Embed Size (px)
Citation preview

23/04/2014
1
23/04/2014 [email protected] Page 2/27
LA CAPABILITÉ
Le concept de capabilité permet de définir si l'ensemble
des résultats obtenus pour une caractéristique est inclus
dans les tolérances spécifiées, et ce pour toutes les
pièces produites.
Il s'applique à une caractéristique pour une pièce donnée
et un procédé d'élaboration donné ou un paramètre du
procédé.
La capabilité est une donnée exploitable directement par
le demandeur pour s'assurer de la «conformité d'une
caractéristique du produit ».
23/04/2014 [email protected] Page 3/27
LA CAPABILITÉ…Dans la mise en place de la méthode statistique des
procédés, après avoir vérifié, dans le cas d'un contrôle
par mesures, que la distribution suivait une loi Normale,
il y a lieu de comparer les possibilités de la machine aux
tolérances spécifiées.
En effet, avant d'agir sur le procédé et de le mettre sous
contrôle, il est logique de s'assurer que la machine en
tant que telle est apte à fabriquer des produits conformes
aux spécifications. Un indicateur a été défini dans ce but:
c'est la capabilité machine (Cm).
23/04/2014 [email protected] Page 4/27
LA CAPABILITÉ …Définition de la capabilité:
La capabilité d'un processus de production est
l'adéquation d'une machine (ou d'un procédé) à réaliser
une performance demandée.
L’indicateur (ou indice) de capabilité (Cp, Cpk, Cm, …)
permet de mesurer la capacité d'une machine ou d'un
procédé à réaliser des pièces dans l'intervalle de
tolérance (défini par sa borne inférieure TI pour
Tolérance Inférieure et sa borne supérieure TS pour
Tolérance Supérieure) mentionné dans le cahier des
charges.
23/04/2014 [email protected] Page 5/27
LA CAPABILITÉ …
La performance demandée s’exprime par un intervalle
de tolérance (IT) et la performance d’un moyen de
production s’exprime par sa dispersion (D).
Par convention, la dispersion d’une
distribution Normale D= 6 écart-types.
D’une manière générale, la capabilité d’un moyen de
production est le rapport entre la performance
demandée et la performance du moyen de production.
𝑪𝒂𝒑𝒂𝒃𝒊𝒍𝒊𝒕é =𝑰𝒏𝒕𝒆𝒓𝒗𝒂𝒍𝒍𝒆 𝒅𝒆 𝒕𝒐𝒍é𝒓𝒂𝒏𝒄𝒆
𝑫𝒊𝒔𝒑𝒆𝒓𝒔𝒊𝒐𝒏=
𝑰𝑻
𝑫
23/04/2014 [email protected] Page 6/27
La capabilité sert à :
définir le risque de non-conformité du produit ;
définir la fréquence de prélèvement ou la taille de l'échantillon ;
définir le chiffrage produit : prévoir les risques relatifs à une demande comportant des spécifications et donc mieux appréhender les coûts ;
définir la latitude du régleur ;
permettre la remontée d'information au niveau du bureau d'études ou des méthodes pour définir objectivement les tolérances : il y a donc une rétroaction entre fabrication et conception par le biais des capabilités et variabilités, etc.
LA CAPABILITÉ …
Celle-ci constitue donc un outil très fonctionnel pour le fournisseur et pour le client.

