Embed Size (px)
Citation preview
1
UNIVERSITE MOHAMMED PREMIEREcole Nationale des Sciences AppliquéesDépartement Génie Industriel
Année 2008-2009
M. EL AMRANI
2
Introduction générale
Les contrôles non destructifs ont une importante extension industrielle ces dernièresdécennies. Ils ont pour rôle de déterminer l'état de santé de la pièce sondée en respectant sonintégrité. Les produits défectueux sont soit éliminés définitivement soit réparer, suivant lesecteur industriel. Ces contrôles permettent alors d'une part l'amélioration de la qualité grâce àla détection précoce des défauts, et d'autre part la surveillance en service du bon état desappareils en vue de prolonger leurs durées d'utilisation par suivi des parties fortementsollicitées.
Les techniques de contrôle non destructif sont nombreuses, chacune met en jeu unphénomène physique. On distingue principalement :
- le contrôle par Ressuage- le contrôle par Magnétoscopie- le contrôle par Courants de Foucault- le contrôle par Ultrasons- le contrôle par Radiographie- le contrôle par Emission acoustique- le contrôle par Thermographie- …
Cependant, dans le cadre de ce cours, nous ne traitons que les méthodes suivantes :
- le contrôle par Ressuage- le contrôle par Magnétoscopie- le contrôle par Courants de Foucault- le contrôle par Radiographie- le contrôle par Ultrasons
3
-Chapitre I-
Le Contrôle Non DestructifPar Ressuage
Le contrôle par ressuage permet de localiser les discontinuités et fissures débouchant àla surface des pièces ; Il appartient donc à la famille des méthodes dites de surface. Ce type decontrôle est basé sur le phénomène de capillarité, que nous décrivons assez brièvement dans leparagraphe suivant.
I- Phénomène de capillarité
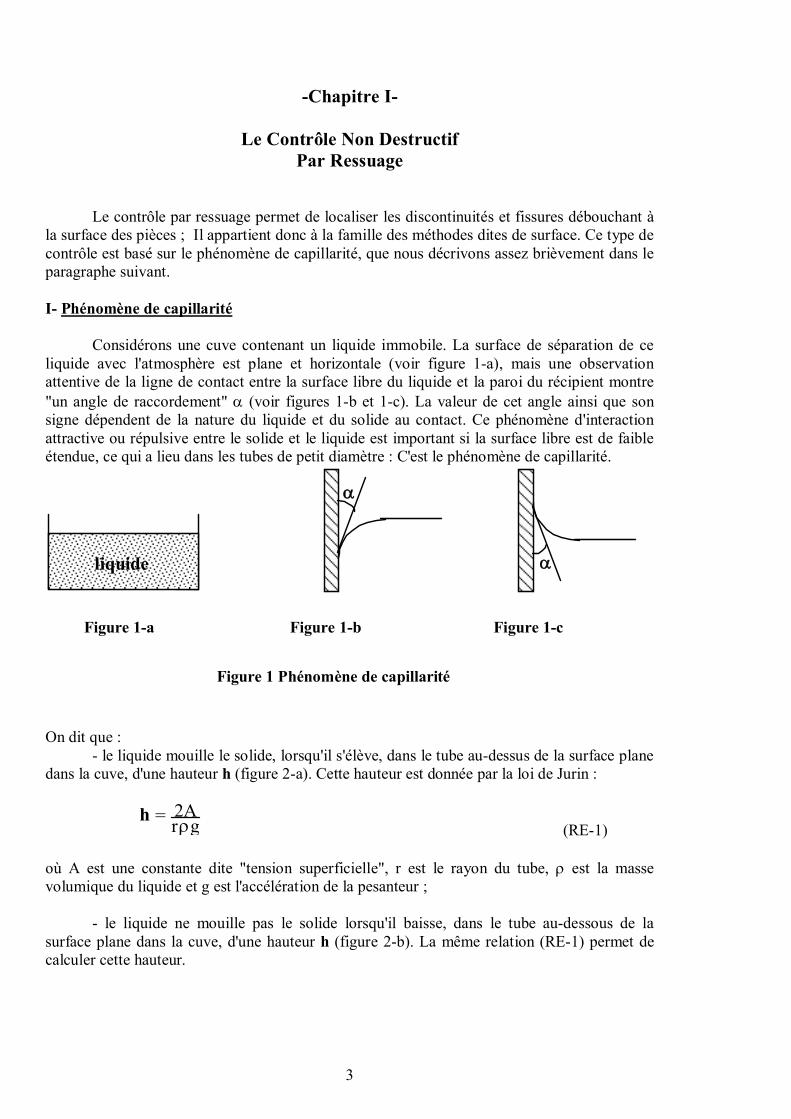
Considérons une cuve contenant un liquide immobile. La surface de séparation de celiquide avec l'atmosphère est plane et horizontale (voir figure 1-a), mais une observationattentive de la ligne de contact entre la surface libre du liquide et la paroi du récipient montre"un angle de raccordement" a (voir figures 1-b et 1-c). La valeur de cet angle ainsi que sonsigne dépendent de la nature du liquide et du solide au contact. Ce phénomène d'interactionattractive ou répulsive entre le solide et le liquide est important si la surface libre est de faibleétendue, ce qui a lieu dans les tubes de petit diamètre : C'est le phénomène de capillarité.
liquide
a
Figure 1-a Figure 1-c
Figure 1 Phénomène de capillarité
a
Figure 1-b
On dit que :- le liquide mouille le solide, lorsqu'il s'élève, dans le tube au-dessus de la surface plane
dans la cuve, d'une hauteur h (figure 2-a). Cette hauteur est donnée par la loi de Jurin :
h = 2Arrg (RE-1)
où A est une constante dite "tension superficielle", r est le rayon du tube, r est la massevolumique du liquide et g est l'accélération de la pesanteur ;
- le liquide ne mouille pas le solide lorsqu'il baisse, dans le tube au-dessous de lasurface plane dans la cuve, d'une hauteur h (figure 2-b). La même relation (RE-1) permet decalculer cette hauteur.
4
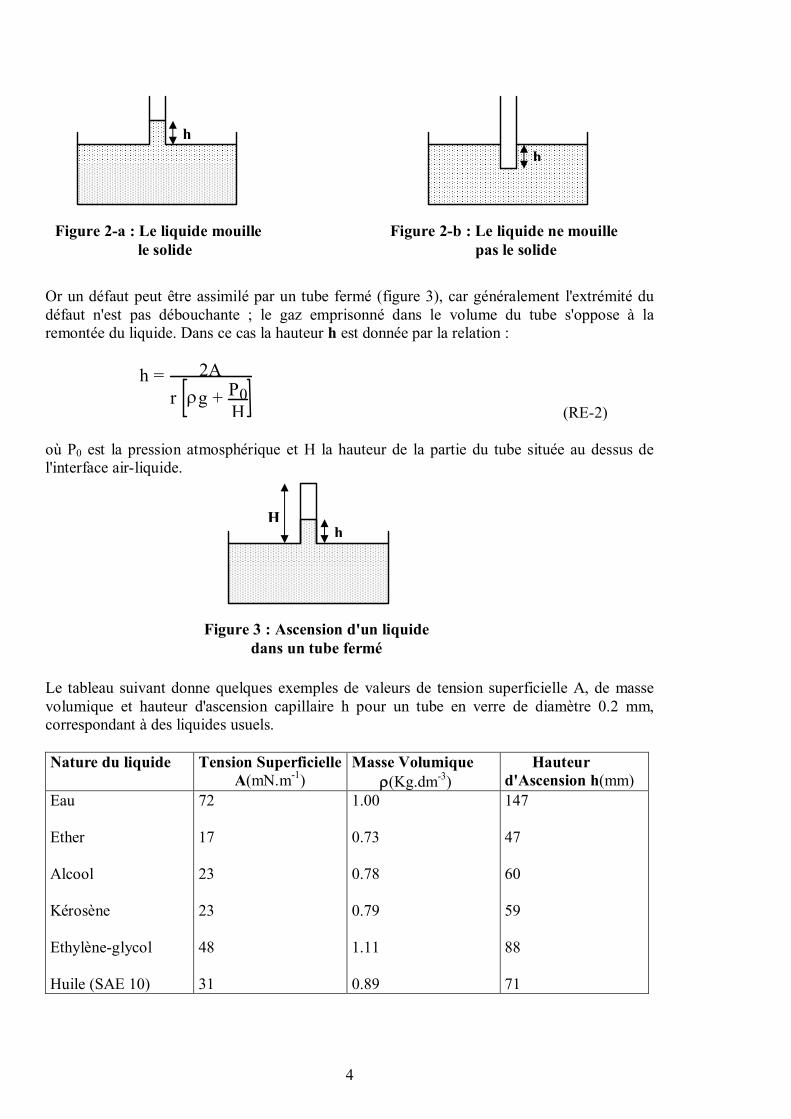
Or un défaut peut être assimilé par un tube fermé (figure 3), car généralement l'extrémité dudéfaut n'est pas débouchante ; le gaz emprisonné dans le volume du tube s'oppose à laremontée du liquide. Dans ce cas la hauteur h est donnée par la relation :
h = 2Ar rg + P0
H (RE-2)
où P0 est la pression atmosphérique et H la hauteur de la partie du tube située au dessus del'interface air-liquide.
