Embed Size (px)
Citation preview
Une gamme complètepour toutes les situations
Electrodesentretien/réparation
www.saf-fro.fr

Electrodes entretien/réparation
Pour reconnaître ces métaux, voir tableau ci-dessus.Pour souder d’autres nuances de métaux, nous consulter.
(1) Solution à éviter si présence de vapeurs sulfureuses en service.
Pour les casd’aciers différentset difficilementsoudables, utiliser l’électrodeALIN 92.
ALIN 92
Comment souder les métaux dissemblables
TEST/ METAL MAGNETISME BURIN CASSURE ETINCELLES
Aciers doux Hautement magnétique Copeaux continus,lisses et faciles à tailler Gris brillant Lignes porteuses jaunes
et longues (appr. 0,20 % de C).
Aciers à hautcarbone Hautement magnétique Difficiles à tailler,
peuvent être réguliers. Gris très brillant Lignes jaunes avec des étoileséclatantes et brillantes.
Fontes Hautement magnétique Petits éclats de 3 mm,difficile à buriner, cassant. Fragile Lignes porteuses rouges
(pauvre en carbone).
Aciers à hautmanganèse Sans magnétisme Très dur à buriner Grains grossiers Blanc brillant, éclatant en éventail.
Aciers inoxausténitiques Sans magnétisme Copeaux continus,
de couleur brillanteBrillant, dépenddu matériau
1. Au nickel : noires très prèsde la meule.
2. Au molybdène : courtesen forme de langue.
Conseil pour identifier les métaux
Electrodes entretien/réparation
SAFER N 49
Type de métal Aluminium Aciers inox Aciers à haut Aciers à 13 % Fontes Aciers à haut Acier douxet ses alliages austénitiques manganèse de chrome carbone
Acier STARINOX STARINOX STARINOX STARCAST STARINOXdoux - 312 312 312 BM / Ni / NiFe 312
Aciers à haut STARINOX STARINOX STARINOX STARCAST STARINOXcarbone - 312 312 312 BM / Ni / NiFe 312
Fontes STARCAST STARCAST STARCAST STARCAST- BM / Ni / NiFe BM / Ni / NiFe BM / Ni / NiFe BM / Ni / NiFe
Aciers à 13 % SAFINOX STARINOX SAFINOX (1)de chrome - R 316 L 312 R 316 L
Aciers STARINOX STARINOXà haut manganèse - 312 307-16
Aciers inox SAFINOXausténitiques - R 316 L
Aluminium ALCORD 5 Siet ses alliages

Ø en mm
Long.en mm
SAFINOX Packaging mini-étui (SMPA)
Qté / étui Référence
2,5 300 30 W000375947
3,2 350 20 W000375948
Ø en mm
Long.en mm
SAFINOX - Packaging sous vide (VPMD)
Qté / étui Qté / carton Référence
1,6 300 250 1500 W000375898
2,0 300 150 900 W000288796
2,5 300 90 540 W000288797
3,2 350 55 330 W000288798
4,0 350 40 240 W000288799
