Embed Size (px)
Citation preview
La liaison complè tè (èncastrèmènt) dè montablè
I. Fonction principale d’une liaison complète Fonction principal : annuler tous les degrés de liberté entre 2 pièces (en restant démontable)
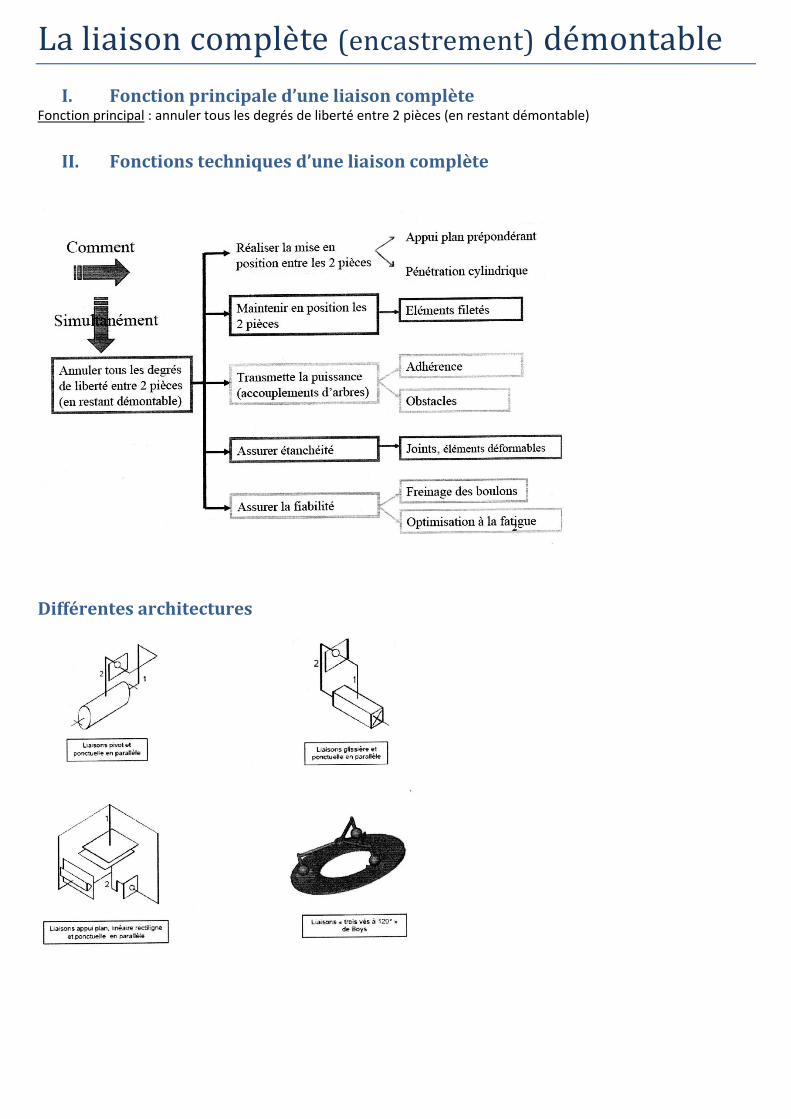
II. Fonctions techniques d’une liaison complète
Différentes architectures
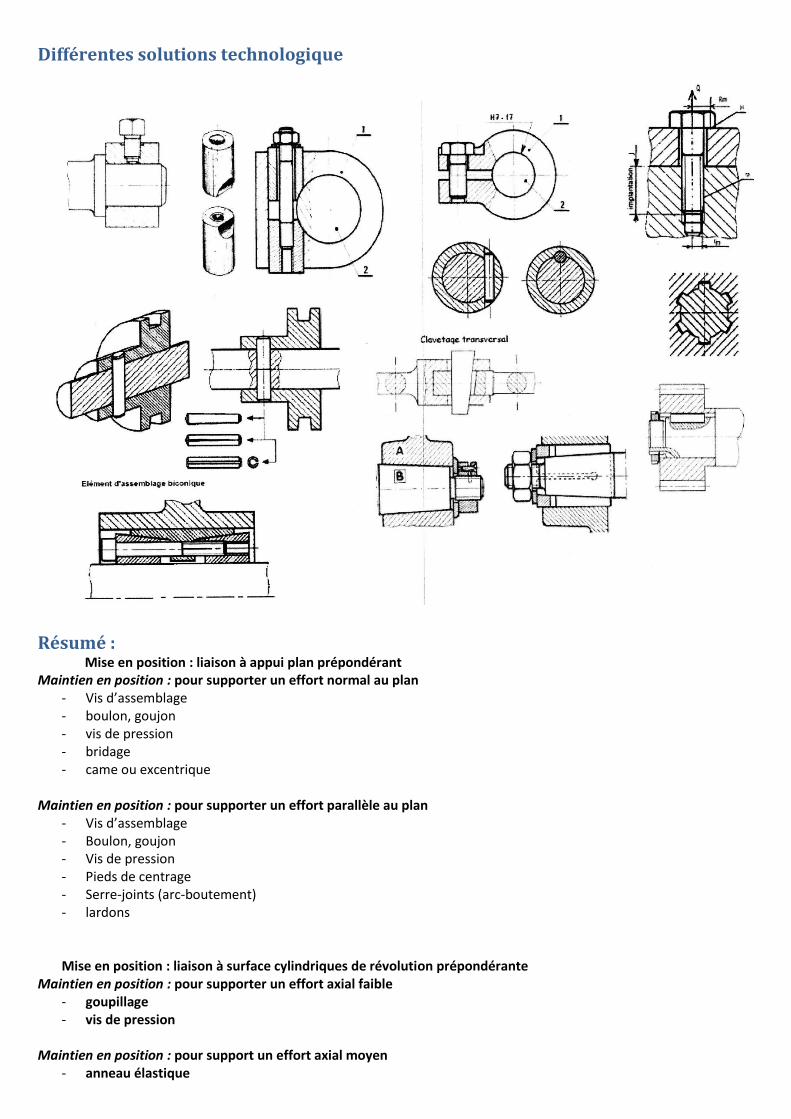
Différentes solutions technologique
Résumé : Mise en position : liaison à appui plan prépondérant
Maintien en position : pour supporter un effort normal au plan - Vis d’assemblage - boulon, goujon - vis de pression - bridage - came ou excentrique
Maintien en position : pour supporter un effort parallèle au plan
- Vis d’assemblage - Boulon, goujon - Vis de pression - Pieds de centrage - Serre-joints (arc-boutement) - lardons
Mise en position : liaison à surface cylindriques de révolution prépondérante Maintien en position : pour supporter un effort axial faible
- goupillage - vis de pression
Maintien en position : pour support un effort axial moyen
- anneau élastique
- tampons tangents, pincement Maintien en position : pour support un effort axial élevé
- clavetage transversal - bout fileté et rondelle - épaulement sur l’arbre
Maintien en position : pour supporter un couple faible
- ergot - vis à bout pointu - goupillage
Maintien en position : pour supporter un couple moyen
- clavetage transversal - pincement - tampons tangents
Maintien en position : pour supporter un couple élevé
- clavetage longitudinal - arbre cannelé
Mise en position : liaison à surfaces prismatiques prépondérantes Maintien en postion : pour supporter un effort axial faible
- goupillage - vis à bout pointu - vis de blocage
Maintien en position : pour supporter un effort axial moyen
