Embed Size (px)
Citation preview
Construction
Automobile
Industrie
www.rehau.com
PROGRAMME DE BANDES DE CHANTCONSEILS POUR LES MATÉRIAUX ET LA FABRICATION
2
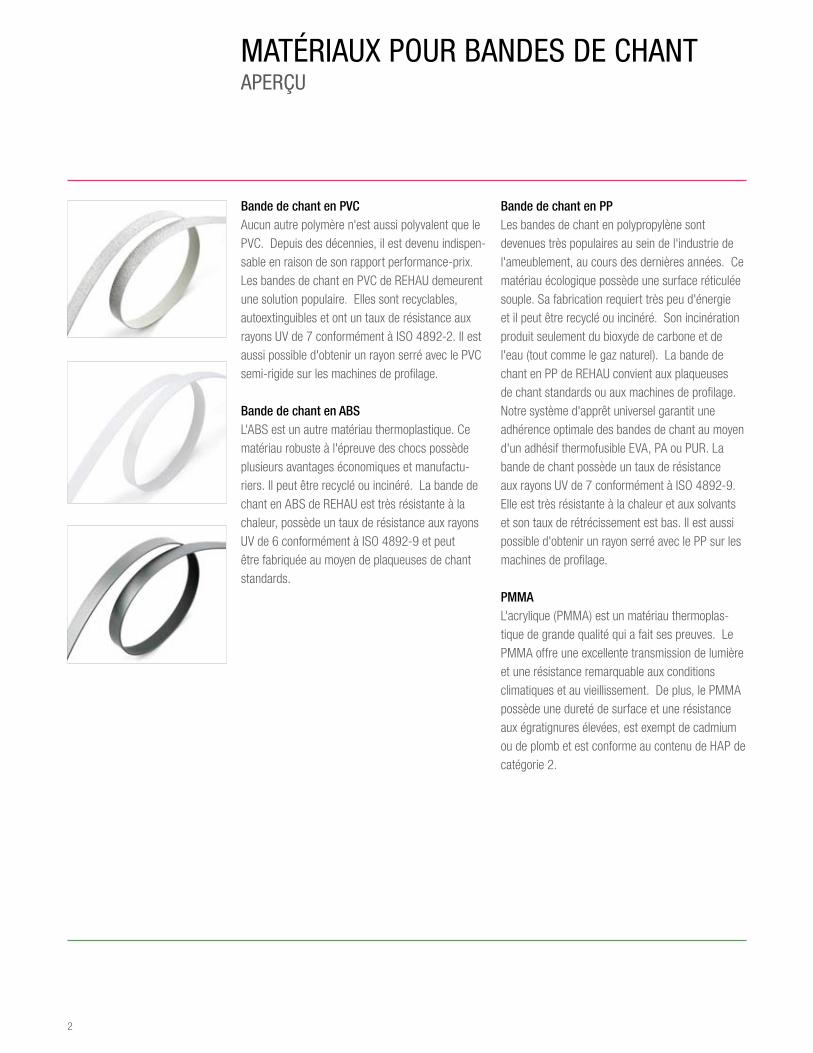
MATÉRIAUX POUR BANDES DE CHANTAPERÇU
Bande de chant en PVCAucun autre polymère n'est aussi polyvalent que le PVC. Depuis des décennies, il est devenu indispen-sable en raison de son rapport performance-prix. Les bandes de chant en PVC de REHAU demeurent une solution populaire. Elles sont recyclables, autoextinguibles et ont un taux de résistance aux rayons UV de 7 conformément à ISO 4892-2. Il est aussi possible d'obtenir un rayon serré avec le PVC semi-rigide sur les machines de profilage.
Bande de chant en ABSL'ABS est un autre matériau thermoplastique. Ce matériau robuste à l'épreuve des chocs possède plusieurs avantages économiques et manufactu-riers. Il peut être recyclé ou incinéré. La bande de chant en ABS de REHAU est très résistante à la chaleur, possède un taux de résistance aux rayons UV de 6 conformément à ISO 4892-9 et peut être fabriquée au moyen de plaqueuses de chant standards.
Bande de chant en PPLes bandes de chant en polypropylène sont devenues très populaires au sein de l'industrie de l'ameublement, au cours des dernières années. Ce matériau écologique possède une surface réticulée souple. Sa fabrication requiert très peu d'énergie et il peut être recyclé ou incinéré. Son incinération produit seulement du bioxyde de carbone et de l'eau (tout comme le gaz naturel). La bande de chant en PP de REHAU convient aux plaqueuses de chant standards ou aux machines de profilage. Notre système d'apprêt universel garantit une adhérence optimale des bandes de chant au moyen d'un adhésif thermofusible EVA, PA ou PUR. La bande de chant possède un taux de résistance aux rayons UV de 7 conformément à ISO 4892-9. Elle est très résistante à la chaleur et aux solvants et son taux de rétrécissement est bas. Il est aussi possible d'obtenir un rayon serré avec le PP sur les machines de profilage.
PMMAL'acrylique (PMMA) est un matériau thermoplas-tique de grande qualité qui a fait ses preuves. Le PMMA offre une excellente transmission de lumière et une résistance remarquable aux conditions climatiques et au vieillissement. De plus, le PMMA possède une dureté de surface et une résistance aux égratignures élevées, est exempt de cadmium ou de plomb et est conforme au contenu de HAP de catégorie 2.