5,0 350 20 120 W000375895
Ø en mm
Long.en mm
Packaging mini-étui (SMPA)
Qté / étui Référence
2,5 350 26 W000289007
3,2 350 12 W000289008
Ø en mm
Long.en mm
Packaging mini-étui (SMPA)
Qté / étui Référence
2,5 350 38 W0002882303,2 350 24 W000288231
Ø en mm
Long.en mm
Packaging mini-étui (SMPA)
Qté / étui Référence
2,5 300 25 W0002889643,2 350 10 W000288965
Ø en mm
Long.en mm
Packaging mini-étui (SMPA)
Qté / étui Référence
2,5 300 28 W0002889213,2 350 15 W000288922
SAFER G 48 N
Ø en mm
Long.en mm
Packaging carton (CBOX)
Qté / étui Qté / caisse Référence
1,6 300 231 1386 W0002585552,0 350 160 960 W0003802432,5 350 260 780 W0002585573,2 350 160 480 W0002585584,0 350 105 315 W0002585605,0 450 70 210 W0002585623,2 450 160 480 W0002585594,0 450 105 315 W000258561
SAFER N 49
Ø en mm
Long.en mm
Packaging carton (CBOX)
Qté / étui Qté / caisse Référence
2,5 350 200 600 W0002885243,2 350 125 375 W0002885253,2 450 125 375 W0002885264,0 450 80 240 W0002885275,0 450 50 150 W000288528
STARINOX 312
Ø en mm
Long.en mm
Packaging sous vide (VPMD)
Qté / étui Qté / carton Référence
2,5 300 95 570 W0002587383,2 350 55 330 W0002587394,0 350 35 210 W000258740
ALIN 92
Ø en mm
Long.en mm
Packaging sous vide (VPMD)
Qté / étui Qté / carton Référence
2,5 300 110 660 W0002587513,2 350 65 390 W0002587524,0 350 45 270 W000258753
STARCAST NiFe
Ø en mm
Long.en mm
Packaging sous vide (VPMD)
Qté / étui Qté / carton Référence
2,5 350 115 690 W000258777
3,2 350 70 420 W000258778
4,0 350 45 270 W000258779
SAFINOX R 316L / STARINOX 316L
Ø en mm
Long.en mm
SAFINOX - Packaging carton (CBOX)
Qté / étui Qté / carton Référence
2,0 300 310 930 W000288791
2,5 300 190 570 W000288792
3,2 350 120 360 W000288793
4,0 350 80 240 W000288794
5,0 350 50 150 W000375892
Ø en mm
Long.en mm
STARINOX - Packaging GASPACK
Qté / boîte Qté / carton Référence
2,0 300 310 930 W000375884
2,5 300 190 570 W000375887
3,2 350 120 360 W000375885
4,0 350 80 240 W000375889
5,0 350 50 150 W000375890
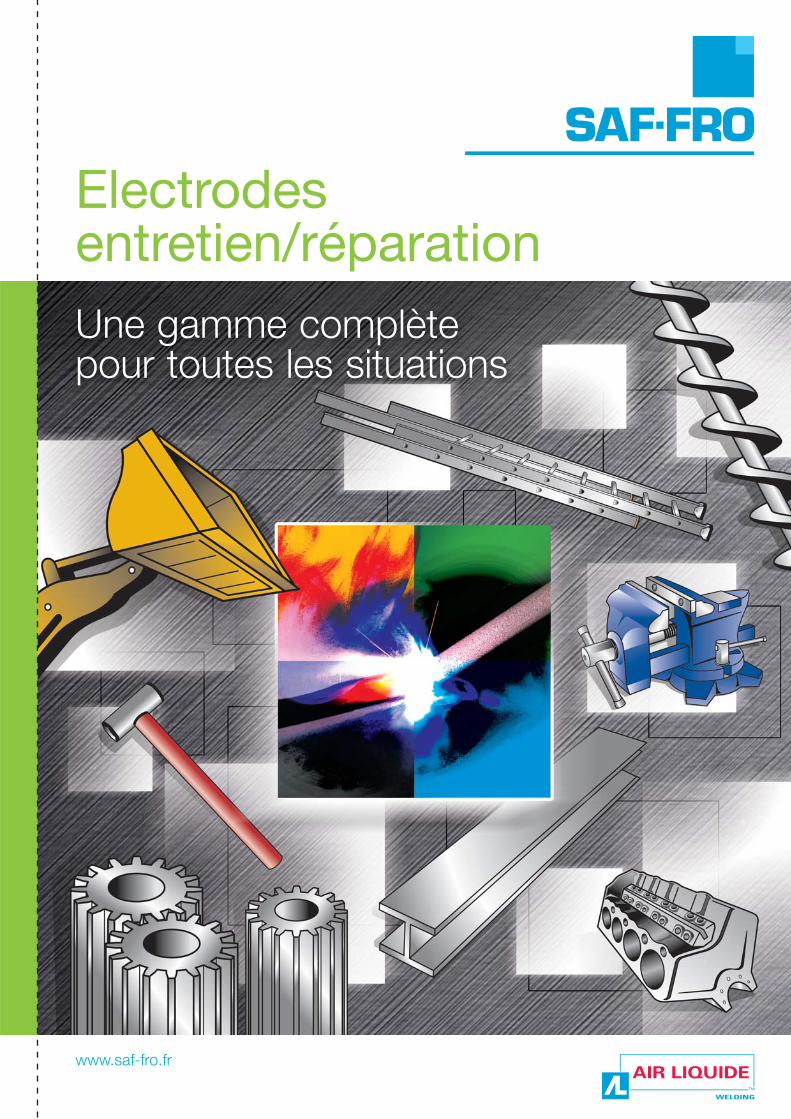
Les différents types de packaging d'électrodes
Electrodes sous-vide (VPMD)Avec ce type de conditionnement, les électrodespeuvent être utilisées sans étuvage. Les étuiscartons regroupant les électrodes sontprotégés par un film multicouchetrès résistant mécaniquementet imperméable à l’humidité. Un vide important est appliqué à l’étui.
