Embed Size (px)
Citation preview

Quantitative Analysis by Pyrolysis Gas Chromatography of Thermosetting Acrylic Resins Used in Automotive Enamels
Quantitative Analyse von AcryI-Verbundharzen der Autokarosserien durch Pyrolyse-Gas-Chromatographie
Analyse quantitative par chromatographic en phase gazeuse des produits de pyrolyse de r~sines acryliques thermodurcissables utilisees comme peinture4mail des automobiles
N. MacLeod
Goodlass Wall & Co. Limited, Goodlass Road, Speke, Liverpool L24 9H J, England
Summary: The thermosetting acrylic resins used on car bodies usually contains a mixture of styrene, methyl and butyl methacrylates and an alkyl acrylate which are readily identified by pyrolysis G. C. The polymer also includes hydroxyl and acidic monomers but these are best deter- mined by other methods. From a known monomer mixture polymers were made by three different techniques so that different microstructures were obtained. These were pyrolysed at 770 ~ in a Pye Curie-Point pyrolyser on a Perkin-Elmer F-11 chromatograph. For each polymer the monomer yields were related to the original concentration by means of a yield factor. As expected from theory the factors varied according to the rnicrostructure of the polymer. Using yield factors routine resin production was analysed over several months. Coefficients of variation for the different monomers ranged from 1.9 to 5.5 %. Changes in the monomer proportions altered the response factors, as predicted, but, unexpectedly, different manufacturing plant also gave differences. These effects reduce the relia- bility of yield factors in analysing unknown resins but results obtained have been of value. There is scope for improvement in the precision of the method.
Zusammenfassung: Bestimmte Acrylharze, welche als Ver- bundmaterial an Kraftwagenkarosserien verwendet werden, enthalten normalerweise Polystyrol, Methyl- und Butyl- Methacrylate sowie ein Alkylacrylat als Mischung, welche durch Pyrolyse-GC einfach erkennbar sind. Das Polymere enth~ilt daneben saure und Hydroxylgruppenhaltige Mono- mere, die man jedoch besser mit anderen Methoden be- stimmt. Aus einem bekannten Monomerengemisch wurden Polymere nach drei unterschiedlichen Techniken herge- steUt, so dat~ unterschiedliche Mikrostrukturen erhalten wurden. Diese wurden bei 770 ~ mit einem PYE-Curie- punkt-Pyrolysator in einem Perkin-Elmer-F 11-GC-Ger/it pyrolysiert. FOr jedes Polymere wurde die Monomerenaus- beute mit Hilfe eines Ausbeutefaktors zur Ausgangskonzen- tration korreliert. Wie theoretisch zu erwarten war, hingen diese Faktoren yon der Mikrostruktur ab. Unter Anwendung des Ausbeutefaktors wurde Harz aus der Routineproduktion mehrere Monate lang analysiert. Dabei lag die Standardab- weichung der Werte fiir die unterschiedlichen Monomeren zwischen + 1,9 und + 5,5 % rel. ~,nderungen in den Mono- merenverh~iltnissen/inderten die Ausbeutefaktoren (re- sponse factors), wie das vorherzusehen war, aber uner-
warteter Weise zeigten die Werte auch eine Abh/ingigkeit fiir gleiche Produkte von unterschiedlichen Produktions- st~itten. Diese Effekte mindern die Anwendbarkeit der Ausbeutefaktor-Methode bei der Analyse unbekannter Harzgemische, dennoch waren die Resultate wertvoll. Es gibt M6glichkeiten for die Verbesserung der Pr/izision der Methode.
