Embed Size (px)
Citation preview



MELDAS est une marque déposée de Mitsubishi Electric Corporation. Les autres noms de société et de produit apparaissant dans ce manuel sont des marques de commerce ou des marques déposées des sociétés respectives.


Introduction Ce manuel est guide pour l'utilisation des CN MITSUBISHI des séries 700. On y trouvera l'exposé de la méthode de programmation. Nous recommandons de le lire attentivement avant d'utiliser le logiciel. En outre, pour pouvoir utiliser cette CN en toute sécurité, le lecteur est invité à se familiariser avec les «précautions de sécurité» présentées dans les pages suivantes. Détails décrits dans ce manuel
ATTENTION
En ce qui concerne les «limitations» et «possibilités d'utilisation», lorsqu'il y a contradiction entre le présent manuel et la documentation fournie par le constructeur de la machine, les indications de la documentation du constructeur de la machine sont prioritaires sur celles du présent manuel.
Toute fonction ou opération non traitée dans le présent manuel doit être considérée comme impossible.
Le présent manuel a été rédigé en supposant que l'utilisateur dispose de l'ensemble des options existantes.
Se référer aux spécifications du constructeur de la machine avant de l'utiliser. Se référer au manuel d'instruction de chaque machine pour obtenir des précisions sur chaque machine outil.
Les écrans et fonctions peuvent différer d'un système de CN (ou de sa version) à un autre et il peut s'ensuivre certaines impossibilités. Veuillez confirmer les spécifications avec l'utilisation.
Précautions d'ensemble (1) Pour tout ce qui concerne le fonctionnement de la machine, on se reportera au Manuel d'instruction CN MITSUBISHI séries 700 ................................. IB-1500042


Précautions pour la sécurité Avant tout travail d'installation, usinage, programmation, inspection ou maintenance de l'équipement, lisez attentivement les spécifications du constructeur de la machine, le présent manuel et toute la documentation associée. Tout intervenant ou utilisateur doit au préalable comprendre ce contrôleur numérique, et s'informer de ses particularités et des consignes de sécurité. Dans le présent manuel, les mentions concernant la sécurité sont présentées sous trois titres, par ordre d'importance : «TRÈS DANGEREUX», «DANGEREUX» et «ATTENTION».
Une erreur de manipulation met directement les utilisateurs en situation de danger de mort ou les expose à de graves blessures. Une erreur de manipulation pourrait mettre en danger la vie des utilisateurs ou les exposer à de graves blessures. Une erreur de manipulation entraîne un risque de blessures corporelles ou de dégâts matériels.
Observez rigoureusement ces précautions de sécurité. Même dans le cas de celles qui sont introduites sous le titre « ATTENTION», leur non-respect peut, en fonction des circonstances, avoir des conséquences très graves.
TRÈS DANGEREUX
Ne se rencontre pas dans le présent manuel.
DANGEREUX
1. Précautions concernant les opérations En cas de redémarrage depuis un bloc situé à l’intérieur d’un programme, la partie du programme
avant ce bloc n’est pas exécutée. Il est indispensable de s’assurer que les codes G et F modaux ainsi que les valeurs des coordonnées programmées sont conformes. S’il y a des instructions de décalage de coordonnées ou des instructions M, S, T et B avant le bloc de redémarrage, il faut exécuter les instructions requises en utilisant le mode IMD, etc. Si le programme est redémarré depuis un bloc situé à l’intérieur d’un programme sans exécuter ces opérations, des interférences machines peuvent survenir et la machine peut évoluer à des vitesses inattendues et générer des bris d’outils, de machines, et créer des dommages corporels aux opérateurs.
En validant la commande de coupe constante (Instruction modale G96), si l’axe défini pour la commande de coupe constante (normalement l’axe X pour un tour) se déplace vers le centre broche, la vitesse de broche augmente et peut excéder la vitesse admissible de la pièce à usiner, des mors, du mandrin, etc. Dans ce cas, la pièce, les mors, le mandrin etc. peuvent être éjectés pendant l’usinage et endommager les outils, la machine et générer des dommages corporels aux opérateurs.
TRÈS DANGEREUX
DANGEREUX
ATTENTION

ATTENTION
1. Remarques à propos des produits ou des indications du manuel En ce qui concerne les «limitations» et «possibilités d'utilisation», lorsqu'il y a contradiction entre le présent manuel et la documentation fournie par le constructeur de la machine, les indications de la documentation du constructeur de la machine sont prioritaires sur celles du présent manuel.
Toute fonction ou opération non traitée dans le présent manuel doit être considérée comme «impossible».
Le présent manuel a été rédigé en supposant que l'utilisateur dispose de l'ensemble des options existantes. Dans la pratique, on devra pour certaines opérations vérifier qu'elles sont possibles en se reportant aux spécifications du constructeur de la machine.
Se référer au manuel d'instructions respectif fourni par le constructeur de la machine pour des détails sur la machine outil. Les écrans et fonctions peuvent différer d'un système CN (ou de sa version) à un
autre et il peut s'ensuivre certaines impossibilités. Prière de vérifier les spécifications avant l'utilisation.
2. Remarques à propos du fonctionnement Avant de commencer un usinage réel, effectuer une marche à vide pour vérifier le programme d'usinage, le décalage outil, le décalage pièce, etc.
Dans le cas où on changerait le décalage du système de coordonnées pièce pendant un arrêt de bloc simple, le changement prend effet à partir du bloc suivant.
La fonction d'image symétrique doit être activée/désactivée au centre de symétrie de l'image.
Tout changement de décalage d'outil pendant la marche automatique (ou pendant un arrêt de bloc simple) prend effet à partir du bloc suivant ou de l'instruction suivante portant sur plusieurs blocs. Ne pas désactiver l'instruction de rotation de broche synchrone avec une pièce à
usiner serrée par la broche de base et la broche synchrone pendant la synchronisation de broche. Cela peut sinon provoquer un arrêt de la broche synchrone et des situations aléatoires.
3. Remarques à propos de la programmation Toute instruction G sans indication de numéro est dans la pratique équivalente à «G00». Les symboles «;» «EOB» et «%» «EOR» sont utilisés pour la commodité de la présentation. Les codes actuels sont : pour ISO : «CR, LF», ou «LF» et «%».
Les programmes créés sur l'écran d'édition sont enregistrés dans la mémoire CN dans un format "CR, LF" mais les programmes créés avec des unités externes comme le FLD ou RS-232C peuvent être enregistrés en format "LF".
Les codes actuels pour EIA sont : «EOB (End of Block, fin de bloc)» et «EOR (End of Record, fin d'enregistrement)».
Pendant l'élaboration des programmes d'usinage, il faut s'assurer que les conditions d'usinage demandées sont compatibles avec les possibilités de la machine et de la CN. Dans les programmes proposés à titre d'exemples, il n'est pas tenu compte des limites à ne pas dépasser dans les conditions d'usinage.
Ne pas modifier les programmes de cycle fixe sans l'accord préalable du constructeur de machines.
Lors de la programmation de multi-systèmes, faire en particulier attention aux déplacements des programmes pour les autres systèmes partiels.

Disposal
(Note) This symbol mark is for EU countries only.This symbol mark is according to the directive 2006/66/EC Article 20 Information for end-users and Annex II.
Votre produit Mitsubishi Electric est conçu et fabriqué avec des matériels et des composants de qualité supérieure qui peuvent être recyclés et/ou réutilisés.Ce symbole signifie que les batteries et les accumulateurs, à la fin de leur durée de service, doivent être éliminés séparément des ordures ménagères. Si un symbole chimique est imprimé sous le symbole illustré ci-dessus, il signifie que la batterie ou l'accumulateur contient une certaine concentration de métal lourd. Elle sera indiquée comme suit :Hg : mercure (0,0005%), Cd : cadmium (0,002%), Pb : plomb (0,004%)Dans l’Union Européenne, il existe des systèmes sélectifs de collecte pour les batteries et les accumulateurs usagés.Nous vous prions donc de confier ces batteries et ces accumulateurs à votre centre local de collecte/recyclage.
Aidez-nous à conserver l’environnement dans lequel nous vivons !
Les machines ou appareils électriques et électroniques contiennent souvent des matières qui, si elles sont traitées ou éliminées de manière inappropriée, peuvent s’avérer potentiellement dangereuses pour la santé humaine et pour l’environnement.Cependant, ces matières sont nécessaires au bon fonctionnement de votre appareil ou de votre machine. Pour cette raison, il vous est demandé de ne pas vous débarrasser de votre appareil ou machine usagé avec vos ordures ménagères.


SOMMAIRE
1. Axes de commande ...................................................................................................................... 1 1.1 Mot de coordonnées et axes de commande ............................................................................ 1 1.2 Systèmes de coordonnées et symboles du point zéro de coordonnées .................................. 2
2. Unités d'entrée d'instructions ..................................................................................................... 3 2.1 Unités de réglage d'entrée........................................................................................................ 3 2.2 Incrément d'index ..................................................................................................................... 5
3. Formats des données................................................................................................................... 6 3.1 Codes de bandes ..................................................................................................................... 6 3.2 Formats de programme ............................................................................................................ 9 3.3 Format de mémoire sur bande ...............................................................................................12 3.4 Saut de bloc optionnel; / ......................................................................................................... 12 3.5 N° de programme / séquence / bloc; O, N.............................................................................. 13 3.6 Parité H/V ............................................................................................................................... 14 3.7 Liste des instructions G .......................................................................................................... 15 3.8 Précautions à observer avant d'effectuer l'usinage ................................................................ 20
4. Registre tampon ......................................................................................................................... 21 4.1 Tampon d'entrée .................................................................................................................... 21 4.2 Tampons de lecture anticipée ................................................................................................ 22
5. Instructions de positionnement ................................................................................................ 23 5.1 Instructions en valeur incrémentielle/absolue......................................................................... 23 5.2 Instructions en rayon/diamètre ............................................................................................... 24 5.3 Conversion mesures métriques/pouces; G20, G21................................................................ 25 5.4 Réglage de la virgule décimale .............................................................................................. 29
6. Fonctions d'interpolation........................................................................................................... 33 6.1 Positionnement (déplacement rapide); G00 ........................................................................... 33 6.2 Interpolation linéaire; G01 ...................................................................................................... 40 6.3 Interpolation circulaire; G02, G03........................................................................................... 43 6.4 Interpolation circulaire avec spécification R; G02, G03.......................................................... 47 6.5 Sélection de plan; G17, G18, G19..........................................................................................49 6.6 Taraudage .............................................................................................................................. 51
6.6.1 Taraudage à pas constant; G33....................................................................................... 51 6.6.2 Taraudage en pouce; G33 ............................................................................................... 56 6.6.3 Taraudage en continu ...................................................................................................... 58 6.6.4 Taraudage avec pas variable; G34 .................................................................................. 59 6.6.5 Taraudage circulaire; G35, G36 ....................................................................................... 62
6.7 Interpolation hélicoïdale; G17, G18, G19 et G02, G03........................................................... 66 6.8 Interpolation de fraisage; G12.1 ............................................................................................. 69
6.8.1 Sélection du mode de fraisage......................................................................................... 72 6.8.2 -Fraisage- commande d'interpolation et axe d'instruction ................................................ 73 6.8.3 Sélection d'un plan pendant le mode de fraisage ............................................................ 75 6.8.4 Réglage du système de coordonnées de fraisage ........................................................... 77 6.8.5 Fonctions préliminaires .................................................................................................... 79 6.8.6 Commutation du mode de fraisage en mode de rotation; G13.1 ..................................... 84 6.8.7 Fonction d'avance ............................................................................................................ 84 6.8.8 Fonctions de support de programme ............................................................................... 84 6.8.9 Fonctions auxiliaires......................................................................................................... 85 6.8.10 Fonctions d'offset d'outil ................................................................................................. 86 6.8.11 Contrôle d'interférence ................................................................................................. 103
6.9 Interpolation cylindrique; G07.1 (seulement 6 et 7 dans la liste des codes G)..................... 111 6.10 Interpolation de coordonnées polaires; G12.1, G13.1/G112, G113 (seulement 6 et 7 dans la liste des codes G)........................................................................................................................ 119 6.11 Interpolation exponentielle; G02.3, G03.3 .......................................................................... 126

7. Fonctions d'avance .................................................................................................................. 132 7.1 Avance rapide....................................................................................................................... 132 7.2 Avance de coupe.................................................................................................................. 132 7.3 Avance F à 1 chiffre.............................................................................................................. 133 7.4 Avance synchrone/asynchrone; (G94, G95) ........................................................................ 135 7.5 Spécification d'avance et effet sur les axes de commande.................................................. 137 7.6 Pas de taraudage ................................................................................................................. 141 7.7 Accélération/décélération automatique ................................................................................ 142 7.8 Verrouillage de vitesse ......................................................................................................... 142 7.9 Contrôle de l'arrêt précis (G09) ............................................................................................ 143 7.10 Mode de contrôle de l'arrêt précis; (G61) ........................................................................... 146 7.11 Contrôle de décélération ..................................................................................................... 147
7.11.1 Contrôle de décélération G1→G0................................................................................ 149 7.11.2 Contrôle de décélération G1→G1................................................................................ 150
7.12 Influence automatique de l'avance angulaire (G62) ........................................................... 151 7.13 Mode de taraudage (G63) ..................................................................................................156 7.14 Mode de coupe (G64)......................................................................................................... 156
8. Temps d'arrêt momentané ....................................................................................................... 157 8.1 Temps d'arrêt momentané par seconde (G04)..................................................................... 157
9. Fonctions auxiliaires ................................................................................................................ 159 9.1 Fonctions auxiliaires (instruction M décimale codée binaire à 8 chiffres)............................. 159 9.2 Fonctions auxiliaires secondaires (instructions A/B/C à 8 chiffres) ...................................... 161 9.3 Indexation de la table d'index ............................................................................................... 162
10. Fonctions de la broche .......................................................................................................... 164 10.1 Fonctions de la broche (fonction S avec code BCD à 2 chiffres) Avec spécifications d'API standard....................................................................................................................................... 164 10.2 Fonctions de la broche (fonction S avec entrée analogique à 6 chiffres)........................... 164 10.3 Fonctions de la broche (instructions S à 8 chiffres)............................................................ 165 10.4 Commande de la vitesse de coupe constante; G96, G97 .................................................. 166 10.5 Réglage de la limitation de la vitesse de broche; G92 ....................................................... 168 10.6 Commande de la broche / axe C........................................................................................ 170 10.7 Synchronisation de broche; G114.1 ................................................................................... 174 10.8 Synchronisation de broche II .............................................................................................. 183 10.9 Synchronisation de broche-outil IA (broche-broche, polygone); G114.2............................ 190 10.10 Synchronisation broche-outil IB (broche-broche, polygone); G51.2 (Valable seulement dans le système de code G 6 ou 7) ......................................................................................................... 199 10.11 Synchronisation broche-outil IC (broche-CN-axe, polygone); G51.2 (valable seulement dans le système de code G 6 ou 7)...................................................................................................... 207 10.12 Commande multi-broches ................................................................................................ 210
10.12.1 Commande de broche multiple I (instruction de broche multiple) .............................. 211 10.12.2 Commande de broche multiple I (instruction de sélection de broche) ....................... 212 10.12.3 Commande de broche multiple II ............................................................................... 215
11. Fonctions d'outil ..................................................................................................................... 218 11.1 Fonctions d'outil (instruction T avec code BCD à 8 chiffres) .............................................. 218
12. Fonctions de correction d'outil ............................................................................................. 219 12.1 Correction d'outil................................................................................................................. 219
12.1.1 Lancement de l'offset d'outil ......................................................................................... 220 12.1.2 Méthode étendue lors du lancement de la correction d'outil ........................................ 221
12.2 Correction de longueur d’outil............................................................................................. 223 12.3 Correction d’usure de pointe d’outil .................................................................................... 225

12.4 Correction du rayon de la pointe d'outil (G40, G41, G42, G46).......................................... 226 12.4.1 Point de la pointe d'outil et sens de la correction ......................................................... 228 12.4.2 Opérations de correction du rayon de la pointe d'outil ................................................. 232 12.4.3 Autres comportements en correction du rayon de la pointe d'outil .............................. 249 12.4.4 Instructions G41/G42 et spécification de I, J, K ........................................................... 257 12.4.5 Interruptions pendant la correction du rayon de la pointe d'outil .................................. 262 12.4.6 Remarques d'ordre général sur la correction du rayon de la pointe d'outil .................. 264 12.4.7 Contrôle d'interférence ................................................................................................. 265
12.5 Entrée programmée de données de correction; G10, G11 ................................................ 270 12.6 Gestion de durée de vie d'outil II ........................................................................................ 273
12.6.1 Saisie de la durée de vie ..............................................................................................276
13. Fonctions d'aide à la programmation ................................................................................... 278 13.1 Cycles fixes de tournage .................................................................................................... 278
13.1.1 Cycle de tournage longitudinal (G77)........................................................................... 279 13.1.2 Cycle de taraudage (G78) ............................................................................................ 281 13.1.3 Cycle de tournage transversal (G79) ........................................................................... 284
13.2 Cycle fixe de tournage (format spécial MITSUBISHI CNC)................................................ 287 13.3 Cycles fixes multiples répétitifs........................................................................................... 288
13.3.1 Cycle d'ébauchage longitudinal; G71........................................................................... 289 13.3.2 Cycle d'ébauchage frontal; G72 ................................................................................... 305 13.3.3 Cycle d'ébauchage pour matériau à usiner; (G73)....................................................... 307 13.3.4 Cycle de finissage (G70) .............................................................................................. 311 13.3.5 Cycle de tournage transversal (G74) ........................................................................... 312 13.3.6 Cycle de tournage longitudinal (G75)........................................................................... 314 13.3.7 Cycle de taraudage multiple répétitif (G76).................................................................. 316 13.3.8 Remarques particulières pour les cycles fixes multiples répétitifs (G70 - G76) ........... 320
13.4 Cycles fixes multiples répétitifs pour usinage de tournage (format spécial MITSUBISHI CNC)..................................................................................................................................................... 323 13.5 Cycles fixes d'usinage de trou (G80 - G89)........................................................................ 328
13.5.1 Cycle 1 de perçage frontal profond; G83 (cycle 1 de perçage longitudinal profond; G87)................................................................................................................................................. 336 13.5.2 Cycle de taraudage frontal; G84 (cycle de taraudage longitudinal; G88)/ cycle de contre-taraudage frontal; G84.1 (cycle de contre-taraudage longitudinal; G88.1) ................... 337 13.5.3 Cycle d'alésage frontal; G85 (cycle d'alésage longitudinal; G89) ................................ 341 13.5.4 Cycle d'alésage profond 2 (G83.2)............................................................................... 341 13.5.5 Annulation du cycle fixe d'usinage de trou G80 ........................................................... 344 13.5.6 Remarques particulières pour l'utilisation des cycles fixes d'usinage de trou .............. 344
13.6 Cycles fixes d'usinage de trou; G80 à G89 (format spécial MITSUBISHI CNC) ................ 346 13.6.1 Retour au plan du point de départ et du point R; G98, G99......................................... 366 13.6.2 Réglage des coordonnées de la pièce en mode de cycle fixe ..................................... 367
13.7 Commande de sous-programme; M98, M99, M198........................................................... 368 13.7.1 Appel de sous-programme avec les instructions M98 et M99...................................... 368 13.7.2 Appel de sous-programme avec l'instruction M198 ..................................................... 373
13.8 Instructions de variables..................................................................................................... 374 13.9 Macro utilisateur ................................................................................................................. 377
13.9.1 Instructions de macro utilisateur; G65, G66, G66.1, G67 ............................................ 377 13.9.2 Instruction d'appel de macro ........................................................................................ 378 13.9.3 Variables ...................................................................................................................... 386 13.9.4 Types de variables ....................................................................................................... 388 13.9.5 Instruction arithmétiques ..............................................................................................426 13.9.6 Instructions de commande ........................................................................................... 432 13.9.7 Instructions de sortie externe ....................................................................................... 435 13.9.8 Précautions .................................................................................................................. 437
13.10 Image symétrique pour porte-outil sur la face .................................................................. 439 13.11 Chanfreinage d'angle/Arrondissement d'angle I ............................................................... 449
13.11.1 Chanfreinage d'angle ",C" (ou "I_", "K_", "C_") ......................................................... 449

13.11.2 Arrondissement d'angle ",R_" (ou "R_") ..................................................................... 451 13.11.3 Extension du chanfreinage d'angle/arrondissement d'angle ...................................... 453 13.11.4 Interruption pendant le chanfreinage d'angle/arrondissement d'angle....................... 455
13.12 Chanfreinage d'angle/Arrondissement d'angle II .............................................................. 457 13.12.1 Chanfreinage d'angle ",C_" (ou "I_", "K_", "C_") ....................................................... 457 13.12.2 Arrondissement d'angle ",R_" (ou "R_") ..................................................................... 460 13.12.3 Extension du chanfreinage d'angle/arrondissement d'angle ...................................... 461 13.12.4 Interruption pendant le chanfreinage d'angle/arrondissement d'angle....................... 461
13.13 Instruction d'angle linéaire ................................................................................................ 462 13.14 Fonction géométrique....................................................................................................... 463
13.14.1 Fonction géométrique I............................................................................................... 463 13.14.2 Fonction géométrique IB ............................................................................................ 466
13.15 Entrée de paramètres par le programme; G10, G11........................................................ 480 13.16 Interruption de macro ....................................................................................................... 481 13.17 Retour à la position de changement d'outil; G30.1 à G30.5 ............................................. 489 13.18 Macro code ASCII ............................................................................................................ 492 13.19 Coupe équilibrée; G15, G14............................................................................................. 497 13.20 Opération de synchronisation entre les systèmes partiels ............................................... 501
13.20.1 Code d'attente de synchronisation (code !) ................................................................ 501 13.20.2 Spécification du point de départ de la synchronisation (type 1); G115 ...................... 504 13.20.3 Spécification du point de départ de la synchronisation (type 2); G116 ...................... 506 13.20.4 Fonction de synchronisation utilisant les codes M ..................................................... 508
13.21 Cycle de taraudage synchrone de système à 2 parties.................................................... 511 13.21.1 Instruction de réglage des paramètres....................................................................... 511 13.21.2 Cycle de taraudage synchrone de système à 2 parties I; G76.1................................ 512 13.21.3 Cycle de taraudage synchrone de système à 2 parties II; G76.2............................... 514
14. Fonctions de réglage du système de coordonnées ............................................................ 517 14.1 Mots de coordonnées et axes de commande..................................................................... 517 14.2 Système de coordonnées de base de la machine, de la pièce et local.............................. 518 14.3 Origine machine et 2ième point de référence (zéro) .......................................................... 519 14.4 Réglage automatique du système de coordonnées ........................................................... 520 14.5 Sélection du système de coordonnées machine; G53 ....................................................... 521 14.6 Réglage du système de coordonnées; G92 ....................................................................... 522 14.7 Retour au point de référence (origine); G28, G29 .............................................................. 523 14.8 Retour au 2ième, 3ième et 4ième point de référence; G30................................................ 527 14.9 Contrôle du point de référence; G27 .................................................................................. 530 14.10 Réglage et correction du système de coordonnées de la pièce; G54 à G59 (G54.1) ...... 531 14.11 Réglage du système de coordonnées local; G52............................................................. 537 14.12 Présélection du système de coordonnées de la pièce; G92.1 ......................................... 538 14.13 Système de coordonnées pour l'axe de rotation .............................................................. 543
15. Fonctions de protection......................................................................................................... 546 15.1 Barrière de mandrin/ barrière de contre-poupée; G22, G23............................................... 546 15.2 Limite de course enregistrée .............................................................................................. 551
16. Fonctions d'assistance de mesure ....................................................................................... 553 16.1 Mesure automatique de la longueur d'outil; G37................................................................ 553 16.2 Fonction de saut; G31 ........................................................................................................ 557 16.3 Fonction de saut à plusieurs vitesses; G31.n, G04 ............................................................ 563 16.4 Fonction de saut à plusieurs vitesses; G31........................................................................ 565 16.5 Saut de changement de vitesse ......................................................................................... 568 16.6 Limitation actuelle programmable....................................................................................... 571
Annexe 1. Entrée des paramètre par n° de programme N –Tableau d'affectation ................ 572 Annexe 2. Erreur de programme ................................................................................................ 575

1. Axes de commande 1.1 Mot de coordonnées et axes de commande
1
1. Axes de commande 1.1 Mot de coordonnées et axes de commande
Fonction et but
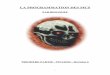
Dans le cas d’un tour, on appelle Z l’axe parallèle à la broche, et le sens positif sur cet axe est celui de l’éloignement du porte-outil par rapport à la poupée fixe. L’axe X est perpendiculaire à l’axe Z, et le sens positif de l’axe X éloigne de l’axe Z, comme indiqué ci-dessous.
Contre-poupée
Poupée fixe
Outil
Porte-outil +X +Y
+Z
Axes de coordonnées et sens des axes
Les coordonnées utilisées dans le cas des tours étant des coordonnées cartésiennes, le sens positif de l’axe Y qui est perpendiculaire au plan X-Z est le sens vers le bas. Prendre garde au fait que, pour définir le sens des arcs de cercle dans le plan X-Z, on parle de sens trigonométrique ou anti-trigonométrique en regardant dans le sens positif de l’axe Y. (Voir la présentation de l’interpolation circulaire.)
G54
G52
G58
G55
G59
G30
G28+X
(+Y)
+Z
Nez de broche
Origine machine
Origine pièce (G54 à G59)
Système de coordonnées locales (valable pour G54 à G59)
2ième point de référence
Point de référence
Corrélation entre coordonnées

1. Axes de commande 1.2 Systèmes de coordonnées et symboles du point zéro de coordonnées
2
1.2 Systèmes de coordonnées et symboles du point zéro de coordonnées
Fonction et but
: Point de référence
: Point d'origine des coordonnées d'usinage
: Points d'origine des coordonnées de la pièce (G54 à G59)
En fin de retour au point de référence, le système de coordonnées machine de base et les systèmes de coordonnées pièce (G54 - G59) sont automatiquement mis en référence aux paramètres. Le système de coordonnées machine de base est mis sur le premier point de référence qui, de l’origine des coordonnées machine de base (origine machine), est replacé à la position fixée par paramètres.
X1
X3
+X
+Z
Z1
X2Z2
Système coordonnées machine virtuelles (décalé par G92)
Système coordon- nées pièce1 (G54)
Système coordon- nées pièce 2 (G55)
Système coordon- nées pièce 5 (G58)
Système coordon- nées pièce 6 (G59) Z 3
1er point de référence
Origine machineSystème de coordonnéesde base de la machine
Système de coordon- nées local (G52)
Le système de coordonnées local (G52) est valable dans les instructions programmées en systèmes de coordonnées pièces 1 à 6. Le système de coordonnées machine de base peut être décalé par l'instruction G92 pour établir un système de coordonnées machine virtuelles. Les systèmes de coordonnées pièce 1 à 6 se trouvent décalés en même temps.

2. Unités d'entrée d'instructions 2.1 Unités de réglage d'entrée
3
2. Unités d'entrée d'instructions 2.1 Unités de réglage d'entrée
Fonction et but
Les unités de réglage d'entrée comme les corrections, sont les unités utilisées dans les données de réglage communes à tous les axes. Les unités d'instruction sont les unités utilisées dans le programme pour commander les mouvements, à partir d'une bande ou en introduction manuelle des données (IMD). Les valeurs sont exprimées en millimètres, en pouces et en degrés (°). Par paramètres, on peut choisir parmi les types d’unités suivantes, indépendamment pour chacun des axes dans le cas des instructions et globalement pour tous les axes dans le cas des réglages. (Sur la manière d’opérer ces sélections, voir le Manuel d’Exploitation.)
Axe linéaire Millimètres Pouces Paramètres
Instruction en diamètre
Instruction en rayon
Instruction en diamètre
Instruction en rayon
Axe de rotation
(°)
#1003 iunit = B 0.001 0.001 0.0001 0.0001 0.001 = C 0.0001 0.0001 0.00001 0.00001 0.0001 = D 0.00001 0.00001 0.000001 0.000001 0.00001
Unité pour valeurs de réglage d'entrée
= E 0.000001 0.000001 0.0000001 0.0000001 0.000001#1015 cunit = 0 Suit #1003 iunit = 10 0.001 0.001 0.0001 0.0001 0.001 = 100 0.0001 0.0001 0.00001 0.00001 0.0001 = 1000 0.00001 0.00001 0.000001 0.000001 0.00001
Unité d'instructions
= 10000 0.000001 0.000001 0.0000001 0.0000001 0.000001
(Note 1) Le changement pouces/mm peut se faire de deux manières différentes : soit sur l'écran des paramètres (paramètre "#1041 I_inch"; ne prend effet qu'après avoir coupé et rebranché l'alimentation électrique), soit par conversion au moyen d'une instruction G (G20, G21).
Toutefois, le changement fait par instruction G n'affecte que les unités des instructions, les unités des réglages restant inchangées.
Ainsi, les valeurs de décalage d’outil, les autres corrections et les données de variables doivent être exprimées en pouces ou millimètres, selon les unités adoptées dans les réglages.
(Note 2) Une sortie simultanée en millimètre/pouce n'est pas possible.
(Note 3) Pendant l'interpolation circulaire d'un axe avec différentes unités d'entrée d'instructions, l'instruction du centre (I, J, K) et l'instruction du rayon (R) peuvent être spécifiées à l'aide de l'unité d'entrée. (Utilisez une virgule décimale pour éviter les confusions.)

2. Unités d'entrée d'instructions 2.1 Unités de réglage d'entrée
4
Description détaillée
(1) Unités de différentes données
Ces unités d'entrée décrivent l'unité des paramètres, l'unité de l'instruction de programme et l'unité de l'interface externe pour l'axe API et l'impulseur manuel (volant), etc. Il est représenté comment l'unité des différentes données change lorsque l'unité d'entrée est modifiée. Le tableau est valable pour l'axe NC et API.
Unité de réglage d'entrée Données Système
d'unité Valeur de réglage 1µm (B) 0.1µm (C) 10nm (D) 1nm (E)
20000 (mm/min) 20000 20000 20000 20000Milli- mètre Plage réglage 1 à 999999 1 à 999999 1 à 999999 1 à 999999
2000 (pouce/min) 20000 20000 20000 20000
Donnée de vitesse Exemple : rapide
Pouce Plage de réglage 1 à 999999 1 à 999999 1 à 999999 1 à 999999
123.123 (mm) 123.123 123.1230 123.12300 123.123000Milli- mètre Plage de réglage ±99999.999 ±99999.9999 ±99999.99999 ±99999.999999
12.1234 (pouce) 12.1234 12.12340 12.123400 12.1234000
Donnée de position Exemple : SoftLimit+
Pouce Plage de réglage ±9999.9999 ±9999.99999 ±9999.999999 ±9999.9999999
1 (µm) 2 20 200 2000Milli- mètre Plage réglage ±9999 ±9999 ±9999 ±9999
0.0001 (pouce) 2 20 200 2000Donnée unité d'interpolation Pouce
Plage de réglage ±9999 ±9999 ±9999 ±9999 (2) Instruction de programme
L'unité d'une instruction de programme correspond également aux indications dans le tableau ci-dessus. Lorsque les données comportent une virgule décimale, lors d'une diminution de l'unité d'entrée, le nombre des chiffres entiers avant la virgule reste identique mais le nombre des chiffres décimaux après la virgule est augmenté. Si les données sont entrées dans une instruction de position sans virgule décimale, l'unité d'entrée et l'unité d'entrée d'instruction influent ces données. Lors de l'avance, le nombre des chiffres entiers avant la virgule reste identique lors d'une diminution mais le nombre des chiffres décimaux après la virgule est augmenté.

2. Unités d'entrée d'instructions 2.2 Incrément d'index
5
2.2 Incrément d'index
Fonction et but
Cette fonction limite la grandeur d'instruction pour l'axe de rotation. Cela peut être utilisé pour l'indexation de la table tournante etc. Si une autre valeur est utilisée comme grandeur d'indexation (réglage de paramètres) dans l'une des instructions de programme, une erreur de programme apparaît.
Description détaillée
Si l'incrément d'indexation (paramètre) est spécifié pour la limitation de la valeur de commande, l'axe de rotation peut être positionné avec l'incrément d'indexation. Si une valeur autre que l'incrément d'indexation est utilisée dans le programme, l'erreur de programme P20 apparaît. La position d'indexation n'est pas vérifiée si le paramètre est mis sur 0. (Exemple) Si l'incrément d'indexation est mis sur 2 degrés, seules les instructions avec un
incrément de 2 degrés seront autorisées.
G90 G01 C102. 000 ; … Usinage dans l'angle 102 degrés. G90 G01 C101. 000 : … Erreur de programme G90 G01 C102 ; … Usinage dans l'angle 102 degrés. (type de virgule décimale II)
Les paramètres d'axe suivants peuvent être réglés.
# Item Description Plage de réglage (unité)
2106 Unité d'indexa-
tion
Incrément d'indexation
Spécifiez l'incrément d'indexation avec lequel l'axe de rotation peut être indexé.
0 à 360 (° )
Précautions
• Lorsque l'incrément d'indexation est spécifié, l'incrément d'indexation est automatiquement traité
en degrés. • La position d'indexation est contrôlée pour l'axe de rotation, aucun contrôle n'est réalisé pour les
autres axes. • Si l'incrément d'indexation est réglé sur 2 degrés, l'axe B est spécifié comme axe de rotation et
est positionné en mode JOG sur la position 1.234, une erreur d'indexation apparaît si "G90B5." ou "G91B5." doit être exécuté.

3. Formats des données 3.1 Codes de bandes
6
3. Formats des données 3.1 Codes de bandes
Fonction et but
Les codes de bandes utilisés pour ce contrôleur sont composés de lettres (A, B, C, ... Z), chiffres (0, 1, 2, ... 9) et symboles (+, −, /, ...). Ces lettres, chiffres et symboles s'appellent caractères. Chaque caractère est représenté par une combinaison de 8 trous éventuellement existant sur la bande perforée. Ces combinaisons de trous représentent les codes. Ce contrôleur utilise le code ISO (R-840).
(Note 1) L'erreur de programme (P32) apparaît, si un code, qui n'est pas défini dans le tableau de
codes de bandes de la Figure 1, est spécifié dans une opération.
(Note 2) Pour des raisons de commodité, un " ; " a été utilisé dans l'affichage NC pour indiquer la fin d'un bloc (EOB/LF) qui sépare un bloc d'un autre. La touche " ; " ne doit malgré tout pas être utilisée dans la programmation actuelle, les touches indiquées dans le tableau suivant doivent être à la place utilisées.
ATTENTION
Les symboles ";" "EOB" et "%" "EOR" sont utilisés pour la commodité de la représentation. Dans la pratique, les codes réels seront "LINE FEED" (changement de ligne) et "%". (code ISO (R-840)
Description détaillée
(1) Utiliser les touches indiquées dans le tableau ci-dessous pour la programmation.
Touches EOB/EOR et affichages Code utilisé
Touche utilisée ISO Affichage
Fin de bloc LF ou NL ; Fin d'enregistrement % %
(2) Segment de données significatif (fonction de saut du label)
Toutes les données jusqu'à la première EOB (;) après la mise en circuit ou après une remise à zéro sont ignorées pendant le service automatique sur la base d'une bande perforée, pendant l'opération de chargement de mémoire ou pendant une opération de recherche. C'est-à-dire, le segment de données significatif sur la bande perforée s'étend du caractère ou du code à chiffres derrière la première EOB (;) après la remise à zéro jusqu'au point où l'instruction de remise à zéro sera sortie.

3. Formats des données 3.1 Codes de bandes
7
(3) Control out, control in En utilisant le code ISO, toutes les données entre control out "(" et control in ")" sont ignorées par le système CN bien que ces données apparaissent sur l'unité de réglage et de visualisation. Par conséquent, le nom de bande d'instruction, le numéro et autres données qui ne se réfèrent pas directement à la commande peuvent être intégrées dans ce segment. Ces informations (sauf (B) du tableau des codes de bande) sont également chargées pendant le chargement de la bande perforée. À la mise en circuit le système est commuté en mode "control in".
L C S L F RG0 0 X - 8 5 0 0 0 Y - 6 4 0 0 0 ( CUT T ERPRE T URN ) F
• • •• • • •• •• • • • • •• •• •• • • • • • •• • • •• •• •• • • ••• •••• ••• • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• •••• •• • ••••• ••••• ••• ••• •••••• ••••• ••• • • ••• ••••• ••• •• •••••• ••••••• • • •• • • • • •••••• •••••• •• • •• • • • • • •••••••• • • •Exemple d'impression des informations utilisateur
Les informations contenues dans ce segment sont ignorées et aucune exécution n'est réalisée.
Exemple d'un code ISO
(4) Code EOR (%)
En général, le code de fin de bloc de données est perforé sur les deux extrémités de la bande. Le code a les fonctions suivantes : (a) Arrêt de rembobinage de la bande perforée (avec rembobineur de bande) (b) Début de rembobinage pendant la recherche (avec rembobineur de bande) (c) Fin de chargement pendant le chargement de la bande dans la mémoire de travail.
(5) Préparation de la bande pour un service à bande perforée (avec rembobineur de bande)
2m
10cm %
2m
10cm %; ; ; ;
Bloc initial Dernier bloc
……… ……… …………..
Sans recours à un rembobineur de bande, le défilement de deux mètres à chaque extrémité de la bande perforée et le code EOR (%) au début peuvent être supprimés.

3. Formats des données 3.1 Codes de bandes
8
Code ISO (R-840) Trous de transport 8 7 6 5 4 3 2 1 N° de voie
• • • • • 1• •• • • 2
• • • •• 3• •• • • 4
• • • • • 5•• • •• 6
• • • • ••• 7• ••• • 8
• •• • • 9•• • 0
• • • A• • • B
•• • •• C• • • D
•• • • • E•• • •• F• • ••• G• • • H
•• • • • I•• • • • J• • • •• K
•• • • • L• • • • • M• • • •• N
•• • • ••• O• • • P
•• • • • Q•• • • • R• • • •• S
•• • • • T• • • • • U• • • •• V
•• • • ••• W•• •• • X• •• • • Y• •• • • Z
• • • •• +• • • • • -• • • •• .
• • • • • ,• • • • ••• /• • • • • • %
• • • LF (avance de ligne) ou NL • • • ( (Control Out)
• • • • • ) (Control In)• •• • • :
• • • •• #• • • • • *• ••• • • • =•• •• • •• [•• •• • • • ]
• • • !• • • $
• • • SP (espacement) • • • • • CR(retour de chariot) • • • BS (retour)
• • • HT (tabulation horizontale) • • • •• &
• • ••• ’ (apostrophe)• • •• • •• ;
••• • • <• • •• • •• >
••• • ••• ?•• • @
• • • ”••••• • ••• DEL (effacement)
• NULL••••• • ••• DEL (effacement)
• •
(A)
(B)
Dans le code ISO, LF ou NL est égale à EOB et % est égale EOR.
Les codes (A) sont stockés sur la bande, mais une erreur apparaît pendant l'exécution (sauf en utilisant les codes dans la section de commentaire). Les codes (B) sont des codes sans fonction qui sont toujours ignorés. (Ils ne sont pas soumis au contrôle de parité V.)
Tableau des codes de bande

3. Formats de données 3.2 Formats de programme
9
3.2 Formats de programme
Fonction et but
Les informations fournies au contrôleur pour la commande doivent être présentées sous une forme déterminée appelée "format de programme". Le format utilisé pour ce contrôleur est appelé "format à adresse de mot".
Description détaillée
(1) Mot et adresse
Un mot est une accumulation de caractères qui sont disposés dans une séquence déterminée. Cette unité est utilisée par la machine pour les données d'usinage et pour l'exécution d'opérations définies. Chaque mot utilisé avec contrôleur se compose d'une lettre de l'alphabet suivie de plusieurs chiffres (les chiffres sont parfois précédés du signe + ou -).
Alphabet (adresse)
Mot
Chiffres
Configuration du mot
*
Le mot commence par une lettre de l'alphabet appelée adresse. L'adresse sert à identifier les données numériques qui suivent. On trouvera dans le tableau "Détails des formats" la liste des types de mots utilisables pour ce contrôleur, avec l'indication du nombre de chiffres signifiants.
(2) Blocs
Un bloc est un ensemble de mots. Le bloc forme une instruction complète et contient les données nécessaires à l'exécution d'une opération par la machine. Le bloc est clos par le code EOB (fin de bloc).
(3) Programme
On appelle programme un ensemble de plusieurs blocs.

3. Formats de données 3.2 Formats de programme
10
<Abréviations du détail du format> Instruction métrique Instruction en pouce Axe de rotations
(instruction métrique) Axe de rotation
(instruction en pouce)N° du programme 08 ← ← ← N° de séquence N5 ← ← ← Fonction préparatoire G3/G21 ← ← ←
0.001(°) mm/ 0.0001 pouce X+53 Z+53 α+53 X+44 Z+44 α+44 X+53 Z+53 α+53 X+53 Z+53 α+53
0.0001(°) mm/ 0.00001 pouce X+54 Z+54 α+54 X+45 Z+45 α+45 X+54 Z+54 α+54 X+54 Z+54 α+54
0.00001(°) mm/ 0.000001 pouce X+55 Z+55 α+55 X+46 Z+46 α+46 X+55 Z+55 α+55 X+55 Z+55 α+55
Axe de déplacement
0.000001(°) mm/ 0.0000001 pouce X+56 Z+56 α+56 X+47 Z+47 α+47 X+56 Z+56 α+56 X+56 Z+56 α+56
0.001(°) mm/ 0.0001 pouce I+53 K+53 R+53 I+44 K+44 R+44 I+53 K+53 R+53 I+44 K+44 R+44
(Note 5)0.0001(°) mm/ 0.00001 pouce I+54 K+54 R+54 I+45 K+45 R+45 I+54 K+54 R+54 I+45 K+45 R+45
(Note 5)0.00001(°) mm/ 0.000001 pouce I+55 K+55 R+55 I+46 K+46 R+46 I+55 K+55 R+55 I+46 K+46 R+46
(Note 5)
Arc et rayon de coupe
0.000001(°) mm/ 0.0000001 pouce I+56 K+56 R+56 I+47 K+47 R+47 I+56 K+56 R+56 I+47 K+47 R+47
(Note 5)Tempori-sation 0.001(sec.) X+53/P+8 ← ← ←
0.001(°) mm/ 0.0001 pouce
F63(avance par minute)
F43(avance par tour)
F44(avance par minute)
F34(avance par tour)
F63(avance par minute)
F43(avance par tour)
F44(avance par minute)
F34(avance par tour)(Note 6)
0.0001(°) mm/ 0.00001 pouce
F64(avance par minute)
F44(avance par tour)
F55(avance par minute)
F35(avance par tour)
F64(avance par minute)
F44(avance par tour)
F55(avance par minute)
F35(avance par tour)(Note 6)
0.00001(°) mm/ 0.000001 pouce
F65(avance par minute)
F45(avance par tour)
F56(avance par minute)
F36(avance par tour)
F65(avance par minute)
F45(avance par tour)
F56(avance par minute)
F36(avance par tour)(Note 6)
Fonction d'avance
0.000001(°) mm/ 0.0000001 pouce
F66(avance par minute)
F46(avance par tour)
F57(avance par minute)
F37(avance par tour)
F66(avance par minute)
F46(avance par tour)
F57(avance par minute)
F37(avance par tour)(Note 6)
Correction d'outil T1/T2 ← ← ← Fonction divers (M) M8 ← ← ← Fonction de broche (S) S8 ← ← ← Fonction d'outil(T) T8 ← ← ← 2ième fonction divers A8/B8/C8 ← ← ← Sous-programme P8 H5 L4 ← ← ←
0.001(°) mm/ 0.0001 pouce R+53 Q53 P8 L4 ← ← ←
0.0001(°) mm/ 0.00001 pouce R+54 Q54 P8 L4 ← ← ←
0.00001(°) mm/ 0.000001 pouce R+55 Q55 P8 L4 ← ← ←
Cycle fixé
0.000001(°) mm/ 0.0000001 pouce R+56 Q56 P8 L4 ← ← ←
(Note 1) α indique l'adresse de l'axe supplémentaire comme A, B ou C.
(Note 2) Le contrôle du nombre de chiffres dans un mot porte sur le nombre max. de chiffres par adresse.
(Note 3) Tous les zéros précédant les chiffres peuvent être supprimés.

3. Formats de données 3.2 Formats de programme
11
(Note 4) La signification des différents symboles et abréviations est comme suit : Exemple 1 : 08 : Numéro de programme à 8 positions Exemple 2 : G21 : L'instruction G dispose de 2 positions à gauche de la virgule décimale et
d'une position à droite. Exemple 3 : X+53 : L'instruction X dispose d'un "+" ou "-" et de 5 positions à gauche de la
virgule décimale et de 3 positions à droite. Dans l'exemple suivant l'axe X (par l'instruction G00) est placé sur la position 45.123 mm en mode à valeurs absolues (G90) :
G00 X45.123 ; 3 positions derrière la virgule décimale 5 positions devant la virgule décimale. La valeur réelle étant "+ 00045", les zéros précédents et le signe "+" sont omis. G0 est également possible.
(Note 5) Si pendant l'utilisation d'instructions en pouce pour un axe de rotation et pour un axe linéaire, une arête est programmée, l'angle (degré) est convertit pour l'interpolation en 0,1 pouce.
(Note 6) Pendant l'utilisation d'instructions en pouce, l'incrément de la vitesse d'un axe de rotation est de 10 degrés. Exemple : Utilisation de l'instruction F1. (avance par minute) il en résulte une instruction de
vitesse avec 10 degrés/minute.
(Note 7) Les décimales après la virgule sont ignorées si une instruction sans virgule décimale correcte comme par ex. une instruction S, avec décimales après la virgule est spécifiée.
(Note 8) Ce format correspond à l'introduction d'une valeur via la mémoire, l'IMD ou l'unité d'affichage.
(Note 9) Spécifiez le n° de programme dans un bloc indépendant. Et spécifiez le n° de programme dans la première ligne du programme.

3. Formats de données 3.3 Format de mémoire sur bande
12
3.3 Format de mémoire sur bande
Fonction et but
(1) Bande d'enregistrement et parties signifiantes (reconnaissance automatique ISO/EIA)
Pour la marche à partir d’une bande, on peut utiliser indifféremment le code ISO ou EIA pour la mise en mémoire, le type de code étant reconnu automatiquement au premier caractère de fin de bloc (EOB) après la remise à l’état initial. La partie de bande qui s’enregistre en mémoire va du premier caractère de fin de bloc (EOB) suivant la remise à l’état initial jusqu’au caractère de fin de bande (EOR). Dans la partie signifiante ci-dessus, seuls les codes signifiants listés dans le tableau "Tableau du code de bande" du paragraphe 3.1 sont enregistrés en mémoire. Tous les autres codes sont ignorés et ne sont pas enregistrés. Les données contenues entre le caractère de mise hors commande "(" et le caractère de retour en commande ")" sont enregistrés en mémoire.
3.4 Saut de bloc optionnel; /
Fonction et but
Cette fonction est sélective et ignore les blocs de programme d'usinage qui commencent par le caractère "/" (barre de fraction).
Description détaillée
(1) Si le commutateur de saut de bloc optionnel est en position "marche", tous les blocs qui
commencent par le caractère "/" sont ignorés. Ces blocs seront exécutés lorsque le commutateur est en position "arrêt".
Que le commutateur de saut de bloc optionnel soit sur "marche" ou sur "arrêt", le contrôle de parité (H & V) est opérant. Ainsi, lorsque deux pièces à produire ne diffèrent que par certaines opérations, on pourra usiner ces deux pièces avec le même programme d'usinage en préparant une bande comportant le caractère "/" en tête des blocs particuliers à l'une d'elles.
Précautions d'emploi du saut de bloc optionnel
(1) Le caractère "/" doit être placé en tête du bloc. S'il se trouve en cours de bloc, il est interprété
comme le symbole de la division dans une macro utilisateur. (Exemple) N20 G1 X25. /Z25. ; .......... Incorrect (Macro utilisateur, instruction de division; il
en résulte une erreur de programme.) /N20 G1 X25. Z25. ; ..........Correct (2) Le contrôle de parité (H & V) est effectué quelle que soit la position du commutateur de saut de
bloc optionnel. (3) Le saut de bloc optionnel est traité immédiatement avant le contenu du tampon de lecture
anticipée. Il n'est donc pas possible de sauter jusqu'au bloc qui se trouve déjà dans le tampon de lecture
anticipée. (4) Cette fonction est opérante même pendant la recherche des numéros de séquence. (5) Lors de la mise en mémoire d'une bande ou de la sortie vers une bande, tous les blocs affectés
du caractère "/" sont lus, quel que soit l'état du commutateur de saut de bloc optionnel.

3. Formats de données 3.5 N° de programme/séquence/bloc; O, N
13
3.5 N° de programme / séquence / bloc; O, N
Fonction et but
Ces numéros sont utilisés pour permettre de suivre le déroulement des programmes d'usinage et pour appeler un programme ou une étape donnée dans un programme.
(1) Les numéros de programme sont en général attribués par pièces à usiner ou par sous-programmes. Un numéro de programme se compose de l'adresse "O" suivie de 8 chiffres au maximum.
(2) Un numéro de séquence est attribué à chaque bloc d'instruction du programme d'usinage où commence une séquence machine. Un numéro de séquence se compose de l'adresse "N" suivie de 5 chiffres au maximum.
(3) Les blocs sont numérotés automatiquement. À chaque nouveau numéro de programme ou de séquence, la numérotation recommence à zéro et augmente d'une unité à chaque nouveau bloc si celui-ci ne contient pas d'indication de numéro de programme ou de séquence. En conséquence, comme indiqué dans le tableau ci-dessous, un bloc quelconque de programme se trouve identifié sans risque d'erreur par un numéro de programme, un numéro de séquence et un numéro de bloc.
Affichage sur le moniteur Programme d'usinage N°
programme N° séquence N° bloc
O12345678 (DEMO, PROG) ; 12345678 0 0 N100 G00 G90 X120. Z100. ; 12345678 100 0 G94 S1000 ; 12345678 100 1 N102 G71 P210 Q220 I0.2 K0.2 D0.5 F600 ; 12345678 102 0 N200 G94 S1200 F300 ; 12345678 200 0 N210 G01 X0 Z95. ; 12345678 210 0 G01 X20. ; 12345678 210 1 G03 X50. Z80. K–15. ; 12345678 210 2 G01 Z55. ; 12345678 210 3 G02 X80. Z40. I15. ; 12345678 210 4 G01 X100. ; 12345678 210 5 G01 Z30. ; 12345678 210 6 G02 Z10. K–15. ; 12345678 210 7 N220 G01 Z0 ; 12345678 220 0 N230 G00 X120. Z150. ; 12345678 230 0 N240 M02 ; 12345678 240 0 % 12345678 240 0

3. Formats de données 3.6 Parité H/V
14
3.6 Parité H/V
Fonction et but
Le contrôle de parité permet la vérification si la bande a été correctement perforée ou non. Cela implique la vérification des erreurs de code perforé ou en d'autres termes des erreurs de perforation. Il y a deux types de contrôle de parité: Parité H et Parité V.
(1) Parité H
La fonction parité H vérifie le nombre des trous qui constituent un caractère. Cette opération se réalise pendant le service à bande perforée, l'introduction sur bande perforée et la recherche d'un numéro de séquence. Une erreur de parité H apparaît dans les cas suivants. (a) Code ISO
À la détection d'un code avec un nombre de trous impair dans un segment de données significatives. (Exemple 1) Erreur de parité H (pour codes ISO)
• • •• • • • •• •• ••• • • •• • • • •• • • • • • • • • •• • • • •• • • ••• •• • •• • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • ••• • ••• •• •• •••• •• ••••••• •••••••••• •• •• ••••• ••• •• • ••••• •••• •••• •• • •••••• ••• • • • • • • • • • • • •••• • • • • • • • Ce caractère cause une erreur de parité H.
À la survenance d'une erreur de parité H, la bande s'arrête après le code d'alarme.
(2) Parité V Le contrôle de parité V est effectué en marche à partir d'une bande, pendant la mémorisation d'une bande et pendant la recherche d'un numéro de séquence si le paramètre de contrôle de parité V #9n15 (n étant l'unité 1 à 5) a été réglé sur "1". Le contrôle de parité V n'est pas effectué pendant la marche à partir de la mémoire. Une erreur de parité V apparaît dans le cas suivant : Quand le nombre des codes du premier code significatif jusqu'à EOB dans le segment de données significatif en sens vertical de la bande est un nombre impair, c'est-à-dire quand le nombre des caractères dans un bloc est impair. À la détection d'une erreur de parité V la bande s'arrête dans le code derrière EOB (;).
(Note 1) Parmi les codes de bande il y a ceux qui sont comptés comme
caractères de la parité et ceux qui ne sont pas comptés. Pour d'autres détails voir le tableau de codes de bande du paragraphe 3.1 "Codes de bande".
(Note 2) Tous les codes d'espacement apparaissant dans le segment du premier code EOB jusqu'au code d'adresse ou au code "/" sont comptés lors du contrôle de parité V.

3. Formats de données 3.7 Liste des instructions G
15
3.7 Liste des instructions G
Fonction et but
Les codes G incluent les six systèmes de code G 2, 3, 4, 5, 6 et 7. Un système est sélectionné en spécifiant le paramètre "#1037 cmdtyp".
cmdtyp Liste de système G3 Système 2 4 Système 3 5 Système 4 6 Système 5 7 Système 6 8 Système 7
Les fonctions G sont expliquées en utilisant le système de code G 3.
(Note 1) Tout appel d’un code G ne figurant pas dans ce tableau entraîne une alarme de programme (P34).
(Note 2) Tout appel d’un code G non prévu dans les spécifications en option entraîne une alarme.
Tableau des systèmes de code G
Système de code G 2 3 4 5 6 7 Groupe Fonction
ΔG00 ΔG00 ΔG00 ΔG00 ΔG00 ΔG00 01 Positionnement ΔG01 ΔG01 ΔG01 ΔG01 ΔG01 ΔG01 01 Interpolation linéaire G02 G02 G02 G02 G02 G02 01 Interpolation circulaire (en sens horaire) G03 G03 G03 G03 G03 G03 01 Interpolation circulaire (en sens horaire inverse)
G02.3 G02.3 G02.3 G02.3 G02.3 G02.3 01 Interpolation exponentielle (en sens horaire) G03.3 G03.3 G03.3 G03.3 G03.3 G03.3 01 Interpolation exponentielle (en sens horaire
inverse) G04 G04 G04 G04 G04 G04 00 Arrêt instantané
G07.1 G107
G07.1G107 19 Interpolation hélicoïdale
G09 G09 G09 G09 G09 G09 00 Contrôle d'arrêt précis G10 G10 G10 G10 G10 G10 00 Entrée données paramètre/correction par prog.
Enregistrement donnée de la gestion de vie d'outil G11 G11 G11 G11 G11 G11 00 Annulation du mode d'enregistrement d'entrée de
paramètre programme/donnée gestion de vie d'outil G12.1
G112 G12.1G112 19 Interpolation coordonnées polaires ON
G13.1 G113
G13.1G113 19 Annulation interpolation de coordonnées polaires
G12.1 G12.1 G12.1 G12.1 19 Interpolation fraisage ON *G13.1 *G13.1 *G13.1 *G13.1 19 Annulation interpolation fraisage *G14 *G14 *G14 *G14 *G14 *G14 18 • Désactivation fonction coupe équilibrée G15 G15 G15 G15 G15 G15 18 • Activation fonction coupe équilibrée G16 G16 G16 G16 02 Interpol. fraisage sélection de plan Y-Z hélicoïdal
ΔG17 ΔG17 ΔG17 ΔG17 ΔG17 ΔG17 02 Sélection de plan X-Y ΔG18 ΔG18 ΔG18 ΔG18 ΔG18 ΔG18 02 Sélection de plan Z-X ΔG19 ΔG19 ΔG19 ΔG19 ΔG19 ΔG19 02 Sélection de plan Y-Z

3. Formats de données 3.7 Liste des instructions G
16
Système de code G
2 3 4 5 6 7 Groupe Fonction
ΔG20 ΔG20 ΔG20 ΔG20 ΔG20 ΔG20 06 Instruction en pouces ΔG21 ΔG21 ΔG21 ΔG21 ΔG21 ΔG21 06 Instruction métrique G22 G22 G22 G22 04 Activation contrôle de barrière *G23 *G23 *G23 *G23 04 Désactivation contrôle de barrière
G22 G22 00 Limite logiciel ON G23 G23 00 Limite logiciel OFF
G27 G27 G27 G27 G27 G27 00 Contrôle retour au point de référence G28 G28 G28 G28 G28 G28 00 Retour automatique au point de référence G29 G29 G29 G29 G29 G29 00 Retour depuis le point de référence G30 G30 G30 G30 G30 G30 00 2ième, 3ième et 4ième retour au point de référence
G30.1 G30.1 G30.1 G30.1 G30.1 G30.1 00 Retour à la position d'outil 1 G30.2 G30.2 00 Retour à la position d'outil 2 G30.3 G30.3 00 Retour à la position d'outil 3 G30.4 G30.4 00 Retour à la position d'outil 4 G30.5 G30.5 00 Retour à la position d'outil 5
G31 G31 G31 G31 G31 G31 00 Fonction saut/saut multiple 2
G31.1 G31.1 G31.1 G31.1 G31.1 G31.1 00 Fonction saut multiple 1-1 G31.2 G31.2 G31.2 G31.2 G31.2 G31.2 00 Fonction saut multiple 1-2 G31.3 G31.3 G31.3 G31.3 G31.3 G31.3 00 Fonction saut multiple 1-3 G32 G33 G32 G33 G32 G33 01 Taraudage G34 G34 G34 G34 G34 G34 01 Taraudage avance variable
G35 G35 01 Taraudage circulaire en sens horaire G36 G36 01 Taraudage circulaire en sens anti-horaire
G37 G37 G36/G37 G36/G37 G36/G37 G36/G37 00 Mesure automatique de longueur d'outil
*G40 *G40 *G40 *G40 *G40 *G40 07 Annulation correction de rayon de pointe d'outil G41 G41 G41 G41 G41 G41 07 Correction de rayon de pointe d'outil à gauche G42 G42 G42 G42 G42 G42 07 Correction de rayon de pointe d'outil à droite
G46 G46 G46 G46 G46 G46 07 Correction de rayon de pointe d'outil (sélection automatique du sens) ON
G43.1 G43.1 G43.1 G43.1 G43.1 G43.1 20 Mode de commande broche 1 G44.1 G44.1 G44.1 G44.1 G44.1 G44.1 20 Mode de contrôle de broche sélectionné G47.1 G47.1 G47.1 G47.1 G47.1 G47.1 20 Mode de commande synchrone de toutes les
broches
G50 G92 G50 G92 G50 G92 00 Réglage du système de coordonnées/réglage de la vitesse d'assujettissement broche
*G50.2 *G50.2 *G50.2 *G50.2 11 Annulation du réglage G51.2 G51.2 G51.2 G51.2 11 Réglage ON
G50.2 G250
G50.2G250 00 Annulation usinage polygone (synchronisation
broche/axe CN
G51.2 G251
G51.2G251 00 Usinage polygone ON (synchronisation broche/axe
CN)

3. Formats de données 3.7 Liste des instructions G
17
Système de code G
2 3 4 5 6 7 Groupe Fonction
G52 G52 G52 G52 G52 G52 00 Réglage du système de coordonnées locales G53 G53 G53 G53 G53 G53 00 Sélection du système de coordonnées de machine*G54 *G54 *G54 *G54 *G54 *G54 12 Système de coordonnées de la pièce 1 -sélection G55 G55 G55 G55 G55 G55 12 Système de coordonnées de la pièce 2 -sélection G56 G56 G56 G56 G56 G56 12 Système de coordonnées de la pièce 3 -sélection G57 G57 G57 G57 G57 G57 12 Système de coordonnées de la pièce 4 -sélection G58 G58 G58 G58 G58 G58 12 Système de coordonnées de la pièce 5 -sélection G59 G59 G59 G59 G59 G59 12 Système de coordonnées de la pièce 6 -sélection
G54.1 G54.1 G54.1 G54.1 G54.1 G54.1 12 Système de coordonnées de pièce extension de 48 sets G61 G61 G61 G61 G61 G61 13 Mode de contrôle d'arrêt précis
G62 G62 G62 G62 G62 G62 13 Intervention automatique usinage d’angle G63 G63 G63 G63 G63 G63 13 Mode taraudage *G64 *G64 *G64 *G64 *G64 *G64 13 Mode découpe G65 G65 G65 G65 G65 G65 00 Appel macro utilisateur G66 G66 G66 G66 G66 G66 14 Macro utilisateur-appel modal A
G66.1 G66.1 G66.1 G66.1 G66.1 G66.1 14 Macro utilisateur-appel modal B *G67 *G67 *G67 *G67 *G67 *G67 14 Annulation appel modal macro utilisateur G68 G68 G68 G68 15 Image sym. pour porte-outils dressage faces ON G69 G69 G69 G69 15 Image sym. pour porte-outils dressage faces OFF
G68 G68 15 Image symétrique pour porte-outils dressage faces ON ou mode coupe équilibrée ON
*G69 *G69 15 Image symétrique pour porte-outils dressage faces OFF ou annulation mode coupe équilibrée
G70 G70 G70 G70 G70 G70 09 Cycle de finition G71 G71 G71 G71 G71 G71 09 Cycle première coupe longitudinale G72 G72 G72 G72 G72 G72 09 Cycle première coupe frontale G73 G73 G73 G73 G73 G73 09 Cycle première coupe matérial formé G74 G74 G74 G74 G74 G74 09 Cycle de découpe frontale G75 G75 G75 G75 G75 G75 09 Cycle de découple longitudinale G76 G76 G76 G76 G76 G76 09 Cycle de taraudage multiple
G76.1 G76.1 G76.1 G76.1 G76.1 G76.1 09 • Cycle de taraudage synchrone 2 systèmes (1) G76.2 G76.2 G76.2 G76.2 G76.2 G76.2 09 • Cycle de taraudage synchrone 2 systèmes (2)
G90 G77 G90 G77 G90 G77 09 Cycle fixé coupe longitudinale G92 G78 G92 G78 G92 G78 09 Cycle fixé taraudage G94 G79 G94 G79 G94 G79 09 Cycle fixé coupe frontale
*G80 *G80 *G80 *G80 *G80 *G80 09 Cycle fixé pour annulation alésage G79 G83.2 G79 G83.2 G79 G83.2 09 Cycle forage long 2 G83 G83 G83 G83 G83 G83 09 Cycle forage long (axe Z)/
cycle forage long diamètre petit G84 G84 G84 G84 G84 G84 09 Cycle taraudage (axe Z) G85 G85 G85 G85 G85 G85 09 Cycle alésage (axe Z)

3. Formats de données 3.7 Liste des instructions G
18
Système de code G
2 3 4 5 6 7 Groupe Fonction
G87 G87 G87 G87 G87 G87 09 Cycle forage long (axe X) G88 G88 G88 G88 G88 G88 09 Cycle de taraudage (axe X) G89 G89 G89 G89 G89 G89 09 Cycle d'alésage (axe X)
G84.1 G84.1 G84.1 G84.1 09 Cycle taraudage inverse (axe Z) G88.1 G88.1 G88.1 G88.1 09 Cycle taraudage inverse (axe X)
G50.3 G92.1 G50.3 G92.1 G50.3 G92.1 00 Présélection coordonnées pièce ΔG96 ΔG96 ΔG96 ΔG96 ΔG96 ΔG96 17 Commande vitesse circonférentielle constante ON ΔG97 ΔG97 ΔG97 ΔG97 ΔG97 ΔG97 17 Commande vitesse circonférentielle constante OFFΔG98 ΔG94 ΔG98 ΔG94 ΔG98 ΔG94 05 Avance asynchrone (par minute) ΔG99 ΔG95 ΔG99 ΔG95 ΔG99 ΔG95 05 Avance synchrone (par tour)
− ΔG90 − ΔG90 − ΔG90 03 Instruction en valeur absolue − ΔG91 − ΔG91 − ΔG91 03 Instruction en valeur incrémentielle − ∗G98 − ∗G98 − ∗G98 10 Retour initial cycle fixé − G99 − G99 − G99 10 Retour au point de référence cycle fixé
G113 G113 G113 G113 00 Annulation mode d'usinage de polygone synchrone de broche (synchronisation broche-broche)
G114.1 G114.1 G114.1 G114.1 00 Synchronisation de broche
G114.2 G114.2 G114.2 G114.2 00 Mode d'usinage de polygone (synchronisation broche-broche) ON
G115 G115 G115 G115 G115 G115 00 • Détermination point de départ synchronisation type 1G116 G116 G116 G116 G116 G116 00 • Détermination point de départ synchronisation type 2
G117 G117 G117 G117 G117 G117 00 • Sortie fonction supplémentaire pendant le déplacement d'un axe
(Note 1) Pour chaque groupe, les fonctions G adoptées lors de la mise sous tension ou au retour à l’état modal initial sont repérées par le symbole (*).
(Note 2) Les fonctions G qui peuvent être adoptées par paramètres pour déterminer les états opérationnels lors de la mise sous tension ou au retour à l’état modal initial sont repérées par le symbole (Δ).Toutefois, la sélection mesures métriques/pouces n’est possible qu’à la mise sous tension.
(Note 3) Le symbole (•) indique les fonctions qui ne concernent que les systèmes multiples. (Note 4) Si deux ou plusieurs instructions G sont programmées depuis le même code, la dernière
instruction G sera exécutée. (Note 5) Cet aperçu des instructions G comprend les instructions G conventionnelles. Selon la
machine, des déplacements qui diffèrent des instructions G conventionnelles peuvent être inclus en appelant une macro de code G. Dans ce cas, se référer au manuel d'utilisation de la machine fournit par le constructeur de la machine.

3. Formats de données 3.7 Liste des instructions G
19
(Note 6) L'initialisation de l'état modal dépend de chaque entrée de reset (remise à zéro).
(1) "Reset 1" L'état modal sera initialisé lorsque le paramètre d'initialisation de reset "reset
initialization parameter" (#1151 rstinit) est mis à 1. (2) "Reset 2 " et "Reset et retour" L'état modal sera initialisé lorsque le signal sera entré. (3) Reset par déclenchement d'un arrêt d'urgence Correspond à "Reset 1". (4) Si lors du démarrage d'une fonction individuelle, un reset automatique est réalisé
comme par exemple lors d'un retour au point de référence. Correspond à "Reset et retour".
(Note 7) Précautions pour 6 et 7 dans les systèmes de code G
(1) G68 et G69 Si les deux options usinage d'image symétrique pour raccordement d'outil sur la face
et usinage de compensation sont valables, les instructions G68 et G69 sont traitées comme mise en marche ou arrêt de l'usinage d'image symétrique pour raccordement d'outil sur la face ou usinage de compensation.
(L'usinage d'image symétrique pour raccordement d'outil sur la face est prioritaire.) (2) G36 G36 est utilisée pour deux fonctions, la mesure automatique de longueur d'outil et le
taraudage de filet rond (dans le sens horaire). La fonction associée utilise le réglage du paramètre "#1238 set10/bit0" (taraudage defilet rond).
Si "#1238 set10/bit0" est mis à 0 Système G Fonction
G35 Taraudage circulaire rotation dans le sens horaire G36 Mesure automatique de longueur d'outil X G37 Mesure automatique de longueur d'outil Z
Si "#1238 set10/bit0" est mis à 1
Système G Fonction G35 Taraudage circulaire rotation dans le sens horaire G36 Taraudage circulaire rotation dans le sens horaire inverse G37 Mesure automatique de longueur d'outil Z
ATTENTION
Les instructions "sans valeur après G" sont traitées comme "G00".

3. Formats de données 3.8 Précautions à observer avant d'effectuer l'usinage
20
3.8 Précautions à observer avant d'effectuer l'usinage
Précautions avant l'usinage
ATTENTION
Pendant l'élaboration des programmes d'usinage, il faut s'assurer que les conditions d'usinage demandées sont compatibles avec les possibilités de la machine et de la CN. Dans les programmes proposés à titre d'exemples, il n'est pas tenu compte des limites à ne pas dépasser dans les conditions d'usinage.
Avant de commencer un usinage réel, effectuer une marche à vide pour vérifier le programme d'usinage, le décalage outil, le décalage pièce, etc.

4. Registre tampon 4.1 Tampon d'entrée
21
4. Registre tampon 4.1 Tampon d'entrée
Fonction et but
Pendant la marche à partir d'une bande ou à partir de l'interface RS-232C, le contenu du tampon d'entrée est immédiatement transféré au tampon de lecture anticipée et, sous réserve que le volume des données présentes dans le tampon d'entrée n'excède pas 4 fois 250 caractères, les données suivantes (250 caractères au maximum) sont lues sur la bande et stockées dans le tampon d'entrée. La présence de ce tampon d'entrée évite les retards dus au temps de lecture sur le lecteur de bande et assure la souplesse d'enchaînement entre blocs. Toutefois, le système de lecture anticipée est sans effet dans le cas où le temps d'exécution des blocs serait plus court que le temps de lecture des blocs sur la bande.
(Capacité du tampon : 250 × 5 caractères)
Tampon entrée
Mémoire
Donnée IMD
Clavier
Bande
Commutation des modes
Traitement analytique5 blocs à exécuter au maximum
Tampon lectureanticipée 5
Tampon 4
Traitement arithmétique
Tampon 3Tampon 2
Tampon 1 (Note) Chaque tampon de lecture anti-
cipée contient 1 bloc de données.
La capacité du tampon d'entrée est de 5 fois 250 caractères (caractères de fin de bloc compris).
(1) Le registre de tampon d'entrée est rafraîchi par paquets de 248 caractères.
(2) Seuls les caractères signifiants de la partie signifiante de la bande sont admis dans le tampon d'entrée.
(3) Quand la fonction de saut optionnel est active, s'il y a des codes (parenthèses ouvrante "(" et fermante ")" comprises) pris en sandwich entre un point de mise hors commande et un point de retour sous commande, les données sont admises dans le tampon d'entrée depuis le code "/" (barre de fraction) jusqu'au code de fin de bloc EOB.
(4) À la remise à l'état initial, le tampon d'entrée est vidé.
(Note 1) La taille du tampon d'entrée (250 caractères) diffère en fonction du modèle.

4. Registre tampon 4.2 Tampons de lecture anticipée
22
4.2 Tampons de lecture anticipée
Fonction et but
En marche automatique, la lecture anticipée se fait en temps normal sur 1 bloc pour assurer la souplesse du traitement analytique du programme. Cependant, pendant les corrections R de pointe d’outil, la lecture anticipée est étendue jusqu’à un maximum de 5 blocs pour permettre le calcul des points d’intersection et faire le contrôle d’interférence. Les spécifications des tampons de lecture anticipée sont les suivantes : (1) Ce tampon a une capacité de 1 bloc de données.
(2) Seuls les caractères signifiants de la partie signifiante de la bande sont admis dans le tampon de lecture anticipée.
(3) Quand la fonction de saut optionnel est active, s'il y a des codes pris en sandwich entre un point de mise hors commande et un point de retour sous commande, les données entre le code "/" (barre de fraction) jusqu'au code de fin de bloc EOB ne sont pas admises dans le tampon de lecture anticipée.
(4) À la remise à l'état initial, le tampon de lecture anticipée est vidé.
(5) Si on active la fonction bloc par bloc pendant la marche automatique, les données du bloc suivant s'enregistrent dans le tampon de lecture anticipée et la machine s'arrête.
Autres précautions
(1) La validation/invalidation de certains signaux de commande externes comme le saut de bloc
ne se fait pas au même moment selon que le programme fonctionne en marche continue ou en marche bloc par bloc.
(2) Pour les signaux de commande externes activés/désactivés par instruction M comme les sauts de blocs optionnels, la commande externe n’a pas d’effet sur la lecture anticipée du programme dans le registre-tampon.
(3) Pour les instructions M exerçant une commande externe, la lecture anticipée est inhibée et le calcul est refait comme suit :
Les instructions M exerçant une commande externe sont identifiées par le contrôleur à logique programmable (PLC) qui envoie à l’interface PLC - CN une “demande de calcul à refaire”. (À la réception de cette “demande de calcul à refaire”, le programme repasse à la lecture anticipée.)

5. Instructions de positionnement 5.1 Instructions en valeur incrémentielle/absolue
23
5. Instructions de positionnement 5.1 Instructions en valeur incrémentielle/absolue
Fonction et but
Les mouvements de l’outil peuvent se commander selon 2 méthodes différentes : en valeurs absolues ou en valeurs incrémentielles. En valeurs incrémentielles, les coordonnées du point à déplacer sont exprimées en termes de distance au point actuel alors que, en valeurs absolues, elles s’expriment en termes de distance par rapport à l’origine des coordonnées. La figure ci-dessous illustre le cas d’un déplacement de l’outil du point P1 au point P2.
Origine des coordonnées de la pièce
Broche
Axe X
Axe Z
Z W P1
P2
U 2
X
Instructions en valeurs absolues et en valeurs incrémentielles
Pour les axes X et Z, la distinction entre instructions en valeurs incrémentielles/instructions en valeurs absolues est faite par l’adresse si le paramètre "#1076 Abs Inc" est sur “1”, et par un code G (G90/G91) si ce paramètre est sur “0”. Pour l’axe supplémentaire (axe C ou Y), la distinction est faite de la même manière par l’adresse ou par un code G.
Méthode de commande Remarques
Axe X Adresse X Axe Z Adresse Z
Valeur absolue
Axe C/Y Adresse C/Y Axe X Adresse U Axe Z Adresse W
Valeur incrémentielle
Axe C/Y Adresse H/V
• La correspondance entre axes et adresses est établie par les paramètres "#1013 axname" et "#1014 incax".
• Il est possible d’utiliser à la fois des
valeurs absolues et incrémentielles dans le même bloc.
(Exemple) X_____ W _____ ;
Instruction en valeur incrémentielle pour l’axe Z Instruction en valeur absolue pour l’axe X
(Note 1) Lorsque le paramètre "#1076 AbsInc" est sur “1” et qu’on a choisi l’adresse de valeur
incrémentielle H, l'adresse H des blocs dans M98, G114.2 et de la modale G10 L50 est considérée comme étant le paramètre de chaque instruction et l’axe n’est pas déplacé.

5. Instructions de positionnement 5.2 Instructions en rayon/diamètre
24
5.2 Instructions en rayon/diamètre
Fonction et but
Les pièces usinées au tour étant de section ronde, les instructions de mouvement sur l’axe X peuvent être exprimées en diamètre ou en rayon. Si l’instruction est en rayon, l’outil se déplace de la valeur indiquée. Si l’instruction est en diamètre, l’outil se déplace de la moitié de la valeur indiquée pour l’axe X et de la valeur indiquée pour l’axe Z. Avec ce système, un paramètre permet de choisir d’exprimer les instructions en rayon ou en diamètre (#1019 dia). Le schéma ci-dessous illustre la manière de commander un déplacement de l’outil du point P1 au point P2.
Broche
Origine des coordonnées de la pièce
P1
P2
r2
r1
Axe X
Axe Z
Instruction X Instruction U Remarques
Rayon Diamètre Rayon Diamètre
X = r1 X = 2r1 U = r2 U = 2r2
Même si on a opté pour l’expression des instructions en diamètre, il reste possible de choisir l’expression en rayon pour les seules instructions U par le paramètre "#1077 radius".
Instructions en rayon et diamètre
Précautions et restrictions
(1) Dans l’exemple ci-dessus, le mouvement demandé de P1 à P2 étant de sens négatif de l’axe X,
la valeur numérique est précédée du signe moins si on programme en valeur incrémentielle.
(2) Pour la commodité, les valeurs X et U ont toujours été exprimées en diamètre dans les explications de ce manuel.

5. Instructions de positionnement 5.3 Conversion mesures métriques/pouces
25
5.3 Conversion mesures métriques/pouces; G20, G21
Fonction et but
Ces instructions G20/G21 permettent de changer entre mesures métriques et mesures en pouces.
Format d'instruction
G20/G21; G20 Instruction en pouces G21 Instruction métrique
Description détaillée
Les codes G20 et G21 ne font que changer les unités d’instruction. Ils ne changent pas les unités d’entrée. Par ailleurs, les codes G20 et 21 ne concernent que les axes linéaires et restent sans effet sur les axes de rotation.
(Exemple) Corrélation entre unités d’instruction d’entrée et codes G20/G21 (avec
signe décimal de type I)
Sortie mm (#1016 iout=0) Sortie en pouces (#1016 iout=1) Axe
Type des unités d’instruction
d’entrée cunit
Exemple d'instruction G21 G20 G21 G20
X Z
10 10
X100 ; Z100 ;
0.100 mm0.100 mm
0.254 mm0.254 mm
0.0039 pouce
0.0039 pouce
0.0100 pouce0.0100 pouce
X Z
1 1
X100 ; Z100 ;
0.0100 mm0.0100 mm
0.0254mm0.0254mm
0.00039 pouce
0.00039 pouce
0.00100 pouce
0.00100 pouce

5. Instructions de positionnement 5.3 Conversion mesures métriques/pouces
26
Unité de sortie, unité d'instruction et unité de réglage
Choisissez si vous voulez ajuster le réglage du compteur et des paramètres et l'unité d'affichage comme unité d'instruction définie par l'instruction G modale G20/G21, ou comme unité interne définie par le paramètre "#1041 I_inch". Si le réglage de l'unité d'instruction pour l'affichage est sélectionné en spécifiant Initial Metrisch (unité interne métrique) via le paramètre de réglage de base "#1226 aux10/bit6", le compteur et les paramètres seront affichés dans le mode d'instruction G21 en système métrique. Pour le mode d'instruction G20, les données sont converties pour l'affichage dans l'unité interne métrique en pouces. L'unité d'instruction qui doit être valable à la mise en route de l'alimentation ou pendant une réinitialisation peut être définie indépendamment du réglage de l'unité interne via le paramètre de réglage de base "#1152 I_G20".
Axe NC Pouce initial Zoll OFF (unité interne métrique)
#1041 I_inch=0 Pouce initial ON (unité interne pouce)
#1041 I_inch=1 #1226 aux10/bit6=0
unité interne correspondante
#1226 aux10/bit6=1 unité d'instruction
correspondante
#1226 aux10/bit6=0 unité interne
correspondante
#1226 aux10/bit6=1 unité d'instruction
correspondante
Taille
G21 G20 G21 G20 G21 G20 G21 G20 Instruction d'usinage/vitesse métrique pouce métrique pouce métrique pouce
Affichage du compteur métrique métrique métrique pouce pouce pouce
Affichage de la vitesse métrique métrique métrique pouce pouce pouce
Param. utilisateur Réglage/affichage métrique métrique métrique pouce pouce pouce
Offset pièce/outil réglage/affichage métrique métrique métrique pouce pouce pouce
Volant instruction vitesse métrique métrique métrique pouce pouce pouce
Param. réglage Réglage/affichage Selon "#1040 M_inch"
Le paramètre "#1226 aux10/bit6" est valable si pouce initial est ON.Même si le paramètre a la valeur 1, le réglage et l'affichage sont réalisés selon l'unité interne comme pour le réglage du paramètre sur 0.
Axe API
Taille #1042 pcinch=0 (métrique)
#1042 pcinch=1 (pouce)
Instruction d'usinage/vitesse métrique pouce
Affichage du compteur métrique pouce
Param. utilisateur Réglage/affichage métrique pouce
Param. réglage Réglage/affichage Selon "#1040 M_inch"
Lors de l'utilisation de l'axe CN et de l'axe API comme axes de rotation, trois chiffres après la virgule seront affichés dans l'affichage pour les données de coordonnées etc., également dans l'unité d'instruction pouce.

5. Instructions de positionnement 5.3 Conversion mesures métriques/pouces
27
Exemples d'utilisation
L'affichage de l'écran est modifié comme suit selon les réglages des paramètres.
Réglage de paramètre Instruc- tion de programme /opération d'affichage
#1041 I_inch 0 #1152 I_G20 0 #1226 aux10/bit6 0
Métrique initial Mode G21 (métrique) lors de réinitialisation L'unité de réglage et d'affichage est l'unité interne.
#1041 I_inch 0#1152 I_G20 0 #1226 aux10/bit6 1
Métrique initial Mode G21 (métrique) lors de réinitialisation L'unité de réglage et d'affichage est l'unité d'instruction.
[Relat posn] X 0.000 Y 0.000 Z 0.000
mm.
[Tool offset] # 1 0.100 11 0.000 2 0.200 12 0.000 3 0.300 13 0.000 mm.
[Relat posn] X 0.000 Y 0.000 Z 0.000
mm.
[Tool offset] # 1 0.100 11 0.000 2 0.200 12 0.000 3 0.300 13 0.000 mm.
L'unité d'affichage est en pouces selon
l'unité d'instruction.
[Relat posn] X 25.400 Y 50.800 Z 76.200
in.
Données internes 25,4 (mm) 50,8 (mm) 76,2 (mm)
[Relat posn] X 1.0000 Y 2.0000 Z 3.0000
in.
Données internes 25,4 (mm) 50,8 (mm) 76,2 (mm)
Instruction en pouces G20 G0 X1. Y2. Z3. ;
[Tool offset] # 1 0.100 11 0.000 2 0.200 12 0.000 3 0.300 13 0.000 in.
[Tool offset] # 1 0.0039 11 0.0000 2 0.0078 12 0.0000 3 0.0118 13 0.0000 in.
Données internes #10,1 (mm)
Introduction dans l'unité en pouces #(1)( 1) introduction
[Tool offset] # 1 1.000 11 0.000 . . . in.
Données internes 1,0 (mm)
[Tool offset] # 1 1.0000 11 0.0000 . . . in.
Données internes 25,4 (mm)

5. Instructions de positionnement 5.3 Conversion mesures métriques/pouces
28
Réglage de
paramètre
Instruction de programme /opération d'affichage
#1041 I_inch 0 #1152 I_G20 0 #1226 aux10/bit6 0
Métrique initial Mode G21 (métrique) lors de réinitialisation L'unité de réglage et d'affichage est l'unité interne.
#1041 I_inch 0 #1152 I_G20 0 #1226 aux10/bit6 1
Métrique initial Mode G21 (métrique) lors de réinitialisation L'unité de réglage et d'affichage est l'unité d'instruction.
L'unité d'affichage est métrique selon l'unité d'instruction.
Réinitialisation
[Relat posn] X 25.400 Y 50.800 Z 76.200
mm.
[Relat posn] X 25.400 Y 50.800 Z 76.200
mm.
[Tool offset] # 1 1.000 11 0.000 2 0.200 12 0.000 3 0.300 13 0.000 mm.
[Tool offset] # 1 25.400 11 0.000 2 0.200 12 0.000 3 0.300 13 0.000 mm.
Précautions
(1) Si les données d'offset d'outil et de pièce sont additionnées avec une unité d'instruction en
pouces et une unité interne métrique, une erreur apparaît. (2) L'unité interne correspond à l'unité de #1041 I_inch. Unité interne si #1041 I_inch=0 : mm Unité interne si #1041 I_inch=1 : pouces
(3) Les paramètres sont entrés et sortis avec l'unité interne.
(4) Si le choix de l'unité pour l'entrée/sortie des données d'outil (#1220 aux04/bit4:1) est valable, les données d'outil sont entrés et sortis avec l'unité définie par "#1152 I_G20". Dans tous les autres cas, les données sont entrées et sorties avec l'unité interne.

5. Instructions de positionnement 5.4 Réglage de la virgule décimale
29
5.4 Réglage de la virgule décimale
Fonction et but
Cette fonction permet un réglage de la virgule décimale. Elle détermine la virgule décimale en unités pouce ou millimètre pour les informations d'entrée du programme d'usinage servant à la définition de la trajectoire d'outil, des distances et des vitesses. En plus, le paramètre "#1078 Decpt 2" sert à définir, si le type I (unité instruction d'entrée minimale) ou si le type II (zéro) peut être utilisé sans virgule décimale pour la dernière position du chiffre.
Description détaillée
(1) Dans les programmes d'usinage, l'instruction virgule décimale s'applique aux grandeurs
distance, angle, temps et vitesse.
(2) Pour la présentation détaillée des possibilités d’utilisation de la virgule décimale en fonction des adresses dans les instructions, voir la liste complète des adresses avec lesquelles le signe décimal est accepté/ignoré.
(3) Le tableau ci-après montre le nombre des positions significatives dans les instructions virgule décimale. (L'unité d'instruction à l'entrée cunit=10 est donnée à titre d'exemple.).
Instruction de
déplacemt. (linéaire)
Instruction de déplacemt.(linéa
ire) Avance Arrêt
momentané Unité
d'entrée [mm]
-99999.999 à 99999.999
0. 001 à 10000000.000
Unité d'entrée [pouce]
-9999.9999 à 9999.9999
-99999.999 à 99999.999
0. 0001 à 1000000.0000
0 à 99999.999
(4) L'instruction virgule décimale s'applique aux instructions qui définissent les données variables
utilisées dans les sous-programmes.
(5) Les instructions virgule décimale pour les adresses sans virgule décimale seront traitées comme nombre entier, c'est-à-dire, tous les chiffres suivant la virgule décimale seront ignorés. Les adresses sans virgule décimale sont les suivantes : D, H, L, M, N, O, P, S et T. Mais toutes les instructions de variables seront traitées comme données avec virgule décimale.
Précautions
(1) Lorsqu'elles renferment un opérateur arithmétique, les données sont traitées comme des
données à virgule décimale. (Exemple1) G00 X123+0 ;
C'est l'instruction d'axe X valeur 123mm et non pas 123μm.

5. Instructions de positionnement 5.4 Réglage de la virgule décimale
30
Exemple de programme
(1) Exemple d'un programme pour les adresses avec virgule décimale valable
Instruction virgule décimale 1 Spécification division Exemple de programme
Si 1 = 1μm Si 1 = 10μm
Instruction virgule décimale 2 Si 1 = 1mm
G0 X123.45 (Les virgules décimales sont toutes des virgules mm)
X123.450mm X123.450mm X123.450mm
G0 X12345 X12.345mm (dernier chiffre est une unité 1μm)
X123.450mm X12345.000mm
#111 = 123, #112 = 5.55 X#111 Z#112
X123.000mm, Z5.550mm
X123.000mm, Z5.550mm
X123.000mm, Z5.550mm
#113 = #111 + #112 (addition)
#113 = 128.550 #113 = 128.550 #113 = 128.550
#114 = #111 − #112 (soustraction)
#114 = 117.450 #114 = 117.450 #114 = 117.450
#115 = #111 ∗ #112 (multiplication)
#115 = 682.650 #115 = 682.650 #115 = 682.650
#116 = #111/#112 #117 = #112/#111 (division)
#116 = 22.162, #117 = 0.045
#116 = 22.162, #117 = 0.045
#116 = 22.162, #117 = 0.045
Modes d'entrée de la virgule décimale I et II et validité des instructions à virgule décimale
Quand une instruction ne contient pas la virgule décimale pour une adresse avec laquelle les instructions à virgule décimale sont valables (voir tableau de la page suivante), le traitement de cette instruction sera différent selon que le mode d'entrée de la virgule décimale est I ou II. Pour les instructions contenant la virgule décimale, le traitement est identique dans les modes d'entrée de la virgule décimale I et II.
(1) Mode d'entrée de la virgule décimale I
Dans les données d'instruction, le chiffre le moins significatif correspond à l'unité. (Exemple) Si l'unité est 1 micron, l'instruction "X1" est équivalente à
l'instruction "X0.001".
(2) Mode d'entrée de la virgule décimale II Le chiffre le moins significatif est dans la position de la virgule. (Exemple) Si l'unité est un micron, l'instruction "X1" est équivalente à
l'instruction X1.

5. Instructions de positionnement 5.4 Réglage de la virgule décimale
31
Adresses utilisées, validité des instr. à virgule décimale et validité de la vérification de la virgule déci.
Adre- sse
Instruc- tion
virgule décimale
Application Vérif. entrée virgule
décimale
Remar-ques
Valable Données positionnement de coordonnées
Non valable Code de 2ème fonction auxiliaire
Valable Données d’angle Non valable N° de programme MRC Non valable Entrée des paramètres
programme, n° d’axe
Valable Cycle de forage profond (2) Distance de sécurité
A
Valable Constante de temps accélération/décélération synchronisation broche
(Note 2)
Valable Données positionnement de coordonnées
B
Non valable Code de 2ème fonction auxiliaire
Valable Données positionnement de coordonnées
Non valable Code de 2ème fonction auxiliaire
Valable Valeur chanfreinage d’angle ,C Valable Entrée des corrections d’outil
programmées Correction de rayon de pointe d’outil (en valeur incrémentielle)
C
Valable Largeur de chanfreinage (cycle de forage pas à pas)
Valable Mesure automatique de longueur d’outil, zone de décélération d
Non valable Entrée paramètres par prog., données type octet
D
Non valable N° broche synchronisation à la synchronisation de broche
–
Valable Filetage en pouce Pas de filetage de précision
E
Valable Vitesse d’avance d'usinage d’angle
–
Valable Vitesse d’avance F Valable Pas de filetage
–
G Valable Code de fonction préparatoire – Valable Données positionnement de
coordonnées
Non valable N° de séquence dans sous-programmes
Non valable Entrée paramètres par prog., données type octet
Non valable Sélection intersection droite-arc (géométrique)
H
Non valable N° broche de base à la synchronisation de broche
–
I Valable Coordonnées de centre d’arc de cercle
Valable Composante vectorielle de correction de rayon de pointe d’outil/de fraise
Valable Forage long (2) valeur première coupe
Valable Largeur position in G0/G1 Cycle d'usinage de trou G0 largeur position in
,I
(Note 1) La virgule décimale s'applique aux arguments des macros utilisateur. (Note 2) Seulement pour nom d'axe.
Adre-sse
Instruc- tion
virgule décimale
Application Vérif. entrée virgule
décimale
Remar-ques
Valable Coordonnées de centre d’arc de cercle
Valable Composante vectorielle de correction de rayon de pointe d’outil/correction de fraise
Non valable Forage long (2) arrêt instantané au point de retour
J
Non valable Cycle usinage de trou G1 largeur position in
,J
Valable Coordonnées de centre d’arc de cercle
Valable Composante vectorielle de correction de rayon de pointe d’outil/de fraise
Non valable Cycle de forage nombre de répétitions
Valable Cycle de forage profond (2) Profondeur de coupe 2ème passe et suivantes
K
Valable Accroissement/réduction du pas de filetage (filetage à pas variable)
Non valable Sous-programme nombre de répétitions
Non valable Sélection du type d’entrée des corrections d’outil programmées
L2 L10 L11
Non valable Sélection d’entrée de paramètres par programme
L50
Non valable Réglage des données non valable
L70
Non valable Entrée de paramètres programme, données de type 2-mots
4 octets
L
Non valable Synchronisation
–
M Non valable Codes de fonction auxiliaire –
Non valable N° séquence N Non valable Entrée de paramètres
programme, n° de données
–
O Non valable N° programme – Non valable Durée de temporisation – Non valable Numéro de programme appel de
sous-programme
Non valable Numéro du 2ième, 3ième et 4ième point de référence.
Non valable Commande de vitesse périphérique constante, numéro d’axe
Non valable Numéro de séquence de début de finition MRC
Valable Décalage/profondeur de coupe en cycle d’alésage
Non valable Cycle de filetage multiple répétitif, nombre de passes de coupe, chanfreinage, angle de pointe d’outil
Valable Cycle de filetage multiple répétitif, hauteur des filets
P
Non valable Entrée des corrections d’outil programmées, numéro de correction

5. Instructions de positionnement 5.4 Réglage de la virgule décimale
32
Adresse
Instruc- tion
virgule décimale
Application
Vérif. entrée virgule
décimale
Remarques
Non valable Entrée données par prog., n° section
Valable Données positionnement de coordonnées
Non valable Instruction de signal de saut Valable Coordonnées de centre d’arc
de cercle (absolues) (géométrique)
P
Non valable Numéro de séquence de destination du retour de sous-programme
–
Non valable Vitesse minimale de verrouillage de broche
Non valable Numéro de séquence finale de façonnage de fin MRC
Valable Valeur de coupe/translation en cycle de tournage
Valable Cycle de filetage multiple répétitif, valeur de dépouille minimum
Valable Cycle de filetage multiple répétitif, profondeur de coupe 1ère passe
Valable Cycle de forage profond 1 Profondeur de coupe de chaque passe
Non valable Entrée du décalage d’outil programmé, n° de pointe d’outil virtuel
Non valable Cycle de forage profond (2) Temporisation au point d’attaque
Valable Coordonnées de centre d’arc de cercle (absolues) (géométrique)
Q
Valable Angle de déport à l’amorce du filetage
–
R Valable Rayon d’arc avec spécification R ,R
Valable Temporisation Valable Entrée correction d’outil
programmée
Valable Valeur de dépouille droite/frontale MRC
Non valable Numéro de division ébauchage MCR
Valable Cycle de tournage, valeur retour
Valable Cycle de tournage, valeur dépouille
Valable Cycle de filetage multiple répétitif, tolérance de finition
Valable Cycle de filetage multiple répétitif/Cycle de tournage, défaut de conicité
Valable Cycle d’alésage/Cycle de forage profond (2), distance au point de référence
(Note 1) La virgule décimale s'applique aux arguments des macros utilisateur. (Note 2) Seulement pour nom d'axe.
Adresse
Instruc- tion
virgule décimale
Application
Vérif. entrée virgule
décimale
Remarques
Valable Entrée correction d’outil programmé/Valeur de correction de rayon de pointe d’outil (absolue)
Valable Données positionnement de coordonnées
Valable Valeur de rectification (en long)(en bout) en recyclage après ébauchage
Valable Sélection taraudage synchrone/asynchrone
,R
R
Valable Valeur de décalage de phase broche synchrone
Non valable Codes de fonction de broche Non valable Vitesse maximum
d’assujettissement broche
Non valable Commande en vitesse périphérique constante, vitesse périphérique
S
Non valable Entrée de paramètres programme, données type mot
–
2 octets
T Non valable Codes de fonction d’outil – Valable Données positionnement de
coordonnées
Valable Entrée correction d’outil programmée
Valable Valeur de coupe (longitudinal) en recyclage après ébauchage
U
Valable Temporisation
(Note 2)
Valable Données positionnement de
coordonnées V
Valable Entrée correction d’outil programmée
(Note 2)
Valable Données positionnement de coordonnées
Valable Entrée correction d’outil programmée
W
Valable Valeur de coupe en cycle d'ébauchage (face)
(Note 2)
Valable Données positionnement de coordonnées
Valable Temporisation
X
Valable Entrée correction d’outil programmée
(Note 2)
Valable Données positionnement de coordonnées
Y
Valable Entrée correction d’outil programmée
(Note 2)
Valable Données positionnement de coordonnées
Z
Valable Entrée correction d’outil programmée
(Note 2)

6. Fonctions d'interpolation 6.1 Positionnement (déplacement rapide)
33
6. Fonctions d'interpolation 6.1 Positionnement (déplacement rapide); G00
Fonction et but
Cette instruction est accompagnée de mots de coordonnées. Elle positionne l'outil sur une trajectoire linéaire ou non linéaire partant du point actuel servant de point de départ jusqu'au point de limite déterminé par les mots de coordonnées.
Format d'instruction
G00 Xx/Uu Zz/Ww ; x, u, z, w Valeurs numériques des coordonnées
Les adresses d'instruction sont valables pour tous les axes supplémentaires.
Description détaillée
(1) Dès que l'instruction est sortie, le mode G00 est maintenu tant qu'il n'est pas modifié par une
autre fonction G ou que l'instruction G01, G02 ou G03 du groupe 01 soit sortie. Si l'instruction suivante est G00, indiquer simplement les mots de coordonnées.
(2) En mode G00, l'outil sera toujours accéléré au point de départ du bloc et décéléré au point d'arrivée. Après vérification qu’il n’y a plus d’impulsion demandée dans le reste du bloc et que l’erreur de poursuite du circuit d’accélération/décélération est nulle, le bloc suivant est exécuté. La plage de positionnement se règle par paramètre.
(3) Toutes les instructions G (G83-G89) du groupe 09 sont supprimées par l'instruction G00 (G80).
(4) Si l'outil avance sur une trajectoire linéaire ou non linéaire, est déterminé par un paramètre. Le temps de positionnement ne change pas.
(a) Trajectoire linéaire Cela correspond à une interpolation linéaire (G01). La vitesse est limitée par le déplacement rapide sur chaque axe.
(b) Trajectoire non linéaire L'outil est positionné individuellement sur chaque axe, et cela à déplacement rapide.
(5) Si l’adresse G n’est suivie d’aucun chiffre, le code est traité comme étant G00.
ATTENTION Toute instruction G sans indication de numéro est dans la pratique équivalente à "G00".

6. Fonctions d'interpolation 6.1 Positionnement (déplacement rapide)
34
Exemple de programme
Pièce
Mandrin
Point d'arrivée (+100, +150)
(Unité : mm)
+X
+Z
Point de départ (+180, +300)
Tourelle
G00 X100000 Z150000 ; Instruction en valeur absolue G00 U-80000 W-150000 ; Instruction en valeur incrémentielle
(l’unité de réglage d’entrée étant 0,001 mm)
Remarques particulières
(Note 1) Si le paramètre #1086 G0 Intp est “0”, l'outil est positionné sur la trajectoire la plus
courte entre le point de départ et le point d'arrivée. La vitesse de positionnement est calculée de manière automatique afin d'obtenir le temps de répartition le plus court pour que les vitesses attribuées aux différents axes ne dépassent pas celle du déplacement rapide.
Si la vitesse du déplacement rapide sur l'axe X et l'axe Z est de 9600 mm/min, l'outil suit la trajectoire indiquée dans la figure ci-après, à condition que :
G00 Z–300000 X400000 ; soit programmé (Avec 0,001 mm comme unité de réglage d'entrée)
Point d'arrivée
(Unité : mm)
Point de départ
fz
fx
X
Z
300
400
Avance actuelle axe X : 6400 mm/min
Avance actuelle axe Z : 9600 mm/min

6. Fonctions d'interpolation 6.1 Positionnement (déplacement rapide)
35
(Note 2) Si le paramètre #1086 G0 Intp est “1”, l'outil se déplace sur la trajectoire partant du point de départ au point d'arrivée à la vitesse du déplacement rapide réglée pour l'axe en question.
Si la vitesse du déplacement rapide sur l'axe X et l'axe Z est de 9600 mm/min, l'outil avance sur la trajectoire indiquée ci-dessous, à condition que :
G00 Z − 300000 X400000 ; soit programmé (Avec 0,001 mm comme unité de réglage de 0,001 mm)
fz
fx
X
Z
300 40
0
Point d'arrivée
Point de départ
(Unité : mm)
Avance actuelle axe X : 9600 mm/min
Avance actuelle axe Z : 9600 mm/min

6. Fonctions d'interpolation 6.1 Positionnement (déplacement rapide)
36
(Note 3) En introduisant l'instruction G00, la vitesse du déplacement rapide sur les différents
axes varie de machine à machine. Pour cette raison, lire attentivement le Mode d'emploi correspondant.
(Note 4) Contrôle de décélération en déplacement rapide (G00) Deux méthodes de contrôle de décélération sont disponibles pour le déplacement
rapide; la méthode programmée de décélération et la méthode de contrôle de position in. Sélectionnez une méthode via le paramètre “#1193 inpos”.
Si "inpos” = “1” est spécifié
Après avoir terminé le déplacement rapide (G00), le prochain bloc sera exécuté après avoir contrôlé si les distances restantes pour chaque axe sont inférieures aux valeurs indiquées. (voir également “Fonctionnement pendant le contrôle de position in”.)
Le contrôle de la distance restante se fait sur la base de la largeur de la plage de la position in. LR . L R est la valeur de réglage du paramètre servo "#2224 sv024". Le contrôle du déplacement rapide permet de réduire le temps de positionnement. L'augmentation du paramètre #2224 sv024 augmente aussi la réduction de temps et la distance restante du bloc précédent au moment du déclenchement du prochain bloc. Cela pourrait affecter l'usinage. Le contrôle de la distance restante se fera à intervalles réguliers. La valeur réelle de la réduction du temps pour le positionnement ne peut donc pas être déterminée pour la valeur réglée dans sv024.
Si "inpos” = “0” est spécifié Après la fin du déplacement rapide (G00), le prochain bloc doit être exécuté après
l'achèvement du temps de contrôle de décélération (Td). Le temps de contrôle de décélération (Td) est comme suit, en fonction du type d'accélération/décélération.
(1) Accélération linéaire/décélération linéaire........... Td = Ts + α
Ts
Td
Bloc précédent Bloc suivant
Ts : temps accélération/ décélérationTd : temps contrôle de décélération Td = Ts + (0 à 14 ms)
(2) Accélération exponentielle/décélération linéaire .......... Td = 2 × Ts + α
2 × Ts
Td Ts
Bloc précédent Bloc suivant
Ts : temps d'accélération/décélérationTd : temps de contrôle de décélération Td = 2 × Ts + (0 à 14 ms)

6. Fonctions d'interpolation 6.1 Positionnement (déplacement rapide)
37
(3) Accélération exponentielle /décélération exponentielle Td = 2 × Ts + α
Ts
Td
Bloc précédent Bloc suivant
Ts : temps d'accélération/ décélération
Td : temps de contrôle de décélération
Td = 2 × Ts + (0 à 14 ms)
Ts est le temps d'accélération, α = 0 à 14 ms Le temps nécessaire pour le contrôle de décélération pendant le déplacement rapide est
le temps le plus long des temps de contrôle de décélération de déplacement rapide de chaque axe qui est spécifié par le temps d'accélération/décélération de déplacement rapide et par le mode d'accélération/décélération de déplacement rapide des axes commandés simultanément.

6. Fonctions d'interpolation 6.1 Positionnement (déplacement rapide)
38
Largeur de position in programmable pour le positionnement
À l'aide de cette instruction, la largeur de la position In peut être spécifiée pour une instruction de positionnement dans le programme d'usinage. G00 X__ Z__ ,I__ ;
Largeur de Position In Valeur de la coordonnée de positionnement pour chaque axe
Fonctionnement du contrôle de position in
La réalisation du prochain bloc démarre après avoir contrôlé que l'erreur de positionnement du bloc avec l'instruction de positionnement (déplacement rapide : G00) et du bloc de contrôle de décélération avec l'interpolation linéaire (G01) soit plus petite que la largeur de Position In spécifiée dans cette instruction. La largeur de Position In dans cette instruction n'est valable que pour ce bloc. La méthode de contrôle de décélération définie par paramètre (paramètre de réglage de base #1193 inpos) est valable pour tous les blocs de programme dans lesquels l'instruction pour le contrôle de Position In n'est pas spécifiée. Si plusieurs axes sont déplacés, le système contrôle que chaque écart de positionnement de chaque axe déplacé dans chaque système est plus petit que la largeur de Position In spécifiée dans le bloc de programme. La différence entre l'activation du contrôle de Position In par paramètre (paramètre de réglage de base #1193 inpos mis à 1; voir la page suivante pour largeur de Position In) et par cette instruction est représentée dans la figure suivante.
Les différences du contrôle de position in par paramètre
Contrôle de position in par instruction d'adresse ",I"
Contrôle de position in par paramètre
Avec le démarrage de la décélération dans le système d'instruction est réalisé le démarrage pour la comparaison entre l'erreur de positionnement et la valeur de Position In programmée.
Après le démarrage de la décélération dans le système d'instruction est réalisée la comparaison entre l'erreur de positionnement du système servo et la valeur du paramètre spécifiée (largeur de Position In).
Servo Instruction Largeur de Position In(grandeur d'erreur entre le point d'arrivée de l'instruction et la position de la machine)
Lancement du contrôle de position in avec le jeu d'instruction avec adresse ",I"
Bloc exécuté
Ts
Td
Servo Instruction Largeur de Position In(erreur de positionnementdu système servo)
Lancement du contrôle de position in par paramètre
Bloc exécuté
Ts
Td
Ts : temps d'accélération/décélération Td : temps de contrôle de décélération Td = Ts + (0 à 14 ms)

6. Fonctions d'interpolation 6.1 Positionnement (déplacement rapide)
39
Réglage de la largeur de position in G0/G1
Si la valeur spécifiée par le paramètre servo "#2224 SV024" est inférieure aux valeurs spécifiées pour la largeur de position in G0 "#2077 G0inps" et la largeur de position in G1 "#2078 G1inps", le contrôle de position in est exécuté avec les valeurs de largeur de position in G0 et de largeur de position in G1.
Contrôle de position in avec la valeur "G0inps" Instruction au moteur
Courbe du déplacement du moteur
G0 Position in
SV024
Un arrêt est ici détecté.
Contrôle de position in avec la valeur "G1inps" Instruction au moteur
G1 Position in
SV024
Un arrêt est ici détecté.
Si la valeur spécifiée pour SV024 est plus grande, le contrôle de position in est terminé lorsque la position du moteur se situe dans la place définie par SV024. La méthode de contrôle de Position In dépend de la méthode spécifiée dans les paramètres de contrôle de décélération.
(Note 1) La largeur de position in fixée par programme pour le contrôle de position in est prioritaire devant la largeur de position in G0/G1 (SV024, G0inps, G1inps).
(Note 2) Si la valeur spécifiée pour SV024 est plus grande que la valeur pour la largeur de Position In G0/G1, le contrôle de Position In est réalisé avec la valeur pour SV024.
(Note 3) Si la détection d'erreur est activée, la réalisation du contrôle de Position In est forcée.

6. Fonctions d'interpolation 6.2 Interpolation linéaire
40
6.2 Interpolation linéaire; G01
Fonction et but
Cette instruction se compose de valeurs de coordonnées et d'une instruction d'avance. Elle incite l'outil à se déplacer de manière linéaire (à interpoler) de sa position actuelle vers le point d'arrivée déterminé par les valeurs de coordonnées, et cela à la vitesse donnée par l'adresse F. Dans ce cas, la vitesse d'avance prescrite par l'adresse F est toujours une vitesse linéaire dans la direction d'avance vers le centre d'outil.
Format d'instruction
G01 Xx/Uu Zz/Ww αα Ff ,Ii; ("α" est un axe supplémentaire) x, u, z, w, α f i
Valeurs numériques des coordonnées Vitesse d'avance (mm/min ou °/min) Largeur de position in. Cela est valable seulement pour le bloc d'instruction. Un bloc qui ne comporte pas cette adresse suit les réglages du paramètre "#1193 inpos". 1 à 999999 (mm)
Axe X
Axe Z X
Position effective
U/2
Z W
Point d'instruction
Description détaillée
Une fois cette instruction sortie, le mode est maintenu jusqu'à la sortie d'une autre fonction G (G00, G02, G03, G33, G34) du groupe 01 qui change le mode G01. Donc, si la prochaine instruction est aussi G01 et si la vitesse d'avance reste la même, il faut seulement introduire les valeurs des coordonnées. En supprimant l'instruction F dans le premier bloc d'instruction G01, l'erreur de programme (P62) apparaît. Dans le cas d'un axe de rotation, la vitesse d'avance est exprimée en °/min (unité de position à point décimal). (F300 = 300°/min) Les fonctions G (G70-G89) du groupe 09 seront supprimées par l'instruction G01 (G80).

6. Fonctions d'interpolation 6.2 Interpolation linéaire
41
Exemple de programme
(Exemple 1)
20.0
50.0
Axe Z
Position effective
Axe X
(Unité : mm)
G01 X50.0 Z20.0 F300 ;
(Exemple 2) Usinage dans l'ordre P1 → P2 → P3 → P4 avec une vitesse d'avance de 300 mm/min P0 → P1 , P4 → P0 sont les positionnements d’outil.
Tourelle
240
200
140
100
2209040 230160
P1
P2P3 P4
P0
+X
+Z
Unité de réglage d'entrée : 0,001 mm
(Unité : mm)
G00 X200000 Z40000 ; P0 → P1 G01 X100000 Z90000 F300 ; P1 → P2 Z160000 ; P2 → P3 X140000 Z220000 ; P3 → P4 G00 X240000 Z230000 ; P4 → P0

6. Fonctions d'interpolation 6.2 Interpolation linéaire
42
Largeur de position in programmable pour interpolation linéaire
Avec cette instruction, la largeur de Position In pour l'instruction d'interpolation linéaire dans le programme d'usinage peut être spécifiée. La largeur de Position In programmée n'est valable pour l'interpolation linéaire que si le contrôle de décélération est réalisé.
• Si la détection d'erreur est activée.
• Si G09 (contrôle d'arrêt précis) est fixé dans le même bloc.
• Si G61 (méthode de contrôle d'arrêt précis) est sélectionné. G01 X__ Z__ F__ ,I__ ;
Largeur de Position In Grandeur d'avance Valeur des coordonnées de l'interpolation linéaire pour chaque axe
(Note 1) Voir le paragraphe "6.1 Positionnement (déplacement rapide); G00" pour de plus
amples détails sur le contrôle de position in.

6. Fonctions d'interpolation 6.3 Interpolation circulaire
43
6.3 Interpolation circulaire; G02, G03 Fonction et but
Ces instructions permettent un déplacement de l'outil sur un arc.
Format d'instruction
G02 (G03) Xx/Uu Zz/Ww Ii Kk Ff ; G02 En sens horaire (CW) G03 En sens horaire inverse (CCW) Xx/Uu Coordonnées du point d’arrivée sur l’arc de cercle, axe X (valeur absolue
dans le système de coordonnées pièce pour X, valeur incrémentielle de la position actuelle pour U)
Zz/Ww Coordonnées du point d’arrivée sur l’arc de cercle, axe Z (valeur absolue dans le système de coordonnées pièce pour Z, valeur incrémentielle de la position actuelle pour W)
Ii Centre de l’arc de cercle, axe X (pour I, instruction en rayon/valeur incrémentielle exprimant la coordonnée X au centre, vu du point de départ)
Kk Centre de l’arc de cercle, axe Z (pour K, valeur incrémentielle exprimant la coordonnée Z au centre, vu du point de départ)
Ff Avance
Les valeurs de coordonnées du centre de l'arc sont programmées à l'aide d'une unité de réglage d'entrée. Il faut prêter attention lors d'une instruction d'arc de cercle pour un axe avec une unité de réglage d'entrée différente. Spécifiez toujours un point décimal pour éviter les méprises.
X
Z KW
U/2
IPoint d'arrivée
Point de départ
Axe Z
CentreAxe X

6. Fonctions d'interpolation 6.3 Interpolation circulaire
44
Description détaillée
(1) G02 (ou G03) est maintenue jusqu'à l'attribution d'une autre instruction G du groupe 01, c.-à-d.
G00, G01 ou G33 qui modifie ce mode. Les sens de rotation d'arc se distinguent par le choix de G02 ou G03 : G02 : sens horaire (CW) G03 : sens horaire inverse (CCW)
Tourelle
Tourelle +X
+X
+X
+X
+Z
+Z
+Z
CCW(G03)
CCW(G03)
CW(G02)
CW(G02)
Mandrin
Pièce
(2) Un arc dont la longueur excède un quart de cercle peut être exécuté par un seul bloc d'instructions.
(3) Les informations suivantes sont indispensables à l'interpolation circulaire.
(a) Sens de rotation : dans le sens horaire (G02) ou dans le sens horaire inverse (G03)
(b) Coordonnées du point final de l'arc : déterminées par les adresses X, Z, U, W
(c) Coordonnées du centre de l'arc : déterminées par les adresses I, K (instructions incrémentielles)
(d) Avance : déterminée par l'adresse F
(4) L’absence de I, K ou R entraîne une erreur de programme. Il faut prêter attention au signe à affecter à I et à K; à savoir, I est la distance au centre de l’arc de cercle vu du point de départ dans la direction de l’axe X, et K la distance dans la direction de l’axe Z.
(5) Pendant l’état modal G2/G3, les instructions T sont impossibles. Pendant l’état modal G2/G3, la programmation d’une instruction T entraîne une erreur de programmation (P151).

6. Fonctions d'interpolation 6.3 Interpolation circulaire
45
Exemple de programme
120.0
20.0
70.0 50.0
50.0
(Unité : mm)
Axe Z
Axe X
Origine du système de coordonnées de pièce
G2 X120.0 Z70.0 I50.0 F200 ; Instruction en valeur absolue G2 U100.0 W-50.0 I50.0 F200 ; Instruction en valeur incrémentielle

6. Fonctions d'interpolation 6.3 Interpolation circulaire
46
Points de contrôle pour l'interpolation circulaire
(1) Les termes "en sens horaire" (G02) et "en sens horaire inverse" (G03) pour les opérations arc
sont définis comme suit : "le sens négatif est vu en sens positif de l'axe des coordonnées dans un système de coordonnées droit, et cela perpendiculairement à l'axe en question."
(2) Quand toutes les coordonnées du point de limite sont supprimées ou quand le point de limite est sur la même position, un arc sur 360° (cercle entier) ayant le centre formé par I et K est attribué.
(3) La réaction suivante apparaît si les rayons aux points de départ et d'arrivée dans une instruction arc ne correspondent pas :
(a) L'erreur de programme "P70" apparaît au point d'arrivée de l'arc, si l'erreur ΔR est supérieure au paramètre "#1084 RadErr".
G02Z80.K50. ;
ΔR
X
Z
Arrêt alarme
Rayon du point de départ
Rayon du point d'arrivée
Centre Point d'arrivée Point
de départ
(b) Une interpolation spirale en direction du point d'arrivée attribué apparaît si l'erreur ΔR est inférieure à la valeur du paramètre.
Interpolation hélicoïdale
ΔR
G02Z90.K50. ;
X
ZRayon point départ Rayon du
point d'arrivée
Centre Point de départ
Point d'arrivée

6. Fonctions d'interpolation 6.4 Interpolation circulaire avec spécification
47
6.4 Interpolation circulaire avec spécification R; G02, G03
Fonction et but
En addition aux instructions d'interpolation circulaire conventionnelles sur la base des coordonnées du centre d'arc (I, K), ces instructions peuvent être sorties en attribuant directement le rayon d'arc R.
Format d'instruction
G02 (G03) Xx/Uu Zz/Ww Rr Ff; x/u z/w r f
Coordonnées du point de limite sur l'axe X Coordonnées du point de limite sur l'axe Z Rayon de l'arc de cercle Avance
Les valeurs de coordonnées du centre de l'arc sont programmées à l'aide d'une unité de réglage d'entrée. Il faut prêter attention lors d'une instruction d'arc de cercle pour un axe avec une unité de réglage d'entrée différente. Spécifiez toujours une virgule décimale pour éviter les méprises.
Description détaillée
Le centre d'arc se trouve sur la bissectrice étant perpendiculairement sur la ligne qui lie les points de départ et d'arrivé de l'arc. Le point où l'arc avec le rayon indiqué et le point de départ comme centre coupe la bissectrice verticale, spécifie les coordonnées de centre de l'instruction arc. Si le signe R du programme d'instruction est positif, l'arc est plus court qu'un demi-cercle. S'il est négatif, l'arc est plus long qu'un demi-cercle.
01
02
L
r
Arc avec signe de R négatif
Point d'arrivée
Arc avec signe de R positif
Centre
Centre
Point dedépart
Pour l'instruction interpolation d'arc avec spécification R, la condition suivante doit être remplie : ≤ 1
Si L/2 - r > (paramètre : #1084 RadErr), une alarme apparaît.
où L est la distance entre le point de départ et le point d'arrivée. Si R et I, K sont introduits dans le même bloc, l'instruction avec la spécification R est prioritaire. En introduisant une instruction cercle entier (coïncidence des points de départ et d'arrivée), une instruction arc avec spécification R sera immédiatement exécutée, sans opération, aussitôt après être émise. Pour cette raison, utilisez dans ce cas-là une instruction arc avec spécification I, K.
L 2 × r

6. Fonctions d'interpolation 6.4 Interpolation circulaire avec spécification
48
Exemple de programme
(Exemple 1)
G03 Zz1 Xx1 Rr1 Ff1 ; Arc avec spécification R dans le plan ZX
(Exemple 2)
G02 Xx1 Zz1 Ii1 Kk1 Rr1 Ff1 ; Arc avec spécification R dans le plan XZ (En introduisant dans un même bloc la spécification R et la spécification I, K, la spécification R est prioritaire lors du traitement.)

6. Fonctions d'interpolation 6.5 Sélection de plan
49
6.5 Sélection de plan; G17, G18, G19
Fonction et but
Ces instructions sont destinées à la sélection des plans de commande et des plans sur lesquels l’arc de cercle est présent. Suite au paramétrage des 3 axes de base et des axes qui leur sont parallèles, ces instructions permettent la sélection de plans définis par 2 axes quelconques des axes non parallèles. Si un axe de rotation a été enregistré comme un axe parallèle, la sélection de plans comprenant un axe de rotation est également possible. Ces instructions permettent de faire la sélection :
• ·du plan pour l'interpolation circulaire • du plan pour la correction de rayon d'outil
Format d'instruction
G17; G18; G19;
(Sélection de plan I-J) (Sélection de plan K-I) (Sélection de plan J-K)
I, J et K indiquent les différents axes de coordonnées ou les axes parallèles. Le plan sélectionné à la mise sous tension ou à la remise à l’état initial dépend du paramètre "#1025 I_plane".
I
J
G02
G03
I
K
G02
G03
K
J
G02
G03
G17 Plan (I-J) G18 Plan (K-I) G19 Plan (J-K)

6. Fonctions d'interpolation 6.5 Sélection de plan
50
Entrée de paramètres
#1026 à 1028
base_I, J, K #1029 à 1031
aux_I, J, K I X Y J Y K Z
Système de sélection de plan
La sélection des plans est présentée ci-après en supposant que les paramètres adoptés sont ceux de la Fig. 1.
(1) Les adresses d'axe spécifiées dans le même bloc que la sélection de plan (G17, G18, G19)
déterminent lesquels des axes de base ou axes parallèles seront utilisés lors de la sélection effective de plan.
(Exemple)
G17XY; Y
X
G02
G03
G18XZ; X
Z
G02
G03
G19YZ; Z
Y
G02
G03
(2) La sélection de plan ne sera pas exécutée pour les blocs où le code G servant à la sélection de plan (G17, G18, G19) n'est pas introduit.
G18 X_ Z_ ; Plan ZX Y_ Z_ ; Plan ZX (aucun changement de plan)
(3) Si les adresses d’axe sont omises dans un bloc contenant des codes G de sélection de plan (G17, G18, G19), les adresses sont implicitement celles des 3 axes de base.
G18 ; (plan ZX = G18 XZ ;)
(4) Quand les axes de base ou leurs axes parallèles sont doublés et introduits dans le même bloc que le code G (G17, G18, G19) servant à la sélection de plan, le plan sera déterminé dans l'ordre suivant : axes de base, axe parallèle.
G18 XYZ ; Le plan sélectionné est ZX. Le mouvement selon Y sera donc indépendant du plan sélectionné.
(Note 1) Si on a adopté la valeur “2” pour le paramètre "#1025 I_plane", c’est le plan G18 qui
est sélectionné lors de la mise sous tension ou de la remise à l’état initial du système.
Les axes de base et les axes parallèles peuvent être spécifiés dans ces paramètres. La même désignation d'axe peut être adoptée plus d’une fois, le plan sélectionné en cas de redondance dans la programmation étant alors comme indiqué par (4) dans le paragraphe "système de sélection de plan". Il est impossible de choisir des axes non définis comme axes de commande.
Fig. 1 1 Exemple d'entrée de paramètres lors de la sélection de plan

6. Fonctions d'interpolation 6.6 Taraudage
51
6.6 Taraudage 6.6.1 Taraudage à pas constant; G33
Fonction et but
Avec une instruction G33 par laquelle l’avance de l’outil est synchronisée sur la rotation de la broche, il est possible d’exécuter des filetages droits et coniques à pas constant.
Filet droit Filet hélicoïdal Filetage avec pas constant
F/E
F/E
F/E
Format d'instruction
G33 Zz/Ww Xx/Uu Ff Qq ; (Instruction de taraudage à pas normal) Zz, Ww, Xx, Uu Ff Qq
Adresses et coordonnées du point d’arrivée du filetage Pas de l'axe longitudinal (axe qui se déplace le plus souvent) Angle de départ décalé (0.001 - 360.000°) pour le taraudage
G33 Zz/Ww Xx/Uu Ee Qq ; (Instruction de taraudage à pas précis) Zz, Ww, Xx, Uu Ee Qq
Adresses et coordonnées du poins d’arrivée du filetage Pas de l'axe longitudinal (axe qui se déplace le plus souvent) Angle de départ décalé (0.001 - 360.000°) pour le taraudage
Z
Z
U/2
X
Q
Signal de synchronisation d'un tour
Position de départ du taraudage
W
δ2 δ1
δ1 > Pas incorrect au début du taraudage δ2 > Pas incorrect à la fin du taraudage
Axe X
Point de départ
Point d'arrivée
Axe Z
F/E

6. Fonctions d'interpolation 6.6 Taraudage
52
Description détaillée
(1) L'instruction E est également utilisée pour le nombre de pas lors du taraudage en pouces. La
spécification du nombre de pas ou du pas précis peut être sélectionnée par un paramètre. (Le pas précis se sélectionne en mettant à 1 le bit 1 du paramètre "#1229 set 01/bit".)
(2) Le pas sur l'axe longitudinal sera spécifié pour le filet conique.
Pour a < 45°, le pas est dans la direction de l'axe Z. Pour a > 45°, le pas est dans la direction de l'axe X. Pour a = 45°, le pas peut être la direction de l'axe Z ou X.
U/2
W
a°
Coupe de filet conique
Axe X
Point de départ
Point d'arrivée
Axe Z
Taraudage métrique
Système d'unité
d'entrée B (0.001 mm) C (0.0001 mm)
Adresse instruction F (mm/tour) E (mm/tour) E (filets/pouce) F (mm/tour) E (mm/tour) E (filets/pouce)
Unité instruction minimale
1 (=1.000), (1.=1.000)
1 (= 1.00000), (1.=1.00000)
1 (= 1.00), (1.=1.00)
1 (= 1.0000), (1.=1.0000)
1(=1.000000), (1.=1.000000)
1 (= 1.000), (1.=1.000)
Plage program-
mable
0.001 à 999.999
0.00001 à 999.99999
0.03 à 999.99
0.0001 à 999.9999
0.000001 à 999.999999
0.255 à 9999.999
Système d'unité
d'entrée D (0.00001 mm) E (0.000001 mm)
Adresse instruction F (mm/tour) E (mm/tour) E (filets/pouce) F (mm/tour) E (mm/tour) E (filets/pouce)
Unité instruction minimale
1 (= 1.00000), (1.=1.00000)
1 (= 1.0000000),(1.=1.0000000)
1 (= 1.0000), (1.=1.0000)
1 (= 1.000000),(1.=1.000000)
1 (=1.00000000), (1.=1.00000000)
1 (= 1.00000), (1.=1.00000)
Plage program-
mable
0.00001 à 999.99999
0.0000001 à 999.9999999
0.2550 à 9999.9999
0.000001 à 999.999999
0.00000001 à 999.99999999
0.25500 à 9999.99999

6. Fonctions d'interpolation 6.6 Taraudage
53
Taraudage en pouces
Syst. unité d'entrée B (0.0001 pouces) C (0.00001 pouces)
Adresse instruction F (pouce/tour) E (pouce/tour) E (filets/pouce) F (pouce/tour) E (pouce/tour) E (filets/pouce)
Unité instr. minimale
1 (= 1.0000), (1.=1.0000)
1(=1.000000), (1.=1.000000)
1 (= 1.0000), (1.=1.0000)
1 (= 1.00000), (1.=1.00000)
1 (= 1.0000000), (1.=1.0000000)
1 (= 1.00000), (1.=1.00000)
Plage program-
mable
0.0001 à 99.9999
0.000001 à 39.370078
0.0255 à 9999.9999
0.00001 à 99.99999
0.0000001 à 39.3700787
0.25401 à 999.99999
Syst. unité
d'entrée D (0.000001 pouces) E (0.0000001 pouces)
Adresse instruction F (pouce/tour) E (pouce/tour) E (filets/pouce) F (pouce/tour) E (pouce/tour) E (filets/pouce)
Unité instr. minimale
1(=1.000000), (1.=1.000000)
1 (=1.00000000), (1.=1.00000000)
1(=1.000000), (1.=1.000000)
1 (= 1.0000000),(1.=1.0000000)
1 (= 1.000000000), (1.=1.000000000)
1 (= 1.0000000),(1.=1.0000000)
Plage program-
mable
0.000001 à 99.999999
0.00000001 à 39.37007874
0.025500 à 9999.99999
0.0000001 à 99.9999999
0.000000001 à 39.370078740
0.0255000 à 999.9999999
(Note 1) Il n'est pas possible de spécifier un pas où l'avance par minute dépasse la vitesse max. de l'avance de coupe.
(3) Pour le filetage conique ou en volute, ne pas utiliser la commande de vitesse périphérique constante.
(4) La vitesse de broche devrait être maintenue constante du taraudage en brut jusqu'à la finition.
(5) Si la fonction maintien d'avance est activée lors du taraudage, le filet perd sa forme. De ce fait, cette fonction n'est pas opérationnelle pendant le taraudage. La même remarque s’applique à l’exécution d’une instruction de filetage avec un axe en mouvement. Si la touche de maintien d'avance est enfoncée pendant le taraudage, il s'ensuit un arrêt de bloc au point d'arrivée du bloc après le bloc dans lequel le taraudage sera achevé (le mode G33 n'est plus valable).
(6) Au début du taraudage, la vitesse d'avance de coupe est comparée avec la vitesse de serrage d'avance de coupe. À la détection que la première dépasse la vitesse de serrage, un message d'erreur sera affiché.
(7) La vitesse d'avance de coupe modifiée pour assurer l'avance pendant le taraudage peut éventuellement dépasser la vitesse de serrage.
(8) Un pas non valable peut se produire normalement au début du filet et à la fin de l'opération de taraudage du fait de la temporisation du servo-système et d'autres facteurs relevants. Pour cette raison, il faut attribuer une valeur de pas résultant de l'addition des pas non valables δ1 et δ2 donnant la longueur de filet requise.
(9) La vitesse de broche est soumise aux restrictions suivantes :
1 ≤ R ≤ Avance maximale Pas de filetage
Où R ≤ est la vitesse de codeur admissible (tour/min) R = vitesse de broche (tour/min) pas = mm ou pouce vitesse d'avance max. = mm/min ou pouce/min (en fonction des restrictions données par les spécifications de la machine).

6. Fonctions d'interpolation 6.6 Taraudage
54
(10) La marche de contrôle de programmation est également possible en filetage, mais la vitesse d’avance n’est alors pas synchronisée sur la vitesse de rotation de la broche. Le signal de contrôle de programmation est vérifié en début de filetage, les changements étant ensuite ignorés en cours de filetage.
(11) L'avance synchronisée est également utilisée pour les instructions de filetage avec une instruction d'avance asynchrone (G94).
(12) L’intervention broche est inopérante pendant le filetage, le taux de 100% étant invariable.
(13) En correction de rayon d’outil, la programmation d’une instruction de filetage interrompt provisoirement cette correction pour l’exécution du filetage.
(14) Si on change de mode pour passer en un autre mode automatique pendant l’exécution de G33, le bloc suivant qui ne contient aucune instruction de filetage est tout d'abord exécuté. Le fonctionnement automatique est arrêté seulement après.
(15) Si on change de mode pour passer en un mode manuel pendant l’exécution de G33, le bloc suivant qui ne contient aucune instruction de filetage est tout d'abord exécuté. Le fonctionnement automatique est arrêté seulement après. En mode bloc par bloc, le bloc suivant qui ne contient aucune instruction de filetage (en fin de mode G33) est tout d'abord exécuté et le fonctionnement automatique est ensuite arrêté. Toutefois, la marche automatique est suspendue jusqu’au début d’un déplacement d’axe par l'instruction G33.
(16) Avec les instructions de filetage, le début du déplacement est retardé jusqu’au signal de synchronisation du codeur de rotation.
Toutefois, dans le cas d’un système multiple, si on programme le filetage sur un système alors qu’un autre système est en cours de filetage, le déplacement commence sans attendre le signal de synchronisation du codeur de rotation. Il ne faut donc pas programmer le filetage sur plus d’un système à la fois.
(17) L'angle de décalage du départ n'est pas modal. Si aucun mot Q n'est sorti avec l'instruction G33, l'usinage est exécuté avec "Q0".
(18) Si une valeur supérieure à 360000 est sortie avec G33 Q, l'usinage est exécuté selon "Q360.000".
(19) G33 coupe un filet avec un tour. Pour couper deux filets, modifiez la valeur de Q et utilisez la même instruction.

