Embed Size (px)
Citation preview

uide d’achatG
MESURES 734 - AVRIL 2001 83
TEST DE CARTES ÉLECTRONIQUES
Les techniquesde test de cartes
font bon ménage■ L’augmentation de la densité des cartes électroniques et l’arrivée de nouvelles technologies de com-posants (CMS, µBGA…) rendent le test électrique in situ plus difficile à cause du manque d’accès auxpoints de test. Cela a favorisé le développement de techniques alternatives (sondes mobiles, boundaryscan, inspection optique, par rayons X). Par ailleurs, le test fonctionnel est toujours là. Avec cet arsenalde techniques, le choix d’une stratégie de test n’est pas toujours simple…
Pour contrôler en cours de produc-tion les composants déjà montés etsoudés sur la carte, il y a des systèmesde test ou d’inspection, en ligne ou
hors ligne (par prélèvement). Ces tests pré-cèdent ceux dits fonctionnels effectués en finde production pour s’assurer que la carte com-plète est opérationnelle.Les fournisseurs maîtrisent en général plu-sieurs techniques de test. A chaque technique,correspondent une ou plusieurs familles detesteurs. Chaque famille se décline en unemultitude de versions aux spécifications biendistinctes. Chaque version peut encore inté-grer des modules matériels et/ou logiciels afinde mixer plusieurs techniques, pour réaliserun test boundary scan sur un testeur électriquein situ, par exemple. Ou ajouter une interfacede type “lit à clous” au sein d’un système àsondes mobiles.En plus de ce foisonnement de modèles, uneautre raison rend la comparaison des tech-niques de test difficile. Jean-Marc Guillard,directeur commercial de Scorpion Technologiesaffirme «qu’il n’est pas pertinent de compa-
rer les techniques entre elles. Il s’agit souvent
d’alternatives pour pallier les limites de cha-
cune. En fait, les différentes techniques de test
ne sont pas concurrentes, elles sont complé-
mentaires».
Première technique apparue, l’in situ1 ou ICT
(In-Circuit Test) consiste à vérifier individuelle-ment le comportement électrique des compo-sants implantés sur la carte (d’où le nom de“test in situ”). L’accès aux équipotentielles se faitpar l’intermédiaire de pointes de test montéessur une interface de type “lit à clous”, interfa-
Dès que les équipotentielles d’une carte sont accessibles, le test in situ est la technique qui offreles meilleures performances (taux de couverture, vitesse de test…). Dans certaines situations, ilsait également intégrer les points forts d’autres techniques comme le boundary scan ou le testsans vecteur pour combler ses lacunes, à l’image du 3070 série 3 d’Agilent Technologies et duTestStation de GenRad.
Agilent Technologies GenRad
MESURES 734 - AVRIL 200184
� Guide d’achat �
Type de carte à tester● Problèmes du test pris en compte dès la conception (présence de points de test) ?● Présence de composants intégrant une technologie boundary scan● Présence de composants avec pattes “invisibles” (boîtes BGA, modules intégrés…) ?● Cartes à très haute densité avec équipotentielles très rapprochées (composants flip-chip) ?● Liens avec la CAO ? Disponibilité des fichiers CAO de la carte ?● Caractéristiques mécaniques : cartes de grande taille ? Avec boîtiers en hauteur (relais, connecteurs) ?
Avec présence de vias et trous ? Avec vernis de protection ?
Aspect économique● Volume des cartes à tester : très grande série ? Série moyenne ? Petite série (test en maintenance) ?● Prix de la carte à tester : carte “jetable” ? Carte à très hautes performances ?● Taux de couverture de fautes admis, taux de cartes défectueuses admis : 100 ppm ? 10 ppm ? 1 ppm ?● Environnement de test existant ? Marques et types de testeurs présents sur le site ?
Degré de maturité de la carte● Prototype ?● Carte déjà en production ? Depuis peu ? Depuis longtemps ?● Carte en fin de vie (commerciale) ?
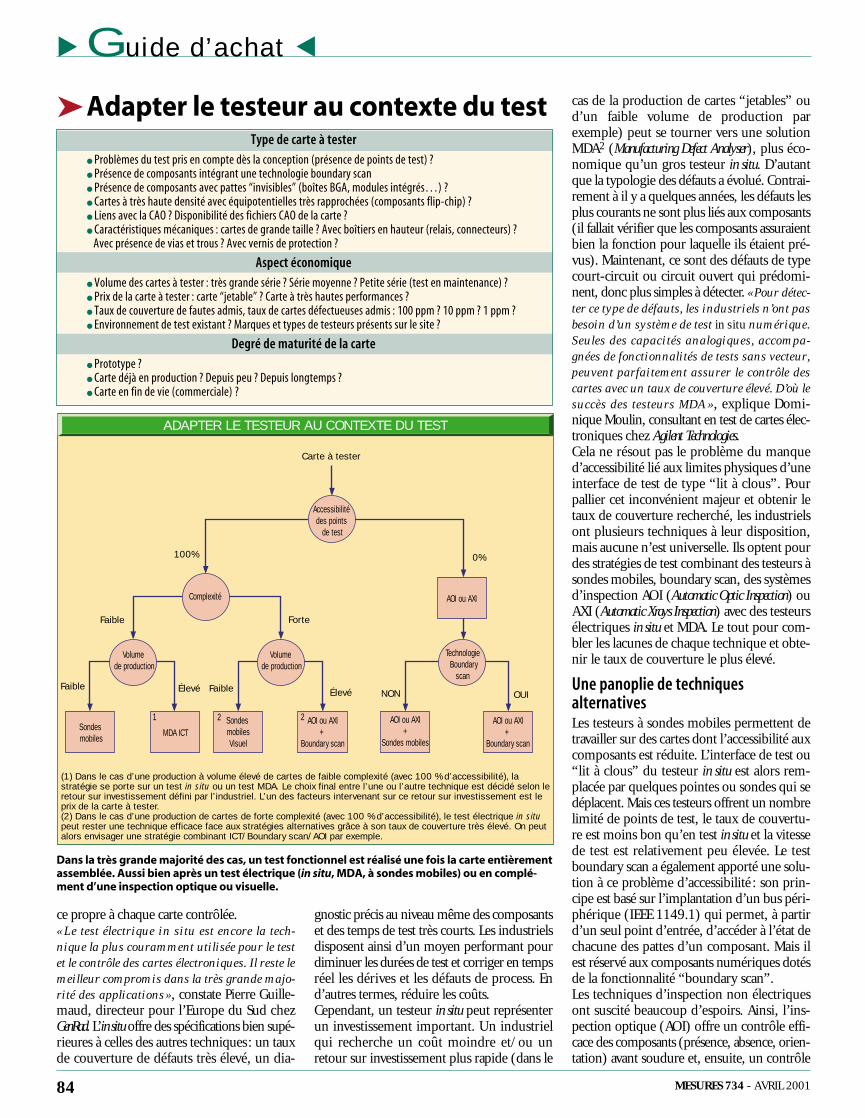
➤ Adapter le testeur au contexte du test
ce propre à chaque carte contrôlée.«Le test électrique in situ est encore la tech-
nique la plus couramment utilisée pour le test
et le contrôle des cartes électroniques. Il reste le
meilleur compromis dans la très grande majo-
rité des applications», constate Pierre Guille-maud, directeur pour l’Europe du Sud chezGenRad. L’in situ offre des spécifications bien supé-rieures à celles des autres techniques: un tauxde couverture de défauts très élevé, un dia-