23/04/2014
2
23/04/2014 [email protected] Page 7/27
LA CAPABILITÉ…Il s'agit, en quelque sorte, de situer la distribution parrapport aux spécifications et de calculer le rapport entrel'intervalle de tolérance (qui est la différence entre lestolérances supérieure et inférieure) et six écarts-typesde la distribution.
L'indice de capabilité se calcule selon la formule suivante:
𝑪𝒎 =𝑻𝒔 − 𝑻𝒊
𝟔𝝈𝒊; 𝒂𝒗𝒆𝒄 𝒍′𝒆𝒙𝒊𝒈𝒆𝒏𝒄𝒆 𝒒𝒖𝒆 𝑻𝒔 − 𝑻𝒊 ≥ 𝟖𝝈𝒊
𝑇𝑠 − tolérance supérieure;
𝑇𝑖 − tolérance inférieure;
𝜎𝑖 − écart type instantané;
𝐶𝑚 − indice de capabilité;
𝑇𝑠 − 𝑇𝑖 − intervalle de tolérance.
23/04/2014 [email protected] Page 8/27
LA CAPABILITÉ…
On dira alors que la machine est apte si:
Cet indice de capabilité machine Cm ne tient pas
compte de la tendance centrale, c'est-à-dire de la
position de la valeur moyenne par rapport aux
spécifications.
𝑪𝒎 =𝟖𝝈𝒊𝟔𝝈𝒊
; 𝒔𝒐𝒊𝒕 𝑪𝒎 ≥ 𝟏, 𝟑𝟑
23/04/2014 [email protected] Page 9/27
LA CAPABILITÉ…Calcul de l'indice de capabilité de la machine
Il doit se calculer à partir de données relevées dans un
laps de temps très court incluant uniquement la
dispersion de la machine, en dehors de toute modification
des autres facteurs de production (matière, main-
d'œuvre, etc.).
S'il n'y a aucune difficulté à calculer l’intervalle de
tolérance (Ts–Ti), il est nécessaire de définir la méthode
permettant de calculer σi (écart-type instantané).
Le calcul est effectué à partir d'au moins 50 pièces
consécutives, en essayant de neutraliser au maximum les
influences externes, telles que changement d'opérateur,
modification du milieu de travail (température ...), etc.
23/04/2014 [email protected] Page 10/27
LA CAPABILITÉ…Le calcul de σi s'effectue comme indiqué ci-après :
Dans le cas où nous avons effectué un prélèvement de k échantillons de n pièces chacun, on peut estimer σi par la moyenne des étendues des échantillons:
Avec:𝝈𝒊 =𝑾
𝒅𝒏
𝑊 − moyenne des étendues de chaque échantillon: 𝑾 = 𝒊=𝟏𝒌 𝑾𝒊
𝑲
𝑑𝑛 − coefficient qui varie en fonction de la taille de l’échantillon
(cf. table 10)
23/04/2014 [email protected] Page 11/27
LA CAPABILITÉ…
Un autre indicateur plus utilisé, appelé coefficient Cmk,
inclut à la fois le centrage et la dispersion de la machine:
Avec:
𝑪𝒎𝒌 = 𝒎𝒊𝒏𝒊𝑻𝒔 − 𝑿
𝟑𝝈𝒊𝒆𝒕
𝑿 − 𝑻𝒊
𝟑𝝈𝒊
𝑿 − moyenne des valeurs observées: 𝑿 = 𝒋=𝟏𝒏 𝑿𝒋
𝒏
𝝈𝒊 − écart type instantané
23/04/2014 [email protected] Page 12/27
LA CAPABILITÉ…
Cm<1
La machine n’est pas apte à produire des pièces conformes aux spécifications.
Des valeurs seront supérieures ou inférieures aux tolérances spécifiées, ce qui
signifie qu’une partie de la production sera en dehors des tolérances.
Exploitation de l'indice Cm

23/04/2014
3
23/04/2014 [email protected] Page 13/27
LA CAPABILITÉ…
Cm=1
La machine est tout juste apte. La dispersion est égale à l’intervalle de tolérance.
Elle produit bien 99,7% de pièces bonnes, mais la moindre variation entraînera la
production de pièces non-conformes.
23/04/2014 [email protected] Page 14/27
LA CAPABILITÉ…
Cm≥1,33
La machine est apte, et
tolère une dérive d’autant plus grande que l’indice Cm est plus élevé.
23/04/2014 [email protected] Page 15/27
LA CAPABILITÉ…
L'indice de capabilité procédé ne peut être calculé que lorsque le procédé est sous contrôle, c'est-à-dire qu'il ne reste comme causes de variabilité ou de dispersion que des causes aléatoires.
La capabilité du procédé
Il existe deux indicateurs de capabilité du procédé:
l'indice de capabilité procédé Cp
Il permet d'apprécier la dispersion du procédé:
𝑪𝒑 =𝑻𝒔 − 𝑻𝒊
𝟔 𝝈𝑎𝑣𝑒𝑐 𝝈 =
𝑾
𝒅𝒏𝑜𝑢 𝑏𝑖𝑒𝑛 𝝈 =
𝑺
𝑪𝟒
23/04/2014 [email protected] Page 16/27
LA CAPABILITÉ…
Le coefficient de capabilité procédé Cpk
Il permet d'apprécier la dispersion et le centrage:
Avec:𝑪𝒑𝒌 = 𝒎𝒊𝒏𝒊𝑻𝒔 − 𝑿
𝟑 𝝈𝒆𝒕
𝑿 − 𝑻𝒊
𝟑 𝝈
𝑋 − moyenne des moyennes des échantillons: 𝑿 = 𝒊=𝟏𝒌 𝒙𝒊
𝒌
𝑆 − moyenne des écart-types des échantillons: 𝑺 = 𝒊=𝟏𝒌 𝑺𝒊
𝒌
𝑪𝟒 − selon tableau ci − après:
23/04/2014 [email protected] Page 17/27
LA CAPABILITÉ…
Taille de n 2 3 4 5 6 7 8 9 10 11 12
C4 0.7919 0.8862 0.9213 0.94 0.9515 0.9594 0.965 0.9693 0.9727 0.9754 0.9776
Tableau de valeurs de C4 en fonction du nombre d’essais n
Signification du coefficient de capabilité procédé Cpk
Cpk<1 Le procédé n’est pas capable de maintenir toute la
production dans les spécifications.
1<Cpk<1.33 C’est le minimum acceptable: il faut améliorer le procédé.
1.34<Cpk<2 Le coefficient est bon, il faut continuer les efforts.
Cpk>2 Le coefficient est excellent
23/04/2014 [email protected] Page 18/27
LA CAPABILITÉ…Un Cpk supérieur à 2 est bien évidemment l'objectif à
atteindre à long terme.
L'objectif essentiel de la méthode statistique des procédés
étant l'amélioration continue du procédé, le Cpk sera l'indice privilégié à suivre pour évaluer cette amélioration.
Il pourra être inclus dans le tableau de bord des directions de production.

