Embed Size (px)
Citation preview
2
La solution pourla Machine-Outil
Depuis plus de 25 ans, FAGOR AUTOMATION développedes systèmes d'Automatisation et de Commande pourmachine-outil et fabrique des Commandes Numériques,des Asservissements, des Moteurs et des Systèmes deMesure.
La facilité d'utilisation de ces Commandes Numériques etleur simplicité de programmation engendrent une économiede temps considérable, tant pour l'apprentissage que pourla programmation et l'usinage quotidien.
La CNC 8070 permet de sélectionner, pour chaque modede travail, la page d'information la plus intéressante etmême d'en personnaliser une nouvelle avec les donnéesnécessaires.
Lors de l'exécution d'un programme pièce on peut,simultanément, programmer et simuler graphiquementune autre pièce.
La CNC 8070 est dotée de cycles pour calibrage d'outils,mesure de pièces, usinage de fraisage (poches pré vidées,poches avec îlots, etc.) et tournage (axe C, axe Y, etc.).Son architecture ouverte facilite l'intégration de cyclespropres au fabricant.
Le contrôle de position, de vitesse, des accélérations etdes collisions permet d'éviter des usinages indésirables etd'obtenir des finitions d'une extrême qualité, tout enconservant le rendement maximum de la machine.
Les fonctions d'inspection d'outil et de recherche debloc facilitent la tâche de l'utilisateur, pour la vérificationou le remplacement de l’outil, après une interruption duprogramme ou après une erreur d'exécution.
Le simulateur FAGOR CNC 8070 permet d'éditer et desimuler le programme à l'écart du bruit et des perturbationsde l'usine de fabrication et de transmettre ensuite ceprogramme à la CNC pour son exécution.
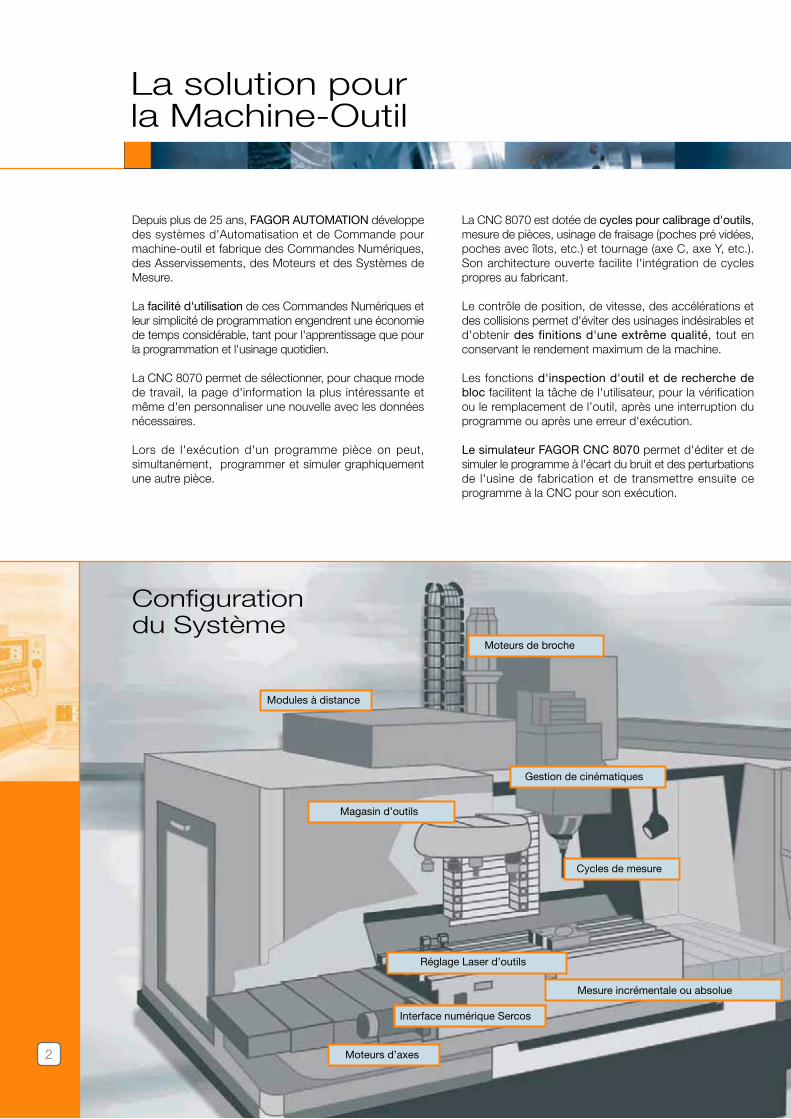
Configurationdu Système
Interface numérique Sercos
Gestion de cinématiques
Magasin d’outils
Cycles de mesure
Réglage Laser d’outils
Mesure incrémentale ou absolue
Modules à distance
Moteurs de broche
Moteurs d’axes

3
Commande Numérique de dernière génération
La CNC FAGOR 8070 est une Commande Numériquede dernière génération qui offre des performances dehaute technologie avec une flexibilité d'utilisation maximale.Cette puissante CNC a été conçue en combinantl'expérience et la technologie de FAGOR avec les normesmondiales de PC.Elle Peut commander jusqu’à 28 axes (interpoléssimultanément), 4 broches, 4 magasins d'outils et 4canaux d'exécution.
MoniteurMoniteur avec écran TFT de 10,4 ou 15 pouces.
ClavierIl Dispose de touches avec des symboles faciles àinterpréter, des touches pour l'accès direct aux modesde travail et des touches libres pouvant être configuréesen fonction des nécessités de la machine.
Mode automatique.
Mode manuel.
Mode MDI.
Mode édition – simulation.
Tables pour utilisateurs, origines et mors.
Table d'outils et de magasins.
Mode utilitaire.
Accès aux applications.
Touches de raccourci
Simulateur sur PC
Éthernet
Commande Numérique
Manivelles
4
CNC 8070 M
Pour Fraiseuseset Centres d’Usinage
La CNC FAGOR 8070 est idéale pour commander toutessortes de machines à fraiser et de centres d'usinagehorizontaux et verticaux.
Elle a été particulièrement conçue pour usiner des contoursde haute précision avec un temps de processus de blocinférieur à 1 ms. Son contrôle de l’accélération et du Jerkadoucit les changements de trajectoire, altère moins lamécanique et rallonge la durée de vie des composants de lamachine.