- bout fileté et écrou - vis et rondelle
Maintien en position : pour supporter un effort axial élevé
- épaulement Maintien en position : pour supporter un couple
- la forme suffit
II.1. Technologie de la mise en position La mise en positon (MIP) correspond au nombre de degré de liberté supprimés par l’association des surfaces de contact entre les deux pièces Les surfaces qui réalisent les MIP ne doivent pas bloquer deux fois le même degré de liberté
mise en position isostatique diminuer les couts de production
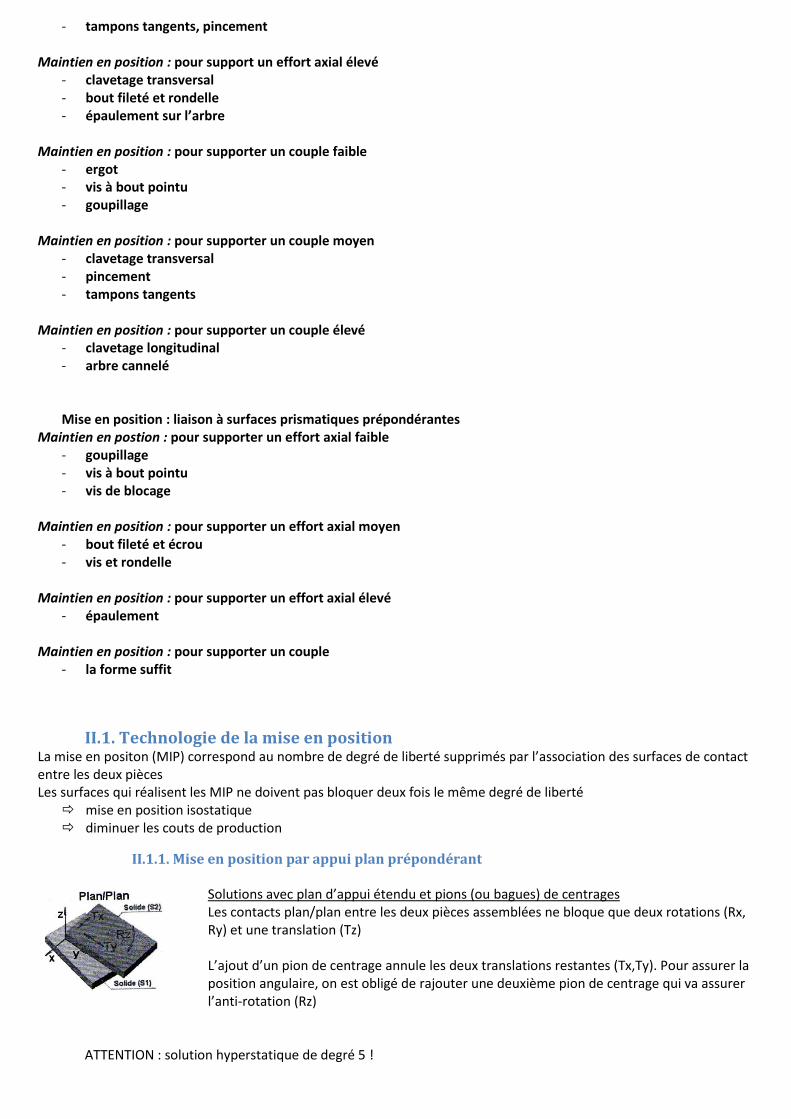
II.1.1. Mise en position par appui plan prépondérant Solutions avec plan d’appui étendu et pions (ou bagues) de centrages Les contacts plan/plan entre les deux pièces assemblées ne bloque que deux rotations (Rx, Ry) et une translation (Tz) L’ajout d’un pion de centrage annule les deux translations restantes (Tx,Ty). Pour assurer la position angulaire, on est obligé de rajouter une deuxième pion de centrage qui va assurer l’anti-rotation (Rz)
ATTENTION : solution hyperstatique de degré 5 !
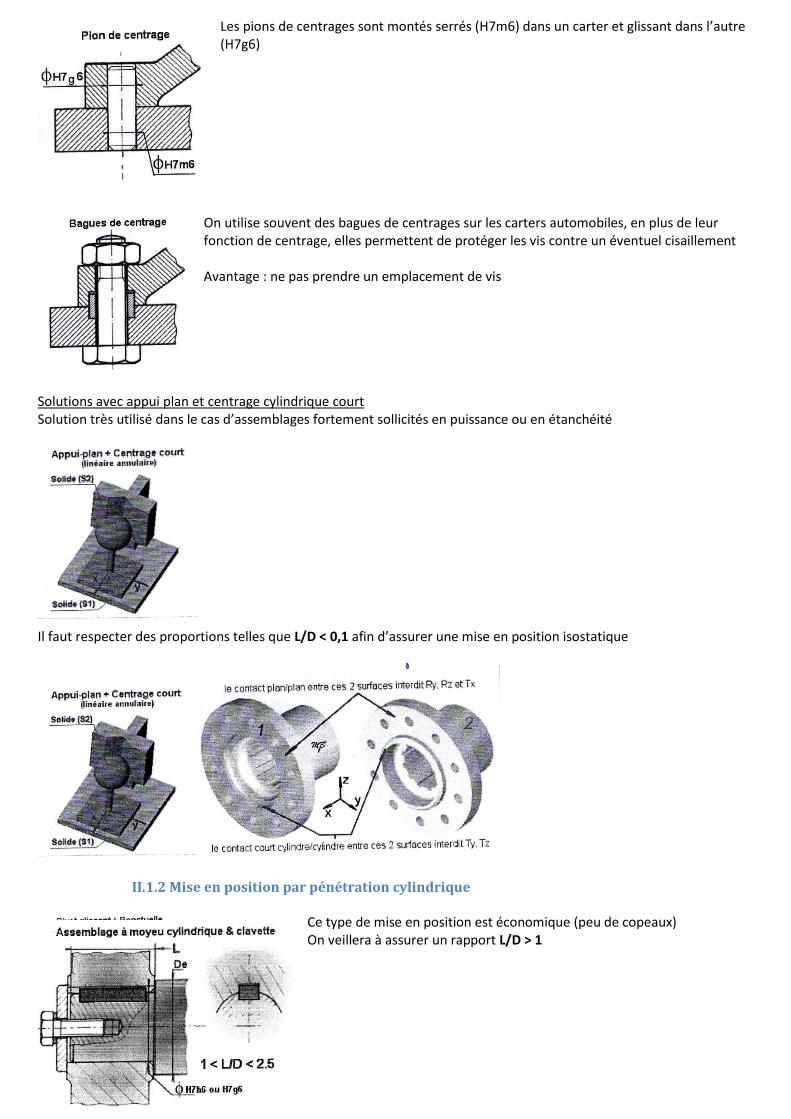
Les pions de centrages sont montés serrés (H7m6) dans un carter et glissant dans l’autre (H7g6)
On utilise souvent des bagues de centrages sur les carters automobiles, en plus de leur fonction de centrage, elles permettent de protéger les vis contre un éventuel cisaillement Avantage : ne pas prendre un emplacement de vis
Solutions avec appui plan et centrage cylindrique court Solution très utilisé dans le cas d’assemblages fortement sollicités en puissance ou en étanchéité
Il faut respecter des proportions telles que L/D < 0,1 afin d’assurer une mise en position isostatique
II.1.2 Mise en position par pénétration cylindrique