Le tableau suivant donne quelques exemples de valeurs de tension superficielle A, de massevolumique et hauteur d'ascension capillaire h pour un tube en verre de diamètre 0.2 mm,correspondant à des liquides usuels.
Nature du liquide Tension Superficielle A(mN.m-1)
Masse Volumique r(Kg.dm-3)
Hauteurd'Ascension h(mm)
Eau
Ether
Alcool
Kérosène
Ethylène-glycol
Huile (SAE 10)
72
17
23
23
48
31
1.00
0.73
0.78
0.79
1.11
0.89
147
47
60
59
88
71
hH
Figure 3 : Ascension d'un liquidedans un tube fermé
h
Figure 2-a : Le liquide mouillele solide
Figure 2-b : Le liquide ne mouillepas le solide
h
5
Le contrôle par ressuage met à profit le phénomène de capillarité, ne mettant ainsi que la miseen évidence des défauts débouchant à la surface des pièces.
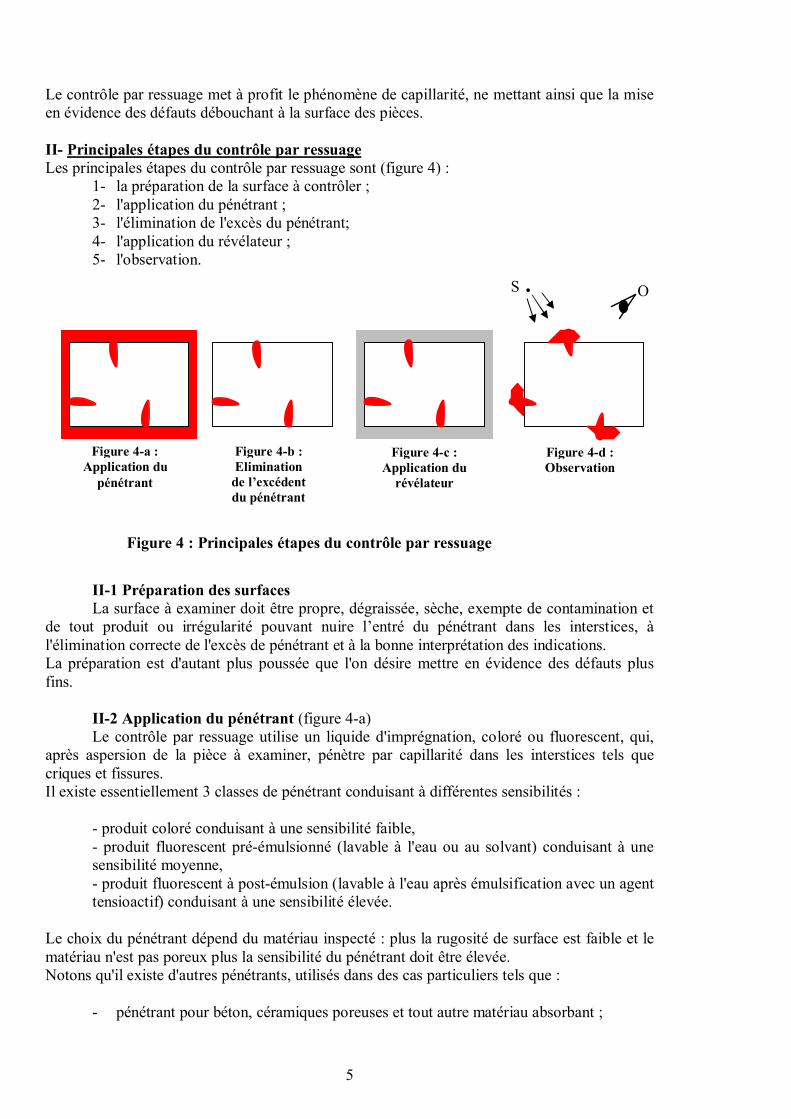
II- Principales étapes du contrôle par ressuageLes principales étapes du contrôle par ressuage sont (figure 4) :
1- la préparation de la surface à contrôler ;2- l'application du pénétrant ;3- l'élimination de l'excès du pénétrant;4- l'application du révélateur ;5- l'observation.
II-1 Préparation des surfacesLa surface à examiner doit être propre, dégraissée, sèche, exempte de contamination et
de tout produit ou irrégularité pouvant nuire l’entré du pénétrant dans les interstices, àl'élimination correcte de l'excès de pénétrant et à la bonne interprétation des indications.La préparation est d'autant plus poussée que l'on désire mettre en évidence des défauts plusfins.
II-2 Application du pénétrant (figure 4-a)Le contrôle par ressuage utilise un liquide d'imprégnation, coloré ou fluorescent, qui,
après aspersion de la pièce à examiner, pénètre par capillarité dans les interstices tels quecriques et fissures.Il existe essentiellement 3 classes de pénétrant conduisant à différentes sensibilités :
- produit coloré conduisant à une sensibilité faible,- produit fluorescent pré-émulsionné (lavable à l'eau ou au solvant) conduisant à unesensibilité moyenne,- produit fluorescent à post-émulsion (lavable à l'eau après émulsification avec un agenttensioactif) conduisant à une sensibilité élevée.
Le choix du pénétrant dépend du matériau inspecté : plus la rugosité de surface est faible et lematériau n'est pas poreux plus la sensibilité du pénétrant doit être élevée.Notons qu'il existe d'autres pénétrants, utilisés dans des cas particuliers tels que :
- pénétrant pour béton, céramiques poreuses et tout autre matériau absorbant ;
Figure 4-a :Application du
pénétrant
Figure 4-c :Application du
révélateur
Figure 4-b :Elimination
de l’excédentdu pénétrant
Figure 4-d :Observation
S . O
Figure 4 : Principales étapes du contrôle par ressuage
6
- pénétrant pour les macromolécules de synthèse (thermoplastiques etthermodurcissables) ;
- pénétrants fluorescents exempts de fractions pétrolières ;- pénétrant pour hautes températures.
Le tableau ci-dessous précise les solutions généralement adoptées en fonction des types depièces contrôlées.
Type de Pièces Type de PénétrantPièces usinées très sollicitées :Aubes de turbines, compresseurs, disques…
Pénétrant fluorescent à post-émulsion avecémulsifiant hydrophile (soluble dans l'eau etinsoluble dans le pénétrant).
Pièces de sécurité coulées ou forgées :Roues, blocs cylindres, culasses, tubesd'échangeurs…
Pénétrants fluorescents pré-émulsionnés ouà post-émulsion avec émulsifiant lipophile (àbase d'huile).
Ensembles ou sous-ensembles mécano-soudés ou pièces de fonderie
Pénétrant coloré.
La surface à examiner doit être constamment mouillée de façon complète par le liquided'imprégnation (pénétrant). Celui-ci peut être appliqué au pinceau, au pistolet, à la bombeaérosol ou par immersion de la pièce.La durée d'imprégnation de la surface à examiner doit être suffisamment longue (en généralcomprise entre 5 mn et 1 heure) pour permettre au pénétrant de pénétrer dans toutes lesdiscontinuités débouchant sur cette surface. Plus le temps d'imprégnation est long, plus lesdiscontinuités fines et étroites peuvent être mises en évidence.La pellicule superficielle du pénétrant doit être éliminée par un moyen approprié : solvant, eau,etc.Après élimination de l'excès du pénétrant, la surface doit être à nouveau séchée. Le seuil deséchage requis est atteint lorsque l'humidité superficielle commence à disparaître.Le séchage n'est, en général, pas nécessaire dans le cas de certains types de pénétrants dontl'élimination est assurée par un solvant.
