Embed Size (px)
Citation preview
Building a New ElectricWorld
«L’énergie ouvre les horizons»
Périodique clients août 2007

2
ImpressumEditeurSchneider Electric (Suisse) SASchermenwaldstrasse 113063 IttigenTél. 031/917 33 33Fax 031/917 33 66www.schneider-electric.ch
Parutionen allemand et en français
RédactionGilbert PerrierCommunication
Concept et réalisationEgolf & Kaiser AG, ASW8810 Horgen
ImpressionSonderegger Druck AG8570 Weinfelden
Martin Soder, CEO Schneider Electric (Suisse) SA
En Suisse, l’offre proposée par Schneider Electric englobe des
solutions dans le domaine de l’automatisation de machines,
de systèmes et d’armoires de commandes, de composants
de climatisation, de prises et d’interrupteurs, de systèmes
électroniques pour le bâtiment, d’alimentations sans cou-
pure, de produits d’automatisation et de régulation ainsi
que de dispositifs de sécurité pour l’automatisation des
bâtiments.
Un partenariat basé sur des compétences localesLes filiales locales du groupe international Schneider Elec-
tric, qui a son siège à Rueil (Paris), portent la responsabilité
d’un large éventail de produits et solutions. Les entreprises
suisses citées ci-contre en sont les partenaires commerciaux
stratégiques qui lui permettent d’assurer un service local de
haute qualité à ses clients.
Ces partenariats complètent des marques reconnues telles que
Merlin Gerin, Telemecanique, PowerMeasurement et Citect
pour n’en mentionner que quelques-unes. Cette présence
commune sur le marché ne consolide pas seulement ses
compétences techniques, mais positionne aussi l’important
savoir-faire de l’ensemble du groupe sur le marché suisse.
Quelque 1000 collaborateurs motivés sont quotidiennement
au service des clients et s’engagent en leur faveur, ce qui leur
assurent un niveau élevé de durabilité, qualité et sécurité.
Schneider Electric en Suisse: un partenaire à prendre au sérieuxBénéficiant de l’appui de la maison mère française qui
opère en tant qu’acteur global, les filiales helvétiques du
groupe agissent en commun en tant que partenaires locaux
crédibles sur le marché, aussi bien dans leurs rapports avec
les clients, associations professionnelles et pouvoirs publics
qu’avec les actionnaires.
Les entreprises du groupe Schneider Electric en Suisse – un éventail de compétences sur le marché.
Sommaire4 IWBUn nouveau système de distribution d’énergie
6 Migros Une distribution fiable
9 Transports PublicsPonctualité garantie
12 Laiteries RéuniesQualité avant tout
14 Zweifel SAUne automatisation craquante
17 Bühler SADes moulins hightech
20 Makies SAUne approche autodidacte
23 GH SAUn béton scientifique
26 Schneider ElectricAssistance durable
Quand on évoque le nom de Schneider Electric, on pense immédiatement à la filiale
éponyme Schneider Electric (Suisse) SA qui a son siège à Ittigen-Berne, au Mont-
sur-Lausanne et à Opfikon. On sait pourtant moins souvent que le groupe possède
encore une multitude d’entreprises dans notre pays. Leur association enrichit le
marché suisse d’un ensemble de compétences et de connaissances.
L’éventail de ses prestations est très large. Que les clients
soient actifs dans l’industrie de l’emballage, la construction
de machines, l’industrie informatique et des télécommu-
nications ou dans le secteur immobilier, les entreprises du
groupe Schneider Electric leur offrent en Suisse les solutions
électroniques et électrotechniques dont ils ont besoin.
En résumé: cela leur permet d’avoir toutes les clés en
main.
Martin Soder
CEO Schneider Electric (Suisse) SA
3
• Schneider Electric (Suisse) SA, Ittigendistribution électrique et automatismes & contrôlewww.schneider-electric.ch
• Berger Lahr Positec AG, Rorschach-Estautomatisation de machines, motion controller, commandeswww.bergerlahr.ch
• Crouzet AG, Mägenwilcomposants d’automatisation et de régulation, en particulier pour la construction de machines, la domotique, les transportswww.crouzet.com
• Elau AG, Villmergenautomatisation de machines pour les biens de grande consommation et l’emballagewww.elau.ch
• Feller AG, Horgencommutateurs et prises électriques ainsi que systèmes électroniques pour l’automatisation du bâtimentwww.feller.ch
• Gutor Electronic Ltd., Wettingen: alimentations sans coupure pour installations industrielles et commercialeswww.gutor.ch
• MGE UPS Systems SA, Dietikonalimentations sans coupure, systèmes d’alimentation en courant et de refroidissement critiqueswww.mgeups.ch
• Sarel SA, Marthalenarmoires de commande, composants pour la climatisation des armoires pour l’électronique, l’électrotechnique et les télécommunicationswww.sarel.ch
• Selectron Systems AG, Lysssystèmes de conduite et de commande, systèmes de sécuritéwww.selectron.ch
• TAC, Ittigenrégulateurs de télésurveillance, vannes et entraînementswww.tac.com
«We are a Great Company to do business with»

4
D I S T R I B U T I O N É L E C T R I Q U E
Après plus de 30 ans de bons et loyaux services, les composants de la distribution
électrique du site de Kleinhüningen des Services industriels de Bâle (IWB – Indus-
trielle Werke Basel) méritaient bien de prendre leur retraite. Les disjoncteurs et
cellules viennent d’être remplacés par le système de tableaux testés Prisma Plus sans
qu’il ne soit possible de prévoir de longues interruptions de l’alimentation en cou-
rant électrique des bâtiments. Un important défi à relever par tous les intervenants.
Nouvelle distribution d’énergie chez IWB BâlePierre-Henri Badel, ingénieur ETS, journaliste RP AJS
En plus de prolonger la vie de l’installation d’alimen-
tation actuelle des bâtiments du site de Kleinhüningen des
Services industriels de Bâle, les cellules d’alimentation en
courant qui viennent d’être installées améliorent la sécurité
et la fiabilité de la fourniture de courant et la saisie des pa-
ramètres électriques. Le changement de l’équipement s’est
effectué par étapes sur une période de trois mois sans qu’il
ne soit possible d’interrompre l’alimentation, à l’exception
de très brèves périodes creuses. «Si nous avions pu inter-
rompre l’alimentation pendant une journée, ceci aurait été
fait durant ce laps de temps» assure Andreas Fankhauser,
directeur du bureau d’ingénieurs Eplan AG de Bâle, qui est
chargé de ce projet de rénovation.
Un nouveau système de distribution d’énergieLe site de Kleinhüningen des IWG comporte neuf bâti-
ments dans lesquels se trouvent les ateliers d’entretien pour
les services électrique, de l’eau, du gaz et de la chaleur à
distance. La distribution électrique se compose de 15 cel-
lules d’alimentation et de disjonction qui approvisionnent
les différents bâtiments. L’installation est assurée par une
alimentation sans coupure (ASC), constituée d’un groupe
électrogène diesel pour sécuriser et fiabiliser l’alimentation
du site. De l’énergie solaire produite sur le toit des bâtiments
est également insufflée dans le réseau.
Les Services industriels de Bâle (IWB), qui emploient
au total 740 collaborateurs, ont réalisé un chiffre d’affaires
de 575 millions de francs en 2006, soit environ 13% de
plus que l’année précédente. Cette entreprise semi-publi-
que – chargée de l’approvisionnement en électricité, gaz,
chaleur à distance et eau du canton de Bâle-Ville – joue un
rôle majeur dans la vie quotidienne des Rhénans. De plus,
les IWB approvisionnent en gaz naturel 27 communes du
Nord-Ouest de la Suisse.
On comprend dès lors bien le défi qui était lancé aux
responsables techniques et au bureau d’ingénieurs. Une
coupure imprévue de courant durant la phase de rénovation
de l’installation d’approvisionnement des bâtiments aurait
en effet pu avoir de graves répercussions sur l’approvision-
nement en électricité, en eau et en gaz des industries et
habitants de la région.
Alimentation avec disjoncteurs de puissance Masterpact.

5
Une solution modulaire et soupleLes critères de modularité et de souplesse, la possibilité
de procéder à la mesure des paramètres électriques ainsi
que la manipulation («handling») ont été déterminants. Il
fallait que les différents éléments s’intègrent bien et qu’il
s’agisse d’appareils homologués. «Peut-être que d’autres
fournisseurs auraient pu répondre aux exigences des IWB,
mais nous avions fait jusqu’ici de bonnes expériences avec
le matériel Merlin Gerin qui équipe depuis des années toutes
les stations de transformation de l’entreprise» note Andreas
Fankhauser. IWB a attribué la fabrication et la livraison de
l’installation à la société Selmoni Installations AG de Bâle
qui implante les produits de Schneider Electric depuis des
années dans ses projets.
Un système entièrement automatisé de mesure de l’ali-
mentation basé sur le concept du Facility Management
permettra à l’avenir à IWB de superviser la consommation de
l’énergie et les fonctions techniques du réseau de distribution
électrique, apprécie Ronald Ruch, l’ingénieur responsable
du projet chez IWB.
L’exploitant se protège en outre des surprises inattendues.
Il est ainsi en mesure de minimiser les coûts d’exploitation
et d’entretien ainsi que les investissements. Il est possible
de consulter les données au travers d’un serveur Ethernet
EGX 400. Le logiciel standard de l’interface Ethernet a été
paramétré en fonction des besoins spécifiques du client. Les
valeurs de mesure peuvent être facilement personnalisées
à sa demande. La saisie des valeurs électriques s’effectue
au moyen de 32 centrales de mesure universelles PM 800
de Merlin Gerin connectées par TCP/IP au travers de l’in-
terface.
Le bureau d’ingénieurs Eplan AG
Le bureau d’ingénieurs Eplan AG de Bâle chargé du projet de mo-dernisation de l’alimentation du site de Kleinhüningen des IWB a été fondé en 2004 par Andreas Fankhauser. Cette entreprise emploie cinq collaborateurs qui bénéficient d’une large expérience dans l’étude des installations électriques. Ceux-ci cherchent à satisfaire les désirs de leurs clients tout en tenant compte des critères esthétiques et environnementaux, du respect des délais, des pres-criptions légales et de l’enveloppe budgétaire des projets qui leur sont confiés.
Pour en savoir plus: www.eplan.ch
Installation de distributiond’énergie BT Prisma Plus testée
Distribution par 15 cellules avec dé-parts mesurés, saisie et exploitation centralisée des valeurs de mesure au travers d’un bus.
Les appareils installés• Armoires électriques Prisma Plus• Disjoncteurs de puissance
Masterpact• Disjoncteurs de puissance
Compact NS• Centrales de mesure universelles
PM800 avec interface RS 485• Interface de communication avec
passerelle Ethernet EGX 400• Fusibles interrupteurs-section-
neurs Fupact
Au milieu: (D. g. à. d.) Andreas Fankhauser, Eplan AG; Heinz Bachofner, ingénieur de vente Schneider Electric.En bas: Ronald Ruch, chef de projet IWB.
Ci-dessus: Installation de distribution d’énergie BT Prisma Plus TSK testée.Dessous: Instruments de mesure universels PM 800 avec interface RS 485 à deux fils.