6. Fonctions d'interpolation 6.6 Taraudage
55
Exemple de programme
40.0 50.0
90.0
20.0 Axe Z
Axe X
(Unité : mm)
G33 X90.0 Z40.0 E12.34567 ; Instruction en valeur absolue G33 U70.0 W-50.0 E12.34567 ; Instruction en valeur incrémentielle

6. Fonctions d'interpolation 6.6 Taraudage
56
6.6.2 Taraudage en pouce; G33
Fonction et but
La programmation du nombre de pas de filet par pouce sur l’axe longitudinal dans une instruction G33, pour laquelle l’avance de l’outil est synchronisée sur la rotation de la broche, permet d’exécuter les filetages droits et coniques à pas constant.
Format d'instruction
G33 Zz/Ww Xx/Uu Ee Qq; Zz,Ww,Xx,Uu Ee Qq
Adresses et coordonnées du point d’arrivée du filetage Nombre de pas de filet par pouce en sens longitudinal (axe qui se déplace le plus souvent) (l'introduction d'une instruction virgule décimale est également possible) Angle de départ décalé (0.001 - 360.000°) pour le taraudage
Z
Z
U/2
X
Q
Signal de synchronisation d'un tour
Position de départ du taraudage
W
δ2 δ1
δ1 > Pas incorrect au début du taraudage δ2 > Pas incorrect à la fin du taraudage
Axe X
Point de départ
Point d'arrivée
Axe Z
F/E
Description détaillée
(1) Le nombre de spires en sens longitudinal est exprimé en nombre de pas de filet par pouce.
(2) Le code E sert également à l'attribution du pas précis. L'introduction du nombre de pas ou du pas précis se fait par un paramètre. (Le nombre de pas se sélectionne en mettant à 0 le paramètre "#1229 set 01/bit 1".)
(3) Après la modification du pas, la valeur de l'instruction E devrait se trouver dans la plage des valeurs de pas.
(4) Pour de plus amples détails sur le taraudage, voir le paragraphe 6.6.1

6. Fonctions d'interpolation 6.6 Taraudage
57
Exemple de programme
40.0 50.0
90.0
20.0 Axe Z
Axe X
(Unité : mm)
G33 X90.0 Z40.0 E12.0 ; Instruction en valeur absolue G33 U70.0 W-50.0 E12.0 ; Instruction en valeur incrémentielle

6. Fonctions d'interpolation 6.6 Taraudage
58
6.6.3 Taraudage en continu Fonction et but
La programmation d’instructions de filetage successives permet l’exécution de filetages continus. On peut ainsi usiner des pièces spéciales présentant des filetages continus de forme ou pas différent.
G33G33
G33
Format d'instruction
G33 Zz1/Ww1 Xx1/Uu1 Ff1/Ee1 Qq1 ; (G33) Zz2/Ww2 Xx2/Uu2 Ff2/Ee2 Qq2 ; (G33) Zz3/Ww3 Xx3/Uu3 Ff3/Ee3 Qq3 ; Zzn, Wwn, Xxn, Uun Ffn/Een Qqn
Adresses et coordonnées du point d’arrivée du filetage Nombre de pas de filet par pouce en sens longitudinal (axe qui se déplace le plus souvent) Angle de départ décalé (0.001 - 360.000°) pour le taraudage
Description détaillée
(1) Le premier bloc avec l'instruction de taraudage lors de taraudage continu attend le signal de synchronisation d'un tour de la broche avant de lancer le taraudage. À partir du deuxième bloc et des blocs suivants, le déplacement d'usinage est lancé sans attendre le signal de synchronisation d'un tour de la broche.
Pour cette raison, l'angle de départ décalé (Q) est spécifié seulement dans le premier bloc. (2) Pour le deuxième bloc et les blocs suivants de taraudage, l'instruction G33 peut être supprimée. (3) Lors de la programmation d'une opération de taraudage continu, spécifiez les différents blocs
de taraudage dans des blocs se suivant. Si une instruction autre qu'une instruction de taraudage est spécifiée entre, aucun taraudage n'est effectué.
Si vous spécifiez entre deux blocs avec blocs de taraudage, un bloc sans déplacement d'axe (instruction d'arrêt momentané G4, instruction MST, etc.), une attente du signal de synchronisation d'un tour de broche après le deuxième bloc peut être spécifiée par paramètre.
# Taille Description Plage de réglage
1270 ext06/ bit6
Spécifiez la temporisation de phase pour le taraudage continu. 0 : Si une instruction d'usinage (instruction MST, etc.) est placée
entre les instructions de taraudage, le deuxième bloc avec les blocs de taraudage attend le signal de synchronisation d'un tour de broche avant d'exécuter le déplacement d'usinage.
1 : Si aucune instruction d'usinage (instruction MST, etc.) n'est placée entre les instructions de taraudage, le deuxième bloc avec les blocs de taraudage n'attend pas le signal de synchronisation d'un tour de broche avant d'exécuter le déplacement d'usinage.
0/1
(4) Pour de plus amples détails sur le taraudage, voir le paragraphe 6.6.1

6. Fonctions d'interpolation 6.6 Taraudage
59
6.6.4 Taraudage avec pas variable; G34
Fonction et but
Le taraudage avec pas variable est rendu possible avec la programmation d'un incrément ou décrément de pas par pas de filet.
Format d'instruction
G34 Xx/Uu Zz/Ww Ff/Ee Kk ; Xx/Uu Zz/Ww Ff/Ee Kk
Adresses et coordonnées du point d’arrivée du filetage Pas de filetage standard Incrément ou décrément de pas par pas de filet
F+3.5K
Axe de non filetage
Axe de filetage
F+2.5K F+1.5K F+0.5K
Vitesse de guidage F+4K
F+3K F+2K F+K F

6. Fonctions d'interpolation 6.6 Taraudage
60
Description détaillée
(1) La plage programmable est définie comme suit.
Taraudage métrique
Système d'unité
d'entrée B (0.001 mm) C (0.0001 mm)
Adresse instruction F (mm/tour) E (mm/tour) F (mm/tour) E (mm/tour)
Unité instruction minimale
1 (=1.000), (1.=1.000)
1 (= 1.00000), (1.=1.00000)
1 (= 1.0000), (1.=1.0000)
1(=1.000000), (1.=1.000000)
Plage program-
mable
0.001 à 999.999
0.00001 à 999.99999
0.0001 à 999.9999
0.000001 à 999.999999
Système d'unité
d'entrée D (0.00001 mm) E (0.000001 mm) B/C/D/E
Adresse instruction F (mm/tour) E (mm/tour) F (mm/tour) E (mm/tour)
Unité instruction minimale
1 (= 1.00000), (1.=1.00000)
1 (= 1.0000000),(1.=1.0000000)
1(=1.000000), (1.=1.000000)
1 (=1.00000000), (1.=1.00000000)
Plage program-
mable
0.00001 à 999.99999
0.0000001 à 999.9999999
0.000001 à 999.999999
0.00000001 à 999.99999999
K (n ∗ mm/tour)n : nombre de
pas de filet De même pour F ou E (avec signe)
Taraudage en pouces
Système d'unité
d'entrée B (0.0001 pouces) C (0.00001 pouces)
Adresse instruction F (pouce/tour) E (pouce/tour) F (pouce/tour) E (pouce/tour)
Unité instruction minimale
1 (= 1.0000), (1.=1.0000)
1(=1.000000), (1.=1.000000)
1 (= 1.00000), (1.=1.00000)
1 (= 1.0000000), (1.=1.0000000)
Plage program-
mable
0.0001 à 99.9999
0.000001 à 39.370078
0.00001 à 99.99999
0.0000001 à 39.3700787
Système d'unité
d'entrée D (0.000001 pouces) E (0.0000001 pouces) B/C/D/E
Adresse instruction F (pouce/tour) E (pouce/tour) F (pouce/tour) E (pouce/tour)
Unité instruction minimale
1(=1.000000), (1.=1.000000)
1 (=1.00000000),(1.=1.00000000)
1 (= 1.0000000),(1.=1.0000000)
1 (= 1.000000000), (1.=1.000000000)
Plage program-
mable
0.000001 à 99.999999
0.00000001 à 39.37007874
0.0000001 à 99.9999999
0.000000001 à 39.370078740
K (n ∗ pouce/tour) n : nombre de
pas de filet De même pour F ou E (avec signe)
(2) Une valeur positive pour K indique un incrément de pas. Grandeur d'usinage d'un bloc (n pas de filet) = (F + K) + (F + 2K) + (F + 3K) + · · + (F + nK) (3) Une valeur négative pour K indique un décrément de pas. Grandeur d'usinage d'un bloc (n pas de filet) = (F – K) + (F – 2K) + (F – 3K) + · · + (F – nK)

6. Fonctions d'interpolation 6.6 Taraudage
61
(4) Une erreur de programme sera affichée lors de l'indication d'un pas incorrect.
N° erreur Message Contre-mesure P93 Valeur de pas incorrecte
(1) Une valeur incorrecte pour F/E ou K a été spécifiée dans une instruction de taraudage.
(2) Le dernier pas de filet est situé en dehors de la plage programmable pour F/E.
Indiquez une valeur correcte pour F/E et K. (référence 1)
(Référence 1) Dernier pas de filet = (F2+2KZ) Nombre de pas de filet = (–F + dernier pas de filet)/K Z : Longueur de l'axe de filetage
(5) Pour de plus amples détails sur le taraudage, voir le paragraphe 6.6.1

6. Fonctions d'interpolation 6.6 Taraudage
62
6.6.5 Taraudage circulaire; G35, G36
Fonction et but
Le taraudage circulaire le long de l'axe longitudinal est possible.
Format d'instruction
G35(G36) Xx/Uu Zz/Ww Ii Kk
Rr Ff/Ee Qq ;
G35 G36 Xx/Uu Zz/Ww Ii Kk Rr Ff/Ee Qq
Sens horaire (CW) Sens horaire inverse (CCW) Coordonnées du point d'arrivée du cercle, axe X (valeur absolue dans le système de coordonnées pièce pour X, valeur incrémentielle de la position actuelle pour U) Coordonnées du point d'arrivée du cercle, axe Z (valeur absolue dans lesystème de coordonnées pièce pour Z, valeur incrémentielle de la position actuelle pour W) Centre du cercle, axe X (valeur incrémentielle du centre du cercle vu du point de départ) Centre du cercle, axe Z (valeur incrémentielle du centre du cercle vu du point de départ) Rayon de l'arc Pas dans la direction de l'axe longitudinal (axe avec la grandeur d'usinage la plus élevée) (Ff.. pas normal/Ee .. pas fin, filet au pouce) Angle de départ décalé (0.001 - 360.000°) pour le taraudage
Axe X
Z W Point d'arrivée
U/2
X R
Centre K
Axe Z
l
Point de départ
F/E Filet
circulaire

6. Fonctions d'interpolation 6.6 Taraudage
63
Description détaillée
(1) Une erreur de programme (P33) apparaît si le point de départ et le point d'arrivée se
superposent ou si l'angle du centre de l'arc est supérieur à 180°.
(2) Si le point de départ et le point d'arrivée ne vont pas ensembles, il s'ensuit :
• Une erreur de programme (P70) apparaît si l'erreur de rayon ΔR est supérieure à la valeur du paramètre "#1084 RadErr" (erreur d'arc).
• L'interpolation commence au centre de l'arc pour lequel le rayon du point de départ et le rayon du point d'arrivée vont ensembles et l'erreur ΔR est inférieure au paramètre "#1084 RadErr".
End point radius
End point
Center
Start point radius
Start point Obtained center
ΔR
(3) Une erreur de programme (P33) apparaît si le signe pour R_ est négatif.
(4) Une erreur de programme (P33) apparaît si les mots I_K_ et R_ ne sont pas spécifiés.
(5) Le mot R_ est prioritaire si les mots I_K_ et R_ sont spécifiés dans le même bloc.
(6) Si le centre de l'arc est (0,0), l'instruction d'arc peut être spécifiée pour deux quadrants. Une erreur de programme (P33) apparaît si un arc est indiqué sur plus de deux quadrants.
Z Z
X
Point de départ Point d'arrivée
X
Si l'axe Z est l'axe longitudinal
1er et 4ième quadrant 2ième et 3ième quadrant
Centre
Point de Point départ d'arrivée
Centre

6. Fonctions d'interpolation 6.6 Taraudage
64
(7) Si la grandeur d'usinage est identique pour les axes, la direction horizontale sera dans le plan sélectionné l'axe longitudinal.
Plans Axe longitudinal pour grandeur d'usinage identique G17 (plan XY) Axe I G18 (plan ZX) Axe K G19 (plan YZ) Axe J
(8) G36 est utilisée pour la programmation de deux fonctions, la mesure automatique de longueur
d'outil et le taraudage circulaire (CCW). Quelle fonction est exécutée, peut être spécifié avec le paramètre "#1238 set10/bit0" taraudage d'arc).
Si #1238 set10/bit0 est mis sur 0 Code G Fonction
G35 Taraudage circulaire dans le sens horaire (CW) G36 Mesure automatique de longueur d'outil X
Si #1238 set10/bit0 est mis sur 1
Code G Fonction G35 Taraudage circulaire dans le sens horaire (CW) G36 Taraudage circulaire dans le sens horaire inverse (CCW) G37 Mesure automatique de longueur d'outil Z G37.1 Mesure automatique de longueur d'outil X G37.2 Mesure automatique de longueur d'outil Y
(9) Si l'avance de coupe de l'axe de filetage et du non-axe de filetage au début du taraudage est
supérieure à la vitesse de verrouillage, l'erreur "M01 erreur de service 107" apparaît et le taraudage n'est pas démarré.
(10) La vitesse d'avance de coupe ne doit pas dépasser la vitesse de verrouillage pendant le taraudage afin de garantir le pas de filetage. Dans ce cas, l'erreur "M01 erreur de service 107" apparaît également mais le taraudage est poursuivi. Si toutefois "vitesse d'avance de coupe > vitesse de verrouillage" est valable pour une opération de taraudage circulaire qui a été spécifiée dans le deuxième bloc ou le bloc suivant pour le taraudage continu, le fonctionnement automatique est arrêté directement avant l'instruction de taraudage circulaire dans le 2ième bloc et l'erreur "M01 erreur de service 107" apparaît.
(11) Lors de la programmation d'une opération de taraudage continu, spécifiez les différents blocs de taraudage dans des blocs se suivant. Cela permet la production de filetages spéciaux pour lesquels le pas ou le contour est modifié pendant la coupe.
L'instruction pour l'opération de taraudage continu peut être effectuée dans l'ordre arc → arc, arc → pas constant et pas constant → arc.
(12) Normalement, un pas de filet incorrect est coupé au début et à la fin du filetage. Cela est dû à l'inertie du système servo.
Pour cette raison, vous devez toujours programmer la longueur de filetage nécessaire en sus du pas de filet incorrect au début et à la fin du filetage.
Une autre méthode est la programmation de la longueur de filetage nécessaire comme filetage circulaire (G35/G36) et ensuite le programme du pas de filet incorrect avant et après cette instruction (début et fin du taraudage) comme filetage de pas constant (G33). (L'instruction pour l'opération de taraudage continue peut être effectuée dans l'ordre pas constant → arc → pas constant.)

6. Fonctions d'interpolation 6.6 Taraudage
65
Relation avec d'autres fonctions
(1) Une erreur de programme (P113) apparaît si l'instruction G35/G36 est spécifiée pour un axe
qui n'est pas situé dans le plan sélectionné.
(2) Pendant le passage d'essai, la vitesse de taraudage n'est pas synchronisée avec la rotation de la broche. (Le pas de filetage ne peut pas être garanti.)
(3) Si la touche de passage d'essai est actionnée pendant le taraudage, le signal de passage d'essai sera ignoré.
(4) Si la touche de maintien d'avance est actionnée pendant le taraudage, il s'ensuit un arrêt de bloc au point d'arrivée du bloc après le bloc dans lequel le taraudage sera achevé (le mode de taraudage n'est plus valable).
(5) Le taraudage circulaire fonctionne de manière normale également lors de l'usinage d'image symétrique.
(6) Une erreur de programme (P201) apparaît si l'instruction de taraudage circulaire G35/G36 est spécifiée dans un programme de contour de finissage d'un cycle fixe combiné pour les tours et aléseuses.
(7) Une erreur de programme (P385) apparaît si l'arrondissement d'angle ou le chanfreinage d'angle du taraudage est spécifié pendant le taraudage circulaire ou dans le bloc suivant.
(8) Les taraudages géométriques ou circulaires ne peuvent pas être programmés simultanément. L'erreur de programme (P395) ou (P70) apparaît.
(9) Si le filetage est spécifié pendant la correction du rayon d'outil, la correction du rayon d'outil est temporairement interrompue et le taraudage est exécuté.
(10) N'indiquez pas l'instruction de taraudage circulaire pendant la commande de vitesse circonférentielle constante. Le filetage ne serait pas coupé correctement car la vitesse de la broche change pendant l'opération de taraudage.
Précautions
(1) La surcommande de la broche est sans effet pendant le filetage.
(2) Une erreur de programme (P39) apparaît si G35/G36 est programmée sans les spécifications supplémentaires.

6. Fonctions d'interpolation 6.7 Interpolation hélicoïdale
66
6.7 Interpolation hélicoïdale; G17, G18, G19 et G02, G03
Fonction et but
La fonction usine l'outil le long d'une hélice. Cela est obtenu grâce à l'interpolation linéaire d'un axe linéaire supplémentaire simultanément à l'interpolation circulaire.
X
Y Z Trajectoire programmée
Elément d'interpolation linéaire
Elément d'interpolation circulaire
Format d'instruction
G17 G02 (G03) Xx/Uu Yy/Vv Zz/Ww Ii Jj Ff ; G17 G02 (G03) Xx/Uu Yy/Vv Zz/Ww Rr Ff ;
G17 Plan d'arc de cercle (G17 : plan XY, G18 : plan ZX, G19 : plan YZ) G02 (G03) Sens de rotation de l'arc de cercle
(G02: sens horaire, G03: sens horaire inverse) Xx/Uu, Yy/Vv Coordonnées du point d'arrivée de l'arc de cercle Zz/Ww Coordonnées du point d'arrivée de l'axe linéaire Ii, Jj Coordonnées du centre de l'arc de cercle Rr Rayon de l'arc de cercle Ff Avance
(Note 1) Dans ce manuel, les descriptions de réglage suivantes s'appliquent :
axe I : X, axe J : Y, axe K : Z

6. Fonctions d'interpolation 6.7 Interpolation hélicoïdale
67
Description détaillée
Le déplacement suivant est exécuté lorsque l'instruction suivante est spécifiée.
G17 G02 Xx Yy Zz Ii Jj Ff ;
Y
X
Point de départ
Point d'arrivée
X
Y Z
Trajectoire dans le plan XY (trajectoire projetée)
i
j
Trajectoire programmée
Elément d'interpolation linéaire
Elément d'interpolation circulaire
La partie de gauche de la représentation montre la procédure dans une représentation dans l'espace, et la partie de droite de la représentation montre le plan de l'arc dans la vue de dessus.

6. Fonctions d'interpolation 6.7 Interpolation hélicoïdale
68
Exemple de programme
(Exemple)
G17 G02 X100. Y100. Z100. I-100. J100. F120 ;
Y
X
Point de départ
Point d'arrivée
X
Y Z
Trajectoire dans le plan XY (trajectoire projetée)
I-100. J100.
Trajectoire programmée
Elément d'interpolation linéaire
Elément d'interpolation circulaire
(Unité : mm)
La partie de gauche de la représentation montre la procédure dans une représentation dans l'espace, et la partie de droite de la représentation montre le plan de l'arc dans la vue de dessus. Au début du bloc, l'axe est centré dans le système de coordonnées de pièce au point –100 mm dans la direction de l'axe X et 100 mm dans la direction de l'axe Y (point de départ) et démarre l'usinage avec une avance de 120 mm/min pendant la rotation.
Précautions et restrictions
(1) Pendant l'interpolation hélicoïdale, d'autres axes linéaires (plusieurs axes peuvent être
programmés) qui ne comportent pas l'instruction d'interpolation circulaire et qui ne correspondant pas à l'axe de l'arc de cercle, peuvent être programmés.
(2) Jusqu'à quatre axes peuvent être programmés simultanément. (En plus de l'axe de l'arc de cercle, jusqu'à deux axes linéaires peuvent être programmés simultanément).
(3) Une instruction qui dépasse un tour ne peut pas être exécutée. (Les spécifications pour l'interpolation circulaire s'appliquent.)
(4) Programmez l'avance comme vitesse complémentaire de tous les axes.
(5) Pour l'interpolation hélicoïdale, l'axe qui est perpendiculaire au plan est l'axe pour l'interpolation circulaire et les autres axes sont les axes pour l'interpolation linéaire.
(6) Une représentation graphique de la fonction de contrôle graphique n'est pas possible.

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
69
6.8 Interpolation de fraisage; G12.1
Fonction et but
L'interpolation de fraisage est utilisée pour la commande de contour. Les instructions programmées dans un système de coordonnées orthogonales sont alors converties en déplacements d'usinage d'un axe linéaire et d'un axe de rotation (rotation de pièce).
C
Z
Y (axe hypothétique)
X
Une instruction G12.1 est sortie pour l'usinage de fraisage et une instruction G13.1 est sortie pour achever l'usinage de fraisage et pour le retour à l'usinage normal.
Format d'instruction
G12.1 Dd E=e; Mode de fraisage ON Dd Sélection de l'axe de fraisage hypothétique Ee Affectation de l'axe de rotation pour l'interpolation de fraisage
G13.1; Mode de fraisage OFF (mode de rotation)

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
70
Adresse Signification de l'adresse
Plage programmable
(unité) Note
D Sélection de l'axe de fraisage hypothétique
0 : axe Y 1 : axe de rotation
• Si le mot D n'est pas spécifié, l'axe hypothétique correspond au réglage du paramètre (#1517 mill_C).
• Si seul le mot D est indiqué, cela correspond à l'introduction de D0.
• Une erreur de programme (P35) apparaît si une valeur autre que 0 ou 1 est introduite comme argument numérique du mot D.
E Affectation de l'axe de rotation pour l'interpolation de fraisage
Système d'instruction G12.1 axe de rotation comme adresse d'instruction
• Si le mot E n'est pas spécifié, l'axe de rotation correspond au réglage du paramètre (#1516 mill_ax).
• Une erreur de programme (P33) apparaît si seul le mot E est indiqué.
• Une erreur de programme (P33) apparaît si aucune adresse d'axe n'est indiquée après le mot E "E=".
• Une erreur de programme (P300) apparaît si un axe qui n'existe pas dans le système d'instruction est indiqué comme axe de rotation.
• Une erreur de programme (P32) apparaît si une valeur numérique est indiquée à la place du nom de l'axe de rotation.
• Séparez après l'instruction avec "E= nom de l'axe de rotation", "E= nom de l'axe de rotation" et l'instruction suivante par une virgule(,). Une erreur de programme (P33) apparaît si aucune virgule n'est présente à cet endroit.
Les codes G suivants sont utilisés pour la sélection du mode de fraisage et le réglage des conditions.
Code G Fonction Note G12.1 Mode de fraisage ON La valeur par défaut est G13.1. G13.1 Mode de fraisage OFF G16 Sélection du plan cylindrique YZ G17 Sélection du plan XY G19 Sélection du plan YZ
L'une des instructions G G17, G16 et G19 peut être spécifiée via le paramètre comme valeur par défaut (si G12.1 est spécifiée).
G41 Correction du rayon d'outil à gauche
La valeur par défaut est G40.
G42 Correction du rayon d'outil à droite

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
71
G46, G41, G42/G40 (correction de pointe d'outil) G41, G42/G40 (correction du rayon d'outil)
Mode d'usinage
G13.1 (mode de rotation) G12.1 (mode de fraisage)
G17 (Plan XY)
G18 (Plan ZX)
G19 (Plan YZ)
G16 Plan cylindrique
G17 (Plan XY)
G19 (Plan YZ)

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
72
6.8.1 Sélection du mode de fraisage
Description détaillée
(1) Les instructions G12.1 et G13.1 sont utilisées pour le changement entre le mode de rotation
(G13.1) et le mode de fraisage (G12.1).
(2) Ces instructions sont modales et le mode de service initial est valable après la mise en circuit de l'alimentation.
(3) Les sollicitations suivantes doivent être satisfaites avant de spécifier une instruction G12.1. Sinon, une erreur de programme (P485) apparaît.
(a) La correction de la pointe d'outil a été achevée.
(b) La commande de la vitesse circonférentielle constante a été achevée.
(4) Si l'un des axes utilisés en mode de fraisage n'a pas achevé le retour au point de référence, une erreur de programme (P484) apparaît.
(5) L'instruction G12.1 achève automatiquement une instruction F en mode asynchrone. Indiquez l'instruction F en mode de fraisage.
(Note 1) Si G12.1 est appelée alors qu'aucune instruction d'usinage n'est spécifiée, et après que la correction de la pointe d'outil soit achevée dans une instruction indépendante G40, la correction de la pointe d'outil sera achevée dans le bloc avec G12.1.
(Note 2) Une erreur de programme (P486) apparaît si le mode de fraisage est appelé pendant l'usinage d'image symétrique.
(Note 3) Si l'instruction G12.1 est spécifiée, le contrôle de décélération sera exécuté.
(Note 4) Une erreur de programme (P33) apparaît si une instruction autre que la sélection de plan est spécifiée ensemble avec l'instruction G12.1.

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
73
6.8.2 -Fraisage- commande d'interpolation et axe d'instruction
Description détaillée
(1) Les deux axes orthogonaux et linéaires (axe X et axe Z) et un axe de rotation sont utilisés
comme axes de commande pour l'interpolation de fraisage. L'axe de rotation est spécifié avec le mot E. L'axe spécifié par paramètre est sélectionné si aucun mode E n'est indiqué.
(2) Trois axes orthogonaux linéaires sont utilisés comme axes d'instruction pour l'interpolation de fraisage. Ce sont les axes X, Z et l'axe hypothétique.
L'axe hypothétique est un axe hypothétique pour l'interpolation qui est situé dans l'angle droit sur les axes X et Z. Le nom de l'axe hypothétique est le nom de l'axe de commande rotatif qui a été spécifié comme Y ou dans (1) via le mot D. Le nom d'axe spécifié par paramètre est affecté si aucune indication via l'instruction D n'est effectuée.
Z
X
(Axe hypothétique)
(3) L'axe d'instruction X pour le mode de fraisage n'est pas seulement l'interpolation de l'axe de commande X. Il est utilisé comme X dans le système de coordonnées de fraisage si l'instruction G12.1 est spécifiée.
(4) À l'aide des paramètres suivants, il est défini si une position dans le système de coordonnées
de fraisage représente une instruction de diamètre ou une instruction de rayon.
Paramètre Description 0 : Instruction de rayon pour tous les axes
#8111 rayon de la fraise 1 : Le réglage du paramètre (#1019 dia) est valable pour chaque axe.
(Exemple 1)
X
0 10 Axe hypothétique
N3
10
(Programme 1) : : :
N1 G0 X40 ; N2 G12.1 ; (ou G12.1 E=C, D0 ;) N3 G1 X10. Y10. F10. ;
: : :
Si l'axe C sert d'axe de rotation et "Y" de nom de l'axe hypothétique.
20
(Unité : mm)

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
74
N3 dans le programme 1 est exécuté comme suit :
X = Mill _ X
Mill _ X
Mill _ X
(d) (c)
(b)(a) Mill _ X
X
X X
(Unité : mm)
Trajectoire programmée Trajectoire programmée
Trajectoire programmée
Trajectoire programmée
Axe hypothétique
Axe hypothétique
Axe hypothétique
Axe hypothétique
10 10
Valeurs effectives X 28,284 (affichage de la valeur du diamètre) C 45,000
(5) L'interpolation de fraisage est également utilisable pour un système à deux axes de commande composé d'un axe linéaire et d'un axe de rotation. L'axe X doit alors être implanté comme axe linéaire. L'axe de rotation et l'axe hypothétique sont sélectionnés comme décrit ci-dessus. En mode de fraisage, le plan G17 doit être sélectionné.
(6) Le tableau suivant présente les noms d'axe incrémentiels de l'axe hypothétique en mode de fraisage. Les instructions d'axe sont traitées seulement comme instructions de rayon.
Axe hypothétique sélectionné Nom d'axe absolu Nom d'axe incrémentiel
Axe Y Y V Axe de rotation (C) Nom des axes de
rotation (C) Nom incrémentiel des axes
de rotation (H)
(Dans la description suivante, Y est utilisé comme nom de l'axe hypothétique et C comme nom de l'axe de rotation.)

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
75
6.8.3 Sélection d'un plan pendant le mode de fraisage
Fonction et but
Une instruction pour la sélection de plan définit le plan dans lequel l'outil se déplace pendant l'interpolation circulaire ou l'interpolation du rayon d'outil en mode de fraisage.
Format d'instruction
G17/G19 ; G16 C_ ;
G16 Plan cylindrique YZ C_ Valeur cylindrique du rayon G17 Plan XY G19 Plan YZ
(1) Les instructions G pour la sélection de plan sont modales. Le plan G17 est sélectionné comme réglage par défaut en passant avec l'instruction G12.1 du mode de rotation au mode de fraisage. En retournant avec l'instruction G13.1 du mode de fraisage au mode de rotation, la commutation sur le plan qui était actif avant le changement dans le mode de fraisage est réalisée automatiquement.
(2) G16 ou G19 peuvent être également définies par le réglage de paramètres comme standard pour l'appel de l'instruction G12.1.
(3) Les trois plans sélectionnables sont décrits ci-après.
(a) G16 G16 décrit un plan qui est situé décalé du rayon du cylindre sur la surface enveloppante du cylindre. Cela simplifie l'usinage des côtés d'une pièce.
X
Z
Y
Plan cylindrique YZ

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
76
(b) G17 G17 est un plan XY dans un système de coordonnées orthogonales XYZ. Cela simplifie l'usinage des extrémités d'une pièce.
X
Y
Z
Plan XY
(c) G19
G19 est un plan YZ dans un système de coordonnées orthogonales XYZ.
Ligne médiane de la pièce
X
Y
Z
Plan YZ

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
77
6.8.4 Réglage du système de coordonnées de fraisage
Fonction et but
Le système de coordonnées pour le mode de fraisage est spécifié à chaque fois selon le plan sélectionné lorsqu'une commutation du mode de rotation (G13.1) au mode de fraisage via l'instruction G12.1 est réalisée.
Plans G17 et G19
(1) Pour les axes X et Z, les positions actuelles sont indiquées comme valeurs de rayon des
valeurs de coordonnées actuelles.
(2) L'axe Y est en angle droit avec l'axe X et l'axe Z. Y=0 est spécifié dans une instruction G12.1.
Z
Outil X
Y
(Note 1) Pendant le mode de fraisage avec le plan G17, le positionnement (côté positif ou négatif) a lieu le long de l'axe X qui existait également avec la sortie de l'instruction G12.1. Si vous voulez commander pendant le mode de fraisage l'axe X dans le sens positif, vous devez déplacer l'axe X avant la sortie de l'instruction G12.1 dans le secteur positif (0 y compris). Si vous voulez commander pendant le mode de fraisage l'axe X dans le sens négatif, vous devez déplacer l'axe X avant la sortie de l'instruction G12.1 dans le secteur négatif (0 y compris).
Plan G16
(1) Pour la sélection d'un plan G16, la valeur du rayon du cylindre doit être spécifiée via
l'instruction "G16 C_ ;". Si aucun rayon n'est défini, la prise en charge de la valeur actuelle de l'axe X comme valeur de rayon est réalisée pour le cylindre. Une erreur de programme (P485) apparaît si aucune valeur de rayon ne peut être définie.
(2) Comme en mode de rotation normal, l'axe X indique l'écartement de la ligne médiane de la pièce.
(3) G16 (plan cylindrique YZ) est en réalité la réalisation d'une surface enveloppante cylindrique.
(4) L'axe X indique l'écartement de la ligne médiane de la pièce. L'axe Y indique la taille développée du cylindre à distance du rayon du cylindre de la ligne médiane de la pièce définie dans l'instruction G16.

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
78
(5) L'origine de l'axe Y est la position sur laquelle une instruction G12.1 est sortie.
(Exemple)
: : G12.1 G16 C50. ; : : :
ou
: : G12.1 ; G16 C50. ; : :
ou
: : G12.1 E=e,Dd ; G16 C50. ; : :
ou
: : G12.1 E=e,Dd ;G16 C50. ; : :
Z
X
Y
r

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
79
6.8.5 Fonctions préliminaires
Codes G valables en mode de fraisage
Classifi- cation Code G Fonction Classifi-
cation Code G Fonction
∗ G00 Positionnement G65 Appel de macro ∗ G01 Interpolation linéaire G66 Appel modal de macro A ∗ G02 Interpolation circulaire (CW) G66.1 Appel modal de macro B ∗ G03 Interpolation circulaire (CCW) G67 Quitter l'appel modal de macro G04 Temps d'arrêt momentané G09 Contrôle de l'arrêt précis G80 Achever le cycle d'alésage de trou G83 Achever le cycle d'alésage de
trou profond (axe Z) G13.1 Mode de rotation G84 Cycle de fraisage (axe Z) G85 Cycle d'alésage (axe Z) G87 Cycle d'alésage de trou profond
(axe X) G16 Sélection du plan cylindrique YZ G88 Cycle de fraisage (axe X)
G17 Sélection du plan XY G89 Cycle d'alésage (axe X) G90 Instruction en valeur absolue G19 Sélection du plan YZ G91 Instruction en valeur
incrémentielle G22 Contrôle de barrière ON G94 Avance asynchrone G23 Contrôle de barrière OFF G98 Cycle d'alésage de trou, retour au
point de départ G99 Cycle d'alésage de trou, retour au
point R G61 Mode d'arrêt précis G40 Achever la correction du rayon
d'outil
G41 Correction du rayon d'outil à gauche
G64 Mode de rotation
G42 Correction du rayon d'outil à droite
∗ : Instruction d'interpolation de fraisage : Code G, valable seulement en mode de fraisage
(1) Une erreur de programme (P481) apparaît si une instruction G incorrecte est spécifiée
pendant le mode de fraisage. Si l'interpolation de fraisage est appelée pendant le mode de fraisage, l'erreur de programme (P481) apparaît.
(2) En mode de fraisage, toutes les instructions d'usinage sont indiquées dans le système de coordonnées qui a été spécifié par le plan d'usinage sélectionné. Pour cette raison, l'axe de rotation ne peut pas être déplacé par une instruction directe en mode de fraisage. Pour exécuter l'usinage de fraisage sur une position définie de la pièce, le positionnement doit pour cela être auparavant réalisé en mode de rotation.

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
80
(Exemple)
: : G0 X100. C180.; ⇒ positionnement avant le fraisage G12.1; (ou G12.1 E=C,D0;) G0 X50.; : :
(3) Si pendant le mode de fraisage, un axe autre que X, Z et Y ( axe de rotation) est adressé dans une instruction, une erreur de programme (P481) apparaît.
(4) En mode de fraisage, l'axe Y peut être spécifié exclusivement par quatre instructions G : G00, G01, G02 et G03. Ces instructions sont qualifiées d'instructions d'interpolation de fraisage.
(5) Les cycles synchrones de taraudage G84 et G88 ne peuvent pas être utilisés pendant le mode de fraisage.
Positionnement (G0)
Si une instruction G00 est sortie pendant le mode de fraisage, le positionnement a lieu au point indiqué sur le plan sélectionné en déplacement rapide.
G00 X/U__ Y/V__ Z/W__ ;
Interpolation linéaire (G01)
Si une instruction G01 est sortie pendant le mode de fraisage, l'interpolation linéaire a lieu au point indiqué dans le plan sélectionné avec la vitesse définie par le mot F. (1) Mode G16
Format du programme
G01 Y/V__ Z/W__ X/U__ F__ ;
Réalisation
Z XE
ZS
Y
Y
S Z
Y
E

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
81
(2) Mode G17 Format du programme
G01 X/U__ Y/V__ Z/W__ F__ ;
A
Z
X
S
Y
x
y
zE
E
(3) Mode G19 Format du programme
G01 Y/V__ Z/W__ X/U__ F__ ;
AZ
X
S
Y
x
yz
E
E

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
82
Interpolation circulaire (G02/G03)
Si une instruction G02 ou G03 est sortie pendant le mode de fraisage, l'interpolation circulaire a lieu dans le plan sélectionné avec la vitesse définie par le mot F.
(1) Mode G16
G02/G03 Y/V__ Z/W__ J__ K__ F__ ; ou G02/G03 Y/V__ Z/W__ R__ F__ ;
G02 Interpolation circulaire (sens horaire) G03 Interpolation circulaire (sens horaire inverse) Y/V Coordonnées du point d'arrivée de l'arc de cercle, axe Y
(Y : valeur absolue, V : valeur incrémentielle) Z/W Coordonnées du point d'arrivée de l'arc de cercle, axe Z
(Z : valeur absolue, W : valeur incrémentielle) J/K Centre de l'arc de cercle valeur incrémentielle (instruction de
rayon valeur incrémentielle du point de départ au centre) R Rayon de l'arc de cercle F Avance
Réalisation
S
(A, Q) E
XX
Z
(A, Q) k
j
Y
S
E

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
83
(2) Mode G17
G02/G03 X/U__ Y/V__ I__ J__ F__ ; ou G02/G03 X/U__ Y/V__ R__ F__ ;
X/U Coordonnées du point d'arrivée de l'arc de cercle, axe X (X : valeur absolue, U : valeur incrémentielle)
Y/V Coordonnées du point d'arrivée de l'arc de cercle, axe Y (Y : valeur absolue, V : valeur incrémentielle)
I/J Centre de l'arc de cercle valeur incrémentielle (instruction de rayon valeur incrémentielle du point de départ au centre)
R Rayon de l'arc de cercle F Avance
Z
(A, Q)
S
E
X
Q
i
j
A
Y
(3) Mode G19
G02/G03 Y/V__ Z/W__ J__ K__ F__ ; ou G02/G03 Y/V__ Z/W__ R__ F__ ;
Y/V Coordonnées du point d'arrivée de l'arc de cercle, axe Y (Y : valeur absolue, V : valeur incrémentielle)
Z/W Coordonnées du point d'arrivée de l'arc de cercle, axe Z (Z : valeur absolue, W : valeur incrémentielle)
J/K Centre de l'arc de cercle valeur incrémentielle (instruction de rayon valeur incrémentielle du point de départ au centre)
R Rayon de l'arc de cercle F Avance
Z
S
E
Q
X
A
Y k
j

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
84
6.8.6 Commutation du mode de fraisage en mode de rotation; G13.1
Description détaillée
(1) Une instruction G13.1 achève le mode de fraisage et retourne au mode de rotation.
(2) L'instruction G13.1 est opérante sous la condition suivante. Si cette condition n'est pas remplie, une erreur de programme (P485) apparaît.
(a) La correction de la pointe d'outil est terminée.
(3) L'instruction G13.1 rétablit la sélection de plan enregistrée avant l'exécution de l'instruction G12.1.
(4) L'instruction G13.1 rétablit le mode enregistré (synchrone ou asynchrone) et la valeur F (lors de mode synchrone) présente avant l'exécution de l'instruction G12.1.
(Note 1) Si G13.1 est appelée pendant qu'aucune instruction d'usinage n'est spécifiée, et
après que la correction du rayon d'outil soit achevée dans une instruction indépendante G40, la correction du rayon d'outil sera achevée dans le bloc avec G13.1.
(Note 2) Si l'instruction G13.1 est spécifiée, le contrôle de décélération sera exécuté. (Note 3) Une erreur de programme apparaît si une autre instruction est spécifiée ensemble
avec l'instruction G12.1. 6.8.7 Fonction d'avance
Avance de coupe asynchrone
En mode d'avance asynchrone (instruction G94), un mot F peut être utilisé avec F6.3 chiffres pour indiquer l'avance par minute en unités de 0,001 mm/min. La plage de réglage admissible est de 0,001 à 999999,999 mm/min. Si la vitesse effective est supérieure à la vitesse de coupe verrouillée, une limitation à la vitesse verrouillée est réalisée.
(Note 1) Avec chaque commutation du mode de rotation en mode de fraisage via une
instruction G12.1, la valeur modale de l'instruction F est effacée. L'avance doit donc après le retour au mode de rotation être de nouveau spécifiée par une nouvelle instruction F.
(Note 2) Une instruction G12.1 force un changement de mode dans le fonctionnement asynchrone
(Note 3) Lorsque le mode de fraisage est achevé par une instruction G13.1, le mode d'avance et la valeur de commande F retournent à l'état initial qui était opérant avant l'appel de l'instruction G12.1.
6.8.8 Fonctions de support de programme
Relation avec les autres fonctions
Les fonctions de support de programme suivantes sont valables en mode de fraisage : (1) Instruction d'angle linéaire (2) Instruction de variables (3) Fraisage/arrondissement d'angle automatique (4) Fonction géométrique (5) Cycle d'alésage de trou (6) Fonction de sous-programme (7) Macro utilisateur

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
85
6.8.9 Fonctions auxiliaires
Relation avec les autres fonctions
(1) Les instructions M et B peuvent être implantées en mode de fraisage.
(2) En mode de fraisage, une instruction S ne définit pas la vitesse de la broche mais la vitesse d'un outil entraîné.
(3) Si une instruction T est utilisée en mode de fraisage, une erreur de programme (P485) apparaît. Pour cette raison, la sélection d'outil doit être effectuée avant l'introduction d'une instruction G12.1.
: T1212 ; ⇒ Toujours mettre une instruction T avec l'instruction G12.1.G0 X100. Z0. ; G12.1 ; (ou G12.1 E=C,DO ;) : T1200 ; ⇒ En mode de fraisage, une instruction T entraîne une erreur
de programme (P485). : G13.1 ;

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
86
6.8.10 Fonctions d'offset d'outil
Offset de longueur d'outil
(1) En mode de fraisage, la correction d'outil est réalisée en additionnant la valeur de l'offset de
longueur d'outil aux coordonnées de coupe converties du système de coordonnées de fraisage.
Offset de longueur d'outil
Position d'outil
X X
Y
Y
Y
X : Position d'outil
Y X
Système de coordonnées de fraisage Position d'outil réelle
Déplacement d'usinage dans le système de coordonnées de fraisage

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
87
(2) Comme décrit dans (1) à la page précédente, le contour n'est pas corrigé correctement si la grandeur d'offset dévie de la valeur réelle.
(a) Si la grandeur d'offset est supérieure à la longueur d'outil :
Exemple : La longueur réelle d'outil est de 15.0 si la longueur d'outil est X = 20.0.
Instruction de fraisage Contour réel
Déplacement d'outil
Y
X

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
88
(b) Si la grandeur d'offset est inférieure à la longueur d'outil :
Exemple : La longueur réelle d'outil est de 25.0 si la longueur d'outil est X = 20.0.
Contourréel
Déplacement d'outil
X
Y
Instruction de fraisage
Correction du rayon d'outil
Le contour de pièce peut être effectué dans la direction du vecteur de la valeur du rayon de l'outil indiquée par une instruction G (G40 à G42) et le numéro de contour indiqué.
Format d'instruction
G40 Xx Yy ; Achever la correction du rayon d'outil G41 Xx Yy ; Correction du rayon d'outil (à gauche) G42 Xx Yy ; Correction du rayon d'outil (à droite)
(1) Une instruction pour la correction du rayon d'outil doit être effectuée après la commutation en
mode de fraisage. L'instruction de correction du rayon d'outil doit être achevée avant de recommuter dans le
mode de rotation.
(2) Un numéro de correction d'outil doit être indiqué avant la commutation en mode de fraisage (avant la sortie de l'instruction G12. 1).
En mode de fraisage, une instruction T entraîne une erreur de programme (P485).
(3) La correction du rayon d'outil est effectuée dans le plan sélectionné.
Plan G17 ... Axe XY Plan G19 Plan G16
Axe YZ

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
89
Mode de suppression pour la correction de fraise
La suppression du mode de correction de fraise est réalisée sous l'une des conditions suivantes. (1) Pendant que l'instruction G12.1 est active.
(2) Après l'exécution de l'instruction de suppression pour la correction de fraise (G40) Les vecteurs d'offset sont dans le mode de suppression de correction nuls et la trajectoire du centre de la pointe d'outil correspond à la trajectoire programmée. Les programmes qui comportent une correction de fraise doivent être achevés en mode de suppression de correction.
Lancement de la correction de fraise
La correction de fraise commence lorsque toutes les conditions suivantes sont remplies dans le mode de suppression de correction : (1) L'instruction G41 ou G42 a été affectée.
(2) Le numéro d'offset pour la correction de fraise est supérieur à 0 et inférieur au numéro maximal d'offset.
(3) L'instruction de décalage est une instruction quelconque à l'exception d'une instruction d'arc. Lorsque la correction commence, les instructions de décalage sont toujours exécutées après que 3 blocs aient été lus l'un après l'autre ou si aucune instruction de décalage n'est présente dans les 3 blocs, après qu'au maximum 5 blocs se suivant aient été lus sans tenir compte que le mode d'exécution soit spécifié sur exécution continue ou exécution bloc par bloc.
Diagramme de la transition de la commande
Lancement de la lecture anticipée de cinq blocs
T___; S___; G00___; G41___; G01___; G02___; Programme d'usinage
Tampon de lecture anticipée
Bloc d'exécution
G02_; G01_; G41_; G00_; S_; T_;
G02_; G01_;
G02_; G01_; G41_;G00_; S_; T_;
Il y a deux possibilités pour le lancement de la correction de fraise : type A ou type B. Le type dépend du choix du paramètre de commande "correction du rayon d'outil B". Ce type est utilisé ensemble avec le type de suppression de correction. Dans la figure suivante, "S" caractérise le point d'arrêt de bloc séparé.

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
90
Lancement de la correction de fraise
(1) Usinage d'un angle intérieur
Linéaire → linéaire linéaire → circulaire
θ
Trajectoire du centrede la pointe d'outil
Trajectoire programmée r = valeur de correction
s
G42
Point de départ
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Centre du cercle
Point de départ
G42
s
r
θ
(2) Usinage d'un angle extérieur (angle obtus) (le type A ou B peut être choisi avec le paramètre) [90° ≤ θ < 180°]
Linéaire → linéaire (type A) Linéaire → circulaire (type A)
θ
Trajectoire du centre de la pointe d'outil
Trajectoire programmée
r = valeur de correction
s
G41
Point de départTrajectoire programmée
Trajectoire du centre de la pointe d'outil
Centre du cercle
Point de départ
G41
s
r
θ
Point de départ
θ
Trajectoire du centre de la pointe d'outil
Trajectoire programmée
s
G41
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Centre du cercle
Point de départ
G41
s
r
θ
r r r
Point de coupe Point de coupe
Linéaire → linéaire (type B) Linéaire → circulaire (type B)

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
91
(3) Usinage d'un angle extérieur (angle aigu) (le type A ou B peut être choisi avec le paramètre) [θ < 90°]
Linéaire → linéaire (type A) Linéaire → circulaire (type A)
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Centre du cercle
Point de départ
G41
s
r
θ
Trajectoire du centre de la pointe d'outil
Trajectoire programmée
s
r
θ
Trajectoire programmée
Trajectoire du centrede la pointe d'outil
Centre ducercle
Point de départ
G41
s
r
θ
Trajectoire du centre de la pointe d'outil
Trajectoire programmée
s
r
θ
r
Point de départ
Point de départ
G41
G41
r
Linéaire → linéaire (type B) Linéaire → circulaire (type B)

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
92
Opérations dans le mode de correction
Relativement à la trajectoire programmée (G00, G01, G02, G03), la trajectoire du centre de la pointe d'outil de la droite ou bien du cercle sera déterminée. Si la même instruction de correction (G41/G42) est affectée dans le mode de correction, l'instruction sera ignorée. Si 4 blocs ou plus sans décalage sont affectés en continu dans le mode de correction, une surcoupe ou une interférence apparaît.
(1) Usinage d'un angle extérieur
Linéaire → linéaire (90° ≤ θ < 180°) Linéaire → circulaire (0° < θ < 90°)
Trajectoire programmée
Trajectoire du centre de la pointe d'outil Point de coupe
s
θ Trajectoire programmée
Trajectoire du centre de la pointe d'outil
s
θ
r
r
Linéaire → circulaire (90° ≤ θ < 180°) Linéaire → circulaire (0° < θ < 90°)
Trajectoire programmée
Trajectoire du centrede la pointe d'outil
Centre du cercle
s
θ
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
s
θ
r
r r r
Centre du cercle
Circulaire → linéaire (90° ≤ θ < 180°) Circulaire → linéaire (0° < θ < 90°)
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Centre du cercle
s
θ
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
s
θ
r
r
r r
Centre du cercle
Point de coupe

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
93
Circulaire → circulaire (90° ≤ θ < 180°) Circulaire → circulaire (0° < θ < 90°)
θ
r
s
r
θ
s
r r
Trajectoire programmée
Centre du cercle Centre du cercle
Trajectoire du centre de la pointe d'outil
Trajectoire du centre de la pointe d'outil
Centre du cercle
Point de coupe
Trajectoire programmée
Centre du cercle
(2) Usinage d'un angle intérieur
Linéaire → linéaire (angle obtus) Linéaire → linéaire (angle aigu)
r r
r
s s
θ θ
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Point de coupe
Trajectoire programmée
Trajectoire du centrede la pointe d'outil
Linéaire → circulaire (angle obtus) Linéaire → circulaire (angle aigu)
θ
r
s
r
r
s
θ
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Point de coupe
Centre du cercle
Trajectoire du centre de la pointe d'outil
Centre du cercle
Point de coupe
Trajectoire programmée
Circulaire → linéaire (angle obtus) Circulaire → linéaire (angle aigu)
s r
θ θ
r
s
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Centre du cercle
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Point decoupe
Centre du cercle
Point de coupe

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
94
Circulaire → circulaire (angle obtus) Circulaire → circulaire (angle aigu)
Trajectoire programmée
Trajectoire du centrede la pointe d'outil
Centre du cercle
s
θ
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
s
θ
r
r
Centre du cercle
Centre du cercle
Point de coupe
Point decoupe
Centre du cercle
(3) Si le point d'extrémité de l'arc ne se trouve pas sur l'arc
Lors d'une instruction d'arc hélicoïdale : la zone du point de départ de l'arc jusqu'au point d'extrémité est interpolée comme arc hélicoïdal. Lors d'une instruction d'arc normale : si l'erreur après la correction est inférieure ou égale à la valeur du paramètre, il sera interpolé comme arc hélicoïdal.
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Centre du cercle
s r
Point d'extrémité de l'arc de cercle
Cercle hypothétique
r
R
(4) Si le point intérieur de coupe n'est pas présent Dans un cas comme indiqué dans la figure suivante, le point de coupe des arcs A et B n'est peut-être plus présent à cause de la valeur de décalage. Dans un tel cas, l'erreur de programme (P152) apparaît et l'outil s'arrête au point de fin du bloc précédent.
Trajectoire programmée
Trajectoire du centrede la pointe d'outil Centre du cercle de
l'arc de cercle A
A
r
B
r
Arrêt d'erreur de programme
Ligne de jonction des points de coupedes arcs de cercle A et B

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
95
Suppression de la correction de fraise
Si l'une des conditions suivantes n'est pas satisfaite dans le mode de correction de fraise, la correction est supprimée. L'instruction de décalage ne doit toutefois pas être une instruction d'arc. Si la correction est supprimée par une instruction d'arc, l'erreur de programme (P151) apparaît.
(1) L'instruction G40 sera exécutée.
Le mode de suppression est établit dès que l'instruction pour la suppression de la correction est lue dans le tampon de décalage, l'opération de lecture anticipée est alors annulée avec 5 blocs et à la place, la lecture anticipée d'un bloc est appliquée.
Suppression de la correction de fraise
(1) Usinage d'un angle intérieur
Linéaire → linéaire Circulaire → linéaire
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Point d'arrivée
s
θ
r = valeur de correction
G40
Trajectoire programmée
Trajectoire du centre d'outil
Centre du cercle
s
θ
r
Point d'arrivée
G40

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
96
(2) Usinage d'un angle extérieur (angle obtus) (le type A ou B peut être choisi avec le paramètre) [90° ≤ θ < 180°]
Linéaire → linéaire (type A) Circulaire → linéaire (type A)
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Point d'arrivée
s
θ
r = valeur de correction
G40
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Centre du cercle
s
θ
r
Point d'arrivée
G40
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Point d'arrivée
s
θ G40
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Centre du cercle
s
θ
r
Point d'arrivée
G40
r r
Point de coupe
r
Point de coupe
Linéaire → linéaire (type B) Circulaire → linéaire (type B)

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
97
(3) Usinage d'un angle extérieur (angle aigu) (le type A ou B peut être choisi avec le paramètre) [θ < 90°]
Linéaire → linéaire (type A) Circulaire → linéaire (type A)
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Point d'arrivée
s
θ
G40
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Centre du cercle
s
θ
r
Point d'arrivée
G40
r
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Point d'arrivée
s θ
G40
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Centre du cercle
s θ
r
Point d'arrivée
G40
r
r
Linéaire → linéaire (type B) Circulaire → linéaire (type B)

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
98
Changement de la direction d'offset pendant la correction de fraise
La direction de l'offset peut être modifiée en changeant l'instruction de correction dans le mode de correction sans que la correction doive tout d'abord être annulée. Aucun changement n'est toutefois possible dans le bloc de départ et le bloc suivant du mode de correction.
Linéaire → linéaire
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
r
G41 G41 G42
r
r
Point de coupe
Si aucun point de coupe n'est obtenu lors du changement de la direction de correction.
Linéaire ↔ circulaire
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
r
G41 G42 G41
r
r
G41 G42
r
r
r

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
99
Circulaire → circulaire
Trajectoire programmée
Trajectoire du centre de la point d'outil
G41
G41 G42
r
Centre du cercle
Centre du cercle
G41
G41
G42
r
Retour linéaire
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
G42
G41
r
Bloc avec G0
Si un bloc comporte une instruction G0, le bloc suivant ne mène à aucune surcoupe. L'outil usine dans une position placée verticalement du point d'extrémité et le bloc avec G0 perd temporairement le vecteur de correction. Le mode de correction n'est pas annulé mais l'outil usine directement du vecteur du point de coupe dans un point sans vecteur et celui-ci sera indiqué par le programme. Le vecteur de correction est régénéré par un bloc avec G1.
N15
N17
N16
N12 N13
N14
Y
X
(Unité : mm)
: : N10 G12.1; N11 G42; N12 G1 Y100..F100; N13 X–100.; N14 G0 Y–100.; N15 G1 X100.; N16 Y0.; N17 G40 G0 X200.; : :

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
100
Blocs sans déplacement d'usinage et instr. M pour supprimer la lecture anticipée
Les blocs suivants sont connus comme blocs sans décalage.
a. M03 ; ............................................ instruction M b. S12 ; ............................................. instruction S c. G04 X500 ; ................................... temps d'arrêt momentané d. G10 P01 R50 ;.............................. réglage de la grandeur d'offset e. (G17) Z40 ; ..................................déplacement d'usinage, mais pas dans
le plan de correction f. G90 ;............................................. seulement code G g. G91 X0 ; .......................................grandeur d'usinage 0
M00, M01, M02 et M30 sont traitées comme des instructions M qui empêchent la lecture anticipée. .................................................... grandeur
Pas d'usinage

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
101
(1) Blocs sans instruction d'usinage, spécifiés sur le lancement de la correction Si plus de 3 blocs se suivent l'un après l'autre sans décalage et qu'il n'y a aucune instruction M qui interdit la lecture anticipée, les vecteurs d'offset ne seront pas générés.
N1 X30. Y60.; N2 G41; N3 G4 X1000; N4 F100; N5 S500; N6 M3; N7 X20. Y–50.; N8 X50. Y–20.;
Bloc sans usinage
N2, 3, 4, 5, 6
N1 N7
(point de coupe) N8
(2) Blocs sans instruction d'usinage, spécifiés dans le mode de correction Si plus de 3 blocs se suivent l'un après l'autre sans décalage dans le mode de correction et qu'il n'y a aucune instruction M qui empêche la lecture anticipée, les vecteurs de point de coupe seront générés comme d'habitude.
N6 G91 X100. Y200.; N7 G04 X P1000; ....... N8 X200.;
Bloc sans usinage
N6 N8
Le bloc N7 est ici exécuté.
N6
N7 N8
Si plus de 3 blocs se suivent l'un après l'autre sans décalage dans le mode de correction et qu'il y a une instruction M qui empêche la lecture anticipée, les vecteurs d'offset seront générés au point de fin du bloc précédent.
Cela peut mener à une coupe.
N6 X100. Y200.; N7 G4 X1000; N8 F100; N9 S500; N10 M4; N11 X100.;
Bloc sans usinage
N6
N6
N11
N7 à 10
N11

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
102
(3) Seulement suppression de correction
(a) G1 précède le bloc avec G40 :
N10
N11
N12
La suppression de correction est réalisée avec l'instruction d'usinage qui suit G40.
(b) G0 précède le bloc avec G40 :
N20
N21
N22
La suppression de correction est réalisée par une instruction G0 avant G40.
(Note) Dans le programme (a), si G13.1 est spécifiée après G40 sans instruction d'usinage, la suppression de correction est exécutée dans le bloc avec G13.1.
Déplacement d'angle
Si une série de vecteurs d'offset est générée aux jonctions entre les blocs d'instruction de décalage, l'outil se déplace sur une ligne droite entre ces vecteurs. Cette procédure est nomme déplacement d'angle. Si les vecteurs ne sont pas l'un sur l'autre, l'outil se déplace pour tourner l'angle bien que le décalage soit une partie du bloc suivante. L'opération exécute donc en mode bloc par bloc, le décalage du bloc précédent et le déplacement d'angle comme bloc séparé pendant que le décalage restant lié et le bloc suivant sont exécutés comme bloc séparé dans l'opération suivante.
N2
N1 Trajectoire programmée
Centre du cercle
Point d'arrêt en mode bloc par bloc
θ r
r Trajectoire du centrede la pointe d'outil
Ce positionnement et cette avance sont réalisés sous le bloc N2.
: N10 G1 X__ Y__; N11 G40; N12 G0 X__ Y__;
: N20 G1 X__ Y__; N21 G0 X__ Y__; N22 G40;

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
103
6.8.11 Contrôle d'interférence
Fonction et but
Un outil dont le rayon de pointe a été corrigé avec la fonction de correction de fraise via la lecture anticipée usuelle de deux blocs, entaille parfois dans la pièce. Cela est connu comme interférence et le contrôle d'interférence est la fonction qui empêche cela. Il existe trois méthodes de contrôles d'interférence dont l'utilisation peut être sélectionnée avec un paramètre.
Fonction Paramètre Exécution Fonction d'alarme d'interférence
Éviter l'interférence : OFF Contrôle d'interférence non valable : OFF
Une erreur de programme apparaît avant le bloc qui déclenche l'usinage et l'usinage s'arrête.
Fonction pour éviter l'interférence
Éviter l'interférence : ON Contrôle d'interférence non valable : OFF
La trajectoire de l'outil est modifiée de telle sorte que la pièce ne soit pas entaillée.
(Exemple)
Trajectoire pour éviter l'interférence
Diamètre extérieur de l'outil
N1 N3
N2
Coupe par N2
(G41)
N1 G90 G1 X50. Y-100. ;
N2 X70. Y-100. ;
N3 X120. Y0 ;
Coupe par N2
(1) Avec fonction d'alarme
L'alarme apparaît avant que N1 ne soit exécuté. Cela peut être modifié comme suit à l'aide de la fonction de correction de tampon N1 afin de poursuivre l'usinage : N1 G1 X20. Y-40.;
(2) Avec la fonction pour éviter l'interférence
Le point de coupe de N1 et N3 est calculé et les vecteurs pour éviter l'interférence sont générés.

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
104
(4)’(3)’(2)
(1)’
(1)
N1
N3
N2
(4)
(2)’ (3)’
Exemple pour le contrôle d'interférence :
Contrôle du vecteur (1) (4)’ → Aucune interférence ↓ Contrôle du vecteur (2) (3)’ → Aucune interférence ↓ Contrôle du vecteur (3) (2)’ → Interférence → Vecteurs (3) (2)’ effacés ↓ Vecteurs (4) (1)’ effacés Comme résultat de l'opération ci-dessus restent les vecteurs 1, 2, 3' et 4' comme vecteurs valables et l'usinage est exécuté avec la trajectoire qui relie les vecteurs 1, 2, 3' et 4' comme trajectoire pour éviter l'interférence.

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
105
Description détaillée
(1) Conditions considérées comme interférence
Si les vecteurs d'offset calculés qui sont générés sur le point de contact avec les instructions de décalage se coupent dans un cas pour lequel il existe des instructions de décalage dans 3 des 5 blocs lus de manière anticipée, cela est considéré comme interférence.
N1 N3
N2
r
Trajectoire du centre de la pointe d'outil
Trajectoire programmée
Les vecteurs se coupent ici.
(2) Si aucun contrôle d'interférence n'est possible :
(a) S'il n'est pas possible de lire de manière anticipée les instructions de décalage pour 3 blocs. (S'il y a au moins 3 blocs sans décalage dans les 5 blocs lus de manière anticipée.)
(b) Si l'interférence apparaît dans le 4ième bloc d'interférence de décalage ou après.
N1
N3
N2
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Aucun contrôle d'interférence
N4
N5
N6
(3) Usinage pendant la fonction pour éviter l'interférence
L'usinage suivant apparaît si la fonction pour éviter l'interférence est disponible.
N1 N3
N2
Trajectoire programmée Trajectoire du centre de la pointe d'outil

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
106
Trajectoire programmée
Centre du cercle
Déplacement linéaire
N1
N3
N1
N2
r
r
N2
N3
Trajectoire du centre de la pointe d'outil sans contrôle d'interférence
Trajectoire du centre de la pointe d'outil avec interférence évitée
Ligne ininterrompue : trajectoire pour éviter la collision Ligne à pointillés : trajectoire sans contrôle de collision valable
Trajectoire programmée
Trajectoire du centre de la pointe d'outil sans contrôle d'interférence
Trajectoire du centre de la pointe d'outil avec interférence évitée
Trajectoire programmée
Trajectoire du centre de la pointe d'outil 2
Trajectoire du centre de la pointe d'outil 1
N1
N3
N2
r1
N4
r2
r1r2
Vecteur pour éviterl'interférence 2
Vecteur pour éviter l'interférence 1
N1
N3
N2
Trajectoire du centre de la pointe d'outil
Trajectoire programmée
Vecteur pour éviter l'interférence
Vecteur pour éviter l'interférence
Si tous les vecteurs pour éviter l'interférence ont été effacés des nouveaux vecteurs pour éviter l'interférence sont générés et l'interférence est évitée. (comme représenté à droite)

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
107
Dans la figure suivante, l'entaille n'est pas coupée.
Trajectoire du
centre de la pointe d'outil
Trajectoire pour éviter l'interférence
Trajectoire programmée
Ligne ininterrompue : trajectoire pour éviter la collision Ligne à pointillés : trajectoire sans contrôle de collision valable
Dans la figure suivante, l'outil se déplace dans la direction opposée dans N2. Après l'exécution de N1, l'erreur de programme apparaît (P153).
N1
N2 N3
N4
1 2 3 4
Alarme du contrôle d'interférence
L'alarme de contrôle d'interférence apparaît sous les conditions suivantes.
(1) Si la fonction d'alarme de contrôle d'interférence a été sélectionnée
(a) Tous les vecteurs sont effacés au point de fin d'un bloc. Si, comme indiqué dans la figure, les vecteurs 1 à 4 ont été effacés au point de fin du bloc
N1, l' erreur de programme (P153) apparaît avant l'exécution de N1.
N1
2 3
N21
N34

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
108
(2) Si la fonction pour éviter le contrôle d'interférence a été sélectionnée
(a) Il y a des vecteurs valables au point de fin du bloc suivant, également lorsque tous les vecteurs ont été effacés au point de fin du bloc actuel.
(i) Si le contrôle d'interférence N2 est exécuté comme montré dans la figure suivante, les vecteurs de points de fin de N2 seront tous effacés mais les vecteurs de point de fin de N3 seront considérés comme valables.
L'erreur de programme (P153) apparaît maintenant au point de fin de N1.
N1
2 N2 1
N3 4 3
N4
Arrêt alarme
(ii) Dans la figure suivante, l'outil se déplace dans la direction opposée dans N2. Après l'exécution de N1, l'erreur de programme apparaît (P153).
N1
N2 N3
N4
1 2 3 4

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
109
(b) Si les vecteurs pour éviter l'interférence n'ont pas pu être générés. Même si comme montré dans la figure suivante, les conditions pour la création des
vecteurs pour éviter l'interférence sont satisfaites, il peut malgré tout être impossible de générer ces vecteurs et il est peut-être également possible que les vecteurs d'interférence mènent à une interférence pour N3. Une erreur de programme (P153) apparaît donc au point de fin de N1 si l'angle de coupe du vecteur est supérieur à 90°.
N1
N2
N3
N4
Arrêt alarme
N1
N2
N3
N4
Arrêt alarme
Angle de coupe de vecteur

6. Fonctions d'interpolation 6.8 Interpolation de fraisage
110
(c) Si la direction d'avance programmée et la direction d'avance après la correction sont opposées.
Dans le cas suivant, une interférence est considérée comme apparaissante également s'il n'y en réalité pas eu d'interférence. Cela peut être le cas lorsque des entailles ont été programmées avec une dépouille inverse du fond ou des entailles parallèles plus proches l'une de l'autre que le diamètre de la pointe d'outil.
Arrêt
Trajectoire programmée Trajectoire du centre de la pointe d'outil
Arrêt

6. Fonctions d'interpolation 6.9 Interpolation cylindrique
111
6.9 Interpolation cylindrique; G07.1 (seulement 6 et 7 dans la liste des codes G)
Fonction et but
Cette fonction permet la réalisation d'un cylindre. Une forme cylindrique (une forme dans le système de coordonnées cylindriques) est transférée dans un plan. La forme programmée avec les coordonnées des plans est convertie en déplacements de l'axe linéaire et de l'axe de rotation dans le système de coordonnées cylindriques afin de créer la forme souhaitée lors de l'usinage de la pièce.
X Axe C hypothétique
Z
C r
Comme la programmation se réfère à la réalisation du cylindre, cette fonction peut être implantée de manière très effective, par ex. lors de l'élaboration de cames cylindriques. Lorsque l'axe de rotation et son axe orthogonal sont intégrés dans la programmation, il est possible de fraiser par ex. des encoches dans une paroi du cylindre.
Réali-sation
0°
360°
2πr

6. Fonctions d'interpolation 6.9 Interpolation cylindrique
112
Format d'instruction
G07.1 Cc ; (Lancer/quitter l'interpolation cylindrique) Cc Rayon du cylindre
• Rayon ≠ 0 : Lancement de l'interpolation cylindrique • Rayon = 0 : Quitter l'interpolation cylindrique
(Note) Dans le format indiqué ci-dessus, “C” est l'axe de rotation. Indiquez la désignation de
l'axe de rotation que vous utilisez en cas d'utilisation d'un axe autre que "C". (1) Les coordonnées qui seront indiquées entre le lancement et la fin de l'interpolation cylindrique
forment le système de coordonnées cylindriques. G07.1 C Valeur du rayon du cylindre; Lancement de l'interpolation cylindrique : (L'interpolation cylindrique est lancée.) : (Les coordonnées indiquées dans cet intervalle : forment le système de coordonnées cylindriques) G07.1 C0 ; Quitter l'interpolation cylindrique (L'interpolation cylindrique est terminée.)
(2) G107 peut être utilisée à la place de G07.1.
(3) L'instruction G07.1 est un bloc indépendant. En cas d'utilisation dans le même bloc avec d'autres instructions G, l'erreur de programme (P33) apparaît.
(4) La vitesse d'avance de l'axe de rotation est indiquée en degrés/min.
(5) Pendant l'interpolation cylindrique, une interpolation linéaire ou une interpolation circulaire peut être exécutée. Veuillez tenir compte du fait que l'instruction pour la sélection du plan doit être placée immédiatement avant le bloc G07.1.
(6) Les coordonnées peuvent être indiquées avec des instructions absolues ou incrémentielles.
(7) Une correction du rayon d'outil (correction de fraise) peut être indiquée. L'interpolation cylindrique est appliquée sur la trajectoire calculée par la correction de fraise.
(8) L'avance est indiquée avec les instructions F. L'unité pour l'avance est mm/min ou pouces/min.
Description détaillée
(1) Précision de l'interpolation cylindrique Lors de l'interpolation cylindrique, la vitesse de l'axe de rotation est indiquée en degrés/min.
Cette valeur est convertie en circonférence du cylindre. Après l'interpolation linéaire et l'interpolation circulaire entre les autres axes, la valeur calculée est reconvertie en une vitesse angulaire.
Il est donc possible, par ex. pour des petits rayons de cylindre, que la vitesse réelle dévie de la vitesse indiquée.
Veillez à ce que les erreurs qui en résultent ne s'additionnent pas.

6. Fonctions d'interpolation 6.9 Interpolation cylindrique
113
(2) Paramètres associés
# Nom du paramètre Description Données min/max
1516 mill_ax Désigna- tion de l'axe de fraisage
Désignation de l'axe de rotation pour les interpolations de fraisage (interpolation de coordonnées polaires, interpolation cylindrique) Un seul axe de rotation peut être indiqué.
1516
8111 Milling Radius (rayon de la fraise)
Diamètre et rayon de l'axe linéaire lors des interpolations de fraisage (interpolation de coordonnées polaires, interpolation cylindrique). 0 : Un rayon pour tous les axes 1 : Indication séparée pour chaque axe (paramètre #1019 “dia”, diamètre des axes)
0 / 1
1267 (PR)
ext03 (bit0)
Type de code G
Sélection du type de code G (vitesse élevée/précision élevée) : 0 : G61.1 1 : G8
0 / 1
1270 (PR)
ext06(bit7)
Maniement des coordonnées de l'axe C pendant l'interpolation cylindrique
Définissez si les coordonnées de l'axe de rotation indiquées avant l'interpolation cylindrique doivent être enregistrées ou non pendant l'interpolation cylindrique. 0 : Ne pas enregistrer 1 : Enregistrer
0 / 1
(3) Sélection de plan
L'axe sur lequel l'interpolation cylindrique sera appliquée doit être indiqué avec les instructions de sélection de plan. (Note) La relation de l'axe de rotation avec l'axe parallèle d'un axe est indiquée dans les
paramètres #1029, #1030 et #1031. L'interpolation circulaire, la correction de fraise etc. peuvent être appliquées sur ce plan. L'instruction pour la sélection de plan doit être indiquée immédiatement avant ou après l'instruction G07.1. Si cela n'est pas pris en compte et qu'une instruction d'avance est sortie, une erreur de programme (P485) apparaît.

6. Fonctions d'interpolation 6.9 Interpolation cylindrique
114
(Exemple)
Système de coordonnées de base X, Y, Z
Coordonnées cylindriques C, Y, Z (L'axe parallèle de X est l'axe de rotation) #1029
Coordonnées cylindriques X, C, Z (L'axe parallèle de Y est l'axe de rotation) #1030
Coordonnées cylindriques X, Y, C (L'axe parallèle de Z est l'axe de rotation) #1031
G17
Y
X
G18
Z
X
G19
Y
Z
G18
Z
C
G18
C
X
G19
C
Z
G19
Y
C
G17
X
C
G17
C
Y
G19 Z0. C0. ;
G07.1 C100. ;
:
G07.1 C0 ;
(Note) En fonction du type utilisé ou de la version, le plan ZC (plan de cylindre YZ) est
automatiquement sélectionné avec G07.1 et G19. L'interpolation circulaire, la correction de fraise etc. peuvent être appliquées sur ce
plan.
G17 G18 G19 Y
X
X
Z
Z
Y
G19
Z
C
Basic coordinate system X, Y, Z
Cylindrical coordinate system
Système de coordonnées de base
Système de coordonnées cylindriques

6. Fonctions d'interpolation 6.9 Interpolation cylindrique
115
Relation avec d'autres fonctions
(1) Interpolation circulaire
(a) Si l'interpolation cylindrique est activée, une interpolation circulaire entre l'axe de rotation et l'axe linéaire est possible.
(b) Pour l'interpolation circulaire, le rayon d'arc R est indiqué. Les coordonnées du centre de l'arc (I, J, K) ne peuvent pas être indiquées.
(2) Correction de fraise (correction du rayon d'outil) Une correction du rayon d'outil est possible avec l'interpolation cylindrique.
(a) Sélectionnez le plan comme pour l'interpolation circulaire. Activez et désactivez la correction du rayon d'outil dans l'interpolation cylindrique.
(b) Une erreur de programme (P485) apparaît si l'interpolation cylindrique est sélectionnée avec l'instruction G07.1 lorsque la correction du rayon d'outil est lancée.
(c) Si l'instruction G07.1 est spécifiée sans instruction d'usinage, la position de l'axe dans le bloc avec G07.1 sera interprétée, après la fin de correction du rayon d'outil, comme la position à laquelle la correction du rayon d'outil a été annulée et les pas de programme suivants seront exécutés.
(3) Usinage avec avance asynchrone
(a) Lors du lancement de l'interpolation cylindrique, le mode asynchrone est activé de manière forcée.
(b) Le mode de synchronisation qui était valable avant le lancement de l'interpolation cylindrique est remis en quittant l'interpolation cylindrique.
(c) Si le mode de la commande de vitesse circonférentielle (G96) est activé et si l'interpolation cylindrique est sélectionnée avec l'instruction G07.1, une erreur de programme apparaît (P485).
(4) Fonctions auxiliaires
(a) Les fonctions auxiliaires (M) et les fonctions supplémentaires secondaires peuvent être appliquées lorsque l'interpolation cylindrique est activée.
(b) Une instruction S se réfère dans l'interpolation cylindrique à la vitesse de l'outil entraîné et non à la vitesse de la broche.
(c) Spécifiez une instruction T avant le lancement de l'interpolation cylindrique. Une erreur de programme (P485) apparaît si une instruction T est spécifiée lorsque l'interpolation cylindrique est active.
: : T1212 ; ... Instruction T avant l'interpolation cylindrique → admissible T0 X100. Z0 ; G19 Z C ; G07.1 C100. ; : T1200 ; ... Instruction T dans l'interpolation cylindrique → erreur : G07.1 C0 ;
(d) Si la correction d'outil est exécutée lors d'une instruction d'axe après l'instruction T, la correction d'outil pour l'instruction T n'est éventuellement pas encore achevée. Dans ce cas, vous devez exécuter la correction d'outil dans une instruction d'axe pendant l'interpolation cylindrique. Tenez compte qu'une erreur de programme (P482) apparaîtra si l'instruction pour l'interpolation cylindrique est spécifiée avant que la correction d'outil soit achevée.

6. Fonctions d'interpolation 6.9 Interpolation cylindrique
116
(5) Instruction F pendant l'interpolation cylindrique Si l'avance spécifiée par une instruction F avant la mise en marche de l'interpolation
cylindrique reste également valable lors de l'interpolation cylindrique, dépend de quelle avance a été sélectionnée (avance par minute (G94) ou avance par tour (G95)) :
(a) L'instruction G94 a été émise avant l'instruction G07.1 Si aucune instruction F n'est présente dans l'interpolation cylindrique, l'avance qui a été
auparavant définie reste valable. Après l'achèvement de l'interpolation cylindrique, soit la valeur pour l'avance qui était
définie avant le lancement de l'interpolation cylindrique est valable ou alors la dernière valeur qui a été définie dans l'interpolation cylindrique avec une instruction F est valable.
(b) L'instruction G95 a été émise avant l'instruction G07.1 Comme l'avance définie auparavant ne peut pas être utilisée pour l'interpolation
cylindrique, une nouvelle instruction F doit être émise. Après l'achèvement de l'interpolation cylindrique, la valeur qui était valable avant le
lancement de l'interpolation cylindrique est de nouveau valable.
Si aucune instruction F n'est spécifiée dans G07.1 Mode
précédent Aucune instruction F Après achèvement
de G07.1 G94 F précédente est valable ← G95 Erreur de programme
(P62) F directement avant G07.1 est valable
Si une instruction F est spécifiée dans G07.1
Mode précédent
Instruction F dans G07.1 Après achèvement de G07.1
G94 F spécifiée est valable ← G95 F spécifiée est valable *1 F directement avant G07.1
est valable *1) Pendant l'interpolation cylindrique, le mode d'avance valable est l'”avance par
minute”

6. Fonctions d'interpolation 6.9 Interpolation cylindrique
117
Restrictions et précautions
(1) Les instructions G suivantes peuvent être utilisées pendant l'interpolation cylindrique.
Code G Fonction G00 G01 G02 G03 G04 G09 G22/23 G40-42 G61 G64 G65 G66 G66.1 G67 G80-89 G90/91 G94 G98 G99
Positionnement Interpolation linéaire Interpolation circulaire (en sens horaire) Interpolation circulaire (en sens horaire inverse) Temps d'arrêt momentané Contrôle de l'arrêt précis Barrière de mandrin ON/OFF Correction du rayon de pointe d'outil Mode de contrôle de l'arrêt précis Mode de coupe Appel de macro utilisateur (appel simple) Appel modal de macro utilisateur A (appel modal) Appel modal de macro utilisateur B (appel de bloc par macro) Quitter l'appel modal de macro utilisateur Alésage (cycle fixe) Instructions de valeur absolue/incrémentielle Avance asynchrone Alésage avec retour à la valeur initiale Alésage avec retour au point R
Une erreur de programme (P481) apparaît si un code G autre que ceux indiqués ci-dessus est utilisé pendant l'interpolation cylindrique.
(2) L'interpolation cylindrique est quittée lors de la mise hors circuit de l'alimentation et lors de la remise à zéro de la commande.
(3) Si l'un des axes qui a été adressé lors de l'interpolation cylindrique n'a exécuté aucun retour à l'origine, une erreur de programme (P484) sera signalée.
(4) Une correction du rayon d'outil activée doit être quittée avant le lancement de l'interpolation cylindrique.
(5) Le mode de coupe est sélectionné en quittant l'interpolation cylindrique et le plan qui était sélectionné avant le lancement de l'interpolation cylindrique est de nouveau valable.
(6) Le programme d'un bloc ne peut pas être relancé (reprise de programme) pendant l'interpolation cylindrique.
(7) Une erreur de programme (P486) apparaît si l'instruction pour l'interpolation cylindrique est appelée pendant l'usinage d'image symétrique.
(8) Le contrôle de décélération est exécuté lors du lancement ou de l'annulation de l'interpolation cylindrique.
(9) Une erreur de programme (P481) apparaît si l'interpolation cylindrique ou l'interpolation de coordonnées polaires est appelée pendant l'interpolation cylindrique.

6. Fonctions d'interpolation 6.9 Interpolation cylindrique
118
Exemple de programme
<Paramètre> #1029 aux_I #1030 aux_J C #1031 aux_K
Sélection de plan pour l'interpolation cylindrique et l'interpolation de deux axes Lancement de l'interpolation cylindrique Fin de l'interpolation cylindrique
<Programme> N01 G28XZC; N02 T0202; N03 G97S100M23; N04 G00X50.Z0.; N05 G94G01X40.F100.; N06 G19C0Z0; N07 G07.1C20.; N08 G41; N09 G01Z-10.C80.F150; N10 Z-25.C90.; N11 Z-80.C225; N12 G03Z-75.C270.R55.; N13 G01Z-25; N14 G02Z-20.C280.R80.; N15 G01C360. N16 G40; N17 G07.1C0; N18 G01X50.; N19 G0X100.Z100.; N20 M25; N21 M30;
(Unit: mm)
50
100
150
200
250
300
350°
-20-40-60-80
C
Z
N09N10
N11
N12N13
N14
N15
(Unité : mm)

6. Fonctions d'interpolation 6.10 Interpolation de coordonnées polaires
119
6.10 Interpolation de coordonnées polaires; G12.1, G13.1/G112, G113 (seulement 6 et 7 dans la liste des codes G)
Fonction et but
Cette fonction convertit les instructions qui se réfèrent à des axes orthogonaux en mouvement d'un axe linéaire (déplacement de l'outil) et en mouvement d'un axe de rotation (déplacement de la pièce). Pour appliquer cette fonction, un plan, le plan d'interpolation de coordonnées polaires doit être sélectionné. L'axe linéaire forme le premier axe et l'axe hypothétique qui coupe cet axe forme le deuxième axe du plan sélectionné. L'origine du système de coordonnées de pièce forme également l'origine du système de coordonnées pour l'interpolation de coordonnées polaires.
Axe linéaire
Axe X
Axe C
Axe Z
Axe de rotation (axe hypothétique)
Plan d'interpolation de coordonnées polaires (plan G17)
Cette fonction peut être implantée pour l'usinage d'un évidement dans la partie linéaire du diamètre de la pièce et pour l'usinage d'arbres à cames etc..

6. Fonctions d'interpolation 6.10 Interpolation de coordonnées polaires
120
Format d'instruction
G12.1 ; Lancement de l'interpolation de coordonnées polaires G13.1 ; Quitter l'interpolation de coordonnées polaires
(1) Les coordonnées qui seront indiquées entre le lancement et la fin de l'interpolation de
coordonnées polaires sont les coordonnées polaires. G12.1 ; Lancement de l'interpolation de coordonnées polaires : (L'interpolation de coordonnées polaires est lancée) : (Les coordonnées indiquées dans cet intervalle sont les : coordonnées polaires de l'interpolation.) G13.1 ; Quitter l'interpolation de coordonnées polaires (l'interpolation de coordonnées polaires est quittée.)
(2) G112 et G113 peuvent également être utilisées à la place de G12.1 et G13.1.
(3) Les instructions G12.1 et G13.1 forment un bloc autonome. N'utilisez pas ces instructions ensemble avec d'autres instructions G dans le même bloc.
(4) Pendant l'interpolation de coordonnées polaires, une interpolation linéaire ou une interpolation circulaire peut être exécutée.
(5) Les coordonnées peuvent être indiquées avec des instructions absolues ou incrémentielles.
(6) Une correction du rayon d'outil (correction de fraise) peut être indiquée. L'interpolation de coordonnées polaires est appliquée sur la trajectoire calculée par la correction de fraise.
(7) L'avance dans le plan dans lequel l'interpolation de coordonnées polaires est exécutée (système de coordonnées orthogonales) est indiquée à l'aide d'instructions F. L'unité pour l'avance est mm/min ou pouces/min.
(8) Le contrôle de décélération est effectué lors de la sortie des instructions G12.1 et G13.1.
Description détaillée
(1) Sélection de plan L'axe linéaire et l'axe de rotation sur lesquels l'interpolation de coordonnées polaires est
appliquée doivent être sélectionnés à l'aide de paramètres avant le lancement de l'interpolation de coordonnées polaires.
(a) L'axe plan est indiqué dans le paramètre (#1533) sélectionnant ainsi le plan : Valeur du paramètre #1533 Plan sélectionné
X G17 (plan XY) Y G19 (plan YZ) Z G18 (plan ZX)
Caractère d'espacement (aucun réglage)
G17 (plan XY)
(b) Si une sélection de plan est effectuée avec les instructions G16 à G19, alors que l'interpolation de coordonnées polaires est activée, une erreur de programme (P485) apparaît.
(Note) Selon le type utilisé et en fonction de la version, le paramètre (#1533) n'est éventuellement pas disponible. Dans ce cas, le réglage est comme si le paramètre (#1533) n'était pas décrit (aucun réglage).

6. Fonctions d'interpolation 6.10 Interpolation de coordonnées polaires
121
(2) Paramètres en association avec l'interpolation de coordonnées polaires
# Nom du paramètre Description Données min/max
1516 mill_ax Désignation de l'axe de fraisage
Désignation de l'axe de rotation pour les interpolations de fraisage (interpolation de coordonnées polaires, interpolation cylindrique) Un seul axe de rotation peut être indiqué.
A à Z
1517 mill_c Désignation de l'axe imaginaire pour l'interpolation de fraisage
Spécification avec quelles instructions l'axe hypothétique doit être adressé pour l'interpolation de fraisage (interpolation de coordonnées polaires et interpolation cylindrique) 0 : Instructions pour l'axe Y 1 : Instructions pour l'axe de rotation
0 / 1
8111 Milling Radius (rayon de la fraise)
Diamètre et rayon de l'axe linéaire lors des interpolations de fraisage 0 : Un rayon pour tous les axes 1 : Indication séparée pour chaque axe (paramètre #1019 “dia”, diamètre des axes)
0 / 1
Relation avec d'autres fonctions
(1) Instructions de programme pendant l'interpolation de coordonnées polaires
(a) Lorsque l'interpolation de coordonnées polaires est activée, les instructions de programme se réfèrent à l'axe linéaire et à l'axe de rotation (axe hypothétique) sur le plan d'interpolation des coordonnées polaires.
L'axe de rotation (C) est adressé comme le deuxième axe (axe hypothétique) du plan. L'unité pour cet axe n'est pas “degré” mais est l'unité du premier axe du plan, l'axe linéaire
(mm ou pouce).
(b) Lors de la sortie de l'instruction G12.1, la valeur des coordonnées de l'axe imaginaire est mise sur "0". Cela signifie que la position à laquelle l'interpolation de coordonnées polaires est lancée, est interprétée comme angle = 0.
(2) Interpolation circulaire sur le plan des coordonnées polaires Les adresses pour les instructions d'arc sont définies avec le paramètre #1533 si une
interpolation circulaire doit être exécutée pendant l'interpolation de coordonnées polaires. Valeur du paramètre #1533 Indication des coordonnées du centre de l'arc X I, J (Le plan XY est le plan des coordonnées polaires) Y J, K (Le plan YZ est le plan des coordonnées polaires) Z K, I (Le plan ZX est le plan des coordonnées polaires) Caractère d'espacement (aucun réglage)
I, J (Le plan XY est le plan des coordonnées polaires)
Le rayon de l'arc peut également être indiqué avec une instruction R.
(Note) Selon le type utilisé et en fonction de la version, le paramètre (#1533) n'est éventuellement pas disponible. Dans ce cas, le réglage est comme si le paramètre (#1533) n'était pas décrit (aucun réglage).

6. Fonctions d'interpolation 6.10 Interpolation de coordonnées polaires
122
(3) Correction du rayon d'outil Une correction du rayon d'outil est possible avec l'interpolation de coordonnées polaires.
(a) La sélection du plan est réalisée comme pour l'interpolation de coordonnées polaires. Lancez et quittez la correction du rayon d'outil dans l'interpolation des coordonnées polaires.
(b) Une erreur de programme (P485) apparaît si l'interpolation de coordonnées polaires est activée alors que la correction de fraise est en marche.
(c) Si l'instruction G12.1 ou G13.1 est spécifiée sans instruction d'usinage, la position de l'axe dans le bloc avec G12.1 ou G13.1 sera interprétée, après la fin de correction du rayon d'outil, comme la position à laquelle la correction du rayon d'outil a été annulée et les pas de programme suivants seront exécutés.
(4) Usinage avec avance asynchrone
(a) Lors du lancement de l'interpolation de coordonnées polaires, le mode asynchrone est activé de manière forcée.
(b) Le mode de synchronisation qui était valable avant le lancement de l'interpolation de coordonnées polaires est remis en quittant l'interpolation de coordonnées polaires.
(c) Si le mode de la commande de vitesse circonférentielle (G96) est activé et si l'interpolation de coordonnées polaires est sélectionnée avec l'instruction G12.1, une erreur de programme apparaît (P485).
(5) Fonctions auxiliaires
(a) Les fonctions auxiliaires (M) et les fonctions supplémentaires secondaires peuvent être appliquées lorsque l'interpolation de coordonnées polaires est activée.
(b) Une instruction S se réfère dans l'interpolation de coordonnées polaires à la vitesse de l'outil entraîné et non à la vitesse de la broche.
(c) Indiquez une instruction T avant que l'interpolation de coordonnées polaires soit lancée. Une erreur de programme (P485) apparaît si une instruction T est spécifiée lorsque l'interpolation de coordonnées polaires est active.
: : T1212 ; ... Instruction T avant l'interpolation de coordonnées polaires → admissible G0 X100. Z0 ; G12.1 ; : T1200 ; ... Instruction T dans l'interpolation de coordonnées polaires → erreur : G13.1 ;
(d) Si la correction d'outil est exécutée lors d'une instruction d'axe après l'instruction T, la correction d'outil pour l'instruction T n'est éventuellement pas encore achevée. Dans ce cas, vous devez exécuter la correction d'outil dans une instruction d'axe pendant l'interpolation de coordonnées polaires. Si une instruction est émise pendant l'interpolation de coordonnées polaires via une instruction d'axe même pour l'axe hypothétique des deux axes qui forment le plan des coordonnées polaires, cette instruction sera convertie en une instruction pour deux axes réels. Tenez compte qu'une erreur de programme (P482) apparaîtra si l'instruction pour l'interpolation de coordonnées polaires est spécifiée avant que la correction d'outil soit achevée.

6. Fonctions d'interpolation 6.10 Interpolation de coordonnées polaires
123
(6) Instruction F pendant l'interpolation de coordonnées polaires Si l'avance spécifiée par une instruction F avant la mise en marche de l'interpolation de coordonnées polaires reste également valable lors de l'interpolation de coordonnées polaires, dépend de quelle avance a été sélectionnée (avance par minute (G94) ou avance par tour (G95)) :
(a) L'instruction G94 a été émise avant l'instruction G12.1 Si aucune instruction F n'est présente dans l'interpolation de coordonnées polaires, l'avance qui a été auparavant définie reste valable. Après l'achèvement de l'interpolation de coordonnées polaires, soit la valeur pour l'avance qui était définie avant le lancement de l'interpolation de coordonnées polaires est valable ou alors la dernière valeur qui a été définie dans l'interpolation de coordonnées polaires avec une instruction F est valable.
(b) L'instruction G95 a été émise avant l'instruction G12.1. Comme l'avance définie auparavant ne peut pas être utilisée pour l'interpolation de coordonnées polaires, une nouvelle instruction F doit être émise. Après l'achèvement de l'interpolation de coordonnées polaires, la valeur qui était valable avant le lancement de l'interpolation de coordonnées polaires est de nouveau valable.
Si aucune instruction F n'est spécifiée dans G12.1
Mode précédent
Aucune instruction F Après achèvement de G12.1
G94 F précédente est valable ← G95 Erreur de programme
(P62) F directement avant G12.1 est valable
Si une instruction F est spécifiée dans G12.1
Mode précédent
Instruction F dans G12.1 Après achèvement de G12.1
G94 F spécifiée est valable ← G95 F spécifiée est valable *1 F directement avant G12.1
est valable *1) Le mode d'avance
”avance par minute” est valable pendant l'interpolation de coordonnées polaires.
(7) Axe d'alésage de trou dans le cycle d'alésage fixe pendant l'interpolation de coordonnées polaires L'axe d'alésage de trou est défini avec le paramètre #1533 si une instruction pour un cycle d'alésage fixe doit être exécutée pendant l'interpolation de coordonnées polaires.
Valeur du paramètre #1533 Indication des coordonnées du centre de l'arc X I, J (Le plan XY est le plan des coordonnées polaires) Y J, K (Le plan YZ est le plan des coordonnées polaires) Z K, I (Le plan ZX est le plan des coordonnées polaires) Caractère d'espacement (aucun réglage)
I, J (Le plan XY est le plan des coordonnées polaires)

6. Fonctions d'interpolation 6.10 Interpolation de coordonnées polaires
124
Restrictions et précautions
(1) Les instructions G suivantes peuvent être utilisées pendant l'interpolation de coordonnées polaires.
Code G Fonction G00 G01 G02 G03 G04 G09 G22/23 G40-42 G61 G64 G65 G66 G66.1 G67 G80-89 G90/91 G94 G98 G99
Positionnement Interpolation linéaire Interpolation circulaire (en sens horaire) Interpolation circulaire (en sens horaire inverse) Temps d'arrêt momentané Contrôle de l'arrêt précis Barrière de mandrin ON/OFF Correction du rayon de pointe d'outil Mode de contrôle de l'arrêt précis Mode de coupe Appel de macro utilisateur (appel simple) Appel modal de macro utilisateur A (appel modal) Appel modal de macro utilisateur B (appel de bloc par macro) Quitter l'appel modal de macro utilisateur Alésage (cycle fixe) Instructions de valeur absolue/incrémentielle Avance asynchrone Alésage avec retour à la valeur initiale Alésage avec retour au point R
Une erreur de programme (P481) apparaît si un code G autre que ceux indiqués ci-dessus est utilisé pendant l'interpolation de coordonnées polaires.
(2) Le programme d'un bloc ne peut pas être relancé (reprise de programme) pendant l'interpolation de coordonnées polaires.
(3) Réglez avant le lancement de l'interpolation de coordonnées polaires le système de coordonnées de telle sorte que l'axe de rotation soit situé à l'origine du système de coordonnées. Ne modifiez pas pendant l'interpolation de coordonnées polaires le système de coordonnées avec par ex. les instructions G50, G52, G53 ou G54 à G59.
(4) L'avance pendant l'interpolation de coordonnées polaires correspond à la vitesse d'interpolation sur le plan d'interpolation de coordonnées polaires (système de coordonnées orthogonales).
(La vitesse relative de l'outil est convertie à l'aide de la conversion des coordonnées polaires.) Lorsque le centre de l'axe de rotation est passé sur le plan d'interpolation de coordonnées
polaires (système de coordonnées orthogonales), l'avance latérale de l'axe de rotation sera très élevée après l'interpolation de coordonnées polaires.
(5) Les déplacements en dehors du plan d'interpolation de coordonnées polaires ne sont pas influencés par l'interpolation de coordonnées polaires pendant l'interpolation de coordonnées polaires.
(6) Les valeurs de coordonnées actuelles sont représentées lors de l'affichage des positions réelles pendant l'interpolation de coordonnées polaires. Toutefois, à la place du “chemin restant à parcourir” est affiché le chemin qui doit encore être parcouru sur le plan d'interpolation des coordonnées polaires.
(7) L'interpolation de coordonnées polaires est quittée lors de la mise hors circuit de l'alimentation et lors de la remise à zéro de la commande.
(8) Si l'un des axes qui a été adressé lors de l'interpolation de coordonnées polaires n'a exécuté aucun retour à l'origine, une erreur de programme (P484) sera signalée.
(9) Une correction du rayon d'outil activée doit être quittée avant le lancement de l'interpolation de coordonnées polaires.
(10) Le mode de coupe est sélectionné en quittant l'interpolation de coordonnées polaires et le plan qui était sélectionné avant le lancement de l'interpolation de coordonnées polaires est de nouveau valable.
(11) Une erreur de programme (P486) apparaît si l'instruction pour l'interpolation de coordonnées polaires est appelée pendant l'usinage d'image symétrique.
(12) Une erreur de programme (P481) apparaît si l'interpolation cylindrique ou l'interpolation de coordonnées polaires est appelée pendant l'interpolation de coordonnées polaires.

6. Fonctions d'interpolation 6.10 Interpolation de coordonnées polaires
125
Exemple de programme
Axe C hypothétique
Axe X
Axe Z
Axe C
Axe C hypothétique
Axe C
Outil
Axe X
N01 N02
N11
N05
N04
N03
N10
N09 N08
N07
N06
Trajectoire calculée par la correction du rayon d'outil Trajectoire programmée
<Programme>
: : N00 T0101; : : N01 G17 G90 G0 X40.0 C0 Z0;N02 G12.1; N03 G1 G42 X20.0 F2000; N04 C10.0; N05 G3 X10.0 C20.0 R10.0; N06 G1 X-20.0; N07 C-10.0; N08 G3 X-10.0 C-20.0 I10.0 J0;N09 G1 X20.0; N10 C0; N11 G40 X40.0; N12 G13.1; : : M30 ;
Spécification de la position de départ Lancement de l'interpolation de coordonnées polaires Lancement de l'usinage Programme pour la création de la forme (Base pour l'usinage sont les valeurs pour les coordonnées orthogonales sur le plan imaginaire XC.) Quitter l'interpolation de coordonnées polaires

6. Fonctions d'interpolation 6.11 Interpolation exponentielle
126
6.11 Interpolation exponentielle; G02.3, G03.3
Fonction et but
L'axe de rotation est converti lors de l'interpolation exponentielle en une fonction exponentielle par rapport aux axes linéaires. Simultanément, une interpolation linéaire a lieu entre les axes linéaires. Il est ainsi possible de pourvoir un cône d'une rainure en forme d'hélice avec pas constant. Exemple d'application : fabrication de fraises à queue • Usiner une rainure conique régulière en forme d'hélice
(axe linéaire)
Angle du pas : J1=J2=J3
Axe A (axe de rotation)
Axe Z
Axe X J1 J2 J3
(G02.3/G03.3)
(G00)
(G01) (G01)
• Relation entre l'axe linéaire et l'axe de rotation
Axe A (axe de rotation)
"Relation entre l'axe linéaire et l'axe de rotation"
X=B (eCA-1) B, C... constant Axe X
(axe linéaire)

6. Fonctions d'interpolation 6.11 Interpolation exponentielle
127
Format d'instruction
G02.3/G03.3 Xx1 Yy1 Zz1 Ii1 Jj1 Rr1 Ff1 Qq1 ; G02.3 Interpolation pour la spirale tournant en avant G03.3 Interpolation pour la spirale tournant en arrière X Point d'arrivée de l'axe X (Note 1) Y Point d'arrivée de l'axe Y (Note 1) Z Point d'arrivée de l'axe Z (Note 1) I Angle i1 (Note 2) J Angle j1 (Note 2) R Valeur constante r1 (Note 3) F Avance initiale (Note 4) Q Avance au point d'arrivée (Note 5)
(Note 1) Indiquez le point d'arrivée de l'axe linéaire déterminé par le paramètre #1514 (expLinax) et le point d'arrivée de l'axe qui est interpolé linéairement avec cet axe.
Si le point d'arrivée de l'axe de rotation défini par le paramètre #1515 (expRotax) est indiqué, ce n'est pas une interpolation exponentielle qui sera réalisée mais une interpolation linéaire.
(Note 2) L'unité de réglage d'entrée est définie comme suit.
Réglage #1003 = B #1003 = C #1003 = D #1003 = E (Unité = °) 0.001 0.0001 0.00001 0.000001
La plage de réglage est de ・89° à +89°. Si pour I ou J, aucune valeur n'est indiquée, une erreur de programme (P33) apparaît. Une erreur de programme (P35) apparaît si pour I ou J la valeur 0 est indiquée. (Note 3) Spécification de l'unité de réglage d'entrée.
Réglage #1003 = B #1003 = C #1003 = D #1003 = E Unité Métrique 0.001 0.0001 0.00001 0.000001 mm En pouces 0.0001 0.00001 0.000001 0.0000001 pouces
La valeur indiquée doit être positive et supérieure à zéro. Une erreur de programme (P33) apparaît si aucune valeur n'est indiquée pour R. Une erreur de programme (P35) apparaît si la valeur 0 est indiquée pour R. (Note 4) L'unité et la plage des valeurs correspondent à l'instruction normale F. L'avance est
indiquée par minute. Indiquez une avance composée qui inclut également l'axe de rotation. La valeur modale d'une instruction F normale n'est pas modifiée par la valeur indiquée. Une erreur de programme (P33) apparaît si aucune valeur n'est indiquée pour F. Une erreur de programme (P35) apparaît si la valeur 0 est indiquée pour F. (Note 5) Spécification de l'unité de réglage d'entrée.
Réglage #1003 = B #1003 = C #1003 = D #1003 = E Unité Métrique 0.001 0.0001 0.00001 0.000001 mm En pouces 0.0001 0.00001 0.000001 0.0000001 pouces
L'unité et la plage des valeurs correspondent à l'instruction normale F. Indiquez une avance composée qui inclut également l'axe de rotation. La valeur modale d'une instruction F normale n'est pas modifiée par la valeur indiquée. L'axe se déplace en commençant avec l'avance initiale (F) jusqu'au point d'arrivée
auquel l'avance indiquée par Q est valable. Si Q n'est pas indiqué dans l'instruction, il sera usiné entre le point de départ et le point
d'arrivée avec l'avance initiale qui a été indiquée avec F. (L'avance au point de départ et au point d'arrivée est alors identique.)
Une erreur de programme (P35) apparaît si la valeur 0 est indiquée pour Q.

6. Fonctions d'interpolation 6.11 Interpolation exponentielle
128
• Usiner une rainure conique régulière en forme d'hélice
i1
j1 x1 x0
r1
Axe Z Axe Z
Axe A
Axe linéaire ... axe X, axe de rotation ... axe A, axe linéaire (axe X) point de départ ... x0
Équation de la relation exponentielle des axes
La relation exponentielle entre l'axe linéaire (X) et l'axe de rotation (A) dans l'instruction G02.3/G03.3 est définie comme suit : X (θ) = r1 ∗ (eθ/D・ 1) / tan (i1) (Déplacement (1) de l'axe linéaire (X)) A (θ) = (・1)ω ∗ 360 ∗ θ / (2π) (Déplacement de l'axe de rotation (A)) D = tan (j1) / tan (i1) ω = 0 lors de rotation en avant (G02.3) et ω = 1 lors de rotation en arrière (G03.3) θ est l'angle de rotation (radian) commençant au point de départ de l'axe de rotation L'angle de rotation de l'axe de rotation (θ) peut être calculé avec la formule (1) : θ = D ∗ 1n (X ∗ tan (i1) / r1) + 1

6. Fonctions d'interpolation 6.11 Interpolation exponentielle
129
Exemple d'usinage
• Exemple d'usinage d'une rainure conique régulière en forme d'hélice
i1
j1 x1 x0 x2
P1
Axe A
r1 r2
z1 z2 z0
Axe X
Axe Z
<Équations pour cet exemple >
Z (θ) = r1 ∗ (eθ/D・1) ∗ tan (p1) / tan (i1) + z0 ... (1) X (θ) = r1 ∗ (eθ/D・1) / tan (i1) ... (2) A (θ) = (・1) ω ∗ 360 ∗ θ / (2π) D = tan (j1) / tan (i1) Z (θ) Valeur absolue mesurée à partir de l'origine de l'axe Z (axe qui interpole linéairement
dans un intervalle avec l'axe linéaire (axe X)). X (θ) Valeur absolue mesurée à partir de l'origine de l'axe X (axe linéaire) A (θ) Valeur absolue mesurée à partir de l'origine de l'axe A (axe de rotation) r1 Valeur constante de l'interpolation exponentielle (est indiquée dans l'instruction avec R) r2 Rayon de la pièce sur le côté gauche x2 Axe X (axe linéaire) sur le côté gauche de la pièce x1 Point d'arrivée de l'axe X (axe linéaire), est indiqué dans l'instruction avec X x0 Point d'extrémité de l'axe X (axe linéaire), tenez compte du fait que x0 ≤ x1 afin que l'outil
ne soit pas gêné par la pièce. z1 Point d'arrivée de l'axe Z (axe qui interpole linéairement dans un intervalle avec l'axe
linéaire (axe X)) est indiqué dans l'instruction avec Z z0 Point de départ de l'axe Z (axe qui interpole linéairement dans un intervalle avec l'axe
linéaire (axe X)) i1 Angle d'inclinaison du cône (est indiqué dans l'instruction avec I) p1 Angle d'inclinaison du fond de la rainure j1 Angle de rotation (pas) (est indiqué dans l'instruction avec J) ω Sens de rotation de la spirale qui sera décrit sur le cône (0 : rotation en avant,
1 : rotation en arrière) θ Angle de rotation de la pièce (radian) f1 Avance initiale (est indiqué dans l'instruction avec F) q1 Avance au point d'arrivée (est indiqué dans l'instruction avec Q) k1 Données imprécises (adresse instruction K) Il résulte des formules (1) et (2) : Z (θ) = X (θ) ∗ tan (p1) + z0 ... (3) D'après la formule (3), l'angle d'inclinaison du fond de la rainure (p1) est déterminé par les points d'arrivée de l'axe X et de l'axe Z (x1, z1). La trajectoire sur l'axe Z est prédéfinie par l'angle d'inclinaison du fond de la rainure (p1) et la position sur l'axe X. r1 peut être calculé à partir des valeurs du rayon de la pièce (r2), du point de départ sur l'axe X (x0), de la position de x2 et de l'angle d'inclinaison du cône (i1) . r1 = r2 ・ (x2 ・ x0) ∗ tan (i1)

6. Fonctions d'interpolation 6.11 Interpolation exponentielle
130
L'angle d'inclinaison du cône (i1) et l'angle de rotation (j1) sont indiqués dans l'instruction avec I ou J. Si l'appointage du cône passe dans l'autre sens, l'angle d'inclinaison (i1) doit être pourvu d'un signe négatif. Le sens de rotation (ω) est spécifié par le code G. (G02.3 provoque une rotation en avant et G03.3 une rotation en arrière)
Application des instructions
G2.3 (correspond à G3.3 si j1<0)
Déplacement dans la direction X > 0 Déplacement dans la direction X < 0
i1>0 i1<0 i1>0 i1<0
Inst
ruct
ion
i1
X
Z Point
d'arrivée j1
r1
Point de départ
-
X
Z+
j1
i1
r1
Pointd'arrivée
Point de départ
X
Z
j1
i1
r1
Point de départ
Pointd'arrivée
Point d'arrivée
Point de départ
X
Z+ -
j1
i1
r1
Traj
ecto
ire
X
A
X
A
X
A
X
A
Exe
mpl
e de
pr
ogra
mm
e
N10 G28XYZC;
N20 G91G0 X100. Z100.;
N30 G2.3 X100. Z100.
I50. J80. R105. F500.;
N40 M30;
N10 G28XYZC;
N20 G91G0 X100. Z200.;
N30 G2.3 X100. Z-100.
I-50. J80. R105. F500.;
N40 M30;
N10 G28XYZC;
N20 G91G0 X-100. Z100.;
N30 G2.3 X-100. Z100.
I50. J80. R105. F500.;
N40 M30;
N10 G28XYZC;
N20 G91G0 X-100. Z200.;
N30 G2.3 X-100. Z-100.
I-50. J80. R105. F500.;
N40 M30;
G3.3 (correspond à G2.3 si j1<0)
Déplacement dans la direction X > 0 Déplacement dans la direction X < 0
i1>0 i1<0 i1>0 i1<0
Inst
ruct
ion
Point d'arrivéePoint de
départ
X
Z
j1
i1
r1
Pointarrivée
Point de départ
-
X
Z+
j1
r1
Point départ
Pointd'arrivée
X
Z
j1
i1
r1
Point d'arrivée
Point de départ
X
Z+ -
j1
i1
r1
Traj
ecto
ire
X A
X
A
X A
X
A
Exe
mpl
e de
pr
ogra
mm
e
N10 G28XYZC;
N20 G91G0 X100. Z100.;
N30 G3.3 X100. Z100.
I50. J80. R105. F500.;
N40 M30;
N10 G28XYZC;
N20 G91G0 X100. Z200.;
N30 G3.3 X100. Z-100.
I-50. J80. R105. F500.;
N40 M30;
N10 G28XYZC;
N20 G91G0 X-100. Z100.;
N30 G3.3 X-100. Z100.
I50. J80. R105. F500.;
N40 M30;
N10 G28XYZC;
N20 G91G0 X-100. Z200.;
N30 G3.3 X-100. Z-100.
I-50. J80. R105. F500.;
N40 M30;
Conseils de sécurité pour la programmation

6. Fonctions d'interpolation 6.11 Interpolation exponentielle
131
(1) Lors de l'interpolation exponentielle avec les instructions G02.3/G03.3, le point de départ de l'axe linéaire et de l'axe de rotation est considéré comme étant "0" pour le calcul des relations exponentielles.
(2) Même si l'interpolation exponentielle est activée par les instructions G02.3/G03.3, il est interpolé linéairement dans les cas suivants.
L'avance qui a été prédéfinie par une instruction F dans le bloc pour l'interpolation exponentielle est utilisée comme avance pour l'interpolation linéaire. (Tenez compte du fait que l'avance qui est valable en dehors de ce bloc ne sera pas modifiée par cette instruction F.) • L'axe linéaire qui a été défini par le paramètre #1514 (expLinax) n'a pas été indiqué dans
l'instruction ou la trajectoire pour cet axe est 0. • L'axe de rotation (#1515 expRotax) a été indiqué dans l'instruction.
(3) Aucun offset de longueur d'outil et aucune correction de fraise ne peut être sélectionnée pendant l'interpolation exponentielle. Toutefois, un offset de longueur d'outil qui est activé avant le lancement de l'interpolation exponentielle, reste également valable pendant l'interpolation exponentielle.
(4) Une erreur de programme apparaît si l'interpolation exponentielle est lancée pendant l'interpolation de coordonnées polaires ou l'interpolation cylindrique.
(5) Lors d'interpolation exponentielle avec les instructions G02.3/G03.3, il sera usiné avec une avance asynchrone, même si l'avance synchrone est sélectionnée.
(6) Si dans le paramètre #1515 (expRota), le même axe qui est également défini comme axe C initial, est indiqué, l'axe qui a été sélectionné avec le signal d'axe C sera interpolé comme axe de rotation.

7. Fonctions d'avance 7.1 Avance rapide
132
7. Fonctions d'avance 7.1 Avance rapide
Fonction et but
La vitesse de l'avance rapide peut être déterminée de manière indépendante pour chaque axe. La plage des vitesses disponibles est de 1 mm/min à 10000000 mm/min. La vitesse maximale est limitée par la spécification de la machine. Les réglages de déplacement rapide sont décrits dans le manuel technique de la machine. Pendant le positionnement, deux trajectoires sont disponibles : le type d'interpolation où la zone partant du point de départ jusqu'au point limite est linéairement interpolée, et le type de non-interpolation où le déplacement se fait à vitesse maximale sur les différents axes. Le type est choisi par le paramètre "#1086 G0Intp". Le temps de positionnement est identique pour les deux types.
(Note) Influence de l'avance rapide Une influence peut être exécutée aussi bien pour l'avance rapide manuelle que pour
l'avance rapide automatique par un signal d'entrée externe. Il existe deux types de correction, selon les caractéristiques de l'API.
Type 1 : Influence en 4 pas : 1%, 25%, 50% et 100% Type 2 : Influence par pas de 1% de 0% à 100%.
7.2 Avance de coupe
Fonction et but
Cette fonction indique l'avance pour les instructions de coupe. Il est possible d'indiquer une avance par tour de broche ou par minute. L'avance est enregistrée dans la mémoire après la première spécification comme valeur modale. La valeur enregistrée sera mise à zéro seulement à la mise en route de l'alimentation. La grandeur d'avance maximale peut être verrouillée par le paramètre de verrouillage d'avance de coupe dont la plage de réglage correspond à celle de cette fonction. L'avance de coupe est assignée par l'adresse F et huit positions (entrée directe F à huit positions). Les huit positions de l'instruction F sont assignées avec une virgule décimale pour un nombre entier à cinq chiffres et pour un nombre fractionnaire à trois chiffres. L'avance de coupe s'applique aux instructions G01, G02, G03, G33 et G34. Exemple (avance asynchrone)
Avance G1 X100. Z100. F200 ; 200.0 mm/min F200. ou F200.000 indique la même avance.F1 X100. Z100. F123.4 ; 123.4 mm/min F1 X100. Z100. F56.789 ; 56.789 mm/min
Plage de vitesse programmable (pour une unité de réglage de 1μm)
Mode d'instruction
Plage de réglage de l'avance Remarque
mm/min 0,001 à 10000000 mm/min pouces/min 0,0001 à 1000000 pouces/min
°/min 0,001 à 10000000 °/min (Note 1) Une erreur de programme (P62) apparaît, si la première instruction de coupe (G01, G02,
G03, G33, G34) après avoir mis l'alimentation en route ne contient aucune instruction F.

7. Fonctions d'avance 7.3 Avance F à 1 chiffre
133
7.3 Avance F à 1 chiffre
Fonction et but
En spécifiant le paramètre d'avance F à 1 chiffre (F1-digit), l'avance qui a été spécifiée selon le numéro à un chiffre d'après l'adresse F, sert de valeur de commande. Si F0 a été spécifiée, l'avance rapide sera appelée et la vitesse correspond à celle pour G00. (G modale n'est pas modifiée.) Si F1 à F5 a été spécifiée, l'avance qui correspond à l'instruction sert de valeur de commande. Une instruction supérieure à F6 sera traitée comme avance de coupe normale. La liste d'instructions F à 1 chiffre n'est valable que dans un bloc modal avec G01, G02, G03, G02.1 ou G03.1. L'instruction F à 1 chiffre peut également être utilisée dans un cycle d'usinage fermé.
Description détaillée
La fonction de surcommande de l'avance qui sera spécifiée en relation avec F à 1 chiffre, sera exécutée via le 1er mode manuel (générateur d'impulsions). Une modification d'avance via le 2ième ou 3ième mode manuel n'est pas possible. La grandeur de laquelle la grandeur d'avance peut être diminuée ou augmentée se calcule comme suit :
±ΔF = FM
K × (±nombre d'impulsions du générateur d'impulsions manuel)
Où "+" signifie une augmentation et "–" une diminution. K : Constante d'opération (C'est le nombre de divisions FM et la constante calculée de
la vitesse incrémentielle/décrémentielle par division d'échelle du générateur d'impulsions manuel.) Le réglage est réalisé par le paramètre de base "#1507 F1_K".
FM : représente la vitesse verrouillée pour F1 à F5. Le réglage est réalisé par le paramètre de base "#1506 F1_FM".
Indiquez les vitesses correspondantes pour F1 à F5 à l'aide des paramètres de base correspondants "#1185 spd_F1" à "#1189 spd_F5". La plage d'augmentation/diminution est comprise entre “0” et la valeur de réglage du paramètre "#1506 F1_K". L'alarme de service (104) apparaît si l'avance est égale à 0. (1) Opération
(a) Activez l'instruction F à 1 chiffre. (Mettez le paramètre de base "#1079 F1digt" sur 1.) (b) Spécifiez FM et K.
Plage de réglage K : 1 à 32767 (paramètre de base "#1507 F1_K") FM : 0 à Fmax (mm/min) (paramètre de base "#1506 F1_FM")
(c) Spécifiez F1 à F5. (paramètre de base "1185 spd_F1" à "#1189 spd_F5")

7. Fonctions d'avance 7.3 Avance F à 1 chiffre
134
(2) Remarques particulières (a) L'utilisation simultanée de l'instruction F à 1 chiffre et de l'instruction normale d'avance de
coupe est possible si F1-Digit est valable. (Exemple 1) F0 Avance rapide F1 à F5 F à 1 chiffre F6 ou plus élevée Instruction d'avance de coupe normale (b) F1 à F5 ne sont pas correctes dans le mode G00 et l'avance rapide sera appelée. (c) Si F0 est spécifié en mode G02 ou G03, une erreur de programme (P121) apparaît. (d) Si F1. à F5. (avec virgule décimale) sont spécifiées, les instructions directes 1 mm/min à 5
mm/min sont appelées au lieu de l'instruction F à 1 chiffre. (e) Si les instructions sont spécifiées en unité millimètre ou degré, la grandeur d'avance
qui a été spécifiée par rapport à F1 à F5 ferra office de vitesse en mm ()/min. (f) Si les instructions sont spécifiées en pouces, un dixième de la grandeur d'avance qui a été
spécifiée par rapport à F1 à F5 ferra office de vitesse en pouces/min. (g) Le nombre d'impulsions du générateur d'impulsions manuel est d'une impulsion par
division d'échelle indépendamment du facteur d'échelle. (h) Pendant une instruction F à 1 chiffre, le numéro F à 1 chiffre et le signal d'instruction F à 1
chiffre seront sortis comme un signal API. (i) Si une avance F à 1 chiffre est spécifiée pendant l'avance par tour (G95), elle sera
également traitée comme instruction F normale (instr. directe avec valeur numérique).
(3) Instructions F à 1 chiffre et instructions G (a) Une instruction G du groupe 01 dans le même bloc avec des instructions F à 1 chiffre
Avance exécutée Taux affichage modal G modale G0F0 F0G0 Déplacement rapide 0 G0
G0F1 F1G0 Déplacement rapide 1 G0
G1F0 F0G1 Déplacement rapide 0 G1
G1F1 F1G1 Contenu F1 1 G1
(b) Les instructions F à 1 chiffre et non-modales peuvent être spécifiées dans un même bloc.
Dans ce cas, l'instruction non-modale sera réalisée et au même moment, l'instruction F à 1 chiffre modale sera actualisée.
(4) Exemple pour le réglage de la constante arithmétique K
Si l'échelle du volant est réglée sur ±10 mm/min. FM sera réglé sur 15000 mm/min :
ΔF = 10 = 15000
K Où K est égale à 1500. La grandeur d'avance sera réglée par la rotation du volant d'une unité d'échelle sur F(1 à 5) ±10 (mm/min).
(5) Validité du réglage du volant Le réglage du volant est valide pendant l'avance de coupe (F1 à F5), le démarrage automatique et l'instruction F à 1 chiffre, si l'interrupteur du volant sur le côté de la machine est mis sur ON tout comme en mode IMD, en mode de bande perforée ou en mode mémoire et que le verrouillage de la machine (déplacement rapide sous verrouillage de machine) ou état de parcours à vide ne soient pas activés. Cette fonction ne peut pas être utilisée en l'absence des spécifications du volant.

7. Fonctions d'avance 7.4 Avance synchrone/asynchrone
135
7.4 Avance synchrone/asynchrone; (G94, G95)
Fonction et but
Par le biais de l'instruction G95 la valeur d'avance par rotation peut être assignée par une instruction F. La broche doit disposer d'un encodeur pour que cette instruction puisse être utilisée.
Format d'instruction
G94; G95; G94 Avance par minute (mm/min) (avance asynchrone) G95 Avance par tour (mm/tr) (avance synchrone)
L'instruction G95 est du type modal, elle est donc valable jusqu'à la prochaine attribution de l'instruction G94 (avance par minute).
(1) La plage programmable de l'instruction F est comme suit :
La grandeur de décalage par rotation de broche avec avance synchrone (avance par rotation) est attribuée par le code F. La plage programmable est indiquée dans le tableau ci- après.
Entrée en mesures métriques
Système d'unités d'entrée
B (0.001 mm) C (0.0001 mm)
Mode de commande Avance par minute Avance par tour Avance par minute Avance par tour
Adresse d'instruction F (mm/min) F (mm/tour) F (mm/min) F (mm/tour)
Plus petit incrément
d'instruction
1 (= 1.00), (1. = 1.00)
1 (= 0.0001), (1. = 1.00)
1 (= 1.000), (1. = 1.000)
1 (= 0.00001), (1. = 1.00)
Plage programmable
0.01 à 1000000.00
0.0001 à 9999.9999
0.001 à 1000000.000
0.00001 à 9999.99999
Système d'unités d'entrée
D (0.00001 mm) E (0.000001 mm)
Mode de commande Avance par minute Avance par tour Avance par minute Avance par tour
Adresse d'instruction F (mm/min) F (mm/tour) F (mm/min) F (mm/tour)
Plus petit incrément
d'instruction 1 (= 1.0000), (1. = 1.0000)
1 (= 0.000001), (1. = 1.00)
1 (= 1.00000), (1. = 1.00000)
1 (= 0.0000001), (1. = 1.00)
Plage programmable
0.0001 à 1000000.0000
0.000001 à 9999.999999
0.00001 à 1000000.00000
0.0000001 à 9999.9999999

7. Fonctions d'avance 7.4 Avance synchrone/asynchrone
136
Entrée en pouces Système d'unités d'entrée
B (0.0001 pouces) C (0.00001 pouces)
Mode de commande Avance par minute Avance par tour Avance par minute Avance par tour
Adresse d'instruction F (pouces/min) F (pouces/tour) F (pouces/min) F (pouces/tour)
Plus petit incrément
d'instruction
1 (= 1.000), (1. = 1.000)
1 (= 0.000001), (1. = 1.000)
1 (= 1.0000), (1. = 1.0000)
1 (= 0.0000001), (1. = 1.000)
Plage programmable
0.001 à 100000.000
0.000001 à 99.999999
0.0001 à 100000.0000
0.0000001 à 99.9999999
Système d'unités d'entrée
D (0.000001 pouces) E (0.0000001 pouces)
Mode de commande Avance par minute Avance par tour Avance par minute Avance par tour
Adresse d'instruction F (pouces/min) F (pouces/tour) F (pouces/min) F (pouces/tour)
Plus petit incrément
d'instruction 1 (= 1.00000), (1. = 1.00000)
1 (= 0.00000001), (1. = 1.000)
1 (= 1.000000), (1. = 1.000000)
1 (= 0.000000001), (1. = 1.000)
Plage programmable
0.00001 à 100000.00000
0.00000001 à 99.99999999
0.000001 à 100000.000000
0.000000001 à 99.999999999
(2) La vitesse effective (vitesse de déplacement réelle de la machine) et les conditions d'avance par rotation sont définies par la formule suivante (formule 1).
FC = F x N x OVR .... (formule 1)
Avec FC = Vitesse effective (mm/min, pouces/min) F = Avance assignée (mm/tr, pouces/tr) N = Vitesse de la broche (min-1)
OVR = Surcommande de l'avance de coupe
Dans le cas où plusieurs axes seraient attribués en même temps, la vitesse effective FC de la formule 1 en sens vectoriel de l'instruction s'applique.
(Note 1) La vitesse effective (mm/min ou pouces/min), générée par conversion de la vitesse
assignée, de la vitesse de broche et de la surcommande de vitesse de coupe en vitesse par minute, est affichée comme FC sur le moniteur de l'unité de réglage et de visualisation.
(Note 2) Si la vitesse effective ci-dessus dépasse la vitesse de verrouillage de coupe, elle est spécifiée sur la vitesse de verrouillage.
(Note 3) Si la vitesse de broche est 0 en exécutant une avance synchrone, l'alarme de service (105) apparaît.
(Note 4) Pendant le verrouillage de machine lors d'un usinage à grande vitesse, la vitesse s'élève à 1.000.000 mm/min (ou 39.370 pouces/min, 1.000.000 °/min) malgré la vitesse assignée et la vitesse de la broche. Sans usinage à grande vitesse, la vitesse correspond aux conditions sans verrouillage de machine.
(Note 5) Sous des conditions de marche à sec, la vitesse asynchrone sert de règle, et le mouvement se produit à la vitesse réglée de manière externe (mm/min ou pouces/min).
(Note 6) À la mise sous tension et pendant l'exécution de M02 ou M30, l'avance asynchrone (G94) ou synchrone (G95) peut être sélectionnée à l'aide du paramètre #1074 I. Sync.

7. Fonctions d'avance 7.5 Spécification d'avance et effet sur les axes de commande
137
7.5 Spécification d'avance et effet sur les axes de commande Fonction et but
Comme déjà mentionné, une machine dispose d'une série d'axes de commande. Ces axes de commande peuvent être subdivisés en axes linéaires qui commandent les mouvements linéaires et en axes de rotation qui commandent la rotation. L'avance est conçue de telle sorte qu'elle spécifie la vitesse de déplacement de ces axes, et l'effet exercé à cette vitesse d'avance sur la vitesse de déplacement d'outil qui a son tour influence la coupe se distingue en fonction du fait si la commande s'applique aux axes linéaires ou aux axes de rotation. La grandeur de déplacement des différents axes est attribuée séparément par une valeur qui correspond à l'axe respectif. L'avance ne sera pas attribuée individuellement à chaque axe, mais comme valeur séparée. Dans le cas où le système commanderait simultanément deux ou plusieurs axes, il est important de connaître la corrélation entre les différents axes concernés. Les paragraphes suivants décrivent l'assignation de l'avance.
Lors de contrôle d'axes linéaires
Même en cas d'une commande à exécuter avec un axe de machine ou d'une commande simultanée de deux ou plusieurs axes, l'avance assignée par le code F agit comme vitesse linéaire en sens d'avance de l'outil. (Exemple) L'avance porte la désignation "f" et les axes linéaires (X et Z) doivent être commandés.
X
ZZ
X P2 (point d'arrivée de l'outil)
La vitesse dans cettedirection est "f"
P1 (point de départ de l'outil)
Avance de l'axe X = f ×
Avance de l'axe Z = f ×
X
x2 + z2
Z
x2 + z2
Dans le cas d'une commande des axes linéaires il suffit d'introduire dans le programme la vitesse de coupe. La vitesse assignée sera répartie sur les composants selon les grandeurs de déplacement, et chacun de ces composants forme la vitesse d'avance pour l'axe respectif.

7. Fonctions d'avance 7.5 Spécification d'avance et effet sur les axes de commande
138
(Note) Si la fonction d'interpolation circulaire est utilisée et l'outil se déplace le long de la circonférence via l'axe linéaire de commande, la vitesse dans le sens d'avance d'outil ou en d'autres termes, dans la direction tangentielle, est la vitesse d'avance spécifiée par le programme.
X
Z
X
ZI
P2
P1
Vitesse linéaire "f"
(Exemple) La vitesse d'avance porte la désignation "f" et les axes linéaires (X et Z) doivent être
commandés à l'aide de la fonction d'interpolation circulaire. Dans ce cas, la vitesse d'avance des axes X et Z est modifiée avec le déplacement de
l'outil. La vitesse combinée conserve toutefois toujours la valeur constante "f".
Si les axes de rotation sont commandés
Dans le cas d'une commande prévue des axes de rotation, la vitesse d'avance assignée agit comme vitesse de rotation sur les axes de rotation, c'est-à-dire comme vitesse angulaire. De ce fait, la vitesse de coupe en sens d'avance de l'outil varie, c'est-à-dire la vitesse linéaire dépend de la distance entre le centre de rotation et l'outil. Il faut considérer cette distance lors de la spécification de la vitesse d'avance dans le programme. (Exemple) L'avance porte la désignation "f" et l'axe de rotation (C) doit être commandé (unités "f" = °/min).
c
r
P2 (point d'arrivée de l'outil)
Centre de la rotation
Vitesse angulaire "f"
P1 (point de départ de l'outil)
Vitesse linéaire = π • r • f
180
Pour obtenir dans ce cas la vitesse de coupe (vitesse linéaire) en sens d'avance de l'outil "fc" : fc = f ×
Il faut spécifier dans le programme l'avance suivante : f = fc ×
π • r 180
180 π • r

7. Fonctions d'avance 7.5 Spécification d'avance et effet sur les axes de commande
139
Si l'axe linéaire et l'axe de rotation doivent être commandés simultanément
Le système CN est exploité de la même façon, que des axes linéaires ou des axes de rotation soient à commander. Si un axe de rotation doit être commandé, la valeur numérique assignée par les valeurs de coordonnées (C, H) est l'angle et les valeurs numériques assignées par l'avance (F) sont toutes traitées comme vitesses linéaires. En d'autres termes, 1° sur l'axe de rotation est traité comme 1 mm sur l'axe linéaire. S'il est prévu de commander simultanément des axes linéaires et des axes de rotation, les composants de la valeur numérique spécifiée par F - les différents composants correspondent aux différents axes - sont identiques à ceux du paragraphe 1 (le cas de simplement une commande d'axes linéaires). Même si, dans ce cas, ni la direction, ni la grandeur des composants de vitesse ne sont modifiées sur la base de la commande d'axes linéaires, la direction des composants de vitesse est modifiée sur la base de la commande d'axes de rotation ensemble avec le déplacement d'outil (la grandeur ne varie pas). De ce fait ,la vitesse composée est modifiée en sens d'avance de l'outil conjointement avec le déplacement de l'outil.
(Exemple) La vitesse d'avance porte la désignation "f" et, l'axe linéaire (X) et l'axe de rotation (C) doivent être commandés simultanément. Supposé que la valeur d'instruction incrémentielle de l'axe X soit "x" et que la valeur d'instruction incrémentielle de l'axe C soit "c" :
P1
θ X
fc
c
fcft
fx
fx
ft r θ
P2
La longueur et la direction pour fx sont fixes.La longueur pour fc est fixe mais la direction varie. La longueur et la direction varient pour ft.
Centre de la rotation

7. Fonctions d'avance 7.5 Spécification d'avance et effet sur les axes de commande
140
L'avance de l'axe X (vitesse linéaire) "fx" et l'avance de l'axe C (vitesse angulaire) "ω" sont exprimées sous forme de : fx = f × . ....... (1) ω = f × ........ (2) La vitesse linéaire "fc" résulte de la commande d'axe C comme suit : fc = ω × ........ (3) Si la vitesse en sens d'avance de l'outil au point de départ P1 est "ft" et si les composants de vitesse en sens des axes X et Y sont "ftx" resp. "fty", ils peuvent être exprimés comme suit : ftx = −rsin ( θ ) × ω + fx ........ (4) fty = −rcos ( θ ) × ω................... (5) Où r est la distance entre le centre de rotation et l'outil (en mm) et θ est l'angle entre le point P1 et l'axe X au point de rotation (en °). La vitesse combinée "ft" est selon les formules (1), (2), (3), (4) et (5) : ft = ftx2 + fty2 x2 − x × c × rsin ( θ) + ( )2 = f × x2 + c2 La vitesse d'avance "f" assignée par le programme doit donc être comme suit : x2 + c2
x2 − x × c × rsin ( θ) + ( )2 "ft" de la formule (6) est la vitesse au point P1 et la valeur de θ varie quand l'axe X tourne, c'est-à-dire que la valeur "ft" varie également. Pour cette raison, la vitesse de coupe "ft" doit être maintenue aussi constante que possible, l'angle de rotation assigné à un bloc doit être réduit autant que possible et la vitesse de variation intervenant dans la valeur θ doit être minimisée.
X x2 + c2
c x2 + c2
π × r 180
π 180
π 180
π 180
π 180
π 180
π90
π × r × c 180
π180
π90
π × r × c 180
f = ft ×
........... (6)
........... (7)

7. Fonctions d'avance 7.7 Accélération/décélération automatique
142
7.7 Accélération/décélération automatique
Fonction et but
En avance rapide et en avance manuelle, le mode d’accélération/décélération est l’accélération linéaire et la décélération linéaire. Par paramètre, la constante de temps TR est réglable indépendamment pour chaque axe entre 1 et 500 ms, par incréments de 1 ms. En avance de coupe (avance manuelle exceptée), l’accélération et la décélération sont exponentielles. Par paramètre, la constante de temps Tc est réglable indépendamment pour chaque axe entre 1 et 500 ms, par incréments de 1 ms. (En règle générale, on adopte la même constante de temps pour tous les axes.)
Avec instructions continues
Avec instructions continues
TR
f
t
TC
f
t TR Td
TC
Accélération/décélération en avance rapide (TR = constante de temps en avance rapide) (Td = temps de contrôle de décélération)
Accélération/décélération en avance de coupe(Tc = constante de temps en avance de coupe)
En avance rapide et en avance manuelle, lorsque le nombre d’impulsions demandées dans le bloc en cours est "0" et que l’erreur de poursuite de la boucle d'asservissement d’accélération/décélération est nulle, le bloc suivant est exécuté. Par contre, en avance de coupe, l’exécution du bloc suivant commence dès que le nombre d’impulsions du bloc en cours est “0” mais il est aussi possible de soumettre l’exécution du bloc suivant à un contrôle par signal externe de résorption de l’erreur de poursuite du circuit d’accélération/décélération (détection d’erreur). Si le contrôle de la position est opérant pendant le contrôle de décélération (sélection par le paramètre #1193 inpos), le système s’assure d’abord de la résorption complète de l’erreur de poursuite de la boucle d'asservissement d’accélération/décélération puis vérifie que l'écart positif est inférieur au réglage du paramètre (#2224 sv024) avant de passer à l’exécution du bloc suivant. Pour savoir si la détection d’erreur peut être activée par un commutateur ou une fonction M, se reporter à la documentation du constructeur de la machine.
7.8 Verrouillage de vitesse Fonction et but
Cette fonction veille à ce que la commande de l'avance de coupe réelle dans laquelle l'influence du programme de l'instruction d'avance de coupe a été établie, ne puisse entraîner un dépassement de la valeur de verrouillage de vitesse paramétrée séparément pour chaque axe. (Note) Le verrouillage de vitesse n'est pas réalisé en avance asynchrone et pour le taraudage.

7. Fonctions d'avance 7.9 Contrôle de l'arrêt précis
143
7.9 Contrôle de l'arrêt précis (G09)
Fonction et but
Pour éviter l'arrondi à l'usinage des angles ou pour éviter les chocs que subit la machine lors de changements trop brusques de la vitesse d'avance, il est parfois souhaitable que l'exécution des instructions du bloc suivant ne commence qu'après décélération et arrêt de la machine et après que la position exacte aura été contrôlée. La sélection entre temps de contrôle de décélération ou état de position intermédiaire se fait par le paramètre "#1193 inpos". Le contrôle de position in est opérant si "#1193 inpos" est mis sur 1. La largeur de la position intermédiaire est réglée par le fabricant de la machine par le paramètre "#2224 sv024" à l'écran des paramètres servo.
Format d'instruction
G09 G01 (G02, G03) ;
L'instruction pour le contrôle de l'arrêt précis G09 n'est opérable qu'avec l'instruction de coupe (G01 -G03) dans le même bloc.
Exemple de programme
N001 G09 G01 X100.000 F150 ; Les instructions du bloc suivant seront exécutées
après confirmation du temps de contrôle de décélération ou de la présence sur la plage de positionnement, après décélération et arrêt de la machine.
N002 Z100.000 ;
N002
N001
Fig.1 : Résultat du contrôle d'arrêt précis
Axe X
Axe Z
f (vitesse assignée)
Temps
N001
N002 Sans G09
Outil
La ligne en continu représente l'allure de la vitesse commandée par G09. La ligne en pointillés représente l'allure de la vitesse sans l'instruction G09.
Avec G09

7. Fonctions d'avance 7.9 Contrôle de l'arrêt précis
144
Description détaillée
(1) Avec avance de coupe continue
Ts
Fig.2 : Instruction pour l'avance de coupe
Bloc précédent Prochain bloc
(2) Avec contrôle de plage de positionnement en avance de coupe
Fig.3 : Bloc en association avec le contrôle d'avance de coupe et de position in
Ts Ts
Bloc précédent Prochain bloc
Lc (largeur de la plage de positionnement)
Dans les figures 2 et 3 :
Ts = constante de temps d'accélération/décélération de l'avance de coupe Lc = largeur de la plage de positionnement Comme représenté sur la Fig. 3, la largeur de position in "Lc" peut être spécifiée avec le paramètre servo #2224 sv024 sur la distance restante (surface de la zone hachurée de la Fig. 3) du bloc précédent lorsque le bloc suivant sera lancé. L'unité de réglage pour le paramètre servo #2224 sv024 est un multiple entier de 0,0005 mm ou 0,00005 pouces. Le réglage de la largeur de position intermédiaire a pour effet de maintenir l'arrondi des angles de la pièce usinée constamment en dessous du maximum fixé.
Lc Bloc suivant
Bloc précédent
Pour supprimer complètement l'arrondi à l'angle, adopter la valeur zéro pour le paramètre #2224 sv024. De plus, un contrôle de position in ou l'instruction de temporisation (G04) doit être programmé entre les blocs.

7. Fonctions d'avance 7.9 Contrôle de l'arrêt précis
145
(3) Avec contrôle de décélération
(a) Avec accélération et décélération linéaires
Ts
Td
Bloc précédent Prochain bloc
Ts : constante de temps d'accélération/décélération Td : temps de contrôle de décélération Td = Ts + (0 à 14 ms)
(b) Avec accélération et décélération exponentielles
Ts
Td
Prochain bloc
Ts : constante de temps d'accélération/décélérationTd : temps de contrôle de décélération Td = 2 × Ts + ( 0 à 14ms)
Bloc précédent
(c) Avec accélération exponentielle et décélération linéaire
2 x Ts
Td Ts
Bloc précédent Prochain bloc
Ts : constante de temps d'accélération/décélérationTd : temps de contrôle de décélération Td = 2 × Ts + ( 0 à 14ms)
Le temps nécessaire au contrôle de décélération en avance de coupe est le temps le plus long entre le temps d'avance de coupe et le temps de contrôle de décélération des différents axes qui est déterminé par les constantes de temps d’accélération/décélération en avance de coupe des axes commandés en même temps.
(Note 1) Pour que le contrôle d’arrêt précis soit exécuté avec un bloc de coupe en cycle fixe, introduire l'instruction G09 dans le sous-programme du cycle fixe.