3
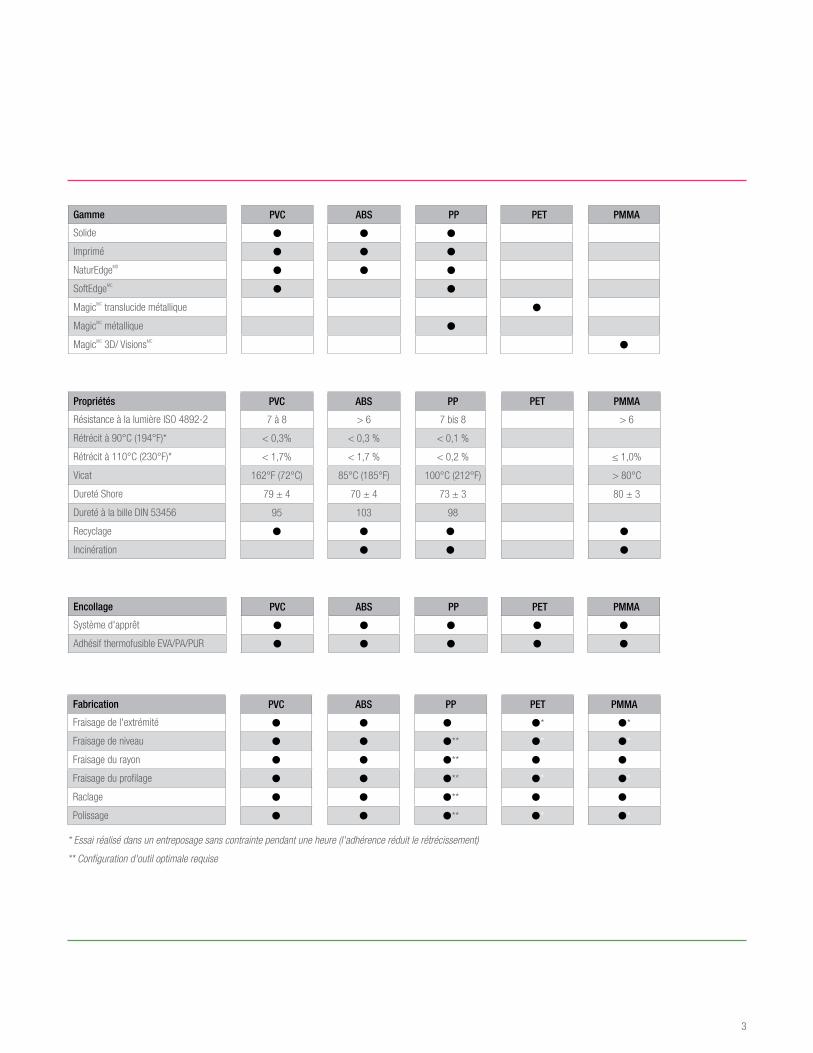
Gamme PVC ABS PP PET PMMA
Solide � � �
Imprimé � � �
NaturEdgeMD� � �
SoftEdgeMC� �
MagicMC translucide métallique �
MagicMC métallique �
MagicMC 3D/ VisionsMC�
Encollage PVC ABS PP PET PMMA
Système d'apprêt � � � � �
Adhésif thermofusible EVA/PA/PUR � � � � �
Fabrication PVC ABS PP PET PMMA
Fraisage de l'extrémité � � �** �* �*
Fraisage de niveau � � �** �* �*
Fraisage du rayon � � �** �* �*
Fraisage du profilage � � �** �* �*
Raclage � � �** �* �*
Polissage � � �** �* �*
* Essai réalisé dans un entreposage sans contrainte pendant une heure (l'adhérence réduit le rétrécissement)
** Configuration d'outil optimale requise
Propriétés PVC ABS PP PET PMMA
Résistance à la lumière ISO 4892-2 7 à 8 > 6 7 bis 8 > 6
Rétrécit à 90°C (194°F)* < 0,3% < 0,3 % < 0,1 %
Rétrécit à 110°C (230°F)* < 1,7% < 1,7 % < 0,2 % ≤ 1,0%
Vicat 162°F (72°C) 85°C (185°F) 100°C (212°F) > 80°C
Dureté Shore 79 ± 4 70 ± 4 73 ± 3 80 ± 3
Dureté à la bille DIN 53456 95 103 98
Recyclage � � � �
Incinération � � �
4
FABRICATION DES BANDES DE CHANTCONSEILS ET ASTUCES
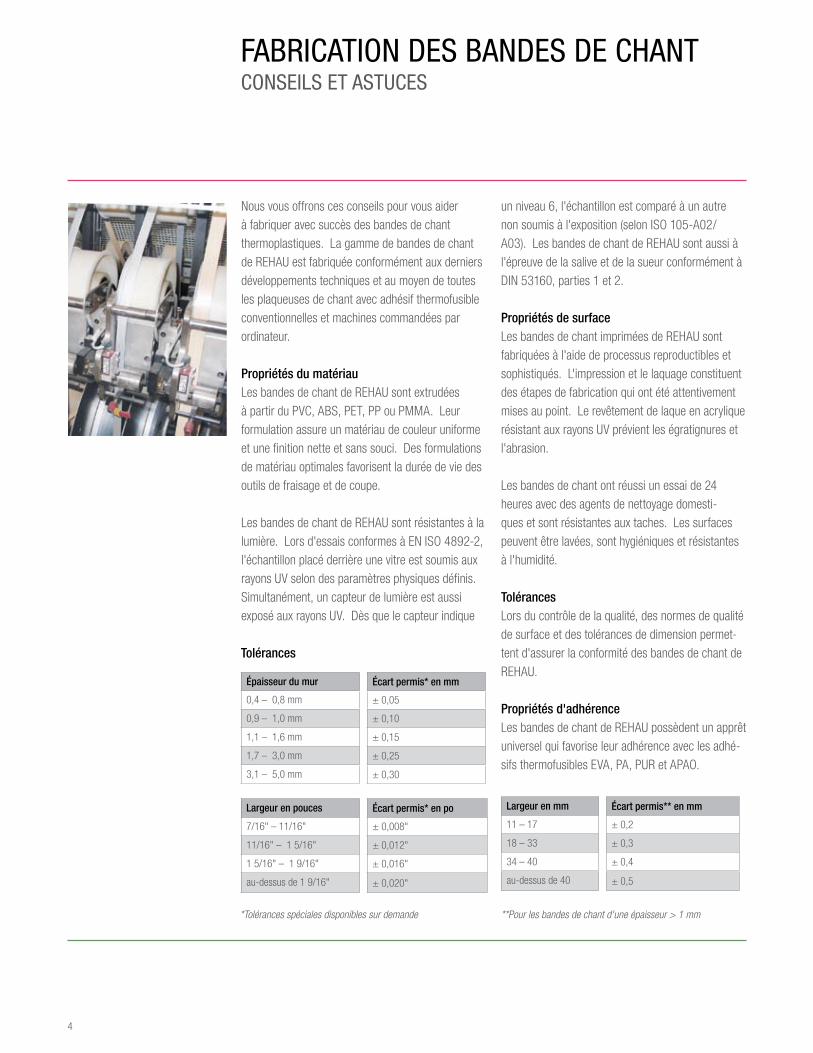
Nous vous offrons ces conseils pour vous aider à fabriquer avec succès des bandes de chant thermoplastiques. La gamme de bandes de chant de REHAU est fabriquée conformément aux derniers développements techniques et au moyen de toutes les plaqueuses de chant avec adhésif thermofusible conventionnelles et machines commandées par ordinateur.
