Upload
others
View
7
Download
0
Embed Size (px)
Citation preview
OFFICE DE LA RECHERCHR
SCIENTIFIQUE ET TECHNIQUE
OUTRE-i"ER
Laboratoire de Microbiologie
B.P. 1386 - DAKAR
ANNEXE AU RAPPORr SCIENTIFIQUE
PRODUCTION
ENRICHIS EN
A PARTIR
rD'ALINENTS GLUCIDIQUES ,i
PROTEINES PAR FERJ'"'1ENTATION f
DE SUBSTRATS Alo:1YLACES !
M. RAD1BAULT - J. C• GERMON - D. ALAZARD
(avec la collaboration technique de P. DUPONT)
RAPPORT INTERIEUR : avril 1976
D.G.R.S.T. - Comité P.O.U
Contrat nO 74.7.1234
INTRODUCTION-=-=-=-=-
L'étude que nous présentons se situe dans le cadre de la
recherche de nouvelles sources de protéines alimentaires, destinées
à remédier à la pénurie actuelle dont les effets sont particuliè-
rement marqués dans les pays en voie de développement.
La croissance démographique implique une augmentation de
plus en plus importante de la consommation de viande et, par voie
de conséquence, une intensification de l'élevage et des besoins
accrus en protéines alimentaires. On s'accorde à penser que l'ac-
croissement des productions de protéines d'origine végétale ne
suffira pas à couvrir ces besoins et qu'il est nécessaire d'envi-
sager l'utilisation des possibilités offertes par les protéines des
microorganismes tels que les bacteries, les levures et les champi-
gnons.
Les végétaux élaborent leurs protéines à partir de l'éner-
gie solaire et du CO2
de l'air qui sont gratuits. Par contre,
l'azote doit leur être fourni en grande partie sous forme dDengrais
dont le prix est élevé et le rendement de transformation en protéi-
nes médiocre dans les conditions habituelles de culture. Leur vites-
se de croissance est faible, mais il sont capables de synthétiser
et d'accumuler de grandes quantités de composés riches en énergie
sous forme de cellulose ou d'amidon.
Les microorganismes présentent plusieurs avantages par
rapport aux végétaux supérieurs : en conditions favorables, ils
possèdent des taux de multiplication cellulaire élev~s et transfor-
ment l'azote minéral en azote protéique avec des rendements excel-
lents. Leurs protéines ont des gualités nutritionnelles comparables,
voire même supérieures, à celles des protéines végétales pour l'ali~
mentation animale ou humaine (l, 2, 3).
Pour permettre la croissance des microorganismes, on uti-
lise des substances capables de fournir à la fois le carbone et
l'énergie nécessaires à la biosynthèse des matériels cellulaires.
2
Ces substances carbonées doivent être disponibles en très grandes
quantités pour pouvoir fonder des perspectives d'avenir; leur prix
doit être Modéré pour obtenir des produits protéinés d'un prix de
revient comparable à celui des produits existants. On distingue
actuellement deux catégories de substances susceptibles d'offrir
des perspectives intéressantes : les glucides et les hydrocarbures.
- Les hydrocarbures paraffiniques contenus dans le pétrole
ont déjà fait l'objet d'études approfondies et de réalisations
pilotes et industrielles (4). Cependant le pétrole étant une subs-
tance organique fossile, les réserves disponibles, quoique très
importantes sont li~itées. La consorrmation rapide de ce produit
pouvant poser des problèmes 3 long terme, il ne faut pas que les
perspectives offertes par les paraffines fassent négliger la pos-
sibilité d'utiliser dVautres substrats pour la production de pro-
téines d'organismes unicellulaires.
- Les possibilités offertes par le méthane sont également
intéressantes car on dispose de très importantes réserves de cet
hydrocarbure gazeux dont le prix est relativement faible. Il peut
être produit biologiquement par la èécomposition de la matière
organique en anérobiose. Les recherches récentes qui se sont déve-
loppées portent sur l'utilisation directe du méthane par des bac-
téries ou sur 1 vutilisation du !né thanol, obtenu par transformationchimique du méthane, comme substrat soluble pour des cultures de
levures ou de bactéries.
- Les substrats glucidiques agricoles présentent l'avan-
tage dVêtre ~ la fois abondants et théoriquement inépuisables
puisqu'ils sont régénérés en permanence grâce à la photosynthèse.
L'utilisation des résidus agricoles disponibles en quantités
importantes et parfois gènants, pourrait conduire à leur valorisa-
tion tout en supprimant des sources de pollution.
Les substrats gluciniques se répartissent en deux catégo-
ries: les sucres simples et les polysaccharides. L'utilisation
des mélasses, des liqueurs sulfitiques et du pEtit-lait pour la
production de levure est pratiquée depuis déjà de nombreuses années.
3
La cellulose et l'amidon sont les substrats glucidiques
les plus'abondants, et ils offrent des perspectives d'avenir inté-
ressantes. La cellulose dont les disponibilités potentielles sont
élevées présente l'inconvénient de nécessiter l'hydrolyse des
liaisons glucidiques S-1-4 qui est un processus lent et difficile
à réaliser aussi bien chimiquement que biologiquement. L'amidon,
est, par contre, facilement et rapidement hydrolysé par de nombreux
microorganismes. Il semble donc préférable, dans un premier temps,
de choisir les matières amylacées pour la production de protéines
d'organismes unicellulaires.
Les différents travaux concernant l'utilisation de l'ami-
dont pour la production de protéines ont porté essentiellement sur
la culture en milieu liquide dilué de différentes souches de micro-
organismes. La récolte et le condi"tionnement du matériel cellulaire
synthétisé permet d'obtenir un produit sec à haute teneur en pro-
téines. Les différentes possibilités qui ont été étudiées ont con-
duit à l'élaboration de divers procédés dont nous rappelons ici
les plus satisfaisants.
Procédé SYHBA (S) - Il s'agit de la culture mixte en "batch li de
deux levures, l'une ét~nt arnylolytique (Endomycopsis fibuliger)
et l'autre pas (Candida utilis). Son but principal est la récu-
pération de l'amidon contenu dans les effluents d'usines alimen-
taires. Il peut être amélioré dans la mesure oü une fabrication
contenue pourrait lui être appliquée.
Procédé IRCHA (6) - Il est basé sur une fabrication en continu
comportant deux stades successifs l'hydrolyse enzymatique en
réacteur tubulaire à 50°C par une amyloglucosidase du commerce,
puis la culture d'une levure alimentaire type Candida utilis sur
l'hydrolysat glucosé. L'originalité de ce procédé réside surtout
dans la continuité de production d'une levure à partir d'un subs-
trat glucidique agricole; la productivité des matériels utilisés
est de ce fait bien supérieure (4,5 9 de protéines/ l / h) à celle
des procédés en "batch".
Procédé Canadien (7) - Il utilise la transformation directe de
l'amidon en protéines par une moisissure amylolytique thûrmophile
4
(Aspergillus fumigatus). L1intérêt de ce procédé vient du fait
qu1il ne nécessite pas de conditions stériles ni de refroidissement
important et que le mycelium produit est facile à récolter. Par
contre, corr~e il ne fonctionne pas en continu, la productivité du
fermenteur utilisé est assez faible (0,45 g de protéines/ 1 / h).
La réalisation de ces différents procédés de transforma-
tion quantitative de 19~nidon en corps microbiens fait appel à une
technologie relativement complexe nécessitant des investissements
élevés. L'optimisation de ces productions conduirait à la mise en
place d'installations de taille importante. Etant donné le prix
assez élevé de la matière première agricole et de son transport,
et les difficultés d'approvisionnement dûes à la nature fluctuante
des récoltes, la rentabilité de telles installations reste problé-
matique et les protéines fabriquées risquent d1avoir un prix de
revient trop élevé.
Une autre possibilité de fournir de nouvelles sources de
protéines alimentaires à partir d1amidon a été proposée par le
Professeur J-C SENEZ. Elle consiste à produire non pas des cellules
microbiennes, mais des aliments glucidiques enrichis en protéines
par fermentation et destinés à être utilisés tels quels pour l'a-
limentation animale. Il s'agit dans ce cas de développer une
technologie simple permettant à des installations de fermentation
situées à proximité des cultures et de llélevage, d'être économi-
quement rentables tout en conservant une taille modeste.
Le programme de recherche que nous présentons a donc été
élaboré pour déterminer s'il est possible, par une technique simple
de transformer un produit amylacé pauvre en protéines en un produit
enrichi contenant suffisamment de protéines pour servir de base à
une alimentation animale. La simplicité requise oriente naturel-
lement les recherches vers la culture de germes amylolytiques sur
des substrats amylacés solides. Peu de recherches ont été faites
dans ce domaine. BROOK et col. (R) ont étudié l'enrichissement de
la farine de manioc par des souches de Rhizopus et de Mucor. Leur
technique, essentiellement inspirée de la fabrication du "tempeh"
5
(produit dDune fermentation tranitionnelle de graine de soja en
Extrême-Orient), fournissait un produit de type fromage dont la
teneur en protéines ne dépassait pas 3 %. Ce faible enrichissement
est dû vraisemblablement à une mauvaise aération du produit et à
l'utilisation d'amidon cru.
Nous avons choisi le manioc comme matériel d'étude en
raison de sa haute teneur en amidon, de sa pauvreté en protéines et
de ses rendements potentiels élevés (60 tonnes / ha) dans des zones
géographiques où les carences protéiniques sont graves. Signalons
cependant que d'autres substrats amylacés peuvent être envisagés'
tels que la pomme de terre, les écarts dG triage de bananes ou les
résidus de féculeries.
Etant donné la nature solide du substrat à enrichir, nous
nous sornrnsintéressés surtout aux moisissures amylolytiques qui
ont des capacités hydrolytiques importantes et qui peuvent tolérer
des acidités permettant dVéviter les contaminations bactériennes.
Au cours de cette étude, nous avons donc isolé des moisis-
sures amylolytiques que nous avons testées et classées suivant
leurs capacités à croître en milieu liquide sur amidon de manioc.
Toujours en milieu liquide, nous avons étudié les paramètres de
croissance des souches les plus actives. Nous avons ensuite recher-
ché la méthode la plus adaptée au développement du myceliurn sur le
produit solide. Après avoir choisi la technique qui fournissait les
meilleurs résultats, nous avons corr~encé l'étude des différents
paramètres de cette fermentation en milieu solide en utilisant une
souche dVAspergillus niger que nous avions sélectionnée.