7. Fonctions d'avance 7.10 Mode de contrôle de l'arrêt précis
146
7.10 Mode de contrôle de l'arrêt précis; (G61)
Fonction et but
L'instruction G61 réalise un contrôle modal, tandis que l'instruction G09 pour l'arrêt précis ne contrôle l'état de position que dans le bloc dans lequel l'instruction a été spécifiée. C'est-à-dire que le freinage aux points limites de chaque bloc est exécuté dans toutes les instructions de coupe (G01 à G03) suivant G61 ainsi qu'un contrôle de l'état de position. G61 sera annulée par les instructions G62 (influence automatique de l'avance d'angle), G63 (mode de taraudage) ou G64 (mode de coupe).
Format d'instruction
G61 ;
Le contrôle de position in est exécuté dans le bloc G61. Un contrôle de position in est ensuite exécuté à la fin de chaque bloc d'instruction de coupe jusqu'à ce que le mode de contrôle soit annulé.

7. Fonctions d'avance 7.11 Contrôle de décélération
147
7.11 Contrôle de décélération
Fonction et but
Le contrôle de décélération est une fonction qui détermine la méthode de contrôle à la fin du déplacement d'usinage d'un bloc de programme avec instruction d'usinage. Le contrôle de décélération comporte le contrôle de Position In et le contrôle de la vitesse programmée. Une combinaison des méthodes de contrôle de décélération G0 et G1 peut être choisie. (voir également le paragraphe "(3) Combinaison de contrôles de décélération".) À l'aide de cette fonction, le contrôle de décélération dans la direction opposée de G1 → G0 ou G1 G1 peut être modifié avec le réglage des paramètres.
(1) Types de contrôle de décélération Contrôle de vitesse programmé
Avec le contrôle de vitesse programmé, l'achèvement de la décélération par une réalisation complète de l'instruction fournie au moteur peut être évalué.
Déplacement d'usinage du moteur
Un arrêt est ici détecté.
Instruction du moteur
Point de départ dela décélération
Contrôle de position in
Avec le contrôle de Position In, l'achèvement de la décélération est évalué lorsque le moteur entre dans la largeur de Position In qui a été déterminée par les paramètres.
Point de départ de la décélération
Largeur de position in
G0/G1
Un arrêt est ici détecté.

7. Fonctions d'avance 7.11 Contrôle de décélération
148
(2) Affectation du contrôle de décélération Le contrôle de décélération assigné par un paramètre comporte le "contrôle de décélération de type 1" et le "contrôle de décélération de type". Le choix est réalisé via le paramètre "#1306 InpsTyp".
(a) Contrôle de décélération de type 1 ("#1306 InpsTyp" = 0) Les méthodes de contrôle de décélération G0 et G1 peuvent être spécifiées par les paramètres de base "méthode de contrôle de décélération 1 (#1193 inpos)" et "méthode de contrôle de décélération 2" (#1223 aux07/bit1).
Paramètre Instruction
d'avance rapideParamètre
Autre que l'instruction d'avance rapide
(G1 : autre que l'instruction G0) Inpos
(#1193) G0→XX
(G0+G9→XX) AUX07/BIT-1(#1223/BIT-1)
G1+G9→XX G0→XX
0 Contrôle de décélération programmé
0 Contrôle de décélération programmé
1 Contrôle de Position In
1 Contrôle de Position In
Aucun contrôle de décélération
(Note 1) XX signifie pour toutes les instructions. (Note 2) "#1223 aux07" est le paramètre général de système partiel. (b) Contrôle de décélération de type 2 ("#1306 InpsTyp" = 1)
Les positions in d'avance rapide et de coupe sont définies par le paramètre "#1193 inpos".
Paramètre Jeu d'instructions #1193 Inpos G0 G1+G9 G1
0 Contrôle de décélération programmé
Contrôle de décélération programmé
Aucun contrôle de décélération
1 Contrôle de Position In
Contrôle de Position In
Aucun contrôle de décélération
(Note 1) "#1193 inpos" est le paramètre de chaque système partiel. (Note 2) "G0" correspond à avance rapide, et "G1" à avance de coupe.

7. Fonctions d'avance 7.11 Contrôle de décélération
149
7.11.1 Contrôle de décélération G1 → G0 Description détaillée
(1) Dans le bloc continu G1 → G0, le paramètre "#1502 G0Ipfg" peut être modifié afin de réaliser
le contrôle de décélération dans la direction opposée.
Même direction Direction opposée
G0Ipfg : 0
G0Ipfg : 1
Instruction de décélération
Exemple de programme
Si un contrôle de décélération est réalisé pour l'axe d'usinage ou pour un autre axe : (1) G91 G1 X100. Z100. F4000 ;
G0 X-100. Z120. ; Le contrôle de décélération est exécuté car dans le programme à gauche, l'axe X usine dans la direction opposée.
(2) G91 G1 X100. Z-100. F4000 ;
G0 X80. Z100. ; Le contrôle de décélération est exécuté car dans le programme à gauche, l'axe Z usine dans la direction opposée.
(3) G90 G1 X100. Z100. F4000 ;
G0 X80. Z120. ; (Si la position de lancement du programme est X0 Z0)Le contrôle de décélération est exécuté car dans le programme à gauche, l'axe X usine dans la direction opposée.
(4) G91 G1 X100. Z100. F4000 ;
G0 X100. Z100. ; Le contrôle de décélération n'est pas exécuté car dans le programme à gauche, l'axe X et l'axe Z usinent dans la même direction.
(5) G91 G1 X100. Z80. F4000 ;
G0 X80. ; Le contrôle de décélération n'est pas exécuté car dans le programme à gauche, l'axe X usine dans la même direction et aucune instruction de déplacement d'axe Z n'est indiquée.
G1 G0
G1 G0
G0 G1
G0 G1
L'accélération est en raison des vitesses combinées de G1 et G0 très élevées.

7. Fonctions d'avance 7.11 Contrôle de décélération
150
7.11.2 Contrôle de décélération G1 → G1 Description détaillée
(1) Dans le bloc continu G1 → G1, le paramètre "#1503 G1Ipfg" peut être modifié afin de réaliser
le contrôle de décélération dans la direction opposée.
Même direction Direction opposée
G1Ipfg : 0
G1Ipfg : 1
Instruction de décélération
Exemple de programme
Si un contrôle de décélération est réalisé pour l'axe d'usinage ou pour un autre axe : (1) G91 G1 X100. Z100. F4000 ;
G1 X-100. Z120. ; Le contrôle de décélération est exécuté car dans le programme à gauche, l'axe X usine dans la direction opposée.
(2) G91 G1 X100. Z-100. F4000 ;
G1 X80. Z100. ; Le contrôle de décélération est exécuté car dans le programme à gauche, l'axe Z usine dans la direction opposée.
(3) G90 G1 X100. Z100. F4000 ;
G1 X80. Z120. ; (Si la position de lancement du programme est X0 Z0)Le contrôle de décélération est exécuté car dans le programme à gauche, l'axe X usine dans la direction opposée.
(4) G91 G1 X100. Z100. F4000 ;
G1 X100. Z100. ; Le contrôle de décélération n'est pas exécuté car dans le programme à gauche, l'axe X et l'axe Z usinent dans la même direction.
(5) G91 G1 X100. Z80. F4000 ;
G1 X80. ; Le contrôle de décélération n'est pas exécuté car dans le programme à gauche, l'axe X usine dans la même direction et aucune instruction de déplacement d'axe Z n'est indiquée.
G1 G1 G1 G1
G1 G1 G1 G1

7. Fonctions d'avance 7.12 Influence automatique de l'avance angulaire
151
7.12 Influence automatique de l'avance angulaire (G62)
Fonction et but
Lors de la correction de fraise cette fonction réduit la charge pendant la coupe intérieure d'un rayon de pointe automatique ou pendant la coupe d'un angle intérieur en influençant automatiquement la vitesse d'avance. L'influence angulaire automatique est valable jusqu'à l'instruction d'annulation de la correction de fraise (G40), du contrôle de l'arrêt précis (G61), du mode de taraudage (G63) ou du mode de coupe (G64).
Format d'instruction
G62 ;
Usinage d'une surface intérieure
Lors de l'usinage d'un angle intérieur, comme indiqué dans la figure 1, la tolérance d'usinage et la charge d'outil augmentent. Pour éliminer cet effet le système réduit automatiquement la vitesse d'avance dans la zone de réglage d'angle, ce qui réduit aussi la charge et rend l'usinage plus effectif. Mais cette fonction n'est valable que lorsque des formes finies ont été programmées.
θ
Ci
Fig.1
S
Pièce
Excédent d'usinage
Excédent d'usinage Trajectoire programmée (forme finie)
Surface de la pièce
Trajectoire de la pointe d'outil
Outil
θ : Angle max. au coin intérieur Ci : Zone de freinage
Zone de freinage
(1) (2)
(3)

7. Fonctions d'avance 7.12 Influence automatique de l'avance angulaire
152
(1) Exécution (a) Sans influence automatique de l'avance angulaire : Quand l'outil se déplace de 1 via 2 vers 3 comme montré dans la figure 1, la tolérance
d'usinage au point 3 augmente d'une grandeur qui correspond à la zone hachurée S, et ainsi la charge d'outil augmente.
(b) Avec influence angulaire automatique : Si l'angle intérieur θ de la figure 1 est inférieur à l'angle déterminé dans le paramètre,
l'influence angulaire déterminée dans le paramètre est automatiquement utilisée dans la zone de freinage Ci.
(2) Réglage de paramètres
Les paramètres suivants sont programmés dans les paramètres d’usinage.
# Paramètre Réglage de paramètres
#8007 OVERRIDE Dépassement influence 0 à 100%
#8008 MAX. ANGLE Plus grand angle θ de l'angle intérieur
0 à 180°
#8009 DSC. ZONE Zone de freinage Ci
0 à 99999.999 mm ou 0 à 3937.000 pouces
Voir la présentation détaillée de la méthode de réglage dans le Manuel d'Exploitation fourni.
Rayon d'angle automatique
Pièce
Traj
ecto
ire
prog
ram
mée
Ex
céde
nt d
'usi
nage
Su
rface
de
la p
ièce
Tr
ajec
toire
de
la p
oint
e d'
outil
Section d'arrondi d'angle
Excédent d'usinage
Centre de l'arrondi d'angle
Ci
(1) Quand G62 est activée, l'influence réglée dans le paramètre est automatiquement utilisée dans la zone de freinage Ci et dans la zone d'arrondi. (Aucun contrôle d'angle n'est effectué.)

7. Fonctions d'avance 7.12 Influence automatique de l'avance angulaire
153
Exemples d'application
(1) Angle entre deux lignes droites
θ
Ci
Trajectoire d'outil programmée
Centre de la pointe d'outil
Outil
L'influence définie dans le paramètre est utilisée pour Ci.
(2) Angle entre ligne droite et courbe (décalage extérieur)
θ
Ci
Trajectoire d'outil programmée
Outil
Centre de la pointe d'outil
L'influence définie dans le paramètre est utilisée pour Ci.
(3) Angle entre ligne droite et courbe (décalage intérieur)
θ
Ci
Trajectoire d'outilprogrammée
Centre de la pointe d'outil
Outil Outil
L'influence définie dans le paramètre est utilisée pour Ci. (Note) La zone de freinage Ci où se fait l'influence est la longueur de la courbe donnée par l'instruction arc.

7. Fonctions d'avance 7.12 Influence automatique de l'avance angulaire
154
(4) Angle entre courbe (déplacement intérieur) et courbe (déplacement extérieur)
θN1
Ci
N2 Trajectoire d'outil programmée
Centre de la pointe d'outil
L'influence définie dans le paramètre est utilisée pour Ci.
Relations avec d'autres fonctions
Fonction Influence aux angles
Influence de l'avance de coupe
L'influence angulaire automatique est utilisée après avoir appliqué l'influence d'avance de coupe.
Annulation de l'influence L'influence angulaire automatique ne sera pas annulée par l'annulation de l'influence.
Verrouillage de vitesse Valable (après une influence angulaire automatique)
Marche à sec L'influence angulaire automatique est non-valable.
Avance synchrone L'influence angulaire automatique est utilisée avec la vitesse d'avance synchrone.
Taraudage L'influence angulaire automatique est non-valable.
Saut G31 (Skip) Erreur de programme pour l'instruction G31 pendant la correction de fraise.
Verrouillage de machine Valable Verrouillage de machine à grande vitesse L'influence angulaire automatique est non-valable.
G00 Non-valable G01 Valable G02, G03 Valable
Remarques particulières
(1) L'influence angulaire automatique n'est valable que dans les modes G01, G02 et G03, elle ne
s'applique pas dans le mode G00. Lors d'une commutation de G00 à G01 (ou G02, G03) au niveau d'un angle (ou vice versa) l'influence angulaire automatique n'est pas valable pour cet angle dans le bloc G00.
(2) Même si le mode d'influence angulaire automatique est appelé, l'influence angulaire automatique sera exécutée seulement lorsque la correction de la pointe d'outil sera également lancée.
(3) L'influence angulaire automatique ne s'applique pas sur l'angle pour lequel la correction de la pointe d'outil est lancée ou achevée.
(4) L'influence angulaire automatique ne s'applique pas sur l'angle pour lequel une instruction de vecteur I, K de la correction de la pointe d'outil est spécifiée.

7. Fonctions d'avance 7.12 Influence automatique de l'avance angulaire
155
(5) L'influence angulaire automatique ne s'applique pas si le calcul du point de coupe ne peut pas être réalisé.
Le calcul du point de coupe ne peut pas être réalisé dans le point suivant. (a) Si le jeu d'instructions de déplacement ne va pas sur au moins quatre blocs.
(6) La zone de freinage dans une instruction arc est la longueur de l'arc. (7) L'angle intérieur défini dans un paramètre est l'angle sur la trajectoire programmée. (8) L'influence angulaire automatique ne s'applique pas quand l'angle maximal dans le paramètre
est réglé sur 0 ou sur 180. (9) L'influence angulaire automatique ne s'applique pas quand l'influence est réglée sur 0 ou sur
100 dans le paramètre.

7. Fonctions d'avance 7.13 Mode de taraudage
156
7.13 Mode de taraudage (G63) Fonction et but
Pour pouvoir exécuter le taraudage, la CN doit sélectionner (confirmer) le mode de commande optimal parmi les modes de commande ci-dessous. Cela se fait automatiquement par introduction de G63.
1. L'influence de coupe est réglée sur 100 %. 2. Les instructions de temporisation aux points d'enchaînement entre les blocs ne sont pas
valables. 3. L'arrêt d'avance n'est pas valable. 4. Le bloc indépendant n'est pas valable. 5. Le signal de mode de taraudage a été émis.
G63 sera annulée par les instructions pour un contrôle de l'arrêt précis (G61), par l'influence angulaire automatique (G62) ou par le mode de coupe (G64).
Format d'instruction
G63 ;
7.14 Mode de coupe (G64) Fonction et but
L'instruction G64 permet de programmer le mode de coupe pour obtenir des surfaces de coupe lisses. Contrairement au mode avec contrôle de l'arrêt précis (G61), le bloc suivant sera exécuté en continu sans freinage et arrêt de la machine entre les blocs d'avance de coupe. G64 sera annulée par les instructions pour un contrôle de l'arrêt précis (G61), par l'influence angulaire automatique (G62) ou par le mode de taraudage (G63). Le mode de coupe est activé après initialisation du système.
Format d'instruction
G64 ;

8. Temps d'arrêt momentané 8.1 Temps d'arrêt momentané par seconde
157
8. Temps d'arrêt momentané
L’instruction G04 permet la temporisation du lancement du bloc suivant. 8.1 Temps d'arrêt momentané par seconde (G04)
Fonction et but
Le déplacement de la machine est temporairement interrompu par l'instruction du temps d'arrêt momentané. L’exécution du bloc suivant est reportée du temps spécifié. L'état du temps d'arrêt momentané peut être interrompu par l'introduction d'un signal de saut.
Format d'instruction
G04 X/U__ ; ou G04 P__ ; X, P, U Temps d'arrêt momentané
L'incrément de l'entrée d'instruction pour le temps d'arrêt momentané dépend du réglage du paramètre. En plus des adresses P et X, l'adresse U (l'adresse réellement associée à l'axe X définie par le paramètre #1014 incax) peut être spécifiée. Tenir compte du fait que cette adresse n'est pas valable si le paramètre #1076 AbsInc est mis à 0.
Description détaillée
(1) Lors de l'entrée du temps d'arrêt momentané via X ou une instruction avec virgule décimale
est admissible. (2) Lors de l'entrée du temps d'arrêt momentané via P, la recevabilité d'une instruction avec
virgule décimale peut être définie par le paramètre (#8112). Si l'instruction avec virgule décimale a été spécifiée comme non-valable par le réglage de paramètre, la partie de l'instruction de P derrière la virgule décimale sera ignorée.
(3) Indépendamment de la validité de l'instruction avec virgule décimale, la plage programmable est :
Plage programmable pour virgule décimale valable
Plage programmable pour virgule décimale non-valable
0 à 99999.999 (s) 0 à 99999999 (ms)
(4) L'unité de réglage du temps d'arrêt momentané peut, si aucune virgule décimale n'est indiquée, être spécifiée sur 1 s en mettant le paramètre #1078 Decpt2 sur 1. Cela est valable seulement pour X, U et P, pour lesquels une instruction avec virgule décimale est valable.
(5) Si le bloc précédent contient une instruction de coupe, l’instruction du temps d’arrêt lance le calcul du temps d’arrêt momentané après avoir ralenti et arrêté la machine. Si l’instruction est spécifiée dans le même bloc qu’une instruction M, S, T ou B, le calcul commence simultanément.
(6) Le temps d'arrêt momentané est valable pendant le verrouillage. (7) Le temps d'arrêt momentané est même valable pour le verrouillage de la machine.

8. Temps d'arrêt momentané 8.1 Temps d'arrêt momentané par seconde
158
(8) Le temps d'arrêt momentané peut être annulé en spécifiant au préalable le paramètre #1173 dwlskp. Si le signal de saut est entré pendant le temps d'arrêt momentané, le temps restant est effacé et le bloc suivant est exécuté.
Instruction d'usinagedu bloc précédent
Bloc suivant
Instruction de temporisation
Temps d'arrêt t é
Exemples de programme
Temps d'arrêt momentané (s)
#1078 Decpt2 = 0 #1078 Decpt2 = 1 InstructionDECIMAL
PNT-N DECIMAL
PNT-P DECIMAL
PNT-N DECIMAL
PNT-P G04 X500 ; 0.5 500 G04 X5000 ; 5 5000 G04 X5. ; 5 5 G04 X#100 ; 1000 1000 G04 U500 ; 0.5 500 G04 U5000 ; 5 5000 G04 U5. ; 5 5 G04 U#100 ; 1000 1000 G04 P5000 ; 5 5 5000 G04 P12.345 ; 0.012 12.345 0.012 12.345 G04 P#100 ; 1 1000 1 1000
(Note 1) Les exemples suivants sont obtenus sous les conditions suivantes. • Unité de réglage d'entrée 0,001 mm ou 0,0001 pouces • #100 = 1000 ;
(Note 2) "DECIMAL PNT-P" est un paramètre de commande (#8112). (Note 3) Si l'unité de réglage d'entrée est 0,0001 pouces, l'adresse X avant l'instruction G04
est multipliée par 10. Par exemple si "X5. G04 ;" est spécifié, le temps d'arrêt momentané est de 50 s.
Remarques particulière et limitations
(1) Lors de l'utilisation de cette fonction, indiquez X ou U après G04 pour montrer que le temps
d'arrêt momentané est basé sur X ou U.

9. Fonctions auxiliaires 9.1 Fonctions auxiliaires (instructions M BCD à 8 chiffres)
159
9. Fonctions auxiliaires 9.1 Fonctions auxiliaires (instruction M décimale codée binaire à 8 chiffres)
Fonction et but
En anglais les fonctions auxiliaires s’appellent Miscellaneous Functions, de là la désignation M. Elles englobent les fonctions auxiliaires de la machine CN, telles que rotation en avant/arrière, arrêt de broche et réfrigérant MARCHE/ARRET. Ces fonctions sont spécifiées pour cette série de NC par l'adresse M suivie d'un nombre à 8 chiffres (0-99999999). Un bloc peut contenir un maximum de 4 instructions de ce genre.
(Exemple) G00 Xx1 Mm1 Mm2 Mm3 Mm4;
Si un bloc renferme cinq de ces instructions ou plus, seules les 4 dernières sont prises en compte. Le signal de sortie est un code 8 à chiffres en décimal codé binaire, plus signal de départ. Les huit instructions M00, M01, M02, M30, M96, M97, M98 et M99 sont employées en tant qu’instructions auxiliaires destinées à certains buts, pour cette raison elles ne se prêtent pas comme instructions auxiliaires générales. Il reste donc 92 fonctions auxiliaires qui peuvent être spécifiées. Respecter les notes publiées par le fabricant de la machine relatives à la correspondance réelle entre ces fonctions et les valeurs numériques. En utilisant les fonctions M00, M01, M02 et M30 le bloc suivant n’entre pas dans le tampon en raison de la fonction de blocage de lecture anticipée. Il n’est pas possible de spécifier une fonction M avec d’autres instructions dans un même bloc. Si une telle fonction est programmée avec une instruction de décalage dans le même bloc, il y a deux séquences possibles pour traiter ces instructions :
(1) La fonction M sera exécutée après l’instruction de déplacement.
(2) La fonction M sera exécutée simultanément avec l’instruction de déplacement. Laquelle de ces séquences est réellement valable dépend de la spécification de la machine.
En tous cas, des séquences de traitement et d’achèvement sont nécessaires pour toutes les instructions M, sauf M96, M97, M98 et M99. Les huit instructions M réservées aux buts particuliers sont décrites ci-après.
Arrêt de programme : M00
Quand le lecteur de bande perforée a lu cette fonction, il ne lit plus aucun bloc. Relatif aux fonctions du système CN seulement la lecture de bande est arrêtée. Le fait si les fonctions de la machine telles que rotation de broche et alimentation en réfrigérant sont arrêtées ou non dépend de la machine en question. La pression sur la touche de démarrage automatique sur le pupitre de commande de la machine déclenche le redémarrage. Si M00 effectue une remise à zéro de la machine ou non, dépend des spécifications de la machine.

9. Fonctions auxiliaires 9.1 Fonctions auxiliaires (instructions M BCD à 8 chiffres)
160
Arrêt optionnel : M01
Si le lecteur de bande perforée lit l’instruction M01 avec interrupteur d’arrêt optionnel connecté (ON) sur le pupitre de commande, l’instruction M01 a la même fonction que l’instruction M00. Si l’interrupteur d’arrêt optionnel est déconnecté (OFF), l’instruction M01 1 sera ignorée. (Exemple)
~
État de l’interrupteur optionnel et exécution
N10 G00 X1000 ; N11 M01 ;
Arrêt à N11, si l’interrupteur est sur ON Pas d’arrêt à N11, si l’interrupteur est sur OFF
N12 G01 X2000 Z3000 F600 ;
~
Fin du programme : M02 ou M30
Normalement, cette instruction est utilisée dans le dernier bloc pour terminer l’usinage, donc elle sert essentiellement au rembobinage de la bande perforée. L’exécution réelle du rembobinage dépend des spécifications de la machine. En fonction des spécifications de la machine, le système est remis à zéro par l’instruction M02 ou M30 au bout du rembobinage, et les autres instructions sorties dans le même bloc seront exécutées. (Or, le contenu du compteur-indicateur de la position d’instruction n’est pas effacé par cette remise à zéro, mais les instructions modales et les grandeurs de correction seront annulées.) Le système s’arrête au bout du rembobinage (le témoin automatique s’éteint). Pour redémarrer l’unité, presser sur la touche de démarrage (Start) automatique ou prendre des mesures identiques. (Note 1) M00, M01, M02 et M30 sont également sorties comme signaux indépendants. Ces
sorties indépendantes seront remises à zéro en appuyant sur la touche RAZ (Reset).
(Note 2) M02 ou M30 peuvent être spécifiées par une entrée de données manuelle (IMD). Dans ce cas, les instructions peuvent être spécifiées simultanément avec d'autres instructions, de manière identique au procédé avec la bande perforée.
Interruption de macro : M96, M97
M96 et M97 sont des instructions M pour la commande d'interruption de macro utilisateur. L'instruction M pour la commande d'interruptions de macro utilisateur est traitée en interne et n'est pas sortie de manière externe. Pour l'utilisation de M96 et M97 comme fonction auxiliaire, modifiez le réglage sur une autre instruction M via un paramètre (#1109 subs_M et #1110 M96_M, #1111 M97_M).
Appel de sous-programme/renvoi : M98, M99
Ces instructions sont utilisées comme instructions de retour de sous-programmes et pour le branchement de sous-programmes. M98 et M99 sont traitées dans l’unité CN, les signaux de code M et les signaux Strobe ne sont donc pas sortis.
Traitement interne avec les instructions M00/M01/M02/M30
Le traitement interne suspend la lecture anticipée si l'une des instructions M00, M01, M02 ou M30 a été lue. Le rembobinage de la bande perforée et l’initialisation des instructions modales par une remise à zéro diffèrent selon le fabricant de la machine.

9. Fonctions auxiliaires 9.2 Fonctions auxiliaires secondaires (instructions A, B ou C à 8 chiffres)
161
9.2 Fonctions auxiliaires secondaires (instructions A/B/C à 8 chiffres)
Fonction et but
Ces instructions servent à la spécification du positionnement de tableau d’indexage et des fonctions correspondantes. Dans la présente série MELDAS elles sont indiquées sous la forme d’un nombre à 8 chiffres entre 0 et 99999999 derrière l’adresse A, B ou C. Le fabricant de la machine définit la concordance entre codes et positions. Les fonctions A, B et C peuvent être spécifiées simultanément avec autres d'instructions. Si elles se trouvent dans le même bloc que les instructions de décalage, il y a deux ordres selon lesquels les instructions peuvent être exécutées : (1) La fonction A, B ou C sera exécutée après l’instruction de déplacement. (2) La fonction A, B ou C sera exécutée simultanément avec l’instruction de déplacement. Des séquences de traitement et d’achèvement sont nécessaires pour toutes les fonctions auxiliaires secondaires. Le tableau suivant montre les différentes combinaisons d’adresses. Il est interdit d'utiliser une adresse qui est identique au nom du quatrième axe et à la fonction auxiliaire secondaire.
Désignation du 4ième axe
Fonction auxiliaire secondaire A B C
A × B × C ×
(Note) Quand A est spécifié comme adresse de la fonction auxiliaire secondaire, les instructions suivantes ne peuvent pas être appliquées.
(1) Instructions linéaires et angulaires (A peut être utilisée.) (2) Instructions géométriques (3) Instructions du cycle d'alésage de trou profond 2

9. Fonctions auxiliaires 9.3 Indexation de table d'index
162
9.3 Indexation de la table d'index Fonction et but
L'indexage de table d'index peut être réalisé avec la spécification de l'axe d'index. L'angle d'index sera spécifié avec l'instruction d'index à l'adresse du nom du programme de l'axe d'index indiqué. Il n'est pas nécessaire de programmer une fonction M supplémentaire pour le blocage ou le déblocage de la table d'index.
Description détaillée
La fonction d'index pour la table d'index est spécifiée comme suit : (Exemple) G00 B90 ;
L'axe qui a été spécifié comme axe d'index via le paramètre "#2076 index x".
(1) Mettre le paramètre "index-x" (#2076) pour l'axe pour lequel l'indexage de table doit être
réalisé, à "1".
(2) Spécifier l'instruction de déplacement (absolue ou incrémentielle) pour l'axe choisi par une instruction de programme.
(3) Le déblocage de la table est réalisé avant l'exécution de déplacement d'axe.
(4) Le déplacement d'axe programmé démarre après le déblocage complet de la table.
(5) Le blocage de la table est réalisé après l'exécution du déplacement d'axe.
(6) L'exécution du bloc suivant démarre après le blocage complet de la table.
T10 FIN WAIT 0800 T10 FIN WAIT 0800
Déplacement axe B
Déblocage terminé
Instruction pour le déblocage
G0 B90. ;Instruction de programme
<Diagramme opérationnel>

9. Fonctions auxiliaires 9.3 Indexation de table d'index
163
Remarques particulières
(1) Différents axes peuvent être spécifiés comme axe d'index pour la table d'index.
(2) La vitesse de déplacement de l'axe d'index correspond à la vitesse de déplacement actuellement valable qui a été spécifiée par l'instruction modale (G0/G1).
(3) Le déblocage de l'axe d'index est également réalisé si l'axe d'index de la table d'index est spécifié dans un bloc avec d'autres axes. Le déplacement d'avance des autres axes spécifiés dans le même bloc ne sera toutefois réalisé que lorsque le déblocage de l'axe d'index sera complètement terminé.
Prière de prendre en considération que le déplacement d'avance d'autres axes spécifiés dans le même bloc sera réalisé pour des instructions de non-interpolation.
(4) Les axes d'index pour la table d'index seront utilisés comme axes de rotation normaux, cette fonction exécute un déblocage également pour les axes linéaires.
(5) Si une erreur apparaît en mode automatique qui commute le signal de déblocage sur OFF, l'axe d'index reste débloqué et sera décéléré pour un arrêt.
Les autres axes qui ont été spécifiés dans le même bloc seront également décélérés pour un arrêt sauf pour des instructions d'axe non linéaires.
(6) Si le déplacement d'axe est interrompu pendant l'indexage de l'axe d'index par un Interlock (verrouillage), etc. l'état de déblocage est maintenu.
(7) Les procédés de blocage et déblocage ne seront pas réalisés si l'instruction d'avance de l'axe d'index est continue.
Prière de prendre en considération que les procédés de blocage et déblocage seront réalisés si l'instruction d'avance est continue pendant l'opération de bloc simple.
(8) Prière de prendre en considération que la position de déblocage (point de limite de l'instruction) ne doit pas être dans une position dans laquelle le déblocage de l'axe, par exemple à cause de limites de la machine, n'est pas possible.

10. Fonctions de broche 10.1 Fonctions de broche (S à 2 chiffres BCD)
164
10. Fonctions de la broche 10.1 Fonctions de la broche (fonction S avec code BCD à 2 chiffres)
Avec spécifications d'API standard
Fonction et but
Les fonctions de broche sont également appelées simplement les fonctions S. Elles spécifient le nombre de tours de la broche. Dans la présente série MELDAS elles sont indiquées sous forme de nombre à 2 chiffres derrière l’adresse S dans la plage de 0 à 99. Ainsi, jusqu’à 100 instructions peuvent être spécifiées. En effet, le nombre utile de ces 100 fonctions et la correspondance entre numéro et fonction dépendent de la spécification de la machine. De ce fait, respecter le mode d’emploi publié par le fabricant de la machine. Si plus de deux chiffres sont spécifiés, les deux derniers sont valables. Les fonctions S peuvent être spécifiées simultanément avec d'autres instructions. Si elles se trouvent dans le même bloc que les instructions de déplacement, il y a deux possibilités pour exécuter les instructions.
(1) La fonction S sera exécutée après l'instruction d'usinage.
(2) La fonction S sera exécutée simultanément avec l'instruction d'usinage.
Des séquences de traitement et de termination sont nécessaires pour toutes les instructions S de S00 à S99.
10.2 Fonctions de la broche (fonction S avec entrée analogique à 6 chiffres)
Fonction et but
En ajoutant des fonctions S à 6 chiffres, ces fonctions peuvent être spécifiées de S0 à S999999. Les autres fonctions se basent sur les codes S à 2 chiffres. Si vous utilisez ces fonctions, sélectionnez la sortie binaire des instructions S. En programmant au nombre à 6 chiffres derrière le code S, ces fonctions permettent d’émettre les signaux appropriés par mise en correspondance des tensions avec les vitesses de broches. De plus, des signaux de départ seront émis. Des séquences de traitement et de termination sont nécessaires pour toutes les instructions S. Les spécifications du signal analogique sont comme suit.
(1) Tension de sortie ......... 0 à 10 V
(2) Résolution ..................... 1/4096 (2–12)
(3) Conditions de charge ... 10 kΩ
(4) Impédance de sortie ... 220 Ω Si les paramètres de jusqu’à 4 étages de transmission sont déterminés au préalable, l’étage de transmission correspondant à l’instruction S est choisi par le système CN qui émet aussi le signal de transmission. La tension analogique est calculée selon le signal d’entrée de transmission.
(1) Paramètres pour les diff. étages de transmission Vitesse minimale, vitesse finale, vitesse maximale, vitesse de changement de rapport et vitesse maximale pendant le taraudage
(2) Paramètres pour tous les étages de transmission Vitesse d'orientation, vitesse minimale

10. Fonctions de broche 10.3 Fonctions de broche (S à 8 chiffres BCD)
165
10.3 Fonctions de la broche (instructions S à 8 chiffres)
Fonction et but
Ces fonctions sont spécifiées avec un nombre à 8 chiffres (0 à 99999999) derrière l’adresse S. Seul un groupe peut être spécifié dans un bloc. Les signaux de sortie se composent de données binaires 32 bits avec signes et signaux de départ. Des séquences de traitement et de termination sont nécessaires pour toutes les instructions S.

10. Fonctions de broche 10.4 Commande de vitesse de coupe constante
166
10.4 Commande de la vitesse de coupe constante; G96, G97
Fonction et but
Ces instructions commandent automatiquement la vitesse de broche lors des changements de la valeur des coordonnées radiales pendant l’usinage radial. Elles maintiennent la vitesse circonférentielle de coupe constante au point de coupe pendant l’usinage.
Format d’instruction.
G96 S__ P__ ; Vitesse de coupe constante activée S P
Vitesse de coupe circonférentielle Désignation de l’axe de commande pour la vitesse de coupe constante
G97; Annulation de la vitesse de coupe constante
Description détaillée
(1) L’axe de commande pour la vitesse de coupe constante est déterminé par le paramètre
(#1181 G96_ax). 0 : Réglage fixe sur le 1er axe ( instruction P non valide) 1 : 1er axe 2 : 2ème axe 3 : 3ème axe
(2) Si le paramètre mentionné ci dessus est différent de 0, l’axe de commande pour la vitesse de coupe constante peut être spécifié à l’aide de l’adresse P. (Exemple) Si G96_ax = 1
Programme Axe de commande pour la vitesse de coupe constante
G96 S100 ; 1er axe G96 S100 P3 ; 3ème axe
(3) Exemple d’un programme de sélection et son exécution.
G90 G96 G01 X50. Z100. S200 ;
~
La vitesse de rotation de la broche est commandée de sorte que la vitesse de coupe reste constante à 200m/min.
G97 G01 X50. Z100. F300 S500 ; ~
La vitesse de broche est fixée à 500 tr / min.
M02 ; Instruction modale pour le retour au réglage initial.
(4) La broche à commander est spécifiée comme suit : Avec la commande de broche multiple I (#1300 ext36 bit0 = 0), Le choix de la broche est
effectué par l’instruction de sélection de broche du groupe 20 des instructions G. Avec la commande de broche multiple II (#1300 ext36 bit0 = 1), Le choix de la broche est
effectué par le signal de sélection de broche (SWS) de l’API.

10. Fonctions de broche 10.4 Commande de vitesse de coupe constante
167
Précautions
En validant la commande de vitesse de coupe constante (Instruction modale G96), si l’axe défini pour la commande de vitesse de coupe constante (normalement l’axe X pour un tour) se déplace vers le centre broche, la vitesse de rotation de la broche augmente et peut excéder la vitesse admissible de la pièce, des mors, du mandrin, etc. Dans ce cas, la pièce, les mors, le mandrin etc. peuvent être éjectés pendant l’usinage et endommager les outils, la machine ou générer des dommages corporels aux opérateurs. Il est indispensable de s’assurer de valider la commande de limitation de vitesse de broche pendant la commande de vitesse de coupe constante. Quand la commande de vitesse de coupe constante est exécutée, il faut conserver une distance suffisante du centre broche. Exemple de programme (1) Quand le paramètre "#1146 Sclamp" est réglé à "0"
G96 S200 ; … La vitesse de la broche est commandée de telle sorte que la vitesse circonférentielle de coupe reste constante à 200 m/min.
G92 S4000 Q200 ; … La vitesse de broche est limitée à 4000 tr/min maximum et 200 tr/min minimum.
M3 ; … Commande de rotation broche (2) Quand le paramètre "#1146 Sclamp" est réglé à "1"
G92 S4000 Q200 ; … La vitesse de broche est limitée à 4000r/min maximum et 200r/min minimum.
G96 S200 ; … La vitesse de la broche est commandée de telle sorte que la vitesse circonférentielle soit de 200 m/min.
M3 ; … Commande de rotation broche (Note) Par sécurité, commander la rotation de la broche après une instruction G92.
ATTENTION En validant la commande de vitesse de coupe circonférentielle constante (commande modale G96), si l’axe défini pour la commande de vitesse de coupe constante (normalement l’axe X pour un tour) se déplace vers le centre broche, la vitesse de broche augmente et peut excéder la vitesse admissible de la pièce, des mors, du mandrin, etc. Dans ce cas, la pièce, les mors, le mandrin etc. peuvent être éjectés pendant l’usinage et endommager les outils, la machine ou créer des dommages corporels aux opérateurs.

10. Fonctions de broche 10.5 Réglage de la limitation de la vitesse de broche
168
10.5 Réglage de la limitation de la vitesse de broche; G92
Fonction et but
La limitation de la vitesse maximale de rotation de la broche peut être réglée par l’adresse S suivant l’instruction G92. La vitesse minimale de rotation de la broche peut également être définie avec l’adresse Q. Utiliser cette instruction lorsque la vitesse de broche doit être limitée en fonction de la pièce à usiner, du mandrin monté sur la broche, des spécifications des outils, etc.
Format d’ instructions
G92 S__ Q__ ; S Q
Limite maximale de rotation Limite minimale de rotation
Description détaillée
(1) Avec cette commande, les paramètres servant au réglage des plages de vitesse (jusqu’à 4
plages de réglage exprimés en tr/m) peuvent être affectés (utilisation des gammes de vitesse de broche). La limite basse supérieure et la limite haute inférieure des plages de vitesse sont valides sur la base des paramètres et de l’instruction "G92 Ss Qq ;".
(2) Régler le paramètre (#1146 Sclamp, #1227 aux11/bit5) si la limitation de vitesse de broche ne
doit être active que pour le mode à vitesse de coupe constante ou bien si la limitation de vitesse de broche doit être active même quand le mode à vitesse de coupe constante est dé validé.
(Note 1) Instruction G92S et limitation de la vitesse de rotation de broche.
Sclamp = 0 Sclamp = 1 aux11/bit5 = 0 aux11/bit5 = 1 aux11/bit5 = 0 aux11/bit5 = 1
Avec G96
INSTRUCTION DE LIMITATION DE LA VITESSE DE ROTATION
INSTRUCTION DE LIMITATION DE LA VITESSE DE ROTATION
Instruction Avec G97
INSTRUCTION DE LA VITESSE DE LA BROCHE
INSTRUCTION DE LIMITATION DE LA VITESSE DE ROTATION
Avec G96
EXECUTION DE LA LIMITE DE VITESSE DE ROTATION
EXECUTION DE LA LIMITE DE VITESSE DE ROTATION
Opération Avec G97
AUCUNE LIMITATION DE LA VITESSE DE ROTATION
EXECUTION DE LA LIMITE DE VITESSE DE ROTATION
AUCUNE LIMITATION DE LA VITESSE DE ROTATION
(Note 2) L’adresse Q qui suit l’instruction G92 est interprétée comme la limitation de la vitesse de rotation de broche indépendamment du mode de vitesse circonférentielle de coupe constante.
(3) La valeur de l’instruction de la limitation de la vitesse de rotation de la broche sera effacée par
un reset modal (reset 2 ou reset et retour). Noter que les instructions modales sont conservées si le paramètre #1210 RstGmd / bit19" est valide. A la mise sous tension les valeurs sont remises à 0.

10. Fonctions de broche 10.5 Réglage de la limitation de la vitesse de broche
169
Precautions
(1) Dès que la limitation maximum et minimum de la vitesse de rotation de broche sont validées
(G92 S__ Q__), la limitation maximum de la vitesse de rotation de broche ne sera pas annulée même si l’instruction "G92 S0" est programmée. Même si l’instruction G92 S0 est commandée, la valeur Q__ reste valide si elle est supérieure à S0. Dans ces conditions, la valeur Q__ sera considérée comme la limitation maximum de la vitesse de rotation et S0 la limitation minimum de la vitesse de rotation.
(2) Noter que si l’instruction de limitation de vitesse de broche (G92 S__ Q__) n’est pas
commandée, la vitesse de rotation peut augmenter jusqu’à la vitesse maximum spécifique à la machine définie par paramètre. En particulier quand la commande de vitesse de coupe constante (G96 S__) est commandée, programmer une limitation de vitesse (G92 S__ Q__) ainsi qu’une vitesse maximum de rotation de la broche. Lorsque l’axe défini pour la commande de vitesse de coupe constante se déplace vers le centre broche, la vitesse de broche augmente et peut excéder la vitesse admissible de la pièce, des mors, du mandrin, etc.
ATTENTION Bien que la limitation de vitesse de broche soit une instruction modale, Il est indispensable de s’assurer que les codes G et F modaux ainsi que les valeurs des coordonnées programmées sont conformes en cas de redémarrage depuis un bloc en milieu du programme. Si il y a des instructions de décalage de coordonnées ou des instructions M, S, T et B avant le bloc de redémarrage, exécuter les instructions requises en utilisant le mode IMD, etc. Si le programme est redémarré depuis un bloc quelconque du programme sans exécuter ces opérations requises, des interférences machines peuvent survenir et la machine peut évoluer à des vitesses inattendues.

10. Fonctions de broche 10.6 Commande de la broche / axe C
170
10.6 Commande de la broche / axe C Fonction et but
Cette fonction permet l'utilisation d'une broche (MDS-A/B-SP ou supérieur) comme axe C (axe de rotation) via un signal externe.
Description détaillée
(1) Changement broche/ axe C
Le changement entre la broche et l'axe C est réalisé par le signal SERVO ON.
Lors de servo OFF.........broche (commande d'axe C impossible) Lors de servo ON ..........axe C (commande de broche impossible)
L'axe C se trouve dans l'état de retour à l'origine non terminé.
Axe C Broche Broche Servo ON
• État du retour au point de référence Le retour au point de référence n'est pas terminé si la phase Z n'a pas été passée. Le retour au point de référence est terminé si la phase Z a été passée. • Données de position de l'axe C Les données internes à la CN de position de l'axe C sont actualisées pendant la
commande de broche en raison de la rotation de la broche. La valeur du compteur des coordonnées de l'axe C est enregistrée pendant la commande
de la broche et est actualisée de la grandeur d'usinage pendant la commande de la broche si le signal servo PRÊT de l'axe C est mis sur ON. (La position de l'axe C pour SERVO ON peut dévier de la position juste avant le SERVO OFF préalable.)
(2) Diagramme séquentiel pour l'exemple de changement de commande
∗2
Blocs en calcul
Demande de recalcul
Bloc en exécution
État du retour à l'origine terminé
Instruction d'axe C (mode automatique)
Broche en avant/ démarrage en arrière
Servo ON
Servo PRÊT
Vitesse du moteur Déplacer axe C
Erreur de programme (P430 AXIS NOT RET.)
Retour à l'origine terminé
Retour à l'origine terminé
Orientation Orientation
Broche en arrière
en arrière
∗2∗1
∗1
en avant
Broche en avant
Instruction d'axe C
Servo ONInstruction d'axe Recalcul instruction
d'axe C
Servo OFF
Broche en arrière
Instruction d'axe C
Broche en avant Broche en arrière Servo ON Servo OFF Servo ON
Servo ON
Erreur de programme car le retour à l'origine n'est pas terminé pour ce calcul.
Retour à l'origine achevé au recalcul

10. Fonctions de broche 10.6 Commande de la broche / axe C
171
(Note) Pour les instructions d'axe, la fin du déplacement au point de référence sera vérifiée avant le calcul. Seulement lorsque l'instruction pour le signal SERVO ON et l'instruction d'axe X seront poursuivies, l'erreur de programme (P430) apparaîtra comme indiqué dans ∗2.
Dans ce cas, les deux étapes suivantes doivent être réalisées via le PC utilisateur comme indiqué dans ∗1.
• Mettre le signal pour la demande de recalcul en indiquant l'instruction SERVO ON.
• Attendre la fin de l'instruction SERVO ON, jusqu'à ce que l'axe C ait l'état SERVO PRÊT.
(3) Gain de l'axe C
Le gain de l'axe C est modifié avec la condition de coupe de l'axe C (le gain optimal est choisi). Pendant l'avance de coupe de l'axe C, le gain du mode de coupe sera appliqué. Pendant l'avance de coupe d'un autre axe (usinage de surface par l'axe C), le gain pour l'arrêt du mode de coupe libre sera appliqué. Le gain pour l'arrêt de coupe libre sera appliqué dans tous les autres cas.
Instruction d'axe Z (autre système)
Instruction d'axe X (système d'axe C)
Instruction d'axe C
Sélectionner le gain
Gain de coupe libre
Gain de coupe libre
Gain de coupe libre Gain de coupe libre
Gain de coupe
G1
G1
G1 G0
G0
G1
G0
G0
(Note 1) L'avance de coupe d'un autre système n'a aucune influence sur le choix du gain de l'axe C.
(Note 2) Les gains de coupe 1 à 3 sont disponibles. Le choix est effectué par le programme API.

10. Fonctions de broche 10.6 Commande de la broche / axe C
172
(4) Contrôle de décélération également pour broche/ axe C Le contrôle de décélération dans une instruction d'usinage qui inclut également la broche/ l'axe C, est décrit dans le tableau suivant. Les conditions suivantes doivent être remplies.
Pour le gain de la boucle de positionnement en mode de coupe libre (paramètre de broche #3203 PGCO) et le gain de la boucle de positionnement en mode de coupe (paramètres de broche #3330 PGC1 à #3333 PGC4), différentes valeurs sont spécifiées.
Cela est réalise car des vibrations etc. peuvent apparaître dans la machine si le gain est modifié pendant le déplacement d'axe.
ParamètreInstruction
d'avance rapideParamètre
Autre qu'une instruction d'avance rapide
(G1 : autre qu'une instruction G0) Inpos
(#1193) G0→XX
(G0+G9→XX) AUX07/BIT-1(#1223/BIT-1)
G1+G9→XX (G1+G9→XX)
G1→ G1
0 Contrôle de
décélération de l'instruction
0
1 Contrôle de position in
1
Contrôle position in(applicable
seulement pour SV024)
Aucun contrôle de décélération
(Note 1) Si l'instruction G1 est émise, un contrôle de position in est effectué, indépendamment du réglage du paramètre du contrôle de décélération.
(Note 2) XX signifie pour toutes les autres instructions.

10. Fonctions de broche 10.6 Commande de la broche / axe C
173
Précautions et restrictions
(1) L'erreur de programme (P430) apparaît si pendant l'état du signal SERVO OFF ou pendant
l'orientation, une instruction d'axe C est appelée. (2) Ne changez pas le signal servo sur SERVO OFF pendant qu'une instruction d'axe C est
exécutée. Les instructions d'axe C restantes seront dans un tel cas effacées pour SERVO ON. (Si SERVO OFF est appelé pendant la commande d'axe C, l'avance s'arrête et la commande de broche sera désactivée.)
(3) Si SERVO ON est appelé pendant la commande de broche, la rotation s'arrête et la commande d'axe X est désactivée.
(4) Un retour au point de référence avec détecteur de proximité (DOG) n'est pas possible pour l'axe C. Déterminez le déplacement au point de référence avec l'orientation dans les paramètres (paramètre de broche, "#3106 zrn_typ/bit8" = 0) ou mettez l'axe sur "Axe sans point zéro" (paramètre de retour au point de référence, "#2031 noref: 1").

10. Fonctions de broche 10.7 Synchronisation de broche I
174
10.7 Synchronisation de broche; G114.1
Fonction et but
Pour une machine avec plus d'une broche (vis-mère), cette fonction synchronise la vitesse et la phase avec la deuxième broche (broche synchronisée). Cette fonction est implantée si la vitesse de deux broches doit concorder, par ex. lorsqu'une pièce doit être remise d'une broche à l'autre ou lorsque les deux broches saisissent en même temps la pièce. La synchronisation de broche I est la fonction pour choisir la broche synchronisée via une instruction et pour lancer/arrêter la synchronisation via les codes G dans le programme d'usinage.
Format d'instruction
(1) Lancer la synchronisation de broche (G114.1)
Cette instruction permet de spécifier la vis-mère et la broche synchronisée. La vitesse de ces deux broches sera synchronisée. En indiquant un décalage de phase pour la broche synchronisée, les phases des deux broches peuvent être ajustées.
G114.1 H_ D_ R_ A_ ; H_ Vis-mère D_ Broche synchronisée R_ Décalage de phase de la broche synchronisée A_ Constante de temps pour l'accélération et la décélération lors de la
synchronisation
(2) Quitter la synchronisation de broche (G113) Cette instruction achève la synchronisation des deux broches indiquées dans l'instruction G114.1.
G113 ;
Adresse
Signification Plage des valeurs et unité Remarque
H Indication de la vis-mère Indiquez le numéro de la broche avec laquelle la deuxième broche doit être synchronisée.
1 à 4 1 : 1er axe 2 : 2ième axe 3 : 3ième axe 4 : 4ième axe
• Une erreur de programme (P35) apparaît si la valeur indiquée dépasse la plage des valeurs.
• Une erreur de programme (P33) apparaît si aucune valeur n'est indiquée.
• Si une broche qui n'est pas raccordée en série est indiquée, l'erreur de programme (P700) apparaît.
D Indication de la broche synchronisée Indiquez le numéro de la broche avec laquelle la vis-mère doit être synchronisée.
1 à 4 ou –1 à –4 1 : 1er axe 2 : 2ième axe 3 : 3ième axe 4 : 4ième axe
• Une erreur de programme (P35) apparaît si la valeur indiquée dépasse la plage des valeurs.
• Une erreur de programme (P33) apparaît si aucune valeur n'est indiquée.
• Une erreur de programme (P33) apparaît si la vis-mère et la broche synchronisée sont identiques.
• Le sens de rotation de la broche synchronisée en relation avec la vis-mère est défini par le signe de D.
• Si une broche qui n'est pas raccordée en série est indiquée, l'erreur de programme (P700) apparaît.

10. Fonctions de broche 10.7 Synchronisation de broche I
175
Adresse
Signification Plage des valeurs et unité Remarque
R Décalage de phase de la broche synchrone Le décalage de phase est mesuré depuis le point de référence de la broche synchrone.
0 – 359.999 (° ) ou 0 – 35999 (° × 10–3)
• Une erreur de programme (P35) apparaît si la valeur indiquée dépasse la plage des valeurs.
• Le décalage de phase est appliqué dans le sens horaire de la vis-mère.
• Résolution du décalage de phase : • Si R n'est pas indiqué, les phases ne sont
pas synchronisées. A Constantes de temps
pour l'accélération et la décélération lors de la synchronisation Indication du temps d'accélération et de décélération lors de modifications de la vitesse pendant le mode synchrone. Il est ainsi possible d'accélérer ou décélérer plus lentement que défini dans les paramètres.
0.001 – 9.999 (s)ou 1 – 9999 (ms)
• Une erreur de programme (P35) apparaît si la valeur indiquée dépasse la plage des valeurs.
• Si la valeur indiquée est inférieure à la constante de temps d'accélération et décélération indiquée dans les paramètres, la valeur indiquée dans les paramètres sera utilisée.
Vitesse et sens de rotation
(1) Pendant le mode synchrone, les deux broches prennent la vitesse et le sens de rotation de la
vis-mère. Toutefois, le sens de rotation de la broche synchronisée peut être modifié dans le programme.
(2) La vitesse et le sens de rotation de la vis-mère peuvent être modifiés pendant le mode synchrone.
(3) Le signal de mise en marche de la broche synchronisée est également valable en mode synchrone.
Si lors du démarrage de la synchronisation, ni un signal de démarrage en avant ni un signal de démarrage en arrière n'est présent, un état d'attente dans lequel la broche synchronisée ne tourne pas est forcé. Si dans cet état d'attente, un signal de démarrage en avant ou en arrière est donné, la broche synchronisée commence à tourner. Le sens de rotation est celui qui est indiqué dans le programme. Si le signal de démarrage en avant ou en arrière est déconnecté pendant le mode synchrone, la broche synchronisée est arrêtée.
(4) Les réglages pour la vitesse (instructions S) et la vitesse circonférentielle constante de la broche synchronisée ne sont pas opérants en mode synchrone. Tenez toutefois compte du fait que ces instructions sont de nouveau opérantes après avoir quitté le mode synchrone.
(5) La vitesse circonférentielle constante peut être modifiée en mode synchrone en spécifiant les instructions correspondantes à la vis-mère.

10. Fonctions de broche 10.7 Synchronisation de broche I
176
Synchronisation de vitesse
(1) Lors du démarrage de la synchronisation (instruction sans adresse R) avec l'instruction
G114.1, la vitesse de la broche synchronisée est ajustée à la vitesse de la vis-mère en accélérant ou en freinant. Ensuite, le mode de vitesse synchrone est actif.
(2) Si la vitesse de consigne de la vis-mère est modifiée pendant le mode synchrone, la vitesse réelle est adaptée dans les constantes de temps indiquées pour l'accélération et la décélération. Le mode synchrone est maintenu pendant l'accélération ou la décélération.
(3) En mode de vitesse synchrone, la vitesse circonférentielle constante de la vis-mère peut être modifiée, même si deux broches saisissent la même pièce.
(4) Le fonctionnement se présente comme suit.
M23 S2=750 ; : M03 S1=1000 ; : G114.1 H1 D-2 ; : S1=500 ; : G113 ;
... La 2ième broche (broche synchronisée) tourne en avant à
750 tr/min (réglage de la vitesse). ... La 1ière broche (vis-mère) tourne en avant à
1000 tr/min (réglage de la vitesse). ... La 2ième broche (broche synchronisée) est synchronisée
avec la 1ère broche (vis-mère) et tourne en arrière. ... La vitesse de la 1ère broche (vis-mère) est modifiée à
500 tr/min. ... Le mode synchrone est terminé.
<Opération>
1000
750
500
0
–500
–750
–1000
2ième broche (broche synchronisée) en avant
1ère broche (vis-mère) en avant
Synchronisation de la 2ième broche (broche synchronisée) dans le sens de rotation arrière
Modification de la vitesse de la 1ère broche (vis-mère)
Fin du mode synchrone
Vis-mère Broche synchronisée
En avant
En arrière
Vites- se (tr/min)

10. Fonctions de broche 10.7 Synchronisation de broche I
177
Synchronisation de phase
(1) Lors du démarrage de la synchronisation (instruction avec l'adresse R) avec l'instruction
G114.1, la vitesse de la broche synchronisée est ajustée à la vitesse de la vis-mère en accélérant ou en freinant.
Après l'adaptation de la position de phase selon l'adresse R, le mode de phase synchrone est actif.
(2) Si la vitesse de consigne de la vis-mère est modifiée pendant le mode synchrone, la vitesse réelle est adaptée dans les constantes de temps indiquées pour l'accélération et la décélération. Le mode synchrone est maintenu pendant l'accélération ou la décélération.
(3) En mode de phase synchrone, la vitesse circonférentielle constante de la vis-mère peut être modifiée, même si deux broches saisissent la même pièce.
(4) Le fonctionnement se présente comme suit.
M23 S2=750 ; : M03 S1=1000 ; : G114.1 H1 D-2 Rxx ; : : S1=500 ; : G113 ;
... La 2ième broche (broche synchronisée) tourne en avant à
750 tr/min (réglage de la vitesse). ... La 1ière broche (vis-mère) tourne en avant à
1000 tr/min (réglage de la vitesse). ... La 2ième broche (broche synchronisée) est synchronisée
avec la 1ère broche (vis-mère) et tourne en arrière. La phase est décalée selon l'adresse R.
... La vitesse de la 1ère broche (vis-mère) est modifiée à 500 tr/min.
... Le mode synchrone est terminé.
<Opération>
1000
750
500
0
–500
–750
–1000
Vis-mère Broche
h i é
2ième broche (broche synchronisée) en avant
1ère broche (vis-mère) en avant
Synchronisation de la 2ième broche (broche synchronisée) dans le sens de rotation arrière
Modification de la vitesse de la 1ère broche (vis-mère)
Fin du mode synchrone
En avant
En arrière
Accord de phase
Vitesse (tr/min)

10. Fonctions de broche 10.7 Synchronisation de broche I
178
Fonction de calcul de la grandeur de décalage de phase pour la synchronisation de broche
La fonction de calcul de la grandeur de décalage de phase détermine et enregistre la différence de phase entre la vis-mère et la broche synchronisée en spécifiant le signal API lors de l'exécution de l'instruction pour la synchronisation de phase. Si la phase est spécifiée sur la valeur de la différence de phase enregistrée automatiquement au préalable avant que l'instruction de commande pour la synchronisation de phase soit exécutée, les phases peuvent être synchronisées plus facilement lors de la remise d'une pièce. (1) Enregistrement de la différence de phase entre vis-mère et broche synchrone
(a) Placez un matériau profilé dans la broche principale (vis-mère).
(b) Placez le matériau profilé dans la broche arrière.
(c) Activez le signal de demande de calcul de décalage de phase (SSPHM).
(d) Spécifiez pour la broche principale (vis-mère) et la broche arrière (broche synchronisée) une instruction de rotation avec la vitesse 0.
<Exemple> M3 S1=0 M24 S2 = 0;
(e) Interrompre le signal de synchronisation de la vitesse (sans adresse R). <Exemple> G114.1 H1 D-2;
(f) Faites tourner la broche principale avec la vitesse qui est réellement prévue pour la remise de la pièce.
<Exemple> S1 = 3000;
(g) Vérifiez l'enregistrement de la différence de phase à l'aide du signal spécifié qui affiche la fin de la synchronisation de la vitesse de la broche.
(h) Arrêtez les deux broches.
(i) Désactivez le signal de demande de calcul de décalage de phase.
Broche principale Broche synchrone
θ : Décalage de phase enregistré
<Exemple>
Exemple pour une macro M6 ; M15 ; G113 ; M3 S1=0
M24 S2=0; G114.1 H1 D-2;
S1=3000 ; M77; S1=0 ; G4X_; G113 ; …
Démarrage automatique (ST, API → CNC) Signal pour le calcul du décalage de phase
(SSPHM, API → CNC)
Signal pour l'affichage de la fin de la synchronisation de vitesse
(FSPRV, CNC → API)
Décalage de phase entre broche principale et broche synchrone enregistré
Code M mandrin de la broche
Code M mandrin de la broche synchrone Contrôle du code M de la fin de la synchronisation de broche
Tourner la broche principale en avant (M3)tourner la broche principale en arrière
Reset CN

10. Fonctions de broche 10.7 Synchronisation de broche I
179
(2) Accord automatique de phase entre vis-mère et broche synchrone (a) Activez le signal de demande d'offset de phase.
(b) Spécifiez l'instruction pour la synchronisation de phase (avec adresse R). <Exemple> G114.1 H1 D-2 R0;
(c) L'accord de phase est réalisé avec l'instruction de synchronisation de phase et la différence de phase déterminée par le calcul de décalage de phase. L'état dans lequel la valeur pour le décalage de phase de la broche synchronisée R est égal à 0 correspond à l'état de référence (l'état qui a été déterminé par le signal de demande de calcul de décalage de phase).
Vis-mère
Accord de phase
Broche synchrone
θ : Décalage de phase
<Exemple>
Exemple de programme
d'usinage G114.1 H1 D-2 R_; M77;
Signal de demande d'offset de
phase
(SSPHF, API → CNC) Signal pour l'affichage de la fin de
la synchronisation de vitesse
(FSPPH, API → SPS)
Décalage de phase entre broche principale et broche synchrone enregistré
Contrôle du code M de la fin de la synchronisation de broche

10. Fonctions de broche 10.7 Synchronisation de broche I
180
Accélération/décélération multi-étapes
La constante de temps d'accélération/décélération pour jusqu'à 8 étapes peut être sélectionnée pendant la synchronisation de broche pour l'accélération/décélération en fonction de la vitesse de la broche. L'accélération/décélération dans chaque étape est calculée comme suit. Temps nécessaire de la vitesse minimale jusqu'à la vitesse maximale dans chaque étape
= [constante de temps sans accélération/décélération multi-pas] * [facteur d'échelle de la constante de temps dans chaque étape] * [taux de la vitesse dans chaque étape en fonction de la plage de vitesse jusqu'à la vitesse limite]
Temps jusqu'à l'atteinte de la vitesse spécifiée sptc1 depuis l'arrêt (a)
= spt (ou instruction A, si G114.1 est spécifiée) * sptc1/slimit Temps jusqu'à l'atteinte de la vitesse spécifiée sptc2 à partir de la vitesse sptc1 (b)
= spt (ou instruction A, si G114.1 est spécifiée) * spdiv1 * (sptc2 – sptc1)/slimit Temps jusqu'à l'atteinte de la vitesse spécifiée sptc3 à partir de la vitesse sptc2 (c)
= spt (ou instruction A, si G114.1 est spécifiée) * spdiv2 * (sptc3 – sptc2)/slimit Temps jusqu'à l'atteinte de la vitesse spécifiée sptc4 à partir de la vitesse sptc3 (d)
= spt (ou instruction A, si G114.1 est spécifiée) * spdiv3 * (sptc4 – sptc3)/slimit Temps jusqu'à l'atteinte de la vitesse spécifiée sptc5 à partir de la vitesse sptc4 (e)
= spt (ou instruction A, si G114.1 est spécifiée) * spdiv4 * (sptc5 – sptc4)/slimit Temps jusqu'à l'atteinte de la vitesse spécifiée sptc6 à partir de la vitesse sptc5 (f)
= spt (ou instruction A, si G114.1 est spécifiée) * spdiv5 * (sptc6 – sptc5)/slimit Temps jusqu'à l'atteinte de la vitesse spécifiée sptc7 à partir de la vitesse sptc6 (g)
= spt (ou instruction A, si G114.1 est spécifiée) * spdiv6 * (sptc7 – sptc6)/slimit Temps jusqu'à l'atteinte de la vitesse spécifiée sptc8 à partir de la vitesse sptc7 (h)
= spt (ou instruction A, si G114.1 est spécifiée) * spdiv7 * (slimit – sptc7)/slimit
Vitesse (tr/min)
slimit
sptc7
sptc6
sptc5
sptc4
sptc3
sptc2
sptc1
0
(a) (b) (c) (d) (e) (f) (g) (h) spt Temps (ms)
Afin de diminuer le nombre d'étapes d'accélération/décélération pendant la synchronisation de broche, l'un des réglages suivants peut être réalisé pour les étapes qui ne sont pas nécessaires. • Facteur d'échelle de la constante de temps pour la modification de vitesse (spdiv7 à spdiv1) =
0 (ou 1) • Modification de la vitesse d'accélération/décélération multi-pas dans la synchronisation (sptc7 à
sptc1) = vitesse limite (slimit) ou supérieure

10. Fonctions de broche 10.7 Synchronisation de broche I
181
À respecter lors de la programmation
(1) Pour appeler la synchronisation de vitesse pendant que la vis-mère et la broche synchrone
maintiennent la même pièce tendue, vous devez tout d'abord activer les instructions de rotation pour la vis-mère et la broche synchrone avant d'appeler le mode de synchronisation de broche.
$1 (1er système partiel) $2 (2ième système partiel) : : M6 ; Fermer le 1er mandrin
de broche :
: M25 S2=0 ; La 2ième broche s'arrête pour S=0
: : !2 ; !1 ; Synchronisation entre les
systèmes partiels M5 S1=0 ; La 1ière broche s'arrête
pour S=0 M15 ; Fermer le 2ième mandrin
de broche : M24 ; Instruction de rotation de
la 2ième broche ON M3 ; Instruction de rotation de
la 1ère broche ON :
!2 ; !1 ; Synchronisation entre les
systèmes partiels : G114.1 H1 D-2 ; Mode de synchronisation : : ONS1=1500 ; Rotation synchrone
avec S=1500 :
: : S1=0 ; G113 ;
Arrêtez les deux broches. Mode de synchronisation OFF
(2) Pour tendre en mode de synchronisation de phase la même pièce avec la vis-mère et la
broche synchrone, l'accord de phase doit être auparavant réalisé.
$1 $2 : : M6 ; Fermer le 1er mandrin
de broche :
: : M3 S1=1500 ; Instruction de rotation de
la 1ère broche ON :
: G114.1 H1 D-2 R0 ; Mode de synchronisation : : ON : M24 ; Instruction de rotation de
la 2ième broche ON : : : M15 ; Fermer le 2ième mandrin
de broche (Note 1) : :
(Note 1) Fermez le mandrin seulement après vous être assuré que le signal pour l'affichage de la fin de la synchronisation de phase (X18AA) ait été activé (l'accord de phase est réalisé).
ATTENTION Ne désactivez pas l'instruction de synchronisation de broche alors qu'une pièce est tendue aussi bien dans la vis-mère que dans la broche synchrone en mode de synchronisation. Une erreur dans le contrôle peut provoquer un arrêt de la broche synchrone ce qui peut représenter un danger pour la machine et les personnes.

10. Fonctions de broche 10.7 Synchronisation de broche I
182
Mesures de précaution et limitations
(1) Lors d'un arrêt d'urgence, les broches commandées par le mode synchrone seront arrêtées. (2) La vitesse de verrouillage pendant le mode synchrone correspond à la plus petite valeur de la
vitesse de verrouillage de broche définie pour la vis-mère ou la broche synchronisée. (3) Pendant le mode synchrone, une orientation de la vis-mère et de la broche synchronisée n'est
pas possible. Le mode synchrone doit être quitté avant d'effectuer une orientation. (4) Des modifications de la vitesse (instruction S) de la broche synchronisée ne sont pas
opérantes en mode synchrone. Tenez toutefois compte du fait que ces instructions sont de nouveau opérantes après avoir quitté le mode synchrone.
(5) Les instructions de commande de vitesse circonférentielle constante de la broche synchronisée ne sont pas opérantes en mode synchrone. Ces réglages sont toutefois de nouveau opérants après avoir quitté le mode synchrone.
(6) Les instructions de réglage de vitesse (instructions S) et de commande de vitesse circonférentielle constante de la broche synchronisée sont de nouveau opérantes après avoir quitté le mode synchrone. La broche synchronisée exécute donc éventuellement d'autres mouvements qu'en mode synchrone.
(7) Si la différence de phase a été déterminée par le signal de calcul de décalage de phase, et si l'instruction de synchronisation de phase est exécutée en spécifiant le signal d'offset de phase, le décalage de phase peut ne pas avoir été calculé correctement.
(8) Le paramètre de position de l'encodeur de phase Z de la broche (sppst) n'est pas valable si la fonction de calcul de la grandeur de décalage de phase est impantée. (Il sera ignoré.)
Le paramètre de position de l'encodeur de phase Z de la broche (sppst) est valable si le signal de demande d'offset de phase est OFF.
(9) Si la synchronisation est lancée (avec une adresse R) pendant que le signal de calcul du décalage de phase est spécifié, une erreur (1106) apparaît.
(10) Si le mode de synchronisation est lancé alors que le signal pour le calcul du décalage de phase est activé et que les deux broches tournent, une erreur (1106) apparaît.
(11) Si l'instruction de synchronisation de phase R0 est émise (par ex. G114.2 H1 D-2 R0) pendant que le signal d'offset de phase est activé, l'erreur de phase qui est mémorisée dans la mémoire CN sera prise en compte lors de la synchronisation des deux broches.
(12) Si une instruction de synchronisation de phase qui ne correspond pas à R0 (par ex. G114.1 H1 D-2 R000) est émise alors que le signal d'offset de phase est activé, l'erreur de phase sera calculée en additionnant la valeur indiquée dans l'adresse R avec la différence de phase des deux broches qui est mémorisée dans la mémoire CN. Cette valeur forme la base pour la synchronisation de la vis-mère et de la broche synchronisée.
(13) Le signal d'offset de phase sera ignoré si le signal pour le calcul du décalage de phase est activé.
(14) L'erreur de phase de la vis-mère et de la broche synchronisée mémorisée dans la mémoire CN est valable seulement si le signal pour le calcul du décalage de phase est activé et pour la combinaison de la vis-mère (H_) et de la broche synchronisée (D_) indiquée dans l'instruction. Aucune adresse R ne doit être présente dans l'instruction.
Si par exemple, l'erreur de phase de la vis-mère et de la broche synchronisée a été enregistrée avec "G114.1 H1 D-2 ;", l'erreur de phase enregistrée est valable seulement si le signal d'offset de phase est activé et si l'instruction "G114.1 H1 D_2 R∗∗∗ ;" est émise. Si "G114.1 H2 D-1 R∗∗∗ ;" est commandée, le décalage de phase ne sera pas calculé correctement.
(15) La différence de phase entre la vis-mère et la broche synchronisée enregistrée dans la CN est maintenue jusqu'au prochain calcul de la grandeur de décalage de phase (l'instruction de synchronisation est terminée et le signal qui indique la fin de la synchronisation de la vitesse de broche est ON).
(16) Si la synchronisation de broche est définie par l'interface API (#1300 ext36/bit7 est OFF), une erreur de programme (P610) apparaît si le mode synchrone est commandé avec les instructions G114.1/G113.

10. Fonctions de broche 10.8 Synchronisation de broche II
183
10.8 Synchronisation de broche II
Fonction et but
Pour une machine avec plus d'une broche, cette fonction synchronise la vitesse et la phase d'une broche (broche synchronisée) en synchronisation avec une autre broche (vis-mère). Cette fonction est implantée si la vitesse de deux broches doit concorder, par ex. lorsqu'une pièce doit être remise d'une broche à l'autre ou lorsque les deux broches saisissent en même temps la pièce. Toutes les fonctions de la synchronisation de broche sont commandées par l'API.
Sélection de la vis-mère et de la broche synchronisée
La vis-mère et la broche tournant de manière synchrone avec elle, sont sélectionnées par l'API.
Opérande Désignation Abr. Explication R7016 Vis-mère – Indiquez pour la vis-mère une broche raccordée en
série. (0 : 1ère broche), 1 : 1ère broche, 2 : 2ième broche, 3 : 3ième broche, 4 : 4ième broche (Note 1) Les broches ne seront pas
synchronisées si aucune broche raccordée en série n'est indiquée.
(Note 2) Si "0" est indiqué, la 1ère broche est la vis-mère.
R7017 Broche synchronisée
– Indiquez une broche raccordée en série qui sera synchronisée avec la vis-mère. (0 : 2ième broche), 1 : 1ère broche, 2 : 2ième broche,3 : 3ième broche, 4 : 4ième broche (Note 3) Les broches ne seront pas
synchronisées si aucune broche raccordée en série n'est indiquée ou si la même broche est indiquée comme vis-mère et broche synchronisée.
(Note 4) Si "0" est indiqué, la 2ième broche sera synchronisée avec la vis-mère.

10. Fonctions de broche 10.8 Synchronisation de broche II
184
Démarrage de la synchronisation de broche
Le mode synchrone est activé en entrant le signal de synchronisation (SPSYC). En mode synchrone, la vitesse de la broche synchronisée est adaptée à la vitesse de la vis-mère. Si la différence de la vitesse des deux broches est dans une fenêtre prédéfinie (#3050 sprlv), le „synchronisation de vitesse terminée“ (FSPRV) sera émis. Le sens de rotation de la broche synchronisée peut être soit identique ou l'inverse du sens de rotation de la vis-mère.
Opérande Désignation Abr. Description Y18B0 Activer le mode
synchrone des broches
SPSYC Le mode synchrone est activé en activant cette sortie.
X18A8 Synchronisation de broche activée
SPSYN1 Réponse que le mode synchrone a été activé.
X18A9 Synchronisation de vitesse terminée
FSPRV Ce signal est activé lorsque la différence des vitesses de la vis-mère et de la broche synchronisée sont en mode synchrone dans une plage de tolérance prédéfinie. Le signal sera désactivé si le mode synchrone est déconnecté ou si la différence des vitesses pendant le mode synchrone est trop élevée.
Y18B2 Sens de rotation de la broche synchronisée
– Spécification du sens de rotation de la vis-mère et de la broche synchronisée 0 : Le sens de rotation de la broche
synchronisée correspond au sens de rotation de la vis-mère.
1 : Le sens de rotation de la broche synchronisée est l'inverse du sens de rotation de la vis-mère.

10. Fonctions de broche 10.8 Synchronisation de broche II
185
Accord de phase de la broche
La synchronisation de phase est lancée lorsque le signal (SPPHS) est activé pendant le mode de synchronisation. En atteignant une valeur limitée prédéfinie (#3051 spplv), le signal "synchronisation de phase terminée“ (FSPPH) est activé. Le degré du décalage de phase peut également être prédéfini par l'API.
Opérande Désignation Abr. Description Y18B1 Activer la
synchronisation de phase des broches
SPPHS La synchronisation de phase des broches démarre lorsque cette sortie est activée pendant le mode synchrone. (Note 1) Ce signal est ignoré s'il est
activé en dehors du mode de synchronisation de broche.
X18AA Synchronisa- tion de phase terminée
FSPPH Ce signal est activé si la valeur limitée définie pour la synchronisation de phase est atteinte.
R7018 Décalage de phase
– Indication du décalage de phase de la broche synchronisée unité : 360°/4096
Activer le mode synchrone des broches (Y18B1)
Synchronisation de vitesse terminée (X18A9)
Mode synchrone activé (X18A8)
Activer la synchronisation de phase (Y18B1)
Synchronisation de phase terminée (X18AA)
Synchronisation de phase terminée ON
(Note 2)
Synchronisation de phase des broches ON
Synchronisation de vitesse terminée ON
Synchronisation de phase des broches OFF
Mode synchrone des broches ON
Mode synchrone des broches OFF
(Note 2) Ce signal est temporairement désactivé si la vitesse est modifiée pendant la synchronisation de phase.

10. Fonctions de broche 10.8 Synchronisation de broche II
186
Calcul du décalage de phase et demande de l'offset de phase
En activant le signal de calcul du décalage de phase, la différence de phase de la vis-mère et de la broche synchronisée est déterminée et enregistrée. Lors de la détermination du décalage de phase, la broche synchronisée peut être bougée manuellement. Ainsi, la corrélation entre les phases des deux broches peut également être représentée visuellement. Si le signal de synchronisation de phase est mis lorsque le signal d'offset de phase (SSPHF) est activé, les phases seront synchronisées avec le décalage enregistré au préalable comme décalage de phase. Ainsi, l'orientation des phases est facilitée lors de la prise de matériau profilé avec des extrémités de différentes formes.
Opérande Désignation Abr. Explication Y18B3 Calculer le
décalage de phase
SSPHM Si le mode synchrone est lancé pendant que ce signal est mis, la différence de phase de la vis-mère et de la broche synchronisée est calculée et enregistrée.
Y18B4 Demander l'offset de phase
SSPHF Si la synchronisation de phase est activée lorsque ce signal est mis, les phases seront synchronisées avec le décalage enregistré au préalable comme décalage de phase.
R6516 Différence de phase (sortie)
– La décélération de la broche synchronisée est sortie par rapport à la vis-mère. Unité : 360°/4096 (Note 1) Si ni la vis-mère, ni la broche
synchronisée n'ont passé la phase Z et la différence de phase n'est pas calculée, “–1“ sera sorti.
(Note 2) Les données sont sorties seulement pendant le calcul du décalage de phase ou pendant la synchronisation de phase des broches.
R6518 Offset de phase (valeur)
– La valeur enregistrée lors du calcul du décalage de phase est sortie. Unité : 360°/4096 (Note 3) Les données sont sorties
seulement pendant la synchronisation de phase des broches.
Activer le mode synchrone des broches (Y18B0)
Synchronisation de vitesse terminée (X18A9)
Mode synchrone activé (X18A8)
Mode synchrone des broches ON
Calculer le décalage de phase (Y18B3)
La différence de phase est mesurée dans cette période. (La broche synchronisée peut être déplacée à la main.)
Mode synchrone des broches OFF
Calculer le décalage de phase ON Calculer le décalage de phase OFF
(Note 4) Les phases ne peuvent pas être synchronisées pendant le calcul du décalage de phase.

10. Fonctions de broche 10.8 Synchronisation de broche II
187
(Note 5) La broche synchronisée ne peut pas être tournée à la main si en mode manuel, le mode via le générateur d'impulsions manuel (Handle) est sélectionné.
Signal pour fermer le mandrin
Si le mandrin de la broche synchronisée est ouvert, une correction de l'erreur de poursuite sera exécutée et la broche est alignée avec la broche principale. Si toutefois le mandrin est fermé et la correction de l'erreur de poursuite est additionnée, l'erreur de synchronisation augmente. Pour cette raison, la correction de l'erreur de poursuite est désactivée avec le signal pour fermer le mandrin et la position de saisie du mandrin est maintenue à l'aide de la correction de position.
Opérande Désignation Abr. Description Y18B9 Fermer le
mandrin – Le mandrin est fermé en activant cette sortie.
En même temps, le mode de correction entre vis-mère et broche synchronisée est modifié de correction d'erreur de poursuite en correction de position.
X18AC Mandrin fermé – Cette entrée est activée si le signal pour fermer le mandrin a été reçu pendant le mode synchrone des broches.
Mandrin OUVERT Mandrin FERMÉMandrin FERMÉ
Activer le mode synchrone (Y398)
Supprimer temporairement l'erreur (Y39D)
Le mode synchrone est activé (X308).
L'erreur est supprimée.
Mandrin de la broche synchrone
Synchronisation de vitesse terminée (X309)
Mandrin de la vis-mère Mandrin FERMÉ Mandrin FERMÉ Mandrin OFFMandrin FERMÉ (confirmation)
Mandrin FERMÉ (confirmation)
Fermer le mandrin (Y2E9)
(Note 1) Utilisez la suppression temporaire d'une erreur seulement si une erreur apparaît lors de la fermeture du mandrin.
Suppression temporaire d'une erreur
Si en mode synchrone, la pièce est maintenue par la vis-mère en rotation, et le mandrin de la broche synchronisée est fermé, la vitesse est modifiée par des influences extérieures et une erreur apparaît. Si le mode synchrone est poursuivi sans que l'erreur soit corrigée, la pièce se tord. Cette torsion peut être évitée en supprimant temporairement l'erreur.
Opérande Désignation Abr. Description Y18B5 Supprimer
temporairement une erreur
SPDRP0 L'erreur sera supprimée si cette sortie est activée.

10. Fonctions de broche 10.8 Synchronisation de broche II
188
Affichage de l'erreur de phase
L'erreur de phase pendant la synchronisation de phase peut être affichée.
Opérande Désignation Abr. Description R6519 Erreur de phase – Sortie de l'erreur de phase pendant la
synchronisation de phase Unité : impulsions.
R6520 Erreur de phase (valeur limite inférieure)
– Sortie de la valeur limite inférieure de l'erreur de phase pendant la synchronisation de phase Unité : impulsions.
R6521 Erreur de phase (valeur limite supérieure)
– Sortie de la valeur limite supérieure de l'erreur de phase pendant la synchronisation de phase Unité : impulsions.
Accélération/décélération multi-étapes
La constante de temps d'accélération/décélération pour jusqu'à 8 étapes peut être sélectionnée pendant la synchronisation de broche pour l'accélération/décélération en fonction de la vitesse de la broche.
Sptc1
Sptc2
Sptc3
(1) (2) (3)
Vitesse
Temps
(1) Temps jusqu'à l'atteinte de la vitesse spécifiée sptc1depuis l'arrêt
spt ∗ (sptc1/vitesse maximale) (2) Temps jusqu'à l'atteinte de la vitesse spécifiée sptc2 à
partir de la vitesse sptc1 spt ∗ ((sptc2–sptc1)/vitesse maximale) ∗ spdiv1 (3) Temps jusqu'à l'atteinte de la vitesse spécifiée sptc3 à
partir de la vitesse sptc2 spt ∗ ((sptc3–sptc2)/vitesse maximale) ∗ spdiv2

10. Fonctions de broche 10.8 Synchronisation de broche II
189
Mesures de précaution et limitations
(1) Pour la synchronisation des broches, la vis-mère mais également la broche synchronisée
doivent recevoir une instruction de lancement. Qu'importe que la broche synchronisée reçoive une instruction de lancement en avant ou en arrière. Le sens de rotation de la broche synchronisée est défini par le sens de rotation de la vis-mère et par la sortie Y18B2.
(2) Si le signal pour l'activation du mode synchrone est activé alors qu'une instruction de réglage de vitesse est présente, le mode synchrone sera activé mais ne sera en réalité pas exécuté. Le mode synchrone est lancé après que le signal de lancement soit sorti sur la vis-mère. Le signal "synchronisation de vitesse terminée“ est activé après l'adaptation des vitesses.
(3) Lors d'un arrêt d'urgence, les broches commandées par le mode synchrone seront arrêtées.
(4) Une erreur apparaît si le mode synchrone est lancé avec des indications pour la vis-mère et la broche synchronisée qui sont incorrectes.
(5) La vitesse de verrouillage pendant le mode synchrone correspond à la plus petite valeur de la vitesse de verrouillage de broche définie pour la vis-mère ou la broche synchronisée.
(6) Pendant le mode synchrone, une orientation de la vis-mère et de la broche synchronisée n'est pas possible. Le mode synchrone doit être quitté avant d'effectuer une orientation.
(7) Des modifications de la vitesse (instruction S) de la broche synchronisée ne sont pas opérantes en mode synchrone. Tenez toutefois compte du fait que ces instructions sont de nouveau opérantes après avoir quitté le mode synchrone.
(8) Les instructions de commande de vitesse circonférentielle constante de la broche synchronisée ne sont pas opérantes en mode synchrone.
(9) Si le signal d'offset de phase est activé avant que la différence de phase ait été calculée, et que la synchronisation de phase est activée, le décalage de phase ne sera pas calculé.
(10) Les valeurs de l'encodeur pour la phase Z ne sont pas valables lors de la synchronisation de phase.
(11) Si la synchronisation de phase est lancée pendant que le signal pour le calcul de la différence de phase est activé, l'erreur "M01 erreur de service 1106" apparaît.
(12) Activez le signal pour le calcul de la différence de phase lorsque les deux broches sont arrêtées. Si le signal pour le calcul de la différence de phase est activé pendant que l'une des deux broches tourne, l'erreur "M01 erreur de service 1106" apparaît.
(13) La différence de phase calculée est enregistrée dans la CN jusqu'au prochain calcul. Cette valeur reste également enregistrée lors d'une panne de l'alimentation.

10. Fonctions de broche 10.9 Synchronisation de broche-outil IA (broche-broche, polygone)
190
10.9 Synchronisation de broche-outil IA (broche-broche, polygone); G114.2
Fonction et but
Dans une machine avec un outil commandé, contrôlé par une connexion série, et une broche comme axe de pièce contrôlée par une connexion série, un usinage de polygone peut être effectué si l'axe de la pièce à usiner et l'axe d'entraînement de l'outil commandé sont contrôlés de manière synchrone. La commande de l'interface série pour la broche et l'outil commandé peut être réalisée via un MDS-∗-SP ou MDS-∗-SPJ2.
Format d'Instruction
(1) Synchronisation de broche-outil IA (broche-broche, polygone) ON (G114.2)
Cette instruction permet d'appeler le mode d'usinage de polygone dans lequel deux axes de rotation sont synchronisés. La synchronisation de l'axe d'entraînement de l'outil commandé et de l'axe de la pièce peut avoir des vitesses différentes. Indiquez alors les deux axes (broche et broche), les rapports de transmission des axes et la grandeur de décalage de phase.
G114.2 H_ D_ E_ L_ R_ ; H_ Axe de l'outil commandé D_ Axe de la pièce à usiner E_ Rapport de transmission de l'outil commandé L_ Rapport de transmission de l'axe de la pièce R_ Décalage de phase de la synchronisation de broche
(2) Quitter la synchronisation de broche (G113)
L'état de synchronisation de deux broches en rotation est annulé avec cette instruction.
G113 ;
Adresse Signification de l'adresse
Plage programmable (unité) Notes
H Axe de l'outil commandé
Des broches, le numéro de la broche de l'axe de rotation sélectionné
1 jusqu'au nombre de broches 1 : 1ère broche 2 : 2ième broche 3 : 3ième broche 4 : 4ième broche
• Si une valeur autre qu'une valeur de la plage des valeurs est sélectionnée, le message d'erreur (P35) apparaît.
• Si cette adresse n'est pas spécifiée dans l'instruction, le message d'erreur (P33) apparaît.
• Si la même valeur que pour l'adresse D est spécifiée, le message d'erreur (P33) apparaît.
• Si une broche qui n'est pas connectée en série est ici choisie, le message d'erreur (P700) apparaît.

10. Fonctions de broche 10.9 Synchronisation de broche-outil IA (broche-broche, polygone)
191
Adresse Signification de l'adresse
Plage programmable (unité) Notes
D Axe de la pièce à usiner Des broches, le numéro de la broche de l'axe de la pièce
1 jusqu'au nombre de broches ou -1 jusqu'à - (nombre de broches) 1, -1 : 1ère broche 2, -2 : 2ième broche 3, -3 : 3ième broche 4, -4 : 4ième broche
• Si une valeur autre qu'une valeur de la plage des valeurs est sélectionnée, le message d'erreur (P35) apparaît.
• Si cette adresse n'est pas spécifiée dans l'instruction, le message d'erreur (P33) apparaît.
• Le signal de l'adresse D représente le sens de rotation de l'axe de la pièce en relation avec l'outil commandé.
• Si la même valeur que pour l'adresse H est spécifiée, le message d'erreur (P33) apparaît.
• Si une broche qui n'est pas connectée en série est ici choisie, le message d'erreur (P700) apparaît.
E Rapport de transmission de l'axe de l'outil commandé
Indiquez le rapport de transmission (nombre de dents de la transmission de l'outil commandé) de l'outil commandé.
1 à 10 • Si une valeur autre que 1 à 10 est sélectionnée, le message d'erreur (P35) apparaît.
• Si cette adresse n'est pas spécifiée dans l'instruction, le rapport de transmission sera mis à 1.
l Rapport de transmission de l'axe de la pièce
Indiquez le rapport de transmission (nombre d'arêtes de la pièce) de l'axe de la pièce.
1 à 999 • Si une valeur autre que 1 à 999 est sélectionnée, le message d'erreur (P35) apparaît.
• Si cette adresse n'est pas spécifiée dans l'instruction, le rapport de transmission sera mis à 1.
R Grandeur du décalage de phases
Indiquez la grandeur de décalage du point de référence der la broche synchronisée (signal par tour).
0 à 359.999 (°) • Si une valeur autre que 1 à 359,999 est sélectionnée, le message d'erreur (P35) apparaît.
• La grandeur de décalage programmée est ajoutée dans le sens horaire de la broche.
• Si cette adresse n'est pas spécifiée dans l'instruction, l'accord de phase ne sera pas exécuté.

10. Fonctions de broche 10.9 Synchronisation de broche-outil IA (broche-broche, polygone)
192
Axe de rotation et sens de rotation
La vitesse et le sens de rotation de l'axe de l'outil commandé et de l'axe de la pièce sont indiqués dans la synchronisation de broche IA (usinage de polygone) comme suit.
(1) La vitesse et le sens de rotation de l'axe de l'outil commandé correspondent aux valeurs
programmées par l'instruction S ou l'instruction M pour la broche sélectionnée comme axe de l'outil commandé.
(2) La vitesse de l'axe de la pièce est calculée à partir des valeurs des adresses L et E dans l'instruction G114.2.
Sw = Sh ∗
Sw : Vitesse de l'axe de la pièce (tr/min) Sh : Vitesse de l'axe de l'outil commandé (tr/min) L : Rapport de transmission de l'axe de l'outil commandé
(nombre de dents de la transmission de l'outil commandé) E : Rapport de transmission de l'axe de la pièce (nombre de dents de la transmission
de l'outil commandé)
(3) Le sens de rotation de l'axe de la pièce est défini par le signe de l'adresse D dans l'instruction G114.2. Si le signe de D est "+", l'axe de la pièce tourne dans le même sens que l'axe de l'outil commandé et si le signe est "−", l'axe de la pièce tourne dans le sens inverse comme l'axe de l'outil commandé.
(4) Après l'appel de la synchronisation de broche II (usinage de polygone), le rapport entre l'axe de l'outil commandé et l'axe de la pièce à usiner dans tous les types de fonctionnement du mode manuel et automatique est maintenu jusqu'à ce que la synchronisation de broche soit annulée par l'instruction G113, ou jusqu'à ce que le signal pour l'annulation de la synchronisation de broche soit entré.
Même pendant un arrêt d'avance, l'état de la synchronisation de broche reste maintenu.
Opération pour broche-broche, polygone
La commande de l'axe de la pièce est effectuée comme décrit ci-après.
(1) Si lors de l'appel de la synchronisation de broche IA (usinage de polygone) pour l'axe de la
pièce, ni une instruction de démarrage en avant ni une instruction de démarrage en arrière n'a été indiquée, la rotation de l'axe de pièce commence seulement dans la synchronisation. Si dans cet état, une instruction de démarrage en avant ou une instruction de démarrage en arrière est indiquée pour l'axe de pièce à usiner, la rotation de l'axe de pièce à usiner démarre.
(2) L'instruction de vitesse (instruction S) et l'instruction de vitesse circonférentielle constante ne sont pas valables pour l'axe de pièce à usiner sous synchronisation de broche IA (usinage de polygone). Prière de prendre en considération que les instructions modales seront actualisées lors de l'appel de cette instruction, et que ces instructions seront activées lorsque la synchronisation de broche sera achevée.
(3) Si une vitesse pour l'axe de l'outil programmé est programmée, et que celle-ci dépasse la vitesse maximale de l'axe de pièce à usiner, un verrouillage de la vitesse de l'axe de l'outil commandé est réalisé à une vitesse telle que la vitesse maximale admissible de l'axe de pièce à usiner ne puisse pas être dépassée.
l E

10. Fonctions de broche 10.9 Synchronisation de broche-outil IA (broche-broche, polygone)
193
Accélération/décélération multi-étapes
(1) La constante de temps d'accélération/décélération pour jusqu'à huit étapes peut être
sélectionnée pendant l'usinage de polygone broche-broche pour l'accélération/décélération en fonction de la vitesse de la broche.
L'accélération/décélération dans chaque étape est calculée comme suit.
Temps nécessaire de la vitesse minimale jusqu'à la vitesse maximale dans chaque étape = [constante de temps sans accélération/décélération multi-pas] * [facteur d'échelle de la constante de temps dans chaque étape] * [taux de la vitesse dans chaque étape en fonction de la plage de vitesse jusqu'à la vitesse limite]
Temps jusqu'à l'atteinte de la vitesse spécifiée sptc1 depuis l'arrêt (a) = spt * sptc1/slimit
Temps jusqu'à l'atteinte de la vitesse spécifiée sptc2 à partir de la vitesse sptc1 (b) = spt * spdiv1 * (sptc2 – sptc1)/slimit
Temps jusqu'à l'atteinte de la vitesse spécifiée sptc3 à partir de la vitesse sptc2 (c) = spt * spdiv2 * (sptc3 – sptc2)/slimit
Temps jusqu'à l'atteinte de la vitesse spécifiée sptc4 à partir de la vitesse sptc3 (d) = spt * spdiv3 * (sptc4 – sptc3)/slimit
Temps jusqu'à l'atteinte de la vitesse spécifiée sptc5 à partir de la vitesse sptc4 (e) = spt * spdiv4 * (sptc5 – sptc4)/slimit
Temps jusqu'à l'atteinte de la vitesse spécifiée sptc6 à partir de la vitesse sptc5 (f) = spt * spdiv5 * (sptc6 – sptc5)/slimit
Temps jusqu'à l'atteinte de la vitesse spécifiée sptc7 à partir de la vitesse sptc6 (g) = spt * spdiv6 * (sptc7 – sptc6)/slimit
Temps jusqu'à l'atteinte de la vitesse spécifiée sptc8 à partir de la vitesse sptc7 (h) = spt * spdiv7 * (slimit – sptc7)/slimit
Vitesse (tr/min)
slimit
sptc7
sptc6
sptc5
sptc4
sptc3
sptc2
sptc1
0
(a) (b) (c) (d) (e) (f) (g) (h) spt Temps (ms)
Afin de diminuer le nombre d'étapes d'accélération/décélération pendant la synchronisation de broche, l'un des réglages suivants peut être réalisé pour les étapes qui ne sont pas nécessaires. • Facteur d'échelle de la constante de temps pour la modification de vitesse (spdiv7 à spdiv1) =
0 (ou 1) • Modification de la vitesse d'accélération/décélération multi-pas dans la synchronisation (sptc7 bis
sptc1) = vitesse limite (slimit) ou supérieure (2) L'axe de l'outil commandé sera accéléré ou décéléré linéairement avec la constante de temps
(spt) d'accélération/décélération de la synchronisation de broche spécifiée pour l'axe de l'outil commandé ou l'axe de la pièce.
(3) Si la vitesse de l'instruction de l'outil commandé est modifiée pendant la synchronisation de broche, l'axe accélère/décélère à la vitesse programmée avec la constante de temps définie par paramètre pour la synchronisation.

10. Fonctions de broche 10.9 Synchronisation de broche-outil IA (broche-broche, polygone)
194
Commande d'accord de phase
(1) Si la synchronisation de broche IA (avec indication de l'adresse R) est programmée avec
l'instruction G114.2, la broche synchronisée qui tourne avec une vitesse quelconque sera accélérée et décélérée à la vitesse correspondant à la broche de base et au rapport de transmission, et la synchronisation de broche sera démarrée. Ensuite, la phase sera ajustée conformément à l'indication de l'adresse R programmée.
(2) La grandeur de décalage de phase de la synchronisation de broche sera programmée comme grandeur de décalage du point de référence (un signal par rotation) de la broche synchronisée. Aucun décalage de phase n'apparaît à la broche de base.
(3) Si la vitesse programmée pour la broche (l'outil commandé) est modifiée pendant la synchronisation de broche, l'accélération/décélération est réalisée conformément à l'accélération/décélération spécifiée par paramètre pour l'adaptation de la vitesse de broche à la vitesse programmée.
(4) Le fonctionnement se présente comme suit.
M03 S1=0 ;
• Txx00 ; M83 S4=500 ;
• G114.2 H4 D1 E1 L5 Rxx ;
• •
G113 ;
……Démarrage en avant (instruction de vitesse) de la broche n° 1
(broche synchronisée) ……Sélection de l'outil commandé ……Démarrage en avant (instruction de vitesse) de la broche n° 4
(vis-mère) ……Démarrage en avant de la broche n° 1 (broche synchronisée)
et synchronisation avec la broche n° 2 (vis-mère). Grandeur de décalage de phase de la synchronisation de broche par la valeur de l'adresse R.
……Quitter la synchronisation de broche IA

10. Fonctions de broche 10.9 Synchronisation de broche-outil IA (broche-broche, polygone)
195
Temps
Quitter la synchronisation de broche
Vis-mère
Broche synchronisée
600
<Opération>
Vitesse
500
400
300
200
100
0
Accord de phase
Broche n° 1 (broche synchronisée) synchronisation avant
Tourner la broche n° 4 (vis-mère) en avant
Tourner la broche n° 1 (broche synchronisée) en avant

10. Fonctions de broche 10.9 Synchronisation de broche-outil IA (broche-broche, polygone)
196
Exemple de programme
•
•
• M03 S1=0 ; Démarrage en avant 1ère broche Txx00 ; Sélection de l'outil commandé M83 S4=500 ; Démarrage en avant 4ième broche G00 X40.Z-5. ;
G114.2 H4 D1 E1 L10 R0 ; Synchronisation de la broche d'outil IA (broche-broche, mode polygone) ON
Axe d'outil : 4ième broche Axe d'outil : 1ère broche Nombre de dents dans la transmission de l'outil : 1Rapport de transmission : le nombre d'arête de la
pièce est de 10 Décalage de phase broche synchr. : 0°
G99 ; Sélection de l'avance synchronisée G00 X18. ; G01 Z20. F0.1 ; 1ère coupe G00 X40. ; L'avance de l'axe Z est de 0,1 mm par tour de l'axe de la pièce
Z-5. ;
•
•
•
G00 X14. ; G01 Z20. F0.1 ; Dernière coupe G00 X40. ; L'avance de l'axe Z est de 0,1 mm par tour de l'axe de la pièce
Z-5. ;
G113 ; Quitter la synchronisation de broche M85 ; 4ième broche s'arrête M05 ; 1ère broche s'arrête • •
•
S1 lance la rotation lors de démarrage en avant sous la synchronisation avec S4. L'accord de phase est réalisé avec 0°. La vitesse S1 est de 50 tr/min (S2:S1 = 10:1).

10. Fonctions de broche 10.9 Synchronisation de broche-outil IA (broche-broche, polygone)
197
Remarques particulières pour la programmation
(1) L'adresse d'axe (X, Z, C) spécifiée dans le même bloc avec G114.2 sera ignorée. par ex. G114.2 X_ ;
(2) Si une instruction modale est spécifiée dans le même bloc avec G114.2, l'instruction modale
sera actualisée. par ex. G114.2 G01 ;
(3) Si une fonction auxiliaire (M, S, T) est programmée dans le même bloc avec G114.2, la fonction auxiliaire sera exécutée simultanément avec la commutation dans le mode de l'outil commandé.
par ex. G114.2 M03 ;
(4) Si une instruction G du groupe 00 est programmée dans le même bloc avec G114.2, la dernière instruction G du bloc est prioritaire.
par ex. G114.2 G4 P30 ;
ignoré
L'instruction du groupe modal 01 sera spécifiée sur G01.
M03 est exécutée simultanément avec G114.2.
G4 P30. sera exécutée.

10. Fonctions de broche 10.9 Synchronisation de broche-outil IA (broche-broche, polygone)
198
Précautions et restrictions
(1) Limitations concernant l'étalonnage de la phase
(a) Assurez-vous que le rapport de transmission de la vitesse effective de la broche (et de l'axe de l'outil commandé) et de la vitesse de l'encodeur ait la valeur suivante :
Vitesse de la broche/vitesse de l'encodeur = n (“n” est un nombre entier ≥ 1) Si ce rapport n'est pas atteint, le point de référence de l'encodeur ne reste pas à une position constante de la broche et la phase (position) dévie avec chaque instruction d'étalonnage de phase. Même dans le cas où le nombre de dents de la transmission de l'outil commandé (nombre de points d'attaque de la pièce) est équivalent au rapport de transmission, la phase de coupe et de la pièce (position) ne dévieront pas. (rapport suivant)
(Vitesse de l'axe de l'outil * nombre de dents de la transmission de l'outil commandé) / vitesse de l'encodeur = n (“n” est nombre entier ≥ 1)
(b) Pendant la synchronisation de phase, l'égalisation de phase par le point de référence de l'encodeur de broche de chaque broche est réalisée de telle sorte que dans le cas de mise en circuit/hors circuit de l'alimentation ou lors d'un changement d'outil, la phase sera égalisée si la position de la pièce à usiner (ou la position de l'outil commandé) diffère du point de référence.
(2) Si l'adresse S est spécifiée dans le même bloc que G114.2, la vitesse synchronisée s'oriente jusqu'à la fin du bloc sur la vitesse de broche S préalablement spécifiée. La vitesse de broche peut donc fluctuer momentanément. Pour éviter ceci, l'instruction S doit être spécifiée dans un autre bloc.
(3) L'instruction G114.2 doit toujours être spécifiée dans un bloc indépendant. (4) La synchronisation broche-outil 1 (broche-broche, polygone) ne peut pas être appelée
pendant l'exécution de la synchronisation de broche via l'instruction G114.*. Une erreur de service (M1005) apparaîtrait.
(5) Si l'usinage de polygone broche-broche est appelé pendant que le signal pour le calcul du décalage de phase SSPHM est spécifié, une erreur de service (M1106) apparaît.
(6) L'usinage de polygone broche-broche ne peut pas être appelé si une broche qui exécute le taraudage synchrone via l'instruction G114.2 est indiquée. Une erreur de service (M1007) apparaîtrait.
(7) Si la broche/axe C est spécifiée comme broche, l'usinage de polygone broche-broche ne peut pas être appelé avec la broche dans le mode d'axe C via l'instruction G114.2. Une erreur de service (M1026) apparaîtrait.
(8) Après avoir spécifié G114.2, le bloc avec l'avance de coupe est démarré seulement lorsque la synchronisation est effectuée. L'opération est arrêtée avec une erreur de service (M1033).

10. Fonctions de broche 10.10 Synchronisation de broche-outil IB (broche-broche, polygone)
199
10.10 Synchronisation broche-outil IB (broche-broche, polygone); G51.2 (Valable seulement dans le système de code G 6 ou 7)
Fonction et but
Dans une machine avec un outil commandé, contrôlé par une connexion série, et une broche comme axe de pièce contrôlé par une connexion série, un usinage de polygone broche-broche peut être effectué si l'axe de la pièce à usiner et l'axe d'entraînement de l'outil commandé sont contrôlés de manière synchrone. Il est possible de changer de mode entre l'usinage de polygone et l'usinage de polygone broche-broche via le paramètre #1501.
#1501 polyax = 0 : Usinage de polygone broche-broche Valeur autre que 0 : Usinage de polygone broche axe CN
La commande de l'interface série pour la broche et l'outil commandé peut être réalisée via un MDS-∗-SP ou MDS-∗-SPJ2. La fonction est valable seulement dans le système de code G 6 ou 7.
Format d'instruction
(1) Instruction pour le mode d'usinage de polygone
Cette instruction permet d'appeler le mode d'usinage de polygone dans lequel deux axes de rotation sont synchronisés. La synchronisation de l'axe d'entraînement de l'outil commandé et de l'axe de la pièce peut avoir des vitesses différentes. Indiquez alors les deux axes (broche et broche), les rapports de transmission des axes et la grandeur de décalage de phase.
G51.2 H_ D_ P_ Q_ R_ ; Synchronisation broche-outil IB (broche-broche, mode polygone) ON G51.2 (ou G251) H D P Q r
Instruction d'usinage de polygone Axe de la pièce à usiner Axe de l'outil commandé Rapport de transmission de l'outil commandé Rapport de transmission de l'axe de la pièce Décalage de phase de la synchronisation de broche
(2) Quitter le mode d'usinage de polygone
La synchronisation de deux broches rotatives sous synchronisation avec la synchronisation broche-outil est quittée avec cette instruction.
G50.2 ; Synchronisation broche-outil IB (broche-broche, mode polygone) OFF
Le mode d'usinage de polygone broche-broche est également interrompu sous les conditions suivantes. • Déconnexion de l'alimentation • Arrêt d'urgence • Reset (Reset 1, Reset 2, Reset & rembobinage) (seulement pour #1239 set11/bit3 = 1) • Le signal de l'usinage de polygone broche-broche est remis à zéro.

10. Fonctions de broche 10.10 Synchronisation de broche-outil IB (broche-broche, polygone)
200
Adresse Signification de
l'adresse Plage programmable
(unité) Remarques
H Axe de la pièce Des broches, le numéro de la broche de l'axe de la pièce
1 jusqu'au nombre de broches
• Si une valeur autre qu'une valeur de la plage des valeurs est sélectionnée, le message d'erreur (P35) apparaît.
• Si la même valeur que pour l'adresse D est spécifiée, le message d'erreur (P33) apparaît.
• Si une broche qui n'est pas connectée en série est ici choisie, le message d'erreur (P700) apparaît.
• Si cette adresse n'est pas spécifiée dans l'instruction, la sélection du n° de broche spécifié dans les paramètres est réalisée.
D Axe de l'outil commandé Des broches, le numéro de la broche de l'axe de rotation sélectionné
1 jusqu'au nombre de broches
• Si une valeur autre qu'une valeur de la plage des valeurs est sélectionnée, le message d'erreur (P35) apparaît.
• Si la même valeur que pour l'adresse H est spécifiée, le message d'erreur (P33) apparaît.
• Si une broche qui n'est pas connectée en série est ici choisie, le message d'erreur (P700) apparaît.
• Si cette adresse n'est pas spécifiée dans l'instruction, la sélection du n° de broche spécifié dans les paramètres est réalisée.
P Rapport de transmission de l'axe de la pièce Indiquez le rapport de transmission (nombre d'arêtes de la pièce) de l'axe de la pièce.
1 à 999 • Si une valeur autre que 1 à 999 est sélectionnée, le message d'erreur (P35) apparaît.
Q Rapport de transmission de l'axe de l'outil commandé Indiquez le rapport de transmission (nombre de dents de la transmission de l'outil commandé) de l'outil commandé .
1 à 999 –1 à –999
• Si une valeur autre qu'une valeur de la plage des valeurs est sélectionnée, le message d'erreur (P35) apparaît.
• Le signal de l'adresse D représente le sens de rotation de l'axe de la pièce en relation avec l'outil commandé.
R Grandeur du décalage de phase Indiquez la grandeur de décalage du point de référence der la broche synchronisée (signal par tour).
0 à 359.999 (° )
• Si une valeur autre que 1 à 359,999 est sélectionnée, le message d'erreur (P35) apparaît.
• La grandeur de décalage programmée est ajoutée dans le sens horaire de la broche.
• Si cette adresse n'est pas spécifiée dans l'instruction, le décalage de phase R0 sera exécuté.
(#1239 set11/bit4=0)

10. Fonctions de broche 10.10 Synchronisation de broche-outil IB (broche-broche, polygone)
201
Rotation et sens de rotation
La vitesse et le sens de rotation de l'axe de l'outil commandé et de l'axe de la pièce sont indiqués dans l'usinage de polygone broche-broche comme suit.
(1) La vitesse et le sens de rotation de l'axe de l'outil commandé correspondent aux valeurs
programmées par l'instruction S ou l'instruction M pour la broche sélectionnée comme axe de l'outil commandé.
(2) La vitesse de l'axe de la pièce est calculée à partir des valeurs des adresses Q et P dans l'instruction G51.2.
Sw = Sh ∗ Sw : Vitesse de l'axe de l'outil commandé (tr/min) Sh : Vitesse de l'axe de la pièce (tr/min) P : Rapport de transmission de l'axe de la pièce (nombre de dents de la transmission de
l'outil commandé) Q : Rapport de transmission de l'axe de l'outil commandé (nombre de dents
de la transmission de l'outil commandé)
(3) Le sens de rotation de l'axe de l'outil commandé est défini par le signe de l'adresse Q dans l'instruction G51.2.
Si le signe de Q est "+", l'axe de l'outil commandé tourne dans le même sens que l'axe de la pièce et si le signe est "−", l'axe de l'outil commandé tourne dans le sens inverse comme l'axe de la pièce.
(4) Après l'appel de l'usinage de polygone broche-broche, le rapport entre l'axe de la pièce et l'axe de l'outil commandé est maintenu jusqu'à ce que la synchronisation de broche soit annulée par l'instruction G50.2, ou jusqu'à ce que le signal pour l'annulation de l'usinage de polygone broche-broche soit entré ou qu'un arrêt d'urgence ait lieu.
Même pendant un arrêt d'avance, l'état de la synchronisation de broche reste maintenu.
Usinage de polygone avec axe d'outil rotatif
(1) Si lors de l'appel de l'usinage de polygone broche-broche pour l'axe de l'outil commandé, ni
une instruction de démarrage en avant ni une instruction de démarrage en arrière n'a été indiquée, l'axe de l'outil commandé commence malgré tout à tourner.
(2) Si lors de l'usinage de polygone broche-broche un arrêt est spécifié pour l'axe de l'outil commandé (lorsque le signal d'arrêt de broche est activé), l'axe arrête l'outil commandé même si l'axe de la pièce continue de tourner.
(3) L'instruction de vitesse (instruction S) et l'instruction de vitesse circonférentielle constante ne sont pas valables pour l'axe de l'outil commandé sous l'usinage de polygone broche-broche. Prière de prendre en considération que les instructions modales seront actualisées lors de l'appel de cette instruction, et que ces instructions seront activées lorsque l'usinage de polygone broche-broche sera achevé.
(4) Si une vitesse pour l'axe de la pièce est programmée, et que celle-ci dépasse la vitesse maximale de l'axe de l'outil commandé, un verrouillage de la vitesse de l'axe de la pièce est réalisé à une vitesse telle que la vitesse maximale admissible de l'axe de l'outil commandé ne puisse pas être dépassée.
Q P

10. Fonctions de broche 10.10 Synchronisation de broche-outil IB (broche-broche, polygone)
202
Commande d'accélération/décélération
(1) L'accélération/décélération de l'axe de la pièce est réalisée linéairement selon la constante de
temps d'accélération/décélération de la synchronisation de broche (spt) de l'axe sélectionné comme axe de la pièce.
(2) Le réglage du changement de vitesse via la constante de temps d'accélération/décélération multi-vitesse de la synchronisation de broche (spdct1 à 7) et la valeur d'échelle de la constante de temps pour le changement de vitesse (spddiv 1 à 7) permet de modifier le temps d'accélération/décélération dans jusqu'à huit étapes.
(3) Si la vitesse de l'instruction de l'axe de la pièce est modifiée pendant la synchronisation de broche, l'axe accélère/décélère à la vitesse programmée avec la constante de temps définie par paramètre pour la synchronisation.
Commande d'accord de phase
(1) Si l'usinage de polygone broche-broche (R=0 sans instruction R) est programmée avec
l'instruction G51.2, l'axe de la pièce qui tourne avec une vitesse quelconque sera accéléré et décéléré à la vitesse correspondant à l'axe de la pièce et à l'axe de l'outil commandé, et la synchronisation de broche sera démarrée. Ensuite, la phase sera ajustée conformément à l'indication de l'adresse R programmée.
(2) La grandeur de décalage de phase de la synchronisation de broche sera programmée comme grandeur de décalage du point de référence (un signal par rotation) de l'axe de l'outil commandé. Aucun décalage de phase n'apparaît sur l'axe de la pièce.

10. Fonctions de broche 10.10 Synchronisation de broche-outil IB (broche-broche, polygone)
203
(3) Le fonctionnement se présente comme suit.
<Exemple de programme 1> Avec erreur de phase (#1239 set11/bit4=0)
. Txx00 ; M03 S100 ; . G51.2 H1 D3 P1 Q5 Rxx ; . . . . G50.2 ;
Sélection de l'outil commandé Démarrage en avant (instruction de vitesse) de la broche n° 1 (axe de la pièce) Instruction de polygone broche-broche, synchronisation de la 3ième broche (axe de l'outil commandé) avec la 1ère broche (broche de l'axe de la pièce) sous rotation avant. Décalage de phase via la valeur de commande R. Quitter le mode de polygone broche-broche
<Opération>
Temps
Accord de phase
1er axe (axe de la pièce) synchronisation en avant
1er broche (axe de la pièce) démarrage en avant
Instruction G51.2 lancer l' usinage de polygone broche-broche 3ième broche (axe outil commandé) démarrage en avant
Quitter la synchronisation de broche
Axe de la pièce à usinerAxe de l'outil commandé
3ième broche (axe de l'outil commandé) synchronisation en avant
Synchronisation terminée
Vitesse
600
500
400
300
200
100
0

10. Fonctions de broche 10.10 Synchronisation de broche-outil IB (broche-broche, polygone)
204
<Exemple de programme 2> Aucune erreur de phase (#1239 set11/bit4=1)
. Txx00 ; M03 S100 ; . G51.2 H1 D3 P1 Q5 ; . . . G50.2 ;
Sélection de l'outil commandé Démarrage en avant (instruction de vitesse) de la broche n° 1 (axe de la pièce) Instruction de polygone broche-broche, synchronisation de la 3ième broche (axe de l'outil commandé) avec la 1ère broche (broche de l'axe de la pièce) sous rotation avant. Quitter le mode de polygone broche-broche
<Opération>
600
500
400
300
200
100
0
Temps
Synchronisation terminée
1ère broche (axe de la pièce) synchronisation en avant
1ère broche (axe de la pièce) démarrage en avant
Instruction G51.2 lancer l' usinage de polygone broche-broche 3ième broche (axe outil commandé) démarrage en avant
Quitter la synchronisation de broche
Axe de la pièce à usinerAxe de l'outil commandé
3ième broche (axe de l'outil commandé) synchronisation en avant
Vitesse

10. Fonctions de broche 10.10 Synchronisation de broche-outil IB (broche-broche, polygone)
205
Exemple de programme
. . . Txx00 ; ...................................... Sélection de l'outil commandé M03 S500 ; ................................ Démarrage en avant de la broche n° 1 G00 X40. Z-5. ;
G51.2 H1 D3 P1 Q3 R0 ; ........... Mode d'usinage de polygone broche-broche ON
Sélection de la 1ère broche comme axe de la pièce et 3ième broche de l'axe de l'outil commandé Spécification du rapport de transmission comme arête de pièce et des trois dents de l'outil commandé Spécification de la grandeur de décalage de phase de la broche de l'axe de l'outil entraîné avec 0°.
G99 ; ....................................... Sélection de l'avance synchronisée G00 X18. ; G01 Z20. F0.1 ; ........... Si la synchronisation n'est pas terminée, attendre ....................................................... l'avance de coupe G00 X40. ; 1ère coupe
Z-5. ; . . . . G00 X14. ; G01 Z20.F0.1 ; ............ Dernière coupe G00 X40. ;
Z-5. ;
G50.2 ; ....................................... Quitter l'usinage de polygone broche-broche 3ième broche s'arrête
M05 ; ....................................... 1ère broche s'arrête . . .
Démarrage de la rotation synchrone de S3 avec S1 en sens avant. Accord de phase avec décalage de phase de 0° La vitesse S3 est de 1500 tr/min (S1:S3=1:3)

10. Fonctions de broche 10.10 Synchronisation de broche-outil IB (broche-broche, polygone)
206
Précautions pour la programmation
(1) Les instructions G51.2 et G50.2 doivent toujours être spécifiées dans un bloc indépendant.
(2) L'instruction R peut être omise lors de l'indication du mode d'usinage de polygone broche-broche mais les instructions P et Q doivent toujours être indiquées. Sinon, l'erreur de programme (P33) apparaît.
(3) Pour modifier la valeur modale de P, Q ou R pendant le mode d'usinage de polygone broche-broche, spécifiez de nouveau l'instruction G51.2. Dans ce cas, R peut être spécifiée indépendamment. Si toutefois, P ou Q sont également modifiées, spécifiez toujours de nouveau P et Q.
(4) Des instructions peuvent être indiquées pour chaque système partiel mais deux systèmes partiels ne peuvent pas être utilisés simultanément. Le système partiel programmé en premier obtient la validité et l'erreur de service 1005 est émise pour le système partiel programmé en dernier.
(5) Le n° de broche indiqué dans les paramètres est utilisé si D_H_ n'est pas indiqué dans l'instruction G51.2.
(6) Une erreur de programme (P610) apparaît si le n° de l'axe de la pièce (#1518) et le n° de l'axe de l'outil commandé (#1519) ont la même valeur que celle spécifiée dans les paramètres. L'erreur de programme (P33) apparaît si la broche n'est pas connectée en série.
(7) Après avoir spécifié G51.2, le bloc avec l'avance de coupe est démarré seulement lorsque la synchronisation est effectuée. L'opération est arrêtée avec une erreur de service (M1033).
Précautions et restrictions
(1) Limitations concernant l'étalonnage de la phase
(a) Assurez-vous que le rapport de transmission de la vitesse effective de la broche (et de l'axe de l'outil commandé) et de la vitesse de l'encodeur ait la valeur suivante :
Vitesse de la broche/vitesse de l'encodeur = n (“n” est un nombre entier ≥ 1)
Si ce rapport n'est pas atteint, le point de référence de l'encodeur ne reste pas à une position constante de la broche et la phase (position) dévie avec chaque instruction d'étalonnage de phase.
Même dans le cas où le nombre de pièces (nombre de dents de la transmission de l'outil commandé) est équivalent au rapport de transmission, la phase de coupe et de la pièce ne dévieront pas. (rapport suivant)
(Vitesse de l'axe de l'outil * nombre de dents de la transmission de l'outil commandé) / vitesse de l'encodeur = n (“n” est nombre entier ≥ 1)
(b) Pendant la synchronisation de phase, l'égalisation de phase par le point de référence de l'encodeur de broche de chaque broche est réalisée de telle sorte que dans le cas de mise en circuit/hors circuit de l'alimentation ou lors d'un changement d'outil, la phase sera égalisée si la position de la pièce à usiner (ou la position de l'outil commandé) diffère du point de référence.
(c) Lorsque la vitesse de la broche est atteinte, la vitesse peut être brièvement diminuée car la synchronisation de phase est réalisée séparément de l'accord de phase décrit ci-dessus.

10. Fonctions de broche 10.11 Synchronisation de broche-outil IC (broche-axe CN, polygone)
207
10.11 Synchronisation broche-outil IC (broche-CN-axe, polygone); G51.2 (valable seulement dans le système de code G 6 ou 7)
Fonction et but
L'usinage de polygone est réalisé avec cette fonction en commandant l'axe de la pièce (broche) et l'axe de l'outil (axe servo CN) afin d'égaliser les vitesses des axes avec la vitesse programmée.
Format d'instruction
(1) Mode d'usinage de polygone ON
G51.2 P_Q_ ; Lancer la synchronisation de broche (lancer mode usinage polygone) P,Q
Rapport de vitesse entre la broche et l'axe de l'outil commandé (P_:Q_) P : Broche Q : Axe de l'outil commandé Plage programmable : valeur entière entre 1 et 9, –1 et –9 Le sens de rotation est indiqué par un signe. (+) : Rotation en avant (–) : Rotation en arrière
(2) Mode d'usinage de polygone OFF
G50.2 ; Quitter la synchronisation de broche (quitter mode usinage de polygone)
Explication de l'opération
Programme Description
S1000 ; Programmation de la vitesse de la broche (vitesse de la pièce) G51.2 P1 Q2 ; Le mode d'usinage de polygone est appelé par l'instruction G51.2. L'axe
de la broche et l'axe de l'outil commandé commencent à tourner et les vitesses des axes seront égalisées avec le rapport programmé (P:Q).
Coupe dans la pièce
G50.2 ; Le mode d'usinage de polygone de la broche et de l'axe de l'outil commandé sera interrompu avec l'instruction G50.2, et la rotation des deux axes sera arrêtée.
L'axe de l'outil commandé sera spécifié par le paramètre de base "#1501 polyax".
Quitter le mode d'usinage de polygone
Le mode d'usinage de polygone sera interrompu dans les cas suivants :
• Instruction G50.2 • Alimentation OFF • Arrêt d'urgence • Reset (Reset 1, Reset 2, Reset & rembobinage)

10. Fonctions de broche 10.11 Synchronisation de broche-outil IC (broche-axe CN, polygone)
208
Sens de rotation
(1) Le sens de rotation pendant le mode d'usinage de polygone sera déterminé par le signe de l'adresse P et par le paramètre de broche "#3393 SP193(SPECT)/bit 4 :command polarity".
Signe adr. P #3393 SP193/bit 4 Sens de rotation ( + ) 0 Dans le sens horaire ( + ) 1 Dans le sens horaire
inverse ( – ) 0 Dans le sens horaire
inverse ( – ) 1 Dans le sens horaire
(2) Le sens de rotation de l'axe de l'outil commandé pendant le mode d'usinage de polygone sera
déterminé par le signe de l'adresse Q et par le paramètre de base "#1018 CCW".
Signe adr. Q #1018 CCW Sens de rotation ( + ) 0 Dans le sens horaire ( + ) 1 Dans le sens horaire
inverse ( – ) 0 Dans le sens horaire
inverse ( – ) 1 Dans le sens horaire
Exemple de programme
Ci-après est indiqué un exemple de programme.
N10 G00 X100. Z20. ; Positionnement N20 S1000 ; Instruction de vitesse de la broche (pièce) N30 G51.2 P1 Q2 ; Démarrer la rotation de la broche/axe de l'outil commandé
(vitesse de la broche 1000 [tr/min], outil 2000 [tr/min]) N40 G01 X80. F10. ; Coupe axe X N50 G04 X2. ; Temps d'arrêt momentané N60 G00 X100. ; Retour axe X N70 G50.2 ; Arrêter broche/outil
(Note) Spécifiez toujours G51.2 et G50.2 dans des blocs indépendants.

10. Fonctions de broche 10.11 Synchronisation de broche-outil IC (broche-axe CN, polygone)
209
Précautions
(1) Les spécifications de la "synchronisation de broche (usinage de polygone)" doivent être
disponibles pour l'utilisation de cette fonction. Si G51.2 ou G50.2 sont appelées sans les spécifications nécessaires, le message d'erreur (P39) apparaît.
(2) Spécifiez toujours G51.2 et G50.2 dans des blocs indépendants. • Si G51.2 (G50.2) et une instruction G du groupe 0 sont spécifiées dans le même bloc, la
dernière instruction G programmée dans le bloc a la priorité. • Si G51.2 (G50.2) et une autre instruction G qu'une du groupe 0 sont spécifiées dans le même
bloc, le message d'erreur (P33) apparaîtra. (3) Pendant le mode d'usinage de polygone, aucune instruction de déplacement ne peut être
indiquée pour un axe servo qui a été sélectionné comme axe pour un outil commandé. Le message d'erreur (P32) apparaîtra.
(4) Pour un axe servo qui a été sélectionné comme axe pour un outil commandé, une instruction de déplacement peut être indiquée dans un autre mode que le mode d'usinage de polygone.
(5) Les fonctions suivantes sont invalides pour l'axe de l'outil commandé pendant le mode d'usinage de polygone. • Influence (override) • Arrêt d'avance • Limites d'usinage enregistrées
(6) La vitesse de la broche peut être modifiée pendant le mode d'usinage de polygone à l'aide d'une instruction S. L'influence de la broche et le verrouillage de vitesse de broche sont également valables. Si la vitesse de broche est modifiée, la vitesse de l'axe de l'outil commandé sera également modifiée de telle sorte que le rapport de vitesse P:Q soit maintenu.
(7) Les instructions de démarrage en avant/en arrière de la broche ne sont pas valables pendant le mode d'usinage de polygone.
(8) Si la vitesse de l'axe de l'outil commandé dépasse la vitesse d'avance rapide (paramètre "2001 rapid") pendant le mode d'usinage de polygone, la vitesse sera verrouillée à la vitesse d'avance rapide. Dans ce cas, la vitesse de la broche sera également modifiée de telle sorte que le rapport de vitesse P:Q soit maintenu.
(9) Le gain de positionnement de l'axe de l'outil commandé est la valeur spécifiée dans le paramètre d'axe "#2017 tap_g" pour le mode d'usinage de polygone. Le gain de positionnement de la broche sera spécifié par le paramètre de broche "#13002 PGN".
(10) Les fonctions suivantes ne peuvent pas être appelées simultanément avec l'usinage de polygone. • Taraudage synchrone • Filetage
(11) Si un autre axe que l'axe de l'outil commandé atteint la limite de déplacement pendant le mode d'usinage de polygone, le déplacement d'usinage de cet axe est arrêté mais, la rotation des axes de l'outil commandé et de la broche ne sera pas arrêtée.
(12) Si l'axe de l'outil commandé atteint la limite de déplacement pendant le mode d'usinage de polygone, la rotation des axes de l'outil commandé et de la broche est arrêtée mais, le déplacement d'usinage des autres axes n'est pas arrêté.
(13) En mettant le paramètre de broche "#3106 zrn_typ/bit4" sur "0", l'usinage de polygone démarre après que la broche soit retournée au point d'origine.

10. Fonctions de broche 10.12 Commande multi-broches
210
10.12 Commande multi-broches
Fonction et but
La commande de broche multiple permet de commander une broche secondaire d'une machine qui possède une broche principale (1ère broche) et plusieurs broches secondaires (2ième à 4ième broche). Deux types de commande de broche sont présents; commande de broche multiple I et commande de broche multiple II. Le choix entre les deux types de commande est réalisé par le paramètre (#1300 ext36 bit0).
Commande de broche multiple I : (ext36/bit0 = 0)
La broche est commandée par les instructions de sélection de broche (G43.1, etc.) et les fonctions de broche ([S∗∗∗∗∗ ;] ou [S =∗∗∗∗∗ ;]).
Commande de broche multiple II : (ext36/bit0 = 1)
La broche est commandée par des signaux externes (sélection de broche, sélection d'instruction de broche) et les fonctions de broche (seulement [S∗∗∗∗∗ ;]). Les instructions [S =∗∗∗∗∗ ;] ne peuvent pas être utilisées.
Tourelle 1
1ère
bro
che
Outil (3ième broche)
2ièm
e br
oche

10. Fonctions de broche 10.12 Commande multi-broches
211
10.12.1 Commande de broche multiple I (instruction de broche multiple)
Fonction et but
En plus de l'instruction S∗∗∗∗∗, le numéro de la broche (1 à 4) qui doit être adressée peut être indiqué avec l'instruction S =∗∗∗∗∗.
Format d'instruction
S =∗∗∗∗∗ ;
∗∗∗∗∗
Indiquez le numéro de la broche avec un nombre à un seul chiffre (1 : 1ère broche, 2 : 2ième broche, 3 : 3ième broche, 4 : 4ième broche). Une variable peut être indiquée. Vitesse ou instruction de vitesse circonférentielle constante. Une variable peut être indiquée.
(Note 1) Une erreur de programme (P35) apparaît si la valeur pour O n'est pas 1, 2, 3 ou 4.
(Note 2) Une erreur de programme (P35) apparaît si l'instruction G47.1 est sortie modale.
Description détaillée
(1) Chaque broche est spécifiée par l'indication de O.
(Exemple)
S1 = 3500 ; Régler la vitesse de la 1ère broche sur 3500 tr/min S2 = 1500 ; Régler la vitesse de la 2ième broche sur 1500 tr/min
(2) Plusieurs broches peuvent être adressées dans un bloc.
(3) Si plus d'une instruction pour la même broche est indiquée dans un bloc, la dernière instruction est l'instruction valable.
(Exemple) S1 = 3500 S1 = 3600 S1 = 3700 ; S1 = 3700 est valable.
(4) L'instruction S∗∗∗∗∗ et l'instruction S =∗∗∗∗∗ peuvent être utilisés ensembles. La broche adressée par l'instruction S∗∗∗∗∗ est définie auparavant avec l'instruction de sélection
de broche.
Système 1
Programme S1=200 S2=400 G43.1 S300 S2=100
Vitesse
1ère broche
G44.1 S300
200 tr/min 300 tr/min
400 tr/min
S=100
100 tr/min
S1=500
500 tr/min
100 tr/min 300 tr/min
Commande de la 1ère broche
Commande de la 2ième broche
La 2ième broche est sélectionnéeavec G44.1.
2ième broche
Vitesse
(5) Les instructions pour chaque broche peuvent être spécifiées par le programme d'usinage du système 1 ou du système 2.

10. Fonctions de broche 10.12 Commande multi-broches
212
10.12.2 Commande de broche multiple I (instruction de sélection de broche)
Fonction et but
Toutes les instructions S (S∗∗∗∗) qui suivent l'instruction de sélection de broche (G43.1, etc. [G groupe 20]) sont valables pour la broche sélectionnée (1ère à 4ième broche).
Format d'instruction
G43.1; G44.1; G47.1;
Commande de la 1ère broche Commande de la broche définie par SnG44.1 Toutes les broches sont commandées en même temps.
Description détaillée
(1) Le numéro de la broche qui doit être adressée avec l'instruction de sélection de broche est
indiqué dans le paramètre "#1534 SnG44.1".
(2) L'instruction de sélection de broche est une instruction modale G.
(3) Une erreur de programme (P33) apparaît si l'instruction de sélection de broche est sortie alors que la commande de broche multiple II est active.
(4) Pour chaque système, il est possible d'indiquer dans les paramètres quel type de commande de broche doit être valable après la mise en circuit de l'alimentation ou après une remise à zéro :
État modal G groupe 20 Réglage dans le paramètre "#1199 Sselect". 0 : G43.1 1 : G44.1 2 : G47.1
Sélection de la broche avec G44.1
Réglage dans le paramètre "#1534 SnG44.1". 0 : 2ième broche 1 : 1ère broche 2 : 2ième broche 3 : 3ième broche 4 : 4ième broche
(5) Si une instruction S est présente dans le même bloc après l'instruction de sélection de broche,
cette instruction S est valable pour la broche sélectionnée.
(Exemple) G43.1 S100 ; S200 G44.1 S300 ; (SnG44.1=2)
→ →
La 1ère broche doit tourner avec 100 tr/min. La vitesse de la 1ère broche est augmentée à 200 tr/min. La 2ième broche doit tourner avec 300 tr/min.
Si une broche qui n'existe pas est indiquée, la 2ième sera sélectionnée. Si toutefois, seule une broche est présente, l'instruction pour cette broche (la 1ière broche) est valable.

10. Fonctions de broche 10.12 Commande multi-broches
213
(6) Les instructions peuvent être données par le système 1 ou par le système 2.
Système 1 Programme G97 S1000 S2000
En mode G43.1
G44.1 S500 G43.1 S3000 S2=3000
G96 S200 S100 G44.1 S300 S1=1000
Vitesse 1000 tr/min 2000 tr/min 200 m/min 100 m/min 3000 tr/min 1000 tr/min
Commande 1ère broche Commande 2ième broche
500 tr/min 300 m/min 3000 tr/min
1ère broche
La 2ième broche est sélectionnée avec G44.1.
Système 2
2ième broche
Programme
Vitesse
En mode G43.1
Commande 1ère broche
Commande 2ième broche
Commande 1ère broche Commande 1ère broche
Commande 2ième broche
Relation avec les aures fonctions
Les fonctions suivantes sont influencées par l'instruction de sélection de broche :
(1) Instruction S (S∗∗∗∗∗) Les instructions S comprises dans les instructions G97 (instruction de vitesse) et G96
(commande de vitesse circonférentielle constante) se réfèrent à la broche préalablement indiquée dans l'instruction de sélection de broche.
(2) Réglage de la vitesse de verrouillage de la broche La vitesse de verrouillage définie avec l'instruction G92 S_Q_ est valable pour la broche
indiquée au préalable dans l'instruction de sélection de broche.
(3) Avance par rotation (avance synchrone) Même si une instruction F est sortie dans le mode G95, l'avance par rotation qui a été définie
pour la broche sélectionnée avec l'instruction de sélection de broche est valable.
(4) Changement de la commande de vitesse circonférentielle constante La commande de vitesse circonférentielle constante suit également la sélection de broche. Si une broche différente de celle actuellement sélectionnée est adressée avec l'instruction
S =∗∗∗∗∗, l'instruction de vitesse pour la broche indiquée dans O a la priorité la plus élevée.
(Exemple)
S2=∗∗∗∗ dans le mode G43....................... instruction de vitesse pour la 2ième broche S1=∗∗∗∗ avec G44, la 2ième broche a été sélectionnée instruction de vitesse pour la 1ère broche
Veuillez tenir compte du fait que l'instruction pour la commande de vitesse circonférentielle constante (G96) est une instruction modale qui est indépendante de l'instruction de vitesse.
Système 1
Programme S1=200 S2=300 G43.1 G90 G0 X100. G96 S300 G01 X50. F200 G97
Vitesse 1ère broche
G44.1 G96 S300 G01 X20. F200
200 tr/min 300 tr/min 300×1000/(50×3,14) tr/min
G97
300 tr/min 300 tr/min 300×1000/(20×3,14) tr/min
La 2ième broche est sélectionnée avec G44.1.
Vitesse 2ième broche

10. Fonctions de broche 10.12 Commande multi-broches
214
Droits de commande des broches
Si pendant la commande de la vitesse circonférentielle constante, des instructions S et des instructions M relatives à la broche sont émises de chaque système pour une broche, cette broche ne travaille éventuellement pas correctement. Si par ex. une instruction S (avance par minute) est donnée pendant la commande de la vitesse circonférentielle avec le système 1, la vitesse n'est pas modifiée du point de vue du système 1, mais elle sera définie par le système 2. De telles instructions doivent être spécifiées de seulement un système ou être spécifiées simultanément des deux systèmes, par ex. en mode standby.
1er syst. partiel Programme d'exécution G43.1 G01 X10. . . .
Vitesse de rotation 1ère broche
200 r/min
S100
0r/min 100 r/min
G0 X50.
G43.1 G01 X30. . . . G0 X50. S200 G01 X10.
Après cela, le 1er système partiel usinera S200 même si cela paraît être S100
2ième syst. partiel
1er syst. partiel
2ième système partiel
Programme d'exécution
Droits de commande 1ère broche
[Remise des droits de commande de broche] La 2ième broche est sélectionnée avec G44.1.
(1) Le système qui a donné la dernière instruction S possède les droits de commande de broche.
G97 S1000 G44.1 S500 G43.1 S3000 S2=3000
G0 X50. G43.1 G96 S200 S100 G44.1 S300 S1=1000
G43.1Syst. 1 Programme
Droits de commande pour la 1ère broche
Syst. 2 Programme
Droits de commande pour la 2ième broche
Système 1 Syst. 1
Système 2 Système 2
Système 1 Système 1 Système 2
(2) Si différentes instructions S sont exécutées simultanément dans les deux systèmes, le système est prioritaire et possède donc également les droits de commande de broche. Le système partiel aura également les droits de contrôle.
G43.1
G43.1 S200
S100
. . .
. . .
200 tr/min
S200
S300
200 tr/min
. . .
300 tr/min
Syst. 1 Programme
Vitesse de la1ère broche
Droits de commandepour la 1ère broche
Syst. 2 Programme
Syst. 1 Syst. 2 Syst. 1 Syst. 2

10. Fonctions de broche 10.12 Commande multi-broches
215
10.12.3 Commande de broche multiple II
Fonction et but
La commande de broche multiple II permet la sélection de la broche qui doit recevoir une instruction S de l'API.
Description détaillée
(1) Sélection d'instruction de broche et sélection de broche L'instruction S est sortie sur la broche comme instruction de vitesses si le signal de sélection
de broche correspondant (SWS) de l'API est connecté. La broche sélectionnée tourne à la vitesse prédéfinie. Les broches dont le signal de sélection (SWS) a été déconnecté, conservent leur vitesse. Ainsi, plusieurs axes peuvent être exploités simultanément avec différentes vitesses. La sélection d'instruction de broche permet de définir quel système donne l'instruction pour la broche.
Instruction S Instruction S
Y18A8 Y1894
Y1908
Y1968
Y19C8
1ère broche
R6500/6501
R6550/6551Y18F4
2ième broche
Y1954 3ième broche
R6600/6601
R6650/6651Y19B4
4ième broche
X18A0
X1900
X1960
X19C0
R7002
R7052
R7102
R7152
Entrée encodeur $2
Entrée encodeur $1
R2567
R2767
R7000/7001
R7050/7051
R7100/7101
R7150/7151
Côté API
Côté API
Côté API
Côté API
Sortie vitesse rotation broche
Arrêt broche
Sélection de l'encodeur
Sélection d'instruction de broche
Sélection de broche
Validation broche
SWS
SWS
SWS
SWS
Entrée vitesse rotation broche
(Note) Vous trouverez de plus amples informations dans le manuel d'utilisation de l'interface API.

