Embed Size (px)
Citation preview
Lire la première partie de la thèse
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
59
Chapitre IV : Effet du platine sur la microstructure
d'un revêtement NiCoCrAlYTa
Le chapitre précédent a mis en évidence les défauts d'un revêtement NiCoCrAlYTa utilisé comme
sous-couche de système barrière thermique. Il a également été vu que l'ajout de platine pouvait
certainement améliorer les performances de cette sous-couche. Pour comprendre l'effet du platine sur le
comportement en oxydation, il est nécessaire d'effectuer au préalable une étude fine de la microstructure
de revêtements NiCoCrAlYTa modifié platine. Ce chapitre s'intéresse alors à trois sous-couches :
un dépôt NiCoCrAlYTa obtenu par codépôt électrolytique,
un dépôt NiCoCrAlYTa élaboré par codépôt électrolytique sur lequel est déposée une couche de
platine,
un dépôt NiCoCrAlYTa obtenu par projection plasma sous vide et revêtu d'une couche de
platine.
La première sous-couche servira de référence. Sa comparaison avec la deuxième sous-couche
permettra d'analyser l'influence du platine sur la microstructure. La troisième sous-couche servira à
étudier l'effet du platine sur la microstructure mais aussi l'impact que peut avoir le choix du procédé
d'élaboration du dépôt NiCoCrAlYTa. Enfin, l'influence de la teneur en platine sur la microstructure du
revêtement modifié sera abordée.
A. Elaboration des sous-couches
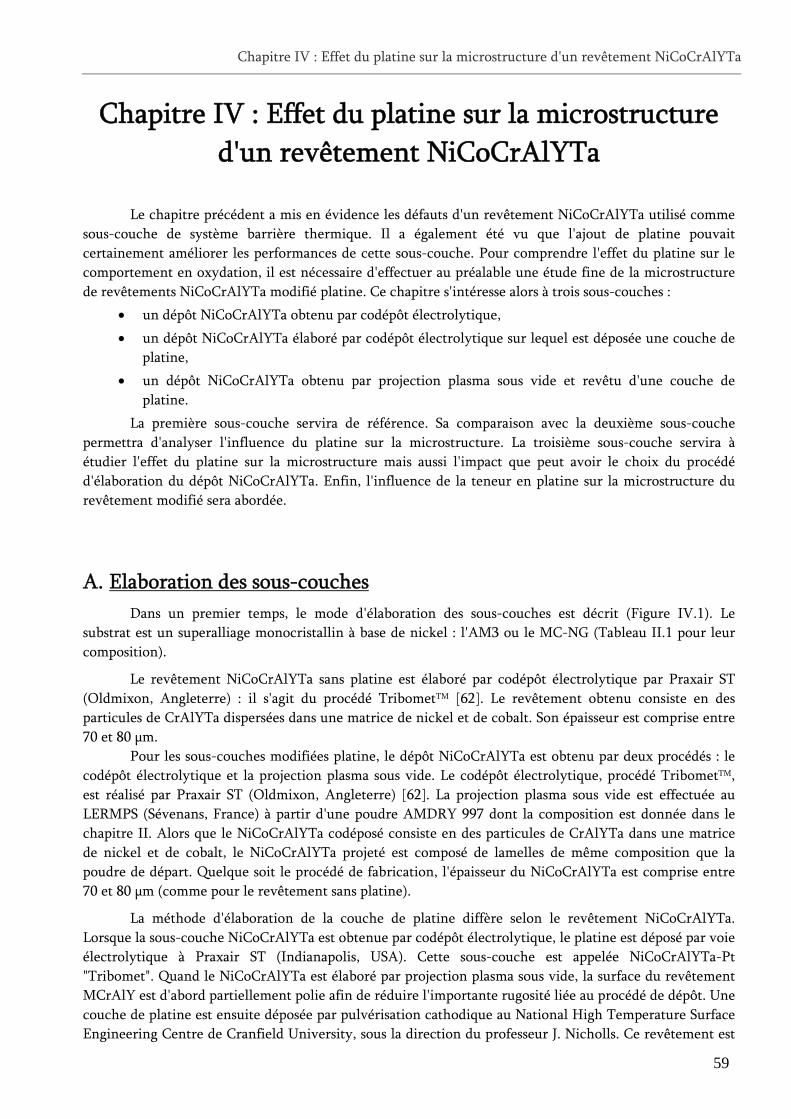
Dans un premier temps, le mode d'élaboration des sous-couches est décrit (Figure IV.1). Le
substrat est un superalliage monocristallin à base de nickel : l'AM3 ou le MC-NG (Tableau II.1 pour leur
composition).
Le revêtement NiCoCrAlYTa sans platine est élaboré par codépôt électrolytique par Praxair ST
(Oldmixon, Angleterre) : il s'agit du procédé TribometTM [62]. Le revêtement obtenu consiste en des
particules de CrAlYTa dispersées dans une matrice de nickel et de cobalt. Son épaisseur est comprise entre
70 et 80 μm.
Pour les sous-couches modifiées platine, le dépôt NiCoCrAlYTa est obtenu par deux procédés : le
codépôt électrolytique et la projection plasma sous vide. Le codépôt électrolytique, procédé TribometTM,
est réalisé par Praxair ST (Oldmixon, Angleterre) [62]. La projection plasma sous vide est effectuée au
LERMPS (Sévenans, France) à partir d'une poudre AMDRY 997 dont la composition est donnée dans le
chapitre II. Alors que le NiCoCrAlYTa codéposé consiste en des particules de CrAlYTa dans une matrice
de nickel et de cobalt, le NiCoCrAlYTa projeté est composé de lamelles de même composition que la
poudre de départ. Quelque soit le procédé de fabrication, l'épaisseur du NiCoCrAlYTa est comprise entre
70 et 80 μm (comme pour le revêtement sans platine).
La méthode d'élaboration de la couche de platine diffère selon le revêtement NiCoCrAlYTa.
Lorsque la sous-couche NiCoCrAlYTa est obtenue par codépôt électrolytique, le platine est déposé par voie
électrolytique à Praxair ST (Indianapolis, USA). Cette sous-couche est appelée NiCoCrAlYTa-Pt
"Tribomet". Quand le NiCoCrAlYTa est élaboré par projection plasma sous vide, la surface du revêtement
MCrAlY est d'abord partiellement polie afin de réduire l'importante rugosité liée au procédé de dépôt. Une
couche de platine est ensuite déposée par pulvérisation cathodique au National High Temperature Surface
Engineering Centre de Cranfield University, sous la direction du professeur J. Nicholls. Ce revêtement est
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
60
nommé NiCoCrAlYTa-Pt "Plasma". Dans les deux cas, l'épaisseur du platine est fixée à 7μm. Par contre, la
tolérance sur l'épaisseur de la couche de platine déposée par voie électrolytique est égale à +/- 2μm alors
que la précision sur l'épaisseur de la couche de platine obtenue par pulvérisation cathodique est de +/-
1μm.
Enfin, un traitement thermique sous vide secondaire de 6h à 1080°C est réalisé que la sous-couche
soit ou non modifiée par l'ajout de platine. Il est fait chez Praxair ST pour les revêtements NiCoCrAlYTa
obtenus par codépôt électrolytique. Il est effectué à Cranfield University lorsque les dépôts NiCoCrAlYTa
sont fabriqués par projection plasma sous vide.
Un sablage est ensuite réalisé au CIRIMAT pour la sous-couche "Tribomet" et à Cranfield
University dans le cas de la sous-couche "Plasma", afin de reproduire la préparation de surface avant le
dépôt de la barrière thermique.
Codépôt électrolytique70‐80 μm
7 μmDépôt de Pt par voie électrolytique
Projection plasma sous vide
Dépôt de Pt par pulvérisation catholdique
TribometTM Plasma
Praxair ST
Praxair ST
Cranfield University
LERMPS
AM3
NiCoCrAlYTa-Pt
AM3
NiCoCrAlYTa-Pt
AM3
NiCoCrAlYTa
AM3 : Superalliage monocristallin à base de nickel
6h à 1080°C sous vide
AM3
NiCoCrAlYTa
AM3
NiCoCrAlYTa
Pt
Poudre AMDRY 997
sur NiCoCrAlYTa partiellement poli
Procédé TribometTMCodépôt électrolytique
70‐80 μm
7 μmDépôt de Pt par voie électrolytique
Projection plasma sous vide
Dépôt de Pt par pulvérisation catholdique
TribometTM Plasma
Praxair ST
Praxair ST
Cranfield University
LERMPS
AM3
NiCoCrAlYTa-Pt
AM3
NiCoCrAlYTa-Pt
AM3
NiCoCrAlYTa
AM3 : Superalliage monocristallin à base de nickel
6h à 1080°C sous vide
AM3
NiCoCrAlYTa
AM3
NiCoCrAlYTa
Pt
Poudre AMDRY 997
sur NiCoCrAlYTa partiellement poli
Codépôt électrolytique70‐80 μm
7 μmDépôt de Pt par voie électrolytique
Projection plasma sous vide
Dépôt de Pt par pulvérisation catholdique
TribometTM Plasma
Praxair ST
Praxair ST
Cranfield University
LERMPS
AM3
NiCoCrAlYTa-Pt
AM3
NiCoCrAlYTa-Pt
AM3
NiCoCrAlYTa
AM3
NiCoCrAlYTa
AM3 : Superalliage monocristallin à base de nickel
6h à 1080°C sous vide
AM3
NiCoCrAlYTa
AM3
NiCoCrAlYTa
AM3
NiCoCrAlYTa
Pt
AM3
NiCoCrAlYTa
AM3
NiCoCrAlYTa
AM3
NiCoCrAlYTa
Pt
Poudre AMDRY 997
sur NiCoCrAlYTa partiellement poli
Procédé TribometTM
Figure IV.1 : Description du procédé d'élaboration des trois sous-couches.
Les trois sous-couches sont déposées sur le superalliage à base de nickel AM3. Seul le revêtement
NiCoCrAlYTa-Pt "Tribomet" est également déposé sur le MC-NG. Afin de revêtir l'entière surface de
l'éprouvette, une tige en Hastelloy W est soudée à un bord du superalliage dans le cas de la sous-couche
"Tribomet". L'utilisation du procédé de pulvérisation cathodique pour le dépôt de platine avec la sous-
couche "Plasma" impose qu'une seule face soit revêtue. Dans le cas de la sous-couche NiCoCrAlYTa-Pt
"Tribomet", les éprouvettes sont rectangulaires, 10 x 15 x 1 mm. Il s'agit de disques de diamètre 19,6 mm
pour la sous-couche NiCoCrAlYTa-Pt "Plasma".
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
61
B. Effet du platine sur la composition et microstructure d'une sous-
couche NiCoCrAlYTa
B.1. Sous-couche NiCoCrAlYTa de référence
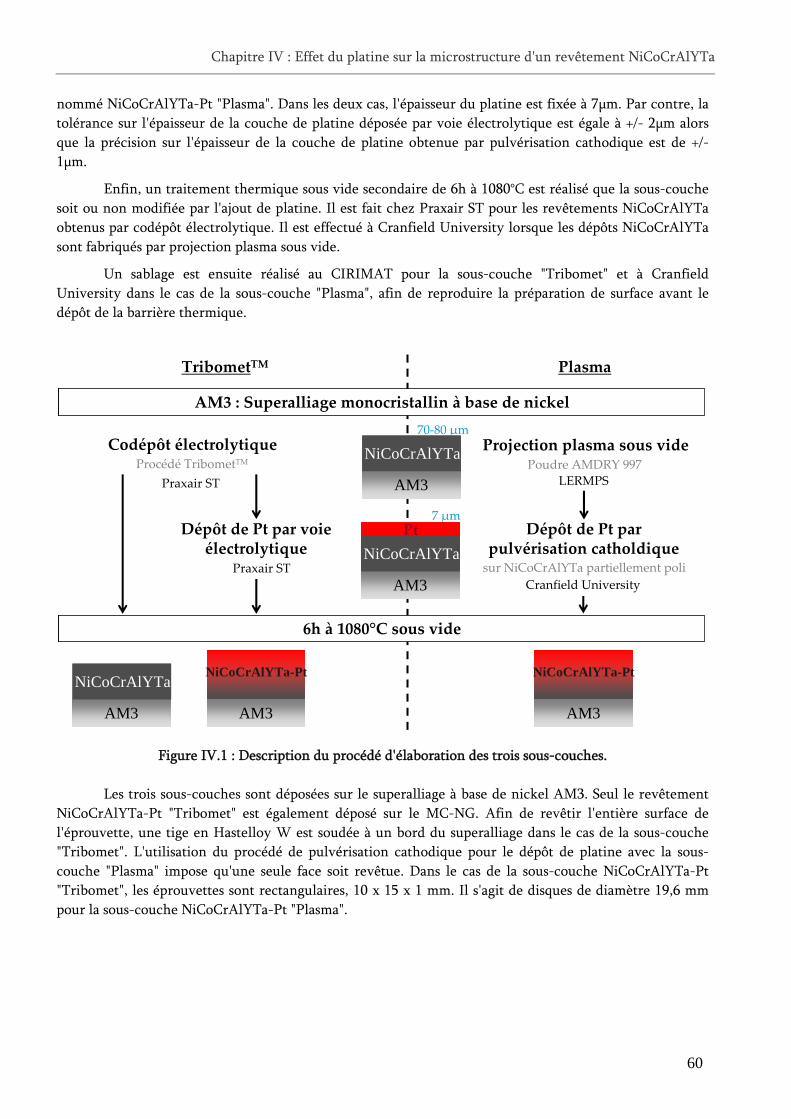
La microstructure, après sablage, d'une sous-couche NiCoCrAlYTa obtenue par codépôt
électrolytique est présentée à la Figure IV.2. Elle est uniforme sur toute l'épaisseur du revêtement et elle
est composée majoritairement d'une phase β-NiAl au sein d'une matrice γ-Ni (Figure IV.2.a) [98, 262, 263].
La géométrie de la phase β-NiAl rappelle la forme des particules CrAlYTa enfouies dans la matrice nickel-
cobalt lors de l'élaboration (Figure IV.2.b). Des oxydes (riches en aluminium et/ou yttrium notamment) et
des carbures de tantale sont également dispersés dans tout le revêtement (Figures IV.2.a et b). Les carbures
de tantale sont riches en titane quand ils sont proches de l'interface avec le superalliage. Près de la surface,
ils ne contiennent pas ou très peu de titane. Ils sont également composés d'yttrium. Enfin, l'attaque
électrochimique de la phase γ-Ni réalisée à l'aide d'une solution CuSO4 0,5% révèle la présence de
précipités γ'-Ni3Al dans la matrice de γ-Ni (Figure IV.2.c). Ces précipités se sont très probablement formés
lors du refroidissement lent du traitement thermique sous vide et disparaissent à haute température. La
présence de la phase γ'-Ni3Al aux joints de grains β-NiAl/γ-Ni est également plus distincte après attaque
(Figure IV.2.c).
La sous-couche NiCoCrAlYTa élaborée par projection plasma sous vide est composée des phases β-
NiAl, γ'-Ni3Al, γ-Ni et de carbures de tantale répartis uniformément sur toute l'épaisseur du dépôt [98,
262, 264]. La concentration en aluminium de la poudre AMDRY 997 utilisée pour la projection est
d'environ 16,9%at.
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
62
Al2O3
γ-Ni
β-NiAl
Précipité riche en Ta et Ti
Coupe
Coupe
Coupe après attaque
Précipités γ’-Ni3Al dans la matrice γ-Ni
γ’-Ni3Al
a
b
c
10 µm
1 µm
2 µm
Al2O3
γ-Ni
β-NiAl
Précipité riche en Ta et Ti
Coupe
Coupe
Coupe après attaque
Précipités γ’-Ni3Al dans la matrice γ-Ni
γ’-Ni3Al
a
b
c
10 µm
1 µm
2 µm
Figure IV.2 : Images MEB de la coupe d'un revêtement NiCoCrAlYTa obtenu par codépôt électrolytique
sur AM3, après sablage. (a) Vue d'ensemble du revêtement, (b) Agrandissement sur les phases du
revêtement, (c) Revêtement après attaque électrochimique à la solution CuSO4 0,5%. Images obtenues en
mode BSE.
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
63
B.2. Premiers effets du platine sur la microstructure d'une sous-couche NiCoCrAlYTa
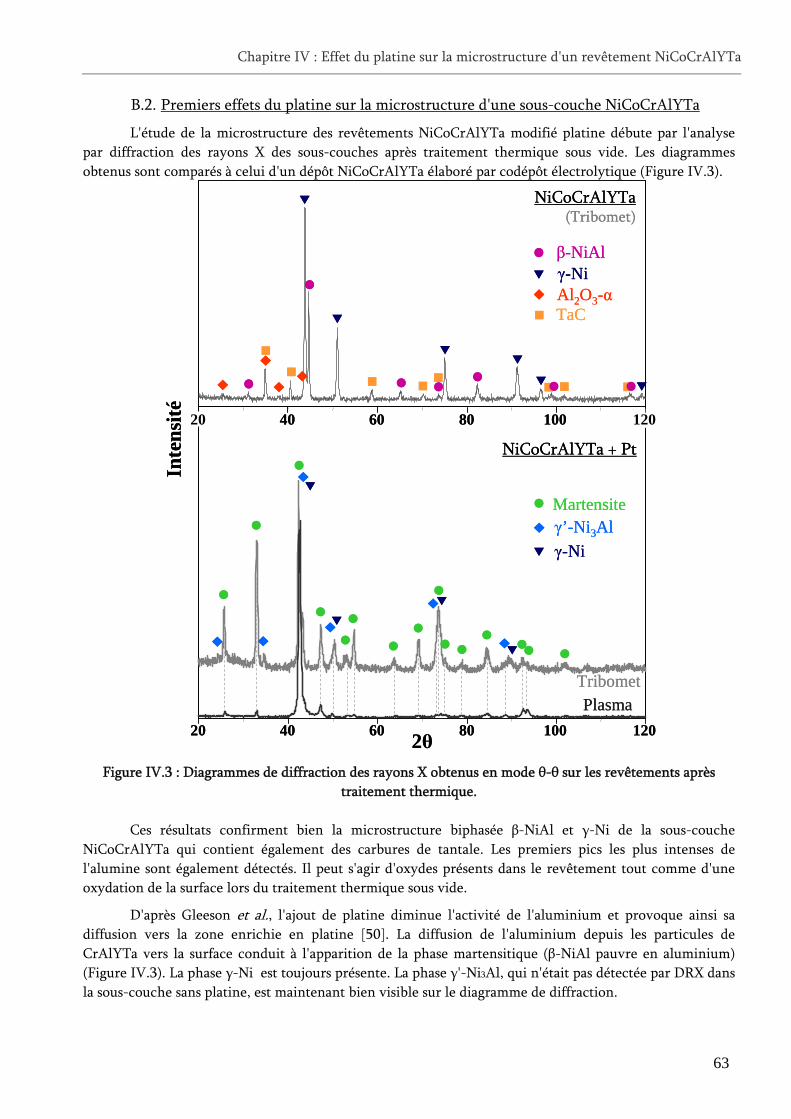
L'étude de la microstructure des revêtements NiCoCrAlYTa modifié platine débute par l'analyse
par diffraction des rayons X des sous-couches après traitement thermique sous vide. Les diagrammes
obtenus sont comparés à celui d'un dépôt NiCoCrAlYTa élaboré par codépôt électrolytique (Figure IV.3).
20 40 60 80 100 1202θ
Inte
nsi
té
PlasmaTribomet
Martensiteγ’-Ni3Al
γ-Ni
20 40 60 80 100 120
β-NiAl
Al2O3-αγ-Ni
TaC
NiCoCrAlYTa(Tribomet)
NiCoCrAlYTa + Pt
20 40 60 80 100 1202θ
Inte
nsi
té
PlasmaTribomet
Martensiteγ’-Ni3Al
γ-Ni
20 40 60 80 100 120
β-NiAl
Al2O3-αγ-Ni
TaC
NiCoCrAlYTa(Tribomet)
NiCoCrAlYTa + Pt
Figure IV.3 : Diagrammes de diffraction des rayons X obtenus en mode θ-θ sur les revêtements après
traitement thermique.
Ces résultats confirment bien la microstructure biphasée β-NiAl et γ-Ni de la sous-couche
NiCoCrAlYTa qui contient également des carbures de tantale. Les premiers pics les plus intenses de
l'alumine sont également détectés. Il peut s'agir d'oxydes présents dans le revêtement tout comme d'une
oxydation de la surface lors du traitement thermique sous vide.
D'après Gleeson et al., l'ajout de platine diminue l'activité de l'aluminium et provoque ainsi sa
diffusion vers la zone enrichie en platine [50]. La diffusion de l'aluminium depuis les particules de
CrAlYTa vers la surface conduit à l'apparition de la phase martensitique (β-NiAl pauvre en aluminium)
(Figure IV.3). La phase γ-Ni est toujours présente. La phase γ'-Ni3Al, qui n'était pas détectée par DRX dans
la sous-couche sans platine, est maintenant bien visible sur le diagramme de diffraction.
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
64
Pour une sous-couche NiCoCrAlYTa élaborée par projection plasma sous vide et modifiée platine,
la martensite est également observée en surface (Figure IV.3). Il est ensuite difficile de savoir si la zone
externe du dépôt est composée uniquement de la phase γ'-Ni3Al, de la phase γ-Ni seule ou bien des deux.
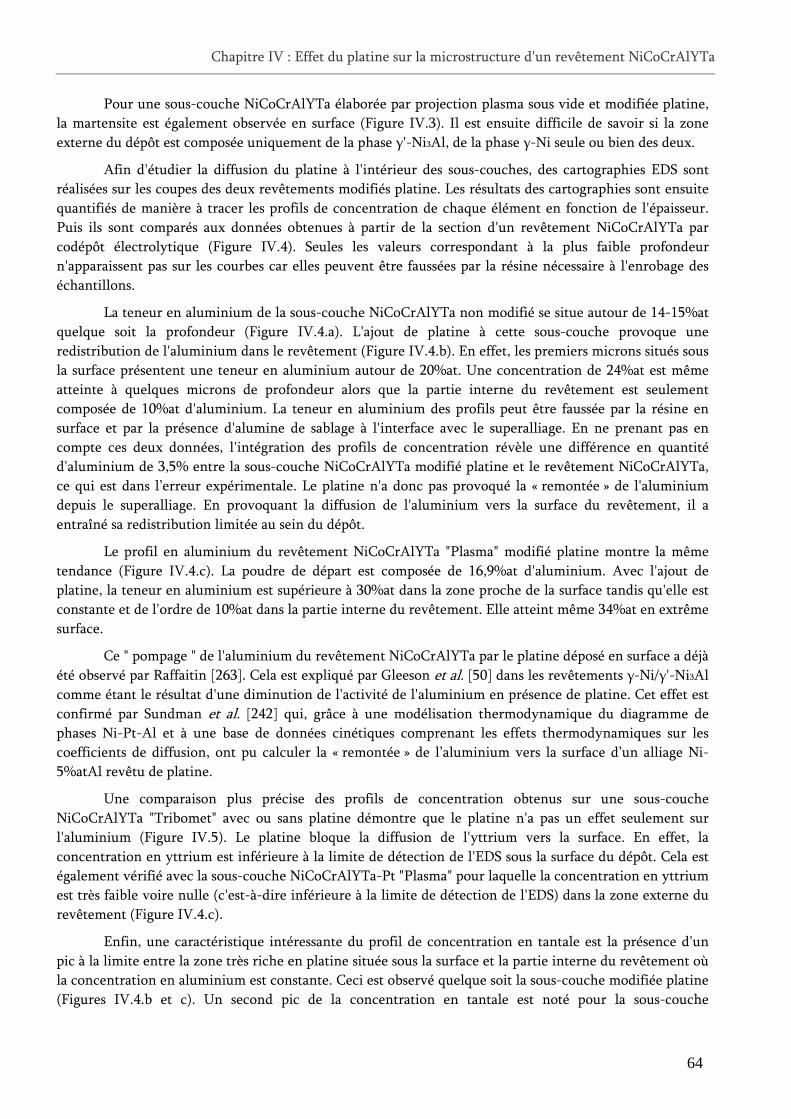
Afin d'étudier la diffusion du platine à l'intérieur des sous-couches, des cartographies EDS sont
réalisées sur les coupes des deux revêtements modifiés platine. Les résultats des cartographies sont ensuite
quantifiés de manière à tracer les profils de concentration de chaque élément en fonction de l'épaisseur.
Puis ils sont comparés aux données obtenues à partir de la section d'un revêtement NiCoCrAlYTa par
codépôt électrolytique (Figure IV.4). Seules les valeurs correspondant à la plus faible profondeur
n'apparaissent pas sur les courbes car elles peuvent être faussées par la résine nécessaire à l'enrobage des
échantillons.
La teneur en aluminium de la sous-couche NiCoCrAlYTa non modifié se situe autour de 14-15%at
quelque soit la profondeur (Figure IV.4.a). L'ajout de platine à cette sous-couche provoque une
redistribution de l'aluminium dans le revêtement (Figure IV.4.b). En effet, les premiers microns situés sous
la surface présentent une teneur en aluminium autour de 20%at. Une concentration de 24%at est même
atteinte à quelques microns de profondeur alors que la partie interne du revêtement est seulement
composée de 10%at d'aluminium. La teneur en aluminium des profils peut être faussée par la résine en
surface et par la présence d'alumine de sablage à l'interface avec le superalliage. En ne prenant pas en
compte ces deux données, l'intégration des profils de concentration révèle une différence en quantité
d'aluminium de 3,5% entre la sous-couche NiCoCrAlYTa modifié platine et le revêtement NiCoCrAlYTa,
ce qui est dans l’erreur expérimentale. Le platine n'a donc pas provoqué la « remontée » de l'aluminium
depuis le superalliage. En provoquant la diffusion de l'aluminium vers la surface du revêtement, il a
entraîné sa redistribution limitée au sein du dépôt.
Le profil en aluminium du revêtement NiCoCrAlYTa "Plasma" modifié platine montre la même
tendance (Figure IV.4.c). La poudre de départ est composée de 16,9%at d'aluminium. Avec l'ajout de
platine, la teneur en aluminium est supérieure à 30%at dans la zone proche de la surface tandis qu'elle est
constante et de l'ordre de 10%at dans la partie interne du revêtement. Elle atteint même 34%at en extrême
surface.
Ce " pompage " de l'aluminium du revêtement NiCoCrAlYTa par le platine déposé en surface a déjà
été observé par Raffaitin [263]. Cela est expliqué par Gleeson et al. [50] dans les revêtements γ-Ni/γ'-Ni3Al
comme étant le résultat d'une diminution de l'activité de l'aluminium en présence de platine. Cet effet est
confirmé par Sundman et al. [242] qui, grâce à une modélisation thermodynamique du diagramme de
phases Ni-Pt-Al et à une base de données cinétiques comprenant les effets thermodynamiques sur les
coefficients de diffusion, ont pu calculer la « remontée » de l’aluminium vers la surface d’un alliage Ni-
5%atAl revêtu de platine.
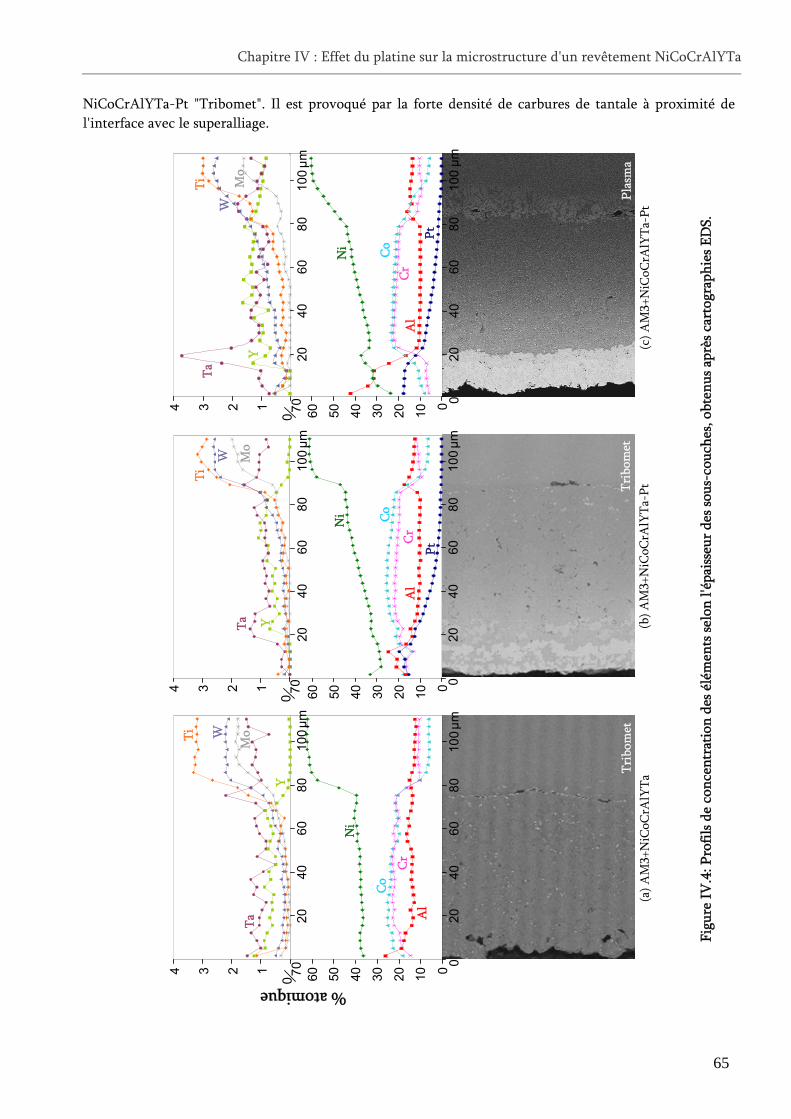
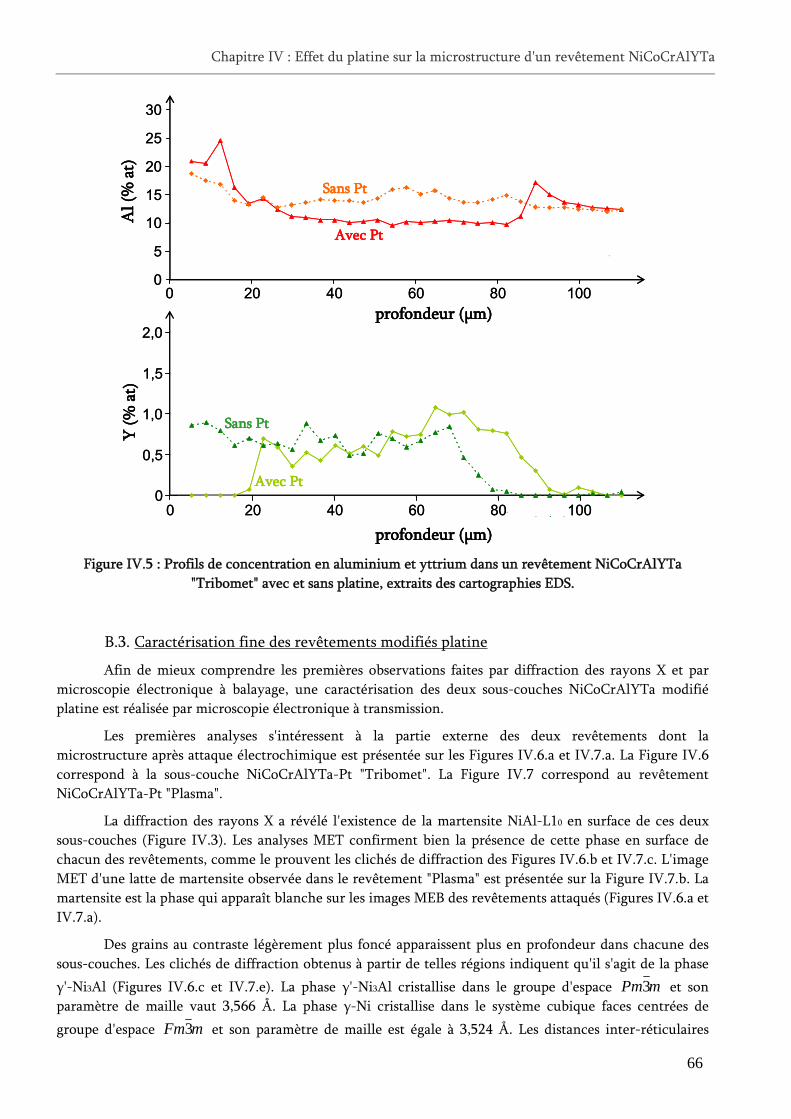
Une comparaison plus précise des profils de concentration obtenus sur une sous-couche
NiCoCrAlYTa "Tribomet" avec ou sans platine démontre que le platine n'a pas un effet seulement sur
l'aluminium (Figure IV.5). Le platine bloque la diffusion de l'yttrium vers la surface. En effet, la
concentration en yttrium est inférieure à la limite de détection de l'EDS sous la surface du dépôt. Cela est
également vérifié avec la sous-couche NiCoCrAlYTa-Pt "Plasma" pour laquelle la concentration en yttrium
est très faible voire nulle (c'est-à-dire inférieure à la limite de détection de l'EDS) dans la zone externe du
revêtement (Figure IV.4.c).
Enfin, une caractéristique intéressante du profil de concentration en tantale est la présence d'un
pic à la limite entre la zone très riche en platine située sous la surface et la partie interne du revêtement où
la concentration en aluminium est constante. Ceci est observé quelque soit la sous-couche modifiée platine
(Figures IV.4.b et c). Un second pic de la concentration en tantale est noté pour la sous-couche
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
65
NiCoCrAlYTa-Pt "Tribomet". Il est provoqué par la forte densité de carbures de tantale à proximité de
l'interface avec le superalliage.
Fig
ure
IV
.4: P
rofi
ls d
e co
nce
ntr
atio
n d
es é
lém
ents
sel
on
l'é
pai
sseu
r d
es s
ou
s-co
uch
es, o
bte
nu
s ap
rès
cart
ogr
aph
ies
ED
S.
Tri
bo
met
0102030405060
020
4060
8010
0µm
700
1234
2040
6080
100
µm
Ni
Co
Al
Cr
Ta
Y
Ti W
Mo
% atomique
010203040506070 020
4060
8010
0µm
Ni Co
Pt
Al
Cr
0
1234
2040
6080
100
µm
Tri
bo
met
Ta Y
Ti
W Mo
102030405060700
0 020
4060
8010
0
1234
2040
6080
100
µm
Ta
Y
Ti
WM
o
Ni
Co
Pt
Al
Cr
Pla
smaµm
(a)
AM
3+N
iCoC
rAlY
Ta
(b)
AM
3+N
iCoC
rAlY
Ta-
Pt
(c)
AM
3+N
iCo
CrA
lYT
a-P
t
Tri
bo
met
0102030405060
020
4060
8010
0µm
700
1234
2040
6080
100
µm
Ni
Co
Al
Cr
Ta
Y
Ti W
Mo
% atomique
010203040506070 020
4060
8010
0µm
Ni Co
Pt
Al
Cr
0
1234
2040
6080
100
µm
Tri
bo
met
Ta Y
Ti
W Mo
102030405060700
0 020
4060
8010
0
1234
2040
6080
100
µm
Ta
Y
Ti
WM
o
Ni
Co
Pt
Al
Cr
Pla
smaµm
(a)
AM
3+N
iCoC
rAlY
Ta
(b)
AM
3+N
iCoC
rAlY
Ta-
Pt
(c)
AM
3+N
iCo
CrA
lYT
a-P
t
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
66
Al
(% a
t)
0
5
10
15
20
25
30
0 20 40 60 80 100
0
0,5
1,0
1,5
2,0
0 20 40 60 80 100
Y (
% a
t)
profondeur (μm)
profondeur (μm)
Avec Pt
Sans Pt
Avec Pt
Sans Pt
Al
(% a
t)
0
5
10
15
20
25
30
0 20 40 60 80 100
0
0,5
1,0
1,5
2,0
0 20 40 60 80 100
Y (
% a
t)
profondeur (μm)
profondeur (μm)
Avec Pt
Sans Pt
Avec Pt
Sans Pt
Figure IV.5 : Profils de concentration en aluminium et yttrium dans un revêtement NiCoCrAlYTa
"Tribomet" avec et sans platine, extraits des cartographies EDS.
B.3. Caractérisation fine des revêtements modifiés platine
Afin de mieux comprendre les premières observations faites par diffraction des rayons X et par
microscopie électronique à balayage, une caractérisation des deux sous-couches NiCoCrAlYTa modifié
platine est réalisée par microscopie électronique à transmission.
Les premières analyses s'intéressent à la partie externe des deux revêtements dont la
microstructure après attaque électrochimique est présentée sur les Figures IV.6.a et IV.7.a. La Figure IV.6
correspond à la sous-couche NiCoCrAlYTa-Pt "Tribomet". La Figure IV.7 correspond au revêtement
NiCoCrAlYTa-Pt "Plasma".
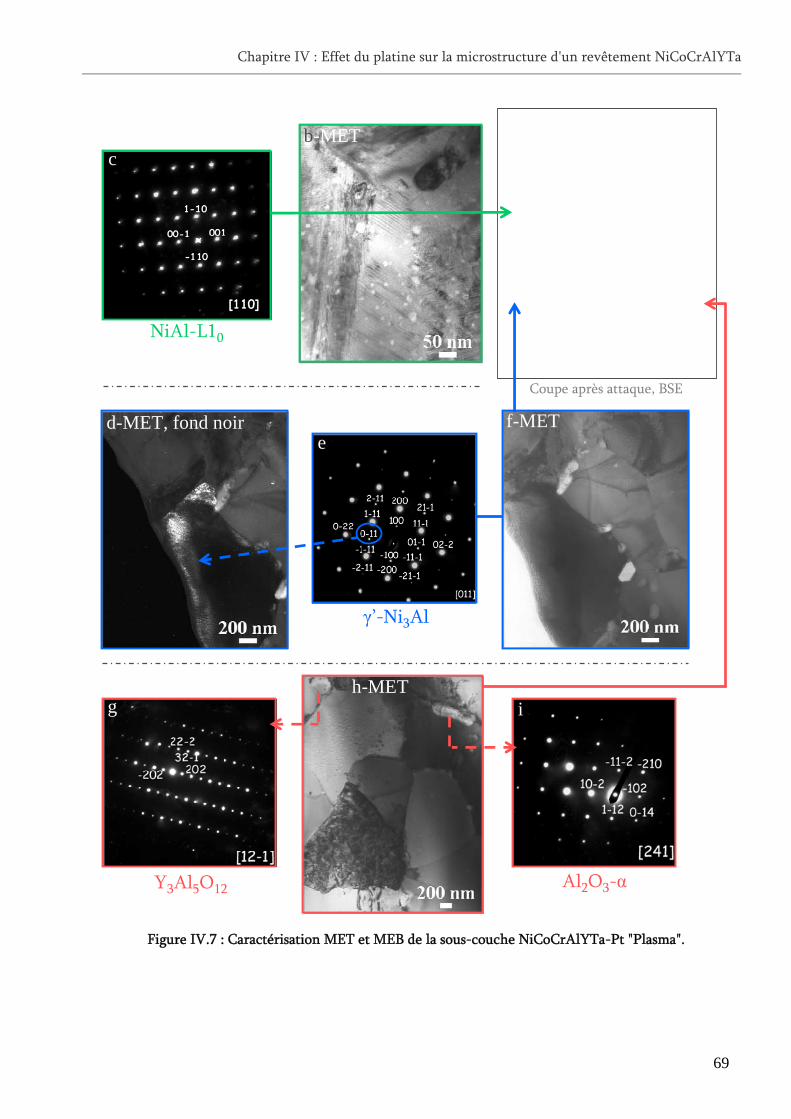
La diffraction des rayons X a révélé l'existence de la martensite NiAl-L10 en surface de ces deux
sous-couches (Figure IV.3). Les analyses MET confirment bien la présence de cette phase en surface de
chacun des revêtements, comme le prouvent les clichés de diffraction des Figures IV.6.b et IV.7.c. L'image
MET d'une latte de martensite observée dans le revêtement "Plasma" est présentée sur la Figure IV.7.b. La
martensite est la phase qui apparaît blanche sur les images MEB des revêtements attaqués (Figures IV.6.a et
IV.7.a).
Des grains au contraste légèrement plus foncé apparaissent plus en profondeur dans chacune des
sous-couches. Les clichés de diffraction obtenus à partir de telles régions indiquent qu'il s'agit de la phase
γ'-Ni3Al (Figures IV.6.c et IV.7.e). La phase γ'-Ni3Al cristallise dans le groupe d'espace mPm3 et son
paramètre de maille vaut 3,566 Å. La phase γ-Ni cristallise dans le système cubique faces centrées de
groupe d'espace mFm3 et son paramètre de maille est égale à 3,524 Å. Les distances inter-réticulaires
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
67
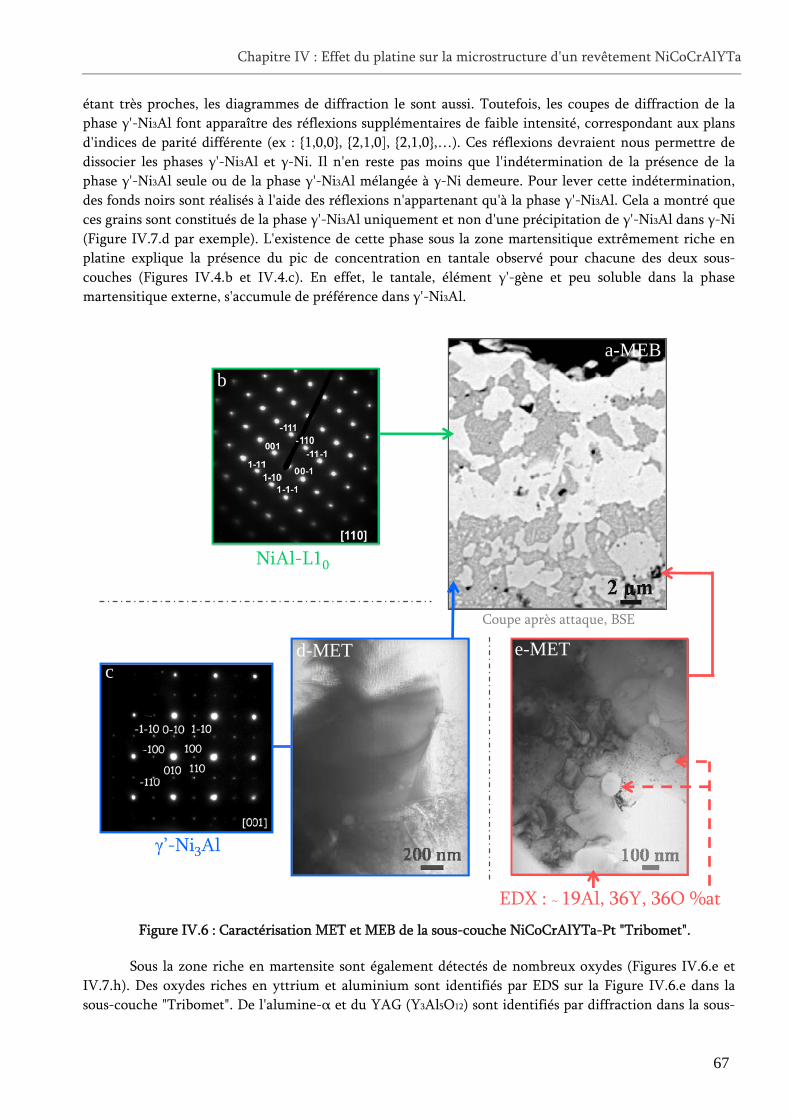
étant très proches, les diagrammes de diffraction le sont aussi. Toutefois, les coupes de diffraction de la
phase γ'-Ni3Al font apparaître des réflexions supplémentaires de faible intensité, correspondant aux plans
d'indices de parité différente (ex : {1,0,0}, {2,1,0], {2,1,0},…). Ces réflexions devraient nous permettre de
dissocier les phases γ'-Ni3Al et γ-Ni. Il n'en reste pas moins que l'indétermination de la présence de la
phase γ'-Ni3Al seule ou de la phase γ'-Ni3Al mélangée à γ-Ni demeure. Pour lever cette indétermination,
des fonds noirs sont réalisés à l'aide des réflexions n'appartenant qu'à la phase γ'-Ni3Al. Cela a montré que
ces grains sont constitués de la phase γ'-Ni3Al uniquement et non d'une précipitation de γ'-Ni3Al dans γ-Ni
(Figure IV.7.d par exemple). L'existence de cette phase sous la zone martensitique extrêmement riche en
platine explique la présence du pic de concentration en tantale observé pour chacune des deux sous-
couches (Figures IV.4.b et IV.4.c). En effet, le tantale, élément γ'-gène et peu soluble dans la phase
martensitique externe, s'accumule de préférence dans γ'-Ni3Al.
NiAl-L10
EDX : ~ 19Al, 36Y, 36O %at
γ’-Ni3Al
a-MEB
d-MET e-MET
b
c
Coupe après attaque, BSE
NiAl-L10
EDX : ~ 19Al, 36Y, 36O %at
γ’-Ni3Al
a-MEB
d-MET e-MET
b
c
Coupe après attaque, BSE
Figure IV.6 : Caractérisation MET et MEB de la sous-couche NiCoCrAlYTa-Pt "Tribomet".
Sous la zone riche en martensite sont également détectés de nombreux oxydes (Figures IV.6.e et
IV.7.h). Des oxydes riches en yttrium et aluminium sont identifiés par EDS sur la Figure IV.6.e dans la
sous-couche "Tribomet". De l'alumine-α et du YAG (Y3Al5O12) sont identifiés par diffraction dans la sous-

Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
68
couche "Plasma" (Figures IV.7.g et IV.7.i). L'emplacement de ces oxydes semble correspondre avec
l'interface initiale entre la couche de platine et le dépôt NiCoCrAlYTa.
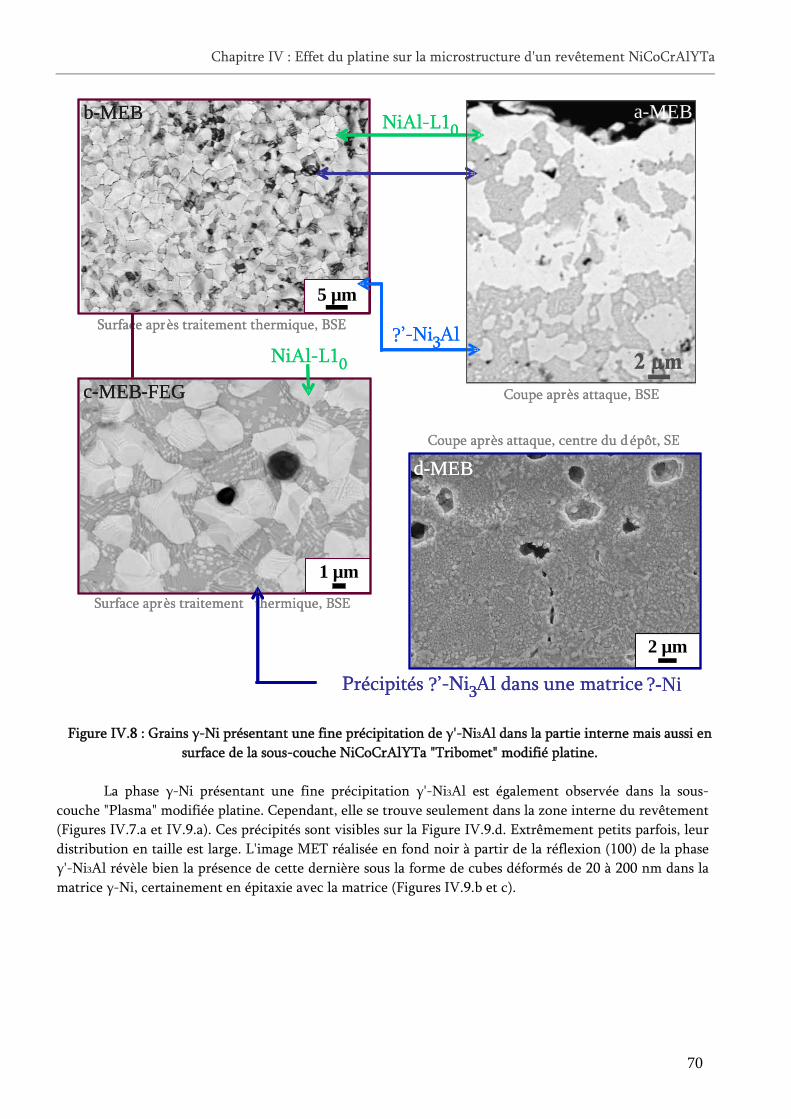
En plus de la martensite, de la phase γ'-Ni3Al et des oxydes présents sous la région riche en
martensite, une phase gris foncé est également observée (Figures IV.6.a et IV.7.a). Cette phase constitue
toute la région interne de la sous-couche "Tribomet". Elle est également détectée jusqu'en surface du
revêtement (Figures IV.6.a et IV.8.a, b et c). En effet, l'observation de la surface du revêtement révèle la
présence de trois types de grains : des grains au contraste très clair (de la martensite), des grains de couleur
gris clair (de phase γ'-Ni3Al) et des grains très foncés (Figure IV.8.b). Une caractérisation par MEB-FEG de
cette même surface révèle une fine précipitation à l'intérieur des grains au contraste foncé (Figure IV.8.c).
Une telle précipitation est également visible dans la partie interne du revêtement, après attaque
électrochimique (Figure IV.8.d). Il s'agit de grains de phase γ-Ni avec de fins précipités γ'-Ni3Al. La
préférence du platine pour la phase γ'-Ni3Al par rapport à γ-Ni explique le contraste clair de ces précipités
par rapport à la matrice γ-Ni qui apparaît plus sombre (Figure IV.8.c).
