Embed Size (px)
Citation preview
Octobre 2012 Formation APEV 1
• Le but de la préparation de surface de l’acier est de la rendre compatible avec l’opération d’émaillage – Elimination des résidus contaminants présents à la surface de la
pièce à dégraisser (huiles, graisses, émulsions, poussières, oxydes…) • Réalisé au travers du dégraissage
– Rendre la surface plus réactive vis à vis de l’émail pendant la cuisson d’émaillage • Changement de la rugosité: sablage, grenaillage • Activation de la surface: décapage acide • Modification de la chimie de la surface: dépôt de nickel
• Une mauvaise préparation de surface aura diverses conséquences: – Défauts d’aspect de surface après émaillage – Manque d’adhérence de l’émail
Rôle de la préparation de surface
Octobre 2012 Formation APEV 2
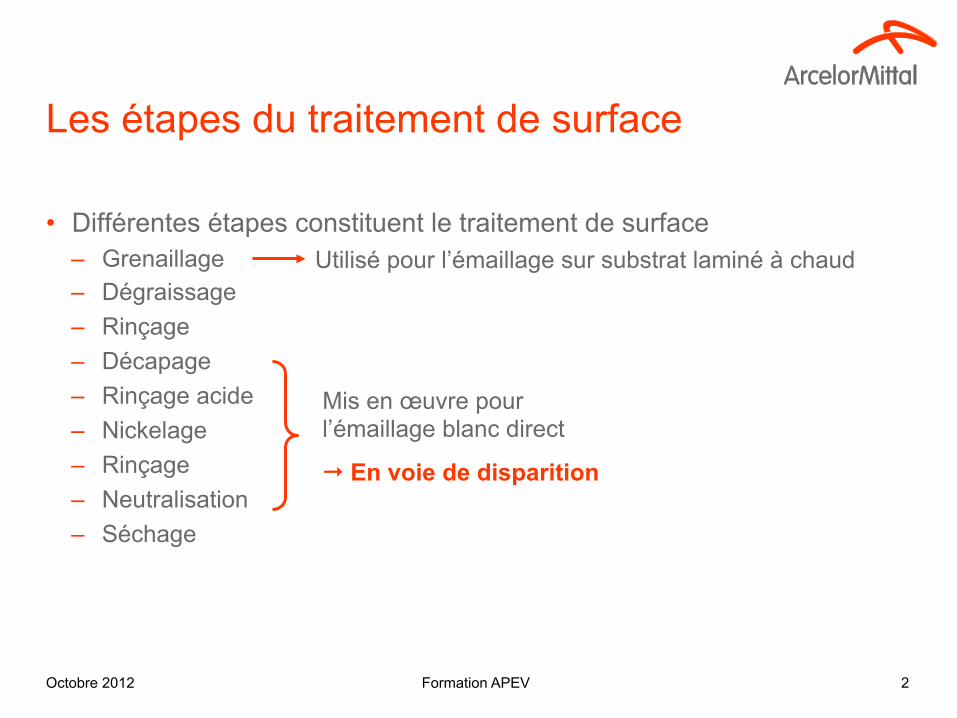
• Différentes étapes constituent le traitement de surface – Grenaillage – Dégraissage – Rinçage – Décapage – Rinçage acide – Nickelage – Rinçage – Neutralisation – Séchage
Les étapes du traitement de surface
Mis en œuvre pour l’émaillage blanc direct
En voie de disparition
Utilisé pour l’émaillage sur substrat laminé à chaud
Octobre 2012 Formation APEV 3
Traitements de surface: le grenaillage
• Le grenaillage est généralement utilisé avant l’émaillage sur substrat laminé à chaud – Le but du grenaillage est d’une part d’éliminer les oxydes présents en
