Embed Size (px)
Citation preview
Productions prototypes de bois lamellé collé en chêne français : enseignements technico-
économiques des campagnes EU-Hardwoods
Rapport final
Février 2017
Chef de projet : Guillaume Legrand Morgan Vuillermoz, Philippe Fénart, Jean-Denis Lanvin, Didier Reuling et Carole Faye
Le projet EU Hardwoods a été réalisé avec le soutien financier de l’ADEME et du MAAF via le programme 2013-2017 du WoodWisdom-Net, et des professionnels
via France Bois Forêt et le CODIFAB.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 1
SOMMAIRE
Préambule ...................................................................................................................... 2
1. Objectifs de la démarche ...................................................................................... 3
2. Méthode de travail déployée à l’occasion des campagnes expérimentales .... 3
2.1 Spécifications de la lamelle cible ................................................................................ 4
2.2 Scenarii et degrés de changement associés .............................................................. 5
3. 1ère chaine de valeur ............................................................................................. 7
3.1 Enseignements en 1ère transformation (scierie MUTELET) ......................................... 8
3.2 Enseignements en 2ème transformation (lamelliste SIMONIN) ..................................... 9
3.3 Résultats des essais en laboratoire (FCBA) ............................................................. 11
3.4 Synthèse de la 1ère campagne .................................................................................. 13
4. 2ème chaine de valeur .......................................................................................... 14
4.1 Le lot de bois ronds approvisionné (ONF) ................................................................ 14
4.2 Enseignements en 1ère transformation (scierie TRENDEL) ....................................... 15
4.3 Classement des sciages de la 2ème campagne ......................................................... 18
4.4 Enseignements en 2ème transformation (lamelliste SIMONIN) ................................... 19
4.5 Résultats des essais en Laboratoire (FCBA) ............................................................ 21
4.6 Synthèse de la 2ème campagne ................................................................................. 24
5. Comparaison des chaines de production et enseignements associés .......... 25
6. Avantages supplémentaires à la production de BLC à partir d’approvisionnements homogènes et choisis ................................................. 27
7. Perspectives ........................................................................................................ 29
7.1 Enrichissement du cadre normatif pour faciliter la valorisation des feuillus ............... 29
7.2 Réflexions transverses au sein de la filière ............................................................... 30
ANNEXES ..................................................................................................................... 31
Annexe 1 : Liste des raisons pour lesquelles fabriquer du BLC feuillus suscite des surcouts par rapport aux productions d’épicéa actuellement pratiquées ......................... 31
Annexe 2 : Spécification des bois ronds recherchés pour la 2ème campagne ...................... 33
Annexe 3 : Critères de classement visuel du chêne pour déterminer les classes de résistance mécanique ........................................................................................ 34
Annexe 4 : Liste des professionnels impliqués dans les campagnes de production .............. 36
Annexe 5 : Membres du comité de pilotage français du projet EU Hardwood ....................... 36
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 2
Préambule A l’occasion du projet européen du WoodWisdom-Net « European Hardwood for the Building Sector » (EU-Hardwood, 2014-2016) (1), FCBA a voulu poser un regard économique et organisationnel sur les ambitions de création de nouveaux produits de construction en bois lamellé-collé (BLC) de chêne issu de la ressource française. Pour mémoire, utiliser des bois feuillus et de chêne en particulier pour la fabrication de produits d’ingénierie bois lamellé-collé est possible en se basant sur les exigences de la norme harmonisée EN 14080 (2013) : Structures en bois – Bois lamellé collé et bois massif reconstitué – Exigences, mais l’annexe ZA ne s’applique pas dans ce cas. Le marquage CE des produits BLC feuillus n’est donc pas encore possible, la norme EN 14080 ne s’appliquant pour l’instant qu’à des essences résineuses et au peuplier. EU Hardwood avait entre autres comme objectif de départ de fournir des arguments permettant de changer cette situation. Le programme de travail technique a été élargi vers l’amont de la chaine de fabrication aux étapes de 1ère transformation et d’approvisionnement en matière première. Dans une approche intégrée de ce type, les résultats de l’étude collective menée avec des industriels pourront non seulement faciliter la prise en compte de ces produits par la normalisation mais également éclairer les ajustements économiques et organisationnels à réaliser à moyen terme pour assurer leur émergence sur des marchés concurrentiels déjà occupés par des produits à base de résineux. En effet, leur mise sur le marché impliquera en amont d’avoir co-construit une chaine de valeur partagée entre des entreprises actuellement peu habituées à travailler ensemble du fait de l’absence de marché ou d’orientations divergentes sur le positionnement des essences feuillues françaises. Le rapport qui suit offre plusieurs axes de lecture vis-à-vis des BLC chêne :
Les degrés de changements envisageables dans les chaines de production actuelles pour fabriquer du BLC chêne en adaptant la production lors de la 2nde transformation chez le lamelliste, la 1ère transformation en scierie, voire les approvisionnements bois ronds, et tenant compte des interdépendances entre ces maillons ;
Le panel de nouveaux produits BLC chêne accessibles pour chacun de ces degrés de changements opérés dans les organisations industrielles ;
Des pistes susceptibles de faciliter la transition entre les modes de production usuels et les nouvelles organisations cibles pour valoriser le chêne en construction via des produits lamellé-collés.
(1) European Hardwoods for the Building Sector est un projet du 4ème appel d’offre (2013-2017) du réseau européen WoodWisdom-Net
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 3
1. Objectifs de la démarche Les normes européennes de caractérisation de la performance des produits de construction bois sont basées sur les expériences et recherches concernant principalement les résineux. Dans le cadre d’un projet de recherche comme EU Hardwood, des plans d’expérience peuvent être organisés pour éprouver de manière tangible des hypothèses pour lesquelles les industriels concernés, scieurs et lamellistes, souhaitent obtenir des réponses argumentées. En écho à l’espoir placé en la valorisation de feuillus français sous forme de BLC de classe GL donnée, FCBA a organisé deux campagnes expérimentales capitalisant sur les connaissances existantes pour répondre aux questions suivantes :
Pour fabriquer un lamellé collé (BLC) de classe de résistance GLx donnée, quelle serait la lamelle ou la combinaison de lamelles idéale ? Le mix de lamelles de classe de résistance Dx correspondant existe-t-il, et quelles sont les conditions d’approvisionnement associées ?
Une fois ce mix cible transformé, l’assemblage délivre-t-il un produit BLC conforme aux attentes et sous quelles conditions de fabrication ?
Comment les chaines de valeur testées se comparent-elles à la valorisation actuelle des BLC feuillus et aux coûts de fabrication associés chez le partenaire SIMONIN ?
Le suivi des expérimentations permet-il de dégager des enseignements / explications sur les coûts constatés et des pistes pour les réduire ?
2. Méthode de travail déployée à l’occasion des campagnes expérimentales
Pour donner vie à ces campagnes, FCBA a pu compter sur la participation de plusieurs entreprises : le fabricant de lamellé collé SIMONIN, partenaire du projet EU Hardwood, son fournisseur de colle AKZO NOBEL, les scieries de chêne MUTELET et TRENDEL, et l’ONF (gestionnaire et fournisseur de bois). Une première réflexion a été menée pour établir les spécifications des lamelles cibles. Sur ces bases et en capitalisant progressivement les retours d’expérience, FCBA a proposé des scénarii de chaines de valeur à expérimenter, d’abord avec un degré de changement restreint pour la 1ère campagne, puis plus expérimental pour la 2ème campagne. Des interviews et des suivis ont été déclenchés chez les entreprises participantes pour :
Caractériser les chaines de valeur mises en œuvre ;
Déterminer les éventuels facteurs de variation par rapport à l’organisation classique du travail dans l’entreprise ;
Recueillir des éléments quantitatifs et qualitatifs sur les coûts de production / fabrication.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 4
2.1 Spécifications de la lamelle cible
Un dialogue a été organisé avec l’entreprise SIMONIN pour formaliser ce que seraient les attentes du lamelliste vis-à-vis d’une lamelle idéale pour la production de BLC en chêne. Des ajustements ont ensuite été proposés par FCBA pour respecter l’adéquation entre les besoins du producteur de BLC feuillus et les capacités des fournisseurs à produire et livrer les éléments constitutifs attendus dans les conditions technico-économiques les plus favorables. La proposition d’un tel compromis s’est notamment concrétisée par un ajustement de l’épaisseur à 27 mm pour être en phase avec la dimension usuellement pratiquée en scierie pour des avivés de chêne. Cette phase d’écoute a permis de décrire les facteurs contribuant à expliquer les coûts de production actuellement élevés vécus par SIMONIN, et particulièrement plus élevés que ceux associés à des produits équivalents en résineux. Deux principaux facteurs (cf. annexe 1) entrent en jeu :
Le coût de la matière première ;
les coûts de transformation pénalisés par les caractéristiques physiques des bois «durs».
L’examen des spécifications cibles met en évidence que les produits attendus sont secs, de caractéristiques homogènes et qu’un cahier des charges détaillé est formalisé par le transformateur. Deux points méritent d’être soulignés : a) les attentes différenciées vis-à-vis de lamelles dites internes et externes, et b) les longueurs attendues.
a) Les produits BLC sont des assemblages de lamelles unitaires tout d’abord aboutées
(collées en bois de bout) puis lamellées (collées face contre face) pour obtenir les
longueurs et retombées de poutres souhaitées. Dans une poutre, à fortiori en bois feuillus
répondant à des attentes esthétiques et mécaniques fortes, ces lamelles peuvent être
séparées en deux grandes sous-catégories aux caractéristiques différenciées : les
lamelles externes et les lamelles internes. La partie externe inférieure d’une poutre
soumise à un effort de flexion à tendance à s’allonger car elle est fortement sollicitée en
traction. A contrario, la partie externe supérieure à tendance à rétrécir et elle est fortement
sollicitée en compression. La zone interne de la poutre est beaucoup moins sollicitée. Le
centre, aussi appelé fibre neutre, n’est soumis à aucun effort. Il en découle des attentes
esthétiques et mécaniques plus fortes pour les lamelles externes comparativement aux
lamelles internes. D’un point de vue quantitatif, la part des lamelles externes dans le
volume total de la poutre est de l’ordre de 25 à 40% en fonction de la retombée. Dans les
BLC feuillus dont les retombées seront à priori plus faibles, ce pourcentage pourrait
couramment monter à 60%.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 5
b) Des lamelles courtes ne sont pas recherchées dans la mesure où elles augmentent les
coûts de production en raison du plus grand nombre d’aboutages nécessaires pour
reconstituer les longueurs demandées. De plus, l’outil industriel n’est parfois pas en
mesure de les transformer en raison de la distance inter-rouleau (de l’ordre de 1,20 m)
sur les convoyeurs, dimensionnée pour des bois résineux. Mais, c’est avant tout l’impact
des aboutages dans les lamelles extérieures sollicitées en traction qui décourage l’emploi
de lamelle courtes. En effet, la fréquence des aboutages gouverne souvent les
performances du produit fini, en particulier pour les bois feuillus de caractéristiques
mécaniques élevées. Il est donc préférable de limiter le nombre d’aboutages, en particulier
dans le tiers central de la lamelle inférieure tendue d’où part généralement la rupture
constatée lors des essais destructifs en laboratoire.
2.2 Scenarii et degrés de changement associés
L’entreprise SIMONIN répond actuellement à un marché BLC feuillus qui pourrait être qualifié de niche « haut de gamme ». Des produits sciés secs, calibrés, sans nœuds et parfois panneautés sont utilisés pour ces productions particulières. Aujourd’hui ces poutres BLC chêne hors aubier sont commercialisées à environ 3 000 € / m3, à +/- 10% suivant les spécifications (quantité et épaisseur). Ce niveau de prix n’était jusqu’à présent pas un frein car les quelques prescripteurs recherchant ce type de produit particulier s’attendent à un prix plus élevé. Or, les ambitions collectives de EU-Hardwood sont de permettre aux feuillus d’accéder à un marché plus classique et de développer la part de marché des feuillus dans la construction. Ainsi, deux scénarii alternatifs ont été testés pour avancer dans cette recherche de solutions techniquement et économiquement viables. Les différents degrés de changement sur l’approvisionnement amont, la conduite de la 1ère transformation et la production des produits lamellé-collés sont représentés dans le tableau 1 ci-après. A l’occasion de la 1ère campagne, c’est une chaine de production à faible degré de changement qui a été expérimentée. En effet, il a été choisi de tester la production de poutres homogènes, c’est-à-dire de caractéristiques mécaniques uniformes entre les lamelles constitutives, à partir de produits sciés classiquement disponibles dans les scieries de chêne française : des avivés produits dans les sur-billes des bois de fort diamètre. Ainsi, dans cette configuration, seuls les produits finaux et la nouvelle relation client-fournisseur qu’ils induisent entre lamelliste et scieur constituent un changement par rapport au paysage actuel. Pour la 2ème campagne plus expérimentale, des degrés de changement ont été testés de manière chainée sur tous les maillons de la chaine de fabrication. Un cahier des charges bois ronds a été formalisé pour choisir une matière première à fort potentiel mécanique, puis une 1ère transformation à façon a été pilotée en scierie pour livrer des avivés aux caractéristiques mécaniques panachées. Ces lamelles constitutives ont ensuite été assemblées pour fabriquer des produits lamellé-collé de composition plus pertinente par rapport à l’hétérogénéité de la ressource feuillue française : poutres panachées avec des lamelles externes aux caractéristiques mécaniques supérieures à celles des couches internes.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 6
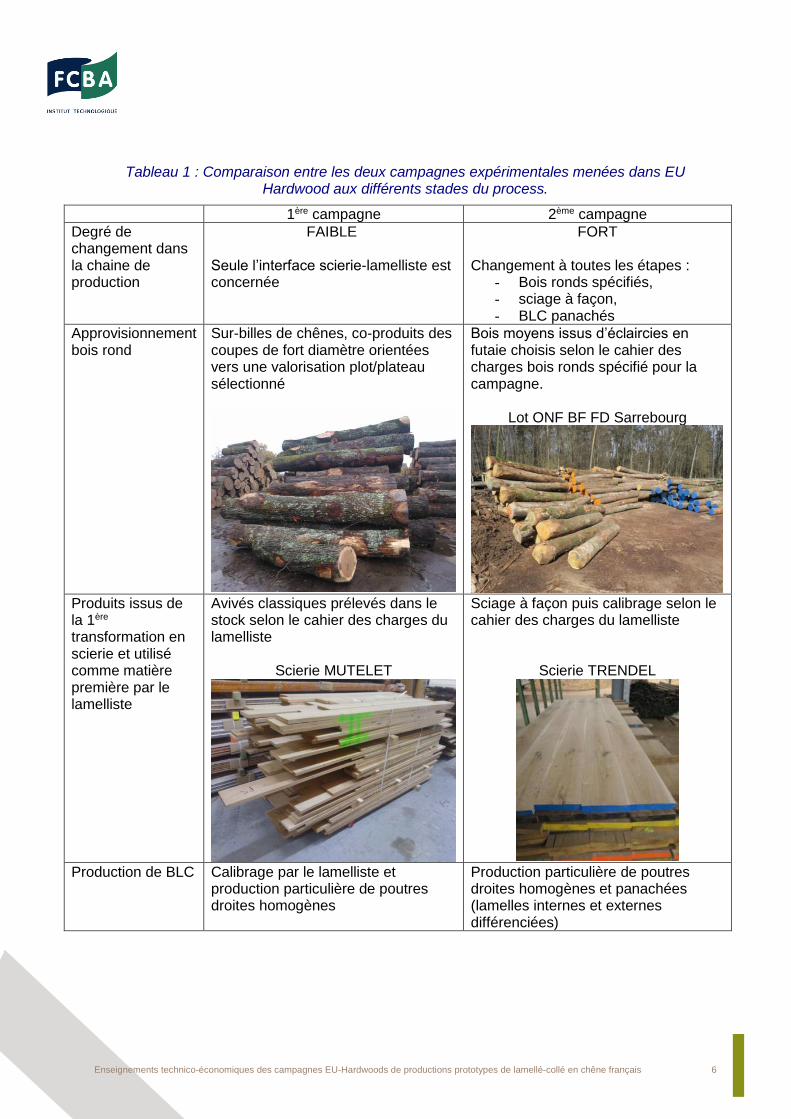
Tableau 1 : Comparaison entre les deux campagnes expérimentales menées dans EU Hardwood aux différents stades du process.
1ère campagne 2ème campagne
Degré de changement dans la chaine de production
FAIBLE
Seule l’interface scierie-lamelliste est concernée
FORT
Changement à toutes les étapes : - Bois ronds spécifiés, - sciage à façon, - BLC panachés
Approvisionnement bois rond
Sur-billes de chênes, co-produits des coupes de fort diamètre orientées vers une valorisation plot/plateau sélectionné
Bois moyens issus d’éclaircies en futaie choisis selon le cahier des charges bois ronds spécifié pour la campagne.
