Embed Size (px)
DESCRIPTION
Logistique Industriel 5 GInd GPMC
Citation preview

ELFEZAZI SAID
ARTISANAT
RÉVOLUTION
INDUSTRIELLE
GESTION
SCIENTIFIQUE
INFORMATIQUE
& RECHERCHE
OPÉRATIONNELLE
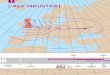
Productivité
Années1800 1890 1945
J. Watt
1764
C. Babbage
1832
F. Taylor
1890
H. Ford
1913
ÉVOLUTION INDUSTRIELLE

ELFEZAZI SAID
MRPMRP II
TOC
ERP
JIT
1960 1970 1980 1990 2000
CPM/PERT
ÉVOLUTION DES SYSTÈMES
DE GESTION DE LA PRODUCTION

Introduction
Le terme <logistique» vient d'un mot grec : l'art du
raisonnement et du calcul .
La logistique dans le contexte militaire, c'est tout ce qui est nécessaire (physiquement) pour permettre l'application sur le terrain des décisions stratégiques et tactiques (transports, stocks, fabrication, achats, manutention).
Aujourd'hui le terme <logistique» recouvre des interprétations très diverses. Cela va du simple «transport » jusqu'à une science interdisciplinaire combinant ingénierie; micro économie et théories d'organisation.

Période de logistique coopérée (les années 90).
comment satisfaire les quatre obligations
Pour entrer dans un nouveau marché:
création des alliances, même entre des entreprises concurrentes. Ex: utilisation mutuelle de réseaux de distribution.
création des alliances avec les anciens clients pour les fidéliser .
Pour augmenter la qualité du produit:
augmenter la qualité des matières premières et des produits semi-finis.
coopération entre opérateurs et fournisseurs .

chaîne logistique

Les aspects de la logistique
La logistique peut donc être définit comme étant les fonctions de planification, d’exécution, et de contrôle.
Objectif: Diminution du temps de réponse au marché.

7
DRH SAV
Production
Achats
Marketing
Publicité
Vente
Sous-Traitant
Producteur de Machines
Fournisseurs
Supply
Chain
Managt B to B
Web
Fournisseurs
Soc de
Service PushBanque
Actionnaires
Sites de
Recrutement
E-learning Télé-
Tutoring
C
L
I
E
N
T
S
Distributeur
Marchand
e-
comm
erce
Sites d ’appel d ’offre
CONCURRENTS
Marketing one to one
Site
Financier
e-mailing, bandeaux,site promotionnel...
tracking
Logistique
CLIENTS
Back-up techniciens
SVP réclamations
Tutoring
Club utilisateur
Télémaintenance
B
to
B
Co-ingienerie
Extranet
Administration
DG
Bureau d’Etude
Maintenance
EDI
Back-up commerciaux
Partenaires
Veille Concurrentielle et Intelligence Economique
$
Gestion Trésorerie
Dématérialisation
des procédures
Télémaintenance machines
Veille Technologique
Recherche nouveaux Fournisseurs
Market-Place
Télétravail
Gestion

8
DRH SAV
Production
Achats
Marketing
Publicité
Vente
Sous-Traitant
Producteur de Machines
Fournisseurs
Supply
Chain
Managt B to B
Web
Fournisseurs
Soc de
Service PushBanque
Actionnaires
Sites de
Recrutement
E-learning Télé-
Tutoring
C
L
I
E
N
T
S
Distributeur
Marchand
e-
comm
erce
Sites d ’appel d ’offre
CONCURRENTS
Marketing one to one
Site
Financier
e-mailing, bandeaux,site promotionnel...
tracking
Logistique
CLIENTS
Back-up techniciens
SVP réclamations
Tutoring
Club utilisateur
Télémaintenance
B
to
B
Co-ingienerie
Extranet
administrations
DG
Bureau d’Etude
Maintenance
EDI
Back-up commerciaux
Partenaires
Veille Concurrentielle et Intelligence Economique
$
Gestion Trésorerie
Dématérialisation
des procédures
Télémaintenance machines
Veille Technologique
Recherche nouveaux Fournisseurs
Market-Place
Télétravail
Gestion
S
C
M
Extranet
KM

ELFEZAZI SAID9
La « Supply Chain »
Elle couvre la production interne, et établit des liens plus ou moins étroits avec les
donneurs d ’ordres, les fournisseurs et, s ’ils sont critiques, les transporteurs.
Elle permet d ’aborder les principaux problèmes de la gestion de la production en
suivant une certaine logique des flux.

ELFEZAZI SAID10
Information
Temps
Produit
Détaillant
Client€
Produit fini
Produit fini
Produit fini
Matière première
Distributeur
Producteur
Fournisseur
demande
demande
demande
Contexte : La chaîne logistique

ELFEZAZI SAID11
temps
information
information
Client
Fournisseur
Producteur
Distributeur
Détaillant
€
Business systems et chaîne logistique :
Contexte

ELFEZAZI SAID12
Effet coup de fouet
(bullwhip effect)
Contexte

13
ELFEZAZI SAID
Mktg
R&D
Installation
Appr
Emballage
transport
Méthodes
Fabrication
Insp
Essais
CréationMaintien
Réalisation Préparation

14
ELFEZAZI SAID
Cycle d’un produit orienté client
BesoinClient
SatisfactionClient
expédition
Conception du produitfonctions à réaliser
Volonté du concepteur
Spécification client respecter et plus !!!
Production
Marketing

15
ELFEZAZI SAIDSatisfaction client c’est plus que l'écoute client !!
réingéneringInnovation
Kaizen

16
ELFEZAZI SAID
Nouvelles définitions
•donner au client ce qu’il na pas encore
demandé et dès qu’il aura , il ne pourra pas
s ’en passer
la convenance à l’utilisation
L’entreprise doit fournir aux client le produit désiré tout en
respectant:
•Le coût
•Le délais
•Les spécification: quantité, tolérance ,…..

17
ELFEZAZI SAID
ELFEZAZI SAID
Concept

18
ELFEZAZI SAID
Niveau des
stocks
Pannes
machines
Mauvaises
implantations Contraintes
dues
aux
fournisseurs
Longs
Changements
outils
Qualité
Non
maîtrisée
Les principales causes de l’inefficacité industrielle et des niveaux
élevés de stocks
Les pannes sont souvent la cause visible

ELFEZAZI SAID
La philosophie de la Logistique interne ?
PANNES
CHANGEMENTSLONGSNON
QUALITÉ
RUPTURES
D’APPROVISIONNEMENTS
STO
CK
S
PANNES
CHANGEMENTSLONGSNON
QUALITÉ
RUPTURES
D’APPROVISIONNEMENTSPANNES
CHANGEMENTSLONGSNON
QUALITÉ
RUPTURES
D’APPROVISIONNEMENTSPANNES
NON
QUALITÉ
RUPTURES
D’APPROVISIONNEMENTSPANNES
NON
QUALITÉ
RUPTURES
D’APPROVISIONNEMENTSPANNES
RUPTURES
D’APPROVISIONNEMENTSPANNES
RUPTURES
D’APPROVISIONNEMENTS

ELFEZAZI SAID
Implantation des moyens de production:
Démarches et outils

EXEMPLE
PRODUITS
MACHINES
A(1) =
1 2 3 4 5 6 7 8
1
2
3
4
5
6
7
1 1 11 1
1 1
11
1
1 1 1
h1
v2 v3 v5
h7
h5
v8
Cellule 1 = (1,5,7)
Famille 1 = (2,3,5,8)

ALGORITHME CI
EXEMPLE
MACHINES
PRODUITS
A(2) =
1 4 6 7
2
3
4
6
1 11 1
11
h2
h4
v1 v6
Cellule 2 = (2,4)
Famille 2 = (1,6)

