Embed Size (px)
Citation preview
Usinage grand débit copeaux dans l’aluminiumGrandi volumi di asportazione trucioli nelle leghe di alluminio
Technique d’usinageTecnica di truciolatura
TTTechniiique ddd’’’usiiinage
11
Alu-Jet-Cut-line
Alu-Jet-Cut-line Une nouvelle dimension de l’usinage grand débit copeaux dans l’aluminium
Avec la série Alu-Jet-Cut FRANKEN présente un nouveau type de fraise deux tailles en carbure monobloc pour l’usinage grand débit copeaux dans l’aluminium ayant jusqu’à 6% de silicium. Grâce à la combinaison d’un substrat de carbure optimal avec une géométrie de coupe complètement nouvelle et un process d’affûtage optimisé, les outils de la série Alu-Jet-Cut peuvent atteindre un taux d’enlèvement de copeaux sans pareil.
L’un des marchés ciblé par ce nouveau type d’outil est l’industrie aéronautique et spatiale. Lors de l’usinage les composants peuvent perdre jusqu’à 95% de leur poids d’origine. Le temps est l’un des facteurs les plus importants. Il est défi ni par le volume des copeaux enlevés et est mesuré en litres par minute.
Au cours de nos essais intensifs les taux d’enlèvement de copeaux ont établi de nouveaux records. Jusqu‘à présent l’évacuation des copeaux a limité le volume d’enlèvement de copeaux. Maintenant, en conditions d’usinage optimales, la limite est uniquement dépendante de la capacité broche machine. Le couple disponible aux plages supérieures de la vitesse de rotation est le facteur primordial.
Alu-Jet-Cut line Una nuova capacità di asportazione nelle leghe di alluminio
Con la serie Alu-Jet-Cut FRANKEN Vi presenta un nuovo tipo di frese cilindriche frontali in metallo duro integrale per
l’asportazione trucioli nelle leghe di alluminio con una percentuale di silicio fi no al 6%. Grazie alla combinazione di un ottimo
substrato di metallo duro con una geometria di taglio completamente nuova ed un processo di rettifi ca ottimizzato gli utensili
della serie Alu-Jet-Cut possono asportare un alto volume senza precedenti.
Un mercato per questo nuovo tipo d’utensile è l’industria aeronautica e aerospaziale. Alcuni componenti fabbricati in
quest’industria perdono fi no al 95% del loro peso originale durante il processo di asportazione. Il tempo è uno dei fattori più
importanti che è defi nito dal volume asportato e misurato in litri per minuto.
Nel corso di varie prove sono stati asportati volumi di materiale di grandi dimensioni. Finora l’evacuazione dei trucioli
ha limitato il volume asportabile. Adesso, in ottime condizioni, il limite è defi nito dal rendimento del mandrino macchina. Il
momento torcente disponibile è il fattore rilevante nel campo delle alte velocità.
22
Alu-Jet-Cut-line
Caractéristiques
• Substrat carbure résistant à l’usure mais résilient
Grâce à la résistance à l’usure, ce substrat carbure spécifi que permet l’usinage à des vitesses de coupe extrêmement élevées. Les hautes fréquences dues aux conditions de coupe peuvent générer de légères vibrations. Avec des substrats standard les arêtes de coupe peuvent s’ébrécher. Au contraire, les fraises Alu-Jet-Cut peuvent résister à des vibrations encore plus fortes.
• Géométrie de la goujure optimisée
La géométrie de la goujure a été optimisée pour garantir une évacuation rapide et contrôlée des copeaux. Grâce au profi l spécifi que de la goujure, les forces transversales sont compensées de manière effi cace et la pression de coupe est réduite au minimum. L’évacuation des copeaux est plus rapide et sûre.
• Surfaces de contact polies
À des vitesses de coupe de l’ordre de 1800 m/min l’aluminium devient pâteux et presque liquide dans la zone de coupe. L’aluminium a alors tendance à coller dans la goujure.L’optimisation de la qualité de surface par un polissage de toutes les zones de contact élimine ce risque au maximum.
• Arêtes de coupe décalées
Pour réduire la tendance à générer des vibrations aux vitesses de coupe élevées, l’écart entre les arêtes sur la circonférence de l’outil est irrégulier.
• Brise-copeaux
Le brise-copeaux permet de contrôler la forme et la direction d’éjection du copeau. L’effort de coupe ainsi que le temps de transmission de la chaleur du copeau à la fraise peuvent être réduits jusqu’à 60%.
• Denture ébauche stabilisée
La micro géométrie assure la stabilisation de la denture ébauche. Une rupture incontrôlée des arêtes de coupe peut être évitée et la stabilité de l’outil peut être augmentée. La sûreté du process d’usinage est améliorée en comparaison avec des outils conventionnels pour l’usinage d’aluminium.
• Queues d’outil tolérancées h5
Lors de l’usinage peuvent être générées des forces élevées qui agissent sur l’interface outil/mandrin. Cette interface est connue comme «point faible» dans l’usinage grand débit. La tolérance resserrée de la queue (h5), associée à un état de surface améliorant le pouvoir de grippage, permet d’éviter une extraction de l’outil.
Usinage grand débit copeaux dans l’aluminiumGrandi volumi di asportazione nelle leghe di alluminio
Caratteristiche
• Substrato di metallo duro resistente all’usura ma plasticoGrazie all’alta resistenza all’usura, questo substrato di metallo duro
specifi co permette l’asportazione a velocità di taglio elevate. Le alte
frequenze e leggere vibrazioni che si generano possono portare, nel
caso di un substrato standard, a scheggiature di taglienti. Le frese
Alu-Jet-Cut possono resistere a vibrazioni ancora maggiori.
• Geometria ottimizzata delle goleLa geometria delle gole è ottimizzata per assicurare un’evacuazione
rapida e controllata dei trucioli. Grazie al profi lo specifi co della
scanalatura, le forze trasversali sono compensate in modo effi cace
e la pressione di taglio è ridotta al minimo. Ciò porta ad
un’evacuazione dei trucioli più rapida e sicura.
• Superfi ci di lavoro politeCon velocità di taglio fi no a 1800 m/min l’allumino diventa pastoso
oppure quasi liquido nella zona di taglio. Così l’alluminio tende a
formare delle saldature a freddo in contatto con la scanalatura.
La politura porta ad un miglioramento della qualità superfi ciale ed
alla riduzione di questo rischio al minimo.
• Divisione irregolare dei taglientiLa divisione dei taglienti è irregolare per ridurre le vibrazioni nella
fresatura ad alta velocità.
• RompitrucioloIl rompitruciolo permette di controllare la forma e l’evacuazione del
truciolo. Così la forza di taglio ed il tempo di trasmissione di calore
dal truciolo alla fresa possono essere ridotti di fi no al 60%.
• Profi lo di sgrossatura stabilizzatoGrazie alla microgeometria si ottiene una stabilizzazione del profi lo
di sgrossatura. Una scheggiatura incontrollabile dei taglienti può
essere evitata e la stabilità dell’utensile può essere aumentata. La
sicurezza di processo è migliorata rispetto ad utensili convenzionali
per la lavorazione di alluminio.
• Gambi utensile con tolleranza h5Durante la lavorazione possono essere generate forze elevate che
agiscono sull’interfaccia tra l’utensile ed il mandrino.
Quest’interfaccia è conosciuta come punto debole nei grandi
volumi di asportazione trucioli. La tolleranza ristretta del gambo (h5),
insieme alla speciale fi nitura della superfi cie del gambo, permette
di evitare l’“estrazione” dell’utensile.

33
Usinage grand débit copeaux dans l’aluminiumGrandi volumi di asportazione nelle leghe di alluminio
Applications
Les applications principales sont l’ébauche, la semi-fi nition et la fi nition de pièces en aluminium dans l’industrie mécanique, par exemple:
• Industrie aéronautique
• Sous-traitants de l’industrie aéronautique
• Industrie spatiale
• Sous-traitants de l’industrie spatiale
• Industrie du matériel ferroviaire
• Producteurs de moules de souffl age en aluminium (bouteilles PET)
• Tous les fabricants en séries de composants en aluminium
• Production d’outils et de moules
• Production de prototypes / modèles
• Producteurs de machines / OEM
• Industrie automobile
Avantages
• Augmentation de la productivité de 100% et plus! (selon les conditions de la machine)
• Outil complètement effi cace pour l’usinage d’ébauche (ap/ae 100%)
• Haute diversité de la gamme d’outils (rayons différents, denture ébauche et fi nition)
• Fraises d’ébauche 3 dents
• Fraises de fi nition 3 et 4 dents (également appropriées pour l’ébauche)
• Vibrations réduites également en cas de charges limites
• Sûreté de process élevée également dans l’usinage d’ébauche
• Tous les outils également avec lubrifi cation interne (IKZ)
• Également appropriés pour la lubrifi cation minimale (MMS)
• La combinaison des points singuliers comme les arêtes de coupe décalées, la géométrie de goujure, le brise-copeaux et les surfaces de contact polies donnent actuellement un type d’outil sans pareil
Applicazioni
Le applicazioni principali sono la sgrossatura, la semi-fi nitura e la
fi nitura di componenti in alluminio nell’industria di asportazione truciolo,
per esempio:
• Industria aeronautica
• Subfornitori dell’industria aeronautica
• Industria aerospaziale
• Subfornitori dell’industria aerospaziale
• Industria di armamento ferroviario
• Produttori di stampi in alluminio (bottiglie PET)
• Tutti i produttori di componenti in alluminio in serie
• Produzione di utensili e di stampi
• Produzione di prototipi / modelli
• Costruttori di macchine / OEM
• Industria automobilistica
Vantaggi
• Aumento della produttività di fi no al 100% e più!
