Embed Size (px)
Citation preview
Les Zones Grises en Soudage
Comment réussir un test de soudeur CWB…« du premier coup »!
Par Jacky OuelletPour l’ACS2 mai 2013
Cette présentation portera sur lestrucs, questions et erreurs fréquentes
rencontrées en soudage et lors d’un test de certification pour les
procédésGMAW, FCAW, MCAW
Les Zones Grises
Les Zones Grises• Connaissances théoriques et pratiques des procédés• Les défauts les plus rencontrés• Les raisons pour effectuer des exercices pratiques du joint à souder• Paramètres de soudage
– Réglages des paramètres– Diamètre du fil utilisé– Direction du déplacement– Angle d’attaque du pistolet– Longueur terminale (stick out)– Retrait du tube de contact vs la buse (contact tip recess)– Débit du gaz de protection
• Pulse vs CV• Certaines terminologies affichées sur un poste de soudage
Les Zones Grises• Connaissances théoriques et pratiques des
procédés• La meilleure façon de réussir un cordon de soudage et du même
coup réussir une certification• A quand remonte la dernière formation du soudeur
– Est-ce que la formation était adaptée en fonction des exigences de soudage demandées
• Il arrive que le soudeur n’adapte pas sa méthode de travail en fonction des exigences de soudage demandées– Ex. Paramètre de soudage
• Un soudeur comme tout être humain peut développer de mauvaises méthodes de travail
• Est-ce que le procédé utilisé est le plus permissif en fontion du travail à accomplir
• Un procédé ou des paramètres qui fait tout et bien n’existe pas
Les Défauts
• Les défauts les plus rencontrés sont:
• Manque de fusion• GMAW
• Manque de pénétration• GMAW• FCAW• MCAW (rarement)• SMAW (rarement)
• Inclusion de laitier• FCAW• SMAW
Effectuer des exercicespratiques du joint à souder
• Les raisons
– S’acclimater à l’espace de travail en fonction du test à effectuer• Hauteur de la table de travail• Hauteur du banc• Positionnement de la pièce en rapport à l’espace de travail• Ventilation si nécessaire de l’espace de travail• Le soudeur doit absolument être confortable en tout temps
– Réduit la fatigue– Meilleure productivité– Meilleure qualité du travail
Effectuer des exercicespratiques du joint à souder
• Les raisons
– Vérification du poste de soudage utilisé pour la certification– Le soudeur n’est pas toujours la meilleure personne pour
diagnostiquer un problème sur son poste de travail• Débitmètre
– Pression restante dans la bouteille• Boyau de gaz et ses raccords
– Débit mesuré à la sortie du pistolet• Câble à souder et ses raccords• Prise de masse• Pistolet à souder et ses consommables• Galets d’entraînement
– Vérification du dévidage du fil
Effectuer des exercicespratiques du joint à souder
• Les raisons
– Définir les paramètres de soudage• Tension (perte de 2 volts dans un circuit électrique de 25 pieds)• Vitesse de fil• Intensité de courant• Débit de gaz• Vitesse d’avance
Effectuer des exercicespratiques du joint à souder
• Les raisons
– Outils et appareillages de sécurités• Casques de soudeur
– Ajustement de la teinte en fonction du procédé• Gants de soudeur
– Gants appropriés• Calotte de soudeur