Cellule 3 = (3,6)
Famille 3 = (4,7)
ALGORITHME CI
EXEMPLE
A(3) =
4 7
3
6
1 1
1
h3
v4 v7
h6
PRODUITS
MACHINES

PRODUITS
2 3 5 8 1 6 4 7
1
5
7
2
4
3
6
1 1 11
1 1 11 1
1
1 11
CELLULE 1{CELLULE 2 {CELLULE 3 {
ALGORITHME CI
RESULTAT

ALGORITHME DE
REGROUPEMENTRÉSULTAT FINAL
R
E
C
E
P
T
I
O
N
E
X
P
E
D
I
T
I
O
N
1 5 7
2 4
3 6

ELFEZAZI SAID
ÉQUILIBRAGE DE LIGNEEXEMPLE
La compagnie SansNom assemble des ordinateurspersonnels à partir de pièces produites au Moyen-Orient. SansNom désire produire 28 unités par jour deproduction (7 heures), soit un ordinateur à tous les 15minutes. Le processus d’assemblage nécessite 12opérations, tel que décrit à la page suivante.
Le temps qui donne le rythme de production est déterminé par le quantité de production que la compagnie veut par jour.
Tp = 28 u /jour = 4 u / heure
7 heures * 60 min = 420 min / 28 unités = 15 min = C
N = 12 opérations

ELFEZAZI SAID
TÂCHE
1
2
3
4
5
6
7
8
9
10
11
12
PRÉDÉCESSEURS
-
1
2
2
2
2
3,4
7
5
9,6
8,10
11
TEMPS (min.)
12
6
6
2
2
12
7
5
1
4
6
7
ÉQUILIBRAGE DE LIGNEEXEMPLE
LISTE DES TÂCHES:

ELFEZAZI SAID
ÉQUILIBRAGE DE LIGNEEXEMPLE
1 2
3
4
5
6
7
9
8
10
11 12
12 6
6
2
2
12
7 5
1
4
6 7
713
18
17
1820
29
25
27
31
5870
312
2
12
1
4
Temps cycle (C) :
15 min.
Nombre de poste
minimum:
[∑t /C]=[70/15]=5 postes
Temps total (T) :
70 min.
Ordre
décroissant
de CIP
PRIORITÉ
1
2
3
6
4
7
5
8
9
10
11
12
CIP

ELFEZAZI SAID
CADENCE ET TEMPS CYCLIQUEDE CHAÎNE
Révision des variables en jeu:
Cadence Tp (taux de production requis):
Nombre d’unité à produire par unité de temps
Tp = 28 unités par 7 heures ou 4u/h.
Temps de cycle C (rythme de production requis):
C = 1 / cadence
C= 1/4u/h = 1h/4u ou 15 min par unité
Nombre de poste minimum théorique:
Temps total d’opération / Temps cyclique
70 minutes / 15 minutes / unité = 4.6 = 5 postes

ELFEZAZI SAID
ÉQUILIBRAGE DE LIGNEEXEMPLE
1 2
3
4
5
6
7
9
8
10
11 12
12 6
6
2
2
12
7 5
1
4
6 7
PRIORITÉ
1
2
3
6
4
7
5
8
9
10
11
12
POSTE
TÂCHE
Temps disp.
1
1
3
2
2,3,4
1
3
6,5,9
0
4
7,8
3
5
10 ,11
5
6
12
8
Temps cycle (C): 15 min.

ELFEZAZI SAID
ÉQUILIBRAGE DE LIGNE:EXEMPLE
Résultat final: 6 postes de travail (supérieur
au nombre minimum théorique);
Temps non-productif total: 20 minutes
Efficience de ligne (F): F = 70 min / (6*15
min) = 77,78%.
12
1 2 3 4 5 6
14 1512 10
Temps de
cycle (15)
7

ELFEZAZI SAID
PERFORMANCE DU PROCESSUS D’ÉQUILIBRAGE
Temps improductif par poste:
T imp = C – temps réels du poste
Poste 1: T imp = 15 – 12 = 3 minutes
T imp = 20 min.
Efficience de ligne (rendement de notre
aménagement):
F = Temps des postes *100/ n * C
où n = nombre de postes.
(12+14+15+12+10+7)/ (6*15) = 77.78%

ELFEZAZI SAID
LIGNE DE PRODUCTION
ÉQUILIBRAGE DE CHAÎNE
Un des outils très utilisé pour augmenter la performance d’un système estl’équilibrage des lignes de production.
Principe:
Si les activités d’une ligne peuvent être groupées afin d’obtenir des postesde travail ayant des temps cumulés égaux, nous obtenons une ligneparfaitement balancée.
L’équilibrage vise à éliminer les temps improductifs des opérateurs etdes machines en réduisant les phénomènes de goulot d’étranglement.
Pour ce faire, il faut chercher à distribuer les temps d’opération surun certain nombre de postes de travail pour obtenir le plus possible lemême temps d’exécution individuelle par poste.

ELFEZAZI SAID
Les approches populaires :
1. Méthode d’essai et erreur;
2. Programmation linéaire;
3. Programmation dynamique;
4. Heuristiques (Kilbridge and Wester’s method, Méthode par
classement d’importance de position {ranked positional weight
method, RPW});
5. Outils informatiques, Ex.: Computerized Method for Sequencing
Operations on Assembly lines (COMSOAL) sur WinQSB: Facilities
location layout.
ÉQUILIBRAGE DE CHAÎNEOUTILS D’AIDE À LA DÉCISION
Heuristiques : intuitives

ELFEZAZI SAID
ÉQUILIBRAGE DE LIGNE
Cycle de production: C = Tp / D
Tp : temps de production par quartD : taux de production demandé
Nombre théorique minimum de postes : Nmin = ∑t / C
C : cycle de production∑t : Somme du temps de l’ensemble de tâches, soit le temps total de cycle
Pourcentage de temps improductif = Délai total * 100/ (Neffectif * C)
C : cycle de productionN effectif : Le nombre effectif de postes
Efficience = 100 - % du temps improductif

ELFEZAZI SAID
ÉQUILIBRAGE DE LIGNEEXEMPLE
La compagnie SansNom assemble des ordinateurs personnelsà partir de pièces produites au Moyen-Orient. SansNomdésire produire 28 unités par jour de production (7 heures),soit un ordinateur à tous les 15 minutes. Le processusd’assemblage nécessite 12 opérations, tel que décrit à la pagesuivante.
Le temps qui donne le rythme de production est déterminé par le quantité de production que la compagnie veut par jour.
Tp = 28 u /jour = 4 u / heure
7 heures * 60 min = 420 min / 28 unités = 15 min = C
N = 12 opérations

ELFEZAZI SAID
TÂCHE
1
2
3
4
5
6
7
8
9
10
11
12
PRÉDÉCESSEURS
-
1
2
2
2
2
3,4
7
5
9,6
8,10
11
TEMPS (min.)
12
6
6
2
2
12
7
5
1
4
6
7
ÉQUILIBRAGE DE LIGNEEXEMPLE (méthode RPW)
LISTE DES TÂCHES:

ELFEZAZI SAID
ÉQUILIBRAGE DE LIGNEEXEMPLE
1 2
3
4
5
6
7
9
8
10
11 12
12 6
6
2
2
1
2
7 5
1
4
6 7
713
18
17
1820
29
25
27
31
5870
312
2
1
2
1
4
Temps cycle (C) :
15 min.
Nombre de poste
minimum:
[∑t /C]=[70/15]=5 postes
Temps total (T) :
70 min.
Ordre
décroissan
t de CIP
PRIORITÉ
1
2
3
6
4
7
5
8
9
10
11
12
CIP

ELFEZAZI SAID
ÉQUILIBRAGE DE LIGNEEXEMPLE
1 2
3
4
5
6
7
9
8
10
11 12
12 6
6
2
2
12
7 5
1
4
6 7
PRIORITÉ
1
2
3
6
4
7
5
8
9
10
11
12
POSTE
TÂCHE
Temps disp.
1
1
3
2
2,3,4
1
3
6,5,9
0
4
7,8
3
5
10 ,11
5
6
12
8
Temps cycle (C): 15 min.