Lot ONF BF FD Sarrebourg
Produits issus de la 1ère transformation en scierie et utilisé comme matière première par le lamelliste
Avivés classiques prélevés dans le stock selon le cahier des charges du lamelliste
Scierie MUTELET
Sciage à façon puis calibrage selon le cahier des charges du lamelliste
Scierie TRENDEL
Production de BLC Calibrage par le lamelliste et
production particulière de poutres droites homogènes
Production particulière de poutres droites homogènes et panachées (lamelles internes et externes différenciées)
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 7
3. 1ère chaine de valeur L’objectif de la 1ère campagne test française de EU-Hardwood était d’étudier la faisabilité de production de poutres BLC de classe GL24h à partir de produits sciés issus de la ressource chêne française pouvant être qualifiés de « classiques ». Une des hypothèses de départ consistait à supposer que ce type de BLC peut être produit à partir de lamelles de classe de résistance D24 selon la norme EN 338 « Bois de structure - Classes de résistance » et que ces dernières peuvent être obtenues à partir de sciages de classe d’aspect QF2 et QF3 selon la norme EN 975-1 « classement d’aspect des sciages feuillus – chêne ». Rappelons cependant que la correspondance aspect – structure n’est pas validée pour les avivés. Partant de cette hypothèse, l’entreprise SIMONIN a fait une commande de sciages QF2 et QF3 à la scierie MUTELET pour disposer de la matière première désirée lors de la campagne de production d’octobre-novembre 2015. La demande exprimée courant juillet 2015 portait sur les caractéristiques suivantes des sciages :
Section : 27 x 160 mm²
Longueur : autant que possible 2,500 ml, à défaut en toutes longueurs supérieures à 1,000 ml
Bois sec : 10-12%
Choix : QF2 et QF3, classement qualitatif d’aspect tel qu’énoncé dans la norme européenne EN 975-1 (avril 2009)
Quantité : 20 m3
Délais de livraison : 3 semaines après la commande Pour répondre à cette demande dans les temps impartis, la scierie MUTELET a été contrainte (délai court, état du stock, temps minimum nécessaire à la production d’avivés conformes aux spécifications) de produire ces sciages selon deux modes de production :
A. La constitution de lots à partir de frises / avivés correspondant aux spécifications
(longueurs entre 1,000 et 2,000 ml) et déjà disponibles en stock à la scierie : 12,5
m3 soit 71 % du volume livré ;
B. Le façonnage d’avivés correspondants aux spécifications à partir de plateaux
sélectionnés (longueurs entre 2.200 ml et 2.550 ml) : 5 m3 soit 29 % du volume
livré ;
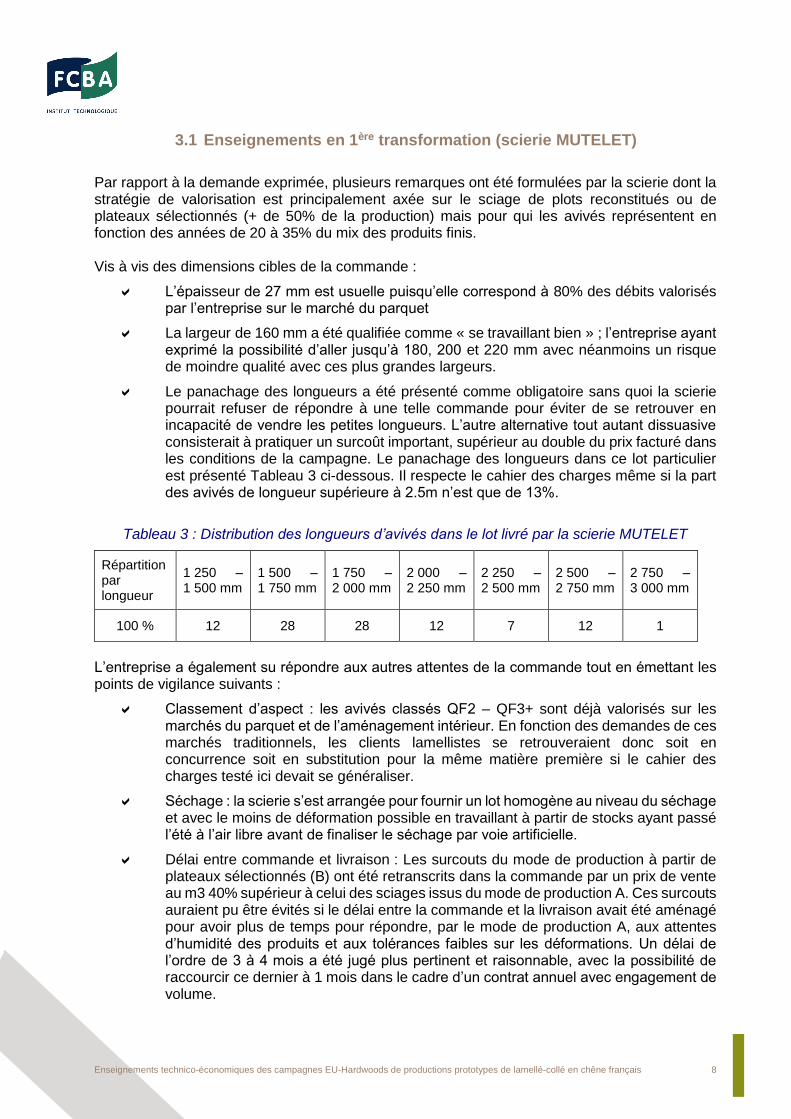
Un classement visuel pour la résistance selon la norme NF B 52001-1 a été réalisé par FCBA pour le compte du lamelliste et a permis l’affectation des avivés selon la norme EN 1912 aux classes de résistance mécanique suivantes, dont les caractéristiques sont définies dans la norme EN 338.
Tableau 2 : Affectation des avivés fournis par la scierie MUTELET dans différentes classes mécaniques après classement visuel pour la résistance selon la norme NF B 52001-1.
Classe de résistance selon EN 338
D30 D24 D18 Rejet
Pourcentage du lot
24% 70% 4% 2%
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 8
3.1 Enseignements en 1ère transformation (scierie MUTELET)
Par rapport à la demande exprimée, plusieurs remarques ont été formulées par la scierie dont la stratégie de valorisation est principalement axée sur le sciage de plots reconstitués ou de plateaux sélectionnés (+ de 50% de la production) mais pour qui les avivés représentent en fonction des années de 20 à 35% du mix des produits finis. Vis à vis des dimensions cibles de la commande :
L’épaisseur de 27 mm est usuelle puisqu’elle correspond à 80% des débits valorisés par l’entreprise sur le marché du parquet
La largeur de 160 mm a été qualifiée comme « se travaillant bien » ; l’entreprise ayant exprimé la possibilité d’aller jusqu’à 180, 200 et 220 mm avec néanmoins un risque de moindre qualité avec ces plus grandes largeurs.
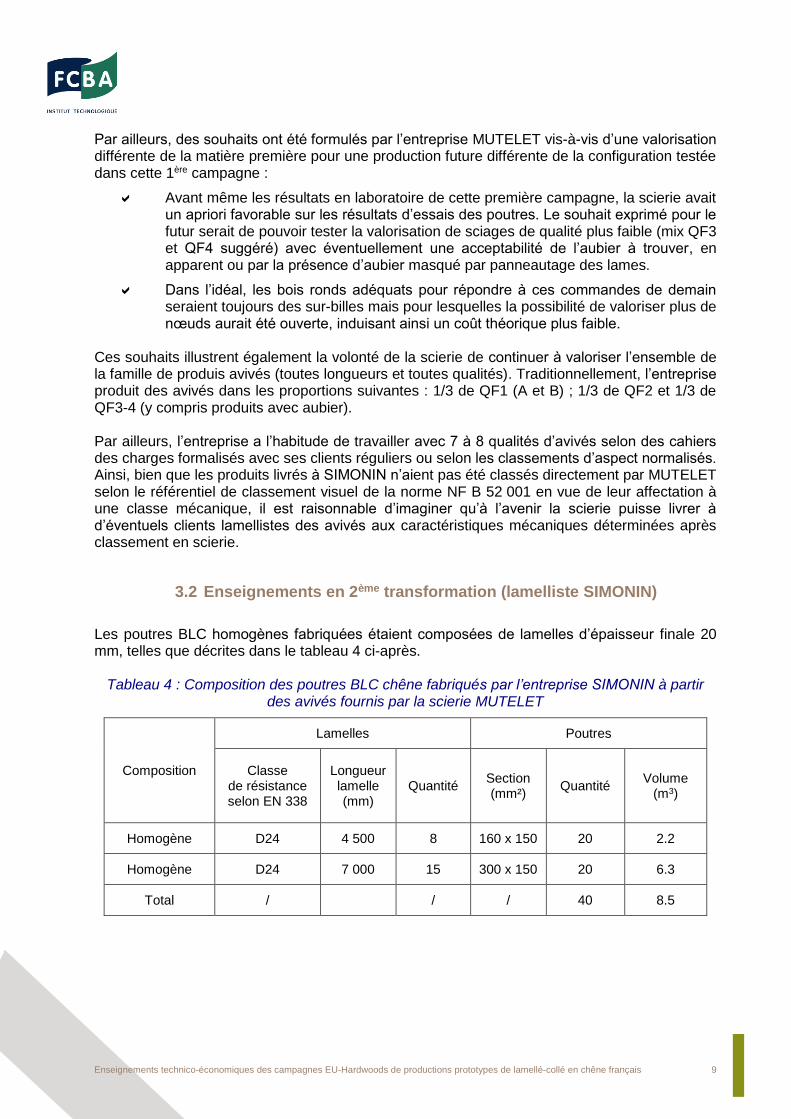
Le panachage des longueurs a été présenté comme obligatoire sans quoi la scierie pourrait refuser de répondre à une telle commande pour éviter de se retrouver en incapacité de vendre les petites longueurs. L’autre alternative tout autant dissuasive consisterait à pratiquer un surcoût important, supérieur au double du prix facturé dans les conditions de la campagne. Le panachage des longueurs dans ce lot particulier est présenté Tableau 3 ci-dessous. Il respecte le cahier des charges même si la part des avivés de longueur supérieure à 2.5m n’est que de 13%.
Tableau 3 : Distribution des longueurs d’avivés dans le lot livré par la scierie MUTELET
Répartition par longueur
1 250 – 1 500 mm
1 500 – 1 750 mm
1 750 – 2 000 mm
2 000 – 2 250 mm
2 250 – 2 500 mm
2 500 – 2 750 mm
2 750 – 3 000 mm
100 % 12 28 28 12 7 12 1
L’entreprise a également su répondre aux autres attentes de la commande tout en émettant les points de vigilance suivants :
Classement d’aspect : les avivés classés QF2 – QF3+ sont déjà valorisés sur les marchés du parquet et de l’aménagement intérieur. En fonction des demandes de ces marchés traditionnels, les clients lamellistes se retrouveraient donc soit en concurrence soit en substitution pour la même matière première si le cahier des charges testé ici devait se généraliser.
Séchage : la scierie s’est arrangée pour fournir un lot homogène au niveau du séchage et avec le moins de déformation possible en travaillant à partir de stocks ayant passé l’été à l’air libre avant de finaliser le séchage par voie artificielle.
Délai entre commande et livraison : Les surcouts du mode de production à partir de plateaux sélectionnés (B) ont été retranscrits dans la commande par un prix de vente au m3 40% supérieur à celui des sciages issus du mode de production A. Ces surcouts auraient pu être évités si le délai entre la commande et la livraison avait été aménagé pour avoir plus de temps pour répondre, par le mode de production A, aux attentes d’humidité des produits et aux tolérances faibles sur les déformations. Un délai de l’ordre de 3 à 4 mois a été jugé plus pertinent et raisonnable, avec la possibilité de raccourcir ce dernier à 1 mois dans le cadre d’un contrat annuel avec engagement de volume.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 9
Par ailleurs, des souhaits ont été formulés par l’entreprise MUTELET vis-à-vis d’une valorisation différente de la matière première pour une production future différente de la configuration testée dans cette 1ère campagne :
Avant même les résultats en laboratoire de cette première campagne, la scierie avait un apriori favorable sur les résultats d’essais des poutres. Le souhait exprimé pour le futur serait de pouvoir tester la valorisation de sciages de qualité plus faible (mix QF3 et QF4 suggéré) avec éventuellement une acceptabilité de l’aubier à trouver, en apparent ou par la présence d’aubier masqué par panneautage des lames.
Dans l’idéal, les bois ronds adéquats pour répondre à ces commandes de demain seraient toujours des sur-billes mais pour lesquelles la possibilité de valoriser plus de nœuds aurait été ouverte, induisant ainsi un coût théorique plus faible.
Ces souhaits illustrent également la volonté de la scierie de continuer à valoriser l’ensemble de la famille de produis avivés (toutes longueurs et toutes qualités). Traditionnellement, l’entreprise produit des avivés dans les proportions suivantes : 1/3 de QF1 (A et B) ; 1/3 de QF2 et 1/3 de QF3-4 (y compris produits avec aubier). Par ailleurs, l’entreprise a l’habitude de travailler avec 7 à 8 qualités d’avivés selon des cahiers des charges formalisés avec ses clients réguliers ou selon les classements d’aspect normalisés. Ainsi, bien que les produits livrés à SIMONIN n’aient pas été classés directement par MUTELET selon le référentiel de classement visuel de la norme NF B 52 001 en vue de leur affectation à une classe mécanique, il est raisonnable d’imaginer qu’à l’avenir la scierie puisse livrer à d’éventuels clients lamellistes des avivés aux caractéristiques mécaniques déterminées après classement en scierie.
3.2 Enseignements en 2ème transformation (lamelliste SIMONIN)
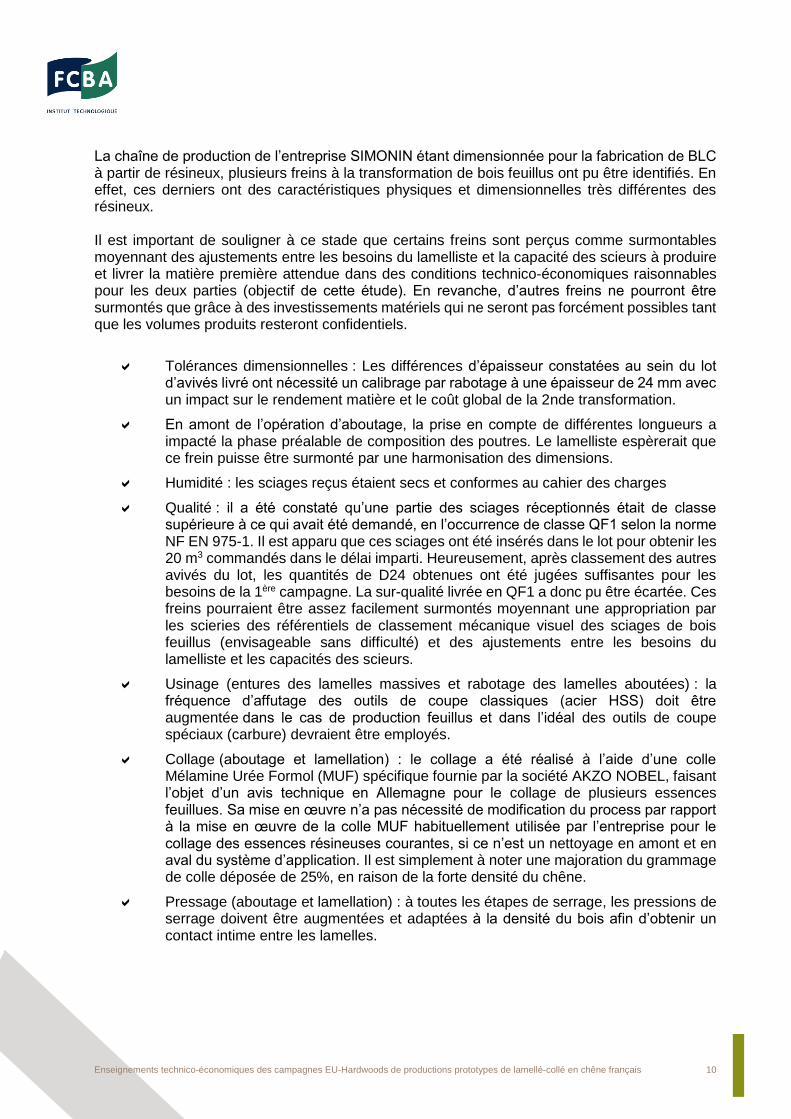
Les poutres BLC homogènes fabriquées étaient composées de lamelles d’épaisseur finale 20 mm, telles que décrites dans le tableau 4 ci-après.
