Embed Size (px)
Citation preview
1
RAPPORT DE PROJET Mission d’amélioration industrielle
Pierre LE BAIL
Année 2010-2011
Romain CHALUMEAU
Tuteur Pédagogique : Mr. DOSSOU Paul-Eric Tuteur Industriel : Mr. PUEL Laurent
2
3
Remerciements
Nous voudrions tout d’abord remercier M. LE BŒUF Etienne directeur du site d’avoir accepté de
nous accueillir au sein de l’entreprise LE BŒUF Horticulture et nous permettre ainsi de pouvoir
conclure notre formation Qualité, Logistique Industrielle et Organisation.
Nous tenons à remercier ensuite M. PUEL Laurent, Responsable Expédition et tuteur industriel de
nous avoir guidés et pour le temps qu’il nous a accordé.
Nous remercions aussi, M. DOSSOU Paul-Eric, intervenant à l’Université de Nantes et tuteur
pédagogique pour ses conseils avisés et son soutien lors de notre seconde partie de stage.
Pour terminer, nous souhaitons remercier le personnel de l’entreprise aussi bien que la direction
pour l’accueil qu’ils nous ont réservé et le temps qu’ils nous ont consacré.
4
Sommaire
Introduction .................................................................................................................... 5
1. Les solutions proposés .................................................................................................. 6
1.1 Le contexte ............................................................................................................. 6
1.2 Projet d’automatisation ............................................................................................. 6
1.2 Réduction de la pénibilité .......................................................................................... 7
2. Projet d’automatisation ............................................................................................... 11
2.1 Les objectifs .......................................................................................................... 11
2.2 La nouvelle organisation du processus ....................................................................... 12
2.3 La nouvelle implantation ......................................................................................... 22
2.4 Le choix du fabricant .............................................................................................. 32
3. Réduction de la pénibilité ............................................................................................. 34
3.1 Recherche des meilleurs prix d’achat ......................................................................... 34

5
Introduction
Durant les trois premières semaines de notre stage au sein de l’entreprise LEBOEUF Horticulture,
nous avons réalisé l’analyse de l’existant, suivi d’un diagnostic. Nous avons finalement réussi à
déterminer une liste d’améliorations à mettre en place et établit un projet.
Cette deuxième partie de stage aura pour principal objectif l’étude du projet d’automatisation du
processus de conditionnement et la rédaction d’un document synthétique permettant à l’entreprise
de posséder l’ensemble des données nécessaire à la réalisation de ce projet. En parallèle, nous
chercherons des prix d’achat attrayant pour les différentes solutions proposés.
6
1. Les solutions proposés
1.1 Le contexte
Du stage :
L’entreprise LEBOEUF Horticulture est un spécialiste de la culture et de la vente de plantes vivaces
en France. Son activité à forte saisonnalité l’oblige à être très productive et efficace durant une très
courte période. Or, l’entreprise n’est pas entièrement satisfaite aujourd’hui et souhaite augmenter
sa productivité et diminuer la pénibilité de ses employés.
C’est dans ce cadre, qu’elle a fait appel à nous, nous avons durant nos trois premières semaines de
stage étudié le processus de conditionnement en détail afin de trouver des solutions.
Du processus étudié :
Situé au cœur de l’entreprise, le pôle conditionnement regroupe les tâches de nettoyage,
chromotage et d’expédition des plantes. C’est le conditionnement qui impose la cadence au sein de
l’entreprise.
Actuellement, les plantes en sortie de récolte arrivent en 3 points : une entrée pour les godets de
8, une pour les godets de 9 et une pour les pots. Ces 3 produits sont traités séparément sur des
tables. Une table a en charge un ou plusieurs clients or, sur un roll en sortie de récolte, on retrouve
des produits pour les différents clients, il y a donc de nombreux mouvements de rolls entre les
tables.
Sur une table les opérateurs mettent en place les chromos issus du picking des chromos et
nettoient les plantes. Ensuite, les barquettes sont positionnées sur les rolls des différents clients.
Cette étape s’appelle le placage, l’opérateur doit trouver le roll du client dans une dizaine de rolls
et positionner les barquettes en fonction des indications de placage.
Enfin, les rolls sont vérifiés, on recompte le nombre de barquettes, puis filmés avant d’être placés
sur les quais et expédiés.
1.2 Projet d’automatisation
Lors de notre analyse, nous avions observé un processus de conditionnement fonctionnant
parfaitement bien. Le souhait de l’entreprise étant de se développer continuellement, Mr. Laurent
PUEL et Etienne LEBOEUF, nous ont demandé d’étudier un projet commun d’automatisation de la
ligne de conditionnement. Ce projet sera notre priorité lors de cette seconde partie de stage.
Ce projet consiste à installer un système de gare de triage au sein du pôle conditionnement: les
plantes sont nettoyées sur des tables sans différenciation des clients. A la fin du conditionnement,
les barquettes sont placées sur un tapis roulant, un système de lecture reconnait la plante à partir
du code barre du chromo et affilie la plante à son client. Un code barre est alors appliqué sur la
barquette. Ce dernier permettra de diriger la barquette vers son roll client par un système
d’aiguillage.
Ce système permettrait tout d’abord de réduire les temps improductifs constatés principalement au
niveau du placage, de la vérification et des changements de lots. Ensuite, supprimer les flux entre
les différentes tables et donc réduire la pénibilité. Enfin, augmenter la productivité de l’entreprise
afin d’atteindre l’objectif de 100 000 plantes par jour en haute saison.
7
1.2 Réduction de la pénibilité
1.2.1 Tapis antifatigue
La nécessité d’un tapis antifatigue
La station debout est de loin la posture de travail la plus contraignante et source de mal de dos ou
de jambes, ce qui conduit à une perte de productivité significative. En effet, Le système
cardiovasculaire de l'homme se fait en priorité par la fonction de pompe du cœur. Mais, afin de
produire un apport de sang suffisant dans les extrémités du corps et les muscles, il faut un
échange continuel entre les muscles actifs et les muscles inactifs (mouvements). Dans notre cas,
les opérateurs travaillent toute la journée avec des mouvements très limités debout devant les
tables de travailles ce qui conduit, à contracter la musculature.
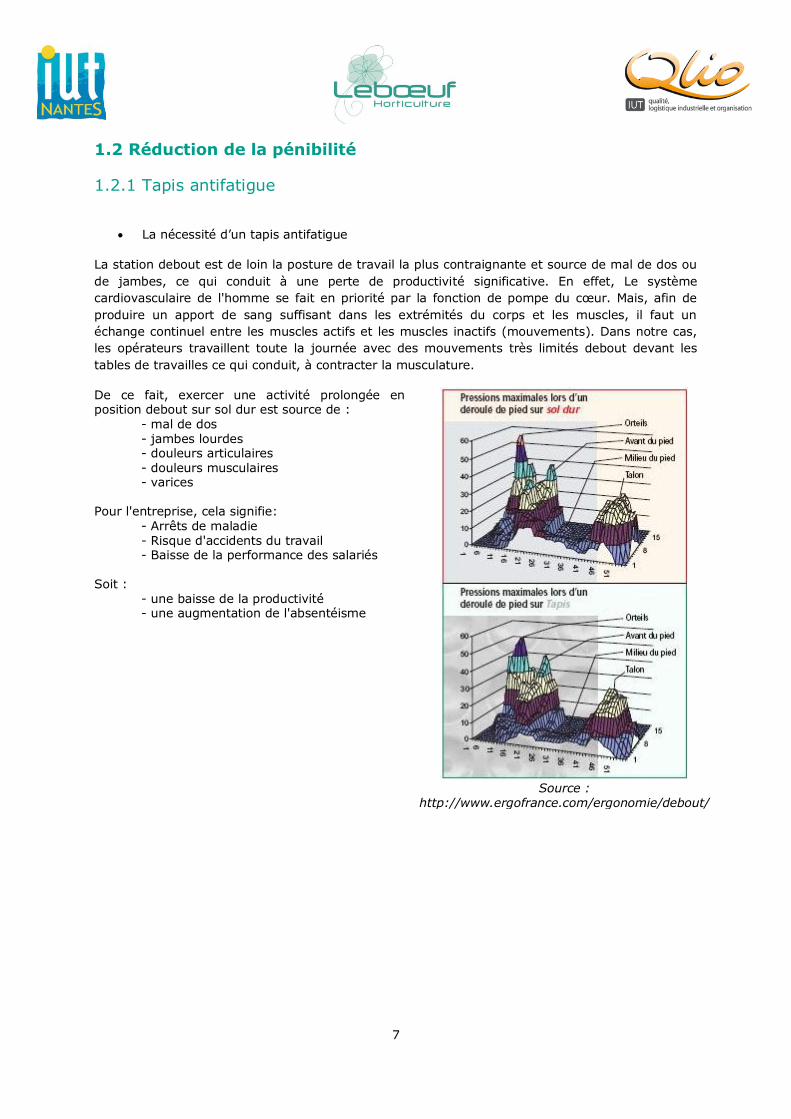
De ce fait, exercer une activité prolongée en position debout sur sol dur est source de :
- mal de dos - jambes lourdes - douleurs articulaires - douleurs musculaires - varices
Pour l'entreprise, cela signifie: - Arrêts de maladie - Risque d'accidents du travail - Baisse de la performance des salariés
Soit : - une baisse de la productivité
- une augmentation de l'absentéisme
Source :
http://www.ergofrance.com/ergonomie/debout/
8
Les caractéristiques d’un tapis antifatigue
L'utilisation d'un tapis antifatigue permet de nettement réduire ces effets nocifs et apporte d’autres
avantages grâce aux qualités suivantes:
- Fonction antifatigue: L'élasticité des tapis antifatigue amortit les pressions sur sol dur
et réduisent nettement la charge corporelle. Ainsi la fatigue et l'inconfort du travail en station
debout sont réduits et les problèmes musculaires atténués.
- Fonction antidérapante: Les chutes de plain-pied, qui selon une étude scientifique
constituent au moins 15% des accidents de travail, sont évités grâce aux tapis dotés d'une surface
antidérapante.
1.2.2 Siège assis-debout
La nécessité de sièges assis-debout
Comme nous l’avons dit auparavant, la posture debout engendre de nombreuses TMS (Troubles
Musculo-Squelettiques) et autres problèmes. Les sièges assis-debout permettraient alors le repos
du dos lors des phases de nettoyage des plantes et de mise en place des chromos.
Or ces étapes occupent la majeure (environ 80%) partie du temps des opérateurs travaillant sur
les tables de conditionnement. L’utilisation des siège assis-debout pourrait donc être très efficace
pour réduire la pénibilité sur ce poste.
Les inconvénients de l’usage de sièges assis-debout
Lors de notre analyse de l’existant, nous avons pu constater que le nombre d’opérateurs à ce poste
pouvait varier selon la charge, variant de 2 à 7. Il faudrait donc équiper les tables de 7 sièges afin
que dans toutes les situations, les opérateurs aient un siège à leur disposition. Or les sièges sont
encombrants et de nombreux sièges seraient inutilisés selon les périodes de l’année. C’est
pourquoi, nous avons décidé de revenir sur notre proposition d’utilisation de siège assis-debout et
proposons donc de mettre en place des tapis antifatigue.
9
1.2.3 Escabeaux
La nécessité d’escabeaux
Lors de notre analyse, nous avions pu constater que les derniers étages des rolls sont difficiles
d’accès pour les opérateurs travaillant au picking des chromos comme au placage. En effet, le pôle
conditionnement est composé d’environ 80% de femmes, la taille moyenne d’une femme en France
est de 163.5 m (source : INSEE) et la hauteur d’un roll est de 1.90m. On comprend donc bien la
difficulté que peuvent rencontrer les opératrices.
Le picking des chromos étant déjà équipé de deux escabeaux, nous proposons donc de mettre à
disposition des escabeaux pour les personnes travaillant au placage.
Les avantages de l’utilisation d’escabeaux
Nous opterions pour des escabeaux pliables à deux marches, afin de facilité leur manutention ainsi
que leur rangement. Ils permettront aux opérateurs d’atteindre sans avoir à se mettre sur la pointe
des pieds, sans se courber et sans utiliser des barquettes comme marche pieds (observé lors de
notre diagnostic) d’atteindre les derniers étages des rolls.
1.2.4 Banderolleuse à roll
La nécessité de Banderolleuse à roll
Lors de notre diagnostic, nous avons pu observer que les rolls étaient filmés manuellement, cette
tâche est donc longue et fatigante. Nous avions donc réfléchi à l’implantation d’une filmeuse
automatique mais il c’est avéré que le pôle conditionnement ne disposait pas de la place suffisante.
Nous nous sommes donc tourné vers la Banderolleuse à roll.
Les avantages de l’utilisation de banderoleuses à roll
Les banderoleuses à roll permettraient d’économiser environ 20 à 30 secondes par roll, nous
sommes actuellement à 60 secondes par roll et la banderoleuse permet de filmer un roll en 30
secondes. De plus, cet outil réduirait la pénibilité de la tâche, l’opérateur ne serait plus obligé de
tourner autour du roll.
Les inconvénients de l’utilisation de banderoleuses à roll
Ayant effectué une commande pour 2 banderoleuses pour des raisons budgétaires, on peut se
poser la question de la disponibilité des banderoleuses. En effet, 3 personnes sont chargées de
filmer les rolls or il y a des rolls bois et des rolls danois, la banderoleuse ne peut traiter que les
rolls danois, nous avons donc jugé que l’achat de 3 banderoleuses auraient été un achat inutile. Le
pourcentage de rolls danois au sein d’un lot est d’environ de 70%, 2 personnes seront donc
chargées de filmer les rolls danois alors que la dernière filmera les rolls bois.
10
1.2.5 Réorganisation du picking des chromos
La nécessité de réorganiser le picking
On a observé un flux contradictoire lors de notre analyse des flux au niveau du picking. Ce flux
engendre donc des pertes de temps, les opérateurs effectuent tout au long de la journée des
déplacements « inutiles ». Nous proposions donc de réorganiser le picking.
Les avantages/inconvénients de la réorganisation du picking
La réorganisation permettrait de gagner du temps et donc de la productivité ainsi que de réduire la
pénibilité. Cependant, réorganiser le picking des chromos à cette période de l’année engendrerait
des pertes de temps, il faudrait que les opérateurs s’habituent au nouveau système alors que
l’entreprise traverse sa pleine saison. De plus, Mr. Laurent PUEL, nous a demandé de réfléchir à un
moyen de « repenser » le picking des chromos afin de l’intégrer dans le projet d’automatisation.
1.2.6 Sensibilisation des opérateurs à la qualité des rolls
La nécessité de sensibiliser les operateurs à la qualité des rolls
Durant notre analyse, nous avions pu observer que de nombreux rolls étaient détériorés ce qui
engendrait pour les opérateurs des difficultés à déplacer les rolls et fatiguant pour le dos. A savoir
qu’un roll danois à vide et avec 4 étagères (cas le plus courant au niveau du conditionnement des
godets) pèse 34,2 kg et que les rolls sont le plus souvent pleins (9 barquettes de environ 2,5 kg
sur 4 étages), un roll danois peut donc pesé environ en moyenne 124,2 kg. Si l’on associe à cela,
une roue bloquée, on comprend bien les difficultés que peuvent rencontrer les opérateurs à
déplacer les rolls et la perte de temps associée.
Nous avions donc proposé de mettre en place une zone de stockage des rolls endommagés ou non
fonctionnels. Il s’avère que cette zone existe déjà, elle est cependant peu utilisée car peu connue.
Durant notre soutenance, il nous a donc été demandé de définir des critères afin de juger de l’état
fonctionnel ou non d’un roll.
Les critères que nous avons retenus sont :
- le roll doit avoir ses 4 roues fonctionnelles
- le roll doit pouvoir tourner sans efforts
Afin de faire connaitre ces critères, nous mettrons en place des affiches au sein du pôle de
conditionnement. Elles seront visuelles et simples de compréhension.
Les avantages de sensibiliser les opérateurs à la qualité des rolls
Le fait de sensibiliser les opérateurs permettrait d’éviter aux rolls non fonctionnels d’être réinjectés
continuellement dans le cycle de production et ainsi supprimer les rolls difficile à manœuvrer et
donc réduire la pénibilité à toutes les phases du processus global (de la récolte à l’expédition).
11
2. Projet d’automatisation
2.1 Les objectifs
Le principal objectif de ce projet est de mener une étude complète et synthétique du système afin
que l’entreprise ait l’ensemble des données nécessaire à la visualisation, la planification et la mise
en place de ce dernier.
Il nous faudra donc tout d’abord, réaliser l’étude du système et relever les contraintes dans le but
de les supprimer. Cependant, il faudra veiller à ne pas en créer de nouvelles. Ensuite, nous devrons
adapter le système de « gare de triage » au système actuellement mis en place. Enfin, nous
calculerons les cadences de production afin de répondre au besoin de l’entreprise qui est
d’augmenter sa productivité de 20%.
12
2.2 La nouvelle organisation du processus
Cette nouvelle organisation du processus, a été réalisée d’après notre analyse des contraintes, des
analyses statistiques de lot passé et par la suite à partir d’un groupe de travail constitué de notre
tuteur, d’opérateurs et de nous même. Ce projet a été suivi et commenté par Mr. Etienne LEBŒUF
directeur de LEBOEUF Horticulture et Mr. Marc DELINEAU, Responsable Production.
2.2.1 Préliminaire
Avant de débuter la présentation de la nouvelle organisation, nous avons souhaité préciser
quelques points. Tout d’abord, les plantes aquatiques possédant un processus de conditionnement
différents, nous n’avons pas pu l’intégrer à notre système, le traitement de ces dernières restent
donc inchangé. Nous avons tout de même mené une étude afin qu’ils puissent avoir une entrée
dans le système.
Ensuite, les clients peuvent demander à recevoir leurs barquettes en sens 2 ou en sens 5, cette
différentiation étant réalisée auparavant au niveau des tables de conditionnement, c’est un point
important à prendre en compte dans notre système car la différentiation client sera réalisée par la
machine dans notre nouvelle organisation.
2.2.2 La récolte
La récolte des plantes au niveau du jardin s’effectue toujours à partir d’une étiquette de récolte, il
n’y a aucun changement pour la récolte des godets de 8. Celle des pots et des godets de 9 sera
massifiée par variété de plantes comme l’est celle des godets de 8 actuellement. On ne mélange
cependant pas sur un roll les pots, les godets de 8 et de 9 (pas récolté dans la même partie du
jardin). Les rolls pleins sont acheminés au pôle conditionnement où ils seront stockés
indifféremment dans la même zone.
Les employés chargés de l’acheminement déposent 2 rolls pleins au conditionnement et repartent
au jardin avec deux rolls vides. Actuellement, le stockage des rolls vides s’effectue dans l’allée de
passage des chariots élévateurs. Pour des raisons de sécurité, cette zone a été déplacée au sein du
pôle conditionnement. Cet aménagement engendre une perte d’espace mais réduit
considérablement les risques de collision hommes/chariots.
Gains du projet : On ne gagne pas de temps au niveau de la récolte, le système est le même pour
tous les types de contenant et donc standardisé. Sur le stockage des rolls vides au sein du pôle
conditionnement, on gagne en sécurité.
13
2.2.3 Le picking des chromos
La récolte étant massifiée et les produits traités indifféremment sur les tables, nous avons choisi de
regrouper le picking des chromos de godets de 8, 9 et des pots dans une zone. Nous avons dans
un premier temps conservé le rangement des chromos sur des rolls. Cependant, nous avons
supprimé les premier et dernier étages de chaque roll afin de faciliter le picking, l’espace occupé
par les allées de picking est plus grand mais le picking plus facile à réaliser.
Au niveau du processus du picking des chromos, les opérateurs devront toujours scanner
l’intégralité des étiquettes de récolte du roll. Ils obtiendront alors : une étiquette par plante, par
marque et par sens (si l’une de ces 3 variantes change, une nouvelle étiquette est imprimée). Avec
ce système, d’après une analyse statistique réalisé sur 2 lots traités dans l’année, on diminue
considérablement le nombre d’étiquettes à imprimer.
