Embed Size (px)
Citation preview

Rapport de Stage
REMERCIEMENTS
Avant d’entamer le vif du rapport, Il nous est agréable d’exprimer notre
cordiale gratitude au chef de service de l’atelier thermique et utilités Mr.Chihab
BENHAMIDA, qui a assuré le déroulement de notre stage dans les bonnes conditions.
Toutes nos reconnaissances et nos chaleureux remerciements vont également à
Mr.Yassine BOUNOU, ainsi que Mr.YGLI qui n’ont épargné aucun effort pour nous
conseiller, nous diriger et nous faire profiter de leurs larges expériences tout au long
de la réalisation de ce travail et sans oublier les opérateurs de l’atelier pour leurs
explications et leurs conseils qui nous ont été d’un grand intérêt.
En fin, nous remercions tous ceux qui ont participé de près ou de loin pour
rendre ce stage possible et bénéfique.
Centrale thermique 1 2007/2008

Rapport de Stage
SOMMAIRE
REMERCIEMENTS………………………………………………………………..1INTRODUCTION…………………………………………………………………...3
PARTIE I: PRESENTATION DE L’ENTITEE D’ACCUEIL
I. Généralités sur le groupe OCP…………………………………………………6
II. Pôle chimie Jorf Lasfar (PCJ)………………………………………………...10
PARTIE II : DÉSCRIPTION DE L'ATELIER THERMIQUE ET UTILITÉ
1. Centrale thermo-électrique……………………………………………………...12
1.1. Production et Distribution de l énergie électrique………………………121.2. Production et Gestion de la vapeur………………………………….….131.3. Production, Distribution de l’eau alimentaire et condensats…………...14 1.4. Réfrigération des auxiliaires du complexe……………………………….15
2. Traitement des eaux……………………………………………………………...15
2.1. Station de filtration……………………………………………………..…152.2. Station d’eau déminéralisée……………………………………………….152.3. Station d’eau traitée……………………………………………………….162.4 Station de compression d’air……………………………………………..16 2.5. Station de dépotage et distribution des carburants…………………….17
3. Pompage et reprise eau de mer…………………………………………………17
PARTIE III : TRAITEMENT DE SUJET
A. Description de la boucle eau-vapeur…………………………………………..20
I. Circuit vapeur……………………………………………………………..20
1. Circuit Vapeur haute pression (HP)………………………………20 2. Circuit Vapeur moyenne pression (MP)………………………….20 3. Circuit Vapeur basse pression (BP)………………………………20
II. Circuit condensats……………………………………………………….22
1. Bâche à condensats………………………………………………...242. Circuit de retour des condensats de chaque client……………….24
III. Système d’eau alimentaire……………………………………………...24 IV. Circuit noria……………………………………………………………..27
V. Réseau eau de mer………………………………………………………..30
1. Station de pompage d’eau de mer…………………………………30 2. Station de reprise d’eau de mer……………………………………31 3. Différents consommateurs d’eau de mer………………………….31
Centrale thermique 2 2007/2008

Rapport de Stage
B. Etude de l’impact de la baisse de pression sur le bilan énergétique lors de réception de la vapeur HP d’IMACID…………………………………………….33
I. Etude de la variation de la puissance électrique produite dans les GTA en fonction de la pression…………………………………………………………..33 II. Etude de la variation de la puissance électrique produite dans les GTA en fonction de débit d’admission…………………………………………………..37
III. Etudes de l’impact de la chute de pression sur l’atelier sulfurique…..40IV. Interprétation générale………………………………………………….42
CONCLUSION……………………………………………………………………..43ANNEXE……………………………………………………………………………44
Centrale thermique 3 2007/2008

Rapport de Stage
INTRODUCTION
Afin d’enrichir notre potentiel intellectuel, d’améliorer nos connaissances
scientifiques et techniques acquises, et de projeter certains éclairages sur les
difficultés et les obstacles que nous pouvons rencontrer demain comme futurs
ingénieurs au sein d’un organisme. C’est pour ces raisons que nous devons exploiter
cette occasion pour mettre en pratique nos connaissances théoriques acquises durant
notre formation.
Une telle occasion nous a été offerte par le groupe OCP (Office Chérifien du Phosphate), ce stage qui nous a donné plusieurs informations théorique et pratique concernant les travaux de l’atelier thermique et utilités.
Ce présent rapport se compose de trois parties à connaître :
Partie I :
Présentation du groupe OCP et du pôle chimie de Jorf Lasfar (PCJ).
Partie II :
Elle présente une description de l’atelier thermique et utilités.
Partie III :
Traitement du sujet de stage : Faire une description de la boucle eau
vapeur du complexe.
Etudier l’impact de la baisse de pression sur le bilan énergétique lors
de réception de la vapeur HP d’IMACID.
Centrale thermique 4 2007/2008

Rapport de Stage
Centrale thermique 5 2007/2008

Rapport de Stage
I. Généralités sur le groupe OCP :
Historique:
Le groupe Office Chérifien des Phosphates (OCP) est un opérateur
international dans le domaine de l’industrie du phosphate et des produits dérivés. Le
phosphate brut extrait du sous-sol marocain est exporté tel quel ou livré aux industries
chimiques du groupe à SAFI ou à JORF LASFAR pour être transformé en produits
dérivés commercialisables : acide phosphorique de base, acide phosphorique purifié,
engrais solides. Le groupe OCP livre aux cinq continents de la planète ; Ses
exportations représentent 25 à 30% du commerce international du phosphate et ses
dérivés, En effet c’est le premier exportateur est troisième producteur mondial après
les Etats-Unis et l’ex-URSS.
C’est en février 1912 qu’on a découvert les premiers gisements dans la zone
de KHOURIBGA et plus précisément dans la région de OULED ABDOUNE. Mais
l’exploitation effective n’a commencé qu’en février 1921 dans la région de OUED
ZEM. Ce n’est qu’en 30 juin 1921 que le premier train sur voie large de 1.60 m a été
chargé est dirigé vers le port de CASABLANCA. Un mois après l’exploitation a
commencé par voie maritime.
En 1930 un nouveau centre de production de phosphate est ouvert à
Youssoufia connu sous le nom de Louis Gentil (1931).
La méthode d’extraction en découverte à KHOURIBGA n’est mise en œuvre
qu’en 1952 suivi de la création d’un centre de formation professionnel en 1958, en
renforcement des efforts menés, depuis des décennies sur ce plan ; Puis création par la
suite d’autres unités de formation / perfectionnement : Ecole de maîtrise de
BOUJNIBA (1965).
Vers l’année 1975 l’OCP s’est organisé en groupe qui comporte l’OCP et les filiales.
Depuis lors, les besoins mondiaux en phosphates ont fait de l’OCP une
entreprise qui jusqu’à nos jours n’a cessé de grandir et pour se maintenir face à la
concurrence des autres pays producteurs des phosphates et dérivés, il se modernise, se
Centrale thermique 6 2007/2008