(a seconda delle condizioni della macchina)
• Utensile completamente effettivo per tutte le applicazioni
di sgrossatura (ap/ae 100%)
• Grande diversità di prodotti (differenti raggi agli spigoli
e profi li di sgrossatura e di fi nitura)
• Frese di sgrossatura a 3 taglienti
• Frese di fi nitura a 3 e 4 taglienti
(anche idonee per la sgrossatura)
• Vibrazioni ridotte anche in caso di carichi al limite
• Elevata sicurezza di processo anche in applicazioni
di sgrossatura
• Tutti gli utensili anche con lubrorefrigerazione interna (IKZ)
• Idonei anche per la lubrifi cazione minimale (MMS)
• La combinazione dei singoli punti come divisione irregolare dei
taglienti, geometria delle gole, rompitruciolo e superfi ci di lavoro
polite rappresenta un tipo d’utensile unico al momento
Alu-Jet-Cut-line

Exécutions
• Type WR-Cut IKZ – à denture d’ébauche
• Type W-Cut IKZ – à denture de fi nition
• Outils en dimensions spéciales ou avec géométrie de semi-fi nition disponibles sur demande
Informations techniques
Dimensions Page 6 / 8
Valeurs de coupe recommandées Page 7 / 9
Exemple d’application Page 10 /11
Etats de surfaces et copeaux Page 12
Réaffûtage
Pour des raisons techniques nous recommandons de réaffûter les outils de la série Alu-Jet-Cut à partir du diamètre 10 mm auprès de FRANKEN.
Esecuzioni
• Tipo WR-Cut IKZ – profi lo di sgrossatura
• Tipo W-Cut IKZ – profi lo di fi nitura
• Utensili con dimensioni speciali oppure geometrie di
sgrossatura-fi nitura sono disponibili a richiesta
Informazioni tecniche
Dimensioni Pagina 6 / 8
Valori di taglio consigliati Pagina 7 / 9
Esempio d’applicazione Pagina 10 /11
Superfi ci e trucioli Pagina 12
Raffilatura
Per ragioni tecniche raccomandiamo riaffi lare gli utensili della
serie Alu-Jet-Cut dal diametro 10 mm presso FRANKEN.
Alu-Jet-Cut-line Usinage grand débit copeaux dans l’aluminiumGrandi volumi di asportazione nelle leghe di alluminio
44
55
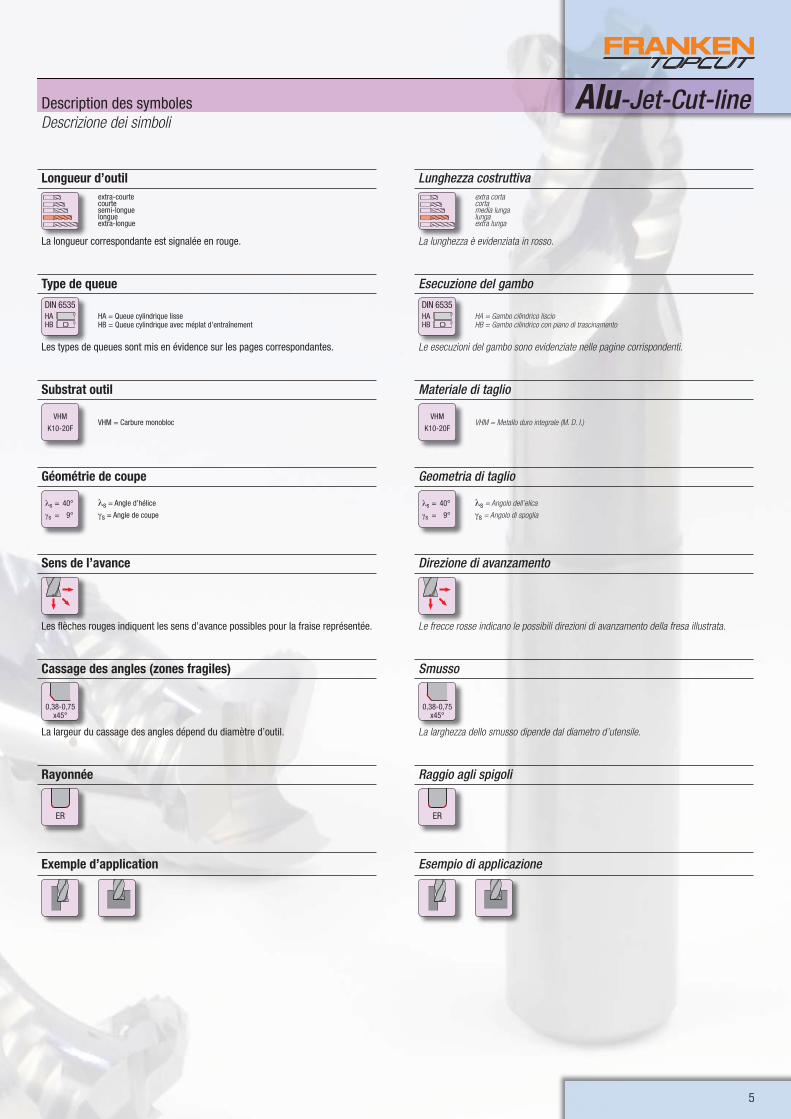
Alu-Jet-Cut-line Description des symbolesDescrizione dei simboli
Longueur d’outil Lunghezza costruttivaextra-courtecourtesemi-longuelongueextra-longue
extra cortacortamedia lungalungaextra lunga
La longueur correspondante est signalée en rouge. La lunghezza è evidenziata in rosso.
Type de queue Esecuzione del gambo
DIN 6535HAHB
HA = Queue cylindrique lisseHB = Queue cylindrique avec méplat d’entraînement
DIN 6535HAHB
HA = Gambo cilindrico liscioHB = Gambo cilindrico con piano di trascinamento
Les types de queues sont mis en évidence sur les pages correspondantes. Le esecuzioni del gambo sono evidenziate nelle pagine corrispondenti.
Substrat outil Materiale di taglio
VHM
K10-20FVHM = Carbure monobloc
VHM
K10-20FVHM = Metallo duro integrale (M. D. I.)
Géométrie de coupe Geometria di taglio
λs = 40°
γs = 9°
λs = Angle d’hélice
γs = Angle de coupe
λs = 40°
γs = 9°
λs = Angolo dell’elica
γs = Angolo di spoglia
Sens de l’avance Direzione di avanzamento
Les fl èches rouges indiquent les sens d’avance possibles pour la fraise représentée. Le frecce rosse indicano le possibili direzioni di avanzamento della fresa illustrata.
Cassage des angles (zones fragiles) Smusso
0,38-0,75x45°
0,38-0,75x45°
La largeur du cassage des angles dépend du diamètre d’outil. La larghezza dello smusso dipende dal diametro d’utensile.