gnostic précis au niveau même des composantset des temps de test très courts. Les industrielsdisposent ainsi d’un moyen performant pourdiminuer les durées de test et corriger en tempsréel les dérives et les défauts de process. End’autres termes, réduire les coûts.Cependant, un testeur in situ peut représenterun investissement important. Un industrielqui recherche un coût moindre et/ou unretour sur investissement plus rapide (dans le
cas de la production de cartes “jetables” oud’un faible volume de production parexemple) peut se tourner vers une solutionMDA2 (Manufacturing Defect Analyser), plus éco-nomique qu’un gros testeur in situ. D’autantque la typologie des défauts a évolué. Contrai-rement à il y a quelques années, les défauts lesplus courants ne sont plus liés aux composants(il fallait vérifier que les composants assuraientbien la fonction pour laquelle ils étaient pré-vus). Maintenant, ce sont des défauts de typecourt-circuit ou circuit ouvert qui prédomi-nent, donc plus simples à détecter. «Pour détec-
ter ce type de défauts, les industriels n’ont pas
besoin d’un système de test in situ numérique.
Seules des capacités analogiques, accompa-
gnées de fonctionnalités de tests sans vecteur,
peuvent parfaitement assurer le contrôle des
cartes avec un taux de couverture élevé. D’où le
succès des testeurs MDA», explique Domi-nique Moulin, consultant en test de cartes élec-troniques chez Agilent Technologies.Cela ne résout pas le problème du manqued’accessibilité lié aux limites physiques d’uneinterface de test de type “lit à clous”. Pourpallier cet inconvénient majeur et obtenir letaux de couverture recherché, les industrielsont plusieurs techniques à leur disposition,mais aucune n’est universelle. Ils optent pourdes stratégies de test combinant des testeurs àsondes mobiles, boundary scan, des systèmesd’inspection AOI (Automatic Optic Inspection) ouAXI (Automatic Xrays Inspection) avec des testeursélectriques in situ et MDA. Le tout pour com-bler les lacunes de chaque technique et obte-nir le taux de couverture le plus élevé.
Une panoplie de techniquesalternativesLes testeurs à sondes mobiles permettent detravailler sur des cartes dont l’accessibilité auxcomposants est réduite. L’interface de test ou“lit à clous” du testeur in situ est alors rem-placée par quelques pointes ou sondes qui sedéplacent. Mais ces testeurs offrent un nombrelimité de points de test, le taux de couvertu-re est moins bon qu’en test in situ et la vitessede test est relativement peu élevée. Le testboundary scan a également apporté une solu-tion à ce problème d’accessibilité : son prin-cipe est basé sur l’implantation d’un bus péri-phérique (IEEE 1149.1) qui permet, à partird’un seul point d’entrée, d’accéder à l’état dechacune des pattes d’un composant. Mais ilest réservé aux composants numériques dotésde la fonctionnalité “boundary scan”.Les techniques d’inspection non électriquesont suscité beaucoup d’espoirs. Ainsi, l’ins-pection optique (AOI) offre un contrôle effi-cace des composants (présence, absence, orien-tation) avant soudure et, ensuite, un contrôle
ADAPTER LE TESTEUR AU CONTEXTE DU TEST
Carte à tester
Accessibilité des points
de test
Technologie Boundary
scan
Complexité
Forte
ÉlevéÉlevé
Faible
FaibleOUINON
Faible
0%100%
Volume de production
Volume de production
MDA ICT
221 Sondes mobilesVisuel
Sondes mobiles
AOI ou AXI
AOI ou AXI+
Sondes mobiles
AOI ou AXI+
Boundary scan
AOI ou AXI+
Boundary scan
(1) Dans le cas d’une production à volume élevé de cartes de faible complexité (avec 100 % d’accessibilité), la stratégie se porte sur un test in situ ou un test MDA. Le choix final entre l’une ou l’autre technique est décidé selon leretour sur investissement défini par l’industriel. L’un des facteurs intervenant sur ce retour sur investissement est leprix de la carte à tester.(2) Dans le cas d’une production de cartes de forte complexité (avec 100 % d’accessibilité), le test électrique in situpeut rester une technique efficace face aux stratégies alternatives grâce à son taux de couverture très élevé. On peutalors envisager une stratégie combinant ICT/Boundary scan/AOI par exemple.