Tableau 4 : Composition des poutres BLC chêne fabriqués par l’entreprise SIMONIN à partir des avivés fournis par la scierie MUTELET
Composition
Lamelles Poutres
Classe de résistance selon EN 338
Longueur lamelle (mm)
Quantité Section (mm²)
Quantité Volume
(m3)
Homogène D24 4 500 8 160 x 150 20 2.2
Homogène D24 7 000 15 300 x 150 20 6.3
Total / / / 40 8.5
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 10
La chaîne de production de l’entreprise SIMONIN étant dimensionnée pour la fabrication de BLC à partir de résineux, plusieurs freins à la transformation de bois feuillus ont pu être identifiés. En effet, ces derniers ont des caractéristiques physiques et dimensionnelles très différentes des résineux. Il est important de souligner à ce stade que certains freins sont perçus comme surmontables moyennant des ajustements entre les besoins du lamelliste et la capacité des scieurs à produire et livrer la matière première attendue dans des conditions technico-économiques raisonnables pour les deux parties (objectif de cette étude). En revanche, d’autres freins ne pourront être surmontés que grâce à des investissements matériels qui ne seront pas forcément possibles tant que les volumes produits resteront confidentiels.
Tolérances dimensionnelles : Les différences d’épaisseur constatées au sein du lot d’avivés livré ont nécessité un calibrage par rabotage à une épaisseur de 24 mm avec un impact sur le rendement matière et le coût global de la 2nde transformation.
En amont de l’opération d’aboutage, la prise en compte de différentes longueurs a impacté la phase préalable de composition des poutres. Le lamelliste espèrerait que ce frein puisse être surmonté par une harmonisation des dimensions.
Humidité : les sciages reçus étaient secs et conformes au cahier des charges
Qualité : il a été constaté qu’une partie des sciages réceptionnés était de classe supérieure à ce qui avait été demandé, en l’occurrence de classe QF1 selon la norme NF EN 975-1. Il est apparu que ces sciages ont été insérés dans le lot pour obtenir les 20 m3 commandés dans le délai imparti. Heureusement, après classement des autres avivés du lot, les quantités de D24 obtenues ont été jugées suffisantes pour les besoins de la 1ère campagne. La sur-qualité livrée en QF1 a donc pu être écartée. Ces freins pourraient être assez facilement surmontés moyennant une appropriation par les scieries des référentiels de classement mécanique visuel des sciages de bois feuillus (envisageable sans difficulté) et des ajustements entre les besoins du lamelliste et les capacités des scieurs.
Usinage (entures des lamelles massives et rabotage des lamelles aboutées) : la fréquence d’affutage des outils de coupe classiques (acier HSS) doit être augmentée dans le cas de production feuillus et dans l’idéal des outils de coupe spéciaux (carbure) devraient être employés.
Collage (aboutage et lamellation) : le collage a été réalisé à l’aide d’une colle Mélamine Urée Formol (MUF) spécifique fournie par la société AKZO NOBEL, faisant l’objet d’un avis technique en Allemagne pour le collage de plusieurs essences feuillues. Sa mise en œuvre n’a pas nécessité de modification du process par rapport à la mise en œuvre de la colle MUF habituellement utilisée par l’entreprise pour le collage des essences résineuses courantes, si ce n’est un nettoyage en amont et en aval du système d’application. Il est simplement à noter une majoration du grammage de colle déposée de 25%, en raison de la forte densité du chêne.
Pressage (aboutage et lamellation) : à toutes les étapes de serrage, les pressions de serrage doivent être augmentées et adaptées à la densité du bois afin d’obtenir un contact intime entre les lamelles.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 11
3.3 Résultats des essais en laboratoire (FCBA)
Pour vérifier le classement structurel des poutres réalisées, la méthode par voie d’essais selon la norme EN 14080 : 2013 « Bois Lamellé Collé – Marquage CE et exigences de fabrication » a été utilisée. Elle s’appuie sur des essais de flexion 4 points selon l’annexe E sur les lamelles massives et les lamelles aboutées, et selon l’annexe F sur les poutres en grandeur d’emploi. Toujours selon les recommandations de la norme EN 14080, la qualité de la lamellation (collage inter-lamelles) a également été vérifiée par voie d’essais de délamination des joints de collage selon l’annexe C, méthode B, et d’essais de cisaillement selon l’annexe D. Les résultats des essais de vérification de la lamellation, tous satisfaisants, ne sont pas présentés dans ce rapport. Ils permettent de conclure à la maîtrise du collage du chêne par l’entreprise, à l’aide d’une colle et de paramètres de collage adaptés. Les résultats des essais de caractérisation mécanique des poutres sont présentés dans le tableau 5 ci-après. Les performances des poutres sont présentées dans la colonne « Résultats » ; elles sont comparées aux exigences minimales de la classe GL24h pour des BLC résineux de composition similaire (selon la norme EN 14 080 : 2013). Pour la résistance caractéristique en flexion, ces exigences minimales tiennent compte des coefficients de changement d’échelle et d’effet lié à l’épaisseur de la lame. Intégrer ces coefficients permet de comparer des lots entre eux quand les lamelles constitutives et BLC finaux n’ont pas les dimensions de référence de la norme EN 14 080. Les résultats mettent en évidence le bon comportement des poutres réalisées dont les propriétés mécaniques sont supérieures à celles de BLC résineux de composition similaire pris comme référence. Cela, pour chacune des propriétés mécaniques prises en compte pour l’établissement du classement pour la résistance des poutres : module d’élasticité moyen en flexion, résistance caractéristique à la flexion et masse volumique caractéristique. Il convient de bien souligner que cette comparaison est établie par rapport aux seules classes normalisées existantes pour les lamellés collés, à savoir les BLC résineux et les classes définies par la norme EN 14080 : 2013. Or, l’un des objectifs du projet EU Hardwood est de proposer des classes optimisées, voire de nouvelles classes pour les lamellés collés de bois feuillus dont les propriétés mécaniques peuvent différer de celles des lamellés collés de bois résineux. Cela, sur la base de la veille bibliographique réalisée et des expérimentations conduites dans le cadre du projet, devant permettre de proposer un modèle de prédiction des propriétés mécaniques des BLC feuillus. Ces classes pourront être intégrées dans le projet de norme en cours de préparation par le CEN TC124 / WG3. Les essences feuillues ne seront néanmoins toujours pas pleinement valorisées sans révision en parallèle de l’Eurocode 5, code de calcul pour le dimensionnement des structures, élaboré à partir des retours d’expérience sur les résineux. Ce travail a été initié dans le cadre du projet porté par l’Agence Nationale de la Recherche EFEUR5 (1), portant sur l’étude du comportement structural des bois feuillus français en vue de leur intégration aux Eurocodes 5. Cette problématique avait déjà été abordée en commission miroir française (BNTEC P21A) qui a élaboré un Fascicule de Documentation (FD P21 502) en 2013 pour guider autant que faire se peut les utilisateurs de l’Eurocode 5 lorsqu’ils ont à justifier des structures en bois feuillus. Elle a été soulevée plus récemment lors de la dernière commission plénière du CEN / TC250 / SC5 « Eurocode 5: Design of timber structures ».
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 12
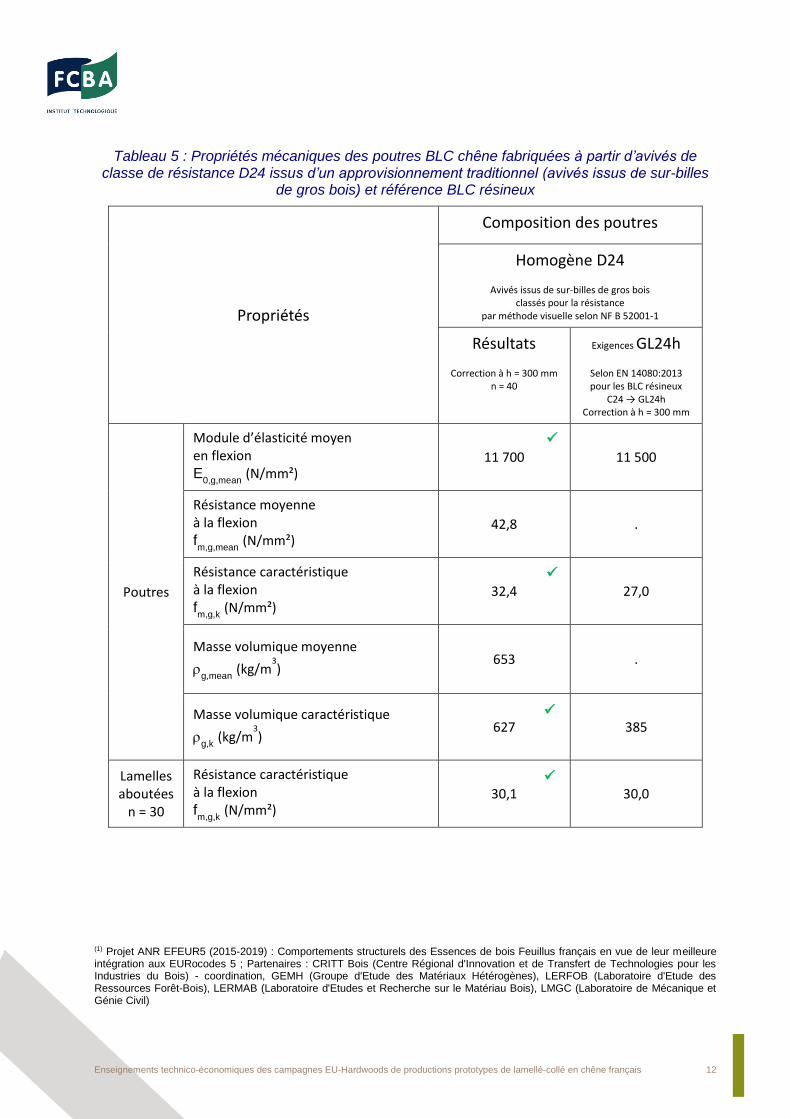
Tableau 5 : Propriétés mécaniques des poutres BLC chêne fabriquées à partir d’avivés de
classe de résistance D24 issus d’un approvisionnement traditionnel (avivés issus de sur-billes de gros bois) et référence BLC résineux
Propriétés
Composition des poutres
Homogène D24
Avivés issus de sur-billes de gros bois classés pour la résistance
par méthode visuelle selon NF B 52001-1
Résultats
Correction à h = 300 mm
n = 40
Exigences GL24h
Selon EN 14080:2013
pour les BLC résineux
C24 → GL24h
Correction à h = 300 mm
Poutres
Module d’élasticité moyen en flexion E
0,g,mean (N/mm²)
11 700 11 500
Résistance moyenne à la flexion fm,g,mean
(N/mm²) 42,8 .
Résistance caractéristique à la flexion fm,g,k
(N/mm²) 32,4 27,0
Masse volumique moyenne
g,mean
(kg/m3)
653 .
Masse volumique caractéristique
g,k
(kg/m3)
627 385
Lamelles aboutées
n = 30
Résistance caractéristique à la flexion fm,g,k
(N/mm²) 30,1 30,0
(1) Projet ANR EFEUR5 (2015-2019) : Comportements structurels des Essences de bois Feuillus français en vue de leur meilleure intégration aux EURocodes 5 ; Partenaires : CRITT Bois (Centre Régional d'Innovation et de Transfert de Technologies pour les Industries du Bois) - coordination, GEMH (Groupe d'Etude des Matériaux Hétérogènes), LERFOB (Laboratoire d'Etude des Ressources Forêt-Bois), LERMAB (Laboratoire d'Etudes et Recherche sur le Matériau Bois), LMGC (Laboratoire de Mécanique et Génie Civil)
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 13
3.4 Synthèse de la 1ère campagne
L’objectif de cette 1ère campagne était d’étudier la faisabilité de production de poutres BLC de classe GL24h en chêne à partir de produits sciés français pouvant être qualifiés de « classiques ». Une des hypothèses de départ consistait à supposer que ce type de poutre peut être produit à partir de lamelles de classe de résistance D24 et que ces dernières peuvent être obtenues à partir de sciages de classe d’aspect QF2 et QF3. Les hypothèses techniques ont été confirmées par cette campagne. Cependant, on note que les conditions de production en temps contraint et le mode de spécification (par classement selon l’aspect plutôt que classement selon la résistance) des sciages attendus ont conduit à avoir de la sur-qualité dans le lot, même si les planches QF1 ont pu être écartées pour cette 1ère expérimentation. Quant à la faisabilité économique et organisationnelle, cette campagne expérimentale fait apparaitre des pistes d’amélioration pour la mise en place progressive d’une chaine d’approvisionnement en lamelle chêne à BLC entre la scierie et l’entreprise de 2ème transformation :
Il est possible de trouver en scierie dans le mix-produits existant des avivés D24 non calibrés accessibles à un prix de l’ordre de 850 €/m3 (prix départ scierie) à condition de laisser au scieur un temps minimum de 3 à 4 mois pour honorer la commande et que la matière première ne soit pas directement en concurrence avec les marchés traditionnels à forte demande et rémunérateurs. Sinon, pour que les scieries se positionnent sur ce type de débouché, il est attendu que ces produits constituent un marché en volume contractualisé plutôt que des commandes ponctuelles.
Concernant les longueurs et tolérances dimensionnelles, la confiance est à bâtir entre fournisseurs et clients en objectivant le dialogue par la compréhension des contraintes de production vécues de part et d’autre.
L’adoption du classement pour la résistance en scierie pour les avivés destinés au lamellé-collé sera un élément de facilitation de ce dialogue avec les lamellistes.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 14
4. 2ème chaine de valeur L’objectif de la 2nde campagne test française de EU-Hardwood était d’étudier la faisabilité de production de poutres BLC homogènes et panachées en chêne à partir de produits sciés français « ciblés », à savoir des bois d’éclaircies jugés particulièrement intéressants de par leur propriétés mécaniques élevées, et dont les débouchés sont moins évidents que ceux des gros bois de qualité déjà bien valorisés sur le marché du chêne. En effet, l’étude nationale de caractérisation mécanique de la ressource en chêne1 nous a appris que la ressource en bois aux caractéristiques mécaniques les plus élevées se trouve majoritairement dans les peuplements de bois moyens – donc encore relativement jeunes et sujets à éclaircies – dans les classes de D130 25 – 40 cm (soit les classes D2b et D3). A l’occasion de la 2ème campagne expérimentale EU Hardwood, FCBA souhaitait « chaîner » la mise en production de poutres composées de lamelles aux caractéristiques mécaniques plus élevées à des approvisionnements bois ronds en scierie inspirés par les connaissances disponibles sur la ressource en chêne sur pied. Ainsi, un cahier des charges des bois ronds ciblés a été formalisé (cf. annexe 2) puis diffusé à plusieurs fournisseurs potentiels en forêt publique et privée. A cela s’est ajouté l’idée de travailler sur des compositions panachées (caractéristiques mécaniques différenciées entre les lamelles extérieures et intérieures constituant les poutres) pour faire écho aux attentes des scieurs qui souhaitent valoriser toutes les qualités d’avivés, en particulier les avivés présentant plus de singularités que ceux utilisés lors de la 1ère campagne.
