Embed Size (px)
Citation preview
Mec. Ind. (2000) 1, 201–212 2000 Éditions scientifiques et médicales Elsevier SAS. Tous droits réservésS1296-2139(00)00119-6/FLA
Moulage par injection de poudres métalliques.Expérimentation, modélisation et simulation
Thierry Barrière a*, David Renault a, Jean-Claude Gelin a, Marc Dutilly b
a Laboratoire de mécanique appliquée R. Chaléat, UMR CNRS 6604, 24 Chemin de l’Épitaphe, 25030 Besançon, Franceb Dynamic Software, 5, Parc Club du Golf, 13856 Aix-en-Provence, France
(Reçu le 23 mars 2000 ; accepté le 21 avril 2000)
Résumé —Le moulage par injection de poudres métalliques consiste à réaliser des composants métalliques par injection d’un mélangede poudre métallique et d’une résine polymère thermoplastique, laquelle est ensuite évacuée par déliantage thermique ou catalytique.Enfin, le squelette de poudres est densifié, le plus souvent par diffusion à l’état solide. Les principaux problèmes survenant lors de ceprocédé proviennent des effets de séparation de phase lors de l’injection, des effets de soudure d’écoulements et de la distributionhétérogène de poudres métalliques après injection, provoquant des retraits non homothétiques lors de la phase de densification.Un pilote expérimental instrumenté permettant la réalisation de l’ensemble des étapes a été mis en œuvre. La théorie des mélangesest utilisée pour modéliser la phase d’injection de polymère chargé en poudres. La résolution des équations de conservation parla méthode des éléments finis permet la localisation des zones de ségrégation. Une méthode de propagation de fronts a étédéveloppée permettant la simulation du remplissage de moule. Enfin la densification par diffusion à l’état solide est modélisée etsimulée numériquement à l’aide d’un modèle visqueux non linéaire. Différents exemples de validation sont décrits ainsi que descomparaisons avec l’expérimentation. 2000 Éditions scientifiques et médicales Elsevier SAS
moulage par injection / déliantage / densification / modélisation / éléments finis / simulation
Abstract —Metal injection moulding. Experiment, modelling and simulation. The metal injection moulding process is used toproduce small and complex metallic components. The first step is the injection of a mixture composed by a metallic powder anda thermoplastic binder. The binder is eliminated by a thermal or catalytic debinding. The last step is the sintering in order toobtain a part with the correct size and required mechanical properties. The metal injection moulding process is analysed using bothexperiments and computational modelling. A numerical approach for biphasic mixtures has been developed to analyse the flowof the feedstock during injection. The solution of the Navier–Stokes equations is made by an implicit finite element method. Themould filling simulation uses an Eulerian formulation with a VOF method. The simulation gives the density field in order to detectthe segregation zones leading to an anisotropic shrinkage. The modelling of the solid state sintering is based on a viscoplasticmodel. The results obtained by experiments and numerical simulations are compared and reveal a good agreement. Furthermore,the components obtained after injection, debinding and sintering have the correct size and required mechanical properties. 2000Éditions scientifiques et médicales Elsevier SAS
injection moulding / debinding / sintering / modelling / finite element method / simulation
Nomenclature
i désigne la phase solide ou liquide
bS gravité . . . . . . . . . . . . . . . . . m·s−2
t temps . . . . . . . . . . . . . . . . . . sF variable d’advectionσS contrainte de densification . . . . . . N·m−2
σ i contrainte associée à la phasei . . . . N·m−2
σm contrainte moyenne . . . . . . . . . . N·m−2
* Corespondance et tirés à part :[email protected]
ρi densité courante de phasei . . . . . . kg·m−3
ρi0 densité initiale de phasei . . . . . . . kg·m−3
d0 densité relative initialeδDb0 coefficient de diffusion aux joints de
grain . . . . . . . . . . . . . . . . . . m3·s−1
F vecteurs des efforts extérieursQb énergie d’activation . . . . . . . . . . kJ·mol−1
γS énergie de surface des particules . . . J·m−2
mi forces d’interaction de la phasei . . . m·s−1
Φi fraction volumique de phasei
Kdivij matrice associée à la condition
d’incompressibilité
201

Th. Barrière et al.
Kadvecmatrice associée aux termesd’advection . . . . . . . . . . . . . . . m3·s−1
Kdiv matrice associée aux termes dediffusion . . . . . . . . . . . . . . . . m3·s−1
Kii matrice de raideur visqueusede la phasei
k matrice d’interactionMi matrice masse de la phasei . . . . . . kg·m−3
k paramètre d’interaction entre phasesM matrice masse de la phasei . . . . . . m3
r0 rayon initial des particules sphériques mεi taux de déformation de la phasei . . s−1
εvp taux de déformation viscoplastique . . s−1
I2 tenseur identité de second ordreµi viscosité de la phasei . . . . . . . . . Pa·sV i vitesse de la phasei . . . . . . . . . . m·s−1
Ω volume atomique . . . . . . . . . . . m3
d densité relativeG module de compressibilité . . . . . . N·m−2
k constante de Boltzmann . . . . . . . . J·K−1
K module de cisaillement . . . . . . . . N·m−2
R constante des gaz parfaits . . . . . . . J·mol−1·K−1
T température absolue . . . . . . . . . . K
1. INTRODUCTION
Le moulage par injection métallique (MIM) est unetechnologie utilisée pour la production de petits compo-sants de formes complexes. Son principal avantage estla possibilité qu’elle offre pour l’obtention de pièces 3Davec une densité élevée, et ce pour un coût compétitif. Encontraste, les technologies conventionnelles de la métal-lurgie des poudres (CIP, HIP) sont limitées par la com-plexité et la densité maximale qu’il est possible d’obte-nir. Les composants produits par MIM sont courammentutilisés dans l’industrie de la lunetterie, de la bijouterieet dans la production automobile. Ces pièces possèdentles caractéristiques suivantes : bonnes propriétés méca-niques, bonne résistance à la corrosion, des tolérancesde fabrication serrées. Des opérations complémentairessont possibles : traitements thermiques ou bien polissagespour améliorer la qualité esthétique des pièces.
La fabrication d’un composant par moulage par in-jection métallique est décomposée en quatre étapes. Ellecombine la technologie du moulage par injection desthermoplastiques avec la métallurgie des poudres. Unepoudre métallique fine est mélangée avec un liant ther-moplastique [1]. Le mélange est en général limité à 40 %de liant en volume, ce qui représente 6 % à 15 % en massesuivant le type de poudre métallique. Le rôle du liant est
de véhiculer la poudre. En d’autre termes, le liant confèreau mélange une viscosité facilitant ainsi l’étape de mou-lage. Le feedstockest moulé avec une machine d’in-jection traditionnelle utilisée dans l’industrie du mou-lage des plastiques. Vient ensuite l’étape d’élimination duliant. Celle-ci est réalisée par plusieurs méthodes : cata-lytique [2], immersion dans un solvant, thermique ou unecombinaison de ces différentes techniques. La dernièreétape est la densification à l’état solide [3]. Lors de celle-ci, la pièce subie un retrait de 15 à 20 % suivant la quan-tité de liant présente à l’étape initiale de mélangeage [4].Les espaces, laissés libres par le départ du liant, dispa-raissent au fur et à mesure que les grains de poudres sesoudent par diffusion jusqu’à atteindre un maximum dedensité. Les paramètres de moulage tels que : la pressiond’injection, la température du moule et dufeedstocksontimportants pour réaliser des pièces moulées sans défauts.De plus, si le composant possède des défauts issus de laphase de moulage, ceux-ci sont amplifiés lors des phasesde déliantage et de densification [4]. Il est donc essen-tiel de contrôler la phase de moulage pour obtenir despièces sans défauts. L’étape de déliantage doit être égale-ment contrôlée, en effet des défauts peuvent apparaître sile cycle de température ou le choix de l’atmosphère n’estpas adapté. Le contrôle de la qualité des pièces est réali-sée par microscopie électronique à balayage [5]. Le cyclede température et l’atmosphère déterminent la structuremétallographique et la densité de produit densifié [6].S’ils ne sont pas optimaux, ils provoquent des variationsimportantes de propriétés mécaniques. L’objectif est lecontrôle des différentes étapes pour obtenir d’excellentespropriétés en traction, flexion et dureté.
