Embed Size (px)
Citation preview
République algérienne démocratique et populaire Ministère de l’enseignement supérieur et de la recherche scientifique
Université de Tébessa
Faculté des sciences et de la technologie
Département de génie civil
Candidat : Ould El Hacen Zein El Abidine
Mémoire de Master Académique Option : Génie civil / structures
Présenté et soutenu publiquement le 24-05-2016 devant le Jury, composé de :
Président :
Rapporteur :
Examinateurs :
Année : 2015/2016
RENFORCEMENT DU BETON
PAR LES MATERIAUX
COMPOSITES
i
Résumé :
L’objectif de ce mémoire est d’étudier l’influence du renforcement par matériaux composites
sur la résistance des éléments structuraux du béton. Pour cela une campagne expérimentale a
été menée, elle est divisée en deux types d’essais : flexion 4 points et compression. Le premier
groupe comprend douze poutres en béton testées en flexion 4 points et renforcées dans la zone
tendue par des plaques stratifiées en fibres de verre sous forme de tissu bidirectionnel imprégné
d’une résine polyester non saturée. Ce renforcement a contribué à l’augmentation de la
résistance allant de 19% pour une seule couche de composites jusqu’à 41% pour trois couches
de renfort. Le deuxième groupe se constitue d’un nombre de cylindres normalisés 16/32 avec
et sans confinement en composites. Les essais de compression uni axiale ont montré un gain de
résistance de 4% suite au confinement des cylindres par un seul pli de composite.
Afin de mieux examiner l’influence du renforcement en composites sur les caractéristiques
mécaniques des structures en béton, un modèle numérique de type éléments finis a été
développé. Le modèle a été exécuté dans le code de calcul ABAQUS en gardant les mêmes
paramètres des éprouvettes caractérisées au laboratoire en termes de forme, dimensions et type
de chargement. Les lois de comportement obtenues par le modèle ont confirmé l’augmentation
de la résistance autant pour la flexion que pour la compression. Cependant, les résultats
numériques sont amplifiés vis-à-vis ceux expérimentaux. Cette amplification peut être
expliquée par l’absence de loi de comportement caractérisant les matériaux testés et par les
hypothèses d’interactions introduites dans le modèle.
ii
Abstract
The objective of this thesis is to study the influence of the reinforcement with composite
materials on the resistance of the structural elements of the concrete. To perform that, an
experiment was carried out, the work was divided into two main categories: four points bending
and compression. The first group includes twelve concrete beams tested in four points bending
and reinforced in the tension zone by plates laminated of glass fibers impregnated of a resin
unsaturated polyester. This reinforcement contributed to the increase in the resistance starting
from 19% per only one layer of composites up to 41% per three layers. The second group is
constituted of five standardized cylinders 16/32 with and without composites confinement. The
tests of axial compression plain showed a resistance profit of around 4% following the
confinement of the cylinders by only one layer of composite.
In order to better examine the influence of the reinforcement in composites on the mechanical
characteristics of the concrete structures, a digital model of finite elements type was developed.
The model was carried out in ABAQUS by keeping the same parameters of the test-tubes
implemented at the laboratory in terms of form, dimensions and type of loading. The laws of
behavior obtained by the model confirmed the increase in resistance for bending and for
compression. However, the numerical results were amplified comparing to the experimental
ones. This amplification can be explained by the absence of law of behavior characterizing the
tested materials and by the assumptions of interactions introduced into the model.
iii
Remerciement :
En premier lieu, je tiens à adresser mes vifs et sincères remerciements à mon
directeur de recherche, Monsieur Harekati El Hadi, Professeur à l’Université
Tébessa, pour ses conseils pertinents tout au long de cette étude.
Je remercie vivement Monsieur B. Hamza pour les conseils et les encouragements
et en particulier pour les recommandations expérimentales qui m’ont été d’une
aide appréciable.
Je voudrais exprimer mes remerciements à Monsieur Bouziane directeur des
laboratoires à l’université de Tébessa pour la collaboration et les conseils tout
au long des travaux au laboratoire, et à tous les membres du laboratoire.
Au cours de cette recherche, nombreuses ont été les personnes qui ont contribué
à ce travail, qu’ils trouvent ici toute ma sympathie.
Je tiens à exprimer tout au fond de mon cœur mes reconnaissances à ma famille
qui m’offre toujours un appui sûr par son soutien et son encouragement.
iv
Table des matières :
Résumé i
Abstract ii
Remerciement iii
Table des matières vi
Liste des figures ix
Liste des tableaux xi
Liste des symboles xii
1.INTRODUCTION……………………………………………………… 1
1.1.Organisation du mémoire…………………………………………………... 2
2. DEGRADATIONS DU BETON ET METHODES DE
DIAGNOSTIC……………………………………………………………
3
2.1. LES DEGRADATIONS DES OUVRAGES EN BETON ARME…………….. 3
2.1.1. Introduction……………………………………………………………. 3
2.1.2. Les types de dégradations………………………………………………. 3
2.2. METHODES DE DIAGNOSTIC…………………………………………. 9
2.2.1. Introduction………………………………………………………...... 9
v
2.2.2. Examen visuel ou morphologique……………………………………… 9
2.2.3. Essais sur le béton…………………………………………………….. 9
3. METHODES DE RENFORCEMENT……………………………... 17
3.1. INTRODUCTION……………………………………………………… 17
3.2. ADJONCTION D’ARMATURES COMPLEMENTAIRES…………………. 17
3.3. BETON PROJETE………………………………………………………. 18
3.3.1. Projection par voie sèche………………………………………………… 18
3.3.2. Projection par voie humide………………………………………………. 19
3.4. PRECONTRAINTE ADDITIONNELLE…………………………………... 20
3.5. TOLES D’ACIER COLLEES…………………………………………...... 21
3.6. MATERIAUX COMPOSITES……………………………………………. 22
3.6.1. Introduction……………………………………………………………. 22
3.6.2. Renforcement des éléments structuraux…………………………………… 24
3.7. AVANTAGES DES MATERIAUX COMPOSITES………………………… 26
4. MATERIAUX COMPOSITES……………………………………….. 28
4.1. INTRODUCTION………………………………………………………... 28
vi
4.1.1. Caractéristiques générales……………………………………………….. 29
4.2. LES MATRICES……………………………………………………...…. 30
4.2.1. Introduction……………………………………………………………. 30
4.2.2. Les résines…………………………………………………………….. 31
4.2.3. Charges et additifs…………………………………………...…………. 34
4.3. LES FIBRES…………………………………………………………...... 37
4.3.1. Fibres de carbone……………………………………………………….. 39
4.3.2. Fibres de verre………………………………………………………….. 41
4.3.3. Fibres d’aramide……………………………………………………....... 43
4.3.4. Caractéristiques des fibres……………………………………………….. 44
4.3.5. Architecture des fibres………………………………………………....... 44
5. COMPORTEMENT DU BETON RENFORCE PAR PRF…………….. 48
5.1. COMPORTEMENT EN FLEXION DES POUTRES RENFORCEES PAR PRF 48
5.1.1. Introduction……………………………………………………………. 48
5.1.2. Comportement des matériaux…………………………………………….. 48
5.1.3. Analyse d’une section fléchie en béton armé renforcée…………...………… 60
vii
5.1.4. Modes de rupture……………………………………………………….. 66
5.2. COMPORTEMENT DES POTEAUX CONFINES PAR PRF……...………….. 67
5.2.1. Introduction………………………………………………………........ 67
5.2.2. Méthodes de confinement……………………………………………...... 68
5.2.3. Comportement mécanique……………………………………………….. 71
6. PROGRAMME EXPERIMENTAL………………………………..... 78
6.1. INTRODUCTION………………………………………………………... 78
6.2. PROGRAMME DES ESSAIS…………………………………………....... 78
6.3. MATERIAUX UTILISES……………………………………………...…. 79
6.3.1. Matériaux composites…………………………………………………… 79
6.3.2. Formulation du béton……………………………………………...……. 81
6.4. FABRICATION DES EPROUVETTES………………………………......... 82
6.5. INSTRUMENTATION DES ESSAIS……………………………………… 83
6.6. PROCEDES DES ESSAIS………………………………………………… 84
6.7. RESULTATS ET DISCUSSION…………………………………………... 85
7. MODELISATION NUMERIQUE…………………………………… 90
viii
7.1INTRODUCTION…………………………………………………………. 90
7.2. PROPRIETES DES MATERIAUX………………………………………… 90
7.3. CYLINDRE EN BETON CONFINE AVEC PRF……………………………. 92
7.3.1. Géométrie des éléments……………………………………………......... 92
7.3.2. Maillage……………………………………………………………….. 92
7.3.3. Conditions aux limites…………………………………………………... 93
7.3.4. Résultats et discussion…………………………………………………... 94
7.4. POUTRES EN BETON RENFORCES DE PRF……………………………... 95
7.4.1. Géométrie des éléments………………………………………………… 95
7.4.2. Maillage……………………………………………………………… 95
7.4.3. Conditions aux limites………………………………………………….. 96
7.4.4. Résultats et discussion………………………………………………….. 96
CONCLUSION GENERALE………………………………………… 99
Références 101
ix
Liste des figures
Figure 2.1 : Structures atteintes par la carbonatation………………………………………… 4
Figure 2.2 : Structure atteinte par l’attaque des chlorures…………………………………… 4
Figure 2.3 : Mécanisme de l’attaque des sulfates……………………………………………. 5
Figure 2.3 : Mécanisme de l’attaque des sulfates……………………………………………. 5
Figure 2.5 : Influence de la corrosion des armatures………………………………………… 6
Figure 2.6 : tassement différentiel……………………………………………………………. 7
Figure 2.7 : désordres dus au séisme…………………………………………………………. 8
Figure 2.8 : Scléromètre……………………………………………………………………… 10
Figure 2.9 : principe de l’auscultation dynamique…………………………………………… 11
Figure 2.10 : Sonde de Windsor……………………………………………………………… 11
Figure 2.11 : Pachomètre…………………………………………………………………….. 12
Figure 2.12 : Corrosimètre…………………………………………………………………… 13
Figure 2.13 : Fissuromètre…………………………………………………………………… 14
Figure 2.14 : Extensomètre………………………………………………………...………… 14
Figure 2.15 : Carottage………………………………………………………………….…… 15
Figure 3.1 : Adjonction d’armatures supplémentaires………………………….…………… 17
Figure 3.2 : béton projeté par voie sèche…………………………………………………..… 18
Figure 3.3 : béton projeté par voie humide………………………………………………...… 19
Figure 3.4 : précontrainte additionnelle……………………………………………………… 20
Figure 3.5 : plaques d’acier collées………………………………………………………...… 21
Figure 3.6 : poteau circulaire en BA confiné par matériaux composites…………………..… 23
Figure 3.7 : poutres en BA renforcées par matériaux composites………………………….… 24
Figure 3.8 : tablier de pont en BA renforcé par matériaux composites………………………. 24
Figure 4.1 : composants d’un matériau composite…………………………………………… 28
Figure 4.2 : Différents types de matrices……………………………………………..……… 30
Figure 4.3 : différents types de fibres………………………………………………………… 38
Figure 4.4 : tissu en fibres de carbone…………………………………………………..…… 44
Figure 4.5 : mat en fibres de verre…………………………………………………………… 45
Figure 4.6 : structure d’un stratifié…………………………………………………………… 45
Figure 5.1 : poutre en béton armé renforcée par une plaque de PRF………………………… 48
Figure 5.2 : Courbe caractéristique charge - flèche d’une poutre en béton armé soumise à la
flexion…………………………………………………………………………………….…… 49 Figure 5.3 : homogénéisation d’une section en béton armé………………………………….. 50
Figure 5.4: Répartition des contraintes et des déformations dans une section fissurée……… 51
Figure 5.5 : : Diagrammes réel et idéalisé des contraintes des contraintes de compression à la
rupture…………………………………………………………………...……………………. 52 Figure 5.6 : Diagramme des contraintes et des déformations…………………………..…… 52
Figure 5.7 : : Diagramme des contraintes et des déformations……………………………… 54
Figure 5.8 : Diagramme des déformations et des contrainte d’une section quelconque…..… 55
x
Figure 5.9 : Diagramme contrainte déformation du composite dans les deux considérations
élastique et plastique de la matrice…………………………………………………………… 57
Figure 5.10 : paramètres spécifique des laminés…………………………………..………… 58
Figure 5.11 : distribution des contraintes dans un laminé…………………………………… 59
Figure 5.12 : diagramme contraintes-déformations d’une section en béton armé renforcée par
PRF…………………………………………………………………………………………… 62 Figure 5.13 : dimensions de la section et distribution des déformations……………….…… 63
Figure 5.14 : courbe contraintes-déformations d’un béton confiné et non confiné…………. 68
Figure 5.15 : confinement des poteaux par stratification directe………………….………… 69
Figure 5.16 : confinement des poteaux par enroulement filamentaire…………….………… 69
Figure 5.17 : coquille PRF préfabriquée…………………………………………………..… 70
Figure 5.18 : Action du confinement d’un composite PRF…………………………..……… 71
Figure 5.19 : Courbes contrainte-déformation (Benzaid 2010) …………………………...… 73
Figure 5.20 : Rupture du composite dans un essai de compression simple sur des éprouvettes
cylindriques en béton confiné avec des PRFC et des PRFV (Berthet et al. 2005) ………….. 74
Figure 5.21 : Courbes contrainte-déformation types des éprouvettes de section circulaire en béton
confinées avec des PRF (Teng et al. 2002) ………………………………………………….. 74 Figure 6.1 : tissu de fibres de verre……………………………………………..…………… 79
Figure 6.2 : plaques de fibres de verre découpées…………………………………………… 80
Figure 6.3 : machine utilisée pour la flexion 4 points………………………………..……… 83
Figure 6.4 : machine utilisée pour l’essai de compression…………...……………………… 84
Figure 6.5 : diagrammes des efforts tranchants et des moments fléchissant………………… 84
Figure 6.6 : moment fléchissant et effort tranchant dans le cas d’une flexion 4
points…………………………………………………………………………….…………… 84 Figure 6.7 : histogramme illustrant le gain de résistance par confinement…..……………… 86
Figure 6.8 : mode de rupture des cylindres confinés………………………………………… 86
Figure 6.9 : histogramme illustrant le gain de résistance en flexion en fonction du nombre de
couches…………………………………………………………………………………..……. 89 Figure 6.10 : mode de rupture des poutres fléchies (décollement du composite) …………… 90
Figure 7.1 : Géométrie des éléments cylindriques…………………………………………… 94
Figure 7.2 : Maillage du modèle cylindrique………………………………………………… 95
Figure 7.3 : Conditions aux limites……………………………….……………..…………… 95
Figure 7.4 : Résultats du modèle numérique de compression……….……..………………… 96
Figure 7.5 : Géométrie des éléments prismatiques…………………………...……………… 97
Figure 7.6 : Maillage de la poutre renforcée………………………………………….……… 97
Figure 7.7 : Assemblage et conditions aux limites……………………………………...…… 98
Figure 7.8 : Résultats du modèle numérique pour la flexion………………………………… 99
xi
Liste des tableaux
Tableau 3.1 : comparaison entre composites et acier……………………………….. 22
Tableau 4.1 : Exemples de matériaux composites…………………………………... 28
Tableau 4.2 : comparaison des matrices TD et TP………………………………….. 33
Tableau 4.3 : caractéristiques mécaniques des fibres de carbone…………………… 40
Tableau 4.4 : caractéristiques mécaniques des fibres de verre……………………… 42
Tableau 4.5 : caractéristiques mécaniques des fibres d’aramide……………………. 43
Tableau 4.6 : caractéristiques mécaniques des différents types de fibres…………… 43
Tableau 4.7 : Performances comparées des différents types d’architecture………… 46
Tableau 6.1 : caractéristiques du renfort…………………………………………….. 79
Tableau 6.2 : caractéristiques de la matrice…………………………………………. 80
Tableau 6.3 : caractéristiques du composite………………………………………… 80
Tableau 6.4 : composition du béton…………………………………………………. 81
Tableau 6.5 : résultats du tamisage pour le sable……………………………………. 82
Tableau 6.6 : résultats du tamisage pour le gravier………………………………….. 82
Tableau 6.7 : résultats des essais de compression……………………………………. 85
Tableau 6.8 : effet du confinement par une couche de PRFV………………………. 86
Tableau 6.9 : récapitulation des résultats des essais de flexion……………………... 87
Tableau 6.10 : effet du renforcement des poutres par une, deux et trois couches de
PRFV…………………………………………………………………………………… 89
Tableau 7.1 : Caractéristiques de la phase élastique du béton………………………. 92
Tableau 7.2 : Caractéristiques de la phase plastique du béton………………………. 93
Tableau 7.3 : Caractéristiques mécaniques de la matrice…………………………… 93
Tableau 7.4 : Caractéristiques mécaniques du renfort………………………………. 93
xii
Tableau 7.5 : Caractéristiques mécaniques du composite…………………………… 94
Tableau 7.6 : Comparaison entre résultats numériques et expérimentaux…………... 99
xiii
Liste des symboles
𝑀𝑧 : moment selon l’axe z
𝑉𝑦 : effort tranchant l’axe y
𝐴𝑐 : l’aire de la partie comprimée du béton
𝑏 : largeur de la section
ℎ : hauteur de la section
𝑛 : coefficient d’homogénéisation
𝐴𝑠 : Aire de la section d’aciers tendus
𝐼𝑐 : moment d’inertie de la section du béton
𝜎𝑐 : contrainte de compression
𝜎𝑡 : contrainte de traction
𝐸𝐼𝑐 : rigidité à la flexion
𝜀𝑏𝑐 : déformation du béton comprimé
𝜀𝑠 : déformation de l’acier
𝛼 : la hauteur réduite du béton
𝑑 : hauteur utile de la section
𝑓𝑏𝑐 : Résistance de calcul en flexion
𝑓𝑏𝑢 : résistance ultime à la compression du béton
𝑓𝑐𝑗 : résistance à la compression du béton eu jour j
𝜃 : un coefficient qui tient compte de la durée d’application des charges.
𝛾𝑏 : coefficient de sécurité du béton
𝜎𝑠 : contrainte dans les armatures
𝑓𝑒 : limite élastique de l’acier
𝛾𝑠 : coefficient de sécurité de l’acier
xiv
𝐸𝑠 : module d’Young de l’acier
𝑀𝑢 : moment ultime
𝑁𝑏𝑐 : effort normal de compression dans le béton
𝐹𝑠𝑐 : effort normal de compression dans s aciers
𝐹𝑠 : effort normal de traction dans les aciers
𝐴′𝑠 : section des aciers comprimés
𝐴𝑠 : section des aciers tendus
𝑍 : bras de levier
𝑑′ : enrobage des aciers comprimés
𝑉𝑓 : la fraction volumique des fibres
𝑉𝑚 : la fraction volumique de la matrice
𝑣𝑓 : volume des fibres
𝑣𝑚 : volume de la matrice
𝑣 : volume du composite
𝜀𝑓 : déformation des fibres
𝜀𝑚 : déformation de la matrice
𝜀𝑓𝑟𝑝 : déformation du composite
𝑃𝑓 : effort dans les fibres
𝜎𝑓 : contrainte dans les fibres
𝐴𝑓 : section des fibres
𝐸𝑓 : module de Young des fibres
𝑃𝑚 : effort dans la matrice
𝜎𝑚 : contrainte dans la matrice
𝐴𝑚 : section de la matrice
xv
𝐸𝑚 : module de Young de la matrice
𝑃𝑝𝑟𝑓 : effort dans le composite
𝜎𝑓𝑟𝑝 : contrainte dans le composite
𝐸𝑓𝑟𝑝 : module de Young du composite
𝑣𝐿𝑇 : coefficient de poisson longitudinal
𝑣𝑇𝐿 : coefficient de poisson transversal
𝐸𝑇 : module de Young transversal
𝐸𝐿 : module de Young longitudinal
𝜎𝐿 : contrainte normale dans le sens longitudinal
𝜎𝑇 : contrainte normale dans le sens transversal
𝜏𝐿𝑇 : contrainte tangentielle
𝑄𝑖𝑗 : constante de rigidité
𝜀𝐿 : déformation dans le sens longitudinal
𝜀𝑇 : déformation dans le sens transversal
𝛾𝐿𝑇 : déformation en cisaillement
𝜎𝑋 : contrainte dans le sens X
𝜎𝑌 : contrainte dans le sens Y
𝜏𝑋𝑌 : contrainte tangentielle
[𝑇] : matrice de transformation
𝑄ij : constante de rigidité réduite
𝜆 : coefficient définissant la distribution équivalente de la contrainte du béton en compression
𝑓𝑐𝑘 : résistance caractéristique du béton à la compression
𝑥 : hauteur de l’axe neutre
𝑒𝑓𝑟𝑝 : épaisseur du composite
xvi
𝜀0 : déformation initiale dans la fibre tendue
𝑀𝑟 : moment résistant
𝜌𝑠 : pourcentage des aciers
𝜌𝑝𝑟𝑓 ∶ Pourcentage du composite
𝑓𝑐𝑐 : résistance en compression du béton
𝑓𝑐0 : résistance en compression du béton confiné
𝜀𝑐𝑐 : déformation du béton
𝜀𝑐0 : déformation du béton confiné
𝑓𝑙 : pression de confinement
𝑓𝑝𝑟𝑓 ∶ Contrainte de rupture à la traction du composite
𝑡𝑝𝑟𝑓 : épaisseur du composite
𝑘1 : coefficient d’efficacité du composite
Introduction générale :
INTRODUCTION - 1 -
1 Introduction :
L’un des problèmes majeurs dans le domaine de la construction est la dégradation des
structures. La plupart des structures présentent des signes de faiblesse et ne répondent ou ne
répondront plus aux exigences pour lesquelles elles ont été conçues. Les causes sont multiples,
on peut citer : des erreurs lors de l’étude ou de l’exécution, un accroissement des charges, un
changement de l’exploitation de la structure, la corrosion des armatures, des actions
accidentelles telles que les séismes ou les chocs…
L’apparition de ces problèmes ne laisse que deux solutions : la reconstruction ou la réparation.
Dans la plupart des cas les frais de la reconstruction sont beaucoup plus importants que la
réparation ou le renforcement, ce qui fait que celles-ci seront plus appropriées.
Le renforcement des structures en génie civil a pour but de réparer et de mettre en conformité
des structures existantes, soit pour des raisons de pertes de propriétés initiales, pour des raisons
de remise à niveau liées à de nouveaux règlements ou de nouveaux usages, soit pour des raisons
esthétiques.
De nombreuses techniques ont été développées pour le renforcement des structures en béton
armé comme le chemisage des poteaux, l’incorporation de profilés métalliques, l’augmentation
de la section du béton avec ou sans augmentation des armatures.
Dans les années précédentes, la technique la plus utilisée était le collage de plaques métalliques
dans les parties les plus sollicitées. Cette technique résout le problème de dégradation des
structures par augmentation de la capacité portante des éléments structuraux mais elle présente
de sérieux inconvénients dont la corrosion des armatures, la difficulté de maniabilité et
l’impossibilité d’ancrer les plaques sur des surfaces irrégulières…
Récemment, des travaux de recherche ont été menés pour remplacer ces plaques d’acier par un
matériau non corrosif, plus léger et de haute résistance ; les polymères renforcés de fibres
(FRP : fiber reinforced polymers) offrent une alternative préférable.
L’utilisation de plaques en matériaux composites augmente les performances des éléments
renforcés. Comparativement aux autres techniques de renforcements les PRF présentent les
avantages suivants : légèreté, haute résistance, facilité de mise en œuvre, absence de corrosion,
INTRODUCTION - 2 -
possibilité et facilité d’élaboration de formes complexes avec un minimum d’opérations.
L’ingénieur adapte son matériau selon ses besoins par choix judicieux de matrices, fibres et
d’orientation de celles-ci.
Ce travail de mémoire a pour objectif le renforcement des structures en béton par des plaques
stratifiées composites et l’étude de sa contribution pour l’amélioration des caractéristiques
mécaniques de celles-ci expérimentalement et numériquement.
1.1 Organisation du mémoire :
Le mémoire se divise en sept chapitres.
Le premier chapitre présente l’introduction et la problématique qui a fait naître ce projet ainsi.
Le second chapitre présente une revue de la documentation concernant les principales
dégradations du béton ainsi que la méthodologie du diagnostic.
Le troisième chapitre décrit sommairement les méthodes antérieures de renforcement des
structures en béton armé dégradées et fait un survol sur l’utilisation des matériaux composites
pour le renforcement et la réparation des structures.
Le quatrième chapitre parle des matériaux composites, les caractéristiques de leurs différents
composants ainsi que leurs procédés d’élaboration.
Le cinquième chapitre s’attarde à l’aspect théorique du comportement des structures en béton
armé renforcées par matériaux composites en flexion et en compression en développant les
équations et les diagrammes relatifs au sujet.
Le sixième chapitre présente les investigations expérimentales réalisées au sein du laboratoire
de l’université et illustre les résultats obtenus.
Finalement le dernier chapitre concerne une explication des modèles numériques réalisés via le
code de calcul ABAQUS, une présentation des résultats et une comparaison avec ceux obtenus
au laboratoire.
Chapitre 2 :
Dégradations du béton et
méthodologie du diagnostic :
Ould El Hacen Zein El Abidine Chapitre 2
Les dégradations du béton et la méthodologie du diagnostic - 3 -
2 Dégradations du béton et méthodes de diagnostic
2.1 Les dégradations des ouvrages en béton armé
2.1.1 Introduction
Le béton armé est le matériau de base le plus utilisé dans le génie civil depuis plus d’un
siècle. Il peut se dégrader et perdre une part de ses propriétés sous l’influence de causes
multiples qui peuvent être liées à sa qualité originelle ou à des sollicitations d’exploitation
ou d’environnement. Des pathologies apparentes ou cachées peuvent survenir. Afin de
connaître leur nature, leur étendue et leur potentialité d’évolution, on établit un diagnostic
nécessaire pour la prise des décisions relatives à la maintenance de l’ouvrage concerné.
2.1.2 Les types de dégradations
2.1.2.1 Dégradations d’origine chimique
Carbonatation
La carbonatation est un phénomène de vieillissement naturel des matériaux. Elle conduit à
la formation du carbonate de calcium par réaction chimique entre la portlandite et le gaz
carbonique présent dans l’air. Le taux de présence du gaz carbonique varie en fonction du
milieu où se trouve l’ouvrage.
Cette réaction contamine la basicité des bases alcalines présentes dans la solution
interstitielle du béton conduisant à une diminution du Ph du béton de 13 à une valeur
avoisinant 8 voire moins.
𝐶𝑂2 + 𝐶𝑎(𝑂𝐻) → 𝐶𝑎𝐶𝑂3 + 𝐻20
(2.1)
Lorsque la profondeur de la carbonatation atteint les armatures, le film de carbonatation
disparait et les armatures sont dépassivées ainsi le diamètre des armatures diminue ce qui
conduit à une diminution de la résistance. Cette carbonatation pourrait aussi conduire à la
rouille qui est une matière expansive qui peut causer l’éclatement du béton.
Ould El Hacen Zein El Abidine Chapitre 2
Les dégradations du béton et la méthodologie du diagnostic - 4 -
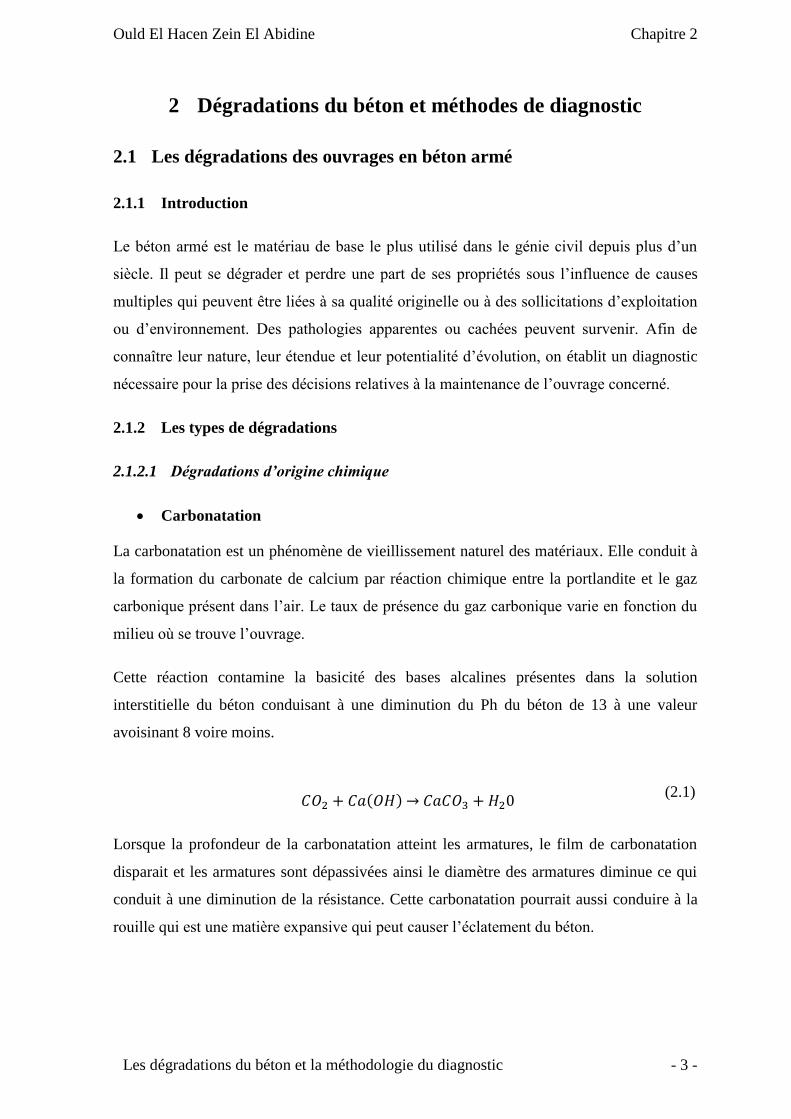
Figure 2.1 : Structures atteintes par la carbonatation.
Attaque des chlorures
L’attaque par les chlorures forme avec la carbonatation la cause principale de la corrosion
des armatures.
Les chlorures se rencontrent principalement dans l’eau de mer et l’eau de gâchage.
Cette corrosion est due à un mécanisme similaire à celui de la carbonatation par pénétration
des ions de chlore dans la matrice du béton.
Figure 2.2 : Structure atteinte par l’attaque des chlorures.
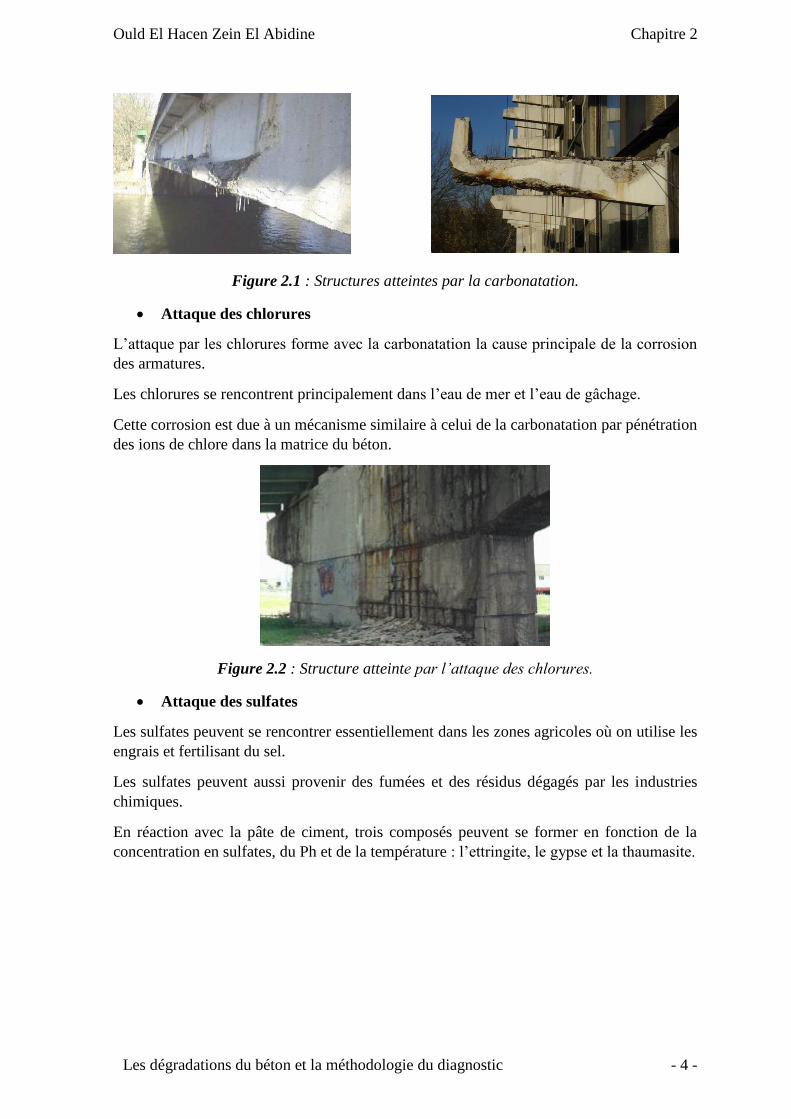
Attaque des sulfates
Les sulfates peuvent se rencontrer essentiellement dans les zones agricoles où on utilise les
engrais et fertilisant du sel.
Les sulfates peuvent aussi provenir des fumées et des résidus dégagés par les industries
chimiques.
En réaction avec la pâte de ciment, trois composés peuvent se former en fonction de la
concentration en sulfates, du Ph et de la température : l’ettringite, le gypse et la thaumasite.
Ould El Hacen Zein El Abidine Chapitre 2
Les dégradations du béton et la méthodologie du diagnostic - 5 -
Figure 2.3 : Mécanisme de l’attaque des sulfates
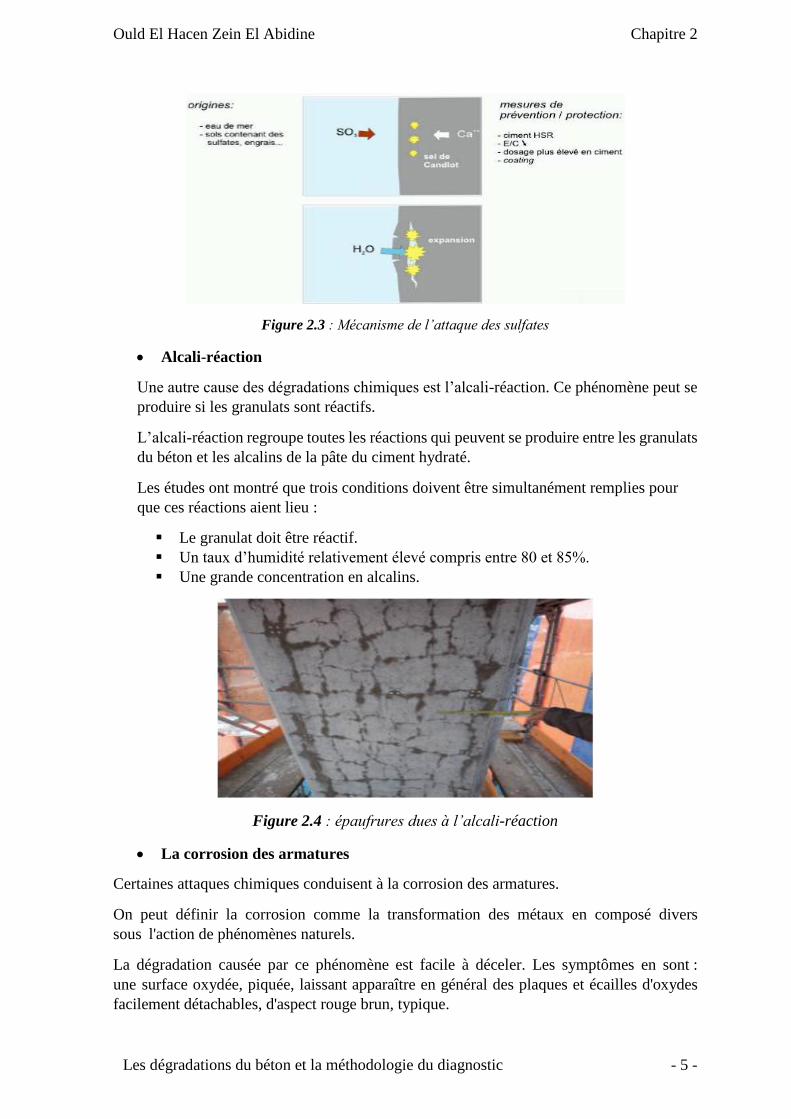
Alcali-réaction
Une autre cause des dégradations chimiques est l’alcali-réaction. Ce phénomène peut se
produire si les granulats sont réactifs.
L’alcali-réaction regroupe toutes les réactions qui peuvent se produire entre les granulats
du béton et les alcalins de la pâte du ciment hydraté.
Les études ont montré que trois conditions doivent être simultanément remplies pour
que ces réactions aient lieu :
Le granulat doit être réactif.
Un taux d’humidité relativement élevé compris entre 80 et 85%.
Une grande concentration en alcalins.
Figure 2.4 : épaufrures dues à l’alcali-réaction
La corrosion des armatures
Certaines attaques chimiques conduisent à la corrosion des armatures.
On peut définir la corrosion comme la transformation des métaux en composé divers
sous l'action de phénomènes naturels.
La dégradation causée par ce phénomène est facile à déceler. Les symptômes en sont :
une surface oxydée, piquée, laissant apparaître en général des plaques et écailles d'oxydes
facilement détachables, d'aspect rouge brun, typique.
Ould El Hacen Zein El Abidine Chapitre 2
Les dégradations du béton et la méthodologie du diagnostic - 6 -
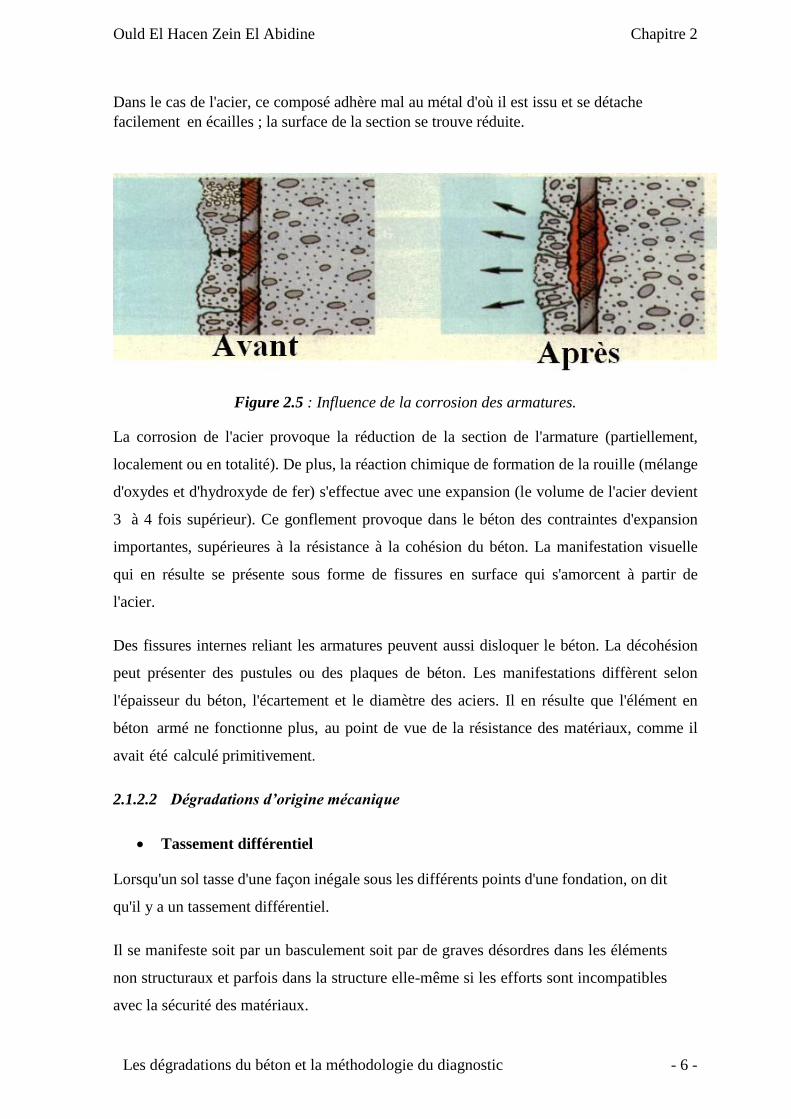
Dans le cas de l'acier, ce composé adhère mal au métal d'où il est issu et se détache
facilement en écailles ; la surface de la section se trouve réduite.
Figure 2.5 : Influence de la corrosion des armatures.
La corrosion de l'acier provoque la réduction de la section de l'armature (partiellement,
localement ou en totalité). De plus, la réaction chimique de formation de la rouille (mélange
d'oxydes et d'hydroxyde de fer) s'effectue avec une expansion (le volume de l'acier devient
3 à 4 fois supérieur). Ce gonflement provoque dans le béton des contraintes d'expansion
importantes, supérieures à la résistance à la cohésion du béton. La manifestation visuelle
qui en résulte se présente sous forme de fissures en surface qui s'amorcent à partir de
l'acier.
Des fissures internes reliant les armatures peuvent aussi disloquer le béton. La décohésion
peut présenter des pustules ou des plaques de béton. Les manifestations diffèrent selon
l'épaisseur du béton, l'écartement et le diamètre des aciers. Il en résulte que l'élément en
béton armé ne fonctionne plus, au point de vue de la résistance des matériaux, comme il
avait été calculé primitivement.
2.1.2.2 Dégradations d’origine mécanique
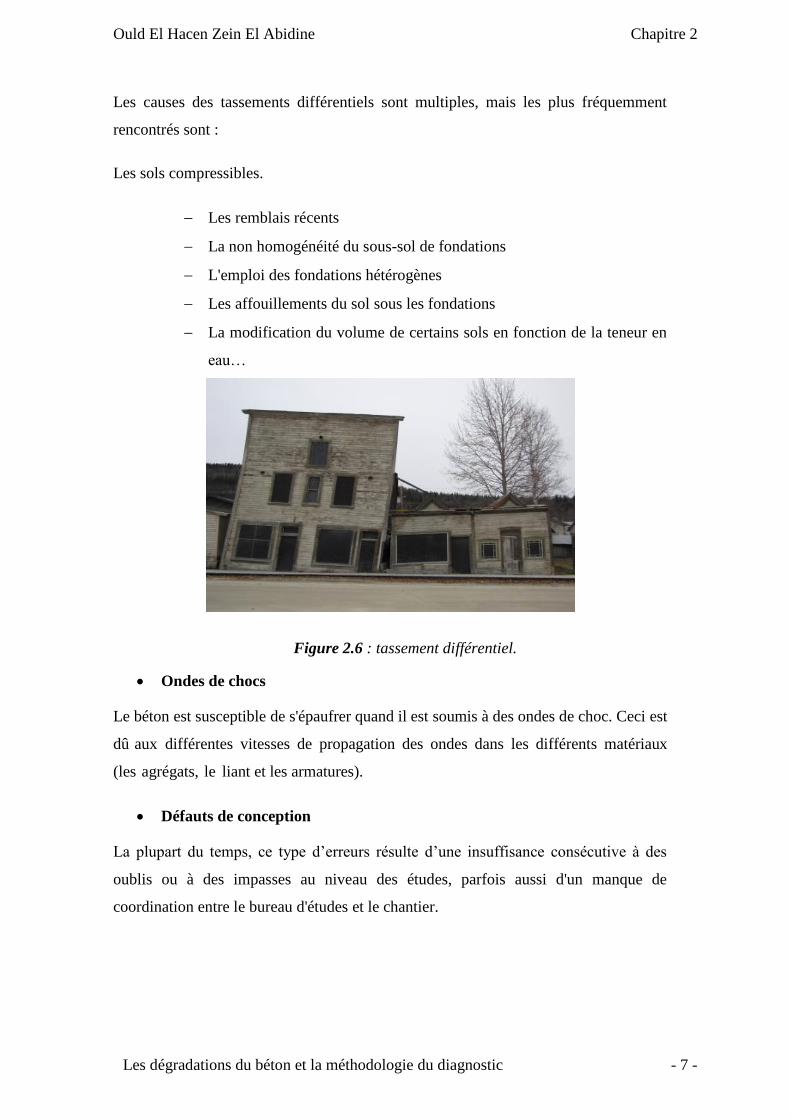
Tassement différentiel
Lorsqu'un sol tasse d'une façon inégale sous les différents points d'une fondation, on dit
qu'il y a un tassement différentiel.
Il se manifeste soit par un basculement soit par de graves désordres dans les éléments
non structuraux et parfois dans la structure elle-même si les efforts sont incompatibles
avec la sécurité des matériaux.
Ould El Hacen Zein El Abidine Chapitre 2
Les dégradations du béton et la méthodologie du diagnostic - 7 -
Les causes des tassements différentiels sont multiples, mais les plus fréquemment
rencontrés sont :
Les sols compressibles.
Les remblais récents
La non homogénéité du sous-sol de fondations
L'emploi des fondations hétérogènes
Les affouillements du sol sous les fondations
La modification du volume de certains sols en fonction de la teneur en
eau…
Figure 2.6 : tassement différentiel.
Ondes de chocs
Le béton est susceptible de s'épaufrer quand il est soumis à des ondes de choc. Ceci est
dû aux différentes vitesses de propagation des ondes dans les différents matériaux
(les agrégats, le liant et les armatures).
Défauts de conception
La plupart du temps, ce type d’erreurs résulte d’une insuffisance consécutive à des
oublis ou à des impasses au niveau des études, parfois aussi d'un manque de
coordination entre le bureau d'études et le chantier.
Ould El Hacen Zein El Abidine Chapitre 2
Les dégradations du béton et la méthodologie du diagnostic - 8 -
2.1.2.3 Dégradations d’origine physique
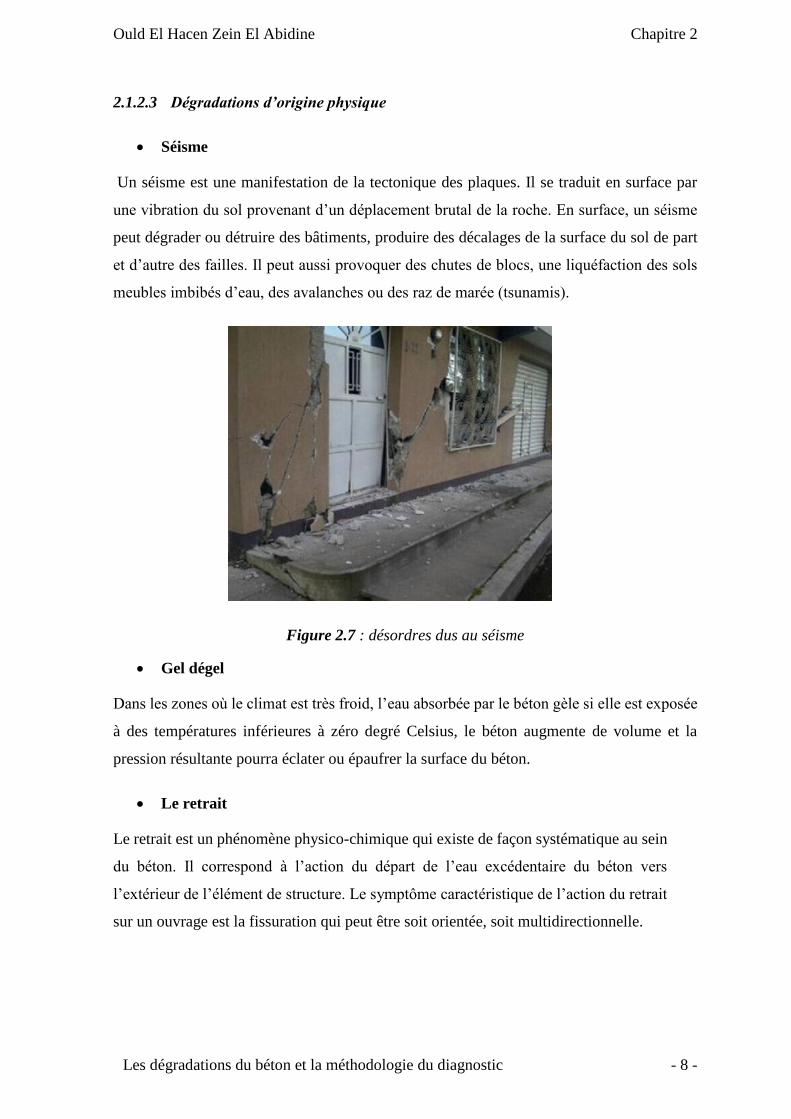
Séisme
Un séisme est une manifestation de la tectonique des plaques. Il se traduit en surface par
une vibration du sol provenant d’un déplacement brutal de la roche. En surface, un séisme
peut dégrader ou détruire des bâtiments, produire des décalages de la surface du sol de part
et d’autre des failles. Il peut aussi provoquer des chutes de blocs, une liquéfaction des sols
meubles imbibés d’eau, des avalanches ou des raz de marée (tsunamis).
Figure 2.7 : désordres dus au séisme
Gel dégel
Dans les zones où le climat est très froid, l’eau absorbée par le béton gèle si elle est exposée
à des températures inférieures à zéro degré Celsius, le béton augmente de volume et la
pression résultante pourra éclater ou épaufrer la surface du béton.
Le retrait
Le retrait est un phénomène physico-chimique qui existe de façon systématique au sein
du béton. Il correspond à l’action du départ de l’eau excédentaire du béton vers
l’extérieur de l’élément de structure. Le symptôme caractéristique de l’action du retrait
sur un ouvrage est la fissuration qui peut être soit orientée, soit multidirectionnelle.
Ould El Hacen Zein El Abidine Chapitre 2
Les dégradations du béton et la méthodologie du diagnostic - 9 -
2.2 Méthodes de diagnostic
2.2.1 Introduction :
Le diagnostic d’un ouvrage permet avant tout de déterminer l’état de santé, les
éventuelles pathologies présentes ainsi que leur ampleur. Cependant le diagnostic peut
avoir deux finalités. Soit il est mené afin de déterminer exactement quels sont les
désordres présents en vue de leur traitement, soit il est effectué afin de connaitre
l’évolution des désordres dans le temps, que ce soit à court, moyen ou long terme.
Le déroulement du diagnostic repose essentiellement sur l’examen visuel ou
morphologique, des mesures sur site ou au laboratoire au moyen d'appareillages
spécifiques. Cependant, un diagnostic reste une approximation plus ou moins précise
où il est rarement possible d'obtenir un recueil exhaustif des données.
2.2.2 Examen visuel ou morphologique :
Le contrôle visuel est probablement le plus important de toutes les démarches du
diagnostic. Il peut souvent fournir des informations utiles à l'œil bien formé. Des
informations détaillées peuvent être recueillies à partir d'inspection visuelle pour donner
une indication préliminaire de l'état de la structure et de permettre la formulation d'un
programme de tests ultérieurs.
2.2.3 Essais sur le béton
2.2.3.1 Essais non destructifs :
Le scléromètre
Cet essai est l’un des plus vieux essais non destructifs et il est encore très utilise de nos
jours il été développe par Ernst Schmidt EN (1948) et est connu sous le nom l’essai au
marteau Schmidt ou essai au scléromètre.
Ould El Hacen Zein El Abidine Chapitre 2
Les dégradations du béton et la méthodologie du diagnostic - 10 -
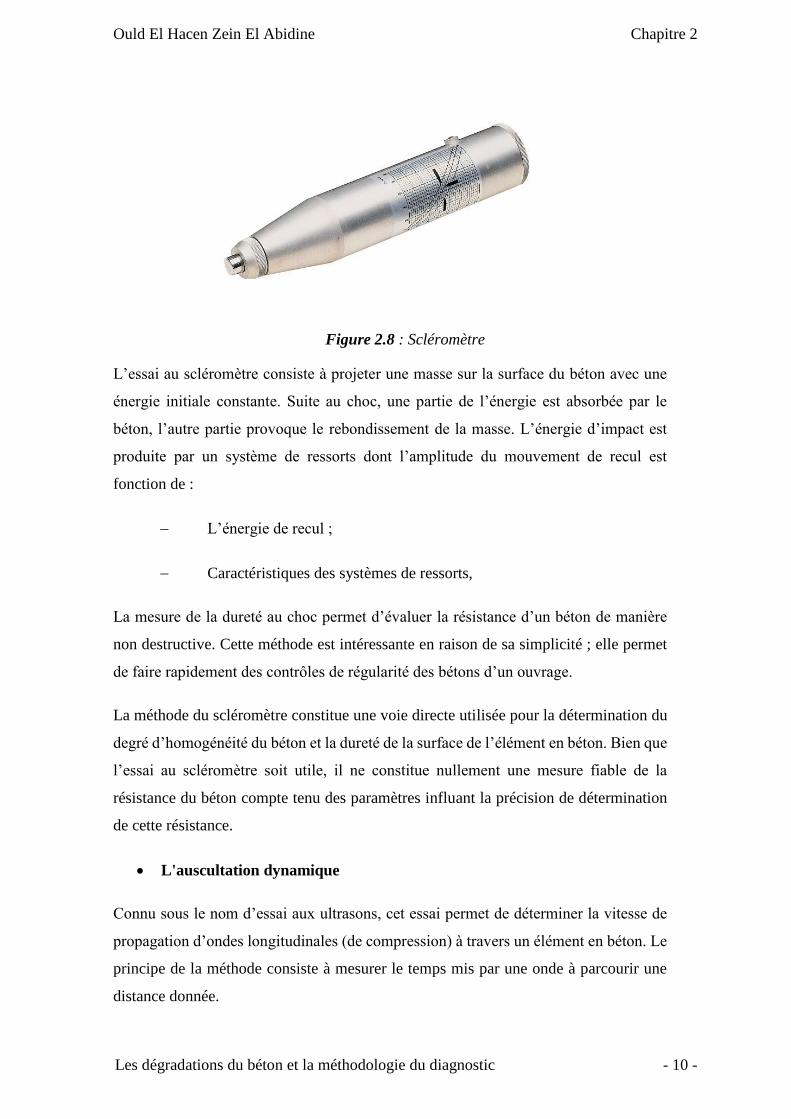
Figure 2.8 : Scléromètre
L’essai au scléromètre consiste à projeter une masse sur la surface du béton avec une
énergie initiale constante. Suite au choc, une partie de l’énergie est absorbée par le
béton, l’autre partie provoque le rebondissement de la masse. L’énergie d’impact est
produite par un système de ressorts dont l’amplitude du mouvement de recul est
fonction de :
L’énergie de recul ;
Caractéristiques des systèmes de ressorts,
La mesure de la dureté au choc permet d’évaluer la résistance d’un béton de manière
non destructive. Cette méthode est intéressante en raison de sa simplicité ; elle permet
de faire rapidement des contrôles de régularité des bétons d’un ouvrage.
La méthode du scléromètre constitue une voie directe utilisée pour la détermination du
degré d’homogénéité du béton et la dureté de la surface de l’élément en béton. Bien que
l’essai au scléromètre soit utile, il ne constitue nullement une mesure fiable de la
résistance du béton compte tenu des paramètres influant la précision de détermination
de cette résistance.
L'auscultation dynamique
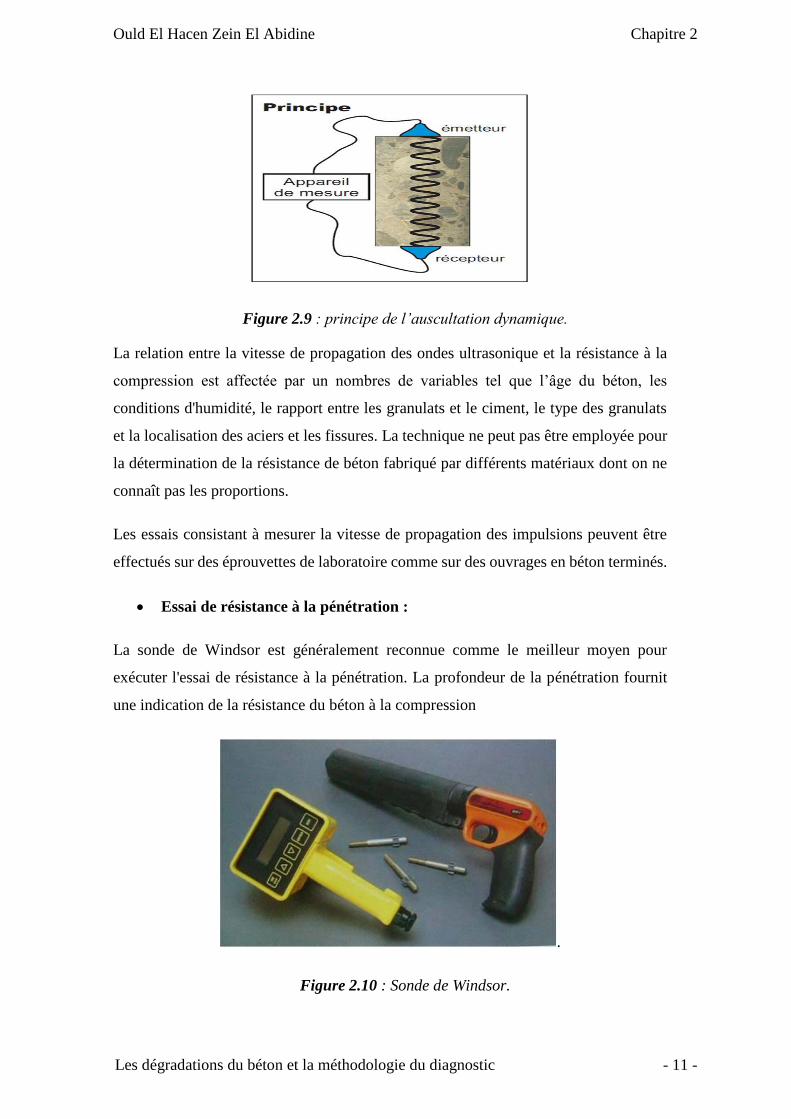
Connu sous le nom d’essai aux ultrasons, cet essai permet de déterminer la vitesse de
propagation d’ondes longitudinales (de compression) à travers un élément en béton. Le
principe de la méthode consiste à mesurer le temps mis par une onde à parcourir une
distance donnée.
Ould El Hacen Zein El Abidine Chapitre 2
Les dégradations du béton et la méthodologie du diagnostic - 11 -
Figure 2.9 : principe de l’auscultation dynamique.
La relation entre la vitesse de propagation des ondes ultrasonique et la résistance à la
compression est affectée par un nombres de variables tel que l’âge du béton, les
conditions d'humidité, le rapport entre les granulats et le ciment, le type des granulats
et la localisation des aciers et les fissures. La technique ne peut pas être employée pour
la détermination de la résistance de béton fabriqué par différents matériaux dont on ne
connaît pas les proportions.
Les essais consistant à mesurer la vitesse de propagation des impulsions peuvent être
effectués sur des éprouvettes de laboratoire comme sur des ouvrages en béton terminés.
Essai de résistance à la pénétration :
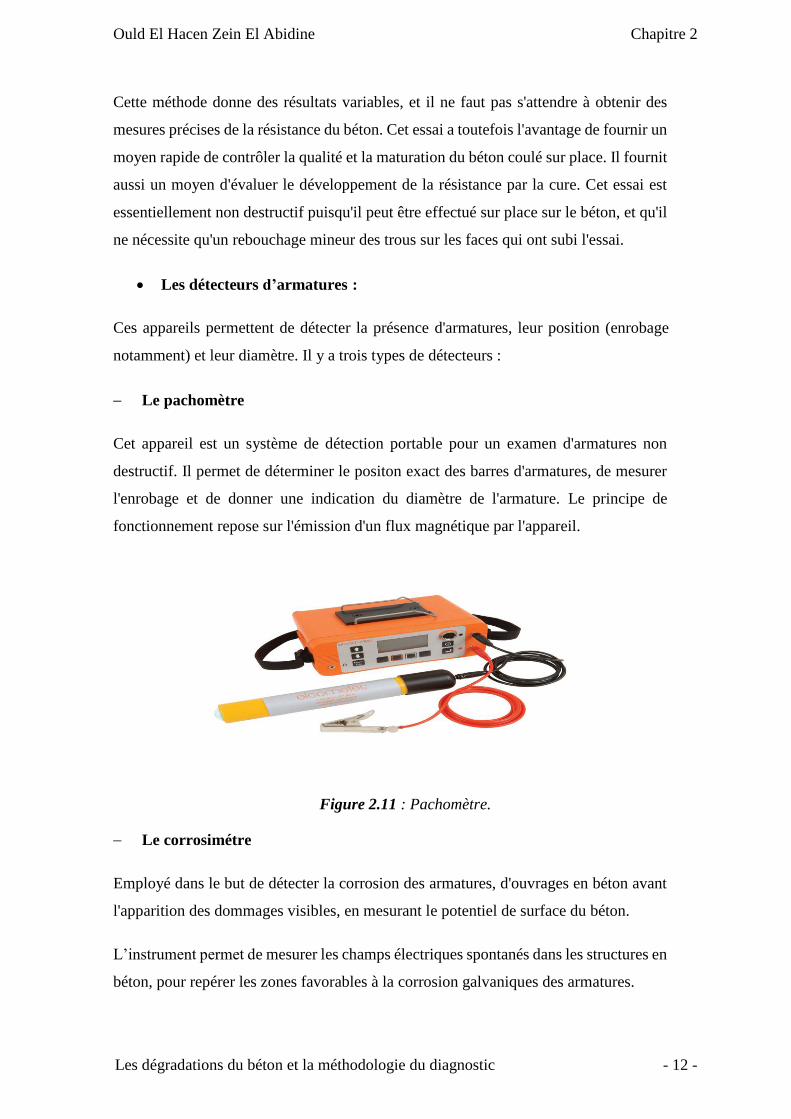
La sonde de Windsor est généralement reconnue comme le meilleur moyen pour
exécuter l'essai de résistance à la pénétration. La profondeur de la pénétration fournit
une indication de la résistance du béton à la compression
.
Figure 2.10 : Sonde de Windsor.
Ould El Hacen Zein El Abidine Chapitre 2
Les dégradations du béton et la méthodologie du diagnostic - 12 -
Cette méthode donne des résultats variables, et il ne faut pas s'attendre à obtenir des
mesures précises de la résistance du béton. Cet essai a toutefois l'avantage de fournir un
moyen rapide de contrôler la qualité et la maturation du béton coulé sur place. Il fournit
aussi un moyen d'évaluer le développement de la résistance par la cure. Cet essai est
essentiellement non destructif puisqu'il peut être effectué sur place sur le béton, et qu'il
ne nécessite qu'un rebouchage mineur des trous sur les faces qui ont subi l'essai.
Les détecteurs d’armatures :
Ces appareils permettent de détecter la présence d'armatures, leur position (enrobage
notamment) et leur diamètre. Il y a trois types de détecteurs :
Le pachomètre
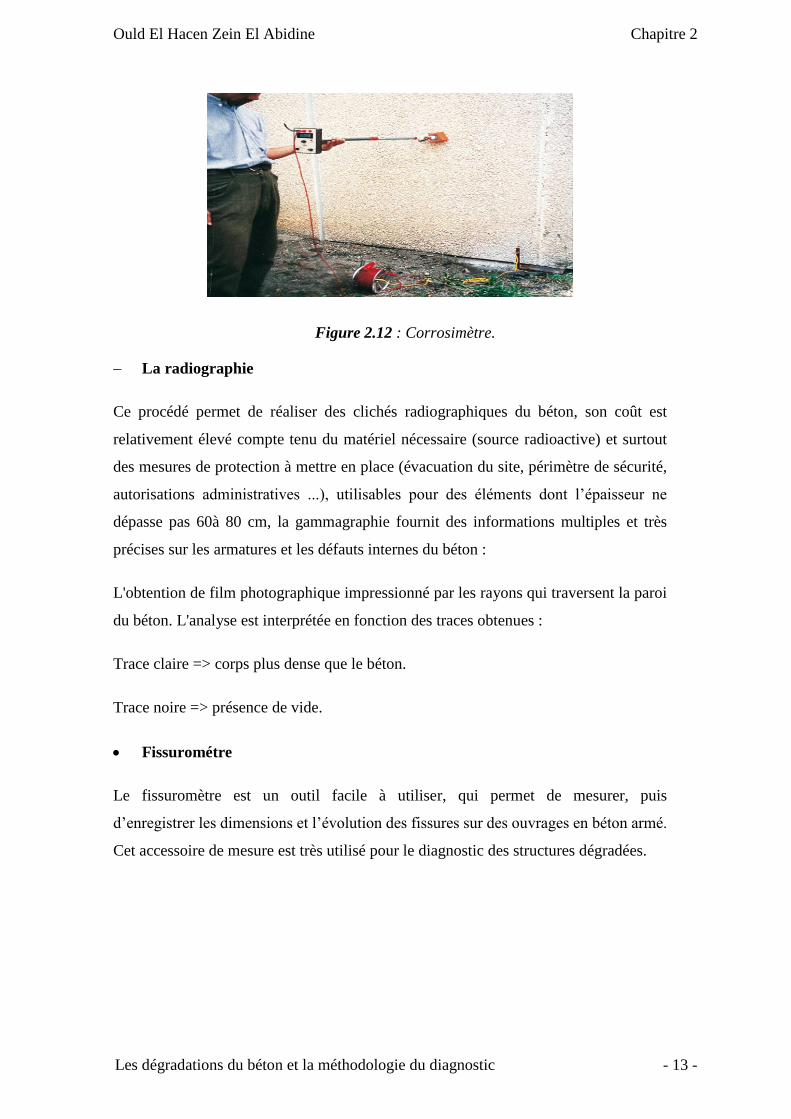
Cet appareil est un système de détection portable pour un examen d'armatures non
destructif. Il permet de déterminer le positon exact des barres d'armatures, de mesurer
l'enrobage et de donner une indication du diamètre de l'armature. Le principe de
fonctionnement repose sur l'émission d'un flux magnétique par l'appareil.
Figure 2.11 : Pachomètre.
Le corrosimétre
Employé dans le but de détecter la corrosion des armatures, d'ouvrages en béton avant
l'apparition des dommages visibles, en mesurant le potentiel de surface du béton.
L’instrument permet de mesurer les champs électriques spontanés dans les structures en
béton, pour repérer les zones favorables à la corrosion galvaniques des armatures.
Ould El Hacen Zein El Abidine Chapitre 2
Les dégradations du béton et la méthodologie du diagnostic - 13 -
Figure 2.12 : Corrosimètre.
La radiographie
Ce procédé permet de réaliser des clichés radiographiques du béton, son coût est
relativement élevé compte tenu du matériel nécessaire (source radioactive) et surtout
des mesures de protection à mettre en place (évacuation du site, périmètre de sécurité,
autorisations administratives ...), utilisables pour des éléments dont l’épaisseur ne
dépasse pas 60à 80 cm, la gammagraphie fournit des informations multiples et très
précises sur les armatures et les défauts internes du béton :
L'obtention de film photographique impressionné par les rayons qui traversent la paroi
du béton. L'analyse est interprétée en fonction des traces obtenues :
Trace claire => corps plus dense que le béton.
Trace noire => présence de vide.
Fissurométre
Le fissuromètre est un outil facile à utiliser, qui permet de mesurer, puis
d’enregistrer les dimensions et l’évolution des fissures sur des ouvrages en béton armé.
Cet accessoire de mesure est très utilisé pour le diagnostic des structures dégradées.
Ould El Hacen Zein El Abidine Chapitre 2
Les dégradations du béton et la méthodologie du diagnostic - 14 -
Figure 2.13 : Fissuromètre.
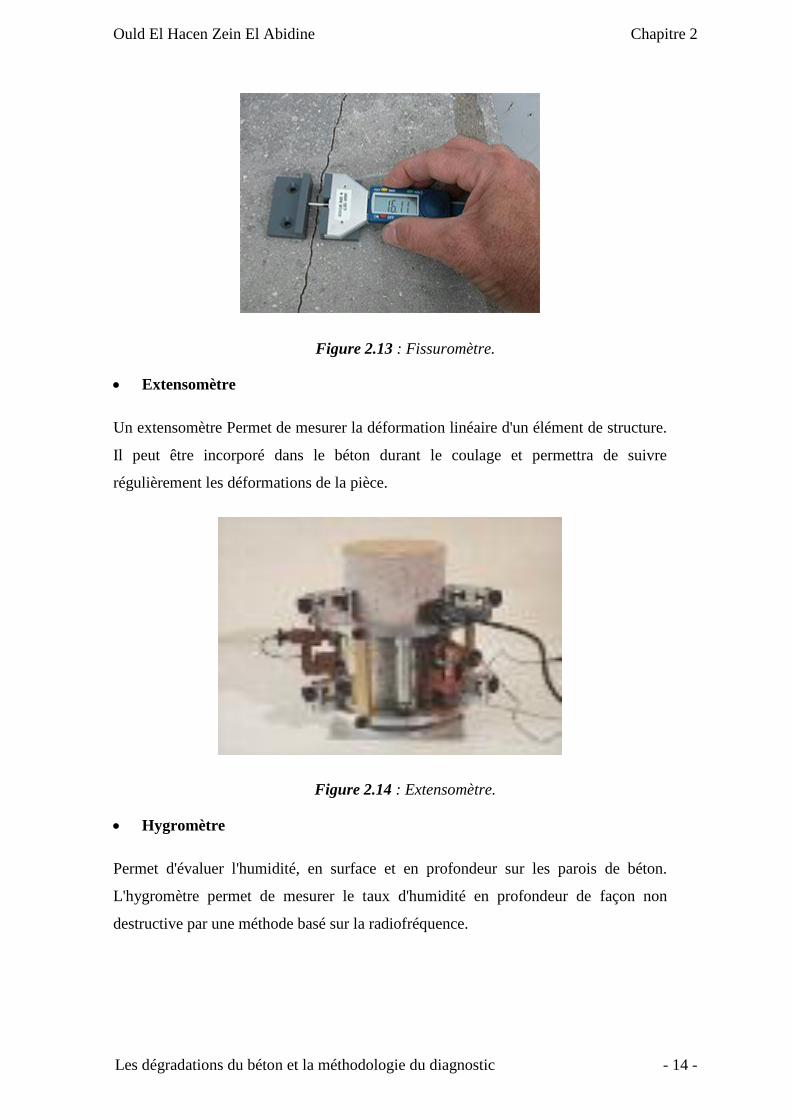
Extensomètre
Un extensomètre Permet de mesurer la déformation linéaire d'un élément de structure.
Il peut être incorporé dans le béton durant le coulage et permettra de suivre
régulièrement les déformations de la pièce.
Figure 2.14 : Extensomètre.
Hygromètre
Permet d'évaluer l'humidité, en surface et en profondeur sur les parois de béton.
L'hygromètre permet de mesurer le taux d'humidité en profondeur de façon non
destructive par une méthode basé sur la radiofréquence.
Ould El Hacen Zein El Abidine Chapitre 2
Les dégradations du béton et la méthodologie du diagnostic - 15 -
2.2.3.2 Essais destructifs
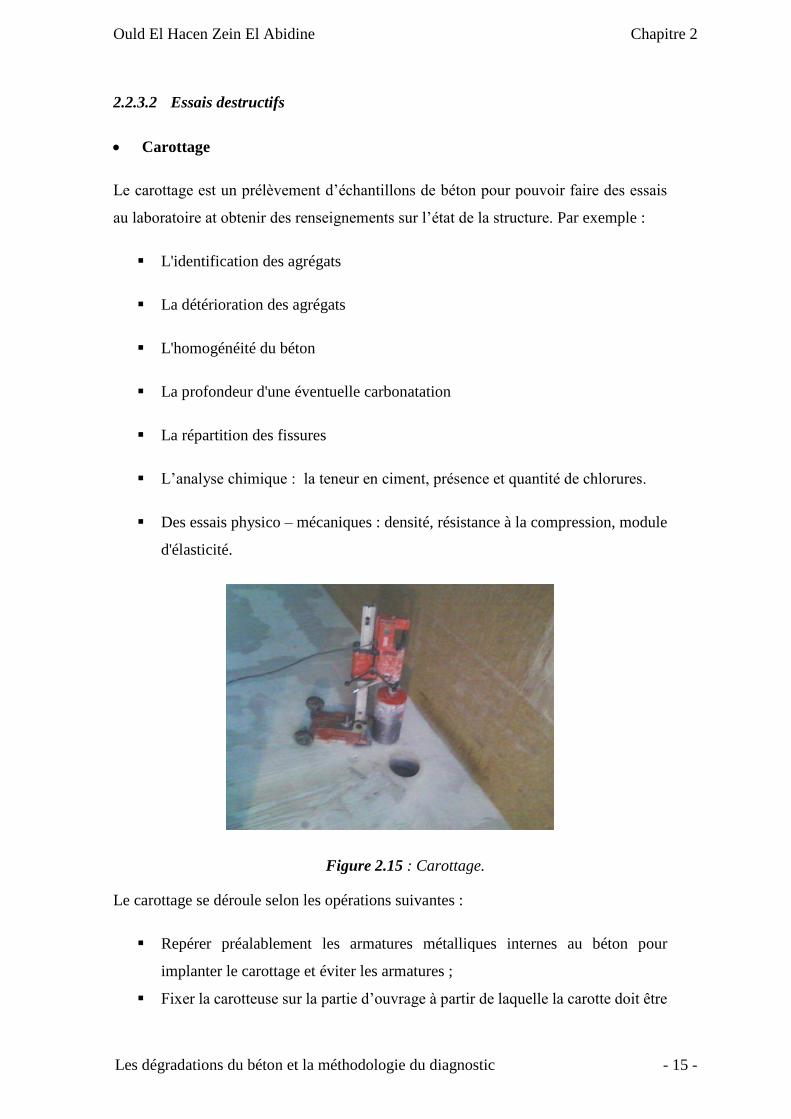
Carottage
Le carottage est un prélèvement d’échantillons de béton pour pouvoir faire des essais
au laboratoire at obtenir des renseignements sur l’état de la structure. Par exemple :
L'identification des agrégats
La détérioration des agrégats
L'homogénéité du béton
La profondeur d'une éventuelle carbonatation
La répartition des fissures
L’analyse chimique : la teneur en ciment, présence et quantité de chlorures.
Des essais physico – mécaniques : densité, résistance à la compression, module
d'élasticité.
Figure 2.15 : Carottage.
Le carottage se déroule selon les opérations suivantes :
Repérer préalablement les armatures métalliques internes au béton pour
implanter le carottage et éviter les armatures ;
Fixer la carotteuse sur la partie d’ouvrage à partir de laquelle la carotte doit être