6
Une nouvelle alimentation principale BT pour le plus haut bâtiment de la ville de Zurich.
Les personnes impliquées dans le projet (de gauche à droite): Urs Schümperli, technicien, chef de groupe Amstein+Walthert; Johannes Brandenberger, chef du service technique Liegenschaften Betrieb AG (société immobilière de la Fédération des coopératives Migros); Ralf Würthenberger, ingénieur de vente, Schneider Electric; Urs Grütter, direction du projet/support BT, Schneider Electric; Robert Wolfrum, chef de projet automatisation des bâtiments, Burkhalter Technics AG.
Entreprises et personnesimpliquées dans le projet
Maître d’œuvreFédération des coopératives Migros
ExploitantLIBAG, directeur des services tech-niques: Johannes Brandenberger
Planification etdirection généraleAmstein+Walthert AG, un des plus importants bureaux d’ingénieurs et de consulting de SuisseChef de projet: Urs Schümperli
TableautierBurkhalter Technics AG, une des plus importantes entreprises d’installations dans l’automatisation des bâtiments de SuisseChef de projet: Robert Wolfrum
Installation électriqueHans K. Schibli AGChef de projet: René Hossli
Fournisseur des produits et dusystèmeSchneider Electric (Suisse) SADirection de projet: Urs GrütterResponsable du projet: Ralf Würthenberger
7
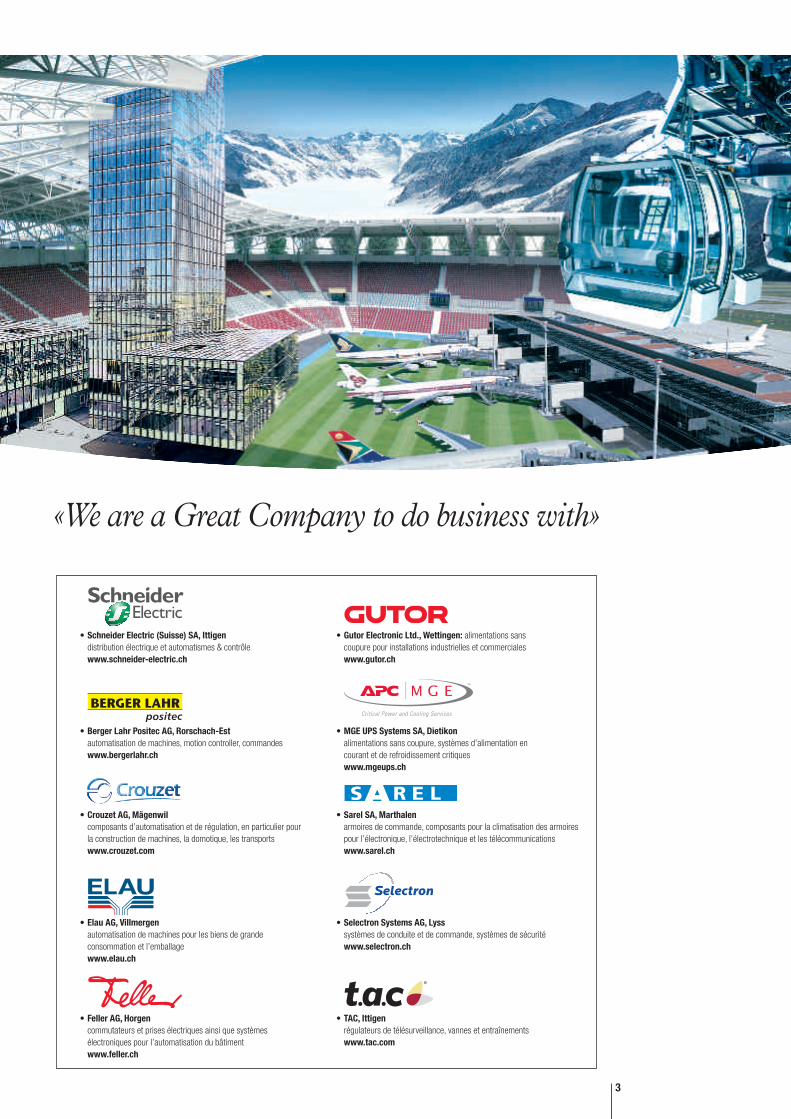
L’installation électrique principale
basse tension de la plus haute tour de la
ville de Zurich, à savoir le centre Migros
de la place de la Limmat, a été rempla-
cée l’année dernière car elle avait fait
son temps. Schneider Electric a réussi à
convaincre le maître d’œuvre et le bu-
reau d’ingénieur de l’ingéniosité de sa
solution et de sa compétence.
«Deux pannes intervenues en 2004 et provenant de points
faibles dans l’alimentation nous ont convaincus de la nécessité
de ce renouvellement» rapporte Johannes Brandenberger,
directeur des services techniques de la société immobilière
Migros SA (LIBAG). «La capacité de l’ancienne installation
suffisait encore mais la sécurité n’était plus garantie» pré-
cise-t-il. On remarque immédiatement combien cela devait
être important quand on entre dans le bâtiment. Cette petite
ville grouille de monde car une multitude de filiales de la
Migros et d’entreprises tierces s’en partagent les surfaces:
un restaurant, une banque, un vaste centre commercial, un
kiosque, un bureau de voyage, l’Ecole-club Migros, etc.
Une distribution fiable dans un bâtiment complexe
Hannes Gysling, ingénieur diplômé EPF
D I S T R I B U T I O N É L E C T R I Q U E
Sur les 22 étages que compte ce bâtiment, 14 abritent
les bureaux administratifs de la Fédération des coopératives
Migros tout comme le restaurant du personnel. Les locaux
techniques se situent au troisième étage, l’alimentation de
secours étant assurée par une ligne de réserve des Services
de l’électricité de Zurich.
Une solution convaincanteLe mandat comportait des exigences très élevées pour
les entreprises qui se proposaient de l’obtenir. «L’installa-
tion de distribution devait être démontée et remontée sans
interrompre l’alimentation alors que l’espace disponible
était extrêmement limité» relève Urs Schümperli, chef de
groupe d’Amstein+Walthert.
«Seul Schneider Electric garantissait de respecter cette
condition lors de l’appel d’offres». Mais c’est finalement
l’excellente collaboration entre les entreprises concernées
qui a conduit au succès de ce projet.
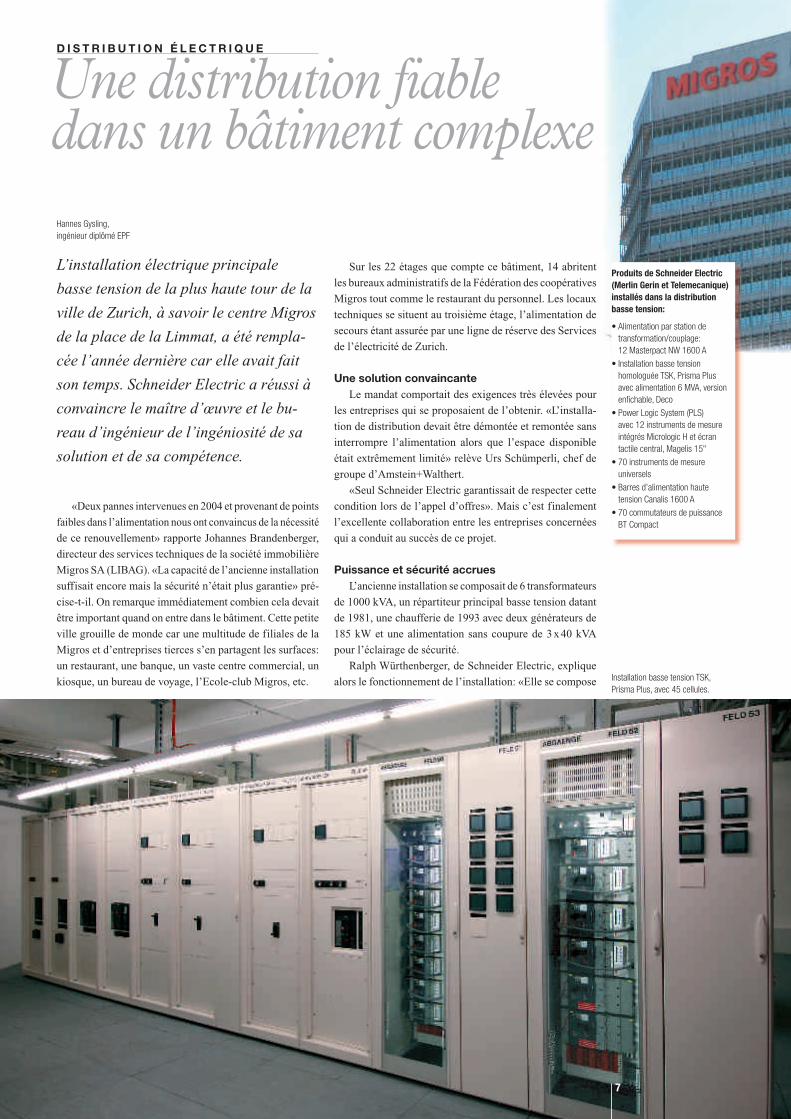
Puissance et sécurité accruesL’ancienne installation se composait de 6 transformateurs
de 1000 kVA, un répartiteur principal basse tension datant
de 1981, une chaufferie de 1993 avec deux générateurs de
185 kW et une alimentation sans coupure de 3 x40 kVA
pour l’éclairage de sécurité.
Ralph Würthenberger, de Schneider Electric, explique
alors le fonctionnement de l’installation: «Elle se compose
Produits de Schneider Electric(Merlin Gerin et Telemecanique)installés dans la distributionbasse tension:
• Alimentation par station de transformation/couplage: 12 Masterpact NW 1600 A
• Installation basse tension homologuée TSK, Prisma Plus avec alimentation 6 MVA, version enfichable, Deco
• Power Logic System (PLS) avec 12 instruments de mesure intégrés Micrologic H et écran tactile central, Magelis 15"
• 70 instruments de mesure universels
• Barres d’alimentation haute tension Canalis 1600 A
• 70 commutateurs de puissance BT Compact
Installation basse tension TSK, Prisma Plus, avec 45 cellules.