Dans la très grande majorité des cas, un test fonctionnel est réalisé une fois la carte entièrementassemblée. Aussi bien après un test électrique (in situ, MDA, à sondes mobiles) ou en complé-ment d’une inspection optique ou visuelle.
MESURES 734 - AVRIL 2001 87
� Guide d’achat �
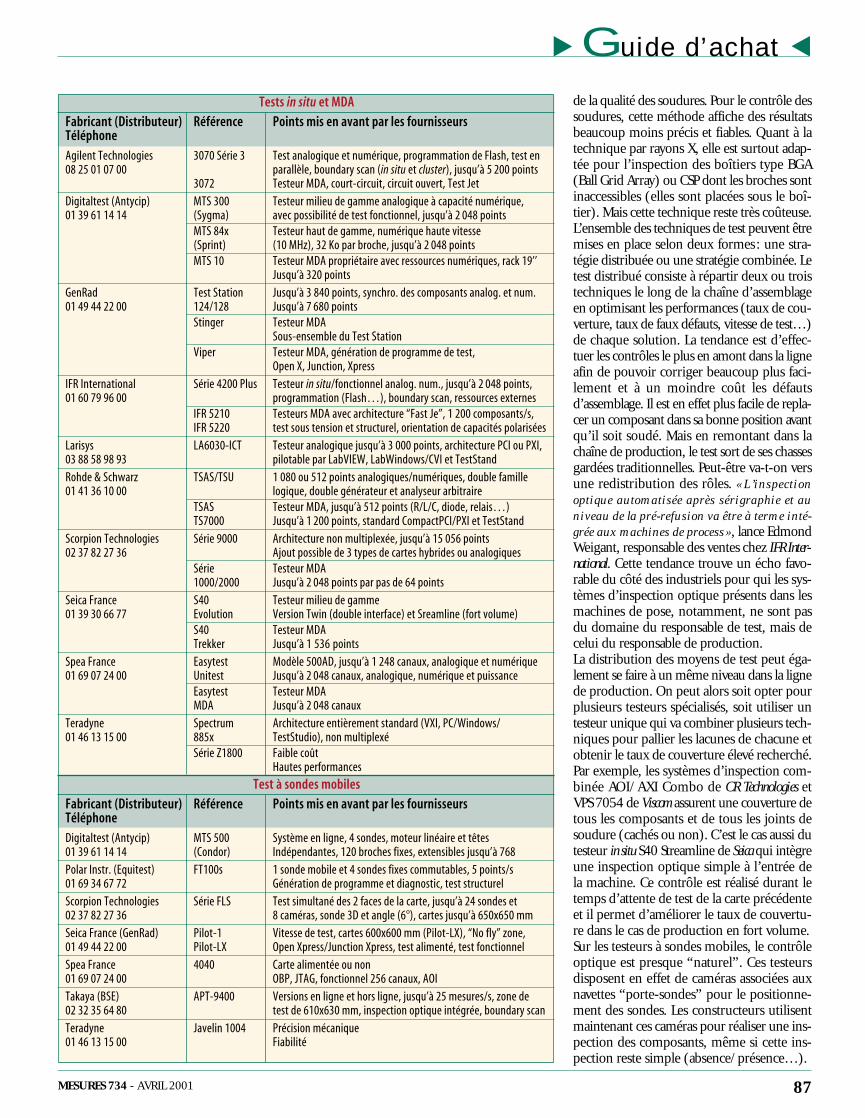
Tests in situ et MDAFabricant (Distributeur) Référence Points mis en avant par les fournisseursTéléphoneAgilent Technologies 3070 Série 3 Test analogique et numérique, programmation de Flash, test en08 25 01 07 00 parallèle, boundary scan (in situ et cluster), jusqu’à 5 200 points
3072 Testeur MDA, court-circuit, circuit ouvert, Test JetDigitaltest (Antycip) MTS 300 Testeur milieu de gamme analogique à capacité numérique,01 39 61 14 14 (Sygma) avec possibilité de test fonctionnel, jusqu’à 2 048 points
MTS 84x Testeur haut de gamme, numérique haute vitesse(Sprint) (10 MHz), 32 Ko par broche, jusqu’à 2 048 pointsMTS 10 Testeur MDA propriétaire avec ressources numériques, rack 19’’
Jusqu’à 320 pointsGenRad Test Station Jusqu’à 3 840 points, synchro. des composants analog. et num.01 49 44 22 00 124/128 Jusqu’à 7 680 points
Stinger Testeur MDASous-ensemble du Test Station
Viper Testeur MDA, génération de programme de test,Open X, Junction, Xpress
IFR International Série 4200 Plus Testeur in situ/fonctionnel analog. num., jusqu’à 2 048 points,01 60 79 96 00 programmation (Flash…), boundary scan, ressources externes
IFR 5210 Testeurs MDA avec architecture “Fast Je”, 1 200 composants/s,IFR 5220 test sous tension et structurel, orientation de capacités polarisées
Larisys LA6030-ICT Testeur analogique jusqu’à 3 000 points, architecture PCI ou PXI,03 88 58 98 93 pilotable par LabVIEW, LabWindows/CVI et TestStandRohde & Schwarz TSAS/TSU 1 080 ou 512 points analogiques/numériques, double famille01 41 36 10 00 logique, double générateur et analyseur arbitraire
TSAS Testeur MDA, jusqu’à 512 points (R/L/C, diode, relais…)TS7000 Jusqu’à 1 200 points, standard CompactPCI/PXI et TestStand
Scorpion Technologies Série 9000 Architecture non multiplexée, jusqu’à 15 056 points02 37 82 27 36 Ajout possible de 3 types de cartes hybrides ou analogiques
Série Testeur MDA1000/2000 Jusqu’à 2 048 points par pas de 64 points
Seica France S40 Testeur milieu de gamme01 39 30 66 77 Evolution Version Twin (double interface) et Sreamline (fort volume)
S40 Testeur MDATrekker Jusqu’à 1 536 points
Spea France Easytest Modèle 500AD, jusqu’à 1 248 canaux, analogique et numérique01 69 07 24 00 Unitest Jusqu’à 2 048 canaux, analogique, numérique et puissance
Easytest Testeur MDAMDA Jusqu’à 2 048 canaux
Teradyne Spectrum Architecture entièrement standard (VXI, PC/Windows/01 46 13 15 00 885x TestStudio), non multiplexé
Série Z1800 Faible coûtHautes performances
Test à sondes mobilesFabricant (Distributeur) Référence Points mis en avant par les fournisseursTéléphoneDigitaltest (Antycip) MTS 500 Système en ligne, 4 sondes, moteur linéaire et têtes01 39 61 14 14 (Condor) Indépendantes, 120 broches fixes, extensibles jusqu’à 768Polar Instr. (Equitest) FT100s 1 sonde mobile et 4 sondes fixes commutables, 5 points/s01 69 34 67 72 Génération de programme et diagnostic, test structurelScorpion Technologies Série FLS Test simultané des 2 faces de la carte, jusqu’à 24 sondes et02 