Propriétés du matériauLes bandes de chant de REHAU sont extrudées à partir du PVC, ABS, PET, PP ou PMMA. Leur formulation assure un matériau de couleur uniforme et une finition nette et sans souci. Des formulations de matériau optimales favorisent la durée de vie des outils de fraisage et de coupe.
Les bandes de chant de REHAU sont résistantes à la lumière. Lors d'essais conformes à EN ISO 4892-2, l'échantillon placé derrière une vitre est soumis aux rayons UV selon des paramètres physiques définis. Simultanément, un capteur de lumière est aussi exposé aux rayons UV. Dès que le capteur indique
un niveau 6, l'échantillon est comparé à un autre non soumis à l'exposition (selon ISO 105-A02/A03). Les bandes de chant de REHAU sont aussi à l'épreuve de la salive et de la sueur conformément à DIN 53160, parties 1 et 2.
Propriétés de surfaceLes bandes de chant imprimées de REHAU sont fabriquées à l'aide de processus reproductibles et sophistiqués. L'impression et le laquage constituent des étapes de fabrication qui ont été attentivement mises au point. Le revêtement de laque en acrylique résistant aux rayons UV prévient les égratignures et l'abrasion.
Les bandes de chant ont réussi un essai de 24 heures avec des agents de nettoyage domesti-ques et sont résistantes aux taches. Les surfaces peuvent être lavées, sont hygiéniques et résistantes à l'humidité.
TolérancesLors du contrôle de la qualité, des normes de qualité de surface et des tolérances de dimension permet-tent d'assurer la conformité des bandes de chant de REHAU.
Propriétés d'adhérenceLes bandes de chant de REHAU possèdent un apprêt universel qui favorise leur adhérence avec les adhé-sifs thermofusibles EVA, PA, PUR et APAO.
Épaisseur du mur Écart permis* en mm
0,4 – 0,8 mm ± 0,05
0,9 – 1,0 mm ± 0,10
1,1 – 1,6 mm ± 0,15
1,7 – 3,0 mm ± 0,25
3,1 – 5,0 mm ± 0,30
Largeur en mm Écart permis** en mm
11 – 17 ± 0,2
18 – 33 ± 0,3
34 – 40 ± 0,4
au-dessus de 40 ± 0,5
Largeur en pouces Écart permis* en po
7/16" – 11/16" ± 0,008"
11/16" – 1 5/16" ± 0,012"
1 5/16" – 1 9/16" ± 0,016"
au-dessus de 1 9/16" ± 0,020"
*Tolérances spéciales disponibles sur demande
Tolérances
**Pour les bandes de chant d'une épaisseur > 1 mm

5
Surtout lorsqu'il est utilisé avec notre bande de chant de REHAU à faible rétrécissement, le nouvel adhésif thermofusible EVA qui résiste à des températures élevées procure une adhérence solide même avec les bandes de chant de plus de 3 mm d'épaisseur. Nous recommandons d'utiliser un adhésif APAO lorsque les températures de l'air ambiant sont élevées, par exemple dans les cuisines ou lorsque l'ameublement est exporté dans des conteneurs.
Pour les poses où les taux d'humidité sont élevés, nous recommandons un adhésif thermofusible PUR.
Les bandes de chant de REHAU ne conviennent pas à un processus de collage à froid. Pour la fabrication à l'aide de plaqueuses de chant spéciales avec des pistolets à air chaud, certaines gammes de bandes de chant de REHAU peuvent être offertes avec un adhésif thermofusible pré-enduit.
Remarque: Nous recommandons d'effectuer des essais sur les bandes de chant qui sont pré-enduites avec un adhésif thermofusible. Les bandes de chant d'une épaisseur de 1,5 mm ou moins peuvent subir une déformation à cause de la réactivation de la chaleur.
EntreposageLes bandes de chant de REHAU peuvent être entreposées presqu'indéfiniment à une température ambiante (20 à 25°C [68 à 77°F]).
Exceptions: les bandes de chant d'étanchéité SoftEdgeMC en PVC/PP de REHAU et les bandes de chant avec un adhésif pré-enduit ne peuvent pas être entreposées pendant plus de 6 mois. Après cette période, la réactivation de l'adhésif peut être compromise.