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
69
NiAl-L10
γ’-Ni3Al
Y3Al5O12 Al2O3-α
a-MEBb-MET
d-MET, fond noir f-MET
h-MET
c
e
g i
Coupe après attaque, BSE
NiAl-L10
γ’-Ni3Al
Y3Al5O12 Al2O3-α
a-MEBb-MET
d-MET, fond noir f-MET
h-MET
c
e
g i
Coupe après attaque, BSE
Figure IV.7 : Caractérisation MET et MEB de la sous-couche NiCoCrAlYTa-Pt "Plasma".
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
70
Figure IV.8 : Grains γ-Ni présentant une fine précipitation de γ'-Ni3Al dans la partie interne mais aussi en
surface de la sous-couche NiCoCrAlYTa "Tribomet" modifié platine.
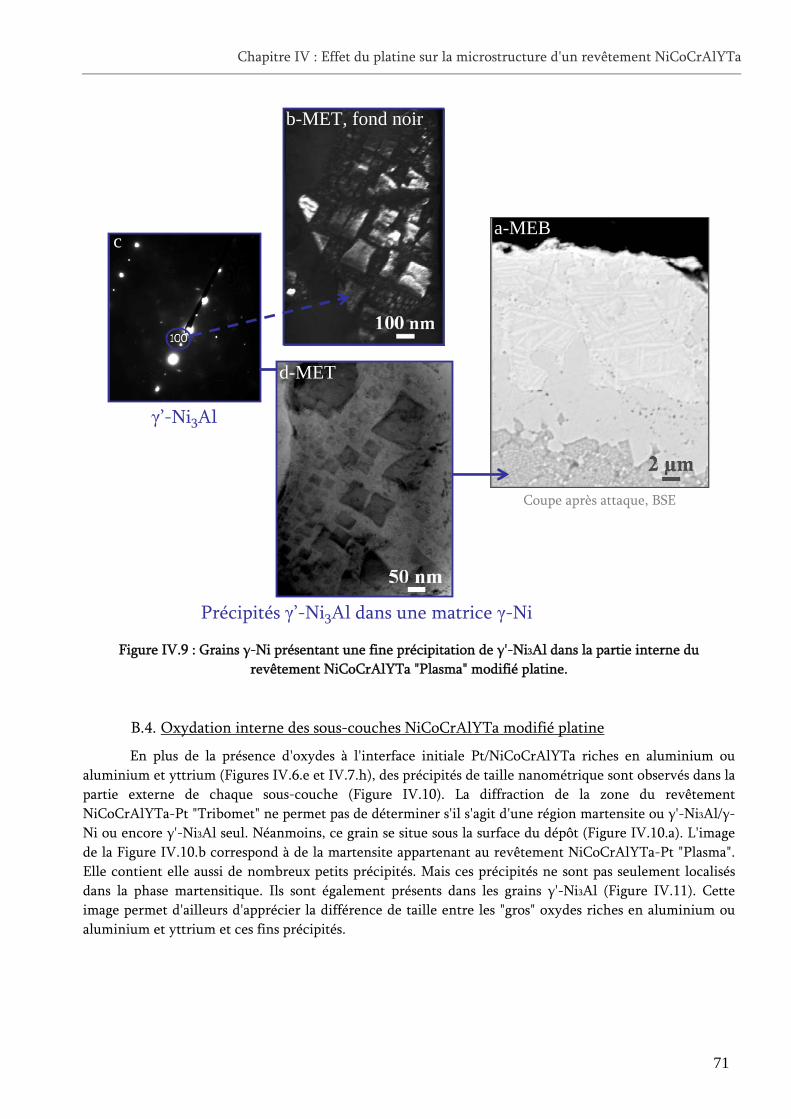
La phase γ-Ni présentant une fine précipitation γ'-Ni3Al est également observée dans la sous-
couche "Plasma" modifiée platine. Cependant, elle se trouve seulement dans la zone interne du revêtement
(Figures IV.7.a et IV.9.a). Ces précipités sont visibles sur la Figure IV.9.d. Extrêmement petits parfois, leur
distribution en taille est large. L'image MET réalisée en fond noir à partir de la réflexion (100) de la phase
γ'-Ni3Al révèle bien la présence de cette dernière sous la forme de cubes déformés de 20 à 200 nm dans la
matrice γ-Ni, certainement en épitaxie avec la matrice (Figures IV.9.b et c).
2 µm
5 µm
1 µm
Précipités ?’-Ni3Al dans une matrice ?-Ni
NiAl-L10
?’-Ni3AlSurface apr è s traitement thermique, BSE
Surface apr è s traitement thermique, BSE
NiAl -L10
d-MEB
Coupe apr è s attaque, BSE
Coupe après attaque, centre du d é pôt, SE
a- MEBb - MEB
c-MEB - FEG
Précipités ?’-Ni3Al dans une matrice ?-Ni
NiAl-L10
?’-Ni3AlSurface apr è s traitement thermique, BSE
Surface apr è s traitement thermique, BSE
NiAl -L10
d-MEB
Coupe apr è s attaque, BSE
Coupe après attaque, centre du d é pôt, SE
a- MEBb - MEB
c-MEB - FEG
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
71
a-MEB
γ’-Ni3Al
b-MET, fond noir
c
d-MET
Précipités γ’-Ni3Al dans une matrice γ-Ni
Coupe après attaque, BSE
a-MEB
γ’-Ni3Al
b-MET, fond noir
c
d-MET
Précipités γ’-Ni3Al dans une matrice γ-Ni
Coupe après attaque, BSE
Figure IV.9 : Grains γ-Ni présentant une fine précipitation de γ'-Ni3Al dans la partie interne du
revêtement NiCoCrAlYTa "Plasma" modifié platine.
B.4. Oxydation interne des sous-couches NiCoCrAlYTa modifié platine
En plus de la présence d'oxydes à l'interface initiale Pt/NiCoCrAlYTa riches en aluminium ou
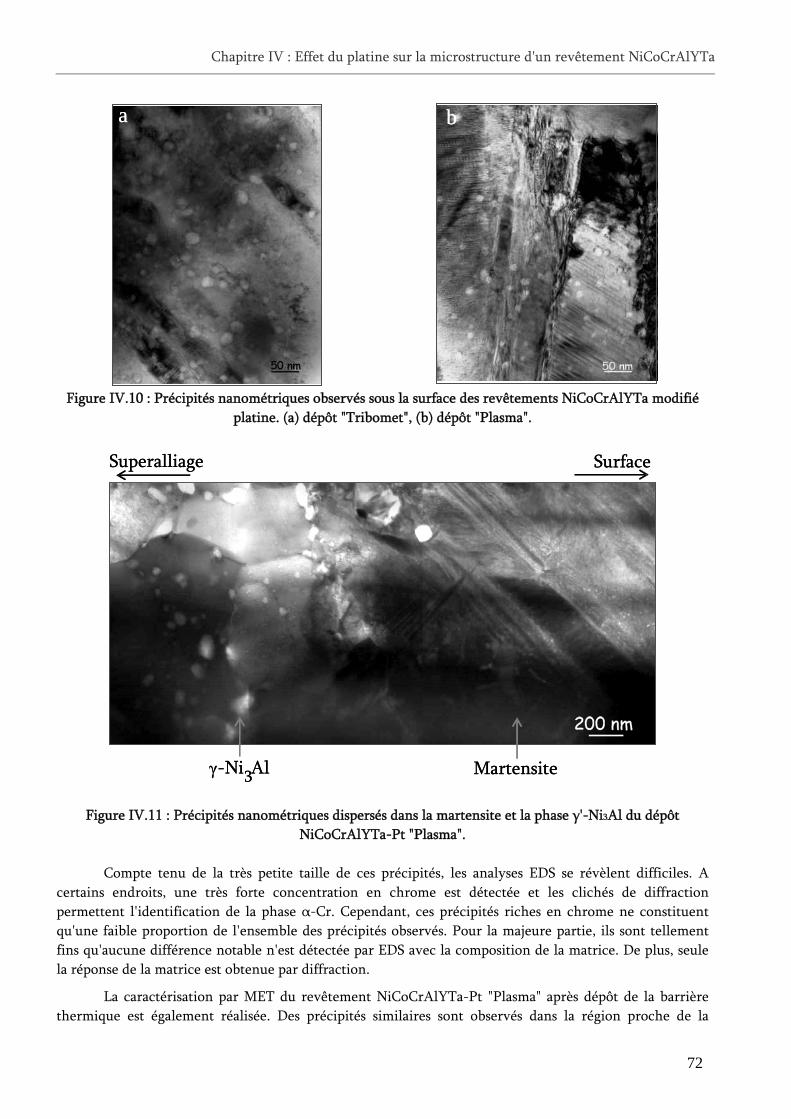
aluminium et yttrium (Figures IV.6.e et IV.7.h), des précipités de taille nanométrique sont observés dans la
partie externe de chaque sous-couche (Figure IV.10). La diffraction de la zone du revêtement
NiCoCrAlYTa-Pt "Tribomet" ne permet pas de déterminer s'il s'agit d'une région martensite ou γ'-Ni3Al/γ-
Ni ou encore γ'-Ni3Al seul. Néanmoins, ce grain se situe sous la surface du dépôt (Figure IV.10.a). L'image
de la Figure IV.10.b correspond à de la martensite appartenant au revêtement NiCoCrAlYTa-Pt "Plasma".
Elle contient elle aussi de nombreux petits précipités. Mais ces précipités ne sont pas seulement localisés
dans la phase martensitique. Ils sont également présents dans les grains γ'-Ni3Al (Figure IV.11). Cette
image permet d'ailleurs d'apprécier la différence de taille entre les "gros" oxydes riches en aluminium ou
aluminium et yttrium et ces fins précipités.
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
72
Figure IV.10 : Précipités nanométriques observés sous la surface des revêtements NiCoCrAlYTa modifié
platine. (a) dépôt "Tribomet", (b) dépôt "Plasma".
Figure IV.11 : Précipités nanométriques dispersés dans la martensite et la phase γ'-Ni3Al du dépôt
NiCoCrAlYTa-Pt "Plasma".
Compte tenu de la très petite taille de ces précipités, les analyses EDS se révèlent difficiles. A
certains endroits, une très forte concentration en chrome est détectée et les clichés de diffraction
permettent l'identification de la phase α-Cr. Cependant, ces précipités riches en chrome ne constituent
qu'une faible proportion de l'ensemble des précipités observés. Pour la majeure partie, ils sont tellement
fins qu'aucune différence notable n'est détectée par EDS avec la composition de la matrice. De plus, seule
la réponse de la matrice est obtenue par diffraction.
La caractérisation par MET du revêtement NiCoCrAlYTa-Pt "Plasma" après dépôt de la barrière
thermique est également réalisée. Des précipités similaires sont observés dans la région proche de la
bb
Surface Superalliage
γ - Ni3 Al Martensite
Surface Superalliage
γ - Ni3 Al Martensite
a a
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
73
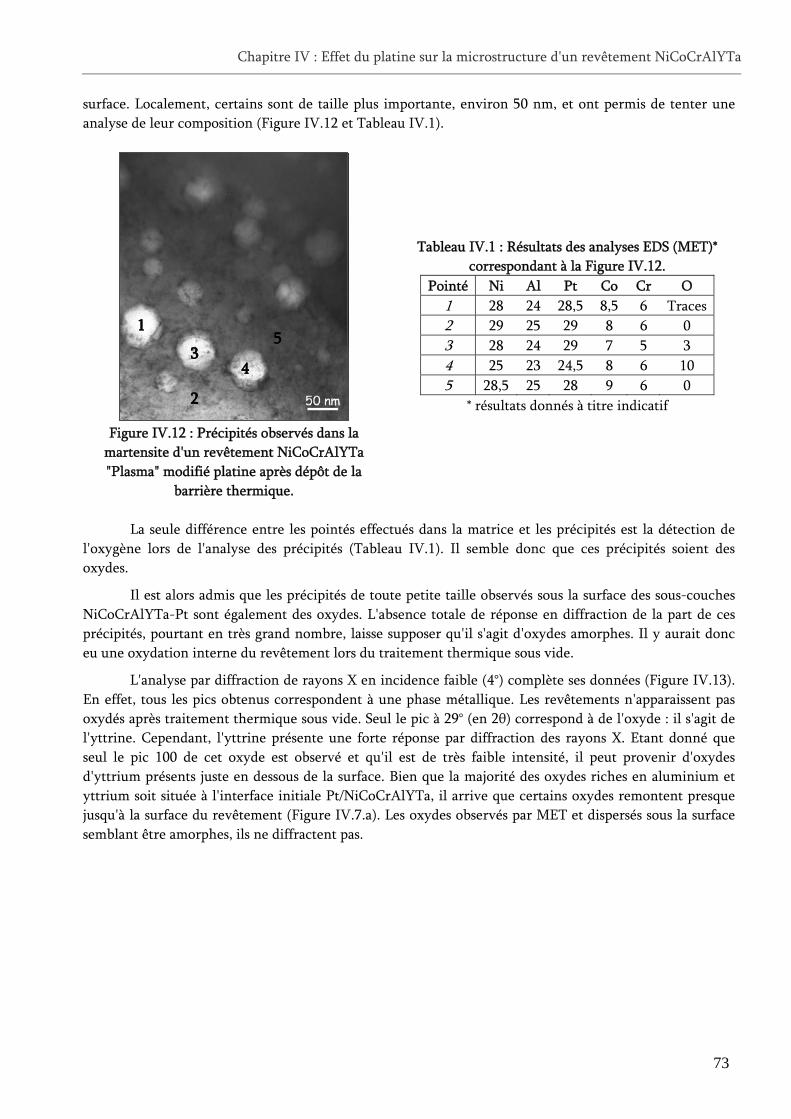
surface. Localement, certains sont de taille plus importante, environ 50 nm, et ont permis de tenter une
analyse de leur composition (Figure IV.12 et Tableau IV.1).
Figure IV.12 : Précipités observés dans la
martensite d'un revêtement NiCoCrAlYTa
"Plasma" modifié platine après dépôt de la
barrière thermique.
Tableau IV.1 : Résultats des analyses EDS (MET)*
correspondant à la Figure IV.12.
Pointé Ni Al Pt Co Cr O
1 28 24 28,5 8,5 6 Traces
2 29 25 29 8 6 0
3 28 24 29 7 5 3
4 25 23 24,5 8 6 10
5 28,5 25 28 9 6 0
* résultats donnés à titre indicatif
La seule différence entre les pointés effectués dans la matrice et les précipités est la détection de
l'oxygène lors de l'analyse des précipités (Tableau IV.1). Il semble donc que ces précipités soient des
oxydes.
Il est alors admis que les précipités de toute petite taille observés sous la surface des sous-couches
NiCoCrAlYTa-Pt sont également des oxydes. L'absence totale de réponse en diffraction de la part de ces
précipités, pourtant en très grand nombre, laisse supposer qu'il s'agit d'oxydes amorphes. Il y aurait donc
eu une oxydation interne du revêtement lors du traitement thermique sous vide.
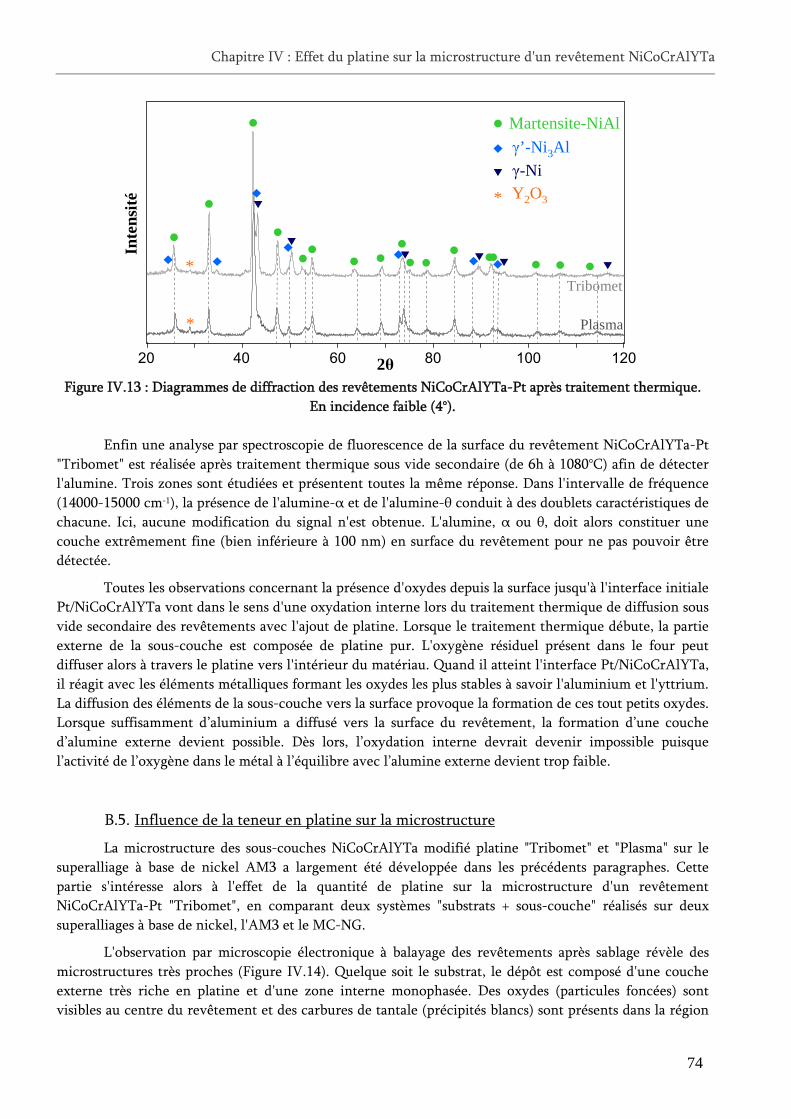
L'analyse par diffraction de rayons X en incidence faible (4°) complète ses données (Figure IV.13).
En effet, tous les pics obtenus correspondent à une phase métallique. Les revêtements n'apparaissent pas
oxydés après traitement thermique sous vide. Seul le pic à 29° (en 2θ) correspond à de l'oxyde : il s'agit de
l'yttrine. Cependant, l'yttrine présente une forte réponse par diffraction des rayons X. Etant donné que
seul le pic 100 de cet oxyde est observé et qu'il est de très faible intensité, il peut provenir d'oxydes
d'yttrium présents juste en dessous de la surface. Bien que la majorité des oxydes riches en aluminium et
yttrium soit située à l'interface initiale Pt/NiCoCrAlYTa, il arrive que certains oxydes remontent presque
jusqu'à la surface du revêtement (Figure IV.7.a). Les oxydes observés par MET et dispersés sous la surface
semblant être amorphes, ils ne diffractent pas.
1
34
2
51
34
2
5
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
74
20 40 60 80 100 1202θ
Martensite-NiAl
γ’-Ni3Al
γ-Ni
*
* Plasma
Tribomet
* Y2O3
Inte
nsi
té
20 40 60 80 100 1202θ
Martensite-NiAl
γ’-Ni3Al
γ-Ni
*
* Plasma
Tribomet
* Y2O3
Inte
nsi
té
Figure IV.13 : Diagrammes de diffraction des revêtements NiCoCrAlYTa-Pt après traitement thermique.
En incidence faible (4°).
Enfin une analyse par spectroscopie de fluorescence de la surface du revêtement NiCoCrAlYTa-Pt
"Tribomet" est réalisée après traitement thermique sous vide secondaire (de 6h à 1080°C) afin de détecter
l'alumine. Trois zones sont étudiées et présentent toutes la même réponse. Dans l'intervalle de fréquence
(14000-15000 cm-1), la présence de l'alumine-α et de l'alumine-θ conduit à des doublets caractéristiques de
chacune. Ici, aucune modification du signal n'est obtenue. L'alumine, α ou θ, doit alors constituer une
couche extrêmement fine (bien inférieure à 100 nm) en surface du revêtement pour ne pas pouvoir être
détectée.
Toutes les observations concernant la présence d'oxydes depuis la surface jusqu'à l'interface initiale
Pt/NiCoCrAlYTa vont dans le sens d'une oxydation interne lors du traitement thermique de diffusion sous
vide secondaire des revêtements avec l'ajout de platine. Lorsque le traitement thermique débute, la partie
externe de la sous-couche est composée de platine pur. L'oxygène résiduel présent dans le four peut
diffuser alors à travers le platine vers l'intérieur du matériau. Quand il atteint l'interface Pt/NiCoCrAlYTa,
il réagit avec les éléments métalliques formant les oxydes les plus stables à savoir l'aluminium et l'yttrium.
La diffusion des éléments de la sous-couche vers la surface provoque la formation de ces tout petits oxydes.
Lorsque suffisamment d’aluminium a diffusé vers la surface du revêtement, la formation d’une couche
d’alumine externe devient possible. Dès lors, l’oxydation interne devrait devenir impossible puisque
l’activité de l’oxygène dans le métal à l’équilibre avec l’alumine externe devient trop faible.
B.5. Influence de la teneur en platine sur la microstructure
La microstructure des sous-couches NiCoCrAlYTa modifié platine "Tribomet" et "Plasma" sur le
superalliage à base de nickel AM3 a largement été développée dans les précédents paragraphes. Cette
partie s'intéresse alors à l'effet de la quantité de platine sur la microstructure d'un revêtement
NiCoCrAlYTa-Pt "Tribomet", en comparant deux systèmes "substrats + sous-couche" réalisés sur deux
superalliages à base de nickel, l'AM3 et le MC-NG.
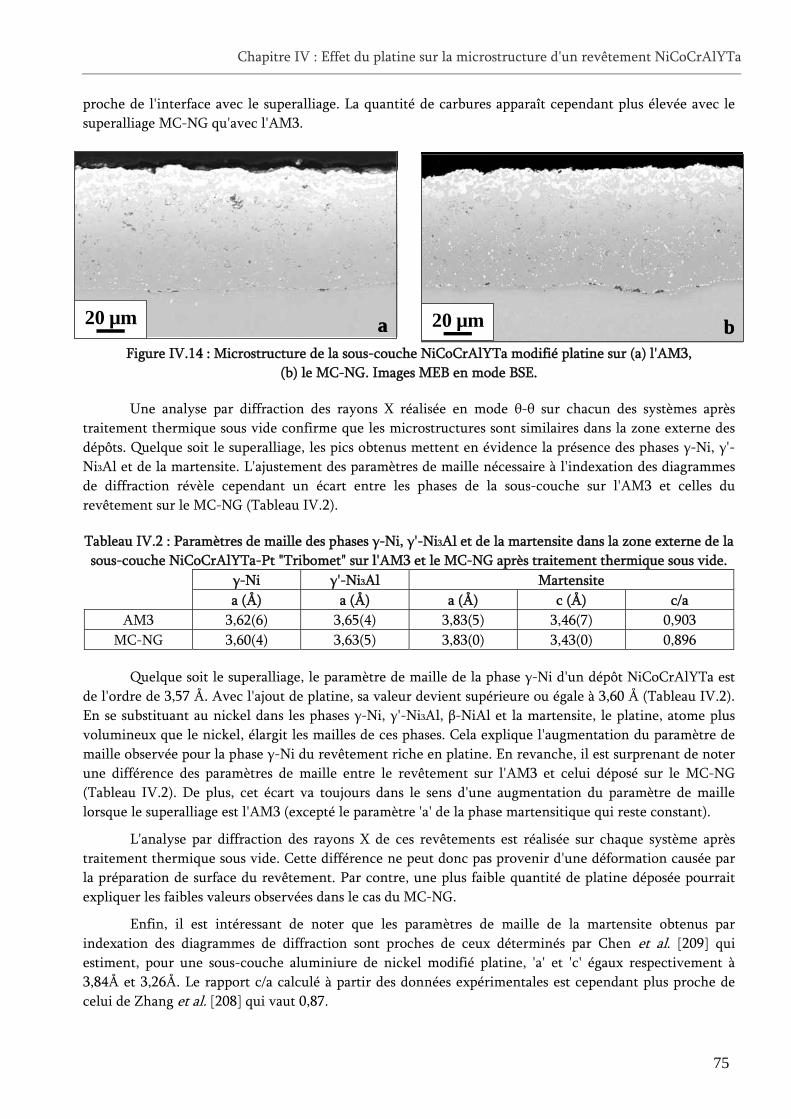
L'observation par microscopie électronique à balayage des revêtements après sablage révèle des
microstructures très proches (Figure IV.14). Quelque soit le substrat, le dépôt est composé d'une couche
externe très riche en platine et d'une zone interne monophasée. Des oxydes (particules foncées) sont
visibles au centre du revêtement et des carbures de tantale (précipités blancs) sont présents dans la région
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
75
proche de l'interface avec le superalliage. La quantité de carbures apparaît cependant plus élevée avec le
superalliage MC-NG qu'avec l'AM3.
Figure IV.14 : Microstructure de la sous-couche NiCoCrAlYTa modifié platine sur (a) l'AM3,
(b) le MC-NG. Images MEB en mode BSE.
Une analyse par diffraction des rayons X réalisée en mode θ-θ sur chacun des systèmes après
traitement thermique sous vide confirme que les microstructures sont similaires dans la zone externe des
dépôts. Quelque soit le superalliage, les pics obtenus mettent en évidence la présence des phases γ-Ni, γ'-
Ni3Al et de la martensite. L'ajustement des paramètres de maille nécessaire à l'indexation des diagrammes
de diffraction révèle cependant un écart entre les phases de la sous-couche sur l'AM3 et celles du
revêtement sur le MC-NG (Tableau IV.2).
Tableau IV.2 : Paramètres de maille des phases γ-Ni, γ'-Ni3Al et de la martensite dans la zone externe de la
sous-couche NiCoCrAlYTa-Pt "Tribomet" sur l'AM3 et le MC-NG après traitement thermique sous vide.
γ-Ni γ'-Ni3Al Martensite
a (Å) a (Å) a (Å) c (Å) c/a
AM3 3,62(6) 3,65(4) 3,83(5) 3,46(7) 0,903
MC-NG 3,60(4) 3,63(5) 3,83(0) 3,43(0) 0,896 Quelque soit le superalliage, le paramètre de maille de la phase γ-Ni d'un dépôt NiCoCrAlYTa est
de l'ordre de 3,57 Å. Avec l'ajout de platine, sa valeur devient supérieure ou égale à 3,60 Å (Tableau IV.2).
En se substituant au nickel dans les phases γ-Ni, γ'-Ni3Al, β-NiAl et la martensite, le platine, atome plus
volumineux que le nickel, élargit les mailles de ces phases. Cela explique l'augmentation du paramètre de
maille observée pour la phase γ-Ni du revêtement riche en platine. En revanche, il est surprenant de noter
une différence des paramètres de maille entre le revêtement sur l'AM3 et celui déposé sur le MC-NG
(Tableau IV.2). De plus, cet écart va toujours dans le sens d'une augmentation du paramètre de maille
lorsque le superalliage est l'AM3 (excepté le paramètre 'a' de la phase martensitique qui reste constant).
L'analyse par diffraction des rayons X de ces revêtements est réalisée sur chaque système après
traitement thermique sous vide. Cette différence ne peut donc pas provenir d'une déformation causée par
la préparation de surface du revêtement. Par contre, une plus faible quantité de platine déposée pourrait
expliquer les faibles valeurs observées dans le cas du MC-NG.
Enfin, il est intéressant de noter que les paramètres de maille de la martensite obtenus par
indexation des diagrammes de diffraction sont proches de ceux déterminés par Chen et al. [209] qui
estiment, pour une sous-couche aluminiure de nickel modifié platine, 'a' et 'c' égaux respectivement à
3,84Å et 3,26Å. Le rapport c/a calculé à partir des données expérimentales est cependant plus proche de
celui de Zhang et al. [208] qui vaut 0,87.
20 µ m a20 µ m a 20 µm b20 µm b
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
76
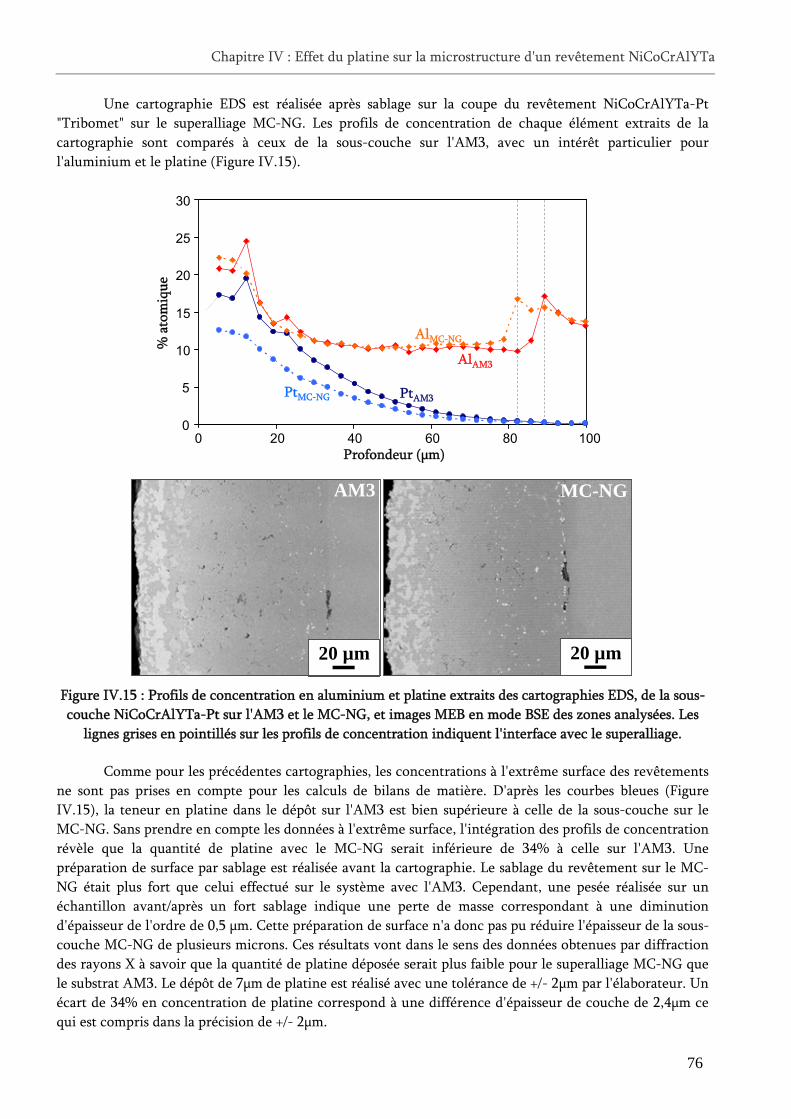
Une cartographie EDS est réalisée après sablage sur la coupe du revêtement NiCoCrAlYTa-Pt
"Tribomet" sur le superalliage MC-NG. Les profils de concentration de chaque élément extraits de la
cartographie sont comparés à ceux de la sous-couche sur l'AM3, avec un intérêt particulier pour
l'aluminium et le platine (Figure IV.15).
0
5
10
15
20
25
30
0 20 40 60 80 100Profondeur (μm)
% a
tom
iqu
e
AlAM3
AlMC-NG
PtAM3PtMC-NG
20 µm 20 µm
AM3 MC-NG
0
5
10
15
20
25
30
0 20 40 60 80 100Profondeur (μm)
% a
tom
iqu
e
AlAM3
AlMC-NG
PtAM3PtMC-NG
20 µm 20 µm
AM3 MC-NG
Figure IV.15 : Profils de concentration en aluminium et platine extraits des cartographies EDS, de la sous-
couche NiCoCrAlYTa-Pt sur l'AM3 et le MC-NG, et images MEB en mode BSE des zones analysées. Les
lignes grises en pointillés sur les profils de concentration indiquent l'interface avec le superalliage.
Comme pour les précédentes cartographies, les concentrations à l'extrême surface des revêtements
ne sont pas prises en compte pour les calculs de bilans de matière. D'après les courbes bleues (Figure
IV.15), la teneur en platine dans le dépôt sur l'AM3 est bien supérieure à celle de la sous-couche sur le
MC-NG. Sans prendre en compte les données à l'extrême surface, l'intégration des profils de concentration
révèle que la quantité de platine avec le MC-NG serait inférieure de 34% à celle sur l'AM3. Une
préparation de surface par sablage est réalisée avant la cartographie. Le sablage du revêtement sur le MC-
NG était plus fort que celui effectué sur le système avec l'AM3. Cependant, une pesée réalisée sur un
échantillon avant/après un fort sablage indique une perte de masse correspondant à une diminution
d'épaisseur de l'ordre de 0,5 μm. Cette préparation de surface n'a donc pas pu réduire l'épaisseur de la sous-
couche MC-NG de plusieurs microns. Ces résultats vont dans le sens des données obtenues par diffraction
des rayons X à savoir que la quantité de platine déposée serait plus faible pour le superalliage MC-NG que
le substrat AM3. Le dépôt de 7μm de platine est réalisé avec une tolérance de +/- 2μm par l'élaborateur. Un
écart de 34% en concentration de platine correspond à une différence d'épaisseur de couche de 2,4μm ce
qui est compris dans la précision de +/- 2μm.
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
77
En comparant les profils de concentration en aluminium et en platine d'un même système, il
semble que la courbe de l'aluminium reproduise l'évolution de la courbe du platine, dans la zone externe
du revêtement. Ceci démontre une fois de plus l'effet du platine sur la remontée de l'aluminium à la
surface.
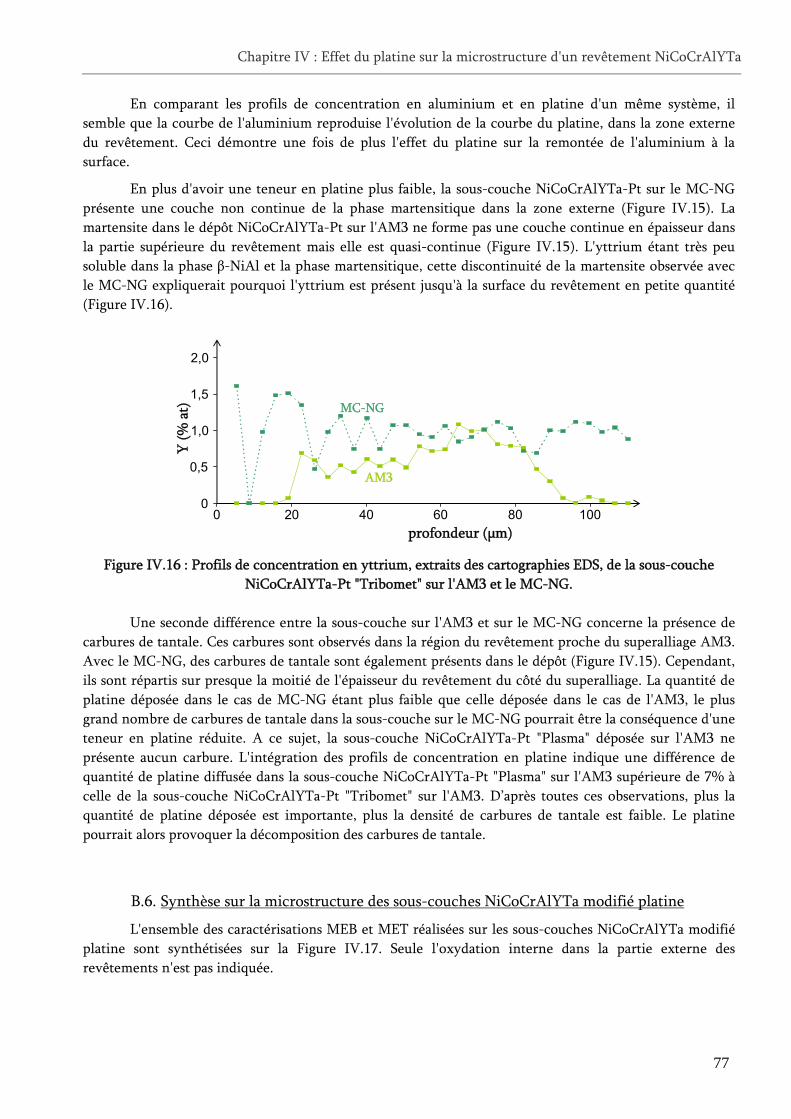
En plus d'avoir une teneur en platine plus faible, la sous-couche NiCoCrAlYTa-Pt sur le MC-NG
présente une couche non continue de la phase martensitique dans la zone externe (Figure IV.15). La
martensite dans le dépôt NiCoCrAlYTa-Pt sur l'AM3 ne forme pas une couche continue en épaisseur dans
la partie supérieure du revêtement mais elle est quasi-continue (Figure IV.15). L'yttrium étant très peu
soluble dans la phase β-NiAl et la phase martensitique, cette discontinuité de la martensite observée avec
le MC-NG expliquerait pourquoi l'yttrium est présent jusqu'à la surface du revêtement en petite quantité
(Figure IV.16).
0
0,5
1,0
1,5
2,0
0 20 40 60 80 100
Y (
% a
t)
profondeur (μm)
AM3
MC-NG
0
0,5
1,0
1,5
2,0
0 20 40 60 80 100
Y (
% a
t)
profondeur (μm)
AM3
MC-NG
Figure IV.16 : Profils de concentration en yttrium, extraits des cartographies EDS, de la sous-couche
NiCoCrAlYTa-Pt "Tribomet" sur l'AM3 et le MC-NG.
Une seconde différence entre la sous-couche sur l'AM3 et sur le MC-NG concerne la présence de
carbures de tantale. Ces carbures sont observés dans la région du revêtement proche du superalliage AM3.
Avec le MC-NG, des carbures de tantale sont également présents dans le dépôt (Figure IV.15). Cependant,
ils sont répartis sur presque la moitié de l'épaisseur du revêtement du côté du superalliage. La quantité de
platine déposée dans le cas de MC-NG étant plus faible que celle déposée dans le cas de l'AM3, le plus
grand nombre de carbures de tantale dans la sous-couche sur le MC-NG pourrait être la conséquence d'une
teneur en platine réduite. A ce sujet, la sous-couche NiCoCrAlYTa-Pt "Plasma" déposée sur l'AM3 ne
présente aucun carbure. L'intégration des profils de concentration en platine indique une différence de
quantité de platine diffusée dans la sous-couche NiCoCrAlYTa-Pt "Plasma" sur l'AM3 supérieure de 7% à
celle de la sous-couche NiCoCrAlYTa-Pt "Tribomet" sur l'AM3. D’après toutes ces observations, plus la
quantité de platine déposée est importante, plus la densité de carbures de tantale est faible. Le platine
pourrait alors provoquer la décomposition des carbures de tantale.
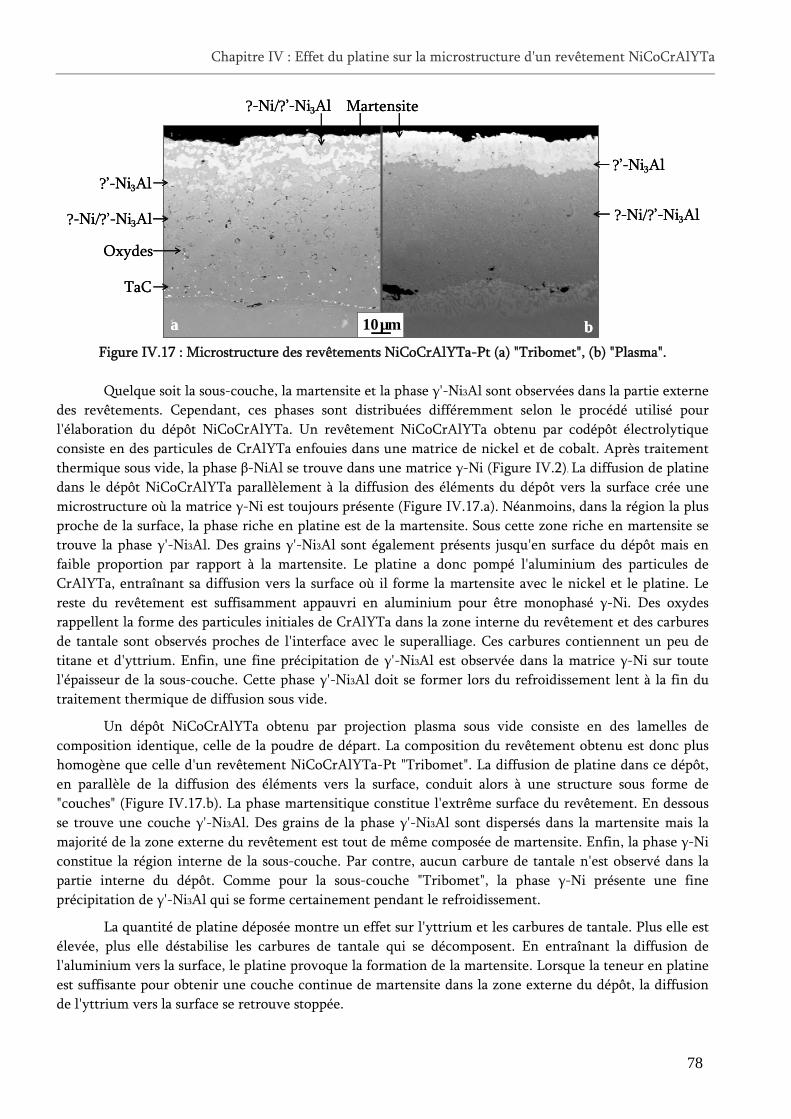
B.6. Synthèse sur la microstructure des sous-couches NiCoCrAlYTa modifié platine
L'ensemble des caractérisations MEB et MET réalisées sur les sous-couches NiCoCrAlYTa modifié
platine sont synthétisées sur la Figure IV.17. Seule l'oxydation interne dans la partie externe des
revêtements n'est pas indiquée.
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
78
Figure IV.17 : Microstructure des revêtements NiCoCrAlYTa-Pt (a) "Tribomet", (b) "Plasma".
Quelque soit la sous-couche, la martensite et la phase γ'-Ni3Al sont observées dans la partie externe
des revêtements. Cependant, ces phases sont distribuées différemment selon le procédé utilisé pour
l'élaboration du dépôt NiCoCrAlYTa. Un revêtement NiCoCrAlYTa obtenu par codépôt électrolytique
consiste en des particules de CrAlYTa enfouies dans une matrice de nickel et de cobalt. Après traitement
thermique sous vide, la phase β-NiAl se trouve dans une matrice γ-Ni (Figure IV.2). La diffusion de platine
dans le dépôt NiCoCrAlYTa parallèlement à la diffusion des éléments du dépôt vers la surface crée une
microstructure où la matrice γ-Ni est toujours présente (Figure IV.17.a). Néanmoins, dans la région la plus
proche de la surface, la phase riche en platine est de la martensite. Sous cette zone riche en martensite se
trouve la phase γ'-Ni3Al. Des grains γ'-Ni3Al sont également présents jusqu'en surface du dépôt mais en
faible proportion par rapport à la martensite. Le platine a donc pompé l'aluminium des particules de
CrAlYTa, entraînant sa diffusion vers la surface où il forme la martensite avec le nickel et le platine. Le
reste du revêtement est suffisamment appauvri en aluminium pour être monophasé γ-Ni. Des oxydes
rappellent la forme des particules initiales de CrAlYTa dans la zone interne du revêtement et des carbures
de tantale sont observés proches de l'interface avec le superalliage. Ces carbures contiennent un peu de
titane et d'yttrium. Enfin, une fine précipitation de γ'-Ni3Al est observée dans la matrice γ-Ni sur toute
l'épaisseur de la sous-couche. Cette phase γ'-Ni3Al doit se former lors du refroidissement lent à la fin du
traitement thermique de diffusion sous vide.
Un dépôt NiCoCrAlYTa obtenu par projection plasma sous vide consiste en des lamelles de
composition identique, celle de la poudre de départ. La composition du revêtement obtenu est donc plus
homogène que celle d'un revêtement NiCoCrAlYTa-Pt "Tribomet". La diffusion de platine dans ce dépôt,
en parallèle de la diffusion des éléments vers la surface, conduit alors à une structure sous forme de
"couches" (Figure IV.17.b). La phase martensitique constitue l'extrême surface du revêtement. En dessous
se trouve une couche γ'-Ni3Al. Des grains de la phase γ'-Ni3Al sont dispersés dans la martensite mais la
majorité de la zone externe du revêtement est tout de même composée de martensite. Enfin, la phase γ-Ni
constitue la région interne de la sous-couche. Par contre, aucun carbure de tantale n'est observé dans la
partie interne du dépôt. Comme pour la sous-couche "Tribomet", la phase γ-Ni présente une fine
précipitation de γ'-Ni3Al qui se forme certainement pendant le refroidissement.
La quantité de platine déposée montre un effet sur l'yttrium et les carbures de tantale. Plus elle est
élevée, plus elle déstabilise les carbures de tantale qui se décomposent. En entraînant la diffusion de
l'aluminium vers la surface, le platine provoque la formation de la martensite. Lorsque la teneur en platine
est suffisante pour obtenir une couche continue de martensite dans la zone externe du dépôt, la diffusion
de l'yttrium vers la surface se retrouve stoppée.
10 µm
Martensite
?’ -Ni 3 Al
?-Ni/ ?’ -Ni3Al
?-Ni/ ?’ -Ni 3 Al
TaC
Oxydes
?’ -Ni 3Al
?-Ni/ ?’-Ni3Al
a b 10 µm
Martensite
?’ -Ni 3 Al
?-Ni/ ?’ -Ni3Al
?-Ni/ ?’ -Ni 3 Al
TaC
Oxydes
?’ -Ni 3Al
?-Ni/ ?’-Ni3Al
a b
Chapitre IV : Effet du platine sur la microstructure d'un revêtement NiCoCrAlYTa
79
Il apparaît également que le procédé utilisé pour élaborer le dépôt NiCoCrAlYTa a une forte
influence sur la microstructure de la sous-couche NiCoCrAlYTa modifié platine. L'emploi du codépôt
électrolytique, procédé Tribomet, conduit à une microstructure assez hétérogène en surface tandis que la
projection plasma sous vide permet l'obtention d'un revêtement dont la partie externe est plus homogène.
Cela est très important car cela pourrait engendrer des comportements en oxydation différents et par
conséquent des durées de vie inégales.

Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
81
Chapitre V : Influence du platine sur le
comportement en oxydation isotherme et essais de
préoxydation
Dans le chapitre III, nous avons dégagé les points faibles en oxydation cyclique d'un système
barrière thermique comprenant une sous-couche NiCoCrAlYTa. L'ajout de platine au revêtement
apparaissait comme susceptible de corriger un certain nombre de ces défauts. Le chapitre IV était alors
consacré à la modification de la microstructure engendrée par le dépôt et l'interdiffusion d'une couche de
platine en surface de revêtements NiCoCrAlYTa. L'intérêt est maintenant porté sur l'effet du platine sur le
comportement en oxydation isotherme de systèmes comprenant une sous-couche NiCoCrAlYTa obtenue
par voie électrolytique, avec et sans barrière thermique. Des traitements de préoxydation sont également
entrepris sur les systèmes sans barrière thermique dans le but d'identifier les paramètres qui pourraient
permettre d'augmenter la durée de vie par un meilleur contrôle des oxydes formés à l'interface sous-
couche/barrière thermique.
A. Matériaux
A.1. Elaboration
L'effet du platine sur le comportement en oxydation isotherme est d'abord étudié sur des systèmes
"superalliage + revêtement". Deux superalliages à base de nickel, l'AM3 et le MC-NG (Tableau II.1 pour les
compositions), sont revêtus d'une sous-couche NiCoCrAlYTa ou NiCoCrAlYTa modifié platine. Le
revêtement NiCoCrAlYTa est réalisé par codépôt électrolytique chez Praxair ST (Oldmixon, Angleterre) et
son épaisseur est comprise entre 70 et 80 μm. Dans le cas d'une sous-couche modifiée, un dépôt de 7μm de
platine est réalisé par voie électrolytique à Praxair ST (Indianapolis, USA).
Pour les systèmes barrière thermique, un sablage est réalisé avant le dépôt céramique. Il est
effectué à Snecma (Châtellerault, France). La barrière thermique (zircone stabilisée à l'yttrine) est ensuite
déposée par EB-PVD au Ceramic Coating Center (Châtellerault, France). Son épaisseur est comprise entre
150 et 200 μm.
Pour permettre l'élaboration des dépôts sur toute la surface des pions (de dimensions 10x15x1mm),
une tige doit être soudée sur un des bords arrondis du superalliage. Elle est en Hastelloy W ou en
NiCoCrAlYTa massif pour les systèmes "superalliage + sous-couche", en Hastelloy W pour les systèmes
barrière thermique. Ces tiges sont revêtues de la même manière que le substrat c'est-à-dire par la sous-
couche ou la sous-couche et la barrière thermique.
Avant toute oxydation, les tiges soudées aux échantillons sont coupées, créant ainsi une surface
non revêtue. Lorsque la mesure de la masse des éprouvettes est requise, un dépôt Sermaloy J est effectué
sur la section non protégée contre l'oxydation des tiges en Hastelloy W. Un traitement thermique sous
vide est ensuite réalisé pour obtenir la diffusion du dépôt. Cette étape permet d'améliorer le comportement
en oxydation de la section de la tige en Hastelloy W et de rendre ainsi la prise de masse due à l'oxydation
de la section de la tige négligeable devant la prise de masse de l'ensemble de l'échantillon. Cette protection
n'est pas nécessaire dans le cas d'une tige NiCoCrAlYTa puisque ce matériau est alumino-formeur.