10. Fonctions de broche 10.12 Commande multi-broches
216
Relation avec les autres fonctions
(1) Réglage du verrouillage de la vitesse de broche (G92) Le réglage du verrouillage de la vitesse de broche est valable seulement pour la broche qui a
été sélectionnée par le signal de sélection de broche (SWS). Les broches dont le signal de sélection (SWS) a été déconnecté, conservent la vitesse qu'elles
avaient avant la déconnexion de SWS. (Le réglage du verrouillage de la vitesse de broche est déterminé avec l'instruction G92).
(2) Commande de vitesse circonférentielle constante Une commande de la vitesse circonférentielle constante peut être exécutée pour toutes les
broches. Comme pendant la commande de vitesse circonférentielle constante, la vitesse est régulée
automatiquement, le signal de sélection de broche (SWS) de la broche correspondante doit rester connecté. Les broches dont le signal de sélection (SWS) a été déconnecté, conservent la vitesse qu'elles avaient avant la déconnexion de SWS.
(3) Taraudage avec avance synchrone Les filets sont coupés par la broche dont le signal de sélection (SWS) est connecté. Pour la
contre-réaction, l'encodeur sélectionné avec le signal de sélection d'encodeur est utilisé.
(4) Usinage de polygone (servo-broche) La broche qui doit usiner le polygone est définie avec le signal de sélection de broche (SWS).
Ne sélectionnez pas cette broche plusieurs fois et ne changez pas la broche pendant l'usinage de polygone.
Si une instruction d'axe C est donnée à la broche qui usine le polygone, l'erreur "M01 operation error 1026" apparaîtra. L'erreur sera effacée et l'usinage poursuivi lorsque l'instruction d'axe C sera supprimée.
Si un taraudage intérieur synchronisé est sélectionné pendant l'usinage d'un polygone, une erreur de programme (P34) apparaît.
(5) Taraudage intérieur synchronisé La broche pour le taraudage intérieur synchrone est définie avec le signal de sélection de
broche (SWS). Il est interdit de modifier le signal de sélection de broche pendant l'usinage. Si une instruction d'axe C est donnée à la broche pendant le taraudage intérieur synchrone,
l'erreur "M01 operation error 1026" apparaîtra. L'erreur est effacée et l'usinage poursuivi lorsque l'instruction d'axe C est supprimée.
Si une instruction d'usinage de polygone est donnée à la broche qui coupe le filet, l'erreur "M01 operation error 1026" apparaîtra. L'erreur sera effacée et l'usinage poursuivi lorsque l'instruction d'usinage de polygone C sera supprimée.
(6) Taraudage intérieur asynchrone La broche pour le taraudage intérieur asynchrone est définie avec le signal de sélection de
broche (SWS). Sélectionnez la broche avant de sortir l'instruction pour le taraudage. Sortez une demande de calcul pour modifier la broche sélectionnée pour le taraudage intérieur asynchrone. Ne modifiez pas dans le mode de taraudage le signal de sélection pour la broche.
(7) Taraudage intérieur avec retour La broche pour le taraudage intérieur avec retour est définie avec le signal de sélection de
broche (SWS). Sélectionnez la broche pour laquelle le cycle de taraudage est arrêté avant que l'instruction
pour le taraudage ne soit sortie. L'erreur "M01 operation error 1032" apparaît si une autre broche est sélectionnée et
l'instruction pour le taraudage est sortie. Ne modifiez pas dans le mode de taraudage le signal de sélection pour la broche.

10. Fonctions de broche 10.12 Commande multi-broches
217
Limitations
(1) Les instructions S manuelles ne sont pas valables pendant la commande de broche multiple II.
(2) Le réglage dans le paramètre "#1199 Sselect" n'est pas valable si la commande de broche multiple II est activée.
(3) Les instructions G (G43.1 etc.) pour le changement du type de commande de broche ne peuvent pas être utilisées pendant la commande de broche multiple II. Si cela n'est pas respecté, une erreur de programme (P34) apparaîtra.
(4) Les instructions "S1=∗∗∗" et "S2=∗∗∗" ne sont pas valables si la commande de broche multiple II est activée. Si ces instructions sont malgré tout émises, une erreur de programme (P33) apparaîtra.
(5) Les instructions pour le changement de la transmission de la broche (GR1/GR2) ne seront pas sorties pendant la commande de broche multiple II.

11. Fonctions d'outil 11.1 Fonctions d'outil (T à 8 chiffres BCD)
218
11. Fonctions d'outil 11.1 Fonctions d'outil (instruction T avec code BCD à 8 chiffres)
Fonction et but
Les fonctions d'outil sont également appelées simplement les fonctions T. Elles servent à indiquer les numéros d'outil et les numéros d'offset d'outil. Elles sont composées d'une adresse T suivie d'un nombre à huit chiffres (0 à 99999999) où les 6 ou 7 chiffres de gauche désignent le numéro d’outil et le dernier ou les 2 derniers chiffres de droite le numéro de correction. Le numéro à utiliser est déterminé par le paramètre "#1098 TLno.". Pour les instructions T utilisables sur chaque machine en particulier, se reporter à la documentation fournie par le constructeur de la machine. Une instruction T peut être programmée dans un bloc.
Format d'instruction
T ∗∗∗∗∗∗∗ ∗ ;
Numéro d'offset d'outil Numéro d'outil
T ∗∗∗∗∗∗ ∗∗ ;
Numéro d'offset d'outil Numéro d'outil
Pour la correspondance entre les outils réels et les numéros d’outil à programmer, se reporter à la documentation du constructeur de la machine. Le code BCD et le signal de démarrage sont sortis. Les fonctions T peuvent être spécifiées simultanément avec d'autres instructions. Si elles se trouvent dans le même bloc qu'une instruction de déplacement, il y a deux possibilités pour exécuter les instructions. Les spécifications de la machine déterminent l’ordre prioritaire.
(a) La fonction T sera exécutée après l'instruction d'usinage.
(b) La fonction T sera exécutée simultanément avec l'instruction d'usinage.
Des séquences de traitement et de termination sont nécessaires pour toutes les instructions T.

12. Fonctions de correction d'outil 12.1 Correction d'outil
219
12. Fonctions de correction d'outil
12.1 Correction d'outil
Fonction et but
La correction d'outil se commande par fonctions T, l’adresse T étant suivie d’une valeur numérique à 3, 4 ou 8 chiffres. Il existe deux types de fonctions d'offset d'outil : la correction de longueur d’outil et la correction d’usure de pointe d’outil. Deux méthodes sont possibles pour pouvoir sortir les instructions : la correction de longueur d’outil et la correction d'usure de pointe d'outil sont spécifiées par le dernier ou les deux derniers chiffres de l'instruction T alors que la correction de l'usure d'outil est spécifiée par le dernier ou les deux derniers chiffres de l'instruction T et la correction de longueur d’outil par le numéro d'outil. Il est commuté entre les deux à l'aide du réglage de paramètre (#1098TLno). Un paramètre (#1097 T1digt) est également utilisé pour choisir le dernier chiffre ou les deux derniers pour l'offset. Un bloc ne peut contenir qu’un groupe d’instruction T.
Format d'instruction
(1) Quand les corrections de longueur et d’usure de pointe d’outil sont indiquées par le dernier ou
les 2 derniers chiffres de l’instruction T.
T ∗∗∗∗∗∗∗ ∗ ; Correction de longueur d’outil + correction d’usure de pointe d’outil
Numéro d'outil T ∗∗∗∗∗∗ ∗∗ ;
Correction de longueur d’outil + correction d’usure de pointe d’outil Numéro d'outil
(2) Quand le numéro de correction de longueur d’outil et le numéro de correction d’usure de pointe sont indiqués séparément.
T ∗∗∗∗∗∗∗ ∗ ; Correction d’usure de pointe d’outil Numéro d'outil + correction de longueur d’outil
T ∗∗∗∗∗∗ ∗∗ ;
correction d’usure de pointe d’outil Numéro d'outil + correction de longueur d’outil
Les deux derniers chiffres du numéro d’outil sont réservés au numéro de correction de longueur d’outil.
(Note 1) Pour multi-systèmes
Il existe des cas dans lesquels, chaque système partiel dispose de données d'outil propres et des cas dans lesquels, les systèmes partiels utilisent les données d'outil communes. Cela peut être spécifié par le paramètre (#1051 MemTol).
Paramètre #1051 MemTol 0 : Données d'outil pour chaque système partiel 1 : Données d'outil communes
Si les systèmes partiels se partagent les données d'outil, la même grandeur de correction est utilisée pour tous les systèmes partiels (si le même n° de correction est utilisé).

12. Fonctions de correction d'outil 12.1 Correction d'outil
220
12.1.1 Lancement de l'offset d'outil
Description détaillée
Il est possible de choisir à l'aide de paramètres entre deux méthodes d'exécution de la fonction d'offset d'outil : exécution de la fonction d'offset lorsque l'instruction T est exécutée et exécution de la fonction d'offset dans un bloc avec une instruction d'usinage sans exécution de la fonction d'offset lorsque l'instruction T est exécutée.
(1) Offset avec exécution de l'instruction T
N1
N2 Trajectoire d'outil après la correction
Grandeur de correction
Trajectoire d'usinage programmée
N1 T0101 ; N2 X100. Z200. ;
La correction de longueur d'outil et la correction d'usure de pointe d'outil sont exécutées simultanément.
(Note 1) En correction dès l'exécution de l'instruction T, la vitesse du mouvement de correction est l'avance rapide en mode G00 et l'avance de coupe pour les autres instructions modales.
(Note 2) En correction dès l'exécution de l'instruction T, la trajectoire est décalée comme un mouvement linéaire dans un arc modal.
(Note 3) En correction dès l'exécution de l'instruction T, si le bloc de l'instruction T contient aussi l'une des instructions G énumérées ci-dessous, le mouvement de correction sera différé jusqu'à l'arrivée d'une instruction G d'une autre nature.
G04 : Temps d'arrêt momentané G10 : Entrée de correction d'outil par programme/entrée de paramètres par programme G11 : Révocation du mode d'entrée de paramètres par programme G65 : Simple appel de macro utilisateur G92 : Réglage du système de coordonnées
(2) Offset avec instruction d'usinage
N1
N2
Trajectoire d'outil après la correction
Grandeur de correction
Trajectoire d'outilprogrammée
N1 T0101 ; N2 X100. Z200. ;
La correction de longueur d'outil et la correction d'usure de pointe d'outil sont exécutées simultanément.
(Note 1) En correction lors d'une instruction d'usinage, l'offset sera appliqué si la valeur d'offset est inférieure à la valeur du paramètre #1084 RadErr lorsque l'offset est appliqué pour la première fois avec une instruction d'arc. Si la valeur est supérieure, l'erreur de programme (P70) apparaît. (Ceci s'applique également dans le cas où il y aurait dans le bloc d'exécution de l'instruction T à la fois une instruction d'arc et une instruction T.)

12. Fonctions de correction d'outil 12.1 Correction d'outil
221
12.1.2 Méthode étendue lors du lancement de la correction d'outil
Fonction et but
En spécifiant le paramètre “#1100 Tmove”, le procédé de correction, qui sera appelé par l'instruction T, peut être soit exécuté avec la réalisation de l'instruction T, ou superposé avec la réalisation de l'instruction d'usinage. En plus de ces deux méthodes, un type peut être sélectionné par paramètres avec lequel seule l'usure sera corrigée lorsque l'instruction T sera exécutée, et une correction de longueur d'outil sera réalisée superposée avec l'exécution de l'instruction d'usinage.
Description détaillée
Pour le choix du type avec lequel pendant l'exécution de l'instruction T, la correction d'usure est réalisée et, pendant l'instruction de déplacement la correction de longueur d'outil est réalisée, mettre #1100 Tmove (paramètre de réglage/paramètre de base) sur 2. Si 2 a été spécifié, la correction de longueur est réalisée conformément au réglage 1 (le déplacement d'usinage est superposé), et la compensation d'usure est réalisée conformément avec le réglage 0 (exécution lorsque T est programmée). Le procédé de correction de chaque réglage de paramètre Tmove est représenté ci-dessous.
Pour une valeur de correction de longueur de 7,000 mm et une correction d'usure de 0,500 mm
Exemple de programme Valeur d'usinage
#1100 Tmove = 0 #1100 Tmove = 1 #1100 Tmove = 2 G28 X. ; 0.000 0.000 0.000 G0 T116. ; 7.500 0.000 0.500 G0 X100. ; 107.500 107.500 107.500 :
(Note 1) Si les instructions G suivantes sont spécifiées dans le même bloc avec l'instruction T, aucune correction d'usure n'est réalisée dans ce bloc :
G04, G10, G11, G65, G92 La grandeur d'usure sera corrigée dans un bloc dans lequel d'autres instructions G
sont spécifiées. (Ceci est valable pour tous les axes.)
(Note 2) Après que la valeur de correction a été temporairement annulée, la valeur de correction sera de nouveau utilisée sur chaque axe d'instruction d'usinage. Le déplacement d'usinage pour la correction de longueur et la correction d'usure suit à cet instant le réglage du paramètre “#1101 Tabsmv”.
Instructions G qui provoquent une annulation temporaire de la correction : G28, G30, G53
(1) Relation avec "#1101 Tabsmv" (correction d'outil simultanée avec instruction absolue)
Si "#1100 Tmove" est mis sur 2, la réalisation de correction suit le réglage du paramètre "#1101 Tabsmv".

12. Fonctions de correction d'outil 12.1 Correction d'outil
222
(2) Paramètre
# Paramètre Description Plage de réglage
1100 Tmove Spécifier l'instant de la correction de longueur d'outil et de la correction d'usure.
0 : Correction est réalisée avec l'exécution de l'instruction T.
1 : Réalise la correction simultanément avec la réalisation du bloc dans lequel l'instruction T est spécifiée. Si aucune instruction d'usinage n'est spécifiée dans le même bloc, la correction est réalisée en superposition avec l'instruction d'usinage dans le prochain bloc.
2 : Réalise la correction d'usure simultanément avec l'exécution de l'instruction T. Réalise la correction de longueur d'outil simultanément avec l'exécution du bloc dans lequel une instruction d'usinage est spécifiée. Si aucune instruction d'usinage n'est spécifiée dans le même bloc, la correction de longueur d'outil est réalisée en superposition avec l'instruction d'usinage dans le prochain bloc.
0 à 2
1101 Tabsmv Détermine le type d'instruction de déplacement si #1100 Tmove est mis à 1 ou 2.
0 : Correction est réalisée indépendamment du type d'instruction d'usinage.
1 : Correction est réalisée seulement pour une instruction de valeur absolue.
0,1

12. Fonctions de correction d'outil 12.2 Correction de longueur d'outil
223
12.2 Correction de longueur d’outil
Réglage de la grandeur de la correction de longueur d’outil
Cette fonction décale la longueur d'outil par rapport à la position de référence programmée. Cette position de référence est en général le centre du porte-outil ou la position de la pointe de l'outil de référence.
(1) Position du centre du porte-outil
Correction de longueur d’outil Valeur sur l'axe X
X
Z
Position de référence (point de référence)
Correction de longueur d’outil V l l' Z
(2) Position de la pointe de l'outil de référence
X
Z
Point de référence
Outil utilisé pour l'usinage
Valeur de correction de longueur d'outil sur l'axe X Valeur de correctionde longueur d'outil sur l'axe Z
Outil de référence
Modification de la grandeur de la correction de longueur d’outil
Si les numéros d'outil sont modifiés, les grandeurs de correction de longueur d’outil relatives aux nouveaux numéros d'outil seront additionnées dans le programme d'usinage aux valeurs de déplacement.
N5
N2 N3
N4
Grandeur de Correction (ancienne)
Trajectoire d'usinage programmée
Grandeur de correction (nouvelle)
Correction de trajectoire d'outil
N1 T0100 ; N2 G1 X10.0 Z10.0 F100 ; N3 G1 X13.0 Z15.0 F20.0 ; N4 T0200 ; N5 G1 X13.0 Z20.0 F25.0 ;
L'exemple ci-dessus illustre le cas où les corrections de longueur d'outil sont affectées aux numéros d'outil et où la correction est exécutée au cours du bloc contenant l'instruction d'usinage.

12. Fonctions de correction d'outil 12.2 Correction de longueur d'outil
224
Suppression de la correction de longueur d’outil
(1) Quand le numéro de correction indiqué est 0
La correction est annulée lorsque l'instruction T contient le numéro de correction de longueur 0.
N2
N3N1
Correction de trajectoire d'outil
Grandeur de correction (ancienne)
Trajectoire d'usinage programmée
N1 X10.0 Z10.0 F10 ; N2 T0000 ; N3 G1 X10.0 Z20.0 ; Dans ce cas, le décalage est réalisé par le bloc contenant l'instruction d'usinage.
(2) Quand la valeur de la correction demandée est nulle
La correction est annulée si la grandeur de la correction dans le n° de correction de longueur d’outil spécifié par l'instruction T est nulle.
N2
N3N1
Trajectoire d'outil décalée
Grandeur de correction
Trajectoire d'usinage programmée
N1 G1 X10.0 Z10.0 F10 ; N2 T0100 ; N3 G1 X10.0 Z20.0 ; Dans ce cas, le décalage est réalisé par le bloc contenant l'instruction d'usinage.
(Note 1) Si G28, G29 ou G30 est spécifiée, l'offset est temporairement supprimé. Pour cette
raison, la machine usine dans la position à laquelle l'offset a été supprimé et la valeur d'offset est enregistrée dans la mémoire. Cela signifie que la machine usinera avec la prochaine instruction d'usinage à la position d'offset.
(Note 2) Si G28, G29 ou G30 et la suppression d'offset ont été spécifiées dans le même bloc, la machine usinera dans la position à laquelle l'offset a été supprimé. La grandeur d'offset reste enregistrée en mémoire. Cela signifie que la coordonnée affichée comporte la grandeur d'offset. Spécifiez ces instructions dans un bloc indépendant de telle sorte que la grandeur d'offset ne doive pas être enregistrée.
(Note 3) Même si la valeur d'offset du n° d'offset actuel sélectionné avec IMD pendant le mode automatique est modifiée, la valeur d'offset modifiée reste sans effet jusqu'à l'exécution de l'instruction T suivante comportant le même numéro de correction.
(Note 4) Les grandeurs de correction de longueur d'outil et d'usure de pointe d'outil sont annulées lors de la remise à l'état initial ou d'un arrêt d'urgence. Elles sont toutefois conservées par le paramètre "#1099 Treset".

12. Fonctions de correction d'outil 12.3 Correction de pointe d'usure d'outil
225
12.3 Correction d’usure de pointe d’outil
Réglage de la grandeur de la correction d’usure de pointe d’outil
Il est possible de compenser l'usure que subit la pointe de l'outil.
X
Z
Pointe d'outil
Valeur de correctiond'usure de pointe d'outil sur l'axe X
Valeur d'offset d'usurede pointe d'outil sur l'axe Z
Suppression de la correction d’usure de pointe d’outil
La correction d’usure de pointe d’outil est supprimée si le nombre d'offset est 0.
N2
N3N1
Trajectoire d'outil décalée
Grandeur de correction Trajectoire d'usinage programmée
N1 G1 X10.0 Z10.0 F10 ; N2 T0100 ; N3 G1 X10.0 Z20.0 ; Dans ce cas, le décalage est réalisé dans le bloc contenant l'instruction d'usinage.
(Note 1) Si G28, G29 ou G30 est spécifiée, l'offset est temporairement supprimé. Pour cette
raison, la machine usine dans la position à laquelle l'offset a été supprimé et la valeur d'offset est enregistrée dans la mémoire. Cela signifie que la machine usinera avec la prochaine instruction d'usinage à la position d'offset.
(Note 2) Si G28, G29 ou G30 et la suppression d'offset ont été spécifiées dans le même bloc, la machine usinera dans la position à laquelle l'offset a été supprimé. La grandeur d'offset reste enregistrée en mémoire. Cela signifie que la coordonnée affichée comporte la grandeur d'offset. Spécifiez ces instructions dans un bloc indépendant de telle sorte que la grandeur d'offset ne doive pas être enregistrée.
(Note 3) Même si la valeur d'offset du n° d'offset actuel sélectionné avec IMD pendant le mode automatique est modifiée, la valeur d'offset modifiée reste sans effet jusqu'à l'exécution de l'instruction T suivante comportant le même numéro de correction.
(Note 4) Les grandeurs de correction de longueur d'outil et d'usure de pointe d'outil sont annulées lors de la remise à l'état initial ou d'un arrêt d'urgence. Elles sont toutefois conservées par le paramètre "#1099 Treset".

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
226
12.4 Correction du rayon de la pointe d'outil (G40, G41, G42, G46)
Fonction et but
La pointe d'un outil présente généralement une forme arrondie et la programmation se fait en assimilant la pointe à un point virtuel. Lorsque cela est exécuté, la forme arrondie de la pointe d'outil est une source d'erreur en usinage conique et en usinage circulaire entre la forme réellement programmée et la forme usinée. La correction du rayon de la pointe d'outil est une fonction qui permet le calcul automatique et le décalage de cette erreur en réglant la valeur du rayon de la pointe d'outil. Les codes d'instruction permettent une définition ou une identification automatique du sens de la correction.
r
Forme d'usinage réelle
Forme d'usinage définie dans le programme
Point hypothétique de la pointe d'outil
Centre du rayon de la pointe d'outil de la forme d'usinage programmée
Centre du rayonde la pointe d'outil
Fonction et formats d'instruction
Code Fonction Format d'instruction G40 Révocation du mode de correction du rayon de
la pointe d'outil G40 (Xx/Uu Zz/Ww Ii Kk) ;
G41 Correction du rayon de la pointe d'outil à gauche G41 (Xx/Uu Zz/Ww) ; G42 Correction du rayon de la pointe d'outil à droite G42 (Xx/Uu Zz/Ww) ; G46 Correction du rayon de la pointe d'outil avec
identification automatique du sens G46 (Xx/Uu Zz/Ww) ;
(Note 1) À l'aide du point de pointe d'outil hypothétique prédéfini et des instructions d'usinage
dans le programme d'usinage, la fonction de correction du rayon de la pointe d'outil permet une identification automatique du sens de correction et veille à la correction du rayon de la pointe.
(Note 2) G40 sert à annuler le mode de correction du rayon de la pointe d'outil.

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
227
Correction à droite
Correction à droite,définie en mode G42
Axe Z
Identification automatique en mode G46
Correction à gaucheCorrection à gauche, définie en mode G41
Axe X
(Note 3) Pour la correction du rayon de la pointe d'outil, la lecture anticipée porte sur les deux blocs suivants contenant des instructions d'usinage (jusqu'à un maximum de 5 blocs si aucun ne contient d'instruction d'usinage) et le trajet du centre de la pointe d'outil est calculé par la méthode du point de coupe pour décaler la trajectoire programmée d'une grandeur égale au rayon de la pointe d'outil.
r Avant l'exécution du bloc N1 est exécutée la lecture anticipée de la prochaine instruction d'usinage et les coordonnées du point d'intersection
N3
Bloc N2
Bloc N1
(Note 4) Dans la figure ci-dessus, "r" est la grandeur de correction du rayon de la pointe d'outil (rayon de la pointe).
(Note 5) La grandeur de correction du rayon de la pointe d'outil correspond au numéro de longueur d'outil et est prédéfinie avec le point de la pointe d'outil.
(Note 6) Si 4 blocs ou plus sans valeur d'usinage dans les 5 blocs se suivant sont présents, il y aura un dépassement de cote en plus ou en moins.
Les blocs dans lesquels un saut de bloc optionnel est valable seront ignorés. (Note 7) La correction du rayon de la pointe d'outil est opérante également en cycle fixe
(G77 - G79) et en cycle de tournage d'ébauche (G70, G71, G72, G73). Toutefois, pour les cycles d'ébauche, la passe de finition est tournée sans application de la correction du rayon de la pointe d'outil, le retour en mode de correction se faisant automatiquement en fin de passe.
(Note 8) Avec les instructions de taraudage, les corrections sont provisoirement annulées à partir du bloc précédent.
(Note 9) En mode de correction du rayon de la pointe d'outil (G46), il est possible de passer en correction de pointe rayon d'outil (G41 ou G42) sans annulation préalable des données de correction par G40.
(Note 10) Le plan de correction, les axes à déplacer et le vecteur du sens d'avance sont conformes à la sélection de plan faite par G17, G18 ou G19.
G17 Plan X-Y X, Y, I, J G18 Plan Z-X Z, X, K, I G19 Plan Y-Z Y, Z, J, K

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
228
12.4.1 Point de la pointe d'outil et sens de la correction
Point de la pointe d'outil
La pointe de l'outil étant généralement de forme ronde, la position de la pointe d'outil programmée est en fait le point P représenté dans les exemples de la figure ci-dessous. Pour la correction du rayon de la pointe d'outil, il faut pour chaque numéro de longueur d'outil, et préréglage choisir l'un points numérotés sur les figures ci-après qui présentent le rapport avec la position. (Choix de l'un des points 1 à 8 en mode G46, et de l'un des points 0 à 9 en mode G41/G42.)
PP
1 2
3 4
5
6
7
8
+X 0,9
+Z
1 2
34
5
6
7
8
Point de la pointe d'outil 0 ou 9 Relation entre les numéros hypothétiques
de pointe d'outil et les points de la pointe d'outil
Point de la pointe d'outil et opération de correction
(1) Quand le centre de pointe d'outil est amené à la position de début d'usinage.
+X
+Z
G42
G40
r
Position après la fin de l'usinage
Rayon de la pointe avec trajectoire du centre sous la correction du rayon de la pointe
Position de démarrage de l'usinage
Contour d'usinage sans Correction du rayon de la pointe
Trajectoire programmée oucontour d'usinage avec correction du rayon de la pointe

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
229
(2) Quand le point de la pointe d'outil est amené à la position de début d'usinage.
+X
+Z
G40
r
Position après la fin de l'usinage
Rayon de pointe avec trajectoire du centre sous la correction du rayon de la pointe
Position de démarrage de l'usinage
Contour d'usinage sans correction du rayon de la pointe
Trajectoire programmée oucontour d'usinage avec correction du rayon de la pointe
G42 ou G46
Sens de correction
(1) Dans le cas d'une instruction G41/G42, le sens de la correction se trouve imposé par le
numéro de code lui-même. Le sens est déterminé automatiquement dans une instruction G46 par la position respective du point de la pointe de l'outil et du vecteur de déplacement programmé, comme indiqué dans le tableau ci-dessous.
(2) Si la correction du rayon de la pointe a été lancée et que le premier vecteur de déplacement (y compris G00) correspond à l'indication "X" dans le tableau, le sens de la correction ne peut pas être déterminé et il sera déterminé par le vecteur de déplacement suivant. Si le sens ne peut pas être défini après la lecture des 5 prochains blocs, l'erreur de programme "P156" apparaît.
(3) En mode de correction du rayon de la pointe d'outil, toute tentative d'inversion du sens de correction déclenche l'erreur de programme "P157", sauf si l'inversion est exécutée dans le bloc G00. Toutefois, si le sens de correction s'inverse entre le bloc qui précède et celui qui suit un bloc G28, G30 ou G53, il n'y a pas erreur car ces fonctions annulent provisoirement la correction. En utilisant un paramètre (#8106 G46 reverse axis error evade), il est possible de choisir de conserver le même sens de déplacement d'outil que pour la correction.
(4) En mode de correction du rayon de la pointe d'outil, lorsqu'on se trouve dans la situation correspondant à l'une des cases "X" du tableau, la correction se fait dans le même sens que la correction précédente. Détermination du sens de la correction par le point de la pointe d'outil et le vecteur de déplacement dans l'instruction G46.

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
230
Points de la pointe d'outil Sens de correction de la
pointe d'outil
Sens de la présentation de la pointe d'outil
Sens de correction de la pointe d'outil
Sens de laprésentation de la pointe
d'outil
Droite Droite Gauche Gauche Droite Gauche
Droite Gauche Gauche Droite Droite Gauche
Gauche Droite Droite Gauche Gauche Droite
Gauche Droite Gauche Gauche Droite Droite
Gauche Gauche Droite Droite Gauche Droite
Gauche Droite Droite Gauche Gauche Droite
Droite Gauche Gauche Droite Droite Gauche
Vecteur de déplacement (points de la pointe d'outil 1 - 4)
Gauche Gauche Droite Droite Gauche Gauche
Vecteur de déplacement(points de la pointe d'outil5 - 8)
(Note 1) Dans le tableau, la marque "X" indique que le sens de correction ne peut être
déterminé dans le cas de ce vecteur de déplacement (points de la pointe d'outil).
(Note 2) La marque " "représente un vecteur de direction 45°. (Il en est de même pour les autres vecteurs de déplacement.)
(Note 3) La marque " "indique tout vecteur de déplacement avec un angle entre 45° et 135°. (Il en est de même pour les autres vecteurs de déplacement.)

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
231
(Exemple) Point de la pointe d'outil 3, vecteur de déplacement sur l'axe Z dans le sens négatif (avec vecteur de déplacement ←)
Axe X Point de la pointed'outil P
Sens de déplacement de l'outil
Axe Z
Comme indiqué sur la figure, par rapport à la position de la pointe d'outil et au sens de déplacement de l'outil, la pièce se trouve du côté (-) de l'axe X . Vu dans le sens de l'avance de l'outil, la correction se fera donc vers la droite de la pièce.

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
232
12.4.2 Opérations de correction du rayon de la pointe d'outil
Révocation du mode correction de rayon de pointe d'outil
En présence de l'une des conditions suivantes, le système entre en mode d'annulation de la correction du rayon de la pointe d'outil.
(1) Après la mise en circuit de l'alimentation
(2) Après actionnement de la touche de remise à l'état initial sur le panneau de commande
(3) Après exécution de l'instruction M02 ou M30 avec fonction de reset
(4) Après l'exécution de l'instruction de suppression pour la correction de fraise (G40)
(5) Après la sélection du numéro d'outil 0 (T00 a été exécutée)
En mode d'annulation de la correction, les vecteurs de correction sont nuls et le point de la pointe de l'outil suit la trajectoire programmée. Les usinages pour lesquels la correction du rayon d'outil a été inclue dans le programme doivent être achevés en mode d'annulation de la correction.
Lancement du mode de correction du rayon de la pointe d'outil
À partir de l'état de l'annulation, la correction du rayon de la pointe d'outil devient effective lorsque les deux conditions ci-après sont remplies.
(1) Une instruction G41, G42 ou G46 a été émise.
(2) L'instruction d'usinage est une instruction quelconque mais pas une instruction circulaire.
Même en marche bloc par bloc, la correction ne commence à s'exercer qu'après lecture de 2 à 5 blocs successifs pour permettre le calcul du point de coupe. (Lecture anticipée de 2 blocs avec instructions d'usinage, et jusqu'à 5 blocs si ceux-ci ne contiennent pas d'instruction d'usinage.) Pendant la correction, la lecture anticipée porte sur 5 blocs et la correction est traitée arithmétiquement.
T__; S__;
T__; S__;
G00_;
G00_; G41_; G01_; G02_;
G02_; G01_; G41_;
Diagramme de la transition de la commande
T____; S____; G00____; G41____; G01____; G02____;
G01_; G02_;
Programme d'usinage
Tampon de lecture
Bloc d'exécution
Lancement lecture anticipée (2 – 5 blocs)
Il y a deux possibilités pour le lancement de la correction de fraise : type A ou type B. La sélection entre ces deux types se fait par le bit 2 du paramètre "#1229 set 01/bit2". Ce type est utilisé ensemble avec le type de suppression de correction. Dans le figure suivante, "S" caractérise le point d'arrêt de bloc séparé.

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
233
Opération de lancement pour le mode de correction du rayon de la pointe d'outil
Avec une unique instruction G41, G42 ou G46, l'outil ne se déplace pas immédiatement de la grandeur indiquée pour la correction du rayon de la pointe d'outil. La correction du rayon de la pointe n'est pas déclenchée avec une instruction G00. La correction du rayon de la pointe d'outil est normalement déclenchée par une instruction G01, G02 ou G03. Veuillez tenir compte que fait que lors de l'exécution d'une instruction d'axe, la correction du rayon de la pointe ne sera pas exécutée sauf si un déplacement d'usinage est présent.
(1) Instruction G41, G42 ou G46 programmée seule pour l'usinage d'un angle rentrant
N1 G42 ; N2 G00 X_Z_ ; N3 G01 X_Z_F_ ;
N1 G42 ; N2 G01 X_Z_F_ ; N3 G01 X_Z_ ;
N1 G42 ; N2 G01 X_Z_F_ ; N3 G00 X_Z_ ; N4 G01 X_Z_ ;
N1 G42 ; N2 G00 X_Z_ ; N3 G00 X_Z_ ; N4 G01 X_Z_F_ ;
N1
N2N3
N1N2
N3
N1
N2
N3 N4
N1
N2
N3N4
~~
~~
~~
~~
Trajectoire programmée
Trajectoire du centre du rayon de la pointe d'outil
Trajectoire programmée
Trajectoire du centre du rayon de la pointe d'outil
Trajectoire programmée
Trajectoire du centre du rayon de la pointe d'outil
Trajectoire programmée
Trajectoire du centre du rayon de la pointe d'outil
Point de coupe

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
234
(2) Instruction G41, G42 ou G46 programmée dans le même bloc qu'une instruction d'usinage pour l'usinage d'un angle rentrant
G42
s s
G42
θ θ
r
Centre de l'arc
Trajectoire programmée
Linéaire → linéaire Linéaire → circulaire
Trajectoire programmée
Point de départ
Point de départ
r = rayon de la pointe d'outil
Trajectoire ducentre du rayon de lapointe d'outil Trajectoire
du centre du rayon de la pointe d'outil
(3) Instruction G41, G42 ou G46 programmée seule pour l'usinage d'un angle sortant (angle
obtus)
N1
N2
N1 G41 ; N2 G00 X_Z_ ; N3 G01 X_Z_F_ ;
N1 G41 ; N2 G01 X_Z_F_ ; N3 G01 X_Z_ ;
N1 G41 ; N2 G01 X_Z_F_ ; N3 G00 X_Z_ ; N4 G01 X_Z_ ;
N1
N2
N3
N4
N1
N2
N1
N2
N1
N2
N3
N4
~~
~~
~~
Type AN3 Trajectoire du centre de la pointe Point de
coupe
Trajectoire programmée
Type B
N3 Trajectoire du centre de la pointe
Trajectoire programmée
Point de coupeType A, type B
Trajectoire programmée
N3 Trajectoire du centre de la pointe
Point de coupe
Type BTrajectoire du centrede la pointe
Trajectoire programmée
Type A
Trajectoire du centre de la pointe
Trajectoire programmée

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
235
N1 G41 ; N2 G00 X_Z_ ; N3 G00 X_Z_ ; N4 G01 X_Z_F_ ;
N3
N1
N2
N4
N3
N1
N2
N4
~~
Point de coupe
Type BTrajectoire du centrede la pointe
Trajectoire programmée
Type ATrajectoire du centre dela pointe
Trajectoire programmée
(4) Instruction G41, G42 ou G46 programmée dans le même bloc qu'une instruction d'usinage
pour l'usinage d'un angle sortant (angle obtus)
Linéaire → linéaire (type A)
G41
s
θ
Linéaire → circulaire (type A)
G41
r
s
θ
Linéaire → circulaire (type B)
G41
r r
s
θ
Linéaire → linéaire (type B)
G41
r r
s
θ
Point de départ
Point de départ
r = trajectoire du centre du rayon de la pointe d'outil
Trajectoire programmée
Trajectoire programmée
Centre de l'arc
Trajectoire du centre du rayon de la pointe d'outil
Point de départ
Point de départ
Trajectoire du centre du rayon de la pointe d'outil
Trajectoire programmée
Point de coupe Point de coupe
Centre de l'arc
Trajectoire du centre du rayon de la pointe d'outil
Trajectoire du centre du rayonde la pointe d'outil
Trajectoire programmée

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
236
(5) Instruction G41, G42 ou G46 programmée seule pour l'usinage d'un angle sortant (angle aigu)
N1 G41 ; N2 G00 X_Z_ ; N3 G01 X_Z_F_ ;
N1 G41 ; N2 G01 X_Z_F_ ; N3 G01 X_Z_ ;
N1 G41 ; N2 G01 X_Z_F_ ; N3 G00 X_Z_ ; N4 G01 X_Z_ ;
N1 G41 ; N2 G00 X_Z_ ; N3 G00 X_Z_ ; N4 G01 X_Z_F_ ;
N2
N2 N1 N1
N2
N1
N2
N1
N3
N2
N1
N3
N2
N1N3
N2
N1
N3
N3 N3
N3
~ ~
~ ~
~ ~
~ ~
Type BTrajectoire du centre de la pointe
Trajectoire programmée
Type ATrajectoire du centre de la pointe
Trajectoire programmée
Type A, type B
Trajectoire du centre de la pointe
Trajectoire programmée
Type BTrajectoire du centre de la pointe
Trajectoire programmée
Type ATrajectoire du centre de la pointe
Trajectoire programmée
Trajectoire programmée
Trajectoire centre pointe d'outil Trajectoire
programmée
Trajec-toire du centre de la pointed'outil
N4 N4
N4 N4
Type B
Trajectoire centre pointe
Type A
Trajectoire du centre de la pointe
Trajectoire programmée
Trajectoire programmée
Trajectoire centre pointe d'outil
Trajectoire programmée
Trajectoire centre pointe outil
Trajectoire programmée

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
237
(6) Instruction G41, G42 ou G46 programmée dans le même bloc qu'une instruction de déplacement pour l'usinage d'un angle sortant (angle aigu) (0 < 90°)
Trajectoire du centre de la pointe d'outil
G41
r
r
s
θ
Linéaire → circulaire (type B)
Linéaire → linéaire (type A)
G41
r
s
θ
Linéaire → circulaire (type A)
G41
r
s
θ
Linéaire → linéaire (type B)
G41
r
r
s
θ
Point de départ
Trajectoire du centre durayon de la pointe d'outil
Trajectoire programmée
Point de départ
Trajectoire programmée
Centrede l'arc
Trajectoire du centre durayon de la pointe d'outil
Trajectoire programmée
Point de départ
Point de départ
Trajectoire programmée
Centre de l'arc
Trajectoire du centre de la pointe d'outil
(Note 1) Lorsque le même bloc ne contient pas d'instruction de déplacement d'axe, la correction est appliquée perpendiculairement au sens du bloc suivant.

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
238
Opérations dans le mode de correction
La trajectoire du centre de l'outil est déterminée et corrigée à l'aide des instructions linéaires et angulaires pour la trajectoire programmée (G00, G01, G02, G03). La correction est appliquée aux instructions d'interpolation linéaires, circulaires, etc., ainsi qu'au positionnement. Lorsqu'un mode de correction (G41, G42, G46) est en cours, toute instruction identique (G41, G42, G46) de correction du rayon de la pointe d'outil est ignorée. Si 4 blocs ou plus sans décalage sont affectés en continu dans le mode de correction, une surcoupe ou une interférence apparaît. En cours de mode de correction du rayon de la pointe d'outil, l'instruction M00 inhibe la lecture anticipée.
(1) Usinage d'un angle sortant
Linéaire → linéaire (90° ≤ θ < 180°)
s
θ
Linéaire → linéaire (0° < θ < 90°)
r
r
s θ
Point de coupe
Trajectoire du centre de la pointe
Trajectoire programmée
Trajectoire du centre de la pointe
Trajectoire programmée
r
r θ
s
Linéaire → circulaire (0° < θ < 90°)
s
r
θ
r
Linéaire → circulaire (90° ≤ θ < 180°)
Trajectoire du centre de la pointe
Trajectoire programmée
Centre de l'arc
Centrede l'arc
Trajectoire programmée
Trajectoire du centre de la pointe

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
239
circulaire → linéaire (0° < θ < 90°)
r
r
s
θ
Circulaire → linéaire (90° ≤ θ < 180°)
r r
s
θ
Trajectoire du centre de la pointe d'outil
Trajectoireprogrammée
Centrede l'arc
Trajectoire du centre de la pointe d'outil
Point de coupe
Trajectoire programmée
Centre de l'arc
Circulaire → circulaire (90° ≤ θ < 180°)
R R
s
θ
Circulaire → circulaire (0° < θ < 90°)
R R
s
θ
Centre de l'arc
Trajectoire du centre de la pointe d'outil
Trajectoire programmée Centre de l'arc
Centre de l'arc
Trajectoire programmée
Centre de l'arc
Trajectoire du centre de la pointe d'outil Point de coupe

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
240
(2) Usinage d'un angle rentrant
Linéaire → linéaire (angle obtus)
r s
θ
Linéaire → linéaire (angle aigu)
r
r s
θ
r
Linéaire → circulaire (angle obtus)
s
θ
r
r
Linéaire → circulaire (angle aigu)
s
θ
r
Circulaire → linéaire (angle aigu)
s θ
r
Circulaire → linéaire (angle obtus)
θ
s
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Trajectoire programmée
Trajectoire programméeTrajectoire programmée
Trajectoire programmée
Trajectoire du centre dela pointe
Point de coupe
Trajectoire programmée
Trajectoire du centre de la pointed'outil
Trajectoire du centre de la pointe d'outil
Centre de l'arc
Trajectoire du centre de la pointed'outil
Point de coupe
Centrede l'arc
Trajectoire du centrede la pointe Point de
coupe
Centre de l'arc
Centre de l'arc
Point de coupe
Point de coupe
Circulaire → circulaire (angle obtus)
r
s
θ
Circulaire → circulaire (angle aigu)
r
s
θ
Trajectoire programmée
Centre de l'arc
Trajectoire du centrede la pointe
Point de coupe
Centre de l'arc
Point decoupe
Centre de l'arc
Centre de l'arc
Trajectoire du centre de la pointe
Trajectoire programmée

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
241
(3) Si le point d'extrémité de l'arc ne se trouve pas sur l'arc Si l'erreur après la correction est inférieure ou égale à la valeur du paramètre "#1084 RadErr", il sera interpolé comme arc hélicoïdal.
r
r s
r
Trajectoire du centre du rayon de la pointe d'outil
Point d'extrémité de l'arc de cercle
Trajectoire programmée
Centre de l'arc
Cercle imaginaire
(4) Si le point intérieur de coupe n'est pas présent
Dans un cas comme indiqué dans la figure suivante, le point de coupe des arcs A et B n'est peut-être plus présent à cause de la valeur de décalage.
Dans un tel cas, l'erreur de programme "P152" apparaît et l'outil s'arrête au point de fin du bloc précédent.
r
r
A B
Trajectoire du centre du rayon de la pointe d'outil
Arrêt d'erreur de programme
Trajectoire programmée
Centre de l'arc de cercle A
Ligne de jonction des points d'intersection des arcs de cercle A et B

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
242
Révocation du mode de correction du rayon de la pointe d'outil
En mode de correction du rayon de la pointe d'outil, la correction est annulée par l'une des conditions suivantes, sous réserve que l'instruction de déplacement soit autre qu'une instruction circulaire. Si la correction est annulée par une instruction d'arc, l'erreur de programme "P151" apparaît.
(1) L'instruction G40 a été exécutée.
(2) Le numéro de décalage T00 a été exécuté.
Le mode de suppression est établit dès que l'instruction pour la suppression de la correction est lue dans le tampon de décalage, l'opération de lecture anticipée est alors annulée avec 5 blocs et à la place, la lecture anticipée d'un bloc est appliquée.
Opération de révocation du mode de correction du rayon de la pointe d'outil
Une instruction d'annulation de la correction du rayon de la pointe d'outil a l'effet suivant :
(1) Si G40 est programmée seule et qu'elle est précédée par une instruction G00, la correction du rayon de la pointe d'outil est provisoirement annulée.
(2) Si G40 est programmée seule et qu'elle est précédée d'une instruction d'interpolation, l'outil s'arrête avec le centre de la pointe d'outil en position verticale, mais la correction du rayon de la pointe d'outil n'est pas annulée. La correction sera annulée au premier déplacement d'axe après l'instruction G40. Il n'y aura cependant pas d'annulation avec une instruction d'axe n'impliquant aucun mouvement. Si l'instruction G40 n'est suivie d'aucune instruction de déplacement d'axe avant qu'il ne soit mis fin au programme par M02 par exemple, la correction du rayon de la pointe d'outil reste en vigueur. Elle peut alors être annulée par une remise à l'état initial et aucun problème d'annulation n'apparaît.
(3) Si une instruction T00 indépendante est spécifiée dans un bloc, l'activation du mode d'annulation du rayon de la pointe a lieu dans ce bloc et l'outil se déplace à la position d'annulation du rayon de la pointe.

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
243
(4) Relation entre un angle rentrant/angle sortant et l'annulation (a)-1 Instruction G40 programmée seule pour l'usinage d'un angle rentrant
N1 G01 X_Z_F_ ; N2 G00 X_Z_ ; N3 G40 ;
N1 G01 X_Z_F_ ; N2 G01 X_Z_ ; N3 G40 ; N4 M05 ; N5 G00 X_Z_ ;
N1 G01 X_Z_F_ ; N2 G00 X_Z_ ; N3 G01 X_Z_ ; N4 G40 ; N5 M05 ; N6 G01 X_Z_ ;
N1 G01 X_Z_F_ ; N2 G00 X_Z_ ; N3 G00 X_Z_ ; N4 G40 ;
N1N2
N3
N5
N2
N3N4
N1
N4N5
N2
N3
N1
N6
N2
N3
N1
N4
~~
~~
~~
~~
Trajectoire du centre du rayon de la pointe d'outil
Trajectoire programmée
Inter-section
Trajectoire du centre du rayon de la pointe d'outil
Trajectoire programmée Trajectoire du centre du rayon de la pointe d'outil
Trajectoire programmée
Trajectoire programmée
Trajectoire du centre du rayon de la pointe d'outil

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
244
(a)-2 Instruction G40 programmée dans le même bloc qu'une instruction d'usinage pour l'usinage d'un angle rentrant
Linéaire → linéaire
s
θ
G40 G40
Circulaire → linéaire
r
s
θ
Point d'arrivée
r = rayon de la pointe d'outil
Trajectoire du centre de la pointe
Trajectoire programmée
Point d'arrivée
Trajectoire du centre de la pointe d'outil
Trajectoire programmée
Centre de l'arc

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
245
(b)-1 Instruction G40 programmée seule pour l'usinage d'un angle sortant (angle obtus)
N1 G01 X_Z_F_ ; N2 G00 X_Z_ ; N3 G40 ;
N1 G01 X_Z_F_ ; N2 G01 X_Z_ ; N3 G40 ; N4 M05 ; N5 G00 X_Z_ ;
N1 G01 X_Z_F_ ; N2 G00 X_Z_ ; N3 G01 X_Z_ ; N4 G40 ; N5 M05 ; N6 G01 X_Z_ ;
N1 G01 X_Z_F_ ; N2 G00 X_Z_ ; N3 G00 X_Z_ ; N4 G40 ;
N1
N3
N2
N2
N3N4
N5
N2
N4N5
N3
N6
N2
N4N5
N3
N6
N3
N2
N4
~~
~~
~~
~~
Trajectoire du centre de la pointe
Trajectoire programmée
Type A, type B
Type A, type BN1 Trajectoire du centre de la pointe
Trajectoire programmée Point de coupe
Type AN1 Trajectoire du centre de la pointe
Trajectoire programmée
Type B (type B) N1 Trajectoire du centre
de la pointe
Trajectoire programmée
N1 Trajectoire du centre de la pointe
Trajectoire programmée
Type A, type B

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
246
(b)-2 Instruction G40 programmée dans le même bloc qu'une instruction d'usinage pour l'usinage d'un angle sortant (angle obtus)
Centre de l'arc
Linéaire → linéaire (type A)
s
θ
G40
Circulaire → linéaire (type A)
G40r
s
θ
r
s
θ G40
r
G40
r
s
θ
r
Linéaire → linéaire (type B) Circulaire → linéaire (type B)
Point d'arrivéeCentre de l'arc
Trajectoire du centre de la pointe d'outil
Trajectoire programmée
r = rayon de la pointe d'outilTrajectoire du centre de la pointe
Trajectoire programmée
Trajectoire programmée
Trajectoire programmée
Trajectoire du centre de la pointe
Trajectoire ducentre de la pointe d'outil
Point d'arrivée
Point d'arrivée
Point de coupe Point de coupe
Point d'arrivée

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
247
(c)-1 Instruction G40 programmée seule pour l'usinage d'un angle sortant (angle aigu)
N1 G01 X_Z_F_ ; N2 G00 X_Z_ ; N3 G40 ;
N1 G01 X_Z_F_ ; N2 G01 X_Z_ ; N3 G40 ; N4 M05 ; N5 G00 X_Z_ ;
N1 G01 X_Z_F_ ; N2 G00 X_Z_ ; N3 G01 X_Z_ ; N4 G40 ; N5 M05 ; N6 G01 X_Z_ ;
N1 G01 X_Z_F_ ; N2 G00 X_Z_ ; N3 G00 X_Z_ ; N4 G40 ;
N3
N2
N3N4
N2N5
N2 N4
N4N5N2
N3
N6N4 N5
N2N3
N6
N3
~~
~~
~~
~~
Trajectoire du centre du rayon de la pointe d'outil
Trajectoire programmée
Types A et B
Types A et B
N1 Trajectoire du centre du rayon de la pointe d'outil
Trajectoire programmée
N1 Trajectoire du centre du rayon de la pointe d'outil
Trajectoire programmée
Type A Type B N1 Trajectoire du centre durayon de la pointe d'outil
Trajectoire programmée
Trajectoire du centre du rayon de la pointe d'outil
N1 Trajectoire du centre du rayon de la pointe d'outil
Trajectoire programmée
Type A, type B
(Types A et B)

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
248
(c)-2 Instruction G40 programmée dans le même bloc qu'une instruction d'usinage pour l'usinage d'un angle sortant (angle aigu)
Trajectoire du centre de la pointe
Point d'arrivée
Trajectoire programmée
Linéaire linéaire (type A)
r
s
θ
G40
Circulaire linéaire (type A)
s
G40
r
θ
Trajectoire centre pointe d'outil
Trajectoire programmée
Point
Centre de l'arc
Linéaire linéaire (type B)
r
s θ
G40
r
Trajectoire du centre de la pointe
Point d'arrivée
Trajectoire programmée
Circulaire linéaire (type B)
r
sθ
G40
r
Trajectoire centre pointe d'outil
Trajectoire programmée
Centre de l'arc
Point d'arrivée

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
249
12.4.3 Autres comportements en correction du rayon de la pointe d'outil Changement de la direction d'offset pendant la correction de fraise
Le sens de la correction est imposé par les instructions de correction de fraise (G41, G42) et le signe de la grandeur de correction.
Code G Sens de la correction G41 Correction à gauche G42 Correction à droite
La direction de l'offset peut être modifiée en changeant l'instruction de correction dans le mode de correction sans que la correction ne doive être tout d'abord annulée. Aucun changement n'est toutefois possible dans le bloc de départ et le bloc suivant le mode de correction.
r
G41
r
Linéaire → linéaire
G41 G42
r
r
Trajectoire du centre du rayon de la pointe d'outil
Trajectoire programmmée
Linéaire ↔ circulaire
Trajectoire du centre du rayon de la pointe d'outil
G41
r
G41 G42 G41 G42
r
r
r
r
Trajectoire programmée

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
250
Retour linéaire
G41
G42 r Trajectoire du centrede la pointe d'outil
Trajectoire programmée
Arc de cercle dépasse 360° pendant la correction
G41
G42
G42
Trajectoireprogrammée
Zone restante non usinée
Trajectoire du centre d'outil
Dans les cas suivants, l'arc pourrait dépasser les 360°.
a. Sélection du sens de correction sur la base de G41/G43
Dans un cas comme celui-ci, la correction se fait comme indiqué sur la figure et une partie reste non usinée.

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
251
Correction du rayon de la pointe d'outil de la trajectoire fermée par G46/G41/G42
(1) Exécution de l'instruction G46 (2) Exécution de l'instruction G42 -> G41
G00
G01
G01
Trajectoire programmée
Point de coupe
G01(G41)
G01
(G41)
(G42)
G01
G41Instruction
Gauche
Droite
(3) Exécution de l'instruction G42 -> G41
G01(G42)
G41G01
G01(G42)

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
252
Instruction pour la suppression temporaire des vecteurs de correction
Si l'instruction suivante est sortie en mode de correction, les vecteurs de correction sont temporairement annulés. Ensuite, le système retourne automatiquement en mode de correction. Dans ce cas là, la correction n'est pas annulée et l'outil se déplace directement du vecteur d'intersection vers le point sans vecteur, c.-à-d. au point donné par l'instruction. Lorsque le retour au mode de correction est effectué, le centre se déplace directement vers le point d'intersection. (1) Instruction de retour au point de référence
X
Zs s
s
N5 N6 N7 N8
(G41) N5 G01 U 30. W 60. ; N6 G28 U-40. W 50. ; N7 U-60. W 30. ; N8 U 40. W 70. ;
~
Point intermédiaire
←Temporairement pas de vecteurs de correction au point intermédiaire (point de référence, s'il n'existe pas un point intermédiaire)
~
(Note 1) Les vecteurs de correction ne sont pas modifiés par l'instruction de réglage du système de coordonnées (G92).
(2) Le vecteur de correction est temporairement annulé avec l'instruction G53 (sélection du système de coordonnées machine de base).

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
253
(3) Instruction de positionnement (G00) Une instruction G00 suspend provisoirement la correction du rayon de la pointe.
N3N2N1 N4 N5
N3
N2
N1 N4 N5
N3N2N1
N4N5
N1 G01 X_Z_F_ ; N2 G00 X_Z_ ; N3 G00 X_Z_ ; N4 G00 X_Z_ ; N5 G01 X_Z_ ;
N1 G01 X_Z_F_ ; N2 G01 X_Z_ ; N3 G01 X_Z_ ; N4 G00 X_Z_ ; N5 G01 X_Z_ ;
N1 G01 X_Z_F_ ; N2 G01 X_Z_ ; N3 G00 X_Z_ ; N4 G00 X_Z_ ; N5 G01 X_Z_ ;
~~
~~
~~
Trajectoire du centre de la pointe d'outil
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Trajectoire du centre de la pointe
Trajectoire ducentre de lapointe d'outil
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Trajectoire programmée
Trajectoire programmée
Trajectoire programmée
Point de coupe
Point de coupe
Point de coupe
(4) Instruction de taraudage G33
La correction de fraise ne s'applique pas au bloc G33.
r
G33
Trajectoire du centredu rayon de la pointe d'outil
Trajectoire programmée
Point de coupe

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
254
(5) Cycles fixes multiples répétitifs Avec une instruction I de cycle fixe multiple répétitif (G70, G71, G72, G73), la correction du rayon de la pointe d'outil est temporairement annulée. La passe de finition est exécutée en annulation de correction du rayon d'outil sur le profil exécuté avec correction, et il y a ensuite retour automatique en mode de correction.
Blocs sans déplacement
Les blocs suivants sont considérés comme blocs sans décalage.
a. M03 ;…………................……b. S12 ;…………...............…….c. T0101 ;………...............…….d. G04 X500 ;…….................…e. G10 P01R50 ;…………….….f. G92 X600. Z500. ;….............g. Y40. ;……………..............…. h. G.00 ;…………...........………i. U0 ;…………….............…….
Instruction M Instruction S Instruction T Temps d'arrêt momentané Réglage de la grandeur d'offset Réglage système de coordonnéesDéplacement d'usinage, mais pas dans le plan de correction Seulement code G Grandeur d'usinage nulle
Aucun déplacement Grandeur d'usinage nulle
(1) Lors de la programmation au démarrage de la correction
S'il y a une succession de 4 blocs sans déplacement ou plus, aucun vecteur de correction n'est généré.
N1 U60. W30. T0101 ; N2 G41; N3 G4 X1000; N4 F100; N5 S500; N6 M3; N7 U-50. W20. ; N8 U-20. W50. ;
N1
N2, 3, 4, 5, 6
N7
N8 X
Z
Bloc sans déplacement
(point de coupe)
(2) Lors de la programmation en mode de correction S’il y a une succession de 4 blocs sans déplacement ou plus en mode de correction, les vecteurs du point d’intersection sont établis comme en temps ordinaire.
N6 U200. W100. ; N7 G04 P1000 ; ….. N8 W200. ; N8 N6
N7
N6
N8
Le bloc N7 estexécuté ici.
Bloc sans déplacement

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
255
S'il y a une succession de 4 blocs sans déplacement ou plus, les vecteurs de correction sont établis au point d'arrivée du bloc précédent, perpendiculairement à la trajectoire.
N6 U200. W100. ; N7 G4 X1000 ; N8 F100 ; N9 S500 ; N10 M4 ; N11 W100. ;
N11
N6N7 à N10
N6
N11
L'usinage a lieu ici.
Bloc sans déplacement
(3) Lors de la programmation simultanée avec l'annulation de correction Si un bloc sans déplacement contient une instruction G40, seul les vecteurs de décalage sont annulés.
N6 U200. W100. ; N7 G40 M5 ; N8 U50. W100. ;
N6
N7
N8
X
Z
Si I, J, K sont spécifiés dans G40
Des vecteurs perpendiculaires sont établis au cours du bloc précédant l'instruction G40.
r
G40
(i,k)
A
(a,b)
r G41
X
Z
Trajectoire du centre du rayon de la pointe d'outil
Trajectoire programmée
Trajectoire du centre du rayon de la pointe d'outil imaginaire

12. Fonctions de correction d'outil 12.4 Correction du rayon de la pointe d'outil
256
Déplacement d'angle
Si une série de vecteurs d'offset est générée aux jonctions entre les blocs d'instruction de décalage, l'outil se déplace sur une ligne droite entre ces vecteurs. Cette procédure est nommée déplacement d'angle. Quand les vecteurs ne sont pas superposés, l'outil se déplace pour usiner l'angle. L'opération exécute donc en mode bloc par bloc, le décalage du bloc précédent et le déplacement d'angle comme bloc séparé pendant que le décalage restant lié et le bloc suivant sont exécutés comme bloc séparé dans l'opération suivante.
r
N1
N2θ
r
Point d'arrêt du bloc indépendant
Trajectoire du centre du rayon de la pointe d'outil
Trajectoire programmée
Centre de l'arc
Ce déplacement et l'avance sont contenus dans le bloc N2.

12. Fonction de correction d'outil 12.4 Correction du rayon de la pointe d'outil
257
12.4.4 Instructions G41/G42 et spécification de I, J, K
Fonction et but
La direction de correction peut être modifiée intentionnellement en spécifiant l'instruction G41 ou G42 et I, J, K dans le même bloc.
Format d'instruction
G18 (Plan Z-X) G41/G42 X Z I K ;
Spécifiez une instruction linéaire (G00 ou G01) dans un mode de déplacement.
Vecteur de type I, K (G18 sélection de plan XZ)
Le nouveau vecteur du type I, K (plan G18) généré par cette instruction est décrit dans le présent paragraphe. (Cela s'applique à I, J dans le plan G17 et à J, K dans le plan G19.) Les figures ci-après montrent que les vecteurs du type I, K correspondant à la grandeur de décalage sont générés de sorte qu'ils servent de vecteur de décalage perpendiculairement à la direction indiquée par I, K, sans calcul de l'intersection sur la trajectoire programmée. Une attribution du vecteur I, K est également possible au début de la correction (mode G40 du bloc précédent) ou pendant le mode de correction (G41 ou G42 dans le bloc précédent). (1) Attribution de I, K au déclenchement de correction
N150
N100
X
Z
N110 N120 N130 N140
T0101
Trajectoireprogrammée Trajectoire du centredu rayon de la pointe d'outil
(G40) N100 G41 U100. W100. K150. T0101 ; N110 G04 X1000 ; N120 G01 F1000 ; N130 S500 ; N140 M03 ; N150 Z150. ;
~ ~
(2) Aucune attribution d'instruction d'usinage au déclenchement de correction
(G40) N1 G41 K150. T0101 ; N2 U100. W100. ; N3 W150. ;
~N3
N2
X
Z
T0101 N1
~

12. Fonction de correction d'outil 12.4 Correction du rayon de la pointe d'outil
258
(3) Attribution de I, K dans le mode (plan G18)
X Z
~
(G18 G41) N100 G41 T0101 G01 W150. I50. ; N110 G02 W100. I50. ; N120 G01 W100. ~
(1) Vecteur de type I, K (2) Vecteur de calcul du point d'intersection
Trajectoire programmée Trajectoire centre rayon de pointe d'outil Trajectoire calculée du point d'intersection
N100
(I,K)N110
(N120)T0101
(2)
(1)
(4) Attribution de I, K dans un bloc sans déplacement d'usinage
N1T0101
N2
N3 N4
N5(I,K) N1 G41 T0101 G01 F1000 ; N2 U100. W100. ; N3 G41 K50. ; N4 W150. ; N5 G40 ;

12. Fonction de correction d'outil 12.4 Correction du rayon de la pointe d'outil
259
Direction du vecteur de correction
(1) En mode G41
La direction assignée par I, K est la direction décalée de 90° en sens horaire inverse, le point zéro vu en sens positif de l'axe Y (3ème axe).
(Exemple 1) Avec K = 100. Direction de vecteur de décalage
(Exemple 2) Avec K = -100. (0, -100) direction IK
(100, 0) direction IK Direction du vecteur de décalage
(2) En mode G42 La direction assignée par I, K est la direction décalée de 90° en sens horaire, le point zéro vu en sens positif de l'axe Y (3ème axe).
(Exemple 1) Avec K = 100. (0, 100) direction IK
(Exemple 2) Avec K = -100. Direction du vecteur de décalage
Direction de vecteur de décalage (0, −100) direction IK
Sélection modale de l'offset
Les instructions modales G41/G42 peuvent être sélectionnées à tout moment.
N1 G28 X0Z0 ; N2 G41 T0101 F1000 ; N3 G01 U100. W100. ; N4 G42 W100. I-100. K100.
T0102 ; N5 U-100. W100. ; N6 G40 ; N7 M02 ; %
N3
Z
T0101
N2
N6
(I,K)
N5
X
N4 T0102

12. Fonction de correction d'outil 12.4 Correction du rayon de la pointe d'outil
260
Grandeur de correction du vecteur de décalage
La grandeur de décalage est définie par le numéro d'offset (modal) du bloc par l'attribution I, K.
(G41 T0101) N100 G41 W150. K50. ; N110 U-100. W100. ;
Z N110
(i,k) (a)
X N100
T0101T0101 ~
~
<Exemple 1>
Le vecteur (A) est la grandeur de décalage introduite dans l'instruction modale 1 pour le numéro d'offset dans le bloc N100.
(G41 T0101) N200 G41 W150. K50. T0102 ; N210 U-100. W100. ;
Z N210
(i,k)
(b)
X N200
T0102 T0101
~~
<Exemple 2>
Le vecteur (B) est la grandeur de décalage introduite dans l'instruction modale 2 pour le numéro d'offset dans le bloc N200.

12. Fonction de correction d'outil 12.4 Correction du rayon de la pointe d'outil
261
Points de contrôle
(1) Le vecteur du type I, K est attribué en mode linéaire (G0, G1). Une erreur de programme (P151
G2, 3, CMP. ERR) apparaît s'il est attribué au début de correction en mode d'arc. Une attribution I, K en mode de décalage ou en mode d'arc correspond à une
attribution du centre d'arc.
(2) Un vecteur du type I, K spécifié ne sera pas effacé (suppression de dérangement), même si un dérangement se présente.
Cut
N1 G28 X0Z0 ; N2 G41 T0101 F1000 ; N3 W100. ; N4 G41 U-100. W100. K10. ;N5 U100. W100. ; N6 G40 ; N7 M02 ;
N3 N4 N5 N6
(I,K)
X
Z
(3) Le tableau ci-après montre les procédés de décalage qui sont applicables en fonction du fait, si les instructions G41/G42 et I, K, (J) peuvent être combinées.
G41/G42 I, K (J) Procédé de décalage Non Non Type de vecteur: calcul d'intersection Non Oui Type de vecteur: calcul d'intersection Oui Non Type de vecteur: calcul d'intersection Oui Oui Type de vecteur: I, K pas de bloc d'insertion

12. Fonction de correction d'outil 12.4 Correction du rayon de la pointe d'outil
262
12.4.5 Interruptions pendant la correction du rayon de la pointe d'outil
Interruption avec entrée manuelle des données (interruption IMD)
La correction de rayon de pointe d'outil reste opérante quel que soit le mode de fonctionnement automatique (bande, mémoire ou mode IMD). Une interruption due à une entrée de données manuelle donne le résultat ci-après après un arrêt de bloc pendant l'opération à bande perforée ou à mémoire. (1) Interruption sans déplacement (pas de modification de la trajectoire)
X
Z
N1 G41 T0101 ;
N2 U50. W20. ;
N3 G3 U−40. W40. R70. ; S1000 M3 ;
Interruption IMD
N2 N3
(Position d'arrêt dubloc indépendant) s
(2) Interruption avec déplacement Après l'interruption, les vecteurs de décalage dans le bloc de déplacement sont automatiquement recalculés.
Avec interruption linéaire
N1 G41 T0101 ;
N2 U50. W20. ;
N3 G3 U−40. W40. R70. ; U−30. W50. ;
U50. W30. ;
s
s
N2 N3
Interruption IMD
Avec interruption circulaire
N1 G41 T0101 ;
N2 U50. W20. ;
N3 G3 U−40. W40. R70. ; G2 U−40. W40. R70. ;
G1 W40. ;
s
s
N2 N3
Interruption IMD

12. Fonction de correction d'outil 12.4 Correction du rayon de la pointe d'outil
263
Interruption manuelle
(1) Interruption avec bouton
pour la valeur absolue manuelle déconnecté
La trajectoire de l'outil sera décalée d'une valeur correspondant à la grandeur d'interruption.
Interruption
Trajectoire programmée
Trajectoire de l'outil après correction
Trajectoire de l'outil après interruption
(2) Interruption avec bouton pour la valeur absolue manuelle connecté
En mode de valeur absolue; l'outil retourne au point de limite du bloc suivant le bloc interrompu, sur sa trajectoire initiale, comme indiqué dans la figure ci-contre.
Interruption
Interruption

12. Fonction de correction d'outil 12.4 Correction du rayon de la pointe d'outil
264
12.4.6 Remarques d'ordre général sur la correction du rayon de la pointe d'outil Affectation de la grandeur de correction
(1) La grandeur du décalage se règle en général par un numéro de correction prenant la place du
dernier ou des 2 derniers chiffres derrière le code T. Avec certaines spécifications de la machine, ce sont les premiers chiffres qui sont utilisés dans ce but. L'instruction T est modale et reste en vigueur jusqu'à ce qu'elle soit révoquée par une autre instruction T.
En plus de l'indication des grandeurs de décalage pour la correction du rayon de la pointe d'outil, les instructions T s'utilisent pour indiquer les grandeurs de décalage pour la correction de position d'outil.
(2) Normalement les grandeurs de décalage sont modifiées quand un autre outil est choisi pendant la correction de fraise annulée. Mais si une grandeur est modifiée en mode de correction, les vecteurs au point de limite du bloc seront calculés à l'aide de la grandeur de décalage indiquée dans ce bloc.
Erreur pendant la correction du rayon de la pointe d'outil
(1) En cours de correction du rayon de la pointe d'outil, la présence des instructions suivantes
dans le programme produit une erreur.
G17, 18, 19 ("P112" si le plan indiqué ne correspond pas au plan de correction) G31 ("P608") G74, G75, G76 ("P155") G81 à G89 ("P155")
(2) Il y a une erreur ("P158") si on sélectionne en mode G46 un point d'extrémité d'outil autre que 1 à 8.
(3) Il y a une erreur ("P156") si les 5 blocs qui suivent l'entrée en mode de correction de rayon d'outil G46 sont lus en lecture anticipée, mais qu'aucun vecteur de déplacement de l'instruction de coupe d'origine ne permet d'établir le sens de la correction.
(4) Il y a une erreur ("P151") si le premier ou le dernier bloc de la correction du rayon de la pointe d'outil est un bloc à instruction d'arc.
(5) Il y a une erreur de programme ("P157") si le sens du décalage est inversé en mode G46. Un paramètre permettant de maintenir le même sens de correction peut être spécifié. (paramètre de commande #37 "G46 reversal error avoiodance")
(6) Il y a une erreur de programme ("P152") si, en cours de correction de rayon de pointe d'outil, le traitement de prévention d'interférence a entraîné un saut de bloc qui empêche le calcul du point d'intersection.
(7) Il y a une erreur de programme si, en cours de correction de rayon de pointe d'outil, la lecture anticipée détecte une erreur dans un bloc.
(8) Il y a une erreur de programme ("P153") si, en cours de correction de rayon de pointe d'outil sans prévention des interférences, une interférence se produit.
(9) Il y a une erreur de programme ("P150") si le programme contient une instruction de correction du rayon de pointe d'outil mais que la correction de rayon d'outil n'est pas prévue dans les spécifications.

12. Fonction de correction d'outil 12.4 Correction du rayon de la pointe d'outil
265
12.4.7 Contrôle d'interférence
Fonction et but
Un outil dont le rayon de pointe est corrigé dans la fonction de correction du rayon de la pointe d'outil par la lecture anticipée normale de 2 blocs coupe parfois dans l'outil. On appelle cette situation une interférence, et la fonction de contrôle a pour but d'éviter qu'elle ne se produise. Il existe trois types de contrôles d'interférence sélectionnables via un paramètre :
Fonction Paramètre Exécution Fonction d'alarme d'interférence
Interference check avoidance OFFInterference check invalid OFF
Une erreur de programme apparaît avant le bloc qui déclenche l'usinage et l'usinage s'arrête.
Fonction de suppression d'interférence
Interference check avoidance ON Interference check invalid OFF
La trajectoire de l'outil est modifiée de telle sorte que la pièce ne soit pas entaillée.
Contrôle d'interférence non valable
Interference check invalid ON L'usinage se poursuit sans changement, même en cas d'une interférence. Cela s'applique à un programme avec segments microscopiques.
(Note) #8102 Pour éviter une interférence #8103 Contrôle d'interférence non valable
Description détaillée
(Exemple)
Trajectoire pour éviter l'interférence Diamère extérieur du rayon de la pointe d'outil
(G41) N1 G1 X100. Z50. ; N2 Z70. ; N3 X300. Z120. ;
N1 N3
N2
X
Z
Usinage par N2 Usinage par N2
(1) Avec fonction d'alarme Il y aura déclenchement d'une alarme avant que N1 ne soit exécuté. Par la fonction d'édition,
on pourra modifier N1 comme indiqué ci-dessous et l'usinage pourra être poursuivi : N1 G1 X−100. Z−20. ;
(2) Avec la fonction pour éviter l'interférence Calcul de l'intersection de N1 et de N3 et détermination des vecteurs de suppression
d'interférence.
(3) Fonction de contrôle d'interférence non valable L'outil coupe en dépassant la ligne N1 et N3.

12. Fonction de correction d'outil 12.4 Correction du rayon de la pointe d'outil
266
Usinage pendant la fonction pour éviter l'interférence
Déplacement linéaire
Centre de l'arc de cercle
Trajectoire du centre du rayon de pointe d'outil si l'interférenceest évitée
Trajectoire programmée
Trajectoire du centre du rayon de pointe d'outil si le contrôle d'interférence
n'est pas réalisé
Trajectoire du centre du rayon de la pointe d'outil si l'interférenceest évitée
Trajectoire du centre du rayon de pointe d'outil si le contrôle d'interférence
n'est pas réaliséN2
N3
N1
N3
N2
N1
r
r
Ligne continue : trajectoire lorsque l'interférence est évitée Ligne en pointillés : trajectoire lorsque le contrôle d'interférence n'est pas réalisé
Trajectoire programmée
Dans le cas de la figure suivante, la rainure ne sera pas coupée.
Trajectoire lorsque l'interférence est évitée
Trajectoire du centre du rayon de la pointe d'outil
Trajectoire programmée
Ligne continue : trajectoire lorsque l'interférence est évitée Ligne en pointillés : trajectoire lorsque le contrôle d'interférence n'est pas réalisé

12. Fonction de correction d'outil 12.4 Correction du rayon de la pointe d'outil
267
Alarme de contrôle d'interférence
L'alarme de contrôle d'interférence apparaîtra sous les conditions suivantes :
(1) Lorsque la fonction d'alarme du contrôle d'interférence a été sélectionnée (a) Si tous les vecteurs à la fin d'un bloc sont effacés
Si, comme indiqué ci-contre, les vecteurs 1 - 4 au point de limite du bloc N1 ont été effacés, l'erreur de programme "P153" apparaît avant l'exécution de N1.
N1
2 3 N2
1
N34
(2) Si la fonction pour éviter l'interférence a été sélectionnée
(a) S'il existe des vecteurs valables au point de limite du bloc suivant, même si tous les vecteurs au point de limite du propre bloc ont été effacés
(i) Si le contrôle d'interférence, comme indiqué ci-contre, est exécuté, tous les vecteurs de point de limite de N2 seront effacés, mais les vecteurs de point de limite de N3 sont considérés comme valables. L'erreur de programme "P153" se présente à présent à la fin de N1.
Arrêt d'alarme
N1 2
N2
1
N3
4
3
N4

12. Fonction de correction d'outil 12.4 Correction du rayon de la pointe d'outil
268
(ii) Dans le cas de la figure
ci-contre, l'outil se déplace en sens inverse pour N2. L'erreur de programme "P153" apparaît avant l'exécution de N1.
N1
N2 N3
N4
1 2 3 4
(b) Si les vecteurs de suppression ne peuvent pas être établis
(i) Même si les conditions valables pour l'établissement des vecteurs de suppression sont remplies, comme montré ci-contre, il est quand même quelquefois impossible d'établir ces vecteurs et les vecteurs d'interférence produisent une interférence pour N3. De ce fait, l'erreur de programme "P153" apparaît au point de limite de N1, si l'angle d'attaque du vecteur dépasse 90°.
N1
N2
N3
N4
Arrêt alarme
Arrêt
alarme
N1
N2
N3
N4
Angle de coupe

12. Fonction de correction d'outil 12.4 Correction du rayon de la pointe d'outil
269
(c) Si la direction d'avance de programme et la direction d'avance sont programmées en valeurs opposées après la correction
Dans le cas suivant, une interférence est considérée comme existante même s'il n'est pas apparu réellement une interférence. Lorsque le programme prévoit l'exécution de gorges droites ou évasées de largeur inférieure au diamètre de la pointe d'outil ou des parois parallèles ou étendues.
Trajectoire programmée
Trajectoire du centre de la pointe d'outil
Arrêt
Arrêt

12. Fonction de correction d'outil 12.5 Entrée programmée de la correction de fraise
270
12.5 Entrée programmée de données de correction; G10, G11
Fonction et but
Il est possible de spécifier ou de modifier les grandeurs de décalage d'outil et de décalage de pièce à l'aide de l'instruction G10. Programmées en valeurs absolues (X, Z, R), les grandeurs du programme deviennent les nouvelles grandeurs de correction; programmées en valeurs incrémentielles (U, W, C), les grandeurs du programme viennent s'ajouter aux grandeurs en vigueur pour obtenir les nouvelles grandeurs de correction.
Format d'instruction
(1) Entrée d'un décalage de pièce (L2)
G10 L2 P X (U )Z (W ) ; P X U Z W
N° d'offset Grandeur de la correction sur l'axe X (absolue) Grandeur de la correction sur l'axe X (incrémentielle) Grandeur de la correction sur l'axe Z (absolue) Grandeur de la correction sur l'axe Z (incrémentielle)
(2) Entrée d'une correction de longueur d'outil (L10)
G10 L10 P X (U )Z (W )R (C )Q ; P X U Z W R C Q
N° d'offset Grandeur de la correction sur l'axe X (absolue) Grandeur de la correction sur l'axe X (incrémentielle) Grandeur de la correction sur l'axe Z (absolue) Grandeur de la correction sur l'axe Z (incrémentielle) Grandeur de correction du rayon de la pointe d'outil (absolue) Grandeur de correction du rayon de la pointe d'outil (incrémentielle) Point virtuel de la pointe d'outil
(3) Entrée d'une correction d’usure de pointe d’outil (L11)
G10 L11 P X (U )Z (W )R (C )Q ; P X U Z W R C Q
N° d'offset Grandeur de la correction sur l'axe X (absolue) Grandeur de la correction sur l'axe X (incrémentielle) Grandeur de la correction sur l'axe Z (absolue) Grandeur de la correction sur l'axe Z (incrémentielle) Grandeur de correction du rayon de la pointe d'outil (absolue) Grandeur de correction du rayon de la pointe d'outil (incrémentielle) Point virtuel de la pointe d'outil
(4) Entrée d'une correction de longueur d'outil (L10) ou d'une correction d'usure de pointe d'outil
(L11) sans instruction L : Instruction d'entrée d'une correction de longueur d'outil : P = 10000 + n° d'offset Entrée d'une correction d'usure de pointe d'outil : P = n° d'offset
(5) Quitter l'entrée de correction
G11;

12. Fonction de correction d'outil 12.5 Entrée programmée de la correction de fraise
271
Description détaillée
(1) Le tableau ci-dessous donne les numéros d'offset (numéros de correction) et les plages de
réglage pour les points virtuels de pointe d'outil.
Plage de réglage Adresse
Affectation de
l'adresse L2 L10 L11
P N° d'offset
0 : Décalage de pièce externe
1 : Décalage de pièce G542 : Décalage de pièce G553 : Décalage de pièce G564 : Décalage de pièce G575 : Décalage de pièce G586 : Décalage de pièce G59
Avec instruction L : entre 1 et le nombre
maximal de blocs de correction
Sans instruction L : 10001 à 10000 +
nombre maximal de blocs de correction
Avec ou sans instruction L :
entre 1 et le nombre maximal de
blocs de correction
Q Point virtuel de
la pointe d'outil
— 0 – 9
(Note 1) Pour l'entrée des corrections d'outil (L10 ou L11), le nombre maximal de blocs de correction pour P (numéro d'offset) est de 80.
(Le nombre de blocs varie d'un modèle à l'autre; consulter les spécifications.)
(2) Les plages de réglage des grandeurs de correction sont indiquées ci-dessous.
A la conversion des unités des grandeurs programmées, il y aura déclenchement de l'erreur de programme "P35" si les valeurs ne sont plus dans les limites du tableau. Pour les instructions en valeurs incrémentielles, la plage de réglage des grandeurs de correction correspond à la somme de la valeur de réglage en vigueur, plus la valeur de l'instruction.
Grandeur de la correction de longueur d'outil
Grandeur de correction d'usure d'outil Réglage
Métrique En pouces Métrique En pouces
#1003 = B ±99999.999 (mm)
±9999.9999 (pouces)
±999.999 (mm)
±99.9999 (pouces)
#1003 = C ±99999.9999 (mm)
±9999.99999 (pouces)
±999.9999 (mm)
±99.99999 (pouces)
#1003 = D ±99999.99999 (mm)
±9999.999999 (pouces)
±999.99999 (mm)
±99.999999 (pouces)
#1003 = E ±99999.999999 (mm)
±9999.9999999 (pouces)
±999.999999 (mm)
±99.9999999 (pouces)

12. Fonction de correction d'outil 12.5 Entrée programmée de la correction de fraise
272
Conseils de sécurité particuliers
(1) Contrôle des plages de réglage des grandeurs de correction
La valeur maximale dans les données de correction d'usure et la valeur maximale additionnelle lors du contrôle d'entrée pour chaque correction d'usure sont prioritaires sur la valeur maximale et la valeur incrémentielle programmées dans les instructions de correction d'usure. Si une grandeur de correction d'usure programmée dépasse les valeurs limites, il y a erreur de programme "P35".
(2) G10 n'est pas une instruction modale et n'a d'effet que pour le bloc qui la contient.
(3) Il est possible d'introduire la correction sur un 3ème axe de la même manière mais, lorsque le 3ème axe est C, la valeur programmée en adresse C sera traitée comme étant une valeur incrémentielle de correction de rayon de pointe d'outil par instruction L10 ou L11.
(4) L'indication d'un nombre L ou P non reconnu entraîne respectivement l'erreur de programme "P172" ou "P170".
(5) Si l'instruction P est omise ou si une instruction P autre que 0 à 6 est programmée pour un décalage de pièce, cela revient à effectuer une entrée de même valeurs que le décalage de pièce en vigueur.
(6) Si la grandeur de la correction dépasse la plage de réglage, l'erreur de programme "P35" apparaîtra.
(7) La présence de X,Z et U,W dans le même bloc est tolérée mais, quand des adresses commandant la même entrée de correction (X,U ou Z,W) sont programmées, la dernière adresse entrée est la seule valable.
(8) La correction est entrée même s'il n'y a qu'une adresse programmée après G10 L(2/10/11) P_. Si aucune instruction n'a été programmée, l'erreur de programme "P33" apparaît.
(Exemple) G10 L10 P3 Z50. ;
↓
(9) L'entrée de la virgule décimale est reconnue pour les grandeurs de correction.
(10) Toute instruction G40 à G42 programmée dans le même bloc que G10 est ignorée.
(11) Ne pas introduire une instruction d'appel de cycle fixe ou de sous programme dans le même bloc que G10. Cela met le système en dérangement et provoque des erreurs de programme.
(12) Lorsque le paramètre # 1100 Tmove" est à "0", la présence d'une instruction T dans le même bloc que G10 entraîne le renvoi de l'exécution de la correction au bloc suivant.
(13) En système de multi axes C, les deux corrections de pièce des axes C seront écrasées lors de l'entrée de la correction de pièce.
[Données de longueur d'outil] # Z
Entrée comme ci-contre

12. Fonction de correction d'outil 12.6 Gestion de durée de vie d'outil II
273
12.6 Gestion de durée de vie d'outil II
Fonction et but
Dans la gestion de durée de vie d'outil, les outils utilisés sont divisés en plusieurs groupes et, la durée de vie (durée d'utilisation, nombre d'utilisations) des outils de chaque groupe sera gérée. Lorsque la fin de durée de vie est atteinte, un outil de remplacement identique sera choisi dans l'ordre dans le groupe. Cette gestion de durée de vie avec outils de remplacement permet une production non équipée sur une longue période. 1) Nombre d'outils dans la gestion Système individuel : Maximum 80 outils,
Système multiple : Maxi. 40 outils/système 2) Nombre de groupes Système individuel : Maximum 80 outils,
Système multiple : Maxi. 40 outils/système 3) N° de groupe 1 à 9999 4) Nombre d'outils dans un groupe Maximum 16 outils 5) Durée de vie 0 à 999999 minutes (env. 16667 heures) 6) Nombre d'utilisations 0 à 999999 fois Les données de la gestion de durée de vie d'outil peuvent provenir du programme CN ou du menu de durée de vie d'outil. Le réglage des données de la gestion de durée de vie d'outil par le menu de durée de vie d'outil est décrit dans le manuel d'utilisation. Lors d'entrée des données par le programme CN, définir les données comme pour l'entrée des valeurs de correction.
Format d'instruction
G10 L3 ; P_ L_ N_ ; T_ ; T_ ;
Lancement de l'enregistrement des données de durée de vie enregistrement du n° de groupe, durée de vie par outil, méthode d'enregistrement du n° d'outil;
Premier groupe
P_ L_ N_ ; T_ ; T_ ;
Enregistrement du prochain n° de groupe, durée de vie par outil, méthode d'enregistrement du n° d'outil;
Prochain groupe
G11 ; Fin de l'enregistrement des donnes de durée de vie d'outil
P l N T
N° groupe, (1 à 9999) Durée de vie par outil (0 à 999999 min ou 0 à 999999 utilisations) Méthode (0 : gestion de durée, 1 : gestion par fréquence d'utilisation) N° d'outil; L'outil de remplacement est sélectionné dans l'ordre enregistré ici. (n° d'outil 1 à 999999. n° de correction 1 à 80) Tn est défini par les réglages.

12. Fonction de correction d'outil 12.6 Gestion de durée de vie d'outil II
274
Conseils de sécurité particuliers
(1) Les données de durée de vie d'outil peuvent être indiquées par le programme exécuté en
mode mémoire ou en mode IMD.
(2) Lorsque le programme indiqué sera exécuté, toutes les données préalablement enregistrées (n° de groupe, n° d'outil, données de durée de vie) seront effacées. Les données enregistrées restent enregistrées même lors de la coupure de l'alimentation.
(3) Les n° de groupe indiqués par P ne doivent pas être consécutifs, toutefois ils devraient être indiqués si possible dans un ordre croissant. Aucun n° de groupe ne peut être indiqué en double.
(4) Si les données de durées de vie L_ ne sont pas indiquées, les données de durée de vie seront mises à "0". Si la méthode N_ n'est pas indiquée, la méthode de ce groupe sera alors celle du réglage du paramètre de base "#1106 Tcount".
(5) La programmation avec un numéro de bloc entre G10 L3 et G11 n'est pas possible.
(6) Si le signal pour la validité des données d'utilisation (YC8A) est sur ON, G10 L3 ne peut pas être spécifiée. (P177 LIFE COUNT ACT)
Exemple de programme
(1) Format
: T 99 ;
Démarre l'utilisation de l'outil de groupe mmmm
: :
T 88 ; : :
Annule la correction de l'outil de groupe mmmm (identique à Tgg00: gg est le n° de l'outil utilisé).
M02 (M30) ; Fin du programme d'usinage
(2) Exemples : T0119 ;
Démarre l'utilisation de l'outil de groupe 01
: :
T0188 ; : :
Annule la correction de l'outil de groupe 01 Si le n° de l'outil utilisé est 17, ceci est identique à T1700.
T0609 ; : :
Choix de l'outil n° 06 et de la valeur de correction n° 09 * La durée de vie de l'outil ne sera pas réalisée pour l'outil n° 06.
T0600 ; : :
Annule l'outil de groupe 06
T0299 ; : :
Démarre l'utilisation de l'outil de groupe 02
T0199 ; :
Démarre l'utilisation de l'outil de groupe 01 Si l'outil sélectionné a plusieurs numéros de correction, le deuxième numéro de correction sera choisi.

12. Fonction de correction d'outil 12.6 Gestion de durée de vie d'outil II
275
Exemple pour la sélection d'outil (si un outil possède plusieurs n° de correction)
(1) Pour pouvoir appliquer plusieurs numéros de correction pour un outil, sélectionner le prochain
n° de correction pour chaque instruction Tmmmm99. (2) Si l'instruction Tmmmm99 a été plus souvent programmée qu'il n'y a de valeurs de correction
d'enregistrées, le dernier numéro de valeur de correction sera sélectionné et l'usinage sera poursuivi. (voir la représentation suivante.)
Enregistrement groupe 1 Programme Choix d'outil
T1701 T0199 ; Identique T1701 : T1702 T0199 ; Identique T1702 : T1703 T0199 ; Identique T1703 : T2104 T0199 ; Identique T1703
: : (groupe 1) : :(Ensuite, la durée de vie de l'outil 17 est expirée.)
(3) Si le programme ci-dessus est exécuté après la mise de M02/M30 ou après une remise à l'état initial par un signal externe de reset, le choix est réalisé en commençant avec le numéro de correction de tête.

12. Fonction de correction d'outil 12.6 Gestion de durée de vie d'outil II
276
12.6.1 Saisie de la durée de vie
Fonction et but
La durée de vie d'outil peut être saisie par la saisie de la durée d'utilisation et par la saisie de la fréquence d'utilisation. Le type de saisie peut être spécifié avec le paramètre (#1277 ext13/bit0) sur le type 2. Si la durée de vie d'un outil est expirée, un outil de remplacement est appelé avec la prochaine instruction (T99) pour l'appel d'un outil d'un groupe, et la saisie de la durée de vie est déclenchée pour le nouvel outil. Si les durées de vie de tous les outils d'un groupe sont expirées et qu'aucun outil de rechange n'est disponible, la saisie de durée de vie sera poursuivie.
(1) Saisie de la durée d'utilisation lorsque la méthode de saisie de la durée de vie est
sélectionnée En mode de coupe (G01, G02, G03, G31, G33, etc.) la durée d'utilisation d'un outil est saisie par pas de 100 ms. Pendant un arrêt momentané, un verrouillage de la machine, une fonction M ou un parcours à vide, la durée d'utilisation ne sera pas saisie. La saisie de la durée d'utilisation pendant le mode bloc à bloc peut être déterminée par réglage de paramètre.
(Note) • La durée de vie maximale est de 999999 minutes.
• Les données seront affichées dans l'unité minutes dans le menu de saisie de durée de vie d'outil.

12. Fonction de correction d'outil 12.6 Gestion de durée de vie d'outil II
277
(2) Compter le nombre d'utilisations de l'outil lorsque la méthode de la fréquence d'utilisation est sélectionnée (a) Type 1 (#1277 ext13/bit0:0)
La fréquence d'utilisation sera saisie si le numéro de l'outil utilisé est modifié par une instruction d'appel d'outil (Tmmmm99) et, si le programme se trouve en mode de coupe (excluant le verrouillage de la machine, le verrouillage par une fonction M et l'état de parcours à vide). La saisie d'utilisation n'a pas lieu si le mode de coupe n'a pas été appelé au moins une fois après le changement de l'outil. La saisie de la fréquence d'utilisation pendant le mode bloc à bloc peut être déterminée par réglage de paramètre.
(Note) • La durée de vie maximale est de 999999 minutes.
• Si seul le numéro de correction de l'outil utilisé a été changé, aucune saisie de la fréquence d'utilisation n'est réalisée.
Exemple : Si l'instruction T de l'outil utilisé est T12345678 :
T 1 2 3 4 5 6 7 8 N° de correction : Aucune saisie lors de modificationN° d'outil : Saisie lors de modification
<< Exemple d'utilisation>>
Programme
Programme
T0199........ 1 : T0199 : T0199
T0199......... 1 : T0299 : T0199......... 2 : T0299 : T0199......... 3
Groupe 01 a été utilisé une fois.
Groupe 01 a été utilisé trois fois.
* Le nombre d'utilisations est valable pour une exécution de programme. Si le programme est de nouveau exécuté après un reset, la saisie sera poursuivie.
(b) Type 2 (#1277 ext13/bit0: 1)
(i) Seul le nombre d'utilisations du groupe implanté du lancement du programme d'usinage jusqu'à un reset sera incrémenté de 1. Le comptage est réalisé avec le reset.
(ii) Si une fonction M de décompte est programmée, la valeur de comptage du groupe qui a été implantée jusqu'au point de la fonction M sera décrémentée de 1.
(Note 1) Aucun comptage n'est réalisé lors de verrouillage de machine,
verrouillage par une fonction M ou état de parcours à vide.
(Note 2) La saisie de la fréquence d'utilisation pendant le mode bloc à bloc peut être déterminée par réglage de paramètre.
(Note 3) La valeur maximale de la fréquence d'utilisation est de 999999 fois.

13. Fonctions d'aide à la programmation 13.1 Cycles fixes de tournage
278
13. Fonctions d'aide à la programmation
13.1 Cycles fixes de tournage
Fonction et but
Ces fonctions permettent, lors de travaux comme l'ébauchage en tournage, de programmer en un seul bloc une forme dont la définition exige normalement plusieurs blocs de programme. C'est à dire qu'elles simplifient l'élaboration des programmes d'usinage. Les types de cycles fixes de tournage suivants sont disponibles.
Code G Fonction G77 Cycle de tournage
longitudinal G78 Cycle de taraudage G79 Cycle de tournage
transversal
Format d'instruction
G77 X/U_ Z/W_ R_ F_ ;
(même format pour G78, G79)
Description détaillée
(1) Les instructions G de cycle fixe sont modales, c'est à dire qu'elles gardent effet jusqu'à la
programmation d'une instruction modale du même groupe ou jusqu'à une instruction d'annulation. Les instructions suivantes d'annulation de code G sont disponibles.
G00, G01, G02, G03 G09, G10, G11, G27, G28, G29, G30, G31, G33, G34, G37, G92, G52, G53, G65,
(2) Le cycle fixe est appelé au moyen d'un appel du bloc d'instructions d'usinage. Un bloc d'instructions d'usinage peut servir à appeler le sous-programme de macro de cycle fixe seulement s'il y a un déplacement axial en mode de cycle fixe. Le cycle fixe est exécuté jusqu'à annulation.
(3) Les interruptions manuelles sont possibles pendant l'exécution des cycles fixes de tournage
(G77 à G79). Toutefois, en fin d'interruption et avant de relancer le cycle fixe de tournage, il est indispensable de ramener l'outil à la position où il se trouvait lors de l'interruption manuelle. Si on n'exécute pas ce retour d'outil avant de relancer le cycle fixe de tournage, tous les mouvements ultérieurs se trouvent décalés de la valeur de l'interruption manuelle.

13. Fonctions d'aide à la programmation 13.1 Cycles fixes de tournage
279
13.1.1 Cycle de tournage longitudinal (G77)
Coupe droite
Cette fonction permet la coupe droite continue dans le sens longitudinal en utilisation l'instruction suivante.
G77 X/U_ Z/W_ F_ ;
Axe X
Axe Z
XZ W
U2
(R) : Avance rapide (F) : Avance de coupe 3(F) 2(F)
4(R)
1(R)
Coupe conique
Cette fonction permet la coupe conique continue dans le sens longitudinal en utilisation l'instruction suivante.
G77 X/U_ Z/W_ R_ F_ ;
Axe X
Axe Z
XZ W
3(F)2(F)
4(R)
1(R)
r
U2
(R) : Avance rapide (F) : Avance de coupe
R : conicité (désignation radiale, valeur incrémentielle, signe indispensable)
En marche bloc par bloc, il y a arrêt aux points d'arrivée des opérations 1, 2, 3 et 4.

13. Fonctions d'aide à la programmation 13.1 Cycles fixes de tournage
280
Selon les signes attribués à U, W et R, on obtient les formes suivantes.
(1) U < 0, W < 0, R < 0 (2) U < 0, W < 0, R > 0
W
R
X
Z
U 2 1
2
3
4
W
R
X
Z
U 2
1
2 3
4
(3) U > 0, W < 0, R < 0 (4) U > 0, W < 0, R > 0
W
R
X Z
U 2
1
2 3
4
W
R
X
Z
U 2 1
2
3
4
Pour les formes (2) et (3), il y a déclenchement de l'erreur de programme "P191" (TAPER LENG ERR) si la condition ci-après n'est pas satisfaite.
|u/2 | ≥ | r |

13. Fonctions d'aide à la programmation 13.1 Cycles fixes de tournage
281
13.1.2 Cycle de taraudage (G78)
Coupe de filets droits
Cette fonction permet la coupe de filetages droits en utilisation l'instruction suivante.
G78 X/U_ Z/W_ F/E_ Q_ ;
Axe X
Axe Z X
Z W
3(R)2(F)
4(R)
1(R)U2 (R) : Avance rapide
(F) : Avance de coupe
Coupe de filets coniques
Cette fonction permet la coupe de filetages coniques en utilisation l'instruction suivante.
G78 X/U_ Z/W_ R_ F/E_ Q_ ;
Axe X
Axe Z
XZ W
3(R)2(F)
4(R)
1(R)
r
U 2
(R) : Avance rapide (F) : Avance de coupe
R : conicité (désignation radiale, valeur incrémentielle, signe indispensable)

13. Fonctions d'aide à la programmation 13.1 Cycles fixes de tournage
282
Détails du chanfreinage
α
θ
α : Profondeur du chanfrein de filet Si le pas de filetage est L, on peut
adopter par paramètre toute valeur entre 0 et 12,7L par incrément de 0,1L.
θ : Angle du chanfrein de filet On peut adopter par paramètre toute
valeur entre 0 et 89°, par incrément de 1°.
En marche bloc par bloc, il y a arrêt aux points d'arrivée des opérations 1, 3 et 4. Si la fonction de suspension d'avance est utilisée pendant l'exécution d'un cycle de taraudage, cela interrompt la marche automatique s'il n'y a plus de filetage à exécuter, ou à partir de l'instant de l'exécution de l'instruction de taraudage jusqu'au prochain déplacement d'axe. Si le taraudage est poursuivi, la machine s'arrête à la position d'arrivée du mouvement qui suit le taraudage (fin de l'opération 3). La validation/invalidation de la marche de contrôle de programme reste sans effet sur l'avance pendant le taraudage.

13. Fonctions d'aide à la programmation 13.1 Cycles fixes de tournage
283
Selon les signes attribués à U, W et R, on obtient les formes suivantes.
(1) U < 0, W < 0, R < 0 (2) U < 0, W < 0, R > 0
W
R
X
Z
U 2
1
2
3
4
W
R
X
Z
U 2
1
2 3
4
(3) U > 0, W < 0, R < 0 (4) U > 0, W < 0, R > 0
W
R
X
Z
U 2
1
2 3
4
W
R
X
Z
U 2
1
2
3
4
Pour les formes (2) et (3), il y a déclenchement de l'erreur de programme "P191" (TAPER LENG ERR) si la condition ci-après n'est pas satisfaite.
| u/2 | ≥ | r |
(Note 1) L'angle de décalage de démarrage du taraudage n'est pas modal. Si aucune instruction Q n'est spécifiée avec G78, "Q0" est automatiquement pris.
(Note 2) Si une valeur supérieure à 360000 est spécifiée en association avec G78 Q, "Q360.000" sera automatiquement pris.
(Note 3) G78 coupe un pas de filet dans un cycle. Pour couper deux filets, modifiez la valeur de Q et exécutez de nouveau la même instruction.

13. Fonctions d'aide à la programmation 13.1 Cycles fixes de tournage
284
13.1.3 Cycle de tournage transversal (G79)
Coupe droite
Cette fonction permet la coupe droite continue dans le sens transversal en utilisation l'instruction suivante.
G79 X/U_ Z/W_ F_ ;
Axe X
Axe Z X
Z W
3(F)
2(F) 4(R)
1(R)
U2
(R) : Avance rapide (F) : Avance de coupe

13. Fonctions d'aide à la programmation 13.1 Cycles fixes de tournage
285
Coupe conique
Cette fonction permet la coupe continue de filetages coniques en utilisation l'instruction suivante.
G79 X/U_ Z/W_ R_ F_ ;
Axe X
Axe Z
XZ W
3(F)
2(F) 4(R)
1(R)
r
U2
(R) : Avance rapide (F) : Avance de coupe
R : conicité (désignation radiale, valeur incrémentielle, signe indispensable)
En marche bloc par bloc, il y a arrêt aux points d'arrivée des opérations 1, 2, 3 et 4.

13. Fonctions d'aide à la programmation 13.1 Cycles fixes de tournage
286
Selon les signes attribués à U, W et R, on obtient les formes suivantes.
(1) U < 0, W < 0, R < 0 (2) U < 0, W < 0, R > 0
WR
X
Z
U 2
1(R)
3(F)
4(R)2(F)
W
R
X
Z
U 2
1(R)
2(F)
3(F)
4(R)
(3) U > 0, W < 0, R < 0 (4) U > 0, W < 0, R > 0
WR
X
Z
U 2
1(R)
3(F)
4(R)2(F)
W
R
X
Z
U 2
1(R)
2(F)
3(F)
4(R)
Pour les formes (2) et (3), il y a déclenchement de l'erreur de programme "P191" (TAPER LENG ERR) si la condition ci-après n'est pas satisfaite.
| w | ≥ | r |

13. Fonctions d'aide à la programmation 13.2 Cycle fixe de tournage (format spécial MITSUBISHI CNC)
287
13.2 Cycle fixe de tournage (format spécial MITSUBISHI CNC)
Fonction et but
Ces fonctions permettent, lors de travaux comme l'ébauchage en tournage, de programmer en un seul bloc une forme dont la définition exige normalement plusieurs blocs de programme. C'est à dire qu'elles simplifient l'élaboration des programmes d'usinage. Les types de cycles fixes de tournage suivants sont disponibles. Lors de l'utilisation du format spécial MITSUBISHI CNC (#1265 ext01/bit1 ON), certaines adresses dévient du format normal. Les domaines dans lesquels ce format spécial dévie sont décrits ci-après. Voir également le chap. "13.1 Cycles fixes de tournage" pour de plus amples informations sur les cycles fixes de tournage.
Format d'instruction
G77 X(U)_ Z(W)_ I_ F_ ; (identique pour G78) G79 X(U)_ Z(W)_ K_ F_ ;
Description détaillée
(1) Le format spécial MITSUBISHI CNC en comparaison avec le format normal
Quelques adresses dévient dans le format spécial MITSUBISHI CNC du format normal.
Fonction Format spécial MITSUBISHI CNC
Format normal
Différence avec le format normal
Cycle de tournage longitudinal
G77 X Z I F ; ou G77 U W I F ;
G77 X Z R F ; ou G77 U W R F ;
Profondeur de fraise indication via R → I
Cycle de taraudage
G78 X Z I F ; ou G78 U W I F ;
G78 X Z R F ; ou G78 U W R F ;
Profondeur de fraise indication via R → I
Cycle de tournage sur la face
G79 X Z K F ; ou G79 U W K F ;
G79 X Z R F ; ou G79 U W R F ;
Profondeur de fraise indication via R → K

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
288
13.3 Cycles fixes multiples répétitifs
Fonction et but
Ces fonctions permettent d'exécuter des cycles fixes préparés à l'avance en programmant un seul bloc. Les types de cycles fixes sont les suivants.
Code G Fonction G70 Cycle de finition G71 Cycle d'ébauchage droit (chanfreinage de la forme finie)
G72 Cycle de dégrossissage en plongée (chanfreinage de la forme finie)
G73 Enlèvement de matière en cycle d'ébauchage
Cycles fixes multiples répétitifs I
G74 Cycle de tournage transversal G75 Cycle de tournage droit G76 Cycle de taraudage multiple répétitif
Cycles fixes multiples répétitifs II
Parmi les fonctions énumérées ci-dessus, les cycles fixes multiples répétitifs de type I (G70 à G73) ne peuvent pas être utilisés que si un programme de forme de finition n'a pas été préalablement enregistré en mémoire.
Format d'instruction
G70 A_ P_ Q_ ; G71 U_ R_ ; G71 A_ P_ Q_ U_ W_ F_ S_ T_ ; G72 W_ R_ ; G72 A_ P_ Q_ U_ W_ F_ S_ T_ ; G73 U_ W_ R_ ; G73 A_ P_ Q_ U_ W_ F_ S_ T_ ; G74 R_ ; G74 X (U)_ Z (W)_ P_ Q_ R_ F_ ; (Identique pour G75) G76 P_ R_ ; G76 X (U)_ Z (W)_ P_ Q_ R_ F_ ;
Description détaillée
(1) Les instructions A, P, et Q des cycles fixes multiples répétitifs de type I sont décrites ci-après.
(a) En l'absence de l'instruction A, les instructions P et Q du programme en cours d'exécution sont appelées. S'il y a une instruction A mais pas d'instruction P, l'instruction P est considérée comme étant le bloc de tête du programme désigné par A.
(b) En l'absence de l'instruction Q, les opérations sont poursuivies jusqu'à la rencontre d'une instruction M99. En l'absence à la fois de l'instruction Q et de l'instruction M99, les opérations sont poursuivies jusqu'au bloc de fin du programme de forme de finition.

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
289
13.3.1 Cycle d'ébauchage longitudinal; G71
Fonction et but
Cette fonction appelle le programme de forme de finition et, tout en calculant automatiquement la trajectoire, exécute l'ébauchage dans le sens longitudinal.
Format d'instruction
G71 Ud Re Hh ; (Peuvent être omises en utilisant les valeurs de paramètre.) G71 Aa Pp Qq Uu Ww Ff Ss Tt ;
<H0 : Pour profils de finissage sans poche> <H1 : Essentiellement pour profils de finissage avec poches>
G71 Ud Re H0 ; G71 Pp Qq . . ;
Point de départ pour l'ébauche Q
(R) (R)
(R/f)
D
U/2PW
(f)
(R) (f)
(f) E Z
X
45°
G71 Ud Re H1 ; G71 Pp Qq . . ; Point de départ
pour l'ébauche Q
(R) (R)
(R/f)
D
U/2P W
(f)
(R)(f)
E Z
X
Base de perçage
Ud Re Hh
Grandeur de coupe (modale) ...paramètre réversible ("G71 THICK") Unité ..... µm/ 1/10000 pouces valeur d'instruction radiale Grandeur de recul (modale) .....paramètre réversible ("G71 PULL UP") Unité ..... µm/ 1/10000 pouces valeur d'instruction radiale Usinage de poche (modale) .....paramètre réversible ("G71 POCKET") 0 : Seulement pour profil de finissage sans entaille (poche) Le tranchant est reculé dans chaque cycle de 45° et trace ensuite le profil de
finissage. 1 : Cela peut être choisi indépendamment de la présence d'une entaille (poche)
dans le profil de finissage. Le tranchant trace le profil de finissage dans chaque cycle. Paramètre de la méthode de coupe [paramètre de commande] "#8110 G71/G72
POCKET" 0 : N'usiner aucune poche 1 : Usiner des poches L'usinage de poche est sélectionné avec le paramètre "#8110 G71/G72 POCKET" ou avec Hh. Indépendamment de cela, lors de la sélection du paramètre suivant, l'usinage de poche est automatiquement choisi en fonction du nombre d'axes dans le bloc de démarrage du profil de finissage. <ext08/bit0=0> Correspond à "#8110 G71/G72 POCKET" ou affectation Hh.
<ext08/bit0=1> Si les axes X et Z sont spécifiés dans le bloc de démarrage du profil de finissage :
usinage de poches (correspond à H1) Si seul l'axe X ou l'axe Z est spécifié dans le bloc de démarrage du profil de
finissage : correspond à H0
(Note) Si ext08/bit0 = 1, l'outil est ramené pendant l'usinage dans la direction de l'axe X.
(Voir également le chap. 13.3.1 dans "Méthode de coupe et grandeur de recul" pour de plus amples informations.)

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
290
Aa Pp Qq Uu Ww Ff Ss,Tt
Numéro de programme pour le profil de finissage (en l'absence de ce numéro, programme en cours d'exécution) Si l'instruction A n'est pas spécifiée, les instructions P et Q du programme exécuté sont prises en compte. Si l'instruction A n'est pas spécifiée, le programme est exécuté sous G71 et le programme suit ensuite Qq (profil de finissage et numéro de séquence). Un nom de programme peut également être spécifié à la place de l'adresse A. Celui-ci est spécifié entre parenthèses <>. (Le nom du fichier ne doit pas dépasser 32 caractères, extension comprise.) Numéro de séquence de départ dans le programme de profil de finissage (en l'absence de ce numéro, début du programme) Numéro de séquence de fin dans le programme de profil de finissage (en l'absence de ce numéro, fin du programme) Même si Q est spécifiée, si M99 est spécifiée, le programme est exécuté tout d'abord jusqu'à M99. Excès de finissage sur l'axe X (en l'absence d'indication, 0 est pris pour l'excès de finissage sur l'axe X.) Unité .........µm/ correspond à 1/10000 pouces instruction en diamètre/rayon (#1019 dia). Excès de finissage sur l'axe Z (en l'absence d'indication, 0 est pris pour l'excès de finissage sur l'axe Z.) Unité ...... µm/ 1/10000 pouces instruction radiale Avance de coupe (en l'absence d'indication correspond à l'avance de coupe (modale) avant G71) Vitesse de la broche, appel d'outil
Contrôle de la présence d'une poche
(1) Contrôle de la présence d'une poche
Une entaille (poche) est présente si une entaille (bloc du profil de finissage dans lequel le bloc d'instruction d'usinage précédent ne comporte aucune instruction de déplacement de l'axe X ou l'axe X est déplacé dans la direction opposé à la base de perçage et usine le long de la base de perçage) est réalisée entre le bloc de démarrage et le bloc de fin du programme de profil de finissage.
(Note) Pendant la correction du rayon de la pointe d'outil, la spécification d'une poche selon le profil de finissage est réalisée après la correction du rayon de la pointe d'outil.
(2) Sélection de l'usinage de poches
La sélection de l'usinage de poches est réalisée avec Hh mais peut également être effectuée par paramètre. L'usinage de poches est exécuté lorsque les deux axes X et Z sont adressés dans le premier bloc d'instruction d'usinage du programme de profil de finissage.

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
291
Forme de coupe
(1) Bloc de démarrage et bloc de fin du profil de finissage
G71 Aa Pp Qq Le bloc de démarrage et le bloc de fin du profil de finissage sont indiqués dans l'instruction mentionnée ci-dessus. Jusqu'à 50 blocs de profil de finissage peuvent être utilisés, y compris les blocs pour les instructions de fraisage d'angle, d'arrondissement d'angle R et de rayon de pointe d'outil R. Une erreur de programme (P202) apparaît si ce nombre de blocs est dépassé.
<Lors d'usinage de poches OFF> <Lors d'usinage de poches ON>
(R) (f)
(f) E Z
X
45°
Q
(R)
(R)
(R)
(R/f)
(f) (f)
Pointd'instructionde cycle
Point de départ de l'ébauche
Programme de profil de finissage G0 : R G1 : f
P
D
U/2 W Excès de finissage
Q
(R)
(R)
(R)
(R/f)
(f)
(f)
P
D
U/2 W
(R)
(R)(f)
E Z
X
Base de perçage
Pointd'instructionde cycle
Point de départde l'ébauche
Programme de profil de finissage G0 : R G1 : f
<Lors de l'utilisation d'un programme de profil de finissage dans le programme d'usinage différent du programme qui vient d'être exécuté> G71 Aa Pp Qq a : N° du programme de profil de finissage p : N° du bloc de démarrage du profil de finissage (en l'absence d'indication, premier bloc du
programme de profil de finissage) q : N° du bloc de fin du profil de finissage (en l'absence d'indication, dernier bloc du
programme de profil de finissage)
<Lors de la réalisation du profil de finissage dans le programme qui vient d'être exécuté> G71 Pp Qq p : N° du bloc de démarrage du profil de finissage q : N° du bloc de fin du profil de finissage
Programme qui vient d'être exécuté G0 X80.0 Z75.0 T0101 ; ← (a) G71 U10. R3. ; ← (b) G71 P10 Q20 U3. W1.5 F500 S1500 ; ←(c) N10 G0 X15.0 Z65.0 ; G1 Z55. F450 ; G1 X30.0 ; Programme G3 X40.0 Z50.0 R5.0 ; de profil de finissage G1 Z42.0 ; G1 X50.0 ; G1 X55.0 Z35.0 ; N20 G1 X60.0 ; G70 A100 P10 Q20 ; ← (d) Exécution programme dans l'ordre (a) (b) (c) (d)
Programme qui vient d'être exécuté G0 X80.0 Z75.0 T0101 ; ← (a) G71 U10. R3. ; ← (b) G71 A100 P10 Q20 U3. W1.5 F500 S1500 ; ←(c)G70 A100 P10 Q20 ; ← (d) : Programme de profil O100 G28 XZ ; N10 G0 X15.0 Z65.0 ; G1 Z55. F450 ; G1 X30.0 ; G3 X40.0 Z50.0 R5.0 ; Programme de : profil de finissageG1 Z42.0 ; G1 X50.0 Z35.0 ; N20 G1 X60.0 ; N30 G0 X13.0 Z68.0 ; : Exécution programme dans l'ordre (a) (b) (c) (d)
* Instruction G70 : cycle de finissage La pièce est finie selon le cycle de
finissage, la pièce retourne ensuite à la position d'appel de l'instruction G70.

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
292
(2) Usinage d'un secteur extérieur et d'un secteur intérieur L'usinage de cycle de finissage fait la différence entre l'usinage d'un secteur extérieur (section ouverte) et d'un secteur intérieur (section médiane). Usinage d'un secteur extérieur ...............Possible si usinage de poches OFF ou ON Usinage d'un secteur intérieur ...........Possible seulement si usinage de poches ON (Le cycle d'ébauchage complet est traité comme une poche.)
#1272 ext08/bit0 = 0
#1271 ext07/bit5 = 0 #1272 ext08/bit0 = 1 #1271 ext07/bit5 = 1
Usinage d'un secteur extérieur
B (bloc de démarrage profilde finissage)
C (bloc de fin profil de finissage)
A (G71 point d'instruction de cycle)
Point de départde l'ébauche
C (bloc de fin profil de finissage)
A (G71 point d'instruction de cycle)
Point de départ de l'ébauche
B (bloc de démarrage profil de finissage)
Usinage d'un secteur intérieur
B (bloc de démarrage profil de finissage)
C (bloc de fin profil de finissage)
A (G71 point d'instruction de cycle)Point de départ de l'ébauche =
B (bloc de démarrage profil de finissage)
C (bloc de fin profil de finissage)
A (G71 point d'instruction de cycle)
Point de départ d'ébauche =

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
293
(3) Sens de l'usinage de finissage <Sens de finissage en usinage de poches OFF> • Détermination automatique selon le profil de finissage (#1273 ext09/bit2=0)
Le sens de finissage est déterminé comme suit selon le profil de finissage. Le programme de profil de finissage suit l'ordre A → B → C.
C (bloc de fin profil de finissage) axe X > B (bloc de démarrage profil de finissage) axe Z
(1) ou (2)
C (bloc de fin profil de finissage) axe X < B (bloc de démarrage profil de finissage) axe Z
(2) ou (4)
C (bloc de fin profil de finissage) axe Z > B (bloc de démarrage profil de finissage) axe Z
(2) ou (3)
C (bloc de fin profil de finissage) axe Z < B (bloc de démarrage profil de finissage) axe Z
(1) ou (4)
Une erreur de programme (P203) apparaît si C (bloc de fin profil de finissage) axe X = B (bloc de démarrage profil de finissage) axe X, ou si C (bloc de fin profil de finissage) axe Z = B (bloc de démarrage profil de finissage) axe Z.
X
Z
A
A
A
A
B B
B B
C
C C
C
(2) (1)
(3) (4)
A (G71 point d'instruction de cycle) B (bloc de démarrage profil de finissage) C (bloc de fin profil de finissage)
• Affectation par programme (#1273 ext09/bit2=1)
Le sens de l'excès de finissage suit le signe de l'excès de finissage défini dans le programme.

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
294
<Sens de finissage en usinage de poches ON> Sélectionnez l'un des suivants. • Détermination automatique selon le profil de finissage (#1273 ext09/bit2=0)
Le sens de finissage est déterminé comme suit selon le profil de finissage. Le programme de profil de finissage suit l'ordre A → B → C.
A (G71 point d'instruction du cycle) axe X > B (bloc de fin profil de finissage) axe X, et B (bloc de démarrage profil de finissage) axe X ≤ C (bloc de fin profil de finissage) axe X
(1) ou (2)
A (G71 point d'instruction du cycle) axe X <B (bloc de fin profil de finissage) axe X, et B (bloc de démarrage profil de finissage) axe X ≥ C (bloc de fin profil de finissage) axe X
(3) ou (4)
C (bloc de fin profil de finissage) axe Z > B (bloc de démarrage profil de finissage) axe Z
(2) ou (3)
C (bloc de fin profil de finissage) axe Z < B (bloc de démarrage profil de finissage) axe Z
(1) ou (4)
* Une erreur de programme (P203) apparaît si C (bloc de fin profil de finissage) axe Z = B (bloc de démarrage profil de finissage) axe Z.
X
Z
A
A
A
A
B B
B B
C
C C
C
(2) (1)
(3) (4)
A (G71 point d'instruction de cycle) B (bloc de démarrage profil de finissage) C (bloc de fin profil de finissage)
* Si le point B est spécifié sur l'origine de l'axe X, cela correspond à "<Sens de finissage en usinage de poches OFF>".
• Affectation par programme (#1273 ext09/bit2=1)
Le sens de l'excès de finissage suit le signe de l'excès de finissage défini dans le programme.

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
295
(4) Profil de finissage Sélection de la position de démarrage de la coupe (#1271 ext07/bit5) La position de démarrage de la coupe est prise de la position de fin du programme d'usinage final mais cela peut également être le point de démarrage du cycle.
<ext07/bit5=0>
Excès de finissage
Bloc de départ de cycle
Première coupe
Profil de finissage
Excès de finissage
<ext07/bit5=1>
Excès de finissage
Bloc de départ de cycle
Première coupe
Profil de finissage
Excès de finissage
Excès de finissage

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
296
<Profil de finissage dans la direction de l'axe Z si l'usinage de poches est OFF> L'excès de finissage dans la direction de l'axe Z doit toujours être dirigé dans la même direction (seulement incrément (augmentation) ou seulement décrément (diminution)). Une erreur de programme (P203) apparaît si le profil n'est pas correct.
<Profil de finissage dans la direction de l'axe X si l'usinage de poches est OFF> L'excès de finissage dans la direction de l'axe X doit toujours être dirigé dans la même direction (seulement incrément (augmentation) ou seulement décrément (diminution)). Dans les secteurs dans lesquels la modification n'est pas dirigée dans la même direction, le cycle d'ébauchage n'est pas exécuté dans les entailles (poches) mais l'excès de finissage suit la trajectoire programmée. Donc, si la profondeur de la poche dans la direction X est inférieure à la grandeur de coupe, la sollicitation de coupe dans le secteur de la poche augmente. Veuillez en tenir compte lors de la programmation.
<Exemple de direction de l'axe Z non valable si l'usinage de poches est OFF>
Le sens de l'axe Z est inversé. Erreur de programme (P203)
A C
B
Le sens de l'axe Z est inversé au centre de l'arc de cercle. Erreur de programme (P203)
A C
B
<Exemple de direction de l'axe X non valable si l'usinage de poches est OFF>
Plus petit que la grandeur decoupe d
A
B
C
Erreur de programme (P203)
AC
B
Une poche est ici, l'usinage de poche est OFF. (Une erreur n'apparaît pas mais la poche est usinée lors de l'ébauche en une coupe.)

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
297
<Profil de finissage dans la direction de l'axe Z si l'usinage de poches est ON> L'excès de finissage dans la direction de l'axe Z doit toujours être dirigé dans la même direction (seulement incrément (augmentation) ou seulement décrément (diminution)). Les secteurs dans lesquels la modification n'est pas dirigée dans la même direction, auront un recouvrement.
<Profil de finissage dans la direction de l'axe X si l'usinage de poches est ON> L'excès de finissage dans la direction de l'axe X doit toujours être dirigé dans la même direction (seulement incrément (augmentation) ou seulement décrément (diminution)). La direction ne doit pas être inversée dans l'entaille (poche). Veuillez tenir compte du fait que les blocs du profil de finissage ne dépassent pas le point C (bloc de fin profil de finissage) de l'axe X pendant l'usinage de poches. Une erreur de programme (P203) apparaît si les blocs d'entaille dépassent le point C (bloc de fin profil de finissage) de l'axe X.
<Exemple pour un secteur dans lequel la direction de l'axe Z dirigé dans la même direction pour l'usinage d'une poche sera modifiée à la mise en route de l'usinage de poches>
Le sens de l'axe Z est inversé et ainsi, un profilde finissage avec recouvrement est généré dans le secteur hachuré. (Le secteur hachuré n'est pas usiné.)
A C
B
Le sens de l'axe Z est inversé au centre de l'arc de cercle et ainsi, un profil de finissage avec recouvrementest généré dans le secteur hachuré. (Le secteur hachuré n'est pas usiné.)
A C
B
<Exemple de direction de l'axe X non valable à la mise en route de l'usinage de poches>
Plus petit que la grandeur decoupe d
A
B
C
Erreur de programme (P203)
Le bloc lors de l'ébauche est supérieur au bloc avec le point d'arrivée du profil de finissage.
A
C
B
Erreur de programme (P203)

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
298
(5) Profil de finissage pendant la correction de la pointe d'outil R Appel de la correction de la pointe d'outil R (#1271 ext07/bit6)
<ext07/bit6=0> Si une instruction G71 est spécifiée pendant la correction de la pointe d'outil R, cette dernière sera annulée directement avant le point de départ du cycle G71 et redémarrée avec le bloc de tête du programme de profil de finissage. Le profil de finissage sera alors réalisé pendant que la correction de la pointe d'outil R sera appliquée.
(Note) Pour l'usinage d'un secteur intérieur lorsque l'usinage de poches est activé, la programmation doit être réalisée de telle sorte que les positions sur l'axe X du bloc de démarrage et du bloc de fin du profil de finissage soient encore identiques après l'application de la correction de la pointe d'outil R.
<Exemple pour la pointe d'outil n° 3 (usinage de poches OFF) ... Usinage d'un secteur extérieur>
G0G0
G0
G1
G1
G1 G3
G1
G1G1
Q
P
G71 Ud Re H0 ; G71 Pp Qq ; Point d'instruction de cycle
Point de départ de l'ébauche
<Exemple pour la pointe d'outil n° 8 (usinage de poches) ... Usinage d'un secteur intérieur>
G0G0
G1
G1
G1G1
G3
G1
G1
Q P
G71 Ud Re H1 ; G71 Pp Qq ;
Bloc de fin du profil de finissage après la correction de la pointe d'outil R
Bloc de démarrage du profil de finissage après la correction de la pointe d'outil R
G1 G1
Point d'instruction de cycle
Conseils de sécurité pour l'usinage de secteurs intérieurs L'entaille de secteur intérieur (poche) est usinée lorsque les positions sur l'axe X du bloc de démarrage et du bloc de fin du profil de finissage sont encore identiques après l'application de la correction de la pointe d'outil R. La programmation doit être réalisée de telle sorte que les blocs encadrés sur la figure ci-dessus soient usinés exclusivement le long de l'axe X (distance supérieure au diamètre de la pointe d'outil).
<ext07/bit6=1> L'ébauche est réalisée avec le profil pour lequel la correction de la pointe d'outil R n'est pas exécutée dans le programme de finissage de profil.

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
299
Grandeur de coupe
(1) La grandeur de coupe est spécifiée par Ud. Il est toutefois possible de modifier la grandeur de
coupe avec chaque coupe en indiquant la modification de la grandeur de coupe (Δd) à l'aide d'un paramètre.
Affectation de la grandeur de coupe (#1271 ext07/bit7)
<ext07/bit7=0> Si la valeur d'une coupe indiquée dans le programme est plus profonde que la profondeur de coupe du profil de finissage (d < Δd), l'erreur de programme (P204) apparaît.
<ext07/bit7=1> Une erreur de programme n'apparaîtra pas même si la valeur spécifiée pour une coupe est plus profonde que la profondeur de coupe du profil de finissage et l'instruction sera exécutée comme une coupe. Prendre en considération que la valeur d'une coupe doit être spécifiée entre 0 et 99.999 mm. Une erreur de programme apparaîtra si la valeur n'est pas dans cette plage.
(2) La coupe de l'entaille est effectuée à la fin de l'usinage. Mais si l'excès de finissage est inférieur à la valeur spécifiée dans les paramètres, cette coupe ne sera pas exécutée et à la place, une coupe d'ébauche de finition sera exécutée. Paramètre Grandeur de coupe (d) [paramètre d'usinage] "#8051 G71 THICK"
0 à 99.999 mm Modification grandeur de coupe (Δd) [paramètre d'usinage] "#8017 G71 DELTA-D"
0 à 99.999 mm Grandeur de coupe minimale pour [paramètre d'usinage] "#8016 G71 MINIMUM" dernière coupe (finition) 0 à 99.999 mm
1. d + Δd
2. d
3. d – Δd
4. d + Δd
Excès de finissage
d + Δd
D
d – Δd
d + Δd
Coupe de finissage

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
300
Méthode de coupe et grandeur de recul
(1) La méthode de coupe dépend de si l'usinage de poches est activé ou non. Usinage de poches OFF..... Recul dans la direction 45° par rapport à la pièce Usinage de poches ON...... Poursuite de profil
(2) La grandeur de recul est indiquée par Re mais peut également être spécifiée par paramètre. Usinage de poches OFF..... Recul dans la direction 45° par rapport à la pièce Paramètre de la grandeur de recul (e) [paramètre d'usinage]
"#8052 G71 PULL UP" 0 à 99.999 mm
Affectation de la grandeur de coupe [paramètre de base] "#1272 ext08/bit0" 0: Le recul est réalisé dans la direction de l'axe Z avec l'usinage de poches
activé. 1: Le recul est réalisé dans la direction de l'axe X avec l'usinage de poches
activé. #1272 ext08 <Usinage de poches OFF> <Usinage de poches ON>
bit0 = 0
(R) (f)
E
X
Base de perçage
Z
bit0 = 1
(R)(f)
(f)
e
Z
X
45°
(R)
(f) E
X
Base de perçage
Z
(Note) ext08/bit0 est également utilisé pour la détection automatique de l'usinage de poches. (voir également l'explication de "Hh" dans le format d'instruction.)

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
301
Excès de finissage
Lorsque l'excès de finissage est indiqué, le secteur Uu/Ww du profil de finissage reste non-usiné.
Excès de finissage axe X ........... L'excès de finissage n'est pas enlevé dans la direction du point de départ de l'ébauche.
Excès de finissage axe Z ........... L'excès de finissage n'est pas enlevé dans la direction du point de départ de l'ébauche. Prendre en considération que la direction de l'excès de finissage de l'axe Z est inversée si l'entaille (bloc programmé dans la direction dans laquelle l'axe X est parallèle à la base de perçage) est exécutée lorsque l'usinage de poches est activé et la coupe commence au milieu de la direction longitudinale.
<Excès de finissage avec fraisage de poche désactivé ou excès de finissage d'un secteur extérieur avec fraisage de poche activé (le bloc de démarrage profil de finissage axe X est sur le saut de coordonnées)>
G71 Ud Re H0 (ou H1) ; G71 Pp Qq ... ;
Q
U/2 P
W
(f)
Pointd'instructionde cycle
Point de départ de l'ébauche
Bloc de fin profil de finissage
Bloc de démarrage profil de finissage
< Excès de finissage d'un secteur intérieur avec fraisage de poche activé (bloc de démarrage profil de finissage axe X = bloc de fin profil de finissage axe X)>
Le bloc qui commence la coupe au centre du sens longitudinal a un excès de finissage dans le sens de l'axe Z inversé. (Note) La programmation doit être réalisée
pendant la correction de la pointe d'outil R de telle sorte que les positions p et q sur l'axe X aient les même valeurs après la correction de la pointe d'outil R. (Voir également le chap. (5) "Profil de finissage")
Le bloc de coupe a un excès de finissage dans le sens de l'axe Z inversé.
G71 Ud Re H1; (valable pour usinage de poches ON) G71 Pp Qq ... ;
Q
U/2
P
W
Point d'instructionde cycle
Point de départ de l'ébauche
Bloc de fin profil de finissage
Bloc de démarrage profil de finissage

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
302
Exemples de programme
Usinage d'un secteur extérieur (exemple avec usinage de poches OFF)
(R) (f)
(f) E Z
X
45°
Q
(R)
(R)
(R)
(R/f)
(f) (f)
P
D
U/2 W
G71 Ud Re H0 ; G0 X80.0 Z75.0 T0101 ; ← (1)G71 U10. R3. H0 ; ← (2)G71 P10 Q20 U3.W1.5 F500 S1500 ; ← (3)N10 G0 X15.0 Z65.0 ; G1 Z55. F450 ; G1 X30.0 ; Programme G3 X40.0 Z50.0 R5.0 ; profil finissageG1 Z42.0 ; G1 X50.0 ; G1 X55.0 Z35.0 ; N20 G1 X60.0 ; G70 P10 Q20 ; ← (4)Ordre d'exécution du programme (1) (2) (3) (4)
Pointd'instructionde cycle
Point de départde l'ébauche
Programme de profil de finissage G0 : R G1 : f
Excès de finissage
Usinage d'un secteur extérieur (exemple avec usinage de poches ON)
G0 X80.0 Z75.0 T0101 ; ← (1)G71 U10. R3. H1 ; ← (2)G71 P10 Q20 U3.W1.5 F500 S1500 ; ← (3)N10 G0 X15.0 Z65.0 ; G1 Z55. F450 ; G1 X30.0 ; Programme G3 X40.0 Z50.0 R5.0 ; profil finissageG1 Z42.0 ; G1 X50.0 ; G1 X55.0 Z35.0 ; N20 G1 X60.0 ; G70 P10 Q20 ; ← (4)Ordre d'exécution du programme (1) (2) (3) (4)
Q
(R)
(R)
(R)
(f)
(f)
P
D
U/2 W
(R)
(R) (f)
E Z
X
Base de perçage
(R/f)
Pointd'instructionde cycle
Point de départde l'ébauche
Programme de profil de finissage G0 : R G1 : f
Excès de finissage
Usinage d'un secteur intérieur (exemple avec usinage de poches ON)
Q
(R)
(R)
(R)
(f) (f)
P
D
U/2
W
(R) (f)
E Z
X
Base de perçage
G71 Ud Re H1 ; G0 X80.0 Z75.0 T0101 ; ← (1)G71 U10. R3. H1 ; ← (2)G71 P10 Q20 U3.W1.5 F500 S1500 ; ← (3)N10 G0 X60.0 Z73.0 ; G1 X15.0 Z65.0 ; G1 Z55. F450 ; G1 X30.0 ; Programme G3 X40.0 Z50.0 R5.0 ; profil finissageG1 Z42.0 ; G1 X50.0 ; G1 X55.0 Z35.0 ; N20 G1 X60.0 ; G70 P10 Q20 ; ← (4)Ordre d'exécution du programme (1) (2) (3) (4)
Pointd'instructionde cycle
Point de départ de l'ébauche
Excès de finissage

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
303
Remarques sur les instructions G71 et G72
(1) Spécifiez toujours tous les paramètres nécessaires, à l'exception des paramètres prédéfinis
par le réglage de base et le panneau de commande, dans le premier bloc d'instructions du cycle fixe multiple répétitif I pour l'usinage de tournage.
(2) En supposant que le programme de profil de finissage ait été chargé dans la mémoire, le cycle fixe multiple répétitif I peut être exécuté pour l'usinage de tournage en mode mémoire ou en mode IMD.
(3) Assurez-vous que le numéro de séquence du programme de profil de finissage spécifié par P et Q n'apparaît pas en double dans le programme.
(4) Le programme de profil de finissage spécifié par P et Q doit être conçu de telle sorte que le nombre maximal de 50 blocs pour toutes les instructions, y compris le fraisage d'angle, l'arrondissement d'angle R et les autres instructions y compris les blocs insérés automatiquement pour la correction du rayon de la pointe d'outil ne soit pas dépassé. Si ce nombre est dépassé, l'erreur de programme (P202) apparaît.
(5) Les blocs sans déplacement d'usinage seront ignorés dans le programme de profil de finissage.
(6) Les instructions N, F, S, M et T seront ignorées dans le programme de profil de finissage.
(7) Si l'une des instructions suivantes est utilisée dans le programme de profil de finissage, l'erreur de programme (P201) apparaît.
G27, G28, G29, G30, G33, G34, G31, G31. n, cycle fixe
(8) Les instructions pour l'appel de sous-programme et l'appel de macro seront également exécutées à partir du programme de finissage. Tenez toutefois compte du fait que si un appel de sous-programme est réalisé dans le dernier bloc du programme de profil de finissage, celui-ci ne sera pas exécuté.
(9) Tenez compte du fait que le bloc exécuté après un cycle fixe multiple répétitif I pour l'usinage de tournage dépend de si un numéro de séquence ou un numéro de programme a été spécifié.
(a) Lors de la spécification d'un numéro de séquence
(b) Lors de la spécification d'un numéro de programme
Le prochain bloc est le prochain bloc spécifié par Q.
Le prochain bloc est le prochain bloc de l'instruction de cycle.
N100 G71 P200 Q500 • •; N200 N300 N400 Programme profil finissageN500 N600 :
N100 G71 A100 • •; N200 N300 N400 :
O100 N10 X100. Z50.; N20 :
L'usinage est poursuivi après la fin du cycle fixe avec le n° de bloc N600.
L'usinage est poursuivi après la fin du cycle fixe avec le n° de bloc N200.