– Surtout pour la position• Lunette et Lunette de sécurité• Brosse, marteau à nettoyer
Paramètres de soudage• Réglages des paramètres
• La tension (V) influence• La longueur d’arc
• Le soudeur confond souvent longueur d’arc et chaleur• Le profil de cordon• Le profil de la pénétration• Fusion
• La vitesse de fil influence• Intensité de courant
• L’intensité de courant influence• Le profil de cordon• La fusion• La pénétration
• Vitesse de déplacement• Augmentation de la vitesse de déplacement
• Réduction de la pénétration• Réduction de la dimension du cordon de soudage• Réduction de la chaleur émise (heat input)
Paramètres de soudage
• Influence du diamètre de fil utilisé
• Le diamètre de fil utilisé influence:
• L’intensité de courant• Généralement diamètre plus élevé = intensité
de courant plus élevé• La pénétration• La fusion• La vitesse d’avance
• Diminution de la chaleur émise à la pièce• Chaque fil et son diamètre à sa fenêtre d’ajustement
Paramètres de soudage
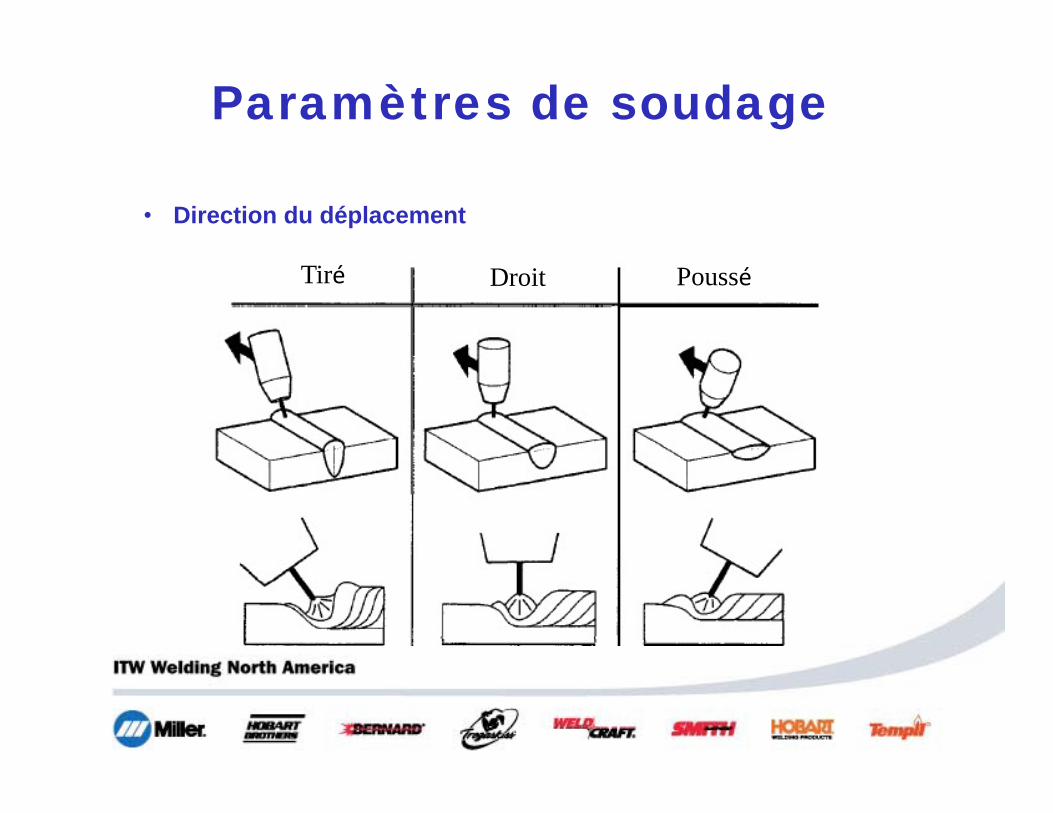
• Direction du déplacement
Tiré Droit Poussé
Paramètres de soudage
• Direction du déplacement
• Poussé• Recommandé avec les procédés sans laitier• Permet un cordon d’apparence plus plat ou même concave
• Réduit la gorge efficace• Utile pour les tôles minces• Peut augmenter la vitesse d’avance• Non conseillé pour les procédés avec laitier
• Inclusion de laitier• Pour optimiser la pénétration l’angle de poussée est de 5˚ à 15˚
Paramètres de soudage
• Direction du déplacement
• Tiré• Fortement recommandé pour les procédés avec laitier• Permet un cordon d’apparence plus convexe