surface de la pièce et d’autre part d’augmenter la rugosité de surface afin d’obtenir une meilleure adhérence de l’émail
– Pendant la cuisson d’émaillage, les réactions chimiques entre l’acier et l’émail sot favorisée par une plus grande surface de contact
• Généralement, l’acier destiné à âtre grenaillé est livré à l’état décapé – Décapage acide chlorhydrique – Le substrat est livré à l’état non huilé de façon à éviter le pollution de la
grenaille
Octobre 2012 Formation APEV 4
Traitements de surface: dégraissage & rinçage • Dégraissage
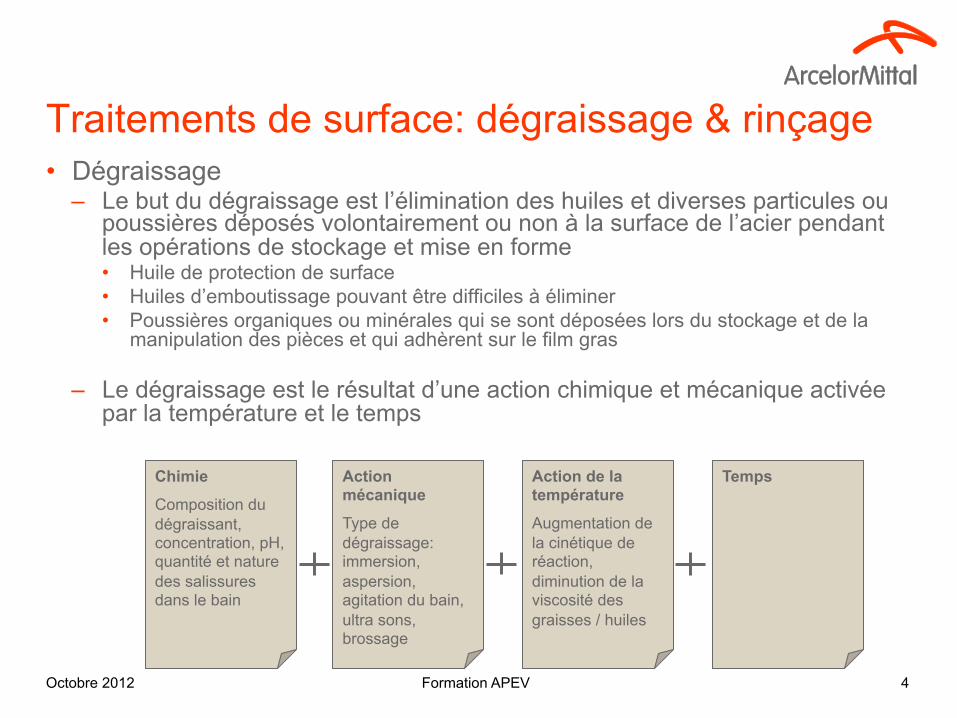
– Le but du dégraissage est l’élimination des huiles et diverses particules ou poussières déposés volontairement ou non à la surface de l’acier pendant les opérations de stockage et mise en forme • Huile de protection de surface • Huiles d’emboutissage pouvant être difficiles à éliminer • Poussières organiques ou minérales qui se sont déposées lors du stockage et de la
manipulation des pièces et qui adhèrent sur le film gras
– Le dégraissage est le résultat d’une action chimique et mécanique activée par la température et le temps
Chimie
Composition du dégraissant, concentration, pH, quantité et nature des salissures dans le bain
Action mécanique
Type de dégraissage: immersion, aspersion, agitation du bain, ultra sons, brossage
Action de la température