23/04/2014
4
23/04/2014 [email protected] Page 19/27
LA CAPABILITÉ …
Différence entre Cp et Cpk
Un Cp faible (< 1) désigne une production très dispersée.
Mais un bon Cp peut aussi correspondre à une production
en dehors des limites de la tolérance. Le Cp n'est donc
pas suffisant pour garantir la maîtrise du process.
Le Cpk représente le centrage de la production par
rapport aux limites de la tolérance. Un Cpk élevé indique
non seulement que la production est répétable, mais
qu'elle est également bien centrée dans l'intervalle de
tolérance (et qu'il y aura peu de risque de voir des pièces
produites en dehors des tolérances).
23/04/2014 [email protected] Page 20/27
LA CAPABILITÉ …
Exemples de situations du Cp et du Cpk
Lorsque Cp = Cpk, cela indique que le process est centré
dans l'intervalle de tolérance.
Valeur de Cp et Cpk
Cp = 1
Un Cp=1 signifie que l'intervalle de tolérance (Ts-Ti) est
exactement égal à la dispersion (6 x Sigma). Soit 99.7%
des pièces sont donc dans l'intervalle de tolérance.
23/04/2014 [email protected] Page 21/27
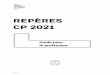
LA CAPABILITÉ …
0.3 % des pièces sont
hors tolérance
il n'y a aucune marge
de sécurité en cas de
dérive du process
Figure 5: Courbe gaussienne
Le Cp de 1 n'est pas
satisfaisant dans le sens
où :
23/04/2014 [email protected] Page 22/27
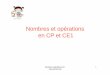
LA CAPABILITÉ …
Figure 6: Cp et Cpk de 1.33.
Cpk= 1,33
La valeur de Cp (et Cpk) de 1.33 résulte d'une dispersion
de 6 Sigma pour un intervalle de tolérance plus large de 8
Sigma.
Cela donne une
marge de sécurité
plus large que la
valeur de 1.
23/04/2014 [email protected] Page 23/27
LA CAPABILITÉ …Types de process
On peut distinguer, à
partir du Cp et du Cpk,
différents types de
process selon leur degré
de maîtrise:
Process centré (bien
réglé) mais non
capable.
23/04/2014 [email protected] Page 24/27
LA CAPABILITÉ …
Process capable
mais non centré (mal réglé ou déréglé)

23/04/2014
5
23/04/2014 [email protected] Page 25/27
LA CAPABILITÉ …
Process capable et
bien réglé
23/04/2014 [email protected] Page 26/27
LA CAPABILITÉ …Conclusion:
Deux types de capabilité peuvent être distingués:
1. La capabilité de la machine :
Elle se calcule après avoir vérifié que la population suit une loi
Normale, et elle permet de dire que la machine est apte ou non
à fabriquer des produits conformes aux spécifications.
Si la machine est apte, l'implantation des cartes de contrôle
peut avoir lieu. En effet, il ne servirait à rien de mettre en
place des cartes de contrôle si la machine n'était pas capable
de satisfaire les spécifications techniques demandées.
Dans ce cas de figure, les cartes de contrôle ne feraient que
refléter cette « incapacité » de la machine, qui se traduirait
structurellement par la fabrication de produits non conformes.
23/04/2014 [email protected] Page 27/27
LA CAPABILITÉ …
modifier ou faire modifier les spécifications du produit par le
bureau d'études,
intervenir sur la machine pour la rendre apte.
2. La capabilité du procédé:
Elle se calcule seulement lorsque le procédé est sous contrôle
(les causes assignables ayant été supprimées), et permet d'une
part d'évaluer la performance du procédé et d'autre part de
suivre son évolution.
Si la machine n'est pas apte, deux types d'actions peuvent
être décidés:
Dans le cadre des relations de type partenarial, qui permettent
l'échange d'informations entre client et fournisseur, le
fournisseur indiquera à son client le coefficient de capabilité de
son ou de ses procédés.