37 82 27 36 8 caméras, sonde 3D et angle (6°), cartes jusqu’à 650x650 mmSeica France (GenRad) Pilot-1 Vitesse de test, cartes 600x600 mm (Pilot-LX), “No fly” zone,01 49 44 22 00 Pilot-LX Open Xpress/Junction Xpress, test alimenté, test fonctionnelSpea France 4040 Carte alimentée ou non01 69 07 24 00 OBP, JTAG, fonctionnel 256 canaux, AOITakaya (BSE) APT-9400 Versions en ligne et hors ligne, jusqu’à 25 mesures/s, zone de02 32 35 64 80 test de 610x630 mm, inspection optique intégrée, boundary scanTeradyne Javelin 1004 Précision mécanique01 46 13 15 00 Fiabilité
de la qualité des soudures. Pour le contrôle dessoudures, cette méthode affiche des résultatsbeaucoup moins précis et fiables. Quant à latechnique par rayons X, elle est surtout adap-tée pour l’inspection des boîtiers type BGA(Ball Grid Array) ou CSP dont les broches sontinaccessibles (elles sont placées sous le boî-tier). Mais cette technique reste très coûteuse.L’ensemble des techniques de test peuvent êtremises en place selon deux formes: une stra-tégie distribuée ou une stratégie combinée. Letest distribué consiste à répartir deux ou troistechniques le long de la chaîne d’assemblageen optimisant les performances (taux de cou-verture, taux de faux défauts, vitesse de test…)de chaque solution. La tendance est d’effec-tuer les contrôles le plus en amont dans la ligneafin de pouvoir corriger beaucoup plus faci-lement et à un moindre coût les défautsd’assemblage. Il est en effet plus facile de repla-cer un composant dans sa bonne position avantqu’il soit soudé. Mais en remontant dans lachaîne de production, le test sort de ses chassesgardées traditionnelles. Peut-être va-t-on versune redistribution des rôles. «L’inspection
optique automatisée après sérigraphie et au
niveau de la pré-refusion va être à terme inté-
grée aux machines de process», lance EdmondWeigant, responsable des ventes chez IFR Inter-national. Cette tendance trouve un écho favo-rable du côté des industriels pour qui les sys-tèmes d’inspection optique présents dans lesmachines de pose, notamment, ne sont pasdu domaine du responsable de test, mais decelui du responsable de production.La distribution des moyens de test peut éga-lement se faire à un même niveau dans la lignede production. On peut alors soit opter pourplusieurs testeurs spécialisés, soit utiliser untesteur unique qui va combiner plusieurs tech-niques pour pallier les lacunes de chacune etobtenir le taux de couverture élevé recherché.Par exemple, les systèmes d’inspection com-binée AOI/AXI Combo de CR Technologies etVPS 7054 de Viscom assurent une couverture detous les composants et de tous les joints desoudure (cachés ou non). C’est le cas aussi dutesteur in situ S40 Streamline de Seica qui intègreune inspection optique simple à l’entrée dela machine. Ce contrôle est réalisé durant letemps d’attente de test de la carte précédenteet il permet d’améliorer le taux de couvertu-re dans le cas de production en fort volume.Sur les testeurs à sondes mobiles, le contrôleoptique est presque “naturel”. Ces testeursdisposent en effet de caméras associées auxnavettes “porte-sondes” pour le positionne-ment des sondes. Les constructeurs utilisentmaintenant ces caméras pour réaliser une ins-pection des composants, même si cette ins-pection reste simple (absence/présence…).