Pour empêcher l'adhérence spontanée entre les couches, la température d'entreposage des bandes de chant ne doit pas dépasser 25°C (77°F).
Paramètres de fabricationPour un recouvrement complet et permanent des rebords au moyen des bandes de chant, il est nécessaire de respecter plusieurs paramètres de fabrication selon le matériau utilisé (c'est-à-dire le rebord, l'adhésif), le type de plaqueuse de chant et les températures ambiantes. Pour chaque cas, il est recommandé d'effectuer des essais pour déterminer les opérations et les réglages optimaux. Les valeurs standards spécifiées par les fabricants pour les applications respectives doivent être observées.
Température des adhésifsLes spécifications sur la fiche technique du fournis-seur d'adhésifs doivent être observées. L'écart de température spécifié dépend des conditions de l'air ambiant et de la vitesse de fabrication.
Remarque : Les thermostats dans les contenants de colle sont souvent inexacts et peuvent démon-trer plusieurs degrés de différence par rapport à la température réelle sur le rouleau d'application.
Température du panneau et des rebordsLors de la pose d'une bande de chant, la tempéra-ture ambiante devrait être de 18°C (64°F) minimum. Évitez les courants d'air.
Remarque : Si le panneau et les rebords sont trop froids (c'est-à-dire entreposés dans des pièces non chauffées), l'adhésif thermofusible qui est appliqué sur le panneau durcira avant la pose de la bande de chant.– Entreposage de l'adhésif thermofusible : frais et sec– Degré d'humidité du bois du panneau : 7 à 10 %
6
FABRICATION DES BANDES DE CHANTCONSEILS ET ASTUCES
Qualité de fixationLa qualité de fixation dépend de:– Matériau de base– Qualité de fraisage– Choix de l'adhésif– Température et quantité de colle– Température du panneau et de la bande
de chant
Les tolérances des bandes de chant de REHAU assurent une pression optimale au niveau de la zone de fixation.
Vitesse d'avanceLes réglages suivants sont recommandés :– Applicateur à buse de 12 à 25 m (39 à 82 pi)
par minute– Rouleau d'application de 18 à 60 m
(59 à 197 pi) par minute
Quantité d'adhésif à appliquerLes adhésifs thermofusibles doivent être appliqués selon un volume de 160 à 220 g/m2 (0,03 à 0,04 lb/pi2). L'application d'adhésif doit être uniforme et le volume devrait remplir les espaces vides entre les copeaux de bois et causer l'apparition de petites perles d'adhésif formées en-dessous du rebord. La quantité d'adhésif requise dépend de l'épaisseur du panneau, de l'épaisseur du matériau de bande de chant (plus la bande de chant est épaisse, plus la quantité d'adhésif est élevée) et de la vitesse d'avance (plus la vitesse est lente, plus la quantité d'adhésif requise est élevée).
Enlèvement par aspirationL'enlèvement des copeaux de fraisage sur les bandes thermoplastiques doit être plus puissant que sur les bandes thermodurcissables car les
copeaux thermoplastiques peuvent acquérir une charge d'électricité statique et «coller» au matériau. Ils peuvent être enlevés par aspiration à un taux d'environ 2,5m3/sec (88 pi3/sec).
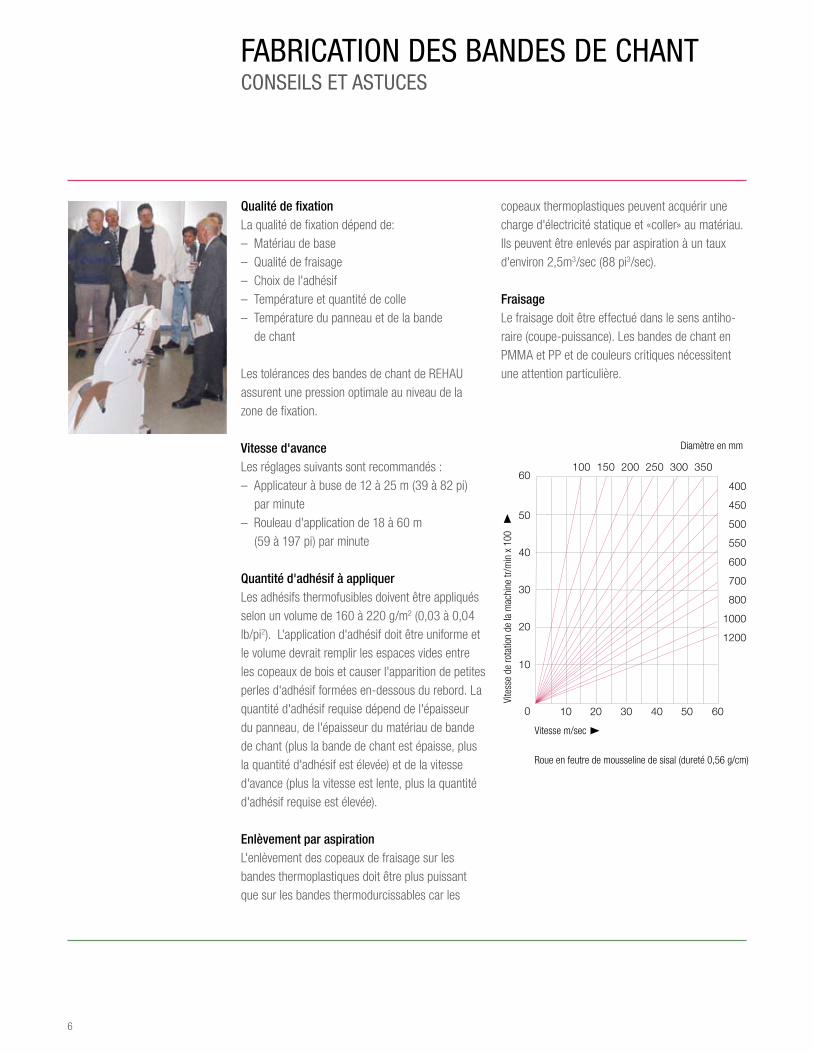
FraisageLe fraisage doit être effectué dans le sens antiho-raire (coupe-puissance). Les bandes de chant en PMMA et PP et de couleurs critiques nécessitent une attention particulière.