4.1 Le lot de bois ronds approvisionné (ONF)
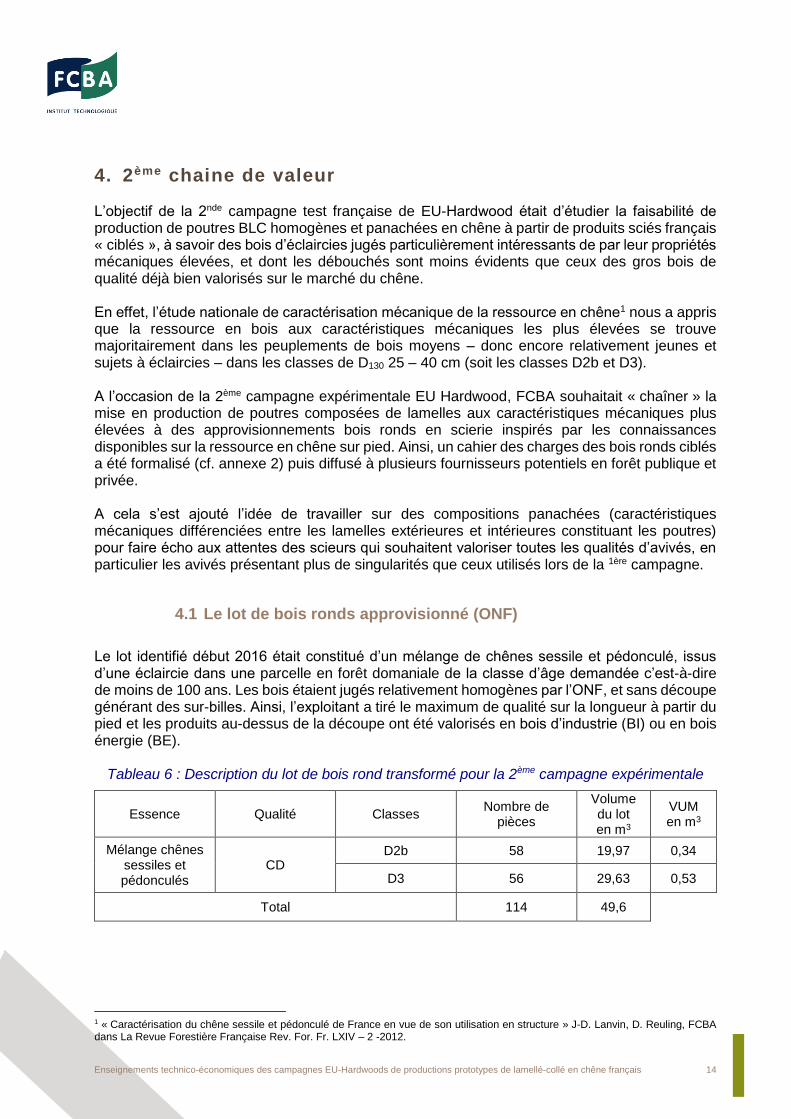
Le lot identifié début 2016 était constitué d’un mélange de chênes sessile et pédonculé, issus d’une éclaircie dans une parcelle en forêt domaniale de la classe d’âge demandée c’est-à-dire de moins de 100 ans. Les bois étaient jugés relativement homogènes par l’ONF, et sans découpe générant des sur-billes. Ainsi, l’exploitant a tiré le maximum de qualité sur la longueur à partir du pied et les produits au-dessus de la découpe ont été valorisés en bois d’industrie (BI) ou en bois énergie (BE).
Tableau 6 : Description du lot de bois rond transformé pour la 2ème campagne expérimentale
Essence Qualité Classes Nombre de
pièces
Volume du lot en m3
VUM en m3
Mélange chênes sessiles et pédonculés
CD D2b 58 19,97 0,34
D3 56 29,63 0,53
Total 114 49,6
1 « Caractérisation du chêne sessile et pédonculé de France en vue de son utilisation en structure » J-D. Lanvin, D. Reuling, FCBA dans La Revue Forestière Française Rev. For. Fr. LXIV – 2 -2012.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 15
4.2 Enseignements en 1ère transformation (scierie TRENDEL)
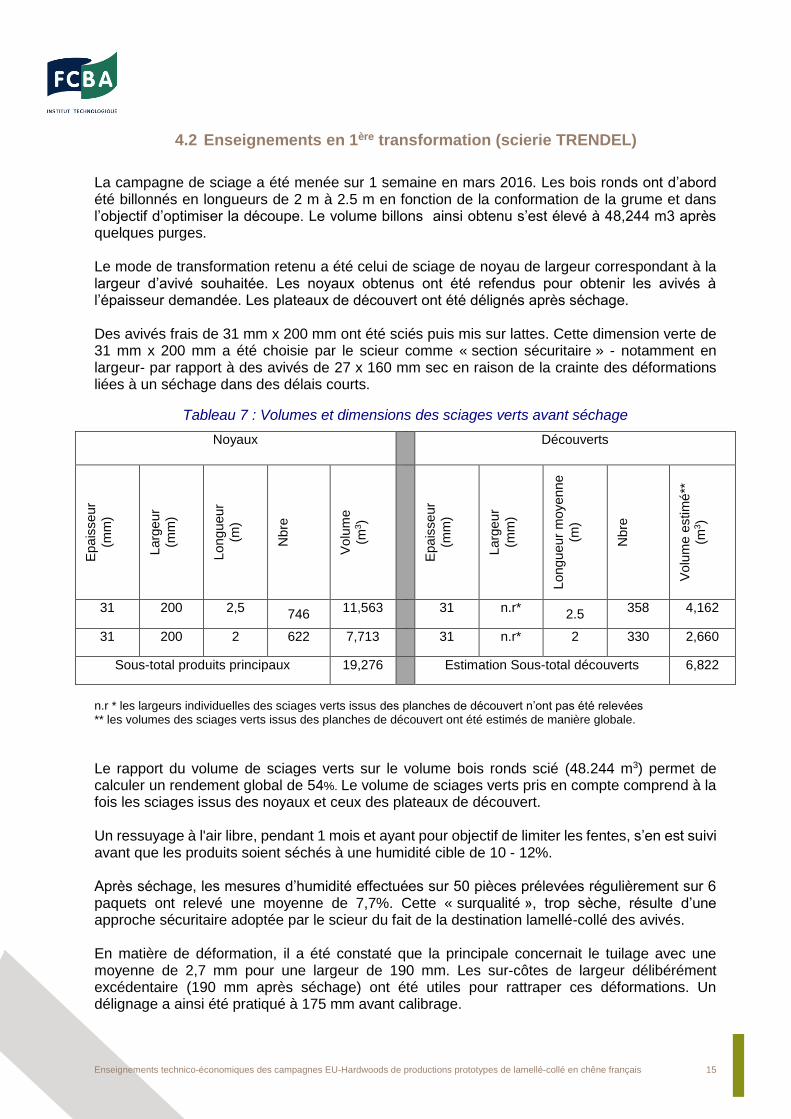
La campagne de sciage a été menée sur 1 semaine en mars 2016. Les bois ronds ont d’abord été billonnés en longueurs de 2 m à 2.5 m en fonction de la conformation de la grume et dans l’objectif d’optimiser la découpe. Le volume billons ainsi obtenu s’est élevé à 48,244 m3 après quelques purges. Le mode de transformation retenu a été celui de sciage de noyau de largeur correspondant à la largeur d’avivé souhaitée. Les noyaux obtenus ont été refendus pour obtenir les avivés à l’épaisseur demandée. Les plateaux de découvert ont été délignés après séchage. Des avivés frais de 31 mm x 200 mm ont été sciés puis mis sur lattes. Cette dimension verte de 31 mm x 200 mm a été choisie par le scieur comme « section sécuritaire » - notamment en largeur- par rapport à des avivés de 27 x 160 mm sec en raison de la crainte des déformations liées à un séchage dans des délais courts.
Tableau 7 : Volumes et dimensions des sciages verts avant séchage
Noyaux Découverts
Epa
isseur
(mm
)
Larg
eur
(mm
)
Long
ueur
(m)
Nbre
Volu
me
(m3)
Epa
isseur
(mm
)
Larg
eur
(mm
)
Long
ueur
moyen
ne
(m)
Nbre
Volu
me e
stim
é**
(m3)
31 200 2,5 746
11,563 31 n.r* 2.5
358 4,162
31 200 2 622 7,713 31 n.r* 2 330 2,660
Sous-total produits principaux 19,276 Estimation Sous-total découverts 6,822
n.r * les largeurs individuelles des sciages verts issus des planches de découvert n’ont pas été relevées ** les volumes des sciages verts issus des planches de découvert ont été estimés de manière globale.
Le rapport du volume de sciages verts sur le volume bois ronds scié (48.244 m3) permet de calculer un rendement global de 54%. Le volume de sciages verts pris en compte comprend à la fois les sciages issus des noyaux et ceux des plateaux de découvert. Un ressuyage à l'air libre, pendant 1 mois et ayant pour objectif de limiter les fentes, s’en est suivi avant que les produits soient séchés à une humidité cible de 10 - 12%. Après séchage, les mesures d’humidité effectuées sur 50 pièces prélevées régulièrement sur 6 paquets ont relevé une moyenne de 7,7%. Cette « surqualité », trop sèche, résulte d’une approche sécuritaire adoptée par le scieur du fait de la destination lamellé-collé des avivés. En matière de déformation, il a été constaté que la principale concernait le tuilage avec une moyenne de 2,7 mm pour une largeur de 190 mm. Les sur-côtes de largeur délibérément excédentaire (190 mm après séchage) ont été utiles pour rattraper ces déformations. Un délignage a ainsi été pratiqué à 175 mm avant calibrage.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 16
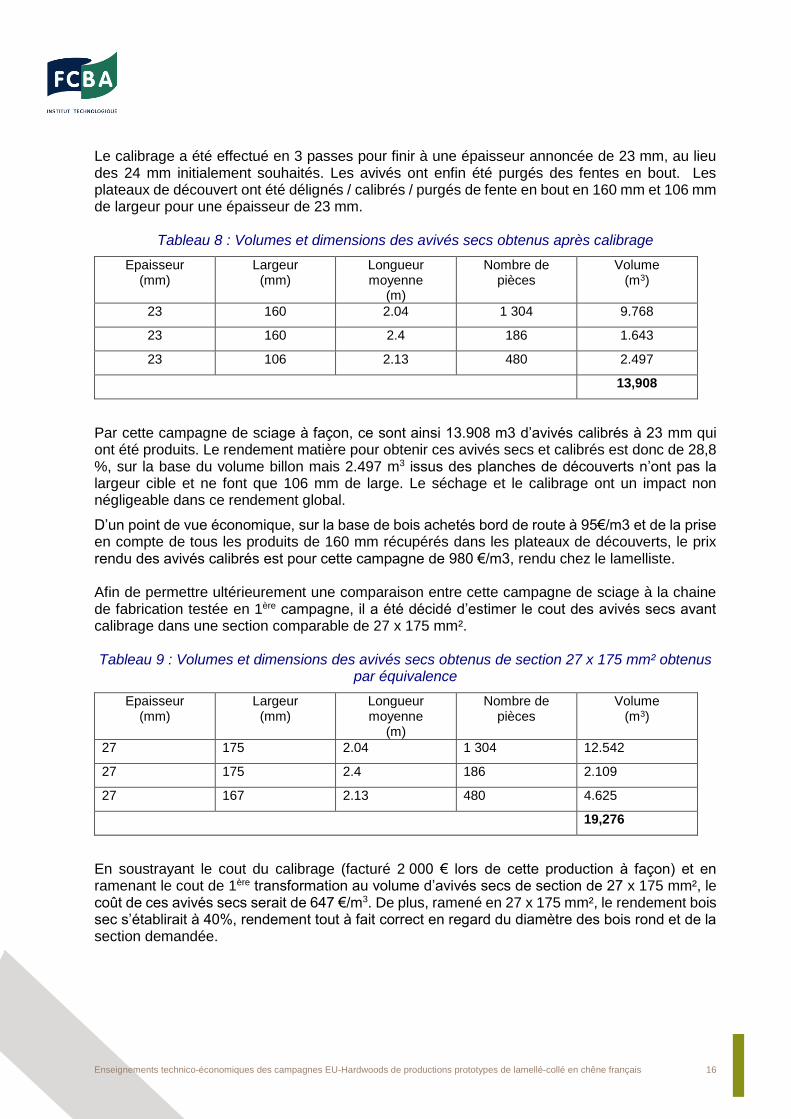
Le calibrage a été effectué en 3 passes pour finir à une épaisseur annoncée de 23 mm, au lieu des 24 mm initialement souhaités. Les avivés ont enfin été purgés des fentes en bout. Les plateaux de découvert ont été délignés / calibrés / purgés de fente en bout en 160 mm et 106 mm de largeur pour une épaisseur de 23 mm.
Tableau 8 : Volumes et dimensions des avivés secs obtenus après calibrage
Epaisseur (mm)
Largeur (mm)
Longueur moyenne
(m)
Nombre de pièces
Volume (m3)
23 160 2.04 1 304 9.768
23 160 2.4 186 1.643
23 106 2.13 480 2.497
13,908
Par cette campagne de sciage à façon, ce sont ainsi 13.908 m3 d’avivés calibrés à 23 mm qui ont été produits. Le rendement matière pour obtenir ces avivés secs et calibrés est donc de 28,8 %, sur la base du volume billon mais 2.497 m3 issus des planches de découverts n’ont pas la largeur cible et ne font que 106 mm de large. Le séchage et le calibrage ont un impact non négligeable dans ce rendement global.
D’un point de vue économique, sur la base de bois achetés bord de route à 95€/m3 et de la prise en compte de tous les produits de 160 mm récupérés dans les plateaux de découverts, le prix rendu des avivés calibrés est pour cette campagne de 980 €/m3, rendu chez le lamelliste. Afin de permettre ultérieurement une comparaison entre cette campagne de sciage à la chaine de fabrication testée en 1ère campagne, il a été décidé d’estimer le cout des avivés secs avant calibrage dans une section comparable de 27 x 175 mm². Tableau 9 : Volumes et dimensions des avivés secs obtenus de section 27 x 175 mm² obtenus
par équivalence
Epaisseur (mm)
Largeur (mm)
Longueur moyenne
(m)
Nombre de pièces
Volume (m3)
27 175 2.04 1 304 12.542
27 175 2.4 186 2.109
27 167 2.13 480 4.625
19,276
En soustrayant le cout du calibrage (facturé 2 000 € lors de cette production à façon) et en ramenant le cout de 1ère transformation au volume d’avivés secs de section de 27 x 175 mm², le coût de ces avivés secs serait de 647 €/m3. De plus, ramené en 27 x 175 mm², le rendement bois sec s’établirait à 40%, rendement tout à fait correct en regard du diamètre des bois rond et de la section demandée.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 17
Au regard de cette campagne, la scierie TRENDEL a émis les remarques suivantes :
Le choix du mode de débit était pertinent ;
Pour des bois ronds classés qualitativement en CD, les sciages obtenus étaient de bonne qualité en termes de nœuds, notamment dans la 1ère longueur de bille ;
Pour le rendement et étant donnée la section souhaitée, Il aurait été souhaitable de limiter les diamètres de grumes à la classe D3 uniquement ;
Pour la même raison, il aurait fallu envisager plusieurs largeurs pour l’optimisation du débit, les dimensions ne correspondant pas aux attentes des lamellistes étant orientées vers d’autres marchés (parquet, panneautage, carrelet, …) ;
Dans un contexte de production moins contraint par l’urgence, pré-séchage de 6 mois aurait pu être organisé pour limiter les déformations lors du séchage ce qui aurait permis de scier à 29/30 x 180/190 au lieu de 31x200 mm², soit un impact de 12% sur le rendement matière.
Concernant le prix des bois ronds bord de route, la scierie a évoqué l’éventualité d’une négociation à la baisse 10 €/m3. Le fournisseur (ONF) rappelle néanmoins que le prix pratiqué correspond au prix de campagne contrat chêne 2015 / 2016 pour ce type de produit et validé par tous les clients. Les constats de cette campagne de sciage ainsi que le dialogue entre FCBA et l’entreprise TRENDEL amènent à formuler les pistes d’amélioration suivantes pour réduire les coûts de transformation : Bois ronds Ajuster le cahier des charges des bois ronds approvisionnés en ciblant une
classe de diamètre plus resserrée, en l’occurrence se limitant à D3 (30 – 40 cm). Dans la pratique cela sous entendrait :
- De trouver une valorisation à la classe de diamètre D2b motivant l’opération de tri
o En forêt si le fournisseur doit s’adresser alors à deux types de clients différenciés
o En scierie si le transformateur maitrise les deux chaines de valeur
- D’avoir des volumes suffisants dans les deux classes pour aboutir à un lotissement non contraignant pour la commercialisation, le transport et la transformation
- De supporter un cout d’achat supérieur pour du D3 seul par rapport à un mélange D2b – D3
Process de sciage
Revoir le schéma de débit en tenant compte que l’on transforme un bois rond cylindrique en produit scié rectangulaire
- Au sein du noyau : repenser les dimensions des avivés quitte à adopter un schéma panaché : il s’agirait ici de disposer de plusieurs largeurs d’avivés pour lamellé-collé afin d’optimiser le rendement-matière du sciage
- Pour les planches de bord : assurer une valorisation en parquet, panneautage, carrelet,… des planches ne pouvant pas être proposées au client lamelliste.