Rayonnée Raggio agli spigoli
ER ER
Exemple d’application Esempio di applicazione
6
HSC
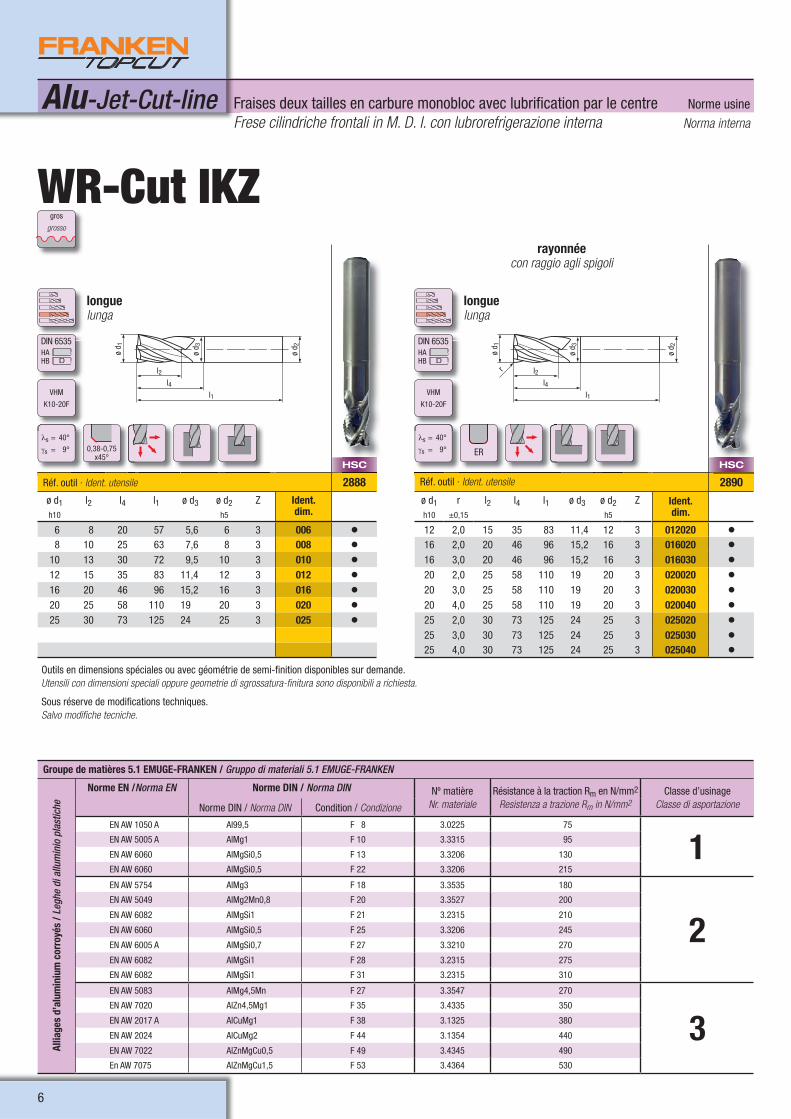
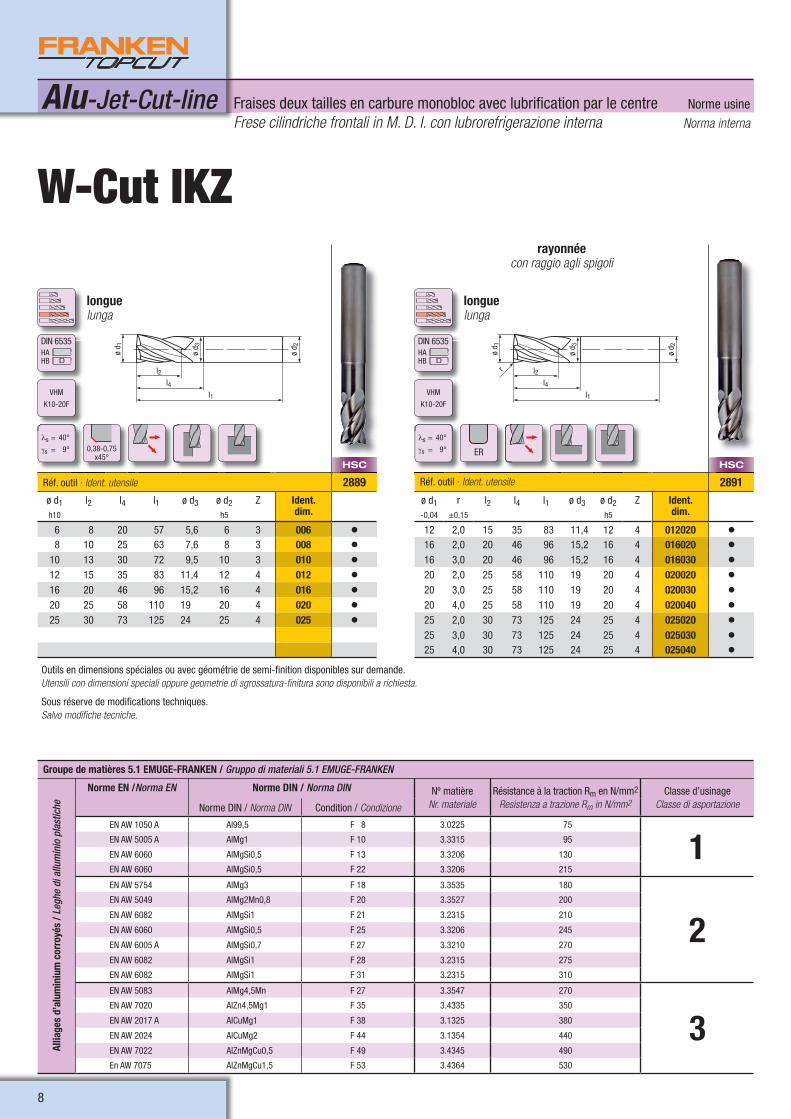
Réf. outil · Ident. utensile 2890
ø d1h10
r±0,15
l2 l4 l1 ø d3 ø d2h5
Z Ident.dim.
12 2,0 15 35 83 11,4 12 3 012020 •16 2,0 20 46 96 15,2 16 3 016020 •16 3,0 20 46 96 15,2 16 3 016030 •20 2,0 25 58 110 19 20 3 020020 •20 3,0 25 58 110 19 20 3 020030 •20 4,0 25 58 110 19 20 3 020040 •25 2,0 30 73 125 24 25 3 025020 •25 3,0 30 73 125 24 25 3 025030 •25 4,0 30 73 125 24 25 3 025040 •
rayonnéecon raggio agli spigoli
HSC
Réf. outil · Ident. utensile 2888
ø d1h10
l2 l4 l1 ø d3 ø d2h5
Z Ident.dim.
6 8 20 57 5,6 6 3 006 • 8 10 25 63 7,6 8 3 008 •10 13 30 72 9,5 10 3 010 •12 15 35 83 11,4 12 3 012 •16 20 46 96 15,2 16 3 016 •20 25 58 110 19 20 3 020 •25 30 73 125 24 25 3 025 •
Fraises deux tailles en carbure monobloc avec lubrification par le centre Norme usineFrese cilindriche frontali in M. D. I. con lubrorefrigerazione interna Norma interna
Alu-Jet-Cut-line
WR-Cut IKZ
longuelunga
Groupe de matières 5.1 EMUGE-FRANKEN / Gruppo di materiali 5.1 EMUGE-FRANKEN
Allia
ges
d’a
lum
iniu
m c
orr
oyé
s /
Legh
e di
allu
min
io p
last
iche
Norme EN /Norma EN Norme DIN / Norma DIN Nº matièreNr. materiale
Résistance à la traction Rm en N/mm2
Resistenza a trazione Rm in N/mm2
Classe d’usinageClasse di asportazioneNorme DIN / Norma DIN Condition / Condizione
EN AW 1050 A Al99,5 F 8 3.0225 75
1EN AW 5005 A AlMg1 F 10 3.3315 95
EN AW 6060 AlMgSi0,5 F 13 3.3206 130
EN AW 6060 AlMgSi0,5 F 22 3.3206 215
EN AW 5754 AlMg3 F 18 3.3535 180
2
EN AW 5049 AlMg2Mn0,8 F 20 3.3527 200
EN AW 6082 AlMgSi1 F 21 3.2315 210
EN AW 6060 AlMgSi0,5 F 25 3.3206 245
EN AW 6005 A AlMgSi0,7 F 27 3.3210 270
EN AW 6082 AlMgSi1 F 28 3.2315 275
EN AW 6082 AlMgSi1 F 31 3.2315 310
EN AW 5083 AlMg4,5Mn F 27 3.3547 270
3EN AW 7020 AlZn4,5Mg1 F 35 3.4335 350
EN AW 2017 A AlCuMg1 F 38 3.1325 380
EN AW 2024 AlCuMg2 F 44 3.1354 440
EN AW 7022 AlZnMgCu0,5 F 49 3.4345 490
En AW 7075 AlZnMgCu1,5 F 53 3.4364 530
DIN 6535HAHB
VHM
K10-20F
ø d 2
l2l4
l1
ø d 1
ø d 3
ø d 2
l2l4
l1
ø d 1
ø d 3
r
Outils en dimensions spéciales ou avec géométrie de semi-fi nition disponibles sur demande.Utensili con dimensioni speciali oppure geometrie di sgrossatura-fi nitura sono disponibili a richiesta.