Ould El Hacen Zein El Abidine Chapitre 2
Les dégradations du béton et la méthodologie du diagnostic - 16 -
extraite
Carotter à l’aide d’un carottier de diamètre adapté pour l’examen ou l’essai à
réaliser ;
Extraire la carotte et la conditionner en fonction de l’essai à réaliser ;
Reboucher à l’aide d’un produit adapté (béton ou mortier sans retrait).
Chapitre 3 :
Méthodes de renforcement :
Ould El Hacen Zein El Abidine Chapitre 3
Méthodes de renforcement - 17 -
3 Méthodes de renforcement
3.1 Introduction
La durabilité d’un ouvrage dépend de nombreux paramètres dont la qualité de sa conception,
des matériaux utilisés, de sa réalisation ainsi que des diverses conditions d’usage, d’exploitation
et de maintenance. Le béton résiste au temps qu’il fait et au temps qui passe. Mais les ouvrages
en béton peuvent nécessiter des opérations de réparation ou de renforcement pour augmenter
leur durée d’utilisation ou offrir de nouvelles fonctionnalités.
De nombreuses solutions techniques sont disponibles et maîtrisées, elles ont fait la preuve de
leur efficacité et répondent à l’ensemble des problèmes potentiels rencontrés sur les matériaux
ou sur les structures. Il convient de choisir la solution technique adaptée à la pathologie à traiter,
après un diagnostic complet et précis des désordres, de leurs causes et de leurs évolutions.
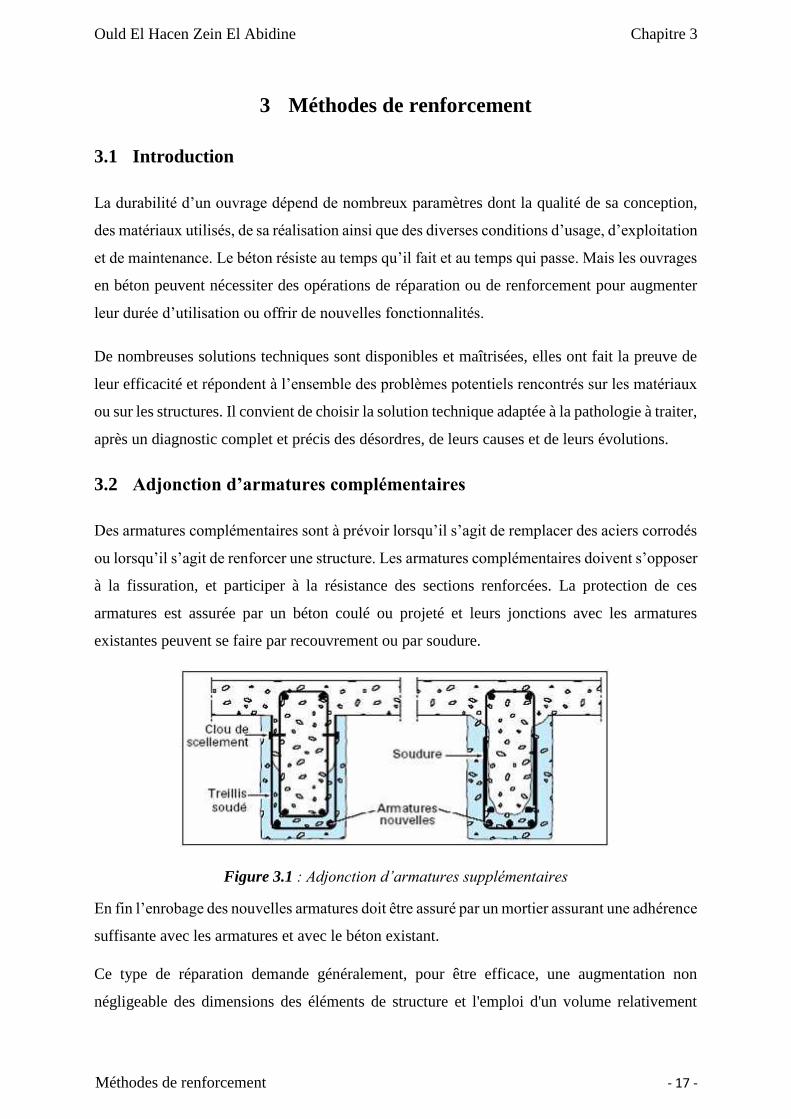
3.2 Adjonction d’armatures complémentaires
Des armatures complémentaires sont à prévoir lorsqu’il s’agit de remplacer des aciers corrodés
ou lorsqu’il s’agit de renforcer une structure. Les armatures complémentaires doivent s’opposer
à la fissuration, et participer à la résistance des sections renforcées. La protection de ces
armatures est assurée par un béton coulé ou projeté et leurs jonctions avec les armatures
existantes peuvent se faire par recouvrement ou par soudure.
Figure 3.1 : Adjonction d’armatures supplémentaires
En fin l’enrobage des nouvelles armatures doit être assuré par un mortier assurant une adhérence
suffisante avec les armatures et avec le béton existant.
Ce type de réparation demande généralement, pour être efficace, une augmentation non
négligeable des dimensions des éléments de structure et l'emploi d'un volume relativement
Ould El Hacen Zein El Abidine Chapitre 3
Méthodes de renforcement - 18 -
important de matériaux, ce qui n'est plaisant ni sous l'aspect économique, ni sous l'aspect
esthétique, dans le cas de structures de façades.
3.3 Béton projeté
Cette technique, très au point, utilisée tant pour le renforcement de structures insuffisantes ou
défaillantes que pour la réparation d’ouvrage endommagés, consiste à projeter du béton contre
la face à bétonner à l’aide d’un jet d’air sous pression.
La difficulté de l'emploi de cette méthode provient essentiellement du mode d’application et de
mise en œuvre (matériels, main d’œuvre et problèmes de sécurité).
Il existe deux techniques principales de projection : par voie sèche et par voie humide, Dans le
procédé par voie sèche, l'eau est ajoutée en bout de lance alors que dans le procédé par voie
humide, elle est mélangée en totalité lors de la fabrication du béton en centrale.
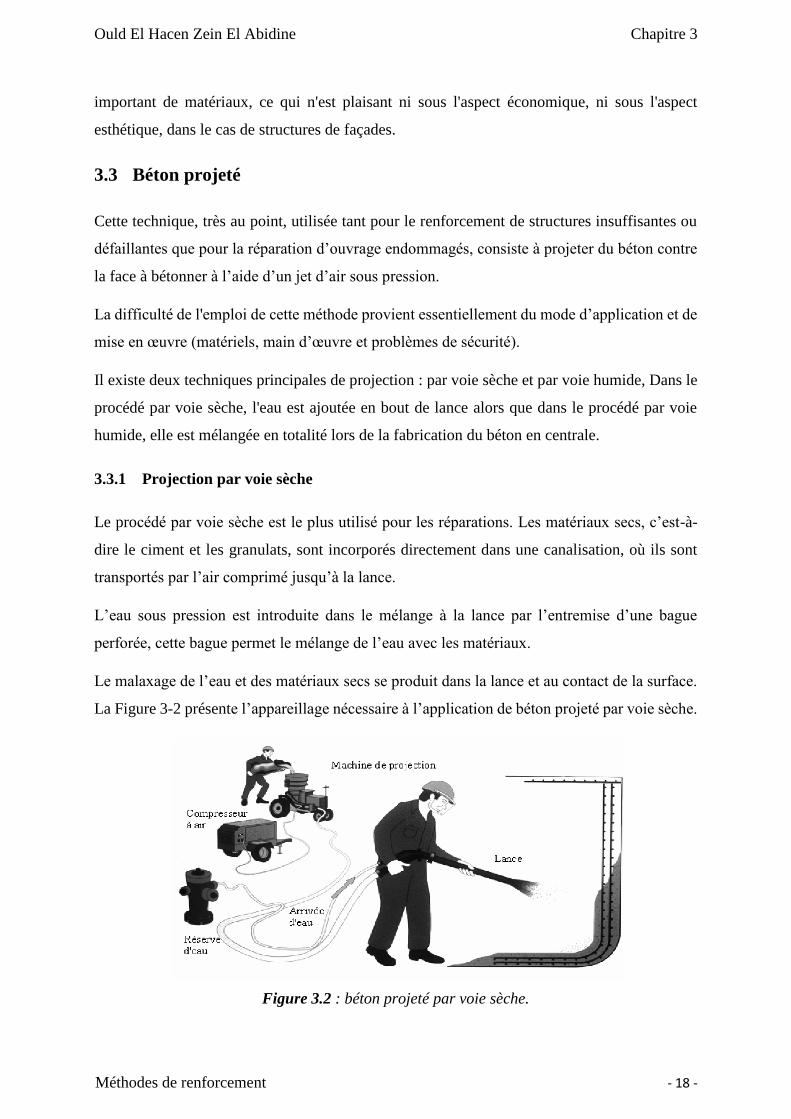
3.3.1 Projection par voie sèche
Le procédé par voie sèche est le plus utilisé pour les réparations. Les matériaux secs, c’est-à-
dire le ciment et les granulats, sont incorporés directement dans une canalisation, où ils sont
transportés par l’air comprimé jusqu’à la lance.
L’eau sous pression est introduite dans le mélange à la lance par l’entremise d’une bague
perforée, cette bague permet le mélange de l’eau avec les matériaux.
Le malaxage de l’eau et des matériaux secs se produit dans la lance et au contact de la surface.
La Figure 3-2 présente l’appareillage nécessaire à l’application de béton projeté par voie sèche.
Figure 3.2 : béton projeté par voie sèche.
Ould El Hacen Zein El Abidine Chapitre 3
Méthodes de renforcement - 19 -
Le procédé par voie sèche a l’avantage de pouvoir être arrêté et reparti à tout moment durant
les travaux. En effet, comme le contact du ciment et de l’eau ne se fait qu’à la lance, il n’y a
aucune prise possible dans l’appareillage si la production du béton est interrompue.
Des résistances élevées peuvent être facilement obtenues avec ce procédé puisqu’il permet
d’atteindre de faibles rapports eau/liant.
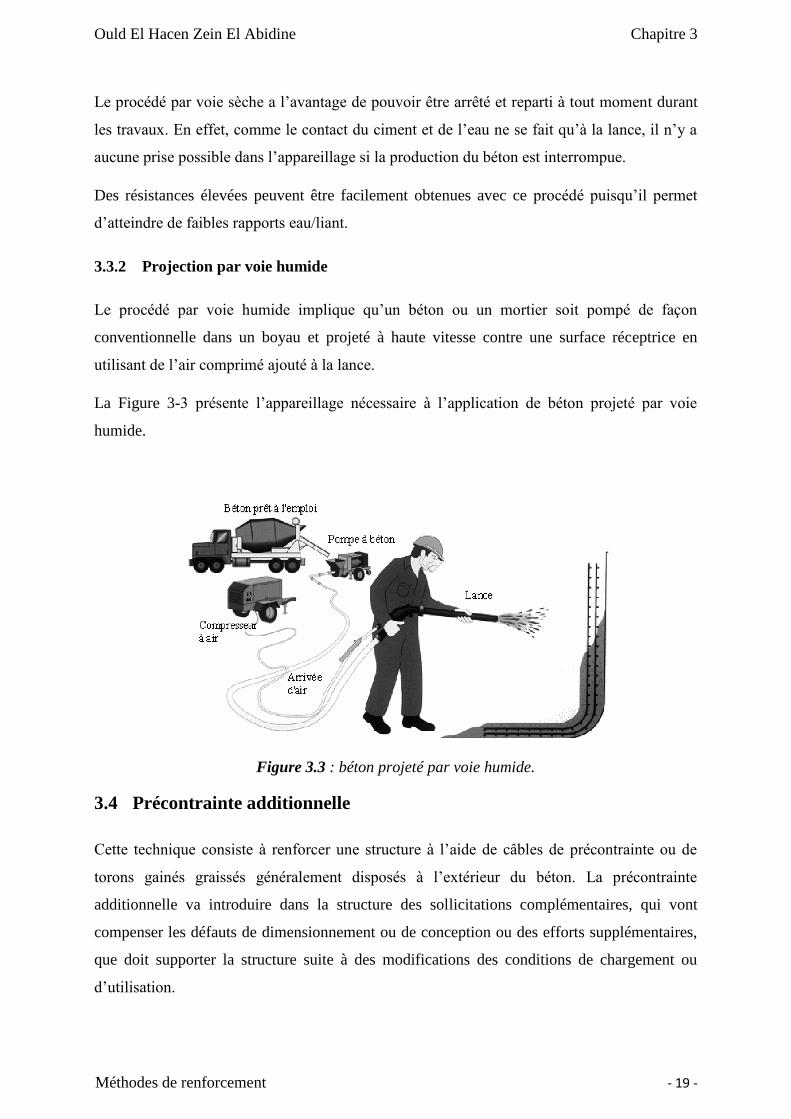
3.3.2 Projection par voie humide
Le procédé par voie humide implique qu’un béton ou un mortier soit pompé de façon
conventionnelle dans un boyau et projeté à haute vitesse contre une surface réceptrice en
utilisant de l’air comprimé ajouté à la lance.
La Figure 3-3 présente l’appareillage nécessaire à l’application de béton projeté par voie
humide.
Figure 3.3 : béton projeté par voie humide.
3.4 Précontrainte additionnelle
Cette technique consiste à renforcer une structure à l’aide de câbles de précontrainte ou de
torons gainés graissés généralement disposés à l’extérieur du béton. La précontrainte
additionnelle va introduire dans la structure des sollicitations complémentaires, qui vont
compenser les défauts de dimensionnement ou de conception ou des efforts supplémentaires,
que doit supporter la structure suite à des modifications des conditions de chargement ou
d’utilisation.