Une fois le picking réalisé, les opérateurs placeront leur roll comme auparavant dans une zone de
stockage afin qu’il soit traité.
Cas particulier :
En analysant les GENCOD des chromos, nous avons pu observer, que le produit Perle de Nature en
G8 et La Vie est Belle en Vivace G8 possédait le même GENCOD et même remarque pour La Vie est
Belle en Vivace G9 avec les La vie est Belle en Vivace G8. L’affiliation du client que nous verrons
par la suite étant effectuée en fonction du GENCOD, une étiquette code barre sera alors imprimée
pour chaque barquette afin de venir masquer le GENCOD (solution à court terme). A long terme, il
faut envisager de revoir l’impression des GENCOD afin que chaque produit possède une identité
unique. Une étiquette code barre sera aussi imprimée pour les articles sans chromos afin qu’ils
puissent passer dans la gare de triage.
Oubli d’une barquette au niveau de la récolte, l’opérateur réalisera le picking, il déposera l’étiquette
de récolte de la barquette manquante au niveau du bureau de la personne chargée de s’occuper
des manques et changements de plantes en prenant soin d’écrire sur l’étiquette la quantité
manquante.
Gains du projet : La suppression des premières et dernières étagères des rolls de picking permet
de diminuer la pénibilité de la tâche. Le principe d’une étiquette par plante, marque et par sens
diminue le nombre d’étiquettes à mettre en place sur les barquettes diminue donc la pénibilité et
permet de gagner du temps.
14
2.2.4 Le conditionnement
Le nettoyage/chromotage s’effectue toujours sur le même système, il y a 6 tables de 8 m (5 pour
le conditionnement des godets de 8 Ŕ 9 et une table pour les pots). Un opérateur par table est
chargé de ramener un roll au niveau de sa table et de le vider. Les agents nettoient, mettent en
place les chromos et déposent les barquettes sur le tapis qui se situe derrière eux dans le sens qui
convient (afin d’être lu au niveau de la tête de lecture): les chromos pointant vers le haut pour le
sens 2 et vers la gauche pour le sens 5 si on se situe sur le Schéma de la disposition des tables qui
suit. A savoir que les barquettes seront déposé sur le tapis en « sens 5 » c'est-à-dire parallèle au
tapis.
Les principaux changements au niveau des tables s’effectueront au niveau de l’organisation, les
employés travailleront par trinôme. Un trinôme sera responsable de la préparation d’une variété,
au sein du trinôme, les opérateurs devront se répartir les barquettes et vérifier absolument que le
chromo correspond à la plante à partir de l’étiquette. En effet, une erreur de chromo engendrait
l’envoie d’une mauvaise plante aux clients.
Le tapis au niveau des tables sera relié à une artère commune aux différentes tables qui se
chargera de convoyer les barquettes jusqu'à la tête de lecture puis jusqu'à la gare de triage.
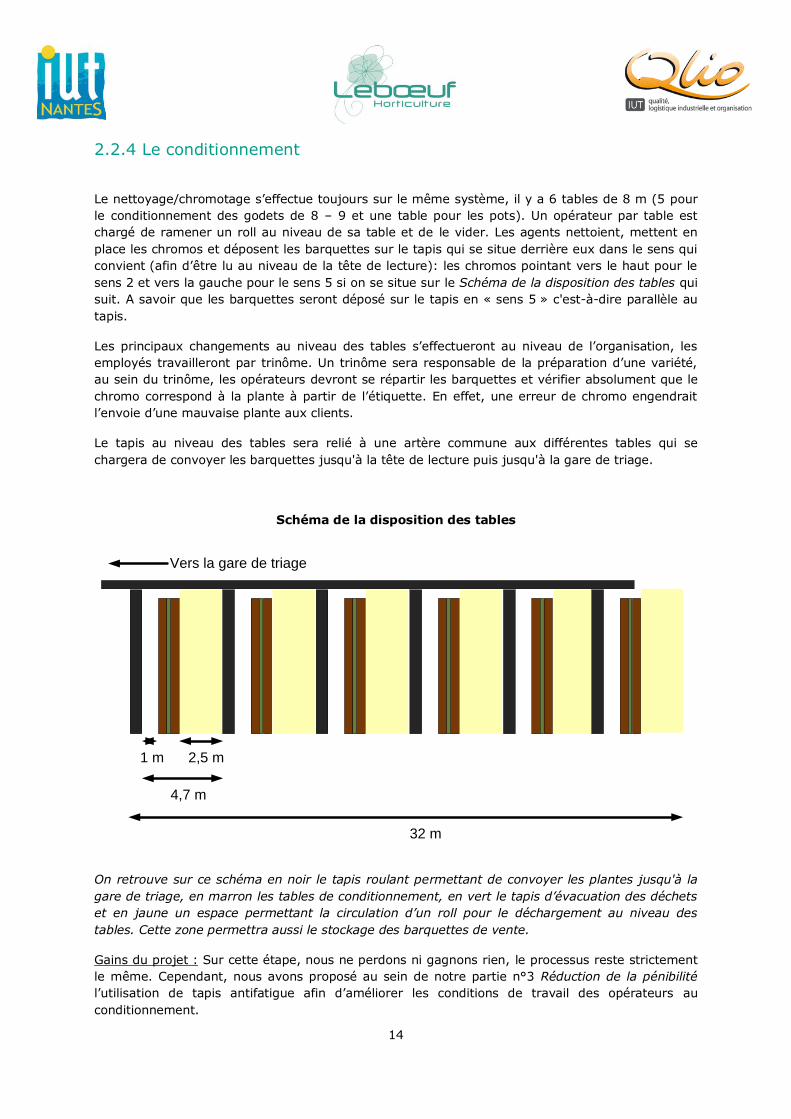
Schéma de la disposition des tables
Vers la gare de triage
4,7 m
2,5 m
32 m
1 m
On retrouve sur ce schéma en noir le tapis roulant permettant de convoyer les plantes jusqu'à la
gare de triage, en marron les tables de conditionnement, en vert le tapis d’évacuation des déchets
et en jaune un espace permettant la circulation d’un roll pour le déchargement au niveau des
tables. Cette zone permettra aussi le stockage des barquettes de vente.
Gains du projet : Sur cette étape, nous ne perdons ni gagnons rien, le processus reste strictement
le même. Cependant, nous avons proposé au sein de notre partie n°3 Réduction de la pénibilité
l’utilisation de tapis antifatigue afin d’améliorer les conditions de travail des opérateurs au
conditionnement.
15
2.2.5 L’affiliation client
Les barquettes chromotées et nettoyées passent alors devant une tête de lecture qui lit le code
barre du chromo. La machine affecte alors les barquettes aux différents clients en fonction des
commandes en leur apposant un code barre qui permettra leur navigation au sein de la gare de
triage. Une seconde étiquette sera collée toujours au niveau de la barquette, elle diffusera les
informations de placage, le numéro de lot, le numéro du client, son nom et le numéro du tapis de
sortie.
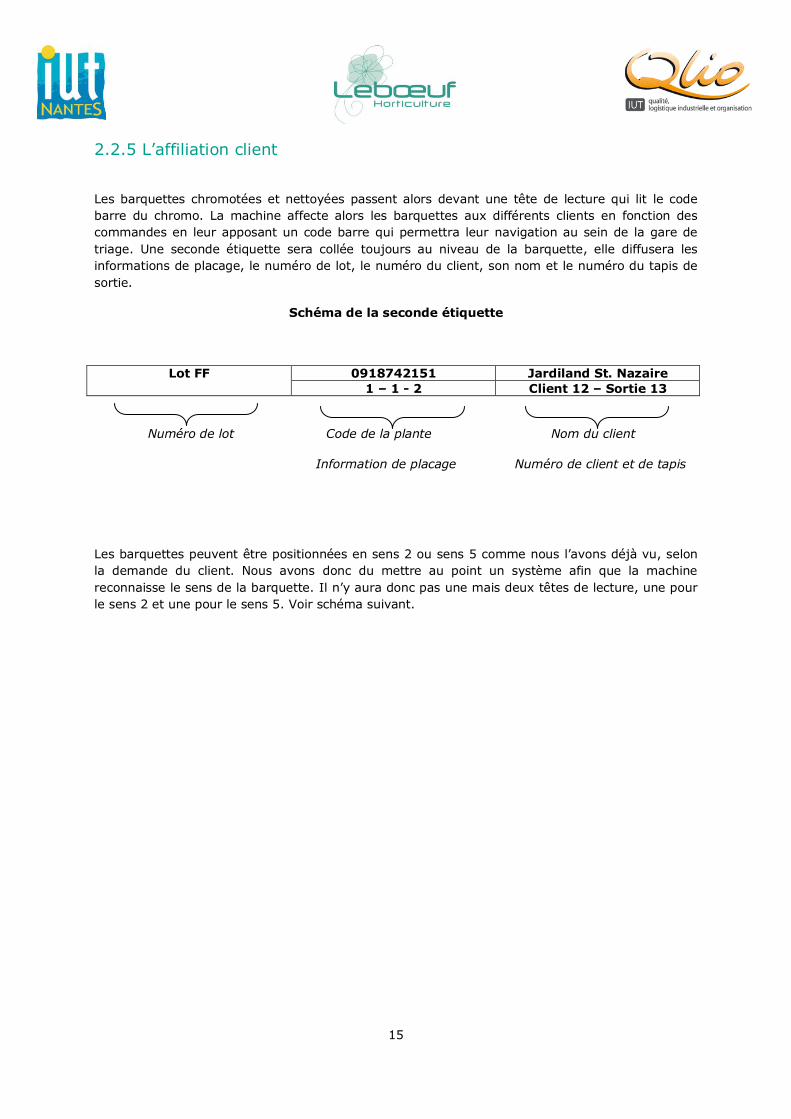
Schéma de la seconde étiquette
Lot FF 0918742151 Jardiland St. Nazaire
1 – 1 - 2 Client 12 – Sortie 13
Numéro de lot Code de la plante Nom du client
Information de placage Numéro de client et de tapis
Les barquettes peuvent être positionnées en sens 2 ou sens 5 comme nous l’avons déjà vu, selon
la demande du client. Nous avons donc du mettre au point un système afin que la machine
reconnaisse le sens de la barquette. Il n’y aura donc pas une mais deux têtes de lecture, une pour
le sens 2 et une pour le sens 5. Voir schéma suivant.
16
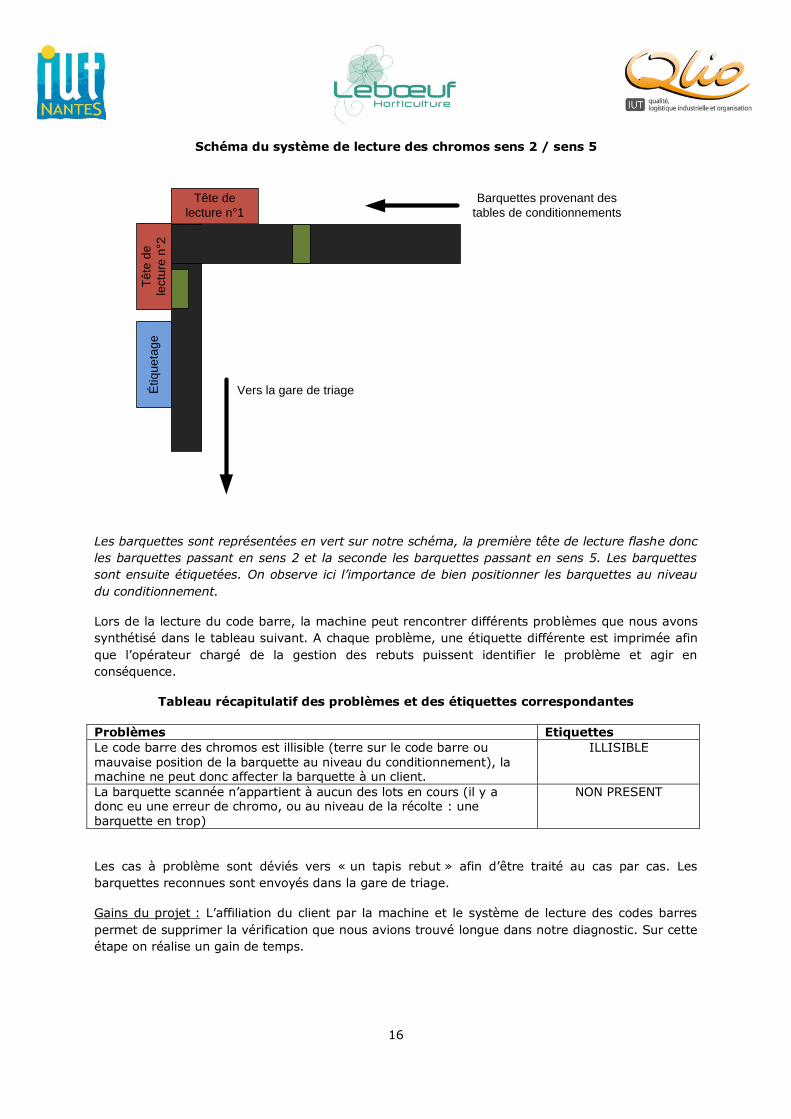
Schéma du système de lecture des chromos sens 2 / sens 5
Tête de
lecture n°1
Tê
te d
e
lectu
re n
°2É
tiq
ue
tag
e
Barquettes provenant des
tables de conditionnements
Vers la gare de triage
Les barquettes sont représentées en vert sur notre schéma, la première tête de lecture flashe donc
les barquettes passant en sens 2 et la seconde les barquettes passant en sens 5. Les barquettes
sont ensuite étiquetées. On observe ici l’importance de bien positionner les barquettes au niveau
du conditionnement.
Lors de la lecture du code barre, la machine peut rencontrer différents problèmes que nous avons
synthétisé dans le tableau suivant. A chaque problème, une étiquette différente est imprimée afin
que l’opérateur chargé de la gestion des rebuts puissent identifier le problème et agir en
conséquence.
Tableau récapitulatif des problèmes et des étiquettes correspondantes
Problèmes Etiquettes
Le code barre des chromos est illisible (terre sur le code barre ou mauvaise position de la barquette au niveau du conditionnement), la machine ne peut donc affecter la barquette à un client.
ILLISIBLE
La barquette scannée n’appartient à aucun des lots en cours (il y a donc eu une erreur de chromo, ou au niveau de la récolte : une barquette en trop)
NON PRESENT
Les cas à problème sont déviés vers « un tapis rebut » afin d’être traité au cas par cas. Les
barquettes reconnues sont envoyés dans la gare de triage.
Gains du projet : L’affiliation du client par la machine et le système de lecture des codes barres
permet de supprimer la vérification que nous avions trouvé longue dans notre diagnostic. Sur cette
étape on réalise un gain de temps.
17
2.2.6 La gestion des rebuts
Un tapis situé directement après le système de lecture redirige les plantes à rebuter afin qu’elles
soient traitées manuellement ou réinjectées dans le système. L’opérateur chargé de la gestion des
rebuts doit alors lire l’étiquette et en fonction du problème et de l’avancement prendre une
décision.
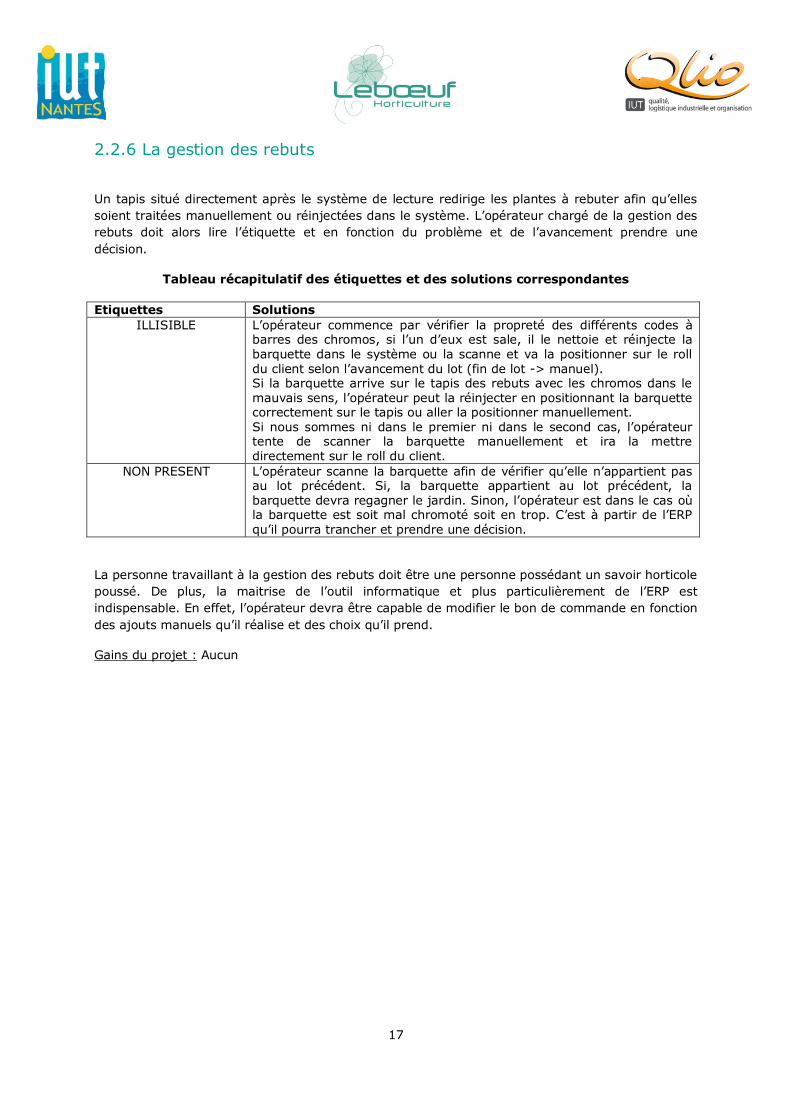
Tableau récapitulatif des étiquettes et des solutions correspondantes
Etiquettes Solutions
ILLISIBLE L’opérateur commence par vérifier la propreté des différents codes à barres des chromos, si l’un d’eux est sale, il le nettoie et réinjecte la barquette dans le système ou la scanne et va la positionner sur le roll du client selon l’avancement du lot (fin de lot -> manuel). Si la barquette arrive sur le tapis des rebuts avec les chromos dans le mauvais sens, l’opérateur peut la réinjecter en positionnant la barquette correctement sur le tapis ou aller la positionner manuellement. Si nous sommes ni dans le premier ni dans le second cas, l’opérateur tente de scanner la barquette manuellement et ira la mettre directement sur le roll du client.
NON PRESENT L’opérateur scanne la barquette afin de vérifier qu’elle n’appartient pas au lot précédent. Si, la barquette appartient au lot précédent, la barquette devra regagner le jardin. Sinon, l’opérateur est dans le cas où la barquette est soit mal chromoté soit en trop. C’est à partir de l’ERP qu’il pourra trancher et prendre une décision.
La personne travaillant à la gestion des rebuts doit être une personne possédant un savoir horticole
poussé. De plus, la maitrise de l’outil informatique et plus particulièrement de l’ERP est
indispensable. En effet, l’opérateur devra être capable de modifier le bon de commande en fonction
des ajouts manuels qu’il réalise et des choix qu’il prend.
Gains du projet : Aucun
18
2.2.7 La gare de triage
Après avoir été identifier par le système de lecture, les barquettes « conformes » entrent dans la
gare de triage. Elle est composée de cinq univers : 2 univers traitant le lot en cours, 2 univers
traitant le lot suivant et un dernier univers étant capable de traité le lot en cours et le lot suivant.
Cette disposition permet de travailler sur un lot, de mettre en place le lot suivant (mise en place
des rolls) et d’enchainer les lots sans transition. Un univers est composé de 24 sorties qui se
résument à 24 convoyeurs à rouleaux devant les quels l’on positionne un roll. Une sortie est donc
réservée pour un roll.