Les simulations numériques de remplissage de moulepermettent de montrer l’apparition des zones plus oumoins riches en liant, c’est-à-dire des zones de ségréga-tion [7]. Il est très important de déceler la présence de ceszones pour éviter des retraits anisotropes pendant la den-sification. La simulation numérique des écoulements deliant chargés en poudres utilise les équations de Navier–Stokes où la phase solide représente la poudre métalliqueet la phase liquide représente le liant. Dans ces équa-tions, un terme d’interaction permet le couplage entreles phases [8]. Ces équations sont discretisées par la mé-thode des éléments finis. le remplissage du moule utiliseune méthode eulérienne, la résolution de l’équation deconvection–advection se fait par une méthode VOF adap-tée au cas biphasique [9].
La simulation de densification permet de quantifier leschangements de forme en fonction de la température et del’évolution des densités et permet également de prédire leretrait, celui-ci est comparé aux valeurs expérimentales.
202
Moulage par injection de poudres métalliques. Expérimentation, modélisation et simulation
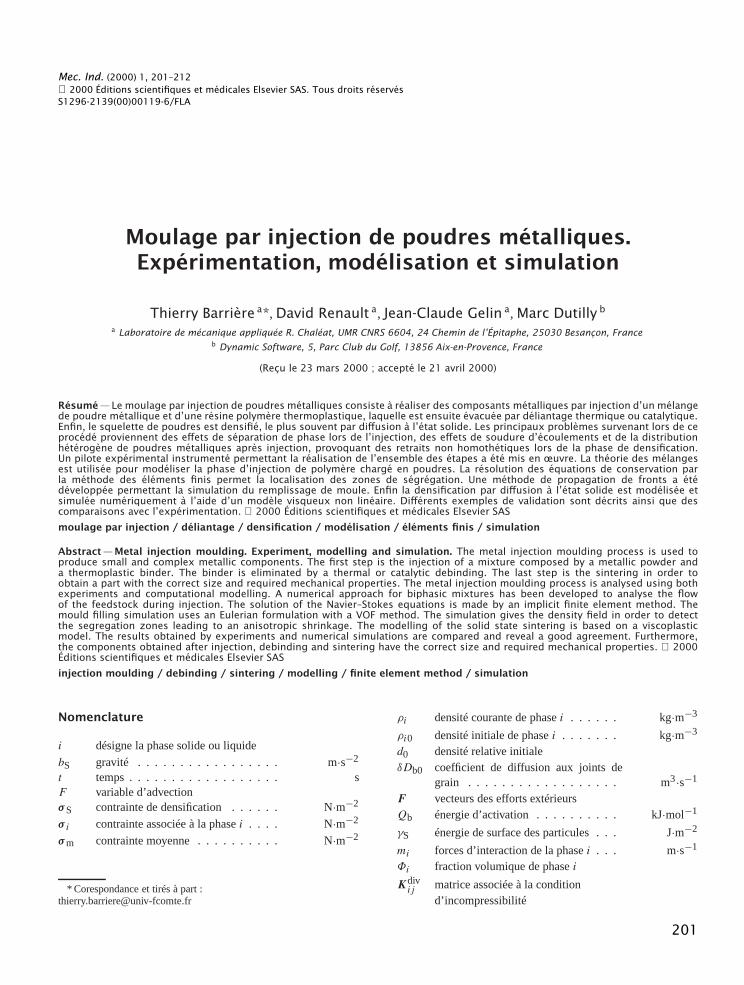
Figure 1. Dimension et vue globale des empreintes.
2. EXPÉRIMENTATIONS
2.1. Conception et réalisationd’un moule multi-empreintes
Pour étudier l’influence des paramètres de moulageun moule multi-empreintes a été conçu et réalisé aulaboratoire, voirfigure 1.
Les moules multi-empreintes sont couramment uti-lisés pour produire des pièces destinées à différentsusages : pièces utilisables pour obtenir les propriétés mé-caniques des composants, empreintes pour réaliser destests d’injectabilité avec une forme en zigzag [4], com-posants spécialement conçus pour le déliantage et le frit-tage (par exemple des marches d’escaliers pour étudierl’influence des cycles sur les changements de formes oud’épaisseurs) [10].
Pour le moule réalisé, les composants de type 2 et 3sont des éprouvettes de traction utilisées pour réaliserdes essais de traction statique. Les pièces de type 1 et4 sont des éprouvettes de flexion afin de déterminer lescomportements mécaniques en flexion ou en dureté. Ladifférence de moulage entre ces éprouvettes se fait parle type d’alimentation, soit mono-directionnelle ou bi-directionnelle, cette disposition permettant d’étudier lesproblèmes de soudure lors de la rencontre des fronts.Les dimensions des composants sont indiquées sur lafigure 1et permettent d’étudier les propriétés finales dela poudre métallique moulée (acier inoxydable 316L)pour différents cycles de déliantage et frittage [11].Un composant de type volant, de rayon 25 mm, estutilisé pour examiner les problèmes de remplissage surune pièce couvrant une grande surface avec jonction deplusieurs fronts.
La réalisation des empreintes avec des plaquettes rap-portées et usinées par électroérosion procure l’avantagede pouvoir changer facilement le type ou l’épaisseur dela pièce moulée. Les canaux sont cylindriques centrés cequi facilite le remplissage du moule. Leurs diamètres va-rient entre 3 et 6 mm. De petits diamètres réduisent consi-dérablement la vitesse d’injection dans le moule, de plusgros diamètres permettent un remplissage plus rapide. Undiamètre de 5 mm est choisi pour les canaux du moule.Les seuils sont les derniers éléments du circuit d’ali-mentation, ils sont placés juste devant l’empreinte. Leursformes et leurs tailles sont très importantes pour obte-nir un remplissage progressif et éviter les phénomènes dejetting solide ou liquide. Les seuils possèdent une formerectangulaire avec une section de 6 mm2. Pour obtenirune éjection correcte des pièces, un angle de dépouillede 2 a été rajouté [12, 13].
2.2. Moulage par injection
Le moulage des composants représentésfigure 1 estréalisé grâce à une presse à injecter dont les caracté-ristiques sont les suivantes : force de fermeture 22 t,volume injectable de 30,4 cm3, vitesse d’injection de160 mm·s−1 et pression hydraulique d’injection de160 bars.
La poudre métallique retenue correspond à un acierinoxydable de type 316L. Letableau I précise lescaractéristiques du mélange utilisé et donne notammentdes indications quand à la viscosité du mélange.
