Embed Size (px)
Citation preview
Promotion 2012 /2013
République Algérienne Démocratique et Populaire
Ministère de L'enseignement Supérieur et de la Recherche Scientifique
Université Constantine 1Mentouri
Faculté des Sciences et Technologies & Sciences de la Matière
Département de l’Electronique
Rapport de Stage Pour l’obtention du diplôme de Master
THÈME
SERVICE AUTOMATISME
Préparé par : Ahmed Harek
Encadrer par : Mr.benkouider Lakhdar
Période du stage : Mars 2013 – Juin2013
Promotion 2012 /2013
Service automatisme
Promotion 2012 /2013
Remerciement
Avant tout développement sur cette expérience professionnelle, il
apparait opportun de commencer ce rapport de stage par des
remerciements, a ceux qui m’ont beaucoup appris au cours de ce stage,
et même à ceux qui ont eu la gentillesse de faire de ce stage un moment
très profitable.
Aussi, je remercie Mr.benkouider Lakhdar, aussi bien que Mr ben Youcef
Djeber et Lakrout Abdekader, qui m’ont formé et accompagné tout au long de
cette expérience professionnelle avec beaucoup de patience et de pédagogie.
Enfin, je remercie l’ensemble des cadres de service de maintenance automatique
pour les conseils qu’ils ont pu me prodiguer au cours de ce stage, ainsi que tous
les employés du SONATRACH sans oublier tous les cadres et les agents du
centre de formation du SONATRACH de Hassi R’mel
Introduction
L’Algérie compte un potentiel d’hydrocarbures d’une importance capitale dans
sa région Saharienne et ceci en matière de GAZ et PETROLE .Juste après la
nationalisation des hydrocarbures, l’initiative de l’extraction ainsi que
l’exploitation de ces richesses ont été entreprises par SONATRACH et par
d’autre sociétés étrangères en collaboration avec celle-ci.
L’extraction des hydrocarbures, étant complexe, est assurée par des installations
et des dispositifs qui évoluent d’une manière synchrone avec l’évolution de la
technologie afin d’optimiser le temps et le cout des opérations.
A nos jours, la technologie met en œuvre de la technique sans cesse croissante
pour gérer la production et réduire considérablement les facteurs de risques liés
à la nature des hydrocarbures.
L’exploitation des installations de traitement de gaz permet la production de
grandes quantités d’hydrocarbure dont une partie est transformé en d’autres
formes d’énergie telle que l’électricité.
Parmi les plus importants que compte le Sud du pays, le champ de HASSI
R’MEL.
Promotion 2012 /2013
J’ai eu l’occasion de visiter HASSI R’MEL dans le cadre de mon stage que je
propose d’illustrer à travers ce rapport.
Chapitre 1 : généralistes
Description de l’organisme d’accueil
1-1Présentation de HASSI R’MEL
1-1-1 situation géographique
HASSI R’MEL porte du désert, se trouve à 525 km au sud d’Alger. Dans cette
région relativement plate du Sahara septentrional l’altitude moyenne est
d’environ 750m.
Le paysage, vaste plateau rocailleux, est parsemé de « daïas »petites
dépression dans lesquelles s’est accumulé un peu de terre et ou pousse un
végétation composée essentielle de buissons, mais aussi d’arbres (pistachier
sauvages) le climat est caractérise par pluviométrie faille (140mm par an)et
une humidité moyenne de 19% en été et 34% en hiver, les amplitude
thermique sont de direction nord-ouest.
1-1-2 Historique
En 1951 :1er
compagne géophysique intéressant la région.
En 1952 : le forage du 1er
puits d’exploitation à quelque Kilomètre de
BERRIANE, mit en évidence la présence d’un trais gréseux qui
présentait toutes les caractéristique d’un réservoir recouvert d’un trais
salifère pouvant jouer le rôle de couverture.
En 1956 : sondage de HR1 à une dizaine de kilomètre à l’est du point
d’eau de HASSI R’MEL.
La profondeur de 2132m fut atteinte et révéla la présence d’un réservoir
de gaz humide sous une force pression puits HR1 venait d’être implanté
sur le somment de l’anticlinal, hypothèse vérifiée par la sismique de la
même période.
Promotion 2012 /2013
Les forages qui suivent confirment l’existence d’un important anticlinale
et permirent d’étudier avec plus de pression les niveaux géographiques
ainsi que les caractéristiques de l’effluent
En 1957-1960 : furent forés HR2-HR3- HR4-HR5- HR6-HR7- HR8-
HR9,le gisement de HR a commencé à produit en 1961 le réservoir de
HR présente un forme elliptique orienté sud-ouest/nord-est .Il s’étend sur
une superficie d’environ 3500km2.les réserves prouvées en place sont
évaluées à plus de 2800 milliards de m3
1-1-3 Développement
En 1961-1969 : mis en service des anciennes unités du module « 0 »
avec une capacité de traitement de gaz sec de 107 milliard de m3par an.
En 1971 :24 février 1971, nationalisation des hydrocarbures.
En 1971-1974 : la capacité de production de cette unité a été à 4
milliard de m3/an de gaz sec par l’apport de la mise en service de
nouvelles installations. Cependant, cette extension n’est qu’une étape
d’un vaste plan de développement du gaz Natural, en effet, en tant que
source privilégiée d’énergie domestique et industrielle de matière pour
l’industrie pétrochimique, le gaz Naturel a pris une place prépondérante
dans la politique énergétique de l’entreprise .
La caractéristique de l’effluent et l’homogénéité du réservoir ont conduit
au choix d’un modèle de développement relativement simple. Il s’agit
d’un schéma d’exploitation alterné comportant 3 zones de production
(nord, centre, sud) entre les quelles ont été intercalées deux zones de
réinjection (nord et sud).
