Embed Size (px)
Citation preview
Royaume du Maroc
Ministère de l’Education Nationale, de l’Enseignement Supérieur, Centre Pédagogique Régional
De la formation des cadres Et de la recherche scientifique de Technologie Settat
Académie Régionale de l’Education
Et de la formation de la région de Chaouia Ouardigha
Délégation Provinciale de Settat
BREVET DE TECHNITIEN SUPERIEUR
OPTION : Electromécanique et Systèmes Automatisés
RAPPORT DE STAGE
Période du stage : du 17/5/2010 au15/06/2010
Réalisé par l’étudiant : NACHIT Mustapha
Tuteur de stage à l’entreprise : Mr SABKI
OFFICE CHERIFIEN DES PHOSPHATES
BENI-IDIR KHORIBGHA
RAPPORT DE STAGE 2010 NACHIT Mustapha
Sommaire1-Introduction générale :……………………………………………………………………………………….. 3
2- Remerciement :…………………………………………………………………………………………………………4
3-Dédicace :………………………………………………………………………………………………………………………. 5
4-Généralités sur le groupe OCP :………………………………………………………………..6a) Historique : …………………………………………………………………………6b) Organigramme du groupe OCP : …………………………………………7c) Statut juridique : ………………………………………………………………..7
d) Filiales du groupe OCP : ……………………………………………………..8 5-Description de l’unité BENI-IDIR :..............................................................9 a)-Enrichissement à sec : ………………………………………………………………9 b)-Station de chargement : …………………………………………………………..9 c)-Calcination;……………………………………………………………………………….10 d)-Séchage : ………………………………………………………………………………….10
PARIE I : DESCRIPTION DU FOUR SECHEUR……………………………………11 I-1-les principaux éléments du four sécheur : …………………….12
I-2 principe de fonctionnement d’un four sécheur : ……………17
PARTIE II : ETUDE DE CHAINE DE REGULATION………………………….19
I-1 Chaine debit fuel piloté par lui-même : ………………………20
I-2 Chaine combustion:……………………………………………………..21
I-3 Chaine produit : ………………………………………………………....23
I-4 chaine tirage: ………………………………………………………………..25
I-5 Chaine de préchauffage de fuel : …………………………………..27
I-6 Les instrument dans les chaine de régulation : ……………….28Conclusion :……………………………………………………………………………………………36
2
RAPPORT DE STAGE 2010 NACHIT Mustapha
INTRODUCTION GENERALE
Le stage joue un rôle primordial dans la formation des étudiants. Il contribue au contact direct de chaque étudiant quant aux exigences du monde de travail. Il permet également de valider les connaissances théoriques acquises lors de la formation, d’apprendre de nouvelles méthodes de travail et de stimuler le sens de la responsabilité chez lés étudiants.
Mon stage a été effectué au sein de l’Office Chérifien des Phosphates, unité traitement Beni-Idir PMK/TB/MR service Régulation.
Dans ce service j était chargé de:
Faire la description du four sécheur (Définir ses éléments et son principe de fonctionnement).
Faire l’étude des chaines de régulation. Définir les instruments existants dans les chaines de
régulation.
3
RAPPORT DE STAGE 2010 NACHIT Mustapha
REMERCIMENT
Avant d’aborder à ce rapport résumant le stage, nous tenons tout d’abord.Plus précisément à remercier notre encadrant de stage Mr. SABKI pour son Soutien qui nous a été précieux tout au long de notre Stage pour accomplir nos tâches, afin de réussir dans cette période de stage.De même, nous osons à présenter nos respects, nos reconnaissances et nos profondes gratitudes à tout le personnel de service pour leur aide précieux, leur soutient moral, pour leur esprit de collaboration et leurs sacrifices pour que je puisse passer ce stage dans des bonnes conditions en acquérant certaines connaissances et expériences professionnelles.
4
RAPPORT DE STAGE 2010 NACHIT Mustapha
DEDICACEJe dédie ce modeste travail à :
Ma chère mère, en signe d’amour de respect de reconnaissance pour tout ce qu’elle a consentis pour mon éducation et mon bien être. Que Dieu puisse la protéger et la procure une longue vie pleine de joie et de bonne santé.
Mes frères et mes sœurs.
Tous mes professeurs et corps enseignants et à tous ceux qui ont contribué de prés ou de loin à l’élaboration de ce travail.
Toute ma famille, à mes amis, que nos relations restent indéfectibles, basées sur le respect, la solidarité et l’amour.
5
RAPPORT DE STAGE 2010 NACHIT Mustapha
4-Généralités sur le groupe OCP a) Historique :
Le groupe Office Chérifien des Phosphates (O.C.P) est un opérateur international dans le domaine de l’industrie du phosphate et des produits dérivés. Le phosphate brut extrait du sous-sol marocain est exporté tel quel ou livré aux industries chimiques du groupe à SAFI ou à JORF LASFAR pour être transformé en produits dérivés commercialisables : acide phosphorique de base, acide phosphorique purifié, engrais solides. Le groupe O.C.P livre aux cinq continents de la planète ; Ses exportations représentent 25 à 30% du commerce international du phosphate et ses dérivés, En effet c’est le premier exportateur est troisième producteur mondial après les Etats-Unis et l’ex-URSS.
C’est en février 1912 qu’on a découvert les premiers gisements dans la zone de KHOURIBGA et plus précisément dans la région de OULED ABDOUNE. Mais l’exploitation effective n’a commencé qu’en février 1921 dans la région de OUED ZEM. Ce n’est qu’en 30 juin 1921 que le premier train sur voie large de 1.60 m a été chargé est dirigé vers le port de CASABLANCA. Un mois après l’exploitation a commencé par voie maritime.
En 1930 un nouveau centre de production de phosphate est ouvert à Youssoufia connu sous le nom de Louis Gentil (1931).
La méthode d’extraction en découverte à KHOURIBGA n’est mise en œuvre qu’en 1952 suivi de la création d’un centre de formation professionnel en 1958, en renforcement des efforts menés, depuis des décennies sur ce plan ; Puis création par la suite d’autres unités de formation / perfectionnement : Ecole de maîtrise de BOUJNIBA (1965).
Vers l’année 1975 l’O.C.P s’est organisé en groupe qui comporte l’O.C.P et les filiales.
Depuis lors, les besoins mondiaux en phosphates ont fait de l’O.C.P une entreprise qui jusqu’à nos jours n’a cessé de grandir et pour se maintenir face à
6
RAPPORT DE STAGE 2010 NACHIT Mustapha la concurrence des autres pays producteurs des phosphates et dérivés, il se modernise, se développe continuellement et s’affirme comme le leader du marché mondial des phosphates.
Ce groupe est géré par plusieurs directions coiffées par une direction générale dont le siège social a CASABLANCA.
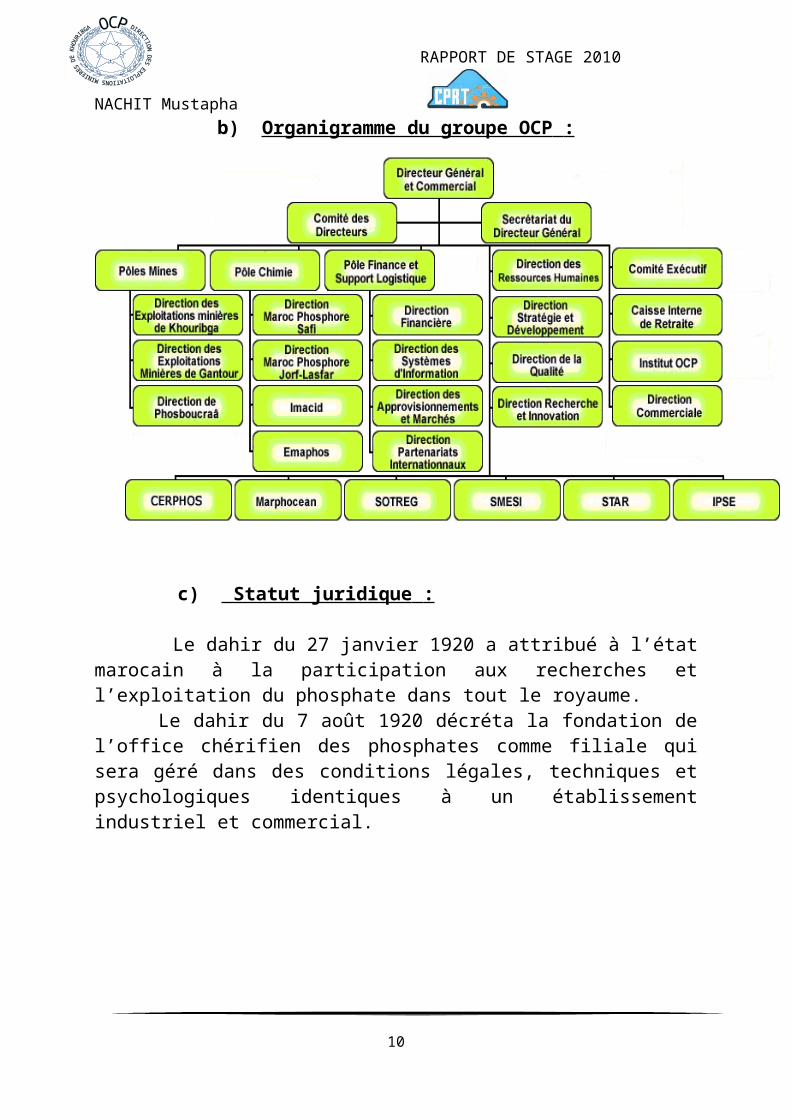
b) Organigramme du groupe OCP :
c) Statut juridique :
Le dahir du 27 janvier 1920 a attribué à l’état marocain à la participation aux recherches et l’exploitation du phosphate dans tout le royaume. Le dahir du 7 août 1920 décréta la fondation de l’office chérifien des phosphates comme filiale qui sera géré dans des conditions légales, techniques et psychologiques identiques à un établissement industriel et commercial.
7
RAPPORT DE STAGE 2010 NACHIT Mustapha
d) Filiales du groupe OCP :
Le groupe O.C.P regroupe en plus de l'O.C.P plusieurs filiales, il s'agit de :
CERPHOS
FERTIMA: Société Marocaine des Fertilisants.
IPSE: Institut de Promotion socio-éducative.
MAROC PHOSPHORE : direction industrielle chimique.