8
Ecran tactile Magelis de 15“.
Johannes Brandenberger, chef du service technique Liegenschaften Betrieb AG (société immobilière de la Fédération des coopératives Migros).
Barres de haute puissance Canalis, 1600 A.
Ralf Würthenberger, Schneider Electric: «Une référence tournée vers l’avenir».
de trois unités. La particularité est que chacune des trois
cellules gère un courant de 3200 A. Elles sont alimentées
par deux transformateurs de 1000 kVA. L’autre spécificité
est que l’on peut coupler les différentes installations. En
cas de panne d’un transformateur, on peut soutirer l’énergie
d’un autre». Pour ce qui est de l’alimentation de secours, le
Service de l’électricité de Zurich (EWZ) met à disposition
une ligne de réserve sur laquelle l’alimentation commute
automatiquement en cas de panne.
Le système de distribution énergétique Prisma Plus
offre une grande souplesse et une sécurité d’exploitation
élevée. Schneider Electric a en outre proposé le Power Logic
System (PLS) avec visualisation pour la saisie des données
et des événements.
Toute l’installation est extrêmement conviviale, surtout
en raison des écrans tactiles. Tous les branchements sont
visualisés et l’on peut lire facilement les valeurs mesurées.
De plus, il est possible de déceler rapidement les défaillances
d’une cellule.
Offrant un niveau de sécurité nettement plus élevé, des
commutateurs remplacent les fusibles. De plus, l’ensemble
de l’installation est mieux encapsulé. Chacune des 45 cellules
est mieux isolée. Précédemment, il pouvait arriver qu’une
défaillance constatée dans une cellule mette hors service
l’ensemble de l’installation.
Changement sans interruptionLe remplacement du système de distribution dura au
total dix semaines. Le principal défi provenait du fait que
le courant ne devait être coupé que pendant un très court
laps de temps. «Le principal écueil fut que le courant des
congélateurs du centre commercial situé au sous-sol ne
pouvait être interrompu que durant deux heures. Nous
avons quasiment dû nous fier au chronomètre. Nous avons
monté une installation provisoire durant la phase transitoire
de manière à pouvoir changer les armoires au cours des
semaines suivantes et à basculer sur le nouveau système au
cours du week-end» souligne Urs Schümperli.
Un objet de référence uniqueCe projet constitue une bonne référence pour toutes les
parties concernées. La planification démarra en octobre
2005 et la mise en service s’effectua une année plus tard
exactement. «C’est la première fois que nous procédions à
une installation aussi importante en Suisse avec saisie des
informations au moyen d’un écran tactile. On peut y voir
de nombreux composants tels qu’API ainsi que toutes les
E/S décentralisées» note Urs Grütter, de Schneider Electric.
«Cela constitue pour nous une référence importante; d’autres
entreprises s’intéressent déjà à cette solution conviviale»
poursuit Ralf Würthenberger.»
9
Les aléas de la circulation engendrent
d’importantes pointes de la demande en
puissance. Depuis que les Services
industriels de Genève laissent le libre
choix aux gros consommateurs quant à
leur équipement de disjonction, les TPG
ont installé des cellules SM6 de Schneider
Electric qui offrent une protection et une
facilité d’entretien accrues.
Pierre-Henri Badel, ingénieur ETS, journaliste RP AJS
Les Transports publics genevois (TPG) comptent, avec
leurs 1500 employés, parmi les plus importants employeurs
du canton. Ils exploitent au total un réseau de 380 km de
lignes et disposent de près de 400 véhicules.
Le réseau d’alimentation des véhicules à traction élec-
trique (trams et trolleybus) de l’entreprise semi-publique de
la Cité de Calvin est alimenté en moyenne tension (18 kV)
par les Services industriels du canton (SIG). La tension est
abaissée et redressée à 600 VDC dans 17 sous-stations de
transformations réparties aux endroits stratégiques du réseau
d’environ 50 kilomètres de lignes aériennes qui alimentent
les quelque 160 véhicules électriques circulant dans le
canton. Si une seule de ces sous-stations venait à tomber
en panne, cela immobiliserait des dizaines de véhicules et
paralyserait une grande partie du trafic des voyageurs de la
ville du bout du Léman. Une situation que les responsables
techniques du réseau ne voudraient pas vivre trop souvent.
Garantir la ponctualité des voyageurs
A U T O M AT I S AT I O N
La nouvelle rame de tram à plancher surbaissé des TPG.