Valoriser un panachage des longueurs dans la limite des dimensions minimales acceptables par les clients lamellistes.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 18
Conduite du séchage
Améliorer les conditions de séchage pour éviter de devoir compenser les risques de déformation par une sur-épaisseur qui pénalise le rendement. Plusieurs scénarii sont envisageables en fonction de la visibilité des commandes dans le temps. Pour une production hivernale en temps court :
- L’apport du pré-séchage étant marginal sur une période d’à peine quelques mois, il peut être envisagé de se passer de cette étape
- Le temps ainsi dégagé sur le calendrier de production pourrait alors permettre d’organiser un séchage artificiel moins rapide, avec une conduite du procédé de séchage plus personnalisée vis-à-vis de ce type de bois :
o En démarrant le cycle à une température ne dépassant pas 30°C
o En amenant les avivés à l’humidité cible de 8-10% sans forcer à des humidités plus basses qui amplifient les déformations et notamment le tuilage.
En cas de production lissée sur l’année, les atouts d’un pré-séchage de plusieurs mois, et si possible de 6 mois, pourraient alors entrer à nouveau en jeu. Les produits entrant en séchoirs seraient alors moins verts.
Organisation Gagner en visibilité sur la planification des campagnes, allonger le délai entre la commande et la livraison tout en restant dans un horizon temporel ou l’industriel de la 2ème transformation a de la visibilité (besoin du marché final)
NB : Les avivés de 106 mm de large ne pouvant pas directement être employés à la fabrication des poutres de l’essai, il a été envisagé qu’ils soient utilisés en panneauté dans un partenariat ultérieur scierie TRENDEL / SIMONIN.
4.3 Classement des sciages de la 2ème campagne
Un classement visuel pour la résistance selon la méthodologie de la norme NF B 52001-1 a été réalisé par FCBA pour le compte du lamelliste après modification de certains critères de classement afin de faire émerger au sein de la classe D30 les avivés susceptibles de correspondre à une classe D40 actuellement non prévue par la norme. Ce classement a permis l’affectation des avivés selon la norme EN 1912 aux classes de résistance mécanique suivantes, dont les caractéristiques sont définies dans la norme EN 338.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 19
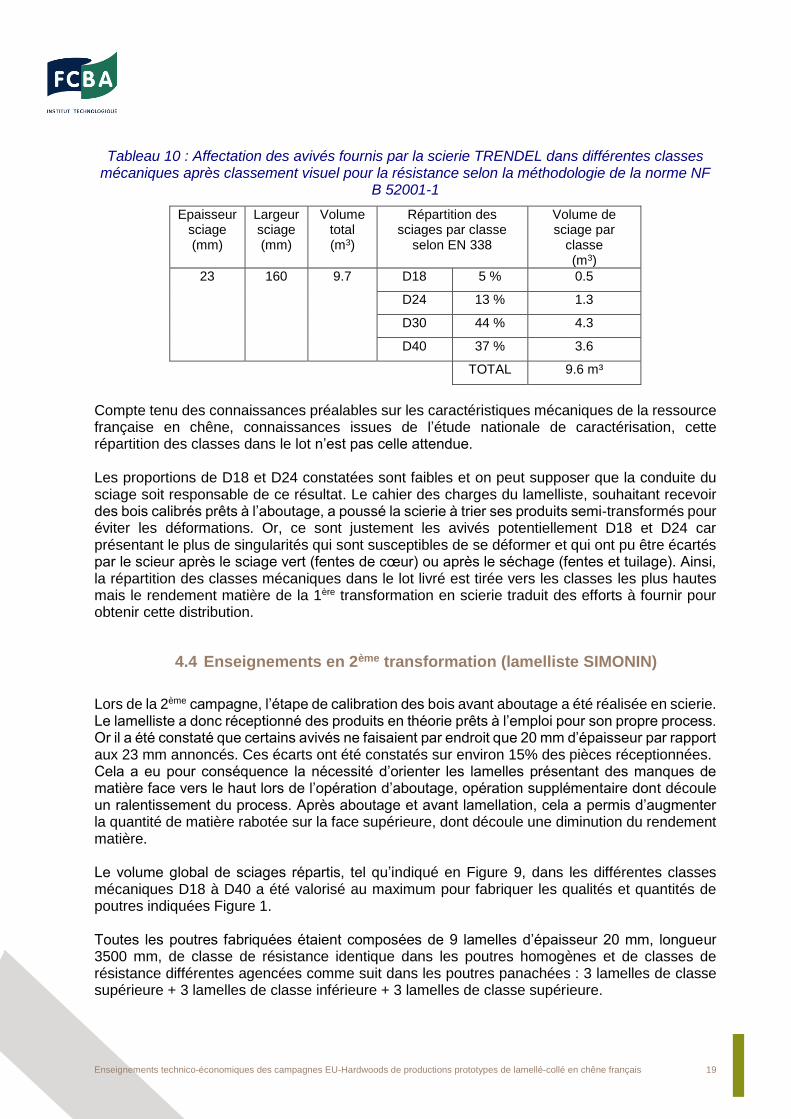
Tableau 10 : Affectation des avivés fournis par la scierie TRENDEL dans différentes classes
mécaniques après classement visuel pour la résistance selon la méthodologie de la norme NF B 52001-1
Epaisseur sciage (mm)
Largeur sciage (mm)
Volume total (m3)
Répartition des sciages par classe
selon EN 338
Volume de sciage par
classe (m3)
23 160 9.7 D18 5 % 0.5
D24 13 % 1.3
D30 44 % 4.3
D40 37 % 3.6
TOTAL 9.6 m³
Compte tenu des connaissances préalables sur les caractéristiques mécaniques de la ressource française en chêne, connaissances issues de l’étude nationale de caractérisation, cette répartition des classes dans le lot n’est pas celle attendue. Les proportions de D18 et D24 constatées sont faibles et on peut supposer que la conduite du sciage soit responsable de ce résultat. Le cahier des charges du lamelliste, souhaitant recevoir des bois calibrés prêts à l’aboutage, a poussé la scierie à trier ses produits semi-transformés pour éviter les déformations. Or, ce sont justement les avivés potentiellement D18 et D24 car présentant le plus de singularités qui sont susceptibles de se déformer et qui ont pu être écartés par le scieur après le sciage vert (fentes de cœur) ou après le séchage (fentes et tuilage). Ainsi, la répartition des classes mécaniques dans le lot livré est tirée vers les classes les plus hautes mais le rendement matière de la 1ère transformation en scierie traduit des efforts à fournir pour obtenir cette distribution.
4.4 Enseignements en 2ème transformation (lamelliste SIMONIN)
Lors de la 2ème campagne, l’étape de calibration des bois avant aboutage a été réalisée en scierie. Le lamelliste a donc réceptionné des produits en théorie prêts à l’emploi pour son propre process. Or il a été constaté que certains avivés ne faisaient par endroit que 20 mm d’épaisseur par rapport aux 23 mm annoncés. Ces écarts ont été constatés sur environ 15% des pièces réceptionnées. Cela a eu pour conséquence la nécessité d’orienter les lamelles présentant des manques de matière face vers le haut lors de l’opération d’aboutage, opération supplémentaire dont découle un ralentissement du process. Après aboutage et avant lamellation, cela a permis d’augmenter la quantité de matière rabotée sur la face supérieure, dont découle une diminution du rendement matière. Le volume global de sciages répartis, tel qu’indiqué en Figure 9, dans les différentes classes mécaniques D18 à D40 a été valorisé au maximum pour fabriquer les qualités et quantités de poutres indiquées Figure 1. Toutes les poutres fabriquées étaient composées de 9 lamelles d’épaisseur 20 mm, longueur 3500 mm, de classe de résistance identique dans les poutres homogènes et de classes de résistance différentes agencées comme suit dans les poutres panachées : 3 lamelles de classe supérieure + 3 lamelles de classe inférieure + 3 lamelles de classe supérieure.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 20
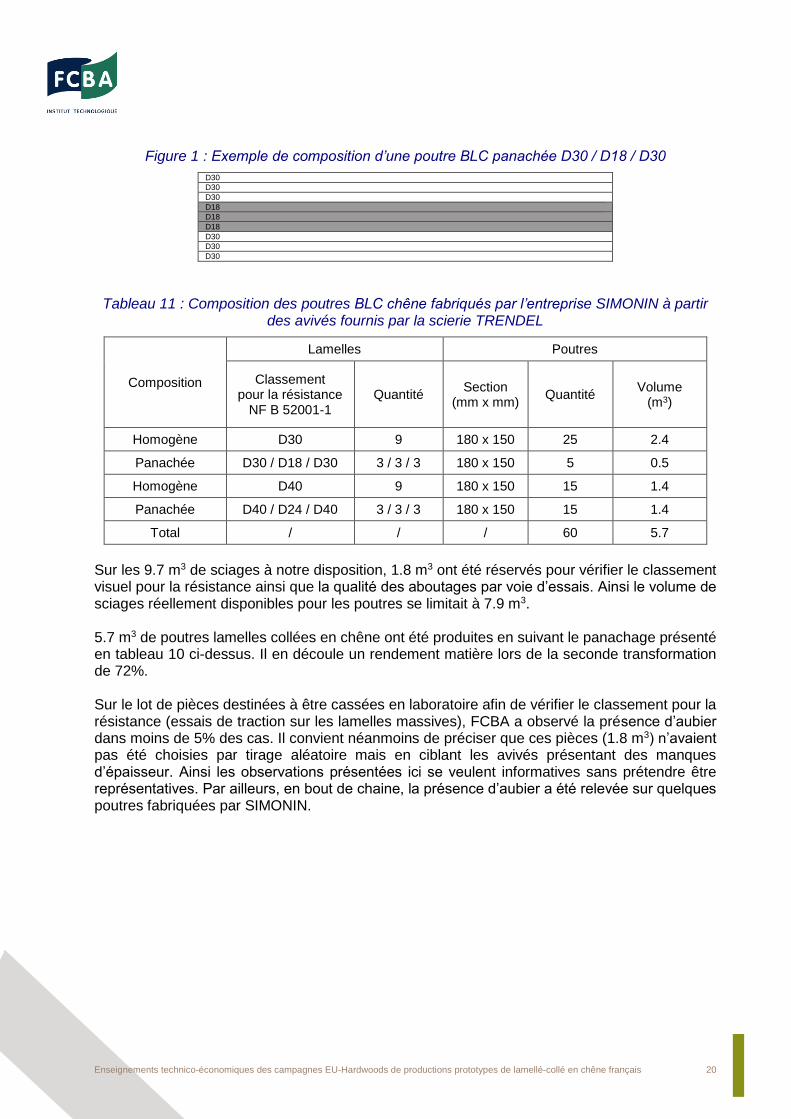
Figure 1 : Exemple de composition d’une poutre BLC panachée D30 / D18 / D30
D30
D30
D30
D18
D18
D18
D30
D30
D30
Tableau 11 : Composition des poutres BLC chêne fabriqués par l’entreprise SIMONIN à partir des avivés fournis par la scierie TRENDEL
Composition
Lamelles Poutres
Classement pour la résistance
NF B 52001-1 Quantité
Section (mm x mm)
Quantité Volume
(m3)
Homogène D30 9 180 x 150 25 2.4
Panachée D30 / D18 / D30 3 / 3 / 3 180 x 150 5 0.5
Homogène D40 9 180 x 150 15 1.4
Panachée D40 / D24 / D40 3 / 3 / 3 180 x 150 15 1.4
Total / / / 60 5.7
Sur les 9.7 m3 de sciages à notre disposition, 1.8 m3 ont été réservés pour vérifier le classement visuel pour la résistance ainsi que la qualité des aboutages par voie d’essais. Ainsi le volume de sciages réellement disponibles pour les poutres se limitait à 7.9 m3. 5.7 m3 de poutres lamelles collées en chêne ont été produites en suivant le panachage présenté en tableau 10 ci-dessus. Il en découle un rendement matière lors de la seconde transformation de 72%. Sur le lot de pièces destinées à être cassées en laboratoire afin de vérifier le classement pour la résistance (essais de traction sur les lamelles massives), FCBA a observé la présence d’aubier dans moins de 5% des cas. Il convient néanmoins de préciser que ces pièces (1.8 m3) n’avaient pas été choisies par tirage aléatoire mais en ciblant les avivés présentant des manques d’épaisseur. Ainsi les observations présentées ici se veulent informatives sans prétendre être représentatives. Par ailleurs, en bout de chaine, la présence d’aubier a été relevée sur quelques poutres fabriquées par SIMONIN.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 21
Figure 2: exemples de lames massives sur lesquelles la présence d’aubier a été notée
4.5 Résultats des essais en Laboratoire (FCBA)
Les poutres BLC ont été testées par voie d’essai décrite précédemment. Les résultats sont présentés dans les tableaux de synthèse 12 et 13 ci-après. Les performances des poutres sont présentées dans les colonnes « Résultats » ; elles sont comparées aux exigences minimales des classes GLxxh ou GLxxc de BLC résineux de composition similaire (selon la norme EN 14 080 : 2013), avec « xx » pour les classes de résistance 28 ou 32 MPa, « h » pour « homogenous » dans le cas des poutres homogènes, et « c » pour « combined » dans le cas des poutres panachées. Les résultats obtenus mettent en évidence le très bon comportement des poutres réalisées dont les propriétés mécaniques sont supérieures à celles de BLC résineux de composition similaire pris comme référence. Cela, pour chacune des propriétés mécaniques prises en compte pour l’établissement du classement pour la résistance : module d’élasticité moyen en flexion, résistance
caractéristique à la flexion et masse volumique caractéristique. Dans le cas présent, la contrainte
à la rupture et surtout le module d’élasticité en flexion sont largement supérieurs à la valeur indiquée pour un BLC résineux, ce qui était espéré du fait du choix d’un approvisionnement ciblé. Ce constat est valable quel que soit le classement pour la résistance des lamelles (D30, D40) et la composition des poutres (homogène, panachée). L’ensemble du lot a donc été parfaitement valorisé sans compromis vis-à-vis des propriétés mécaniques des poutres, l’introduction de lamelles de classes de résistance moindre dans des compositions panachées ne pénalisant que légèrement la résistance à la flexion. Un approvisionnement ciblé et des compositions panachées mériteraient donc d’être considérés en vue d’une meilleure valorisation du potentiel mécanique de cette essence et de ses différentes qualités.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 22
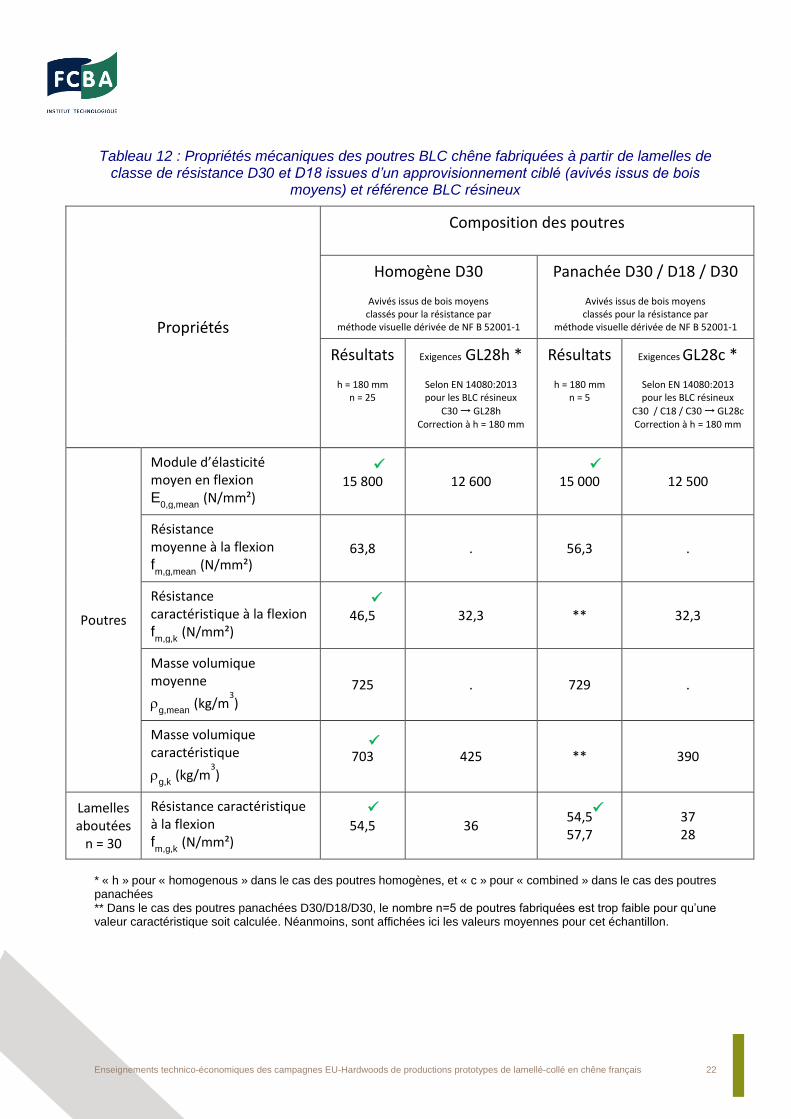
Tableau 12 : Propriétés mécaniques des poutres BLC chêne fabriquées à partir de lamelles de
classe de résistance D30 et D18 issues d’un approvisionnement ciblé (avivés issus de bois moyens) et référence BLC résineux
Propriétés
Composition des poutres
Homogène D30
Avivés issus de bois moyens classés pour la résistance par
méthode visuelle dérivée de NF B 52001-1
Panachée D30 / D18 / D30
Avivés issus de bois moyens classés pour la résistance par
méthode visuelle dérivée de NF B 52001-1
Résultats
h = 180 mm
n = 25
Exigences GL28h *
Selon EN 14080:2013
pour les BLC résineux
C30 → GL28h
Correction à h = 180 mm
Résultats
h = 180 mm
n = 5
Exigences GL28c *
Selon EN 14080:2013
pour les BLC résineux
C30 / C18 / C30 → GL28c Correction à h = 180 mm
Poutres
Module d’élasticité moyen en flexion E
0,g,mean (N/mm²)
15 800 12 600 15 000 12 500
Résistance moyenne à la flexion fm,g,mean
(N/mm²) 63,8 . 56,3 .