Etuis en carton (CBOX)C’est le conditionnement standard. Les étuis sont en cartonspécial recouvert d’une gaine plastique thermosoudée. Ils sont de section carrée 63 x 63 mm et de longueur 300, 350 ou 450 mm pour lesdiamètres les plus courants (2,5 à 5,0 mm).Les étuis sont ensuiteregroupés en caisse de 3 étuis.
Electrodes en mini-étui plastique (SMPA)Ce type de conditionnement est utilisé aussi bien pour des électrodes très courantes que pour des produits pour applications spécifiques.Petites quantités,emballage solideet pouvant fermerde nouveau.
STARCAST BM
Ø en mm
Long.en mm
Packaging sous vide (VPMD)
Qté / étui Qté / carton Référence
2,5 350 135 810 W000383718
3,2 350 85 510 W000258784
4,0 350 55 330 W000258785
STARCAST Ni
Ø en mm
Long.en mm
Packaging sous vide (VPMD)
Qté / étui Qté / carton Référence
2,5 350 140 840 W000258771
3,2 350 85 510 W000258772
4,0 350 50 300 W000258773
ALCORD 5 Si
Ø en mm
Long.en mm
Packaging carton (CBOX)
Qté / étui Référence
2,5 350 122 W000289025
3,2 350 152 W000289026
SAFER R 600
Ø en mm
Long.en mm
Packaging carton (CBOX)
Qté / étui Qté / caisse Référence
3,2 450 140 420 W000258791
4,0 450 95 285 W000258792
5,0 450 60 180 W000258793
SUPERSAFOR 60
Ø en mm
Long.en mm
Packaging carton (CBOX)
Qté / étui Qté / caisse Référence
3,15 450 75 225 W000258796
4,0 450 45 135 W000258797
SAFDUR 800 E
Ø en mm
Long.en mm
Packaging carton (CBOX)
Qté / étui Qté / caisse Référence
3,15 450 90 270 W000258794
4,0 450 55 165 W000258795
2008
-730
2013
-073
2013
-071
2006
-145
Packaging Gaspack (GASP)Une solution exclusive sur le marché. Ce packaging est 100 % étanche (tube en aluminium extrudé, scellé hermétiquement avec ajout d'un gas inerte, pur et sec à pression positive interne).
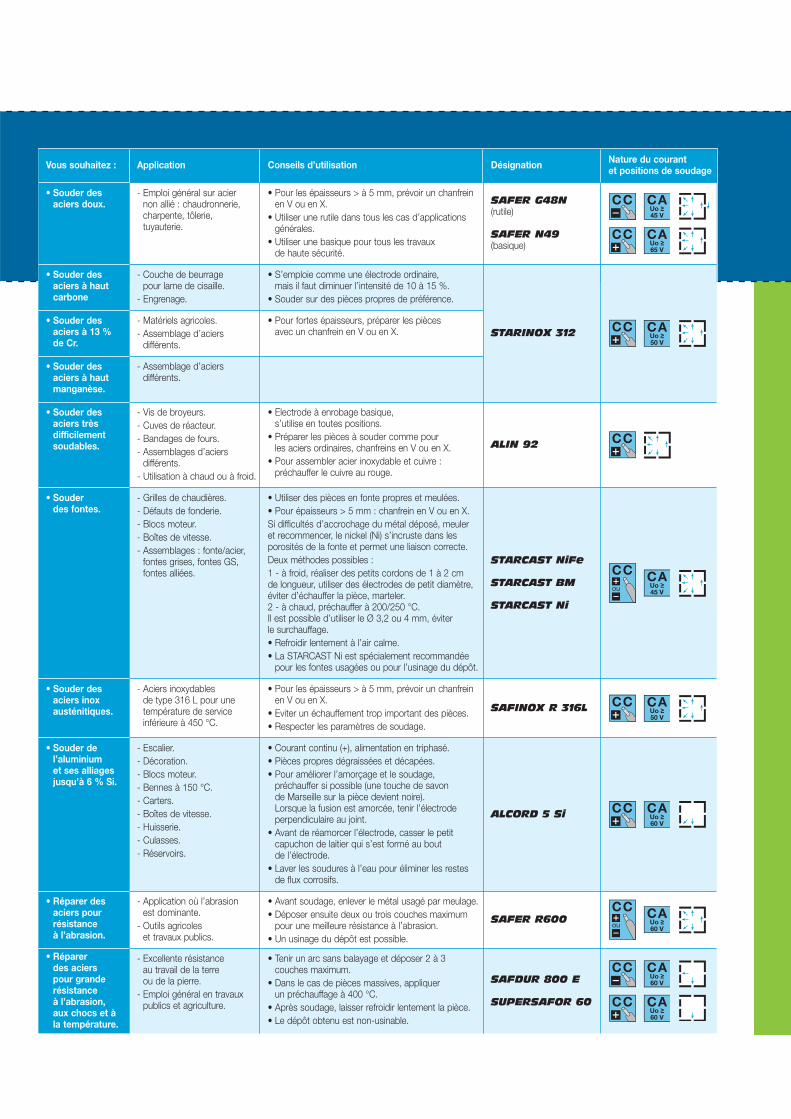
Vous souhaitez : Application Conseils d’utilisation Désignation Nature du courantet positions de soudage
• Souder desaciers doux.
- Emploi général sur aciernon allié : chaudronnerie,charpente, tôlerie,tuyauterie.
• Pour les épaisseurs > à 5 mm, prévoir un chanfreinen V ou en X.