Au niveau du processus, les rolls sont toujours préparés (roll bois/roll danois/nombre d’étagère) de
la même façon. Les personnes responsables de cette opération positionnent les rolls en face des
différentes sorties en fonction d’un plan qui leur a été remis par le bureau. Ce dernier gère la
répartition des clients dans le pôle conditionnement et construit les lots comme auparavant. La
personne au niveau du conditionnement peut effectuer des modifications lorsqu’il observe que les
choix du bureau sont inappropriés.
Après le conditionnement et l’affiliation du client au niveau des têtes de lecture, les barquettes sont
dirigées vers le roll du client par un système de poussoir. Des têtes de lectures seront placées à
différents points stratégiques dans la gare de triage afin d’assurer la fiabilité du système et le suivi
des barquettes. En fin de parcours, les produits viennent alors s’accumuler dans les convoyeurs
rouleaux, lorsque l’un d’entre eux passe le seuil des 3 barquettes un signal lumineux alerte
l’opérateur. Il doit alors placer les barquettes sur le roll en respectant les informations de placage.
Lorsqu’un roll est complet, un autre signal lumineux prévient l’opérateur qu’il peut maintenant
filmer le roll. Si le client n’a commandé qu’un seul roll, le bon de livraison est automatiquement
imprimé ainsi que les documents de transports sur le poste informatique le plus proche de
l’univers. Si le client a commandé plusieurs rolls, l’impression du BL se lancera automatiquement
une fois que l’ensemble des rolls commandés sont complets.
Nous avions envisagé la possibilité d’utilisé une boucle au niveau de l’artère principale, afin que me
pas le système ne sature pas et pour des raisons de sécurité (exemple : un convoyeur à rouleaux
est plein, la barquette fait un tour dans le système avant de rentré dans l’univers et de venir se
positionner sur sa sortie). Cependant, d’après une étude statistique que nous avons réalisée à
partir de l’étude de 2 lots de fabrication, nous avons pu conclure que l’utilisation d’une telle boucle
était inutile, le pourcentage de chance que le système sature étant très mince.
19
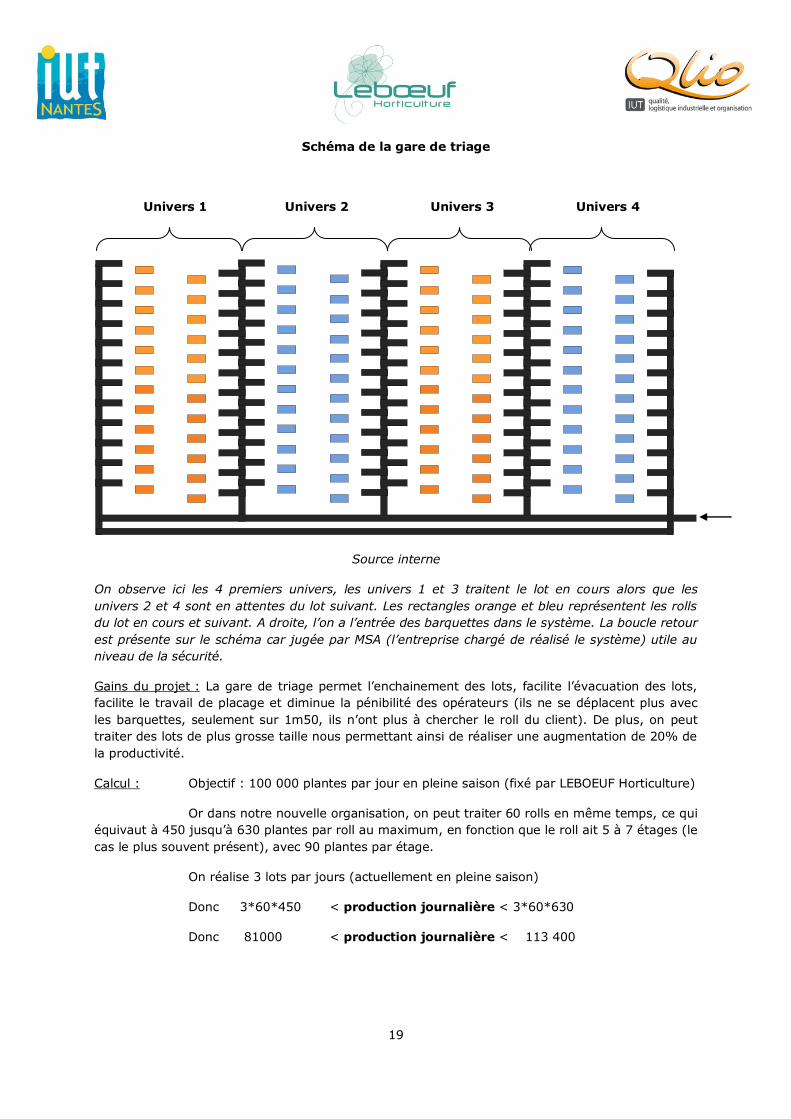
Schéma de la gare de triage
Univers 1 Univers 2 Univers 3 Univers 4
Source interne
On observe ici les 4 premiers univers, les univers 1 et 3 traitent le lot en cours alors que les
univers 2 et 4 sont en attentes du lot suivant. Les rectangles orange et bleu représentent les rolls
du lot en cours et suivant. A droite, l’on a l’entrée des barquettes dans le système. La boucle retour
est présente sur le schéma car jugée par MSA (l’entreprise chargé de réalisé le système) utile au
niveau de la sécurité.
Gains du projet : La gare de triage permet l’enchainement des lots, facilite l’évacuation des lots,
facilite le travail de placage et diminue la pénibilité des opérateurs (ils ne se déplacent plus avec
les barquettes, seulement sur 1m50, ils n’ont plus à chercher le roll du client). De plus, on peut
traiter des lots de plus grosse taille nous permettant ainsi de réaliser une augmentation de 20% de
la productivité.
Calcul : Objectif : 100 000 plantes par jour en pleine saison (fixé par LEBOEUF Horticulture)
Or dans notre nouvelle organisation, on peut traiter 60 rolls en même temps, ce qui
équivaut à 450 jusqu’à 630 plantes par roll au maximum, en fonction que le roll ait 5 à 7 étages (le
cas le plus souvent présent), avec 90 plantes par étage.
On réalise 3 lots par jours (actuellement en pleine saison)
Donc 3*60*450 < production journalière < 3*60*630
Donc 81000 < production journalière < 113 400
20
2.2.8 La fermeture d’un lot
La fermeture d’un lot correspond à l’étape d’impression de l’ensemble des bons de livraisons. Cette
étape permet d’effectuer le changement de lot. Elle s’effectue en 3 parties :
- Il faut tout d’abord attendre que l’ensemble des barquettes du lot ait été conditionné
c’est-à-dire soient passé devant la tête de lecture.
- Ensuite, il faut vérifier les manquants, les comparer aux rebuts et aller positionner
manuellement les barquettes manquantes sur le roll du client. Si une barquette est manquante et
non disponible dans le rebut, il s’agit donc d’un oubli, une personne est alors chargée d’aller
constituer une barquette au jardin afin d’expédier un roll plein au client.
- Enfin, si une plante est manquante et non disponible au rebut et au jardin, il faut modifier
le bon de livraison.
La personne chargée de fermer le lot possède sur un écran un récapitulatif de l’ensemble des
plantes manquantes afin de faciliter cette tâche. Une fois l’ensemble de ces 3 tâches
rigoureusement validées, on peut alors fermer le lot, on imprime alors les bons de livraisons et les
documents de transports au niveau de chaque univers. Les personnes chargées de filmer les rolls
regroupent les rolls danois dans l’allée centrale de l’univers afin qu’un chariot élévateur puisse
venir les évacuer.
Au niveau des tables de conditionnement, les opérateurs ne ressentent plus la fermeture
(actuellement, il y a un temps d’attente), les lots peuvent s’enchainer sans interruption tout au
long de la journée. Les employés retrouvent la notion de lot sur les différentes étiquettes issues du
picking.
Au niveau de la gare de triage, à la fermeture d’un lot, les opérateurs changent d’univers.
Gains du projet : L’impression des documents de transport est simplifiée (certains BL et BT sortent
avant la fin du lot, les plantes manquantes sont récapitulées sur un seul document (actuellement il
faut réaliser l’inventaire du roll pour trouver la plante manquante) et l’on peut effectuer les
modifications au niveau du BL à n’importe quel moment durant l’avancement du lot (actuellement
toute les modifications sont réalisées à la fin). Il y a donc de nombreuses étapes qui sont
simplifiées et des gains de temps.
21
2.2.9 Gestion des cas particuliers
Hellébores, compositions et pots de 5L
Plusieurs produits ne peuvent être intégrés dans la gare de triage pour différentes raisons : les
pots de 5L, les hellébores et les compositions. Nous avons donc réfléchi à un système permettant
de traiter ses produits séparément. Une partie du tapis située après le conditionnement pourra être
inversible afin de convoyer ces produits sur un convoyeur rouleau et donc de traiter ces articles. Ils
seront donc traités sur une table de conditionnement comme les autres produits mais n’iront pas
en direction de la gare de triage mais se stocker sur un convoyeur à rouleaux. La personne chargée
du placage, devra scanner les articles arrivant, les étiqueter et les placer. Cette solution semble la
plus adaptée malgré que son processus soit lourd et long.
Manque une plante au niveau du conditionnement
Actuellement, lorsqu’il manque une plante au niveau du conditionnement, une personne est
chargée à partir de l’étiquette client de se rendre au jardin afin d’en ramener une. Les étiquettes
clients étant amenées à disparaitre, il a fallu trouver une solution. La barquette incomplète est
mise de coté sur un roll qui sera spécialement mis à la disposition des opérateurs au
conditionnement. En fin de lot, l’employé chargé de se rendre au jardin pour compléter les
barquettes scanne un chromo, à partir du code barre, il obtient une zone de récolte et peut alors
aller chercher un godet.
Gains du projet : Malgré les nombreuses contraintes qu’engendrent-les compositions, avec ce
principe, on les traite sans trop de difficulté.
22
2.3 La nouvelle implantation
L’implantation de ce nouveau système a été réalisée petit à petit, le processus compte de
nombreuses contraintes qui nous on amenées à modifier régulièrement l’implantation. Elle a été
réalisée principalement à partir de nos connaissances, notre diagnostic et les idées du groupe de
projet.
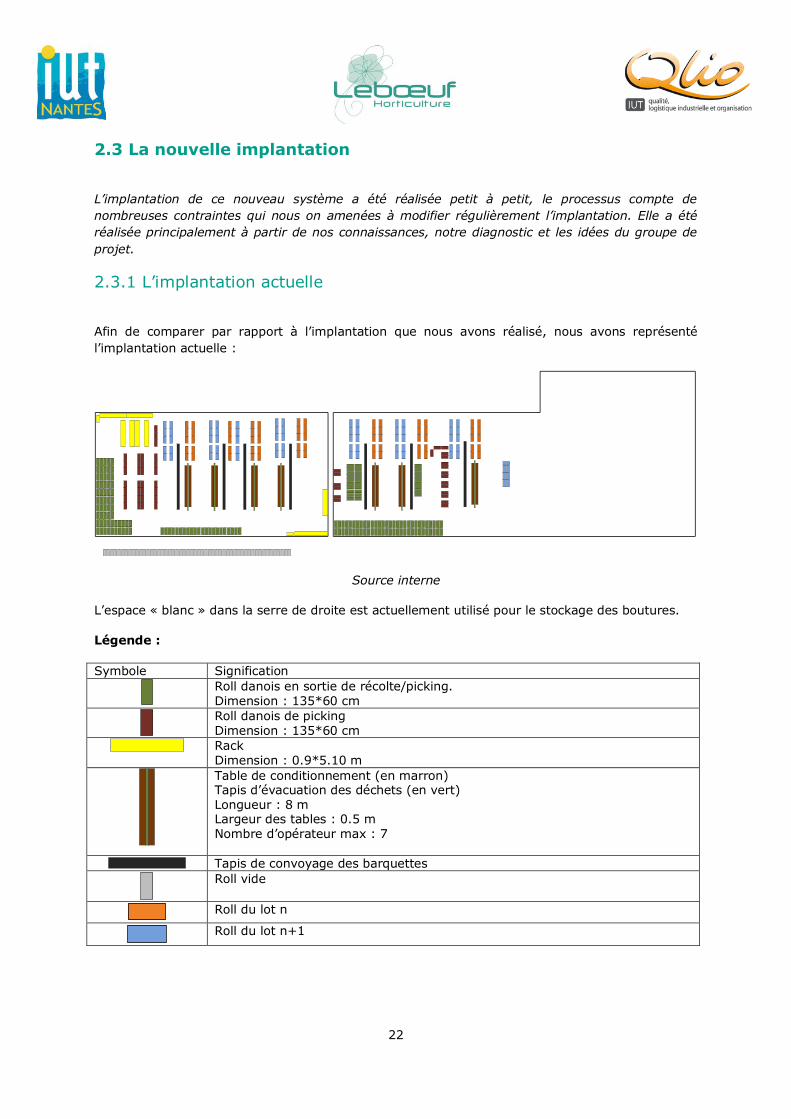
2.3.1 L’implantation actuelle
Afin de comparer par rapport à l’implantation que nous avons réalisé, nous avons représenté
l’implantation actuelle :
Source interne
L’espace « blanc » dans la serre de droite est actuellement utilisé pour le stockage des boutures.
Légende :
Symbole Signification
Roll danois en sortie de récolte/picking. Dimension : 135*60 cm
Roll danois de picking Dimension : 135*60 cm
Rack Dimension : 0.9*5.10 m
Table de conditionnement (en marron) Tapis d’évacuation des déchets (en vert) Longueur : 8 m Largeur des tables : 0.5 m Nombre d’opérateur max : 7
Tapis de convoyage des barquettes
Roll vide
Roll du lot n
Roll du lot n+1
23
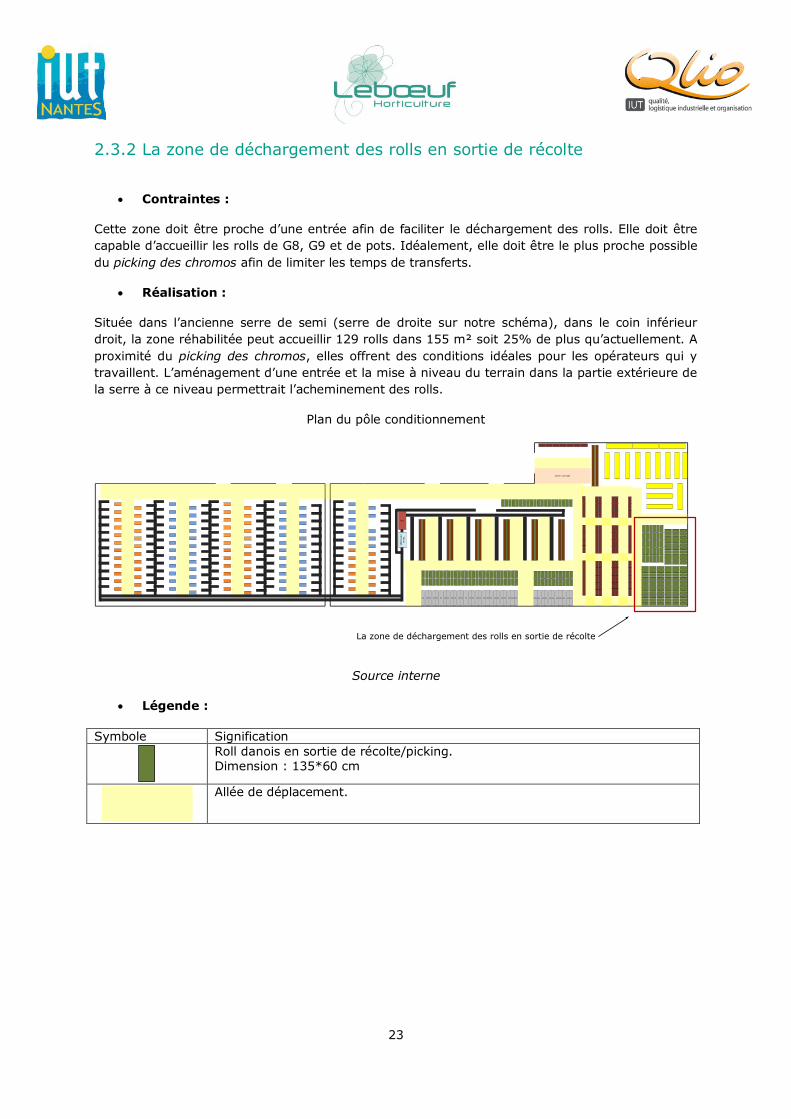
2.3.2 La zone de déchargement des rolls en sortie de récolte
Contraintes :
Cette zone doit être proche d’une entrée afin de faciliter le déchargement des rolls. Elle doit être
capable d’accueillir les rolls de G8, G9 et de pots. Idéalement, elle doit être le plus proche possible
du picking des chromos afin de limiter les temps de transferts.
Réalisation :
Située dans l’ancienne serre de semi (serre de droite sur notre schéma), dans le coin inférieur
droit, la zone réhabilitée peut accueillir 129 rolls dans 155 m² soit 25% de plus qu’actuellement. A
proximité du picking des chromos, elles offrent des conditions idéales pour les opérateurs qui y
travaillent. L’aménagement d’une entrée et la mise à niveau du terrain dans la partie extérieure de
la serre à ce niveau permettrait l’acheminement des rolls.
Plan du pôle conditionnement
Lect.
Tu
nn
el
d’arro
ssage
33 m² = 40 rolls
La zone de déchargement des rolls en sortie de récolte
Source interne
Légende :
Symbole Signification
Roll danois en sortie de récolte/picking. Dimension : 135*60 cm
Allée de déplacement.
24
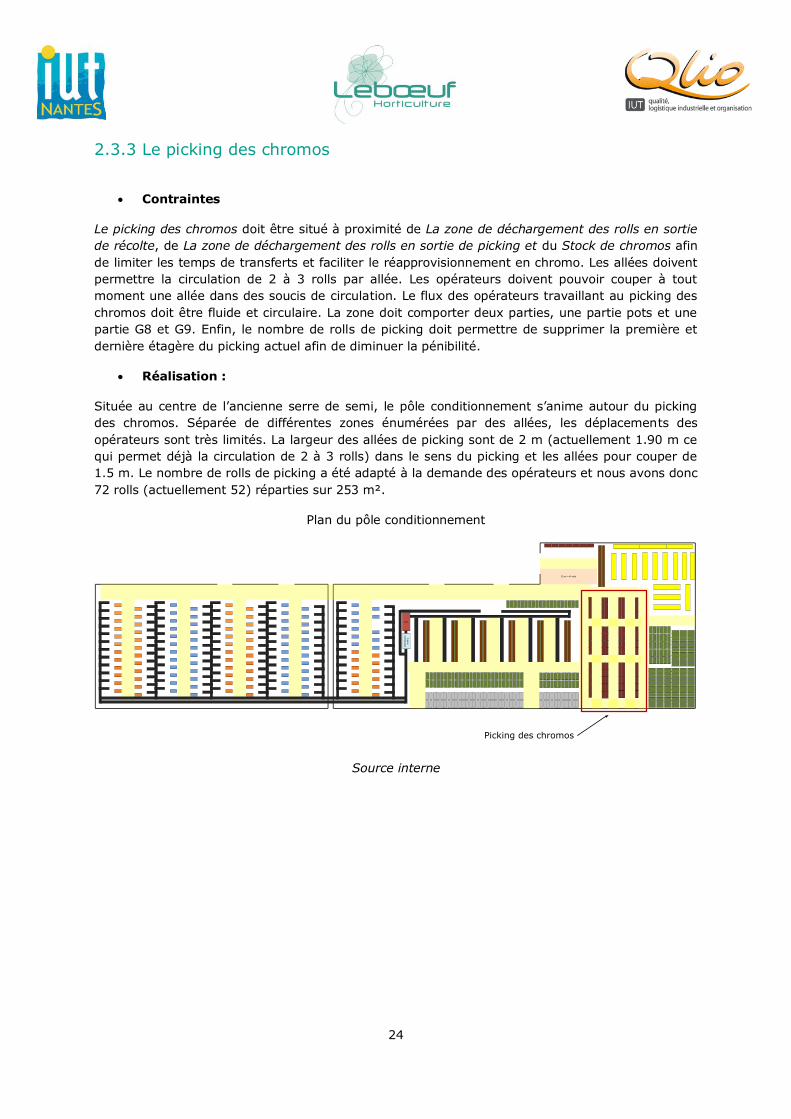
2.3.3 Le picking des chromos
Contraintes
Le picking des chromos doit être situé à proximité de La zone de déchargement des rolls en sortie
de récolte, de La zone de déchargement des rolls en sortie de picking et du Stock de chromos afin
de limiter les temps de transferts et faciliter le réapprovisionnement en chromo. Les allées doivent
permettre la circulation de 2 à 3 rolls par allée. Les opérateurs doivent pouvoir couper à tout
moment une allée dans des soucis de circulation. Le flux des opérateurs travaillant au picking des
chromos doit être fluide et circulaire. La zone doit comporter deux parties, une partie pots et une
partie G8 et G9. Enfin, le nombre de rolls de picking doit permettre de supprimer la première et
dernière étagère du picking actuel afin de diminuer la pénibilité.