Elle dispose de filtres qui suppriment les oscillations dues auxfréquences propres de la machine, évitant qu'elles affectentl'usinage, et réduisant les contraintes du système mécanique.
Son analyse anticipée de la trajectoire permet d'optimiserl'avance des axes et d'obtenir un déplacement plus doux etcontinu des axes de la machine.
5
La connexion Ethernet contribue à améliorer le processus deproduction en transmettant les programmes pièce, préalablementélaborés par le bureau technique, à la CNC, pour leur exécution.Elle permet aussi de consulter les temps d'usinage pour le calculde statistiques, temps morts, temps d'usinage, utilisation dechaque outil, etc.
Amé l i o ra t i on duProcessus Productif
Usinage à Grande Vitesse
L’édition de nouveaux programmes ou la modification de programmes existants se réalisent en suivant les formats de programmationISO et Haut Niveau, à l'aide d'un éditeur de profils, d'un éditeur de cycles fixes ou grâce à la programmation Teach-in.
La CNC 8070 admet des programmes d'usinage élaborés sur une CNC FAGOR 8040, 8050 et 8055, sans qu’il soit nécessairede reprogrammer les pièces. Il est également possible de modifier ces programmes sur la CNC 8070, en conservant le formatde programmation et de les utiliser sur d'autres machines de l'atelier équipées avec des Commandes Numériques FAGOR 8040,8050 et 8055.
Compatibilité des CNC
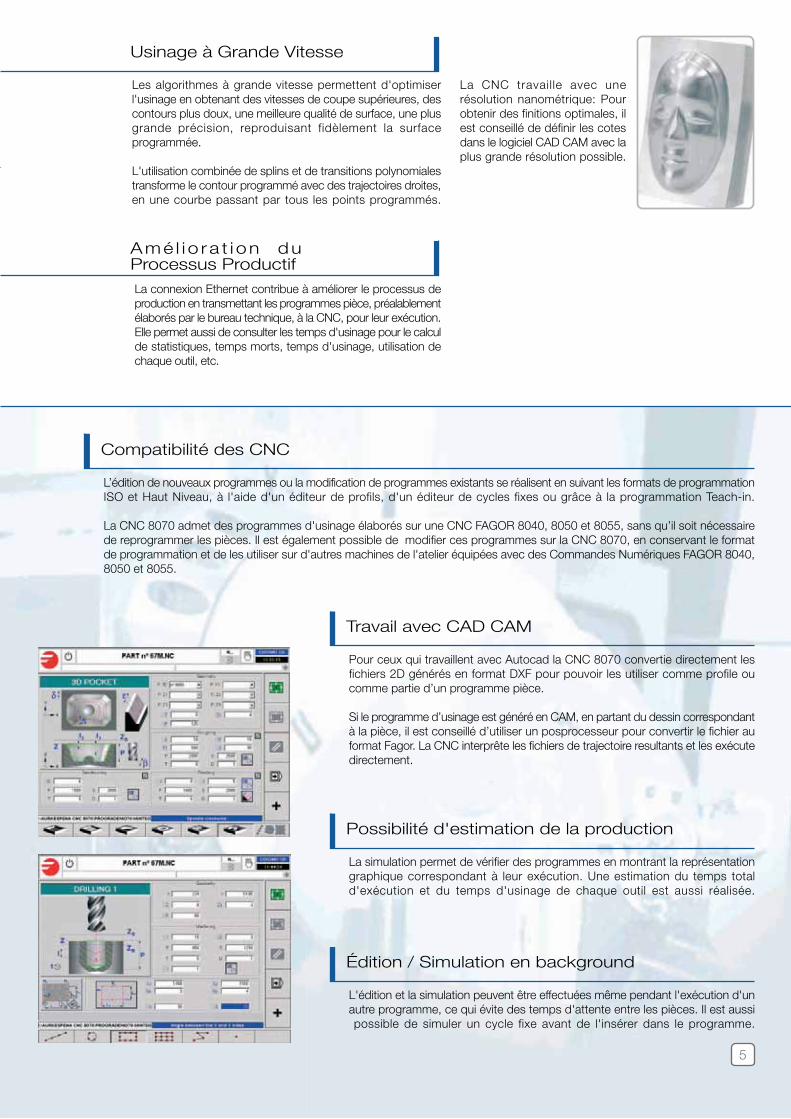
Pour ceux qui travaillent avec Autocad la CNC 8070 convertie directement lesfichiers 2D générés en format DXF pour pouvoir les utiliser comme profile oucomme partie d’un programme pièce.
Si le programme d’usinage est généré en CAM, en partant du dessin correspondantà la pièce, il est conseillé d’utiliser un posprocesseur pour convertir le fichier auformat Fagor. La CNC interprête les fichiers de trajectoire resultants et les exécutedirectement.
Travail avec CAD CAM
La simulation permet de vérifier des programmes en montrant la représentationgraphique correspondant à leur exécution. Une estimation du temps totald'exécution et du temps d'usinage de chaque outil est aussi réalisée.
Possibilité d'estimation de la production
L'édition et la simulation peuvent être effectuées même pendant l'exécution d'unautre programme, ce qui évite des temps d'attente entre les pièces. Il est aussi possible de simuler un cycle fixe avant de l'insérer dans le programme.
Édition / Simulation en background
Les algorithmes à grande vitesse permettent d'optimiserl'usinage en obtenant des vitesses de coupe supérieures, descontours plus doux, une meilleure qualité de surface, une plusgrande précision, reproduisant fidèlement la surfaceprogrammée.
L'utilisation combinée de splins et de transitions polynomialestransforme le contour programmé avec des trajectoires droites,en une courbe passant par tous les points programmés.
La CNC travail le avec unerésolution nanométrique: Pourobtenir des finitions optimales, ilest conseillé de définir les cotesdans le logiciel CAD CAM avec laplus grande résolution possible.

6
CNC 8070 MPour Fraiseuses et Centres d’Usinage
Il est possible de réaliser des usinages sur des plans inclinéssans avoir à libérer ni caler la pièce. Dès que l'outil estorienté, manuellement ou automatiquement, il suffit de définirle plan incliné et d'effectuer toutes sortes d'usinages, poches,rotations, etc.
A partir de ce moment, l'usinage se réalise suivant le nouveauplan incliné (X,Y) et l'outil sur l'axe (Z) demeure perpendiculaireau nouveau plan.