• Utiliser une rutile dans tous les cas d’applicationsgénérales.
• Utiliser une basique pour tous les travauxde haute sécurité.
SAFER G48N(rutile)
SAFER N49(basique)
CAUo ≥45 V
CC
CAUo ≥65 V
CC
• Souder desaciers à hautcarbone
- Couche de beurragepour lame de cisaille.
- Engrenage.
• S’emploie comme une électrode ordinaire,mais il faut diminuer l’intensité de 10 à 15 %.
• Souder sur des pièces propres de préférence.
STARINOX 312 CC CAUo ≥50 V
• Souder desaciers à 13 %de Cr.
- Matériels agricoles.- Assemblage d’aciers
différents.
• Pour fortes épaisseurs, préparer les piècesavec un chanfrein en V ou en X.
• Souder desaciers à hautmanganèse.
- Assemblage d’aciersdifférents.
• Souder desaciers trèsdifficilementsoudables.
- Vis de broyeurs.- Cuves de réacteur.- Bandages de fours.- Assemblages d’aciers
différents.- Utilisation à chaud ou à froid.
• Electrode à enrobage basique,s’utilise en toutes positions.
• Préparer les pièces à souder comme pourles aciers ordinaires, chanfreins en V ou en X.
• Pour assembler acier inoxydable et cuivre :préchauffer le cuivre au rouge.
ALIN 92 CC
• Souderdes fontes.
- Grilles de chaudières.- Défauts de fonderie.- Blocs moteur.- Boîtes de vitesse.- Assemblages : fonte/acier,
fontes grises, fontes GS,fontes alliées.
• Utiliser des pièces en fonte propres et meulées.• Pour épaisseurs > 5 mm : chanfrein en V ou en X.Si difficultés d’accrochage du métal déposé, meuleret recommencer, le nickel (Ni) s’incruste dans lesporosités de la fonte et permet une liaison correcte.Deux méthodes possibles :1 - à froid, réaliser des petits cordons de 1 à 2 cmde longueur, utiliser des électrodes de petit diamètre,éviter d’échauffer la pièce, marteler.2 - à chaud, préchauffer à 200/250 °C.Il est possible d’utiliser le Ø 3,2 ou 4 mm, éviterle surchauffage.• Refroidir lentement à l’air calme.• La STARCAST Ni est spécialement recommandée
pour les fontes usagées ou pour l’usinage du dépôt.
STARCAST NiFe
STARCAST BM
STARCAST Ni
CC CAUo ≥45 V
• Souder desaciers inoxausténitiques.