R6sum6: Les r6sines acryliques thermodurcissables utilis~es pour les carrosseries sont obtenues ~ partir d'un mdlange de styrene, m6thylm6thacrylate et butylm6thacrylate et d'un alkylacrylate dont tousles composants peuvent ~tre rapide- ment identifi6s par CG des produits de pyrolyse. Le co- polym~re est form6 ~ partir d'un m61ange qui contient 6galement des monom&es acides et/l groupes hydroxyles; ces derniers sont plus ais~ment mis en dvidence par d'autres m6thodes. A partir de m61anges de monom~res de compo- sition connue, les auteurs ont pr~par6 des polym&es de microstructures diff6rentes par trois m6thodes. Ils ont 6tudi6 les produits form& dans un pyrolyseur ~ point de Curie (Pye), dans un chromatographe en phase gazeuse (F 11, Perkin-Elmer). Pour chaque polymbre, le rendement en produit de pyrolyse correspondant ~ chaque monombre est reli6 ~ la teneur du mdlange en monom&e grfice fi un facteur de rendement. Comme la th6orie permettait de le pr6voir, le facteur de rendement d6pend de la microstruc- ture du polymbre. Grhce aux facteurs de rendement 6tablis, on a pu suivre, par analyse, une production de rdsine pendant plusieurs tools. Les coefficients de variation pour les diff&ents monom~res sont compris entre 1,9 et 5,5 %. Comme pr6vu, les changements dans les proportions de monom~res modifient les facteurs de r6ponse; d'une mani6re inattendue des lots de fabrication divers ont donn6 des r6sultats diff6rents. Ceci diminue le cr6dit que l'on peut accorder aux facteurs de rendement dans le cas de l'analyse de r6sines inconnues, mais les r6sultats obtenus sont cependant int&essants. On envisage d'amdliorer la pr6cision de la m~thode.
1. Introduction
The thermosetting acrylic resins used in the automotive industry for car body finishing enamels are fairly complex polymers and may contain six or more different monomers, They are not true acrylic polymers since they usually also
516 Chromatographia 5, 1972 Official Papers
contain methacrylates and styrene and may contain other polymerisable ethylenically unsaturated compounds, but the name has become established. The paint also contains an etherified melamine formaldehyde polymer to react with functional groups in the acrylic resin and provide the crosslinking necessary to build up molecular weight and to obtain the required film properties.
The most usual component of acrylic resins is methyl methacrylate but styrene is widely used as it is only about half the price. However, both polystyrene and polymethyl methacrylate are too rigid to withstand the flexural stresses which arise in a car body and so an acrylic ester such as butyl or 2-ethylhexyl acrylate is copolymerised with them to improve flexibility. A small amount of an acid such as methacrylic or acrylic is added to the mono- mer mixture to improve pigment dispersion and to im- prove the adhesion of the paint film to the substrate. To provide the functional group for crosslinking with the melamine an hydroxy monomer such as hydroxypropyl methacrylate or acrylate would be used. The chemistry and design of acrylic resins has been well reported in the literature [ 1,2, 3, 4, 5 ].
Although the acrylic resin is only approximately two- thirds of the polymeric species present in the paint, its formulation vitally affects the performance of the coating and some method of analysis is essential. The application of pyrolysis techniques to investigate structure and com- position of addition polymers is well documented and much valuable, excellent work has been reported. The use of pyrolysis gas chromatography for our purposes was a natural choice, therefore, and this paper summarizes the work done in our laboratories to develop routine methods and to understand the limitations of the technique when applied to complex industrial polymers.
2. Experimental
2.1. Apparatus
A Perkin-Elmer F. 11 dual column chromatograph with flame ionisation detectors was modified so that a Pye Curie-Point pyrolyser fitted directly over one column in- let. The chromatograph was also equipped with a linear temperature programmer. The recorder, a Hitachi Perkin- Elmer 159-0021, 2.5. mV. was fitted with a Disc Integra- tor.
2.2. Materials
All the monomers were obtained from commercial sources and contained the inhibitor as normally supplied. This was not removed before polymerisation.
The initiator used was commercial cumene hydroperoxide (70 % peroxide) from Novadel.
The solvent was 2 - 3 ~ Xylol, a mixture of xylene isomers, available from several sources.