Sous réserve de modifi cations techniques.Salvo modifi che tecniche.
gros
grosso
0,38-0,75x45°
longuelunga
DIN 6535HAHB
VHM
K10-20F
ER
λs = 40°
γs = 9°
λs = 40°
γs = 9°
7
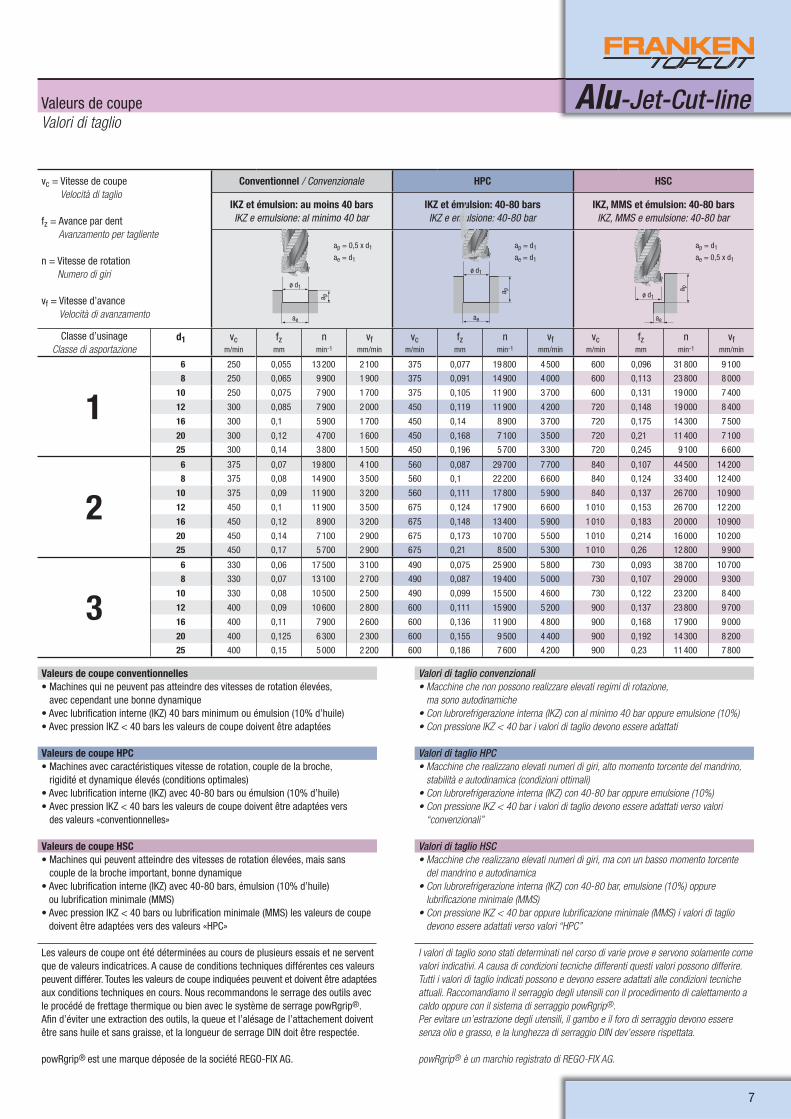
vc = Vitesse de coupeVelocità di taglio
fz = Avance par dentAvanzamento per tagliente
n = Vitesse de rotationNumero di giri
vf = Vitesse d’avanceVelocità di avanzamento
Conventionnel / Convenzionale HPC HSC
IKZ et émulsion: au moins 40 bars
IKZ e emulsione: al minimo 40 barIKZ et émulsion: 40-80 bars
IKZ e emulsione: 40-80 barIKZ, MMS et émulsion: 40-80 bars
IKZ, MMS e emulsione: 40-80 bar
ø d1
a pae
ø d1
a p
ae
a p
ae
ø d1
Classe d’usinageClasse di asportazione
d1 vcm/min
fzmm
nmin-1
vfmm/min
vcm/min
fzmm
nmin-1
vfmm/min
vcm/min
fzmm
nmin-1
vfmm/min
1
6 250 0,055 13 200 2 100 375 0,077 19 800 4 500 600 0,096 31 800 9 100
8 250 0,065 9 900 1 900 375 0,091 14 900 4 000 600 0,113 23 800 8 000
10 250 0,075 7 900 1 700 375 0,105 11 900 3 700 600 0,131 19 000 7 400
12 300 0,085 7 900 2 000 450 0,119 11 900 4 200 720 0,148 19 000 8 400
16 300 0,1 5 900 1 700 450 0,14 8 900 3 700 720 0,175 14 300 7 500
20 300 0,12 4 700 1 600 450 0,168 7 100 3 500 720 0,21 11 400 7 100
25 300 0,14 3 800 1 500 450 0,196 5 700 3 300 720 0,245 9 100 6 600
2
6 375 0,07 19 800 4 100 560 0,087 29 700 7 700 840 0,107 44 500 14 200
8 375 0,08 14 900 3 500 560 0,1 22 200 6 600 840 0,124 33 400 12 400
10 375 0,09 11 900 3 200 560 0,111 17 800 5 900 840 0,137 26 700 10 900
12 450 0,1 11 900 3 500 675 0,124 17 900 6 600 1 010 0,153 26 700 12 200
16 450 0,12 8 900 3 200 675 0,148 13 400 5 900 1 010 0,183 20 000 10 900
20 450 0,14 7 100 2 900 675 0,173 10 700 5 500 1 010 0,214 16 000 10 200
25 450 0,17 5 700 2 900 675 0,21 8 500 5 300 1 010 0,26 12 800 9 900
3
6 330 0,06 17 500 3 100 490 0,075 25 900 5 800 730 0,093 38 700 10 700
8 330 0,07 13 100 2 700 490 0,087 19 400 5 000 730 0,107 29 000 9 300
10 330 0,08 10 500 2 500 490 0,099 15 500 4 600 730 0,122 23 200 8 400
12 400 0,09 10 600 2 800 600 0,111 15 900 5 200 900 0,137 23 800 9 700
16 400 0,11 7 900 2 600 600 0,136 11 900 4 800 900 0,168 17 900 9 000
20 400 0,125 6 300 2 300 600 0,155 9 500 4 400 900 0,192 14 300 8 200
25 400 0,15 5 000 2 200 600 0,186 7 600 4 200 900 0,23 11 400 7 800
Valeurs de coupe Valori di taglio
Alu-Jet-Cut-line
ap = 0,5 x d1
ae = d1
ap = d1
ae = d1
Valeurs de coupe conventionnelles
• Machines qui ne peuvent pas atteindre des vitesses de rotation élevées, avec cependant une bonne dynamique
• Avec lubrifi cation interne (IKZ) 40 bars minimum ou émulsion (10% d’huile)• Avec pression IKZ < 40 bars les valeurs de coupe doivent être adaptées
Valeurs de coupe HPC
• Machines avec caractéristiques vitesse de rotation, couple de la broche, rigidité et dynamique élevés (conditions optimales)
• Avec lubrifi cation interne (IKZ) avec 40-80 bars ou émulsion (10% d’huile)• Avec pression IKZ < 40 bars les valeurs de coupe doivent être adaptées vers
des valeurs «conventionnelles»
Valeurs de coupe HSC
• Machines qui peuvent atteindre des vitesses de rotation élevées, mais sans couple de la broche important, bonne dynamique
• Avec lubrifi cation interne (IKZ) avec 40-80 bars, émulsion (10% d’huile) ou lubrifi cation minimale (MMS)
• Avec pression IKZ < 40 bars ou lubrifi cation minimale (MMS) les valeurs de coupe doivent être adaptées vers des valeurs «HPC»
Les valeurs de coupe ont été déterminées au cours de plusieurs essais et ne servent que de valeurs indicatrices. A cause de conditions techniques différentes ces valeurs peuvent différer. Toutes les valeurs de coupe indiquées peuvent et doivent être adaptées aux conditions techniques en cours. Nous recommandons le serrage des outils avec le procédé de frettage thermique ou bien avec le système de serrage powRgrip®.Afi n d’éviter une extraction des outils, la queue et l’alésage de l’attachement doivent être sans huile et sans graisse, et la longueur de serrage DIN doit être respectée.
powRgrip® est une marque déposée de la société REGO-FIX AG.