-=~=-=-=-=-=-
6
l'1l\TEHIEL ET ~JfETHODES~=-=-=-=~=~~=-=~=-
1 0 - PREPARATION DE LA FARINE DE HANIOC
Les farines de manioc qui ont servi de matiêre premiêre
dans presque toutes nos expériences ont été préparées de la façon
suivante ~
- à partir de manioc cru ~ les tubercules de manioc lavés ont été
séchés au soleil aprês leur arrachage, puis transformés en farine
à liaide dOun broyeur à marteaux. Cette farine a servi essentiel-
lement à la préparation des m.ilieux de culture liquides et gélosés.
à partir de manioc cuit : les tubercules frais lavés ont été cuits
à la vapeur dans un autoclave, refroidis et stockés dans un congé-
lateur. Suivant les besoins, le manioc cuit a été décongelé, séché
dans un courant diair chaud, et broyé. La farine obtenue a servi
à la préparation des milieux solides.
Les deux farines avaient une teneur en eau voisine de 10 %.
2 0 - COHPOSITION DES !'lILIEUX DE CULTURE
Nous avons considéré dans un premier temps que la quantité
de sels minéraux contenue dans la farine de manioc et dans l'eau
du robinet était suffisante pour permettre la constitution de
milieux simples.
Les isolements ont été faits sur boîtes de Pétri, les
souches repiquées et conservées en tubes gélosés, et testées en
milieux liquides. Ces différents milieux avaient la composition
suivante.
7
Milieu Boites Tubesliquide de Pétri gélosés
Farine de manioc cru 20 9 20 9 20 9
(NH4 ) 2S04 3 9 3 9 3 g
KH2
P04 l 9 l 9 l 9
Bacto-agar 25 9 25 g
Chloramphénicol 100 mg
Streptomycine 100 mg
Eau du robinet q.s.p. l 1. g.s.p. l 1. g.s.p. l 1.
Le pH des milieux stérilisés 30 mn à 110°C est de 5,5.
Les antibiotiques ont été ajoutés après refroidissement à 45°C. Les
cultures en fermenteurs ont été faites sur les milieux liquides
dont le pH était ajusté à 4,5 avec lDacide phosphorique.
Pour la préparation des milieux gélosés, nous avons uti-
lisé un empois dDamidon préparé à partir de la farine de manioc
cru, afin de pouvoir travailler sur un milieu homogène et limpide.
Une suspension de 20 g de farine de manioc dans un peu dVeau est
versée dans 500 ml dUeau bouillante. Après refroidissement, la
solution est centrifugée à 3000 g nendant 10 rnn. Dans le surnageant,
on ajoute les sels nécessaires et on ajuste à l litre.
3° - MATERIELS DE FERMENTATION
LUétude cinétique des paramètres de fermentation en milieu
liquide a été réalisée dans un réacteur QUICKFIT de 2 litres équipé
du contrôle de la température et du pH. La nispersion de lUair était
réalisée grâce à un vibro-mixer vertical CHEM~PEK. Une agitation
magnétique et une circulation continue du milieu par lVintermédiaire
dUune pompe WAB ont servi à lVhomogénéisation du milieu de culture.
LVétude des rendements de production et de transformation
de lVamidon de manioc en protéines a été faite sur un fermenteur
BIOLAFITTE de 20 litres muni dVune unité de régulation permettant
de contrôler la températurG, lVaération, l'agitation et le pH.
Le matériel utilisé pour les fermentations en milieu solide
sera décrit dans le chapitre traitant de cet aspect.
4 0 -. PREPARATIon DES ECHANTILLONS
Avant d'être analysés, les échantillons ont subi un trai-
tement préparatoire qui dépend des conditions de culture et du
microorganisme étudié.
- champiqnon sur milieu liquide - Pour la séparation du mycelium
de la phase liquide, nous avons utilisé un dispositif de filtration
"stérifil" HILLIPORE dans lequel le filtre est remplacé par une
fine grille dOacier ayant des mailles de 100 ~m. Le mycelium
récolté à partir de 5 ml de milieu de culture a servi à la déter-
mination de lOazote total par la méthode de KJELDAHL. Par ailleurs,
20 ml de milieu ont été filtrés; le mycelium lavé deux fois avec
5 ml d'eau a servi à la détermination du poids sec~ le filtrat
obtenu, convenablement dilué, a servi pour les dosages de llacti~
vité amylasique, des sucres totaux et des sucres réducteurs.
- levures sur milieu liquid~ ~ Après homogénéisation du prélèvement
de culture, la densité optique est mesurée à 600 nID. Par ailleurs,
20 ml de cet échantillon sont centrifu9és pendant 10 mn à 10000 gi
le culot est remis en suspension dans lOeau et centrifugé une nou-
velle fois. Le culot obtenu a servi à la détermination du poids sec
synthétisé et de l'azote total, dans les surnageants l'activité
amylasique a été mesurée et les sucres totaux et les sucres rési-
duels ont été dosés.
- champignons sur milieu solide - Pour l'étude cinétique des para-'
mètres de fermentation, nous avons utilisé les élèments dOincuba-
tion qui sont décrits plus loin. Au moment du prélèvement, 4 élè~
ments servant de répétitions sont pesés afin de déterminer le poids
humide total. Sur une partie (environ 5 g) de chaque échantillon
correctement homogénéisé, on détermine l'humidité. Par ailleurs,
5 g de produit humide sont pesés, auxquels on ajoute 30 ml dOeau
distillée; la suspension est homogénéisée par un broyage de quelques
secondes à l'ULTRA-TURR~X, et le volume ajusté à 50 ml. Après avoir
9
déterminé' le pH, cette suspension est placée dans un bain-marie
bouillant pendant 10 mn pour transformer llamidon résiduel en empois
et favoriser la solubilisation du produit. Cette suspension conve-
nablement diluée a servi à la détermination des protéines par la
méthode de LOWRY, et au dosage des sucres résiduels après hydrolyse
enzymatique.
5° - METHODES DE DOSAGE
dosage des protéines vraies -
Nous avons utilisé la méthode de LOWRY (9) basée sur la
formation d Çun complexe coloré entre le réactif de FOLIN-CIOCALTEU
.et certains aminoacides.
Réactifs Soude N
Solution A Na2C03 anhydre à 2 % dans la soude O,lN
Solution B CUS04 à l %
Solution C tartrate double de Na et K à 2 %
Réactif de FOLIN-CIOCALTEU 2N
Protocole ~ A l ml de solution convenablement diluée (entre 50 et
150 mg/l de protéines) on ajoute l ml de soude normale dans un tube
à essais qui est placé au bain-marie bouillant pendant 5 ron afin
de libérer les protéines intracellulaires. Après un refroidissement
rapide, on ajoute 5 ml du mélange préparé à partir des solutions
A, B et C dans les proportions de 50/1/1. Après 30 mn à l'obscurité,
on ajoute l ml de réactif de FOLIN CIOCALTEU dilué de moitié. On
laisse à nouveau 30 mn \ l'obscurité pour pernettre à la coloration
de se développer. L'intensité de cette coloration est alors mesurée
au colorimètre à 750 nm et comparée à celle d1une gamme étalon de
"sérum albumin bovine" dont la concentration en protéines slétale
entre 30 et 300 mg/le
- dosage de lUazote total par la méthode de KJELDAHL -
Pour accélérer la minéralisation de la matière organique
nous avons utilisé la modification faisant intervenir lleau oxygénée
(10) •
10
Pour 100 mg de matière sèche à analyser, on ajoute 5 ml diacide
sulfurique concentré, et on place le matras sur la rampe de chauf-
fage jusquià disparition des fumées blanches et ébullition à reflux.
Le matras est alors retiré de la rampe, et après l'avoir laissé
refroidir pendant 2 mn on ajoute environ 15 gouttes d'eau oxygénée
à 110 volumes tout en agitant. Le chauffage est alors repris jus-
qu'à ébullition pendant 2 mn. Si la décoloration est incomplète on
renouvelle l'apport d'eau oxygénée. Après refroidissement complet,
le contenu du matras est amené à 50 ml, l'a~moniac est dosé sur
une aliquote de 10 ml par distillation dans un appareil de PARNAS
et WAGNER.
- Dosage des sucres totaux -
Les glucides totaux sont dosés colorimétriquement par la
méthode à l'anthrone qui réagit avec tous les sucres simples, mais
également avec les polysaccharides comme la cellulose et l'amidon
(11) .
Réactif solution d'anthrone à 2 %0 dans l'acide sulfurique con-
centré.
Dans les tubes à essais placés dans un bain d'eau glacée,
on ajoute 2,5 ml de la solution à doser, diluée de façon à avoir
moins de 50 ~g de sucre/ml, puis 5 ml de réactif à l'anthrone préa-
lablement réfrigéré. Après homogénéisation, les tubes sont placés
dans un bain-marie bouillant pendant exactement 10 ron. La réaction
est alors stoppée en plaçant les tubes dans lOeau glacée pendant
5 mn. L'intensité de la coloration est mesurée au colorimètre à
625 nm et comparé à une gamme étalon de glucose.
- Dosage des sucres réducteurs -
Les sucres réducteurs ont été déterminés par la méthode
de SOMOGYI~NELSON, basée sur la formation d'un complexe coloré
entre l'acide arsénomolybdique et les ions cuivreux formés par la
réduction avec les sucres (12).
Réactifs Solution A
Solution B
Na2C03anhydre
tartrate double de Na et K
NaHc03
Nël.2 SO4
eau permutée
Cus04 , 5H 20
eau permutée
H2so
4concentré
Il
25 g
25 g
20 g
200 g
q.s.p. 1 litre
15 g
q.s.p.lOO ml
2 gouttes
Solution C eau permutée
molybdate d'ammonium
H2S04 concentré
arséniate disodique anhydre
dans
450 ml
25 g
21 g
1,8 g
25 ml d'eau
Ce réactif est incubé 24 heures à 37°C
avant la première utilisation.
A 1 ml de solution à doser convenablement diluée, on ajoute l ml
du mélange des solutions A et B (25/1). Le tube est placé dans un
bain-marie bouillant pendant 20 mn; après refroidissement, on ajoute
1 ml de solution C et le volume est ajusté à 25 ml. La coloration
est mesurée à 720 nm et comparée à une gamme étalon de glucose al-
lant de 0 à 75 ~g/ml.
