Embed Size (px)
Citation preview

Tarauds HSS
2-1
Tarauds HSS

SOMMAIRE
TARAUDS
Dimensions - Normes ...................... p. 4
Matériaux,
géométries / revêtements ............... p. 5
Symbolisations tarauds ................... p. 6 à 9
Choix du taraud ............................... p. 10 à 11
Récapitulatif programme ............... p. 12 à 21
Fiches produits ................................. p. 22 à 76
FILIERES
Support technique ........................... p. 77
Porte-filières MAN ............................... p. 78
Filières de rechange réversibles
MAN-HALTER .................................... p. 78
Filières métriques ............................ p. 79 à 81
Porte-filières à main standard 801 . p. 82
Autres filières ................................... p. 83 à 84
Une équipe à votre service
Les Représentants technico-commerciaux
régionaux sont là :nnnnn Pour vous visiter et vous informer.
nnnnn Pour vous aider à choisir les meilleurs produits
au meilleur prix.
nnnnn Pour apporter leur contribution à la réalisation
de vos objectifs.
Les Correspondants sont là en permanence :nnnnn Pour traiter toutes vos demandes et commandes.
nnnnn Pour relayer l'action des représentants technico-commerciaux
dont l'activité est itinérante.
Contactez
Tél :
Les Responsables de l'administration
technico-commerciale des ventes sont là :nnnnn Pour coordonner l'action des correspondants.
nnnnn Pour trouver des solutions dans les cas d'exception.
Contactez
Tél :
Le Chef de département est :Votre recours en cas, logiquement peu probable, d'insatisfaction.
Pour être mieux servi, merci de vous identifier par
votre numéro de compte :
Département MECANIQUE
Fax direct : 01 30 66 41 68
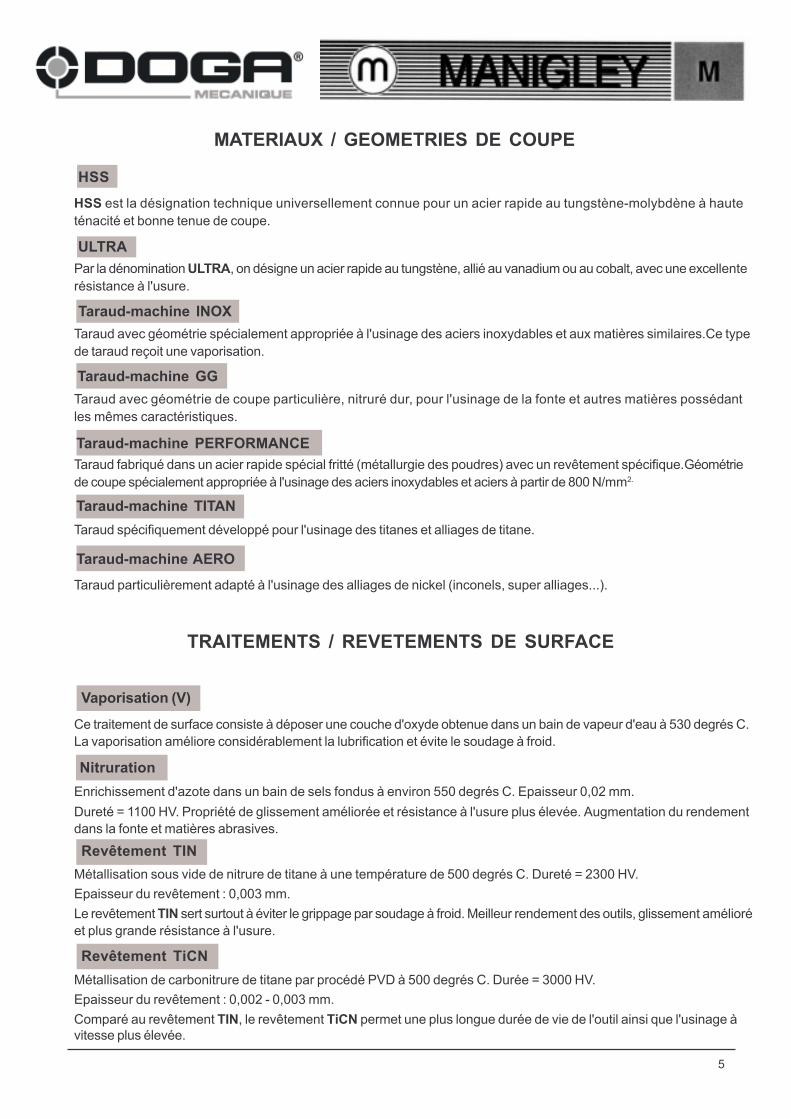
Fondée en 1918, la Sociéte MANIGLEY s'est
donnée pour vocation la fabrication de tarauds
haut de gamme.
Un personnel hautement qualifié travaille à la
conception et à la réalisation d'une large
gamme de tarauds, filières et tampons.
Soucieux de maîtriser en permanence les
paramètres et le suivi de fabrication,
MANIGLEY s'est équipé des machines les
plus sophistiquées.
Un contrôle systématique et rigoureux de
chaque outil permet à MANIGLEY de vous
proposer une qualité irréprochable.
MANIGLEY associé à DOGA, c'est le parte-
nariat du savoir faire et de la connaissance
du marché de l'outil coupant.
4
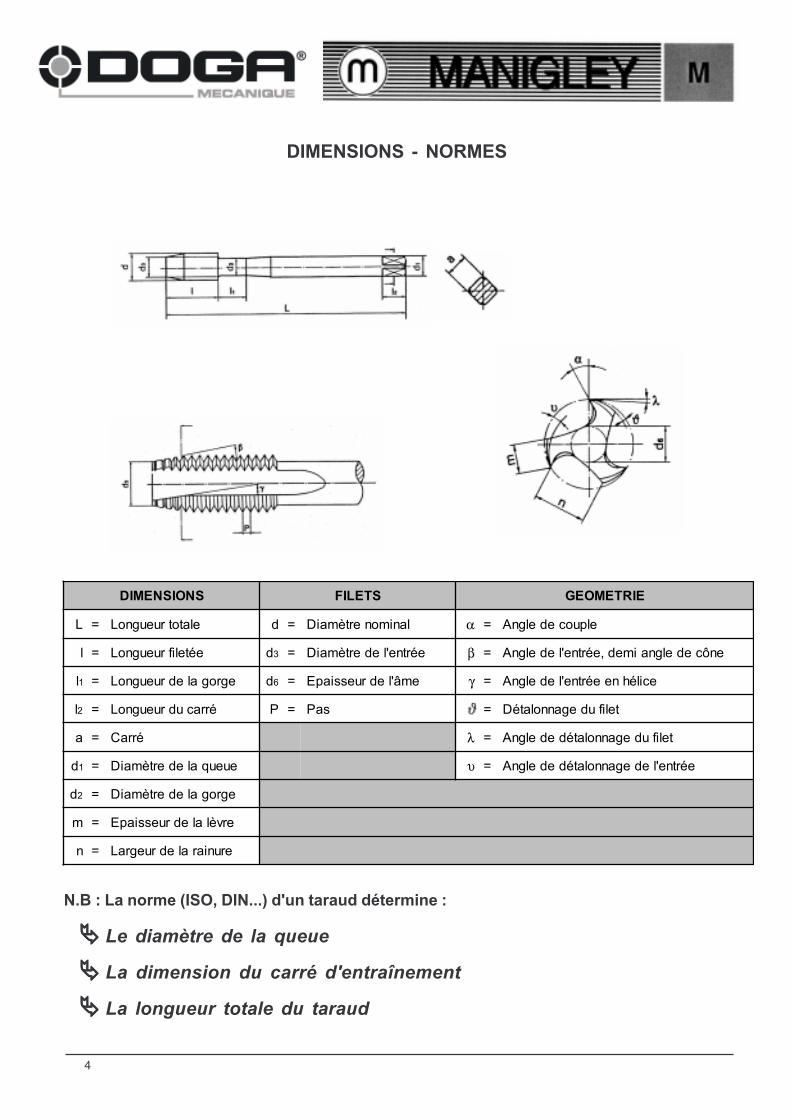
DIMENSIONS - NORMES
SNOISNEMID STELIF EIRTEMOEG
L = elatotrueugnoL d = lanimonertèmaiD α = elpuocedelgnA
l = eételifrueugnoL d3 = eértne'ledertèmaiD β = enôcedelgnaimed,eértne'ledelgnA
l1 = egrogaledrueugnoL d6 = emâ'ledruessiapE γ = eciléhneeértne'ledelgnA
l2 = érracudrueugnoL P = saP = telifudegannolatéD
a = érraC λ = telifudegannolatédedelgnA
d1 = eueuqaledertèmaiD υ = eértne'ledegannolatédedelgnA
d2 = egrogaledertèmaiD
m = ervèlaledruessiapE
n = eruniaraledruegraL
N.B : La norme (ISO, DIN...) d'un taraud détermine :
ÄÄÄÄÄ Le diamètre de la queue
ÄÄÄÄÄ La dimension du carré d'entraînement
ÄÄÄÄÄ La longueur totale du taraud
5
MATERIAUX / GEOMETRIES DE COUPE
HSS est la désignation technique universellement connue pour un acier rapide au tungstène-molybdène à haute
ténacité et bonne tenue de coupe.
Par la dénomination ULTRA, on désigne un acier rapide au tungstène, allié au vanadium ou au cobalt, avec une excellente
résistance à l'usure.
Taraud avec géométrie spécialement appropriée à l'usinage des aciers inoxydables et aux matières similaires.Ce type
de taraud reçoit une vaporisation.
Taraud avec géométrie de coupe particulière, nitruré dur, pour l'usinage de la fonte et autres matières possédant
les mêmes caractéristiques.
Taraud fabriqué dans un acier rapide spécial fritté (métallurgie des poudres) avec un revêtement spécifique.Géométrie
de coupe spécialement appropriée à l'usinage des aciers inoxydables et aciers à partir de 800 N/mm2.
Taraud spécifiquement développé pour l'usinage des titanes et alliages de titane.
Taraud particulièrement adapté à l'usinage des alliages de nickel (inconels, super alliages...).
TRAITEMENTS / REVETEMENTS DE SURFACE
Ce traitement de surface consiste à déposer une couche d'oxyde obtenue dans un bain de vapeur d'eau à 530 degrés C.
La vaporisation améliore considérablement la lubrification et évite le soudage à froid.
Enrichissement d'azote dans un bain de sels fondus à environ 550 degrés C. Epaisseur 0,02 mm.
Dureté = 1100 HV. Propriété de glissement améliorée et résistance à l'usure plus élevée. Augmentation du rendement
dans la fonte et matières abrasives.
Métallisation sous vide de nitrure de titane à une température de 500 degrés C. Dureté = 2300 HV.
Epaisseur du revêtement : 0,003 mm.
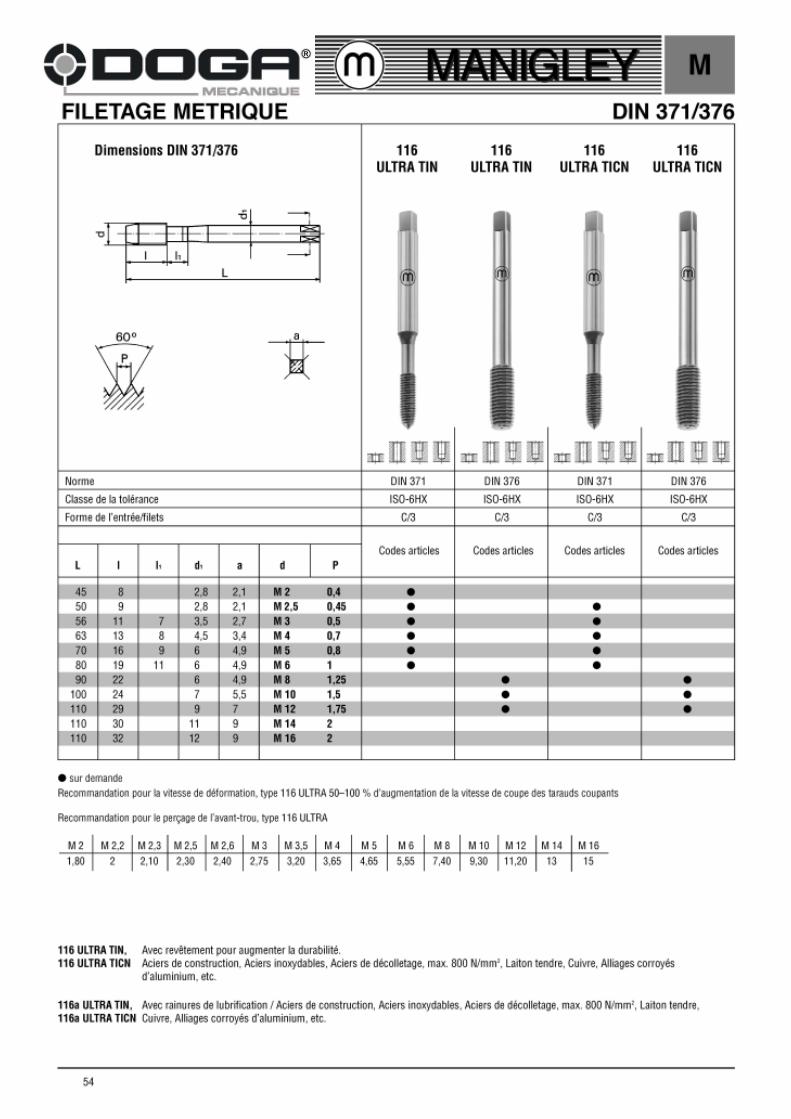
Le revêtement TIN sert surtout à éviter le grippage par soudage à froid. Meilleur rendement des outils, glissement amélioré
et plus grande résistance à l'usure.
Métallisation de carbonitrure de titane par procédé PVD à 500 degrés C. Durée = 3000 HV.
Epaisseur du revêtement : 0,002 - 0,003 mm.
Comparé au revêtement TIN, le revêtement TiCN permet une plus longue durée de vie de l'outil ainsi que l'usinage à
vitesse plus élevée.
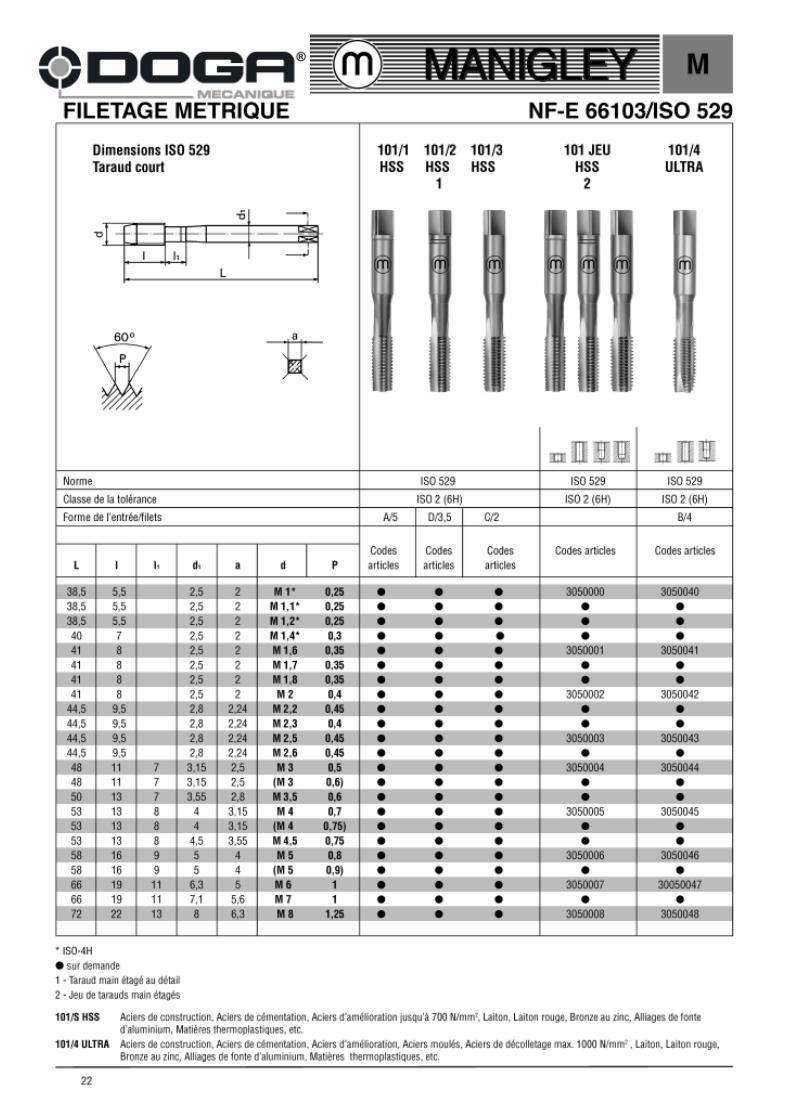
HSS
ULTRA
Taraud-machine INOX
Taraud-machine AERO
Taraud-machine GG
Nitruration
Revêtement TIN
Revêtement TiCN
Vaporisation (V)
Taraud-machine PERFORMANCE
Taraud-machine TITAN
6
SYMBOLISATIONS TARAUDS
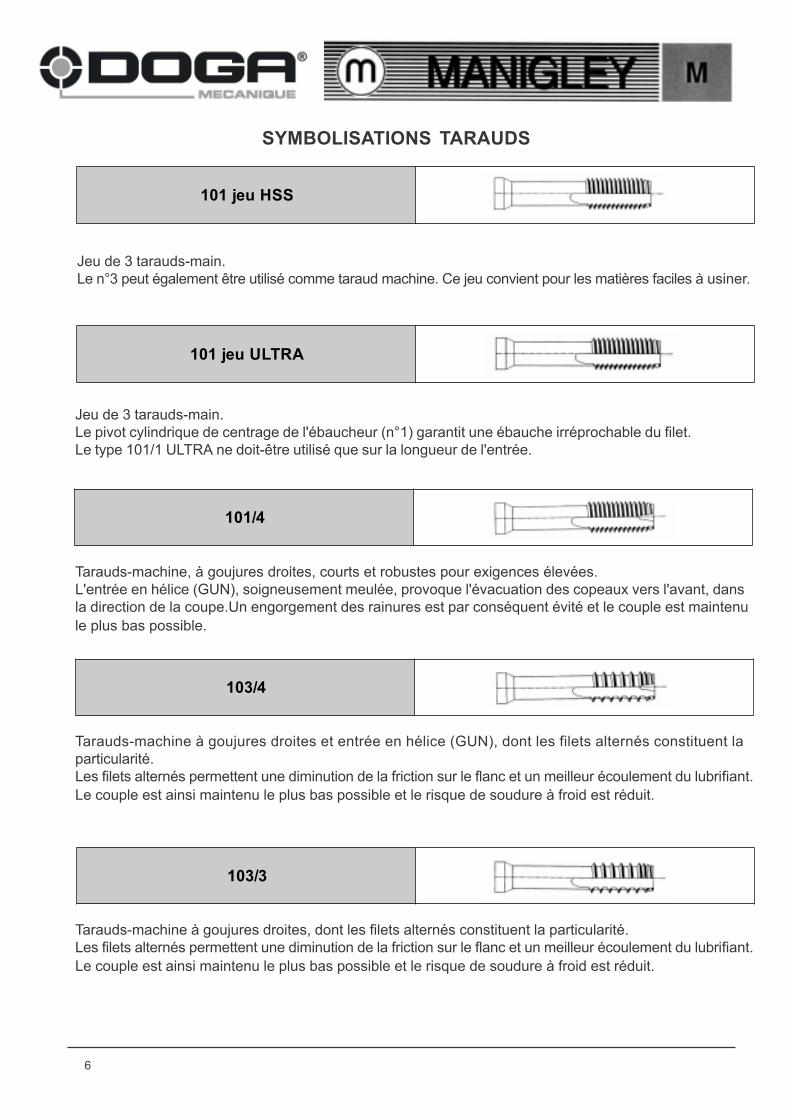
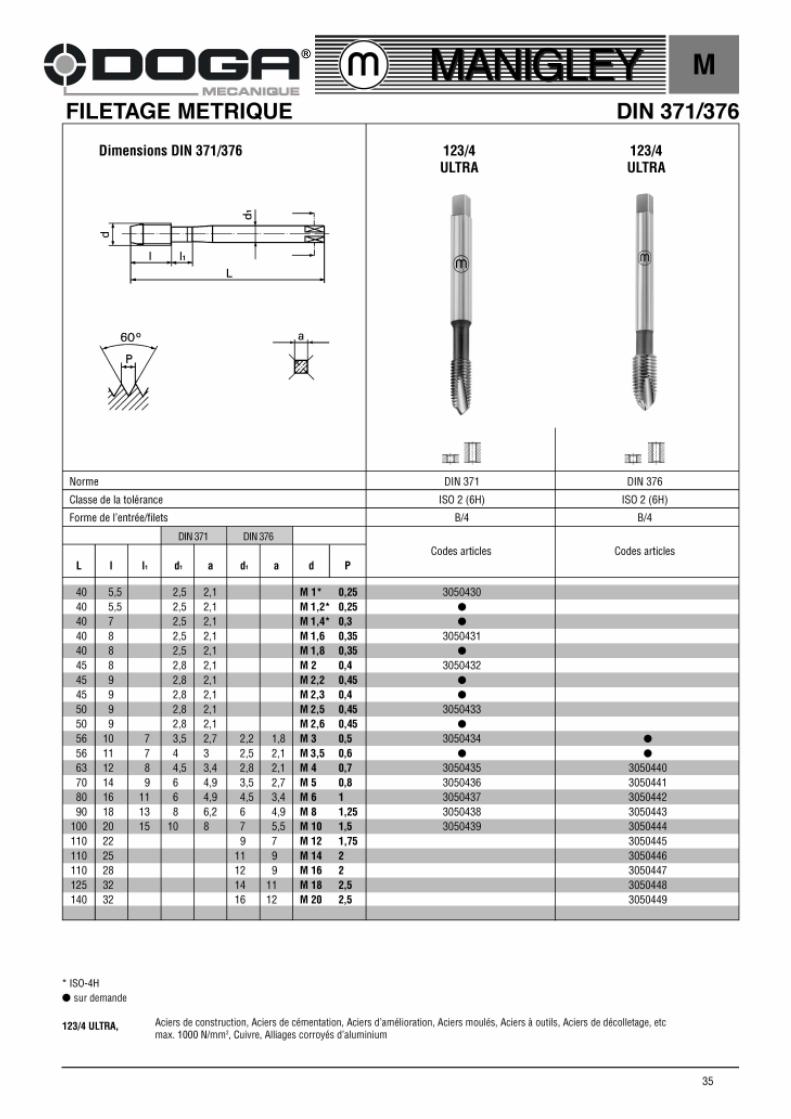
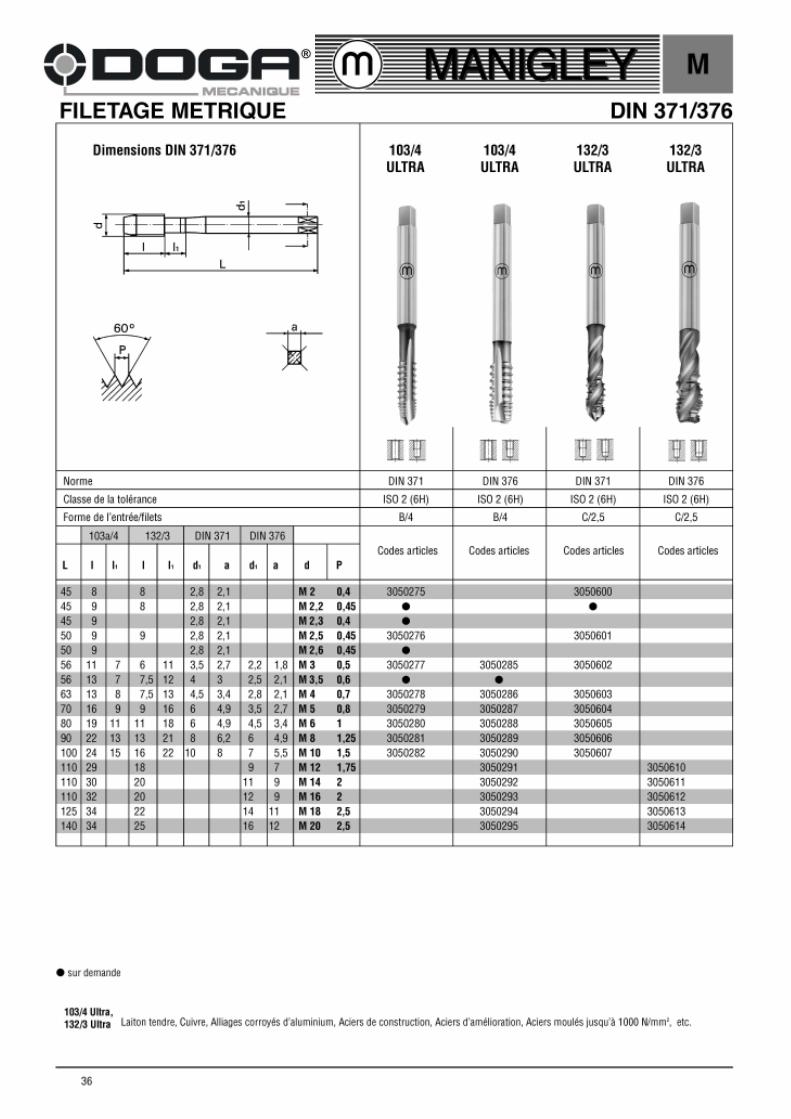
Tarauds-machine, à goujures droites, courts et robustes pour exigences élevées.
L'entrée en hélice (GUN), soigneusement meulée, provoque l'évacuation des copeaux vers l'avant, dans
la direction de la coupe.Un engorgement des rainures est par conséquent évité et le couple est maintenu
le plus bas possible.
Tarauds-machine à goujures droites et entrée en hélice (GUN), dont les filets alternés constituent la
particularité.
Les filets alternés permettent une diminution de la friction sur le flanc et un meilleur écoulement du lubrifiant.
Le couple est ainsi maintenu le plus bas possible et le risque de soudure à froid est réduit.
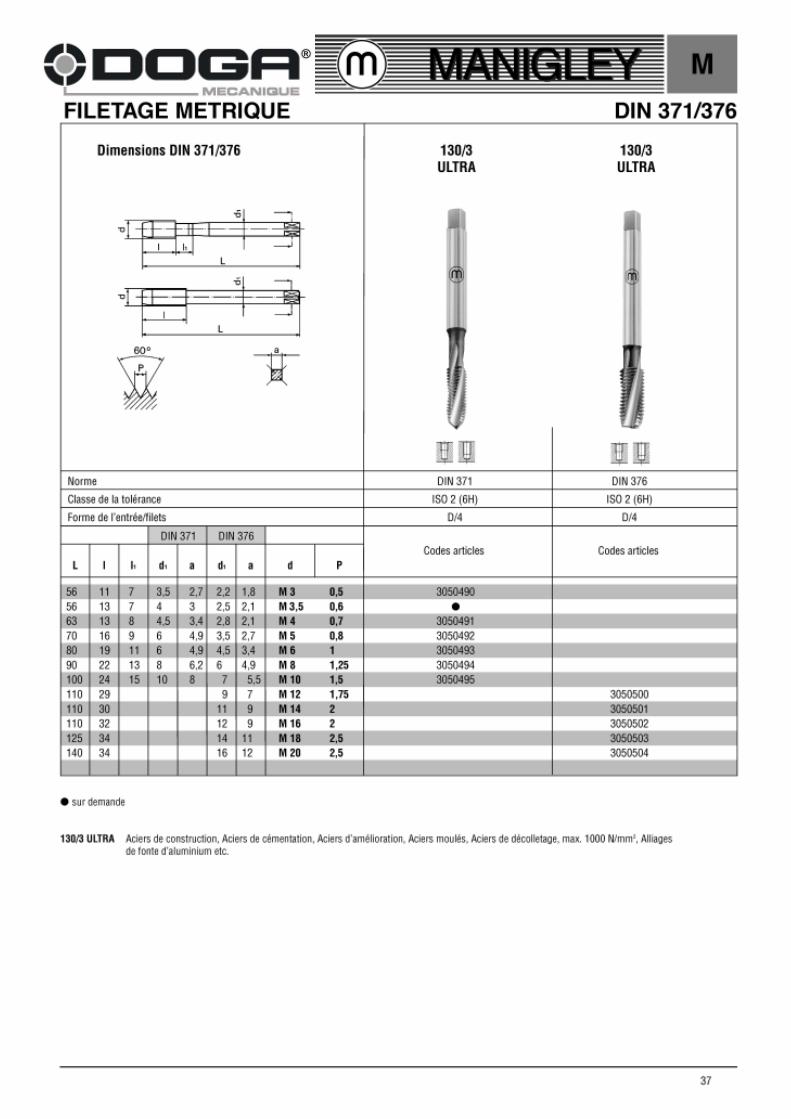
Tarauds-machine à goujures droites, dont les filets alternés constituent la particularité.
Les filets alternés permettent une diminution de la friction sur le flanc et un meilleur écoulement du lubrifiant.
Le couple est ainsi maintenu le plus bas possible et le risque de soudure à froid est réduit.