• Améliore la gorge efficace• Utile pour les tôles fortes• Augmente la pénétration• Réduit considérablement les risques d’inclusion de laitier• Angle de tiré est de 5˚ à 15˚
Paramètres de soudage
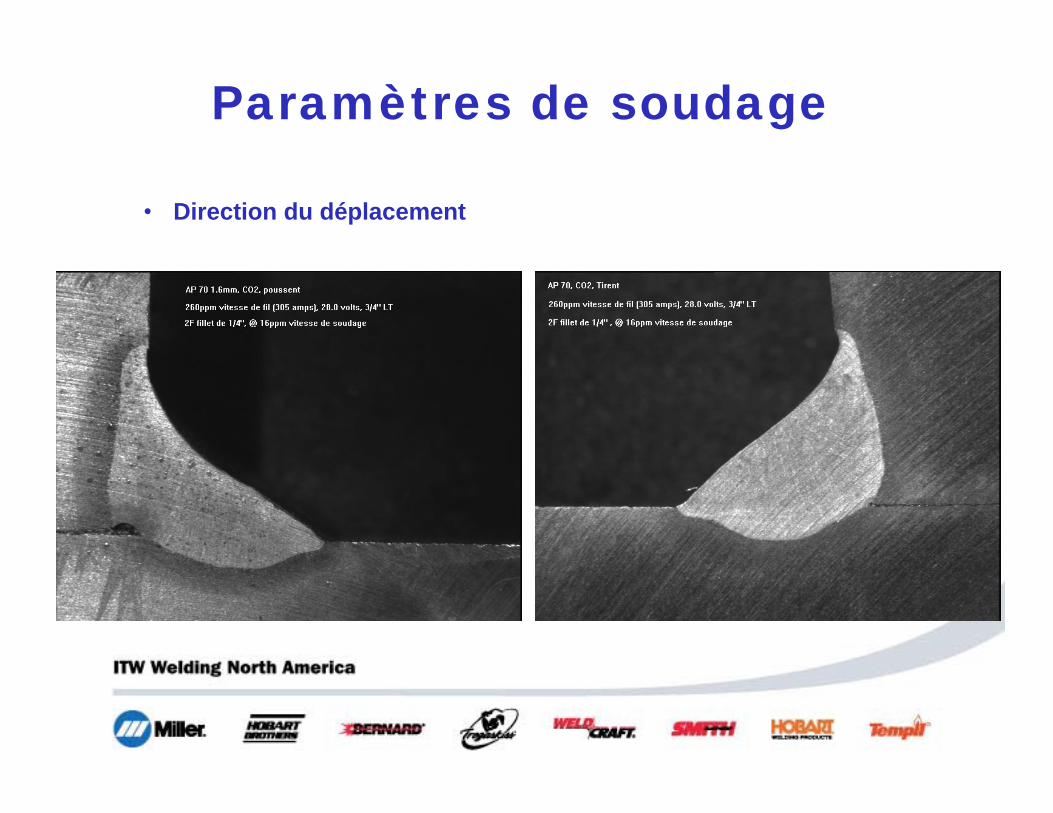
• Direction du déplacement

Paramètres de soudage
• Direction du déplacement
Paramètres de soudage
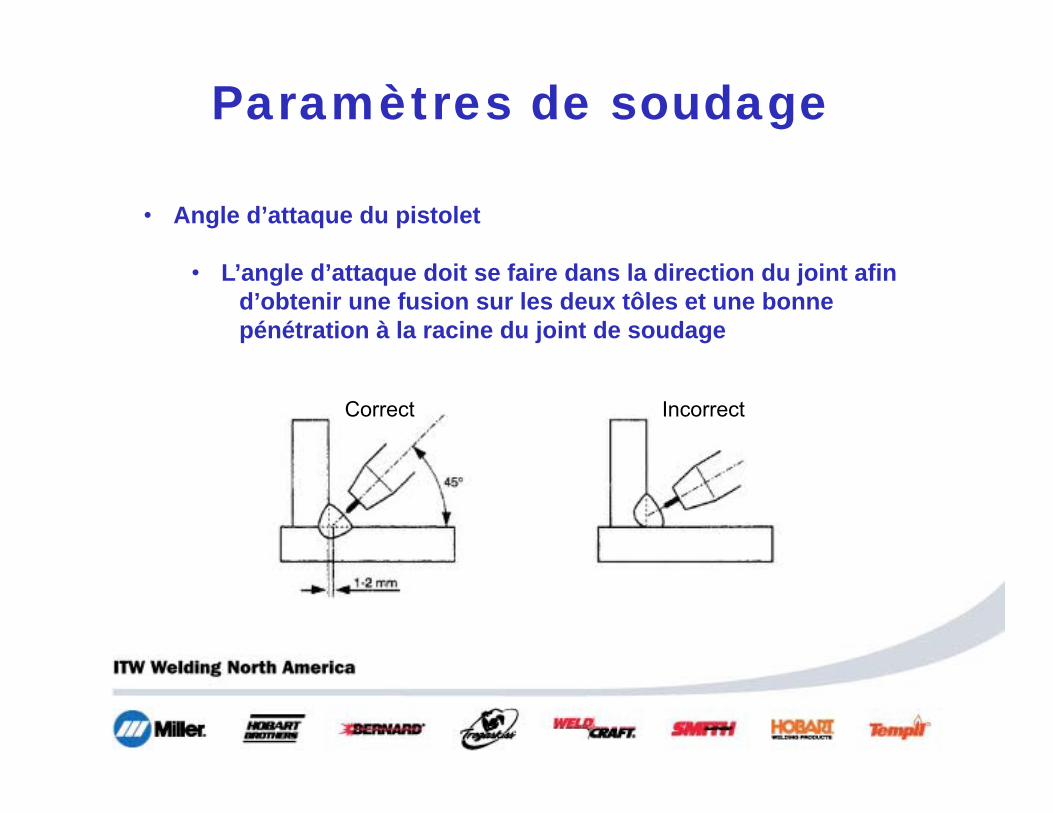
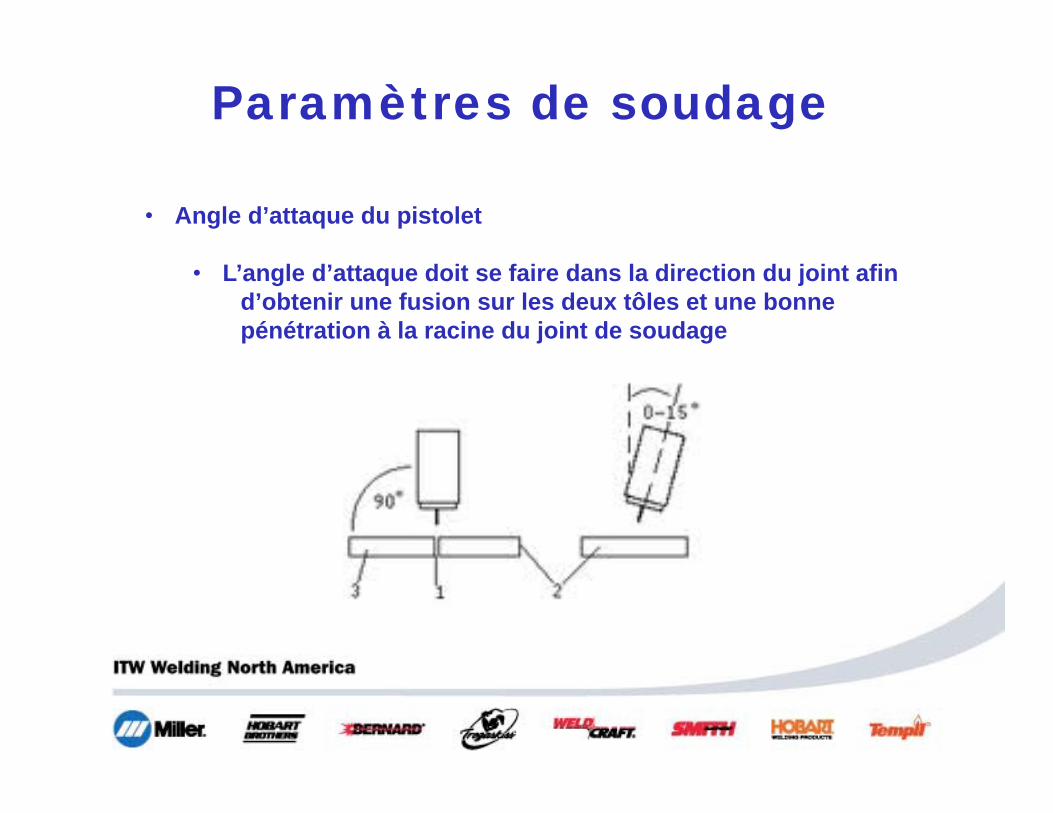
• Angle d’attaque du pistolet
• L’angle d’attaque doit se faire dans la direction du joint afind’obtenir une fusion sur les deux tôles et une bonnepénétration à la racine du joint de soudage
Correct Incorrect
Paramètres de soudage
• Angle d’attaque du pistolet
• L’angle d’attaque doit se faire dans la direction du joint afind’obtenir une fusion sur les deux tôles et une bonnepénétration à la racine du joint de soudage
Paramètres de soudage
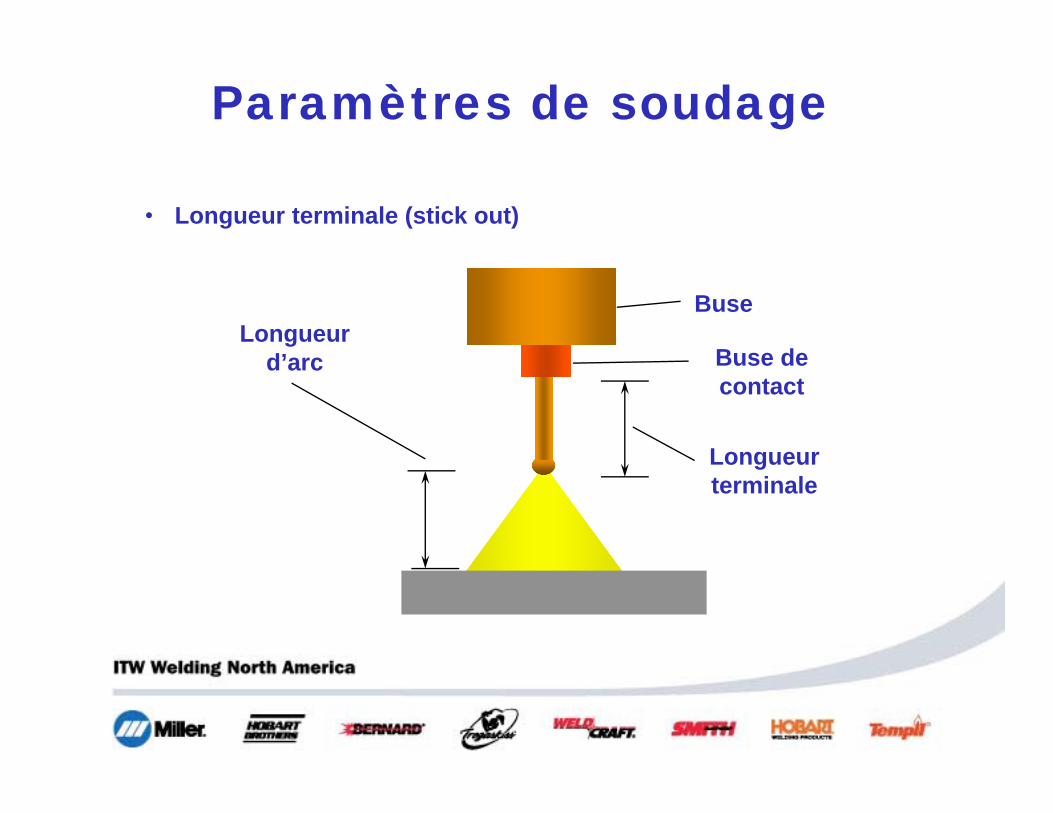
• Longueur terminale (stick out)
Buse
Buse decontact
Longueurterminale
Longueurd’arc
Paramètres de soudage• Longueur terminale (stick out)
• Augmentation de la longueur terminale:• diminution de l’intensité de courant
• Diminution de la longueur terminale:• augmentation de l’intensité de courant
• Une longueur terminale trop courte:• combiné avec une intensité de courant élevéeprovoquera un surchauffement des consommables ce qui peutcauser un arc instable et / ou des porosités• Peut empêcher le soudeur de bien voir son bain• Peut causer la buse de faire contact à la plaque à soudercausant un déplacement inégal