- Dosage des sucres résiduels -
Dans ce dosage, on détermine les sucres provenant de l'a-
midon et qui n'ont pas été assimilés par les microorganismes. On
effectue une hyàrolyse enzymatique avec une amyloglucosidase du
commerce pour sOassurer que tout l'amidon est transformé en sucre
réducteur. Les sucres réducteurs obtenus sont alors dosés par la
méthode précédente.
Réactifs : Amigase 200 AGN (Société Rapidase, 59 - SECLIN france)
Tampon pH 4,5 : acide citrique monohydrate 5,71 g
Na 2HP04, 12H
20 16,31 g
eau permutée q.s.p. 1 litre
12
L'hydrolyse est réalisée 1 partir d'un échantillon de la ml, con~
tenant l'mnidon sous forme d'empois, auquel on ajoute 15 ml de
tampon pH = 4,5 et environ 30 mg d'amigase, le tout placé dans unerlen de 150 ml. On incube pendant 1 heure dans un bain-marie agité
à GOoC. La réaction est arrêtée par chauffage au bain-marie bouil-
lant pendant la mn. Les sucres réducteurs sont alors dosés sur cet
hydrolysat convenablement dilué.
- Dosage de l'activité amylasique -
LGactivité amylasique a été mesurée en faisant agir la
solution à doser sur une solution tamponnée d'amidon qui est dosée
avant et après la réaction.
Réactifs tampons phosphate pH - 0,3 à 0,5 M et 0,05 M.
solution dl amidon à 1,5 et 3 %
acide sulfurique à 5 %
solution iodo-iodurée N/500 0 KI 20 g0
solution d'iode O,lN . 20 ml0eau permutée q.s.p. 1 litre
Les solutions à doser peuvent contenir aussi de l'amidon; il faut
donc faire un témoin pour chaque échantillon avant la réaction
d'hydrolyse. Pour les essais, on apporte dans un tube
· 1 ml de la solution d'amidon à 1,5 %
• 1 ml de tampon phosphate 0,05 M
• 1 ml de solution à doser.
Les tubes sont placés au bain-marie à 37°C pendant 15 mn exactement,
puis on arrête la réaction en ajoutant 1,5 ml d'acide sulfurique à
5 %. Une gamme étalon contenant uniquement l'amidon (de 0 à 30 g/l)
et le tampon sont incubés dans les mêmes conditions.
Pour les tubes témoins, on apporte dans l'ordre
· 1 ml de solution dlamiàon à 1,5 %
· 1 ml de tampon phosphate 0,05 M
· 1,5 ml d'acide sulfurique à 5 %
puis . 1 ml de la solution à doser.
Ces tubes n'ont pas ét~ incubés à 37°C.
13
Pour la mesure de llantidon résiduel; on prélève 0,5 ml des mélanges
précédents que l'on ajoute à 15,5 ml de réactif à IViode dilué
30 fois. Après homogénéisation, la coloration est lue à 580 nm.
Les résultats sont exprimés en mg d'amidon hydrolysé pendant 15 mn
à 37°C par ml de solution.
-=-=~=~=~=-=~=-=-=~
14
RESULTA'IS ET DISCUSSION~=~=-=-=~=-=~=-=~=-
l - SELECTION DES GBR!'1ES MWLOLYTIQUES
1. - Isolements
Ils ort été faits sur des boîtes de Pétri contenant un milieu
gélosé à l'amidon de manioc auquel on a ajouté de la streptomycine
et du chloramphénicol pour supprimer les colonies bactériennes. Les
étalements ont été faits à partir de différents échantillons de
sols et de manioc frais ou fermenté. Les boîtes ont été incubées
2 à 3 jours à 30 ou 45°C puis exposées quelques instants aux vapeurs
d'iode pour colorer l'amidon en bleu et visualiser ainsi les zones
d' hydrolyse. Les germes pr6sc:it.ê..r.'.:. ";lne activité arnylolytique sont
alors purifiés par plusieurs repiquages et sont conservés en tubes
de gélose inclinée.
Une première série d'isolements nous a permis d'obtenir 45
souches de moisissures et également quelques levures amylolytiques.
Par la suite nous avons refait une série d'isolements qui nous a
fourni 30 nouvelles souches dont certaines ont été isolées à 45°C.
2. - Classification et sélection des souches
Les champignons ont été cultivés sur milieu liquide en erlens
de 250 ml, contenant 50 ml de milieu de base, et ensemencés à partir
de spores obtenues en tubes gélosés. Il ont été incubés 48 heures
à 30°C sur une table d'agit~tion. Les levures ont été cultivées dans
les mêmes conditions.
Le poids sec de myceliurn synthétisé a été déterminé à partir
de 25 ml de milieu de culture filtre sur une grille de 100 ~m d'ou=
verture. La teneur en protéines du mycelium lavé a été estimée par
la méthode àe Kjeldahl. L'activité arnylolytique et les sucres totaux
à l'anthrone ont été déterminés sur le filtrat de culture. Le tableau
l rassemble les résultats obtenus à partîr du premier lot d'isolats.
Nycelium Teneur en Proteines Sucres ActivitéN° Produit Protéines formées résiduels amylasique
g/l % g/l g/l- --"'-'-""'._~'·-I 1-- - -,--_._- ,--
_____ "'_"'• ..,....JO ___
..,....,...-""",..",.. __ 0''''''_-...."' __ c=o ...,.,. ___ ~.".. _ ___ IS>l>K&> •______
10 9,69 25,6 2,48 0 ++++7 Il,27 20,0 2,25 0 +++
12 9,83 21,0 2,07 0 ++++24 8,44 24,0 2,02 0 '-.'"Il 7,89 23,1 1,D2 2,4 +++
8 7,92 22,4 1,77 2,5 +++45 5,07 34,7 1,76 6,7 -
9 8,04 20,8 1,67 3,0 ++14 7,74 21,3 1,65 3,8 +51 6,39 25,8 1,65 7,6 -52 7,02 22,5 l,58 6,6 -34 7,21 20,8 l,50 5,2 ++17 5,25 22,1 1,16 9,6 -53 4,31 25,6 1,10 13,3 -46 4,62 23,4 1,08 10,7 -49 4,70 21,1 0,99 10,8 -
6 6,37 15,
15
Il faut rerrarquer tout d'abord que les valeurs obtenues n'ont
qu'une valeur comparative, les conditions optimales n'ayant pas
été réalisées dans la plupart des cas. Ce test nous a cependant
permis de classer les souches et diapprécier leur capacité à croî-
tre sur amidon de manioc.
Si on compare nos résultats avec ceux de BROOK et col. (12)
nous constatons que la moitié des souches que nous avons isolées sont
favorablement comparables aux souches amylolytiques de collection
que ces auteurs ont cultivées dans des conditions assez voisines.
On s'aperçoit également que pour certaines souches ayant
transformé liamidon de façon efficace, l'activité amylasique est
très faible, alors que pour diautres elle est très élevée. Ceci
semblerait indiquer que chez certaines moisissures, lienzyme est
restée liée au mycelium. Cette remarque est également valable pour
les quelques levures que nous avons testées : les souches 35 et
Endomycopsis fibuliger fournissent des surnageants de culture for-
tement amylolyti0ues, mais pour toutes les autres l'activité mesu-
rée est très faible. Cette observation rejoint les études de GALZY
(13) selon lesquelle3 l'activité amylasiquG de certaines levures
semble située dans la paroio
Les nouvelles souches que nous uvons isolées récemment seront
également testées en milieu liquide, cependant, puisque le but de
ces recherches n'est pas de cultiver ces moisissures en milieu
liquide, un nouveau screening devra être fait sur toutes les souches
isolées en utilisant la méthode de culture sur milieu solide que nous
avons mise au point et dont nous reparlerons plus loin.
La détermination des différentes souches que nous avons isolées
n'a pas été faite de façon systématique. Cependant parmi les plus ef-
ficaces, on rencontre surtout des germes appartenant au groupe Asper-
gillus et présentant des fructifications noires (nO 7, la, 12),grises (n° Il, 24) ou verdâtres (nO 24, 51, 45).
16
Les souches les plus actives ont été cultivées en fermen-
teur pour l'étude des parronètres de croissance et des rendements
de production. La souche nO 10 (Aspergillus niqer) présentant des
caractéristiques intéressantes nous a été particulièrement utile
dans la suite des travaux.
~=-=~=~=-=~=-=~=-
17
II - ETUDE DES P~RA~ffiTRES DE FERMENTATION EN MILIEU LIQUIDE
1. ~ Cinétiques de croissance
Afin de connaître de façon plus précise les paramètres de
culture des germes amylolytiques, nous avons étudi.é la cinétique
de croissance de quelques souches en milieu liquide. Nous avons
pour cela utilis& un réacteur QUICKFIT de 2 litres muni de disposi-
tifs permettant l'homogénéisation du milieu ct le contrôle de la
température et du pH. Les cultures ont été faites à 30°C, le pH
régulé à 3,5 par apport d'ammoniaque et le débit d'air fixé à 60
litres/heure. Le fermenteur contenant 1,5 litre de milieu à 20 g/l
de farine de manioc cru, a été stérilisé pendant 30 mn à 110°C.
Après refroidissement, il a été inoculé avec 50 ml d'une préculture
agitée de 48 heures.
Nous avons suivi la. consom.'llation (~e sucres totaux, l' accu-
mulation de sucres réducteurs, la formation de protéines r le poids
sec de matériel synthétisé, ainsi que l'activité amylasique du
milieu de culture. Les résultats concernant la souche d'Aspergillus
niger n° 10 et la souche de levure nO 35 sont rapportés sur les
figures 1 et 1 bis.
En règle générale, nous observons une phase de démarrage
assez longue (5 à 10 heures) pendant laquelle l'activité amylasique
est faible et la quantité de sucres réducteurs présents dans le
milieu de culture pratiquement nulle. Elle est suivie d'une ph~p,e
de croissance pendant laquelle l'activité amylolytique devient très
élevée et provoque un pic d'accUMulation des sucres réducteurs, ce
qui montre que l'hydrolyse de l'amidon n1est plus un facteur limi-
tant de la croissance. Après 20 ~ 24 heures, l'amidon est entière-
ment hydrolysé, et les sucres réducteurs consommés; la fermentation
est alors terminée. Ces cinétiques sont tout à fait comparables à
celles décrites par READE et GREGORY (7) qui ont cultivé une souche
d'Aspergillus fumigatus à 45°C sur amidon de manioc.
Pour connaître le temps de doublement de la biomasse des
souches que nous avons cultivées, nous avons rapporté, en coordonnées
semi-logarithmiques, la quantité de protéines synthétisées
o li)Cl,) (l,)111 C111 .Q)
"'0 '0o ...O. Cl.
