Embed Size (px)
Citation preview
Rapport de Stage
Etude des différentes chaines de sécurité du broyeur Krupp de phosphate (100T/H) à l’atelier NUB-Phosphorique 1 (PP1) de Maroc Chimie
El mostafa EL BOUDALI
Etude du procédé de broyage de phosphate, sa centrale de graissage et de lubrification ainsi que les différentes chaines de sécurité du Broyeur.
Groupe OCP – Maroc Chimie, SAFI
1 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
AUTEUR : El mostafa EL BOUDALI 15, Place Clemenceau, 64200, BIARRITZ 0687 02 46 51 [email protected] Elève ingénieur en 1ière année cycle ingénieur à l’Ecole Supérieurs des Technologies Industrielles Avancées - BIDART
TYPE DE RAPPORT : Stage étude de deux mois. Du 13 Février au 07 Avril 2012.
COMMENDITAIRE : IDS/C/M/E: Maroc Phosphore Safi / Div. Maroc Chimie, Maintenance Centralisée. OCP – Maroc Chimie Maitre de Stage : Mr. AFFRIAD Parrain de Stage : Mr. ELABBADI
2 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
REMERCIEMENTS
Tout d’abord, je tiens à remercier toute l’équipe du service Régulation de l’atelier
phosphorique du groupe OCP –Maroc Chimie, pour leur accueil chaleureux et leur
collaboration.
Plus précisément, je présente mes profonds respects et reconnaissances à :
Mr. ELABBADI, parrain de stage pour son accueil et la confiance qu’il m’a accordé dès mon arrivée.
Mr. AFFRIAD, maitre de stage, pour m’avoir accueilli dans son équipe, pris en charge, fait confiance, conseillé, encouragé…
Mr. CHRIFI, pour sa disponibilité à toute visite de chantier, son soutien et ses conseils précieux.
J’insiste à remercier tout particulièrement et à témoigner toute mes
reconnaissances aux personnes suivantes, pour l’expérience enrichissante et pleine
d’intérêt qu’elles m’ont fait vivre durant ces deux mois au sein de l’entreprise :
Mr. TOURARI Mr. MOUSTATIR Mr. CHARROU Mr. BRINI MR. CHAFIK Mr. ZAITOUNI Mr. HABCHI
Ainsi, je congratule tout le service pour avoir facilité mon intégration dans cette équipe
dynamique et sympathique !
Enfin, je tiens également à remercier toutes les personnes qui ont concouru à rendre ce
passage en entreprise agréable.

3 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
DEDICACE
A mes professeurs et corps administratif ESTIA,
A ma famille,
En témoignant une affection et un sacrifice que vous avez déployés, à mon égard, mon amour ne saurait être exprimé par des dédicaces.
Que Dieu seul, puissant, vous accorde santé, bonheur, prospérité et longue vie.
A mes collègues et amis
Veui llez agrée l’expression de ma profonde amitié.
4 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
RESUME
Par broyage, on entend la fragmentation d’une substance massive à un ensemble
de menus fragments sans en altérer l’état d’agrégation. La composition physique et
chimique du produit en résultant peut varier lorsque la substance primitive est hétérogène.
Le broyage est un problème énergétique. Il faut de l’énergie pour réduire une
matière à une dimension donnée. Cette énergie découle des broyeurs.
Outre, pour assurer le bon fonctionnement du broyeur, une étude sur l’élément de
lubrification, graissage et différentes chaines de sécurité s’avère complètement
primordiale pour garantir et augmenter la production du phosphate broyé, matière première
des engrais, afin de satisfaire les besoin d’un marché de plus en plus croissant.
MOT CLES : OCP – Broyeur à boulet – Procédé de production – analyse fonctionnelle – logigramme –
Centrale de graissage – unité de lubrification – seuils de sécurité.
5 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
ABSTRACT
Grinding is the fragmentation of a substance in a massive set of small fragments
without altering the state of aggregation. The physical and chemical composition of the
resulting product may vary when the original substance is heterogeneous.
Grinding is an energy problem. It takes energy to reduce a material to a specific
size. This energy flows from the grinders.
Furthermore, to ensure the smooth operation of the crasher, a study of lubrication
and the various safety chains is completely paramount, to guarantee and increase the
production of ground phosphate, the fertilizer of the raw material, and to meet the needs of
a market increasingly growing
KEYWORDS :
OCP - Ball grinder – Production process - functional analysis – Central oiling - safety thresholds
6 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
SOMMAIRE
Auteur ……………………………………………………………………………………. 1 Remerciement ………………………………………………………………………….... 2 Dédicace ………………………………………………………………………………….. 3 Résumé ………………………………………………………………………………….. 4 Abstract ………………………………………………………………………………….. 5 Sommaire ……………………………………………………………………………….. 6 Liste des figures et tableaux ……………………………………………………………. 8 Introduction générale ………………………………………………………………….. 9
Chapitre Introductif Présentation de l’organisme d’accueil ………………………………………………. 10
Introduction ………………………………………………………………………… 11 I. Présentation du groupe …………………………………………………………... 12
I.1 Fiche technique ………………………………………………………………... 12 I.2 Localisation géographique …………………………………………………….. 13 I.3 Secteur d’activité d’OCP ……………………………………………………… 14
II. Maroc Phosphore SAFI (IDS) …………………………………………………. 15 II.1 Ateliers de production de l’acide sulfurique ……………………………….. 16 II.2 Ateliers d’énergies et de fluides ……………………………………………... 16 II.3 Ateliers de production d’acide phosphorique …………………………….... 16 II.4 Ateliers de production des engrais TSP …………………………………….. 17
Conclusion ………………………………………………………………………….... 17
Chapitre Premier Etude de l’unité de broyage PP1 …………………………………………………….. 18
Introduction ………………………………………………………………………….... 19 I. La nouvelle unité de broyage (NUB) ...................................................................... 19 II. Broyeur de la NUB ………………………………………………………………... 20
II.1 Les types de broyeurs ………………………………………………………….. 20 II.2 Principaux caractéristiques …………………………………………………… 20 II.3 Mode de fonctionnement du broyeur ………………………………………… 20 II.4 Procédé de l’installation ………………………………………………………. 21
III. Les sous ensembles du broyeur ………………………………………………… 23 III.1 Paliers à collets ………………………………………………………………... 23 III.2 Partie inferieure du palier ……………………………………………………. 24 III.3 Les coussinets …………………………………………………………………. 25 III.4 Partie supérieure du palier …………………………………………………... 26 III.5 Les joints d’étanchéité ………………………………………………………... 26
Conclusion ……………………………………………………………………………. 27
Chapitre deuxième Analyse fonctionnelle du système de broyage ……………………………………… 28
I. Description ………………………………………………………………………….. 29 I.1 Cadre d’utilisation ………………………………………………………………. 29
7 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
I.2 Besoin ……………………………………………………………………………. 29 I.3 Tableau fonctionnel …………………………………………………………….. 30
II. Système automatisé ……………………………………………………………….. 31 III. Le F.A.S.T ……………………………………………………………………….. 32 IV. Logigramme de démarrage …………………………………………………….. 33
Chapitre troisième Etude du système de lubrification et de graissage ……………………………………. 34
Introduction …………………………………………………………………………... 35 I. Etude de la centrale de graissage ………………………………………………….. 35
I.1 But de graissage ………………………………………………………………….. 35 I.2 Graissage des paliers …………………………………………………………..... 35
I.2.1 Lubrification de la couronne dentée ……………………………………….. 35 I.2.2 Unité de maintenance à air ………………………………………………..... 36 I.2.3 Unité de pulvérisation ……………………………………………………….. 37
II. Etude de la centrale hydraulique ………………………………………………… 38 II.1 But de la lubrification …………………………………………………………. 38 II.2 Lubrification de la séquence broyeuse ……………………………………….. 38
II.2.1 Alimentation en huile du palier à collet …………………………………... 38 II.2.2 Réservoir d’huile …………………………………………………………... 39 II.2.3 La lubrification par circulation d’huile ………………………………….. 40 II.2.4 La suspension ………………………………………………………………. 41 II.2.5 Refroidissement de coussinets ……………………………………………... 42 II.2.6 Refroidissement d’huile ………………………………………………….... 42
Chapitre quatrième Etude des différentes sécurités de la séquence du broyeur ………………………… 43
Introduction …………………………………………………………………………... 44 I. Sécurité broyeur ……………………………………………………………………. 44
I.1 Dispositifs de contrôle d’alimentation en huile ………………………………. 44 I.2 Fonctionnement de la séquence du Broyeur ………………………………….. 45 I.3 Seuils de sécurité ……………………………………………………………….... 45
II. Logigramme de sécurité Broyeur .......................................................................... 47 Conclusion générale ....................................................................................................... 48

8 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
LISTE DES FIGURES ET TABLEAUX
Figure 1 : Les différents gisements de phosphate ………………………………....… 13 Figure 2 : Organigramme de Maroc Phosphore …………………………………..… 15 Figure 3 : Broyeur à boulet …………………………………………………………..... 21 Figure 4 : L’unité de broyage PP1 …………………………………………………… . 22 Figure 5 : Palier à collet ……………………………………………………………...... 23 Figure 6 : Partie inférieure du palier .......................................... ...........................…. 24 Figure 7 : Les coussinets ……………………………………………………………….. 25 Figure 8 : Partie supérieure du palier …………………………………………..…….. 26 Figure 9 : Les joints d’étanchéités …………………………………………………….. 27 Figure 10 : Bete à corne du système …………………………………………...……… 29 Figure 11 : Composition d’un système de production automatisé ………..…………. 31 Figure 12 : Diagramme F.A.S.T …………………………………………… ..………… 32 Figure 13 : Logigramme de procédé ………………………………………...………… 33 Figure 14 : La centrale de graissage et l’unité de pulvérisation …………….……… 35 Figure 15 : Lubrification de la couronne dentée ……………………………….…….. 36 Figure 16 : Unité de maintenance à air ……………………………………..………… 37 Figure 17 : Unité de pulvérisation ………………………………..…………………… 38 Figure 18 : Alimentation en huile du palier à collet ……………………..…………… 39 Figure 19 : Lubrification par circulation d’huile …………………………………..… 40 Figure 20 : Lubrification forcée …………………………………………………..…… 41 Figure 21 : Refroidissement d’huile et des coussinets ……………………………...… 42 Figure 22 : Logigramme de sécurité Broyeur .............................................................. 47 Tableau 1 : Tableau fonctionnel ……………………………………………………….. 30 Tableau 2 : Seuils de sécurité …………………………....………………………….…. 42
9 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
INTRODUCTION GENERALE
Elèves ingénieurs en 1ière année cycle ingénieur CGP/MPA, un stage application
est une étape primordiale pour accomplir une formation qui répond aux besoins du marché
de l'emploi.
Le sujet de mon stage touche à un domaine très sensible, le secteur tertiaire, afin
d’améliorer la production, de contrôler les procédés industriels et de perfectionner les
méthodes industrielles, il faut avant tout passer par une étude préliminaire.
Mon sujet s’inscrit dans cette optique, il s’intéresse à un modèle réduit et modéré d’une
situation habituelle qu’est la régulation qui se situe comme un outil primordial dans le
contrôle des systèmes notamment ceux qui demandent une grande précision et une large
gamme de rapidité d’intervention.
Ceci me permettra dans un premier temps de : Présenter l’organisme d’accueil ;
Mettre l’accent sur ses activités ;
Arborer l’organisation de l’atelier phosphorique.
Et dans un second temps d’entrer dans le vif du sujet en : Abordant ce que nous entendant par système de broyage du phosphate;
Faisant une analyse fonctionnelle du système en question;
Exposant l’étude de centrale de graissage, de centrale hydraulique de la suspension du
broyeur, et des différentes sécurités de la séquence du broyeur.
10 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
CHAPITRE INTRODUCTIF
PRESENTATION DE L’ORGANISME D’ACCUEIL
11 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
INTRODUCTION
L . Mais malgré l'augmentation générale du déficit de la balance commerciale, force est de
constater qu'il y a des secteurs qui sortent la tête de l'eau. C'est le cas normalement de celui
des phosphates. En effet, le Royaume, qui détient un peu moins de la moitié des réserves
mondiales de phosphates, chiffre ces exportations durant les onze premiers mois de l'année
passée à plus de 32 MMDH, contre 17 MMDH un an plus tôt, soit un grand de 88%.
Leader mondial sur le marché du phosphate et des produits dérivés, le Groupe OCP est à la
fois la locomotive économique du Royaume et l’acteur majeur de l’agriculture mondiale,
il opère sur les cinq continents. Son ouverture sur l'international, depuis sa création en
1920, le pousse à développer, des capacités d'adaptation, de flexibilité et d'anticipation
pour pouvoir répondre aux exigences des clients dans un marché très concurrentiel.
Au début de décembre, une étude américaine s’alarmait de la toute-puissance du Maroc sur
le marché stratégique des phosphates. Alors que les réserves sont partout en déclin, le
royaume disposera, à l’horizon 2020, de 80 % des réserves mondiales. Troisième
producteur (derrière la Chine et les États-Unis) avec 24 millions de tonnes par an, le Maroc
est le premier exportateur mondial de ce minerai, qui sert principalement à la fabrication de
fertilisants, de détergents ou de batteries lithium-ion.
Créé en 1920 par le maréchal Lyautey, treize ans après la découverte des premiers
gisements, l’Office chérifien des phosphates (OCP) a le monopole de l’extraction, de la
valorisation et de la commercialisation. D’abord instrument de pillage au service de la
puissance coloniale, l’Office est nationalisé en 1973 avant de devenir, en 1975, le groupe
OCP. Fleuron de l’économie nationale, fort de ses 19 000 salariés, le groupe soutient plus
que jamais la croissance du pays puisque son activité représente 2 à 3 points du PIB. Sans
lui, le déficit de la balance commerciale se creuserait dangereusement.
a balance commerciale du Maroc reste déficitaire, c'est que révèlent les chiffres
publiés le 3 janvier 2011 par l'Office des changes au titre des onze premiers
mois de l'année écoulée. Ce déficit, évalué à plus de 138 MMDH contre
135MMDH à la même période en 2009 aurait pu être plus abyssal, n'eussent été
les exportations de phosphates.