II-3 Application du révélateur (figure 4-b)Sur la surface d'essai, immédiatement après nettoyage et séchage, un révélateur
compatible avec le pénétrant doit être appliqué en une couche mince et uniforme, et dont lerôle est d'aider le pénétrant de sortir des interstices. Le révélateur peut être sec (c'est unrévélateur constitué par une poudre blanche conduisant à une haute définition) ou humide (c'estun révélateur utilisé avec des supports liquides). Les accumulations et les surépaisseurs desrévélateurs doivent être évitées afin de ne pas masquer d'éventuelles discontinuités et entraînerdes erreurs d'interprétation.Après l'application et le séchage du révélateur, si celui-ci est liquide, l'examen de la pièce nedoit être entrepris qu'après un temps de révélation suffisant pour permettre aux indicationsd'apparaître (des taches colorées apparaissent à l'endroit des défauts.). Ce temps de révélationne peut être en aucun cas inférieur à 7 min, et il est en général déconseillé de poursuivrel'examen au-delà de 30 min. Toutefois, il est conseillé de procéder à une observation dèsl'application du révélateur afin de détecter les indications et avoir une information surl'importance et la nature des défauts.
7
II-4 Conditions d'observation (figure 4-c)Les conditions d'observation dépendent du pénétrant utilisé :
- Si le pénétrant est fluorescent, l'examen de la pièce doit se faire dans un endroitobscurci, et l'observation doit obligatoirement être effectuée en lumière noire.Rappelons que la lumière noire, appelée également lumière de Wood, est une partie du spectrecorrespondant aux ultraviolets proches (UVA) de longueur d'onde variant entre 315 et 400 nm.En contrôle non destructif, la raie centrale choisie est 365 nm qui est la zone la plusénergétique des UVA.
- Si le pénétrant est coloré la pièce doit être éclairée à la lumière blanche, naturelle ouartificielle, sous un éclairage de 500 lux minimum.
Dans les deux cas cités plus hauts, les conditions d'observation doivent être telles que lesreflets soient évités.
II-5 InterprétationLes indications apparaissent sous forme de points ou lignes s'élargissant en fonction du
temps de révélation. Plus le volume de la discontinuité est important, plus l'indication est large.
III- Domaines d'applicationLe contrôle par ressuage permet de détecter des défauts de compacité débouchant en
surface et non obstrués (fissures, porosités, replis, manque de liaison…). Il est souvent utilisépour :
- rechercher les retassures et microporosités débouchant en surface ou de criques despièces moulées ;
- rechercher les criques d'ébavurage ou tapures de trempe des pièces forgées ouestampées ;
- rechercher les fissurations au voisinage des soudures des assemblages soudés ;- surveiller la formation de fissures de fatigue ;- rechercher les porosités et les fissures débouchant sur céramiques et plastiques ;- détecter les fuites sur les soudures, canalisations, réservoirs, etc.
IV- Consignes d'hygiène et sécuritéLes produits de ressuage sont souvent des effluents pétroliers qui peuvent conduire à
des allergies au contact avec la peau. Il est donc conseillé de porter des gants pour éviter toutennui. Outre, ce sont des produits volatils et nocifs, il est donc déconseillé de contrôler lespièces dans des endroits non aérés. Concernant le rayonnement ultraviolet, il présente undanger pour l'œil, il est donc recommander de ne pas regarder directement la lampe sans filtresappropriés. L'observation sous rayonnement ultraviolet est également fatigante pendant unepériode prolongée, il est nécessaire de faire des pauses en cours d'examen.
V- Avantages et inconvénients de la méthodeV-1 AvantagesLe contrôle par ressuage est simple à mettre en œuvre, économique et rapide. Il permet
une localisation précise des défauts de surface et une appréciation de leurs longueurs. Lecontrôle est global permettant l'examen de la totalité de la surface de la pièce en une seule fois.
8
V-2 InconvénientsCe contrôle n'autorise que la mise en évidence des défauts débouchant à la surface de la
pièce, sans donner une appréciation de la profondeur des défauts. Il nécessite le nettoyagerigoureux des pièces à contrôler et utilise des produits inflammables, volatils et nocifs.
VI- ConclusionsLe contrôle par ressuage est limité à la détection des défauts débouchant à la surface
des pièces. Il peut être effectué sur toutes sortes de matériaux non absorbant de géométrie et dedimensions quelconques. Son efficacité est fonction des dimensions des défauts recherchés :plus ceux-ci sont fins, plus leur mise en évidence est difficile. La sensibilité de la méthode estfonction de la limite de visibilité de la couleur ou de fluorescence caractéristique du liquided'imprégnation d'une part et de la taille du défaut d'autre part (l'ordre de grandeur de lasensibilité de détection d'une fissure : longueur minimale 0,5 mm, largeur 10 µm).L'application de la méthode nécessite, malgré son apparente simplicité, une bonneconnaissance des phénomènes en cause.
VII- Bibliographie- Phénomène de capillarité : D. Sivoukhine, "Cours de physique générale", Editions MoscouChapitre IX.- Principes généraux de l'examen par ressuage : NF A 09 120.- Sensibilité et mise en œuvre des produits : NF A 09 123.- Caractérisation des sources de lumière ultraviolette : NF A 09 130.- Application de la méthode au contrôle des pièces en acier moulé : NF A 04 161.
9
-Chapitre II-
Le Contrôle Non DestructifPar Magnétoscopie
Le contrôle par magnétoscopie est limité à la détection des défauts surfaciques surpièces en alliage ferromagnétique. Ce contrôle appartient donc à la famille des méthodes desurface. Le phénomène physique mis en jeu pour l'application de cette méthode de contrôlenon destructif est le magnétisme.
I- Rappel de magnétismePlusieurs siècles avant l'ère chrétienne, on a remarqué que certains minerais attirent les
petits morceaux de Fer. Ce phénomène a été observé, pour la première fois, en Magnésie(Turquie) d'où le nom de Magnétisme.
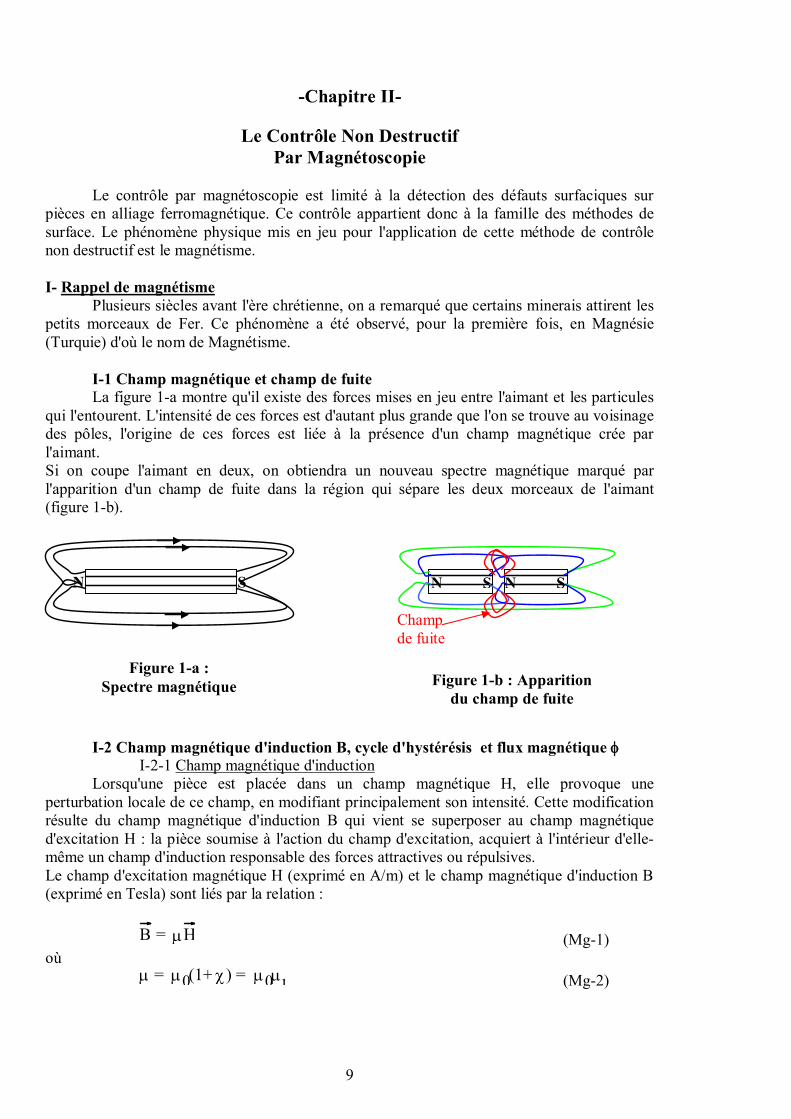
I-1 Champ magnétique et champ de fuiteLa figure 1-a montre qu'il existe des forces mises en jeu entre l'aimant et les particules
qui l'entourent. L'intensité de ces forces est d'autant plus grande que l'on se trouve au voisinagedes pôles, l'origine de ces forces est liée à la présence d'un champ magnétique crée parl'aimant.Si on coupe l'aimant en deux, on obtiendra un nouveau spectre magnétique marqué parl'apparition d'un champ de fuite dans la région qui sépare les deux morceaux de l'aimant(figure 1-b).