Ce type de mise en position est économique (peu de copeaux) On veillera à assurer un rapport L/D > 1
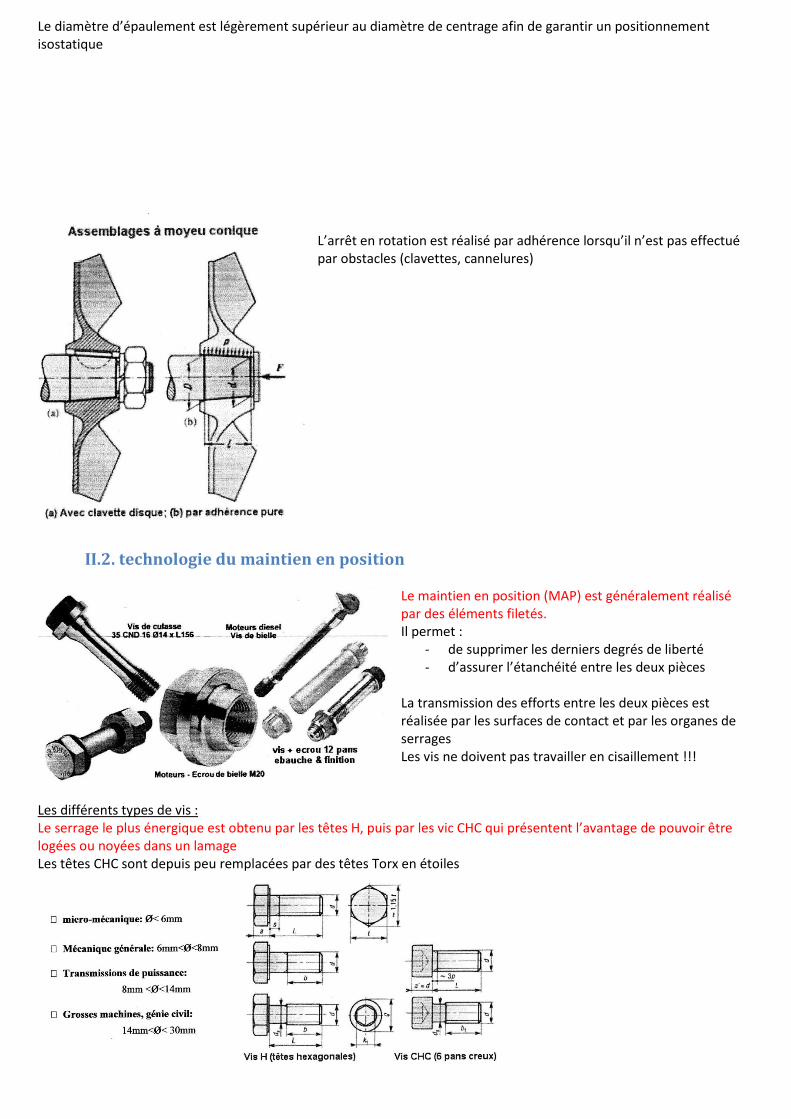
Le diamètre d’épaulement est légèrement supérieur au diamètre de centrage afin de garantir un positionnement isostatique
L’arrêt en rotation est réalisé par adhérence lorsqu’il n’est pas effectué par obstacles (clavettes, cannelures)
II.2. technologie du maintien en position
Le maintien en position (MAP) est généralement réalisé par des éléments filetés. Il permet :
- de supprimer les derniers degrés de liberté - d’assurer l’étanchéité entre les deux pièces
La transmission des efforts entre les deux pièces est réalisée par les surfaces de contact et par les organes de serrages Les vis ne doivent pas travailler en cisaillement !!!
Les différents types de vis : Le serrage le plus énergique est obtenu par les têtes H, puis par les vic CHC qui présentent l’avantage de pouvoir être logées ou noyées dans un lamage Les têtes CHC sont depuis peu remplacées par des têtes Torx en étoiles
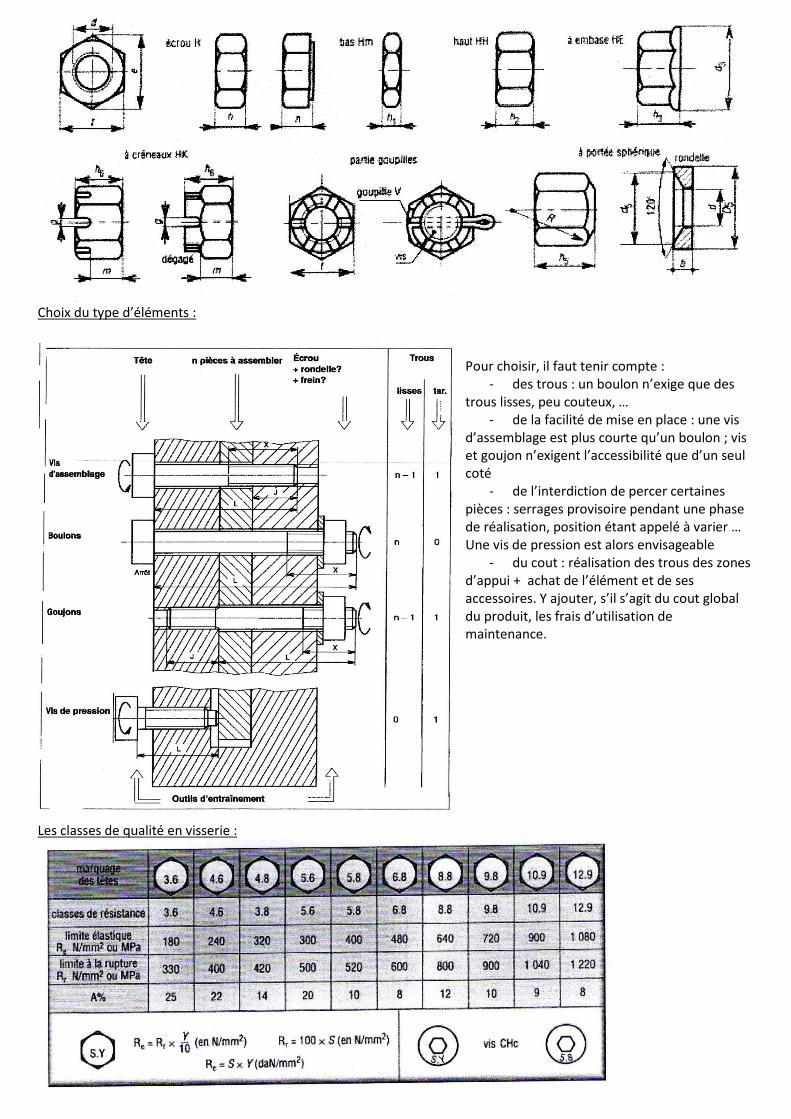
Choix du type d’éléments :
Pour choisir, il faut tenir compte :
- des trous : un boulon n’exige que des trous lisses, peu couteux, …
- de la facilité de mise en place : une vis d’assemblage est plus courte qu’un boulon ; vis et goujon n’exigent l’accessibilité que d’un seul coté
- de l’interdiction de percer certaines pièces : serrages provisoire pendant une phase de réalisation, position étant appelé à varier … Une vis de pression est alors envisageable
- du cout : réalisation des trous des zones d’appui + achat de l’élément et de ses accessoires. Y ajouter, s’il s’agit du cout global du produit, les frais d’utilisation de maintenance.