Résistance caractéristique à la flexion fm,g,k
(N/mm²) 46,5 32,3 ** 32,3
Masse volumique moyenne
g,mean
(kg/m3)
725 . 729 .
Masse volumique caractéristique
g,k
(kg/m3)
703 425 ** 390
Lamelles aboutées
n = 30
Résistance caractéristique à la flexion fm,g,k
(N/mm²) 54,5 36
54,5
57,7
37
28
* « h » pour « homogenous » dans le cas des poutres homogènes, et « c » pour « combined » dans le cas des poutres panachées ** Dans le cas des poutres panachées D30/D18/D30, le nombre n=5 de poutres fabriquées est trop faible pour qu’une valeur caractéristique soit calculée. Néanmoins, sont affichées ici les valeurs moyennes pour cet échantillon.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 23
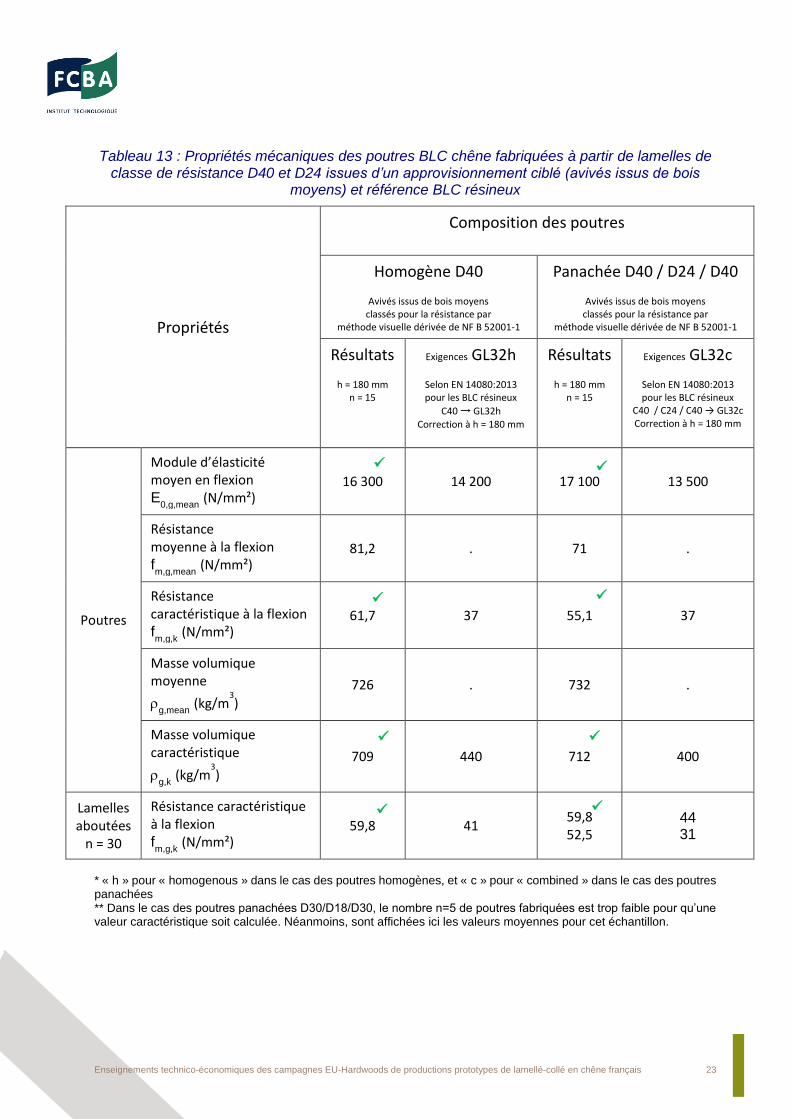
Tableau 13 : Propriétés mécaniques des poutres BLC chêne fabriquées à partir de lamelles de
classe de résistance D40 et D24 issues d’un approvisionnement ciblé (avivés issus de bois moyens) et référence BLC résineux
Propriétés
Composition des poutres
Homogène D40
Avivés issus de bois moyens classés pour la résistance par
méthode visuelle dérivée de NF B 52001-1
Panachée D40 / D24 / D40
Avivés issus de bois moyens classés pour la résistance par
méthode visuelle dérivée de NF B 52001-1
Résultats
h = 180 mm
n = 15
Exigences GL32h
Selon EN 14080:2013
pour les BLC résineux
C40 → GL32h Correction à h = 180 mm
Résultats
h = 180 mm
n = 15
Exigences GL32c
Selon EN 14080:2013
pour les BLC résineux
C40 / C24 / C40 → GL32c
Correction à h = 180 mm
Poutres
Module d’élasticité moyen en flexion E
0,g,mean (N/mm²)
16 300 14 200 17 100 13 500
Résistance moyenne à la flexion fm,g,mean
(N/mm²) 81,2 . 71 .
Résistance caractéristique à la flexion fm,g,k
(N/mm²) 61,7 37 55,1 37
Masse volumique moyenne
g,mean
(kg/m3)
726 . 732 .
Masse volumique caractéristique
g,k
(kg/m3)
709 440 712 400
Lamelles aboutées
n = 30
Résistance caractéristique à la flexion fm,g,k
(N/mm²) 59,8 41
59,8
52,5 44 31
* « h » pour « homogenous » dans le cas des poutres homogènes, et « c » pour « combined » dans le cas des poutres panachées ** Dans le cas des poutres panachées D30/D18/D30, le nombre n=5 de poutres fabriquées est trop faible pour qu’une valeur caractéristique soit calculée. Néanmoins, sont affichées ici les valeurs moyennes pour cet échantillon.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 24
Cette démonstration de faisabilité des poutres panachées ouvre de nouvelles portes de valorisation pour les fabricants de BLC chêne. En effet :
A partir de lots homogènes en forêt en terme de provenance et d’âge, il est possible de générer un mix-produits d’avivés qui pourra être transformé en utilisant l’intégralité de la palette mécanique (de D18 à D40) pour générer des poutres homogènes et panachées ;
Il est possible de fabriquer des poutres de performance élevée en ne mobilisant qu’un volume partiel de lamelles de forte performance (D30 voire D40) et en utilisant en complément, pour les lamelles internes, des éléments aux caractéristiques plus moyennes (ici D24 voire D18) ;
L’utilisation d’avivés issus de bois moyens permet en outre de surmonter le frein à un classement des poutres au moins comparable à celui de BLC résineux de composition similaire, à savoir le module d’élasticité moyen des poutres réalisées.
4.6 Synthèse de la 2ème campagne
L’objectif de cette deuxième campagne était double. Il s’agissait à la fois d’étudier la faisabilité de :
Mettre en place une chaine de production de la forêt à la 2ème transformation pour tirer parti des classes mécaniques élevées de la chênaie française
Produire des produits reconstitués mixtes (lamelles extérieures et intérieures aux caractéristiques mécaniques différenciées) afin de valoriser également les avivés présentant plus de singularités.
Les objectifs techniques ont été atteints. Cependant, on note pour cette 2ème campagne comme pour la 1ère que les conditions de production en temps contraint ont eu des conséquences sur le rendement en scierie. Du point de vue de la faisabilité économique et organisationnelle, cette expérimentation fait apparaitre des pistes de réflexion intéressantes à prendre en compte à chacun des maillons de la chaine :
En forêt : pour des approvisionnements en bois ronds choisis sur des critères dimensionnels, qualitatifs et d’âge spécifiés ;
En scierie : pour une première transformation intégrant un mix produits élargi aux lamelles BLC et des contraintes temps incompressibles pour minimiser les déformations et déclassements ;
Chez le fabricant de lamellé collé : pour l’adoption d’organisation adaptée aux productions mixtes.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 25
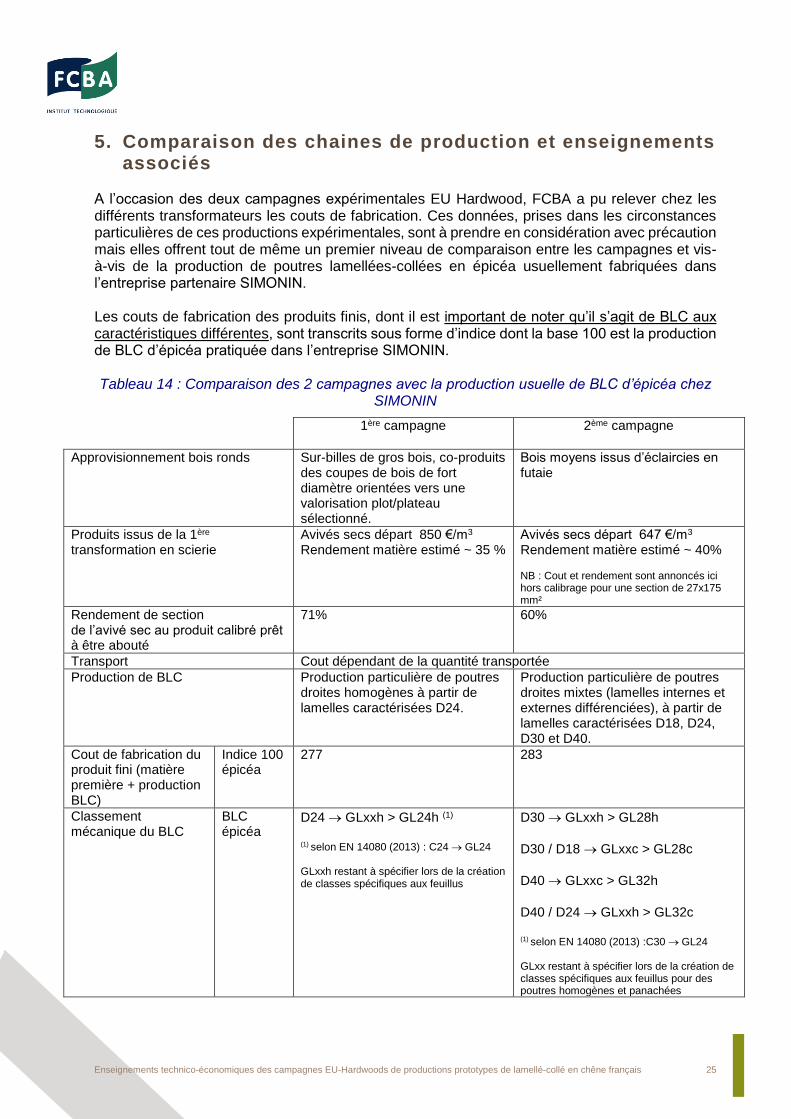
5. Comparaison des chaines de production et enseignements associés
A l’occasion des deux campagnes expérimentales EU Hardwood, FCBA a pu relever chez les différents transformateurs les couts de fabrication. Ces données, prises dans les circonstances particulières de ces productions expérimentales, sont à prendre en considération avec précaution mais elles offrent tout de même un premier niveau de comparaison entre les campagnes et vis-à-vis de la production de poutres lamellées-collées en épicéa usuellement fabriquées dans l’entreprise partenaire SIMONIN. Les couts de fabrication des produits finis, dont il est important de noter qu’il s’agit de BLC aux caractéristiques différentes, sont transcrits sous forme d’indice dont la base 100 est la production de BLC d’épicéa pratiquée dans l’entreprise SIMONIN. Tableau 14 : Comparaison des 2 campagnes avec la production usuelle de BLC d’épicéa chez
SIMONIN
1ère campagne 2ème campagne
Approvisionnement bois ronds Sur-billes de gros bois, co-produits des coupes de bois de fort diamètre orientées vers une valorisation plot/plateau sélectionné.
Bois moyens issus d’éclaircies en futaie
Produits issus de la 1ère transformation en scierie
Avivés secs départ 850 €/m3 Rendement matière estimé ~ 35 %
Avivés secs départ 647 €/m3 Rendement matière estimé ~ 40% NB : Cout et rendement sont annoncés ici hors calibrage pour une section de 27x175 mm²
Rendement de section de l’avivé sec au produit calibré prêt à être abouté
71% 60%
Transport Cout dépendant de la quantité transportée
Production de BLC Production particulière de poutres droites homogènes à partir de lamelles caractérisées D24.
Production particulière de poutres droites mixtes (lamelles internes et externes différenciées), à partir de lamelles caractérisées D18, D24, D30 et D40.
Cout de fabrication du produit fini (matière première + production BLC)
Indice 100 épicéa
277 283
Classement mécanique du BLC
BLC épicéa
D24 GLxxh > GL24h (1)
(1) selon EN 14080 (2013) : C24 GL24 GLxxh restant à spécifier lors de la création de classes spécifiques aux feuillus
D30 GLxxh > GL28h
D30 / D18 GLxxc > GL28c
D40 GLxxc > GL32h
D40 / D24 GLxxh > GL32c (1) selon EN 14080 (2013) :C30 GL24 GLxx restant à spécifier lors de la création de classes spécifiques aux feuillus pour des poutres homogènes et panachées
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 26
NB : malgré un cout des avivés secs départ inférieur (à épaisseur équivalente) en 2ème campagne, l’indice du cout de fabrication de produit fini en 2ème campagne reste légèrement supérieur à celui de la 1ère du fait des pertes de matière première cumulées dans les conditions de production expérimentales (sections « sécuritaires », calibrage en scierie mais repris chez le lamelliste…) Cette comparaison, indexée sur la fabrication actuelle de BLC résineux, tend à militer pour que les BLC chêne trouvent leur propre place sur le marché de la construction. Ainsi, quand bien même l’écart théorique entre épicéa et chêne venait à se réduire par une industrialisation de la production, les produits chêne devront trouver sur leur(s) propre(s) segment(s) une valorisation à la hauteur de leurs caractéristiques mécaniques, esthétiques et sociales combinées. Cette conquête commerciale reste à mener mais les professionnels de la 1ère et de la 2ème transformation seront d’autant mieux équipés pour trouver cet équilibre que les feuillus auront obtenus leur place adéquate dans la normalisation des produits de construction, comme contribue à le faire FCBA avec les résultats EU-Hardwood. De plus, l’analyse à l’occasion de ces deux campagnes fait apparaitre que les couts de fabrication du produit fini (matière première et production BLC comprises) sont de l’ordre de 50% du prix du marché actuellement pratiqué par SIMONIN sur le segment « haut de gamme » des poutres BLC chêne. Ainsi, quand bien même il reste à prendre en compte d’éventuels frais de structure et la marge, ces couts expérimentaux sont encourageants par rapport à la chaine de production actuelle, compte tenu des modalités d’approvisionnement expérimentés. Outre ces éléments de couts, le suivi des deux campagnes expérimentales a permis de mettre en évidence des enseignements communs qui pourront s’avérer utiles aux industriels souhaitant prendre le virage de la valorisation du chêne sous forme de produit lamellé – collé :
Concernant les longueurs et tolérances dimensionnelles, la confiance est à bâtir entre fournisseurs et clients en objectivant le dialogue par la compréhension des contraintes de production vécues de part et d’autre. A ce niveau, on peut noter qu’un « co-produit » notable de ces deux campagnes expérimentales est le dialogue entre les entreprises impliquées qui ont eu l’occasion d’échanger sur leurs pratiques et préparer un éventuel futur commun.
L’adoption du classement visuel pour la résistance en scierie des avivés destinés au lamellé-collé sera un élément de facilitation de ce dialogue avec les lamellistes.