Rapport de Stage
développe continuellement et s’affirme comme le leader du marché mondial des
phosphates.
Ce groupe est géré par plusieurs directions coiffées par une direction générale
dont le siége social est a CASABLANCA.
Organigramme du groupe OCP :
Le groupe OCP est organisé comme suit :
Figure 1. Organigramme du groupe OCP
Centrale thermique 7 2007/2008

Rapport de Stage
Statut juridique de l’OCP :
Le groupe OCP est une entreprise semi-publique sous contrôle de l’état, mais
elle agit avec le même dynamisme et la même souplesse qu’une grande entreprise
privée servant a l’état marocain tous les droit de recherche et d’exploitation des
phosphates, gérée par un directeur est contrôlée par un conseil d’administration
présidé par le Premier ministre. La gestion financière est séparée de celle de l’état.
Le groupe OCP est inscrit au registre de commerce et soumis sous le plan
fiscal aux même obligation que n’importe qu’elle entreprise privé (impôt sur les
salaires, sur les bénéfices, taxes sur l’exportation…), et chaque année, le groupe OCP
participe au budget de l’état par versement de ses dividendes.
Mission :
La mission de l’OCP peut être résumée dans les deux points suivants :
Extraire les phosphates bruts, les traiter pour les rendre marchands et les
commercialiser.
Valoriser une partie de la production de phosphate dans les usines chimique
soit sous forme d’acide phosphorique ou sous forme d’engrais.
P ersonnel :
L'OCP emploie des effectifs très importants relevant de divers domains
(Chimie, Mines, Gestion... etc.).
Ce personnel est régi par le statut du mineur du 1er janvier 1973 et il est
Classé en trois catégories :
Les Hors-cadre: Ingénieurs et assimilés.
Les TAMCA : Techniciens, Agents de Maîtrise et Cadres administratifs.
Les O E : Ouvriers et Employés.
Les TAMCA et les OE sont eux-mêmes classés en catégories. Tout agent a un
matricule qui permet de connaître la catégorie à laquelle il appartient.
Centrale thermique 8 2007/2008

Rapport de Stage
Effectif :
A la fin de mars 1997, l'effectif du personnel du groupe O.C.P a été de 27149 agents répartis dans le tableau suivant :
Tableau 1. Effectif du personnel du groupe OCP
Catégorie Professionnelle Effectifs Pourcentage
Ouvriers et Employés (OE) 20452 76%
TAMCA 5991 22%
Ingénieurs et assimilés 706 3%
TOTAL 27149 100%
F iliales du groupe OCP :
Le groupe OCP regroupe en plus de l'OCP plusieurs filiales, il s'agit de :
CERPHOS
FERTIMA: Société Marocaine des Fertilisants.
IPSE: Institut de Promotion socio-éducative.
MAROC PHOSPHORE : direction industrielle chimique.
MARPHOCEAN : transfert des actions de l’OCP (maritime).
PHOSBOUCRAA.
SMESI: Société Marocaine d'Etudes Spéciales et Industrielles.
SOTREG: Société des Transports Régionaux.
STAR.
Centrale thermique 9 2007/2008

Rapport de Stage
II. Pôle chimie Jorf Lasfar (PCJ) :
Le complexe Maroc Phosphore III et IV permet de produire 1.400.000
tonnes /ans de P2O5 sous forme d’acide phosphorique 54 % à base de :
5.000.000 tonnes de phosphates en provenance de Khouribga
1.400.000 tonnes de soufre
La moitié de cette production se transforme localement en engrais avec une
capacité annuelle de :
1.200.000 tonnes de DAP
400.000 tonnes de TSP
Ces productions nécessitent en plus de l’acide phosphorique, Environs :
3.000.000 tonnes d’ammoniac et 100.000 tonnes de phosphates.
Par ailleurs l’ensemble industriel produit 110 MW/H sous forme d’énergie
électrique à partir de la vapeur HP fournie par l’atelier sulfurique.
Centrale thermique 10 2007/2008

Rapport de Stage
Centrale thermique 11 2007/2008

Rapport de Stage
Description de la centrale thermo-électrique1. Centrale thermo-électrique:
La centrale thermoélectrique est conçue pour assurer les fonctions suivantes :
La production et la distribution de l énergie électrique
La production et la gestion de la vapeur
La production et la distribution de l’eau alimentaire et condensats
La réfrigération des auxiliaires du complexe
1.1. Production et Distribution de l énergie électrique :
La centrale MP III et IV dispose de 3 groupes turboalternateurs de capacité
37Mw chacun, utilisant la vapeur haute pression produite par les chaudières de
récupération dans l’atelier de production de l’acide sulfurique, cette vapeur se détend
partiellement ou totalement pour produire l’Energie électrique et la vapeur de procédé
nécessaires au fonctionnement du complexe.
Chaque Groupe turboalternateur comprend :
Une turbine multicellulaire à condensation et soutirage
Un Alternateur avec accouplement rigide
Une centrale d’Huile pour la régulation et le graissage
Un condenseur principal à double parcoure
Une station de création du vide
Les groupes turboalternateurs dont la capacité 47 MVA assurent la production
de l’Energie électrique à une tension de 11Kv, couplés au poste 60Kv (PJ5), situé à la
centrale, à travers des transformateurs élévateurs 11/60Kv. Ce poste est lui aussi lié à
la boucle électrique 60Kv par deux liaisons aériennes.
Le poste PJ5 alimente les divers consommateurs à l’intérieur de l’usine à
travers des transformateurs abaisseurs 60/10Kv, alors que les postes de la boucle, PJ2,
PJ1 alimentent respectivement les infrastructures et le port avec la station de
pompage d’eau de mer.
La boucle électrique est connectée à l’ONE au poste PJ0 par trois lignes
aériennes, lesquelles assurent un échange électrique.
En effet l’ONE fournit l’énergie nécessaire pour le démarrage du complexe et
en cas de déficit de production locale. Par contre tout l’excédent d’énergie produite
par les Groupes turboalternateurs est évacué sur le réseau de l’ONE.
Centrale thermique 12 2007/2008