12 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
I. PRESENTATION DU GROUPE OCP
I.1. Fiche technique
Numéro du registre de commerce : Casablance 40-327 Date de création : Dahir du 07/08/1920 Forme juridique : Société anonyme Mise en place de la structure du groupe : Juillet 1975 Siège sociale : Angle route d’EL Jadida et BD de la grande ceinture, B.P : 5196 Casa Maarif- Casablanca Direction : Mostafa Terrab (PDG) Activité(s) : Mines Produits : Phosphates et dérivés Filiale(s) : Maroc Phosphore Phosboucraâ Sotreg Prayon Effectif : 22.677, dont 725 ingénieurs Chiffres d’affaires : 6.7 milliards de dollar us (2008) Site web : www.ocpgroupe.ma
I.2.Localisation géographique
Logo :
13 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
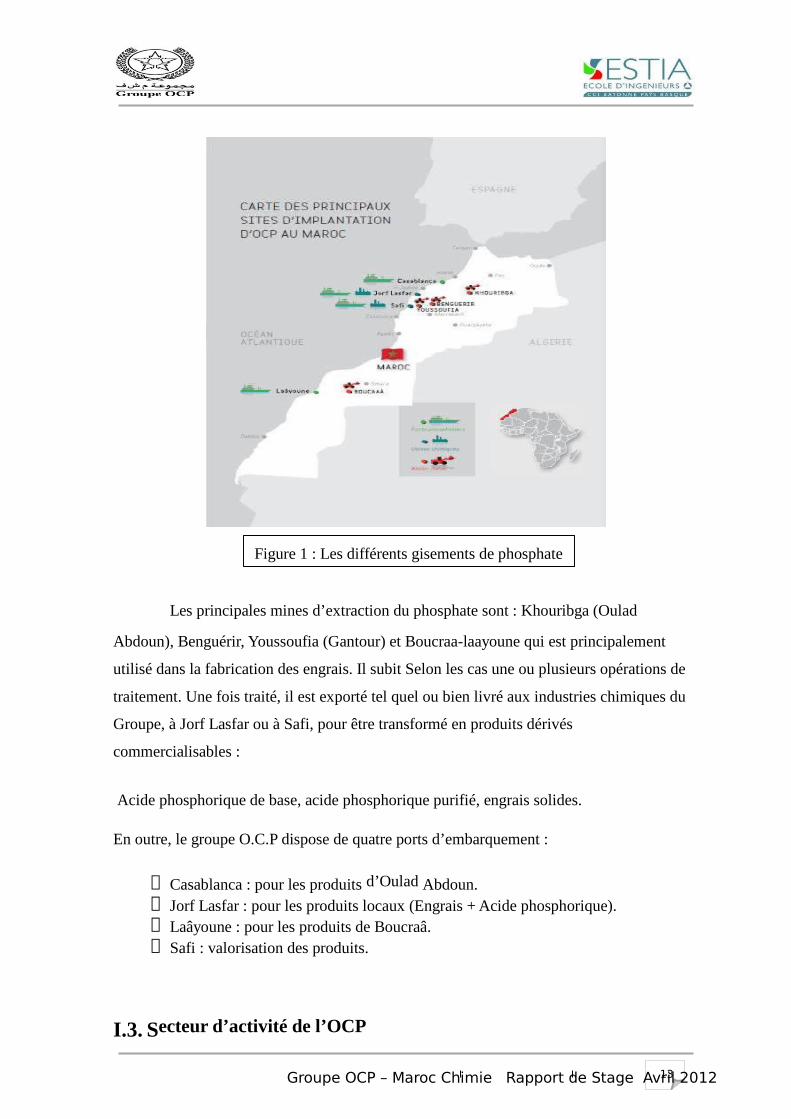
Les principales mines d’extraction du phosphate sont : Khouribga (Oulad
Abdoun), Benguérir, Youssoufia (Gantour) et Boucraa-laayoune qui est principalement
utilisé dans la fabrication des engrais. Il subit Selon les cas une ou plusieurs opérations de
traitement. Une fois traité, il est exporté tel quel ou bien livré aux industries chimiques du
Groupe, à Jorf Lasfar ou à Safi, pour être transformé en produits dérivés
commercialisables :
Acide phosphorique de base, acide phosphorique purifié, engrais solides. En outre, le groupe O.C.P dispose de quatre ports d’embarquement :
Casablanca : pour les produits d’Oulad Abdoun. Jorf Lasfar : pour les produits locaux (Engrais + Acide phosphorique). Laâyoune : pour les produits de Boucraâ. Safi : valorisation des produits.
I.3. Secteur d’activité de l’OCP
Figure 1 : Les différents gisements de phosphate
14 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
Le groupe OCP détient des positions fortes et reconnues mondialement dans le
secteur industriel des Phosphates et ses produits dérivés, grâce à une expérience de plus de
92 ans.
Il s’impose comme :
Premier exportateur mondial des phosphates sous toutes formes.
Premier exportateur mondial d’acide phosphorique.
Le groupe OCP est spécialisé dans l’extraction, le traitement, la valorisation et la
commercialisation des Phosphates et de ses produits dérivés. Ces procédés sont définis
comme suit :
Extraction :
C’est une opération de l’extraction à ciel ouvert des phosphates. Elle se fait en
quatre cycles : fourrage, sautage, découpage et défunter.
Traitement :
Son but est de valoriser les phosphates bruts par des méthodes de traitement en
vue de son exportation, elle se compose de plusieurs opérations : criblage, séchage,
calcination, flottation et enrichissement à sec.
Valorisation :
C’est la production des acides phosphoriques et les engrais dans les entités
chimiques du groupe à Jorf Lasfar et Safi.
15 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
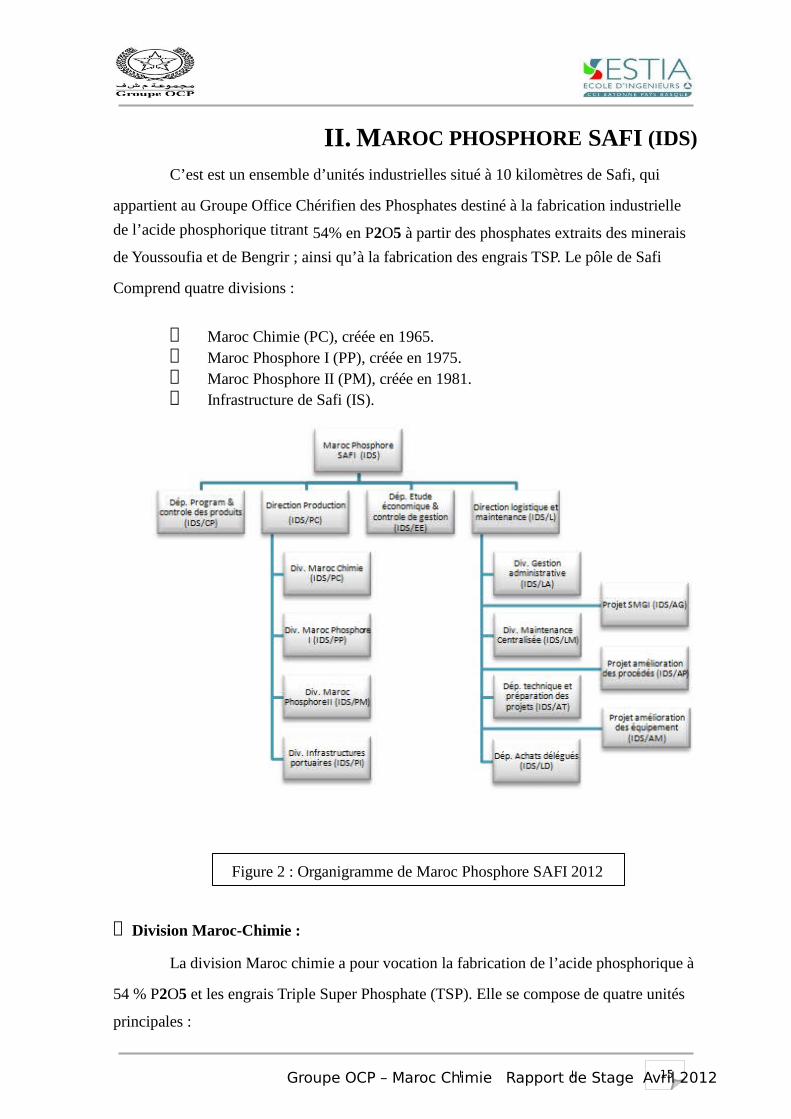
II. MAROC PHOSPHORE SAFI (IDS)
C’est est un ensemble d’unités industrielles situé à 10 kilomètres de Safi, qui
appartient au Groupe Office Chérifien des Phosphates destiné à la fabrication industrielle
de l’acide phosphorique titrant 54% en P2O5 à partir des phosphates extraits des minerais
de Youssoufia et de Bengrir ; ainsi qu’à la fabrication des engrais TSP. Le pôle de Safi
Comprend quatre divisions :
Maroc Chimie (PC), créée en 1965. Maroc Phosphore I (PP), créée en 1975. Maroc Phosphore II (PM), créée en 1981. Infrastructure de Safi (IS).
Division Maroc-Chimie :
La division Maroc chimie a pour vocation la fabrication de l’acide phosphorique à
54 % P2O5 et les engrais Triple Super Phosphate (TSP). Elle se compose de quatre unités
principales :
Figure 2 : Organigramme de Maroc Phosphore SAFI 2012
16 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
II.1 .Atelier de production de l’ACIDE SULFURIQUE:
Atelier PS II :
L’atelier PS II comprend deux lignes identiques X et Y de capacité unitaire 1000T
H2SO4/J concentré à 98.5%. La fabrication se fait selon le procédé à simple absorption
MONSANTO.
Atelier PS III :
De capacité 2300T H2SO4/J concentré à 98.5% avec un rendement de conversion
de 99.7%. L’atelier PS III a la particularité d’avoir un procédé à double absorption, ce qui
augmente le rendement de conversion, cette double absorption est assurée par la tour HRS.
A la différence de PS II, au 3ème étage du convertisseur (SO2 – SO3) le gaz passe à la tour
HRS pour une première absorption avant d’intégrer le 4ème étage du convertisseur et se
diriger vers la tour d’absorption finale.
II.2 .Atelier d’ENERGIES et de FLUIDES :
Constitué d’une centrale thermoélectrique, d’une unité de traitement d’eau douce
et d’une station de pompage d’eau de mer. Cet atelier permet d’alimenter la division en
toutes les utilités dont il a besoin, à savoir :
Les différentes qualités d’eau : eau filtrée, eau déminéralisée, eau d’alimentation. La vapeur MP (moyen pression). L’air comprimé . L’énergie électrique fournie par trois groupes turboalternateurs.
II.3 .Ateliers de production d’ACIDE PHOSPHORIQUE:
Les ateliers phosphoriques de la division MC ont été conçus pour la production d’un
acide titrant 54% en P2O5 selon les procédés PRAYON et RHÔNE-POULENC.
L’atelier PP.I dispose :
2 lignes 1/2, 3/4 de production d’acide phosphorique 30% (Filtres Prayon)
(720T en P2O5/H). 2 lignes de production d’acide phosphorique concentré 54%(CAP5 et
CAP6).
17 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
Une ligne de broyage du phosphate (NUB) Mon stage se déroule dans cette ligne.
L’atelier PP.II dispose :
Une ligne de production d’acide phosphorique 30%. 4 lignes de concentration d’acide phosphorique 54%.(CAP 2X,2Y,3X et 3Y) 2 unités de clarification d’acides phosphoriques 30% et 54%.
L’atelier traitement d’acide :
Regroupe les opérations de décadmiation, de désulfatation et de
défluorisation de l’acide 54% provenant de la division MP et de l’atelier PP2.
II.4 .Atelier de production des engrais T.S.P :
La Division Maroc Chimie dispose de deux lignes identiques de production
d’engrais TSP: la ligne Nord et la ligne Sud.
La fabrication des engrais TSP utilise le procédé Saint Gobin dont le principe est de
convertir le P2O5 des matières premières en matières fertilisantes. Ces matières premières
étant les phosphates broyés et l’acide phosphorique titrant 42% en P2O5.
CONCLUSION
Avec le développement de la concurrence dans le secteur des phosphates, la
réduction du coût de revient est devenu un très grand souci qui oblige une telle industrie à
déployer tous les efforts pour mener un développement durable et pertinent à tous les
niveaux. On se doit alors une politique d’efficacité afin de maîtriser le processus de
production et le flux énergétique, tout en préservant la majorité de la clientèle du
phosphate.
18 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
CHAPITRE PREMIER
ETUDE DE L’UNITE DE BROYAGE PP1
19 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
INTRODUTION L’unité de Broyage est mise en place essentiellement pour alimenter les deux lignes des
ateliers de fabrication du Triple Super Phosphate (TSP) en phosphate fin à une granulométrie de 80
micromètre.
I- LA NOUVELLE UNITE DE BROYAGE (NUB)
Le but du broyage est d’augmenter la surface d’attaque entre le minerai et l’acide
sulfurique. Le fait de créer une surface de contact plus grande qui a beaucoup d’influence
sur le déroulement et le rendement chimique des unités d’attaques-filtration ainsi que les
unités de fabrication de TSP.
Le broyage du phosphate présente des particularités :
Le broyage insuffisant conduit à une attaque très difficile et un temps de réaction très
élevé et un rendement plus bas.
Le phosphate sur broyé conduit au contraire à un degré de décomposition élevé qui se
traduit par des concentrations locales en acides, et provoque une attaque très poussée ce
qui permet d’augmenter la température et obtenir une semi– hydrate, responsable de la
mauvaise filtration du gypse.
Il faut donc concevoir un procédé de broyage qui respecte une répartition
granulométrique bien définie, en vue d’assurer un bon rendement chimique du procédé.
Processus du broyage : On distingue deux systèmes de broyage : Le broyage en circuit continue ouvert : Dans ce type de broyage, le produit passe une
seule fois dans le broyeur, ce qui exige une quantité excessive d’énergie ;
Le broyage en circuit continue fermée : C’est le système de broyage av ec
séparateur, le produit surdimensionné est retourné pour être broyé à nouveau.
Le système de broyage au sein de l’atelier PP1 est de type continu fermé, donc
pour bien comprendre ce système on va faire une description technique de broyeur et
séparateur utilisés à la NUB.
20 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
II. BROYEUR DE LA NUB
II.1.LES TYPES DE BROYEUR :
Ils existent plusieurs types de broyeurs :
Broyeurs à galets
Broyeurs cylindriques
Broyeurs à pendules
Broyeurs à boulets
Broyeurs à barres Le type du broyeur utilisé à l’atelier phosphorique 1 est celui à boulets.