I-2 Champ magnétique d'induction B, cycle d'hystérésis et flux magnétique fI-2-1 Champ magnétique d'induction
Lorsqu'une pièce est placée dans un champ magnétique H, elle provoque uneperturbation locale de ce champ, en modifiant principalement son intensité. Cette modificationrésulte du champ magnétique d'induction B qui vient se superposer au champ magnétiqued'excitation H : la pièce soumise à l'action du champ d'excitation, acquiert à l'intérieur d'elle-même un champ d'induction responsable des forces attractives ou répulsives.Le champ d'excitation magnétique H (exprimé en A/m) et le champ magnétique d'induction B(exprimé en Tesla) sont liés par la relation :
B = mH (Mg-1)où
m = m0(1+ c) = m0mr (Mg-2)
SN N S N S
Champde fuite
Figure 1-a :Spectre magnétique Figure 1-b : Apparition
du champ de fuite
10
m étant la perméabilité, mr la perméabilité relative, m0 la perméabilité du vide (m0=4p 10-7H/m)et c la susceptibilité.
Suivant la valeur de c on classe les matériaux dans l'une des trois familles suivantes :
- les matériaux diamagnétiques, présentant une susceptibilité négative et faible parrapport à l'unité (exemples ceau=-0.91 10-5, cCuivre=-0.94 .10-5, cArgent=-2.64 10-5);
- les matériaux paramagnétiques, présentant une susceptibilité positive et faible parrapport à l'unité (exemples cAluminium = 2.1 10-5, cPlatine = 29.3 10-5, cOxygène(gaz) =0.2 10-5);
- les matériaux ferromagnétiques, présentant une susceptibilité positive et très élevée(exemples cFer=100000, cAcier 1% Carbone=350);
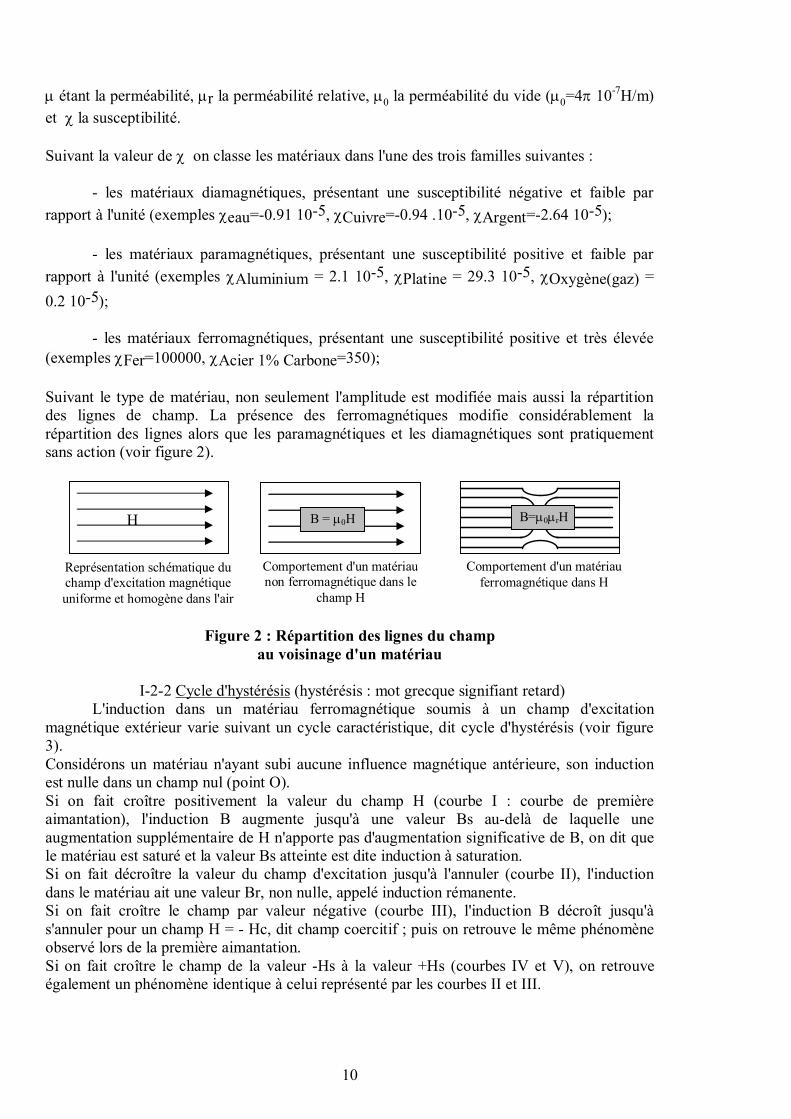
Suivant le type de matériau, non seulement l'amplitude est modifiée mais aussi la répartitiondes lignes de champ. La présence des ferromagnétiques modifie considérablement larépartition des lignes alors que les paramagnétiques et les diamagnétiques sont pratiquementsans action (voir figure 2).
Figure 2 : Répartition des lignes du champau voisinage d'un matériau
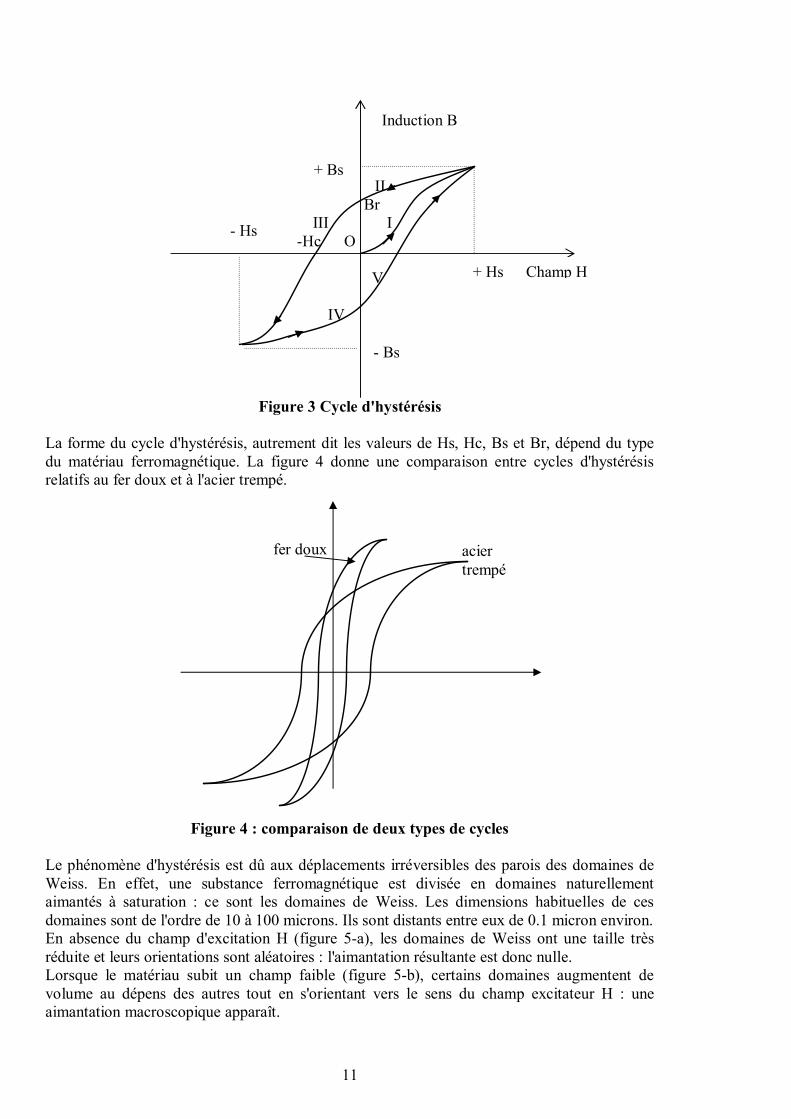
I-2-2 Cycle d'hystérésis (hystérésis : mot grecque signifiant retard)L'induction dans un matériau ferromagnétique soumis à un champ d'excitation
magnétique extérieur varie suivant un cycle caractéristique, dit cycle d'hystérésis (voir figure3).Considérons un matériau n'ayant subi aucune influence magnétique antérieure, son inductionest nulle dans un champ nul (point O).Si on fait croître positivement la valeur du champ H (courbe I : courbe de premièreaimantation), l'induction B augmente jusqu'à une valeur Bs au-delà de laquelle uneaugmentation supplémentaire de H n'apporte pas d'augmentation significative de B, on dit quele matériau est saturé et la valeur Bs atteinte est dite induction à saturation.Si on fait décroître la valeur du champ d'excitation jusqu'à l'annuler (courbe II), l'inductiondans le matériau ait une valeur Br, non nulle, appelé induction rémanente.Si on fait croître le champ par valeur négative (courbe III), l'induction B décroît jusqu'às'annuler pour un champ H = - Hc, dit champ coercitif ; puis on retrouve le même phénomèneobservé lors de la première aimantation.Si on fait croître le champ de la valeur -Hs à la valeur +Hs (courbes IV et V), on retrouveégalement un phénomène identique à celui représenté par les courbes II et III.