6 2
4 1
2
"Il'
... 5
Fig.1 Paramètres de croissance de la souche 10 . .-...... Proro;nes ......-.. Poids sec --....... Sucres totaux.
• .. Sucres -réducteurs 1~'Amylases
/
5
E.....•(1)
15 15 ~0
"-li) a...Q,I"C
Cl lI)~li) ct! CQI >.0... E:Q0:J
18
en fonction du temps dOincubation (figure 2). Nous constatons
qu'en se basant sur ce paramètre, la phase de croissance est expo~
nentielle et fournit une droite après la phase de démarrage. Pour
les souches 10 et :2 le temps de doublement est pratiquement iden-
tique (4 h 15) 0 La souche nO 7 qui est un peu plus rapide, (3 h
45) présente une phase de latence sensiblement plus longue.
La souche de levure n035 présente des caractéristiques
intéressantes. Elle pousse très bien sous forme unicellulaire, son
temps de doublement est sensiblement plus court que celui des
champignons (3 h 15). Elle pousse à pH acide (3,5) et accumule dans
le milieu de culture des quantités élevées daamylase (plus élevées
qu'une souche dlEndomycopsis fibuliger que nous avons testée). Il
serait intéressant de connaître les paramètres d'une telle souche
en culture continue, et en se plaçant à un taux de dilution tel
que lion obtienne le maximum de sucres réducteurs en sortie du
fermenteur. En ajoutant alors une levure telle que Candida utilis,
on doit pouvoir obtenir une culture mixte stable. Ceci pourrait
éventuellement conduire à un procédé type 8yrnba, mais en fermenta-
tion continue et avec deux levures unicellulaires, ce qui augmen-
tLrait très sensiblement la productivité des installations.
Dans le tableau II, nous avons rassemblé les différents
paramètres de croissance et les rendements de transformation obtenus
pour les différentes souches étudiées. Nous voyons que les résultats
sont assez voisins pour les levures ou les moisissures amylolytiques.
Les rendements de transformation des sucres consommés en protéines
sont relativement faibles si on les compare aux 25 % obtenus couram-
ment à partir d'une levure cultivée sur un substrat directement
assimilable. On peut expliquer cette différence en remarquant tout
daabord que les rendements maximum n'ont peut-être pas été obtenus
dans le type de réacteur que nous avons utilisé. En particulier le
coefficient de transfert de l'oxygène était sans doute insuffisant.
Par ailleurs, il faut également noter que les souches amylolytiques
doivent dans un premier temps réaliser l'hydrolyse de laamidon et
donc synthétiser une enzyme spécifique en quantité importante.
L'énergie dépensée pour cette synthèse et fournie par le substrat
carboné, conduit nécessairement à un rendement moins élevé que si
og/I
IJ)
QIl:. --
.C)-eQ.
0,5
1
1
1
.,A
• •
5. 10. 15 20. 25 heures 30- ......Fig.2 Détermination du temps de doublement des souches
n 7.. ..10 l't--e .12* 1'~. 35 a--II .
Numéro dG l'isolat 10 12 7 35
--------~-..--~---,-·
19
le germe était cultivé sur un substrat directement assimilable.
Il reste cependant que les rendements dé croissance observés (de
l'ordre de 40 %) et la teneur en protéines (35 à 40 %) sont satis-
faisants pour cette catégorie de microorganismes.
2. - Rendements de transformation
Afin de vérifier les résultats précédents et connaitre de
façon plus précise les r'endements de transformation de l'amidon
de manioc en biomasse et en protéines, nous avons cultivé une
dizaine de moisissures et une levure amylolytique dans un fermen-
teur BIOLAFITTE de 20 litres. Le fermenteur contenant 12 litres
de milieu de culture à 20 g/l de farine de manioc cru a été stéri-
lisé à l'autoclave et inoculé avec 1,5 litre d'une préculture de
24 heures régulée dans les mêmes conditions opératoires ~ tempéra-
ture ~ 30°C, pH : 3,5. Le débit d'air a été fixé à 4 litres/rnn et
l'agitation à 400 tours/rnn.
Pour savoir à quel moment il fallait stopper la fermentation,
nous avons suivi, après 15 heures d'incubation, le poids sec synthé-
tisé, la quantité de protéines formées et les sucres résiduels dans
le milieu de culture. A la fin de la fermentation, la biomasse est
récoltée par centrifugation et séchée. Dans le surnageant de cul-
ture nous avons dosé les sucres et les protéines résiduels. A partir
du matériel cellulaire récolté, nous avons calculé le poids sec
synthétisé et la teneur en protéines par la méthode de Kjeldahl
(Nx 6,25) et la méthode de LOlvRY. La quantité de sucres métaboli-
sables apportée à été calculée et correspond à 236 9 de glucose
dans tous les cas.
Les résultats concernant les dosages effectués en fin de
fermentation sont rapportés dans le tableau III. A partir de ces
données, nous avons calculé les teneurs en protéines et les dif-
férents rendements concernant d'une part la production de biomasse
et de protéines, et d'autre part la transformation des sucres en
matériel cellulaire et en protéines (tableau IV).
N° Durée fer~ Sucres Sucres Poids sec Protéines récoltées Protéinessouche rnentation résiduels consommés récolté ------------------- résiduelles
N x 6,25 LONRYh g g g g g g
__ ...""..,.."..,.,._"CJ...,.". ... _ ---------- --~--=------ C'Of._ ________ _..,... ...... __ ~____ 1nD _.·..
rrENEUR EN PROTEINES RENDEr1ENTS DE PRODUCTION RENDEMENTS DE TRANSFOID1ATION% % %
N° ---------- -----_.'_.- ...-"_._------ -------------_ ..~----~- --------~._------~-~------~-----SOUCHE brutes vraies Hatière Protéines Protéines Hatière Protéines Protéines
N x 6,25 (LOWRY sèche brutes vraies sèche brutes vraies-------~"-------------- -_.._=-----~ .,.-------_.-,..---------- --_ ..__ 0::.. ..-_..- __________
20
La différence entre les protéines brutes (Nx 6,25) et les
protéines vraies (méthode de LOWRY) est moins importante pour les
levures que pour les moisissures. Pour connaître l'influence d'une
association avec une levure alimentaire type Candida utilis, nous
avons fait des cultures mixtes de cette levure avec une autre levure
amylolytique (nO 35) et avec une moisissure (nO 10). La présence de
C. utilis qui se développe bien dans ces conditions semble toujours
bénéfique, et a pour conséquence une consommation beaucoup plus
rapide des sucres, ce qui est particulièrement net dans le cas de
la levure 35.
Nous constatons par ailleurs que la quantité de protéines
résiduelles dans les surnageants nUest pas négligeable, et repré-
sente en moyenne 10 a 15 % des protéines synthétisées. Elles repré-sentent dOune part les cellules restées en suspension, mais égale-
ment les protéines exocellulaires et celles provenant de lVautolyse
des cellules. Dans le cas des cultures en milieu liquide, elles ne
sont pas récupér3bles, cependant nous en avons tenu compte pour
pouvoir comparer par la suite les résultats obtenus en milieu liqui-
de et en milieu solide. Les rendements de production correspondent
donc à la biomasse et aux protéines récoltées par rapport aux sucres
disponibles; les rendements de transformation correspondent à la
biomasse récoltée et aux protéines totales formées par rapport aux
sucres réellement consommés.
La teneur en protéines des biomasses récoltées est en général
satisfaisante. Elle varie de 38 n 54 % en ce qui concerne les pro-téines brutes (N x 6,25). Quand on considère les protéines vraies,
on obtient des chiffres significativement plus faibles, de 22 à 35 %.
La différence est due essentiellement aux acides nucléiques, aux
sucres aminés et à l'ammoniacrésiduel qui sont considérés comme
protéines avec la méthode de Kjeldahl (N x 6,25).
Les rendements de production de biomasse sont également
satisfaisants pour la plupart des souches étudiées et varient de 40
à 45 %. Dans le cas des moisissures appartenant au genre Rhi20PUS
(isolat nO 13 et souche R.O. de collection), les rendements de
21
production de matière sèche sont très faibles, malgré une bonne
teneur de leur myceliurn en protéines. Vraisemblablement ces moisis~
sures doivent posséder un catabolisme très élevé et accumuler des
quantités importantes de métabolites dans le milieu de culturel du
moins dans les conditions où elles ont été cultivées.
Les rendements que nous avons obtenus sont en général plus.
élevés que ceux que nous avons obtenus en réacteur QUICKFIT de 2
litres. Ceci est sans doute lié à la meilleure oxygénation du milieu
de cultur(~ en fermenteur BIOLAFITTE, et à la plus grande précision
des résultats obtenus à partir de 12 litres de culture. Les résul-
tats que nous obtenons concordent assez bien avec ceux des auteurs
canadiens (7) qui ont travaillê sur une souche d'A3pergillus fumi-
gatus. Ils sont sensiblement supérieurs à ceux de BROOK et col. (8)
qui étaient contraints d'ajouter jusqu'à 2 % d'extrait de blé germé
dans leur milieu de culture pour obtenir une teneur en protéines
brutes de 42 %, alors qu'elle ne dépassait pas 22 % sans cet additif
pour leurs souches de Mucor et de Rhizopus.
3. - Composition alimentaire
Pour avoir des renseignements plus complets concernant ces
biomasses récoltées, nous avons fait effectuer les analyses de com-
position alimentaire par le laboratoire de l'ORANA à Dakar. (tableau
V). Les résultats concernant les teneurs en protéines coïncident
assez bien avec ceux que nous avions obtenus. La teneur en lipides
est très variable suivant la souche considérée et se situe entre
0,8 et 9,2 % du poids sec. L'indigestible glucidique représente 10
à 15 % de la matière sèche et est constitué essentiellement par des
composés cellulosiques. Les teneurs en fer, calcium et phosphore
présentent une forte variabilité suivant les souches.