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
82
A.2. Microstructure
La description de la microstructure de la sous-couche NiCoCrAlYTa-Pt "Tribomet" a largement été
développée dans le chapitre IV. Elle est composée d'une zone externe riche en platine dans laquelle sont
présentes la martensite, la phase γ'-Ni3Al et la phase γ-Ni. Le reste du dépôt est monophasé γ-Ni. Une forte
densité d'oxydes est observée à l'interface Pt/NiCoCrAlYTa d'origine. Des oxydes sont également répartis
dans la zone interne du revêtement et des carbures de tantale sont présents dans la région du dépôt proche
du superalliage. La proportion de la phase martensitique et la densité de carbures varient avec la quantité
de platine déposée.
B. Essais d'oxydation isotherme
B.1. Système sans barrière thermique
B.1.1. Préparation de surface, nettoyage
Pour certains systèmes sans barrière thermique, une préparation de surface est réalisée par sablage
au CIRIMAT. Le sablage permet d'éliminer les oxydes de surface qui ont pu se former pendant les
traitements thermiques et d'éliminer ainsi un effet de préoxydation sous des conditions d'atmosphère mal
connues et non reproductibles. Il permet également d'obtenir une surface uniforme à l'échelle de
l'échantillon, même sur une surface qui présenterait une macro-rugosité ou une légère concavité. Enfin, il
est couramment utilisé dans l'industrie, notamment avant le dépôt par EB-PVD de la barrière thermique.
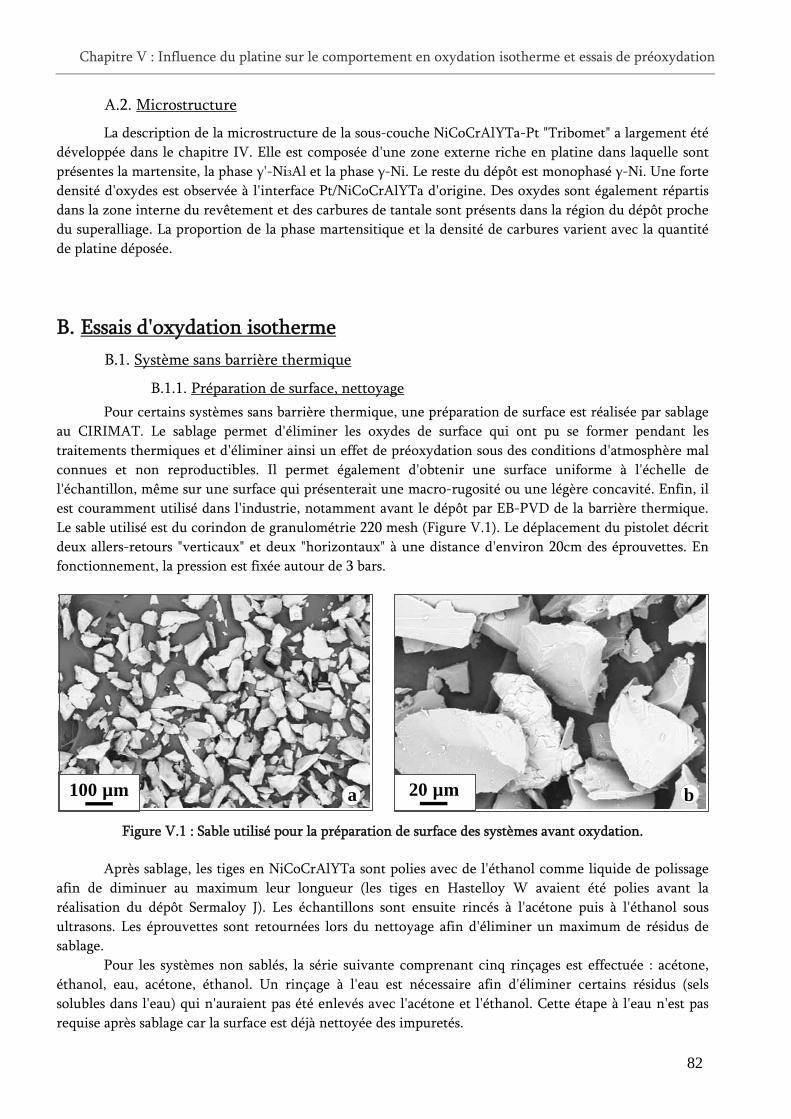
Le sable utilisé est du corindon de granulométrie 220 mesh (Figure V.1). Le déplacement du pistolet décrit
deux allers-retours "verticaux" et deux "horizontaux" à une distance d'environ 20cm des éprouvettes. En
fonctionnement, la pression est fixée autour de 3 bars.
Figure V.1 : Sable utilisé pour la préparation de surface des systèmes avant oxydation.
Après sablage, les tiges en NiCoCrAlYTa sont polies avec de l'éthanol comme liquide de polissage
afin de diminuer au maximum leur longueur (les tiges en Hastelloy W avaient été polies avant la
réalisation du dépôt Sermaloy J). Les échantillons sont ensuite rincés à l'acétone puis à l'éthanol sous
ultrasons. Les éprouvettes sont retournées lors du nettoyage afin d'éliminer un maximum de résidus de
sablage.
Pour les systèmes non sablés, la série suivante comprenant cinq rinçages est effectuée : acétone,
éthanol, eau, acétone, éthanol. Un rinçage à l'eau est nécessaire afin d'éliminer certains résidus (sels
solubles dans l'eau) qui n'auraient pas été enlevés avec l'acétone et l'éthanol. Cette étape à l'eau n'est pas
requise après sablage car la surface est déjà nettoyée des impuretés.
100 µ m a100 µ m a b20 µm b20 µm
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
83
B.1.2. Oxydation isotherme
Afin de déterminer la cinétique d'oxydation des systèmes sans barrière thermique, une oxydation
de 300h à 1100°C sous air synthétique est réalisée par thermogravimétrie. La thermobalance utilisée est la
TAG24s de Setaram. La vitesse de montée en température est fixée à 60°C/min, la vitesse de
refroidissement initiale est choisie égale à 90°C/min. Cinquante minutes sont nécessaires pour refroidir de
1100°C jusqu'à la température ambiante. Un flux d'air synthétique d'environ 0,35 l/h circule dans chaque
four symétrique. Lors de l'enregistrement des données par la thermobalance, une tare est effectuée à
l'instant où la température atteint 1100°C.
B.1.3. Essais de préoxydation
Plusieurs traitements de préoxydation de 1h à 950°C sont réalisés sur les systèmes sans barrière
thermique. Ces essais sont effectués afin de déterminer s'il est possible d'améliorer le comportement en
oxydation de la sous-couche par la formation d'une couche d'oxyde de nature définie. Les paramètres
étudiés sont la préparation de la surface et la pression partielle d'oxygène. Trois traitements de
préoxydation, chacun de 1h à 950°C, sont effectués selon les conditions suivantes :
Surface brute, vide primaire d'Ar (PO2 = 4.10-4 Pa),
Surface sablée, vide primaire d'Ar (PO2 = 4.10-4 Pa),
Surface sablée, flux d'air synthétique (environ 0,35 l/h, PO2 = 0,2.105 Pa).
Le sablage est réalisé au CIRIMAT.
Ces conditions ont été choisies en fonction de la bibliographie et des conditions réalisables dans
des installations EB-PVD. Après les deux préoxydations faites sur des surfaces sablées, les éprouvettes sont
découpées. Une moitié est utilisée afin de caractériser la couche d'oxyde formée. La seconde est oxydée
300h à 1100°C sous air de laboratoire dans un four à moufle Carbolite CWF 1300 afin d’étudier l’effet de la
préoxydation sur l’oxydation à longue durée. Afin de garantir une montée en température contrôlée, la
vitesse de chauffage est égale à 5°C/min. Le refroidissement initial est de l'ordre de 20°C/min. Les
éprouvettes sont retirées du four une fois la température ambiante atteinte.
B.2. Système avec barrière thermique
Les systèmes barrière thermique sont rincés à l'éthanol avant d'être placés dans un four à moufle
Carbolite CWF 1300. Une oxydation de 300h à 1100°C est effectuée sous air laboratoire avec une montée
en température de 5°C/min et un refroidissement initial de 20°C/min. Comme pour les systèmes sans
barrière thermique, les échantillons sont retirés du four une fois la température ambiante atteinte.
B.3. Synthèse des oxydations
Les oxydations isothermes et les traitements de préoxydation réalisés sont synthétisés dans le
Tableau V.1.
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
84
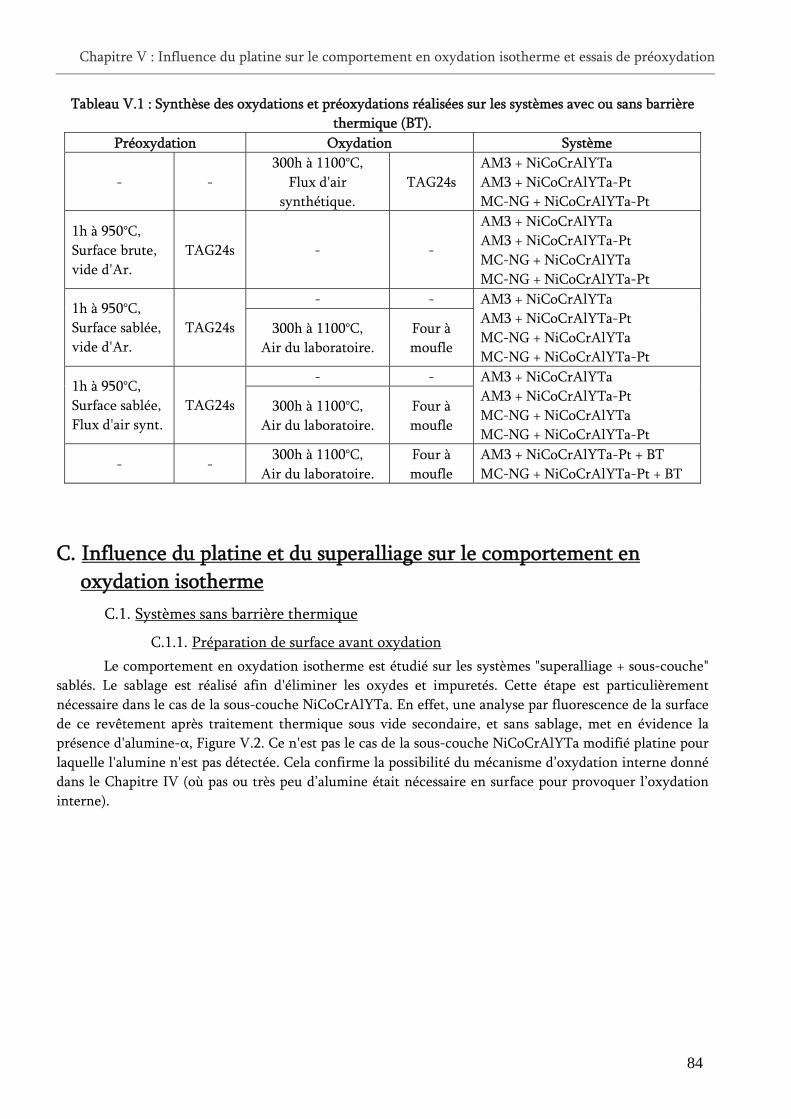
Tableau V.1 : Synthèse des oxydations et préoxydations réalisées sur les systèmes avec ou sans barrière
thermique (BT).
Préoxydation Oxydation Système
- -
300h à 1100°C,
Flux d'air
synthétique.
TAG24s
AM3 + NiCoCrAlYTa
AM3 + NiCoCrAlYTa-Pt
MC-NG + NiCoCrAlYTa-Pt
1h à 950°C,
Surface brute,
vide d'Ar.
TAG24s - -
AM3 + NiCoCrAlYTa
AM3 + NiCoCrAlYTa-Pt
MC-NG + NiCoCrAlYTa
MC-NG + NiCoCrAlYTa-Pt
- - 1h à 950°C,
Surface sablée,
vide d'Ar.
TAG24s 300h à 1100°C,
Air du laboratoire.
Four à
moufle
AM3 + NiCoCrAlYTa
AM3 + NiCoCrAlYTa-Pt
MC-NG + NiCoCrAlYTa
MC-NG + NiCoCrAlYTa-Pt
- - 1h à 950°C,
Surface sablée,
Flux d'air synt.
TAG24s 300h à 1100°C,
Air du laboratoire.
Four à
moufle
AM3 + NiCoCrAlYTa
AM3 + NiCoCrAlYTa-Pt
MC-NG + NiCoCrAlYTa
MC-NG + NiCoCrAlYTa-Pt
- - 300h à 1100°C,
Air du laboratoire.
Four à
moufle
AM3 + NiCoCrAlYTa-Pt + BT
MC-NG + NiCoCrAlYTa-Pt + BT
C. Influence du platine et du superalliage sur le comportement en
oxydation isotherme
C.1. Systèmes sans barrière thermique
C.1.1. Préparation de surface avant oxydation
Le comportement en oxydation isotherme est étudié sur les systèmes "superalliage + sous-couche"
sablés. Le sablage est réalisé afin d'éliminer les oxydes et impuretés. Cette étape est particulièrement
nécessaire dans le cas de la sous-couche NiCoCrAlYTa. En effet, une analyse par fluorescence de la surface
de ce revêtement après traitement thermique sous vide secondaire, et sans sablage, met en évidence la
présence d'alumine-α, Figure V.2. Ce n'est pas le cas de la sous-couche NiCoCrAlYTa modifié platine pour
laquelle l'alumine n'est pas détectée. Cela confirme la possibilité du mécanisme d’oxydation interne donné
dans le Chapitre IV (où pas ou très peu d’alumine était nécessaire en surface pour provoquer l’oxydation
interne).
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
85
4600 4800 5000 5200 5400Raman shift (cm-1)
Inte
nsi
té
NiCoCrAlYTa-Pt
NiCoCrAlYTa
4600 4800 5000 5200 5400Raman shift (cm-1)
Inte
nsi
té
NiCoCrAlYTa-Pt
NiCoCrAlYTa
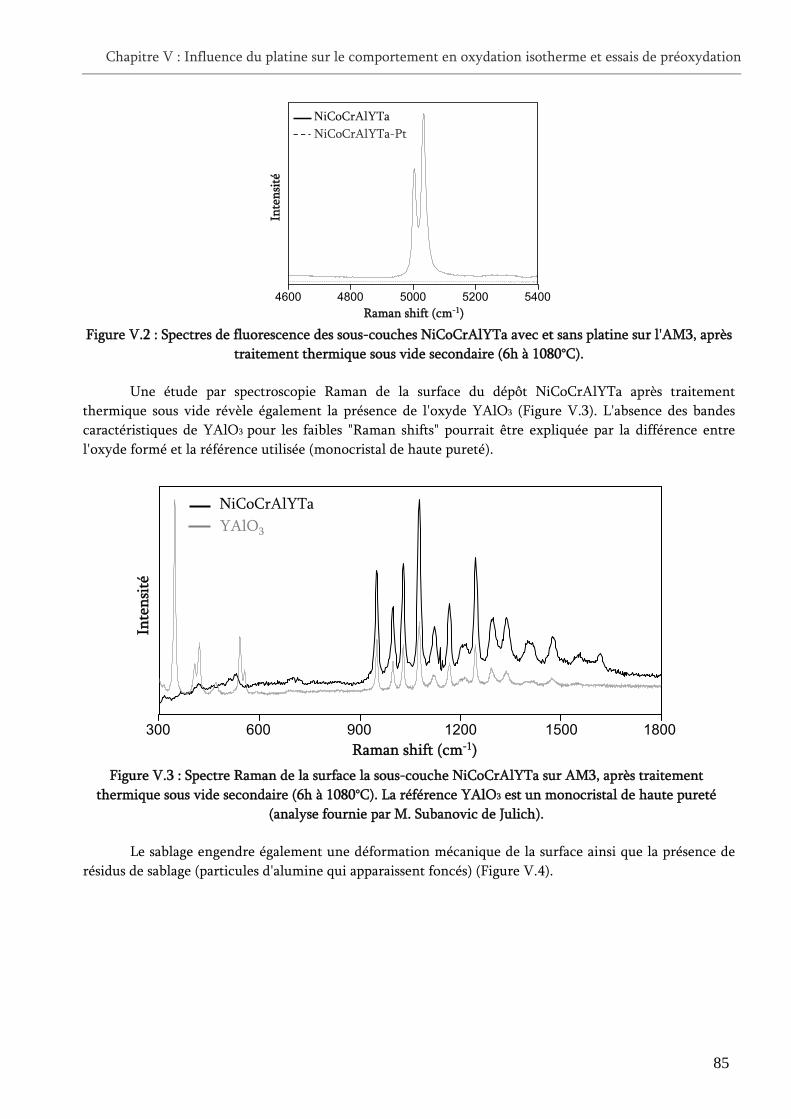
Figure V.2 : Spectres de fluorescence des sous-couches NiCoCrAlYTa avec et sans platine sur l'AM3, après
traitement thermique sous vide secondaire (6h à 1080°C).
Une étude par spectroscopie Raman de la surface du dépôt NiCoCrAlYTa après traitement
thermique sous vide révèle également la présence de l'oxyde YAlO3 (Figure V.3). L'absence des bandes
caractéristiques de YAlO3 pour les faibles "Raman shifts" pourrait être expliquée par la différence entre
l'oxyde formé et la référence utilisée (monocristal de haute pureté).
300 600 900 1200 1500 1800Raman shift (cm-1)
Inte
nsi
té
YAlO3
NiCoCrAlYTa
300 600 900 1200 1500 1800Raman shift (cm-1)
Inte
nsi
té
YAlO3
NiCoCrAlYTa
Figure V.3 : Spectre Raman de la surface la sous-couche NiCoCrAlYTa sur AM3, après traitement
thermique sous vide secondaire (6h à 1080°C). La référence YAlO3 est un monocristal de haute pureté
(analyse fournie par M. Subanovic de Julich).
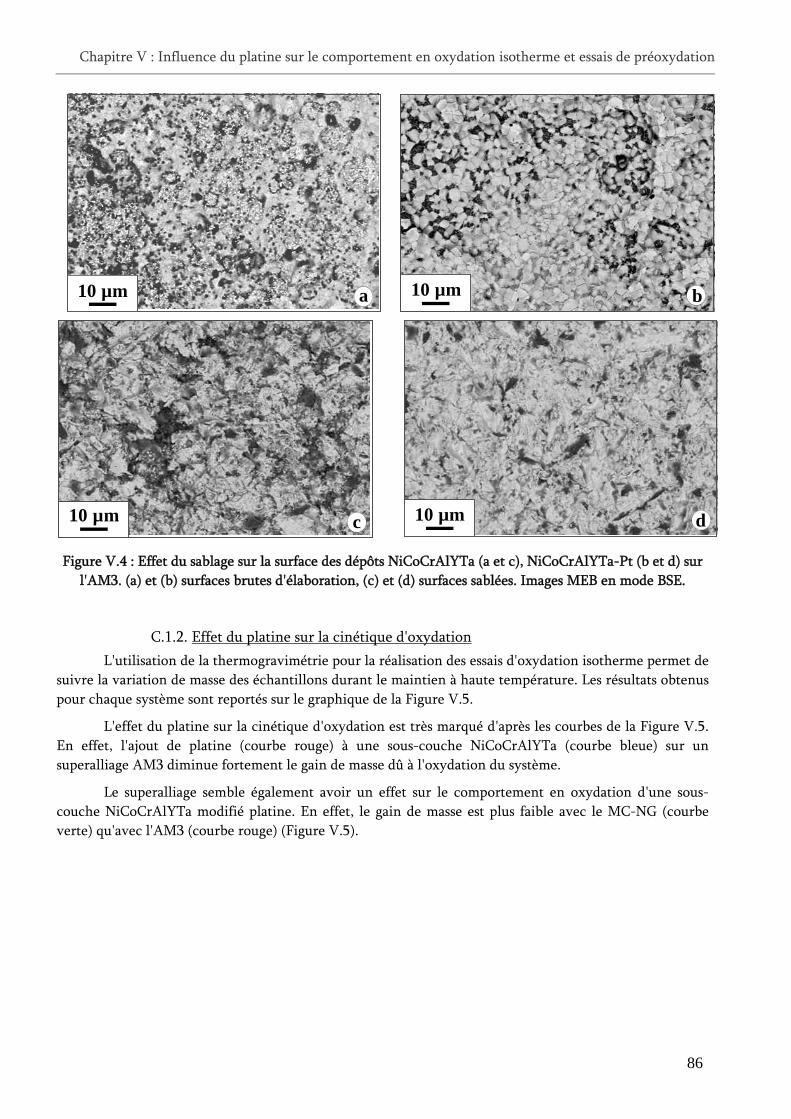
Le sablage engendre également une déformation mécanique de la surface ainsi que la présence de
résidus de sablage (particules d'alumine qui apparaissent foncés) (Figure V.4).
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
86
Figure V.4 : Effet du sablage sur la surface des dépôts NiCoCrAlYTa (a et c), NiCoCrAlYTa-Pt (b et d) sur
l'AM3. (a) et (b) surfaces brutes d'élaboration, (c) et (d) surfaces sablées. Images MEB en mode BSE.
C.1.2. Effet du platine sur la cinétique d'oxydation
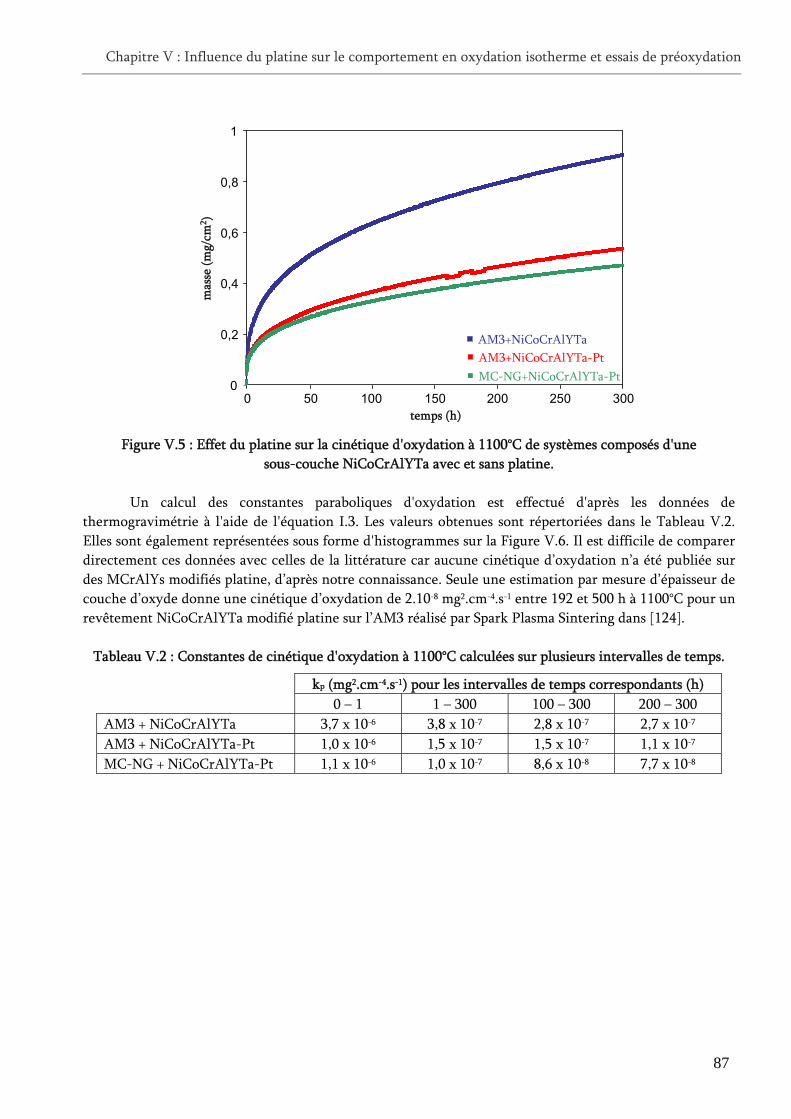
L'utilisation de la thermogravimétrie pour la réalisation des essais d'oxydation isotherme permet de
suivre la variation de masse des échantillons durant le maintien à haute température. Les résultats obtenus
pour chaque système sont reportés sur le graphique de la Figure V.5.
L'effet du platine sur la cinétique d'oxydation est très marqué d'après les courbes de la Figure V.5.
En effet, l'ajout de platine (courbe rouge) à une sous-couche NiCoCrAlYTa (courbe bleue) sur un
superalliage AM3 diminue fortement le gain de masse dû à l'oxydation du système.
Le superalliage semble également avoir un effet sur le comportement en oxydation d'une sous-
couche NiCoCrAlYTa modifié platine. En effet, le gain de masse est plus faible avec le MC-NG (courbe
verte) qu'avec l'AM3 (courbe rouge) (Figure V.5).
10 µ m c10 µ m c
10 µm b10 µm b
d10 µm d10 µm
a10 µ m a10 µ m
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
87
0
0,2
0,4
0,6
0,8
1
0 50 100 150 200 250 300temps (h)
mas
se (
mg/
cm2 )
AM3+NiCoCrAlYTa
AM3+NiCoCrAlYTa-Pt
MC-NG+NiCoCrAlYTa-Pt0
0,2
0,4
0,6
0,8
1
0 50 100 150 200 250 300temps (h)
mas
se (
mg/
cm2 )
AM3+NiCoCrAlYTa
AM3+NiCoCrAlYTa-Pt
MC-NG+NiCoCrAlYTa-Pt
Figure V.5 : Effet du platine sur la cinétique d'oxydation à 1100°C de systèmes composés d'une
sous-couche NiCoCrAlYTa avec et sans platine.
Un calcul des constantes paraboliques d'oxydation est effectué d'après les données de
thermogravimétrie à l'aide de l'équation I.3. Les valeurs obtenues sont répertoriées dans le Tableau V.2.
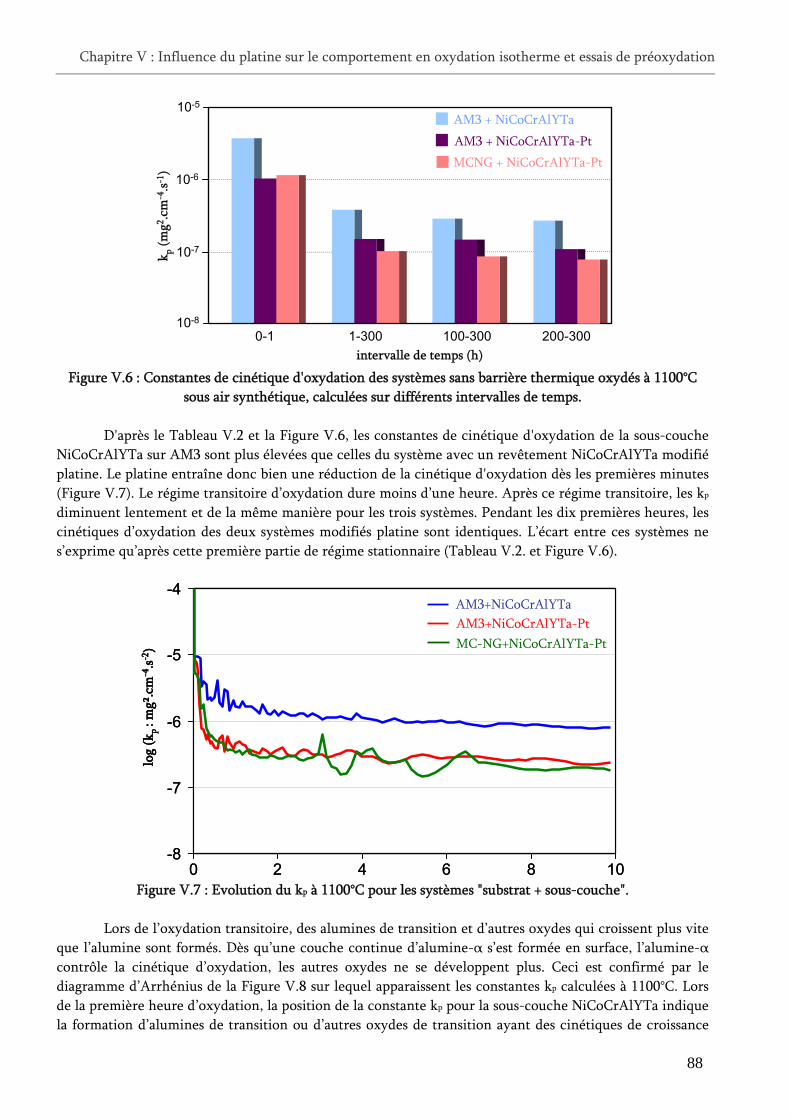
Elles sont également représentées sous forme d'histogrammes sur la Figure V.6. Il est difficile de comparer
directement ces données avec celles de la littérature car aucune cinétique d’oxydation n’a été publiée sur
des MCrAlYs modifiés platine, d’après notre connaissance. Seule une estimation par mesure d’épaisseur de
couche d’oxyde donne une cinétique d’oxydation de 2.10-8 mg2.cm-4.s-1 entre 192 et 500 h à 1100°C pour un
revêtement NiCoCrAlYTa modifié platine sur l’AM3 réalisé par Spark Plasma Sintering dans [124].
Tableau V.2 : Constantes de cinétique d'oxydation à 1100°C calculées sur plusieurs intervalles de temps.
kp (mg2.cm-4.s-1) pour les intervalles de temps correspondants (h)
0 – 1 1 – 300 100 – 300 200 – 300
AM3 + NiCoCrAlYTa 3,7 x 10-6 3,8 x 10-7 2,8 x 10-7 2,7 x 10-7
AM3 + NiCoCrAlYTa-Pt 1,0 x 10-6 1,5 x 10-7 1,5 x 10-7 1,1 x 10-7
MC-NG + NiCoCrAlYTa-Pt 1,1 x 10-6 1,0 x 10-7 8,6 x 10-8 7,7 x 10-8
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
88
AM3 + NiCoCrAlYTa-Pt
MCNG + NiCoCrAlYTa-Pt
10-5
kp
(mg2 .
cm-4
.s-1
)
0-1 1-300 100-300 200-300intervalle de temps (h)
AM3 + NiCoCrAlYTa
10-6
10-7
10-8
AM3 + NiCoCrAlYTa-Pt
MCNG + NiCoCrAlYTa-Pt
10-5
kp
(mg2 .
cm-4
.s-1
)
0-1 1-300 100-300 200-300intervalle de temps (h)
AM3 + NiCoCrAlYTa
10-6
10-7
10-8
AM3 + NiCoCrAlYTa-Pt
MCNG + NiCoCrAlYTa-Pt
10-5
kp
(mg2 .
cm-4
.s-1
)
0-1 1-300 100-300 200-300intervalle de temps (h)
AM3 + NiCoCrAlYTa
10-6
10-7
10-8
Figure V.6 : Constantes de cinétique d'oxydation des systèmes sans barrière thermique oxydés à 1100°C
sous air synthétique, calculées sur différents intervalles de temps.
D'après le Tableau V.2 et la Figure V.6, les constantes de cinétique d'oxydation de la sous-couche
NiCoCrAlYTa sur AM3 sont plus élevées que celles du système avec un revêtement NiCoCrAlYTa modifié
platine. Le platine entraîne donc bien une réduction de la cinétique d'oxydation dès les premières minutes
(Figure V.7). Le régime transitoire d’oxydation dure moins d’une heure. Après ce régime transitoire, les kp
diminuent lentement et de la même manière pour les trois systèmes. Pendant les dix premières heures, les
cinétiques d’oxydation des deux systèmes modifiés platine sont identiques. L’écart entre ces systèmes ne
s’exprime qu’après cette première partie de régime stationnaire (Tableau V.2. et Figure V.6).
-8
-7
-6
-5
-4
0 2 4 6 8 10
log
(kp
: mg²
.cm
-4.s
-2)
AM3+NiCoCrAlYTa
AM3+NiCoCrAlYTa-Pt
MC-NG+NiCoCrAlYTa-Pt
-8
-7
-6
-5
-4
0 2 4 6 8 10
log
(kp
: mg²
.cm
-4.s
-2)
AM3+NiCoCrAlYTa
AM3+NiCoCrAlYTa-Pt
MC-NG+NiCoCrAlYTa-Pt
Figure V.7 : Evolution du kp à 1100°C pour les systèmes "substrat + sous-couche".
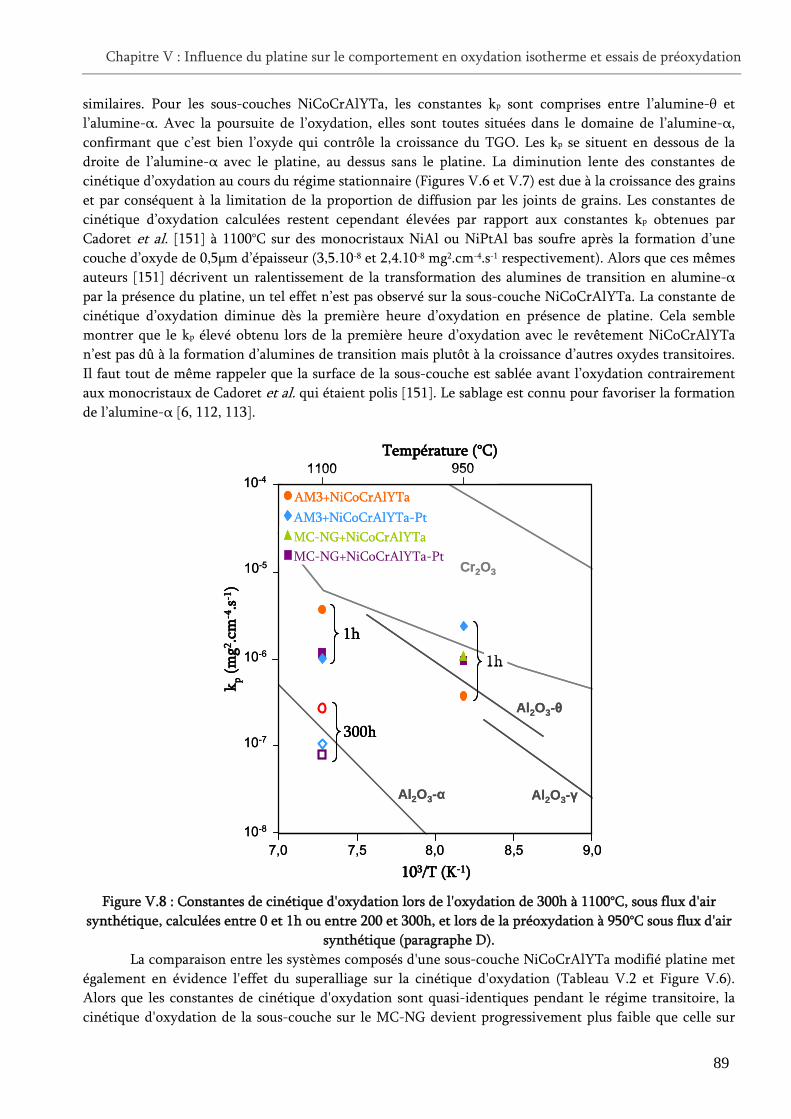
Lors de l’oxydation transitoire, des alumines de transition et d’autres oxydes qui croissent plus vite
que l’alumine sont formés. Dès qu’une couche continue d’alumine-α s’est formée en surface, l’alumine-α
contrôle la cinétique d’oxydation, les autres oxydes ne se développent plus. Ceci est confirmé par le
diagramme d’Arrhénius de la Figure V.8 sur lequel apparaissent les constantes kp calculées à 1100°C. Lors
de la première heure d’oxydation, la position de la constante kp pour la sous-couche NiCoCrAlYTa indique
la formation d’alumines de transition ou d’autres oxydes de transition ayant des cinétiques de croissance
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
89
similaires. Pour les sous-couches NiCoCrAlYTa, les constantes kp sont comprises entre l’alumine-θ et
l’alumine-α. Avec la poursuite de l’oxydation, elles sont toutes situées dans le domaine de l’alumine-α,
confirmant que c’est bien l’oxyde qui contrôle la croissance du TGO. Les kp se situent en dessous de la
droite de l’alumine-α avec le platine, au dessus sans le platine. La diminution lente des constantes de
cinétique d’oxydation au cours du régime stationnaire (Figures V.6 et V.7) est due à la croissance des grains
et par conséquent à la limitation de la proportion de diffusion par les joints de grains. Les constantes de
cinétique d’oxydation calculées restent cependant élevées par rapport aux constantes kp obtenues par
Cadoret et al. [151] à 1100°C sur des monocristaux NiAl ou NiPtAl bas soufre après la formation d’une
couche d’oxyde de 0,5μm d’épaisseur (3,5.10-8 et 2,4.10-8 mg2.cm-4.s-1 respectivement). Alors que ces mêmes
auteurs [151] décrivent un ralentissement de la transformation des alumines de transition en alumine-α
par la présence du platine, un tel effet n’est pas observé sur la sous-couche NiCoCrAlYTa. La constante de
cinétique d’oxydation diminue dès la première heure d’oxydation en présence de platine. Cela semble
montrer que le kp élevé obtenu lors de la première heure d’oxydation avec le revêtement NiCoCrAlYTa
n’est pas dû à la formation d’alumines de transition mais plutôt à la croissance d’autres oxydes transitoires.
Il faut tout de même rappeler que la surface de la sous-couche est sablée avant l’oxydation contrairement
aux monocristaux de Cadoret et al. qui étaient polis [151]. Le sablage est connu pour favoriser la formation
de l’alumine-α [6, 112, 113].
Al2O3-θ
Al2O3-γ
7,0 7,5 8,5 9,0103/T (K-1)
kp
(mg2 .
cm-4
.s-1
)
Cr2O3
Al2O3-α
10-4
10-5
10-6
10-7
10-8
AM3+NiCoCrAlYTa
AM3+NiCoCrAlYTa-Pt
MC-NG+NiCoCrAlYTa-Pt
MC-NG+NiCoCrAlYTa
8,0
1100 950Température (°C)
1h
300h
1h
Al2O3-θ
Al2O3-γ
7,0 7,5 8,5 9,0103/T (K-1)
kp
(mg2 .
cm-4
.s-1
)
Cr2O3
Al2O3-α
10-4
10-5
10-6
10-7
10-8
AM3+NiCoCrAlYTa
AM3+NiCoCrAlYTa-Pt
MC-NG+NiCoCrAlYTa-Pt
MC-NG+NiCoCrAlYTa
8,0
1100 950Température (°C)
1h
300h
1h
Al2O3-θ
Al2O3-γ
7,0 7,5 8,5 9,0103/T (K-1)
kp
(mg2 .
cm-4
.s-1
)
Cr2O3
Al2O3-α
10-4
10-5
10-6
10-7
10-8
AM3+NiCoCrAlYTa
AM3+NiCoCrAlYTa-Pt
MC-NG+NiCoCrAlYTa-Pt
MC-NG+NiCoCrAlYTa
8,0
1100 950Température (°C)
1h
300h
1h
1h
300h
1h
Figure V.8 : Constantes de cinétique d'oxydation lors de l'oxydation de 300h à 1100°C, sous flux d'air
synthétique, calculées entre 0 et 1h ou entre 200 et 300h, et lors de la préoxydation à 950°C sous flux d'air
synthétique (paragraphe D).
La comparaison entre les systèmes composés d'une sous-couche NiCoCrAlYTa modifié platine met
également en évidence l'effet du superalliage sur la cinétique d'oxydation (Tableau V.2 et Figure V.6).
Alors que les constantes de cinétique d'oxydation sont quasi-identiques pendant le régime transitoire, la
cinétique d'oxydation de la sous-couche sur le MC-NG devient progressivement plus faible que celle sur
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
90
l'AM3. Cela montre qu’il faut un certain temps pour que la nature du substrat ait une influence sur la
cinétique d’oxydation isotherme.
C.1.3. Effet du platine sur la résistance à l'écaillage
Pour compléter les données sur les constantes de cinétique d'oxydation, les gains de masse
enregistrés à la fin du palier à 1100°C sont comparés aux pesées réalisées sur une balance de table avant et
après oxydation. Les valeurs obtenues sont données dans le Tableau V.3.
Tableau V.3 : Gains de masse des systèmes lors de l'oxydation de 300h à 1100°C sous air synthétique.
Δm/S pendant le palier à
1100°C (mg/cm2)
Δm/S obtenu par pesées avant
et après oxydation (mg/cm2)
AM3 + NiCoCrAlYTa 0,90 0,63
AM3 + NiCoCrAlYTa-Pt 0,53 0,57
MC-NG + NiCoCrAlYTa-Pt 0,47 0,49
Une tare étant réalisée lorsque la température de 1100°C est atteinte, la masse mesurée à la fin du
palier haute température ne tient pas compte de l'oxydation qui a lieu lors du chauffage. La variation de
masse obtenue par pesées des échantillons avant et après oxydation correspond aux gains de masse lors du
chauffage, du palier à 1100°C ainsi que du refroidissement jusqu'à température ambiante. Pour les systèmes
modifiés platine, la variation de masse déterminée par pesée est supérieure au gain de masse mesuré lors du
palier haute température. Cela peut être facilement expliqué par la prise en compte de l'oxydation qui a
lieu au cours du chauffage (la quantité d’oxyde formé est négligeable pendant le refroidissement). Au
contraire, sans le platine, le gain de masse déterminé pendant l'ensemble du traitement d'oxydation est
bien inférieur à celui du palier haute température. Les contraintes thermiques générées lors du
refroidissement ont donc provoqué l'écaillage de la couche d'oxyde. L'environnement oxydant étant de
l'air synthétique de haute pureté, l'effet de la vapeur d'eau sur l'adhérence de la couche d'oxyde peut
également avoir favorisé l'écaillage une fois l'échantillon sorti du four [265].
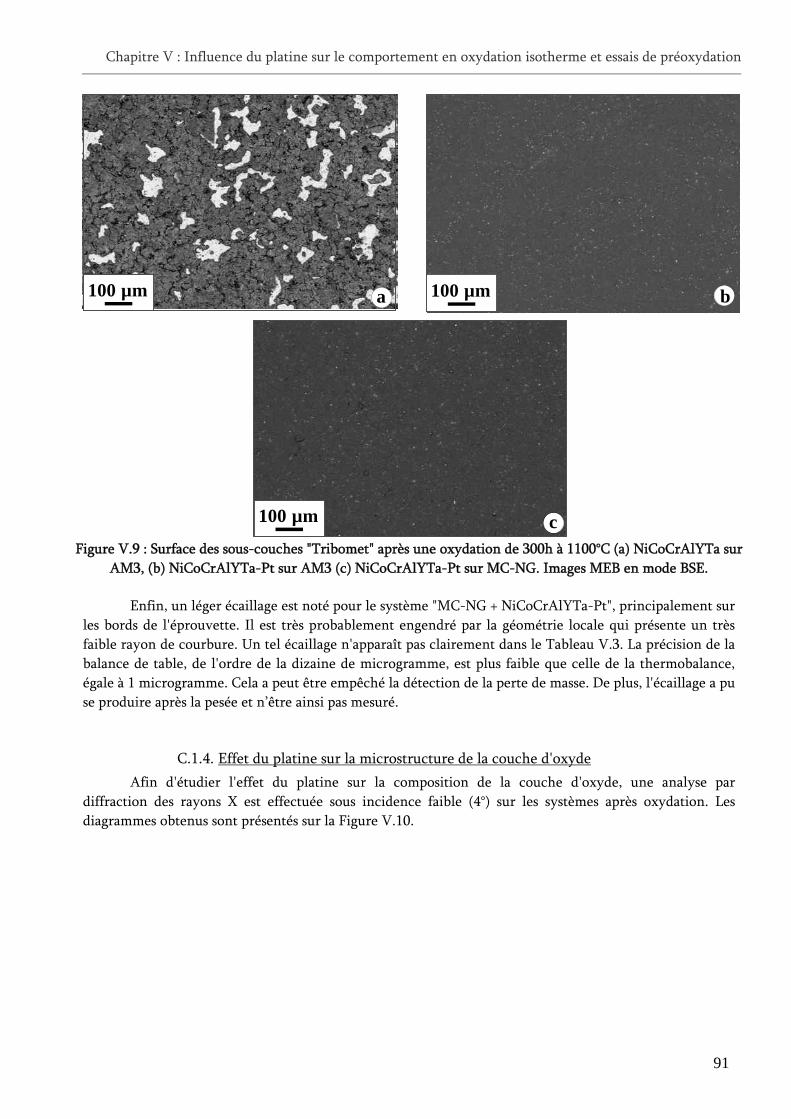
L'écaillage de la couche d'oxyde sur la sous-couche NiCoCrAlYTa est confirmé lors de la
caractérisation par microscopie électronique à balayage de la surface des échantillons après oxydation
(Figure V.9). Sur ces images obtenues en mode BSE, les régions sombres correspondent à l'oxyde tandis
que la sous-couche métallique apparaît brillante. Une certaine proportion du revêtement est bien visible
pour le système non modifié alors que la totalité de la surface reste revêtue de l'oxyde en présence de
platine. L'écaillage de la couche d'oxyde formée sur le revêtement NiCoCrAlYTa (Figure V.9.a) ainsi que la
bonne adhérence de l'oxyde sur les dépôts modifiés platine (Figures V.9.b et V.9.c) sont bien confirmés.
Seuls quelques points clairs sont distingués dans l'oxyde formé sur les sous-couches modifiées platine.
D'après les analyses EDS réalisées, il semble que ce soit des précipités riches en éléments réfractaires et
calcium mais pas de l'écaillage.
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
91
Figure V.9 : Surface des sous-couches "Tribomet" après une oxydation de 300h à 1100°C (a) NiCoCrAlYTa sur
AM3, (b) NiCoCrAlYTa-Pt sur AM3 (c) NiCoCrAlYTa-Pt sur MC-NG. Images MEB en mode BSE.
Enfin, un léger écaillage est noté pour le système "MC-NG + NiCoCrAlYTa-Pt", principalement sur
les bords de l'éprouvette. Il est très probablement engendré par la géométrie locale qui présente un très
faible rayon de courbure. Un tel écaillage n'apparaît pas clairement dans le Tableau V.3. La précision de la
balance de table, de l'ordre de la dizaine de microgramme, est plus faible que celle de la thermobalance,
égale à 1 microgramme. Cela a peut être empêché la détection de la perte de masse. De plus, l'écaillage a pu
se produire après la pesée et n’être ainsi pas mesuré.
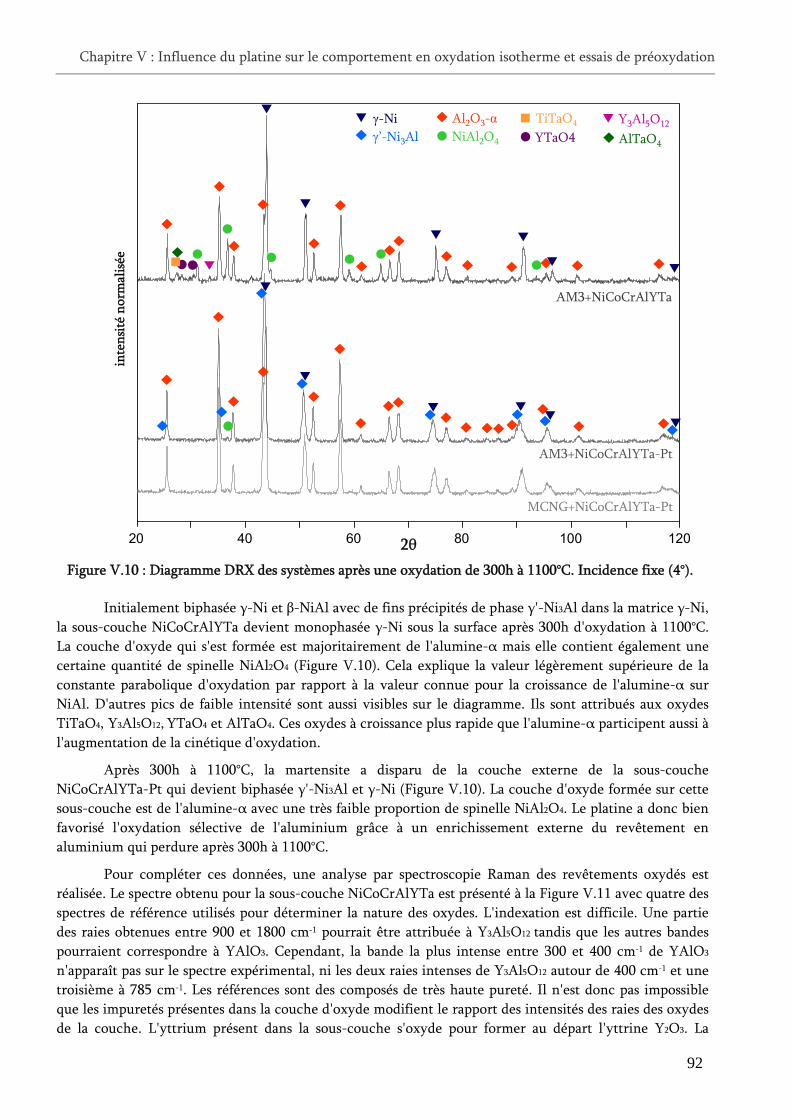
C.1.4. Effet du platine sur la microstructure de la couche d'oxyde
Afin d'étudier l'effet du platine sur la composition de la couche d'oxyde, une analyse par
diffraction des rayons X est effectuée sous incidence faible (4°) sur les systèmes après oxydation. Les
diagrammes obtenus sont présentés sur la Figure V.10.
100 µm b100 µm b
100 µ m c100 µ m c
100 µ m a100 µ m a
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
92
Al2O3-α
20 40 60 80 100 1202θ
inte
nsi
tén
orm
alis
ée
MCNG+NiCoCrAlYTa-Pt
AM3+NiCoCrAlYTa-Pt
AM3+NiCoCrAlYTa
YTaO4
TiTaO4
NiAl2O4γ’-Ni3Al
γ-Ni
AlTaO4
Y3Al5O12Al2O3-α
20 40 60 80 100 1202θ
inte
nsi
tén
orm
alis
ée
MCNG+NiCoCrAlYTa-Pt
AM3+NiCoCrAlYTa-Pt
AM3+NiCoCrAlYTa
YTaO4
TiTaO4
NiAl2O4γ’-Ni3Al
γ-Ni
AlTaO4
Y3Al5O12
Figure V.10 : Diagramme DRX des systèmes après une oxydation de 300h à 1100°C. Incidence fixe (4°).