- Aciers inoxydablesde type 316 L pour unetempérature de serviceinférieure à 450 °C.
• Pour les épaisseurs > à 5 mm, prévoir un chanfreinen V ou en X.
• Eviter un échauffement trop important des pièces.• Respecter les paramètres de soudage.
SAFINOX R 316L CC CAUo ≥50 V
• Souder del’aluminiumet ses alliagesjusqu’à 6 % Si.
- Escalier.- Décoration.- Blocs moteur.- Bennes à 150 °C.- Carters.- Boîtes de vitesse.- Huisserie.- Culasses.- Réservoirs.
• Courant continu (+), alimentation en triphasé.• Pièces propres dégraissées et décapées.• Pour améliorer l’amorçage et le soudage,
préchauffer si possible (une touche de savonde Marseille sur la pièce devient noire).Lorsque la fusion est amorcée, tenir l’électrodeperpendiculaire au joint.
• Avant de réamorcer l’électrode, casser le petitcapuchon de laitier qui s’est formé au boutde l’électrode.
• Laver les soudures à l’eau pour éliminer les restesde flux corrosifs.
ALCORD 5 Si CC CAUo ≥60 V
• Réparer desaciers pourrésistanceà l’abrasion.
- Application où l’abrasionest dominante.
- Outils agricoleset travaux publics.
• Avant soudage, enlever le métal usagé par meulage.• Déposer ensuite deux ou trois couches maximum
pour une meilleure résistance à l’abrasion.• Un usinage du dépôt est possible.
SAFER R600CC CA
Uo ≥60 V
• Réparerdes acierspour granderésistanceà l’abrasion,aux chocs et àla température.
- Excellente résistanceau travail de la terreou de la pierre.
- Emploi général en travauxpublics et agriculture.
• Tenir un arc sans balayage et déposer 2 à 3couches maximum.
• Dans le cas de pièces massives, appliquerun préchauffage à 400 °C.
• Après soudage, laisser refroidir lentement la pièce.• Le dépôt obtenu est non-usinable.
SAFDUR 800 E
SUPERSAFOR 60
CAUo ≥60 V
CC
CC CAUo ≥60 V
Air
Liqu
ide
Wel
ding
Fra
nce
se r
éser
ve le
dro
it de
mod
ifier
ses
app
arei
ls s
ans
préa
vis.
Les
illust
ratio
ns,
desc
riptio
ns e
t ca
ract
éris
tique
s so
nt d
onné
es à
titr
e in
dica
tif e
t ne
peu
vent
eng
ager
le c
onst
ruct
eur.
© A
LW -
Ed.
1 -
03/2
015
- P
LDB
965
0
BELGIQUEAIR LIQUIDE WELDING BELGIUM SAZ.I. West Grijpen - Grijpenlaan 5 - 3300 TIENENTél. : +32 16 80 48 20 - Fax : +32 16 78 29 22
FRANCEAIR LIQUIDE WELDING FRANCE13, rue d’ Épluches - CS 10113 Saint-Ouen l’Aumône95315 CERGY PONTOISE CedexTél. : +33 1 34 21 33 33 - Fax : +33 1 34 21 31 30
LUXEMBOURGAIR LIQUIDE WELDING LUXEMBOURG S.A.5 rue de la Déportation - BP 1385 - L-1415 LUXEMBOURGTél. : +352 48 54 56 - Fax : +352 48 54 57
Contacts
Contact pour tout autre pays :Air Liquide Welding Export Department Italy Loc. Casalmenini,337010 - RIVOLI-VERONESE (VR)Tél. : +39 045 82 91 511- Fax : +39 045 82 91 536
Air Liquide Welding Export Department France13, rue d’EpluchesCS 10113 Saint Ouen l’Aumône95315 CERGY-PONTOISE CedexTél. : +33 1 34 21 33 33 - Fax : +33 1 30 37 19 73
Leader mondial des gaz, technologies et services pour l’industrie et la santé, Air Liquide est présent dans 80 pays avec plus de 50 000 collaborateurs et sertplus de 2 millions de clients et de patients. Oxygène, azote et hydrogène sont au coeur du métier du Groupe depuis sa création en 1902. L’ambition d’Air Liquide estd’être le leader dans son industrie, en étant performant sur le long terme et en agissant de façon responsable.