Usinage sur des plans inclinés
La fonction RTCP (Rotation Tool Center Point), améliorela finition de la pièce en permettant à la pointe de l'outilde suivre le profil programmé, quelles que soient la longueuret l'orientation de l'outil.
Lorsqu'on travaille avec la fonction RTCP et que l'onchange l'orientation de l'outil, la CNC déplace les axes X,Y, Z pour maintenir la position de la pointe de l'outil sur lapièce.
La fonction RTCP rend possible l’usinage d’un profil enmaintenant constamment l'outil perpendiculaire à latrajectoire.
Usinage sur 5 axes (RTCP)
Gestion de cinématiques
Admet aussi les cinematiques spécifiques, utilisées sur desmachines déterminées, et dispose d’outils appropriés pourune définition facile de ces dernières.
La CNC admet des cinématiques parallèles, des brochessphériques, orthogonales et angulaires, des tables rotativesainsi que la combinaison de broches basculantes et de tablesrotatives.
Admet aussi les cinematiques spécifiques, utilisées sur desmachines déterminées, et dispose d’outils appropriés pourune définition facile de ces dernières.

7
Tout type de magasin peut être géré: type tourelle,synchrone (avec ou sans bras changeur à 1 ou 2 pinces)et asynchrone. En fonction du type de rangement desoutils dans le magasin, la CNC peut commander desmagasins où l'outil occupe n'importe quelle position(random) et des magasins où l'outil occupe toujours lamême position.
Le gestionnaire d'outils, chargé d'effectuer le changementd'outil, connaît en permanence l'outil présent sur chaqueposition du magasin et sur chaque pince du bras changeur.
La CNC gère des Fraiseuses et des Centres d'Usinageéquipés de plusieurs magasins d'outils, 4 au maximum.
Gestion de magasins
Axes Tandem et axes Gantry
Les axes Tandem compensent les jeux en utilisant deuxmoteurs qui tirent en sens opposé. Les deux entrainementssont accouplés mecaniquement et la CNC les maintientsaccouplés en vitesse et en couple. Habituellement ils sontutilisés pour déplacer les axes, avec des systèmes pignon-crémaillères, dans les machines de grandes dimensions.
Les axes Gantry evitent le désalignement mécanique dansles fraiseuses avec portique, sur lesqu’elles on utilise deuxaxes pour le déplacement. Quand les axes Gantry sont dutype pignon-crémaillères on les associent avec la fonctionTandem, 2 moteurs sur chaque axe, pour obtenir undéplacement lisse et aligné.
Le cycle de calibrage d'outil facilite la tâche de l'utilisateurpendant le réglage, manuel ou automatique, grâce àl'utilisation de palpeurs d'établi.
Les cycles de mesure et d'alignement de pièces permettent,d'une façon simple et automatique, grâce à des palpeurssitués sur la broche porte-outils, d'adapter les coordonnéesde travail à la position qu'occupe la pièce (centraged'alésages, mesure de coins et d'angles, etc.).
Réglage d'outils et cycles de mesure
8
La CNC FAGOR 8070 permet de commander des Centresde Tournage de haute production, des Tours verticaux,des Tours à banc incliné et des Tours parallèles.
Sa grande souplesse de configuration à divers types demachine facilite l’adaptation et la commande des tours àplusieurs tourelles, plusieurs broches, différents canauxd'exécution, etc.
En fonction du type de machine, la CNC peut commanderun maximum de 4 broches et 28 axes, dont les axes “C”,“Y” et “B”, et réaliser des opérations de fraisage sur lesplans générés par ceux ci.
Elle dispose de filtres qui suppriment les oscillations duesaux fréquences propres de la machine, évitant qu'ellesaffectent l'usinage et réduisant les contraintes du systèmemécanique.
Le contrôle d’accélération et de Jerk adoucit leschangements de trajectoire, altère moins la mécanique etrallonge la durée de vie des composants de la machine.
Pour Tourset Centres de Tournage
CNC 8070 T
9
La connexion Ethernet contribue à améliorer le processusde production en transmettant directement à la CNC lesprogrammes pièce préalablement élaborés par le bureautechnique.
Elle permet aussi de consulter les temps d'usinage pour lecalcul de statistiques, temps morts, temps d'usinage,utilisation de chaque outil, etc.
La CNC 8070 permet de changer facilement l'usinage surles tours de production: il suffit de transférer à la CNC lenouveau programme pièce, les tables de transferts et demors correspondant aux nouveaux supports et les fixationsmécaniques puis de réaliser un réglage automatique desnouveaux outils avant l'usinage.
Par la qualité des algorithmes incorporés dans la CNC,on obtient des vitesses de coupe supérieures, des contoursplus doux, une meilleure qualité de surface, une plusgrande précision, reproduisant exactement la surfaceprogrammée tout en obtenant les tolérances de qualitéles plus exigeantes.
Les déplacements n'intervenant pas dans l'usinage d’unepièce, tels que les magasins d'alimentation, les lunetteset les contre-pointes, sont configurés comme des axesindépendants.
Les déplacements associés aux axes indépendantss’exécutent librement, simultanément à l’usinage de lapièce.