ELFEZAZI SAID
ÉQUILIBRAGE DE LIGNEEXEMPLE
Résultat final: 6 postes de travail (supérieur au nombre
minimum théorique);
Temps non-productif total: 20 minutes
Efficience de ligne (F): F = 70 min / (6*15 min) = 77,78%.
Où trouvera-t-on du WIP?
12
1 2 3 4 5 6
14 1512 10
Temps de
cycle (15)
7

ELFEZAZI SAID
CADENCE ET TEMPS CYCLIQUE
DE CHAÎNERévision des variables en jeu:
Cadence Tp (taux de production requis):
Nombre d’unité à produire par unité de temps
Tp = 28 unités par 7 heures ou 4u/h.
Temps de cycle C (rythme de production requis):
C = 1 / cadence
C= 1/4u/h = 1h/4u ou 15 min par unité
Nombre de poste minimum théorique:
Temps total d’opération / Temps cyclique
70 minutes / 15 minutes / unité = 4.6 = 5 postes

ELFEZAZI SAID
PERFORMANCE DU PROCESSUS
D’ÉQUILIBRAGE
Temps improductif par poste:
T imp = C – temps réels du poste
Poste 1: T imp = 15 – 12 = 3 minutes
T imp = 20 min.
Efficience de ligne (rendement de notre
aménagement):
F = Temps des postes *100/ n * C
où n = nombre de postes.
(12+14+15+12+10+7)/ (6*15) = 77.78%

ELFEZAZI SAID
ÉQUILIBRAGE DE LIGNEEXEMPLE
1 2
3
4
5
6
7
9
8
10
11 12
12 6
6
2
2
12
7 5
1
4
6 7
PRIORITÉ
1 12
2 06
3 06
6 12
4 02
7 07
5 02
8 05
9 01
10 04
11 06
12 07
POSTE
TÂCHE
Temps disp.
114
2
2,3,4,50
3
6,93
4
7,8,100
5
11,123
Réduction de la cadence pour réduire le nombre de
postes:
Si C = 16 minutes, on obtient 5 postes de travail.

ELFEZAZI SAID
ÉQUILIBRAGE DE LIGNEEXEMPLE
Augmentation potentielle de l’efficience de ligne:
Réduction de la cadence pour réduire le nombre de
postes:
Si je réduis la cadence, j’augmente le temps de cycle.
Ainsi, en augmentant le temps de cycle, je diminue le
nombre de poste car chaque poste ont davantage de
temps d’opération pour respecter la contrainte du
temps total des opérations (70 min).
Si C = 16 minutes, on obtient 5 postes de travail.
L’efficience est maintenant de F= 70 / (5*16) =
87.50%.

ELFEZAZI SAID
ÉQUILIBRAGE DE LIGNEEXEMPLE
1 2
3
4
5
6
7
9
8
10
11 12
12 6
6
2
2
12
7 5
1
4
6 7
PRIORITÉ
1 12
2 06
3 06
6 12
4 02
7 07
5 02
8 05
9 01
10 04
11 06
12 07
POSTE
TÂCHE
Temps disp.
111
2
2,31
3
61
4
4,7,5,9 8,101
6
11,124
Augmentation de la cadence avec le même nombre de poste:
En réduisant C à 13 minutes, on obtient toujours 6 postes de
travail.
5
0

ELFEZAZI SAID
Inconvénients:
Inflexibilité;
Investissement initiaux très élevés;
Diminution de la motivation des travailleurs;
Système de production vulnérable: si le maillon le plus faible faillit…
Capacité de production fixe;
AMÉNAGEMENT PAR PRODUITTYPES DE LIGNE DE PRODUCTION

ELFEZAZI SAID
ÉQUILIBRAGE DE CHAÎNE
MÉTHODOLOGIE
1. Décomposer les procédés en opérations;
2. Définir les contraintes d’antériorité et de succession;
3. Déterminer la cadence désirée et le temps cyclique de production;
4. Regrouper les opérations en postes de travail tout en respectant
les contraintes de séquence; et
5. Évaluer la performance du regroupement sélectionné.

ELFEZAZI SAID
Méthode par classement d’importance de
position (CIP ou RPW).
1. Déterminer le temps total cumulatif des successeurs de
chacune des opérations;
2. Énumérer les opérations par ordre décroissant de CIP;
3. Commencer par le sommet de la liste et regrouper
successivement les opérations sans dépasser le temps
cyclique et sans violer les contraintes de succession;
4. Continuer jusqu’à ce qu’il ne soit plus possible d’ajouter
aucune opération;
5. Répéter 2 et 3 pour les autres postes jusqu’à ce qu’il ne
reste plus d’opérations dans la liste.
CIP : coefficient de position, somme du temps de la tâche plus les temps de toutes les
tâches qui le suivent dans le réseau.

ELFEZAZI SAID
ÉQUILIBRAGE DE LIGNEEXEMPLE
Augmentation potentielle de l’efficience de ligne:
Augmentation de la cadence avec le même nombre de
poste:
Si j’augmente la cadence, je diminue le temps de
cycle, donc j’augmente le nombre de poste de travail.
En réduisant C à 13 minutes, on obtient toujours 6
postes de travail.
L’efficience est maintenant de F= 70*100 / (6*13) =
89.74%.

ELFEZAZI SAIDELFEZAZI SAID
CONTREINTES! :CONDITIONS
DE TRAVAIL
Température &Humidité
Ventilation
Luminosité Couleur

ELFEZAZI SAID
Question
La compagnie Intra GPA205 assemble des cafetières à partir de pièces
produites en Chine. Elle désire produire 21 unités par jour de
production (7 heures). Le processus d'assemblage nécessite pour sa
part 12 opérations. Par la méthode CIP classement d’importance de
position (ou ranked positional weight method, RPW), si les activités
sont les opérations d'une ligne de production,
- balancez la ligne de production pour créer les postes de travail et
déterminez les variables suivantes : NB de poste, Efficience de
l'aménagement, Taux de production, la cadence, temps improductif ?

ELFEZAZI SAID
Question
ACTIVITÉS TEMPS PRÉDÉCESSEURS
(Min)
A 12 -
B 6 A
C 7 A
D 3 B
E 1 B
F 9 B
G 7 C,D
H 5 G
I 5 E
J 3 F,I
K 5 H,J

53
2 – rappel
P
t (heures)500 1000 1500
Tmoy

5
4Mastère: MM Module: MANAGEMENT DE PROJET EMI
2009 Elfezazi said
54
RAPPEL: Temps estimés
● Durée estimée d’une tâche
Écart type:
6
t4ttt
rp0
m
6
)( 2
02tt p

5
5Mastère: MM Module: MANAGEMENT DE PROJET EMI
2009 Elfezazi said
55

Mastère: MM Module: MANAGEMENT DE PROJET EMI
2009 Elfezazi said
56

5
7Mastère: MM Module: MANAGEMENT DE PROJET EMI
2009 Elfezazi said
57
1. Définir le temps moyen estime pour chaque tâche ?
2. Dresser le graphe PERT ?
3. Donner la durée globale du projet ?
4. Donner le chemin critique ?
5. Donner l’écart type relatif à tout le projet ?
6. La probabilité que le projet soit fini au bout de 20
semaine ?
7. Conclusion !!