Ould El Hacen Zein El Abidine Chapitre 3
Méthodes de renforcement - 20 -
Les nouveaux câbles ou torons doivent, en apportant de la compression aux zones tendues, sans
ajouter d’excès de contraintes dans les zones comprimées.
Elle peut s’appliquer à tous types de structures existantes en béton armé ou en béton
précontraint.
Cette méthode de renforcement bien que très efficace présente quelques difficultés de mise en
œuvre. En effet, elle nécessite de dimensionner soigneusement des ancrages et de déterminer le
chemin approprié des câbles. Ainsi, des forages à travers certaines parties de la structure
existante sont nécessaires. Ces forages doivent être exécutés sans toucher aux différentes
armatures existantes. En fin, il faut prendre toutes les dispositions pour contrôler que la
précontrainte additionnelle se répartisse dans la structure et surtout dans les zones fissurées.
Figure 3.4 : précontrainte additionnelle.
3.5 Tôles d’acier collées
L’utilisation de plaques d’acier collées afin de renforcer des insuffisances locales ou globales
s’est développée ces dernières années. C’est une technique économique qui modifie peu l’aspect
et les dimensions de la structure à réparer. Ces plaques sont généralement facilement inspectables
pour faire le suivi des dégradations. Le collage de la plaque à la surface du béton assure un bon
transfert des efforts et permet ainsi une augmentation de la résistance et de la raideur de la
structure renforcée. Les plaques d’acier collées peuvent être utilisées afin d’effectuer un
renforcement en flexion, en cisaillement ou pour confiner des colonnes en béton
Ould El Hacen Zein El Abidine Chapitre 3
Méthodes de renforcement - 21 -
Figure 3.5 : plaques d’acier collées.
Ces méthodes présentent beaucoup d’inconvénients tels que : La difficulté de la mise en œuvre, la
durée, la corrosion des aciers, etc. Dès lors, les chercheurs ont tenté de trouver des matériaux de
substitution qui régleraient ce problème.
Diverses conditions doivent être réunies pour obtenir les meilleurs résultats en effectuant un
renforcement par plaques d’acier. Il faut vérifier que la structure elle-même peut recevoir ce type
de modification et que d’autres défauts n’apparaîtront pas suite au renforcement.
Cette technique efficace a montré ses limites :
L’acier est l’objet de la corrosion, il demande une maintenance et une protection
coûteuse.
La collation demande une surface de traitement spéciale et une pression constante
jusqu'à la collation totale de l’acier.
Les plaques d’acier sont lourdes et trop raides.
Elles ne peuvent pas être collées dans des surfaces concaves.
Dans les plaques c’est très difficile d’éviter les boules d’aire entre les tôles et le support,
ce qui implique une malle adhérence
3.6 Matériaux composites
3.6.1 Introduction
L'intégration des matériaux composites dans le domaine du génie civil s'est avérée une source de
plusieurs nouvelles applications. Les recherches récentes sur les composites ont amené les
ingénieurs à s'intéresser à l'utilisation de ces nouveaux matériaux dans le domaine de la
construction. Depuis peu, on retrouve des cas pratiques de leur application dans différents
ouvrages de génie civil.
Ould El Hacen Zein El Abidine Chapitre 3
Méthodes de renforcement - 22 -
La première utilisation importante de matériaux composites dans le renforcement des structures
remonte à 1991, en Suisse, pour la réhabilitation du pont d'Ibach. Ce pont est constitué d'une
poutre caisson alors que des plaques de composites ont été appliquées sur la surface tendue.
6,2 kg de feuilles de composite de 2 mm d'épaisseur et de 150 mm de largeur ont remplacé
175 kg d'acier. Le pont de Kattenbusch, en Allemagne, est aussi constitué de poutres caissons
continues sur 11 portées. L'effet des gradients de température a amené une fissuration
prématurée au niveau de certains joints. Un renforcement avec des plaques de fibre de verre a
été utilisé. L'utilisation des matériaux composites pour la réhabilitation et le renforcement
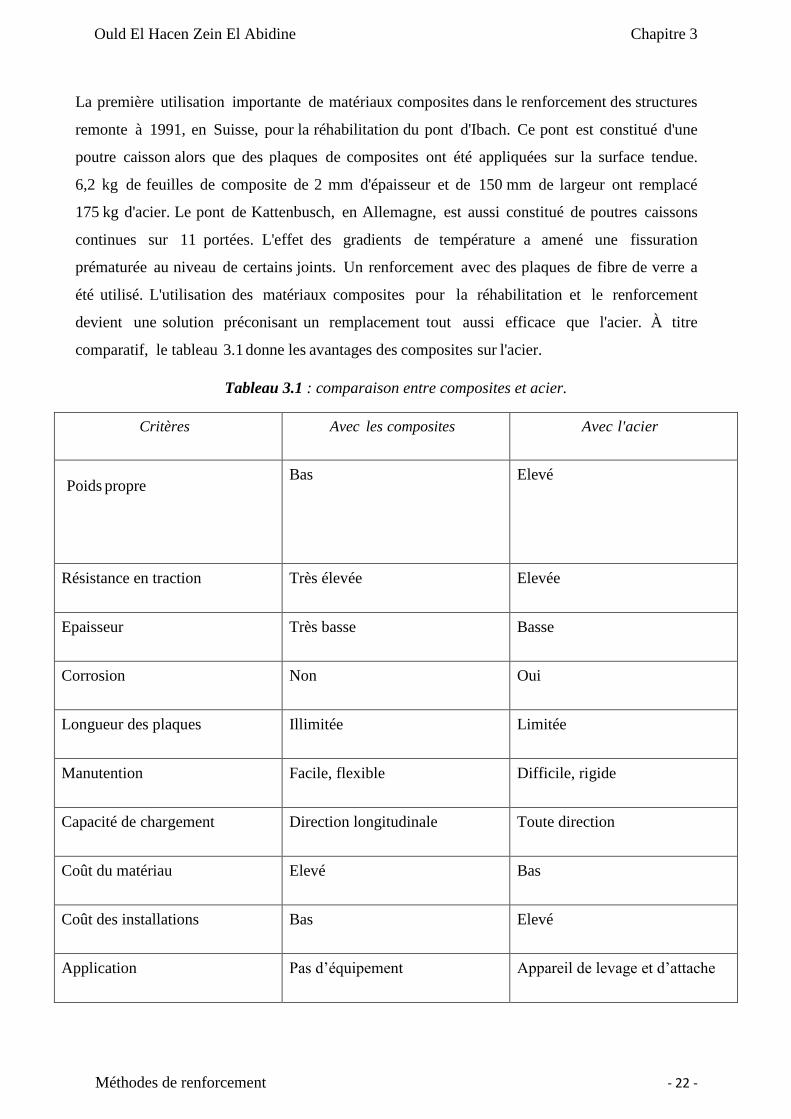
devient une solution préconisant un remplacement tout aussi efficace que l'acier. À titre
comparatif, le tableau 3.1 donne les avantages des composites sur l'acier.
Tableau 3.1 : comparaison entre composites et acier.
Critères Avec les composites Avec l'acier
Poids propre
Bas Elevé
Résistance en traction Très élevée Elevée
Epaisseur Très basse Basse
Corrosion Non Oui
Longueur des plaques Illimitée Limitée
Manutention Facile, flexible Difficile, rigide
Capacité de chargement Direction longitudinale Toute direction
Coût du matériau Elevé Bas
Coût des installations Bas Elevé
Application Pas d’équipement Appareil de levage et d’attache
Ould El Hacen Zein El Abidine Chapitre 3
Méthodes de renforcement - 23 -
Étant donné ces nombreux avantages, les matériaux composites représentent un très bon
investissement en ce qui a trait au renforcement et à la réhabilitation des structures en béton armé.
Les seuls inconvénients sont le coût du matériau et le manque de connaissances autant sur son
comportement à long terme sur les structures que sur les techniques de conception. Cependant,
le coût des matériaux ne représente généralement que 20% du coût total pour une construction
conventionnelle. En éliminant les coûts se rattachant à la main-d’œuvre et à l'équipement, les
matériaux composites devraient très bien concurrencer les méthodes traditionnelles de réparation.
Cependant, les proportions du coût du matériel sur le coût de la main-d'œuvre seraient grandement
modifiées.
3.6.2 Renforcement des éléments structuraux
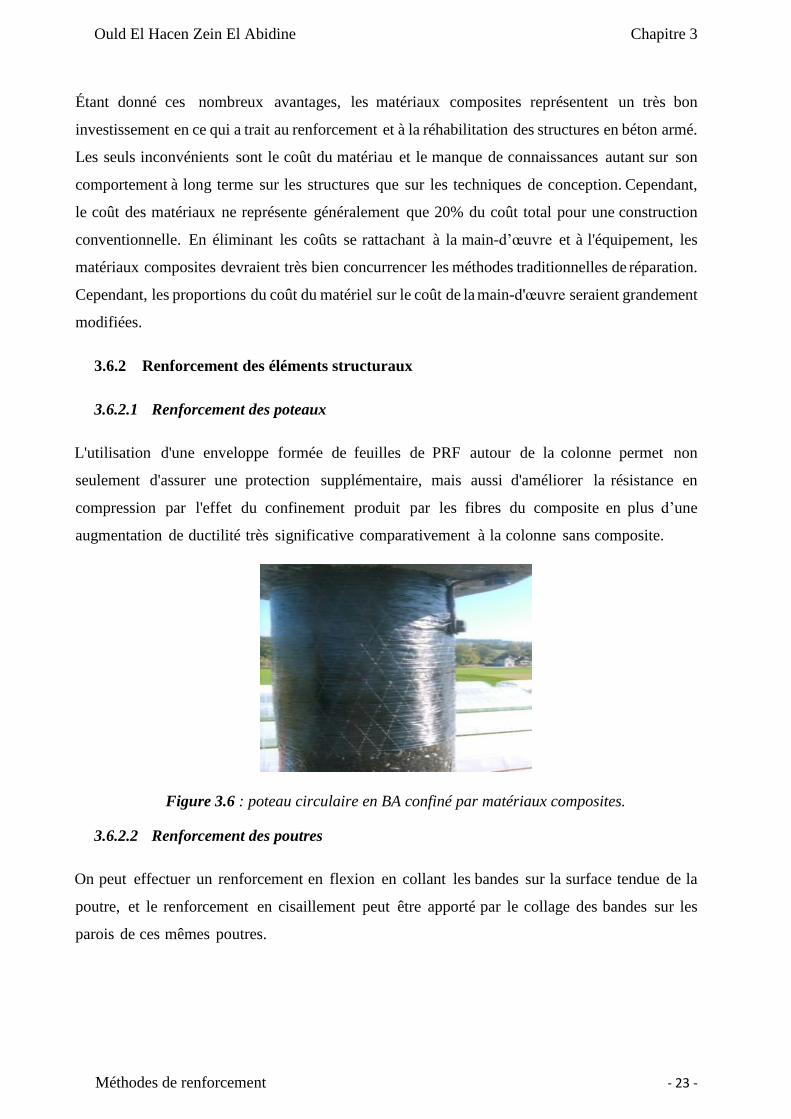
3.6.2.1 Renforcement des poteaux
L'utilisation d'une enveloppe formée de feuilles de PRF autour de la colonne permet non
seulement d'assurer une protection supplémentaire, mais aussi d'améliorer la résistance en
compression par l'effet du confinement produit par les fibres du composite en plus d’une
augmentation de ductilité très significative comparativement à la colonne sans composite.
Figure 3.6 : poteau circulaire en BA confiné par matériaux composites.
3.6.2.2 Renforcement des poutres
On peut effectuer un renforcement en flexion en collant les bandes sur la surface tendue de la
poutre, et le renforcement en cisaillement peut être apporté par le collage des bandes sur les
parois de ces mêmes poutres.