MARPHOCEAN : transfert des actions de l’OCP (maritime).
PHOSBOUCRAA.
SMESI: Société Marocaine d'Etudes Spéciales et Industrielles.
SOTREG: Société des Transports Régionaux.
STAR.
8
RAPPORT DE STAGE 2010 NACHIT Mustapha
5-Description de l’unité BENI-IDIR : L’unité de BENI-IDIR a démarré en 1965 dans le but de traiter le phosphate
fourni par les unités d’extraction (DAOUI, PARC EL WAFI …).
Elle est constituée de trois usines de traitement et une station de chargement :
Usine d’enrichissement; Station de chargement ; Usine de calcination ; Usine de séchage.
a)-Enrichissement à sec :
On note plusieurs qualités de phosphate, en fonction de la teneur en phosphate, au niveau de cette usine à savoir :
Le K00 : sa teneur en phosphate est de 62% à 56%, provenant du DAOUI et la ZONE CENTRAL. Sa qualité est pauvre, elle est argileuse.
K10 : la teneur en phosphate est de 69%, il provient du DAOUI et MERAH LAHRACH.
K20 : sa teneur en phosphate est de 71% provenant du DAOUI, MERAH LAHARACH et LA ZONE CENTRAL.
K40 : sa teneur en phosphate est de 74% à 80%, il provient de LA RECETTE.
L’enrichissement consiste à améliorer la teneur des phosphates à 70% en passant par les étapes suivantes :
Séchage ; Elimination des particules fines inférieures à 40 microns ; Criblage à 3 mm ; Broyage à 1 mm pour éclater les engluements mixtes (phosphate
Gange) ; Elimination des refus de 360 microns.
b)- Station de chargement :
Grâce à une station de chargement qui est intégrée dans l’infrastructure de l’unité, le phosphate sera changer et transporter par des trains aux différentes destinations.
9
RAPPORT DE STAGE 2010 NACHIT Mustapha Le phosphate traité se met dans des stocks selon la qualité et se
transporte par des convoyeurs vers les silos. Ces derniers sont commandés selon le débit souhaitable et chargent 4 wagons en même temps.
c)-Calcination :
Définition :
Calciner signifie brûler ou carboniser, c’est la procédure par laquelle, on ne laisse plus les résidus calcaires.
Objectif :
La calcination a pour but l’enrichissement du phosphate en portant sa température à 900°C pour diminuer le taux de CO2 (de 7% à 1%) selon la demande du client, avec l’élimination de certains éléments tels que :
L’eau d’humidité. L’eau de cristallisation. L’eau de constitution. Matières organiques.
d)-Séchage :
Le séchage est une opération industrielle qui consiste à éliminer ou diminuer le taux d’humidité du phosphate.
Il a pour but d’éliminer complètement ou partiellement l’excès d’humidité que contient le phosphate par évaporation, il nécessite une source de chaleur très élevée (950oC) produite par un générateur de gaz (fuel), le contacte gaz produit est réalisé dans un sécheur cylindrique rotatif équipé des augets et palettes pour faciliter le malaxage et l’avancement du phosphate. Pour faire séchage on besoin des fours sécheurs.
10
RAPPORT DE STAGE 2010 NACHIT Mustapha
PARIE I
DESCRIPTION DU FOUR SECHEUR
11
RAPPORT DE STAGE 2010 NACHIT Mustapha
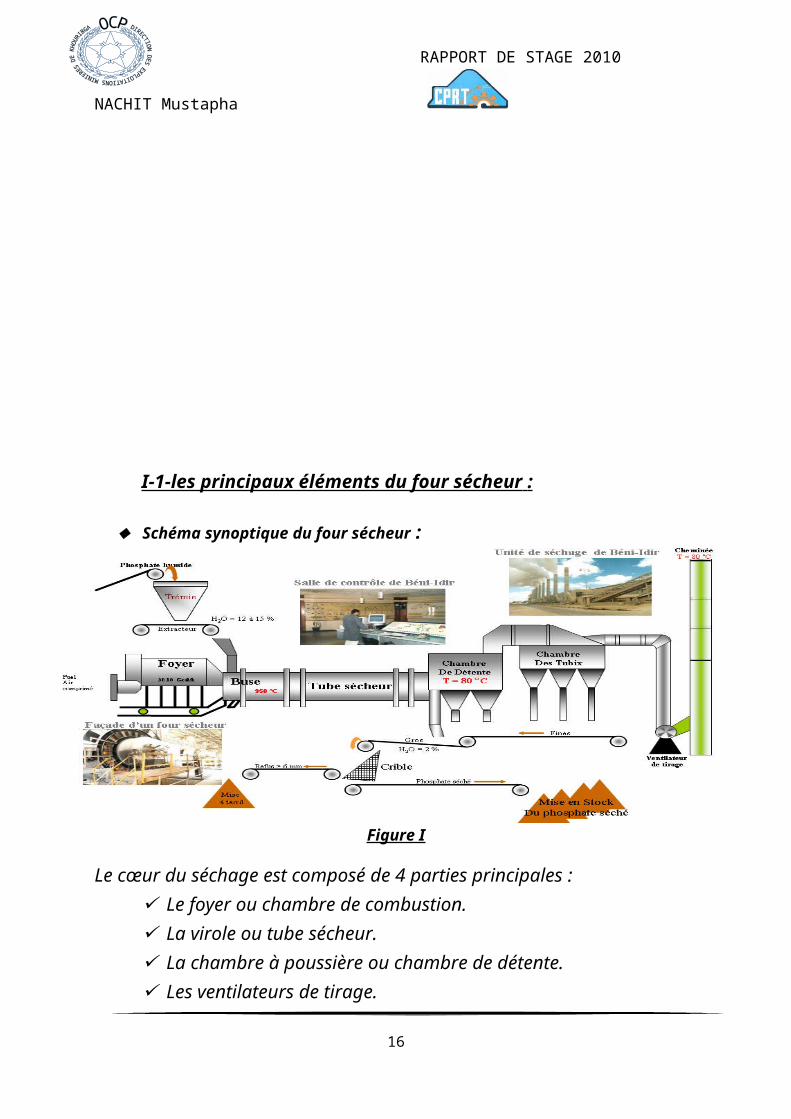
I-1-les principaux éléments du four sécheur :
Schéma synoptique du four sécheur :
Figure I
Le cœur du séchage est composé de 4 parties principales : Le foyer ou chambre de combustion. La virole ou tube sécheur. La chambre à poussière ou chambre de détente. Les ventilateurs de tirage. La buse
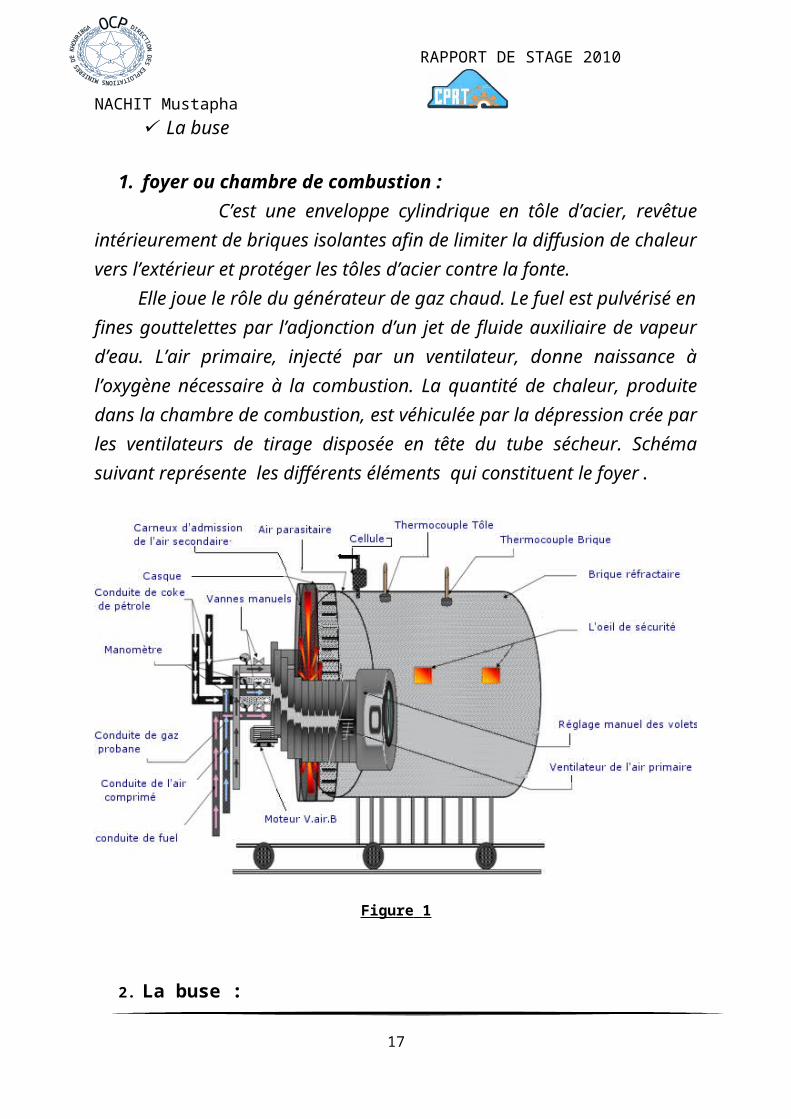
1. foyer ou chambre de combustion : C’est une enveloppe cylindrique en tôle d’acier, revêtue intérieurement de briques isolantes afin de limiter la diffusion de chaleur vers l’extérieur et protéger les tôles d’acier contre la fonte. Elle joue le rôle du générateur de gaz chaud. Le fuel est pulvérisé en fines gouttelettes par l’adjonction d’un jet de fluide auxiliaire de vapeur d’eau. L’air primaire, injecté par un ventilateur, donne naissance à l’oxygène nécessaire à la combustion. La quantité de chaleur, produite dans la chambre de combustion,
12
RAPPORT DE STAGE 2010 NACHIT Mustapha est véhiculée par la dépression crée par les ventilateurs de tirage disposée en tête du tube sécheur. Schéma suivant représente les différents éléments qui constituent le foyer.