Sur la base des différents résultats obtenus à ce stade des
recherches, nous avons sélectionné, dans un premier temps, la souche
d'Aspergillus niger nO 10 pour la suite de nos travaux sur milieux
solides. En effet, cette souche possède une croissance relativement
rapide, elle produit de grand~quantités d'amyloglucosidase, la
N° de Protéines Indiges- Jla N x 6,25 Lipides Cellulose tible glu Cendres Fer Phosphore Calcium
souche cidiqueg % g % g % g % g % mg % mg % mg %
---..,.--~----....,.I--~~--~._~." .-..--"- ..... - ..- .... - 1-------_._--- .~-_.~----- ----------- ._-------- ----,.,..--"'---- ----------
7 3'~ .1 2,11 11,77 14,59 5,03 6,84 1 047 912b, •
10 41,2 l,Il 10,85 13,19 5,53 9,25 1 377 172
Il}f
39,0 0,85 7,66 9,36 5,23 7,88 1 384 87
12 40,6 2,36 12,42 13,05 5,84 8,79 1 428 172
13}f
46,8 9,17 13,34 15,00 5,52 7,02 948 137
24 40,9 7,86 7 , ,15 16,39 4,98 3,32 311 86
1
35 37,8 2,24 _. - 3,50 4,44 609 4651 37,8 B,ge 7,56 8,36 7,01 7,68 1 953 105
1
R. o. 52,3 6,32 .- - 4,77 5,17 785 8910 + C.u. 43,6 2,24 8,48 Il,56 7,14 7,37 1 798 135
135 + C.u. 37,6 2,02 - ,~. 5,02 5,98 991 91
TABLEAU V o. COf1POSITION ALIMENTAIRE DES SOUCHES CULTIVEES EN FEID-1ENTEUR
C. u.
xCandida utilis
contaminée par une levure
Alanine 7,67 100 de protéinesx
g pour g
Arginine 5,08 9li iD
Ac. Aspartique 7,51 9 " "1/2 Cystine 0,48 9 " "Ac. Glutarniq1.ll:l 10,71 9 n
Il
Glycocolle 4,62 9Ui "
Histidine 2,79 9QU li
Isoleucine 3,70 9 " "Leucine 6,52 9
li "Lysine 7,28 9 " "Méthionine 1,44 g li "Phénylalanine 3,47 9 n "Proline 2,46 9 " n
Sérine 4,36 9 " "Théonine 4,'17 9 " "'1' ryptophane
Tyrosine 3,40 9 Il "Valine 4,72 9 " "
x protéines N 6,25x
TABLEAU VI - CŒ'!POSI'l'ION EN ACIDES AMINES
DES PROTEINES DE LA SOUCHE N° 10
22
teneur de son mycelium en protéines est satisfaisante, et la quan-
tité de lipides intracellulaires est faible. La composition en
acides aminés de cette moisissure a été déterminée dans le labora-
toire ne M. DESCHAMPS à liIRCHA (tableau VI). Sa teneur en aminoa-
cides essentiels est bonne et favorablement comparable à celle
dUautres microorganismes utilisés pour lUalimentation.
23
III - RECHERCHE ET MISE AU POINT D'UNE METHODE D'ENRICHISSEMENT
EN MILIEU SOLIDE
Le but de nos recherches n'étant pas de produire une biomas-
se en milieu liquide, mais d'effectuer un enrichissement direct du
manioc en protéines par fermentation, nous avons été amenés à recher-
cher la technique la plus adaptée à la culture de microorganismes
sur des milieux concentrés en amidon. Nous avons utilisé essentiel-
lement une souche de moisissure amylolytique (A. niger nO 10) étant
donné l'aptitude de cet organisme à pousser sur de tels substrats.
Le premier problème qui se pose alors est celui de l'aéra-
tion. Le transfert d'oxygène dans un produit concentré et épais
semble au premier abord difficile à résoudre, et les risques de
fermentation anaérobie sont importants. Pour éviter cela, le subs-
trat ~ enrichir devra donc se présenter sous une forme telle qu'il
permette aux microorganismes en croissance de s'approvisionner
correctement en oxygène, tout en adoptant une technique d'aération
simple pour ne pas entrainer des dépenses d'énergie trop importantes.
Pour répondre à ces impératifs, nous avons essayé la culture de la
moisissure sur un milieu pâteux en couche de faible épaisseur, sur
un milieu pâteux agité dans un malaxeur et sur des milieux plus
concentrés en amidon, mais structurés et poreux (substrats "solides").
Le développement du myceliurn de la moisissure dépendre éga~
lement de l'homogénéité de la répartition de l'inoculurn et des sels
minér~ux ajoutés dans la masse du substrat; il dépendra également
du degré de digestibilité de l'amidon par le germe ou son amylase.
Ces paramètres dépendent des traitements physiques et du mode de
conditionnement du produit avant la phase d'enrichissement: cuis-
son, séchage, malaxage, extrudation.
Un autre point capital à considérer est celui des risques
de contaminations par des bacteries ou des levures, ou par d'autres
souches de moisissures. On doit pouvoir les éviter en se plaçant
dans des conditions de culture favorables au développement du myce-
liurn et défavorables à celui d'autres microorganismes: faible teneur
24
en eau du produit, pH acide, température assez élevée. Quant à la
contamination par diautres moisissures, c1est essentiellement un
problème de taille de l~inoculum et de sélection de souches compé-
titives.
Il faudra enfin résoudre le difficile problème du contrôle
du développement du myceliurn et celui de la sporulation. En effet,
puisque le produit enrichi est destiné à lialimentation, ses quali-
tés organoleptiques devront être satisfaisantes. Or un produit for-
tement sporulé serait vraisemblablement inutilisable. Diautre part
tant que le mycelium se trouve dans une phase de croissance végéta-
tive, sa composition diffère peu de celle diune levure ou d'une
bacterie, et il accumule peu de métabolites exocellulaires. Par
contre, quand il entre dans une phase de dégénérescence et de fruc-
tification, les métabolites sont beaucoup plus nombreux et les
risques de production de substances toxiques augmentent rapidement.
A partir des considérations que nous venons d1indiquer, nous
avons effectué une première série diexpériences ayant pour but le
choix de la technique d'enrichissement la plus appropriée. Pour
cela nous avons testé plusieurs possibilités : milieu pâteux en
couche de faible épaisseur, milieu pâteux malaxé en permanence,
manioc cru coupé en petits morceaux et aéré et substrats solides
aérés.
1. - Choix de la technique dienrichissement
Rappelons d1abord les différents modes de conditionnement
et les conditions d'incubation que nous avons utilisés:
Milieu pâteux - A 1 kg de tubercule de manioc cuit à la
vapeur (à 70 % dieau environ) nous avons ajouté 45 g de sulfate
d'ammonium, 15 g de phosphate monopotassique et 1 litre d1eau du
robinet. Le produit a été broyé dans un mixer. On a alors ajouté
50 ml d'une préculture diA. niger nO 10 et de llacide phosphorique
dilué au 1/10e pour amener le pH de la pâte à 3,5. Lihumidité du
produit était alors de no % environ.
25
Pour les cultures en couche de faible épaisseur, la pâte
a été versée dans des boîtes de Pétri de 4 mm et 8 mm de profondeur
qui n'ont pas été recouvertes. Elles ont été incubées en atmosphère
saturée d'humidité à 30°C pendant 48 heures.
Pour les cultures en milieu pâteux agité, la pâte a été
versée dans un malaxeur thermostaté à 30°C. LOagitation était ef-
fectuée au moyen d'une pale permettant d'homogénéiser et d'aérer
le produit, sur une profondeur de 10 à 15 cm environ. L'incubation
a duré également 48 heures.
_. Manioc cru - Le manioc frais a été coupé en fines lamel-
les de 1 à 2 cm de long. A 500 g du produit obtenu, nous avons
ajouté par aspersion 100 ~l d'une solution à pH : 3,5 contenant
22,5 g de sulfate d'ammonium, 7,5 g de phosphate monopotassique et
l'inoculum d'A. niger sous forme de spores.
La moitié du produit obtenu a été placée sur un plateau en
couche de 1 cm et . incubé à 30°C pendant 72 heures en atmosphère
saturé d'eau.
L'autre moitié du produit a été placée dans un flacon laveur
dont le fond était muni d'une plaque de ve~re fritté. Le produit
formait ainsi une colonne de 5 cm de diamètre et 15 cm de hauteur
environ. Le flacon a été placé dans un bain-marie thermostaté à
30°C, et aéré par un courant d'air ascendant préalablement
humidifié. L'incubation a duré également 72 heures.
- Produits "solides~ - Pour la fabrication de ces produits
nous avons utilisé de la farine de manioc séché, cru ou cuit. L'uti-
lisation d'une farine permet une répartition homogène de l'inoculum
et des sels dans la masse du produit. Pour 100 9 de farine, nouS
avons ajouté de façon homogène une solution à pH ~ 3,5 contenant
l'inoculum de spores d'A. niger nO 10, 15 9 de sulfate d'ammonium
et 5 9 de phosphate monopotassique. Dans le cas de la farine de
manioc cuit, le volume de cette solution est de 150 ml, ce qui
fournit un produit à 55 % d'eau environ. Dans le cas de la farine
de manioc cru, cette quantité d'eau est trop importante et ne
26
permet pas d'obtenir une structuration par la suite, étant donné que
la capacité d'absorption de l'eau par cette farine est plus faible.
Nous avons donc ajouté seulement 100 ml d'eau dans ce cas, ce qui
fournit un produit à 45 % d'eau environ.
La pâte solide obtenue est pétrie vigoureusement et passée
à travers un tamis ayant des mailles de 4 ~~. On obtient alors un
produit finement granuleux qui est versé dans des flacons laveurs
dans les mêmes conditions que précédemment. L'incubation à 30°C a
duré 48 heures.
A la fin des incubations, les protéines ont été dosées par
la méthode de LOWRY et les sucres résiduels suivant le protocole
décrit dans le chapitre des méthodes. Des observations microscopiques
ont été faites sur les produits obtenus pour avoir une estimation
du taux de contaminations. Les résultats obtenus sont rapportés
dans le tableau VII.
Les teneurs en protéines obtenues à partir du milieu pâteux
en couches minces ont été satisfaisantes, mais la sporulation se
produit facilement et on observe une très forte proportion de con-
taminants bactériens. Il semble donc raisonnable d'écarter ce type
d'enrichissement.
Le produit obtenu en malxeur est essentiellement le résultat
d'une fermentation par un mélange de levures qui supplantent spon-
tanément la moisissure, montrant ainsi que les conditions de cul-
ture sont favorables aux levures et défavorables au dfveloppement
du mycelium. Ce type d'enrichissement doit donc être également écarté.
L'enrichissement direct sur manioc cru est assez faible,
malgré une durée d'incubation importante. De plus la sporulation
est alors très rapide. Le principal obstacle dans ce cas, vient du
fait que le mycelium a de la difficulté à pénétrer dans ce substrat
très solide et au fait que l~amidon cru est peu accessible aux amy-
lases.