Ould El Hacen Zein El Abidine Chapitre 3
Méthodes de renforcement - 24 -
Figure 3.7 : poutres en BA renforcées par matériaux composites.
3.6.2.3 Renforcement des dalles
L'utilisation de composites en bandes peut aussi améliorer la résistance en flexion de dalles
en béton armé.
Figure 3.8 : tablier de pont en BA renforcé par matériaux composites
3.6.2.4 Renforcement des murs
Seulement quelques cas d'application de matériaux composites destinés au renforcement de
murs ont été publiés. Le plus documenté d'entre eux concerne un immeuble à appartement de
six étages à Zurich, en Suisse (Steiner, 1996). Étant donné que le bâtiment a été construit en
1930 et converti en bâtiment à bureau avec certaines modifications au niveau de son système
de résistance latérale, le système structural a donc été réévalué. Parmi ces changements, des
Ould El Hacen Zein El Abidine Chapitre 3
Méthodes de renforcement - 25 -
murs en maçonnerie non renforcée conçus pour les charges sismiques ont été enlevés, et ceux
restant devaient prendre une charge beaucoup plus grande. L'utilisation des matériaux
composites s'avérait donc très utile. On a collé des plaques de fibres de carbone en forme de
X pour chacun des étages. Un système d'ancrage avec des tiges d'acier a servi pour améliorer
l'adhésion entre les fibres et le mur. Avec les composites, la ductilité du mur a été augmentée
à un coût relativement faible et dans des délais très raisonnables.
3.7 Avantages des matériaux composites
Les matériaux composites présentent des avantages tels que :
Résistance mécanique : pour une même section d’acier, la résistance des fibres de
composites est plus élevée ;
Poids : la densité des matériaux composites représente 20% de celle des platines
d’acier ; pour une même résistance ultime le poids de PRF (Polymère Renforcé
en Fibre) est inférieure de 10% au poids des platines d’aciers.
Maniabilité : les bandes des matériaux composites présentent une large flexibilité
qui facilite la mise en œuvre et son application dans les zones confinées.
Vu la difficulté d’assemblage et de transport sur site des platines d’acier, les PRF
sont beaucoup plus concluants que ces derniers.
Facilité de préparation de surfaces
La non nécessité d'une fixation mécanique : comparativement aux platines d’acier,
cependant le collage des matériaux composites doit être minutieux.
La durabilité du système de renfort : la bonne tenue des matériaux composites à
la corrosion par rapport à celle des platines d’acier, qui peuvent être contaminés
par le chlorure ou leurs zones de fixation seront fissurées.
Tenue au feu : la conductivité thermique des matériaux composites est inférieure
à celle des platines d’acier. La dégradation due au feu des matériaux composites est
lente comparativement à celle des platines d’aciers.
Réduction du risque gel- dégel : la mise en œuvre du bandage des matériaux
composites favorise une bonne étanchéité vis-à-vis de la formation du phénomène
gel- dégel
La maintenance et entretien : le système de renforcement de matériaux composites
n’exige pas un entretien, par contre le renforcement par les platines d’acier
demande une maintenance périodique continue.
Ould El Hacen Zein El Abidine Chapitre 3
Méthodes de renforcement - 26 -
Réduction du temps d’exécution et mise en œuvre : la préparation, le transport et
la mise en œuvre des platines d’aciers prend un temps considérable par rapport à
l’application des matériaux composites.
L’aptitude de précontrainte dans les matériaux composites : un nouveau champ des
bandes plats de précontrainte des composites est appliquée afin de compenser la
perte de tension dans l’élément structurel et réduire ainsi les fissures.
Chapitre 4 :
Matériaux composites
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 27 -
4 Matériaux composites
4.1 Introduction
Les matériaux composites peuvent être définis comme assemblage de deux ou plusieurs
matériaux dont la combinaison aboutit à la naissance d’un nouveau matériau dont l’ensemble
des performances est supérieur à celui des composants pris séparément. Leurs principaux
avantages en comparaison avec les matériaux de construction traditionnels sont : leurs haute
résistance mécanique et chimique, grande rigidité, liberté de forme, légèreté, ils permettent
d'augmenter la durée de vie de certains équipements grâce à leurs propriétés, Ils offrent une
meilleure isolation thermique. Ils enrichissent aussi les possibilités de conception en
permettant d'alléger les structures et de réaliser des formes complexes aptes à remplir plusieurs
fonctions.
Des exemples de matériaux composites pris au sens large sont donnés au tableau (4-1).
Dans un sens plus restrictif, un matériau composite utilisé dans la réparation des structures est
par définition, toute matière première comportant un renfort et une matrice, qui doivent être
compatibles entre eux et se solidariser, ce qui introduit la notion d'un agent de liaison.
Le renfort assure la résistance et la rigidité du matériau, la matrice maintient les éléments de
renfort dans leurs dispositions, assure le transfert des charges au renfort et donne au matériau
sa forme désirée.
Le renfort peut être sous forme de fibres ou de particules, on ne traitera dans ce travail que ce
qui concerne les matériaux à base de fibres.
Les principaux constituants des matériaux composites reçoivent des additifs ou charges pour
assurer une adhérence suffisante entre le renfort fibreux et la matrice.
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 28 -
Figure 4.1 : composants d’un matériau composite.
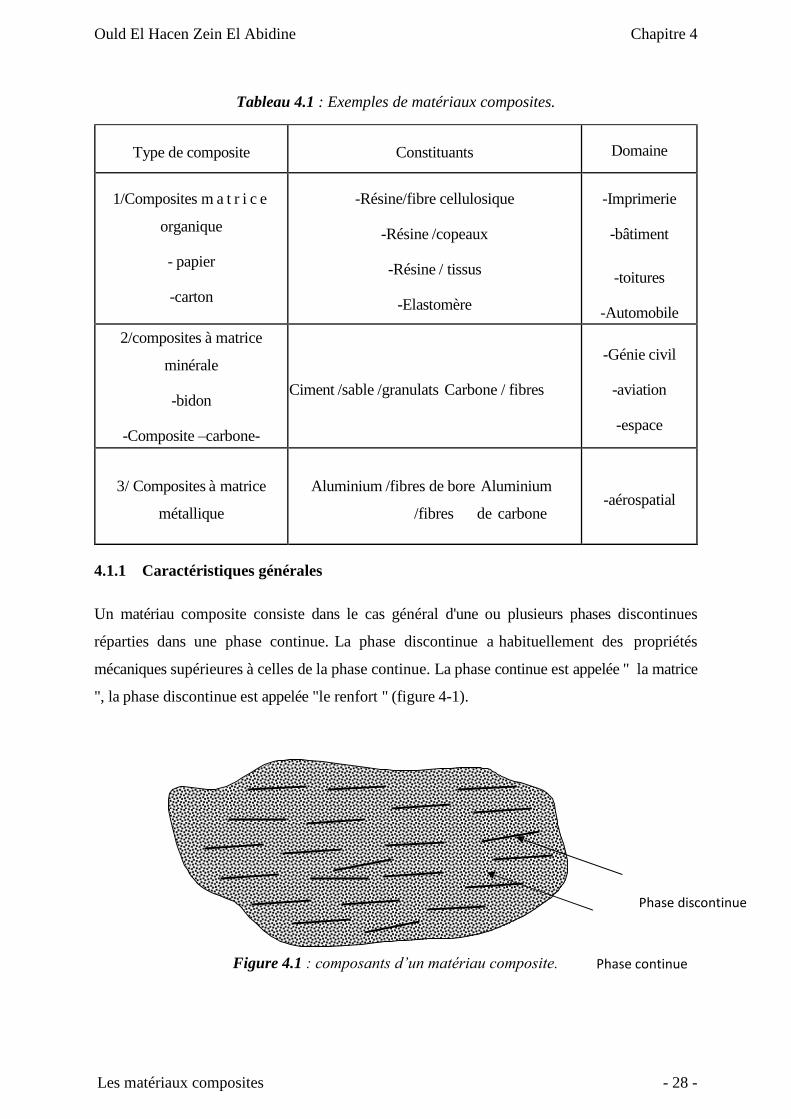
Tableau 4.1 : Exemples de matériaux composites.
Type de composite Constituants Domaine
d'application
1/Composites m a t r i c e
organique
- papier
-carton
-panneaux de fibres toiles
enduites
-matériaux d'étanchéité et
pneumatiques
-Résine/fibre cellulosique
-Résine /copeaux
-Résine / tissus
-Elastomère
-Caoutchouc/ acier
-Imprimerie
-bâtiment
-toitures
-Automobile
2/composites à matrice
minérale
-bidon
-Composite –carbone-
Ciment /sable /granulats Carbone / fibres
-Génie civil
-aviation
-espace
3/ Composites à matrice
métallique
Aluminium /fibres de bore Aluminium
/fibres de carbone -aérospatial
4.1.1 Caractéristiques générales
Un matériau composite consiste dans le cas général d'une ou plusieurs phases discontinues
réparties dans une phase continue. La phase discontinue a habituellement des propriétés
mécaniques supérieures à celles de la phase continue. La phase continue est appelée " la matrice
", la phase discontinue est appelée "le renfort " (figure 4-1).
Phase discontinue
Phase continue
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 29 -
Les propriétés des matériaux composites résultent de :
Les propriétés des matériaux constituants.
Leurs distributions géométriques.
Leurs interactions.
Ainsi, pour accéder à la description d'un matériau composite, il sera nécessaire de spécifier :
La nature des constituants et leurs propriétés.
La géométrie du renfort, et sa distribution.
La nature de l’interface : matrice-renfort.
La géométrie du renfort sera caractérisée par : sa forme, sa taille, sa concentration et sa
disposition (son orientation).
La concentration du renfort est habituellement mesurée par la fraction volumique (fraction
en volume) ou par la fraction massique (fraction en masse), la concentration du renfort est
un paramètre déterminant des propriétés mécaniques du matériau composite.
Pour une concentration donnée, la distribution du renfort dans le volume du composite est
également un paramètre important , sa distribution uniforme assurera une
homogénéité du matériau composite.
Dans le cas d'une distribution non uniforme du renfort, la rupture du matériau sera initiée dans
des zones pauvres en renfort, diminuant ainsi la résistance du composite.
Dans le cas des matériaux composites dont le renfort est constitué de fibres, l'orientation des
fibres détermine l'isotropie du matériau composite.
Cet aspect constitue une des caractéristiques fondamentales des composites : la possibilité de
contrôler l'anisotropie du produit fini par une conception et une fabrication adaptée aux propriétés
souhaitées.
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 30 -
4.2 Les matrices
4.2.1 Introduction
Les matrices ont pour rôle de transférer les sollicitations aux fibres et de les maintenir en
position, elles doivent donc être assez déformables et présenter une bonne compatibilité avec
les fibres, leur concentration massique doit être relativement faible de manière à conserver aux
composites leurs caractéristiques mécaniques élevées.
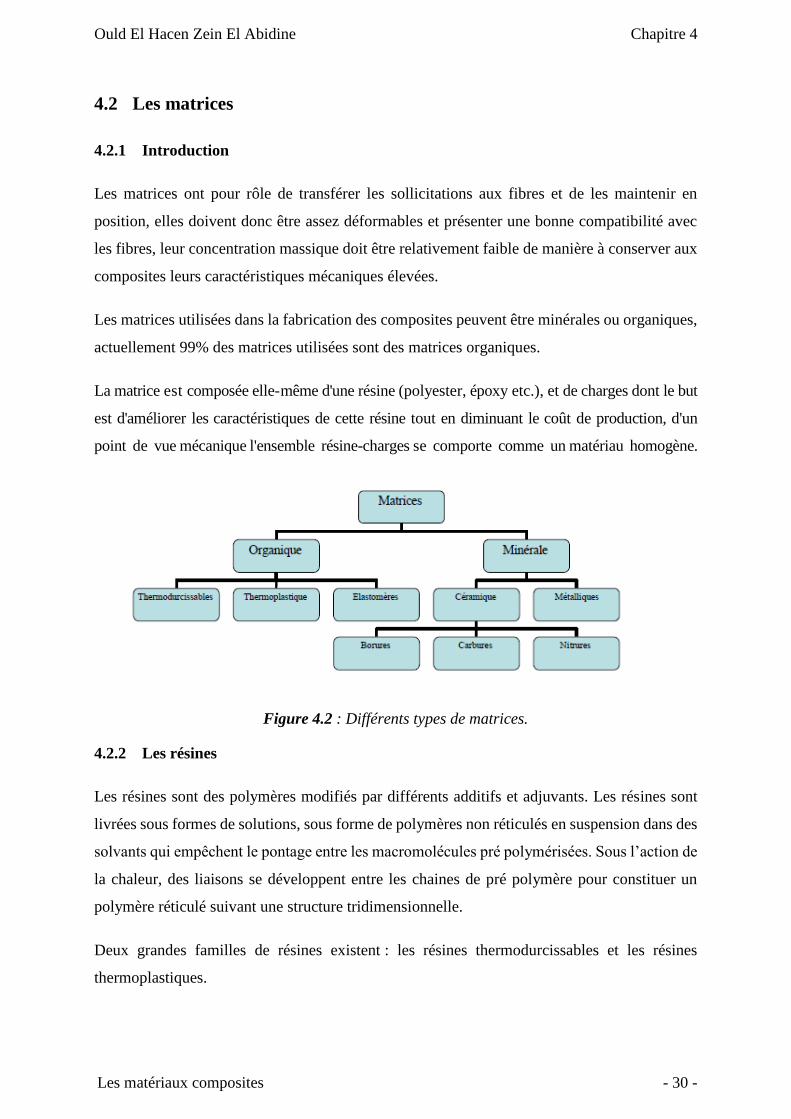
Les matrices utilisées dans la fabrication des composites peuvent être minérales ou organiques,
actuellement 99% des matrices utilisées sont des matrices organiques.
La matrice est composée elle-même d'une résine (polyester, époxy etc.), et de charges dont le but
est d'améliorer les caractéristiques de cette résine tout en diminuant le coût de production, d'un
point de vue mécanique l'ensemble résine-charges se comporte comme un matériau homogène.
Figure 4.2 : Différents types de matrices.
4.2.2 Les résines
Les résines sont des polymères modifiés par différents additifs et adjuvants. Les résines sont
livrées sous formes de solutions, sous forme de polymères non réticulés en suspension dans des
solvants qui empêchent le pontage entre les macromolécules pré polymérisées. Sous l’action de
la chaleur, des liaisons se développent entre les chaines de pré polymère pour constituer un
polymère réticulé suivant une structure tridimensionnelle.
Deux grandes familles de résines existent : les résines thermodurcissables et les résines
thermoplastiques.
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 31 -
4.2.2.1 Les résines thermodurcissables
Les résines thermodurcissables ne peuvent être mises en forme qu’une seule fois. En effet après
polymérisation par apport de chaleur, ces résines développent une structure géométrique qui ne
peut être détruite que par un apport très important d’énergie d’où leur propriétés mécaniques et
thermomécaniques très élevées par rapport aux résines thermoplastiques.
Les principales résines thermodurcissables utilisées dans la composition des matériaux
composites sont :
Les résines Polyesters non saturés
C'est la résine la plus utilisée dans les composites de grande application. Elles passent
successivement de l'état liquide visqueux initial à l'état de gel, puis à l'état solide infusible.
La réaction du durcissement dépend de la réactivité de la résine, et de la forme de l'objet fabriqué
(épaisseur, etc.).
Suivant leur module d'élasticité, les résines polyesters sont classés en : résines souples, résines
semi-rigides et résines rigides.
Les résines habituellement utilisées dans la mise en œuvre des matériaux composites sont de
type rigide,
Leurs avantages sont :
Une bonne rigidité résultant d'un module d'élasticité assez élevée.
Une bonne stabilité dimensionnelle.
Une facilité de mise en œuvre.
Un faible coût de production.
Une bonne tenue chimique.
Une bonne résistante chimique aux hydrocarbures (essence, fuel, etc.).
Et leurs inconvénients sont :
Emission d'éléments polluants
Inflammabilité.
Une dégradation à la lumière par des rayons ultraviolets.
Une mauvaise tenue à la vapeur.
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 32 -
Epoxydes
Ce sont les plus utilisés après les résines polyesters insaturées, du fait de leurs bonnes
caractéristiques mécaniques, ces résines époxydes sont généralement utilisés sans charges
ou additifs, ce sont des matrices de composites à haute performance (la construction
aérospatial, missiles, etc.…).
Toutefois pour bénéficier réellement de ces performances, il est nécessaire d'avoir des durées
de transformation et surtout de recuisons très longues, correspondants à des températures
relativement élevées de l'ordre de 100°C.
Ses avantages sont :
Une adhérence parfaite sur les fibres.
Une bonne propriété mécanique (en traction, flexion, compression, choc, et fluage, etc.),
supérieure à celles des polyesters.
Une mise en œuvre facile, sans apport de solvant.
Une bonne tenue thermique, chimique et à la fatigue.
Ses inconvénients :
Coût élevé.
Temps de polymérisation long.
Vieillissement sous température.
Sensibilité à l'humidité et aux rayons ultra –violet.
Nécessite de prendre des précautions lors de la mise en œuvre
4.2.2.2 Les résines thermoplastiques
Les résines thermoplastiques possèdent la propriété de pouvoir être mises en forme plusieurs
fois par chauffage et refroidissement successifs, elles peuvent donc être récupérées et
facilement recyclées.
La structure de ces résines a la forme de chaînes linéaires, il faut les chauffer pour mettre en
forme (les chaînes se plient) et les refroidir pour les fixer.
Les principales résines thermoplastiques utilisées sont les suivants :
Polyamide : une bonne tenue au choc, bonne résistance à la fatigue et aux
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 33 -
hydrocarbures.
Poly téréphtalate éthylénique et butylique : bonne rigidité.
Polycarbonate : une bonne tenue au choc.
Polysulfures de phényléne : une résistance à l'hydrolyse.
Polyoxyméthylénes : une bonne tenue à la fatigue.
Polysulforés : une bonne stabilité chimique.
Polypropylène : assez stable en température, mais combustible.
L’intérêt des résines thermoplastiques réside dans leur faible coût, résultant à la fois des
matières premières disponible et des procédés de fabrication, toutefois ce faible coût est
lié à des propriétés mécaniques, et thermomécaniques faibles.
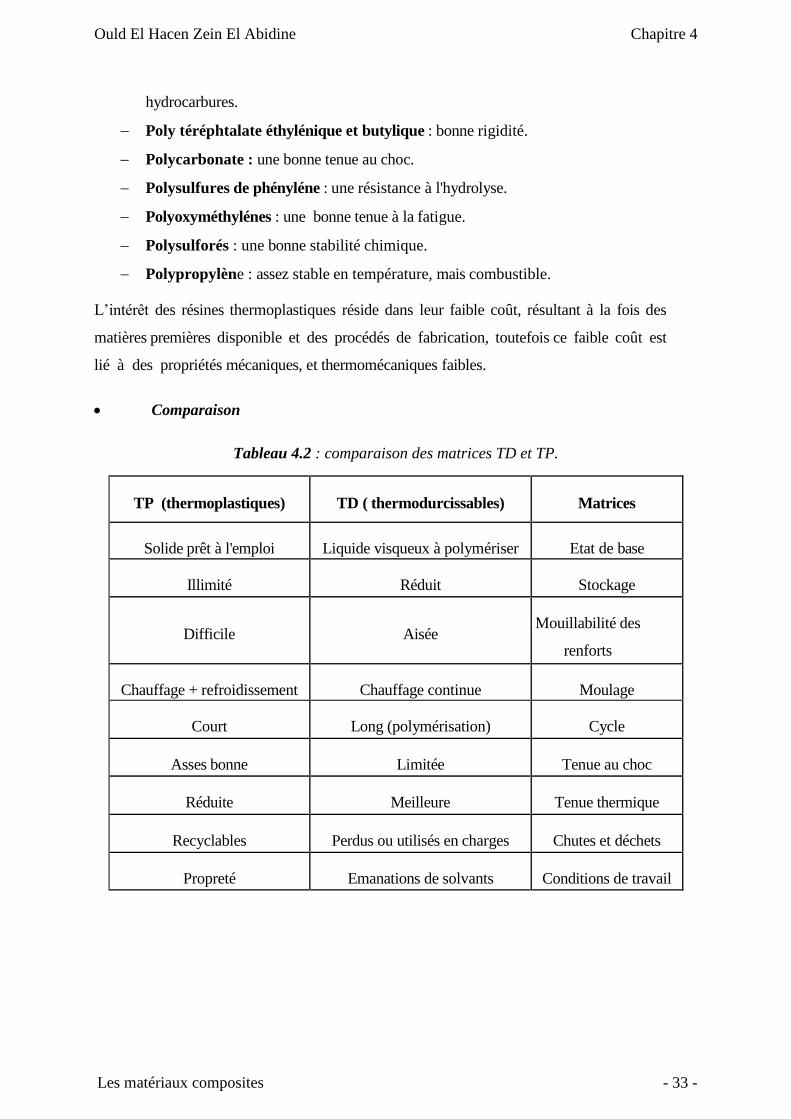
Comparaison
Tableau 4.2 : comparaison des matrices TD et TP.
TP (thermoplastiques) TD ( thermodurcissables) Matrices
Solide prêt à l'emploi Liquide visqueux à polymériser Etat de base
Illimité Réduit Stockage
Difficile Aisée Mouillabilité des
renforts
Chauffage + refroidissement Chauffage continue Moulage
Court Long (polymérisation) Cycle
Asses bonne Limitée Tenue au choc
Réduite Meilleure Tenue thermique
Recyclables Perdus ou utilisés en charges Chutes et déchets
Propreté Emanations de solvants Conditions de travail
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 34 -
4.2.3 Charges et additifs
Les charges ou additifs sont des substances organiques, minérales, ou végétales qu’on
ajoute à la résine, pour améliorer certaines propriétés et réduire le prix du matériau
composite.
Pour une résine donnée, le choix des charges ou des additifs est déterminé en fonction
des modifications recherchées, d'une manière générale ce choix devra satisfaire un certain
nombre d’exigences :
Compatibilité avec la résine de base.
Uniformité de qualité et de granulométrie.
Faible action abrasive.
Bas prix de revient.
Les charges
Il existe plusieurs types de charges :
Les charges organiques
Les charges cellulosiques utilisées comme étant des charges de résines thermodurcissables. Ces
avantages sont un coût peu élevé et une faible densité.
Les charges Minérales
Sont les craies et les carbonates : Les craies sont à 99% de calcite, de la silice et d'autres
minéraux, Les carbonates de calcium ou de magnésium, sont utilisés comme des charges et aussi
comme des retardataires de flamme.
Les charges Oxydes hydrates et métalliques
Poudre et micro sphères :
L'alumine, les oxydes de zinc, de magnésium et de titane sont utilisés sous forme de poudre fine.
Ils permettent de diminuer le prix de revient et augmenter la densité de la matière élastique.
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 35 -
Alumine et tri hydrate d’aluminium :
L'alumine apporte aux résines une meilleure résistivité électrique ainsi qu'une bonne conductivité
thermique, elle diminue le coefficient de dilatation thermique, augmente la rigidité ainsi que la
résistance à l'abrasion et au feu. L’hydrate d’aluminium est une charge qui du point de vue prix,
est concurrentielle, elle réduit l'inflammabilité ainsi que l'émission des fumées de combustion.
Trioxyde d'antimonié :
Il apporte aux résines une coloration blanche.
Les céramiques :
Il existe des microsphères en céramique dont la densité varie entre 0.4 et 2.4 et la dimension au-
delà de 300 µm.
Elle apporte une réduction de masse de 15 à 25% avec une amélioration de la r é s i s t a n c e
à la compression et au choc
Le verre :
Poudres de verre : Une nouvelle variété de poudre de verre de granulométrie de
13 µm, son incorporation confère aux thermodurcissables une meilleure résistance à
l'abrasion et à la compression, elle permet par ailleurs d'obtenir un retrait plus faible et
plus homogène des pièce mouillées
Billes de verre creuses : Sont obtenues par chauffage de billes de verre contenant
un agent de gonflement, elles améliorent la résistance à la pénétration de l'eau et au
vieillissement
Microsphères de verre : l'utilisation de microsphères de verre permet de réduire de
25 à35% la masse des pièces obtenues (destinées à l'industrie d'automobiles)
Le carbone :
Le carbone est utilisé depuis très longtemps dans l'industrie des plastiques à la fois colorant,
barrière anti-ultraviolet, et antioxydant, il améliore la résistance à la chaleur.
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 36 -
Les additifs
Les additifs se trouvent en faible quantité, quelques pourcentages de moins, par
contre les charges peuvent atteindre des dizaines de pourcentage et interviennent comme
étant :
Lubrifiants et agents de démoulage
Pigments et colorants
Agents anti-retraits
Agents anti- ultraviolet
Lubrifiants
Ces agents ont pour objet de faciliter le façonnage de la résine et de réduire la tendance de la
résine à adhérer aux moules.
Pigments et colorants
Les pigments sont des produits insolubles, se présentent sous forme de poudres ou de paillettes
généralement, Ils sont obtenus à partir d'oxydes ou de sels métalliques.
A partir de ces pigments, il est également possible d'obtenir des pâtes colorants, constituées de
dispersions de pigment dans une pâte de manière à avoir une utilisation aisée.
Les colorants sont des composés organiques solubles dans l'eau ou dans un solvant organique,
leur emploi est généralement limité, à savoir sa mauvaise tenue chimique et thermique.
Le choix de ces agents est fonction de sa compatibilité avec la résine du composite et de
l'utilisation du matériau composite.
Anti retrait et fluage
Ces agents peuvent aboutir à un mauvais état de surface, un gauchissement ou des
microfissurations de la pièce moulée, bien que l'incorporation des charges à la résine en limite le
retrait ; il est souvent nécessaire d'ajouter des produits spécifiques anti- retrait qui diminuent ou
annulent le phénomène de retrait. Ces produits améliorent également l'écoulement de la matière
dans certains techniques de moulage.
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 37 -
Ces agents anti-retrait sont généralement des produits à base de thermoplastiques ou
d'élastomères, se présentent sous forme de poudre ou de solution.
Anti ultraviolet
Les agents anti-ultraviolets ont pour fonction de protéger les résines des rayons ultraviolets.