Réalisation :
Située au centre de l’ancienne serre de semi, le pôle conditionnement s’anime autour du picking
des chromos. Séparée de différentes zones énumérées par des allées, les déplacements des
opérateurs sont très limités. La largeur des allées de picking sont de 2 m (actuellement 1.90 m ce
qui permet déjà la circulation de 2 à 3 rolls) dans le sens du picking et les allées pour couper de
1.5 m. Le nombre de rolls de picking a été adapté à la demande des opérateurs et nous avons donc
72 rolls (actuellement 52) réparties sur 253 m².
Plan du pôle conditionnement
Lect.
Tu
nn
el
d’arro
ssage
33 m² = 40 rolls
Picking des chromos
Source interne
25
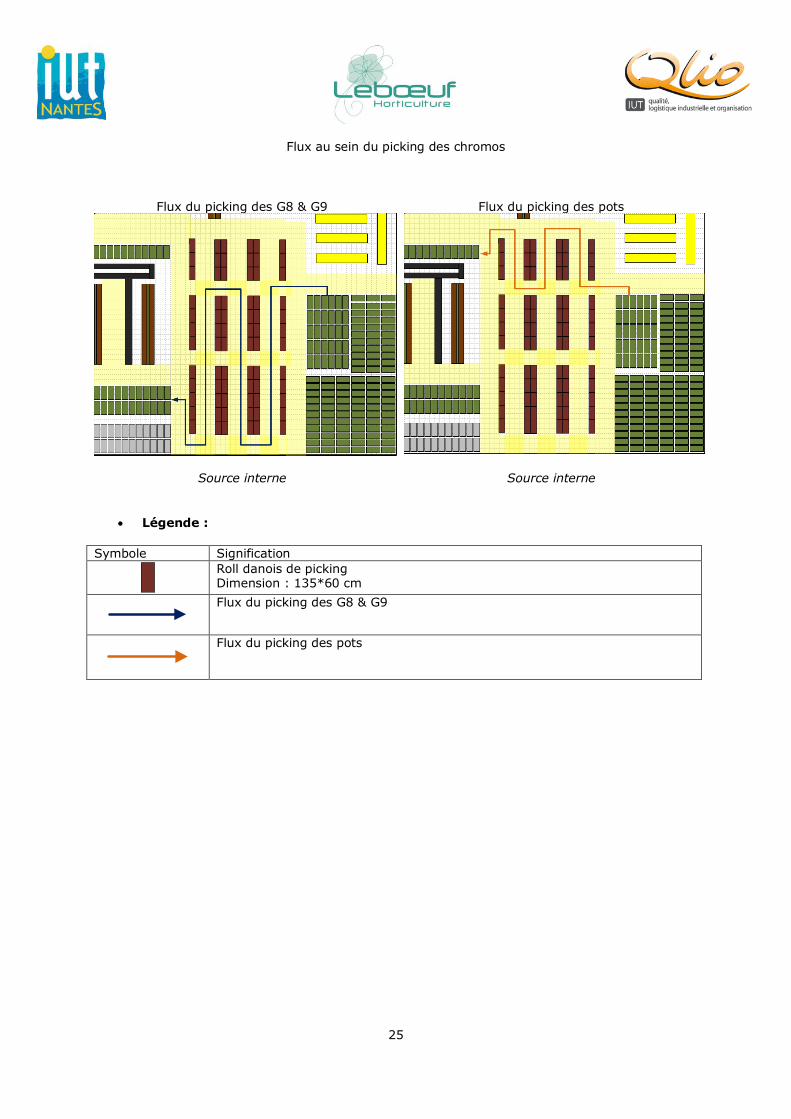
Flux au sein du picking des chromos
Flux du picking des G8 & G9 Flux du picking des pots
Source interne Source interne
Légende :
Symbole Signification
Roll danois de picking Dimension : 135*60 cm
Flux du picking des G8 & G9
Flux du picking des pots
26
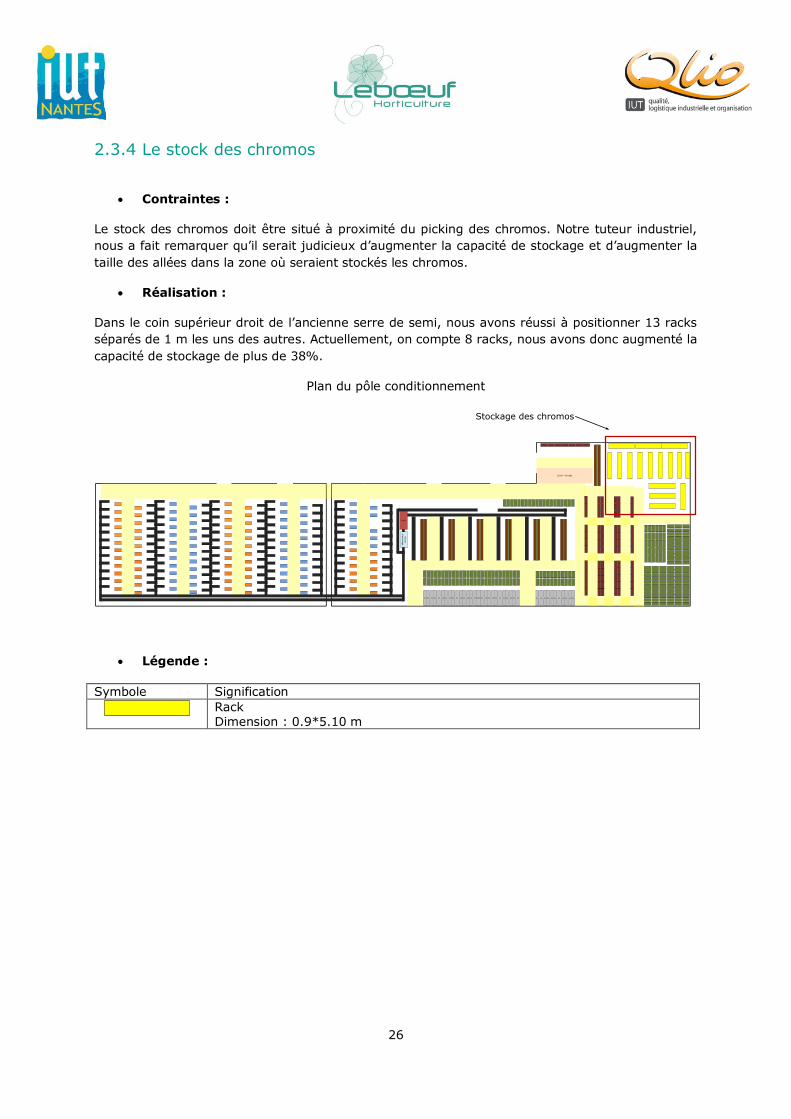
2.3.4 Le stock des chromos
Contraintes :
Le stock des chromos doit être situé à proximité du picking des chromos. Notre tuteur industriel,
nous a fait remarquer qu’il serait judicieux d’augmenter la capacité de stockage et d’augmenter la
taille des allées dans la zone où seraient stockés les chromos.
Réalisation :
Dans le coin supérieur droit de l’ancienne serre de semi, nous avons réussi à positionner 13 racks
séparés de 1 m les uns des autres. Actuellement, on compte 8 racks, nous avons donc augmenté la
capacité de stockage de plus de 38%.
Plan du pôle conditionnement
Lect.
Tu
nn
el
d’arro
ssage
33 m² = 40 rolls
Stockage des chromos
Légende :
Symbole Signification
Rack Dimension : 0.9*5.10 m
27
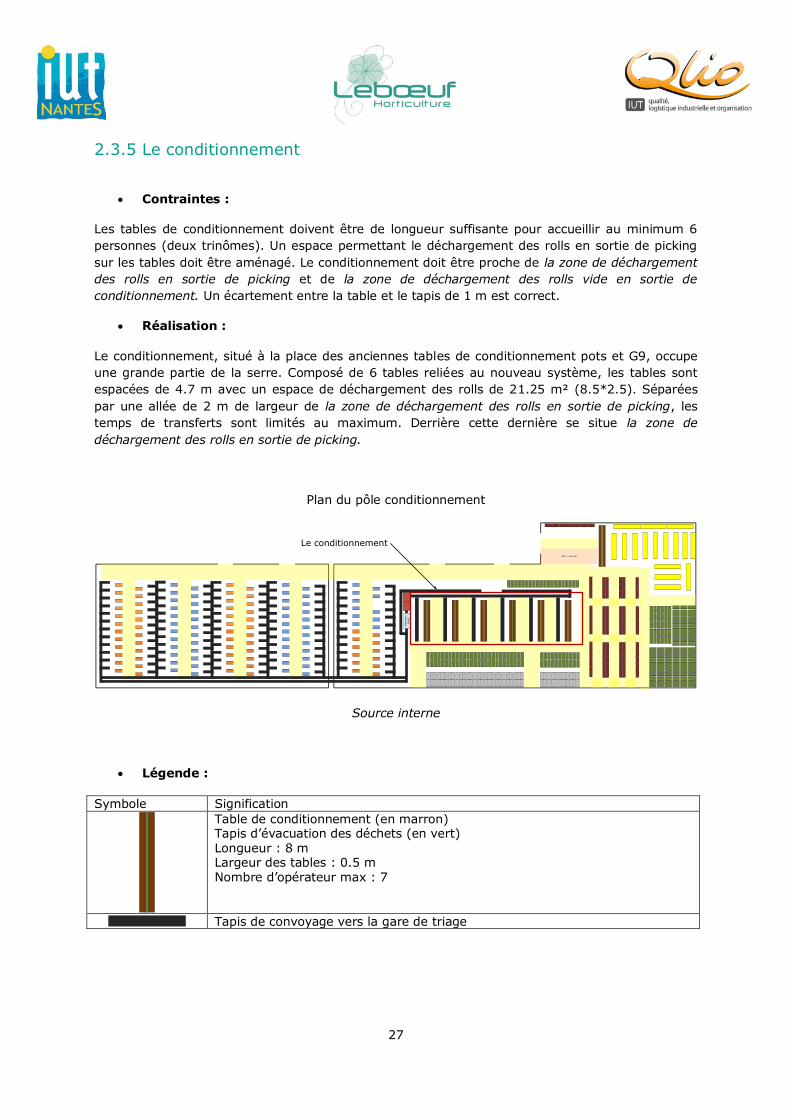
2.3.5 Le conditionnement
Contraintes :
Les tables de conditionnement doivent être de longueur suffisante pour accueillir au minimum 6
personnes (deux trinômes). Un espace permettant le déchargement des rolls en sortie de picking
sur les tables doit être aménagé. Le conditionnement doit être proche de la zone de déchargement
des rolls en sortie de picking et de la zone de déchargement des rolls vide en sortie de
conditionnement. Un écartement entre la table et le tapis de 1 m est correct.
Réalisation :
Le conditionnement, situé à la place des anciennes tables de conditionnement pots et G9, occupe
une grande partie de la serre. Composé de 6 tables reliées au nouveau système, les tables sont
espacées de 4.7 m avec un espace de déchargement des rolls de 21.25 m² (8.5*2.5). Séparées
par une allée de 2 m de largeur de la zone de déchargement des rolls en sortie de picking, les
temps de transferts sont limités au maximum. Derrière cette dernière se situe la zone de
déchargement des rolls en sortie de picking.
Plan du pôle conditionnement
Lect.
Tunnel
d’arro
ssage
33 m² = 40 rolls
Le conditionnement
Source interne
Légende :
Symbole Signification
Table de conditionnement (en marron) Tapis d’évacuation des déchets (en vert) Longueur : 8 m Largeur des tables : 0.5 m Nombre d’opérateur max : 7
Tapis de convoyage vers la gare de triage
28
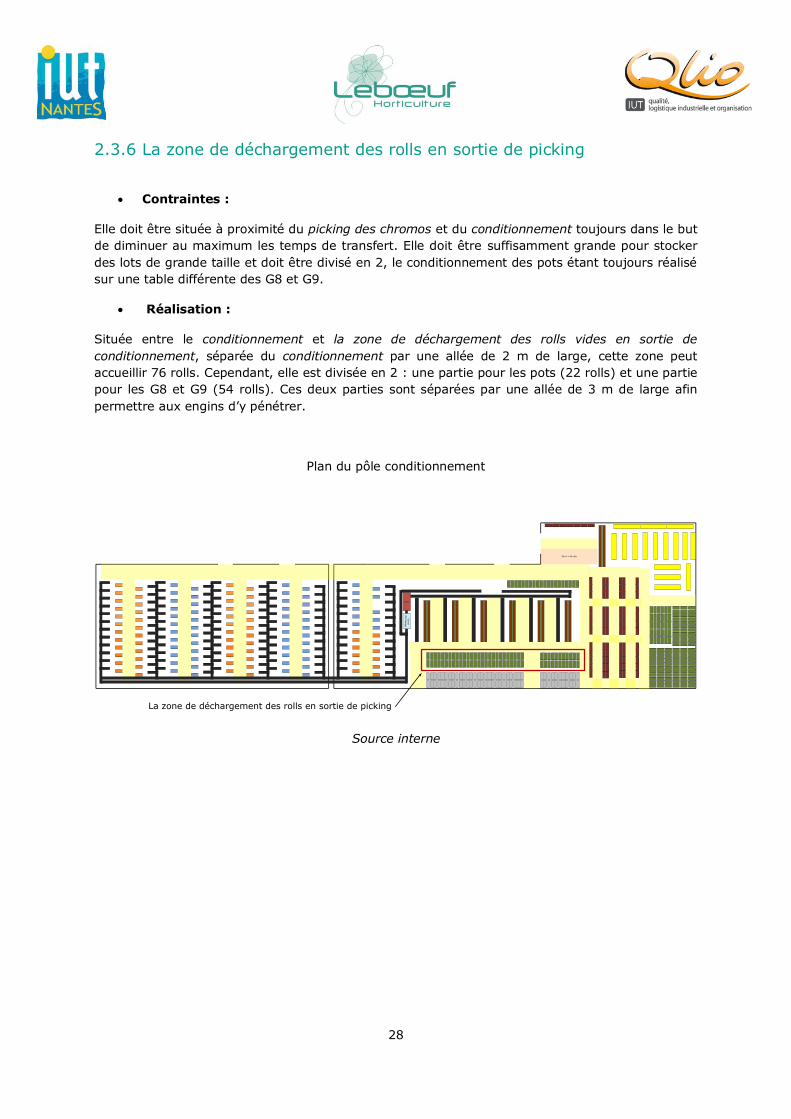
2.3.6 La zone de déchargement des rolls en sortie de picking
Contraintes :
Elle doit être située à proximité du picking des chromos et du conditionnement toujours dans le but
de diminuer au maximum les temps de transfert. Elle doit être suffisamment grande pour stocker
des lots de grande taille et doit être divisé en 2, le conditionnement des pots étant toujours réalisé
sur une table différente des G8 et G9.
Réalisation :
Située entre le conditionnement et la zone de déchargement des rolls vides en sortie de
conditionnement, séparée du conditionnement par une allée de 2 m de large, cette zone peut
accueillir 76 rolls. Cependant, elle est divisée en 2 : une partie pour les pots (22 rolls) et une partie
pour les G8 et G9 (54 rolls). Ces deux parties sont séparées par une allée de 3 m de large afin
permettre aux engins d’y pénétrer.
Plan du pôle conditionnement
Lect.
Tunnel
d’arro
ssage
33 m² = 40 rolls
La zone de déchargement des rolls en sortie de picking
Source interne
29
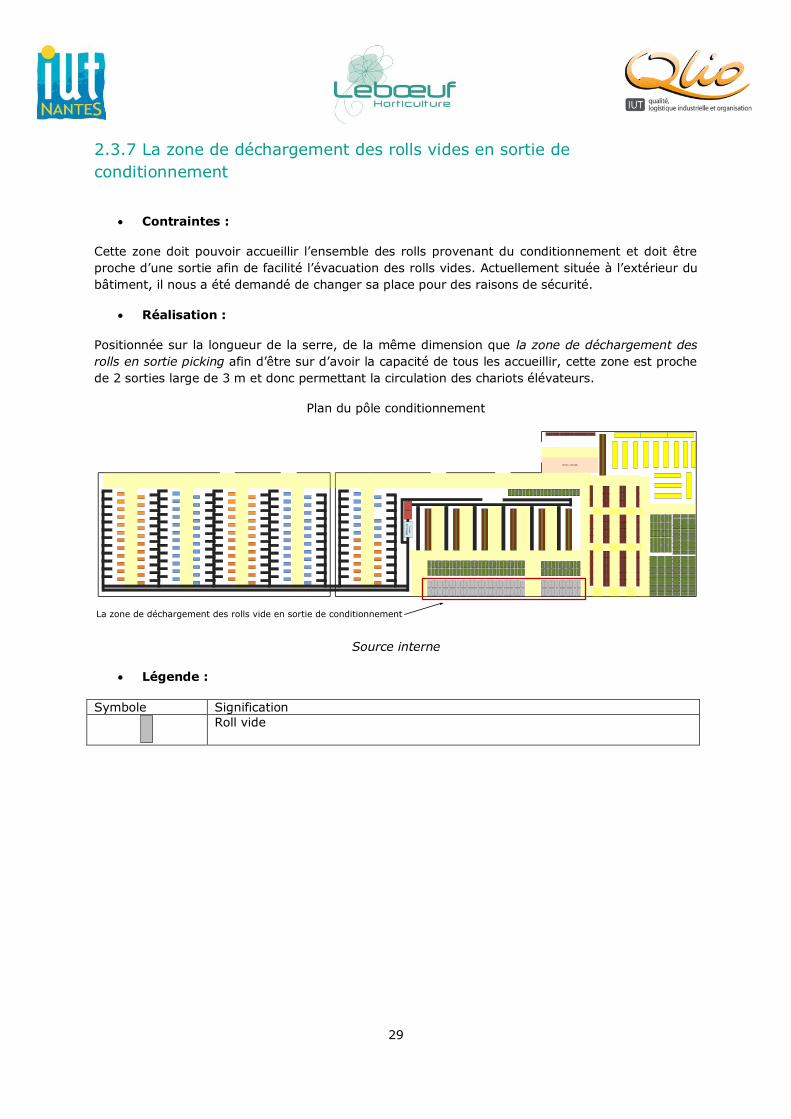
2.3.7 La zone de déchargement des rolls vides en sortie de
conditionnement
Contraintes :
Cette zone doit pouvoir accueillir l’ensemble des rolls provenant du conditionnement et doit être
proche d’une sortie afin de facilité l’évacuation des rolls vides. Actuellement située à l’extérieur du
bâtiment, il nous a été demandé de changer sa place pour des raisons de sécurité.
Réalisation :
Positionnée sur la longueur de la serre, de la même dimension que la zone de déchargement des
rolls en sortie picking afin d’être sur d’avoir la capacité de tous les accueillir, cette zone est proche
de 2 sorties large de 3 m et donc permettant la circulation des chariots élévateurs.
Plan du pôle conditionnement
Lect.