Figure 1
2. La buse :
13
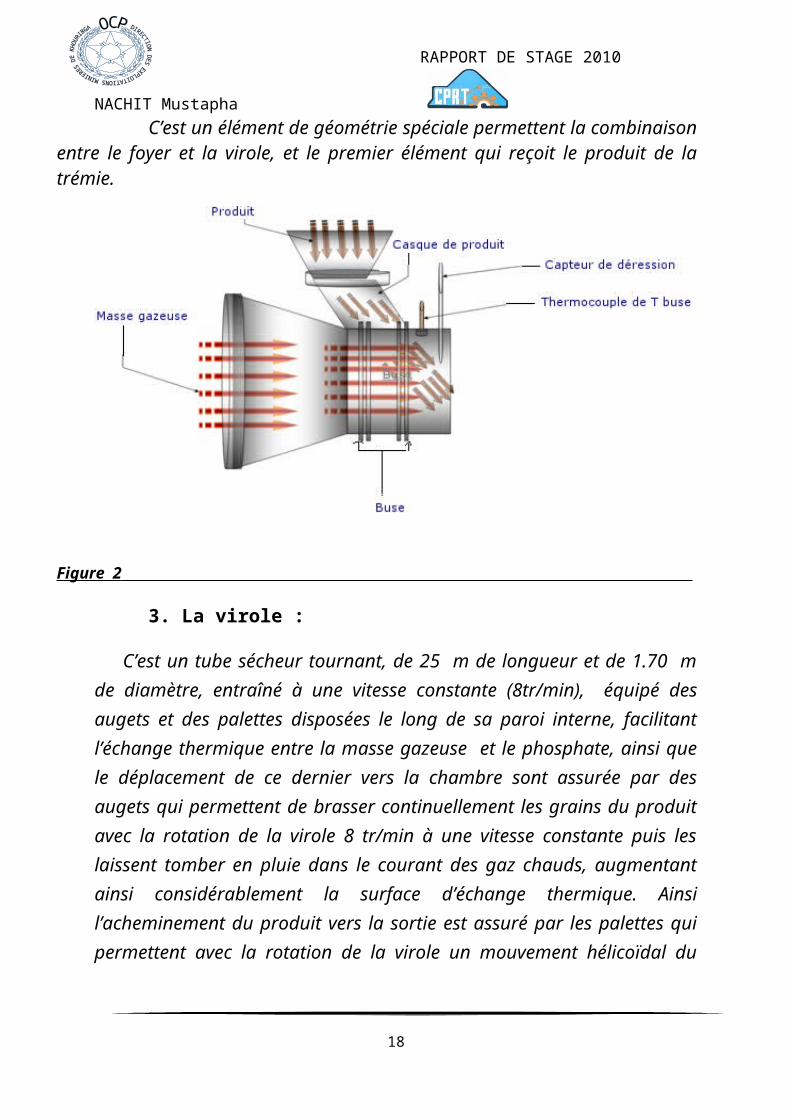
RAPPORT DE STAGE 2010 NACHIT Mustapha C’est un élément de géométrie spéciale permettent la combinaison entre le foyer et la virole, et le premier élément qui reçoit le produit de la trémie.
Figure 2
3. La virole :
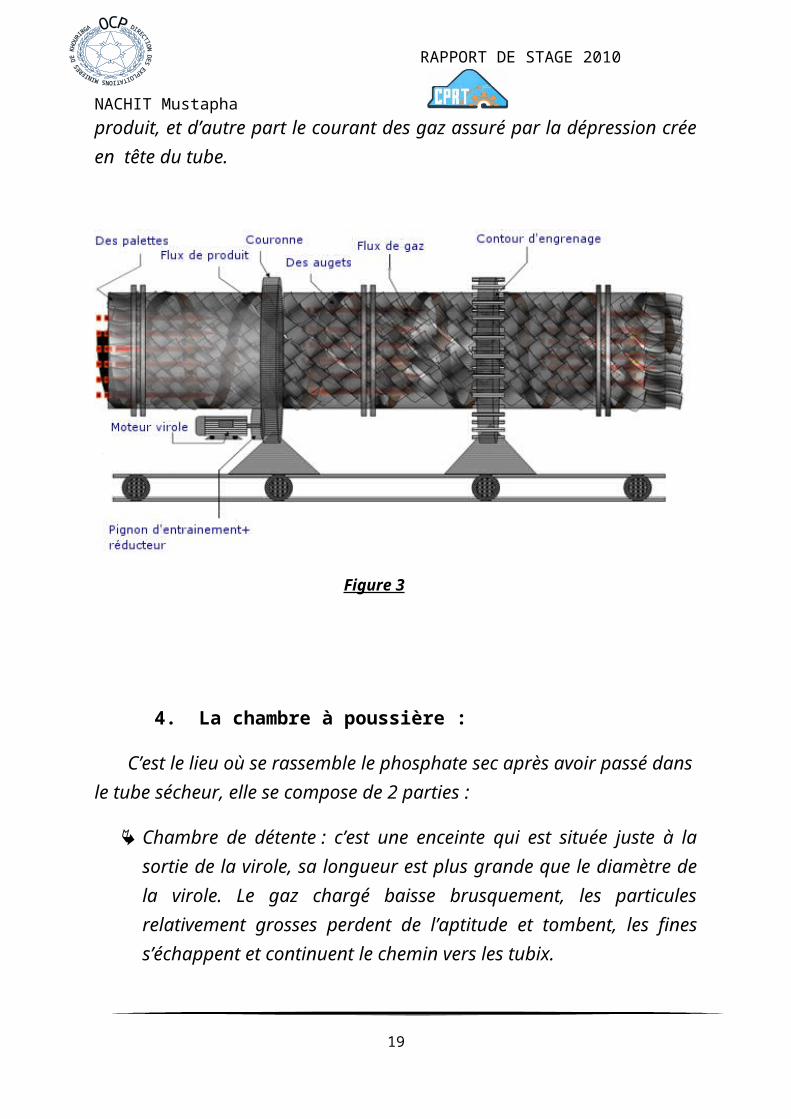
C’est un tube sécheur tournant, de 25 m de longueur et de 1.70 m de diamètre, entraîné à une vitesse constante (8tr/min), équipé des augets et des palettes disposées le long de sa paroi interne, facilitant l’échange thermique entre la masse gazeuse et le phosphate, ainsi que le déplacement de ce dernier vers la chambre sont assurée par des augets qui permettent de brasser continuellement les grains du produit avec la rotation de la virole 8 tr/min à une vitesse constante puis les laissent tomber en pluie dans le courant des gaz chauds, augmentant ainsi considérablement la surface d’échange thermique. Ainsi l’acheminement du produit vers la sortie est assuré par les palettes qui permettent avec la rotation de la virole un mouvement hélicoïdal du produit, et d’autre part le courant des gaz assuré par la dépression crée en tête du tube.
14
RAPPORT DE STAGE 2010 NACHIT Mustapha
Figure 3
4. La chambre à poussière :
C’est le lieu où se rassemble le phosphate sec après avoir passé dans le tube sécheur, elle se compose de 2 parties :
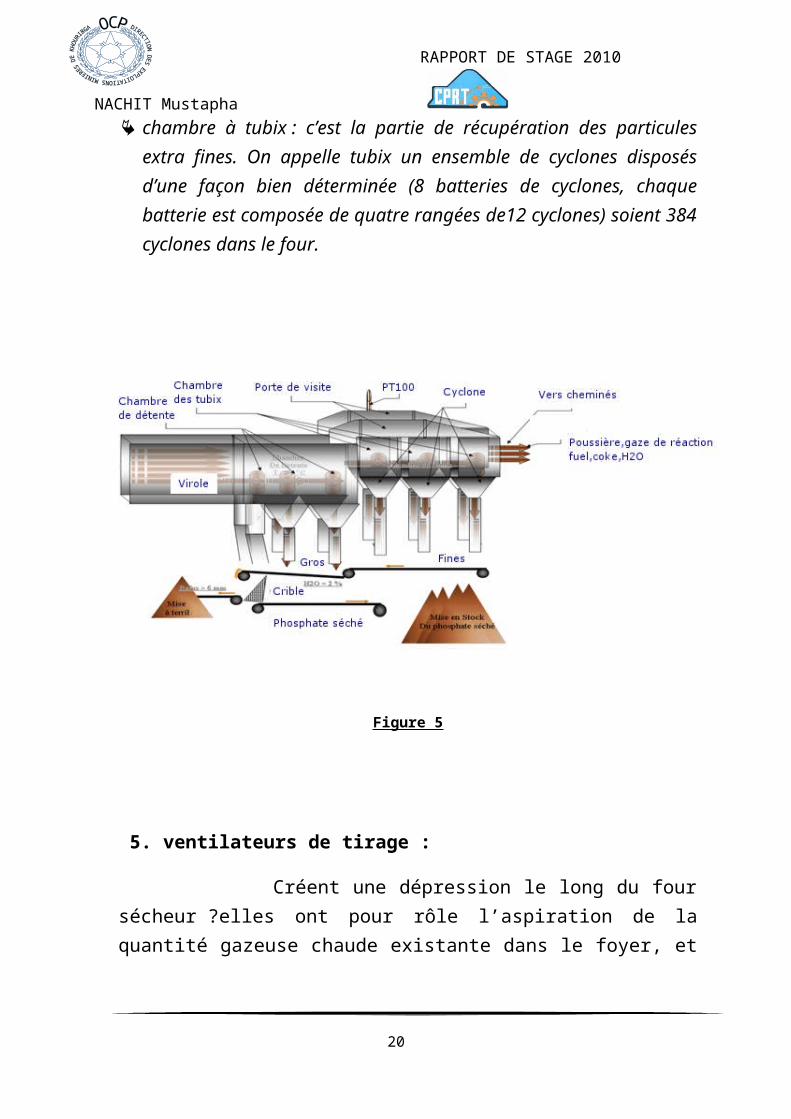
Chambre de détente : c’est une enceinte qui est située juste à la sortie de la virole, sa longueur est plus grande que le diamètre de la virole. Le gaz chargé baisse brusquement, les particules relativement grosses perdent de l’aptitude et tombent, les fines s’échappent et continuent le chemin vers les tubix.
chambre à tubix : c’est la partie de récupération des particules extra fines. On appelle tubix un ensemble de cyclones disposés d’une façon bien déterminée (8 batteries de cyclones, chaque batterie est composée de quatre rangées de12 cyclones) soient 384 cyclones dans le four.