Valori di taglio convenzionali• Macchine che non possono realizzare elevati regimi di rotazione,
ma sono autodinamiche
• Con lubrorefrigerazione interna (IKZ) con al minimo 40 bar oppure emulsione (10%)
• Con pressione IKZ < 40 bar i valori di taglio devono essere adattati
Valori di taglio HPC• Macchine che realizzano elevati numeri di giri, alto momento torcente del mandrino,
stabilità e autodinamica (condizioni ottimali)
• Con lubrorefrigerazione interna (IKZ) con 40-80 bar oppure emulsione (10%)
• Con pressione IKZ < 40 bar i valori di taglio devono essere adattati verso valori
“convenzionali”
Valori di taglio HSC• Macchine che realizzano elevati numeri di giri, ma con un basso momento torcente
del mandrino e autodinamica
• Con lubrorefrigerazione interna (IKZ) con 40-80 bar, emulsione (10%) oppure
lubrifi cazione minimale (MMS)
• Con pressione IKZ < 40 bar oppure lubrifi cazione minimale (MMS) i valori di taglio
devono essere adattati verso valori “HPC”
I valori di taglio sono stati determinati nel corso di varie prove e servono solamente come
valori indicativi. A causa di condizioni tecniche differenti questi valori possono differire.
Tutti i valori di taglio indicati possono e devono essere adattati alle condizioni tecniche
attuali. Raccomandiamo il serraggio degli utensili con il procedimento di calettamento a
caldo oppure con il sistema di serraggio powRgrip®.
Per evitare un’estrazione degli utensili, il gambo e il foro di serraggio devono essere
senza olio e grasso, e la lunghezza di serraggio DIN dev’essere rispettata.
powRgrip® è un marchio registrato di REGO-FIX AG.
ap = d1
ae = 0,5 x d1
8
HSC
Réf. outil · Ident. utensile 2891
ø d1-0,04
r±0,15
l2 l4 l1 ø d3 ø d2h5
Z Ident.dim.
12 2,0 15 35 83 11,4 12 4 012020 •16 2,0 20 46 96 15,2 16 4 016020 •16 3,0 20 46 96 15,2 16 4 016030 •20 2,0 25 58 110 19 20 4 020020 •20 3,0 25 58 110 19 20 4 020030 •20 4,0 25 58 110 19 20 4 020040 •25 2,0 30 73 125 24 25 4 025020 •25 3,0 30 73 125 24 25 4 025030 •25 4,0 30 73 125 24 25 4 025040 •
HSC
Réf. outil · Ident. utensile 2889
ø d1h10
l2 l4 l1 ø d3 ø d2h5
Z Ident.dim.
6 8 20 57 5,6 6 3 006 • 8 10 25 63 7,6 8 3 008 •10 13 30 72 9,5 10 3 010 •12 15 35 83 11,4 12 4 012 •16 20 46 96 15,2 16 4 016 •20 25 58 110 19 20 4 020 •25 30 73 125 24 25 4 025 •
Fraises deux tailles en carbure monobloc avec lubrification par le centre Norme usineFrese cilindriche frontali in M. D. I. con lubrorefrigerazione interna Norma interna
Alu-Jet-Cut-line
W-Cut IKZ
longuelunga
DIN 6535HAHB
VHM
K10-20F
ø d 2
l2l4
l1
ø d 1
ø d 3
ø d 2
l2l4
l1
ø d 1
ø d 3
r
Outils en dimensions spéciales ou avec géométrie de semi-fi nition disponibles sur demande.Utensili con dimensioni speciali oppure geometrie di sgrossatura-fi nitura sono disponibili a richiesta.
Sous réserve de modifi cations techniques.Salvo modifi che tecniche.
0,38-0,75x45°
longuelunga
DIN 6535HAHB
VHM
K10-20F
ER
Groupe de matières 5.1 EMUGE-FRANKEN / Gruppo di materiali 5.1 EMUGE-FRANKEN
Allia
ges
d’a
lum
iniu
m c
orr
oyé
s /
Legh
e di
allu
min
io p
last
iche
Norme EN /Norma EN Norme DIN / Norma DIN Nº matièreNr. materiale
Résistance à la traction Rm en N/mm2
Resistenza a trazione Rm in N/mm2
Classe d’usinageClasse di asportazioneNorme DIN / Norma DIN Condition / Condizione
EN AW 1050 A Al99,5 F 8 3.0225 75
1EN AW 5005 A AlMg1 F 10 3.3315 95
EN AW 6060 AlMgSi0,5 F 13 3.3206 130
EN AW 6060 AlMgSi0,5 F 22 3.3206 215
EN AW 5754 AlMg3 F 18 3.3535 180
2
EN AW 5049 AlMg2Mn0,8 F 20 3.3527 200
EN AW 6082 AlMgSi1 F 21 3.2315 210
EN AW 6060 AlMgSi0,5 F 25 3.3206 245
EN AW 6005 A AlMgSi0,7 F 27 3.3210 270
EN AW 6082 AlMgSi1 F 28 3.2315 275
EN AW 6082 AlMgSi1 F 31 3.2315 310
EN AW 5083 AlMg4,5Mn F 27 3.3547 270
3EN AW 7020 AlZn4,5Mg1 F 35 3.4335 350
EN AW 2017 A AlCuMg1 F 38 3.1325 380
EN AW 2024 AlCuMg2 F 44 3.1354 440
EN AW 7022 AlZnMgCu0,5 F 49 3.4345 490
En AW 7075 AlZnMgCu1,5 F 53 3.4364 530
rayonnéecon raggio agli spigoli
λs = 40°
γs = 9°
λs = 40°
γs = 9°
9
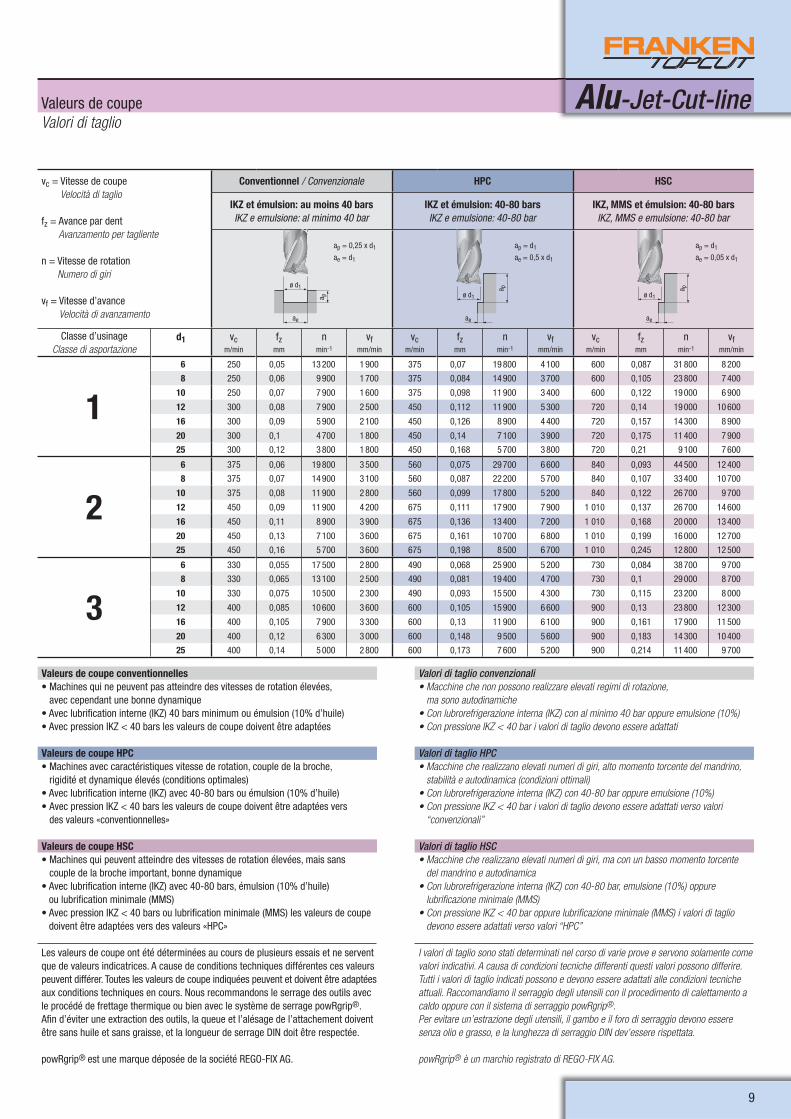
Valeurs de coupe Valori di taglio
Alu-Jet-Cut-line
vc = Vitesse de coupeVelocità di taglio
fz = Avance par dentAvanzamento per tagliente
n = Vitesse de rotationNumero di giri
vf = Vitesse d’avanceVelocità di avanzamento
Conventionnel / Convenzionale HPC HSC
IKZ et émulsion: au moins 40 bars
IKZ e emulsione: al minimo 40 barIKZ et émulsion: 40-80 bars
IKZ e emulsione: 40-80 barIKZ, MMS et émulsion: 40-80 bars
IKZ, MMS e emulsione: 40-80 bar
a pae
ø d1 a p
ae
ø d1
a p
ae
ø d1
Classe d’usinageClasse di asportazione
d1 vcm/min
fzmm
nmin-1
vfmm/min
vcm/min
fzmm
nmin-1
vfmm/min
vcm/min
fzmm
nmin-1
vfmm/min
1
6 250 0,05 13 200 1 900 375 0,07 19 800 4 100 600 0,087 31 800 8 200
8 250 0,06 9 900 1 700 375 0,084 14 900 3 700 600 0,105 23 800 7 400
10 250 0,07 7 900 1 600 375 0,098 11 900 3 400 600 0,122 19 000 6 900
12 300 0,08 7 900 2 500 450 0,112 11 900 5 300 720 0,14 19 000 10 600
16 300 0,09 5 900 2 100 450 0,126 8 900 4 400 720 0,157 14 300 8 900