5
8Mastère: MM Module: MANAGEMENT DE PROJET EMI
2009 Elfezazi said
58

5
9Mastère: MM Module: MANAGEMENT DE PROJET EMI
2009 Elfezazi said
59

6
0Mastère: MM Module: MANAGEMENT DE PROJET EMI
2009 Elfezazi said
60

6
1Mastère: MM Module: MANAGEMENT DE PROJET EMI
2009 Elfezazi said
61Table de la loi normale centrée réduite

ELFEZAZI SAIDELFEZAZI SAID
Comment accélérer les flux
?1
Réduire la taille des lots de fabrication1
Réduire la taille des lots de transport2
Réorganiser le système logistique
suivant une logique de flux
3
Piloter le flux par l’aval4
Développer le JAT avec les fournisseurs5

ELFEZAZI SAID
63
MAÎTRISE DU
TEMPS
MAÎTRISE DE LA
QUALITÉ
MAÎTRISE DE LA
PRODUCTIVITE
CLIENTS
PERFOR--MANCE
TPMJAT
TQM
Les démarches
pour l’excellence industrielle

ELFEZAZI SAID
• Projection film accélération du flux ?

ELFEZAZI SAID 65

ELFEZAZI SAID
66
QUE SIGNIFIE S.M.E.D. ?
Single
Minute
Exchange of
Die
une seule
minute (unité)
changement de
matrice (moule)
=
=
=
=
changements de fabrication
en moins de 10 minutes

ELFEZAZI SAID
67
RÉSULTATS OBTENUS PAR LE S.M.E.D
Avant
S.M.E.
D.
Après
S.M.E.
D.
Capacit
é
(en
tonnes)
Société 1/n(Presses à effet
simple)
(Presses à mouler leplastique)
(Presses à mouler lemétal)
T manufacturing 80 t 4 h 0 mn 4 mn 18 sec 1/56
M electric 150 t 2 h 10 mn 7 mn 25 sec 1/18
S industries 30 t 1 h 40 mn 4 mn 36 sec 1/22
T industries 100 t 1 h 30 mn 3 mn 20 sec 1/27
M manufacturing 80 ounces 6 h 40 mn 7 mn 36 sec 1/53
Y manufacturing 100 ounces 1 h 50 mn 4 mn 36 sec 1/24
N rubber 100 ounces 2 h 30 mn 6 mn 28 sec 1/23
S manufacturing 250 t 1 h 10 mn 5 mn 36 sec 1/13
T die casting 250 t 1 h 20 mn 7 mn 46 sec 1/10
M metals 250 t 50 mn 6 mn 24 sec 1/8
Source : Le système SMED Shigéo SHINGO Les éditions d ’organisation

ELFEZAZI SAID
68
S.M.E.D ET TAILLE DE LOT(1/2)
temps de
changement
important
lot
important
CASSER CETTE RELATION : PAR LE S.M.E.D

ELFEZAZI SAID
69
CORRÉLATION TEMPS DE CYCLE LONG ET
LOTS DE TAILLE IMPORTANTE
ANALOGIE MASSE / RESSORT
PLATEAU
RESSORT
MASSE
MARCHÉ
DEMANDE
TEMPS DE CYCLE
TAILLE DE LOT

ELFEZAZI SAID
70
S.M.E.D ET TAILLE DE LOT(2/2)
S.M.E.D
AVANTtemps de
changement
important
taille
de lot
importante
réf A réf Créf B
APRÈStemps de
changement
faible
taille
de lot
petite
réf A réf Aréf B réf Bréf C réf C réf A réf B

ELFEZAZI SAID
CHECK ACT
DO
PLAN

ELFEZAZI SAID72

ELFEZAZI SAID73

ELFEZAZI SAID74

ELFEZAZI SAID75

ELFEZAZI SAID
76
LES EFFETS DU S.M.E.D
des effets “DIRECTS” par rapport à l’objectif de flexibilité :•réduction de la taille des lots•réduction des délais de circulation des lots•diminution des coûts de changement•diminution des erreurs de réglages au changement•augmentation de la capacité des machines
des effets“INDIRECTS” :•diminution de la non-qualité•augmentation de la flexibilité •production sans stock •plus de compétences collectives et partagées•machines plus simples•augmentation de la sécurité

ELFEZAZI SAID77
2)Exemple de SMED à TOYOTA:
Les automobiles de
Toyota ont toujours eu une
Forte place dans les
sports auto tel que F1,
cela est du à l’application
de la méthode SMED
dans le changement des
pneus durant les
courses.

ELFEZAZI SAID
78

ELFEZAZI SAID79
3)SMED: résultats obtenus par des entreprises
d'automobile
TOYOTA sur presse: 8h 58s
FICHET BAUCHE: 4h 2 mn40s
PEUGEOT (PEO) sur presse à injecter: 4h
9mn

ELFEZAZI SAID 80
1- PRÉPARATION
2- MONTAGE / DÉMONTAGE
3- CENTRAGE / POSITIONNEMENT
4- ESSAIS ET FINITION DES RÉGLAGES
30 %
5 %
15 %
50 %
100 %
en moyenne, un changement de fabrication se décompose en :
Etapes d ’un changement
de fabrication

ELFEZAZI SAID
81
Single
Minute
Exchange of
Die
S.M.E.D.
Les techniques S.M.E.D.
Inventée par Shigeo Shingo.
La technique la plus populaire de réduction des temps de mise en course
pour répondre avec une plus grande flexibilité à la demande (variété et
volume)

ELFEZAZI SAID
82
Matrice « A » Matrice « B »
Standardisation
de la hauteur des
matrices
Standardisation
de la hauteur des
fixationsStandardisation:
Utilisation
des mêmes
fixations
SMED - Exemple d’amélioration

ELFEZAZI SAID
83
Standardisation: Le centrage de l’outil
Standardiser
aussi la
quincaillerie
Gabarit de centrage
sur la plaque de
fixation (femelle)
Gabarit de centrage
sur la machine (mâle)
Plaque de fixation
Outil
(Dessus)
SMED - Exemple d’amélioration

ELFEZAZI SAID
84
Serrages fonctionnels:
Un serrage fonctionnel est un système
de fixation maintenant des objets en place
avec un minimum d’efforts
Fixation directe:
( 15 filets)
Le nombre
La longueur
SMED - Exemple d’amélioration

ELFEZAZI SAID
85
Exemples de
serrages fonctionnels:
Trous en boutonnièreRondelle en « U »
SMED - Exemple de moyen
d’amélioration

ELFEZAZI SAID
86
MISE EN APPLICATION DU S.M.E.D. SELON
SHIGEO SHINGO

ELFEZAZI SAID
87
LES 4 PHASES DE LA MÉTHODE S.M.E.D
selon Shigeo SHINGO
2 EXTRAIRE3
CONVERTIR
4 RÉDUIRE 1
IDENTIFIER
répertorier les opérations
actuellement faites en
interne
(éventuellement en externe)
et les identifier
passer des opérations
“naturellement externes” en
externe, en améliorant la
préparation, en s’organisant
transformer des opérations
internes
en externes en anticipant le
changement (solutions
“techniques”)
optimiser les
opérations internes,
puis externes

ELFEZAZI SAID
88
Que veut-on identifier ?
les opérations internes (interne au réglage),
et les opérations externes (processus en fonctionnement)
Comment faire ?
- filmer le changement de fabrication
- compléter le film de commentaires
(quoi ? qui ? où ? quand ? comment ?)
- identifier chaque opération par :
. un numéro,
. sa désignation,
. et sa durée.
ÉTAPE 1 : IDENTIFIER
IDENTIFIER

ELFEZAZI SAID
89
“ La maîtrise de la distinction entreles OPÉRATIONS INTERNES
etles OPÉRATIONS EXTERNES
est le passeport pour la réussite dela méthode S.M.E.D ”
ÉTAPE 1 : IDENTIFIER
Shigeo SHINGO