B = m0H B=m0mrH
Représentation schématique duchamp d'excitation magnétiqueuniforme et homogène dans l'air
Comportement d'un matériaunon ferromagnétique dans le
champ H
Comportement d'un matériauferromagnétique dans H
H
11
II Br
III I -Hc O
V
IV
Figure 3 Cycle d'hystérésis
La forme du cycle d'hystérésis, autrement dit les valeurs de Hs, Hc, Bs et Br, dépend du typedu matériau ferromagnétique. La figure 4 donne une comparaison entre cycles d'hystérésisrelatifs au fer doux et à l'acier trempé.
Figure 4 : comparaison de deux types de cycles
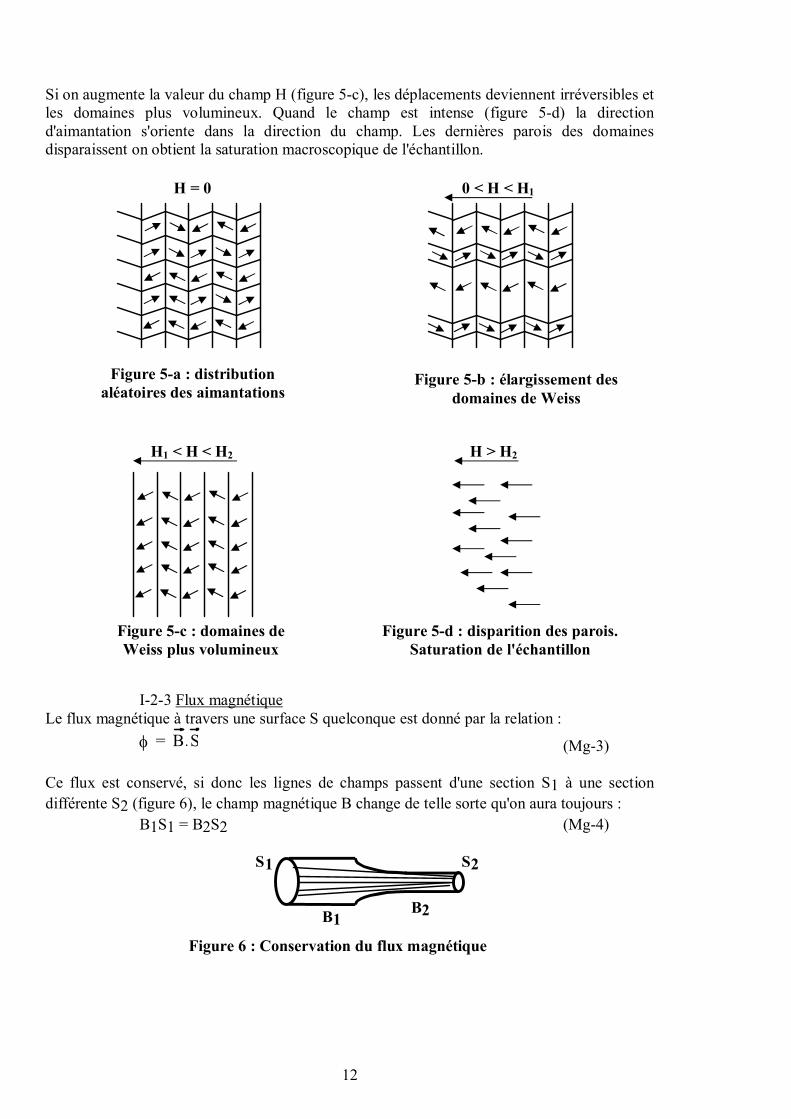
Le phénomène d'hystérésis est dû aux déplacements irréversibles des parois des domaines deWeiss. En effet, une substance ferromagnétique est divisée en domaines naturellementaimantés à saturation : ce sont les domaines de Weiss. Les dimensions habituelles de cesdomaines sont de l'ordre de 10 à 100 microns. Ils sont distants entre eux de 0.1 micron environ.En absence du champ d'excitation H (figure 5-a), les domaines de Weiss ont une taille trèsréduite et leurs orientations sont aléatoires : l'aimantation résultante est donc nulle.Lorsque le matériau subit un champ faible (figure 5-b), certains domaines augmentent devolume au dépens des autres tout en s'orientant vers le sens du champ excitateur H : uneaimantation macroscopique apparaît.
Champ H
Induction B
+ Hs
- Hs
- Bs
+ Bs
fer doux aciertrempé
12
Si on augmente la valeur du champ H (figure 5-c), les déplacements deviennent irréversibles etles domaines plus volumineux. Quand le champ est intense (figure 5-d) la directiond'aimantation s'oriente dans la direction du champ. Les dernières parois des domainesdisparaissent on obtient la saturation macroscopique de l'échantillon.
I-2-3 Flux magnétiqueLe flux magnétique à travers une surface S quelconque est donné par la relation :
f = B.S (Mg-3)
Ce flux est conservé, si donc les lignes de champs passent d'une section S1 à une sectiondifférente S2 (figure 6), le champ magnétique B change de telle sorte qu'on aura toujours :
B1S1 = B2S2 (Mg-4)
S1
B1B2
Figure 6 : Conservation du flux magnétique
S2
Figure 5-a : distributionaléatoires des aimantations
H = 0
Figure 5-b : élargissement desdomaines de Weiss
0 < H < H1
H1 < H < H2 H > H2
Figure 5-c : domaines deWeiss plus volumineux
Figure 5-d : disparition des parois.Saturation de l'échantillon
13
I-3 Création du champ magnétiqueUn champ magnétique peut être créé par un aimant naturel, par un courant électrique
traversant un conducteur, par une bobine ou par un électro-aimant.
Les aimants naturels ne sont utilisés, en magnétoscopie, que dans le cas des contrôles de zonesde pièces difficiles d'accès où les autres moyens disponibles sont mal adaptés.