20 300 0,1 4 700 1 800 450 0,14 7 100 3 900 720 0,175 11 400 7 900
25 300 0,12 3 800 1 800 450 0,168 5 700 3 800 720 0,21 9 100 7 600
2
6 375 0,06 19 800 3 500 560 0,075 29 700 6 600 840 0,093 44 500 12 400
8 375 0,07 14 900 3 100 560 0,087 22 200 5 700 840 0,107 33 400 10 700
10 375 0,08 11 900 2 800 560 0,099 17 800 5 200 840 0,122 26 700 9 700
12 450 0,09 11 900 4 200 675 0,111 17 900 7 900 1 010 0,137 26 700 14 600
16 450 0,11 8 900 3 900 675 0,136 13 400 7 200 1 010 0,168 20 000 13 400
20 450 0,13 7 100 3 600 675 0,161 10 700 6 800 1 010 0,199 16 000 12 700
25 450 0,16 5 700 3 600 675 0,198 8 500 6 700 1 010 0,245 12 800 12 500
3
6 330 0,055 17 500 2 800 490 0,068 25 900 5 200 730 0,084 38 700 9 700
8 330 0,065 13 100 2 500 490 0,081 19 400 4 700 730 0,1 29 000 8 700
10 330 0,075 10 500 2 300 490 0,093 15 500 4 300 730 0,115 23 200 8 000
12 400 0,085 10 600 3 600 600 0,105 15 900 6 600 900 0,13 23 800 12 300
16 400 0,105 7 900 3 300 600 0,13 11 900 6 100 900 0,161 17 900 11 500
20 400 0,12 6 300 3 000 600 0,148 9 500 5 600 900 0,183 14 300 10 400
25 400 0,14 5 000 2 800 600 0,173 7 600 5 200 900 0,214 11 400 9 700
ap = 0,25 x d1
ae = d1
ap = d1
ae = 0,05 x d1
ap = d1
ae = 0,5 x d1
Valeurs de coupe conventionnelles
• Machines qui ne peuvent pas atteindre des vitesses de rotation élevées, avec cependant une bonne dynamique
• Avec lubrifi cation interne (IKZ) 40 bars minimum ou émulsion (10% d’huile)• Avec pression IKZ < 40 bars les valeurs de coupe doivent être adaptées
Valeurs de coupe HPC
• Machines avec caractéristiques vitesse de rotation, couple de la broche, rigidité et dynamique élevés (conditions optimales)
• Avec lubrifi cation interne (IKZ) avec 40-80 bars ou émulsion (10% d’huile)• Avec pression IKZ < 40 bars les valeurs de coupe doivent être adaptées vers
des valeurs «conventionnelles»
Valeurs de coupe HSC
• Machines qui peuvent atteindre des vitesses de rotation élevées, mais sans couple de la broche important, bonne dynamique
• Avec lubrifi cation interne (IKZ) avec 40-80 bars, émulsion (10% d’huile) ou lubrifi cation minimale (MMS)
• Avec pression IKZ < 40 bars ou lubrifi cation minimale (MMS) les valeurs de coupe doivent être adaptées vers des valeurs «HPC»
Les valeurs de coupe ont été déterminées au cours de plusieurs essais et ne servent que de valeurs indicatrices. A cause de conditions techniques différentes ces valeurs peuvent différer. Toutes les valeurs de coupe indiquées peuvent et doivent être adaptées aux conditions techniques en cours. Nous recommandons le serrage des outils avec le procédé de frettage thermique ou bien avec le système de serrage powRgrip®.Afi n d’éviter une extraction des outils, la queue et l’alésage de l’attachement doivent être sans huile et sans graisse, et la longueur de serrage DIN doit être respectée.
powRgrip® est une marque déposée de la société REGO-FIX AG.
Valori di taglio convenzionali• Macchine che non possono realizzare elevati regimi di rotazione,
ma sono autodinamiche
• Con lubrorefrigerazione interna (IKZ) con al minimo 40 bar oppure emulsione (10%)
• Con pressione IKZ < 40 bar i valori di taglio devono essere adattati
Valori di taglio HPC• Macchine che realizzano elevati numeri di giri, alto momento torcente del mandrino,
stabilità e autodinamica (condizioni ottimali)
• Con lubrorefrigerazione interna (IKZ) con 40-80 bar oppure emulsione (10%)
• Con pressione IKZ < 40 bar i valori di taglio devono essere adattati verso valori
“convenzionali”
Valori di taglio HSC• Macchine che realizzano elevati numeri di giri, ma con un basso momento torcente
del mandrino e autodinamica
• Con lubrorefrigerazione interna (IKZ) con 40-80 bar, emulsione (10%) oppure
lubrifi cazione minimale (MMS)
• Con pressione IKZ < 40 bar oppure lubrifi cazione minimale (MMS) i valori di taglio
devono essere adattati verso valori “HPC”
I valori di taglio sono stati determinati nel corso di varie prove e servono solamente come
valori indicativi. A causa di condizioni tecniche differenti questi valori possono differire.
Tutti i valori di taglio indicati possono e devono essere adattati alle condizioni tecniche
attuali. Raccomandiamo il serraggio degli utensili con il procedimento di calettamento a
caldo oppure con il sistema di serraggio powRgrip®.
Per evitare un’estrazione degli utensili, il gambo e il foro di serraggio devono essere
senza olio e grasso, e la lunghezza di serraggio DIN dev’essere rispettata.
powRgrip® è un marchio registrato di REGO-FIX AG.
Usinage grand débit copeaux dans l’aluminiumGrandi volumi di asportazione nelle leghe di alluminioG
Usinage grand débit copeaux dans l’aluminiumUAlu-Jet-Cut-line
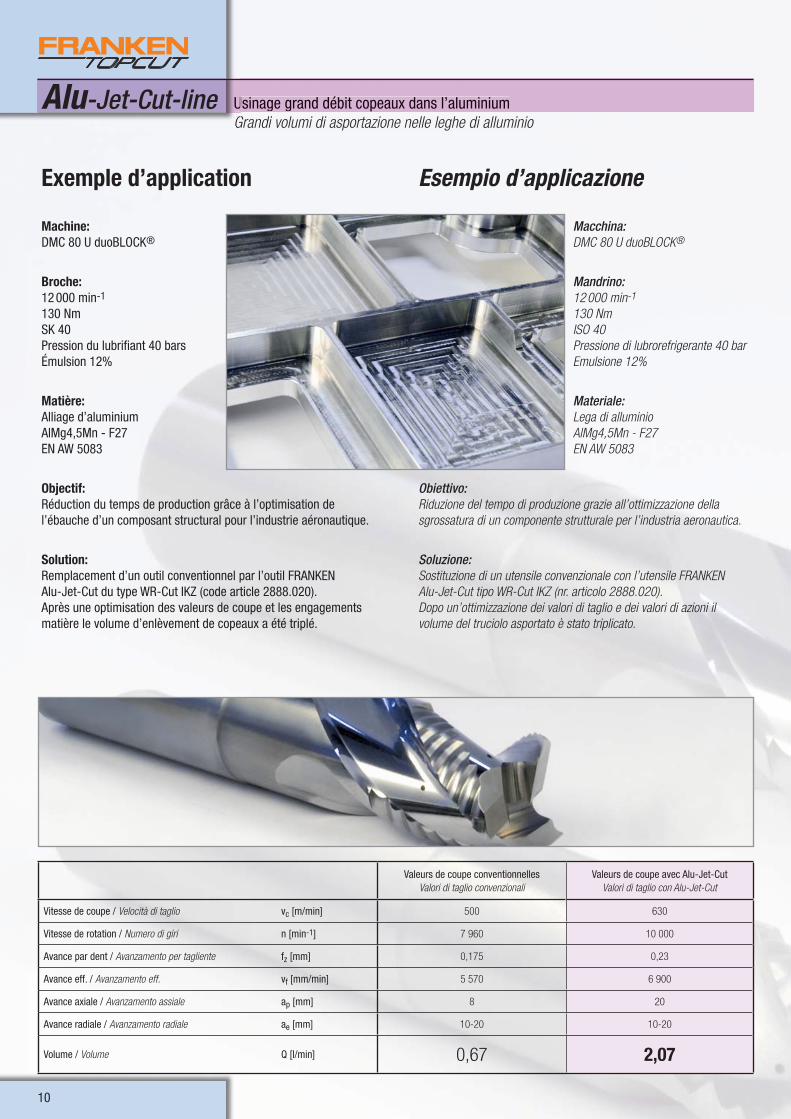
Exemple d’application
Machine:
DMC 80 U duoBLOCK®
Broche:
12 000 min-1
130 Nm SK 40Pression du lubrifi ant 40 barsÉmulsion 12%
Matière:
Alliage d’aluminiumAlMg4,5Mn - F27EN AW 5083
Objectif:
Réduction du temps de production grâce à l’optimisation de l’ébauche d’un composant structural pour l’industrie aéronautique.