ELFEZAZI SAID
90
ÉTAPE 1 : IDENTIFIER
tableau d’analyse d’activités multiples
Lorsqu’un changement nécessite la présence simultanée de plusieurs
personnes, il est recommandé d’utiliser une représentation sous la forme
d’un tableau appelé “ANALYSE D’ACTIVITÉS MULTIPLES”
ÉLECTRICIEN MÉCANICIEN RÉGLEUR
débranche l’installation
24
débranche l’alimentation
du tunnel
65
... ...
démonte le mécanisme
d’entraînement
72
démontent la goulotte
d’approvisionnement
38 38
effectue pré-réglage
58
attente mécanicien
14
temps passés

ELFEZAZI SAID
91
ÉTAPE 1 : IDENTIFIER
conseils d’enregistrement vidéo (1/2)
1- Ne pas hésiter à effectuer des films complémentaires (préparation éventuelle, ...) où
figureront principalement des tâches externes que l’on souhaite réduire.
2- Informer (réunion, affichage, journal interne) l’atelier de la date et de la raison de
l’enregistrement vidéo.
3- Attention à ne pas “organiser” le changement : il s’agit de relever ce qui se passe dans
la vie courante.
4- Avoir, en permanence sur l’enregistrement, l’affichage de l’heure (ou alors un numéro
de compteur).
5- Faire faire l’enregistrement par un régleur ou une personne qui connaît bien le change- ment ;
prévoir une formation préalable à l’utilisation de la caméra.
6- L’animateur du projet S.M.E.D doit assister au tournage.
7- Si le changement est effectué par plusieurs personnes, utiliser le tableau d’analyse d’activités
multiples.
8- Enregistrer surtout ce qui se passe sur le poste et expliciter les arrêts et absences :
ne pas hésiter à commenter le film.

ELFEZAZI SAID
92
ÉTAPE 1 : IDENTIFIER
conseils d’enregistrement vidéo (2/2)
9- Compléter la vidéo par tout document (plan, photo, rapport, etc) susceptible de renseigner surl’implantation, la production, la maintenance, ...
10- N’utiliser les gros plans que pour certains points particuliers (détail technique, “tour de main”,sécurité, qualité, etc).
11- Définir le nombre de caméras nécessaires : surtout en cas de travail en parallèle, ou en casd’équipement de grande dimension.
12- Définir les différentes positions de la caméra pendant l’enregistrement (prises de vue) ; et testerces différentes positions.
13- Repérer les prises de courant et déterminer la longueur des rallonges nécessaires.
14- Attention aux passages de câbles et aux risques de coupures dues aux passages.
15- Faire auparavant un essai “à blanc” pour vérifier, sur la télévision, la qualité de l’enregistrement(lumière, son, contre-jour).
16- Utiliser de préférence un pied de caméra.
17- Utiliser de préférence l’alimentation sur secteur plutôt que sur batterie.
18- Utiliser des cassettes vidéo longue durée (240 minutes).

ELFEZAZI SAID
93
Que veut-on extraire ?
des opérations internes (machine à l’arrêt) que l’on
pourrait faire “machine en fonctionnement”,
en préparant mieux le changement
(OBJECTIF : ZÉRO DÉPENSE)
Comment faire ?
- utilisation de check-lists
- utilisation de tables de vérification
- essai des conditions de fonctionnement des
outils
- transport des outillages, outils, matières
ÉTAPE 2 : EXTRAIRE
EXTRAIRE

ELFEZAZI SAID
94
CHECK-LIST de toutes les pièces et phases nécessaires au
changement de fabrication.
Elle peut inclure :
- liste des outils, outillages, matières, ...
- pression, température, et autres réglages
- valeurs numériques pour mesures et dimensions
- personnes à prévenir et quand les prévenir
- ...
ÉTAPE 2 : EXTRAIRE
utilisation de check-lists (1/2 : description)
UNE CHECK-LIST PAR TYPE DE CHANGEMENT
(OU PAR MACHINE)
PAS DE CHECK-LIST GÉNÉRALE POUR L’ATELIER

ELFEZAZI SAID
95
ÉTAPE 2 : EXTRAIRE
utilisation de check-lists (2/2 : exemple)
pièces
matière
outillage
contrôle
dé
sig
na
tio
n
réfé
ren
ce
tem
pé
ratu
re
pre
ssio
n
1 è
re V
éri
f.
2 è
me
Vé
rif.
cales 30
pâte HVS-4180 °C
1,8 bars
pince n° 8
clé de 18/22
clinquant
palmer 14
X
X
qu
an
tité
5
4 m3
2
1
3
2
changement
RÉF 145
RÉF 208

ELFEZAZI SAID
96
table ou servante sur laquelle sont dessinés les outils et moyens
divers nécessaires au changement de série
ÉTAPE 2 : EXTRAIRE
utilisation de tables de vérification
UNE TABLE DE VÉRIFICATION NE PERMET PAS
DE VÉRIFIER LES CONDITIONS OPÉRATOIRES :
C’EST UN COMPLÉMENT À LA CHECK-LIST
OUTILLAGESOUTILS MOYENS
3 cales 12x10x6
0
2 cales
12x10x35
4 câles12x10x110pied à
coulisse
6 rondelles
U 20
palmer 3
touches
jeu de clinquants
15/1
00
martea
u
maille
t
cruciform
e

ELFEZAZI SAID
97
ÉTAPE 2 : EXTRAIRE
essai des conditions de fonctionnement des outils
LE CAS ÉCHÉANT, CERTAINES RÉPARATIONS PEUVENT
PRENDRE PLUS DE TEMPS QUE PRÉVU
VÉRIFIER le BON FONCTIONNEMENT des OUTILLAGES et des
OUTILS nécessaires (outils à pré-régler, appareils de mesure à
étalonner, etc ... )
est une OPÉRATION À FAIRE EN EXTERNE

ELFEZAZI SAID
98
SORTIR les OUTILLAGES et AUTRES PIÈCES du magasin, et les
TRANSPORTER au pied de la machine
sont des OPÉRATIONS À FAIRE EN EXTERNE
ÉTAPE 2 : EXTRAIRE
transport des outillages, outils, matières (1/2)
PENSER ÉGALEMENT À PLANIFIER LE RANGEMENT DE CES
OUTILS, OUTILLAGES, ETC, ... UNE FOIS LE REDÉMARRAGE DE
LA MACHINE EFFECTUÉ
- soit par l’opérateur de la machine, lorsque la machine tourne en
automatique,
- soit par une autre personne chargée du transport, de la logis-
tique.

ELFEZAZI SAID
99
REMARQUE IMPORTANTE
L’espace autour de la machine pourra être structuré (marquages
au sol) afin de faciliter la préparation des changements de
fabrication
ÉTAPE 2 : EXTRAIRE
transport des outillages, outils, matières (2/2)
nouveau mouleavec
palan en attente ancienmoule
chariot
emboutisseuse HT 50
servanteespace dédié
à la HT 50
repérage des
différentes zones

ELFEZAZI SAID
100
Que veut-on convertir ?
les opérations internes (machine à l’arrêt) que l’on pourrait
faire machine en fonctionnement,
en “anticipant le changement”,
et en utilisant des solutions techniques
Comment faire ?
- mettre à l’avance les outillages dans les
conditions de fonctionnement
- standardiser les fonctions
(solutions technologiques,
doublement d’organes fonctionnels)
ÉTAPE 3 : CONVERTIR
CONVERTIR

ELFEZAZI SAID
101
ÉTAPE 3 : CONVERTIR
préparer la matière première
A
BA
Cycle de changement :
- vider cuve A
- nettoyer cuve A
- remplir cuve B
- chauffer B
Cycle de changement :
- échanger cuves
ce qui a été converti :
REMPLISSAGE + CHAUFFAGE CUVE B (pendant série A)
VIDANGE + NETTOYAGE CUVE A (pendant série B)