Augmentation de la cinétique de réaction, diminution de la viscosité des graisses / huiles
Temps
Octobre 2012 Formation APEV 5
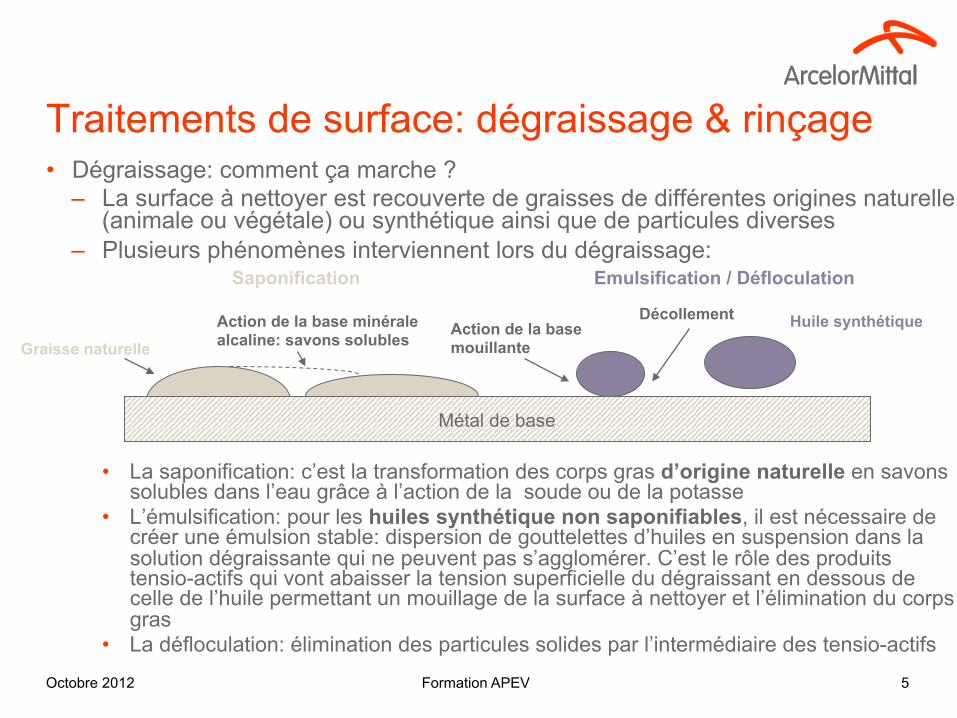
Traitements de surface: dégraissage & rinçage • Dégraissage: comment ça marche ?
– La surface à nettoyer est recouverte de graisses de différentes origines naturelle (animale ou végétale) ou synthétique ainsi que de particules diverses
– Plusieurs phénomènes interviennent lors du dégraissage:
• La saponification: c’est la transformation des corps gras d’origine naturelle en savons solubles dans l’eau grâce à l’action de la soude ou de la potasse
• L’émulsification: pour les huiles synthétique non saponifiables, il est nécessaire de créer une émulsion stable: dispersion de gouttelettes d’huiles en suspension dans la solution dégraissante qui ne peuvent pas s’agglomérer. C’est le rôle des produits tensio-actifs qui vont abaisser la tension superficielle du dégraissant en dessous de celle de l’huile permettant un mouillage de la surface à nettoyer et l’élimination du corps gras
• La défloculation: élimination des particules solides par l’intermédiaire des tensio-actifs
Métal de base
Graisse naturelle Huile synthétique Action de la base minérale
alcaline: savons solubles Action de la base mouillante
Décollement
Emulsification / Défloculation Saponification