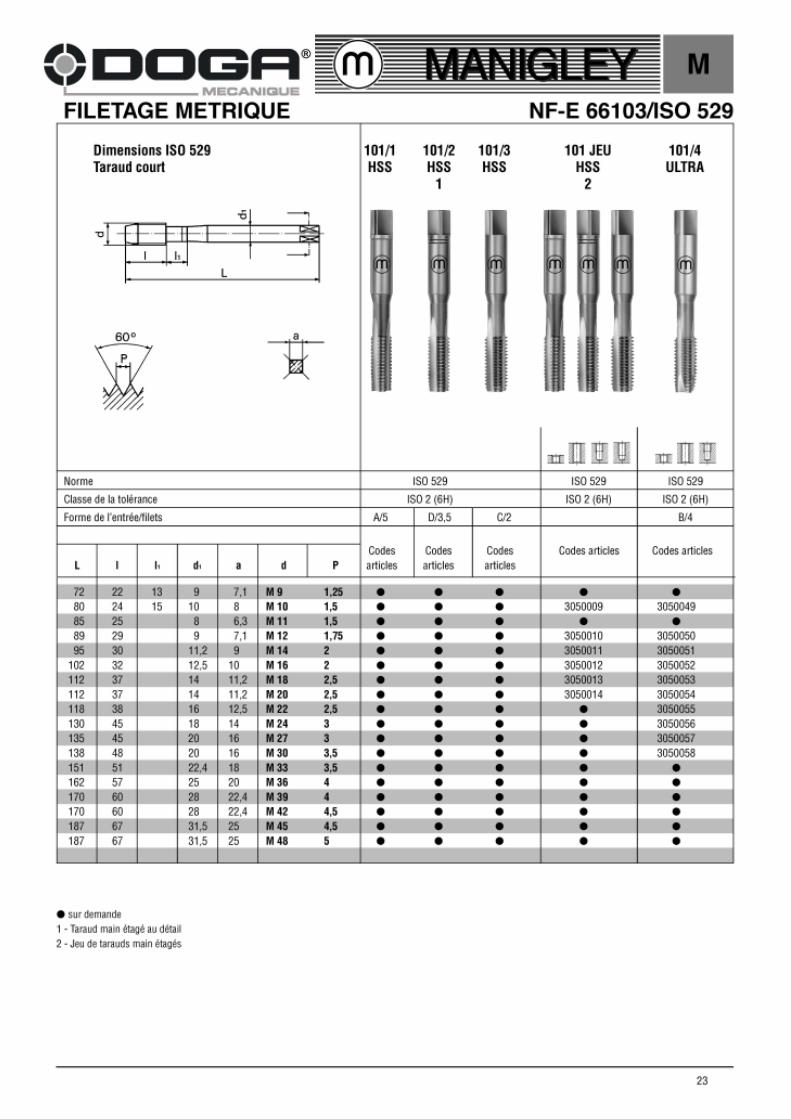
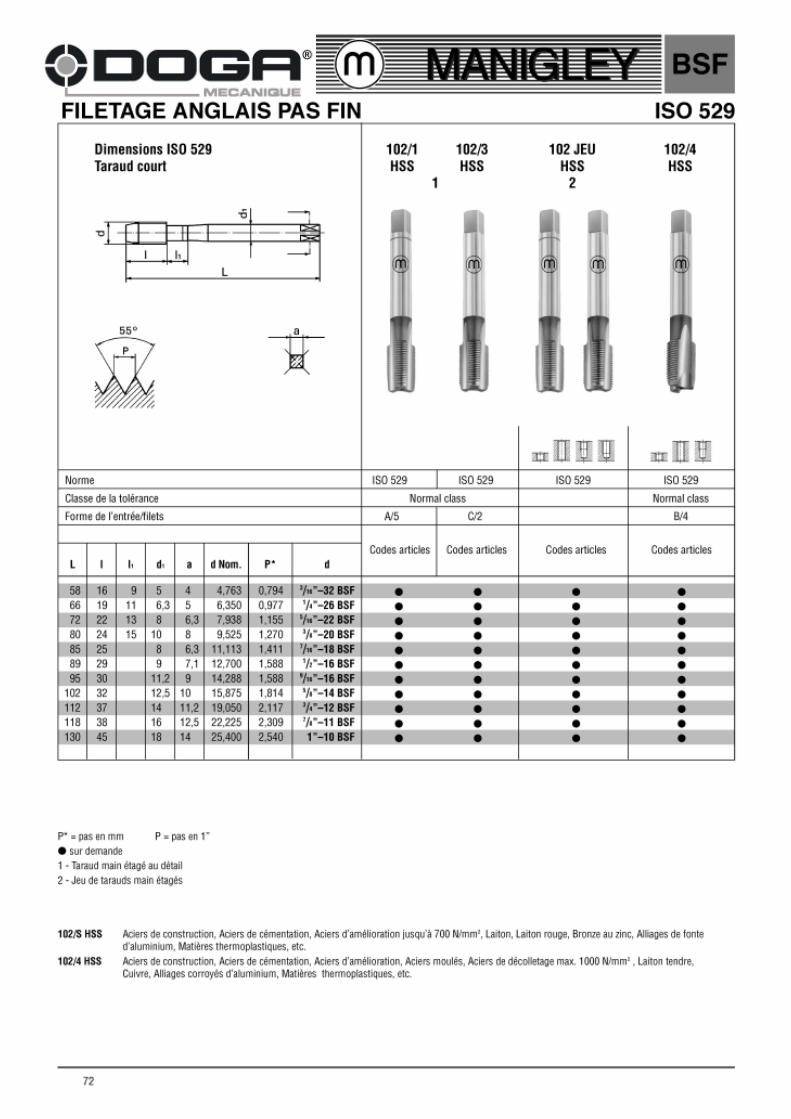
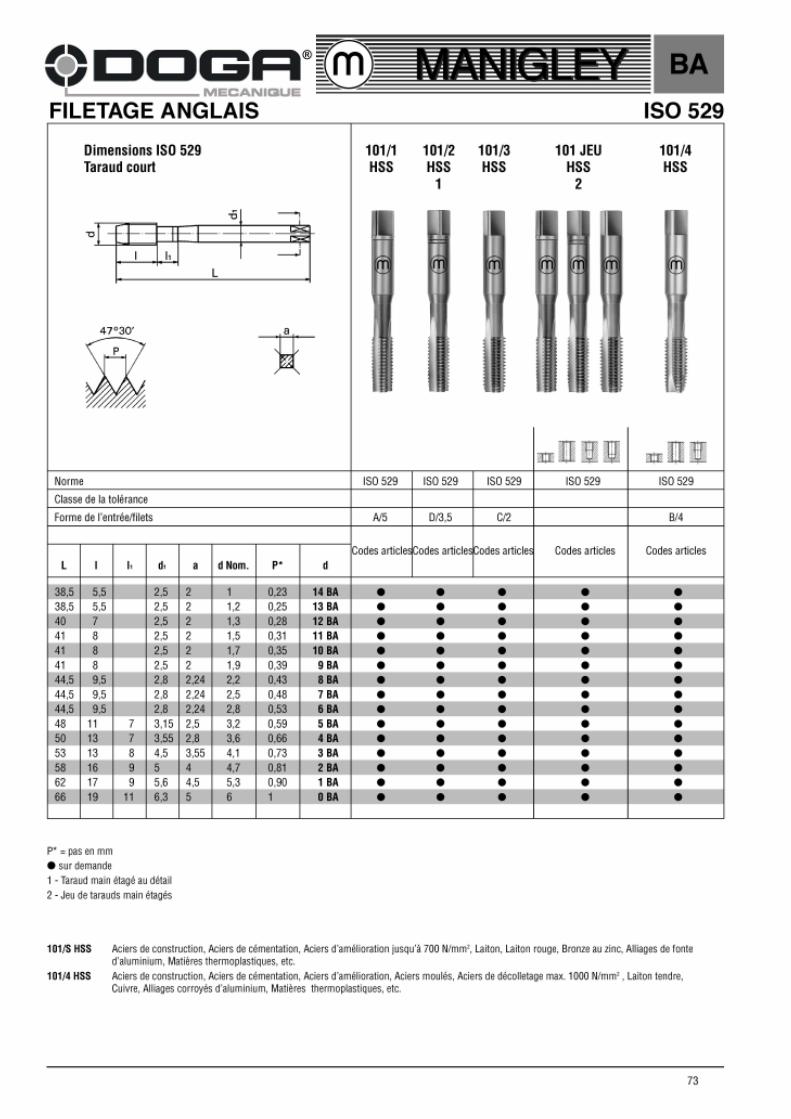
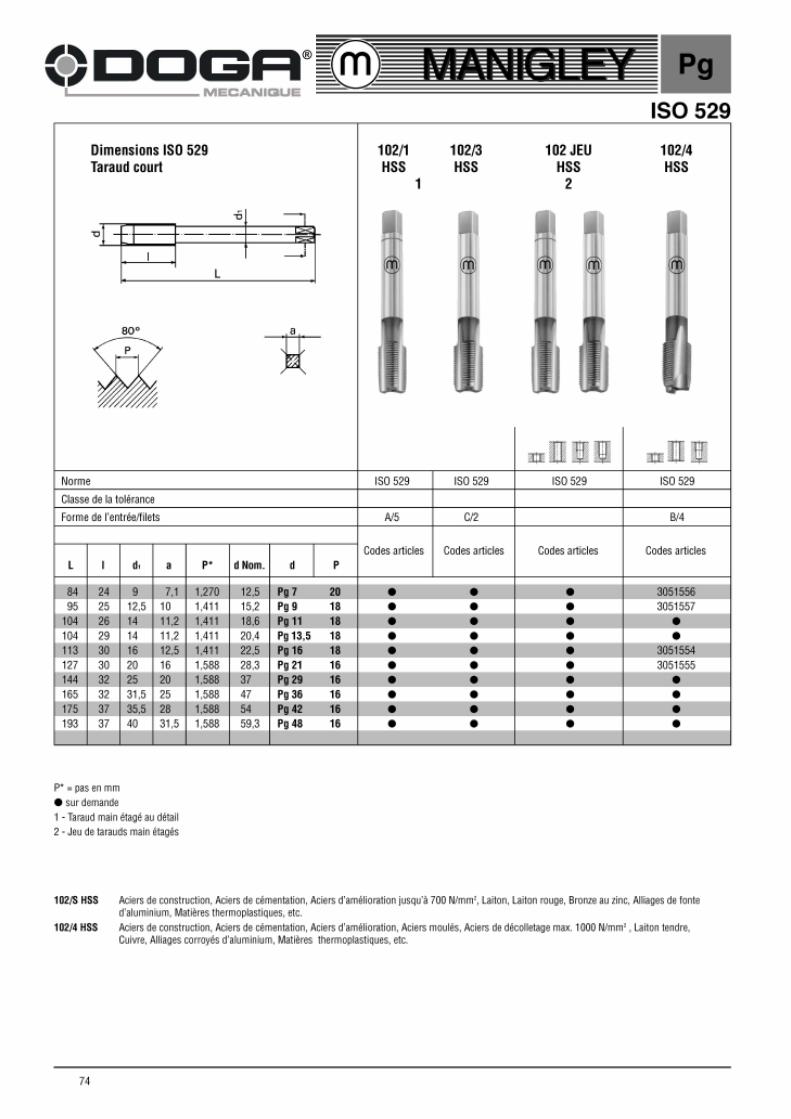
Jeu de 3 tarauds-main.
Le n°3 peut également être utilisé comme taraud machine. Ce jeu convient pour les matières faciles à usiner.
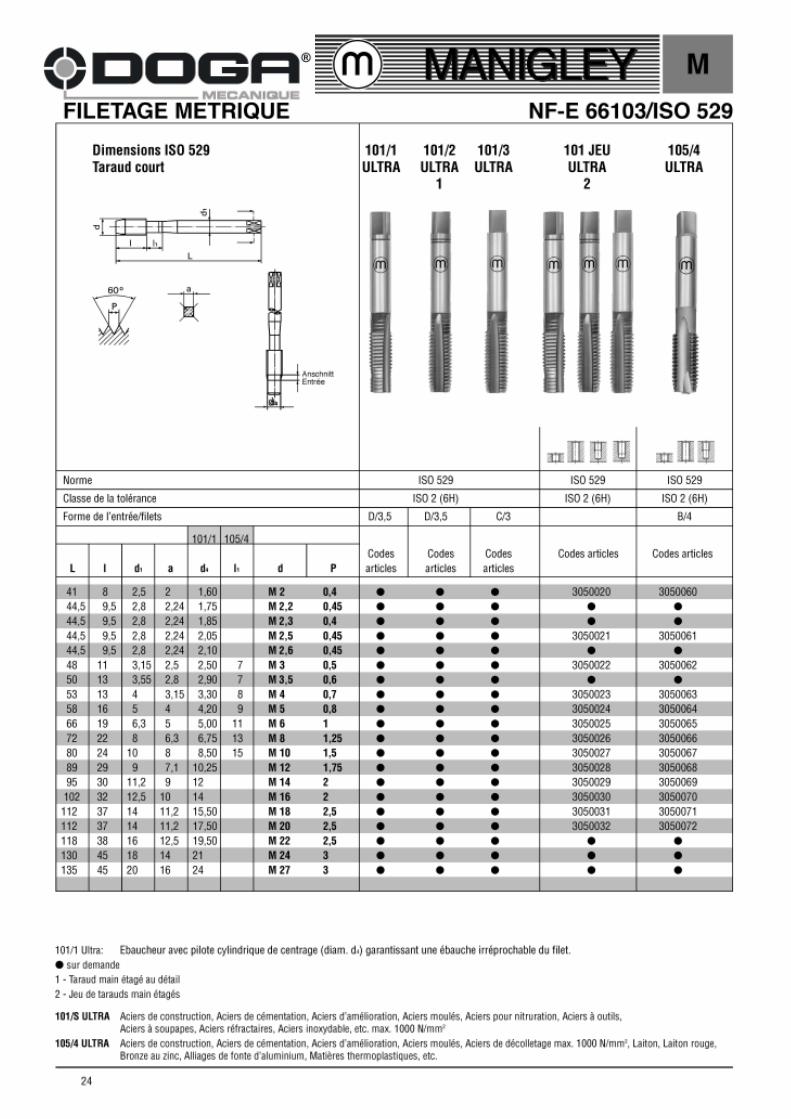
Jeu de 3 tarauds-main.
Le pivot cylindrique de centrage de l'ébaucheur (n°1) garantit une ébauche irréprochable du filet.
Le type 101/1 ULTRA ne doit-être utilisé que sur la longueur de l'entrée.
SSHuej101
ARTLUuej101
4/101
4/301
3/301
7
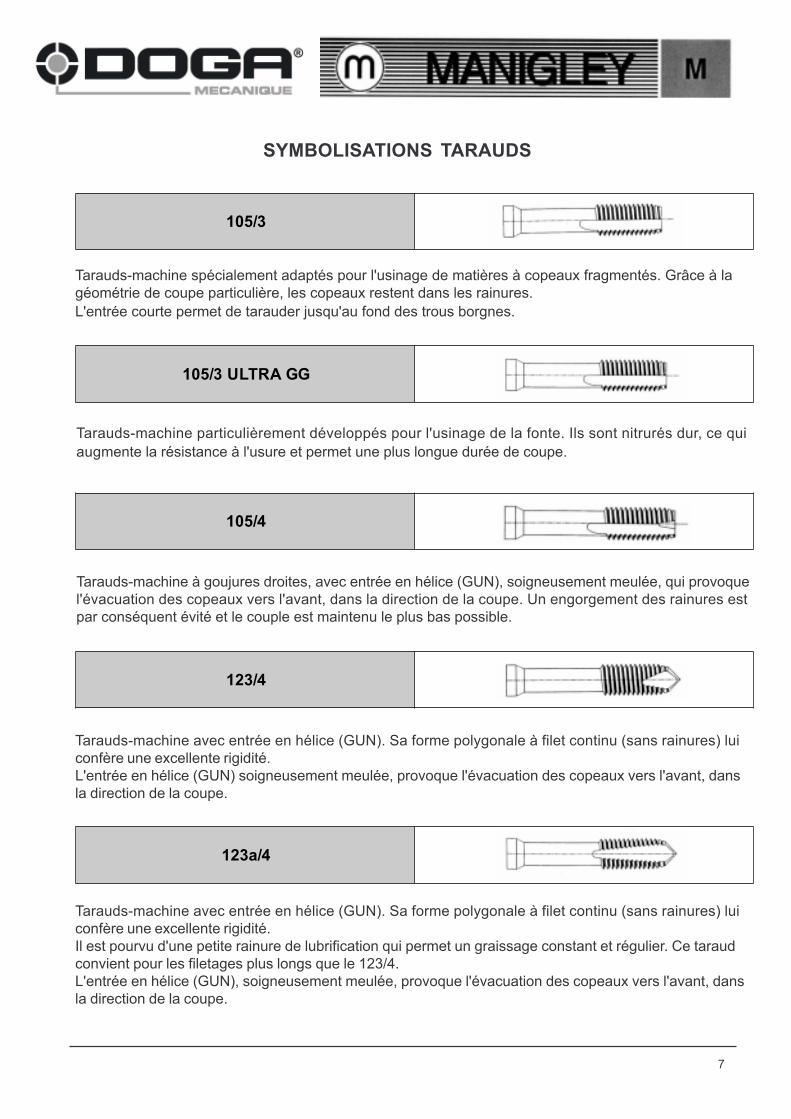
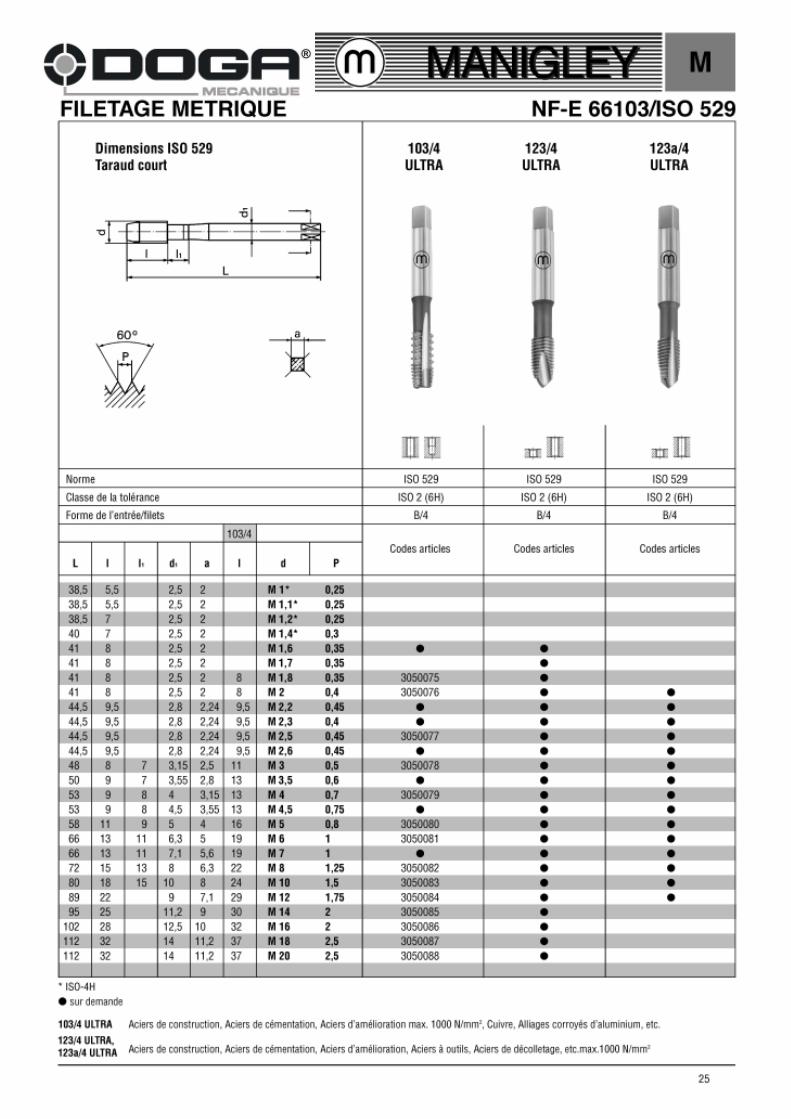
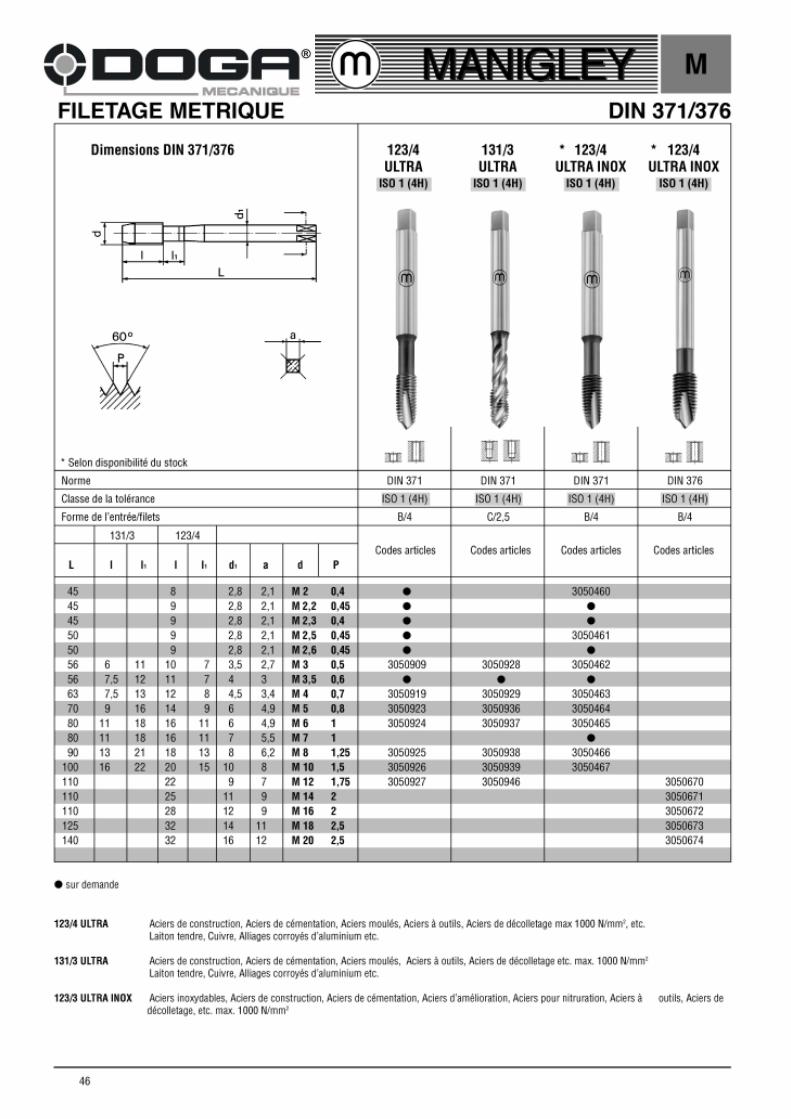
Tarauds-machine spécialement adaptés pour l'usinage de matières à copeaux fragmentés. Grâce à la
géométrie de coupe particulière, les copeaux restent dans les rainures.
L'entrée courte permet de tarauder jusqu'au fond des trous borgnes.
SYMBOLISATIONS TARAUDS
Tarauds-machine particulièrement développés pour l'usinage de la fonte. Ils sont nitrurés dur, ce qui
augmente la résistance à l'usure et permet une plus longue durée de coupe.
Tarauds-machine à goujures droites, avec entrée en hélice (GUN), soigneusement meulée, qui provoque
l'évacuation des copeaux vers l'avant, dans la direction de la coupe. Un engorgement des rainures est
par conséquent évité et le couple est maintenu le plus bas possible.
Tarauds-machine avec entrée en hélice (GUN). Sa forme polygonale à filet continu (sans rainures) lui
confère une excellente rigidité.
L'entrée en hélice (GUN) soigneusement meulée, provoque l'évacuation des copeaux vers l'avant, dans
la direction de la coupe.
Tarauds-machine avec entrée en hélice (GUN). Sa forme polygonale à filet continu (sans rainures) lui
confère une excellente rigidité.
Il est pourvu d'une petite rainure de lubrification qui permet un graissage constant et régulier. Ce taraud
convient pour les filetages plus longs que le 123/4.
L'entrée en hélice (GUN), soigneusement meulée, provoque l'évacuation des copeaux vers l'avant, dans
la direction de la coupe.
3/501
GGARTLU3/501
4/501
4/321
4/a321
8
SYMBOLISATIONS TARAUDS
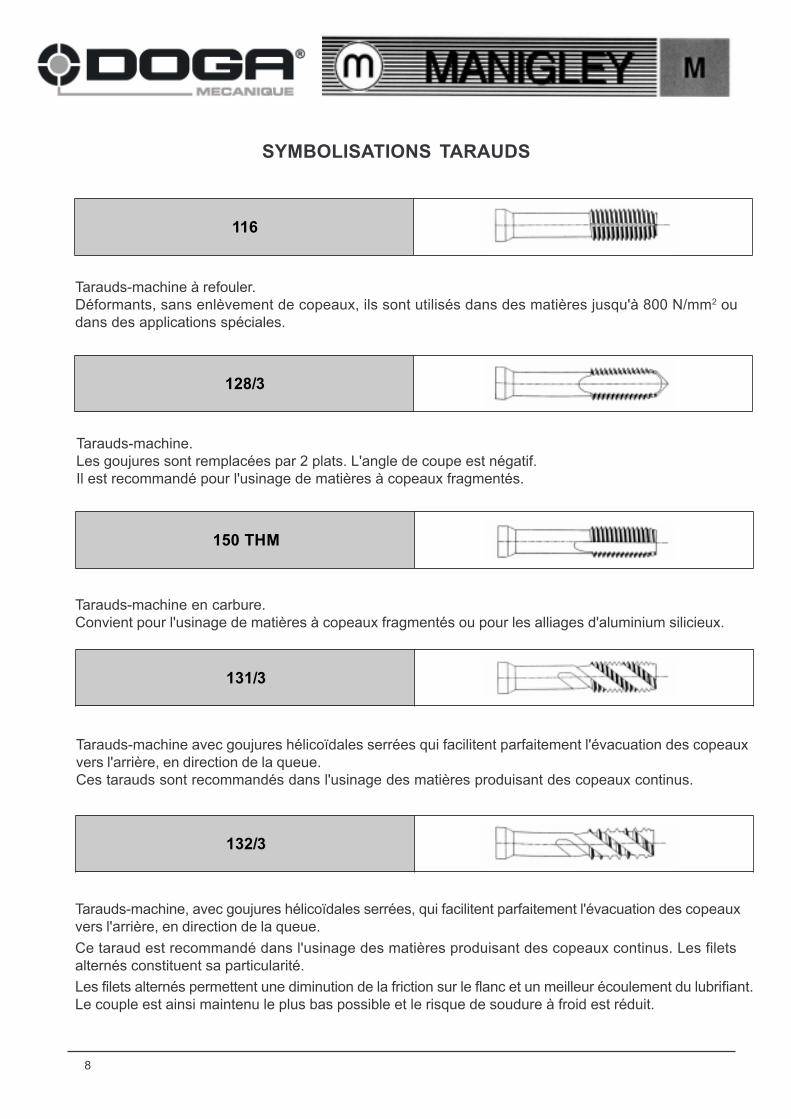
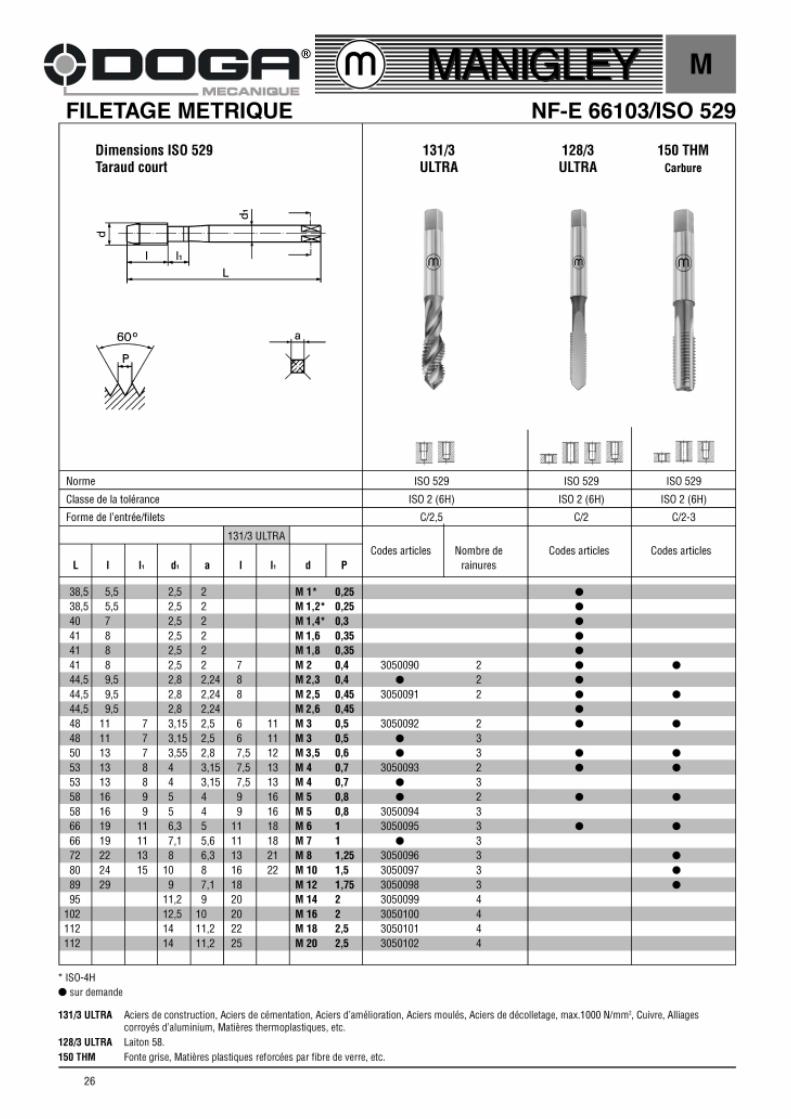
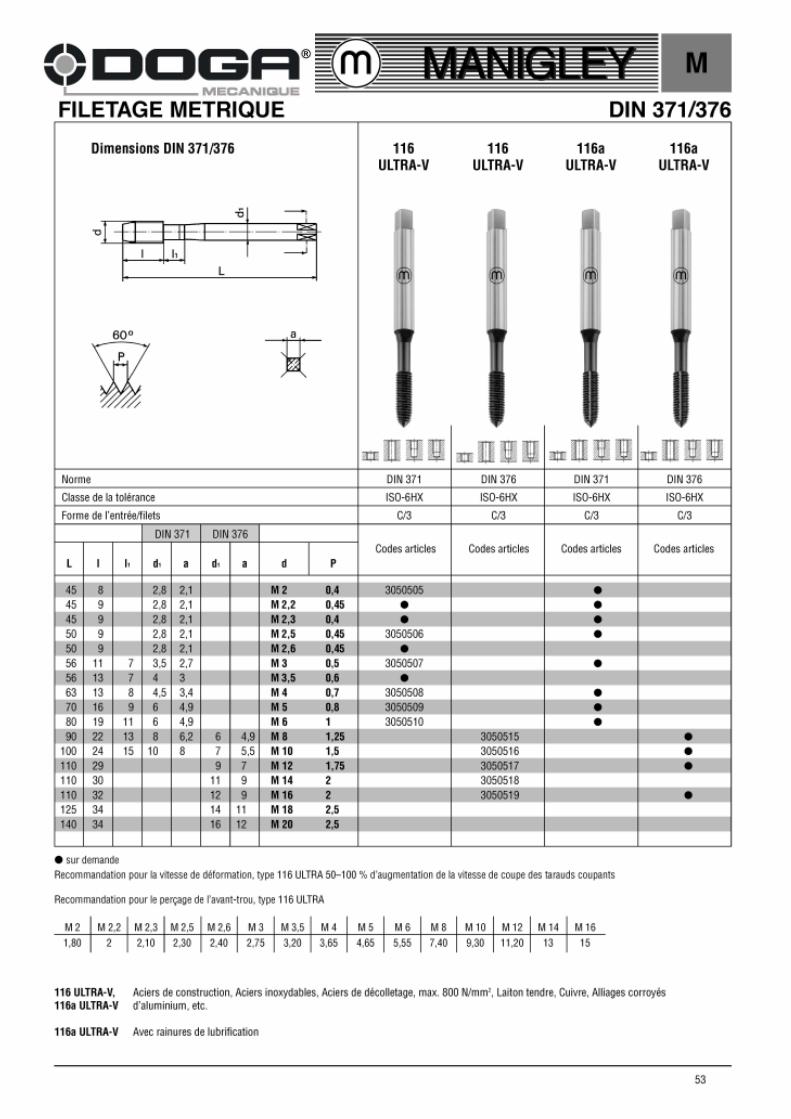
Tarauds-machine à refouler.
Déformants, sans enlèvement de copeaux, ils sont utilisés dans des matières jusqu'à 800 N/mm2 ou
dans des applications spéciales.
Tarauds-machine.
Les goujures sont remplacées par 2 plats. L'angle de coupe est négatif.
Il est recommandé pour l'usinage de matières à copeaux fragmentés.
Tarauds-machine en carbure.
Convient pour l'usinage de matières à copeaux fragmentés ou pour les alliages d'aluminium silicieux.
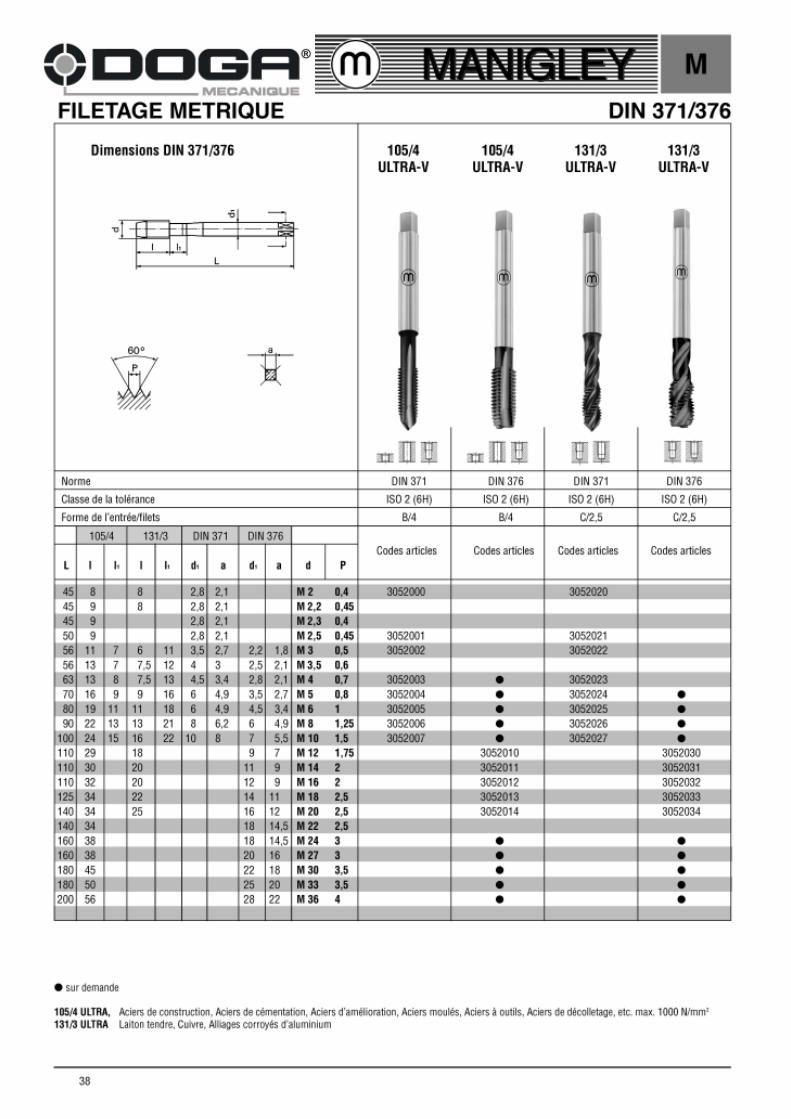
Tarauds-machine avec goujures hélicoïdales serrées qui facilitent parfaitement l'évacuation des copeaux
vers l'arrière, en direction de la queue.
Ces tarauds sont recommandés dans l'usinage des matières produisant des copeaux continus.
Tarauds-machine, avec goujures hélicoïdales serrées, qui facilitent parfaitement l'évacuation des copeaux
vers l'arrière, en direction de la queue.
