Embed Size (px)
Citation preview
© RENAULT 2008 Origine : PEGI- Renault Page : 1 / 26
Soudage à l'arc (SEFG, MIG-/MAG et Soudo-brasage Mig) des tôles en acier galvanisé d'épaisseur ≤ 4 mm et des produits aluminium
EM35.SO.765 /B ________________________________________
Norme ________________________________________
Statut Exécutoire Objet Définir les caractéristiques fonctionnelles des moyens de soudage à l’arc pour des tôles
en acier galvanisé d’épaisseur ≤ 4 mm et pour des produits aluminium ou alliages d’aluminium. Spécifier les contraintes de mise en œuvre et d’intégration en fonction des applications manuelles, robotisées et automatisées
Champ d'application Groupe Renault Emetteur 65304 - Biens d'Equipements Standard Confidentialité Non confidentiel Approuvé par Fonction Signature Date d'application
B. CONZELMANN Chef du service 65304 11/2008

EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 2 / 26
Historique des versions
Version Mise à jour Objet des principales modifications Rédacteur A 04/2002 Création A-C Juventin B 11/2008 Les modifications sont repérées par un trait vertical dans la
marge Mise à jour des documents cités dans le guide. Suppression § 9.2.1 et 9.2.2 : Données d'entrée en compléments de la norme EM34.PN.000
(1) H.Roumadni Sce 65304
Remplace EM35.SO.765 /A du 04/2002 Mise à disposition En interne Renault, sur Intranet : http://gdxpegi.ava.tcr.renault.fr
En externe Renault, sur Internet : www.cnomo.com E-mail : [email protected]
Documents cités Réglementation : International : CEI 60529, CEI 60974-1. Européen : EN 1598, EN 169. Français : A 85-631. CNOMO : GE03-026N. Renault : E00.44.540.R, EB00.20.600, EB75.04.130, EB75.81.325,
EM24.01.001, EM34.03.110, EM34.FL.000, EM34.PN.000, EM34.SO.775, EM35.EA.010, EM35.EA.020, EM81.EA.030, EM81.EA.040, EM81.EA.170, GE34.SO.180, GE35.SO.768, GE75-026R.
Autres doc internes : 01-50-911, 32-00-056, 90-00-340. Autres doc externes : Codification ICS : 25.160.30 ; 25.160.50 Classe E35 Mots-clés Soudage à l’arc, SEFG, Mig-Mag, mig, mag, SB, SB-Mig, soudobrasage, arc welding,
braze welding, GMAW Langue Français (1) Ont collaboré à la rédaction du document Site Service Nom Site Service Nom TCR 65304 P.MICHEL
EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 3 / 26
Sommaire Page
1 Généralités................................................................................................................................................ 4 2 Glossaire ................................................................................................................................................... 4 3 Soudage .................................................................................................................................................... 4 3.1 Principe....................................................................................................................................................................... 4 3.2 Description d’un cycle de soudage ............................................................................................................................. 5 3.3 Différents régimes d’arc stabilisés .............................................................................................................................. 6 3.4 Paramètres process importants .................................................................................................................................. 7 4 Configuration d’un site de soudage....................................................................................................... 7 4.1 Site manuel ................................................................................................................................................................. 7 4.2 Site robotisé................................................................................................................................................................ 8 4.3 Site automatisé sur caisse. ......................................................................................................................................... 9 5 Matériels de soudage............................................................................................................................... 9 5.1 Générateur de soudage .............................................................................................................................................. 9 5.2 Dévidoir ou système d’entraînement de fil ................................................................................................................ 10 5.3 Torche de soudage ................................................................................................................................................... 11 5.4 Conditionnement du métal d’apport et chaîne de dévidage primaire ........................................................................ 13 5.5 Station de nettoyage torche ...................................................................................................................................... 13 5.6 Système anti-collision et support de torche de soudage robotisé ............................................................................. 14 5.7 Recalage automatique de pointe outil ....................................................................................................................... 14 5.8 Panneau fluide pour îlots robotisés........................................................................................................................... 14 6 Contraintes « Produit ».......................................................................................................................... 14 6.1 Accostage des pièces dans les zones d’assemblage ............................................................................................... 15 6.2 Dispersion de position absolue des zones à assembler par soudage....................................................................... 15 6.3 Etat de surface ou propreté des pièces .................................................................................................................... 15 6.4 Conditions de stockage............................................................................................................................................. 16 7 Contraintes « Produit / Process »......................................................................................................... 16 7.1 Qualité d’un cordon de soudure................................................................................................................................ 16 7.2 Positions de soudage................................................................................................................................................ 16 7.3 Contraintes particulières en application robotisée..................................................................................................... 16 8 Contraintes « Process » ........................................................................................................................ 17 8.1 Temps technologiques de soudage .......................................................................................................................... 17 8.2 Contraintes de mise en œuvre d’un site manuel....................................................................................................... 17 8.3 Contraintes de mise en œuvre d’un site robotisé...................................................................................................... 18 8.4 Contraintes particulières liées au soudage de l’aluminium ....................................................................................... 19 8.5 Contraintes liées au soudage de tôles en acier nu et revêtu .................................................................................... 19 9 Faisabilité Robcad.................................................................................................................................. 20 9.1 Réalisation de la simulation 3D................................................................................................................................. 20 9.2 Etude de faisabilité.................................................................................................................................................... 20 10 Intégration du matériel de soudage...................................................................................................... 20 10.1 Règles....................................................................................................................................................................... 20 10.2 Alimentation en gaz de soudage (gaz de protection) ................................................................................................ 20 10.3 Alimentation en eau de refroidissement.................................................................................................................... 21 10.4 Implantation .............................................................................................................................................................. 21 10.5 Masses électriques ................................................................................................................................................... 22 10.6 Règles d’hygiène, sécurité et conditions de travail ................................................................................................... 24 11 Etat de référence .................................................................................................................................... 25 12 Formations.............................................................................................................................................. 25 13 Documentation ....................................................................................................................................... 25 14 Liste des documents cités .................................................................................................................... 26

EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 4 / 26
1 Généralités La présente norme couvre les procédés de soudage à l’arc suivants :
soudage Mig - Mag ou SEFG soudo-brasage Mig
Elle définit les caractéristiques fonctionnelles des moyens de soudage et spécifie les contraintes de mise en œuvre et d’intégration en fonction des applications : manuelles, robotisées et automatisées. Elle s’applique pour l’assemblage de produits minces en acier (nu ou revêtu) et en aluminium (tôle, embouti, profilé, moulé). La présente norme remplace la norme EM35.SO.770 pour les applications de la Direction de la Caisse Assemblée Peinte (DICAP).
2 Glossaire SEFG (Soudage Electrique sous Flux Gazeux) : Terminologie Renault désignant les procédés
MIG et MAG. MAG (Métal Active Gas) : Procédé de soudage à l’arc sous gaz actif avec électrode fusible -
terminologie anglaise : GMAW MIG (Métal Inert Gas) : Procédé de soudage à l’arc sous gaz inerte avec électrode fusible -
terminologie anglaise : GMAW SB-MIG (Soudo-brasage Mig) : Procédé de soudage MIG dont l’électrode fusible à une
température de fusion inférieure à celle du métal de base. Gaz Actif : CO2, mélanges : Argon - CO2, Argon - CO2 - O2 Gaz Inerte : Argon, Hélium, mélanges : Argon - Hélium, Argon - O2 ou CO2 (à faible taux)
3 Soudage
3.1 Principe Le soudage à l’arc est un procédé d’assemblage par fusion avec électrode fusible. La liaison obtenue est un cordon de soudure dont les caractéristiques géométriques sont définies dans le Cahier des Charges 32-00-056.

EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 5 / 26
L’arc électrique est créé entre une électrode (métal d’apport) et les pièces à assembler (voir figure 1).
générateur
Figure 1
Grâce à la chaleur de l’arc, un bain de fusion apparaît à la surface des pièces. Il est constitué : de métal de base et de métal d’apport dans le cas du soudage conventionnel Mig - Mag, de métal d’apport presque exclusivement dans le cas du soudo-brasage Mig.
Le bain de fusion évolue le long du plan de joint à la vitesse de soudage. Durant toute l’opération, l’arc et le bain de fusion sont protégés de l’atmosphère ambiante par un flux gazeux, dit ‘gaz de protection’.
Le tableau ci-dessous synthétise les principales différences entre les techniques de soudage à l’arc.
TECHNIQUE ASSEMBLAGE GAZ DE PROTECTION(1) METAL D’APPORT(1) GEOMETRIE DE CORDON
MAG ACIER
(assemblage homogène)
GAZ ACTIF
type : Argon + CO2 (+O2)
ACIER
MIG ALUMINIUM GAZ INERTE
type : Argon sec
ALUMINIUM
SOUDOBRASAGE MIG
ACIER
(assemblage hétérogène)
GAZ INERTE
type : Argon (+ Hélium)
BASE CUIVRE type : cupro - silicium ou cupro - aluminium
(1) Les produits testés et préconisés sont référencés dans le guide Renault GE35.SO.768
3.2 Description d’un cycle de soudage Un cycle de soudage comporte plusieurs phases :
➀ Pré-gaz : diffusion du gaz de protection pour évacuer l’azote, l’oxygène et l’humidité de l’air ambiant avant l’amorçage de l’arc.
➁ Amorçage de l’arc : création de l’arc électrique entre la pièce et le métal d’apport (électrode) et formation du bain de fusion.
➂ Soudage en régime stabilisé : le bain de fusion évolue le long du plan de joint par déplacement de la torche électrique.
Evanouissement d’arc : extinction de l’arc électrique en un point. Durant cette phase, il y a : ➃ L’anti-cratère : remplissage du cratère terminal pour éviter un manque de matière, ➄ Puis le burn-back : une sur-tension destinée à consommer le fil d’apport, évitant ainsi
la formation d’une boule métallique oxydée en bout de fil. ➅ Post-gaz : diffusion du gaz pour protéger le cordon de soudure et l’extrémité du fil d’apport
de l’oxydation de l’air pendant sa solidification et son refroidissement dans la plage des hautes températures.

EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 6 / 26
La figure 2 représente les différentes phases d’un cycle pendant la réalisation d’un cordon de soudure.
CARCATERISTIQUES DEBUT LONGUEUR UTILE FINDIMENSIONNELLES DES ZONES(NORME 01-50-911)
VUE DE DESSUS
VUE DE COTECOUPE LONGITUDINALE
TEMPORISATION (s) VITESSE DE SOUDAGE (cm/min) TEMPORISATION (s)TEMPS
GAZ
DEVIDAGE DU FIL D'APPORT
PRESENCE ARC ELECTRIQUE
TRAJECTOIRE DE SOUDAGEEN REGIME STABILISE
PHASES DU CYCLE
PRE-GAZ AMORCAGE SOUDAGE EN REGIME STABILISE EVANOUISSEMENT D'ARC POST-GAZ
DE L'ARC ANTI BURNCRATERE BACK
CORDON DE SOUDURE = LONGUEUR APPARENTE
Figure 2
3.3 Différents régimes d’arc stabilisés Le régime d’arc correspond au mode de transfert du métal d’apport à travers l’arc électrique de soudage. Les plus couramment utilisés à la DICAP sont le mode pulsé et le mode lisse en régime court-circuit. Leur choix dépend :
Des épaisseurs à assembler, Des nuances de tôles, De la position de soudage.
Remarque : Le mode lisse comporte également les régimes globulaires et pulvérisation axiale :
Le régime globulaire aussi appelé régime ‘grosse goutte’ est proscrit en raison du nombre et de la taille des projections qu’il génère,
Le régime par pulvérisation axiale est dédié aux fortes épaisseurs, hors périmètre de cette norme.
2 5
EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 7 / 26
3.4 Paramètres process importants Les paramètres principaux sont :
La vitesse de dévidage du fil d’apport dont dépend l’intensité de soudage, La tension de soudage induisant la hauteur d’arc, Le débit du gaz de protection en sortie de buse, La distance tube contact - pièce et les angles de torches (latéral et axial), La vitesse d’avance de la torche de soudage (manuelle et automatisée).
Pour maintenir un niveau de qualité en soudage à partir de paramètres optimisés, il est conseillé de conserver un débit de gaz constant à ± 4 l/min et une grande stabilité des autres paramètres cités ci-dessus.
4 Configuration d’un site de soudage
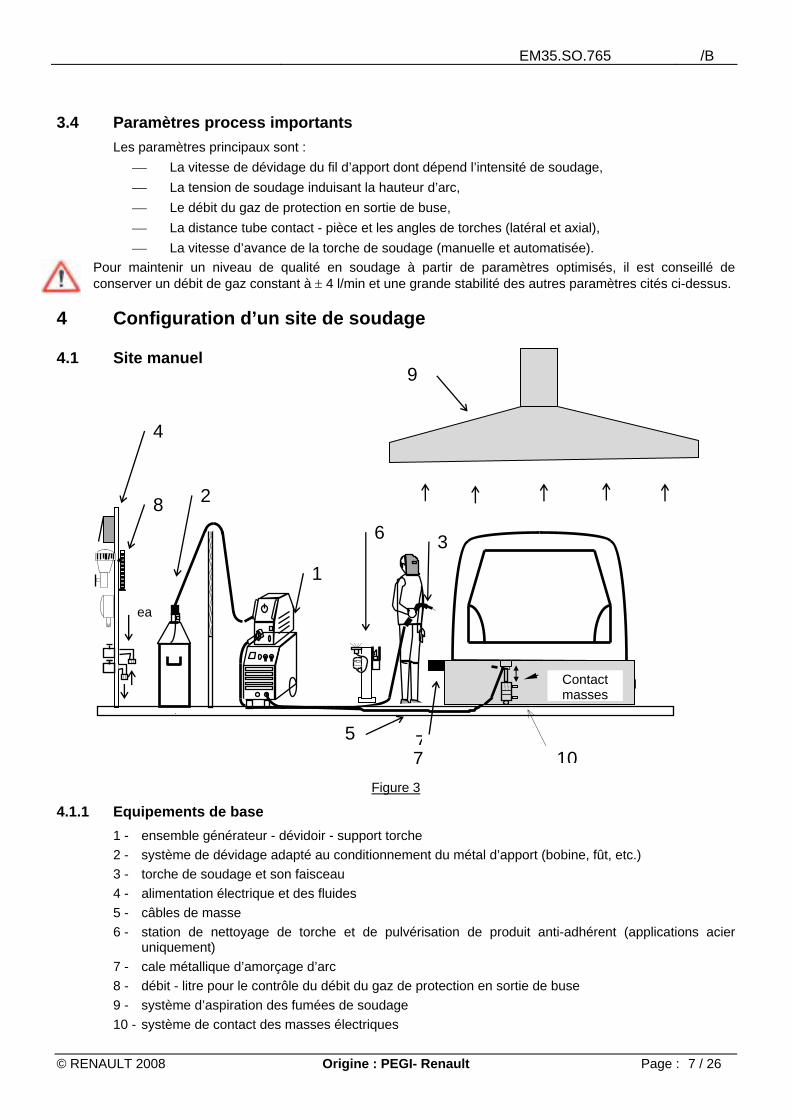
4.1 Site manuel Figure 3
4.1.1 Equipements de base 1 - ensemble générateur - dévidoir - support torche 2 - système de dévidage adapté au conditionnement du métal d’apport (bobine, fût, etc.) 3 - torche de soudage et son faisceau 4 - alimentation électrique et des fluides 5 - câbles de masse 6 - station de nettoyage de torche et de pulvérisation de produit anti-adhérent (applications acier
uniquement) 7 - cale métallique d’amorçage d’arc 8 - débit - litre pour le contrôle du débit du gaz de protection en sortie de buse 9 - système d’aspiration des fumées de soudage 10 - système de contact des masses électriques
C t t
ea
2
1
3
4
5
Contact masses
6
7
8
9
107
EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 8 / 26
4.1.2 Matériels complémentaires pour les applications aluminium Système de refroidissement torche, Montage pivotant pour le respecter des positions de soudage favorables.
4.2 Site robotisé
10
8
14
12
1
7
3
5
4
9
2
13
6
11
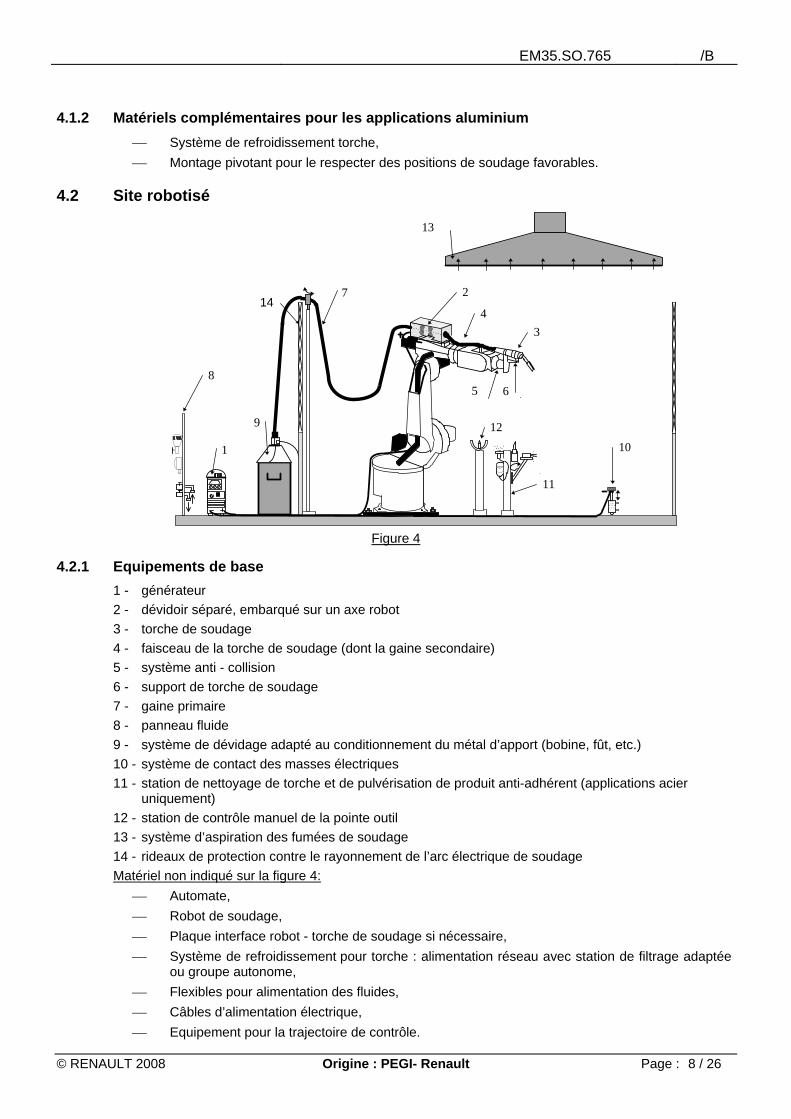
Figure 4
4.2.1 Equipements de base 1 - générateur 2 - dévidoir séparé, embarqué sur un axe robot 3 - torche de soudage 4 - faisceau de la torche de soudage (dont la gaine secondaire) 5 - système anti - collision 6 - support de torche de soudage 7 - gaine primaire 8 - panneau fluide 9 - système de dévidage adapté au conditionnement du métal d’apport (bobine, fût, etc.) 10 - système de contact des masses électriques 11 - station de nettoyage de torche et de pulvérisation de produit anti-adhérent (applications acier
uniquement) 12 - station de contrôle manuel de la pointe outil 13 - système d’aspiration des fumées de soudage 14 - rideaux de protection contre le rayonnement de l’arc électrique de soudage Matériel non indiqué sur la figure 4:
Automate, Robot de soudage, Plaque interface robot - torche de soudage si nécessaire, Système de refroidissement pour torche : alimentation réseau avec station de filtrage adaptée
ou groupe autonome, Flexibles pour alimentation des fluides, Câbles d’alimentation électrique, Equipement pour la trajectoire de contrôle.

EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 9 / 26
4.2.2 Equipements optionnels sur spécification des métiers de la DICAP Pour le soudage de l’acier et de l’aluminium :
Système complet de détection de joint - recalage automatique de trajectoire, intégré au pack de soudage robotisé,
Station coupe fil, Station de contrôle et recalage automatique de pointe outil, Changeur automatique de col de cygne.
Pour le soudage de l’aluminium uniquement : Positionneur pour fabrication de pièces hors flux permettant de respecter les positions de
soudage dites favorables, Dévidoirs chauffants.
4.3 Site automatisé sur caisse. Cette configuration de site est déconseillée par les métiers de la DICAP pour les raisons suivantes :
Augmentation de la fréquence des actions de maintenance préventive due à l’encrassement provoqué par le soudage des tôles galvanisées,
Réglages mécaniques insuffisants pour les applications tôles fines (notamment des angles de torche),
Aspect économique a fortement tendance à pencher en faveur des solutions robotisées, Manque de flexibilité du site en cas de modification du produit, Moyens de recalage.
5 Matériels de soudage L’ensemble des matériels validés par les métiers de la DICAP figurent dans le guide Renault GE35.SO.768. Ce guide est la référence pour les matériels et produits à intégrer en usine que ce soit dans le cadre d’un nouveau projet ou d’un véhicule en série.
5.1 Générateur de soudage Le générateur de soudage, ou source de soudage, délivre la puissance de soudage. Il est constitué d’une étagère électronique de puissance et d'un coffret de commande qui gère le pilotage de la source. Le générateur de soudage doit être conforme aux normes internationales CEI 60974-1 et CEI 60529
5.1.1 Caractéristiques requises Compatibilité avec le réseau d’alimentation électrique de l’usine destinataire : vérification
systématique pour l’international (400 V), Compatibilité de la puissance du générateur avec l’application (notamment épaisseurs à
souder et régime d’arc choisi) (300 A à 60%), Disponibilité de lois standards synergiques en mode lisse et en mode pulsé couvrant le
domaine d’applications de la présente norme (soudage MIG aluminium, MAG acier nu et revêtu et le soudo-brasage Mig - base cuivre),
Lois de synergies débrayables quel que soit le mode de soudage, Accessibilité aux réglages des paramètres d’amorçage et d’extinction d’arc, Possibilité de verrouillage des paramètres au moyen d’une clef spécifique ou d’un code
personnalisé, Visualisation des paramètres de soudage au poste (générateur, console déportée, baie, autre), Système de ventilation de la source : ne doit en aucun cas fonctionner en permanence, Maintenabilité : accessibilité et démontage aisée des pièces d’usure et de rechange, Interchangeabilité avec procédure de calibration à effectuer sur site,

EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 10 / 26
Système de sauvegarde et de back-up des paramètres process : carte à puce, disquette ou réseaux : sortie des paramètres sur imprimante, visualisation et traitement hors ligne des paramètres.
Livraison avec prise d’alimentation mâle montée sur l’embase du générateur et fourniture de la prise femelle correspondante.
5.1.2 Spécifications complémentaires En soudage manuel :
Le spécialiste soudure doit pouvoir : choisir les réglages accessibles aux opérateurs lorsque le poste est verrouillé, paramétrer les seuils haut et bas de ces réglages.
La fonction pointage doit être disponible. En soudage robotisé
Le générateur doit être maître du soudage. Les programmes et paramètres de soudage, systématiquement hébergés dans le générateur, sont appelés par le robot par un code programme,
Spécificité des cordons de sécurité : les paramètres suivants doivent obligatoirement faire l’objet d’une surveillance dynamique : l’intensité de soudage : Isoudage l’intensité du moteur de dévidage : Imoteur
Ces données sont exploitées dans le cadre de la surveillance des paramètres process de soudage (voir § 8.3.3).
5.2 Dévidoir ou système d’entraînement de fil A chaque type de générateur correspond un type de dévidoir de même marque. Cet élément assure le dévidage du métal d'apport selon la consigne imposée par le générateur.
5.2.1 Caractéristiques requises Plage de vitesse de dévidage : 0 à 18 m/min et 0 à 22 m/min, Diamètres de fils standards : 0,8 - 1,0 - 1,2 mm pour l’acier et les bases cuivre, Diamètre de fil standard : 1,2 mm pour l’aluminium, Vitesse de dévidage asservie pour garantir une précision de ± 1%, Système de dévidage 4 galets pour garantir une meilleure régularité de la vitesse fil : privilégier
le système comportant 1 galet moteur entraînant les 4 galets par un système d'engrenages, Connecteur de torche : raccord Européen conforme à la norme française A 85-631, La position et l'alignement des guides fils sont indéréglables, La pression des galets ne doit pas être déréglable lors d'un changement fil, Liaison générateur - dévidoir : par un câble d’alimentation blindé (blindage conforme au guide
CNOMO GE03-026N), Maintenabilité :
accessibilité et démontage aisé des pièces d’usure et de rechange, changement des guides fil sans outils. montage et démontage des galets sans risque d’erreur. Privilégier notamment les galets
à rainures adaptées à un seul diamètre de fil.
5.2.2 Spécifications particulières pour les applications manuelles uniquement Possibilité de séparation générateur - dévidoir respectant les conditions suivantes :
câble de liaison blindé (blindage conforme au guide CNOMO GE03-026N) pour éviter les problèmes d’incompatibilité électromagnétique,
renforcement des zones de fixation des éléments prévus pour une suspension du dévidoir.

EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 11 / 26
Longueurs standards des faisceaux généralement proposées par le fournisseur du moyen : 5-10 et 15 m. Ceci permet la suspension des moyens et rend l'aménagement du site plus flexible.
Alimentation en bobine de 5 kg (aluminium) à 15 kg (acier et base cuivre) : dérouleur piété pour le blocage de la bobine, système de montage et démontage rapide de la bobine, frein bobine garantissant un couple de freinage constant en toute circonstance et sans à
coup. Alimentation en fût :
équiper le dévidoir des guides fil nécessaires au passage du fil, disposer d’un dérouleur simple du commerce avec encliqueteur à montage et
démontage rapide pour les dépannages et essais industriels.
5.3 Torche de soudage
5.3.1 Généralités La torche de soudage doit assurer plusieurs fonctions :
Amener le fil ou métal d’apport dans le plan de joint, Transférer le courant au fil d’apport par contact glissant, Diffuser le gaz de protection pour éviter l’oxydation du bain de fusion, Aspirer les fumées de soudage dans le cas des torches aspirantes.
Il existe différents types de torche manuelles et robotisées : motorisées ou non, refroidies ou non et aspirantes ou non aspirantes. Le tableau ci-dessous résume le type de torche à employer selon l’application prévue.
application zone véhicule acier aluminium
manuelle Toutes zones
torche - aspirante - non motorisée
- refroidie à partir de 280A à 80% longueur de faisceau ≤ 4 m
torche - non aspirante - non motorisée
- refroidie eau longueur de faisceau ≤ 3 m
intérieur habitacle
et
base roulante
torche - non aspirante - non motorisée - refroidie par eau
longueur de faisceau - dérouleur de fil embarqué L ≤ 2 m
torche - non aspirante - motorisée - refroidie par eau
longueur de faisceau - dérouleur de fil embarqué L ≤ 2 m - dérouleur de fil non embarqué L ≤ 8 m
robotisée(1)
proximité des zones visibles
par le client
torche - non aspirante - motorisée - refroidie par eau
longueur de faisceau - dérouleur de fil embarqué L ≤ 2 m - dérouleur de fil non embarqué L ≤ 8 m
(1) le faisceau doit être dimensionné pour éviter les torsions, les boucles et les rayons de courbure faibles pendant l’opération de soudage.

EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 12 / 26
5.3.2 Caractéristiques requises Domaine d’utilisation ou facteur de marche compatible avec l’application prévue, Connexion au dévidoir par raccord type Européen conforme à la norme française A 85-631, Disposer de fraise de nettoyage adapté à l’ensemble buse - tube contact, Permettre le montage et démontage aisé des pièces d’usure.
Torches robotisées : Col de cygne amovible, Disposer d’un gabarit de contrôle de forme et de reconformage, Support torche : en acier, non réglable et piété. Le piétage doit se faire lors de la mise en route.
5.3.3 Spécifications pour torches refroidies eau (manuelle ou robotisée) Système de refroidissement par circulation interne, Alimentation en eau de refroidissement - deux possibilités :
par groupe refroidisseur autonome géré par le générateur de manière à ne fonctionner que pendant les phases de soudage. Le niveau du liquide de refroidissement et la position du bec de remplissage doivent être accessible de l’extérieur pour facilité la maintenance préventive,
par le réseau de distribution d’eau usine : la spécification de la qualité de l’eau de refroidissement doit être compatible avec celle du réseau usine.
5.3.4 Spécifications pour torches manuelles aspirantes Une torche aspirante doit présenter une efficacité de captage de fumée tout en respectant la
fonction ‘protection gazeuse du bain de fusion’, Capteur de fumée fixe ou amovible : favoriser le capteur fixe pour son encombrement réduit, Connexion du corps de torche au faisceau par un système ‘rotule’ ou ‘radial’, Le groupe aspirant doit :
être associé à la torche, au niveau acoustique respecter la norme Renault EB75.81.325, se mettre en marche en fonction de l’appui gâchette de la torche et en aucun cas
fonctionner en permanence.
5.3.5 Spécification pour torches robotisées motorisées (systèmes push-pull ou push-push) Une torche motorisée comporte un moteur d’entraînement des galets à proximité du col de cygne. Les moteurs d’entraînement des galets de la torche et ceux du dévidoir sont intégrés à une boucle d’asservissement. L’un est maître, l’autre est esclave. Deux cas de figure se présentent :
Le moteur du dévidoir est maître : solution moins coûteuse et suffisante pour les applications sur acier,
Le moteur de la torche est maître : solution nécessaire pour les applications sur aluminium car elle permet d’éviter la tension du fil dans la gaine secondaire. Ce qui limite les risques de rupture de fil.
5.3.6 Pièces d’usures
5.3.6.1 Tube contact Son rôle principal est de transmettre le courant de soudage au fil par contact glissant. Il existe deux systèmes de fixation des tubes contacts :
Par clipsage : risque, au montage, de ne pas positionner le tube contact en butée, Par vissage : démontage plus difficile en cas de défaut de fil collé dans le tube contact.
La nuance du tube contact dépend de la nature du métal d’apport (voir recommandation du tableau ci-dessous).
NATURE FIL D’APPORT ACIER BASE CUIVRE ALUMINIUM
TYPE DE TUBE CONTACT cuivre - chrome - zirconium cuivre - chrome - zirconium cuivre standard

EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 13 / 26
Le dimensionnement du tube contact est fonction du diamètre du fil d’apport prévu. Les tubes contact usinés sont à privilégier pour leurs meilleures tolérances de fabrication (tolérance sur le diamètre intérieur ± 0,03 mm).
5.3.6.2 Diffuseur de gaz Son rôle principal est de répartir, sans provoquer de turbulences, le flux gazeux dans la buse de soudage. Le diffuseur est un consommable adapté au col de cygne employé.
5.3.6.3 Buse Son rôle est la diffusion du gaz de soudage sur le bain de fusion pour en assurer la protection pendant l’opération de soudage. La buse, bien que standard dans le catalogue du fournisseur du moyen, peut être spécifique à une application car elle doit être choisie en fonction des contraintes d’accessibilité au plan de joint.
5.3.6.4 Col de cygne Le col de cygne peut être droit ou coudé (standard à 22°) pour favoriser l’accessibilité de la torche au plan de joint. Lorsque l’angle de cambrage est inférieur à 20°, la torche doit être équipée d’un courbeur de fil pour faciliter le contact électrique dans le tube contact. Le col de cygne amovible doit être interchangeable de manière à garantir une répétitivité de positionnement dans l’espace inférieure à 0,2 mm.
5.3.6.5 Gaine secondaire Sa nature et son diamètre sont fonction du métal d’apport utilisé. Elle relie le dérouleur de fil à la torche de soudage. Elle doit être conçue pour permettre son montage et démontage rapide.
5.4 Conditionnement du métal d’apport et chaîne de dévidage primaire Il est fortement recommandé d’utiliser des conditionnements en fût d’au moins 200 kg pour les applications ‘acier doux’. Le conditionnement en bobine est plus adapté aux métaux d’apport spéciaux et à l’aluminium. Un capteur de fin de fût ou de présence fil doit être installé pour le soudage robotisé. Le métal d’apport est véhiculé jusqu’au dérouleur de fil par une gaine primaire la plus courte possible et dont les opérations de montage/démontage et de soufflage sont aisées.
5.5 Station de nettoyage torche 5.5.1 Fonction nettoyage
Elimination des projections métalliques ayant adhérées sur les parois internes de la buse (jusqu’au diffuseur) et à l’extérieur du tube contact,
Système à fraise (fixe ou mobile) ou autre système permettant le nettoyage de buse conique et cylindrique,
Système principal (hors fraise) indépendant de la forme de la torche, Soufflage d’air comprimé par l’intérieur du faisceau- pression à privilégier : 10 à 12 bars (cette
pression est à obtenir au moyen d’un surpresseur situé dans l’ilot), Système de blocage de la torche sans risque de dommage ou de déformation du col de cygne, Contrôle du couple de fraisage dans le cas de station électrique.
Spécification particulière pour le nettoyeur pour torches manuelles Système adapté aux torches manuelles standards et aspirantes, Sécurité de l’opérateur : accès impossible aux zones de coincement et aux parties tournantes.
5.5.2 Fonction pulvérisation de produit anti-adhérent Pulvérisation par l’extérieur de la torche (système par l’intérieur du faisceau : interdit), Paramètres de pulvérisation : débit et quantité de produit pulvérisé.

EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 14 / 26
5.5.3 Fonction coupe fil Ce système permet d’améliorer les conditions d’amorçage de l’arc de soudage :
Tolérance de coupe (distance : buse - extrémité du fil) : ± 0,5 mm, Système permettant d’obtenir une coupe franche et un fil non courbé par l’opération.
Cette fonction est fortement recommandée lorsque l’application exige un amorçage immédiat et garanti.
5.6 Système anti-collision et support de torche de soudage robotisé Le système doit provoquer l’arrêt de la soudure et du robot en cas de choc de la torche quelle qu’en soit la direction. Il doit maintenir la torche parfaitement rigide et indexée sur le robot. Le support torche faisant partie intégrante du système, doit permettre un échange de la torche de soudage dans une précision inférieure à 0,1 mm. De plus l’effort de déclenchement de l’anticollision ne doit pas déformer la géométrie de la torche.
5.7 Recalage automatique de pointe outil Après un incident ou lors d’une opération de maintenance, il est demandé de prévoir une procédure de contrôle de la bonne position de la pointe outil. Ce contrôle peut être fait manuellement ou en automatique. Caractéristiques requises des systèmes automatiques :
Correction au niveau du fil dans les directions en X, Y (et Z si possible) du référentiel outil, Correction automatique de la pointe outil selon des plages programmables.
5.8 Panneau fluide pour îlots robotisés Le panneau fluide permet d’alimenter l’îlot de soudage en :
Air comprimé, Gaz de protection de soudage, Eau de refroidissement de la torche de soudage dans le cas de l’utilisation du réseau.
Le circuit gaz doit comporter en plus du capteur de présence gaz, un contrôleur de débit dont les seuils haut et bas sont paramétrables uniquement si le générateur de soudage ne possède pas ce type d’appareil. Dans le cas d’utilisation de bouteilles ou cadre, prévoir le détendeur adéquat sur le panneau fluide.
6 Contraintes « Produit » La réussite du soudage à l’arc Mig-Mag est conditionnée par la qualité du produit à assembler (produit entrant), à savoir :
Des accostages donc de la capabilité emboutissage du produit par rapport au dessin de la zone à souder c’est la dispersion de position relative entre les tôles à souder,
De la répétabilité géométrique des pièces dont les bords à souder : c’est la dispersion de position absolue de la zone à souder dans l’espace.
Le non respect d’une des conditions citées dans ce chapitre conduit à une dégradation du niveau de qualité des liaisons soudées, voire même dans certains cas, à empêcher l’opération de soudage.
EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 15 / 26
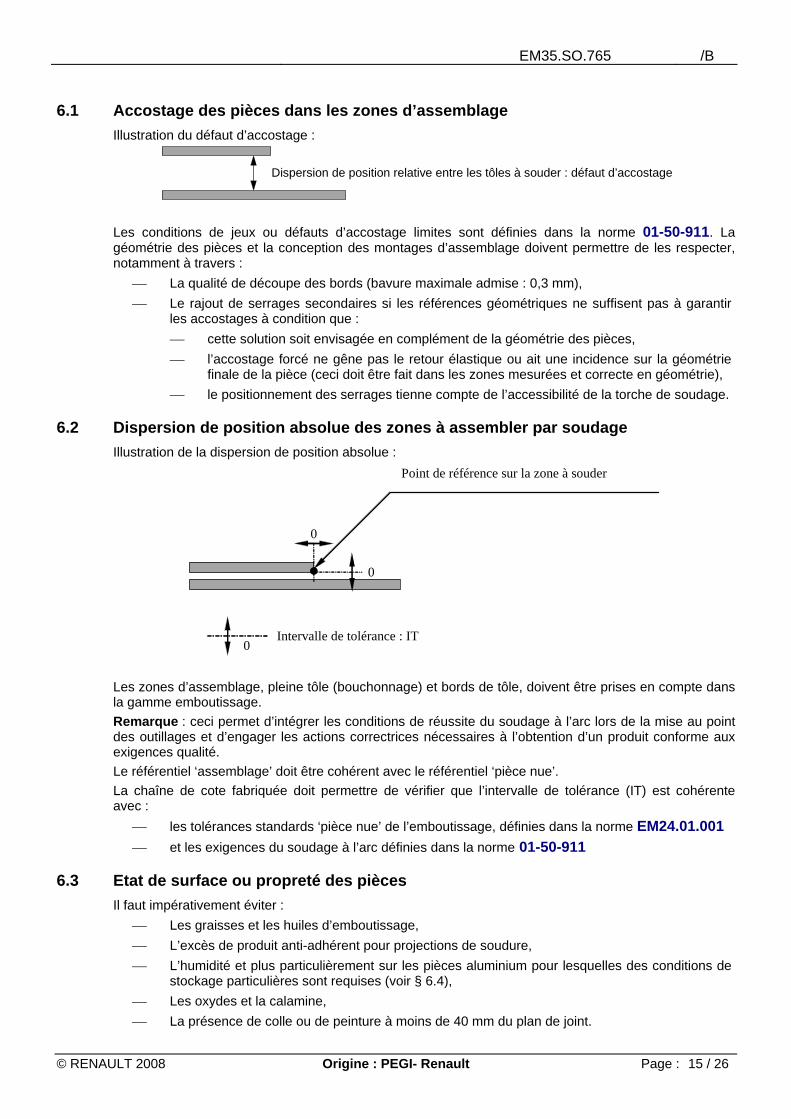
6.1 Accostage des pièces dans les zones d’assemblage
Illustration du défaut d’accostage :
Dispersion de position relative entre les tôles à souder : défaut d’accostage
Les conditions de jeux ou défauts d’accostage limites sont définies dans la norme 01-50-911. La géométrie des pièces et la conception des montages d’assemblage doivent permettre de les respecter, notamment à travers :
La qualité de découpe des bords (bavure maximale admise : 0,3 mm), Le rajout de serrages secondaires si les références géométriques ne suffisent pas à garantir
les accostages à condition que : cette solution soit envisagée en complément de la géométrie des pièces, l’accostage forcé ne gêne pas le retour élastique ou ait une incidence sur la géométrie
finale de la pièce (ceci doit être fait dans les zones mesurées et correcte en géométrie), le positionnement des serrages tienne compte de l’accessibilité de la torche de soudage.
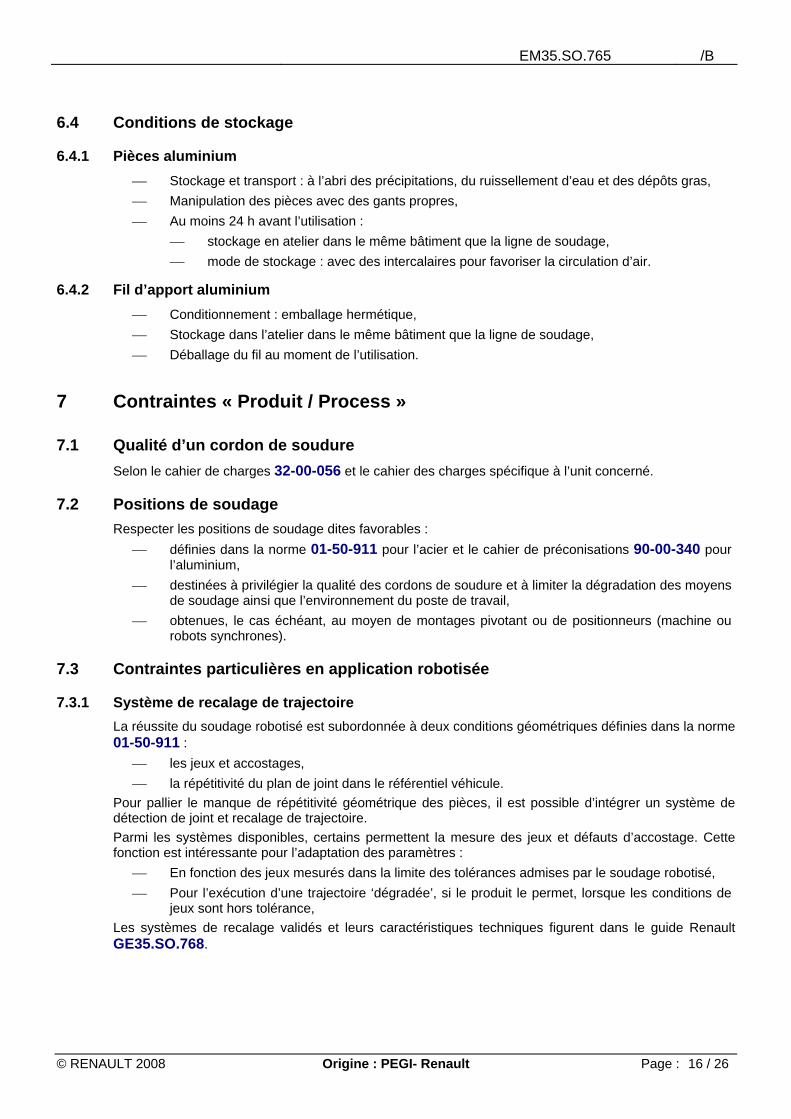
6.2 Dispersion de position absolue des zones à assembler par soudage Illustration de la dispersion de position absolue :
0
0
Point de référence sur la zone à souder
0 Intervalle de tolérance : IT
Les zones d’assemblage, pleine tôle (bouchonnage) et bords de tôle, doivent être prises en compte dans la gamme emboutissage. Remarque : ceci permet d’intégrer les conditions de réussite du soudage à l’arc lors de la mise au point des outillages et d’engager les actions correctrices nécessaires à l’obtention d’un produit conforme aux exigences qualité. Le référentiel ‘assemblage’ doit être cohérent avec le référentiel ‘pièce nue’. La chaîne de cote fabriquée doit permettre de vérifier que l’intervalle de tolérance (IT) est cohérente avec :
les tolérances standards ‘pièce nue’ de l’emboutissage, définies dans la norme EM24.01.001 et les exigences du soudage à l’arc définies dans la norme 01-50-911
6.3 Etat de surface ou propreté des pièces Il faut impérativement éviter :
Les graisses et les huiles d’emboutissage, L’excès de produit anti-adhérent pour projections de soudure, L’humidité et plus particulièrement sur les pièces aluminium pour lesquelles des conditions de
stockage particulières sont requises (voir § 6.4), Les oxydes et la calamine, La présence de colle ou de peinture à moins de 40 mm du plan de joint.
EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 16 / 26
6.4 Conditions de stockage
6.4.1 Pièces aluminium Stockage et transport : à l’abri des précipitations, du ruissellement d’eau et des dépôts gras, Manipulation des pièces avec des gants propres, Au moins 24 h avant l’utilisation :
stockage en atelier dans le même bâtiment que la ligne de soudage, mode de stockage : avec des intercalaires pour favoriser la circulation d’air.
6.4.2 Fil d’apport aluminium Conditionnement : emballage hermétique, Stockage dans l’atelier dans le même bâtiment que la ligne de soudage, Déballage du fil au moment de l’utilisation.
7 Contraintes « Produit / Process »
7.1 Qualité d’un cordon de soudure Selon le cahier de charges 32-00-056 et le cahier des charges spécifique à l’unit concerné.
7.2 Positions de soudage Respecter les positions de soudage dites favorables :
définies dans la norme 01-50-911 pour l’acier et le cahier de préconisations 90-00-340 pour l’aluminium,
destinées à privilégier la qualité des cordons de soudure et à limiter la dégradation des moyens de soudage ainsi que l’environnement du poste de travail,
obtenues, le cas échéant, au moyen de montages pivotant ou de positionneurs (machine ou robots synchrones).
7.3 Contraintes particulières en application robotisée
7.3.1 Système de recalage de trajectoire La réussite du soudage robotisé est subordonnée à deux conditions géométriques définies dans la norme 01-50-911 :
les jeux et accostages, la répétitivité du plan de joint dans le référentiel véhicule.
Pour pallier le manque de répétitivité géométrique des pièces, il est possible d’intégrer un système de détection de joint et recalage de trajectoire. Parmi les systèmes disponibles, certains permettent la mesure des jeux et défauts d’accostage. Cette fonction est intéressante pour l’adaptation des paramètres :
En fonction des jeux mesurés dans la limite des tolérances admises par le soudage robotisé, Pour l’exécution d’une trajectoire ‘dégradée’, si le produit le permet, lorsque les conditions de
jeux sont hors tolérance, Les systèmes de recalage validés et leurs caractéristiques techniques figurent dans le guide Renault GE35.SO.768.

EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 17 / 26
7.3.2 Simulation 3D La simulation 3D doit être réalisée à l’aide d’un logiciel métier spécifique au soudage à l’arc. Exemple : faisabilité Robcad : module ‘ArcWeld’. Cette étude est nécessaire pour définir :
Le choix de la configuration dans le respect des contraintes produit/process et process citées dans la présente norme,
Le choix du matériel dont la courbure du col de cygne, L’implantation de l’environnement proche avec la prise en compte des règles citées au § 10.4.
Les préconisations pour la faisabilité Robcad (simulation 3D) sont spécifiées au chapitre 9.
8 Contraintes « Process »
8.1 Temps technologiques de soudage Le tableau ci-dessous doit servir au dimensionnement des installations :
Vitesse de soudage Application Manuel Robotisé(1)
temps supplémentaire obligatoire(3) par cordon
Acier doux nu 50 cm/mn. (≈ 0,12 s/mm) 80 cm/mn (≈ 0,075 s/mm) 0,5 s manuel / 1,5 s robotisé Acier doux revêtu 40 cm/mn. (≈ 0,15 s/mm) 60 cm/mn. (≈ 0,1 s/mm) 0,5 s manuel / 1.5 s robotisé
Aluminium 30 cm/mn. (≈ 0,20 s/mm) de 10 à 30 cm/mn.(2) 2 s
(1) hors système de détection de joint et hors recalage de trajectoire (2) trajectoire de soudage comportant un balayage mécanique souvent nécessaire pour le soudage de
l’aluminium (3)Temps supplémentaire obligatoire : temps dédié au pré et post gaz, aux phases d’amorçage et
d’extinction d’arc - voir § 3.2 ainsi qu’à la stabilisation du faisceau en soudage robotisé. En soudage manuel, le temps supplémentaire obligatoire par cordon est inférieur sur acier car :
les phases auxquelles correspondent ces temps sont partiellement masquées par la gestuelle et l’anticipation naturelle du soudeur
il n’est pas nécessaire d’attendre la stabilisation du faisceau avant amorçage Pour le soudage de l’aluminium, ce temps supplémentaire est plus long que pour l’acier car :
le remplissage du cratère terminal est impératif pour limiter les risques de fissuration en fin de cordon
les pré et post-gaz doivent être suffisants pour éviter l’oxydation du cordon en début et fin de soudage
8.2 Contraintes de mise en œuvre d’un site manuel Les règles figurant dans le guide Renault GE75-026R doivent être respectées. Elles concernent notamment :
L’accessibilité aux zones à souder et leur visibilité en position de travail de l’opérateur, La hauteur de travail, L’aménagement du poste :
éviter les encombrements provoquant une gène physique ou visuel, favoriser les zones d’appui pour la stabilité de l’opérateur,
Le cheminement des fumées de soudage et leur aspiration. Remarque : Il ne faut pas placer d’obstacles entre le cordon de soudure et la bouche d’aspiration de fumée à la source.
EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 18 / 26
8.3 Contraintes de mise en œuvre d’un site robotisé
8.3.1 Intégration dans l’environnement industriel Renault Un pack de soudage robotisé doit comporter :
Le logiciel métier du fournisseur du moyen : nécessaire à la fonction soudage, l’applicatif Renault conforme aux normes du service Electrique et nécessaire à l’intégration et à
l’exploitation d’un îlot robotisé dans une usine Renault. Les principales normes à respecter : EM35.EA.010 : Définition des fonctions de base du soudage à l’arc sur une installation
automatisée, EM35.EA.020 : Baie robot : définition de l’application arc, EM81.EA.030 : Baie robot : définition de l’application de base manutention, EM81.EA.040 : Baie robot : norme d’intégration du suivi des moyens.
Les exigences concernant la surveillance du processus sont définies dans la norme Renault EM35.EA.010 à laquelle peuvent se rajouter des spécifications particulières décrites au § 8.3.3
8.3.2 Trajectoire La programmation des trajectoires doit être réalisée conformément à la norme EM81.EA.170
8.3.2.1 Trajectoire de travail Lors de la réalisation des trajectoires, veillez au respect des règles suivantes :
Hygiène du faisceau : éviter les coudes, boucles, torsion et frottement du faisceau de torche. A aucun moment, le pompage hors soudage ne doit excéder 4 mm.
La buse de soudage ne doit pas passer à moins de 50 mm d’un serrage pour garantir l’accessibilité de la buse au plan de joint et permettre une latitude de réglage lors de la mise au point du process sur site
8.3.2.2 Trajectoire de contrôle Prévoir une trajectoire de contrôle sur une pièce test dont la fonction est de permettre la vérification des paramètres process dans une configuration figée, notamment :
Les paramètres de position de la torche de soudage (angles de torche, position de la pointe outil dans le plan de joint et distance tube contact - pièce),
Les paramètres électriques de soudage, La détection et le recalage de trajectoire lorsqu’il y a intégration d’un tel système sur le robot.
La pièce test, représentative du process, doit être définie par l’intégrateur et validée par les métiers de la DICAP.
8.3.3 Surveillance des paramètres process de soudage Cette spécification s’adresse :
Aux cordons de sécurité : obligatoire, Aux autres cordons : sur demande particulière spécifiée au cahier des charges méthode.
Un système de surveillance doit permettre la surveillance en temps réel des paramètres ci-dessous et l’alerte dans le cas d’un dépassement d’un seuil programmé :
L’Intensité de soudage : configuration du système : les seuils minimum et maximum doivent être des valeurs
absolues ou des pourcentages par rapport à une valeur nominale apprise. Ces seuils, haut et bas, doivent être réglables séparément,
principe de fonctionnement : le dépassement d’un seuil, en régime établi et pendant un temps de dépassement programmé (réglable par pas de 0,1 sec) doit permettre l’arrêt de l’installation en fin de cycle.
L’Intensité du moteur de dévidage du fil d’apport avec un seuil supérieur réglable, Le débit du gaz de protection : seuils minimum et maximum réglables séparément.
EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 19 / 26
8.4 Contraintes particulières liées au soudage de l’aluminium
8.4.1 Qualité du dévidage du fil d’apport Le dévidage doit être régulier et sans à coup pour limiter le phénomène de pompage. Pour cela il faut : Application manuelle :
L’emploi de faisceau de torche court : longueur maximale 3 m, La suspension du dévidoir pour favoriser l’hygiène du faisceau et garantir l’accès aux différents
cordons sans provoquer d’effort sur le faisceau. Application robotisée :
L’emploi de torche motorisée (appellation push-push ou push-pull).
8.5 Contraintes liées au soudage de tôles en acier nu et revêtu
8.5.1 Hygiène industrielle et conditions de travail Mise en place de systèmes d’aspiration de fumées conformément à la norme Renault EM34.SO.775 :
Toutes applications : captation des fumées dans la zone de travail, Disposition supplémentaire pour les applications manuelles : captation des fumées à la source.
Systèmes permettant une captation des fumées à la source : Torche manuelle aspirante : voir guide Renault GE35.SO.768, Systèmes d’aspiration fixés sur le montage en respectant les contraintes suivantes :
l’accessibilité torche au plan de joint, la visibilité de la zone de travail par l’opérateur, la protection gazeuse du soudage.
En aucun cas les fumées ne doivent être dirigées vers l’opérateur.
8.5.2 Protection des zones d’aspect contre les projections de soudage Lorsque les cordons de soudure sont placés dans ou à proximité de zones dites ‘d’aspect’, il est nécessaire de protéger ces zones des projections métalliques de soudage à l’aide :
D’un cache mécanique, D’un produit anti-adhérent (voir guide Renault GE35.SO.768) déposé par pulvérisation.
L’opération doit se dérouler : En amont du poste de soudage mais à proximité pour limiter le risque d’assèchement du
produit, Dans une cabine de confinement pour éviter la diffusion du produit dans le reste de l’atelier, A l’aide de moyens fixes ou mobiles et dont les paramètres de pulvérisation sont verrouillables
8.5.3 Protection des outillages Les pièces de guidage et de contact soumises aux projections métalliques de soudage doivent être traitées à 1200 N/mm2 et/ou posséder des capotages de protection en cuivre ou en laiton. La fixation des parties d’outillage soumises aux projections doit être réalisée par des vis à têtes hexagonales. Les zones difficiles à cartériser peuvent être protégées par un produit anti-adhérent (voir guide Renault GE35.SO.768)

EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 20 / 26
9 Faisabilité Robcad
9.1 Réalisation de la simulation 3D La simulation 3D doit être réalisée conformément à la norme Renault EM34.PN.000 et doit couvrir les trois premières étapes qui y sont définies :
L’étude d’accessibilité : vérifier que l’opération est réalisable pour un outil prédéterminé sans qu’il y ait de collision avec les pièces et l’environnement,
L’étude de faisabilité : phase d’optimisation de la gamme et du process de fabrication pour tendre vers les objectifs de performances nominales de l’installation,
L’étude de simulation : vérifier que la cellule définie, représentation fidèle du futur site de production, répond bien aux conditions fixées par le processus de fabrication.
Ces études sont à réaliser avec les composants définis par les métiers et spécifiques à un projet.
9.2 Etude de faisabilité Modélisation des éléments de l’environnement :
Prévoir impérativement sur le montage des volumes pour : les serrages à proximité des plans de joint, les systèmes d’aspiration, le positionnement des masses.
Remarque : il faut éviter de placer les composants mécaniques dans les zones susceptibles d’être polluées par les projections de soudage.
Prévoir l’intégration sur l’équipement robot d’un système de détection de joint et recalage de trajectoire le cas échéant,
Règles d’implantation voir § 10.4. Temps technologiques de soudage : voir § 8.1
10 Intégration du matériel de soudage
10.1 Règles L’intégrateur doit s’assurer auprès du fournisseur du moyen que l’intégration des matériels est conforme à ses spécifications et doit le certifier au travers d’un Bordereau Technique de Bonne Intégration (BTBI) co-signé.
10.2 Alimentation en gaz de soudage (gaz de protection) Nature du gaz conforme aux préconisations Renault (voir guide Renault GE35.SO.768), Pour les applications série, prévoir une alimentation réseau spécifique conforme à la norme
Renault EM34.FL.000, Pour les applications particulières mettant en œuvre un gaz différent de la série, le choix de
l’alimentation, par un nouveau réseau spécifique ou un conditionnement bouteille, doit être déterminé par l’usine. Il dépend de la consommation prévue et des contraintes logistiques.

EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 21 / 26
10.3 Alimentation en eau de refroidissement Utilisation du réseau d’eau : la spécification de la qualité de l’eau de refroidissement du moyen
doit être compatible avec celle du réseau usine (norme Renault EM34.FL.000), Utilisation d’un groupe de refroidissement autonome.
10.4 Implantation
10.4.1 Règles générales Quel que soit le process, l’implantation doit :
Permettre un accès aisé aux principaux composants du site de soudage, rappelés ci-dessous : le générateur, le dévidoir, le métal d’apport (fût ou bobine), la station de nettoyage pour la torche de soudage.
Eviter les risques d’interférence en respectant des distances de travail spécifiées par les fournisseurs des moyens ci-dessous : de cagoules à cristaux liquides : noircissement du verre de protection oculaire dû au
rayonnement de l’arc d’un autre soudeur et qui risque de provoquer une gêne opératoire, caméra de recalage par vision laser : risque de perturbation de la lecture par le
rayonnement de l’arc d’un autre robot de soudage.
10.4.2 Applications manuelles L’implantation doit tenir compte des principales spécifications d’ergonomie et d’aménagement de poste figurant dans le guide d’ergonomie GE75-026R destiné à l’ingénierie et à la fabrication.
10.4.3 Applications robotisées et automatisées Garantir l’accès aisé à la torche de soudage lorsque le robot est en position de repli, Placer le générateur à l’extérieur de l’îlot robotisé, Implanter le fût ou touret (métal d’apport) à l’extérieur du site mais au droit du robot pour limiter
la longueur de la gaine primaire, Positionner les stations (nettoyage torche, contrôle de la pointe outil, trajectoire de contrôle) de
manière à limiter la longueur du faisceau de torche.

EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 22 / 26
10.5 Masses électriques
10.5.1 Règles fondamentales Il est strictement interdit de faire passer le courant de retour de masse par les pilotes ou
drageoirs et les organes mobiles mécaniques de l’installation (serrages, références, roulement, glissières, autres),
L’ensemble des serrages et des pilotes doit être électriquement isolé, Le contact de masse doit se faire directement sur la pièce à assembler et au plus près de la
soudure, Les surfaces de contact doivent être :
non encrassées, non peintes.
Si plusieurs générateurs sont utilisés à une même opération : prévoir au moins un contact de masse par générateur de soudage, équilibrer les masses en utilisant des longueurs de câbles identiques ou en disposant
d’une barrette de répartition des masses, isolée du montage par des silent blocs auxquels sont raccordés les câbles de liaison (voir figure 6).
GENERATEUR
CABLE DE RETOUR COURANT
Serrages
Plot de contact de massepar exemple
Cables de liaisonBarrette de répartition
PIECE
Figure 6 : Principe d’équilibrage des masses électriques
Pour s'affranchir des longueurs excédentaires sur le site, le câble ne doit pas être enroulé (effet de self), mais coupé à la bonne longueur ou accroché en guirlande selon la figure ci-dessous :
A proscrire A privilégier
Câble de masseEléments de fixation
Figure 7 : Hygiène des câbles de masse

EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 23 / 26
La section minimale des câbles de masse est fonction des courants de soudage moyens mise
en oeuvre :
S (mm2)
I(A) à 100%
I(A) à 60%
25 135 175 50 220 285 95 330 425 150 430 550
10.5.2 Systèmes de mise à la masse électrique des pièces à assembler
10.5.2.1 Plot de contact monté sur butée élastique (voir figure 8) Domaine d’application : soudage manuel ou robotisé sur un unit ou la caisse (poste fixe). Un plot se compose d’une tresse plate en cuivre (pièce d’usure en contact avec la pièce), montée sur un bloc en cuivre, lui-même fixé sur des supports anti-chocs. Un câble de jonction de 300 mm le raccorde à un support anti-choc déporté, afin d’éviter les problèmes de traction des câbles sur le plot et les risques de marquage de la pièce. Le contact électrique est optimal pour un enfoncement préconisé de 2 mm (voir guide Renault GE34.SO.180).
plot de contact
câble de liaison
Support anti chocs
montage fixe
tresse de contact de masse
silent bloc
barette de répartition
des masses
ou support de vérin(cas d'application caisse)
Figure 8 : Plot de contact de masse
EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 24 / 26
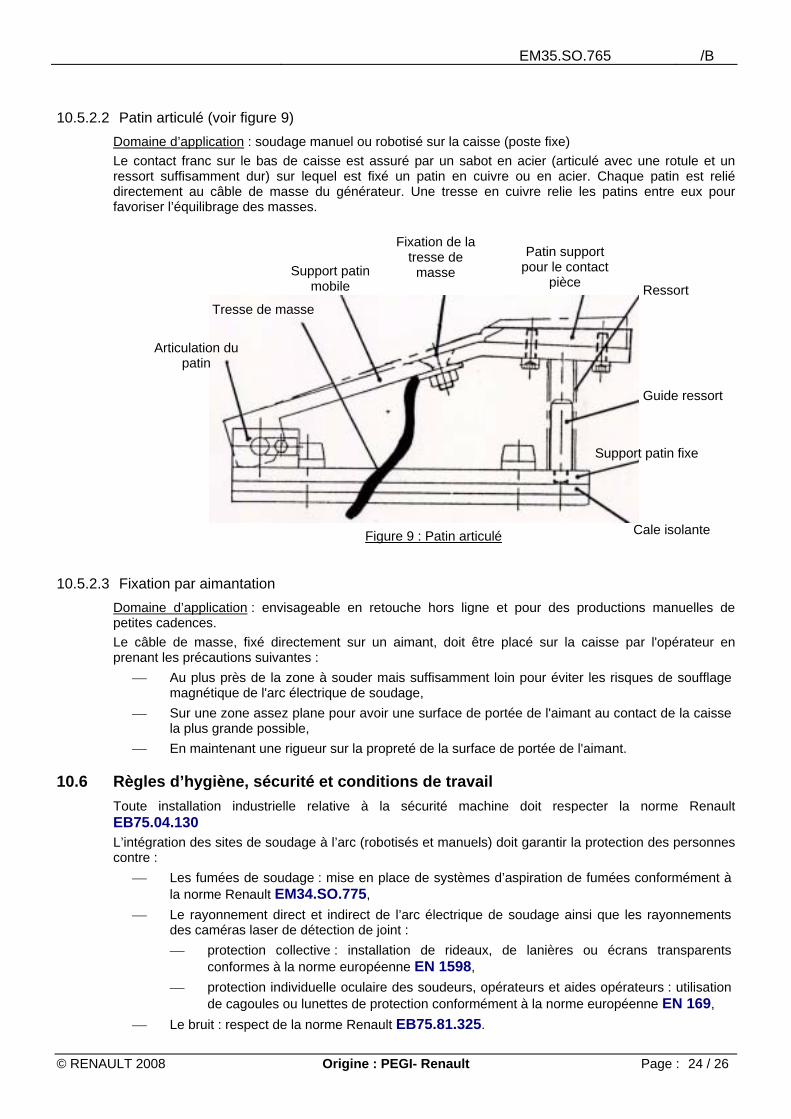
10.5.2.2 Patin articulé (voir figure 9) Domaine d’application : soudage manuel ou robotisé sur la caisse (poste fixe) Le contact franc sur le bas de caisse est assuré par un sabot en acier (articulé avec une rotule et un ressort suffisamment dur) sur lequel est fixé un patin en cuivre ou en acier. Chaque patin est relié directement au câble de masse du générateur. Une tresse en cuivre relie les patins entre eux pour favoriser l’équilibrage des masses.
Figure 9 : Patin articulé
10.5.2.3 Fixation par aimantation Domaine d’application : envisageable en retouche hors ligne et pour des productions manuelles de petites cadences. Le câble de masse, fixé directement sur un aimant, doit être placé sur la caisse par l'opérateur en prenant les précautions suivantes :
Au plus près de la zone à souder mais suffisamment loin pour éviter les risques de soufflage magnétique de l'arc électrique de soudage,
Sur une zone assez plane pour avoir une surface de portée de l'aimant au contact de la caisse la plus grande possible,
En maintenant une rigueur sur la propreté de la surface de portée de l'aimant.
10.6 Règles d’hygiène, sécurité et conditions de travail Toute installation industrielle relative à la sécurité machine doit respecter la norme Renault EB75.04.130 L’intégration des sites de soudage à l’arc (robotisés et manuels) doit garantir la protection des personnes contre :
Les fumées de soudage : mise en place de systèmes d’aspiration de fumées conformément à la norme Renault EM34.SO.775,
Le rayonnement direct et indirect de l’arc électrique de soudage ainsi que les rayonnements des caméras laser de détection de joint : protection collective : installation de rideaux, de lanières ou écrans transparents
conformes à la norme européenne EN 1598, protection individuelle oculaire des soudeurs, opérateurs et aides opérateurs : utilisation
de cagoules ou lunettes de protection conformément à la norme européenne EN 169, Le bruit : respect de la norme Renault EB75.81.325.
Support patin mobile
Fixation de la tresse de
masse Patin support
pour le contact pièce Ressort
Guide ressort
Support patin fixe
Cale isolante
Tresse de masse
Articulation du patin

EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 25 / 26
11 Etat de référence L’état de référence ou kilomètre zéro est destiné à figer et à archiver les paramètres process lorsque le niveau de qualité spécifié au cahier des charges est atteint. Le kilomètre zéro doit se dérouler de la manière suivante :
Validation des paramètres process par une expertise produit : vérification de la conformité des cordons aux exigences du cahier des charges 32-00-
056 et le cahier des charges spécifique le cas échéant, quelle que soit la classe du cordon : vérification de la qualité interne par une analyse
macrographique en milieu de cordon en prenant comme référence les exigences du cahier des charges 32-00-056,
Relevé des paramètres de soudage : sur l’afficheur du générateur, et mesurés à l’aide d’un moyen externe validé (voir guide Renault GE35.SO.768).
Relevé des paramètres process ainsi que les paramètres électriques de soudage (lus et mesurés) sur la fiche au poste,
Archivage de l’état de référence (paramètres de soudage lus et mesurés) et coupe macrographique correspondante) dans un fichier informatisé.
Remarque : l’état de référence doit être réalisé avec les pièces d’usure neuves (diffuseur, buse et tube contact) et de rechange en bon état (gaines primaire et secondaire, col de cygne, galets d’entraînement du fil d’apport).
12 Formations Les programmes de formation sur les moyens doivent être conformes à la norme Renault E00.44.540.R.
13 Documentation La documentation technique à remettre par l’intégrateur est spécifiée dans la norme Renault EB00.20.600 et EM34.03.110 En compléments à cette norme : Les justificatifs de conformité techniques, spécifiques au périmètre de soudage à l’arc, à fournir sont les suivants :
Les certificats d’étalonnage des générateurs de soudage et des appareils de mesure intégrés, La fréquence de vérification de l’étalonnage et moyens de contrôle, Le ou les organismes de ré-étalonnage agréés, Le bordereau technique de bonne intégration co-signé par le fournisseur du moyen et
l’intégrateur.

EM35.SO.765 /B
© RENAULT 2008 Origine : PEGI- Renault Page : 26 / 26
14 Liste des documents cités NOTE : Pour les documents non datés, la dernière version en vigueur s'applique CEI 60529 : Degrés de protection procurés par les enveloppes (code IP) CEI 60974-1 : Matériel de soudage électrique. Partie 1 : Sources de courant pour soudage EN 169 : Protection individuelle de l’œil - Filtres pour le soudage et les techniques connexes. -
Spécifications de transmission et utilisation recommandée. EN 1598 : Hygiène et sécurité en soudage et techniques connexes - Rideaux, lanières et
écrans transparents pour les procédés de soudage à l’arc A 85-631 : Soudage électrique à l’arc. Dispositifs de connexion des faisceaux de torche de
soudage à l’arc sur les dévidoirs et les sources de courant. Spécifications. Dimensions
E00.44.540.R : Machines, installations industrielles et systèmes de production. Prestations de formation spécifique, dite « Formation Intégrateur ». Prescriptions.
EB00.20.600 : Documentation technique des installations. Structure, contenu et identification GE03-026N : Guide de mise en œuvre des liaisons équipotentielles et de la protection
électromagnétique EM24.01.001 : Procédure de réception géométrique des pièces de tôlerie issues d'emboutissage EM34.03.110 : Installations de tôlerie et de fabrication d'échappement. Documentation technique.
Jalonnement, échéancier et réception EM34.FL.000 : Règles d'études et/ou travaux liées aux alimentations fluides et réseaux spécifiques
tôlerie EM34.PN.000 : Process numérique caisse pour les installations de tôlerie et d'assemblage EM34.SO.775 : Aspiration des fumées de soudure GE34.SO.180 : Technique et moyens de soudage par arc tiré court EM35.EA.010 : Norme de définition des fonctions de base du soudage à l'arc EM35.EA.020 : Baie robot : Définition de l'application de soudage électrique à l'arc GE35.SO.768 : Guide des produits et moyens préconisés pour le soudage à l’arc Mig-Mag EB75.04.130 : Machines et installations industrielles Sécurité. Conditions de travail. Spécifications
techniques EB75.81.325 : Machines et installations industrielles Sécurité - Conditions de travail Acoustique -
Spécifications techniques GE75-026R : Ergonomie en production. Principales spécifications destinées à l'Ingénierie et à la
fabrication EM81.EA.030 : Baie robot : Définition de l'application de base manutention EM81.EA.040 : Baie robot : Intégration du « Suivi des Moyens » EM81.EA.170 : Règles de programmation des trajectoires robot 01-50-911 : Soudage électrique à l'arc MIG et MAG 32-00-056 : Qualité du soudage électrique à L'arc MIG et MAG 90-00-340 : Assemblage par soudure. Cordons de l’aluminium





