Amé l i o ra t i on duProcessus Productif
Changement d'usinage
Qualité de l'usinage
Axes indépendants
10
CNC 8070 TPour Tours et Centres de Tournage
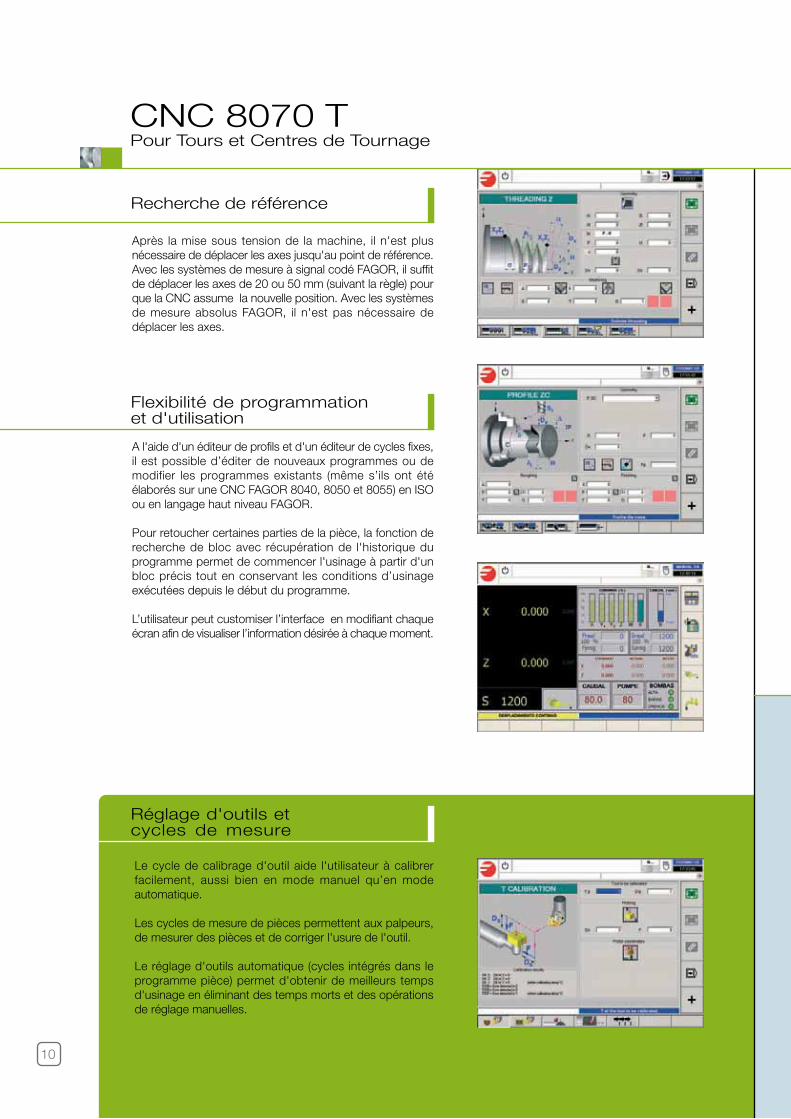
Recherche de référence
Après la mise sous tension de la machine, il n'est plusnécessaire de déplacer les axes jusqu'au point de référence.Avec les systèmes de mesure à signal codé FAGOR, il suffitde déplacer les axes de 20 ou 50 mm (suivant la règle) pourque la CNC assume la nouvelle position. Avec les systèmesde mesure absolus FAGOR, il n'est pas nécessaire dedéplacer les axes.
A l'aide d'un éditeur de profils et d'un éditeur de cycles fixes,il est possible d’éditer de nouveaux programmes ou demodifier les programmes existants (même s’ils ont étéélaborés sur une CNC FAGOR 8040, 8050 et 8055) en ISOou en langage haut niveau FAGOR.
Pour retoucher certaines parties de la pièce, la fonction derecherche de bloc avec récupération de l'historique duprogramme permet de commencer l'usinage à partir d'unbloc précis tout en conservant les conditions d’usinageexécutées depuis le début du programme.
L’utilisateur peut customiser l’interface en modifiant chaqueécran afin de visualiser l’information désirée à chaque moment.
Flexibilité de programmationet d'utilisation
Réglage d'outils etcycles de mesure
Le cycle de calibrage d'outil aide l'utilisateur à calibrerfacilement, aussi bien en mode manuel qu’en modeautomatique.
Les cycles de mesure de pièces permettent aux palpeurs,de mesurer des pièces et de corriger l'usure de l'outil.
Le réglage d'outils automatique (cycles intégrés dans leprogramme pièce) permet d'obtenir de meilleurs tempsd'usinage en éliminant des temps morts et des opérationsde réglage manuelles.

11
Gestion de cinématiques
Opérations de filetage
Outre les opérations typiques du tour (chariotage, rainurage,dressage, etc..) toutes sortes de filets peuvent être effectués:normalisés, longitudinaux, coniques, frontaux, etc. On peutaussi définir les entrées et sorties de filet, ainsi que joindre2 filets consécutifs ou plus. La fonction de repassage defilets est idéale pour récupérer des pièces avec des filetsusés.
Des cinématiques différentes peuvent être personnaliséessur une machine, en s'adaptant parfaitement, dans chaquecas, à la géométrie de la machine.
Les cinématiques des axes C, Y et B sont développées.L’axe B est attribué aux tourelles articulées qui permettentd'effectuer des opérations de fraisage même sur des surfacesinclinées sur n'importe quelle broche.
Opération de fraisageavec axe C et axe Y
Outre les cycles associés à l'axe C qui permettent d'effectuertoutes sortes d'usinages sur les faces frontales etcylindriques de la pièce, toutes les opérations de fraisageet les cycles (surfaçage, profils, moyeux, poches 2D, 3Detc.) sont également actifs pour les tours disposant d’unquatrième axe (Y).
Synchronisation de broches
Cette caractéristique permet d’usiner une pièce par uneopération simple de préhension sur tour avec 2 broches ouplus. Un côté est usiné sur l’une des deux broches, tandisque l’autre côté est usiné, après transfert, sur la secondebroche.
Le transfert est établi par accouplement des 2 broches envitesse et synchronisation de leur position, aucune recherchede référence n’étant nécessaire.
12
CNC 8070 OLPour des Applications Générales
La CNC 8070 s'adapte parfaitement à tous types demachines : Machines à rectifier, à poinçonner, à plier, àscier, à polir, machines pour l’usinage par fraise-mère,machines à bois, marbre, laser, plasma, à découpe parjet d'eau, etc.
Sa grande souplesse de configuration à diversescompositions de machines permet de commander jusqu’à28 axes et 4 broches. Grâce à ses 4 canaux d'exécution,il est possible d’effectuer simultanément 4 opérationsd'usinage différentes.
Lorsque l'application l'exige, il est possible de combinersur une même machine des opérations de fraisage etde tournage et de disposer de tous les cycles d'usinage.
Cette CNC, basée sur plate-forme PC, permet d'intégrerdes applications de tiers, pour remplacer ou compléterson propre éditeur, ce qui, dans des applicationsspécifiques, facilite la programmation et l'exécution despièces pour l’utilisateur.
28 axes peuvent être utilisés, interpolés globalement oubien certains interpolés et d’autres indépendants. Onentend par axes indépendants les axes qui n'interviennentpas directement dans l'usinage de la pièce, tels que lesmanipulateurs, les chargeurs de pièces ainsi que toutaxe effectuant des opérations simples et parallèles àl'usinage.