Les classes de qualité en visserie :
La classe de qualité est indiquée par deux nombres
- le premier correspond au centième de la résistance minimale à la traction Rr exprimée en Mpa - Le second multiplié par le premier donne le dixième de la limite d’élasticité Re exprimée en Mpa
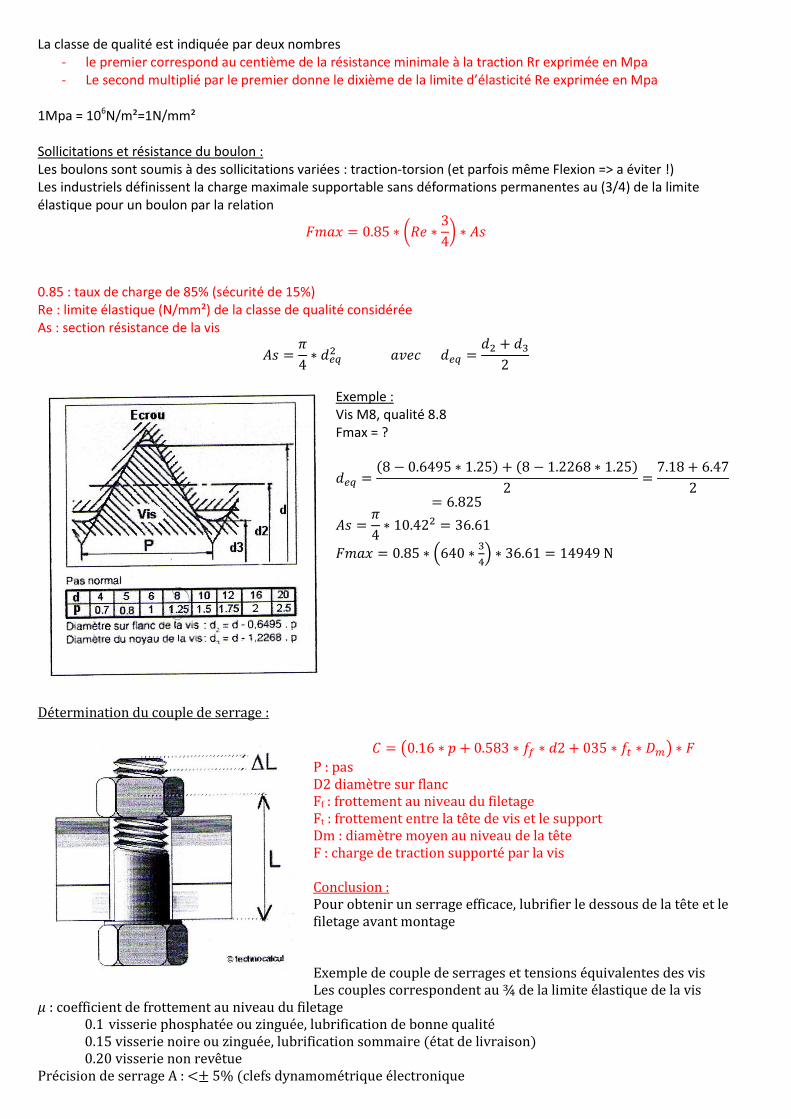
1Mpa = 106N/m²=1N/mm² Sollicitations et résistance du boulon : Les boulons sont soumis à des sollicitations variées : traction-torsion (et parfois même Flexion => a éviter !) Les industriels définissent la charge maximale supportable sans déformations permanentes au (3/4) de la limite élastique pour un boulon par la relation
(
)
0.85 : taux de charge de 85% (sécurité de 15%) Re : limite élastique (N/mm²) de la classe de qualité considérée As : section résistance de la vis
Exemple : Vis M8, qualité 8.8 Fmax = ?
( ) ( )
(
) N
Détermination du couple de serrage :
( )
P : pas D2 diamètre sur flanc Ff : frottement au niveau du filetage Ft : frottement entre la tête de vis et le support Dm : diamètre moyen au niveau de la tête F : charge de traction supporté par la vis Conclusion : Pour obtenir un serrage efficace, lubrifier le dessous de la tête et le filetage avant montage Exemple de couple de serrages et tensions équivalentes des vis Les couples correspondent au ¾ de la limite élastique de la vis