Universal B support and Carbowax 20M (Terephthalic acid terminated) were obtained from Phase Sep. Ltd. The 10 % E301 on 85/100 Diatomite C was from J.J's (Chromato-
I t l graphy) Ltd., and the 4 metre x ~ O.D. columns of 20 % DEGS on 80/100 Chromosorb W (HMDS) were from Perkin-Elmer Ltd.
2.3. Procedures
2.3.1. Manufacture of Polymers
An experimental polymer was formulated for the purposes of this work to avoid disclosure of specific formulations. A mixture of the following monomers was prepared and used for the manufacture of polymers by the different techniques outlined in the next section.
Methyl methacrylate 15.0 % wt Styrene 26.0 % wt Butyl methacrylate 10.0 % wt Butyl acrylate 32.0 % wt Hydroxypropyl methacrylate 15.0 % wt Methacrylic acid 2.0 % wt
100.0 % wt
The method used for making polymers depends on the properties required. In this work three different techniques were used in order to show that the resulting differences in microstructure could be detected by pyrolysis G.C. The methods were:
2.3.1.1. Bulk Polymerisation
39 parts by weight of the monomer mixture, 2 parts of cumene hydroperoxide and 59 parts of xylol were mixed in a 100 ml flask, heated to reflux (approximately 140 ~ with stirring under inert gas and held at reflux until at least 98 % of the monomers had converted to polymer.
2.3.1.2. One-hour Monomer Addition
To a flask fitted with stirrer, condenser and thermometer 38 parts by weight of xylol were added and heated to re- flux under inert gas. 59 parts of monomer mixture and 3 parts of cumene hydroperoxide were mixed and added at a constant rate over one hour to the refluxing xylol. The temperature was maintained until at least 98 % conversion of monomer to polymer.
2.3.1.3. Four-hour Monomer Addition
The procedure as above was followed except that the mono- mers were added over four hours.
Industrially, the second two methods with minor varia- tions are most likely to be used for making automotive acrylic resins.
2.3.2. Pyrolysis of Polymers