Ce taraud est recommandé dans l'usinage des matières produisant des copeaux continus. Les filets
alternés constituent sa particularité.
Les filets alternés permettent une diminution de la friction sur le flanc et un meilleur écoulement du lubrifiant.
Le couple est ainsi maintenu le plus bas possible et le risque de soudure à froid est réduit.
611
MHT051
3/131
3/231
3/821
9
SYMBOLISATIONS TARAUDS
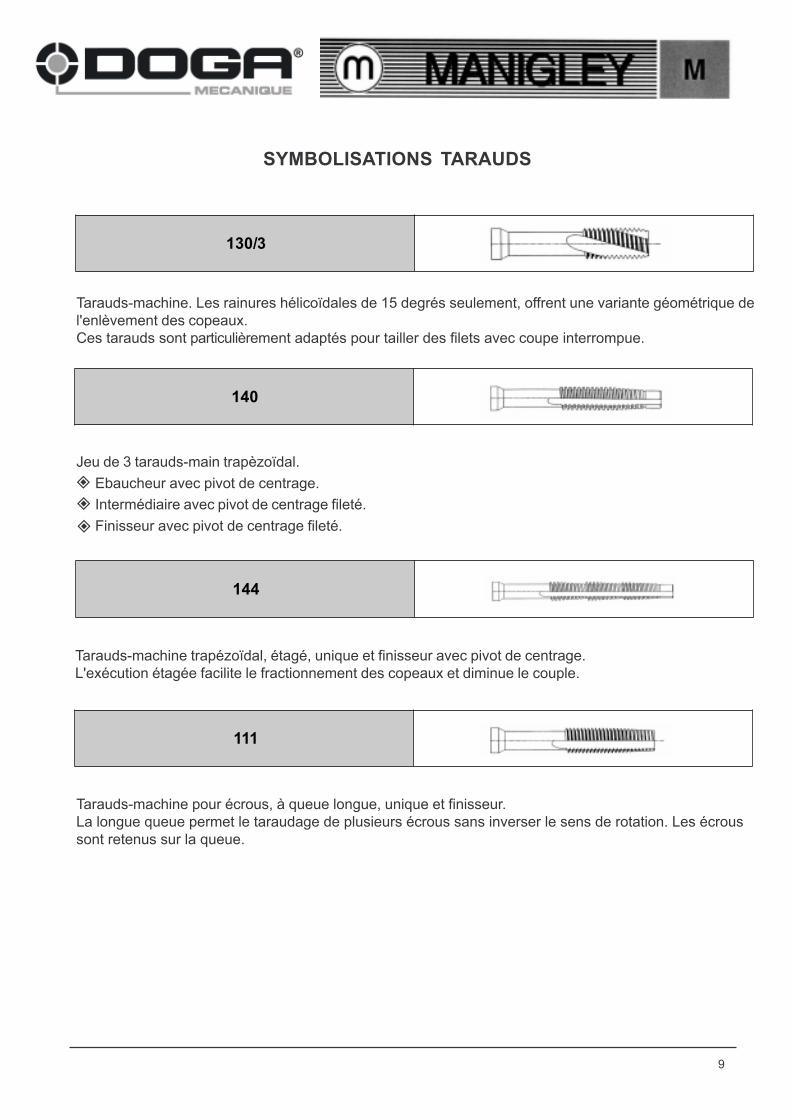
Tarauds-machine. Les rainures hélicoïdales de 15 degrés seulement, offrent une variante géométrique de
l'enlèvement des copeaux.
Ces tarauds sont particulièrement adaptés pour tailler des filets avec coupe interrompue.
Jeu de 3 tarauds-main trapèzoïdal.
Ebaucheur avec pivot de centrage.
Intermédiaire avec pivot de centrage fileté.
Finisseur avec pivot de centrage fileté.
Tarauds-machine trapézoïdal, étagé, unique et finisseur avec pivot de centrage.
L'exécution étagée facilite le fractionnement des copeaux et diminue le couple.
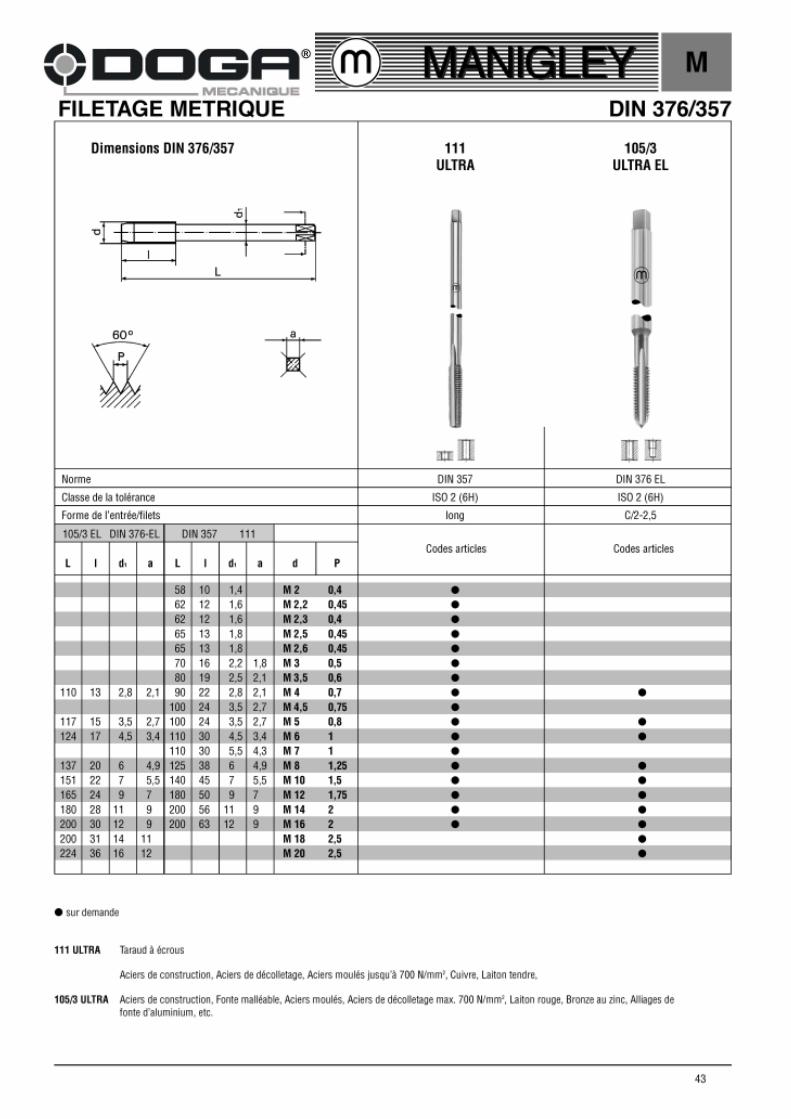
Tarauds-machine pour écrous, à queue longue, unique et finisseur.
La longue queue permet le taraudage de plusieurs écrous sans inverser le sens de rotation. Les écrous
sont retenus sur la queue.
3/031
041
²
²
²
441
111
10
truoctnahcuobéD tnahcuobéD engrobuorT
dnoforpegaçreP
engrobuorT
truocegaçreP
mm/N007à'uqsujnoitcurtsnocedsreicA 2 U4/321
H4/101
U4/501
HS/101
U4/101
U4/501
U4/a321
HS/101
U3/131
HS/101
H3/101
U3/501
U3/131
HS/101
U3/231
mm/N0001à'uqsujnoitcurtsnocedsreicA 2 U4/321
US/101
U4/501 U4/501
US/101
U4/321
U4/301
U3/131
U3/031
U3/231
US/101
U3/131
U3/031
U3/231
mm/N008edritrapànoitcurtsnocedsreicA 2 US/101
P4/501
US/101
P4/501
US/101
P3/131
US/101
P3/131
mm/N007à'uqsujnoitatnemécedsreicA 2 U4/321
U4/101
U4/501 U4/101
U4/a321
U4/501 U3/131 H3/101
U3/501
U3/131 U3/231
mm/N0001à'uqsujnoitatnemécedsreicA 2 U4/321
US/101
U4/501 U4/501
US/101
U4/321
U4/301
U3/131
US/101
U3/231
U3/031
U3/131 U3/231
mm/N008edritrapànoitatnemécedsreicA 2 P4/501 P4/501 P3/131 P3/131
mm/N007à'uqsujnoitaroiléma'dsreicA 2 U4/321
U4/101
U4/501 U4/101
U4/a321
U4/501 U3/131
U3/501
H3/101 U3/131 U3/131
mm/N0001à'uqsujnoitaroiléma'dsreicA 2 U4/321
US/101
U4/501 U4/501
US/101 U4/301
U3/131
US/101
U3/231
U3/031
U3/131
U3/031
U3/231
mm/N008edritrapànoitaroiléma'dsreicA 2 P4/501 P4/501 P3/131 P3/131
noitarurtinruopsreicAU4/321
US/101
U4/501 U4/501
US/101 U4/301
U3/131
US/101
U3/231 U3/131 U3/231
slituoàsreicAIU4/321
US/101
U4/321
U4/501
IU4/321
US/101
U4/501
U4/301
IU131
US/101
U3/231
U3/131
IU131
U3/131
U3/231
epapuosàsreicAIU4/321
US/101
U4/321
U4/501
IU4/321
US/101
U4/501
U4/301
IU131
US/101
U3/231
U3/131
IU131
U3/131
U3/231
seriatcarférsreicAIU4/321
US/101
U4/321
U4/501
IU4/321
US/101
U4/501
U4/301
IU131
US/101
U3/231
U3/131
IU131
U3/131