II.2.PRINCIPAUX CARACTERISTIQUES :
Type : Broyeur à boulets
Longueur nominale : 8870 mm
Diamètre : 3600 mm
Vitesse de rotation : 16,8 tr/mn
Taux de remplissage : 30% environ
Puissance nominale : 1475 à 1500 kW (153 - 156 A)
Cadence nominale : 100 T/h à 10 % R 160 μm ,75 T/h à 20 % R 80 μm
Matière d’alimentation : Phosphate fritté
Granulométrie d’alimentation : 0-3mm
Humidité : 3% max
Densité apparente : 1,2 T/m3
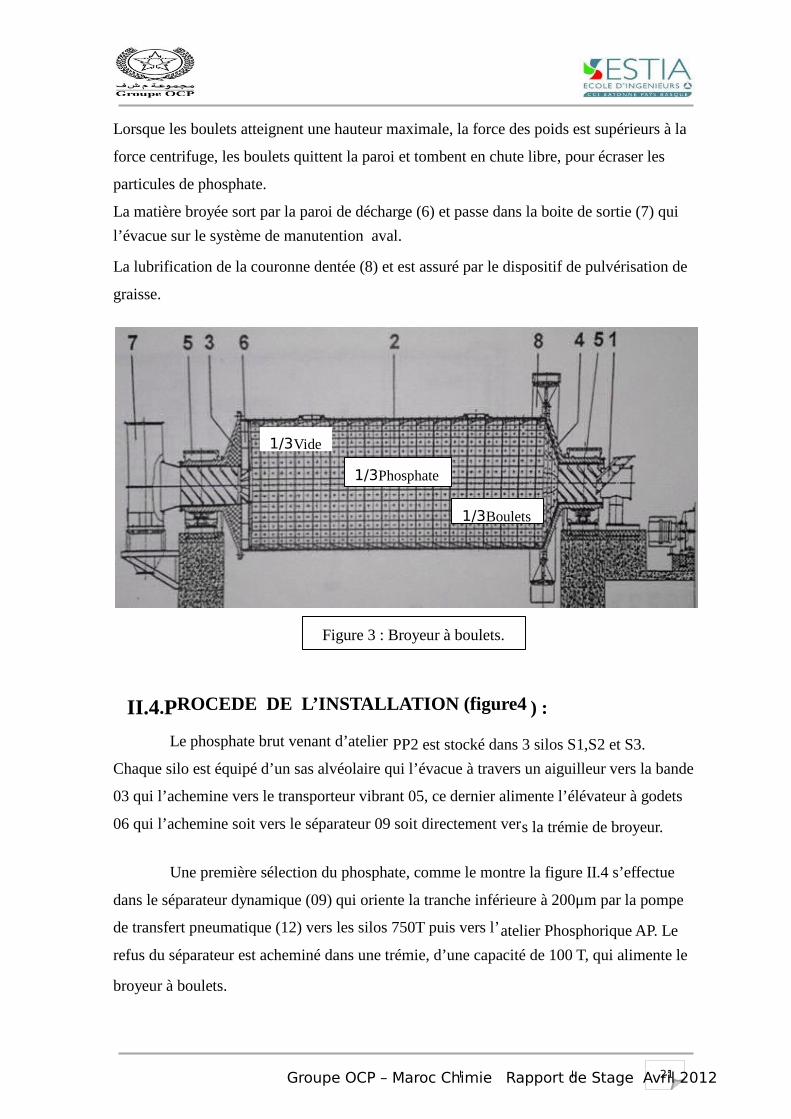
II.3.MODE DE FOCTIONNEMENT DU BROYEUR
La matière à broyer arrive à travers le dispositif d’alimentation (1) pour être
broyé dans le tube broyeur rempli le 1/3 par des corps de broyage.
Le cylindre du broyeur (2), avec les deux parois frontales (3) et (4) vissées dessus, est logé
dans deux paliers à collet (5).
Le mouvement rotatif du broyeur entraîne les boulets qui roulent sur eux-mêmes collés à la
paroi du cylindre dans un mouvement ascendant à l’aide des plaques.
21 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
Lorsque les boulets atteignent une hauteur maximale, la force des poids est supérieurs à la
force centrifuge, les boulets quittent la paroi et tombent en chute libre, pour écraser les
particules de phosphate.
La matière broyée sort par la paroi de décharge (6) et passe dans la boite de sortie (7) qui
l’évacue sur le système de manutention aval.
La lubrification de la couronne dentée (8) et est assuré par le dispositif de pulvérisation de
graisse.
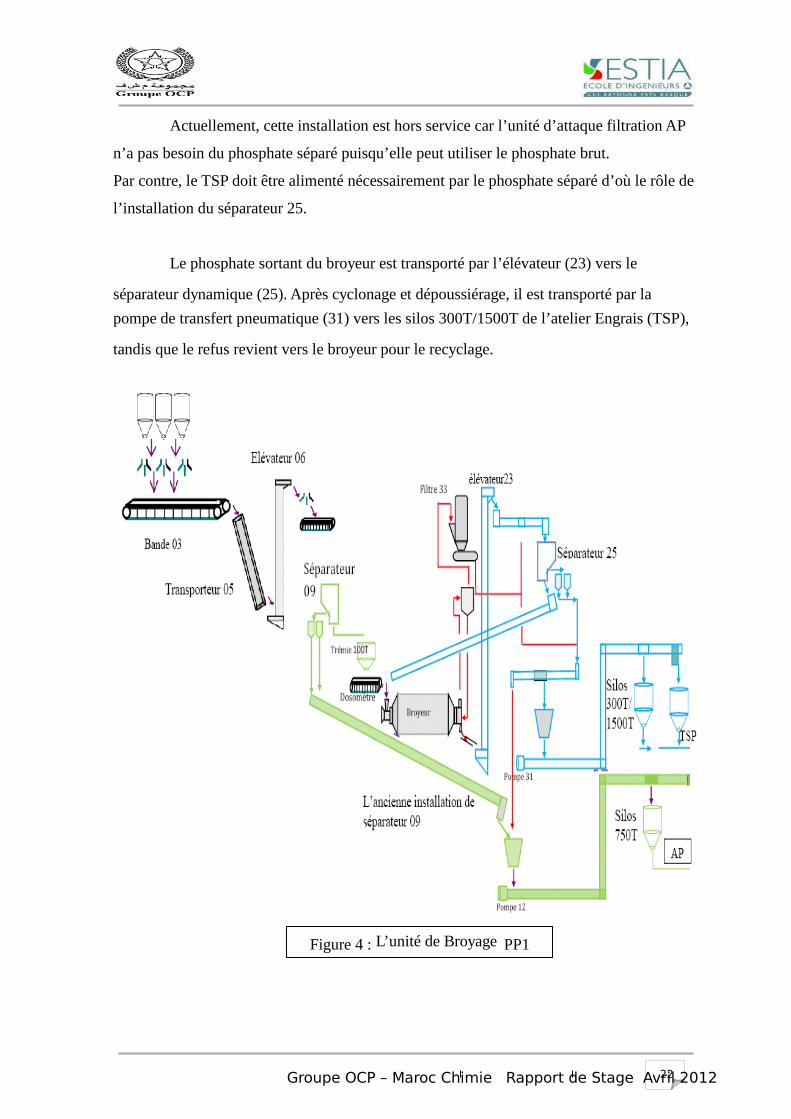
II.4.PROCEDE DE L’INSTALLATION (figure4 ) :
Le phosphate brut venant d’atelier PP2 est stocké dans 3 silos S1,S2 et S3.
Chaque silo est équipé d’un sas alvéolaire qui l’évacue à travers un aiguilleur vers la bande
03 qui l’achemine vers le transporteur vibrant 05, ce dernier alimente l’élévateur à godets
06 qui l’achemine soit vers le séparateur 09 soit directement vers la trémie de broyeur.
Une première sélection du phosphate, comme le montre la figure II.4 s’effectue
dans le séparateur dynamique (09) qui oriente la tranche inférieure à 200μm par la pompe
de transfert pneumatique (12) vers les silos 750T puis vers l’atelier Phosphorique AP. Le
refus du séparateur est acheminé dans une trémie, d’une capacité de 100 T, qui alimente le
broyeur à boulets.
1/3 Vide
1/3 Phosphate
1/3 Boulets
Figure 3 : Broyeur à boulets.
22 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
Actuellement, cette installation est hors service car l’unité d’attaque filtration AP
n’a pas besoin du phosphate séparé puisqu’elle peut utiliser le phosphate brut.
Par contre, le TSP doit être alimenté nécessairement par le phosphate séparé d’où le rôle de
l’installation du séparateur 25.
Le phosphate sortant du broyeur est transporté par l’élévateur (23) vers le
séparateur dynamique (25). Après cyclonage et dépoussiérage, il est transporté par la
pompe de transfert pneumatique (31) vers les silos 300T/1500T de l’atelier Engrais (TSP),
tandis que le refus revient vers le broyeur pour le recyclage.
Figure 4 : L’unité de Broyage PP1
23 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
III. LES SOUS ENSEMBLE DU BROYEUR
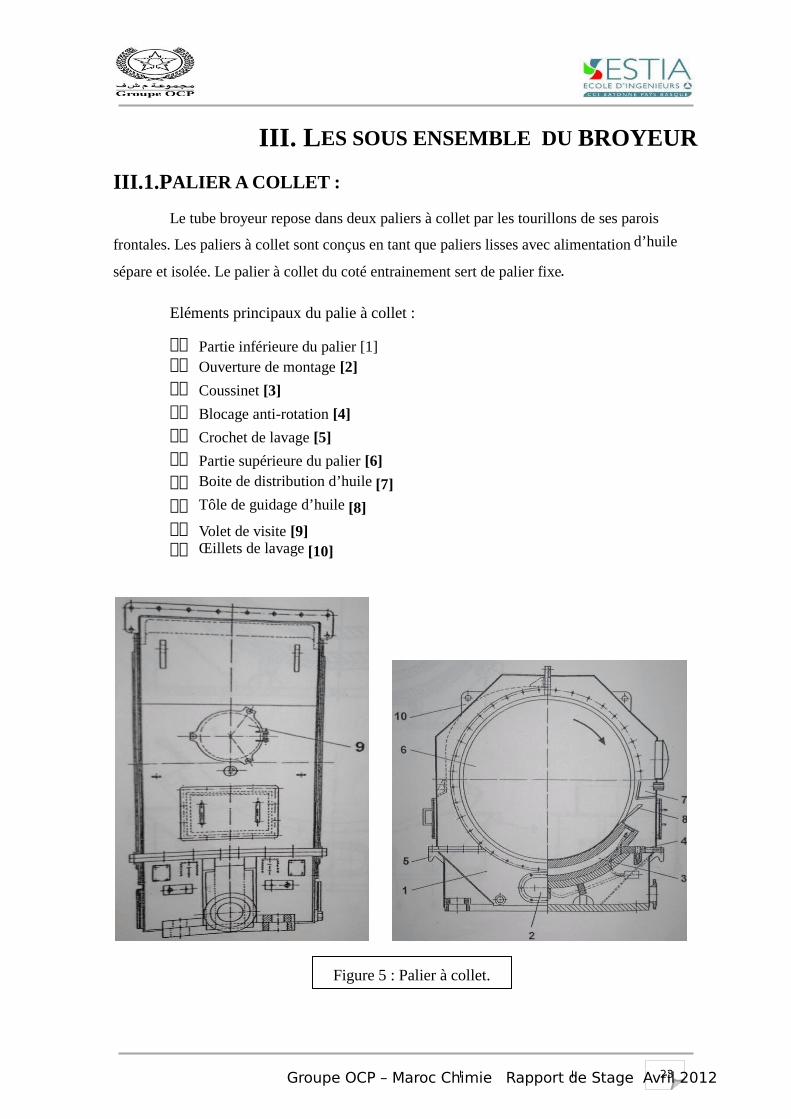
III.1.PALIER A COLLET :
Le tube broyeur repose dans deux paliers à collet par les tourillons de ses parois
frontales. Les paliers à collet sont conçus en tant que paliers lisses avec alimentation d’huile
sépare et isolée. Le palier à collet du coté entrainement sert de palier fixe.
Eléments principaux du palie à collet :
Partie inférieure du palier [1] Ouverture de montage [2] Coussinet [3] Blocage anti-rotation [4] Crochet de lavage [5] Partie supérieure du palier [6] Boite de distribution d’huile [7] Tôle de guidage d’huile [8] Volet de visite [9] Œillets de lavage [10]
Figure 5 : Palier à collet.
24 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
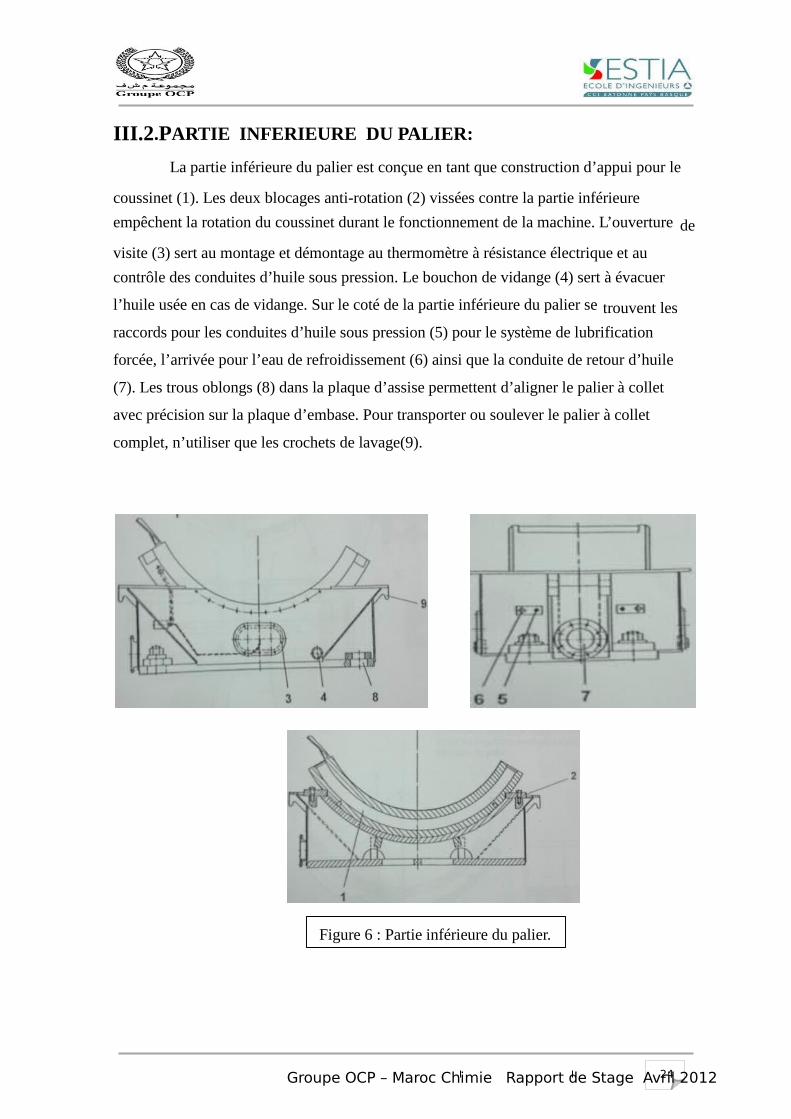
III.2.PARTIE INFERIEURE DU PALIER:
La partie inférieure du palier est conçue en tant que construction d’appui pour le
coussinet (1). Les deux blocages anti-rotation (2) vissées contre la partie inférieure
empêchent la rotation du coussinet durant le fonctionnement de la machine. L’ouverture de
visite (3) sert au montage et démontage au thermomètre à résistance électrique et au
contrôle des conduites d’huile sous pression. Le bouchon de vidange (4) sert à évacuer
l’huile usée en cas de vidange. Sur le coté de la partie inférieure du palier se trouvent les
raccords pour les conduites d’huile sous pression (5) pour le système de lubrification
forcée, l’arrivée pour l’eau de refroidissement (6) ainsi que la conduite de retour d’huile
(7). Les trous oblongs (8) dans la plaque d’assise permettent d’aligner le palier à collet
avec précision sur la plaque d’embase. Pour transporter ou soulever le palier à collet
complet, n’utiliser que les crochets de lavage(9).
Figure 6 : Partie inférieure du palier.