Initialement biphasée γ-Ni et β-NiAl avec de fins précipités de phase γ'-Ni3Al dans la matrice γ-Ni,
la sous-couche NiCoCrAlYTa devient monophasée γ-Ni sous la surface après 300h d'oxydation à 1100°C.
La couche d'oxyde qui s'est formée est majoritairement de l'alumine-α mais elle contient également une
certaine quantité de spinelle NiAl2O4 (Figure V.10). Cela explique la valeur légèrement supérieure de la
constante parabolique d'oxydation par rapport à la valeur connue pour la croissance de l'alumine-α sur
NiAl. D'autres pics de faible intensité sont aussi visibles sur le diagramme. Ils sont attribués aux oxydes
TiTaO4, Y3Al5O12, YTaO4 et AlTaO4. Ces oxydes à croissance plus rapide que l'alumine-α participent aussi à
l'augmentation de la cinétique d'oxydation.
Après 300h à 1100°C, la martensite a disparu de la couche externe de la sous-couche
NiCoCrAlYTa-Pt qui devient biphasée γ'-Ni3Al et γ-Ni (Figure V.10). La couche d'oxyde formée sur cette
sous-couche est de l'alumine-α avec une très faible proportion de spinelle NiAl2O4. Le platine a donc bien
favorisé l'oxydation sélective de l'aluminium grâce à un enrichissement externe du revêtement en
aluminium qui perdure après 300h à 1100°C.
Pour compléter ces données, une analyse par spectroscopie Raman des revêtements oxydés est
réalisée. Le spectre obtenu pour la sous-couche NiCoCrAlYTa est présenté à la Figure V.11 avec quatre des
spectres de référence utilisés pour déterminer la nature des oxydes. L'indexation est difficile. Une partie
des raies obtenues entre 900 et 1800 cm-1 pourrait être attribuée à Y3Al5O12 tandis que les autres bandes
pourraient correspondre à YAlO3. Cependant, la bande la plus intense entre 300 et 400 cm-1 de YAlO3
n'apparaît pas sur le spectre expérimental, ni les deux raies intenses de Y3Al5O12 autour de 400 cm-1 et une
troisième à 785 cm-1. Les références sont des composés de très haute pureté. Il n'est donc pas impossible
que les impuretés présentes dans la couche d'oxyde modifient le rapport des intensités des raies des oxydes
de la couche. L'yttrium présent dans la sous-couche s'oxyde pour former au départ l'yttrine Y2O3. La
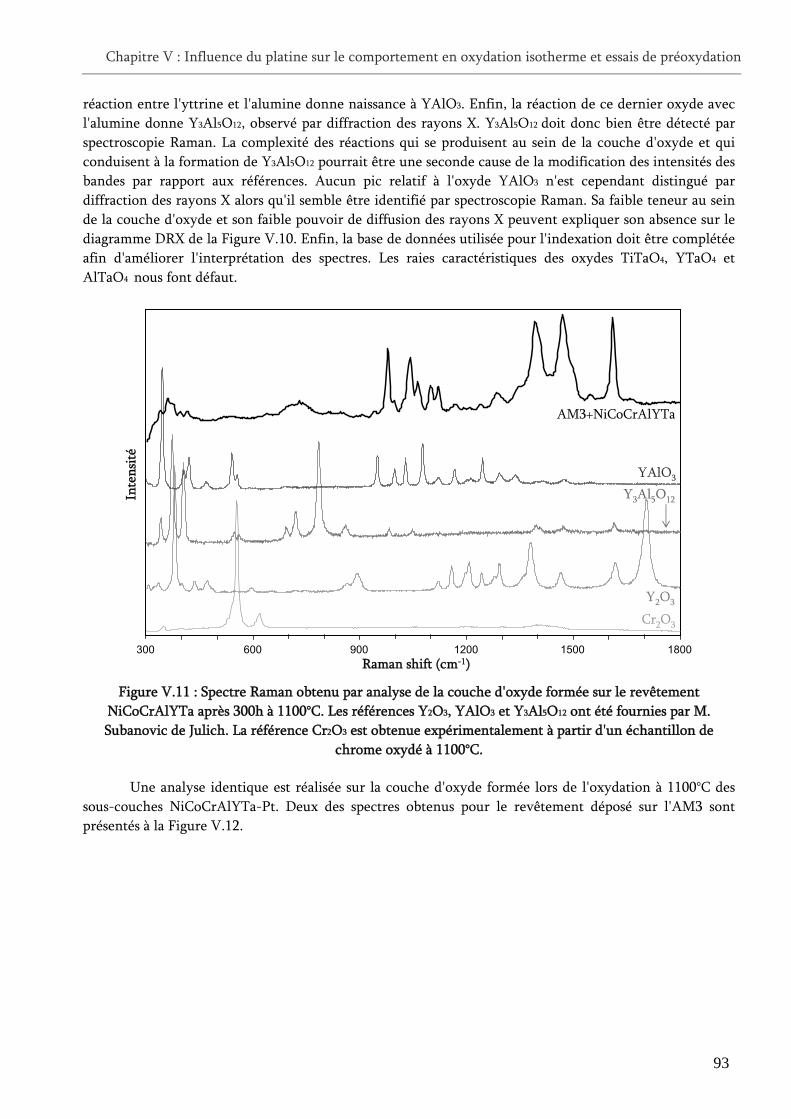
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
93
réaction entre l'yttrine et l'alumine donne naissance à YAlO3. Enfin, la réaction de ce dernier oxyde avec
l'alumine donne Y3Al5O12, observé par diffraction des rayons X. Y3Al5O12 doit donc bien être détecté par
spectroscopie Raman. La complexité des réactions qui se produisent au sein de la couche d'oxyde et qui
conduisent à la formation de Y3Al5O12 pourrait être une seconde cause de la modification des intensités des
bandes par rapport aux références. Aucun pic relatif à l'oxyde YAlO3 n'est cependant distingué par
diffraction des rayons X alors qu'il semble être identifié par spectroscopie Raman. Sa faible teneur au sein
de la couche d'oxyde et son faible pouvoir de diffusion des rayons X peuvent expliquer son absence sur le
diagramme DRX de la Figure V.10. Enfin, la base de données utilisée pour l'indexation doit être complétée
afin d'améliorer l'interprétation des spectres. Les raies caractéristiques des oxydes TiTaO4, YTaO4 et
AlTaO4 nous font défaut.
300 600 900 1200 1500 1800Raman shift (cm-1)
Inte
nsi
té
AM3+NiCoCrAlYTa
YAlO3
Y3Al5O12
Y2O3
Cr2O3
300 600 900 1200 1500 1800Raman shift (cm-1)
Inte
nsi
té
AM3+NiCoCrAlYTa
YAlO3
Y3Al5O12
Y2O3
Cr2O3
Figure V.11 : Spectre Raman obtenu par analyse de la couche d'oxyde formée sur le revêtement
NiCoCrAlYTa après 300h à 1100°C. Les références Y2O3, YAlO3 et Y3Al5O12 ont été fournies par M.
Subanovic de Julich. La référence Cr2O3 est obtenue expérimentalement à partir d'un échantillon de
chrome oxydé à 1100°C.
Une analyse identique est réalisée sur la couche d'oxyde formée lors de l'oxydation à 1100°C des
sous-couches NiCoCrAlYTa-Pt. Deux des spectres obtenus pour le revêtement déposé sur l'AM3 sont
présentés à la Figure V.12.
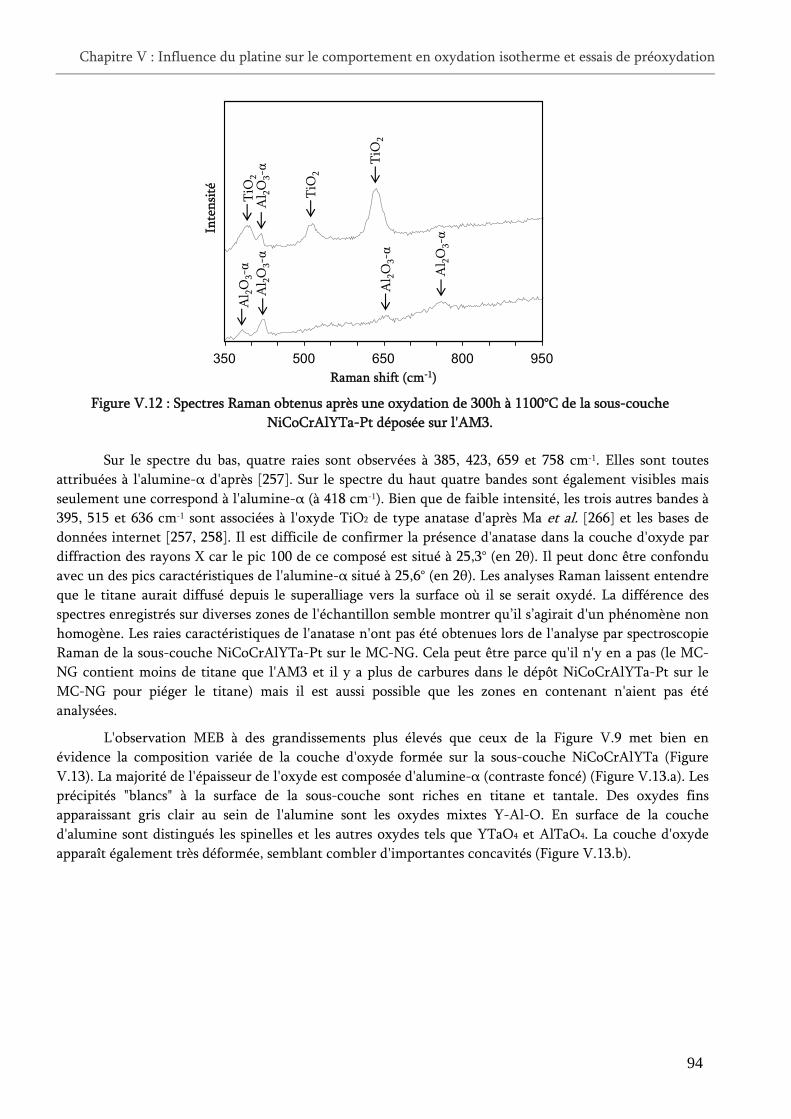
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
94
500 650 800 950Raman shift (cm-1)
Inte
nsi
té
Al 2
O3-α
Al 2
O3-α
Al 2
O3-α
Al 2
O3-α
350
Al 2
O3-α
TiO
2
TiO
2
TiO
2
500 650 800 950Raman shift (cm-1)
Inte
nsi
té
Al 2
O3-α
Al 2
O3-α
Al 2
O3-α
Al 2
O3-α
350
Al 2
O3-α
TiO
2
TiO
2
TiO
2
Figure V.12 : Spectres Raman obtenus après une oxydation de 300h à 1100°C de la sous-couche
NiCoCrAlYTa-Pt déposée sur l'AM3.
Sur le spectre du bas, quatre raies sont observées à 385, 423, 659 et 758 cm-1. Elles sont toutes
attribuées à l'alumine-α d'après [257]. Sur le spectre du haut quatre bandes sont également visibles mais
seulement une correspond à l'alumine-α (à 418 cm-1). Bien que de faible intensité, les trois autres bandes à
395, 515 et 636 cm-1 sont associées à l'oxyde TiO2 de type anatase d'après Ma et al. [266] et les bases de
données internet [257, 258]. Il est difficile de confirmer la présence d'anatase dans la couche d'oxyde par
diffraction des rayons X car le pic 100 de ce composé est situé à 25,3° (en 2θ). Il peut donc être confondu
avec un des pics caractéristiques de l'alumine-α situé à 25,6° (en 2θ). Les analyses Raman laissent entendre
que le titane aurait diffusé depuis le superalliage vers la surface où il se serait oxydé. La différence des
spectres enregistrés sur diverses zones de l'échantillon semble montrer qu’il s’agirait d'un phénomène non
homogène. Les raies caractéristiques de l'anatase n'ont pas été obtenues lors de l'analyse par spectroscopie
Raman de la sous-couche NiCoCrAlYTa-Pt sur le MC-NG. Cela peut être parce qu'il n'y en a pas (le MC-
NG contient moins de titane que l'AM3 et il y a plus de carbures dans le dépôt NiCoCrAlYTa-Pt sur le
MC-NG pour piéger le titane) mais il est aussi possible que les zones en contenant n'aient pas été
analysées.
L'observation MEB à des grandissements plus élevés que ceux de la Figure V.9 met bien en
évidence la composition variée de la couche d'oxyde formée sur la sous-couche NiCoCrAlYTa (Figure
V.13). La majorité de l'épaisseur de l'oxyde est composée d'alumine-α (contraste foncé) (Figure V.13.a). Les
précipités "blancs" à la surface de la sous-couche sont riches en titane et tantale. Des oxydes fins
apparaissant gris clair au sein de l'alumine sont les oxydes mixtes Y-Al-O. En surface de la couche
d'alumine sont distingués les spinelles et les autres oxydes tels que YTaO4 et AlTaO4. La couche d'oxyde
apparaît également très déformée, semblant combler d'importantes concavités (Figure V.13.b).
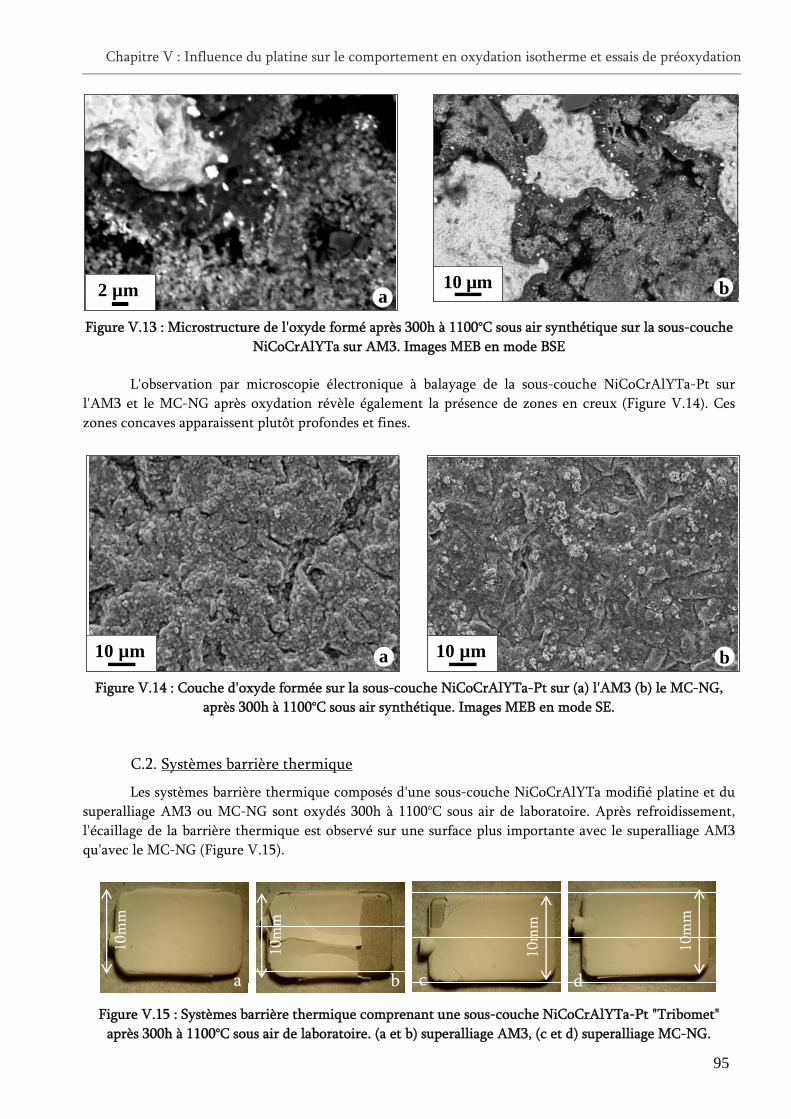
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
95
Figure V.13 : Microstructure de l'oxyde formé après 300h à 1100°C sous air synthétique sur la sous-couche
NiCoCrAlYTa sur AM3. Images MEB en mode BSE
L'observation par microscopie électronique à balayage de la sous-couche NiCoCrAlYTa-Pt sur
l'AM3 et le MC-NG après oxydation révèle également la présence de zones en creux (Figure V.14). Ces
zones concaves apparaissent plutôt profondes et fines.
Figure V.14 : Couche d'oxyde formée sur la sous-couche NiCoCrAlYTa-Pt sur (a) l'AM3 (b) le MC-NG,
après 300h à 1100°C sous air synthétique. Images MEB en mode SE.
C.2. Systèmes barrière thermique
Les systèmes barrière thermique composés d'une sous-couche NiCoCrAlYTa modifié platine et du
superalliage AM3 ou MC-NG sont oxydés 300h à 1100°C sous air de laboratoire. Après refroidissement,
l'écaillage de la barrière thermique est observé sur une surface plus importante avec le superalliage AM3
qu'avec le MC-NG (Figure V.15).
10m
m
10m
m
10m
m
10m
m
a b c d
10m
m10
mm
10m
m10
mm
10m
m10
mm
10m
m10
mm
a b c d
Figure V.15 : Systèmes barrière thermique comprenant une sous-couche NiCoCrAlYTa-Pt "Tribomet"
après 300h à 1100°C sous air de laboratoire. (a et b) superalliage AM3, (c et d) superalliage MC-NG.
10 µm b10 µm10 µm b2 µ m a2 µ m 2 µ m a
10 µm b10 µm b10 µ m a10 µ m a
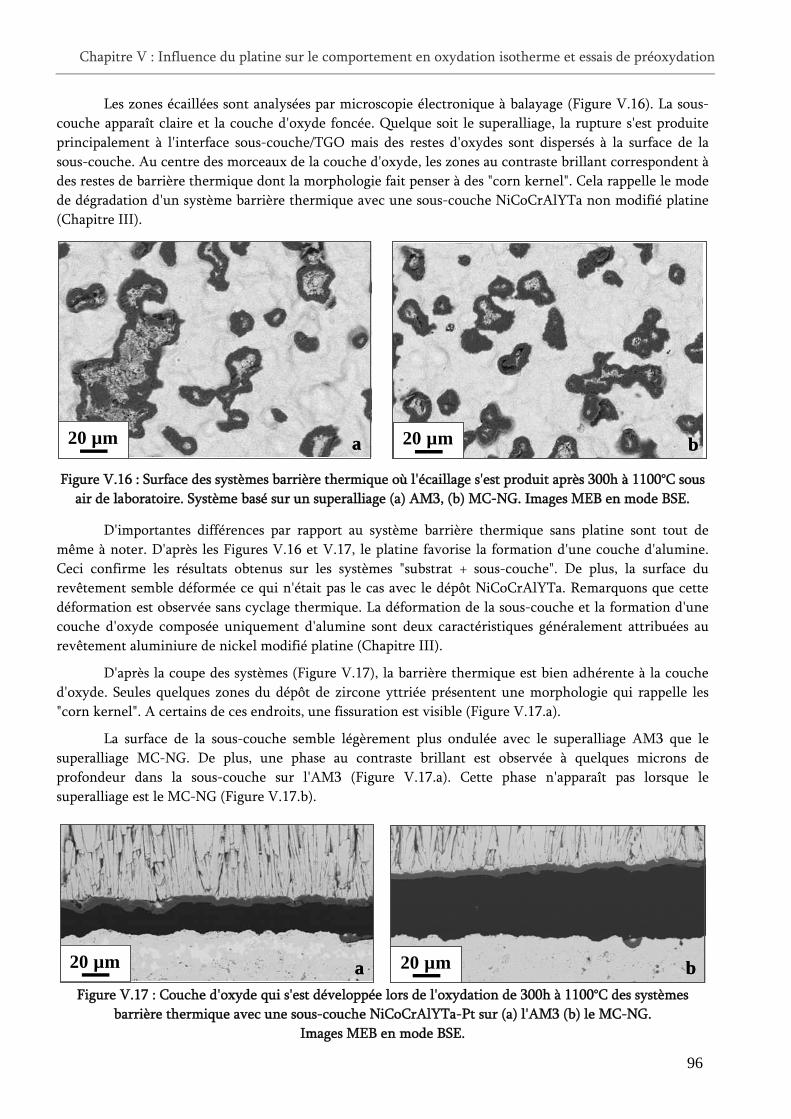
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
96
Les zones écaillées sont analysées par microscopie électronique à balayage (Figure V.16). La sous-
couche apparaît claire et la couche d'oxyde foncée. Quelque soit le superalliage, la rupture s'est produite
principalement à l'interface sous-couche/TGO mais des restes d'oxydes sont dispersés à la surface de la
sous-couche. Au centre des morceaux de la couche d'oxyde, les zones au contraste brillant correspondent à
des restes de barrière thermique dont la morphologie fait penser à des "corn kernel". Cela rappelle le mode
de dégradation d'un système barrière thermique avec une sous-couche NiCoCrAlYTa non modifié platine
(Chapitre III).
Figure V.16 : Surface des systèmes barrière thermique où l'écaillage s'est produit après 300h à 1100°C sous
air de laboratoire. Système basé sur un superalliage (a) AM3, (b) MC-NG. Images MEB en mode BSE.
D'importantes différences par rapport au système barrière thermique sans platine sont tout de
même à noter. D'après les Figures V.16 et V.17, le platine favorise la formation d'une couche d'alumine.
Ceci confirme les résultats obtenus sur les systèmes "substrat + sous-couche". De plus, la surface du
revêtement semble déformée ce qui n'était pas le cas avec le dépôt NiCoCrAlYTa. Remarquons que cette
déformation est observée sans cyclage thermique. La déformation de la sous-couche et la formation d'une
couche d'oxyde composée uniquement d'alumine sont deux caractéristiques généralement attribuées au
revêtement aluminiure de nickel modifié platine (Chapitre III).
D'après la coupe des systèmes (Figure V.17), la barrière thermique est bien adhérente à la couche
d'oxyde. Seules quelques zones du dépôt de zircone yttriée présentent une morphologie qui rappelle les
"corn kernel". A certains de ces endroits, une fissuration est visible (Figure V.17.a).
La surface de la sous-couche semble légèrement plus ondulée avec le superalliage AM3 que le
superalliage MC-NG. De plus, une phase au contraste brillant est observée à quelques microns de
profondeur dans la sous-couche sur l'AM3 (Figure V.17.a). Cette phase n'apparaît pas lorsque le
superalliage est le MC-NG (Figure V.17.b).
Figure V.17 : Couche d'oxyde qui s'est développée lors de l'oxydation de 300h à 1100°C des systèmes
barrière thermique avec une sous-couche NiCoCrAlYTa-Pt sur (a) l'AM3 (b) le MC-NG.
Images MEB en mode BSE.
20 µm b20 µm b20 µ m a20 µ m a
20 µ m a20 µ m a 20 µm b20 µm b
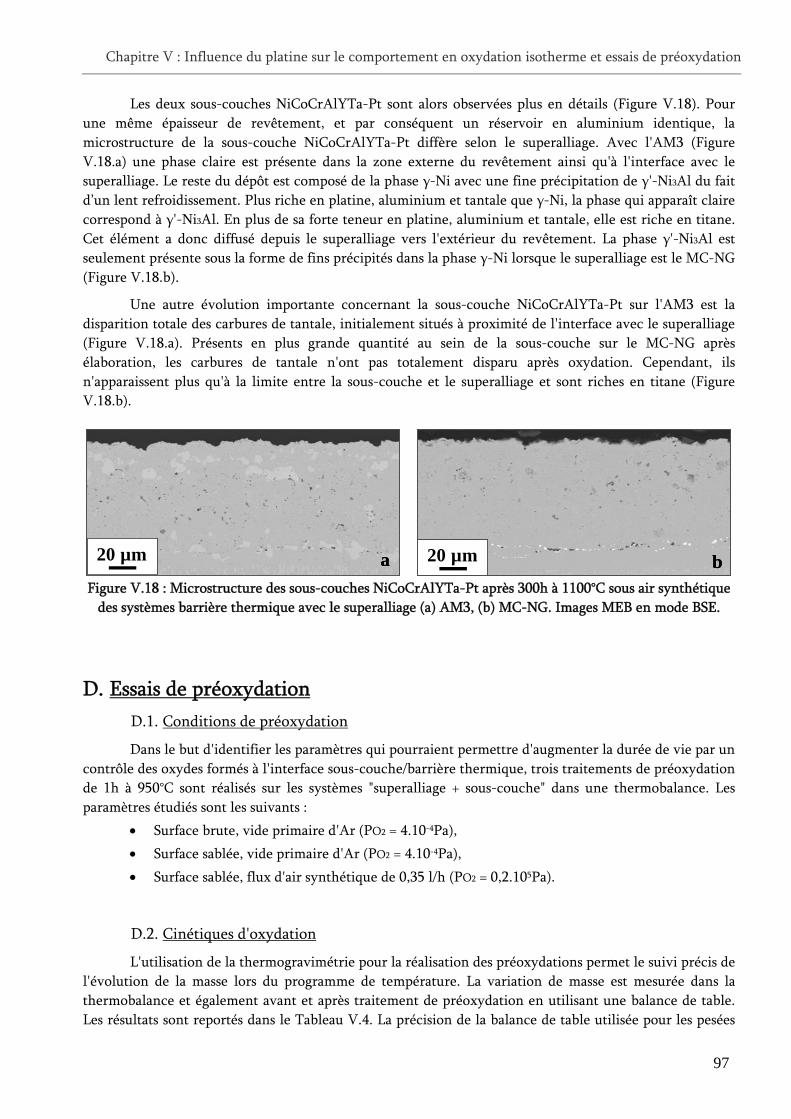
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
97
Les deux sous-couches NiCoCrAlYTa-Pt sont alors observées plus en détails (Figure V.18). Pour
une même épaisseur de revêtement, et par conséquent un réservoir en aluminium identique, la
microstructure de la sous-couche NiCoCrAlYTa-Pt diffère selon le superalliage. Avec l'AM3 (Figure
V.18.a) une phase claire est présente dans la zone externe du revêtement ainsi qu'à l'interface avec le
superalliage. Le reste du dépôt est composé de la phase γ-Ni avec une fine précipitation de γ'-Ni3Al du fait
d’un lent refroidissement. Plus riche en platine, aluminium et tantale que γ-Ni, la phase qui apparaît claire
correspond à γ'-Ni3Al. En plus de sa forte teneur en platine, aluminium et tantale, elle est riche en titane.
Cet élément a donc diffusé depuis le superalliage vers l'extérieur du revêtement. La phase γ'-Ni3Al est
seulement présente sous la forme de fins précipités dans la phase γ-Ni lorsque le superalliage est le MC-NG
(Figure V.18.b).
Une autre évolution importante concernant la sous-couche NiCoCrAlYTa-Pt sur l'AM3 est la
disparition totale des carbures de tantale, initialement situés à proximité de l'interface avec le superalliage
(Figure V.18.a). Présents en plus grande quantité au sein de la sous-couche sur le MC-NG après
élaboration, les carbures de tantale n'ont pas totalement disparu après oxydation. Cependant, ils
n'apparaissent plus qu'à la limite entre la sous-couche et le superalliage et sont riches en titane (Figure
V.18.b).
Figure V.18 : Microstructure des sous-couches NiCoCrAlYTa-Pt après 300h à 1100°C sous air synthétique
des systèmes barrière thermique avec le superalliage (a) AM3, (b) MC-NG. Images MEB en mode BSE.
D. Essais de préoxydation
D.1. Conditions de préoxydation
Dans le but d'identifier les paramètres qui pourraient permettre d'augmenter la durée de vie par un
contrôle des oxydes formés à l'interface sous-couche/barrière thermique, trois traitements de préoxydation
de 1h à 950°C sont réalisés sur les systèmes "superalliage + sous-couche" dans une thermobalance. Les
paramètres étudiés sont les suivants :
Surface brute, vide primaire d'Ar (PO2 = 4.10-4Pa),
Surface sablée, vide primaire d'Ar (PO2 = 4.10-4Pa),
Surface sablée, flux d'air synthétique de 0,35 l/h (PO2 = 0,2.105Pa).
D.2. Cinétiques d'oxydation
L'utilisation de la thermogravimétrie pour la réalisation des préoxydations permet le suivi précis de
l'évolution de la masse lors du programme de température. La variation de masse est mesurée dans la
thermobalance et également avant et après traitement de préoxydation en utilisant une balance de table.
Les résultats sont reportés dans le Tableau V.4. La précision de la balance de table utilisée pour les pesées
20 µ m a20 µ m a 20 µm b20 µm b
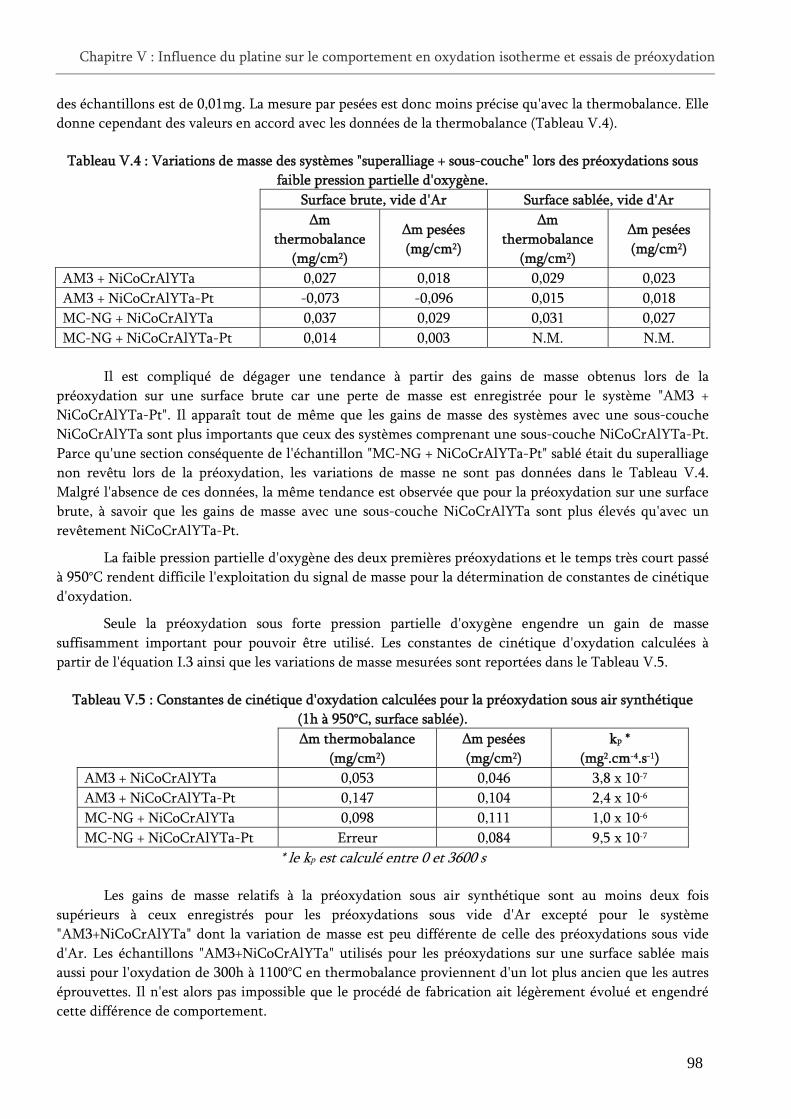
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
98
des échantillons est de 0,01mg. La mesure par pesées est donc moins précise qu'avec la thermobalance. Elle
donne cependant des valeurs en accord avec les données de la thermobalance (Tableau V.4).
Tableau V.4 : Variations de masse des systèmes "superalliage + sous-couche" lors des préoxydations sous
faible pression partielle d'oxygène.
Surface brute, vide d'Ar Surface sablée, vide d'Ar
Δm
thermobalance
(mg/cm2)
Δm pesées
(mg/cm2)
Δm
thermobalance
(mg/cm2)
Δm pesées
(mg/cm2)
AM3 + NiCoCrAlYTa 0,027 0,018 0,029 0,023
AM3 + NiCoCrAlYTa-Pt -0,073 -0,096 0,015 0,018
MC-NG + NiCoCrAlYTa 0,037 0,029 0,031 0,027
MC-NG + NiCoCrAlYTa-Pt 0,014 0,003 N.M. N.M.
Il est compliqué de dégager une tendance à partir des gains de masse obtenus lors de la
préoxydation sur une surface brute car une perte de masse est enregistrée pour le système "AM3 +
NiCoCrAlYTa-Pt". Il apparaît tout de même que les gains de masse des systèmes avec une sous-couche
NiCoCrAlYTa sont plus importants que ceux des systèmes comprenant une sous-couche NiCoCrAlYTa-Pt.
Parce qu'une section conséquente de l'échantillon "MC-NG + NiCoCrAlYTa-Pt" sablé était du superalliage
non revêtu lors de la préoxydation, les variations de masse ne sont pas données dans le Tableau V.4.
Malgré l'absence de ces données, la même tendance est observée que pour la préoxydation sur une surface
brute, à savoir que les gains de masse avec une sous-couche NiCoCrAlYTa sont plus élevés qu'avec un
revêtement NiCoCrAlYTa-Pt.
La faible pression partielle d'oxygène des deux premières préoxydations et le temps très court passé
à 950°C rendent difficile l'exploitation du signal de masse pour la détermination de constantes de cinétique
d'oxydation.
Seule la préoxydation sous forte pression partielle d'oxygène engendre un gain de masse
suffisamment important pour pouvoir être utilisé. Les constantes de cinétique d'oxydation calculées à
partir de l'équation I.3 ainsi que les variations de masse mesurées sont reportées dans le Tableau V.5.
Tableau V.5 : Constantes de cinétique d'oxydation calculées pour la préoxydation sous air synthétique
(1h à 950°C, surface sablée).
Δm thermobalance
(mg/cm2)
Δm pesées
(mg/cm2)
kp *
(mg2.cm-4.s-1)
AM3 + NiCoCrAlYTa 0,053 0,046 3,8 x 10-7
AM3 + NiCoCrAlYTa-Pt 0,147 0,104 2,4 x 10-6
MC-NG + NiCoCrAlYTa 0,098 0,111 1,0 x 10-6
MC-NG + NiCoCrAlYTa-Pt Erreur 0,084 9,5 x 10-7
* le kp est calculé entre 0 et 3600 s Les gains de masse relatifs à la préoxydation sous air synthétique sont au moins deux fois
supérieurs à ceux enregistrés pour les préoxydations sous vide d'Ar excepté pour le système
"AM3+NiCoCrAlYTa" dont la variation de masse est peu différente de celle des préoxydations sous vide
d'Ar. Les échantillons "AM3+NiCoCrAlYTa" utilisés pour les préoxydations sur une surface sablée mais
aussi pour l'oxydation de 300h à 1100°C en thermobalance proviennent d'un lot plus ancien que les autres
éprouvettes. Il n'est alors pas impossible que le procédé de fabrication ait légèrement évolué et engendré
cette différence de comportement.
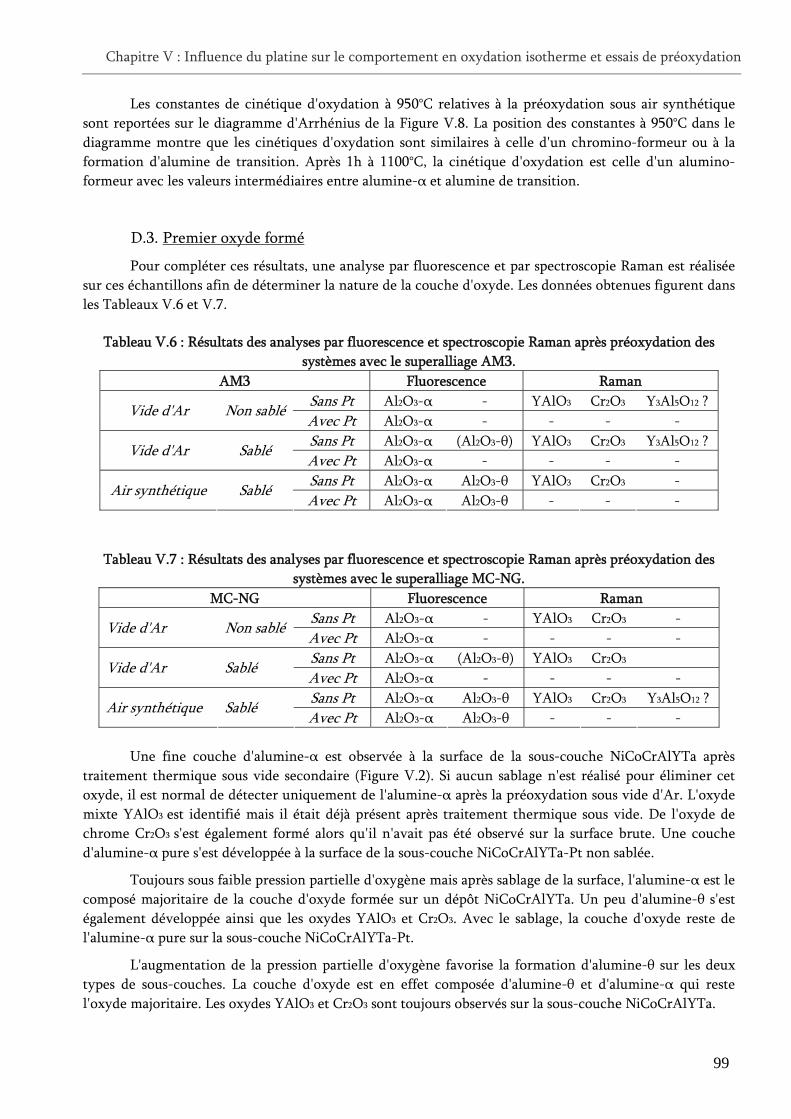
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
99
Les constantes de cinétique d'oxydation à 950°C relatives à la préoxydation sous air synthétique
sont reportées sur le diagramme d'Arrhénius de la Figure V.8. La position des constantes à 950°C dans le
diagramme montre que les cinétiques d'oxydation sont similaires à celle d'un chromino-formeur ou à la
formation d'alumine de transition. Après 1h à 1100°C, la cinétique d'oxydation est celle d'un alumino-
formeur avec les valeurs intermédiaires entre alumine-α et alumine de transition.
D.3. Premier oxyde formé
Pour compléter ces résultats, une analyse par fluorescence et par spectroscopie Raman est réalisée
sur ces échantillons afin de déterminer la nature de la couche d'oxyde. Les données obtenues figurent dans
les Tableaux V.6 et V.7.
Tableau V.6 : Résultats des analyses par fluorescence et spectroscopie Raman après préoxydation des
systèmes avec le superalliage AM3.
AM3 Fluorescence Raman
Sans Pt Al2O3-α - YAlO3 Cr2O3 Y3Al5O12 ? Vide d'Ar Non sablé
Avec Pt Al2O3-α - - - -
Sans Pt Al2O3-α (Al2O3-θ) YAlO3 Cr2O3 Y3Al5O12 ? Vide d'Ar Sablé
Avec Pt Al2O3-α - - - -
Sans Pt Al2O3-α Al2O3-θ YAlO3 Cr2O3 - Air synthétique Sablé
Avec Pt Al2O3-α Al2O3-θ - - -
Tableau V.7 : Résultats des analyses par fluorescence et spectroscopie Raman après préoxydation des
systèmes avec le superalliage MC-NG.
MC-NG Fluorescence Raman
Sans Pt Al2O3-α - YAlO3 Cr2O3 - Vide d'Ar Non sablé
Avec Pt Al2O3-α - - - -
Sans Pt Al2O3-α (Al2O3-θ) YAlO3 Cr2O3 Vide d'Ar Sablé
Avec Pt Al2O3-α - - - -
Sans Pt Al2O3-α Al2O3-θ YAlO3 Cr2O3 Y3Al5O12 ? Air synthétique Sablé
Avec Pt Al2O3-α Al2O3-θ - - -
Une fine couche d'alumine-α est observée à la surface de la sous-couche NiCoCrAlYTa après
traitement thermique sous vide secondaire (Figure V.2). Si aucun sablage n'est réalisé pour éliminer cet
oxyde, il est normal de détecter uniquement de l'alumine-α après la préoxydation sous vide d'Ar. L'oxyde
mixte YAlO3 est identifié mais il était déjà présent après traitement thermique sous vide. De l'oxyde de
chrome Cr2O3 s'est également formé alors qu'il n'avait pas été observé sur la surface brute. Une couche
d'alumine-α pure s'est développée à la surface de la sous-couche NiCoCrAlYTa-Pt non sablée.
Toujours sous faible pression partielle d'oxygène mais après sablage de la surface, l'alumine-α est le
composé majoritaire de la couche d'oxyde formée sur un dépôt NiCoCrAlYTa. Un peu d'alumine-θ s'est
également développée ainsi que les oxydes YAlO3 et Cr2O3. Avec le sablage, la couche d'oxyde reste de
l'alumine-α pure sur la sous-couche NiCoCrAlYTa-Pt.
L'augmentation de la pression partielle d'oxygène favorise la formation d'alumine-θ sur les deux
types de sous-couches. La couche d'oxyde est en effet composée d'alumine-θ et d'alumine-α qui reste
l'oxyde majoritaire. Les oxydes YAlO3 et Cr2O3 sont toujours observés sur la sous-couche NiCoCrAlYTa.
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
100
En ce qui concerne Y3Al5O12, il est difficile d'identifier à coup sûr sa présence dans la couche
d'oxyde par spectroscopie Raman. Une analyse par diffraction des rayons X a été réalisée sur ces
échantillons après préoxydation mais en mode θ-θ au Laboratoire de Chimie de Coordination (LCC) ce qui
conduit à de petits pics d'oxydes et n'a pas permis de confirmer la présence de Y3Al5O12.
Le sablage est connu pour favoriser la formation d'alumine-α [6, 112, 113]. Pourtant, dans le cas de
la sous-couche NiCoCrAlYTa, la préoxydation sous vide primaire d'Ar réalisée sur une surface sablée
conduit à la formation de l'alumine-θ ce qui n'est pas le cas pour la surface brute. L'analyse par
fluorescence de la sous-couche NiCoCrAlYTa après traitement thermique sous vide secondaire révèle la
présence d'une fine couche d'alumine-α (Figure V.2). Cette couche d'alumine-α empêche la formation de
l'alumine de transition lors de la préoxydation. Le sablage réalisé sur cette sous-couche a éliminé la couche
d'alumine-α formée pendant le traitement thermique sous vide secondaire. La formation d'alumine-θ n'est
donc plus empêchée même si sa proportion reste très faible par rapport à celle de l'alumine-α. Enfin,
l'augmentation de la pression partielle d'oxygène entraîne la croissance d'une quantité plus importante
d'alumine-θ. Cela confirme la nécessité d'une faible pression partielle d'oxygène pour favoriser la
formation d'alumine-α, déjà observée [6, 236, 238, 267]. D'après Cadoret et al. [151], le platine retarde la
transformation de l'alumine-θ en alumine-α sur β-NiAl. Mais dans cette étude, l'ajout de platine sur la
sous-couche NiCoCrAlYTa n'a pas favorisé la formation de l'alumine de transition.
Enfin, il est difficile de quantifier la proportion d'alumine de transition par rapport à l'alumine-α
car le phénomène de fluorescence de l'alumine-θ est bien moins intense que celui de l'alumine-α [141].
D.4. Influence du premier oxyde formé sur le comportement en oxydation isotherme
Après les deux traitements de préoxydation réalisés sur des éprouvettes sablées, la moitié des
échantillons subit une oxydation de 300h à 1100°C sous air de laboratoire. Les échantillons sont ensuite
analysés par diffraction des rayons X et par microscopie électronique à balayage. Comme à la suite des
préoxydations, les analyses par diffraction des rayons X sont faites au LCC en mode θ-θ. Il est alors difficile
d'affirmer de manière certaine la nature des oxydes présents en faible proportion dans la couche d'oxyde.
Cependant, les résultats apparaissent très proches de ceux obtenus après l'oxydation de 300h à 1100°C sans
préoxydation. Couplés aux analyses MEB, les conclusions suivantes peuvent être énoncées.
Quelque soit le superalliage et la préoxydation, après 300h d'oxydation à 1100°C, l'écaillage de
l'oxyde est observé à la surface de la sous-couche NiCoCrAlYTa alors que le TGO reste adhérent au
revêtement NiCoCrAlYTa modifié platine. La sous-couche NiCoCrAlYTa-Pt présente donc une meilleure
résistance à l'écaillage que le revêtement NiCoCrAlYTa.
Après oxydation de 300h à 1100°C, la couche qui s'est développée sur les systèmes composés d'une
sous-couche NiCoCrAlYTa sablée et préoxydée est majoritairement de l'alumine. Elle contient également
de nombreux autres oxydes tels que des spinelles, des oxydes mixtes Y-Al-O, des oxydes riches en tantale
et yttrium ainsi que des oxydes riches en tantale et titane (Figure V.19).
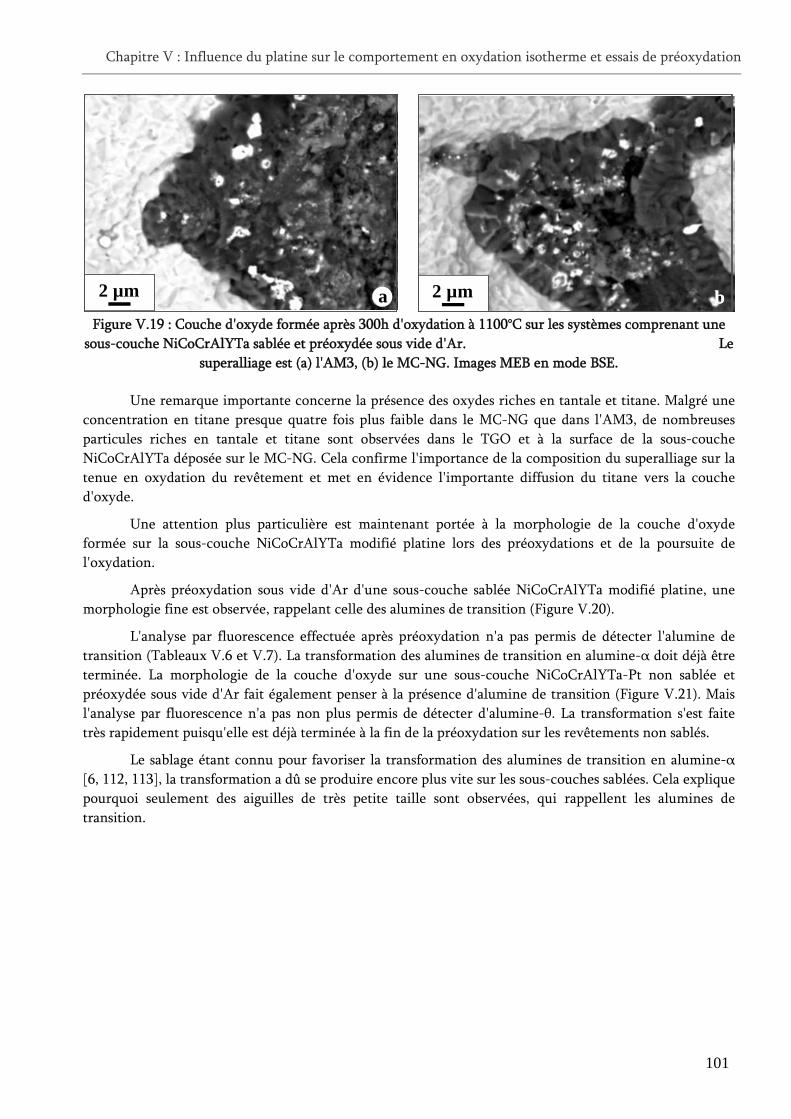
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
101
Figure V.19 : Couche d'oxyde formée après 300h d'oxydation à 1100°C sur les systèmes comprenant une
sous-couche NiCoCrAlYTa sablée et préoxydée sous vide d'Ar. Le
superalliage est (a) l'AM3, (b) le MC-NG. Images MEB en mode BSE.
Une remarque importante concerne la présence des oxydes riches en tantale et titane. Malgré une
concentration en titane presque quatre fois plus faible dans le MC-NG que dans l'AM3, de nombreuses
particules riches en tantale et titane sont observées dans le TGO et à la surface de la sous-couche
NiCoCrAlYTa déposée sur le MC-NG. Cela confirme l'importance de la composition du superalliage sur la
tenue en oxydation du revêtement et met en évidence l'importante diffusion du titane vers la couche
d'oxyde.
Une attention plus particulière est maintenant portée à la morphologie de la couche d'oxyde
formée sur la sous-couche NiCoCrAlYTa modifié platine lors des préoxydations et de la poursuite de
l'oxydation.
Après préoxydation sous vide d'Ar d'une sous-couche sablée NiCoCrAlYTa modifié platine, une
morphologie fine est observée, rappelant celle des alumines de transition (Figure V.20).
L'analyse par fluorescence effectuée après préoxydation n'a pas permis de détecter l'alumine de
transition (Tableaux V.6 et V.7). La transformation des alumines de transition en alumine-α doit déjà être
terminée. La morphologie de la couche d'oxyde sur une sous-couche NiCoCrAlYTa-Pt non sablée et
préoxydée sous vide d'Ar fait également penser à la présence d'alumine de transition (Figure V.21). Mais
l'analyse par fluorescence n'a pas non plus permis de détecter d'alumine-θ. La transformation s'est faite
très rapidement puisqu'elle est déjà terminée à la fin de la préoxydation sur les revêtements non sablés.