: coefficient de frottement au niveau du filetage 0.1 visserie phosphatée ou zinguée, lubrification de bonne qualité 0.15 visserie noire ou zinguée, lubrification sommaire (état de livraison) 0.20 visserie non revêtue
Précision de serrage A : < 5% (clefs dynamométrique électronique
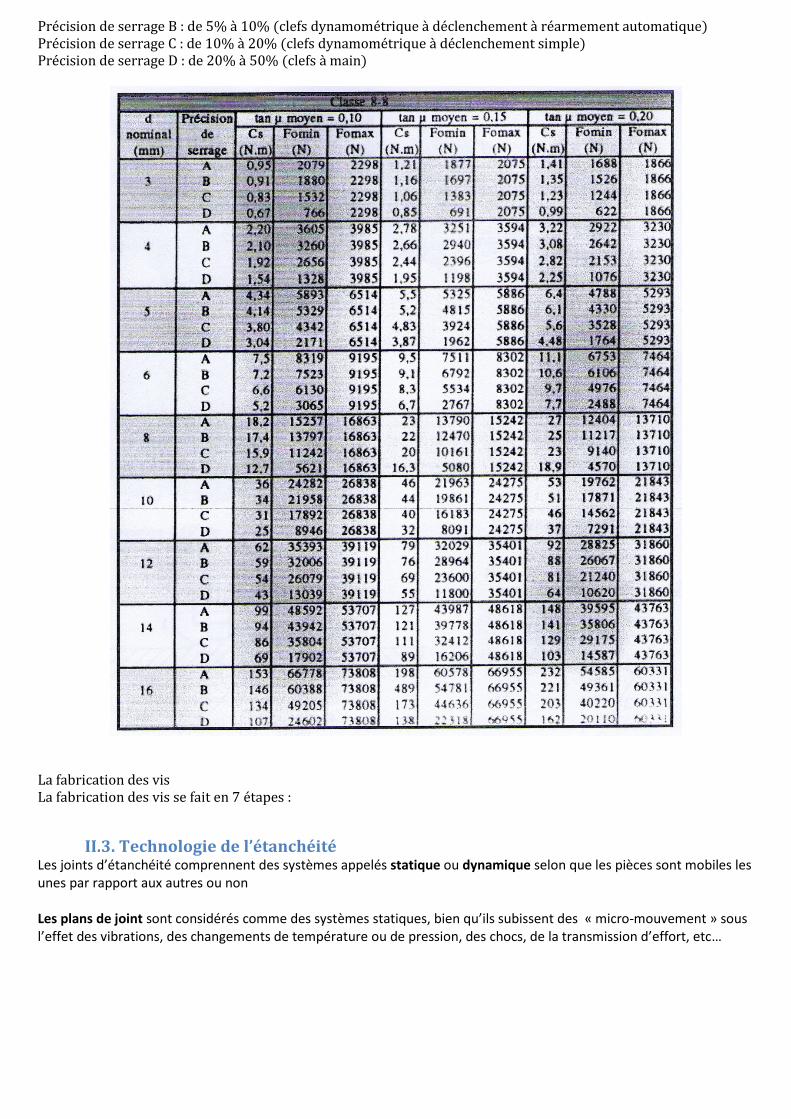
Précision de serrage B : de 5% à 10% (clefs dynamométrique à déclenchement à réarmement automatique) Précision de serrage C : de 10% à 20% (clefs dynamométrique à déclenchement simple) Précision de serrage D : de 20% à 50% (clefs à main)
La fabrication des vis La fabrication des vis se fait en 7 étapes :
II.3. Technologie de l’étanchéité Les joints d’étanchéité comprennent des systèmes appelés statique ou dynamique selon que les pièces sont mobiles les unes par rapport aux autres ou non Les plans de joint sont considérés comme des systèmes statiques, bien qu’ils subissent des « micro-mouvement » sous l’effet des vibrations, des changements de température ou de pression, des chocs, de la transmission d’effort, etc…
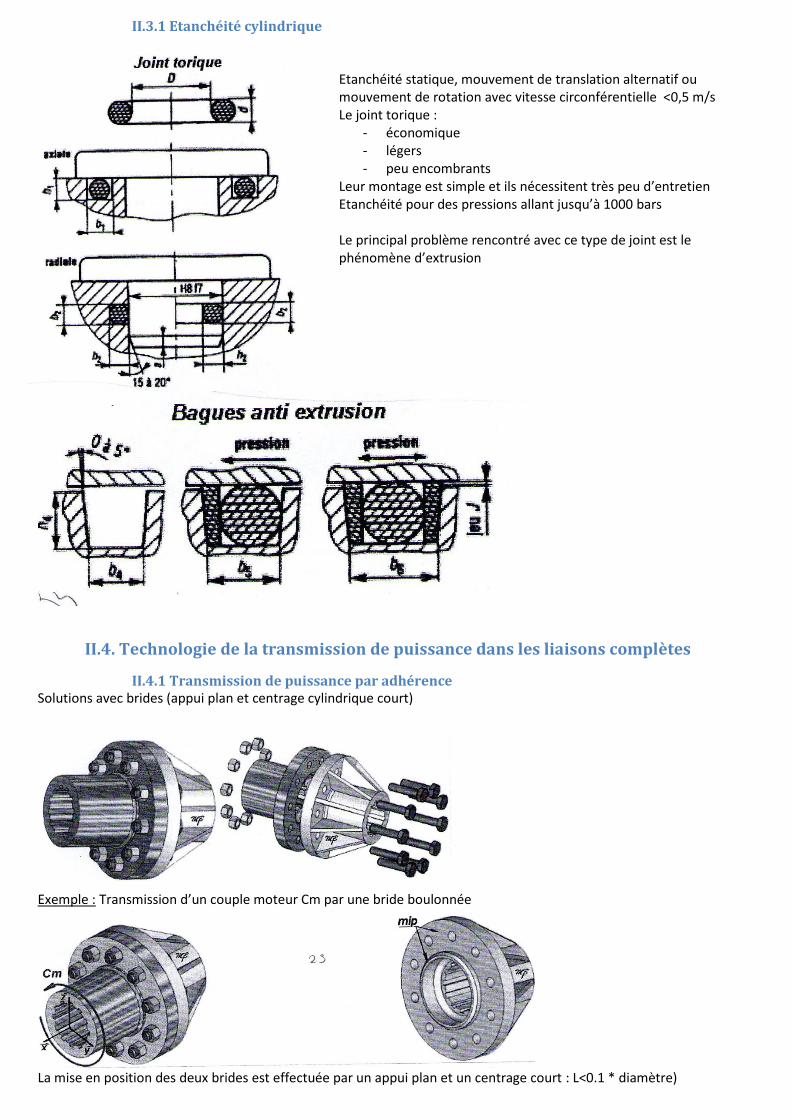
II.3.1 Etanchéité cylindrique
Etanchéité statique, mouvement de translation alternatif ou mouvement de rotation avec vitesse circonférentielle <0,5 m/s Le joint torique :
- économique - légers - peu encombrants
Leur montage est simple et ils nécessitent très peu d’entretien Etanchéité pour des pressions allant jusqu’à 1000 bars Le principal problème rencontré avec ce type de joint est le phénomène d’extrusion
II.4. Technologie de la transmission de puissance dans les liaisons complètes