Diamètre en mm
Vitesse m/sec
Roue en feutre de mousseline de sisal (dureté 0,56 g/cm)
Vite
sse
de ro
tatio
n de
la m
achi
ne tr
/min
x 1
00

7
Fraisage de l'extrémitéLes bandes de chant de REHAU d'une épaisseur allant jusqu'à 3,5 mm peuvent être fabriquées en rouleaux de longueur standard. Les bandes plus épaisses sont généralement produites en longueurs fixes au moyen d'un dispositif d'avance.
PolissagePour toutes les bandes de chant en PP et de couleurs plus foncées fabriquées avec d'autres matériaux, les procédures de polissage suivantes doivent être suivies.
Vitesse de coupe recommandée pour les matériaux thermoplastiques:– Meulage de 8 à 15 m/sec (26 à 49 pi/sec)– Polissage de 5 à 15 m/sec (16 à 49 pi/sec)
Entre 1 000 et 2 000 tr/min selon le diamètre du disque à polir.
Entreposage intermédiaireAprès la pose de la bande de chant, les pièces d'ameublement devraient être entreposées pendant 24 heures pour assurer la cristallisation de l'adhésif.
Peinture des bandes de chantLes bandes de chant en ABS, PVC ou PP de REHAU peuvent être peinturées. Des peintures spéciales à base de PUR, comme la peinture DD, devraient être utilisées. Le choix des systèmes de peinture devrait toujours être approuvé par les fabricants. La convenance du produit devrait aussi être testée avant la production en série.
Les étapes suivantes doivent être complétées :– pré-traitement avec le diluant DD– pré-apprêt de la bande de chant en PP– vaporisation d'une couche simple ou double de
peinture de la couleur requise– séchage intermédiaire pendant 45 minutes à
20°C (68°F)– séchage final pendant la nuit à 20°C (68°F)
8
FABRICATION DES BANDES DE CHANTCONSEILS ET ASTUCES
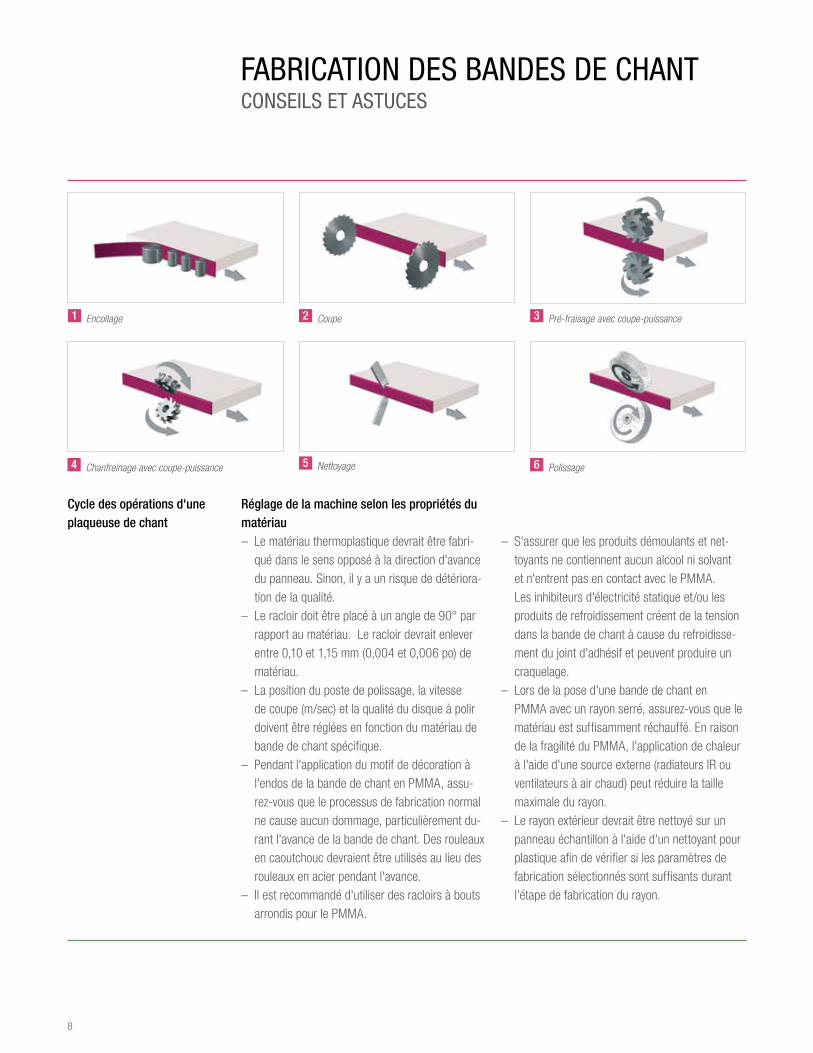
Cycle des opérations d'une plaqueuse de chant
3 Pré-fraisage avec coupe-puissance
4 Chanfreinage avec coupe-puissance
1 Encollage 2 Coupe
5 Nettoyage 6 Polissage
Réglage de la machine selon les propriétés du matériau– Le matériau thermoplastique devrait être fabri-
qué dans le sens opposé à la direction d'avance du panneau. Sinon, il y a un risque de détériora-tion de la qualité.