15
RAPPORT DE STAGE 2010 NACHIT Mustapha
Figure 5
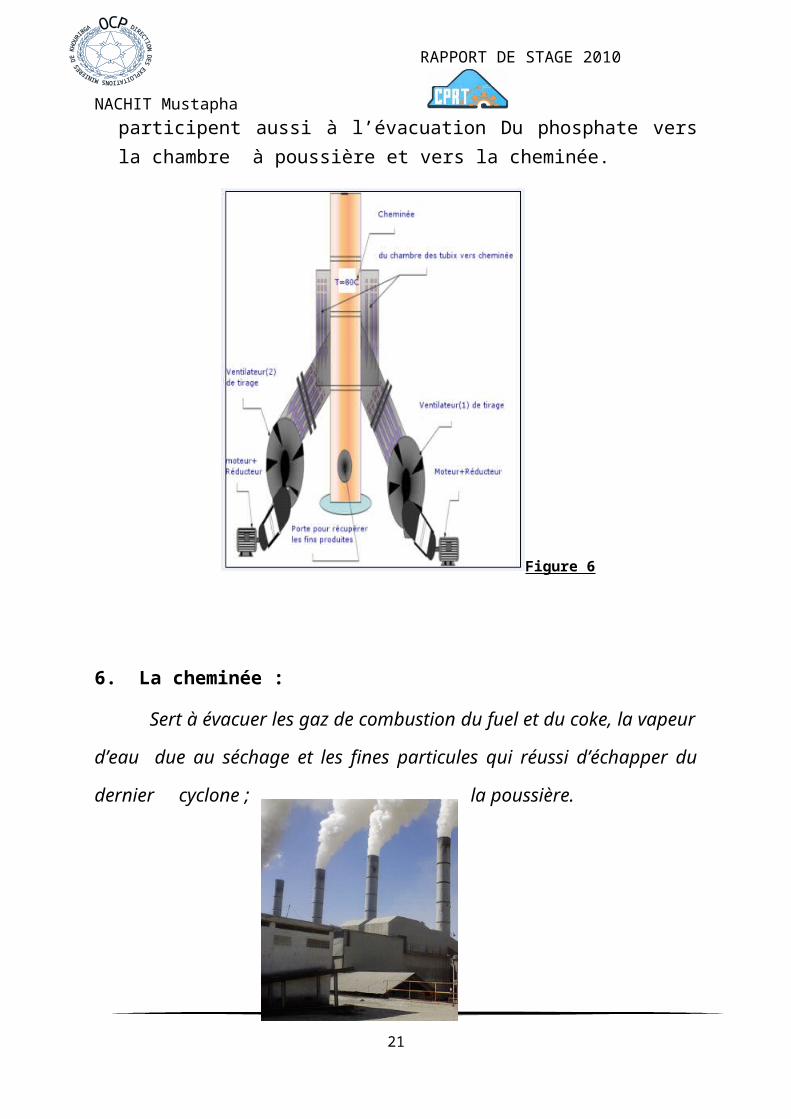
5. ventilateurs de tirage :
Créent une dépression le long du four sécheur ?elles ont pour rôle l’aspiration de la quantité gazeuse chaude existante dans le foyer, et participent aussi à l’évacuation Du phosphate vers la chambre à poussière et vers la cheminée.
16
RAPPORT DE STAGE 2010 NACHIT Mustapha
Figure 6
6. La cheminée :
Sert à évacuer les gaz de combustion du fuel et du coke, la vapeur d’eau
due au séchage et les fines particules qui réussi d’échapper du dernier cyclone ;
la poussière.
17
RAPPORT DE STAGE 2010 NACHIT Mustapha I-2 principe de fonctionnement d’un four sécheur :
But de séchage :
On sèche le phosphate dans le but d’augmenter sa teneur par élimination de l’eau en vue de minimiser le coût de transport et faciliter son exploitation .le taux d’humidité du produit d’entrée environ 13% qui augmente à 15% du fait de lavage et en fonction du qualité du parc humide du fait de séchage en sort entre 1% à 3% suivant les clients et la qualité demandée .Le séchage se fait grâce à un four dit four sécheur que l’usine de BENI-IDIR en contient 11, 8 sont utilisés et les autres sont réservés pour le rechange.
Principe de fonctionnement:
après réaliser le triangle de combustion, le produit humide et les gazes chauds sont introduits dans le tube sécheur au niveau de la jonction virole .la quantité de chaleur produites est véhiculé le long du tube sécheur ,là ou l’échange thermique entre la masse gazeuse et le phosphate s’effectue par déplacement le long de la virole à l’aide des éléments installés dans cette dernière appelés les palettes et les augets .après passage dans le tube sécheur il y’aura un déplacement des gros grains vers la chambre à détente et des fines grains vers la chambre à tubix ensuite un criblage pour faire passer seulement les grains riches en phosphate envoyés ensuite vers le stock .
18
RAPPORT DE STAGE 2010 NACHIT Mustapha
Le système de sécurité installé au niveau du four sécheur :
Pour des raisons de sécurité les valeurs qui suivantes doivent être respectées : Température chambre à poussière: 62°c <Tc< 84°c. (Dépendante de
l’humidité) Température de la buse : 100°c<Tb<1200°c. Température de brique : 0°c<Tbr<350°c. Température de tôle : 0°c<Tt<120°c.
Débit du fuel : 600l/h<Df<3000l/h. Débit du coke : 0kg/h<DC<3000l/h. Débit du produit : 18 cm/casque. (C’est une ouverture qui règle le débit
du produit).
Dépression : -3 ou -4 mbar. L’humidité : ses valeurs dépendantes des besoins de client, c’est pour
cela il faut contacter les laboratoires et les services concernés. H2O d’entrée : 10 à 17%. H2Ode sortie : 2,2 à 2,5%. H2O pour la fabrication du semi séché : 3 à 3,5%.....
L’afficheur de fonctionnement
19
RAPPORT DE STAGE 2010 NACHIT Mustapha
PARTIE II
ETUDE DES CHAINES DE REGULATION
20
RAPPORT DE STAGE 2010 NACHIT Mustapha
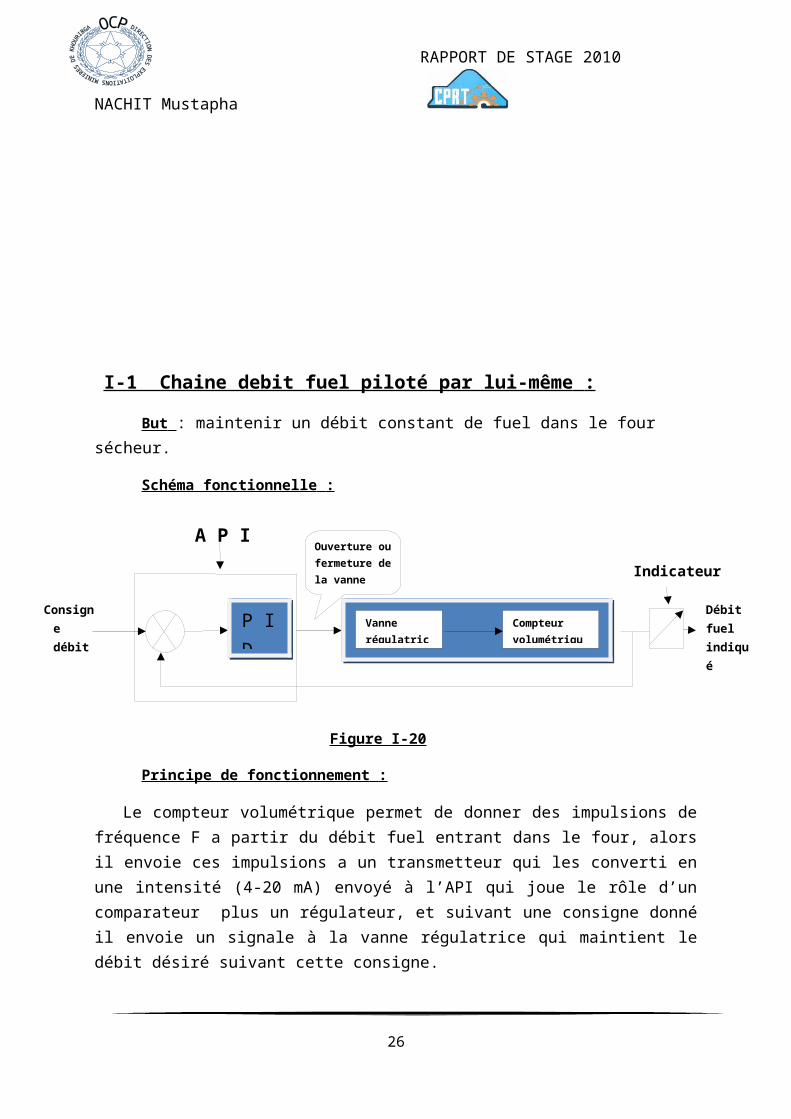
I-1 Chaine debit fuel piloté par lui-même :
But : maintenir un débit constant de fuel dans le four sécheur.
Schéma fonctionnelle :
Figure I-20
Principe de fonctionnement :
Le compteur volumétrique permet de donner des impulsions de fréquence F a partir du débit fuel entrant dans le four, alors il envoie ces impulsions a un transmetteur qui les converti en une intensité (4-20 mA) envoyé à l’API qui joue le rôle d’un comparateur plus un régulateur, et suivant une consigne donné il envoie un signale à la vanne régulatrice qui maintient le débit désiré suivant cette consigne.