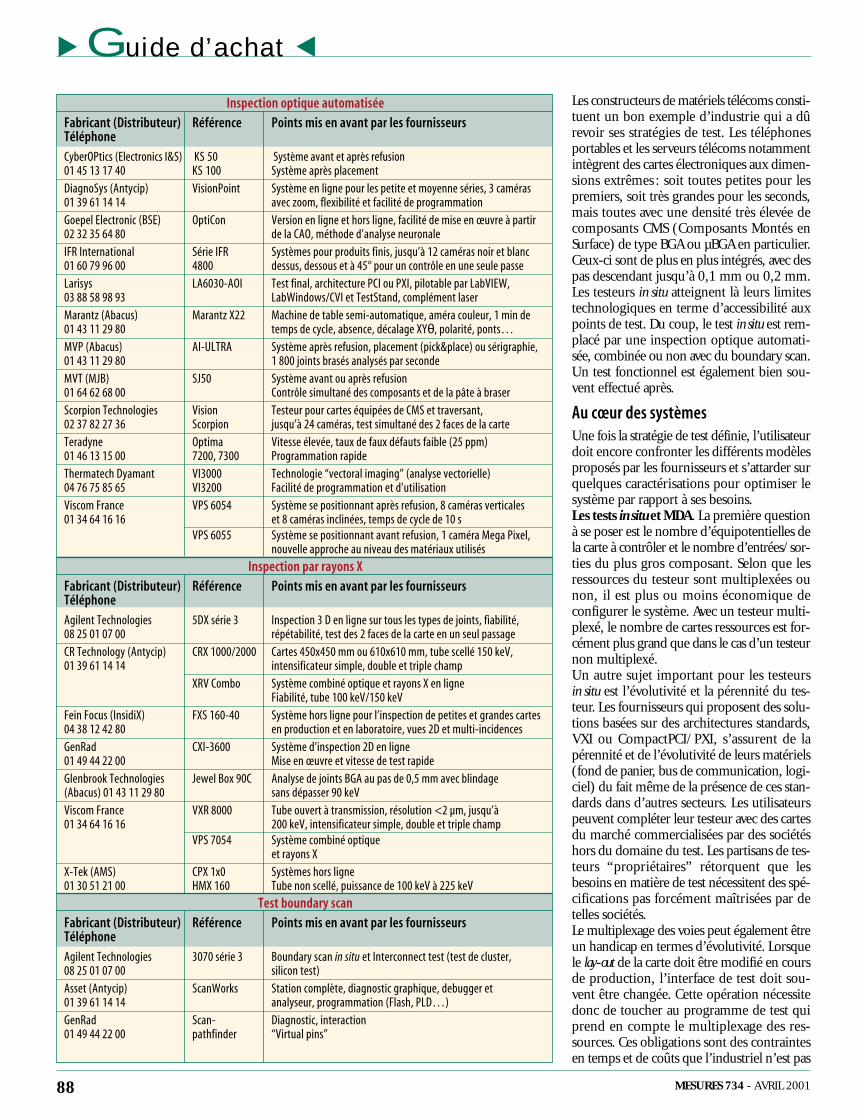
Inspection optique automatiséeFabricant (Distributeur) Référence Points mis en avant par les fournisseursTéléphoneCyberOPtics (Electronics I&S) KS 50 Système avant et après refusion01 45 13 17 40 KS 100 Système après placementDiagnoSys (Antycip) VisionPoint Système en ligne pour les petite et moyenne séries, 3 caméras01 39 61 14 14 avec zoom, flexibilité et facilité de programmationGoepel Electronic (BSE) OptiCon Version en ligne et hors ligne, facilité de mise en œuvre à partir02 32 35 64 80 de la CAO, méthode d’analyse neuronaleIFR International Série IFR Systèmes pour produits finis, jusqu’à 12 caméras noir et blanc01 60 79 96 00 4800 dessus, dessous et à 45° pour un contrôle en une seule passeLarisys LA6030-AOI Test final, architecture PCI ou PXI, pilotable par LabVIEW,03 88 58 98 93 LabWindows/CVI et TestStand, complément laserMarantz (Abacus) Marantz X22 Machine de table semi-automatique, améra couleur, 1 min de01 43 11 29 80 temps de cycle, absence, décalage XYθ, polarité, ponts…MVP (Abacus) AI-ULTRA Système après refusion, placement (pick&place) ou sérigraphie,01 43 11 29 80 1 800 joints brasés analysés par secondeMVT (MJB) SJ50 Système avant ou après refusion01 64 62 68 00 Contrôle simultané des composants et de la pâte à braserScorpion Technologies Vision Testeur pour cartes équipées de CMS et traversant,02 37 82 27 36 Scorpion jusqu’à 24 caméras, test simultané des 2 faces de la carteTeradyne Optima Vitesse élevée, taux de faux défauts faible (25 ppm)01 46 13 15 00 7200, 7300 Programmation rapideThermatech Dyamant VI3000 Technologie “vectoral imaging” (analyse vectorielle)04 76 75 85 65 VI3200 Facilité de programmation et d’utilisationViscom France VPS 6054 Système se positionnant après refusion, 8 caméras verticales01 34 64 16 16 et 8 caméras inclinées, temps de cycle de 10 s
VPS 6055 Système se positionnant avant refusion, 1 caméra Mega Pixel,nouvelle approche au niveau des matériaux utilisés
Inspection par rayons XFabricant (Distributeur) Référence Points mis en avant par les fournisseursTéléphoneAgilent Technologies 5DX série 3 Inspection 3 D en ligne sur tous les types de joints, fiabilité,08 25 01 07 00 répétabilité, test des 2 faces de la carte en un seul passageCR Technology (Antycip) CRX 1000/2000 Cartes 450x450 mm ou 610x610 mm, tube scellé 150 keV,01 39 61 14 14 intensificateur simple, double et triple champ
XRV Combo Système combiné optique et rayons X en ligneFiabilité, tube 100 keV/150 keV
Fein Focus (InsidiX) FXS 160-40 Système hors ligne pour l’inspection de petites et grandes cartes04 38 12 42 80 en production et en laboratoire, vues 2D et multi-incidencesGenRad CXI-3600 Système d’inspection 2D en ligne01 49 44 22 00 Mise en œuvre et vitesse de test rapideGlenbrook Technologies Jewel Box 90C Analyse de joints BGA au pas de 0,5 mm avec blindage(Abacus) 01 43 11 29 80 sans dépasser 90 keVViscom France VXR 8000 Tube ouvert à transmission, résolution <2 µm, jusqu’à01 34 64 16 16 200 keV, intensificateur simple, double et triple champ
VPS 7054 Système combiné optiqueet rayons X
X-Tek (AMS) CPX 1x0 Systèmes hors ligne01 30 51 21 00 HMX 160 Tube non scellé, puissance de 100 keV à 225 keV
Test boundary scanFabricant (Distributeur) Référence Points mis en avant par les fournisseursTéléphoneAgilent Technologies 3070 série 3 Boundary scan in situ et Interconnect test (test de cluster,08 25 01 07 00 silicon test)Asset (Antycip) ScanWorks Station complète, diagnostic graphique, debugger et01 39 61 14 14 analyseur, programmation (Flash, PLD…)GenRad Scan- Diagnostic, interaction01 49 44 22 00 pathfinder “Virtual pins”
MESURES 734 - AVRIL 200188
� Guide d’achat �
Les constructeurs de matériels télécoms consti-tuent un bon exemple d’industrie qui a dûrevoir ses stratégies de test. Les téléphonesportables et les serveurs télécoms notammentintègrent des cartes électroniques aux dimen-sions extrêmes : soit toutes petites pour lespremiers, soit très grandes pour les seconds,mais toutes avec une densité très élevée decomposants CMS (Composants Montés enSurface) de type BGA ou µBGA en particulier.Ceux-ci sont de plus en plus intégrés, avec despas descendant jusqu’à 0,1 mm ou 0,2 mm.Les testeurs in situ atteignent là leurs limitestechnologiques en terme d’accessibilité auxpoints de test. Du coup, le test in situ est rem-placé par une inspection optique automati-sée, combinée ou non avec du boundary scan.Un test fonctionnel est également bien sou-vent effectué après.