U3/231
selbadyxonisreicA
IU4/321
US/101
P4/501
U4/501
IU4/321
US/101
P4/501
U4/501
U4/301
IU131
US/101
P3/131
U3/231 IU131
U3/231
P3/131
US/101
egatellocédedsreicAH4/101
U4/501
U4/321
US/101
U4/501
U4/a321
U4/321
US/101
H3/101
U3/031
US/101
U3/131
U3/131
U3/031
US/101
mm/N007à'uqsujséluomsreicA 2 H4/101
U4/501
U4/321
U4/421
H4/101
U4/501
U4/a321
U4/301
U3/131 H3/101 U3/131 U3/131
mm/N0001à'uqsujséluomsreicA 2 U4/501
US/101
U4/321 U4/501
US/101 U4/301
U3/131
U3/031
U3/231
US/101
U3/131
U3/031
U3/231
US/101
mm/N008edritrapàséluomsreicA 2 P4/501 P4/501 P3/131 P3/131
:ednegéL S101 -niamuej= U -artlU= H -SSH= GGU -GGUARTLU= P -ecnamrofreP= IU XONIARTLU=
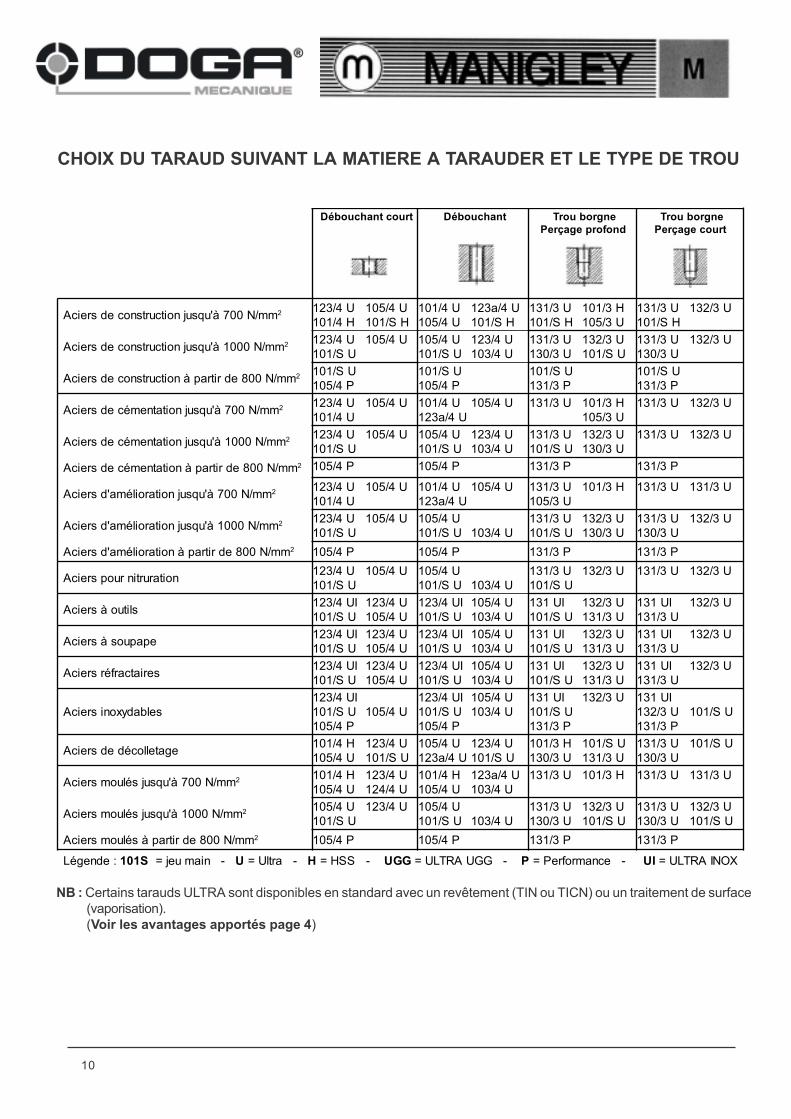
CHOIX DU TARAUD SUIVANT LA MATIERE A TARAUDER ET LE TYPE DE TROU
NB : Certains tarauds ULTRA sont disponibles en standard avec un revêtement (TIN ou TICN) ou un traitement de surface
(vaporisation).
(Voir les avantages apportés page 4)

11
CHOIX DU TARAUD SUIVANT LA MATIERE A TARAUDER ET LE TYPE DE TROU
(suite)
truoctnahcuobéD tnahcuobéD engrobuorT
dnoforpegaçreP
engrobuorT
truocegaçreP
elbaéllametnoF
3/501
GGU
3/501
GGU
3/501
GGU
3/501
GGU
)xuenimaletihparg(esirgetnoF
3/501
GGU
3/501
GGU
3/501
GGU
3/501
GGU
ladïoréhpsetihpargàetnoF
3/501
GGU
U4/501
H4/101 3/501
GGU
U4/501
H4/101 3/501
GGU
U4/501
H4/101 3/501
GGU
U3/501
H3/101
erviuCH4/101 U4/501 U4/301 U3/301
U4/301
U3/131
U3/231 H3/101
U3/231
U3/231
U3/131
)rudnotial(85notiaLU3/821 H3/101 U3/821
U4/501
U3/501 U3/821
U3/501
H3/101 U3/821
U3/501
H3/101
erdnetnotiaLU4/321
U4/421
H4/101 U4/a321
U4/501
H4/101
U4/421
U3/131 U3/231 U3/231 U3/131
eguornotiaLH3/101
U4/501
U3/501H3/101
U4/501
U3/501 H3/101 U3/501 H3/101
3/501
GGU
U3/501
cnizuaeznorBH3/101
U4/501
U3/501H3/101
U4/501
U3/501 H3/101
3/501
GGU
U3/501 H3/101
3/501
GGU
U3/501
muinimula'dséyorrocsegaillAH4/101 U4/301 U4/501 U3/231
U3/031
U3/501
U3/131
U3/231
U3/031
U3/501
U3/131
muinimula'detnofedsegaillAH4/101
U4/321
U4/301
U4/a321
U4/501 U3/231
H3/101
U3/501
U3/131
U3/231
H3/101
U3/501
U3/131
enatitedsegaillatesenatiTnatiT3/301
US/101
natiT3/301
US/101
natiT3/231
US/101
natiT3/231
US/101
repus,slenocni(lekcinedsegaillA
)...segailla
oréA4/501
US/101
oréA4/501
US/101
oréA3/031
US/101
oréA3/031
US/101
ciT-orreFnatiT3/301
US/101
natiT3/301
US/101
natiT3/231
US/101
natiT3/231
US/101
seuqitsalpomrehtserèitaMH4/101
U4/501
H4/101
U4/501
H3/101
U3/131
U3/501 U3/131
U3/501
:ednegéL S101 -niamuej= U -artlU= H SSH= GGU -GGARTLU= P -ecnamrofreP= =IU XONIARTLU
NB : Certains tarauds ULTRA sont disponibles en standard avec un revêtement (TIN ou TICN) ou un traitement de surface
(vaporisation).
(Voir les avantages apportés page 4)
12
tnahcuobéD
truoc
tnahcuobéD egaçreP
dnoforp
engrobuorT
egaçreP
truoc
noitangiséD egaP