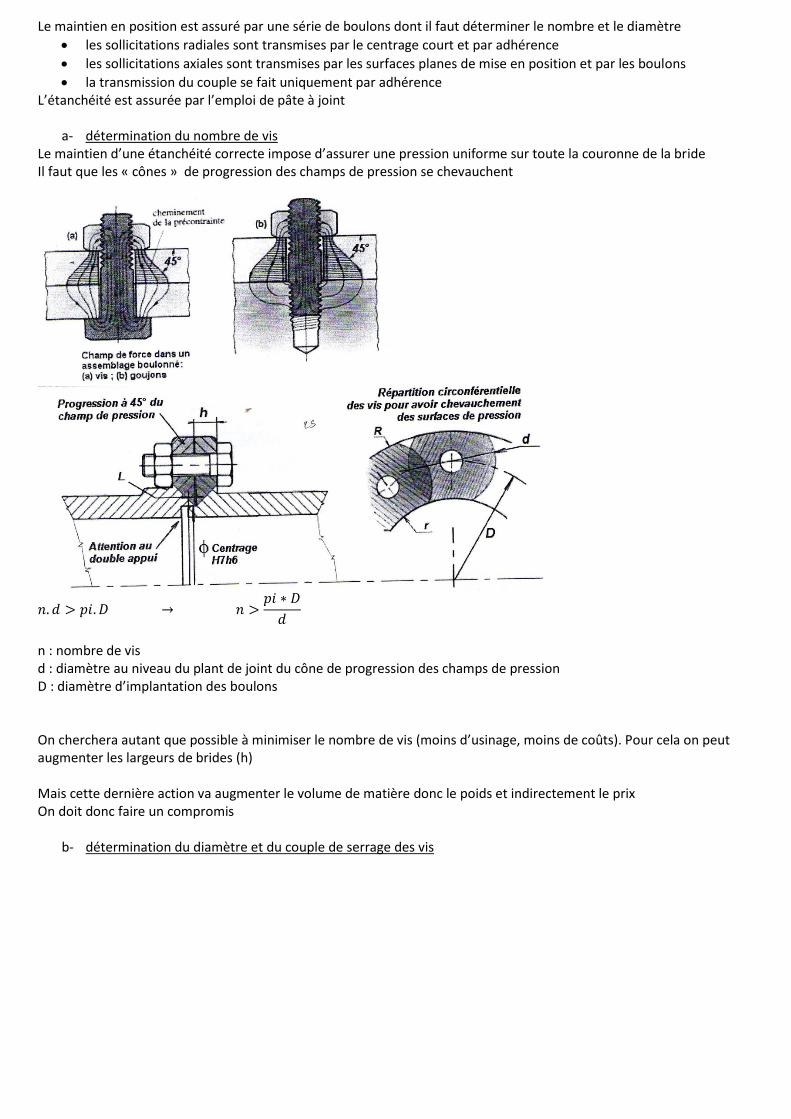
II.4.1 Transmission de puissance par adhérence Solutions avec brides (appui plan et centrage cylindrique court)
Exemple : Transmission d’un couple moteur Cm par une bride boulonnée
La mise en position des deux brides est effectuée par un appui plan et un centrage court : L<0.1 * diamètre)
Le maintien en position est assuré par une série de boulons dont il faut déterminer le nombre et le diamètre
les sollicitations radiales sont transmises par le centrage court et par adhérence
les sollicitations axiales sont transmises par les surfaces planes de mise en position et par les boulons
la transmission du couple se fait uniquement par adhérence L’étanchéité est assurée par l’emploi de pâte à joint
a- détermination du nombre de vis Le maintien d’une étanchéité correcte impose d’assurer une pression uniforme sur toute la couronne de la bride Il faut que les « cônes » de progression des champs de pression se chevauchent
n : nombre de vis d : diamètre au niveau du plant de joint du cône de progression des champs de pression D : diamètre d’implantation des boulons On cherchera autant que possible à minimiser le nombre de vis (moins d’usinage, moins de coûts). Pour cela on peut augmenter les largeurs de brides (h) Mais cette dernière action va augmenter le volume de matière donc le poids et indirectement le prix On doit donc faire un compromis