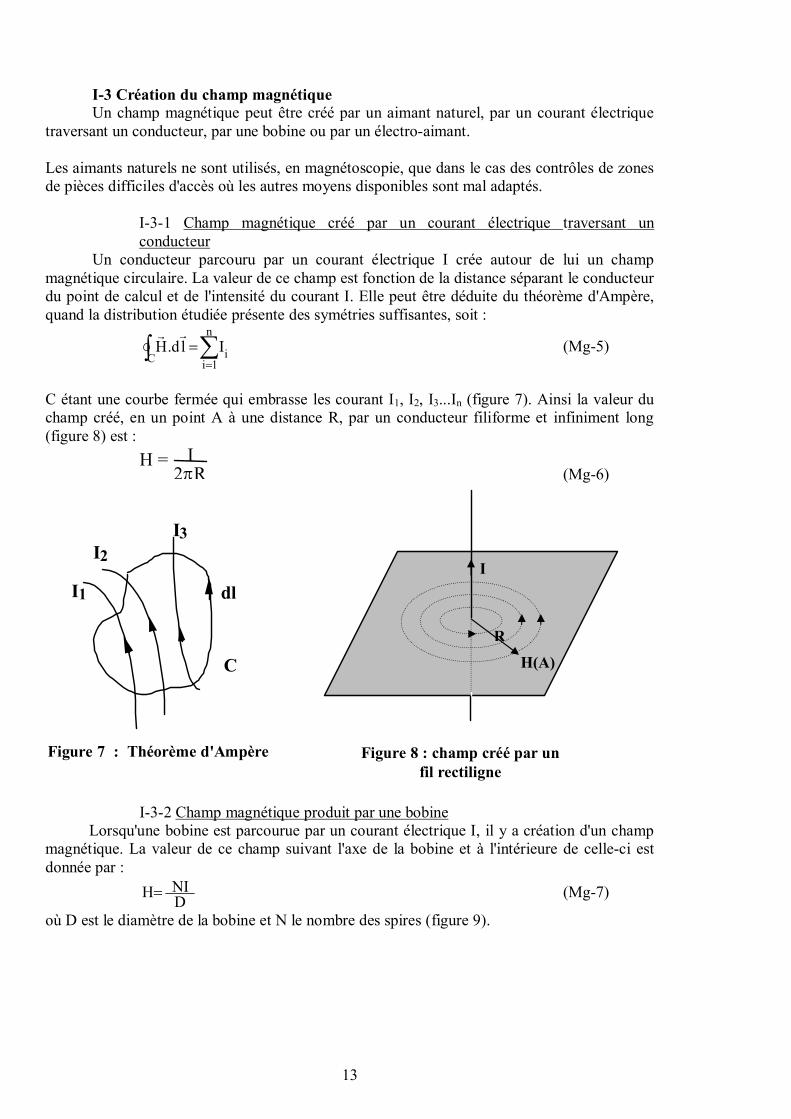
I-3-1 Champ magnétique créé par un courant électrique traversant unconducteur
Un conducteur parcouru par un courant électrique I crée autour de lui un champmagnétique circulaire. La valeur de ce champ est fonction de la distance séparant le conducteurdu point de calcul et de l'intensité du courant I. Elle peut être déduite du théorème d'Ampère,quand la distribution étudiée présente des symétries suffisantes, soit :
ò å=
=C
n
1iiIld.H
rr(Mg-5)
C étant une courbe fermée qui embrasse les courant I1, I2, I3...In (figure 7). Ainsi la valeur duchamp créé, en un point A à une distance R, par un conducteur filiforme et infiniment long(figure 8) est :
H = I2pR (Mg-6)
C
dlI1
I2I3
Figure 7 : Théorème d'Ampère
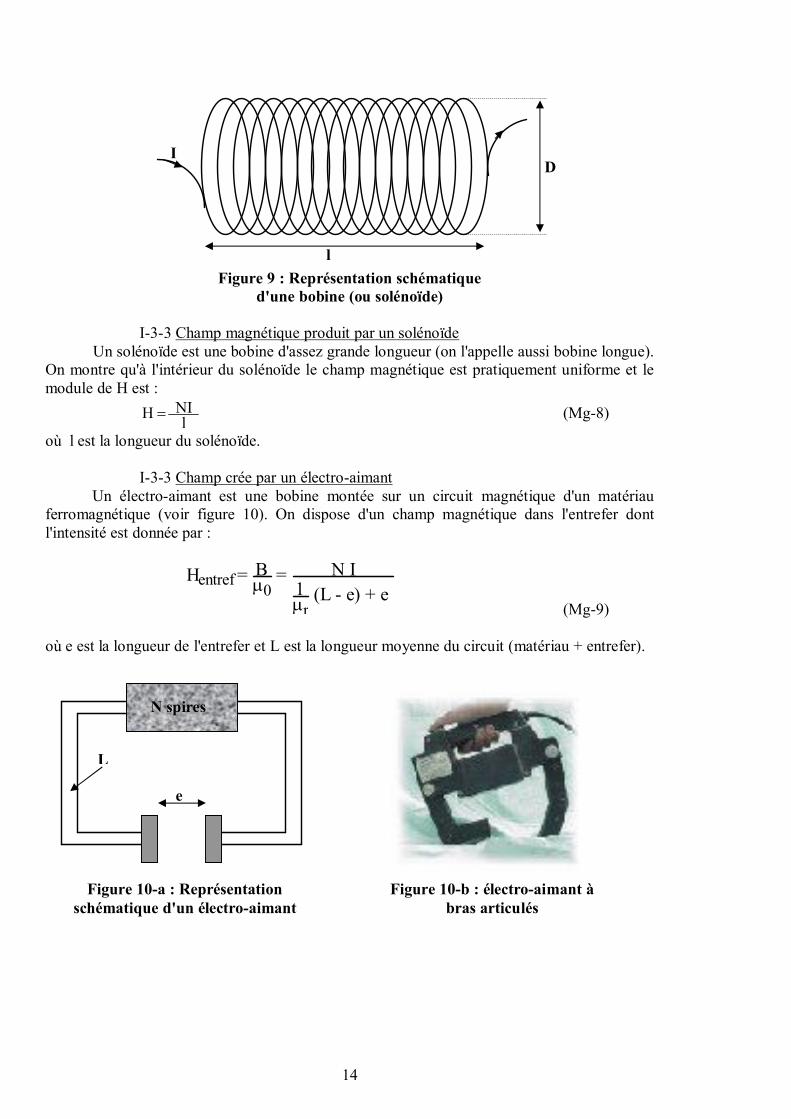
I-3-2 Champ magnétique produit par une bobine Lorsqu'une bobine est parcourue par un courant électrique I, il y a création d'un champ
magnétique. La valeur de ce champ suivant l'axe de la bobine et à l'intérieure de celle-ci estdonnée par :
DNIH= (Mg-7)
où D est le diamètre de la bobine et N le nombre des spires (figure 9).
I
H(A)R
Figure 8 : champ créé par unfil rectiligne
14
Figure 9 : Représentation schématiqued'une bobine (ou solénoïde)
I-3-3 Champ magnétique produit par un solénoïde Un solénoïde est une bobine d'assez grande longueur (on l'appelle aussi bobine longue).
On montre qu'à l'intérieur du solénoïde le champ magnétique est pratiquement uniforme et lemodule de H est :
lNIH = (Mg-8)
où l est la longueur du solénoïde.
I-3-3 Champ crée par un électro-aimantUn électro-aimant est une bobine montée sur un circuit magnétique d'un matériau
ferromagnétique (voir figure 10). On dispose d'un champ magnétique dans l'entrefer dontl'intensité est donnée par :
Hentref = Bm0
= N I1mr
(L - e) + e(Mg-9)
où e est la longueur de l'entrefer et L est la longueur moyenne du circuit (matériau + entrefer).