--------~---------I------_._-- -----.----PROTEINES
_._~--_._-~--------------I-....._----~--
g pour g pour100 9 de % du 100 g demanioc poids sec maniocsec au sec audépart départ.---------I----------I----------I--_._-_.-----~-------_.---------
OBSERVATIONSSUCRES RESIDUELS
% du'poids
secfinal
CONDITIONNEMENT
· l1ILIEU PATEUX.- en couche de 4 mm 10,9- en couche de 8 mm 8,5- en malaxeur 6,5
9,4
7,5
6,2
61,8
77,4
nd
53, ~-:;
67,7
nd
- sporulation en surface,très fortes contamina-tions bactériennes.
- faible développementmycelium supplanté parun mélange de levures
· MAN'IOC CRU- sur plateau 7,4 nd 65,1 nd - très forte sporulation.- en fiole aérée 5,1 nd 74,0 nd - sporulation
· PRODUIT IIS0LIDE"AERE~-
- farine crue 6,1 5,9 44,5 42,7 - sporulation~ farine qu~te 10,2 10,1 46,7 46,3 - faible tendance à la
sporulation tardive,bon développement myce-lium.
TABLEAU VII - RESULTATS CONCERNANT LES DIFFERENTS TYPES DE CONDITIONNEMENT
27
Les meilleurs résultats ont été obtenus à partir des produi.ts
"solides" conditionnés à partir de farines séchées. La consommation
des sucres a été en effet très nettement supérieure ici à ce qu'elle
est dans les autres types de fermentation. La teneur en protéines
obtenue à partir de farine de manioc cuit (10 %) est encourageante.
Celle plus faible obtenue à partir de farine de manioc cru, était
peut être dûe à la faible teneur en eau du produit (43 %). On remar-
que de plus que dans ce type d'enrichissement, la tendance à la spo-
rulation est beaucoup plus faible, et que le taux de contaminations
bactériennes est très réduit.
Nous avons donc poursuivi les expériences dans cette direc-
tion et nous avons mis au point une méthode d'enrichissement en uti-
lisant la technique de conditionnement de farine de manioc cuit.
2. - Mise au point d'une méthode d'enrichissement
Les différents essais que nous avons faits nous ont conduits
à l'élaboration d'une méthode d'enrichissement dont nous rappelons
ici les principales caractéristiques.
Cette méthode est bas8e sur le conditionnement du substrat
amylacé en petits agrégats de diamètre inférieur à 4 mm, possédant
une teneur en eau déterminée et uniformément inoculés dans leur masse
par des spores de champignons.
Cette structure granuleuse permet à un flux d'air humidifié
de traverser aisément la masse du produit pendant toute la durée de
l'incubation, ce qui a pour conséquence d'apporter l'oxygène néces~
saire à la croissance du myceliurn tout en évitant une dessiccation
rapide du produit. Grâce à l'échauffement de l'eau contenue dans l'&ir,
une partie des calories dégag2€s lors de la fermentation peut être
transportée à l'extérieur.
Etant donné la structure fineQent granuleuse du produit, la
surface de contact avec le flux d'air est très importante, ce qui
permet un bon transfert de l'oxygène. Par ailleurs, un tassement
28
régulier du produit dans l'incubateur permet d'éviter la sporulation,
même avec des moisissures comme A. niqer qui ont une très forte
tendance à sporuler sur un milieu solide.
Au cours de l'incubation, le produit amylacé est peu à peu
envahi par le mycelium. Celui-ci se développe aussi bien à l'inté-
rieur qu'à la surface des grains qui se trouvent ainsi. reliés entre
eux. Ceci provoque une prise en masse du produit enrichi qui acquiert
une consistance solide spongieuse et aérée.
Pour obtenir le conditionnement granuleux du produit nous
opérons de la façon suivante. Les tubercules de manioc sont cuits
à la vapeur 15 mn à 110°C, puis séchés dans un courant d'air chaud
et réduits en poudre. Dans le volume d'eau nécessaire pour amener
le produit à l'humidité désirée, on dissout les sels minéraux indis-
pensables à la croissance du myceliurD (phosphate de potassium, sul-
fate d'ammonium, urée) et on ajoute l'inoculum de spores. Le pH est
ajusté convenablement et le liquide obtenu est ajouté progressivement
à la farine qui est malaxée de façon à obtenir une pât8 très consis-
tante bien homogène. Celle-ci est passée à travers un ta~is dont
l'ouverture des mailles est de 1 mm. On obtient alors un produit
granuleux que l'on transfère dans liincubateur.
Au cours des expériences préliminaires, nous avons utilisé
co~me incubateurs, des flacons laveurs de 500 ml munis d'une plaque
de verre fritté. Cependant leur utilisation présentait un certain
nombre d'inconvénients. Le remplissage de ces flacons nécessitait
la préparation de quantités importantes de produit. Pour suivre les
cinétiques de croissance, il était nécessaire de vider entièrement
le flacon, d'homogénéiser son contenu, de faire les prélèvements
et de le remettre dans le flacon. Ceci entrainait des perturbations
importantes de la croissance du myceliurn. Bnfin, ce dispositif ne
permettait pas une bonne régulation de la température.
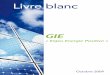
C'est pourquoi, nous avons mis au point, pour les besoins
des analyses de laboratoire un dis~ositif d'incubation simple dont
nous donnons une représentation schématique sur la figure 3.
1 rn f'I""\
" t t c
a 22 l'
C lJn d itiO!1f'é
1 ~, C !l f' (J f~
v::l n n ..
l " b" 1:;1 p i '1;. i ,e 10 ,"
P f 0 d l' i ~
'-------- dis que d e v (: r r ?
EE
or--
') 1 0::: P 0 si t d i "1 ~_. li bai 0 n po u (' a n 3 Il, s f' S de lilbc atoire
29
Ces tubes peuvent contenir chacun 20 g de produit granuleux,
ce qui est largement suffisant pour les analyses que nous avons à
effectuer. Leur faible diamètre permet un bon échange thermique
avec l'eau du bain-marie dans lequel ils sont immergés. La tempé-
rature du produit est alors remarquablement stable tout au long de
la fermentation et est égale à celle du bain-marie.
L'aération de chaque tube est réglée par une vanne à un
débit constant, ce qui rend les éléments indépendants et permet
d'en prélever certains sans perturber les autres.
LUair est préhumidifié par passage dans un flacon laveur à
température ambiante, puis saturé à la température du bain-marie
par barbotage dans le réservoir d'eau placé à la base de chaque
tube.
Nous disposons actuellement d'une série de 24 éléments
d'incubation. Cela permet en particulier d'effectuer des études
cinétiques de la croissance, en faisant des analyses sur quatre
répétitions à six temps d'incubation. Ou bien en fixant une durée
d'incubation identique pour tous les tubes, il est possible d'ef-
fectuer des expériences permettant d'apprécier l'influence de cer-
tains paramètres.
La réalisation de systèmes d'incubation de taille plus
importante posera sans doute un certain nombre de problèmes et fera
l'objet d'une étude séparée. La température, en particulier devra
être contrôlée. En effet, une étude préliminaire sur un dispositif
contenant 2 kg de produit a montré que la température au sein du
produit pouvait s'élever jusqu'à 48°C. Une possibilité de régula-
tion pourrait être fournie par l'adjonction contrôlée, au sein du
produit, de petites quantités d'air froid.
Il reste c~pendant qu'un tel type d'incubateur fait appel
à une technologie très simple, puisqu'il ne nécessite pas, comme
c'est le cas pour la plupart des fermenteurs liquides, de conditions
stériles et d'agitation mécanique importante.
30
IV - ETUDES DES PARANETRES DE FEroqENTATION EN MILIEU SOLIDE
Nous n 8 avons. que peu de données concernant les paralnètres
de croissance des moisissures en général, et pratiquement aucune
dans les conditions où nous opérons. Nous avons donc été amenés à
étudier l'influence des paramètres que nous pouvons facilement
contrôler, afin de pouvoir définir les conditions permettant de
synthétiser le maximum de protéines pour la consommation minimum de
sucres. Par ailleurs, au cours de cette étude nous nous somm~ef
forcés de déterminer les conditions permettant dUobtenir un produit
enrichi présentant des garanties suffisantes pour une utilisation
en alimentation animale. En particulier nous avons veillé à sup-
primer ou à réduire au maximum la sporulation et les risques de
contaminations bactériennes.
Nous avons donc effectué des études cintiques de la crois-
sance du mycelium et de l'enrichissement en protéines, en faisant
varier chacun des paramètres pris isolément. Cette méthode est
critiquable dans la mesure où elle ne tient pas compte des interac-
tions éventuelles entre ces différents paramètres. Cependant ellenous a permis de progresser rapidement.
Nous nous sommes efforcés dans la mesure du possible, de
standardiser au maximum les conditions expérimentales, afin de ne
pas introduire des causes de variations indépendantes du paramètre
étudié. En particulier, nous avons veillé à utiliser des inoculums
de spores préparés toujours dans les mêmes conditions.
LVinoculum a été préparé à partir dVun erlenmeyer de 250 ml
contenant 10 g de milieu pâteux ~ 70 % dVeau,stérilisé , et qui a
été ensemencé une semaine à IV avance. On ajoute 200 ml d 8 eau du
robinet et une goutte de détergent. Les spores sont mises en suspen-
sion par agitation magnétique pendant 10 Ininutes. Le contenu de 11
lUerlenmeyer est alors passé à travers un fin tamis de 0,5 mm pour
éliminer le mycelium et est à ajusté à l litre. Cette quantité de
spores peut servir à inoculer 2 kg de farine.
31
En fonction de la quantité de farine utilisée, on prélève
donc le volume de suspension de spores nécessaire auquel on ajoute
la quantité d'eau permettant d'obtenir l'humidité requise du pro-
duit. On dissout alors les sels minéraux et on ajuste le pH à la
valeur désirée avec de l'acide phosphorique ou sulfurique dilué
au liSe.
Le liquide obtenu est alors ajouté progressivement à la
farine. Cet instant est compté comme temps zéro. Après homogénéi-
sation énergique, on laisse la pâte reposer pendant 10 mn, puis
on la passe à travers le tamis de 4 mm. Le produit obtenu est
placé dans les tubes en quantité déterminée (en général 20 g) et
en effectuant un tassement très modéré. Les tubes sont alors placés
dans le bain thermostaté jusqu'à leur prélèvement pour analyse. Le
débit d'air est réglé grâce à l'emploi d'un débit-mètre.