Le principe de ces agents est d'absorber le rayonnement ultraviolet et éviter ainsi la détérioration
prématurée de la résine par rupture de liaisons atomiques ou par passage à un état excité qui
favorise l'oxydation.
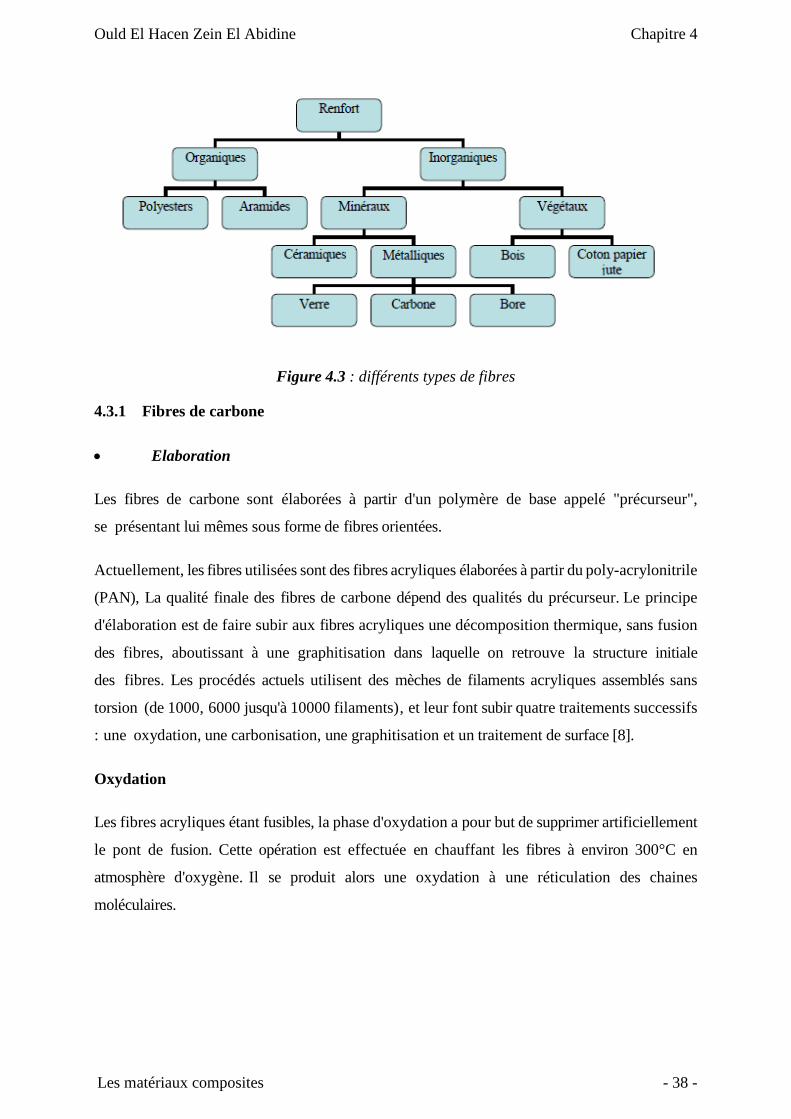
4.3 Les fibres
Les fibres assurent la résistance mécanique et la rigidité des matériaux composites, ils sont
caractérisés par :
La nature de la fibre : minérale ou organique.
L’architecture de renfort : unidirectionnelle ou bidirectionnelle.
Principaux matériaux de renfort.
Ces renforts sont constitués par plusieurs centaines ou milliers de filaments, de diamètre
compris entre 5 et 15 micromètres
Il existe deux types de fibres :
Fibres courtes : quelque centimètres ou fraction de millimètre, l e s feutres, les mats
et les fibres courtes impactées utilisées en moulage
Fibres longues : coupées au moment de la fabrication du matériau composite, utilisée
telles quelles ou bien tissés.
Ces différents types de fibres sont classés selon la nature de leurs composants :
Des renforts à base de fibres unidirectionnelles : orientés suivant une même
direction.
Des renforts à base de fibres bidimensionnelles : surfaces tissées (tissus).
Des renforts à base de fibres tridimensionnelles : volumes préformés ou non,
constitués par des fibres orientées.
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 38 -
Figure 4.3 : différents types de fibres
4.3.1 Fibres de carbone
Elaboration
Les fibres de carbone sont élaborées à partir d'un polymère de base appelé "précurseur",
se présentant lui mêmes sous forme de fibres orientées.
Actuellement, les fibres utilisées sont des fibres acryliques élaborées à partir du poly-acrylonitrile
(PAN), La qualité finale des fibres de carbone dépend des qualités du précurseur. Le principe
d'élaboration est de faire subir aux fibres acryliques une décomposition thermique, sans fusion
des fibres, aboutissant à une graphitisation dans laquelle on retrouve la structure initiale
des fibres. Les procédés actuels utilisent des mèches de filaments acryliques assemblés sans
torsion (de 1000, 6000 jusqu'à 10000 filaments), et leur font subir quatre traitements successifs
: une oxydation, une carbonisation, une graphitisation et un traitement de surface [8].
Oxydation
Les fibres acryliques étant fusibles, la phase d'oxydation a pour but de supprimer artificiellement
le pont de fusion. Cette opération est effectuée en chauffant les fibres à environ 300°C en
atmosphère d'oxygène. Il se produit alors une oxydation à une réticulation des chaines
moléculaires.
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 39 -
Carbonisation
Cette deuxième phase consiste à chauffer progressivement les fibres réticulées de 300°C à
1100°C environ, en atmosphère inerte. Il y a alors une élimination de l'eau et de l'acide
cyanhydrique, seuls les carbones sont conservés dans la chaine.
Les fibres ainsi obtenues ont de bonnes caractéristiques mécaniques et peuvent être utilisées
après traitement de surface. Les fibres sont alors dénommées : fibres à haute résistance (HR) ou
à haute ténacité (HT).
Graphitisation
La phase de graphitisation est utilisée lorsqu'on souhaite obtenir des fibres à module d'Young
élevé. Cette phase consiste à effectuer à la suite de la carbonisation, une pyrolyse des fibres, en
atmosphère inerte, jusqu'à une température de l'ordre de 2600°C
La graphitisation provoque une réorientation des réseaux de carbone suivant l'axe des fibres,
ce qui aboutit à une augmentation du module d'Young. Suivant le taux de graphitisation, on
obtient des fibres à haut module (HM) ou des fibres à très haut module.
Traitement de surface
La dernière phase consiste en un traitement de surface, par oxydation ménagée en milieu acide
(nitrique ou sulfurique). Cette phase a pour objet d'accroitre la rugosité des filaments ainsi que
la nature des liaisons chimiques afin d'améliorer la liaison fibre-résine.
Caractéristiques
Les fibres de carbone possèdent de très bonnes caractéristiques mécaniques, d'autant plus que
leur masse volumique est faible. En outre, il faut noter que les fibres de carbone ont une
excellente tenue à haute température. En effet leurs caractéristiques mécaniques sont
maintenues jusqu'à 1500°C environ. Cette propriété a conduit à développer des composites
: fibres de carbone/matrice de carbone, à haute tenue thermique, utilisés dans les tuyères de
fusées, les éléments de fours, etc. Ces matériaux revêtus d'une couche protectrice anti-oxydante,
trouvent également des applications en atmosphère oxydant dans le domaine spatial.
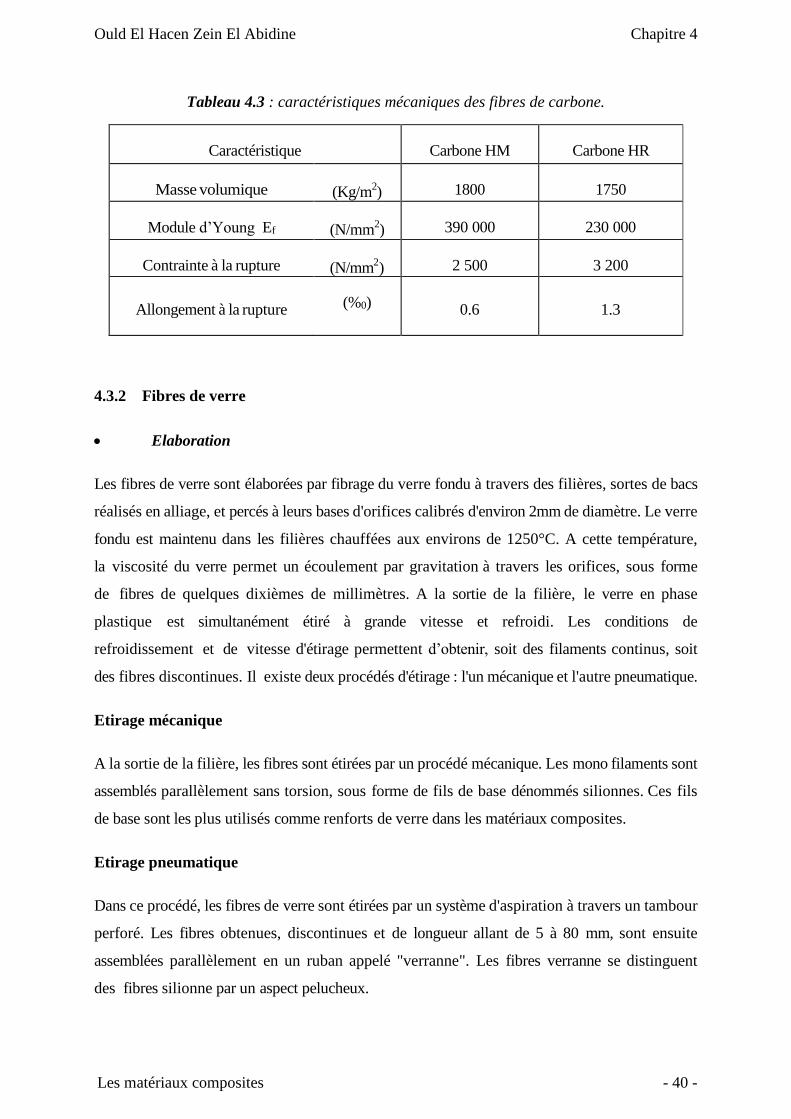
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 40 -
Tableau 4.3 : caractéristiques mécaniques des fibres de carbone.
Caractéristique Carbone HM Carbone HR
Masse volumique (Kg/m2) 1800 1750
Module d’Young Ef (N/mm2) 390 000 230 000
Contrainte à la rupture (N/mm2) 2 500 3 200
Allongement à la rupture (%0) 0.6 1.3
4.3.2 Fibres de verre
Elaboration
Les fibres de verre sont élaborées par fibrage du verre fondu à travers des filières, sortes de bacs
réalisés en alliage, et percés à leurs bases d'orifices calibrés d'environ 2mm de diamètre. Le verre
fondu est maintenu dans les filières chauffées aux environs de 1250°C. A cette température,
la viscosité du verre permet un écoulement par gravitation à travers les orifices, sous forme
de fibres de quelques dixièmes de millimètres. A la sortie de la filière, le verre en phase
plastique est simultanément étiré à grande vitesse et refroidi. Les conditions de
refroidissement et de vitesse d'étirage permettent d’obtenir, soit des filaments continus, soit
des fibres discontinues. Il existe deux procédés d'étirage : l'un mécanique et l'autre pneumatique.
Etirage mécanique
A la sortie de la filière, les fibres sont étirées par un procédé mécanique. Les mono filaments sont
assemblés parallèlement sans torsion, sous forme de fils de base dénommés silionnes. Ces fils
de base sont les plus utilisés comme renforts de verre dans les matériaux composites.
Etirage pneumatique
Dans ce procédé, les fibres de verre sont étirées par un système d'aspiration à travers un tambour
perforé. Les fibres obtenues, discontinues et de longueur allant de 5 à 80 mm, sont ensuite
assemblées parallèlement en un ruban appelé "verranne". Les fibres verranne se distinguent
des fibres silionne par un aspect pelucheux.
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 41 -
Ensimage
Les filaments de verre issus de la filière ne peuvent pas être utilisés directement pour diverses
raisons :
L’absence de cohésion entre les filaments qui s’opposent à la constitution de fils
La sensibilité du verre à l'abrasion.
La sensibilité à l'attaque à l'eau.
La création de charges électrostatiques consécutive aux divers frottements.
Pour pallier à ces défauts, on réalise à la sortie de la filière, une opération dite "ensimage",
qui constitue à déposer à la surface des filaments de verre, un produit d'ensimage de
composition complexe. A la lumière des défauts évoqués ci-avant, les diverses fonctions
essentielles de l'ensimage sont :
Etablir une cohésion certaine entre les filaments.
Donner une raideur assez grande aux fils.
Protéger les filaments contre l'abrasion.
Eviter l'apparition de charges électrostatiques.
Faciliter l'imprégnation des filaments par la résine.
Favoriser la liaison verre-résine dont dépendent les performances mécaniques du composite,
mais également son comportement vis-à-vis du vieillissement, de la sensibilité à l'humidité et à
la corrosion, etc…
Caractéristiques
A la suite du fibrage, les filaments de verre sont soumis à divers sollicitations mécaniques
(abrasion, etc…), chimiques (humidité, etc…) qui réduisent leurs caractéristiques mécaniques
initiales.
Le tableau 4-4 donne les valeurs de la contrainte à la rupture, mesurées sur fils de base ayant subi
un ensimage. Les valeurs obtenues semblent indiquer une chute des caractéristiques lorsque
le nombre de filaments augmente. Dans les matériaux composites, la liaison verre-résine par
l'intermédiaire de l'ensimage assure une répartition assez homogène de la charge.
Enfin, il est intéressant de noter que les fibres de verre, conservent leurs caractéristiques
mécaniques jusqu'à des températures assez élevées, de l'ordre de 200°C pour le verre de type E,
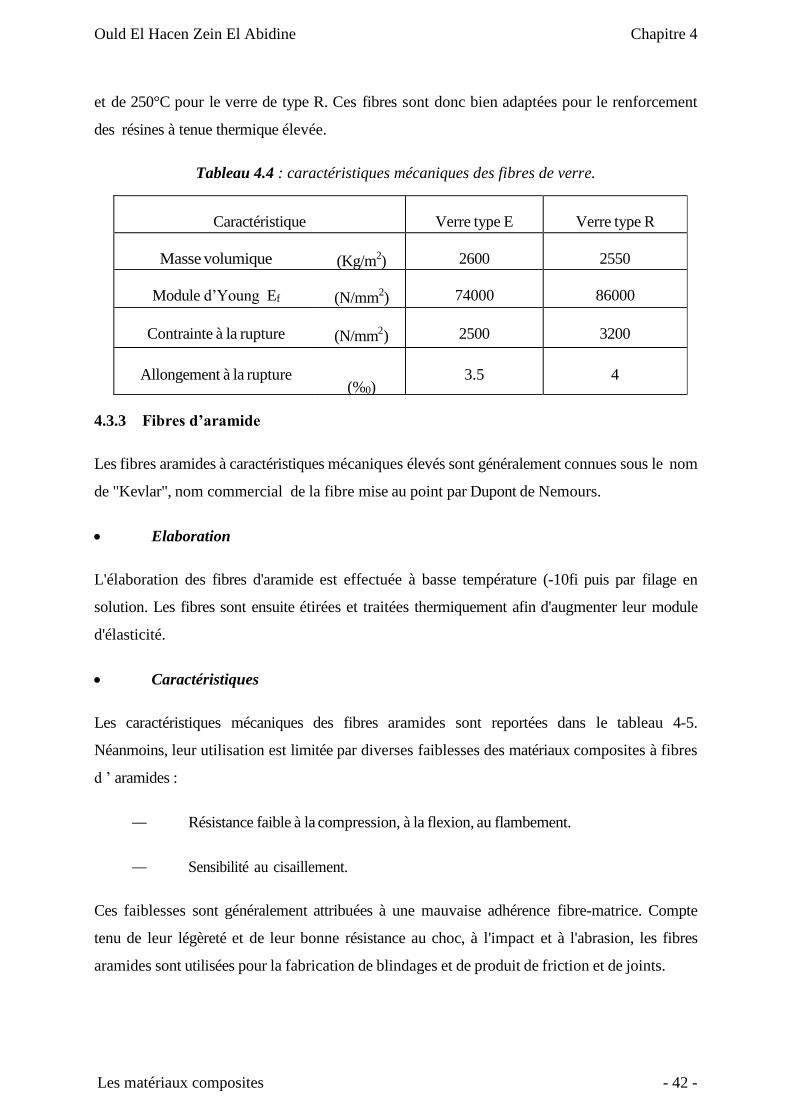
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 42 -
et de 250°C pour le verre de type R. Ces fibres sont donc bien adaptées pour le renforcement
des résines à tenue thermique élevée.
Tableau 4.4 : caractéristiques mécaniques des fibres de verre.
Caractéristique Verre type E Verre type R
Masse volumique (Kg/m2) 2600 2550
Module d’Young Ef (N/mm2) 74000 86000
Contrainte à la rupture (N/mm2) 2500 3200
Allongement à la rupture
(%0) 3.5 4
4.3.3 Fibres d’aramide
Les fibres aramides à caractéristiques mécaniques élevés sont généralement connues sous le nom
de "Kevlar", nom commercial de la fibre mise au point par Dupont de Nemours.
Elaboration
L'élaboration des fibres d'aramide est effectuée à basse température (-10fi puis par filage en
solution. Les fibres sont ensuite étirées et traitées thermiquement afin d'augmenter leur module
d'élasticité.
Caractéristiques
Les caractéristiques mécaniques des fibres aramides sont reportées dans le tableau 4-5.
Néanmoins, leur utilisation est limitée par diverses faiblesses des matériaux composites à fibres
d ’ aramides :
Résistance faible à la compression, à la flexion, au flambement.
Sensibilité au cisaillement.
Ces faiblesses sont généralement attribuées à une mauvaise adhérence fibre-matrice. Compte
tenu de leur légèreté et de leur bonne résistance au choc, à l'impact et à l'abrasion, les fibres
aramides sont utilisées pour la fabrication de blindages et de produit de friction et de joints.
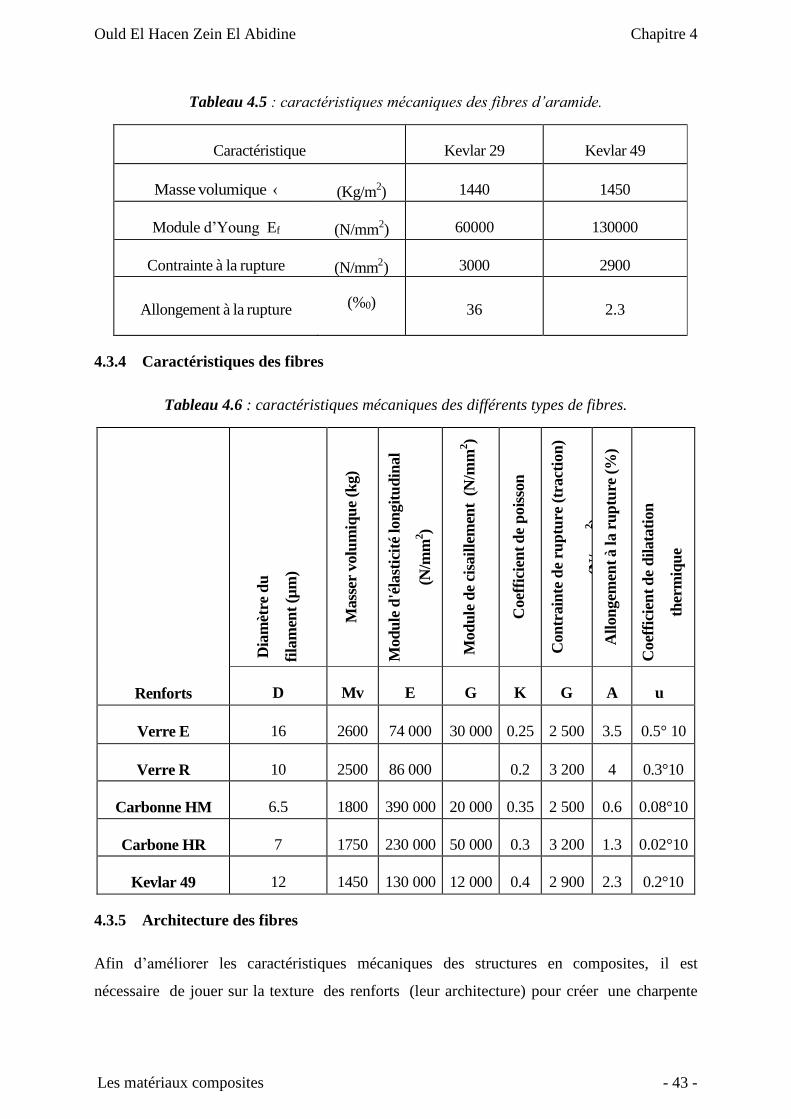
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 43 -
Tableau 4.5 : caractéristiques mécaniques des fibres d’aramide.
Caractéristique Kevlar 29 Kevlar 49
Masse volumique ‹ (Kg/m2) 1440 1450
Module d’Young Ef (N/mm2) 60000 130000
Contrainte à la rupture (N/mm2) 3000 2900
Allongement à la rupture (%0) 36 2.3
4.3.4 Caractéristiques des fibres
Tableau 4.6 : caractéristiques mécaniques des différents types de fibres.
Renforts
Dia
mèt
re d
u
fila
men
t (µ
m)
Mass
er v
olu
miq
ue
(kg)
Mod
ule
d'é
last
icit
é lo
ngit
ud
inal
(N/m
m2)
Mod
ule
de
cisa
ille
men
t (N
/mm
2)
Coef
fici
ent
de
pois
son
Con
train
te d
e ru
ptu
re (
tract
ion
)
(N/m
m2)
All
on
gem
ent
à la r
up
ture
(%
)
Coef
fici
ent
de
dil
ata
tion
ther
miq
ue
D Mv E G K G A u
Verre E 16 2600 74 000 30 000 0.25 2 500 3.5 0.5° 10
Verre R 10 2500 86 000 0.2 3 200 4 0.3°10
Carbonne HM 6.5 1800 390 000 20 000 0.35 2 500 0.6 0.08°10
Carbone HR 7 1750 230 000 50 000 0.3 3 200 1.3 0.02°10
Kevlar 49 12 1450 130 000 12 000 0.4 2 900 2.3 0.2°10
4.3.5 Architecture des fibres
Afin d’améliorer les caractéristiques mécaniques des structures en composites, il est
nécessaire de jouer sur la texture des renforts (leur architecture) pour créer une charpente
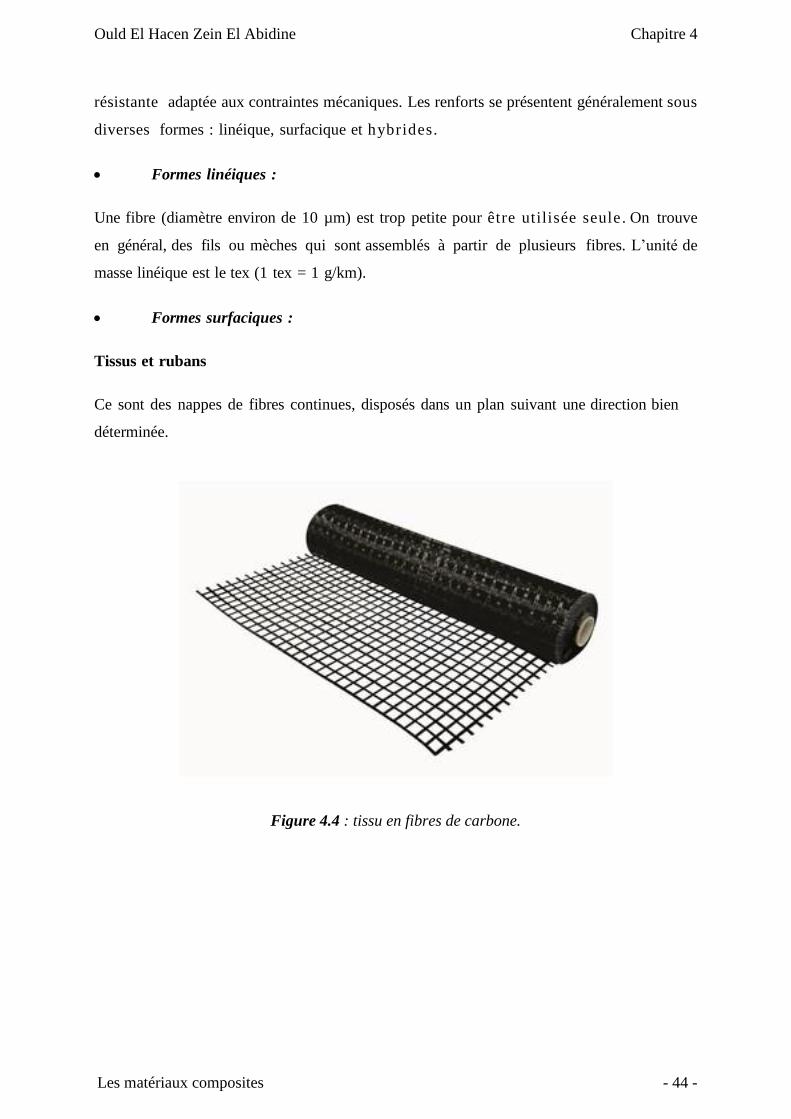
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 44 -
résistante adaptée aux contraintes mécaniques. Les renforts se présentent généralement sous
diverses formes : linéique, surfacique et hybrides.
Formes linéiques :
Une fibre (diamètre environ de 10 µm) est trop petite pour être utilisée seule. On trouve
en général, des fils ou mèches qui sont assemblés à partir de plusieurs fibres. L’unité de
masse linéique est le tex (1 tex = 1 g/km).
Formes surfaciques :
Tissus et rubans
Ce sont des nappes de fibres continues, disposés dans un plan suivant une direction bien
déterminée.
Figure 4.4 : tissu en fibres de carbone.
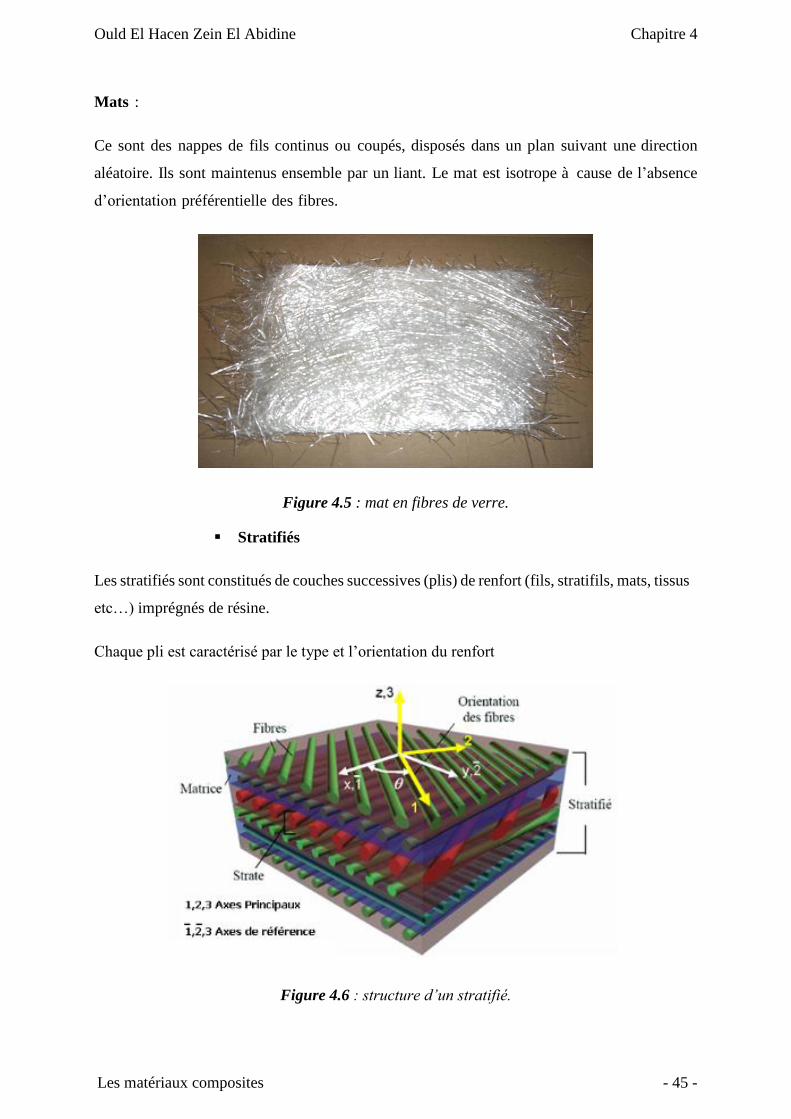
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 45 -
Mats :
Ce sont des nappes de fils continus ou coupés, disposés dans un plan suivant une direction
aléatoire. Ils sont maintenus ensemble par un liant. Le mat est isotrope à cause de l’absence
d’orientation préférentielle des fibres.
Figure 4.5 : mat en fibres de verre.
Stratifiés
Les stratifiés sont constitués de couches successives (plis) de renfort (fils, stratifils, mats, tissus
etc…) imprégnés de résine.
Chaque pli est caractérisé par le type et l’orientation du renfort
Figure 4.6 : structure d’un stratifié.
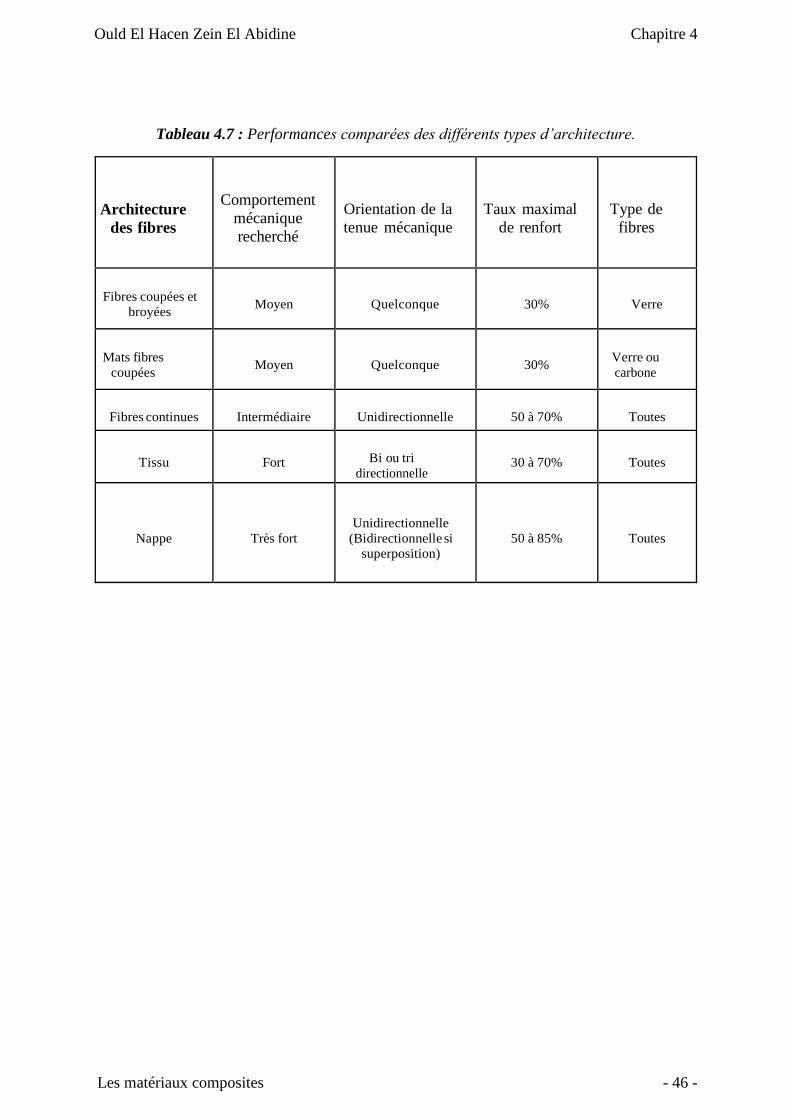
Ould El Hacen Zein El Abidine Chapitre 4
Les matériaux composites - 46 -
Tableau 4.7 : Performances comparées des différents types d’architecture.
Architecture
des fibres
Comportement
mécanique
recherché
Orientation de la
tenue mécanique
Taux maximal
de renfort
Type de
fibres
Fibres coupées et
broyées Moyen Quelconque 30% Verre
Mats fibres
coupées Moyen Quelconque 30%
Verre ou
carbone
Fibres continues Intermédiaire Unidirectionnelle 50 à 70% Toutes
Tissu Fort Bi ou tri
directionnelle 30 à 70% Toutes
Nappe Très fort
Unidirectionnelle
(Bidirectionnelle si
superposition)
50 à 85% Toutes
Chapitre 5 :
Comportement du béton
renforcé par PRF
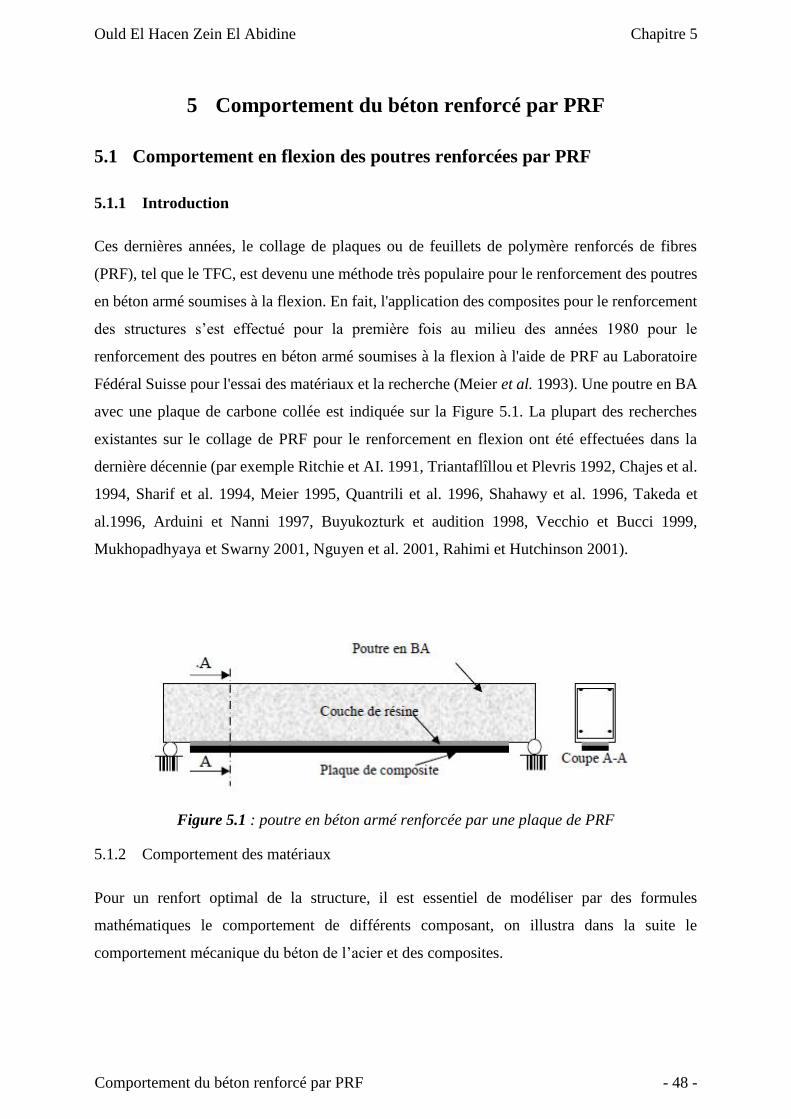
Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 48 -
5 Comportement du béton renforcé par PRF
5.1 Comportement en flexion des poutres renforcées par PRF
5.1.1 Introduction
Ces dernières années, le collage de plaques ou de feuillets de polymère renforcés de fibres
(PRF), tel que le TFC, est devenu une méthode très populaire pour le renforcement des poutres
en béton armé soumises à la flexion. En fait, l'application des composites pour le renforcement
des structures s’est effectué pour la première fois au milieu des années 1980 pour le
renforcement des poutres en béton armé soumises à la flexion à l'aide de PRF au Laboratoire
Fédéral Suisse pour l'essai des matériaux et la recherche (Meier et al. 1993). Une poutre en BA
avec une plaque de carbone collée est indiquée sur la Figure 5.1. La plupart des recherches
existantes sur le collage de PRF pour le renforcement en flexion ont été effectuées dans la
dernière décennie (par exemple Ritchie et AI. 1991, Triantaflîllou et Plevris 1992, Chajes et al.
1994, Sharif et al. 1994, Meier 1995, Quantrili et al. 1996, Shahawy et al. 1996, Takeda et
al.1996, Arduini et Nanni 1997, Buyukozturk et audition 1998, Vecchio et Bucci 1999,
Mukhopadhyaya et Swarny 2001, Nguyen et al. 2001, Rahimi et Hutchinson 2001).
Figure 5.1 : poutre en béton armé renforcée par une plaque de PRF
5.1.2 Comportement des matériaux
Pour un renfort optimal de la structure, il est essentiel de modéliser par des formules
mathématiques le comportement de différents composant, on illustra dans la suite le
comportement mécanique du béton de l’acier et des composites.
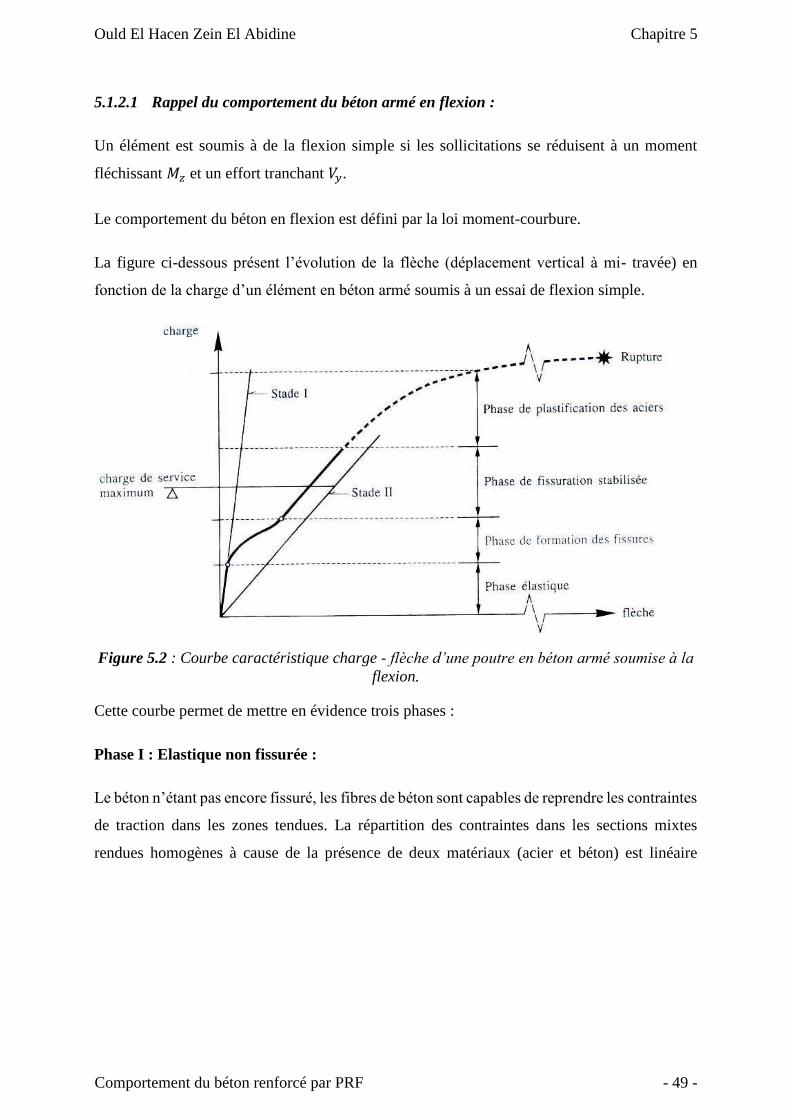
Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 49 -
5.1.2.1 Rappel du comportement du béton armé en flexion :
Un élément est soumis à de la flexion simple si les sollicitations se réduisent à un moment
fléchissant 𝑀𝑧 et un effort tranchant 𝑉𝑦.
Le comportement du béton en flexion est défini par la loi moment-courbure.
La figure ci-dessous présent l’évolution de la flèche (déplacement vertical à mi- travée) en
fonction de la charge d’un élément en béton armé soumis à un essai de flexion simple.
Figure 5.2 : Courbe caractéristique charge - flèche d’une poutre en béton armé soumise à la
flexion.
Cette courbe permet de mettre en évidence trois phases :
Phase I : Elastique non fissurée :
Le béton n’étant pas encore fissuré, les fibres de béton sont capables de reprendre les contraintes
de traction dans les zones tendues. La répartition des contraintes dans les sections mixtes
rendues homogènes à cause de la présence de deux matériaux (acier et béton) est linéaire
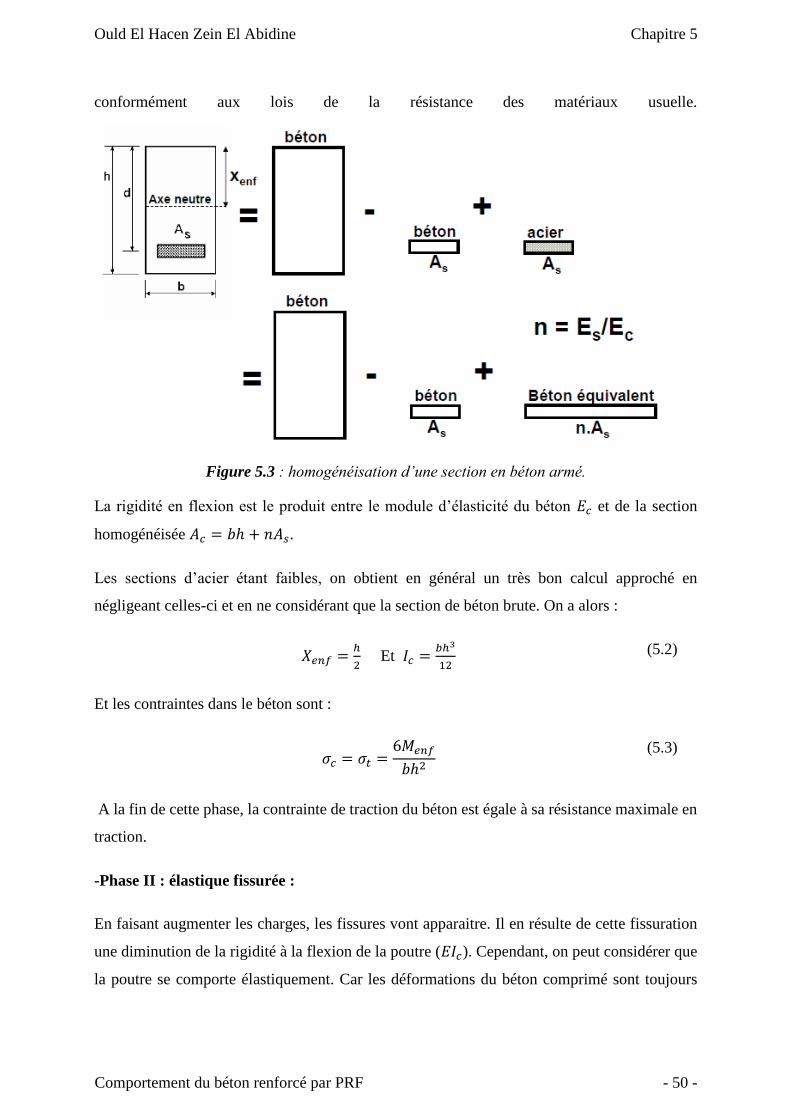
Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 50 -
conformément aux lois de la résistance des matériaux usuelle.
Figure 5.3 : homogénéisation d’une section en béton armé.
La rigidité en flexion est le produit entre le module d’élasticité du béton 𝐸𝑐 et de la section
homogénéisée 𝐴𝑐 = 𝑏ℎ + 𝑛𝐴𝑠.
Les sections d’acier étant faibles, on obtient en général un très bon calcul approché en
négligeant celles-ci et en ne considérant que la section de béton brute. On a alors :
𝑋𝑒𝑛𝑓 =ℎ
2 Et 𝐼𝑐 =
𝑏ℎ3
12 (5.2)
Et les contraintes dans le béton sont :
𝜎𝑐 = 𝜎𝑡 =
6𝑀𝑒𝑛𝑓
𝑏ℎ2
(5.3)
A la fin de cette phase, la contrainte de traction du béton est égale à sa résistance maximale en
traction.
-Phase II : élastique fissurée :
En faisant augmenter les charges, les fissures vont apparaitre. Il en résulte de cette fissuration
une diminution de la rigidité à la flexion de la poutre (𝐸𝐼𝑐). Cependant, on peut considérer que
la poutre se comporte élastiquement. Car les déformations du béton comprimé sont toujours
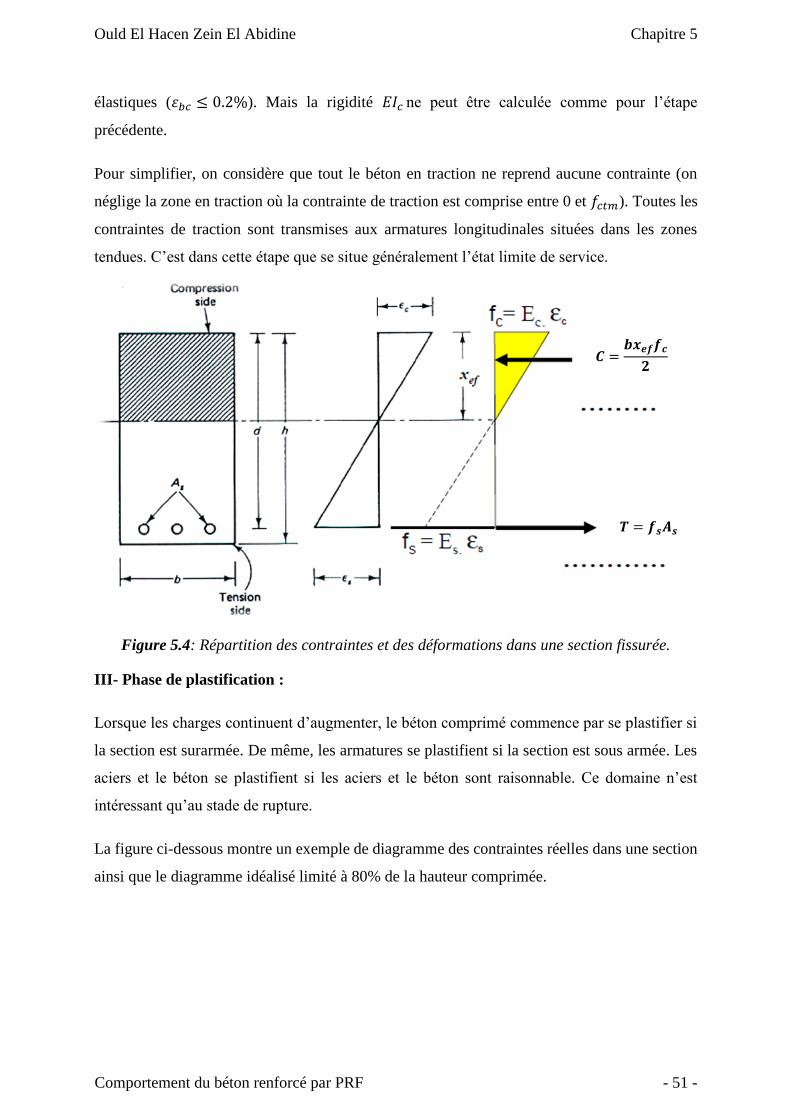
Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 51 -
élastiques (𝜀𝑏𝑐 ≤ 0.2%). Mais la rigidité 𝐸𝐼𝑐 ne peut être calculée comme pour l’étape
précédente.
Pour simplifier, on considère que tout le béton en traction ne reprend aucune contrainte (on
néglige la zone en traction où la contrainte de traction est comprise entre 0 et 𝑓𝑐𝑡𝑚). Toutes les
contraintes de traction sont transmises aux armatures longitudinales situées dans les zones
tendues. C’est dans cette étape que se situe généralement l’état limite de service.
Figure 5.4: Répartition des contraintes et des déformations dans une section fissurée.
III- Phase de plastification :
Lorsque les charges continuent d’augmenter, le béton comprimé commence par se plastifier si
la section est surarmée. De même, les armatures se plastifient si la section est sous armée. Les
aciers et le béton se plastifient si les aciers et le béton sont raisonnable. Ce domaine n’est
intéressant qu’au stade de rupture.
La figure ci-dessous montre un exemple de diagramme des contraintes réelles dans une section
ainsi que le diagramme idéalisé limité à 80% de la hauteur comprimée.
𝑪 =𝒃𝒙𝒆𝒇𝒇𝒄
𝟐
𝑻 = 𝒇𝒔𝑨𝒔
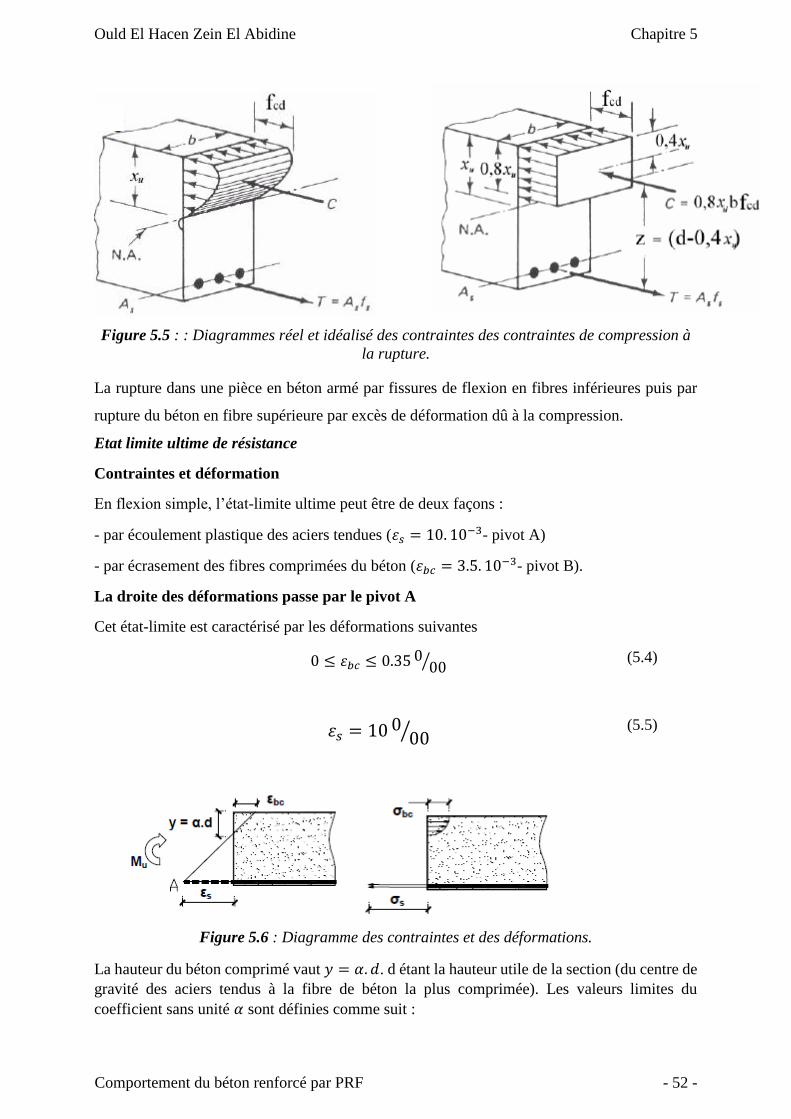
Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 52 -
Figure 5.5 : : Diagrammes réel et idéalisé des contraintes des contraintes de compression à
la rupture.
La rupture dans une pièce en béton armé par fissures de flexion en fibres inférieures puis par
rupture du béton en fibre supérieure par excès de déformation dû à la compression.
Etat limite ultime de résistance
Contraintes et déformation
En flexion simple, l’état-limite ultime peut être de deux façons :
- par écoulement plastique des aciers tendues (𝜀𝑠 = 10. 10−3- pivot A)
- par écrasement des fibres comprimées du béton (𝜀𝑏𝑐 = 3.5. 10−3- pivot B).
La droite des déformations passe par le pivot A
Cet état-limite est caractérisé par les déformations suivantes
0 ≤ 𝜀𝑏𝑐 ≤ 0.35 000⁄ (5.4)
𝜀𝑠 = 10 000⁄ (5.5)
Figure 5.6 : Diagramme des contraintes et des déformations.
La hauteur du béton comprimé vaut 𝑦 = 𝛼. 𝑑. d étant la hauteur utile de la section (du centre de
gravité des aciers tendus à la fibre de béton la plus comprimée). Les valeurs limites du
coefficient sans unité 𝛼 sont définies comme suit :

Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 53 -
𝜀𝑏𝑐 = 0 ⇒ 𝛼 = 0 ⇒ 𝑦 = 𝑑
(5.5)
𝜀𝑏𝑐 = 3.5 0
00⁄ ⇒𝛼𝑑
(1 − 𝛼𝑑)=
0.0035
0.01⇒ 𝛼 = 0.259
(5.6)
D’où :
0 ≤ 𝛼 ≤ 0.259 (5.7)
Si le béton est faiblement sollicité, il supporte des raccourcissement relatifs 𝜀𝑏𝑐 faibles et
inférieurs à 2.10−3 . Le coefficient 𝛼 est aussi faible.
Les contraintes de compression du béton sont déterminées à partir du diagramme de calcul du
béton (voir figure).
0 ≤ 𝜀𝑏𝑐 ≤ 2 000⁄ 𝜎𝑏𝑐 = 0.25𝑓𝑏𝑐. 103. 𝜀𝑏𝑐(4 − 103. 𝜀𝑏𝑐) (5.8)
2 000⁄ ≤ 𝜀𝑏𝑐 ≤ 3.5 0
00⁄ 𝜎𝑏𝑐 = 𝑓𝑏𝑢 (5.9)
𝑓𝑏𝑢 =
0.85𝑓𝑐𝑗
𝜃𝛾𝑏
(5.10)
L’acier subit un allongement relatif de 10.10−3, donc sa contrainte de traction vaut :
𝜎𝑠 =
𝑓𝑒
𝛾𝑠
(5.11)
Si 𝜀𝑏𝑐 ≤ 2 000⁄ 𝑑𝑜𝑛𝑐 𝛼 ≤ 0.167 𝑒𝑡 𝜎𝑏𝑐 < 𝑓𝑏𝑢, le béton travaille mal : la section est
surdimensionnée en béton.
La droite des déformations passe par le pivot B
Cet état ultime est caractérisé par les déformations suivantes
0 ≤ 𝜀𝑠 ≤ 10 000⁄ (5.12)
𝜀𝑏𝑐 = 3.5 000⁄ (5.13)

Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 54 -
Figure 5.7 : : Diagramme des contraintes et des déformations
Les valeurs limites du coefficient sans unité 𝛼 sont déterminées comme suit :
𝜀𝑠 = 0 ⇒ 𝛼 = 1
(5.14)
𝜀𝑠 = 10 0
00⁄ ⇒ 𝛼 = 0.259 (5.15)
0.259 ≤ 𝛼 ≤ 1 (5.16)
La contrainte dans la fibre la plus comprimée du béton 𝜎𝑏𝑐 vaut 𝑓𝑏𝑢 et varie paraboliquement
de l’axe neutre sur une hauteur égale à 4𝛼𝑑/7 puis de façon uniforme jusqu’à la fibre
supérieure.
Si 𝜀𝑏𝑐 = 3.5 000⁄ 𝑒𝑡 𝜀𝑠𝑒 = 𝜀𝑠, 𝛼 =
3.5
(3.5+𝜀𝑠𝑒); 𝜀𝑠𝑒 =
𝑓𝑒
𝛾𝑠𝐸𝑠 étant la déformation relative
maximum des aciers.
Si 𝛼 > 𝛼𝑙𝑖𝑚, 𝜀𝑠 < 𝜀𝑏𝑐, 𝜎𝑠 <𝑓𝑠
𝛾𝑠 : les aciers travaillent insuffisamment et il faut donc de
grandes sections d’armatures.
Equations d’équilibre d’une section :
Les équations d’équilibre s’obtiennent en écrivant que la somme des résultantes des contraintes
est nulle et que la somme des moments de ces résultantes (exprimés par rapport à 𝐴𝑠) équilibre
le moment extérieur 𝑀𝑢. Le pivot étant supposé on peut déterminer 𝜎𝑠 𝑜𝑢 𝜎𝑏𝑐.

Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 55 -
Figure 5.8 : Diagramme des déformations et des contrainte d’une section quelconque.
La résultante des efforts de compression dans le béton comprimé s’écrit :
𝑁𝑏𝑐 = ∫ 𝜎𝑏𝑐(𝑦)𝑏(𝑦)𝑑𝑦
𝛼𝑑
0
(5.17)
La résultante des efforts de compression qui s’exerce sur le centre de gravité des aciers
comprimés est :
𝐹𝑠𝑐 = 𝐴′𝑠𝜎𝑠𝑐(𝜀𝑠𝑐) (5.18)
La résultante des efforts de traction qui s’exerce sur le centre de gravité des aciers tendus
s’écrit :
𝐹𝑠 = 𝐴𝑠𝜎𝑠(𝜀𝑠) (5.19)
L’équilibre des résultantes des contraintes s’écrit :
𝑁𝑏𝑐 + 𝐹𝑠𝑐 + 𝐹𝑠 = 0 (5.20)
La somme des moments des résultantes des contraintes par rapport au centre de gravité des
aciers tendus d’écrit :
𝑀𝑢 = 𝑍. 𝑁𝑏𝑐 + (𝑑 − 𝑑′). 𝐴′𝑠. 𝜎𝑠𝑐 (5.21)

Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 56 -
5.1.2.2 Propriétés des composites
Un matériau composite est, comme décrit précédemment dans ce travail est l’alliage d’un
renfort et d’une matrice. Les matériaux composites étudiés sont des PRF (polymères renforcés
de fibres).
Un PRF est un matériau fortement orthotrope dont les caractéristiques dépendent des
caractéristiques, de l’orientation et de la proportion en volume des fibres 𝑉𝑓 et de la matrice 𝑉𝑚.
Ces termes sont donnés par les équations suivantes :
𝑉𝑓 =
𝑣𝑓
𝑣 𝑒𝑡 𝑉𝑚 =
𝑣𝑚
𝑣
(5.22)
𝑉𝑓 + 𝑉𝑚 = 1 𝑝𝑢𝑖𝑠𝑞𝑢𝑒 𝑣𝑓 + 𝑣𝑚 = 𝑣 (5.23)
Avec :
𝑉𝑓 ∶ 𝑝𝑟𝑜𝑝𝑜𝑟𝑡𝑖𝑜𝑛 𝑒𝑛 𝑣𝑜𝑙𝑢𝑚𝑒 𝑑𝑒𝑠 𝑓𝑖𝑏𝑟𝑒𝑠.
𝑉𝑚 ∶ 𝑝𝑟𝑜𝑝𝑜𝑟𝑡𝑖𝑜𝑛 𝑒𝑛 𝑣𝑜𝑙𝑢𝑚𝑒 𝑑𝑒 𝑙𝑎 𝑚𝑎𝑡𝑟𝑖𝑐𝑒.
𝑣𝑓 ∶ 𝑣𝑜𝑙𝑢𝑚𝑒 𝑑𝑒𝑠 𝑓𝑖𝑏𝑟𝑒𝑠.
𝑣𝑚 ∶ 𝑣𝑜𝑙𝑢𝑚𝑒 𝑑𝑒 𝑙𝑎 𝑚𝑎𝑡𝑟𝑖𝑐𝑒.
𝑣 ∶ 𝑣𝑜𝑙𝑢𝑚𝑒 𝑡𝑜𝑡𝑎𝑙 𝑑𝑢 𝑐𝑜𝑚𝑝𝑜𝑠𝑖𝑡𝑒.
On peut calculer les contraintes reprises, à la fois par les fibres et par la matrice d’un composite
unidirectionnel soumis à une force de traction dans le sens des fibres, en supposant qu’il n’y a
pas de glissement relatif entre les fibres et la matrice :
𝜀𝑓 = 𝜀𝑚 = 𝜀𝑓𝑟𝑝 (5.24)

Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 57 -
Les forces dans les fibres et dans la matrice sont données par les relations suivantes :
𝑃𝑓 = 𝜎𝑓 . 𝐴𝑓 = 𝐸𝑓 . 𝜀𝑓 . 𝐴𝑓 (5.25)
𝑃𝑚 = 𝜎𝑚. 𝐴𝑚 = 𝐸𝑚. 𝜀𝑚. 𝐴𝑚 (5.26)
La force totale dans le composite :
𝑃𝑝𝑟𝑓 = 𝑃𝑓 + 𝑃𝑚 (5.27)
La contrainte dans le composite est donnée par :
𝜎𝑓𝑟𝑝 = 𝜎𝑓 . 𝑉𝑓 + 𝜎𝑚. 𝑉𝑚 (5.28)
Et le module de Young de l’ensemble peut être exprimé de la façon suivante :
𝐸𝑓𝑟𝑝 = 𝐸𝑓 . 𝑉𝑓 + 𝐸𝑚. 𝑉𝑚 (5.29)
Les fibres ont un comportement linéaire élastique, ce qui n’est pas tout à fait le cas pour la
matrice. Si l’on effectue une analyse des contraintes en supposant la linéarité ou la non linéarité
de la matrice, on obtient l’un des deux diagrammes suivants :
Figure 5.9 : Diagramme contrainte déformation du composite dans les deux considérations
élastique et plastique de la matrice.

Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 58 -
Théorie des laminés
L’étude des stratifiés nécessite la connaissance d’autres caractéristiques du composite, soit le
module de cisaillement 𝐺𝑙𝑡et les coefficients de Poisson (𝑣𝑙𝑡 𝑒𝑡 𝑣𝑡𝑙). Les modules de rigidité
longitudinaux et transversaux sont ceux décrits précédemment. En représentent le module de
rigidité dans le sens des fibres par 𝐸𝑙, et le module de rigidité transversal par 𝐸𝑇 , l’équation
suivante relie les coefficients de Poisson et la rigidité.
𝑣𝐿𝑇 . 𝐸𝑇 = 𝑣𝑇𝐿 . 𝐸𝐿 (5.30)
Figure 5.10 : paramètres spécifique des laminés.
Lorsque les forces se trouvent dans les axes principaux du matériau composite, on emploie les
équations suivantes pour décrire le comportement :
{
𝜎𝐿
𝜎𝑇
𝜏𝐿𝑇
} = [𝑄11 𝑄12 0𝑄21 𝑄22 0
0 0 2𝑄66
] {
𝜀𝐿
𝜀𝑇𝛾𝐿𝑇
2⁄}
(5.31)
Avec :
𝑄11 =
𝐸𝐿
1 − 𝑣𝐿𝑇 . 𝑣𝑇𝐿
(5.32)
𝑄22 =
𝐸𝑇
1 − 𝑣𝐿𝑇 . 𝑣𝑇𝐿
(5.33)
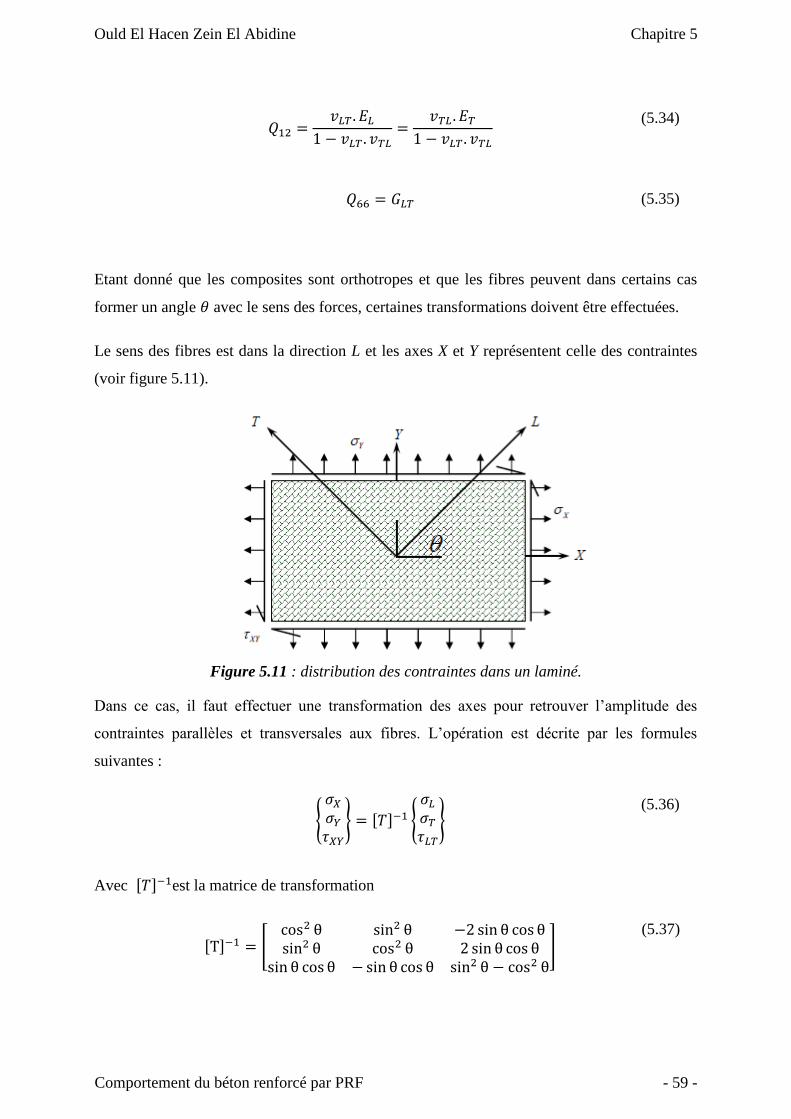
Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 59 -
𝑄12 =
𝑣𝐿𝑇 . 𝐸𝐿
1 − 𝑣𝐿𝑇 . 𝑣𝑇𝐿=
𝑣𝑇𝐿 . 𝐸𝑇
1 − 𝑣𝐿𝑇 . 𝑣𝑇𝐿
(5.34)
𝑄66 = 𝐺𝐿𝑇 (5.35)
Etant donné que les composites sont orthotropes et que les fibres peuvent dans certains cas
former un angle 𝜃 avec le sens des forces, certaines transformations doivent être effectuées.
Le sens des fibres est dans la direction L et les axes X et Y représentent celle des contraintes
(voir figure 5.11).
Figure 5.11 : distribution des contraintes dans un laminé.
Dans ce cas, il faut effectuer une transformation des axes pour retrouver l’amplitude des
contraintes parallèles et transversales aux fibres. L’opération est décrite par les formules
suivantes :
{
𝜎𝑋
𝜎𝑌
𝜏𝑋𝑌
} = [𝑇]−1 {
𝜎𝐿
𝜎𝑇
𝜏𝐿𝑇
} (5.36)
Avec [𝑇]−1est la matrice de transformation
[T]−1 = [cos2 θ sin2 θ −2 sin θ cos θsin2 θ cos2 θ 2 sin θ cos θ
sin θ cos θ − sin θ cos θ sin2 θ − cos2 θ
] (5.37)

Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 60 -
{
𝜎𝑋
𝜎𝑌
𝜏𝑋𝑌
} = [𝑇]−1 [𝑄11 𝑄12 0𝑄21 𝑄22 0
0 0 2𝑄66
] [𝑇] {
𝜀𝐿
𝜀𝑇𝛾𝐿𝑇
2⁄}
(5.38)
= [
𝑄11 𝑄12
0
𝑄21 𝑄22
0
0 0 2𝑄66
] {
𝜀𝐿
𝜀𝑇𝛾𝐿𝑇
2⁄}
(5.39)
Lorsque des contraintes se retrouvent dans les différentes directions en même temps, les critères
de rupture sont plus nombreux. La première théorie sur ce sujet est celle des contraintes
maximales où les inégalités suivantes doivent être respectées :
{
𝜎𝐿 < 𝜎𝐿𝑢
𝜎𝑇 < 𝜎𝑇𝑢
𝜏𝑇𝐿 < 𝜏𝑇𝐿𝑢
Pour des contraintes de traction
{𝜎𝐿 < 𝜎′𝐿𝑢
𝜎𝑇 < 𝜎′𝑇𝑢Pour des contraintes de compression
Afin d’éviter la rupture du matériau, le critère des déformations maximales doit aussi être
vérifié :
{
𝜀𝐿 < 𝜀𝐿𝑢
𝜀𝑇 < 𝜀𝑇𝑢
𝛾𝑇𝐿 < 𝛾𝑇𝐿𝑢
Pour des contraintes de traction
{𝜀𝐿 < 𝜀′𝐿𝑢
𝜀𝑇 < 𝜀′𝑇𝑢Pour des contraintes de compression
Un autre critère de rupture mis au point par Tsai-Hill et tenant compte de l’interaction entre les
contraintes, qui s’écrit :
(𝜎𝐿
𝜎𝐿𝑢)
2
− (𝜎𝐿
𝜎𝐿𝑢)
2
. (𝜎𝑇
𝑇𝑙𝑢)
2
+ (𝜎𝑇
𝜎𝑇𝑢)
2
+ (𝜏𝐿𝑇
𝜏𝐿𝑇𝑢)
2
< 1 (5.10)
D’autres critères ont également été développés, mais ceux de contraintes, de déformation et de
Tsai-Hill demeurent les plus utilisés.
5.1.3 Analyse d’une section fléchie en béton armé renforcée
La théorie de dimensionnement d’une poutre repose sur les hypothèses suivantes :
Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 61 -
- les sections planes restent planes après déformation,
- le comportement non-linéaire du béton est idéalisé par un bloc rectangulaire équivalent,
- l’acier d’armature est un matériau élastique parfaitement plastique.
Quatre conditions supplémentaires doivent être faites pour assurer un comportement ductile et
efficace de la poutre renforcée.
D’abord, les dimensions de la plaque sont telles que la charge ultime de la poutre devrait
correspondre à un écrasement du béton en compression après plastification des armatures
d’acier mais sans bris de la plaque de renforcement. En effet, si la section de la plaque est trop
petite le composite se rompt brutalement sans que le béton en compression n’ait atteint sa
déformation ultime et développé sa pleine capacité. Par contre, si le pourcentage de
renforcement est trop élevé, les armatures d’acier ne se plastifient pas et la poutre cède par
écrasement du béton de façon fragile.
Deuxièmement, la longueur de développement de la plaque doit être suffisante pour reprendre
la tension maximale prévue dans le composite. Si la longueur disponible est plus petite que la
longueur minimale requise, le décollement de la plaque est inévitable sans ancrages.
Troisièmement, les effets de décollement de la plaque pouvant causer la rupture prématurée
de la poutre sont supposés empêchés par un système d’ancrages efficace, tel que les ancrages
en U.
Enfin, Le glissement à l’interface poutre-composite, difficile à prédire, est considéré comme
négligeable et l’action du renforcement est totale.
Les étapes suivantes sont proposées pour dimensionner une poutre à renforcer afin que le
moment résistant soit plus grand que le moment appliqué.
Enfin, Le glissement à l’interface poutre-composite, difficile à prédire, est considéré comme
négligeable et l’action du renforcement est totale.
Les étapes suivantes sont proposées pour dimensionner une poutre à renforcer afin que le
moment résistant soit plus grand que le moment appliqué :
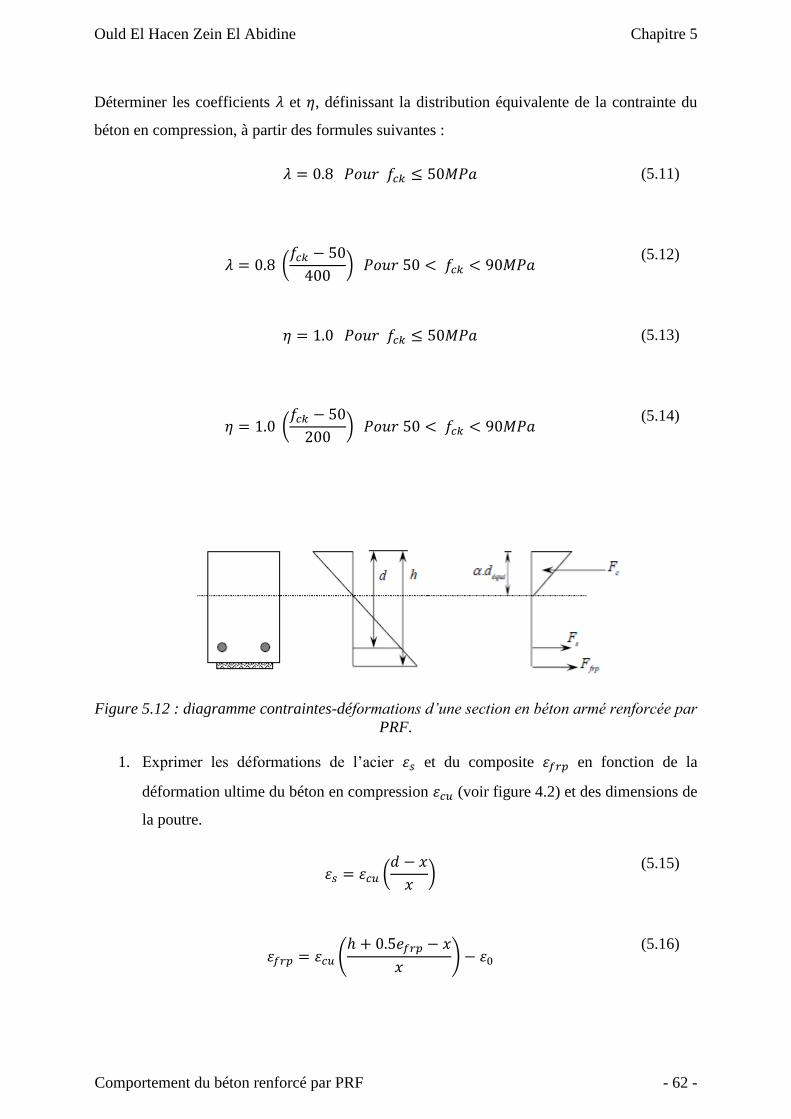
Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 62 -
Déterminer les coefficients 𝜆 et 𝜂, définissant la distribution équivalente de la contrainte du
béton en compression, à partir des formules suivantes :
𝜆 = 0.8 𝑃𝑜𝑢𝑟 𝑓𝑐𝑘 ≤ 50𝑀𝑃𝑎 (5.11)
𝜆 = 0.8 (
𝑓𝑐𝑘 − 50
400) 𝑃𝑜𝑢𝑟 50 < 𝑓𝑐𝑘 < 90𝑀𝑃𝑎
(5.12)
𝜂 = 1.0 𝑃𝑜𝑢𝑟 𝑓𝑐𝑘 ≤ 50𝑀𝑃𝑎 (5.13)
𝜂 = 1.0 (
𝑓𝑐𝑘 − 50
200) 𝑃𝑜𝑢𝑟 50 < 𝑓𝑐𝑘 < 90𝑀𝑃𝑎
(5.14)
Figure 5.12 : diagramme contraintes-déformations d’une section en béton armé renforcée par
PRF.
1. Exprimer les déformations de l’acier 𝜀𝑠 et du composite 𝜀𝑓𝑟𝑝 en fonction de la
déformation ultime du béton en compression 𝜀𝑐𝑢 (voir figure 4.2) et des dimensions de
la poutre.
𝜀𝑠 = 𝜀𝑐𝑢 (
𝑑 − 𝑥
𝑥)
(5.15)
𝜀𝑓𝑟𝑝 = 𝜀𝑐𝑢 (ℎ + 0.5𝑒𝑓𝑟𝑝 − 𝑥
𝑥) − 𝜀0
(5.16)
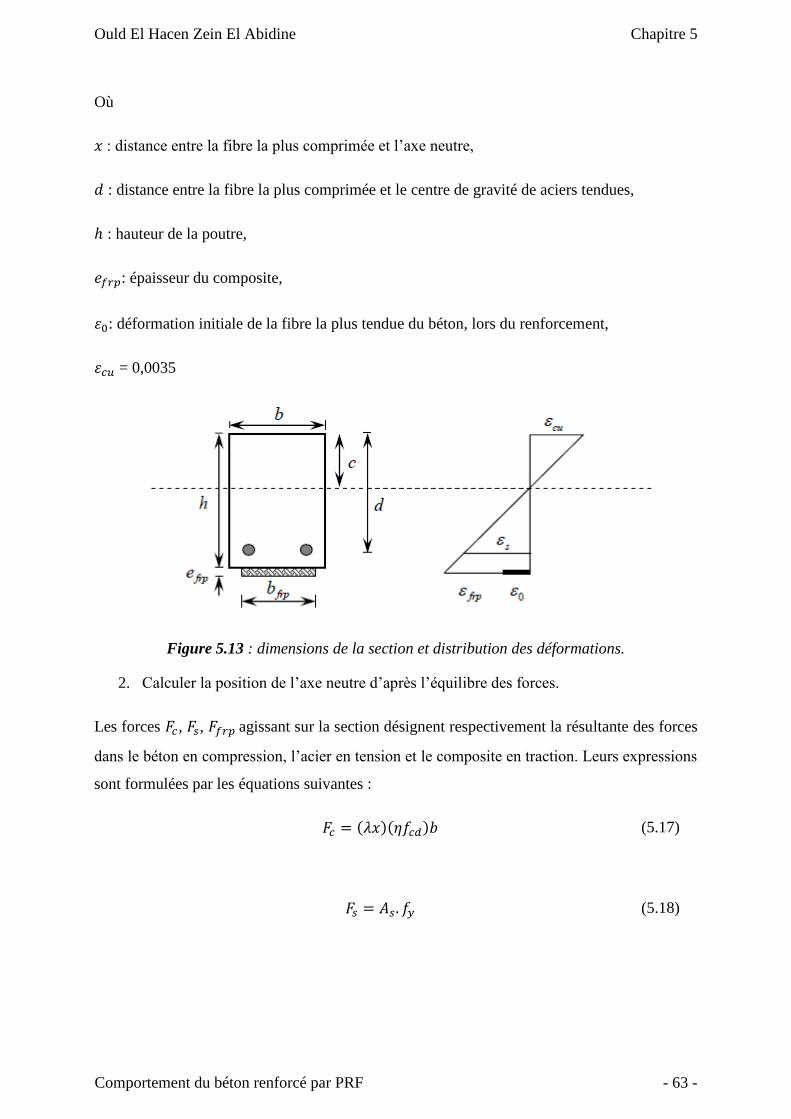
Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 63 -
Où
𝑥 : distance entre la fibre la plus comprimée et l’axe neutre,
𝑑 : distance entre la fibre la plus comprimée et le centre de gravité de aciers tendues,
ℎ : hauteur de la poutre,
𝑒𝑓𝑟𝑝: épaisseur du composite,
𝜀0: déformation initiale de la fibre la plus tendue du béton, lors du renforcement,
𝜀𝑐𝑢 = 0,0035
Figure 5.13 : dimensions de la section et distribution des déformations.
2. Calculer la position de l’axe neutre d’après l’équilibre des forces.
Les forces 𝐹𝑐, 𝐹𝑠, 𝐹𝑓𝑟𝑝 agissant sur la section désignent respectivement la résultante des forces
dans le béton en compression, l’acier en tension et le composite en traction. Leurs expressions
sont formulées par les équations suivantes :
𝐹𝑐 = (𝜆𝑥)(𝜂𝑓𝑐𝑑)𝑏 (5.17)
𝐹𝑠 = 𝐴𝑠. 𝑓𝑦 (5.18)
Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 64 -
𝐹𝑓𝑟𝑝 = 𝐸𝑓𝑟𝑝𝜀𝑓𝑟𝑝𝑒𝑓𝑟𝑝𝑏𝑓𝑟𝑝 (5.19)
𝐴 : aire de la section d’acier,
𝑏 : largeur de la poutre,
𝑏𝑓𝑟𝑝: largueur du composite
𝐸𝑓𝑟𝑝: module d’élasticité du composite,
𝑓𝑦: limite élastique de l’acier,
En substituant 𝜀𝑓𝑟𝑝 dans l’équation [4.10] par son expression en fonction de 𝜀𝑐𝑢 [4.6], on
obtient :
𝐹𝑓𝑟𝑝 = 𝐸𝑓𝑟𝑝. (𝜀𝑐𝑢 (ℎ + 0.5𝑒𝑓𝑟𝑝 − 𝑥
𝑥) − 𝜀0) 𝑒𝑓𝑟𝑝. 𝑏𝑓𝑟𝑝
(5.20)
L’équilibre des forces dans la section est défini comme :
𝐹𝑐 = 𝐹𝑠 + 𝐹𝑓𝑟𝑝 (5.21)
En substituant [5.47], [5.48], [5.50] dans [5.51], on obtient une équation du second degré
ayant pour seule inconnue 𝑥, la position de l’axe neutre :
(𝜆𝑥). (𝜂𝑓𝑐𝑑). 𝑏 = 𝐴𝑠. 𝑓𝑦 + 𝐸𝑓𝑟𝑝. (𝜀𝑐𝑢.ℎ + 0.5𝑒𝑓𝑟𝑝 − 𝑥
𝑥− 𝜀0) . 𝑒𝑓𝑟𝑝. 𝑏𝑓𝑟𝑝
(5.22)
En divisant les termes de l’équation [5.52] par 𝑏𝑑² et en regroupant les termes, on a
finalement :

Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 65 -
(𝜆). (𝜂𝑓𝑐𝑑). (𝑥
𝑑)
2
+ [𝜌𝑓𝑟𝑝. 𝐸𝑓𝑟𝑝(𝜀𝑐𝑢 + 𝜀0) − 𝜌𝑠. 𝑓𝑦]. (𝑥
𝑑)
− 𝜌𝑓𝑟𝑝𝐸𝑓𝑟𝑝 (𝜀𝑐𝑢.ℎ + 0.5𝑒𝑓𝑟𝑝
𝑑) = 0
(5.23)
Où :
𝜌𝑓𝑟𝑝 =𝑏𝑓𝑟𝑝. 𝑒𝑓𝑟𝑝
𝑏. 𝑑 ∶ 𝑝𝑜𝑢𝑟𝑐𝑒𝑛𝑡𝑎𝑔𝑒 𝑑𝑢 𝑐𝑜𝑚𝑝𝑜𝑠𝑖𝑡𝑒.
𝜌𝑠 =𝐴𝑠
𝑏. 𝑑 ∶ 𝑝𝑜𝑢𝑟𝑐𝑒𝑛𝑡𝑎𝑔𝑒 𝑑𝑒 𝑙′𝑎𝑐𝑖𝑒𝑟.
La résolution de l’équation [5.53] permet de déterminer, la position de l’axe neutre :
Posons d’abord A, B, C :
𝐴 = (𝜆𝜂𝑓𝑐𝑑) (5.24)
𝐵 = [𝜌𝑓𝑟𝑝. 𝐸𝑓𝑟𝑝(𝜀𝑐𝑢 + 𝜀0) − 𝜌𝑠. 𝑓𝑦] (5.25)
𝐶 = 𝜌𝑓𝑟𝑝𝐸𝑓𝑟𝑝 (𝜀𝑐𝑢.ℎ + 0.5𝑒𝑓𝑟𝑝
𝑑)
(5.26)
(𝑥
𝑑=
−𝐵 ± √𝐵2 − 4𝐴𝐶
2𝐴)
(5.27)
3. Calculer le moment résistant Mr de la poutre par équilibre des moments internes autour
de l’axe neutre :
𝑀𝑟 = 𝐹𝑐 (𝑥 −
𝑑𝑥
2) + 𝐹𝑠. (𝑑 − 𝑥) + 𝐹𝑓𝑟𝑝(ℎ + 0.5𝑒𝑓𝑟𝑝 − 𝑥)
(5.28)
En introduisant les équations [5.47], [5.48], [5.50] dans [5.58] on obtient l’expression de 𝑀𝑟
en fonction des pourcentages d’acier 𝜌𝑠 et de composite 𝜌𝑓𝑟𝑝 :
Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 66 -
𝑀𝑟 = 𝑏𝑑² [(𝜂𝑓𝑐𝑑). 𝜆. (1 −𝜆
2) . (
𝑥
𝑑)
2
+ 𝜌𝑠 . 𝑓𝑦. (1 −𝑥
𝑑) +
𝜌𝑓𝑟𝑝. 𝐸𝑓𝑟𝑝. (𝜀𝑐𝑢.ℎ+0.5𝑒𝑓𝑟𝑝−𝑥
𝑥− 𝜀0) . (
ℎ+0.5𝑒𝑓𝑟𝑝−𝑐
𝑑)]
(5.29)
Si le moment appliqué est plus grand que le moment résistant, il faut reprendre les calculs en
augmentant les dimensions de la section du composite.
5.1.4 Modes de rupture
Nous décrivons dans cette section les modes de rupture possibles en flexion d'une poutre en
béton armé renforcée d'une plaque en matériau composite. Nous nous contentons de présenter
une description des modes de rupture possibles, sans en donner une explication théorique.
Plastification de l'acier
Si la quantité de renforcement d'acier est assez faible pour permettre la plastification, les forces
vont continuer à s'emmagasiner dans le composite et le béton. Il peut alors s'en suivre une
rupture en tension du composite ou une rupture par compression du béton.
Rupture en tension de la plaque de composite (mode 1)
Ce mode de rupture se produit lorsque le pourcentage d’armature passive (𝜌𝑠 =𝐴𝑠
𝑏𝑑⁄ ) et le
pourcentage de composite (𝜌𝑝𝑟𝑓 =𝑏𝑓𝑟𝑝. 𝑒𝑓𝑟𝑝
𝑏𝑑⁄ ) sont tous deux faibles. La plastification des
armatures est dans ces cas suivie d'une rupture de la plaque de composite en tension et ce, avant
la rupture du béton en compression. La capacité du béton n'est alors pas utilisée au maximum.
Nous ne pouvons donc pas utiliser le bloc de contraintes. Cette rupture est fragile et n'est pas
suggérée en pratique. Afin de simplifier la compréhension, nous désignons ce mode de rupture
par le numéro I.
Rupture classique du béton en compression (mode II)
Si le pourcentage d'acier est assez faible et la quantité de composite ajoutée en renfort assez
grande pour utiliser toute la capacité en compression du béton, nous aurons la rupture du béton
lorsque les déformations des fibres extrêmes en compression auront atteint leur limite Ce mode
est semblable au mode de rupture habituel des poutres en béton armé. Nous désignons ce mode
par le numéro II.
Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 67 -
Rupture de cohésion dans la colle
La colle doit avoir une rigidité et une résistance suffisantes pour transférer la force de
cisaillement entre le composite et le béton, et une dureté assez élevée pour prévenir la rupture
fragile de la colle causée par la fissuration du. Avec les développements des résines au cours
des dernières années, ce problème a été résolu. Plusieurs types de colle ayant les propriétés
nécessaires sont aujourd'hui disponibles. Ce mode de rupture peut toutefois devenir un mode
de rupture secondaire dans le cas où la plaque en raison de l'ouverture de fissures.
Rupture de la colle à l'interface plaque-colle
Le lien à l'interface plaque/colle doit être assez fort pour transmettre les efforts de cisaillement
et ainsi rendre la plaque solidaire au béton. Bien entendu, cette interface existe seulement
lorsqu'une colle est utilisée pour joindre la plaque au béton. Ce mode de rupture peut devenir
un mode de rupture secondaire dans le cas où la plaque en raison de l'ouverture de fissures.
Rupture de la colle à l'interface béton-colle
De la même manière que pour l'interface plaque/colle, le Lien entre le béton et la colle (dans
notre cas la résine de la matrice) doit être assez fort. Pour améliorer l'adhérence de la colle au
béton, une préparation de la surface de collage doit être effectuée. Ce mode de rupture peut
devenir un mode de rupture secondaire dans le cas où la plaque en raison de l'ouverture de
fissures.
Rupture en compression du béton (mode III)
Lorsque les pourcentages d'armature passive et de composite sont élevés, le béton atteint sa
résistance en compression avant la plastification des armatures. Par analogie au béton armé
conventionnel, on qualifie ces poutres de sur armées. Nous désignons ce mode par le numéro
III.
5.2 Comportement des poteaux confinés par PRF
5.2.1 Introduction
Quand le béton est soumis à une charge de compression axiale, celui-ci se déforme latéralement,
cette déformation provoque au fur et à mesure que la charge augmente des micro fissures qui
se développent et se propagent en macro fissures jusqu'à la rupture du béton. Si le béton est
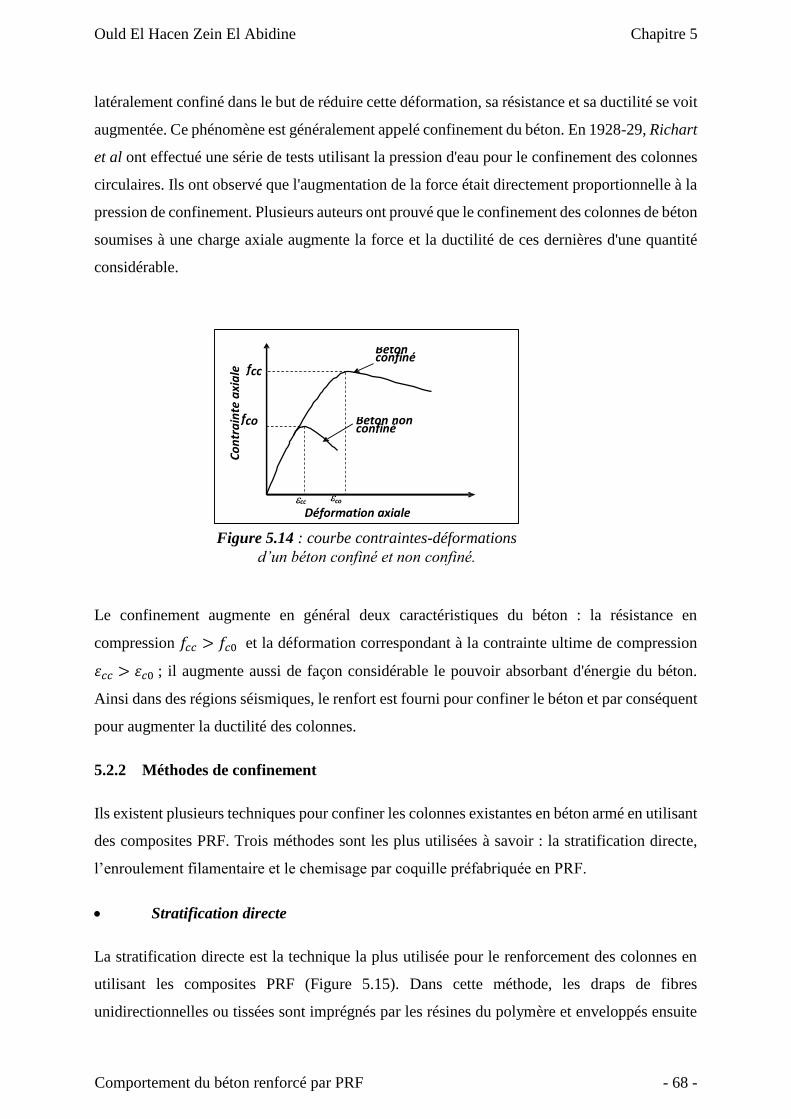
Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 68 -
latéralement confiné dans le but de réduire cette déformation, sa résistance et sa ductilité se voit
augmentée. Ce phénomène est généralement appelé confinement du béton. En 1928-29, Richart
et al ont effectué une série de tests utilisant la pression d'eau pour le confinement des colonnes
circulaires. Ils ont observé que l'augmentation de la force était directement proportionnelle à la
pression de confinement. Plusieurs auteurs ont prouvé que le confinement des colonnes de béton
soumises à une charge axiale augmente la force et la ductilité de ces dernières d'une quantité
considérable.
Le confinement augmente en général deux caractéristiques du béton : la résistance en
compression 𝑓𝑐𝑐 > 𝑓𝑐0 et la déformation correspondant à la contrainte ultime de compression
𝜀𝑐𝑐 > 𝜀𝑐0 ; il augmente aussi de façon considérable le pouvoir absorbant d'énergie du béton.
Ainsi dans des régions séismiques, le renfort est fourni pour confiner le béton et par conséquent
pour augmenter la ductilité des colonnes.
5.2.2 Méthodes de confinement
Ils existent plusieurs techniques pour confiner les colonnes existantes en béton armé en utilisant
des composites PRF. Trois méthodes sont les plus utilisées à savoir : la stratification directe,
l’enroulement filamentaire et le chemisage par coquille préfabriquée en PRF.
Stratification directe
La stratification directe est la technique la plus utilisée pour le renforcement des colonnes en
utilisant les composites PRF (Figure 5.15). Dans cette méthode, les draps de fibres
unidirectionnelles ou tissées sont imprégnés par les résines du polymère et enveloppés ensuite
Béton confiné
fcc
fco Béton non confiné
Déformation axiale
Co
ntr
ain
te a
xia
le
Figure 5.14 : courbe contraintes-déformations
d’un béton confiné et non confiné.
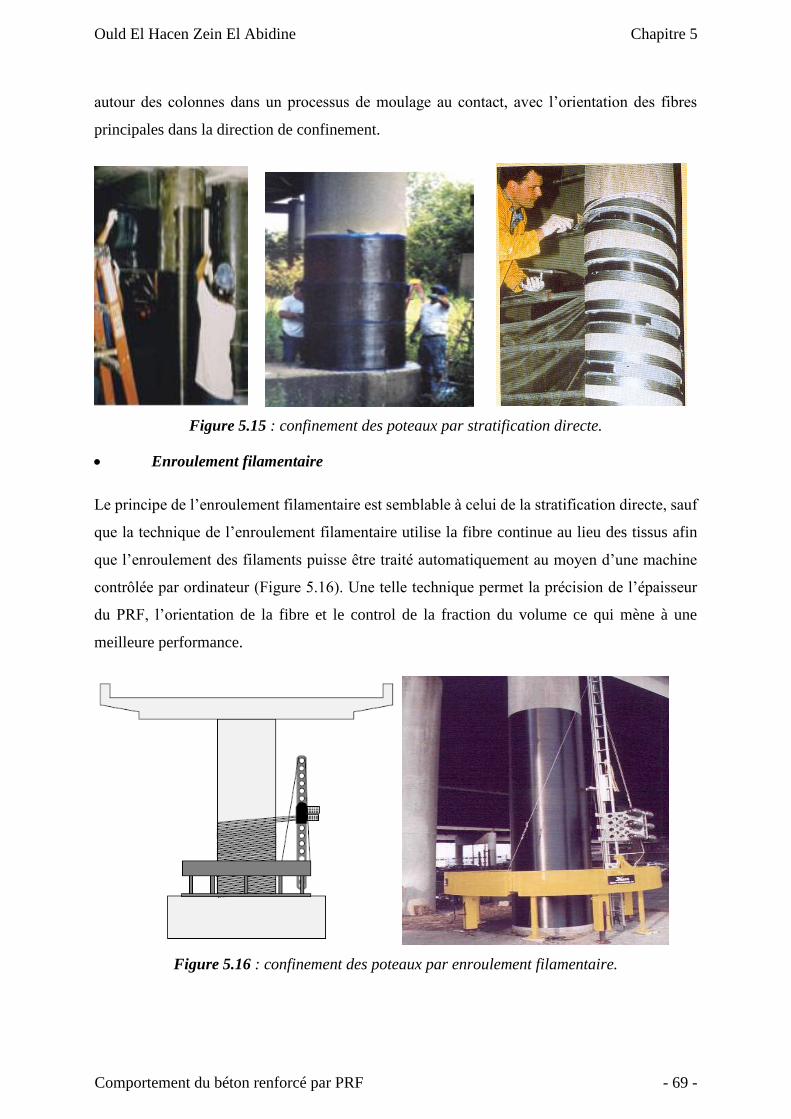
Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 69 -
autour des colonnes dans un processus de moulage au contact, avec l’orientation des fibres
principales dans la direction de confinement.
Figure 5.15 : confinement des poteaux par stratification directe.
Enroulement filamentaire
Le principe de l’enroulement filamentaire est semblable à celui de la stratification directe, sauf
que la technique de l’enroulement filamentaire utilise la fibre continue au lieu des tissus afin
que l’enroulement des filaments puisse être traité automatiquement au moyen d’une machine
contrôlée par ordinateur (Figure 5.16). Une telle technique permet la précision de l’épaisseur
du PRF, l’orientation de la fibre et le control de la fraction du volume ce qui mène à une
meilleure performance.
Figure 5.16 : confinement des poteaux par enroulement filamentaire.
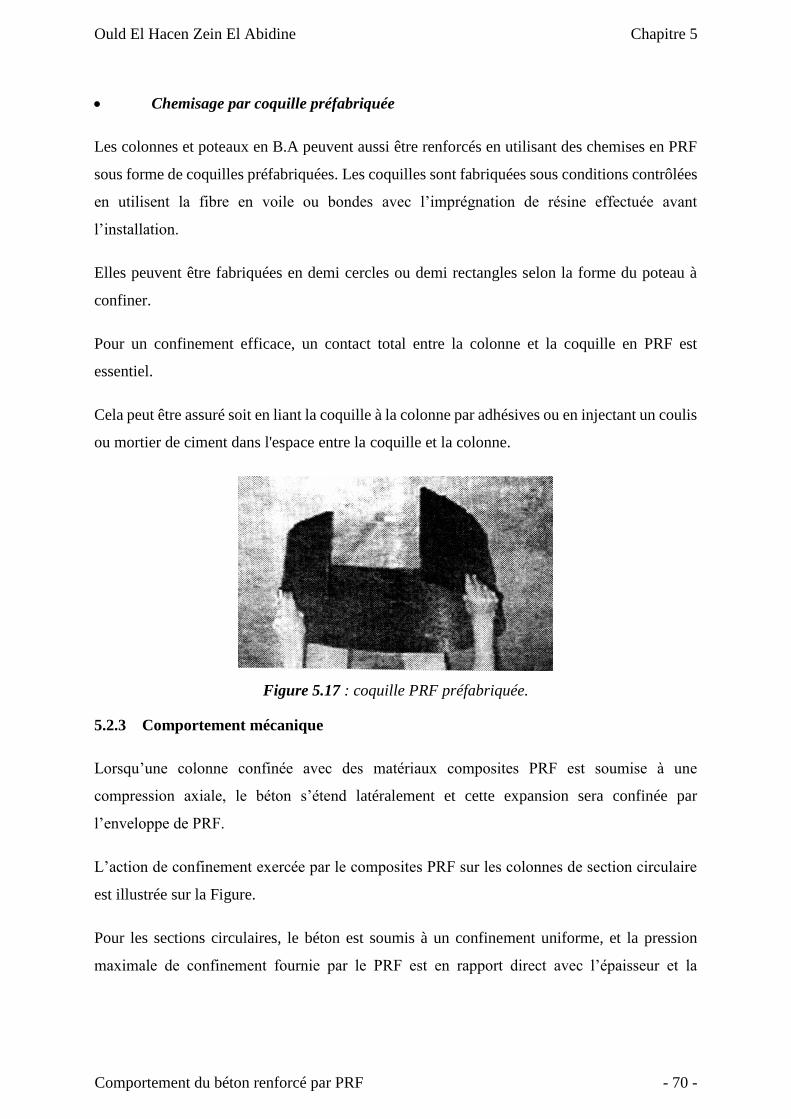
Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 70 -
Chemisage par coquille préfabriquée
Les colonnes et poteaux en B.A peuvent aussi être renforcés en utilisant des chemises en PRF
sous forme de coquilles préfabriquées. Les coquilles sont fabriquées sous conditions contrôlées
en utilisent la fibre en voile ou bondes avec l’imprégnation de résine effectuée avant
l’installation.
Elles peuvent être fabriquées en demi cercles ou demi rectangles selon la forme du poteau à
confiner.
Pour un confinement efficace, un contact total entre la colonne et la coquille en PRF est
essentiel.
Cela peut être assuré soit en liant la coquille à la colonne par adhésives ou en injectant un coulis
ou mortier de ciment dans l'espace entre la coquille et la colonne.
Figure 5.17 : coquille PRF préfabriquée.
5.2.3 Comportement mécanique
Lorsqu’une colonne confinée avec des matériaux composites PRF est soumise à une
compression axiale, le béton s’étend latéralement et cette expansion sera confinée par
l’enveloppe de PRF.
L’action de confinement exercée par le composites PRF sur les colonnes de section circulaire
est illustrée sur la Figure.
Pour les sections circulaires, le béton est soumis à un confinement uniforme, et la pression
maximale de confinement fournie par le PRF est en rapport direct avec l’épaisseur et la

Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 71 -
résistance du PRF ainsi que le diamètre de la section du béton confiné. Cette pression de
confinement se calcule pour les sections circulaires par la formule suivante :
𝑓𝑙 =
2𝑓𝑝𝑟𝑓𝑡𝑝𝑟𝑓
𝑑=
𝑓𝑝𝑟𝑓𝜌𝑝𝑟𝑓
2
(5.60)
Figure 5.18 : Action du confinement d’un composite PRF
Où 𝑓𝑙 est la pression de confinement latérale due au PRF, 𝑓𝑝𝑟𝑓 la résistance à la traction du
composite PRF (égale à 𝐸𝑝𝑟𝑓. 𝜀𝑝𝑟𝑓), 𝑡𝑝𝑟𝑓 l’épaisseur totale du PRF, d le diamètre de la section
du béton, 𝐸𝑝𝑟𝑓 le module d’élasticité du composite PRF, 𝜀𝑝𝑟𝑓 la déformation ultime de traction
du composite PRF et 𝜌𝑝𝑟𝑓 le rapport volumétrique du PRF donné par l’équation suivante (pour
une colonne entièrement enveloppée par PRF :
𝜌𝑝𝑟𝑓 =
𝜋𝑑𝑡𝑝𝑟𝑓
𝜋𝑑2/4=
4𝑡𝑝𝑟𝑓
𝑑
(5.61)
Dans le cadre de recherches expérimentales qui a pour but le développement de cette nouvelle
technique de confinement du béton, des résultats ont apporté une révélation prometteuse quant
à l’efficacité d’utilisation de ce procédé. Ainsi grâce à la conjugaison des performances
mécaniques des composites et celles du béton on a pu constater, de façon très nette, une
amélioration significative de la résistance et de la ductilité dans le comportement des structures
dans le Génie Civil. La plupart de ces recherches sur le confinement du béton se sont inspirées
du modèle de Richart et al. Ce modèle a été développé pour des cylindres soumis à une pression
hydrostatique avec une valeur de 𝐾1 = 4,1, ces chercheurs ont remarqué que la résistance en
compression du béton confiné 𝑓𝑐𝑐 augmentait en fonction de la pression appliquée. Pour cela,
ils ont proposé le modèle suivant :
𝑓𝑐𝑐 = 𝑓𝑐𝑜 + 𝑘1𝑓𝑙 (5.62)
𝑓𝑙

Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 72 -
𝜀𝑐𝑐 = 𝜀𝑐𝑜 (1 + 𝑘2
𝑓𝑐𝑐
𝑓𝑐𝑜)
(5.63)
𝑘2 = 5𝑘1 (5.64)
𝑘1 étant le coefficient d’efficacité du confinement. Plusieurs chercheurs ont proposé des valeurs
ou des formules empiriques pour le calcul du coefficient d’efficacité. Commençant par Richart
et al (1928) qui ont proposé une valeur de 𝐾1 = 4,1 ; ssatcioglu et al (1992) ont proposé que 𝐾1
est l’inverse du coefficient de poisson ;
Samaan et al (1998) a proposé la formule suivante pour le calcul de 𝐾1 :
𝐾1 = 6𝑓𝑙−0.3 (5.65)
Koksal (2006) a proposé la formule suivante :
𝐾1 = (4.07
𝑓𝑙
𝑓𝑐− 0.89 (
𝑓𝑙
𝑓𝑐)
2
+ 0.807) 𝑓𝑐
(5.66)
D’autres chercheurs ont recommandé des expressions pour le calcul de la résistance à la
compression des éléments en béton confiné par FRP :
Mander et al (1988) :
𝑓𝑐𝑐
𝑓𝑐𝑜= 2.254√1 + 7.94
𝑓𝑙
𝑓𝑐𝑜− 2
𝑓𝑙
𝑓𝑐𝑜− 1.254
(5.67)
Banzaid et al (2010) a proposé le modèle suivant :
𝑓𝑐𝑐
𝑓𝑐𝑜= 1 + 1.6
𝑓𝑙
𝑓𝑐𝑜
(5.68)
Pour valider ce modèle ils ont étudié une série de 30 éprouvettes (16× 32) de différentes
résistances à la compression : (26, 50 et 62 MPa) renforcées par 1 et 3 couches de PRFC. Ils
ont constaté une augmentation significative de la résistance et de la ductilité.
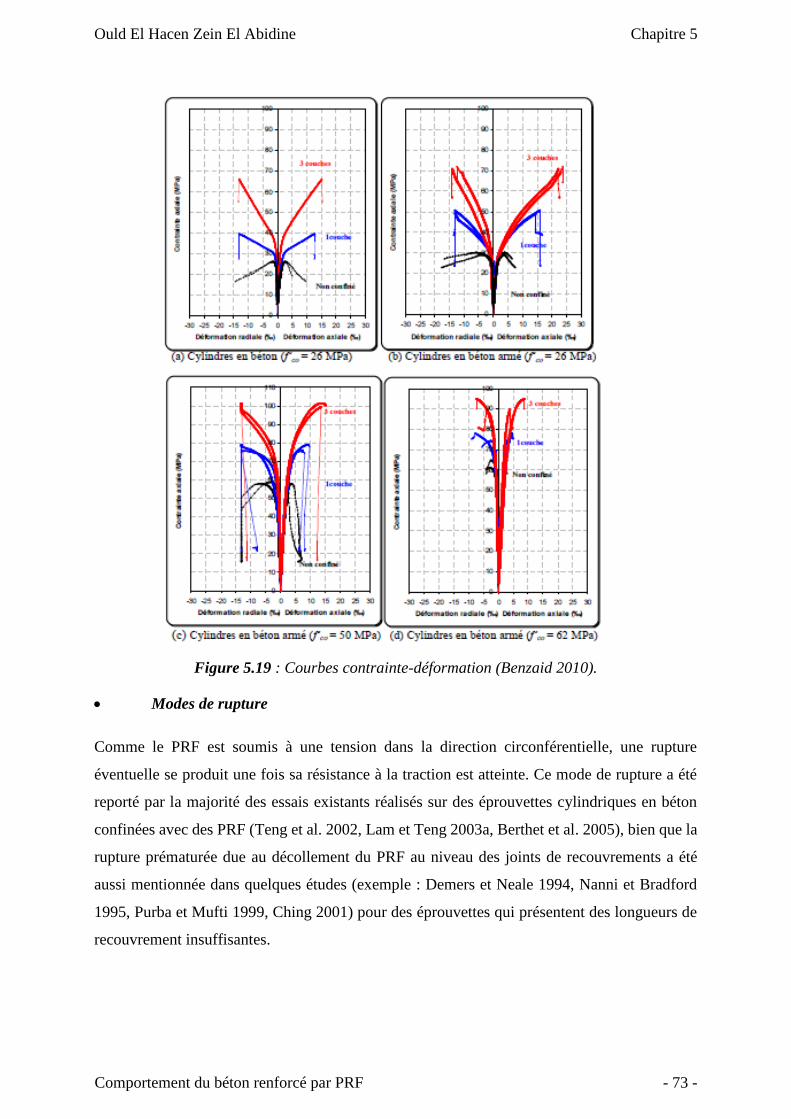
Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 73 -
Figure 5.19 : Courbes contrainte-déformation (Benzaid 2010).
Modes de rupture
Comme le PRF est soumis à une tension dans la direction circonférentielle, une rupture
éventuelle se produit une fois sa résistance à la traction est atteinte. Ce mode de rupture a été
reporté par la majorité des essais existants réalisés sur des éprouvettes cylindriques en béton
confinées avec des PRF (Teng et al. 2002, Lam et Teng 2003a, Berthet et al. 2005), bien que la
rupture prématurée due au décollement du PRF au niveau des joints de recouvrements a été
aussi mentionnée dans quelques études (exemple : Demers et Neale 1994, Nanni et Bradford
1995, Purba et Mufti 1999, Ching 2001) pour des éprouvettes qui présentent des longueurs de
recouvrement insuffisantes.
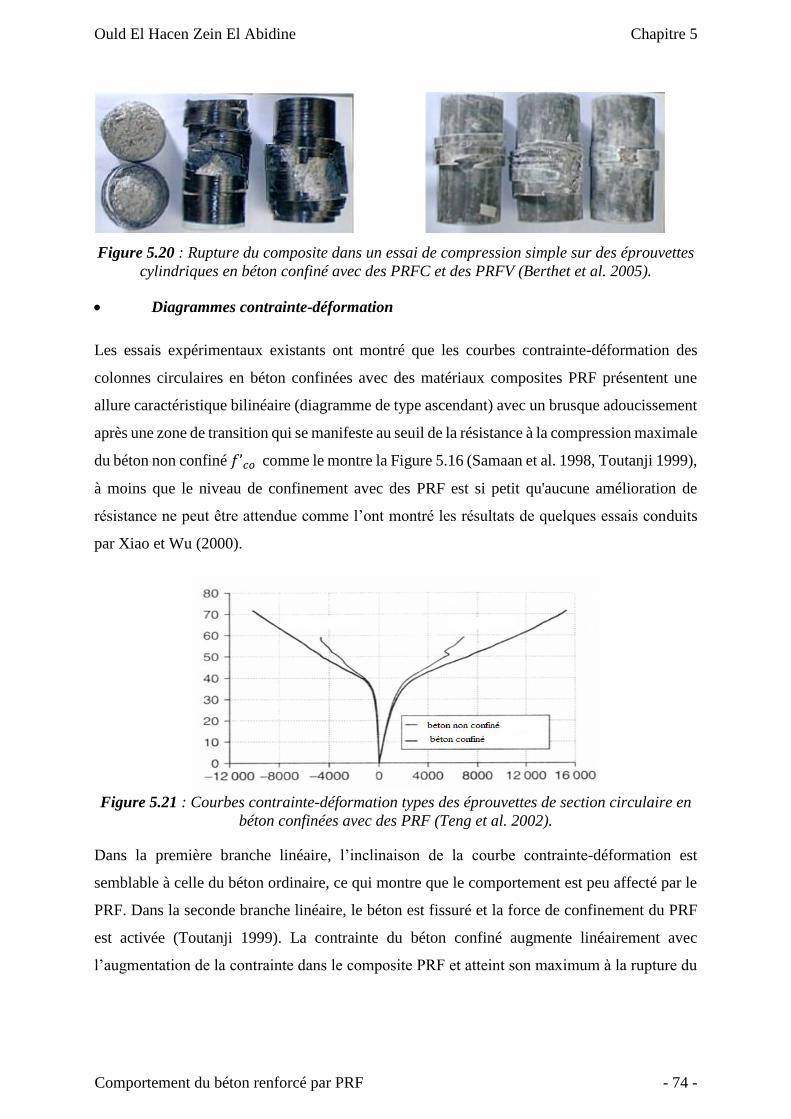
Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 74 -
Figure 5.20 : Rupture du composite dans un essai de compression simple sur des éprouvettes
cylindriques en béton confiné avec des PRFC et des PRFV (Berthet et al. 2005).
Diagrammes contrainte-déformation
Les essais expérimentaux existants ont montré que les courbes contrainte-déformation des
colonnes circulaires en béton confinées avec des matériaux composites PRF présentent une
allure caractéristique bilinéaire (diagramme de type ascendant) avec un brusque adoucissement
après une zone de transition qui se manifeste au seuil de la résistance à la compression maximale
du béton non confiné 𝑓’𝑐𝑜 comme le montre la Figure 5.16 (Samaan et al. 1998, Toutanji 1999),
à moins que le niveau de confinement avec des PRF est si petit qu'aucune amélioration de
résistance ne peut être attendue comme l’ont montré les résultats de quelques essais conduits
par Xiao et Wu (2000).
Figure 5.21 : Courbes contrainte-déformation types des éprouvettes de section circulaire en
béton confinées avec des PRF (Teng et al. 2002).
Dans la première branche linéaire, l’inclinaison de la courbe contrainte-déformation est
semblable à celle du béton ordinaire, ce qui montre que le comportement est peu affecté par le
PRF. Dans la seconde branche linéaire, le béton est fissuré et la force de confinement du PRF
est activée (Toutanji 1999). La contrainte du béton confiné augmente linéairement avec
l’augmentation de la contrainte dans le composite PRF et atteint son maximum à la rupture du
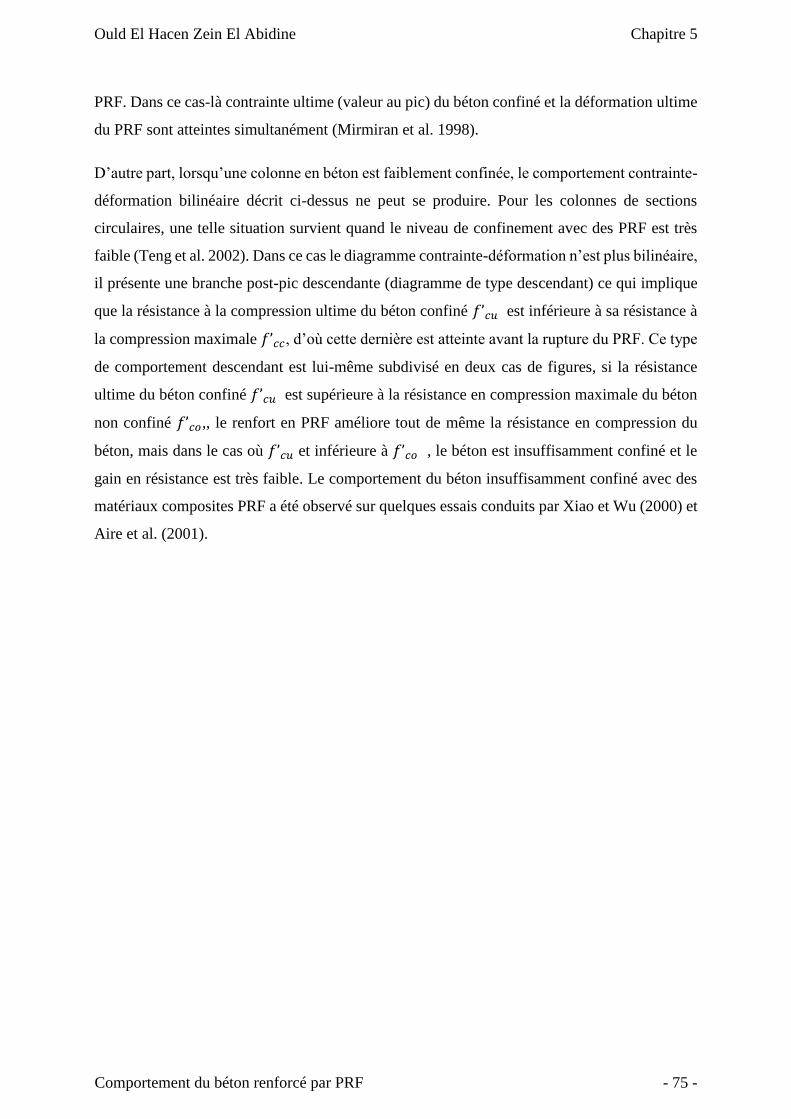
Ould El Hacen Zein El Abidine Chapitre 5
Comportement du béton renforcé par PRF - 75 -
PRF. Dans ce cas-là contrainte ultime (valeur au pic) du béton confiné et la déformation ultime
du PRF sont atteintes simultanément (Mirmiran et al. 1998).
D’autre part, lorsqu’une colonne en béton est faiblement confinée, le comportement contrainte-
déformation bilinéaire décrit ci-dessus ne peut se produire. Pour les colonnes de sections
circulaires, une telle situation survient quand le niveau de confinement avec des PRF est très
faible (Teng et al. 2002). Dans ce cas le diagramme contrainte-déformation n’est plus bilinéaire,
il présente une branche post-pic descendante (diagramme de type descendant) ce qui implique
que la résistance à la compression ultime du béton confiné 𝑓’𝑐𝑢 est inférieure à sa résistance à
la compression maximale 𝑓’𝑐𝑐, d’où cette dernière est atteinte avant la rupture du PRF. Ce type
de comportement descendant est lui-même subdivisé en deux cas de figures, si la résistance
ultime du béton confiné 𝑓’𝑐𝑢 est supérieure à la résistance en compression maximale du béton
non confiné 𝑓’𝑐𝑜,, le renfort en PRF améliore tout de même la résistance en compression du
béton, mais dans le cas où 𝑓’𝑐𝑢 et inférieure à 𝑓’𝑐𝑜 , le béton est insuffisamment confiné et le
gain en résistance est très faible. Le comportement du béton insuffisamment confiné avec des
matériaux composites PRF a été observé sur quelques essais conduits par Xiao et Wu (2000) et
Aire et al. (2001).
Chapitre 6 :
Programme expérimental
Ould El Hacen Zein El Abidine Chapitre 6
Programme expérimental - 78 -
6 PROGRAMME EXPERIMENTAL
6.1 Introduction
Ce chapitre présente le programme expérimental conduit sur des spécimens en béton non armé
renforcés par des fibres de verre immergées dans une résine polyester. Les différentes méthodes
d’investigation suivies ainsi que le programme des essais seront illustrés. Le dimensionnement
des spécimens avec les matériaux constitutifs : le composite et le béton sera exposé. Pour le
premier matériau, nous décrivons ses constituants et sa mise en œuvre conduite par nos soins
au niveau du laboratoire des matériaux à l’université de Tébessa. Pour le deuxième les
propriétés sont obtenues à partir de la bibliographie. La fabrication des éprouvettes,
l’instrumentation, le mode de chargement utilisé lors des essais sont également expliqués ainsi
que des précisions sur les détails du montage expérimental.
6.2 Programme des essais
Le programme expérimental se compose d’un total de 17 éprouvettes partagées en deux
groupes :
1. 12 éprouvettes prismatiques de (10 x 10 x 40) cm et
3 éprouvettes de référence.
3 éprouvettes renforcées de 1 bande de PRFV.
3 éprouvettes renforcées de 2 bandes de PRFV.
3 éprouvettes renforcées de 3 bandes de PRFV.
Les éprouvettes sont testées en flexion quatre points.
2. 5 éprouvettes cylindriques de (16 x 32).
2 éprouvettes de référence.
3 éprouvettes confinées d’une couche de PRFV.
Ces éprouvettes sont testées en compression simple.
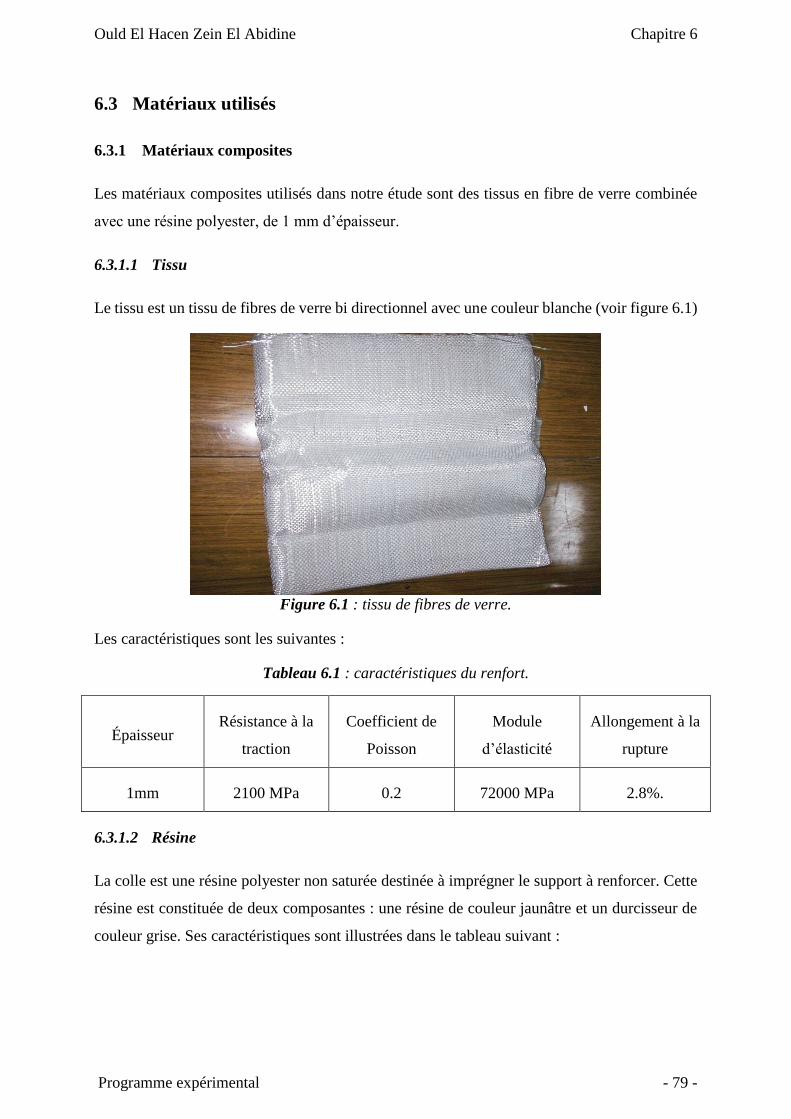
Ould El Hacen Zein El Abidine Chapitre 6
Programme expérimental - 79 -
6.3 Matériaux utilisés
6.3.1 Matériaux composites
Les matériaux composites utilisés dans notre étude sont des tissus en fibre de verre combinée
avec une résine polyester, de 1 mm d’épaisseur.
6.3.1.1 Tissu
Le tissu est un tissu de fibres de verre bi directionnel avec une couleur blanche (voir figure 6.1)
Figure 6.1 : tissu de fibres de verre.
Les caractéristiques sont les suivantes :
Tableau 6.1 : caractéristiques du renfort.
Épaisseur Résistance à la
traction
Coefficient de
Poisson
Module
d’élasticité
Allongement à la
rupture
1mm 2100 MPa 0.2 72000 MPa 2.8%.
6.3.1.2 Résine
La colle est une résine polyester non saturée destinée à imprégner le support à renforcer. Cette
résine est constituée de deux composantes : une résine de couleur jaunâtre et un durcisseur de
couleur grise. Ses caractéristiques sont illustrées dans le tableau suivant :
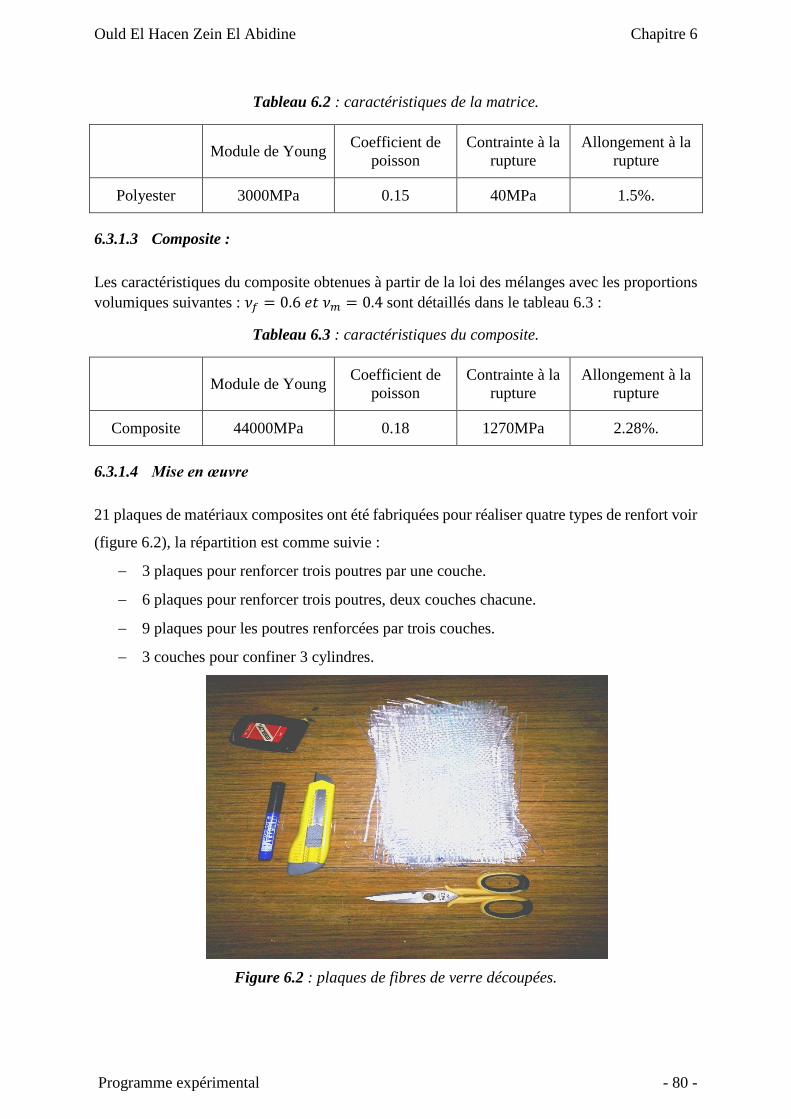
Ould El Hacen Zein El Abidine Chapitre 6
Programme expérimental - 80 -
Tableau 6.2 : caractéristiques de la matrice.
Module de Young Coefficient de
poisson
Contrainte à la
rupture
Allongement à la
rupture
Polyester 3000MPa 0.15 40MPa 1.5%.
6.3.1.3 Composite :
Les caractéristiques du composite obtenues à partir de la loi des mélanges avec les proportions
volumiques suivantes : 𝜈𝑓 = 0.6 𝑒𝑡 𝜈𝑚 = 0.4 sont détaillés dans le tableau 6.3 :
Tableau 6.3 : caractéristiques du composite.
Module de Young Coefficient de
poisson
Contrainte à la
rupture
Allongement à la
rupture
Composite 44000MPa 0.18 1270MPa 2.28%.
6.3.1.4 Mise en œuvre
21 plaques de matériaux composites ont été fabriquées pour réaliser quatre types de renfort voir
(figure 6.2), la répartition est comme suivie :
3 plaques pour renforcer trois poutres par une couche.
6 plaques pour renforcer trois poutres, deux couches chacune.
9 plaques pour les poutres renforcées par trois couches.
3 couches pour confiner 3 cylindres.
Figure 6.2 : plaques de fibres de verre découpées.