Tu
nn
el
d’arro
ssage
33 m² = 40 rolls
La zone de déchargement des rolls vide en sortie de conditionnement
Source interne
Légende :
Symbole Signification
Roll vide
30
2.3.8 La gare de triage
Contraintes :
La gare de triage doit permettre le traitement de lots supérieurs à 50 rolls afin d’atteindre l’objectif
fixé par l’entreprise (100 000 plantes par jours). De plus, elle a pour but de simplifier le travail des
employés au niveau du placage. Le placage des barquettes au niveau des rolls s’effectue dans les
deux sens, le roll ne peut donc pas être positionné face à un mur et les opérateurs doivent pouvoir
faire le tour du roll. Les allées dans la gare de triage doivent permettre une évacuation par chariot
élévateur. Les rolls doivent être situés le plus proche possible du tapis afin de limiter les
mouvements des opérateurs. Enfin, le changement de lot doit être le plus rapide possible.
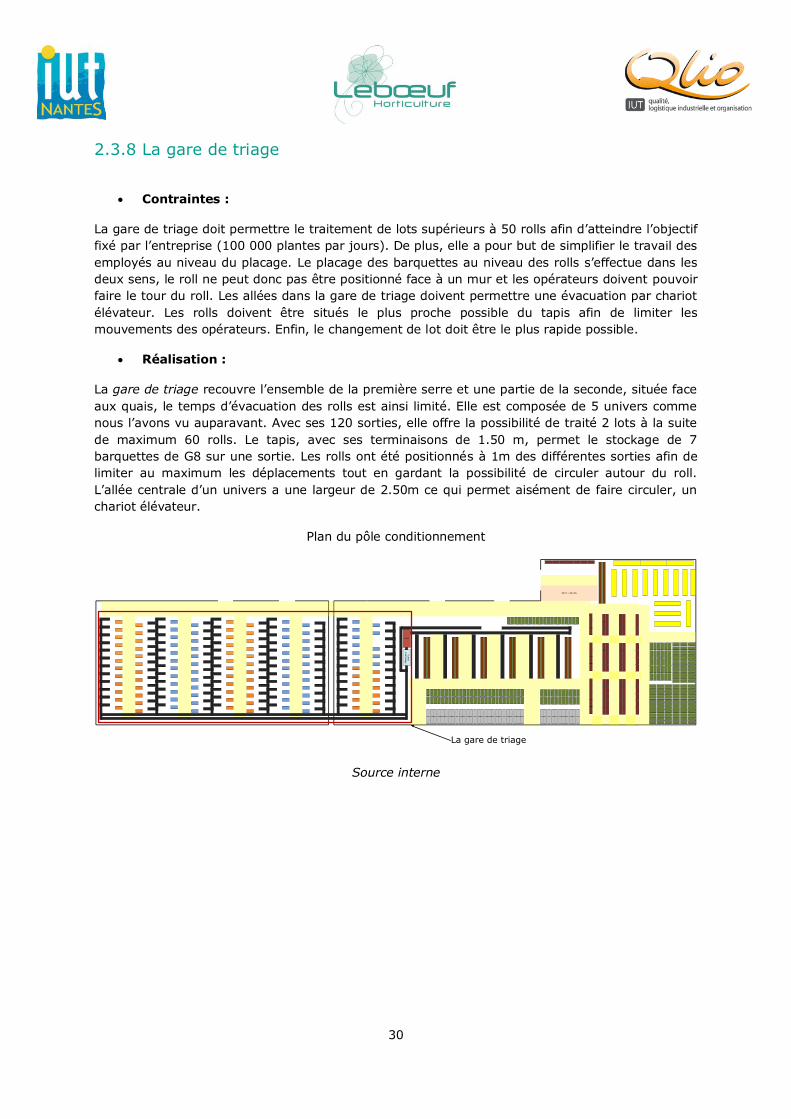
Réalisation :
La gare de triage recouvre l’ensemble de la première serre et une partie de la seconde, située face
aux quais, le temps d’évacuation des rolls est ainsi limité. Elle est composée de 5 univers comme
nous l’avons vu auparavant. Avec ses 120 sorties, elle offre la possibilité de traité 2 lots à la suite
de maximum 60 rolls. Le tapis, avec ses terminaisons de 1.50 m, permet le stockage de 7
barquettes de G8 sur une sortie. Les rolls ont été positionnés à 1m des différentes sorties afin de
limiter au maximum les déplacements tout en gardant la possibilité de circuler autour du roll.
L’allée centrale d’un univers a une largeur de 2.50m ce qui permet aisément de faire circuler, un
chariot élévateur.
Plan du pôle conditionnement
Lect.
Tu
nn
el
d’arro
ssage
33 m² = 40 rolls
La gare de triage
Source interne
31
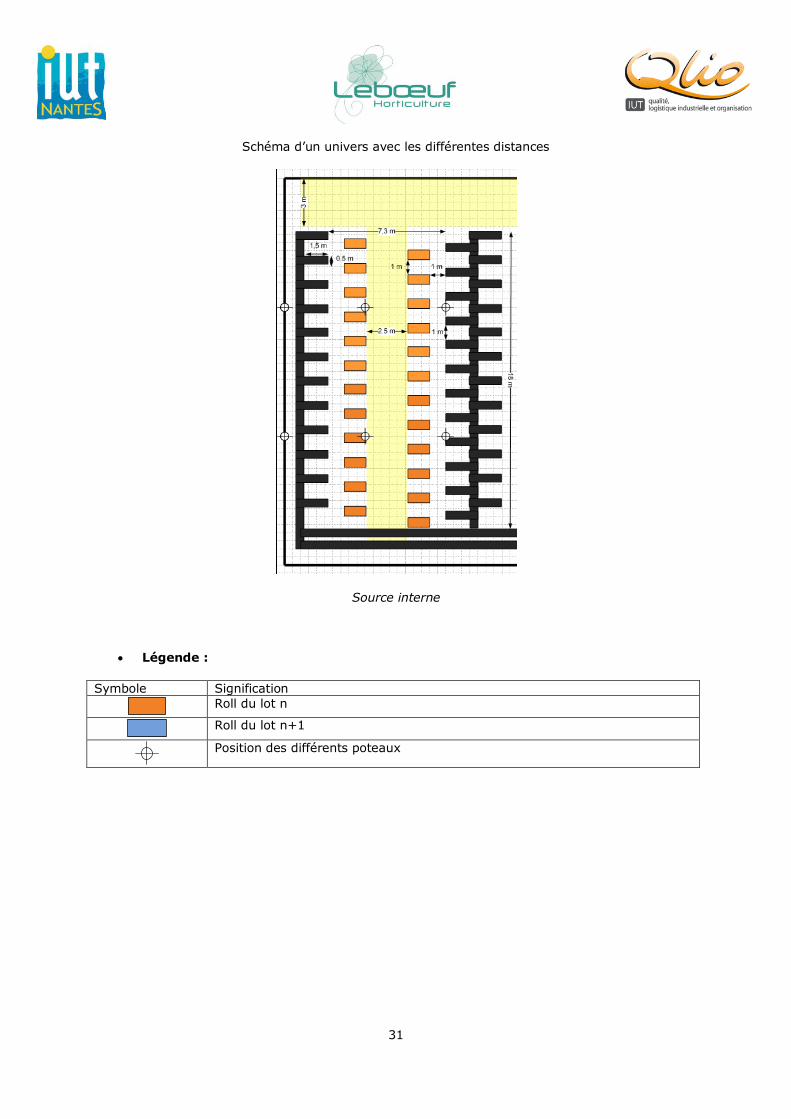
Schéma d’un univers avec les différentes distances
Source interne
Légende :
Symbole Signification
Roll du lot n
Roll du lot n+1
Position des différents poteaux

32
2.4 Le choix du fabricant
2.4.1 Les fabricants
Nous avons tout d’abord commencé par réaliser la liste des fabricants potentiels. Pour ce faire,
nous avons tout d’abord recherché des fabricants ayant auparavant réalisé des systèmes
comparables ou semblables. Nous avons privilégié les fabricants français aux étrangers. Nous
avons obtenu la liste suivante :
ITEKS
Situé à : Montazels (11) Distance : 690 km -> 8h Site : www.iteks.fr
MSA Système
Situé à : Torfou (49) Distance : 8 km -> 10min Site : www.msa-systèmes.fr
Technic Automation
Situé à : Saint Martin de Bellevue (74) Distance : 800 km -> 9h Site : www.technic-automation.fr
AMU
Situé à : Segré (49) Distance : 95 km -> 1h50 Site : www.amu.fr
Ensuite, afin de facilité au maximum les contacts, la maintenance et l’installation dans les plus
brefs délais de la machine, nous avons opté pour la proximité. Ce critère nous a permis d’éliminer
ITEKS situé à 690km de Boussay et Technic Automation.
A ce niveau là, il nous a fallu trancher entre MSA Système et AMU. Or, l’entreprise LEBOEUF
Horticulture a déjà eu une expérience avec MSA Système. Celle-ci ayant été concluante, nous
avons donc opté pour MSA Système.
33
2.4.2 La prise de contact
Yves-Marie PERDRIAU [email protected] 02.41.30.97.14
Nous sommes donc rentrés en contact avec MSA Systèmes. L’entreprise spécialiste a été contactée
par le biais de M. LEBOEUF au cours de la semaine 20 afin d’établir une première réunion qui a eu
lieu au cours de la semaine 21 au cours de laquelle, nous avons pu exposer à M. Yves-Marie
PERDRIAU notre implantation et notre projet dans sa globalité. Il a jugé notre projet réalisable à
première vue mais ne pouvait estimer le coût des installations.
Nous avons préparé une série d’échantillon à sa demande afin qu’ils puissent étudier plus en détail
la façon dont fonctionnerai la tête de lecture et le dimensionnement des tapis.
Nous avons relancé l’entreprise au cours de la semaine 22, il n’avait pas encore eu le temps
d’étudier notre projet.
Au cours de la semaine 23, nous avons été contactés par M. Dos Santos qui est chargé de l’étude
de notre projet chez MSA. Il souhaitait obtenir des précisions sur nos plans.
34
3. Réduction de la pénibilité
3.1 Recherche des meilleurs prix d’achat
3.1.1 Tapis antifatigue
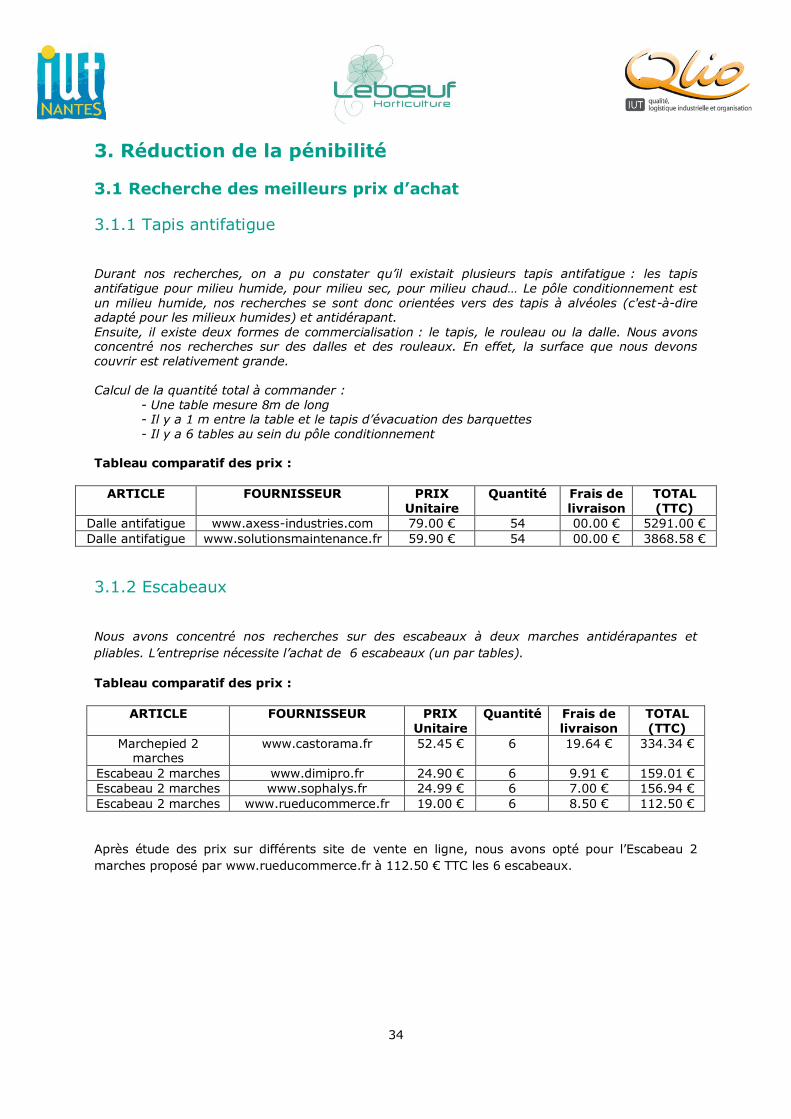
Durant nos recherches, on a pu constater qu’il existait plusieurs tapis antifatigue : les tapis antifatigue pour milieu humide, pour milieu sec, pour milieu chaud… Le pôle conditionnement est un milieu humide, nos recherches se sont donc orientées vers des tapis à alvéoles (c'est-à-dire adapté pour les milieux humides) et antidérapant. Ensuite, il existe deux formes de commercialisation : le tapis, le rouleau ou la dalle. Nous avons concentré nos recherches sur des dalles et des rouleaux. En effet, la surface que nous devons couvrir est relativement grande. Calcul de la quantité total à commander : - Une table mesure 8m de long - Il y a 1 m entre la table et le tapis d’évacuation des barquettes - Il y a 6 tables au sein du pôle conditionnement Tableau comparatif des prix :
ARTICLE FOURNISSEUR PRIX Unitaire
Quantité Frais de livraison
TOTAL (TTC)
Dalle antifatigue www.axess-industries.com 79.00 € 54 00.00 € 5291.00 €
Dalle antifatigue www.solutionsmaintenance.fr 59.90 € 54 00.00 € 3868.58 €
3.1.2 Escabeaux
Nous avons concentré nos recherches sur des escabeaux à deux marches antidérapantes et
pliables. L’entreprise nécessite l’achat de 6 escabeaux (un par tables).
Tableau comparatif des prix :
ARTICLE FOURNISSEUR PRIX Unitaire
Quantité Frais de livraison
TOTAL (TTC)
Marchepied 2 marches
www.castorama.fr 52.45 € 6 19.64 € 334.34 €
Escabeau 2 marches www.dimipro.fr 24.90 € 6 9.91 € 159.01 €
Escabeau 2 marches www.sophalys.fr 24.99 € 6 7.00 € 156.94 €
Escabeau 2 marches www.rueducommerce.fr 19.00 € 6 8.50 € 112.50 €
Après étude des prix sur différents site de vente en ligne, nous avons opté pour l’Escabeau 2
marches proposé par www.rueducommerce.fr à 112.50 € TTC les 6 escabeaux.
35
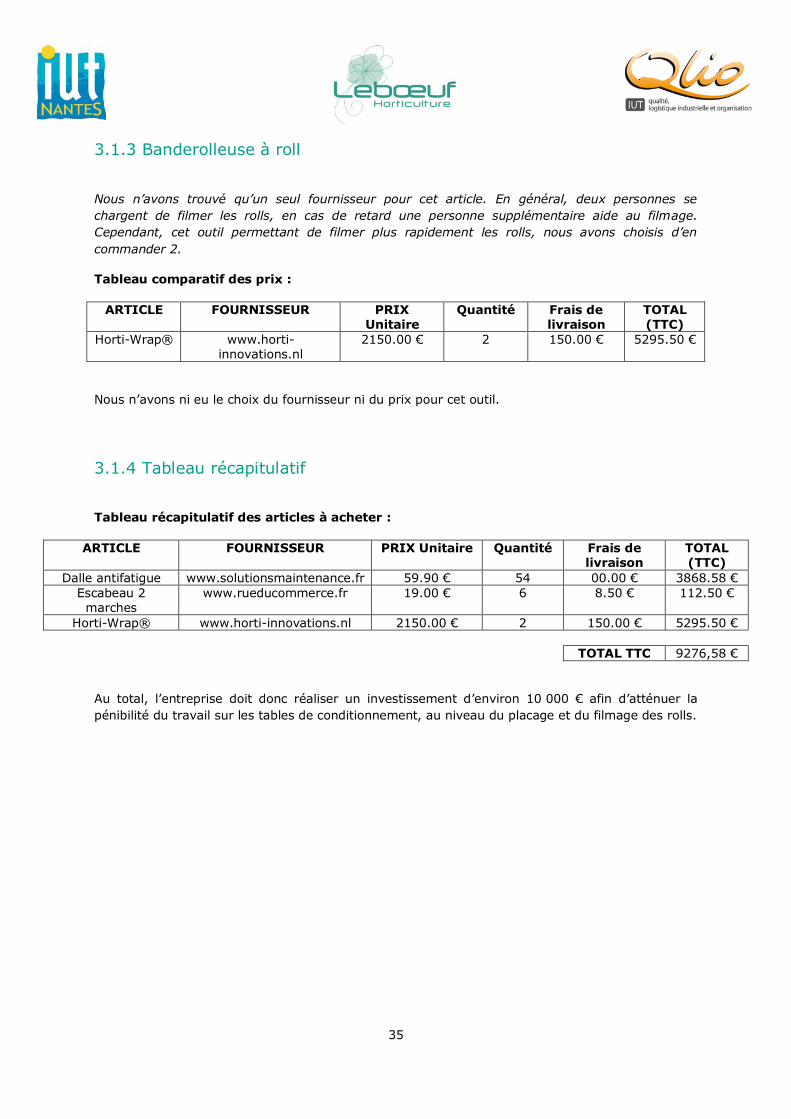
3.1.3 Banderolleuse à roll
Nous n’avons trouvé qu’un seul fournisseur pour cet article. En général, deux personnes se
chargent de filmer les rolls, en cas de retard une personne supplémentaire aide au filmage.
Cependant, cet outil permettant de filmer plus rapidement les rolls, nous avons choisis d’en
commander 2.
Tableau comparatif des prix :
ARTICLE FOURNISSEUR PRIX Unitaire
Quantité Frais de livraison
TOTAL (TTC)
Horti-Wrap® www.horti-innovations.nl
2150.00 € 2 150.00 € 5295.50 €
Nous n’avons ni eu le choix du fournisseur ni du prix pour cet outil.
3.1.4 Tableau récapitulatif
Tableau récapitulatif des articles à acheter :
ARTICLE FOURNISSEUR PRIX Unitaire Quantité Frais de livraison
TOTAL (TTC)
Dalle antifatigue www.solutionsmaintenance.fr 59.90 € 54 00.00 € 3868.58 €
Escabeau 2 marches
www.rueducommerce.fr 19.00 € 6 8.50 € 112.50 €
Horti-Wrap® www.horti-innovations.nl 2150.00 € 2 150.00 € 5295.50 €
TOTAL TTC 9276,58 €
Au total, l’entreprise doit donc réaliser un investissement d’environ 10 000 € afin d’atténuer la
pénibilité du travail sur les tables de conditionnement, au niveau du placage et du filmage des rolls.