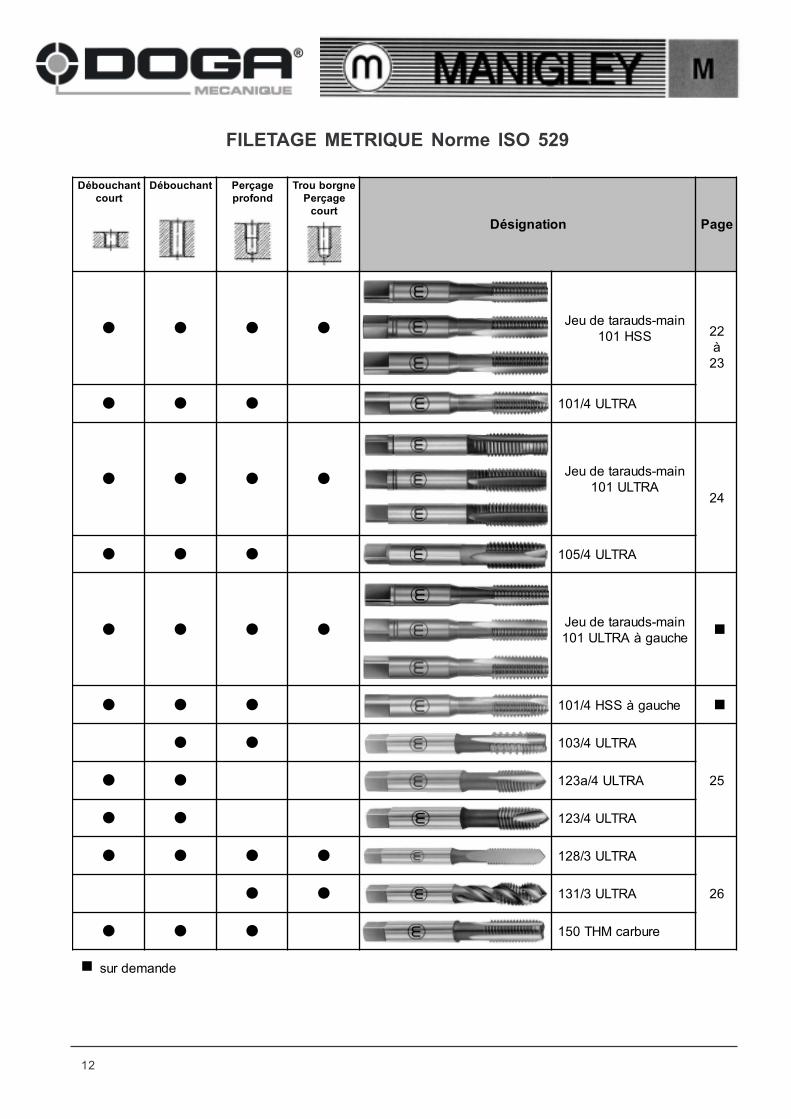
� � � �niam-sduaratedueJ
SSH101 22
à
32
� � � ARTLU4/101
� � � �niam-sduaratedueJ
ARTLU10142
� � � ARTLU4/501
� � � �niam-sduaratedueJ
ehcuagàARTLU101¾
� � � ehcuagàSSH4/101 ¾
� � ARTLU4/301
52� � ARTLU4/a321
� � ARTLU4/321
� � � � ARTLU3/821
62� � ARTLU3/131
� � � erubracMHT051
¾ ednamedrus
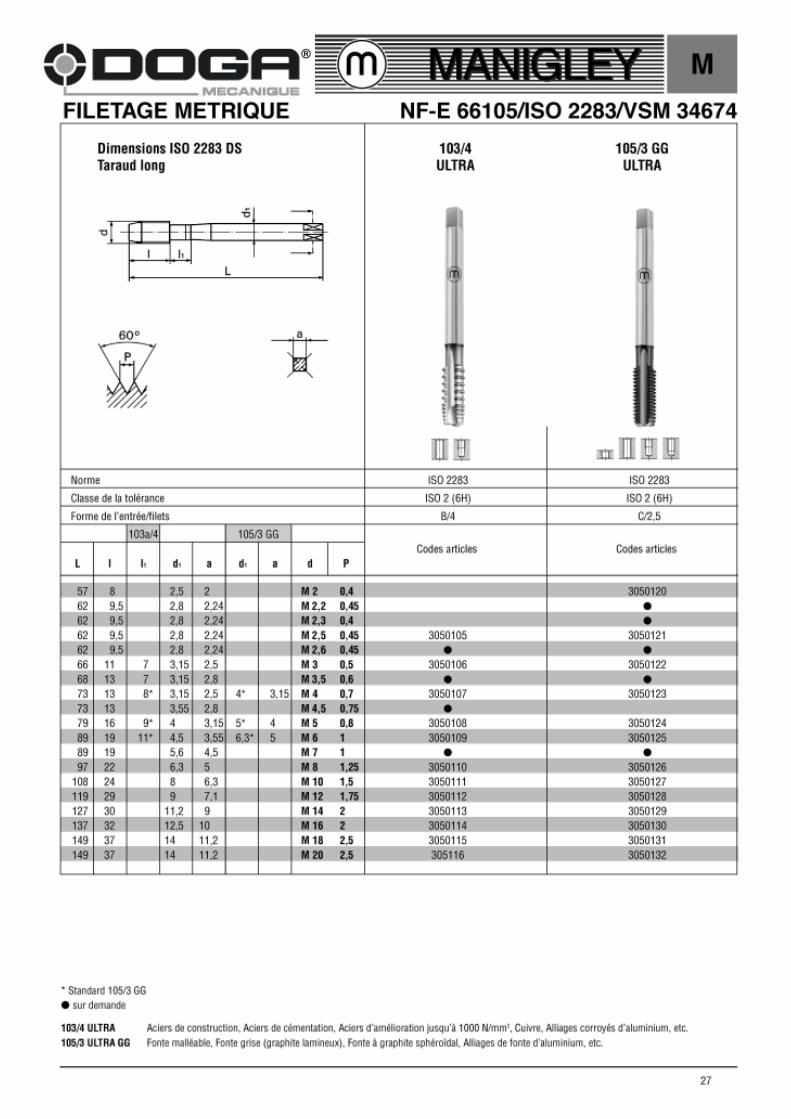
FILETAGE METRIQUE Norme ISO 529
13
tnahcuobéD
truoc
tnahcuobéD engrobuorT
egaçreP
dnoforp
engrobuorT
egaçreP
truoc
noitangiséD egaP
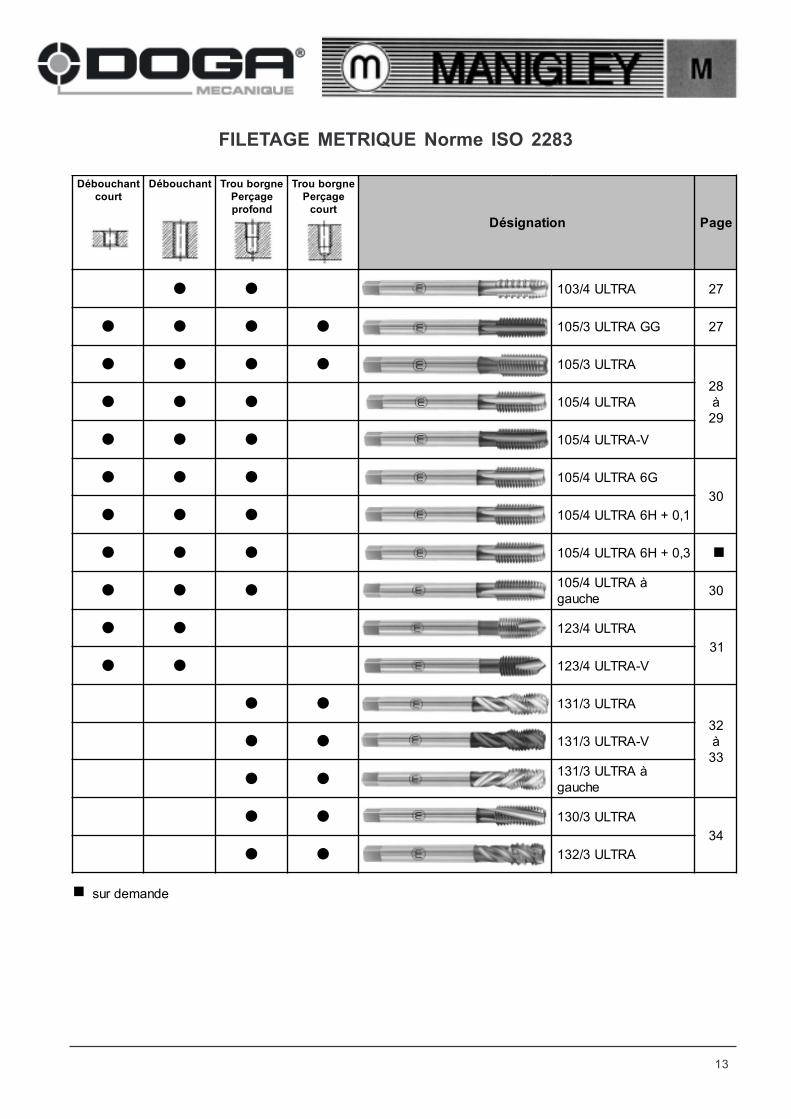
� � ARTLU4/301 72
� � � � GGARTLU3/501 72
� � � � ARTLU3/501
82
à
92� � � ARTLU4/501
� � � V-ARTLU4/501
� � � G6ARTLU4/501
03
� � � 1,0+H6ARTLU4/501
� � � 3,0+H6ARTLU4/501 ¾
� � �àARTLU4/501
ehcuag03
� � ARTLU4/321
13
� � V-ARTLU4/321
� � ARTLU3/131
23
à
33� � V-ARTLU3/131
� �àARTLU3/131
ehcuag
� � ARTLU3/031
43
� � ARTLU3/231
¾ ednamedrus
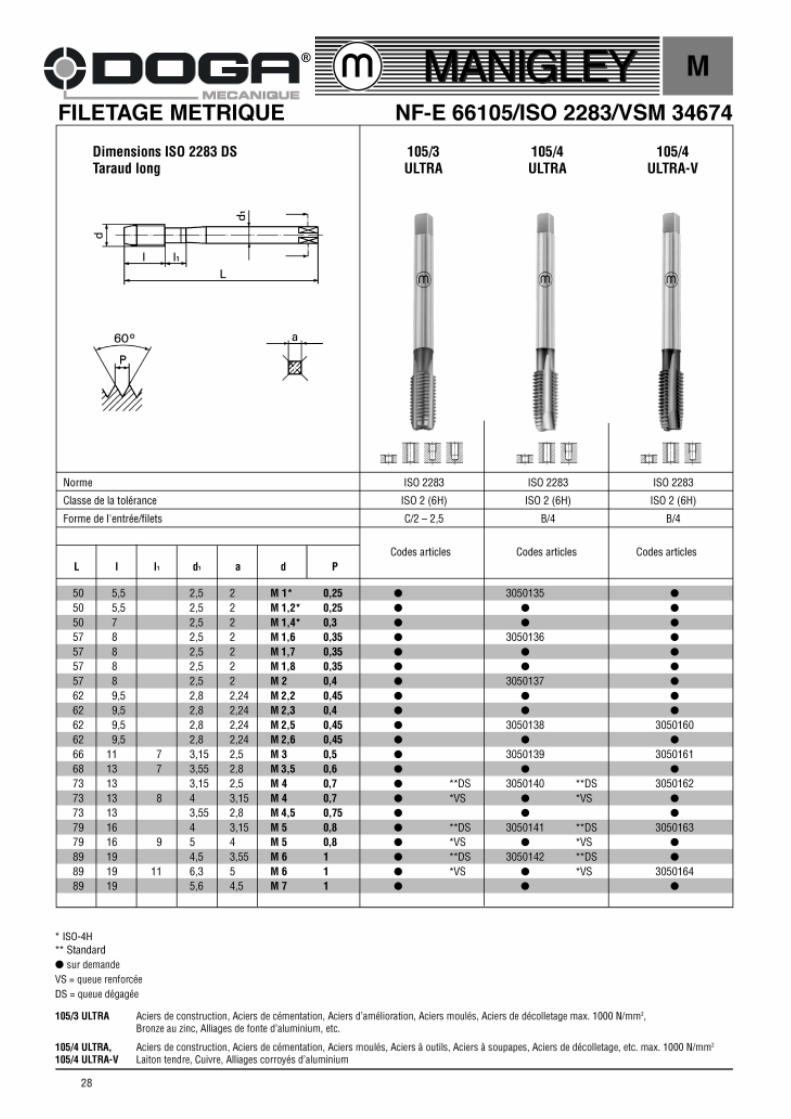
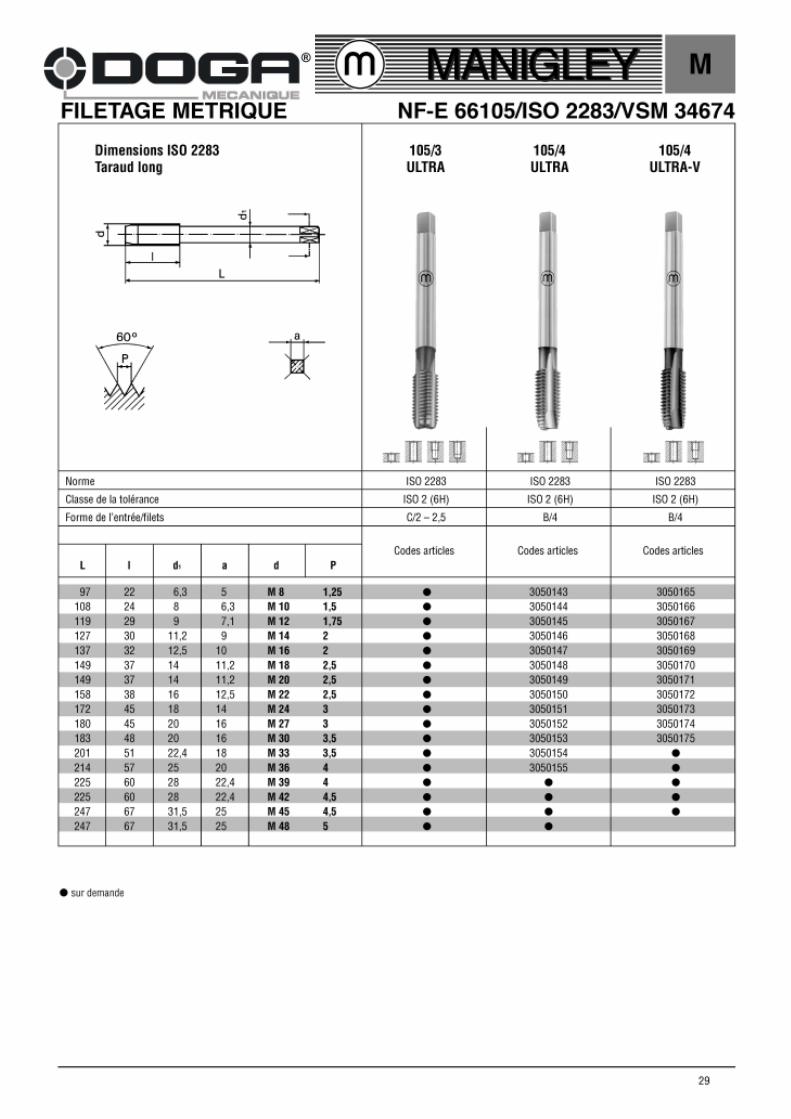
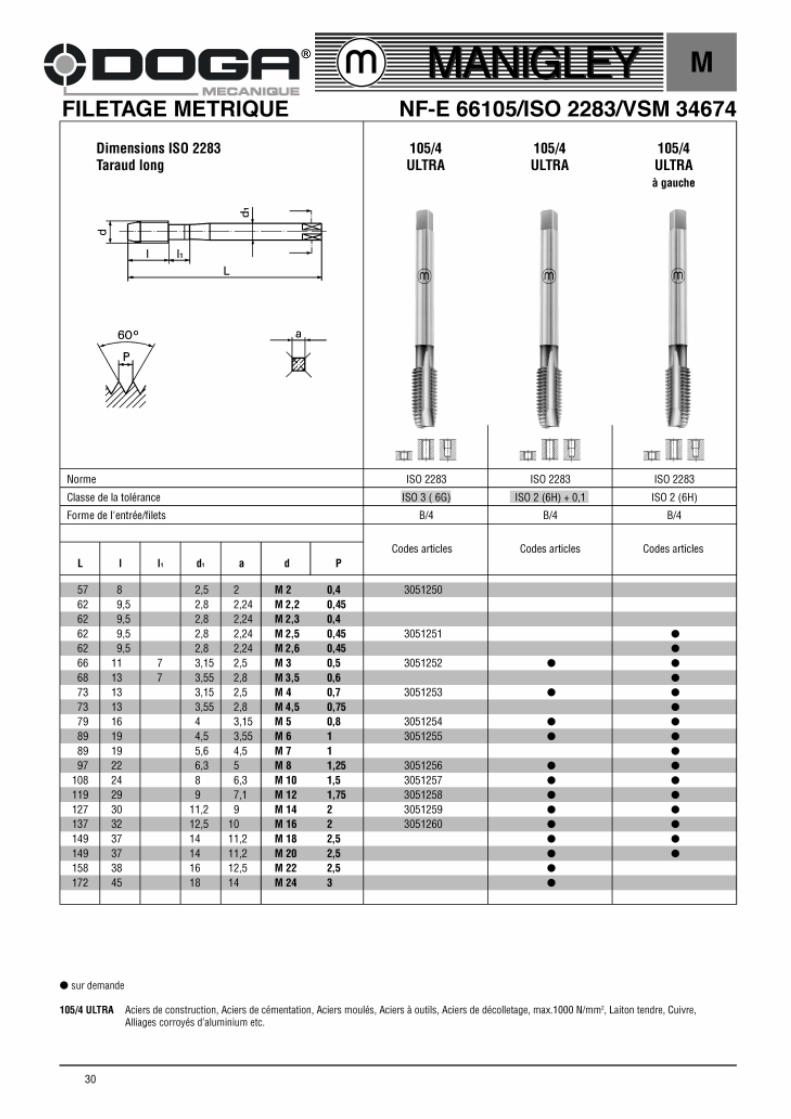
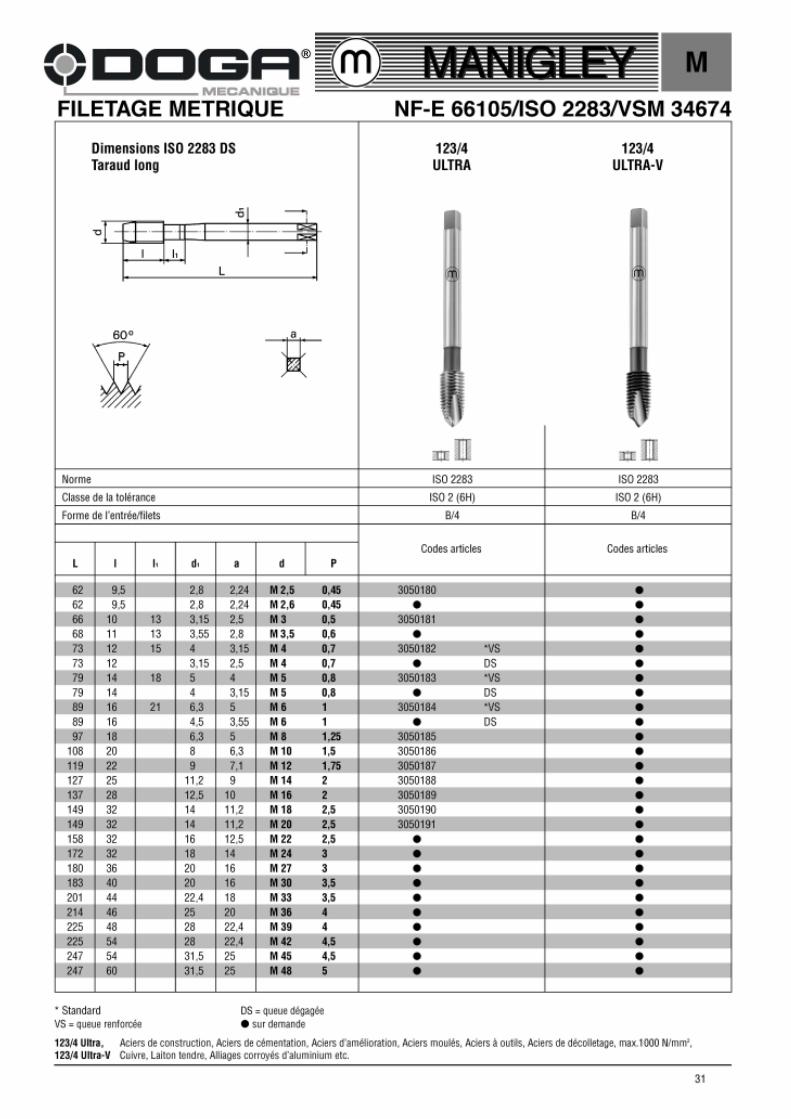
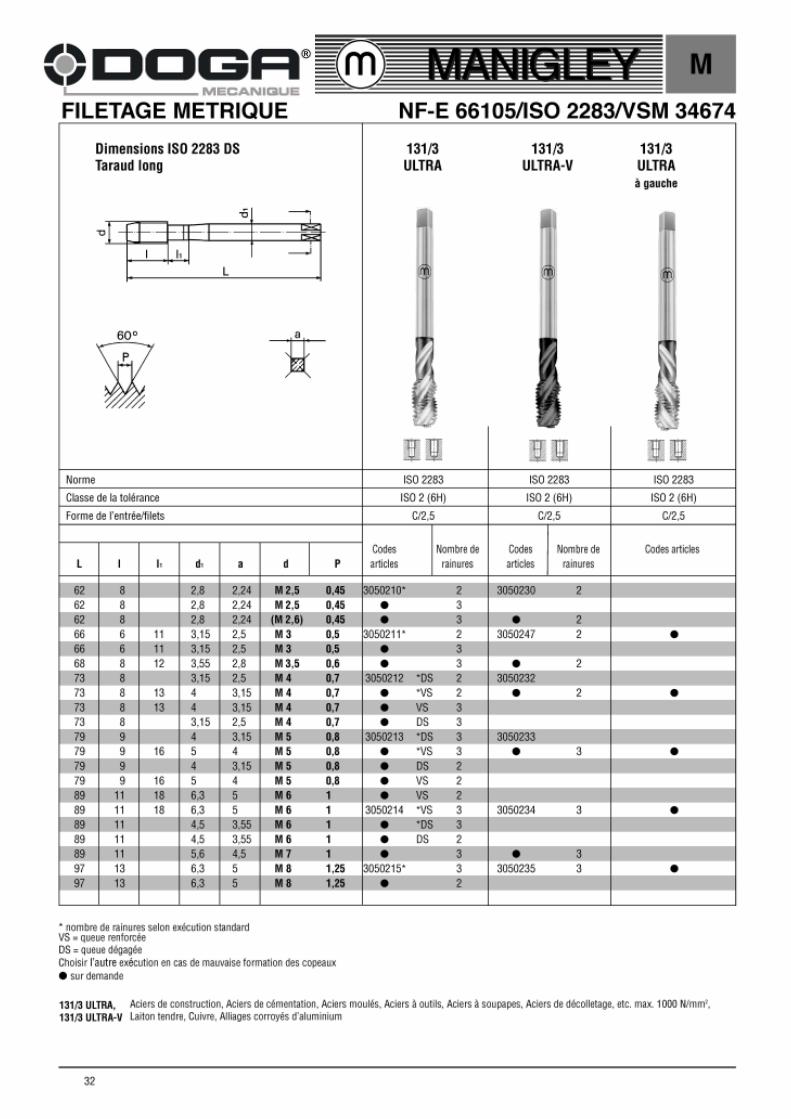
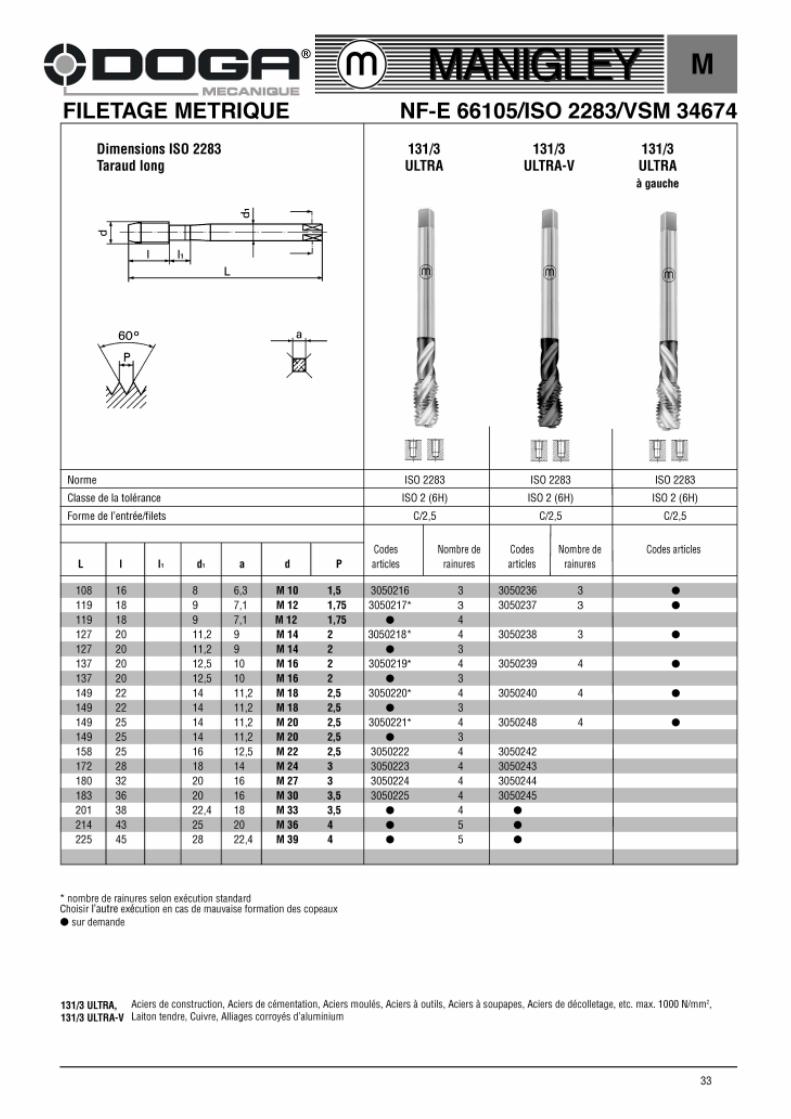
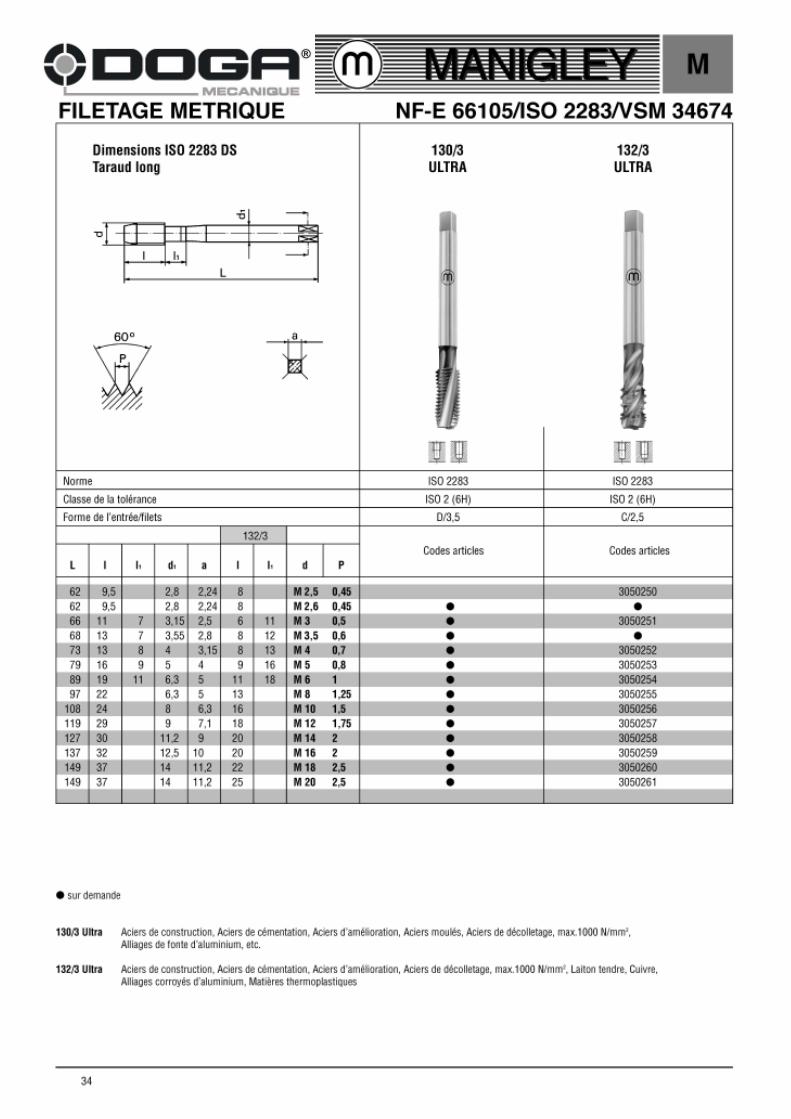
FILETAGE METRIQUE Norme ISO 2283
14
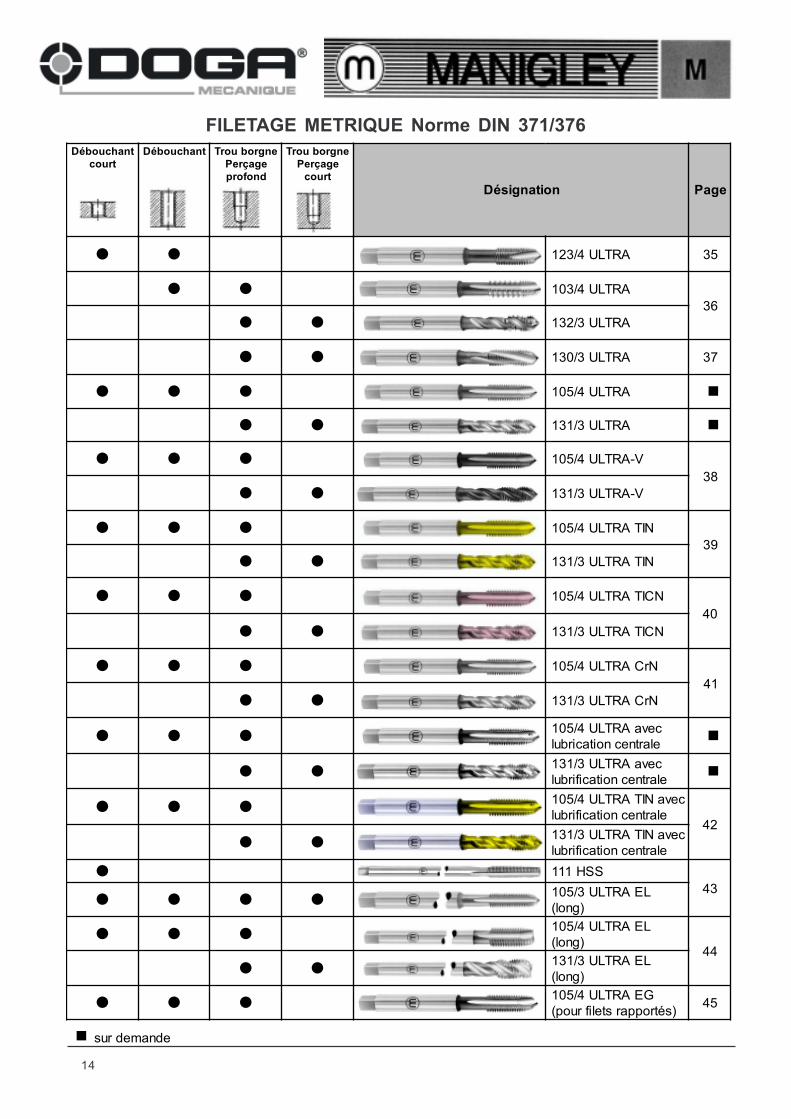
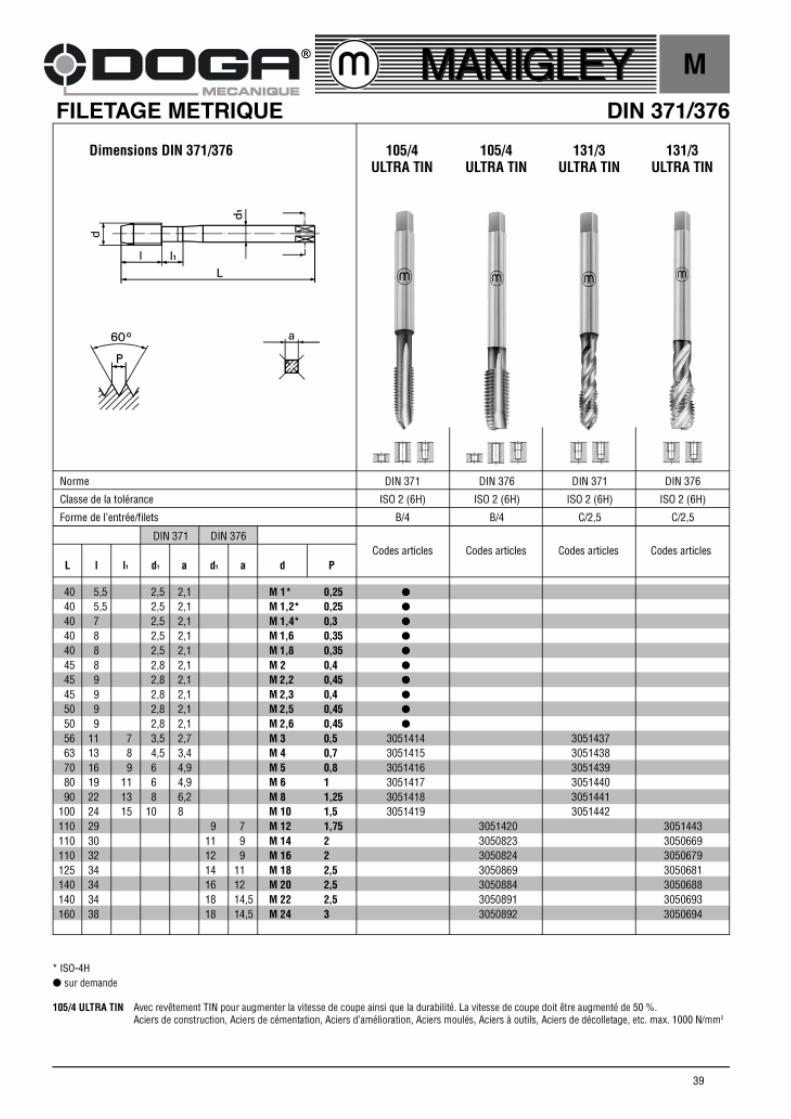
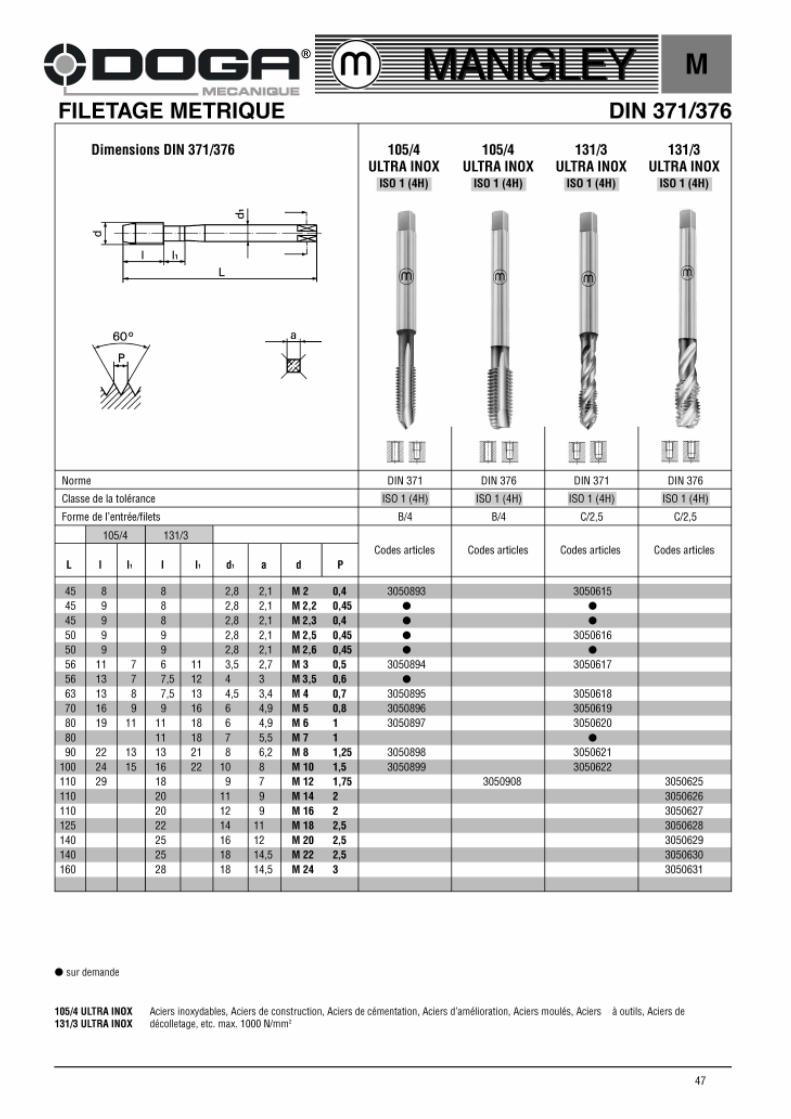
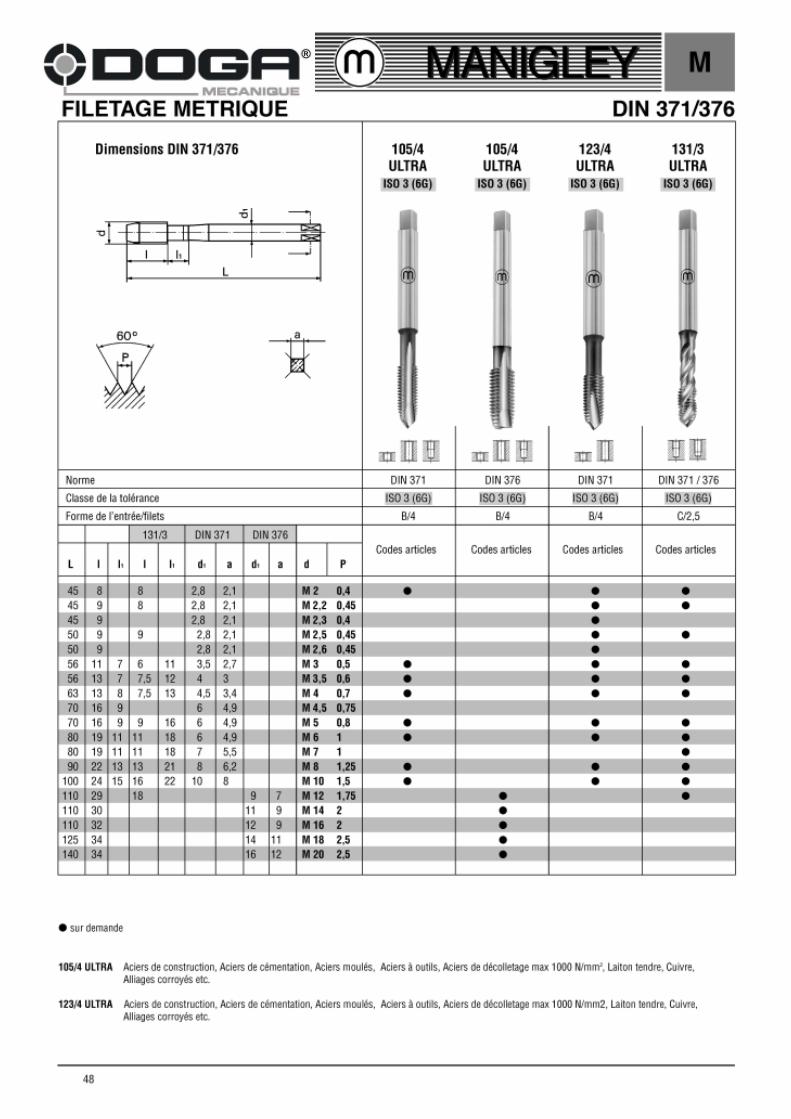
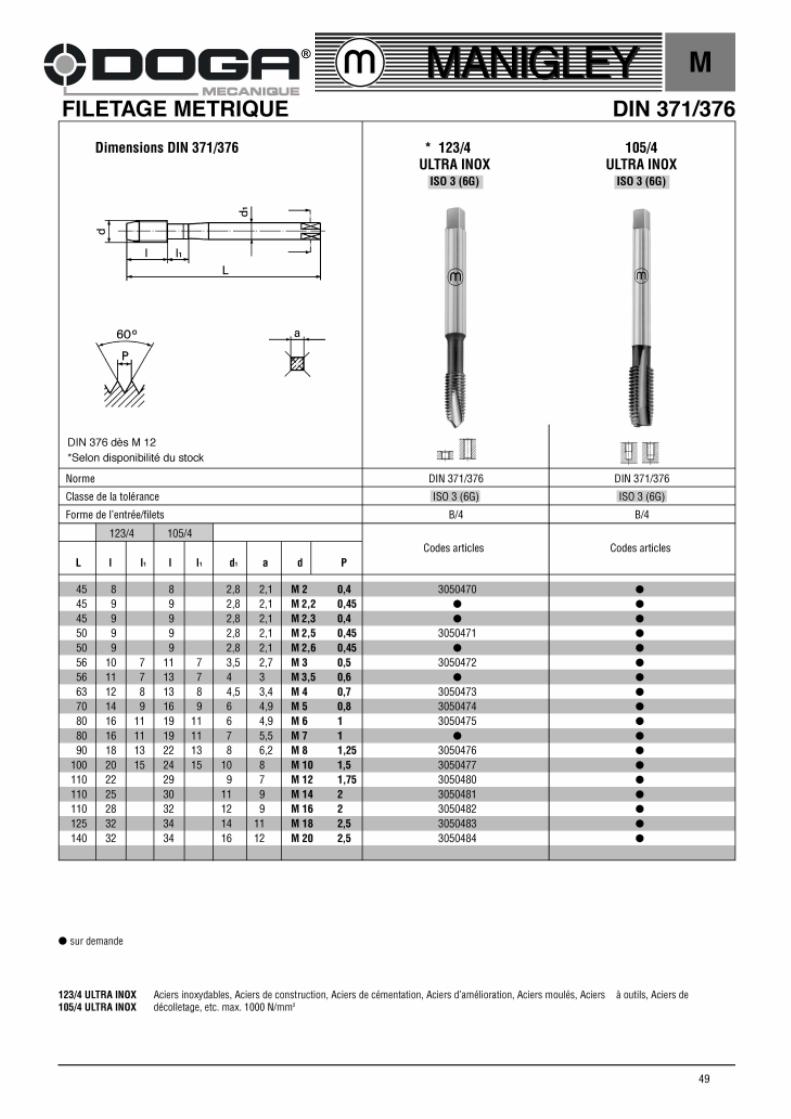
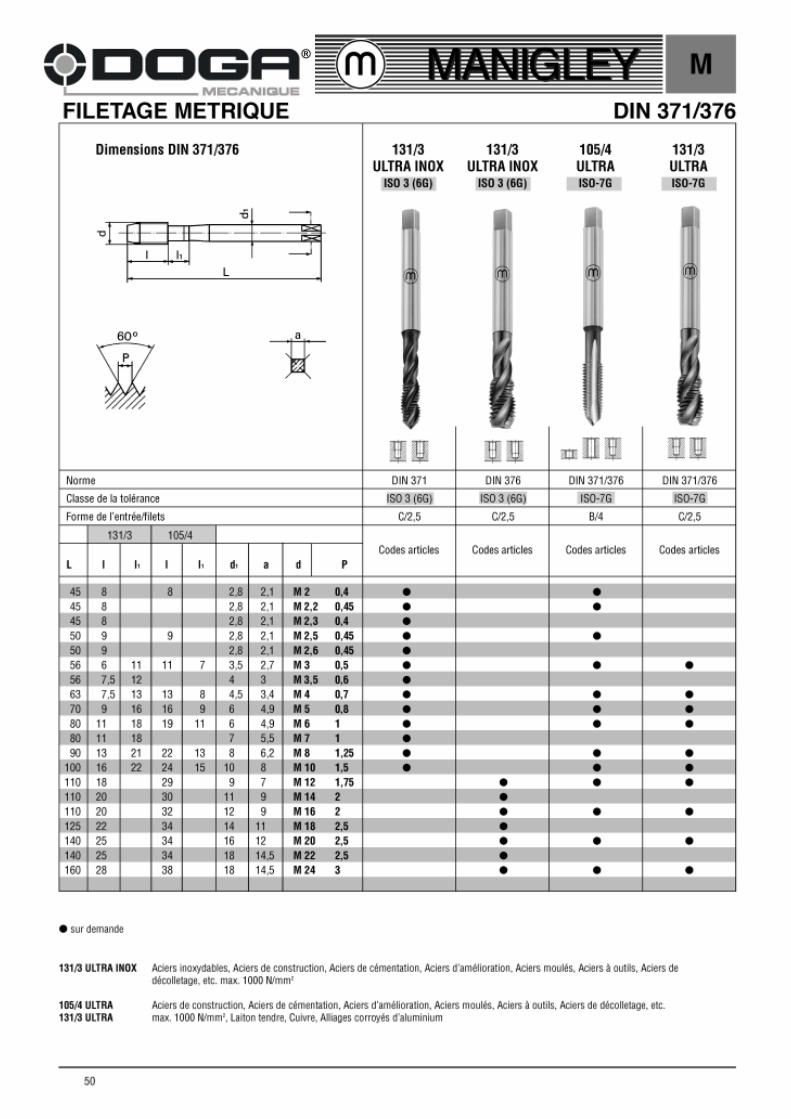
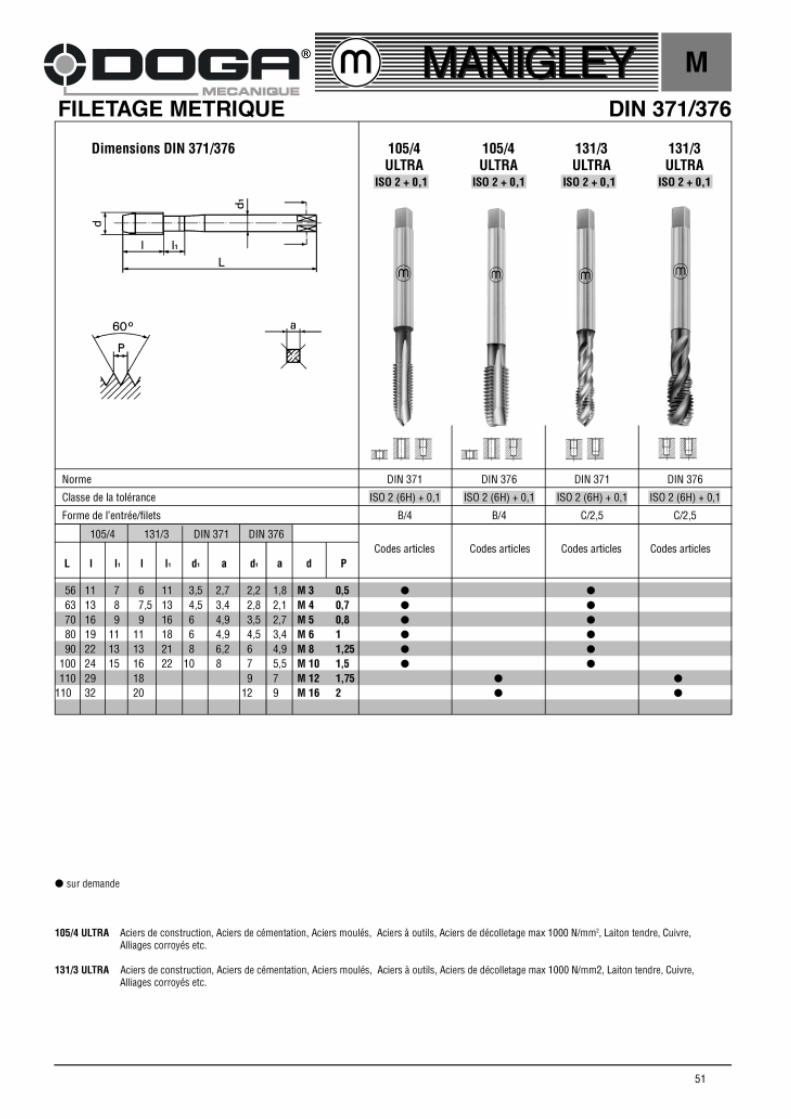
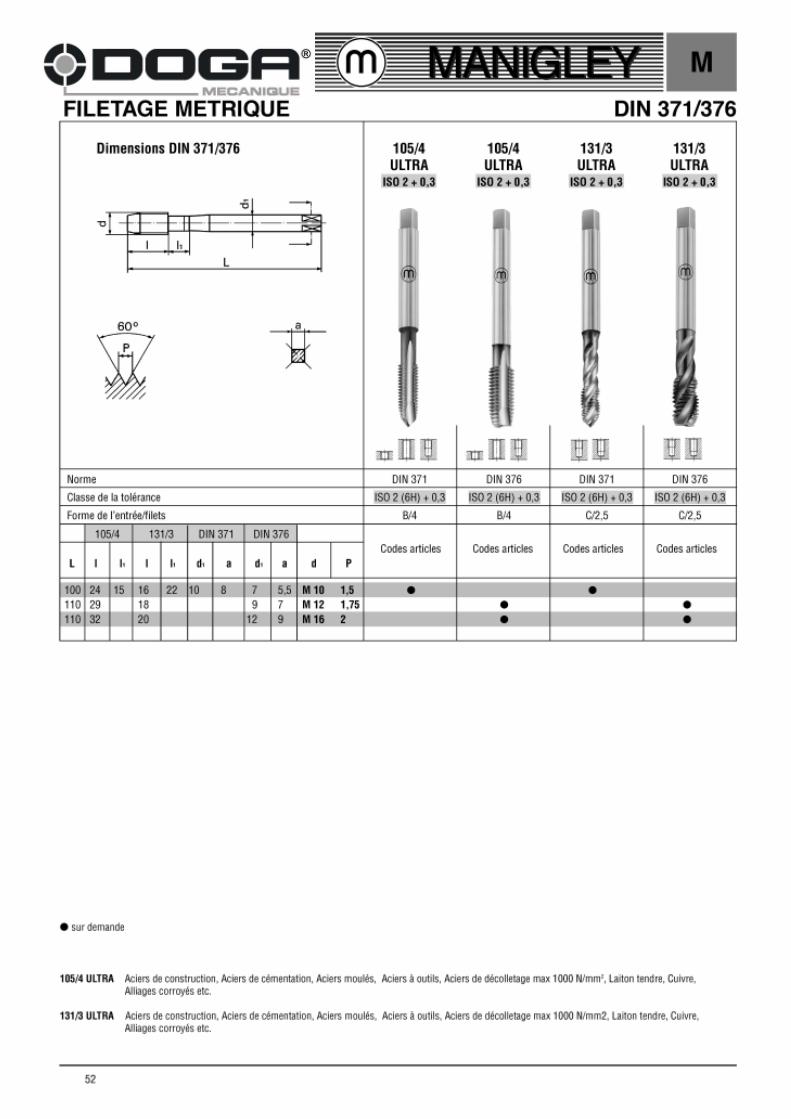
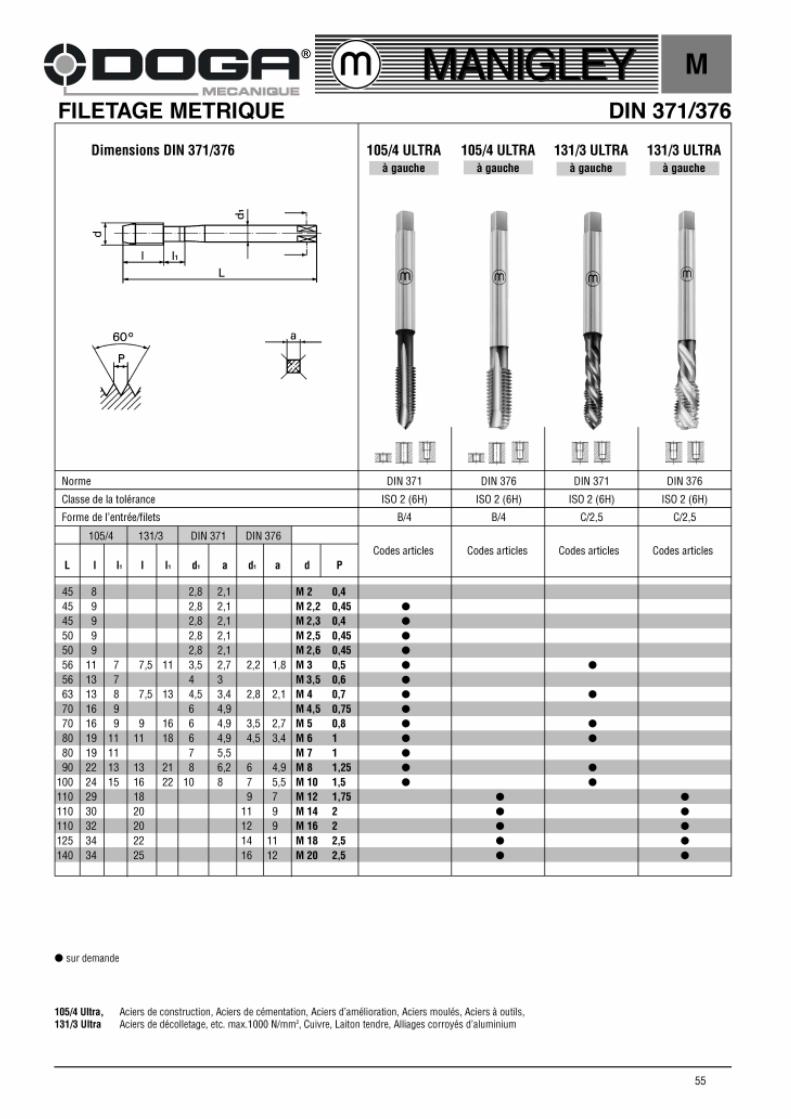
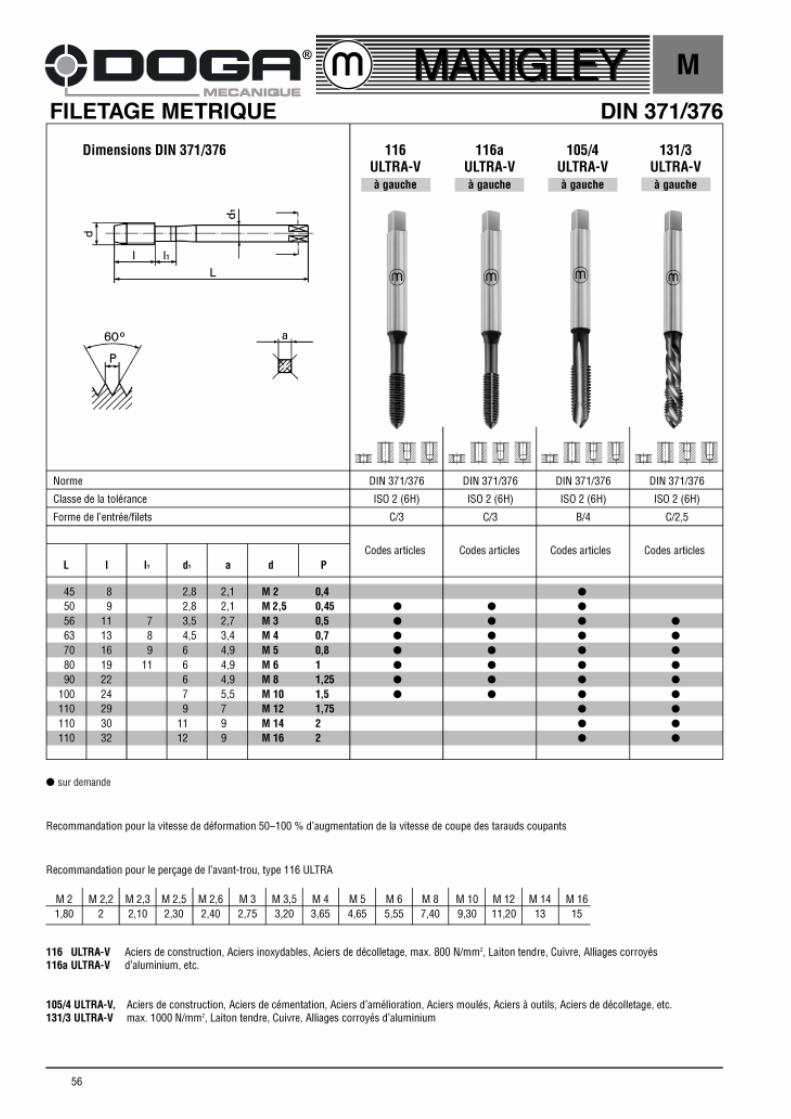
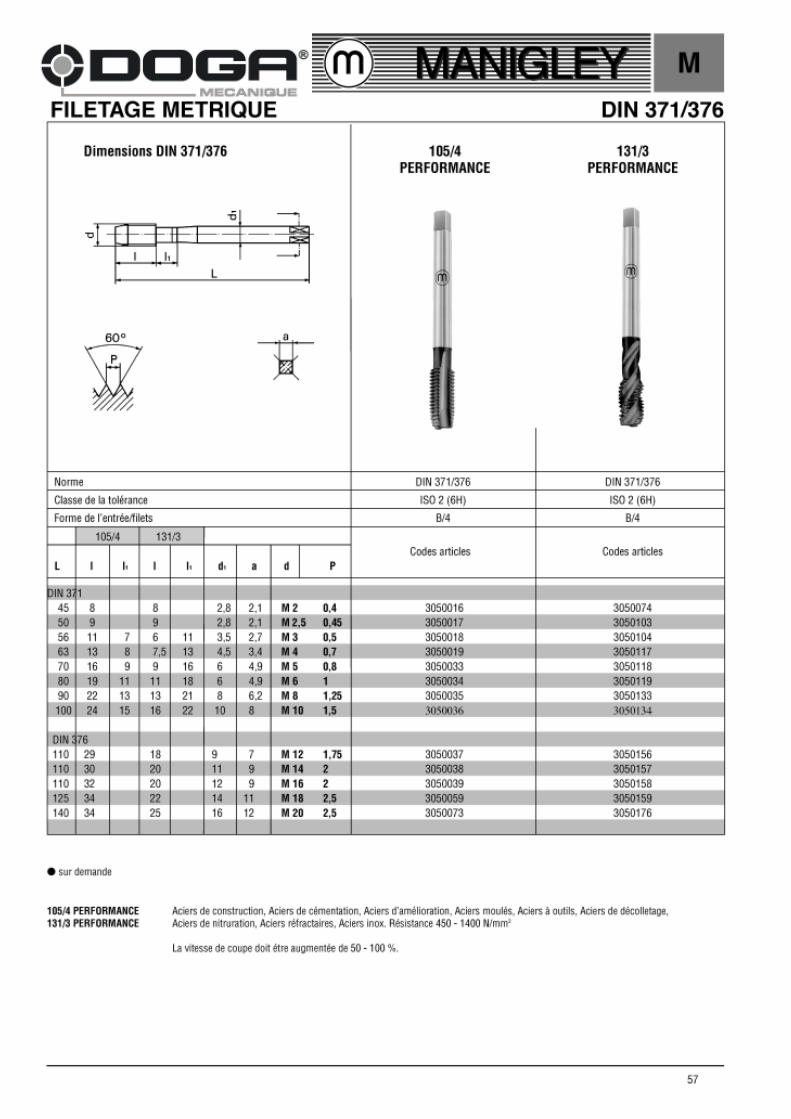
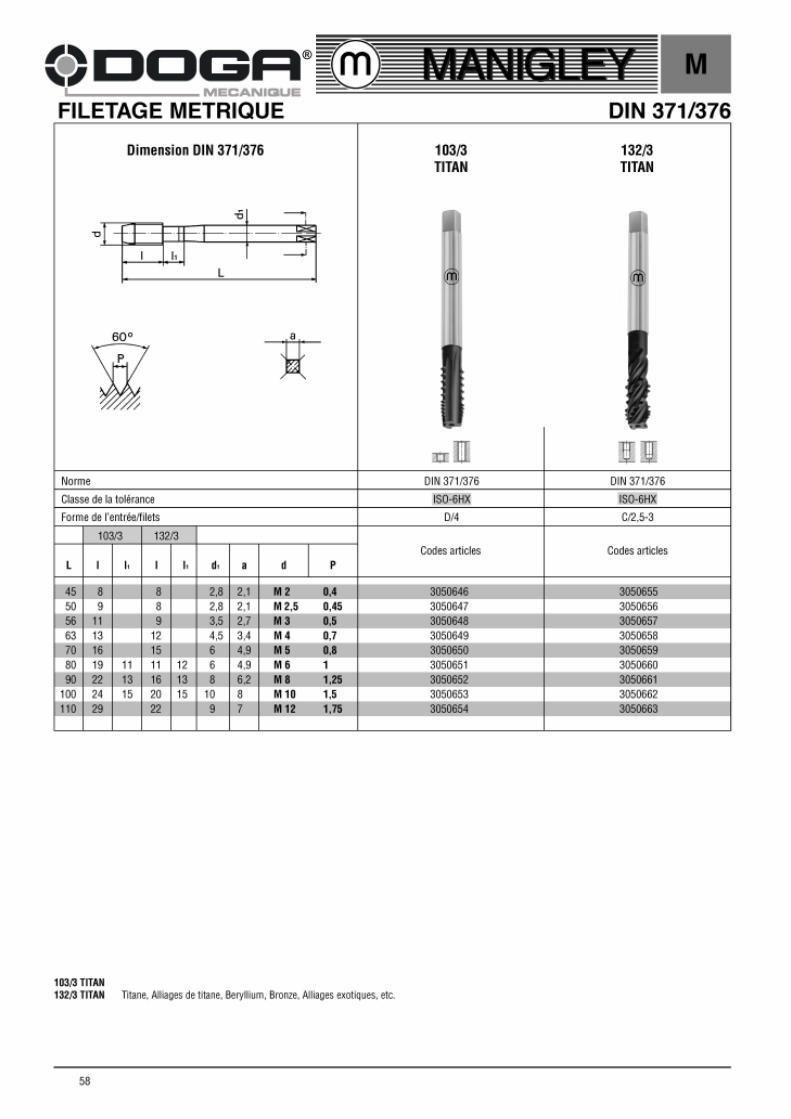
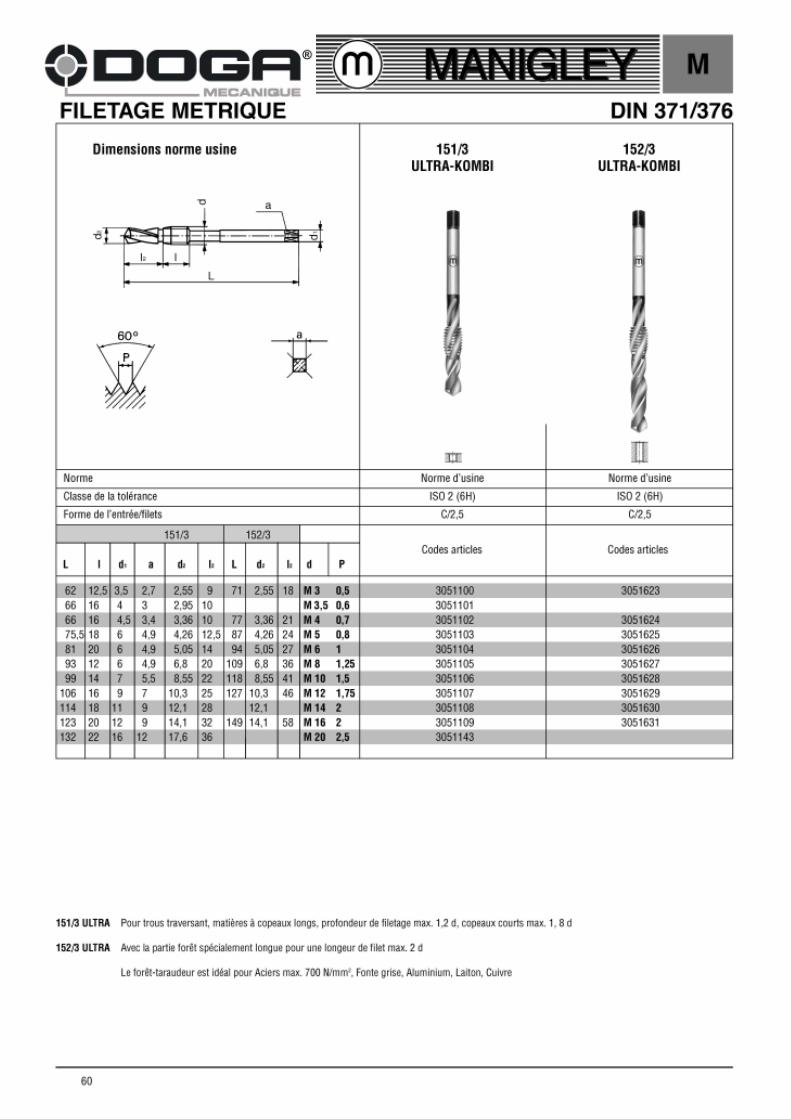
FILETAGE METRIQUE Norme DIN 371/376
tnahcuobéD
truoc
tnahcuobéD engrobuorT
egaçreP
dnoforp
engrobuorT
egaçreP
truoc
noitangiséD egaP
� � ARTLU4/321 53
� � ARTLU4/301
63
� � ARTLU3/231
� � ARTLU3/031 73
� � � ARTLU4/501 ¾
� � ARTLU3/131 ¾
� � � V-ARTLU4/501
83
� � V-ARTLU3/131
� � � NITARTLU4/501
93
� � NITARTLU3/131
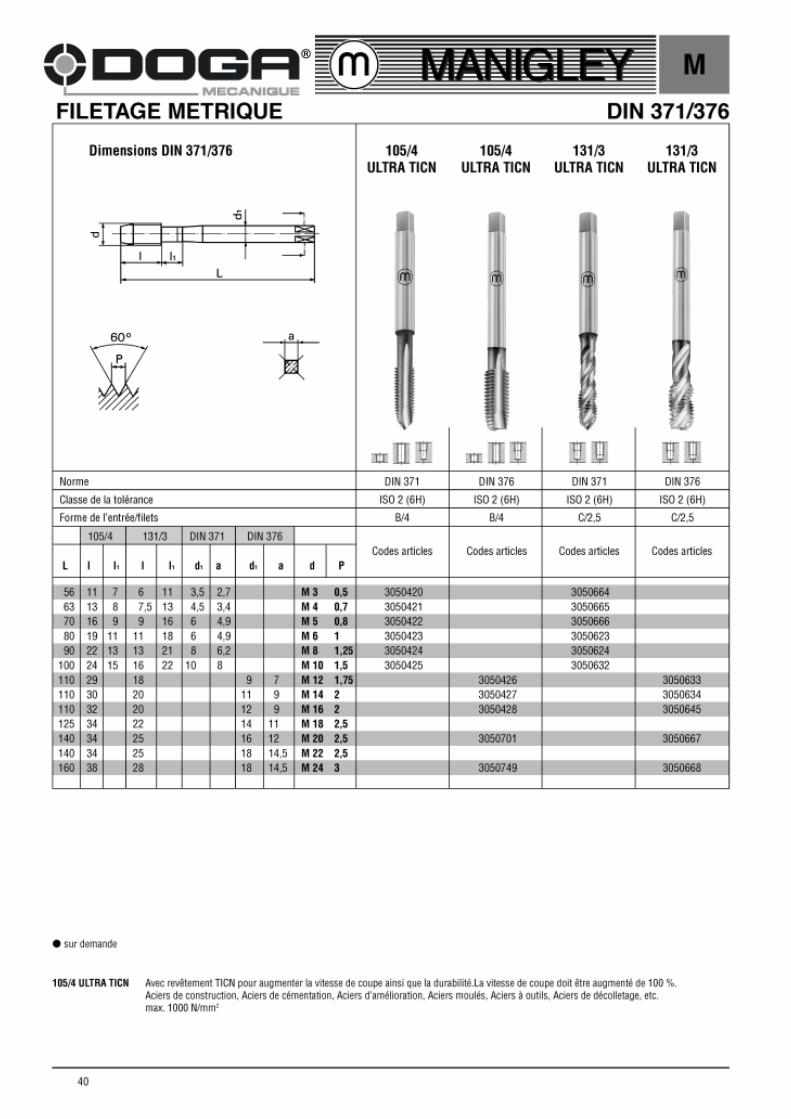
� � � NCITARTLU4/501
04
� � NCITARTLU3/131
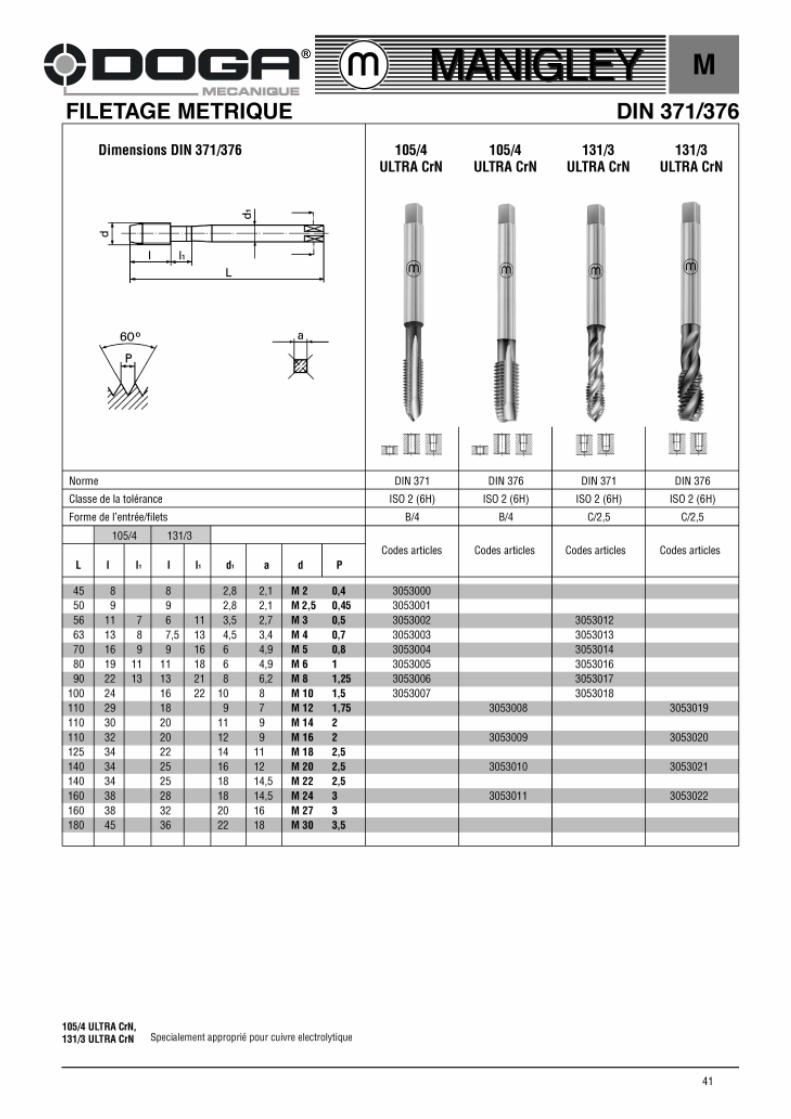
� � � NrCARTLU4/501
14
� � NrCARTLU3/131
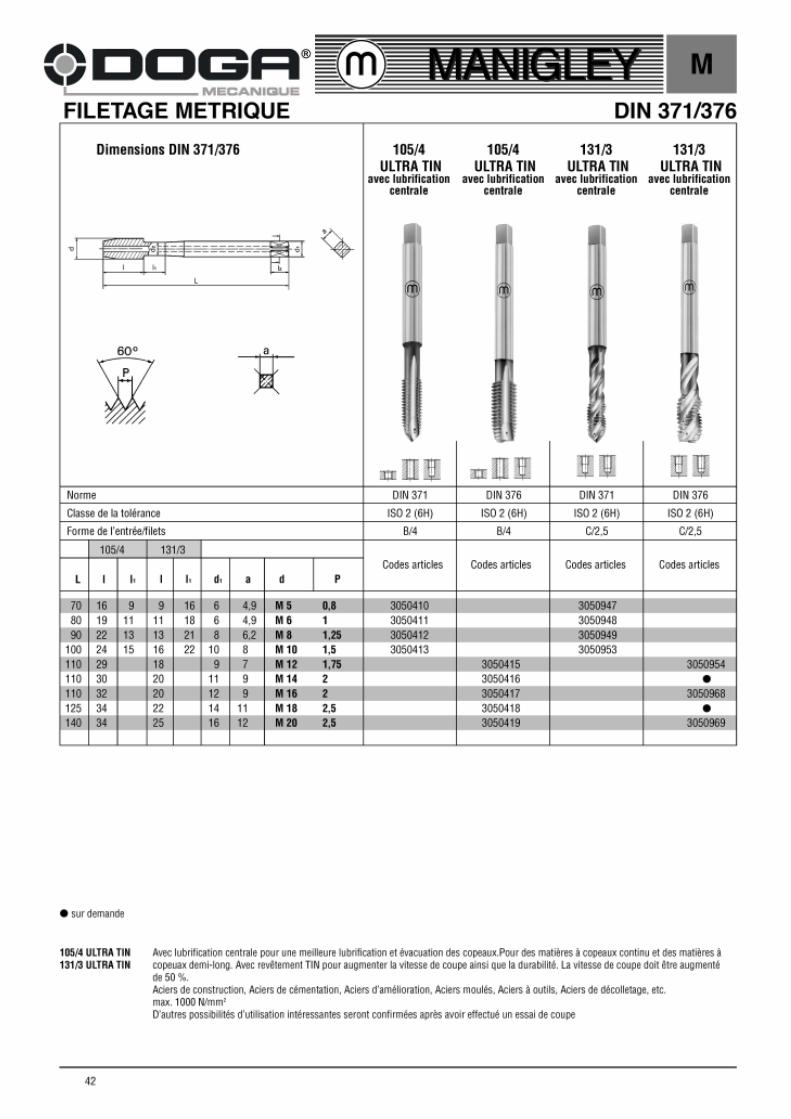
� � �cevaARTLU4/501
elartnecnoitacirbul¾
� �cevaARTLU3/131
elartnecnoitacifirbul¾
� � �cevaNITARTLU4/501
elartnecnoitacifirbul24
� �cevaNITARTLU3/131
elartnecnoitacifirbul
� SSH111
34� � � �
LEARTLU3/501
)gnol(
� � �LEARTLU4/501
)gnol(44
� �LEARTLU3/131
)gnol(
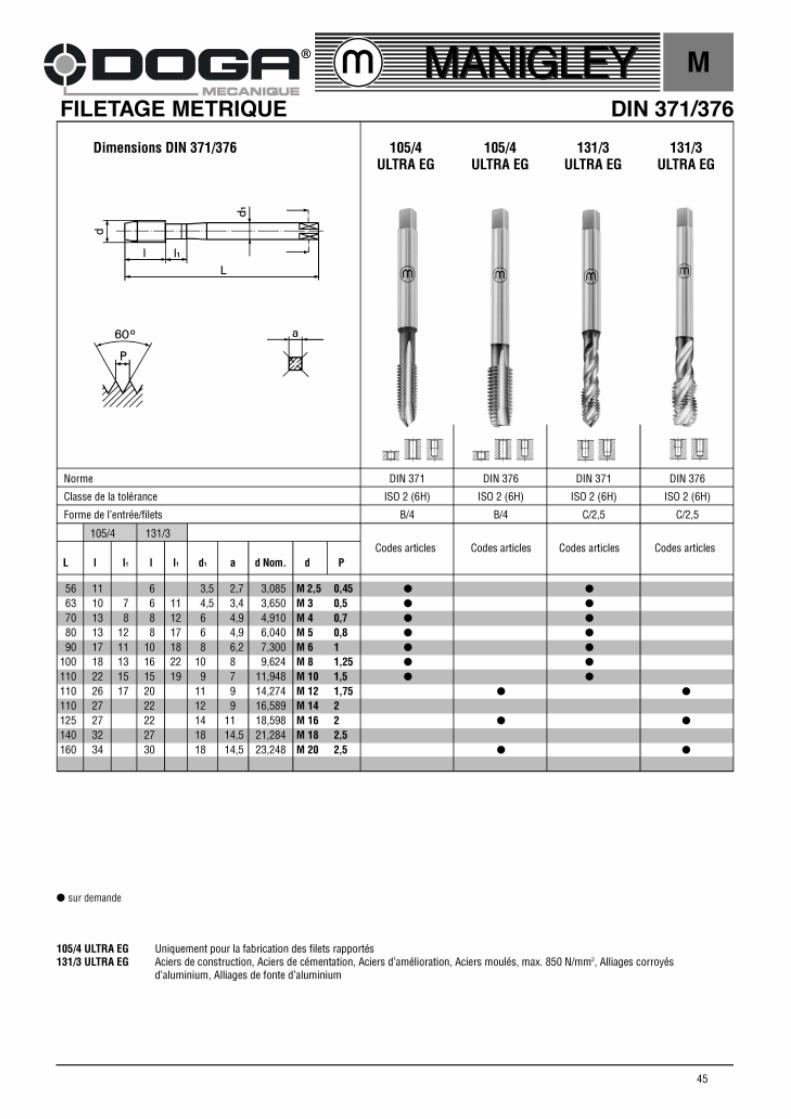
� � �GEARTLU4/501
)sétropparstelifruop(54
¾ ednamedrus
15
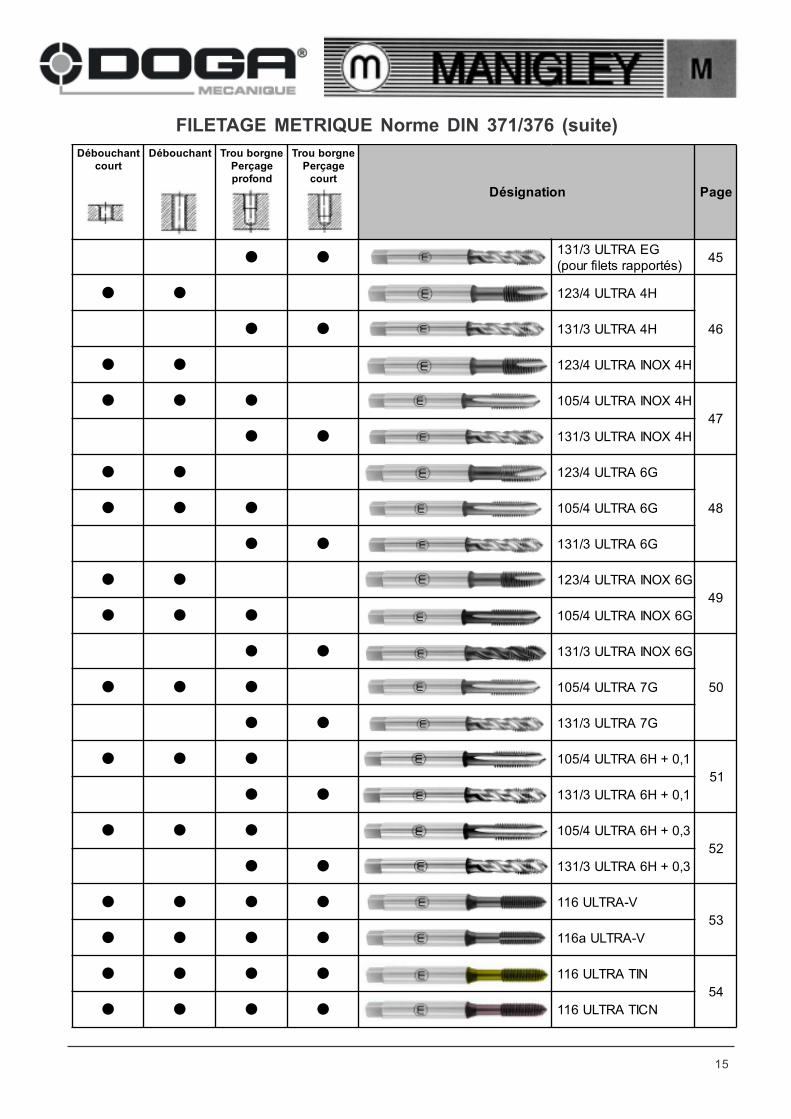
FILETAGE METRIQUE Norme DIN 371/376 (suite)
tnahcuobéD
truoc
tnahcuobéD engrobuorT
egaçreP
dnoforp
engrobuorT