Le sablage étant connu pour favoriser la transformation des alumines de transition en alumine-α
[6, 112, 113], la transformation a dû se produire encore plus vite sur les sous-couches sablées. Cela explique
pourquoi seulement des aiguilles de très petite taille sont observées, qui rappellent les alumines de
transition.
2 µ m a2 µ m a 2 µm b2 µm b
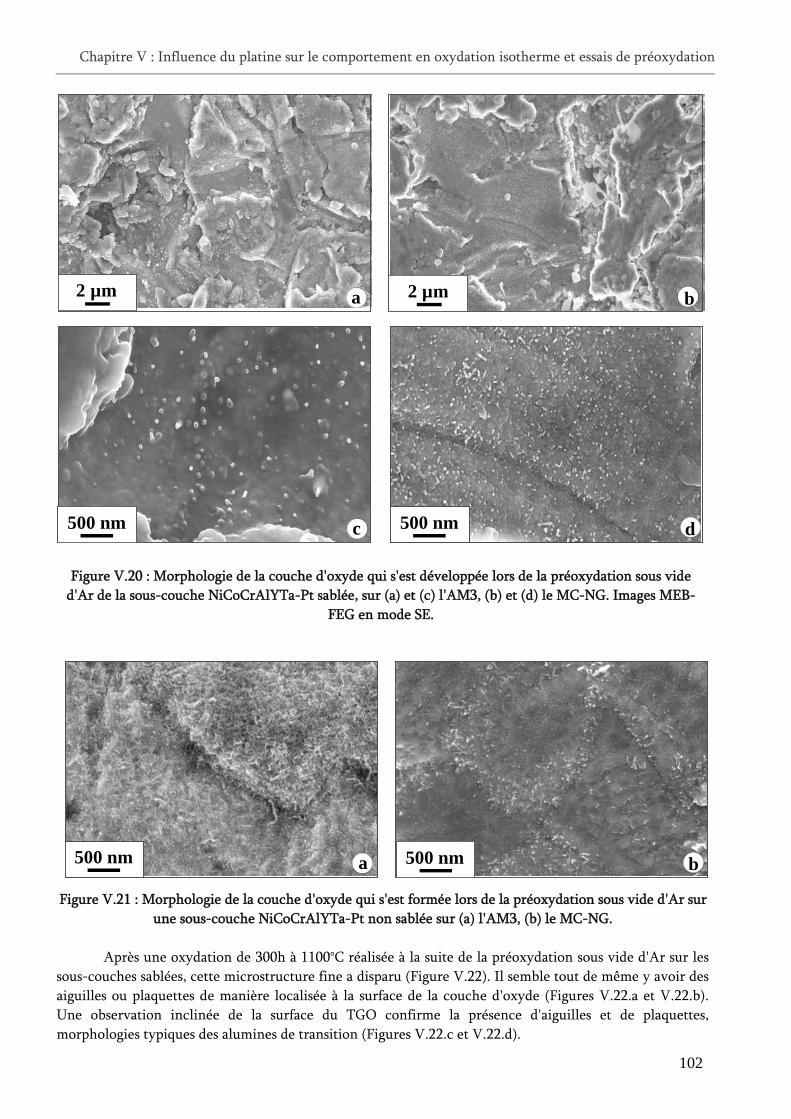
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
102
Figure V.20 : Morphologie de la couche d'oxyde qui s'est développée lors de la préoxydation sous vide
d'Ar de la sous-couche NiCoCrAlYTa-Pt sablée, sur (a) et (c) l'AM3, (b) et (d) le MC-NG. Images MEB-
FEG en mode SE.
Figure V.21 : Morphologie de la couche d'oxyde qui s'est formée lors de la préoxydation sous vide d'Ar sur
une sous-couche NiCoCrAlYTa-Pt non sablée sur (a) l'AM3, (b) le MC-NG.
Après une oxydation de 300h à 1100°C réalisée à la suite de la préoxydation sous vide d'Ar sur les
sous-couches sablées, cette microstructure fine a disparu (Figure V.22). Il semble tout de même y avoir des
aiguilles ou plaquettes de manière localisée à la surface de la couche d'oxyde (Figures V.22.a et V.22.b).
Une observation inclinée de la surface du TGO confirme la présence d'aiguilles et de plaquettes,
morphologies typiques des alumines de transition (Figures V.22.c et V.22.d).
2 µm b2 µm b2 µ m a2 µ m a
500 nm c500 nm c 500 nm d500 nm d
500 nm b500 nm b500 nm a500 nm a
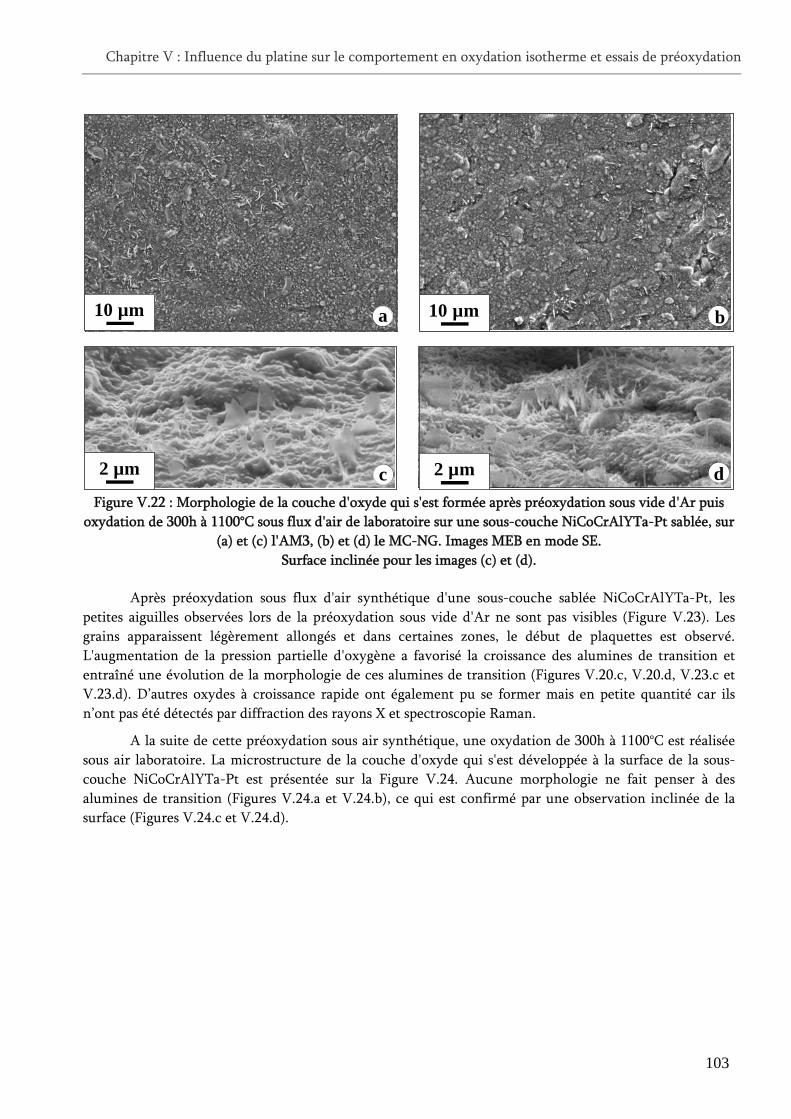
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
103
Figure V.22 : Morphologie de la couche d'oxyde qui s'est formée après préoxydation sous vide d'Ar puis
oxydation de 300h à 1100°C sous flux d'air de laboratoire sur une sous-couche NiCoCrAlYTa-Pt sablée, sur
(a) et (c) l'AM3, (b) et (d) le MC-NG. Images MEB en mode SE.
Surface inclinée pour les images (c) et (d).
Après préoxydation sous flux d'air synthétique d'une sous-couche sablée NiCoCrAlYTa-Pt, les
petites aiguilles observées lors de la préoxydation sous vide d'Ar ne sont pas visibles (Figure V.23). Les
grains apparaissent légèrement allongés et dans certaines zones, le début de plaquettes est observé.
L'augmentation de la pression partielle d'oxygène a favorisé la croissance des alumines de transition et
entraîné une évolution de la morphologie de ces alumines de transition (Figures V.20.c, V.20.d, V.23.c et
V.23.d). D’autres oxydes à croissance rapide ont également pu se former mais en petite quantité car ils
n’ont pas été détectés par diffraction des rayons X et spectroscopie Raman.
A la suite de cette préoxydation sous air synthétique, une oxydation de 300h à 1100°C est réalisée
sous air laboratoire. La microstructure de la couche d'oxyde qui s'est développée à la surface de la sous-
couche NiCoCrAlYTa-Pt est présentée sur la Figure V.24. Aucune morphologie ne fait penser à des
alumines de transition (Figures V.24.a et V.24.b), ce qui est confirmé par une observation inclinée de la
surface (Figures V.24.c et V.24.d).
10 µm b10 µm b10 µ m a10 µ m a
2 µ m c2 µ m c 2 µm d2 µm d
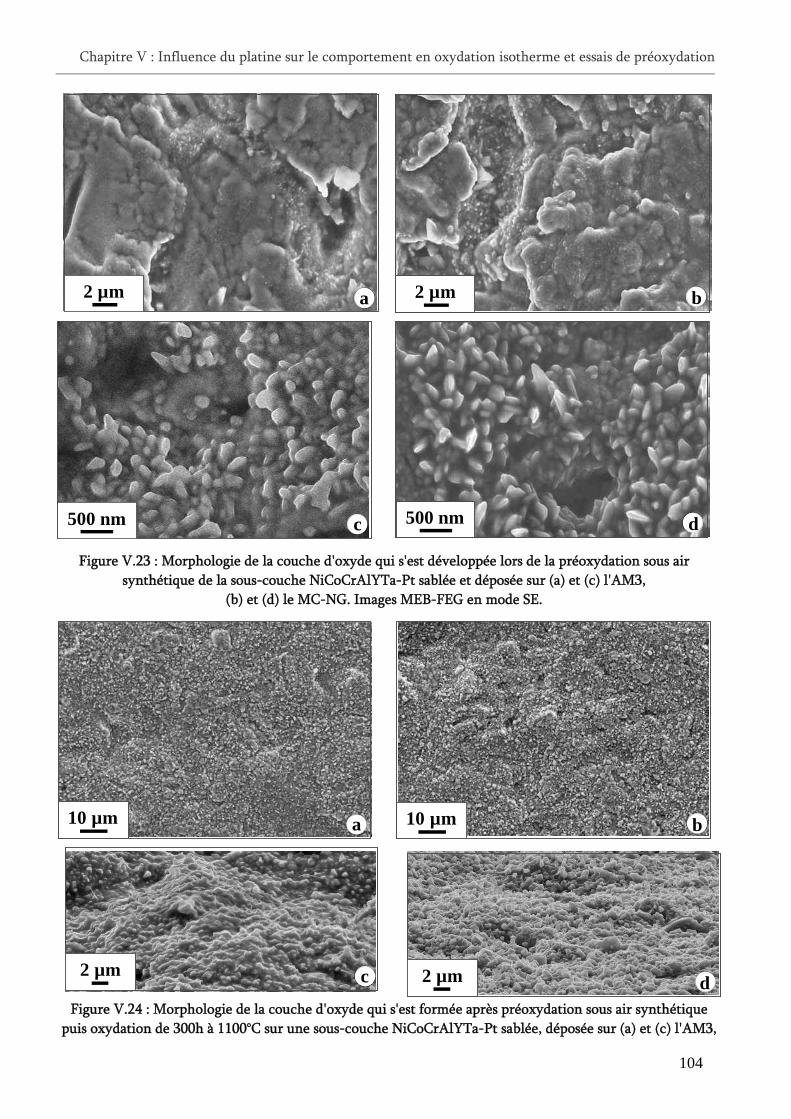
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
104
Figure V.23 : Morphologie de la couche d'oxyde qui s'est développée lors de la préoxydation sous air
synthétique de la sous-couche NiCoCrAlYTa-Pt sablée et déposée sur (a) et (c) l'AM3,
(b) et (d) le MC-NG. Images MEB-FEG en mode SE.
Figure V.24 : Morphologie de la couche d'oxyde qui s'est formée après préoxydation sous air synthétique
puis oxydation de 300h à 1100°C sur une sous-couche NiCoCrAlYTa-Pt sablée, déposée sur (a) et (c) l'AM3,
2 µm b2 µm b
500 nm c500 nm c 500 nm d500 nm d
10 µ m a10 µ m a 10 µm b10 µm b
2 µ m c2 µ m c 2 µm d2 µm d
2 µ m a2 µ m a
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
105
(b) et (d) le MC-NG. Surface inclinée pour les images (c) et (d). Images MEB en mode SE.
Une faible pression partielle d'oxygène est connue pour favoriser la formation d'alumine-α.
L'observation de la morphologie caractéristique des alumines de transition après préoxydation sous vide
d'Ar puis 300h d'oxydation à 1100°C et l'absence de cette morphologie typique des alumines de transition
après préoxydation sous air synthétique suivie d'une oxydation de 300h à 1100°C semblent contradictoires
avec l'effet de la pression partielle d'oxygène. Les alumines de transition responsables de la présence de ces
grandes aiguilles et plaquettes après l'oxydation longue ne proviennent peut être pas de la préoxydation.
Elles ont pu se former et croître au cours de la période de chauffage jusqu'à 1100°C puis se transformer en
alumine-α pendant le palier haute température en conservant leur morphologie [141]. En effet, une faible
vitesse de montée en température (ici 5°C/min) favorise la croissance des alumines de transition. Si la
couche d'alumine-α qui s'est formée lors de la préoxydation ne recouvre pas totalement la surface, des
alumines de transition pourront alors se développer dans les régions où la couche d'alumine-α n'est pas
continue. Les gains de masse mesurés pour les systèmes composés d'une sous-couche NiCoCrAlYTa
modifié platine et préoxydés sous vide d'argon sont extrêmement faibles (Tableau V.4). De plus, le chapitre
IV a mis en évidence l'oxydation interne du revêtement qui s'est produite lors du traitement thermique
sous vide. Il n'est alors pas impossible que la couche d'alumine-α formée lors de la préoxydation sous vide
d'Ar soit discontinue et ne recouvre pas complètement la surface de la sous-couche.
Des essais sur des systèmes barrière thermique, dont la sous-couche CoNiCrAlY a été polie, menés
par Matsumoto et al. démontrent la nécessité de faibles pressions partielles d'oxygène lors de la
préoxydation réalisée avant le dépôt de la barrière thermique afin de former une couche d'alumine-α et
augmenter la durée de vie des systèmes [238]. Néanmoins, ils déconseillent les très faibles pressions
partielles d'oxygène (PO2<10-12Pa). Ils justifient cela en expliquant que l'utilisation de vides trop poussés ne
permet pas la formation d'une couche continue d'alumine le temps de la préoxydation. Bien que la
pression partielle d'oxygène établie lors de la préoxydation soit bien plus élevée que la pression partielle
d'oxygène limite conseillée par l'étude de Matsumoto et al., il est possible que la couche d'oxyde formée
lors de la préoxydation sous vide d'Ar ne soit pas continue. Le platine a sûrement joué un rôle dans cela.
En effet, une étude de Qin et al. affirme que le platine diminue la probabilité d'adsorption de l'oxygène sur
une surface propre et diminue la quantité d'oxydes d'aluminium [268]. Bien que ces observations soient
faites pour des températures ne dépassant pas 630°C et dans le vide poussé d'un appareil de spectroscopie
Auger, un effet similaire du platine peut être envisagé à plus haute température.
D.5. Nécessité d'une préoxydation
La morphologie des couches d'oxyde formées après 300h d'oxydation avec ou sans préoxydation est
comparée afin de déterminer la nécessité d'une préoxydation. La comparaison est réalisée sur le système
avec le superalliage MC-NG qui présente l'évolution la plus marquée (Figure V.25).
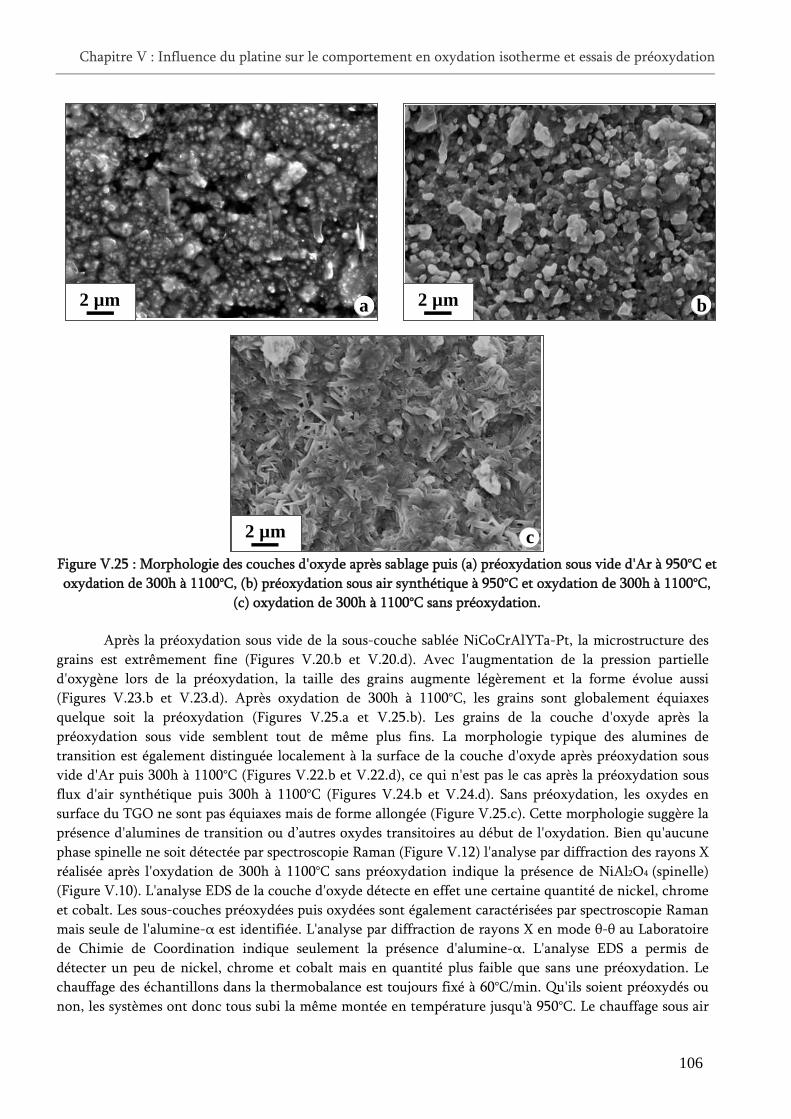
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
106
Figure V.25 : Morphologie des couches d'oxyde après sablage puis (a) préoxydation sous vide d'Ar à 950°C et
oxydation de 300h à 1100°C, (b) préoxydation sous air synthétique à 950°C et oxydation de 300h à 1100°C,
(c) oxydation de 300h à 1100°C sans préoxydation.
Après la préoxydation sous vide de la sous-couche sablée NiCoCrAlYTa-Pt, la microstructure des
grains est extrêmement fine (Figures V.20.b et V.20.d). Avec l'augmentation de la pression partielle
d'oxygène lors de la préoxydation, la taille des grains augmente légèrement et la forme évolue aussi
(Figures V.23.b et V.23.d). Après oxydation de 300h à 1100°C, les grains sont globalement équiaxes
quelque soit la préoxydation (Figures V.25.a et V.25.b). Les grains de la couche d'oxyde après la
préoxydation sous vide semblent tout de même plus fins. La morphologie typique des alumines de
transition est également distinguée localement à la surface de la couche d'oxyde après préoxydation sous
vide d'Ar puis 300h à 1100°C (Figures V.22.b et V.22.d), ce qui n'est pas le cas après la préoxydation sous
flux d'air synthétique puis 300h à 1100°C (Figures V.24.b et V.24.d). Sans préoxydation, les oxydes en
surface du TGO ne sont pas équiaxes mais de forme allongée (Figure V.25.c). Cette morphologie suggère la
présence d'alumines de transition ou d’autres oxydes transitoires au début de l'oxydation. Bien qu'aucune
phase spinelle ne soit détectée par spectroscopie Raman (Figure V.12) l'analyse par diffraction des rayons X
réalisée après l'oxydation de 300h à 1100°C sans préoxydation indique la présence de NiAl2O4 (spinelle)
(Figure V.10). L'analyse EDS de la couche d'oxyde détecte en effet une certaine quantité de nickel, chrome
et cobalt. Les sous-couches préoxydées puis oxydées sont également caractérisées par spectroscopie Raman
mais seule de l'alumine-α est identifiée. L'analyse par diffraction de rayons X en mode θ-θ au Laboratoire
de Chimie de Coordination indique seulement la présence d'alumine-α. L'analyse EDS a permis de
détecter un peu de nickel, chrome et cobalt mais en quantité plus faible que sans une préoxydation. Le
chauffage des échantillons dans la thermobalance est toujours fixé à 60°C/min. Qu'ils soient préoxydés ou
non, les systèmes ont donc tous subi la même montée en température jusqu'à 950°C. Le chauffage sous air
2 µ m a2 µ m a 2 µm b2 µm b
2 µ m c2 µ m c
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
107
synthétique jusqu'à 1100°C a donc favorisé la formation d'oxydes à croissance rapide et par conséquent le
développement d'une microstructure moins dense en surface.
Une pollution de surface rend plus difficiles les observations de la sous-couche NiCoCrAlYTa-Pt
sur l'AM3. Il semble tout de même que la microstructure évolue dans le même sens qu'avec le MC-NG. Ce
changement est cependant moins marqué qu’avec le MC-NG.
E. Synthèse
Le dépôt de platine en surface du revêtement NiCoCrAlYTa a favorisé l'oxydation sélective de
l'aluminium. La couche d'oxyde formée sur la sous-couche NiCoCrAlYTa-Pt lors de l'oxydation de 300h à
1100°C sous flux d'air synthétique est en effet composée d'alumine avec une très faible proportion de
NiAl2O4. Les oxydes transitoires observés sur le dépôt NiCoCrAlYTa sont absents de la couche d'oxyde et
l'ajout de platine a empêché le développement d'oxydes mixtes Y-Al-O connus pour former des "pegs".
L'augmentation de la teneur en aluminium dans la zone externe du revêtement et l'absence de l'yttrium en
surface du dépôt sont des conséquences de l'ajout du platine et sont responsables de l'oxydation sélective
de l'aluminium. Cela est en accord avec les résultats de Yanar et al. qui observent l'absence d'oxydes
transitoires et d'oxydes riches en éléments réactifs lors d'un ajout de platine à une sous-couche MCrAlY
[13].
La préoxydation de 1h à 950°C sous vide primaire d'Ar a permis de former majoritairement de
l'alumine-α mais n'a pas empêché l'oxydation du chrome sur la sous-couche NiCoCrAlYTa sablée ni la
formation d’une petite quantité d’alumine-θ et d'oxydes mixtes Y-Al-O (à moins que ces derniers n'aient
pas été correctement éliminés par le sablage). Une préoxydation de 1h à 950°C sous flux d’air synthétique
du même système sablé favorise la croissance de l'alumine de transition θ en plus des oxydes observés sous
vide.
Pour le NiCoCrAlYTa modifié platine, 1h de préoxydation à 950°C sous vide d’Ar conduit à la
formation d’alumine-α et aucune alumine de transition n'est détectée. La morphologie de la couche
d'oxyde laisse cependant penser qu'un peu d'alumine de transition s'est formée au début de l'oxydation et
qu'elle s'est rapidement transformée en alumine-α. Le platine n'a donc pas favorisé la formation de
l’alumine-θ comme cela a été observé sur des monocristaux de β-(Ni,Pt)Al par Cadoret et al. [151]. Cela
peut provenir du fait que le NiCoCrAlYTa sans Pt forme d’autres oxydes de transition en plus de
l’alumine-θ. Ce résultat est également en désaccord avec les travaux de Quadakkers et al. qui observent,
après 1000h à 1000°C, une certaine proportion d'alumine de transition dans la couche d'oxyde de systèmes
barrière thermique comprenant une sous-couche NiCoCrAlY modifié platine [12]. Cependant, la
température d’oxydation est différente et la préparation de surface avant le dépôt de la barrière thermique
n’est pas précisée dans [12]. Une autre raison qui pourrait expliquer la présence d’alumine de transition
après 1000h à 1000°C dans les systèmes barrières thermiques étudiés par Quadakkers et al est donnée par
Zhao et al. qui montrent que la barrière thermique ralentit la transformation de l'alumine-θ en alumine-α
[111].
Lors d’une préoxydation sous flux d’air synthétique, l’alumine-θ est détectée à la surface de la sous-
couche NiCoCrAlYTa-Pt sablée. Elle n’est pas identifiée après la préoxydation sous vide d’Ar sur cette
même sous-couche sablée. Par contre, une morphologie avec localement des aiguilles et plaquettes est
observée après 300h à 1100°C suivant la préoxydation sous vide d’Ar alors qu’aucune aiguille ni plaquette
n’est visible après 300h à 1100°C après la préoxydation sous air synthétique. La préoxydation a donc
influencé le comportement de la sous-couche NiCoCrAlYTa-Pt lors de l’oxydation longue à 1100°C. Des
essais réalisés en 2006 sur des systèmes barrière thermique avec une sous-couche polie CoNiCrAlY ont
Chapitre V : Influence du platine sur le comportement en oxydation isotherme et essais de préoxydation
108
montré une diminution de la durée de vie lorsque la pression partielle d'oxygène maintenue au cours de la
préoxydation est trop faible (PO2<10-12Pa) [237, 238]. Il est alors possible, dans notre cas, que la couche
d’alumine formée pendant la préoxydation sous vide d’Ar ne recouvre pas parfaitement la surface. Lors du
lent chauffage réalisé pour l’oxydation de 300h, des alumines de transition se sont formées aux endroits où
l’alumine est absente/extrêmement fine. Ces alumines de transition se sont ensuite transformées en
alumine-α tout en conservant leur morphologie.
D'après Nijdam et al. [188, 189], la formation initiale d'alumine-θ est préférée car elle permet la
formation d'un TGO d’alumine-α à gros grains et par conséquent à croissance plus lente. Une formation
plus importante d'alumine de transition pourrait expliquer la différence de gain de masse observée après
300h d'oxydation à 1100°C entre la sous-couche NiCoCrAlYTa modifié platine sur le MC-NG et l'AM3.
Cependant, il est difficile de quantifier la proportion d’alumine de transition formée lors de la
préoxydation. Les rapports entre l'intensité des raies de l’alumine-θ et l'intensité des raies de l’alumine-α
sont très proches quelque soit le superalliage. Il est donc peu probable que la différence de gain de masse
observée lors de l’oxydation isotherme à 1100°C sans préoxydation provienne de la quantité d’alumine de
transition formée. Les éléments réactifs sont également connus pour ralentir la transformation de
l'alumine-θ en alumine-α [156, 178]. De plus, ils diminuent la croissance de la couche d'oxyde [28, 147,
172, 173, 175, 176]. Dans cette étude, l'exploitation des cartographies EDS réalisées sur les sous-couches
modifiées platine après élaboration a mis en évidence que la teneur en yttrium sous la surface était
inférieure à la limite de détection de l’appareil avec l’AM3. L’absence de l’yttrium dans la zone externe du
revêtement est due à la présence de la phase martensitique, au sein de laquelle il est peu soluble. L'yttrium
n'a donc pas pu jouer son rôle sur la transformation des alumines de transition en alumine-α. Une fois la
martensite transformée en γ'-Ni3Al, l'yttrium a pu diffuser jusqu'à la couche d'oxyde et ralentir sa
croissance. Cela pourrait même avoir débuté dès la transformation de la martensite en γ'-Ni3Al autour des
joints de grains. Cet effet de l’yttrium est attendu de façon plus significative avec le MC-NG qui est revêtu
d’un NiCoCrAlYTa-Pt contenant moins de martensite. De plus, le MC-NG est un superalliage qui contient
du hafnium contrairement à l'AM3 qui ne présente aucun élément réactif. Cet élément est connu pour
diffuser très rapidement à haute température. Une quantité supérieure en élément réactif pourrait alors
expliquer le gain de masse plus faible observé dans le cas de la sous-couche NiCoCrAlYTa modifié platine
sur le MC-NG lors de l’oxydation de 300h à 1100°C réalisée en thermobalance.
Afin d'optimiser la durée de vie d'un système barrière thermique, le TGO doit être dense, à
croissance lente, adhérent et protecteur. Les essais entrepris confirment l'intérêt de contrôler le premier
oxyde formé afin de favoriser la formation d'alumine-α et d'éviter les oxydes à croissance rapide. Cela peut
être fait par un maintien à haute température sous atmosphère contrôlée.
Enfin, cette préoxydation semble propre à chaque revêtement, comme le prouvent les résultats sur
la sous-couche NiCoCrAlYTa avec et sans platine. Cela a déjà été observé par Lau et al [198] qui, après
avoir testé plusieurs traitements de préoxydation, notent une augmentation de la durée de vie de systèmes
barrière thermique comprenant une sous-couche MCrAlY après un prétraitement sous une pression
partielle d'oxygène de 9,0.10-9Pa alors qu'un système comprenant un revêtement aluminiure de nickel
modifié platine dure plus longtemps après un prétraitement sous une pression partielle d'oxygène de
5,7.10-6Pa.
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
109
Chapitre VI : Influence du platine sur le
comportement en oxydation cyclique d’une sous-
couche NiCoCrAlYTa
L'effet bénéfique du platine sur le comportement en oxydation isotherme d'une sous-couche
NiCoCrAlYTa a été décrit dans le chapitre précédent. En favorisant l'oxydation sélective de l'aluminium,
le platine engendre une diminution de la cinétique d'oxydation. Les résultats du chapitre V indiquent
également une certaine influence du substrat sur la cinétique d'oxydation. Pour être protectrice et assurer
le maintien de la barrière thermique, la couche d’oxyde formée doit adhérer au revêtement. Or, en service,
les systèmes barrière thermique sont soumis à des chauffages et à des refroidissements rapides et répétés,
en plus de maintiens à haute température. Ces cycles thermiques sont des sources de contraintes
mécaniques qui peuvent faire écailler l’oxyde de protection et la barrière thermique. Il est donc nécessaire
de tester ces systèmes sous condition d'oxydation cyclique. Trois essais sont réalisés. Un premier test est
effectué pour étudier l'effet du platine sur le comportement en oxydation cyclique, deux autres afin
d'analyser l'influence du substrat mais aussi du procédé d'élaboration.
A. Matériaux
A.1. Elaboration
Six systèmes barrière thermique sont étudiés en oxydation cyclique. Quatre de ces systèmes sont
composés d'un revêtement NiCoCrAlYTa déposé par voie électrolytique ("Tribomet"). Ils sont divisés en
deux sous-groupes car leur élaboration est réalisée à deux ans d'écart. Les deux derniers systèmes sont
constitués d'un dépôt NiCoCrAlYTa obtenu par projection plasma sous vide ("Plasma"). Nous avons donc
trois groupes d’échantillons qui sont reportés dans le Tableau VI.1.
Le premier essai de cyclage thermique est réalisé sur des systèmes basés sur le superalliage AM3 et
dont le revêtement NiCoCrAlYTa est élaboré par codépôt électrolytique par Praxair ST (Old Mixon,
Angleterre). L'épaisseur de ce dernier est comprise entre 70 et 80 μm. Dans un cas il n'est pas modifié, dans
l'autre il est recouvert d'une couche de platine de 7μm déposée par voie électrolytique chez Praxair ST
(Indianopolis, USA). Après traitement thermique de la sous-couche, le dépôt barrière thermique est réalisé
par EB-PVD sur une surface préalablement préparée par Praxair ST (Indianopolis, USA). La barrière
thermique est composée de zircone stabilisée à l'yttrine dont l'épaisseur est de l'ordre de 110 à 120 μm. Les
éprouvettes, de géométrie rectangulaire (de dimension 30 x 10 x 1 mm), sont revêtues du système barrière
thermique sur les deux faces (Tableau VI.1). Un trou ainsi qu'une surépaisseur sont présents à une
extrémité des échantillons pour des raisons de fabrication.
Le second essai porte sur des systèmes barrière thermique composés d'une sous-couche
NiCoCrAlYTa modifié platine. Le revêtement NiCoCrAlYTa est élaboré par projection plasma sous vide au
LERMPS (Sévenans, France) à partir d'une poudre AMDRY 997. Son épaisseur est d'environ 70 à 80 μm.
La surface du NiCoCrAlYTa est partiellement polie au CIRIMAT (papier SiC de grade 1200) dans le but de
réduire l'importante rugosité engendrée par le procédé de projection thermique. Le polissage est contrôlé
par microscopie optique et analyse d'image. Il est stoppé lorsque la proportion de surface polie est estimée
proche d'une surface "écrêtée" par tribofinition (24 à 34% de surface polie). Une couche de platine, de 7μm

Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
110
d'épaisseur, est ensuite déposée par pulvérisation cathodique à Cranfield University (au National High
Temperature Surface Engineering Centre sous la direction du professeur J.R. Nicholls, Angleterre). Après
traitement thermique sous vide de diffusion, la surface est sablée. La barrière thermique, de la zircone
stabilisée à l'yttrine, est déposée par EB-PVD à Cranfield University. Son épaisseur est égale à 60-80 μm. La
différence entre les systèmes est le superalliage à base de nickel qui est soit l'AM3 (1ère génération), soit le
CMSX-4 (2ème génération). Les éprouvettes sont des disques de 19,6 mm de diamètre pour le superalliage
AM3 et 15,8 mm de diamètre pour le superalliage CMSX-4 (Tableau VI.1). Parce que la machine de
pulvérisation cathodique utilisée pour déposer le platine ne permet pas le recouvrement de pièces de
géométrie complexe, une seule face est revêtue du système barrière thermique.
Une dernière série de systèmes est étudiée. Les superalliages à base de nickel AM3 (1ère génération)
et MC-NG (3ème génération) sont utilisés comme substrat. La sous-couche NiCoCrAlYTa modifié platine est
élaborée de manière identique au premier lot de systèmes (NiCoCrAlYTa et platine déposés par voie
électrolytique par Praxair ST). Une modification est cependant apportée au niveau de la préparation de
surface avant le platine par rapport aux précédents échantillons. Un sablage de la surface de la sous-couche
est ensuite effectué par Snecma (Châtellerault, France). Le dépôt barrière thermique en zircone yttriée
n'est plus fabriqué à Praxair ST mais au Ceramic Coating Center (Châtellerault, France). Il est réalisé par
EB-PVD et son épaisseur est comprise entre 150 et 200 μm. Les échantillons sont de forme rectangulaire
(de dimensions 15 x 10 x 1 mm) avec des bords arrondis et revêtus du système barrière thermique sur
chacune des faces (Tableau VI.1). Par contre, ils ne sont pas percés. Comme dans le chapitre V, une tige en
Hastelloy W est soudée à un bord du superalliage et revêtue de la sous-couche et de la barrière thermique.
Pour le placement des éprouvettes dans le four, son découpage est nécessaire, laissant une section
d'Hastelloy W non revêtue.
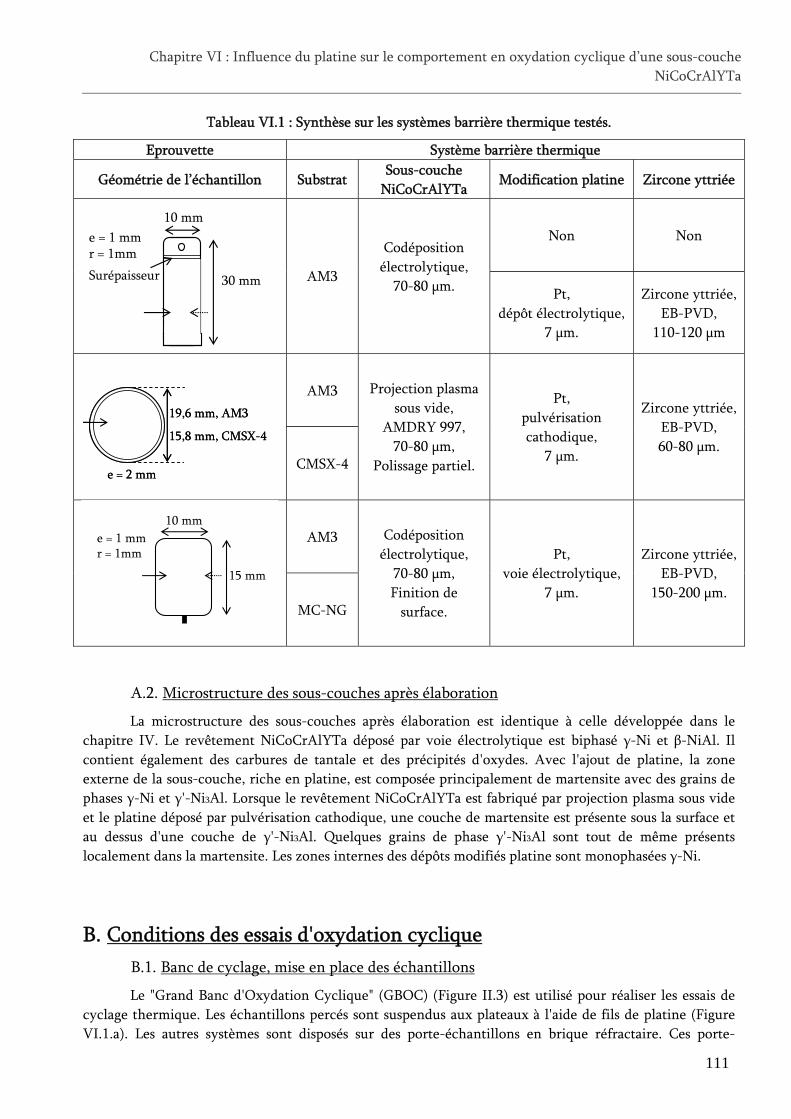
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
111
Tableau VI.1 : Synthèse sur les systèmes barrière thermique testés.
Eprouvette Système barrière thermique
Géométrie de l’échantillon Substrat Sous-couche
NiCoCrAlYTa Modification platine Zircone yttriée
Non Non 10 mm
30 mm
e = 1 mm r = 1mm
Surépaisseur
10 mm
30 mm
e = 1 mm r = 1mm
Surépaisseur
AM3
Codéposition
électrolytique,
70-80 μm.
Pt,
dépôt électrolytique,
7 μm.
Zircone yttriée,
EB-PVD,
110-120 μm
AM3
19,6 mm, AM3
15,8 mm, CMSX-4
e = 2 mm
19,6 mm, AM3
15,8 mm, CMSX-4
e = 2 mm
19,6 mm, AM3
15,8 mm, CMSX-4
e = 2 mm
CMSX-4
Projection plasma
sous vide,
AMDRY 997,
70-80 μm,
Polissage partiel.
Pt,
pulvérisation
cathodique,
7 μm.
Zircone yttriée,
EB-PVD,
60-80 μm.
AM3 10 mm
15 mm
e = 1 mm r = 1mm
10 mm
15 mm
e = 1 mm r = 1mm
MC-NG
Codéposition
électrolytique,
70-80 μm,
Finition de
surface.
Pt,
voie électrolytique,
7 μm.
Zircone yttriée,
EB-PVD,
150-200 μm.
A.2. Microstructure des sous-couches après élaboration
La microstructure des sous-couches après élaboration est identique à celle développée dans le
chapitre IV. Le revêtement NiCoCrAlYTa déposé par voie électrolytique est biphasé γ-Ni et β-NiAl. Il
contient également des carbures de tantale et des précipités d'oxydes. Avec l'ajout de platine, la zone
externe de la sous-couche, riche en platine, est composée principalement de martensite avec des grains de
phases γ-Ni et γ'-Ni3Al. Lorsque le revêtement NiCoCrAlYTa est fabriqué par projection plasma sous vide
et le platine déposé par pulvérisation cathodique, une couche de martensite est présente sous la surface et
au dessus d'une couche de γ'-Ni3Al. Quelques grains de phase γ'-Ni3Al sont tout de même présents
localement dans la martensite. Les zones internes des dépôts modifiés platine sont monophasées γ-Ni.
B. Conditions des essais d'oxydation cyclique
B.1. Banc de cyclage, mise en place des échantillons
Le "Grand Banc d'Oxydation Cyclique" (GBOC) (Figure II.3) est utilisé pour réaliser les essais de
cyclage thermique. Les échantillons percés sont suspendus aux plateaux à l'aide de fils de platine (Figure
VI.1.a). Les autres systèmes sont disposés sur des porte-échantillons en brique réfractaire. Ces porte-
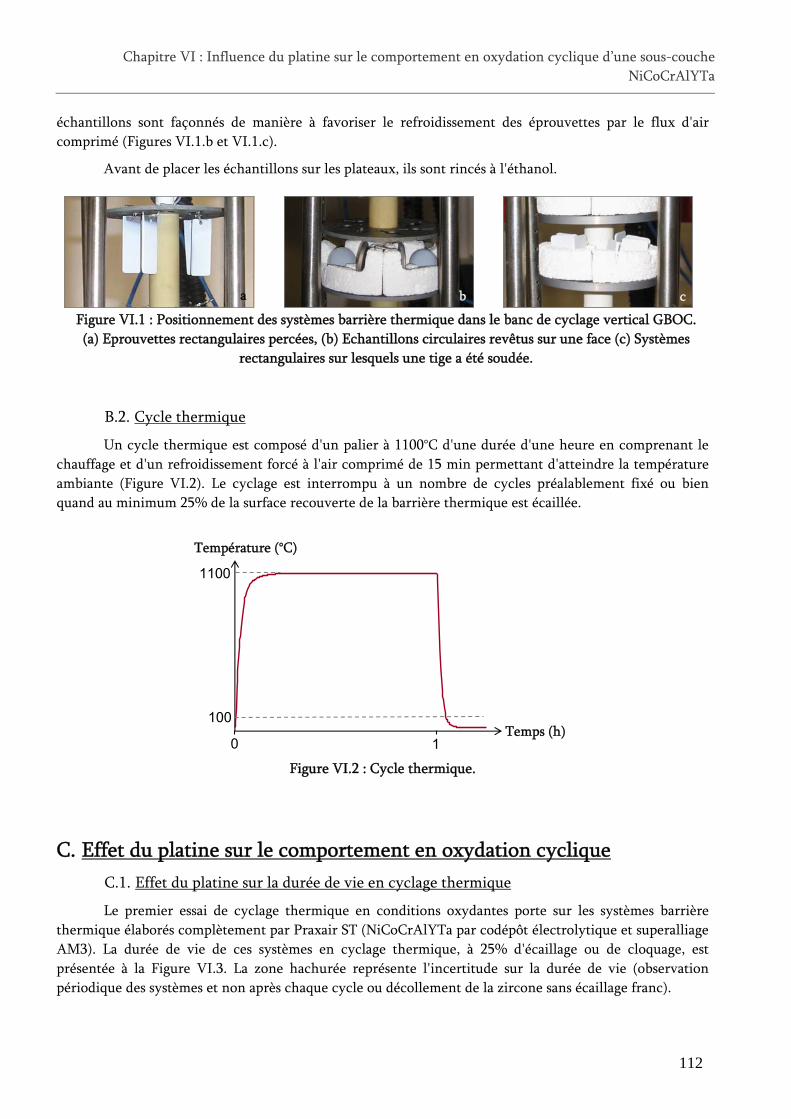
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
112
échantillons sont façonnés de manière à favoriser le refroidissement des éprouvettes par le flux d'air
comprimé (Figures VI.1.b et VI.1.c).
Avant de placer les échantillons sur les plateaux, ils sont rincés à l'éthanol.
aa bb cc
Figure VI.1 : Positionnement des systèmes barrière thermique dans le banc de cyclage vertical GBOC.
(a) Eprouvettes rectangulaires percées, (b) Echantillons circulaires revêtus sur une face (c) Systèmes
rectangulaires sur lesquels une tige a été soudée.
B.2. Cycle thermique
Un cycle thermique est composé d'un palier à 1100°C d'une durée d'une heure en comprenant le
chauffage et d'un refroidissement forcé à l'air comprimé de 15 min permettant d'atteindre la température
ambiante (Figure VI.2). Le cyclage est interrompu à un nombre de cycles préalablement fixé ou bien
quand au minimum 25% de la surface recouverte de la barrière thermique est écaillée.
Temps (h)
Température (°C)
1100
100
0 1Temps (h)
Température (°C)
1100
100
0 1
Figure VI.2 : Cycle thermique.
C. Effet du platine sur le comportement en oxydation cyclique
C.1. Effet du platine sur la durée de vie en cyclage thermique
Le premier essai de cyclage thermique en conditions oxydantes porte sur les systèmes barrière
thermique élaborés complètement par Praxair ST (NiCoCrAlYTa par codépôt électrolytique et superalliage
AM3). La durée de vie de ces systèmes en cyclage thermique, à 25% d'écaillage ou de cloquage, est
présentée à la Figure VI.3. La zone hachurée représente l'incertitude sur la durée de vie (observation
périodique des systèmes et non après chaque cycle ou décollement de la zircone sans écaillage franc).
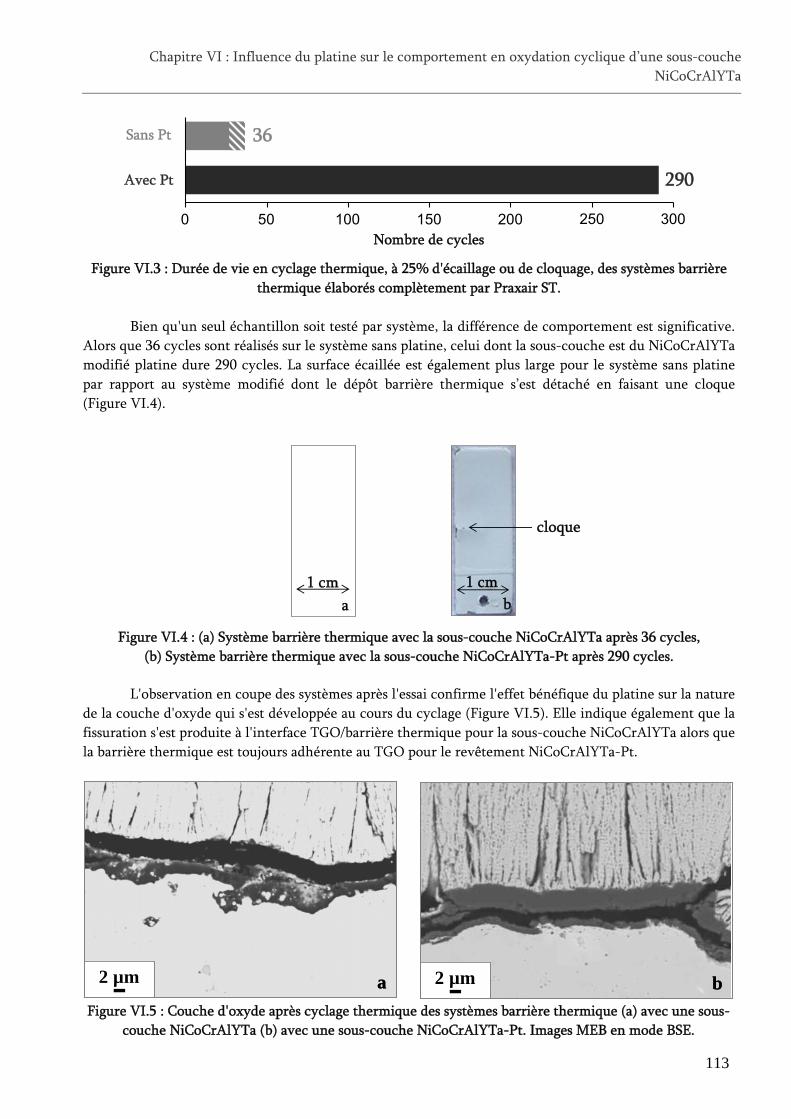
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
113
0 50 100 150 200Nombre de cycles
250 300
36
290
Sans Pt
Avec Pt
0 50 100 150 200Nombre de cycles
250 300
36
290
Sans Pt
Avec Pt
Figure VI.3 : Durée de vie en cyclage thermique, à 25% d'écaillage ou de cloquage, des systèmes barrière
thermique élaborés complètement par Praxair ST.
Bien qu'un seul échantillon soit testé par système, la différence de comportement est significative.
Alors que 36 cycles sont réalisés sur le système sans platine, celui dont la sous-couche est du NiCoCrAlYTa
modifié platine dure 290 cycles. La surface écaillée est également plus large pour le système sans platine
par rapport au système modifié dont le dépôt barrière thermique s’est détaché en faisant une cloque
(Figure VI.4).
L'observation en coupe des systèmes après l'essai confirme l'effet bénéfique du platine sur la nature
de la couche d'oxyde qui s'est développée au cours du cyclage (Figure VI.5). Elle indique également que la
fissuration s'est produite à l'interface TGO/barrière thermique pour la sous-couche NiCoCrAlYTa alors que
la barrière thermique est toujours adhérente au TGO pour le revêtement NiCoCrAlYTa-Pt.
Figure VI.5 : Couche d'oxyde après cyclage thermique des systèmes barrière thermique (a) avec une sous-
couche NiCoCrAlYTa (b) avec une sous-couche NiCoCrAlYTa-Pt. Images MEB en mode BSE.
1 cm 1 cm
cloque
a b
1 cm 1 cm
cloque
a b
Figure VI.4 : (a) Système barrière thermique avec la sous-couche NiCoCrAlYTa après 36 cycles,
(b) Système barrière thermique avec la sous-couche NiCoCrAlYTa-Pt après 290 cycles.