Au cœur des systèmesUne fois la stratégie de test définie, l’utilisateurdoit encore confronter les différents modèlesproposés par les fournisseurs et s’attarder surquelques caractérisations pour optimiser lesystème par rapport à ses besoins.Les tests in situ et MDA. La première questionà se poser est le nombre d’équipotentielles dela carte à contrôler et le nombre d’entrées/sor-ties du plus gros composant. Selon que lesressources du testeur sont multiplexées ounon, il est plus ou moins économique deconfigurer le système. Avec un testeur multi-plexé, le nombre de cartes ressources est for-cément plus grand que dans le cas d’un testeurnon multiplexé.Un autre sujet important pour les testeursin situ est l’évolutivité et la pérennité du tes-teur. Les fournisseurs qui proposent des solu-tions basées sur des architectures standards,VXI ou CompactPCI/PXI, s’assurent de lapérennité et de l’évolutivité de leurs matériels(fond de panier, bus de communication, logi-ciel) du fait même de la présence de ces stan-dards dans d’autres secteurs. Les utilisateurspeuvent compléter leur testeur avec des cartesdu marché commercialisées par des sociétéshors du domaine du test. Les partisans de tes-teurs “propriétaires” rétorquent que lesbesoins en matière de test nécessitent des spé-cifications pas forcément maîtrisées par detelles sociétés.Le multiplexage des voies peut également êtreun handicap en termes d’évolutivité. Lorsquele lay-out de la carte doit être modifié en coursde production, l’interface de test doit sou-vent être changée. Cette opération nécessitedonc de toucher au programme de test quiprend en compte le multiplexage des res-sources. Ces obligations sont des contraintesen temps et de coûts que l’industriel n’est pas

Test boundary scanFabricant (Distributeur) Référence Points mis en avant par les fournisseursTéléphoneGoepel Electronic1 Cascon Test d’infrastructure, d’interconnexions et de cluster
Galaxy Programmation (Flash, PLD, FPGA…), émulationJTAG Technologies JTAGTEST Plate-forme PCI, PXI, VXI, USB..., outils logiciels modulaires(MB Electronique2) (4 paquets : base avec 9 fonctions, standard, complet et pro.)Larisys LA6030-BS Cartes PCI ou PXI03 88 58 98 93 Pilotable par LabVIEW, LabWindows/CVI et TestStandRohde & Schwarz TSAS/TSU Solution boîtier externe boundary scan IEEE01 41 36 10 00 TS7000 Cartes Compact/PXITeradyne Victory Solution propre à Teradyne et intégrée sur les01 46 13 15 00 testeurs du fabricant
Banc de test fonctionnelFabricant (Distributeur) Référence Points mis en avant par les fournisseursTéléphoneAgilent Technologies 3070 série 3 Numérique : timing set, synchronisation sur horloge08 25 01 07 00 3070 XI Analogique : ressources testeur ou externes (VXI, IEEE…)Digitaltest (Antycip) MTS 10 Testeur propriétaire avec ressources numériques, rack 19’’01 39 61 14 14 Jusqu’à 320 pointsGenRad Geneva Solution spécifique télécoms (RNIS, ADSL…)01 49 44 22 00 Architecture VXI, commutation
Versa Solution spécifique automobile et télécoms (GSM…)Architecture PXI, commutation
JTAG Technologies GTXI-7700 Testeurs basés sur des PC modulaires (ISA, PCI ou PXI)(MB Electronique2) GPXI-7700 Outils de développement par paramétrage (ATEasy-3)IFR International Série IFR 5300 Testeur combiné de table fonctionnel/MDA pour l’automobile,01 60 79 96 00 les télécoms…, prise en compte des bus GPIB, CAN…Larisys LA6030-FCT Ressources PCI, PXI et GPIB du marché03 88 58 98 93 Pilotable par LabVIEW, LabWindows/CVI et TestStandRohde & Schwarz TSAS 288 points simultanés, 10 MHz, double générateur et analyseur01 41 36 10 00 TSU Jusqu’à 512 points analogiques/numériques
TS7000 Jusqu’à 1 200 points analogiquesArchitecture standard CompactPCI/PXI
Spea France Unitest Fonction puissance uniquement01 69 07 24 00Teradyne Spectrum Performances pour le test numérique et analogique01 46 13 15 00 895x, 9100 Offre instrument (carte Ai7)WK Test3 (BSE) 5908 Compact Testeur fonctionnel et MDA avec bus analog. et num. en02 32 35 64 80 fond de panier, mesure de signaux de fortes puissances1 Les produits boundary scan de Goepel Electronic sont distribués par Aster Ingénierie (02 99 53 71 71) et d’autres fournisseurs qui intègrent ces solutions à leurs testeurs.2 01 39 67 67 673 ex-Wayne Kerr
MESURES 734 - AVRIL 2001 89
� Guide d’achat �
semi-dôme. Les LED sont préférées aux sys-tèmes de flash de lumière blanche (effet stro-boscopique) car la lumière produite est moinsdiffuse, c’est-à-dire plus directionnelle, et plusconstante. Le contraste indispensable pour unebonne analyse ultérieure est alors meilleur.Certains fournisseurs proposent des LED decouleur différente selon que l’objet sous testest de la crème à braser, une carte ou des pattesen or. Cela permet d’améliorer le contrasteentre le composant ou l’élément sous test etson environnement.L’image de la carte à contrôler est ensuiteacquise grâce à une ou plusieurs camérasnumériques. Les performances recherchéessont liées à leur nombre. Avec une caméra ver-ticale (inspection en 2D), la programmationest simple mais au détriment du taux de fauxdéfauts. Un système AOI utilisant plusieurscaméras, verticales et avec un angle, permet-tra d’augmenter le taux de couverture (ins-pection des composants PLCC en plus), tandisque la programmation sera plus délicate et lecoût élevé. Gaspare Pantano, directeur desventes chez Teradyne, ajoute que « les caméras
couleur permettent de mesurer les défauts et
de les quantifier car leurs images sont bien