Les contraintes logistiques sont également à prendre en compte de part et d’autre de chaque relation commerciale
o Des délais incompressibles en scierie pour éviter toute dépréciation de la matière première par une production trop hâtive
o Le besoin de réactivité vis-à-vis de commandes ponctuelles, tout en étant capable
d’anticiper sur le gros des marchés de la construction dont les appels d’offre sont
souvent formalisés très en amont.
o Pour tous, la structuration du marché pour que les lamelles BLC constituent un
marché en volume permettra de fluidifier l’organisation de la production
La valorisation des co-produits du sciage fait partie intégrante de l’équation à résoudre pour que les couts de la 1ère transformation menant à la lamelle objectif soient supportables.
Largeurs > 160 mm accessibles uniquement via les chaines de production utilisant les plus gros diamètres comme source d’approvisionnement
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 27
6. Avantages supplémentaires à la production de BLC à partir d’approvisionnements homogènes et choisis
Parallèlement à ces expérimentations, il a été décidé de valoriser les avivés écartés lors de la 1ère campagne. Un classement visuel pour la résistance selon la norme NF B 52001-1 a donc été réalisé par FCBA pour le compte du lamelliste. Cela et a permis l’affectation à la classe D30 des avivés initialement identifiés comme de classe d’aspect QF1 (selon la norme EN 975-1). Les avivés de classe d’aspect QF2 / QF3 non conformes aux critères de classement pour la résistance D24 qui avaient également été rejetés lors de cette 1ère campagne ont quant à eux été affectés dans la classe D18. Sur les 5.2 m3 de sciages ainsi disponibles, 1.1 m3 ont été réservés pour vérifier le classement visuel pour la résistance ainsi que la qualité des aboutages par voie d’essais, portant le volume de sciages réellement disponibles à 4.1 m3. Ils ont été utilisés pour fabriquer les qualités et quantités de poutres indiquées dans le tableau 15.
Tableau 15 : Composition des poutres BLC chêne fabriqués par l’entreprise SIMONIN à partir des avivés fournis par la scierie MUTELET – avivés non valorisés en 1ère campagne
Composition
Lamelles Poutres
Classement pour la résistance
NF B 52001-1 Quantité
Section (mm²)
Quantité Volume
(m3)
Homogène D30 9 180 x 150 20 1.9
Panachée D30 / D18 / D30 3 / 3 / 3 180 x 150 10 0.9
Total / / / 30 2.8
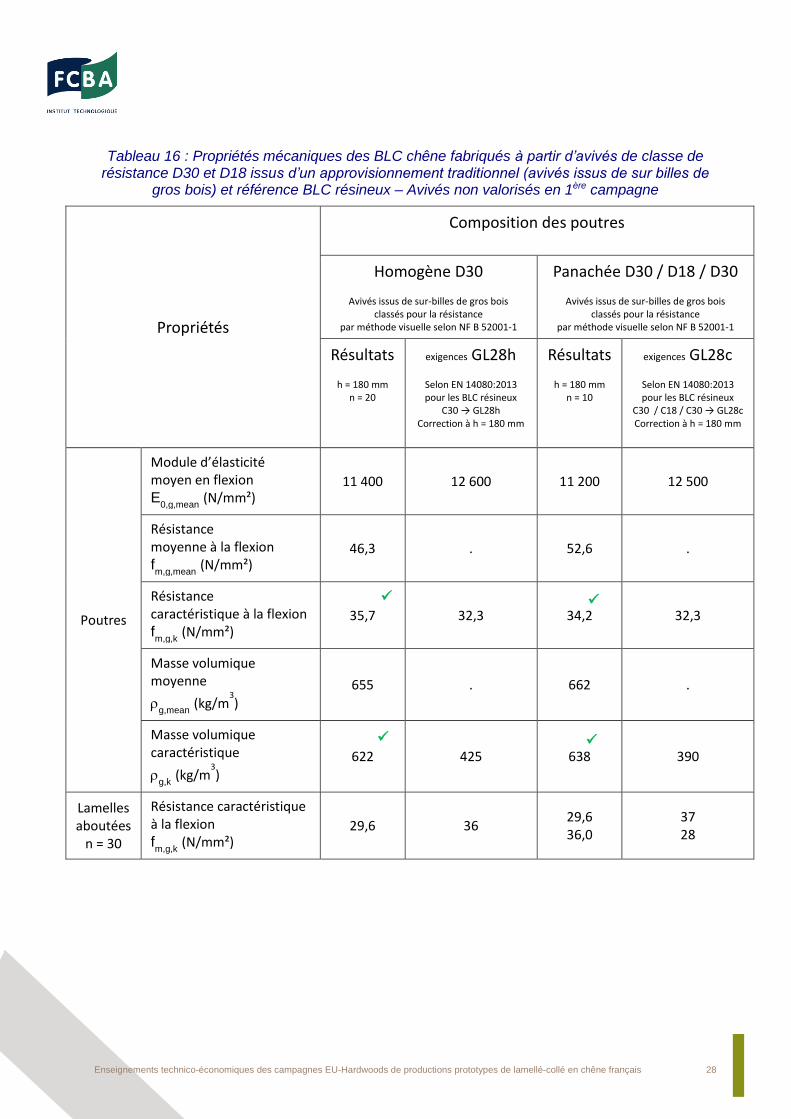
Ces poutres, fabriquées à partir des bois sciés en 1ère campagne et issus de sur-billes, ont été testées par voie d’essai décrite précédemment. Les résultats sont présentés dans le tableau de synthèse 16 ci-après. Les performances des poutres sont présentées dans les colonnes « Résultats » ; elles sont comparées aux exigences minimales des classes GL28h et GL28c de BLC résineux de composition similaire pris comme référence (selon la norme EN 14 080 : 2013). Cela, pour chacune des propriétés mécaniques prises en compte pour l’établissement du classement pour la résistance : module d’élasticité moyen en flexion, résistance caractéristique à la flexion et masse volumique caractéristique. Dans le cas présent, la propriété mécanique limitant le classement est le module d’élasticité en flexion. La contrainte à la rupture est quant à elle largement supérieure à la valeur indiquée pour un BLC résineux. Cela peut s’expliquer du fait du mode d’approvisionnement, non ciblé et contraint en termes de délai. Surtout, à classe de résistance équivalente D30 (feuillus) / C30 (résineux), le module d’élasticité de sciages de chêne issus de gros bois est inférieur à celui des sciages de résineux. Cela a d’ailleurs motivé un ajustement du seuil pour le module d’élasticité de la classe D30 lors de la révision de la norme EN 338 en 2009. Ce constat se retrouve au niveau des poutres reconstituées ce qui justifie la démarche visant à établir des classes optimisées pour les BLC feuillus comme cela a été fait pour les sciages feuillus. Nous pensons par exemple à une optimisation par rapport au module d’élasticité qui est estimé à 12 GPa pour les résineux classés en C30 alors qu’il est de 11 GPa pour les feuillus classés en D30. Nous pourrions dans ce cas imaginer la création d’une classe GL28 pour les BLC feuillus dans laquelle le seuil pour le module d’élasticité serait revu à la baisse, et ceux pour la résistance et la masse volumique revus à la hausse.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 28
Tableau 16 : Propriétés mécaniques des BLC chêne fabriqués à partir d’avivés de classe de
résistance D30 et D18 issus d’un approvisionnement traditionnel (avivés issus de sur billes de gros bois) et référence BLC résineux – Avivés non valorisés en 1ère campagne
Propriétés
Composition des poutres
Homogène D30
Avivés issus de sur-billes de gros bois classés pour la résistance
par méthode visuelle selon NF B 52001-1
Panachée D30 / D18 / D30
Avivés issus de sur-billes de gros bois classés pour la résistance
par méthode visuelle selon NF B 52001-1
Résultats
h = 180 mm
n = 20
exigences GL28h
Selon EN 14080:2013
pour les BLC résineux
C30 → GL28h
Correction à h = 180 mm
Résultats
h = 180 mm
n = 10
exigences GL28c
Selon EN 14080:2013
pour les BLC résineux
C30 / C18 / C30 → GL28c
Correction à h = 180 mm
Poutres
Module d’élasticité moyen en flexion E
0,g,mean (N/mm²)
11 400 12 600 11 200 12 500
Résistance moyenne à la flexion fm,g,mean
(N/mm²) 46,3 . 52,6 .
Résistance caractéristique à la flexion fm,g,k
(N/mm²) 35,7 32,3 34,2 32,3
Masse volumique moyenne
g,mean
(kg/m3)
655 . 662 .
Masse volumique caractéristique
g,k
(kg/m3)
622 425 638 390
Lamelles aboutées
n = 30
Résistance caractéristique à la flexion fm,g,k
(N/mm²) 29,6 36
29,6 36,0
37 28
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 29
Les enseignements de la 2nde campagne nous conduisent parallèlement à considérer la possibilité d’une deuxième approche. En effet, à l’occasion des campagnes expérimentales EU Hardwood, FCBA a pu travailler avec deux types de lamelles classées D30 et différenciées par leur origine plus ou moins homogène en termes d’approvisionnement :
Le lot d’avivés constitué à partir d’un stock existant produit à partir de plusieurs lots initiaux de bois ronds (sur-billes de gros bois) d’âge et de parcelles différentes (1ère campagne : avivés issus de sur-billes) ;
Le lot d’avivés produit à partir d’un lot choisi de bois ronds, issus d’une même parcelle et sélectionné selon un cahier des charges spécifié (2ème campagne : avivés issus de bois moyens).
Dans les deux cas, les avivés ont été classés pour la résistance selon la norme NF B 52.001-1 (ou selon la méthodologie de cette norme pour la 2nde campagne lors de laquelle il a été nécessaire de revoir les critères de classement pour faire émerger la classe D40). Ainsi, les 2 lots d’avivés classés D30 étaient tous en théorie équivalents pour un emploi structurel dans les limites de cette classe. Mais pour la production de BLC, l’origine des lamelles constitutives est en réalité un facteur dont il serait pertinent de tenir compte et l’utilisation d’avivés issus de bois moyens à la place d’avivés issus de sur-billes pourrait permettre de surmonter le frein à un classement des poutres au moins comparable à celui de BLC résineux de composition similaire, à savoir le module d’élasticité moyen tel que présenté dans les tableaux 11 et 15. Au-delà, il pourrait justifier la création de classes de caractéristiques revues à la hausse qui permettraient de valoriser au mieux le potentiel mécanique de cette essence. Il est important de rappeler ici que ces propositions ne pourront se baser sur ces seules expérimentations. Il sera nécessaire de tenir compte de l’ensemble des retours d’expérience collectés dans le cadre du projet EU-Hardwood. Des propositions harmonisées pourront ensuite être élaborées.
7. Perspectives
7.1 Enrichissement du cadre normatif pour faciliter la valorisation des feuillus
Tout au long des campagnes EU Hardwood, le « classement » des produits finis BLC en chêne a été établi par rapport aux classes existantes pour les lamellés collés de bois résineux définies par la norme EN 14080 : 2013. Or, l’un des objectifs du projet est de proposer des classes optimisées, voire de nouvelles classes pour les lamellés collés de bois feuillus dont les propriétés mécaniques peuvent différer de celles des lamellés collés de bois résineux (nous pensons à une optimisation par rapport au module d’élasticité). Les expérimentations conduites dans le cadre du projet contribueront à forger ces propositions et à élaborer un modèle de prédiction des propriétés mécaniques des BLC feuillus. Ces classes pourront être intégrées dans le projet de norme en cours de préparation par le CEN TC124 / WG3. Quand bien même nous aurons comblé les lacunes identifiées pendant le projet EU Hardwood et préparé le cadre normatif pour accueillir sur le marché de la construction les nouveaux produits à base de bois feuillus, ils ne seront pas pleinement valorisés sans révision de l’Eurocode 5, code de calcul pour le dimensionnement des structures, élaboré à partir des retours d’expérience sur les résineux.
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 30
Ce travail a été initié dans le cadre du projet porté par l’Agence Nationale de la Recherche EFEUR5 (1), portant sur l’étude du comportement structural des bois feuillus français en vue de leur intégration aux Eurocodes 5. Cette problématique avait déjà été abordée en commission miroir française (BNTEC P21A) qui a élaboré un Fascicule de Documentation (FD P21 502) en 2013 pour guider autant que faire se peut les utilisateurs de l’Eurocode 5 lorsqu’ils ont à justifier des structures en bois feuillus. Elle a été soulevée plus récemment lors de la dernière commission plénière du CEN / TC250 / SC5 « Eurocode 5: Design of timber structures ». Par ailleurs, les perspectives de valorisation de lamelles D40 dans des poutres panachées comme en 2ème campagne motivent le fait que soit ré-envisagée la normalisation de la classe D40 et des critères de tri associés pour le chêne dans la NF B 52001. La description de cette classe a déjà été formalisée et documentée en 2007 (cf. annexe 3). Son domaine de validité, calé sur des bois de certaines catégories de diamètre et origines sylvicole, rend certes son intégration dans la norme volontaire plus compliqué que pour les autres classes. Mais les efforts organisationnels de traçabilité liés à la spécificité de cette classe sont déployables dans d’éventuelles démarches individuelles motivées par la conquête d’un marché rémunérateur dépendant du D40.
7.2 Réflexions transverses au sein de la filière
En parallèle des discussions normatives, il est important d’avoir une réflexion large intégrant toute la filière depuis l’amont jusqu’à la construction pour tenir compte des contraintes techniques et économiques des différents acteurs. Ainsi, l’identification des sections/longueurs les plus pertinentes en scierie doit se poursuivre en tenant compte de la complémentarité des éventuels nouveaux produits avec les avivés existants et en étant en phase avec les standards de la construction ainsi que ce qui pourrait être économiquement acceptable par le marché de la construction. Par ailleurs, plusieurs éléments relatifs aux feuillus restent à objectiver :
Un esthétisme différent du chêne par rapport auquel la tolérance à l’aubier mérite d’être argumentée entre caractéristique technique et acceptabilité des clients et prescripteurs ;
Un rapport différent entre résistance mécanique et dimensions de la poutre : pour un même classement GL, peut-on se permettre en feuillus des dimensions moindre qu’en résineux et ainsi espérer faire un gain matière et économique significatif ? Une proposition en ce sens a été présentée à France Bois Forêt et au CODIFAB à l’automne 2016 pour que soit créé un guide charpente dédié aux feuillus sur la base des résultats récents des programmes chêne, hêtre et châtaignier.
Une éventuelle différence de durabilité à gérer là aussi vis-à-vis de la présence d’aubier. En effet, des poutres en chêne non purgées d’aubier mais ne présentant pas plus de 10% d’aubier seraient cantonnées à la classe de service 1. Les bâtiments fermés, chauffés représentant tout de même 2/3 du marché des bois lamellés collés aujourd’hui, cette classe de service n’est pas forcément un frein à la valorisation.
(1) Projet ANR EFEUR5 (2015-2019) : Comportements structurels des Essences de bois Feuillus français en vue de leur meilleure
intégration aux EURocodes 5 ; Partenaires : CRITT Bois (Centre Régional d'Innovation et de Transfert de Technologies pour les Industries du Bois) - coordination, GEMH (Groupe d'Etude des Matériaux Hétérogènes), LERFOB (Laboratoire d'Etude des Ressources Forêt-Bois), LERMAB (Laboratoire d'Etudes et Recherche sur le Matériau Bois), LMGC (Laboratoire de Mécanique et Génie Civil)
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 31
ANNEXES
Annexe 1 : Liste des raisons pour lesquelles fabriquer du BLC feuillus suscite des surcouts par rapport aux productions d’épicéa actuellement pratiquées
Les coûts de production sont plus élevés que ceux associés à des produits équivalents en résineux, du fait de deux principaux facteurs :
Le coût de la matière première et les rendements matières en 1ère transformation
les coûts de transformation élevés au moment de la 2ème transformation en raison des caractéristiques physiques des bois feuillus dits bois « durs »
En particulier, des différences de couts de transformation sont inhérentes aux feuillus à l’étape de production du BLC (2ème transformation).
Usinage des entures avant aboutage et rabotage des lamelles aboutées avant lamellation : la fréquence d’affutage des outils de coupe classiques (acier HSS) doit être augmentée dans le cas de production feuillus et dans l’idéal des outils de coupe spéciaux (carbure) devraient être employés. La vitesse d’avance des outils de coupe est adaptée à la densité du bois afin d’éviter de brûler la surface des entures. Il convient de souligner la nécessité d’un réaffutage des outils à une fréquence accrue par rapport au bois résineux. Ce frein pourrait être surmonté moyennant l’utilisation d’outils de coupe spéciaux (au carbure) toutefois plus onéreux.
Aboutage :
o L’emploi de colle spécifiquement développée pour le collage des bois feuillus demande à l’entreprise de spécialement s’approvisionner pour les productions feuillues et d’organiser un nettoyage en amont et en aval du système d’application.
o La pression de serrage doit être adaptée à la densité du bois afin d’obtenir une bonne interpénétration des entures et éviter un vide trop important en fond d’enture.