25 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
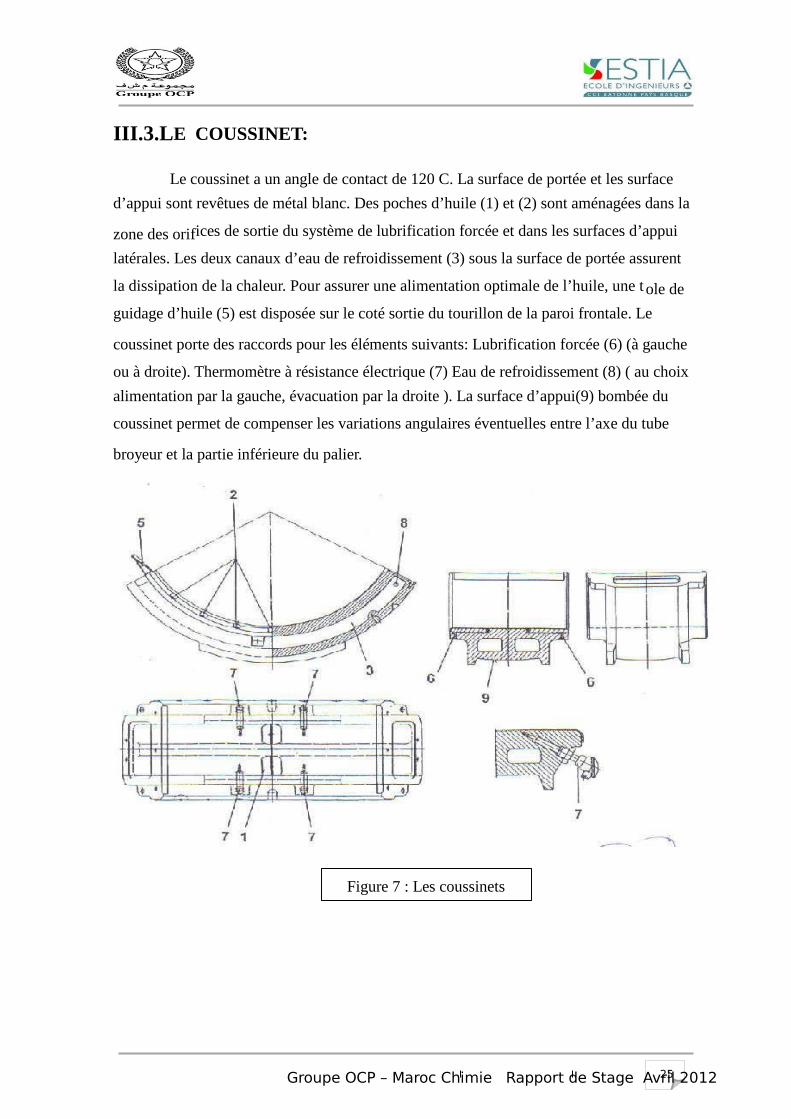
III.3.LE COUSSINET:
Le coussinet a un angle de contact de 120 C. La surface de portée et les surface
d’appui sont revêtues de métal blanc. Des poches d’huile (1) et (2) sont aménagées dans la
zone des orifices de sortie du système de lubrification forcée et dans les surfaces d’appui
latérales. Les deux canaux d’eau de refroidissement (3) sous la surface de portée assurent
la dissipation de la chaleur. Pour assurer une alimentation optimale de l’huile, une t ole de
guidage d’huile (5) est disposée sur le coté sortie du tourillon de la paroi frontale. Le
coussinet porte des raccords pour les éléments suivants: Lubrification forcée (6) (à gauche
ou à droite). Thermomètre à résistance électrique (7) Eau de refroidissement (8) ( au choix
alimentation par la gauche, évacuation par la droite ). La surface d’appui(9) bombée du
coussinet permet de compenser les variations angulaires éventuelles entre l’axe du tube
broyeur et la partie inférieure du palier.
Figure 7 : Les coussinets
26 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
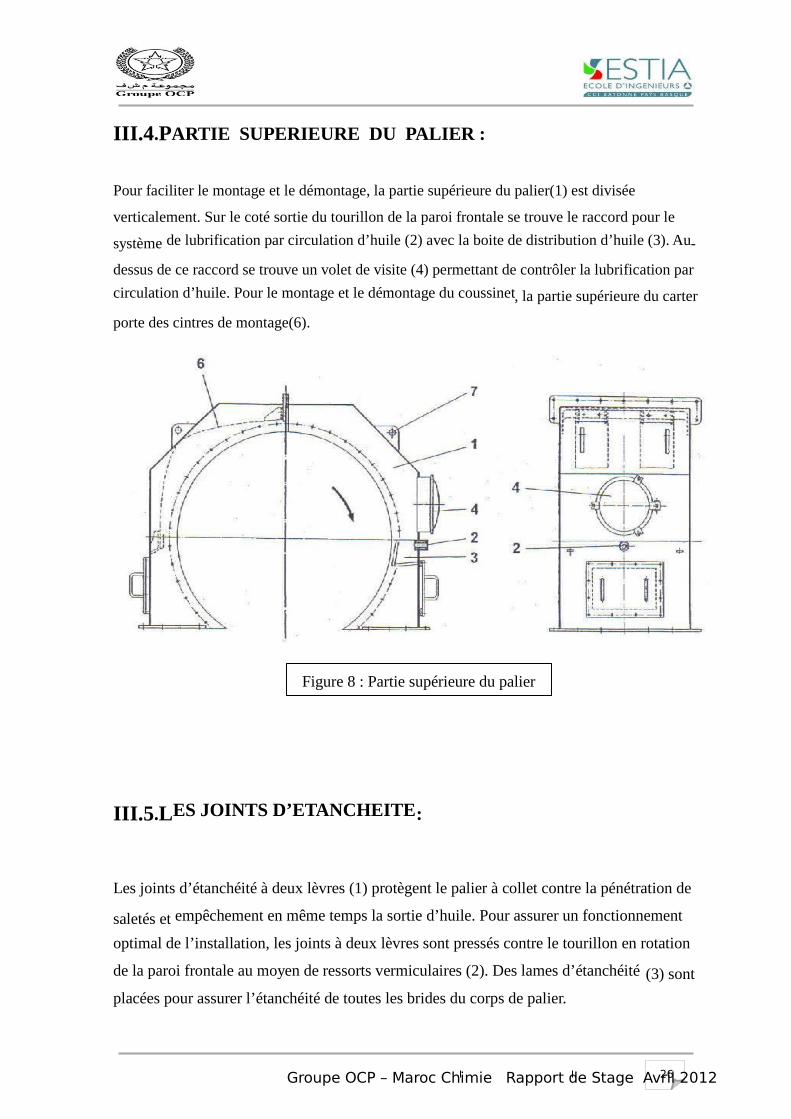
III.4.PARTIE SUPERIEURE DU PALIER :
Pour faciliter le montage et le démontage, la partie supérieure du palier(1) est divisée
verticalement. Sur le coté sortie du tourillon de la paroi frontale se trouve le raccord pour le
système de lubrification par circulation d’huile (2) avec la boite de distribution d’huile (3). Au-
dessus de ce raccord se trouve un volet de visite (4) permettant de contrôler la lubrification par
circulation d’huile. Pour le montage et le démontage du coussinet, la partie supérieure du carter
porte des cintres de montage(6).
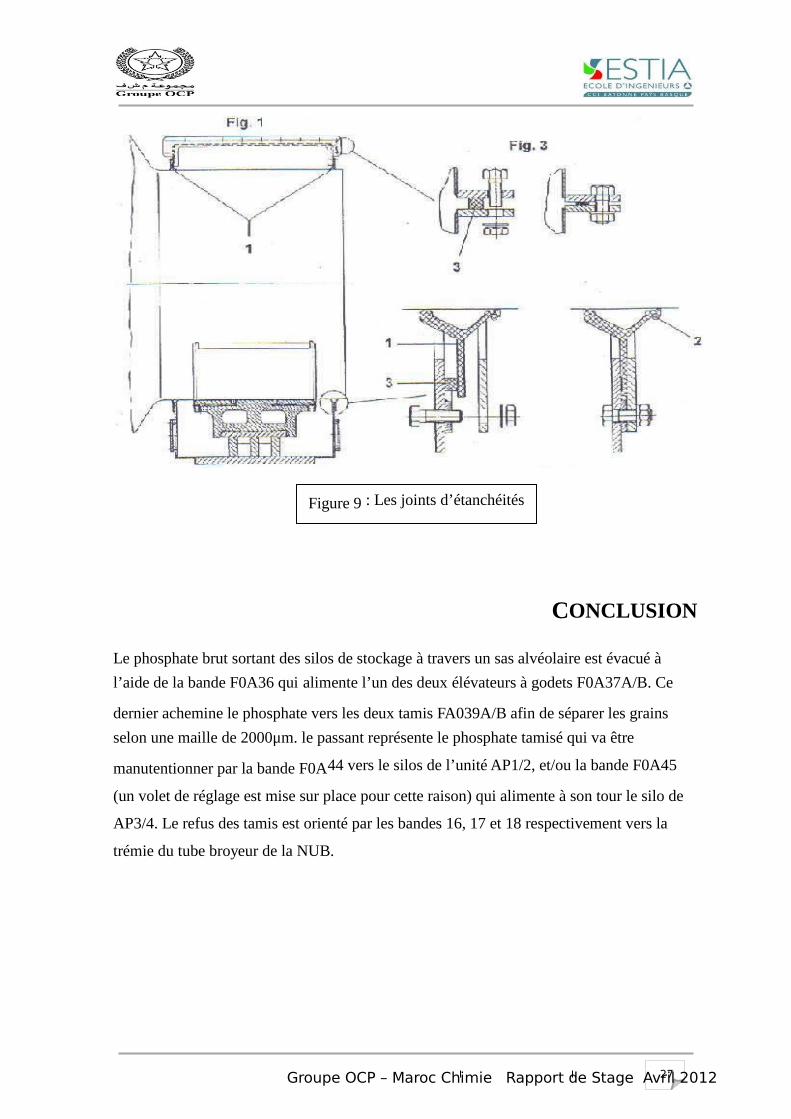
III.5.LES JOINTS D’ETANCHEITE:
Les joints d’étanchéité à deux lèvres (1) protègent le palier à collet contre la pénétration de
saletés et empêchement en même temps la sortie d’huile. Pour assurer un fonctionnement
optimal de l’installation, les joints à deux lèvres sont pressés contre le tourillon en rotation
de la paroi frontale au moyen de ressorts vermiculaires (2). Des lames d’étanchéité (3) sont
placées pour assurer l’étanchéité de toutes les brides du corps de palier.
Figure 8 : Partie supérieure du palier
27 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
CONCLUSION
Le phosphate brut sortant des silos de stockage à travers un sas alvéolaire est évacué à
l’aide de la bande F0A36 qui alimente l’un des deux élévateurs à godets F0A37A/B. Ce
dernier achemine le phosphate vers les deux tamis FA039A/B afin de séparer les grains
selon une maille de 2000μm. le passant représente le phosphate tamisé qui va être
manutentionner par la bande F0A44 vers le silos de l’unité AP1/2, et/ou la bande F0A45
(un volet de réglage est mise sur place pour cette raison) qui alimente à son tour le silo de
AP3/4. Le refus des tamis est orienté par les bandes 16, 17 et 18 respectivement vers la
trémie du tube broyeur de la NUB.
Figure 9 : Les joints d’étanchéités
28 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
CHAPITRE DEUXIEME
ANALYSE FONCTIONNELLE DU SYSTEME DE BROYAGE
29 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
I. DESCRIPTION
I.1. CADRE D’UTILISATION
Le cadre d’utilisation du système est industriel, donc j’ai déjà pris en compte des
contraintes en matière de coût, de maniabilité, de facilité d’utilisation, de sécurité, de durée
et de fréquence d’utilisation, de robustesse, d’efficacité…
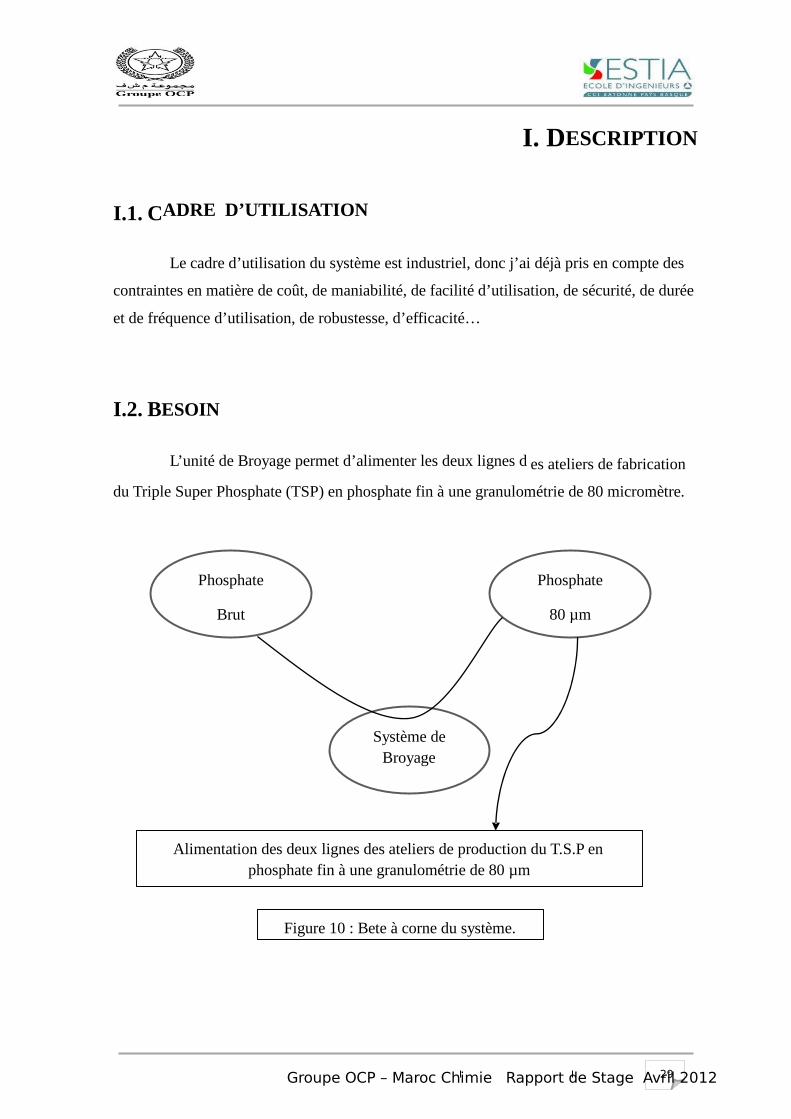
I.2. BESOIN
L’unité de Broyage permet d’alimenter les deux lignes d es ateliers de fabrication
du Triple Super Phosphate (TSP) en phosphate fin à une granulométrie de 80 micromètre.
Phosphate
Brut
Phosphate
80 µm
Système de Broyage
Alimentation des deux lignes des ateliers de production du T.S.P en phosphate fin à une granulométrie de 80 µm
Figure 10 : Bete à corne du système.