Les paramètres de moulage du 316L sont donnés dansle tableau II. Ils sont en accord avec ceux préconiséspar le fournisseur de matériau [14]. La vérification de la
203
Th. Barrière et al.
TABLEAU ICaractéristiques du mélange 316L et liant thermoplastique.
Nuance de poudre Composition Indice MFI Quantité de liant316L Cr 16.9 C 0.024 0.6130 Pa·séquivalent : Ni 10.8 S 0.011 à 175C 7 %
Z2CND18-10 Mo 2.10 P 0.027W 1.4404 Mn 1.14 Si 0.52
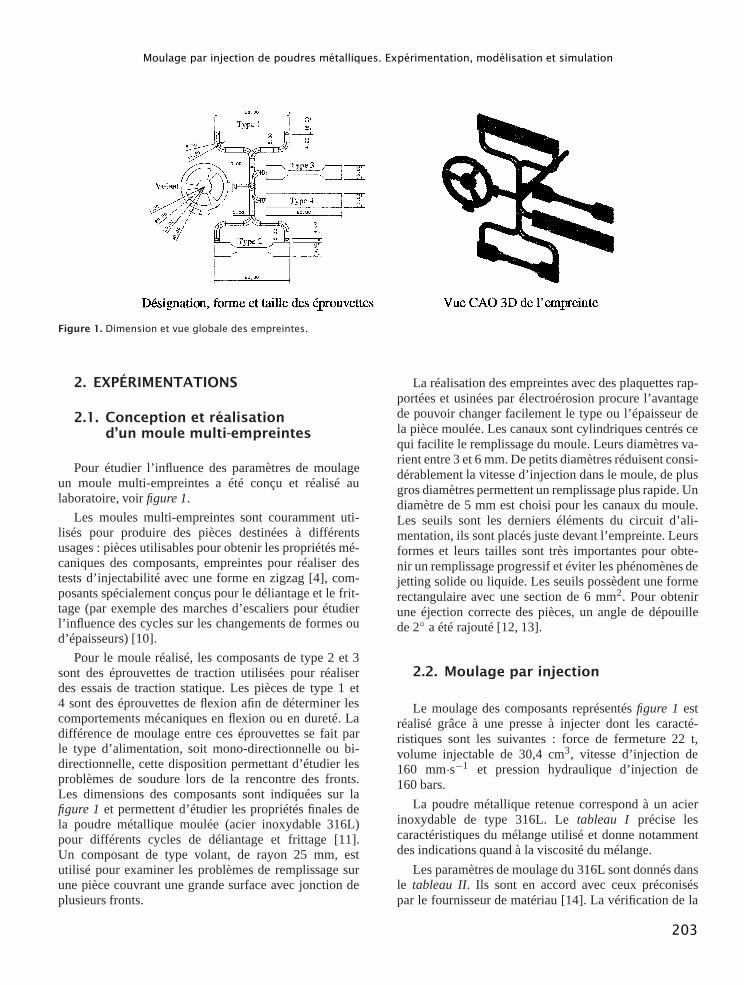
Figure 2. Photographie d’un moulage réalisé pour le mélangeliant + poudre 316L.
TABLEAU IIParamètres d’injection.
Temps de refroidissement : 20 sTempérature d’injection : 175CTempérature du moule : 48CDurée d’injection : 1 sVitesse d’injection : 160 mm·s−1
Pression d’injection : 16 MPaPression de maintien : 6 MPa
température des deux blocs porte-empreintes se fait pardeux thermocouples placés au cœur des empreintes.
L’injection dans les empreintes conduit à des compo-sants de dimensions constantes et de formes correctes,ils ne possèdent pas de défauts extérieurs, voirfigure 2.
Le temps d’injection est comparable à celui obtenu pardivers auteurs pour produire le même type de compo-sants [4, 15].
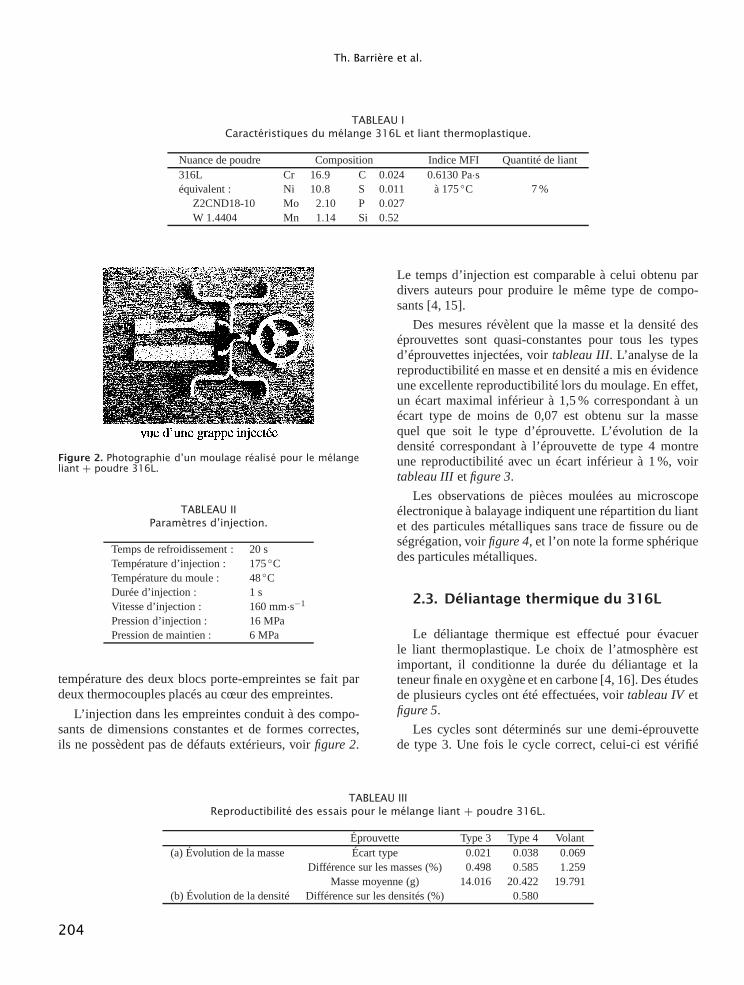
Des mesures révèlent que la masse et la densité deséprouvettes sont quasi-constantes pour tous les typesd’éprouvettes injectées, voirtableau III. L’analyse de lareproductibilité en masse et en densité a mis en évidenceune excellente reproductibilité lors du moulage. En effet,un écart maximal inférieur à 1,5 % correspondant à unécart type de moins de 0,07 est obtenu sur la massequel que soit le type d’éprouvette. L’évolution de ladensité correspondant à l’éprouvette de type 4 montreune reproductibilité avec un écart inférieur à 1 %, voirtableau III etfigure 3.
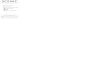
Les observations de pièces moulées au microscopeélectronique à balayage indiquent une répartition du liantet des particules métalliques sans trace de fissure ou deségrégation, voirfigure 4, et l’on note la forme sphériquedes particules métalliques.