– Le racloir doit être placé à un angle de 90° par rapport au matériau. Le racloir devrait enlever entre 0,10 et 1,15 mm (0,004 et 0,006 po) de matériau.
– La position du poste de polissage, la vitesse de coupe (m/sec) et la qualité du disque à polir doivent être réglées en fonction du matériau de bande de chant spécifique.
– Pendant l'application du motif de décoration à l'endos de la bande de chant en PMMA, assu-rez-vous que le processus de fabrication normal ne cause aucun dommage, particulièrement du-rant l'avance de la bande de chant. Des rouleaux en caoutchouc devraient être utilisés au lieu des rouleaux en acier pendant l'avance.
– Il est recommandé d'utiliser des racloirs à bouts arrondis pour le PMMA.
– S'assurer que les produits démoulants et net-toyants ne contiennent aucun alcool ni solvant et n'entrent pas en contact avec le PMMA. Les inhibiteurs d'électricité statique et/ou les produits de refroidissement créent de la tension dans la bande de chant à cause du refroidisse-ment du joint d'adhésif et peuvent produire un craquelage.
– Lors de la pose d'une bande de chant en PMMA avec un rayon serré, assurez-vous que le matériau est suffisamment réchauffé. En raison de la fragilité du PMMA, l'application de chaleur à l'aide d'une source externe (radiateurs IR ou ventilateurs à air chaud) peut réduire la taille maximale du rayon.
– Le rayon extérieur devrait être nettoyé sur un panneau échantillon à l'aide d'un nettoyant pour plastique afin de vérifier si les paramètres de fabrication sélectionnés sont suffisants durant l'étape de fabrication du rayon.
9
15
15
30
axe du moteur
S S
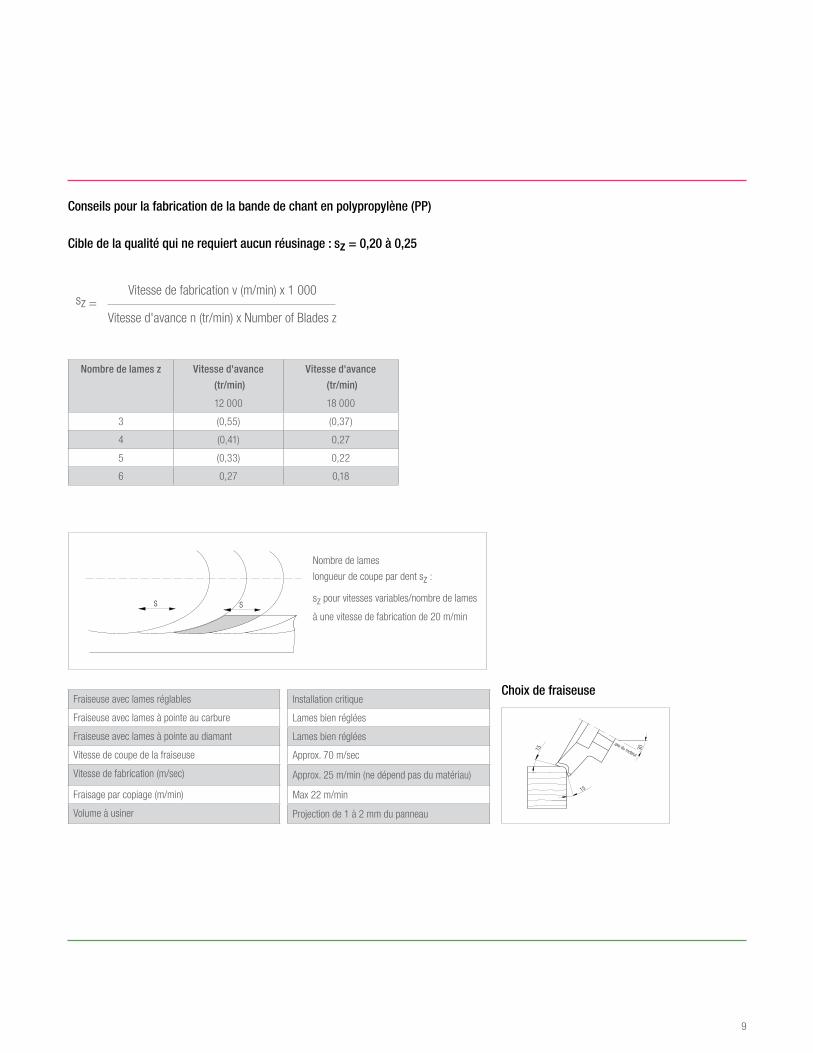
Choix de fraiseuseFraiseuse avec lames réglables Installation critique
Fraiseuse avec lames à pointe au carbure Lames bien réglées
Fraiseuse avec lames à pointe au diamant Lames bien réglées
Vitesse de coupe de la fraiseuse Approx. 70 m/sec
Vitesse de fabrication (m/sec) Approx. 25 m/min (ne dépend pas du matériau)
Fraisage par copiage (m/min) Max 22 m/min
Volume à usiner Projection de 1 à 2 mm du panneau
Nombre de lames
longueur de coupe par dent sz :
sz pour vitesses variables/nombre de lames
à une vitesse de fabrication de 20 m/min
Vitesse d'avance n (tr/min) x Number of Blades z
Cible de la qualité qui ne requiert aucun réusinage : sz = 0,20 à 0,25
sz =
Conseils pour la fabrication de la bande de chant en polypropylène (PP)
Nombre de lames z Vitesse d'avance
(tr/min)
Vitesse d'avance
(tr/min)
12 000 18 000
3 (0,55) (0,37)
4 (0,41) 0,27
5 (0,33) 0,22
6 0,27 0,18
Vitesse de fabrication v (m/min) x 1 000
10
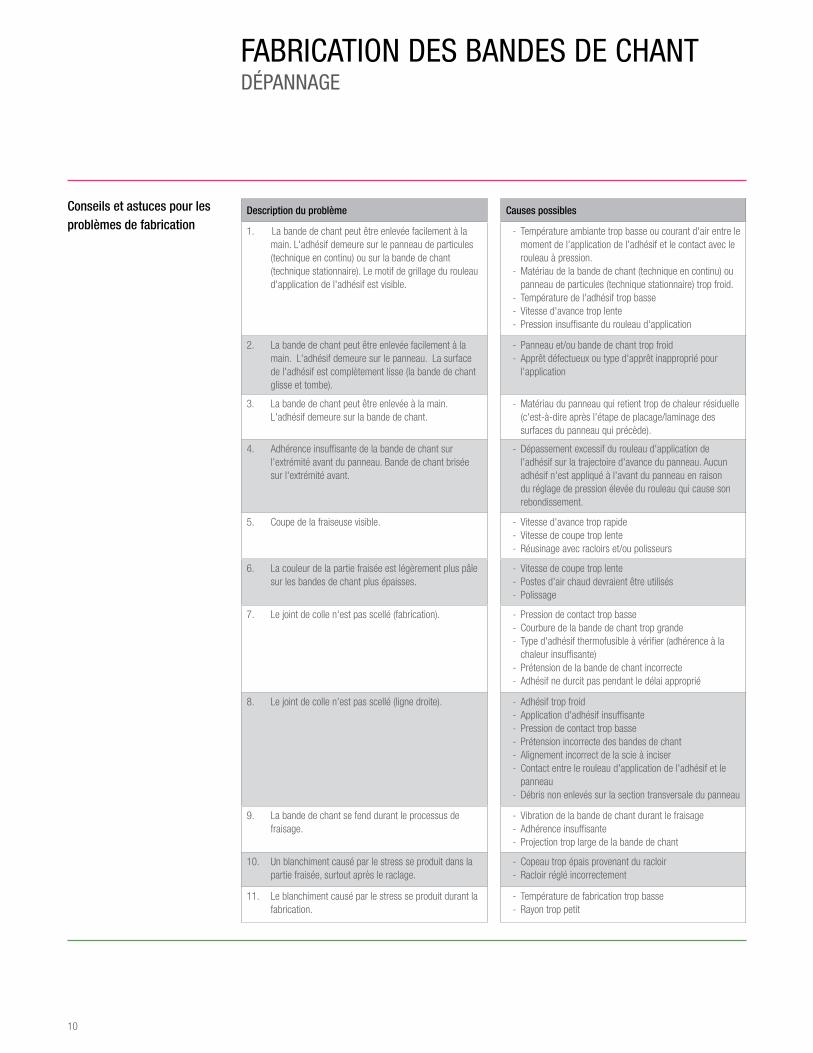