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
304
(10) Les instructions du cycle fixe multiple répétitif I pour l'usinage de tournage sont des instructions non-modales et doivent être indiquées à chaque fois qu'elles sont utilisées.
(11) Une erreur de programme (P203) apparaît si la direction de l'excès de finissage est inversée en raison de la correction du rayon de la pointe d'outil.
(12) Le réglage des variables générales est ignoré dans le programme de profil de finissage. Les valeurs réglées avant l'instruction du cycle fixe multiple répétitif I pour l'usinage de tournage sont valables.
(13) Une erreur de programme (P203) apparaît alors que l'usinage de poches est désactivé, une instruction d'arc de cercle est spécifiée dans le premier bloc d'instructions d'usinage pour le profil de finissage.
(14) Si pendant le cycle fixe multiple répétitif I pour l'usinage de tournage, une interruption manuelle est exécutée, la position sera décalée lors du redémarrage du cycle de la grandeur de l'interruption manuelle. Après la fin du cycle, le déplacement d'usinage suit le signal manuel absolu.
(15) Spécifiez le point de départ du cycle dans le dernier bloc du cycle fixe multiple répétitif I pour l'usinage de tournage de telle sorte que le recul de l'outil soit effectué du côté de l'usinage de la pièce. Cela est nécessaire pour empêcher une collision de l'outil avec la pièce profilée.
Mauvais exemple Bon exemple
Collision dans le dernier bloc car le point de départ de cycle est trop bas
Point d'instructionde cycle
Q
P
Point d'instruction de cycle
Q
P
(16) L'usinage de poches est une option de la machine. Si cette option n'est pas disponible, H1
sera usiné comme H0 s'il est spécifié.

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
305
13.3.2 Cycle d'ébauchage frontal; G72
Fonction et but
Cette fonction appelle le programme de forme de finition et, tout en calculant automatiquement la trajectoire, exécute l'ébauchage dans le sens frontal.
Format d'instruction
G72 Wd Re Hh ; (Peuvent être omises en utilisant les valeurs de paramètre.) G72 Ae Pp Qq Uu Ww Ff Ss Tt ;
G72 Wd Re H0 ; G72 Pp Qq ... ;
(R/f) (R)D
P
(R) (R)
(f)(f)
E X
(R) (f) (f)
45°
Q Z U/2
W
Pointd'instructionde cycle
Point de départ de l'ébauche
Programme de profil de finissage G0 : R G1 : f
Excès de finissage
G72 Wd Re H1 ; G72 Pp Qq ... ;
(R/f) (R) D
P(R)
(R) (f)
E
X
(R)(f)
(f) Q Z U/2
W
Base de perçage
Point d'instructionde cycle
Point de départ ébauche
Programme de profil de finissageG0 : R G1 : f
Excès de finissage Wd Re Hh Aa Pp Qq
Grandeur de coupe (modale) Unité ..... µm/ 1/10000 pouces valeur d'instruction radiale Grandeur de recul (modale) .....paramètre réversible ("G71 PULL UP") Unité ..... µm/ 1/10000 pouces valeur d'instruction radiale Usinage de poche (modale) .....paramètre réversible ("G71 POCKET") 0 : Seulement pour profil de finissage sans entaille (poche) Le tranchant est reculé dans chaque cycle de 45° et trace ensuite le profil de
finissage. 1 : Cela peut être choisi indépendamment de la présence d'une entaille (poche)
dans le profil de finissage. Le tranchant trace le profil de finissage dans chaque cycle. Numéro de programme pour le profil de finissage (en l'absence de ce numéro, programme en cours d'exécution) Si l'instruction A n'est pas spécifiée, les instructions P et Q du programme exécuté sont prises en compte. Si l'instruction A n'est pas spécifiée, le programme est exécuté sous G71 et le programme suit ensuite Qq (profil de finissage et numéro de séquence). Un nom de programme peut également être spécifié à la place de l'adresse A. Celui-ci est spécifié entre parenthèses <>. (Le nom du fichier ne doit pas dépasser 32 caractères, extension comprise.) Numéro de séquence de départ dans le programme de profil de finissage (en l'absence de ce numéro, début du programme) Numéro de séquence de fin dans le programme de profil de finissage (en l'absence de ce numéro, fin du programme) Même si Q est spécifiée, si M99 est spécifiée, le programme est exécuté tout d'abord jusqu'à M99.

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
306
Uu Ww Ff Ss,Tt
Excès de finissage sur l'axe X (en l'absence d'indication, 0 est pris pour l'excès de finissage sur l'axe X.) Unité ... µm/ correspond à 1/10000 pouces instruction en diamètre/rayon (#1019 dia). Excès de finissage sur l'axe Z (en l'absence d'indication, 0 est pris pour l'excès de finissage sur l'axe Z.) Unité ... µm/ 1/10000 pouces instruction radiale Avance de coupe (en l'absence d'indication correspond à l'avance de coupe (modale) avant G72) Vitesse de la broche, appel d'outil
* Les autres détails de la fonction sont selon le chap. "13.3.1 Cycle d'ébauchage longitudinal".

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
307
13.3.3 Cycle d'ébauchage pour matériau à usiner; (G73)
Fonction et but
Cette fonction appelle le programme de forme de finition et, tout en calculant automatiquement la trajectoire, exécute l'ébauchage pour l'usinage du profil de finissage.
Format d'instruction
G73 Ui Wk Rd ; G73 Aa Pp Qq Uu Ww Ff Ss Tt ;
Ui Wk Rd
Surépaisseur à enlever dans le sens de l'axe X Surépaisseur à enlever dans le sens de l'axe Z Nombre de divisions
iKD
• Surépaisseur à enlever en l'absence des instructions P, Q.
• Données modales • Le signe est ignoré. • Les surépaisseurs à enlever
s'expriment en rayon. Aa
Pp
Numéro de programme pour le profil de finissage
N° de séquence de départ du programme deprofil de finissage N° de séquence de fin du programme de profil de finissage
(en l'absence de ce n°, programme en cours d'exécution)
Un nom de programme peut également être spécifié à la place de l'adresse A. Celui-ci est spécifié entre parenthèses <>. (Le nom du fichier ne doit pas dépasser 32 caractères, extension comprise.) (en l'absence de ce numéro, début du programme)
(en l'absence de ce numéro, fin du programme)
Même si Q est spécifiée, si M99 est spécifiée, le programme est exécuté tout d'abord jusqu'à M99.
Uu Ww
Excès de finissage dans le sens de l'axe X Excès de finissage dans le sens de l'axe Z
UW
• Surépaisseur à enlever si les instructions P, Q sont spécifiées.
• Le signe est ignoré. • A exprimer en diamètre ou rayon
conformément au paramètre (#1019 dia).
• Le sens du décalage dépend du profil. Pour d'autres indications, veuillez lire le chap. "Excès de finissage" dans la présentation de G71.
Ff Ss Tt
Avance de coupe (fonction F) Vitesse de la broche (fonction S) Sélection d'outil (fonction T)
Les instructions F, S et T du programmede finissage sont ignorées et les valeurs de l'instruction du cycle d'ébauchage ou des instructions spécifiées avant s'appliquent.

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
308
k + w
X
Z
S1 S2
S3
S
i + u/2
u/2 wA
E
2
34
56
7
8
910
1112
13
14
1516
1718
19
1
(Note) En mode bloc par bloc, l'usinage s'arrête au point de fin de chaque bloc.

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
309
Profil de finissage
Les points S -> A -> E de la figure ci-dessus sont définis par le programme. La section entre A et E doit être un profil avec avance dirigée dans le même sens sur les deux axes X et Z.
Configuration d'un cycle
Un cycle présente la configuration suivante.
1
1
1 1
1
2(R)
S
E
A
Opération 1 : Selon le programme de finissage avec profilage
Opération 2 : Avance rapide pour le retour
Grandeur de coupe
La grandeur de coupe est la valeur obtenue en divisant les surépaisseurs à enlever (i,k) par le nombre de divisions (d-l).
Dans le sens de l'axe X i/(d-l) Dans le sens de l'axe Z k/(d-l)
Si la division ne tombe pas juste, il en résulte un reste qui sera pris en compte dans la dernière passe.
i(d-1)
i(d-1)
i(d-1)
Reste
k k Reste (d-1) (d-1)
K (d-1)

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
310
Correction du rayon de la pointe d'outil
<#1271 ext07/bit6 = 0>
Si ce cycle fixe est appelé alors que le mode de correction de rayon de pointe d'outil est en vigueur, la correction de rayon de pointe d'outil sera appliquée au programme de profil de finissage correspondant à ce cycle, et le cycle est exécuté selon ce profil. Toutefois, lorsqu'on commande ce cycle quand le mode de correction de rayon de pointe d'outil est encore en vigueur, ce mode est provisoirement et immédiatement annulé avant le début du cycle pour être rétabli au premier bloc du programme de profil de finissage.
<#1271 ext07/bit6 = 1>
L'ébauche est réalisée avec le profil pour lequel la correction de la pointe d'outil R n'est pas exécutée dans le programme de finissage de profil comme pour les cycles G71 et G72.
Divers
(1) Sens de coupe
• Détermination à l'aide du profil de finissage (ext09/bit2=0) Le sens de déplacement pour la coupe dépend du profil défini dans le programme d'usinage, comme indiqué dans le tableau ci-dessous.
1 2 3 4
Représen- tation
graphique
E
S S1
E
SS1
E
S
S1
E
SS1
Départ sur l'axe X
Sens "-" − + +
Sur axe Z en totalité
Sens "-" + + −
Coupe sur l'axe X
Sens "+" + − −
Coupe sur l'axe Z Sens "+" − − +
• Détermination à l'aide de l'excès de finissage/surépaisseur à enlever programmé
(ext09/bit2=1) Le sens de déplacement pour la coupe est indiqué par le signal de la surépaisseur à enlever, etc. spécifié dans le programme.

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
311
13.3.4 Cycle de finissage (G70)
Fonction et but
Après l'ébauchage et la coupe avec les instructions G71 à G73, cette instruction permet d'effectuer la coupe de finition.
Format d'instruction
G70 A_ P_ Q_ ; A P Q
Numéro de programme pour le profil de finissage (en l'absence de ce numéro, programme en cours d'exécution) Numéro de séquence de départ dans le programme de profil de finissage (en l'absence de ce numéro, début du programme) N° de séquence de fin du programme de profil de finissage (en l'absence de ce numéro, fin du programme) Note : Même si Q est spécifiée, si M99 est spécifiée, le programme est tout d'abord exécuté jusqu'à M99.
(1) Les instructions F, S et T du programme de profil de finissage sont valables pendant le cycle de finissage (cycle de finition).
(2) En fin de cycle G70, l'outil revient au point de départ en avance rapide et le bloc suivant est lu.
(Exemple 1) Avec indication du numéro de séquence
N200 ……… ; N300 ……… ;
N100 G70 P200 Q300 ;
N110
N120
N200
Programme de profil de finissage
N300
N310
~ ~
~
~
~
(Exemple 2) Avec indication du numéro de programme
N100 G70 A100 ; N110 ……… ; N120 ……… ;
~~
O100
G01 X100 Z50 F0.5 ; M99 ;
~
Dans les deux exemples 1 et 2, si le cycle N100 est exécuté, le bloc N110 sera ensuite exécuté.

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
312
13.3.5 Cycle de tournage transversal (G74)
Fonction et but
Le cycle fixe G74 permet d'usiner automatiquement une gorge dans la face de la pièce, simplement en indiquant les coordonnées du point d'extrémité de la gorge, la grandeur de coupe, le décalage de la fraise et la fonction de dégagement de l'outil en fond de coupe. Les instructions du programme d'usinage sont comme suit.
Format d'instruction
G74 Re ; C74 X/(U)x Z/(w)z Pi Qk Rd Ff ; Re X/Ux Z/Wz Pi
Qk
Grandeur de recul (en l'absence de X/U, instructions P) (modale) Coordonnée X du point B (valeur absolue/incrémentielle) Coordonnée Z du point B (valeur absolue/incrémentielle) Grandeur de déplacement de l'outil (désignation radiale, valeur incrémentielle, signe inutile) Grandeur de coupe (désignation radiale, valeur incrémentielle, signe inutile)
Rd
Dégagement en fond de coupe :
En l'absence du signe, l'outil s'échappe également du fond de la première coupe. Avec le signe moins, l'outil ne s'échappe pas du fond de la première coupe, mais il échappe du fond des coupes suivantes.
Ff Avance
K K K KX
U/2
(1)(2)(3)(4)
(5)(6)(7)(8)
(9)(10)
(11)
(12)i
D
E
WZ
B
• L'opération (9) et l'opération (12) avant le dernier cycle sont exécutées avec la valeur du reste.
• Les opérations (2), (4), (6),
(8), (10), (11) et (12) sont exécutées en avance rapide.
S (point de départ)

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
313
Arrêt bloc par bloc
L'opération s'arrête à chaque bloc de (1) à (12).
Divers
(1) Si X/U et P sont omis ou bien si les valeurs "x" et "i" sont nulles, il y a mouvement sur l'axe Z
uniquement. Si l'instruction Rd ne comporte pas de signe, l'outil s'échappe du fond de coupe.
(2) En l'absence de X/U ou Z/W, c'est la valeur du paramètre (G74 Re) qui est adoptée. Même si "G74 Pi Qk Rd ;" est programmé, Rd est traité comme Re et la grandeur de recul est spécifiée.
(3) Si l'instruction Rd est programmée sans signe ou avec le signe moins, l'outil s'échappe dans le même sens.
(4) Une erreur de programme (P204) apparaît dans les cas suivants.
(a) Si "l" est égal à zéro ou si P n'a pas été spécifiée bien que X/U ait été spécifiée.
(b) Si le décalage d'outil "i" est plus grand que le déplacement "x".
(c) Si le dégagement d'outil "d" est plus grand que le décalage "i".
(d) Si le recul "e" est plus grand que la grandeur de coupe "k".
(e) Si la grandeur de coupe "k" est supérieure à la profondeur du trou "w".

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
314
13.3.6 Cycle de tournage longitudinal (G75)
Fonction et but
Le cycle fixe G75 permet d'usiner automatiquement une gorge dans le sens de la longueur de la pièce, simplement en indiquant les coordonnées du point d'extrémité de la gorge, la grandeur de coupe, le décalage de la fraise et la fonction de dégagement de l'outil en fond de coupe. Les instructions du programme d'usinage sont comme suit.
Format d'instruction
G75 Re ; C75 X/(U)x Z/(w)z Pi Qk Rd Ff ; Re X/Ux Z/Wz Pi Qk
Grandeur de recul (en l'absence de X/U, instructions P) (modale) Coordonnée X du point B (valeur absolue/incrémentielle) Coordonnée Z du point B (valeur absolue/incrémentielle) Grandeur de coupe (désignation radiale, valeur incrémentielle, signe inutile) Grandeur de déplacement de l'outil (désignation radiale, valeur incrémentielle, signe inutile)
Rd
Dégagement en fond de coupe : En l'absence du signe, l'outil s'échappe
également du fond de la première coupe. Avec le signe moins, l'outil ne s'échappe pas du fond de la première coupe, mais il échappe du fond des coupes suivantes.
Ff Avance
K X
U/2
(1)(2)
(3)(4)
(5)
(6)(7)
(8)(9)
(10)
(11)
(12)i
D
E
WZ
B
S (point de départ)• L'opération (9) et l'opération
(12) avant le dernier cycle sont exécutées avec la valeur du reste.
• Les opérations (2), (4), (6), (8), (10), (11) et (12) sont exécutées en avance rapide.
i
i
i

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
315
Arrêt bloc par bloc
L'opération s'arrête à chaque bloc de (1) à (12).
Divers
(1) Si Z/W et Q sont omis ou bien si les valeurs "z" et "k" sont nulles, il y a mouvement sur l'axe X
uniquement. Si l'instruction Rd ne comporte pas de signe, l'outil s'échappe du fond de coupe.
(2) En l'absence de X/U ou Z/W, c'est la valeur du paramètre (G75 Re) qui est adoptée. Même si "G75 Pi Qk Rd ;" est programmé, Rd est traité comme Re et la grandeur de recul est spécifiée.
(3) Si l'instruction Rd est programmée sans signe ou avec le signe moins, l'outil s'échappe dans le même sens.
(4) Une erreur de programme apparaît dans les cas suivants. (P204)
(a) Si "k" est égal à zéro ou si Q n'a pas été spécifiée bien que Z/W ait été spécifiée.
(b) Si le décalage d'outil "k" est plus grand que le déplacement "z".
(c) Si le dégagement d'outil "d" est plus grand que le décalage "k".
(d) Si le recul "e" est plus grand que la grandeur de coupe "i".
(e) Si la grandeur de coupe "i" est supérieure à la profondeur du trou "u/2".

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
316
13.3.7 Cycle de taraudage multiple répétitif (G76)
Fonction et but
Le cycle de taraudage multiple répétitif G76 permet un usinage de la pièce à l'angle souhaité simplement en indiquant le point de début du taraudage et le point de fin du taraudage. La pièce est automatiquement usinée avec une section transversale de coupe (effort de coupe) constante pour chaque passe. En reconsidérant les instructions de coordonnées du point de fin du taraudage et de composante de conicité, il est possible d'exécuter plusieurs taraudages de sens longitudinal.
Format d'instruction
G76 Pmra Rd ; G76 X/U Z/W Ri Pk QΔd Fλ ;
m Nombre de passes de coupe en finition : 00 - 99 (modale) r
Grandeur du chanfrein : 00 - 99 (modale) La largeur du chanfrein basée sur le pas de filetage "l" est spécifiée par un nombre entier à 2 chiffres sans virgule décimale compris dans la plage de 0,0 l à 9,9 l.
A
Angle de pointe d'outil (angle de hauteur filet) : 00 - 99 (modale) L'angle peut être réglé entre 0° et 99°, par incrément de 1°. Les valeurs "m", "r" et "a" s'écrivent les unes derrière les autres dans l'adresse P. (Exemple) Avec m = 5, r = 1,5 et a = 0°, P s'exprime 051500 ou P051500. On ne
doit omettre ni les zéros de tête ni les zéros de queue. Il doit toujours y avoir un total de six chiffres.
D Excès de finissage (modale) x/u
Coordonnée du point de fin de filetage sur l'axe X ... La coordonnée X du point de fin de la partie filetée peut se programmer en valeur absolue ou en valeur incrémentielle.
z/w
Coordonnée du point de fin de filetage sur l'axe Z ... La coordonnée Z du point de fin de la partie filetée peut se programmer en valeur absolue ou en valeur incrémentielle.
i Composante de conicité de la partie filetée (en rayon) ... Filet droit si "i" est égal à zéro.
K Hauteur du filet ... Indication en rayon, valeur positive Δd Grandeur de coupe ... Indication en rayon, valeur positive, pour la première passe.λ Pas de filetage
(Note 1) Les deux instructions G76 de ci-dessus ne peuvent pas être programmées dans le même bloc. La présence ou l'absence des adresses d'axe X/U, Z/W suffit à identifier automatiquement les données introduites par P, Q et R.
(Note 2) Un paramètre (#8014 chamfer amount) peut être utilisé pour la valeur de donnée modale "r" mais ce paramètre sera réécrit par les instructions de programme.
(Note 3) La grandeur du chanfrein reste en vigueur même en cycle fixe de taraudage.
(Note 4) Une erreur de programme (P204) apparaît dans les cas suivants.
(a) Si "a" n'est pas compris dans la plage nominale.
(b) Si les instructions X et Z sont toutes les deux manquantes, ou si les coordonnées du point de début et du point de fin sont identiques sur l'axe X ou sur l'axe Z.
(c) Si la hauteur de filet indiquée est plus grande que le mouvement de l'axe X en fond de filet.
(Note 5) Les points de contrôle pour l'instruction de taraudage (G33) et le cycle de taraudage (G78) doivent être respectés.

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
317
Configuration d'un cycle
Dans un cycle, les opérations (1), (2), (5) et (6) sont exécutées à la vitesse d'avance rapide, et les opérations (3) et (4) à la vitesse d'avance de coupe programmée en F.
Si Ri est négatif rX
( -i) K
Z W
s
U/2
(1)
(2)
(3)
(4)
(5)
(6)
a°/2
Si Ri est positifr
X
i
K
Z W
s
U/2
(1)
(2)
(3)(4)
(5)
(6)
a°/2

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
318
K
a° Δd pour la première coupe
Deuxième coupe
Δd × √ 2 n-ième coupe Δd × √ n
Excès de finissage "d" (la coupe est effectuée en "m" coupes)
Exemple de programme
30.0
24.0 46.0
6.0
0.2
9.0
32.0
1.5l
L'outil usine en avance rapide le long de la ligne ininterrompue et l'avance de coupe spécifiée par F est valable pour la zone de taraudage.
Axe Z
Axe X
G76 P011560 R0.2 ; G76 U−28.0 W−46.0 R9.0 P6.0 Q3.5 F4.0 ;

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
319
Opération d'interruption
(1) Si on appuie sur le bouton de suspension d'avance pendant l'exécution de G76, la marche
automatique est interrompue à la fin d'un bloc sans taraudage lorsque le taraudage sera exécuté. (Le témoin de suspension d'avance s'allume immédiatement à l'entrée en mode de suspension d'avance, et il s'éteint en fin de marche automatique.) Si le bouton de suspension d'avance est actionné et qu'aucun taraudage n'est réalisé, ou s'il est actionné entre le moment de l'exécution de l'instruction de taraudage et le démarrage du déplacement d'axe, le témoin de suspension d'avance s'allume et l'état de suspension d'avance est activé.
(2) En cours d'exécution de G76, lors du passage à un autre mode de fonctionnement automatique, lors du passage de la marche automatique à la marche manuelle ou encore en marche bloc par bloc, l'arrêt a lieu à l'achèvement de l'opération (1), (4) ou (5).
(3) La validation/invalidation en marche de contrôle de programme pendant l'exécution de G76 reste sans effet sur l'avance pendant le taraudage.

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
320
13.3.8 Remarques particulières pour les cycles fixes multiples répétitifs (G70 - G76)
Notes
(1) Tous les paramètres nécessaires doivent être indiqués dans les blocs contenant les
instructions du cycle fixe multiple répétitif.
(2) En supposant que le programme pour le profil de finissage ait été chargé dans la mémoire, il est possible d'exécuter les cycles fixes multiples répétitifs I en mode mémoire, en mode IMD ou en mode bande.
(3) Pour l'exécution d'une instruction G70 à G73, veiller à ce que le numéro de séquence du programme de profil de finissage indiqué avec P et Q n'apparaisse pas ailleurs dans le programme.
(4) Le programme de profil de finissage spécifié par P et Q dans les blocs avec G71 - G73 doit être conçu de telle sorte que le nombre maximal de blocs pour toutes les instructions de chanfreinage d'angle, arrondissement d'angle et autres (y compris les blocs insérés automatiquement en raison de la correction du rayon de la pointe d'outil) ne soit pas supérieur à 50. Si ce nombre est dépassé, l'erreur de programme (P202) apparaît.
Si la position de départ de coupe est identique à la position de départ de cycle (#1271 ext07/bit5 =1), le programme de profil de finissage peut comporter jusqu'à 199 blocs. (Si la position de départ de cycle est située sur l'autre côté de la position de fin du programme de profil de finissage.)
(5) Le programme de profil de finissage spécifié par les blocs G71 - G73 ne doit contenir que des variations monotones (soit dégressives, soit progressives) sur les deux axes X et Z.
(6) Les blocs sans déplacement d'usinage seront ignorés dans le programme de profil de finissage.
(7) Les instructions N, F, S, M et T seront ignorées dans le programme de profil de finissage.
(8) Si le programme de profil de finition contient l'une des instructions suivantes, cela déclenche l'erreur de programme (P201).
(a) Instructions concernant le retour au point de référence (G27, G28, G29, G30)
(b) Taraudage (G33)
(c) Cycles fixes
(d) Fonctions de saut (G31, G37)
(9) Les appels de sous-programme ou de macro à l'intérieur du programme de profil de finissage sont possibles et exécutés.
(10) À l'exception des cycles de taraudage, il y a en marche bloc par bloc arrêt au point d'arrivée (point de départ) de chaque bloc.

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
321
(11) Prendre garde au fait qu'après exécution de G71, G72 ou G73, le bloc suivant n'est pas le même selon qu'un numéro de séquence ou un numéro de programme aura été programmé.
(a) Si le n° de séquence a été indiqué (b) Si le n° de programme a été indiqué Le prochain bloc est le prochain bloc spécifié par Q.
Le prochain bloc est le prochain bloc de l'instruction de cycle.
N100 G71P200 Q500 U_W_ ….. ; N200 N300 N400 N500 N600
~
Programme deprofil de finissage
N100 G71 A100 U_W_ ….. ;
N200
N300
N400
~
O100
N10 X100. Z50. ;
N20
En fin de cycle, la marche est poursuivie avec le bloc N600.
En fin de cycle, la marche est poursuivie avec le bloc N200.
(12) En fin d'instruction G70, la marche reprend au bloc qui suit celui de l'instruction.
N100 ...... ; N200 ; N300 ; N400 ; N500 ; N1000 G70 P200 Q500 ; (ou G70 A100 ;) N1100 ...... ;
~
~
~
En fin d'instruction G70, le bloc suivant sera le bloc N1100.
(13) Les interruptions manuelles sont possibles pendant l'exécution des cycles fixes multiples répétés (G70 - G76). Toutefois, en fin d'interruption et avant de relancer le cycle fixe de tournage, il est indispensable de ramener l'outil à la position où il se trouvait lors de l'interruption manuelle.
Si on n'exécute pas ce retour d'outil avant de relancer le cycle fixe de tournage, tous les mouvements ultérieurs se trouvent décalés de la valeur de l'interruption manuelle.
(14) Les instructions de cycle fixe multiple répétitif ne sont pas modales et doivent être programmées à chaque emploi.
(15) Avec les instructions G71 et G2, il y a déclenchement de l'erreur de programme (P203) si en raison de la correction du rayon de la pointe d'outil, il n'y a plus de mouvement sur l'axe Z dans le second bloc ou s'il y a inversion du mouvement sur l'axe Z.
(16) Une erreur de programme (P204) apparaît si le programme de profil de finissage a été programmé dans le même programme avec G70 à G73 et P et Q n'ont pas été spécifiées.
Tenez compte du fait que si A, P et Q n'ont pas été spécifiées dans G71 à G73, cela sera interprété comme le premier bloc du cycle fixe I exécuté plusieurs fois pour l'usinage de tournage et une erreur apparaît.

13. Fonctions d'aide à la programmation 13.3 Cycles fixes multiples répétitifs
322
(17) Spécifiez le point de départ du cycle dans le dernier bloc du cycle fixe multiple répétitif I pour l'usinage de tournage de telle sorte que le recul de l'outil soit effectué du côté de l'usinage de la pièce. Cela est nécessaire pour empêcher une collision de l'outil avec la pièce profilée.
Mauvais exemple Bon exemple
Collision dans le dernier bloc car le point de départ de cycle est trop bas
Point d'instructionde cycle
Q
P
Q
P
Point d'instruction de cycle
(18) L'usinage de poches est une option de la machine. Si cette option n'est pas disponible, H1
sera usiné comme H0 s'il est spécifié.

13. Fonctions d'aide à la programmation 13.4 Cycles fixes multiples répétitifs de tournage (format spécial MITSUBISHI CNC)
323
13.4 Cycles fixes multiples répétitifs pour usinage de tournage (format spécial MITSUBISHI CNC)
Fonction et but
Cette fonction permet l'exécution d'un cycle fixe préparé par la programmation du programme dans un bloc. Lors de l'utilisation du format spécial MITSUBISHI CNC (#1265 ext01/bit0 ON), certaines adresses dévient du format normal. Les instructions G71 à G76 sont programmées en format normal sur deux blocs. Toutefois, dans le format spécial MITSUBISHI CNC, la programmation est effectuée dans un seul bloc. Les domaines qui sont différents du format normal sont décrits dans ce chapitre. Voir également le chap. "13.3 Cycles fixes multiples répétitifs" pour de plus amples détails.
Format d'instruction
G71 P Q U_ W D F S T ; (identique pour G72) P Q U W D F S T
N° de séquence de départ du programme de profil de finissage N° de séquence de fin du programme de profil de finissage Excès de finissage dans le sens de l'axe X Excès de finissage dans le sens de l'axe Z Grandeur de coupe Avance de coupe Vitesse de la broche Appel d'outil
G73 P Q U_ W I K D F S T ; P Q U W I K D F S T
N° de séquence de départ du programme de profil de finissage N° de séquence de fin du programme de profil de finissage Excès de finissage dans le sens de l'axe X Excès de finissage dans le sens de l'axe Z Surépaisseur à enlever dans le sens de l'axe X Surépaisseur à enlever dans le sens de l'axe Z Nombre de divisions Avance de coupe Vitesse de la broche Appel d'outil
G74 X(U) Z(W) I K F D ; (identique pour G75) X(U) Z(W) I K F D
Coordonnées X du point de fin de l'entaille Coordonnées Z du point de fin de l'entaille Grandeur de déplacement de l'outil (grandeur d'usinage dans le sens de l'axe X/U) Grandeur de coupe (grandeur de coupe dans le sens de l'axe Z/W) Avance de coupe Dégagement en fond de coupe

13. Fonctions d'aide à la programmation 13.4 Cycles fixes multiples répétitifs de tournage (format spécial MITSUBISHI CNC)
324
G76 X(U) Z(W) I K D F A Q P ; X(U) Z(W) I K D F A Q P
Coordonnées du point de fin sur l'axe X de la zone de taraudage Coordonnées du point de fin sur l'axe Z de la zone de taraudage Valeur radiale de la zone de taraudage Hauteur du filet 1ère grandeur de coupe Pas de filetage Angle du filet Grandeur de décalage de départ pour le taraudage (0,001–360,000 [°]) Taraudage zigzag pour l'instruction P2
Description détaillée
(1) Vérification du format d'instruction Une vérification si le format normal d'instruction est utilisé en association avec le format
spécial MITSUBISHI CNC est effectuée.
[Lors de l'utilisation du format normal (#1265 ext01/bit0 OFF)]
(a) Vérification du format d'instruction Si le paramètre de vérification de format (#1222 aux06/bit5) est spécifié sur 0, une erreur
de programme (P33) apparaît dans les cas suivants. • Aucune instruction de 1er bloc n'est présente. • Le format spécial MITSUBISHI CNC a été spécifié. (b) Vérification de l'adresse d'instruction Une erreur de programme (P32) apparaît dans les cas suivants. • Si les adresses I, K ou D sont spécifiées dans le bloc avec G71, G72, G73, G74 ou G75. • Si les adresses I, K, D ou A sont spécifiées dans le bloc avec G76.
[Lors de l'utilisation du format spécial MITSUBISHI CNC (#1265 ext01/bit0 ON)]
(a) Vérification du format d'instruction Une erreur de programme (P33) apparaît si le format normal est spécifié. (b) Vérification de l'adresse d'instruction Une erreur de programme (P32) apparaît dans les cas suivants. • Si les adresses R ou A sont spécifiées dans le bloc avec G71, G72 ou G73. • Si les adresses P, Q ou R sont spécifiées dans le bloc avec G74 ou G75. • Si l'adresse est spécifiée dans le bloc avec G76.

13. Fonctions d'aide à la programmation 13.4 Cycles fixes multiples répétitifs de tournage (format spécial MITSUBISHI CNC)
325
(2) Comparaison entre le format spécial MITSUBISHI CNC et le format normal Alors que le format normal est appelé dans deux blocs, l'appel du format spécial MITSUBISHI CNC est effectué dans un seul bloc. Quelques adresses qui sont définies par paramètres sont différentes.
Fonction Format spécial MITSUBISHI CNC Format normal Différence avec le format normal
Cycle d'ébauchagelongitudinal I
G71 P Q U W D F S T ; (1) G71 U R ; (2) G71 A P Q U W F S T ;
Grandeur de coupe Indication par U (1) → D Grandeur de recul R (1) → paramètre (#8052 G71 PULL UP)Aucune instruction A (n° programme de profil de finissage)
Cycle d'ébauchagefrontal I
G72 P Q U W D F S T ; (1) G72 W R ; (2) G72 A P Q U W F S T ;
Grandeur de coupe Indication par W (1) → D Grandeur de recul R (1) → paramètre (#8052 G71 PULL UP)Aucune instruction A (n° programme de profil de finissage)
Cycle d'ébauchage pour matériau à usiner
G73 P Q U W I K D F S T ; (1) G73 U W R ; (2) G73 A P Q U W F S T ;
Surépaisseur à enlever dans le sens de l'axe X U (1) → I Surépaisseur à enlever dans le sens de l'axe Z W (1) → K Nombre de divisions R (1) → D Aucune instruction A (n° programme de profil de finissage)
Cycle de de tournage transversal
G74 X Z I K F D ; ou G74 U W I K F D ;
(1) G74 R ; (2) G74 X Z P Q R F ; ou (1) G74 R ; (2) G74 U W P Q R F ;
Grandeur d'usinage dans le sens de l'axe X P (2) → I Grandeur de coupe dans le sens de l'axe Z Q (2) → K Dégagement en fond de coupe R (2) → D Grandeur de recul R (1) → paramètre (#8056 G74 RETRACT)
Cycle de tournage longitudinal
G75 X Z I K F D ; ou G75 U W I K F D ;
(1) G75 R ; (2) G75 X Z P Q R F ; ou (1) G75 R ; (2) G75 U W P Q R F ;
Grandeur de coupe dans le sens de l'axe X P (2) → I Grandeur d'usinage dans le sens de l'axe Z Q (2) → K Dégagement en fond de coupe R (2) → D Grandeur de recul R (1) → paramètre (#8056 G74 RETRACT)
Cycle de taraudage multiple répétitif
G76 X_ Z_ I_ K_ D_ F_ A_ Q_ ;
(1) G76 Pmra R_; (2) G76 X_ Z_ R_ P_ Q_
F_ ;
Rayon de la zone de taraudage R (2) → I Hauteur du filet P (2) → K 1ère grandeur de coupe Q (2) → D (Q en format spécial MITSUBISHI CNC indique l'ange de décalage de départ lors du taraudage) Angle du filet P (1) a → A Taraudage P (1) r → paramètre (#8014 CDZ- VALE) Nombre de coupes de finissage P (1) m → paramètre (#8058 TIMES) Excès de finissage R (1) → paramètre (#8057 G76 LAST-D)

13. Fonctions d'aide à la programmation 13.4 Cycles fixes multiples répétitifs de tournage (format spécial MITSUBISHI CNC)
326
Taraudage zigzag
En spécifiant P2 dans le bloc de programme avec G76 du cycle de taraudage multiple répétitif, le taraudage zigzag peut être exécuté avec une grandeur de coupe prédéfinie.
r
U/2
i
WZ
X Si Ii (composante de la hauteur du cône du filet) est négatif
(1)
(2) (3)
(4)
(5) (6)
A
r
U/2
i
WZ
X
(1)
(2)
(3) (4)
(5) (6)
Si Ii (composante de la hauteur du cône du filet) est positif
A

13. Fonctions d'aide à la programmation 13.4 Cycles fixes multiples répétitifs de tournage (format spécial MITSUBISHI CNC)
327
Pointe d'outil
K
A
d (excès de finissage)
H1
H2
H9
H8
H6
H4
H3
H5
H7
La grandeur de coupe augmente d'un taux prédéfini.
Valeur de réglage de paramètre √2
D/2
√4D
√d
2
( √2+
√4)D
/2
( √4+
√6)D
/2
√6D
Terme relationnel de la grandeur de coupe H1 = H2 ∗ 1/2 = (√2 ∗ D) ∗ 1/2 H2 = √2 ∗ D H3 = H2 + (H4 - H2) ∗ 1/2 = (√2 + √4) ∗ D ∗ 1/2 H4 = √4 ∗ D H5 = H4 + (H6 - H4) ∗ 1/2 = (√4 + √6) ∗ D ∗ 1/2 H6 = √6 ∗ D : : Hn = (√(n-1) + √(n+1)) ∗ ∆d/2 (n = 1,3,5,7,.....) Hn = √n ∗ ∆d (n = 2,4,6,8,.....)
Remarques particulières
(1) P et Q doivent impérativement être spécifiées dans les instructions G71 à G73. Une erreur de
programme (P204) apparaît si l'une des deux n'est pas spécifiée.
(2) L'angle de décalage de démarrage du taraudage est modal. Si aucune instruction Q n'est indiquée dans G76, l'usinage est automatiquement réalisé avec "Q0".
(3) Si dans G76, la valeur pour Q est supérieure à 360000, l'usinage est automatiquement réalisé avec "Q360.000".
(4) G76 coupe un pas de filet dans un cycle. Pour couper deux filets, modifiez la valeur de Q et exécutez de nouveau la même instruction.

13. Fonctions d'aide à la programmation 13.5 Cycles fixes d'usinage de trou (G80 - G89)
328
13.5 Cycles fixes d'usinage de trou (G80 - G89)
Fonction et but
Les cycles fixes d'usinage des trous sont des fonctions permettant de programmer en un seul bloc de programme d'usinage toute une suite d'opérations à exécuter dans un ordre prédéterminé, comme le positionnement ordinaire, I’usinage du trou, le perçage, et le taraudage. Les suites d'opérations possibles à l'aide de ces fonctions sont indiquées dans le tableau ci-dessous.
Code G Axe
d'usinage de trou
Début d'usinage du trou
Action au fond du trou
Opération de retour Application
G80 − − − − Annulation
G83 Z Avance de coupe,
avance intermittente
Temps d'arrêt momentané pour le contrôle de position
in
Avance rapide
Cycle de perçage
profond 1
G84 (G84.1) Z Avance de coupe
Temps d'arrêt momentané pour le contrôle de position in, rotation inverse
de la broche
Avance de coupe
Cycle de taraudage (Note 1)
(Cycle de contre-
taraudage)
G85 Z Avance de coupeTemps d'arrêt momentané
Avance de coupe
Cycle d'alésage
G87 X Avance de coupe,
avance intermittente
Temps d'arrêt momentané
Avance rapide
Cycle de perçage
profond 1
G88 (G88.1) X Avance de coupe
Temps d'arrêt momentané, rotation inverse de la broche
Avance de coupe
Cycle de taraudage (Note 1)
(Cycle de contre-
taraudage)
G89 X Avance de coupeTemps d'arrêt momentané
Avance de coupe
Cycle d'alésage
G83.2 Z/X Avance de coupe,
avance intermittente
Temps d'arrêt momentané pour le contrôle de position
in
Avance rapide
Cycle de perçage
profond 2
Les cycles fixes sont annulés par instruction G80 ou par toute instruction G du groupe 01. L'annulation s'accompagne de la remise à zéro de toutes les données.
(Note 1) Si l'instruction G du cycle de contre-taraudage doit être spécifiée sur G84.1/G88.1 ou G84/G88 (la valeur de l'adresse D est négative) ou non, dépend du réglage du paramètre de base "#1309 Gtype".

13. Fonctions d'aide à la programmation 13.5 Cycles fixes d'usinage de trou (G80 - G89)
329
Format d'instruction
(1) Usinage frontal de trou
G8Δ X/U C/H Z/W R Q P F K D S ,S M ; G8Δ X/U C/H Z/W R Q P F K D S ,S M
Mode d'usinage de trou (G83, G84, G85) Données de positionnement du trou Données d'usinage de trou Nombre de répétitions N° de la broche de l'outil Vitesse de la broche Vitesse de la broche au retour Fonction auxiliaire
(2) Usinage longitudinal de trou
G8* Z/W C/H X/U R Q P F K D S ,S M ; G8* Z/W C/H X/U R Q P F K D S ,S M
Mode d'usinage de trou (G87, G88, G89) Données de positionnement du trou Données d'usinage de trou Nombre de répétitions N° de la broche de l'outil Vitesse de la broche Vitesse de la broche au retour Fonction auxiliaire
(3) Annulation
G80 ;

13. Fonctions d'aide à la programmation 13.5 Cycles fixes d'usinage de trou (G80 - G89)
330
(4) Présentation des données et adresses correspondantes (a) Modes d'usinage de trou : Ce sont les modes de cycle fixe de perçage (G83, G87),
taraudage (G84, G88), et alésage (G85, G89). Chacune de ces instructions est modale, la fonction restant en
vigueur jusqu'à l'adoption d'un autre mode d'usinage de trou, ou jusqu'à l'instruction d'annulation de cycle fixe d'usinage de trou, ou encore jusqu'à une instruction G du groupe 01.
(b) Données de positionnement du trou : Ces données servent au positionnement des axes X (Z) et C.
Ces données ne sont pas modales et doivent être spécifiées bloc pour bloc même si le même mode d'usinage de trou est exécuté en continu.
(c) Données d'usinage de trou : Ces données représentent le mode actuel d'usinage. À l'exception de Q, ces données sont modales. Q est non
modale dans les instructions G83 et G87 et doit être reprogrammée bloc par bloc.
(d) Nombre de répétitions : Ce nombre s'utilise pour l'usinage de trous à intervalle régulier quand le cycle à répéter est le même.
La plage de réglage va de 0 à 9999, la virgule décimale n'étant pas admise.
Le nombre est une donnée non modale et n'a d'effet que pour le bloc qui la contient.
Si le nombre de répétitions n'est pas indiqué, la valeur K1 est implicite. Si K0 est spécifiée, les données d'usinage sont enregistrées mais aucun trou ne sera usiné.
Adresse Signification
G Sélection de la séquence de cycle d'usinage de trou (G80, G83, G84, G85, G87, G88, G89)
∗ X/U (Z/W), C/H Indication de position du premier trou (valeur absolue/incrémentielle)
∗ Z/W (X/U) Indication de position de fond de trou (valeur absolue/incrémentielle par rapport au point de référence)
R Indication de la position du point de référence (en valeur incrémentielle à partir du point initial) (le signe est ignoré)
Q Indication de la grandeur de coupe de chaque passe pour G83 (G87); toujours exprimée en valeur incrémentielle, valeur radiale (le signe est ignoré)
P Indication de la durée d'arrêt de temporisation en fond de trou; le rapport entre durée d'arrêt et valeur programmée est comme pour G04.
F Indication de la vitesse d'avance de coupe K Indication du nombre de répétitions, 0 - 9999 (standard = 1)
D
Affectation de la broche utilisée (modale) (Note) Indiquez une valeur négative si vous appelez le cycle de
contre-taraudage via les instructions G G84/G88 pour le réglage du paramètre "#1309 Gtype".
S
Affectation de la vitesse de la broche (Note) Pendant le taraudage synchrone, une instruction S dans le
format d'instruction avec n° de broche (Exemple : "S2 = 2000") sera ignorée.
,S Affectation de la vitesse de la broche pour le retour
,R Sélection du taraudage synchrone/asynchrone (Note) Le sens de rotation de la broche peut être inversé avec le signal
pour l'inversion de polarité de l'instruction du taraudage synchrone.
M
Affectation d'une fonction auxiliaire (Note) Pendant le taraudage asynchrone pour adresses M,
essentiellement l'instruction pour la rotation en avant de la broche. Une instruction de rotation en arrière de la broche implique un état de fonctionnement incorrect sauf si la valeur est le code pour la rotation en avant de la broche +1.
∗ : Les adresses entre parenthèses sont valables pour les instructions G87, G88 et G89.

13. Fonctions d'aide à la programmation 13.5 Cycles fixes d'usinage de trou (G80 - G89)
331
Dessin d'ensemble
Les axes d'usinage de trou à utiliser pour les cycles fixes d'usinage de trous et pour le positionnement sont présentés schématiquement ci-après.
+X +Z
r4
z4 C
x2 r2
q2z2
q4x4 (1)
(2)
(3) (4)
Les instructions M03, M04 et M05 (rotation en avant, rotation en arrière et arrêt) s'appliquent aux outils commandés.
Pendant le cycle d'usinage de trou, l'axe C (broche) estverrouillé et ne peut pas être déplacé.
Outil commandé pour l'axe X
Outil commandé pour l'axe Z
(1) G83 Xx1 Cc1 Zz1 Rr1 Qq1 Pp1 Ff1 Kk1 ; (2) G83 Xx2 Cc2 Zz2 Rr2 Qq2 Pp2 Ff2 Kk2 ; (3) G87 Zz3 Cc3 Xx3 Rr3 Qq3 Pp3 Ff3 Kk3 ; (4) G87 Zz4 Cc4 Xx4 Rr4 Qq4 Pp4 Ff4 Kk4 ;

13. Fonctions d'aide à la programmation 13.5 Cycles fixes d'usinage de trou (G80 - G89)
332
Exemples pour les opérations
Il y a 7 opérations réelles différentes décrites ci-après.
Opération 1 Opération 2
Opéation 4
Opération 3
Opération 5
Opération 6
Opération 7 Point R
Point initial
Opération 1 : Cela désigne le positionnement (avec avance rapide) de l'outil sur le point initial des axes X (Z) et C. Si ",I" (largeur de position in de l'axe de positionnement) est spécifié, un contrôle de position in est effectué après l'achèvement du bloc.
Opération 2 : Est sorti à condition que le code M pour le verrouillage de l'axe C soit sorti. Opération 3 : L'outil a été positionné sur le point R en avance rapide. Opération 4 : L'usinage de trou a été exécuté avec l'avance de coupe.
Si ",J" (largeur de position in de l'axe d'alésage de trou) est spécifié, un contrôle de position in est effectué après l'achèvement du bloc. Tenez compte du fait que lors du cycle d'alésage de trou profond 1 ou 2, le contrôle de position in n'est pas réalisé au demi-parcours de l'alésage de trou. Le contrôle est réalisé à la position du fond du trou (du dernier trou).
Opération 5 : Cette opération est effectuée à la position du fond de trou et est différente selon le mode de cycle fixe. Les actions possibles sont : rotation arrière de la broche (M04), rotation avant de la broche (M03) et temps d'arrêt momentané.
Opération 6 : Retour de l'outil au point R. Opération 7 : Retour de l'outil au point initial en avance rapide.
(Pour certains modes de cycle fixe, les opérations 6 et 7 se confondent en une seule.)
(Note) Comme pour l'instruction de taraudage synchrone, le contrôle de position in sera effectué selon le paramètre #1223 (amélioration taraudage synchrone). (seulement pour quelques modèles.)
Si le cycle fixe doit être terminé dans l'opération 6 ou dans l'opération 7, peut être sélectionné avec les instructions G suivantes.
G98 ..... Retour au niveau initial G99 ..... Retour au niveau du point R
Ces instructions G sont modales. Par exemple, si l'instruction G98 a été introduite, le mode G98 garde effet jusqu'à une instruction G99. Le mode G98 est établi à l'état initial lorsque l'unité est prête à fonctionner.

13. Fonctions d'aide à la programmation 13.5 Cycles fixes d'usinage de trou (G80 - G89)
333
Contrôle de position in pour le taraudage synchrone
Voir "Exemples de fonctionnement" pour le contrôle de position in dans les autres cycles d'alésage de trou (y compris le taraudage asynchrone). Réglage des paramètres pour le contrôle de position in et le déplacement de l'axe de taraudage (1) Réglage pour le contrôle de la Position In lors de taraudage synchrone
Avance synchro- nisée du
taraudage
Contrôle de la
position in du
plateau de perçage
Contrôle de la
position in du
point R
Contrôle de la
position in du
point I → point R
Affectation de "P" dans l'instruction G84/G88 Contrôle de position in pour le taraudage synchronisé
‘0’ — — — — Contrôle de la position in : point I → point R/point R/position du trou
‘1’ — — — Aucune instruction "P" Exemple : G84 F1. Z-5. S1000 R-5.
Position du trou :point R :
point I → point R :
Aucun contrôle de position in Aucun contrôle de position in Aucun contrôle de position in
‘1’ valide valide valide Instruction "P" Exemple : G84 F1. Z-5. S1000 PO R-5.
Position du trou :
point R :point I → point R :
Contrôle de position in lors du taraudage Contrôle de position in Contrôle de position in
‘1’ valide invalide valide Instruction "P" Exemple : G84 F1. Z-5. S1000 PO R-5.
Position du trou :
point R :point I → point R :
Contrôle de position in lors du taraudage Aucun contrôle de position in Contrôle de position in
‘1’ invalide valide valide Instruction "P" Exemple : G84 F1. Z-5. S1000 PO R-5.
Position du trou :point R :
point I → point R :
Aucun contrôle de position in Contrôle de position in Contrôle de position in
‘1’ invalide invalide valide Instruction "P" Exemple : G84 F1. Z-5. S1000 PO R-5.
Position du trou :point R :
point I → point R :
Aucun contrôle de position in Aucun contrôle de position in Contrôle de position in
‘1’ valide valide invalide Instruction "P" Exemple : G84 F1. Z-5. S1000 PO R-5.
Position du trou :
point R :point I → point R :
Contrôle de position in lors du taraudage Contrôle de position in Aucun contrôle de position in
‘1’ valide invalide invalide Instruction "P" Exemple : G84 F1. Z-5. S1000 PO R-5.
Position du trou :
point R :point I → point R :
Contrôle de position in lors du taraudage Aucun contrôle de position in Aucun contrôle de position in
‘1’ invalide valide invalide Instruction "P" Exemple : G84 F1. Z-5. S1000 PO R-5.
Position du trou :point R :
point I → point R :
Aucun contrôle de position in Contrôle de position in Aucun contrôle de position in
‘1’ invalide invalide invalide Instruction "P" Exemple : G84 F1. Z-5. S1000 PO R-5.
Position du trou :point R :
point I → point R :
Aucun contrôle de position in Aucun contrôle de position in Aucun contrôle de position in
(Note 1) Le point I se réfère au point initial. (Note 2) "Avance synchronisée du taraudage" dans le tableau ci-dessus se réfère à "#1223 aux07/bit3
amélioration contrôle de position in taraudage synchrone", "contrôle de position in sur le plateau de perçage" se réfère à "#1223 aux07/bit4 plateau de perçage contrôle de position in taraudage synchrone", et "point R contrôle de position in" se réfère à "#1223 aux07/bit5 taraudage synchrone point R contrôle de position in 2".

13. Fonctions d'aide à la programmation 13.5 Cycles fixes d'usinage de trou (G80 - G89)
334
(2) Relation entre la largeur de la Position In et le déplacement de l'axe Z lors de contrôle simultané de la Position In pendant le taraudage
Temps T →
↑ Vitesse
Plateau de t
FinPoint R
(2) (4) (3) (1)
Fin de la position in de l'avance G0 au point R →
Temporisation G1lors du retour d'alésage→
Démarrage de l'avance G0 vers le point R → Temporisation
du démarrage G1 lors de la première taille d'alésage→
Point R : contrôle de position in par la valeur G1inps. Point I : contrôle de la position in par la valeur G0inps. Plateau de trou : contrôle de la position in par la valeur Tapinps.
(1) Zone dans laquelle le contrôle de position in est exécuté avec la valeur sv024.
(2) Zone dans laquelle le contrôle de position in est exécuté avec la valeur TapInp.
(3) Zone dans laquelle le contrôle de position in est exécuté avec la valeur G1inps.
(4) Zone dans laquelle le contrôle de position in est exécuté avec la valeur G0inps.

13. Fonctions d'aide à la programmation 13.5 Cycles fixes d'usinage de trou (G80 - G89)
335
(3) Relation entre le réglage des paramètres et le déplacement de l'axe de taraudage pour le contrôle de la Position In
Avance synchro- nisée du
taraudage
Contrôle de la position in
du plateau de perçage
Contrôle de la position in
du point R
Contrôle de la position in du point I →
point R
Temps d'arrêt momentané au
plateau de perçageOpération au
plateau de perçageOpération au
point R Opération au
point I → point R
‘0’ — — — Définition du temps par "P". Sans "P“, le temps d'usinage est au minimum de 10 ms.
Opération conforme au réglage du paramètre inpos (#1193) et aux 07 (#1223) : Bit 1
Opération conforme au réglage du paramètre inpos (#1193) et aux 07 (#1223) : Bit 1
Opération conforme au réglage du paramètre inpos (#1193) et aux 07 (#1223) : Bit 1
‘1’ non réalisé non réalisé réalisé Plus grande valeur de "P" et TapDwl (#1313) est valide. Aucun temps d'arrêt momentané si les 2 valeurs sont à 0.
Attendre jusqu'à ce le temps d'arrêt momentané dans la colonne de gauche soit écoulé.
Attendre jusqu'à ce que le contrôle de la Position In par la valeur G0inps soit terminé.
‘1’ non réalisé réalisé réalisé Plus grande valeur de "P" et TapDwl (#1313) est valide. Aucun temps d'arrêt momentané si les 2 valeurs sont à 0.
Attendre jusqu'à ce le temps d'arrêt momentané dans la colonne de gauche soit écoulé.
Attendre jusqu'à ce que le contrôle de la Position In par la valeur G1inps soit terminé.
Attendre jusqu'à ce que le contrôle de la Position In par la valeur G0inps soit terminé.
‘1’ réalisé non réalisé réalisé Plus grande valeur de "P" et TapDwl (#1313) est valide. Aucun temps d'arrêt momentané si les 2 valeurs sont à 0.
Attendre jusqu'à ce le temps d'arrêt momentané dans la colonne de gauche après le contrôle de la Position In soit écoulé.
Attendre jusqu'à ce que le contrôle de la Position In par la valeur G0inps soit terminé.
‘1’ réalisé réalisé réalisé Plus grande valeur de "P" et TapDwl (#1313) est valide. Temps d'usinage de plusieurs 10 ms si les deux valeurs sont à 0.
Attendre jusqu'à ce le temps d'arrêt momentané dans la colonne de gauche après le contrôle de la Position In soit écoulé.
Attendre jusqu'à ce que le contrôle de la Position In par la valeur G1inps soit terminé.
Attendre jusqu'à ce que le contrôle de la Position In par la valeur G0inps soit terminé.
‘1’ non réalisé non réalisé non réalisé Plus grande valeur de "P" et TapDwl (#1313) est valide. Aucun temps d'arrêt momentané si les 2 valeurs sont à 0.
Attendre jusqu'à ce le temps d'arrêt momentané dans la colonne de gauche soit écoulé.
‘1’ non réalisé réalisé non réalisé Plus grande valeur de "P" et TapDwl (#1313) est valide. Aucun temps d'arrêt momentané si les 2 valeurs sont à 0.
Attendre jusqu'à ce le temps d'arrêt momentané dans la colonne de gauche soit écoulé.
Attendre jusqu'à ce que le contrôle de la Position In par la valeur G1inps soit terminé.
‘1’ réalisé non réalisé non réalisé Plus grande valeur de "P" et TapDwl (#1313) est valide. Aucun temps d'arrêt momentané si les 2 valeurs sont à 0.
Attendre jusqu'à ce le temps d'arrêt momentané dans la colonne de gauche après le contrôle de la Position In soit écoulé.
‘1’ réalisé réalisé non réalisé Plus grande valeur de "P" et TapDwl (#1313) est valide. Temps d'usinage de plusieurs 10 ms si les deux valeurs sont à 0.
Attendre jusqu'à ce le temps d'arrêt momentané dans la colonne de gauche après le contrôle de la Position In soit écoulé.
Attendre jusqu'à ce que le contrôle de la Position In par la valeur G1inps soit terminé.
(Note 1) Le point I se réfère au point initial.
(Note 2) "Avance synchronisée du taraudage" dans le tableau ci-dessus se réfère à "#1223 aux07/bit3 amélioration contrôle de position in taraudage synchrone", "contrôle de position in sur le plateau de perçage" se réfère à "#1223 aux07/bit4 plateau de perçage contrôle de position in taraudage synchrone", et "point R contrôle de position in" se réfère à "#1223 aux07/bit5 taraudage synchrone point R contrôle de position in 2".
Remarques : La durée de traitement est de quelques 10 ms, si aucun contrôle de Position In
n'est effectué sur le plateau de perçage. La durée de traitement est comprise entre 0 et 14,2 ms, si aucun contrôle de Position In n'est effectué à la position R. La durée de traitement est identique à la durée de changement du gain de la broche, si aucun contrôle de Position In n'est effectué à la position I → point R.

13. Fonctions d'aide à la programmation 13.5 Cycles fixes d'usinage de trou (G80 - G89)
336
13.5.1 Cycle 1 de perçage frontal profond; G83 (cycle 1 de perçage longitudinal profond; G87)
Si l'instruction Q a été spécifiée (perçage de trou profond)
G83 (G87) X(z) C Z(x) R r Q q P p F f K k Mm ;
Mode G98 Mode G99
Point initial
Point de référence
Point Z
r
d
q
q
q
d
(Mα)
P
(Mβ), P '
. . .
Point initial
Point de référence
Point Z
r
D
Q
Q
Q
D
P
(Mβ ) P '
. . .
(Mα)
(1) La grandeur de recul "d" est définie par le paramètre (#8013 G83 return). Le mouvement de l'outil se fait en avance rapide.
(2) (Mα) : En présence d'une instruction M de verrouillage d'axe C (instruction Mm), le code M est émis (Mm).
(3) (Mβ) : En présence d'une instruction M de verrouillage d'axe C (instruction Mm), le code M de libération d’axe C (Code M de verrouillage de l'axe C + 1 = Mm + 1) est émis.
(4) P : Le temps d'arrêt momentané est exécuté pour une durée qui correspond au temps défini par P.
(5) P ' : Après émission du code de libération d'axe C (Mm + 1), arrêt de temporisation de la durée réglée par le paramètre (#1184 clmp_D).
Si l'instruction Q n'a pas été spécifiée (perçage)
G83 (G87) X(z)__ C__ Z(x)__ R r Pp F f Kk Mm ;
Mode G98 Mode G99
(Mα)
P
Point de départ
Point R
Point Z
(Mβ), P '
(Mα)
P
Point de départ
Point R
Point Z
(Mβ), P '
Voir "Si l'instruction Q a été spécifiée (perçage de trou profond)" pour de plus amples informations sur Mα, Mβ, P et P ' .

13. Fonctions d'aide à la programmation 13.5 Cycles fixes d'usinage de trou (G80 - G89)
337
13.5.2 Cycle de taraudage frontal; G84 (cycle de taraudage longitudinal; G88)/ cycle de contre-taraudage frontal; G84.1 (cycle de contre-taraudage longitudinal; G88.1)
Description détaillée
G84 (G88) est décrit dans le chapitre suivant. Le sens de rotation est inversé dans le cycle de contre-taraudage G84.1 (G88.1). G84 (G88) Xx1 Cc1 Zz1 Rr1 Pp1 Ff1 Kk1 Dd1 Ss1 ,Ss2 ,Rr2 Mm1 ;
Mode G98 Mode G99
Point de départ
Point R
Point Z
(Mα)
P
(Mβ), P '
Outil commandé
Rotation en avant de l'outil commandé Rotation en arrière
outil commandé
Point de départ
Point R
Point Z
(Mα)
P
(Mβ), P '
Outil commandé
Rotation en avant de l'outil commandé Rotation en arrière
outil commandé
(1) Voir le chap. 13.5.1 Si l'instruction Q a été spécifiée (perçage de trou profond)" pour de plus amples informations sur Mα, Mβ, P et P ' .
(2) Lors de l'exécution de G84 (G88), l'influence de l'avance est annulée et est automatiquement mise à 100 %.
(3) La marche à vide est validée avec le paramètre de commande "G00 DRY RUN" (ON) et est alors valable pour l'instruction de positionnement. Si pendant l'exécution de G84 (G88), la touche d'arrêt d'avance est actionnée, l'arrêt de bloc est effectué lorsque le déplacement retour est terminé.
(4) Pendant le mode bloc par bloc, l'axe ne s'arrête pas au point d'inversion du cycle de taraudage.
(5) Pendant l'exécution de la modale G84(G88), le signal de sortie CN "taraudage" (tapping) est sorti.
(6) Pendant l'exécution du taraudage synchrone G84 (G88), les codes M3, M4, S, etc. ne seront pas sortis.
(7) L'outil s'arrête au point R et le signal pour la rotation en avant de l'outil commandé est sorti.
(8) La rotation de l'outil commandé est inversée sur la base de perçage et le taraudage est exécuté.
(9) Avant la sortie du signal de rotation en arrière de l'outil commandé(M04) ou de la rotation en avant de l'outil commandé (M03), un sous-programme de cycle fixe doit être édité en conséquence si un arrêt de la rotation de l'outil commandé (M05) est nécessaire.
(10) Si l'instruction G pour le cycle de contre-taraudage G84.1/G88.1 ou G84/G88 (la valeur de l'adresse D est négative) doit être spécifiée ou non, dépend du réglage du paramètre de base "#1309 Gtype".

13. Fonctions d'aide à la programmation 13.5 Cycles fixes d'usinage de trou (G80 - G89)
338
Sélection du taraudage synchrone/asynchrone
(1) Sélection par une instruction de programme
Instruction de cycle de taraudage ",R0/1" G84 (G88) Xx1 Cc1 Zz1 Rr1 Pp1 Ff1 Kk1 Dd1 Ss1 ,Ss2 ,Rr2 Mm1 ;
Si r2 = 1, le mode de taraudage synchrone est lancé et si r2 = 0, le mode de taraudage asynchrone est lancé.
(2) Sélection par paramètre
[Paramètre de base]
# Taille Description Plage de réglage (unité)
1229 set01 bit4 0 : Maniement du cycle de taraudage comme le cycle de taraudage avec un mandrin de taraud flottant.
1 : Maniement du cycle de taraudage comme le cycle de taraudage sans mandrin de taraud flottant.
0/1
L'instruction pour tarauder appelle le cycle de taraudage synchrone si le paramètre est mis à 1. (3) Sélection par fonction M
[Paramètre de base]
# Taille Description Plage de réglage (unité)
1272 (PR)
ext08 bit1 Activation du cycle de taraudage synchrone par la fonction M
0 : invalide 1 : valide
Lors de mise à zéro de ce paramètre, aucune synchronisation ne peut être réalisée par la fonction M. [Paramètre de base]
# Taille Description Plage de réglage (unité)
1513 stapM Code M pour le taraudage synchrone 0 à 99999999
Le mode taraudage synchrone est sélectionné si le code de fonction M est défini par ce paramètre. La fonction M peut être spécifiée avant l'instruction de taraudage dans le même bloc. (Note) M00, 01, 02, 30, 96, 97, 98 ou 99 ne doivent pas être utilisées.
(Exemple)
M29 ; (instruction M taraudage synchrone) G84 Z50. R20. F2. ; ou G84 Z50. R20. F2. M29 ;
Le taraudage synchrone et asynchrone suit les combinaisons suivantes.
Combinaison Instr. de programme (,R0/1) 0 0 0 0 1 1 1 1 Aucune instruction #1229 (bit4) 0 0 1 1 0 0 1 1 0 0 1 1 Code de fonction M (M**) × × × × × ×Sélection synchrone/ asynchrone A A A A s s s s A s s s
× : Instruction impossible A : Taraudage asynchrone : Instruction S : Taraudage synchrone

13. Fonctions d'aide à la programmation 13.5 Cycles fixes d'usinage de trou (G80 - G89)
339
Annulation de la sélection du taraudage synchrone
La sélection du taraudage synchrone est annulée par une reset ou la programmation d'une instruction G80 (annulation du cycle d'alésage fixe), d'une instruction G du groupe 01 ou d'une instruction G d'un autre cycle fixe.
Accélération/décélération de la broche pendant le taraudage synchrone
Cette fonction permet, pendant le taraudage synchrone grâce à la division du cours de l'accélération/décélération de la broche et de l'axe de perçage en jusqu'à trois étapes, l'approche du cours de l'accélération/décélération de la broche au cours de l'accélération/décélération de la boucle de vitesse. Le cours de l'accélération/décélération peut être divisée pour chaque transmission en jusqu'à trois étapes. Lors du retour du plateau de perçage, il est possible de réaliser le retour en avance rapide d'après la vitesse de la broche. La vitesse de la broche sera maintenue pendant le retour comme information modale.
(1) Vitesse de coupe en taraudage < vitesse de la broche pendant le retour ≤ changement
synchronisé en taraudage 2
Smax S2
S(S1)
S1 S’ S2
Smax
T1
T1 T1
T1
T2
T2
s S' S1
S2 Smax T1 T2
: Vitesse de la broche : Vitesse de la broche pendant le retour : Vitesse lors du taraudage (réglage par défaut des paramètres #3013 à #3016) : Changement synchronisé de la vitesse de la broche (réglage par défaut des paramètres #3037 à #3040) : Vitesse maximale (réglage par défaut des paramètres #3005 à #3008) : Constante de temps lors du taraudage (réglage par défaut des paramètres #3017 à #3020) : Changement synchronisé de la vitesse lors du taraudage (réglage par défaut des paramètres #3041 à #3044))

13. Fonctions d'aide à la programmation 13.5 Cycles fixes d'usinage de trou (G80 - G89)
340
(2) Changement synchronisé de la vitesse lors du taraudage 2 < vitesse de la broche pendant le retour
Smax S2 S(S1)
S1S2
S'(Smax)
T1
T2T1T1
T1
T2
T3
T3
s S' S1 S2 Smax T1 T2 T3
: Vitesse de la broche : Vitesse de la broche pendant le retour : Vitesse lors du taraudage (réglage par défaut des paramètres #3013 à #3016) : Changement synchronisé de la vitesse de la broche (réglage par défaut des paramètres #3037 à #3040) : Vitesse maximale (réglage par défaut des paramètres #3005 à #3008) : Constante de temps lors du taraudage (réglage par défaut des paramètres #3017 à #3020) : Changement 2 synchronisé de la vitesse lors du taraudage (réglage par défaut des paramètres #3041 à #3044) : Changement 3 synchronisé de la vitesse lors du taraudage (réglage par défaut des paramètres #3045 à #3048)
Remarques pour la spécification du n° de broche d'outil (Dd1)
(1) La plage programmable autorisée est de "1 jusqu'au nombre de broches". Une erreur de
programme (P35) apparaît si une valeur qui dépasse cette plage est spécifiée.
(2) Si la commande de broche multiple II est activée, la broche est spécifiée par l'API. Dans ce cas, il n'est pas autorisé de spécifier Dd1. Sinon, une erreur de programme (P32) apparaît.
(3) Si Dd1 n'est pas spécifié, la sélection est réalisée par la broche définie par l'instruction de sélection de broche.

13. Fonctions d'aide à la programmation 13.5 Cycles fixes d'usinage de trou (G80 - G89)
341
13.5.3 Cycle d'alésage frontal; G85 (cycle d'alésage longitudinal; G89)
Description détaillée
G85 (G89) X (z)_ C_ Z (x)_ R_ P_ F_ K_ M_ ;
Mode G98 Mode G99
2f f
Point de départ
Point de référence
Point Z
(Mα)
P
(Mβ), P '
2f f
Point de départ
Point de référence
Point Z P
(Mβ), P '
(1) Voir le chap. 13.5.1 Si l'instruction Q a été spécifiée (perçage de trou profond)" pour de plus amples informations sur Mα, Mβ, P et P ' .
(2) Le retour de l'outil au point de référence se fait à une vitesse d'avance de coupe double de l'avance programmée, sans toutefois dépasser la vitesse d'avance de coupe maximale.
13.5.4 Cycle d'alésage profond 2 (G83.2)
Fonction et but
Le cycle 2 de perçage profond permet l'exécution de trous profonds dans le sens de l'axe X ou dans le sens de l'axe Z en programmant la position du point d'arrivée en coordonnées X ou Z et la profondeur de coupe en avance de coupe.
Format d'instruction
G83.2 W/Z/U/X R I K A Q J F ; W/Z/U/X Valeur incrémentielle à partir du point de début de perçage/coordonnées du
fond de trou (avec signe) R Valeur incrémentielle (sans signe) distance de la position actuelle au point de
début de perçage; toujours exprimée en rayon avec valeur incrémentielle I Profondeur de coupe de 1ère passe (sans signe); toujours exprimée en rayon
avec valeur incrémentielle K Profondeur de coupe à partir de la 2ème passe (sans signe); toujours
exprimée en rayon avec valeur incrémentielle A Distance de sécurité d'arrêt du foret à partir de la 2ème passe (sans signe);
toujours exprimée en rayon avec valeur incrémentielle Q Durée d'arrêt de temporisation au point de coupe (sans signe, virgule
décimale invalide) J Durée d'arrêt de temporisation au point de retour (sans signe, virgule décimale
invalide) F Avance de coupe

13. Fonctions d'aide à la programmation 13.5 Cycles fixes d'usinage de trou (G80 - G89)
342
Opération
Temps d'arrêt momentané Q
Temps d'arrêt momentané J
Aucun temps d'arrêt momentané J
(pour direction de l'axe Z)
A K
Z ri
G1 G0G0
W
A A AK K
Exemple (si le cycle d'alésage de trou profond 2 est utilisé comme une instruction modale)
G28 XZ ; G0 X0. Z0. ;................................................................................................................. (1) G83.2 Z110. R20. I30. K20. A5. Q1000 J500. F300. ;................................................ (2) X100. ;......................................................................................................................... (3) X50. ; ........................................................................................................................... (4) M02 ;
Opération
Déplacement jusqu'à X50.
X
100.
50.
20. 50. 70. 90. 110.(1)
Déplacement jusqu'à X100.
(3) Usinage de trou
(4) Usinage de trou
(2) Usinage de trou Z

13. Fonctions d'aide à la programmation 13.5 Cycles fixes d'usinage de trou (G80 - G89)
343
Description détaillée
(1) En l'absence d'indication de distance de sécurité d'arrêt du foret (adresse A), c'est la valeur
attribuée au paramètre #8013 "G83 return" qui sera adoptée.
(2) L'instruction de cycle 2 de perçage profond est modale et reste donc en vigueur jusqu'à une autre instruction du même groupe de fonctions modales, ou bien jusqu'à sa révocation par une instruction d'annulation (G80).
(3) S'il manque l'une des deux indications de profondeur de passe ou si l'une des profondeurs indiquées est "0" (adresse I pour la première passe et adresse K pour les passes suivantes), la seule valeur indiquée est appliquée pour toutes les passes (même effet que si I = K).
Si ces deux valeurs manquent, le trou est percé jusqu'au fond en une seule passe.
(4) Si plusieurs adresses d'axe de perçage figurent dans le même bloc, seule la dernière est valable.
(5) Le cycle 2 de perçage profond est également annulé par un code G du groupe 01, en plus de G80. Si un tel code a été placé dans le même bloc avec le cycle fixe, le cycle fixe est ignoré.
m = code G du groupe 01, n = code du cycle fixe d'usinage de trou
(a) Gm Gn X(z)__ C__ Z(x)__ R__ I__ K__ A__ Q__ J__ F__ ;
(b) Gn Gm X(z)__ C__ Z(x)__ R__ I__ K__ A__ Q__ J__ F__ ;
(Exemples) G01 G83.2 Z50. R−10. I8. K10. A3. Q1000 J500 F100. ; G83.2 G01 Z50. R−10. I8. K10. A3. Q1000 J500 F100. ; Dans les deux cas, G01 Z50. F100. sera exécuté.
(6) Si le bloc commandant le cycle 2 de perçage profond contient également une fonction
auxiliaire, le signal de cette fonction est émis au moment du positionnement initial.
(7) En mode de cycle 2 de perçage profond, I’indication d’une correction de longueur d’outil (fonction T) est opérante et le cycle sera exécuté après le décalage de correction de longueur d'outil.
(8) En mode de cycle 2 de perçage profond, les opérations sont exécutées si les données d'axe de base, d'axe supplémentaire ou R figurent dans le même bloc que l'instruction; en l'absence de ces données, aucune opération d'usinage de trou n'est exécutée.
Cependant, même en présence des données d'axe X, aucune opération d'usinage de trous ne sera exécutée si le bloc contient également l'instruction de temporisation (G04).
(9) Les données d'usinage de trou (A, I, K, Q,J) doivent être introduites dans le bloc commandant l'usinage de trou (y compris les données d'axe de base, d'axe supplémentaire et R).
Si ces données se trouvent dans un bloc ne commandant aucune opération d'usinage de trou, les données modales ne sont pas réactualisées.
(10) Une erreur de programme (P33) apparaît avec les instructions suivantes.
(a) Comme axe de perçage, on a programmé à la fois l'axe X (adresse X ou U) et l'axe Z (adresse Z ou W).
(b) On a programmé un axe qui n'est ni l'axe X ni l'axe Z (adresse autre que X, U, Z ou W).
Exécuté Ignoré Exécuté Ignoré Enregistré
Ignoré Exécuté Ignoré Enregistré

13. Fonctions d'aide à la programmation 13.5 Cycles fixes d'usinage de trou (G80 - G89)
344
(11) Si on appuie sur le bouton de suspension d'avance pendant l'exécution du cycle 2 de perçage profond, l'interruption de marche automatique a lieu immédiatement, et le reste du cycle est exécuté lorsque la marche automatique est relancée.
(12) Lors d'une interruption en marche commandée manuellement pendant la suspension d'avance (commutateur manuel en position ON), les opérations effectuées en mode de cycle 2 de perçage profond à la reprise de la marche automatique se trouvent décalées de la valeur de l'interruption.
(13) En marche bloc par bloc, l'arrêt de bloc a lieu en fin d'exécution de l'instruction de cycle 2 de perçage profond.
13.5.5 Annulation du cycle fixe d'usinage de trou G80
Description détaillée
Cette instruction annule les cycles fixes d'usinage de trou (G83, G84, G85, G87, G88, G89). Le mode d'usinage et toutes les données d'usinage de trous sont annulés.
13.5.6 Remarques particulières pour l'utilisation des cycles fixes d'usinage de trou
Notes
(1) Avant les instructions de cycle fixe G84 et G88, il est indispensable d'indiquer le sens de
rotation de l'outil rotatif par une fonction auxiliaire (M3, M4).
(2) En mode de cycle fixe, les opérations sont exécutées si les données d'axe de base, d'axe supplémentaire et données R figurent dans le même bloc que l'instruction; en l'absence de ces données, aucune opération n'est exécutée. Cependant, même en présence des données d'axe X, aucune opération ne sera exécutée si le bloc contient également l'instruction de temporisation (G04).
(3) Les données d'usinage (P, Q) doivent être introduites dans le bloc commandant les opérations d'usinage de trou (celui qui contient les données d'axe de base, d'axe supplémentaire et données R).
Si ces données se trouvent dans un bloc ne comportant aucune opération d'usinage de trous, les données modales ne sont pas réactualisées.
(4) En cours d'exécution de G85 (G89), la remise à l'état initial peut entraîner un changement de l'état des modales F.
(5) Tous les cycles fixes d'usinage de trou sont annulés aussi par les codes G du groupe 01, en plus de G80. Si un tel code a été placé dans le même bloc qu'un cycle fixe, le cycle fixe est ignoré. m = code G du groupe 01, n = code du cycle fixe d'usinage de trou
(a) Gm Gn X(z)__ C__ Z(x)__ R__ Q__ P__ K__ F__ ;
(b) Gn Gm X(z)__ C__ Z(x)__ R__ Q__ P__ K__ F__ ; (Exemples) G01 G83 X100. C30. Z50. R-10. Q10. P1 F100. ; G83 G01 X100. C30. Z50. R-10. Q10. P1 F100. ; Dans les deux cas, G0-1 X100. C30. Z50. F100. sera exécuté.
Réalisé Ignoré Réalisé Ignoré Enregistré
Ignoré Réalisé Ignoré Enregistré

13. Fonctions d'aide à la programmation 13.5 Cycles fixes d'usinage de trou (G80 - G89)
345
(6) Si le bloc commandant le cycle fixe contient également une fonction auxiliaire, le signal de cette fonction est émis au moment du premier positionnement.
Cependant, si le code M de verrouillage d'axe C qui a été établi par le paramètre (#1183 clmp _ M) est programmé dans le même bloc, le signal de ce code M sera émis après l'opération de positionnement (opération 2).
Après l'usinage des trous, le retour de l'outil est exécuté (au point initial en mode G98, au point R en mode G99). Ensuite, le code M de libération d'axe C (clamp M+1) est émis, et il y a un arrêt de temporisation de la durée fixée par le paramètre (#1184 clmp_D).
Si un nombre de passes de coupe a été indiqué, l'exécution de la commande ci-dessus n'a lieu que la première fois, à l'exception du code M pour le verrouillage de l'axe C. Les instructions M de verrouillage/libération de l'axe C sont modales et le code est émis à chaque passe de coupe jusqu'à l'instruction d'annulation du cycle fixe.
(7) En mode de cycle fixe d'usinage de trou, l'indication d'une correction de longueur d'outil (fonction T) est opérante et le cycle sera exécuté après le décalage de correction de longueur d'outil.
(8) Une instruction de cycle fixe d’usinage de trou programmée pendant une correction de rayon d'outil entraîne l'erreur de programme (P155).
(9) L'opération est définie avec le système 1 de code G sur le retour au niveau du point initial. Le niveau de retour ne peut pas être modifié avec l'utilisation de G98/G99. Prendre garde au fait que l'instruction G 98 ou G99 pourrait dans ce cas entraîner l'exécution d'une fonction différente.
(10) Si la largeur de la Position In est saisie pendant le programme d'usinage à l'aide des routines de saisie indiquées ci-dessous, une surcharge du système servo peut apparaître. G0 X100. ,I10.0 ; X–200. ;

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
346
13.6 Cycles fixes d'usinage de trou; G80 à G89 (format spécial MITSUBISHI CNC)
Fonction et but
Les cycles fixes d'usinage des trous sont des fonctions permettant de programmer en un seul bloc de programme d'usinage toute une suite d'opérations à exécuter dans un ordre prédéterminé, comme le positionnement ordinaire, I’usinage du trou, le perçage et le taraudage. Les suites d'opérations possibles à l'aide de ces fonctions sont indiquées dans le tableau ci-dessus. Cette fonction est valable lorsque le format spécial MITSUBISHI CNC est activé (#1265 ext01/bit2 est ON).
Début d'usinage du trou
Code G Début d'usinage
du trou (direction −Z)
Temps d'arrêt
momen-tané
Broche
Opération de retour
(direction +Z)Remarque
G80 ⎯ ⎯ ⎯ ⎯ Annulation
G81 Avance de coupe ⎯ ⎯ Avance rapide Cycle d'alésage, amorçage
G82 Avance de coupe Oui ⎯ Avance rapide Cycle d'alésage, contre-alésage
G83 Avance intermittente Oui ⎯ Avance rapide Cycle de perçage
profond
G83.1 Avance intermittente Oui ⎯ Avance rapide Cycle de mode pas à
pas
G84 Avance de coupe Oui Rotationinverse
de broche
Avance de coupe Cycle de taraudage
G84.2 Avance de coupe Oui Rotationinverse
de broche
Avance de coupe
Cycle de taraudage synchrone
G85 Avance de coupe ⎯ ⎯ Avance de coupe Cycle d'alésage
G89 Avance de coupe Oui ⎯ Avance de coupe Cycle d'alésage
Les cycles fixes sont annulés par instruction G80 ou par une instruction G (G00, G01, G02, G03) du groupe 01. L'annulation s'accompagne de la remise à zéro de toutes les données.
Format d'instruction
G8Δ X Y Z R Q P F L S , S ,I ,J G8Δ Mode d'usinage de trou X Y Z R Q P F L S ,S ,I ,J
Données de positionnement du trou Données d'usinage de trou Nombre de répétitions Vitesse de la broche Vitesse de la broche au retour Largeur de position in de l'axe de positionnement Largeur de position in de l'axe de perçage
Comme représenté ci-dessus, le format est divisé entre mode d'usinage de trou, données de positionnement du trou, données d'usinage de trou, nombre de répétitions, vitesse de la broche, vitesse de la broche lors du retour, largeur de position in de l'axe de positionnement et largeur de position in de l'axe de perçage.

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
347
Description détaillée
(1) Le mode d'usinage de trou fait partie des modes de cycle fixe comme perçage, contre-alésage,
taraudage et alésage. Les données de positionnement du trou permettent le positionnement des axes X et Y. Les données d'usinage de trou sont les données d'usinage qui sont réellement utilisées pour l'usinage. Les données de positionnement du trou et le nombre de répétitions ne sont pas modaux. Les données d'usinage de trou et la vitesse de la broche du retour ne sont pas modales.
(2) Si M00 ou M01 est programmé dans le même bloc avec le cycle fixe ou pendant le mode de cycle fixe, le cycle fixe ne sera pas exécuté. À la place, M00 et M01 sont sorties après le positionnement. Le cycle fixe est exécuté si X, Y, Z ou R sont spécifiées.
(3) Il y a 7 opérations réelles différentes décrites ci-après. Opération 1 : Caractérise le positionnement des axes X et Y (en avance rapide). Opération 2 : Cette opération est effectuée une fois le positionnement (dans le point de
départ) terminé. Si G87 est spécifiée, l'instruction M19 est sortie de l'unité de commande de la machine. La prochaine opération est lancée par l'unité de commande après l'exécution de cette instruction M et la réception du signal de fin (FIN). Si le commutateur d'arrêt bloc par bloc est enclenché, le bloc est arrêté après le positionnement.
Opération 1
Point R
Point de départ
Opération 2
Opération 3
Opéation 4
Opération 5
Opération 6
Opération 7
Opération 3 : L'outil a été positionné sur le point R en avance rapide. Opération 4 : L'usinage de trou a été exécuté avec l'avance de coupe. Opération 5 : Cette opération est effectuée à la position du fond de trou et est différente selon
le mode de cycle fixe. Les actions possibles sont : arrêt de la broche (M05), rotation arrière de la broche (M04), rotation avant de la broche (M03), temps d'arrêt momentané et approche de l'outil.
Opération 6 : Le retour au point R peut être effectué à la vitesse d'avance de coupe ou en avance rapide en fonction du mode de cycle fixe.
Opération 7 : Retour de l'outil au point initial en avance rapide.
Si le cycle fixe doit être terminé dans l'opération 6 ou dans l'opération 7, peut être sélectionné avec les instructions G suivantes. G98 ............ Retour au niveau initial G99 ............ Retour au niveau du point R Ces instructions G sont modales. Par exemple, si l'instruction G98 a été introduite, le mode G98 garde effet jusqu'à une instruction G99. Le mode G98 est établi à l'état initial lorsque l'unité est prête à fonctionner. Les données d'usinage de trou sont ignorées si X, Y, Z ou R ne sont pas spécifiées. Cette fonction est principalement utilisée avec des cycles fixes spéciaux.

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
348
(4) Adresse de cycle fixe et signification
Adresse Signification G Sélection de la séquence de cycle d'usinage de trou (G80 à G89) X Indication de position de fond de trou (valeur absolue/incrémentielle) Y Indication de position de fond de trou (valeur absolue/incrémentielle) Z Indication de position de fond de trou (valeur absolue/incrémentielle)
P Indication du temps d'arrêt momentané au point du fond de trou (les virgules décimales seront ignorées.)
Q Indication de la grandeur de coupe de chaque passe pour G83 ou affectation de la valeur d'une coupe par G87 (valeur incrémentielle)
r Indication de la position du point de référence (valeur absolue/incrémentielle)f Indication de la vitesse d'avance de coupe l Indication du nombre de répétitions, 0 - 9999
(5) Différence entre l'instruction de valeur absolue et l'instruction de valeur incrémentielle
Pour valeur absolue
Point R +r
-r
-z
-z
Pour valeur incrémentielle
Pièce Pièce
Point R
(6) Avance pour le cycle de taraudage et le retour de taraudage
Les avances pour le cycle de taraudage et le retour de taraudage sont représentées ci-après.
(a) Sélection de l'avance pour le cycle de taraudage
G94/G95 Paramètre de commande Valeur F à 1
chiffre Valeur de commande F Affectation de
l'avance
OFF Affectation F Autre que F0 à F8
Avance par minuteG94
ON F0 à F8 (pas de virgule décimale) Avance F à 1 chiffre
G95 ⎯ Affectation F Avance par tour − est sans importance pour le réglage.

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
349
(b) Vitesse de la broche pendant le retour sous le cycle de taraudage synchrone
Adresse Significa-
tion de l'adresse
Plage de
l'instruction (unité)
Remarque
,S Vitesse de la broche pendant le retour
0 à 99999 (tr/min)
Les données sont enregistrées comme information modale. Si une valeur inférieure à la vitesse de la broche est spécifiée, la vitesse de la broche est également valable pour le retour de l'outil. Si la vitesse de la broche pendant le retour n'est pas 0, la surcommande pour le retour de taraudage n'est pas valable.
Plan de positionnement et axe d'alésage de trou
Le cycle fixe possède les éléments élémentaires de commande pour le plan de positionnement et l'axe de perçage. Le plan de positionnement est défini par les instructions de sélection de plan G17, G18 et G19 et l'axe de perçage est l'axe perpendiculaire au plan sélectionné (X, Y, Z ou axe parallèle).
Sélection de plan Plan de positionnement Axe de perçage
G17 (X − Y) Xp − Yp Zp G18 (Z − X) Zp − Xp Yp G19 (Y − Z) Yp − Zp Xp
Xp, Yp et Zp représentent les axes de base X, Y et Z ou un axe parallèle à l'axe de base. Un autre axe quelconque peut être sélectionné comme axe de perçage pour le positionnement. L'axe de perçage est défini par l'adresse d'axe dans l'instruction d'axe de perçage spécifié dans le même bloc avec G81 à G89. Si aucune spécification n'est effectuée, l'axe de base est utilisé comme axe de perçage.
(Exemple 1) Si G17 (plan XY) et l'axe parallèle à l'axe Z comme axe W sont sélectionnés. G81 ... Z__ ; L'axe Z est utilisé comme axe de perçage. G81 ... W__ ; L'axe W est utilisé comme axe de perçage. G81 ... ; (Aucun Z ou W) L'axe Z est utilisé comme axe de perçage.
(Note 1) L'axe Z peut être défini définitivement comme axe de perçage avec le paramètre #1080 Dril_Z.
(Note 2) Un changement de l'axe de perçage peut être effectué seulement lorsque le cycle fixe est annulé.
(Note 3) Une erreur de programme apparaît si l'axe de perçage n'existe pas. Dans les explications suivantes des déplacements d'usinage des différents cycles fixes, le plan XY est utilisé comme plan de positionnement et l'axe Z comme axe de perçage. Tenir compte du fait que toutes les valeurs programmées sont des valeurs incrémentielles.

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
350
Largeur de position in programmable en cycle fixe
Cette instruction définit la largeur de position in d'un cycle fixe dans le programme d'usinage. La largeur de position in programmée est valable seulement dans les cycles fixes G81 (alésage, amorçage), G82 (alésage, contre-alésage), G83 (cycle d'alésage de trou profond), G84 (cycle de taraudage), G85 (alésage), G89 (alésage), G83.1 (cycle de mode pas à pas) et G84.2 (cycle de taraudage synchrone). L'adresse ", I" est spécifiée par rapport au plan de positionnement et l'adresse ",J" par rapport à l'axe de perçage.
Adresse Signification de l'adresse
Plage programmable
(unité) Remarque
,I Largeur de position in (grandeur d'erreur de position)
,J
Largeur de position in de l'axe de perçage dans le cycle fixe (grandeur d'erreur de position)
1 à 999,999 (mm) par pas de 1 μm
L'erreur de programme (P35) apparaît si la plage programmable est dépassée.
Contrôle de position in en cycle fixe
Si dans le cycle fixe, le nombre de répétitions L est indiqué avec deux ou plus, la largeur de position in programmée est valable dans le bloc de répétition (opération 5 à opération 8).
: G81 X–50. Z–50. R–50. L2 F2000 ,I0.2 ,J0.3 ; :
Opération 1-50.
Opération 5
Opération 2
Opération 3 Opéation 4
Opération 7Opération 8
Opération 6
-50.Schéma des opérations ,I ,J
Opération 1 valide – Opération 2 – invalide Opération 3 – invalide Opéation 4 – valide Opération 5 valide – Opération 6 – invalide Opération 7 – invalide Opération 8 – valide
Opérations lorsque le nombre de répétitions L est spécifié

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
351
Dans le programme d'usinage suivant, la largeur de position in spécifiée dans les blocs est valable. Dans le bloc (B), la largeur de position in (, I) programmée pour le positionnement dans le bloc précédent (A) n'est pas valable (opération 5). Toutefois, lors du retour de la base de perçage, la largeur de position in (, J) programmée dans le bloc précédent (A) est valable (opération 8). Pour rendre la largeur de position in valable pour le positionnement, elle doit être de nouveau spécifiée comme représenté dans le bloc (C) (opération 9).
: G81 X–50. Z–50. R–50. F2000 ,I0.2 ,J0.3 ;........... (A) X–10. ; ......................................................................... (B) X–10. ,I0.2 ; ................................................................. (C) :
Opération1
Opération4
Opéra- tion7
Opéra-tion6
Opération5 -10.
Opéra- tion12 Opération8
Opéra- tion11
Opéra-tion10
Opération9 -10.
Opération2
Opération3
-50.
Schéma des opérations ,I ,J
Opération 1 valide – Opération 2 – invalideOpération 3 – invalideOpéation 4 – valide Opération 5 invalide – Opération 6 – invalideOpération 7 – invalideOpération 8 – valide Opération 9 valide –
Opération 10 – invalideOpération 11 – invalideOpération 12 – valide
Opérations dans le cycle fixe modal

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
352
Réglage des paramètres pour le contrôle de position in et le déplacement de l'axe de
(1) Réglage pour le contrôle de la Position In lors de taraudage synchrone
Avance synchro- nisée de
taraudage
Contrôle de la position in
du plateau de perçage
Contrôle de la
position in du point R
Contrôle de la
position in du point I → point R
Affectation de "P" dans l'instruction G84/G74
Contrôle de position in pour le taraudage synchronisé
‘0’ — — — — Contrôle de la position in : point I → point R/point R/position du fond du trou
‘1’ — — — Aucune instruction "P"Exemple : G84 F1. Z-5. S1000 R-5.
Position du trou : point R :
point I → point R :
Aucun contrôle de position in Aucun contrôle de position in Aucun contrôle de position in
‘1’ valide valide valide Instruction "P" Exemple : G84 F1. Z-5. S1000 PO R-5.
Position du trou :
point R : point I → point R :
Contrôle de position in lors du taraudage Contrôle de position in Contrôle de position in
‘1’ valide invalide valide Instruction "P" Exemple : G84 F1. Z-5. S1000 PO R-5.
Position du trou :
point R : point I → point R :
Contrôle de position in lors du taraudage Aucun contrôle de position in Contrôle de position in
‘1’ invalide valide valide Instruction "P" Exemple : G84 F1. Z-5. S1000 PO R-5.
Position du trou : point R :
point I → point R :
Aucun contrôle de position in Contrôle de position in Contrôle de position in
‘1’ invalide invalide valide Instruction "P" Exemple : G84 F1. Z-5. S1000 PO R-5.
Position du trou : point R :
point I → point R :
Aucun contrôle de position in Aucun contrôle de position in Contrôle de position in
‘1’ valide valide invalide Instruction "P" Exemple : G84 F1. Z-5. S1000 PO R-5.
Position du trou :
point R : point I → point R :
Contrôle de position in lors du taraudage Contrôle de position in Aucun contrôle de position in
‘1’ valide invalide invalide Instruction "P" Exemple : G84 F1. Z-5. S1000 PO R-5.
Position du trou :
point R : point I → point R :
Contrôle de position in lors du taraudage Aucun contrôle de position in Aucun contrôle de position in
‘1’ invalide valide invalide Instruction "P" Exemple : G84 F1. Z-5. S1000 PO R-5.
Position du trou : point R :
point I → point R :
Aucun contrôle de position in Contrôle de position in Aucun contrôle de position in
‘1’ invalide invalide invalide Instruction "P" Exemple : G84 F1. Z-5. S1000 PO R-5.
Position du trou : point R :
point I → point R :
Aucun contrôle de position in Aucun contrôle de position in Aucun contrôle de position in
(Note 1) Le point I se réfère au point initial. (Note 2) "Avance synchronisée du taraudage" dans le tableau ci-dessus se réfère à "#1223
aux07/bit3 amélioration contrôle de position in taraudage synchrone", "contrôle de position in sur le plateau de perçage" se réfère à "#1223 aux07/bit4 plateau de perçage contrôle de position in taraudage synchrone ", et "point R contrôle de position in" se réfère à "#1223 aux07/bit5 taraudage synchrone point R contrôle de position in 2".
(2) Relation entre la largeur de la Position In et le déplacement de l'axe de taraudage lors de contrôle simultané de la Position In pendant le taraudage
Temps T →
↑ Vitesse
Plateau de perçage
FinPoint R
(2) (4) (3) (1)
Fin de la position in de l'avance G0 au point R → Temporisation G1
lors du retour d'alésage→
Démarrage de l'avance G0 vers le point R → Temporisation
du démarrage G1 lors de la première taille d'alésage→
Point R : contrôle de position in par la valeur G1inps. Point I : contrôle de la position in par la valeur G0inps. Plateau de trou : contrôle de la position in par la valeur Tapinps.
(1) Zone dans laquelle le contrôle de position in est exécuté avec la valeur sv024.
(2) Zone dans laquelle le contrôle de position in est exécuté avec la valeur TapInp.
(3) Zone dans laquelle le contrôle de position in est exécuté avec la valeur G1inps.
(4) Zone dans laquelle le contrôle de position in est exécuté avec la valeur G0inps.

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
353
(3) Relation entre le réglage des paramètres et le déplacement de l'axe de taraudage pour le contrôle de la Position In
Avance synchro- nisée de
taraudage
Contrôle de la position
in du plateau de perçage
Contrôle de la position in du point
R
Contrôle de la position
in du point I → point R
Temps d'arrêt momentané au
plateau de perçage
Opération au plateau de perçage
Opération au point R
Opération au point I → point R
‘0’ — — — Définition du temps par "P". Sans "P“, le temps d'usinage est au minimum de 10 ms
Opération conforme au réglage du paramètre inpos (#1193) et aux 07 (#1223) : Bit 1
Opération conforme au réglage du paramètre inpos (#1193) et aux 07 (#1223) : Bit 1
Opération conforme au réglage du paramètre inpos (#1193) et aux 07 (#1223) : Bit 1
‘1’ non réalisé non réalisé réalisé Plus grande valeur de "P" et TapDwl (#1313) est valide. Aucun temps d'arrêt momentané si les 2 valeurs sont à 0.
Attendre jusqu'à ce le temps d'arrêt momentané dans la colonne de gauche soit écoulé.
Attendre jusqu'à ce que le contrôle de la Position In par la valeur G0inps soit terminé.
‘1’ non réalisé réalisé réalisé Plus grande valeur de "P" et TapDwl (#1313) est valide. Aucun temps d'arrêt momentané si les 2 valeurs sont à 0.
Attendre jusqu'à ce le temps d'arrêt momentané dans la colonne de gauche soit écoulé.
Attendre jusqu'à ce que le contrôle de la Position In par la valeur G1inps soit terminé.
Attendre jusqu'à ce que le contrôle de la Position In par la valeur G0inps soit terminé.
‘1’ réalisé non réalisé réalisé Plus grande valeur de "P" et TapDwl (#1313) est valide. Aucun temps d'arrêt momentané si les 2 valeurs sont à 0.
Attendre jusqu'à ce le temps d'arrêt momentané dans la colonne de gauche après le contrôle de la Position In soit écoulé.
Attendre jusqu'à ce que le contrôle de la Position In par la valeur G0inps soit terminé.
‘1’ réalisé réalisé réalisé Plus grande valeur de "P" et TapDwl (#1313) est valide. Temps d'usinage de plusieurs 10 ms si les deux valeurs sont à 0.
Attendre jusqu'à ce le temps d'arrêt momentané dans la colonne de gauche après le contrôle de la Position In soit écoulé.
Attendre jusqu'à ce que le contrôle de la Position In par la valeur G1inps soit terminé.
Attendre jusqu'à ce que le contrôle de la Position In par la valeur G0inps soit terminé.
‘1’ non réalisé non réalisé non réalisé Plus grande valeur de "P" et TapDwl (#1313) est valide. Aucun temps d'arrêt momentané si les 2 valeurs sont à 0.
Attendre jusqu'à ce le temps d'arrêt momentané dans la colonne de gauche soit écoulé
‘1’ non réalisé réalisé non réalisé Plus grande valeur de "P" et TapDwl (#1313) est valide. Aucun temps d'arrêt momentané si les 2 valeurs sont à 0.
Attendre jusqu'à ce le temps d'arrêt momentané dans la colonne de gauche soit écoulé.
Attendre jusqu'à ce que le contrôle de la Position In par la valeur G1inps soit terminé.
‘1’ réalisé non réalisé non réalisé Plus grande valeur de "P" et TapDwl (#1313) est valide. Aucun temps d'arrêt momentané si les 2 valeurs sont à 0.
Attendre jusqu'à ce le temps d'arrêt momentané dans la colonne de gauche après le contrôle de la Position In soit écoulé.
‘1’ réalisé réalisé non réalisé Plus grande valeur de "P" et TapDwl (#1313) est valide. Temps d'usinage de plusieurs 10 ms si les deux valeurs sont à 0.
Attendre jusqu'à ce le temps d'arrêt momentané dans la colonne de gauche après le contrôle de la Position In soit écoulé.
Attendre jusqu'à ce que le contrôle de la Position In par la valeur G1inps soit terminé.

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
354
(Note 1) Le point I se réfère au point initial. (Note 2) "Avance synchronisée du taraudage" dans le tableau ci-dessus se réfère
à "#1223 aux07/bit3 amélioration contrôle de position in taraudage synchrone", "contrôle de position in sur le plateau de perçage" se réfère à "#1223 aux07/bit4 plateau de perçage contrôle de position in taraudage synchrone", et "point R contrôle de position in" se réfère à "#1223 aux07/bit5 taraudage synchrone point R contrôle de position in 2".
Remarques : La durée de traitement est de quelques 10 ms si aucun contrôle de Position In n'est effectué sur le plateau de perçage. La durée de traitement est comprise entre 0 et 14.2 ms si aucun contrôle de Position In n'est effectué à la position R. La durée de traitement est identique à la durée de changement du gain de la broche si aucun contrôle de Position In n'est effectué à la position I → point R.

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
355
(a) G81 (alésage, amorçage) Programme G81 Xx1 Yy1 Zz1 Rr1 Ff1 ,Ii1 ,Jj1 ;
(1) G0 Xx1 Yy1 (2) G0 Zr1 (3) G1 Zz1 Ff1 (4) Mode G98 G0Z − (z1+r1) Mode G99 G0Z − z1
G98 G99Mode Mode
(1)
(2)
(3) (4)
x1 , y1
z1
r1
(4)
L'usinage s'arrête en mode bloc par bloc après les instructions (1), (2) et (4). Schéma des opérations i1 j1
Opération (1) valide – Opération (2) – invalideOpération (3) – invalideOpération (4) – valide

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
356
(b) G82 (alésage, contre-alésage) Programme G82 Xx1 Yy1 Zz1 Rr1 Ff1 Pp1 ,Ii1 ,Jj1 ; P : Affectation du temps d'arrêt momentané
(1) G0 Xx1 Yy1 (2) G0 Zr1 (3) G1 Zz1 Ff1 (4) G4 Pp1 (temps d'arrêt momentané) (5) Mode G98 G0Z − (z1+r1) Mode G99 G0Z − z1
Mode ModeG98 G99
(1) x1 , y1
z1
r1(2)
(3)
(4)
(5)(5)
Schéma des opérations i1 j1
Opération (1) valide – Opération (2) – invalideOpération (3) – invalideOpération (4) – – Opération (5) – valide
L'usinage s'arrête en mode bloc par bloc après les instructions (1), (2) et (5).

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
357
(c) G83 (cycle d'alésage de trou profond) Programme G83 Xx1 Yy1 Zz1 Rr1 Qq1 Pp1 Ff1 ,Ii1 ,Jj1 ;
Q : Affectation de la grandeur de coupe par passe, indication toujours comme valeur incrémentielle
P : Temps d'arrêt momentané sur le fond du trou
(1) G0 Xx1 Yy1 (2) G0 Zr1 (3) G1 Zq1 Ff1 (4) G0 Z − q1 (5) G0 Z (q1 − m) (6) G1 Z (q1 + m) Ff1 (7) G0 Z − 2 • q1 (8) G0 Z (2 • q1 − m) (9) G1 Z (q1 + m) Ff1 (10) G0 Z − 3 • q1
: :
(n) - 1 G4 Pp1 (temps d'arrêt momentané) (n) Mode G98 G0Z − (z1+r1)
Mode Mode G98 G99
(1)
(n)(n) - 2 (n) - 1
x1,y1
q1
q1
q1
r1
z1
m
m
(3) (4) (5)
(6) (7) (8)
(9)
(10)
(2)
(n)
Schéma des opérations i1 j1
Opération (1) valide – Opération (2) – invalide Opération (3) – invalide Opération (4) – invalide Opération (5) – invalide Opération (6) – invalide Opération (7) – invalide Opération (8) – invalide Opération (9) – invalide Opération (10) – invalide
: :
Opération (n-2)
– invalide
Opération (n-1)
– invalide
Opération (n) – valide
Si, comme représenté ci-dessus, une deuxième coupe et des coupes suivantes sont effectuées dans le cycle G83, le déplacement d'usinage commute d'avance rapide en avance de coupe quelques m [mm] avant la dernière position usinée. L'axe effectue le retour en atteignant la base de perçage selon le mode G98 ou G99. La valeur m dépend du paramètre "#8013 G83 n". La programmation doit être réalisée de telle sorte que q1>m soit appliqué. L'usinage s'arrête en mode bloc par bloc après les instructions (1), (2) et (n).

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
358
(d) G83.1 (cycle de mode pas à pas) Programme G83.1 Xx1 Yy1 Zz1 Qq1 Rr1 Ff1 Pp1 ,Ii1 ,Jj1 ; P : Affectation du temps d'arrêt momentané
Mode Mode G98 G99
(1) G0 Xx1 Yy1 (2) G0 Zr1 (3) G1 Zq1 Ff1 (4) G4 Pp1 (5) G0 Z − m (6) G1 Z (q1 + m) Ff1 : (n) Mode G98 G0Z − (z1+r1) Mode G99 G0Z − z1
(1)
(3)
x1 , y1
z1
r1
q1
q1
q1
(n) m
(n) -1
(2)
(4)
(5)
(6)
(n)
Schéma des opérations i1 j1
Opération (1) valide – Opération (2) – invalideOpération (3) – invalideOpération (4) – – Opération (5) – invalideOpération (6) – invalide
: :
Opération (n-1) – invalide
Opération (n) – valide
Si, comme représenté ci-dessus, une deuxième coupe et des coupes suivantes sont effectuées dans le cycle G83.1, le déplacement d'usinage effectue le retour en avance rapide de quelques m [mm] et repasse ensuite en avance de coupe. La grandeur de recul m dépend du paramètre “#8012 G73 n”. L'usinage s'arrête en mode bloc par bloc après les instructions (1), (2) et (n).

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
359
(e) G84 (cycle de taraudage) Programme G84 Xx1 Yy1 Zz1 Rr1 Ff1 Pp1 Rr2 ,Ii1 ,Jj1 ; P : Affectation du temps d'arrêt momentané
(1) G0 Xx1 Yy1 (2) G0 Zr1 (3) G1 Zz1 Ff1 (4) G4 Pp1 (5) M4 (rotation arrière de la broche)(6) G1 Z − z1 Ff1 (7) G4 Pp1 (8) M3 (rotation avant de la broche) (9) Mode G98 G0Z − r1 Mode G99 Aucun usinage
Mode Mode G98 G99
(4) (5)
r1
z1
(1) x1 ,y1
(2)
(3) (6)
(7) (8)
(9)
(6)
(7) (8)
Schéma des opérations i1 j1
Opération (1) valide – Opération (2) – invalideOpération (3) – invalideOpération (4) – – Opération (5) – – Opération (6) – invalideOpération (7) – – Opération (8) – – Opération (9) – valide
Lors de l'exécution du cycle G84, l'influence de l'avance est annulée et la surcommande est automatiquement mise à 100 %. Une marche à vide est possible si le paramètre de commande "G00 DRY RUN" est spécifié (ON) et est valable pour l'instruction de positionnement. Si pendant l'exécution de G84, la touche d'arrêt d'avance est actionnée et le traitement se trouve dans la section (3) à (6), le déplacement d'usinage ne s'arrête pas immédiatement. L'arrêt est effectué seulement après (6). Pendant l'avance rapide dans (1), (2) et (9), le déplacement d'usinage est immédiatement arrêté. L'usinage s'arrête en mode bloc par bloc après les instructions (1), (2) et (9). Pendant G84 modale, le signal de sortie CN "taraudage" est sorti. Pendant le taraudage synchrone modal G84, M3, M4, M5 et le code S ne seront pas sortis.

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
360
(f) G84.2 (cycle de taraudage synchrone) Programme G84.2 Xx1 Yy1 Zz1 Rr1 Ff1 Pp1 ,Ss1 ,Ss2 ,Ii1 ,Jj1 ; P : Affectation du temps d'arrêt momentané
(1) G0 Xx1 Yy1 (2) G0 Zr1 (3) G1 Zz1 Ff1 (4) G4 Pp1 (5) M4 (rotation arrière de la broche)(6) G1 Z − z1 Ff1 (7) G4 Pp1 (8) M3 (rotation avant de la broche) (9) Mode G98 G0Z − r1 Mode G99 Aucun usinage
Mode Mode G98 G99
(4) (5)
r1
z1
(1) x1 ,y1
(2)
(3) (6)
(7) (8)
(9)
(6)
(7) (8)
Schéma des opérations i1 j1
Opération (1) valide – Opération (2) – invalide Opération (3) – invalide Opération (4) – – Opération (5) – – Opération (6) – invalide Opération (7) – – Opération (8) – – Opération (9) – valide
Lors de l'exécution du cycle G84.2, l'influence de l'avance est annulée et la surcommande est automatiquement mise à 100 %. Une marche à vide est possible si le paramètre de commande "G00 DRY RUN" est spécifié (ON) et est valable pour l'instruction de positionnement. Si pendant l'exécution de G84.2, la touche d'arrêt d'avance est actionnée et le traitement se trouve dans la section (3) à (6), le déplacement d'usinage ne s'arrête pas immédiatement. L'arrêt est effectué seulement après (6). Pendant l'avance rapide dans (1), (2) et (9), le déplacement d'usinage est immédiatement arrêté. L'usinage s'arrête en mode bloc par bloc après les instructions (1), (2) et (9). Pendant G84.2 modale, le signal de sortie CN "taraudage" est sorti. Pendant le taraudage synchrone modal G84.2, M3, M4, M5 et le code S ne seront pas sortis.

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
361
Pendant le taraudage synchrone, cette fonction permet grâce à la division du cours de l'accélération/décélération de la broche et de l'axe de perçage en jusqu'à trois étapes, l'approche du cours de l'accélération/décélération de la broche au cours de l'accélération/ décélération de la boucle de vitesse. Le cours de l'accélération/décélération peut être divisée pour chaque transmission en jusqu'à trois étapes. Lors du retour du plateau de perçage, il est possible de réaliser le retour en avance rapide d'après la vitesse de la broche. La vitesse de la broche sera maintenue pendant le retour comme information modale. Vitesse de coupe en taraudage < vitesse de la broche pendant le retour ≤ changement de vitesse synchronisé en taraudage 2
Smax S2
S(S1)
S1 S' S2
Smax
T1
T1 T1
T1
T2
T2
S : Vitesse de la broche S' : Vitesse de la broche pendant le retour S1 : Vitesse lors du taraudage (réglage par défaut dans les paramètres #3013 à #3016) S2 : Changement de vitesse synchronisé de la vitesse de la broche 2 (réglage par défaut dans les paramètres #3037 à #3040) Smax : Vitesse maximale (réglage par défaut dans les paramètres #3005 à #3008) T1 : Constante de temps lors du taraudage
(réglage par défaut dans les paramètres #3017 à #3020) T2 : Constante de temps du changement de vitesse synchronisé 2 (réglage par défaut dans les paramètres #3041 à #3044)

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
362
Changement synchronisé de la vitesse lors du taraudage 2 < vitesse de la broche pendant le retour
Smax S2 S(S1)
S1 S2 S'(Smax)
T1
T2T1T1
T1
T2
T3
T3
S : Vitesse de la broche S' : Vitesse de la broche pendant le retour S1 : Vitesse lors du taraudage (réglage par défaut dans les paramètres #3013 à #3016) S2 : Changement de vitesse synchronisé de la vitesse de la broche 2 (réglage par défaut dans les paramètres #3037 à #3040) Smax : Vitesse maximale (réglage par défaut dans les paramètres #3005 à #3008) T1 : Constante de temps lors du taraudage
(réglage par défaut dans les paramètres #3017 à #3020) T2 : Constante de temps 2 lors du taraudage (réglage par défaut dans les paramètres #3041 à #3044) T3 : Constante de temps 3 lors du taraudage (réglage par défaut dans les paramètres #3045 à #3048)
(g) G85 (alésage) Programme G85 Xx1 Yy1 Zz1 Rr1 Ff1 ,Ii1 ,Jj1 ;
(1) G0 Xx1 Yy1 (2) G0 Zr1 (3) G1 Zz1 Ff1 (4) G1 Z − z1 Ff1 (5) Mode G98 G0Z − r1 Mode G99 Aucun usinage
Mode Mode G98 G99
r1
z1
(1) x1 , y1
(2)
(3)
(5)
(4) (4)

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
363
Schéma des opérations i1 j1
Opération (1) valide – Opération (2) – invalideOpération (3) – invalideOpération (4) – invalideOpération (5) – valide
L'usinage s'arrête en mode bloc par bloc après les instructions (1), (2), (4) et (5).
(h) G89 (alésage) Programme G89 Xx1 Yy1 Zz1 Rr1 Ff1 Pp1, Ii1, Jj1 ;
(1) G0 Xx1 Yy1 (2) G0 Zr1 (3) G1 Zz1 Ff1 (4) G4 Pp1 (5) G1 Z − z1 Ff1 (6) Mode G98 G0Z − r1 Mode G99 Aucun usinage
Mode Mode G98 G99
r1
z1
(1)
(6)
x1 , y1
(2)
(3)
(4)
(5) (5)
Schéma des opérations i1 j1
Opération (1) valide – Opération (2) – invalideOpération (3) – invalideOpération (4) – – Opération (5) – invalideOpération (6) – valide
L'usinage s'arrête en mode bloc par bloc après les instructions (1), (2), (5) ou (6).

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
364
Conseils de sécurité pour l'utilisation des cycles fixes
(1) Avant la programmation d'un cycle fixe, la rotation de la broche doit être programmée dans un
sens défini à l'aide d'une instruction M (M3 ou M4).
(2) Si en mode de cycle fixe, un axe de base, un axe supplémentaire ou des données R sont indiqués dans le bloc du cycle fixe, l'alésage sera exécuté. Si ces données ne sont pas spécifiées, aucun usinage d'alésage n'est réalisé.
Tenir compte du fait que si une instruction de temps d'arrêt momentané (G04) est spécifiée dans les données de l'axe X, aucun usinage d'alésage n'est réalisé.
(3) Spécifiez les données d'usinage de trou (Q, P, I, J, K) dans un bloc avec l'usinage de trou. (Un bloc qui comporte l'axe de base, l'axe supplémentaire et les données R.)
(4) Le cycle fixe peut être annulé avec l'instruction G80 et également avec les instructions G00 à G03 ou G33. Si ces instructions sont spécifiées dans le même bloc avec le cycle fixe, il s'ensuit :
(Avec 00 à 03 et 33 comme m et le code de cycle fixe comme n) Gm Gn X___ Y___ Z___ R___ Q___ P___ L___ F___ ; Exécuté Ignoré Exécuté Ignoré Enregistré Gm Gn X___ Y___ Z___ R___ Q___ P___ L___ F___ ; Ignoré Exécuté Ignoré Enregistré Tenir compte du fait que pour les instructions G02 et G03, la valeur R est exécutée comme
rayon de l'arc de cercle.
(5) Si une fonction M est spécifiée dans le même bloc avec l'instruction de cycle fixe, les codes M et MF seront sortis lors du positionnement initial. La prochaine opération est réalisée avec le signal FIN (signal de fin).
Si un nombre de répétitions est indiqué, la commande décrite ci-dessus effectue seulement la première passe.
(6) Si un autre axe de commande (par ex. axe de rotation, axe supplémentaire) est spécifié dans le même bloc avec l'axe de commande du cycle fixe, le cycle fixe est exécuté seulement lorsque les autres axes de commande ont déjà été déplacés.
(7) Si le nombre de répétitions L n'est pas indiqué, L1 s'applique. Si L0 est spécifié dans le même bloc avec l'instruction G du cycle fixe, les données d'usinage de trou sont enregistrées mais aucune exécution de l'usinage n'est réalisée.
(Exemple) G83.1 X___ Y___ Z___ R___ Q___ P___ F___ L0___ ; Exécuter Enregistrer seulement un code avec adresse
(8) Lors de l'exécution d'un cycle fixe, seule une instruction modale qui a été spécifiée dans le programme de cycle fixe est valable dans le sous-programme de cycle fixe. La modalité du programme appelé dans le cycle fixe n'est alors pas influencée.
(9) Aucun autre sous-programme ne peut être appelé d'un sous-programme de cycle fixe.
(10) Les virgules décimales dans les instructions d'usinage sont ignorées pendant le sous-programme de cycle fixe.
(11) Si en mode de valeur incrémentielle, le nombre de répétitions L est égal ou supérieur à 2, le positionnement sera également augmenté à chaque fois.
(Exemple) G91 G81 X10. Z−50. R−20. F100. L3 ;
X
Z 10. 10. 10.

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
365
(12) Si la vitesse de la broche indiquée pour le retour est inférieure à la vitesse de la broche, celle-ci est également valable pour le retour.
(13) Si l'inclinaison de la 2ième et 3ième phase de l'accélération/décélération est selon la vitesse de la broche et la constante de temps spécifiée dans les paramètres, plus abrupte que la phase précédente, le gradient de la phase précédente est pris en compte.
(14) Si les valeurs des paramètres "stap1-4" (vitesse de taraudage) et "taps21-24" (changement de la vitesse de taraudage synchrone 2) dépassent la vitesse de la broche maximale, la vitesse de la broche sera verrouillée sur la vitesse maximale.
(15) Si la vitesse de la broche pendant le retour n'est pas 0, la valeur de surcommande de retour de taraud ne sera pas valable.
(16) Dans un bloc dans lequel le sens de déplacement d'un axe quelconque est inversé comme représenté ci-dessous, la charge du servo-système augmente considérablement. Évitez dans ce cas la programmation de la largeur de position in.
G0 X100., I10.0 ; X–200. ;
(17) Avec l'augmentation de la largeur de position in programmée, le temps pour le positionnement et l'interpolation linéaire peut être réduit. Toutefois, l'erreur de position du bloc précédent est augmentée avant que le bloc suivant soit démarré. Cela peut impliquer une erreur dans l'usinage réel.
(18) La largeur de position in et la grandeur d'erreur de position sont comparées à un moment précis de telle sorte que la grandeur d'erreur de position au point considéré comme point de la position in est inférieure à la grandeur d'erreur de position programmée.
(19) Si la largeur de position in programmée est petite, le contrôle de décélération programmé ou le contrôle de position in sont éventuellement exécutés en premier en considération des paramètres.
(20) Taraudage synchrone et asynchrone peuvent être appelés par une fonction M.
[Paramètre de base]
# Taille Description Plage de réglage
1513 stapM Code M pour la sélection du taraudage synchrone
0 à 99999999
Le mode de taraudage synchrone est appelé via le code de fonction M spécifié dans le paramètre. La fonction M peut être spécifiée avant l'instruction de taraudage dans le même bloc.
Pour le taraudage synchrone et asynchrone, les combinaisons suivantes peuvent être utilisées.
Combinaison Instruction de programme (G84/G84.2) 0 0 0 0 1 1 1 1 Aucune instruction
#1229 (bit4) 0 0 1 1 0 0 1 1 0 0 1 1Code de fonction M (M**) × × × × × ×
Sélection synchrone/ asynchrone A A A A s s s s A s s s
0 : G84 × : non programmable A : taraudage asynchrone 1 : G84.2 : programmable S : taraudage synchrone
(Note 1) M00, 01, 02, 30, 98 ou 99 ne sont pas valables.
(Note 2) En fonction du modèle, la sélection par code M n'est pas possible.

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
366
13.6.1 Retour au plan du point de départ et du point R; G98, G99
Fonction et but
Cette instruction permet de sélectionner si dans le dernier bloc du cycle fixe, le retour doit être effectué sur le plan du point R ou sur le plan du point de départ.
Format d'instruction
G98 ; Retour au plan du point de départ G99 ; Retour au plan du point R
Description détaillée
La relation entre le mode G98/G99 et le nombre de répétitions est représentée ci-après.
Nombre de répétitions
Exemple de programme
G98 Si la tension est ON, lors
d'annulation par M02, M30 et la touche reset
G99
Seulement une exécution
G81 X100. Y100. Z−50. R25. F1000 ;
Point de
départ
Point R
Retour au plan du point de départ
Point de
départ Point R
Retour au plan du point R
Deuxième exécution et exécutions suivantes
G81 X100. Y100. Z−50. R25. L5 F1000 ;
Deuxième fois
Dernière fois
Première fois
Retour au plan du point pour toutes les exécutions
Deuxième fois
Dernière fois
Première fois
Exemples de programme
(Exemple 1)
G82 Zz1 Rr1 Pp1 Ff1 L0 ;.... Seulement enregistrement des données d'exécution (aucune ............................................ exécution) Xx1 Yy1 ; ....................... Exécution de l'usinage d'alésage en mode G82
Le nombre des répétitions de cycle fixe est indiqué par L. Lors de l'indication de L1 ou si L n'est pas spécifié, le cycle fixe est exécuté une fois. La plage de réglage est de 1 à 9999. Si L0 est programmé, seules les données d'usinage seront enregistrées. G8Δ Xx1 Yy1 Zz1 Rr1 Pp1 Qq1 Ff1 Ll1 ;

13. Fonctions d'aide à la programmation 13.6 Cycle fixe d'usinage de trou (format spécial MITSUBISHI CNC)
367
L'idéologie des données est différente en mode de valeur absolue (G90) et en mode de valeur incrémentielle (G91) comme suit.
Axe Z Origine Valeur absolue
Point R R
Z
Point R R
Z
Mode de valeur absolue (G90) Mode de valeur incrémentielle (G91)
Dans le système de valeur absolue, une valeur d'instruction pour X, Y et Z doit être spécifiée avec signe. R indique la valeur des coordonnées de l'origine en mode de valeur absolue, un signe doit donc toujours être spécifié. En système de valeur incrémentielle, un signe sera ignoré et sera pris comme signe identique pour Z. Tenir compte du fait que le signe pour G87 sera inversé. Les données d'usinage de trou sont enregistrées comme suit dans le cycle fixe. Ces données seront effacées si l'instruction G80 ou une instruction G (G00, G01, G02, G03, G2.1, G3.1, G33) du groupe 01 est spécifiée.
(Exemple 2) N001 G81 Xx1 Yy1 Zz1 Rr1 Ff1 ; N002 G81 ; ................................ Seulement sélection de la séquence de cycle fixe N003 Xx2 Yy2 ; .......................... Changement du point de positionnement et exécution du cycle fixe N004 M22 ; ................................ Seulement exécution de M22 N005 G04 Xx3 ; ......................... Seulement exécution du temps d'arrêt momentané N006 G92 Xx4 Yy4 ; ................. Seulement exécution du réglage du système de coordonnées N007 G28 (G30) Z0 ; ................ Seulement exécution du retour au point de référence (origine) N008 ; ........................................ Étape vide N009 G99 Zz2 Rr2 Ff2 L0 ; ...... Seulement exécution de l'enregistrement des données ...................................................... d'usinage de trou N010 Xx5 Yy5 Ll5 ; .................... Changement du point de positionnement et exécution du cycle
fixe de retour au point R pour 15 fois N011 G98 Xx6 Yy6 Zz6 Rr6 ; ... Changement du point de positionnement et exécution du cycle fixe N012 Ww1 ; ................................ Exécution de l'axe W selon la modale groupe 01 avant N001, et
ensuite exécution du cycle fixe 13.6.2 Réglage des coordonnées de la pièce en mode de cycle fixe
Fonction et but
L'axe indiqué usine avec le système de coordonnées de pièce affecté pour cet axe. L'axe est valable après le positionnement au point R, après positionnement ou à partir du déplacement d'usinage de l'axe Z.
(Note) Si les coordonnées de pièce pour les adresses Z et R sont permutées, vous devez contrôler et corriger le programme même si les valeurs restent identiques.
(Exemple) G54 Xx1 Yy1 Zz1 ; G81 Xx2 Yy2 Zz2 Rr2 ; G55 Xx3 Yy3 Zz2 Rr2 ; ................ Correction de programme même si Z et R ont les mêmes
valeurs qu'avant. Xx4 Yy4 ; Xx5 Yy5 ;

13. Fonctions d'aide à la programmation 13.7. Commande de sous-programme
368
13.7 Commande de sous-programme; M98, M99, M198 13.7.1 Appel de sous-programme avec les instructions M98 et M99
Fonction et but
Des séquences fixes ou des paramètres utilisés à maintes reprises peuvent être stockés dans la mémoire sous la forme de sous-programmes adressables sur demande du programme principal. M98 sert à l’appel de sous-programmes, tandis que M99 sert au retour du sous-programme au programme principal. De plus, il est possible d’appeler d’autres sous-programmes contenus dans certains sous-programmes. L’imbrication s’élève à maximal 8 niveaux.
Programme principal O0010; M98 P1000; M02 ;
Sous-programme O1000; M98 P1200
H20; M99 ;
(niveau 1)
Sous-programmeO1200; N20; M98 P2000; N60; M99 ;
Sous-programme O2000; M98 P2500; M99 P60;
Sous-programme
O3000; M99 ;
(niveau 2) (niveau 3) (niveau 8)
Profondeur d'imbrication
Le tableau suivant montre les fonctions exécutables par le biais d’addition et de combinaison des fonctions mémorisation et traitement sur bande perforée, des fonctions de commande d’un sous-programme et des fonctions de cycle fixe.
Cas 1 Cas 2 Cas 3 Cas 4 1. Mémorisation et édition sur bande perforée Oui Oui Oui Oui 2. Commande de sous-programme Non Oui Oui Non 3. Cycles fixes Non Non Oui Oui
Fonction 1. Mémorisation 2. Traitement sur bande perforée (mémoire principale)
3. Appel de sous-programme × × 4. Spécification d’une variable de sous-programme (Note 2) × ×
5. Appel d’un niveau d’imbrication de sous-programme (Note 3) × ×
6. Cycles fixes × × 7. Édition d’un sous-programme de cycle fixe × ×
(Note 1) " " représente une fonction disponible, tandis que "×" symbolise une fonction qui ne peut pas être utilisée.
(Note 2) Les variables ne peuvent pas être transmises par l’instruction M98, mais les instructions variables peuvent être utilisées dans les sous-programmes, à condition que cette option soit disponible.
(Note 3) L’imbrication s’élève à maximum 8 niveaux.

13. Fonctions d'aide à la programmation 13.7. Commande de sous-programme
369
Format d'instruction
Appel de sous-programme
M98 P H L ,D; ou M98 <Nom de fichier> H_ L_ ,D_ ; M98 Instruction de l'appel de sous-programme P_ Numéro du sous-programme à appeler (numéro du programme appelant si omis)
Omission de P seulement admissible en mode mémoire et en mode MDI. (maximum 8 chiffres)
<Nom de fichier>
Nom du fichier Un nom de programme peut également être indiqué à la place d'un n° de programme. Dans ce cas, le nom du fichier doit être indiqué entre parenthèses <>. (Le nom du fichier ne doit pas dépasser 32 caractères, extension comprise.)(Exemple) M98 <BUHIN-12. RAF>
H_ N° de séquence dans le sous-programme à appeler (bloc d'entête si omis) (maximum 5 chiffres)
L_ Nombre de répétitions de sous-programme (Si omis, le traitement est fait comme L1 et aucune exécution n'est effectuée si L0 est spécifié.) (Plage de réglage : 1 à 9999 comme valeur à 4 chiffres.) Par exemple "M98 P1 L3 ;" signifie : M98 P1 ; M98 P1 ; M98 P1 ;
,D_ N° d'opérande du sous-programme (0 à 4). Le sous-programme dans la mémoire peut être utilisé si ,D n'est pas spécifié.Le n° d'opérande est spécifié par les paramètres de la machine.
Retour du sous-programme au programme principal
M99 P ; M99 Instruction de retour du sous-programme P_ N° de séquence de la destination de retour (retour au bloc suivant le bloc
appelant si omis)
Conception et entrée de sous-programmes
Les sous-programmes possèdent le même format que les programmes d’usinage pour un mode à mémoire normal sauf le fait que l’instruction de fin de sous-programme M99 (P_L_); est introduite comme dernier bloc indépendant. Si cette instruction est supprimée, le format est le même que pour les programmes d'usinage habituels pour le mode mémoire.
ΔΔΔΔΔΔΔΔ ; Numéro de programme comme numéro de sous-programme ................................ ; ................................ ; : Partie principale du sous-programme : : ................................ ; M99 ; Instruction de renvoi du sous-programme % (EOR) Code de fin d'instruction
(1) Le programme ci-dessus est introduit sur l’unité de réglage et de visualisation par le biais des opérations d’édition. Vous trouverez d’autres détails au chap. ‘Usinage par programme’ dans les instructions d'utilisation.

13. Fonctions d'aide à la programmation 13.7. Commande de sous-programme
370
(2) Seuls les numéros de sous-programme de 1 à 99999999 sont utilisables. Si la bande perforée ne comporte pas de numéros de programme, ils doivent être introduits comme numéros de réglage par l’ “introduction de programme“.
(3) Jusqu’à 8 niveaux d’imbrication peuvent être utilisés pour un appel de programmes depuis les sous-programmes. Une erreur de programme (P230) apparaît si ce nombre est dépassé.
(4) Il n’existe pas de distinction entre les programmes principaux et les sous-programmes, puisqu’ils sont introduits dans l’ordre de leur lecture. C’est-à-dire que programme principal et sous-programme ne doivent pas porter le même numéro. (En cas d’un numéro identique l’erreur de programme "E11" est affiché pendant l’introduction.)
(5) L’introduction des programmes principaux est possible en mode mémoire, en mode bande ou en mode IMD, mais les sous-programmes peuvent être introduits seulement en mémoire.
(6) Outre l’instruction M98, l’imbrication de sous-programmes dépend des instructions suivantes :
• G65 : Appel de macro • G66 : Appel modal • G66.1 : Appel modal • Appel de code G • Appel de fonction auxiliaire • Interruption IMD • Mesure automatique de longueur d'outil • Interruption macro • Fonction de saut multi-pas
(7) L’imbrication de sous-programmes ne dépend pas des instructions suivantes et les sous-programmes peuvent donc être appelés sur les huit niveaux d'imbrication.
• Cycles fixes • Cycles d'usinage de spécimen
(8) Un sous-programme peut être répété l1 fois, la programmation est effectuée par M98 Pp1 Ll1;.
(9) Dans un multi-système, si un sous-programme affecté à une partie du système est vide, l'appel de sous-programme est modifié selon les paramètres.
#1050 MemPrg
#1285 ext21/bit1 Description
0, 2, 4, 6 — Le sous-programme enregistré dans la mémoire générale pour le système partiel est appelé.
1, 3, 5, 7 OFF Le sous-programme enregistré dans la mémoire pour le système partiel est appelé.
ON Le sous-programme enregistré dans le mémoire pour le système partiel est appelé. Si le sous-programme dans le système partiel sélectionné est vide, le sous-programme avec le même numéro dans le 1er système partiel est appelé.

13. Fonctions d'aide à la programmation 13.7. Commande de sous-programme
371
Exemple 1
Lors de 3 appels de sous-programme (donc 3 niveaux d'imbrication)
M98P1;
M02 ;
Programme principal Sous-programme 1 Sous-programme 2 Sous-programme 3
Ordre d'exécution : (1) → (2) → (3) → (3)’ → (2)’ → (1)’
(1)
O1; M98P10;
M99 ;
O10; M98P20;
M99 ;
O20;
M99 ;
(1)’
(2)
(2)’
(3)
(3)’
(1) Lors de l’imbrication, les instructions M98 et M99 doivent toujours être programmées ensembles : 1' et 1, 2' et 2, etc.
(2) Les informations modales peuvent, sans distinction entre les programmes principaux et les sous-programmes et selon la séquence d’exécution, être écrasées. Cela signifie qu'après l'appel d'un sous-programme, l'état des données modales doit être contrôlé lors de la programmation.

13. Fonctions d'aide à la programmation 13.7. Commande de sous-programme
372
Exemple 2
M98H_ ; M99P_ ; attribuent les numéros de séquence dans un programme par une instruction d’appel.
M98H3;
N3___;
M99;
M98H__ ;
N100___;
M98P123; N200_; N300___; N400___;
O123; M99P200;
M99P__ ;
Rec
herc
he
Autres remarques
(1) L'erreur de programme (P232) apparaît si le numéro de programme (P) affecté n'est pas
trouvé.
(2) L'arrêt bloc par bloc n'apparaît pas pour M98P_ ;M99 ;. En utilisant des adresses autres que O, N, P, L ou H, un arrêt bloc par bloc peut être réalisé. (Avec X100.M98P100 ; l'exécution saute après l'exécution de X100. à O100.)
(3) Si M99P ; est indiqué dans le programme principal, l'exécution retourne à l'entête. (également en mode IMD).
(4) L'exécution peut être ramifiée vers un sous-programme du mode bande ou BTR avec M98P_ ; mais le numéro actuel de la destination de renvoi ne peut pas être spécifié avec M99P_ ;. ("P_" est ignoré.)
(5) Noter que la recherche durera un certain temps quand le numéro de séquence est spécifié avec M99P_ ;.

13. Fonctions d'aide à la programmation 13.7. Commande de sous-programme
373
13.7.2 Appel de sous-programme avec l'instruction M198
Fonction et but
Les programmes qui sont enregistrés sur le serveur de données peuvent être appelés comme sous-programme. Pour appeler un programme du serveur de données en tant que sous-programme, spécifiez l'instruction M198 dans le programme principal comme suit.
Format d'Instruction
M198 P L ; ou M198 <Nom fichier> L_ ; M198 Instruction de l'appel de sous-programme P_ Numéro du sous-programme à appeler (maximum 8 chiffres) <Nom de fichier>
Nom du fichier Un nom de programme peut également être indiqué à la place d'un n° de programme. Dans ce cas, le nom du fichier doit être indiqué entre parenthèses <>. (Le nom du fichier ne doit pas dépasser 32 caractères, extension comprise.)
L_ Nombre des répétitions du sous-programme (maximum 4 chiffres) • Cette indication peut être omise. (Dans ce cas, le sous-programme est
appelé une fois.) Si "L0" est spécifié, le sous-programme ne sera pas appelé.
(Note) Un numéro de bloc (M198 H∗∗∗∗) ne peut pas être appelé.
Description détaillée
(1) Un sous-programme peut être appelé une fois avec l'instruction M198 dans une ramification de
sous-programmes. Le sous-programme peut être appelé seulement du mode mémoire ou IMD.
(2) La partie de la tête du programme jusqu'au premier LF (code de changement de ligne, 0x0A hexadécimal) est incorrecte et ne sera pas exécutée ou affichée. Veuillez tenir compte du fait que si la tête du programme commence avec le n° 0, le programme est valable à partir de la tête du programme.