21
Consigne débit fuel
P I D
Vanne régulatrice
Compteur volumétrique
Ouverture ou fermeture de la vanne fuel
Débit fuel indiqué (Réglé)
A P I
Indicateur
RAPPORT DE STAGE 2010 NACHIT Mustapha
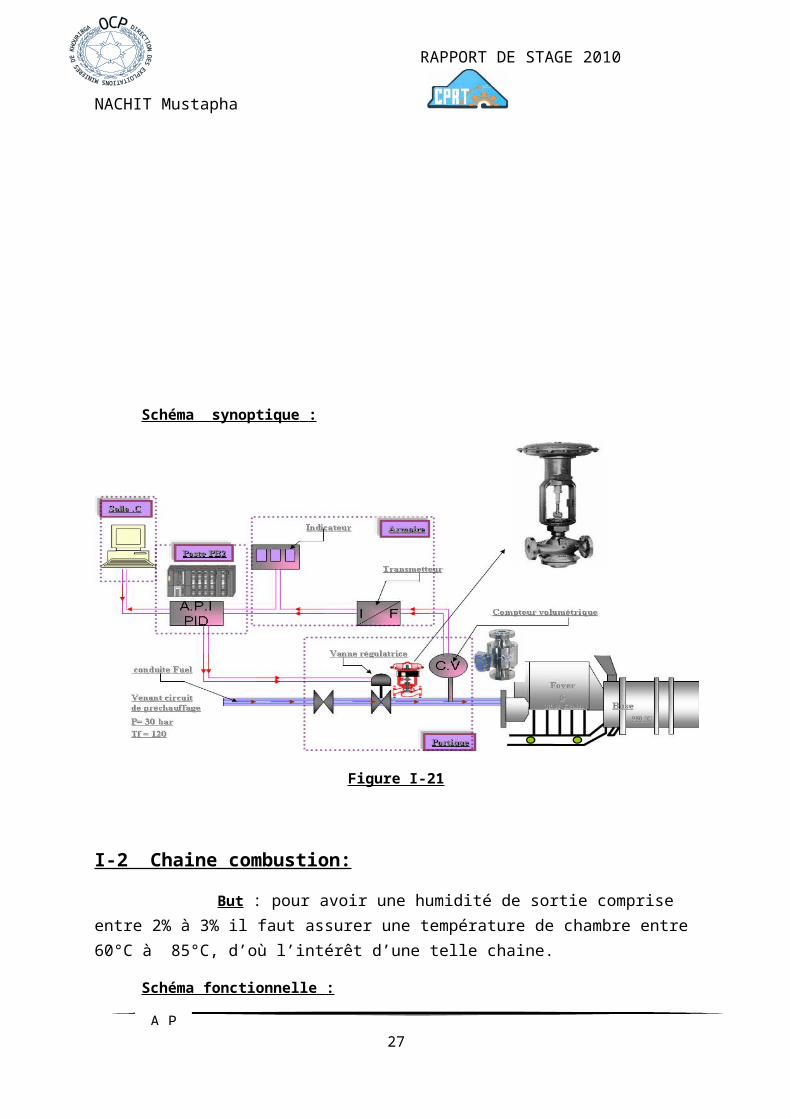
Schéma synoptique :
Figure I-21
I-2 Chaine combustion:
But : pour avoir une humidité de sortie comprise entre 2% à 3% il faut assurer une température de chambre entre 60°C à 85°C, d’où l’intérêt d’une telle chaine.
Schéma fonctionnelle :
22
P I D
SELECTIONN-EUR
Foyer + Buse
Foyer + Buse
Bu Foyer + Buse
V.V+KE PT100
V.R .FUEL PT100
V.V Plate-aux
PT100
T° buse
Indiqué
Indicateur
Consigne
A P I
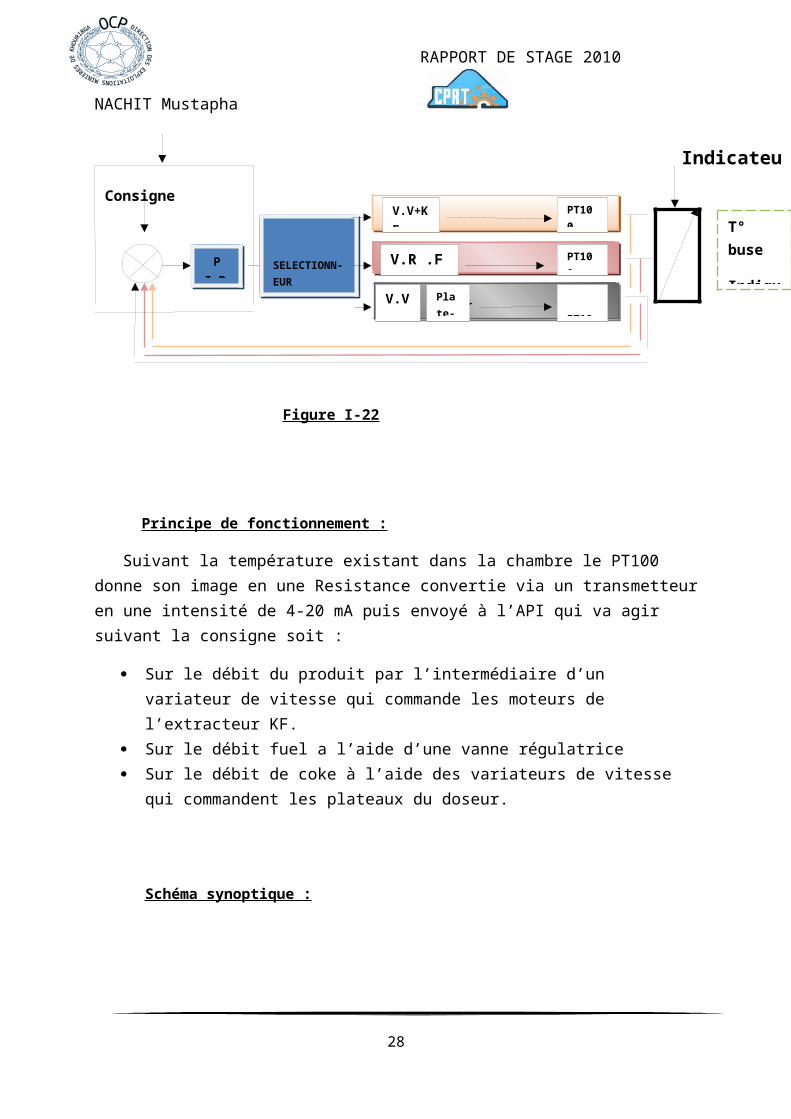
RAPPORT DE STAGE 2010 NACHIT Mustapha Figure I-22
Principe de fonctionnement :
Suivant la température existant dans la chambre le PT100 donne son image en une Resistance convertie via un transmetteur en une intensité de 4-20 mA puis envoyé à l’API qui va agir suivant la consigne soit :
Sur le débit du produit par l’intermédiaire d’un variateur de vitesse qui commande les moteurs de l’extracteur KF.
Sur le débit fuel a l’aide d’une vanne régulatrice Sur le débit de coke à l’aide des variateurs de vitesse qui commandent les plateaux
du doseur.
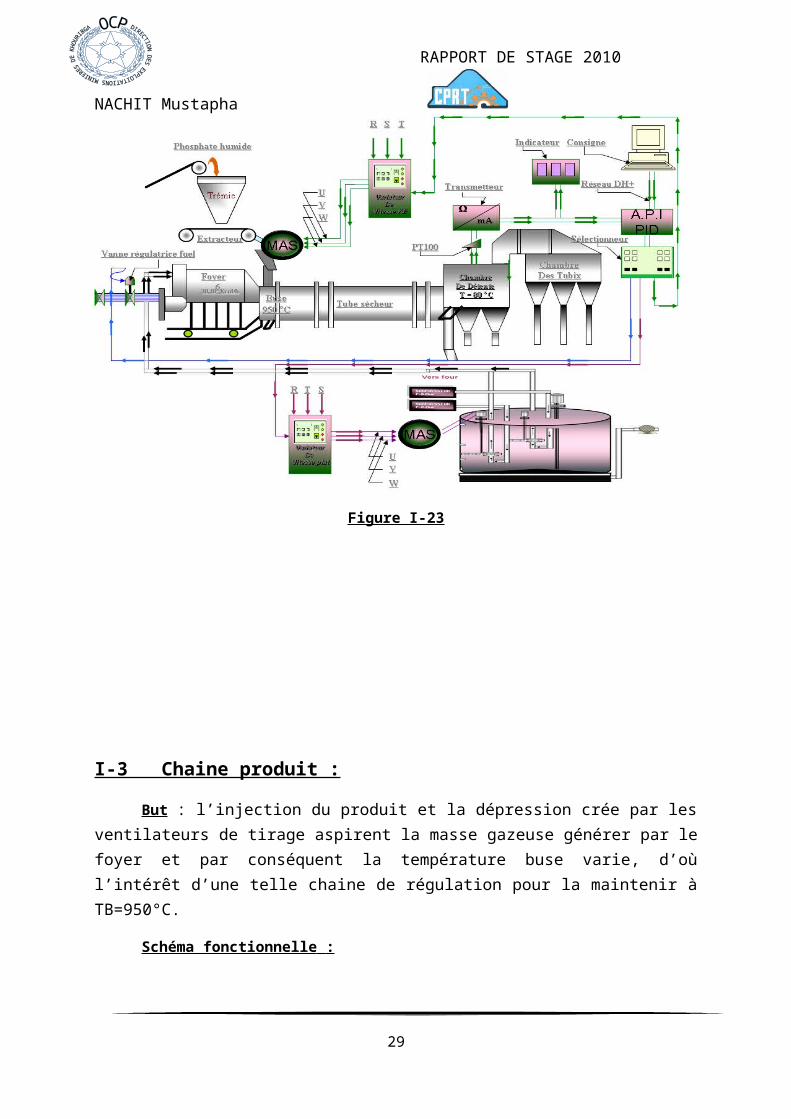
Schéma synoptique :
Figure I-23
23
RAPPORT DE STAGE 2010 NACHIT Mustapha
I-3 Chaine produit :
But : l’injection du produit et la dépression crée par les ventilateurs de tirage aspirent la masse gazeuse générer par le foyer et par conséquent la température buse varie, d’où l’intérêt d’une telle chaine de régulation pour la maintenir à TB=950°C.