• Une longueur terminale trop longue:• Peut causer un arc instable• Manque de pénétration• Manque d’apport de gaz donc des porosités
Paramètres de soudage
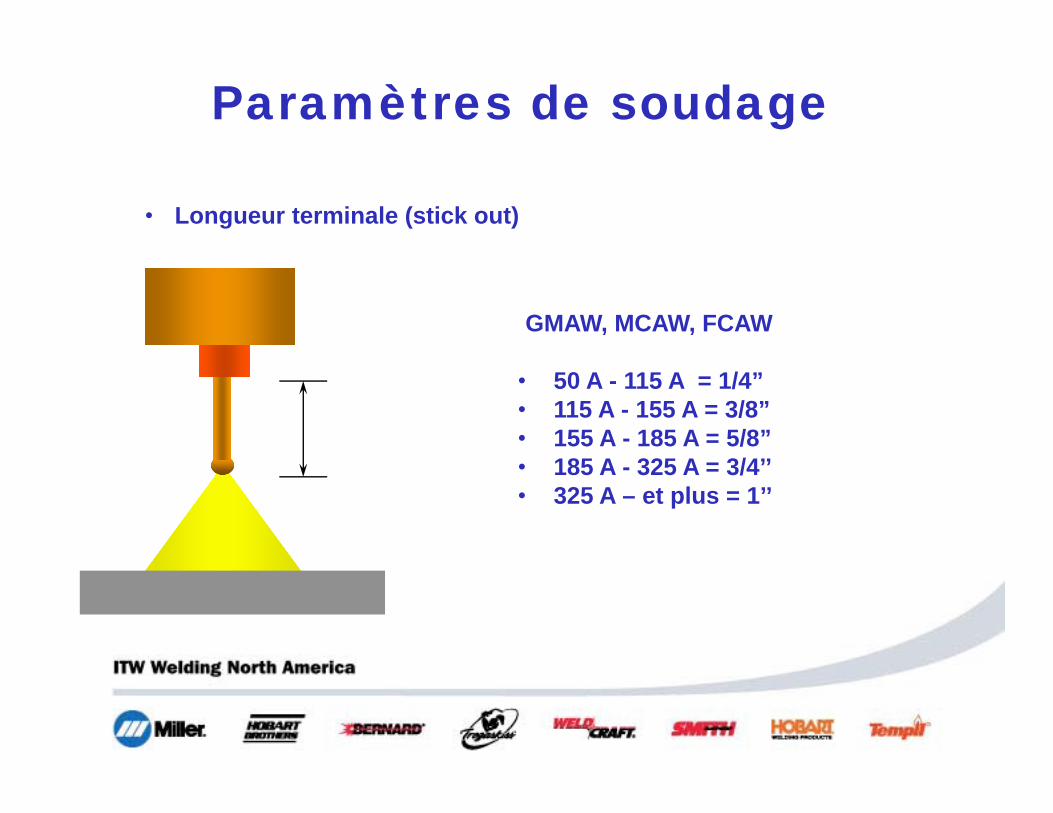
• Longueur terminale (stick out)
GMAW, MCAW, FCAW
• 50 A - 115 A = 1/4”• 115 A - 155 A = 3/8”• 155 A - 185 A = 5/8”• 185 A - 325 A = 3/4’’• 325 A – et plus = 1’’
Paramètres de soudage
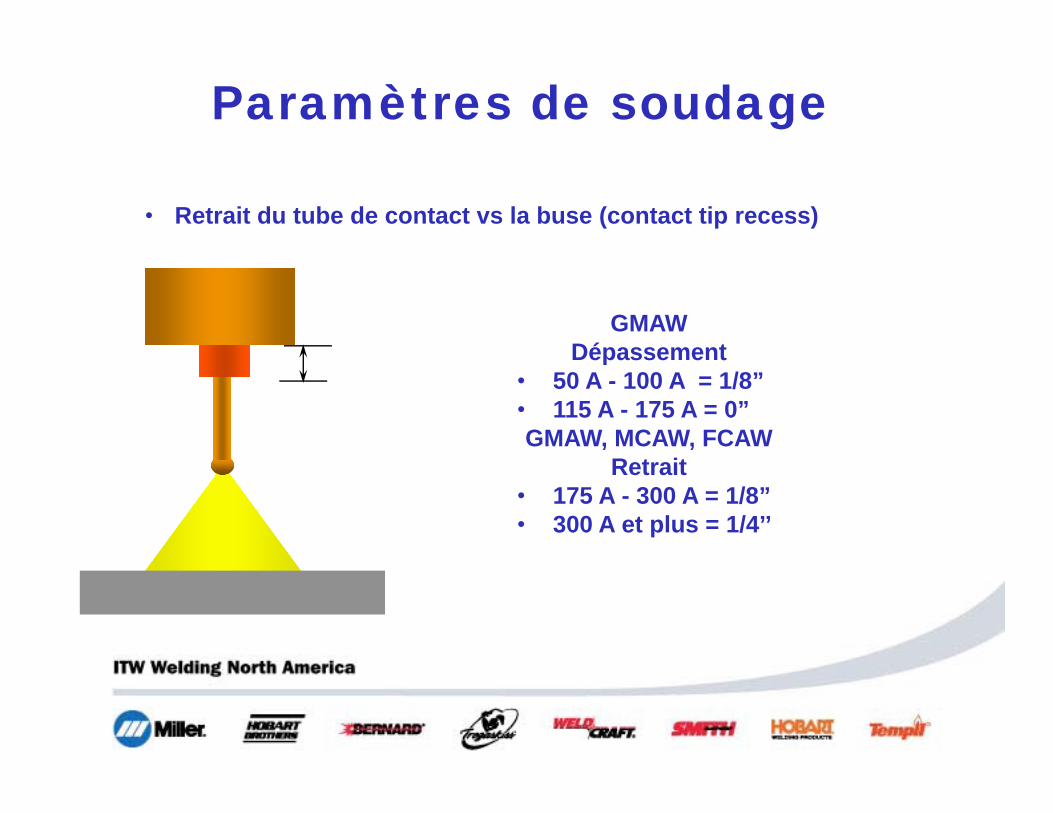
• Retrait du tube de contact vs la buse (contact tip recess)
GMAWDépassement
• 50 A - 100 A = 1/8”• 115 A - 175 A = 0”GMAW, MCAW, FCAW
Retrait• 175 A - 300 A = 1/8”• 300 A et plus = 1/4’’

Paramètres de soudage
• Débit du gaz de protection
GTAW15 – 20 CFH
GMAW30 – 50 CFH
MCAW, FCAW35 – 50 CFH
Paramètres de soudage
• Débit du gaz de protection
• Défaut de soudage causer par un manque de gaz de protection•Porosités•Arc instable et erratique•Mauvaise apparence de cordon•Projections•Soudure non efficace
•Défaut de soudage causer par un surplus de gaz de protection•Arc instable et erratique•Projections•Porosités•Mauvais amorçages
Paramètres de soudage
• Comment réussir un test de certification du premier coup
•Angle du pistolet le plus droit possible dans le sens du déplacement pour une meilleure pénétration
•Tiré ou poussé selon le procédé
•Diamètre de fil adéquat
•Vitesse de déplacement
•Beaucoup d’ énergie•Ampérage au maximum
Pulse vs CV• Deux types de pensées
• Anti pulse• Pulse partout
• En 2013 une multitude d’ondes pulsées existent• Chacune des ondes en général a un but précis
• Contrôle• Profile Pulse• RMD• Pulse
• Productivité• Accupulse