Cette philosophie de développement a permis d’atteindre les objectives
suivant :
Augmentation de la capacité de traitement de 14 à 94 milliard de
m3 par an de gaz
Maximisation de la récupération des hydrocarbures liquide tels
que le condensat liquéfie par refroidissement ou par compression)
Et le GPL (gaz de pétrole liquéfie) par un cyclane partiel du gaz
En 1978-1980 : la réalisation de cet objectif a nécessité la mise en place
de :
4 usines de traitement de gaz dont la capacité nominale unitaire
est de 20 milliard de m3 par an de gaz sec (module 1,2, 3 et 4)
Promotion 2012 /2013
D’un centre de stockage et de transfert de condensat et de
GPL(CSTF)
1-1-4 La réinjection du gaz sec a HR
En déplétion naturelle, la récupération des hydrocarbures liquide est
limitée par suite de la condensation au niveau du réservoir. Le recyclage
partiel retenu pour le gisement de HASSI R’MEL permet :
Le maintien de la pression
De maximise l’extraction des hydrocarbures liquides balayant le gaz
humide. La récupération supplémentaire visée est de l’ordre de 20% par
rapport à celle obtenue par délétion naturelle
De produit un optimale un potentiel optimal en condensat et en GPL sans
savoir recours au torchage des gaz excédentaires, d’où une meilleur
flexibilité d’exploitation des unités de traitement de gaz
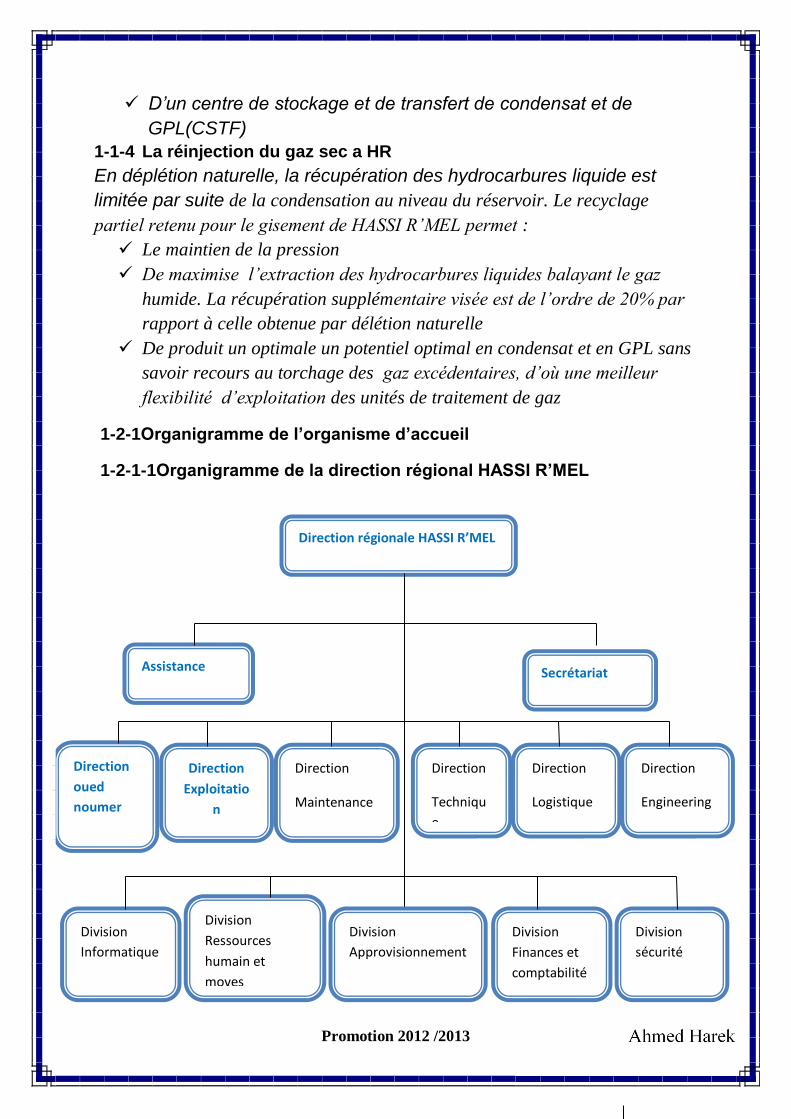
1-2-1Organigramme de l’organisme d’accueil
1-2-1-1Organigramme de la direction régional HASSI R’MEL
Direction régionale HASSI R’MEL
Secrétariat Assistance
Direction
oued
noumer
Direction
Exploitatio
n
Direction
Maintenance
Direction
Techniqu
e
Direction
Logistique
Direction
Engineering
Division
Finances et
comptabilité
Division
sécurité
Division
Approvisionnement
Division
Ressources
humain et
moves
Division
Informatique
Promotion 2012 /2013
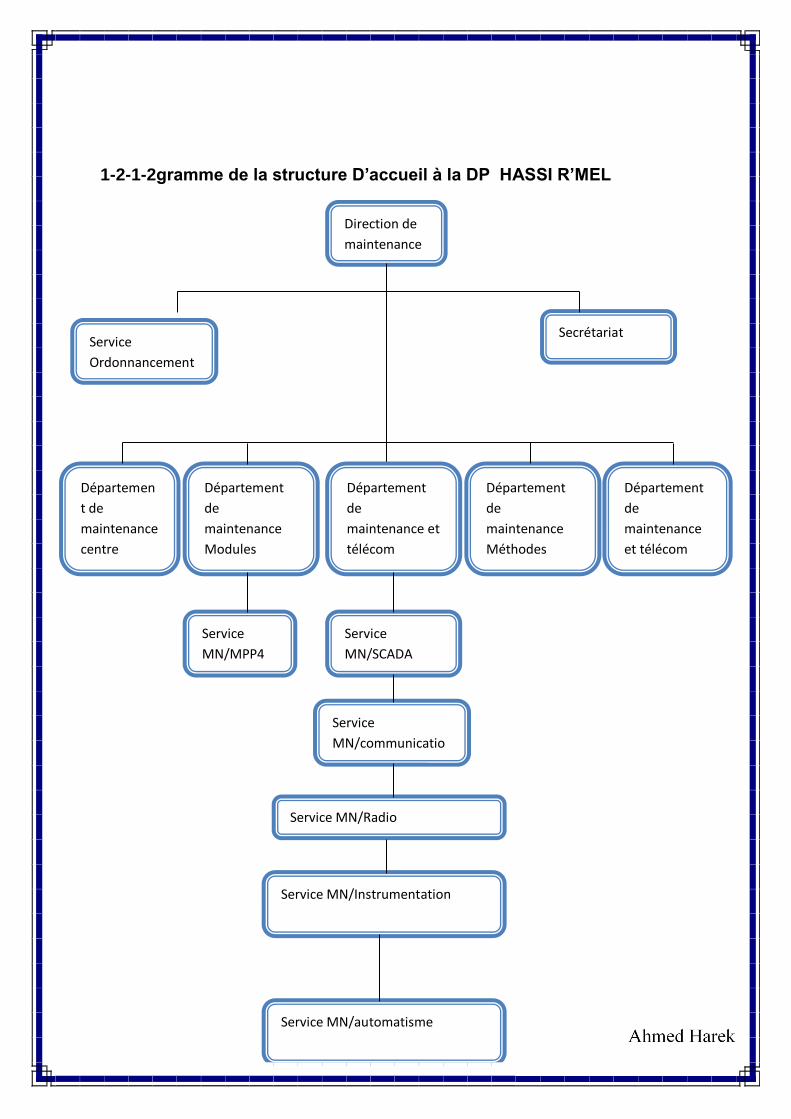
1-2-1-2gramme de la structure D’accueil à la DP HASSI R’MEL
Direction de
maintenance
Service
Ordonnancement
Secrétariat
Département
de
maintenance et
télécom
Département
de
maintenance
Méthodes
Département
de
maintenance
et télécom
Département
de
maintenance
Modules
Départemen
t de
maintenance
centre
Service
MN/MPP4
Service
MN/SCADA
Service
MN/communicatio
n
Service MN/Radio
Service MN/Instrumentation
Service MN/automatisme
Promotion 2012 /2013
Chapitre 2 : Système anti-incendie et les automates
2-1 Introduction au système anti-incendie
Dans le domaine des hydrocarbures, la sécurité des installations et du personnel
est un facteur déterminant, étroitement lié à la production.