ELFEZAZI SAID
102
ÉTAPE 3 : CONVERTIR
matière première en continu
Cycle de changement :
Cycle de changement :
- enlever A
- placer B
- ré-amorcer
ce qui a été converti :
MISE EN PLACE BOBINE B (pendant série A)
ENLÈVEMENT BOBINE A (pendant série B)
fin A
début B
soudur
e
- souder fin A et début B

ELFEZAZI SAID
103
ÉTAPE 3 : CONVERTIR
pré-positionner la pièce, standardiser les supports
Cycle de changement :
- enlever A (x4)
- positionner/repérer B
(x4)
ce qui a été converti :
POSITIONNEMENT / REPÉRAGE DE B (pendant série A)
ENLÈVEMENT DE A (pendant série B)
A
A
A
A
B
B
B
B
Cycle de changement :
- enlever plaque A
- placer plaque B

ELFEZAZI SAID
104
ÉTAPE 3 : CONVERTIR
pré-régler, standardiser les dimensions d’outils
hauteur d’outil
standard
ce qui a été converti :
RÉGLAGE DES COURSES POUR LA HAUTEUR DES OUTILS
ET POUR LE BRIDAGE DES OUTILS
prise d’outil
standard
outil A outil B

ELFEZAZI SAID
105
“ STANDARDISER, c’est :
- analyser les FONCTIONS de chaque élément
de l’outillage
(serrer, centrer, guider, maintenir, extraire, ...)
- avoir le MOINS d’éléments possible à remplacer ”
ÉTAPE 3 : CONVERTIR
Shigeo SHINGO

ELFEZAZI SAID
106
Que veut-on réduire ?
les opérations internes restantes (machine à l’arrêt) et,
dans un deuxième temps, les opérations externes (machine
en fonctionnement)
Comment faire ?
- réglages fonctionnels
- serrages fonctionnels
- mise en parallèle d’opérations
- mécanisation de l’ensemble
ÉTAPE 4 : RÉDUIRE
RÉDUIRE

ELFEZAZI SAID
107
interrupteurs à demeure, alimentés individuellement
ÉTAPE 4 : RÉDUIRE
réglages fonctionnels
A
A
A
A
DC
B
D
CB
DC
B
D
CB
4 formats de plaques
interchangeables butée rapide
RÉGLAGES BONS
“ DU PREMIER COUP ”
butées, cales, guides,
repères visuels, ...
DÉTROMPEURS

ELFEZAZI SAID
108
“ Éliminer les RÉGLAGES
c’est
éliminer l’INTUITION ”
ÉTAPE 4 : RÉDUIRE
réglages fonctionnels
Shigeo SHINGO

ELFEZAZI SAID
109
ÉTAPE 4 : RÉDUIRE
serrages fonctionnels (1/2 : principes)
Ce qui est UTILE
dans un serrage, c’est
LE DERNIER QUART DE TOUR
Utilisation de manettes,
“vis papillon”, etc... qui restent à
demeure
OBJECTIF : ZÉRO OUTIL ou UN SEUL OUTIL
Standardisation des vis,
des écrous, etc ...
CLÉ 6 pans de 16

ELFEZAZI SAID
110
ÉTAPE 4 : RÉDUIRE
serrages fonctionnels (2/2 : exemples)
écrou
à ailettes
trous en
boutonnière
rondelle en Upasser et
enlever
ici
serrer ici

ELFEZAZI SAID
111
ÉTAPE 4 : RÉDUIRE
mise en parallèle d’opérations
Le gain est bien souvent supérieur à la moitié du temps initial, car
des économies de DÉPLACEMENT sont réalisées
SÉCURITÉQuand un opérateur a fini certaines
opérations, il doit le signaler à l’autre :
VOIX, KLAXON, TABLEAU LUMINEUX, MÉCANISME DE
SYNCHRONISATION, ... ET PROCÉDURE FORMALISÉE
1 personne
12 minutes
2 personnes
< 6 minutes

ELFEZAZI SAID
112
ÉTAPE 4 : RÉDUIRE
mécanisation de l’ensemble
LA MÉCANISATION NE SERA ENVISAGÉE QU’APRÈS AVOIR
TOUT ESSAYE POUR AMÉLIORER LES RÉGLAGES
Les premières améliorations apportées, un nouveau film du
changement de fabrication pourra être réalisé, afin de
l’analyser une nouvelle fois : les dernières minutes à gagner
seront davantage l’affaire d’une mécanisation éventuelle
NE PAS SE PRÉCIPITER DÈS LE DÉPART VERS LA
MÉCANISATION : MAIS SEULEMENT LORSQUE LES
RÉGLAGES ONT ÉTÉ RATIONALISÉS

ELFEZAZI SAID
113
APRÈS LE S.M.E.D.

ELFEZAZI SAID
114
S.M.E.DSingle Minute Exchange of Die
changements de fabrication en 10 minutes
O.T.E.DOne Touch Exchange of Die
changements de fabrication en 2 secondes
de type “changement de cassette”
(cellules flexibles robotisées, ... )
... ? ...

ELFEZAZI SAID
115
LE ZÉRO CHANGEMENT
“Le meilleur changement de série estle zéro changement de série”
- standardisation des pièces à fabriquer
- utiliser 3 machines simples plutôt que 1 machine compliquée
pour trois pièces
- spécialiser certaines machines pour certaines familles ou pour
certains changements
- ...

ELFEZAZI SAID 116
Mise en Course – IED versus OED ?

ELFEZAZI SAID
117
Heures effectives
pour 1000 h imparties
pièces produites
pour 1000 pièces
prévues
Pièces bonnes
pour 1000 pièces
produites

ELFEZAZI SAID
118
Taux de Rendement Global
MAINTENANCE
ORGANISATION
RALENTISSEMENT
QUALITÉ
CHANGEMENT
DE SÉRIE
AUTO-MAINTENANCE
PRÉVENTIF
SMED
ORDONNANCEMENT
RANGEMENT
FLUX
POSTE DE TRAVAIL
PLANNING
REMISE À NIVEAU
CONDITIONS DE BONNE UTILISATION
CONCEPTION
OUTILS DE
LA QUALITÉ
SE FIXER UN PROGRAMME D’ACTIONS PRIORITAIRES
- LA PRODUCTIVITE PAR LES EQUIPEMENTS NE TRAITE PAS SEULEMENT LES PANNES
- LA PRODUCTIVITE PAR LES EQUIPEMENTS S’ATTAQUE À TOUTES LES NON VALEURS AJOUTEES
LES MOYENS
CORRECTIF

ELFEZAZI SAID
Exemple d’outils préalable AU SMED
•Management visuel
•5S
119

ELFEZAZI SAID120
ANDON * Tableau Lumineux
Un type de contrôle visuel qui affiche l’état des travaux (conditions anormales,
instructions de travail, avancement ).

ELFEZAZI SAID
121
• C'est un afficheur andon typique pour 5 lignes de production sur 24 heures. De nombreuses informations sont affichées et faciles à comprendre instantanément.
La hauteur des digits peut être de 57mm, 52mm, 144mm, 200mm ou 280mm. Ce qui permet une distance de visibilité claire jusqu'à 130 mètres.

ELFEZAZI SAID122
SORTING
ORDONNER
SEIRI
SET IN ORDER
RANGER
SEITON
SYSTEMATIC
CLEANING
DEPOUSSIERER
SEISO
STANDARDIZING
RENDRE EVIDENT
SEIKETSU
SUSTAINING
MAINTENIR
AVEC RIGUEUR
SHITSUKE
La méthode 5S tire son nom de 5 termes japonais.
Cette méthode permet de créer un environnement de travail ergonomique et efficace

ELFEZAZI SAID
123
5S SITUATION INITIALESituation initiale

ELFEZAZI SAID
124
5S - ELIMINEREliminer

ELFEZAZI SAID
125
5S - RANGERRanger

ELFEZAZI SAID
126
5S - NETTOYER, INSPECTERNettoyer inspecter

ELFEZAZI SAID
127
5S - STANDARDISERStandardiser

ELFEZAZI SAID
128
NON RESPECT DU STANDARDNon respect du standard

ELFEZAZI SAID
129
5S- RESPECTERRespecter

ELFEZAZI SAID
Exemple de réalisation
Chasser l’inutile, changer vite, s’améliorer et recommencer

ELFEZAZI SAID
Exemple de réalisation
Chasser l’inutile, changer vite, s’améliorer et recommencer

ELFEZAZI SAID
ET SI ON N’APPLIQUE PAS
LES 5S?