The polymer solutions were diluted with Analar acetone so that known amounts, usually from 4 to 10/ag, could be deposited on the wire from each microlitre. The wires were cleaned by rubbing with cotton wool and ethyl methyl ketone and were then inserted into a spare pyro- lyser and cap and septum. The polymer sample was de- posited on the wire from a 1/al syringe by slowly running the needle tip along the pyrolysing area while rotating the wire and discharging the sample. The acetone evaporates quickly - a gentle gas stream may be used - leaving an even coating with no tendency to beading.
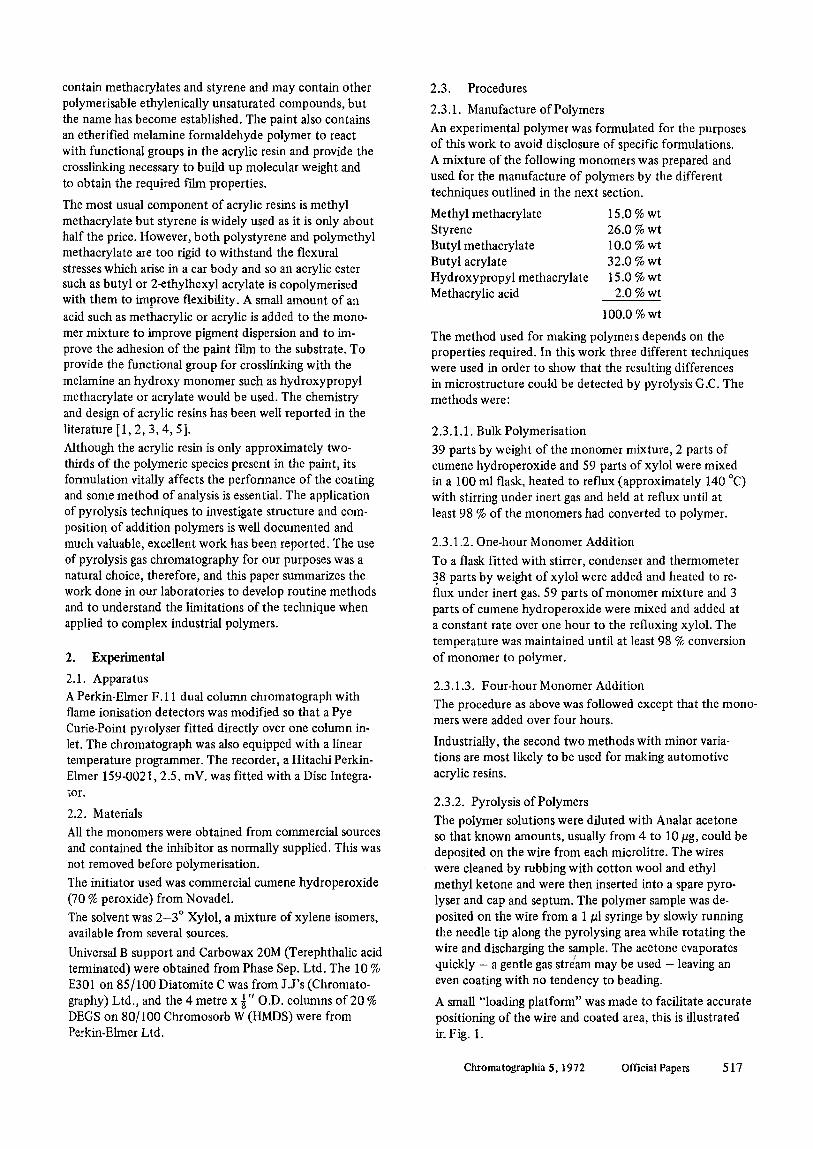
A small "loading platform" was made to facilitate accurate positioning of the wire and coated area, this is illustrated in Fig. 1.
Chromatographia 5, 1972 Official Papers 517
J
Fig. I
�9 Loading Platform for Coating Pyrolysis Wires a. Groove to take pyrolyser end cap b. Groove for pyrolysis wire c. Length of wire for coating sample d. Pyrolyser end cap with wire
�9 Einrichtung zum Imprhgnieren des Pyrolyse-Drahtes a. Vertiefung fiir Pyrolyser-Verschlut/,kappe b. Vertiefung ftir den Pyrolyse-Draht c. Benetzungsl~nge des Pyrolyse-Drahtes d. Pyrolyser-Verschlufikappe mit Draht
�9 Plateforme de charge par enrobage des fils de pyrolyseur a. logement pour le bouchon terminal du pyrolyseur b. rainure pour le fil de pyrolyse c. partie du fil off est appliqu6 l'~chantillon d. bouchon terminal du pyrolyseur muni du fil de pyrolyse
The effective pyrolysis area of the wires was determined by pyrolysing a clean 900 ~ wire for the appropriate time and noting the discoloured length. The central 10 mm of this length was marked on the device.
The residual solvents in the resin sample were removed either by inserting the wire into a small vacuum chamber at room temperature for 10-15 minutes or by leaving the wires in a rack in the atmosphere for at least one hour.
After inserting the wire into the pyrolyser and allowing the recorder base line to restabilise the samples were pyro- lysed for 5 seconds at 770 ~ The products were analysed on a 6 foot x I " O. D. column of 20 % Carbowax 20M (TPA terminated) on 85/100 Universal B support from Phase Sep. Ltd. under isothermal conditions at 100 ~ However, equally good results have been obtained using 12 feet of 20 % DEGS or 12 feet of 10 % E301 on Diato- mite C using a temperature programme of 100-200 ~ at 5 ~ The nitrogen flow rate in all cases was 20 ml/ min. Hydrogen and air pressures were 110kNm -2 (ap- proximately 16 lb/in 2) and 205kNm -2 (approximately 30 lb/in 2) respectively.