Il est très facile de personnaliser et de commander desmachines disposant de plusieurs outils usinantsimultanément grâce aux 4 broches dont dispose laCNC.
Jusqu’à 28 axesinterpolés et 4 broches
Les canaux d'exécution permettent d'effectuer desopérations ou des usinages différents en même temps.Il est possible d’assigner à chaque canal sa proprebroche, son magasin d’outils et des axes, ou bien departager des broches et des magasins entre 2 canauxd'exécution ou plus.
La CNC permet d'adapter facilement et simplementl'interface à l’utilisateur, en modifiant ou en créant denouveaux écrans d'édition, d'exécution, de représentation
graphique, de simulation, etc. Des écrans affichantconjointement l'information de plusieurs canauxd'exécution ou des écrans spécifiques pour chaquecanal peuvent être définis.
La CNC 8070 dispose de fonctions qui permettent desynchroniser facilement et simplement les différentesopérations ou usinages qui se réalisent sur différentscanaux d'exécution.
4 canaux d'exécution
Le programme PLC a une structure modulaire et peutcombiner des fichiers en langage C avec des fichiersédités en mnémoniques et en langage contact (ladder).Il est exécuté en synchronisation avec la CNC, en réalisantun scanner complet PLC dans une boucle de la CNC,assurant ainsi une exécution rapide du PLCsimultanément avec la CNC.
La monitorisation du PLC permet un diagnostic rapidedes statuts machine. Aucune connaissance spécifiqued’un type de programmation n’est requise car le
programme PLC peut être monitorisé soit en mnémonique,soit en contact (LADDER) quelle que soit la façon dontle programme a été édité.
Grâce au PLC qui pilote l’automatisme machine encontrôlant les entrées/sorties, il est possible d’échangerdes informations avec la CNC et de générer descommandes périodiques pour exécuter des applicationspériodiques spécifiques. Il est bien sûr possible demonitoriser certaines conditions de la machine pourexécuter des actions parallèles à l'usinage de la pièce.
PLC rapide et convivial
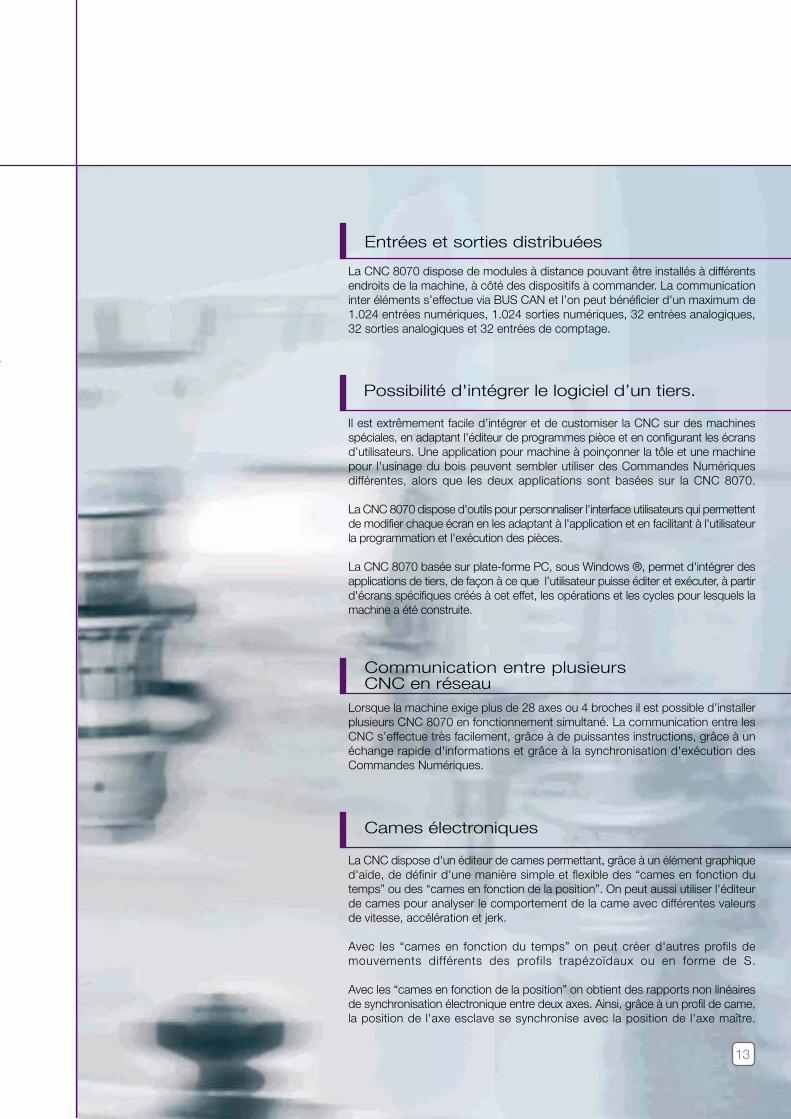
13
La CNC dispose d'un éditeur de cames permettant, grâce à un élément graphiqued'aide, de définir d'une manière simple et flexible des “cames en fonction dutemps” ou des “cames en fonction de la position”. On peut aussi utiliser l'éditeurde cames pour analyser le comportement de la came avec différentes valeursde vitesse, accélération et jerk.
Avec les “cames en fonction du temps” on peut créer d'autres profils demouvements différents des profils trapézoïdaux ou en forme de S.
Avec les “cames en fonction de la position” on obtient des rapports non linéairesde synchronisation électronique entre deux axes. Ainsi, grâce à un profil de came,la position de l'axe esclave se synchronise avec la position de l'axe maître.
Cames électroniques
Lorsque la machine exige plus de 28 axes ou 4 broches il est possible d’installerplusieurs CNC 8070 en fonctionnement simultané. La communication entre lesCNC s’effectue très facilement, grâce à de puissantes instructions, grâce à unéchange rapide d'informations et grâce à la synchronisation d'exécution desCommandes Numériques.
Communication entre plusieursCNC en réseau
Il est extrêmement facile d’intégrer et de customiser la CNC sur des machinesspéciales, en adaptant l'éditeur de programmes pièce et en configurant les écransd’utilisateurs. Une application pour machine à poinçonner la tôle et une machinepour l'usinage du bois peuvent sembler utiliser des Commandes Numériquesdifférentes, alors que les deux applications sont basées sur la CNC 8070.