10
BEM Bühler Engineering SA
Créée en 1982, sous la forme d’une entreprise artisanale, la société Bühler Electricité SA atteint en deux ou trois ans seulement la taille d’une PME. Elle compte une cinquantaine d’employés et d’apprentis. Elle s’est diversifiée vers l’électricité industrielle et s’est progressivement organisée en quatre secteurs: les installations électriques domestiques, les instal-lations électriques industrielles, les installations de moyenne tension et d’alimentation en énergie de forte puissance ainsi que la fabrication de tableaux électriques.
En 1988, l’entreprise étend ses prestations à la planification dans le domaine électrotechnique en créant son propre bureau d’ingénieurs sous la forme d’une société indé-pendante: Bühler Engineering SA.
D’où l’importance accordée au matériel de protection, de
commutation et de contrôle du réseau d’alimentation.
Entièrement pilotées à distance«Quand nous avons pu reprendre à notre charge la partie
alimentation à 18 kV, nous avons fait un appel d’offre en
précisant que nous désirions des relais de protection plus
performants et mieux adaptés à nos besoins qu’auparavant et
un matériel 18 kV sûr et pratique» précise Nicolas Michel,
responsable de l’ingénierie électrotechnique de la traction
aux TPG. «Il fallait aussi que les équipements de disjonction
soient faciles à utiliser et que le débrochage des chariots
disjoncteurs soit visible et possible pour des questions de
sécurité. La fiabilité et la simplicité des installations sont
essentielles car nos travaux englobent une multitude de
tâches» poursuit-il.
Les disjoncteurs motorisés sont télécommandés à distance
de manière à pouvoir entièrement gérer le réseau d’alimen-
tation depuis le poste de commande centralisé situé au dépôt
des véhicules de Bachet-Pesay. Toutes les interventions
volontaires ou non sont parfaitement visibles sur les écrans
de commande et sont protocolées sur une imprimante.
Le renouvellement des équipements des sous-stations
a commencé en 2000 et actuellement 14 d’entre elles sur
les 17 ont été modernisées avec des cellules modulaires de
type SM6. Nicolas Michel exprime sa satisfaction dans la
solution choisie. «Les relais de protection SEPAM sont faciles
à programmer et à paramétrer selon la courbe des groupes
redresseurs pour le régime de traction qui demandent des
capacités de charge de 200 % de la valeur nominale durant
une minute et de 150% pendant une heure» précise-t-il.
Une rénovation progressive qui arrive à bout touchant
L’étude et la réalisation de ces sous-stations sont à mettre
à l’actif de l’entreprise BEM Bühler Engineering SA de
Monthey. Jean-Marie Rouiller en est très fier. Tout comme
de la conception d’une sous-station mobile également sortie
de l’imagination des TPG et de l’entreprise valaisanne. Elle
sert depuis l’automne 2005, date de sa mise en service, pour
pallier la mise hors tension de sous-stations fixes en cas de
travaux d’entretien ou de renouvellement.
Jusqu’ici, la transmission des données d’exploitation
entre la cabine mobile et le poste de commande centralisé
a pu être réalisée en utilisant les infrastructures du réseau
de communication existant. Mais afin d’assurer une totale
autonomie à cette station mobile construite dans un container
à enceinte entièrement métallique, les TPG envisagent une
transmission des données par réseau GSM.
En haut à gauche: Station d’alimen-tation mobile destinée à prendre le relais de sous-stations en cas de travaux sur le réseau des TPG.
En haut à droite: Jean-Marie Rouiller, directeur de la société BEM Bühler Engineering SA, Monthey (à gauche) et Nicolas Michel, responsable ingé-nierie électrotechnique de traction aux TPG (à droite).
Ci-dessous: De gauche à droite: Nicolas Michel, responsable ingénierie électrotechni-que de traction aux TPG; Jean-Marie Rouiller, directeur de la société BEM Bühler Engineering SA, Monthey; Christian Peguet, ingénieur com-mercial Schneider Electric et Willy Jacob, responsable réseau 600 V et télécommande aux TPG.
11
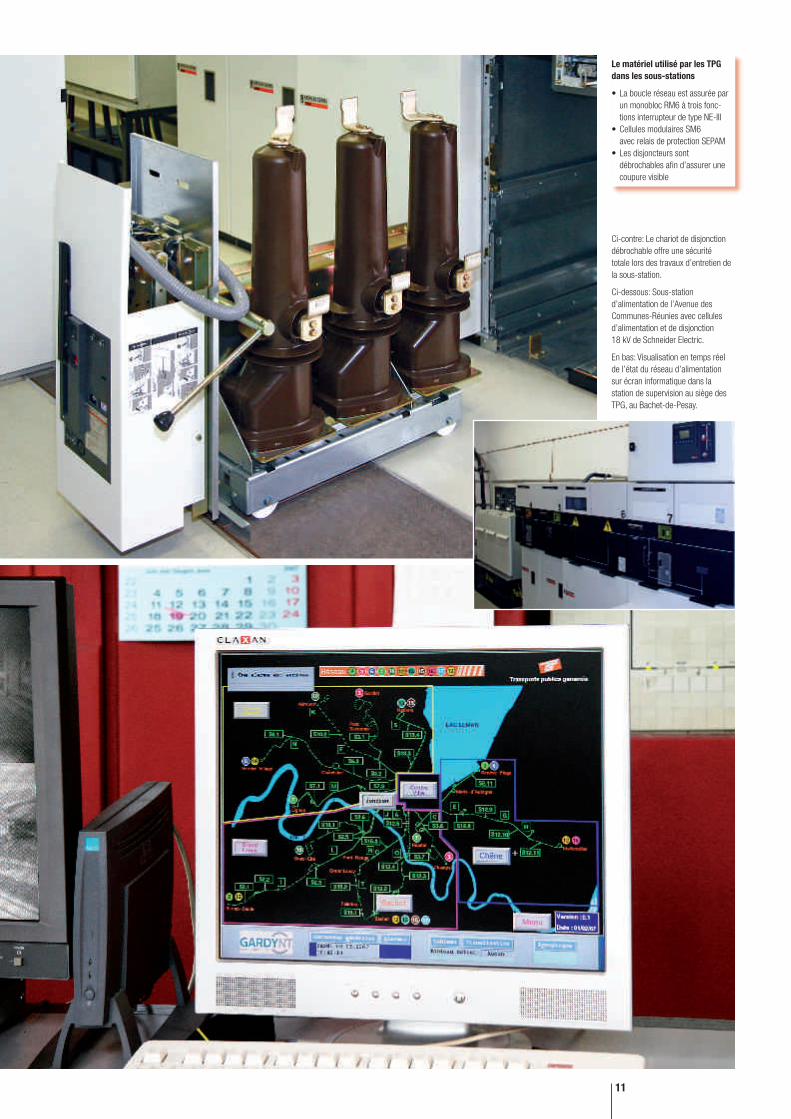
Le matériel utilisé par les TPGdans les sous-stations
• La boucle réseau est assurée par un monobloc RM6 à trois fonc-tions interrupteur de type NE-III
• Cellules modulaires SM6 avec relais de protection SEPAM
• Les disjoncteurs sont débrochables afin d’assurer une coupure visible
Ci-contre: Le chariot de disjonction débrochable offre une sécurité totale lors des travaux d’entretien de la sous-station.
Ci-dessous: Sous-station d’alimentation de l’Avenue des Communes-Réunies avec cellules d’alimentation et de disjonction 18 kV de Schneider Electric.
En bas: Visualisation en temps réel de l’état du réseau d’alimentation sur écran informatique dans la station de supervision au siège des TPG, au Bachet-de-Pesay.
12
La qualité des produits fabriqués par
les Laiteries Réunies de Genève (LRG)
dépend directement de la fiabilité de son
approvisionnement en électricité. Une
panne suffirait en effet à compromettre
la production journalière de certains
aliments très sensibles. Raison pour
laquelle la coopérative des paysans de la
région a misé sur la prudence. Elle vient
de procéder à une opération de retrofit*
des cellules d’alimentation et de protec-
tion de son système d’approvisionnement
en courant électrique.
*Retrofit: action de remplacer un ancien appareil par un
appareil de nouvelle génération avec un kit industrialisé
Laiteries Réunies de Genève:
Un certain goût pour la qualité en toute sécurité
Pierre-Henri Badel, ingénieur ETS, journaliste RP AJS
Employant quelque 400 personnes dans son usine de
Plan-les-Ouates, dans la banlieue genevoise, cette coopérative
est une entreprise indépendante qui est le prolongement des
exploitations laitières de ses sociétaires. Elle traite le lait
collecté non seulement dans le canton où elle est implantée,
mais aussi dans les zones franches françaises du Pays de
Gex et de la Haute-Savoie, ainsi que dans les communes
proches du canton de Vaud jusqu’à Lussy/Morges. Elle
transforme ainsi près de 40 000 tonnes au total par année
dans ses installations. La production est quotidienne, ce qui
oblige la chaîne industrielle de fonctionner 7 jours sur 7 et
365 jours par année.
Assurer la pérennité et la fiabilité de l’installationLes anciens équipements électriques encore en service
l’année dernière dans l’usine de production construite en
1982 dataient de cette époque. Depuis quelque temps déjà,
il n’était plus possible de trouver des pièces de rechange
pour ces appareillages dont la conception remontait aux
années 70. Une situation qui s’avérait risquée compte tenu
des exigences de qualité lors du traitement des tonnes de
lait déversées quotidiennement dans les installations de
production.
«En plus du fait que l’on ne trouvait plus de pièces
de rechange, nous avions aussi parfois des problèmes de
réenclenchement après les manœuvres» rapporte Jean-Noël
Magnin, responsable Electricité et Energies aux Laiteries
Réunies. «Nous n’avons aucun droit à l’erreur» poursuit-il, en
parlant de la fiabilité des équipements d’approvisionnement
en électricité. Celle-ci est assurée avec trois transformateurs
de 1000 kVA couplés entre eux par les disjoncteurs qui vien-
nent d’être remplacés. Grâce à cette opération de retrofit, il
a donc été possible d’améliorer le niveau de fiabilité et de
pérennité de l’alimentation.
Un échange tout en douceurLa solution du retrofit a été adoptée pour réduire les
temps de mise hors service au moment du remplacement
des anciens appareils Selpact B6 par des Masterpact NW
16 en version retrofit. Ceux-ci ont en effet été disposés sur
des cadres de montage appropriés de manière à ce que l’on
puisse procéder à leur échange sans devoir intervenir sur
la disposition des autres éléments ou sur la connectique
et les barres d’alimentation. Les kits d’adaptation sont
fournis par Schneider Electric. Seul le plastron frontal a
dû être adapté.
Quelques tours de tournevis ont donc suffi pour se retrouver
avec un système parfaitement au goût du jour. «Nous assurons
ainsi la pérennité de nos produits ou de marques différentes
Produits Schneider Electric
Remplacement des appareils Selpact B6 par des Masterpact NW16 en version retrofit.
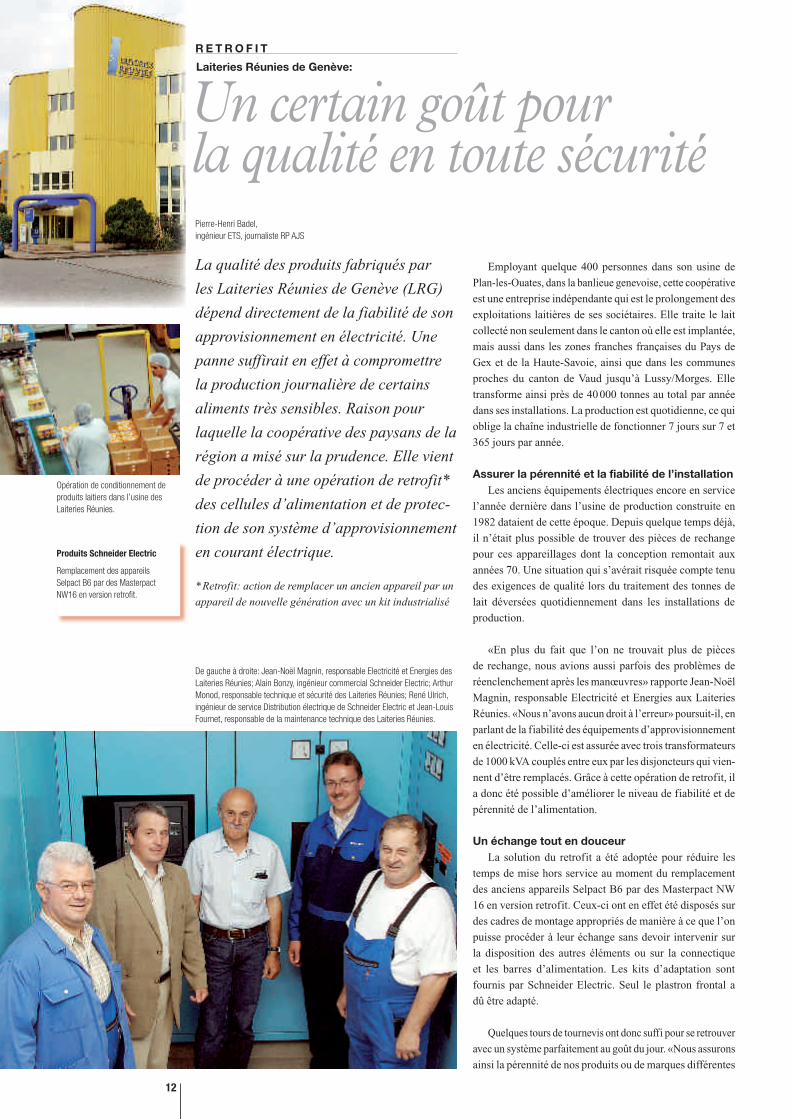
De gauche à droite: Jean-Noël Magnin, responsable Electricité et Energies des Laiteries Réunies; Alain Bonzy, ingénieur commercial Schneider Electric; Arthur Monod, responsable technique et sécurité des Laiteries Réunies; René Ulrich, ingénieur de service Distribution électrique de Schneider Electric et Jean-Louis Fournet, responsable de la maintenance technique des Laiteries Réunies.
Opération de conditionnement de produits laitiers dans l’usine des Laiteries Réunies.
R E T R O F I T

13
vis-à-vis de nos clients, même sur des appareils dont l’âge
dépasse largement les 10 ans de péremption, durée qui a
habituellement cours dans ce secteur» avance Alain Bonzy,
ingénieur commercial chez Schneider Electric.
Pas de droit à l’erreurLes disjoncteurs qui ont été installés sont dédiés à la
sécurisation de trois transformateurs 1000 kVA couplés
entre eux. La prochaine étape consistera à remplacer les
disjoncteurs source. Compte tenu des bonnes expériences
accumulées lors de cette opération et de la manière dont elle
s’est déroulée, la suite de la modernisation des équipements
s’effectuera selon le même schéma. «Nous avons même eu
deux à trois heures d’avance sur le planning» confirme Jean-
Noël Magnin. «Il faut dire que le personnel de l’organisation
suisse de Schneider Electric s’est rendu particulièrement
disponible pour tout ce travail» ajoute-t-il.
«Toute l’équipe impliquée dans cette opération a fourni
un sacré travail, répondant toujours à notre attente» atteste
pour sa part Jean-Louis Fournet, responsable de la mainte-
nance technique des Laiteries Réunies. «Il faut souligner que
chacun était conscient que l’on ne pouvait pas se permettre de
provoquer une interruption d’exploitation» conclut-il.
Le centre d’entretien et demaintenance de SchneiderElectric pour la Suisse Romande
Le centre technique de Schneider Electric au Mont-sur-Lausanne est en charge de l’entretien et de la maintenance des équipements des clients de Suisse Romande. Quatre collaborateurs, au sein de Schneider Electric Suisse pour la basse tension de puissance, sont responsables des opérations de retrofit telles qu’elles ont été nécessaires dans le cadre du programme de modernisa-tion de l’alimentation électrique des Laiteries Réunies de Genève.
De l’étable du paysanjusqu’aux étals des magasins
Le groupe LRG assure l’ensemble de la chaîne production et de logistique de toute une gamme de ses produits, depuis la collecte auprès des paysans jusqu’aux étals des magasins de détail. Cela se fait par le biais de son pôle laitier et de ses entités spécialisées dans la fabrication et le conditionnement de yogourts et desserts (9000 tonnes/an), fromages à pâtes molles (1500 tonnes/an), produits de charcuterie et viande fraîche. Avec ses différentes filiales, il a réalisé un chiffre d’affaires de 326 millions de francs en 2006, en progression de 3,3%. Particulièrement soucieuse de la qualité de ses produits et de la protection de l’environnement, cette entreprise est homologuée ISO 9001 et 14001. Elle fabrique dans ses ateliers des yogourts sous licence Danone, des produits Weight Watchers ainsi que sous ses marques propres TamTam, Bio-logic, Edelweiss. Cette production labellisée pour de grands groupes agroalimentaires internationaux implique qu’elle soit régulièrement auditée avec succès si elle entend conserver ses licences. Le défi de la qualité est donc une préoccupation constante pour le groupe LRG et ses différentes entités et filiales Nutri-frais SA, Val d’Arve SA, Euro-Frais Transit SA, Vivadis SA, W. Ottiger SA, Del Maître SA et Gehrig AG.
Depuis la salle de contrôle, il est possible de surveiller en perma-nence et en temps réel les opérations de traitement du lait.
Ci-dessous: Le nouveau module d’alimentation en courant «rétrofité» des Laiteries Réunies.Ci-contre: Vue partielle de l’installation de traitement du lait.