L’importance des investissements engagés sur les équipements et procédés de
traitement ainsi que les risques d’incendie et d’explosion lies à la nature des
produits utilisés (inflammables), nécessitent une protection minutieuse et
bienveillante de ce patrimoine.
Les systèmes analogiques de lutte contre les incendies, ont contribué à la
protection de l’installation, cependant leur efficacité reste limitée par rapport à
ce que le traitement numérique des signaux peut procurer comme possibilité en
matière d’interfaçage et de transfert.
Les systèmes numériques (détection et commande extinction) utilisé les
avantages offerts par l’informatique :
câblage en bus : installation économique et simple
Adressage : Localisation rapide et précise des lieux des incidents
Intégration en réseau : transfert des signaux d’alarme vers déférents lieux
de contrôle
Historique : Stockage et archivage des évènements survenus
Simple et adaptée à toutes les situations (modification par configuration
sur logiciel. Protégée par mot de passe)
Supervision : se fait à partir de panneaux locaux ou déportés
Auto -Diagnostics : les anomalies sont localisées et signalées
automatiquement sur les panneaux de supervision
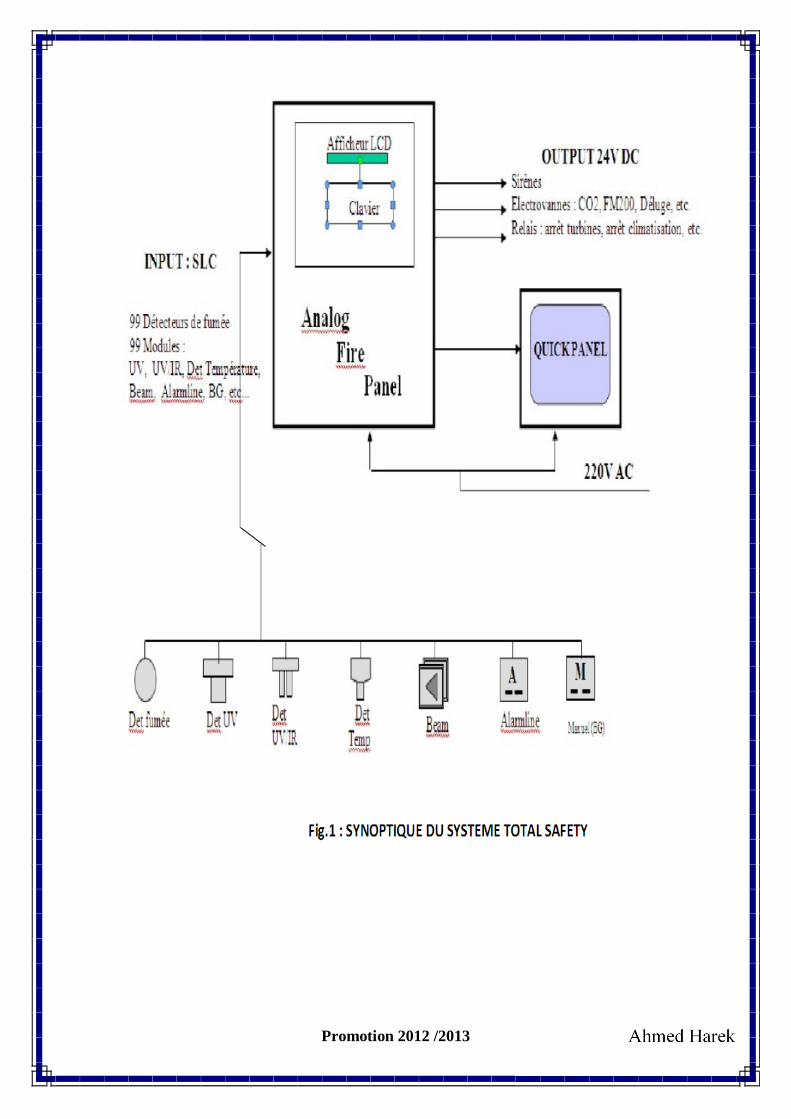
2-1 Présentation du système totale SAFETY
Le system numérique de détection « TOTAL SAFETY », a été installé au
niveau des unités de HR pour projeter les équipements stratégique de
production à savoir les pompes de transfert et d’expédition les turbines
compresseurs, les sous station électrique, laboratoire, salles de contrôle
…etc.
Ce système présente les avantages offerts par la technologie des
microprocesseurs et le calage en bus (boucle unique) permet une
installation facile et une maintenance simple et efficace.
Promotion 2012 /2013
SLC : Signaling Line circuit : paire de câble torsadée constituant le bus
du système sur lequel sont raccordés en parallèle les éléments (détecteurs
et module d’adresse).
Sur la boucle des signaux SCL ,99 détecteurs et 99 modules peuvent être
connecté et répartis sur des zones différentes selon la convenance de
l’exploitant et les dispositions des équipements à protéger.
En fonctionnement normal, le système scrute les éléments (détecteurs,
modules, sorties) installés sur la boucle SLC. Chaque élément de boucle
est déclaré sur le programme de conduite du système par sa fonction, son
adresse et la zone (coordonnées) à laquelle il appartient.
Toute anomalie survenue sur un élément ou un ensemble d’éléments
automatiquement signalée sur le panneau AFP (auto diagnostique) avec
l’affichage sur LCD du message indiquant la nature de l’anomalie ainsi
que les coordonnées de l’élément source.
Etant donné la spécificité des zones et des équipements à protéger
protection conçue diffère d’une zone à une autre et d’un équipement à un
autre. Ainsi, l’installation d’un type de détection et le choix de l’agent
extincteur sur une zone obéit à des critères par l’environnement et la
spécificité de l’installation à protégé.