DI
l
Figure 10-a : Représentationschématique d'un électro-aimant
Figure 10-b : électro-aimant àbras articulés
N spires
e
L
15
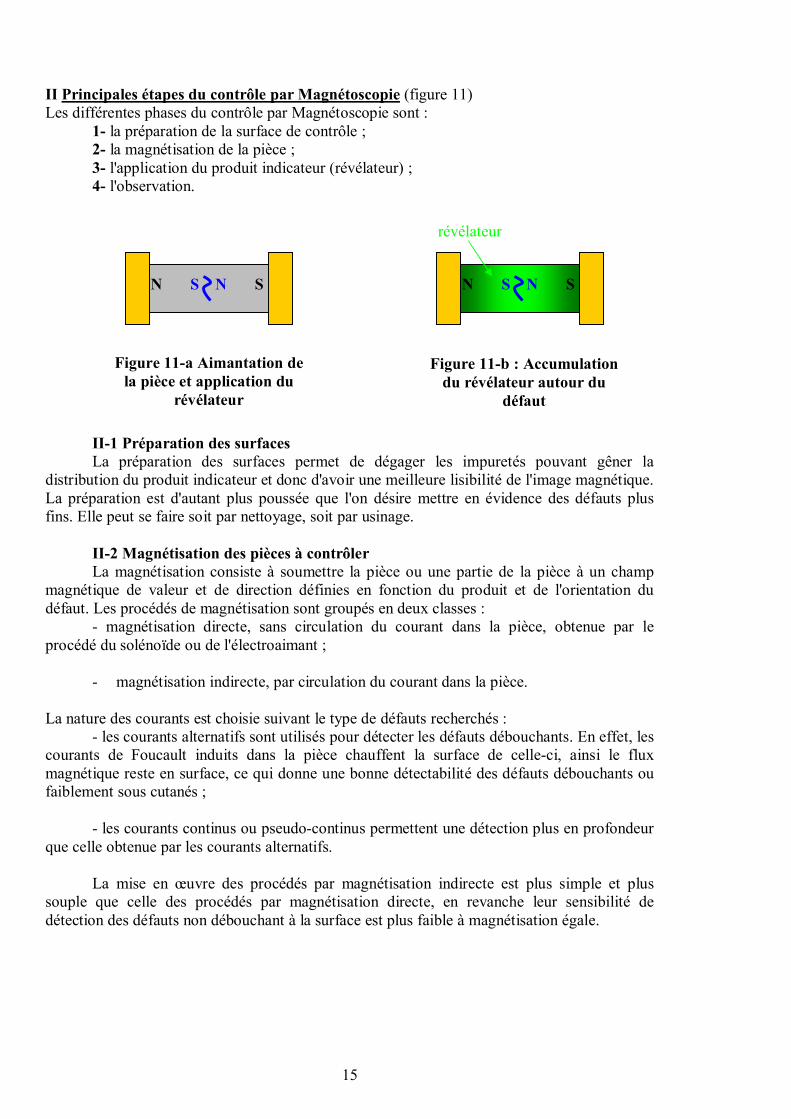
II Principales étapes du contrôle par Magnétoscopie (figure 11)Les différentes phases du contrôle par Magnétoscopie sont :
1- la préparation de la surface de contrôle ;2- la magnétisation de la pièce ;3- l'application du produit indicateur (révélateur) ;4- l'observation.
II-1 Préparation des surfacesLa préparation des surfaces permet de dégager les impuretés pouvant gêner la
distribution du produit indicateur et donc d'avoir une meilleure lisibilité de l'image magnétique.La préparation est d'autant plus poussée que l'on désire mettre en évidence des défauts plusfins. Elle peut se faire soit par nettoyage, soit par usinage.
II-2 Magnétisation des pièces à contrôlerLa magnétisation consiste à soumettre la pièce ou une partie de la pièce à un champ
magnétique de valeur et de direction définies en fonction du produit et de l'orientation dudéfaut. Les procédés de magnétisation sont groupés en deux classes :
- magnétisation directe, sans circulation du courant dans la pièce, obtenue par leprocédé du solénoïde ou de l'électroaimant ;
- magnétisation indirecte, par circulation du courant dans la pièce.
La nature des courants est choisie suivant le type de défauts recherchés :- les courants alternatifs sont utilisés pour détecter les défauts débouchants. En effet, les
courants de Foucault induits dans la pièce chauffent la surface de celle-ci, ainsi le fluxmagnétique reste en surface, ce qui donne une bonne détectabilité des défauts débouchants oufaiblement sous cutanés ;
- les courants continus ou pseudo-continus permettent une détection plus en profondeurque celle obtenue par les courants alternatifs.
La mise en œuvre des procédés par magnétisation indirecte est plus simple et plussouple que celle des procédés par magnétisation directe, en revanche leur sensibilité dedétection des défauts non débouchant à la surface est plus faible à magnétisation égale.
N S N S N S N S
Figure 11-a Aimantation dela pièce et application du
révélateur
révélateur
Figure 11-b : Accumulationdu révélateur autour du
défaut
16
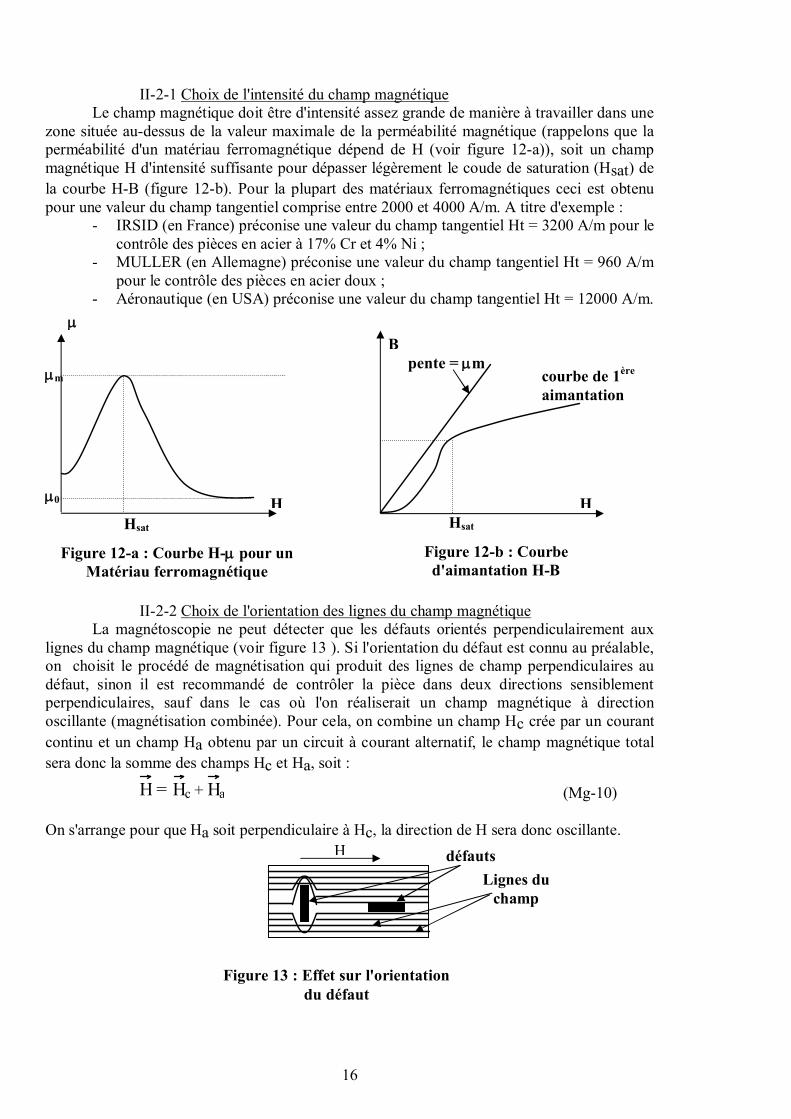
II-2-1 Choix de l'intensité du champ magnétiqueLe champ magnétique doit être d'intensité assez grande de manière à travailler dans une
zone située au-dessus de la valeur maximale de la perméabilité magnétique (rappelons que laperméabilité d'un matériau ferromagnétique dépend de H (voir figure 12-a)), soit un champmagnétique H d'intensité suffisante pour dépasser légèrement le coude de saturation (Hsat) dela courbe H-B (figure 12-b). Pour la plupart des matériaux ferromagnétiques ceci est obtenupour une valeur du champ tangentiel comprise entre 2000 et 4000 A/m. A titre d'exemple :
- IRSID (en France) préconise une valeur du champ tangentiel Ht = 3200 A/m pour lecontrôle des pièces en acier à 17% Cr et 4% Ni ;
- MULLER (en Allemagne) préconise une valeur du champ tangentiel Ht = 960 A/mpour le contrôle des pièces en acier doux ;
- Aéronautique (en USA) préconise une valeur du champ tangentiel Ht = 12000 A/m.