14
Les composants suivants deSchneider Electric sont utilisésdans le système d’automatisa-tion (Telemecanique)
• API Modicom Quantum• Système d’E/S Advantys STB• Départ moteur
(all in one) TeSys® U
Martina Burger, responsable du service technique, Zweifel Pomy-Chips SA.
Bassin de prétraitement de la station d’épuration des eaux de Zweifel (ZARA).
Gerhard Meier, chef de la division électrotechnique du service technique de Zweifel Pomy-Chips SA, explique le fonctionnement de la ZARA.
Marcel Schmid, service technique automatisation, Zweifel Pomy-Chips SA (à droite) et Hans Beck, ingénieur de vente Schneider Electric.

1515
Croquant même en matière d’automatisationPierre-Henri Badel, ingénieur ETS, journaliste RP AJS
A U T O M AT I S M E S & C O N T R Ô L E
Le développement de la production de Zweifel Pomy-
Chips SA a exigé la construction d’une installation de
prétraitement supplémentaire des eaux usées industrielles
avant de les laisser s’écouler dans la station d’épuration
communale. L’entreprise a donc convenu avec la société
intercommunale de traitement des eaux usées de prétraiter
ses effluents conformément aux directives relatives aux eaux
usées communales. C’est pour cette raison que Zweifel a
construit sa propre station d’épuration (ZARA, abréviation
de Zweifel-Abwasser-Reinigungs-Anlage) qu’elle exploite
elle-même.
Rester concurrentiel malgré le traitement des eaux usées
Pour des raisons économiques, les boues d’épuration
issues du traitement mécanique sont déshydratées et utilisées
comme aliments pour les animaux. Dans une deuxième étape,
les eaux usées (70000 m3/an) sont dépolluées par procédé
anérobique, ce qui permet de produire 60000 m3 de biogaz
par année. Celui-ci est utilisé à 90% pour le chauffage du
bâtiment et pour le fonctionnement du traitement dans la
station d’épuration.
Zweifel Pomy-Chips SA
• 380 employés, dont 170 à Spreitenbach
• 20 000 t de pommes de terre p.a.• 2 000 t d’huile de tournesol• 400 t d’herbes aromatiques• 60–70 millions de sachets de
pommes chips• 11 dépôts de produits frais en
Suisse• 130 camions de 3,5 t pour la
livraison des produits frais
L’équipe du service technique de Zweifel Pomy-Chips SA: (de gauche à droite) Marcel Schmid, Martina Burger, Hans Wendel et Gerhard Meier.
En Suisse, le nom de Zweifel est automa-
tiquement associé à des chips. Fondée en
1950, l’entreprise qui a son siège à
Spreitenbach, dans la banlieue de Zurich,
produit actuellement quelque 5,5 millions
de tonnes de ces rondelles croustillantes
par année, auxquelles s’ajoutent 1400
tonnes de snacks. Eplucher, laver et frire
20000 tonnes de pommes de terre pro-
duit aussi des déchets et nécessite obliga-
toirement un traitement des eaux indus-
trielles. Ce dernier se passe dans une
installation d’épuration pilotée par une
commande de Schneider Electric.

16
Maintenir le haut niveau qualitatif des produitsC’est dans le but de bénéficier d’une meilleure supervi-
sion d’un processus industriel devenant plus complexe que
l’entreprise Zweifel Pomy-Chips SA a entièrement renouvelé
la partie électronique de sa station de traitement des eaux
ZARA. Elle a opté pour une commande Modicom Quantum
pour remplacer une ancienne version moins performante ainsi
que des E/S Advantys. Une solution qui a eu l’avantage de
réduire les coûts d’adaptation.
La mise en service de la nouvelle installation s’est
effectuée étape par étape sans interruption, à l’exception
d’une seule, d’une durée d’une heure seulement. «Nous
avons pu récupérer et réutiliser toute la programmation de
l’ancienne commande, ce qui n’est pas habituel avec un API»
se félicite Marcel Schmid, responsable de l’automatisation
chez Zweifel Pomy-Chips. Ceci, d’autant plus que l’ancien
équipement datait de plus de 15 ans.
En parfaite adéquation avec les besoinsAujourd’hui, ce ne sont pas moins de 5000 points de
mesure qui sont regroupés sur la commande et son système de
visualisation qui permet de suivre la marche de l’installation sur
écran en temps réel. Les E/S sont commandées par 14 stations
Advantys. «L’avantage d’utiliser le système Advantys est que
la communication s’effectue au travers d’un bus Ethernet
qui est standardisé, bon marché et facile à utiliser» reconnaît
Marcel Schmid. «En outre, ce système d’entrées-sorties se
caractérise par une très grande souplesse». Gerhard Meier,
responsable de la division électrique de l’usine, se montre
encore plus enthousiaste: «Advantys? C’est exactement
ce dont nous avions besoin». La commande des moteurs
s’effectue pour sa part avec le système TeSys U.
Le succès de l’entreprise oblige désormais celle-ci à
rationaliser ses installations de stockage. Pour atteindre cet
objectif, un entrepôt de grande hauteur est actuellement en
cours de construction, à côté de l’usine de fabrication. Les
bonnes expériences réalisées avec le système de commande
utilisé pour automatiser la station d’épuration incitent les
dirigeants de l’usine à opérer le même choix en ce qui concerne
la gestion du stock. «Cela démontre bien la confiance que
nous accordons au système de Schneider Electric» renchérit
Gerhard Meier.
Hans Wedel, chef de groupe de la ZARA, Zweifel Pomy-Chips SA, devant le système de visualisation permettant de contrôler l’ensemble de l’installation en temps réel.
Hans Beck, Schneider Electric, Gerhard Meier, Zweifel Pomy-Chips SA, Pierre-Henri Badel, journaliste spécialisé.
Départ moteur TeSys U® (all in one).

17
Hannes Gysling, ingénieur diplômé EPF
A U T O M AT I S AT I O N
Un moulin hightech bientôt en service
La société Bühler SA d’Uzwil (SG) est le
leader mondial des équipements pour les
minoteries. Elle planche actuellement
sur un projet qui dépasse de loin tous les
mandats qu’elle a décrochés jusqu’ici:
la société danoise Lantmännen Mills A/S
a chargé l’entreprise saint-galloise
d’automatiser les moulins les plus im-
portants et les plus modernes d’Europe.
Le petit moulin de Vejle, au Danemark, qui fonctionne
aujourd’hui avec un ancien équipement mécanique et une com-
mande surannée, va être sensiblement agrandi et entièrement
automatisé. Viendront également s’y ajouter deux moulins
à froment et un à seigle afin de compléter les installations
de la minoterie. Ainsi, quelque 900 t de céréales pourront
être moulues chaque jour sur l’ensemble du site.
Des grains à la farineLe cœur de la nouvelle installation sera formé de trois
moulins représentant au total 42 meules. Tout processus de
fabrication de la farine se déroule en quatre phases, à savoir le
nettoyage, la mouture, l’examen visuel et le tri. Avant d’être
moulus, les grains sont donc soigneusement nettoyés puis
Cellules de disjonction pour Lantmännen Mills A/S, leader du traitement industriel des céréales dans le Nord de l’Europe.
humectés avec de l’eau de manière à ce que cette dernière
pénètre dans le son et qu’il se sépare plus facilement de la
farine. Les grains sont ensuite moulus entre les rouleaux, la
dernière opération consistant à tamiser la farine. Ce dernier
processus se répète jusqu’à ce que l’on ait extrait tous les
résidus de la farine.
Le coup de baguette magique de Schneider Electric et Bühler
«Le client désirait avoir un très haut degré d’automati-
sation. Les paramètres du processus devaient être gérés et
visualisés de bout en bout de manière à pouvoir en optimiser
en continu les différentes étapes. La saisie en ligne des para-
mètres des opérations est obtenue au moyen de 6500 acteurs
et capteurs et grâce à des départ moteur intelligents. Cela
n’est possible que si les différents composants du système
peuvent se brancher à un bus de terrain» évoque Mike Häfeli,
responsable du projet chez Bühler SA. «Schneider Electric
a offert à un prix intéressant les trois principaux éléments,
à savoir le départ moteur, le démarreur progressif et le
convertisseur de fréquences. Le fait qu’ils proviennent du
même fournisseur représentait un avantage et ce critère s’est
révélé déterminant. De plus, nous connaissions les produits
de Schneider Electric pour les avoir utilisés dans d’autres
projets et avions fait de bonnes expériences».
Une multitude de données à exploiterLe haut niveau d’automatisation de cette installation est
obtenu grâce aux moteurs à commande par bus avec plus
Bühler SA
Bühler est un groupe technologique actif sur le plan mondial. Sa division des minoteries possède des compé-tences pointues dans les processus modernes et l’ingénierie pour traiter différentes sortes de céréales, dans la manutention des produits pour la boulangerie industrielle, dans la fabrication de biscuits et les installa-tions de malaxage. L’entreprise em-ploie 6600 personnes et son chiffre d’affaires s’est élevé à 1,6 milliard de francs en 2006.