13. Fonctions d'aide à la programmation 13.8 Instructions de variables
374
13.8 Instructions de variables
Fonction et but
La programmation peut être rendue flexible et disposer de fonctions générales en indiquant des variables à la place des valeurs numériques directes à certaines adresses dans un programme et en affectant les valeurs de ces variables en cas de besoin pendant l'exécution du programme.
Format d'instruction
#ΔΔΔ = ou #ΔΔΔ = [Formule]
Description détaillée
(1) Expressions variables Exemples
(a) #m ............. m = valeur composée de 0 - 9 #100
(b) # [f] ............. f = l'une des suivantes dans la formule # [− #120] Valeur numérique m 123 Variable #543 Opérateur arithmétique #110 + #119 - (moins) formule − # 120 [Formule] [#119] Fonction [Formule] SIN [#110]
(Note 1) Les quatre opérateurs standard sont +, -, * et /.
(Note 2) Les fonctions peuvent être utilisées seulement si les spécifications de macro utilisateur sont disponibles.
(Note 3) L'erreur (P241) apparaît si l'un des numéros de variable est négatif.
(Note 4) Des exemples d'expressions incorrectes de variable sont mentionnés ci-après.
Faux Correct #6/2 → #[6/2] (#6/2 sera interprété comme [#6] /2) # − − 5 → # [ − [ −5 ] ] # − [# 1] → # [ − #1 ]

13. Fonctions d'aide à la programmation 13.8 Instructions de variables
375
(2) Types de variable Le tableau suivant présente les types de variable.
Type de variable Numéro Fonction Variables générales Variables
générales 1 Variables générales 2
100 Sets 500 à 549 100 à 149 200 Sets 500 à 599 100 à 199 300 Sets 500 à 699 100 à 199
Système 1
600 Sets 500 à 999 100 à 199
50 + 50 Sets 500 à 549
100 à 149 * nombre de systèmes partiels
100 + 100 Sets 500 à 599
100 à 199 * nombre de systèmes partiels
Multisystème
400 + 100 Sets 500 à 899
100 à 199 * nombre de systèmes partiels
• Peuvent être en général utilisées dans le programme principal, les sous-programmes et les programmes de macro.
• Lors de l'utilisation de variables générales dans un multisystème, les variables générales peuvent être réparties entre les systèmes partiels en spécifiant les paramètres suivants. #1303 V1comN #100 jusqu'à valeur de réglage #1304 V0comN #500 jusqu'à valeur de réglage
Variables locales 1 à 33
Peuvent être utilisées comme variables locales dans des macro-programmes.
Variables du système à partir de 1000 L'utilisation est limitée au système.
Variables pour cycles fermés 1 à 32 Peuvent être utilisées comme variables locales dans des cycles fermés.
(Note 1) Toutes les variables générales sont conservées même après une mise hors tension.
(Note 2) Les variables générales peuvent être remises à <zéro> à la mise sous tension ou à la remise à l'état initial au moyen des paramètres (#1128 RstVC1, #1129 PwrVC1).
(Note 3) On distingue les deux types suivants de variables générales. Variables générales 1 : utilisation générale dans tous les systèmes partiels Variables générales 2 : utilisation générale dans les programmes du système partiel
(3) Utilisation des variables Les variables peuvent, à l'exception de O, N et / (barre de fraction) être utilisées dans toutes les adresses.
(a) Utilisation directe de la valeur de variable : X#1................................. Valeur de #1 est utilisée comme valeur X.
(b) Utilisation du complément de la valeur de variable : X−#2............................... La valeur de #2 avec signe modifié est utilisée comme valeur X.
(c) Définition des variables : #3 = #5 ........................... La variable #3 est utilisée analogiquement à la variable #5. #1 = 1000 ....................... La variable #1 utilise la valeur équivalente de 1000 (elle est
traitée comme 1000.).
(d) Définition des formules arithmétiques avec variables : #1 = #3 + #2 − 100......... La valeur de l'expression arithmétique #3 + #2 - 100 est utilisée
comme valeur de #1. X [#1 + #3 + 1000] ......... La valeur de l'expression arithmétique #1 + #3 + 1000 est
utilisée comme valeur X.

13. Fonctions d'aide à la programmation 13.8 Instructions de variables
376
(Note 1) Une variable ne peut pas être définie dans le même bloc qu'une adresse. La
première doit être spécifiée dans un bloc séparé.
Faux Correct X #1= #3 + 100 ; → #1= #3 + 100 ;
X#1 ;
(Note 2) Jusqu'à 5 paires de crochets imbriqués peuvent être utilisés.
#543 = − [ [ [ [ [ #120]/2 + 15.]∗3 − #100]/#520 + #125 + #128]∗#130 + #132] ;
(Note 3) Il n'y a pas de restrictions en égard au nombre de caractères et nombre de variables dans une définition de variable.
(Note 4) Les valeurs de variable doivent se trouver dans la plage 0 à ± 99999999. En dépassant cette plage, les calculs arithmétiques ne seront probablement pas
exécutés de manière correcte.
(Note 5) Les définitions de variable s'appliquent dès le moment où les variables sont réellement définies. #1 = 100 ;...........................#1 = 100 #1 = 200 #2 = #1 + 200 ; ...#1 = 200, #2 = 400 #3 = #1 + 300 ; ..................#3 = 500
(Note 6) Une virgule décimale est toujours supposée à la fin lors des spécifications de variable.
Pour #100 = 10, X#100 ; sera traité comme X10. .

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
377
13.9 Macro utilisateur 13.9.1 Instructions de macro utilisateur; G65, G66, G66.1, G67
Fonction et but
Grâce à la combinaison des macros utilisateur avec des instructions variables il est possible de se servir de l'appel de programme de macro, des opérations arithmétiques, de l'entrée/sortie de données par API, de la commande, de la décision, de l'imbrication et d'autres commandes pour la mesure et d'autres applications.
; M99 ;
; M30 ;
O Programme principal O Programme de macro
Instruction d'appel de macro
……. …….
Les programmes de macro utilisent des commandes variables et arithmétiques et des commandes pour l'établissement de sous-programmes qui fournissent une commande multifonctionnelle. Ces fonctions de commande multifonctionnelle (macro-programme) sont appelées par le biais des commandes d'appel de macro du programme principal, le cas échéant.
Code G Fonction G65 Appel simple de macro utilisateur G66 Appel modal de macro utilisateur A (appel d'instruction
de déplacement) G66.1 Appel modal de macro utilisateur B (appel par bloc) G67 Annulation d'appel modal de macro utilisateur (G66,
G66.1)
Description détaillée
(1) Après l'entrée de l'instruction G66 ou G66.1 et jusqu'à l'instruction G67 (annulation), le
sous-programme macro utilisateur sera appelé après exécution de chaque bloc, ou après exécution de l'instruction de déplacement pour les blocs qui en contiennent une.
(2) Les instructions G66 (ou G66.1) et G67 doivent être présentes en paires dans chaque programme.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
378
13.9.2 Instruction d'appel de macro
Fonction et but
Les commandes d'appel de macro comprennent des appels simples qui ne s'appliquent qu'au bloc respectif, mais aussi des appels modaux (types A et B) qui s'appliquent à chaque bloc après un appel modal.
Appels simples de macro
M99 est utilisée pour terminer le sous-programme de macro utilisateur.
Format
G65 P__ L__ argument ; ou G65 <File name> L_ argument ;
P_ N° de programme <File name> Nom du fichier
Un nom de fichier peut être spécifié à la place du n° de programme. Dans ce cas, mettre le nom du fichier entre parenthèses <>. (Le nom du fichier peut être de maximum 32 caractères, extension comprise.)
L_ Nombre de répétitions
S'il faut transmettre un argument sous forme d'une variable locale à un sous-programme de macro utilisateur, la valeur réelle doitt être spécifiée derrière l'adresse. Quelle que soit l'adresse, un signe et une virgule décimale peuvent être utilisés dans l'argument. Il y a deux possibilités pour la spécification d'arguments. (1) Spécification d'argument I
Format : A_ B_ C_ ... X_ Y_ Z_
Description détaillée (a) Les arguments peuvent être spécifiés en utilisant une adresse quelconque, sauf G, L, N,
O et P.
(b) Sauf pour I, J et K, la spécification ne doit pas nécessairement se faire en ordre alphabétique.
(c) I, J et K doivent être spécifiés en ordre alphabétique.
I_ J_ K_ ...... Correct J_ I_ K_ ...... Incorrect
(d) Les adresses qui n'ont pas besoin d'être spécifiées peuvent être omises.
(e) Le tableau ci-après montre les correspondances entre les adresses qui peuvent être spécifiées par la commande d'argument I et les numéros de variables dans la partie principale du macro utilisateur.
O o1 M99
~
Vers le sous-programme
Vers le programme principal
Programme principal Sous-programme (Oo1)
G65Pp1Ll1 argument ;
~ ~

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
379
Correspondance entre adresse et n°
de variable Instructions d'appel et adresse utile
Adresse de la spécification d'argument I
Variable dans la macro G65, G66 G66.1
A #1 B #2 C #3 D #7 E #8 F #9 G #10 × ×∗ H #11 I #4 J #5 K #6 L #12 × ×∗ M #13 N #14 × ×∗ O #15 × × P #16 × ×∗ Q #17 R #18 S #19 t #20 U #21 V #22 W #23 X #24 Y #25 Z #26
: Peut être utilisé. × : Ne peut pas être utilisé. ∗ : Peut être utilisé si l'instruction G66.1 est modale.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
380
(2) Spécification d'argument II Format : A_ B_ C_ I_ J_ K_ I_ J_ K_ ...
Description détaillée (a) En plus des adresses A, B et C jusqu'à 10 groupes d'arguments peuvent être spécifiés, où
I, J, K forment un groupe. (b) Si la même adresse est indiquée deux fois, les adresses doivent être spécifiées dans
l'ordre indiqué. (c) Les adresses qui n'ont pas besoin d'être spécifiées peuvent être omises. (d) Le tableau ci-après montre les correspondances entre les adresses qui peuvent être
spécifiées par la commande d'argument II et les numéros de variables dans la partie principale du macro utilisateur.
Adresse de la spécification d'argument II
Variable dans la macro
Adresse de la spécification d'argument II
Variable dans la macro
A #1 J5 #17 B #2 K5 #18 C #3 I6 #19 I1 #4 J6 #20 J1 #5 K6 #21 K1 #6 I7 #22 I2 #7 J7 #23 J2 #8 K7 #24 K2 #9 I8 #25 I3 #10 J8 #26 J3 #11 K8 #27 K3 #12 I9 #28 I4 #13 J9 #29 J4 #14 K9 #30 K4 #15 I10 #31 I5 #16 J10 #32 K10 #33
(Note 1) Les indices 1 à 10 de I, J et K identifient l'ordre des groupes spécifiés, lors de la
spécification réelle s'ils ne sont pas nécessaires.
(3) Application commune des spécifications d'argument I et II Si des adresses qui correspondent à la même variable sont spécifiées dans le cas où le type I et le type II servent à la spécification d'argument, la dernière adresse est valable.
(Exemple 1)
Instruction d'appel G65 A1.1 B–2.2 D3.3 I4.4 I7.7 ; Variable
#1 : 1.1 #2 : –2.2 #3 : #4 : 4.4 #5 : #6 : #7 : 3.3 7.7
Dans l'exemple ci-dessus, le dernier argument I7.7 est valable si les arguments D3.3 et I7.7 sont attribués à la variable #.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
381
Appel modal A (appel d'instruction de déplacement)
Oo1 M99 ; ~
~
Vers le sous-programme
Vers le programme
principal
Programme principal Sous-programme
G66 Pp1 Ll1 argument ;
~ G67 ;
~ Vers le sous-programme
:::
Si le bloc est spécifié par l'instruction de décalage entre G66 et G67, l'instruction de décalage est exécutée la première, ensuite le sous-programme de macro utilisateur spécifié sera exécuté. Le sous-programme sera exécuté l1 fois à chaque appel. L'argument est identique à celui d'un appel simple.
Format
G66 P__ L__ argument ; ou G66 <File name> L_ argument ;
P_ N° de programme <File name> Nom du fichier
Un nom de fichier peut être spécifié à la place du n° de programme. Dans ce cas, mettre le nom du fichier entre parenthèses <>. (Le nom du fichier peut être de maximum 32 caractères, extension comprise.)
L_ Nombre de répétitions
Description détaillée (1) En introduisant l'instruction G66, le sous-programme de macro utilisateur spécifié est appelé
après avoir exécuté l'instruction de décalage dans le bloc contenant les instructions de décalage, jusqu'à l'introduction de l'instruction G67 (annulation).
(2) Les instructions G66 et G67 doivent être présentes en paires dans chaque programme. Une erreur de programme apparaît, si G67 est spécifiée sans l'instruction G66.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
382
Appel modal B (pour chaque bloc)
Le sous-programme de macro utilisateur est appelé inconditionnellement pour chaque bloc d'instruction spécifié entre G66.1 et G67 et exécuté autant de fois qu'indiqué avec L. L'argument est identique à celui d'un appel simple. Format
G66.1 P__ L__ argument ; ou G66.1 <File name> L_ argument ;
P_ N° de programme <File name> Nom du fichier
Un nom de fichier peut être spécifié à la place du n° de programme. Dans ce cas, mettre le nom du fichier entre parenthèses <>. (Le nom du fichier peut être de maximum 32 caractères, extension comprise.)
L_ Nombre de répétitions
Description détaillée (1) En mode G66.1 toutes les données, à l'exception des codes O, N et G dans les différents blocs
d'instruction qui sont lus, sont traitées comme argument sans exécution. Le code G spécifié le dernier ou un code N spécifié après un code, sauf O et N, sert d'argument.
(2) Cela s'applique également si G65P_ est spécifiée au début d'un bloc significatif en mode G66.1.
(Exemple 1) N100 G01 G90 X100. Z200. F400 R1000 ; correspond en mode G66.1 P1000 ; à : N100 G65 P1000 G01 G90 X100. Z200. F400 R1000 ;
(Note 1) L'appel sera également exécuté si le bloc d'instruction G66.1 est sorti en mode G66.1 et la correspondance entre l'adresse d'argument et le numéro de variable est identique à celle de G65 (appel simple).
(3) La plage des valeurs d'instruction G et N qui peuvent être utilisées comme variable en mode G66.1 est soumise aux limitations applicables aux valeurs d'instruction CN normales.
(4) Les n° de programme O, les numéros actuels N de séquence et les codes G modaux sont mis à jour sous forme d'information modale.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
383
Appel macro code G
Les sous-programmes de macro utilisateur avec numéros de programme fixés peuvent être appelés simplement en spécifiant l'instruction de code G.
Format
G** argument ;
G** Code G pour appel de macro Description détaillée (1) L'instruction ci-dessus fonctionne de manière identique aux instructions suivantes et les
paramètres sont réglés individuellement pour chaque code G pour déterminer la correspondance avec les instructions. a : M98 PΔΔΔΔ ; b : G65 PΔΔΔΔΔ argument ; c : G66 PΔΔΔΔΔ argument ; d : G66.1 PΔΔΔΔΔ argument ;
L'instruction d'annulation (G67) doit être spécifiée dans la macro utilisateur ou après une instruction de code d'appel pour que l'appel modal soit annulé quand un paramètre est réglé en conformité avec "c" ou "d".
(2) La correspondance entre "**" pour l'exécution de l'appel de macro et le numéro de programme PΔΔΔΔ de la macro à appeler est déterminée par un paramètre.
(3) Il est possible d'utiliser jusqu'à 10 codes G de G00 à G255 dans cette instruction. (Les codes G utilisés dans le système peuvent être spécifiés avec le paramètre "#1081 Gmac_P".)
(4) Les instructions ne peuvent pas être spécifiées dans un sous-programme de macro utilisateur qui a été appelé à l'aide d'un code G.
Exemple de programmation
G16 X100. Z100. F500 ; M99 ;
O 9016

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
384
Appel macro d'instruction auxiliaire (pour appel de macro code M, S, T, B)
Le sous-programme de macro utilisateur sous le numéro programme indiqué peut simplement être appelé en spécifiant un code M (ou S, T, B). (Seuls les codes entrés sont appliqués pour M mais tous les codes S, T et B sont appliqués.)
Format
M** ; (ou S** ;, T** ;, B** ;)
M** M (ou S, T, B) code pour appel de macro Description détaillée (1) L'instruction ci-dessus fonctionne de manière identique aux commandes suivantes et les
paramètres sont réglés pour chaque code M afin de déterminer la concordance avec les instructions. (cela s'applique également aux codes S, T et B)
a : M98 PΔΔΔΔ ; b : G65 PΔΔΔΔ M** ; c : G66 PΔΔΔΔ M** ; d : G66.1 PΔΔΔΔ M** ;
L'instruction d'annulation (G67) doit être spécifiée dans la macro utilisateur ou après une instruction de code d'appel pour que l'appel modal soit annulé quand un paramètre est réglé en conformité avec "c" ou "d".
(2) La correspondance entre "M**" pour l'exécution de l'appel de macro et le numéro de programme PΔΔΔΔ de la macro à appeler est déterminée par un paramètre. Il est possible d'introduire jusqu'à 10 codes M de M00 à M95. Chaque code peut être introduit, à l'exception des codes indispensables à la machine et des codes M0, M1, M2, M30 et de M96 à M99.
(3) Identique à M98 l'affichage est annoncé sur l'écran de l'unité de réglage et de visualisation, mais les codes M et MF ne sont pas sorties.
(4) Même si l'instruction supplémentaire introduite ci-dessus est spécifiée pendant un sous-programme de macro utilisateur appelé via un code M il n'en résulte pas un appel de macro et l'instruction est traitée comme une instruction supplémentaire normale. (Cela s'applique également pour les codes S, T et B.)
(5) Tous les codes S, T ou B sont en mesure d'appeler des sous-programmes par leurs numéros de programme spécifiés par la fonction S, T ou B correspondante.
(6) Il est possible d'introduire jusqu'à 10 codes M mais les paramètres sont à régler comme suit dans le cas où les 10 codes ne sont pas utilisés complètement.
M[01] 20 0 8000 M[02] 21 0 8001 M[03] 9999 0 199999999 M[04] 9999 0 199999999 M[05] 9999 0 199999999 : : : : : : M[10] 9999 0 199999999
Pour les instructions M20, spécifier pour appeler O8000 dans le type 0 (type M98) Pour les instructions M21, spécifier pour appeler O8001 dans le type 0 (type M98)
Spécifier les paramètre qui ne sont pas utilisés comme indiqué à gauche.
[MACRO FILE (1)] <CODE> <TYPE> <N° PROGRAMME>
M98, M** ne sont pas ti

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
385
Différences entres les instructions M98 et G65
(1) Un argument peut être spécifié pour G65 mais non pas pour M98.
(2) Le numéro de séquence peut être spécifié pour M98 mais non pas pour G65, G66 et G66.1.
(3) M98 exécute un sous-programme après avoir exécuté toutes les instructions, sauf M, P, H et L dans le bloc M98, tandis que G65 se ramifie sans exécution vers le sous-programme.
(4) Si une adresse, sauf O, N, P, H ou L est comprise dans le bloc M 98 il en résulte un arrêt du bloc indépendant. Ce n'est pas le cas pour G65.
(5) Le plan de la variable locale de M98 est déterminé, mais peut varier selon la profondeur d'imbrication de G65. (#1, par exemple a la même signification avant et après M98, mais une autre signification dans chaque niveau avec G65.)
(6) La profondeur d'imbrication de M98 s'élève à jusqu'à 8 niveaux en combinaison avec G65, G66 et G66.1. La profondeur d'imbrication de G65 s'élève à 4 niveaux seulement en combinaison avec G66 et G66.1.
Profondeur d'imbrication d'instruction d'appel de macro
Sont disponibles jusqu'à 4 niveaux d'imbrications lors des appels d'un sous-programme de macro sur la base d'un appel simple ou d'un appel modal. Dans une commande d'appel de macro, l'argument n'est valable que sur le niveau de macro appelé. Étant donné que la profondeur d'imbrication pour les appels de macro s'élève à 4 niveaux, l'argument peut être utilisé comme variable locale pour le programme dans chaque appel de macro.
(Note 1) Quand un appel de macro G65, G66, G66.1 ou un appel de macro par une instruction
supplémentaire est exécuté, cette opération est considérée comme niveau d'imbrication 1, et le niveau de la variable locale est également augmenté de 1.
(Note 2) Le sous-programme de macro utilisateur attribué est chaque fois appelé quand une instruction de déplacement via un appel modal A est exécutée. Mais si l'instruction G66 est indiquée deux fois, le sous-programme de macro utilisateur suivant est chaque fois appelé quand un axe est décalé, même avec une instruction de déplacement dans la macro.
Les sous-programmes de macro utilisateur sont appelés dans l'ordre du sous-programme appelé le dernier.
(Exemple 1)
Programme principal
G66Pp1; (p1 appel) Zz1 ;
x1 w1 x2 M99
x1 w1 x2 M99
x1 w1 x2 M99
G66Pp2; (p2 appel) Zz2 ;
G67 ; (p2 annulation)
Zz3 ;
G67 ; (p1 annulation)
Zz4 ; Zz5 ;
Opération de macro utilisateur Macro p1
Macro p2
Macro p1 Macro p1 Macro p1 Macro p1
Après exécution de Z2
Après exécution de Z1
Après exécution de Z3

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
386
13.9.3 Variables
Fonction et but
Les variables qui doivent être utilisées avec les macros utilisateur nécessitent des spécifications de variable et des spécifications de macro utilisateur. Les grandeurs de décalage de toutes les variables locales et communes et les variables de système dans ce système CN sont sauvegardées, même si l'alimentation est déconnectée. (Les variables communes peuvent être effacées (mises sur <vide>) dans le paramètre “#1129PwrVC1”.)
Utilisation de variable multiple
En utilisant les spécifications de macro utilisateur, les numéros de variable peuvent être convertis en variables (utilisation multiple de variables) ou être remplacés par <formules>. Seule l'une des opérations arithmétiques (+, −, ×, ÷) peut être réalisée avec <formules>.
(Exemple 1) Utilisation multiple de variables
#1 = 10 #10 = 20 #20 = 30 ; # [# [#1] ] = # [#10] de #1 = 10. #5 = # [# [#1] ] ; # [#10] = #20 de #10 = 20. Donc, #5 = #20 ou #5 = 30.
#1 = 10 #10 = 20 #20 = 30 #5 = 1000 ; # [# [#1] ] = # [#10] de #1 = 10. # [# [#1]] = #5 ; # [#10] = #20 de #10 = 20. Donc, #20 = #5 ou #20 = 1000.
(Exemple 2) Remplacer le numéro de variable par <formule>
#10 = 5 ; # [#10 + 1] = 1000 ; dans ce cas-là, #6 = 1000. # [#10 − 1] = −1000 ; dans ce cas-là, #4 = −1000. # [#10∗3] = 100 ; dans ce cas-là, #15 = 100. # [#10/2] = −100 ; dans ce cas-là, #3 = −100. (arrondissement de la valeur)

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
387
Variables non-définies
Les variables utilisées dans les spécifications de macro utilisateur, telles que les variables qui n'ont pas été déjà utilisées après la mise en circuit ou variables locales dont leur argument n'a pas été spécifié par l'une des instructions G65, G66 ou G66.1 peuvent être employées comme <vide>. >. Il est également possible de spécifier une variable comme <vide>. La variable #0 est toujours utilisée comme la variable <vide> et il n'est pas possible d'ajouter une définition pour le terme gauche.
(1) Termes arithmétiques
#1 = #0 ; ...........................#1 = <vide> #2 = #0 + 1 ; .....................#2 = 1 #3 = 1 + #0 ; .....................#3 = 1 #4 = #0∗10 ; .....................#4 = 0 #5 = #0 + #0 ; ...................#5 = 0
(2) Spécifications de variable Si les variables non-définies ne sont données qu'à titre d'exemple, les adresses sont aussi ignorées.
Si #1 = <vide> G0 X#1 Z1000 ; .........................équivalent à G0 Z1000 ; G0 X#1 + 10 Z1000 ;..................équivalent à G0 X10 Z1000 ;
(3) Termes conditionnels
<Vide> diffère de "0" seulement pour EQ (paire) et NE (impaire). (#0 spécifie <vide>.)
Si #101 = <vide> Si #101 = 0 #101 EQ #0
<vide> = <vide> établi #101 EQ #0
0 = <vide> non établi #101 NE 0
<vide> ≠ 0 établi #101 NE 0
0 ≠ 0 non établi #101 GE #0
<vide> ≥ 0 établi #101 GE #0
0 ≥ <vide> établi #101 GT 0
<vide> > 0 non établi #101 GT 0
0 > 0 non établi #101 LE #0
<vide> ≤ <vide> établi #101 LE #0
0 ≤ <vide> établi #101 GT0
<vide> < 0 non établi #101 LT0
0 < 0 non établi
(Note 1) EQ et NE ne doivent s'utiliser qu'avec des entiers. Pour la comparaison avec des valeurs comportant des décimales, utiliser GE, GT, LE et LT.
Il faut noter que <vide> dans un terme arithmétique est traité comme 0. <vide> + <vide> = 0 <vide> + <constant> = constant <constant> + <vide> = constant

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
388
13.9.4 Types de variables
Variables communes
Les variables communes peuvent être utilisées à partir de n'importe quelle position. Le nombre des jeux de variables communes dépend des spécifications. Se référer à l'explication de ces variables pour de plus amples détails.
Variables locales (#1 à #33)
Elles peuvent être définies comme <argument>, si un sous-programme de macro est appelé ou si ce sous-programme est localement utilisé dans les programmes principaux et les sous-programmes. Elles peuvent être doublées (jusqu'à 4 niveaux) quelle que soit la relation entre les macros.
G65 Pp1 Ll1 <argument> ;
p1 N° programme l1 Nombre de répétitions
L'<argument> est supposé être Aa1 Bb1 Cc1...... Zz1. Le tableau ci-après montre les correspondances entre les adresses spécifiées par <argument> et les numéros de variables locales utilisés dans la partie principale de la macro utilisateur. [Spécification d'argument I]
Instruction d'appel
G65, G66 G66.1
Adresse argument
N° de la variable locale
A #1B #2C #3D #7E #8F #9
× ×∗ G #10H #11I #4J #5K #6
× ×∗ L #12M #13
× ×∗ N #14× ×∗ O #15× ×∗ P #16
"×" dans le tableau ci-dessus représente une adresse d'argument qui ne doit pas être utilisée. Mais si le mode G66.1 est programmé, l'adresse d'argument repérée par un astérisque peut être ajoutée pour une utilisation. Le trait d'union (–) indique qu'il n'y a pas d'adresse correspondante.
Instruction d'appel
G65, G66 G66.1
Adresse argument
N° de la variable locale
Q #17R #18S #19T #20U #21V #22W #23X #24Y #25Z #26– #27– #28– #29– #30– #31– #32– #33

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
389
[Spécification d'argument II]
Adresse de la spécification d'argument II
Variable dans la macro
Adresse de la spécification d'argument II
Variable dans la macro
A # 1 J5 #17 B # 2 K5 #18 C # 3 I6 #19 I1 # 4 J6 #20 J1 # 5 K6 #21 K1 # 6 I7 #22 I2 # 7 J7 #23 J2 # 8 K7 #24 K2 # 9 I8 #25 I3 #10 J8 #26 J3 #11 K8 #27 K3 #12 I9 #28 I4 #13 J9 #29 J4 #14 K9 #30 K4 #15 I10 #31 I5 #16 J10 #32 K10 #33
(Note 1) Les indices 1 à 10 des adresses I, J et K indiquent l'ordre parmi les ensembles d'instruction et ne sont pas nécessaires dans l'instruction actuelle.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
390
(1) Les variables locales dans les sous-programmes peuvent être définies à l'aide de la spécification <argument> pendant l'appel de macro. (Les variables locales peuvent être utilisées librement dans leurs sous-programmes.)
Programme principal Sous-programme (9900)
G65 P9900 A60. S100. F800 ; M02 ;
G91 G01 X [#19∗COS [#1]] Y [#19∗SIN [#1]] F#9 ; M99 ;
Vers le sous-programme
A (#1) = 60.000 F (#9) = 800 S (#19) = 100.000
Se réfère aux variables locales et commande du déplacement, etc.
Variables locales spéc. par argument
Tableau des données des variables locales
(2) Les variables locales peuvent être utilisées indépendamment des niveaux d'appel de macro (4 niveaux). Les variables locales sont également disponibles de manière indépendante dans le programme principal (niveau de macro 0). Il n'est pas possible d'attribuer des arguments aux variables locales du niveau 0.
Principal (niveau 0)
#1=0.1 #2=0.2 #3=0.3 ; G65 P1 A1. B2. C3. ; M02 ;
~ ~
O1 (niveau macro 1)
G65 P10 A10. B20. C30. ;
M99 ;
O10 (niveau macro 2)
G65 P100 A100. B200. ;
M99 ;
O100 (niveau macro 3)
M99 ;
Variables locales (0) #1 0.100 #2 0.200 #3 0.300 #32
Variables locales (1) A (#1) 0.100 B (#2) 0.200 C (#3) 0.300 D (#7) Z (#26) #32
~ ~
~ ~
~
~ ~ ~
~ ~
Variables locales (2) A (#1) 10.000 B (#2) 20.000 C (#3) 30.000 D (#7) Z (#26) #32
Variables locales (3) A (#1) 100.000 B (#2) 200.000 C (#3) Z (#26) #32
~ ~
~ ~
~ ~
L'état de la variable locale est affiché sur l'unité de réglage et de visualisation. Pour la présentation détaillée, voir le Manuel d'Exploitation.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
391
Entrée de l'interface macro (#1000 à #1035, #1200 à #1295) : API -> CN
L'état des signaux pour l'entrée d'interface peut être contrôlé par la lecture des valeurs des numéros de variable #1000 à #1035, #1200 à #1295. Une valeur de variable lue peut prendre seulement l'une des 2 valeurs : 1 ou 0 (1 : contact fermé, 0 : contact ouvert). Tous les signaux d'entrée de #1000 à #1031 peuvent être lus par la lecture de la valeur du numéro de variable #1032. De la même manière, seuls les numéros de variables #1033 à #1035, les signaux d'entrée pour #1200 à #1231, #1232 à #1263 et #1264 à #1295 peuvent être lus. Les n° de variable #1000 à #1035, #1200 à #1295 sont seulement pour la lecture et il n'est pas possible de spécifier d'élément gauche du terme arithmétique.
Variable de
système
Nombre de
points
Signal d'entrée d'interface
Variable de système
Nombre de
points
Signal d'entrée d'interface
#1000 1 Registre R6436 bit 0 #1016 1 Registre R6437 bit 0#1001 1 Registre R6436 bit 1 #1017 1 Registre R6437 bit 1#1002 1 Registre R6436 bit 2 #1018 1 Registre R6437 bit 2#1003 1 Registre R6436 bit 3 #1019 1 Registre R6437 bit 3#1004 1 Registre R6436 bit 4 #1020 1 Registre R6437 bit 4#1005 1 Registre R6436 bit 5 #1021 1 Registre R6437 bit 5#1006 1 Registre R6436 bit 6 #1022 1 Registre R6437 bit 6#1007 1 Registre R6436 bit 7 #1023 1 Registre R6437 bit 7#1008 1 Registre R6436 bit 8 #1024 1 Registre R6437 bit 8#1009 1 Registre R6436 bit 9 #1025 1 Registre R6437 bit 9#1010 1 Registre R6436 bit 10 #1026 1 Registre R6437 bit 10#1011 1 Registre R6436 bit 11 #1027 1 Registre R6437 bit 11#1012 1 Registre R6436 bit 12 #1028 1 Registre R6437 bit 12#1013 1 Registre R6436 bit 13 #1029 1 Registre R6437 bit 13#1014 1 Registre R6436 bit 14 #1030 1 Registre R6437 bit 14#1015 1 Registre R6436 bit 15 #1031 1 Registre R6437 bit 15
Variable
de système
Nombre de
points Signal d'entrée
d'interface
#1032 32 Registre R6436, R6437 #1033 32 Registre R6438, R6439 #1034 32 Registre R6440, R6441 #1035 32 Registre R6442, R6443

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
392
Variable
de système
Nombre de
points Signal d'entrée
d'interface Variable de
système Nombre
de points
Signal d'entrée d'interface
#1200 #1201 #1202 #1203 #1204 #1205 #1206 #1207 #1208 #1209 #1210 #1211 #1212 #1213 #1214 #1215
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Registre R6438 bit 0Registre R6438 bit 1Registre R6438 bit 2Registre R6438 bit 3Registre R6438 bit 4Registre R6438 bit 5Registre R6438 bit 6Registre R6438 bit 7Registre R6438 bit 8Registre R6438 bit 9
Registre R6438 bit 10Registre R6438 bit 11Registre R6438 bit 12Registre R6438 bit 13Registre R6438 bit 14Registre R6438 bit 15
#1216 #1217 #1218 #1219 #1220 #1221 #1222 #1223 #1224 #1225 #1226 #1227 #1228 #1229 #1230 #1231
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Registre R6439 bit 0Registre R6439 bit 1Registre R6439 bit 2Registre R6439 bit 3Registre R6439 bit 4Registre R6439 bit 5Registre R6439 bit 6Registre R6439 bit 7Registre R6439 bit 8Registre R6439 bit 9
Registre R6439 bit 10Registre R6439 bit 11Registre R6439 bit 12Registre R6439 bit 13Registre R6439 bit 14Registre R6439 bit 15
Variable
de système
Nombre de
points Signal d'entrée
d'interface Variable de
système Nombre
de points
Signal d'entrée d'interface
#1232 #1233 #1234 #1235 #1236 #1237 #1238 #1239 #1240 #1241 #1242 #1243 #1244 #1245 #1246 #1247
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Registre R6440 bit 0Registre R6440 bit 1Registre R6440 bit 2Registre R6440 bit 3Registre R6440 bit 4Registre R6440 bit 5Registre R6440 bit 6Registre R6440 bit 7Registre R6440 bit 8Registre R6440 bit 9
Registre R6440 bit 10Registre R6440 bit 11Registre R6440 bit 12Registre R6440 bit 13Registre R6440 bit 14Registre R6440 bit 15
#1248 #1249 #1250 #1251 #1252 #1253 #1254 #1255 #1256 #1257 #1258 #1259 #1260 #1261 #1262 #1263
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Registre R6441 bit 0Registre R6441 bit 1Registre R6441 bit 2Registre R6441 bit 3Registre R6441 bit 4Registre R6441 bit 5Registre R6441 bit 6Registre R6441 bit 7Registre R6441 bit 8Registre R6441 bit 9
Registre R6441 bit 10Registre R6441 bit 11Registre R6441 bit 12Registre R6441 bit 13Registre R6441 bit 14Registre R6441 bit 15

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
393
Variable
de système
Nombre de
points Signal d'entrée
d'interface Variable de
système Nombre
de points
Signal d'entrée d'interface
#1264 #1265 #1266 #1267 #1268 #1269 #1270 #1271 #1272 #1273 #1274 #1275 #1276 #1277 #1278 #1279
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Registre R6442 bit 0Registre R6442 bit 1Registre R6442 bit 2Registre R6442 bit 3Registre R6442 bit 4Registre R6442 bit 5Registre R6442 bit 6Registre R6442 bit 7Registre R6442 bit 8Registre R6442 bit 9
Registre R6442 bit 10Registre R6442 bit 11Registre R6442 bit 12Registre R6442 bit 13Registre R6442 bit 14Registre R6442 bit 15
#1280 #1281 #1282 #1283 #1284 #1285 #1286 #1287 #1288 #1289 #1290 #1291 #1292 #1293 #1294 #1295
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Registre R6443 bit 0Registre R6443 bit 1Registre R6443 bit 2Registre R6443 bit 3Registre R6443 bit 4Registre R6443 bit 5Registre R6443 bit 6Registre R6443 bit 7Registre R6443 bit 8Registre R6443 bit 9
Registre R6443 bit 10Registre R6443 bit 11Registre R6443 bit 12Registre R6443 bit 13Registre R6443 bit 14Registre R6443 bit 15

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
394
Sorties de l'interface macro (#1100 à #1135, #1300 à #1395) : CN -> API
Les signaux de sortie d'interface peuvent être émis en remplaçant les valeurs dans les numéros de variable #1100 à #1135, #1300 à #1395. Les signaux de sortie sont 0 ou 1. Tous les signaux de sortie de #1100 à #1131 peuvent être émis à la fois en introduisant une valeur dans le numéro de variable #1132. De la même manière, en lisant les valeurs des n° de variable #1133 à #1135, les signaux de sortie pour #1300 à #1331, #1332 à #1363 et #1364 à #1395 peuvent être lus. (20 à 231) L'état des signaux d'écriture et de sortie peut être lu pour décaler les signaux de sortie de #1100 à #1135, #1300 à #1395. La sortie se réfère ici à la sortie du côté de la CN.
Variable de
système
Nombre de
points Signal d'entrée
d'interface Variable de
système Nombre
de points
Signal d'entrée d'interface
#1100 1 Registre R6372 bit 0 #1116 1 Registre R6373 bit 0#1101 1 Registre R6372 bit 1 #1117 1 Registre R6373 bit 1#1102 1 Registre R6372 bit 2 #1118 1 Registre R6373 bit 2#1103 1 Registre R6372 bit 3 #1119 1 Registre R6373 bit 3#1104 1 Registre R6372 bit 4 #1120 1 Registre R6373 bit 4#1105 1 Registre R6372 bit 5 #1121 1 Registre R6373 bit 5#1106 1 Registre R6372 bit 6 #1122 1 Registre R6373 bit 6#1107 1 Registre R6372 bit 7 #1123 1 Registre R6373 bit 7#1108 1 Registre R6372 bit 8 #1124 1 Registre R6373 bit 8#1109 1 Registre R6372 bit 9 #1125 1 Registre R6373 bit 9#1110 1 Registre R6372 bit 10 #1126 1 Registre R6373 bit 10#1111 1 Registre R6372 bit 11 #1127 1 Registre R6373 bit 11#1112 1 Registre R6372 bit 12 #1128 1 Registre R6373 bit 12#1113 1 Registre R6372 bit 13 #1129 1 Registre R6373 bit 13#1114 1 Registre R6372 bit 14 #1130 1 Registre R6373 bit 14#1115 1 Registre R6372 bit 15 #1131 1 Registre R6373 bit 15
Variable
de système
Nombre de
points Signal d'entrée
d'interface
#1132 #1133 #1134 #1135
32 32 32 32
Registre R6372, R6373 Registre R6374, R6375 Registre R6376, R6377 Registre R6378, R6379

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
395
Variable
de système
Nombre de
points Signal d'entrée
d'interface Variable de
système Nombre
de points
Signal d'entrée d'interface
#1300 #1301 #1302 #1303 #1304 #1305 #1306 #1307 #1308 #1309 #1310 #1311 #1312 #1313 #1314 #1315
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Registre R6374 bit 0Registre R6374 bit 1Registre R6374 bit 2Registre R6374 bit 3Registre R6374 bit 4Registre R6374 bit 5Registre R6374 bit 6Registre R6374 bit 7Registre R6374 bit 8Registre R6374 bit 9
Registre R6374 bit 10Registre R6374 bit 11Registre R6374 bit 12Registre R6374 bit 13Registre R6374 bit 14Registre R6374 bit 15
#1316 #1317 #1318 #1319 #1320 #1321 #1322 #1323 #1324 #1325 #1326 #1327 #1328 #1329 #1330 #1331
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Registre R6375 bit 0Registre R6375 bit 1Registre R6375 bit 2Registre R6375 bit 3Registre R6375 bit 4Registre R6375 bit 5Registre R6375 bit 6Registre R6375 bit 7Registre R6375 bit 8Registre R6375 bit 9
Registre R6375 bit 10Registre R6375 bit 11Registre R6375 bit 12Registre R6375 bit 13Registre R6375 bit 14Registre R6375 bit 15
Variable
de système
Nombre de
points Signal d'entrée
d'interface Variable de
système Nombre
de points
Signal d'entrée d'interface
#1332 #1333 #1334 #1335 #1336 #1337 #1338 #1339 #1340 #1341 #1342 #1343 #1344 #1345 #1346 #1347
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Registre R6376 bit 0Registre R6376 bit 1Registre R6376 bit 2Registre R6376 bit 3Registre R6376 bit 4Registre R6376 bit 5Registre R6376 bit 6Registre R6376 bit 7Registre R6376 bit 8Registre R6376 bit 9
Registre R6376 bit 10Registre R6376 bit 11Registre R6376 bit 12Registre R6376 bit 13Registre R6376 bit 14Registre R6376 bit 15
#1348 #1349 #1350 #1351 #1352 #1353 #1354 #1355 #1356 #1357 #1358 #1359 #1360 #1361 #1362 #1363
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Registre R6377 bit 0Registre R6377 bit 1Registre R6377 bit 2Registre R6377 bit 3Registre R6377 bit 4Registre R6377 bit 5Registre R6377 bit 6Registre R6377 bit 7Registre R6377 bit 8Registre R6377 bit 9
Registre R6377 bit 10Registre R6377 bit 11Registre R6377 bit 12Registre R6377 bit 13Registre R6377 bit 14Registre R6377 bit 15

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
396
Variable
de système
Nombre de
points Signal d'entrée
d'interface Variable de
système Nombre
de points
Signal d'entrée d'interface
#1364 #1365 #1366 #1367 #1368 #1369 #1370 #1371 #1372 #1373 #1374 #1375 #1376 #1377 #1378 #1379
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Registre R6378 bit 0Registre R6378 bit 1Registre R6378 bit 2Registre R6378 bit 3Registre R6378 bit 4Registre R6378 bit 5Registre R6378 bit 6Registre R6378 bit 7Registre R6378 bit 8Registre R6378 bit 9
Registre R6378 bit 10Registre R6378 bit 11Registre R6378 bit 12Registre R6378 bit 13Registre R6378 bit 14Registre R6378 bit 15
#1380 #1381 #1382 #1383 #1384 #1385 #1386 #1387 #1388 #1389 #1390 #1391 #1392 #1393 #1394 #1395
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Registre R6379 bit 0Registre R6379 bit 1Registre R6379 bit 2Registre R6379 bit 3Registre R6379 bit 4Registre R6379 bit 5Registre R6379 bit 6Registre R6379 bit 7Registre R6379 bit 8Registre R6379 bit 9
Registre R6379 bit 10Registre R6379 bit 11Registre R6379 bit 12Registre R6379 bit 13Registre R6379 bit 14Registre R6379 bit 15
(Note 1) La dernière valeur des variables de système #1100 à #1135, #1300 à #1395 envoyées est conservée comme 1 ou 0.
(Elles ne sont pas effacées, même pas lors d'un reset.)
(Note 2) Les critères suivants s'appliquent quand un chiffre autre que 1 ou 0 est introduit dans #1100 à #1131, #1300 à #1395.
<vide> est traité comme 0. Tout nombre sauf 0 et <vide> est traité comme 1. Toute valeur inférieure à 0.00000001 est non-définie.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
397
Inst
ruct
ions
de
mac
ro
#1000
#1031
#1032 (R6436,R6437)
#1200
#1231
#1033 (R6438,R6439)
#1232
#1263
#1034 (R6440,R6441)
#1264
#1295
#1035 (R6442,R6443)
#1132 (R6372,R6373)
#1133 (R6374,R6375)
#1134 (R6376,R6377)
#1135 (R6378,R6379)
#1300
#1331
#1332
#1363
#1364
#1395
#1100
#1131
Signal d'entrée
Signal de sortie

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
398
Correction d'outil
Cela est utilisé pour modifier le n° de variable de la macro utilisateur de la correction de forme d'outil et de la correction d'usure.
Le n° de variable de l'adresse #2000 grandeurs de correction X, Z et R est modifié selon la valeur spécifiée dans le paramètre "#1120 TofVal (change macro variable)".
Plage du n° de variable #1120 TofVal=0,1 #1120 TofVal=0 #1120 TofVal=1
Spécifications
#10001 à #10000+n #2001 à #2000+n #2701 à #2700+n Correction de forme X #11001 à #11000+n #2701 à #2700+n #2001 à #2000+n Correction d'usure X
#12001 à #12000+n – Correction de forme de l'axe supplémentaire de la sélection de la correction d'outil
#13001 à #13000+n – Correction d'usure de l'axe supplémentaire de la sélection de la correction d'outil
#14001 à #14000+n #2101 à #2100+n #2801 à #2800+n Correction de forme Z #15001 à #15000+n #2801 à #2800+n #2101 à #2100+n Correction d'usure Z #16001 à #16000+n #2201 à #2200+n #2901 à #2900+n Correction de forme R #17001 à #17000+n #2901 à #2900+n #2201 à #2200+n Correction d'usure R #18001 à #18000+n #2301 à #2300+n Correction de pointe d'outil
(Note) Le paramètre (#1520 Tchg34) permet de sélectionner si la correction d'outil de l'axe supplémentaire est valable pour le 3ième ou le 4ième axe.
Les numéros de variable permettent la lecture des données d'outil et l'entrée de valeurs. Il est possible d'utiliser les numéros de la série #10000 ou de la série #2000. Les trois derniers chiffres du numéro de variable correspondent au numéro de décalage d'outil. Les données de décalage d'outil sont configurées comme données avec virgule décimale, de manière identique aux autres variables. De ce fait, la virgule décimale doit être introduite s'il faut entrer de données derrière la virgule décimale.
Exemple de programmation Variables communes Données de décalage d'outil
#101 = 1000 ; #10001 = #101 ; #102 = #10001 ;
Après exécution
#101 = 1000.0 #102 = 1000.0
H1 = 1000.000
(Exemple 1) Calcul et réglage des données de décalage d'outil
H1
Capteur
G0
G3
#1
#5061
~
G28 X0 T0101 ; M06 ; #1 = #5001 ; G00 X–200. ; G31 X–50. F100 ; #10001 = #5061–#1 ;
Retour à l'origine Changement d'outil (T0101) Enregistrement du point de départ Avance rapide vers la position de sécurité Mesure de saut Calcul de la distance de mesure et entrée des données de décalage d'outil

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
399
(Note 1) Dans cet exemple la temporisation du signal de capteur de saut n'est pas considérée. #5001 est la position de départ sur l'axe X, tandis que #5061 représente les
coordonnées de saut de l'axe X qui indiquent la position où le signal de saut est introduit lorsque G31 est exécutée.
(Note 2) Pour système multiple Il y a des cas où chaque système partiel possède des données d'outil et d'autres où les
systèmes partiels ont des données d'outil communes. Cela peut être sélectionné avec le paramètre (#1051 MemTol).
Paramètre #1051 MemTol 0 : Données d'outil pour chaque système partiel 1 : Données d'outil communes pour les systèmes partiels
Lorsque les données d'outil sont mises en commun pour les systèmes partiels, la grandeur lue et la grandeur de substitution pour toutes les variables de décalage d'outil des systèmes partiels seront les mêmes (si le même n° de variable est spécifié).

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
400
Correction du système de coordonées de la pièce
Les numéros de variable #5201 à #532n permettent la lecture des données de décalage du système de coordonnées de la pièce ou l'entrée de valeurs.
(Note) Le nombre des axes commandables diffère selon les spécifications. Le dernier chiffre des numéros de variable correspond au numéro de l'axe commandé.
N° axe
Nom des coordonnées
1er axe
2ième axe
3ième axe
4ième axe • •
nième axe Remarques
Décalage de pièce externe #5201 #5202 #5203 #5204 • • #520n
Les spécifications de décalage de pièce externe sont nécessaires.
G54 #5221 #5222 #5223 #5224 • • #522n G55 #5241 #5242 #5243 #5244 • • #524n G56 #5261 #5262 #5263 #5264 • • #526n G57 #5281 #5282 #5283 #5284 • • #528n G58 #5301 #5302 #5303 #5304 • • #530n G59 #5321 #5322 #5323 #5324 • • #532n
Les spécifications de décalage de système de coordonnées pièce sont nécessaires.
(Exemple 1)
-90. -20.
-20.
-10.
N1
N3
W1
W1 N11
Système de coordonnées de base de la machine
Décalage de pièce externe
W1 (G54)
W2 (G55)
G55G54
Système de coordonnées de base de la machine
W2 (G55)
W1 (G54)
G54 G55
C'est un exemple où les valeurs de décalage de pièce externe sont additionnées aux valeurs de décalage du système de coordonnées de la pièce (G54, G55) sans modifier la position du système de coordonnées de la pièce.
N1 G28 X0 Z0 ; N2 #5221 = –20. #5223 = –20. ; N3 G00 G54 X0 Z0 ; N10 #5221 = –10. #5223 = –90. ; N11 G00 G54 X020 ; M02 ;
~ ~
Système de coordonnées de la pièce G54 défini par N2
Système de coordonnées de la pièce G54 défini par N10
N100 #5221 = #5221 + #5201 ; #5222 = #5222 + #5202 ; #5241 = #5241 + #5201 ; #5242 = #5242 + #5202 ; #5201 = 0 #5202 = 0 ;
~~
(Exemple 2)
Syst. de coord. après changement
Syst. coord. avant changement

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
401
Alarme CN (#3000)
Le numéro de variable #3000 permet de forcer le système CN en état d'alarme.
Format
#3000 = 70 (CALL #PROGRAMMER #TEL #530) ;
70 N° alarme CALL #PROGRAMMER #TEL #530 Message d'alarme
Un numéro d'alarme quelconque de 1 à 9999 peut être spécifié. La longueur maximale du message d'alarme est de 31 caractères. Le "P277: MACRO ALM MESG" apparaît dans la colonne <ALARM> de l'écran "DIAG 1." et le n° d'alarme et le message d'alarme "70: (CALL #PROGRAMMER #TEL #530)" sont affichés dans le champ <Message Operat.>.
Exemple de programme (alarme si #1 = 0)
Arrêt avec alarme CN
1F [#1 NE 0] GOTO 100 ; #3000=70 (CALL #PROGRAMMER #TEL #530 ) ; N100
<ALARM> DIAG 1. P277 : MACRO ALM MESG <Message opérateur> CALL #PROGRAMMER #TEL #530 70
~~
(Note 1) Le numéro d'alarme 0 n'est pas affiché et tout numéro dépassant 9999 ne peut pas être affiché.
(Note 2) Les caractères suivant la première lettre de l'alphabet à droite du signe d'égalité sont traités comme message d'alarme. Pour cette raison, un numéro ne peut pas être spécifié comme premier caractère dans le message d'alarme. Nous recommandons de mettre les messages d'alarme entre parenthèses rondes ().

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
402
Durée de l'intégration (#3001, #3002)
La durée d'exécution intégrante peut être lue à la mise en marche de l'alimentation ou pendant le lancement automatique et de plus, il est possible de remplacer certaines valeurs en utilisant les numéros de variable #3001 et #3002.
Type N° de variable Unité Contenu à la mise en
circuit Initialisation du contenu
Conditions de comptage
Mise en circuit 3001
Toujours activé tant que l'alimentation est sur ON
Démarrage automatique 3002
1ms Identique à la mise hors circuit
Valeur remplace la variable Au démarrage
automatique
La durée d'exécution intégrante retourne à zéro au bout d'environ 2.44 × 1011 ms (environ 7,7 années).
G65 P9010T (temps disponible) ms ;
~ ~
Vers le sous-programme
#3001=0 ; WHILE [#3001LE#20] DO1 ; END1 ; M99 ;
O9010
Variable locale Portion de temps disponible : DO1 à END1 est répété et lorsque le temps disponible est atteint, l'opération saute à M99.
Entré dans la variable locale #20 T#20 ———
Suppression d'un arrêt de bloc simple et attente du signal de fin de la fonction auxiliaire
La substitution de la valeur dans le numéro de variable #3003 permet la suppression de l'arrêt du bloc indépendant dans les blocs suivants ou l'exécution d'un saut au bloc suivant sans attente du signal de fin d'une fonction auxiliaire (M, S, T, B).
#3003 Arrêt de bloc indépendant Signal de fin de la fonction auxiliaire0 Non supprimé Attente 1 Supprimé Attente 2 Non supprimé Sans attente 3 Supprimé Sans attente
(Note 1) #3003 est remis à zéro par la fonction Reset.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
403
Arrêt d'avance, dépassement vitesse d'avance, G09 valide/invalide
La substitution d'une valeur dans le numéro de variable #3004 rend les fonctions arrêt d'avance, suspension de la vitesse d'avance et G09 dans les blocs suivants valable ou non-valable.
Bit 0 Bit 1 Bit 2 #3004 contenu (valeur) Arrêt d'avance Suspension de la
vitesse d'avance Contrôle G09
0 Valable Valable Valable 1 Non-valable Valable Valable 2 Valable Non-valable Valable 3 Non-valable Non-valable Valable 4 Valable Valable Non-valable 5 Non-valable Valable Non-valable 6 Valable Non-valable Non-valable 7 Non-valable Non-valable Non-valable
(Note 1) #3004 est remis à zéro par la fonction Reset.
(Note 2) Les fonctions sont valables quand les bits ci-dessus sont mis à 0, elles ne sont pas valables quand ils sont mis à 1.
Affichage de message et arrêt
En utilisant le numéro de variable #3006 l'affichage de message est arrêté après l'exécution du bloc précédent et si les données d'affichage de message ont été spécifiées le message correspondent est alors affiché.
Format
#3006=1 (TAKE FIVE) ;
TAKE FIVE Message
La longueur du message ne doit pas dépasser 31 caractères et être mis entre des parenthèses rondes ().
Image symétrique
La lecture du numéro de variable #3007 permet un contrôle de l'état de l'image symétrique de chaque axe à un moment déterminé. Les axes sont conformes aux bits de #3007. Si les bits sont mis à 0, cela signifie que la fonction d'image symétrique n'est pas valable; si les bits sont mis à 1, les fonctions sont valables.
Bit 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0nième axe 4 3 2 1

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
404
Instruction G modale
En utilisant les numéros de variable #4001 à #4021 les états des instructions G modales qui sont émises dans le bloc immédiatement après peuvent être lus. Il est analogiquement possible de lire les valeurs modales du bloc en cours à l'aide des numéros de variable #4201 à #4221.
N° de variable Bloc de lecture
anticipée
Bloc d'exécu-
tion
Fonction
#4001 #4201 Mode d'interpolation : G00:0, G01:1, G02:2, G03:3, G33:33 #4002 #4202 Sélection de plan : G17:17, G18:18, G19:19 #4003 #4203 Absolu/incrémentiel : G90:90, G91:91 #4004 #4204 Contrôle de barrière : G22:22, G23:23 #4005 #4205 Spécification d'avance : G94:94, G95:95 #4006 #4206 Pouce/métrique : G20:20, G21:21
#4007 #4207 Correction de rayon de pointe d'outil : G40:40, G41:41, G42:42, G46:46
#4008 #4208 Aucun n° de variable
#4009 #4209 Cycle fixe : G80:80, G70 à 79:70 à 79, G83 à G85:83 à 85, G83.2:83.2, G87 à G89:87 à 89
#4010 #4210 Niveau de retour : G98:98, G99:99 #4011 #4211 #4012 #4212 Système de coordonnées de la pièce : G54 à G59:54 à 59 #4013 #4213 Accélération/décélération : G61 à G64:61 à 64, G61.1:61.1 #4014 #4214 Appel modal de macro : G66:66, G66.1:66.1, G67:67 #4015 #4215 #4016 #4216 Aucun n° de variable #4017 #4217 Commande de vitesse circonférentielle constante : G96:96, G97:97#4018 #4218 Coupe équilibrée : G14:14, G15:15 #4019 #4219 #4020 #4220 #4021 #4221
(Exemple) G29 X0 Z0 ; G00 X150. Z200 ; G65 P300 G02 W−30. K−15. F1000 ; M02 ; O300 #1 = #4001 ; = → Instruction G modale du groupe 01(lecture anticipée) #1 = 2.0 #2 = #4201 ; = → Instruction G modale du groupe 01 (en cours d'exécution) #2 = 0.0 G#1 W#24 ; M99 ; %

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
405
Autres modales
Les numéros de variable #4101 à #4120 permettent la lecture des instructions modales spécifiées dans le bloc immédiatement avant. Il est analogiquement possible de lire les instructions modales du bloc en cours d'exécution à l'aide des numéros de variable #4301 à #4320.
N° de variable Lecture anticipé
e Exécution
Information modale
#4101 #4301 #4102 #4302 #4103 #4303 #4104 #4304 #4105 #4305 #4106 #4306 #4107 #4307 #4108 #4308 #4109 #4309 Vitesse d'avance F #4110 #4310
Information de la position
Les numéros de variable #5001 à #5104 permettent une lecture des coordonnées des grandeurs de servo-divergence, des grandeurs de décalage de la position d'outil, des coordonnées de saut, des coordonnées de la pièce, des coordonnées de la machine et des coordonnées du point de fin du bloc immédiatement précédent.
Information sur la
position N° axe
Coord. du point de fin
du bloc immédia-
tement avant
Coordon-nées de la machine
Coordon-nées de la
pièce
Coordon- nées de
saut
Grandeur de
correction de la
position d'outil
Grandeur de
décalage servo
1 #5001 #5021 #5041 #5061 #5081 #5101 2 #5002 #5022 #5042 #5062 #5082 #5102 3 #5003 #5023 #5043 #5063 #5083 #5203 4 #5004 #5024 #5044 #5064 #5084 #5104 : : : : : : : N #5000+n #5020+n #5040+n #5060+n #5080+n #5100+n
Remarque (lecture pendant le
déplacement) Oui Non Non Oui Non Oui
(Note) Le nombre des axes commandables dépend des spécifications du système CN respectif. Le dernier chiffre des numéros de variable correspond au numéro d'axe commandé.
N° de variable Lecture anticipé
e Exécution
Information modale
#4111 #4311 #4112 #4312 #4113 #4313 Fonction auxiliaire M #4114 #4314 N° de séquence N #4115 #4315 N° de programme O #4116 #4316 #4117 #4317 #4118 #4318 #4119 #4319 Fonction de broche S #4120 #4320 Fonction d'outil T

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
406
W
M
M
W
G01
Système de coordonées de la pièce
Système de coordonnées la machine
G00
Syst. coord. de base de la machine
Syst. coord. de la pièce
Instructionde lecture
[Coordonnées du point de fin]
[Coordonnéesde la machine]
[Coordonnéesde la pièce]
(1) Les positions des coordonnées du point de fin et les coordonnées de saut sont de positions dans le système de coordonnées de la pièce.
(2) Une lecture des coordonnées du point de fin, des coordonnées de saut et des grandeurs de servo-divergence est possible même pendant le déplacement. Mais il faut d'abord contrôler si le déplacement est terminé avant de lire les coordonnées de la machine et les cordonnées de la pièce.
(3) La position où le signal de saut doit être introduit dans le bloc G31 est déterminée par les coordonnées de saut. La position du point de fin est spécifiée quand le signal de saut n'est pas activé. (Pour d'autres détails consulter le paragraphe concernant la mesure de la longueur d'outil.)
Gauge, etc.
Instruction de lecture
Valeur des coordonnées de saut

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
407
(4) Si les facteurs spécifiques au décalage d'outil ne sont pas considérés, la position de la pointe d'outil est spécifiée comme position du point de fin. La position du point de référence est indiquée - en considérant le décalage d'outil - pour les coordonnées de la machine, les coordonnées de la pièce et les coordonnées de saut.
G31
W
M
F (vitessed'avance)
Signal de saut
Système de coordonnées de la machine
[Coordonnées de la pièce]
[Coordonnées de la machine]
[Coordonnées d'entrée du signal de saut]
Système de coordonées de la pièce
Pour " ", vérifier l'arrêt et procéder ensuite à la lecture. Pour " ", la lecture est possible pendant le déplacement.
La position des coordonnées d'entrée de signal de saut est une position dans le système de coordonnées de la pièce. Les coordonnées dans les numéros de variable #5061 à #5064 contiennent les moments où le signal d'entrée de saut a été spécifié pendant le décalage et peuvent donc être lus à un moment ultérieur. Pour d'autres détails consulter le paragraphe concernant la fonction de saut.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
408
Réglage et spécification du nom de variable
Un nom quelconque (nom de variable) peut être attribué aux variables communes de #500 à #519. Le nom doit se composer de 7 caractères alpha-numériques au maximum et commencer par une lettre. Ne pas utiliser "#" dans le nom de la variable. Une alarme apparaîtra si ce caractère est utilisé.
Format
SETVNn [NAME1, NAME2,….…] ;
n Chiffre de tête de la variable avec nom additionnel NAME1 #n nom (nom de la variable) NAME2 #n + 1 nom (nom de la variable)
Les noms de variable sont séparés par une virgule (,).
Description détaillée (1) Dès qu'un nom de variable est attribué, il ne pourra plus être effacé, même pas lors de la mise
hors circuit de l'alimentation.
(2) Les variables peuvent être spécifiées dans les programmes par leur nom de variable. Dans ce cas, les variables doivent être mises entre crochets [].
(Exemple 1) G01X [#POINT1] ;
(3) Les numéros de variable, les données et les noms de variable apparaissent sur l'écran de l'unité de réglage et de visualisation.
(Exemple 2) Programme... SETVN500 [A234567, DIST, TOOL25] ;
[Variables communes] #500 –12345.678 A234567
#501 5670.000 DIST
#502 –156.500 TOOL25
#518 10.000 NUMBER
Variable commune #(502) DATA (–156.5) NAME (TOOL25)
(Note) Ne pas utiliser les caractères (SIN, COS, etc.) prédéfinis par la CN pour l'utilisation comme
instructions d'opération à la tête du nom de la variable.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
409
Grandeur de décalage des coordonnées de la pièce à usiner
La grandeur de décalage du système de coordonnées de la pièce à usiner peut être lue à l'aide des variables #2501 à #2601. En affectant une valeur à ces variables, la grandeur de décalage du système de coordonnées de la pièce à usiner peut être modifiée.
N° axe Grandeur de décalage du système de coordonnées
de la pièce 1 #2501 2 #2601
Nombre de répétitions d'usinage de la pièce
Le nombre de répétitions d'usinage de la pièce à usiner peut être lu avec les variables #3901 et #3902. En affectant une valeur à ces variables, le nombre de répétitions d'usinage de la pièce à usiner peut être modifié.
Type N° de variable Plage de réglage Nombre de répétitions d'usinage de la pièce #3901
Nombre maximum de pièces #3902
0 à 999999
(Note) Indiquer toujours une valeur positive pour le nombre de répétitions d'usinage de la pièce à usiner.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
410
Gestion de la durée de vie d'outil
(1) Définition des n° de variable
(a) Spécification du n° de groupe #60000
Le numéro de groupe de données de la gestion de durée de vie de l'outil à lire avec #60001 à #64700 est spécifié en attribuant une valeur à cette variable. Si un numéro de groupe n'a pas été spécifié, les données du groupe spécifié en premier seront lues. Ceci est valable jusqu'à une remise à zéro.
(b) Numéro de variable de système de la gestion de durée de vie de l'outil (lecture) #60001 à #64700
# ? ? ? ? ?
+ n° de variable ou type de données Classe de données6 : Gestion de la durée de vie d'outil
(c) Détails de la classification de données
Classe de données Système M Système L Remarques
00 Pour commande Pour commande Voir les types suivants 05 N° groupe N° groupe Voir n° d'enregistrement10 N° outil N° outil Voir n° d'enregistrement15 Flag données d'outil Méthode Voir n° d'enregistrement20 État de l'outil État Voir n° d'enregistrement25 Données durée vie Durée vie/nbre utilis. Voir n° d'enregistrement
30 Données d'utilisation
Durée utilisation/ nbre utilisations Voir n° d'enregistrement
35 Données correction de longueur d'outil – Voir n° d'enregistrement
40 Données correction du rayon d'outil – Voir n° d'enregistrement
45 Données auxiliaires – Voir n° d'enregistrement
Les numéros de groupe, la méthode de système L et les données de durée de vie de l'outil sont les mêmes pour un groupe.
(d) N° d'enregistrement
Système M 1 à 200 Système L 1 à 16
(e) Type de données
Type Système M Système L Remarque1 Nombre d'outils enregistrés Nombre d'outils enregistrés 2 Valeur effective durée de vie Valeur effective durée de vie 3 Numéro d'outil choisi Numéro d'outil choisi 4 Nbre outils enregistrés restants Nbre outils enregistrés restants 5 Signal exécuté Signal exécuté 6 Durée de coupe cumulée (min) Durée de coupe cumulée (min) 7 Signal de fin de vie Signal de fin de vie 8 Signal de prédiction de vie Signal de prédiction de vie

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
411
N° de
variable Fonction Type Spécifications Plage de réglage
60001 Nombre d'outils enregis- trés
Commun au système
Nombre d'outils enregistrés dans chaque groupe.
0 à 80
60002 Valeur effective de durée de vie
Durée d'utilisation / nombre d'utilisations de l'outil utilisé.
Données d'utilisation de l'outil utilisé (si l'outil utilise plusieurs n° de correction, le nombre total de données d'utilisation pour chaque n° de correction).
0 à 999999 min 0 à 999999 fois
60003 Numéro d'outil choisi
N° d'enregistrement de l'outil utilisé.
N° d'enregistrement de l'outil sélectionné du groupe spécifié (si l'outil n'est pas sélectionné, le premier outil de ST:1, ou si ST:1 n'est pas utilisé, le premier outil de ST:0. Si la durée de vie de tous les outils est expirée, le dernier outil).
0 à 16
60004 Nombre d'outils enregis- trés restants
Nombre total d'outils "utilisables" dans le groupe.
Nombre d'outils d'un groupe pour lequel est valable ST = 0: non utilisé.
0 à 16
60005 Signal exécuté
"1" si ce groupe est utilisé dans le programme exécuté.
"1" si l'outil dans le groupe spécifié est sélectionné.
0/1
60006 Valeur de la durée de coupe cumulée (minutes)
Indique la durée d'utilisation de ce groupe dans le programme exécuté.
60007 Signal de fin de vie
"1" si les durées de vie de tous les outils dans ce groupe sont expirées.
"1" si tous les outils enregistrés dans le groupe indiqué ont atteint la fin de vie.
0/1
60008 Signal de prédiction de vie
Pour chaque groupe (Indiquer le n° de groupe #60000)
"1" si un nouvel outil de ce groupe doit être appelé avec la prochaine instruction.
"1" pour un outil dans ce groupe dont ST est "0: Non utilisé", et si aucun outil n'est présent pour lequel ST est "1: Outil en utilisation".
0/1

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
412
N° de
variable Fonction Type Spécifications Plage de réglage
60500 +***
N° groupe Ce n° de groupe 1 à 9999
61000 +***
N° outil N° d'outil et n° de correction
N° d'outil + n° de correction (si n° d'outil = 22 et n° de correction = 01, 2201=899H)
0 à 9999
61500 +***
Méthode Gestion de durée de vie par durée d'utilisation ou par nombre d'utilisations.
0 : durée, 1 : nombre d'utilisations
0/1
62000 +***
État État de l'utilisation de l'outil
0 : outil non utilisé 1 : outil utilisé 2 : durée de vie d'outil normale 3 : saut d'outil
0 à 3
62500 +***
Durée de vie/ nombre utilisations
Cette valeur de durée de vie du groupe 0 à 999999 min 0 à 999999 fois
63000 +***
Durée utilisation/ nombre utilisations
Pour chaque groupe/ n° d'enregistrement (n° groupe #60000/ n° d'enregistrement *** est spécifié.) Notez que les numéros de groupe, les métho- des et les durées de vie sont commu- nes aux groupes. 0 à 999999
min 0 à 999999 fois
63500 +***
–
64000 +***
–
64500 +***
–

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
413
Exemple de programmation
(1) Instructions normales
#101 = #60001 ; ...... Lit le nombre d'outils enregistrés. #102 = #60002 ; ...... Lit la valeur effective de durée de vie. #103 = #60003 ; ...... Lit le numéro de sélection de l'outil. #60000 = 10 ; .......... Indique le numéro du groupe des données
de durée de vie à lire. #104 = #60004 ; ...... Lit le nombre restant d'outils enregistrés
dans le groupe 10. #105 = #60005 ; ...... Lit le signal émis du groupe 10. #111 = #61001 ; ...... Lit le groupe 10, #1 numéro d'outil. #112 = #62001 ; ...... Lit le groupe 10, #1 état. #113 = #61002 ; ...... Lit le groupe 10, #2 numéro d'outil. %
(2) Si le numéro de groupe n'a pas été spécifié. #104 = #60004 ; ...... Lit le nombre restant d'outils enregistrés dans le premier groupe
enregistré. #111 = #61001 ; ...... Lit le numéro d'outil #1dans le premier groupe enregistré. %
(3) Si des numéros de groupe non enregistrés ont été spécifiés. (Groupe 9999 n'existe pas.) #60000 = 9999 ; ...... Indique le numéro de groupe #104 = #60004 ; ...... #104 = –1.
(4) Si un numéro de registration non utilisé a été spécifié. (Groupe 10 a 15 outils) #60000 = 10 ; .......... Indique le numéro de groupe #111 = #61016 ; ...... #101 = –1.
(5) Si un numéro de registration est en dehors des spécifications #6000 = 10 ; #111 = #61017 ; ......Erreur de programme (P241)
(6) Si les données de durée de vie d'outil ont été enregistrées avec l'instruction G10 après
que le numéro de groupe ait été affecté #60000 = 10 ; .......... Indique le numéro de groupe G10 L3 Lance l'enregistrement des données de durée de vie d'outil. P10 LLn NNn ; ......... 10 est le n° de groupe, Ln est la durée de vie
par outil, Nn est la méthode. TTn ; ........................ Tn est le numéro d'outil : G11 ; ........................Enregistre les données du groupe 10 avec ................................. l'instruction G10. #111 = #61001 ; ...... Lit le numérou d'outil du groupe 10, #1 G10 L3 Lance l'enregistrement des données de durée de vie d'outil. P1 LLn NNn ; ........... 1 est le numéro de groupe, Ln est la durée de
vie selon l'outil, Nn est la méthode. TTn ; ........................ Tn est le numéro d'outil : G11 ; ........................Enregistre les données de durée de vie avec
l'instruction G10.(Les données enregistrées seront effacées.)
#111 = 61001 ; ........ Le groupe 10 n'existe pas. #111 = –1.
Le n° de programme spécifié est valable jusqu'à un reset.
La durée vie du groupe 10 sera enregistrée.
La durée de vie autre que pour le groupe 10 sera enregistrée.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
414
Précautions
(1) Si la variable de système de la gestion de durée de vie d'outil est programmée sans
spécification du numéro de groupe, les données du groupe qui a été enregistré en premier seront lues.
(2) Si un numéro de groupe non enregistré est spécifié et la variable de système de la gestion de durée de vie d'outil est programmée, "-1" sera lu comme la donnée.
(3) Si un numéro non utilisé de variable de système de la gestion de durée de vie d'outil est programmé, "-1" sera lu comme la donnée.
(4) Programmé une fois, le numéro de groupe reste actif jusqu'à un reset de la CN.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
415
Lecture des paramètres
Les données de paramètre peuvent être lues avec les variables du système.
(Note) Cela peut être utilisé seulement avec quelques modèles.
N° de variable
Application
#100000 Spécification du n° de paramètre#100001 Spécification du n° du système
partiel #100002 Spécification du n° d'axe/n° de
broche #100010 Lecture de la valeur du paramètre
Les valeurs des paramètres sont lues avec les quatre blocs suivants en utilisant ces quatre variables du système.
#100000 = 1001 ;..... Spécifie le n° du paramètre #100001 = 1 ; ........ Spécifie le n° du système partiel #100002 = 1 ; ........ Spécifie le n° d'axe/n° de broche #100 = #100010 ;..... Lit la valeur du paramètre. (1) Spécification du n° de paramètre (#100000)
Le paramètre à lire est spécifié en indiquant le n° de paramètre dans cette variable système. Si les paramètres sont lus sans spécification de ce n°, les paramètres seront lus comme si le n° de paramètre minimal (#1) était spécifié. Une fois spécifié, le réglage est en vigueur jusqu'à une nouvelle spécification du n° de paramètre ou un reset. Une erreur de programme (P39) apparaît si un n° de paramètre qui n'existe pas est spécifié.
(2) Spécification du n° du système partiel (#100001)
(a) Variable du système pour la spécification du n° du système partiel Le n° du système partiel du paramètre à lire est spécifié en indiquant une valeur d'index dans cette variable système. Cette spécification est ignorée lors de la lecture de paramètres qui ne sont pas dans un système partiel spécifique. Si les paramètres sont lus sans spécification de ce numéro, les paramètres seront lus comme si la valeur d'index 0 (système dans le programme en cours) était spécifiée. Une fois spécifié, le réglage est en vigueur jusqu'à une nouvelle spécification du n° du système partiel ou un reset. Une erreur de programme (P39) apparaît si un n° de système partiel qui n'existe pas est spécifié.
(b) Valeurs d'index
Valeur d'index Paramètres par système partiel
0 Système partiel en cours 1 1ère partie du système 2 2ième partie du système 3 – : – 9 ・ 10 Axe API

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
416
(3) Spécification du n° d'axe/broche (#100002) (a) Variable système pour la spécification du n° d'axe/broche
Le n° d'axe/n° de broche du paramètre à lire est spécifié en indiquant une valeur d'index dans cette variable système. Cette spécification sera ignorée lors de la lecture de paramètres qui ne sont pas pour un axe ou broche spécifique. La valeur d'index du paramètre d'axe est la valeur spécifiée dans le système partiel spécifié avec #100001. Donc, lors de la lecture de paramètres qui ne sont pas dans le système partiel spécifié, le n° de système partiel doit encore être spécifié. La valeur d'index du paramètre de broche n'est pas affectée par la spécification du système partiel. Si les paramètres sont lus sans spécification de ce numéro, les paramètres seront lus comme si la valeur d'index 1 (1er axe/1ère broche dans le système partiel spécifié) était spécifié. Une fois spécifié, le réglage est en vigueur jusqu'à une nouvelle spécification de la valeur d'index ou un reset. Une erreur de programme (P39) apparaît si un n° d'axe/ broche qui n'existe pas est spécifié.
(b) Valeurs d'index
Valeurs d'index Paramètre d'axe Paramètre de
broche 1 1er axe 1ère broche 2 2ième axe 2ième broche 3 3ième axe 3ième broche 4 4ième axe 4ième broche 5 5ième axe – 6 6ième axe ・
(4) Lecture de paramètres (#100010)
La donnée du paramètre spécifié est lue avec cette variable système. La donnée suivante est lue selon le type de paramètre.
Type Donnée lue Valeur Les valeurs affichées sur l'écran de paramètres sont sorties. Texte Les codes ASCII sont convertis en valeurs décimales.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
417
Exemples de programme pour la lecture de paramètres
(1) Pour lire les paramètres par système partiel [#1002 axisno (nombre d'axes)]
#100000 = 1002 ;........... Spécifie [#1002]. #100001 = 1 ; .............. Spécifie [1er système partiel]. #101 = #100010 ;........... Lit le nombre d'axe dans le 1er système partiel. #100000 = 1002 ;........... Spécifie [#1002]. (peut être omis si le paramètre # est le même) #100001 = 2 ; .............. Spécifie [2ième système partiel]. #102 = #100010 ;........... Lit le nombre d'axes dans le 2ième système partiel. #100001 = 5 ; .............. Spécifie [5ième système partiel]. (L'erreur de programme .................................................(P39) apparaît.) #100001 = 10 ; ............. Spécifie [axe API]. #110 = #100010 ;........... Lit le nombre d'axes API.
(2) Pour lire les paramètres d'axe [#2037 G53ofs (#1 position de référence)] [Conditions] [1er système partiel] [2ième système partiel] <1er axe> <2ième axe> <1er axe> <2ième axe> #2037 G53ofs 1000.000 200.000 300.000 400.000 [programme du 1er système partiel] #100002 = 1 ; .............. Spécifie [1er axe]. #100000 = 2037 ;........... Spécifie [#2037]. #101 = #100010 ;........... Lit la [#1 position de référence] pour le 1er axe. (#101 = 100.000.) #100002 = 2 ; .............. Spécifie [2ième axe]. #102 = #100010 ;........... Lit la [#1 position de référence] pour le 2ième axe. (#102 = 200.000.) #100001 = 2 ; .............. Spécifie [2ième système partiel]. #100002 = 1 ; .............. Spécifie [1er axe]. #201 = #100010 ;........... Lit la [#1 position de référence] pour le 1er axe dans le 2ième système partiel. (#201 = 300.000.)
[programme du 2ième système partiel] #100002 = 1 ; .............. Spécifie [1er axe]. #100000 = 2037 ;........... Spécifie [#2037]. #101 = #100010 ;........... Lit la [#1 position de référence] pour le 1er axe. (#101 = 300.000.) #100002 = 2 ; .............. Spécifie [2ième axe]. #102 = #100010 ;........... Lit la [#1 position de référence] pour le 2ième axe. (#102 = 400.000.) #100001 = 1 ; .............. Spécifie [1er système partiel]. #100002 = 1 ; .............. Spécifie [1er axe]. #201 = #100010 ;........... Lit la [#1 position de référence] pour le 1er axe dans le 1er système partiel. (#201 = 100.000.)

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
418
(3) Pour lire chaque paramètre pour chaque système partiel, axe et broche #100002 = 1 ; .............. Spécifie [1ère broche]. #100000 = 3001 ;........... Spécifie [#3001]. #101 = #100010 ;........... Lit [#3001 slimt1 (vitesse de rotation limite de la transmission .................................................00)] pour la 1ère broche. #100000 = 3002 ;........... Spécifie [#3002]. #102 = #100010 ;........... Lit [#3002 slimt2 (vitesse de rotation limite de la transmission .................................................01)] pour la 1ère broche. #100002 = 2 ; .............. Spécifie [2ième broche]. #100000 = 3001 ;........... Spécifie [#3001]. #201 = #100010 ;........... Lit [#3001 slimt1 (vitesse de rotation limite de la transmission .................................................00)] pour la 2ième broche. #100000 = 3002 ;........... Spécifie [#3002]. #202 = #100010 ;........... Lit [#3002 slimt2 (vitesse de rotation limite de la transmission .................................................01)] pour la 2ième broche.
(4) Pour lire le texte du type de paramètre [#1169 system name (nom du système partiel)]
[Conditions] [1er système partiel] [2ième système partiel] #1169 nom du système SYS1 SYS2 #100000 = 1169 ;........... Spécifie #1169. #100001 = 1 ; .............. Spécifie le 1er système partiel. #101 = #100010 ;........... Cela devient #101 = 1398362929 (0x53595331).
Exemple de programme de macro de lecture de paramètre
<Spécifications de la macro> Q341 A_. Q_ . ; A_.... Variable commune d'enregistrement Spécifie la n° de la variable commune pour ............ .................................. l'enregistrement de lecture de données. Q_. .. Spécification de paramètre # Pour un paramètre d'axe/broche, spécifie le ............ .................................. n° d'axe/broche avec un chiffre après la ............ .................................. virgule décimale. <Contenus de la macro>
#100000 = FIX [#17] ; .......... Spécifie le paramètre #. #100002 = FIX [#17∗10] MOD 10 ; .......... Spécifie le n° d'axe/broche #[#1] = #100010 ; .......... Lit les données du
paramètre. M99 ;
Précautions pour la lecture de paramètres
(1) Le nombre de systèmes partiels, axes et broches est le nombre maximal dans les
spécifications déterminées par le modèle.
(2) La fonction de conversion pouces/métrique pour le réglage et l'affichage est également valable pour la lecture de données.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
419
Lecture des données API
Les données API peuvent être lues avec les variables du système.
(Note 1) Elles peuvent être utilisées seulement avec certains modèles.
(Note 2) Les dispositifs de lecture sont limités.
N° de variable Application #100100 Spécification du type de dispositif#100101 Spécification du n° de dispositif
#100102 Spécification du nombre d'octets lus
#100103 Spécification du bit lu #100110 Lecture des données de l'API
Les données de l'API sont lues avec les cinq blocs se suivant en utilisant ces 5 variables système. #100100 = 1 ; ...... Spécifie le type de dispositif. #100101 = 0 ; ...... Spécifie le n° du dispositif. #100102 = 1 ; ...... Spécifie le nombre d'octets. #100103 = 2 ; ...... Spécifie le bit. (valable seulement lors de la lecture de mot de bits du ...........................dispositif.) #100 = #100110 ;... Lit les données de l'API. (1) Spécification du dispositif (#100100)
(a) Variable système pour la spécification du dispositif Le type de dispositif à lire peut être spécifié en indiquant la valeur de spécification du dispositif dans cette variable système. Si les données sont lues sans spécification de ce numéro, les données seront lues comme si la valeur minimale de spécification de dispositif (0 : dispositif M) était spécifiée. Une fois spécifié, le réglage est en vigueur jusqu'à une nouvelle spécification du dispositif ou un reset. Une erreur de programme (P39) apparaît si un dispositif qui n'existe pas est spécifié.
(b) Valeur de spécification du dispositif
Valeur de spécifi-
cation du dispositif
Dispo-sitif Unité N° du
dispositif
Valeur de spécifi-
cation du dispositif
Dispo-sitif Unité N° du
dispositif
0 M Bit M0 à M10239 10 F Bit F0 à F1023 1 D Mot D0 à D2047 13 L Bit L0 à L511 2 C Bit C0 à C255 18 V Bit V0 à V255 4 X * Bit X0 à X1FFF 19 ST Bit ST0 à ST63 5 Y * Bit Y0 à Y1FFF 20 SD Mot SD0 à SD127 6 R Mot R0 à R13311 21 SB* Bit SB0 à SB1FF 7 t Bit T0 à T703 22 SW* Mot SW0 à SW1FF9 SM Bit SM0 à SM127 23 B* Bit B0 à B1FFF 24 W* Mot W0 à W1FFF
L'unité de la grandeur des données par n° de dispositif "Mot" a 16 bits, et "Bit" a un bit. * est un dispositif qui exprime le n° du dispositif sous forme hexadécimale.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
420
(2) Spécification du n° du dispositif (#100101) Le dispositif à lire est spécifié en indiquant le n° de dispositif dans cette variable système. Convertir un dispositif exprimé en hexadécimal en une valeur décimale lors de la spécification. Si les données sont lues sans spécification de ce n°, les données seront lues comme si le n° de données minimal (0) était spécifié. Une fois spécifié, le réglage est en vigueur jusqu'à une nouvelle spécification du n° dispositif ou un reset. Une erreur de programme (P39) apparaît si un n° de dispositif qui n'existe pas est spécifié.
(3) Spécification du nombre d'octets (#100102)
(a) Variable du système pour la spécification du nombre d'octets La taille de lecture est spécifiée en indiquant la valeur de spécification du nombre d'octets dans cette variable système. Si les données sont lues sans spécification de ce numéro, les données seront lues comme si la valeur minimale de spécification du nombre d'octets (0 : spécification bit) était spécifiée. Une fois spécifié, le réglage est en vigueur jusqu'à une nouvelle spécification du nombre d'octets ou un reset. Une erreur de programme (P39) apparaît si un nombre d'octets qui n'existe pas dans les spécifications est spécifié.
(b) Valeur de spécification du nombre d'octets
Donnée lue Opération Valeur de spécifi-
cation du nombre d'octets
Taille Signe Plage Dispositif mot Dispositif bit
0 1 bit ・ 0 à 1 Le nombre de bits spécifié est lu.
Les bits pour le n° de dispositif spécifié sont lus.
1 1 octet Non 0 à 255 101 Oui ・128 à 127
L'octet de poids faible est lu.
8 bits sont lus du n° de dispositif spécifié.
2 2 octets Non 0 à 65535 102 Oui ・32768 à 32767
Deux octets sont lus.
16 bits sont lus du n° de dispositif spécifié.
4 4 octets Non 0 à 4294967295104 Oui ・2147483648 à
2147483647
Le dispositif spécifié (L) et le prochain dispositif (H) sont lus.
32 bits sont lus du n° de dispositif spécifié.
0 à 4 sont spécifiés sans signe et 101 à 104 sont spécifiés avec signe.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
421
(4) Spécification de bit (#100103) (a) Variable système pour la spécification de bit
Le bit à lire est spécifié en indiquant la valeur de spécification de bit dans cette variable système. Cette spécification est valable seulement lors de la lecture des bits pour un dispositif 16 bits et n'est pas valable dans tous les autres cas. Si les données sont lues sans spécification de ce numéro, les données seront lues comme si la valeur minimale de spécification de bit (0 : bit 0) était spécifiée. Une fois spécifié, le réglage est en vigueur jusqu'à une nouvelle spécification du bit ou un reset. Une erreur de programme (P39) apparaît si un bit qui n'existe pas est spécifié.
(b) Valeur de spécification de bit
Valeur de spécification du
bit Bit lu
0 Bit 0 1 Bit 1 : :
15 Bit 15
(5) Lecture des données de l'API (#100110) Les données pour le dispositif spécifié sont lues avec cette variable système. Se référer au tableau pour la spécification du nombre d'octets pour des plus amples détails sur la plage des données lues.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
422
Exemples de programme pour la lecture des données API
(1) Pour lire un dispositif bit
#100100 = 0 ; ...... Spécifie [dispositif M]. #100101 = 0 ; ...... Spécifie [n° dispositif 0]. #100102 = 0 ; ...... Spécifie [Bit]. #100 = #100110 ;... Lit M0 (un bit). #100102 = 1 ; ...... Spécifie [1 octet]. #101 = #100110 ;... Lit M0 à M7 (huit bits). (Si M7 à M0 est 0001 0010, cela correspond à #102 = 18 (0x12).) #100102 = 102 ;.... Spécifie [deux octets signés]. #102 = #100110 ; .. Lit M0 à M15 (16 bits). (SI M15 à M0 est 1111 1110 1101 1100, cela sera #102 = –292 (0xFEDC).) #100102 = 4 ; ...... Spécifie [4 octets]. #104 = #100110 ; .. Lit M0 à M31 (32 bits). (Si M31 à M0 est 0001 0010 0011 0100 0101 0110 0111 1000, cela sera #104 = 305419896 (0x12345678).)
(2) Pour lire un dispositif mot #100100 = 1 ; ...... Spécifie [dispositif D]. #100101 = 0 ; ...... Spécifie [n° dispositif 0]. #100102 = 0 ; ...... Spécifie [Bit]. #100103 = 1 ; ...... Spécifie [Bit1]. #100 = #100110 ;... Lit le D0 bit 1. (Si D0 = 0x0102, cela sera #101 =1.) #100102 = 1 ; ...... Spécifie [1 octet]. #101 = #100110 ; .. Lit l'octet de poids faible de D0. (Si D0 = 0x0102, cela sera #101 =2.) #100102 = 2 ; ...... Spécifie [2 octets]. #102 = #100110 ; .. Lit D0. (Si D0 = 0x0102, cela sera #102 =258.) #100102 = 104 ;.... Spécifie [quatre octets signés]. #104 = #100110 ; .. Lit D0 et D1. (Si D0 = 0xFFFE et D1 = 0xFFFF, cela sera #104 =–2.)

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
423
Exemples d'utilisation de programme de macro pour la lecture des données API
<Spécifications de macro> G340 F_. A_. Q_. H_. ; F_. ..... Spécification nombre d'octets F0 ... Spécifie bit. F1 ... Spécifie un octet. F2 ... Spécifie deux octets. A_....... Spécification du dispositif A0 ... Spécifie M. A1 ... Spécifie D. A2 ... Spécifie C. A3 ... Spécifie X. A4 ... Spécifie Y. A5 ... Spécifie R. A6 ... Spécifie T. A7 ... Spécifie ST. Q_. ..... Spécification du n° de dispositif Pour un bit, spécifie le bit avec deux chiffres après la virgule décimale. Pour un octet, une valeur décimale n'est pas spécifiée. H_....... Variable commune d'enregistrement Spécifie le n° de variable commune pour l'enregistrement des données lues. <Contenus de la macro>
#100100 = #1 ; ....... Spécifie le dispositif. #100101 = FIX [#17] ; ....... Spécifie le n° de dispositif. #100102 = #9 ; ....... Spécifie le nombre d'octets. #100103 = FIX [#17∗100] MOD 100 ; ....... Spécifie le bit. #[#11] = #100110 ; ....... Lit les données de l'API. M99 ;
Précautions pour la lecture des données API
(1) Comme les données API sont lues de manière asynchrone avec la dernière exécution, les
données ne sont pas nécessairement du programme en cours. Faire attention lors de la lecture des dispositifs qui changent.
(2) Si la lecture d'un dispositif qui n'existe pas est demandée en spécifiant le n° de dispositif et le nombre d'octets, la valeur 0 sera lue seulement pour les sections qui n'existent pas.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
424
Variables de lecture du temps
Les opérations suivantes peuvent être exécutées en utilisant l'extension de la variable système pour le temps de la macro utilisateur. (1) En additionnant l'information de temps de la variable système #3011 et #3012, la date actuelle
(#3011) et l'heure actuelle (#3012) peuvent être lues et écrites.
(2) En additionnant le paramètre #1273/bit1, l'unité (unité milliseconde/unité heure) du temps cumulé pendant le démarrage automatique de la variable système #3002 peut être modifiée.
N° de variable
Spécifications
#3001 Le temps cumulé pendant la mise en marche de l'alimentation peut être lu et la valeur peut être modifiée. L'unité est milliseconde.
#3002 Le temps cumulé pendant le démarrage automatique peut être lu et la valeur peut être modifiée. L'unité peut être modifiée entre milliseconde et heure avec le paramètre #1273/bit1.
#3011 La date actuelle peut être lue et écrite. AAAA/MM/JJ est lu comme une valeur AAAAMMJJ. Si une valeur AAAAMMJJ est écrite, elle sera spécifiée comme AA/MM/JJ (le deux derniers chiffres de l'année sont affichés). Plage programmable pour le réglage année/mois/jour Année (AAAA) : 2000 à 2099 Mois (MM) : 1 à 12 Jour (JJ) : 1 au nombre maximum de jours dans le mois
#3012 L'heure actuelle peut être lue et écrite. HH/MM/SS est lue comme une valeur HHMMSS. Si une valeur HHMMSS est lue, elle sera spécifiée comme HH/MM/DD. Plage programmable pour le réglage heure/minute/seconde Heure (HH) : 0 à 23 (système 24 heures) Minute (MM) : 0 à 59 Seconde (SS) : 0 à 59
(3) Le temps cumulé est remis à zéro au bout d'environ 2.44 × 1011 millisecondes (environ 7,7
années).
(4) Si une valeur négative ou une valeur supérieure à 244335917226 millisecondes (67871.08811851 heures pour #3002 spécification de temps) est spécifiée pour le temps cumulé, une erreur de programme (P35) apparaît.
(5) Si une valeur dépassant la plage programmable est spécifiée pour la date ou l'heure, une erreur de programme (P35) apparaîtra.
(6) Toujours indiquer le mois/jour/heure/minute/seconde comme une valeur à deux chiffres lors du réglage de la date et de l'heure.
Si la valeur a seulement un chiffre, toujours ajouter 0. (14 février 2001 ⇒ #3001= 20010214 ;, etc.)

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
425
Exemples d'utilisation des variables de lecture du temps
(Exemple 1) Pour lire la date actuelle (14 février 2001) dans la variable commune #100 #100 = #3011 ; (20010214 est inséré dans #100)
(Exemple 2) Pour écrire l'heure actuelle (18 heures, 13 minutes, 6 secondes) dans la variable système #3012
#3012 = 181306 ; (Le temps cumulé de la valeur d'instruction #2: time est mise à 18:13:06.)
(Exemple 3) En réglant le type suivant de programme, le temps de départ/fin de l'usinage (année/mois/jour/heure/minute/seconde) peut être visualisé.
#100=#3011 ; ⇒ Année/mois/jour du démarrage de l'usinage #101=#3012 ; ⇒ Heure/minute/seconde du démarrage de l'usinage G28 X0 Y0 Z0 ; G92 ; G0 X50. ; . . . #102=#3011 ; ⇒ Année/mois/jour de la fin de l'usinage #103=#3012 ; ⇒ Heure/minute/seconde de la fin de l'usinage M30 ;
Limites et précautions pour l'utilisation des variables de lecture du temps
(1) #3011 lit la date comme une valeur à huit chiffres, la différence des deux dates lues ne sera
pas la différence de jours.
(2) #3012 lit l'heure comme une valeur à six chiffres, la différences des deux temps ne sera donc pas la différence des heures.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
426
13.9.5 Instruction arithmétiques Une série d'opérations arithmétiques peut être exécutée entre les variables.
Format d'instruction
#i = <formule> ;
<Formule> est une combinaison de constantes, variables, fonctions et opérateurs. Les constantes peuvent être utilisées au lieu de #j et #k.
(1) Définition et spécification des variables
#i = #j Définition, spécification
(2) Opération d'addition
#i = #j + #k #i = #j – #k #i = #j OR #k #i = #j XOR #k
Addition Soustraction Somme logique (pour chaque bit parmi 32 bits) OU exclusif (pour chaque bit parmi 32 bits)
(3) Opération de multiplication
#i = #j ∗ #k #i = #j / #k #i = #j MOD #k #i = #j AND #k
Multiplication Division Reste Produit logique (pour chaque bit parmi 32 bits)
(4) Fonctions
#i = SIN [#k] #i = COS [#k] #i = TAN [#k] #i = ASIN [#k] #i = ATAN [#k] #i = ACOS [#k] #i = SQRT [#k] #i = ABS [#k] #i = BIN [#k] #i = BCD [#k] #i = ROUND [#k] #i = FIX [#k] #i = FUP [#k] #i = LN [#k] #i = EXP [#k]
Sinus Cosinus Tangente tan θ utilise sinθ/cosθ. Arc sinus Arc tangente (ATAN ou ATN peut être utilisé) Arc cosinus Racine carrée (SQRT ou SQR peut être utilisé) Valeur absolue Conversion de BCD en BIN Conversion de BIN en BCD Arrondissement (ROUND ou RND peut être utilisé)Séparation de fractionnaires inférieurs à 1 Arrondi aux chiffres supérieurs de fractionnaires inférieurs à 1 Logarithme naturel Exposant de e (=2.718...)
(Note 1) De principe, une valeur sans virgule décimale est considérée comme valeur avec virgule décimale à la fin (1 = 1,000).
(Note 2) Les grandeurs de décalage de #10001 et les valeurs de décalage du système de coordonnées de la pièce de #5201 sont considérées comme données avec virgule décimale. Pour cette raison, le système produit aussi des données avec virgule décimale quand les données ont été spécifiées sans virgule décimale dans les numéros de variable.
(Exemple)
(Note 3) La <formule> après une fonction doit être mise entre crochets [].
#101 = 1000 ; #10001 = #101 ; #102 = #10001 ;
#101 1000.000 #102 1000.000
Variables communes après exécution

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
427
Ordre des opérations arithmétiques
(1) La séquence des opérations (1) à (3) est respectivement, les fonctions suivies de la
multiplication suivie de l'addition.
#101 = #111 + #112 ∗ SIN [#113] (1) Fonction (2) Opération de multiplication (3) Opération d'addition
(2) L'élément d'une opération arithmétique qui doit être prioritaire doit être mis entre crochets. Jusqu'à 5 paires de crochets, y compris les crochets destinés à la fonction, peuvent être utilisés.
#101=SQRT [ [ [#111 – #112] ∗ SIN [#113] + #114] ∗ #115] ;
Première paire de crochets
Seconde paire de crochets
Troisième paire de crochets

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
428
Exemples des isntructions arithmétiques
(1) Programme principal et spécification d'argument
G65 P100 A10 B20. ; #101=100.000 #102=200.000 ;
#1 #2 #101 #102
10.000 20.000
100.000 200.000
(2) Définition et remplacement (=)
#1=1000 #2=1000. #3=#101 #4=#102 #5=#10001 (#10001=-10.)
#1 #2 #3 #4 #5
1000.000 1000.000
100.000 200.000 −10.000
···
(3) Addition et soustraction (+, −)
#11=#1+1000 #12=#2−50. #13=#101+#1 #14=#10001−3. (#10001 = -10.)#15=#10001+#102
#11 #12 #13 #14 #15
2000.000 950.000
1100.000 −13.000 190.000
(4) Multiplication et division (∗, /)
#21=100∗100 #22=100.∗100 #23=100∗100 #24=100.∗100. #25=100/100 #26=100./100 #27=100/100. #28=100./100. #29=#10001∗#101
( #10001 = -10.) #30=#10001/#102
#21 #22 #23 #24 #25 #26 #27 #28 #29 #30
10000.000 10000.000 10000.000 10000.000
1.000 1.000 1.000 1.000
−1000.000
–0.050
(5) Reste (MOD) #19=48 #20=9 #31=#19 MOD #20
#19/#20 = 48/9 = 5 reste 3 #31 = 3 #3 = 01100100 (binaire) 14 = 00001110 (binaire)
(6) Somme logique (OU)
#3=100 #4=#3 OR 14
#4 = 01101110 = 110 #3 = 01100100 (binaire) 14 = 00001110 (binaire)
(7) OU exclusif (XOR)
#3=100 #4=#3 XOR 14
#4 = 01101010 = 106 (8) Produit logique
(ET) #9=100 #10=#9 AND 15
#9 = 01100100 (binaire) 15 = 00001111 (binaire)
#10 = 00000100 = 4
Des variables communes
Des grandeurs de correction

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
429
(9) Sinus (SIN) #501 = SIN [60]
#502 = SIN [60.] #503 = 1000∗SIN [60] #504 = 1000∗SIN [60.] #505 = 1000.∗SIN [60] #506 = 1000.∗SIN [60.] (Note) SIN [60] est équivalent à SIN [60.]
#501 #502 #503 #504 #505 #506
0.860 0.860
866.025 866.025 866.025 866.025
(10) Cosinus (COS)
#541 = COS [45] #542 = COS [45.] #543 = 1000∗COS [45] #544 = 1000∗COS [45.] #545 = 1000.∗COS [45] #546 = 1000.∗COS [45.] (Note) COS [45] est équivalent à COS [45.]
#541 #542 #543 #544 #545 #546
0.707 0.707
707.107 707.107 707.107 707.107
(11) Tangente (TAN)
#551 = TAN [60] #552 = TAN [60.] #553 = 1000∗TAN [60] #554 = 1000∗TAN [60.] #555 = 1000.∗TAN [60] #556 = 1000.∗TAN [60.] (Note) TAN [60] est équivalent à TAN [60.]
#551 #552 #553 #554 #555 #556
1.732 1.732
1732.051 1732.051 1732.051 1732.051
#531 #432 #533 #534
30.000 30.000 30.000
–30.000
(12) Arc sinus ASIN
#531 = ASIN [100.500/201.] #532 = ASIN [100.500/201] #533 = ASIN [0.500] #534 = ASIN [–0.500]
(Note) Si #1273/bit 0 est mis à 1, #534 sera 330º.
(13) Arc tangente (ATAN ou ATN)
#561 = ATAN [173205/100000] #562 = ATAN [173205/100000.] #563 = ATAN [173.205/100] #564 = ATAN [173.205/100.] #565 = ATAN [1.73205]
#561 #562 #563 #564 #565
60.000 60.000 60.000 60.000 60.000
(14) Arc cosinus (ACOS)
#521 = ACOS [100./141.421] #522 = ACOS [100./141.421]
#521 #522
45.000 45.000
(15) Racine carrée (SQR ou SQRT)
#571 = SQRT [1000] #572 = SQRT [1000.] #573 = SQRT [10. ∗10. +20. ∗20.] (Note) Pour augmenter la précision,
mettre l'opération entre parenthèses.
#571 #572 #573
31.623 31.623 22.360
(16) Valeur absolue (ABS)
#576 = −1000 #577 = ABS [#576] #3 = 70. #4 = −50. #580 = ABS [#4 − #3]
#576 #577 #580
−1000.000 1000.000
120.000
(17) BIN, BCD #1 = 100 #11 = BIN [#1] #12 = BCD [#1]
#11 #12
64
256

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
430
(18) Arrondi
(ROUND ou RND)
#21 = ROUND [14/3] #22 = ROUND [14./3] #23 = ROUND [14/3.] #24 = ROUND [14./3.] #25 = ROUND [−14/3] #26 = ROUND [−14./3] #27 = ROUND [−14/3.] #28 = ROUND [−14./3.]
#21 #22 #23 #24 #25 #26 #27 #28
5 5 5 5
−5 −5 −5 −5
(19) Reste non considéré (FIX)
#21 = FIX [14/3] #22 = FIX [14./3] #23 = FIX [14/3.] #24 = FIX [14./3.] #25 = FIX [−14/3] #26 = FIX [−14./3] #27 = FIX [−14/3.] #28 = FIX [−14./3.]
#21 #22 #23 #24 #25 #26 #27 #28
4.000 4.000 4.000 4.000 −4.000 −4.000 −4.000 −4.000
(20) Reste considéré 1 (FUP)
#21 = FUP [14/3] #22 = FUP [14./3] #23 = FUP [14/3.] #24 = FUP [14./3.] #25 = FUP [−14/3] #26 = FUP [−14./3] #27 = FUP [−14/3.] #28 = FUP [−14./3.]
#21 #22 #23 #24 #25 #26 #27 #28
5.000 5.000 5.000 5.000 −5.000 −5.000 −5.000 −5.000
(21) Logarithme naturel (LN)
#101 = LN [5] #102 = LN [0.5] #103 = LN [−5]
#101 #102 Erreur
1.609 −0.693 "P282"
(22) Exposant (EXP)
#104 = EXP [2] #105 = EXP [1] #106 = EXP [−2]
#104 #105 #106
7.389 2.718 0.135

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
431
Précision arithmétique
Les erreurs indiquées dans le tableau ci-après se produisent pendant l'exécution des opérations arithmétiques. La répétition des opérations cumule les erreurs.
Format arithmétique Erreur moyenne Erreur maximale Type d'erreur
a = b + c a = b − c
2.33 × 10−10 5.32 × 10−10 Min. | | , | |
a = b∗c 1.55 × 10−10 4.66 × 10−10 a = b/c 4.66 × 10−10 1.86 × 10−9 a = b 1.24 × 10−9 3.73 × 10−9
Erreur relative | |
a = SIN [b] a = COS [b] 5.0 × 10−9 1.0 × 10−8
a = ATAN [b/c] 1.8 × 10−6 3.6 × 10−6
Erreur absolue | ε | °
(Note) SIN/COS est calculé pour la fonction TAN.
Notes concernant la précision réduite
(1) Addition et soustraction
Il faut noter que lors d'une soustraction de valeurs absolues, l'erreur relative ne peut pas être maintenue inférieure à 10. Si le résultat arithmétique par exemple de #10 et de #20 produit les valeurs réelles comme suit (ces valeurs ne peuvent pas être substituées directement) :
#10 = 2345678988888.888 #20 = 2345678901234.567
La réalisation du calcul arithmétique #10 − #20 ne donné pas #10 − #20 = 87654.321. Ces variables disposent de 8 points décimaux significatifs et #10 et #20 sont approchés comme suit (à proprement parlé les valeurs internes ne différencient que faiblement des valeurs ci-dessus puisqu'elles sont des nombres binaires.) :
#10 = 2345679000000.000 #20 = 2345678900000.000
Par conséquent, #10 − #20 = 100000.000 génère une erreur grave.
(2) Opération logique Semblable aux opérations d'addition et de soustraction des calculs sont faits pour EQ, NE, GT, LT, GE et LE (égale, inégale, supérieur à, inférieur à, supérieur ou égale à et inférieur et égale à), il faut donc être prudent en ce qui concerne les erreurs. Exemple : Détermination si #10 et #20 sont égaux :
IF [#10 EQ #20] Une évaluation correcte n'est pas possible en raison de l'erreur mentionnée ci-dessus. De ce fait, si l'erreur est évaluée comme dans l'expression suivante :
IF [ABS [#10 − #20] LT 200000] et la différence entre #10 et #20 se trouve dans la marge d'erreur spécifiée, les deux valeurs sont considérées comme égales.
(3) Fonctions trigonométriques
Il y a une garantie relative aux erreurs absolues dans les fonctions trigonométriques, mais puisque l'erreur relative est au moins 10, il faut être prudent quand on veut réaliser une division ou une multiplication après l'utilisation d'une fonction trigonométrique.
ε b
ε c
ε a

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
432
13.9.6 Instructions de commande
Le déroulement de programme peut être commandé par IF [expression conditionnelle] GOTO n ; et WHILE [expression conditionnelle] DOm ;
Imbrication
Format
IF [expression conditionnelle] GOTO n ; (où n = n° de séquence dans le programme)
Si la condition est remplie, le programme se ramifie vers "n", si elle n'est pas remplie, le système procède à l'exécution du bloc suivant. IF [expression conditionnelle] peut être omise et dans ce cas, le programme se ramifie en tout cas vers "n". Les types suivants d'[expression conditionnelle] sont disponibles.
#i EQ #j = Si #i et #j sont égaux #i NE #j ≠ Si #i et #j sont inégaux #i GT #j > Si #i est supérieur à #j #i LT #j < Si #i est inférieur à #j #i GE #j ≥ Si #i est #j ou supérieur #i LE #j ≤ Si #i est #j ou inférieur
"n" de "GOTO n" doit toujours se trouver dans le même programme. Sinon, l'erreur de programme (P231) apparaît. . Il est possible d'insérer une formule ou une variable au lieu de #i, #j et "n". Dans le bloc portant le numéro de séquence "n" qui doit être exécuté après l'instruction "GOTO n", le numéro de séquence "Nn" doit toujours se trouver à l'entête du bloc. Sinon l'erreur de programme "P231" apparaît. Si "/" se trouve à l'entête du bloc, suivi de "Nn", le système procède au contrôle du numéro de séquence.
N10 #22=#20 #23=#21 ; IF [#2 EQ1] GOTO100 ; #22=#20–#3 ; #23=#21–#4 ; N100 X#22 Z#23 ; #1=#1+#1 ;
~ ~
~
Imbrication vers N100 si la valeur de #2 est 1
Rec
herc
he
d'im
bric
atio
n
N100
Recherche d'imbrication Avec N10
vers tête
(Note 1) En cherchant le numéro de séquence de la destination de branchement, la recherche commence au bloc suivant "IF….. ;" jusqu'à la fin de programme (code %). Si le numéro ne peut pas être trouvé, le programme fait une recherche en partant de l'entête du programme jusqu'au bloc précédent "IF ..... ;". Par conséquent, les recherches en sens opposé par rapport au déroulement de programme dureront plus longtemps que la recherche de branchement en sens du déroulement de programme.
(Note 2) EQ et NE ne doivent s'utiliser qu'avec des entiers. Pour la comparaison avec des valeurs comportant des décimales, utiliser GE, GT, LE et LT.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
433
Répétition
Format
WHILE [expression conditionnelle] DOm ; (m =1, 2, 3 ..... 127) END m ;
Tant que l'expression conditionnelle est satisfaite, le bloc suivant est réitéré jusqu'au bloc ENDm. Si l'expression conditionnelle n'est pas satisfaite, le bloc suivant ENDm sera exécuté. DOm peut précéder WHILE. "WHILE [expression conditionnelle] DOm" et "ENDm" doivent toujours être spécifiés en paires. Si "WHILE [expression conditionnelle]" est omise, ces blocs seront réitérés infiniment. Le nombre de répétitions est de 1 à 127 (DO1, DO2, DO3, ..... DO127). Jusqu'à 27 niveaux d'imbrication sont disponibles.
(1) Des numéros d'identification identiques peuvent être utilisés à maintes reprises.
(2) Tout nombre peut être utilisé pour le n° d'identification WHILE~DOm.
(3) Jusqu'à 27 niveaux d'imbrication pour WHILE~DOm. "m" est un nombre quelconque entre 1 et 127 pour la profondeur d'imbrication. (Note) Avec l'imbrication, "m" qui a déjà été
utilisé une fois, ne peut pas être de nouveau utilisé.
(4) Le nombre de niveaux d'imbrication WHILE~DOm ne doit pas dépasser la valeur 27.
~
WHILE ~ DO1 ; END1 ;
WHILE ~ DO1 ; END1 ;
Possible
Possible
WHILE ~ DO1 ; END1 ;
~
WHILE ~ DO3 ; END3 ;
~ ~
WHILE ~ DO2 ; END2 ;
~ ~
WHILE ~ DO1 ; END1 ;
~ ~
Possible
WHILE ~ DO1 ;
WHILE ~ DO2 ;
WHILE ~ DO3 ;
WHILE ~ DO28 ;
END3 ;
END28 ;
~ ~
~ ~
END2 ;:
END1 ;
~
:
Pas possible
Possible
DO2
DO1
DO27
END1 ;
WHILE ~ DO1 ;
WHILE ~ DO2 ;
WHILE~DO27 ;
END2 ;
END27 ;
: :
: :

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
434
(5) WHILE ~ DOm doit être spécifié en premier et
ENDm en dernier.
(6) WHILE ~ DOm et ENDm doivent apparaître ensemble (paire) dans le même programme.
(7) Deux WHILE ~ DOm’s ne doivent pas s'interférer.
(8) Branchement externe possible à partir de la plage WHILE ~ DOm.
(9) Aucune insertion possible dans WHILE ~ DOm.
(10) Les sous-programmes peuvent être appelés par M98, G65 ou G66 entre WHILE ~ DOm’s.
(11) Il est possible d'initier des appels par G65 ou G66 entre WHILE ~ DOm et les instructions peuvent être encore sorties de 1. Jusqu'à 27 niveaux d'imbrication sont possibles pour le programme principal et les sous-programmes.
(12) Une erreur de programme apparaît avec M99 à moins que WHILE et END soient présents en paires dans les sous-programmes (y compris les programmes de macro).
(Note) Même si un cycle fixe contenant WHILE est appelé, le niveau d'imbrication sera compté.
END1 ;
WHILE ~ DO1 ;
Pas possible Pas
possible WHILE ~ DO1 ;
END1 ;
WHILE ~ DO1 ;
Nn ;
WHILE ~ DO1 ; IF ~ GOTOn ; END1 ; Possible
Impos- sible Impos-
sible
WHILE ~ DO1 ; Nn ; END1 ;
IF ~ GOTOn ;
WHILE ~ DO1 ; Nn ; END 1 ;
WHILE ~ DO1 ; IF ~ GOTOn ; END1 ;
END2 ;
END1 ;
WHILE ~ DO2 ;
WHILE ~ DO1 ;
Pas possible
~ ~
~
WHILE ~ DO1 ; END1 ; M99 ;
WHILE ~ DO1 ; G65 P100 ; END1 ;
Sous-programme (100)Programme principal
Pos
sibl
e
Vers sous -programme
M02 ;
~ ~
~ ~
WHILE ~ DO1 ; M99 ;
M99 P100 ; M02 ;
Sous-programmeProgramme principal
Vers sous- programme
DOn ENDn utilisation incorrecte.
~ ~
~ ~
WHILE ~ DO2 ; END 2 ; M99 ;
WHILE ~ DO1 ; G65 P100 ; END1 ;
Sous-programmeProgramme principal
Pos
sibl
e
Vers sous- programme ~ ~
M02 ;

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
435
13.9.7 Instructions de sortie externe
Fonction et but
Outre les instructions de macro utilisateur normales, les instructions de macro suivantes sont disponibles comme instructions de sortie externe. Elles servent à la sortie des valeurs de variable ou de caractères via l'interface RS-232C.
Format d'instruction
POPEN Pour préparer le process de sorties de données PCLOS Pour achever le process de sorties de données DPRNT Pour la sortie de caractères et la sortie numérique de variable chiffre par
chiffre
Séquence d'instruction
POPEN
DPRNT
PCLOS
Instruction d'ouverture
Instruction de sortie de données
Instruction de fermeture
Instruction d'ouverture : POPEN
(1) L'instruction est spécifiée avant la série d'instructions de sortie de données.
(2) Le code de commande DC2 et le code % sont transmis par le système CN vers l'unité de sortie externe.
(3) Après avoir spécifié POPEN ; elle reste valable jusqu'à la spécification de PCLOSE ;. Instruction de fermeture : PCLOS
(1) Cette instruction sera spécifiée après avoir terminé toutes les sorties de données.
(2) Le code de commande DC4 et le code % sont transmis par le système CN vers l'unité de sortie externe.
(3) Cette instruction s'utilise avec l'instruction d'ouverture (POPEN) et ne doit pas être spécifiée sans avoir établi au préalable le mode de sortie.
(4) L'instruction de fermeture (PCLOSE) doit être spécifiée à la fin de programme, même si l'exécution a été suspendue par une remise à zéro ou par une autre opération pendant la sortie de données.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
436
Instruction de sortie des données : DPRNT
DPRNT [ l1 # v1 [ d1 c1 ] l2 # v2 [ d2 c2 ] ……………... ]
l1 v1
Chaîne de caractères N° de variable
d1 c1
Positions significatives avant la virgule décimale Positions significatives après la virgule décimale
c + d ≤ 8
(1) La sortie de caractères et la sortie décimale des valeurs de variable se font avec les codes ISO.
(2) La chaîne de caractères spécifiée est sortie telle quelle comme code ISO. Les caractères alphanumériques (A à Z, 0 à 9) et les caractères spéciaux (+, −, ∗, /) peuvent
être utilisés.
(3) Les positions nécessaires significatives avant et derrière la virgule décimale dans les valeurs de variable sont spécifiées entre crochets. Pour cette raison, les valeurs de variable avec les positions spécifiées et décimales sont sorties en partant des positions supérieures, y compris la virgule décimale, en code ISO. Les zéros de tête ne sont pas omis.
(4) Les zéros de tête sont omis. Par paramètre, on peut choisir de faire remplacer en sortie les zéros de tête par des espaces.
Cela peut être utilisé à l'impression des données pour garder le dernier rang de chiffres dans le même alignement.
(Note) L'instruction de sortie des données peut s'utiliser également dans une configuration à
deux systèmes. Dans ce cas, veiller à ce que l'instruction ne soit pas exécutée en même temps sur les deux systèmes car le canal de sortie est commun aux deux systèmes.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
437
13.9.8 Précautions
Précautions
(1) En se servant des instructions de macro utilisateur il est possible d'employer les instructions M,
S, T et autres instructions de commande avec les instructions arithmétiques, instructions de décision, instructions de branchement et autres instructions de macro pour établir les programmes d'usinage. S'il faut convertir les premières instructions en instructions exécutables et les dernières en instructions de macro, le traitement des instructions de macro devrait être exécuté le plus tôt possible pour minimiser le temps d'usinage, puisqu'un tel traitement ne se réfère pas directement à la commande de machine. Alors, une telle décision concernant le paramètre (#8101 MACRO SINGLE sur l'écran de paramètres) peut être prise et l'instruction de macro peut être exécutée en parallèle à l'exécution de l'instruction exécutable. (Pendant l'usinage normal le paramètre peut être réglé sur OFF pour pouvoir traiter ensemble toutes les instructions de macro, ou bien sur ON pendant un contrôle de programme pour exécuter les instructions de macro bloc par bloc. Ainsi, le réglage peut être effectué sous l'aspect de l'objectif respectif.)
Exemple de programmation
G91G28X0 Z0 ; ⋅ ⋅ ⋅ ⋅ ⋅ ⋅(1)
G92X0 Z0 ; ⋅ ⋅ ⋅ ⋅ ⋅ ⋅(2)
G00X–100. Z–100. ; ⋅ ⋅ ⋅ ⋅ ⋅ ⋅(3)
#101=100.∗COS [210,] ; ⋅ ⋅ ⋅ ⋅ ⋅ ⋅(4)
#103=100.∗SIN [210.] ; ⋅ ⋅ ⋅ ⋅ ⋅ ⋅(5)
G01 X#101 Z #103 F800 ; ⋅ ⋅ ⋅ ⋅ ⋅ ⋅(6)
Instruction de macro
Les instructions de macro sont les suivantes :
(a) Instructions arithmétiques (blocs qui contiennent "=")
(b) Instructions de commande (blocs qui contiennent GOTO, DO to END, etc.)
(c) Instructions d'appel de macro (y compris les appels de macro sur la base des codes G et des instructions d'annulation (G65. G66. G66.1, G67))
Les instructions exécutables sont toutes les instructions qui ne sont pas des instructions de macro.

13. Fonctions d'aide à la programmation 13.9 Macro utilisateur
438
Déroulement de traitement
MACRO SEULE
OFF
Analyse du programme
Exécution des blocs
(1) (2) (4)(5)(6)(3)
(1) (2) (4)(5)(6) (3)
MACRO SEULE
ON
Analyse duprogramme
Exécution des blocs
(1) (2) (3)
(1) (2) (3)
(4) (5) (6)
(4) (5) (6)
Affichage du programme d'usinage
MACRO SEULE
OFF
[Exécution] N3 G00 X–100. Z–100. ; [Prochaine instruction] N6 G01 X#101 Z#103 F800 ;
N4N4, N5 et N6 sont exécutées en parallèle avec la commande des instructions exécutables de N3. N6 est une instruction exécutable et sera affichée comme instruction suivante. Si l'analyse de N4, N5 et N6 est exécutée pendant la commande N3, le mouvement de la machine est continuellement commandé.
MACRO SEULE
ON
[Exécution] N3 G00 X–100. Z–100. ; [Prochaine instruction] N4 #101=100.∗COS[210.] ;
N4 est exécutée en parallèle avec la commande des instructions exécutables de N3, et est affichée comme instruction suivante. N5 et N6 sont analysées et N6 est exécutée après termination de N3, la commande de machine est donc disponible pendant toute la durée d'analyse N5 et N6.

13. Fonctions d'aide à la programmation 13.10 Image symétrique pour porte-outil sur la face
439
13.10 Image symétrique pour porte-outil sur la face
Fonction et but
Dans une machine dans laquelle la tourelle de base et la tourelle de face sont intégrées, cette fonction est utilisée pour couper avec la lame de la tourelle de face en utilisant un programme créé avec le côté de la tourelle de base. La distance entre les deux tourelles est spécifiée au préalable dans les paramètres.
Format d'instruction
G68 Image symétrique pour porte-outil sur la face activée G69 Annuler l'image symétrique pour porte-outil sur la face
[Instruction T d'image symétrique pour porte-outil sur la face]
L'image symétrique pour le porte-outil sur la face peut être mise sur ON et OFF avec l'instruction T à la place de l'instruction G68/G69. L'instruction T pour le mode G68 et le mode G69 est déterminée pour chaque n° d'outil avec les paramètres de spécification de base suivants.
# Fonction Spécifications Plage de réglage (unité)
1119 Tmiron Sélection de l'image symétrique de chaque tourelle de face avec l'instruction T
Sélectionner si l'image symétrique pour le porte-outil sur la face avec l'instruction T est valable ou non.
0 : Non-valable1 : Valable
1203 TmirS1 Sélection de la tourelle comme tourelle de face avec instruction T
La sélection de la tourelle pour l'instruction T d'image symétrique pour porte-outil sur la face correspondant aux n° d'outil 1 à 32 est spécifiée.
0 à FFFFFFFF
1204 TmirS2 Sélection de la tourelle comme tourelle de face avec instruction T
La sélection de la tourelle pour l'instruction T d'image symétrique pour porte-outil sur la face correspondant aux n° d'outil 33 à 64 est spécifiée.
0 à FFFFFFFF

13. Fonctions d'aide à la programmation 13.10 Image symétrique pour porte-outil sur la face
440
Description détaillée
Si G68 est spécifié, le système de coordonnées suivant programmé est décalé vers le côté de la tourelle de face de l'axe pour lequel l'image symétrique pour le porte-outil sur la face est valable (ci-après, à moins que cela soit mentionné en particulier, l'axe X est décrit comme l'axe pour lequel l'image symétrique pour le porte-outil sur la face est valable). La direction du déplacement d'axe est inversée par l'instruction programmée. Si G69 est spécifiée, le système de coordonnées suivant programmé est retourné sur le côté de la tourelle de base.
Trajectoire programmée
Trajectoire de la tourelle de face (image symétrique ON)
(G69)
Z
(G68)
Tourelle de base
Tourelle de face
Rompu de la tourelle (paramètre : valeur radiale)
L'image symétrique pour le porte-outil sur la face est valable pour les axes suivants. (1) Si le paramètre #1273 ext09 BIT4=0 L'image symétrique pour le porte-outil sur la face est valable pour le 1er axe dans le système
partiel.
(2) Si le paramètre #1273 ext09 BIT4=1 L'image symétrique pour le porte-outil sur la face est valable pour l'axe défini de la manière
suivante pour le plan sélectionné lorsque l'image symétrique pour le porte-outil sur la face est sélectionnée. Notez que même si le plan change pendant l'image symétrique pour le porte-outil sur la face, l'axe pour lequel l'image symétrique pour le porte-outil sur la face est valable ne changera pas.
Sélection de plan
Axe pour lequel l'image symétrique pour le porte-outil sur la face est valable
G17 Axe désigné J (#1027 base_J ou #1030 aux_J axe dans la configuration de plan) G18 Axe désigné I (#1026 base_I ou #1029 aux_I axe dans la configuration de plan)G19 Axe désigné K (#1028 base_K ou #1031 aux_K axe dans la configuration de plan)

13. Fonctions d'aide à la programmation 13.10 Image symétrique pour porte-outil sur la face
441
Instruction en valeur absolue/instruction en valeur incrémentielle
(1) Instruction en valeur absolue
La position spécifiée pour l'axe Z est inversée symétriquement et la tourelle de base est déplacée vers la position décalée par la distance entre les lames.
Programme
Trajectoire de la tourelle de base
Tourelle de base
Distance entre les lames
Tourelle de face
Trajectoire de la tourelle de face
Trajectoire pour le programme d'inverse- ment
* Cette figure n'incorpore pas la longueur d'outil.
T0101 ; G00 X0. ; G68 ; T0202 ; G00 X10. Z0. ; G01 Z-50. F400 ;
X20. ;
Image symétrique pour le porte-outil sur la face ON Sélection de la tourelle de face
(2) Instruction en valeur incrémentielle
La direction de l'axe X spécifié est inversée et la tourelle de base se déplace.
Programme Tourelle de base
Tourelle de face
Trajectoire de la
tourelle de face
Trajectoire de la ourelle de base (Trajectoire pour le programme d'inverse- ment)
* Cette figure n'incorpore pas la longueur d'outil.
T0101 ; G00 X0. ; G68 ; T0202 ; G00 U10. W-30. ; G01 W-50. F400 ;
U10. ;
Image symétrique pour le porte-outil sur la face ON Sélection de la tourelle de face
(3) Changement d'une instruction en valeur incrémentielle en une instruction en valeur absolue
Après le changement en une valeur absolue, la même opération que “(1) Instruction en valeur absolue” prend effet.
Programme
Trajectoire de la tourellede base
Tourelle de base
Distance entre les lames
Tourelle de face Trajectoirede la
tourelle de face
Trajectoire pour le prog.
d'inverse-ment
* Cette figure n'incorpore pas la longueur d'outil.
T0101 ; G00 X0. ; G68 ; T0202 ; G00 U10. W-30. ; G01 W-50. F400 ;
X20. Z-80. ;
Image symétrique pour le porte-outil sur la face ON Sélection de la tourelle de face

13. Fonctions d'aide à la programmation 13.10 Image symétrique pour porte-outil sur la face
442
Affichage des valeurs des coordonnées de la pièce
Les valeurs des coordonnées de la pièce de l'axe pour lequel l'image symétrique pour le porte-outil sur la face est valable sont affichées de la manière suivante.
#1273 ext09/bit3 = 0 #1273 ext09/bit3 = 1 Dans le mode d'image symétrique pour porte-outil sur la face
Les valeurs des coordonnées de la pièce sont la position où le signe de la valeur d'instruction programmée a été inversé et augmente/diminue de la même manière que le déplacement actuel c'est à dire le déplacement du système de coordonnées de la machine. (Indique les valeurs de coordonnées pour le côté de la tourelle de face.)
Les valeurs des coordonnées de la pièce sont les mêmes que la valeur d'instruction programmée et augmente/diminue de façon opposée au déplacement actuel c'est à dire le déplacement du système de coordonnées de la machine.
Au démarrage Valeur des coordonnées de la pièce = valeur des coordonnées de la pièce avant que l'image symétrique pour le porte-outil sur la face ne démarre ・ distance entre les lames
Valeur des coordonnées de la pièce = valeur des coordonnées de la pièce avant que l'image symétrique pour le porte-outil sur la face ne démarre ・ distance entre les lames × (–1)
Lorsque le déplacement est spécifié tandis que valable
Valeur des coordonnées de la pièce = valeur des coordonnées de la pièce avant le déplacement + grandeur de déplacement
Valeur des coordonnées de la pièce = valeur des coordonnées de la pièce avant le déplacement ・ grandeur de déplacement
Si annulé Valeur des coordonnées de la pièce = valeur des coordonnées de la pièce avant que l'image symétrique pour le porte-outil sur la face ne soit annulée + distance entre les lames
Valeur des coordonnées de la pièce = valeur des coordonnées de la pièce avant que l'image symétrique pour le porte-outil sur la face ne soit annulée × (–1) + distance entre les lames

13. Fonctions d'aide à la programmation 13.10 Image symétrique pour porte-outil sur la face
443
Exemple de programme et exécution
T0101 ; G00 X10. Z0. ; G01 Z・40. F400 ;
X20. ;
Sélection de la tourelle de base
Usinage avec tourelle de base A
G68 ; T0202 ; G00 X20. Z・40. ; G01 Z・80. F200 ;
X30. ;
Image symétrique pour le porte-outil sur la face ON Sélection de la tourelle de face
Usinage avec tourelle de face B
G69 ; T0101 ; G00 X30. Z・80. ; G01 Z・120. F400 ;
Annuler l'image symétrique pour porte-outil sur la face Sélection de la tourelle de base
Usinage avec tourelle de base C
Tourelle de base
Tourelle de face
Z
A
X
B
C

13. Fonctions d'aide à la programmation 13.10 Image symétrique pour porte-outil sur la face
444
Correction de l'outil de la tourelle double
Longueur d'outil X
Origine des coordonées de la pièce
Offset de la pièce
Z
X
Longueur d'outil Z
Longueur d'outil X
Point de base de la longueur d'outil
Tourelle de face
Longueur d'outil Z
Grandeur d'usure
2 6 1
7 0 5
3 8 4
Distance de la tourelle (paramètre :valeur radiale, seulement axe X)
Longueur d'outil Z
2 6 1
7 0 5
3 8 4
Long
ueur
d'
outil
X
Long
ueur
d'
outil
X
Grandeur d'usure
Longueur d'outil Z Tourelle de base
Point de base de la longueur d'outil
La direction initiale de l'outil pour la tourelle de face est présentée dans le dessin. Pour spécifier l'outil de tourelle de face dans la même direction que l'outil de la tourelle de base, mettre le paramètre de spécification de base "#1118 mirr_A" à "1".

13. Fonctions d'aide à la programmation 13.10 Image symétrique pour porte-outil sur la face
445
(1) Correction de longueur d'outil La grandeur de la correction de longueur d'outil est la longueur entre la pointe d'outil et le point de base de la longueur d'outil. Cela s'applique également pour la tourelle de face. Notez que la valeur de réglage de la grandeur de correction diffère selon la position du point de base de la longueur d'outil comme montré ci-après.
Point de base de la longueur d'outil et correction de longueur d'outil
Type A Type B Type C Point de base de la longueur d'outil
Chaque point de base de la tourelle
Point de base de la tourelle de base
Centre de la face de la pièce
Origine des coordonnées de la pièce
Centre de la face de la pièce Centre de la face de la pièce Centre de la face de la pièce
Intervalle de la tourelle
Distance entre les points de base des deux tourelles (valeur radiale)
0 0
Offset de la pièce Origine des coordonnées de la pièce
・ point de base de la longueur d'outil de la tourelle de base
Origine des coordonnées de la pièce
・ point de base de la longueur d'outil de la tourelle de base
0
Longueur d'outil Point de base de la longueur d'outil – position de la pointe d'outil
Point de base de la longueur d'outil – position de la pointe d'outil
Point de base de la longueur d'outil – position de la pointe d'outil
Dessin d'étude Tourelle de base
Tourelle de face
Point de base de la tourelle
Origine des coordonées de la pièce
Offset de la pièce
Point de base de la tourelle
Longueur d'outil
Inte
rval
le
tour
elle
Lon- gueur d'outil
Tourelle de base
Tourelle de face
Point de base de la tourelle
Origine des coordonées de la pièce
Offset de la pièce
Point de base de la tourelle
Lon- gueur d'outil
Lon- gueur d'outil
Tourelle de base
Tourelle de face
Point de base de la tourelle
Origine des coordonées de la pièce
Point de base de la tourelle
Longueur d'outil
Longueur d'outil
Les dessins d'étude ci-dessus montrent le cas où #1118 mirr_A est mis à 0. Si #1118 mirr_A est mis à 1, le signe de la correction de longueur d'outil de l'axe X pour la tourelle double est inversé.
(2) Correction de l'usure de la pointe d'outil
La grandeur de correction d'usure de la pointe d'outil est la longueur entre la pointe d'outil actuelle et la pointe d'outil initiale. La pointe d'outil initiale est la pointe d'outil lorsque la valeur de correction de longueur d'outil a été spécifiée.
Côté de la tourelle de base
Côté de la tourelle de face
X
Z
–X
Grandeur d'usure
Grandeur d'usure
Outil de base
Outil de base
2 6 1
7 0 5
3 8 4
2 6 1
7 0 5
3 8 4
Les dessins montrent le cas où #1118 mirr_A est mis à 0. Si #1118 mirr_A est mis à 1, le signe de la correction d'usure de la pointe d'outil de l'axe X pour la tourelle de face est inversé.

13. Fonctions d'aide à la programmation 13.10 Image symétrique pour porte-outil sur la face
446
(3) Point de la pointe d'outil avec correction de pointe R Le point de la pointe d'outil avec correction de pointe R est comme suit. Notez que si la plan sélectionné diffère de celui au démarrage de l'image symétrique pour le porte-outil sur la face, cela sera traité comme #1118 mirr_A = 0 même si #1118 mirr_A = 1.
#1118 mirr_A = 0 #1118 mirr_A = 1
Côté de la tourelle de base
Côté de la tourelle de face
X
Z
–X
2 6 1
7 0 5
3 8 4
2 6 1
7 0 5
3 8 4
Côté de la tourelle de base
Côté de la tourelle de face
X
Z
–X
2 6 1
7 0 5
3 8 4
3 8 4
7 0 5
2 6 1
(4) Exemples de réglage de la correction d'outil
Type A Type B Type C mirr_A = 0 mirr_A = 1 mirr_A = 0 mirr_A = 1 mirr_A = 0 mirr_A = 1 X Z X Z X Z X Z X Z X Z Offset de la pièce –100. –150. –100. –150. –100. –150. –100. –150. 0. 0. 0. 0.Intervalle de tourelle (valeur de réglage) 100. 100. 0. 0. 0. 0.
Longueur d'outil de la tourelle de base 40. 20. 40. 20. 40. 20. 40. 20. 40. 20. 40. 20.
Grandeur d'usure d'outil de la tourelle de base
–4. –2. –4. –2. –4. –2. –4. –2. –4. –2. –4. –2.
Point de la pointe de la tourelle de base 3 3 3 3 3 3
Longueur d'outil de la tourelle de face –30. 10. 30. 10. 170. 10. –170. 10. 70. –140. –70. –140.
Grandeur d'usure d'outil de la tourelle de face
2. –1. –2. –1. 2. –1. –2. –1. 2. –1. –2. –1.
Point de la pointe de la tourelle de face 2 3 2 3 2 3

13. Fonctions d'aide à la programmation 13.10 Image symétrique pour porte-outil sur la face
447
Précautions et restrictions
(1) L'instruction de coupe équilibrée (G68, G69) ne peut pas être spécifiée si l'option d'image
symétrique pour le porte-outil sur la face est valable dans les listes 6, 7 de code G (#1037 cmdtyp = 7, 8).
(2) Si l'image symétrique pour le porte-outil sur la face est mise sur ON pour un axe dans un système partiel ayant des axes qui sont échangés avec une commande complexe ou dans un système partiel pour lequel la commande d'axe est transférée, "M01 operation error 1035" apparaîtra.
Notez que l'image symétrique pour le porte-outil sur la face peut être démarrée après que l'axe soit échangé avec la commande complexe.
(4) Une erreur de programme (P486) apparaîtra si l'interpolation de coordonnées polaires, l'interpolation hélicoïdale ou l'interpolation de fraisage est spécifiée alors que l'image symétrique pour le porte-outil sur la face est mise sur ON.
(5) Une erreur de programme (P612) apparaîtra si l'image symétrique pour le porte-outil sur la face est mise sur ON pendant que l'axe se déplace avec l'interpolation exponentielle.
(6) Une erreur de programme (P371) apparaîtra si l'axe pour lequel l'image symétrique pour le porte-outil sur la face est spécifiée est un axe de rotation.
Relation avec les autres fonctions
(1) Retour à la position de référence (G28, G30)
L'image symétrique pour le porte-outil sur la face restera valable lors du déplacement au point intermédiaire. L'image symétrique pour le porte-outil sur la face sera désactivée lors de déplacement au-delà du point intermédiaire et pendant le déplacement qui ignore le point intermédiaire. L'image symétrique pour le porte-outil sur la face sera validée du bloc suivant.
(2) Sélection du système de coordonnées de la machine (G53) L'image symétrique pour le porte-outil sur la face sera désactivée pendant le déplacement. L'image symétrique pour le porte-outil sur la face sera validée du bloc suivant.
(3) Réglage du système de coordonnées (G92) Ce qui suit entrera en vigueur sur l'axe pour lequel l'image symétrique pour le porte-outil sur la face est valable.
Paramètre Spécifications
0 Le système de coordonnées de la "valeur d'instruction × (–1)" sera spécifié comme le système de coordonnées sur le côté de la tourelle de face. #1273
ext09/bit3 1 Le système de coordonnées spécifié sera spécifié comme le système
de coordonnées sur le côté de la tourelle de face.
(4) Lecture de la position des coordonnées avec les variables Ce qui suit entrera en vigueur sur l'axe pour lequel l'image symétrique pour le porte-outil sur la face est valable.
(a) Si le bloc précédent est le système de coordonnées du point de fin (#5001, etc.) Les "valeurs des coordonnées du point de fin du côté de la tourelle de base dans le
système de coordonnées de pièce" seront lues.
(b) Pour les valeurs des coordonnées de la machine (#5021, etc.) Les "valeurs des coordonnées du côté de la tourelle de base dans le système de
coordonnées de pièce de la machine" seront lues.
(c) Pour les valeurs des coordonnées de la pièce (#5041, etc.) Les "valeurs des coordonnées de la pièce dans l'image symétrique pour le porte-outil sur
la face" seront lues.
(d) Pour les valeurs des coordonnées de saut (#5061, etc.) Si l'image symétrique pour le porte-outil sur la face est valable lorsque le saut est exécuté,
les "valeurs des coordonnées de la pièce dans l'image symétrique pour le porte-outil sur la face" seront lues.