Au moment de leur prélèvement les tubes sent vidés de
leur contenu qui est pesé, puis après une homogénéisation correcte,
des échantillons sont prélevés pour la détermination de l'humidité,
de la teneur en protéines vraies, de la quantité de sucres résiduels,
du pH, etc •.•
Pour les études suivantes, nous avons toujours utilisé
la souche d'Aspergillus niger nO 10 que nous avons sélectionnée
précédemment.
1° _0 Influence de la teneur en eau initiale du produit
L'humidité du produit joue un rôle capital dans ce type
de fermentation. En effet, elle influence fortement la vitesse
de croissance du mycelium, mais également la germination et la
sporulation (14). Il ne faut cependant pas confondre l'humidité
relative et la teneur en eau du substrat. En effet, pour une tem-
pérature donnée, à chaque teneur en eau du substrat correspond une
certaine humidité relative représentant l'état de liberté de l'eau
dans le substrat. C'est ce dégré de liberté de l'eau, variant donc
avec la température qui aura une influence déterminante sur la
croissance du mycelium.
32
Par ailleurs, lihumidité du produit est en relation avec
la pression osmotique qui joue un rôle sélectif sur la croissance
des microorganismes. En effet, contrairement aux levures et aux
bactéries, les moisissures tolèrent et même préfèrent en général,
des milieux à pression osmotique élevée (très riches en glucides
par exemple). Ce facteur, lié à liutilisation diun pH acide, permet
dieffectuer des enrichissements dans des conditions non stériles,
sans avoir de contaminations importantes.
Enfin, la teneur en eau aura également une influence sur
la porosité du produit, une humidité excessive pouvant être un obs-
tacle à la diffusion des gaz au sein des agrégats.
Pour ces différentes raisons, nous avons été amenés à
déterminer le seuil d'humidité qui permet le meilleur enrichissement
en protéines.
Dans un premier temps nous avons étudié les cinétiques
d'enrichissement obtenues à partir de teneurs en eau allant de 35
à 60 %. Après avoir déterminé une durée d'incubation optimale
(30 heures) nous avons alors réalisé une expérience de contrôle avec
six humidités étalées de 42 à 60 % (figures 4 et 5) •
Les sels minéraux ont été ajoutés dans les proportions
suivantes : pour 100 g de farine de manioc, on a apporté 5 g de
phosphate monopotassique; Il,25 g de sulfate d'ammonium et 1,7 g
d'urée; ceci correspond à une dose de 25 % d'azote apportée sous
forme d'urée. La solution obtenue et contenant lUinoculum de spores
a été ajustée à pH : 3,0. Les incubations ont été réalisées à 30°C
avec une aération de 4 litres d'air par heure et par tube.
Les résultats obtenus montrent qu'il existe un optimum
d'humidité se situant entre 50 et 55 % dieau. Avec un produit trop
sec la phase de germination est très longùe et la croissance du my-
celium est ralentie. Avec nes teneurs en eau initiales supérieures
à 55 %, lienrichissement en protéines n'augmente pas sensiblement,
par contre les risques de contaminations bactériennes sont plus
Protéines (grammes pour100 g de farine demanioc)
Sucres résiduels (grammes
pour 100 g de farinede manioc)
Rendement
71,(
1
!54111 23 ,5%
1 3,0
1
,
III 7,
'------..........,1
60,1 % !--------1
1jj
1
1
1
1
13,0
71,1
23,9%
13,8
50,9
3,1
23,2%
70,4
1 13,6j
1
1j
50,31
1
1!
53,51
1 25,7%
1 3,211
4,1
28,6%
63,6
,1
125,7%1
581, 1
i
11
11 76,71
111lt
secinitial)
1
1! pH11L
111
î
1 Poids sec (% du poids
1
111
TABLEAU VIII - INFLUENCE DE LA TENEUR EN EAU INITIALE DU PRODUIT AMYLACE 1APRES 30 HEURES D'INCUBATIONo
Les résultats concernent l'expérience de contrôle représentée sur lafigure 5. Le rendement correspond à la quanti té de Yirotéines néoforméessur la quantité de sucres consommés.
g 100 9 de farine
au départ .
5
/'
10. 20• 30. 40heures+ ....Fig.4 Cinétiques de production de protéines avec différentes
humldi tés in iLales.
l
l------f------t------~-----1
-
15t1
lJlL100li)!lJl.Ë! ~.G)" U.... 1:"
~~I
33
élevées, surtout pendant les quelques premières heures d'incubation
représentant la phase de germination des spores. L'expérience de
contrôle que nous avons réalisée confirme ces résultats. On notera
(Tableau VIII) que nous avons obtenu des rendements de transfor-
mation des sucres consommés en protéines particulièrement élevés
dans cette expérience.
Nous noterons également qu'au cours de l'incubation il se
produit une humidification progressive du produit. En partant d'une
teneur initiale de 50 % d'eau, on obtient un produit enrichi conte-'
nant environ 63 % d'eau. Cette humidification n'est pas liée à la
seule perte de poids sec, car la quantité d'eau totale dans l'échan-
tillon augmente en fonction de l'enrichissement en proteines et de
la croissance du myceliurn. Elle est dûe vraisemblablement à l'eau
métabolique produite lors de la dégradation du glucose.
Malgré cette augmentation de la teneur en eau totale, on
peut se demander si la quantité d'eau dans le produit amylacé rési-
duel est suffisante en fin d'incubation. En effet, le myceliurn de
la moisissure cultivée en milieu liquide, possède une teneur en
eau voisine de 80 %. Cet-te eau de ~onstitution cellulaires n'étant
pas de l'eau libre, la teneur en eau dans le produit amylacé rési-
duel peut être inférieure à 40 %, ce qui pourrait être une des
causes de l'arrêt de la croissance. Des expériences complémentaires
devraient être réalisées pour vérifier cette hypothèse.
2. - Influence de la température
La température joue un rôle prépondérant sur la croissance,
la germination et la sporulation des moisissures, mais aussi leur
métabolisme. En fait l'influence de la température sur les moisis-
sures est complexe. En particulier, les températures extrêmes de
croissance, de germination et de sporulation peuvent être très
différentes (14). La thermotolérance est très variable suivant les
espèces; A. niger tolère une température de croissance de 50o e,mais pousse encore à 20°C. Sans avoir étudié tous les aspects de
ce problème, nous avons voulu déterminer pour la souche diA. niger
9/1009 de farine
fi)
QIc::-.C)....o..0.
au départ.
1
~1O1
5
. ....30 heures20,10.Fig.6 Cinétiques de production de protéines à différentes
températures d'incubation.
34
que nous utilisons, les meilleures conditions d'incubation et savoir
en particulier quelle était la température qui fournissait le meil-
leur enrichissement pour une durée minimum.
Pour cela nous avons réalisé des études cinétiques de la
croissance à 30, 35, 40 et 45°C dans les conditions standard décrites
plus haut, en utilisant un produit initial à 50 % d'eau. Les résul-
tats qui sont rapportés sur la figure 6 montrent que les meilleurs
enrichissements sont obtenus pour une température située entre 35
et 40°C. A partir de 45°C, nous avons observé une augmentation im-
portante de la phase de germination; cependant, une fois commencée,
la croissance du mycelium semble aussi rapide qu'à une température
plus basse. Ceci indique que la souche que nous avons utilisée peut
supporter des variations de température importantes sans que la
croissance de son mycelium 8n soit très sensiblement modifiée. Par
contre, la germination des spores est ralentie lorsque la tempéra-
ture dépasse 40°C. La température optimale apparemment élevée pour
la germination peut s'expliquer par le fait que l'élévation de la
température nUa pas qu'un effet thermique, mais qu'elle agit égale-
ment sur le degré de liberté de l'eau dans le produit, facteur très
important pour la germination.
La thermotolérance d'une telle souche permet donc d'envi-
sager un enrichissement ne nécessitant qu'un contrôle grossier de
la température, avec un démarrage vers 35°C et un refroidissement
partiel empêchant celle-ci de s'élever au dessus de 45°C.
35
3. - Contrôle "autogène" du pH
Le pH du milieu est un facteur essentiel dans ce type de
fermentation. Il doit être suffisamment acide dès le début pour
éliminer les risques de contaminations. Cependant lors de la crois-
sance, il se produit une acidification très importante qui amène
rapidement le pH en dessous de 3, quand on part d'un mélange de
phosphate monopotassique et de sulfate d'ammonium. Cette forte aci-
dification tend à ralentir et même à stopper la croissance du myce-
lium et l'enrichissement en protéines. C'est pour cette raison que
nous avons cherché un moyen simple de contrôler le pH, en apportant
l'azote sous forme d'un mélange de sulfate d'ammonium et d'urée.
READE et GREGORY (7) ont observé qu'en partant d'un milieu
liquide à pH: 3,5 et en apportant tout l'azote sous forme d'urée,
le pH était pratiquement stable tout au long de la phase de crois-
sance d'A. fumigatus, ce qui leur permet de supprimer les appareils
de contrôle et de régulation de ce. paramètre.
L'urée présente l'avantage de ne pas libérer d'acide minéral
fort dans le milieu lors de son assimilation, comme c'est le cas
avec le sulfate d'ammonium. En léger excès, son hydrolyse conduit à
l'accumulation d'ammoniac qui peut compenser une éventuelle acidi-
fication par des métabolites acides. Cependant si l'excès est trop
important, il peut entrainer une alcalinisation trop forte, favora-
ble aux cont~ninations.
Il apparaît donc qu'un mélange de sulfate d'ammonium et
d'urée peut avoir un effet tampon sur le pH du milieu et donc favo-
riser la croissance du myceliQm. Nous avons fait des expériences
dans cette voie pour déterminer les conditions optimales d'utilisa-
tion de l'urée.
Une série d'expériences préliminaires a été effectuée en
utilisant les dispositifs d'incuhation en flacons laveurs. Des études
cinétiques de croissance ont été faites sur des produits ayant reçu
des doses croissantes d'urée, la quantité d'azote total étant cons-
tante.
• Protéines"'Ji(9 1009 de farine au départ)
12
9
6
3
11Sucres1résiduels1(9 .·100g del.! farîneaudépart)11
i\.50
1
11
24 40 48 62
Fig 7 Cinétiques avec différentes doses d 'azote sous forme d ·urée.