2.3. Déliantage thermique du 316L
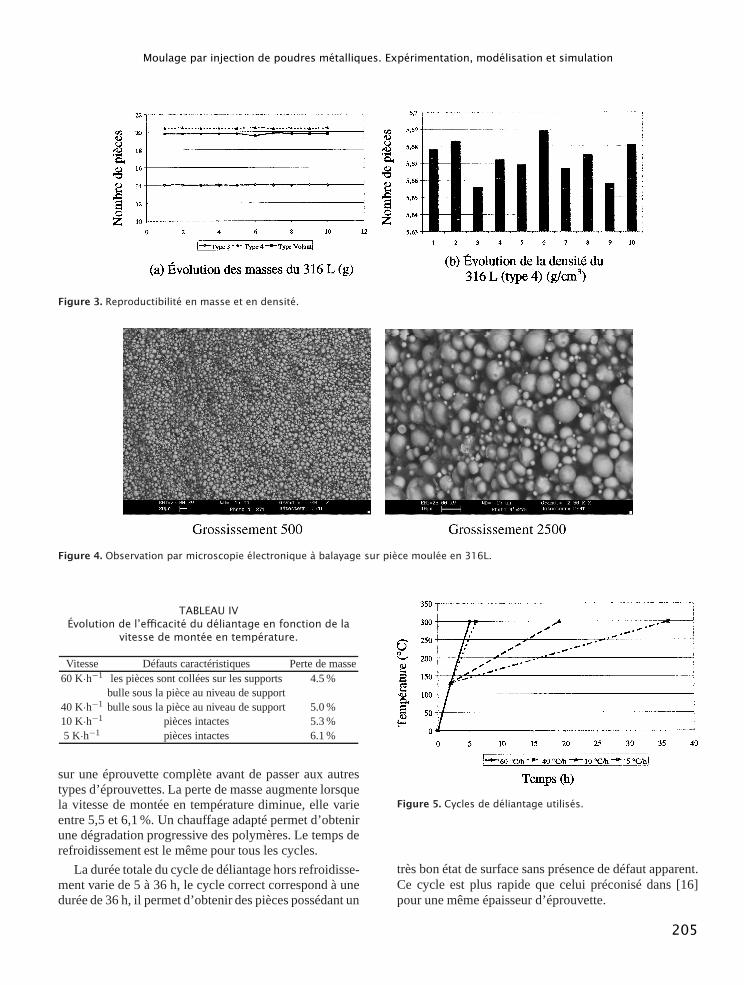
Le déliantage thermique est effectué pour évacuerle liant thermoplastique. Le choix de l’atmosphère estimportant, il conditionne la durée du déliantage et lateneur finale en oxygène et en carbone [4, 16]. Des étudesde plusieurs cycles ont été effectuées, voirtableau IVetfigure 5.
Les cycles sont déterminés sur une demi-éprouvettede type 3. Une fois le cycle correct, celui-ci est vérifié
TABLEAU IIIReproductibilité des essais pour le mélange liant + poudre 316L.
Éprouvette Type 3 Type 4 Volant(a) Évolution de la masse Écart type 0.021 0.038 0.069
Différence sur les masses (%) 0.498 0.585 1.259Masse moyenne (g) 14.016 20.422 19.791
(b) Évolution de la densité Différence sur les densités (%) 0.580
204
Moulage par injection de poudres métalliques. Expérimentation, modélisation et simulation
Figure 3. Reproductibilité en masse et en densité.
Figure 4. Observation par microscopie électronique à balayage sur pièce moulée en 316L.
TABLEAU IVÉvolution de l’efficacité du déliantage en fonction de la
vitesse de montée en température.
Vitesse Défauts caractéristiques Perte de masse60 K·h−1 les pièces sont collées sur les supports 4.5 %
bulle sous la pièce au niveau de support40 K·h−1 bulle sous la pièce au niveau de support 5.0 %10 K·h−1 pièces intactes 5.3 %5 K·h−1 pièces intactes 6.1 %
sur une éprouvette complète avant de passer aux autrestypes d’éprouvettes. La perte de masse augmente lorsquela vitesse de montée en température diminue, elle varieentre 5,5 et 6,1 %. Un chauffage adapté permet d’obtenirune dégradation progressive des polymères. Le temps derefroidissement est le même pour tous les cycles.
La durée totale du cycle de déliantage hors refroidisse-ment varie de 5 à 36 h, le cycle correct correspond à unedurée de 36 h, il permet d’obtenir des pièces possédant un
Figure 5. Cycles de déliantage utilisés.
très bon état de surface sans présence de défaut apparent.Ce cycle est plus rapide que celui préconisé dans [16]pour une même épaisseur d’éprouvette.
205
Th. Barrière et al.
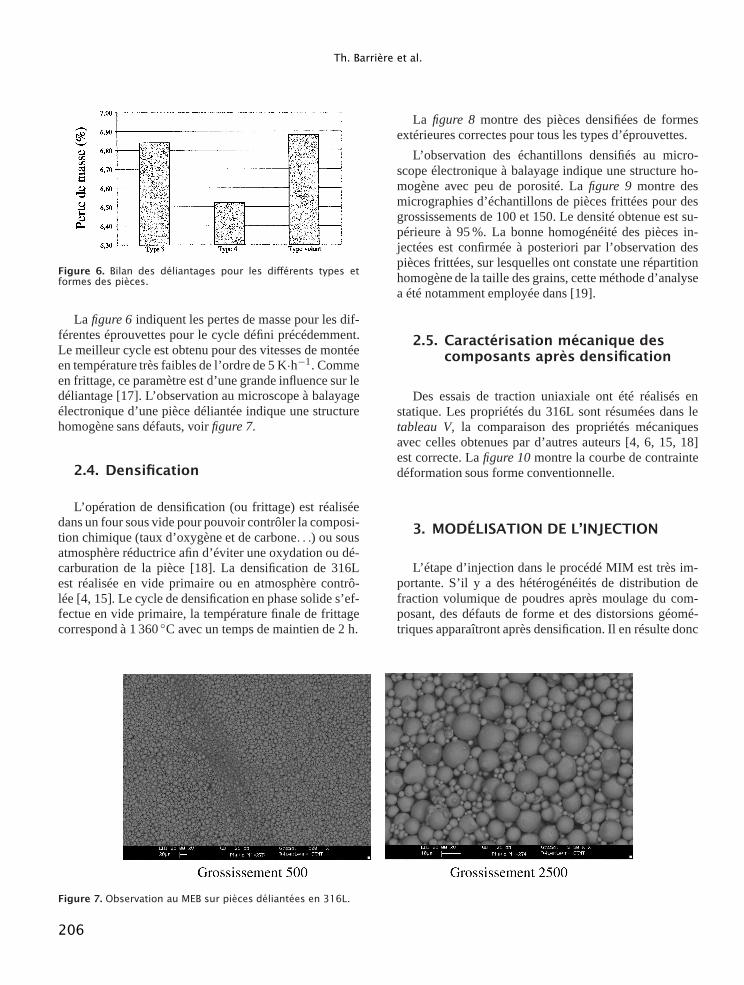
Figure 6. Bilan des déliantages pour les différents types etformes des pièces.
La figure 6indiquent les pertes de masse pour les dif-férentes éprouvettes pour le cycle défini précédemment.Le meilleur cycle est obtenu pour des vitesses de montéeen température très faibles de l’ordre de 5 K·h−1. Commeen frittage, ce paramètre est d’une grande influence sur ledéliantage [17]. L’observation au microscope à balayageélectronique d’une pièce déliantée indique une structurehomogène sans défauts, voirfigure 7.
2.4. Densification
L’opération de densification (ou frittage) est réaliséedans un four sous vide pour pouvoir contrôler la composi-tion chimique (taux d’oxygène et de carbone. . .) ou sousatmosphère réductrice afin d’éviter une oxydation ou dé-carburation de la pièce [18]. La densification de 316Lest réalisée en vide primaire ou en atmosphère contrô-lée [4, 15]. Le cycle de densification en phase solide s’ef-fectue en vide primaire, la température finale de frittagecorrespond à 1 360C avec un temps de maintien de 2 h.
