (connus ou prévisibles), y compris les efforts
du vent,
La géométrie de l’ensemble, compte tenu des tolérances prescrites,
Le durcissement, sans désorganisation, des matériaux d’assemblage.
poutres
stockés
Photo13: Eléments préfabriqués stockés près de la
structure qui va les recevoir. Stade Bardo
Photo14: Mise en place des éléments de gradins
sur les portiques du stade de Bardo

Modulation de construction et préfabrication ISET . RADES
MEZGHANI Sihem & STAMBOULI.Nassib _Version2014_
13
VVII-- EExxeemmppllee ddee pprrooccèèddeess ddee MMTTSS (( MMaannuutteennttiioonn,, TTrraannssppoorrtt && SSttoocckkaaggee )) ::
1- Manutention, Transport & Stockage d’un poteau préfabriqué:
Les poteaux ne sont prévus que pour la compression, il suffit donc de les maintenir, les
stocker et les transporter que verticalement, sinon il est indispensable de calculer et prévoir toutes
les dispositions relatives aux trois procédés "MTS".
2- Manutention, Transport & Stockage d’un escalier préfabriqué:
La manutention, le transport et le stockage d’un escalier préfabriqué doivent respecter la
position finale de cet ouvrage, les engins de transport doivent être dotés de chevalets a fin de les
maintenir dans cette position.
3- Manutention, Transport & Stockage
* Des poutrelles préfabriquées : Le stockage des poutrelles préfabriquées doit être assuré par des
chevrons en bois placés de 25 à 50 cm des extrémités des poutrelles.
Il est catégoriquement interdit de placer des chevrons au mi-travée des poutrelles afin d’éviter
l’application d’une charge ponctuelle au niveau de cette section.
** Des poutres préfabriquées : Le stockage des poutres préfabriquées doit être assuré par des
chevrons en bois placés aux extrémités des poutres telle que les sollicitations en phase de stockage
(aussi en phase de transport et manutention) sont pris en considération dans le dimensionnement de
l'élément.( comme dans l'étude de cas en annexe)
Photo15: poutres stockés
stade Bardo
chevron
Photo16: poutres stockés
stade Radès
chevron

Modulation de construction et préfabrication ISET . RADES
MEZGHANI Sihem & STAMBOULI.Nassib _Version2014_
14
4- Le brelage
A fin d’éviter l’écrasement des éléments linéaires préfabriqué, on place des barres
transversales au niveau des élingues qui évite tout risque d’écrasement et de l’endommagement des
poutrelles.
VVIIII-- LLeess ssoolllliicciittaattiioonnss àà llaa ffaabbrriiccaattiioonn,, aauu ttrraannssppoorrtt eett aauu mmoonnttaaggee
1-les sollicitations à la fabrication
Les sollicitations à la fabrication, au transport et au montage doivent être calculées.
Des tensions importantes et inattendues peuvent se présenter au démoulage des éléments à
cause de l’adhérence à la forme. L’importance de la tension d’adhérence entre l’élément et la forme
dépend de la nature et de la constitution de la forme ainsi que du traitement de la surface.
Photo17: Barre transversale au niveau des élingues
stade Radès
Photo18: Barre transversale au niveau des élingues
stade Bardo

Modulation de construction et préfabrication ISET . RADES
MEZGHANI Sihem & STAMBOULI.Nassib _Version2014_
15
1-les sollicitations au transport et au montage
Les sollicitations au transport et au montage se produisent pour les raisons suivantes :
a) Les éléments, lorsqu’ils sont transportés, sont sollicités d’une manière toute autre que ces
mêmes éléments mise en place dans la construction.
b) Dans l’ouvrage terminé, les éléments sont raidis par d’autres, mais pendant le transport et
le montage, leur résistance peut se révéler insuffisante.
c) Pendant le transport, il peut se produire des sollicitations dynamiques qui dans certaines
circonstances, dépassent les charges ultérieurement appliquées
En général, il faut faire un calcul supplémentaire de stabilité pour tenir compte de la position de
l’élément pendant le transport et le montage. Lorsque l’élément n’est pas à sa place définitive dans
l’ouvrage.
Les états temporaires par lesquels passe une construction avant d’atteindre son état
définitif peuvent être très dangereux. Il faut les rechercher et les analyser soigneusement.
VVIIIIII-- CCaallccuull ddeess eeffffoorrttss ddee mmaannuutteennttiioonn ::
Les efforts de manutentions sont de 3 natures :
- poids propre de la pièce préfabriquée : G
- la résistance à l’adhérence : H
- le coefficient à appliquer en fonction
de l’angle formé par les élingues : k
G
élingue
vertical
palonnier
figure5: schéma des efforts de
manutention

Modulation de construction et préfabrication ISET . RADES
MEZGHANI Sihem & STAMBOULI.Nassib _Version2014_
16
Pour déterminer les efforts de manutention qui sont supportés par les points de levage,
on utilise la formule suivante :
Avec :
Z : effort de manutention
N : nombre de point de levage
G : poids propre
H : effort d’adhérence
K : coefficient d’angle
* L’effort d’adhérence H dépend de la surface de coffrage ( m²) et de la
nature du coffrage :
H=100 kg/m² pour une surface acier lisse huilé
H=200 kg/m² pour une surface bois vernis huilé
H=200 kg/m² pour une surface acier rugueux
H=300 kg/m² pour une surface bois rugueux
* Le coefficient d’angle : k en fonction de l’angle que forment les élingues :
c’est un facteur multiplicateur pour la charge totale en fonction de l’angle
l’angle : 0° 30° 60° 90° 120°
Coefficient : k 1 1,04 1,16 1,42 2
Z = ( G + H ) . k
N























![Synthèse des analogues de l’[azaPhe4]-GHRP-6 comme](https://img.pdfslide.fr/doc/110x75/618c27ade26e05549a04661f/synthse-des-analogues-de-lazaphe4-ghrp-6-comme-.jpg)