ELFEZAZI SAID

ELFEZAZI SAID

ELFEZAZI SAID

ELFEZAZI SAID

ELFEZAZI SAID

ELFEZAZI SAID

ELFEZAZI SAID

ELFEZAZI SAID

ELFEZAZI SAID

ELFEZAZI SAID

ELFEZAZI SAID

ELFEZAZI SAID144
Lean thinking
« Avec moins
on peut faire
beaucoup
plus ! »
« Avec tous
on peut faire
beaucoup mieux ! »

LE JUSTE ATEMPS outils et méthodes elfezazi said
ELFEZAZI SAID
Valeur ajoutée vendable 5%
Cycle de production
Valeur ajoutée non vendable 95%
Ranger Stocker
Chercher Grouper
Sortir du magasin
SurveillerAttendre
Dégrouper
Contrôler
Manutentionner
Transcrire
Recommencer
RecopierDétruire Compter
Parmi ces 20 verbes
lequel est l’intrus ?
Déplacer Annuler
Réparer
Régler
Transformer

ELFEZAZI SAID
SUPPRESSION DES OPERATIONS SANS VALEUR AJOUTEE
OPERATION COUTAUTRES CONSEQUENCES
AXES DE PROGRES
Manutention Chariot.
Manœuvres, surface,
gestion du transport,
chargement et
déchargement
Stocks. Retards de
livraison au poste
- Réimplantation
- Mise en ligne
Inspection Contrôle Attente transport - Auto - contrôle
- Qualité à la source
Stockage en
magasin
Bâtiment
Frais de gestion
Frais financiers
Autres frais
Documents d’entrée
et de sortie des
magasins. Attentes.
Risque de retard de
livraison au poste.
- Stockage près du lieu
d’utilisation
- Diminution des stocks
Retouche
(ébarbage)
Temps gamme Rupture de flux - Choix d’une
technologie adaptée
Changement de
série
Perte de production Perte matière.
Problème de qualité
- SMED
- Standardisation des
pièces

ELFEZAZI SAID
REDUCTION DES DYSFONCTIONNEMENTS
DYSFONCTIONNEMENT COUTAUTRES CONSEQUENCES
AXES DE PROGRES
Fabrication défectueuse Retouches,
rebuts, pertes
de production
Perturbation sur les
postes aval. Retards
Conception des produits
en tenant compte de la
fabrication
- AMDEC procédés
- SPC
- Plan d’expérience
- Détrompeurs
- Instructions de travail
claires
Pannes machines Arrêt du
poste de
travail.
Dépannage
Perturbations sur les
postes aval. Retards
- Maintenance préventive
- TPM
- Action prioritaire sur les
postes goulets
Micro arrêts et
ralentissements
Perte de
production
Coûts de la
surveillance
- SPC
- TPM
Erreurs administratives Perte de
temps
Retard Développement de la
qualité administrative

ELFEZAZI SAID
LUTTE CONTRE LES GASPILLAGES
GASPILLAGE COUT AXES DE PROGRES
Personnel inemployé par
manque temporaire de
charge
Charges de
personnel
- Développement de la polyvalence
- Développement des activités non
génératrices de stock (auto-maintenance,
groupes de résolution de problèmes, formation)
Surdimensionnement d’un
produit
Matière et
main-
d’oeuvre
- Analyse de la valeur
Obsolescence du stock Matière - Surveillance de la rotation des stocks
- Standardisation
Chutes de matière Coûts d’achat - Etudes de placement, CAO
Matière abîmée en atelier Coûts d’achat - Organisation du poste de travail
- Etude de la manutention et du rangement
Energies et fluides Consommations - Suivi des consommations
- Entretien des équipements
- Etudes économiques
Dépenses variées :
téléphone, déplacements,
etc. …
Frais généraux - Indicateurs
- Sensibilisation des utilisateurs et groupes
de progrès

ELFEZAZI SAID
AUGMENTER LA DISPONIBILITE DES EQUIPEMENTS
TEMPS D’ OUVERTURE MACHINE
Temps d’ouverture :
Temps théorique pendant lequel
la machine aurait pu fonctionner
Arrêts identifiés :Temps utilisé pour le nettoyage,
entretien préventif, réglage, pannes,
changements de série, contrôle, etc. …
Ecart de performance :Temps passé à gérer les micro-arrêts
qui perturbent le rythme normal de la
machine + marche à vide+ vitesse
réduite, etc. …
Non Qualité :Temps passé à produire des pièces
non conformes qui occasionnent tri,
retouches, rebuts.
PERTES PERTES
ECART
DE
PERFORMANCE
TEMPS NET DE
FONCTIONNEMENT
NON
QUALITE
TEMPS
UTILE
ARRETS
MACHINE
IDENTIFIES
TEMPS BRUT
DE FONCTIONNEMENT
TAUX DE RENDEMENT GLOBAL =TEMPS UTILE
TEMPS D’OUVERTURE MACHINE X 100

ELFEZAZI SAID
JAT - ÉVOLUTION DES OBJECTIFS ET
DES CONTRAINTES
Coût Coût
DélaiDélai
Qualité
Qualité
Flexibilité
Flexibilité
AVANT
AUJOURD ’HUI

ELFEZAZI SAID
JAT - DÉFINITION
Produire en juste à temps, c’est vouloir travailler en flux tirés
et parvenir à une production orchestrée par la demande en
aval, c’est-à-dire par les livraisons à effectuer.
Produits finis prêts juste à temps pour être livrés;
Sous-ensembles livrés juste à temps à l’interne.
Composantes fabriquées en J.A.T.
Matières premières achetées et livrées en J.A.T.

ELFEZAZI SAID
JAT - FLUX POUSSÉ vs TIRÉ
Stocks MP
Stockage
temporaire
Stock de
produits finis
A
Ventes sur stock
PO
US
SÉ
E
B
A
B
C
* Action de la demande clients
Livraison
Approvisionnements à la demande
TIR
É

LE JUSTE ATEMPS outils et méthodes elfezazi said
ELFEZAZI SAID
Il est impossible d’anticiper quand la demande est trop variée
Magasin
Nécessité de changer de stratégie
Diversification
de la demande

LE JUSTE ATEMPS outils et méthodes elfezazi said
ELFEZAZI SAID
Juste à Temps = accélération des flux
CYCLE DE PRODUCTION ET DE LIVRAISON
avant
3 mois
CYCLE DE PRODUCTION
ET DE LIVRAISON
après
3
semaines

LE JUSTE ATEMPS outils et méthodes elfezazi said
ELFEZAZI SAID
Diminution des stocks
entre 1985 et 1990(revue Entreprise, nov. 1991)
Automobile -46%
Matériel électrique -36%
Verre -30%
Fonderie -23%
Plastique -21%
Mécanique -20%
Chaussure -17%
Aéronautique -17%
Edition -17%
Construction -15%
Textile -14%
Papier -10%
Pharmacie -9%
Chimie -8%
Moyenne -23%

LE JUSTE ATEMPS outils et méthodes elfezazi said
ELFEZAZI SAID
1. Réduire la taille des lots de
fabrication
Changement de série = 2 h
Fabrication d’une pièce = 1
h
Attente = ?