egaçreP
truoc
noitangiséD egaP
� �GEARTLU3/131
)sétropparstelifruop(54
� � H4ARTLU4/321
64� � H4ARTLU3/131
� � H4XONIARTLU4/321
� � � H4XONIARTLU4/501
74
� � H4XONIARTLU3/131
� � G6ARTLU4/321
84� � � G6ARTLU4/501
� � G6ARTLU3/131
� � G6XONIARTLU4/321
94
� � � G6XONIARTLU4/501
� � G6XONIARTLU3/131
05� � � G7ARTLU4/501
� � G7ARTLU3/131
� � � 1,0+H6ARTLU4/501
15
� � 1,0+H6ARTLU3/131
� � � 3,0+H6ARTLU4/501
25
� � 3,0+H6ARTLU3/131
� � � � V-ARTLU611
35
� � � � V-ARTLUa611
� � � � NITARTLU611
45
� � � � NCITARTLU611
16
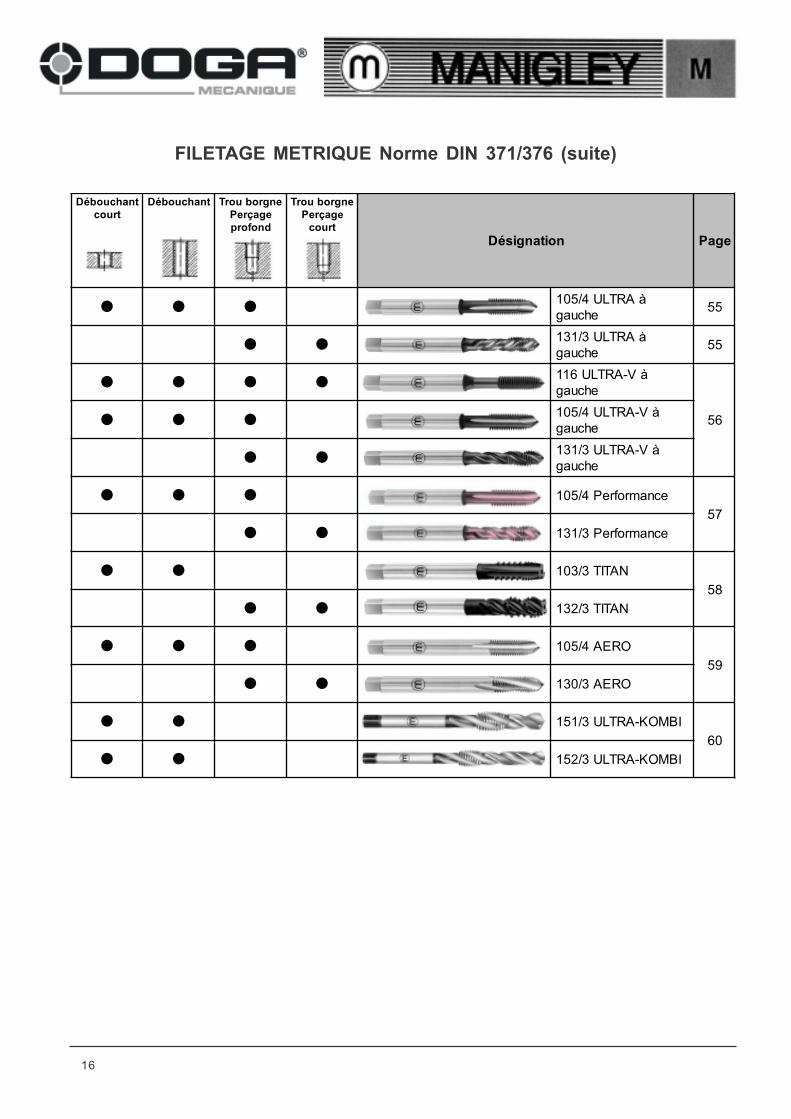
FILETAGE METRIQUE Norme DIN 371/376 (suite)
tnahcuobéD
truoc
tnahcuobéD engrobuorT
egaçreP
dnoforp
engrobuorT
egaçreP
truoc
noitangiséD egaP
� � �àARTLU4/501
ehcuag55
� �àARTLU3/131
ehcuag55
� � � �àV-ARTLU611
ehcuag
65� � �àV-ARTLU4/501
ehcuag
� �àV-ARTLU3/131
ehcuag
� � � ecnamrofreP4/501
75
� � ecnamrofreP3/131
� � NATIT3/301
85
� � NATIT3/231
� � � OREA4/501
95
� � OREA3/031
� � IBMOK-ARTLU3/151
06
� � IBMOK-ARTLU3/251
17
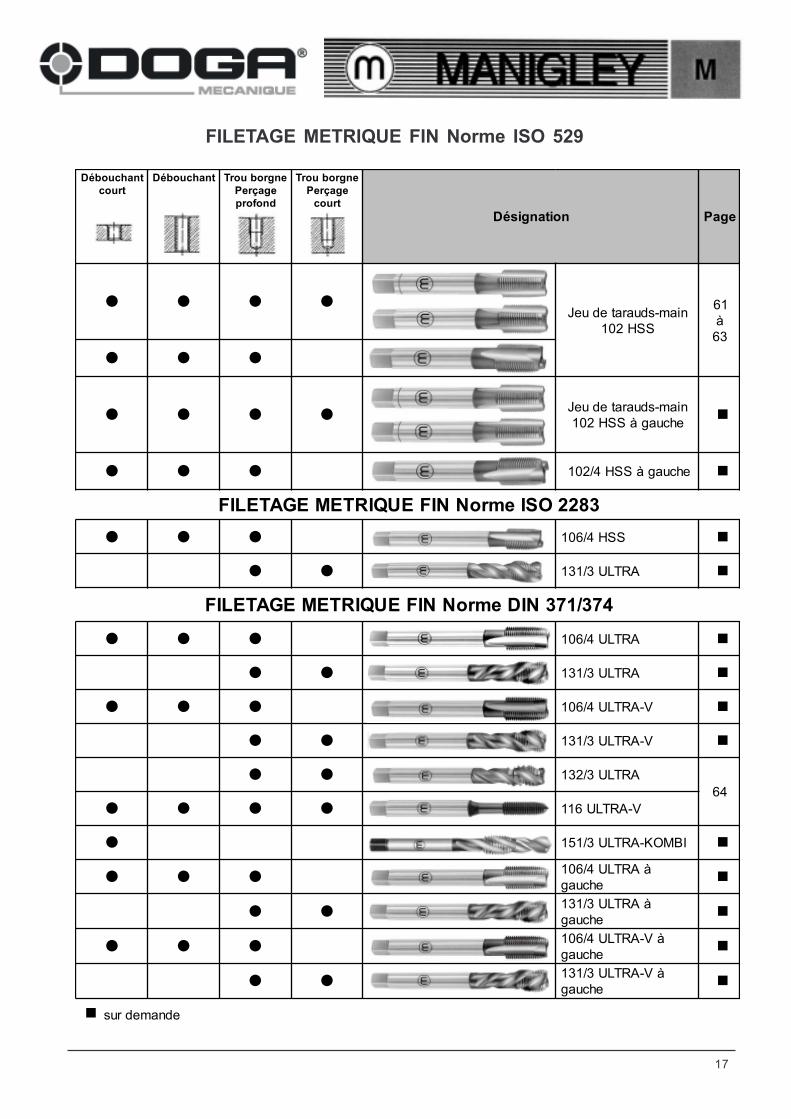
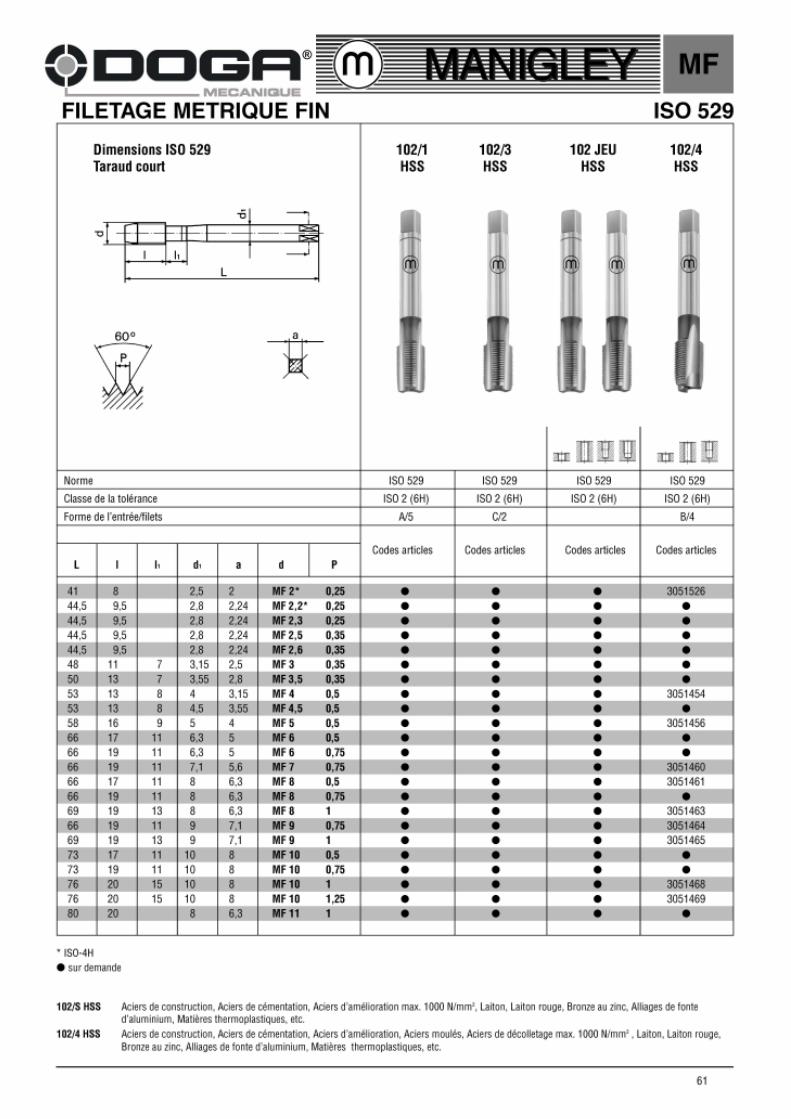
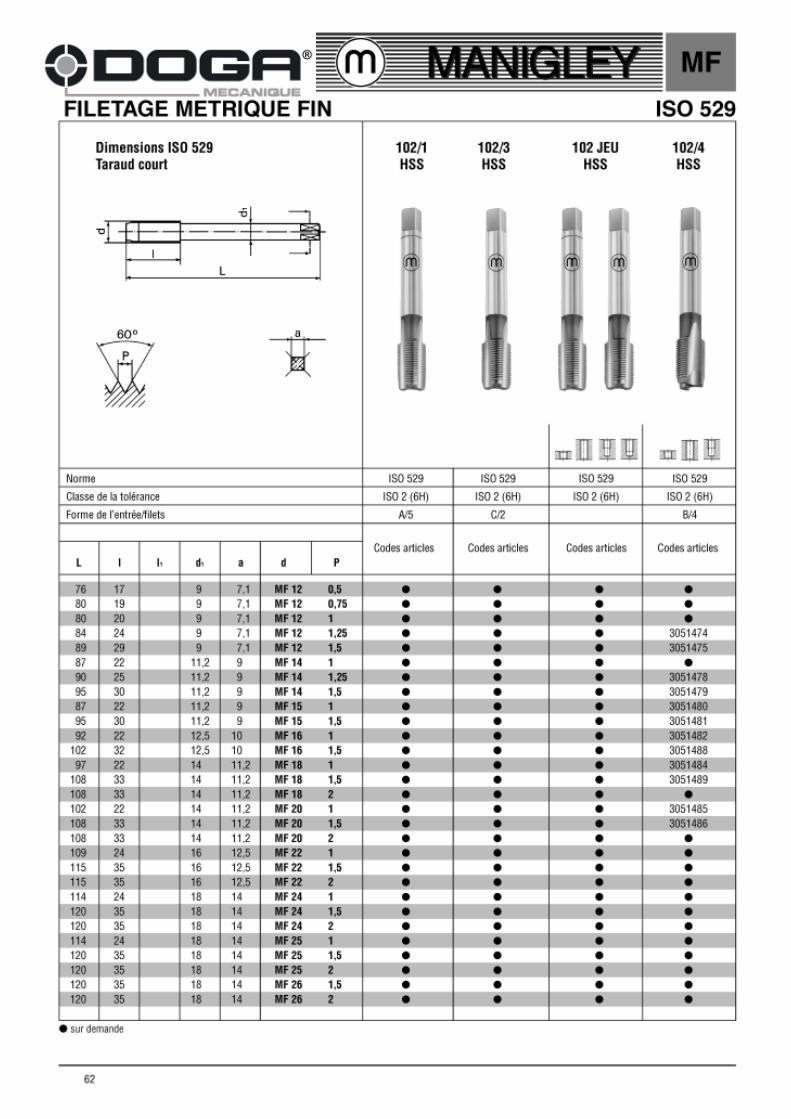
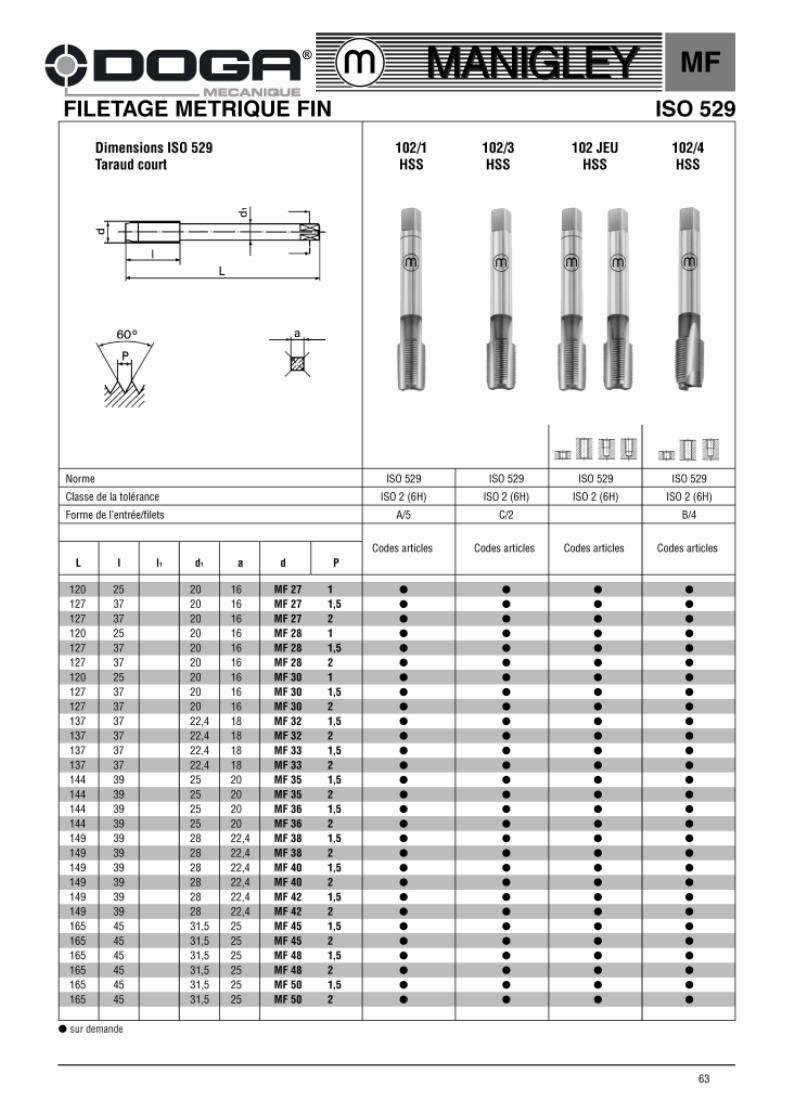
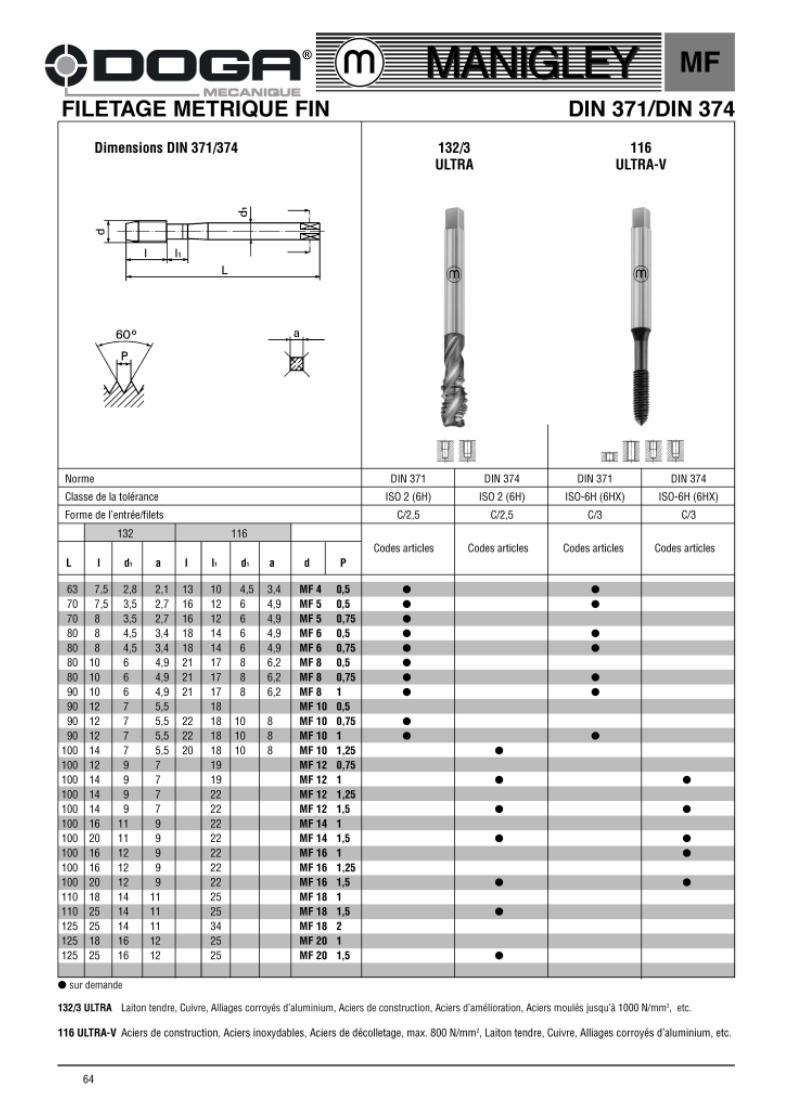
FILETAGE METRIQUE FIN Norme ISO 529
tnahcuobéD
truoc
tnahcuobéD engrobuorT
egaçreP
dnoforp
engrobuorT
egaçreP
truoc
noitangiséD egaP
� � � �niam-sduaratedueJ
SSH201
16
à
36
� � �
� � � �niam-sduaratedueJ
ehcuagàSSH201¾
� � � ehcuagàSSH4/201 ¾
3822OSIemroNNIFEUQIRTEMEGATELIF
� � � SSH4/601 ¾
� � ARTLU3/131 ¾
473/173NIDemroNNIFEUQIRTEMEGATELIF
� � � ARTLU4/601 ¾
� � ARTLU3/131 ¾
� � � V-ARTLU4/601 ¾
� � V-ARTLU3/131 ¾
� � ARTLU3/231
46
� � � � V-ARTLU611
� IBMOK-ARTLU3/151 ¾
� � �àARTLU4/601
ehcuag¾
� �àARTLU3/131
ehcuag¾
� � �àV-ARTLU4/601
ehcuag¾
� �àV-ARTLU3/131
ehcuag¾
¾ ednamedrus
18
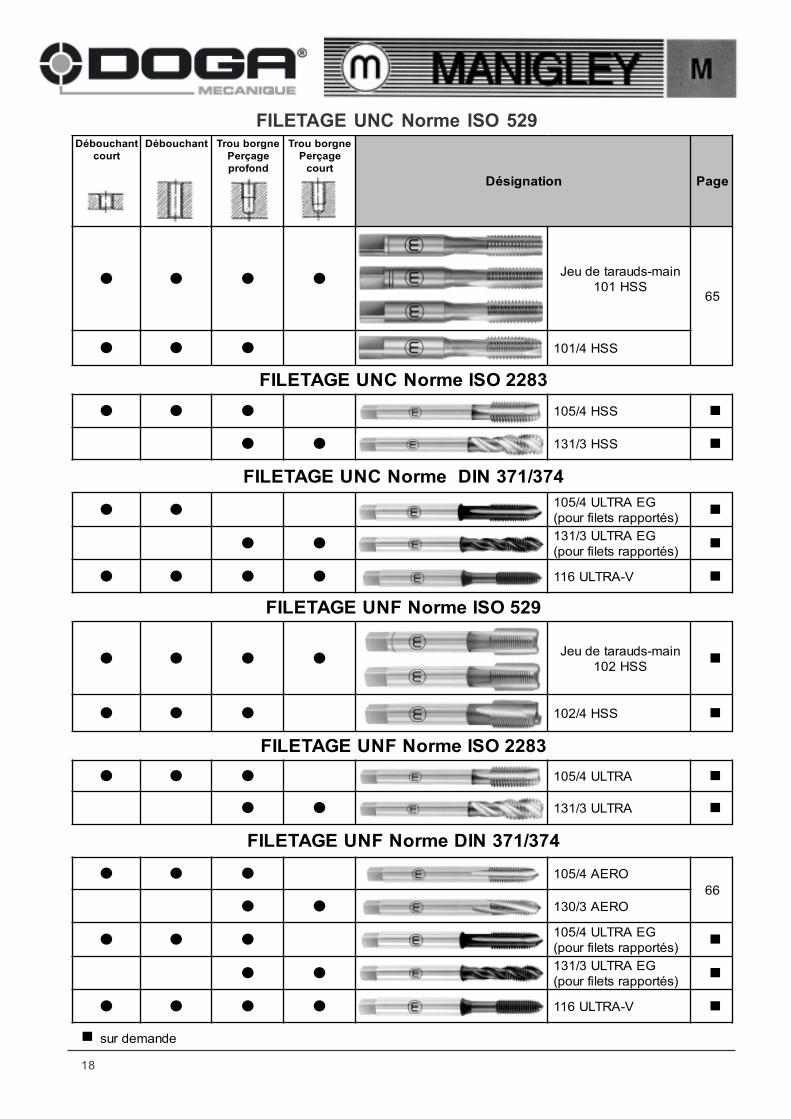
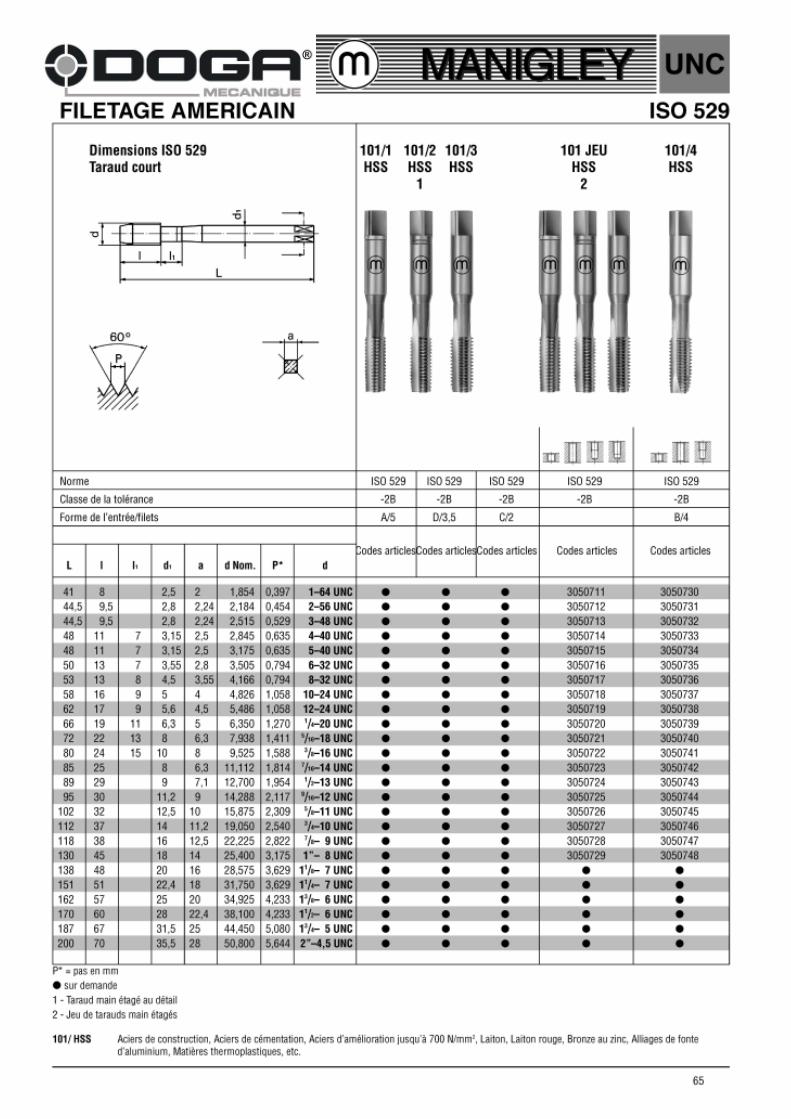
FILETAGE UNC Norme ISO 529tnahcuobéD
truoc
tnahcuobéD engrobuorT
egaçreP
dnoforp
engrobuorT
egaçreP
truoc
noitangiséD egaP
� � � �niam-sduaratedueJ
SSH10156
� � � SSH4/101
3822OSIemroNCNUEGATELIF
� � � SSH4/501 ¾
� � SSH3/131 ¾
473/173NIDemroNCNUEGATELIF
� �GEARTLU4/501
)sétropparstelifruop(¾
� �GEARTLU3/131
)sétropparstelifruop(¾
� � � � V-ARTLU611 ¾
925OSIemroNFNUEGATELIF
� � � �niam-sduaratedueJ
SSH201¾
� � � SSH4/201 ¾
3822OSIemroNFNUEGATELIF
� � � ARTLU4/501 ¾
� � ARTLU3/131 ¾
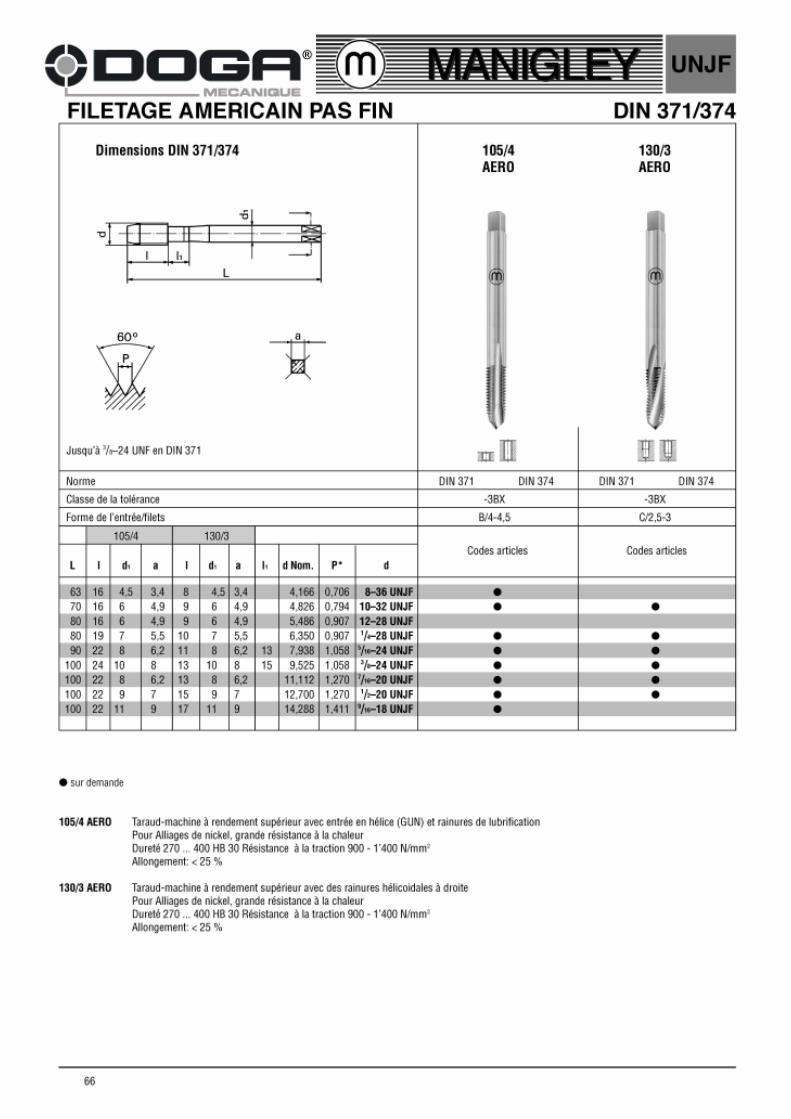
473/173NIDemroNFNUEGATELIF
� � � OREA4/501
66
� � OREA3/031
� � �GEARTLU4/501
)sétropparstelifruop(¾
� �GEARTLU3/131
)sétropparstelifruop(¾
� � � � V-ARTLU611 ¾
¾ ednamedrus
19
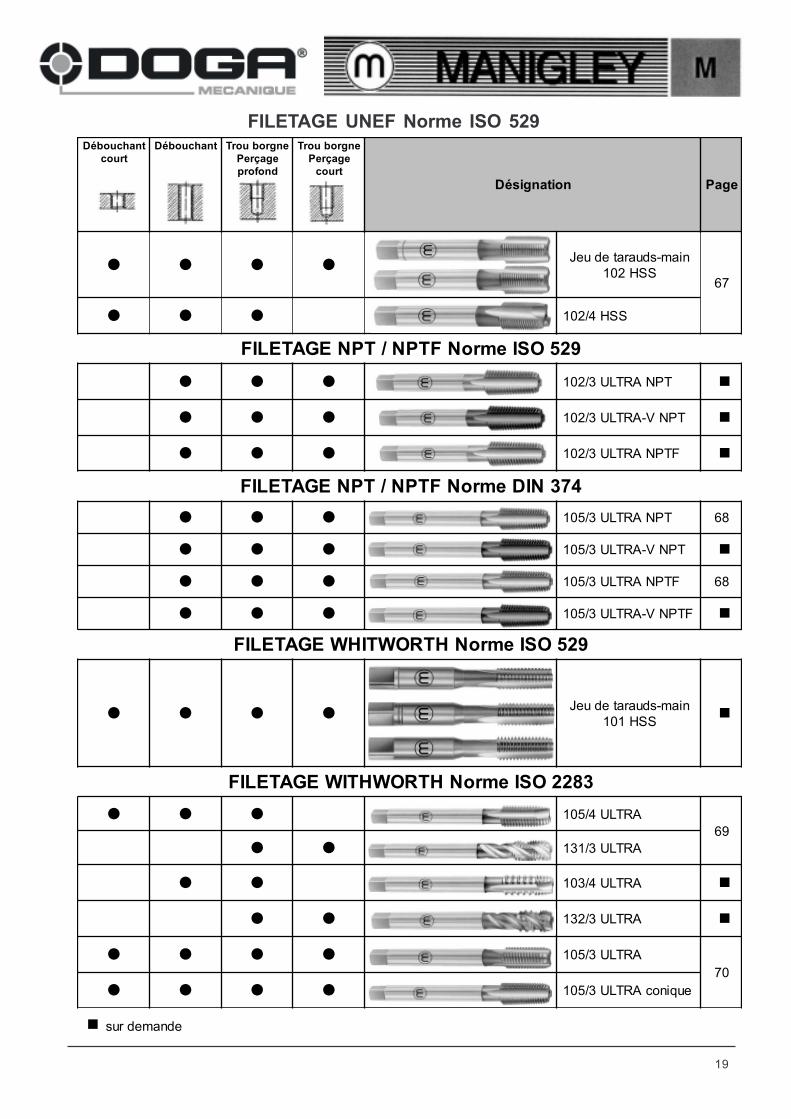
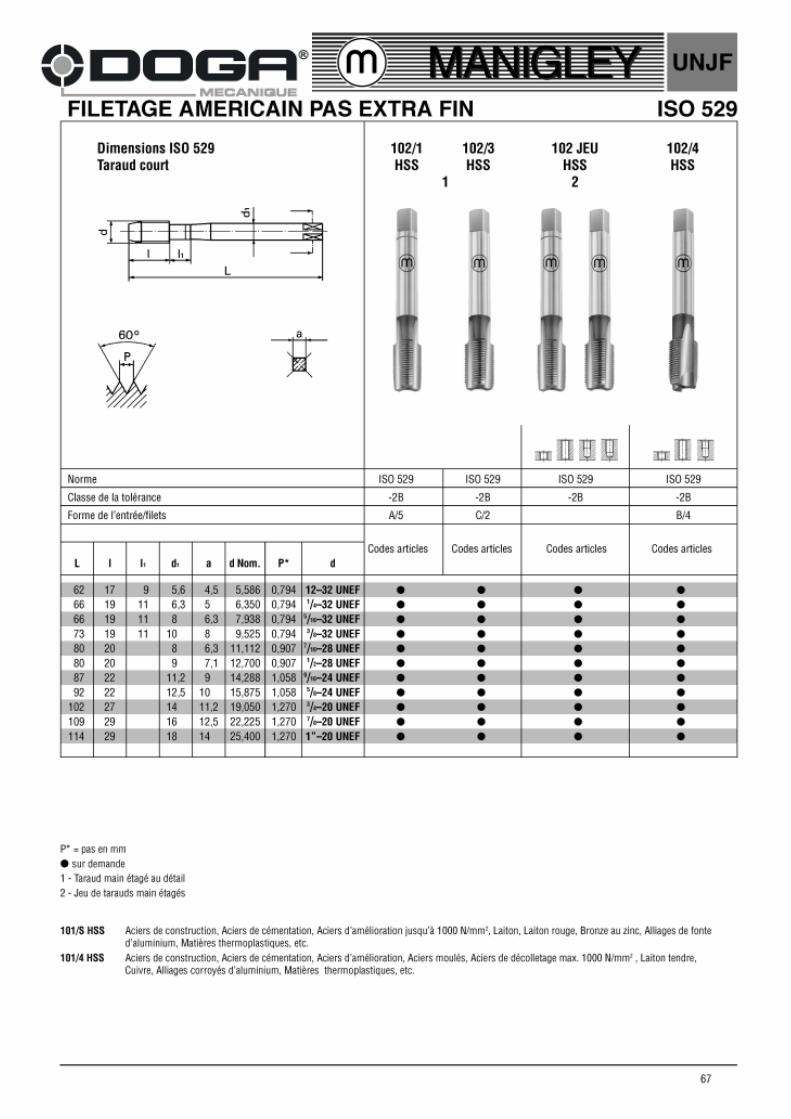
FILETAGE UNEF Norme ISO 529tnahcuobéD
truoc
tnahcuobéD engrobuorT
egaçreP
dnoforp
engrobuorT