2.3.3. Determination of Hydroxyl and Acidic Monomers
Determination of the acidity of the resin with 0.1M alco- holic potassium hydroxide, using phenol phthalein as indi- cator is a convenient and sufficiently accurate method of obtaining the concentration of the acidic monomer once it has been identified. Since the concentration of mono- mer is usually only one or two per cent by weight the
518 Chromatogzaphia 5, 1972 Official Papers
error caused by assuming the acid to be acrylic when it could be itaconic or vice versa is not significant. It is like- ly that the level of acidity is more important than the individual acid monomer so that identification is not essential.
We have not yet been able to obtain the concentration of hydroxyl monomer by pyrolysis and have found it neces- sary to determine it by other means. Standard infra-red techniques have proved satisfactory for our own resins but examination of paints is complicated by the presence of the melamine resins, which absorb in the hydroxyl region.
Once an hydroxyl content is determined, the concentra- tion of monomer can be obtained if the molecular weight is known or the monomer identified. There would be a considerable difference between the weight concentrations of, say, hydroxyethyl acrylate and hydroxybutyl maleate, for the same hydroxyl content, so that identification of the monomer is desirable for proper quantitation. We have identified hydroxypropyl methacrylate from pyrograms but have been unsuccessful with any other materials.
The hydroxyl monomer is monomer is probably the most costly of the components of these resins and economics limits the number of them in general use. As with the acidic monomer the hydroxyl content is probably more important in most cases than the choice of monomer.
3. Results
3.1. Initial Work
The repeatability of pyrolysis gas chromatography has been demonstrated on polystyrene by Coupe [6], Knight [7] and Jones [8] with coefficients of variation from 3.1. to 6.7 being reported.
Before being able to determine repeatability on our own apparatus we became involved in a works problem with an automotive acrylic resin of the type already described. There were differences in the results being obtained in one of the performance tests with two batches of the same resin. Samples from the two batches showed a distinct difference in the ratio of the styrene and methyl metha- crylate peak heights on pyrolysis. Examination of a series of batches showed a coefficient of variation for the ratio of the peak heights of 5.0 %. As this included manufactur- ing variability the results were reasonable, especially as our technique was hardly developed at that time. Later the coefficient of variation was reduced to 3.9 %, again on samples from different batches.
The odd batch had a statistically significant ratio of styrene and methyl methacrylate peak heights and it was found in the end to have been made on a smaller bulk plant rather than the one on which this particular resin was usually made.
The manufacturing method was modified in an attempt to minimise the affects of the different plant conditions and improve the properties of the polymer. Surprisingly, however, differences were still evident on pyrolysing the polymers made in the two different plants although no difference could be detected in practice.
3.2. Pyrolysis of a Known Polymer to Obtain Yield Factors
To illustrate the method of obtaining yield factors the polymer made by process 2.3.1.2. the one hour monomer addition, gave the following results on pyrolysis (3 deter- minations).
MMA BA BMA S
Peak heights (ram) 66.4 32.0 23.0 99.5 67.0 32.5 23.5 95.0 60.0 29.0 21.0 86.0
The proportions of the monomers based only on the peak heights and ignoring detector response factors were thus:
MMA BA [ BMA S
30.07 % 14.49% I 10.42% 45.02 % 30.73 % 14.91% 10.78 % 43.58 % 30.61% 14.80 % 10.71% 43.88 %
The concentrations of methacrylic acid and hydroxy- propyl methacrylate are measured independently and may be ignored. Normalizing the remaining four monomer con- centrations in the original polymer gives:
MMA BA BMA S
t8.1% 38.6 % 12.0 % 31.3 %
The proportions obtained above can, therefore, be multi- plied by a factor to obtain these concentrations:
MMA BA BMA S
factors 0.60 2.66 1.15 0.70 0.59 2.59 1.11 0.72 0.59 2.61 1.12 0.71
Mean 0.59 2.62 1.13 0.71
Using this admittedly elementary method of quantitation, routine examination of batches of resins produced over 12 months in the Company works has given the following coefficients of variation: Methyl methacrylate 1.7 % Butyl acrylate 2.9 % Styrene 4.7 % Butyl methacrylate 5.8 %
These results were obtained using factors obtained for a 12 foot column of E301, programmed from 100 ~176 at 5 ~ and using sample sizes of the order of 50/ag.