Octobre 2012 Formation APEV 6
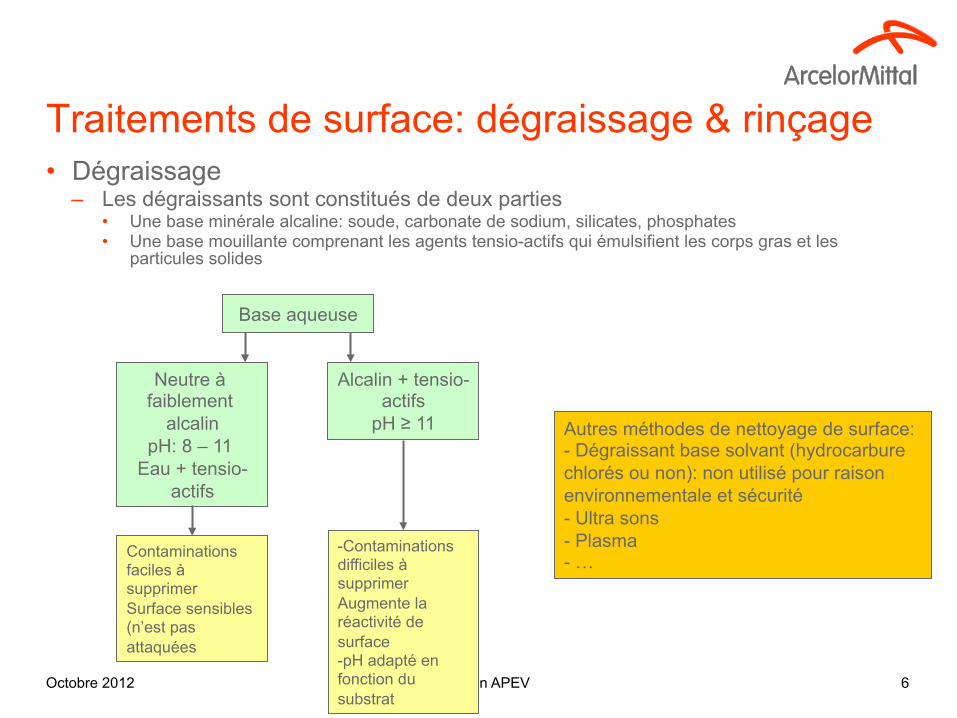
Traitements de surface: dégraissage & rinçage • Dégraissage
– Les dégraissants sont constitués de deux parties • Une base minérale alcaline: soude, carbonate de sodium, silicates, phosphates • Une base mouillante comprenant les agents tensio-actifs qui émulsifient les corps gras et les
particules solides
Autres méthodes de nettoyage de surface: - Dégraissant base solvant (hydrocarbure chlorés ou non): non utilisé pour raison environnementale et sécurité - Ultra sons - Plasma - …
Base aqueuse
Alcalin + tensio-actifs
pH ≥ 11
Neutre à faiblement
alcalin pH: 8 – 11
Eau + tensio-actifs
Contaminations faciles à supprimer Surface sensibles (n’est pas attaquées
-Contaminations difficiles à supprimer Augmente la réactivité de surface - pH adapté en fonction du substrat
Octobre 2012 Formation APEV 7
Traitements de surface: dégraissage & rinçage
• Paramètres de dégraissage – Type de dégraissant – Température du produit de dégraissage: comprise entre 60 et 90°C selon le
process mis en œuvre – Concentration du produit dégraissant – Temps de traitement – Action mécanique: agitation ou pression d’aspersion
• 2 modes de dégraissage possibles: – Immersion combinée à une action mécanique – Aspersion
Octobre 2012 Formation APEV 8
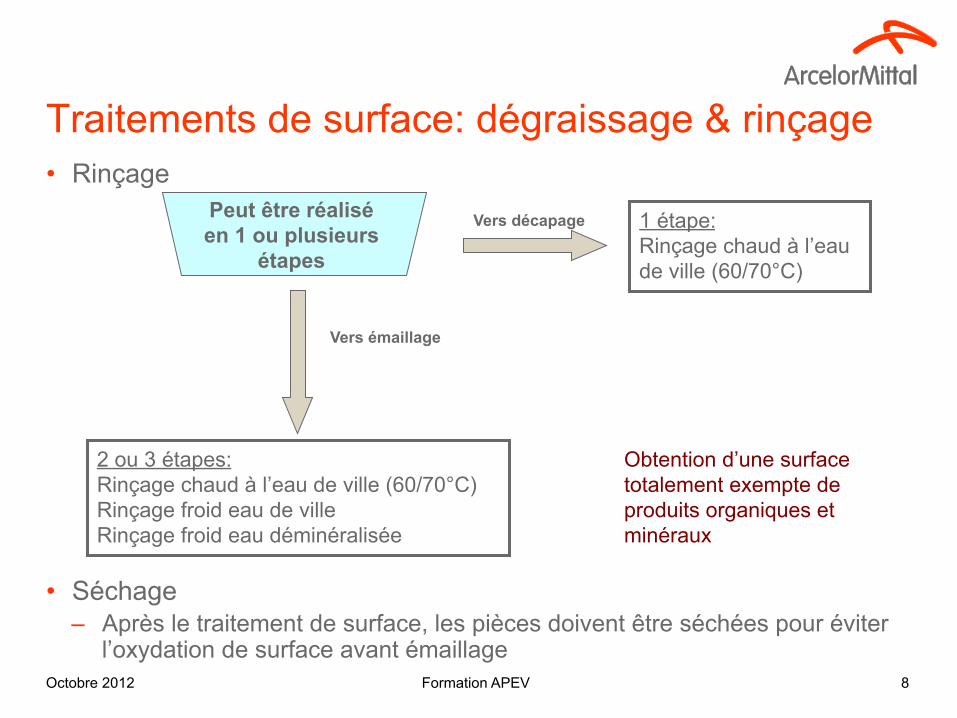
Traitements de surface: dégraissage & rinçage • Rinçage