13. Fonctions d'aide à la programmation 13.10 Image symétrique pour porte-outil sur la face
448
(5) Remise à zéro
(a) Si le paramètre #1210 RstGmd/bit14 = 0 L'image symétrique pour le porte-outil sur la face sera annulée lors d'un reset.
(b) Si le paramètre #1210 RstGmd/bit14 = 1 L'état de l'image symétrique pour le porte-outil sur la face sera maintenu même lors d'un
reset.
(6) Image symétrique externe, image symétrique de paramètre (a) Une erreur de programme (P371) apparaîtra si l'image symétrique pour le porte-outil sur
la face est appliquée sur l'axe pendant l'image symétrique externe ou l'image symétrique de paramètre.
(b) L'alarme "M01 operation error 1036" apparaîtra si l'image symétrique externe ou l'image symétrique de paramètre est appliquée sur l'axe pendant l'image symétrique pour le porte-outil sur la face.
(7) Interruption manuelle
(a) Si la valeur absolue manuelle est OFF Si l'interruption manuelle est appliquée sur un axe pour lequel l'image symétrique pour le
porte-outil sur la face est valable, l'image symétrique ne sera pas appliquée sur la grandeur d'interruption. La grandeur du déplacement d'interruption ne sera pas additionnée aux valeurs des coordonnées de la pièce.
(b) Si la valeur absolue manuelle est ON Si l'interruption manuelle est appliquée sur un axe pour lequel l'image symétrique pour le
porte-outil sur la face est valable, l'image symétrique ne sera pas appliquée sur la grandeur d'interruption. La grandeur du déplacement d'interruption ne sera pas additionnée aux valeurs des coordonnées de la pièce.

13. Fonctions d'aide à la programmation 13.11 Chanfreinage d'angle/Arrondissement d'angle I
449
13.11 Chanfreinage d'angle/Arrondissement d'angle I
Le chanfreinage ou l'arrondi au niveau d'un angle est exécuté de manière automatique en ajoutant ",C_" ou ",R_" à la fin du bloc qui, parmi les blocs d'instruction, forment l'angle seulement de lignes droites, doit être spécifié le premier. En spécifiant les paramètres, "I_", "K_", "C_" peut être spécifié pour le chanfreinage à la place de ",C_", et "R_" peut être spécifié pour l'arrondissement à la plage de ",R_".
13.11.1 Chanfreinage d'angle ",C" (ou "I_", "K_", "C_")
Fonction et but
L'angle est chanfreiné de façon à ce que les positions produites par la soustraction des longueurs spécifiées par ",C_" (ou "I_", "K_", "C_") du démarrage hypothétique et des angles finaux qui s'appliqueraient si aucun chanfreinage n'était exécuté, soient reliées.
Format d'instruction
N100 G01 X__ Z__ ,C__ (ou I_ / K_ / C_) ; N200 G01 X__ Z__ ; ,C_ / I_ / K_ / C_ Longueur en partant de l'angle hypothétique jusqu'au point de début ou
point de fin du chanfreinage
Le chanfreinage est exécuté au point d'intersection de N100 et N200.
Exemple de programmation
G01 W100. ,C10. F100 ; U280. W100. ;
100.0 100.0
10.0
10.0
140
Axe Z
Point de findu chanfreinage
Point d'intersectionde l'angle hypothétique
Point de départ du chanfreinage
Axe X

13. Fonctions d'aide à la programmation 13.11 Chanfreinage d'angle/Arrondissement d'angle I
450
Description détaillée
(1) Le point d'intersection d'angle virtuel est le point de départ du bloc suivant celui de l'instruction
de chanfreinage d'angle.
(2) Si le paramètre de spécification de base "#1272 ext08/bit6" est "0", l'instruction ",C" sera interprétée comme une instruction C s'il n'y pas de "," (virgule).
(3) S'il y a des instructions multiples ou doubles de chanfreinage d'angle dans le même bloc, l'instruction programmée en dernier sera valable.
(4) Si les deux instructions de chanfreinage d'angle et d'arrondissement d'angle sont spécifiées dans le même bloc, la dernière instruction est valable.
(5) Une correction d'outil est calculée pour la forme qui est déjà soumise à un chanfreinage d'angle.
(6) Si le bloc qui suit celui contenant l'instruction de chanfreinage d'angle n'est pas un bloc de déplacement linéaire, l'instruction est traitée comme un chanfreinage d'angle/arrondi II .
(7) L'erreur de programme (P383) apparaît, si la grandeur de déplacement dans le bloc contenant l'instruction de chanfreinage est inférieure à la grandeur de chanfreinage.
(8) L'erreur de programme (P384) apparaît, si la grandeur de déplacement dans le bloc suivant le bloc qui spécifie le chanfreinage est inférieure à la grandeur de chanfreinage.
(9) Une erreur de programme (P382) apparaît si le bloc qui suit celui contenant l'instruction de chanfreinage d'angle I ne contient pas d'instruction de déplacement.
(10) Si "C" est utilisé comme nom d'axe ou 2ième fonction auxiliaire, le chanfreinage d'angle ne peut pas être spécifié avec "C".
(11) Le chanfreinage d'angle ne peut pas être spécifié avec "I" ou "K" dans un bloc d'instruction d'arc. "I" et "K" sont les instructions de centre d'arc.
Précautions
(1) Le chanfreinage d'angle et l'arrondissement d'angle peuvent être spécifiés avec "I", "K", "R"
seulement si le 1er bloc de l'instruction de chanfreinage d'angle/arrondissement d'angle est linéaire.
(2) Le chanfreinage d'angle avec "I", "K", et l'arrondissement d'angle avec "R" peuvent être spécifiés lorsque le 1er bloc de l'instruction de chanfreinage d'angle/arrondissement d'angle est linéaire et le 2ième bloc est une instruction d'arc. "I", "K" dans le 2ième bloc sont les instructions de centre d'arc.
N100 G01 Xx Zz Ii ; ......... Ii longueur du chanfreinage d'angle N200 G02 Xx Zz Ii Kk ; ...... Ii, Kk instruction du centre d'arc
(3) Si ",C_", ",R_" ou "I_", "K_", "C_", "R_" sont spécifiés dans le même bloc, ",C_", ",R_" sera prioritaire.

13. Fonctions d'aide à la programmation 13.11 Chanfreinage d'angle/Arrondissement d'angle I
451
13.11.2 Arrondissement d'angle ",R_" (ou "R_")
Fonction et but
L'arrondissement d'angle des anges hypothétiques initiaux et finaux lorsque l'angle est supposé comme non arrondi est exécuté sur le rayon de l'arc spécifié dans ",R_" (ou "R_").
Format d'instruction
N100 G01 X__ Z__ ,R__ (ou R_) ; N200 G01 X__ Z__ ; ,R_ / R_ Rayon de l'arc de l'arrondissement d'angle
L'arrondissement d'angle est exécuté au point d'intersection de N100 et N200.
Exemple de programmation
G01 W100. ,R10. F100 ; U280. W100. ;
100.0 100.0
140
R10.0
Arrondissement d'angle point de fin
Arrondissement d'anglePoint de départ
Pointd'intersection hypothétique de l'angle
Axe Z
Axe X

13. Fonctions d'aide à la programmation 13.11 Chanfreinage d'angle/Arrondissement d'angle I
452
Description détaillée
(1) Le point d'intersection d'angle virtuel est le point de départ du bloc suivant celui de l'instruction
de l'arrondissement d'angle.
(2) Si le paramètre de spécification de base "#1272 ext08/bit6" est "0", l'instruction ",R" sera interprétée comme une instruction R s'il n'y pas de "," (virgule).
(3) Si les deux instructions de chanfreinage d'angle et d'arrondissement d'angle sont spécifiées dans le même bloc, la dernière instruction est valable.
(4) Une correction d'outil est calculée pour la forme qui est déjà soumise à un arrondissement d'angle.
(5) Si le bloc qui suit celui contenant l'instruction d'arrondissement d'angle n'est pas un bloc de déplacement linéaire, l'instruction est traitée comme un chanfreinage d'angle/arrondi II .
(6) L'erreur de programme (P383) apparaît, si la grandeur de déplacement dans le bloc contenant l'instruction d'arrondissement est inférieure à la valeur R.
(7) L'erreur de programme (P384) apparaît, si la grandeur de déplacement dans le bloc suivant l'instruction d'arrondissement est inférieure à la valeur R.
(8) Une erreur de programme (P382) apparaît si le bloc qui suit celui contenant l'instruction d'arrondissement d'angle ne contient pas d'instruction de déplacement.
(9) L'arrondissement d'angle ne peut pas être spécifié avec "R" dans un bloc d'instruction d'arc. "R" est l'instruction de rayon d'arc.
Précautions
(1) Le chanfreinage d'angle et l'arrondissement d'angle peuvent être spécifiés avec "I", "K", "R"
seulement si le 1er bloc de l'instruction de chanfreinage d'angle/arrondissement d'angle est linéaire.
(2) Le chanfreinage d'angle avec "I", "K", et l'arrondissement d'angle avec "R" peuvent être spécifiés lorsque le 1er bloc de l'instruction de chanfreinage d'angle/arrondissement d'angle est linéaire et le 2ième bloc est une instruction d'arc. "I", "K" dans le 2ième bloc sont les instructions de centre d'arc.
N100 G01 Xx Zz Ii ; ......... Ii longueur du chanfreinage d'angle N200 G02 Xx Zz Ii Kk ; ...... Ii, Kk instruction du centre d'arc
(3) Si ",C_", ",R_" ou "I_", "K_", "C_", "R_" sont spécifiés dans le même bloc, ",C_", ",R_" sera prioritaire.

13. Fonctions d'aide à la programmation 13.11 Chanfreinage d'angle/Arrondissement d'angle I
453
13.11.3 Extension du chanfreinage d'angle/arrondissement d'angle
Fonction et but
Une instruction E permet de commander la vitesse d'avance pour le chanfreinage et l'arrondissement d'angle. Cette fonction permet de couper l'angle à la forme correcte.
Exemple
F200.
F200.
F200.
XF200.
(G94) G01 U70. ,C30. F200. E100. ; W–110. ;
(G94) G01 U70. ,R30. F200. E100. ; W–110. ;
Z
E100.
E100.

13. Fonctions d'aide à la programmation 13.11 Chanfreinage d'angle/Arrondissement d'angle I
454
Description détaillée
(1) L'instruction E est modale. Elle est également valable pour l'avance dans la prochaine zone de
chanfreinage d'angle/arrondissement d'angle.
Exemple
(G94) G01 U30. ,C10. F100. E50. ; W–50. ,C10. ; U50. ,C10. ; W–50. ;
F100.
F100.
F100.
E50.
E50.E50.
F100.
X
Z
(2) L'instruction E modale présente des fonctions modales d'avance asynchrone et d'avance synchrone séparées.
La sélection entre les deux dépend du mode asynchrone/synchrone (G94/G95).
(3) Si la valeur attribuée à l'instruction E est 0 ou, en l'absence d'instruction E, l'avance appliquée au chanfreinage ou à l'arrondissement d'angle est la même que celle contenue dans l'instruction F.
Exemple
F100. F100.
F100.
F100.
F100.
F100.
F100.
F100. F100.
F100.
F100.
E50.
E50.
E50.
X
Z
(G94) G01 U30. ,C10. F100. E50. ; W–50. ,C10. ; U50. ,C10. E0 ; W–50. ;
(G94) G01 U30. ,C10. F100. ; W–50. ,C10. ; U50. ,C10. E50 ; W–50. ;
(4) La modale d'instruction E n'est pas effacée en actionnant la touche de reset. Elle est annulée seulement par la mise hors tension. (Comme pour l'instruction F)
(5) Toutes les instructions E autre que celles énumérées ci-dessous sont opérantes pour commander la vitesse d'avance appliquée au chanfreinage ou à l'arrondissement d'angle.
• Instruction E pendant la modale de taraudage • Instructions E pendant la modale de cycle de taraudage

13. Fonctions d'aide à la programmation 13.11 Chanfreinage d'angle/Arrondissement d'angle I
455
13.11.4 Interruption pendant le chanfreinage d'angle/arrondissement d'angle
Description détaillée
(1) L'effet d'une interruption manuelle pendant le chanfreinage ou l'arrondissement d'un angle est
présenté graphiquement ci-après.
Avec une instruction en valeur absolue et le commutateur valeur absolue manuelle sur ON.
20.
X
40.
140.
Z
N4N3
70. 120. (unité : mm)
N1 G28 XZ ; N2 G00 X40. Z120. ; N3 G03 X140. Z70. K−50. ,R20. F100 ;N4 G01 X40. Z20. ; : Interruption axe Z
Lorsquel'interruption est appliquée
Interruption axe X
Lorsque l'interruption n'est pas appliquée

13. Fonctions d'aide à la programmation 13.11 Chanfreinage d'angle/Arrondissement d'angle I
456
Avec une instruction en valeur incrémentielle et le commutateur valeur absolue manuelle sur OFF.
20.
X
40.
140.
Z70. 120.
N4 N3
(unité :
N1 G28 XZ ; N2 G00 U40. W120. ; N3 G03 U100. W−50. K−50. ,R20. F100 ; N4 G01 U−100. W−50. ;
: Interruption axe Z
Lorsque l'interruption est appliquée
Interruption axe X
Lorsque l'interruption n'est pas appliquée
(2) En mode bloc par bloc pendant le chanfreinage ou l'arrondissement d'angle, l'arrêt de l'outil a lieu en fin d'exécution du chanfreinage d'angle ou de l'arrondissement d'angle.

13. Fonctions d'aide à la programmation 13.12 Chanfreinage d'angle/Arrondissement d'angle II
457
13.12 Chanfreinage d'angle/Arrondissement d'angle II
Dans un bloc qui forme un angle avec des lignes d'angle continues arbitraires ou des arcs, le chanfreinage d'angle et l'arrondissement d'angle peuvent être exécutés en additionnant ",C" ou ",R" à la fin du bloc spécifié en premier. En spécifiant les paramètres, "I_", "K_", "C_" peuvent être spécifiés pour le chanfreinage à la place de ",C_", et "R_" peut être spécifié pour l'arrondissement à la place de ",R_". Le chanfreinage d'angle et l'arrondissement d'angle peuvent être tous les deux spécifiés comme une valeur absolue ou une valeur incrémentielle.
13.12.1 Chanfreinage d'angle ",C_" (ou "I_", "K_", "C_")
Fonction et but
L'angle est chanfreiné en spécifiant ",C" (ou "I_", "K_", "C_") dans le 1er bloc des deux blocs possédant des arcs continus. Pour un arc, cela sera la longueur de corde.
Format d'Instruction
N100 G03 X__ Z__ K__ ,C__ ; (ou C_) ; N200 G01 X__ Z__ ; ,C_ / C_ Longueur en partant de l'angle hypothétique jusqu'au point de début ou
point de fin du chanfreinage
Le chanfreinage d'angle est exécuté au point d'intersection de N100 et N200.
Exemple de programmation
(1) Linéaire ・ Arc
Instruction en valeur absolue N1 G28 X Z ; N2 G00 X50. Z100. ; N3 G01 X150. Z50. ,C20. F100 ; N4 G02 X50. Z0 I0 K・50. ;
: Instruction en valeur relative
N1 G28 X Z ; N2 G00 U25. W100. ; N3 G01 U50. W・50. ,C20. F100 ; N4 G02 U・50. W・50. I0 K・50. ;
:
Point d'intersection hypothétique de l'angle
(unité : mm)
Z
N3
C20.
C20.
N4
50 100.
50
150
X

13. Fonctions d'aide à la programmation 13.12 Chanfreinage d'angle/Arrondissement d'angle II
458
(2) Arc ・ arc
Instruction en valeur absolue N1 G28 X Z; N2 G00 X20. Z140. ; N3 G02 X100. Z60. I100. K0. ,C20. F100 ; N4 X60. Z0 I80. K・60. ;
: Instruction en valeur relative
N1 G28 X Z ; N2 G00 U10. W140. ; N3 G02 U40. W・80. R100. ,C20. F100 ;N4 U・20. W・60. I80. K・60. ;
:
Point d'intersection hypothétique de l'angle
(unité : mm)
Z
N3
C20. C20.
N4
60 140
60.
260.X
220.
100.
20.
Description détaillée
(1) Les options de chanfreinage d'angle et d'arrondissement d'angle sont nécessaires pour utiliser
cette fonction. Une erreur de programme (P381) apparaît si la fonction est spécifiée alors que l'option n'est pas disponible.
(2) Le point d'intersection d'angle virtuel est le point de départ du bloc suivant celui de l'instruction de chanfreinage d'angle.
(3) Si le paramètre de spécification de base "#1272 ext08/bit6" est "0", l'instruction ",C" sera interprétée comme une instruction C s'il n'y pas de "," (virgule).
(4) S'il y a des instructions multiples ou doubles de chanfreinage d'angle dans le même bloc, l'instruction programmée en dernier sera valable.
(5) Si les deux instructions de chanfreinage d'angle et d'arrondissement d'angle sont spécifiées dans le même bloc, la dernière instruction est valable.
(6) Une correction d'outil est calculée pour la forme qui est déjà soumise à un chanfreinage d'angle.
(7) Une erreur de programme (P385) apparaît si le positionnement ou le taraudage est spécifié dans le bloc d'instruction du chanfreinage d'angle ou dans le prochain bloc.
(8) Une erreur de programme (P382) apparaît si le bloc suivant le chanfreinage d'angle contient une instruction G autre que le groupe 01 ou une autre instruction.
(9) L'erreur de programme (P383) apparaît, si la grandeur de déplacement dans le bloc contenant l'instruction de chanfreinage est inférieure à la grandeur de chanfreinage.
(10) L'erreur de programme (P384) apparaît, si la grandeur de déplacement dans le bloc suivant le bloc qui spécifie le chanfreinage est inférieure à la grandeur de chanfreinage.
(11) Même si un diamètre est spécifié, il sera traité comme une valeur radiale pendant le chanfreinage d'angle.
(12) Une erreur de programme (P382) apparaît si le bloc qui suit celui contenant l'instruction de chanfreinage d'angle II ne contient pas d'instruction de déplacement.
(13) Si "C" est utilisé comme nom d'axe ou 2ième fonction auxiliaire, le chanfreinage d'angle ne peut pas être spécifié avec "C".
(14) Le chanfreinage d'angle ne peut pas être spécifié avec "I" ou "K" dans un bloc d'instruction d'arc. "I" et "K" sont les instructions de centre d'arc.

13. Fonctions d'aide à la programmation 13.12 Chanfreinage d'angle/Arrondissement d'angle II
459
Précautions
(1) Le chanfreinage d'angle et l'arrondissement d'angle peuvent être spécifiés avec "I", "K", "R"
seulement si le 1er bloc de l'instruction de chanfreinage d'angle/arrondissement d'angle est linéaire.
(2) Le chanfreinage d'angle avec "I", "K", et l'arrondissement d'angle avec "R" peuvent être spécifiés lorsque le 1er bloc de l'instruction de chanfreinage d'angle/arrondissement d'angle est linéaire et le 2ième bloc est une instruction d'arc. "I", "K" dans le 2ième bloc sont les instructions de centre d'arc.
N100 G01 Xx Zz Ii ; ......... Ii longueur du chanfreinage d'angle N200 G02 Xx Zz Ii Kk ; ...... Ii, Kk instruction du centre d'arc
(3) Si ",C_", ",R_" ou "I_", "K_", "C_", "R_" sont spécifiées dans le même bloc, ",C_", ",R_" sera prioritaire.

13. Fonctions d'aide à la programmation 13.12 Chanfreinage d'angle/Arrondissement d'angle II
460
13.12.2 Arrondissement d'angle ",R_" (ou "R_")
Fonction et but
L'angle est arrondi en spécifiant ",R_" (ou "R_") dans le 1er bloc des deux blocs possédant des arcs continus.
Format d'instruction
N100 G03 X__ Z__ I__ K__ ,R__ (ou R_) ; N200 G01 X__ Z__ ; ,R_ / R_ Rayon de l'arc de l'arrondissement d'angle
L'arrondissement d'angle est exécuté au point d'intersection de N100 et N200.
Exemple de programmation
(1) Linéaire ・ arc
Instruction en valeur absolue N1 G28 X Z ; N2 G00 X60. Z100. ; N3 G01 X160. Z50. ,R10. F100 ; N4 G02 X60. Z0 I0 K・50. ; : Instruction en valeur relative N1 G28 X Z ; N2 G00 U30. W100. ; N3 G01 U50. W・50. ,R10. F100 ; N4 G02 U・50. W・50. I0 K・50. ; :
Point d'intersection hypothétique de l'angle
Z
160.
X
60.
N4N3
R10.
50. 100.(unité : mm)
(2) Arc ・ arc
Instruction en valeur absolue N1 G28 X Z; N2 G00 X60. Z100. ; N3 G02 X160. Z50. R60 ,R10. F100 ; N4 X60. Z0 R50. ; : Instruction en valeur relative N1 G28 X Z ; N2 G00 U30. W100. ; N3 G02 U50. W・50. I50. K0 ,R10. F100 ; N4 U・50. W・50. I0. K・50. ; :
Z
160.
X
60.
N4 N3 R10.
50.
Point d'intersection hypothétique de l'angle
100.(unité : mm)

13. Fonctions d'aide à la programmation 13.12 Chanfreinage d'angle/Arrondissement d'angle II
461
Description détaillée
(1) Les options de chanfreinage d'angle et d'arrondissement d'angle sont nécessaires pour utiliser
cette fonction. Une erreur de programme (P381) apparaît si la fonction est spécifiée alors que l'option n'est pas disponible.
(2) Le point d'intersection d'angle virtuel est le point de départ du bloc suivant celui de l'instruction de l'arrondissement d'angle.
(3) Si le paramètre de spécification de base "#1272 ext08/bit6" est "0", l'instruction ",R" sera interprétée comme une instruction R s'il n'y pas de "," (virgule).
(4) Si les deux instructions de chanfreinage d'angle et d'arrondissement d'angle sont spécifiées dans le même bloc, la dernière instruction est valable.
(5) Une correction d'outil est calculée pour la forme qui est déjà soumise à un arrondissement d'angle.
(6) Une erreur de programme (P385) apparaît si le positionnement ou le taraudage est spécifié dans le bloc d'instruction d'arrondissement d'angle ou dans le prochain bloc.
(7) Une erreur de programme (P382) apparaît si le bloc suivant l'arrondissement d'angle contient une instruction G autre que le groupe 01 ou une autre instruction.
(8) L'erreur de programme (P383) apparaît, si la grandeur de déplacement dans le bloc contenant l'instruction d'arrondissement est inférieure à la valeur R.
(9) L'erreur de programme (P384) apparaît, si la grandeur de déplacement dans le bloc suivant le bloc qui spécifie l'arrondissement d'angle est inférieure à la valeur R.
(10) Même si un diamètre est spécifié, il sera traité comme une valeur radiale pendant l'arrondissement d'angle.
(11) Une erreur de programme (P382) apparaît si le bloc qui suit celui contenant l'instruction d'arrondissement d'angle ne contient pas d'instruction de déplacement.
(12) L'arrondissement d'angle ne peut pas être spécifié avec "R" dans un bloc d'instruction d'arc. "R" est l'instruction de rayon d'arc.
Précautions
(1) Le chanfreinage d'angle et l'arrondissement d'angle peuvent être spécifiés avec "I", "K", "R"
seulement si le 1er bloc de l'instruction de chanfreinage d'angle/arrondissement d'angle est linéaire.
(2) Le chanfreinage d'angle avec "I", "K", et l'arrondissement d'angle avec "R" peuvent être spécifiés lorsque le 1er bloc de l'instruction de chanfreinage d'angle/arrondissement d'angle est linéaire et le 2ième bloc est une instruction d'arc. "I", "K" dans le 2ième bloc sont les instructions de centre d'arc.
N100 G01 Xx Zz Ii ; ......... Ii longueur du chanfreinage d'angle N200 G02 Xx Zz Ii Kk ; ...... Ii, Kk instruction du centre d'arc
(3) Si ",C_", ",R_" ou "I_", "K_", "C_", "R_" sont spécifiées dans le même bloc, ",C_", ",R_" sera prioritaire.
13.12.3 Extension du chanfreinage d'angle/arrondissement d'angle
Se référer au chapitre "13.11.3 Extension du chanfreinage d'angle/arrondissement d'angle" pour les détails.
13.12.4 Interruption pendant le chanfreinage d'angle/arrondissement d'angle Se référer au chapitre "13.11.4 Interruption pendant le chanfreinage d'angle/arrondissement d'angle" pour les détails.

13. Fonctions d'aide à la programmation 13.13 Instruction d'angle linéaire
462
13.13 Instruction d'angle linéaire
Fonction et but
Les coordonnées du point de fin sont automatiquement calculées en spécifiant un angle linéaire et un des axes de coordonnées du point de fin.
Format d'Instruction
N1 G01 Xx1 (Zz1) Aa1; N1 G01 Xx2 (Zz2) A−a2; (A-a2 peut également être spécifié comme Aa 3.) ou N1 G01 Xx1 (Zz1) ,Aa1; N1 G01 Xx2 (Zz2) ,A−a2;
Spécifie l'angle et les coordonnées de l'axe X ou Z. Sélection du plan d'instruction avec G17 à G19.
X
x2
x1 (z1,x1)
N1
Z
N2
a1
a2
a3
(z2,x2)
Description détaillée
(1) L'angle se lit à partir du côté dans le sens + de l'axe horizontal du plan sélectionné. Le sens
horaire inverse (CCW) est considéré comme étant + et le sens horaire (CW) −.
(2) L'un des axes sur le plan sélectionné est spécifié comme point de fin.
(3) L'angle est ignoré quand l'angle et les coordonnées de deux axes sont spécifiés.
(4) Si uniquement l'angle est spécifié, cela est traité comme instruction géométrique.
(5) On peut utiliser indifféremment l'angle au point de départ (a1) ou l'angle au point de fin (a2).
(6) Cette fonction n'est valable que pour l'instruction G01. Elle n'est pas valable pour d'autres instructions d'interpolation ou de positionnement.
(7) La plage de la pente "a" est −360.000 ≤ a ≤ 360.000. Si une valeur non comprise dans cette plage est programmée, elle sera divisée par 360
(degrés) et le reste sera spécifié.
(Exemple) Si 400 est spécifié, 40° (reste de 400/360) deviendra l'angle instruction.
(8) Si l'adresse A est utilisée pour le nom d'axe ou la 2ième fonction auxiliaire, utilisez ",A" comme angle.
(9) Si "A" et ",A" sont spécifiées dans le même bloc, ",A" sera interprété comme l'angle.

13. Fonctions d'aide à la programmation 13.14 Fonction géométrique
463
13.14 Fonction géométrique 13.14.1 Fonction géométrique I Fonction et but
En interpolation linéaire, lorsqu'il est difficile de déterminer le point d'intersection de deux droites, il suffit de programmer la pente de la 1ère droite ainsi que les coordonnées du point de fin et la pente de la 2ème droite pour que, automatiquement, le calcul du point de fin de la première droite se fasse et que les instructions de déplacement soit élaborées. (Note) Si le paramètre (#1082 Geomet) est mis sur 0, la fonction géométrique I n'a aucune
fonction.
Format d'instruction
N1 G01 Aa1 (A–a2) Ff1 ; N2 Xx2 Zz2 A–a2 (Aa3 ) Ff2 ;
Indication de l'angle et de la vitesse d'avance Dans le bloc suivant, indication des coordonnées du point de fin, de l'angle et de la vitesse d'avance.
Aa1, A–a2, Aa3
Ff1, Ff2
Xx2, Zz2
Angle Vitesse d'avance Coordonnées du point de fin du prochain bloc
a1
X
Z N1 N2a2
a3
a1
(Z2,X2)Position actuelle
Axe horizontal
?
Point de fin

13. Fonctions d'aide à la programmation 13.14 Fonction géométrique
464
Description détaillée
(1) L'erreur de programme (P396) apparaît si l'instruction géométrique n'est pas sur le plan
sélectionné.
(2) La pente de la droite s'exprime par l'angle formé avec le côté dans le sens + de l'axe horizontal sur le plan sélectionné. Le sens horaire inverse (CCW) est considéré comme étant + et le sens horaire (CW) −.
(3) La plage de la pente "a" est −360.000 ≤ a ≤ 360.000. Si une valeur non comprise dans cette plage est programmée, elle sera divisée par 360 (degrés) et le reste sera spécifié.
(Exemple) Si 400 est spécifié, 40° (reste de 400/360) deviendra l'angle instruction.
(4) La pente de la droite peut se programmer du côté du point de départ ou du côté du point de fin. La CN est capable d'identifier automatiquement la différence entre le point de départ ou le point d'arrivée de la pente programmée.
(5) Les coordonnées du point de fin du 2ème bloc doivent être programmées en valeurs absolues. L'utilisation de valeurs incrémentielles entraîne l'erreur de programme (P393).
(6) La vitesse d'avance peut être spécifiée pour chaque bloc.
(7) Si l'angle formé par les deux droites est inférieur à 1°, l'erreur de programme (P392) apparaît.
(8) Tout changement de plan entre le 1er et le 2ème bloc entraîne l'erreur de programme (P396).
(9) Cette fonction est ignorée si l'adresse A a été attribuée à l'un des axes ou à la deuxième fonction auxiliaire.
(10) En mode bloc par bloc, l'arrêt est possible au point de fin du 1er bloc.
(11) L'erreur de programme (P394) apparaît si ni le premier ni le deuxième bloc ne contient d'instruction G01 ou G33.
Relation avec les autres fonctions
(1) Le chanfreinage d'angle ou l'arrondissement d'angle peuvent être spécifiés après l'instruction
d'angle dans le 1er bloc.
(Exemple 1) N1 Aa1, Cc1 ; N2 Xx2 Zz2 Aa2 ;
?
N2
N1
(x2, z2)
a2
a1
c1
c1
(x1,z1)

13. Fonctions d'aide à la programmation 13.14 Fonction géométrique
465
(Exemple 2) N1 Aa1, Rr1 ; N2 Xx2 Zz2 Aa2 ;
N2
N1
(x2, z2)
a1
a2
r1
?
(x1, z1)
(2) L'instruction géométrique I peut être programmée après l'instruction de chanfreinage d'angle ou d'arrondissement d'angle.
(Exemple 3) N1 Xx2 Zz2 ,Cc1 ; N2 Aa1 ; N3 Xx3 Zz3 Aa2 ;
N2
N1 (x2, z2)
(x3, z3) a2
a1
c1
c1
(x1, z1)
N3
?
(3) L'instruction géométrique I peut être programmée après l'instruction d'angle linéaire.
(Exemple 4) N1 Xx2 Aa1 ; N2 Aa2 ; N3 Xx3 Zz3 Aa3 ;
N2
N1 (x2, z2)
(x3, z3) a3
a2
(x1, z1)
N3
a1
?

13. Fonctions d'aide à la programmation 13.14 Fonction géométrique
466
13.14.2 Fonction géométrique IB Fonction et but
En mode géométrique IB, avec des instructions de déplacement dans deux blocs successifs (qui doivent contenir des instructions d'arc), on programme un centre d'arc ou un angle de droite au lieu du point de fin du premier bloc pour déterminer un point de contact ou un point d'intersection.
Bloc commandé (1) Contact de deux arcs
N2
N1
r2
r1(??)
X
Z (2) Point d'intersection linéaire - arc (arc - linéaire)
N2
N2 N1
N1
(??)
(??) X
Z
r1
r1
(3) Point de contact linéaire - arc (arc - linéaire)
N2
N2
N1 N1
r1r1
(??)
X
Z
(??)
(Note) Si le paramètre (#1082 Geomet) est spécifié à une valeur différente de 2, la fonction géométrique IB n'aura aucune fonction.

13. Fonctions d'aide à la programmation 13.14 Fonction géométrique
467
Fonction et but 1 (calcul automatique du point de contact de deux arcs)
Lorsque le point de contact de deux arcs de cercle continus n'est pas coté sur les plans, il peut être automatiquement calculé à partir des coordonnées du centre ou du rayon du premier arc, des coordonnées absolues du point de fin du second arc et des coordonnées du centre ou du rayon du second arc.
Format d'instruction 1 (calcul automatique du point de contact de deux arcs)
N1 N2
N1 N2
N1 N2
G02 (G03) G03 (G02)
G02 (G03) G03 (G02)
G02 (G03) G03 (G02)
Pp1 Qq1 Ff1 ; Xx2 Zz2 Pp2 Qq2 Ff2 ;
Pp1 Qq1 Ff1 ; Xx2 Zz2 Rr2 Ff2 ;
Rr1 Ff1 ; Xx2 Zz2 Pp2 Qq2 Ff2 ;
P, Q R
Coordonnées absolues des centres des arcs sur l'axe X et sur l'axe Y (instruction en diamètre ou en rayon) L'adresse du centre pour le 3ième axe est spécifiée avec A. Rayon d'arc (si la valeur suivant cette adresse est affectée du signe (−), c'est l'arc couvrant plus de 180° qui est pris en compte.)
* À la place de P et Q, on peut utiliser des instructions I et K (valeurs incrémentielles des coordonnées aux centres des arcs sur les axes X et Z).
1er arc du bloc : valeur incrémentielle de l'instruction du rayon du point de départ au centre de l'arc
2ième arc du bloc : valeur incrémentielle de l'instruction du rayon du point de fin au centre de l'arc
r2
r1
(x2, z2)
X
Z
(p2, q2)
(p1, q1)

13. Fonctions d'aide à la programmation 13.14 Fonction géométrique
468
Description détaillée 1 (calcul automatique du point de contact de deux arcs)
(1) Si les coordonnées du deuxième bloc ne sont pas programmées en valeurs absolues, une
erreur de programme (P393) apparaît avant l'exécution du 1er bloc.
(2) Une erreur de programme (P398) apparaît avec l'exécution du 1er bloc si les fonctions géométriques IB ne sont pas prévues dans les spécifications.
(3) Une erreur de programme (P395) apparaît avec l'exécution du 1er bloc s'il n'y a pas de spécification de R (ici, le 1er bloc est désigné avec P et Q (I, K)) ou de P et Q (I, K).
(4) Une erreur de programme (P396) apparaît avec l'exécution du 1er bloc si le deuxième bloc contient une autre instruction de sélection de plan (G17 à G19).
(5) Une erreur de programme (P397) apparaît avec l'exécution du 1er bloc si deux arcs qui n'ont pas de point de contact sont spécifiés.
(6) La précision du calcul de contact est de ±1μm (arrondissement à l'entier).
(7) En mode bloc par bloc, il y a arrêt de bloc au premier bloc.
(8) En l'absence de I ou K, la valeur adoptée par défaut est I0 ou K0. Il n'est pas possible d'omettre P ou Q.
(9) La plage d'erreur dans le calcul du point de contact dépend du paramètre "#1084 RadErr".
Déplacement de l'outil
"Erreur d'arc"
(10) Si l'arc défini dans un bloc est un cercle complet (point de fin se confondant avec le point de départ), l'instruction R définissant l'arc est immédiatement achevée et aucun mouvement n'est exécuté. Dans ce cas, programmer l'instruction d'arc en utilisant PQ (IK).
(11) Les codes G du groupe modal G 1 peuvent être omis dans le 1er/2ième bloc.
(12) Les adresses utilisées comme noms d'axe ne peuvent pas être également utilisées pour les coordonnées de centre d'arc ou les rayons d'arc.
(13) Si l'arc du 2ième bloc inscrit le bloc du 1er arc lorsque le 2ième bloc est une spécification R, , l'arc pris en compte sera l'arc intérieur si R est de signe plus, et l'arc extérieur si R est de signe moins.
R–
R+
N2
N1

13. Fonctions d'aide à la programmation 13.14 Fonction géométrique
469
Exemple de programme 1 (calcul automatique du point de contact de deux arcs)
(1) Instructions PQ, PQ
N2
N1
?
80.0
80.0
60.0
50.0 50.0 20.0
Axe Z
Axe X
G01 X20.0 Z60.0 ; N1 G02 P50.0 Q60.0 F100 ; N2 G03 X80.0 Z30.0 P50.0 Q30.0 ; (unité : mm)
(2) Instructions PQ, R
30.
80.
70.
40.
N2
N1
R60.
(unité : mm)
Axe Z
Axe X
G01 X40.0 Z70.0 F100 ; N1 G02 R60.0 ; N2 G03 X80.0 Z30.0 P40.0 Q30.0 ;

13. Fonctions d'aide à la programmation 13.14 Fonction géométrique
470
Relation avec d'autres fonctions 1 (calcul automatique du point de contact de deux arcs)
Instruction Déplacement de l'outil
Géométrique IB + chanfreinage d'angle II N1 G03 P__ Q__ ; N2 G02 X__ Z__ R__ ,C__ ; G02 X__ Z__ R__ ;
N2
N1
Z
X
Géométrique IB + arrondissement d'angle II N1 G03 P__ Q__ ; N2 G02 X__ Z__ R__ ,R__ ; G02 X__ Z__ R__ ;
N2
N1
Z
X
Géométrique IB + chanfreinage d'angle II N1 G03 P__ Q__ ; N2 G02 X__ Z__ R__ ,C__ ; G01 X__ Z__ ;
Z
X
N2
N1
Géométrique IB + arrondissement d'angle II N1 G03 P__ Q__ ; N2 G02 X__ Z__ R__ ,R__ ; G02 X__ Z__ ;
Z
X
N2
N1

13. Fonctions d'aide à la programmation 13.14 Fonction géométrique
471
Fonction et but 2 (calcul automatique du point d'intersection linéaire - arc)
Lorsque qu'une droite et un arc de cercle se croisent mais que leur point d'intersection n'est pas précisé, ce point peut être calculé automatiquement en programmant les instructions suivantes.
Format d'instruction 2 (calcul automatique intersection linéaire - arc : pour plan G18)
N1 N2 N1 N2
G01 G02 (G03) G02 (G03) G01
Aa1 (A−a2) Ff1 ; Xx2 Zz2 Pp2 Qq2 Hh2 Ff2 ; Pp1 Qq1 Hh1 Ff1 ; Xx2 Zz2 Aa3 (A−a4) Ff2 ;
A P, Q
Angle linéaire (−360.000° à 360.000°) Coordonnées absolues des centres des arcs sur l'axe X et sur l'axe Y (instruction en diamètre ou en rayon) L'adresse du centre pour le 3ième axe est spécifiée avec A.
H
Sélection du point d'intersection entre la droite et l'arc
0 : Point d'intersection au segment de droite le plus court
1 : Point d'intersection au segment de droite le plus long
• À la place de P et Q, on peut utiliser des instructions I et K (valeurs incrémentielles des coordonnées aux centres des arcs sur les axes X et Z).
1er arc du bloc : valeur incrémentielle de l'instruction du rayon du point de départ au centre de l'arc
2ième arc du bloc : valeur incrémentielle de l'instruction du rayon du point de fin au centre de l'arc
H=1 H=1
H=0
N2 N1
H=0
N1 a1
N2 a3
–a4 –a2
(??)
(??)
(??) (??) (p2, q2)
(x2, z2)(p1, q1)
(x2, z2)X
Z

13. Fonctions d'aide à la programmation 13.14 Fonction géométrique
472
Description détaillée 2 (calcul automatique du point d'intersection linéaire - arc)
(1) Si l'adresse de la 2ième fonction auxiliaire est A, la 2ième fonction auxiliaire est validée et cette
fonction est inopérante.
(2) Si les coordonnées du deuxième bloc ne sont pas programmées en valeurs absolues, une erreur de programme (P393) apparaît avant l'exécution du 1er bloc.
(3) Une erreur de programme (P398) apparaît avec l'exécution du 1er bloc si les fonctions géométriques IB ne sont pas prévues dans les spécifications.
(4) Une erreur de programme (P395) apparaît avec l'exécution du 1er bloc si P et Q (I, K) ne sont pas spécifiés. Une erreur de programme (P395) apparaîtra également aucune spécification A n'est présente pour la droite.
(5) Une erreur de programme (P396) apparaît avec l'exécution du 1er bloc si le deuxième bloc contient une autre instruction de sélection de plan (G17 à G19).
(6) Une erreur de programme (P397) apparaît avec l'exécution du 1er bloc si une droite et un arc qui ne se touchent pas ou qui ne se croisent pas sont spécifiés.
(7) En mode bloc par bloc, il y a arrêt de bloc au premier bloc.
(8) En l'absence de I ou K, la valeur adoptée par défaut est I0 ou K0. Il n'est pas possible d'omettre P ou Q.
(9) Si H est omis, la valeur adoptée par défaut est H0.
(10) Si on programme R au lieu de P et Q (ou I et K), le point de contact de la droite et de l'arc sera également automatiquement calculé.
(11) La plage d'erreur dans le calcul du point d'intersection dépend du paramètre "#1084 RadErr".
(12) La pente de la droite est tournée à l'angle vu comme son axe horizontal. Le sens horaire inverse (CCW) est positif (+). Sens horaire (CW) est négatif (−).
(13) La pente de la droite peut se programmer du côté du point de départ ou du côté du point de fin. Le jugement si la pente désignée est du côté du point de départ ou du côté du point de fin est exécuté automatiquement.
Déplacement de l'outil
Erreur d'arc

13. Fonctions d'aide à la programmation 13.14 Fonction géométrique
473
(14) Lorsque les points d'intersection entre la droite et l'arc sont équidistants du point de départ (comme dans l'illustration ci-dessous), la sélection entre les deux points d'intersection par l'adresse H (sélection de distance courte/longue) est impossible. Le système prend alors la décision d'après l'angle de la droite.
Linéaire - arc
N1 G1 A a1 Ff1 ;N2 G2 Xx2 Zz2 Pp2 Qq2 Ff2 ;
N1 G1 A –a2 Ff1 ;N2 G2 Xx2 Zz2 Pp2 Qq2 Ff2 ;
(p2, q2)
–a2a1
(15) La précision du calcul d'intersection est de ±1μm (arrondissement à l'entier).
(16) Pour le calcul d'un point d'intersection entre linéaire et arc, l'arc ne peut être défini que par PQ (IK). Si le point d'arrivée et le point de départ du bloc définissant l'arc se confondent, l'arc devient le cercle complet.
(17) Les codes G du groupe modal G peuvent être omis dans le 1er bloc.
(18) Les adresses utilisées comme noms d'axe ne peuvent pas être également utilisées pour les angles, les coordonnées de centre d'arc ou les sélections d'intersection.
(19) Si la fonction géométrique IB est spécifiée, deux blocs sont lus de manière anticipée.

13. Fonctions d'aide à la programmation 13.14 Fonction géométrique
474
Exemple de programme 2 (calcul automatique du point d'intersection linéaire - arc)
Axe X
Axe Z
N2
N1
180°
100.0
50.080.0
G01 X80.0 Z50.0 F100 ; N1 G01 A180.0 ; N2 G03 X100.0 Z0 P0 Q0 ;
?
(unité : mm)

13. Fonctions d'aide à la programmation 13.14 Fonction géométrique
475
Relation avec d'autres fonctions 2 (calcul automatique intersection linéaire - arc)
Instruction Déplacement de l'outil
Géométrique IB + chanfreinage d'angle II N1 G01 A__ ,C__ ; N2 G03 X__ Z__ P__ Q__ H__ ;
N2
N1
Z
X
Géométrique IB + arrondissement d'angle II N1 G01 A__ ,R__ ; N2 G03 X__ Z__ P__ Q__ H__ ;
N2
N1 Z
X
Géométrique IB + chanfreinage d'angle II N1 G01 A__ ; N2 G03 X__ Z__ P__ Q__ H__ ,C__ ; G01 X__ Z__ ;
N2
N1 Z
X
Géométrique IB + arrondissement d'angle II N1 G01 A__ ; N2 G03 X__ Z__ P__ Q__ H__ ,R__ ; G01 X__ Z__ ;
N2N1
Z
X
Géométrique IB + chanfreinage d'angle II N1 G02 P__ Q__ H__ ; N2 G01 X__ Z__ A__ ,C__ ; G01 X__ Z__ ;
N2
N1 Z
X
Géométrique IB + arrondissement d'angle II N1 G02 P__ Q__ H__ ; N2 G01 X__ Z__ A__ ,R__ ; G01 X__ Z__ ;
N2
N1 Z
X

13. Fonctions d'aide à la programmation 13.14 Fonction géométrique
476
Fonction et but 3 (calcul automatique du point d'intersection linéaire - arc)
Lorsque qu'une droite et un arc de cercle se touchent mais que leur point de contact n'est pas précisé, ce point peut être calculé automatiquement en programmant les instructions suivantes.
Format d'instruction 3 (calcul automatique intersection linéaire - arc : pour plan G18)
N1 N2
N1 N2
G0 G03 (G02)
G03 (G02) G01
Aa1 (A−a2) Ff1 ; Xx2 Zz2 Rr2 ;
Rr2 Ff1 ; Xx2 Zz2 Aa3 (A−a4) Ff2 ;
A
R
Angle linéaire (−360.000° à 360.000°)
Rayon d'arc
X
Z
N1
(x2, z2)
(??) N1N2
N2(x2, z2)
(??)
a3
–a4
–a2 r2r1
a1

13. Fonctions d'aide à la programmation 13.14 Fonction géométrique
477
Description détaillée 3 (calcul automatique du point d'intersection linéaire - arc)
(1) Si l'adresse de la 2ième fonction auxiliaire est A, la 2ième fonction auxiliaire est validée et cette
fonction est inopérante.
(2) Si les coordonnées du deuxième bloc ne sont pas programmées en valeurs absolues, une erreur de programme (P393) apparaît avant l'exécution du 1er bloc.
(3) Une erreur de programme (P398) apparaît avec l'exécution du 1er bloc si les fonctions géométriques IB ne sont pas prévues dans les spécifications.
(4) Une erreur de programme (P396) apparaît avec l'exécution du 1er bloc si le deuxième bloc contient une autre instruction de sélection de plan (G17 à G19).
(5) Une erreur de programme (P397) apparaît avec l'exécution du 1er bloc si une droite et un arc qui ne se touchent pas sont spécifiés.
(6) Une erreur de programme (P395) apparaît avec l'exécution du 1er bloc si R n'est pas spécifié pour le 2ième bloc. Une erreur de programme (P395) apparaîtra également aucune spécification A n'est présente pour la droite.
(7) En mode bloc par bloc, il y a arrêt de bloc au premier bloc.
(8) Si on programme R au lieu de P et Q (I, K), le point d'intersection de la droite et de l'arc sera également automatiquement calculé.
(9) La plage d'erreur dans le calcul du point de contact dépend du paramètre "#1084 RadErr".
(10) La pente de la droite est tournée à l'angle vu comme le sens positif (+) de son axe horizontal. Le sens horaire inverse (CCW) est positif (+). Sens horaire (CW) est négatif (−).
(11) La pente de la droite peut se programmer du côté du point de départ ou du côté du point de fin. Le jugement si la pente désignée est du côté du point de départ ou du côté du point de fin est exécuté automatiquement.
(12) La précision du calcul d'intersection est de ±1μm (arrondissement à l'entier).
(13) Pour le calcul d'un point de contact entre linéaire et arc, l'arc ne peut être défini que R. Si le point de fin se confond avec le point de départ, l'instruction d'arc est immédiatement achevée et aucun mouvement n'est exécuté. (Les instruction de cercle complet ne sont pas possibles.)
(14) Les codes G du groupe modal G 1 peuvent être omis dans le 1er bloc.
(15) Les adresses utilisées comme noms d'axe ne peuvent pas être également utilisées pour les angles ou les rayons d'arc.
(16) Si la fonction géométrique IB est spécifiée, deux blocs sont lus de manière anticipée.
Déplacement de l'outil
Erreur d'arc

13. Fonctions d'aide à la programmation 13.14 Fonction géométrique
478
Exemple de programme 3 (calcul automatique intersection linéaire - arc)
N1
?
100.050.0
50.0
135°
40.0
N2
(unité : mm)
Axe Z
Axe X
G01 X40.0 Z50.0 F100 ; N1 G01 A135.0 ; N2 G03 X100.0 Z0.0 R50.0 ;

13. Fonctions d'aide à la programmation 13.14 Fonction géométrique
479
Relation avec d'autres fonctions 3 (calcul automatique intersection linéaire - arc)
Instruction Déplacement de l'outil Géométrique IB + chanfreinage d'angle N1 G03 R__ ; N2 G01 X__ Z__ A__ ,C__ ; G01 X__ Z__ R__ ;
Z
X
Géométrique IB + arrondissement d'angle N1 G03 R__ ; N2 G01 X__ Z__ A__ ,R__ ; G01 X__ Z__ ;
Z
X
Géométrique IB + chanfreinage d'angle II N1 G01 A__ ; N2 G02 X__ Z__ R__ ,C__ ; G01 X__ Z__ ; Z
X
Géométrique IB + arrondissement d'angle II N1 G01 A__ ; N2 G02 X__ Z__ R__ ,R__ ; G01 X__ Z__ ;
Z
X

13. Fonctions d'aide à la programmation 13.15 Entrée de paramètres par le programme; G10, G11
480
13.15 Entrée de paramètres par le programme; G10, G11 Fonction et but
Les paramètres réglés sur l'unité de réglage et de visualisation peuvent être changés par des instructions contenues dans les programmes d'usinage. Le format de ces données de réglage de paramètres est comme suit.
Format d'instruction
G10 L50 ; Instruction de réglage des données P N° dans la classif. principale N N° données H données de type bit ; P N° dans la classif. principale A N° axe N N° données D données type octet ; P N° dans la classif. principale A N° axe N N° données S données type mot ; P N° dans la classif. principale A N° axe N N° données L données type 2 mots ; G11 ; Annulation du mode réglage de données (fin de réglage des données)
Selon le type de paramètres (communs à tous les axes, spécifiques à chaque axe) et selon le type de données, on distingue 8 types de formats de données comme mentionné ci-après.
Avec données communes à tous les axes Paramètres de type bit communs à tous les axes Paramètres de type octet communs à tous les axes Paramètres de type mot communs à tous les axes Paramètres de type 2 mots communs à tous les axes
Avec données spécifiques à chaque axe Paramètres de type bit spécifiques à chaque axe Paramètres de type octet spécifiques à chaque axe Paramètres de type mot spécifiques à chaque axe Paramètres de type 2 mots spécifiques à chaque axe
P N H ; P N D ; P N S ; P N L ; P A N H ; P A N D ; P A N S ; P A N L ;
(Note 1) La séquence des adresses dans un bloc doit être comme indiqué ci-dessus.
(Note 2) Se référer à l'annexe Tableau 1 pour la correspondant entre les n° P, N.
(Note 3) Pour un paramètre de type bit, la type de données sera H ( est une valeur comprise entre 0 et 7).
(Note 4) Le n° d'axe est spécifié de la manière suivante : 1er axe est 1, 2ième axe est 2, et ainsi de suite.
Lors de l'utilisation de systèmes multiples, le 1er axe dans chaque système partiel est spécifié comme 1, le deuxième axe est spécifié comme 2, et ainsi de suite.
(Note 5) Instruction G10L50, G11 dans des blocs indépendants. Une erreur de programme (P33, P421) apparaît si cela n'est pas spécifié dans des blocs indépendants.
Exemple de programmation
(Exemple) Pour mettre à 1 le bit 2 de la sélection de bit #6401
G10 L50 ;
P8 N1 H21 ;
G11 ;

13. Fonctions d'aide à la programmation 13.16 Interruption de macro
481
13.16 Interruption de macro
Fonction et but
Un signal d'interruption de macro utilisateur (UIT) est entré de la machine pour interrompre le programme en cours d'exécution et appelle à la place un autre programme et l'exécute. Cette fonction est appelée interruption de macro utilisateur. Cette fonction permet une adaptation flexible du programme aux diverses circonstances. Vous trouverez d'autres détails décrivant le réglage paramétrique dans le Manuel d’Exploitation.
Format d'instruction
M96 P__ H__ ; Activation de l'interruption de macro utilisateur ou M96 <Nom de fichier> H_ ; M96 P_ <Nom de fichier> H_
Instruction d'interruption de macro utilisateur N° du programme d'interruption Nom du fichier Un nom de fichier peut être spécifié à la place du n° de programme. Dans ce cas, mettre le nom du fichier entre parenthèses <>. (Le nom du fichier peut être de maximum 32 caractères, extension comprise.) N° de la séquence d'interruption
M97 (H_) ; Désactivation de l'interruption de macro utilisateur M97 (H_)
Instruction de retour N° de séquence de la destination du retour
La fonction d'interruption macro utilisateur est activée et désactivée par des instructions M96 et M97 qui ont pour effet de valider et d'invalider le signal d'interruption de macro utilisateur (UIT). Autrement dit, si la machine émet un signal d'interruption de macro utilisateur (UIT) pendant que la fonction est active (entre M96 et M97 ou la remise à l'état initial de la CN), l'interruption de macro utilisateur a pour effet de faire exécuter le programme indiqué en P_ à la place du programme en cours. Un autre signal d'interruption (UIT) est ignoré tant qu'une interruption de macro utilisateur est valable. Il est également ignoré dans un état d'interruption de macro utilisateur non valable après l'introduction d'une instruction M97 ou la remise à zéro du système. M96 et M97 sont traitées internement comme codes M relatifs à la commande d'interruption de macro utilisateur.
Conditions de validation d'interruption
Une interruption de macro utilisateur ne peut être exécutée que lors de l'exécution d'un programme. De ce fait, une interruption ne peut être exécutée que sous les conditions suivantes :
(1) Un mode d'opération automatique, mémoire ou bande, ou IMD a été sélectionné.
(2) Le système est exécuté en mode automatique.
(3) En l'absence du traitement d'une autre interruption de macro utilisateur.
(Note 1) Une interruption de macro n'est pas valable pendant le mode d'opération manuel. (JOG, STEP, HANDLE, etc.)

13. Fonctions d'aide à la programmation 13.16 Interruption de macro
482
Représentation de l'exécution
(1) À l'entrée d'un signal d'interruption de macro utilisateur (UIT) après une instruction M96 Pp1 ;
contenue dans le programme en cours, le programme d'interruption 0p1 est exécuté. Une instruction M99; contenue dans le programme d'interruption renvoie au programme principal.
(2) Si M99 Pp2; est programmée, le système cherche d'abord le bloc portant le numéro de séquence Np2 entre le bloc suivant le bloc d'interruption et la fin du programme. S'il ne trouve pas, il cherche dans tous les blocs avant le bloc interrompu. La commande reprend au premier bloc contenant le numéro de séquence Np2 trouvé au cours de cette recherche.
Signal d'interruption (UIT) non acceptable avec un programme de macro utilisateur
M96 Pp1 ;
Np2 ;
M97 ;
Np2 ;
Op1 ;
M99 (Pp2) ;
(Si Pp2 est spécifié)
Signal d'interruption de macro utilisateur (UIT)
Programme en cours
Programme d'interruption

13. Fonctions d'aide à la programmation 13.16 Interruption de macro
483
Type d'interruption
Il y a deux types d'interruption, à savoir le type 1 et le type 2 qui sont sélectionnés à l'aide du paramètre "#1113 INT_2". [Type 1] • Quand le signal d'interruption (UIT) est émis, le système arrête immédiatement le déplacement
de l'outil et interrompt l'arrêt instantané et permet alors l'exécution du programme d'interruption.
• Si le programme d'interruption comprend une instruction de déplacement ou une instruction de fonction auxiliaire (MSTB), les instructions du bloc suspendu sont ignorées. Après l'achèvement du programme d'interruption, l'exécution du programme principal continue par le bloc qui suit le bloc interrompu.
• Si le programme d'interruption ne comprend pas une instruction de déplacement ou une instruction de fonction auxiliaire (MSTB) l'opération est reprise et poursuivie au point d'interruption du bloc après avoir réalisé le programme d'interruption.
Mais quand le signal d'interruption (UIT) est émis pendant l'exécution d'une instruction de fonction supplémentaire (MSTB), le système CN attent le signal de fin (FIN). Le système exécute alors une instruction de déplacement ou l'instruction de la fonction auxiliaire (MSTB) seulement après l'entrée de FIN.
[Type 2] • Quand le signal d'interruption (UIT) est émis, le programme termine les instructions dans le bloc
en cours et transfère ensuite la commande au programme d'interruption.
• Si le programme d'interruption ne comprend aucune instruction de déplacement ou instruction de fonction auxiliaire (MSTB), le programme d'interruption est exécuté sans interrompre l'exécution du programme en cours.
L'usinage peut être temporairement interrompu, même si le programme d'interruption n'est pas terminé après la fin du bloc initial.

13. Fonctions d'aide à la programmation 13.16 Interruption de macro
484
bloc (2)
Signal d'interruption de macro utilisateur
bloc (2) bloc (2)
bloc (2)Programme principal bloc (3)
bloc (1) bloc (3)
bloc (1) bloc (3)
[Type 1]
[Type 2]
bloc (2)Programme principal bloc (3)
bloc (1)
Programme d'interruption
Programme d'interruption
bloc (1)
bloc (2)
bloc (2)
bloc (3)
bloc (3)
Signal d'interruption de macro utilisateur
Programme d'interruption
En exécution
Si le programme d'interruption contient une instruction de déplacement ou une fonction auxiliaire, la zone restante du bloc (2) est effacée.
Si le programme interrompu ne contient aucune instruction de déplacement et instruction auxiliaire, l'usinage est poursuivi en partant de la partie restante du bloc (2), le reste des instructions est exécuté.
Programme d'interruption
Signal d'interruption de macro utilisateur
Si le programme interrompu ne contient aucune instruction de déplacement et instruction auxiliaire, le programme interrompu est exécuté en parallèle à l'exécution du programme en cours.
L'instruction de déplacement ou l'instruction auxiliaire dans le programme d'interruption est exécutée après l'achèvement du bloc en cours.
Signal d'interruption de macro utilisateur

13. Fonctions d'aide à la programmation 13.16 Interruption de macro
485
Méthode d'appel
Il y a deux types d'interruptions de macro utilisateur qui dépendent de la manière d'appeler le programme d'interruption. Ces deux types d'interruption sont sélectionnés par le paramètre "#1229 set01/bit0".
a. Interruption de type sous-programme b. Interruption de type macro
Les deux types d'interruption sont inclus dans le calcul du niveau d'imbrication. Les sous-programmes et macros utilisateurs appelés dans le programme d'interruption sont également inclus dans le calcul du niveau d'imbrication.
Interruption de type sous-programme
Le programme d'interruption de macro utilisateur est appelé comme un sous-programme. Comme lors de l'appel avec M98, le niveau de variable locale reste inchangé avant et après une interruption.
Interruption de type macro
Le programme d'interruption de macro utilisateur est appelé comme une macro utilisateur. Comme lors de l'appel avec G65, le niveau de variable locale change avant et après une interruption. Aucun argument dans le programme principal ne peut pas passer au programme d'interruption.
Acception du signal d'interruption de macro utilisateur (UIT)
Un signal d'interruption de macro utilisateur (UIT) est accepté dans les deux modes suivants. Ces deux modes sont sélectionnés par le paramètre "#1112 S_TRG".
a. Mode de déclenchement (trigger) d'état b. Mode de déclenchement (trigger) de marge
Mode de déclenchement d'état
Le signal d'interruption de macro utilisateur (UIT) est accepté comme valable s'il est ON. Le programme d'interruption est activé, si le signal d'interruption (UIT) est sur ON au moment où l'instruction M96 rend l'interruption de macro utilisateur valable. Le programme d'interruption peut être exécuté à maintes reprises en maintenant le signal d'interruption (UIT) sur ON.
Mode de déclenchement de marge
Le signal d'interruption de macro utilisateur (UIT) est accepté comme valeur à sa marge d'accroissement, c'est à dire dans le cas où il passe sur ON. Ce type s'utilise lorsque le programme d'interruption doit être exécuté une fois seulement.
Signal d'interruption de macro utilisateur (UIT)
ON
OFF
(Mode de éclenchement d'état)
Interruption de macro utilisateur
(Mode de éclenchement de marge)
Acception du signal d'interruption de macro utilisateur (UIT)

13. Fonctions d'aide à la programmation 13.16 Interruption de macro
486
Retour d'une interruption de macro utilisateur
M99 (P__) ;
M99 est spécifiée dans le programme d'interruption pour pouvoir exécuter un renvoi au programme principal. L'adresse P est utilisée pour spécifier le n° de séquence de la destination du retour dans le programme principal. Dans ce cas, l'instruction M99 est cherchée dans le programme partant du bloc derrière le bloc interrompu jusqu'au dernier bloc. En cas négatif, l'instruction est cherchée partant du bloc d'entête du programme jusqu'au bloc précédant le bloc interrompu. L'exécution retourne alors au bloc où le numéro de séquence apparaît en premier. (Cela est équivalent à M99 P__ utilisé après l'appel de M98.)
Information modale affectée par l'interruption de macro utilisateur
En apportant une modification aux informations modales dans un programme d'interruption, les informations du programme d'interruption sont comme suit après le renvoi du programme d'interruption au programme principal.
Renvoi par M99 ;
Les informations modales modifiées dans le programme d'interruption ne sont pas valables et les informations modales initiales ne sont pas restituées. Avec une interruption de type 1, si le programme d'interruption comporte une instruction de déplacement ou de fonction auxiliaire (MSTB), les informations modales initiales ne sont restituées.
Renvoi par M99 P__ ;
En apportant une modification aux informations modales dans le programme d'interruption les informations modifiées dans le programme sont conservées même après le retour au programme principal. Cela correspond à un renvoi par M99P_; d'un programme appelé par M98, etc.
Modale modifiéepar le programme d'interruption reste effective.
Signal d'interruption de macro utilisateur (UIT)
Programme d'interruption
M96 Pp1 ; Op1 ;
M99 (p2) ;
Np2 ;
(changement demodale)
Modale avec l'interruption estrestituée.
Programme principal en cours
d'exécution
(Avec Pp2 spécifié)
Information modale affectée par l'interruption de macro utilisateur

13. Fonctions d'aide à la programmation 13.16 Interruption de macro
487
Variables d'information modale (#4401 à #4520)
Les informations modales existantes pendant la transition de la gestion au programme d'interruption de macro utilisateur peuvent être identifiées par une lecture des valeurs dans les variables #4401 à #4520. L'unité utilisée lors de la spécification des instructions est valable.
Variable de système Information modale #4401 à #4421 Code G (groupe 01 à groupe 21) Certains groupes ne sont
pas utilisés. #4507 Code D #4509 Code F #4511 Code H #4513 Code M #4514 N° séquence #4515 N° programme (Note 1) #4519 Code S #4520 Code T
Ces variables système sont disponibles seulement dans le programme d'interruption de macro utilisateur. Si elles sont utilisées dans d'autres programmes, l'erreur de programme (P241) apparaît. (Note 1) Les programmes sont enregistrés comme fichiers. Si le n° de programme (nom de
fichier) est lu avec #4515, la chaîne de caractères sera convertie en une valeur. (Exemple 1) Le nom de fichier "123" est la chaîne de caractères 0×31, 0×32, 0×33 et la
valeur sera (0×31–0×30)*100 + (0×32–0×30)*10 + (0×33–0×30) = 123.0. Notez que si le nom de fichier contient des caractères autres que des
nombres et le résultat sera "vide". (Exemple 2) Si le nom du fichier est "123ABC", il contient des caractères autres que
des nombres et le résultat sera "vide".
Code M pour la commande de l'interruption de macro utilisateur
L'interruption de macro utilisateur est commandée par M96 et M97. Bien que ces instructions peuvent être utilisées pour d'autres opérations. Pour être préparé pour de tels cas, ces fonctions d'instruction peuvent être assignées à d'autres codes M. (Cela rend la compatibilité de programme inopérante.) Une interruption de macro utilisateur peut être gérée par les codes M de remplacement, en réglant les codes par les paramètres "#1110 M96_M" et "#1111 M97_M" et en sélectionnant le paramètre "#1109 subs_M" pour la validation des codes. (Les codes M 03 à 97 sauf 30 sont disponibles pour ce but.) Si le paramètre "#1109 subs_M" servant à la validation du code M de remplacement n'a pas été sélectionné, M96 et M97 servent de code M pour la gestion de l'interruption de macro utilisateur. Dans d'autre cas, les codes M pour la gestion de l'interruption de macro utilisateur sont traités internement et ne sont pas sortis externement.

13. Fonctions d'aide à la programmation 13.16 Interruption de macro
488
Paramètres
Vous trouverez d'autres détails sur le procédé de réglage dans le Manuel d’Exploitation.
(1) Validité d'appel de sous-programme "#1229 set01/bit 0"
1 : Type de sous-programme de l'interruption de macro utilisateur 0 : Type de macro de l'interruption de macro utilisateur
(2) Validité du mode de déclenchement d'état "#1112 S_TRG"
1 : Mode de déclenchement d'état 0 : Mode de déclenchement de marge
(3) Validité de l'interruption de type 2 "#1113 INT_2"
1 : Les instructions exécutables dans le programme d'interruption seront exécutées après la fin de l'exécution du bloc actuel. (Type 2)
0 : Les instructions exécutables dans le programme d'interruption seront exécutées avant la fin de l'exécution du bloc actuel. (Type 1)
(4) Validité du code M de remplacement pour la gestion de l'interruption de macro utilisateur "#1109 subs_M"
1 : Valable 0 : Non valable
(5) Code M de remplacement pour l'interruption de macro utilisateur
Code M pour l'interruption valable (correspond à M96) "#1110 M96_M" Code M pour interruption non valable (correspond à M97) "#1111 M97_M"
Restrictions
(1) Si le programme d'interruption de macro utilisateur utilise les variables de système #5001 et
après (information de position) pour lire les coordonnées, les coordonnées qui sont lues de manière anticipée dans la mémoire sont utilisées.
(2) S'il faut interrompre la fonction pendant l'exécution de la correction du diamètre d'outil, un n° de séquence (M99 P__ ;) doit être spécifié avec une instruction destinée au renvoi du programme d'interruption de macro utilisateur. Si aucun n° de séquence n'est spécifié, un renvoi normal au programme principal n'est pas possible.

13. Fonctions d'aide à la programmation 13.17 Retour à la position de changement d'outil
489
13.17 Retour à la position de changement d'outil; G30.1 à G30.5
Fonction et but
En spécifiant les positions de changement d'outil par le paramètre “#8206 tool change” et en introduisant une instruction de retour à la position de changement d'outil dans le programme d'usinage, il est possible d'exécuter le changement d'outil à la position optimale. En programmant des instructions, il est possible de changer les axes qui doivent retourner à la position de changement d'outil et l'ordre dans lequel les axes commencent leur mouvement de retour.
Format d'instruction
(1) Les instructions de retour à la position de changement d'outil se programment dans le format
suivant.
G30.n ; n = 1 à 5 Indication des axes qui doivent retourner à la position de changement d'outil
et indication de l'ordre dans lequel ces axes effectuent leur retour.
Instructions et ordre de retour
Instruction Ordre de retour
G30.1 Seulement l'axe X ( → Axe supplémentaire)
G30.2 Seulement l'axe Z ( → Axe supplémentaire)
G30.3 Axe X → axe Z ( → Axe supplémentaire)
G30.4 Axe Z → axe X ( → Axe supplémentaire)
G30.5 Axe X • axe Z ( → Axe supplémentaire)
(Note 1) Dans le tableau ci-dessus, la flèche ( → ) indique l'ordre dans lequel les axes commencent à se déplacer lors du retour. Le point ( • ) indique que les axes sont déplacés simultanément. Exemple : "Axe Z → axe X" signifie que l'axe Z revient d'abord à la position de
changement d'outil, puis l'axe X.
(2) L'axe supplémentaire peut être ou non inclus dans le mouvement de retour, la sélection se faisant par le paramètre "#1092 Tchg_A". Cependant, le retour de l'axe supplémentaire à la position de changement d'outil ne peut être exécuté qu'après le retour des axes standard (voir le tableau ci-dessus). Pour les spécifications ayant deux axes supplémentaires, ils reviennent ensemble à la position de changement d'outil une fois que le retour des axes standard est achevé.
Il est impossible de renvoyer seulement l'axe supplémentaire à la position de changement d'outil.

13. Fonctions d'aide à la programmation 13.17 Retour à la position de changement d'outil
490
Description détaillée
(1) Le graphique ci-dessous présente le mouvement des axes lors de l'exécution d'une instruction
de retour au point origine de l'outil.
(1) G30.1 (3) G30.3
(5) G30.5 (4) G30.4
(2) G30.2
Position de changement d'outil Axe X
Axe Z
(1) Instruction G30.1 :
Seul l'axe X revient à la position de changement d'outil. (Si la fonction de retour à la position de changement d'outil est active pour l'axe supplémentaire, l'axe supplémentaire effectue son retour à la position de changement d'outil après que l'axe X ait atteint la position de changement d'outil.)
(2) Instruction G30.2 :
Seul l'axe Z revient à la position de changement d'outil. (Si la fonction de retour à la position de changement d'outil est active pour l'axe supplémentaire, l'axe supplémentaire effectue son retour à la position de changement d'outil après que l'axe Z ait atteint la position de changement d'outil.)
(3) Instruction G30.3 :
L'axe X revient à la position de changement d'outil, puis l'axe Z fait de même. (Si la fonction de retour à la position de changement d'outil est active pour l'axe supplémentaire, l'axe supplémentaire effectue son retour à la position de changement d'outil après que les axes X et Z ont atteint la position de changement d'outil.)
(4) Instruction G30.4 :
L'axe Z revient à la position de changement d'outil, puis l'axe X fait de même. (Si la fonction de retour à la position de changement d'outil est active pour l'axe supplémentaire, l'axe supplémentaire effectue son retour à la position de changement d'outil après que les axes X et Z ont atteint la position de changement d'outil.)
(5) Instruction G30.5 :
Les axe X et Z reviennent à la position de changement d'outil en même temps. (Si la fonction de retour à la position de changement d'outil est active pour l'axe supplémentaire, l'axe supplémentaire effectue son retour à la position de changement d'outil après que les axes X et Z ont atteint la position de changement d'outil.)

13. Fonctions d'aide à la programmation 13.17 Retour à la position de changement d'outil
491
(2) À l'achèvement de l'instruction de retour à la position de changement d'outil G30.n, le signal d'achèvement de retour à la position de changement d'outil TCP (XC93) est mis à un. Ce signal TCP redevient OFF dès que l'un des axes déplacés pour le retour à la position de changement d'outil commandé par G30.n quitte cette position.
(Avec la commande G30.3 par exemple, le signal TCP est mis ON quand l'axe Z atteint la position de changement d'outil après le retour de l'axe X (après le retour de l'axe supplémentaire si le retour à la position de changement d'outil de l'axe supplémentaire est opérant). Le signal TCP est alors mis sur OFF lorsque l'axe X ou Z quitte la position. Dans le cas où le retour de l'axe supplémentaire en position de changement d'outil a été validé par le paramètre "#1092 Tchg_A", le signal TCP passe à ON lorsque le ou les axes supplémentaires atteignent la position après le retour des axes standard. Il repasse à OFF lorsque l'un des axes, y compris les axe supplémentaires, quitte la position.)
[Diagramme des temps d'émission du signal TCP] (Cas d'une instruction G30.3 avec retour de l'axe supplémentaire à la position de changement d'outil validé)
Programme d'usinage
Arrivée de l'axe X à la position de changement d'outil
Arrivée de l'axe Z à la position de changement d'outil
Arrivée de l'axe supplémentaire à la position de changement d'outil
G30.3 ; T0202 ; G00 X-100. ···
(3) À l'émission d'une instruction de retour à la position de changement d'outil, les données de correction d'outil comme la correction d'usure de pointe et la correction de longueur sont provisoirement annulées. La machine se déplace à la position de changement d'outil spécifiée dans les paramètres mais comme la grandeur de correction d'outil est enregistrée dans la mémoire, elle se déplace à la prochaine instruction de déplacement à une position en tenant compte de la correction d'outil.
(4) Cette instruction est exécutée en divisant les blocs pour chaque axe. En mode bloc par bloc, il y aura donc arrêt de bloc chaque fois qu'un axe atteint la position de changement d'outil. Il faut donc programmer un début du cycle pour exécuter le retour de l'axe suivant au point origine outil.

13. Fonctions d'aide à la programmation 13.18 Macro code ASCII
492
13.18 Macro code ASCII
Fonction et but
Un programme de macro peut être appelé en spécifiant la correspondance d'un sous-programme (programme de macro) préenregistré avec les paramètres en code et ensuite en commandant le code ASCII dans le programme d'usinage. Cette fonction peut être utilisée en plus de la fonction d'appel de macro d'instruction de fonction auxiliaire G, M, S, T et B. (Exemple d'exécution 1) Type M98
Programme principal Sous-programme
O0002 ; : D2000 ; : M30 ;
O200 : : : M99 ;
Après sortie 2000 vers variable commune #146, le sous-programme de n° de programme 200 est appelé avec le type d'appel de sous-programme M98.
#7401 (ASCII [01] valable/non-valable) 1 (valable) #7402 (ASCII [01] Code) D #7403 (ASCII [01] Type) 0 (type M98) #7404 (ASCII [01] N° programme) 200 #7405 (ASCII [01] Variable) 146
Paramètre
(Exemple d'exécution 2) Type G65
Programme principal Sous-programme
O0003 ; : A500 ; : M30 ;
O3000 : : : M99 ;
Après sortie 500 vers variable commune #1, le sous-programme de n° de programme 3000 est appeléavec le type d'appel de sous-programme G65.
#7411 (ASCII [02] valable/non-valable) 1 (valable) #7412 (ASCII [02] Code) A #7413 (ASCII [02] Type) 0 (type G65) #7414 (ASCII [02] N° programme) 3000 #7415 (ASCII [02] Variable) 100 (non utilisé)
Paramètre

13. Fonctions d'aide à la programmation 13.18 Macro code ASCII
493
Format d'instruction
∗∗∗∗; Spécifie l'adresse et le code
∗∗∗∗ Code ASCII pour l'appel de macro (un caractère) Sortie de valeur ou expression en variable (plage de réglage : ±999999.9999)
Description détaillée
(1) L'instruction ci-dessus fonctionne de la même manière qu'au-dessous. La correspondance
des instructions est spécifiée pour chaque code ASCII avec les paramètres. 0 : M98 PΔΔΔΔ ; 1 : G65 PΔΔΔΔ <Argument> ; 2 : G66 PΔΔΔΔ <Argument> ; 3 : G66.1 PΔΔΔΔ <Argument> ; Si les paramètres sont spécifiés pour 2 et 3 au-dessus, l'appel modal sera annulé. Ainsi,
programmer l'instruction d'annulation (G67) après le programme du code d'appel ou pendant la macro utilisateur.
(2) Le code ASCII pour l'appel de la macro avec les codes ASCII et le n° de programme PΔΔΔΔ à appeler sont spécifiés avec les paramètres.
Jusqu'à deux codes ASCII peuvent être enregistrés.
(3) La section de code est sortie sur les variables mais la destination de sortie diffère en fonction du type d'appel et de l'adresse.
(a) Pour le type M98 La section de code est sortie sur la variable commune et le n° de variable est spécifié avec les paramètres. Lors de correspondance avec la première adresse (paramètre #7401), la section est sortie sur la variable commune qui indique le premier n° de variable (paramètre #7404).
(b) Pour le type G65/G66/G66.1 La section de code est sortie sur la variable locale. Le n° de variable diffère selon l'adresse et correspond au tableau suivant.
Adresse # Adresse # Adresse #
A 1 K 6 U 21 B 2 L 12 V 22 C 3 M 13 W 23 D 7 N 14 X 24 E 8 O 15 Y 25 F 9 P 16 Z 26 G 10 Q 17 H 11 R 18 I 4 S 19 J 5 T 20
(Note) Les adresses suivantes peuvent être utilisées.
A, B, D, F, H, I, J, K, M, Q, R, S, T

13. Fonctions d'aide à la programmation 13.18 Macro code ASCII
494
Exemple de programmation
Un programme qui commande la contre-poupée avec l'adresse A et usine une pièce longue mince est montré ci-dessous.
#7411 (ASCII [02] valable/non-valable) 1 (valable) #7412 (ASCII [02] Code) A #7413 (ASCII [02] Type) 1 (type G65) #7414 (ASCII [02] N° programme) 500 #7415 (ASCII [02] Variable) 100 (non utilisé)
Paramètre
G28 XZ ; A1 ; G00 X20. Z0. ; G01 X15. F100 ; G01 Z100. F200 ; X50 Z120. ; A0 ; M30 ;
O500 ; IF [#1 EQ 0] GOTO 10 ; G53 G00 A–205. ; G53 G01 A–200. F100 ; GOTO N20 ; N10 M26 ; G53 G0 A–400. ; N20 M99 ;
Sous-programme Programme principal
Avance contre- poupée
Retrait contre- poupée
L'adresse A est convertie en G65 P500.
120 100 Z0
50
15X0
–15
–50
200
M WOrigine des coordonnées machine
Broche de la contre-poupée
Broche contre-poupée A
Appuyer avec A1
(unité : mm)

13. Fonctions d'aide à la programmation 13.18 Macro code ASCII
495
Restrictions
(1) Appel d'une macro avec un code ASCII d'un programme d'appel de macro avec un code ASCII Une macro ne peut pas être appelée avec un code ASCII d'un programme d'appel de macro
avec un code ASCII. Les autres formes sont montrées ci-après. S'il est déterminé que la macro ne peut pas être appelée, l'instruction sera traitée comme une
instruction normale.
Côté appelé ASCII Macro
GMSTB G65/66/66.1 M98
ASCII × × Macro GMSTB × × G65/66/66.1
Côté appe-lant
M98
(2) Niveau d'imbrication de l'instruction d'appel de macro Le sous-programme de macro peut être appelé dans jusqu'à quatre niveaux utilisant l'appel
simple (G65) et l'appel modal (G66/G66.1). L'argument d'instruction d'appel de macro est valable seulement dans le niveau de la macro
appelée. Étant donné que le niveau d'imbrication d'appel de macro est de quatre niveaux, l'argument
pour chaque appel de macro peut être utilisé dans le programme comme une variable locale.
(3) Niveau d'imbrication de l'appel de sous-programme En comptant le programme principal comme 0, jusqu'à huit niveaux de sous-programmes
peuvent être appelés (M98) d'un sous-programme. Les instructions suivantes sont utilisées pour l'imbrication de sous-programme.
(a) M98
(b) G65 G66 G66.1
(c) Appel de code G Appel de fonction auxiliaire (M/S/T/B)
(d) Interruption IMD
(e) Mesure automatique de la longueur d'outil
(f) Fonction de saut à plusieurs vitesses Les instructions suivantes peuvent être spécifiées sans se soucier de l'imbrication.
(g) Cycle fixe
(h) Interruption de macro

13. Fonctions d'aide à la programmation 13.18 Macro code ASCII
496
(4) Ordre de la priorité d'instruction Si "M" est désigné pour l'adresse de code ASCII, les codes fondamentalement nécessaires
pour la machine seront imbriqués. Dans ce cas, les instructions seront identifiées avec la priorité suivante en utilisant les valeurs de code.
(a) M98, M99 (instruction d'appel de sous-programme) M00 (instruction d'arrêt de programme), M01 (instruction d'arrêt optionnel) M02, M30, M198, M199 (instruction de fin) M96, M97 (instruction d'interruption de macro)
(b) Lors de correspondance avec l'instruction de macro de code ASCII
(c) Utilisé comme une instruction normale "S", "T" et "B" seront également imbriquées avec l'appel de macro d'instruction auxiliaire.
Toutefois, si ces instructions ne correspondent pas à l'identification, la macro de code ASCII sera exécutée.
Si les autres adresses ne correspondent pas à l'instruction de macro de code ASCII, elles seront identifiées comme des instructions normales. Si l'instruction à utiliser se chevauche avec une instruction de macro de code ASCII, elle doit être spécifiée dans le programme de macro appelée avec le code ASCII.
Notez que dans certains cas, l'instruction sera inconditionnellement traitée comme une instruction normale comme expliquée dans (5) ci-dessous.
(5) Conditions pour le traitement d'adresse spécifiée dans l'instruction de macro de code ASCII
comme instruction normale
(a) Si une instruction de réglage de données (G10) est dans le même bloc.
(b) Si l'appel de macro de code ASCII est exécuté après l'instruction d'appel de macro de code G dans le même bloc (donc s'applique pour M, S, T, B et ASCII)
Exemple Si l'adresse "D" (type G65) est spécifiée dans la macro de code ASCII et M50 est spécifiée dans l'appel de macro (type G65).
M50 D200 ; Exécute la macro de code M avec argument (200 spécifié dans #7)
(c) Lors de l'entrée de paramètres
(d) S'il y a une virgule (,) avant l'adresse. Exemple ,D ,R, etc.
(e) Si spécifié en cycle fixe
(f) Si spécifié dans un sous-programme de macro appelé avec un appel de macro de code G (S'applique donc si la macro est appelée avec M, S, T, B ou ASCII)

13. Fonctions d'aide à la programmation 13.19 Coupe équilibrée
497
13.19 Coupe équilibrée; G15, G14
Fonction et but
Le rythme de démarrage de l'opération de la tourelle du 1er système partiel et du système partiel de la partie du 2ième système partiel peut être synchronisé.
Pièce
Tourelle(1er système partiel)
Tourelle(2ième système partiel)
Lors de l'usinage d'une pièce relativement mince et longue avec un tour, la pièce pourrait se détendre et un usinage très précis pourrait être impossible. Dans ce cas, si les lames sont appliquées simultanément des deux côtés de la pièce et la pièce est usinée pendant que celles-ci sont synchronisées (coupe équilibrée), le relâchement peut être supprimé. En outre, le temps d'usinage peut être diminué en usinant avec deux lames. Avec cette fonction, le déplacement de deux tourelles appartenant à des systèmes partiels différents peut être entièrement synchronisé de telle sorte que le type suivant d'usinage puisse être facilement réalisé.
Format d'instruction
G15 ; G14 ; G15 G14
Instruction de coupe équilibrée ON (modale) Instruction de coupe équilibrée OFF (modale)
Description détaillée
(1) Instruction G15 et G14 dans des blocs indépendants.
(2) G15 et G14 sont modales. Dans l'état initial de la CN, l'instruction de coupe équilibrée G14 est OFF.
(3) Si G15 est spécifiée, le déplacement est en standby sur tous les blocs d'instruction d'avance de coupe jusqu'à ce que G14 soit spécifiée ou jusqu'à ce que l'information modale soit effacée par le signal de reset.
(4) Si G15 ou G14 est spécifiée dans un système partiel, le déplacement n'avancera pas jusqu'à ce que le même code G soit spécifié dans l'autre système partiel.
(5) Si un appel de sous-programme, un appel de macro ou une interruption API est exécuté, l'instruction d'avance de coupe dans un bloc qui configure le sous-programme est traitée comme un bloc et sera synchronisée.
(6) Après la spécification de G14 dans les deux systèmes partiels, le 1er système partiel et le 2ième système partiel opéreront de manière indépendante.

13. Fonctions d'aide à la programmation 13.19 Coupe équilibrée
498
Exemple d'exécution
1ère partie du système
2ième partie du système
100 45
40
40
(3)(4) (5)
<1er système partiel> : G15 S200 G00 X40. Z-2. G01 W47. F10. G01 U40. W55. G14 G00 X100. : :
<2ième système partiel> : G15 G00 X40. Z–2. G01 W47. F5. G01 X80. Z100. F10.G14 G00 X100. : :
...(1)...(2)...(3)...(4)...(5)...(6)...(7)
1er système partiel 2ième système partiel
(1) (2) (3) (4) (5) (6) (7)
(1) (3) (4) (5) (6) (7)
Section synchronisée Synchronisation
(1) La coupe équilibrée est activée avec l'instruction G15.
(2) (3) L'instruction S et l'instruction d'avance rapide ne sont pas synchronisées, l'opération attendra donc à (4).
(4) Le 1er système partiel sera fini en premier mais comme le premier bloc est une instruction d'avance de coupe, l'opération attendra à la tête de (5).
(5) La coupe commencera avec le 1er système partiel et le 2ième système partiel ensemble.
(6) La coupe équilibrée est désactivée avec l'instruction G14.
(7) Chaque système partiel opère de manière indépendante après cela.

13. Fonctions d'aide à la programmation 13.19 Coupe équilibrée
499
Exemple de programmation
Un exemple d'un programme pour l'usinage avec un tour CN à 1 broche et 2 tourelles pendant l'application simultanée des lames du haut et du bas d'une pièce longue et mince en utilisant la coupe équilibrée est montré ci-après.
Origine de la pièce Z0
+Z
+X
+Z
+X
2ième partie du système
1ère partie du système
1ère partie du système
2ième partie du système
120 100
50
-50
15
-15X0
Programme du 1er système partiel G28 XZ ; S100 T0101 ; G15 ; G00 X15 Z–3 ; G01 Z100 F0.2 ; X50 Z120 ; X52 ; G14 ; G28 XZ ; M30 ;
Programme du 2ième système partiel G28 XZ ; T0101 ; G15 ; G00 X15 Z–3 ; G01 Z100 F0.2 ; X50 Z120 ; X52 ; G14 ; G28 XZ ; M30 ;

13. Fonctions d'aide à la programmation 13.19 Coupe équilibrée
500
Précautions et restrictions
(1) Synchronisation pendant le déplacement
Cette fonction démarre simultanément l'avance de coupe pour les deux systèmes partiels. La synchronisation suivante sera modifiée selon la grandeur de déplacement et la vitesse d'avance etc. et ne peut donc pas être garantie. Pour un déplacement dans une synchronisation complète, la grandeur de déplacement et la vitesse d'avance doivent être spécifiées sur les mêmes valeurs. Notez que même si les conditions précédentes sont remplies, il peut y avoir des cas pour lesquels l'usinage précis comme le taraudage n'est pas possible.
(2) Nombre de blocs d'avance de coupe en mode de coupe équilibrée
Si G14 est spécifiée dans un système partiel en premier et l'autre système partiel est en avance de coupe, le premier système partiel entrera dans l'état d'attente de synchronisation. Dans ce cas, l'opération ne peut pas être avancée vers les prochaines blocs. Lors de programmation de coupe équilibrée, s'assurer que le même nombre de blocs d'avance de coupe soit spécifié entre les états de mode ON et mode OFF du 1er système partiel et du 2ième système partiel.
<1er système partiel>
: N20 G15 N30 G00 X40. Z0. N40 G01 W–30. F1000 N50 G01 U40. W–70.
<2ième système partiel> : N20 G15 N30 G00 X–40. Z250. N40 G01 W–130. F500 N50 G01 X–80. Z50. F1000
N60 G01 W–20. N60 G14 ← N70 G14
N80 G01 X120. Z30. :
N70 S200 N80 G00 X–100. :
Le mode de coupe équilibrée est annulé avec G14 sur le côté du 2ième système partiel en premier et le 1er système partiel entre alors en état de standby de synchronisation.L'état d'attente de synchronisation sera également entré si seulement un système partiel a été remis à zéro.
(3) Utilisation avec synchronisation entre l'instruction des systèmes partiels
Si un système partiel est en attente pour la synchronisation avec la synchronisation entre l'instruction des systèmes partiels et l'autre système partiel entre en état d'attente de synchronisation avec l'instruction G15, les deux systèmes partiels seront en état d'attente et ne décaleront pas vers le prochain bloc. Programmer de telle sorte que le standby pour la synchronisation avec G15 et le standby pour la synchronisation avec la synchronisation entre l'instruction des systèmes partiels n'apparaissent pas simultanément.
(4) Synchronisation entre l'instruction des systèmes partiels pendant le mode de coupe équilibrée Si la synchronisation entre l'instruction des systèmes partiels est programmée pendant le mode de coupe équilibrée, cela est considéré comme une instruction d'un bloc sans déplacement et ne sera pas synchronisé.
(5) Conditions pour une alarme avec G15 et G14 (a) Pour un système partiel Une erreur de programme (P34) apparaît si G15 ou G14 est spécifiée dans un système
partiel.
(b) Instruction pendant le fraisage Une erreur de programme (P481) apparaît si G15 ou G14 est spécifiée en mode de
fraisage.
(6) Conditions pour ignorer G15 et G14 Si G14 est spécifiée lorsque G15 n'est pas spécifiée (si la coupe équilibrée est désactivée), le bloc G14 sera considéré comme un bloc qui ne possède pas de process.

13. Fonctions d'aide à la programmation 13.20 Opération de synchronisation entre les systèmes partiels
501
13.20 Opération de synchronisation entre les systèmes partiels
ATTENTION Lors de la programmation d'un multi-systèmes, observer attentivement les déplacements
causés par les programmes des autres systèmes partiels.
13.20.1 Code d'attente de synchronisation (code !)
Fonction et but
Le système CN de commande complexe de système multi-axes, multi-systèmes peut exécuter simultanément plusieurs programmes d'usinage de manière indépendante. La fonction de synchronisation entre les systèmes partiels est utilisée dans les cas où, sur des points particuliers pendant l'opération, les opérations du 1er et du 2ième systèmes partiels doivent être synchronisées ou dans les cas où l'opération de seulement un système partiel est requise.
! ......;
! ......;
! ......;
%
! ......;
! ......;
! ......;
%
Exécution simultanée et indépendante
← Exécution synchronisée Exécution simultanée et indépendante
← Exécution synchronisée Exécution seulement 2ième système partiel; Synchronisation 1er système partiel
← Exécution synchronisée Exécution simultanée et indépendante
Programme d'usinage du 2ième Programme d'usinage du 1er
Aucun programme

13. Fonctions d'aide à la programmation 13.20 Opération de synchronisation entre les systèmes partiels
502
Format d'instruction
!Ll ; L : Synchronisation n° 1 à 9999
$1 $2
!L1; !L1;Exécution synchro- nisée
Description détaillée
(1) Si !L1 est spécifiée d'un système partiel, l'opération du programme du premier système partiel
attend jusqu'à ce que !L1 soit spécifiée par le programme de l'autre système partiel. Si !L1 est spécifiée, les programmes pour les deux systèmes partiels seront lancés
simultanément.
Programme du 1ersystème partiel
Programme du 2ième système partiel
Pi1 Pn1
Pn2 Pi2
Pn1
Pi1 Pi2
Pn2
1ère systèmepartiel
2ième systèmepartiel
Attente
Démarrage simultané
Exécution synchronisée
!L1;
!L1;

13. Fonctions d'aide à la programmation 13.20 Opération de synchronisation entre les systèmes partiels
503
(2) L'erreur de programme (P35) apparaît si un n° de système partiel incorrect a été spécifié.
(3) L'instruction de synchronisation est normalement spécifiée dans un bloc simple. Toutefois, si une instruction de déplacement ou une instruction M, S ou T est spécifiée dans le même bloc, le choix entre la synchronisation après l'instruction de déplacement ou l'instruction M, S ou T ou alors l'exécution de l'instruction de déplacement ou de l'instruction M, S ou T après la synchronisation est effectué avec le paramètre (#1093 Wmvfin).
#1093 Wmvfin 0 : Synchronisation avant l'exécution de l'instruction de déplacement. 1 : Synchronisation après l'exécution de l'instruction de déplacement.
(4) Si aucune instruction de déplacement n'est présente dans le même bloc que l'instruction de synchronisation, lorsque le déplacement du prochain bloc est lancé, la synchronisation peut ne pas être assurée entre les systèmes partiels. Pour synchroniser les systèmes partiels au démarrage du déplacement après la synchronisation, spécifiez l'instruction de déplacement dans le même bloc que l'instruction de synchronisation.
(5) La synchronisation est réalisée seulement pendant que le système partiel à synchroniser est exploité automatiquement. Si cela n'est pas possible, l'instruction de synchronisation sera ignorée et l'exécution avance au prochain bloc.
(6) L'instruction L est le n° d'identification de synchronisation. Les n° identiques sont synchronisés mais s'ils sont omis, les n° sont considérés comme étant L0.
(7) "SYN" apparaîtra dans la section de l'état d'exécution pendant la synchronisation. Le signal de synchronisation est émis vers l'API I/F.
Exemple de synchronisation entre les systèmes partiels
$1 $2
P11
!L1;
P12
!L2;
P13
P21
!L1;
P22
P23
!L2;
P24
Les programmes ci-dessus sont exécutés comme suit :
$2
$1 P11
P21
L1 L2
P12 P13
P24P23P22

13. Fonctions d'aide à la programmation 13.20 Opération de synchronisation entre les systèmes partiels
504
13.20.2 Spécification du point de départ de la synchronisation (type 1); G115
Fonction et but
Le système partiel peut attendre que l'autre système partiel ait atteint le point de départ avant qu'il soit lui-même démarré. Le point de synchronisation peut être spécifié au milieu d'un bloc.
Format d'instruction
!Ll G115 X_ Z_ C_ ;
!Ll Instruction de synchronisation G115 Instruction G X_ Z_ C_ Point de départ (axe de commande et valeurs des coordonnées de la
pièce pour la vérification de la synchronisation de l'autre système partiel.)
Description détaillée
(1) Spécifie le point de départ en utilisant les coordonnées de la pièce de l'autre système partiel.
(2) La vérification du point de départ est exécutée seulement pour l'axe spécifié par G115.
(Exemple) !L2 G115 X100.;
Lorsque l'autre système partiel atteint X100., le système partiel propre démarrera. Les autres axes ne sont pas vérifiés.
(3) L'autre système partiel démarre en premier lorsque la synchronisation est exécutée.
(4) Le système partiel propre attend que l'autre système partiel se déplace et atteigne le point de départ spécifié et démarre ensuite.
!G115
!
!G115
!
Système partiel propre Autre système partiel Système partiel propre
Point de départ désigné
Point de départ désigné
Exécution synchronisée
Exécution synchronisée

13. Fonctions d'aide à la programmation 13.20 Opération de synchronisation entre les systèmes partiels
505
(5) Lorsque le point de départ spécifié par G115 n'est pas sur la trajectoire de déplacement du prochain bloc de l'autre système partiel, le système partiel propre démarre une fois que l'autre système partiel a atteint toutes les coordonnées d'axe du point de départ.
X a également été passé
Z a été passé
Exemple :
: Déplacement : Point d'instruction : Point actuel de départ
X
Z
(6) L'état d'attente continue si l'instruction G115 a été spécifiée en double entre les systèmes partiels.
Système partiel !L1 G115
!L1 G115 Autre système
Attente
(7) La fonction d'arrêt bloc par bloc n'est pas opérante pour le bloc G115.
(8) Une erreur de programme (P32) apparaît si une adresse autre que celle d'un axe est spécifiée dans le bloc d'instruction G115.

13. Fonctions d'aide à la programmation 13.20 Opération de synchronisation entre les systèmes partiels
506
13.20.3 Spécification du point de départ de la synchronisation (type 2); G116
Fonction et but
Le démarrage de l'autre système partiel peut être retardé jusqu'à ce que le système partiel propre ait atteint le point de départ spécifié. Le point de synchronisation peut être spécifié au milieu d'un bloc.
Format d'instruction
!Ll G116 X_ Z_ C_ ;
!Ll Instruction de synchronisation G116 Instruction G X_ Z_ C_ Point de départ
(axe de commande et valeurs des coordonnées de la pièce pour la vérification de la synchronisation du système partiel propre.)
Description détaillée
(1) Spécifie le point de départ en utilisant les coordonnées de la pièce du système partiel propre.
(2) La vérification du point de départ est exécutée seulement pour l'axe spécifié par G116.
(Exemple) !L1 G116 X100.;
Lorsque le système partiel propre atteint X100., l'autre système partiel démarrera. Les autres axes ne sont pas vérifiés.
(3) Le système partiel propre démarre en premier lorsque la synchronisation est exécutée.
(4) L'autre système partiel attend que le système partiel propre se déplace et atteigne le point de départ spécifié et démarre ensuite.
!G116
!
!G116
!
Système partiel propre Autre système partiel Système partiel propre
Point de départ désigné
Point de départ désigné
Exécution synchronisée
Exécution synchronisée

13. Fonctions d'aide à la programmation 13.20 Opération de synchronisation entre les systèmes partiels
507
(5) Lorsque le point de départ spécifié par G116 n'est pas sur la trajectoire de déplacement du prochain bloc du système partiel propre, l'autre système partiel démarre une fois que le système partiel propre a atteint toutes les coordonnées d'axe du point de départ.
X a également été
X
Z
Z a été passé
Exemple :
: Déplacement : Point d'instruction : Point actuel de départ
(6) L'état d'attente continue si l'instruction G116 a été spécifiée en double entre les systèmes partiels.
!L1 G116
!L1 G116
Attente
Système partiel propre Autre système partiel
(7) La fonction d'arrêt bloc par bloc n'est pas opérante pour le bloc G116.
(8) Une erreur de programme (P32) apparaît si une adresse autre que celle d'un axe est spécifiée dans le bloc d'instruction G116.

13. Fonctions d'aide à la programmation 13.20 Opération de synchronisation entre les systèmes partiels
508
13.20.4 Fonction de synchronisation utilisant les codes M
Fonction et but
La fonction de synchronisation entre les systèmes partiels est conventionnellement avec le code "!" mais en utilisant cette fonction, les systèmes partiels peuvent être synchronisés avec le code M spécifié dans le programme d'usinage. Si le code M de synchronisation est spécifié dans l'un des systèmes partiels pendant le mode automatique, le système attendra que le même code M soit spécifié dans l'autre système partiel avant d'exécuter le prochain bloc. Le code M de synchronisation est utilisé pour commander la synchronisation entre le 1er système partiel et le 2ième système partiel. Si le code M de synchronisation peut être utilisé ou non est déterminé par les réglages des paramètres.
Format d'instruction
M∗∗∗ ; ∗∗∗ Code M de synchronisation
Les valeurs minimales et maximales de la plage du code M de synchronisation sont spécifiées au préalable dans les paramètres.
Description détaillée
(1) Si le code M de synchronisation est spécifié dans le programme d'usinage, les deux systèmes
partiels seront synchronisés et l'opération démarrera dans le bloc spécifié. Si le code M de synchronisation est spécifié dans l'un des systèmes partiels pendant le mode automatique, le système attendra que le même code M soit spécifié dans l'autre système partiel avant d'exécuter le prochain bloc.
Programme d'usinage du 1er système partiel
P11 P21
M100 ; M100 ;
P12
P22
M101 ;
M101 ; M102 ;
P23
M102 ;
P14 P24
M30 ; M30 ;
Exécution simultanée et indépendante
Exécution seulement 2ième système partiel; 1er système partiel attend
Exécution synchronisée
Exécution synchronisée
Exécution synchronisée
Synchronisation M101
Synchronisation M102
Programme d'usinage du 2ième système partiel
Exécution simultanée et indépendante
Exécution simultanée et indépendante
1er systèm e partie l
2 ièm e sys tèm e partie l
P 11 P 12 P 14
P 21 P 22 P 24 P 23
A ttente
A ttente

13. Fonctions d'aide à la programmation 13.20 Opération de synchronisation entre les systèmes partiels
509
(2) Si le code M de synchronisation a été spécifié dans un système partiel et le système partiel attend la synchronisation, une alarme apparaît si un code M différent est spécifié dans l'autre système partiel.
Programme d'usinage du 1er Programme d'usinage du 2ième
P11 P21M100 ;
M101 ;
P12 P22
Exécution simultanée et indépendante
Alarme
Exécution s'arrête
Synchronisation M100 Code M différent
(3) Les systèmes partiels sont synchronisés avec le code M suivant les paramètres ci-dessous.
(a) Paramètre de spécification de la plage du code M (valeur minimale du code M ≤ code M ≤ valeur maximale du code M)
# Fonction Spécifications Plage de réglage1310 WtMmin Valeur mini
pour le code M de synchroni-sation
La valeur minimale du code M est spécifiée. Si la valeur réglée est "0", le code M de synchronisation sera ignoré.
0, 100 à 99999999
1311 WtMmax Valeur maxi pour le code M de synch-ronisation
La valeur maximale du code M est spécifiée. Si la valeur réglée est "0", le code M de synchronisation sera ignoré.
0, 100 à 99999999
La synchronisation entre les systèmes partiels en utilisant le code M est valable si les deux paramètres ci-dessus sont spécifiés à une valeur différente de "0". (Cette fonction n'est pas valable si l'un des paramètres est spécifié à une valeur différente de "0".)
Le code M de synchronisation ne peut pas être utilisé si la valeur maximale du code M est inférieure à la valeur minimale.
Si le code M de synchronisation est valable, les deux codes M et ! peuvent être utilisés pour la synchronisation.
(b) Paramètres de la méthode de synchronisation
# Fonction Spécifications Plage de réglage1279 (PR)
ext15 (bit0)
Méthode pour la synchroni- sation entre les systèmes partiels
Sélection d'un mode pour la synchronisation entre les systèmes partiels. 0 : Si l'un des systèmes partiels n'est pas en
mode automatique, ignorer l'instruction de synchronisation et exécuter le prochain bloc.
1 : Exécution selon le signal pour ignorer la synchronisation. Si le signal pour ignorer la synchronisation est "1", l'instruction de synchronisation sera ignorée. Si "0", les systèmes partiels seront synchronisés.
0 / 1
Selon le paramètre de sélection de la méthode de synchronisation et de la combinaison du signal pour ignorer la synchronisation, le mode de synchronisation sera déterminé par les paramètres sans se soucier du format d'instruction (code "!" et code M).

13. Fonctions d'aide à la programmation 13.20 Opération de synchronisation entre les systèmes partiels
510
(c) Forme de la méthode de synchronisation
# Fonction Spécifications Plage de réglage1093 Wmvfin Méthode
pour la synchroni- sation entre les systèmes partiels
Spécifier la méthode de synchronisation entre les systèmes partiels lors de l'utilisation de multi-systèmes. Si une instruction de déplacement est présente dans le bloc de l'instruction de synchronisation (!, M) : 0 : Synchronise avec l'exécution de l'instruction
de déplacement 1 : Synchronise après l'exécution de l'instruction
de déplacement
0 / 1
Précautions et restrictions
(1) Lors de synchronisation avec le code M, le code M doit toujours être spécifié dans un bloc
indépendant.
(2) Lors d'attente après la spécification du code M de synchronisation dans un système partiel, une alarme apparaît si un code M différent est spécifié dans l'autre système partiel. L'exécution s'arrêtera dans les deux systèmes partiels.
(3) Le code M dans le programme d'usinage peut être ignoré avec le signal pour ignorer la synchronisation. L'exécution avec un système partiel simple est possible sans effacer le code M dans le programme d'usinage.
(4) Si le code M peut être utilisé, les deux codes M et ! peuvent être utilisés.
(5) Pendant que le code M de synchronisation est valable, si un système partiel est en attente avec un code M, une alarme apparaît si une instruction de synchronisation de code ! est présente dans l'autre système partiel.
(6) Pendant que le code M de synchronisation est valable, si un système partiel est en attente avec un code ! , une alarme apparaît si une instruction de synchronisation de code M est présente dans l'autre système partiel.
(7) Les instructions G115 et G116 ne peuvent pas être utilisées lors de la synchronisation avec le code M.
(8) Si les n° d'instructions de code M se chevauchent, l'ordre de priorité sera macro de code M, taraudage synchrone d'instruction M, code M de synchronisation et code M normal.

13. Fonctions d'aide à la programmation 13.21 Cycle de taraudage synchrone de système à 2 parties
511
13.21 Cycle de taraudage synchrone de système à 2 parties
Fonction et but
La fonction de cycle de taraudage synchrone de système à 2 parties permet au 1er système partiel et au 2ième système partiel d'exécuter un taraudage simultanément pour la même broche. Le cycle de taraudage synchrone de système à 2 parties a deux instructions; l'instruction (G76.1) pour le taraudage synchrone à deux endroits qui est connu comme le "cycle de taraudage synchrone de système à 2 parties I" et l'instruction (G76.2) pour le taraudage simultané pour un système à deux parties qui est connu comme le "cycle de taraudage synchrone de système à 2 parties II"
13.21.1 Instruction de réglage des paramètres
Format d'instruction
Les divers paramètres pour le taraudage sont spécifiés par des instructions.
G76 Pmra Rd;
Adresse Signification m Nombre de passes de coupe pour la finition
r
Grandeur de chanfreinage Cela spécifie la largeur de chanfreinage basée sur le pas de filetage 1 dans une plage de 0,0 à 9,9 avec un entier à 2 chiffres avec la virgule décimale omise. (00 à 99) P
a Angle de la pointe d'outil (angle de taraudage) Cela permet la sélection de l'angle de 80°, 60°, 55°, 30°, 29° ou 0° et spécifier la valeur sur deux chiffres.
R d Tolérance de finition
Description détaillée
(1) La donnée est spécifiée dans les paramètres d'usinage m : #8058, r : #8014, a : #8059 et d :
#8057 pour chaque système partiel.
(2) Spécifier l'instruction pour chaque système partiel.

13. Fonctions d'aide à la programmation 13.21 Cycle de taraudage synchrone de système à 2 parties
512
13.21.2 Cycle de taraudage synchrone de système à 2 parties I; G76.1
Format d'instruction
G76.1 X/U Z/W Ri Pk QΔd Fl;
X/U Coordonnées du point de fin sur l'axe X de la section de taraudage ... Les coordonnées sur l'axe X du point de fin à la section de
taraudage sont spécifiées en valeurs absolues ou incrémentielles.
Z/W Coordonnées du point de fin sur l'axe Z de la section de taraudage ... Les coordonnées sur l'axe Z du point de fin à la section de
taraudage sont spécifiées en valeurs absolues ou incrémentielles.
i Composante de conicité de la partie filetée (valeur en rayon) ... Un filet droit est réalisé si i = 0. k Hauteur du filet ... La hauteur du filet est spécifiée avec une valeur positive en
rayon. Δd Grandeur de coupe ... Indication en rayon, valeur positive, pour la première passe. l Pas de filetage
Description détaillée
(1) Si G76.1 est spécifiée pour le 1er système partiel et le 2ième système partiel, le mode
synchronisé est exécuté jusqu'à ce que l'instruction soit sortie vers un autre système partiel. Le cycle de taraudage démarre lorsque les instructions sont alignées proprement.
$1 $2
G00X_ Z_ ;
G76.1… ; G00X_ Z_ ;
G76.1… ;

13. Fonctions d'aide à la programmation 13.21 Cycle de taraudage synchrone de système à 2 parties
513
(2) Dans le cycle G76.1, G76.1 est sortie simultanément par le 1er système partiel et le 2ième système partiel et le taraudage est coupé dans la synchronisation au début et à la fin du taraudage.
Instruction pour 1er système partiel
Instruction pour 2ième système partiel
(3) Dans un cycle, le mode est synchronisé au début et à la fin du taraudage.
Exécution synchronisée
Instruction pour 1er système partiel
Instruction pour 2ième système partiel
(4) Les mêmes précautions que celles de l'instruction de taraudage (G33), du cycle de taraudage
(G78) et du cycle de taraudage multiple répétitif (G76) s'appliquent à ce cycle.
(5) Comme les taraudages sont coupés dans deux endroits pour l'instruction G76.1, les diverses instructions n'ont pas besoin d'être les mêmes. Chacune d'elles peut être programmée de manière indépendante.
(6) Le taraudage contrôle la position de l'axe Z pendant l'alignement de la rotation de l'encodeur de broche. Ainsi, la relation relative de la position de broche détectée par l'encodeur de broche et l'axe Z changeront avec les éléments suivants.
(a) Vitesse d'avance de l'axe Z (vitesse de rotation de la broche ∗ pas de filetage)
(b) Constante de temps de l'accélération/décélération de l'avance de coupe
(c) Gain de la boucle de position
Ainsi, lors de la coupe d'une vis à filetage multiple, les conditions ci-dessus doivent être les mêmes du départ à la fin de l'usinage.

13. Fonctions d'aide à la programmation 13.21 Cycle de taraudage synchrone de système à 2 parties
514
13.21.3 Cycle de taraudage synchrone de système à 2 parties II; G76.2
Format d'instruction
G76.2 X/U_ Z/W_ Rj Pk QΔd Aa F1;
(1) Angle de décalage du départ du taraudage
a
L'instruction de taraudage commence le déplacement après l'attente pour l'encodeur de broche d'un signal de synchronisation de rotation. Toutefois, le point de départ peut être retardé de la grandeur a°. a° : Angle de décalage du départ du taraudage
Les significations des adresses autres que A sont les mêmes que pour le cycle de taraudage synchrone de système à 2 parties I.
Description détaillée
(1) Si G76.2 est spécifiée pour le 1er système partiel et le 2ième système partiel, le mode
synchronisé est exécuté jusqu'à ce que l'instruction soit sortie vers un autre système. Le cycle de taraudage démarre lorsque les instructions sont alignées proprement.
$1 $2
G00X_Z_; G76.2…;
G00X_Z_; G76.2…;

13. Fonctions d'aide à la programmation 13.21 Cycle de taraudage synchrone de système à 2 parties
515
(2) G76.2 suppose le même taraudage et coupe en profondeur avec la grandeur de coupe en utilisant de manière alternée le 1er système partiel et le 2ième système partiel.

13. Fonctions d'aide à la programmation 13.21 Cycle de taraudage synchrone de système à 2 parties
516
(3) Dans un cycle, le mode est synchronisé au début et à la fin du taraudage.
Exécution synchronisée (4) Les mêmes précautions que celles de l'instruction de taraudage (G33), du cycle de taraudage
(G78) et du cycle de taraudage multiple répétitif (G76) s'appliquent à ce cycle.
(5) G76.2 est le même taraudage, les divers paramètres, la section de taraudage, la conicité, la conicité de la vis, la grandeur de coupe et le pas de filetage doivent être spécifiés avec les mêmes valeurs pour le 1er système partiel et le 2ième système partiel.
Notez que l'angle de décalage de départ peut être spécifié pour faire coïncider l'état de taraudage.
(6) Le taraudage contrôle la position de l'axe Z pendant l'alignement de la rotation de l'encodeur de broche. Ainsi, la relation relative de la position de broche détectée par l'encodeur de broche et l'axe Z changeront avec les éléments suivants.
(a) Vitesse d'avance de l'axe Z (vitesse de rotation de la broche ∗ pas de filetage)
(b) Constante de temps de l'accélération/décélération de l'avance de coupe
(c) Gain de la boucle de position
Ainsi, avec G76.2 qui est le même taraudage, les paramètres doivent être spécifiés de telle sorte que les conditions soient identiques pour le 1er système partiel et le 2ième système partiel.
(7) Instruction de l'angle de décalage du départ du taraudage
a°
2ième système partiel
1ère partie du système
Comme montré à gauche, si les lames du 1er système partiel et du 2ième système partiel sont opposées de 180°, la différence de l'angle de décalage du démarrage du taraudage du 1er système partiel et du 2ième système partiel est spécifiée à 180°.
(Exemple) $1 $2
G76.2X_ Z_ A0.; G76.2X_ Z_ A180.;
(8) Si G76.2 et G76.1 sont spécifiées Les systèmes partiels dans lesquels chacun est spécifié exécuteront les déplacements G76.1
et G76.2. Toutefois, le système partiel dans lequel G76.2 est spécifié supposera que l'autre système partiel utilise G76.2 lors de coupe de filetage et les rainures de filetage ne seront pas garanties.

14. Fonctions de réglage du système de coordonnées 14.1 Mots de coordonnées et axes de commande
517
14. Fonctions de réglage du système de coordonnées 14.1 Mots de coordonnées et axes de commande
Fonction et but
Dans le cas d'un tour, on appelle Z l'axe parallèle à la broche, et le sens positif sur cet axe est celui de l'éloignement du porte-outil par rapport à la poupée fixe. L'axe X est perpendiculaire à l'axe Z, et le sens positif de l'axe X éloigne de l'axe Z, comme indiqué ci-dessous.
Contre-poupée
Poupée fixe
Outil
Porte-outil +X +Y
+Z
Axes de coordonnées et sens des axes
Les coordonnées utilisées dans le cas des tours étant des coordonnées cartésiennes, le sens positif de l'axe Y qui est perpendiculaire au plan X-Z est le sens vers le bas. Prendre garde au fait que, pour définir le sens des arcs de cercle dans le plan X-Z, on parle de sens trigonométrique ou anti-trigonométrique en regardant dans le sens positif de l'axe Y. (Voir la présentation de l'interpolation circulaire.)
G54
G52
G58
G55
G59
G30
G28
+X
(+Y)
+Z
Nez de broche
Origine machine
Origine pièce (G54 à G59)
Système de coordonnées local (valable pour G54 à G59)
2ième position de référence
Position de référence
Corrélation entre les coordonnées

14. Fonctions de réglage du système de coordonnées 14.2 Systèmes de coordonnées de base de la machine, pièce et local
518
14.2 Système de coordonnées de base de la machine, de la pièce et local
Fonction et but
Le système de coordonnées de base de la machine est spécifié dans la machine et identifie la position déterminée fondamentalement. Les systèmes de coordonnées de la pièce sont utilisés pendant la programmation. Dans ces systèmes, le point de référence sur la pièce sert d'origine des coordonnées. Le système de coordonnées local est établi dans le système de coordonnées de la pièce et dimensionné de manière à ce qu'il facilite la programmation de l'usinage de pièce. En fin de retour au point de référence, le système de coordonnées machine de base et les systèmes de coordonnées pièce (G54 - G59) sont automatiquement spécifiés en référence au paramètre. Le système de coordonnées machine de base est spécifié sur le premier point de référence qui, de l'origine des coordonnées machine de base (origine machine), est replacé à la position fixée par paramètres.
X1
X3
+X
+Z
Z1
X2 Z2
1er point de référence
Système de coordonnées de base de la machine
Système decoordonnées de la pièce 1 (G54)
Système decoordonnées de la pièce 2 (G55)
Système decoordonnées de la pièce 5 (G58)
Système de coordonées de la pièce 6 (G59)
Origine machine
Système de coordonnées machine virtuelles (décalé par G92)
Système de coordonnéeslocal (G52)
Z3
Le système de coordonnées local (G52) est valable dans les systèmes de coordonnées spécifiés par les systèmes de coordonnées pièces 1 à 6. Un système de coordonnées machine virtuel peut être établi à partir du système de coordonnées de base machine au moyen d'une instruction G92. Cela entraîne également le recalage automatique des systèmes de coordonnées pièce 1 à 6.

14. Coordinate System Setting Functions 14.3 Machine Zero Point and 2nd Reference Position (Zero point)
519
14.3 Origine machine et 2ième point de référence (zéro)
Fonction et but
L'origine machine sert de point de référence pour le système de coordonnées de base de la machine. C'est un point interne à la machine qui est déterminé par le retour au point de référence (retour au zéro). Le 2ième point de référence se réfère à la position de coordonnées déterminées au préalable via un paramètre par rapport au zéro du système de coordonnées de base de la machine.
Système de coordonnées de base de la machine
(X1, Z1)
(G52)
x
Z
x
Z
x
Z
(X2, Z2)
x
Z
Origine machine
Système de coordonnées local
Systèmes de coordonnées de la pièce (G54 à G59)
2ième point de référence
1er point de référence

14. Fonctions de réglage du système de coordonnées 14.4 Réglage automatique du système de coordonnées
520
14.4 Réglage automatique du système de coordonnées
Fonction et but
À la mise sous tension de la CN, les divers systèmes de coordonnées sont calés automatiquement au moment de l'arrivée au point de référence (retour au point de référence de type taquet) sur la base des valeurs des paramètres préalablement réglés à la console de réglage et de visualisation. Le programme d'usinage réel est programmé dans les systèmes de coordonnées ci-dessus réglés.
+Z
x3
+X
z3
z2
x2
z1
x1
1er point de référence
Système de coordonnéesde la pièce 1(G54)
Système de coordonnées local (G52)
Système de coordonnées de base de la machine
Système de coordonées de la pièce 2 (G55)
Système de coordonnéesde la pièce 5(G58)
Système de coordonnées de la pièce 6 (G59)
2ième point de référence
Origine Machine
Description détaillée
(1) Les systèmes de coordonnées établis par cette fonction sont les suivants :
(a) Système de coordonnées de base de la machine
(b) Systèmes de coordonnées de la pièce (G54 à G59) Le système de coordonnées local (G52) est annulé.
(2) Les paramètres déterminant les coordonnées fournissent la distance par rapport au point zéro du système de coordonnées de base de la machine. De ce fait, il faut d'abord décider à quelle position du système de coordonnées de base il faut mettre le premier point de référence, les positions de zéro dans les systèmes de coordonnées de la pièce seront alors positionnées.
(3) À l'exécution de la fonction d'implantation automatique des systèmes de coordonnées, les fonctions suivantes sont annulées: décalage des systèmes de coordonnées pièce par G92, systèmes coordonnées locaux créés par G52, décalage des systèmes de coordonnées pièces par choix de l'origine, et décalage des systèmes de coordonnées pièces par interruption manuelle.
(4) En mode de retour au point de référence de type taquet, la fonction est exécutée lors du premier retour manuel ou automatique au point de référence après la mise sous tension, ainsi que lors des retours successifs manuels ou automatiques au point de référence, la sélection se faisant par paramètre.
ATTENTION Si la grandeur de décalage des coordonnées de la pièce est modifiée pendant le mode automatique (y compris le mode bloc par bloc), le changement sera en vigueur à partir du prochain bloc de la commande ultérieure de plusieurs blocs.

14. Fonctions de réglage du système de coordonnées 14.5 Sélection du système de coordonnées machine
521
14.5 Sélection du système de coordonnées machine; G53
Fonction et but
La programmation de G53 et du mode d'avance (G01 ou G00) suivi de l'indication des coordonnées permet de déplacer l'outil jusqu'à la position choisie dans le système de coordonnées de base machine.
Format d'instruction
G53 G00 Xx Zz αα ; G53 G00 Uu Ww ββ ;
αα Axe supplémentaire ββ Instruction incrémentielle de l'axe supplémentaire
Description détaillée
(1) Après la mise en circuit, le système de coordonnées de base est déterminé automatiquement
en se référant à la position de retour au point de référence, position définie par un retour manuel ou automatique au point de référence.
(2) L'instruction G92 ne modifie pas le système de coordonnées de base de la machine.
(3) L'instruction G53 n'est valable que dans le bloc dans lequel elle est spécifiée.
(4) En mode d'instruction incrémentielle (U, W, ß) l'instruction G53 produit le déplacement de l'axe avec la valeur incrémentielle dans le système de coordonnées actuellement choisi.
(5) Les coordonnées du 1er point de référence expriment la distance de l'origine des coordonnées de base machine à la position de retour au point de référence (origine).
(–500, 500)
+X
–Z R#1M Position de retour au point de référence
Origine du système de coordonnées de base de la machine
1ères coordonnées du point de référence X = −500
Z = +500

14. Fonctions de réglage du système de coordonnées 14.6 Réglage du système de coordonnées
522
14.6 Réglage du système de coordonnées; G92
Fonction et but
Cette fonction place l'outil à la position souhaitée, et le système de coordonnées est spécifié en programmant l'instruction d'implantation du système de coordonnées G92 sur cette position. Les systèmes de coordonnées peuvent être implantés ainsi arbitrairement, mais l'origine est normalement le centre de la pièce pour les axes X et Y et l'extrémité de la pièce pour l'axe Z.
+Z
+X
Z2
Z1
X1
X2 Z3
X3 Système de coordonnées de la pièce 1 (G54)
Système de coordonnées de la pièce 2 (G55)
Système de coordonnées de la pièce 5 (G58)
Système de coordonnées de la pièce 6 (G59)
1er point de référence
Origine machine
Système de coordonnées local (G52)
Système de coordonnées machine virtuelles (décalé par G92)
Système de coordonnées de base de la machine
Format d'instruction
G92 Xx2 Zz2 αα2 ; αα Axe supplémentaire
Description détaillée
(1) Le système de coordonnées de base machine peut être décalé avec l'instruction G92 pour
établir un système de coordonnées machine virtuelles et les systèmes de coordonnées pièce 1 à 6 se trouvent décalés en même temps.
(2) La programmation de S ou Q avec G92 permet d'établir la vitesse de verrouillage de broche. (Voir la présentation du réglage de la vitesse de verrouillage de broche.)

14. Fonctions de réglage du système de coordonnées 14.7 Retour au point de référence (origine)
523
14.7 Retour au point de référence (origine); G28, G29
Fonction et but
(1) Après avoir positionné les axes spécifiés avec G0 et la spécification de G28, le retour au
premier point de référence en avance rapide est réalisé.
(2) En spécifiant G29 les axes sont positionnés, l'un indépendamment de l'autre, à grande vitesse sur le point intermédiaire de G28 ou de G30, et ensuite placés sur la position assignée par G0.
Point intermédiaire (x1, z1, α1)
Origine machine
Point de départ
2ième point de référence
Point de départ
G30
(x3, z3, α3)
(x2, z2, α2)
G29
G30 G28
G29
G28 (0, 0)
1er point de référence
Format d'instruction
G28 Xx1 Zz1 αα1 ; Axe supplémentaire retour automatique au point de référence G29 Xx2 Zz2 αα2 ; Axe supplémentaire retour à la position initiale
αα1/αα2 Axe supplémentaire

14. Fonctions de réglage du système de coordonnées 14.7 Retour au point de référence (origine)
524
Description détaillée
(1) L'instruction G28 correspond à :
G00 Xx1 Zz1 αα1 ; G00 Xx3 Zz3 αα3 ;
Dans ce cas, x3, z3 et α3 sont les coordonnées du point de référence déterminées par le paramètre "#2037 G53ofs" comme distance par rapport au zéro du système de coordonnées de base de la machine.
(2) À la mise sous tension, les axes qui ne sont pas ramenés manuellement au point de référence (origine) seront positionnés au point de retour en mode taquet, avec le même effet qu’un retour manuel. Le sens du mouvement de retour est alors le sens imposé par le signe de l’instruction. À partir de la deuxième fois, le retour se fait à grande vitesse jusqu'au point de référence (à l'origine) mémorisé lors du premier retour.
(3) Après être retourné au point de référence, le signal d'arrivée au zéro sera émis et #1 apparaît sur la ligne du nom d'axe sur l'unité de réglage et de visualisation.
(4) L'instruction G29 correspond à :
G00 Xx1 Zz1 αα1 ; G00 Xx2 Zz2 αα2 ;
Dans ce cas, x1, z1 et α1 sont les coordonnées du point intermédiaire de G28 ou de G30.
(5) L'erreur de programme (P430) apparaît, si G29 est exécutée après la mise en circuit sans retour automatique au point de référence (G28).
(6) Les coordonnées du point intermédiaire (x1, z1, α1) du point de positionnement peuvent être indiquées en valeurs absolues ou incrémentielles.
(7) G29 s'applique à G28 ou à G30, mais les axes spécifiés sont positionnés après avoir effectué le retour au dernier point intermédiaire.
(8) Lors du retour au point de référence, les décalages d'outil sont temporairement annulés si cela n'a pas été fait auparavant mais la position du point intermédiaire subit les décalages d'outil.
(9) Le paramètre "#1091 (Mpoint)" permet d'ignorer les points intermédiaires.
(10) Lors du retour au point de référence (à l'origine) en état de verrouillage machine, toute commande est ignorée entre le point intermédiaire et le point de référence (l'origine). Le bloc suivant est exécuté lorsque l'axe programmé atteint le point intermédiaire.
(11) Lors du retour au point de référence en mode d'image symétrique, l'image symétrique garde effet entre le point de départ et le point intermédiaire, et le déplacement se fait en sens inverse du programme. L'image symétrique devient ensuite inopérante à partir du point intermédiaire et le mouvement reprend vers le point de référence (l'origine).
Chaque axe est déplacé indépendamment des autres à avance rapide (sans interpolation).

14. Fonctions de réglage du système de coordonnées 14.7 Retour au point de référence (origine)
525
Exemple de programmation
Taquet de proximité
Point intermédiaire
1ère opération avec la mise en marche de l'alimentation
Point de référence (origine) (#1)
Vitesse d'avance rapide
2ième opération et opérations suivantes
Retour à la position de départ
(Exemple 1) G28 Xx1 Zz1 ;
R
R
G0 Xx3 Zz3 ;
G0Xx1 Zz1;
1ère opération avec la mise en marche de l'alimentation
2ième opération et opérations suivantes
Point de référence (origine) (#1)
(x1, z1)

14. Fonctions de réglage du système de coordonnées 14.7 Retour au point de référence (origine)
526
Position actuelle
G28, G30 point intermédiaire (x1, z1)
(Exemple 2) G29 Xx2 Zz2 ; R
(G0) Xx1 Zz1 ;
G0 Xx2 Zz2 ;
(x2, z2)
(Exemple 3) G28 Xx1 Zz1 ; : (du point A au point de référence (origine))
G30 Xx2 Zz2 ;
: (du point B au 2ième point de référence (origine))
G29 Xx3 Zz3 ; (du point C au point D)
(x1, z1)
C
G29B
G28
A
DG30
(x2, z2)
(x3, z3)R2
Point de référence (origine) (#1) Position actuelle Nouveau point
Ancien point intermédiaire2ième point de référence (origine) (#2)
R1

14. Fonctions de réglage du système de coordonnées 14.8 Retour au 2ième, 3ième et 4ième point de référence
527
14.8 Retour au 2ième, 3ième et 4ième point de référence; G30
Fonction et but
La spécification de G30 P2 (P3 ou P4) permet un retour au 2ième, 3ième ou 4ième point de référence (origine).
Point de départ
Point de référence
3ième point de référence
Point intermédiaire
4ième point de référence
2ième point de référence
G28
G29
G29
G30
G30P3G30P4
G30P
(x1, z1, α1)
G28
R#2
R#4 R#3
Format d'instruction
G30 P2 (P3, P4) Xx1 Zz1 αα1 ;
αα1 Axe supplémentaire

14. Fonctions de réglage du système de coordonnées 14.8 Retour au 2ième, 3ième et 4ième point de référence
528
Description détaillée
(1) Le retour au 2ième, 3ième ou 4ième point de référence (origine) est programmé par P2, P3 ou
P4. Si aucune instruction P n'est programmée ou si P0, P1 P5 ou supérieur est spécifiée, le retour au deuxième point de référence est réalisé.
(2) Identique au retour au 1er point de référence, le retour au 2ième, 3ième ou 4ième point de référence ramène l'outil au 2ième, 3ième ou 4ième point de référence en passant par le point intermédiaire spécifié par G30.
(3) Les coordonnées du 2ième, 3ième et 4ième point de référence se réfèrent aux positions spécifiques à la machine et peuvent être contrôlées sur l'unité de réglage et de visualisation.
(4) Si G29 est spécifiée après le retour au 2ième, 3ième ou 4ième point de référence, la position intermédiaire valable pendant le retour G29 sert de point intermédiaire lors du retour, exécuté le dernier, vers le point de référence.
R#2 (x2, z2)
G29Xx2Zz2;
R#1
Point intermédiaire (x1, z1) G30 Xx1Zz1;
–Z
+X
1er point de référence (origine)
2ième point de référence (origine) (5) Lors du retour au point de référence du plan en mode de correction, la correction de rayon de
pointe d'outil n'est pas effectuée (correction zéro) pour le déplacement entre le point intermédiaire et le point de référence (origine). Pour l'instruction G29 qui suit, la correction de rayon de pointe d'outil ne s'applique pas au mouvement entre le point de référence (origine) et le point intermédiaire, mais s'applique au mouvement entre le point intermédiaire et G29.
R#2
(x2, z2)
G29Xx2Zz2;
(x1, z1)
+X
–Z
Trajectoire programmée G30Xx1Zz1;
Trajectoire du centre de la point d'outil
Point intermédiaire 2ième point de référence (origine)

14. Fonctions de réglage du système de coordonnées 14.8 Retour au 2ième, 3ième et 4ième point de référence
529
(6) Après retour au 2ième, 3ième et 4ième point de référence (origine), le décalage de la longueur d'outil est temporairement annulé pour l'axe concerné.
(7) Lors du retour au 2ième, 3ième et 4ième point de référence (à l'origine) en état de verrouillage machine, toute commande est ignorée entre le point intermédiaire et le point de référence (l'origine). Le bloc suivant est exécuté lorsque l'axe programmé atteint le point intermédiaire.
(8) Lors du retour au 2ième, 3ième et 4ième point de référence (origine) en mode d'image symétrique, l'image symétrique garde effet entre le point de départ et le point intermédiaire, et le déplacement se fait en sens inverse du programme. L'image symétrique devient ensuite inopérante à partir du point intermédiaire et le mouvement reprend vers le point de référence (l'origine).
R#2
+X
–Z
G30P2Xx1Zz1;
2ième point de référence (origine)
Axe X Image symétrique
Pas d'image symétrique

14. Fonctions de réglage du système de coordonnées 14.9 Contrôle du point de référence
530
14.9 Contrôle du point de référence; G27
Fonction et but
Cette instruction place d'abord l'outil sur la position spécifiée par le programme et émet ensuite, si cette position représente le premier point de référence, le signal d'arrivée au point de référence à la machine de la même manière qu'avec l'instruction G28. Pour cette raison, un programme d'usinage doit être établi de manière à ce que l'outil parte du premier point de référence et retourne au premier point de référence, et qu'il soit possible de contrôler, si l'outil est retourné au point de référence, après avoir exécuté le programme.
Format d'instruction
G27 Xx1 Zz1 αα1 Pp1 ;
G27 Instruction de contrôle Xx1 Zz1 αα1 Axe de commande de retour Pp1 N° de contrôle
P1 : contrôle du 1er point de référence P2 : contrôle du 2ième point de référence
P3 : contrôle du 3ième point de référence P4 : contrôle du 4ième point de référence
Description détaillée
(1) Si l'instruction P a été omise, le premier point de référence est contrôlé.
(2) Le nombre des axes dont les points de référence peuvent être contrôlés simultanément, dépend du nombre des axes qui peuvent être commandés simultanément.
(3) Une alarme apparaît si le point de référence n'a pas été atteint alors que l'instruction est terminée.