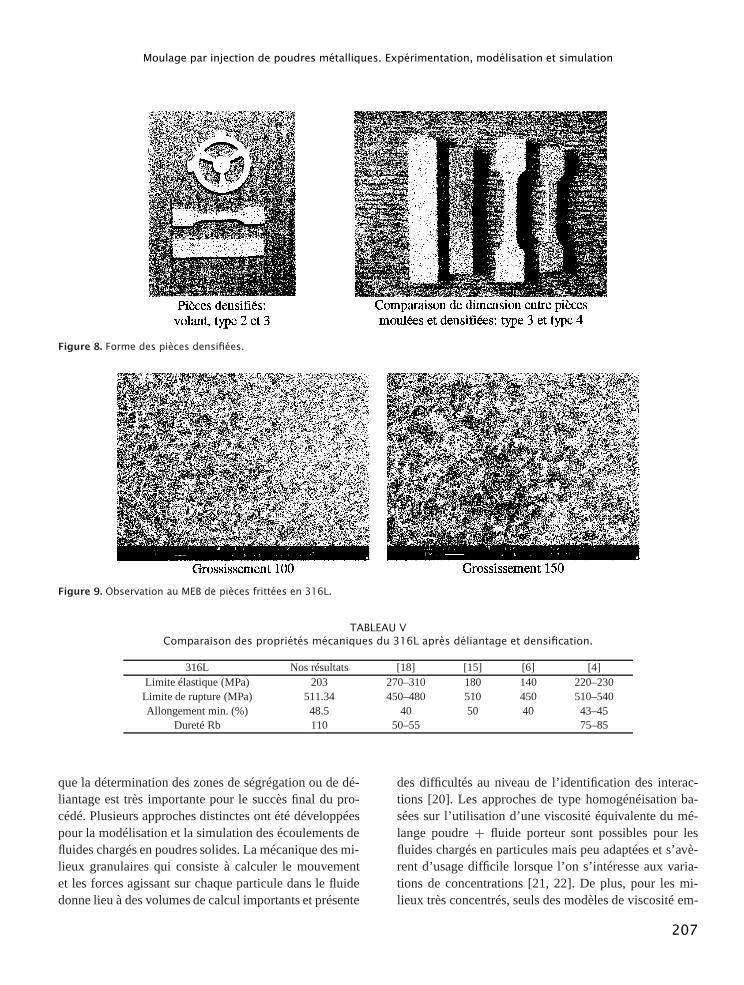
La figure 8 montre des pièces densifiées de formesextérieures correctes pour tous les types d’éprouvettes.
L’observation des échantillons densifiés au micro-scope électronique à balayage indique une structure ho-mogène avec peu de porosité. Lafigure 9 montre desmicrographies d’échantillons de pièces frittées pour desgrossissements de 100 et 150. Le densité obtenue est su-périeure à 95 %. La bonne homogénéité des pièces in-jectées est confirmée à posteriori par l’observation despièces frittées, sur lesquelles ont constate une répartitionhomogène de la taille des grains, cette méthode d’analysea été notamment employée dans [19].
2.5. Caractérisation mécanique descomposants après densification
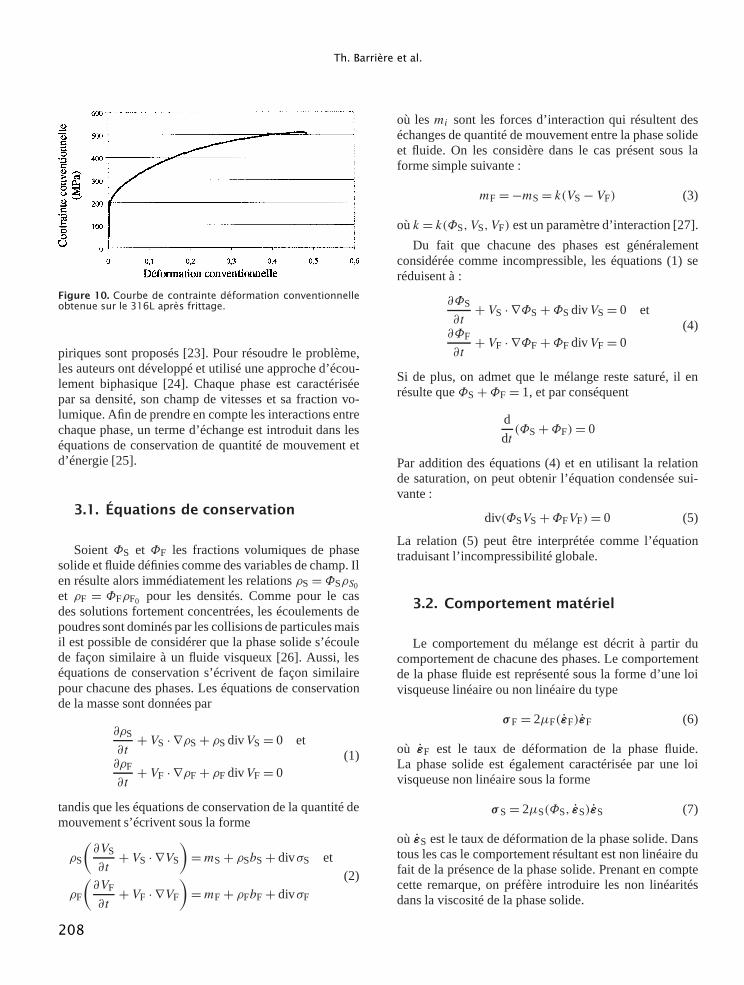
Des essais de traction uniaxiale ont été réalisés enstatique. Les propriétés du 316L sont résumées dans letableau V, la comparaison des propriétés mécaniquesavec celles obtenues par d’autres auteurs [4, 6, 15, 18]est correcte. Lafigure 10montre la courbe de contraintedéformation sous forme conventionnelle.
3. MODÉLISATION DE L’INJECTION
L’étape d’injection dans le procédé MIM est très im-portante. S’il y a des hétérogénéités de distribution defraction volumique de poudres après moulage du com-posant, des défauts de forme et des distorsions géomé-triques apparaîtront après densification. Il en résulte donc
Figure 7. Observation au MEB sur pièces déliantées en 316L.
206
Moulage par injection de poudres métalliques. Expérimentation, modélisation et simulation
Figure 8. Forme des pièces densifiées.
Figure 9. Observation au MEB de pièces frittées en 316L.
TABLEAU VComparaison des propriétés mécaniques du 316L après déliantage et densification.
316L Nos résultats [18] [15] [6] [4]Limite élastique (MPa) 203 270–310 180 140 220–230Limite de rupture (MPa) 511.34 450–480 510 450 510–540Allongement min. (%) 48.5 40 50 40 43–45
Dureté Rb 110 50–55 75–85
que la détermination des zones de ségrégation ou de dé-liantage est très importante pour le succès final du pro-cédé. Plusieurs approches distinctes ont été développéespour la modélisation et la simulation des écoulements defluides chargés en poudres solides. La mécanique des mi-lieux granulaires qui consiste à calculer le mouvementet les forces agissant sur chaque particule dans le fluidedonne lieu à des volumes de calcul importants et présente
des difficultés au niveau de l’identification des interac-tions [20]. Les approches de type homogénéisation ba-sées sur l’utilisation d’une viscosité équivalente du mé-lange poudre+ fluide porteur sont possibles pour lesfluides chargés en particules mais peu adaptées et s’avè-rent d’usage difficile lorsque l’on s’intéresse aux varia-tions de concentrations [21, 22]. De plus, pour les mi-lieux très concentrés, seuls des modèles de viscosité em-
207
Th. Barrière et al.