30 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
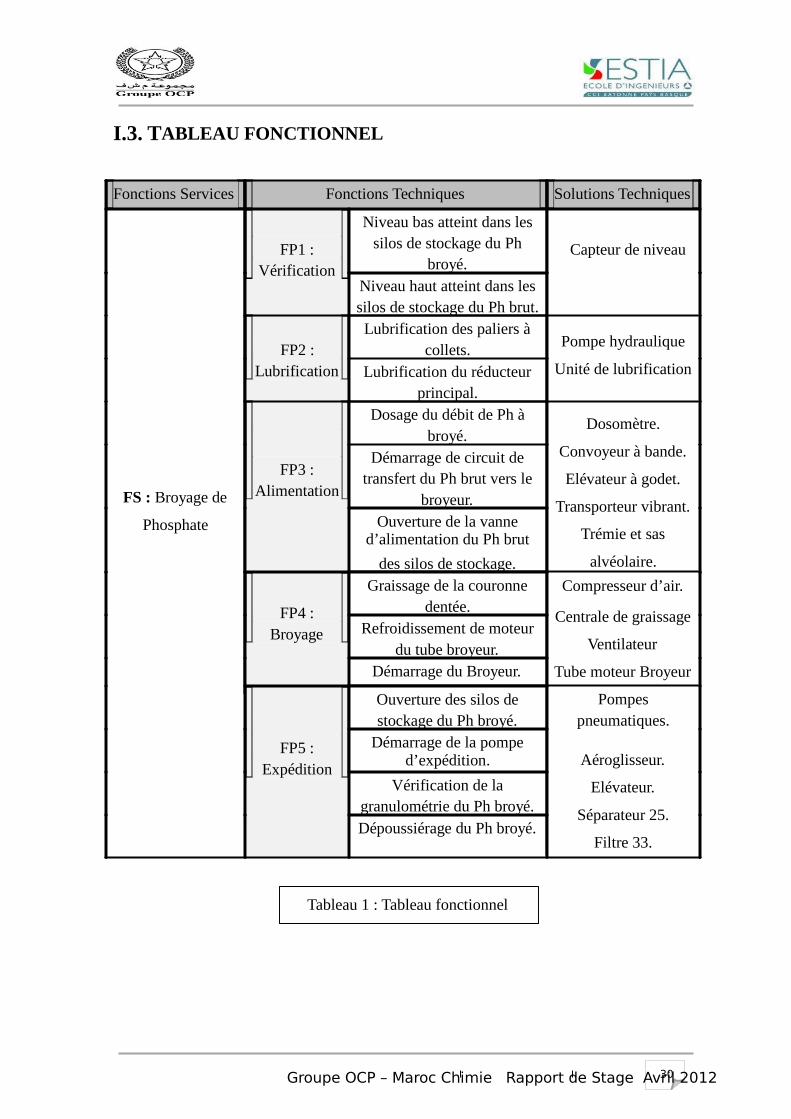
I.3. TABLEAU FONCTIONNEL
Fonctions Services Fonctions Techniques Solutions Techniques
FS : Broyage de
Phosphate
FP1 : Vérification
Niveau bas atteint dans les silos de stockage du Ph
broyé.
Capteur de niveau
Pompe hydraulique
Unité de lubrification
Dosomètre.
Convoyeur à bande.
Elévateur à godet.
Transporteur vibrant.
Trémie et sas
alvéolaire.
Compresseur d’air.
Centrale de graissage
Ventilateur
Tube moteur Broyeur
Pompes pneumatiques.
Aéroglisseur.
Elévateur.
Séparateur 25.
Filtre 33.
Niveau haut atteint dans les silos de stockage du Ph brut.
FP2 : Lubrification
Lubrification des paliers à collets.
Lubrification du réducteur principal.
FP3 : Alimentation
Dosage du débit de Ph à broyé.
Démarrage de circuit de transfert du Ph brut vers le
broyeur. Ouverture de la vanne
d’alimentation du Ph brut
des silos de stockage.
FP4 : Broyage
Graissage de la couronne dentée.
Refroidissement de moteur du tube broyeur.
Démarrage du Broyeur.
FP5 :
Expédition
Ouverture des silos de stockage du Ph broyé.
Démarrage de la pompe d’expédition.
Vérification de la granulométrie du Ph broyé. Dépoussiérage du Ph broyé.
Tableau 1 : Tableau fonctionnel
31 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
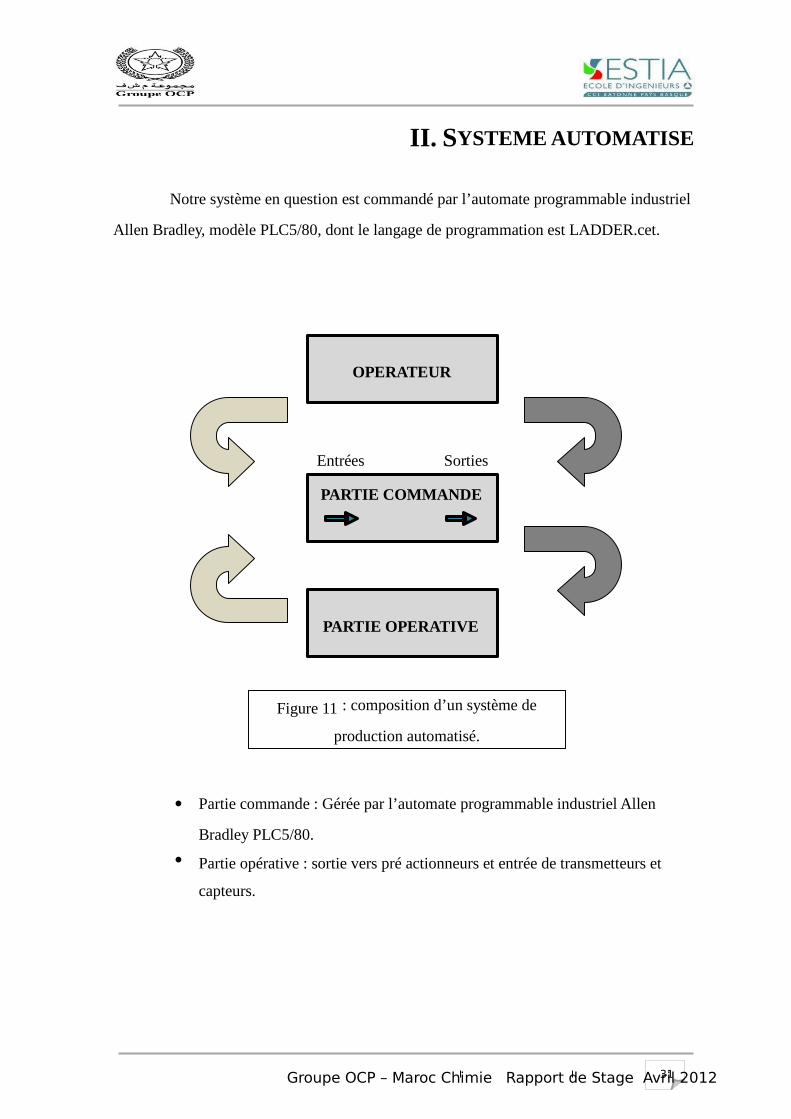
II. SYSTEME AUTOMATISE
Notre système en question est commandé par l’automate programmable industriel
Allen Bradley, modèle PLC5/80, dont le langage de programmation est LADDER.cet.
Partie commande : Gérée par l’automate programmable industriel Allen
Bradley PLC5/80.
Partie opérative : sortie vers pré actionneurs et entrée de transmetteurs et
capteurs.
OPERATEUR
PARTIE COMMANDE
PARTIE OPERATIVE
Entrées Sorties
Figure 11 : composition d’un système de
production automatisé.
32 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
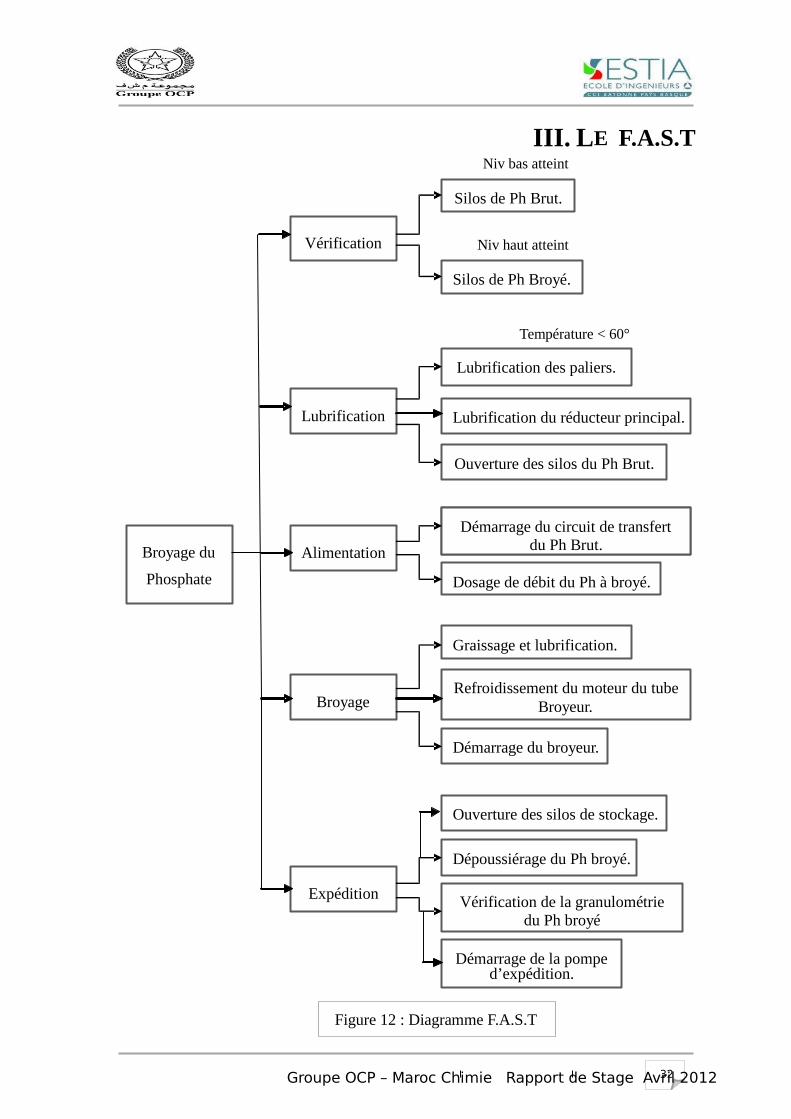
III. LE F.A.S.T
Silos de Ph Brut.
Silos de Ph Broyé.
Niv bas atteint
Niv haut atteint Vérification
Lubrification des paliers.
Lubrification du réducteur principal.
Ouverture des silos du Ph Brut.
Démarrage du circuit de transfert du Ph Brut.
Température < 60°
Lubrification
Ouverture des silos de stockage.
Dépoussiérage du Ph broyé.
Vérification de la granulométrie du Ph broyé
Démarrage de la pompe d’expédition.
Expédition
Graissage et lubrification.
Refroidissement du moteur du tube Broyeur.
Démarrage du broyeur.
Broyage
Broyage du
Phosphate
Démarrage du circuit de transfert du Ph Brut.
Dosage de débit du Ph à broyé.
Alimentation
Figure 12 : Diagramme F.A.S.T
33 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
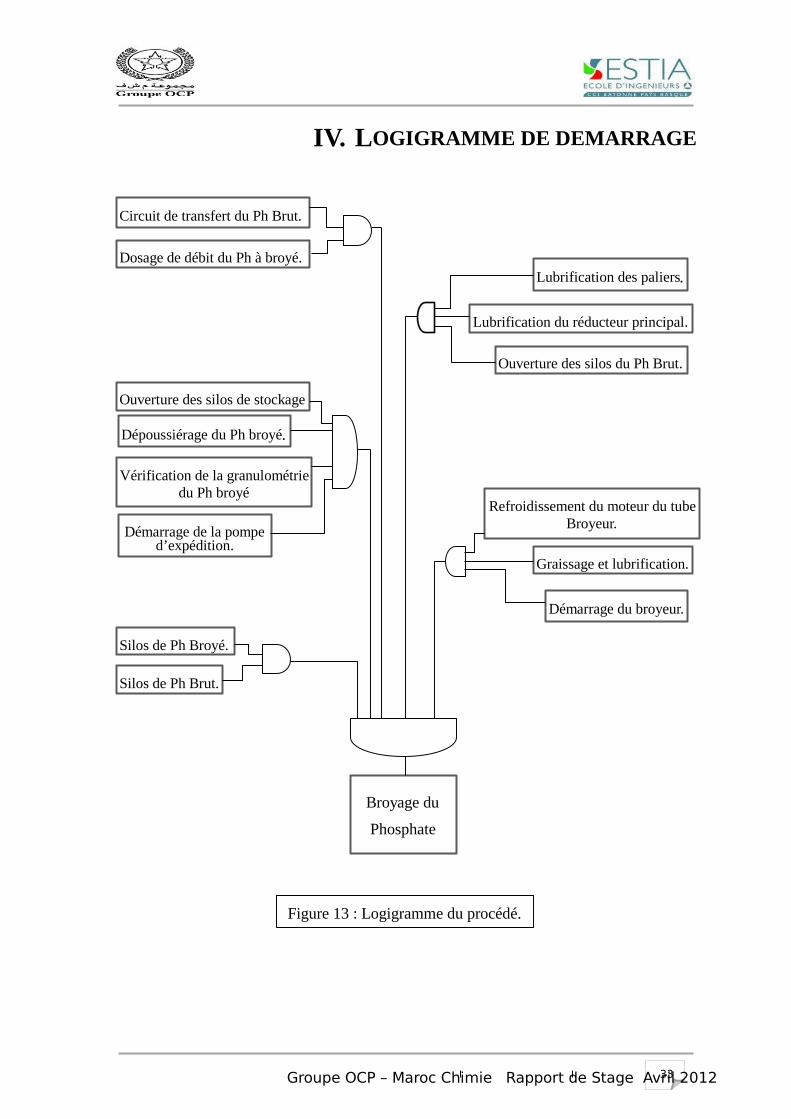
IV. LOGIGRAMME DE DEMARRAGE
Silos de Ph Brut.
Silos de Ph Broyé.
Lubrification des paliers.
Lubrification du réducteur principal.
Ouverture des silos du Ph Brut.
Circuit de transfert du Ph Brut.
Dosage de débit du Ph à broyé.
Graissage et lubrification.
Refroidissement du moteur du tube Broyeur.
Démarrage du broyeur.
Ouverture des silos de stockage
Dépoussiérage du Ph broyé.
Vérification de la granulométrie du Ph broyé
Démarrage de la pompe d’expédition.
Broyage du
Phosphate
Figure 13 : Logigramme du procédé.
34 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
CHAPITRE TROISIEME
ETUDE DU SYSTEME DE LUBRIFICATION ET DE GRAISSAGE
35 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
INTRODUCTION
L’atelier PP1 (CIS/PC/PP1) est l’un des deux ateliers de production d’acide
phosphorique dans la division. Le procédé utilisé dans cet atelier est celui de PRAYON. Il
contient deux lignes quasiment semblables (AP1/2 et AP3/4) dont la capacité unitaire de
production est de 360 tonnes de P2O5 par jour.
I. ETUDE DE LE CENTRALE DE GAISSAGE
I.1. BUT DE GRAISSAGE
Le mouvement de deux pièces en contact produit un frottement, ce dernier se
transforme en chaleur qui provoque une perte d'énergie. Cet échauffement peut entraîner
une fusion partielle des pièces. Le graissage est donc nécessaire pour empêcher le contact
direct des pièces en mouvement.