La CNC 8070 dispose d'outils pour personnaliser l'interface utilisateurs qui permettentde modifier chaque écran en les adaptant à l'application et en facilitant à l'utilisateurla programmation et l'exécution des pièces.
La CNC 8070 basée sur plate-forme PC, sous Windows ®, permet d'intégrer desapplications de tiers, de façon à ce que l’utilisateur puisse éditer et exécuter, à partird'écrans spécifiques créés à cet effet, les opérations et les cycles pour lesquels lamachine a été construite.
Possibilité d'intégrer le logiciel d’un tiers.
La CNC 8070 dispose de modules à distance pouvant être installés à différentsendroits de la machine, à côté des dispositifs à commander. La communicationinter éléments s’effectue via BUS CAN et l’on peut bénéficier d'un maximum de1.024 entrées numériques, 1.024 sorties numériques, 32 entrées analogiques,32 sorties analogiques et 32 entrées de comptage.
Entrées et sorties distribuées

8070
14
Fonctions et Prestations
Caractéristiques Générales
Configuration
Langages de programmation
Connectivité
Système de coordonnées
Compensation d'outil
Sélection d'origines
Avance d l'Usinage
Broche
Contrôle de la Trajectoire
Aides géométriques
Cycles fixes de Fraisage
Cycles fixes de Tournage
Système ouvert basé sur PC.Système d'exploitation Windows® XP.Temps de processus de bloc < 1 ms.Temps de processus de PLC < 1 ms/K.Mémoire RAM 512 MB ou 1 GB.Carte mémoire Compact Flash de 4 GB, 8 GB ou 16 GB.
Ethernet 10/100Mhz base T.Moniteur couleur LCD de 15 ou 10.4 pouces.Jusqu'à 28 axes (interpolés simultanément) et 12 manivelles.Jusqu’à 4 broches.Jusqu’à 4 canaux d'exécution. Les axes et les broches peuvent être distribuéslibrement entre les canaux.Jusqu’à 4 magasins d'outils.Interface numérique et analogique. Bus de champ Sercos® et CAN.
Programmation en code ISO.Programmation en langage de Haut Niveau.Éditeur de cycles.
USB.Télédiagnostic.
Cotes en millimètres et pouces.Coordonnées absolues et incrémentales.Programmation en rayons ou en diamètres.Programmation en coordonnées cartésiennes et polaires.Compensation de broche, compensation croisée, etc.
Compensation de rayon sur le plan de travail et compensation de longueur.Détection de collisions avec un horizon de 200 blocs maximum.
Présélection de cotes.Transferts d'origine absolus et incrémentaux.Mors ou fixations.Présélection de l'origine polaire.Programmation par rapport au zéro machine et au zéro pièce.
Avance en millimètres (pouces)/minute ou millimètres (pouces)/tour.Spécification du temps d'usinage en secondes.Adaptation de l'avance au commencement ou à la fin du bloc.Avance du centre de l'outil constant.Avance du point de coupe constant.Contrôle de l'accélération, du Jerk, Feed-Forward, et AC-Forward.
Vitesse de rotation constante. Vitesse de coupe constante.Limitation de la vitesse de rotation.
Positionnement rapide.Interpolation linéaire et circulaire (en programmant le centre ou le rayon).Arc tangent à la trajectoire précédente.Arc défini avec trois points.Interpolation hélicoïdale.Filetage électronique à pas constant.Taraudage rigide.Intervention manuelle pendant l'exécution.Intervention manuelle additive.
Arête vive.Arête arrondie commandée (5 modalités).Chanfreinages et arrondissements d'arêtes.Entrée et sortie tangentielle.Image miroir.Rotation du système de coordonnées.Facteur d'échelle.
Pointage.Perçage avec pas variable et perçage profond avec pas constant.Taraudage avec compensateur et taraudage rigide (sans compensateur).Alésage et Alésage à mandrin.Poche rectangulaire, circulaire et circulaire avec pré vidange.Poche avec Profil (2D et 3D).Moyeu rectangulaire et circulaire.Surfaçage, Rainurage.Fraisage de Profil.
Chariotage, Dressage, Tournage Conique, Arrondissement, Rainurage.Perçage (longitudinal et frontal). Perçages multiples.Filetage (longitudinal, frontal, conique et repassage de filets).Taraudage. Taraudage rigide. Filetages multiples.Filets normalisés.Clavette (longitudinal et frontal). Clavettes multiples.Profil (ZX, ZC et XC).Distribution dynamique de l’usinage
15
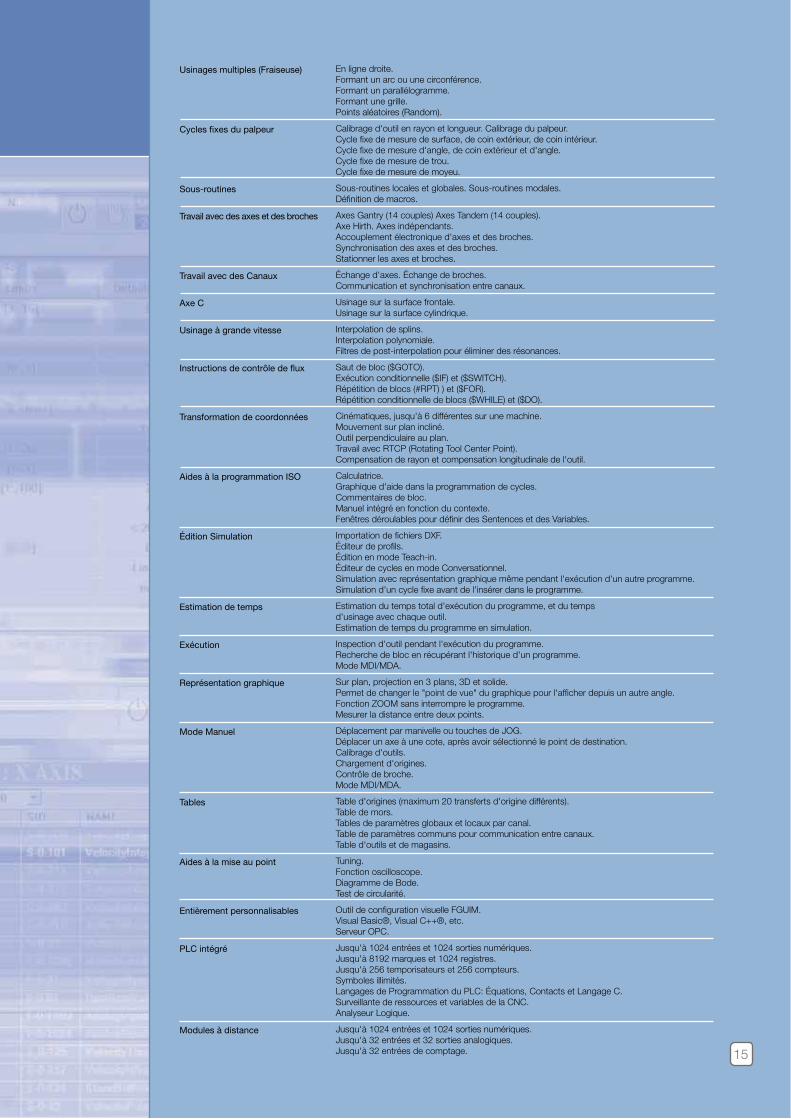
Usinages multiples (Fraiseuse)
Cycles fixes du palpeur
Sous-routines
Travail avec des axes et des broches
Travail avec des Canaux
Axe C
Usinage à grande vitesse
Instructions de contrôle de flux
Transformation de coordonnées
Aides à la programmation ISO
Édition Simulation
Estimation de temps
Exécution
Représentation graphique
Mode Manuel
Tables
Aides à la mise au point
Entièrement personnalisables
PLC intégré
Modules à distance
En ligne droite.Formant un arc ou une circonférence.Formant un parallélogramme.Formant une grille.Points aléatoires (Random).