Conseils et astuces pour les problèmes de fabrication
FABRICATION DES BANDES DE CHANTDÉPANNAGE
Description du problème Causes possibles
1. La bande de chant peut être enlevée facilement à la main. L'adhésif demeure sur le panneau de particules (technique en continu) ou sur la bande de chant (technique stationnaire). Le motif de grillage du rouleau d'application de l'adhésif est visible.
Température ambiante trop basse ou courant d'air entre le -moment de l'application de l'adhésif et le contact avec le rouleau à pression.Matériau de la bande de chant (technique en continu) ou -panneau de particules (technique stationnaire) trop froid.Température de l'adhésif trop basse -Vitesse d'avance trop lente -Pression insuffisante du rouleau d'application -
2. La bande de chant peut être enlevée facilement à la main. L'adhésif demeure sur le panneau. La surface de l'adhésif est complètement lisse (la bande de chant glisse et tombe).
Panneau et/ou bande de chant trop froid -Apprêt défectueux ou type d'apprêt inapproprié pour -l'application
3. La bande de chant peut être enlevée à la main. L'adhésif demeure sur la bande de chant.
Matériau du panneau qui retient trop de chaleur résiduelle -(c'est-à-dire après l'étape de placage/laminage des surfaces du panneau qui précède).
4. Adhérence insuffisante de la bande de chant sur l'extrémité avant du panneau. Bande de chant brisée sur l'extrémité avant.
Dépassement excessif du rouleau d'application de -l'adhésif sur la trajectoire d'avance du panneau. Aucun adhésif n'est appliqué à l'avant du panneau en raison du réglage de pression élevée du rouleau qui cause son rebondissement.
5. Coupe de la fraiseuse visible. Vitesse d'avance trop rapide -Vitesse de coupe trop lente -Réusinage avec racloirs et/ou polisseurs -
6. La couleur de la partie fraisée est légèrement plus pâle sur les bandes de chant plus épaisses.
Vitesse de coupe trop lente -Postes d'air chaud devraient être utilisés -Polissage -
7. Le joint de colle n'est pas scellé (fabrication). Pression de contact trop basse -Courbure de la bande de chant trop grande -Type d'adhésif thermofusible à vérifier (adhérence à la -chaleur insuffisante)Prétension de la bande de chant incorrecte -Adhésif ne durcit pas pendant le délai approprié -
8. Le joint de colle n'est pas scellé (ligne droite). Adhésif trop froid -Application d'adhésif insuffisante -Pression de contact trop basse -Prétension incorrecte des bandes de chant -Alignement incorrect de la scie à inciser -Contact entre le rouleau d'application de l'adhésif et le -panneauDébris non enlevés sur la section transversale du panneau -