The results show decreasing precision with order of elution from the column but again they cover manufacturing variability and have been acceptable. However, techniques are being improved and it is expected that corresponding improvements will be obtained in the repeatability.
~ample
Bulk polymn.
4 hr. monomer addition
Sample size
3.9 ~g
5.9 ~g
Although we have used peak heights above it would be expected that measurement of peak areas would be a more accurate method of determining component concen- trations. However, with an unsteady base line or with partially unresolved peaks, area measurement is uncertain and although chromatographic conditions can be adjusted to reduce the interference we found that the use of peak heights gave slightly better repeatability.
With a more sophisticated integrator or by using the mathematical techniques of peak resolution better ac- curacy would obviously be achieved.
3.3. Variations of Factor with Manufacturing Methods
From previously published work it is known that methyl methacrylate and styrene homopolymers can give virtually quantitative yields of monomer on pyrolysis. Copoly- merisation of acrylates with these monomers, however, reduces the yields because of the interruptive effect on tile depolymerisation reactions.
,[ones and Reynolds [8] and McCormick [9] have used the reduction in yield of styrene and methyl methacrylate to make deductions about the microstructure of the poly- mers. It is obvious that different polymerisation condi- tions will give polymers of different microstructure and from the work of the above authors it would follow that pyrolysis would reveal the differences. In confirmation of this the following pyrolysis factors were obtained on the monomer mixture polymerised by the different techni- ques outlined earlier.
Table 1. The Effect of Polymerisation Conditions on Pyrolysis Factors
Factors
MMA BA BMA S
Bulk polymerisation 0.62 / 2.87 1.16 0.67 Monomers added over 1 hr. 0.59 I 2.62 1.13 0.71 Monomers added over 4 hrs. 0.58 2.46 1.14 0.73
Adding the monomers to the reaction mixture over a longer period would be expected to reduce the length of block polymer i. e. the length of methacrylate or styrene units between the acrylate units is reduced and hence the yield of styrene etc. should be reduced and that of the acrylate increased compared with a bulk polymerisation. Consideration of Table 1 shows that the yield of styrene is reduced and that of butyl acrylate is increased as the block length decreases, as expected, but methyl metha- crylate yields apparently increase. This is due, however, to the proportioning of the results, comparison of the absolute monomer yields gave the following results:
Yield flag) % of orig. conc.
Yield (/~g) % of orig.
Monomer Yield (mean of duplicates)
MMA BA BMA S
0.17 0.16 0.13 0.36 29.9 12.9 34.6 35.2
0.15 0.15 0.13 0.31 16.7 7.9 21.4 20.0
Overall Yield
0.82 25.4
0.74 14.9
Chromatographia 5, 1972 Official Papers 519

These data show a decrease in the overall monomer yields from the more random polymer, which accords with theory, but the reduction is less for butyl acrylate than for methyl methacrylate and styrene.
3.4. Variation in Factors Due to Different Monomer Ratios
The routine monitoring of the Company resin production confirmed the validity of the factors used to convert the pyrolysis yields to monomer concentrations in the original polymer. When these factors were applied to a resin with quite different monomer ratios it was evident that they needed to be adjusted. The results were repeatable but were at the wrong levels.
This again is to be expected from consideration of the effect of acrylates on the depolymerisation of meth- acrylates and serves to confirm that the results reported by Jones and McCormick are applicable in general to more complex polymers.
3.5. Examination of Unknown Resins
Consideration of the foregoing means that the pyrolysis factors are really applicable only to the polymers for which they were derived. Major differences in monomer proportions and differences in manufacturing methods will both affect the polymer microstructure and hence the pyrolysis results.