2 µm b2 µm b2 µ m a2 µ m a
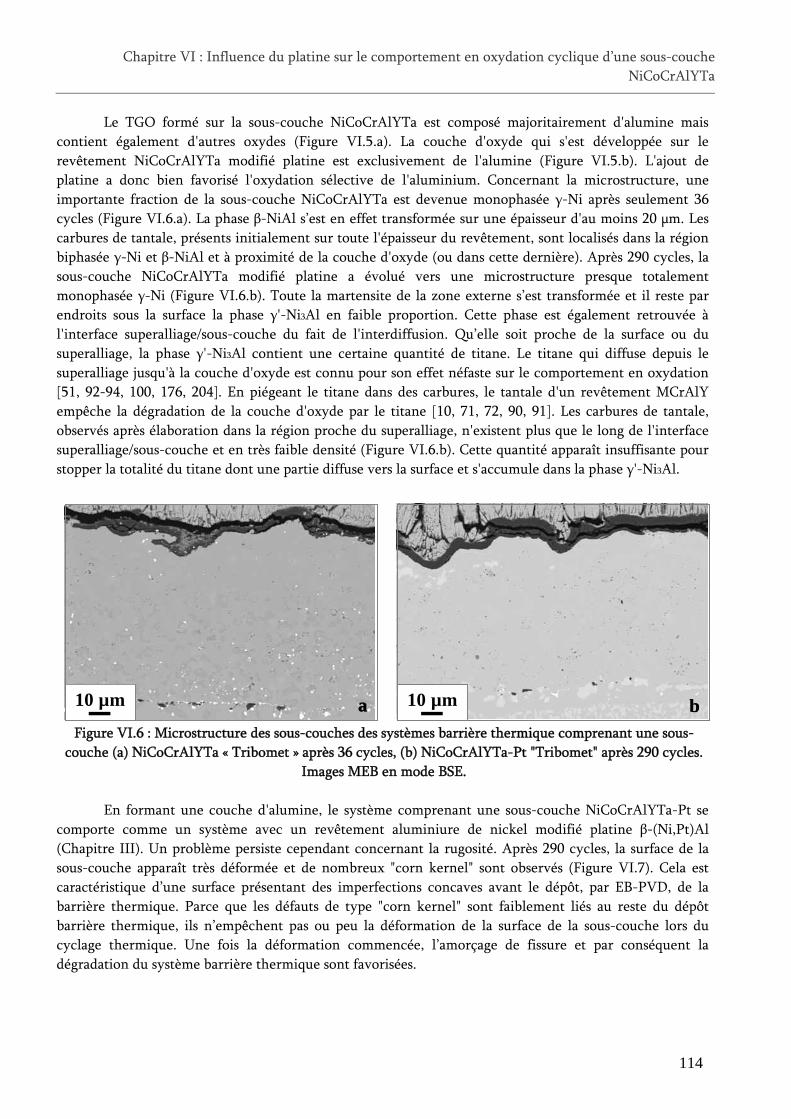
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
114
Le TGO formé sur la sous-couche NiCoCrAlYTa est composé majoritairement d'alumine mais
contient également d'autres oxydes (Figure VI.5.a). La couche d'oxyde qui s'est développée sur le
revêtement NiCoCrAlYTa modifié platine est exclusivement de l'alumine (Figure VI.5.b). L'ajout de
platine a donc bien favorisé l'oxydation sélective de l'aluminium. Concernant la microstructure, une
importante fraction de la sous-couche NiCoCrAlYTa est devenue monophasée γ-Ni après seulement 36
cycles (Figure VI.6.a). La phase β-NiAl s’est en effet transformée sur une épaisseur d'au moins 20 μm. Les
carbures de tantale, présents initialement sur toute l'épaisseur du revêtement, sont localisés dans la région
biphasée γ-Ni et β-NiAl et à proximité de la couche d'oxyde (ou dans cette dernière). Après 290 cycles, la
sous-couche NiCoCrAlYTa modifié platine a évolué vers une microstructure presque totalement
monophasée γ-Ni (Figure VI.6.b). Toute la martensite de la zone externe s’est transformée et il reste par
endroits sous la surface la phase γ'-Ni3Al en faible proportion. Cette phase est également retrouvée à
l'interface superalliage/sous-couche du fait de l'interdiffusion. Qu’elle soit proche de la surface ou du
superalliage, la phase γ'-Ni3Al contient une certaine quantité de titane. Le titane qui diffuse depuis le
superalliage jusqu'à la couche d'oxyde est connu pour son effet néfaste sur le comportement en oxydation
[51, 92-94, 100, 176, 204]. En piégeant le titane dans des carbures, le tantale d'un revêtement MCrAlY
empêche la dégradation de la couche d'oxyde par le titane [10, 71, 72, 90, 91]. Les carbures de tantale,
observés après élaboration dans la région proche du superalliage, n'existent plus que le long de l'interface
superalliage/sous-couche et en très faible densité (Figure VI.6.b). Cette quantité apparaît insuffisante pour
stopper la totalité du titane dont une partie diffuse vers la surface et s'accumule dans la phase γ'-Ni3Al.
Figure VI.6 : Microstructure des sous-couches des systèmes barrière thermique comprenant une sous-
couche (a) NiCoCrAlYTa « Tribomet » après 36 cycles, (b) NiCoCrAlYTa-Pt "Tribomet" après 290 cycles.
Images MEB en mode BSE.
En formant une couche d'alumine, le système comprenant une sous-couche NiCoCrAlYTa-Pt se
comporte comme un système avec un revêtement aluminiure de nickel modifié platine β-(Ni,Pt)Al
(Chapitre III). Un problème persiste cependant concernant la rugosité. Après 290 cycles, la surface de la
sous-couche apparaît très déformée et de nombreux "corn kernel" sont observés (Figure VI.7). Cela est
caractéristique d’une surface présentant des imperfections concaves avant le dépôt, par EB-PVD, de la
barrière thermique. Parce que les défauts de type "corn kernel" sont faiblement liés au reste du dépôt
barrière thermique, ils n’empêchent pas ou peu la déformation de la surface de la sous-couche lors du
cyclage thermique. Une fois la déformation commencée, l’amorçage de fissure et par conséquent la
dégradation du système barrière thermique sont favorisées.
10 µm b10 µm b10 µ m a10 µ m a
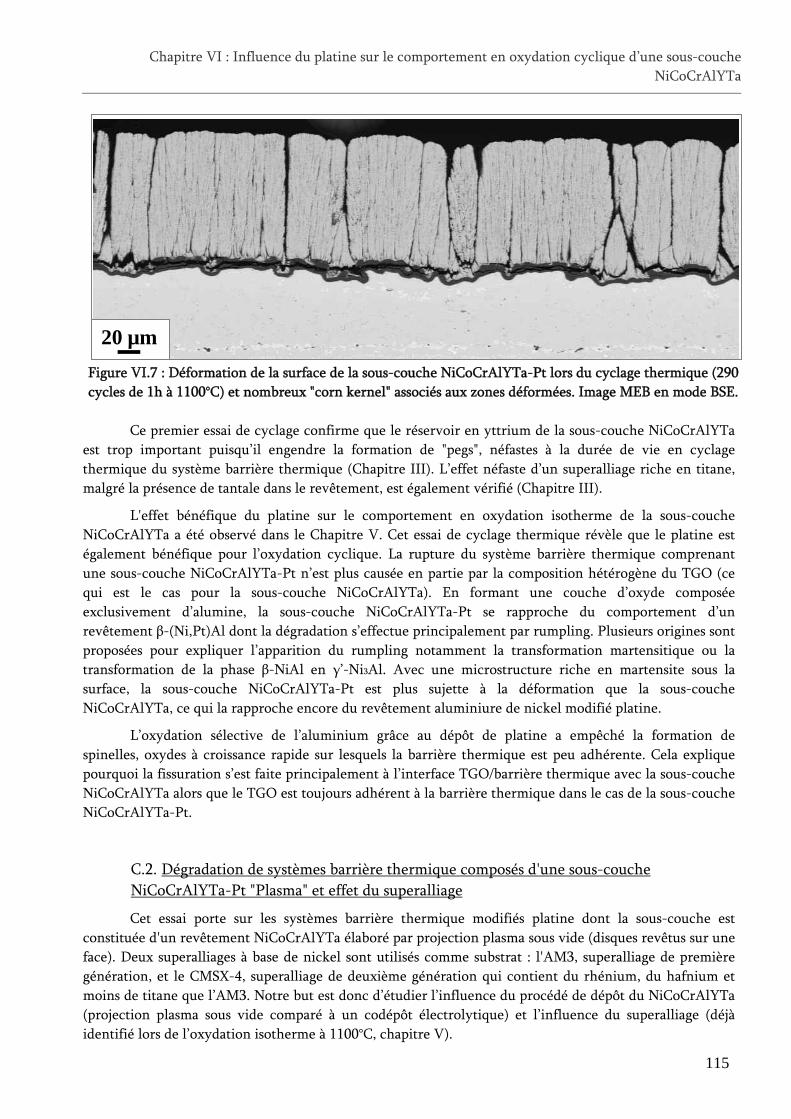
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
115
Figure VI.7 : Déformation de la surface de la sous-couche NiCoCrAlYTa-Pt lors du cyclage thermique (290
cycles de 1h à 1100°C) et nombreux "corn kernel" associés aux zones déformées. Image MEB en mode BSE.
Ce premier essai de cyclage confirme que le réservoir en yttrium de la sous-couche NiCoCrAlYTa
est trop important puisqu’il engendre la formation de "pegs", néfastes à la durée de vie en cyclage
thermique du système barrière thermique (Chapitre III). L’effet néfaste d’un superalliage riche en titane,
malgré la présence de tantale dans le revêtement, est également vérifié (Chapitre III).
L'effet bénéfique du platine sur le comportement en oxydation isotherme de la sous-couche
NiCoCrAlYTa a été observé dans le Chapitre V. Cet essai de cyclage thermique révèle que le platine est
également bénéfique pour l’oxydation cyclique. La rupture du système barrière thermique comprenant
une sous-couche NiCoCrAlYTa-Pt n’est plus causée en partie par la composition hétérogène du TGO (ce
qui est le cas pour la sous-couche NiCoCrAlYTa). En formant une couche d’oxyde composée
exclusivement d’alumine, la sous-couche NiCoCrAlYTa-Pt se rapproche du comportement d’un
revêtement β-(Ni,Pt)Al dont la dégradation s’effectue principalement par rumpling. Plusieurs origines sont
proposées pour expliquer l’apparition du rumpling notamment la transformation martensitique ou la
transformation de la phase β-NiAl en γ’-Ni3Al. Avec une microstructure riche en martensite sous la
surface, la sous-couche NiCoCrAlYTa-Pt est plus sujette à la déformation que la sous-couche
NiCoCrAlYTa, ce qui la rapproche encore du revêtement aluminiure de nickel modifié platine.
L’oxydation sélective de l’aluminium grâce au dépôt de platine a empêché la formation de
spinelles, oxydes à croissance rapide sur lesquels la barrière thermique est peu adhérente. Cela explique
pourquoi la fissuration s’est faite principalement à l’interface TGO/barrière thermique avec la sous-couche
NiCoCrAlYTa alors que le TGO est toujours adhérent à la barrière thermique dans le cas de la sous-couche
NiCoCrAlYTa-Pt.
C.2. Dégradation de systèmes barrière thermique composés d'une sous-couche
NiCoCrAlYTa-Pt "Plasma" et effet du superalliage
Cet essai porte sur les systèmes barrière thermique modifiés platine dont la sous-couche est
constituée d'un revêtement NiCoCrAlYTa élaboré par projection plasma sous vide (disques revêtus sur une
face). Deux superalliages à base de nickel sont utilisés comme substrat : l'AM3, superalliage de première
génération, et le CMSX-4, superalliage de deuxième génération qui contient du rhénium, du hafnium et
moins de titane que l’AM3. Notre but est donc d’étudier l’influence du procédé de dépôt du NiCoCrAlYTa
(projection plasma sous vide comparé à un codépôt électrolytique) et l’influence du superalliage (déjà
identifié lors de l’oxydation isotherme à 1100°C, chapitre V).
20 µm 20 µm
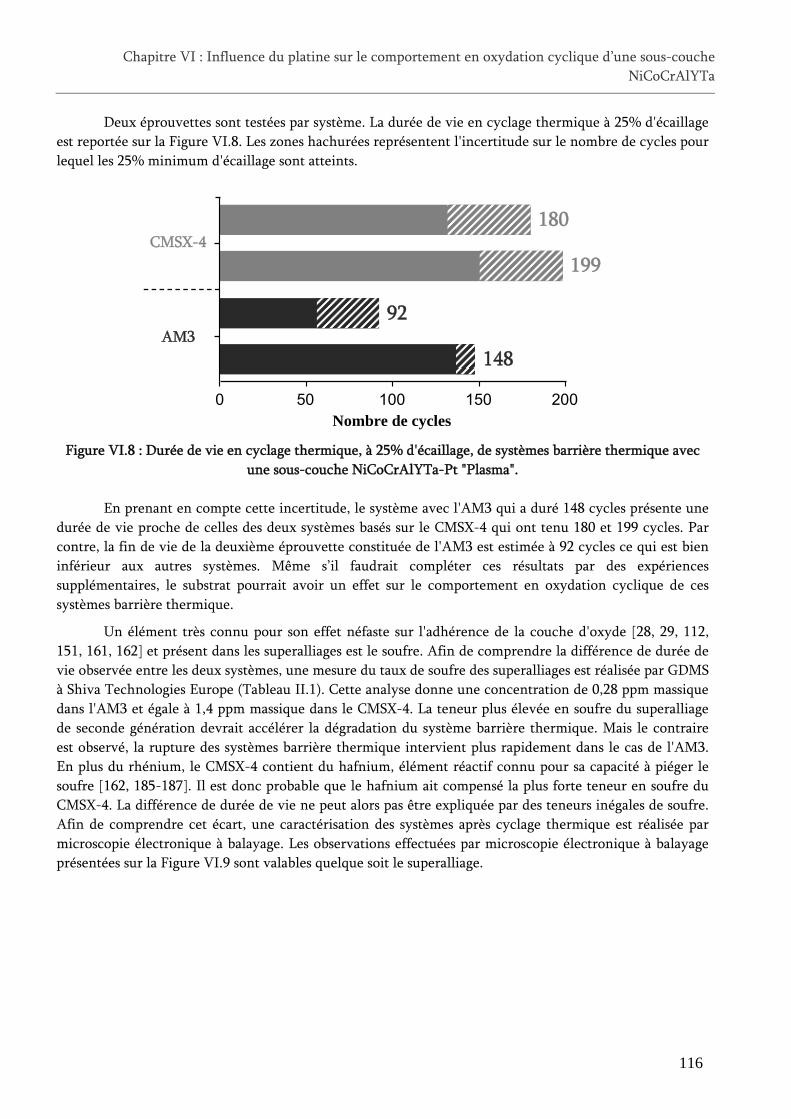
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
116
Deux éprouvettes sont testées par système. La durée de vie en cyclage thermique à 25% d'écaillage
est reportée sur la Figure VI.8. Les zones hachurées représentent l'incertitude sur le nombre de cycles pour
lequel les 25% minimum d'écaillage sont atteints.
0 50 100 150 200
AM3
CMSX-4
180
199
92
148
Nombre de cycles0 50 100 150 200
AM3
CMSX-4
180
199
92
148
Nombre de cycles
Figure VI.8 : Durée de vie en cyclage thermique, à 25% d'écaillage, de systèmes barrière thermique avec
une sous-couche NiCoCrAlYTa-Pt "Plasma".
En prenant en compte cette incertitude, le système avec l'AM3 qui a duré 148 cycles présente une
durée de vie proche de celles des deux systèmes basés sur le CMSX-4 qui ont tenu 180 et 199 cycles. Par
contre, la fin de vie de la deuxième éprouvette constituée de l'AM3 est estimée à 92 cycles ce qui est bien
inférieur aux autres systèmes. Même s’il faudrait compléter ces résultats par des expériences
supplémentaires, le substrat pourrait avoir un effet sur le comportement en oxydation cyclique de ces
systèmes barrière thermique.
Un élément très connu pour son effet néfaste sur l'adhérence de la couche d'oxyde [28, 29, 112,
151, 161, 162] et présent dans les superalliages est le soufre. Afin de comprendre la différence de durée de
vie observée entre les deux systèmes, une mesure du taux de soufre des superalliages est réalisée par GDMS
à Shiva Technologies Europe (Tableau II.1). Cette analyse donne une concentration de 0,28 ppm massique
dans l'AM3 et égale à 1,4 ppm massique dans le CMSX-4. La teneur plus élevée en soufre du superalliage
de seconde génération devrait accélérer la dégradation du système barrière thermique. Mais le contraire
est observé, la rupture des systèmes barrière thermique intervient plus rapidement dans le cas de l'AM3.
En plus du rhénium, le CMSX-4 contient du hafnium, élément réactif connu pour sa capacité à piéger le
soufre [162, 185-187]. Il est donc probable que le hafnium ait compensé la plus forte teneur en soufre du
CMSX-4. La différence de durée de vie ne peut alors pas être expliquée par des teneurs inégales de soufre.
Afin de comprendre cet écart, une caractérisation des systèmes après cyclage thermique est réalisée par
microscopie électronique à balayage. Les observations effectuées par microscopie électronique à balayage
présentées sur la Figure VI.9 sont valables quelque soit le superalliage.
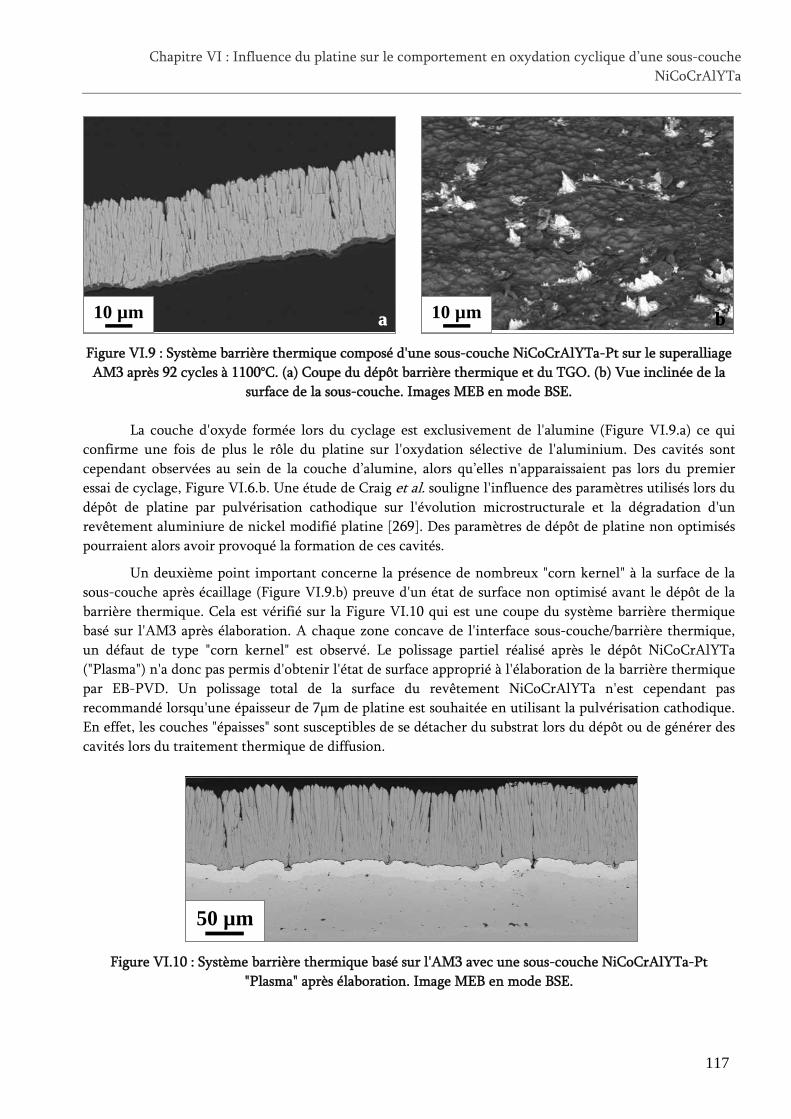
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
117
Figure VI.9 : Système barrière thermique composé d'une sous-couche NiCoCrAlYTa-Pt sur le superalliage
AM3 après 92 cycles à 1100°C. (a) Coupe du dépôt barrière thermique et du TGO. (b) Vue inclinée de la
surface de la sous-couche. Images MEB en mode BSE.
La couche d'oxyde formée lors du cyclage est exclusivement de l'alumine (Figure VI.9.a) ce qui
confirme une fois de plus le rôle du platine sur l'oxydation sélective de l'aluminium. Des cavités sont
cependant observées au sein de la couche d’alumine, alors qu’elles n'apparaissaient pas lors du premier
essai de cyclage, Figure VI.6.b. Une étude de Craig et al. souligne l'influence des paramètres utilisés lors du
dépôt de platine par pulvérisation cathodique sur l'évolution microstructurale et la dégradation d'un
revêtement aluminiure de nickel modifié platine [269]. Des paramètres de dépôt de platine non optimisés
pourraient alors avoir provoqué la formation de ces cavités.
Un deuxième point important concerne la présence de nombreux "corn kernel" à la surface de la
sous-couche après écaillage (Figure VI.9.b) preuve d'un état de surface non optimisé avant le dépôt de la
barrière thermique. Cela est vérifié sur la Figure VI.10 qui est une coupe du système barrière thermique
basé sur l'AM3 après élaboration. A chaque zone concave de l'interface sous-couche/barrière thermique,
un défaut de type "corn kernel" est observé. Le polissage partiel réalisé après le dépôt NiCoCrAlYTa
("Plasma") n'a donc pas permis d'obtenir l'état de surface approprié à l'élaboration de la barrière thermique
par EB-PVD. Un polissage total de la surface du revêtement NiCoCrAlYTa n'est cependant pas
recommandé lorsqu'une épaisseur de 7μm de platine est souhaitée en utilisant la pulvérisation cathodique.
En effet, les couches "épaisses" sont susceptibles de se détacher du substrat lors du dépôt ou de générer des
cavités lors du traitement thermique de diffusion.
Figure VI.10 : Système barrière thermique basé sur l'AM3 avec une sous-couche NiCoCrAlYTa-Pt
"Plasma" après élaboration. Image MEB en mode BSE.
50 µm 50 µm
10 µm b10 µm b10 µ m a10 µ m a
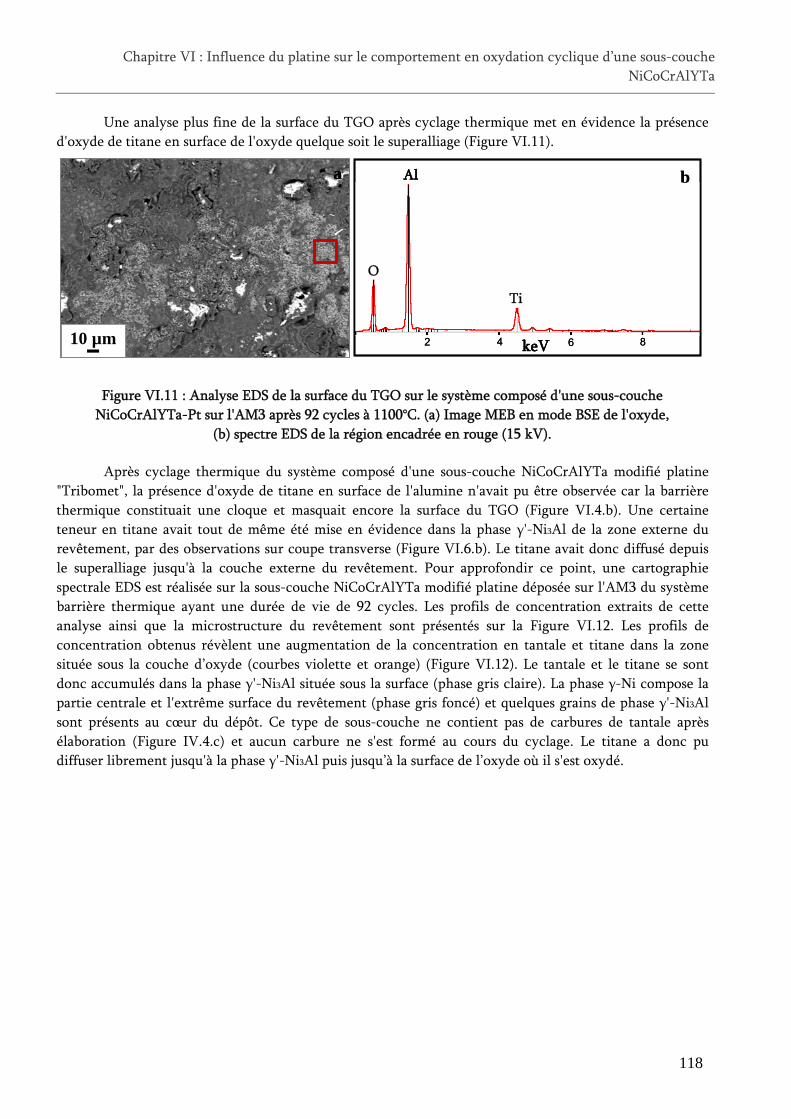
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
118
Une analyse plus fine de la surface du TGO après cyclage thermique met en évidence la présence
d'oxyde de titane en surface de l'oxyde quelque soit le superalliage (Figure VI.11).
Figure VI.11 : Analyse EDS de la surface du TGO sur le système composé d'une sous-couche
NiCoCrAlYTa-Pt sur l'AM3 après 92 cycles à 1100°C. (a) Image MEB en mode BSE de l'oxyde,
(b) spectre EDS de la région encadrée en rouge (15 kV).
Après cyclage thermique du système composé d'une sous-couche NiCoCrAlYTa modifié platine
"Tribomet", la présence d'oxyde de titane en surface de l'alumine n'avait pu être observée car la barrière
thermique constituait une cloque et masquait encore la surface du TGO (Figure VI.4.b). Une certaine
teneur en titane avait tout de même été mise en évidence dans la phase γ'-Ni3Al de la zone externe du
revêtement, par des observations sur coupe transverse (Figure VI.6.b). Le titane avait donc diffusé depuis
le superalliage jusqu'à la couche externe du revêtement. Pour approfondir ce point, une cartographie
spectrale EDS est réalisée sur la sous-couche NiCoCrAlYTa modifié platine déposée sur l'AM3 du système
barrière thermique ayant une durée de vie de 92 cycles. Les profils de concentration extraits de cette
analyse ainsi que la microstructure du revêtement sont présentés sur la Figure VI.12. Les profils de
concentration obtenus révèlent une augmentation de la concentration en tantale et titane dans la zone
située sous la couche d’oxyde (courbes violette et orange) (Figure VI.12). Le tantale et le titane se sont
donc accumulés dans la phase γ'-Ni3Al située sous la surface (phase gris claire). La phase γ-Ni compose la
partie centrale et l'extrême surface du revêtement (phase gris foncé) et quelques grains de phase γ'-Ni3Al
sont présents au cœur du dépôt. Ce type de sous-couche ne contient pas de carbures de tantale après
élaboration (Figure IV.4.c) et aucun carbure ne s'est formé au cours du cyclage. Le titane a donc pu
diffuser librement jusqu'à la phase γ'-Ni3Al puis jusqu’à la surface de l’oxyde où il s'est oxydé.
10 µm
Al
keV2 4 6 8
Ti
O
a b
10 µm
Al
keV2 4 6 8
Ti
O
a b
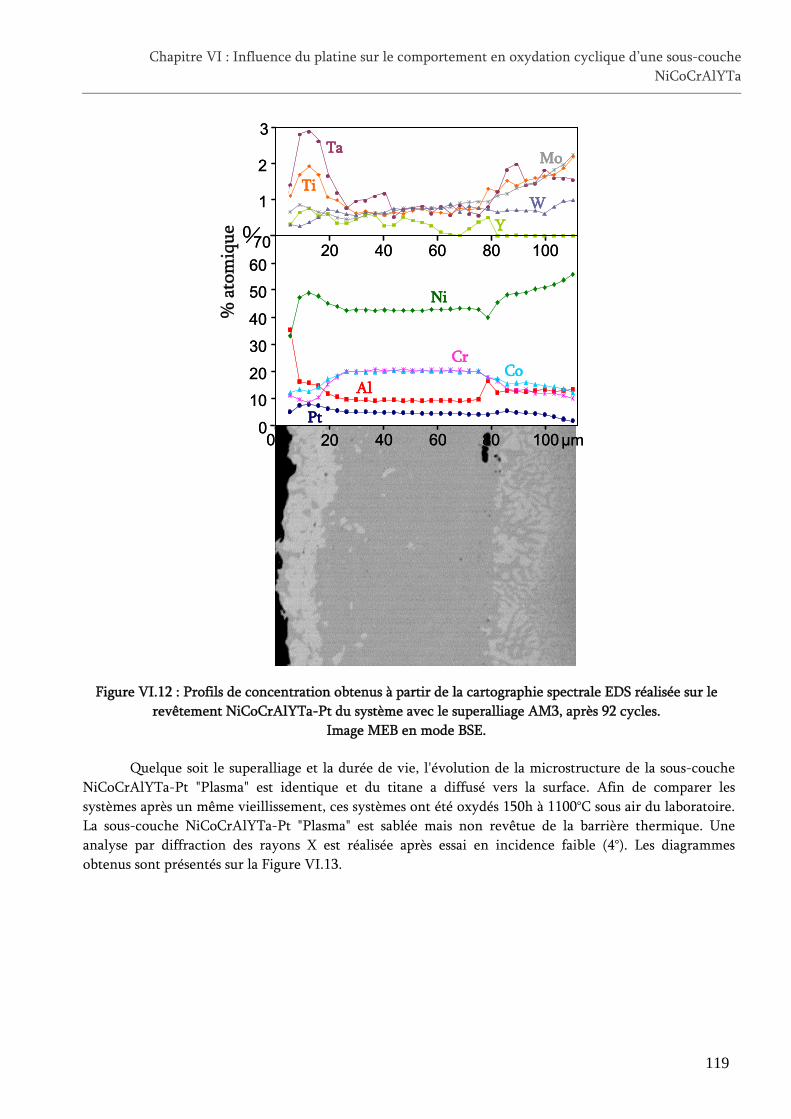
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
119
Figure VI.12 : Profils de concentration obtenus à partir de la cartographie spectrale EDS réalisée sur le
revêtement NiCoCrAlYTa-Pt du système avec le superalliage AM3, après 92 cycles.
Image MEB en mode BSE.
Quelque soit le superalliage et la durée de vie, l'évolution de la microstructure de la sous-couche
NiCoCrAlYTa-Pt "Plasma" est identique et du titane a diffusé vers la surface. Afin de comparer les
systèmes après un même vieillissement, ces systèmes ont été oxydés 150h à 1100°C sous air du laboratoire.
La sous-couche NiCoCrAlYTa-Pt "Plasma" est sablée mais non revêtue de la barrière thermique. Une
analyse par diffraction des rayons X est réalisée après essai en incidence faible (4°). Les diagrammes
obtenus sont présentés sur la Figure VI.13.
0
10
20
30
40
50
6070
0 20 40 60 80 100
Ni
Co
Pt
Al
Cr
µ m
1
2
3
20 40 60 80 1000
Ta
Y
TiW
Mo
% a
tom
iqu
e
0
10
20
30
40
50
6070
0 20 40 60 80 100
Ni
Co
Pt
Al
Cr
µ m
1
2
3
20 40 60 80 1000
Ta
Y
TiW
Mo
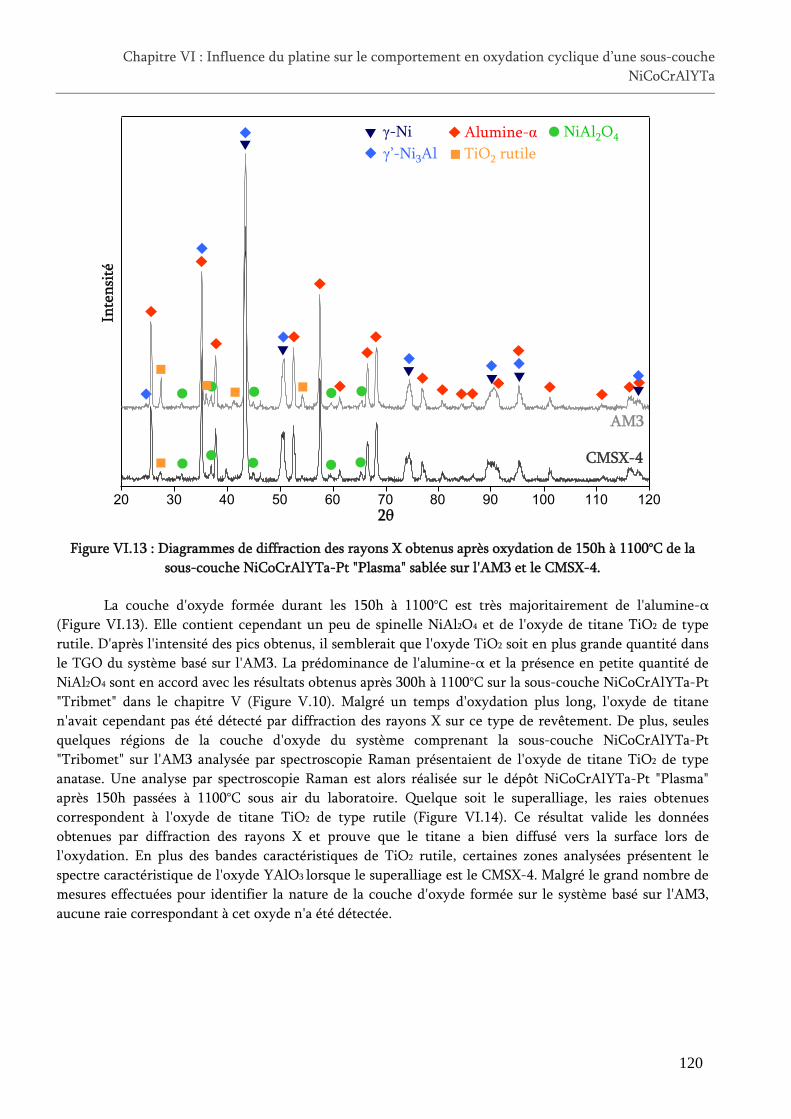
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
120
20 30 40 50 60 70 80 90 100 110 1202θ
CMSX-4
AM3
Inte
nsi
té
Alumine-αγ’-Ni3Al
γ-Ni
TiO2 rutile
NiAl2O4
20 30 40 50 60 70 80 90 100 110 1202θ
CMSX-4
AM3
Inte
nsi
té
Alumine-αγ’-Ni3Al
γ-Ni
TiO2 rutile
NiAl2O4
Figure VI.13 : Diagrammes de diffraction des rayons X obtenus après oxydation de 150h à 1100°C de la
sous-couche NiCoCrAlYTa-Pt "Plasma" sablée sur l'AM3 et le CMSX-4.
La couche d'oxyde formée durant les 150h à 1100°C est très majoritairement de l'alumine-α
(Figure VI.13). Elle contient cependant un peu de spinelle NiAl2O4 et de l'oxyde de titane TiO2 de type
rutile. D'après l'intensité des pics obtenus, il semblerait que l'oxyde TiO2 soit en plus grande quantité dans
le TGO du système basé sur l'AM3. La prédominance de l'alumine-α et la présence en petite quantité de
NiAl2O4 sont en accord avec les résultats obtenus après 300h à 1100°C sur la sous-couche NiCoCrAlYTa-Pt
"Tribmet" dans le chapitre V (Figure V.10). Malgré un temps d'oxydation plus long, l'oxyde de titane
n'avait cependant pas été détecté par diffraction des rayons X sur ce type de revêtement. De plus, seules
quelques régions de la couche d'oxyde du système comprenant la sous-couche NiCoCrAlYTa-Pt
"Tribomet" sur l'AM3 analysée par spectroscopie Raman présentaient de l'oxyde de titane TiO2 de type
anatase. Une analyse par spectroscopie Raman est alors réalisée sur le dépôt NiCoCrAlYTa-Pt "Plasma"
après 150h passées à 1100°C sous air du laboratoire. Quelque soit le superalliage, les raies obtenues
correspondent à l'oxyde de titane TiO2 de type rutile (Figure VI.14). Ce résultat valide les données
obtenues par diffraction des rayons X et prouve que le titane a bien diffusé vers la surface lors de
l'oxydation. En plus des bandes caractéristiques de TiO2 rutile, certaines zones analysées présentent le
spectre caractéristique de l'oxyde YAlO3 lorsque le superalliage est le CMSX-4. Malgré le grand nombre de
mesures effectuées pour identifier la nature de la couche d'oxyde formée sur le système basé sur l'AM3,
aucune raie correspondant à cet oxyde n'a été détectée.
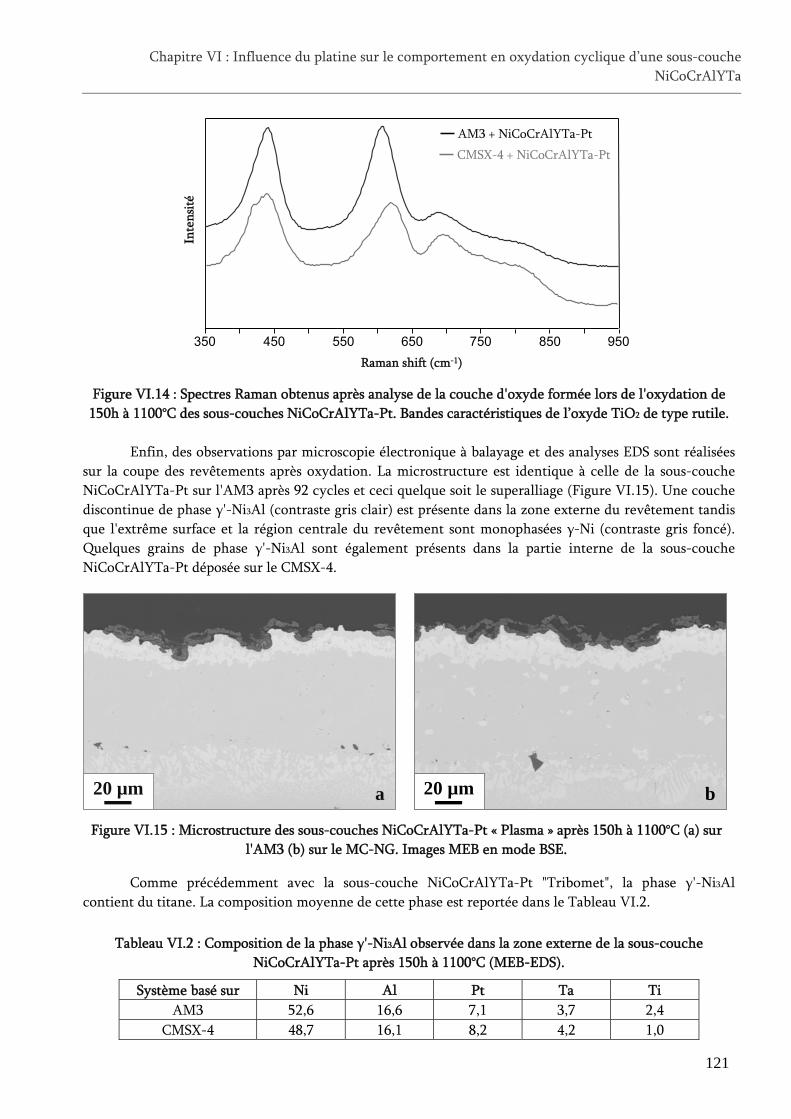
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
121
350 450 550 650 750 850 950Raman shift (cm-1)
Inte
nsi
té
AM3 + NiCoCrAlYTa-Pt
CMSX-4 + NiCoCrAlYTa-Pt
350 450 550 650 750 850 950Raman shift (cm-1)
Inte
nsi
té
AM3 + NiCoCrAlYTa-Pt
CMSX-4 + NiCoCrAlYTa-Pt
Figure VI.14 : Spectres Raman obtenus après analyse de la couche d'oxyde formée lors de l'oxydation de
150h à 1100°C des sous-couches NiCoCrAlYTa-Pt. Bandes caractéristiques de l’oxyde TiO2 de type rutile.
Enfin, des observations par microscopie électronique à balayage et des analyses EDS sont réalisées
sur la coupe des revêtements après oxydation. La microstructure est identique à celle de la sous-couche
NiCoCrAlYTa-Pt sur l'AM3 après 92 cycles et ceci quelque soit le superalliage (Figure VI.15). Une couche
discontinue de phase γ'-Ni3Al (contraste gris clair) est présente dans la zone externe du revêtement tandis
que l'extrême surface et la région centrale du revêtement sont monophasées γ-Ni (contraste gris foncé).
Quelques grains de phase γ'-Ni3Al sont également présents dans la partie interne de la sous-couche
NiCoCrAlYTa-Pt déposée sur le CMSX-4.
20 µm a20 µm a
20 µm b20 µm b
Figure VI.15 : Microstructure des sous-couches NiCoCrAlYTa-Pt « Plasma » après 150h à 1100°C (a) sur
l'AM3 (b) sur le MC-NG. Images MEB en mode BSE.
Comme précédemment avec la sous-couche NiCoCrAlYTa-Pt "Tribomet", la phase γ'-Ni3Al
contient du titane. La composition moyenne de cette phase est reportée dans le Tableau VI.2.
Tableau VI.2 : Composition de la phase γ'-Ni3Al observée dans la zone externe de la sous-couche
NiCoCrAlYTa-Pt après 150h à 1100°C (MEB-EDS).
Système basé sur Ni Al Pt Ta Ti
AM3 52,6 16,6 7,1 3,7 2,4
CMSX-4 48,7 16,1 8,2 4,2 1,0
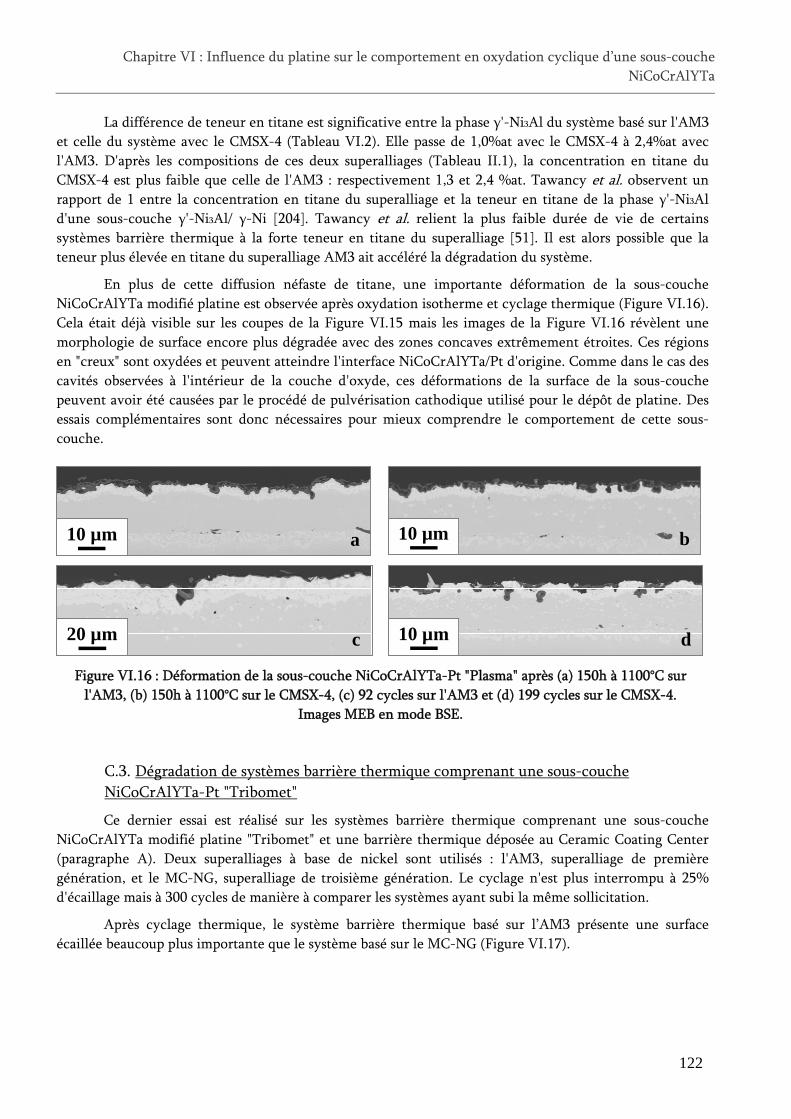
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
122
La différence de teneur en titane est significative entre la phase γ'-Ni3Al du système basé sur l'AM3
et celle du système avec le CMSX-4 (Tableau VI.2). Elle passe de 1,0%at avec le CMSX-4 à 2,4%at avec
l'AM3. D'après les compositions de ces deux superalliages (Tableau II.1), la concentration en titane du
CMSX-4 est plus faible que celle de l'AM3 : respectivement 1,3 et 2,4 %at. Tawancy et al. observent un
rapport de 1 entre la concentration en titane du superalliage et la teneur en titane de la phase γ'-Ni3Al
d'une sous-couche γ'-Ni3Al/ γ-Ni [204]. Tawancy et al. relient la plus faible durée de vie de certains
systèmes barrière thermique à la forte teneur en titane du superalliage [51]. Il est alors possible que la
teneur plus élevée en titane du superalliage AM3 ait accéléré la dégradation du système.
En plus de cette diffusion néfaste de titane, une importante déformation de la sous-couche
NiCoCrAlYTa modifié platine est observée après oxydation isotherme et cyclage thermique (Figure VI.16).
Cela était déjà visible sur les coupes de la Figure VI.15 mais les images de la Figure VI.16 révèlent une
morphologie de surface encore plus dégradée avec des zones concaves extrêmement étroites. Ces régions
en "creux" sont oxydées et peuvent atteindre l'interface NiCoCrAlYTa/Pt d'origine. Comme dans le cas des
cavités observées à l'intérieur de la couche d'oxyde, ces déformations de la surface de la sous-couche
peuvent avoir été causées par le procédé de pulvérisation cathodique utilisé pour le dépôt de platine. Des
essais complémentaires sont donc nécessaires pour mieux comprendre le comportement de cette sous-
couche.
10 µm a10 µm a
10 µm b10 µm b
20 µm c20 µm c 10 µm d10 µm d
Figure VI.16 : Déformation de la sous-couche NiCoCrAlYTa-Pt "Plasma" après (a) 150h à 1100°C sur
l'AM3, (b) 150h à 1100°C sur le CMSX-4, (c) 92 cycles sur l'AM3 et (d) 199 cycles sur le CMSX-4.
Images MEB en mode BSE.
C.3. Dégradation de systèmes barrière thermique comprenant une sous-couche
NiCoCrAlYTa-Pt "Tribomet"
Ce dernier essai est réalisé sur les systèmes barrière thermique comprenant une sous-couche
NiCoCrAlYTa modifié platine "Tribomet" et une barrière thermique déposée au Ceramic Coating Center
(paragraphe A). Deux superalliages à base de nickel sont utilisés : l'AM3, superalliage de première
génération, et le MC-NG, superalliage de troisième génération. Le cyclage n'est plus interrompu à 25%
d'écaillage mais à 300 cycles de manière à comparer les systèmes ayant subi la même sollicitation.
Après cyclage thermique, le système barrière thermique basé sur l’AM3 présente une surface
écaillée beaucoup plus importante que le système basé sur le MC-NG (Figure VI.17).
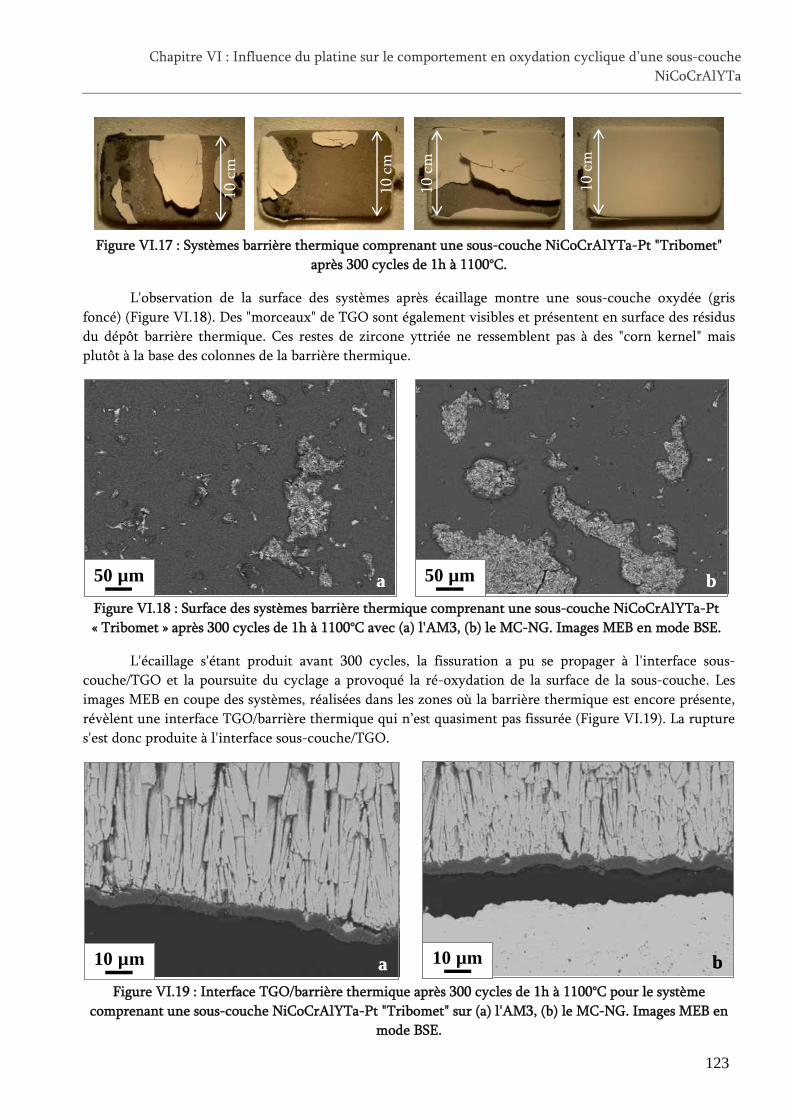
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
123
10 c
m
10 c
m
10 c
m
10 c
m
10 c
m
10 c
m
10 c
m
10 c
m
Figure VI.17 : Systèmes barrière thermique comprenant une sous-couche NiCoCrAlYTa-Pt "Tribomet"
après 300 cycles de 1h à 1100°C.