Ould El Hacen Zein El Abidine Chapitre 6
Programme expérimental - 81 -
Ces plaques ont été fabriquées à la température ambiante d'environ 25°C selon les étapes
suivantes :
1. Découpage du tissu selon les dimensions des poutres.
2. Mélange du durcisseur à l'intérieur de la résine jusqu'à obtention d'un mélange uniforme.
3. Dépôt d'une couche de résine sur la zone à renforcer de la poutre.
4. Application du tissu sur la résine.
5. Passage d'un rouleau rigide afin de faire pénétrer la résine entre les fibres de verre.
6. Application d'une couche de fermeture de colle.
7. Passage du rouleau rigide.
8. Durcissement à la température ambiante pendant 10 jours avant les essais mécaniques.
Pour les plaques de 2 et 3 couches de fibres, les étapes précédentes ont été répétées une et deux
fois de plus.
6.3.2 Composition du béton
La composition du béton utilisé pour préparer les éprouvettes est détaillé dans le tableau 6.4
Tableau 6.4 : composition du béton.
Ciment
(Kg/m3) E/C
Quantité
d’eau (L)
Proportion de
sable (L)
Proportion de
gravier (L)
350 0.54 190 400 800
6.3.2.1 Ciment
Le ciment utilisée est un ciment portland composé CPJ 45 classe 2 provenant de la cimenterie
d’Elma Labiod. La résistance mécanique assurée par le fabriquant est 42.5 MPa minimum.
6.3.2.2 Le sable
Le sable utilisé est un sable de dimensions 0/5 de la région de Oum-Aali. Le tableau 6.5
rassemble les résultats du tamisage.
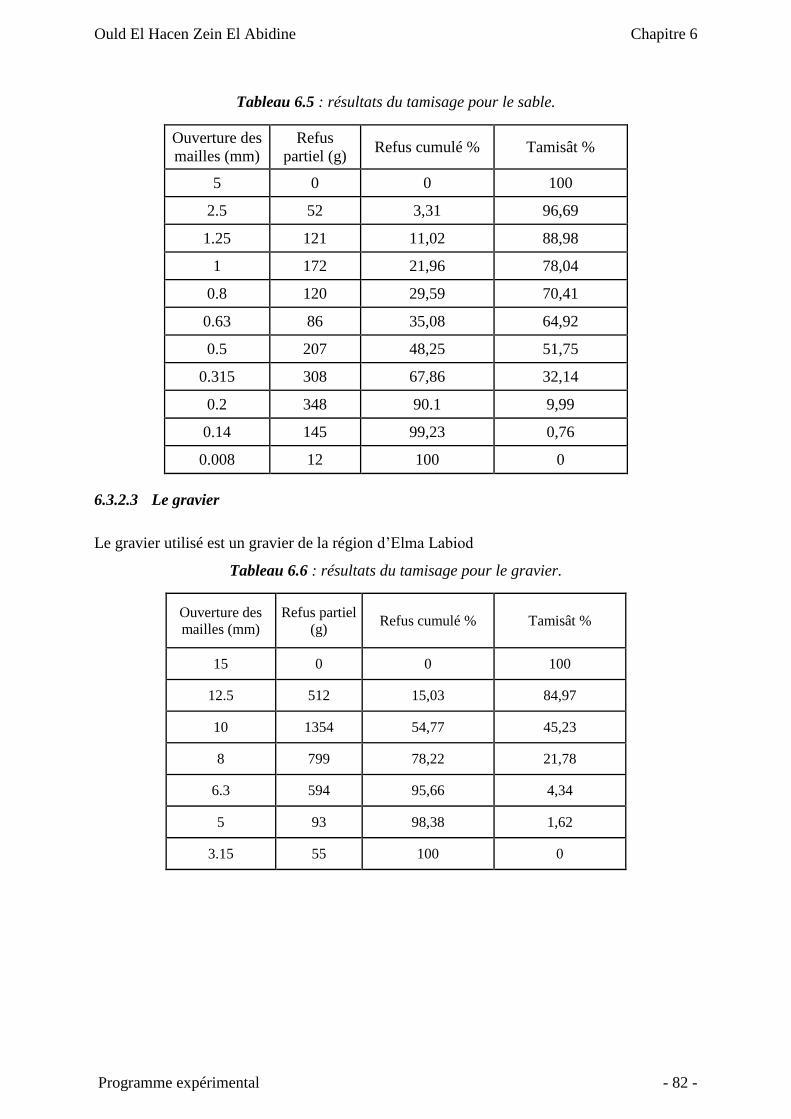
Ould El Hacen Zein El Abidine Chapitre 6
Programme expérimental - 82 -
Tableau 6.5 : résultats du tamisage pour le sable.
Ouverture des
mailles (mm)
Refus
partiel (g) Refus cumulé % Tamisât %
5 0 0 100
2.5 52 3,31 96,69
1.25 121 11,02 88,98
1 172 21,96 78,04
0.8 120 29,59 70,41
0.63 86 35,08 64,92
0.5 207 48,25 51,75
0.315 308 67,86 32,14
0.2 348 90.1 9,99
0.14 145 99,23 0,76
0.008 12 100 0
6.3.2.3 Le gravier
Le gravier utilisé est un gravier de la région d’Elma Labiod
Tableau 6.6 : résultats du tamisage pour le gravier.
Ouverture des
mailles (mm)
Refus partiel
(g) Refus cumulé % Tamisât %
15 0 0 100
12.5 512 15,03 84,97
10 1354 54,77 45,23
8 799 78,22 21,78
6.3 594 95,66 4,34
5 93 98,38 1,62
3.15 55 100 0
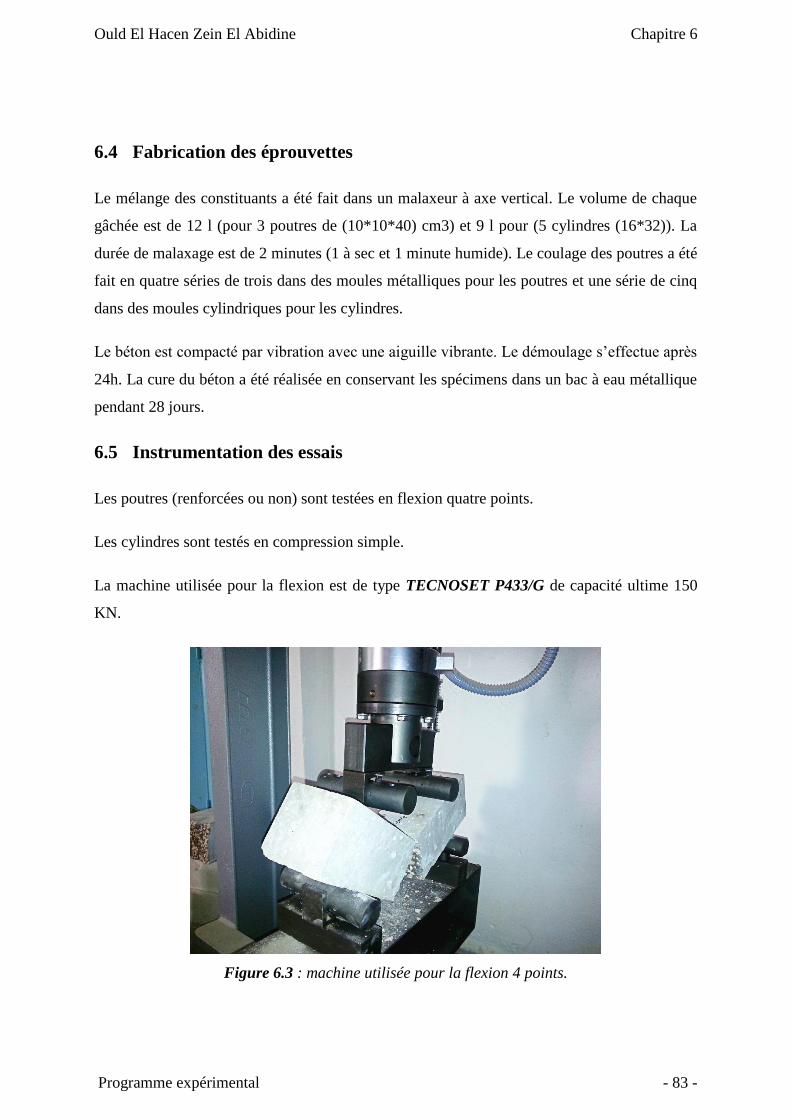
Ould El Hacen Zein El Abidine Chapitre 6
Programme expérimental - 83 -
6.4 Fabrication des éprouvettes
Le mélange des constituants a été fait dans un malaxeur à axe vertical. Le volume de chaque
gâchée est de 12 l (pour 3 poutres de (10*10*40) cm3) et 9 l pour (5 cylindres (16*32)). La
durée de malaxage est de 2 minutes (1 à sec et 1 minute humide). Le coulage des poutres a été
fait en quatre séries de trois dans des moules métalliques pour les poutres et une série de cinq
dans des moules cylindriques pour les cylindres.
Le béton est compacté par vibration avec une aiguille vibrante. Le démoulage s’effectue après
24h. La cure du béton a été réalisée en conservant les spécimens dans un bac à eau métallique
pendant 28 jours.
6.5 Instrumentation des essais
Les poutres (renforcées ou non) sont testées en flexion quatre points.
Les cylindres sont testés en compression simple.
La machine utilisée pour la flexion est de type TECNOSET P433/G de capacité ultime 150
KN.
Figure 6.3 : machine utilisée pour la flexion 4 points.
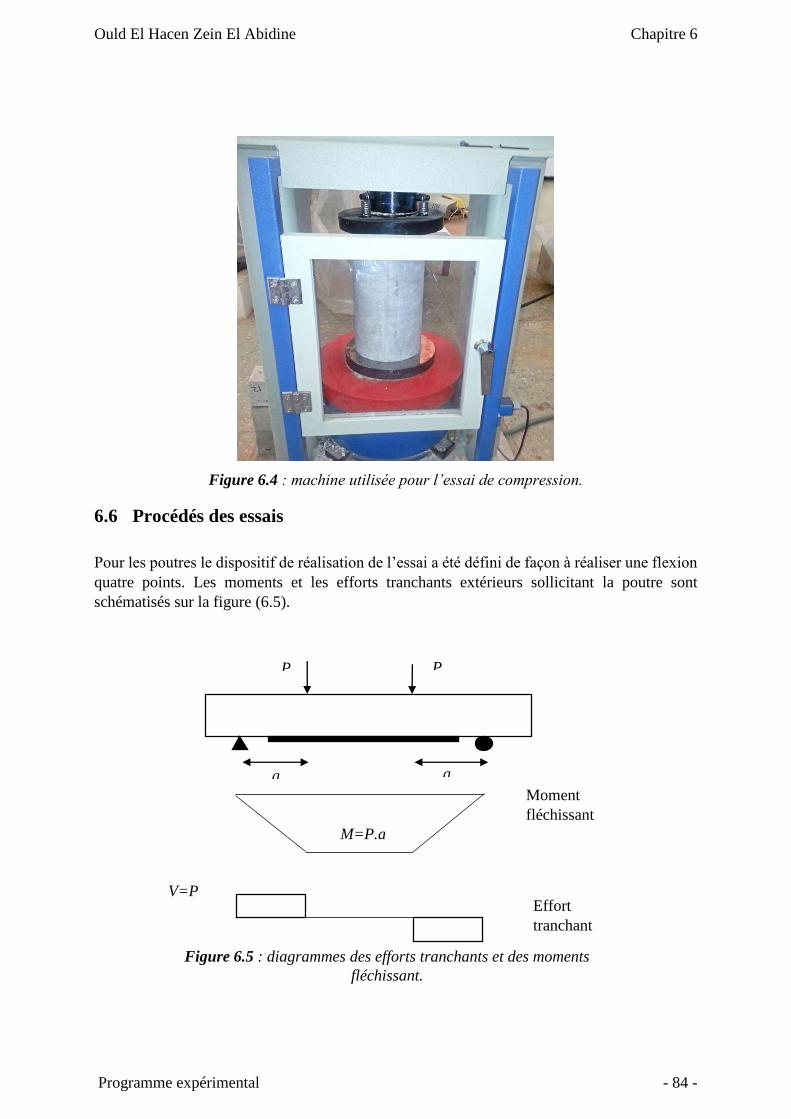
Ould El Hacen Zein El Abidine Chapitre 6
Programme expérimental - 84 -
Figure 6.4 : machine utilisée pour l’essai de compression.
6.6 Procédés des essais
Pour les poutres le dispositif de réalisation de l’essai a été défini de façon à réaliser une flexion
quatre points. Les moments et les efforts tranchants extérieurs sollicitant la poutre sont
schématisés sur la figure (6.5).
Effort
tranchant
Moment
fléchissant
M=P.a
V=P
P P
a a
Figure 6.5 : diagrammes des efforts tranchants et des moments
fléchissant.
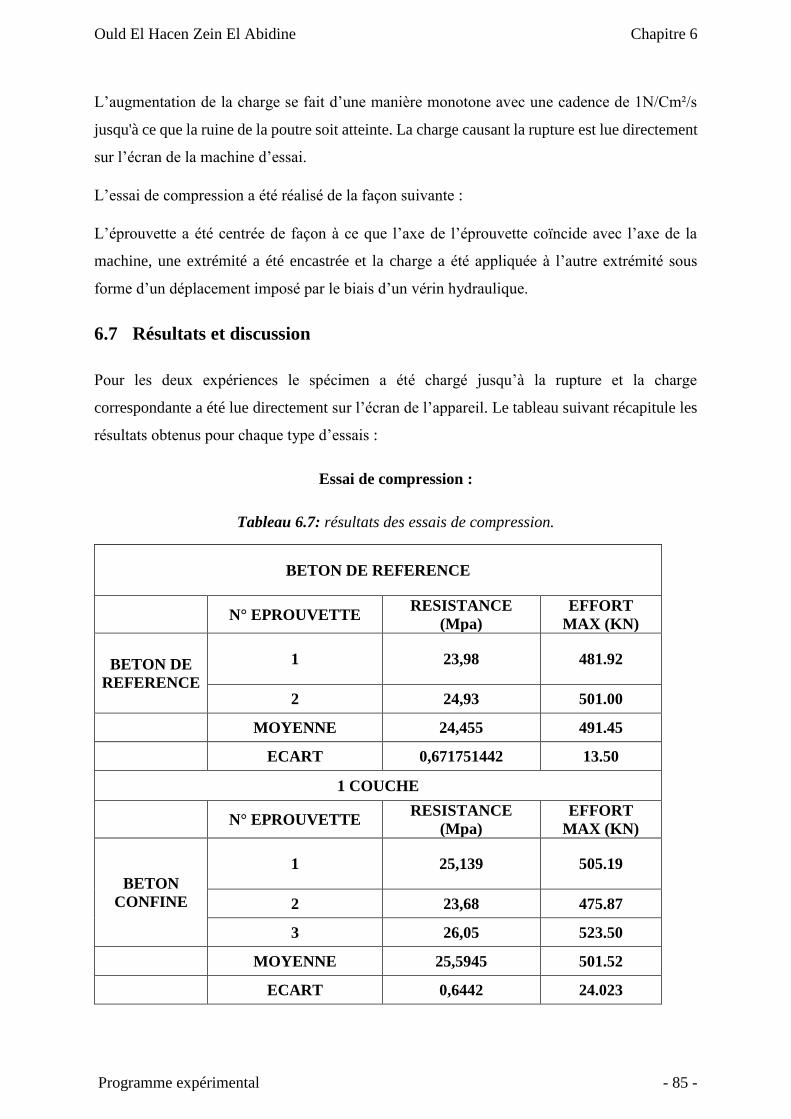
Ould El Hacen Zein El Abidine Chapitre 6
Programme expérimental - 85 -
L’augmentation de la charge se fait d’une manière monotone avec une cadence de 1N/Cm²/s
jusqu'à ce que la ruine de la poutre soit atteinte. La charge causant la rupture est lue directement
sur l’écran de la machine d’essai.
L’essai de compression a été réalisé de la façon suivante :
L’éprouvette a été centrée de façon à ce que l’axe de l’éprouvette coïncide avec l’axe de la
machine, une extrémité a été encastrée et la charge a été appliquée à l’autre extrémité sous
forme d’un déplacement imposé par le biais d’un vérin hydraulique.
6.7 Résultats et discussion
Pour les deux expériences le spécimen a été chargé jusqu’à la rupture et la charge
correspondante a été lue directement sur l’écran de l’appareil. Le tableau suivant récapitule les
résultats obtenus pour chaque type d’essais :
Essai de compression :
Tableau 6.7: résultats des essais de compression.
BETON DE REFERENCE
N° EPROUVETTE RESISTANCE
(Mpa)
EFFORT
MAX (KN)
BETON DE
REFERENCE
1 23,98 481.92
2 24,93 501.00
MOYENNE 24,455 491.45
ECART 0,671751442 13.50
1 COUCHE
N° EPROUVETTE RESISTANCE
(Mpa)
EFFORT
MAX (KN)
BETON
CONFINE
1 25,139 505.19
2 23,68 475.87
3 26,05 523.50
MOYENNE 25,5945 501.52
ECART 0,6442 24.023
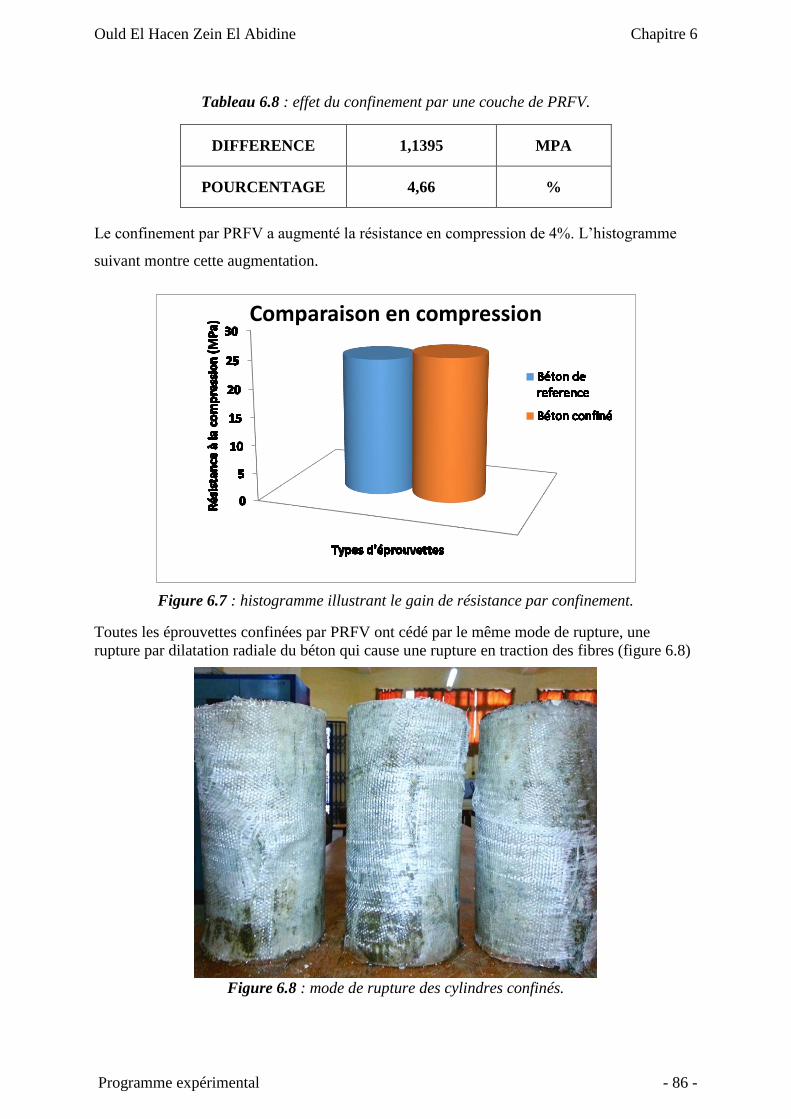
Ould El Hacen Zein El Abidine Chapitre 6
Programme expérimental - 86 -
Tableau 6.8 : effet du confinement par une couche de PRFV.
DIFFERENCE 1,1395 MPA
POURCENTAGE 4,66 %
Le confinement par PRFV a augmenté la résistance en compression de 4%. L’histogramme
suivant montre cette augmentation.
Figure 6.7 : histogramme illustrant le gain de résistance par confinement.
Toutes les éprouvettes confinées par PRFV ont cédé par le même mode de rupture, une
rupture par dilatation radiale du béton qui cause une rupture en traction des fibres (figure 6.8)
Figure 6.8 : mode de rupture des cylindres confinés.
Comparaison en compression
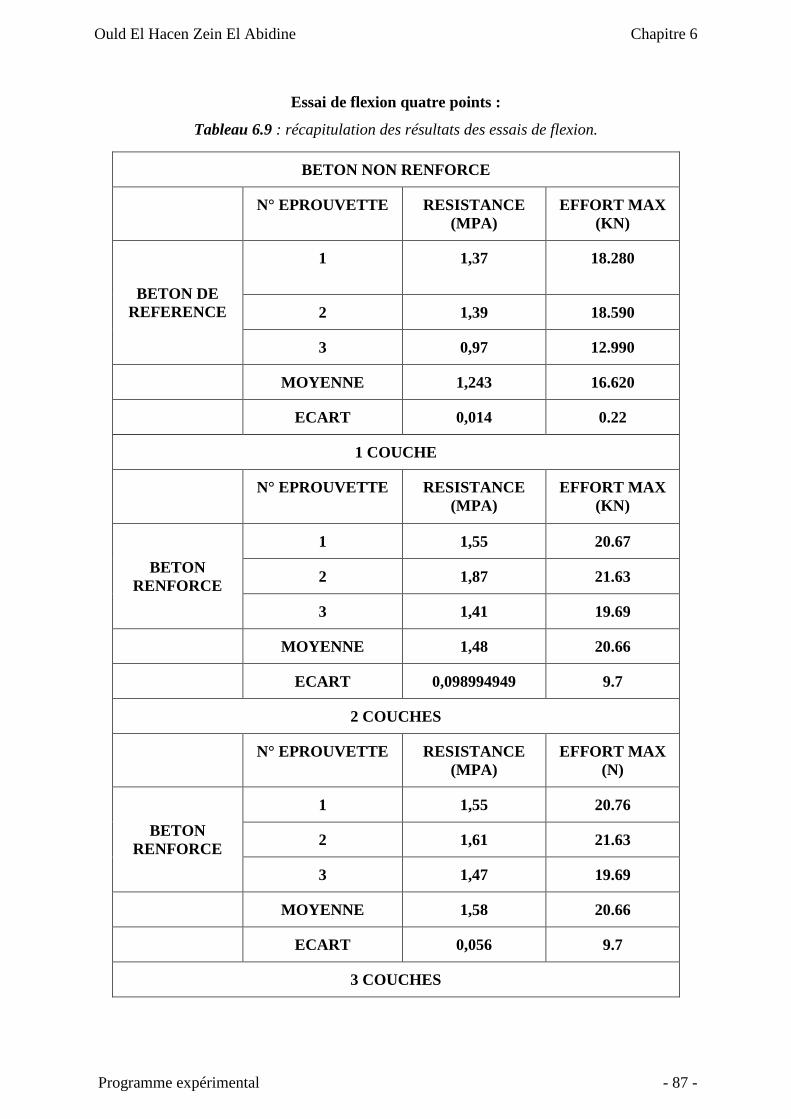
Ould El Hacen Zein El Abidine Chapitre 6
Programme expérimental - 87 -
Essai de flexion quatre points :
Tableau 6.9 : récapitulation des résultats des essais de flexion.
BETON NON RENFORCE
N° EPROUVETTE RESISTANCE
(MPA)
EFFORT MAX
(KN)
BETON DE
REFERENCE
1 1,37 18.280
2 1,39 18.590
3 0,97 12.990
MOYENNE 1,243 16.620
ECART 0,014 0.22
1 COUCHE
N° EPROUVETTE RESISTANCE
(MPA)
EFFORT MAX
(KN)
BETON
RENFORCE
1 1,55 20.67
2 1,87 21.63
3 1,41 19.69
MOYENNE 1,48 20.66
ECART 0,098994949 9.7
2 COUCHES
N° EPROUVETTE RESISTANCE
(MPA)
EFFORT MAX
(N)
BETON
RENFORCE
1 1,55 20.76
2 1,61 21.63
3 1,47 19.69
MOYENNE 1,58 20.66
ECART 0,056 9.7
3 COUCHES
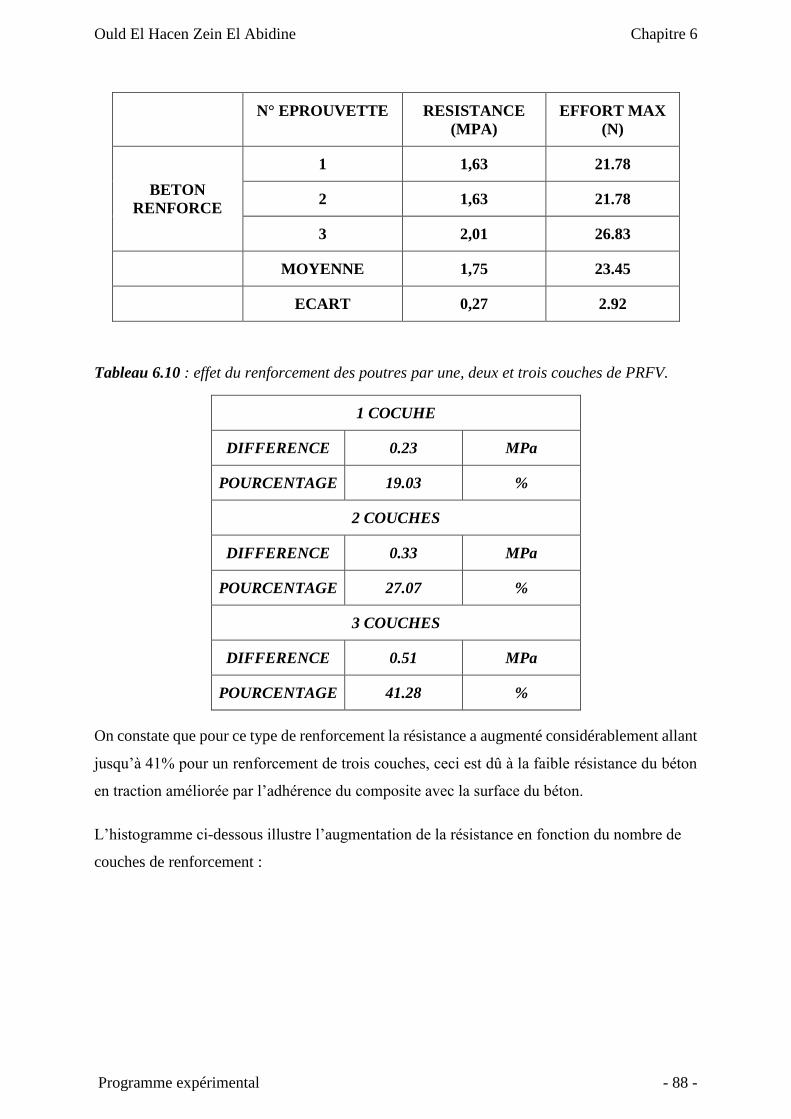
Ould El Hacen Zein El Abidine Chapitre 6
Programme expérimental - 88 -
N° EPROUVETTE RESISTANCE
(MPA)
EFFORT MAX
(N)
BETON
RENFORCE
1 1,63 21.78
2 1,63 21.78
3 2,01 26.83
MOYENNE 1,75 23.45
ECART 0,27 2.92
Tableau 6.10 : effet du renforcement des poutres par une, deux et trois couches de PRFV.
1 COCUHE
DIFFERENCE 0.23 MPa
POURCENTAGE 19.03 %
2 COUCHES
DIFFERENCE 0.33 MPa
POURCENTAGE 27.07 %
3 COUCHES
DIFFERENCE 0.51 MPa
POURCENTAGE 41.28 %
On constate que pour ce type de renforcement la résistance a augmenté considérablement allant
jusqu’à 41% pour un renforcement de trois couches, ceci est dû à la faible résistance du béton
en traction améliorée par l’adhérence du composite avec la surface du béton.
L’histogramme ci-dessous illustre l’augmentation de la résistance en fonction du nombre de
couches de renforcement :
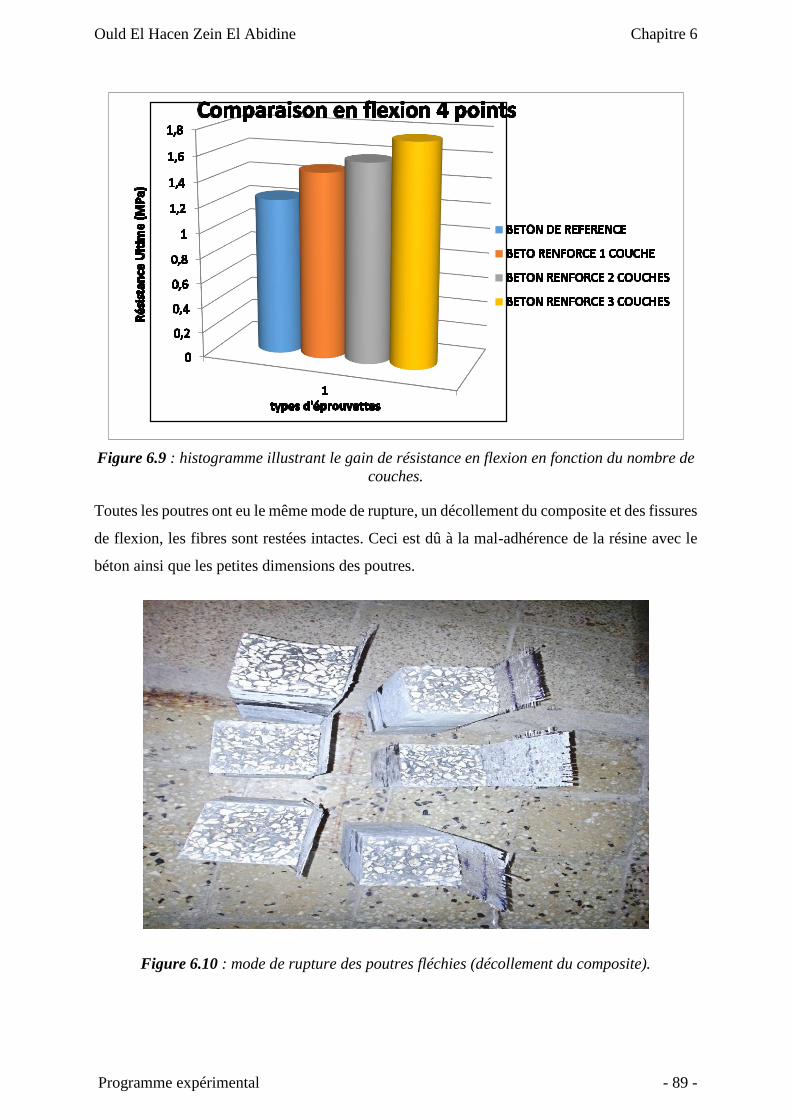
Ould El Hacen Zein El Abidine Chapitre 6
Programme expérimental - 89 -
Figure 6.9 : histogramme illustrant le gain de résistance en flexion en fonction du nombre de
couches.
Toutes les poutres ont eu le même mode de rupture, un décollement du composite et des fissures
de flexion, les fibres sont restées intactes. Ceci est dû à la mal-adhérence de la résine avec le
béton ainsi que les petites dimensions des poutres.
Figure 6.10 : mode de rupture des poutres fléchies (décollement du composite).
Chapitre 7 :
Modélisation numérique :
Ould El Hacen Zein El Abidine Chapitre 7
Modélisation numérique - 90 -
7 Modélisation numérique
7.1 Introduction
Dans cette étude deux différents modèles ont été créés afin d'étudier le comportement d’un
cylindre de béton confiné avec PRF soumis à une charge axiale de compression et d’une poutre
en béton renforcée dans la zone tendue par des couches de PRF et soumise à la flexion quatre
points.
La modélisation et la simulation des éléments en béton renforcé par PRF est exécutée dans le
code commercial d'analyse par éléments finis ABAQUS. Pour développer un modèle d'analyse
par éléments finis un processus typique d'analyse est suivi. Tous les paramètres qui sont exigés
pour exécuter l'analyse sont définis. En premier lieu la géométrie et les propriétés des matériaux
constituants les modèles sont définis. Puis on procède à un maillage du modèle, les charges
appliquées au modèle sont exprimées en tant que forces concentrées ou réparties. Ensuite, les
conditions aux limites pour chaque modèle sont définies et finalement le modèle est soumis au
type d'analyse approprié.
7.2 Propriétés des matériaux
Pour les deux modèles les propriétés du béton et du composite sont les suivantes :
Pour le béton une loi de comportement élasto-plastique a été adoptée, les paramètres introduits
sont les suivants :
Pour la phase élastique :
Tableau 7.1 : Caractéristiques de la phase élastique du béton.
Module de Young (MPa) 𝐸 = 19800
Coefficient de Poisson 𝜈 = 0.19
Ould El Hacen Zein El Abidine Chapitre 7
Modélisation numérique - 91 -
Pour la phase plastique :
Tableau 7.2 : Caractéristiques de la phase plastique du béton.
Contrainte Déformations
7.5 0
10 0.00003735
15 0.000049
20 0.000075
25 0.00038
20 0.00125
10 0.0028
2.5 0.0055
Le composite est supposé élastique linéaire jusqu’à la rupture.
Les caractéristiques de la matrice sont ceux d’une matrice polyester insaturée :
Tableau 7.3 : Caractéristiques mécaniques de la matrice.
Module de Young Coefficient de
poisson
Contrainte à la
rupture
Allongement à la
rupture
Polyester 3000-4000 0.15-0.2 40-50 1.5-2.2
Le renfort est constitué de tissu de fibres de verre quasi isotrope dont les caractéristiques sont :
Tableau 7.4 : Caractéristiques mécaniques du renfort.
Module de
Young
Coefficient de
poisson
Contrainte à la
rupture
Allongement à
la rupture
Fibres de verre 72000-77000 0.2-0.25 2100-3400 2.8-3.5
Pour homogénéiser l’ensemble les proportions volumiques sont prises comme suit : 𝜈𝑚 = 0.4
et 𝜈𝑓 = 0.6 ainsi les caractéristiques obtenues par la loi des mélanges : 𝐸𝑓𝑟𝑝 = 𝜈𝑚. 𝐸𝑚 + 𝜈𝑓 . 𝐸𝑓
sont les suivants :
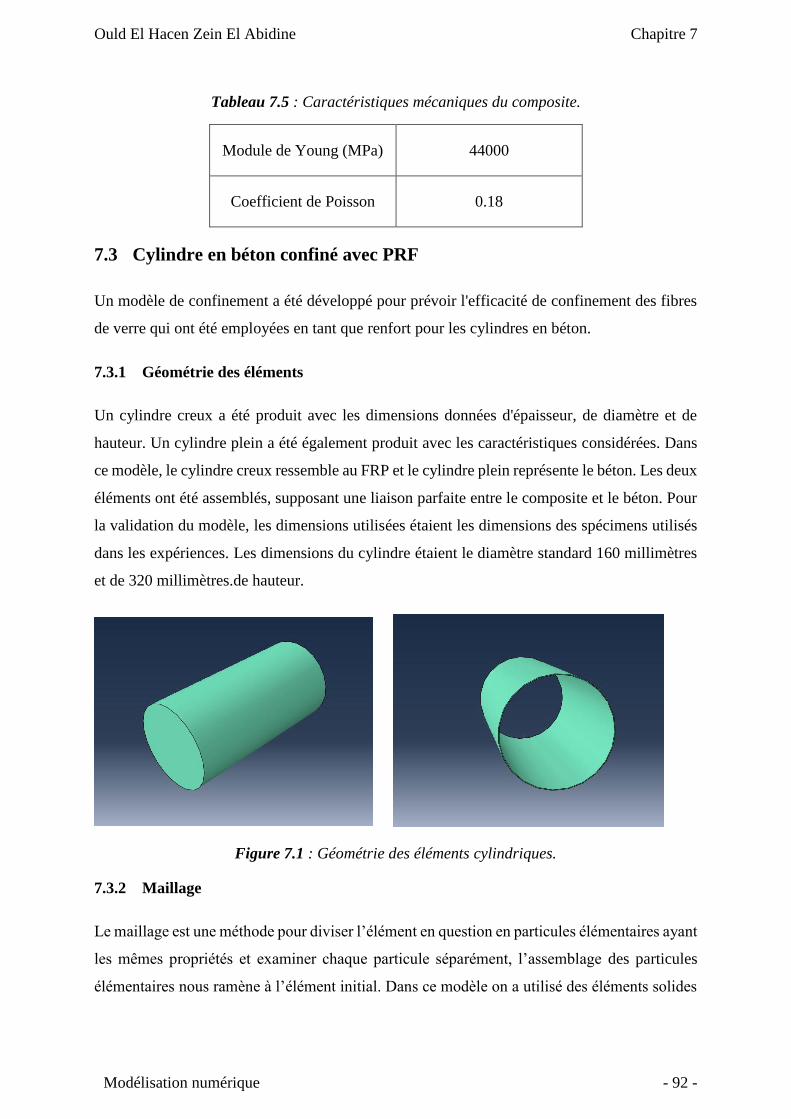
Ould El Hacen Zein El Abidine Chapitre 7
Modélisation numérique - 92 -
Tableau 7.5 : Caractéristiques mécaniques du composite.
Module de Young (MPa) 44000
Coefficient de Poisson 0.18
7.3 Cylindre en béton confiné avec PRF
Un modèle de confinement a été développé pour prévoir l'efficacité de confinement des fibres
de verre qui ont été employées en tant que renfort pour les cylindres en béton.
7.3.1 Géométrie des éléments
Un cylindre creux a été produit avec les dimensions données d'épaisseur, de diamètre et de
hauteur. Un cylindre plein a été également produit avec les caractéristiques considérées. Dans
ce modèle, le cylindre creux ressemble au FRP et le cylindre plein représente le béton. Les deux
éléments ont été assemblés, supposant une liaison parfaite entre le composite et le béton. Pour
la validation du modèle, les dimensions utilisées étaient les dimensions des spécimens utilisés
dans les expériences. Les dimensions du cylindre étaient le diamètre standard 160 millimètres
et de 320 millimètres.de hauteur.
Figure 7.1 : Géométrie des éléments cylindriques.
7.3.2 Maillage
Le maillage est une méthode pour diviser l’élément en question en particules élémentaires ayant
les mêmes propriétés et examiner chaque particule séparément, l’assemblage des particules
élémentaires nous ramène à l’élément initial. Dans ce modèle on a utilisé des éléments solides
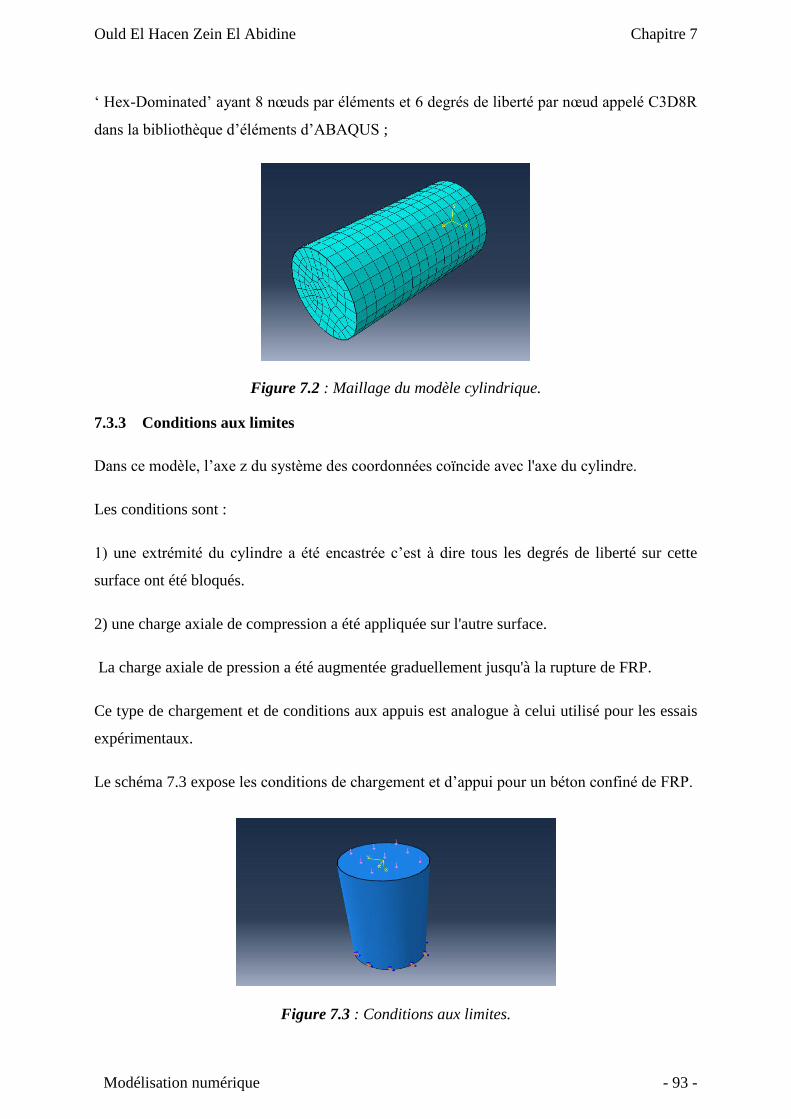
Ould El Hacen Zein El Abidine Chapitre 7
Modélisation numérique - 93 -
‘ Hex-Dominated’ ayant 8 nœuds par éléments et 6 degrés de liberté par nœud appelé C3D8R
dans la bibliothèque d’éléments d’ABAQUS ;
Figure 7.2 : Maillage du modèle cylindrique.
7.3.3 Conditions aux limites
Dans ce modèle, l’axe z du système des coordonnées coïncide avec l'axe du cylindre.
Les conditions sont :
1) une extrémité du cylindre a été encastrée c’est à dire tous les degrés de liberté sur cette
surface ont été bloqués.
2) une charge axiale de compression a été appliquée sur l'autre surface.
La charge axiale de pression a été augmentée graduellement jusqu'à la rupture de FRP.
Ce type de chargement et de conditions aux appuis est analogue à celui utilisé pour les essais
expérimentaux.
Le schéma 7.3 expose les conditions de chargement et d’appui pour un béton confiné de FRP.
Figure 7.3 : Conditions aux limites.
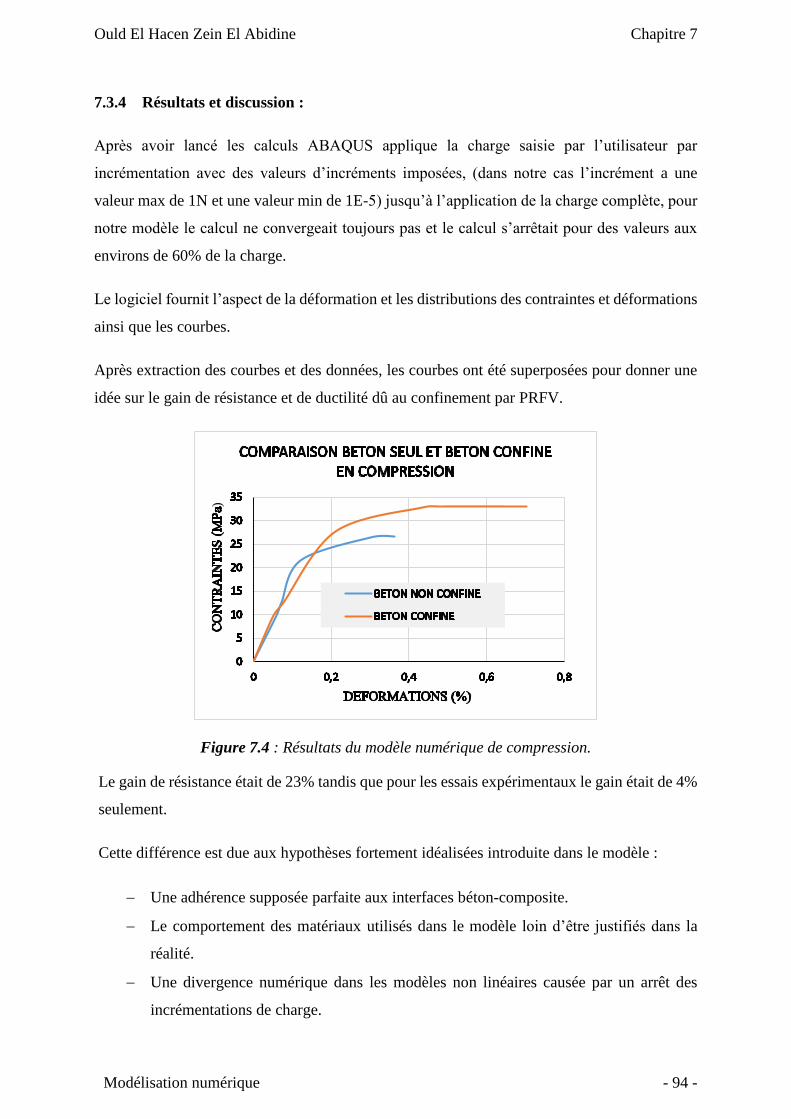
Ould El Hacen Zein El Abidine Chapitre 7
Modélisation numérique - 94 -
7.3.4 Résultats et discussion :
Après avoir lancé les calculs ABAQUS applique la charge saisie par l’utilisateur par
incrémentation avec des valeurs d’incréments imposées, (dans notre cas l’incrément a une
valeur max de 1N et une valeur min de 1E-5) jusqu’à l’application de la charge complète, pour
notre modèle le calcul ne convergeait toujours pas et le calcul s’arrêtait pour des valeurs aux
environs de 60% de la charge.
Le logiciel fournit l’aspect de la déformation et les distributions des contraintes et déformations
ainsi que les courbes.
Après extraction des courbes et des données, les courbes ont été superposées pour donner une
idée sur le gain de résistance et de ductilité dû au confinement par PRFV.
Figure 7.4 : Résultats du modèle numérique de compression.
Le gain de résistance était de 23% tandis que pour les essais expérimentaux le gain était de 4%
seulement.
Cette différence est due aux hypothèses fortement idéalisées introduite dans le modèle :
Une adhérence supposée parfaite aux interfaces béton-composite.
Le comportement des matériaux utilisés dans le modèle loin d’être justifiés dans la
réalité.
Une divergence numérique dans les modèles non linéaires causée par un arrêt des
incrémentations de charge.
)
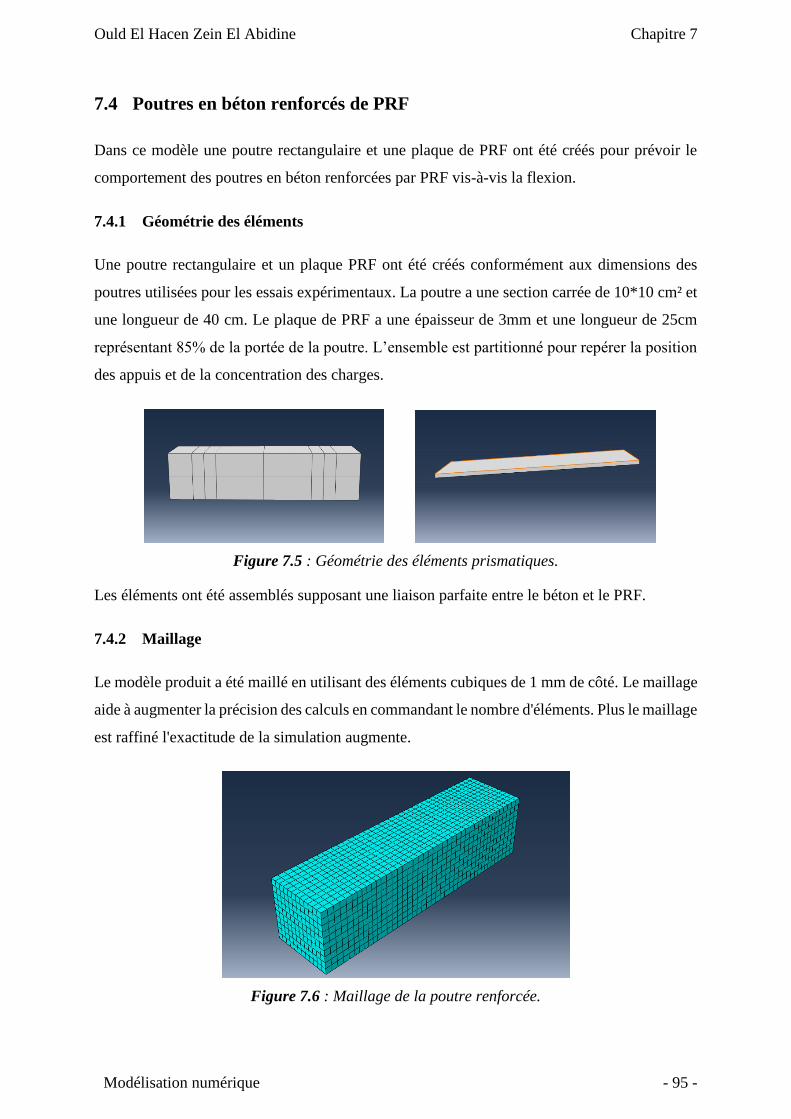
Ould El Hacen Zein El Abidine Chapitre 7
Modélisation numérique - 95 -
7.4 Poutres en béton renforcés de PRF
Dans ce modèle une poutre rectangulaire et une plaque de PRF ont été créés pour prévoir le
comportement des poutres en béton renforcées par PRF vis-à-vis la flexion.
7.4.1 Géométrie des éléments
Une poutre rectangulaire et un plaque PRF ont été créés conformément aux dimensions des
poutres utilisées pour les essais expérimentaux. La poutre a une section carrée de 10*10 cm² et
une longueur de 40 cm. Le plaque de PRF a une épaisseur de 3mm et une longueur de 25cm
représentant 85% de la portée de la poutre. L’ensemble est partitionné pour repérer la position
des appuis et de la concentration des charges.
Figure 7.5 : Géométrie des éléments prismatiques.
Les éléments ont été assemblés supposant une liaison parfaite entre le béton et le PRF.
7.4.2 Maillage
Le modèle produit a été maillé en utilisant des éléments cubiques de 1 mm de côté. Le maillage
aide à augmenter la précision des calculs en commandant le nombre d'éléments. Plus le maillage
est raffiné l'exactitude de la simulation augmente.
Figure 7.6 : Maillage de la poutre renforcée.
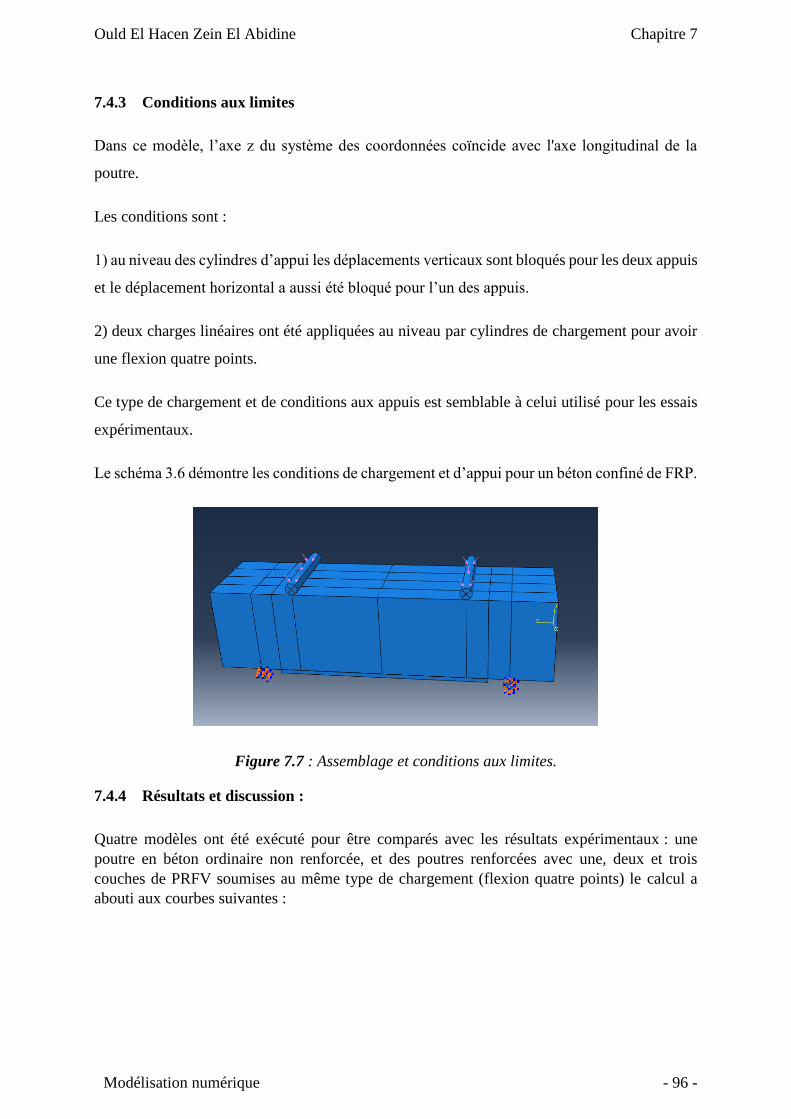
Ould El Hacen Zein El Abidine Chapitre 7
Modélisation numérique - 96 -
7.4.3 Conditions aux limites
Dans ce modèle, l’axe z du système des coordonnées coïncide avec l'axe longitudinal de la
poutre.
Les conditions sont :
1) au niveau des cylindres d’appui les déplacements verticaux sont bloqués pour les deux appuis
et le déplacement horizontal a aussi été bloqué pour l’un des appuis.
2) deux charges linéaires ont été appliquées au niveau par cylindres de chargement pour avoir
une flexion quatre points.
Ce type de chargement et de conditions aux appuis est semblable à celui utilisé pour les essais
expérimentaux.
Le schéma 3.6 démontre les conditions de chargement et d’appui pour un béton confiné de FRP.
Figure 7.7 : Assemblage et conditions aux limites.
7.4.4 Résultats et discussion :
Quatre modèles ont été exécuté pour être comparés avec les résultats expérimentaux : une
poutre en béton ordinaire non renforcée, et des poutres renforcées avec une, deux et trois
couches de PRFV soumises au même type de chargement (flexion quatre points) le calcul a
abouti aux courbes suivantes :
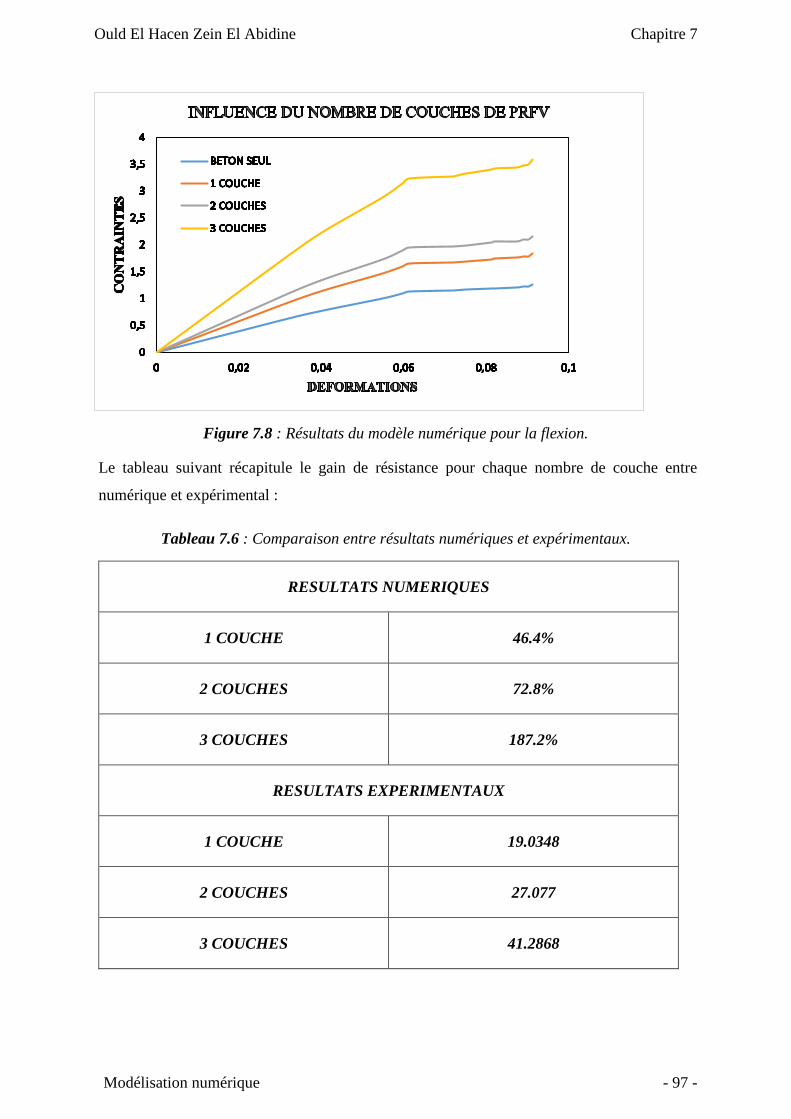
Ould El Hacen Zein El Abidine Chapitre 7
Modélisation numérique - 97 -
Figure 7.8 : Résultats du modèle numérique pour la flexion.
Le tableau suivant récapitule le gain de résistance pour chaque nombre de couche entre
numérique et expérimental :
Tableau 7.6 : Comparaison entre résultats numériques et expérimentaux.
RESULTATS NUMERIQUES
1 COUCHE 46.4%
2 COUCHES 72.8%
3 COUCHES 187.2%
RESULTATS EXPERIMENTAUX
1 COUCHE 19.0348
2 COUCHES 27.077
3 COUCHES 41.2868
Ould El Hacen Zein El Abidine Chapitre 7
Modélisation numérique - 98 -
Discussion :
D’une manière générale, les matériaux composites augmentent considérablement la résistance
et la ductilité des éléments structuraux en béton armé. Cependant, cette augmentation a
considérablement varié en fonction de l’approche considérée.
L’approche expérimentale est certainement la plus réaliste, mais elle présente aussi ses
limitations, vue les conditions d’élaboration des échantillons, ainsi que les incertitudes sur le
comportement et les caractéristiques des différents matériaux utilisés. Le gain de résistance était
de 41% en flexion et 4% en compression, ce taux est en quelque sorte faible et ceci dû
essentiellement aux modes de rupture observés.
Les résultats analytiques ont donné une augmentation de 87.5% en flexion et de 201% en
compression. On remarque une surestimation importante du taux d’augmentation de la
résistance surtout en compression, cette différence revient à la surestimation de la charge à la
rupture du composite. Un autre facteur important affecte cette augmentation, celui de la non
considération de l’interface composite-béton dans les équations, les deux matériaux sont
supposés parfaitement solidaires.
L’approche numérique qui consiste à la modélisation par la méthode des éléments finis avec le
code de calcul ABAQUS, a donné des résultats moins raisonnables, l’augmentation en flexion
était de 200% et 30% en compression, cette grande différence résulte des considérations
d’interaction et des comportements des matériaux introduites dans le modèle.
Conclusion générale :
Conclusion générale - 99 -
Conclusion générale
Le but de cette recherche s’inscrit dans un cadre très général de valorisation de composite de
type textile-polymère à base de fibre de verre utilisé dans le renforcement et/ou la réparation
des structures endommagées en génie civil.
Les tissus en fibre de verre sont parmi les plus utilisés pour l’application de réparation des
ouvrages en béton armée en raison, notamment de leurs caractéristiques mécaniques et physico-
chimiques et de leurs prix relativement faibles par rapport à d’autres types de fibres.
Les travaux de ce mémoire ont été réparties en trois grands volets : une partie bibliographique,
une partie expérimentale, et une partie numérique :
L’étude bibliographique a mis en évidence les avantages du renforcement des structures par
matériaux composites ainsi que les limites scientifiques et techniques des applications
concernant ce sujet.
Insuffisance des données en termes de loi de comportement.
Manque des méthodes de calculs et de dimensionnement de types réglementaires.
Le travail expérimental s’est particulièrement orienté vers la comparaison des charges à la
rupture entre le béton seul et le béton renforcé. L’étude a été développée sur deux série de
spécimens :
La première série se compose de douze poutres prismatiques en béton non armé de dimensions
(10*10*40) cm3, ces poutres ont été repartitionnées sur quatre groupes de trois poutres chacun,
un groupe de référence non renforcé, un groupe renforcé par une bande de composites, un de
deux couches et le dernier a été renforcé par trois couches de composites. L’ensemble des
spécimens a été testé en flexion quatre point. Les résultats ont montré :
Un gain de résistance ultime pour toutes les poutres renforcées allant jusqu'à 41% pour
les poutres renforcées par trois couches.
L’amélioration de la résistance ultime varie avec le nombre de couches de composites.
Le mode de rupture observé pour toutes les poutres était le même, une fissure de flexion
dans la section médiane et un décollement de la plaque de composite et les fibres sont
restées intactes.
Conclusion générale - 100 -
On peut donc conclure que l’adhérence à l’interface béton-composite n’était pas suffisante pour
transférer les charges eux fibres, et le profit de résistance est dû à la cohésion du composite qui
a limité l’ouverture de la fissure.
La deuxième série se compose de cylindres de compression normalisés (16*32) divisé en deux
groupes : un groupe de référence composé de 2 cylindres non renforcés et un groupe de trois
cylindres confinés par une couche de composite, le gain de résistance était d’environ 4% et le
mode de rupture a pratiquement le même, une expansion radiale du béton et une rupture en
traction des fibres.
Dans la partie numérique des modèles de simulation ont été développés dans le code de calcul
ABAQUS et des calculs analytiques ont été traités suivant les équations exposées dans la partie
bibliographique, ces deux approches ont donné des résultats amplifiés de l’augmentation de la
résistance, ce taux était de l’ordre de 87.5% et de 200% en flexion et 37% et 201% en
compression respectivement pour le modèle numérique et l’analytique.
On conclut donc une surestimation de l’augmentation de la résistance pour le modèle analytique
et numérique, ceci revient principalement aux facteurs suivants :
L’absence d’une loi de comportement exacte qui reflète celle du béton testé.
L’interface béton composite est négligée dans ces deux modèles, les deux matériaux
sont considérés parfaitement solidaires, ce qui interprète mal les modes de ruptures
observés expérimentalement.
Une surestimation de la charge à la rupture des fibres, suite à l’utilisation des résultats
trouvés dans des diverses références bibliographiques.
Enfin, le renforcement de poutres en utilisant des matériaux composites demeure un sujet
d'intérêt, notamment au point de vue des méthodes de calcul et de dimensionnement, mode de
rupture et ancrage, de même qu'au point de vue de l'évaluation de leur durabilité en service.
101
Références :
[1]. OUZAA.KH, réhabilitation des structures, 2004.
[2]. BOUAKKAZ.M, caractérisation du béton par les méthodes non destructives, 2012.
[3]. S. HAOUARA, les facteurs d’influence sur la dégradation des ouvrages en BA, 2005.
[4]. M.BROUXEL, la démarche du diagnostic, 2013.
[5]. CLEMENT J.L, les essais de fluage sur le béton.
[6]. A. GUETTALA, diagnostic et réparation d’un pont en BA, 2002.
[7]. V. RINCKER, diagnostic des structures existantes, 2009.
[8]. J.M. BERTHELOT, matériaux composites : comportement mécanique et analyse des
structures, TEC et DOC 4eme édition, 2002.
[9]. AMRNI. L, durabilité des é l ém en t s en BA en m i l i eu ag r e s s i f ,
2 0 12 .
[10]. THANH. S. P, modélisation numérique de l’interface béton acier :
application au comportement des structures en béton renforcées par des aciers
plats crantés, 2012.
[11]. COURARD, pathologies des bétons causes et effets, 2014.
[12]. MOLEZ. L, maintenance et entretien des ouvrages, 2008.
[13]. LEANA. I, durabilité des réparations des ouvrages d’art en béton, 2013.
[14]. DESPREZ. C. A, analyse et réduction de la vulnérabilité sismique : renforcement par
collage de plaque de TFC, 20120.
[15]. ELHOUSSAIN. R, contribution à l’analyse du comportement mécanique des dalles en
BA renforcées par matériaux composites, 2002.
[16]. LONG. A. C, design and manufacturing of textile composite, 2005.
[17]. JANG. K. K, engineered interfaces in FRP, 1998.
[18]. R. FANGUEIRO, fibrous and composite materials for civil engineering applications, 2011.
[19]. CLAUD. B, matériaux composites à matrice polymère.
[20]. MARC.F, matériaux non métalliques.
[21]. MOLIMARD. J, mécanique des matériaux composites, 2004.
[22]. GORNET. L, généralités sur les matériaux composites, 2010.
[23]. BRIEMEL. P, simulation numérique du renforcement des structures en BA pour des renforts
en fibres, 2013.
[24]. EGANA. M, introduction aux matériaux composites sur ABAQUS.
102
[25]. RAFIK. M, reinforcement of reinforced concrete columns with FRP and concrete jacketing,
2015.
[26]. SAMAAN. M, model of concrete confined by fiber composites, 1998.
[27]. FARAHMANPOUR, modélisation numérique du comportement du béton confine par PRF,
2015.
[28]. BERRADIA. M, contribution à l’étude du confinement des colonnes en BA par matériaux
composites, 2016.
[29]. KOKSAL. H. O, stress-strain model for compressive fracture of RC columns confined with
CFRP jackets.
[30]. F. TAOUCHE, variabilité de la pression latérale de confinement : analyse des modèles.
[31]. BOUCHER-TRUDEAU, comportement en flexion composée des poteaux circulaires en BA
confinés par PRFC, 2010.
[32]. BENZAID.R, performances des colonnes en béton confiné avec des enveloppes externes en
composites PRFC.
[33]. DESPREZ, modèle cyclique de béton confiné par TFC.
[34]. LAERGNE. S, étude expérimentale de poteaux en BA confinés par une enveloppe en
matériaux composites, 1998.
[35]. BELHENNACHI, réhabilitation et renforcement des poteaux en BA, 2009.
[36]. SADONE. R, comportement des poteaux en BA renforcés par matériaux composites et
soumis à des sollicitations de type sismiques, 2011.
[37]. Maher A. Adam, Analytical and experimental flexural behavior of concrete beams
reinforced with glass fiber reinforced polymers bars, 2015.
[38]. D. H. TAVARES, Behavior of reinforced concrete beams reinforced with GFRP bars,
2008.
[39]. E. Ferrier, Comportement de structures en béton armé renforcées par matériaux
composite vis-à-vis de leur mise en conformité sismique, 2007.
[40]. Sihem Kermiche, Analyse expérimentale et analytique du comportement en flexion des
poutres en béton armé pré fissurées renforcées par un matériau composite en toile de fibres
de carbone (TFC), 2012.
[41]. Todor Zhelyazov, Contribution de la mécanique de l’endommagement non local au
comportement des structures en béton armé renforcées par CFRP, 2010.
[42]. D.T Nguyen, Caractérisation et qualification du renforcement en TFC de dalles béton
armé endommagées, 2001.
[43]. AMMAR ABID, Design of Fiber Reinforced Concrete Beams and Slabs, 2011.
103
[44]. N. Attari, Efficacité du renforcement des poutres en béton armé par des matériaux
composites, 2011.
[45]. Akram Khanfour, Étude de l’influence des cycles de gel/dégel sur le comportement
mécanique des poutres en béton armé de PRFB, 2014.
[46]. T. JANKOWIAK, identification of parameters of concrete
Damage plasticity constitutive model, 2005.
[47]. Lapierre.P, modélisation de poutres en béton armé renforcées avec des matériaux
composites, 1999.
[48]. IVANOVA Ivelina, Le renforcement et la réparation de console courte en béton armé
par la technique de collage de matériaux composites.
[49]. Catalin A, concrete beams reinforced with CFRP laminates, 2011.
[50]. MARIE-JOSÉE HOUDE, modélisation de poutres en béton armé endommagées par
chargements cycliques, 2007.
[51]. PHILIPPE.D, renforcement en flexion de poutres en béton armé a l'aide de plaques en
matériau composite réalisées in-situ, 1998.
[52]. LAMOTHE.P, essais de renforcement avec matériaux composites pour des poutres de
BA.
[53]. Abdelghani. M, _Etude de poutres en béton armé renforcées par matériaux composites
selon la technique NSM, 2015.
[54]. Madi. R, analyse du comportement des poutres en béton arme renforcées par matériaux
composites, 2009.
[55]. M. BOUMAAZA, Réhabilitation des Poutres en Béton Armé Rompues au Cisaillement
à l’aide des Matériaux Composites, 2015.
[56]. Z. SEREIR, Modèle d’optimisation du volume des plaques en HFRP par MEF dans les
structures renforcées en béton arme, 2013.
[57]. Verónica.S, Renforcement d’éléments structuraux en béton armé à l’aide de matériaux
composites : analyse fine de la zone d’ancrage, 2003.
[58]. SIHEM KERMICHE, Analyse expérimentale du comportement mécanique de poutres
en béton armé pré fissurées renforcées de matériaux composites de type textile polymère en
toile de fibre de carbone, 2007.
[59]. Abdelhakim. B, renforcement des poutres en béton arme à l’aide de matériaux
composites, 2004.
[60]. Merdas. A. E, Utilisation du TFC dans la réparation et le renforcement des poutres en
BA.

104
[61]. Ze Yi Wu, Etude expérimentale du comportement des poutres courtes en béton armé
pré fissurées et renforcées par matériaux composites sous chargement statique et de fatigue.





