36
4. Analyse du travail réalisé
4.1 Notre démarche
4.1.1 Le planning établit lors du diagnostic
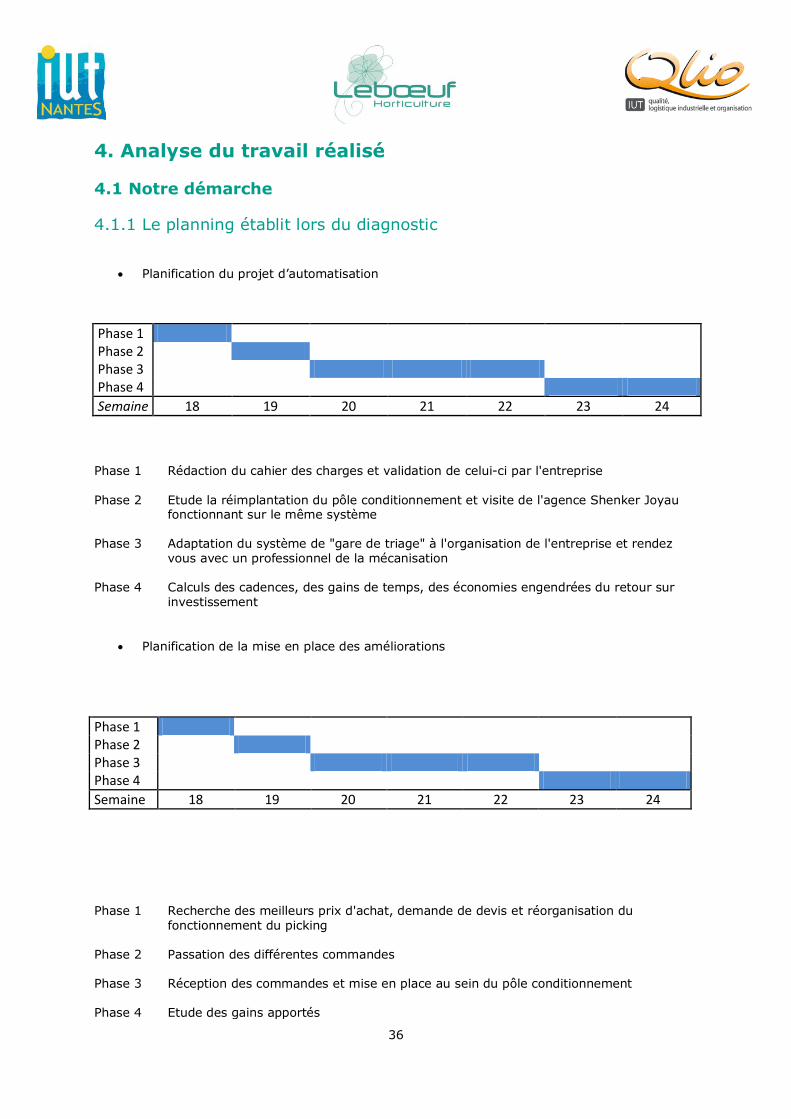
Planification du projet d’automatisation
Phase 1 Phase 2
Phase 3
Phase 4
Semaine 18 19 20 21 22 23 24
Phase 1 Rédaction du cahier des charges et validation de celui-ci par l'entreprise
Phase 2 Etude la réimplantation du pôle conditionnement et visite de l'agence Shenker Joyau
fonctionnant sur le même système
Phase 3 Adaptation du système de "gare de triage" à l'organisation de l'entreprise et rendez vous avec un professionnel de la mécanisation
Phase 4 Calculs des cadences, des gains de temps, des économies engendrées du retour sur investissement
Planification de la mise en place des améliorations
Phase 1 Phase 2
Phase 3
Phase 4
Semaine 18 19 20 21 22 23 24
Phase 1 Recherche des meilleurs prix d'achat, demande de devis et réorganisation du fonctionnement du picking
Phase 2 Passation des différentes commandes
Phase 3 Réception des commandes et mise en place au sein du pôle conditionnement
Phase 4 Etude des gains apportés
37
4.1.2 Le planning réel
A partir des demandes de notre tuteur industriel et des observations du jury lors de notre
soutenance de diagnostic, nous avons du réaménager notre seconde période de stage. Tout
d’abord, notre tuteur souhaitait que l’on se focalise sur le projet d’automatisation, ensuite,
qu’aucun réaménagement ne soit réalisé durant la haute saison soit durant notre période de stage
et enfin que les améliorations proposées puissent être intégrées dans le projet d’automatisation.
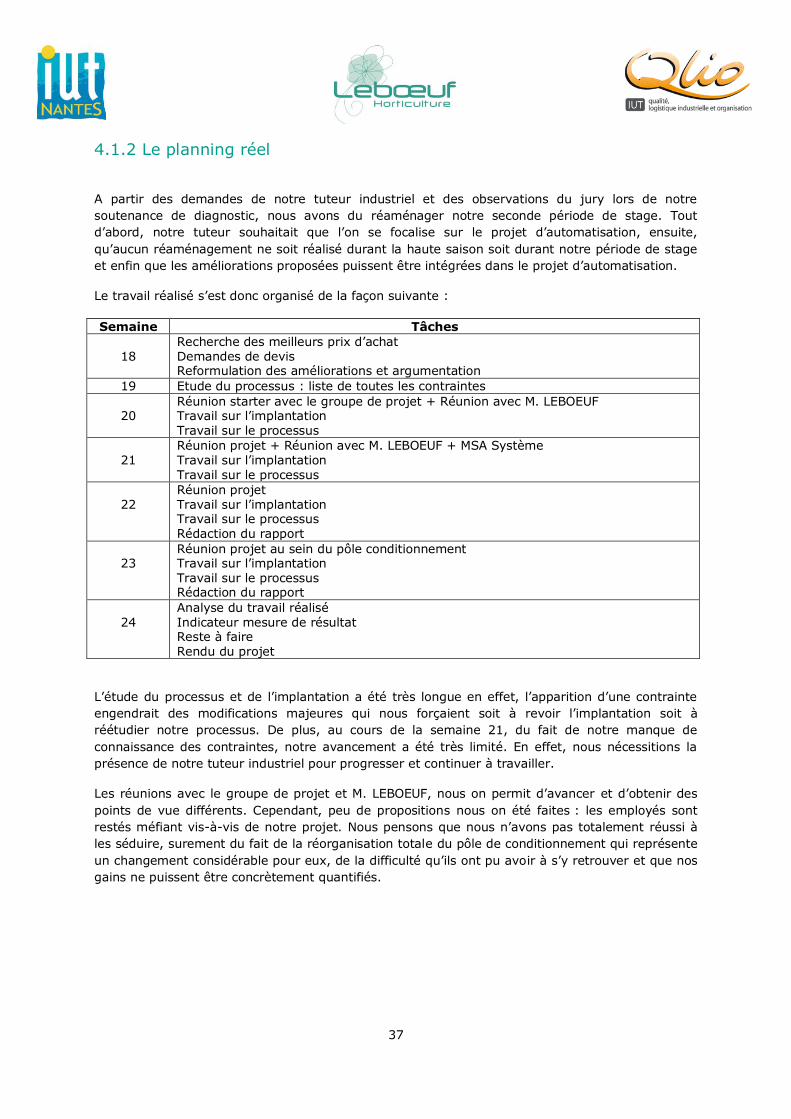
Le travail réalisé s’est donc organisé de la façon suivante :
Semaine Tâches
18
Recherche des meilleurs prix d’achat Demandes de devis Reformulation des améliorations et argumentation
19 Etude du processus : liste de toutes les contraintes
20
Réunion starter avec le groupe de projet + Réunion avec M. LEBOEUF Travail sur l’implantation Travail sur le processus
21
Réunion projet + Réunion avec M. LEBOEUF + MSA Système Travail sur l’implantation Travail sur le processus
22
Réunion projet Travail sur l’implantation Travail sur le processus Rédaction du rapport
23
Réunion projet au sein du pôle conditionnement Travail sur l’implantation Travail sur le processus Rédaction du rapport
24
Analyse du travail réalisé Indicateur mesure de résultat Reste à faire Rendu du projet
L’étude du processus et de l’implantation a été très longue en effet, l’apparition d’une contrainte
engendrait des modifications majeures qui nous forçaient soit à revoir l’implantation soit à
réétudier notre processus. De plus, au cours de la semaine 21, du fait de notre manque de
connaissance des contraintes, notre avancement a été très limité. En effet, nous nécessitions la
présence de notre tuteur industriel pour progresser et continuer à travailler.
Les réunions avec le groupe de projet et M. LEBOEUF, nous on permit d’avancer et d’obtenir des
points de vue différents. Cependant, peu de propositions nous on été faites : les employés sont
restés méfiant vis-à-vis de notre projet. Nous pensons que nous n’avons pas totalement réussi à
les séduire, surement du fait de la réorganisation totale du pôle de conditionnement qui représente
un changement considérable pour eux, de la difficulté qu’ils ont pu avoir à s’y retrouver et que nos
gains ne puissent être concrètement quantifiés.
38
4.2 Indicateur mesure de résultat
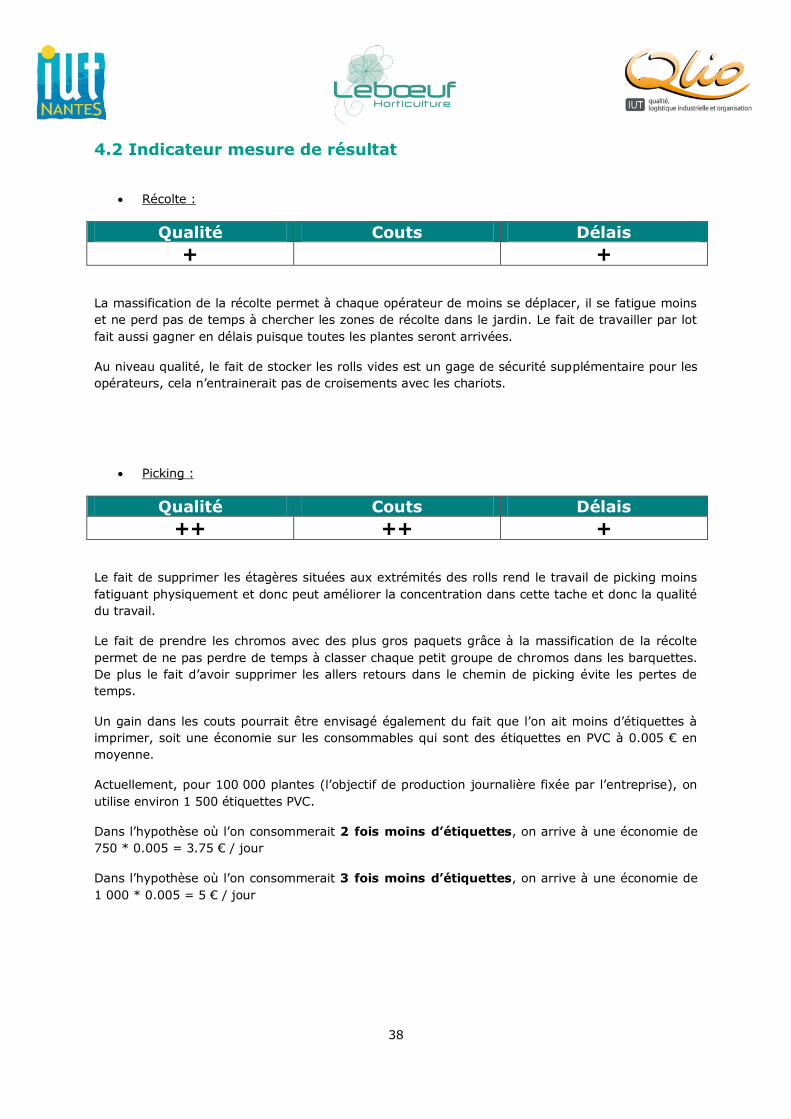
Récolte :
Qualité Couts Délais
+ +
La massification de la récolte permet à chaque opérateur de moins se déplacer, il se fatigue moins
et ne perd pas de temps à chercher les zones de récolte dans le jardin. Le fait de travailler par lot
fait aussi gagner en délais puisque toutes les plantes seront arrivées.
Au niveau qualité, le fait de stocker les rolls vides est un gage de sécurité supplémentaire pour les
opérateurs, cela n’entrainerait pas de croisements avec les chariots.
Picking :
Qualité Couts Délais
++ ++ +
Le fait de supprimer les étagères situées aux extrémités des rolls rend le travail de picking moins
fatiguant physiquement et donc peut améliorer la concentration dans cette tache et donc la qualité
du travail.
Le fait de prendre les chromos avec des plus gros paquets grâce à la massification de la récolte
permet de ne pas perdre de temps à classer chaque petit groupe de chromos dans les barquettes.
De plus le fait d’avoir supprimer les allers retours dans le chemin de picking évite les pertes de
temps.
Un gain dans les couts pourrait être envisagé également du fait que l’on ait moins d’étiquettes à
imprimer, soit une économie sur les consommables qui sont des étiquettes en PVC à 0.005 € en
moyenne.
Actuellement, pour 100 000 plantes (l’objectif de production journalière fixée par l’entreprise), on
utilise environ 1 500 étiquettes PVC.
Dans l’hypothèse où l’on consommerait 2 fois moins d’étiquettes, on arrive à une économie de
750 * 0.005 = 3.75 € / jour
Dans l’hypothèse où l’on consommerait 3 fois moins d’étiquettes, on arrive à une économie de
1 000 * 0.005 = 5 € / jour
39
Conditionnement :
Qualité Couts Délais
++
Sur cette étape, les gains de type « délais » sont ressentis du fait qu’il y aura moins de circulation
de rolls entre les tables, de plus cela permet une meilleure fluidité à l’intérieur du hall. Avec un
calcul de déplacement d’un roll sur les 4 tables (soit 47 mètres) à 4 km/h soit 1.11 m/s, on trouve
un résultat de 50 secondes de gagnées par roll.
Affiliation du client :
Qualité Couts Délais
- ++
Cette étape étant entièrement automatisée, on y gagne beaucoup de temps. Elle remplace la phase
actuelle de vérification très longue car faite manuellement (la vérification dure environ 30 minutes
actuellement).
Au niveau des couts, cette phase devrait entrainer des dépenses de consommables plus élevées du
fait de l’impression de plusieurs étiquettes
2 étiquettes adhésives pour chaque barquette (une pour le code barre, l’autre pour le placage),
on cherche à faire 10 000 barquettes par jour, on doit sortir environ 20 000 étiquettes
quotidiennement, à un prix moyen de 0.004€
budget étiquettes = 20 000 * 0.004 = 80 € / jour
Gestion des rebuts / Non-conformité :
Qualité Couts Délais
- -
Ici, ce sont des couts supplémentaires qui seront engendrés par cette étape puisqu’il y aura un
opérateur dédié exclusivement à cette tache. De plus il faudra équiper ce poste en informatique
avec un ordinateur et une douchette pour lire les codes à barres.
En terme de délais, on risque de constater plus de pertes de temps qu’auparavant puisqu’il s’agira
d’identifier toutes les barquettes en rebuts et de retrouver où elles sont censées être.
40
La gare de triage :
Qualité Couts Délais
++ + +
Au niveau qualité, ce système est une aide précieuse en terme de pénibilité du travail car grâce à
lui, les opérateurs dédiés au placage des barquettes font moins de trajets avec les mains pleines et
donc travaillent mieux et plus longtemps.
Au niveau des couts, on a vu que le nouveau système permettait de pouvoir réaliser une offre plus
grande au niveau des expéditions lors de la pleine saison (objectif de 100 000 plantes
conditionnées par jour). Cette productivité devrait entrainer une capacité de vente plus grande et
donc un chiffre d’affaire que l’on peut espérer en hausse.
En terme de délais, l’opérateur du placage ne passe pas de temps à chercher son roll pour poser
ses barquettes, cela enlève également du stress dans cette tache.
La fermeture du lot :
Qualité Couts Délais
+ +
Au niveau qualité, dans la nouvelle procédure de fermeture du lot, les taches sont simplifiées donc
l’opérateur peut travailler plus sereinement. Le Bon de Livraison, de son coté, sera toujours exact
puisque il sera fait en fonction des plantes passées devant la tête de lecture.
En ce qui concerne les délais, les temps gagnés sont principalement dus à la suppression des
temps perdus dans le système actuel avec beaucoup de taches inutiles telles que l’inventaire d’un
roll quand une barquette manque, la vérification sur le bon de livraison. De plus le fait de pouvoir
imprimer les BL en cours de lot permet un temps d’anticipation pour les lots suivants.
41
4.3 Le reste à faire
L’étude de MSA Système permettra :
o Un calcul de retour sur investissement
o La planification du projet
o Le lancement en fabrication ou non du projet
Le fonctionnement de la table aquatique reste à déterminer afin de l’intégrer au maximum
au nouveau fonctionnement.
La gestion des équipes et l’organisation humaines du pôle conditionnement en général
reste à déterminer sur différents postes.
A partir de la liste du matériel que nous avons réalisé, effectuer des demandes de devis.
Faire une présentation du projet à l’ensemble des employés de LEBOEUF Horticulture.
Etablir les règles de sécurité du pôle conditionnement.
Planifier les travaux de réaménagement :
o Bétonner la serre de semi
o Terrasser l’allée se situant derrière la serre de semi
o Déplacer l’ensemble des équipements (tables, racks, bureau…)
o Préparer l’installation électrique permettant d’alimenter les tapis, la tête de lecture
et les différents postes informatiques
Expliquer le projet à l’informaticien du Groupe Cerdys et organiser une rencontre entre lui
et l’informaticien de chez MSA Système afin qu’il puisse se mettre d’accord sur la gestion
du futur système.

42
Conclusion
Durant la première partie de notre stage, nous avons établit le diagnostic du processus de
conditionnement à partir du quel, nous avons réussi à obtenir une liste d’amélioration à mettre en
place. Cette seconde partie, d’une durée de dix semaines, nous a permis d’étudier le projet
d’automatisation que nous avions précédemment envisagé comme solution afin d’augmenter la
productivité. En parallèle, nous avons cherché à obtenir les meilleurs prix d’achat et rédiger des
devis pour du matériel pouvant soulager les employés dans leurs missions quotidiennes.
Cette période, nous à permis d’utiliser nos connaissances acquises durant notre formation QLiO,
dans différents domaines : implantation d’atelier, gestion de production, communication… Nous
avons pu mettre en place un groupe de travail, préparer des réunions afin d’avancer efficacement
et d’être le plus complet possible. L’étude du projet, nous a offert la possibilité de réfléchir
longuement sur toutes les contraintes et gains de chacune de nos idées afin d’adapter au mieux le
système de gare de triage à l’entreprise.
Finalement, ce rapport synthétise l’ensemble de notre travail et pourra permettre à l’entreprise
LEBOEUF Horticulture de mettre en œuvre ce projet. Nous ne pouvons pas aujourd’hui affirmer
qu’une augmentation de 20% de la productivité est envisageable, tel était notre objectif,
cependant, nous savons que les gains pour l’entreprise sont multiples et qu’ils ont beaucoup à
gagner en adoptant ce projet.