Rapport de Stage
La centrale thermique dispose aussi d’un groupe électrogène de capacité 1 Mw
à travers un réseau de 10 Kv, autonome et à démarrage automatique rapide il est
conçu pour secourir un certain nombre d’auxiliaires essentiellement l’éclairage, les
pompes d’huile de graissage, les vireurs de turbine et une pompe d’eau alimentaire .
La figure suivante donne les différentes entrées et sorties de l’atelier des
utilités :
Figure 2 : Schéma bloc de l’atelier des utilités
1.2. Production et Gestion de la vapeur :
La centrale assure la gestion de la vapeur de procédé et la production de la
vapeur haute pression pour le démarrage du complexe et l’Appoint.
1.2.1. Production de la vapeur haute pression:
La production de la vapeur HP est produite par les 2 chaudières auxiliaires :
Chaudières auxiliaires:
Les chaudières auxiliaires assurent le démarrage du complexe, ces chaudières
sont toujours on conservation pour combler les déficits d’énergie rapidement en cas
de besoin.
Les combustibles utilisés sont le gasoil pour la première phase de démarrage et
pour améliorer le prix de revient en bascule vers le fuel-oil. L’injection des
combustibles se fait par des brûleurs spéciaux à tubes parallèles et concentriques
pulvériser par la vapeur à 16 bars.
Centrale thermique 13 2007/2008

Rapport de Stage
Le débit de chaque chaudière est 2200 Kg/h en fuel-oil n°2 (PCI 9600
Kcal/Kg) et 26T/h en eau alimentaire à 80 bars et 115°C, elle produit 25t/h de la
vapeur surchauffée à 58 bars, 490°C.
1.2.2. Gestion vapeur de procédé :
Caractéristique de la vapeur HP :
Pression= 56 bars
Température= 490°C
Débit max arrivée unité sulfurique= 570T/h
La vapeur provenant de la réaction exothermique de la combustion du soufre
arrive dans deux barillets HP. Cette vapeur alimente les 3 groupes turboalternateurs,
la turbopompe alimentaire et la conservation des chaudières auxiliaires.
Caractéristique de la vapeur MP
Pression= 9 bars
Température= 290°C
La vapeur moyenne pression est obtenue des soutirages des 3 groupes
turboalternateurs, des échappements des turbo-soufflantes et par fois des stations de
détente. Cette vapeur est récupérée dans deux barillets MP et distribuée aux ateliers :
Phosphorique
Port
Engrais
Réchauffage Bâche Alimentaire
Réseau vapeur basse pression (5,5 bars / 155°C)
La vapeur basse pression est obtenue par détente de la vapeur MP, elle est
utilisée pour le réchauffage et le traçage (fuel-oil, soufre liquide et la soude caustique
en solution) et pour les besoins de réchauffage aux vestiaires et engrais.
1.3. Production, Distribution de l’eau alimentaire et condensats :
L’eau alimentaire est prise de la bâche alimentaire, celle ci est alimentée par
des condensats à travers le dégazeur, afin d’éliminer l’oxygène. Deux réseaux
principaux et des annexes sont alimentées à partir de la bâche, le premier alimente les
chaudières de récupération, le second alimente les chaudières auxiliaires ceci à une
température de 115°C et une pression de 80 bars, de cette même bâche sont alimenté
les désurchauffeurs HP (80bars) et les désurchauffeurs MP et BP (18 bars).
Centrale thermique 14 2007/2008

Rapport de Stage
Tous les condensats viennent alimenter la bâche à condensats sauf ceux de
l’atelier phosphorique qui alimente le dégazeur. De la bâche ils sont pompés vers le
poste de polissage au TED à travers des refroidisseurs de condensats, et viennent sous
forme d’eau traitée.
1.4. Réfrigération des auxiliaires du complexe
C’est une eau douce de réfrigération. Elle assure le refroidissement des paliers
des pompes, de l’air de refroidissement alternateur et des réfrigérants d’huile. C’est un
circuit fermé. Un appoint d’eau dessillée est assuré en permanence dans la bâche de
réfrigération.
2. Traitement des eaux :
L'installation de traitement des eaux a pour rôle le traitement, le stockage et la
distribution des différentes qualités d'eaux aux consommateurs.
Elle comporte essentiellement:
2.1. Station de filtration:
L’eau filtrée est produite à partir de l’eau brute par filtration sur sable et sur
charbon actif. Chaque ligne de filtration est composée de 2 filtres placés en série :
Le filtre à sable 2 lits superposés : sable quartzite et sable anthracite
pour l’élimination des matières en suspension.
Le filtre à charbon actif pour l’élimination des matières organiques et du
chlore résiduel (1 seul lit du charbon actif).
2.2. Station d’eau déminéralisée:
L’eau déminéralisée est produite par des chaînes de déminéralisation.
Chaque chaîne d’eau déminéralisée est composée :
D’un échangeur cationique,
d’un échangeur anionique,
d’un dégazeur atmosphérique.
Qualité d’eau déminéralisée produite :
Conductivité = 5 µs/cm en moy. - silice = 0,02 mg/l - salinité = 1
mg/l.
Centrale thermique 15 2007/2008

Rapport de Stage
2.2.1. L’échangeur cationique :
Il est constitué de 3 compartiments séparés par des planchés crépines.
Le compartiment bas contenant une charge de résine cationique faible appelée
sulfonique.
Les compartiments intermédiaire et haut sont identiques contenant une charge
de résine cationique forte.
2.2.2. Le dégazeur atmosphérique :
C’est un bidon composé d’une charge d’anneaux rashing répartis pour assurer
le dégazage à l’aide d’un ventilateur.
2.2.3. L’échangeur anionique :
Similaire à l’échangeur cationique :
Le compartiment haut contient une charge de résine anionique forte.
N.B : Les six compartiments des 2 échangeurs contiennent chacun une charge de
résine inerte, servant de protection des résines actives.
2.3. Station d’eau traitée :
L’installation d’eau traitée sert au traitement des condensats de la centrale.
Elle est composée de 03 lignes.
Chaque ligne contient deux charges de résines mélangées (résine cationique et
résine anionique forte).
Qualité d’eau traitée :
Conductivité = 0,1 µs/cm ; silice = 0,005 mg/l.
2.4 Station de compression d’air :
La station a pour but de produire de l’air de service et d’air instrument pour
tout le complexe.
Centrale thermique 16 2007/2008