LE JUSTE ATEMPS outils et méthodes elfezazi said
ELFEZAZI SAID
Changement de série = 1/4 h
Fabrication d’une pièce = 1
h.
Attente = ?
1. Réduire la taille des lots de
fabrication

LE JUSTE ATEMPS outils et méthodes elfezazi said
ELFEZAZI SAID
2. Réduire la taille des lots de transport
Vitesse du chariot =
6 km/h
Fabrication
d’une pièce = 1 h
Temps de circulation = ?
Distance à parcourir = 100 m
Fabrication
d’une pièce = 1 h
Vitesse du flux = ?

LE JUSTE ATEMPS outils et méthodes elfezazi said
ELFEZAZI SAID
Vitesse du chariot
= 6 km/h
Fabrication
d’une pièce = 1 h
Temps de circulation = 9 h et 1 min.
Distance à parcourir = 100 m
Fabrication
d’une pièce = 1 h
Vitesse du flux = 100 m en 9h et 1 min
soit : 11 mètres à l’heure
2. Réduire la taille des lots de transport

LE JUSTE ATEMPS outils et méthodes elfezazi said
ELFEZAZI SAID
3. Réorganiser le système logistique
suivant une logique de flux
Transports par lot
Stocks
Stocks
Sto
cks
Sto
cks
Organisation
par ateliers
spécialisés
Dépose / reprise

LE JUSTE ATEMPS outils et méthodes elfezazi said
ELFEZAZI SAID
3. Réorganiser le système logistique
suivant une logique de flux
Produits A
Produits B
Produits C
Par familles de
produits

LE JUSTE ATEMPS outils et méthodes elfezazi said
ELFEZAZI SAID
L’organisation du travail en îlots
Ilot a
Avantages Conditions
- Accélération des flux
- Diminution des en-cours
- Amélioration de la qualité
- Meilleure responsabilisation
- Mobilité / polyvalence
- Travail en équipe
- Compétences nouvelles
- Autonomie

LE JUSTE ATEMPS outils et méthodes elfezazi said
ELFEZAZI SAID GESTION DE LA
PRODUCTION EMI
4. Piloter les flux par l’aval
Planning
Flux poussé : chaque machine travaille
au maximum de ses possibilités
O
F
O
FO
F

LE JUSTE ATEMPS outils et méthodes elfezazi said
ELFEZAZI SAID GESTION DE LA
PRODUCTION EMI
4. Piloter les flux par l’aval
Planning
Flux tiré : la file d’attente de chaque poste est strictement limitée.
Chaque machine travaille en fonction des besoins à court terme de son client aval
O
F
O
F
O
F

ELFEZAZI SAID
Seuil
d'alerte
Le ticket Kanban retourne
au poste
amont quand le conteneur
est vide
Un Kanban =
fabrication
pour un conteneur
Schéma d'une boucle KANBAN

LE JUSTE ATEMPS outils et méthodes elfezazi said
ELFEZAZI SAID GESTION DE LA
PRODUCTION EMI
La méthode Kanban
Un pilotage par l’aval réservé aux productions répétitives
Surveillance des
niveaux par des
repères de
couleur
Le ticket Kanban retourne
au poste amont quand le
conteneur est vide
Tableau des Kanbans
Un kanban = fabrication
pour un conteneur Conditions d’application du Kanban : demande continue
et approvisionnement réactif et fiable

LE JUSTE ATEMPS outils et méthodes elfezazi said
ELFEZAZI SAID GESTION DE LA
PRODUCTION EMI
Enchaînement de boucles Kanban
Atelier
Atelier
Fournisseur
Atelier Atelier
Magasin
Comman
de

LE JUSTE ATEMPS outils et méthodes elfezazi said
ELFEZAZI SAID
Délai : 2 mois
Avant : une commande ferme à délai long
20 t
5. Développer le JAT avec les fournisseurs

LE JUSTE ATEMPS outils et méthodes elfezazi said
ELFEZAZI SAID
prévision : 3 mois
Maintenant : une prévision
à délai long et un appel à délai court
appel : 3 jours
2 t
Rapprochement des
fournisseurs, création
d’ateliers avancés
5. Développer le JAT avec les fournisseurs

ELFEZAZI SAID
KANBAN (Carte ou Fiche) Système à une carte : Kanban de Tranfert (Sortie)
Système à deux cartes: Kanban de T. et Kanban de Fabrication
(Production).
Le Kanban de fabrication: il équivaut à la fiche d’identification et
à la fiche d’instruction concernant l’opération ;
Le Kanban de transfert: il équivaut à la fiche d’identification et à
la fiche de transport .
Réf étagère:
Ref pièce:
Nom de la pièce
OPÉRATION
PRÉCÉDENTE
OPÉRATION
SUIVANTE
CapacitéType de
boîte Id. KANBAN

ELFEZAZI SAID

ELFEZAZI SAID

ELFEZAZI SAIDSuivi de l ’activité
Tarifold

ELFEZAZI SAIDSuivi de l ’activité
Tarifold

ELFEZAZI SAIDSuivi de l ’activité
Tarifold

ELFEZAZI SAIDSuivi de l ’activité
Citroën

191
Identification de la pièce : BZV 4216
Catégorie : BTR
Origine : poste 17
Destination : poste 24
Quantité : 6
Temps de cycle :
25 minutesLes industries HEC Inc. 3000 Côte Ste-Catherine, Montréal
Minimum : 6 Maximum : 18
Un kanban est une étiquette portant des informations
relative au produit(s)) auquel elle est associé.

192
REDUCTION
DES DELAIS DE
FABRICATION
FLUX TENDU CHASSE AUX GASPI
SYNCHRONISATION DE LA
PRODUCTION AVEC LE MARCHÉ
PRODUCTION EN JUSTE A TEMPS
POUR LE CLIENT
Fabriquer les produits dont il a
besoin (QUOI), quand il a
besoin (QUAND), dans les
quantités exactes demandées
(COMBIEN)
POUR LE PROCESSUS
C’est organiser la production
de telle manière que le client
n’est pas besoin d’attendre et
que, pour le satisfaire, nous
n’ayons pas besoin de stocks

LE JUSTE ATEMPS outils et méthodes elfezazi said
ELFEZAZI SAID
Le Juste à Temps
Une stratégie de progrès

EXERCICE – NOMBRE DE KANBAN

EXERCICE – NOMBRE DE KANBAN

EXERCICE – NOMBRE DE KANBAN

EXERCICE – NOMBRE DE KANBAN

EXERCICE – NOMBRE DE KANBAN
1 jour = 8 heures;
Demande journalière pour produit D, AD = 140 produits par jour;
Contenant de produit D, CQ = 10 pièces;
Temps de réglage et Fabrication (PT) : Temps Réglage pour pièce D = 0,5 hre par contenant de produit:
0,5 hre = 0,0625 jour par contenant de produit;
Temps Fabrication pour pièce D = 0,08 hre par unité: = 0,08 hre * 10 unités = 0,8 hre/lot = 0,1 jour par contenant de produit;
PT = 1.3 heures / lot = 0.1625 jour/lot;
Temps d’attente (WT) : Temps de transfert M1 à M2 = 5 min = 0,0833 hre = 0,0104167 jour;
Temps de transport M1 et M2 = 15 min = 0.25 hre = 0.03125 jour;
WT = 0.333 heure/lot = 0.04167 jour/lot;
Taux de service = 92% donc, coefficient de sécurité (SS) de ((1 / 0,92) - 1) SS = 0.08696

EXERCICE – NOMBRE DE KANBAN
# CARTE = [AD ( WT+ PT ) * ( 1 + SS )] / CQ
où AD = 140 produits / jourPT = 0,1625 joursWT = 0,04167 joursSS = 0,0869565CQ = 10 produits
# CARTE = [140 ( 0,04167 + 0,1625) * ( 1 + 0,0869565)] / 10
= 3.1 = 4 cartes Kanban nécessaires entre les postes M1 et M2.