b- détermination du diamètre et du couple de serrage des vis
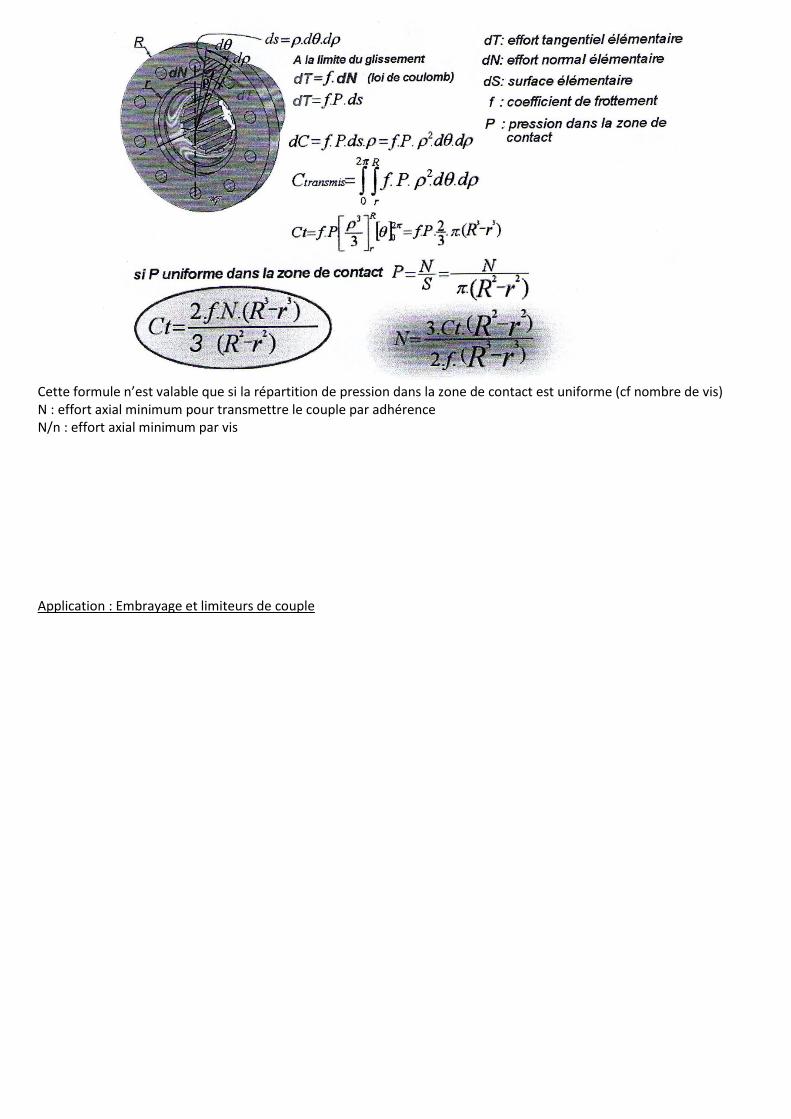
Cette formule n’est valable que si la répartition de pression dans la zone de contact est uniforme (cf nombre de vis) N : effort axial minimum pour transmettre le couple par adhérence N/n : effort axial minimum par vis Application : Embrayage et limiteurs de couple
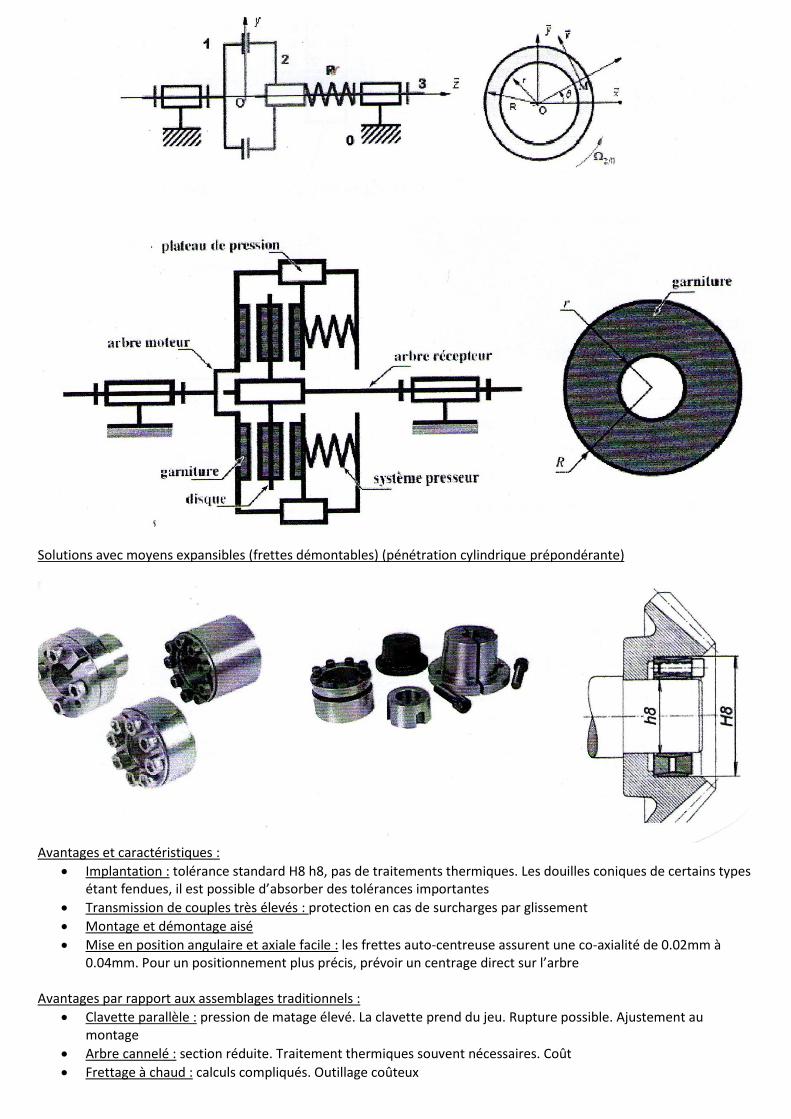
Solutions avec moyens expansibles (frettes démontables) (pénétration cylindrique prépondérante)
Avantages et caractéristiques :
Implantation : tolérance standard H8 h8, pas de traitements thermiques. Les douilles coniques de certains types étant fendues, il est possible d’absorber des tolérances importantes
Transmission de couples très élevés : protection en cas de surcharges par glissement
Montage et démontage aisé
Mise en position angulaire et axiale facile : les frettes auto-centreuse assurent une co-axialité de 0.02mm à 0.04mm. Pour un positionnement plus précis, prévoir un centrage direct sur l’arbre
Avantages par rapport aux assemblages traditionnels :
Clavette parallèle : pression de matage élevé. La clavette prend du jeu. Rupture possible. Ajustement au montage
Arbre cannelé : section réduite. Traitement thermiques souvent nécessaires. Coût
Frettage à chaud : calculs compliqués. Outillage coûteux
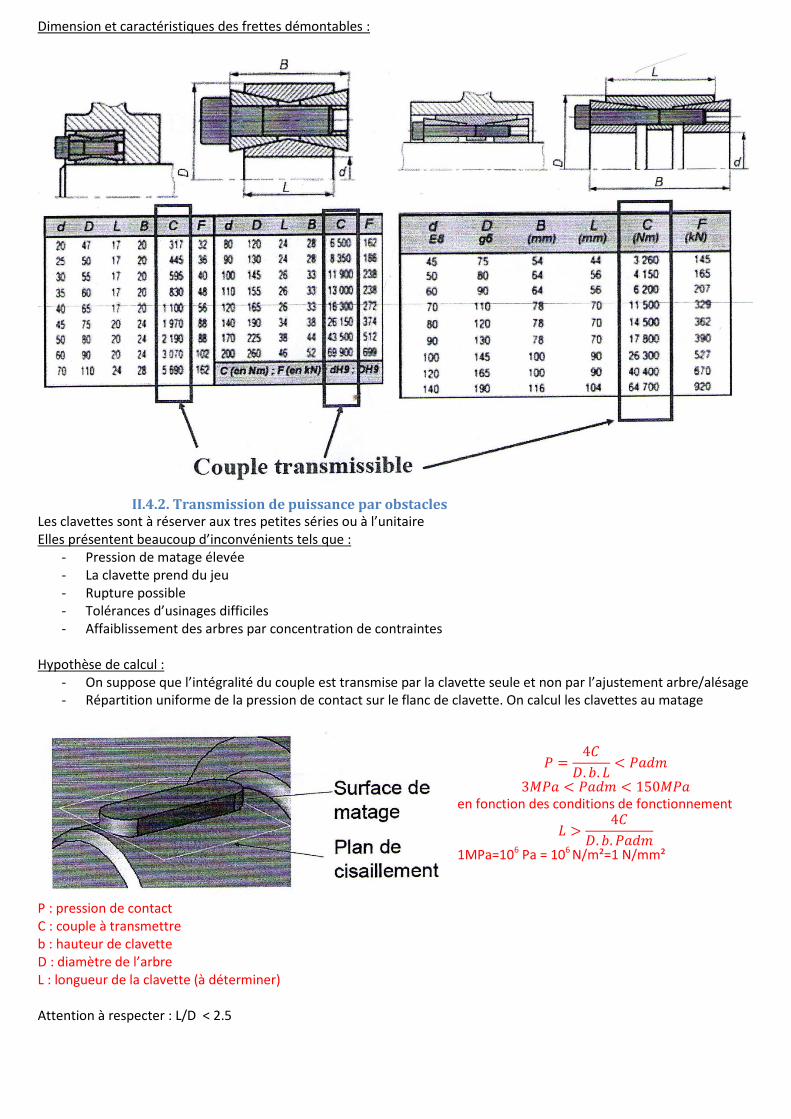
Dimension et caractéristiques des frettes démontables :