Rapport de Stage
La station se compose de :
6 compresseurs
2 sécheurs
4 ballons de stockage d’air de service
L’air de service et d’instrument sont produits par 6 compresseurs à 2190
Nm3/h à une pression de 9.5 bars, l’air est stocké dans 4 ballons de capacité unitaire
80 Nm3 et distribué à l’ensemble des entités de production.
2.5. Station de dépotage et distribution des carburants :
Les deux carburants utilisés sont :
Le gaz-oïl
Le fuel-oïL
Le gaz-oïL est essentiellement utilisé pour l’allumage des chaudières
auxiliaires et pour le démarrage ou le soufflage des unités sulfuriques.
Le fuel-oïL est utilisé pour la marche normale des chaudières auxiliaires et
pour les sécheurs de l’atelier d’engrais.
Le stockage des carburants est composé de :
1 bac de stockage Gaz-oïl
2 bacs de stockage de Fuel-oïl
1 poste de dépotage des camions de gaz-oïl et fuel-oïl et le transfert vers
les utilisateurs
Le réseau fuel-oïl alimente un bac de stockage de 80 m3 à la centrale et un bac
de stockage intermédiaire à l’atelier des engrais.
Le réseau gaz-oïl alimente un bac de stockage de 39 m3 à la centrale.
3. Pompage et reprise eau de mer:
Station de pompage principale:
La station de pompage eau de mer est située au port de Jorf Lasfar, elle est
destinée à alimenter le complexe en eau de mer traitée et filtrée, elle se compose des
installations suivantes :
Centrale thermique 17 2007/2008

Rapport de Stage
a. Les ouvrages d’amenée d’eau de mer comprennent :
Une digue de protection
Un mûr d’ajutage
Un canal de décantation
b.Une installation de dégrillage et filtration d’eau de mer
c. 3 files d’eau de mer composée chacun de deux pompes de 15000 m3/h et une
pompe de 7500 m3/h, ces pompes consomment respectivement une puissance de 3,6
Mw et 1,9 Mw, et d’un collecteur de diamètre 2500.
L’ensemble des trios collecteurs déversent dans un canal à ciel ouvert qui
alimente le bassin de reprise d’eau de mer.
d.Une installation de production d’hypochlorite de sodium par électrolyse de l’eau de
mer, ce produit est utilisé en tant que agent algicide bactéricide.
Station de reprise et de distribution d’eau de mer
La reprise d’eau de mer est destinée à alimenter les divers consommateurs du
complexe en eau de mer. Elle est équipée de :
a. D’un bassin de décantation et de reprise à ciel ouvert d’une capacité de 20880 m3
b. De 11 pompes d’une capacité unitaire de 7500m3/h,
7 d’entre elles dites pompes de basse pression (3,5 bars) destinées à
alimenter :
L’atelier sulfurique pour le refroidissement de l’acide sulfurique
La centrale thermoélectrique principalement pour la condensation de la
vapeur
4 dites pompes à haute pression (5,56 bars) destinées à alimenter :
L’atelier phosphorique pour la création du vide dans les bouilleurs et
l’évacuation du gypse.
L’atelier des Engrais pour le lavage des gaz.
D’une station de chloration pour le traitement d’eau de mer par injection du
chlore.
Centrale thermique 18 2007/2008

Rapport de Stage
Centrale thermique 19 2007/2008

Rapport de Stage
A. Description de la boucle eau-vapeur
I. Circuit vapeur :
1. Circuit Vapeur haute pression (HP) :
La vapeur HP produite à partir de l’eau alimentaire par les Chaudières de récupération
installées à l’atelier d’acide sulfurique, estenvoyée vers le barillet HP à une pression de 56
bars et une température de 490°C.
Cette vapeur sert à :
Alimenter les 3 groupe turbo alternateurs (GTA) et les boites
d’étanchéité de la turbine ;
Alimenter le barillet MP en contournant la vapeur HP en vapeur MP
après sa détente et sa désurchauffe.
Alimenter la liaison de la vapeur HP avec le collecteur HP de la
centrale thermique de l’IMACID.
2. Circuit Vapeur moyenne pression (MP) :
La vapeur MP est prélevée à une pression entre 8 et 8,5 bars au soutirage MP des
turbines. Elle est désurchauffée à environ 230°C, après son passage dans le barillet MP, est
envoyée vers :
L’atelier d’acide phosphorique;
Le dégazeur de la bâche alimentaire;
Détente pour production de la vapeur BP
Le port
Traçage
3. Circuit Vapeur basse pression (BP) :
Après la détente et la désurchauffe de la vapeur MP en vapeur BP de 4,5 bars
et de 150°C, elle est utilisée pour le réchauffage (traçage) du soufre liquide à l’atelier
sulfurique, traçage du fuel oïl et la préparation de la soude utilisée au traitement des
eaux et au lavage et à la stérilisation des filtres du charbon actif à l’atelier TED.
La figure 1 représente le circuit vapeur HP et MP :
Centrale thermique 20 2007/2008

Rapport de Stage
Figure 3 : Circuit Vapeur HP et MP
Centrale thermique 21 2007/2008

Rapport de Stage
II. Circuit condensats :
Le système des eaux condensées a pour mission la récupération des divers
condensats et permet leur conditionnement et leur traitement avant d’être renvoyés
vers la bâche alimentaire.
La figure suivante représente le circuit d’eau condensée :
Centrale thermique 22 2007/2008