18
de 1000 sorties moteur, E/S décentralisées, à la possibilité
de travailler avec des fibres optiques au lieu de lignes de
cuivre, aux 24 stations PC regroupées sur un seul étage grâce
auxquelles l’opérateur a constamment accès à l’ensemble de
l’installation. La combinaison des départs moteur TeSys U,
permet d’obtenir beaucoup plus de données que ce n’est le
cas avec un départ moteur numérique.
«De cette manière, nous avons une meilleure connaissance
des temps de fonctionnement, de la consommation de courant
et des défaillances moteur. Les possibilités d’exploitation des
données sont extrêmement variées» relève aussi Mike Häfeli.
En plus de son savoir-faire, Schneider Electric proposait une
vaste palette de convertisseurs de fréquence. Bühler a opté
pour le système Altivar 71 qui se connecte au bus et permet
de choisir entre le bus CANopen et le Profibus DP.
Un fonctionnement 24 h sur 24 quasiment sans intervention humaine
Une disponibilité de près de 24 h sur 24 est exigée durant
toute l’année. On compte sur des périodes de mise hors service
très limitées pour l’entretien et les travaux de nettoyage. Une
telle exigence requiert un ingénieux concept d’automatisation.
A Vejle, quasiment personne n’est présent sur place, ce qui
implique un très haut niveau d’automatisation.
Montage des armoires de commuta-tion pour Lantmännen Mills A/S dans les ateliers d’Uzwil.
Les produitsSchneider Electric utilisés
•1000 départs moteur TeSys (modèle U); la première combi-naison de départ moteur (solution monobloc tout en un) à allier les fonctions de sectionnement, de commutation, de protection et de commande.
•Convertisseur de fréquence Altivar ATV31 et ATV71 ouvert à tous les réseaux de communication; un terminal de commande avec écran de grand format intégré.
•Démarreur progressif Altistart ATS48 offrant une maîtrise parfaite du couple moteur (commande de moteur brevetée) pendant toute la phase du démarrage et du freinage.
Vue partielle de la cellule de commu-tation (départ moteur combiné avec TeSys U, commutateur de puissance BT Compact, disjoncteur de protec-tion moteur GV7, contacteurs TeSys D ainsi que convertisseur de fréquence Altivar ATV31 et démarreur ATS01).
Bühler a créé un outil qui envoie automatiquement un
SMS au cas où par exemple, une situation extraordinaire se
présente durant le week-end et que personne ne se trouve
dans l’entreprise. Le collaborateur concerné a alors la pos-
sibilité de superviser la production en ligne au moyen d’une
connexion Internet et d’intervenir si cela s’avère nécessaire.
«Ainsi, grâce aux différentes fonctions adaptées à notre
client, nous avons répondu à l’essentiel de ses exigences»
souligne Mike Häfeli.
Support garanti En cas de besoin, Bühler peut accéder en ligne à l’ins-
tallation. «Nous offrons sur toute installation un support
personnalisé sur le plan mondial» précise Mike Häfeli.
Schneider Electric a aussi la possibilité d’organiser
son assistance sur les appareils à partir de la Suisse ou de
mandater si besoin est son représentant danois. Les agen-
ces Schneider Electric situées dans 190 pays assurent à
Bühler SA de pouvoir compter sur une assistance mondiale
dans les meilleurs délais.

19
Départ moteur combiné avec TeSys U, protection moteur GV2/GV7 et contacteurs TeSys D ainsi que conver-tisseur de fréquence Altivar ATV31 et démarreur contrôlé ATS01.
Lantmännen Mills
Lantmännen Mills fait partie du groupe éponyme. Près de 50 000agriculteurs suédois en sont les actionnaires. Il emploie 12 000collaborateurs et réalise un chiffre d’affaires de plus de 30 milliards de francs. Il est le leader du traitement industriel des céréales en Europe du Nord et fabrique de la farine, des préparations à base de céréales pour le petit déjeuner, du pain et des pâtes dans différents pays.
D. g. à. d.: Roland Betschen responsable des installations de commande avec Marc Schlappritzi, chef d’équipe des installations de commande et Mike Häfeli, chef de projet de l’automatisation des minoteries/boulang. chez Bühler SA, Uzwil.
D. g. à. d.: Beat Holenstein, chef de projet Bühler SA; Martin Zeltner, ingénieur de vente Schneider Electric; Marcel Frei, administrateur système API, Bühler SA et Werner Bräker, Schneider Electric, chef des ventes Industrie.

20
La holding Marti
La holding est une entreprise familiale qui se compose des sociétés Kurt Marti Transport SA, de Makies SA, de F+M Kies SA et de Kieshandel SA.
La première de la liste a été fondée en 1962 à Zell par Kurt Marti en tant qu’entreprise de transport.Makies SA a été créée en 1983 à Gettnau. La nouvelle fabrique de béton de Dagmersellen appartient également à la société Makies qui a son siège à Gettnau depuis 1995.
API TSX Premium avec Unity (inter-face Ethernet FIPway).
Pius Marti (Makies SA) et Markus Umiker (Schneider Electric) devant le concasseur.
2121
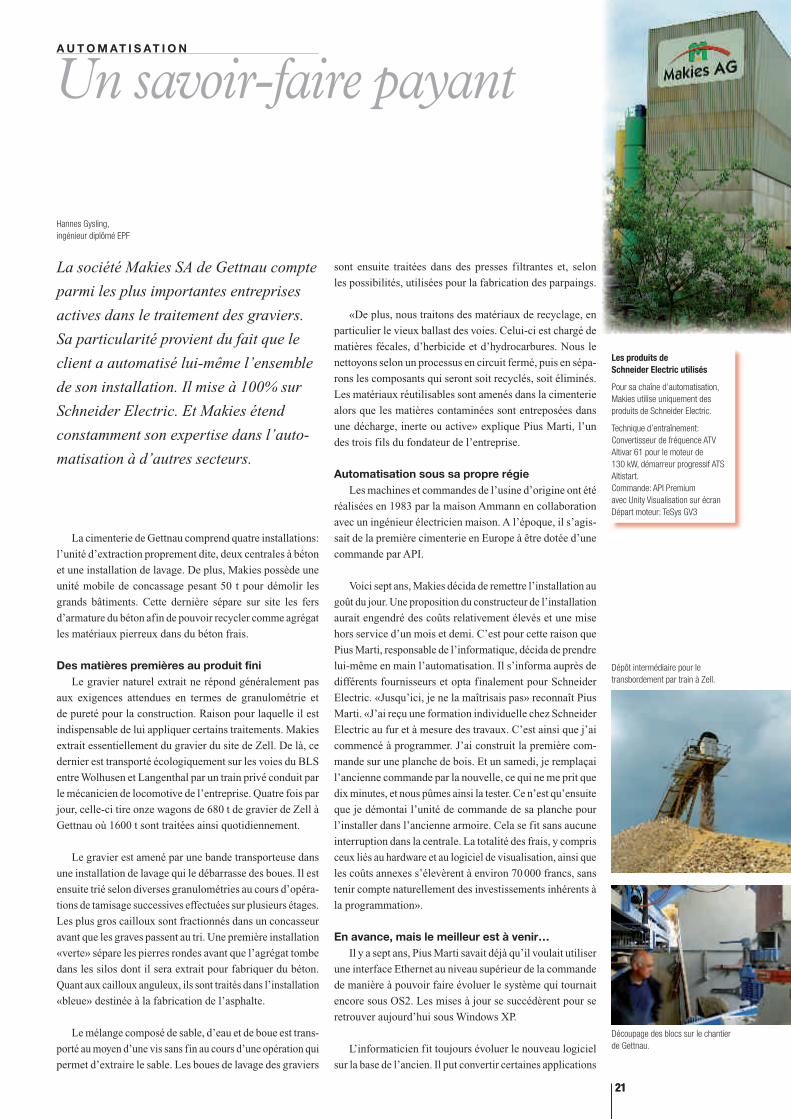
La société Makies SA de Gettnau compte
parmi les plus importantes entreprises
actives dans le traitement des graviers.
Sa particularité provient du fait que le
client a automatisé lui-même l’ensemble
de son installation. Il mise à 100% sur
Schneider Electric. Et Makies étend
constamment son expertise dans l’auto-
matisation à d’autres secteurs.
La cimenterie de Gettnau comprend quatre installations:
l’unité d’extraction proprement dite, deux centrales à béton
et une installation de lavage. De plus, Makies possède une
unité mobile de concassage pesant 50 t pour démolir les
grands bâtiments. Cette dernière sépare sur site les fers
d’armature du béton afin de pouvoir recycler comme agrégat
les matériaux pierreux dans du béton frais.
Des matières premières au produit finiLe gravier naturel extrait ne répond généralement pas
aux exigences attendues en termes de granulométrie et
de pureté pour la construction. Raison pour laquelle il est
indispensable de lui appliquer certains traitements. Makies
extrait essentiellement du gravier du site de Zell. De là, ce
dernier est transporté écologiquement sur les voies du BLS
entre Wolhusen et Langenthal par un train privé conduit par
le mécanicien de locomotive de l’entreprise. Quatre fois par
jour, celle-ci tire onze wagons de 680 t de gravier de Zell à
Gettnau où 1600 t sont traitées ainsi quotidiennement.
Le gravier est amené par une bande transporteuse dans
une installation de lavage qui le débarrasse des boues. Il est
ensuite trié selon diverses granulométries au cours d’opéra-
tions de tamisage successives effectuées sur plusieurs étages.
Les plus gros cailloux sont fractionnés dans un concasseur
avant que les graves passent au tri. Une première installation
«verte» sépare les pierres rondes avant que l’agrégat tombe
dans les silos dont il sera extrait pour fabriquer du béton.
Quant aux cailloux anguleux, ils sont traités dans l’installation
«bleue» destinée à la fabrication de l’asphalte.
Le mélange composé de sable, d’eau et de boue est trans-
porté au moyen d’une vis sans fin au cours d’une opération qui
permet d’extraire le sable. Les boues de lavage des graviers
Un savoir-faire payant
Hannes Gysling, ingénieur diplômé EPF
Les produits deSchneider Electric utilisés
Pour sa chaîne d’automatisation, Makies utilise uniquement des produits de Schneider Electric.
Technique d’entraînement:Convertisseur de fréquence ATVAltivar 61 pour le moteur de 130 kW, démarreur progressif ATS Altistart.Commande: API Premium avec Unity Visualisation sur écranDépart moteur: TeSys GV3
sont ensuite traitées dans des presses filtrantes et, selon
les possibilités, utilisées pour la fabrication des parpaings.
«De plus, nous traitons des matériaux de recyclage, en
particulier le vieux ballast des voies. Celui-ci est chargé de
matières fécales, d’herbicide et d’hydrocarbures. Nous le
nettoyons selon un processus en circuit fermé, puis en sépa-
rons les composants qui seront soit recyclés, soit éliminés.
Les matériaux réutilisables sont amenés dans la cimenterie
alors que les matières contaminées sont entreposées dans
une décharge, inerte ou active» explique Pius Marti, l’un
des trois fils du fondateur de l’entreprise.
Automatisation sous sa propre régieLes machines et commandes de l’usine d’origine ont été
réalisées en 1983 par la maison Ammann en collaboration
avec un ingénieur électricien maison. A l’époque, il s’agis-
sait de la première cimenterie en Europe à être dotée d’une
commande par API.
Voici sept ans, Makies décida de remettre l’installation au
goût du jour. Une proposition du constructeur de l’installation
aurait engendré des coûts relativement élevés et une mise
hors service d’un mois et demi. C’est pour cette raison que
Pius Marti, responsable de l’informatique, décida de prendre
lui-même en main l’automatisation. Il s’informa auprès de
différents fournisseurs et opta finalement pour Schneider
Electric. «Jusqu’ici, je ne la maîtrisais pas» reconnaît Pius
Marti. «J’ai reçu une formation individuelle chez Schneider
Electric au fur et à mesure des travaux. C’est ainsi que j’ai
commencé à programmer. J’ai construit la première com-
mande sur une planche de bois. Et un samedi, je remplaçai
l’ancienne commande par la nouvelle, ce qui ne me prit que
dix minutes, et nous pûmes ainsi la tester. Ce n’est qu’ensuite
que je démontai l’unité de commande de sa planche pour
l’installer dans l’ancienne armoire. Cela se fit sans aucune
interruption dans la centrale. La totalité des frais, y compris
ceux liés au hardware et au logiciel de visualisation, ainsi que
les coûts annexes s’élevèrent à environ 70000 francs, sans
tenir compte naturellement des investissements inhérents à
la programmation».
En avance, mais le meilleur est à venir…Il y a sept ans, Pius Marti savait déjà qu’il voulait utiliser
une interface Ethernet au niveau supérieur de la commande
de manière à pouvoir faire évoluer le système qui tournait
encore sous OS2. Les mises à jour se succédèrent pour se
retrouver aujourd’hui sous Windows XP.
L’informaticien fit toujours évoluer le nouveau logiciel
sur la base de l’ancien. Il put convertir certaines applications
Découpage des blocs sur le chantier de Gettnau.
Dépôt intermédiaire pour le transbordement par train à Zell.
A U T O M AT I S AT I O N
22
en partant des produits utilisés. Il a tellement amélioré ses
connaissances dans le domaine de la gestion des processus
et de l’automatisation qu’il a désormais un temps d’avance
dans ce domaine.
Actuellement, dans le silo, les processus de dosage sont
commandés sur la base du temps et de la vitesse, ce qui est
relativement précis. Un capteur mesure en outre s’il y a encore
des matériaux en réserve. Il est automatiquement mis hors
service dès que le silo est vide. «La prochaine étape consistera
à moderniser l’automatisation de ce processus, à savoir les
recettes, le dosage et l’extraction des matériaux. En même
temps, nous allons y intégrer l’ensemble des opérations de
traitement des offres et la facturation. Les données venant des
offres ou des commandes parviendront alors directement à la
production et les factures seront automatiquement établies»
poursuit Pius Marti.
Fidéliser la clientèleSchneider Electric offre aussi le service après vente. «Et
cela fonctionne toujours très bien» souligne Pius Marti. «Nous
sommes intéressés à construire des relations individuelles
avec notre clientèle, à leur apporter notre appui à long terme
et à les informer régulièrement des nouveaux développements
et modifications. De cette manière, les clients bénéficient
toujours des plus récentes technologies» précise Markus
Umiker, ingénieur de vente chez Schneider Electric.
Un des objectifs de Schneider Electric consiste à mieux
connaître les processus des clients dans différentes appli-
cations. De cette manière, Schneider Electric peut offrir de
meilleures solutions en terme de produits. Il est nécessaire
de savoir ce dont les clients ont besoin car le marché est très
concurrentiel. La devise est donc: «Ne pas aller au-delà des
objectifs, mais offrir des solutions optimisées».
«Nous soignons un rapport de partenariat avec nos clients.
Notre but n’est pas de dégager un bénéfice maximal à court
terme, mais de satisfaire le plus possible nos clients. Quant la
situation économique devient plus tendue, nos clients nous
restent alors fidèles» conclut Markus Umiker. n
Compensateur automatique sur le chantier de Gettnau.
Moniteur de commande sur le chantier de Gettnau.