Figure 10. Courbe de contrainte déformation conventionnelleobtenue sur le 316L après frittage.
piriques sont proposés [23]. Pour résoudre le problème,les auteurs ont développé et utilisé une approche d’écou-lement biphasique [24]. Chaque phase est caractériséepar sa densité, son champ de vitesses et sa fraction vo-lumique. Afin de prendre en compte les interactions entrechaque phase, un terme d’échange est introduit dans leséquations de conservation de quantité de mouvement etd’énergie [25].
3.1. Équations de conservation
SoientΦS et ΦF les fractions volumiques de phasesolide et fluide définies comme des variables de champ. Ilen résulte alors immédiatement les relationsρS=ΦSρS0
et ρF = ΦFρF0 pour les densités. Comme pour le casdes solutions fortement concentrées, les écoulements depoudres sont dominés par les collisions de particules maisil est possible de considérer que la phase solide s’écoulede façon similaire à un fluide visqueux [26]. Aussi, leséquations de conservation s’écrivent de façon similairepour chacune des phases. Les équations de conservationde la masse sont données par
∂ρS
∂t+ VS · ∇ρS+ ρSdivVS= 0 et
∂ρF
∂t+ VF · ∇ρF+ ρF divVF= 0
(1)
tandis que les équations de conservation de la quantité demouvement s’écrivent sous la forme
ρS
(∂VS
∂t+ VS · ∇VS
)=mS+ ρSbS+ divσS et
ρF
(∂VF
∂t+ VF · ∇VF
)=mF+ ρFbF+ divσF
(2)
où lesmi sont les forces d’interaction qui résultent deséchanges de quantité de mouvement entre la phase solideet fluide. On les considère dans le cas présent sous laforme simple suivante :
mF=−mS= k(VS− VF) (3)
oùk = k(ΦS,VS,VF) est un paramètre d’interaction [27].
Du fait que chacune des phases est généralementconsidérée comme incompressible, les équations (1) seréduisent à :
∂ΦS
∂t+ VS · ∇ΦS+ΦSdivVS= 0 et
∂ΦF
∂t+ VF · ∇ΦF+ΦF divVF= 0
(4)
Si de plus, on admet que le mélange reste saturé, il enrésulte queΦS+ΦF= 1, et par conséquent
d
dt(ΦS+ΦF)= 0
Par addition des équations (4) et en utilisant la relationde saturation, on peut obtenir l’équation condensée sui-vante :
div(ΦSVS+ΦFVF)= 0 (5)
La relation (5) peut être interprétée comme l’équationtraduisant l’incompressibilité globale.
3.2. Comportement matériel
Le comportement du mélange est décrit à partir ducomportement de chacune des phases. Le comportementde la phase fluide est représenté sous la forme d’une loivisqueuse linéaire ou non linéaire du type
σF= 2µF(εF)εF (6)
où εF est le taux de déformation de la phase fluide.La phase solide est également caractérisée par une loivisqueuse non linéaire sous la forme
σS= 2µS(ΦS, εS)εS (7)
où εS est le taux de déformation de la phase solide. Danstous les cas le comportement résultant est non linéaire dufait de la présence de la phase solide. Prenant en comptecette remarque, on préfère introduire les non linéaritésdans la viscosité de la phase solide.
208
Moulage par injection de poudres métalliques. Expérimentation, modélisation et simulation
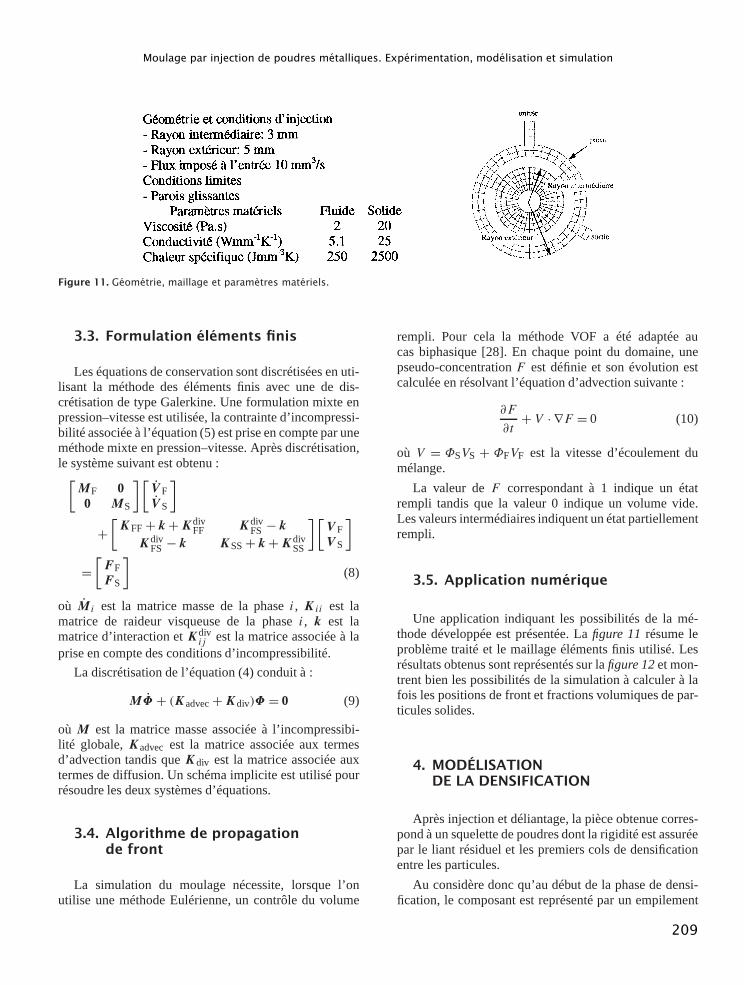
Figure 11. Géométrie, maillage et paramètres matériels.
3.3. Formulation éléments finis
Les équations de conservation sont discrétisées en uti-lisant la méthode des éléments finis avec une de dis-crétisation de type Galerkine. Une formulation mixte enpression–vitesse est utilisée, la contrainte d’incompressi-bilité associée à l’équation (5) est prise en compte par uneméthode mixte en pression–vitesse. Après discrétisation,le système suivant est obtenu :[
MF 00 MS
][V FV S
]+[KFF+ k +Kdiv
FF KdivFS− k
KdivFS− k KSS+ k +Kdiv
SS
][V FV S
]=[F FFS
](8)
où M i est la matrice masse de la phasei, K ii est lamatrice de raideur visqueuse de la phasei, k est lamatrice d’interaction etKdiv
ij est la matrice associée à laprise en compte des conditions d’incompressibilité.
La discrétisation de l’équation (4) conduit à :
MΦ + (Kadvec+Kdiv)Φ = 0 (9)
où M est la matrice masse associée à l’incompressibi-lité globale,Kadvec est la matrice associée aux termesd’advection tandis queKdiv est la matrice associée auxtermes de diffusion. Un schéma implicite est utilisé pourrésoudre les deux systèmes d’équations.