Calibrage d'outil en rayon et longueur. Calibrage du palpeur.Cycle fixe de mesure de surface, de coin extérieur, de coin intérieur.Cycle fixe de mesure d'angle, de coin extérieur et d'angle.Cycle fixe de mesure de trou.Cycle fixe de mesure de moyeu.
Sous-routines locales et globales. Sous-routines modales.Définition de macros.
Axes Gantry (14 couples) Axes Tandem (14 couples).Axe Hirth. Axes indépendants.Accouplement électronique d'axes et des broches.Synchronisation des axes et des broches.Stationner les axes et broches.
Échange d'axes. Échange de broches.Communication et synchronisation entre canaux.
Usinage sur la surface frontale.Usinage sur la surface cylindrique.
Interpolation de splins.Interpolation polynomiale.Filtres de post-interpolation pour éliminer des résonances.
Saut de bloc ($GOTO).Exécution conditionnelle ($IF) et ($SWITCH).Répétition de blocs (#RPT) ) et ($FOR).Répétition conditionnelle de blocs ($WHILE) et ($DO).
Cinématiques, jusqu'à 6 différentes sur une machine.Mouvement sur plan incliné.Outil perpendiculaire au plan.Travail avec RTCP (Rotating Tool Center Point).Compensation de rayon et compensation longitudinale de l'outil.
Calculatrice.Graphique d'aide dans la programmation de cycles.Commentaires de bloc.Manuel intégré en fonction du contexte.Fenêtres déroulables pour définir des Sentences et des Variables.
Importation de fichiers DXF.Éditeur de profils.Édition en mode Teach-in.Éditeur de cycles en mode Conversationnel.Simulation avec représentation graphique même pendant l'exécution d'un autre programme.Simulation d'un cycle fixe avant de l'insérer dans le programme.
Estimation du temps total d'exécution du programme, et du tempsd'usinage avec chaque outil.Estimation de temps du programme en simulation.
Inspection d'outil pendant l'exécution du programme.Recherche de bloc en récupérant l'historique d'un programme.Mode MDI/MDA.
Sur plan, projection en 3 plans, 3D et solide.Permet de changer le "point de vue" du graphique pour l'afficher depuis un autre angle.Fonction ZOOM sans interrompre le programme.Mesurer la distance entre deux points.
Déplacement par manivelle ou touches de JOG.Déplacer un axe à une cote, après avoir sélectionné le point de destination.Calibrage d'outils.Chargement d'origines.Contrôle de broche.Mode MDI/MDA.
Table d'origines (maximum 20 transferts d'origine différents).Table de mors.Tables de paramètres globaux et locaux par canal.Table de paramètres communs pour communication entre canaux.Table d'outils et de magasins.
Tuning.Fonction oscilloscope.Diagramme de Bode.Test de circularité.
Outil de configuration visuelle FGUIM.Visual Basic®, Visual C++®, etc.Serveur OPC.
Jusqu'à 1024 entrées et 1024 sorties numériques.Jusqu'à 8192 marques et 1024 registres.Jusqu'à 256 temporisateurs et 256 compteurs.Symboles illimités.Langages de Programmation du PLC: Équations, Contacts et Langage C.Surveillante de ressources et variables de la CNC.Analyseur Logique.
Jusqu'à 1024 entrées et 1024 sorties numériques.Jusqu'à 32 entrées et 32 sorties analogiques.Jusqu'à 32 entrées de comptage.