• En général au Québec les équipements pulsés sont utiliés pour permettre le soudage de joint complexe et reduire l’apport de chaleur pour les ensembles avec faible dispersions de chaleur
Pulse vs CV
• Avantages• Soudage de l’aluminium (jusqu’à 3/8’’)• Soudage de l’acier inoxydable• Soudage des Inconels• Soudage des tôles mince• Meilleure apparence du cordon• Projection quasi inexistante• Réduction de la surpénétration• Meilleur mouillage• Excellente fusion• Réduction des coûts• Peut remplacer le GTAW (pas dans tout les cas)
Pulse vs CV
• Désavantages• Un peu plus complexe à programmer• Pénétration plus faible dans les tôles fortes• Très et même trop permissif pour les tôles fortes
• CV• En général le CV conventionnel reste un excellent choix lors
du soudage des tôles fortes
Termes de fonctionnementExpressions générales
Avance manuelle du fil froid (Jog): Avance du fil sans que le contacteur ni l’électrovanne de gaz ne soient utilisés.Séquence: Partie du programme de soudage comme pré−gaz, Run−in, démarrage, soudure, évanouissement, burn−back et post−gaz.Programme de soudage: Suite de séquences qui font un cycle de soudage.MIG: Procédé de soudage CV avec réglage individuel de la tension et de la vitesse du fil.MIG Pulsé: Procédé de soudage CC paramétré en usine avec un courant de pic et de base, un temps chaud et une fréquence de pulsations. Des méthodes de contrôle adaptatif des pulsations modulent un ou plusieurs des paramètres d’usine pour réguler ou maintenir une longueur d’arc fixe.Synergique: En soudage synergique, les paramètres du poste de