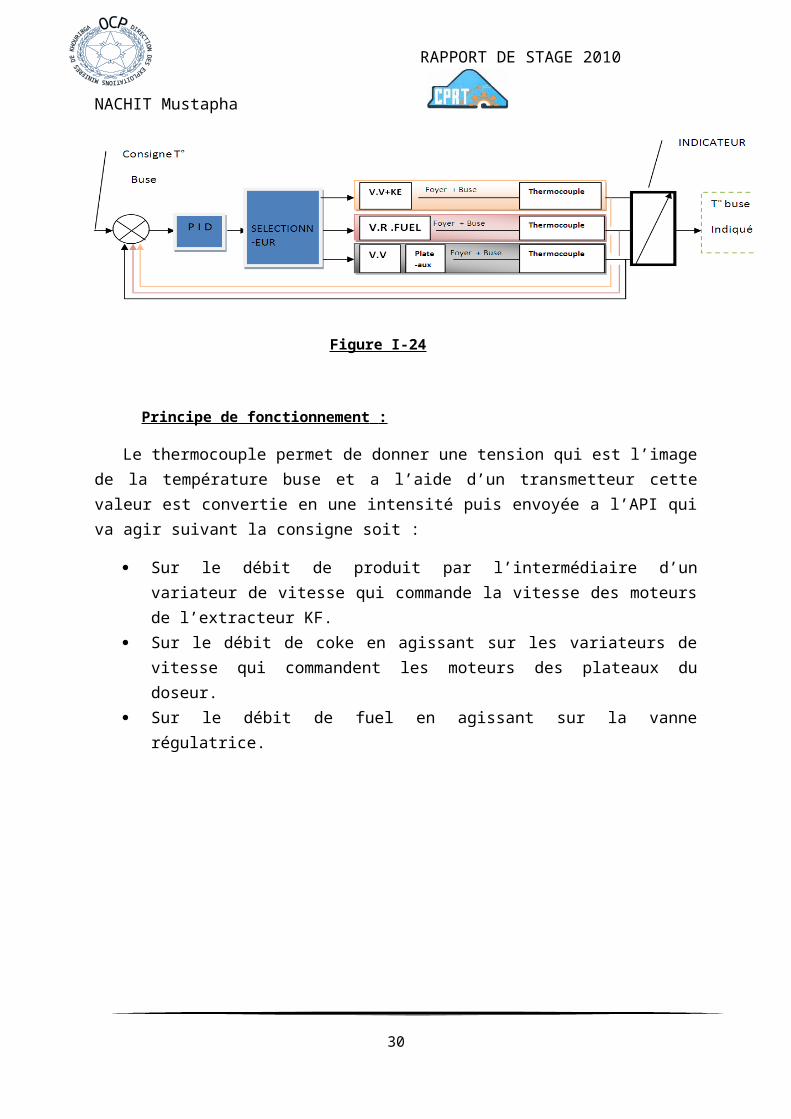
Schéma fonctionnelle :
Figure I-24
Principe de fonctionnement :
Le thermocouple permet de donner une tension qui est l’image de la température buse et a l’aide d’un transmetteur cette valeur est convertie en une intensité puis envoyée a l’API qui va agir suivant la consigne soit :
Sur le débit de produit par l’intermédiaire d’un variateur de vitesse qui commande la vitesse des moteurs de l’extracteur KF.
Sur le débit de coke en agissant sur les variateurs de vitesse qui commandent les moteurs des plateaux du doseur.
Sur le débit de fuel en agissant sur la vanne régulatrice.
24
RAPPORT DE STAGE 2010 NACHIT Mustapha
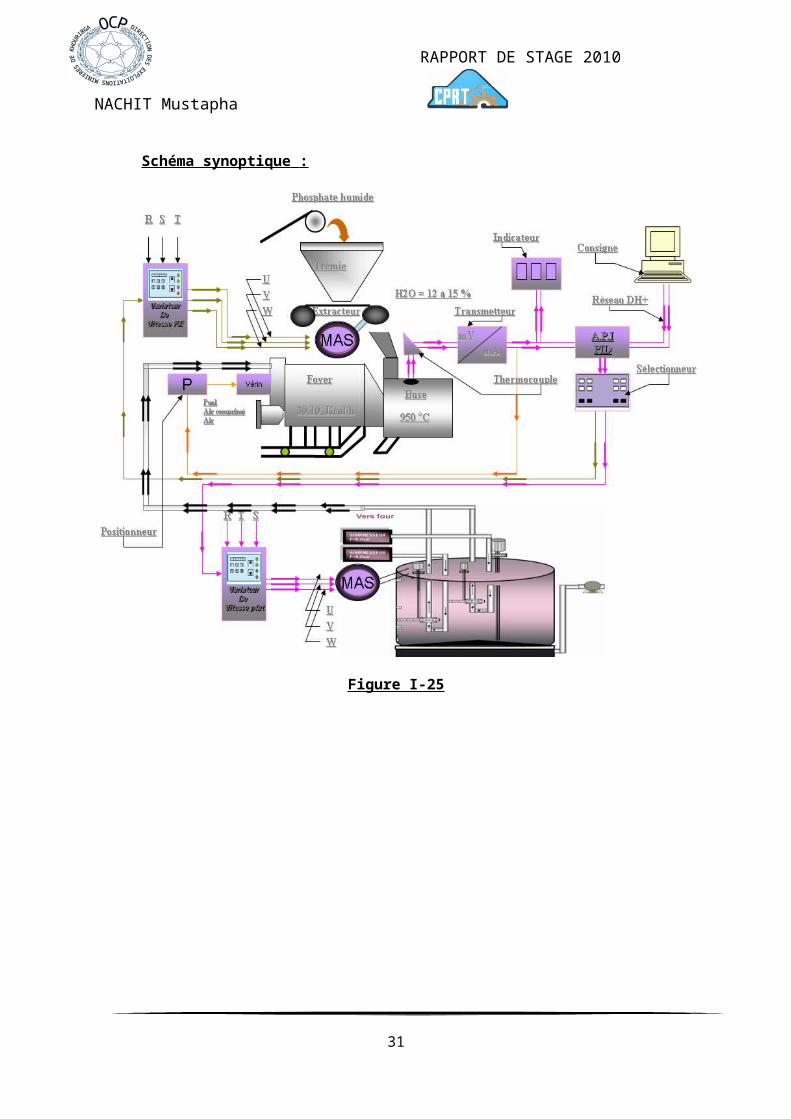
Schéma synoptique :
Figure I-25
25
RAPPORT DE STAGE 2010 NACHIT Mustapha
I-4 chaine tirage:
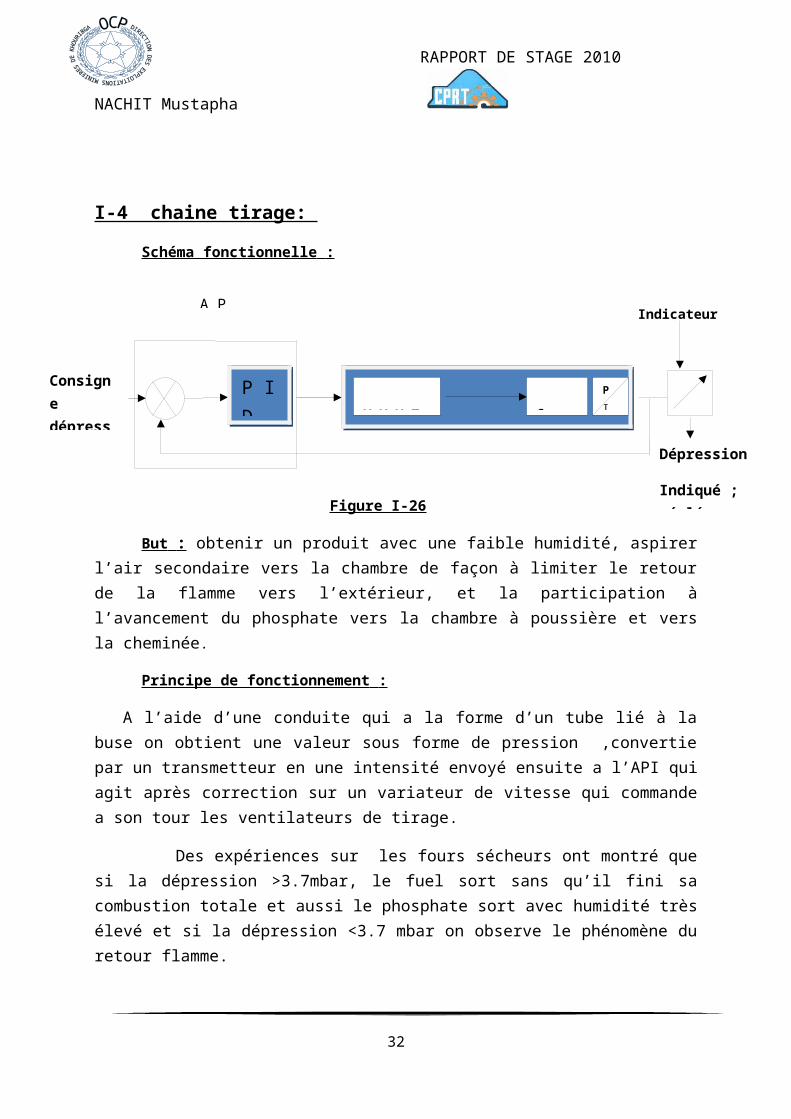
Schéma fonctionnelle :
Figure I-26
But : obtenir un produit avec une faible humidité, aspirer l’air secondaire vers la chambre de façon à limiter le retour de la flamme vers l’extérieur, et la participation à l’avancement du phosphate vers la chambre à poussière et vers la cheminée.
Principe de fonctionnement :
A l’aide d’une conduite qui a la forme d’un tube lié à la buse on obtient une valeur sous forme de pression ,convertie par un transmetteur en une intensité envoyé ensuite a l’API qui agit après correction sur un variateur de vitesse qui commande a son tour les ventilateurs de tirage.
Des expériences sur les fours sécheurs ont montré que si la dépression >3.7mbar, le fuel sort sans qu’il fini sa combustion totale et aussi le phosphate sort avec humidité très élevé et si la dépression <3.7 mbar on observe le phénomène du retour flamme.