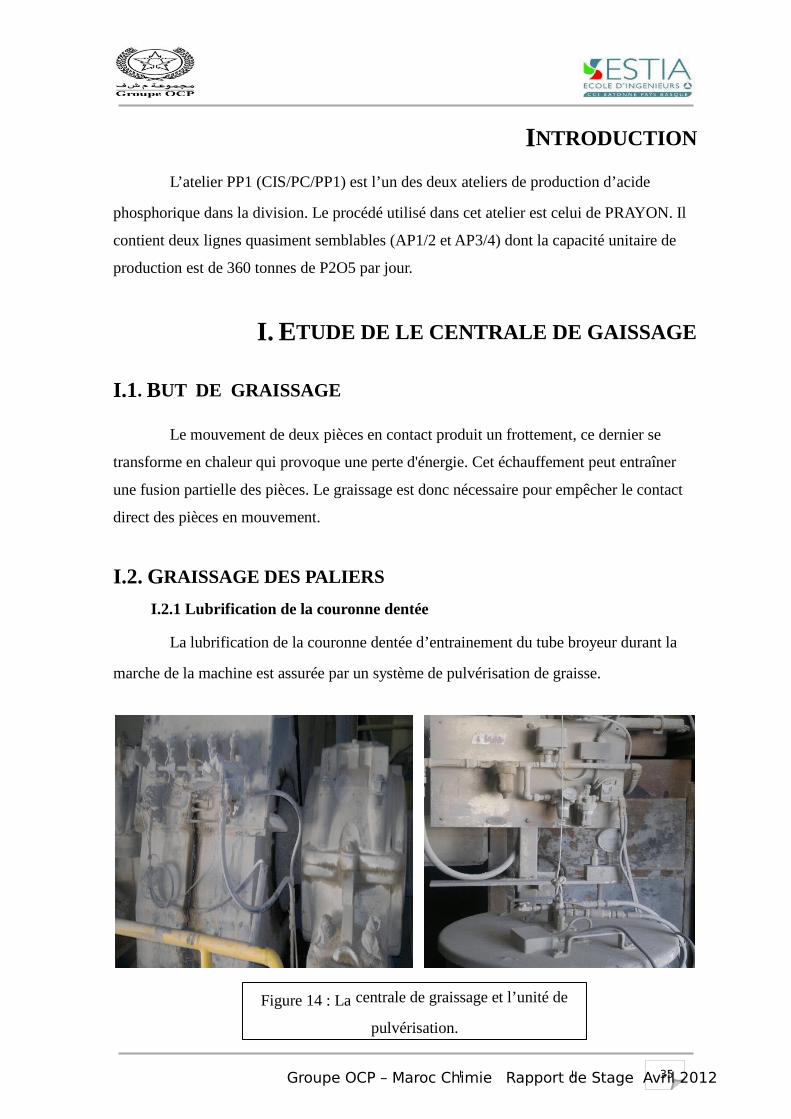
I.2. GRAISSAGE DES PALIERS
I.2.1 Lubrification de la couronne dentée
La lubrification de la couronne dentée d’entrainement du tube broyeur durant la
marche de la machine est assurée par un système de pulvérisation de graisse.
Figure 14 : La centrale de graissage et l’unité de
pulvérisation.
36 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
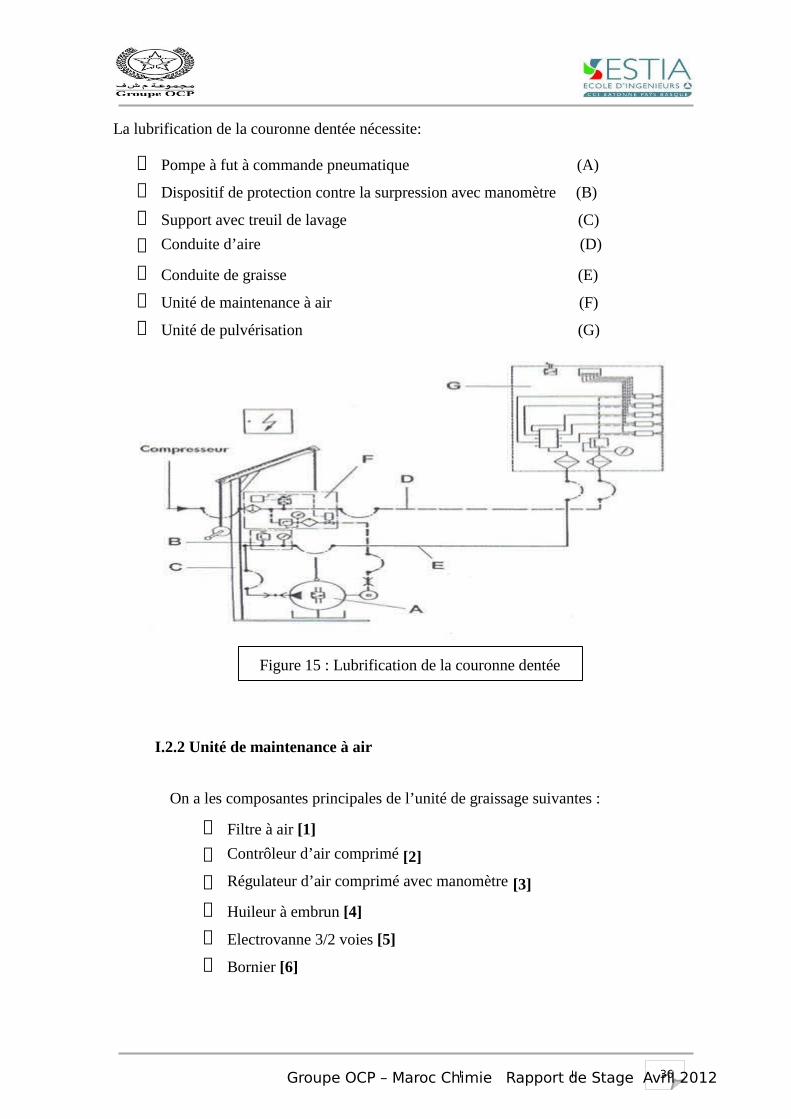
La lubrification de la couronne dentée nécessite:
Pompe à fut à commande pneumatique (A)
Dispositif de protection contre la surpression avec manomètre (B)
Support avec treuil de lavage (C)
Conduite d’aire (D)
Conduite de graisse (E)
Unité de maintenance à air (F)
Unité de pulvérisation (G)
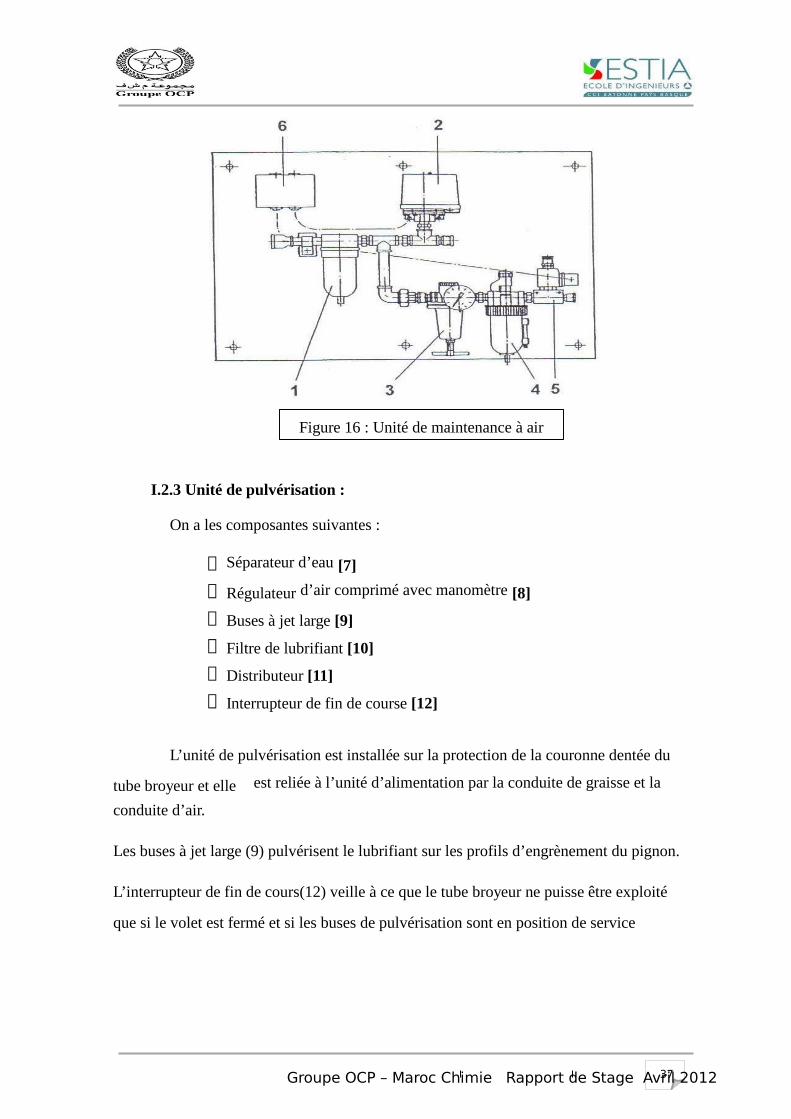
I.2.2 Unité de maintenance à air
On a les composantes principales de l’unité de graissage suivantes :
Filtre à air [1]
Contrôleur d’air comprimé [2]
Régulateur d’air comprimé avec manomètre [3]
Huileur à embrun [4]
Electrovanne 3/2 voies [5]
Bornier [6]
Figure 15 : Lubrification de la couronne dentée
37 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
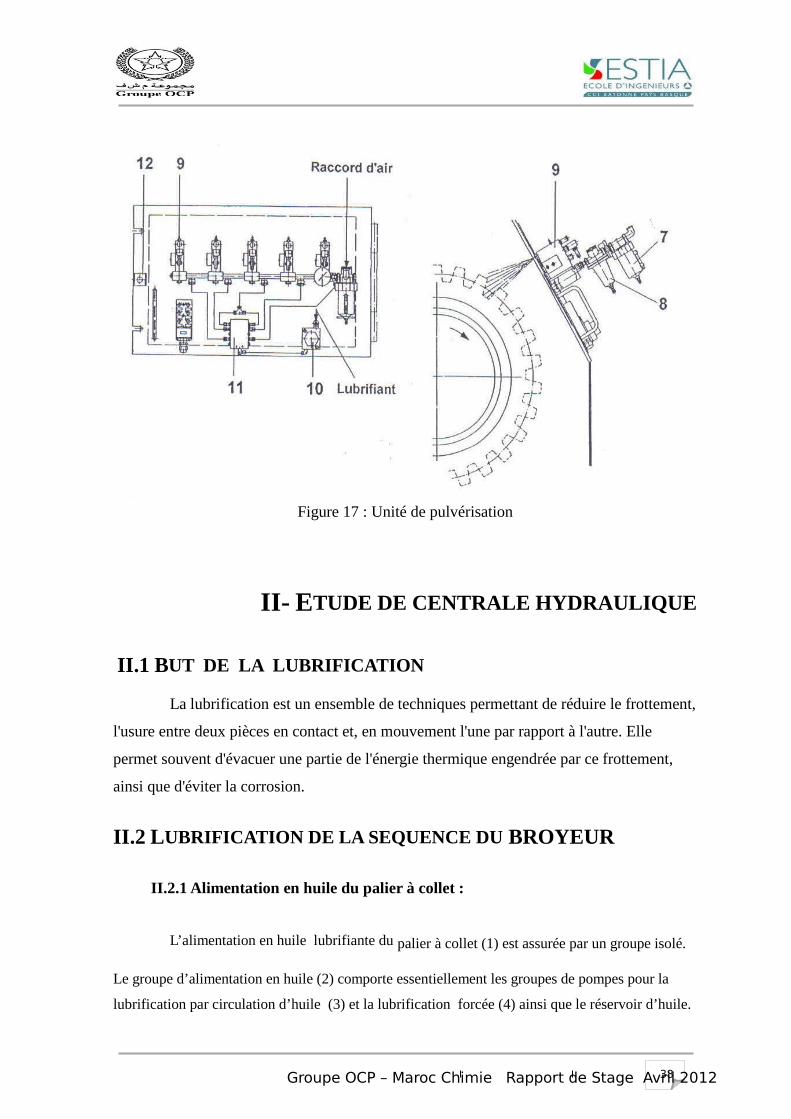
I.2.3 Unité de pulvérisation : On a les composantes suivantes :
Séparateur d’eau [7]
Régulateur d’air comprimé avec manomètre [8]
Buses à jet large [9]
Filtre de lubrifiant [10]
Distributeur [11]
Interrupteur de fin de course [12]
L’unité de pulvérisation est installée sur la protection de la couronne dentée du
tube broyeur et elle est reliée à l’unité d’alimentation par la conduite de graisse et la
conduite d’air.
Les buses à jet large (9) pulvérisent le lubrifiant sur les profils d’engrènement du pignon.
L’interrupteur de fin de cours(12) veille à ce que le tube broyeur ne puisse être exploité
que si le volet est fermé et si les buses de pulvérisation sont en position de service
Figure 16 : Unité de maintenance à air
38 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
Figure 17 : Unité de pulvérisation
II- ETUDE DE CENTRALE HYDRAULIQUE
II.1 BUT DE LA LUBRIFICATION
La lubrification est un ensemble de techniques permettant de réduire le frottement,
l'usure entre deux pièces en contact et, en mouvement l'une par rapport à l'autre. Elle
permet souvent d'évacuer une partie de l'énergie thermique engendrée par ce frottement,
ainsi que d'éviter la corrosion.