Rabotage et lamellation :
o Pour le rabotage des lamelles aboutées la vitesse d’avance des lamelles sous les outils de coupe doit là encore être adaptée à la densité du bois afin d’éviter de brûler la surface.
o La colle utilisée pour la lamellation est la même que celle utilisée pour l’aboutage ce qui a nécessite également un nettoyage en amont et en aval du système d’application. Le grammage utilisé était dans ce cas supérieur à celui utilisé pour le collage des bois résineux.
o Après encollage et composition des poutres, un temps d’assemblage fermé légèrement plus long est ménagé afin d’éviter que la colle liquide, s’épaississant avec le temps et l’avancement de la réaction de polymérisation, soit éjectée du plan de collage au moment du serrage.
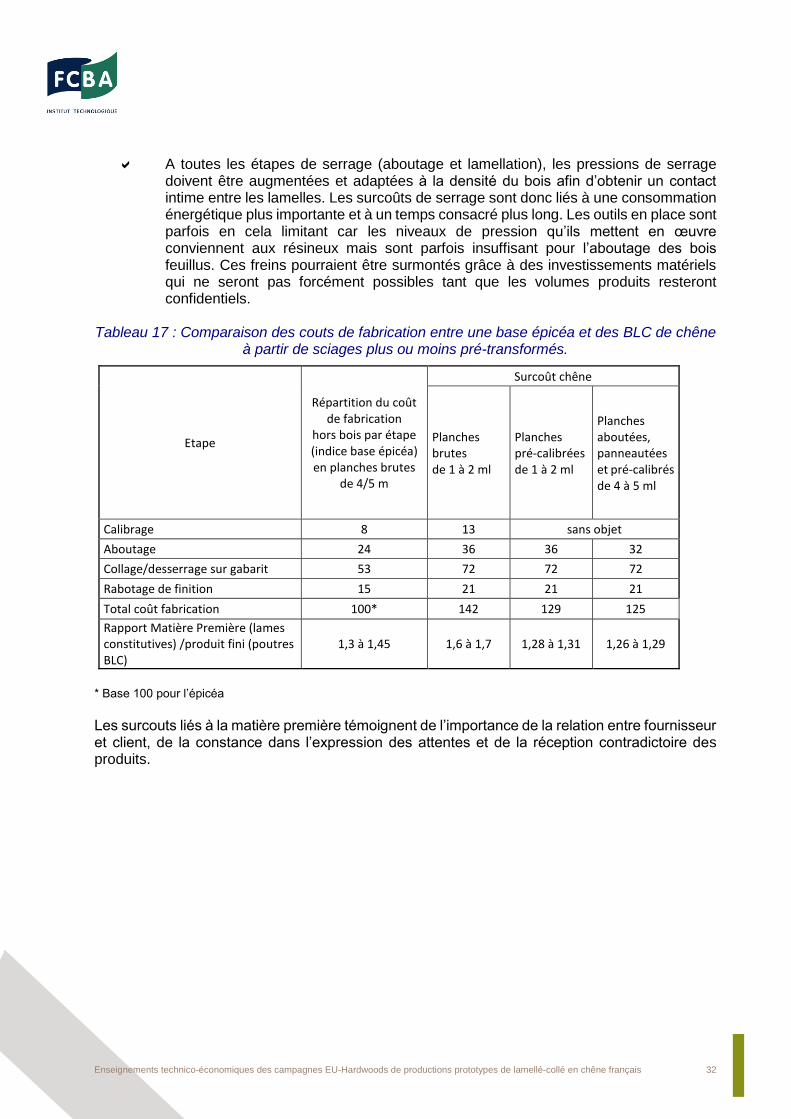
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 32
A toutes les étapes de serrage (aboutage et lamellation), les pressions de serrage doivent être augmentées et adaptées à la densité du bois afin d’obtenir un contact intime entre les lamelles. Les surcoûts de serrage sont donc liés à une consommation énergétique plus importante et à un temps consacré plus long. Les outils en place sont parfois en cela limitant car les niveaux de pression qu’ils mettent en œuvre conviennent aux résineux mais sont parfois insuffisant pour l’aboutage des bois feuillus. Ces freins pourraient être surmontés grâce à des investissements matériels qui ne seront pas forcément possibles tant que les volumes produits resteront confidentiels.
Tableau 17 : Comparaison des couts de fabrication entre une base épicéa et des BLC de chêne
à partir de sciages plus ou moins pré-transformés.
Etape
Répartition du coût de fabrication
hors bois par étape (indice base épicéa) en planches brutes
de 4/5 m
Surcoût chêne
Planches brutes de 1 à 2 ml
Planches pré-calibrées de 1 à 2 ml
Planches aboutées, panneautées et pré-calibrés de 4 à 5 ml
Calibrage 8 13 sans objet
Aboutage 24 36 36 32
Collage/desserrage sur gabarit 53 72 72 72
Rabotage de finition 15 21 21 21
Total coût fabrication 100* 142 129 125
Rapport Matière Première (lames constitutives) /produit fini (poutres BLC)
1,3 à 1,45 1,6 à 1,7 1,28 à 1,31 1,26 à 1,29
* Base 100 pour l’épicéa
Les surcouts liés à la matière première témoignent de l’importance de la relation entre fournisseur et client, de la constance dans l’expression des attentes et de la réception contradictoire des produits.
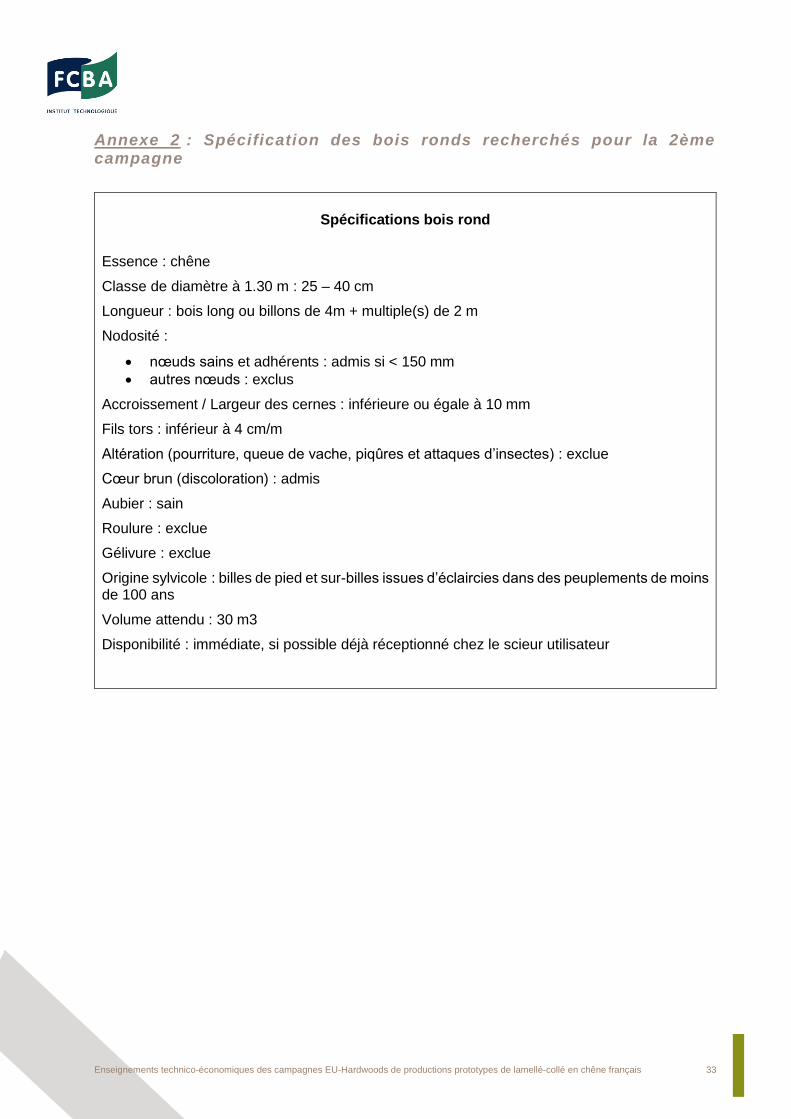
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 33
Annexe 2 : Spécification des bois ronds recherchés pour la 2ème campagne
Spécifications bois rond
Essence : chêne
Classe de diamètre à 1.30 m : 25 – 40 cm
Longueur : bois long ou billons de 4m + multiple(s) de 2 m
Nodosité :
nœuds sains et adhérents : admis si < 150 mm
autres nœuds : exclus
Accroissement / Largeur des cernes : inférieure ou égale à 10 mm
Fils tors : inférieur à 4 cm/m
Altération (pourriture, queue de vache, piqûres et attaques d’insectes) : exclue
Cœur brun (discoloration) : admis
Aubier : sain
Roulure : exclue
Gélivure : exclue
Origine sylvicole : billes de pied et sur-billes issues d’éclaircies dans des peuplements de moins de 100 ans
Volume attendu : 30 m3
Disponibilité : immédiate, si possible déjà réceptionné chez le scieur utilisateur
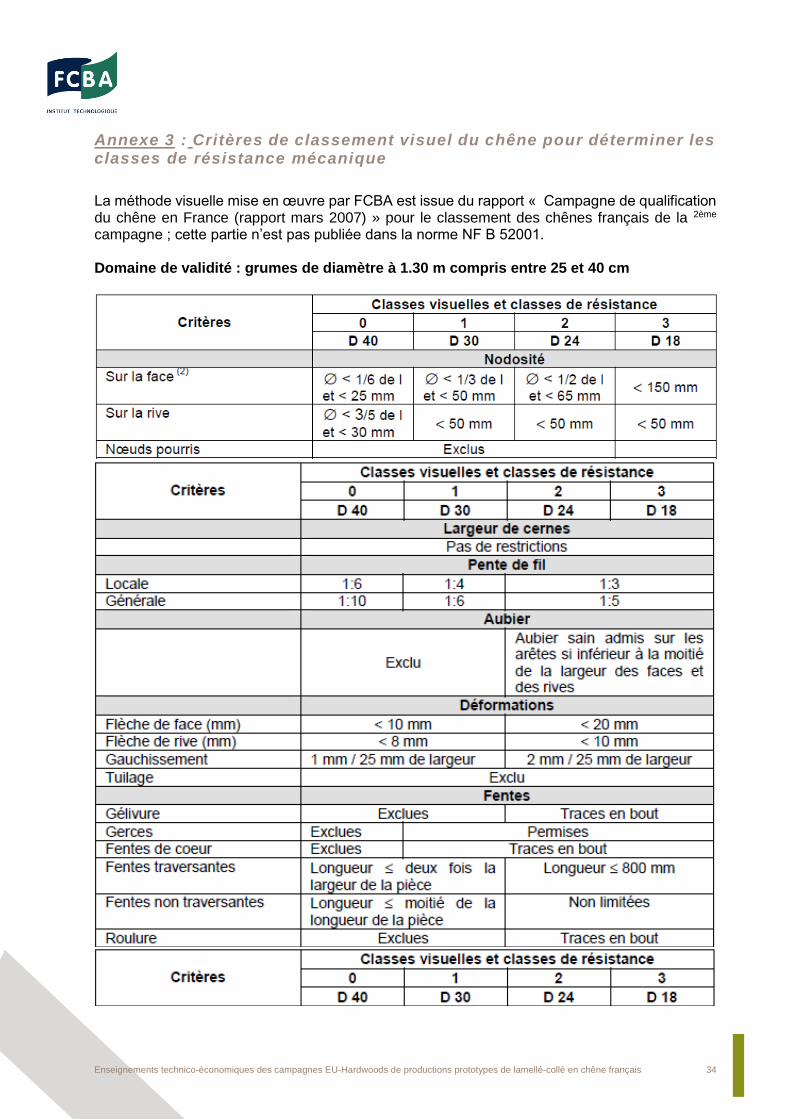
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 34
Annexe 3 : Critères de classement visuel du chêne pour déterminer les classes de résistance mécanique
La méthode visuelle mise en œuvre par FCBA est issue du rapport « Campagne de qualification du chêne en France (rapport mars 2007) » pour le classement des chênes français de la 2ème campagne ; cette partie n’est pas publiée dans la norme NF B 52001. Domaine de validité : grumes de diamètre à 1.30 m compris entre 25 et 40 cm
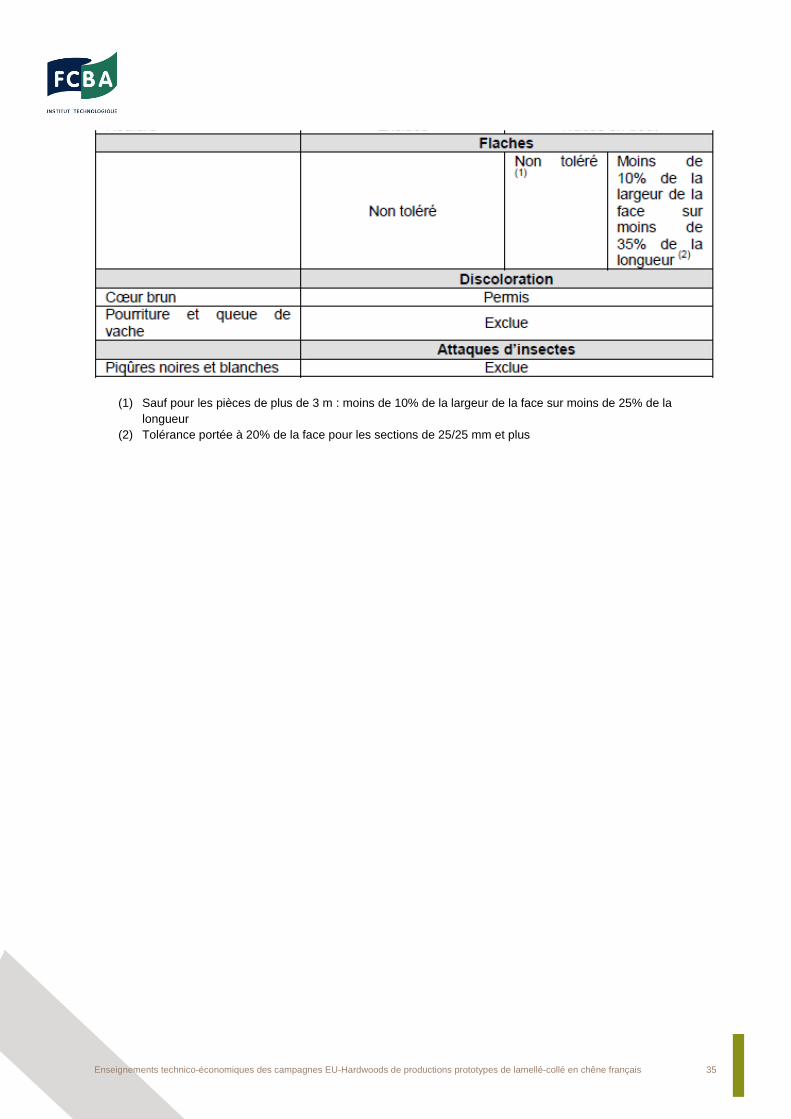
Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 35
(1) Sauf pour les pièces de plus de 3 m : moins de 10% de la largeur de la face sur moins de 25% de la
longueur
(2) Tolérance portée à 20% de la face pour les sections de 25/25 mm et plus

Enseignements technico-économiques des campagnes EU-Hardwoods de productions prototypes de lamellé-collé en chêne français 36
Annexe 4 : Liste des professionnels impliqués dans les campagnes de production
Nom Prénom Entreprise Implication
GAVIGNET Christian SIMONIN Partenaire EU Hardwood et lamelliste pour la 1ère et la 2ème campagne
MUTELET Henri Scierie MUTELET Fournisseur des avivés de la 1ère campagne
TRENDEL Michel Scierie TRENDEL Fournisseur des avivés de la 2ème campagne
BIGOT Maryse ONF – Service Bois Fournisseur des bois ronds façonnés de la 2ème campagne
XEMARD Claude ONF – Service Bois Fournisseur des bois ronds façonnés de la 2ème campagne
Annexe 5 : Membres du comité de pilotage français du projet EU Hardwood
NOM Prénom Organisme
BUITRAGO Miriam ADEME – financeur WWNet
BRANGER Frédéric DUPAS Mylène
MAAF – financeur WWNet
FERRET Thomas MAUFRON Rodolphe
CODIFAB pour les industriels de la 2nde transformation du bois
GENERE Benoit ONF pour France Bois Forêt
BERWICK Caroline FNB pour France Bois Forêt