Solution:
Remplacement d’un outil conventionnel par l’outil FRANKEN Alu-Jet-Cut du type WR-Cut IKZ (code article 2888.020). Après une optimisation des valeurs de coupe et les engagements matière le volume d’enlèvement de copeaux a été triplé.
Esempio d’applicazione
Macchina:DMC 80 U duoBLOCK®
Mandrino:12 000 min-1
130 Nm
ISO 40
Pressione di lubrorefrigerante 40 bar
Emulsione 12%
Materiale:Lega di alluminio
AlMg4,5Mn - F27
EN AW 5083
Obiettivo:Riduzione del tempo di produzione grazie all’ottimizzazione della
sgrossatura di un componente strutturale per l’industria aeronautica.
Soluzione:Sostituzione di un utensile convenzionale con l’utensile FRANKEN
Alu-Jet-Cut tipo WR-Cut IKZ (nr. articolo 2888.020).
Dopo un’ottimizzazione dei valori di taglio e dei valori di azioni il
volume del truciolo asportato è stato triplicato.
10
Valeurs de coupe conventionnellesValori di taglio convenzionali
Valeurs de coupe avec Alu-Jet-CutValori di taglio con Alu-Jet-Cut
Vitesse de coupe / Velocità di taglio vc [m/min] 500 630
Vitesse de rotation / Numero di giri n [min-1] 7 960 10 000
Avance par dent / Avanzamento per tagliente fz [mm] 0,175 0,23
Avance eff. / Avanzamento eff. vf [mm/min] 5 570 6 900
Avance axiale / Avanzamento assiale ap [mm] 8 20
Avance radiale / Avanzamento radiale ae [mm] 10-20 10-20
Volume / Volume Q [l/min] 0,67 2,07
1111
Exemple d’application
Machine:
Alzmetall GS 1000 5T
Broche:
18 000 min-1
138 Nm HSK-A63Pression du lubrifi ant 40 barsÉmulsion 10%
Matière:
Alliage d’aluminiumAlZnMgCu1,5 - F53EN AW 7075
Objectif:
Réduction du temps de production d’un composant intégral pour l’industrie aéronautique.
Solution:
Remplacement de l’outil conventionnel par l’outil FRANKEN Alu-Jet-Cut du type WR-Cut IKZ rayonné (code article 2890.020020). Après l’optimisation des valeurs de coupe et les engagements matière le volume d’enlèvement de copeaux a été presque sextuplé. La durée de l’outil Alu-Jet-Cut est supérieure de 75% à la durée de l’outil conventionnel.
Usinage grand débit copeaux dans l’aluminiumGrandi volumi di asportazione nelle leghe di alluminio
Usinage grand débit copeaux dans l’aluminium Alu-Jet-Cut-line
Esempio d’applicazione
Macchina:Alzmetall GS 1000 5T
Mandrino:18 000 min-1
138 Nm
HSK-A63
Pressione di lubrorefrigerante 40 bar
Emulsione 10%
Materiale:Lega di alluminio
AlZnMgCu1,5 - F53
EN AW 7075
Obiettivo:Riduzione del tempo di produzione di un componente integrale per
l’industria aeronautica.
Soluzione:Sostituzione dell’utensile convenzionale con l’utensile FRANKEN
Alu-Jet-Cut tipo WR-Cut IKZ con raggio agli spigoli
(nr. articolo 2890.020020).
Dopo un’ottimizzazione dei valori di taglio il volume di truciolo
asportato è stato quasi moltiplicato per sei. La durata dell’utensile
Alu-Jet-Cut è superiore del 75% alla durata dell’utensile
convenzionale.
Valeurs de coupe conventionnellesValori di taglio convenzionali
Valeurs de coupe avec Alu-Jet-CutValori di taglio con Alu-Jet-Cut
Vitesse de coupe / Velocità di taglio vc [m/min] 300 578
Vitesse de rotation / Numero di giri n [min-1] 4 780 9 200
Avance par dent / Avanzamento per tagliente fz [mm] 0,10 0,20
Avance eff. / Avanzamento eff. vf [mm/min] 1 912 5 520
Avance axiale / Avanzamento assiale ap [mm] 10 20
Avance radiale / Avanzamento radiale ae [mm] 20 20
Volume / Volume Q [l/min] 0,38 2,21
Usinage grand débit copeaux dans l’aluminiumGrandi volumi di asportazione nelle leghe di alluminioG
Usinage grand débit copeaux dans l’aluminiumUAlu-Jet-Cut-line
12
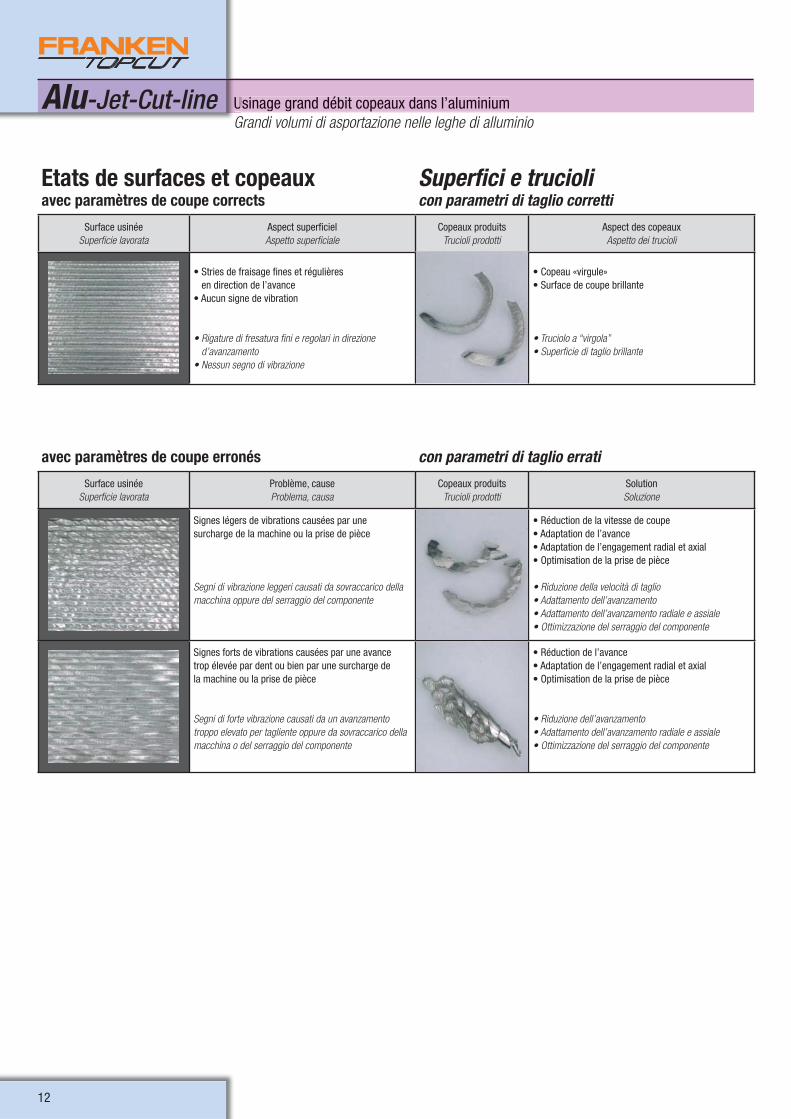
Etats de surfaces et copeauxavec paramètres de coupe corrects
avec paramètres de coupe erronés
Superfici e truciolicon parametri di taglio corretti
con parametri di taglio errati
Surface usinéeSuperfi cie lavorata
Aspect superfi cielAspetto superfi ciale
Copeaux produitsTrucioli prodotti
Aspect des copeauxAspetto dei trucioli
• Stries de fraisage fi nes et régulières en direction de l’avance
• Aucun signe de vibration
• Rigature di fresatura fini e regolari in direzione
d’avanzamento
• Nessun segno di vibrazione
• Copeau «virgule»• Surface de coupe brillante
• Truciolo a “virgola”
• Superficie di taglio brillante
Surface usinéeSuperfi cie lavorata
Problème, causeProblema, causa
Copeaux produitsTrucioli prodotti
SolutionSoluzione
Signes légers de vibrations causées par une surcharge de la machine ou la prise de pièce
Segni di vibrazione leggeri causati da sovraccarico della
macchina oppure del serraggio del componente
• Réduction de la vitesse de coupe• Adaptation de l’avance• Adaptation de l’engagement radial et axial• Optimisation de la prise de pièce
• Riduzione della velocità di taglio
• Adattamento dell’avanzamento
• Adattamento dell’avanzamento radiale e assiale
• Ottimizzazione del serraggio del componente
Signes forts de vibrations causées par une avance trop élevée par dent ou bien par une surcharge de la machine ou la prise de pièce