Le mode d’installation, le fonctionnement et la maintenance de chaque
type de détecteur sont présentés sur des notices fournies par le
constructeur.
Les schémas de câblage et les schémas électriques des panneaux de
contrôle fournis par le constructeur permettent d’assurer une
maintenance efficace.
Un détecteur : correspond à un détecteur de fumée (Smocke détecteur).
Peut être installé dans les salles de contrôle, racks, sous station électrique
et d’autres enceintes fermées.
Un Module : correspond à un détecteur UV (ultra-violet), UV/IR (ultra-
violet/infra-rouge), beam, (détecteur de température), Alarmline ou
Manuel pull Station(BG).
Beam detector : est constitué de deux parties distinctes :
Un transmetteur (émetteur du signal) et un récepteur sont installés à une
distance convenable et correctement alignés.
Un nuage de fumée : traversant le champ entre émetteur et récepteur
réduit l’intensité du faisceau de rayons Infra-rouge capté par le récepteur
ce qui provoque l’émission d’une alarme feu. Un obstacle traversant le
Promotion 2012 /2013
Champ provoque une coupure franche du faisceau. Ceci déclenche une
alarme défaut. Peut-être installer dans des Sous station électrique.
Détecteur UV : est un détecteur sensible aux rayons ultra-violet (l’un des
composantes essentiels des rayons émis par une flamme).peut être installer
dans des bâtiments compresseurs.
détecteur UV/IR : est un détecteur sensible à la combinaison des deux
rayons ultra-violet et infra-rouge (simultanément).peut être installer dans
des abris des pompes d’expédition.
Détecteur de température : Elément de boucle actionnant une alarme feu
quand sa température atteint la consigne fixée. Peut-être installer ou on
veut protéger des turbines /compresseurs/transformateurs HT/
laboratoires.
Alarmline : câble détecteur sensible constitué de 04 conducteurs en
cuivre reliés 2 à 2 à leurs extrémités formant 2 boucle connectées à un
module d’analyse. Ce câble détecteur est sensible aux variations de
température .Un accroissement de température fait chuter la résistance
des fils conducteurs. Cette variation est analysée par le module
électronique (interface) qui déclenche un signal d’alarme. Une rupture du
câble ou un court-circuit entraine un signal défaut. Il peut être installé
dans des caniveaux et chemins de câble
Manuel pull station (BG) : est un élément de boucle par lequel on actionne
manuellement
nt le système (action volontaire).Peut être installe dans toutes les zones
protégées
Promotion 2012 /2013
Promotion 2012 /2013
Les automates programmables industriels
L’automate programmable industriel API (ou programmable Logic Controller
PLC) est aujourd’hui le constituant le plus répondu des automatismes. On le
trouve non seulement dans tous les secteurs de l’industrie, maïs aussi dans les
services (gestion de parkings d’accès à des bâtiments) et dans l’agriculture
(composition et délivrance de rations alimentaires dans les élevages).Il répond
aux besoins d’adaptation et de flexibilité de nombres d’activités économiques
actuelles.
Manufacturiers de PLC
Les plus connus sont :
Allen Bradley
Festo
GE Fanuc
Honneywell
Mistubishi
Modicon
Omron
Reliance
Siemens
Symax
Texas Instruments
Rhance
Siemens
Symax
Wetinghouse
2-3-2 Ou sont utilisés les automates
Contrôle de procédés
o Ligne de procédés
o Convoyeur
o Sécurité
Equipement et machines dédiés
Promotion 2012 /2013
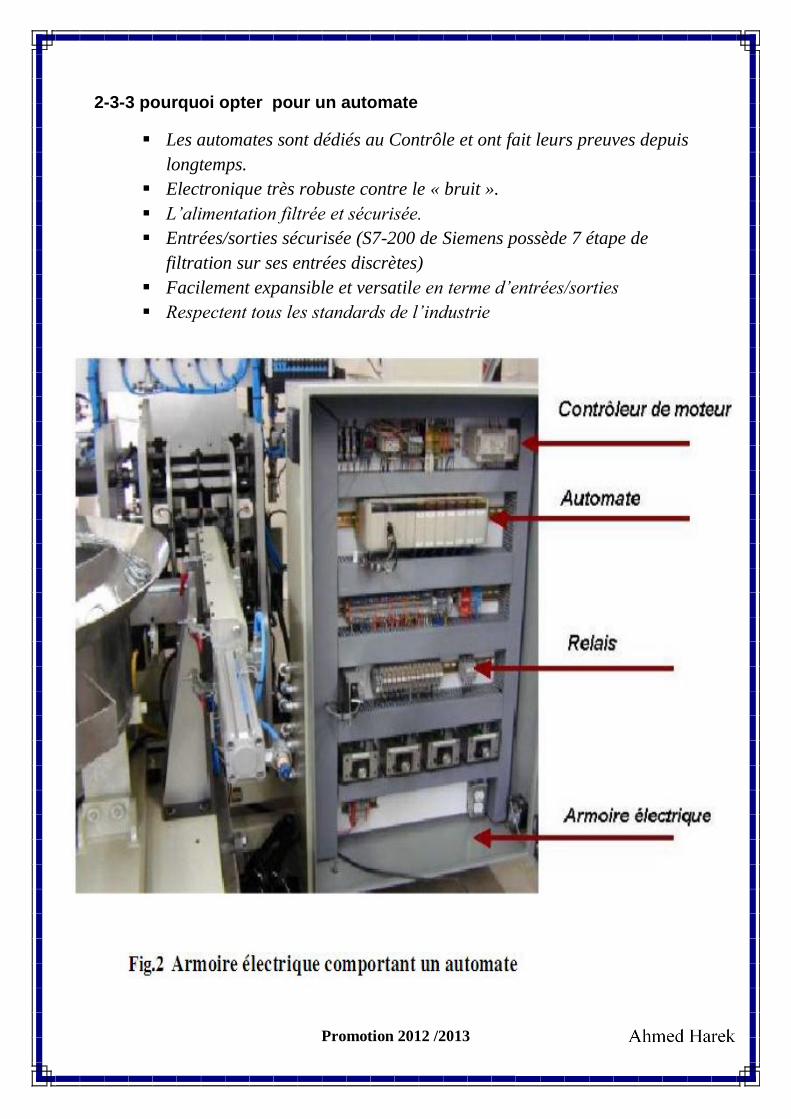
2-3-3 pourquoi opter pour un automate
Les automates sont dédiés au Contrôle et ont fait leurs preuves depuis
longtemps.
Electronique très robuste contre le « bruit ».
L’alimentation filtrée et sécurisée.