Rapport de Stage
Figure 4 : Circuit eau condensé
Centrale thermique 23 2007/2008

Rapport de Stage
Le réseau condensats comprend essentiellement :
Une bâche à condensats ;
03 refroidisseurs des condensats ;
03 pompes de reprise.
1. Bâche à condensats :
Elle reçoit les condensats des condenseurs principaux en partie haute via 03
pompes d’extraction, du 02 condenseurs auxiliaires par gravitation en partie basse et
tous les condensats en retour des ateliers en partie haute. Un appoint d’eau désiliciée
provenant de l’atelier de traitement des eaux douces (TED) assure la régulation du
niveau d’eau dans la bâche à condensats et compense les pertes du circuit.
A partir de la bâche à condensats l’eau est pompée par le biais de 3 pompes de
reprise vers le poste de polissage pour retraitement. Les condensats passent par les 3
réfrigérants des condensats à eau de mer avant d’atteindre le polisseur pour abaisser la
température à une valeur tolérable par les résines (<50°C) des « Mixed-bed ». Après
le traitement de ces eaux, elles retournent vers le dégazeur thermique où on élimine
l’oxygène (O2) et le gaz carbonique dissous.
Si la température des condensats est très élevée après le refroidissement il y
aura un risque de dégradation de la résine ce qui engendre via un système de
régulation le by-pass du polisseur et l’envoie vers la bâche alimentaire directement.
2. Circuit de retour des condensats de chaque client :
A partir de la bâche à condensats, les eaux condensées sont pompées vers les
chaînes de polissage installées au TED à l’aide de deux pompes à travers deux
réfrigérant de condensats à eau de mer. La température de l’eau à la sortie des
refroidisseurs ne devra pas excéder 50°C acceptable pour les résines de polissage
(mixed-bed). Après le traitement de ces eaux, elles sont récupérées dans le dégazeur
thermique où on élimine l’oxygène (O2) et le gaz carbonique dissous.
III. Système d’eau alimentaire :
Ce système est destiné à assurer le conditionnement des condensats avant
d’être retournées vers les Chaudières de récupération par leur réchauffage et leur
dégazage, et d’avoir une réserve d’eau alimentaire afin de garantir une marche stable
des équipements.
Le schèma qui suit nous montre le circuit d’eau alimentaire :
Centrale thermique 24 2007/2008

Rapport de Stage
Figure 5 : Circuit eau alimentaire
Centrale thermique 25 2007/2008

Rapport de Stage
Caractéristiques de l’eau alimentaire données par le constructeur :
PH : entre 8.7 et 9.4 ;
Conductivité à 25°C : 0.2 < 5 µs/cm ;
Silice Max : 0.005 mg/l ;
Solide dissous Max : 0.010 mg/l ;
MES max : 0.015 mg/l
O2 dissous Max : 0.005 mg/l ;
Injection hydrazine : 0.005 à 0.020 mg/l ;
Conditionnement pour PH : ammoniac.
Le réseau d’eau alimentaire se compose essentiellement de :
Une bâche alimentaire ;
Un dégazeur ;
Trois pompes multicellulaires d’eau alimentaire.
Deux pompes de désurchauffe.
Il est indispensable de dégazer l’eau des Chaudières pour se débarrasser des
différents gaz en solution (essentiellement l’oxygène O2 et le gaz carbonique CO2) qui
donne lieu au phénomène de corrosion.
Le principe de dégazage envisagé se base sur l’application au-dessus des
condensats contenant les gaz à une température donnée une certaine pression égale à
la tension maximale de la vapeur à la même température, de telle sorte que la pression
à l’intérieur du dégazeur soit égale à cette tension. Par conséquent on aura une
pression partielle nulle de chaque gaz dissous dans l’eau, ce qui engendrera un
dégagement de ces gaz.
Ainsi les condensats de l’atelier acide phosphorique (CAP) et l’eau traitée par
la chaîne de polissage (Mixed-bed), sont dirigées directement vers le dégazeur
thermique. Le dégazage est favorisé par le contact avec la vapeur.
Après le dégazage thermique l’eau passe dans la bâche alimentaire à une
température d’environ 115°C où elle subit un dégazage chimique par l’injection de
l’hydrazine N2H4, ensuite elle est envoyée vers les Chaudières par le biais des pompes
alimentaires à 80 bars et vers les désurchauffeurs par le biais des 2 pompes de
désurchauffe.
Centrale thermique 26 2007/2008

Rapport de Stage
La bâche alimentaire est aussi alimentée par les condensats de l’atelier
phosphorique nord et sud par une tuyauterie du retour des condensats.
Lors de l’augmentation de la conductivité des condensats du retour du CAP,
on renvoie ces derniers vers égouts.
Maroc phosphore échange de l’eau alimentaire avec IMACID par les
tuyauteries d’échange d’eau alimentaire.
IV. Circuit noria :
Le circuit d'eau de refroidissement Noria (5 bars & 30 °C) comprend
essentiellement les équipements suivants:
La bâche haute d’expansion
3 pompes de réfrigération
3 échangeurs NORIA
La figure suivante représente le circuit NORIA :
Centrale thermique 27 2007/2008

Rapport de Stage
Figure 6 : Circuit NORIA
Centrale thermique 28 2007/2008

Rapport de Stage
Il a comme mission la réfrigération des auxiliaires :
- Les pompes alimentaires des Chaudières auxiliaires et de récupération;
- La turbo pompe,
- L’alternateur (Refroidisseurs Alternateur) ;
- L’huile de graissage des GTA (Refroidisseurs d’huile de graissage);
- L’huile de régulation de la turbine (Réfrigérant d’huile de régulation) ;
- Les compresseurs d’air de l’unité TED ;
- Huile des turbosoufflantes de l’atelier sulfurique ;
- Huile des broyeurs du phosphate et les pompes de circulation ;
- Les échantillons d’analyses.
- Huile du groupe électrogène.
La bâche haute d’expansion est sous pression d’air de service et connectée à
l’aspiration des pompes de réfrigération. Elle compense les pertes de circuit en eau de
réfrigération.
Sa pression est réglée à 1.5 bars abs par le biais d’un transmetteur de pression
qui agit sur la vanne de détente d’air de service.
Son niveau d’eau est maintenu constant par un appoint d’eau désiliciée, cet
appoint est réglé par la vanne pneumatique en fonction des seuils de niveau haut et
bas du transmetteur de niveau.
L’eau de NORIA circule en circuit fermé en traversant les deux échangeurs
NORIA à eau de mer.
Une injection du phosphate trisodique Na3PO4 dans le circuit est effectuée à
l’aspiration des pompes de réfrigération afin d’éviter l’entartrage dans le circuit.
Les deux échangeurs NORIA ont pour mission d’assurer le refroidissement de
l’eau de NORIA (source Chaude) à 30°C par le transfert d’une partie de sa chaleur
vers l’eau de mer (source froide).
Immédiatement après l’indisponibilité des pompes de réfrigération, le
refroidissement est assuré par le système de secours qui permet l’alimentation du
circuit NORIA par l’eau d’incendie.
Centrale thermique 29 2007/2008