II.2 LUBRIFICATION DE LA SEQUENCE DU BROYEUR
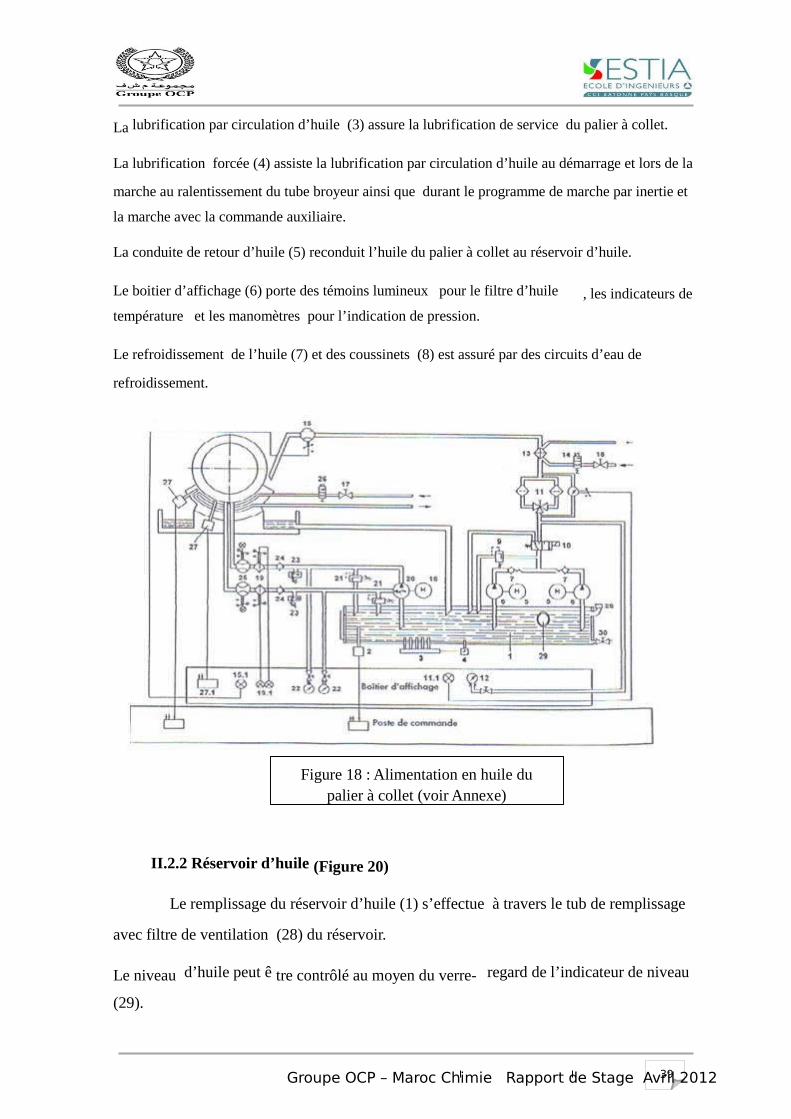
II.2.1 Alimentation en huile du palier à collet :
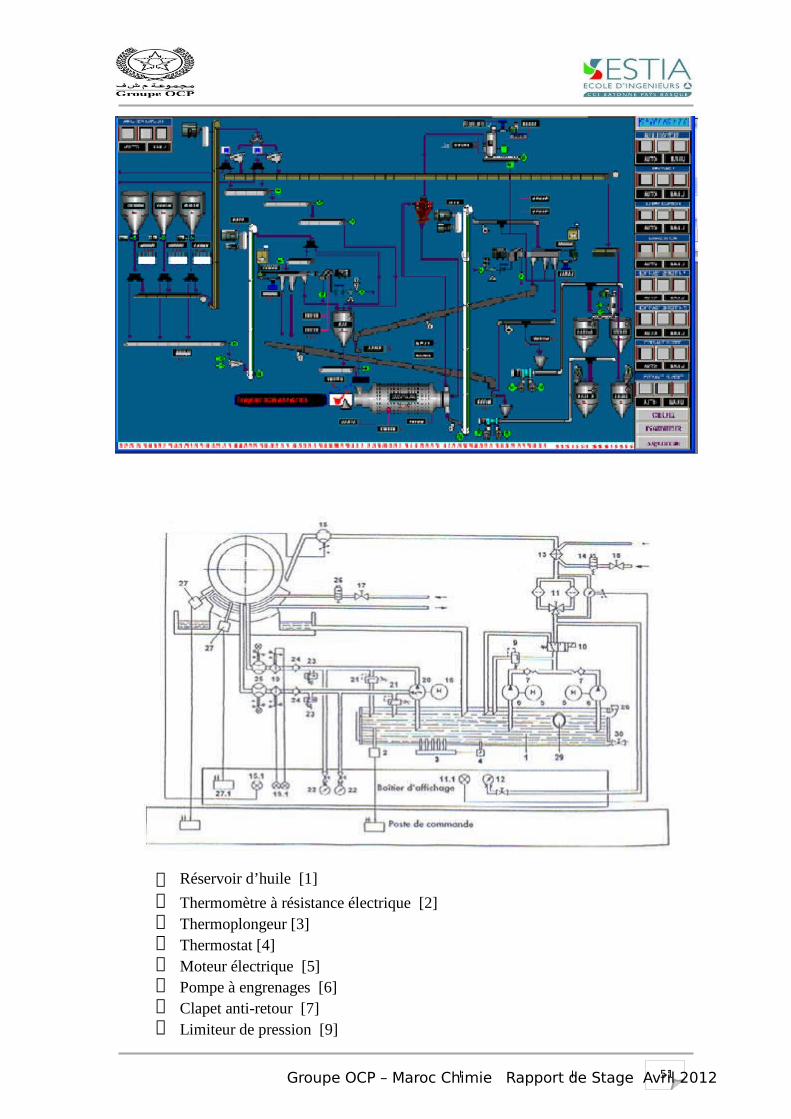
L’alimentation en huile lubrifiante du palier à collet (1) est assurée par un groupe isolé.
Le groupe d’alimentation en huile (2) comporte essentiellement les groupes de pompes pour la
lubrification par circulation d’huile (3) et la lubrification forcée (4) ainsi que le réservoir d’huile.
39 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
La lubrification par circulation d’huile (3) assure la lubrification de service du palier à collet.
La lubrification forcée (4) assiste la lubrification par circulation d’huile au démarrage et lors de la
marche au ralentissement du tube broyeur ainsi que durant le programme de marche par inertie et
la marche avec la commande auxiliaire.
La conduite de retour d’huile (5) reconduit l’huile du palier à collet au réservoir d’huile.
Le boitier d’affichage (6) porte des témoins lumineux pour le filtre d’huile , les indicateurs de
température et les manomètres pour l’indication de pression.
Le refroidissement de l’huile (7) et des coussinets (8) est assuré par des circuits d’eau de
refroidissement.
II.2.2 Réservoir d’huile (Figure 20)
Le remplissage du réservoir d’huile (1) s’effectue à travers le tub de remplissage
avec filtre de ventilation (28) du réservoir.
Le niveau d’huile peut ê tre contrôlé au moyen du verre- regard de l’indicateur de niveau
(29).
Figure 18 : Alimentation en huile du palier à collet (voir Annexe)
40 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
L’huile est mise à la température de service requise au moyen de thermoplongeur (3) et est
régulée par le thermostat (4).
Le thermomètre à résistance électrique (2) permet d’afficher la température de service de
l’huile sur l’écran du poste de commande.
Pour la vidange, purger l’huile usée via le robinet d’arrêt (30).
La quantité et la qualité d’huile à charger sont indiquées dans les instructions de
lubrification.
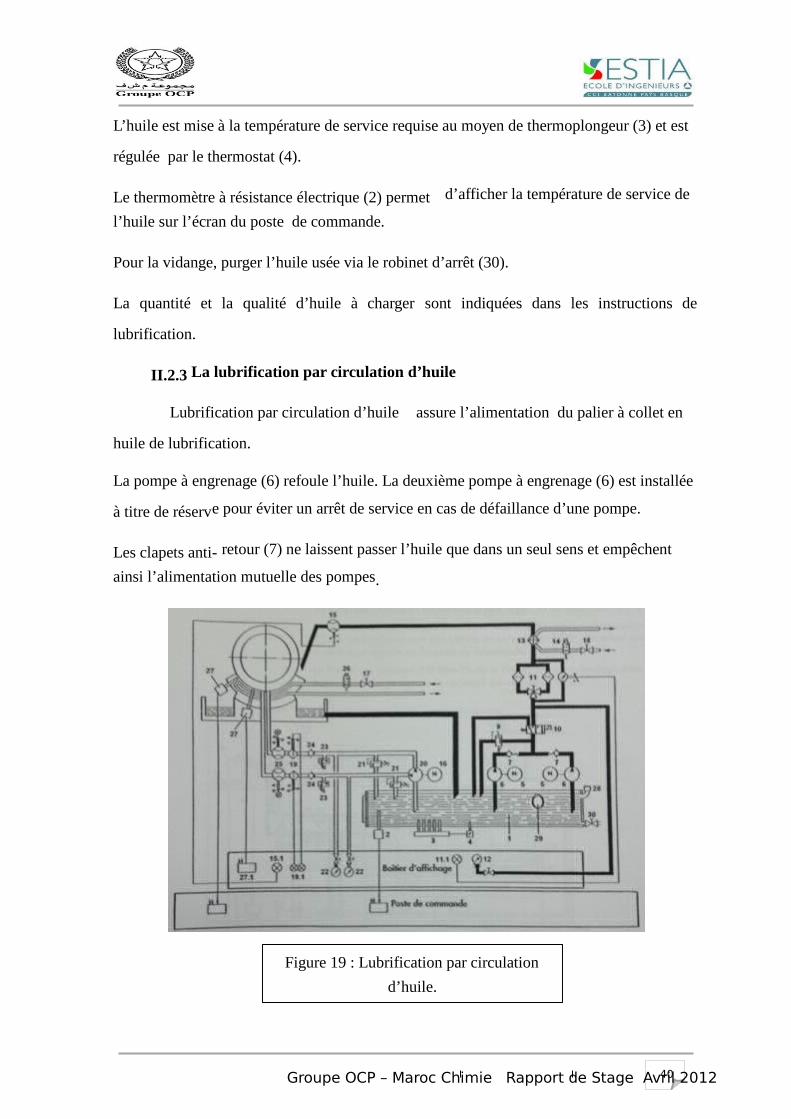
II.2.3 La lubrification par circulation d’huile
Lubrification par circulation d’huile assure l’alimentation du palier à collet en
huile de lubrification.
La pompe à engrenage (6) refoule l’huile. La deuxième pompe à engrenage (6) est installée
à titre de réserve pour éviter un arrêt de service en cas de défaillance d’une pompe.
Les clapets anti- retour (7) ne laissent passer l’huile que dans un seul sens et empêchent
ainsi l’alimentation mutuelle des pompes.
Figure 19 : Lubrification par circulation
d’huile.
41 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
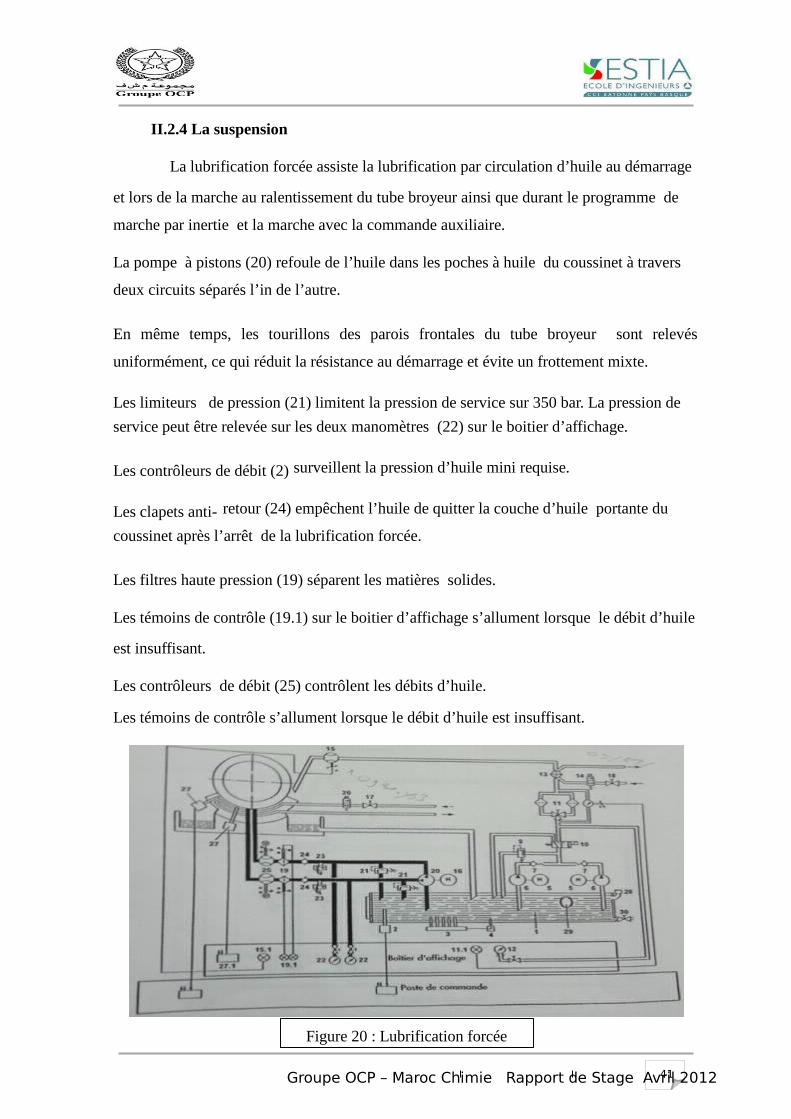
II.2.4 La suspension
La lubrification forcée assiste la lubrification par circulation d’huile au démarrage
et lors de la marche au ralentissement du tube broyeur ainsi que durant le programme de
marche par inertie et la marche avec la commande auxiliaire.
La pompe à pistons (20) refoule de l’huile dans les poches à huile du coussinet à travers
deux circuits séparés l’in de l’autre.
En même temps, les tourillons des parois frontales du tube broyeur sont relevés
uniformément, ce qui réduit la résistance au démarrage et évite un frottement mixte.
Les limiteurs de pression (21) limitent la pression de service sur 350 bar. La pression de
service peut être relevée sur les deux manomètres (22) sur le boitier d’affichage.
Les contrôleurs de débit (2) surveillent la pression d’huile mini requise.
Les clapets anti- retour (24) empêchent l’huile de quitter la couche d’huile portante du
coussinet après l’arrêt de la lubrification forcée.
Les filtres haute pression (19) séparent les matières solides.
Les témoins de contrôle (19.1) sur le boitier d’affichage s’allument lorsque le débit d’huile
est insuffisant.
Les contrôleurs de débit (25) contrôlent les débits d’huile.
Les témoins de contrôle s’allument lorsque le débit d’huile est insuffisant.
Figure 20 : Lubrification forcée
42 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
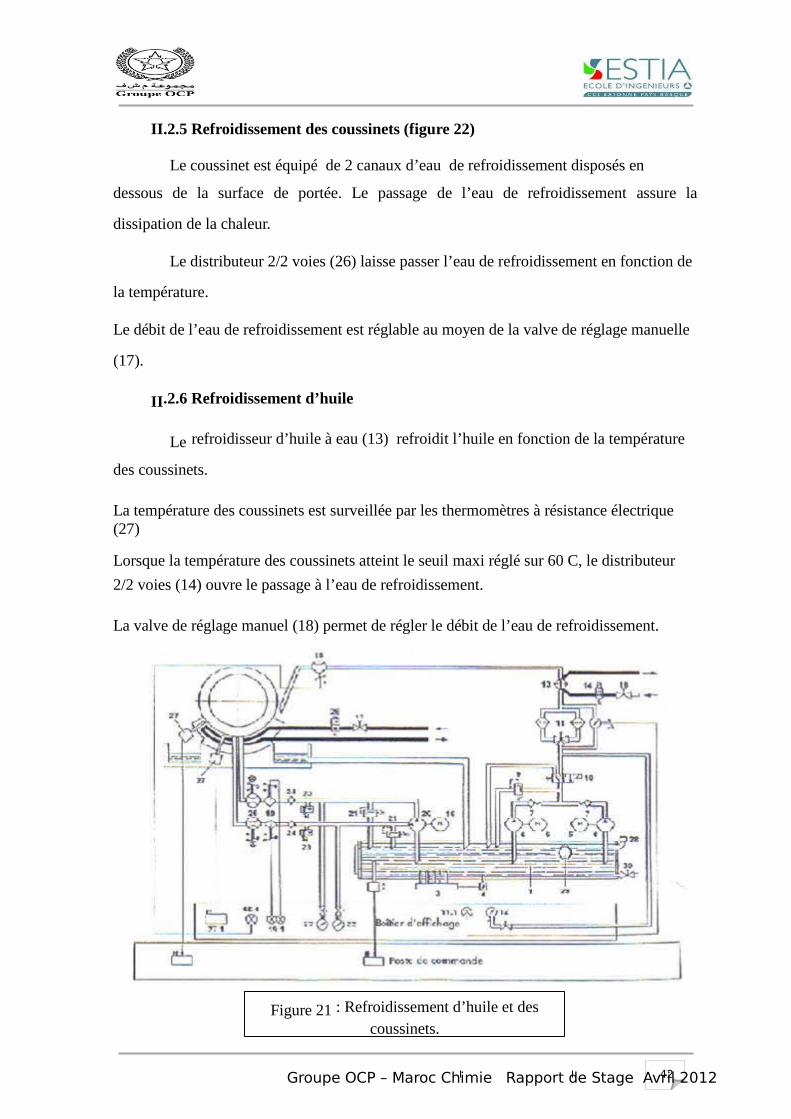
II.2.5 Refroidissement des coussinets (figure 22)
Le coussinet est équipé de 2 canaux d’eau de refroidissement disposés en
dessous de la surface de portée. Le passage de l’eau de refroidissement assure la
dissipation de la chaleur.