43
Sommaire des annexes
Annexe 1 : Document récapitulatif du nouveau projet
Annexe 2 : Rapport sur l’étude statistique
Annexe 3 : Rapports d’avancement
44
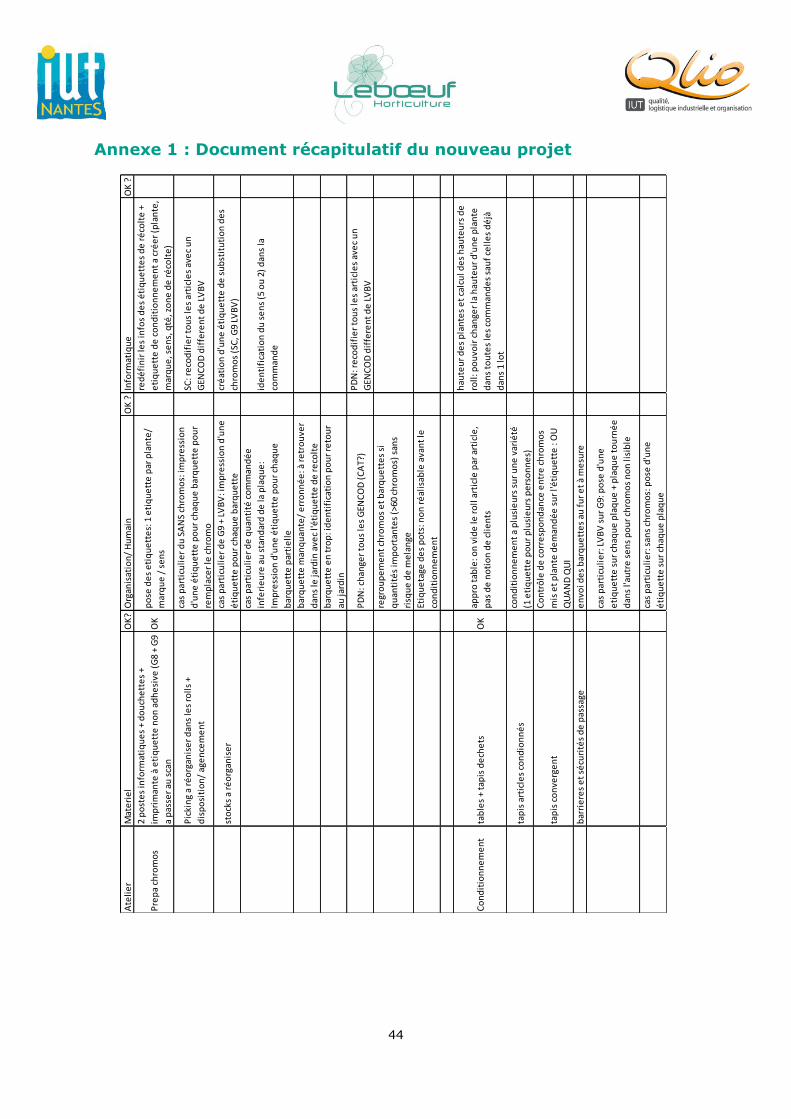
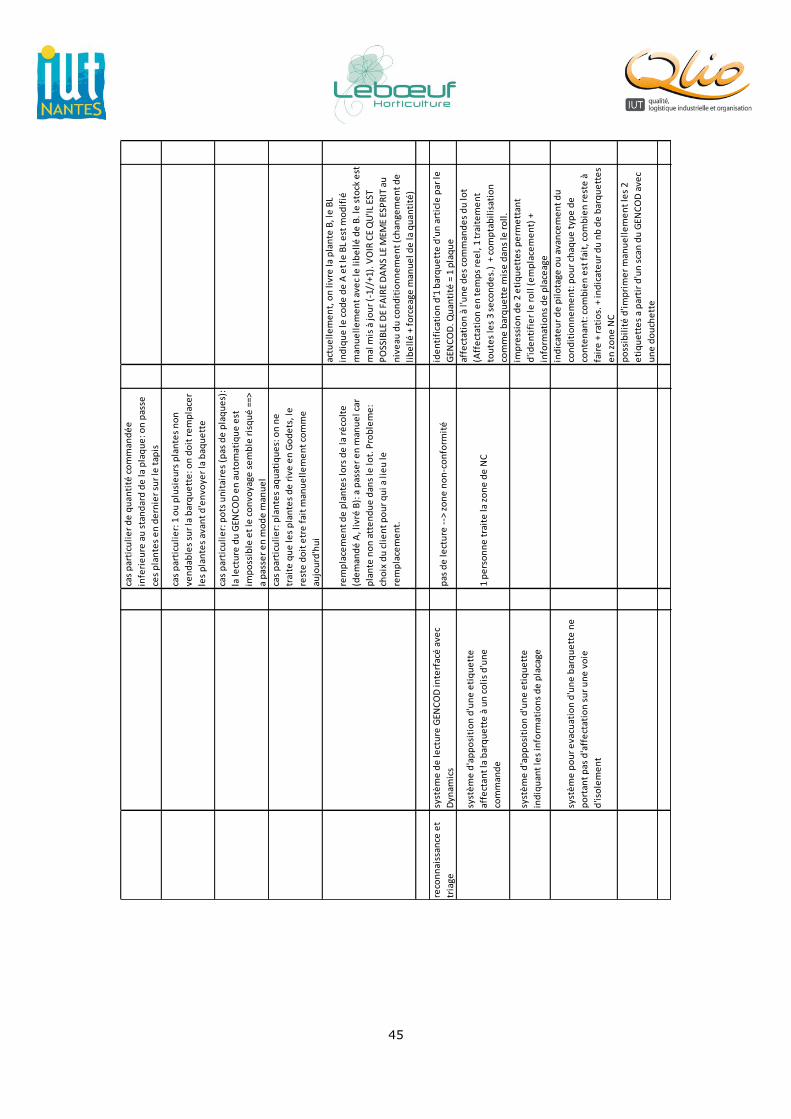
Annexe 1 : Document récapitulatif du nouveau projet
Ate
lie
rM
ate
rie
l O
K?
Org
anis
atio
n/
Hu
mai
nO
K ?
Info
rmat
iqu
eO
K ?
Pre
pa
chro
mo
s
2 p
ost
es
info
rmat
iqu
es
+ d
ou
che
tte
s +
imp
rim
ante
à e
tiq
ue
tte
no
n a
dh
esi
ve (
G8
+ G
9
a p
asse
r au
sca
n
OK
po
se d
es
eti
qu
ett
es:
1 e
tiq
ue
tte
par
pla
nte
/
mar
qu
e /
se
ns
red
éfi
nir
les
info
s d
es
éti
qu
ett
es
de
ré
colt
e +
eti
qu
ett
e d
e c
on
dit
ion
ne
me
nt
a cr
ée
r (p
lan
te,
mar
qu
e, s
en
s, q
té, z
on
e d
e r
éco
lte
)
Pic
kin
g a
réo
rgan
ise
r d
ans
les
roll
s +
dis
po
siti
on
/ ag
en
cem
en
t
cas
par
ticu
lie
r d
u S
AN
S ch
rom
os:
imp
ress
ion
d'u
ne
éti
qu
ett
e p
ou
r ch
aqu
e b
arq
ue
tte
po
ur
rem
pla
cer
le c
hro
mo
SC: r
eco
dif
ier
tou
s le
s ar
ticl
es
ave
c u
n
GEN
CO
D d
iffe
ren
t d
e L
VB
V
sto
cks
a ré
org
anis
er
cas
par
ticu
lie
r d
e G
9 +
LVB
V: i
mp
ress
ion
d'u
ne
éti
qu
ett
e p
ou
r ch
aqu
e b
arq
ue
tte
cré
atio
n d
'un
e é
tiq
ue
tte
de
su
bst
itu
tio
n d
es
chro
mo
s (S
C, G
9 LV
BV
)
cas
par
ticu
lie
r d
e q
uan
tité
co
mm
and
ée
infe
rie
ure
au
sta
nd
ard
de
la p
laq
ue
:
Imp
ress
ion
d'u
ne
éti
qu
ett
e p
ou
r ch
aqu
e
bar
qu
ett
e p
arti
ell
e
ide
nti
fica
tio
n d
u s
en
s (5
ou
2)
dan
s la
com
man
de
bar
qu
ett
e m
anq
uan
te/
err
on
né
e: à
re
tro
uve
r
dan
s le
jard
in a
vec
l'éti
qu
ett
e d
e r
eco
lte
bar
qu
ett
e e
n t
rop
: id
en
tifi
cati
on
po
ur
reto
ur
au ja
rdin
PD
N: c
han
ger
tou
s le
s G
ENC
OD
(C
AT?
)P
DN
: re
cod
ifie
r to
us
les
arti
cle
s av
ec
un
GEN
CO
D d
iffe
ren
t d
e L
VB
V
regr
ou
pe
me
nt
chro
mo
s e
t b
arq
ue
tte
s si
qu
anti
tés
imp
ort
ante
s (>
60 c
hro
mo
s) s
ans
risq
ue
de
me
lan
ge
Etiq
ue
tage
de
s p
ots
: no
n r
éal
isab
le a
van
t le
con
dit
ion
ne
me
nt
Co
nd
itio
nn
em
en
tta
ble
s +
tap
is d
ech
ets
OK
app
ro t
able
: on
vid
e le
ro
ll a
rtic
le p
ar a
rtic
le,
pas
de
no
tio
n d
e c
lie
nts
hau
teu
r d
es
pla
nte
s e
t ca
lcu
l de
s h
aute
urs
de
roll
: po
uvo
ir c
han
ger
la h
aute
ur
d'u
ne
pla
nte
dan
s to
ute
s le
s co
mm
and
es
sau
f ce
lle
s d
éjà
dan
s 1
lot
tap
is a
rtic
les
con
dio
nn
és
con
dit
ion
ne
me
nt
a p
lusi
eu
rs s
ur
un
e v
arié
té
(1 e
tiq
ue
tte
po
ur
plu
sie
urs
pe
rso
nn
es)
tap
is c
on
verg
en
t
Co
ntr
ôle
de
co
rre
spo
nd
ance
en
tre
ch
rom
os
mis
et
pla
nte
de
man
dé
e s
ur
l'éti
qu
ett
e :
OU
QU
AN
D Q
UI
bar
rie
res
et
sécu
rité
s d
e p
assa
gee
nvo
i de
s b
arq
ue
tte
s au
fu
r e
t à
me
sure
cas
par
ticu
lie
r: L
VB
V s
ur
G9:
po
se d
'un
e
eti
qu
ett
e s
ur
chaq
ue
pla
qu
e +
pla
qu
e t
ou
rné
e
dan
s l'a
utr
e s
en
s p
ou
r ch
rom
os
no
n li
sib
le
cas
par
ticu
lie
r: s
ans
chro
mo
s: p
ose
d'u
ne
éti
qu
ett
e s
ur
chaq
ue
pla
qu
e
45
cas
par
ticu
lie
r d
e q
uan
tité
co
mm
and
ée
infe
rie
ure
au
sta
nd
ard
de
la p
laq
ue
: on
pas
se
ces
pla
nte
s e
n d
ern
ier
sur
le t
apis
cas
par
ticu
lie
r: 1
ou
plu
sie
urs
pla
nte
s n
on
ven
dab
les
sur
la b
arq
ue
tte
: on
do
it r
em
pla
cer
les
pla
nte
s av
ant
d'e
nvo
yer
la b
aqu
ett
e
cas
par
ticu
lie
r: p
ots
un
itai
res
(pas
de
pla
qu
es)
:
la le
ctu
re d
u G
ENC
OD
en
au
tom
atiq
ue
est
imp
oss
ible
et
le c
on
voya
ge s
em
ble
ris
qu
é =
=>
a p
asse
r e
n m
od
e m
anu
el
cas
par
ticu
lie
r: p
lan
tes
aqu
atiq
ue
s: o
n n
e
trai
te q
ue
les
pla
nte
s d
e r
ive
en
Go
de
ts, l
e
rest
e d
oit
etr
e f
ait
man
ue
lle
me
nt
com
me
aujo
urd
'hu
i
rem
pla
cem
en
t d
e p
lan
tes
lors
de
la r
éco
lte
(de
man
dé
A, l
ivré
B):
a p
asse
r e
n m
anu
el c
ar
pla
nte
no
n a
tte
nd
ue
dan
s le
lot.
Pro
ble
me
:
cho
ix d
u c
lie
nt
po
ur
qu
i a li
eu
le
rem
pla
cem
en
t.
actu
ell
em
en
t, o
n li
vre
la p
lan
te B
, le
BL
ind
iqu
e le
co
de
de
A e
t le
BL
est
mo
dif
ié
man
ue
lle
me
nt
ave
c le
lib
ell
é d
e B
. le
sto
ck e
st
mal
mis
à jo
ur
(-1/
/+1)
. VO
IR C
E Q
U'IL
EST
PO
SSIB
LE D
E FA
IRE
DA
NS
LE M
EME
ESP
RIT
au
niv
eau
du
co
nd
itio
nn
em
en
t (c
han
gem
en
t d
e
lib
ell
é +
fo
rce
age
man
ue
l de
la q
uan
tité
)
reco
nn
aiss
ance
et
tria
ge
syst
èm
e d
e le
ctu
re G
ENC
OD
inte
rfac
é a
vec
Dyn
amic
sp
as d
e le
ctu
re -
-> z
on
e n
on
-co
nfo
rmit
éid
en
tifi
cati
on
d'1
bar
qu
ett
e d
'un
art
icle
par
le
GEN
CO
D. Q
uan
tité
= 1
pla
qu
e
syst
èm
e d
'ap
po
siti
on
d'u
ne
eti
qu
ett
e
affe
ctan
t la
bar
qu
ett
e à
un
co
lis
d'u
ne
com
man
de
1 p
ers
on
ne
tra
ite
la z
on
e d
e N
C
affe
ctat
ion
à l'
un
e d
es
com
man
de
s d
u lo
t
(Aff
ect
atio
n e
n t
em
ps
ree
l, 1
tra
ite
me
nt
tou
tes
les
3 se
con
de
s.)
+ c
om
pta
bil
isat
ion
com
me
bar
qu
ett
e m
ise
dan
s le
ro
ll.
syst
èm
e d
'ap
po
siti
on
d'u
ne
eti
qu
ett
e
ind
iqu
ant
les
info
rmat
ion
s d
e p
laca
ge
imp
ress
ion
de
2 e
tiq
ue
tte
s p
erm
ett
ant
d'id
en
tifi
er
le r
oll
(e
mp
lace
me
nt)
+
info
rmat
ion
s d
e p
lace
age
syst
èm
e p
ou
r e
vacu
atio
n d
'un
e b
arq
ue
tte
ne
po
rtan
t p
as d
'aff
ect
atio
n s
ur
un
e v
oie
d'is
ole
me
nt
ind
icat
eu
r d
e p
ilo
tage
ou
ava
nce
me
nt
du
con
dit
ion
ne
me
nt:
po
ur
chaq
ue
typ
e d
e
con
ten
ant:
co
mb
ien
est
fai
t, c
om
bie
n r
est
e à
fair
e +
rat
ios.
+ in
dic
ate
ur
du
nb
de
bar
qu
ett
es
en
zo
ne
NC
po
ssib
ilit
é d
'imp
rim
er
man
ue
lle
me
nt
les
2
eti
qu
ett
es
a p
arti
r d
'un
sca
n d
u G
ENC
OD
ave
c
un
e d
ou
che
tte
46
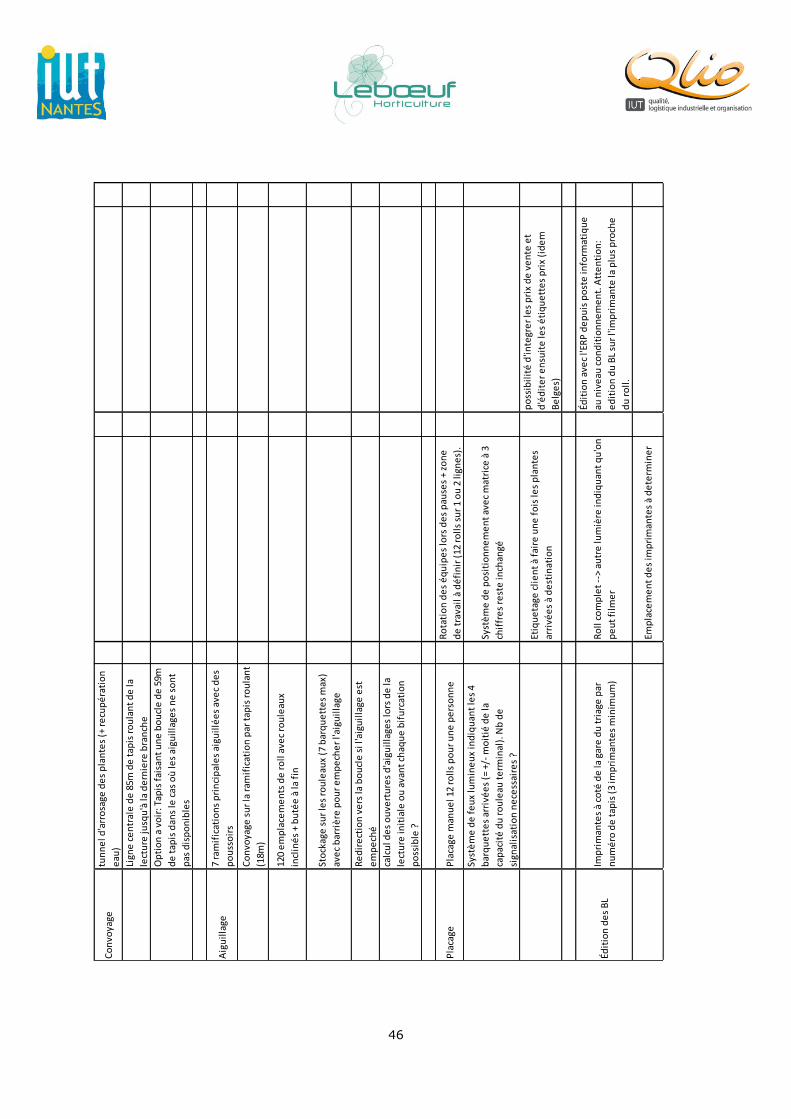
Co
nvo
yage
tun
ne
l d'a
rro
sage
de
s p
lan
tes
(+ r
ecu
pé
rati
on
eau
)
Lign
e c
en
tral
e d
e 8
5m d
e t
apis
ro
ula
nt
de
la
lect
ure
jusq
u'à
la d
ern
iere
bra
nch
e
Op
tio
n a
vo
ir: T
apis
fai
san
t u
ne
bo
ucl
e d
e 5
9m
de
tap
is d
ans
le c
as o
ù le
s ai
guil
lage
s n
e s
on
t
pas
dis
po
nib
les
Aig
uil
lage
7 ra
mif
icat
ion
s p
rin
cip
ale
s ai
guil
lée
s av
ec
de
s
po
uss
oir
s
Co
nvo
yage
su
r la
ram
ific
atio
n p
ar t
apis
ro
ula
nt
(18m
)
120
em
pla
cem
en
ts d
e r
oll
ave
c ro
ule
aux
incl
iné
s +
bu
tée
à la
fin
Sto
ckag
e s
ur
les
rou
leau
x (7
bar
qu
ett
es
max
)
ave
c b
arri
ère
po
ur
em
pe
che
r l'a
igu
illa
ge
Re
dir
ect
ion
ve
rs la
bo
ucl
e s
i l'a
igu
illa
ge e
st
em
pe
ché
calc
ul d
es
ou
vert
ure
s d
'aig
uil
lage
s lo
rs d
e la
lect
ure
init
iale
ou
ava
nt
chaq
ue
bif
urc
atio
n
po
ssib
le ?
Pla
cage
Pla
cage
man
ue
l 12
roll
s p
ou
r u
ne
pe
rso
nn
eR
ota
tio
n d
es
éq
uip
es
lors
de
s p
ause
s +
zon
e
de
tra
vail
à d
éfi
nir
(12
ro
lls
sur
1 o
u 2
lign
es)
.
Syst
èm
e d
e f
eu
x lu
min
eu
x in
diq
uan
t le
s 4
bar
qu
ett
es
arri
vée
s (=
+/-
mo
itié
de
la
cap
acit
é d
u r
ou
leau
te
rmin
al).
Nb
de
sign
alis
atio
n n
ece
ssai
res
?
Syst
èm
e d
e p
osi
tio
nn
em
en
t av
ec
mat
rice
à 3
chif
fre
s re
ste
inch
angé
Etiq
ue
tage
cli
en
t à
fair
e u
ne
fo
is le
s p
lan
tes
arri
vée
s à
de
stin
atio
n
po
ssib
ilit
é d
'inte
gre
r le
s p
rix
de
ve
nte
et
d'é
dit
er
en
suit
e le
s é
tiq
ue
tte
s p
rix
(id
em
Be
lge
s)
Édit
ion
de
s B
LIm
pri
man
tes
à co
té d
e la
gar
e d
u t
riag
e p
ar
nu
mé
ro d
e t
apis
(3
imp
rim
ante
s m
inim
um
)
Ro
ll c
om
ple
t --
> au
tre
lum
ière
ind
iqu
ant
qu
'on
pe
ut
film
er
Édit
ion
ave
c l'E
RP
de
pu
is p
ost
e in
form
atiq
ue
au n
ive
au c
on
dit
ion
ne
me
nt.
Att
en
tio
n:
ed
itio
n d
u B
L su
r l'i
mp
rim
ante
la p
lus
pro
che
du
ro
ll.