23
A U T O M AT I S M E S & C O N T R Ô L E
Spécialisée à l’origine dans le
rebobinage de moteurs électriques,
l’entreprise GH SA d’Yverdon-les-Bains
a orienté ses activités depuis 1990 dans
le commerce et le service de centrales à
béton. Les lacunes de ces produits
importés d’Italie ont poussé l’entreprise
vaudoise à concevoir leurs commandes
électroniques et à assembler elle-même
tous les composants de ces installations
de chantier.
L’embellie actuelle du secteur du bâtiment n’explique
pas totalement l’essor constant de l’entreprise GH SA. De
9 personnes en 1989, son effectif atteint 25 salariés, dont
quatre apprentis. Il a fallu construire deux halles de montage
pour répondre à l’accroissement de la demande. En 2006, le
chiffre d’affaires a atteint 7 millions de francs, un résultat qui
n’a cessé de progresser au cours de ces dernières années.
Souplesse et autonomieDepuis l’an 2000, GH SA utilise des composants de
Schneider Electric pour les commandes de ces installations
mobiles qui rencontrent un succès grandissant sur les chan-
tiers. Elles offrent une grande souplesse dans la construction
des bâtiments et ouvrages de génie civil. Cette méthode
de fabrication du béton sur site est aussi plus écologique;
évitant les nombreux allers-retours des camions jusqu’aux
chantiers.
L’entreprise GH SA construit environ sept à huit ins-
tallations par année. L’accent est mis sur le strict respect
de la recette de fabrication car elle est déterminante pour
la qualité du béton et donc pour la solidité de l’ouvrage.
«Nous avons développé notre propre système de gestion
pour centrales à béton, ce qui nous permet de remplir les
exigences de fabrication» indique Jean-Luc Hiertzeler,
patron de l’entreprise.
Une traçabilité incontournable«L’automatisation de la première centrale à béton au sein
de l’entreprise remonte aux années 2000–2001, avec l’appui
technique des spécialistes de Schneider Electric», se remémore
Jean-Philippe Agassis, responsable de la technique et de la
programmation chez GH SA. Cette assistance consistait
Quand le bâtiment va, tout va
Pierre-Henri Badel, ingénieur ETS, journaliste RP AJS
aussi à apporter toute la formation sur place, de manière
à maîtriser peu à peu toutes les possibilités du langage de
programmation PL 7 Pro et des nouveaux équipements
susceptibles de venir enrichir les fonctions de commande.
«Il s’agit d’une formation à la carte qui s’effectue en tenant
compte des besoins et de l’apparition de nouvelles fonctions
et composants d’automatisation» note Jean-Philippe Agassis.
«Au fur et à mesure que l’on a assimilé le logiciel, nous avons
amélioré la programmation, les fonctions et la maîtrise des
centrales à béton.»
Tant l’eau, le ciment, le gravier que les adjuvants sont
dosés, pesés et contrôlés pour atteindre le niveau requis.
«Nous essayons d’être à l’avant-garde de notre métier en
proposant des équipements capables de dresser le protocole
de fabrication du béton, ce qui est inhabituel sur des ins-
tallations mobiles» relève-t-il. La conception, réalisation,
programmation des armoires et de la chaîne de commande
ainsi que le logiciel ont été réalisés par les deux jeunes auto-
maticiens de l’entreprise, Jean-Philippe Agassis et Fabrice
Hiertzeler, fils du patron.
A l’heure où la traçabilité prend une importance accrue,
un équipement de commande et contrôle est incontourna-
ble. Dans ce sens, les équipements de commande TSX de
Schneider Electric ont été particulièrement appréciés pour
leur robustesse, leur souplesse et leur polyvalence.
Maurice Seydoux, ingénieur commercial de Schneider Electric a apporté une assistance technique très appréciée pour la réalisation des armoires de commandes chez GH SA.
L’entreprise GH SA d’Yverdon-les-Bains reste l’un des derniers fabricants de centrales à béton mobiles de Suisse.