• Séchage – Après le traitement de surface, les pièces doivent être séchées pour éviter
l’oxydation de surface avant émaillage
Peut être réalisé en 1 ou plusieurs
étapes
Vers décapage 1 étape: Rinçage chaud à l’eau de ville (60/70°C)
Vers émaillage
2 ou 3 étapes: Rinçage chaud à l’eau de ville (60/70°C) Rinçage froid eau de ville Rinçage froid eau déminéralisée
Obtention d’une surface totalement exempte de produits organiques et minéraux
Octobre 2012 Formation APEV 9
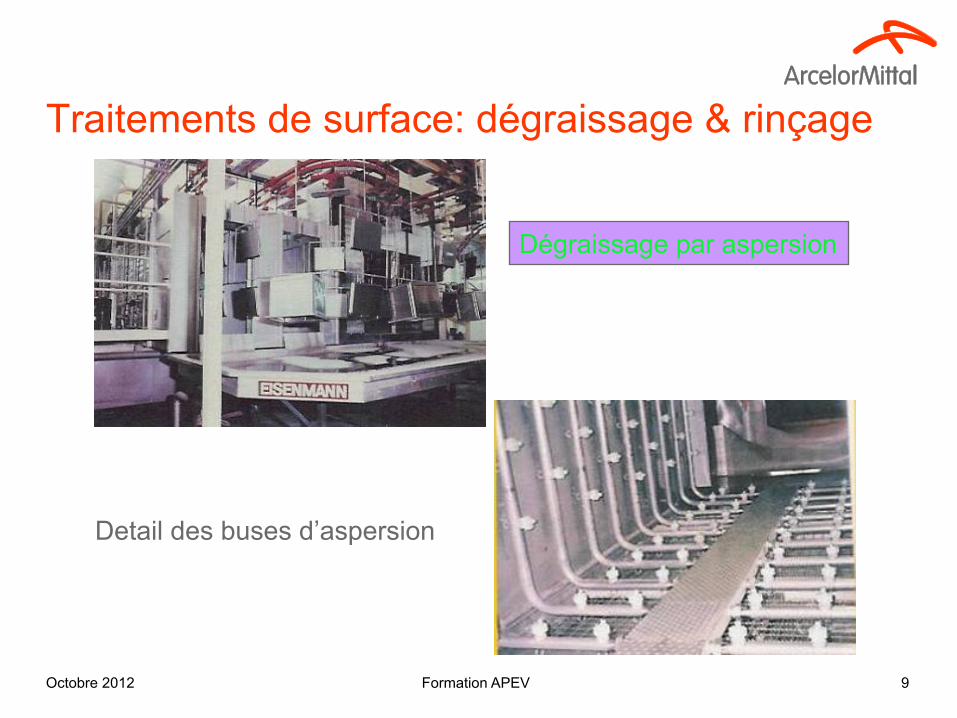
Traitements de surface: dégraissage & rinçage
Dégraissage par aspersion
Detail des buses d’aspersion
Octobre 2012 Formation APEV 10
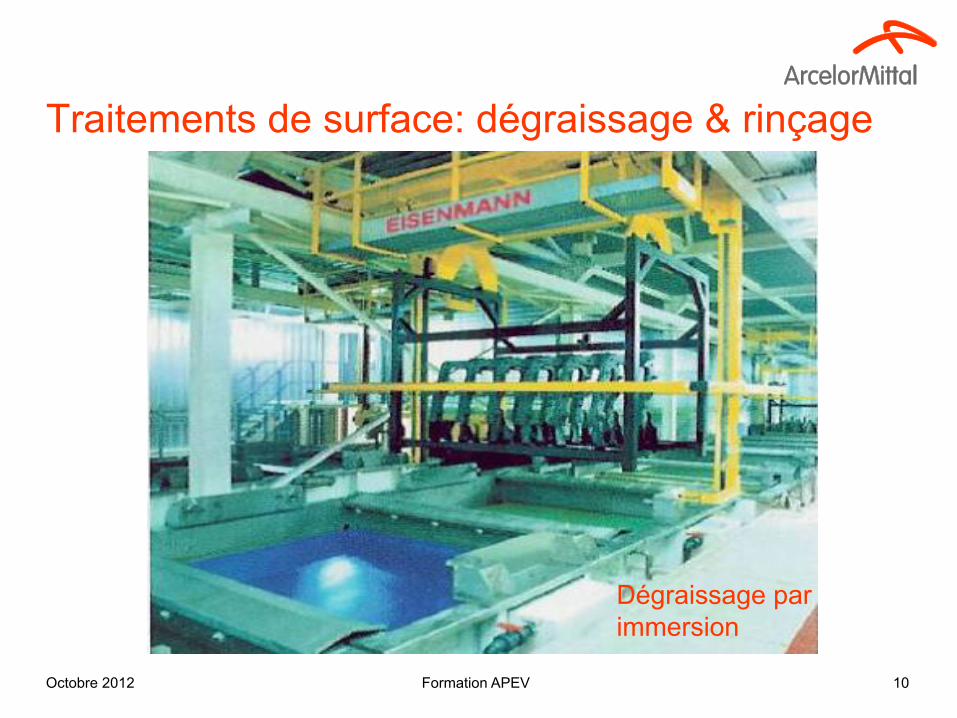
Traitements de surface: dégraissage & rinçage
Dégraissage par immersion
Octobre 2012 Formation APEV 11
Traitements de surface: dégraissage & rinçage
• Les opérations de dégraissage et rinçage: – Son couteuses: main d’œuvre, produits, énergie – Ont également un coût environnemental
• Leur suppression permettrait chez l’émailleur des gains substantiels
Octobre 2012 Formation APEV 12
• L’objectif du décapage est d’augmenter la micro rugosité de surface de l’acier et ainsi sa réactivité pour permettre une meilleure adhérence de l’émail
• Le décapage est en général fait en utilisant de l’acide sulfurique concentré (H2SO4) qui attaque la surface et en particulier les joints de grains de l’acier