Entrées/sorties sécurisée (S7-200 de Siemens possède 7 étape de
filtration sur ses entrées discrètes)
Facilement expansible et versatile en terme d’entrées/sorties
Respectent tous les standards de l’industrie
Promotion 2012 /2013
2-3-4 le choix de l’automate
Lors du choix d’un automate, il est important de bien Définir la caractéristique
suivante :
La puissance de calcul nécessaire
La mémoire requise
La fonction utilisées (exemple : fonction spéciale PID)
Le nombre et le type d’entrées/sorties (exemple : entrée compteur rapide,
32DI, 3AO)
La convivialité du logicielle de programmation
Le service après-vente
Le type de connexions
Prévoir expansion future
Les réseaux d’automates :
Les grands systèmes utilisant plusieurs automates pour L’automatisation
Complete d’une industrie relient ceux-ci entre eux par des réseaux.
Ethernet
Device Net
Control Net
Profibus
2-3-5 bases des automates Programmables
Un automate Programmable Industrielle API est un calculateur industriel qui
accepte des entrées Provenant de contacts et de capteurs, les évalue grâce à un
programme en mémoire et génère des sorties permettant le contrôle de
machines et de procédés.
Promotion 2012 /2013
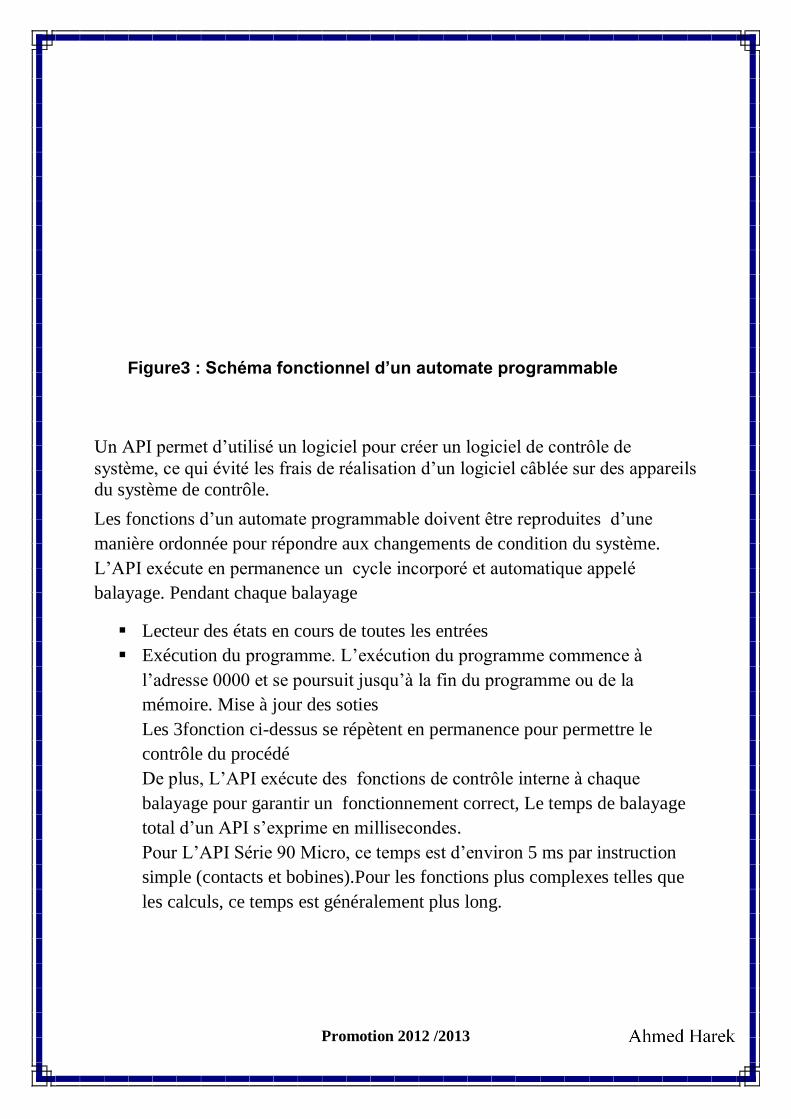
Figure3 : Schéma fonctionnel d’un automate programmable
Un API permet d’utilisé un logiciel pour créer un logiciel de contrôle de
système, ce qui évité les frais de réalisation d’un logiciel câblée sur des appareils
du système de contrôle.
Les fonctions d’un automate programmable doivent être reproduites d’une
manière ordonnée pour répondre aux changements de condition du système.
L’API exécute en permanence un cycle incorporé et automatique appelé
balayage. Pendant chaque balayage
Lecteur des états en cours de toutes les entrées
Exécution du programme. L’exécution du programme commence à
l’adresse 0000 et se poursuit jusqu’à la fin du programme ou de la
mémoire. Mise à jour des soties
Les 3fonction ci-dessus se répètent en permanence pour permettre le
contrôle du procédé
De plus, L’API exécute des fonctions de contrôle interne à chaque
balayage pour garantir un fonctionnement correct, Le temps de balayage
total d’un API s’exprime en millisecondes.
Pour L’API Série 90 Micro, ce temps est d’environ 5 ms par instruction
simple (contacts et bobines).Pour les fonctions plus complexes telles que
les calculs, ce temps est généralement plus long.

Promotion 2012 /2013
2-4-GE-FANUC série 90-30
C’est la gamme des automates la plus utilisé au sonatrach, c’est un produit né de
la fusion entre les deux sociétés Générale Electrique et Fanuc, américain et
japonaise respectivement.
Le ha-rdware et le software de cet automate seront présentés ci-dessous.
Promotion 2012 /2013
2-4-1 hardwares
C’est l’aspect matériel du PLC à savoir le module d’alimentation, la CPU, les
modules de communication et les modules d’entrées-sorties, lesquels sont
montés sur un rack de 5 ou 10
2-4-1-1 le module d’alimentation
IL fournit un courant et une tension continus et appropriés aux différents
modules via le rack.
2-4-1-2 la CPU
C’est le cerveau de l’automate, il comporte le programme de traitement qui
chargé de la PG à l’aide d’un câble série RS232-RS485, et une mémoire ou sont
stockées les données traitées ou à traiter. Les données sont véhiculée d’un
manier parallèle entre la CPU et les différents modules il est à noter que cette
série 90-30 de GE-FANUC travaille avec une gamme assez varié de CPU
2-4-1-3 Modules de communication
Ils assurent le transfert des données entre l’automate et son environnement, et
cela avec un protocole bien spécifie pour chaque type de communication. Ou on
utilise un module (Ethernet) pour le protocole TCP-IP (ou bien la fibre optique),
et des modules (compresseurs) pour la communication en Mode bus avec les
différentes unités et panneaux d’adressage.