II.4.2. Transmission de puissance par obstacles Les clavettes sont à réserver aux tres petites séries ou à l’unitaire Elles présentent beaucoup d’inconvénients tels que :
- Pression de matage élevée - La clavette prend du jeu - Rupture possible - Tolérances d’usinages difficiles - Affaiblissement des arbres par concentration de contraintes
Hypothèse de calcul :
- On suppose que l’intégralité du couple est transmise par la clavette seule et non par l’ajustement arbre/alésage - Répartition uniforme de la pression de contact sur le flanc de clavette. On calcul les clavettes au matage
en fonction des conditions de fonctionnement
1MPa=106 Pa = 106 N/m²=1 N/mm²
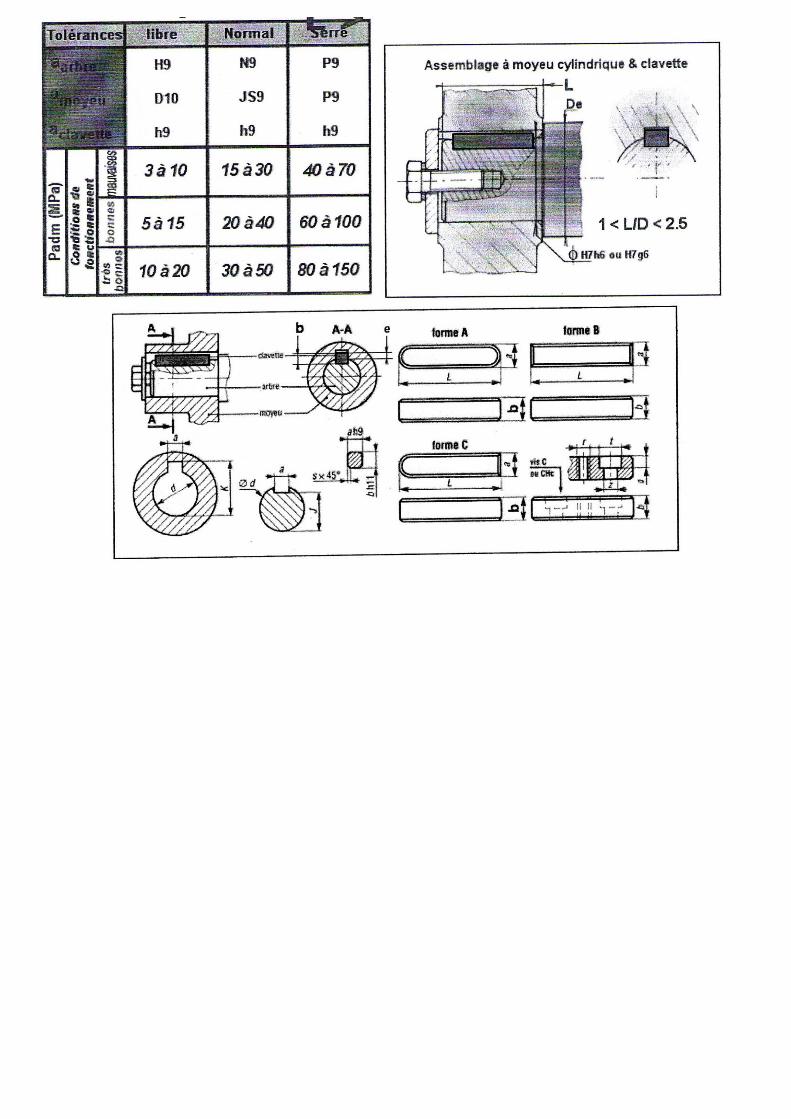
P : pression de contact C : couple à transmettre b : hauteur de clavette D : diamètre de l’arbre L : longueur de la clavette (à déterminer) Attention à respecter : L/D < 2.5
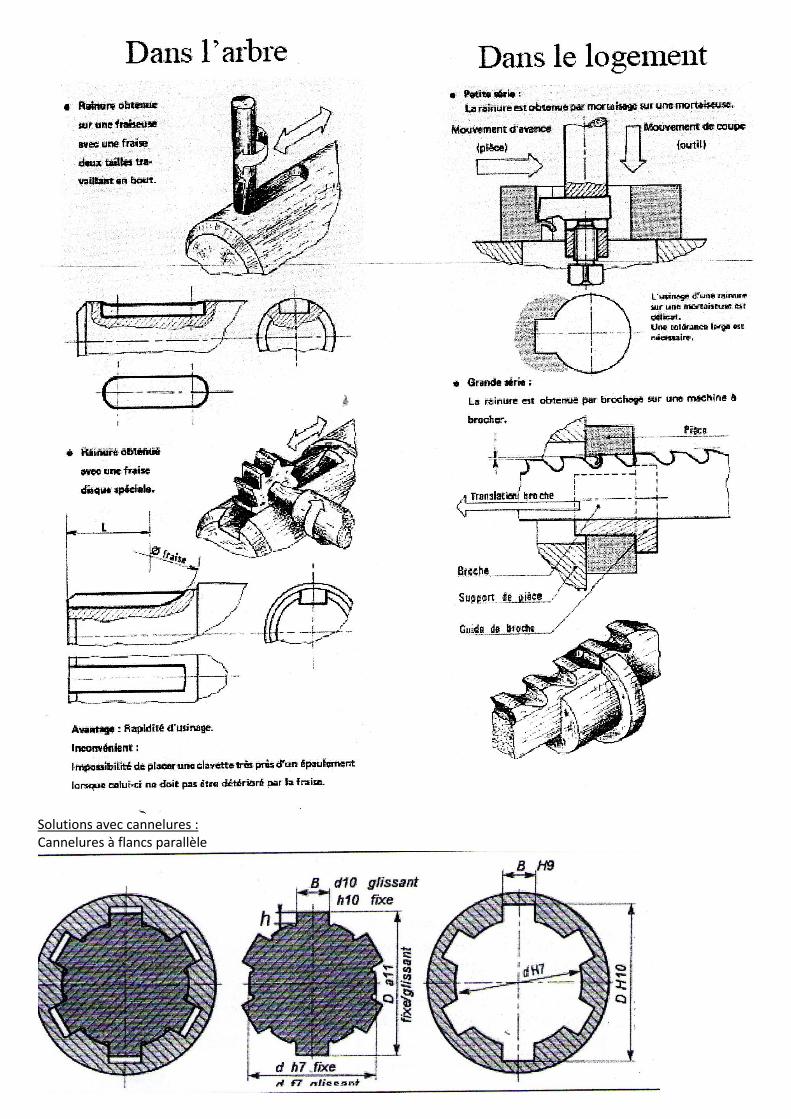
Solutions avec cannelures : Cannelures à flancs parallèle
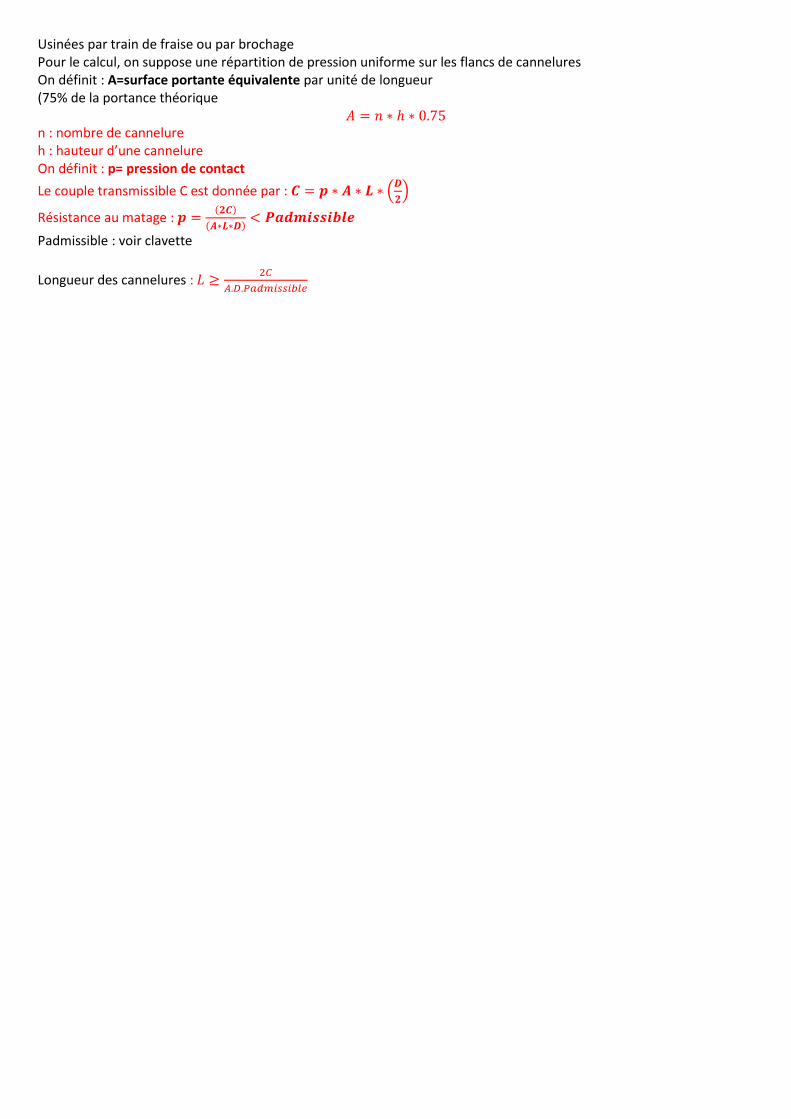
Usinées par train de fraise ou par brochage Pour le calcul, on suppose une répartition de pression uniforme sur les flancs de cannelures On définit : A=surface portante équivalente par unité de longueur (75% de la portance théorique
n : nombre de cannelure h : hauteur d’une cannelure On définit : p= pression de contact
Le couple transmissible C est donnée par : (
)
Résistance au matage : ( )
( )
Padmissible : voir clavette
Longueur des cannelures :