• L’intensité du décapage est mesurée par la perte en fer • Selon le procédé d’émaillage mis en œuvre, le décapage peut être léger (perte
en fer = 5 g/m²/face) ou fort (perte en fer = 25 à 30 g/m²/face) • Réaction chimique
– Fer + Acide sulfurique Fer en solution + Hydrogène gazeux
– Fe(0) + (2H+ + SO42-) (Fe2+ + SO4
2-) + H2
• Paramètres important gouvernant le décapage – Température du bain d’acide (65 à 75°C) – Temps de décapage – Concentration de fer dans le bain – Le pH qui doit être inférieur à 1 – L’analyse de l’acier de base
Traitements de surface: décapage
Octobre 2012 Formation APEV 13
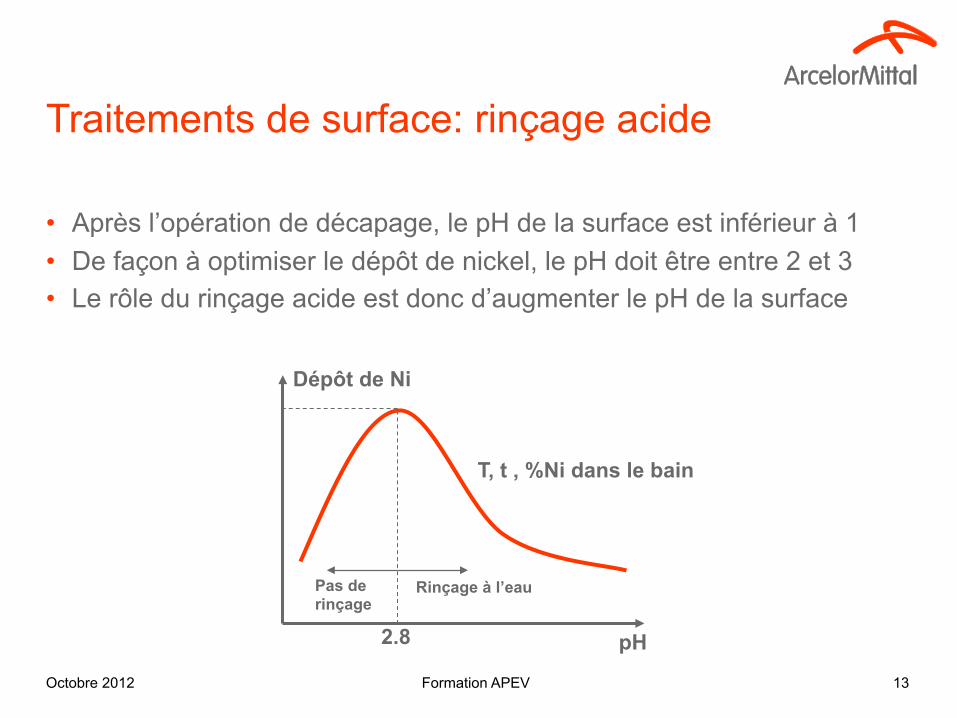
• Après l’opération de décapage, le pH de la surface est inférieur à 1 • De façon à optimiser le dépôt de nickel, le pH doit être entre 2 et 3 • Le rôle du rinçage acide est donc d’augmenter le pH de la surface
Dépôt de Ni
pH 2.8
Pas de rinçage
Rinçage à l’eau
T, t , %Ni dans le bain
Traitements de surface: rinçage acide
Octobre 2012 Formation APEV 14
Traitements de surface: nickelage
• L’objectif du nickelage est de déposer un couche de Ni à la surface de la pièce
• Ni a une fonction importante vis-à-vis de l’adhérence de l’émail • La quantité de Ni déposée dépend du procédé d’émaillage
– Quantité importante pour l’émaillage blanc direct (1 à 2 g/m²/face) – Flash de Ni pour les procédés conventionnels (0.2 g/m²/face)