3.4. Algorithme de propagationde front
La simulation du moulage nécessite, lorsque l’onutilise une méthode Eulérienne, un contrôle du volume
rempli. Pour cela la méthode VOF a été adaptée aucas biphasique [28]. En chaque point du domaine, unepseudo-concentrationF est définie et son évolution estcalculée en résolvant l’équation d’advection suivante :
∂F
∂t+ V · ∇F = 0 (10)
où V = ΦSVS + ΦFVF est la vitesse d’écoulement dumélange.
La valeur deF correspondant à 1 indique un étatrempli tandis que la valeur 0 indique un volume vide.Les valeurs intermédiaires indiquent un état partiellementrempli.
3.5. Application numérique
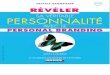
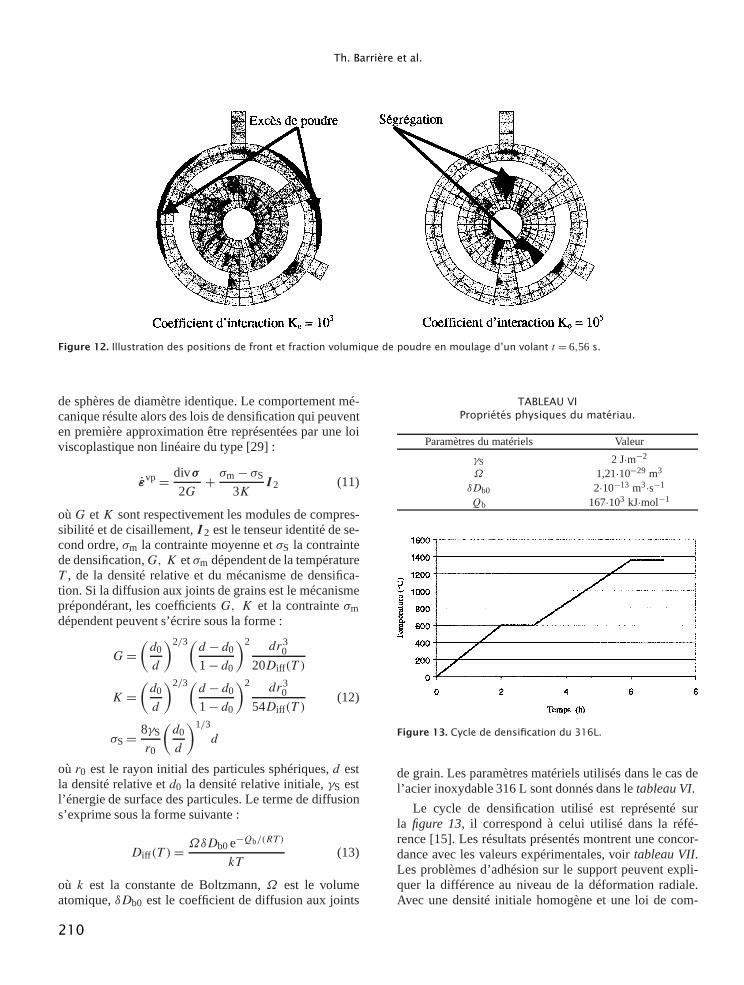
Une application indiquant les possibilités de la mé-thode développée est présentée. Lafigure 11résume leproblème traité et le maillage éléments finis utilisé. Lesrésultats obtenus sont représentés sur lafigure 12et mon-trent bien les possibilités de la simulation à calculer à lafois les positions de front et fractions volumiques de par-ticules solides.
4. MODÉLISATIONDE LA DENSIFICATION
Après injection et déliantage, la pièce obtenue corres-pond à un squelette de poudres dont la rigidité est assuréepar le liant résiduel et les premiers cols de densificationentre les particules.
Au considère donc qu’au début de la phase de densi-fication, le composant est représenté par un empilement
209
Th. Barrière et al.
Figure 12. Illustration des positions de front et fraction volumique de poudre en moulage d’un volant t = 6,56 s.
de sphères de diamètre identique. Le comportement mé-canique résulte alors des lois de densification qui peuventen première approximation être représentées par une loiviscoplastique non linéaire du type [29] :
εvp= divσ
2G+ σm− σS
3KI2 (11)
oùG etK sont respectivement les modules de compres-sibilité et de cisaillement,I 2 est le tenseur identité de se-cond ordre,σm la contrainte moyenne etσS la contraintede densification,G, K etσm dépendent de la températureT , de la densité relative et du mécanisme de densifica-tion. Si la diffusion aux joints de grains est le mécanismeprépondérant, les coefficientsG, K et la contrainteσmdépendent peuvent s’écrire sous la forme :
G=(d0
d
)2/3(d − d0
1− d0
)2 dr30
20Diff (T )
K =(d0
d
)2/3(d − d0
1− d0
)2 dr30
54Diff (T )(12)
σS= 8γS
r0
(d0
d
)1/3
d
où r0 est le rayon initial des particules sphériques,d estla densité relative etd0 la densité relative initiale,γS estl’énergie de surface des particules. Le terme de diffusions’exprime sous la forme suivante :
Diff (T )= ΩδDb0e−Qb/(RT )
kT(13)
où k est la constante de Boltzmann,Ω est le volumeatomique,δDb0 est le coefficient de diffusion aux joints
TABLEAU VIPropriétés physiques du matériau.
Paramètres du matériels Valeur
γS 2 J·m−2
Ω 1,21·10−29 m3
δDb0 2·10−13 m3·s−1
Qb 167·103 kJ·mol−1
Figure 13. Cycle de densification du 316L.
de grain. Les paramètres matériels utilisés dans le cas del’acier inoxydable 316 L sont donnés dans letableau VI.
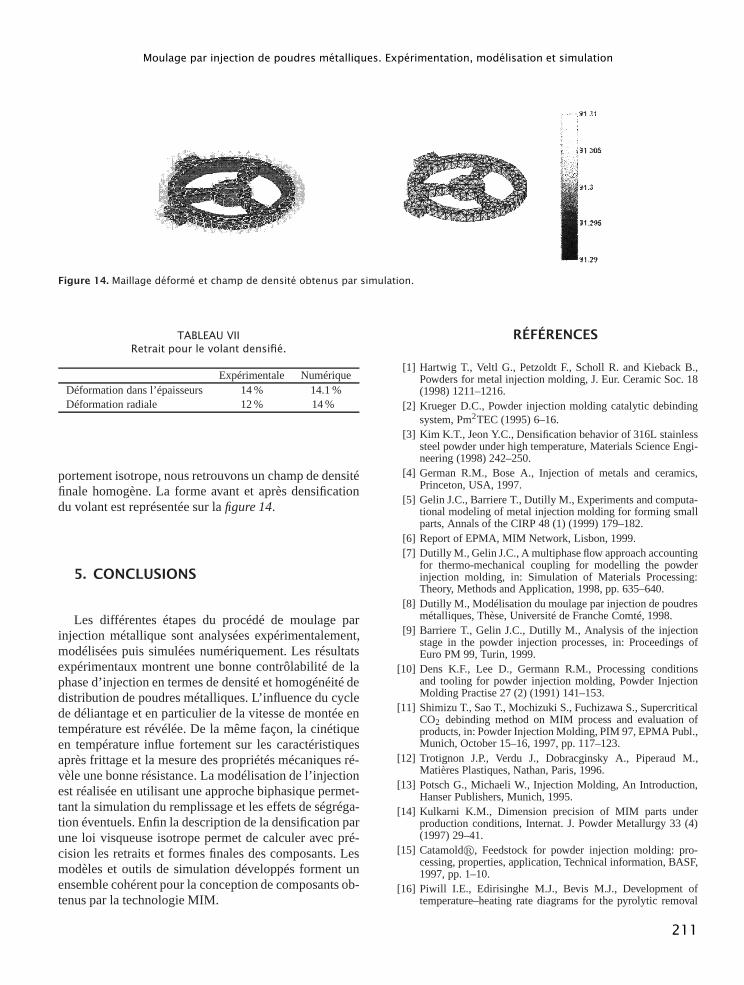
Le cycle de densification utilisé est représenté surla figure 13, il correspond à celui utilisé dans la réfé-rence [15]. Les résultats présentés montrent une concor-dance avec les valeurs expérimentales, voirtableau VII.Les problèmes d’adhésion sur le support peuvent expli-quer la différence au niveau de la déformation radiale.Avec une densité initiale homogène et une loi de com-
210
Moulage par injection de poudres métalliques. Expérimentation, modélisation et simulation
Figure 14. Maillage déformé et champ de densité obtenus par simulation.