egaçreP
truoc
noitangiséD egaP
� � � �niam-sduaratedueJ
SSH20176
� � � SSH4/201
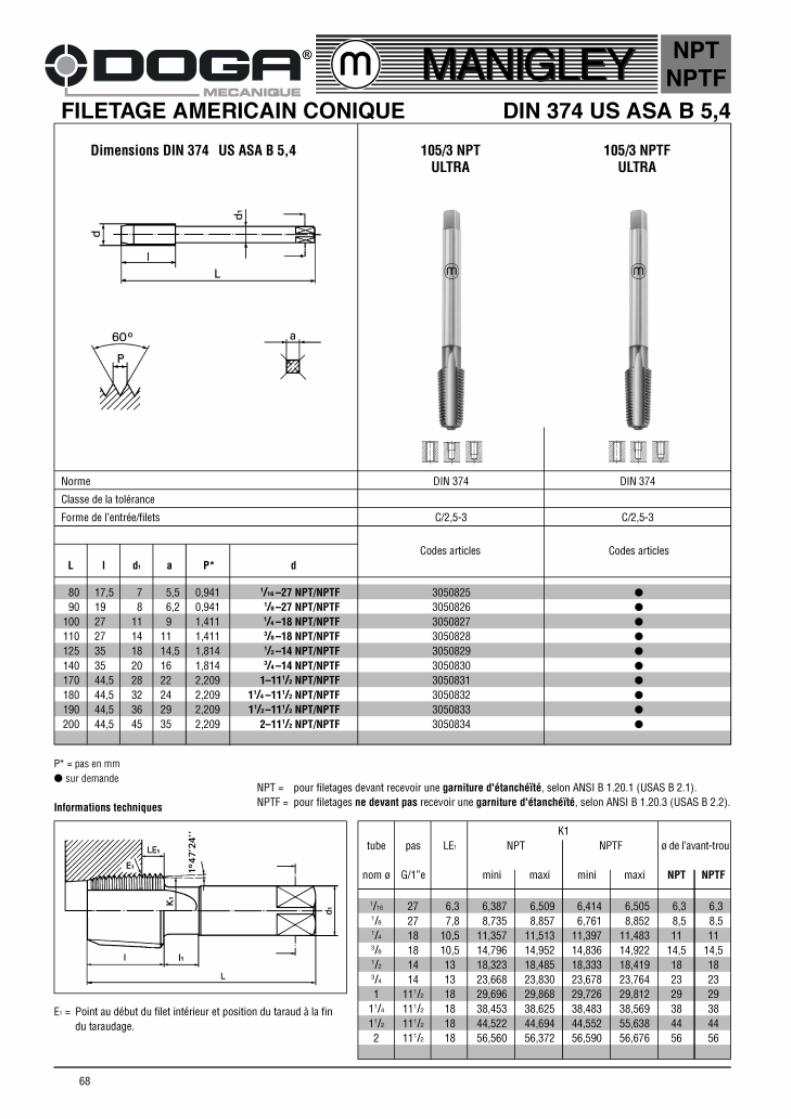
925OSIemroNFTPN/TPNEGATELIF
� � � TPNARTLU3/201 ¾
� � � TPNV-ARTLU3/201 ¾
� � � FTPNARTLU3/201 ¾
473NIDemroNFTPN/TPNEGATELIF
� � � TPNARTLU3/501 86
� � � TPNV-ARTLU3/501 ¾
� � � FTPNARTLU3/501 86
� � � FTPNV-ARTLU3/501 ¾
925OSIemroNHTROWTIHWEGATELIF
� � � �niam-sduaratedueJ
SSH101¾
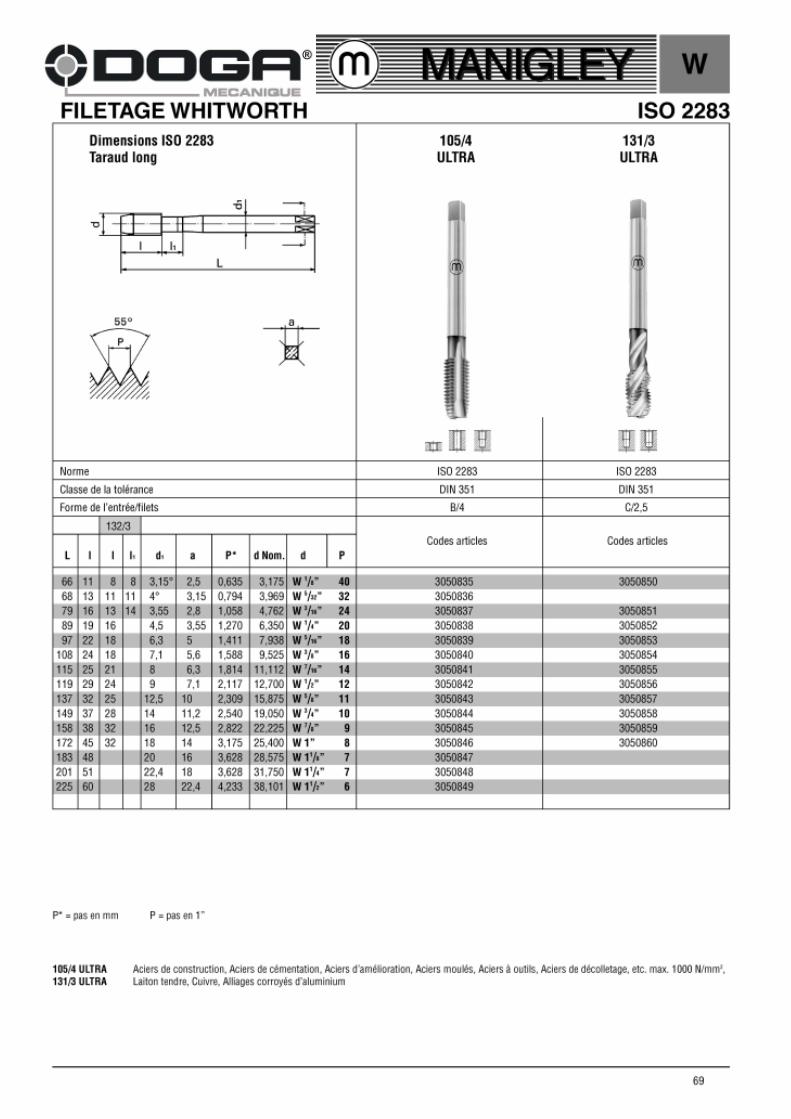
3822OSIemroNHTROWHTIWEGATELIF
� � � ARTLU4/501
96
� � ARTLU3/131
� � ARTLU4/301 ¾
� � ARTLU3/231 ¾
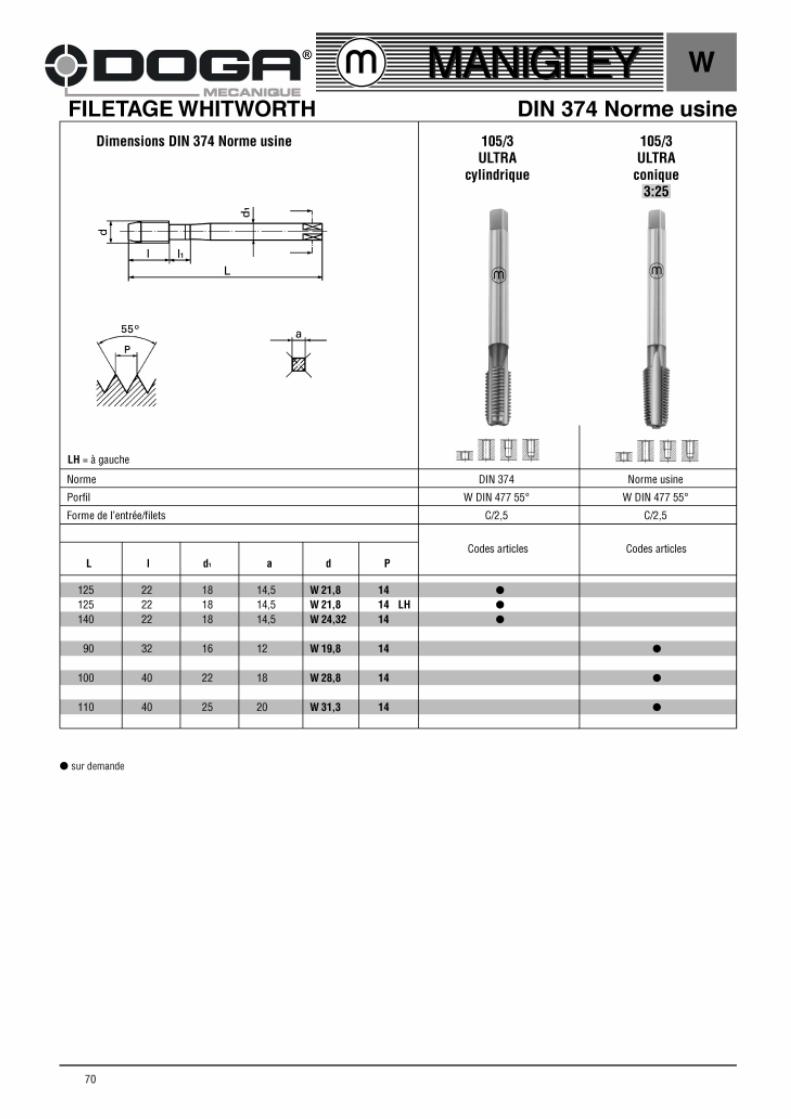
� � � � ARTLU3/501
07
� � � � euqinocARTLU3/501
¾ ednamedrus
20
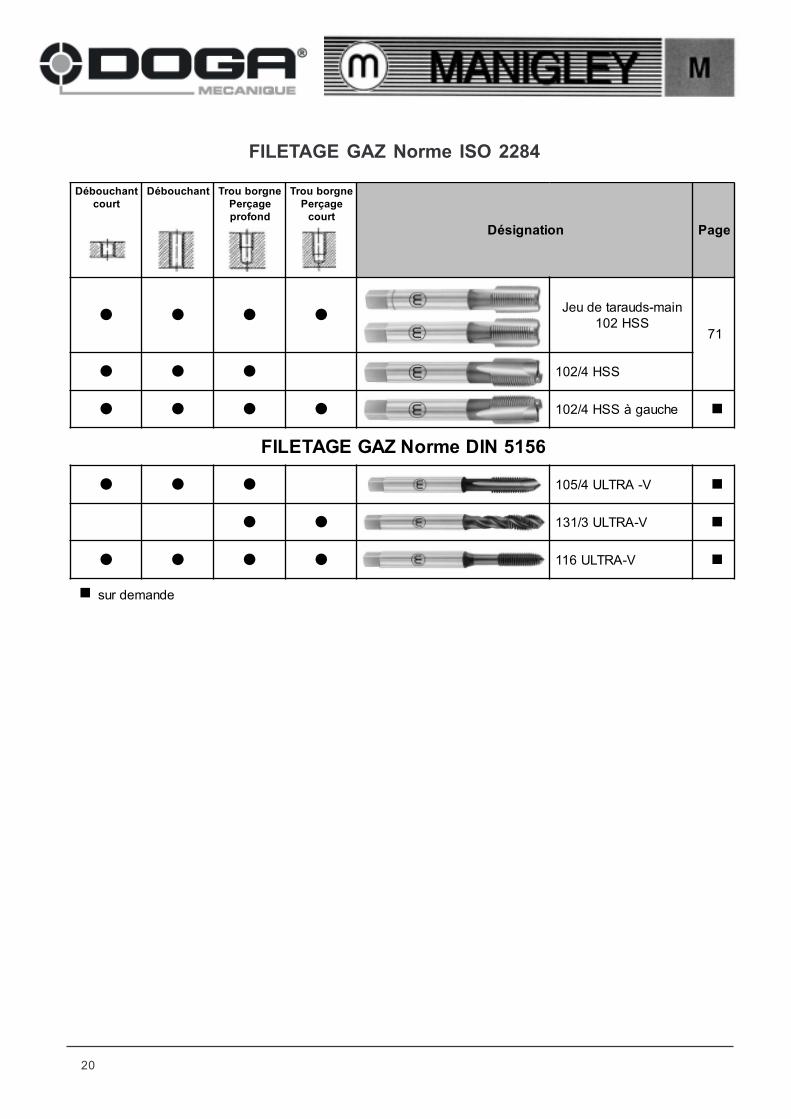
tnahcuobéD
truoc
tnahcuobéD engrobuorT
egaçreP
dnoforp
engrobuorT
egaçreP
truoc
noitangiséD egaP
� � � �niam-sduaratedueJ
SSH20117
� � � SSH4/201
� � � � ehcuagàSSH4/201 ¾
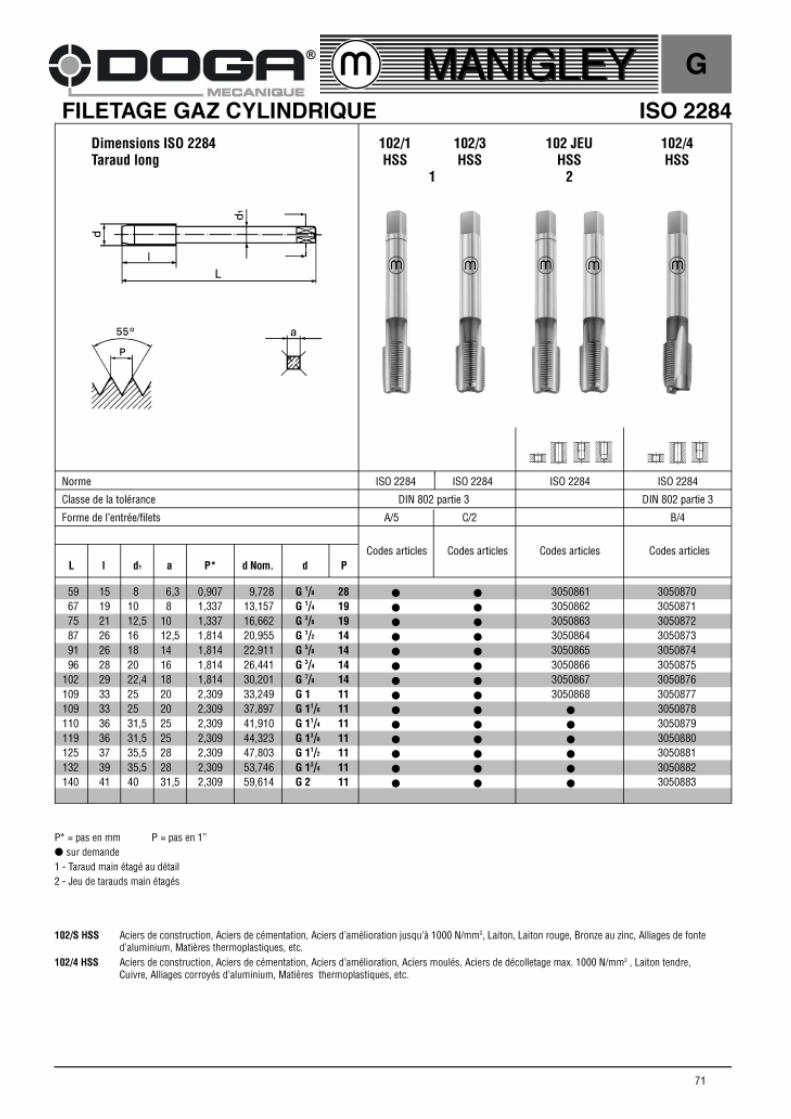
6515NIDemroNZAGEGATELIF
� � � V-ARTLU4/501 ¾
� � V-ARTLU3/131 ¾
� � � � V-ARTLU611 ¾
¾ ednamedrus
FILETAGE GAZ Norme ISO 2284
21
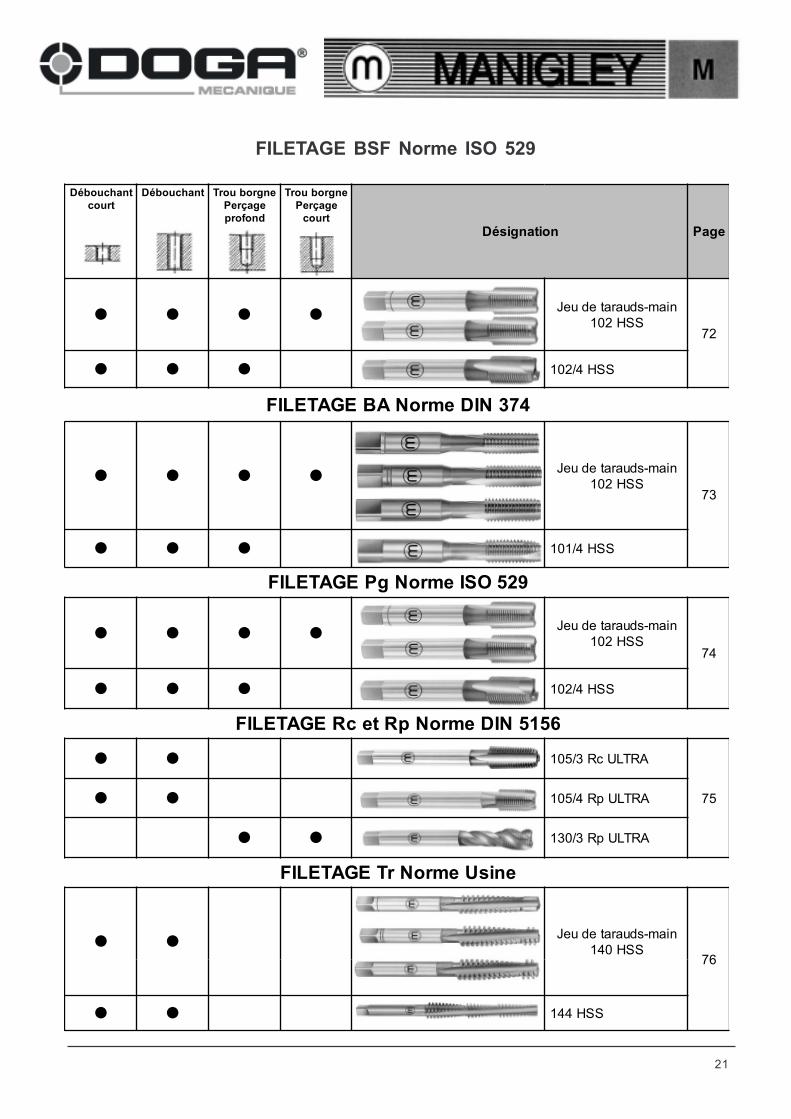
tnahcuobéD
truoc
tnahcuobéD engrobuorT
egaçreP
dnoforp
engrobuorT
egaçreP
truoc
noitangiséD egaP
� � � �niam-sduaratedueJ
SSH20127
� � � SSH4/201
473NIDemroNABEGATELIF
� � � �niam-sduaratedueJ
SSH20137
� � � SSH4/101
925OSIemroNgPEGATELIF
� � � �niam-sduaratedueJ
SSH20147
� � � SSH4/201
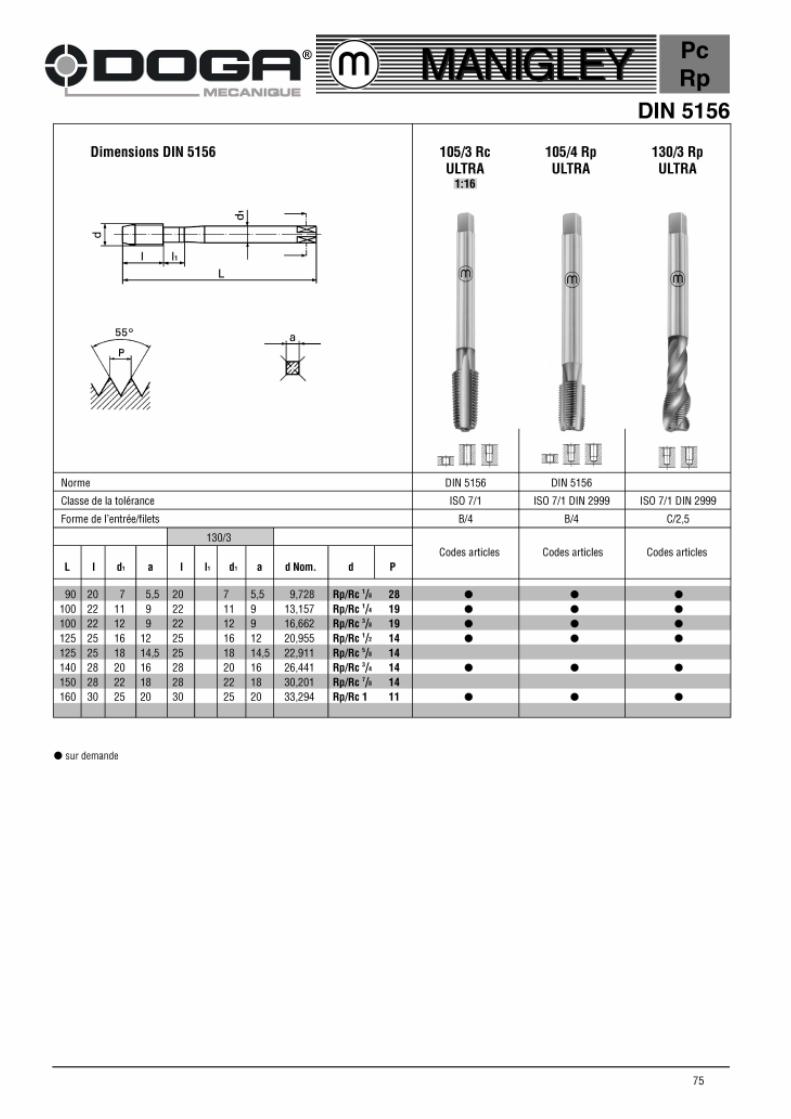
6515NIDemroNpRtecREGATELIF
� � ARTLUcR3/501
57� � ARTLUpR4/501
� � ARTLUpR3/031
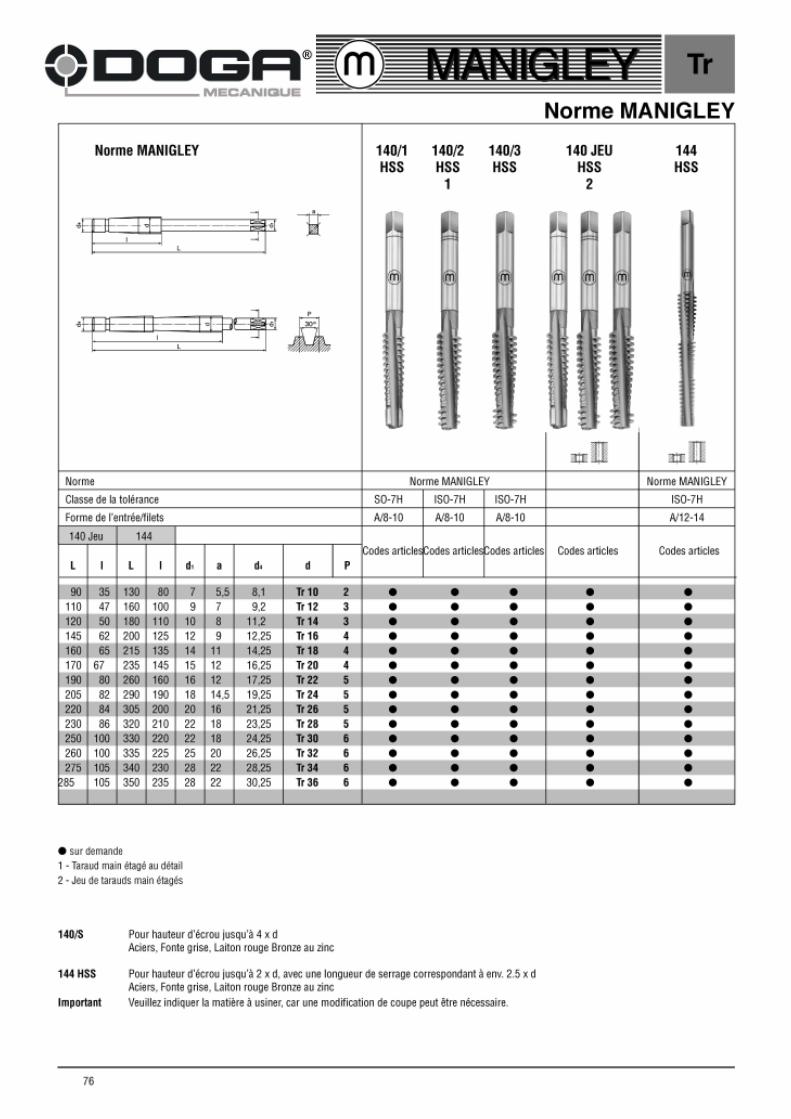
enisUemroNrTEGATELIF
� �niam-sduaratedueJ
SSH04167
� � SSH441
FILETAGE BSF Norme ISO 529
23
24
38
39
41

77
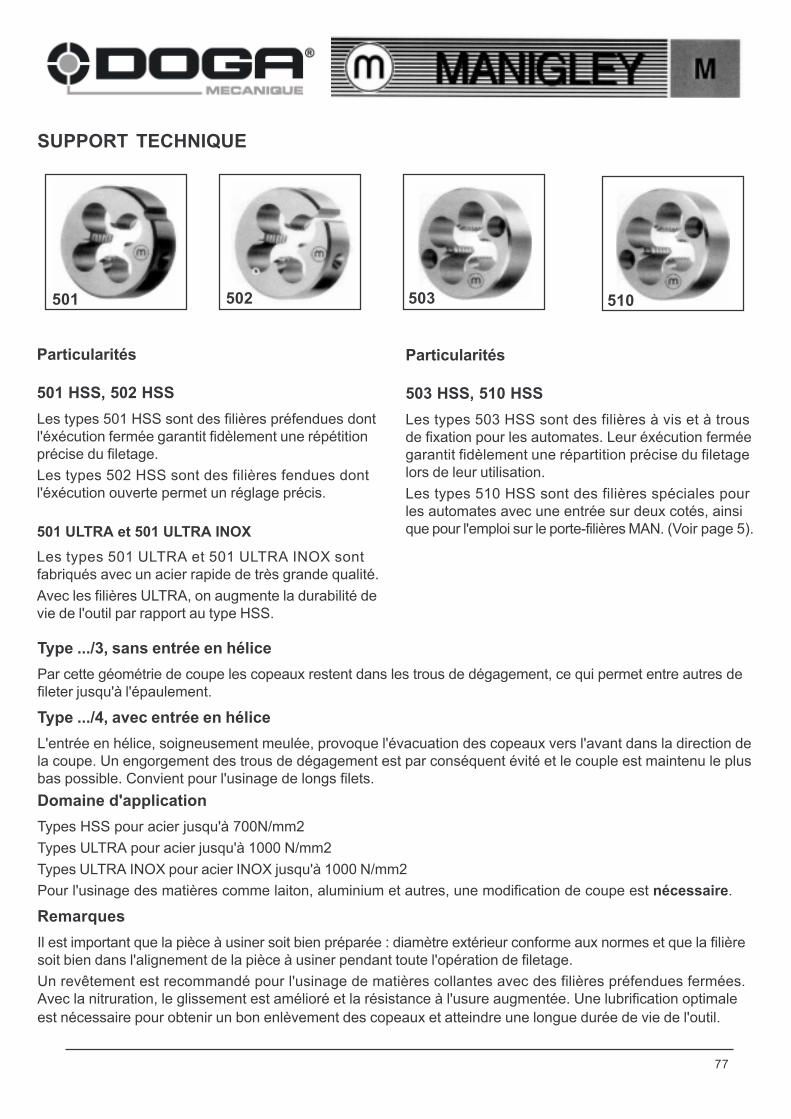
SUPPORT TECHNIQUE
Particularités
501 HSS, 502 HSS
Les types 501 HSS sont des filières préfendues dont
l'éxécution fermée garantit fidèlement une répétition
précise du filetage.
Les types 502 HSS sont des filières fendues dont
l'éxécution ouverte permet un réglage précis.
501 ULTRA et 501 ULTRA INOX
Les types 501 ULTRA et 501 ULTRA INOX sont
fabriqués avec un acier rapide de très grande qualité.
Avec les filières ULTRA, on augmente la durabilité de
vie de l'outil par rapport au type HSS.
Particularités
503 HSS, 510 HSS
Les types 503 HSS sont des filières à vis et à trous
de fixation pour les automates. Leur éxécution fermée
garantit fidèlement une répartition précise du filetage
lors de leur utilisation.
Les types 510 HSS sont des filières spéciales pour
les automates avec une entrée sur deux cotés, ainsi
que pour l'emploi sur le porte-filières MAN. (Voir page 5).
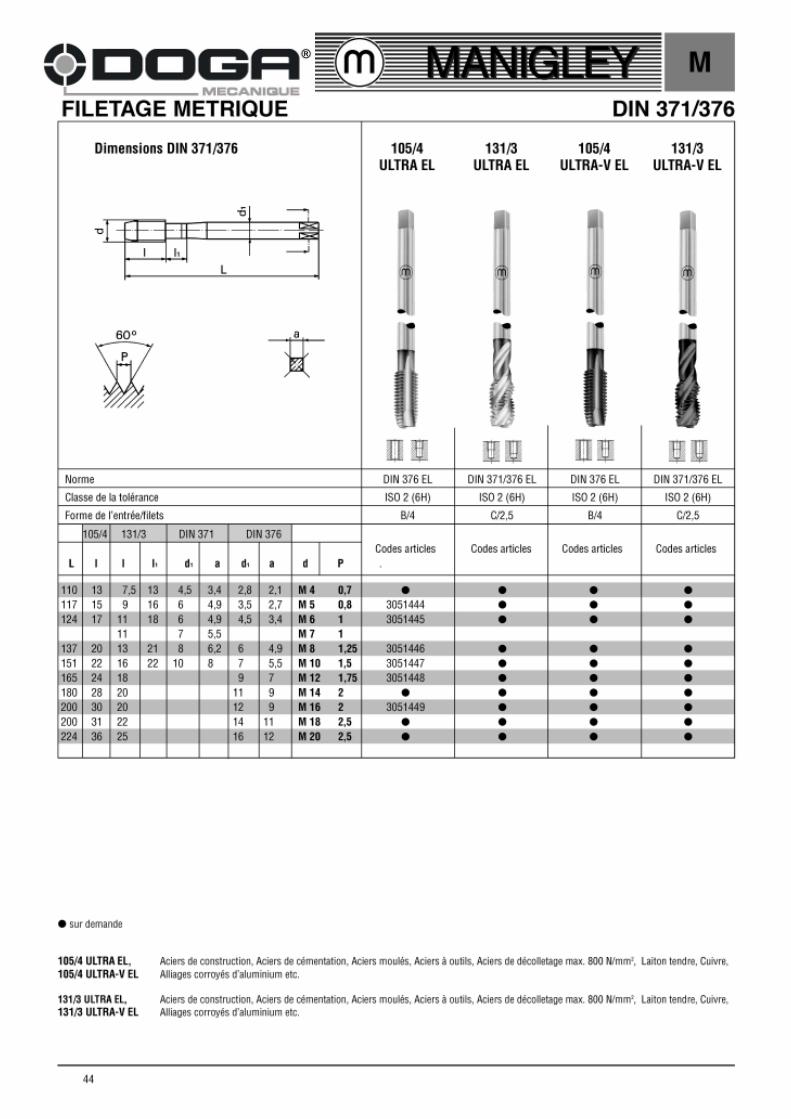
Type .../3, sans entrée en hélice
Par cette géométrie de coupe les copeaux restent dans les trous de dégagement, ce qui permet entre autres de
fileter jusqu'à l'épaulement.