26
P I D
Buse+vérole
Chambre
V.V+V.T P I I
Canne DEP
Indicateur
Dépression
Indiqué ; réglé
Consigne dépression
A P I
RAPPORT DE STAGE 2010 NACHIT Mustapha
Schéma synoptique :
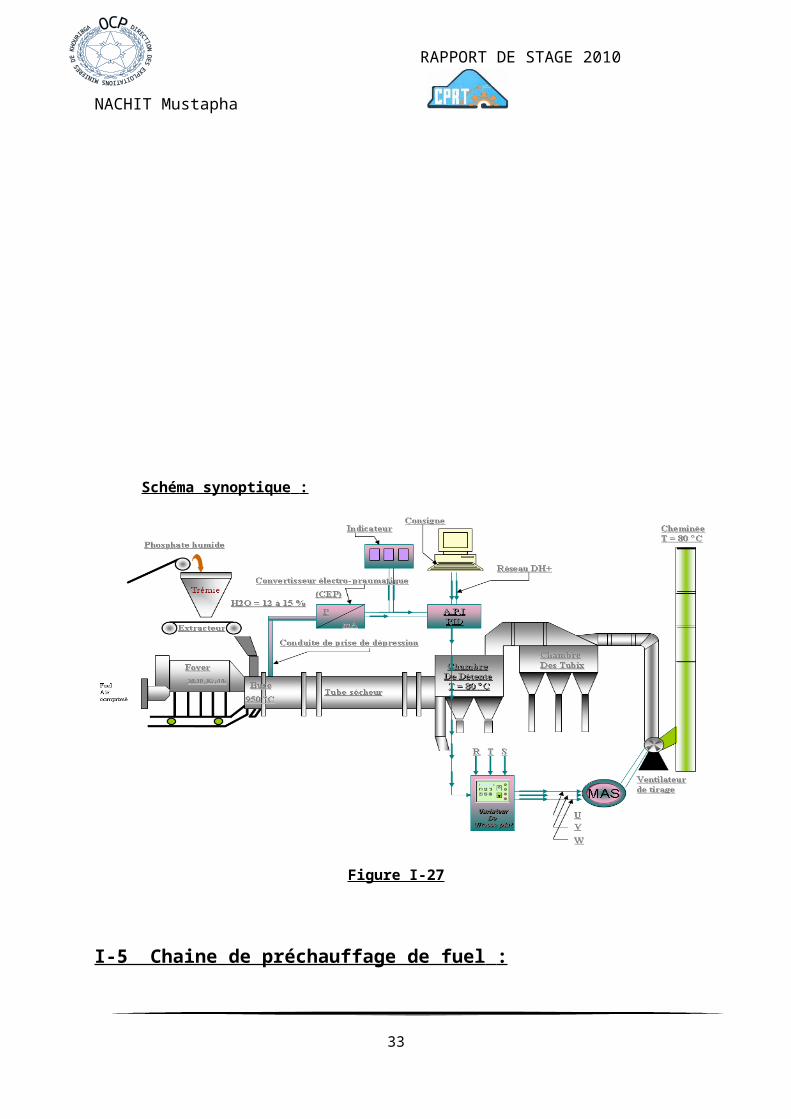
Figure I-27
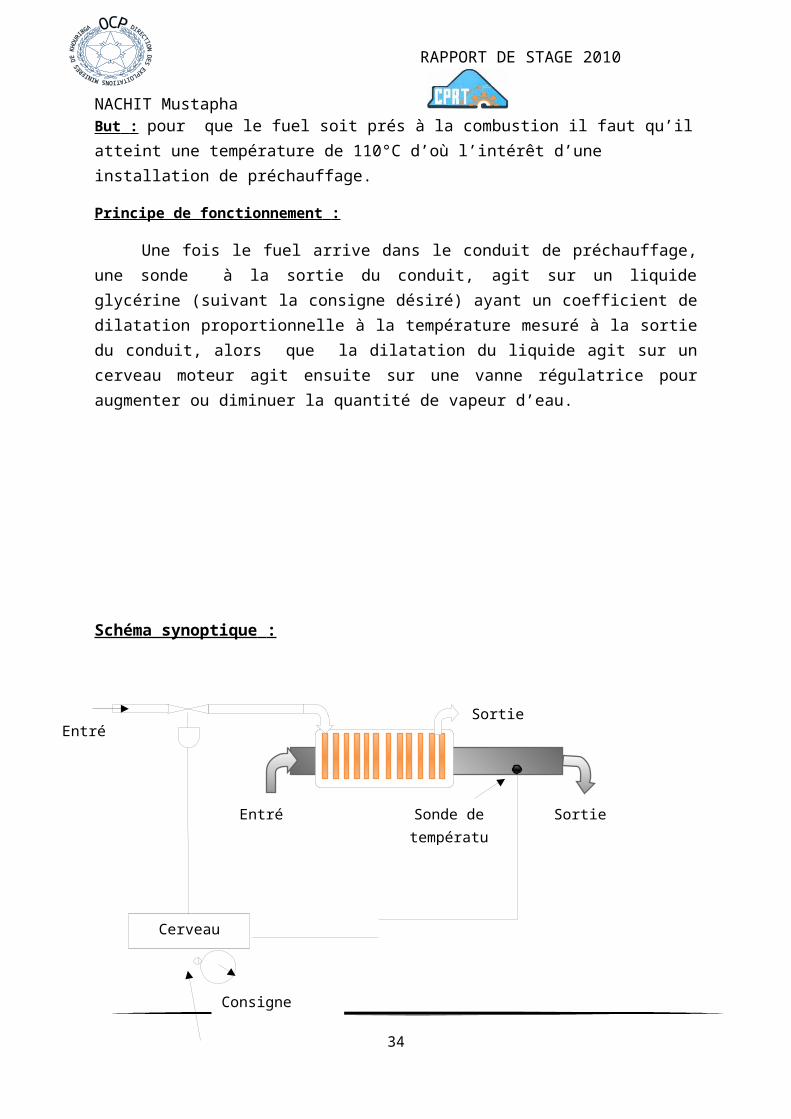
I-5 Chaine de préchauffage de fuel :
But : pour que le fuel soit prés à la combustion il faut qu’il atteint une température de 110°C d’où l’intérêt d’une installation de préchauffage.
Principe de fonctionnement :
Une fois le fuel arrive dans le conduit de préchauffage, une sonde à la sortie du conduit, agit sur un liquide glycérine (suivant la consigne désiré) ayant un coefficient de dilatation proportionnelle à la température mesuré à la sortie du conduit, alors que la dilatation du liquide agit sur un cerveau moteur agit ensuite sur une vanne régulatrice pour augmenter ou diminuer la quantité de vapeur d’eau.
27
RAPPORT DE STAGE 2010 NACHIT Mustapha
Schéma synoptique :
VVV
Figure I-28
I-6 Les instrument dans les chaine de régulation :
1.DEFINITION :
La régulation consiste à maintenir automatiquement une grandeur physique à la valeur désirée quelles que soient les perturbations qui peuvent subvenir.La régulation d’une grandeur couramment appelée régulation de procédé. Exemples de régulation de procédé :
Régulation du niveau d’un réservoir Régulation de la température d’un four
28
Cerveau moteur
Consigne 110°C
Sortie fuelEntré fuel
Entré vapeurSortie vapeur
Sonde de température
Réglage de la consigne
RAPPORT DE STAGE 2010 NACHIT Mustapha Régulation de la vitesse d’un moteur Régulation du débit dans une canalisation
2. LES CAPTEURS
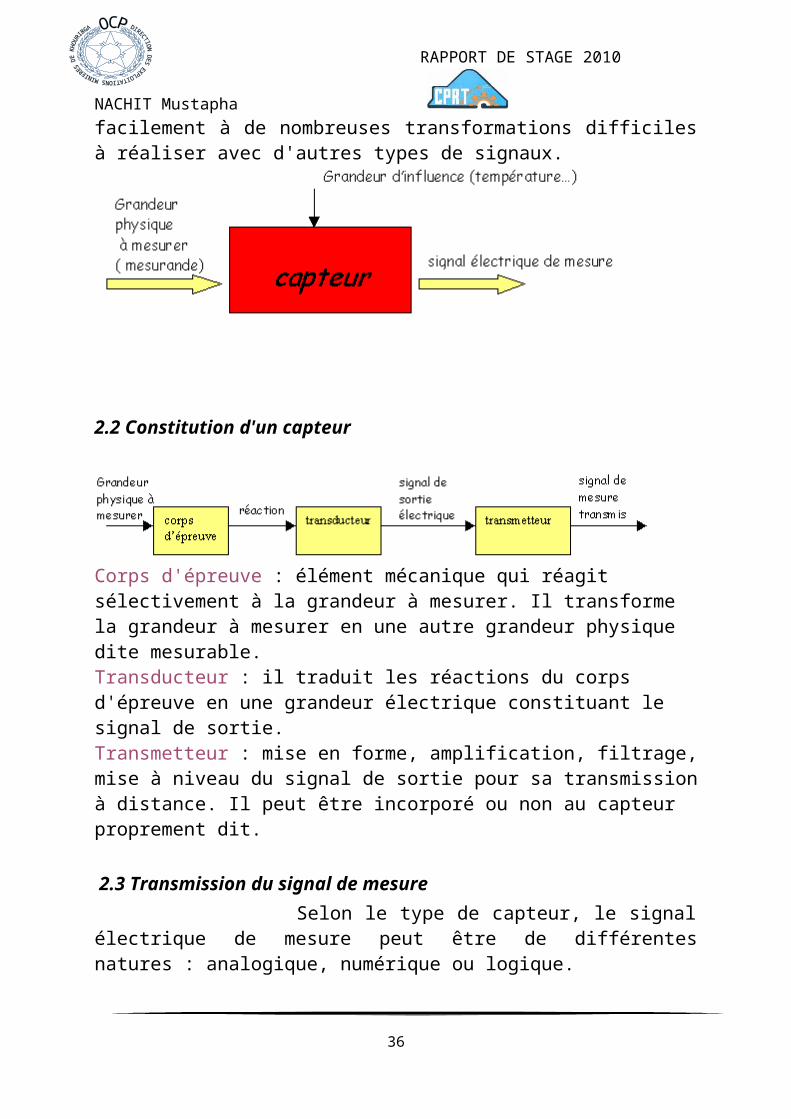
2.1 Définition d'un capteur
C'est un dispositif qui transforme une grandeur physique en une grandeur exploitable, souvent de nature électrique. Le choix de l'énergie électrique vient du fait qu'un signal électrique se prête facilement à de nombreuses transformations difficiles à réaliser avec d'autres types de signaux.
2.2 Constitution d'un capteur
Corps d'épreuve : élément mécanique qui réagit sélectivement à la grandeur à mesurer. Il transforme la grandeur à mesurer en une autre grandeur physique dite mesurable.Transducteur : il traduit les réactions du corps d'épreuve en une grandeur électrique constituant le signal de sortie.Transmetteur : mise en forme, amplification, filtrage, mise à niveau du signal de sortie pour sa transmission à distance. Il peut être incorporé ou non au capteur proprement dit.