Rapport de Stage
V. Reseau eau de mer :
L’eau de mer est l’une des utilités dont les ateliers de l’usine ont besoin pour
assurer leur bon fonctionnement du processus de production. Avant d’arriver au
différents consommateurs l’eau de mer est pompée par la station de pompage d’eau de
mer (PEM) vers le déversoir qui alimente à son tour les stations (REM1, REM2,
EMAPHOS et NCAP) et à partir de ces station de reprise d’eau de mer, l’eau est
pompée à nouveau vers ses consommateurs.
1. Station de pompage d’eau de mer :
La station de pompage d’eau de mer est située au port de JORF LASFAR, elle
est destinée à alimenter le complexe en eau de mer traitée et filtrée. Cette station se
compose des installations suivantes :
Les ouvrages d’amenée d’eau de mer comprennent :
Une digue de protection qui réduit l’agitation de l’eau ;
Un canal ;
Un bassin de tranquillisation.
Une installation de dégrillage et filtration d’eau de mer. Elle est composée de
trois dégrilleurs et trois filtres qui servent à enlever les corps solides (algues,
moules, corps étrangers…). Les déchets sont collectés dans un caniveau
commun et sont poussés par l’eau dans une benne.
Une salle des pompes qui abrite :
Trois groupes motopompes de 7500 m3/h ;
Six groupes motopompes de 15000 m3/h.
Les neufs pompes sont réparties sur trois files, ainsi chaque file est dotée de
deux pompes de 15000 m3/h et une pompe de 7500 m3/h.
Un système de protection anti-bélier, assuré par trois réservoirs d’air
comprimé et trois cheminées d’équilibre atmosphérique.
Une installation de production d’hypochlorite de sodium par électrolyse de
l’eau de mer, ce produit est utilisé en tant qu’agent algicide et bactéricide.
Un réseau de trois conduites, relie la station de pompage à la station de reprise.
L’ensemble des trois files déverse dans un canal à ciel ouvert qui alimente les
bassins de reprise d’eau de mer.
Centrale thermique 30 2007/2008

Rapport de Stage
2. Station de reprise d’eau de mer :
Les trois groupes des pompes de la station de pompage refoulent dans trois
conduites de 2,5m de diamètre, l’ensemble alimente un déversoir situé à 2 km de la
station de pompage.
Le déversoir alimente quatre installations de reprise à savoir :
Une installation de reprise vers l usine : REM1
Une installation de reprise vers IMACID : REM2
Une installation de reprise vers EMAPHOS ;
Une installation de reprise vers la nouvelle CAP.
3. Différents consommateurs d’eau de mer :
- Atelier sulfurique :
L’eau de mer est utilisée pour le refroidissement d’acide sulfurique sortant des
tours d’absorption.
- Atelier phosphorique :
L’eau de mer est utilisée dans cet atelier pour la création du vide au niveau de
l’unité de concentration, l’évacuation du gypse de filtre de l’unité attaque filtration
et aussi pour le lavage des gaz.
- La centrale:
Dans la centrale, l’eau de mer trouve plusieurs applications :
Elle est utilisée dans les condenseurs principaux pour la condensation de
la vapeur d’échappements de la turbine.
Dans les condenseurs auxiliaires.
Elle est utilisée dans les refroidisseurs des condensats et dans les
échangeurs NORIA.
Et voici le schéma qui représente le circuit eau-vapeur de la centrale
thermique :
Centrale thermique 31 2007/2008

Rapport de Stage
Figure 7 : Circuit eau-vapeur
Centrale thermique 32 2007/2008

Rapport de Stage
B. Etude de l’impact de la baisse de pression sur le bilan énergétique lors de réception de la vapeur HP d’IMACID :
I. Etude de la variation de la puissance électrique produite dans les GTA en fonction de la pression :
La production de l’énergie électrique par les groupes turboalternateurs dépend des débits de vapeur, des enthalpies massiques, des températures et des titres massiques en vapeur d’admission de soutirage et d’échappement, dans ce qui suit on vas essayer d’étudier l’impact d’une variation de pression sur la puissance électrique produite par les 3 GTA (groupe turboalternateur) de la centrale thermique .
Le schéma suivant représente les différents entrées et sorties d’une GTA.
Figure 8 : Groupe turboalternateur
Cas 1 : Pression normale (56bars)
Le tableau suivant regroupe les caractéristiques physiques de la vapeur dans les conditions de températures et de pression optimale donné par le constructeur (voir annexe). Les enthalpies sont extraites du diagramme de Mollier (voir annexe) ou à partir du logiciel Steamlab H2O.
Tableau 2: Caractéristiques physiques de la vapeur d’eau dans les conditions optimales:
Admission Soutirage Echappement
Débit en (t/h) 190 100 90
Pression (bar) 56 9.5 0.068
Température (°C) 488 276 38
Titre de la vapeur (%) 1 1 0.88
Enthalpie (kj/kg) 3399.4 3001.49 2283.2
Centrale thermique 33 2007/2008
Admission
Soutirage Echappement

Rapport de Stage
Bilan énergétique :
Cpa Da(Ta – Tref) - Cps Ds(Ts – Tref)- Cpe De(Te – Tref) = W + Q
Avec
W : Energie utile reçue par l’arbre de la turbine ;
Q : Perte mécanique ;
Si on prend Tref = Te
Cpa Da(Ta – Te)- Cps Ds(Ts – Te)= W + Q
On a Q<<W, donc on peut la négliger.
W = Cpa Da(Ta – Te) - Cps Ds(Ts – Te)
W = Da(Ha – He) - Ds(Hs – He)
Le rendement de l’alternateur :
Palt = η × ( Da(Ha – He) - Ds(Hs – He) )
Avec le rendement de l’alternateur η = 0.95
AN : Palt = (1000× 0.95 ÷3600)×(190× (3399.4 – 2283.2) - 100(3001.49 – 2283.2))
Palt = 37 MW
Cas 2 : chute de pression
Pour le calcul de la puissance électrique recueillie au niveau de l’alternateur dans le cas de chute de pression, on doit calculer l’enthalpie réelle à l’échappement, pour le faire on doit tout d’abord calculer les rendements isentropiques dans chaque partie de la turbine.
Les rendements isentropiques de la turbine sont calculés à partir des caractéristiques de la vapeur dans les conditions optimales données par le tableau 1.
Partie HP :
ηis =
Centrale thermique 34 2007/2008