Type .../4, avec entrée en hélice
L'entrée en hélice, soigneusement meulée, provoque l'évacuation des copeaux vers l'avant dans la direction de
la coupe. Un engorgement des trous de dégagement est par conséquent évité et le couple est maintenu le plus
bas possible. Convient pour l'usinage de longs filets.
Domaine d'application
Types HSS pour acier jusqu'à 700N/mm2
Types ULTRA pour acier jusqu'à 1000 N/mm2
Types ULTRA INOX pour acier INOX jusqu'à 1000 N/mm2
Pour l'usinage des matières comme laiton, aluminium et autres, une modification de coupe est nécessaire.
Remarques
Il est important que la pièce à usiner soit bien préparée : diamètre extérieur conforme aux normes et que la filière
soit bien dans l'alignement de la pièce à usiner pendant toute l'opération de filetage.
Un revêtement est recommandé pour l'usinage de matières collantes avec des filières préfendues fermées.
Avec la nitruration, le glissement est amélioré et la résistance à l'usure augmentée. Une lubrification optimale
est nécessaire pour obtenir un bon enlèvement des copeaux et atteindre une longue durée de vie de l'outil.
501 502 503 510
78
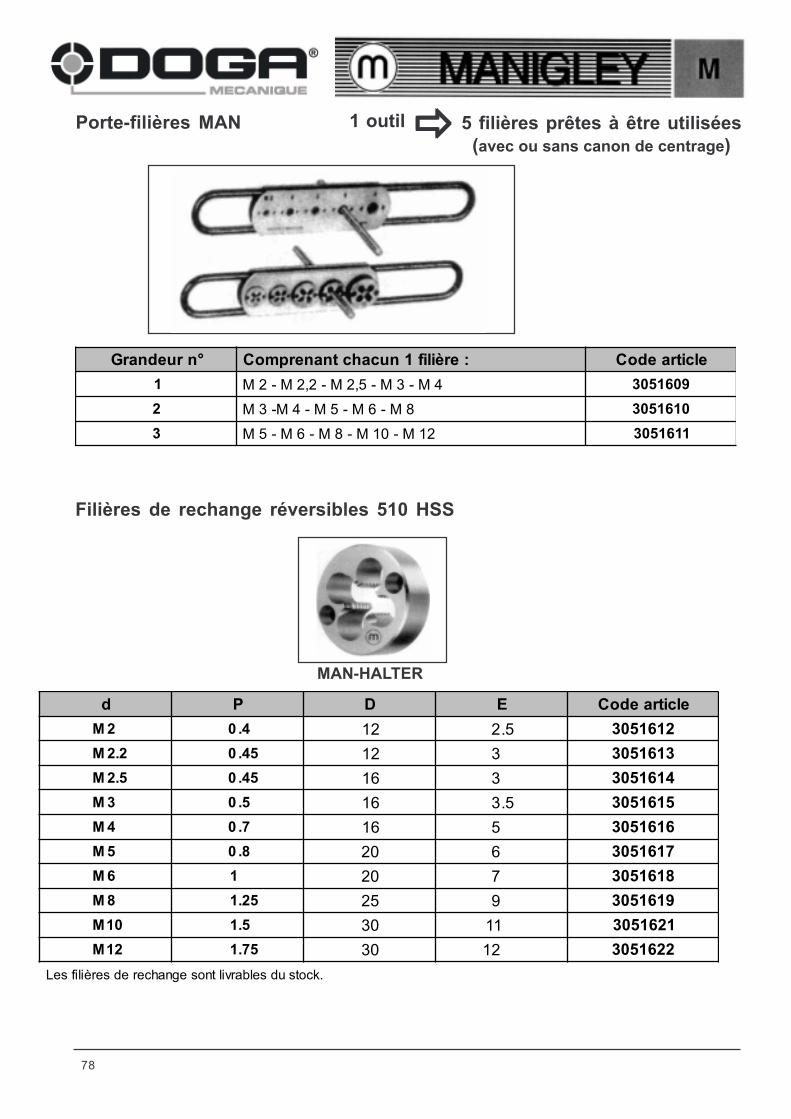
Porte-filières MAN 1 outil ððððð 5 filières prêtes à être utilisées
(avec ou sans canon de centrage)
°nruednarG :erèilif1nucahctnanerpmoC elcitraedoC
1 4M-3M-5,2M-2,2M-2M 9061503
2 8M-6M-5M-4M-3M 0161503
3 21M-01M-8M-6M-5M 1161503
Filières de rechange réversibles 510 HSS
d P D E elcitraedoC
M 2 0 4. 21 2 5. 2161503
M 2.2 0 54. 21 3 3161503
M 5.2 0 54. 61 3 4161503
M 3 0 5. 61 3 5. 5161503
M 4 0 7. 61 5 6161503
M 5 0 8. 02 6 7161503
M 6 1 02 7 8161503
M 8 1 52. 52 9 9161503
M 01 1 5. 03 11 1261503
M 21 1 57. 03 21 2261503
.kcotsudselbarviltnosegnahceredserèilifseL
MAN-HALTER
79
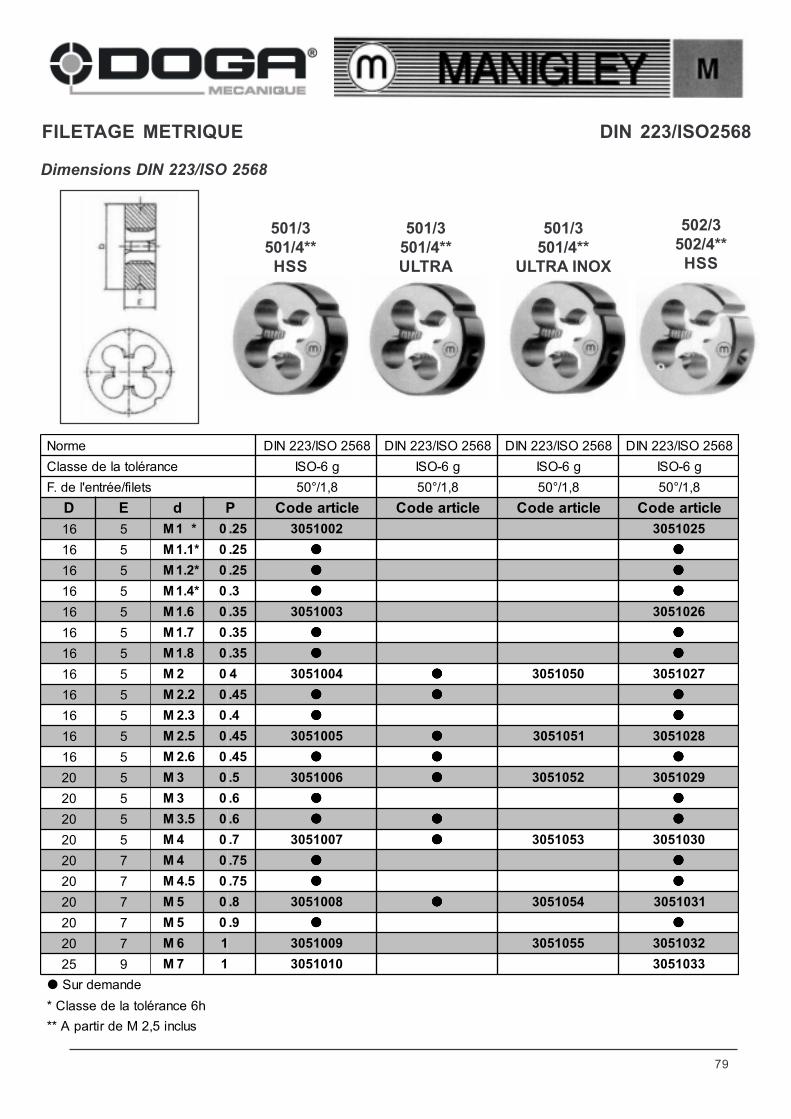
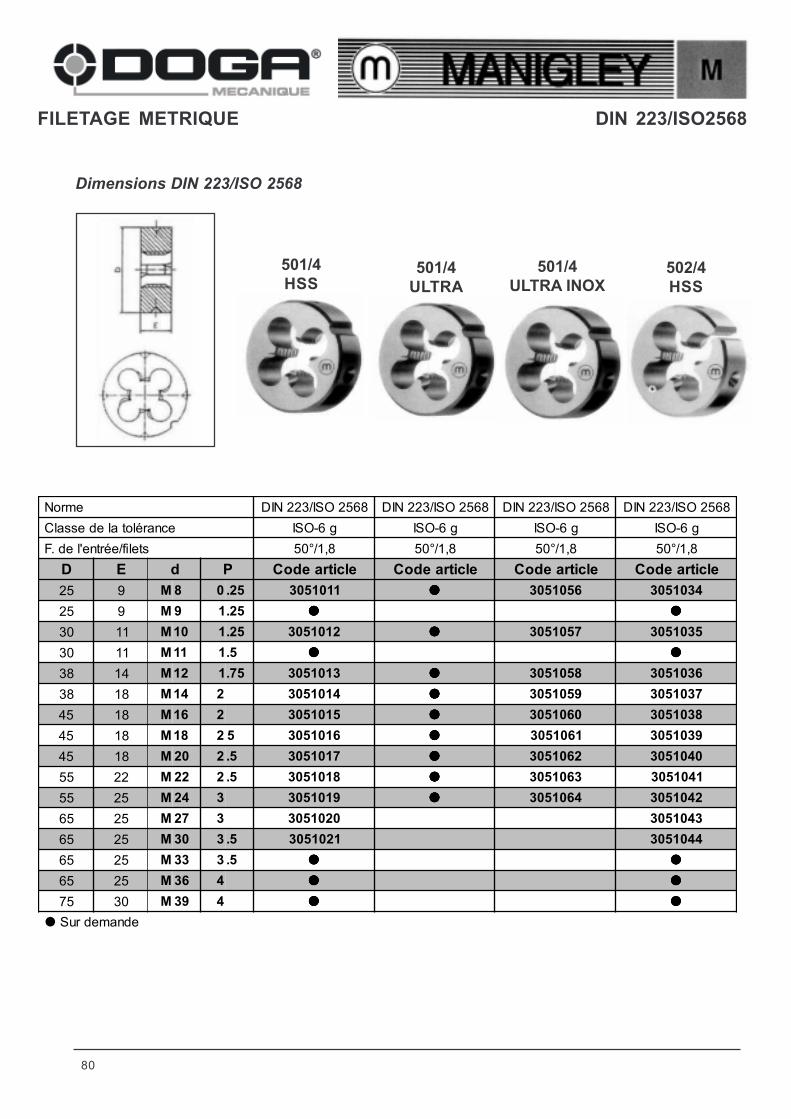
emroN 8652OSI/322NID 8652OSI/322NID 8652OSI/322NID 8652OSI/322NID
ecnarélotaledessalC g6-OSI g6-OSI g6-OSI g6-OSI
stelif/eértne'led.F 8,1/°05 8,1/°05 8,1/°05 8,1/°05
D E d P elcitraedoC elcitraedoC elcitraedoC elcitraedoC
61 5 M *1 0 52. 2001503 5201503
61 5 M *1.1 0 52. ����� �����
61 5 M *2.1 0 52. ����� �����
61 5 M *4.1 0 3. ����� �����
61 5 M 6.1 0 53. 3001503 6201503
61 5 M 7.1 0 53. ����� �����
61 5 M 8.1 0 53. ����� �����
61 5 M 2 0 4 4001503 ����� 0501503 7201503
61 5 M 2.2 0 54. ����� ����� �����
61 5 M 3.2 0 4. ����� �����
61 5 M 5.2 0 54. 5001503 ����� 1501503 8201503
61 5 M 6.2 0 54. ����� ����� �����
02 5 M 3 0 5. 6001503 ����� 2501503 9201503
02 5 M 3 0 6. ����� �����
02 5 M 5.3 0 6. ����� ����� �����
02 5 M 4 0 7. 7001503 ����� 3501503 0301503
02 7 M 4 0 57. ����� �����
02 7 M 5.4 0 57. ����� �����
02 7 M 5 0 8. 8001503 ����� 4501503 1301503
02 7 M 5 0 9. ����� �����
02 7 M 6 1 9001503 5501503 2301503
52 9 M 7 1 0101503 3301503
� ednamedruS
h6ecnarélotaledessalC*
sulcni5,2MedritrapA**
FILETAGE METRIQUE DIN 223/ISO2568
Dimensions DIN 223/ISO 2568
501/3
501/4**
HSS
501/3
501/4**
ULTRA
501/3
501/4**
ULTRA INOX
502/3
502/4**
HSS
80
DIN 223/ISO2568
Dimensions DIN 223/ISO 2568
501/4
HSS501/4
ULTRA
501/4
ULTRA INOX502/4
HSS
emroN 8652OSI/322NID 8652OSI/322NID 8652OSI/322NID 8652OSI/322NID
ecnarélotaledessalC g6-OSI g6-OSI g6-OSI g6-OSI
stelif/eértne'led.F 8,1/°05 8,1/°05 8,1/°05 8,1/°05
D E d P elcitraedoC elcitraedoC elcitraedoC elcitraedoC
52 9 M 8 0 52. 1101503 ����� 6501503 4301503
52 9 M 9 1 52. ����� �����
03 11 M 01 1 52. 2101503 ����� 7501503 5301503
03 11 M 11 1 5. ����� �����
83 41 M 21 1 57. 3101503 ����� 8501503 6301503
83 81 M 41 2 4101503 ����� 9501503 7301503
54 81 M 61 2 5101503 ����� 0601503 8301503
54 81 M 81 2 5 6101503 ����� 1601503 9301503
54 81 M 02 2 5. 7101503 ����� 2601503 0401503
55 22 M 22 2 5. 8101503 ����� 3601503 1401503
55 52 M 42 3 9101503 ����� 4601503 2401503
56 52 M 72 3 0201503 3401503
56 52 M 03 3 5. 1201503 4401503
56 52 M 33 3 5. ����� �����
56 52 M 63 4 ����� �����
57 03 M 93 4 ����� �����
� ednamedruS
FILETAGE METRIQUE
81
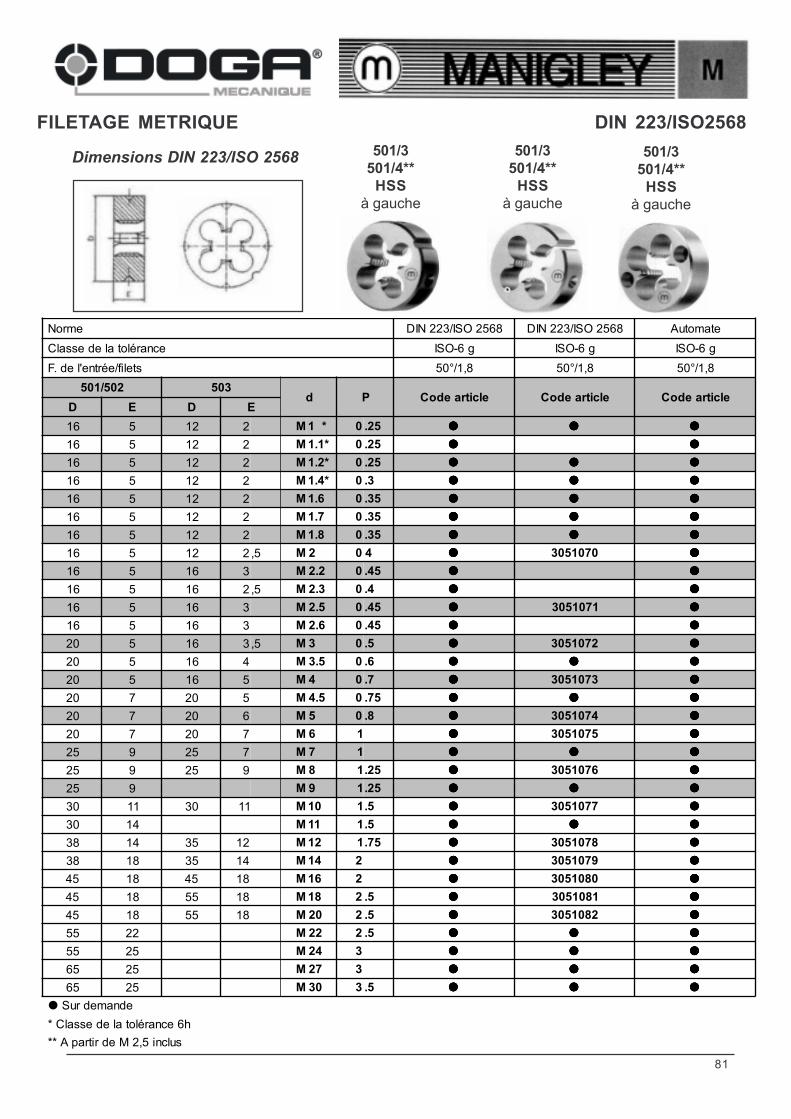
FILETAGE METRIQUE DIN 223/ISO2568
Dimensions DIN 223/ISO 2568 501/3
501/4**
HSS
à gauche
501/3
501/4**
HSS
à gauche
501/3
501/4**
HSS
à gauche
emroN 8652OSI/322NID 8652OSI/322NID etamotuA
ecnarélotaledessalC g6-OSI g6-OSI g6-OSI
stelif/eértne'led.F 8,1/°05 8,1/°05 8,1/°05
205/105 305d P elcitraedoC elcitraedoC elcitraedoC
D E D E
61 5 21 2 M *1 0 52. ����� ����� �����
61 5 21 2 M *1.1 0 52. ����� �����
61 5 21 2 M *2.1 0 52. ����� ����� �����
61 5 21 2 M *4.1 0 3. ����� ����� �����
61 5 21 2 M 6.1 0 53. ����� ����� �����
61 5 21 2 M 7.1 0 53. ����� ����� �����
61 5 21 2 M 8.1 0 53. ����� ����� �����
61 5 21 2 5, M 2 0 4 ����� 0701503 �����
61 5 61 3 M 2.2 0 54. ����� �����
61 5 61 2 5, M 3.2 0 4. ����� �����
61 5 61 3 M 5.2 0 54. ����� 1701503 �����
61 5 61 3 M 6.2 0 54. ����� �����
02 5 61 3 5, M 3 0 5. ����� 2701503 �����
02 5 61 4 M 5.3 0 6. ����� ����� �����
02 5 61 5 M 4 0 7. ����� 3701503 �����
02 7 02 5 M 5.4 0 57. ����� ����� �����
02 7 02 6 M 5 0 8. ����� 4701503 �����
02 7 02 7 M 6 1 ����� 5701503 �����
52 9 52 7 M 7 1 ����� ����� �����
52 9 52 9 M 8 1 52. ����� 6701503 �����
52 9 M 9 1 52. ����� ����� �����
03 11 03 11 M 01 1 5. ����� 7701503 �����
03 41 M 11 1 5. ����� ����� �����
83 41 53 21 M 21 1 57. ����� 8701503 �����
83 81 53 41 M 41 2 ����� 9701503 �����
54 81 54 81 M 61 2 ����� 0801503 �����
54 81 55 81 M 81 2 5. ����� 1801503 �����
54 81 55 81 M 02 2 5. ����� 2801503 �����
55 22 M 22 2 5. ����� ����� �����
55 52 M 42 3 ����� ����� �����
56 52 M 72 3 ����� ����� �����
56 52 M 03 3 5. ����� ����� �����
� ednamedruS
h6ecnarélotaledessalC*
sulcni5,2MedritrapA**
82
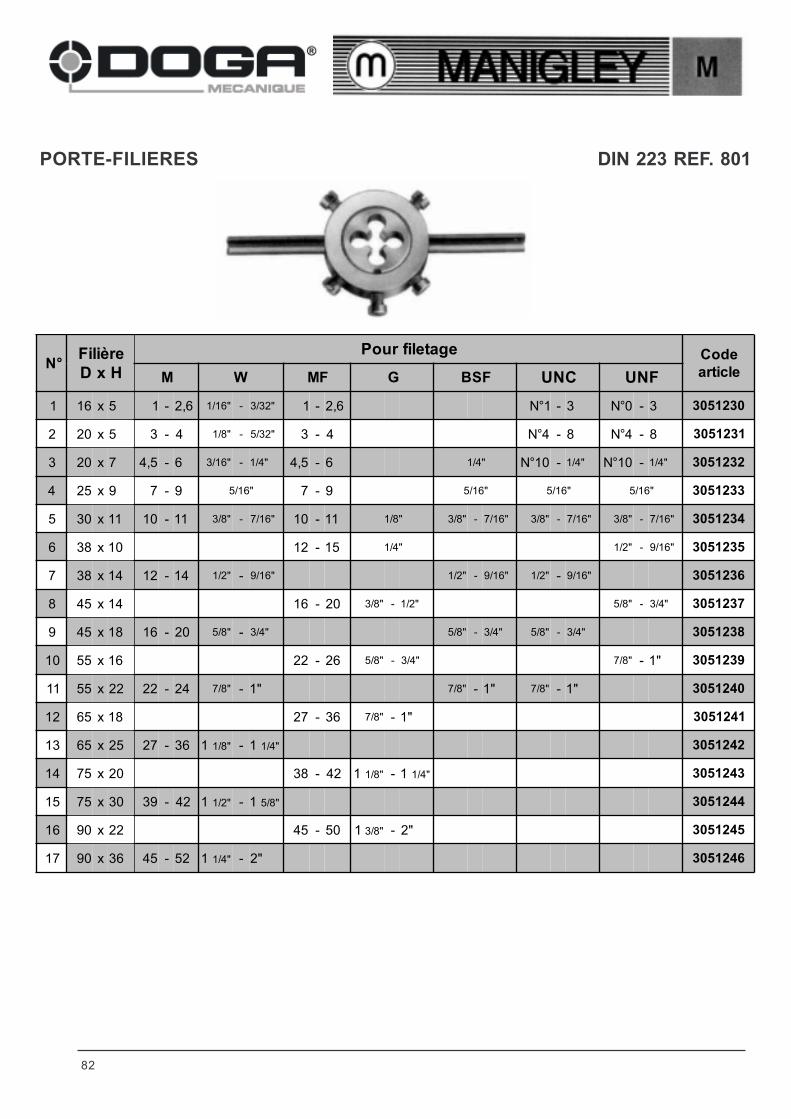
PORTE-FILIERES DIN 223 REF. 801
°NerèiliF
HxD
egatelifruoP edoC
elcitraM W FM G FSB CNU FNU
1 61 x 5 1 - 6,2 "61/1 - "23/3 1 - 6,2 1°N - 3 0°N - 3 0321503
2 02 x 5 3 - 4 "8/1 - "23/5 3 - 4 4°N - 8 4°N - 8 1321503
3 02 x 7 5,4 - 6 "61/3 - "4/1 5,4 - 6 "4/1 01°N - "4/1 01°N - "4/1 2321503
4 52 x 9 7 - 9 "61/5 7 - 9 "61/5 "61/5 "61/5 3321503
5 03 x 11 01 - 11 "8/3 - "61/7 01 - 11 "8/1 "8/3 - "61/7 "8/3 - "61/7 "8/3 - "61/7 4321503
6 83 x 01 21 - 51 "4/1 "2/1 - "61/9 5321503
7 83 x 41 21 - 41 "2/1 - "61/9 "2/1 - "61/9 "2/1 - "61/9 6321503
8 54 x 41 61 - 02 "8/3 - "2/1 "8/5 - "4/3 7321503
9 54 x 81 61 - 02 "8/5 - "4/3 "8/5 - "4/3 "8/5 - "4/3 8321503
01 55 x 61 22 - 62 "8/5 - "4/3 "8/7 - "1 9321503
11 55 x 22 22 - 42 "8/7 - "1 "8/7 - "1 "8/7 - "1 0421503
21 56 x 81 72 - 63 "8/7 - "1 1421503
31 56 x 52 72 - 63 1 "8/1 - 1 "4/1 2421503
41 57 x 02 83 - 24 1 "8/1 - 1 "4/1 3421503
51 57 x 03 93 - 24 1 "2/1 - 1 "8/5 4421503
61 09 x 22 54 - 05 1 "8/3 - "2 5421503
71 09 x 63 54 - 25 1 "4/1 - "2 6421503
83
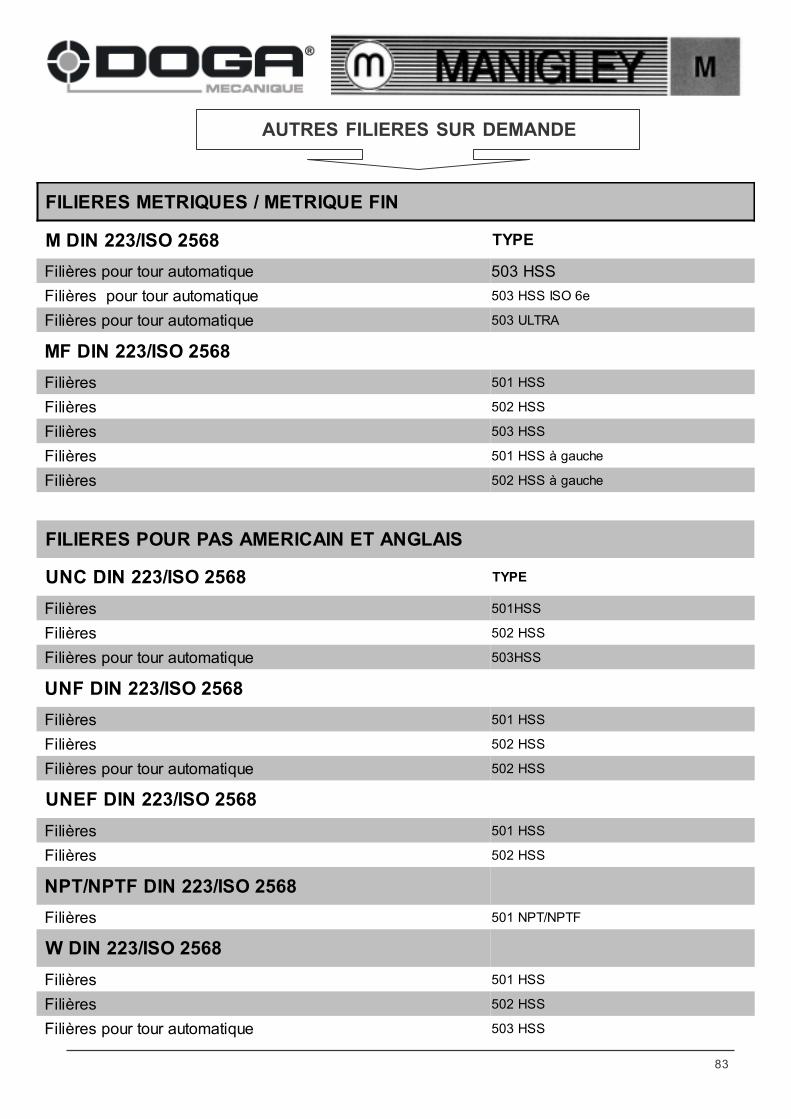
NIFEUQIRTEM/SEUQIRTEMSEREILIF
8652OSI/322NIDM EPYT
euqitamotuaruotruopserèiliF SSH305
euqitamotuaruotruopserèiliF e6OSISSH305
euqitamotuaruotruopserèiliF ARTLU305
8652OSI/322NIDFM
serèiliF SSH105
serèiliF SSH205
serèiliF SSH305
serèiliF ehcuagàSSH105
serèiliF ehcuagàSSH205
SIALGNATENIACIREMASAPRUOPSEREILIF
8652OSI/322NIDCNU EPYT
serèiliF SSH105
serèiliF SSH205
euqitamotuaruotruopserèiliF SSH305
8652OSI/322NIDFNU
serèiliF SSH105
serèiliF SSH205
euqitamotuaruotruopserèiliF SSH205
8652OSI/322NIDFENU
serèiliF SSH105
serèiliF SSH205
8652OSI/322NIDFTPN/TPN
serèiliF FTPN/TPN105
8652OSI/322NIDW
serèiliF SSH105
serèiliF SSH205
euqitamotuaruotruopserèiliF SSH305
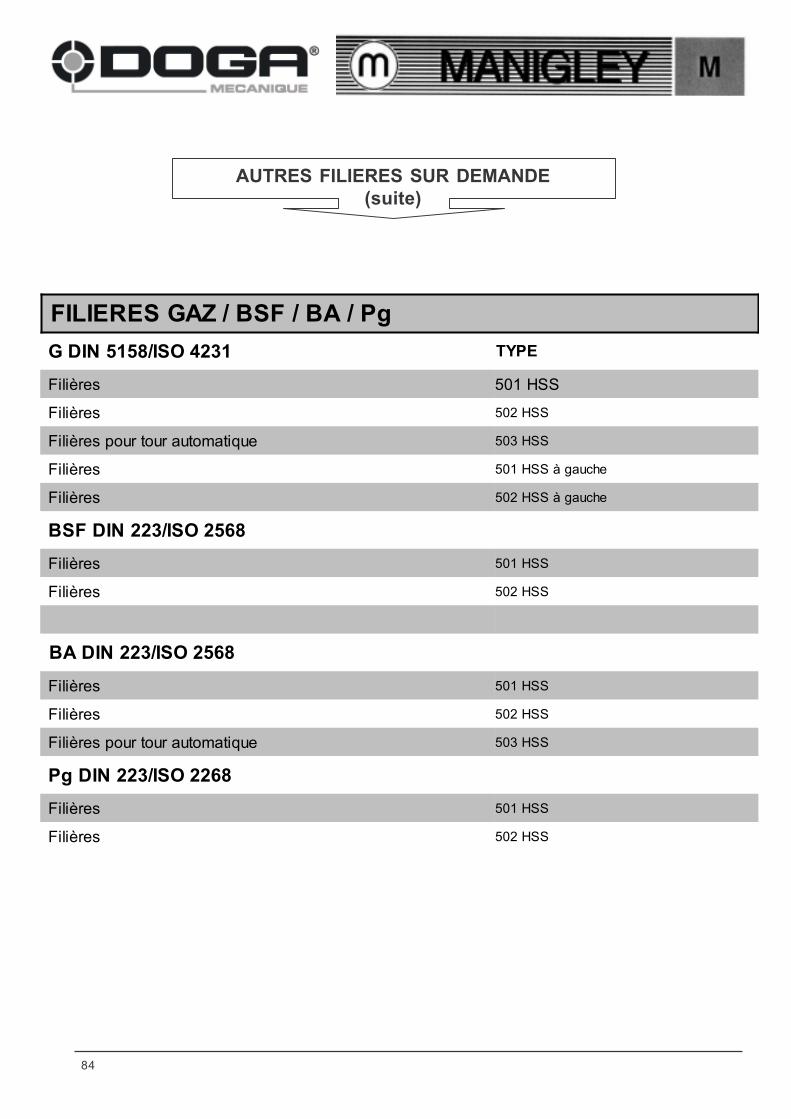
AUTRES FILIERES SUR DEMANDE
84
gP/AB/FSB/ZAGSEREILIF
1324OSI/8515NIDG EPYT
serèiliF SSH105
serèiliF SSH205
euqitamotuaruotruopserèiliF SSH305
serèiliF ehcuagàSSH105
serèiliF ehcuagàSSH205
8652OSI/322NIDFSB
serèiliF SSH105
serèiliF SSH205
8652OSI/322NIDAB
serèiliF SSH105
serèiliF SSH205
euqitamotuaruotruopserèiliF SSH305
8622OSI/322NIDgP
serèiliF SSH105
serèiliF SSH205
AUTRES FILIERES SUR DEMANDE
(suite)


Programme outils coupants DOGAProgramme outils coupants DOGA
1- FORETS
■ 1-1 Forets HSS
■ 1-2 Forets carbure monobloc et à plaquettes rapportées
2- TARAUDS
■ 2-1 Tarauds HSS
■ 2-2 Tarauds anneaux couleurs
3- FILIÈRES
■ 3-1 Filières HSS et de décolletage
4- FRAISES
■ 4-1 Fraises HSS
■ 4-2 Fraises carbure
■ 4-3 Fraises carbure UGV alliages légers
■ 4-4 Fraises carbure UGV matériaux à dureté faible et moyenne
■ 4-5 Fraises carbure UGV matériaux à grande dureté
5- ALÉSOIRS
■ 5-1 Alésoirs HSS et carbure
1- FORETS
■ 1-1 Forets HSS
■ 1-2 Forets carbure monobloc et à plaquettes rapportées
2- TARAUDS
■ 2-1 Tarauds HSS
■ 2-2 Tarauds anneaux couleurs
3- FILIÈRES
■ 3-1 Filières HSS et de décolletage
4- FRAISES
■ 4-1 Fraises HSS
■ 4-2 Fraises carbure
■ 4-3 Fraises carbure UGV alliages légers
■ 4-4 Fraises carbure UGV matériaux à dureté faible et moyenne
■ 4-5 Fraises carbure UGV matériaux à grande dureté
5- ALÉSOIRS
■ 5-1 Alésoirs HSS et carbure