29
RAPPORT DE STAGE 2010 NACHIT Mustapha
2.3 Transmission du signal de mesure Selon le type de capteur, le signal électrique de mesure peut être de différentes natures : analogique, numérique ou logique.Signal de mesure analogique : il est lié au mesura de par une loi continue, parfois linéaire, qui caractérise l'évolution des phénomènes physiques mesurés. Il peut être de toute nature:courant 0 - 20 mA , 4 - 20 mA tension 0 - 10 V , 0 - 5 V Signal de mesure numérique : il se présente sous la forme d'impulsions électriques générées simultanément (mode parallèle, sur plusieurs fils) ou successivement (mode série, sur un seul fil). Cette transmission est compatible avec les systèmes informatiques de traitement.Signal de mesure logique : il ne compte que deux valeurs possibles, c'est un signal tout ou rien.2.4 Les thermocouples: Ce capteur est utilisé pour mesurer la température, il est constitué de deux conducteurs de nature différentes, soudés à une extrémité (soudure chaude), L’autre extrémité appelé soudure froide ou s’engendre une force électromotrice en mV continu de 0 à 50 mV qui est transmis à travers un câble de compensation à un transmetteur tentions / courant.
Lorsque la partie chaude est chauffée, une tension proportionnelle à la différence de température entre la soudure chaude est la soudure froide est générée. Les tensions disponibles à la sortie du thermocouple sont de l’ordre de millivolt 0 à 50 mVThéorie : Pour mieux comprendre la mesure par thermocouple, il convient de comprendre préalablement le fonctionnement de ce dernier. La première partie de cette section développe la théorie fondamentale des thermocouples, tandis que la suite décrit comment connecter le thermocouple à un instrument et comment effectuer une mesure de température.Pour mesurer la tension de Seebeck sur un thermocouple, il ne suffit pas de connecter le thermocouple à un voltmètre ou à un autre système de mesure car le fait de connecter les fils du thermocouple au système de mesure crée des circuits thermoélectriques supplémentaires.
30
RAPPORT DE STAGE 2010 NACHIT Mustapha
Figure n°1. Thermocouple de type J
Prenons l'exemple du circuit illustré par la Figure n°1, dans lequel le thermocouple de type J se trouve dans la flamme d'une bougie dont nous souhaitons mesurer la température. Les deux fils du thermocouple sont connectés aux fils de cuivre d'une carte d'acquisition de données. Vous remarquerez que le circuit comporte trois jonctions métalliques dissemblables : J1, J2 et J3. J1, la jonction du thermocouple, génère la tension de Seebeck proportionnelle à la température de la flamme de la bougie. J2 et J3 ont chacun leur propre coefficient de Seebeck et génèrent leur propre tension thermoélectrique proportionnelle à la température au niveau des terminaux d'acquisition de données. Afin de déterminer la contribution en tension de J1, il faut connaître les températures des jonctions J2 et J3, ainsi que les rapports tension/température pour ces jonctions. Vous pouvez alors soustraire les contributions en tension des jonctions parasites en J2 et J3 de la tension mesurée au niveau de jonctionJ1.
Les thermocouples ont besoin d'une référence de température pour compenser l'effet de ces soudures "froides" parasites indésirables. La méthode la plus courante consiste à mesurer la température à la jonction de référence avec un capteur de température à mesure directe, puis de soustraire les contributions en tension des jonctions parasites. Ce processus est appelé compensation de soudure froide. Il est possible de simplifier le calcul de la compensation de soudure froide en tirant parti de certaines caractéristiques du thermocouple.
31
RAPPORT DE STAGE 2010 NACHIT Mustapha En ayant recours à la loi des métaux intermédiaires et en posant quelques hypothèses simples, vous constaterez que la tension mesurée par un système d'acquisition de données dépend uniquement du type et de la tension du thermocouple, ainsi que de la température de la soudure froide. La tension mesurée est indépendante de la composition des fils de mesure et des soudures froides, J2 and J3.
D'après la loi des métaux intermédiaires, illustrée Figure n°2, l'insertion de n'importe quel type de fil dans un circuit de thermocouple n'a aucun effet sur la sortie tant que les deux extrémités de ce fil sont à la même température, c'est-à-dire isothermes.
Figure n°2. Lois des métaux intermédiaires
Avantage:* aucune source extérieure nécessaire.* simple à utiliser.* robuste et peu coûteux.* bon temps de réponse.*grande de mesure de température.
Inconvénient:* non linière.* basse de tension de sortie.* peu stable.* peu sensible.* jonction de référence nécessaire
2.5 PT100
32
RAPPORT DE STAGE 2010 NACHIT Mustapha Sous l’action de la chaleur la résistance tels le cuivre .le platine et le nickel varie de sorte que l’on peut avoir une indication de la valeur de la température en, mesurant cette résistance. la valeur de la résistance équivalente du PT100 peut être calculée approximativement à l’aide de la formule :R=R0+a.T .
R :la valeur de température T donnée R0 :la valeur de référence du PT100 à 0 0C
a : la valeur du coefficient de température du matériau (ohm/0C).
PT100 en platine 100 Ohm normalisé est devenu une norme en instrumentation. Celui-ci offre une résistance de 100 Ohm pour une température de 0°C et il peut, mesurer des températures allant de (-180 °C jusqu’à +650 °C a valeur de la résistance équivalente du PT100 peut être calculée approximativement à l’aide de la formule suivante. La thermistance PT100 dont la résistance varie en fonction de la température, elle est placée dans la chambre à poussière, la variation sera traitée par un transmetteur qui la convertit à un courant proportionnel à la résistance, et par conséquent à la température. Ce courant est indiqué sur un indicateur galvanique et un indicateur numérique, qui nous donne la valeur de la température, puis à un enregistreur et vers le régulateur qui selon la mesure nous donne un écart E qui agit sur le positionneur qui n’est qu’un convertisseur électropneumatique avec recopie, qui selon E nous donne une pression qui ouvre ou ferme proportionnellement les deux vannes du fuel et de la vapeur d’eau, et par conséquent, respectivement l’augmentation ou chute la température chambre.
constitution : C’est une sonde thermo-résistive en platine.
caractéristiques : La résistance d’une sonde pt100 est de 100 ohms à 0°C et la variation est de 0,4 ohm par degré .l Critiques :gamme de température élevée.
.mise en œuvre simple
33
RAPPORT DE STAGE 2010 NACHIT Mustapha .prix élevé .variation linéaire .stable dans le temps .précise
3. LES CONVERTISSEURS ET LES TRANSMETTEURS : 3.2.CONVERTISSEUR
3.2.1 Définition Définition du mot CONVERTISSEUR, Désigne la technologie qui convertit des informations numériques en quantités physiques, et inversement. Désigne également tout programme de conversion
3.2.2 Principe de Fonctionnement : L’air passe des l’alimentation de l’instrument à travers une restriction, jusqu’à la chambre de pilotage et le capillaire de contre-pression. La bobine est solidaire d’un bras articulé et équilibré et se trouve de dans de la chambre magnétique d’un aimant permanent. Lorsque un courant électrique parcoure la bobine, le chambre magnétiqueEngendré s’oppose au champ magnétique de l’aiment permanent, tout en approchant la plaquette au capillaire on augmente la restriction du passage et, par conséquence, on augmente la pression jusqu’à produit l’équilibre de forces sur le bras. Une diminution de l’intensité du courant électrique, à partir d’une position d’équilibre déterminée, produit les effets contraires et, ce qui arrive, c’est une diminution de la pression de sortie du module qui va piloter le positionneur.
3.3 LE TRANSETEUR
3.3.1 Définition
34
RAPPORT DE STAGE 2010 NACHIT Mustapha Le transmetteur est un appareil qui permet de convertir une grandeur physique en une autre grandeur physique de même nature.Les transmetteurs qui sont utilisés dans les chaînes de régulation du four sécheur sont de type SCALAIRE.
3.3.2 Transmetteur TT20 Le transmetteur électrique de température TT 20 est un appareil permettant dans d’entrée, en tension continue, un standard de sortie en courant continue proportionnel choisi à l’avance.Le standard d’entrée détermine par la F. E. M (forces électromotrices) émis par un détecteur de température thermocouple.L’étendue de mesure doit être comprise entre 0 -50 mV le standard de sortie les valeurs minimales et maximales du courant de sortie peuvent être réglées indépendamment de 0 à 20 mA.
3.3.3 Caractéristique générale.
* Alimentation du secteur : 127/220 V, 50/ 60 Hz* Consommateur : 5 V. A* Domaine d’utilisation en température : 0 à 50° C4. LES ACTIONNEURS4.1 DéfinitionDans une machine ou un système de commande à distance, semi automatique ou automatique, un actionneur est l'organe de la partie opérative qui, recevant un ordre de la partie commande via un éventuel pré-actionneur,convertit l'énergie qui lui est fournie en un travail utile à l'exécution de tâches, éventuellement programmées d'un système automatisé.
En d'autres termes : un actionneur est l'organe fournissant la force nécessaire à l'exécution d'un travail ordonné par une unité de commande distante.
4.2 Vanne régulatrice
35
RAPPORT DE STAGE 2010 NACHIT Mustapha C’est une vanne dont la marge d’ouverture varie de 0 à 100%, cette variation
dépend de la pression appliquée sur une membrane qui fait déplacer une tige
ouvrant ou fermant la conduite selon le sens d’action de la vanne.
CONCLUSION36
RAPPORT DE STAGE 2010 NACHIT Mustapha
Je suis très satisfait de ce stage qui m’a permet de concrétiser les connaissances théoriques acquises à l’école avec la réalité du travail, et de confronter le monde professionnel, un monde qui demande non seulement des compétences dans le domaine du savoir mais aussi un savoir-faire, et un savoir être et avoir des bonnes relations humaines.
Ce stage était pour moi une précieuse occasion pour s’intégrer dans le monde professionnel et pour découvrir les avantages du travail en groupe.
Ensuite, même si la période d’un mois de stage n’est pas suffisante, était très important à touts les niveaux à savoir : Connaître le milieu du travail, subir l’horaire de travail inhabituel,et Conquérir des nouvelles connaissances théoriques et pratiques dans plusieurs domaines à l‘OCP.
C’était le cas pour moi durant ce stage, à PMK/TB/MR, qui m’a permis de se familiariser aussi bien avec les installations de traitement OCP qu’avec un personnel qualifié et compétent.
Sur le bon relationnel, l’intégration aux siens du service régulation a été très facile vu ces personnels agréables et sympathiques.
Enfin, je tiens à remercier pour la deuxième fois tous le
Personnel de l’OCP, pour l‘aide qu’il ma prodigué.
37





