• Deux façons de déposer le Ni – Transfert (méthode la plus employée) – Réduction
• Paramètres important – pH (2.8 pour le nickelage par transfert) – Durée du traitement – Quantité de Ni dans le bain – Température
Octobre 2012 Formation APEV 15
Traitements de surface: rinçage, neutralisation et séchage
• Rinçage – Le but du rinçage est l’élimination de toutes les traces d’acide pouvant être
présentes à la surface de la pièce – Généralement, deux bains sont utilisés:
• Premier bain: 2.5 < pH < 3.2 et T= 30 to 35 °C pendant 7 min • Second bain: 3.5 < pH < 4 et T= 25 °C pendant 7 min
• Neutralisation – Elimination des restes d’acide: 10.5 < pH < 11.5 et T = 70 °C
• Séchage – Après le traitement de surface, les pièces doivent être séchées pour éviter
l’oxydation de surface avant émaillage



![[LE CBS A BRUXELLES] · 2018. 6. 21. · Végétation sur dalle (ép. substrat 5 - 10 cm) 0.3 Végétation sur dalle (ép. substrat 10 - 20 cm) 0.4 Végétation sur dalle (ép. substrat](https://img.pdfslide.fr/doc/110x75/60da5a5c73a7c315177f61f5/le-cbs-a-bruxelles-2018-6-21-vgtation-sur-dalle-p-substrat-5-10.jpg)















![à t=0, la concentration en substrat est désignée [S] 0](https://img.pdfslide.fr/doc/110x75/5681485d550346895db56a75/a-t0-la-concentration-en-substrat-est-designee-s-0.jpg)