forcément prêt à concéder.Le test à sondes mobiles. L’attention doit seporter sur la technique de positionnement quijoue un rôle important dans la précision desmesures. Il existe trois méthodes : supportmagnétique plus moteurs linéaires, vis sansfin plus moteurs et enfin plateau magnétiqueplus moteurs planaires.Dans le premier cas, «un support magnétique
avec des coussins d’air assure le déplacement
des navettes sur lesquelles se trouvent les
sondes. Les moteurs linéaires avec encodeurs
sont en charge du positionnement. Les avan-
tages de cette technique sont l’absence d’usure et
d’étalonnage», précise Gérard Curé, directeurde Spea France. La méthode associant vis sans finet moteurs intégrant les encodeurs présente uninconvénient majeur. Les moteurs sont placés à
une extrémité de la vis. L’entraînement se faitau bord et non au centre de la vis, ce qui induitune imprécision supplémentaire due au couplemécanique. Quant au plateau magnétique avecles moteurs planaires, ses avantages résidentdans la simplicité de la mécanique, l’absencede frottement et l’ajout facile de sondes. Unrecalibrage est cependant indispensable et lavitesse de déplacement est plus lente.L’inspection optique automatisée. Les tes-teurs d’inspection optique se sont souvent vusreprocher de générer un nombre élevé de fauxdéfauts. Fort heureusement, les choses ontbeaucoup évolué. Les performances d’un sys-tème d’inspection optique automatisée sontétroitement liées à l’éclairage, aux caméras etaux outils de traitement. Le plus souvent, cesont des LED regroupées en barrettes ou en
Après le contrôle des prototypes, les testeursà sondes mobiles s’invitent sur les lignes de pro-duction. Par prélèvement d’abord, à cause deleur vitesse limitée. Et de plus en plus en ligne(mais en limitant le nombre de tests) grâce àune combinaison avec d’autres techniques (AOIpar exemple) comme le 4040 de Spea ou leFlying Scorpion de Scorpion Technologies.
Spea
Scorpion Technologies

MESURES 734 - AVRIL 200190
� Guide d’achat �
Inspection par rayons XAvantage ● Contrôle des soudures
● Contrôle des points de connexion inaccessibles (composants BGA)● Correction en temps réel des défauts de process● Inspection combinée AOI/Rayons X
Limitation ● Coût élevé● Temps de test plus long et mise au point plus difficile à maîtriser que l’AOI● Pas de tests électriques● Offre limitée*
* Les premiers systèmes d’inspection par rayons X ont été conçus pour les besoins des laboratoires de développement, la mise au pointet le diagnostic des process. Ils intègrent maintenant les lignes d’assemblage.
plus riches en informations. C’est pourquoi
elles sont utilisées dans les systèmes AOI avant
refusion pour la prévention. Les caméras noir
et blanc sont plutôt destinées aux systèmes
installés en post-refusion pour la réparation
(bon/mauvais)». Pour traiter et exploiter detels volumes de données, les algorithmes detraitement d’image doivent être précis et puis-sants, surtout en 3D, c’est-à-dire en configu-ration multi-caméras.L’inspection par rayons X. Selon le fournis-seur, les modèles utilisent l’une des deux tech-niques d’analyse par rayons X: la laminogra-phie ou la tomosynthèse. Les deux techniquespermettent d’analyser les soudures en trois
dimensions (3D). La tomosynthèse prend des“photos” des soudures sous différents angleset le logiciel associé reconstitue l’image 3Ddes soudures. On dispose alors de l’envelop-pe des soudures d’une façon très précise avecune haute qualité d’image. La laminographieest une technique qui permet d’isoler les planshorizontaux des cartes électroniques, de tellesorte que l’on puisse les inspecter séparément.A partir des détails de l’image résultante, unalgorithme de traitement peut déterminer laforme exacte de la soudure, détecter d’éven-tuels trous à l’intérieur du joint et calculer levolume de soudure utilisé. Ces mesures per-mettent également de déterminer la qualité
du joint de soudure ou de repérer d’éventuelsponts de soudure qui risquent d’être à l’ori-gine de courts-circuits. En fait, d’avoir uneanalyse quantitative de la soudure.Quelle que soit la méthode d’analyse, deux élé-ments de la chaîne de mesure sont à prendreen compte: la génération et la détection durayonnement X. Les rayons X sont produits dansun tube qui se présente sous deux formes:ouvert ou fermé. «Les tubes ouverts ou démon-
tables assurent un accès facile aux filaments,
d’où une maintenance aisée et peu onéreuse,
des performances supérieures et la possibilité
d’être pilotés et asservis par logiciel. Les tubes
scellés disposent de performances moindres et
d’un coût de remplacement important (de
100 kF à 200 kF)», affirme Jean Alba, directeurde l’activité Test chez Antycip. Au niveau de lafocalisation, il existe deux techniques de conver-
Test in situ et MDAAvantage ● Taux de couverture très élevé
● Diagnostic précis au niveau des composants*
● Correction en temps réel des défauts de process● Temps de test très court● Fort volume en terme de retour sur investissement● Génération automatique● Multi-stratégie : boundary scan, fonctionnel, structurel, programmation in situdes composants (Flash, PLD…)● Très grande variété de pointes de test
Limitation ● Interface de test spécifique à la carte ➩ coûts, délai de fabrication…● Mise en œuvre longue due à l’interface de test● Difficulté en cas d’accessibilité réduite ou nulle (cartes à haute densité)● Contrôle des soudures impossible
* Le MDA ne couvre que les composants passifs et quelques composants actifs (amplificateur opérationnel, par exemple). Le test des circuitsintégrés numériques et analogiques est alors pris en compte par les méthodes de test sans vecteurs : test de jonctions analogiques ou test capacitif par capteur.