2-4-1-4 les modules d’entrées-sorties (I/O)
Dans le système de sécurité, les informations qui proviennent des différents
capteurs sont recueillies par les modules de communication et les informations
prévenant des boutons poussoirs se trouvant sur place nécessitent un module
d’entrées.
Les éléments de sorties de faible ou de fort puissance (voyants, électrovannes
sirènes gyrophares etc.), qui nous informent ou, nous alertent sur l’état du
système de sécurité et sur l’environnement qu’il gére en permanence, sont
connectés à des différents module dépendant de la sortie à commander
Remarque : pour commander les sorties de puissance, comme les électrovannes
et les gyrophares, GENERAL MONITOR a fait appel au GENIUS block.
TOTAL SAFETY quant à elle, utilise des relais pour le contrôle de ces éléments
Promotion 2012 /2013
2-4-2 Software
Le fonctionnement de l’ensemble des modules constituant le HARDWARE
nécessite un programme qui est implémente sur la CPU .et pour la gestion des
entrées et des sorties, des modules I/O comme le GENIUS sont programmables.
Pour l’implémentation des programmes dans les mémoires respectives de la
CPU et des modules intelligents comme le GENIUS, une Pg (ordinateur
Portable) munie d’un logiciel, et une console bien spécifie, sont indispensables
Pour la supervision et le contrôle du système et pour bien s’étendre avec la
machine l’homme a mis au point le concept de HMI pouvant interpréter le
langage de programmation utilisé en un langage binaire compris par la
machine, et vis versa.
2-4-2-1 HMI
Deux différents logiciel pilotant la PG sont mis en place et cela selon le modèle
de CPU.
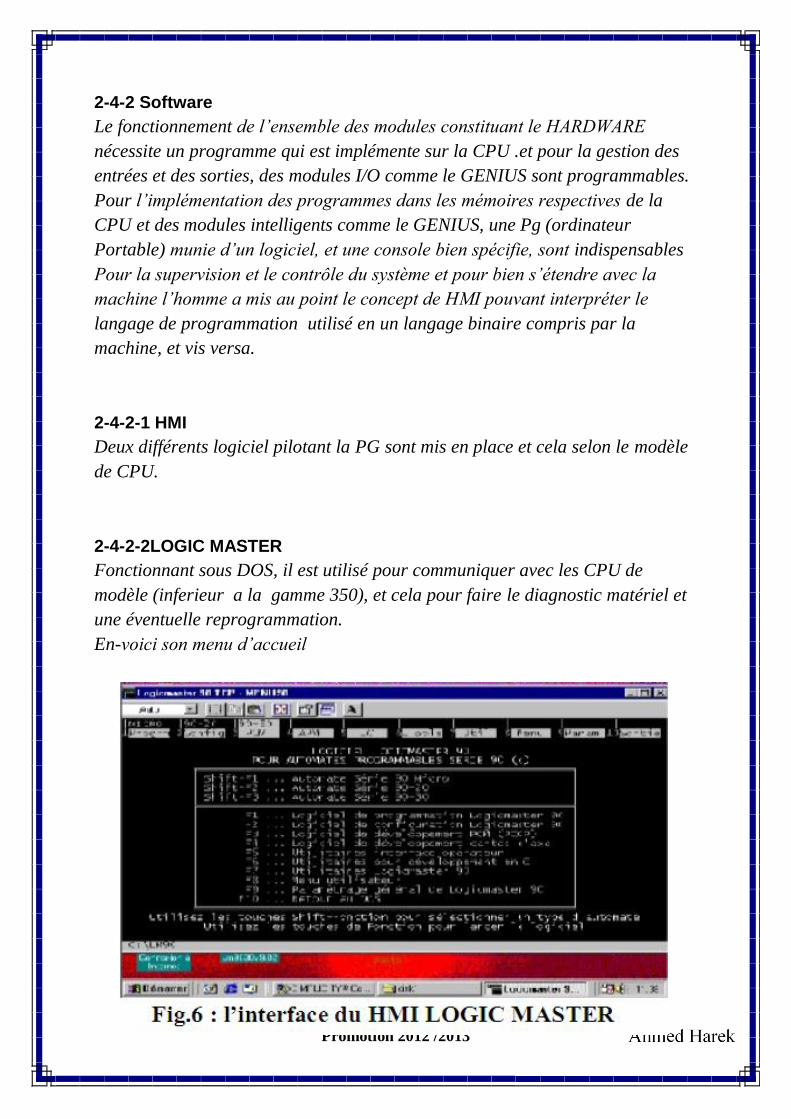
2-4-2-2LOGIC MASTER
Fonctionnant sous DOS, il est utilisé pour communiquer avec les CPU de
modèle (inferieur a la gamme 350), et cela pour faire le diagnostic matériel et
une éventuelle reprogrammation.
En-voici son menu d’accueil
Promotion 2012 /2013
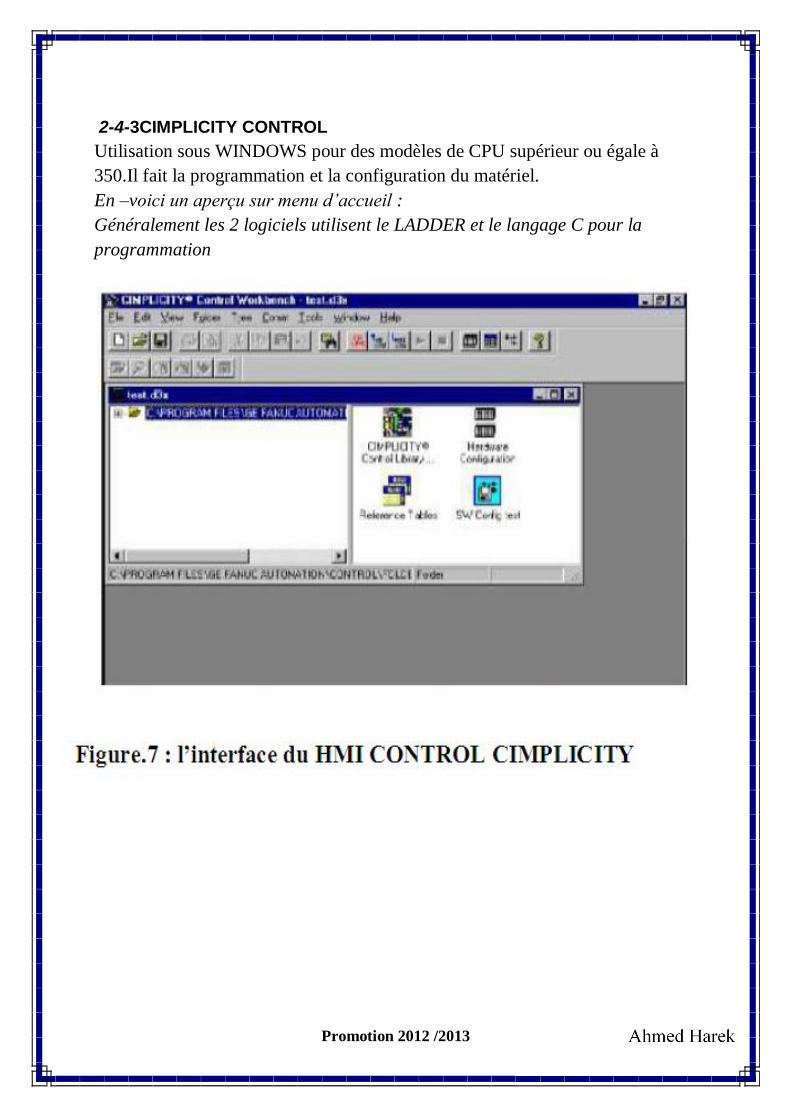
2-4-3CIMPLICITY CONTROL
Utilisation sous WINDOWS pour des modèles de CPU supérieur ou égale à
350.Il fait la programmation et la configuration du matériel.