420(16.53)
350(
13.7
7)
420,6(16,53)
350,
6(13
,77)
70(2.75)
136(5.35)
330(
12.9
9)144.8(5.7) 420(16.53)
350(
13.7
7)
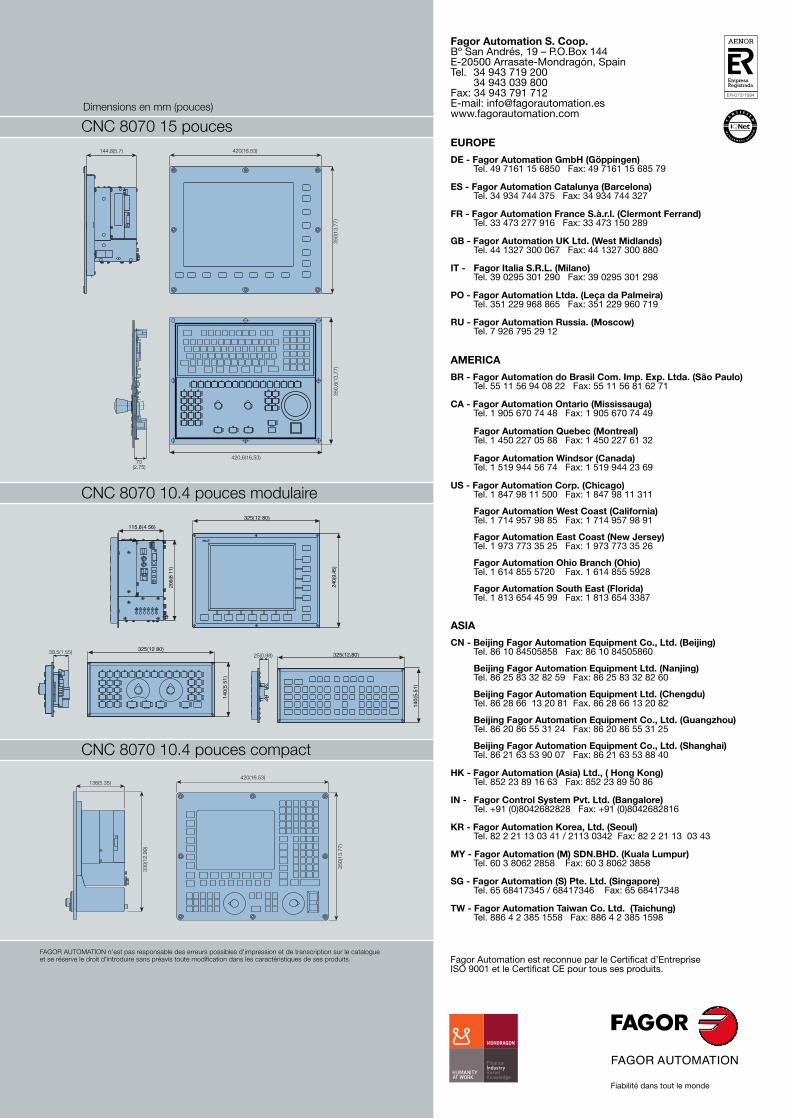
Fagor Automation S. Coop.Bº San Andrés, 19 – P.O.Box 144E-20500 Arrasate-Mondragón, SpainTel. 34 943 719 200
34 943 039 800Fax: 34 943 791 712E-mail: [email protected]
EUROPE
DE - Fagor Automation GmbH (Göppingen)Tel. 49 7161 15 6850 Fax: 49 7161 15 685 79
ES - Fagor Automation Catalunya (Barcelona)Tel. 34 934 744 375 Fax: 34 934 744 327
FR - Fagor Automation France S.à.r.l. (Clermont Ferrand)Tel. 33 473 277 916 Fax: 33 473 150 289
GB - Fagor Automation UK Ltd. (West Midlands)Tel. 44 1327 300 067 Fax: 44 1327 300 880
IT - Fagor Italia S.R.L. (Milano)Tel. 39 0295 301 290 Fax: 39 0295 301 298
PO - Fagor Automation Ltda. (Leça da Palmeira)Tel. 351 229 968 865 Fax: 351 229 960 719
RU - Fagor Automation Russia. (Moscow)Tel. 7 926 795 29 12
AMERICA
BR - Fagor Automation do Brasil Com. Imp. Exp. Ltda. (São Paulo)Tel. 55 11 56 94 08 22 Fax: 55 11 56 81 62 71
CA - Fagor Automation Ontario (Mississauga)Tel. 1 905 670 74 48 Fax: 1 905 670 74 49
Fagor Automation Quebec (Montreal)Tel. 1 450 227 05 88 Fax: 1 450 227 61 32
Fagor Automation Windsor (Canada)Tel. 1 519 944 56 74 Fax: 1 519 944 23 69
US - Fagor Automation Corp. (Chicago)Tel. 1 847 98 11 500 Fax: 1 847 98 11 311
Fagor Automation West Coast (California)Tel. 1 714 957 98 85 Fax: 1 714 957 98 91
Fagor Automation East Coast (New Jersey)Tel. 1 973 773 35 25 Fax: 1 973 773 35 26
Fagor Automation Ohio Branch (Ohio)Tel. 1 614 855 5720 Fax. 1 614 855 5928
Fagor Automation South East (Florida)Tel. 1 813 654 45 99 Fax: 1 813 654 3387
ASIA
CN - Beijing Fagor Automation Equipment Co., Ltd. (Beijing)Tel. 86 10 84505858 Fax: 86 10 84505860
Beijing Fagor Automation Equipment Ltd. (Nanjing)Tel. 86 25 83 32 82 59 Fax: 86 25 83 32 82 60
Beijing Fagor Automation Equipment Ltd. (Chengdu)Tel. 86 28 66 13 20 81 Fax. 86 28 66 13 20 82
Beijing Fagor Automation Equipment Co., Ltd. (Guangzhou)Tel. 86 20 86 55 31 24 Fax: 86 20 86 55 31 25
Beijing Fagor Automation Equipment Co., Ltd. (Shanghai)Tel. 86 21 63 53 90 07 Fax: 86 21 63 53 88 40
HK - Fagor Automation (Asia) Ltd., ( Hong Kong)Tel. 852 23 89 16 63 Fax: 852 23 89 50 86
IN - Fagor Control System Pvt. Ltd. (Bangalore)Tel. +91 (0)8042682828 Fax: +91 (0)8042682816
KR - Fagor Automation Korea, Ltd. (Seoul)Tel. 82 2 21 13 03 41 / 2113 0342 Fax: 82 2 21 13 03 43
MY - Fagor Automation (M) SDN.BHD. (Kuala Lumpur)Tel. 60 3 8062 2858 Fax: 60 3 8062 3858
SG - Fagor Automation (S) Pte. Ltd. (Singapore)Tel. 65 68417345 / 68417346 Fax: 65 68417348
TW - Fagor Automation Taiwan Co. Ltd. (Taichung)Tel. 886 4 2 385 1558 Fax: 886 4 2 385 1598
ER-073/1994
39,5(1.55)25(0.98)
Fagor Automation est reconnue par le Certificat d’EntrepriseISO 9001 et le Certificat CE pour tous ses produits.
Fiabilité dans tout le monde
FAGOR AUTOMATION n’est pas responsable des erreurs possibles d’impression et de transcription sur le catalogueet se réserve le droit d’introduire sans préavis toute modification dans les caractéristiques de ses produits.
CNC 8070 15 poucesDimensions en mm (pouces)
CNC 8070 10.4 pouces modulaire
CNC 8070 10.4 pouces compact





