9. La bande de chant se fend durant le processus de fraisage.
Vibration de la bande de chant durant le fraisage -Adhérence insuffisante -Projection trop large de la bande de chant -
10. Un blanchiment causé par le stress se produit dans la partie fraisée, surtout après le raclage.
Copeau trop épais provenant du racloir -Racloir réglé incorrectement -
11. Le blanchiment causé par le stress se produit durant la fabrication.
Température de fabrication trop basse -Rayon trop petit -
11
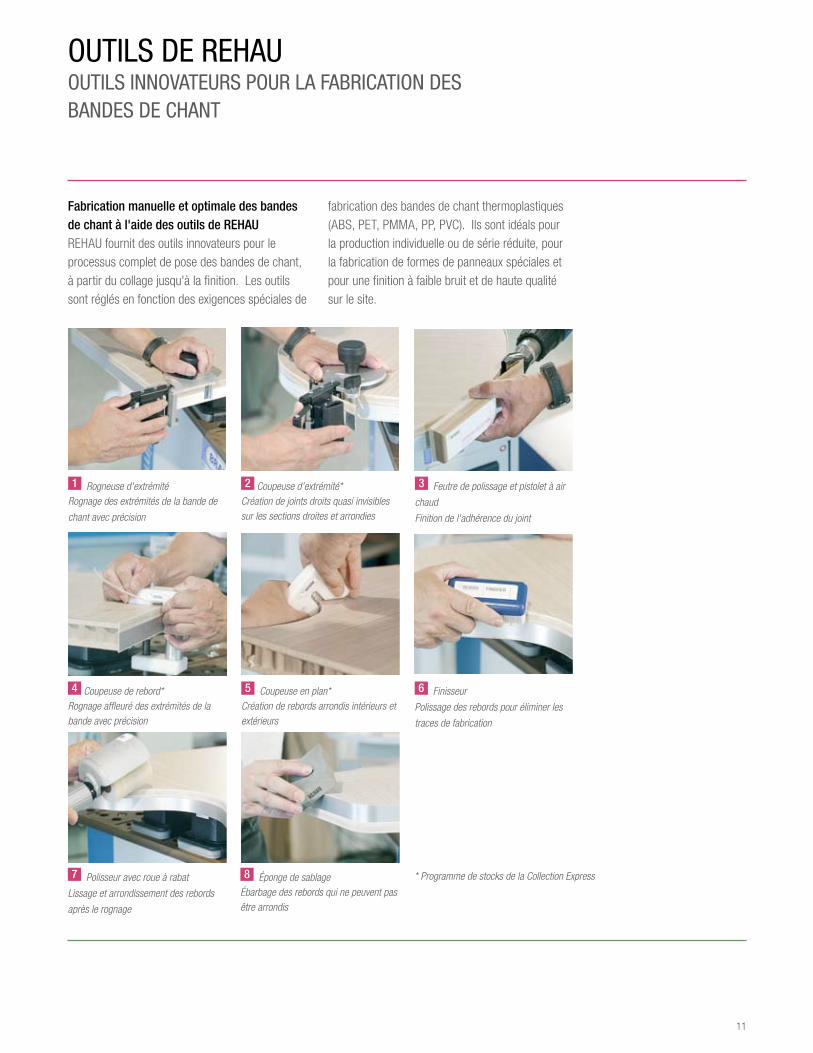
OUTILS DE REHAUOUTILS INNOVATEURS POUR LA FABRICATION DES BANDES DE CHANT
Fabrication manuelle et optimale des bandes de chant à l'aide des outils de REHAUREHAU fournit des outils innovateurs pour le processus complet de pose des bandes de chant, à partir du collage jusqu'à la finition. Les outils sont réglés en fonction des exigences spéciales de
1 Rogneuse d'extrémité Rognage des extrémités de la bande de
chant avec précision
2 Coupeuse d'extrémité* Création de joints droits quasi invisibles sur les sections droites et arrondies
3 Feutre de polissage et pistolet à air
chaud
Finition de l'adhérence du joint
4 Coupeuse de rebord* Rognage affleuré des extrémités de la bande avec précision
5 Coupeuse en plan* Création de rebords arrondis intérieurs et extérieurs
6 Finisseur
Polissage des rebords pour éliminer les
traces de fabrication
7 Polisseur avec roue à rabat
Lissage et arrondissement des rebords
après le rognage
* Programme de stocks de la Collection Express8 Éponge de sablage Ébarbage des rebords qui ne peuvent pas être arrondis
fabrication des bandes de chant thermoplastiques (ABS, PET, PMMA, PP, PVC). Ils sont idéals pour la production individuelle ou de série réduite, pour la fabrication de formes de panneaux spéciales et pour une finition à faible bruit et de haute qualité sur le site.

www.rehau.com
Pour des mises à jour à cette publication, allez à www.na.rehau.com/resourcecenter L’information décrite dans le présent document se veut fiable. Toutefois aucune déclaration ou garantie n’est faite quant à son exactitude ou sa compatibilité en regard à une application spécifique ni aux résultats s’y rattachant. Avant d’utiliser l’information, l’utilisateur devra déterminer si elle convient à l’application prévue et devra assumer tout risque ou toute responsabilité pouvant s’ensuivre. © 2010 REHAU Imprimé aux Canada
REHAUCôte Est/ É-U Central (888) 734-2810 Côte Ouest des É.U (800) 944-1011 Est du Canada (800) 361-0830 Ontario, Canada (800) 561-9609 Ouest du Canada (800) 668-1173 Celaya, Mexique (800) 917-3428 Monterrey, Mexique (81) 8121-0130 Ville de Panama, Panama (507) 83 05 257
100.711 fr 11.2010
BANDES DE CHANT DE REHAUqUESTIONS ?