En –voici un aperçu sur menu d’accueil :
Généralement les 2 logiciels utilisent le LADDER et le langage C pour la
programmation
Promotion 2012 /2013
Chapitre 3 : Etude de Système DCS
3-1Généralité
Aujourd’hui, le succès du micro-ordinateur et des logiciels a rendu de
l’informatique simple et familière. Cependant, la distance est grande entre la
micro-informatique personnelle et l’informatique professionnelle, elle l’est
encore l’avantage entre celle-ci et l’informatique industrielle .car l’enjeu n’est
pas un résultat sur papier mais la mise en œuvre de procédés a connu plusieur
générations de système :
Contrôle manuel : C’est l’opérateur qui ferme la boucle de contrôle en
manœuvrant l’origine de commande
Régulateur pneumatique locaux : l’operateur n’intervient pas directement
sur l’organe de commande mais il donne un point de consigne au
régulateur local sur site.
Régulateur pneumatique centralisé : l’operateur conduit le procédé à
partir de la salle de contrôle.
Régulateur électronique analogique et numérique :le développement de
l’électronique a conduit à la conception des électronique à boucle simple
et des capteurs pouvant transformer touts grandeurs physique en
grandeurs électriques.
Systèmes d’acquisition de données DAS : animation graphique,
historique, trend, logging.la fonction contrôle est assurée des régulatrices
simples mono-boucles.
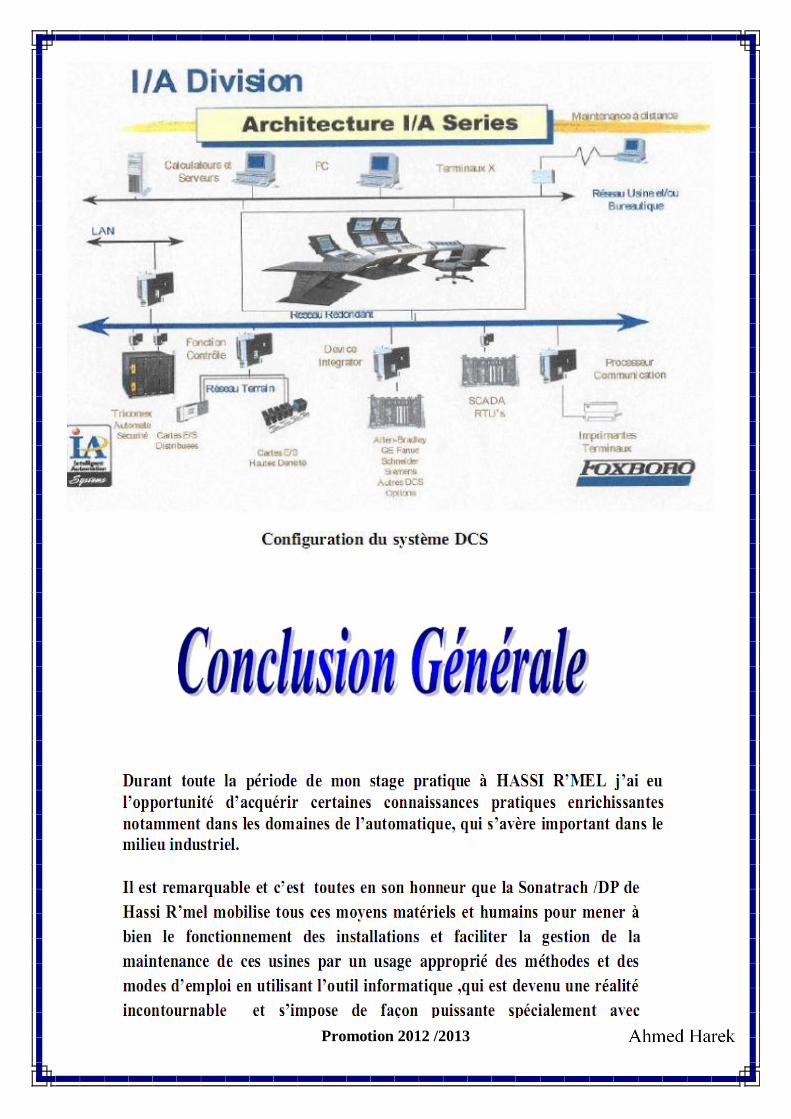
Système de contrôle distribué DCS : en générale, les procédés industriels
sont constitués d’un ensemble d’équipements d’installation de production
repartis sur site, cette contrainte a fait que l’architecture de ce système
soit distribuée. D’ou l’appellation :système de contrôle distribué
DCS(distributeur control system).
Les principaux objectifs de ce système sont :
Augmentation de la fiabilité et la disponibilité de production avec
des couts optimaux d’investissement et de l’exploitation
Assurer la sécurité des personnels.