Segni di forte vibrazione causati da un avanzamento
troppo elevato per tagliente oppure da sovraccarico della
macchina o del serraggio del componente
• Réduction de l’avance• Adaptation de l’engagement radial et axial• Optimisation de la prise de pièce
• Riduzione dell’avanzamento
• Adattamento dell’avanzamento radiale e assiale
• Ottimizzazione del serraggio del componente

ZP
20040 . F
RIT
2,5T
122
007
DO
· R
ev. A P
rin
ted
in
Ge
rma
ny
EMUGE-Werk Richard Glimpel GmbH & Co. KG · Fabrik für Präzisionswerkzeuge
Nürnberger Straße 96-100 · 91207 Lauf · GERMANY · Tel. +49 (0) 9123 / 186-0 · Fax +49 (0) 9123 / 14313
FRANKEN GmbH & Co. KG · Fabrik für Präzisionswerkzeuge
Frankenstraße 7/9a · 90607 Rückersdorf · GERMANY · Tel. +49 (0) 911 / 9575-5 · Fax +49 (0) 911 / 9575-327
[email protected] · www.emuge-franken.com · www.frankentechnik.de
EMUGE Präzisionswerkzeuge GmbH
Pummerinplatz 2 · 4490 St. FlorianTel. +43-7224-80001 · Fax +43-7224-80004
EMUGE-FRANKEN (Malaysia) SDN BHD
No. 603, 6th Fl., West Wing, Wisma Consplant II, No. 7Jalan SS 16/1, Subang Jaya, Selangor Darul EhsanTel. +60-3-56366407 · Fax +60-3-56366405
AUSTRIA MALAYSIA
EMUGE-FRANKEN Ferramentas de Precisão Ltda.
Av. Dom Pedro II, 288 – 11º Andar · Bairro Jardim - Santo AndréSão Paulo Brasil - CEP 09080-000Tel. +55-11-4432-2811 · Fax +55-11-4436-3896
EMUGE Corp.
1800 Century Drive · West Boylston, MA 01583-2121 · USATel. +1-508-595-3600, +1-800-323-3013 · Fax +1-508-595-3650BRAZIL MEXICO
EMUGE-FRANKEN B.V.
Handelsstraat 28 · 6851EH Huissen · NETHERLANDSTel. +31-26-3259020 · Fax +31-26-3255219
EMUGE-FRANKEN B.V.
Handelsstraat 28 · 6851EH HuissenTel. +31-26-3259020 · Fax +31-26-3255219BELGIUM NETHERLANDS
EMUGE Corp.
1800 Century Drive · West Boylston, MA 01583-2121 · USATel. +1-508-595-3600, +1-800-323-3013 · Fax +1-508-595-3650
Emuge Franken Teknik AS
Nedre Åsemulvegen 6 · 6018 ÅlesundTel. +47-70169870 · Fax +47-70169872CANADA NORWAY
EMUGE-FRANKEN Precision Tools (Suzhou) Co. Ltd.
No. 72, Loujiang Rd. · Weiting Town (Kuatang Sub-district)Suzhou Industrial Park · 215122 SuzhouTel. +86-512-62860560 · Fax +86-512-62860561
EMUGE-FRANKEN Technik
ul. Chłopickiego 50 · 04-275 WarszawaTel. +48-22-8796730 · Fax +48-22-8796760CHINA POLAND
EMUGE-FRANKEN servisní centrum, s.r.o.
Molákova 8 · 62800 Brno-LíšeňTel. +420-5-44423261 · Fax +420-5-44233798
EMUGE-FRANKEN
Av. António Augusto de Aguiar, nº 108 - 8º andar · 1050-019 LisboaTel. +351-213146314 · Fax +351-213526092CZECH REPUBLIC PORTUGAL
EMUGE-FRANKEN AB
Toldbodgade 18, 5.sal · 1253 København KTel. +45-70-257220 · Fax +45-70-257221
EMUGE-FRANKEN Tools Romania SRL
Str. Tulcea, Nr. 24/3 · 400594 Cluj-NapocaTel. +40-264-597600 · Fax +40-264-597600DENMARK ROMANIA
Emuge-Franken AB
Sjötullsgatan 4B · 00170 HelsinkiTel. +35-8-207415740 · Fax +35-8-207415749
EMUGE-FRANKEN Tooling Service d.o.o.
Adi Endre ul.77 · 24400 SentaTel. +381-24-817000 · Fax +381-24-817000FINLAND SERBIA
EMUGE SARL
2, Bd de la Libération · 93284 Saint Denis CedexTel. +33-1-55872222 · Fax +33-1-55872229
EMUGE-FRANKEN nástroje spol. s.r.o.
Lubovníková 19 · 84107 BratislavaTel. +421-2-6453-6635 · Fax +421-2-6453-6636FRANCE SLOVAK REPUBLIC
EMUGE U.K. Limited
2 Claire Court, Rawmarsh Road · Rotherham S60 1RUTel. +44-1709-364494 · Fax +44-1709-364540
EMUGE-FRANKEN tehnika d.o.o.
Streliška ul. 25 · 1000 LjubljanaTel. +386-1-4301040 · Fax +386-1-2314051GREAT BRITAIN SLOVENIA
EFT Szerszámok és Technológiák Magyarország Kft.
Gyár u. 2 · 2040 BudaörsTel. +36-23-500041 · Fax +36-23-500462
EMUGE S.A. (Pty.) Ltd.
2, Tandela House, Cnr. 12th Ave. & De Wet Street · 1610 EdenvaleTel. +27-11-452-8510/1/2/3/4 · Fax +27-11-452-8087HUNGARY SOUTH AFRICA
EMUGE India
Plot No.: 92 & 128, Kondhanpur, Taluka: Haveli · District Pune-412 205Tel. +91-20-24384941 · Fax +91-20-24384028
EMUGE-FRANKEN, S.L.
Calle Fructuós Gelabert, 2-4 4º 1ª · 08970 Sant Joan Despí (Barcelona)Tel. +34-93-4774690 · Fax +34-93-3738765INDIA SPAIN
EMUGE-FRANKEN S. r. l.
Via Carnevali, 116 · 20158 MilanoTel. +39-02-39324402 · Fax +39-02-39317407
EMUGE FRANKEN AB
Hagalundsvägen 43 · 70230 ÖrebroTel. +46-19-245000 · Fax +46-19-245005ITALY SWEDEN
EMUGE-FRANKEN K. K.
Nakamachidai 1-32-10-403 · Tsuzuki-ku Yokohamashi, 224-0041Tel. +81-45-9457831 · Fax +81-45-9457832
RIWAG Präzisionswerkzeuge AG
Winkelbüel 4 · 6043 AdligenswilTel. +41-41-3708494 · Fax +41-41-3708220JAPAN SWITZERLAND
Dirk Gerson Otto
Gässelweg 16a · 64572 Büttelborn · GERMANYTel. +49-6152-910330 · Fax +49-6152-910331
EMUGE-FRANKEN (Thailand) co., ltd.
1213/54 Ladphrao 94, Khwaeng/Khet Wangthonglang · Bangkok 10310Tel. +66-2-559-2036,(-8) · Fax +66-2-530-7304LUXEMBOURG THAILAND
EMUGE Corp.
1800 Century Drive · West Boylston, MA 01583-2121Tel. +1-508-595-3600, +1-800-323-3013 · Fax +1-508-595-3650USA