Rapport de Stage
D’après le diagramme de Mollier He is = 2908.51 Kj/Kg
ηis = 0.81
Partie BP :
ηis =
D’après le diagramme de Mollier He is = 2188.6 Kj/Kg
ηis = 0.88
Pour une chute de pression d’un bar :
Les caractéristiques physiques de la vapeur d’eau pour une chute de pression d’un bar sont regroupées dans le tableau suivant :
Tableau 3: Caractéristiques physiques de la vapeur d’eau pour une chute de pression d’un bar:
Admission Soutirage Echappement
Débit en (t/h) 190 100 90
Pression (bar) 55 9.5 0.068
Température (°C) 488 278 38.46
Titre de la vapeur (%) 1 1 0.881
Enthalpie (kj/kg) 3400.6 3005.91 2288.87
Palt = η × ( Da(Ha – He) - Ds(Hs – He) )
Avec le rendement de l’alternateur η = 0.95
Palt = 36.82 MW
Centrale thermique 35 2007/2008

Rapport de Stage
Pour une chute de 2 bars :
Tableau 4 : Caractéristiques physiques de la vapeur d’eau pour une chute de pression de 2 bars:
Admission Soutirage Echappement
Débit en (t/h) 190 100 90
Pression (bar) 54 9.5 0.068
Température (°C) 488 280 38.46
Titre de la vapeur (%) 1 1 0.8841
Enthalpie (kj/kg) 3401.81 3010.15 2291.49
Palt = η × ( Da(Ha – He) - Ds(Hs – He) )
Avec le rendement de l’alternateur η = 0.95
Palt = 36.7 MW
Pour une chute de 3 bars :
Tableau 5 : Caractéristiques physiques de la vapeur d’eau pour une chute de pression de 3 bars:
Admission Soutirage Echappement
Débit en (t/h) 190 100 90
Pression (bar) 53 9.5 0.068
Température (°C) 488 282 38.46
Titre de la vapeur (%) 1 1 0.8852
Enthalpie (kj/kg) 3403.02 3014.45 2294.13
Centrale thermique 36 2007/2008

Rapport de Stage
Palt = η × ( Da(Ha – He) - Ds(Hs – He) )
Avec le rendement de l’alternateur η = 0.95
Palt = 36.59 MW
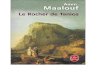
Figure 9 : variation de la puissance électrique en fonction de chute de pression
D’après ce graphe on constate bien que la puissance électrique produite au niveau de la GTA diminue presque linéairement au fur et à mesure que la pression d’admission chute.
II. Etude de la variation de la puissance électrique produite dans les GTA en fonction de débit d’admission :
Pour étudier la variation de la puissance électrique produite dans le groupe turboalternateur en fonction du débit d’admission tout en gardant le débit de soutirage fixe 100 t/h, on va travailler dans le cas normale (P=56bar, T=488), et dans le cas d’une chute de pression de 3bars (P=53bar, T=488).
Le tableau suivant représente la variation du débit en fonction de la puissance électrique produite.
Centrale thermique 37 2007/2008

Rapport de Stage
Tableau 6: Puissance électrique en fonction du débit et de pression d’admission
Admission t/h Echappement t/h Puissance en MW pour 56bars
Puissance en MW pour 53bars
190 90 37 36.59
185 85 35.2 35.13
180 80 33.5 33.66
175 75 32.1 32.2
170 70 30.7 30.74
165 65 29.0 29.27
160 60 27.3 27.81
155 55 25.5 26.35
150 50 23.8 24.88
145 45 22.2 23.42
140 40 20.6 21.96
135 35 19.1 20.5
130 30 17.4 19.03
125 25 16 17.57
120 20 14.2 16.11
Centrale thermique 38 2007/2008

Rapport de Stage
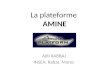
Figure 10 : Variation de la puissance électrique en fonction du débit et de pression d’admission.
Equations de tendances :
Pression 53 bars : P1 = 0.2926 Q - 19.008
Pression 56 bars : P2 =0.3247 Q – 24.7684
P2 –P1= 0.0321 X – 5.7604
P2 –P1 ≤ 0 pour un débit d’admission supérieur à 182 t/h.
P2 –P1 ≥ 0 pour un débit d’admission inférieur à 182 t/h.
Interprétation :
D’après le traçage des résultats on remarque bien que la puissance électrique produite augmente en fonction du débit pour les deux valeurs de pression avec un petit écart entre les deux.
Gain en puissance électrique dans le cas de la réception de la vapeur HP d’IMACID :
Dans certain cas de marche et pour satisfaire les besoins de l’atelier phosphorique en vapeur MP, la centrale thermique à recours de recevoir de la vapeur HP d’IMACID, pour le faire il faut diminuer la pression, dans ce qui suit on va essayer de déterminer le rapport en puissance électrique dans ce cas.
On peut calculer le gain en puissance électrique lors da la réception de la vapeur HP d’IMACID par la relation suivante :
ΔP= P2 (53 bars) – P1 (56 bars)
Centrale thermique 39 2007/2008

Rapport de Stage
P1 : Puissance électrique à un débit de 155 t/h.
P2 : Puissance électrique à un débit de 170 t/h.
Tableau 7 : Réception de 15 t/h de vapeur d’IMACID
Puissances électriques
Débits 56 bras 53 bars
155 25.5 26.35
170 30.7 30.74
Par exemple lors d’une réception d’une quantité de 15 t/h de la vapeur HP d’IMACID on gagne une puissance de l’ordre de 5.24 MW.
III. Etudes de l’impact de la chute de pression sur l’atelier sulfurique :
Pour produire l’acide sulfurique il faut tout d’abord procéder a une combustion du soufre dans des fours appropriés, pour un meilleur rendement de la combustion et pour une quantité de souffre donnée, il faut introduire un débit d’air bien déterminé à l’aide d’une turbosoufflante qui travaille avec la vapeur HP, le débit d’air soufflé dépend de la pression de vapeur, donc une baisse de pression engendre une diminution du débit d’air soufflé donc pour avoir un bon rendement de la combustion il faut diminuer la quantité de souffre introduite dans la chambre de combustion, pour étudier l’impact de cette basse de pression sur l’atelier sulfurique on va calculer les quantités d’acide produites et de vapeur HP, dans le cas de marche normale et dans le cas d’une chute de pression de 3 bars .
Figure 11 : Schéma représentatif de la turbosoufflante
Centrale thermique 40 2007/2008
Echappement Vapeur MP
Admission Vapeur HP
AirAir soufflée