24
Les produits deSchneider Electric utiliséspar la société GH SA
• API Modicon TSX• Afficheurs XBT-GT• Contacteurs LC1-D• Relais GV2• Unités de commande Harmony
Miser sur les servicesAssembler des centrales à béton ne suffit plus pour
s’imposer sur le marché. Il faut aussi les dépanner, elles sont
soumises à des conditions de travail éprouvantes. Sans oublier
que le ciment exerce un effet corrosif sur les composants
électromécaniques. Les tableaux de commande et les auto-
mates doivent donc résister, tout en supportant par ailleurs
les manipulations d’ouvriers qui ont parfois la main lourde,
habitués qu’ils sont à empoigner des brouettes et des pelles
plutôt que des commandes électroniques. Les spécialistes
de l’entreprise sont ainsi souvent appelés à intervenir sur
les chantiers, même si toutes les mesures sont prises pour
limiter les risques de défaillance.
Compte tenu des exigences toujours accrues auxquelles
doivent répondre les entreprises de construction, les inter-
ventions doivent se dérouler avec célérité. C’est dans ce but
que les spécialistes de GH SA ont développé un modem
GSM qui permet de diagnostiquer les pannes à distance et
effectuer de la télémaintenance. Il permet aussi d’effectuer
de la reprise de données à distance afin de les intégrer dans
des rapports de travail.
Garder la tête sur les épaulesMalgré ce succès, Jean-Luc Hiertzeler reste prudent.
«Nous cherchons ainsi à nous diversifier dans les équipe-
ments électromécaniques des stations d’épuration, d’ap-
provisionnement des eaux, des gravières et de l’industrie.
L’expérience acquise dans l’automatisation des centrales à
béton s’est avérée précieuse quand GH SA a été mandatée
pour des projets de gestion des réseaux d’eau et des stations
de traitement des eaux usées.»
La fabrication des centrales à béton mobiles représente
aujourd’hui 70% du chiffre d’affaires de GH SA, la représen-
tation exclusive pour la Suisse romande des grues Wolff et le
département électromécanique spécialisé dans le rebobinage
des moteurs électriques se partagent le solde. Maintenant
que la phase de développement est confirmée, celle de la
consolidation s’ouvre sur de bonnes bases.
Ci-dessous: Jean-Luc Hiertzeler, patron de GH SA et Jean-Philippe Agassis, responsable de la technique et de la programmation.
Jean-Luc Hiertzeler, chef de l’entreprise (à droite) et son fils Fabrice Hiertzeler, automaticien.
De gauche à droite: Steve Brunimann, automaticien chez GH SA; Maurice Seydoux, de Schneider Electric et Jean-Philippe Agassis, de GH SA.
25
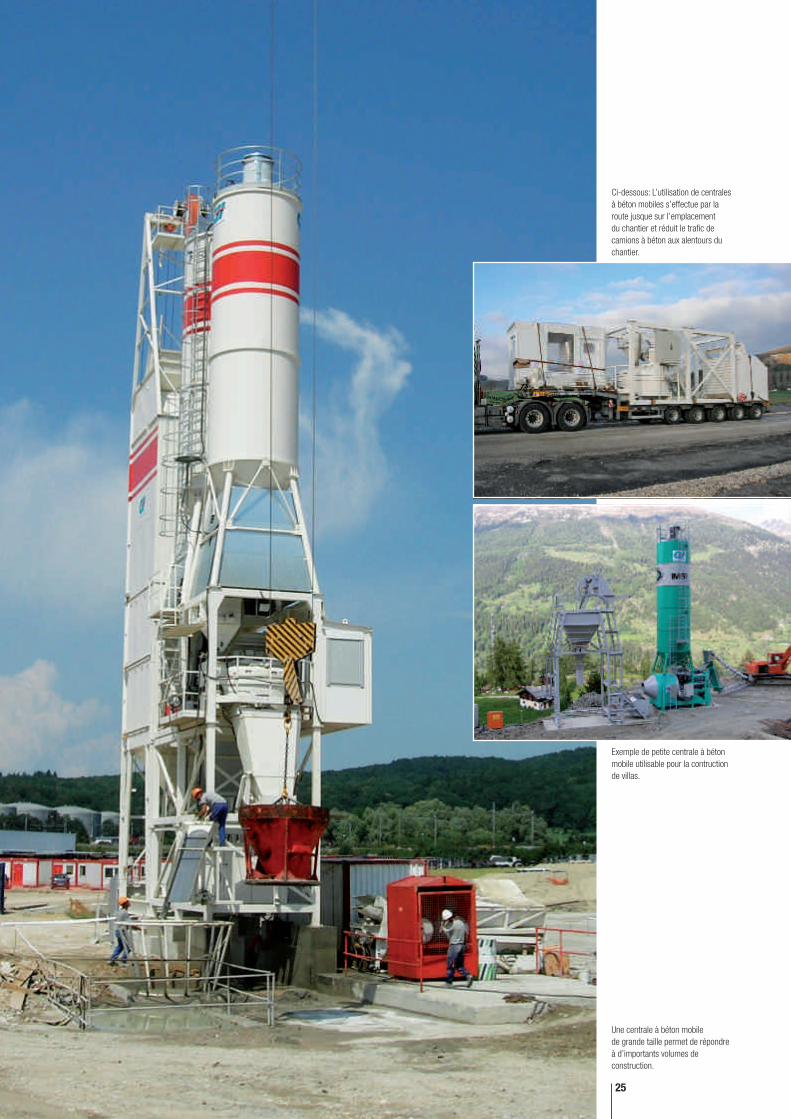
Ci-dessous: L’utilisation de centralesà béton mobiles s’effectue par la route jusque sur l’emplacement du chantier et réduit le trafic de camions à béton aux alentours du chantier.
Exemple de petite centrale à béton mobile utilisable pour la contruction de villas.
Une centrale à béton mobile de grande taille permet de répondre à d’importants volumes de construction.

26
Nai Rai
T S U N A M I
Le 26 décembre 2004, à 0:58 h. GMT, un séisme océa-
nique de magnitude 9,0 sur l’échelle de Richter a provoqué
un tsunami dévastateur qui a frappé les régions côtières du
Golfe de Bengale, les îles Andaman et les régions de l’Asie du
Sud. Le bilan en pertes humaines est catastrophique: environ
230000 morts ou disparus, 110000 personnes blessées, plus
de 1,7 million d’habitants sans abri.
Une action humanitaire déclenchée dans l’ensemble du
globe a apporté l’aide immédiate nécessaire. Mais comment
l’aide se présente-t-elle aujourd’hui? Deux années plus tard,
le tsunami est passé à l’arrière-plan dans le public mondial,
la plupart des projets sont achevés et il n’est plus si facile de
recevoir des aides financières pour la reconstruction, bien
que celle-ci ne soit de loin pas terminée. Nous voulons ici
changer quelque chose, Schneider Electric (Suisse) SA y
apporte un soutien durable.
Nai Rai, dans la Province de Phang Nga (env. 50 km
au Nord de Phuket), est un petit village, non touristique,
d’environ 500 habitants. Le centre du village se trouve à
environ 200 m de la plage. Comme par miracle, seule une
personne a perdu la vie lors du tsunami. Mais les dégâts
matériels y ont été catastrophiques. Pratiquement toutes
Schneider Electric (Suisse) SA apporte un soutien durable!
les maisons ont été détruites ou fortement endommagées.
Deux ans plus tard, toutes les maisons n’étaient pas encore
reconstruites.
Concrètement, du matériel a été acheté pour la finition de
plusieurs maisons d’habitation. Des portes et des fenêtres ont
été installées, des sols ont été posés, des murs ont été crépis.
Un poste de coordination sur place a acheté le matériel et
l’a remis aux personnes concernées. Les propriétaires sont
des artisans qui exécutent eux-mêmes les travaux. Après
deux années, les familles ont enfin pu emménager dans une
maison grâce à cette aide.
Ceci a amené Schneider Electric (Suisse) SA à apporter
une aide durable. Lorenz Winkler, un de nos collaborateurs
de longue date, a saisi l’occasion d’une pause créatrice pour
prêter main-forte à ce projet durant un mois. Cela lui a aussi
donné la possibilité de s’assurer sur place que l’argent des
dons a vraiment été engagé dans le cadre du projet.
Schneider Electric (Suisse) SA est également active dans
d’autres projets sociaux et soutient la Fondation d’aide aux
enfants Silvias avec un parrainage de longue durée pour
2 enfants qui ont perdu leur père lors du tsunami.
Lorenz Winkler, Schneider Electric, a apporté sa précieuse assistance sur place pendant un mois.
Vous trouverez d’autres projets et informations sur notre site Internet www.schneider-electric.chsous la rubrique «Fondation Schneider Electric pour les enfants».
27
Sch
neid
er E
lect
ric (S
uiss
e) S
AD
épt.
Ven
tes
Sch
erm
enw
ald
stra
sse
11C
ase
pos
tale
3063
Ittig
en
Veuillez noter s.v.p. au dos de la carte-réponse, les changements d’adresse. Merci
Ecodial 3-Séminaires
Planification et dimensionnement de réseaux basse tension
Objectif du séminaireVous voulez découvrir des technologies et des produits
nouveaux pour une planification et un dimensionnement
moderne de réseaux BT ou d’installations de distribution,
en respectant la sécurité des personnes et la disponibilité de
l’énergie en cas de défaillance.
Contenu du séminaireConstruction et structure de réseaux basse tension
– Calculs de réseau pour le dimensionnement de conduc-
teurs, d’appareils de commutation et de protection
– Mesures de protection dans les réseaux basse tension
Appareils de commutation
– Tâches et fonction
– Présentation des disjoncteurs modernes
Sélectivité des dispositifs de protection
Logiciel «Ecodial 3» – Planification et calcul de distri-
butions à basse tension
Participant(e)sVous êtes chargé de la planification, de la réalisation et de
l’entretien d’installations électriques dans le secteur de la
basse tension.
Conditions de participationNotions de base sur les installations électriques,
sur les disjoncteurs
Lieu du séminaire: Schermenwaldstrasse 11, 3063 Ittigen
Données sur le séminaire:
Allemand:
26.09.2007 Date limite d’inscription 12.09.2007
31.10.2007 Date limite d’inscription 17.10.2007
Français:
24.10.2007 Date limite d’inscription 10.10.2007
Frais de participationCHF 750.– y compris logiciel et repas de midi

P.P.3063 Ittigen
Veuillez s.v.p. no
us faire parvenir
les do
cumentatio
ns suivantes:
Distrib
ution d
’énergie électriq
ue:D
isjoncteur de p
rotection des b
oucles RM
6...........AM
TED
398032FR
Canalisation p
réfabriq
uées Canalis E
volution.........DE
BU
022FR
Disjoncteurs M
asterpact N
T/NW
............................AB
TED
200143FR
Logiciel de p
lanification Multi9/C
lario.....................M
ULTI9P
SO
FT
Inscriptio
n séminaires E
cod
ial 3, Date __________________________
Postcod
e 1
Auto
matism
es et contrô
leC
at. Protection et com
mand
e de p
uissance......MK
TED
205103FRR
elaisTeSys T
.....................................................DIA
4ED
2061002FRB
outons tournants Harm
ony..............................DIA
4ED
2060507FRI/O
décentralisées A
dvantys S
TB......................M
KTE
D206061FR
Autom
ate program
mab
le Mod
icon M340
..........DIA
6ED
2061001FRR
elais Zelio Logic 2
............................................DIA
3ED
2051002FR
Autres d
ocum
entations d
ésirées
ww
w.schneid
er-electric.ch
3063 IttigenS
chermenw
aldstrasse
11Tél.
031 917 33 33
Fax0
31 917 33 66
1052 Le Mont-sur-Lausanne
En B
udron H
14Tél.
021 654 07 00
Fax0
21 654 07 01
Schneid
er Electric (S
uisse) SA
Schneider Electric internationalA
vec plus de 13000 points de vente dans 190 pays,
vous êtes assurés de trouver partout notre gamm
e de
produits. Quels que soient vos besoins norm
atifs locaux,
vous pouvez disposer directement de produits
homologués répondant parfaitem
ent aux normes du pays
d’utilisation.
A bientôt sur
ww
w.schneider-electric.ch