Inevitably therefore, analysis of unknown polymers will mean larger uncertainty in the results although manu- facture of a resin similar to that found and redetermina- tion of the factors will improve precision. We are gradually obtaining the data needed to allow for variations in the concentrations of different monomers. This is not an easy task because there are more monomers in use than the few used in this report. We have not enough data, how- ever, to assess the magnitude of the uncertainty due to manufacturing methods and plant and it seems unlikely that this sort of information will be published.
Using factors obtained in this work some commercially available resins and paints were pyrolysed with the follow- ing results:
Table 2. Analyses of Commercial Acrylic Resins and Paints
Methyl Butyl Butyl Styrene methacrylate acrylate methacrylate
A B C D E F G H
16.9 23.8 18.6 18.7 23.2 22.4 12.0
55.4 25.9 35.4 30.3 30.2 26.9 39.6 55.5
22.8
19.2 17.5 24.4 21.8
46.6 34.4 40.8 31.9 33.6 25.5 16.2 32.5
These show that a wide variation in monomer proportions can be used in practice and even allowing for the errors, the results are of great interest to any polymer chemist engaged on development of these resins.
4. Conclusions
Pyrolysis gas chromatography is of value in the analysis of complex industrial acrylic resins and by comparison with the results on known resins it is possible to derive factors from which the original monomer concentrations can be calculated.
No satisfactory pyrolysis technique has been devised for acidic and hydroxyl functional monomers, which are dif- ficult to identify and are not obtained in sufficient yield for quantitation. Standard titrimetric methods and infra- red techniques have proved suitable, however.
The yield of monomers on pyrolysis, upon which quantita tion depends, is affected by the polymer microstructure. This is a function of the monomer composition, the poly- merisation technique and the physical conditions in which the polymer is made. Some of the variation of the mono- mer yield factors with these different effects has been measured and demonstrated. When examining unknown polymers, however, the effects due to all these factors cannot be quantified and the use of the yield factors is less reliable.
There is scope for improvement in these techniques. One disadvantage in the Pye Unicam Curie Point Pyrolyser is the positioning of the sample wire. We have found it virtually impossible to keep the wire off the walls of the quartz tube. This must affect pyrolysis repeatability and we have been trying to find better methods of mounting the wire. Recently, work with a modified wire holder has shown promising results. It is too soon to quote reliable figures but differences are evident. Peak widths are re- duced and resolution seems to be improved. It is hoped to report on the use of this device at a later date.
Acknowledgements The author thanks the Directors of Goodlass Wall & Co. Limited, for permission to publish this paper and he is grateful for the help of Mr. A. E. Rixon and Mr. C. E. Ryder. The advice of Mr. R. Smith is also appreciated.
References
[11 Brown, I4/. H., and Miranda, 1". J., Official Digest 36 (475) 92-134 (1964)
[21 Mercurio, A., ibid 135-151 [31 Taylor, J. R., and Foster, tl., J.O.C.C.A. 51 (12) 975-1006
(1968) [41 King, R. Z, ibid 52 (11) 1075-1083 (1969) [51 Klein, D. H., J. Paint Tech 42 (545) 335-351 (1970) [61 Coupe, N. B., andMcKeown, M. C., Column 2, 8, (1968) I71 Knight, G. Z, J. Polym Sci 5 (b) 855 (1967) [81 Jones, C. E, R., and Reynolds, G. E. J., Br Polymer J. i,
197 (1969) [9] McCormick, H., J. Chromatog 40 1-15 (1969)
520 Chromatographia S, 1972 Official Papers
![Improved conductivity and capacitance of interdigital ...mai.group.whut.edu.cn/chs/lw/2016/201702/P... · polymer fabrication techniques with pyrolysis or thermal degradation [21–27]](https://img.pdfslide.fr/doc/110x75/5ff7dcadced30417a4176688/improved-conductivity-and-capacitance-of-interdigital-maigroupwhuteducnchslw2016201702p.jpg)




