Le distributeur 2/2 voies (26) laisse passer l’eau de refroidissement en fonction de
la température.
Le débit de l’eau de refroidissement est réglable au moyen de la valve de réglage manuelle
(17).
II.2.6 Refroidissement d’huile
Le refroidisseur d’huile à eau (13) refroidit l’huile en fonction de la température
des coussinets.
La température des coussinets est surveillée par les thermomètres à résistance électrique (27)
Lorsque la température des coussinets atteint le seuil maxi réglé sur 60 C, le distributeur
2/2 voies (14) ouvre le passage à l’eau de refroidissement.
La valve de réglage manuel (18) permet de régler le débit de l’eau de refroidissement.
Figure 21 : Refroidissement d’huile et des coussinets.

43 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
CHAPITRE QUATRIEME
ETUDE DES DIFFERENTES SECURITES DE LA SEQUENCE DU BROYEUR
44 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
INTRODUCTION
La sécurité de la séquence du broyeur est assurée par un ensemble de procédures et dispositifs de contrôles qui maintient et garantit le bon fonctionnement de la chaine de production.
I. SECURITE BROYEUR
I.1 DISPOSITIFS DE CONTROLE D’ALIMENTATION EN HUILE
Les éléments suivants sont installés pour contrôler et assurer le fonctionnement
parfait des paliers à collet :
Groupe d’alimentation d’huile
Le réservoir d’huile
Dispose d’un ver-regard avec repère de niveaux mini et max.
Boitier d’affichage local
Le boi tier d’affichage local, installé à proximité du palier à collet, porte les
éléments de contrôle suivants :
indicateur de température palier à collet
manomètre lubrification par circulation d’huile
manomètre lubrification forcée
témoin lumineux colmatage du filtre d’huile
témoin lumineux contrôleur de débit pour circulation d’huile
témoin lumineux filtre haute pression
Des dispositifs à étranglement réglables protègent les manomètres de coups de bélier
éventuels
Palier à collet
Contrôleur de débit pour la lubrification forcée avec témoins lumineux
Contrôleur de débit pour la lubrification par circulation d’huile
45 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
Poste de commande
Toutes les signalisations de défaut s’affichent sur l’écran du poste de commande .
I.2 FONCTIONNEMENT DE LA SEQUENCE DU BROYEUR :
Le démarrage de la séquence Broyage se déroule automatiquement de la façon suivante :
Le compresseur d’air ROLLAIR
La pompe de graissage de la couronne dentée
Le ventilateur de refroidissement du moteur du tube broyeur
Le démarreur
Le tube broyeur
Le dosomètre d’alimentation
Il est à noter que le démarrage du broyeur n’est permis qu’après 300 secondes de l’instant
de démarrage de cette séquence
Les conditions de démarrage du tube broyeur sont :
- Réchauffage d’huile
- Mise en marche de la lubrification par circulation d’huile
- Mise en marche de la lubrification forcée
La lubrification forcée doit être enclenchée au moins deux minutes avant la mise en
marche du tube broyeur et doit rester en marche pendant encore au moins deux minutes
après l’arrêt du broyeur.
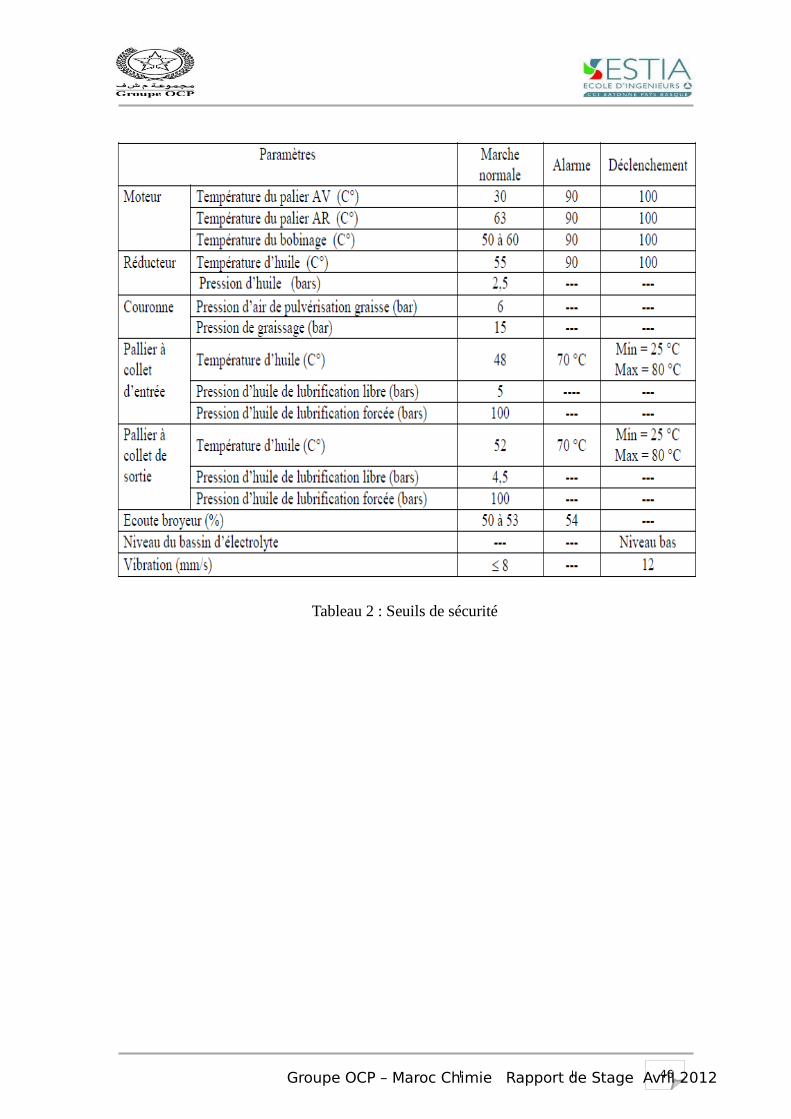
I.3 SEUILS DE SECURITE
Ce tableau détermine les seuils de sécurité principaux à respecter pour avoir un bon
fonctionnement du broyeur et éviter en même temps les pannes dangereux qui peuvent
démunie le rendement de l’installation.
46 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
Tableau 2 : Seuils de sécurité
47 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
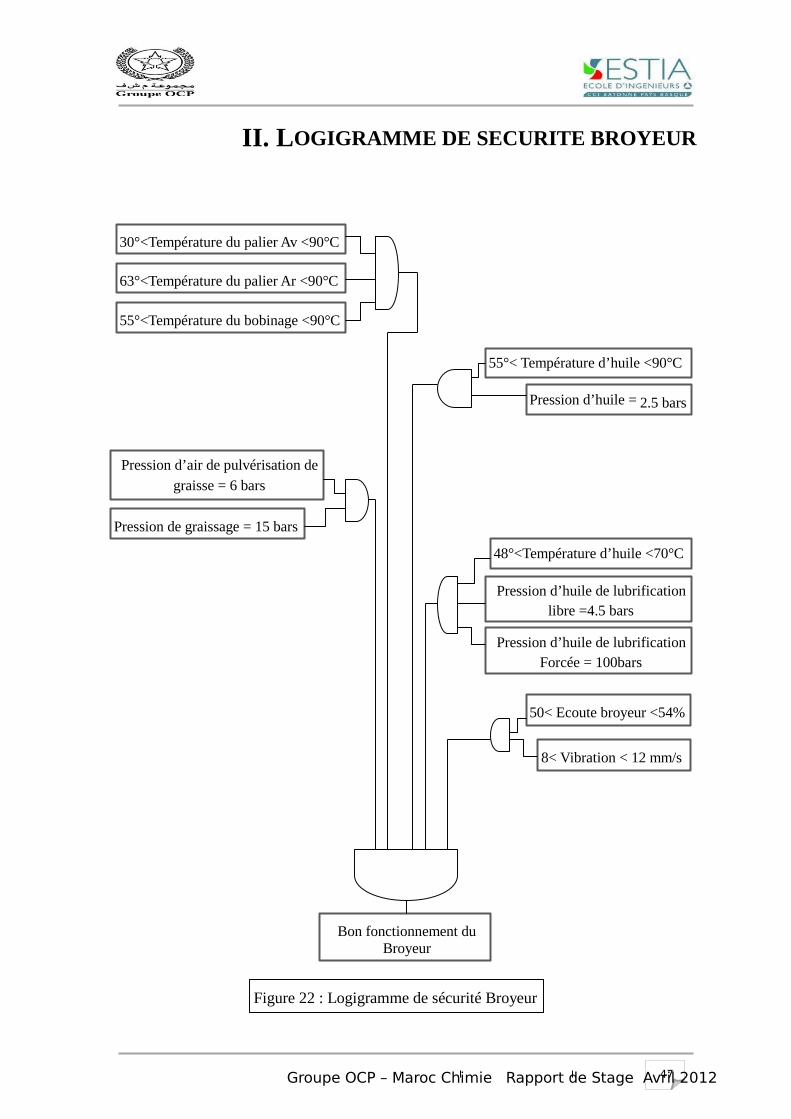
II. LOGIGRAMME DE SECURITE BROYEUR
30°<Température du palier Av <90°C
63°<Température du palier Ar <90°C
55°<Température du bobinage <90°C
55°< Température d’huile <90°C
Pression d’huile = 2.5 bars
Pression d’air de pulvérisation de
graisse = 6 bars
Pression de graissage = 15 bars
48°<Température d’huile <70°C
Pression d’huile de lubrification libre =4.5 bars
Pression d’huile de lubrification Forcée = 100bars
50< Ecoute broyeur <54%
8< Vibration < 12 mm/s
Bon fonctionnement du Broyeur
Figure 22 : Logigramme de sécurité Broyeur
48 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
CONCLUSION GENERALE
Au therme de ce travail qui a été un véritable champ d’application, les dualités
entre la théorie et la pratique ont été mise en évidence. Donc, l’intérêt du thème qui
concerne :
Etude de la centrale de graissage Etude de la centrale hydraulique Etude des différentes sécurités de la séquence du broyeur
L’intérêt de cette étude, en plus de sa faisabilité technique, est de présenter une
action préventive qui a comme objectif, la maintenabilité de la production et l’amélioration
de la disponibilité de la NUB, ce qui va assurer la réussite du projet IQLAA (Décollage)
lancé par l’OCP au niveau de l’atelier PP1
Ce travail a été aussi pour moi l’occasion d’acquérir de nouvelles connaissances et
de développer mes compétences. La recherche des informations m’a obligé de sortir du
cadre de travail habituel et aller à la rencontre des personnels ce qui m’a permis de
développer mes aptitudes relationnels et humaines.

49 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
Bibliographie
Krupp Fördertechnik : Documentation technique.
Rockwell Automation : Allen Bradley API
50 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
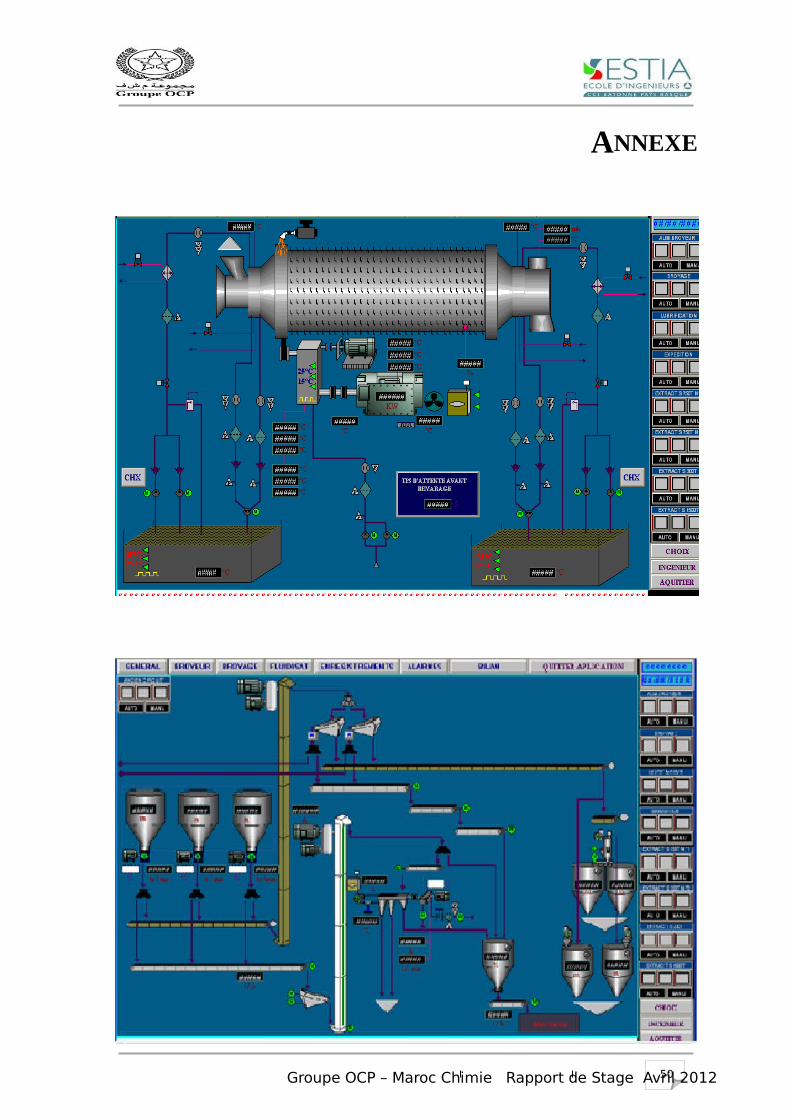
ANNEXE
51 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
Réservoir d’huile [1] Thermomètre à résistance électrique [2] Thermoplongeur [3] Thermostat [4] Moteur électrique [5] Pompe à engrenages [6] Clapet anti-retour [7] Limiteur de pression [9]
52 Groupe OCP – Maroc Chimie Rapport de Stage Avril 2012
Distributeur à 3 /2 voies [10] Filtre double commutable [11] Manomètre [12] Refroidisseur d’huile à eau [13] Distributeur à 2/2 voies eau [14] Contrôleur de débit [15] Moteur électrique [16] Robinet d’isolement [17] Robinet d’isolement [18] Filtre haute pression [19] Pompe à pistons [20] Limiteur de pression [21] Manomètre [22] Manostat [23] Clapet anti-retour [24] Contrôleur de débit [25] Distributeur à 2/2 voies eau [26] Thermomètre à résistance électrique [27] Tub de remplissage [28] Verre-regard [29] Robinet d’arrêt [30]