36
Pour 100 g de farine de manioc on a ajouté 5 g de phos-
phate monopotassique et l'azote suivant le tableau ci-dessous:
% d'azote sousforme d'urée
, Sulfate d'ammoniumg/100 g de farine
Uréeg/100 g de farine
0 15,0 0
10 13,5 0,68
20 12,0 1,35
40 9,0 2,70
60 6,0 4,05
Le produit initial contenait 50 % d'eau. L'inoculurn était
constitué par du mycelium d'A. niger provenant d'une culture liquide
de 48 heures, ce qui explique la teneur initiale en protéines rela-
tivement élevéeo Le liquide contenant les sels minéraux et l'inocu-
lurn a été ajusté à pH : 3,50 Chaque flacon contenant 140 g de pro-
duit a été incubé à 30°C et aéré à raison de 10 litres/heure/flacon.
Comme nous ne disposions que d'un dispositif par dose d'urée, à
chaque prélèvement le contenu est homogénéisé, les échantillons
prélevés et le reste replacé dans le flacon.
Malgré les perturbations ainsi apportées, nous avons obser-
vé (figure 7) une influence très nette de la dose. d'urée sur l'évo-
lution du pH du produit et sur sa tGneur en protéines, montrant ainsi
l'effet bénéfique de l'apport d'urée jusquQà une certaine dose. La
dose optimale d'urée dans ce cas est assez basse car le pH initial
du produit était relativement élevé.
Nous avons par la suite fait une seconde série d'expérience,
dans les conditions standard en utilisant les 24 dispositifs d'in-
cubation dont nous disposons, et en abaissant plus fortement le pH
initial du produito
37
Après une série d'études cinétiaues portant sur des produits
ayant reçu des doses croissantes d'urée, qui ont confirmé les
résultats que nous avions observés dans les expériences préliminaires,
nous avons effectué une exnérience de contrôle portant sur 6 doses
d'urée allant de 0 3 100 %. Tous les prélèvements ont été faits
après 30 heures d'une incubation ~ 35°C et comportant une aération
de 4 litres/heure/tube. Cette durée d'incubation correspond au pic
de production de protéines, qui a été déterminé grâce aux études
cinétiques. Pour obtenir un pH initial du produit contenant 50 %
d'eau de 3,5, la solution contenant les sels minéraux et l'inoculum
de spores a été ajusté à pH ~ 2,25 avec de l'acide sulfurique.
Les résultats qui sont rapportés sur la figure (8) montrent
que dans ces conditions, la quantité d'urée à apporter pour obtenir
le meilleur enrichissement en protéines correspond à 50 - 60 % de
l'azote total. Au delà de cette dose, la quantité de protéines
synthétisées n'augmente pas, et on assiste à une nette augmentation
du pH.
On remarque que le fait d'apporter le mélange d'urée et
d'ammoniaque dans les proportions optimales a pour conséquence de
doubler la quantité de protéines synthétisées par rapport à celle
obtenue lorsqu'on n'utilise que du sulfate d'ammonium, tout en
évitant les contamin2tions.
Il faut toutefois remarquer que l'apport d'urée favorise
également la consommation des sucres, et que pour des doses élevées,
si la quantité de protéines n'augmente pas, la consommation des
sucres est pratiquement totale. Ceci a pour conséquance d'abaisser
le rendement global de transfornation en protéines. On peut alors
se demander si on a intérêt R augmenter au maximum la quantité de
protéines formées, ou si on peut se contenter d'en produire un peu
moins, mais avec un bon rendement de transformation et obtenir un
produit enrichi contenùnt encore une quantité plus importante de
sucres résiduels.
l/lq)
l/l :J~ ~c: l/l
,q) ,q).... .. c.0 l/l.. q)c. ..
(Jjl/l
10 100
B
5~50
6
--..--..... --
% uréeo'-----::-------="=:------~~-----~------~'~-----1':":0~·0~............o 20 40 60 80
Fig.B Protéines. sucres rés iduels (g 100 9 de fa rine au départ)
et pH en fin dïncubation avec différentes doses d'urée.
••--e. Protéi nes .....-_..... Sucres résiduels
38
Des expériences complémentaires devront être faites, mais
nous avons montré qu'il est possible de contrôler et d'orienter
l'enrichissement en jouant à la fois sur le pH du produit et sur
la dose d'urée.
4° - Influence de l'aération
La quantité d'oxygène mise à la disposition des moisissures
pour leur respiration est un facteur important de leur développement.
La plupart des moisissures sont a8robies, mais les besoins en
oxygène varient suivant les espèces, certaines étant même capables
de se développer en atmosphère d'azote.
Par ailleurs de faibles quantités de CO2
sont nécessaires
à la germination des souches d'A. niger, alors que des concentra-
tions trop importantes inhibent leur développement (14).
On voit que l'aération du produit amylacé est un facteur
très important puisqu'elle agit au niveau de la germination des
spores, et lors de la croissance du mycelium en apportant l'oxy-
gène nécessaire, et en transportant une partie des calories dégagées.
Nous n'avons pas étudié en détail tous les aspects de cette
question qui sera reprise de façon plus approfondie dans une étude
séparée, sur un dispositif d'incubation de taille plus importante,
le matériel dont nous dis?osons actuellement ne nous permettant
pas d'effectuer des réglages de déhits avec une assez grande pré~
cision.
Nous avons seulement voulu vérifier que le débit d'air que
nous avions fixé arbitrairement était suffisant pour apporter
l'oxygène nécessaire à la croissance du mycelium dans les disposi-
tifs d'incubation que nous utilisons.
Pour cela nous avons effectué une expérience sur de la
farine de manioc prGparée dans les conditions standard décrites
19/ 1 oog de ,farine ...1au depart. 1III T Tcp •
c: 1 1.«> 1
-ft- 1 i0 10...1Q. l1
5
o 0.5 2 4 6 Il h 8
10
9 11009 de farineIII«> au départ.c:
-QI15tt
Fige9 Production de protéines avec différentes aérations après
22heures ........ et 30 heures .. •• d'incubation.
10 20 30 heures. .......
Fig.10 Product ion de protéines avec différentes concentrations de
lïnoculum.
39
précédemment: 50 % dOeau, 25 % d'urée, 30°C. Nous avons utilisé
5 débits d'air allant de 0 à 8 litres par heure par tube. Nous
avons fait les analyses après 22 heures et 30 heures d'incubation,
en prélevGnt 3 tubes, servant de répétitions, pour chaque débit.
Les résultats sont rêpportés sur la figure 9.
Les produits qui n'ont pas été aérés présentent une teneur
en protéines nettement plus faible que les autres montrant ainsi
la nécessité d'une oxygénation continue du·produit pendant l'in-
cubation.
Les produits aérés avec 0,5, 2 et 4 litres/heure donnent
des résultats identiques. Le produit qui a reçu un débit d'air de
8 litres/heure, semble par contre acquérir une teneur en protéines
plus élevée. Il est possible que la prolifération du mycelium gène
la diffusion de l'oxygène et qu'un débit d'air élevé, en fin d'in-
cubation soit favorable au développement du mycelium.
Nous n'avancerons pas plus dans nos conclusions, cette
expérience devant être reprise ultérieuremont de façon plus com-
plète, et en particulier en relation avec la régulation thermique
du produit par le transport des calories dégagées.
5° - Densité de l'inoculum de spores
L'inoculum doit être suffisant pour assurer un ensemen-
cement homogène du produit et un démarrage rapide de la croissance.
Il ne doit cependùnt pas être trop important, d'abord pour des
raisons pratiques et économiques, ensuite parce qu'une densité
trop élevée de spores peut entraîner des phGnomènes d'inhibition
et gèner 1~ germination d'un certain nombre d'entre elles. Il ne
serait pas judicieux d'introduire une quantité de spores qui ne
germeraient pas et que l'on retrouverait intactes et gènantes dans
le produit enrichi. Par ailleurs, avec un souche d'A. niger un
inoculum trop dense fournit au produit une couleur grise peu at-
trayante qui persiste en fin de fermentation.
40
Pour déterminer la quantité adéquate de spores à apporter,
nous avons fait des études cinétiques d'enrichissement de produits
ayant reçu 3 doses de sporeso
L'inoculum de base est constitué ?ar une fiole contenant
10 g de produit pâteux, ensemencée à l'anse avec des spores et
incubée une semaine à 30°C. Le produit obtenu est alors fortement
sporulé. Des comptages microscopiques effectués sur les suspensions
de spores pr&parées suivant le protocole que nous avons décrit au
début de ce chapitre, montrent qu'une telle fiole renferme approxi~
mativement 401010 spores. Les inoculuns ont été préparés à partir
d'une telle fiole de façon ~ obtenir 4 x 108 ,4 x 107 ou 4 x 106
spores par gra~~e de farine. Nous avons par ailleurs adopté les
conditions standarŒ de prépnration et d'incubation du produit (50 %
d'eau., 25 % d'urée, 30°C et débit de 4 litres par heure par tube) 0
Les résultats sont rasse~blés sur la fiqure (10) 0
Le produit ayant reçu l'inoculum le plus concentré démarre
plus rapidement, cependant la croissance s'arrête plus tôt et
brusquement. Par ailleurs un examen rnicroscopique du produit final
révêle qu'une proportion importante de spores n'ont pas gerrn&. Les
cinétiques correspondant aux deux autres inoculations sont voisines,
le produit ayant reçu la dose movenne de spores fournissant un
enrichissement légèrement supérieur. L'examen microscopique montre
que très peu de spores n'ont pas germé dans le produit inoculé â
4.107 spores/g, et aucune spore n'a pu être observée dans le pro-
duit final ayant reçu 4.106 spores/gramme. Par ailleurs dans les
deux cas, le produit obtenu Gtait bien blanc et présentait un aspect
très favorable, alors que dans le premier cas le produit obtenu
était gris.
J:·Jous pouvons donc conclure que la dose d' inoculum habi~
tuellement utilis8e lors des expériences précédentes, qui corres-
pondait à un ensemencenent de 2 kg de farine pour une fiole d'ino-
culurn soit environ 2 x 107 spores par gramme de farine était large-
ment suffisante, pour obtenir un enrichissement correct, mais
qu'elle n'était cepenàant pas excessive.
41
6. - Conclusion
La méthode d'enrichissement que nous avons mise au point
nous parait très satisfais~nte et le dispositif d'incubation que
nous avons utilisé pour les analyses de laboratoire d'un emploi
simple et pratique. Il nous a nermis d'effectuer un grand nombre
d'expériences d'enrichissement, montran