Mettre à la disposition des opérateurs précis de contrôle et de
pilotage de l’installation
Assurer des fonctions de pilotage, surveillance et de supervision
Promotion 2012 /2013
3-2 Aspect hardware
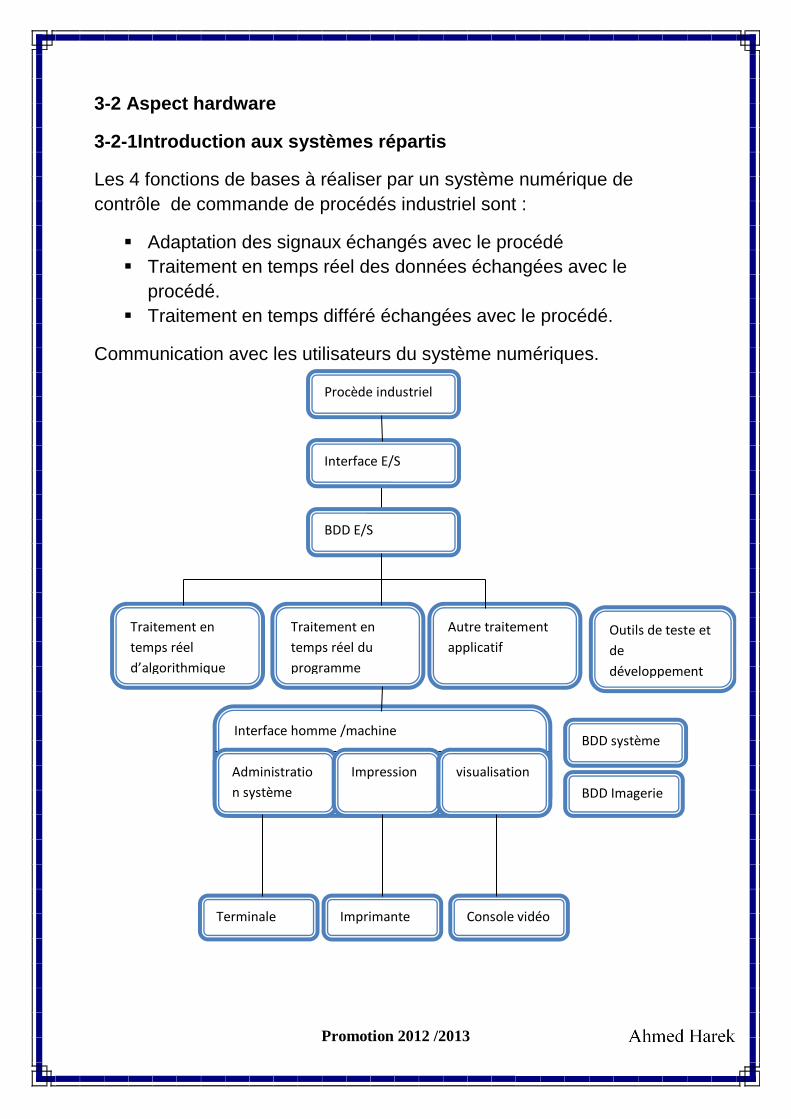
3-2-1Introduction aux systèmes répartis
Les 4 fonctions de bases à réaliser par un système numérique de
contrôle de commande de procédés industriel sont :
Adaptation des signaux échangés avec le procédé
Traitement en temps réel des données échangées avec le
procédé.
Traitement en temps différé échangées avec le procédé.
Communication avec les utilisateurs du système numériques.
Procède industriel
Interface E/S
BDD E/S
Autre traitement
applicatif
Traitement en
temps réel du
programme
Traitement en
temps réel
d’algorithmique
Outils de teste et
de
développement
Interface homme /machine
Administratio
n système
Impression visualisation
BDD système
BDD Imagerie
Console vidéo Imprimante Terminale
Promotion 2012 /2013
Promotion 2012 /2013
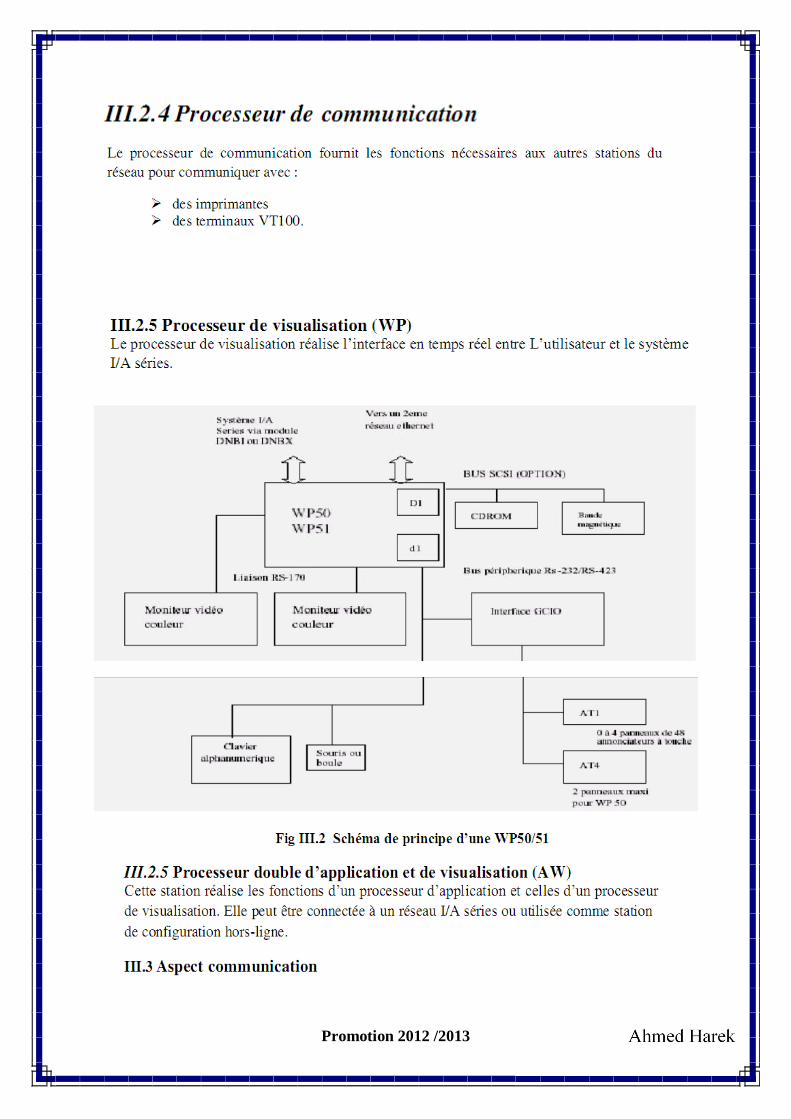
Promotion 2012 /2013
Promotion 2012 /2013
Promotion 2012 /2013
Promotion 2012 /2013
Promotion 2012 /2013
Promotion 2012 /2013
Promotion 2012 /2013
Promotion 2012 /2013
Promotion 2012 /2013


