Rapport de Stage
1. Cas 1 : Marche normale :
Dans le cas de marche normale de la turbosoufflante c'est-à-dire dans les conditions de pression et de température suivantes (P = 56bars et T = 488°C), la production de l’acide sulfurique et de la vapeur HP sont les suivants :
Production de l’acide sulfurique 100% :
La production journalière de l’acide sulfurique 100% est de 2650 tonnes par unité.
QH2SO4(100%) = 2650/24
QH2SO4(100%) = 110,4 tonnes/h
Production de l’acide sulfurique 98,5% :
QH2SO4(98,5%) = QH2SO4(100%) × 100/98,5
QH2SO4(98,5%) = 110,4 × 98,5/100
QH2SO4(98,5%) = 112.1 tonnes/h
Production de la vapeur HP:
Une tonne d’acide sulfurique nous permet d’obtenir dans les chaudières de récupération 1,18 tonne de vapeur HP.
Donc le débit de vapeur HP produite par unité est :
Qvap HP = QH2SO4(98,5%) * 1,18
Qvap HP = 112,1 * 1,18
Qvap HP = 132,28 tonnes/h
2. Cas 2 : Marche avec une chute de pression de 3 bars :
Lors d’une chute de pression de l’ordre de 3 bars, le débit d’air comprimé par la turbosoufflante diminue cet pour cette raison qu’on est obligé de diminué la quantité de soufre liquide brulé de 0,4 m3/h.
Débit massique du soufre :
Qm soufre = Qv soufre * 1,79
Qm soufre = 0.716 t/h
Débit massique de l’acide sulfurique :
Qm H2SO4 = Qm soufre *( M(H2SO4)/M(S))* X
Centrale thermique 41 2007/2008

Rapport de Stage
Avec : X = 99,5% rendement de la conversion.
M(H2SO4) = 98 g/mole
M(S) = 32 g/mole
Donc Qm H2SO4 = 2.08 t/h
Débit massique de la vapeur HP :
Qvap HP = Qm H2SO4 * 1,18
Qvap HP = 2.45 t/h
Interprétation :
D’après ces calcules on a trouvé que les quantités produites d’acide sulfurique et de la vapeur HP diminuent succécivement de l’ordre de 2.08 et 2.45 t/h par unité lors d’une chute de pression de 3bars.
IV. Interprétation générale :
D’après cette étude on a pu mettre le point sur l’impact de la réception de la vapeur HP d’IMACID, cette réception a des avantages et des inconvénients sur la centrale thermique :
Avantages :
Satisfaire les besoins des clients de la centrale thermique en vapeur MP ; Gain en puissance électrique produite au niveau du groupe turboalternateur.
Inconvénients :
Diminution de la quantité de vapeur HP produite dans l’atelier sulfurique ; Diminution de la quantité d’acide sulfurique produite dans l’atelier sulfurique.
Donc en gros la réception de la vapeur HP d’IMACID est bénéficière.
Centrale thermique 42 2007/2008

Rapport de Stage
CONCLUSION
Bien qu’il soit de courte duré, ce stage nous a été d’une grande importance,
aussi bien au niveau des connaissances techniques qu’au niveau des relations
professionnelles, ils nous a offert l’occasion d’apprendre à nous servir des
connaissances déjà acquises durant nos études, d’apprécier le travail en équipe et en
fin de chercher l’information là où elle se trouve.
On espère qu’on a pu via ce modeste travail, mettre en valeurs les
connaissances qui nous ont été inculquées durant les quatres années d’étude.
Centrale thermique 43 2007/2008

Rapport de Stage
ANNEXE
Annexe 1 : Diagramme de Mollier
Centrale thermique 44 2007/2008

Rapport de Stage
Fournisseur
Nombre
Machine
ALSTHOM ATLANTIQUE – RATEAU
: 3
: type 3350 ECD 831
Paramètre de marche Garantie OptimumPression Vapeur admission
Température vapeur admission
Pression soutirage
Température soutirage
Pression vapeur échappement
Température vapeur échappement
Débit vapeur admission
Débit vapeur soutirage
Débit vapeur échappement
Vitesse de rotation
Vitesse de déclenchement (survitesse)
1ière Vitesse critique
2ième Vitesse critique
Puissance
55 bars
488°C
9,5 bars
276°C
0,068 bar
38°C
190 t/h
100 t/h
90 t/h
3 000 trs/mn
3 300 trs/mn
1 850 trs/mn
37 000 Kw
55 bars
488°C
9,5 bars
283°C
0,049 bar
32°C
165 t/h
120 t/h
45 t/h
3 000 trs/mn
25 400 Kw
Caractéristique Physique
Nombres d’étages
Nombre de lechettes tournantes DN 450
Nombre de lechettes tournantes DN 650
Nombre de lechettes périphériques
Nombres de directrices
Nombres d’aubes mobiles
Nombres d’arcs d’injection
Diamètre conduite admission
Diamètre conduite soutirage
Dimension échappement vapeur
Dimension coussinets admission
: 8 (HP) + 8 (BP)
: 206
: 68
: 216
: 16
: 2 668
: 4 (HP) + 2 (BP)
: 250
: 500
: 1 460 x 3 830
: Ф 250 lisse
Centrale thermique 45 2007/2008

Rapport de Stage
Dimension coussinets échappement
Butée type
Poids corps supérieur
Poids rotor nu
Poids rotor aubé
Poids ensemble turbine
: Ф 280 lisse
: JJ 15”
: 35 000 Kg
: 11 800 Kg
: 13 567 Kg
: 90 000 Kg
Annexe 2 : caractéristique du GTA
Centrale thermique 46 2007/2008