L'observation de la surface des systèmes après écaillage montre une sous-couche oxydée (gris
foncé) (Figure VI.18). Des "morceaux" de TGO sont également visibles et présentent en surface des résidus
du dépôt barrière thermique. Ces restes de zircone yttriée ne ressemblent pas à des "corn kernel" mais
plutôt à la base des colonnes de la barrière thermique.
Figure VI.18 : Surface des systèmes barrière thermique comprenant une sous-couche NiCoCrAlYTa-Pt
« Tribomet » après 300 cycles de 1h à 1100°C avec (a) l'AM3, (b) le MC-NG. Images MEB en mode BSE.
L'écaillage s'étant produit avant 300 cycles, la fissuration a pu se propager à l'interface sous-
couche/TGO et la poursuite du cyclage a provoqué la ré-oxydation de la surface de la sous-couche. Les
images MEB en coupe des systèmes, réalisées dans les zones où la barrière thermique est encore présente,
révèlent une interface TGO/barrière thermique qui n’est quasiment pas fissurée (Figure VI.19). La rupture
s'est donc produite à l'interface sous-couche/TGO.
Figure VI.19 : Interface TGO/barrière thermique après 300 cycles de 1h à 1100°C pour le système
comprenant une sous-couche NiCoCrAlYTa-Pt "Tribomet" sur (a) l'AM3, (b) le MC-NG. Images MEB en
mode BSE.
50 µm b50 µm b50 µ m a50 µ m a
a10 µ m a10 µ m b10 µm b10 µm
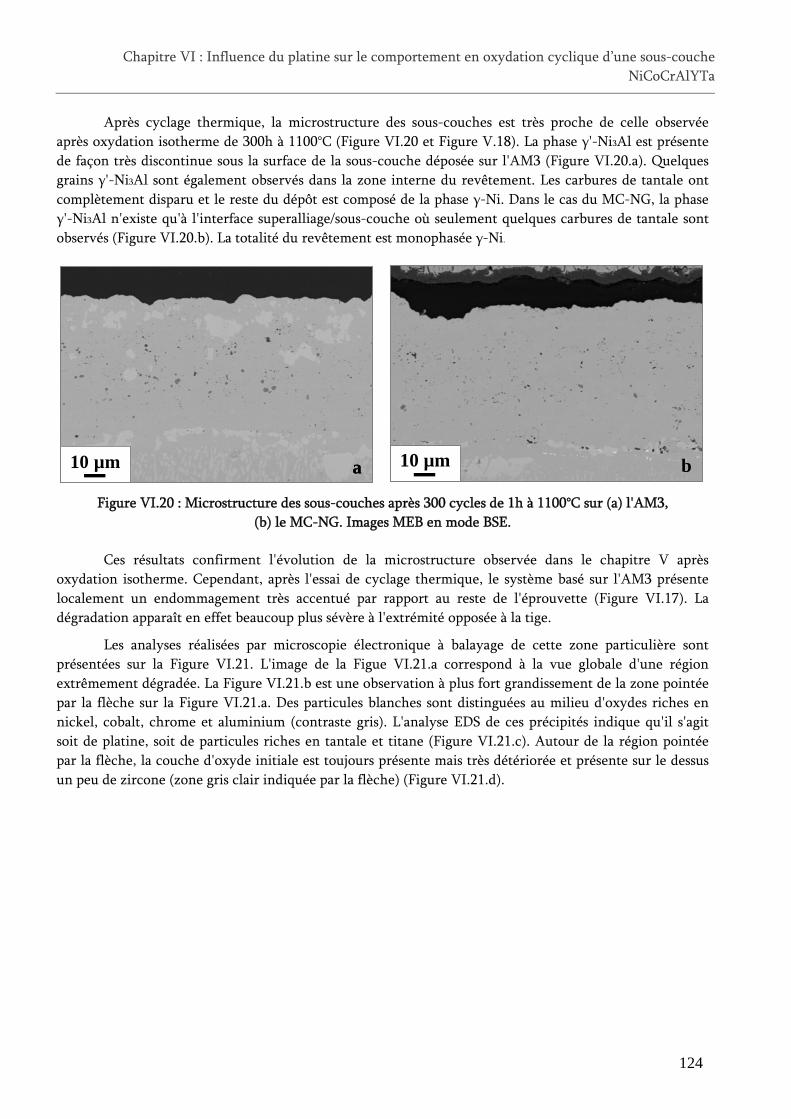
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
124
Après cyclage thermique, la microstructure des sous-couches est très proche de celle observée
après oxydation isotherme de 300h à 1100°C (Figure VI.20 et Figure V.18). La phase γ'-Ni3Al est présente
de façon très discontinue sous la surface de la sous-couche déposée sur l'AM3 (Figure VI.20.a). Quelques
grains γ'-Ni3Al sont également observés dans la zone interne du revêtement. Les carbures de tantale ont
complètement disparu et le reste du dépôt est composé de la phase γ-Ni. Dans le cas du MC-NG, la phase
γ'-Ni3Al n'existe qu'à l'interface superalliage/sous-couche où seulement quelques carbures de tantale sont
observés (Figure VI.20.b). La totalité du revêtement est monophasée γ-Ni.
10 µm b10 µm b
Figure VI.20 : Microstructure des sous-couches après 300 cycles de 1h à 1100°C sur (a) l'AM3,
(b) le MC-NG. Images MEB en mode BSE.
Ces résultats confirment l'évolution de la microstructure observée dans le chapitre V après
oxydation isotherme. Cependant, après l'essai de cyclage thermique, le système basé sur l'AM3 présente
localement un endommagement très accentué par rapport au reste de l'éprouvette (Figure VI.17). La
dégradation apparaît en effet beaucoup plus sévère à l'extrémité opposée à la tige.
Les analyses réalisées par microscopie électronique à balayage de cette zone particulière sont
présentées sur la Figure VI.21. L'image de la Figue VI.21.a correspond à la vue globale d'une région
extrêmement dégradée. La Figure VI.21.b est une observation à plus fort grandissement de la zone pointée
par la flèche sur la Figure VI.21.a. Des particules blanches sont distinguées au milieu d'oxydes riches en
nickel, cobalt, chrome et aluminium (contraste gris). L'analyse EDS de ces précipités indique qu'il s'agit
soit de platine, soit de particules riches en tantale et titane (Figure VI.21.c). Autour de la région pointée
par la flèche, la couche d'oxyde initiale est toujours présente mais très détériorée et présente sur le dessus
un peu de zircone (zone gris clair indiquée par la flèche) (Figure VI.21.d).
10 µ m a10 µ m a
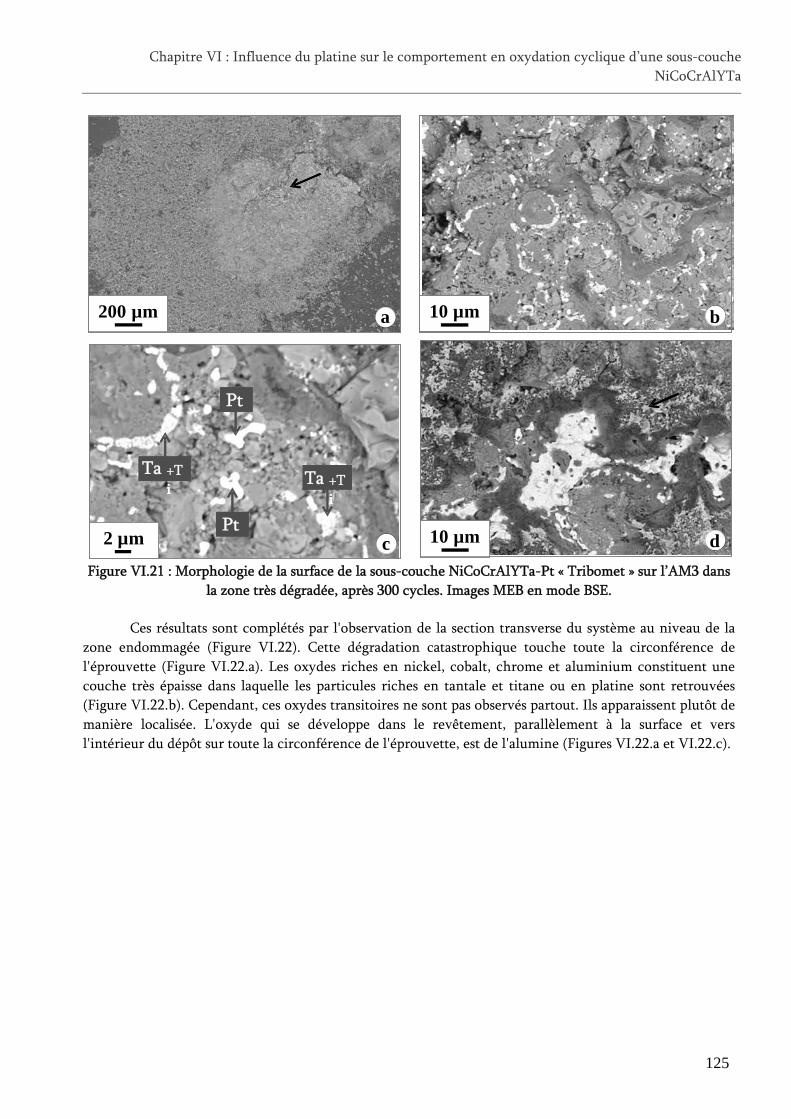
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
125
Figure VI.21 : Morphologie de la surface de la sous-couche NiCoCrAlYTa-Pt « Tribomet » sur l’AM3 dans
la zone très dégradée, après 300 cycles. Images MEB en mode BSE.
Ces résultats sont complétés par l'observation de la section transverse du système au niveau de la
zone endommagée (Figure VI.22). Cette dégradation catastrophique touche toute la circonférence de
l'éprouvette (Figure VI.22.a). Les oxydes riches en nickel, cobalt, chrome et aluminium constituent une
couche très épaisse dans laquelle les particules riches en tantale et titane ou en platine sont retrouvées
(Figure VI.22.b). Cependant, ces oxydes transitoires ne sont pas observés partout. Ils apparaissent plutôt de
manière localisée. L'oxyde qui se développe dans le revêtement, parallèlement à la surface et vers
l'intérieur du dépôt sur toute la circonférence de l'éprouvette, est de l'alumine (Figures VI.22.a et VI.22.c).
10 µm b10 µm b
10 µm d10 µm d
200 µ m a200 µ m a
2 µ m c
Pt
Pt
Ta +T
i
Ta +T
i
2 µ m c
Pt
Pt
Ta +T
i
Ta +T
i
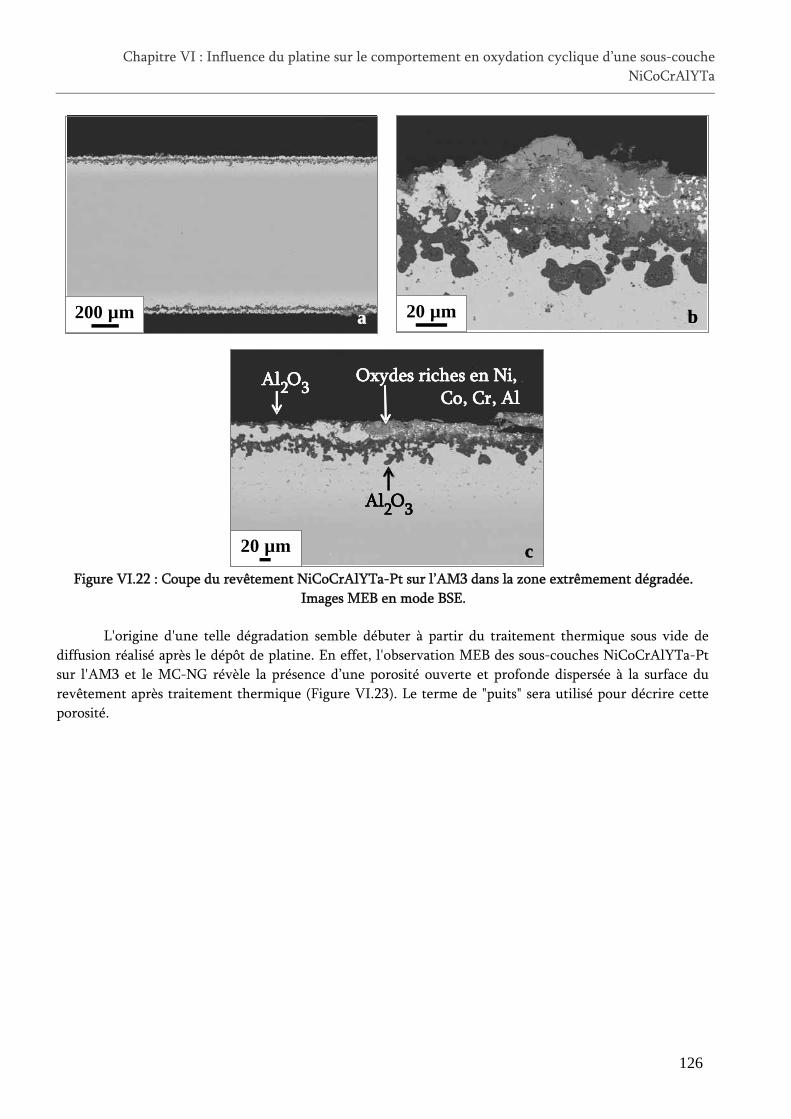
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
126
Figure VI.22 : Coupe du revêtement NiCoCrAlYTa-Pt sur l’AM3 dans la zone extrêmement dégradée.
Images MEB en mode BSE.
L'origine d'une telle dégradation semble débuter à partir du traitement thermique sous vide de
diffusion réalisé après le dépôt de platine. En effet, l'observation MEB des sous-couches NiCoCrAlYTa-Pt
sur l'AM3 et le MC-NG révèle la présence d’une porosité ouverte et profonde dispersée à la surface du
revêtement après traitement thermique (Figure VI.23). Le terme de "puits" sera utilisé pour décrire cette
porosité.
b20 µm b20 µm200 µ m a200 µ m a
c20 µ m
Al2O3
Al2O3
Oxydes riches en Ni, Co, Cr, Al
c20 µ m
Al2O3
Al2O3
Oxydes riches en Ni, Co, Cr, Al
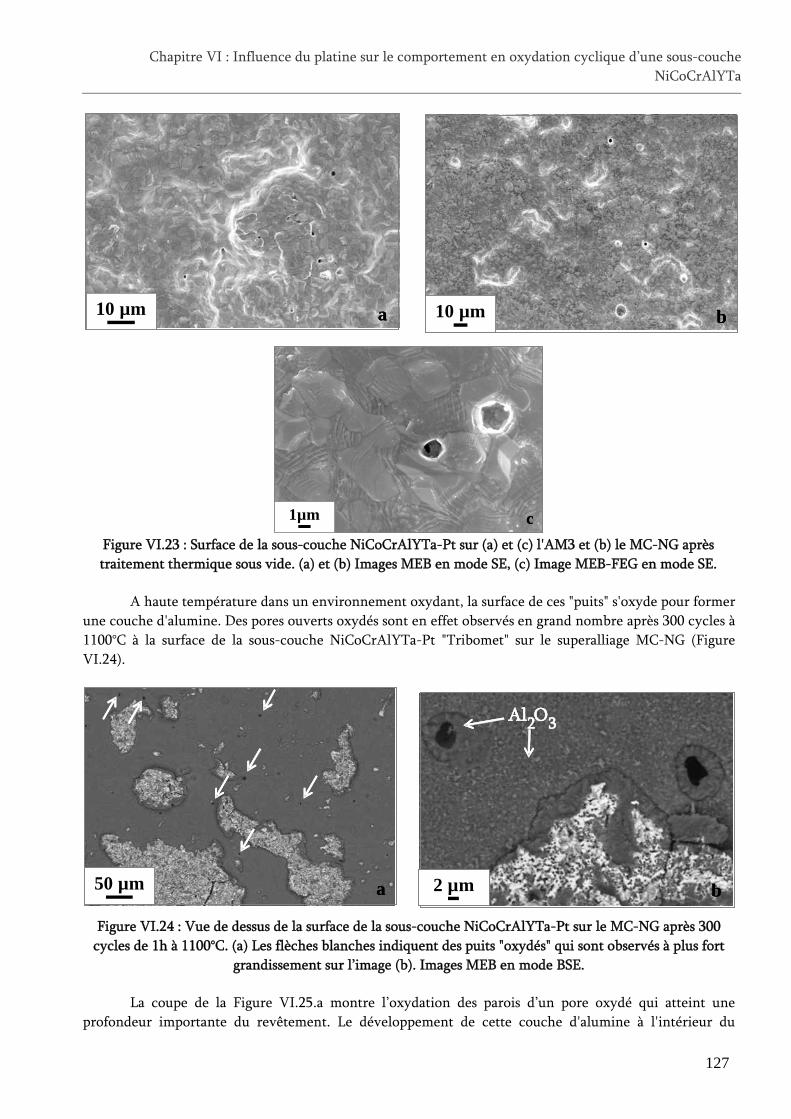
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
127
Figure VI.23 : Surface de la sous-couche NiCoCrAlYTa-Pt sur (a) et (c) l'AM3 et (b) le MC-NG après
traitement thermique sous vide. (a) et (b) Images MEB en mode SE, (c) Image MEB-FEG en mode SE.
A haute température dans un environnement oxydant, la surface de ces "puits" s'oxyde pour former
une couche d'alumine. Des pores ouverts oxydés sont en effet observés en grand nombre après 300 cycles à
1100°C à la surface de la sous-couche NiCoCrAlYTa-Pt "Tribomet" sur le superalliage MC-NG (Figure
VI.24).
Figure VI.24 : Vue de dessus de la surface de la sous-couche NiCoCrAlYTa-Pt sur le MC-NG après 300
cycles de 1h à 1100°C. (a) Les flèches blanches indiquent des puits "oxydés" qui sont observés à plus fort
grandissement sur l’image (b). Images MEB en mode BSE.
La coupe de la Figure VI.25.a montre l’oxydation des parois d’un pore oxydé qui atteint une
profondeur importante du revêtement. Le développement de cette couche d'alumine à l'intérieur du
b10 µm b10 µm
c1 µ m c1 µ m
a10 µ m a10 µ m
Al2O3
b2 µm b2 µm
Al2O3
a50 µ m a50 µ m
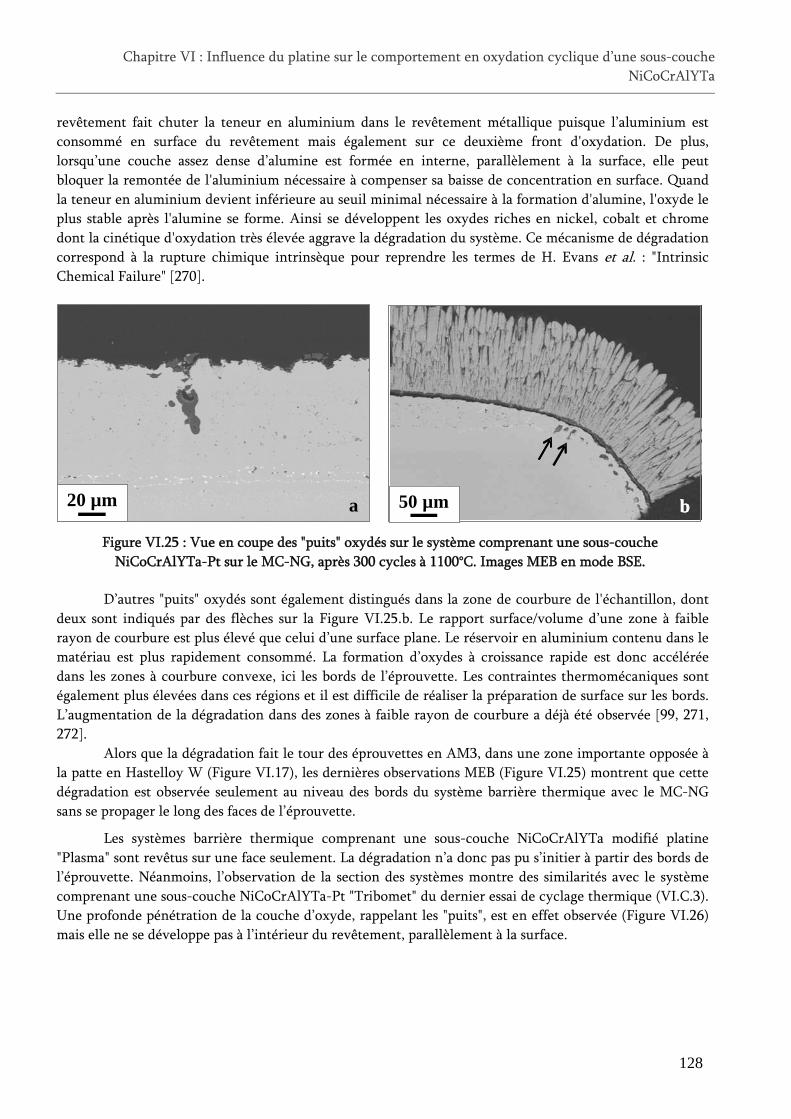
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
128
revêtement fait chuter la teneur en aluminium dans le revêtement métallique puisque l’aluminium est
consommé en surface du revêtement mais également sur ce deuxième front d'oxydation. De plus,
lorsqu’une couche assez dense d’alumine est formée en interne, parallèlement à la surface, elle peut
bloquer la remontée de l'aluminium nécessaire à compenser sa baisse de concentration en surface. Quand
la teneur en aluminium devient inférieure au seuil minimal nécessaire à la formation d'alumine, l'oxyde le
plus stable après l'alumine se forme. Ainsi se développent les oxydes riches en nickel, cobalt et chrome
dont la cinétique d'oxydation très élevée aggrave la dégradation du système. Ce mécanisme de dégradation
correspond à la rupture chimique intrinsèque pour reprendre les termes de H. Evans et al. : "Intrinsic
Chemical Failure" [270].
a20 µm a20 µm
Figure VI.25 : Vue en coupe des "puits" oxydés sur le système comprenant une sous-couche
NiCoCrAlYTa-Pt sur le MC-NG, après 300 cycles à 1100°C. Images MEB en mode BSE.
D’autres "puits" oxydés sont également distingués dans la zone de courbure de l'échantillon, dont
deux sont indiqués par des flèches sur la Figure VI.25.b. Le rapport surface/volume d’une zone à faible
rayon de courbure est plus élevé que celui d’une surface plane. Le réservoir en aluminium contenu dans le
matériau est plus rapidement consommé. La formation d’oxydes à croissance rapide est donc accélérée
dans les zones à courbure convexe, ici les bords de l’éprouvette. Les contraintes thermomécaniques sont
également plus élevées dans ces régions et il est difficile de réaliser la préparation de surface sur les bords.
L’augmentation de la dégradation dans des zones à faible rayon de courbure a déjà été observée [99, 271,
272].
Alors que la dégradation fait le tour des éprouvettes en AM3, dans une zone importante opposée à
la patte en Hastelloy W (Figure VI.17), les dernières observations MEB (Figure VI.25) montrent que cette
dégradation est observée seulement au niveau des bords du système barrière thermique avec le MC-NG
sans se propager le long des faces de l’éprouvette.
Les systèmes barrière thermique comprenant une sous-couche NiCoCrAlYTa modifié platine
"Plasma" sont revêtus sur une face seulement. La dégradation n’a donc pas pu s’initier à partir des bords de
l’éprouvette. Néanmoins, l’observation de la section des systèmes montre des similarités avec le système
comprenant une sous-couche NiCoCrAlYTa-Pt "Tribomet" du dernier essai de cyclage thermique (VI.C.3).
Une profonde pénétration de la couche d’oxyde, rappelant les "puits", est en effet observée (Figure VI.26)
mais elle ne se développe pas à l’intérieur du revêtement, parallèlement à la surface.
b50 µm b50 µm
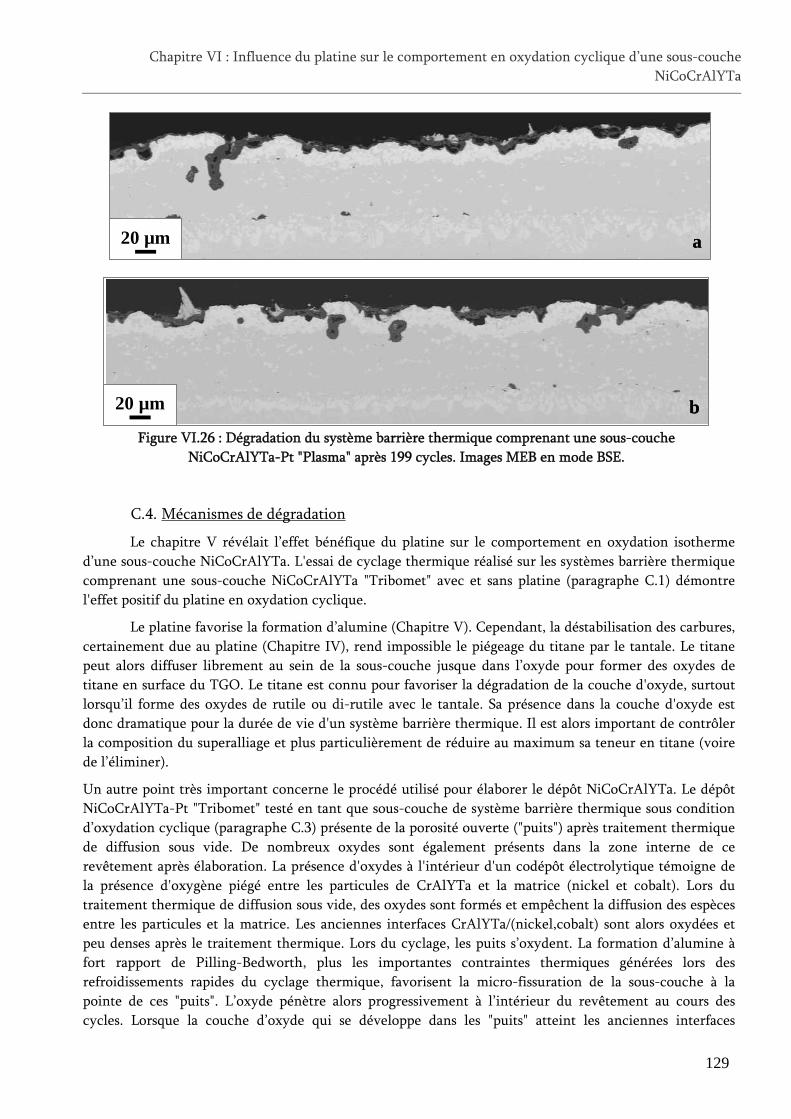
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
129
Figure VI.26 : Dégradation du système barrière thermique comprenant une sous-couche
NiCoCrAlYTa-Pt "Plasma" après 199 cycles. Images MEB en mode BSE.
C.4. Mécanismes de dégradation
Le chapitre V révélait l’effet bénéfique du platine sur le comportement en oxydation isotherme
d’une sous-couche NiCoCrAlYTa. L'essai de cyclage thermique réalisé sur les systèmes barrière thermique
comprenant une sous-couche NiCoCrAlYTa "Tribomet" avec et sans platine (paragraphe C.1) démontre
l'effet positif du platine en oxydation cyclique.
Le platine favorise la formation d’alumine (Chapitre V). Cependant, la déstabilisation des carbures,
certainement due au platine (Chapitre IV), rend impossible le piégeage du titane par le tantale. Le titane
peut alors diffuser librement au sein de la sous-couche jusque dans l’oxyde pour former des oxydes de
titane en surface du TGO. Le titane est connu pour favoriser la dégradation de la couche d'oxyde, surtout
lorsqu’il forme des oxydes de rutile ou di-rutile avec le tantale. Sa présence dans la couche d'oxyde est
donc dramatique pour la durée de vie d'un système barrière thermique. Il est alors important de contrôler
la composition du superalliage et plus particulièrement de réduire au maximum sa teneur en titane (voire
de l’éliminer).
Un autre point très important concerne le procédé utilisé pour élaborer le dépôt NiCoCrAlYTa. Le dépôt
NiCoCrAlYTa-Pt "Tribomet" testé en tant que sous-couche de système barrière thermique sous condition
d’oxydation cyclique (paragraphe C.3) présente de la porosité ouverte ("puits") après traitement thermique
de diffusion sous vide. De nombreux oxydes sont également présents dans la zone interne de ce
revêtement après élaboration. La présence d'oxydes à l'intérieur d'un codépôt électrolytique témoigne de
la présence d'oxygène piégé entre les particules de CrAlYTa et la matrice (nickel et cobalt). Lors du
traitement thermique de diffusion sous vide, des oxydes sont formés et empêchent la diffusion des espèces
entre les particules et la matrice. Les anciennes interfaces CrAlYTa/(nickel,cobalt) sont alors oxydées et
peu denses après le traitement thermique. Lors du cyclage, les puits s’oxydent. La formation d’alumine à
fort rapport de Pilling-Bedworth, plus les importantes contraintes thermiques générées lors des
refroidissements rapides du cyclage thermique, favorisent la micro-fissuration de la sous-couche à la
pointe de ces "puits". L’oxyde pénètre alors progressivement à l’intérieur du revêtement au cours des
cycles. Lorsque la couche d’oxyde qui se développe dans les "puits" atteint les anciennes interfaces
20 µ m a20 µ m a
b20 µ m b20 µ m
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
130
CrAlYTa/(nickel, cobalt), son développement est favorisé à la fois par les oxydes déjà présents mais aussi et
surtout par le manque de cohésion du dépôt dans ces zones particulières (Figure VI.27). L’oxydation se
poursuit alors en interne le long de ces chemins privilégiés qui constituent un véritable réseau au sein du
revêtement. Il est donc primordial de contrôler rigoureusement la formation du dépôt.
Bien que la sous-couche NiCoCrAlYTa-Pt "Tribomet" et la barrière thermique soient identiques et
élaborées aux mêmes endroits et au même moment pour les systèmes basés sur l'AM3 et le MC-NG
(paragraphe C.3), le système avec le MC-NG ne présente pas de dégradation catastrophique excepté sur les
bords. Pourtant, leur durée de vie est identique. La différence de quantité de platine, entre la sous-couche
NiCoCrAlYTa-Pt sur l'AM3 et la sous-couche NiCoCrAlYTa-Pt sur le MC-NG, est mise en évidence dans
le chapitre IV. Le revêtement sur le MC-NG contient moins de platine que celui sur l'AM3 et par
conséquent moins de martensite. La transformation de la martensite en β-NiAl est connue dans les dépôts
aluminiures de nickel pour favoriser l'apparition du rumpling (déformation de la surface de la sous-
couche). Une proportion plus importante de martensite dans le revêtement NiCoCrAlYTa sur l'AM3 a pu
favoriser la propagation des puits à l'intérieur du revêtement et donc la dégradation du système.
Oxydés mais de manière isotherme, ces échantillons ne présentent pas d’oxydation catastrophique
à l’intérieur du revêtement et ceci malgré un temps d’oxydation identique à 1100°C. Sans cyclage, l’oxyde
ne pénètre pas dans le revêtement et ne peut alors pas provoquer la dégradation catastrophique du système
(Figure VI.27).
Cette propagation catastrophique d’oxyde à l’intérieur du revêtement s’est développée dans le
système barrière thermique basé sur l'AM3 et comprenant une sous-couche NiCoCrAlYTa-Pt "Tribomet"
au cours des 300 cycles de 1h à 1100°C (paragraphe C.3). Elle n’a cependant pas été observée sur le système
barrière thermique comprenant une sous-couche NiCoCrAlYTa-Pt "Tribomet" après 290 cycles de 1h à
1100°C (paragraphe C.1). De plus, aucune observation de la section de ce dernier système ne révèle la
présence de "puits" oxydés après 290 cycles. Comme mentionné au début du chapitre, ces deux sous-
couches ont été élaborées à deux ans d’intervalle. Bien que la sous-couche du premier essai de cyclage
(paragraphe C.1) contienne des oxydes dans sa zone interne, ils semblent en plus faible quantité que dans
le revêtement du dernier essai (paragraphe C.3). La présence de ces oxydes à l'intérieur du revêtement
témoigne d'une mauvaise diffusion entre les particules de CrAlYTa et la matrice. Le revêtement présenté
au paragraphe C.1 est donc plus dense ce qui a pu empêcher la propagation interne de l’oxydation. Mais la
plus grande différence de fabrication entre ces deux systèmes reste la préparation de surface réalisée avant
le dépôt de la barrière thermique. La sous-couche des systèmes barrière thermique du dernier essai de
cyclage (paragraphe C.3) a été sablée à Snecma selon des paramètres optimisés pour un revêtement
aluminiure de nickel modifié platine. Ce n'est pas le cas de la sous-couche du premier essai (paragraphe
C.1) dont la préparation de surface a été réalisée à Praxair ST, élaborateur du codépôt NiCoCrAlYTa. Le
sablage réalisé à Snecma a probablement été trop léger et n'a pas permis de fermer les "puits" présents en
surface de la sous-couche NiCoCrAlYTa-Pt alors qu'une préparation de surface adaptée aux revêtements
NiCoCrAlYTa-Pt a fermé cette porosité ouverte et donc empêché la dégradation très sévère observée lors
du dernier essai (Figure VI.27).
De nombreux "puits" oxydés sont observés sur les coupes des systèmes barrière thermique
comprenant une sous-couche NiCoCrAlYTa-Pt "Plasma" après cyclage mais l'oxydation ne s'est pas
propagée dans le revêtement. Cela peut être dû au nombre de cycles réalisés qui est inférieur à 200 alors
que les systèmes barrière thermique comprenant une sous-couche NiCoCrAlYTa-Pt "Tribomet" ont été
retirés après 300 cycles. Une autre explication à la non dégradation du revêtement "Plasma" peut être
qu’aucun oxyde ni réseau de porosité n’est observé dans la zone interne de la sous-couche après
élaboration. Même si les "puits" oxydés ont pénétré dans le revêtement au cours du cyclage, ils n’ont pas
pu se propager ensuite dans le cœur du revêtement (Figure VI.27).
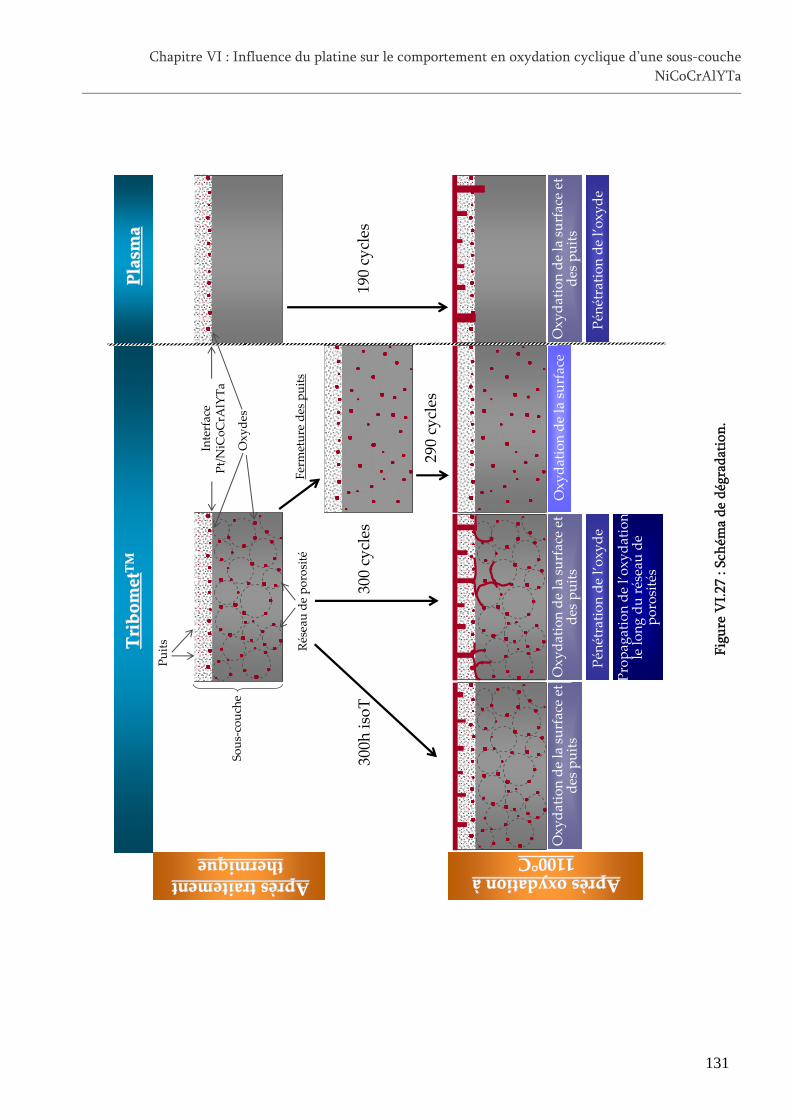
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
131
Puits
Sous‐couche
Interface
Pt/NiCoCrA
lYTa
Oxydes
300h isoT
300 cycles
290 cycles
190 cycles
Fermeture des puits
Oxydation de la surface et
des puits
Oxydation de la surface
Réseau de porosité
Tribomet
TribometTMTM
Plasma
Plasma
Apr Aprèès traitement s traitement thermique thermique
Apr Aprèès oxydation s oxydation àà1100 1100°°CC
Pénétration de l’oxyde
Propagation de l’oxydation
le long du réseau de
porosités
Oxydation de la surface et
des puits
Pénétration de l’oxyde
Oxydation de la surface et
des puits
Puits
Sous‐couche
Interface
Pt/NiCoCrA
lYTa
Oxydes
300h isoT
300 cycles
290 cycles
190 cycles
Fermeture des puits
Oxydation de la surface et
des puits
Oxydation de la surface
Réseau de porosité
Tribomet
TribometTMTM
Plasma
Plasma
Apr Aprèès traitement s traitement thermique thermique
Apr Aprèès oxydation s oxydation àà1100 1100°°CC
Pénétration de l’oxyde
Propagation de l’oxydation
le long du réseau de
porosités
Oxydation de la surface et
des puits
Pénétration de l’oxyde
Oxydation de la surface et
des puits
Fig
ure
VI.
27 :
Sch
éma
de
dég
rad
atio
n.

Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
132
Le platine ne démontrant aucun pouvoir lissant sur la surface de la sous-couche, il est nécessaire de
bien contrôler la rugosité de cette dernière avant le dépôt de la barrière thermique. Il n’est pas raisonnable
de polir la surface finale et de retirer de la matière dans la zone enrichie en platine pour des raisons
économiques. Une solution plus efficace qui permet de ne pas réduire la concentration en platine consiste
à aplanir la surface de la sous-couche avant le dépôt de platine. Mais cela ne supprime pas la nécessité
d'une bonne préparation de surface avant l'EB-PVD, comme le montrent les résultats du dernier essai de
cyclage thermique. Cette étape, en plus d'apporter une micro-rugosité nécessaire à l'accroche de la zircone
yttriée doit fermer la porosité ouverte qui peut apparaître après le traitement thermique.
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
133
Conclusions
Cette étude avait pour centre d’intérêt le comportement en oxydation cyclique d’un système
barrière thermique comprenant une sous-couche NiCoCrAlYTa modifié platine en vue d’une future
utilisation sur aubes de turbines à gaz aéronautiques. Auparavant, l’attention s’est portée sur le
comportement d’un système barrière thermique comprenant une sous-couche NiCoCrAlYTa sous
condition d’oxydation cyclique, et sa comparaison avec le comportement d’un système barrière thermique
comprenant une sous-couche aluminiure de nickel modifié platine β-(Ni,Pt)Al. L’utilisation de la
technique de thermogravimétrie cyclique pour la réalisation du cyclage thermique a permis de révéler
l’infériorité en cyclage thermique du système comprenant une sous-couche NiCoCrAlYTa par rapport au
système de référence avec un revêtement β-(Ni,Pt)Al, malgré des cinétiques d’oxydation très proches. La
moins bonne résistance à l’écaillage du système comprenant une sous-couche NiCoCrAlYTa est attribuée à
l’important réservoir en yttrium du NiCoCrAlYTa, responsable de la formation de nombreux "pegs", à la
forte rugosité initiale du NiCoCrAlYTa, générant de nombreux défauts de type "corn kernel" dans la
barrière thermique et à la composition du superalliage à base de nickel AM3, riche en titane. Connaissant
les points faibles du revêtement NiCoCrAlYTa en vue de son utilisation comme sous-couche d’un système
barrière thermique, le dépôt de platine à sa surface apparaît comme très prometteur parce qu’il favorise
l’oxydation sélective de l’aluminium et parce qu’il est connu pour améliorer la résistance à l’écaillage de
l’alumine. Ce choix est conforté par de précédentes études qui mettent en évidence l’effet bénéfique du
platine sur le comportement en oxydation d’un revêtement MCrAlY, avec ou sans barrière thermique.
Cependant, très peu de données sur la microstructure d’un dépôt MCrAlY modifié platine sont publiées. Il
était donc nécessaire de réaliser dans un premier temps une caractérisation fine de la microstructure
générée par la diffusion de platine dans un revêtement NiCoCrAlYTa.
Deux types de sous-couches NiCoCrAlYTa modifié platine ont été caractérisés. La première est
composée d’un revêtement NiCoCrAlYTa obtenu par codépôt électrolytique et d’une couche de platine
déposée par voie électrolytique : NiCoCrAlYTa-Pt "Tribomet". La seconde comprend un revêtement
NiCoCrAlYTa élaboré par projection plasma sous vide de la poudre AMDRY 997 et une couche de platine
déposée par pulvérisation cathodique : NiCoCrAlYTa-Pt "Plasma". Le revêtement NiCoCrAlYTa et la
couche de platine sont respectivement de 70-80μm et 7μm d’épaisseur, quelque soit le procédé de dépôt.
D’une manière générale, le dépôt de platine à la surface d’un revêtement NiCoCrAlYTa entraîne la
diffusion de l’aluminium vers la zone riche en platine. L’aluminium présent au sein de la phase β-NiAl en
l’absence de platine se retrouve alors préférentiellement en surface, provoquant l’apparition de la
martensite. La présence de la phase martensitique empêche l’yttrium de diffuser vers la surface car il est
peu soluble dans cette phase. Sa concentration est alors très faible (non détectable en EDS) dans la zone
externe du revêtement. Une autre caractéristique générale aux deux sous-couches est la présence de
nombreux oxydes à l’interface d’origine NiCoCrAlYTa/Pt. Ensuite, la microstructure de la sous-couche
dans la zone externe du dépôt varie selon le procédé d’élaboration du revêtement NiCoCrAlYTa. Lorsque
le codépôt électrolytique est utilisé, la martensite est la phase qui prédomine dans la zone externe du
revêtement mais les phases γ’-Ni3Al et γ-Ni sont également présentes et une couche non continue de γ’-
Ni3Al est observée en dessous de la martensite. La partie interne du revêtement est monophasée γ-Ni avec
une fine précipitation de γ’-Ni3Al. De nombreux oxydes sont observés dans la zone interne du dépôt et des
carbures de tantale sont présents à proximité du superalliage. Quand le revêtement NiCoCrAlYTa est
obtenu par projection plasma sous vide, la microstructure sous la surface est plus homogène. Une couche
de martensite est présente juste en dessous de la surface et au dessus d’une couche de γ’-Ni3Al. Comme
précédemment, la zone interne du revêtement est monophasée γ-Ni avec une fine précipitation de γ’-
Ni3Al. Aucun oxyde ni carbure n’est présent dans la zone interne de la sous-couche. En plus de l’effet
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
134
important du procédé d’élaboration du dépôt NiCoCrAlYTa, la quantité de platine déposée influence la
microstructure obtenue après diffusion de platine. Lorsque l’épaisseur de platine déposée est réduite, la
martensite n’est pas en proportion suffisante pour former une couche continue sous la surface du
revêtement. L’yttrium peut alors diffuser plus facilement vers la surface. Une teneur en platine réduite
affecte également la teneur en carbures présents à proximité du superalliage. Le platine déstabilisant les
carbures de tantale, plus la quantité de platine déposée est faible, plus il y aura de carbures. Un des rôles du
tantale est de piéger le titane qui diffuse depuis le superalliage, en formant des carbures (Ti,Ta)C. L’absence
de carbures provoquée par une forte teneur en platine peut alors avoir des conséquences néfastes sur le
comportement en oxydation d’une sous-couche NiCoCrAlYTa-Pt.
L’effet du platine sur le comportement en oxydation a d’abord été étudié en isotherme et sur un
revêtement NiCoCrAlYTa élaboré par codépôt électrolytique ("Tribomet"). L’effet connu du platine sur
l’oxydation sélective de l’aluminium est ainsi vérifié. Une sous-couche NiCoCrAlYTa non modifié forme
durant une oxydation de 300h à 1100°C sous flux d'air synthétique, un TGO composé majoritairement
d’alumine-α. Néanmoins, la couche d’oxyde est également riche en oxydes mixtes Y-Al-O, en spinelle
NiAl2O4 et contient d’autres oxydes à croissance rapide tels que TiTaO4, YTaO4 et AlTaO4. En présence de
platine, la couche d’oxyde qui se développe est de l’alumine-α avec une faible proportion de spinelle
NiAl2O4. Les oxydes riches en tantale, titane et yttrium observés en surface de la sous-couche
NiCoCrAlYTa sont absents du TGO. Seul de l’oxyde de titane s'est formé sur la sous-couche
NiCoCrAlYTa-Pt déposée sur le superalliage AM3 qui est riche en titane. Cela suggère que le titane a
diffusé lors de l’oxydation vers la surface où il s’est oxydé. Cependant, cela reste un phénomène localisé et
très minoritaire. L’oxydation isotherme, à 1100°C mais durant seulement 150h sous air du laboratoire,
d’une sous-couche NiCoCrAlYTa-Pt "Plasma" révèle des points communs et des différences avec la sous-
couche NiCoCrAlYTa-Pt "Tribomet". Le platine favorise bien l’oxydation sélective de l’aluminium puisque
le TGO qui s’est développé à la surface du revêtement NiCoCrAlYTa-Pt "Plasma" est majoritairement de
l'alumine. Cependant, une teneur non négligeable d’oxyde de titane, de type rutile, est détectée en surface
de la couche d’oxyde après seulement 150h à 1100°C alors qu’après 300h à 1100°C, la sous-couche
NiCoCrAlYTa-Pt "Tribomet" ne montre qu’une fraction très minoritaire d’oxyde de titane de type anatase
avec le superalliage AM3. Or, la sous-couche NiCoCrAlYTa-Pt "Plasma" ne contient aucun carbure de
tantale après élaboration. En l’absence de carbure, rien n’empêche la diffusion de titane depuis le
superalliage vers la couche d’oxyde. Ce n’est pas le cas de la sous-couche NiCoCrAlYTa-Pt "Tribomet" qui
présente des carbures de tantale proches de l’interface avec le superalliage après élaboration. Même si la
diffusion de platine vers le superalliage déstabilise les carbures lors de l’oxydation, ils sont maintenus dans
le revêtement pendant un certain temps et peuvent piéger le titane qui remonte vers la surface. Le platine
ne supprime donc pas l’effet du superalliage lorsque ce dernier est riche en titane. Il se pourrait même que
la dégradation soit accélérée plus la teneur en titane du superalliage est élevée. De part la formation
importante d’oxyde de titane lors de l’oxydation de la sous-couche NiCoCrAlYTa-Pt "Plasma", il est
nécessaire que les effets bénéfiques du Pt (augmentation du flux d’aluminium vers la surface, suppression
des "pegs", moins de phases spinelles, limitation éventuelle sur la ségrégation du S, etc.) compensent l’effet
négatif du titane afin d'obtenir une amélioration du comportement en oxydation cyclique. En revanche,
l’effet bénéfique du platine sur le comportement en oxydation isotherme de la sous-couche NiCoCrAlYTa-
Pt "Tribomet" laisse présager une amélioration du comportement en oxydation cyclique de systèmes
barrière thermique comprenant une sous-couche NiCoCrAlYTa-Pt "Tribomet".
De l'oxyde de titane est retrouvé en grande quantité après cyclage thermique à la surface du TGO
d'un système barrière thermique comprenant une sous-couche NiCoCrAlYTa-Pt "Plasma". L'oxydation du
titane a donc favorisé l'écaillage de la barrière thermique.