14. Fonctions de réglage du système de coordonnées 14.10 Réglage et correction du système de coordonnées de pièce
531
14.10 Réglage et correction du système de coordonnées de la pièce; G54 à G59 (G54.1)
Fonction et but
(1) Les systèmes de coordonnées de la pièce servent à simplifier la programmation d'un usinage
de pièce, puisque le point de référence de la pièce à usiner représente le point zéro.
(2) Ces instructions permettent le déplacement vers les positions dans le système de coordonnées de la pièce. Il y a six systèmes de coordonnées de la pièce utilisés par le programmeur pendant la programmation. (G54 à G59)
En plus des six sets de systèmes de coordonnées de la pièce entre G54 et G59, il y a 48 sets supplémentaires de systèmes de coordonnées de la pièce. (Les 48 sets sont des options.)
(3) Parmi les systèmes de coordonnées de la pièce actuellement choisis par ces instructions chaque système de coordonnées de la pièce dont les coordonnées sont spécifiées par la position actuelle de la pièce sera remis à zéro. (La "position actuelle de l'outil" comprend les grandeurs de correction pour le rayon, la longueur et la correction de position de l'outil.)
(4) Un système de coordonnées imaginaire de la machine avec les coordonnées assignées par la position actuelle de l'outil est réglé par cette instruction. (Les valeurs de décalage d'outil, de correction de longueur et de correction de rayon de pointe d'outil sont inclues dans ce qu'on appelle "position actuelle de l'outil".) (G54 à G92)
Format d'instruction
(1) Sélection du système de coordonnées de la pièce (G54 à G59)
G54 Xx1 Zz1 αα1 ;
αα1 Axe supplémentaire
(2) Réglage du système de coordonnées de la pièce (G54 à G59) (G54) G92 Xx1 Zz1 αα1 ;
αα1 Axe supplémentaire
(3) Sélection du système de coordonnées de la pièce (P1 à P48) G54.1 Pn ;
(4) Réglage du système de coordonnées de la pièce (P1 à P48)
G54.1 Pn ; G92 Xx Zz ;
(5) Réglage de la grandeur de correction du système de coordonnées de la pièce (P1 à P48)
G10 L20 Pn Xx Zz ;

14. Fonctions de réglage du système de coordonnées 14.10 Réglage et correction du système de coordonnées de pièce
532
Description détaillée
(1) Avec les instructions G54 à G59, une instruction de sélection d'un système de coordonnées
pièce n'entraîne pas l'annulation de la correction de rayon de pointe d'outil sur les axes commandés.
(2) Le système de coordonnées de la pièce G54 est sélectionné après la mise en circuit.
(3) Les instructions G54 à G59 sont modales (groupe 12).
(4) Le système de coordonnées se déplace dans un système de coordonnées de la pièce commandé par G92.
(5) Le réglage de correction dans un système de coordonnées de la pièce indique la distance du point zéro (origine) au système de coordonnées de base de la machine.
+Z
+X
z2
Z1
x1
X2 z3 X3
Système de coordonnées machine virtuelles (décalé par G92)
Origine machine
Système de coordonnées local (G52)
1er point de référence
Système de coordonnées de base de la machine
Système de coordonnées de la pièce 1
Système de coordonées de la pièce 2 (G55)
Système de coordonées de la pièce 5 (G58)
Système de coordonées de la pièce 6
(6) Les réglages de correction du système de coordonnées de la pièce à usiner peuvent être modifiés à volonté. ((Les réglages peuvent être également effectués avec G10 L2 Pp1 Xx1 Zz1.)
Manipulation si L ou P ne sont pas spécifiés
G10 L2 Pn Xx Zz ; n=0 : Indiquez la grandeur de correction dans le système de coordonnées de la pièce à usiner externe.
n=1 à 6 : Indiquez la grandeur de correction dans le système de coordonnées de la pièce à usiner spécifié.
Autres : L'erreur de programme (P35) apparaîtra. G10 L2 Xx Zz ; Indiquez la grandeur de correction dans le système de
coordonnées de la pièce à usiner actuellement sélectionné. Si l'expression dans G54.1 est spécifiée modale, l'erreur de programme (P33) apparaîtra.
G10 L20 Pn Xx Zz ; n=1 à 48 : Indiquez la grandeur de correction dans le système de coordonnées de la pièce à usiner spécifié.
Autres : L'erreur de programme (P35) apparaîtra. G10 L20 Xx Zz ; Indiquez la grandeur de correction dans le système de
coordonnées de la pièce à usiner actuellement sélectionné. Si l'expression dans G54 à G59 est spécifiée modale, l'erreur de programme (P33) apparaîtra.
G10 Pn Xx Zz ; G10 Xx Zz ;
L10 (correction d'outil) sera évalué si aucune valeur L n'est spécifiée.

14. Fonctions de réglage du système de coordonnées 14.10 Réglage et correction du système de coordonnées de pièce
533
(7) Un nouveau système de coordonnées de la pièce 1 est réglé en spécifiant l'instruction G92 en mode G54 (système de coordonnées de pièce 1). Un nouveau système de coordonnées de la pièce 1 est réglé en spécifiant l'instruction G92 en mode G54 (système de coordonnées de pièce 1). Simultanément les autres systèmes de coordonnées de pièce 2 à 6 (G55 à G59) se déplacent en parallèle et de nouveaux systèmes de coordonnées de pièce 2 à 6 seront établis.
(8) Un système de coordonnées imaginaire de la machine est établi à la position qui diffère du nouveau point de référence d'une grandeur qui correspond à la grandeur de correction du système de coordonnées de la pièce.
R#1
–Z
–Z (G54)
–Z
–Z (G54’)
–Z (G55)
–Z (G55’) –X (G54)
–X
–X (G55)
–X
–X (G54’)
–X (G55’)
W2
W1
[W2]
[W1]
M
[M]
Après la mise en circuit, le système de coordonnées imaginaires de la machine est égalé avec le système de coordonnées machine de base au premier retour automatique (G28) ou manuel au point de référence (zéro).
Système imaginaire de coordonnées machine du point de coordonnées basé sur G92 Ancien systeme de coordonnées de pièce 1 (G54)
Ancien système de coordonnées de pièce 2
(G55)
Position de retour au point de référence (origine)
Origine du système de coordonnées de base de la machine
(9) Grâce au réglage du système de coordonnées de base imaginaire de la machine le nouveau système de coordonnées de la pièce est réglé sur une position qui diffère du système de coordonnées de base imaginaire de la machine d'une grandeur qui correspond à la grandeur de correction du système de coordonnées de la pièce.
(10) Après avoir terminé le retour automatique (G28) ou manuel vers le premier point de référence après la mise en circuit, le système de coordonnées de base de la machine et les systèmes de coordonnées de la pièce sont automatiquement programmés selon les réglages de paramétriques.
(11) L'erreur de programme (P62) apparaît si G54 X– ; est spécifiée après le retour (automatique ou manuel) au point de référence après la mise en circuit. (Une instruction vitesse est nécessaire puisque la vitesse est commandée par la vitesse G01.)
(12) N'indiquez aucune instruction G pour laquelle une instruction P sera utilisée dans le même bloc que G54.1. L'instruction P sera utilisée dans l'instruction G prioritaire.
(13) Si le nombre des spécifications supplémentaires de correction de la pièce à usiner n'est pas spécifié, l'erreur de programme (P39) apparaîtra lorsque l'instruction G54.1 sera exécutée.

14. Fonctions de réglage du système de coordonnées 14.10 Réglage et correction du système de coordonnées de pièce
534
(14) Si le nombre des spécifications supplémentaires de correction de la pièce à usiner n'est pas spécifié, l'erreur de programme (P172) apparaîtra lorsque l'instruction G10 L20 sera exécutée.
(15) Le système de coordonnées local ne peut pas être utilisé lorsque G54.1 modale est spécifiée. L'erreur de programme (P438) apparaîtra si l'instruction G52 est exécutée pendant l'instruction modale G54.1.
(16) Un nouveau système de coordonnées de la pièce à usiner P1 peut être spécifié par la programmation de G92 en mode G54.1 P1. Bien que le système de coordonnées de la pièce à usiner des autres systèmes de coordonnées de la pièce à usiner G54 à GG59; G54.1 et P2 à P48 se déplacent parallèlement, un nouveau système de coordonnées de la pièce à usiner sera spécifié.
(17) La grandeur de correction du système de coordonnées de la pièce à usiner ajouté sera affectée au numéro de variables comme indiqué dans le tableau 1.
Tableau 1 Numéros de variables du système de correction de coordonnées de la pièce ajouté
1er au nième axe 1er au nième axe P1 #7001 à #700n P25 #7481 à #748n P2 #7021 à #702n P26 #7501 à #750n P3 #7041 à #704n P27 #7521 à #752n P4 #7061 à #706n P28 #7541 à #754n P5 #7081 à #708n P29 #7561 à #756n P6 #7101 à #710n P30 #7581 à #758n P7 #7121 à #712n P31 #7601 à #760n P8 #7141 à #714n P32 #7621 à #762n P9 #7161 à #716n P33 #7641 à #764n P10 #7181 à #718n P34 #7661 à #766n P11 #7201 à #720n P35 #7681 à #768n P12 #7221 à #722n P36 #7701 à #770n P13 #7241 à #724n P37 #7721 à #772n P14 #7261 à #726n P38 #7741 à #774n P15 #7281 à #728n P39 #7761 à #776n P16 #7301 à #730n P40 #7781 à #778n P17 #7321 à #732n P41 #7801 à #780n P18 #7341 à #734n P42 #7821 à #782n P19 #7361 à #736n P43 #7841 à #784n P20 #7381 à #738n P44 #7861 à #786n P21 #7401 à #740n P45 #7881 à #788n P22 #7421 à #742n P46 #7901 à #790n P23 #7441 à #744n P47 #7921 à #792n P24 #7461 à #746n P48 #7941 à #794n
ATTENTION Dans le cas où la grandeur de correction du système de coordonnées pièce serait modifiée pendant un arrêt de bloc simple, le changement prend effet à partir du bloc suivant.

14. Fonctions de réglage du système de coordonnées 14.10 Réglage et correction du système de coordonnées de pièce
535
Exemple de programmation
(Exemple 1)
R#1
(1)
M(2) (3)Z
X
(1) G28 X0 Z0 ; (2) G53 X–500 Z–1000 ; (3) G53 X0 Z0 ;
Position actuelle
Retour à la position de référence (zéro) (#1)
(unité : mm)
Si la coordonnée du premier point de référence est zéro, le point zéro du système de coordonnées de base de la machine et la position de retour (#1) au point de référence (origine) coïncident.
(Exemple 2)
(1) G28 X0 Z0 ; (2) G00 G53 X0 Z0 ; (3) G54 X−500 Z −500 ; (4) G01 W−500 F100 ; (5) U−500 ; (6) W+500 ; (7) U+500 ; (8) G00 G55 X0 Z0 ; (9) G01 Z−500 F200 ; (10) X−500 Z0 ; (11) G28 X0 Z0 ;
M –500
–1000
–1500
(G55)
(G54) –1000 –500
(G54) (G55)
W2W1 –500
–1000(11)(6)
(5) (4)
(3)
(2)
(1)
(10) (7)
(8)(9)
Position actuelle
(unité : mm)
Retour à la position de référence (zéro) (#1)

14. Fonctions de réglage du système de coordonnées 14.10 Réglage et correction du système de coordonnées de pièce
536
(Exemple 3) Lorsque le système de coordonnées de la pièce G54 diffère (−500, −500) dans l'exemple 2 (en supposant que (3) à (10) de l'exemple 2 aient été introduits dans le sous-programme 1111.)
(1) G28 X0 Z0 ; (2) G00 G53 X0 Z0 ; (Inutile en l'absence de correction du système
de coordonnées machine de base.) (3) G54 X–500 Z–500 ; Grandeur de laquelle le système de
coordonnées de la pièce diffère (4) G92 X0 Z0 ; Un nouveau système de coordonnées de la
pièce est établi. (5) M98 P1111 ;
M
–Z (G55) –Z (G54')
–X(G54)
–X(G55)
–Z (G55')
–X(G54')
–X (G55')
–X
–Z
–Z (G54)
W2
W1(4)
(3)
(2)(1)
Retour à la position de référence (zéro) (#1)
Ancien système de coordonnées G54 Nouveau système de coordonnées G54
Ancien système de coordonnées G55
Position actuelle
Nouvelles coordonnées G55 de la machine
(Note) Le système de coordonnées de pièce déviera à chaque fois que les étapes (3) à (5) sont répétées. L'instruction de retour au point de référence (G28) doit donc être programmée avant la fin du programme.

14. Fonctions de réglage du système de coordonnées 14.11 Réglage du système de coordonnées local
537
14.11 Réglage du système de coordonnées local; G52
Fonction et but
Le système de coordonnées local peut être établi sur chacun des systèmes de coordonnées de la pièce (G54-G59) à l'aide de l'instruction G52 de manière que la position spécifiée serve de point zéro du programme. L'instruction G52 peut être utilisée à la place de l'instruction G92 afin de modifier l'écartement entre le point zéro dans le programme d'usinage et l'origine de la pièce à usiner.
Format d'instruction
G54 (G54 à G59) G52 Xx1 Zz1 ;
Description détaillée
(1) L'instruction G52 est valable jusqu'à la spécification d'une nouvelle instruction G52 et si l'outil
ne se déplace pas. Cette instruction est confortable lorsqu'un autre système de coordonnées doit être utilisé sans modification des positions d'origine des systèmes de coordonnées de la pièce (G54-G59).
(2) L'offset du système de coordonnées local est annulé par le retour au point de référence manuel (butée) ou par le retour au point de référence après la mise en circuit.
(3) L'instruction de l'annulation du système de coordonnées local est (G54 à G59) G52 X0 Z0 ;.
(4) Les instructions de coordonnées en mode à valeurs absolues déplacent l'outil sur la position du système de coordonnées local.
Position de référence
Valeur
Valeur
Correction du système de coordonées de la pièce (réglage de l'écran, G10 G54 X__ Z__ ; )
Correction du système externe de coordonnées de pièce (réglage de l'écran, G10 P0 X__ Z__ ; )
Valeur
Système de coordonnées de la machine
Ln
Ln Ln
R
M
G52 U_ W_ ;
Wn (n=1 à 6)
Système de coordonnées local
Système de coordonées de la pièce
G52 X_ Z_ ;
(Note) Si le programme est exécuté plusieurs fois, le système de coordonnées de pièce déviera à
chaque fois. Ainsi, lorsque le programme est terminé, l'opération de retour à la position de référence doit être spécifiée.

14. Fonctions de réglage du système de coordonnées 14.12 Présélection du système de coordonnées de pièce
538
14.12 Présélection du système de coordonnées de la pièce; G92.1
Fonction et but
(1) Cette fonction présélectionne le système de coordonnées de la pièce décalé avec l'instruction
de programme pendant l'opération manuelle à l'offset du système de coordonnées de pièce depuis l'origine machine avec la grandeur de correction des coordonnées de pièce de l'instruction du programme (G92.1).
(2) Le système de coordonnées de pièce sélectionné sera décale du système de coordonnées machine lorsque le type suivant d'opération ou d'instruction de programme est exécuté. • Lorsqu'une interruption manuelle est exécutée alors que la valeur absolue manuelle est sur OFF • Lorsqu'une instruction de déplacement est programmée alors que la machine est en état verrouillé • Lorsque l'axe est déplacé avec l'interruption de manipulation • Lorsque l'opération est lancée avec l'image symétrique • Lorsque le système de coordonnées local est spécifié avec G52 • Lorsque le système de coordonnées de pièce est décalé avec G92
Cette fonction présélectionne le système de coordonnées de pièce décalé à l'offset du système de coordonnées de pièce depuis l'origine machine avec la grandeur de correction des coordonnées de pièce. Cela remplace de la même manière le retour manuel à la position de référence. Que les coordonnées relatives soient présélectionnées ou non peut être défini avec les paramètres.
Format d'instruction
G92.1 X0 Y0 Z0 α0 ; (G50.3) α0 Axe supplémentaire

14. Fonctions de réglage du système de coordonnées 14.12 Présélection du système de coordonnées de pièce
539
Description détaillée
(1) Instruction de l'adresse de l'axe qui doit être présélectionné. L'axe ne sera pas présélectionné
à moins qu'il ne soit spécifié.
(2) Une erreur de programme (P35) apparaîtra si une valeur différente de "0" est spécifiée.
(3) Cela peut être spécifié dans les listes de code G suivantes. • Liste de code G 2 à 7 • Liste de code G 1 si le paramètre de changement de code G (#1267 ext3/bit0 = 1) est spécifié.
(4) Selon la liste de code G, le code G sera "G50.3".
(5) Si l'opération manuelle est exécutée lorsque la valeur absolue manuelle est mise sur OFF ou si l'axe est déplacé avec l'interruption de manipulation.
Grandeur du déplacement manuel
Position actuelle Coordonnées x de la pièce après présélection
X
Y
Origine des coordonées de la pièce
X
Y
Présélection
W1
W1’
W1
M Origine des coordonées machine
Offset de la pièce
Position actuelle
Origine des coordonées de la pièce
Coordonnées y de la pièce après présélection
Si l'opération manuelle est exécutée lorsque la valeur absolue manuelle est mise sur OFF ou si l'axe est déplacé avec l'interruption de manipulation, le système de coordonnées de pièce sera décalé par la grandeur de déplacement manuel. Cette fonction remet l'origine décalée des coordonnées de pièce W1' au point zéro initial des coordonnées de pièces W1, et spécifie la distance de W1 avec la position actuelle comme la position actuelle du système de coordonnées de pièce.

14. Fonctions de réglage du système de coordonnées 14.12 Présélection du système de coordonnées de pièce
540
(6) Lorsque l'instruction de déplacement est programmée alors que la machine est en état verrouillé
Grandeur du déplacement pendant le verrouillage de la machine
X
Y
X
Y
Présélection
W1 W1
Valeur de coordonnées dans le système de coordonnées de pièce Position actuelle
Origine des coordonées de la pièce
Coordonnées x de la pièce après présélection
Coordonnées y de la pièce après présélection
Origine des coordonées de la pièce
Position actuelle
Si l'instruction de déplacement est programmée alors que la machine est en état verrouillé, la position actuelle ne sera pas déplacée et seules les coordonnées de pièce seront déplacées. Cette fonction remet les coordonnées déplacées de pièce à la position actuelle initiale et spécifie la distance de W1 avec la position actuelle comme la position actuelle du système de coordonnées de pièce. (7) Lorsque l'opération est exécutée avec l'image symétrique
Centre de l'image symétriqueX
Y
Instruction du programme
X
Y
Opération actuelle
W1 W1
Présélection
Position actuelle
Origine des coordonées de la pièce
Origine des coordonées de la pièce
Position actuelle
Coordonnées x de la pièce après présélection
Coordonnées y de la pièce après présélection
Si l'opération est exécutée avec l'image symétrique, seules les coordonnées CN internes sont utilisées comme coordonnées d'instruction de programme. Les autres coordonnées sont les coordonnées actuelles de position. Cette fonction spécifie les coordonnées CN internes comme les coordonnées actuelles de position.

14. Fonctions de réglage du système de coordonnées 14.12 Présélection du système de coordonnées de pièce
541
(8) Réglage du système de coordonnées local avec G52
Origine des coordonées locales
X
Y
X
Y Coordonnée locale x
W1
l1
W1
Position actuelle
Origine des coordonées de la pièce
Coordonnées x de la pièce après présélection Position actuelle
Origine des coordonées de la pièce
Coordonnée locale y
Coordonnées y de la pièce après présélection
Présélection
Le système de coordonnées local est spécifié avec l'instruction G52 et les instructions de programme, etc. sont programmées avec le système de coordonnées local. Cette fonction permet d'annuler la spécification du système de coordonnées local et les instructions de programme, etc. utilisent le système de coordonnées de pièce qui possède W1 comme origine. Seul le système de coordonnées local annulé est le système de coordonnées de pièces sélectionné.
(9) Décalage du système de coordonnées de pièce avec G92
Point zéro de la pièce après l'instruction G92
X
Y
X
Y
W1
W1’
W1
Position actuelle
Origine des coordonées de la pièce
Coordonnées x de la pièce après présélection
Présélection
Coordonnées y de la pièce après présélection
Position actuelleCoordonnées y de la pièce
Coordonnées y de la pièce
Origine des coordonées de la pièce
Le système de coordonnées de pièce décalé avec l'instruction G92 et la distance entre W1' et la position actuelle est spécifiée comme la position actuelle du système de coordonnées de pièce. Cette fonction remet l'origine des coordonnées de pièce décalée à W1 et spécifie la distance de W1 avec la position actuelle comme la position actuelle du système de coordonnées de pièce. Cela est valable pour tous les systèmes de coordonnées de pièce.

14. Fonctions de réglage du système de coordonnées 14.12 Présélection du système de coordonnées de pièce
542
Exemple de programmation
Le système de coordonnées de pièce décalé avec G92 est présélectionné avec G92.1.
X
Y
X
Y
W1
(1)
W1
(2) (3)
(4) (5)
500
1000
1500
500 1000 1500
500
1000
1500
500 1000 1500
Point zéro de la pièce après l'instruction G92
Origine des coordonnées de la pièce Origine des coordonnées de la pièce
G92.1 instruction de présélection
(unité: mm) (unité: mm)
(Exemple) G28 X0 Y0 ; ........... (1) G00 G90 X1. Y1. ; ...... (2) G92 X0 Y0 ; ........... (3) G00 X500 Y500 ; ....... (4) G92.1 X0 Y0 ;.......... (5)
Précautions
(1) Annuler la correction du rayon d'outil, la correction de longueur d'outil et la correction de
position d'outil avant d'utiliser cette fonction. Si ces corrections ne sont pas annulées, les coordonnées de pièce seront obtenues à une position en soustrayant la grandeur de correction des coordonnées de pièce de la valeur de la machine. Le vecteur de correction sera alors temporairement annulé.
(2) Cette fonction ne peut pas être exécutée tant que le programme est poursuivi.
(3) Ne pas programmer cette fonction pendant le réglage, la rotation de coordonnée ou le programme de mode d'image symétrique.
Une erreur de programme (P34) apparaîtra si cette fonction est spécifiée.

14. Fonctions de réglage du système de coordonnées 14.13 Système de coordonnées pour l'axe de rotation
543
14.13 Système de coordonnées pour l'axe de rotation
Fonction et but
L'axe spécifié comme l'axe de rotation avec les paramètres est contrôlé avec le système de coordonnées de l'axe de rotation. L'axe de rotation inclus le type rotatif (raccourci valide/invalide) et le type linéaire (valeur de coordonnée de pièce de type linéaire, toutes les valeurs de coordonnées de type linéaire). La plage des valeurs de coordonnées de pièces est de 0 à 359.999° pour le type rotatif et de 0 à ±99999.999° pour le type linéaire. Les valeurs de coordonnées machine et la position relative diffèrent selon les paramètres. L'axe de rotation est spécifié en unité degré (°) sans se soucier de la spécification pouce ou métrique. Le type d'axe de rotation peut être spécifié pour chaque axe avec les paramètres.
Axe de rotation
Axe de rotation de type rotatif Axe de rotation de type linéaire
Raccourci invalide Raccourci valide
Valeur des coordonnées de
pièce de type linéaire
Toutes les valeurs de
coordonnées de type linéaire
Axe linéaire
Valeur des coordonnées de la pièce
Affichées dans la plage de 0° à 359.999°. Affichée dans la plage de 0° à ±99999.999°.
Valeur des coordonnées machine/position relative
Affichées dans la plage de 0° à 359.999°. Affichée dans la plage de 0° à ±99999.999°.
Instruction ABS
La grandeur incrémentielle du point de fin à la position actuelle est divisée par 360 et l'axe se déplace de la quantité restant selon le signe.
Se déplace avec un raccourci au point de fin.
De la même manière que pour l'axe linéaire normal, les déplacements sont obtenus selon le signe de la grandeur en soustrayant la position actuelle du point de fin (sans arrondissement à 360 degrés).
Instruction INC Déplacement dans la direction du signe spécifiée de la grandeur incrémentielle spécifiée en partant de la position actuelle.
Retour au point R Retour avec déplacement dans la limite de 360 degrés.
Déplacement et retour dans la direction du point R pour la différence de la position actuelle au point R.

14. Fonctions de réglage du système de coordonnées 14.13 Système de coordonnées pour l'axe de rotation
544
Exemple d'exécution
Des exemples des différences dans l'opération et l'affichage de comptage selon le type des coordonnées de rotation sont indiqués ci-après. (L'offset de la pièce est spécifié à 0°.) (1) Type rotatif (raccourci invalide)
Les valeurs des coordonnées machines, les valeurs des coordonnées pièce et la position relative sont affichées dans la plage de 0 à 359.999°. Pour l'instruction de position absolue, l'axe se déplace selon le signe de la grandeur excessive obtenue en divisant par 360°.
Pièce Machine
G28 C0. N1 G90 C-270. 90.000 90.000 N2 C405. 45.000 45.000 N3 G91 C180 225.000 225.000
90°
45°
0°
N3
N2
N1
(2) Type de rotation (raccourci valide)
Pour l'instruction de position absolue, l'axe tourne vers le point de fin dans la limite de la direction avec le déplacement inférieur.
Pièce Machine G28 C0. N1 G90 C-270. 90.000 90.000 N2 C405. 45.000 45.000 N3 G91 C180 225.000 225.000
90°
45°
0°
N3 N2
N1

14. Fonctions de réglage du système de coordonnées 14.13 Système de coordonnées pour l'axe de rotation
545
(3) Type linéaire (valeur des coordonnées de pièce de type linéaire)
Le compteur de valeur absolue autre que la valeur de coordonnée de pièce est affichée dans la plage de 0 à 359.999°. La valeur de coordonnée de pièce est affichée dans la plage de 0 à ±99999.999°. Le déplacement est le même que l'axe linéaire. Pendant le retour à la position de référence, l'axe retourne avec une rotation dans la limite de 360°. Pendant la détection de position absolue, même si la valeur de coordonnée de pièce n'est pas dans les limites de la plage de 0 à 359.999°, le système sera démarré dans la plage de 0 à 359.999° lorsque l'alimentation sera remise en circuit.
Pièce Machine Position
relative G28 C0. N1 G90 C-270. –270.000 90.000 90.000N2 C405. 405.000 45.000 45.000N3 G91 C180 585.000 225.000 225.000
Lorsque l'alimentation est remise en circuit ↓
Pièce Machine 225.000 225.000
90°
45°
0°
N3
N2
N1
(4) Type linéaire (toutes les valeurs des coordonnées de pièce de type linéaire)
Le compteur de toutes les valeurs de coordonnée est affiché dans la plage de 0 à 99999. Le déplacement est le même que l'axe linéaire. Pendant le retour à la position de référence, l'axe tourne et retourne de la différence de la position actuelle au point zéros. Pendant la détection de position absolue, le système est démarré à la position où l'alimentation a été mise hors circuit lors de la remise en circuit de l'alimentation.
Pièce Machine Position
relative G28 C0. N1 G90 C-270. –270.000 –270.000 –270.000N2 C405. 405.000 405.000 405.000N3 G91 C180 585.000 585.000 585.000
Lorsque l'alimentation est remise en circuit ↓
Pièce Machine 585.000 585.000
90°
45°
0°
N3
N2
N1

15. Fonctions de protection 15.1 Barrière de mandrin/barrière de contre-poupée
546
15. Fonctions de protection 15.1 Barrière de mandrin/ barrière de contre-poupée; G22, G23
Fonction et but
Les barrières de mandrin et de contre-poupée limitent la course de la pointe d'outil pour éviter une collision de l'outil contre le mandrin ou la contre-poupée suite à une erreur de programmation. Au cas où le déplacement programmé ferait sortir de la zone de sécurité fixée par paramètres, l'outil s'arrête automatiquement à la limite de cette zone (barrière).
Axe X
Axe Z
P1
P2P3
P8
P7
P4 P5
P6
P1, P2, P3 : barrière de mandrin P4, P5, P6 : barrière de contre-poupée
Format d'instruction
G22; Barrière opérante G23; Barrière inopérante
Les instructions G22 et G23 doivent être programmées dans des blocs différents.

15. Fonctions de protection 15.1 Barrière de mandrin/barrière de contre-poupée
547
Description détaillée
(1) Lorsque l'outil va sortir de la zone des mouvements possibles, la machine est arrêtée et un
message d'alarme est affiché. L'annulation de cette alarme est réalisée par une remise à l'état initial.
(2) Cette fonction garde effet même en mode de verrouillage machine.
(3) La fonction prend effet à partir du moment où le retour au point de référence est terminé pour tous les axes pour lesquels des barrières de mandrin et de contre-poupée ont été établies.
(4) Il existe aussi une fonction de contrôle des limites de course. Si des limites de course ont été mémorisées, les effets de la fonction de contrôle des courses en mémoire et de la fonction de barrières de mandrin/contre-poupée se cumulent.
(5) Une barrière spécifiée peut être programmée sur la gauche et la droite en utilisant le signal externe PLC.
Réglage de la barrière de mandrin/barrière de contre-poupée
(1) En utilisant G22 et G23
P1P2
P3P6
P5 P4
Type 2
P1
P2 P3
P4P5
P6
Type 1
(a) La barrière de mandrin et la barrière de contre-poupée se paramètrent par 3 points chacune en
coordonnées machine. Les points P1, P2 et P3 définissent la barrière de mandrin. Les points P4, P5 et P6 définissent
la barrière de contre-poupée.
(b) Chacune des barrières est symétrique par rapport à l'axe Z. Le partie symétrique de la barrière est définie automatiquement par inversion du signe des coordonnées axe X des points P_.
Les valeurs absolues des coordonnées sur l'axe X des points de barrière doivent respecter la condition ci-dessous. P1 ≥ P2 ≥ P3, P4 ≥ P5 ≥ P6 (Cette condition n'est pas nécessairement respectée pour les coordonnées axe Z.)

15. Fonctions de protection 15.1 Barrière de mandrin/barrière de contre-poupée
548
(2) En utilisant l'entrée de signal externe API Programmer les valeurs des coordonnées pour chaque point entre "#8300 P0" et "#8314 P10". P0 est la coordonnée de base X de la barrière de mandrin et de contre-poupée. Programmer les coordonnées du centre de la pièce dans le système de coordonnées machine de base comme valeur radiale. La valeur des coordonnées du centre de la pièce (P0) est programmée comme une valeur radiale pour les axes X P1 à P10. L'axe Z est programmé comme une coordonné du système de coordonnées machine de base. La zone de la barrière est symétrique par rapport à P0. La coordonnée de l'axe X de chaque point doit programmé de la manière suivante. P1 ≥ P2 ≥ P3 P4 ≥ P5 ≥ P6 P7 ≥ P8 P9 ≥ P10 Si la coordonnée de l'axe Z de P8 doit être inférieure à P1 à P3 et la coordonnée de l'axe Z P10 doit être supérieure à P4 à P6. Les positions des points P0 à P10 dans la barrière de mandrin/contre-poupée sont comme suit. (a) Programme du mandrin
i) Pour la griffe externe ii) Pour la griffe interne
P0
P1
P2
P3
P7
P8
P4
P5
P6
P9
P10
P0
P1
P2
P3
P7
P8
P4
P5
P6
P9
P10
P0 : coordonnée du centre de rotation de la pièce P1, P2, P3 : section du mandrin (gauche) P7, P8 : section de la broche (gauche)
P4, P5, P6 : section du mandrin (droite) P9, P10 : section de la broche (droite)
• Programmer les coordonnées de l'axe X de telle sorte que P1 > P2 > P3 soit établi. • Les coordonnées Z de P3 et P7 et les coordonnées Z de P6 et P9 doivent être égales. • S'il n'y a pas de diamètre intérieur de la broche, programmer la coordonnée X de P8 sur la même valeur que P0.

15. Fonctions de protection 15.1 Barrière de mandrin/barrière de contre-poupée
549
Si une section de broche n'est pas programmée dans la manière d'une barrière conventionnelle, programmer les valeurs P3, P7 et P8 sur les même valeurs et les valeurs P6, P9 et P10 sur les même valeurs. La zone de barrière sera dans ce cas comme indiqué ci-dessous.
i) Pour la griffe externe ii) Pour la griffe interne
P0
P1
P2
P3,P7,P8
P4
P5
P6,P9,P10
P0
P1
P2
P3,P7,P8
P4
P5
P6,P9,P10
(b) Programmation de la contre-poupée
P0
P1P2
P3
P8
P4P5
P6
P10
• P7 et P9 ne sont pas utilisés. • L'ange de la section finale de la contre-poupée est
programmé avec les paramètres.
"#8318 STOCK ANGLE (L)" "#8319 STOCK ANGLE (R)"
• Si "0" est programmé, l'angle sera de 90°. (valeur par défaut) • Programmer la coordonnée X de P8 à la même valeur de P0. (Pas de diamètre
intérieur de la broche)

15. Fonctions de protection 15.1 Barrière de mandrin/barrière de contre-poupée
550
Restrictions
(1) Comme le contrôle de la position de l'outil par rapport à la barrière de mandrin/contre-poupée
se fait sur 1 point unique, il est indispensable d'observer les précautions ci-dessous. Dans les exemples ci-dessous, pour le contrôle par rapport au point virtuel de la pointe d'outil,
on suppose que la correction de largeur de pointe d'outil a été réglée et que l'outil se déplace dans le sens de la flèche.
Dans l'exemple 1, étant donné qu'il y a un point de contrôle dans la zone "a", l'outil va s'arrêter automatiquement à la barrière. Toutefois, dans la situation de l'exemple 2, le point de contrôle effectif est celui de la zone "b" et il y a donc risque de collision dans la zone "a".
(Exemple 1)
(a)
(Exemple 2)
(a) (b)
Pour éviter cela, l'exemple 3 est présenté. Dans cet exemple, on pourra éviter ce risque de collision et obtenir l'arrêt de l'outil dans toutes les situations en établissant les points de barrière P1, P2 et P3 de manière que le point de contrôle soit dans la zone "c".
(Exemple 3)
(c)
P1
P2 P3
(2) Lorsque l'alarme a été déclenchée par suite de la pénétration de l'outil au-delà de la barrière, la CN doit être remise à l'état initial avant de pouvoir renvoyer l'outil dans le sens opposé au dernier mouvement.
(3) Les barrières sont sans effet sur les axes pour lesquels il n'y a pas de fonction de retour au point de référence. Il n'y a donc pas d'alarme de barrière pour ces axes.
(4) Si les barrières sont validées pendant que l'outil se trouve au-delà d'une barrière, le déplacement de l'outil est impossible et toute tentative déclenche l'alarme.
Si l'alarme est annulée par une remise à l'état initial dans cette méthode, invalider la barrière (G23) avant la libération ou le changement des réglages des points de barrière.
(5) La limite logicielle est valable même si la barrière n'est pas valable (G23).

15. Fonctions de protection 15.2 Limite de course enregistrée
551
15.2 Limite de course enregistrée
Fonction et but
À l'aide des limites de course d'usinage enregistrées I, II et IB, trois domaines peuvent être définis dans lesquels l'outil ne peut pas pénétrer. Ces domaines seront définis par paramètres. Ces domaines seront définis par paramètres.
Format d'instruction
Avec la fonction des limites de course d'usinage II, le domaine interdit (réglage de paramètres) peut être modifié et activé ou désactivé par une instruction de programme.
G22 X__ Z__ C__ I__ J__ K__ ;
G22 G23 X, Z, C (1er au 3ième nom d'axe) I, J, K (nom d'axe pour le choix de
plan)
Fonction pour modifier les limites de course d'usinage enregistrées II
Limites de course d'usinage enregistrées II ON (pour tous les axes)
Limites de course d'usinage enregistrées II OFF (pour tous les axes)
Limite de course d'usinage enregistrée + direction Limite de course d'usinage enregistrée – direction
Description détaillée
Spécifier G22 et G23 dans des blocs indépendants. Si le domaine interdit doit être valable à l'intérieur ou à l'extérieur du plan spécifié sera déterminé par paramètre.
Coordonnées de la machine
A (X, Z)
B (I, K)
Domaine interdit
Coordonnées de la machine
A (X, Z)
B (I, K)
Domaine interdit
Si le domaine interdit est à l'extérieur Si le domaine interdit est à l'intérieur

15. Fonctions de protection 15.2 Limite de course enregistrée
552
Précautions
(1) Si la valeur supérieure et la valeur inférieure des limites enregistrées de course d'usinage du
domaine interdit sont fixées à la même valeur, s'ensuit :
(a) ·Si la valeur supérieure et la valeur inférieure sont mises à 0, et si le côté extérieur est le domaine interdit, le domaine complet sera domaine interdit. Si le côté intérieur est le domaine interdit, le domaine complet sera domaine admissible de déplacement.
(b) ·Si une autre valeur que 0 est indiquée pour la valeur supérieure et la valeur inférieure, le domaine complet sera domaine admissible de déplacement.
(2) Les réglages effectués dans le programme (G22, G23) du domaine de course d'usinage II sont valables pour les groupes de code G 6 et 7 (cmdtyp = 7, 8).
(3) G22 et G23 sont non modales (groupe 0) et ne sont valables que pour le bloc programmé.

16. Fonctions d'assistance de mesure 16.1 Mesure automatique de la longueur d'outil
553
16. Fonctions d'assistance de mesure 16.1 Mesure automatique de la longueur d'outil; G37
Fonction et but
Cette fonction spécifie les instructions partant de la position de départ de mesure jusqu'à la position de mesure, déplace l'outil jusqu'à la position de mesure, arrête la machine dès que l'outil est arrivé au capteur, cause le système CN à calculer automatiquement la différence entre les valeurs de coordonnées à ce moment et les valeurs de coordonnées de la position de mesure et fournit cette différence sous forme de grandeur de décalage d'outil. Si une grandeur de décalage a été déjà spécifiée pour l'outil, l'outil sera déplacé vers la position de mesure avec la grandeur de décalage toujours valable. Si une autre grandeur de décalage résulte de la mesure et du calcul, elle fournit une autre correction de la grandeur de décalage d'usure existante.
Format d'instruction
G37 α_ R_ D_ F_ ;
G37 Instruction de mesure automatique de la longueur d'outil α Adresse de l'axe de mesure et coordonnées de la position de mesure .........X, Z R Spécifie la distance entre la position de mesure et le point où le décalage à
vitesse de mesure doit commencer (valeur en rayon fixe/valeur incrémentielle.)
D Spécifie la zone où l'outil doit s'arrêter. (valeur en rayon fixe/valeur incrémentielle)
F Spécifie l'avance de mesure. En omettant R_, D_ ou F_ , la valeur spécifiée dans le paramètre est
utilisée. <Paramètre> ("TLM" de l'écran des paramètres du process) • #8004 Vitesse de mesure (Fp) : 0 à 60000 (mm/min) • #8005 Zone de décélération r : 0 à 99999.999 (mm) • #8006 Zone de mesure d : 0 à 99999.999 (mm)

16. Fonctions d'assistance de mesure 16.1 Mesure automatique de la longueur d'outil
554
Description détaillée
(1) Exécution par l'instruction G37
D(d) D(d)F(Fp)
R(r)
(a) (b) (c) (d)
Vitesse Vitesse de déplacement rapide
Plage de mesure admissible
Distance
Opération 1
Opération 2
Opération 3
Valeur de compensation
Fin normale Arrêt sur alarme (P607) Arrêt sur alarme (P607)
Position de mesure Point d'arrêt Sortie du capteur
ou aucune détection
(2) Le signal de capteur (signal d'arrivée au point de mesure) est utilisé avec le signal skip (saut).
(3) La vitesse d'avance s'élève à 1 mm/min, si l'instruction F et la vitesse de mesure de paramètre sont 0.
(4) En mode d'avance synchrone, le déplacement de l'outil s'effectue en avance synchrone [mm/tour].
(5) La correction réactualisée garde effet, à moins qu'elle ne soit supplantée par une instruction T dans l'instruction G37.
(6) Outre les valeurs applicables côté API, les temporisations ou les variations pendant le traitement du signal de capteur s'élèvent à 0 à 0.2 ms côté système CN. Donc l'erreur de mesure est comme suit :
Erreur de mesure maximale [mm] = vitesse de mesure [mm/min] × 1/60 × 0.2 [ms]/1000
(7) Les coordonnées de la position de machine sont lues par l'identification du signal de capteur, et la machine dépasse le point de destination et s'arrête sur une position qui correspond à l'erreur de poursuite servo.
Dépassement maximal [mm] = vitesse de mesure [mm/min] × 1/60 × 1/gain boucle de position [1/s]
Le gain standard de la boucle de position est de 33 [1/s].

16. Fonctions d'assistance de mesure 16.1 Mesure automatique de la longueur d'outil
555
Précautions
(1) Si la fonction de mesure automatique de longueur d'outil n'est pas supportée, la
programmation de G37 entraîne l'erreur de programme "P600".
(2) L'erreur de programme (P604) apparaît, si le bloc G37 n'est pas spécifié ou si au moins deux axes ont été attribués.
(3) Si le bloc G37 contient un code T, il y a erreur de programme (P605). Si le dernier ou les deux derniers chiffres suivant cette adresse T est 0, l'erreur (4) apparaît.
(4) Si aucune instruction T n'a été programmée avant le bloc G37, il y a erreur de programme (P606). De plus, même si une instruction T a été programmée, il y a erreur de programme (P606) si le dernier ou les deux derniers chiffres suivant l'adresse T est 0.
(5) Si l'entrée du signal du capteur se produit hors de la plage de mesure admissible ou bien si le signal du capteur n'a pas été émis alors que le point d'arrivée est déjà atteint, il y a erreur de programme (P607). Toutefois, le cas 3 de "Description détaillée" (1) (signal de capteur toujours présent et absence de zone (b)) est considéré comme normal.
(6) Si une interruption manuelle a été réalisée pendant le déplacement à vitesse de mesure, il faut exécuter un retour à la position avant l'interruption et reprendre l'opération.
(7) Les donnés spécifiées dans le bloc G37 ou les donnés de réglage de paramètre doivent remplir les conditions suivantes :
Point de mesure – point de départ > instruction R ou paramètre r > instruction D ou paramètre d
(8) Si l'instruction D et le paramètre d du point (7) sont zéro, l'opération ne sera exécutée normalement que lorsque le point de mesure spécifié et le point d'identification du signal de capteur coïncident. Sinon l'erreur de programme (P607) apparaît.
(9) Si les instructions R et D ainsi que les paramètres R et D du point (7) sont tous à zéro, l'erreur de programme (P607) apparaît sans tenir compte du fait si le signal de capteur au point de mesure spécifié est présent ou non après le positionnement.
(10) Si la distance de mesure demandée est inférieure à la plage de mesure admissible, l'outil se déplace dans tous les cas à l'intérieur de la plage de mesure admissible pour tous les axes.

16. Fonctions d'assistance de mesure 16.1 Mesure automatique de la longueur d'outil
556
(11) Si la distance de mesure demandée est inférieure à la distance de déplacement à la vitesse de mesure, le déplacement est effectué en totalité à la vitesse de mesure.
(12) Si la plage de mesure admissible est plus grande que la distance de déplacement à la vitesse de mesure, la plage de mesure admissible est traversée par l'outil à la vitesse de mesure.
(13) Avant l'instruction G37, il est indispensable de programmer l'annulation de la correction de rayon de pointe d'outil R.
(14) Même avec l'option de correction de rayon de pointe d'outil R, le calcul de la correction de longueur d'outil est effectué sans tenir compte de la valeur de correction de rayon R et du numéro de point d'extrémité d'outil No.
Avec le point 0 comme point d'extrémité d'outil, il faut soustraire la valeur de correction de rayon de pointe d'outil de la valeur mesurée pour la correction de longueur d'outil.
Avec 5, 6, 7 ou 8 comme point d'extrémité d'outil (forme de pointe d'outil), la longueur de l'outil doit se mesurer à la pointe.
Grandeur de correction de longueur d'outil de l'axe X moins le rayon de point d'outil R
Point 0d'extrémité d'outil Grandeur
mesurée de la correction de longueur d'outil de l'axe X
Grandeur de correction de longueur d'outil de l'axe Z moins le rayon de point d'outil R
Grandeur mesurée de la correction de longueur d'outil de l'axe Z
Extrémité de l'outil
Point 8d'extrémitéd'outil
Grandeur mesurée de la correction de longueur d'outil de l'axe X
Grandeur mesurée de la correction de longueur d'outil de l'axe Z

16. Fonctions d'assistance de mesure 16.2 Fonction de saut
557
16.2 Fonction de saut; G31
Fonction et but
En interpolation linéaire programmée par instruction G31, l'arrivée d'un signal de saut externe produit l'arrêt immédiat de l'avance machine; la distance restant à parcourir est ignorée et l'instruction du bloc suivant est exécutée.
Format d'instruction
G31 Xx/Uu Zz/Ww Ff ;
x, z, u, w coordonnées d'axe; elles sont du type absolu ou incrémentiel. f vitesse d'avance (mm/min)
Cette fonction permet une interpolation linéaire. Si le signal Skip 1 (saut) est externement introduit pendant l'exécution de cette instruction, la machine s'arrête et le reste des instructions est annulé et l'opération sera exécutée partant du bloc suivant.
Description détaillée
(1) Si Ff est spécifié comme vitesse d'avance, l'avance d'instruction f s'applique; si la vitesse n'a
pas été spécifiée, la valeur définie dans le paramètre "#1174 skip_F" sert de vitesse d'avance. Dans les deux cas, la valeur modale de F n'est pas mise à jour.
(2) Dans le bloc G31 l'accélération et la décélération automatiques ne sont pas valables.
(3) La mise en circuit n'est pas valable quand l'instruction G31 est réglée à 100%. La marche à sec est également non-valable. Les conditions d'arrêt (arrêt d'avance, blocage, annulation zéro et fin de course) sont valables. Le freinage externe est également valable.
(4) L'instruction G31 n'est pas modale et pour cette raison doit être spécifiée chaque fois à nouveau.
(5) Si le signal de saut est introduit pendant le lancement d'instruction G31, l'instruction G31 sera immédiatement terminée. Si le signal de saut n'a pas été introduit avant la termination du bloc G31, l'instruction G31 sera également terminée à la fin de l'instruction de décalage.
(6) En mode de correction de rayon de pointe d'outil R, l'instruction G31 déclenche l'erreur de programme (P608).
(7) Si le bloc d'instruction G31 ne contient pas une instruction F et si la vitesse de paramètre est zéro, l'erreur de programme (P603) apparaît.
(8) Lors d'un blocage de machine ou à une instruction d'axe Z simple avec interrupteur d'annulation axe Z enclenché le signal de saut est ignoré et l'exécution sera poursuivie jusqu'à la fin de bloc.

16. Fonctions d'assistance de mesure 16.2 Fonction de saut
558
Exécution de G31
(Exemple 1) Si le bloc suivant est programmé en valeurs incrémentielles
G31 Z1000 F100 ; G01 U2000 W1000 ;
X
Z
Signal externe entré
Déplacement lorsque le signal externe n'est pas entré
(Exemple 2) Si le bloc suivant commande le déplacement d’un axe en valeurs absolues
G31 Z1000 F100 ; G01 X1000 ;
X
Z
Signal externe entré Déplacement lorsque le signal externe n'est pas entré
(Exemple 3) Si le bloc suivant commande le déplacement de 2 axes en valeurs absolues
G31 Z1000 F100 ; G01 X1000 Z2000 ;
X
Z
Signal externe entré
Déplacement lorsque le signal externe n'est pas entré

16. Fonctions d'assistance de mesure 16.2 Fonction de saut
559
Description détaillée (lecture des coordonnées de saut)
Les positions de coordonnées où le signal de saut est introduit sont mémorisées dans les variables système #5061 (axe 1) à #506n (axe n), par conséquent il est possible de les utiliser dans les macros utilisateur.
G00 X–100. ; G31 X–200. F60 ; Instruction de saut #101 = #5061 Les coordonnées pour l'entrée d'instruction de saut
(système de coordonnées de la pièce) sont lues depuis #101.
Description detaillée (G31 coasting)
La marche libre partant du moment où le signal de saut est introduit via l'instruction G31 jusqu'au moment où la machine s'arrête, dépend du paramètre "#1174 skip_F" et de l'instruction F dans G31. L'intervalle de la réaction sur le signal de saut jusqu'à l'immobilisation de la machine ne dure qu'un court instant et permet un arrêt de la machine à grande précision et avec une marche libre minimale. La marche libre est déterminée par la formule suivante.
δ0 = F60 × Tp +
F60 × ( t1 ± t2 ) =
F60 × ( Tp + t1 ) ±
F60 × t2
δ0 : Course de marche libre (mm) F : Vitesse de saut G31 (mm/min) Tp : Constante temporelle de la boucle de position (s) = (gain de la boucle de position)-1
t1 : Temporisation de réponse (s) = (intervalle de l'identification du signal de saut jusqu'à l'arrivée à l'unité)
t2 : Temps d'erreur de réaction 0.001 (s)
Si l'instruction G31 intervient dans le calcul, la valeur calculée par la section indiquée par δ1 dans l'équation ci-dessus peut être compensée bien que δ2 serve d'erreur de calcul.
Entrée du signal de saut
Patron d'arrêt avec entrée du signal de saut
Zone hachurée symbolise la grandeur de marche libre δ0.
Temps (sec) Tp t1±t2
F
~ ~
δ1 δ2

16. Fonctions d'assistance de mesure 16.2 Fonction de saut
560
La relation entre la marche libre et la vitesse avec Tp égale 30 ms et t1 égale 5 ms est montrée dans la figure suivante.
Cou
rse
de m
arch
e lib
re δ
Valeur moyenne
Vitesse d'avance F Relation entre grandeur de marche libre et vitesse d'avance (exemple)
Valeur maxi
Valeur mini
Tp=0.03 t1=0.0050.050
0.040
0.030
0.020
0.010
0 10 20 30 40 50 60 70

16. Fonctions d'assistance de mesure 16.2 Fonction de saut
561
Description détaillée (Erreur de lecteur des coordonnées de saut mm)
(1) Lecture de la coordonnée d'entrée du signal de saut
La grandeur de marche libre sur la base de la constante temporelle de la boucle de position Tp et de la constante temporelle d'avance de coupe Ts n'est pas comprise dans les valeurs de coordonnées d'entrée du signal de saut. Pour cette raison, les valeurs de coordonnées de la pièce qui sont valables lors de l'entrée du signal de saut et avec la plage d'erreur de la formule suivante peuvent être lues comme valeurs de coordonnées de l'entrée de signal de saut. La marche libre sur la base de la temporisation de réponse t1 produit une erreur de mesure, de ce fait il faut exécuter une correction.
ε : erreur de lecture (mm) F : vitesse d'avance (mm/min) t2 : Temps d'erreur de réaction 0.001 (s)
Err
eur d
e le
ctur
e ε
Erreur de lecture des coordonnées d'entrée de saut
Erreur de lecture des coordonnées d'entrée de saut Erreur de lecture avec une avance de 60mm/min : ε = ± 60
60 × 0.001 = ±0.001 (mm)
Valeur de mesure est dans la plage d'erreur de lecture ±1 μm.
ε = ± F60 × t2
+1
0
-1Valeur de mesure
dans la section hachurée
60 Vitesse d'avance (mm/min)
(2) Lecture d'autres coordonnées
Les valeurs de coordonnées lues comprennent la grandeur de marche libre. Pour introduire des valeurs de coordonnées avec entrée du signal de saut, consulter le paragraphe décrivant la grandeur de marche libre de G31 et la correction disponible. Identique au cas (1), la grandeur de marche libre sur la base du temps d'erreur de temporisation t2 ne peut pas être calculée et produit ainsi une erreur de mesure.

16. Fonctions d'assistance de mesure 16.2 Fonction de saut
562
Exemples de correction pour la marche libre
(1) Correction des coordonnées d'entrée du signal de saut
Coordonnées de l'entrée du signal de saut
Contrôle de l'arrêt de la machine G04 ; Instruction de saut G31 X100. F100 ;
#111 = Temporisation de réponse t1 ; #110 = vitesse d'avance de saut ;
#105 = #101–#102 ; Grandeur de marche libre basée sur la temporisation de réponse
#102 = #110∗#111/60 ;Lecture de la coordonnée d'entrée du signal #101 = #5061 ;
~ ~
(2) Correction des coordonnées de la pièce
Grandeur de marche libre sur la base de laconstante de temps la boucle de position
Contrôle de l'arrêt de la machine Instruction de saut
Grandeur de marche libre sur la base de la temporisation de réponse
Lecture de la coordonnée d'entrée
Coordonnées de l'entrée du signal de saut
G04 ; G31 X100. F100 ;
#111 = Temporisation de réponse t1 ; #110 = vitesse d'avance de saut;
#105 = #101–#102–#103 ;
#102 = #110∗#111/60 ;#101 = #5061 ;
~ ~
#112 = constante de temps de la boucle de position Tp ;
#103 = #110∗#112/60 ;

16. Fonctions d'assistance de mesure 16.3 Fonction de saut à plusieurs vitesses
563
16.3 Fonction de saut à plusieurs vitesses; G31.n, G04
Fonction et but
Le réglage de la combinaison des différents signaux de saut à introduire permet le saut (Skip) sous des conditions particulières. Le saut réel est exécuté de manière identique à G31. Le saut (skipping) est spécifié par les instructions G31.1, G31.2, G31.3 et G04 et la concordance des instructions G et des signaux de saut peut être réglée via les paramètres.
Format d'instruction
G31.1 Xx Zz αα Ff ;
Xx Zz αα Format d'instruction pour le mot de coordonnées d'axe et les coordonnées de destination
Ff Vitesse d'avance (mm/min)
Identique à G31.2 et G31.3; Ff n'est pas nécessaire à G04. Identique à l'instruction G31 cette instruction exécute une interpolation linéaire et, quand les conditions préréglées du signal de saut sont remplies, la machine s'arrête, les autres instructions sont annulées et le bloc suivant sera exécuté.
Description détaillée
(1) Le paramètre “#1176 skip 1f” correspond à la vitesse d'avance G31.1, tandis que le paramètre
“#1178 skip 2f” s'applique à G31.2 et “#1180 skip 3f” s'applique à G31.3. (2) Les différentes instructions en question sont omises si les conditions du signal de saut sont
remplies. (3) À l'exception des alinéas (1) et (2) ci-dessus, les instructions G31.n et G04 ont le même effet
qu'une instruction G31. (4) Les vitesses d'avance applicables aux instructions G31.1, G31.2 et G31.3 peuvent être
réglées via les paramètres. (5) Les conditions de saut (somme logique des signaux de saut réglés) correspondant aux
instructions G31.1, G31.2, G31.3 et G04 peuvent être réglées via les paramètres.
Instruction du signal de saut Signal de saut valable
P 8 7 6 5 4 3 2 1 1 2 3 4 5 6 7 8
253 254 255
~ ~
~~
~~
~~
~~
~~
~~
~~
~ ~~
~

16. Fonctions d'assistance de mesure 16.3 Fonction de saut à plusieurs vitesses
564
Opération
(1) La fonction de saut à plusieurs vitesses permet l'exécution de la commande comme suit et réduit
le temps de mesurage tout en augmentant la précision de mesure.
Réglages des paramètres : Condition de saut Vitesse de saut
G31.1 : 7 20.0mm/min (f1) G31.2 : 3 5.0mm/min (f2) G31.3 : 1 1.0mm/min (f3)
Exemple de programmation
N10 G31.1 X200.0 ; N20 G31.2 X40.0 ; N30 G31.3 X1.0 ;
Opération
Vitesse de saut
Distance de mesure
N10
F
N20
N30
(f1)
(f2)
(f3)
t
Entrée signal saut 3 Entrée signal saut 2 Entrée signal saut 1
(Note 1) Si, dans l'exécution ci-dessus, le signal de saut 1 est introduit avant le signal de saut 2, N20 est omise à ce point et N30 est également ignorée.
(2) Le temps d'arrêt momentané restant est annulé et le bloc suivant sera exécuté à moins que le signal de saut pour la condition déterminée par G04 (temps d'arrêt momentané) soit introduit.

16. Fonctions d'assistance de mesure 16.4 Fonction de saut à plusieurs vitesses 2
565
16.4 Fonction de saut à plusieurs vitesses; G31
Fonction et but
Pendant l'interpolation linéaire, l'opération commandée est sautée à la rencontre d'une instruction de saut (G31) contenant les signaux de saut 1 à 7 prévus dans les paramètres Pp de signaux de saut. Si des instructions de saut à plusieurs vitesses sont émises simultanément dans des systèmes différents, la même opération de saut sera effectuée simultanément dans tous les systèmes si les signaux d'entrée de saut sont identiques, ou elle sera effectuée séparément dans chaque système si les signaux d'entrée de saut sont différents. L'opération de saut est identique à celle d'une instruction de saut ordinaire (G31 sans instruction P).
X1
X2
Z
1ère
par
tie d
u sy
stèm
e 2i
ème
parti
e du
sy
stèm
e
Signal de saut 1
Signal de saut 1
Entrée de signaux de saut identiques dans les systèmes 1 et 2
X1
X2
1ère
par
tie d
u sy
stèm
e 2i
ème
parti
e du
sy
stèm
e
Z
Signal de saut 1
Signal de saut 2
Entrée de signaux de saut différents dans les systèmes 1 et 2
Si la condition de saut prévue dans le paramètre #1173 dwlskp (indication par signal externe de saut 1 à 7) se trouve vérifiée pendant l'exécution d'une instruction d'arrêt momentané (G04), le temps d'arrêt restant est annulé et le bloc suivant est exécuté. De même, si la condition de saut se trouve vérifiée pendant un arrêt momentané en rotation, la partie restante de la rotation est annulée et le bloc suivant est exécuté.
Format d'instruction
G31 Xx Zz αα Pp Ff ;
Xx Zz αα Format d'instruction pour le mot de coordonnées d'axe et les coordonnées de destination
Pp Instruction du signal de saut Ff Vitesse d'avance (mm/min)

16. Fonctions d'assistance de mesure 16.4 Fonction de saut à plusieurs vitesses 2
566
Description détaillée
(1) La vitesse de saut se commande par instruction de vitesse F. On remarquera que les modales
F ne sont pas remises à jour.
(2) Le signal de saut se commande par paramètre p de signal de saut. p peut prendre une valeur entre 1 et 127. Toute autre valeur entraîne une erreur de programme (P35).
Instruction du signal de saut Signal de saut valable
P 8 7 6 5 4 3 2 1 1 2 3 4 5 6 7 8
253 254 255
(Opération sautée lorsque le signal est entré.)
(3) Une instruction à plusieurs signaux de saut est la somme logique de ces signaux.
(Exemple) G31 X100. P5 F100 ;
L'opération est sautée si le signal de saut 1 ou 3 est entré.
~ ~
~~
~~
~~
~~
~~
~~
~~
~ ~~
~

16. Fonctions d'assistance de mesure 16.4 Fonction de saut à plusieurs vitesses 2
567
(4) Si le paramètre de signal de saut Pp n'est pas précisé, ce sont les conditions de saut prévues par instruction G31 qui s'appliquent. Si le paramètre de vitesse Ff n'est pas précisé, c'est la vitesse de saut prévue par instruction G31 qui s'appliquent.
Tableau 2 Relations entre «saut» et «saut à plusieurs vitesses»
Spécifications du saut × Condition Vitesse Condition Vitesse G31 X100 ; (sans P ni F)
Erreur de programme (P601) Saut 1 Paramètre
G31 X100 P5 ; (sans F)
Erreur de programme (P602)
Valeur programmée Paramètre
G31 X100 F100 ; (sans P)
Erreur de programme (P601) Saut 1 Valeur
programmée G31 X100 P5 F100 ; Erreur de programme
(P602) Valeur
programmée Valeur
programmée
(Note) Dans le tableau ci-dessus, "paramètre" signifie paramètre accompagnant une instruction de saut (G31).
(5) Quand un saut est programmé et que P a été affecté aux adresses d'axes, le paramètre P du signal de saut a priorité et l'adresse P est ignorée.
(Exemple) G31 P500. F100 ;
Ceci est traité comme une instruction du signal de saut et il en résulte une erreur de programme (P35).
(6) À l'exception des précisions données aux paragraphes (1) à (5) ci-dessus, le reste est
identique à la fonction de saut ordinaire (G31 sans P).

16. Fonctions d'assistance de mesure 16.5 Saut de changement de vitesse
568
16.5 Saut de changement de vitesse
Fonction et but
Lorsque le signal de saut est détecté pendant l'interpolation linéaire par l'instruction de saut (G31), la vitesse d'avance est modifiée.
Format d'instruction
G31 Xx Yy Zz Ff F1=f1 ... Fn=fn ;
(n est le signal de saut 1 à 8) G31 Instruction de saut Xx Yy Zz αα Format d'instruction pour le mot de coordonnées d'axe et les coordonnées
de destination Ff Vitesse d'avance au démarrage de l'avance de coupe (mm/min) Fn Vitesse d'avance après la détection du signal de saut (mm/min)
fn=0 : Arrêt du déplacement fn≠0 : Changement de la vitesse d'avance en fn
F1=Vitesse d'avance après l'entrée du signal de saut 1 :
F8=Vitesse d'avance après l'entrée du signal de saut 8
Description détaillée
(1) Si le signal de saut pour lequel la vitesse d'avance fn≠0 est ordonné, la vitesse est modifiée à
la vitesse d'instruction qui correspond au signal de saut.
(2) Si le signal de saut pour lequel la vitesse d'avance fn=0 est ordonné, le déplacement est arrêté. La constante de temps d'accélération et décélération à l'arrêt du déplacement ne doit pas suivre la constante de temps de saut mais le saut normal G31. Après l'arrêt du déplacement, les instructions restantes de déplacement sont annulées et le bloc suivant est exécuté.
(3) Si le signal de saut n'a pas été introduit avant la termination du bloc G31, l'instruction G31 sera également terminée à la fin de l'instruction de décalage.
(4) Si la rétraction du saut est valide, l'opération de retour à la détection du signal de saut est exécutée lorsque le déplacement est arrêté.
(5) Même si l'accélération et la décélération sont valables avec la constante d'inclinaison G1 (#1201 G1_acc), le saut de changement de vitesse sera l'opération de la constante de temps d'accélération et de décélération.
(6) Si l'instruction de la vitesse d'avance (Fn=fn) n'est pas spécifiée après la détection du signal de saut, l'opération de saut normal G31 sera appliquée.

16. Fonctions d'assistance de mesure 16.5 Saut de changement de vitesse
569
(7) Si le signal de saut est entré pendant la décélération de l'achèvement de l'instruction de déplacement, le changement de vitesse sera ignoré.
f4
F
Vitesse
Temps
f3
f2
0
Signal de saut 4
Signal de saut 3
f1
Section de décélération à la fin de l'instruction de déplacement
Signal de saut 2 (changement de vitesse) : invalide
Signal de saut 1 (arrêt de déplacement) : valide
(8) Le signal de saut pour lequel la vitesse d'avance n'est pas spécifiée dans le programme est ignoré.
(9) Le changement de vitesse ou l'arrêt de déplacement est exécuté pendant la détection de la marge d'accroissement du signal de saut. Notez que si plusieurs marges d'accroissement sont entrées à des intervalles de 3,5ms ou inférieurs, elles évalueront peut être l'entrée simultanée. Si elles ont évaluées l'entrée simultanée, la valeur la plus petite sera opérante.
f4
F
Vitesse
Temps
f3
f2
0
Signal de saut 3 + signal de saut 4
f1
Signal de saut 1
Temps
Signal de saut 2
Signal de saut 4
Signal de saut 3
Signal de saut 2
Signal de saut 1

16. Fonctions d'assistance de mesure 16.5 Saut de changement de vitesse
570
(10) Si le bloc G31 est démarré avec l'entrée du signal de saut, ce signal est considéré pour monter au même instant que le démarrage du bloc.
(11) Si les signaux de saut pour le changement de vitesse et pour l'arrêt du déplacement sont entrés simultanément, le signal de saut pour l'arrêt du déplacement seront valables sans se soucier de la taille du n°.
(12) Si la constante de temps du saut "#2102 skip_tL" est incorrecte, "Y51 PARAMETER ERROR 15" apparaîtra et si "#2103 skip_t1" est incorrect, "Y51 PARAMETER ERROR 16" apparaîtra.
(13) Les points autres que (1) à (12) sont identiques avec l'instruction G31. Exemple d'exécution
Exemple de programmation
G31 X100. Ff F1=0 F2=f2 F3=f3 F4=f4 ; Opération
f4
F
Vitess
Temps
f3
f2
0
Constante de temps de saut
Signal de saut 4
Signal de saut 3
Signal de saut 2
Signal de saut 1
f1
Constante de temps de la boucle de position (gain boucle de position-1)

16. Fonctions d'assistance de mesure 16.6 Limitiation actuelle programmable
571
16.6 Limitation actuelle programmable
Fonction et but
Cette fonction permet de modifier dans le programme la valeur limite courant de l'axe servo en une valeur désirée, cette fonction est utilisée pour le butoir de pièce, etc. La valeur limite actuelle spécifiée est désignée avec un rapport de la limite courante avec la nominale courante.
Format d'instruction
G10 L14 X dn ;
(n est le signal de saut 1 à 8)
L14 Réglage de la valeur limite courante (côté +/côté –) X Adresse de l'axe dn Valeur limite courante 1% à 300%
Précautions et restrictions
(1) Si la limite courante est atteinte lorsque la limite courante est valable, le signal de limite
courante atteinte est émis.
(2) Les deux modes suivants peuvent être utilisés avec des signaux externes comme l'opération après l'atteinte de la limite courante.
• Mode normal L'instruction de déplacement est exécutée dans l'état courant. Pendant le mode automatique, l'instruction de déplacement est exécutée à la fin et ensuite le prochain bloc est déplacé avec les erreurs de poursuite toutefois accumulées.
• Mode de verrouillage L'instruction de déplacement est bloquée (verrouillage interne). Pendant le mode automatique, l'opération s'arrête au bloc correspondant et le prochain bloc n'est pas déplacé. Pendant le mode manuel, les instructions suivantes de même direction sont ignorées.
(3) Pendant la limite courante, l'erreur de poursuite générée par la limite courante peut être annulée avec des signaux externes. (Notez que l'axe ne doit pas être déplacé.)
(4) La plage de réglage de la valeur de la limite courante est de 1% à 300%. Des instructions qui dépassent cette plage entraîneront une erreur de programme (P35).
(5) Si une virgule décimale est spécifiée avec l'instruction G10, seul l'entier sera valable. (Exemple) G10 L14 X10.123 ; La valeur limite courante sera mise à 10%.
(6) Pour le nom d'axe "C", la valeur limite courante ne peut pas être spécifiée par le programme (instruction G10). Pour spécifier par le programme, spécifier l'adresse d'axe avec un nom d'axe incrémentiel ou spécifier un nom d'axe autre que "C".

Annexe 1. Entrée des paramètres par n° de programme N – Tableau d'affectation
572
Annexe 1. Entrée des paramètre par n° de programme N –Tableau d'affectation
(Note 1) L'unité indiquée dans le tableau est l'unité minimale de réglage des données de
paramètre.
(Note 2) Les plages de réglage indiquées dans le tableau sont les plages de réglages à l'écran. Indiquer les paramètres relatifs à la longueur en double l'unité de réglage d'entrée.
(Exemple 1) Si l'unité du réglage entré est dans le système métrique "B" (0.001mm), indiquer 30mm dans le paramètre.
L60000
(Exemple 2) Si l'unité du réglage entré est dans le système en pouces "B" (0.0001pouces), indiquer 5pouces dans le paramètre.
L100000
(Note 3) Les paramètres de type binaire doivent être convertis en données de type octet et programmés en données décimales après l'adresse D.
(Exemple 1) Données binaires 01010101B = 55H = 85D ....................... instruction 85
(Exemple 2) Code ASCII "M" = 01001101B = 4DH = 77D ............. instruction 77 (B signifie binaire, H hexadécimal et D décimal.)
(Note 4) Dans un système avec un n° de section (P), le n° de section est affecté selon l'incrément de la fonction après le n° 20. Le n° de section doit donc être copié avec les paramètres qui peuvent être réglés avec d'autres n° de section.
[Paramètres d'usinage]
# Item P A N Type de données Plage de réglage (unité) Remarques
8007 OVERRIDE 11 – 1010 D 0 à 100 (%) 8008 MAX ANGLE 11 – 756 L 0 à 180 (° ) 8009 DSC. ZONE 11 – 760 L 0 à 199999998 (0.5µm) 8010 ABS. MAX. 11 – 776 L 0 à 199998 (0.5µm) 8011 INC. MAX. 11 – 780 L 0 à 199998 (0.5µm) 8013 G83 n 11 – 832 L 0 à 99999999 (µm) 8014 CDZ-VALE 11 – 1012 D 0 à 127 0.1lead 8015 CDZ-ANGLE 11 – 1011 D 0 à 89 (° ) 8016 G71 MINIMUM 11 – 788 L 0 à 199998 (0.5µm) 8017 DELTA-D 11 – 792 L 0 à 199998 (0.5µm) 8051 G71 THICK 11 – 784 L 0 à 199999998 (0.5µm) 8052 PULL UP 11 – 796 L 0 à 199999998 (0.5µm) 8053 G73 U 11 – 800 L ±199999998 (0.5µm) 8054 W 11 – 804 L ±199999998 (0.5µm) 8055 R 11 – 808 L 0 à 99999 8056 G74 RETRACT 11 – 820 L 0 à 199998 (0.5µm) 8057 G76 LAST-D 11 – 824 0 à 199998 (0.5µm) 8058 TIMES 11 – 997 D 0 à 99 8059 ANGLE 11 – 998 D 0 à 99

Annexe 1. Entrée des paramètres par n° de programme N – Tableau d'affectation
573
[Paramètres d'axe]
# Item P A N Type de données
Plage de réglage (unité) Remarques
8202 OT-CHECK OFF 2 N° 897 H2 0 à 1 8204 OT-CHECK-N 2 N° 916 L ±199999998 (0.5µm) 8205 OT-CHECK-P 2 N° 912 L ±199999998 (0.5µm) [Données des barrières]
# Item P A N Type de données
Plage de réglage (unité) Remarques
8300 (P0) X 11 – 1128 L ±199999998 (0.5µm) 8301 (P1) X 11 N° 1136 L ±199999998 (0.5µm) Z 11 N° 1160 L ±199999998 (0.5µm) 8302 (P2) X 11 N° 1140 L ±199999998 (0.5µm) Z 11 N° 1164 L ±199999998 (0.5µm) 8303 (P3) X 11 N° 1144 L ±199999998 (0.5µm) Z 11 N° 1168 L ±199999998 (0.5µm) 8304 (P4) X 11 N° 1148 L ±199999998 (0.5µm) Z 11 N° 1172 L ±199999998 (0.5µm) 8305 (P5) X 11 N° 1152 L ±199999998 (0.5µm) Z 11 N° 1176 L ±199999998 (0.5µm) 8306 (P6) X 11 N° 1156 L ±199999998 (0.5µm) Z 11 N° 1180 L ±199999998 (0.5µm) [Données PLC]
# Item P A N Type de données
Plage de réglage (unité) Remarques
18001 Constante PLC 5 – 1 L ±99999999 à à 18150 150

Annexe 1. Entrée des paramètres par n° de programme N – Tableau d'affectation
574
[Temporisateur PLC]
# Item P A N Type de données
Plage de réglage (unité) Remarques
16000 10ms/100ms TIMER (T0 à T703) 6 – 0 S 0 à 65535 10ms : 0.01s à à 100ms : 0.1s 16703 703 (Note)
(Note) L'incrément diffère selon l'instruction. L'incrément est de 10ms pour l'instruction OUTH et de 100ms pour l'instruction OUT.
[Temporisateur PLC intégré]
# Item P A N Type de données
Plage de réglage (unité) Remarques
17000 Temporisateur PLC intégré 9 – 0 S 0 à 65535 0.1s à (ST0 à ST63) à 17063 63 [Compteur PLC]
# Item P A N Type de données
Plage de réglage (unité) Remarques
17200 Compteur PLC (C0 à C255) 7 – 0 S 0 à 65535 à à 17455 255 [Sélection au niveau du bit]
# Item P A N Type de données
Plage de réglage (unité) Remarques
6401 Sélection au niveau du bit 8 – 1 D
0x00 à 0xFF (Note)
(hexadécimal)
à à ou 0 à 255 (décimal) 6596 196 H0 à H7 0 à 1
(Note) Convertir les données 0x00 à 0xFF en une valeur décimale avant de l'utiliser.

Annexe 2. Erreur de programme
575
Annexe 2. Erreur de programme (Les caractères gras sont les messages réels affichés sur l'écran.) Ces alarmes apparaissent pendant l'opération automatique, elles sont notamment causées par les erreurs de programme qui apparaissent par exemple lors de la génération des programmes d'usinage ou dans un programme qui n'est pas établi en conformité avec les spécifications.
N° erreur Spécifications Remède P 10 No. of simultaneous axes over
Le nombre des adresses d'axes spécifiées dans le même bloc dépasse les spécifications.
• Subdiviser les instructions du bloc d'alarme en deux blocs.
• Vérifier les spécifications. P 11 Illegal axis address
L'adresse d'axe attribuée par le programme et l'adresse d'axe attribuée par le paramètre ne coïncident pas.
• Vérifier les noms d'axe dans le programme.
P 20 Division error Une instruction d'axe qui ne peut pas être divisée par l'unité d'instruction a été spécifiée.
• Vérifier le programme.
P 29 Not accept command L'instruction de contrôle de ligne normale (G40.1, G41.1, G42.1) a été spécifiée pendant une modale dans laquelle le contrôle de ligne normal n'est pas acceptable.
• Vérifier le programme.
P 30 Parity H error Le nombre de trous par caractère sur la bande perforée est pair pour le code EIA et impair pour le code ISO.
• Vérifier la bande perforée. • Vérifier le perforateur de bande et le lecteur de
bande.
P 31 Parity V error Le nombre de caractères par bloc sur la bande perforée est impair.
• Rendre le nombre de caractères par bloc sur la bande perforée pair.
• Désactiver le contrôle de la parité de paramètre V.P 32 Illegal address
Une adresse qui n'est pas énumérée dans les spécifications est utilisée.
• Vérifier et réviser l'adresse de programme. • Vérifier et corriger les valeurs des paramètres. • Vérifier les spécifications.
P 33 Format error Le format d’instruction dans le programme est incorrect.
• Vérifier le programme.
Illegal G code Un code G qui n'est pas énuméré dans les spécifications est utilisé. Un code G illégal a été ordonné pendant l'instruction de rotation des coordonnées (G68).
• Vérifier et corriger l'adresse du code G dans le programme.
P 34
G51.2 ou G50.2 a été ordonnée alors que le n° d'axe de l'outil tournant (#1501 polyax) était mis sur "0". G51.2 or G50.2 a été ordonnée alors que l'axe de l'outil était mis sur l'axe linéaire (#1017 rot "0").
• Vérifier les valeurs de réglage des paramètres.
P 35 Setting value range over La plage de réglages pour les adresses a été dépassée.
• Vérifier le programme.
P 36 Program end error "EOR" a été lu pendant le mode à bande perforée et le mode mémoire.
• Introduire une instruction M02 et M30 à la fin du programme.
• Introduire une instruction M99 à la fin du sous-programme.

Annexe 2. Erreur de programme
576
N° erreur Spécifications Remède
P 37 O, N number zero La valeur zéro a été attribuée aux numéros de programme et de séquence.
• Les numéros de programme sont spécifiés dans la plage de 1 à 99999999.
• Les numéros de séquence sont spécifiés dans la plage de 1 à 99999.
P 39 No specifications • Un code G non-spécifié a été spécifié. • Le mode d'opération sélectionné n'est pas utilisé.
• Vérifier les spécifications.
P 40 Pre-read block error Une erreur apparaît dans le bloc de lecture anticipée quand une correction du rayon d'outil est exécutée. De ce fait le contrôle d´interférence est bloqué.
• Réviser le programme.
P 49 Invalid restart search • Un essai de redémarrage était attendu pour
l'interpolation circulaire à 3 dimensions. • Un essai de redémarrage était attendu pendant
l'interpolation hélicoïdale, l'interpolation de coordonnées polaires et le contrôle du centre de la pointe d'outil.
• Réviser le programme. • Reconsidérer la position d'essai de redémarrage.
P 60 Compensation length over La distance de déplacement spécifiée est excessive. (supérieure à 231)
• Reconsidérer l'instruction de l'adresse d'axe.
P 62 No F command • Aucune instruction d'avance n'a été indiquée. • Aucune instruction F n'est présente dans
l'interpolation hélicoïdale ou l'interpolation de coordonnées polaires immédiatement après que le mode G95 ait été spécifié.
• À la mise sous tension, l’instruction modale de mouvement adoptée par défaut est G01. Il s’ensuit que‚ même en l’absence d’une instruction G01‚ la machine se déplacera avec survenance d’une alarme si le programme contient une instruction de mouvement. Programmer la vitesse d'avance au moyen d'une instruction F.
• Programmer F avec une instruction de pas de filetage.
P 65 No spec: High speed mode 3 • Vérifier les spécifications du mode de vitesse élevée III.
P 70 Arc end point deviation large • Une erreur apparaît au point de départ d'arc,
point de fin ou au centre. • La différence de la courbe développante du point
de départ au point de fin est grande. • Si l'arc était spécifié, l'un des deux axes
configurant le plan de l'arc était un axe valide d'échelle.
• Vérifier dans le programme les valeurs numériquesdes adresses qui spécifient les points de départ et de limite, le centre de l'arc et le rayon.
• Vérifier les directions «+» et «-» des valeurs numériques d'adresse.
P 71 Arc center error • Pendant l'interpolation circulaire, le centre d'arc
n'est pas calculé à l'aide de la spécification R. • Le centre de la courbure de la courbe
développante ne peut pas être obtenu.
• Vérifier les valeurs numériques des adresses programmées.
• Vérifier si le point de départ ou le point de fin est sur le côté intérieur du cercle de base pour l'interpolation développante. Lors de l'exécution de la correction du rayon d'outil, vérifier que le point de départ et le point de fin après correction ne soient pas sur le côté intérieur du cercle de base pour l'interpolation développante.
• Vérifier si le point de départ et le point de fin sont à la même distance du centre du cercle de base pour l'interpolation développante.
P 72 No spec: Herical cutting Une instruction hélicoïdale a été spécifiée bien qu'une telle spécification ne soit pas existante.
• Contrôler les spécifications hélicoïdales. • Une instruction axe 3 a été passée avec une
instruction d’interpolation circulaire. En l’absence de spécifications hélicoïdales‚ l’axe linéaire est déplacé jusqu’au bloc suivant.

Annexe 2. Erreur de programme
577
N° erreur Spécifications Remède P 74 Can't calculate 3DIM arc
Le bloc final n'a pas été spécifié pendant la modale supplémentaire d'interpolation circulaire à 3 dimensions, pour cette raison, il n'est pas possible de calculer l'interpolation circulaire à 3 dimensions.De plus, il n'est pas possible de calculer l'interpolation circulaire à 3 dimensions en raison d'une interruption pendant la modale supplémentaire d'interpolation circulaire à 3 dimensions.
• Réviser le programme.
P 75 3DIM arc illegal Un code G inutilisable a été sorti pendant la modale d'interpolation circulaire à 3 dimensions. Ou, une instruction d'interpolation circulaire à 3 dimensions a été sortie pendant une modale pour laquelle une instruction d'interpolation circulaire ne peut pas être sortie.
• Réviser le programme.
P 76 No spec: 3DIM arc interpolat G02.4/G03.4 a été spécifiée bien qu'il n'y ait aucune spécification d'interpolation circulaire à 3 dimensions.
• Vérifier les spécifications.
P 90 No spec: Thread cutting Une instruction de taraudage a été programmée bien qu'une telle instruction ne soit pas existante dans les spécifications.
• Vérifier les spécifications.
P 93 Illegal pitch vaule Lors de la spécification de l'instruction de taraudage, le pas de filetage (pas de vis) n'a pas été introduit correctement.
• Spécifier l'instruction de pas de filetage correcte pour l'instruction de taraudage.
P100 No spec: Cylindric interpolat Une instruction d'interpolation hélicoïdale a été programmée bien qu'une telle instruction ne soit pas existante dans les spécifications.
• Vérifier les spécifications.
P111 Plane selected while coord rot Une instruction de sélection de plan (G17, G18, G19) a été programmée en concurrence avec une instruction de rotation de coordonnées (G68).
• Avant d’émettre une instruction de sélection de plan‚ passer une instruction G68 puis G69 (annulation de rotation des coordonnées).
P112 Plane selected while R compen • Une instruction de sélection de plan (G17, G18,
G19) a été programmée en concurrence avec une instruction de correction de fraise (G41, G42) ou une instruction de correction du rayon de pointe d'outil (G41, G42, G46).
• Une instruction de sélection de plan a été programmée quand la correction de rayon de pointe d'outil est achevée, mais aucun déplacement d'axe n'est programmé à la suite de G40 et la correction n'a pas été annulée.
• Programmer l'instruction de sélection de plan après annulation de l'instruction de correction de fraise ou de l'instruction de correction de rayon de pointe (introduire une instruction de déplacement d'axe après l'annulation de G40).
P113 Illegal plane select L'axe de l'instruction d'arc ne se trouve pas dans le plan choisi.
• Programmer l'instruction d'arc correctement dans le plan choisi.
P122 No spec: Auto corner override Une instruction de dépassement d'angle automatique (G62) a été spécifiée bien qu'une telle instruction ne soit pas existante dans les spécifications.
• Vérifier les spécifications. • Effacer l'instruction G62 du programme.

Annexe 2. Erreur de programme
578
N° erreur Spécifications Remède
P126 Invalid cmnd in high-accuracy Une instruction illégale a été programmée pendant le mode de contrôle de précision élevée. • Une instruction de groupe 13 de code G a été
programmée pendant le mode de contrôle de précision élevée.
• Fraisage, interpolation hélicoïdale ou interpolation de coordonnées polaires a été spécifiée pendant le mode de contrôle de précision élevée.
• Réviser le programme.
P130 2nd M function code illegal L’adresse de deuxième fonction auxiliaire spécifiée dans le programme ne correspond pas à celle choisie dans les paramètres de fonction auxiliaire.
• Vérifier et corriger l'adresse de 2ième fonction auxiliaire dans le programme.
P131 No spec: Cnst surface ctrl G96 L'instruction de vitesse circonférentielle constante (G96) a été spécifiée bien qu'une telle instruction ne soit pas existante dans les spécifications.
• Vérifier les spécifications. • Changer d'une instruction de vitesse
circonférentielle constante (G96) à une instruction de vitesse de rotation (G97).
P132 Spindle rotation speed S=0 L'instruction de vitesse de rotation de broche n'a pas été introduite.
• Réviser le programme.
P133 Illegal P-No. G96 L'indication de l'axe asservi en vitesse circonférentielle constante n'est pas correcte.
• Dans le programme, revoir les paramètres de l'axe asservi en vitesse circonférentielle constante.
P134 G96 Clamp Err. Une commande de vitesse de coupe constante (G96) a été programmée sans limitation de vitesse de broche (G92/G50).
Appuyer sur le bouton Reset et suivre la procédure ci-dessous.
• Vérifier le programme. • Programmer une commande G92/G50 avant la
commande G96. • Programmer l'annulation de la vitesse de coupe
constante (G97) pour passer en commande de vitesse de rotation.
P140 No spec: Pos compen cmd Les spécifications de l'instruction de correction de position (G45 à G48) ne sont pas disponibles.
• Vérifier les spécifications.
P141 Pos compen during rotation Une correction de position a été spécifiée pendant l'instruction de rotation de la figure ou de rotation des coordonnées.
• Réviser le programme.
P142 Pos compen invalid arc Une instruction d'arc incorrect de correction de position a été spécifiée.
• Réviser le programme.
P150 No spec: Nose R compensation • Des instructions de correction de diamètre (G41
et G42) ont été passées alors que la correction de diamètre d’outil n’est pas prévue dans les spécifications.
• ·Des instructions de correction de rayon de pointe (G41‚ G42 et G46) ont été passées alors que la correction de rayon de pointe d’outil n’est pas prévue dans les spécifications.
• Vérifier les spécifications.

Annexe 2. Erreur de programme
579
N° erreur Spécifications Remède
P151 Radius compen during arc mode Une instruction de correction (G40, G41, G42, G43, G44, G46) a été spécifiée en mode d'arc (G02, G03).
• Spécifier une instruction linéaire (G01) ou une instruction d'avance rapide (G00) dans le bloc d'instruction de correction ou dans le bloc d'annulation. (Mettre l'état modal sur interpolation linéaire.)
P152 No intersection Pendant l'exécution d'une instruction de correction du rayon d'outil (G41 ou G42) ou de correction de pointe d'outil (G41, G42 ou G46), le traitement du bloc d'interférence n'aboutit pas car le point d'intersection au saut de bloc ne peut être déterminé.
• Réviser le programme.
P156 R compen direction not defined Au moment de la correction de rayon de pointe G46, le sens de la correction n'est pas précisé dans le vecteur de déplacement.
• Changer le vecteur en précisant le sens de la correction à exécuter.
• Faire un changement d'outil pour que le numéro de pointe d'outil soit différent.
P157 R compen direction changed Pendant la correction de rayon de pointe G46, le sens de la correction est inversé.
• Remplacer l'instruction G pour une autre qui autorise l'inversion du sens de correction (G00, G28, G30, G33 ou G53).
• Faire un changement d'outil pour que le numéro de pointe d'outil soit différent.
• Activer le paramètre "#8106 G46 NO REV-ERR". P158 Illegal tip point
Le numéro de pointe indiqué pour la correction de rayon de pointe G46 est incorrect (autre que 1 à 8).
• Remplacer le numéro de pointe par un numéro autorisé
P170 No offset number L'instruction de numéro de correction (DOO, TOO, HOO) n'a pas été spécifiée avec l'instruction de correction (G41, G42, G43, G46). Ou bien le numéro de correction dépasse le numéro défini dans les spécifications.
• Ajouter l'instruction de numéro de correction au bloc d'instruction de correction.
• Contrôler le nombre des blocs de numéro de correction et changer les numéros de l'instruction de numéro de correction en une valeur admissible.
P172 G10 L number error (Erreur n° G10 Lr) L'instruction d'adresse L est incorrecte au moment de la spécification de l'instruction G10.
• Contrôler et corriger le numéro de l'adresse L de l'instruction G10.
P173 G10 P number error (erreur correction G10) En spécifiant l'instruction G10, le numéro de correction était hors de la plage admissible définie dans les spécifications.
• Contrôler d'abord le nombre de blocs de correction et spécifier ensuite l'adresse P en conformité avec les numéros admissibles.
P177 Tool life count active Il y a eu tentative d'enregistrement de données de gestion de vie d'outils par G10 pendant que le signal de validation du comptage des données de service était haut.
• Il est impossible d'enregistrer les données de gestion de vie d'outils pendant le comptage des données de service. Supprimer le signal de validation du comptage des données de service.
P178 Tool life data entry over Le nombre de groupes d'outils, le nombre total d'outils enregistrés ou le nombre d'enregistrements par groupe dépasse le maximum prévu dans les spécifications.
• Vérifier les nombres d'enregistrements.

Annexe 2. Erreur de programme
580
N° erreur Spécifications Remède
P179 Illegal group No. • À l'enregistrement des données de gestion de vie
d'outils avec G10, un même numéro de groupe a été programmé en double.
• Un numéro de groupe non enregistré figure dans une instruction T 99.
• Les instructions par code M doivent être spécifiées indépendamment‚ mais une telle instruction coexiste avec une autre instruction M à l’intérieur d’un même bloc.
• Des instructions par code M appartenant au même groupe coexistent à l’intérieur d’un même bloc.
• Les numéros de groupe ne doivent pas figurer en double. Au groupement des données à enregistrer, utiliser chaque numéro de groupe une fois seulement.
• ·Corriger le numéro de groupe.
P180 No spec: Drilling cycle Une instruction de cycle fixe a été spécifiée bien qu'une telle instruction (G72-G89) ne soit pas existante dans les spécifications.
• Vérifier les spécifications. • Corriger le programme.
P181 No spindle command (Tap cycle) L'instruction de vitesse de broche n'a été pas spécifiée avec le cycle fixe d'alésage.
• Spécifier l'instruction de vitesse de broche (S) au moment de la spécification de l'instruction de cycle fixe d'alésage G84, G74 (G84, G88).
P182 Synchronous tap error Une liaison avec l'unité de broche est impossible.
• Contrôler la connexion avec la broche principale. • Vérifier s’il existe un codeur de broche principale.
P183 No pitch/thread number L'instruction de nombre de pas ou de filet n'a pas été spécifiée dans les cycles de taraudage d'un cycle fixe pour une instruction d'alésage.
• Spécifier le pas et le nombre de filets par l'instruction F ou E.
P184 Pitch/thread number error Le pas ou le nombre de filets par pouce dans le cycle de taraudage du cycle fixé pour l'instruction d'alésage est incorrect.
• Vérifier le pas ou le nombre de filets par pouce.
P190 No spec: Turning cycle Une instruction de cycle de tournage a été programmée mais les instructions de tournage ne sont pas prévues dans les spécifications.
• Vérifier les spécifications. • Effacer l'instruction de cycle de tournage.
P191 Taper length error Dans l'instruction de cycle de tournage, la longueur de la section conique indiquée est incorrecte.
• Le rayon indiqué dans l'instruction de cycle de tournage doit être inférieur au déplacement de l'axe.
P192 Chamfering error Le chanfreinage dans le cycle de taraudage est incorrect.
• Régler à une valeur de chanfreinage correcte pour ce cycle.
P200 No spec: MRC cycle Une instruction de cycle fixe multiple I (G70 à G73) a été programmée mais un tel cycle n'est pas prévu dans les spécifications.
• Vérifier les spécifications.

Annexe 2. Erreur de programme
581
N° erreur Spécifications Remède
P201 Program error (MRC) • Le sous-programme appelé par instruction de
cycle fixe multiple I contient au moins l'une des instructions suivantes :
• Instruction de retour du point de référence (G27, G28, G29, G30)
• Taraudage (G33, G34) • Fonction de saut de cycle fixe (G31, G31.n)
• Le premier bloc de déplacement de la passe de finition du cycle fixe multiple I contient une instruction d'arc.
• Effacer les codes G suivants dans le sous programme appelé par instruction de cycle fixe multiple I (G70 à G73): G27, G28, G30, G31, G33, code G de cycle fixe.
• ·Supprimer G02 et G03 dans le premier bloc de déplacement de la passe de finition du cycle fixe multiple I.
P202 Block over (MRC) Le nombre de blocs dans le programme d'ébauche de cycle fixe multiple I dépasse 50 ou 200 (cela diffère selon le modèle).
• Adopter une valeur ne dépassant pas 50. Le nombre de blocs dans le programme d'ébauche appelé par instruction de cycle fixe multiple I (G70 à G73) doit être réduit de manière à ne pas dépasser 50 ou 200 (cela diffère selon le modèle).
P203 D cmnd figure error (MRC) Le programme d'ébauche en cycle fixe multiple I (G70 à G73) ne permet pas d'usiner la pièce normalement car la forme demandée est impossible.
• Revoir le programme d'ébauche en cycle fixe multiple I (G70 à G73).
P204 E cmnd fixed cycle error Une valeur dans l'instruction de cycle fixe multiple pour tournage (G70 à G76) est incorrecte.
• Vérifier les valeurs dans le programme de cycle fixe multiple pour tournage (G70 à G76).
P210 No spec: Pattern cycle Une instruction de cycle fixe multiple pour tournage II (G74 à 76) a été programmée mais cela n'est pas prévu dans les spécifications.
• Vérifier les spécifications.
P220 No spec: Special fixed cycle Il n'existe pas de spécifications de cycle fixe spéciales.
• Vérifier les spécifications.
P221 No. of special fixed holes = 0 Le numéro de trou dans un cycle fixe particulier a été spécifié avec zéro.
• Réviser le programme.
P222 G36 angle error L'intervalle angulaire G36 a été spécifié par zéro.
• Réviser le programme.
P223 G12/G13 radius error La valeur radiale est inférieure à la grandeur de correction de l'instruction G12 ou G13.
• Réviser le programme.
P224 No spec: Circular (G12/G13) Il n'existe pas de spécifications de coupe circulaire.
• Vérifier les spécifications.
P230 Subprogram nesting over • Un sous-programme a ét appelé 8 fois ou plus
successivement depuis le sous-programme. • Le programme dans le serveur de données
contient l'instruction M198.
• Vérifier le nombre d'appels de sous-programme et corriger le programme pour que le nombre ne dépasse pas 8.
P231 No sequence No. À l'appel du sous-programme, le numéro de séquence spécifié au renvoi du sous-programme ou spécifié par GOTO n'était pas présent.
• Spécifier le numéro de séquence dans le bloc d'appel du sous-programme.

Annexe 2. Erreur de programme
582
N° erreur Spécifications Remède
P232 No program No. Le sous-programme appelé n'a pas été trouvé.
• Entrer le sous-programme.
P235 Program editing L'opération était attendue pour le fichier sous l'édition de programme.
• Réexécuter le programme après achèvement de l'édition de programme.
P241 No variable No. Le numéro de variable spécifié dépasse les numéros définis dans les spécifications.
• Vérifier les spécifications. • Vérifier le numéro de variables de programme.
P242 = not defined at vrble set Le signe "=" n'a pas été spécifié lors de la définition d'une variable.
• Introduire le signe "=" dans la définition de variable d'un programme.
P243 Can't use variables La variable programmée dans le membre de droite ou de gauche d'une opération n'est pas valable.
• Corriger le programme.
P252 Coord rotate in fig. rotation Une instruction relative à une rotation de coordonnée (G68, G69) a été spécifiée pendant une rotation de figure.
• Réviser le programme.
P260 No spec: Coordinates rotation Bien que la rotation des coordonnées ne soit pas prévue dans les spécifications‚ une instruction de rotation de coordonnées a été passée.
• Vérifier les spécifications.
P270 No spec: User macro Une spécification de macro a été spécifiée bien qu'une telle instruction ne soit pas existante dans les spécifications.
• Vérifier les spécifications.
P271 No spec: Macro interrupt Une instruction d'interruption de macro a été spécifiée bien qu'une telle spécification ne soit pas existante.
• Vérifier les spécifications.
P272 NC and macro texts in a block Une instruction et une instruction de macro existent dans le même bloc.
• Réviser le programme et inscrire les instructions exécutables et les instructions de macro dans des blocs séparés.
P273 Macro call nesting over Le niveau d'imbrication des appels de macro a dépassé la valeur limite.
• Réviser le programme et le corriger de manière que les appels de macro ne dépassent pas le niveau d'imbrication défini dans les spécifications.
P275 Macro argument over Le nombre de blocs d'argument d'appel de macro du type II a dépassé la valeur limite.
• Réviser le programme.
P276 Illegal G67 command Une instruction G67 a été spécifiée bien que cela n'était pas pendant la modale d'instruction G66.
• Réviser le programme. • G67 étant une instruction d'annulation, G66 doit
être spécifiée la première. P277 Macro alarm message
Une instruction d’alarme a été spécifiée dans #3000.
• Consulter les messages à l’opérateur sur l’écran DIAG.
• Consulter le manuel d’instructions fourni par le constructeur de la machine.
P280 Brackets [ ] nesting over
Le nombre de parenthèses "[" ou "]" qui peut être spécifié dans un bloc dépasse cinq.
• Réviser le programme et le corriger de manière à ce que le nombre de "[" ou "]" ne dépasse pas cinq.
P281 Brackets [ ] not paired
Le nombre de parenthèses "[" et "]" spécifié dans un bloc ne coïncide pas.
• Réviser le programme et le corriger de manière à ce que le nombre de crochets"[" et "]" soit pair.

Annexe 2. Erreur de programme
583
N° erreur Spécifications Remède
P282 Calculation impossible La formule arithmétique est incorrecte.
• Réviser le programme et corriger la formule.
P283 Divided by zero Le dénominateur de la division est zéro.
• Réviser le programme et le corriger de manière que le dénominateur de la division dans la formule ne prenne pas la valeur zéro.
P290 IF sentence error Une erreur dans l'instruction IF conditionnelle GOTO est apparue.
• Réviser le programme.
P291 WHILE sentence error Une erreur dans l'instruction WHILE conditionnelle DO -END est apparue.
• Réviser le programme.
P292 SETVN sentence error Une erreur apparaît dans l'instruction SETVN en introduisant le nom de variables.
• Réviser le programme. • Spécifier le nombre des caractères dans le nom de
variable de l'instruction SETVN à 7 au maximum. P293 DO-END nesting over
Le nombre des niveaux d'imbrication DO-END dans l'instruction WHILE conditionnel DO -END dépasse 27.
• Réviser le programme de manière à ce que le nombre d'instructions DO-END ne dépasse pas la valeur de 27.
P294 DO and END not paired Les instructions DO et END sont impaires.
• Réviser et corriger le programme de manière à ce que les instructions DO et END soient paires.
P295 WHILE/GOTO in tape En mode à bande perforée existe une instruction WHILE ou GOTO.
• En mode à bande perforée, un programme contenant une instruction WHILE ou GOTO ne peut pas être exécuté et le système commute en mode mémoire.
P296 No address (macro) L'adresse requise n'a pas été spécifiée dans la macro utilisateur.
• Réviser le programme.
P297 Address-A error La macro utilisateur n'utilise pas l'adresse A comme une variable.
• Réviser le programme.
P298 G200-G202 cmnd in tape L'une des instructions de macro utilisateur G200, G201 ou G202 a été spécifiée en mode à bande perforée ou IMD.
• Réviser le programme.
P300 Variable name illegal Les noms de variable sont spécifiés incorrectement.
• Réviser le programme de manière à ce que les noms de variable soient corrects.
P301 Variable name duplicated Le nom d'une variable a été spécifié deux fois.
• Corriger le programme de manière à ce que les noms n'existent pas en double.
P310 Not use GMSTB macro code Un code macro G, M, S, T, ou B a été appelé pendant le cycle fixe.
• Réviser le programme. • Réviser les paramètres.
P350 No spec: Scaling command L'instruction d'échelle (G50, G51) a été spécifiée alors que les spécifications d'échelle ne sont pas disponibles.
• Vérifier les spécifications.
P360 No spec: Program mirror Une instruction d'image symétrique (G50.1 ou G51.1) a été spécifiée bien qu'une telle spécification ne soit pas existante dans les spécifications.
• Vérifier les spécifications.

Annexe 2. Erreur de programme
584
N° erreur Spécifications Remède
P370 No spec: Facing t-post MR L'instruction d'image symétrique pour le porte-outil sur la face n'est pas existante dans les spécifications.
• Vérifier les spécifications.
P371 Facing t-post MR illegal L'usinage d'image symétrique pour le porte-outil sur la face a été spécifié pour un axe pour lequel l'usinage d'image symétrique externe ou le paramètre d'usinage d'image symétrique n'est pas correct. L'image symétrique pour les porte-outils sur la face validant l'image symétrique pour un axe de rotation a été spécifiée.
• Vérifier le programme. • Vérifier les paramètres.
P380 No spec: Corner R/C Une instruction chanfreinage d'angle/arrondissement d'angle I ou II a été spécifiée bien qu'une telle instruction ne soit pas existante dans les spécifications.
• Vérifier les spécifications. • Effacer l'instruction de chanfreinage
d'angle/arrondissement d'angle du programme.
P381 No spec: Arc R/C Une instruction de chanfreinage d'angle II / arrondissement d'angle II a été spécifiée dans un bloc avec interpolation circulaire bien qu'une telle instruction ne soit pas supportée.
• Vérifier les spécifications.
P382 No corner movement Le bloc suivant le chanfreinage d'angle/ arrondissement d'angle n'est pas une instruction de déplacement.
• Remplacer le bloc suivant l'instruction de chanfreinage d'angle/arrondissement d'angle par une instruction G01.
P383 Corner movement short Dans l'instruction de chanfreinage d'angle/arrondissement d'angle, la distance de déplacement est plus courte que la valeur dans l'instruction correspondante.
• Mettre le chanfreinage d'angle/arrondissement d'angle inférieur à la distance de déplacement puisque cette distance est plus courte que le chanfreinage d'angle/arrondissement d'angle.
P384 Corner next movement short Lorsque l'instruction de chanfreinage d'angle/arrondissement d'angle était entrée, la distance de déplacement dans le bloc était plus courte que la longueur du chanfreinage d'angle/ arrondissement d'angle.
• Mettre le chanfreinage d'angle/arrondissement d'angle inférieur à la distance de déplacement puisque cette distance dans le bloc suivant est plus courte que le chanfreinage d'angle/ arrondissement d'angle.
P385 Corner during G00/G33 Un bloc avec un chanfreinage d'angle/arrondissement d'angle était donné pendant une modale G00 ou G33.
• Revérifier le programme.
P390 No spec: Geometric Une instruction géométrique a été spécifiée bien qu'une telle instruction ne soit pas existante dans les spécifications.
• Vérifier les spécifications.
P391 No spec: Geometric arc Il n'existe pas de spécifications géométriques IB.
• Vérifier les spécifications.
P392 Angle < 1 degree (GEOMT) La différence angulaire entre une ligne géométrique et une autre ligne est inférieure ou égale à 1°.
• Corriger l'angle géométrique.
P393 Inc value in 2nd block (GEOMT) Le deuxième bloc géométrique a été spécifié comme valeur incrémentale.
• Spécifier ce bloc comme valeur absolue.

Annexe 2. Erreur de programme
585
N° erreur Spécifications Remède
P394 No linear move command (GEOMT) Le deuxième bloc géométrique ne comporte pas d'instruction linéaire.
• Spécifier l'instruction G01.
P395 Illegal address (GEOMT) Le format géométrique est incorrect.
• Revérifier le programme.
P396 Plane selected in GEOMT ctrl Une instruction de sélection de plan a été spécifiée dans une instruction géométrique.
• Exécuter l'instruction de sélection de plan avant d'exécuter une instruction géométrique.
P397 Arc error (GEOMT) En fonction géométrique IB, le point d'arrivée de l'arc de cercle ne touche pas ou ne croise pas le point de départ du bloc suivant.
• Revérifier l'instruction d’arc de cercle, ainsi que les instructions qui la précèdent et la suivent.
P398 No spec: Geometric1B Une instruction géométrique a été programmée alors que les fonctions géométriques IB ne sont pas prévues dans les spécifications.
• Vérifier les spécifications.
P421 Parameter input error • Le numéro de paramètre ou les données de
réglage ne sont pas valables. • Une adresse illégale a été introduite dans une
instruction G en mode d'entrée des paramètres.• Une instruction d'entrée de paramètre a été
passée pendant une modale de cycle fixe ou une correction de rayon de pointe d'outil.
• Vérifier le programme.
P430 R-pnt return incomplete • Une instruction de déplacement d'axe a été
introduite, mais l'axe n'a pas été repositionné sur le point de référence.
• Une instruction a été programmée pour un axe qui a été exclu.
• Exécuter un retour manuel au point de référence.• Une instruction commande un axe pour lequel
l'exclusion a été validée. Invalider l'exclusion de cet axe.
P431 No spec: 2,3,4th R-point ret Une instruction de retour au 2ième, 3ième ou 4ièle point de référence a été programmée bien qu'une telle spécification ne soit pas existante dans les spécifications.
• Vérifier les spécifications.
P434 Compare error L'un des axes n'est pas repositionné sur le point de départ au moment de la spécification de l'instruction de vérification de la position de référence (G27).
• Vérifier le programme.
P435 G27 and M commands in a block Une instruction M indépendante a été spécifiée simultanément dans le bloc d'instruction G27.
• Il est interdit de spécifier une instruction M indépendante dans un bloc contenant une instruction G27. Une instruction G27 et une instruction de code M doivent être programmées dans un bloc séparé.
P436 G29 and M commands in a block Une instruction M indépendante a été spécifiée simultanément dans le bloc d'instruction G29.
• Il est interdit de spécifier une instruction M indépendante dans un bloc contenant une instruction G29. Une instruction G29 et une instruction de code M doivent être programmées dans un bloc séparé.
P438
G52 invalid during G54.1 Une instruction de système de coordonnées locales a été émise pendant l'exécution de l'instruction G54.1.
• Réviser le programme.
P450 No spec: Chuck barrier Une instruction de prise d'effet de barrière de mandrin (G22) a été programmée, mais la barrière de mandrin n'est pas définie dans les spécifications.
• Vérifier les spécifications.

Annexe 2. Erreur de programme
586
N° erreur Spécifications Remède P460 Tape I/O error
Une erreur est apparue dans le lecteur de bande perforée ou dans l'imprimante pendant l'impression de macro.
• Contrôler l’alimentation et le câblage des dispositifs raccordés.
• Contrôler les paramètres des dispositifs d’entrée/sortie.
P461 File I/O error
Un fichier du programme d'usinage ne peut pas être lu.
• En mode mémoire‚ les programmes enregistrés en mémoire ont peut-être été détruits. Sortir tous les programmes et toutes les données d’outils en même temps pour les reformater.
• Vérifier que la périphérique (avec lecteur de disquette et carte IC) contenant le fichier a été installé.
P462 Computer link commu error Une erreur de communication est apparue pendant l'opération BTR.
• L'erreur "L01 Computer link error" est affichée simultanément, se référer au numéro d'erreur et y remédier.
P480 No spec: Milling • Une instruction de fraisage a été spécifiée alors
que les spécifications de fraisage ne sont pas présentes.
• Une interpolation de coordonnées polaires a été spécifiée bien qu'une telle spécification ne soit pas existante dans les spécifications.
• Vérifier les spécifications.
P481 Illegal G code (mill) • Un code G illégal a été utilisé pendant le mode de
fraisage. • Un code G illégal a été utilisé pendant
l'interpolation hélicoïdale ou l'interpolation de coordonnées polaires.
• L'instruction G07.1 a été programmée pendant la correction du rayon d'outil.
• Vérifier le programme.
P482 Illegal axis (mill) • Un axe de rotation a été spécifié pendant le
mode de fraisage. • Le fraisage a été exécuté bien qu'une valeur
illégale ait été réglée pour le n° d'axe de fraisage.• L'interpolation hélicoïdale ou l'interpolation de
coordonnées polaires a été spécifiée pendant l'image symétrique.
• L'interpolation hélicoïdale ou l'interpolation de coordonnées polaires a été spécifiée avant que la correction d'outil soit terminée après l'instruction T.
• G07.1 a été spécifiée alors que l'interpolation hélicoïdale n'était pas possible (il n'y a pas d'axe de rotation ou l'image symétrique externe est ON).
• Un axe autre que l'axe du système de coordonnées hélicoïdales a été spécifié pendant l'interpolation hélicoïdale.
• Vérifier le programme d'usinage, les paramètres et le signal PLC I/F.
P484 R-pnt ret incomplete (mill) • Un déplacement a été spécifié sur un axe qui n'a
pas achevé le retour à la position de référence pendant le mode de fraisage.
• Un déplacement a été spécifié sur un axe qui n'a pas achevé le retour à la position de référence pendant l'interpolation hélicoïdale ou l'interpolation de coordonnées polaires.
• Exécuter un retour manuel au point de référence.

Annexe 2. Erreur de programme
587
N° erreur Spécifications Remède
P485 Illegal modal (mill) • Le mode de fraisage était sur ON pendant la
correction du rayon de pointe d'outil ou le contrôle de vitesse circonférentielle constante.
• Une instruction T a été programmée pendant le mode de fraisage.
• Le mode a été commuté de fraisage sur coupe pendant la correction d'outil.
• Interpolation hélicoïdale ou de coordonnées polaires a été spécifiée pendant le mode de contrôle de vitesse circonférentielle constante (G96).
• Une instruction inacceptable dans l'interpolation hélicoïdale a été programmée.
• Une instruction T a été programmée pendant le mode d'interpolation hélicoïdale ou d'interpolation de coordonnées polaires.
• Une instruction de déplacement a été programmée alors que le plan n'était pas sélectionné juste avant ou après l'instruction G07.1.
• Une instruction de sélection de plan a été programmée pendant le mode d'interpolation de coordonnées polaires.
• L'interpolation hélicoïdale ou l'interpolation de coordonnées polaires a été spécifiée pendant la correction du rayon d'outil.
• Le plan G16 dans lequel la valeur du rayon d'un cylindre est 0 a été spécifié.
• Une instruction d'interpolation hélicoïdale ou d'interpolation de coordonnées polaires a été programmée pendant la rotation de coordonnées par programme (G68).
• Vérifier le programme. • Avant de programmer G12.1, programmer G40 ou
G97. • Avant de programmer G12.1, programmer une
instruction T. • Avant de programmer G13.1, programmer G40. • Spécifier la valeur de rayon d'un cylindre différente
de 0 ou spécifier la valeur courante de l'axe X différente de 0 avant de programmer G12.1/G16.
P486 Milling error • L'instruction de fraisage a été programmée
pendant l'image symétrique (lorsque le paramètre ou l'entrée externe est mis sur ON).
• L'interpolation de coordonnées polaires, interpolation hélicoïdale ou l'interpolation de fraisage a été spécifiée pendant l'image symétrique pour les porte-outils sur la face.
• L'instruction de départ de l'interpolation hélicoïdale ou de l'interpolation de coordonnées polaires a été programmée pendant le contrôle de ligne normal.
• Vérifier le programme.
P511 Synchronization M code error • Au moins deux codes M de synchronisation sont
spécifiés dans le même bloc. • Le code M de synchronisation et le code "!" sont
spécifiés dans le même bloc.
• Vérifier le programme.
P550 No spec: G06.2(NURBS) L'option d'interpolation NURBS n'est pas existante.
• Vérifier les spécifications.
P551 G06.2 knot error La valeur de l'instruction de nœud (k) est inférieure à la valeur du bloc précédent.
• Réviser le programme. • Spécifier le nœud pour incrément monotone.
P552 Start point of 1st G06.2 err Le point de fin du bloc immédiatement avant l'instruction G06.2 et la valeur d'instruction du premier bloc G06.2 ne coïncident pas.
• Ajuster la valeur d'instruction de coordonnée du premier bloc G06.2 avec le point de fin du bloc précédent.

Annexe 2. Erreur de programme
588
N° erreur Spécifications Remède
P554 Invld manual interrupt in G6.2 L'interruption manuelle utilisant un bloc a été exécutée bien que le mode G06.2 soit présent.
• Exécuter pour d'autres blocs que ceux du mode G06.2 une interruption manuelle.
P600 No spec: Auto TLM Une instruction de mesure automatique de la longueur d'outil (G37) a été exécutée bien qu'une telle spécification ne soit pas existante dans les spécifications.
• Vérifier les spécifications.
P601 No spec: Skip Une instruction de saut (G31) a été spécifiée bien qu'une telle instruction ne soit pas existante dans les spécifications.
• Vérifier les spécifications.
P602 No spec: Multi skip Une instruction de saut multiple (G31.1‚ G31.2 ou G31.3) a été programmée bien qu'une telle spécification ne soit pas existante dans les spécifications.
• Vérifier les spécifications.
P603 Skip speed 0 La vitesse de saut est 0.
• Spécifier la vitesse de saut.
P604 TLM illegal axis Aucun axe ou plus d'un axe a été spécifié dans le bloc de mesure automatique de la longueur d'outil.
• Spécifier seulement un axe.
P605 T & TLM command in a block Le code T est dans le même bloc que le bloc de mesure automatique de la longueur d'outil.
• Spécifier le code T avant le bloc.
P606 T cmnd not found before TLM Le code T n'a pas encore été spécifié dans la mesure automatique de la longueur d'outil.
• Spécifier le code T avant le bloc.
P607 TLM illegal signal Le signal d'arrivée à la position de mesure a été mis sur ON avant la plage spécifiée par le paramètre d ou l'instruction D.Ou jusqu'à la fin le signal n'est pas mis sur ON.
• Vérifier le programme.
P608 Skip during radius compen Une instruction de saut a été spécifiée pendant le processus de correction de rayon.
• Spécifier une instruction d'annulation de correction de rayon (G40) ou enlever l'instruction de saut.
P610 Illegal parameter • Le réglage des paramètres n'est pas correct. • G114.1 a été spécifiée alors que la
synchronisation de broche était sélectionnée avec l'instruction PLC I/F.
• G113 a été spécifiée lorsque l'option d'usinage de polygone broche-broche était OFF et la synchronisation de broche était sélectionnée avec l'instruction PLC I/F.
• Vérifier si "#1549 Iv0vR1" a "#1553 Iv0vR5" sont mis dans l'ordre descendant (dans l'ordre de valeurs larges).
• Vérifier si "#1554 Iv0rd2" à "#1557 Iv0rd5" sont mis dans l'ordre descendant.
• Vérifier et corriger "#1514 expLinax" et "#1515 expRotax".
• Vérifier le programme. • Vérifier les paramètres.
P611 No spec: Exponential function La spécification pour l'interpolation exponentielle n'est pas disponible.
• Vérifier les spécifications.
P612 Exponential function error Une instruction de déplacement pour l'interpolation exponentielle a été programmée pendant l'image symétrique pour les porte-outils sur la face.
• Vérifier le programme.
P700 Illegal command value La synchronisation de broche a été spécifiée pour une broche qui n'est pas connectée en série.
• Vérifier le programme. • Vérifier les paramètres.

Annexe 2. Erreur de programme
589
N° erreur Spécifications Remède
P900 No spec: Normal line control Une instruction de contrôle de ligne normale (G40.1, G41.1, G42.1) a été spécifiée alors que les spécifications de contrôle de ligne normale ne sont pas indiquées.
• Vérifier les spécifications.
P901 Normal line control axis G92 Une instruction de décalage de pièce à usiner de l'axe de contrôle de ligne normale (G92) a été programmée pendant le contrôle de ligne normale.
• Vérifier le programme.
P902 Normal line control axis error • L'axe de contrôle de ligne normale a été spécifié
pour un axe linéaire. • L'axe de contrôle de ligne normale a été spécifié
pour un axe linéaire de type axe de rotation II. • L'axe de contrôle de ligne normal n'a pas été
défini. • L'axe de contrôle de ligne normale a été dupliqué
avec l'axe de sélection de plan.
• Corriger l'axe de contrôle de ligne normal.
P903 Plane chg in Normal line ctrl L'instruction de sélection de plan (G17, G18, G19) a été programmée pendant le contrôle de ligne normale.
• Effacer l'instruction de sélection de plan (G17, G18, G19) du programme pour le contrôle de ligne normal.
P920 No spec: 3D coord conv Aucune spécification pour la conversion des coordonnées à 3 dimensions n'est présente.
• Vérifier les spécifications.
P921 Illegal G code at 3D coord Une instruction de code G qui ne peut pas être exécutée a été spécifiée pendant la modale de conversion de coordonnées à 3 dimensions.
• Se référer au "Manuel d'instructions de programmation (séries centre d'usinage)" pour de plus amples détails sur les instruction G utilisables.
• Si le paramètre de spécification de base "#1229 set01/bit3" est mis sur ON, mettre le paramètre sur OFF ou spécifier l'annulation de contrôle de vitesse circonférentielle constante (G97).
P922 Illegal mode at 3D coord Une instruction de conversion de coordonnées à 3 dimensions a été programmée pendant une modale pour laquelle la conversion de coordonnées à 3 dimensions ne peut pas être exécutée.
• Se référer au "Manuel d'instructions de programmation (séries centre d'usinage)" pour de plus amples détails sur les instructions G utilisables.
P923 Illegal addr in 3D coord blk Un code G pour lequel G68 en combinaison n'a pas pu être exécuté a été spécifié pour le même bloc.
• Se référer au "Manuel d'instructions de programmation (séries centre d'usinage)" pour de plus amples détails sur les instructions G utilisables.
P930 No spec: Tool axis compen Une correction de longueur d'outil suivant l'instruction de l'axe d'outil a été programmée bien que la spécification de correction de longueur d'outil suivant l'axe d'outil n'est pas existante.
• Vérifier les spécifications.
P931 Executing tool axis compen Un code G qui ne peut pas être spécifié existe pendant une correction de longueur d'outil suivant l'axe d'outil.
• Réviser le programme.
P932 Rot axis parameter error Il y a une erreur dans le nom de l'axe orthogonal et le nom de l'axe de rotation dans les paramètres de configuration de l'axe de rotation.
• Mettre la valeur correcte et redémarrer.
P940 No spec: Tool tip control Il n'y a aucune spécification de contrôle de centre de la pointe d'outil.
• Vérifier les spécifications.

Annexe 2. Erreur de programme
590
N° erreur Spécifications Remède
P941 Invalid T tip control command Une instruction de contrôle du centre de pointe d'outil a été programmée pendant une modale pour laquelle une telle instruction ne peut pas être programmée.
• Réviser le programme.
P942 Invalid cmnd during T tip ctrl Un code G qui ne peut pas être spécifié a été programmé pendant le contrôle du centre de la pointe d'outil.
• Réviser le programme.
P943 Tool posture command illegal Dans le cas du contrôle du centre de la pointe d'outil de type 1, si le signe des points de départ et de fin sur l'axe de rotation du côté de l'outil ou l'axe de rotation du côté de la base de table diffère, une rotation de l'axe de rotation du côté de la base d'outil ou de l'axe de rotation du côté de la pièce de la table existe pour le même bloc et ne passe pas un point singulier. Dans le cas d'un contrôle du centre de la pointe d'outil de type 2, l'instruction du vecteur de pose est incorrecte.
• Réviser le programme.
P990 PREPRO error La combinaison d'instructions exigeant une lecture anticipée (correction du rayon de la pointe d'outil, arrondissement/chanfreinage d'arête, fonction géométrique I, fonction géométrique IB, cycle fixe multiple pour tours et aléseuses) forme une file de huit blocs ou plus en lecture anticipée.
• Réduire le nombre d'instructions exigeant une lecture anticipée ou supprimer ces instructions.


Historique des révisions
Date de la révision N° manuel Détails de la révision
Juin. 2004 IB(NA)1500057-A Réalisation de la première édition
Septembre 2004 IB(NA)1500057-B • Les contenus ont été corrigés en accord avec les séries Mitsubishi CNC700 version de logiciel A.
• Le chapitre "2.1 Incréments d'instruction d'entrée" a été effacé. • Le chapitre "2.2 Incrément d'index" a été ajouté. • Le chapitre "3.3 Fonction de contrôle d'adresse de programme" a été effacé. • Le chapitre "14.9 Retour simple au point de référence" a été effacé. • Le chapitre "14.13 Système de coordonnées pour l'axe de rotation" a été ajouté. • Les erreurs ont été corrigées.
Décembre 2009 IB(NA)1500057-G Le contenu de cette version est équivalent à la version Anglaise B plus les corrections suivantes. • Mise à jour: "Précautions de sécurité". • Correction des points ci-dessous. - 10.4 Commande de la vitesse circonférentielle constante; G96, G97. - 10.5 Réglage de la vitesse de la broche verrouillée; G92. • Correction des erreurs.

Global Service Network
AMERICA EUROPE
MITSUBISHI ELECTRIC AUTOMATION INC. ( AMERICA FA CENTER) MITSUBISHI ELECTRIC EUROPE B.V. (EUROPE FA CENTER)Central Region Service Center GOTHAER STRASSE 10, 40880 RATINGEN, GERMANY 500 CORPORATE WOODS PARKWAY, VERNON HILLS, IL., 60061, U.S.A. TEL: +49-2102-486-0 / FAX: +49-2102-486-5910 TEL: +1-847-478-2500 / FAX: +1-847-478-2650
Germany Service CenterWestern Michigan Service Satellite KURZE STRASSE. 40, 70794 FILDERSTADT-BONLANDEN, GERMANY ALLEGAN, MICHIGAN., 49010, U.S.A. TEL: + 49-711-3270-010 / FAX: +49-711-3270-0141TEL: +1-847-478-2500 / FAX: +1-269-673-4092
France Service CenterOhio Service Satellite 25, BOULEVARD DES BOUVETS, 92741 NANTERRE CEDEX FRANCE LIMA, OHIO, 45801, U.S.A. TEL: +33-1-41-02-83-13 / FAX: +33-1-49-01-07-25 TEL: +1-847-478-2500 / FAX: +1-847-478-2650
France (Lyon) Service SatelliteMinnesota Service Satellite 120, ALLEE JACQUES MONOD 69800 SAINT PRIEST RICHFIELD, MINNESOTA, 55423, U.S.A. TEL: +33-1-41-02-83-13 / FAX: +33-1-49-01-07-25 TEL: +1-847-478-2500 / FAX: +1-847-478-2650
Italy Service CenterWestern Region Service Center VIALE COLLEONI 7-PALAZZO SIRIO CENTRO DIREZIONALE COLLEONI, 5665 PLAZA DRIVE, CYPRESS, CALIFORNIA, 90630, U.S.A. 20041 AGRATE BRIANZA MILANO ITALY TEL: +1-714-220-4796 / FAX: +1-714-229-3818 TEL: +39-039-60531-342 / FAX: +39-039-6053-206
Eastern Region Service Center Italy (Padova) Service Sattelite 200 COTTONTAIL LANE SOMERSET, NEW JERSEY, 08873, U.S.A. VIA SAVELLI 24 - 35129 PADOVA ITALY TEL: +1-732-560-4500 / FAX: +1-732-560-4531 TEL: +39-039-60531-342 / FAX: +39-039-6053-206
Western Pennsylvania Service Satellite U.K. Service Center ERIE, PENNSYLVANIA, 16510, U.S.A. TRAVELLERS LANE, HATFIELD, HERTFORDSHIRE, AL10 8XB, U.K. TEL: +1-814-897-7820 / FAX: +1-814-987-7820 TEL: +44-1707-27-6100 / FAX: +44-1707-27-8992
Southern Region Service Center Spain Service Center 2810 PREMIERE PARKWAY SUITE 400, DULUTH, GEORGIA, 30097, U.S.A. CTRA. DE RUBI, 76-80-APDO. 420 TEL: +1-678-258-4500 / FAX: +1-678-258-4519 08190 SAINT CUGAT DEL VALLES, BARCELONA SPAIN
TEL: +34-935-65-2236 / FAX: +34-935-89-1579Northern Texas Service Satellite 1000, NOLEN DRIVE SUITE 200, GRAPEVINE, TEXAS, 76051, U.S.A. Poland Service Center TEL: +1-817-251-7468 / FAX: +1-817-416-5000 UL.KRAKOWSKA 50, 32-083 BALICE, POLAND
TEL: +48-12-630-4700 / FAX: +48-12-630-4727Southern Texas Service Satellite FRIENDSWOOD, TEXAS, 77546, U.S.A Poland (Wroclaw) Service Center TEL: +1-832-573-0787 / FAX: +1-678-573-8290 UL KOBIERZYCKA 23,52-315 WROCLAW,POLAND
TEL: +48-71-333-77-53 / FAX: +48-71-333-77-53Central Florida Service Satellite SATELITE BEACH, FLORIDA, 32937, U.S.A. Turkey Service Center TEL : +1-321-610-4436 / FAX : +1-321-610-4437 BAYRAKTAR BULVARI, NUTUK SOKAK NO:5, YUKARI DUDULLU
ISTANBUL, TURKEY Canadian Region Service Center TEL: +90-216-526-3990 / FAX: +90-216-526-3995 4299 14TH AVENUE MARKHAM, ONTARIO, L3R OJ2, CANADA TEL: +1-905-475-7728 / FAX: +1-905-475-7935 Czech Republic Service Center
TECHNOLOGICKA 374/6,708 00 OSTRAVA-PUSTKOVEC, CZECH REPUBLICMexico City Service Center TEL: +420-59-5691-185 / FAX: +420-59-5691-199 MARIANO ESCOBEDO 69 TLALNEPANTLA, 54030 EDO. DE MEXICO TEL: +52-55-9171-7662 / FAX: +52-55-9171-7649 Russia Service Center
213, B.NOVODMITROVSKAYA STR., 14/2, 127015 MOSCOW, RUSSIAMonterrey Service Satellite TEL: +7-495-748-0191 / FAX: +7-495-748-0192 ARGENTINA 3900, FRACC. LAS TORRES, MONTERREY, N.L., 64720, MEXICO TEL: +52-81-8365-4171 / FAX: +52-81-8365-4171 Sweden Service Center
STRANDKULLEN, 718 91 FROVI, SWEDENBrazilian Service Center TEL: +46-581-700-20 / FAX: +46-581-700-75 ACESSO JOSE SARTORELLI, KM 2.1 CEP 18550-000, BOITUVA-SP, BRAZIL TEL: +55-15-3363-9900 / FAX: +55-15-3363-9911 Bulgaria Service Center
4 A. LYAPCHEV BOUL., 1756 - SOFIA, BULGARIABrazilian's Sites Service Center TEL: +359-2-8176000 / FAX: +359-2-9744061 CITIES OF PORTO ALEGRE AND CAXIAS DO SUL BRAZIL CITIES OF SANTA CATARINA AND PARANA STATES Ukraine (Kharkov) Service Center TEL: +55-15-3363-9927 APTEKARSKIY PEREULOK 9-A, OFFICE 3, 61001 KHARKOV, UKRAINE
TEL: +38-57-732-7744 / FAX: +38-57-731-8721
Ukraine (Kiev) Service Center 4-B, M. RASKOVOYI STR., 02660 KIEV, UKRAINE TEL: +38-044-494-3355 / FAX: +38-044-494-3366
Belarus Service Center 703, OKTYABRSKAYA STR., 16/5, 220030 MINSK, BELARUS TEL: +375-17-210-4626 / FAX: +375-17-227-5830
South Africa Service Center P.O. BOX 9234, EDLEEN, KEMPTON PARK GAUTENG, 1625 SOUTH AFRICA TEL: + +27-11-394-8512 / FAX: +27-11-394-8513

ASEAN CHINA
MITSUBISHI ELECTRIC ASIA PTE. LTD. (ASEAN FA CENTER) MITSUBISHI ELECTRIC AUTOMATION (SHANGHAI) LTD. (CHINA FA CENTER)Singapore Service Center China (Shanghai) Service Center 307 ALEXANDRA ROAD #05-01/02 MITSUBISHI ELECTRIC BUILDING SINGAPORE 159943 4/F ZHI FU PLAZA, NO. 80 XIN CHANG ROAD, TEL: +65-6473-2308 / FAX: +65-6476-7439 SHANGHAI 200003,CHINA
TEL: +86-21-2322-3030 / FAX: +86-21-2322-2800Indonesia Service Center China (Ningbo) Service Dealer WISMA NUSANTARA 14TH FLOOR JL. M.H. THAMRIN 59, JAKARTA 10350 INDONESIA China (Wuxi) Service Dealer TEL: +62-21-3917-144 / FAX: +62-21-3917-164 China (Jinan) Service Dealer
Malaysia (KL) Service Center China (Beijing) Service Center 60, JALAN USJ 10 /1B 47620 UEP SUBANG JAYA SELANGOR DARUL EHSAN, MALAYSIA 9/F, OFFICE TOWER 1, HENDERSON CENTRE, 18 JIANGUOMENNEI AVENUE TEL: +60-3-5631-7605 / FAX: +60-3-5631-7636 DONGCHENG DISTRICT, BEIJING, CHINA 100005
TEL: +86-10-6518-8830 / FAX: +86-10-6518-8030Malaysia (Johor Baru) Service Center China (Beijing) Service Dealer No. 16, JALAN SHAH BANDAR 1, TAMAN UNGKU TUN AMINAH, 81300 SKUDAI, JOHOR MALAYSIA TEL: +60-7-557-8218 / FAX: +60-7-557-3404 China (Tianjin) Service Center
B-2-801-802, YOUYI BUILDING. 50 YOUYI ROAD, HEXI DISTRICTVietnam Service Center-1 TIANJIN, CHINA 300061 47-49 HOANG SA ST. DAKAO WARD, DIST. 1, HO CHI MINH CITY, VIETNAM TEL: +86-22-2813-1015 / FAX: +86-22-2813-1017 TEL: +84-8-910-4763 / FAX: +84-8-910-2593 China (Shenyang) Service Satellite
Vietnam Service Center-2 China (Chengdu) Service Center THUAN KIEN PLAZA 190 HONG BANG ROAD.TOWER C. SUITE 3002. DIST.5, BLOCK B-1, 23F, CHUAN XIN MANSION, 18 SECTION 2 HO CHI MINH CITY,VIETNAM RENMIN ROAD (SOUTH), CHENGDU, SICHUAN, CHINA 610016 TEL: +84-8-240-3587 / FAX: +84-8-726-7968 TEL: +86-28-8619-9730 / FAX: +86-28-8619-9805
Vietnam (Hanoi) Service Center China (Changchun) Service Satellite 5TH FL., 93B KIM LIEN ST., PHUONG LIEN WARD, DONG DA DIST. BING 3RD ROAD., INDUSTRIAL&ECONOMICAL DEVELOPMENT ZONE, CHAOYANG DISTRICT TEL: +84-8-573-7646 / FAX: +84-4-573-7650 TEL : +86-0431-5021-546 / FAX : +86-0431-5021-690
Philippines Service Center China (Shenzhen) Service Center UNIT No.411, ALABAMG CORPORATE CENTER KM 25. WEST SERVICE ROAD ROOM 2512-2516, GREAT CHINA INTERNATIOANL EXCHANGE SQUARE, JINTIAN RD.S., SOUTH SUPERHIGHWAY, ALABAMG MUNTINLUPA METRO MANILA, PHILIPPINES 1771 FUTIAN DISTRICT, SHENZHEN, CHINA 518034 TEL: +63-2-807-2416 / FAX: +63-2-807-2417 TEL: +86-755-2399-8272 / FAX: +86-755-8218-4776
MITSUBISHI ELECTRIC AUTOMATION (THAILAND) CO., LTD. (THAILAND FA CENTER) BANG-CHAN INDUSTRIAL ESTATE No.111 SOI SERITHAI 54 KOREA T.KANNAYAO, A.KANNAYAO, BANGKOK 10230, THAILAND TEL: +66-2906-8255 / FAX: +66-2906-3239 MITSUBISHI ELECTRIC AUTOMATION KOREA CO., LTD. (KOREA FA CENTER)
Korea Service CenterThailand Service Center 1480-6, GAYANG-DONG, GANGSEO-GU SEOUL 157-200 ,KOREA 898/19,20,21,22 S.V. CITY BUILDING OFFICE TOWER 1 FLOOR 7 TEL: +82-2-3660-9602 / FAX: +82-2-3664-8668 RAMA III RD BANGPONGPANG,YANNAWA,BANGKOK 10120. THAILAND TEL: +66-2-682-6522 / FAX: +66-2-682-9750 Korea Taegu Service Satellite
603 CRYSTAL BUILDING 1666, SANBYEOK-DONG, BUK-KU, DAEGU, 702-010, KOREA TEL: +82-53-604-6047 / FAX: +82-53-604-6049
INDIA
MITSUBISHI ELECTRIC ASIA PVT LTD TAIWAN FIRST & SECOND FLOOR, AVR BASE, MUNICIPAL No.BC-308, HENNURE BANASWADI ROAD, HRBR RING ROAD, BANGALORE-560 043,INDIA MITSUBISHI ELECTRIC TAIWAN CO., LTD(TAIWAN FA CENTER) TEL: +91-80-4020-1600 / FAX: +91-80-4020-1699 TAIWAN (Taichung) Service Center
No.8-1, GONG YEH 16TH RD., TAICHUNG INDUSTRIAL PARK TAICHUNG CITY, TAIWAN R.O.CIndia (Pune) Service Center TEL: +886-4-2359-0688 / FAX: +886-4-2359-0689 EL-3, J BLOCK, M.I.D.C., BHOSARI PUNE 411026, INDIA TEL: +91-20-2710-2000 / FAX: +91-20-2710-2185 TAIWAN (Taipei) Service Center
3TH. FLOOR, No.122 WUKUNG 2ND RD., WU-KU HSIANG, TAIPEI HSIEN, TAIWAN R.O.CIndia (Bangalore) Service Center TEL: +886-2-2299-2205 / FAX: +886-2-2298-1909 S 615, 6TH FLOOR, MANIPAL CENTER, BANGALORE 560001, INDIA TEL: +91-80-509-2119 / FAX: +91-80-532-0480 TAIWAN (Tainan) Service Center
2F(C),1-1, CHUNGHWA-RD, YONGKANG CITY, TAINAN HSIEN, TAIWAN R.O.CIndia (Delhi) Service Center TEL: +886-6-313-9600 / FAX: +886-6-313-7713 1197, SECTOR 15 PART-2, OFF DELHI-JAIPUR HIGHWAY BEHIND 32nd MILESTONE GURGAON 122001, INDIA TEL: +91-98-1024-8895
OCEANIA
MITSUBISHI ELECTRIC AUSTRALIA LTD.Oceania Service Center 348 VICTORIA ROAD, RYDALMERE, N.S.W. 2116 AUSTRALIA TEL: +61-2-9684-7269 / FAX: +61-2-9684-7245

Notice
Tout effort a été réalisé pour rester en accord avec les révisions de logiciel et de matériel dans les contenus décrits dans ce manuel. Toutefois, veuillez comprendre que dans quelques cas inévitables, une révision simultanée n'est pas possible. Veuillez contacter votre revendeur Mitsubishi Electric pour toute question ou remarque concernant l'utilisation de ce produit.
Reproduction interdite Ce manuel d'instruction ne doit pas être reproduit sous quelle que forme que ce soit en partie ou dans sa totalité sans l'accord écrit de Mitsubishi Electric Corporation.
© 2004-2009 MITSUBISHI ELECTRIC CORPORATION TOUS DROITS RÉSERVÉS.