soudage s’adaptent à la vitesse du fil réglée à l’aide d’une seule commande. Le soudage MIG pulsé synergique augmente ou réduit automatiquement les paramètres de pulsation pour que la puissance du poste de soudage corresponde à la vitesse de fil régléeRun-in (vitesse de fil de départ): Vitesse de fil avant l’amorçage de l’arc
Termes de fonctionnementExpressions générales
Non synergique: En soudage non synergique, la vitesse du fil se règle indépendamment de la puissance du poste de soudage. Dans ce cas, pour augmenter ou réduire la vitesse du fil réglée, il faut régler en conséquence la longueur de l’arc et la tension.STD (2T): Avec cette fonction de déclenchement basique, la séquence de soudage commence dès qu’une pression est exercée sur la gâchette et s’arrête dès que la pression est relâchée.Trigger Hold (4T): Cette fonction de déclenchement permet de souder sans avoir à appuyer constamment sur la gâchette. Dans ce mode, il suffit d’appuyer momentanément sur la gâchette pour que l’arc se forme et pour que le soudage se poursuive jusqu’à nouvelle pression sur la gâchette.Spot (Point): Cette fonction de déclenchement permet l’arrêt automatique du soudage au bout d’un temps défini. Le soudage s’arrête quand le temps imparti est écoulé ou que la gâchette est relâchée, le premier échéant. Le temps est réinitialisé quand la gâchette est relâchée.Arc Length (Longueur d’arc): C’est la distance physique entre l’électrode du fil et le bain de fusion. Cette expression est également utilisée pour les réglages du procédé de soudage MIG Pulsé.