Emp
lace
me
nt
de
s im
pri
man
tes
à d
ete
rmin
er
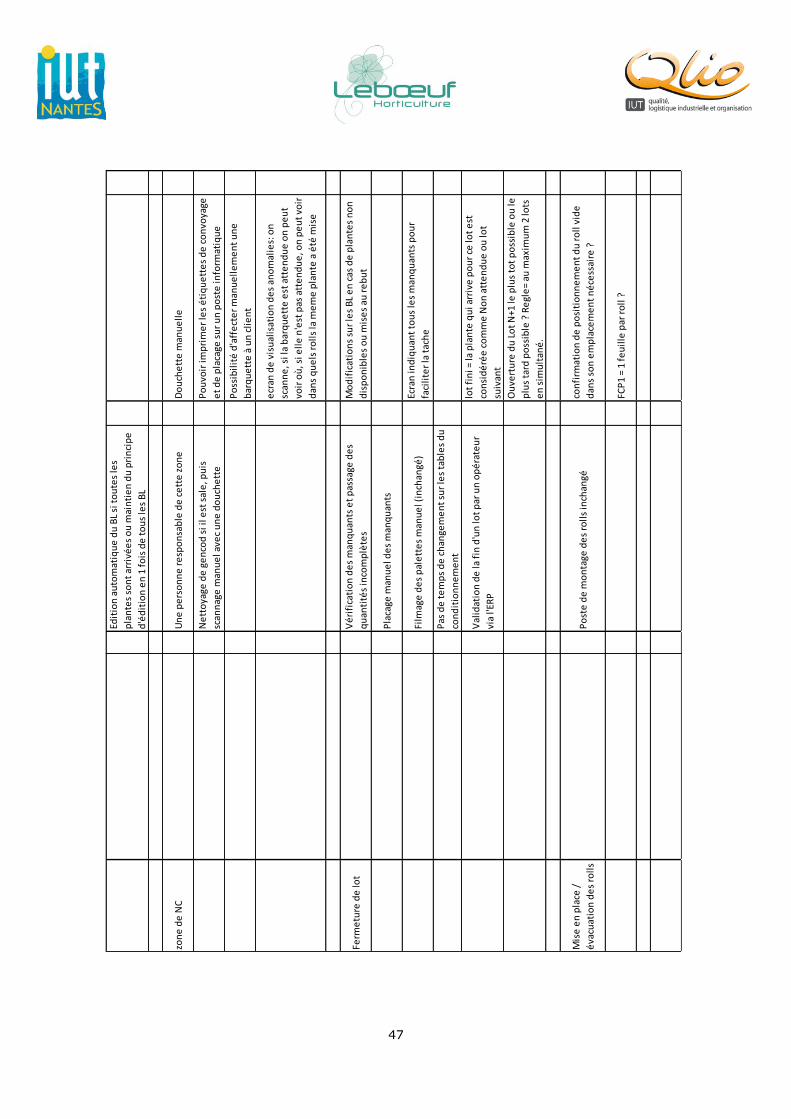
47
Edit
ion
au
tom
atiq
ue
du
BL
si t
ou
tes
les
pla
nte
s so
nt
arri
vée
s o
u m
ain
tie
n d
u p
rin
cip
e
d'é
dit
ion
en
1 f
ois
de
to
us
les
BL
zon
e d
e N
CU
ne
pe
rso
nn
e r
esp
on
sab
le d
e c
ett
e z
on
eD
ou
che
tte
man
ue
lle
Ne
tto
yage
de
ge
nco
d s
i il e
st s
ale
, pu
is
scan
nag
e m
anu
el a
vec
un
e d
ou
che
tte
Po
uvo
ir im
pri
me
r le
s é
tiq
ue
tte
s d
e c
on
voya
ge
et
de
pla
cage
su
r u
n p
ost
e in
form
atiq
ue
Po
ssib
ilit
é d
'aff
ect
er
man
ue
lle
me
nt
un
e
bar
qu
ett
e à
un
cli
en
t
ecr
an d
e v
isu
alis
atio
n d
es
ano
mal
ies:
on
scan
ne
, si l
a b
arq
ue
tte
est
att
en
du
e o
n p
eu
t
voir
où
, si e
lle
n'e
st p
as a
tte
nd
ue
, on
pe
ut
voir
dan
s q
ue
ls r
oll
s la
me
me
pla
nte
a é
té m
ise
Ferm
etu
re d
e lo
tV
éri
fica
tio
n d
es
man
qu
ants
et
pas
sage
de
s
qu
anti
tés
inco
mp
lète
s
Mo
dif
icat
ion
s su
r le
s B
L e
n c
as d
e p
lan
tes
no
n
dis
po
nib
les
ou
mis
es
au r
eb
ut
Pla
cage
man
ue
l de
s m
anq
uan
ts
Film
age
de
s p
ale
tte
s m
anu
el (
inch
angé
)Ec
ran
ind
iqu
ant
tou
s le
s m
anq
uan
ts p
ou
r
faci
lite
r la
tac
he
Pas
de
te
mp
s d
e c
han
gem
en
t su
r le
s ta
ble
s d
u
con
dit
ion
ne
me
nt
Val
idat
ion
de
la f
in d
'un
lot
par
un
op
éra
teu
r
via
l'ER
P
lot
fin
i = la
pla
nte
qu
i arr
ive
po
ur
ce lo
t e
st
con
sid
éré
e c
om
me
No
n a
tte
nd
ue
ou
lot
suiv
ant
Ou
vert
ure
du
Lo
t N
+1 le
plu
s to
t p
oss
ible
ou
le
plu
s ta
rd p
oss
ible
? R
egl
e=
au m
axim
um
2 lo
ts
en
sim
ult
ané
.
Mis
e e
n p
lace
/
éva
cuat
ion
de
s ro
lls
Po
ste
de
mo
nta
ge d
es
roll
s in
chan
géco
nfi
rmat
ion
de
po
siti
on
ne
me
nt
du
ro
ll v
ide
dan
s so
n e
mp
lace
me
nt
né
cess
aire
?
FCP
1 =
1 fe
uil
le p
ar r
oll
?
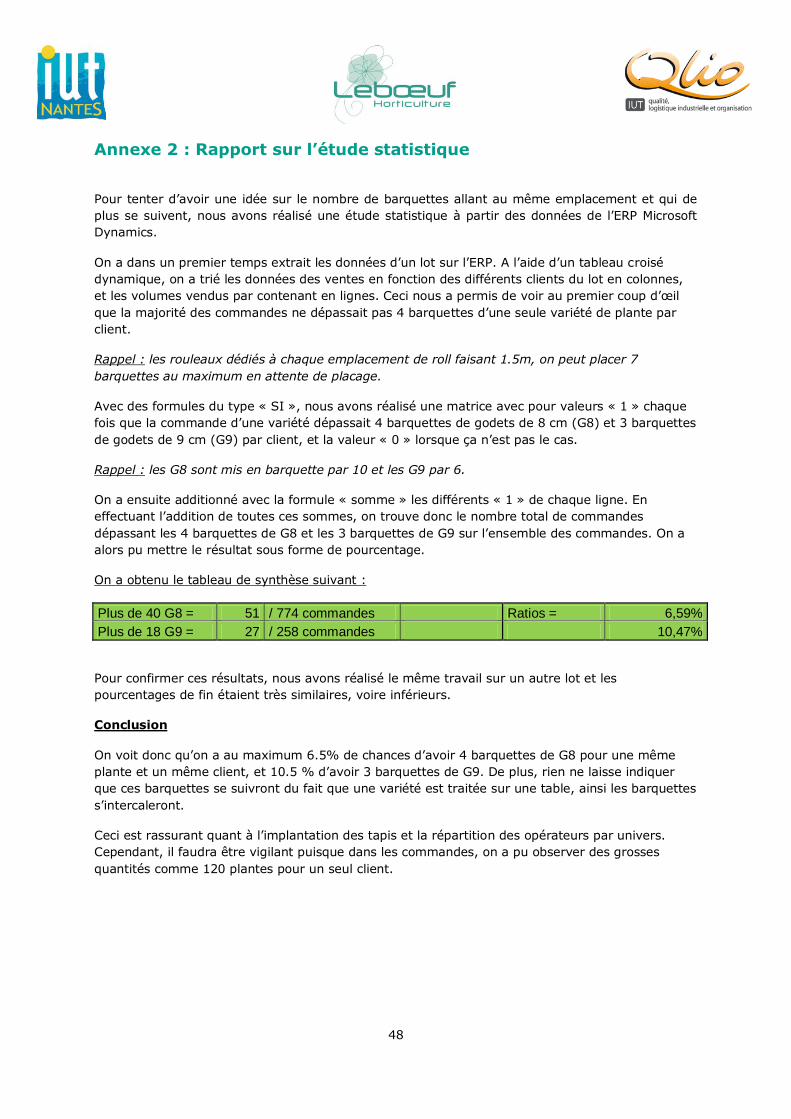
48
Annexe 2 : Rapport sur l’étude statistique
Pour tenter d’avoir une idée sur le nombre de barquettes allant au même emplacement et qui de
plus se suivent, nous avons réalisé une étude statistique à partir des données de l’ERP Microsoft
Dynamics.
On a dans un premier temps extrait les données d’un lot sur l’ERP. A l’aide d’un tableau croisé
dynamique, on a trié les données des ventes en fonction des différents clients du lot en colonnes,
et les volumes vendus par contenant en lignes. Ceci nous a permis de voir au premier coup d’œil
que la majorité des commandes ne dépassait pas 4 barquettes d’une seule variété de plante par
client.
Rappel : les rouleaux dédiés à chaque emplacement de roll faisant 1.5m, on peut placer 7
barquettes au maximum en attente de placage.
Avec des formules du type « SI », nous avons réalisé une matrice avec pour valeurs « 1 » chaque
fois que la commande d’une variété dépassait 4 barquettes de godets de 8 cm (G8) et 3 barquettes
de godets de 9 cm (G9) par client, et la valeur « 0 » lorsque ça n’est pas le cas.
Rappel : les G8 sont mis en barquette par 10 et les G9 par 6.
On a ensuite additionné avec la formule « somme » les différents « 1 » de chaque ligne. En
effectuant l’addition de toutes ces sommes, on trouve donc le nombre total de commandes
dépassant les 4 barquettes de G8 et les 3 barquettes de G9 sur l’ensemble des commandes. On a
alors pu mettre le résultat sous forme de pourcentage.
On a obtenu le tableau de synthèse suivant :
Plus de 40 G8 = 51 / 774 commandes Ratios = 6,59%
Plus de 18 G9 = 27 / 258 commandes 10,47%
Pour confirmer ces résultats, nous avons réalisé le même travail sur un autre lot et les
pourcentages de fin étaient très similaires, voire inférieurs.
Conclusion
On voit donc qu’on a au maximum 6.5% de chances d’avoir 4 barquettes de G8 pour une même
plante et un même client, et 10.5 % d’avoir 3 barquettes de G9. De plus, rien ne laisse indiquer
que ces barquettes se suivront du fait que une variété est traitée sur une table, ainsi les barquettes
s’intercaleront.
Ceci est rassurant quant à l’implantation des tapis et la répartition des opérateurs par univers.
Cependant, il faudra être vigilant puisque dans les commandes, on a pu observer des grosses
quantités comme 120 plantes pour un seul client.
49
Annexe 3 : Rapports d’avancement
COMPTE RENDU n°3
Semaine n°18 06/05/2011 LE BŒUF Horticulture
Comme nous l’avions annoncé dans notre soutenance de diagnostic, nous avons décidé de mener en parallèle le projet d’automatisation ainsi que les autres améliorations. Après un entretien avec notre maitre de stage, nous avons convenu de faire passer en priorité le projet qui est la plus grosse partie de la mission d’amélioration et c’est le sujet sur lequel il ne faut pas perdre de temps. De Lundi jusqu’à Jeudi : Dès le lundi, nous nous sommes divisés le travail, l’un commençait à rechercher les contraintes du projet dans le but d’établir un cahier des charges fonctionnel, et l’autre cherchait à avoir des devis concernant les tapis anti fatigue, les banderoleuses, les escabeaux… Pour le premier point, nous avons fonctionné sous une forme de tableau avec en ligne les différentes opérations du processus de la gare de triage et en colonne les contraintes actuelles du conditionnement et celles qui seraient présentes avec l’automatisation. En ce qui concerne les devis, nous avons eu un résultat avec plusieurs entreprises, pour toutes les améliorations réduisant la pénibilité, d’environ 10 000€ La journée du vendredi : La matinée fut prise pour faire un point avec M. Laurent PUEL sur les contraintes que nous avions déjà notées. Ce fut très enrichissant pour nous car il y a eu un échange entre les différentes visions du projet, ce qui nous a permis de trouver beaucoup plus que ce que l’on avait déjà pensé. L’après-midi, nous avons effectué des tests pour la hauteur de lecture des codes à barres de la gare de triage en utilisant les tapis roulant et une « douchette » du pole conditionnement de l’entreprise, vide à ce moment de la semaine. Programme de la semaine à venir : M. PUEL devrait nous amener des plans de masse des deux serres du pole conditionnement, ce qui sera l’occasion de commencer à réfléchir sur l’implantation de la chaine. Notre maitre de stage nous a également parlé de l’idée de créer un groupe de projet au sein de l’entreprise avec plusieurs opérateurs choisis à plusieurs postes pour discuter des conditions de travail qu’aurait le nouveau système. En ce qui concerne la visite à Schenker-Joyau à Montaigu, nous tenterons de prendre rendez-vous en début de semaine prochaine avec un contact que nous possédons dans leur agence.
Pierre LE BAIL Ŕ Romain CHALUMEAU Ŕ OGF1
50
COMPTE RENDU n°4
Semaine n°19 13/05/2011 LE BŒUF Horticulture
L’objectif de cette semaine 19 était d’approfondir la réorganisation de l’atelier, de commencer à étudier les temps et de trouver des solutions aux contraintes relevées. De Lundi jusqu’à Mercredi : Le programme du début de semaine était principalement lié à l’étude d’une implantation envisageable pour le projet de gare de triage. Cela a été fait grâce au logiciel Visio où nous avons pu effectuer plusieurs propositions en se concertant avec M. Puel. Nous avions en tout réalisé 4 schémas d’implantation. Avec ceci nous avons essayé de calculer les vitesses de tapis, les longueurs nécessaires ainsi que les différents moyens informatiques dont on aurait besoin (têtes de lecture, capteurs pour les codes barres,…). D’un autre coté, nous avons étudié le volume de plantes expédiées dans chaque sens grâce à un tableau croisé dynamique sur Excel, il en est ressorti que le volume était relativement équivalent pour les sens 2 et 5. Nous avons réalisé un nouveau tableau pouvant résumer les contraintes auxquelles on pensait avec les données d’entrée et de sortie pour chaque phase. Jeudi et Vendredi : Ces deux jours furent dédiées à des réunions. Le jeudi après-midi, nous avons fait une réunion avec M. Etienne Lebœuf (Dirigeant), M. Marc Delineau (responsable production) et M. Laurent Puel pour voir le travail effectué jusqu’à présent. Nous avons pu discuter de la machine, de l’implantation et des différents rôles des opérateurs avec le nouveau système. Il en ressorti pas mal de contraintes et de pistes de solutions, ce qui nous a permis d’enlever quelques erreurs et de réfléchir à des besoins supplémentaires. La réunion du vendredi était la première du groupe de projet, en collaboration avec des opérateurs de différents postes. Nous leur avons présenté le projet sans toutefois rentrer trop dans le détail. Cette réunion fut très enrichissante car elle nous permis d’avoir l’avis de personnes qui sont sur le terrain. S’en est suivi un débriefing lors du reste de la journée du vendredi. Programme de la semaine à venir : Lors de la réunion du jeudi, nous avons convenus avec M. Lebœuf de prendre un premier rendez-vous avec le fabricant de la machine, l’entreprise MSA, pour avoir un avis professionnel sur les pistes à approfondir ou à abandonner. Ce rendez-vous aura lieu jeudi à 14h. Le groupe de projet a été reconduit pour une réunion vendredi prochain, pour que les opérateurs présents nous posent leurs questions et leurs inquiétudes. Le début de la semaine sera dédié à l’étude des nouvelles contraintes sans solutions et à d’autres calculs de temps. On repensera les problèmes au niveau de l’implantation également.
Pierre LE BAIL Ŕ Romain CHALUMEAU Ŕ OGF1
51
COMPTE RENDU n°5
Semaine n°20 20/05/2011 LE BŒUF Horticulture
L’objectif de cette semaine 20 était d’approfondir la réorganisation de l’atelier, de commencer à étudier les temps et de trouver des solutions aux contraintes relevées. De Lundi jusqu’à Mercredi : Le début de semaine a été consacré à l’étude des plans une nouvelle fois car une contrainte avait été soulevée notamment avec les poteaux des serres la disposition des tables de conditionnement. Nous avons continué la rédaction du cahier des charges fonctionnel que nous avons planifié, avec notre maitre de stage, à terminer pour la fin de semaine 22. Jeudi et Vendredi : Comme la semaine dernière, ces deux jours furent dédiées à des réunions. Le jeudi après-midi, nous avons fait une réunion avec M. Yves-Marie Perdriau de l’entreprise MSA Systèmes (spécialiste des systèmes d’automatisation) ainsi qu’avec M. Etienne Lebœuf (Dirigeant), M. Marc Delineau (responsable production) et M. Laurent Puel pour voir si le projet était d’une part faisable et d’autre part discuter sur les premières contraintes à résoudre. Cette réunion nous a apporté pas mal de solutions mais on se doit maintenant de rentrer plus dans les détails techniques. Le vendredi, le groupe de projet de la semaine dernière a été reconduit pour une réunion de 2 heures dans la matinée. Nous avons ici discuté des nouveaux plans que l’on avait produit et nous avons laissé les opérateurs poser toutes leurs questions avant de tenter d’y répondre une par une. Programme de la semaine à venir : La semaine prochaine sera dédiée à l’étude des cadences et du nombre de tapis roulants ou de sections à rouleaux nécessaires pour la machine. Après un échantillonnage des différents contenants de ventes, l’entreprise MSA nous indiquera si tout est possible dans le système de lecture des codes barre. Une nouvelle réunion avec le groupe sera également organisée en fin de semaine.
Pierre LE BAIL Ŕ Romain CHALUMEAU Ŕ OGF1
52
COMPTE RENDU n°6
Semaine n°21 27/05/2011 LE BŒUF Horticulture
De Lundi jusqu’à Jeudi : Durant le début de la semaine, nous avons avancé sur la rédaction du rapport en revoyant le plan et en approfondissant les notes déjà prises. Nous avons réalisé deux études statistiques pour vérifier des points de faisabilité au niveau des cadences des barquettes sur le tapis. Nous avons également pas mal avancé sur le cahier des charges que l’on espère terminé la semaine prochaine. L’entreprise MSA est par ailleurs venue chercher notre échantillonnage afin de nous faire avancer sur le projet en début de semaine. Le Vendredi : Comme les autres semaines, le vendredi matin est un moment réservé aux réunions. Nous avons réalisé un point avec Etienne Lebœuf, Marc Delineau (responsable production) et Laurent Puel pour voir notre avancement de la semaine et reparler du processus en entier. Nous nous sommes encore une fois aperçus que l’on pouvait encore améliorer différents points et apporter plus de précisions sur les moyens informatiques. Juste après cette petite réunion, nous en avons réalisé une plus grande avec ceux déjà présents plus le groupe de projet des autres semaines. Cette réunion a soulevée de nouvelles questions et il y a eu beaucoup d’échanges entre les participants donc cela fut très intéressants pour nous comme pour le groupe de projet, qui a compris un certain nombre de choses. Vendredi après-midi, nous avons réalisé des tests pour les cadences en allant dans le hall de conditionnement. Programme de la semaine à venir : Les trois jours de la semaine prochaine seront dédiés à la finition du cahier des charges fonctionnel. Nous continuerons également le rapport et les affiches demandées par M. Dalle à l’IUT.
Pierre LE BAIL Ŕ Romain CHALUMEAU Ŕ OGF1
Pour les semaines 22 et 23, nous n’avons pas réalisé de compte rendu étant donné que la première
avait été raccourcie par le pont de l’ascension et que la seconde M. Dossou avait été conclue par la
visite de notre tuteur et donc le compte rendu fut réalisé oralement.





