TABLEAU VIIRetrait pour le volant densifié.
Expérimentale NumériqueDéformation dans l’épaisseurs 14 % 14.1 %Déformation radiale 12 % 14 %
portement isotrope, nous retrouvons un champ de densitéfinale homogène. La forme avant et après densificationdu volant est représentée sur lafigure 14.
5. CONCLUSIONS
Les différentes étapes du procédé de moulage parinjection métallique sont analysées expérimentalement,modélisées puis simulées numériquement. Les résultatsexpérimentaux montrent une bonne contrôlabilité de laphase d’injection en termes de densité et homogénéité dedistribution de poudres métalliques. L’influence du cyclede déliantage et en particulier de la vitesse de montée entempérature est révélée. De la même façon, la cinétiqueen température influe fortement sur les caractéristiquesaprès frittage et la mesure des propriétés mécaniques ré-vèle une bonne résistance. La modélisation de l’injectionest réalisée en utilisant une approche biphasique permet-tant la simulation du remplissage et les effets de ségréga-tion éventuels. Enfin la description de la densification parune loi visqueuse isotrope permet de calculer avec pré-cision les retraits et formes finales des composants. Lesmodèles et outils de simulation développés forment unensemble cohérent pour la conception de composants ob-tenus par la technologie MIM.
RÉFÉRENCES
[1] Hartwig T., Veltl G., Petzoldt F., Scholl R. and Kieback B.,Powders for metal injection molding, J. Eur. Ceramic Soc. 18(1998) 1211–1216.
[2] Krueger D.C., Powder injection molding catalytic debindingsystem, Pm2TEC (1995) 6–16.
[3] Kim K.T., Jeon Y.C., Densification behavior of 316L stainlesssteel powder under high temperature, Materials Science Engi-neering (1998) 242–250.
[4] German R.M., Bose A., Injection of metals and ceramics,Princeton, USA, 1997.
[5] Gelin J.C., Barriere T., Dutilly M., Experiments and computa-tional modeling of metal injection molding for forming smallparts, Annals of the CIRP 48 (1) (1999) 179–182.
[6] Report of EPMA, MIM Network, Lisbon, 1999.[7] Dutilly M., Gelin J.C., A multiphase flow approachaccounting
for thermo-mechanical coupling for modelling the powderinjection molding, in: Simulation of Materials Processing:Theory, Methods and Application, 1998, pp. 635–640.
[8] Dutilly M., Modélisation du moulage par injection de poudresmétalliques, Thèse, Université de Franche Comté, 1998.
[9] Barriere T., Gelin J.C., Dutilly M., Analysis of the injectionstage in the powder injection processes, in: Proceedings ofEuro PM 99, Turin, 1999.
[10] Dens K.F., Lee D., Germann R.M., Processing conditionsand tooling for powder injection molding, Powder InjectionMolding Practise 27 (2) (1991) 141–153.
[11] Shimizu T., Sao T., Mochizuki S., Fuchizawa S., SupercriticalCO2 debinding method on MIM process and evaluation ofproducts, in: Powder Injection Molding, PIM 97, EPMA Publ.,Munich, October 15–16, 1997, pp. 117–123.
[12] Trotignon J.P., Verdu J., Dobracginsky A., Piperaud M.,Matières Plastiques, Nathan, Paris, 1996.
[13] Potsch G., Michaeli W., Injection Molding, An Introduction,Hanser Publishers, Munich, 1995.
[14] Kulkarni K.M., Dimension precision of MIM parts underproduction conditions, Internat. J. Powder Metallurgy 33 (4)(1997) 29–41.
[15] Catamoldr, Feedstock for powder injection molding: pro-cessing, properties, application, Technical information, BASF,1997, pp. 1–10.
[16] Piwill I.E., Edirisinghe M.J., Bevis M.J., Development oftemperature–heating rate diagrams for the pyrolytic removal
211

Th. Barrière et al.
of binder used for powder injection moulding, J. Materials Sci.27 (1992) 4381–4388.
[17] El-Morabit, Contribution à l’étude du déliantage thermique dematériaux céramiques : système AL2O3–(PVA PEG), Thèsede doctorat, INSA, Lyon, 1995.
[18] Merian G., Le moulage par injection de poudres métalliques,Impact Technologies (1998).
[19] Manguin-Fritsch A., Modélisation et optimisation de la dégra-dation thermique de liants utilisés en injection des céramiques,Thèse de doctorat, ENSMP, 1992.
[20] Hu H.H., Direct simulation of flows of solid and liquidmixtures, Internat. J. Multiphase Flow 22 (2) (1996) 335–352.
[21] Happel J., Viscosity of suspensions of uniform spheres,J. Appl. Phys. 28 (11) (1957) 1288–1292.
[22] Batchelor G.K., J. Fluid Mech. (1972) 245–268.
[23] Chong J.S., Christianensen E.B., J. Appl. Polymer Sci. (1971)2007–2021.
[24] Bowen R.M. (Ed.), Theory of Mixtures, Continuum Physics,Vol. 3, Academic Press, New York, 1976.
[25] A. Poitou, Approche mécanique du mélange par extrusion,Thèse de doctorat de l’ENSMP, France, 1988.
[26] Haff P.K., Grain flow as a fluid mechanical phenomenon,J. Fluid Mech. 134 (1983) 401–430.
[27] Nunziato J.W., A multiphase mixture theory for particle-fluidflows, in: Meyer R.E. (Ed.), Theory of Dispersed MultiphaseFlow, Academic Press, New York, 1983, pp. 191–203.
[28] Hirt C.W., Nicohols B.D., Volume of fluid method for thedynamics of free boundaries, J. Comput. Phys. 39 (1981) 201–255.
[29] Sun D.-Z., Riedel H.L., in: Shen, Dawson (Eds.), Balkema,Rotterdam, 1995.
212
![3FODPOUSFTEFMBTPDJ©U©EFM©HJTMBUJPO …egals.university/uploads/Droit_et_animaux.pdf · Ùʯâ â Å¯Ä å íì;];íí;n gs 7 j ;íëìó 3fodpousftefmbtpdj©u©efm©hjtmbujpo](https://img.pdfslide.fr/doc/110x75/5b994b3309d3f2cb468b5be6/3fodpousftefmbtpdjuefmhjtmbujpo-egalsuniversityuploadsdroitet-uea.jpg)