Termes de fonctionnementExpressions générales
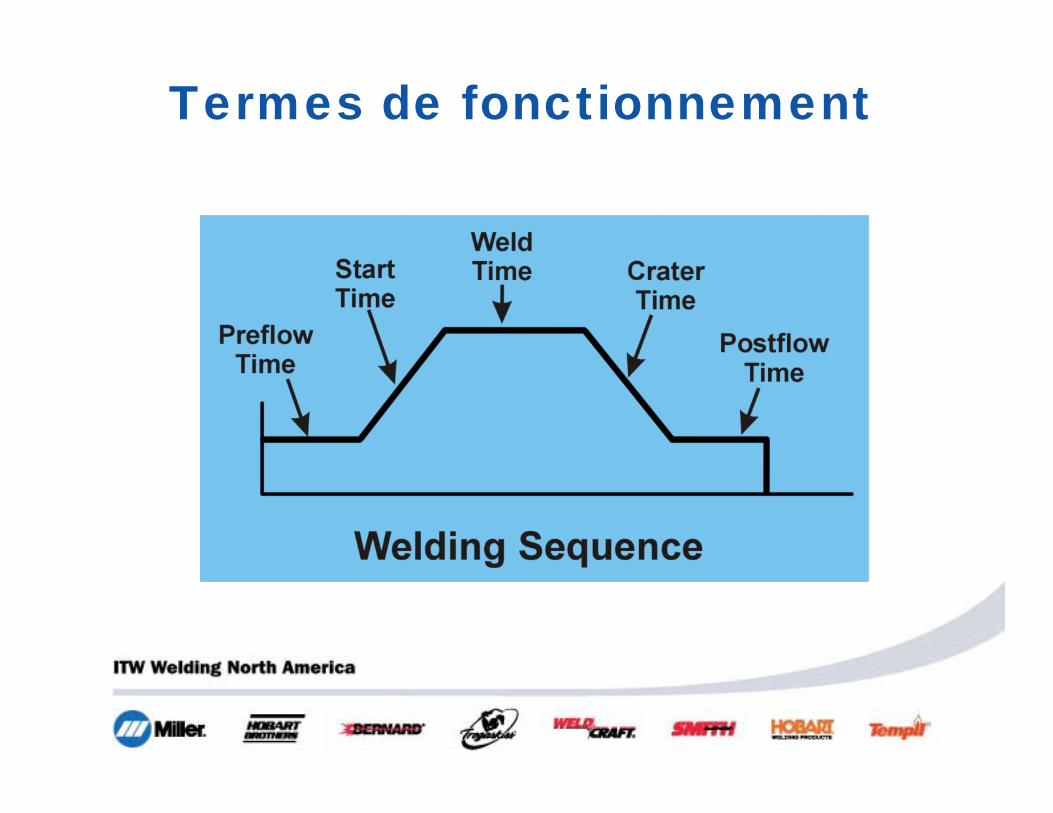
Dual Schedule (Double Programme): Le programme double permet de choisir deux réglages de paramètres de soudage utilisés ensemble.Preflow (Pré−gaz): Le laps de temps pendant lequel s’écoule le gaz de protection entre la pression de la gâchette et la formation de l’arc de soudage.Postflow (Post−gaz): Le laps de temps pendant lequel s’écoule le gaz de protection après l’arrêt de l’arc.Start (Démarrage): Donne la tension/longueur de l’arc, la vitesse du fil et le temps pour le démarrage de l’arc modifié.Profile Pulse (Double Pulsation): Cette fonction optimise l’aspect du cordon de soudure en aluminium en créent des vagues de cordon à espacement régulier, comme pour la soudure TIG.Crater Fill (soudure évanouissement): Remplissage du crater.Sharp Arc (aiguisage de l’arc): Réglage de la largeur de l’arc.Burn-back: Réglage de tension restante du circuit de soudage.
Termes de fonctionnement





