Par contre, l'effet bénéfique du platine sur le comportement en oxydation cyclique est confirmé
lors du premier essai réalisé sur des systèmes barrière thermique comprenant une sous-couche
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
135
NiCoCrAlYTa "Tribomet" avec et sans platine. Une forte augmentation de la durée de vie est enregistrée
avec l’ajout de platine, attribuée à la formation d’un TGO d'alumine, sans "peg" ni oxyde à croissance
rapide. Cependant, de nombreux défauts de type "corn kernel" ont favorisé la déformation de la surface de
la sous-couche et par conséquent l’amorçage et la propagation de fissures. Ces défauts sont la preuve d’une
importante rugosité de la surface avant le dépôt barrière thermique, qu’il est nécessaire de réduire afin
d’optimiser l’effet du platine. Un second lot de systèmes barrière thermique comprenant uniquement une
sous-couche NiCoCrAlYTa-Pt "Tribomet" a été testé. Ces échantillons diffèrent des premiers en plusieurs
points. Tout d’abord, une préparation spécifique est réalisée avant le dépôt de platine de manière à aplanir
la surface du revêtement NiCoCrAlYTa. Une autre différence concerne la préparation de surface avant EB-
PVD ainsi que le dépôt de la barrière thermique qui ne sont pas réalisés par les mêmes compagnies. La
diminution de la rugosité de la surface du revêtement NiCoCrAlYTa avant le dépôt de platine, et par
conséquent l’aplanissement de la surface avant l’EB-PVD ont permis une réduction de la déformation de la
surface de la sous-couche lors du cyclage thermique. Mais le point le plus déterminant pour la durée de vie
du système barrière thermique est la préparation de surface réalisée avant le dépôt de la barrière
thermique. En effet, après traitement thermique de diffusion, de la porosité ouverte est observée en surface
des sous-couches NiCoCrAlYTa-Pt. Si la préparation de surface est efficace, elle ferme ces pores/"puits" qui
ne peuvent alors pas s'oxyder et pénétrer dans le revêtement au cours du cyclage. Par contre, si les pores
restent ouverts, ils progressent à l'intérieur de la sous-couche lors du cyclage thermique. Lorsqu'ils
rencontrent le réseau de porosité au sein du dépôt (ancienne interface CrAlYTa/(nickel, cobalt)), leur
propagation est accélérée et suit ces "chemins" privilégiés. Ainsi se développe le front d'oxydation dans la
sous-couche, parallèlement à la surface du revêtement, qui est extrêmement néfaste pour la durée de vie
du système barrière thermique.
Enfin, des "puits" oxydés pénètrent dans la sous-couche NiCoCrAlYTa-Pt "Plasma" de système
barrière thermique au cours du cyclage thermique mais ne se propagent pas parallèlement à la surface.
Bien que le nombre de cycles réalisé sur de tels systèmes soit inférieur aux 300 cycles qu'a subis le système
très dégradé comprenant une sous-couche NiCoCrAlYTa-Pt "Tribomet", cette différence de comportement
doit fortement être liée à la microstructure de la sous-couche après élaboration. Alors que le dépôt
NiCoCrAlYTa-Pt "Tribomet" contient de nombreux oxydes (et donc un réseau de porosité) dans sa partie
interne, le revêtement NiCoCrAlYTa-Pt "Plasma" n'en présente pas, excepté à l'interface d'origine
Pt/NiCoCrAlYTa. Lorsque les "puits" progressent au cours du cyclage dans le dépôt NiCoCrAlYTa-Pt
"Plasma", aucune porosité n'est présente pour faciliter et accélérer leur propagation dans le revêtement.
Afin d'augmenter la durée de vie des systèmes barrière thermique, il est donc nécessaire de contrôler
rigoureusement la microstructure des dépôts et plus particulièrement de minimiser au maximum la
quantité d'oxygène piégé dans le dépôt NiCoCrAlYTa.
A partir de ces résultats, différentes recommandations peuvent être faites afin d'augmenter la
durée de vie d'un système barrière thermique comprenant une sous-couche NiCoCrAlYTa-Pt (Tableau C).
Tout d'abord, le superalliage doit contenir très peu de titane, voire pas du tout, car cet élément est
néfaste pour la résistance en oxydation des systèmes barrière thermique. Par contre, il est conseillé que le
superalliage contienne un élément réactif qui viendra co-doper le système, avec l'yttrium contenu dans la
sous-couche. Cela doit permettre de réduire la cinétique d'oxydation et par conséquent les contraintes de
croissance dans la couche d'oxyde.
Ensuite, il est important de minimiser au maximum la porosité du dépôt NiCoCrAlYTa afin
d'empêcher une dégradation catastrophique comme celle observée au paragraphe C.3 du chapitre VI. La
surface du revêtement NiCoCrAlYTa doit également être aplanie avant le dépôt de platine. Il est en effet
préférable que la diminution de la rugosité du NiCoCrAlYTa soit réalisée avant le dépôt de platine plutôt
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
136
qu'après, pour des problèmes de coûts. L'aplanissement de la surface de la sous-couche NiCoCrAlYTa doit
permettre de limiter la présence de défauts dans la barrière thermique.
Concernant le platine, il est difficile de recommander une certaine épaisseur plutôt qu'une autre.
Quelques propositions peuvent tout de même être faites. Il est nécessaire de déposer du platine sur la
surface du NiCoCrAlYTa pour favoriser l'oxydation sélective de l'aluminium. La formation de la
martensite, grâce au pompage de l'aluminium par le platine, permet de réduire la teneur en éléments
réactifs dans la zone externe des revêtements et donc d'empêcher la formation de "pegs". Une forte
quantité de platine serait donc préférée, pour obtenir beaucoup de martensite. Cependant, le platine
destabilise les carbures de tantale qui ne peuvent plus piéger le titane. Si la sous-couche est déposée sur un
superalliage contenant du titane, il est alors important de permettre la formation de carbures en ne
déposant pas trop de platine. Même s'ils se décomposeront lors de l'oxydation à haute température, les
carbures auront piégés pendant un certain temps le titane et par conséquent retarder la dégradation du
système. Il s'agit donc de trouver un compromis pour l'épaisseur de platine déposé.
Bien qu'une étape importante soit la préparation de la surface du revêtement NiCoCrAlYTa avant
le platine, la préparation de la surface de la sous-couche avant le dépôt de la barrière thermique est
toujours fortement nécessaire. D'une part, elle favorise l'accroche de la barrière thermique en créant une
micro-rugosité à la surface de la sous-couche, d'autre part elle doit pouvoir corriger les défauts de la
surface, comme fermer des "puits" par exemple.
Enfin, il est nécessaire de contrôler le premier oxyde qui se forme à la surface de la sous-couche
afin de favoriser l'adhérence de la barrière thermique et augmenter la durée de vie des systèmes barrière
thermique.
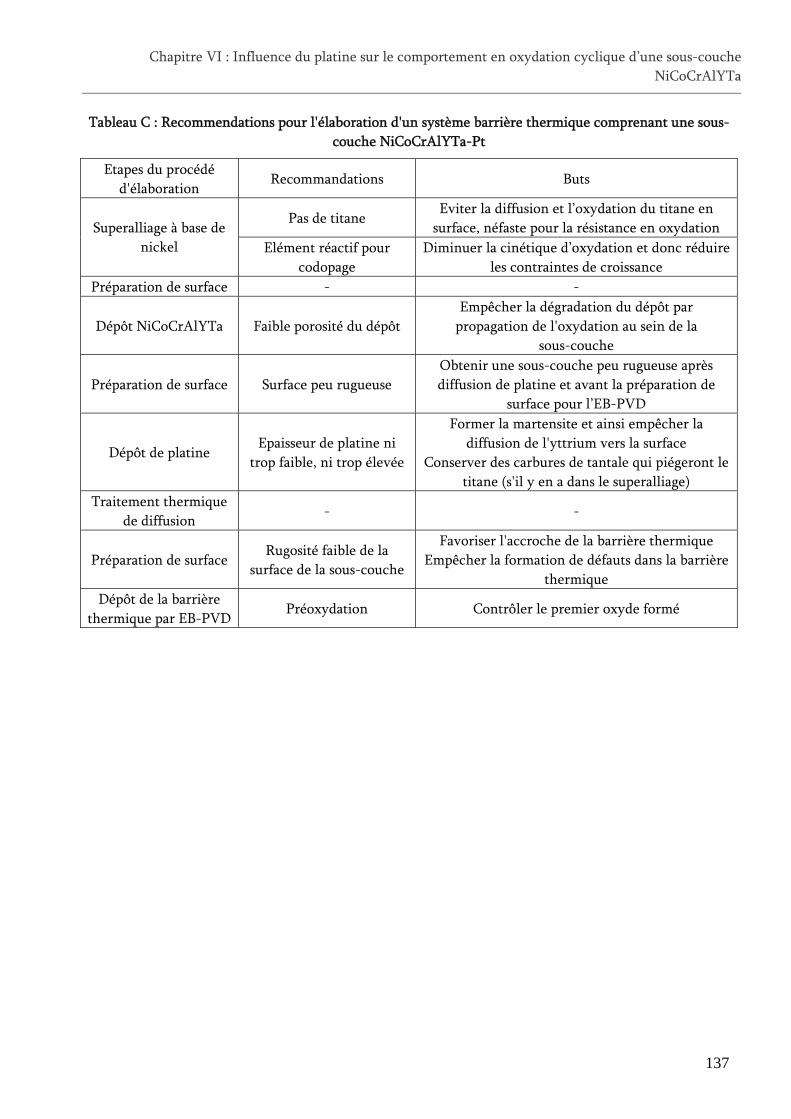
Chapitre VI : Influence du platine sur le comportement en oxydation cyclique d’une sous-couche
NiCoCrAlYTa
137
Tableau C : Recommendations pour l'élaboration d'un système barrière thermique comprenant une sous-
couche NiCoCrAlYTa-Pt
Etapes du procédé
d'élaboration Recommandations Buts
Pas de titane Eviter la diffusion et l’oxydation du titane en
surface, néfaste pour la résistance en oxydation Superalliage à base de
nickel Elément réactif pour
codopage
Diminuer la cinétique d’oxydation et donc réduire
les contraintes de croissance
Préparation de surface - -
Dépôt NiCoCrAlYTa Faible porosité du dépôt
Empêcher la dégradation du dépôt par
propagation de l'oxydation au sein de la
sous-couche
Préparation de surface Surface peu rugueuse
Obtenir une sous-couche peu rugueuse après
diffusion de platine et avant la préparation de
surface pour l’EB-PVD
Dépôt de platine Epaisseur de platine ni
trop faible, ni trop élevée
Former la martensite et ainsi empêcher la
diffusion de l'yttrium vers la surface
Conserver des carbures de tantale qui piégeront le
titane (s'il y en a dans le superalliage)
Traitement thermique
de diffusion - -
Préparation de surface Rugosité faible de la
surface de la sous-couche
Favoriser l'accroche de la barrière thermique
Empêcher la formation de défauts dans la barrière
thermique
Dépôt de la barrière
thermique par EB-PVD Préoxydation Contrôler le premier oxyde formé

139
Bibliographie
[1] J. R. Nicholls, M. J. Deakin, D. S. Rickerby: Wear Vol.233-235 (1999), p. 352
[2] R. G. Wellman, M. J. Deakin, J. R. Nicholls: Wear Vol.258 (2005), p. 349
[3] C. Mercer, S. Faulhaber, A. G. Evans, R. Darolia: Acta Materialia Vol.53 (2005), p. 1029
[4] S. Krämer, S. Faulhaber, M. Chambers, D. R. Clarke, C. G. Levi, J. W. Hutchinson, A. G. Evans:
Materials Science & Engineering A Vol.490 (2008), p. 26
[5] A. G. Evans, D. R. Mumm, J. W. Hutchinson, G. H. Meier, F. S. Pettit: Progress in Materials Science
Vol.46 (2001), p. 505
[6] D. Monceau, F. Crabos, A. Malie, B. Pieraggi, in: High Temperature Corrosion and Protection of Materials 5, Pts 1 and 2. (2001), vol. 369-372, pp. 607-614.
[7] E. J. Felten: Oxidation of Metals Vol.10 (1976), p. 23
[8] R. Lowrie, D. H. Boone: Thin Solid Films Vol.45 (1977), p. 491
[9] L. Peichl, D. F. Bettridge, présenté à "Materials for Advanced Power Engineering", Part I, Liege 1994.
[10] T. A. Taylor, D. F. Bettridge: Surface & Coatings Technology Vol.86-87 (1996), p. 9
[11] J. R. Nicholls: Jom-Journal of the Minerals Metals & Materials Society Vol.52 (2000), p. 28
[12] W. J. Quadakkers, V. Shemet, D. Sebold, R. Anton, E. Wessel, L. Singheiser: Surface & Coatings
Technology Vol.199 (2005), p. 77
[13] N. M. Yanar, F. S. Pettit, G. H. Meier: Metallurgical and Materials Transactions A Vol.37A (2007), p.
1563
[14] A. Feuerstein, J. Knapp, T. Taylor, A. Ashary, A. Bolcavage, N. Hitchman: Journal of Thermal Spray
Technology Vol.17 (2008), p. 199
[15] C. T. Sims, Superalloys: genesis and character, dans "Superalloys II", eds : Sims C.T., Stolof N., Hagel
W.C., (1987) p. 3
[16] M. Durand-Charre, The Microstructure of Superalloys (Gordon and Breach Science Publishers
Amsterdam, 1997), pp. 124.
[17] B. J. Piearcey, B. E. Terkelsen: Transactions of the Metallurgical Society of AIME Vol.239 (1967), p.
1143
[18] M. Gell, D. N. Duhl, A. F. Giamei, dans "Superalloys 1980", TMS, (1980) p.205.
[19] J. J. Jackson, M.J. Donachie, R.J. Henricks, M. Gell: Metallurgical and Materials Transactions A Vol.8
(1977), p. 1615
[20] A. Raffaitin, D. Monceau, F. Crabos, E. Andrieu: Scripta Materialia Vol.56 (2007), p. 277
[21] P. Caron, T. Khan: Aerospace Science and Technology Vol.3 (1999), p. 513
[22] Z. Meng, G. Sun, M. Li, X. Xie, dans "Superalloys 1984", TMS (1984) p. 563
[23] J. L. Smialek, G. H. Meier, in: Superalloys II. (C.T. Sims, N.S. Stoloff, W.C. Hagel, eds., Wiley & Sons,
NY, 1987), vol. Chapitre 11, pp. 293-326.
[24] G. L. Erickson, dans "Superalloys 1996", TMS, (1996) p. 35
[25] K. O'Hara, W. S. Walston, E. W. Ross, R. Darolia, Nickel base superalloy and article, Brevet 5,482,789
(1996)
[26] J. L. Smialek, D. T. Jayne, J. C. Schaeffer, W. H. Murphy: Thin Solid Films (1994), p. 285
[27] J. L. Smialek: Transactions of the ASME Vol.120 (1998), p. 370
[28] I. G. Wright, B. A. Pint, W. Y. Lee, K. B. Alexander, K. Prüβner, dans: J. Nicholls and D. Rickerby Ed,
"High Temperature Surface Engineering", Institute of Materials, London, UK (2000) p. 95
[29] J. A. Haynes, Y. Zhang, W. Y. Lee, B. A. Pint, I. G. Wright, K. M. Cooley, dans: J. M. Hampikian and
N. B. Dahotre Ed, " Elevated Temperature Coatings : Science and Technology III", TMS Symp. Proc.,
Warrendale, PA, (1999) p. 185
[30] P. Y. Hou, J. L. Smialek: Scripta Materialia Vol.33 (1995), p. 1409
140
[31] J. L. Smialek: Metallurgical and materials transactions A Vol.22A (1991), p. 739
[32] R. Mévrel, dans: Plastox 2007, Mécanismes et Mécanique des Intéractions Plasticité-Environnement E. B. Viguier, Ed. (EDP Sciences, Argelès-sur-Mer, France, 2009).
[33] N. Birks, G. H. Meier, S. Pettit, Introduction to the High-Temperature Oxidation of Metals (Cambridge University Press, 2006), pp. 338.
[34] NMAB, Coatings for High-Temperature Structural Materials: Trends and Opportunities, National
Academy Press, Washington, D.C. (1996)
[35] G. W. Goward, L. W. Cannon: Journal of Engineering for Gas Turbines and Power Vol.110 (1988), p.
150
[36] J. Benoist, K. F. Badawi, A. Malié, C. Ramade: Surface and Coatings Technology Vol.182 (2004), p. 14
[37] J. H. Wood, E. H. Goldman, in: Superalloys II N. S. S. C.T. Sims, W.C. Hagel, Ed. (Wiley, New York,
1987) pp. 359-384.
[38] J. Angenete, K. Stiller: Surface and Coatings Technology Vol.150 (2001), p. 107
[39] D. S. Rickerby, M. R. Winstone: Materials & Manufacturing Processes Vol.7 (1992), p. 495
[40] D. B. Miracle: Acta Metallurgica et Materialia Vol.41 (1993), p. 649
[41] B. M. Warnes, D. C. Punola: Surface & Coatings Technology Vol.94-5 (1997), p. 1
[42] R. T. Wu, K. Kawagishi, H. Harada, R. C. Reed: Acta Materialia Vol.56 (2008), p. 3622–3629
[43] A. T. Cape, Method of applying metallic coatings, Brevet 3107175(A) (1963)
[44] K. Bungardt, G. Lehnert, H. W. Meinhardt, Protective diffusion layer on nickel and/or cobalt-based alloys, Brevet 3819338 (1974)
[45] R. Streiff, D. H. Boone: Journal of Materials Engineering Vol.10 (1988), p. 15
[46] A. L. Purvis, B. M. Warnes: Surface and Coatings Technology Vol.146-147 (2001), p. 1
[47] N. Vialas, D. Monceau: Surface & Coatings Technology Vol.201 (2006), p. 3846
[48] G. R. Krishna, D. K. Das, V. Singh, S. V. Joshi: Material Science and Engineering Vol.A251 (1998), p.
40
[49] J. Benoist, K. F. Badawi, A. Malié, C. Ramade: Surface and Coatings Technology Vol.194 (2005), p. 48
[50] B. Gleeson, W. Wang, S. Hayashi, D. Sordelet: Mat. Sci. Forum Vol.461-464 (2004), p. 213
[51] H. M. Tawancy, N. Sridhar, N. M. Abbas: Journal of Materials Science Vol.35 (2000), p. 3615
[52] N. Vialas, D. Monceau: Oxidation of Metals Vol.66 (2006), p. 155
[53] D. S. Rickerby, S. R. Bell, R. G. Wing, Method of applying a thermal barrier coating to a superalloy article and a thermal barrier coating, Brevet 574900 (1997)
[54] D. S. Rickerby, S. R. Bell, R. G. Wing, Article Including Thermal Barrier Coated Superalloy Substrate,
Brevet 5981091 (1999)
[55] B. Gleeson, B. Li, D. J. Sordelet, W. J. Brindley, Methods for making high-temperature coatings having Pt metal modified gamma-Ni+gamma prime Ni3Al alloy compositions and a reactive element,Brevet US7531217 B2 (2009)
[56] Y. Zhang, B. A. Pint, J. A. Haynes, I. G. Wright: Surface and Coatings Technology Vol.200 (2005), p.
1259
[57] B. Gleeson: Journal of Propulsion and Power Vol.22 (2006), p. 375
[58] T. Izumi, B. Gleeson: Materials Science Forum Vol.522-523 (2006), p. 221
[59] V. Deodeshmukh, N. Mu, B. Li, B. Gleeson: Surface & Coatings Technology Vol.201 (2006), p. 3836
[60] R. G. Ubank: Revue Internationale des Hautes Températures et des Réfractaires Vol.14 (1) (1977), p.
21
[61] M. Schütze, Corrosion and Environmental Degradation. Wiley-VCH, Ed. (2000)
[62] J. Foster, Electrolytic or electroless codeposition of particles and metal, Brevet GB2254338A (1992)
[63] D. M. Mattox, Handbook of Physical Vapor Deposition (PVD) processing, Film Formation, Adhesion, Surface Preparation and Contamination Control (Noyes Publication, Westwood, New Jersey, USA,
1998)
[64] J. P. Coad, J. E. Restall: Metals Technology Vol.9 (1982), p. 499
141
[65] P. Fauchais, A. Vardelle, B. Dussoubs: Journal of Thermal Spray Technology Vol.10 (2001), p. 44
[66] P. Fauchais, A. Vardelle: International Journal of Thermal Sciences Vol.39 (2000), p. 852
[67] H. Singh, B. S. Sidhu, D. Puri, S. Prakash: Materials and Corrosion Vol.58 (2007), p. 92
[68] K. Fritscher, Y.-T. Lee: Materials and Corrosion Vol.56 (2005), p. 5
[69] K. Fritscher, C. Leyens, U. Schulz: Materials Science Forum Vol.369-372 (2001), p. 703
[70] M.-P. Bacos, B. Girard, P. Josso, C. Rio: Surface & Coatings Technology Vol.162 (2003), p. 248
[71] P. Fox, G. J. Tatlock: Materials Science and Technology Vol.5 (1989), p. 816
[72] R. Mévrel: Materials Science and Engineering Vol.A120 (1989), p. 13
[73] S. Sacré, U. Wienstroth, H.-G. Feller, L. K. Thomas: Journal of Materials Science Vol.28 (1993), p.
1843
[74] T. C. Totemeier, W. F. Gale, J. E. King: Metallurgical and materials transactions A Vol.25A (1994), p.
2837
[75] P. Poza, P. S. Grant: Surface & Coatings Technology Vol.201 (2006), p. 2887
[76] J. Toscano, A. Gil, T. Hüttel, E. Wessel, D. Naumenko, L. Singheiser, W. J. Quadakkers: Surface &
Coatings Technology Vol.202 (2007), p. 603
[77] A. G. Evans, D. R. Clarke, C. G. Levi: Journal of the European Ceramic Society Vol.28 (2008), p. 1405
[78] J. Smialek, R. Gibala: Metallurgical and Materials Transactions A Vol.14A (1983), p. 2143
[79] W. Brandl, H. J. Grabke, D. Toma, J. Krüger: Surface and Coatings Technology Vol.86-87 (1996), p. 41
[80] D. R. Mumm, A. G. Evans: Acta Materialia Vol.48 (2000), p. 1815
[81] R. Muñoz-Arroyo, D. Clemens, F. Tietz, R. Anton, J. Quadakkers, L. Singheiser: Materials Science
Forum Vol.369-372 (2001), p. 165
[82] T. C. Totemeier, W. F. Gale, J. E. King: Thermal Spray '93, DVS Report, DVS 152 p. 304
[83] B. G. Mendis, B. Tryon, T. M. Pollock, K. J. Hemker: Surface & Coatings Technology Vol.201 (2006),
p. 3918
[84] H. M. Tawancy, N. M. Abbas, A. Bennett: Surface & Coatings Technology Vol.68/69 (1994), p. 10
[85] T. J. Nijdam, W. G. Sloof: Acta Materialia Vol.55 (2007), p. 5980
[86] T. J. Nijdam, W. G. Sloof: Materials Characterization Vol.59 (2008), p. 1697
[87] A. Gil, D. Naumenko, R. Vassen, J. T. Subanovic, L. Singheiser, W. J. Quadakkers: Surface & Coatings
Technology Vol.204 (2009) p. 531
[88] M. Subanovic, D. Sebold, R. Vassen, E. Wessel, D. Naumenko, L. Singheiser, W. J. Quadakkers:
Materials and corrosion Vol.59 (2008) p.463
[89] A. Taylor, R. W. Floyd: J. Inst. Metal. Vol.81 (1952), p. 451
[90] A. M. Huntz, A. Boumaza, G. Moulin, J. L. Lebrun, dans "10th ICMC", Madras (India) 1987 p.3565
[91] A. M. Huntz, A. Boumaza, G. Moulin, J. L. Lebrun, dans "Advanced Materials and Processing
Techniques for Structural Applications", Paris (France) 1987 p.189
[92] Huntz A.M., Boumaza A., M. G.: Oxidation of Metals Vol.30 (1988), p. 141
[93] J. M. N. G. Muamba, R. Streiff: Materials Science and Engineering Vol.A121 (1989), p. 391
[94] Hesnawi A., Hefei Li, Zhaohui Zhou, Shengkai Gong, H. Xu: Vacuum Vol.81 (2007), p. 947
[95] F. J. Pennisi, D. K. Gupta: Thin Solid Films Vol.84 (1981), p. 49
[96] C. Booth-Morrison, R. D. Noebe, D. N. Seidman: Acta Materialia Vol.57 (2009), p. 909
[97] T. J. Nijdam, W. G. Sloof: Acta Materialia Vol.56 (2008), p. 4972
[98] A. Boudot, Thèse, INPT (1999).
[99] A. Raffaitin, F. Crabos, E. Andrieu, D. Monceau: Surface & Coatings Technology Vol.201 (2006), p.
3829
[100] Mevrel R., D. C., dans: "Advanced Workshop: Coatings for Heat Engines" (Aquafredda di Maretea
(Italie), (1984)
[101] M. Vilasi, J. Steinmetz, P. Steinmetz: Mémoires et Etudes Scientifiques Revue de Métallurgie (1989),
p. 133
[102] A. R. Nicoll, G. Wahl, dans "Superalloys 1984", TMS, p.805
142
[103] I. M. Allam, H. C. Akuezue, D. P. Whittle: Oxidation of Metals Vol.14 (1980), p. 517
[104] D. Monceau, D. Oquab, C. Estournès, M. Boidot, S. Selezneff, Y. Thebault, Y. Cadoret: Surface &
Coatings Technology (sous presse)
[105] V. Lughi, D. R. Clarke: Surface and Coatings Technology Vol.200 (2005), p. 1287
[106] K. Fritscher, M. Schmücker, C. Leyens, U. Schulz, dans "4th international symposium on high
temperature corrosion", Les Embiez, 20-24 May 1996 1996.
[107] P. T. Moseley, K. R. Hyde, B. A. Bellamy, G. Tappin: Corrosion science Vol.24 (1984), p. 547
[108] T. E. Strangman, Columnar grain ceramic thermal barrier coatings, Brevet US patent 4321311 (1982)
[109] J. C. Schaeffer, dans "Thermal Barrier Workshop", Nasa Lewis Research Center, Cleveland, OH
(1997) p.99
[110] D. R. Clarke, V. Sergo, M. Y. He, dans "Elevated Temperature Coatings : Science and Technology III"
J. H. a. N. B. Dahotre (Ed.) (1998).
[111] Zhao X., Hashimoto T., X. P.: Scripta Materialia Vol.55 (2006), p. 1051
[112] J. A. Haynes, M. J. Lance, B. A. Pint, I. G. Wright: Surface and Coatings Technology Vol.146 –147
(2001), p. 140 –146
[113] S. Laxman, B. Franke, B. W. Kempshall, Y. H. Sohn, L. A. Giannuzzi, K. S. Murphy: Surface &
Coatings Technology Vol.177-178 (2004), p. 121
[114] V. K. Tolpygo, D. R. Clarke, K. S. Murphy: Metallurgical and Materials Transactions A Vol.32A
(2001), p. 1467
[115] M. J. Stiger, N. M. Yanar, F. S. Pettit, G. H. Meier, dans "Elevated temperature coatings: science and
technology III", The Minerals, Metals and Materials Society; Warrendale (PA) (1999) p.51
[116] K. S. Murphy, K. L. More, M. J. Lance: Surface and Coatings Technology Vol.146-147 (2001), p. 152
[117] M. Hu, S. Guo, T. Tomimatsu, Y. Ikuhara, Y. Kagawa: Surface & Coatings Technology Vol.2006
(2006), p. 6130
[118] Levi C.G., Sommer E., Terry S.G., Catanoiu A., R. M.: Journal of the American Ceramic Society
Vol.86 (2003), p. 676
[119] U. Schulz, M. Menzebach, C. Leyens, Y. Q. Yang: Surface & Coatings Technology Vol.146-147
(2001), p. 117
[120] M. J. Stiger, N. M. Yanar, R. W. Jackson, S. J. Laney, F. S. Pettit, G. H. Meier, A. S. Gandhi, C. G.
Levi: Metallurgical and Materials Transactions A Vol.38A (2007), p. 848
[121] D. R. Mumm, A. G. Evans, I. T. Spitsberg: Acta Materialia Vol.49 (2001), p. 2329
[122] D. Oquab, C. Estournes, D. Monceau: Advanced Engineering Materials Vol.9 (2007), p. 413
[123] D. Monceau, D. Oquab, C. Estournès, M. Boidot, S. Selezneff, Y. Thebault, Y. Cadoret: Surface &
Coatings Technology (sous presse)
[124] D. Oquab, D. Monceau, Y. Thébault, C. Estournes: Materials Science Forum Vol.595-598 (2008), p.
143
[125] T. Troczynski, Q. Yang, Process for making chemically bonded sol-gel ceramics, Brevet US6284682,
2001
[126] D. A. Barrow, T. E. Petroff, M. Sayer: Surface & Coatings Technology Vol.76-77 (1995), p. 113
[127] C. Viazzi, J. P. Bonino, F. Ansart: Surface & Coatings Technology Vol.201 (2006), p. 3889
[128] C. Viazzi, R. Wellman, D. Oquab, J. Nicholls, D. Monceau, J. P. Bonino, F. Ansart: Materials Science
Forum Vol.595-598 (2008), p. 3
[129] J. Fenech, C. Viazzi, J.-P. Bonino, F. Ansart, A. Barnabé: Ceramics International Vol. (2009) sous
presse
[130] V. M. Bekale, D. Monceau, D. Oquab, F. Ansart, J.-P. Bonino, J. Fenech, présenté à "Eurocorr 2009",
Nice, France (2009)
[131] J. R. Nicholls, N. J. Simms, W. Chan, H. E. Evans: Surface & Coatings Technology Vol.149 (2002), p.
236
[132] C. Wagner: J. of the Electrochem. Soc. (1952), p. 369
143
[133] B. Pieraggi: Oxidation of Metals Vol.27 (1987), p. 177
[134] D. Monceau, B. Pieraggi: Oxidation of Metals Vol.50 (1998), p. 477
[135] G. C. Rybicki, J. Smialek: Oxidation of Metals Vol.31 (1989), p. 275
[136] J. Doychak, J. L. Smialek, T. E. Mitchell: Metallurgical and Materials Transactions A Vol.A20 (1989),
p. 499
[137] B. A. Pint, J. R. Martin, L. W. Hobbs: Solid State Ionics Vol.78 (1995), p. 99
[138] R. Prescott, D. F. Mitchell, M. J. Graham, J. Doychak: Corrosion Science Vol.37 (1995), p. 1341
[139] M. W. Brumm, H. J. Grabke: Corrosion Science Vol.33 (1992), p. 1677
[140] J. Yang, E. Schumann, I. Levin, M. Ruhle: Acta Materialia Vol.46 (1998), p. 2195
[141] V. K. Tolpygo, D. R. Clarke: Materials at High Temperatures Vol.17 (2000), p. 59
[142] K. M. N. Prasanna, A. S. Khanna, R. Chandra, W. J. Quadakkers: Oxidation of Metals Vol.46 (1996),
p. 465
[143] D. M. Lipkin, D. R. Clarke, M. Hollatz, M. Bobeth, W. Pompe: Corrosion Science Vol.39 (1997), p.
231
[144] D. P. Garriga-Majo, B. A. Shollock, D. S. McPhail, R. J. Chater, J. F. Walker: International Journal of
Inorganic Materials Vol.1 (1999), p. 325
[145] H. M. Hindam, W. W. Smeltzer: J. Electrochem. Soc. Vol.127 (1980), p. 1630
[146] D. M. Lipkin, H. Schaffer, F. Adar, D. R. Clarke: Appl. Phys. Lett. Vol.70 (1997), p. 2550
[147] B. A. Pint, J. R. Martin, L. W. Hobbs: Oxidation of Metals Vol.39 (1993), p. 167
[148] F. S. Pettit: Transactions of the Metallurgical Society of AIME Vol.239 (1967), p. 1296
[149] H. Hindam, W. W. Smeltzer: J. Electrochem. Soc. Vol.127 (1980), p. 1622
[150] C. S. Giggins, F. S. Pettit: Journal of Electrochemical Society Vol.118 (1971), p. 1782
[151] Y. Cadoret, D. Monceau, M. Bacos, P. Josso, V. Maurice, P. Marcus: Oxidation of Metals Vol.64
(2005), p. 185
[152] A. Raffaitin, D. Monceau, E. Andrieu, F. Crabos: Acta Materialia Vol.54 (2006), p. 4473
[153] A. Reddy, D. B. Hovis, A. H. Heuer, A. P. Paulikas, B. W. Veal: Oxidation of Metals Vol.67 (2007), p.
153
[154] D. M. Lipkin, D. R. Clarke: Oxidation of Metals Vol.45 (1996), p. 267
[155] J. A. Haynes, B. A. Pint, W. D. Porter, I. G. Wright: Materials at High Temperature Vol.21 (2004), p.
87
[156] X. Peng, D. R. Clarke, F. Wang: Oxidation of Metals Vol.60 (2003), p. 225
[157] M. W. Brumm, H. J. Grabke: Corrosion Science Vol.34 (1993), p. 547
[158] L. Rivoaland, V. Maurice, P. Josso, M.-P. Bacos, P. Marcus: Oxidation of Metals Vol.60 (2003), p. 137
[159] N. Vialas, D. Monceau: Oxidation of Metals Vol.68 (2007), p. 223
[160] J. Grabke, D. Wiemer, H. Viefhaus: Applied Surface Science Vol.47 (1991), p. 243
[161] W. Y. Lee, Y. Zhang, I. G. Wright, B. A. Pint, P. K. Liaw: Metallurgical and Materials Transactions A
Vol.29A (1998), p. 833
[162] H. J. Schmutzler, H. Viefhaus, H. J. Grabke: Surface and Interface Analysis Vol.18 (1992), p. 581
[163] P. Y. Hou, J. Stringer: Oxidation of Metals Vol.38 (1992), p. 323
[164] R. Molins, P. Y. Hou: Surface and Coatings Technology Vol.201 (2006), p. 3841
[165] P. Y. Hou, V. K. Tolpygo: Surface and Coatings Technology Vol.202 (2007), p. 623
[166] S. Y. Hong, A. B. Anderson, J. L. Smialek: Surface Science Vol.230 (1990), p. 175
[167] I. Rouzou, R. Molins, F. Jomard: Materials Science Forum Vol.461-464 (2004), p. 101
[168] T. Gheno, D. Monceau, D. Oquab, Y. Cadoret: Oxidation of Metals Vol.sous presse (2009), p.
[169] W. T. Griffiths, L. B. Pfeil, Improvements in heat resistant alloys, Brevet GB459848A (1937)
[170] D. P. Whittle, J. Stringer: Phil. Trans. R. Soc. London Vol.A295 (1980), p. 309
[171] H. Hindam, D. P. Whittle: Journal of the Electrochemical Society: Accelerated Brief
Communications (1982), p. 1147
[172] B. A. Pint: Oxidation of Metals Vol.45 (1996), p. 1
144
[173] B. A. Pint, A. J. Garratt-Reed, L. W. Hobbs, dans: S. B. Newcomb and M. J. Bennett Ed, "2nd
International Conference on the Microscopy of Oxidation", Cambridge, U.K. (1993) p. 463
[174] W. J. Quadakkers, H. Holzbrecher, K. G. Briefs, H. Beske: Oxidation of Metals Vol.32 (1989), p. 67
[175] I. A. Allam, D. P. Whittle, J. Stringer: Oxidation of Metals Vol.12 (1978), p. 35
[176] B. A. Pint, J. A. Haynes, K. L. More, I. G. Wright, C. Leyens, dans: T. M. Pollock, R. D. Kissinger, R.
R. Bowman, K. A. Green, M. McLean, S. Olson and J. J. Shirra (Ed.), "Superalloys 2000", TMS,
Warrendale, PA, (2000) p.629
[177] J. R. Blachère, E. Schumann, G. H. Meier, F. S. Pettit: Scripta Materialia Vol.49 (2003), p. 909
[178] B. A. Pint, M. Treska, L. W. Hobbs: Oxidation of Metals Vol.47 (1997), p. 1
[179] H. J. Grabke: Intermetallics Vol.7 (1999), p. 1153
[180] J. M. N. G. Muamba, R. Streiff: Materials Science and Engineering Vol.88 (1987), p. 111
[181] J. L. Lebrun, A. M. Huntz, A. Boumaza, Stress and High Temperature Resistance of Superalloys Protected by LPPS Coatings [182] B. Rhouta, B. Pieraggi: Materials Science Forum Vol.369-372 (2001), p. 687
[183] J. Toscano, D. Naumenko, A. Gil, L. Singheiser, W. J. Quadakkers: Materials and Corrosion Vol.59 p.
501
[184] C. Mennicke, M. Y. He, D. R. Clarke, J. S. Smith: Acta mater. Vol.48 (2000), p. 2941
[185] A. W. Funkenbusch, J. G. Smeggil, N. S. Bornstein: Mettalurgical Transactions A Vol.16A (1985), p.
1164
[186] J. L. Smialek: Metallurgical Transaction A Vol.18A (1987), p. 164
[187] E. Schumann, J. C. Yang, M. J. Graham: Scripta Materialia Vol.34 (1996), p. 1365
[188] T. J. Nijdam, G. H. Marijnissen, E. Vergeldt, A. B. Kloosterman, W. G. Sloof: Oxidation of Metals
Vol.66 (2006), p. 269
[189] T. J. Nijdam, W. G. Sloof: Surface & Coatings Technology Vol.201 (2006), p. 3894
[190] U. Schulz, K. Fritscher, A. Ebach-Stahl: Surface and Coatings Technology Vol.203 (2008), p. 449
[191] N. Mu, T. Izumi, L. Zhang, B. Gleeson: Materials Science Forum (2008), p.
[192] B. Gleeson, B. Li, D. Sordelet, W. J. Brindley, Methods for making high temperature coatings having Pt modified gamma-Ni + gamma primeNi3Al alloy compositions and a reactive element, Brevet
A3WO2006/076130 (2006)
[193] A. Kasule, High strength Ni-Pt-Al-Hf bondcoat, Brevet US007214409B1 (2007)
[194] B. M. Warnes, D. L. Near, D. C. Punola, W. C. Basta, Active element modified platinum aluminide diffusion coating and CVD coating method, Brevet 08/685,380 (1999)
[195] B. A. Pint, K. L. More, I. G. Wright: Oxidation of Metals Vol.59 (2003), p. 257
[196] J. Toscano, R. Vaβen, A. Gil, M. Subanovic, D. Naumenko, L. Singheiser, W. J. Quadakkers: Surface
& Coatings Technology Vol.201 (2006), p. 3906
[197] G. Fisher, P. K. Datta, J. S. Burnell-Gray, W. Y. Chan, J. C. Soares: Surface & Coatings Technology
Vol.110 (1998), p. 24
[198] H. Lau, C. Leyens, U. Schulz, C. Friedrich: Surface & Coatings Technology Vol.165 (2003), p. 217
[199] H. Guo, L. Sun, H. Li, S. Gong: Thin Solid Films Vol.516 (2008), p. 5732
[200] D. R. Sigler: Oxidation of Metals Vol.32 (1989), p. 337
[201] D. K. Gupta, D. S. Duvall, dans "Superalloys 1984", TMS, (2004) p.711
[202] B. A. Pint: special issue on Science & Technology of Alumina of the Journal of the American
Ceramic Society Vol.86 (2003), p. 686
[203] B. A. Pint, K. L. More, I. G. Wright: Materials at High Temperatures Vol.20 (2003), p. 375
[204] H. M. Tawancy, A. I. Mohamed, N. M. Abbas, R. E. Jones, D. S. Rickerby: Journal of Materials
Science Vol.38 (2003), p. 3797
[205] H. Viefhaus, J. Peters, H. J. Grabke: Surface and Interface Analysis Vol.10 (1987), p. 280
[206] H. Nickel, D. Clemens, W. J. Quadakkers, L. Singheiser: Journal of Pressure Vessel Technology,
Transactions of the ASME Vol.121 (1999), p. 384
145
[207] G. J. A. Rosen S: Transactions of the metallurgical society of AIME Vol.242 (1968), p. 722
[208] Y. Zhang, J. A. Haynes, B. A. Pint, I. G. Wright, W. Y. Lee: Surface & Coatings Technology Vol.163
(2003), p. 19
[209] M. W. Chen, M. L. Glynn, R. T. Ott, T. C. Hufnagel, K. J. Hemker: Acta Materialia Vol.51 (2003), p.
4279
[210] M. W. Chen, R. T. Ott, T. C. Hufnagel, P. K. Wright, K. J. Hemker: Surface and Coatings Technology
Vol.163-164 (2003), p. 25
[211] M. W. Chen, K. J. T. Livi, P. K. Wright, K. J. Hemker: Metallurgical and Materials Transactions A
Vol.34A (2003), p. 2289
[212] J. H. Chen, J. A. Little: Surface and Coatings Technology Vol.92 (1997), p. 69
[213] V. K. Tolpygo, D. R. Clarke: Acta Materialia Vol.48 (2000), p. 3283
[214] T. Narita, F. Lang, K. Z. Thosin, T. Yoshioka, T. Izumi, H. Yakuwa, S. Hayashi: Oxidation of Metals
Vol.68 (2007), p. 343
[215] M. P. Bacos, P. Josso, Revêtement protecteur pour superalliage monocristallin, Brevet FR2881439,
(2006)
[216] E. Cavaletti, S. Naveos, S. Mercier, P. Josso, M. P. Bacos, D. Monceau: Surface & Coatings
Technology Vol.204 (2009) p. 761
[217] J. Müller, M. Schierling, E. Zimmermann, D. Neuschütz: Surface & Coatings Technology Vol.120-
121 (1999), p. 16
[218] J. Müller, D. Neuschütz: Vacuum Vol.71 (2003), p. 247
[219] Y. H. Sohn, E. Y. Lee, B. A. Nagaraj, R. R. Biederman, R. D. S. Jr.: Surface & Coatings Technology
Vol.146-147 (2001), p. 132
[220] S. Guo, Y. Kagawa: Ceramics International Vol.33 (2007), p. 373
[221] I. T. Spitsberg, D. R. Mumm, A. G. Evans: Materials Science and Engineering A Vol.394 (2005), p.
176
[222] V. K. Tolpygo, D. R. Clarke, K. S. Murphy: Surface & Coatings Technology Vol.188-189 (2004), p. 62
[223] J. Shi, S. Darzens, A. M. Karlsson: Materials Science and Engineering A Vol.392 (2005), p. 301
[224] S. Hervier, Y. Cadoret, D. Monceau: Oxidation of Metals (sous presse)
[225] R. C. Pennefather, D. H. Boone: Surface and Coatings Technology Vol.76-77 (1995), p. 47
[226] V. K. Tolpygo, D. R. Clarke: Surface & Coatings Technology Vol.163-164 (2003), p. 81
[227] V. K. Tolpygo, D. R. Clarke: Surface & Coatings Technology Vol.200 (2005), p. 1276
[228] A. Vande Put, D. Oquab, D. Monceau: Materials Science Forum Vol.595-598 (2008), p. 213
[229] V. K. Tolpygo, D. R. Clarke: Scripta Materialia Vol.57 (2007), p. 563
[230] V. K. Tolpygo, D. R. Clarke: Acta Materialia Vol.52 (2004), p. 5115
[231] M. Gell, E. Jordan, K. Vaidyanathan, K. McCarron, B. Barber, Y.-H. Sohn, V. Tolpygo: Surface &
Coatings Technology Vol.120-121 (1999), p. 53
[232] V. K. Tolpygo, K. S. Murphy, D. R. Clarke: Acta Materialia Vol.56 (2008), p. 489
[233] A. Gil, V. Shemet, R. Vassen, M. Subanovic, J. Toscano, D. Naumenko, L. Singheiser, W. J.
Quadakkers: Surface & Coatings Technology Vol.201 (2006), p. 3824
[234] D. Naumenko, M. Subanovic, M. Kamruddi, E. Wessel, L. Niewolak, L. Singheiser, W. J.
Quadakkers, dans "7th Int. Charles Parsons Turbine Conference", Glasgow, UK (2007)
[235] Strauss D., Müller G., Schumacher G., Engelko V., Stamm W., Clemens D., Q. W.J.: Surface &
Coatings Technology Vol.135 (2001), p. 196
[236] T. J. Nijdam, L. P. H. Jeurgens, W. G. Sloof: Acta Materialia Vol.53 (2005), p. 1643
[237] B. Baufeld, U. Schulz: Surface & Coatings Technology Vol.201 (2006), p. 2667
[238] M. Matsumoto, T. Kato, K. Hayakawa, N. Yamaguchi, S. Kitaoka, H. Matsubara: Surface and
Coatings Technology Vol.202 (2008), p. 2743
[239] E. Copland: Journal of Phase Equilibria and Diffusion Vol.28 (2007), p. 38
[240] E. Copland, NASA/CR-2005-213330 (2005)
146
[241] M. R. Jackson, J. R. Rairden: Metallurgical and Materials Transactions A Vol.8a (1977), p. 1697
[242] B. Sundman B., S. Ford, X.-G. Lu, T. Narita , D. Monceau: Journal of Alloys and Compounds Vol.30
(2009), p.602
[243] R. Bouchet, R. Mévrel: Acta Materialia Vol.50 (2002), p. 4887
[244] D. J. Sordelet, M. F. Besser, R. T. Ott, B. J. Zimmerman, W. D. Porter, B. Gleeson: Acta Materialia
Vol.55 (2007), p. 2733
[245] J. G. Fountain, F. A. Golightly, F. H. Stott, G. C. Wood: Oxidation of Metals Vol.10 (1976), p. 341
[246] J. C. Salabura, D. Monceau: Materials Science Forum Vol.461 (2004), p. 489
[247] C. Boudias, D. Monceau, octobre 2009, http://www.materials-science-software.com/
[248] W. Braue, P. Mechnich, K. Fritscher, L. Niewolak: Surface and Coatings Technology Vol.202 (2007),
p. 670
[249] J. García-Serrano, E. Gómez-Hernández, M. Ocampo-Fernández, U. Pal: Current Applied Physics
Vol.9 (2009), p. 1097
[250] N. Mu, J. Liu, J. W. Byeon, Y. H. Sohn, Y. L. Nava: Surface & Coatings Technology Vol.188-189
(2004), p. 27
[251] S. P. Feofilov, A. A. Kaplyanskii, R. I. Zakharchenya: Journal of Luminescence Vol.66-67 (1996), p.
349
[252] A. B. Kulinkin, S. P. Feofilov, R. I. Zakharchenya: Physics of the Solid State Vol.42 (2000), p. 857
[253] M. Gell, S. Sridharan, M. Wen, E. H. Jordan: International Journal of Applied Ceramic Technology
Vol.1 (2004), p. 316
[254] X. Peng, D. R. Clarke: Journal of the American Ceramic Society Vol.83 (2000), p. 1165
[255] J. Mougin, G. Lucazeau, A. Galerie, M. Dupeux: Materials Science and Engineering A Vol.A308
(2001), p. 118
[256] N. E. Paton, K. S. Murphy, D. R. Clarke, Thermal barrier coating stress measurement, Brevet
US6072568 (2000)
[257] consulté le 04 octobre 2009, http://rruff.info/
[258] consulté en octobre 2009, http://riodb.ibase.aist.go.jp/rasmin/E_index.htm
[259] A. Kumar, M. Nasrallah, D. L. Douglass: Oxidation of Metals Vol.8 (2004), p. 227
[260] S. Dryepondt, J. R. Porter, D. R. Clarke: Acta Materialia Vol.57 (2009), p. 1717
[261] A. Vande Put, D. Oquab, A. Raffaitin, D. Monceau, présenté à "Eurocorr", Nice (France) (2009)
[262] S. Dryepondt, Thèse, INPT (2004)
[263] A. Raffaitin, Thèse, INPT (2003)
[264] N. Vialas, phD thesis, Institut National Polytechnique de Toulouse (2004)
[265] J. L. Smialek: Journal of the Minerals Vol.58 (2006), p. 29
[266] H. L. Ma, J. Y. Yang, Y. Dai, Y. B. Zhang, B. Lu, G. H. Ma: Applied Surface Science Vol.253 (2007), p.
7497
[267] T. J. Nijdam, L. P. H. Jeurgens, J. H. Chen, W. G. Sloof: Oxidation of Metals Vol.64 (2005), p. 355
[268] F. Qin, J. W. Anderegg, C. J. Jenks, B. Gleeson, D. J. Sordelet, P. A. Thiel: Surface Science Vol.601
(2007), p. 146
[269] M. Craig, S. Caporali, E. Pietrangeli, U. Bardi, J. R. Nicholls: Surface & Coatings Technology (soumis)
[270] H. E. Evans, A. T. Donaldson, T. C. Gilmour: Oxidation of Metals Vol.52 (1999), p. 379
[271] U. Krupp, H. J. Christ: Metallurgical and Materials Transaction A Vol.31A (1999), p. 47
[272] R. Orosz, U. Krupp, H.-J. Christ: Materials and Corrosion Vol.57 (2006), p. 154
147
Liste des publications
A. Vande Put, D. Monceau, D. Oquab, Cyclic Thermogravimetry of TBC systems, Surface & Coatings
Technology, 4-7 ( 2007) 665
A. Vande Put, D. Oquab, D. Monceau, Characterization of TBC systems with NiPtAl or NiCoCrAlYTa
bond coatings after thermal cycling at 1100°C: A comparative study of failure mechanisms, Materials
Science Forum, 595-598 (2008) 213
A. Vande Put, D. Oquab, J.R. Nicholls, D. Monceau, Hf addition by sputtering in β-NiPtAl bond coating
for TBC systems and its effect on thermal cycling behaviour, Proceeding de la Conférence TMS 2009 (San
Francisco, USA)
A. Vande Put, D. Oquab, A. Raffaitin, D. Monceau, Effect of Pt addition on the cyclic oxidation resistance
of NiCoCrAlYTa base TBC systems, Proceeding de la Conférence Eurocorr 2009 (Nice, France)

148
![PROLFIL CLINIQUE ET ETIOLOGIQUE DE … · Mohammed VI par les adénomes à prolactine. BIBLIOGRAPHIE: [1].Brue T, Delemer B. Diagnostic et prise en charge des hyperprolactinémies-Consensus](https://img.pdfslide.fr/doc/110x75/608450e2ff7d526a8d044ee9/prolfil-clinique-et-etiologique-de-mohammed-vi-par-les-adnomes-prolactine.jpg)