Test par sondes mobilesAvantage ● Pas d’interface de test spécifique à la carte
● Mise en œuvre rapide (programmation)● Petites et moyennes séries● Multi-stratégie : AOI simple, programmation in situ des composants
Limitation ● Vitesse de test faible● Taux de couverture moins élevé qu’en in situ● Contrôle des soudures impossible● Faible choix des pointes
Inspection optique automatiséeAvantage ● Contrôle des composants et en particulier la polarité des capacités, les capacités
de découplage, les connecteurs…● Inspection de la pâte après sérigraphie● Correction en temps réel des défauts de process● Mise en œuvre rapide (programmation par apprentissage)
Limitation ● Taux de faux défauts élevé● Difficulté à contrôler la qualité des joints de soudure● Pas de tests électriques L’inspection optique automatisée, représen-
tée par l’Optima de Teradyne, et la versioncombinée avec les rayons X, l’XRV Combo deCR Technology distribué par Antycip, devientune alternative très intéressante au test élec-trique pour le contrôle des cartes à accessibi-lité nulle. L’AOI permet aussi d’alléger le testin situ en terme de nombre de points de testet elle est un élément-clé dans la gestion duprocess avant ou après refusion.
Teradyne
CR Technologies

MESURES 734 - AVRIL 2001 91
� Guide d’achat �
sion électron/rayon X au sein d’un tube. Adirection ou à transmission. Dans le premiercas, la puissance délivrée est supérieure, maisau détriment de la résolution du faisceau (tailledu spot). Au contraire, les tubes dits à trans-mission disposent d’une bien meilleure réso-lution, d’où leur prédominance face aux tubesà direction.
Une fois que le faisceau de rayons X a traver-sé l’élément à contrôler (composant, soudure,piste…), le spot est recueilli par le tube inten-sificateur d’image. C’est en fait un convertisseurde rayons X en photons (scintillateur), pho-tons qui sont ensuite capturés par une camé-ra CCD. Celle-ci fournit une image vidéo de lazone d’analyse, image traitée en temps réel par
des algorithmes et des outils logiciels orien-tés vers le contrôle des boîtiers BGA(bon/mauvais, collage de puce…). Certainsfournisseurs proposent des intensificateursmono, bi ou même trichamps. «Un intensi-
ficateur à simple champ “dégrossit” l’image de
la carte d’un facteur x10. Si on utilise un gros-
sissement x100, le grossissement final ne sera
plus que de x10. C’est pourquoi les systèmes
AXI proposent des tubes intensificateurs à
double ou triple champ pour réduire cette per-
te de grossissement. Celle-ci n’est plus respec-
tivement que de x6 et x4», souligne BernardPeltereau, directeur général de Viscom France.
Cédric Lardière
1 L’ensemble des techniques de test et d’inspection de cartes électro-niques, à savoir l’ICT, le MDA, les sondes mobiles, l’AOI, l’AXI et leboundary scan (excepté le test fonctionnel) sont des techniques in situcar elles contrôlent les cartes au niveau même de leurs constituants.Pour des raisons historiques, le terme in situ est souvent réservé au testélectrique ICT. Ce type de test est en effet apparu une vingtaine d’annéesavant les autres techniques in situ.2 A l’origine, le MDA est un test électrique analogique pour contrôler descomposants passifs avec la carte hors tension. Les fournisseurs intègrentmaintenant la possibilité de tester certains composants actifs (amplifica-teur opérationnel par exemple), ce qui nécessite d’alimenter la carte.
Boundary scanAvantage ● Utilisable sur les cartes à faible accessibilité
● Utilisable facilement à toutes les étapes de test (du prototype à la maintenance)● Solution économique● Test in situ ou cluster● Faible coût de l’interface de test en mode test sur table (4 points de test)● Programmation in situ des composants● Intégration possible avec le test in situ, MDA, à sondes mobiles et fonctionnel
Limitation ● Uniquement pour les cartes composées de composants boundary scan● Intégration dès la conception de la carte
Test fonctionnelAvantage ● Test à vitesse réelle du bon fonctionnement d’une carte
● Test de cartes, de sous-ensembles et de produits assemblés● Coût de l’interface (connectique simplifiée au niveau du connecteur de la carteà tester, interface réutilisable pour toute une famille de cartes)
Limitation ● Temps de développement des programmes de test (surtout si un diagnosticpoussé est souhaité)● Systèmes en général “dédiés” à une application