II-2-2 Choix de l'orientation des lignes du champ magnétiqueLa magnétoscopie ne peut détecter que les défauts orientés perpendiculairement aux
lignes du champ magnétique (voir figure 13 ). Si l'orientation du défaut est connu au préalable,on choisit le procédé de magnétisation qui produit des lignes de champ perpendiculaires audéfaut, sinon il est recommandé de contrôler la pièce dans deux directions sensiblementperpendiculaires, sauf dans le cas où l'on réaliserait un champ magnétique à directionoscillante (magnétisation combinée). Pour cela, on combine un champ Hc crée par un courantcontinu et un champ Ha obtenu par un circuit à courant alternatif, le champ magnétique totalsera donc la somme des champs Hc et Ha, soit :
H = Hc + Ha (Mg-10)
On s'arrange pour que Ha soit perpendiculaire à Hc, la direction de H sera donc oscillante.
courbe de 1ère
aimantation
H
B
H
m
Hsat
mm
m0
Figure 12-a : Courbe H-m pour unMatériau ferromagnétique
Figure 12-b : Courbed'aimantation H-B
Hsat
pente = mm
Figure 13 : Effet sur l'orientationdu défaut
H défautsLignes du
champ
17
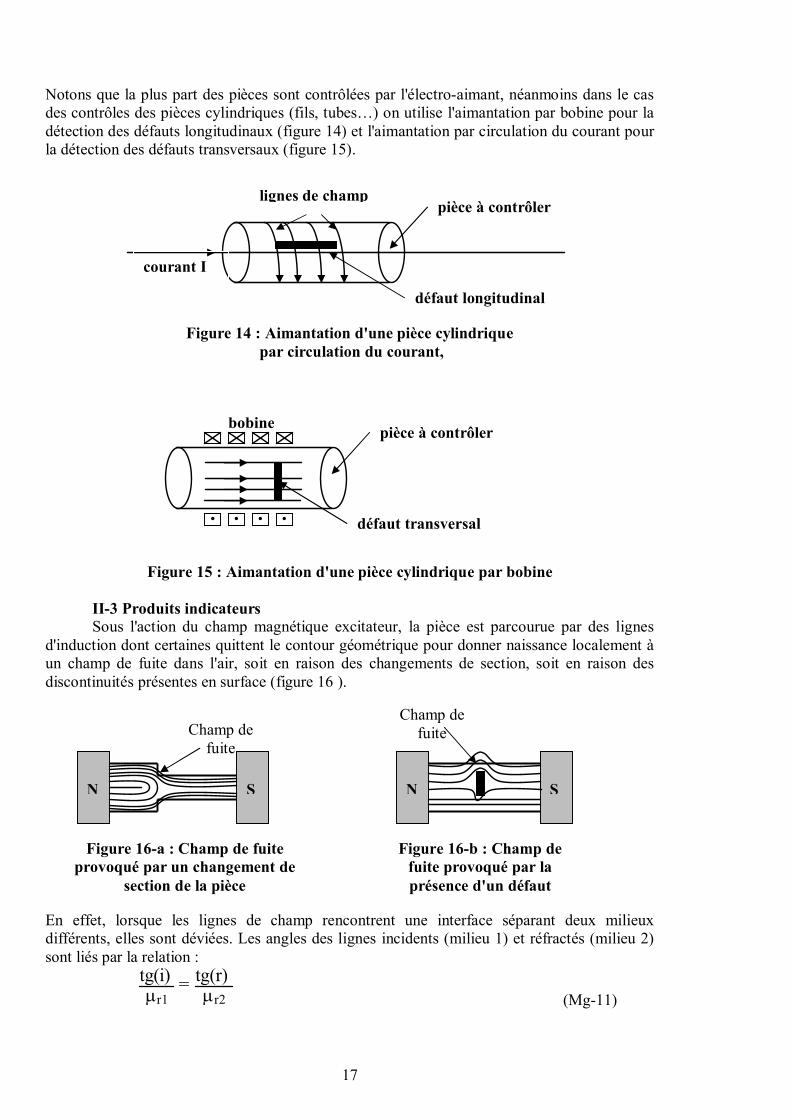
Notons que la plus part des pièces sont contrôlées par l'électro-aimant, néanmoins dans le casdes contrôles des pièces cylindriques (fils, tubes…) on utilise l'aimantation par bobine pour ladétection des défauts longitudinaux (figure 14) et l'aimantation par circulation du courant pourla détection des défauts transversaux (figure 15).
Figure 14 : Aimantation d'une pièce cylindrique par circulation du courant,
Figure 15 : Aimantation d'une pièce cylindrique par bobine
II-3 Produits indicateursSous l'action du champ magnétique excitateur, la pièce est parcourue par des lignes
d'induction dont certaines quittent le contour géométrique pour donner naissance localement àun champ de fuite dans l'air, soit en raison des changements de section, soit en raison desdiscontinuités présentes en surface (figure 16 ).
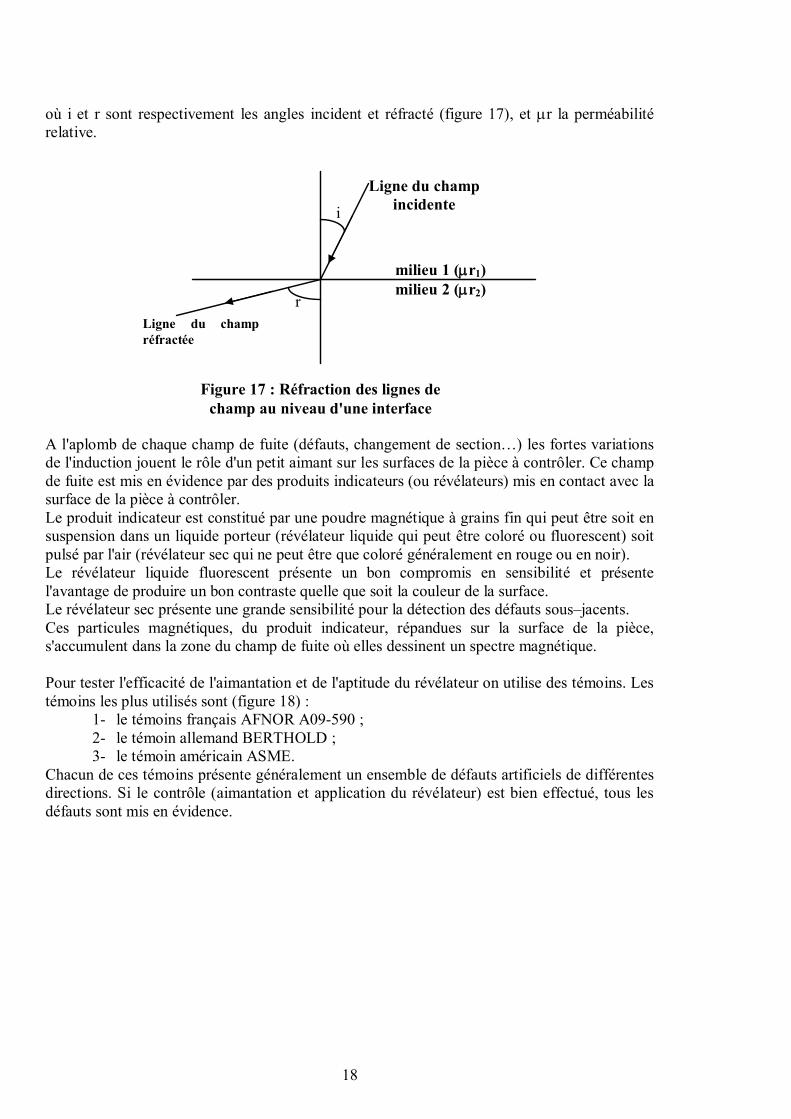
En effet, lorsque les lignes de champ rencontrent une interface séparant deux milieuxdifférents, elles sont déviées. Les angles des lignes incidents (milieu 1) et réfractés (milieu 2)sont liés par la relation :
tg(i)mr1
= tg(r)mr2 (Mg-11)
N S
Champ defuite
N S
Champ defuite
Figure 16-a : Champ de fuiteprovoqué par un changement de
section de la pièce
Figure 16-b : Champ defuite provoqué par laprésence d'un défaut
pièce à contrôler
défaut longitudinal
courant I
lignes de champ
pièce à contrôler
défaut transversal
bobine
. . . .
18
où i et r sont respectivement les angles incident et réfracté (figure 17), et mr la perméabilitérelative.
A l'aplomb de chaque champ de fuite (défauts, changement de section…) les fortes variationsde l'induction jouent le rôle d'un petit aimant sur les surfaces de la pièce à contrôler. Ce champde fuite est mis en évidence par des produits indicateurs (ou révélateurs) mis en contact avec lasurface de la pièce à contrôler.Le produit indicateur est constitué par une poudre magnétique à grains fin qui peut être soit ensuspension dans un liquide porteur (révélateur liquide qui peut être coloré ou fluorescent) soitpulsé par l'air (révélateur sec qui ne peut être que coloré généralement en rouge ou en noir).Le révélateur liquide fluorescent présente un bon compromis en sensibilité et présentel'avantage de produire un bon contraste quelle que soit la couleur de la surface.Le révélateur sec présente une grande sensibilité pour la détection des défauts sous–jacents.Ces particules magnétiques, du produit indicateur, répandues sur la surface de la pièce,s'accumulent dans la zone du champ de fuite où elles dessinent un spectre magnétique.
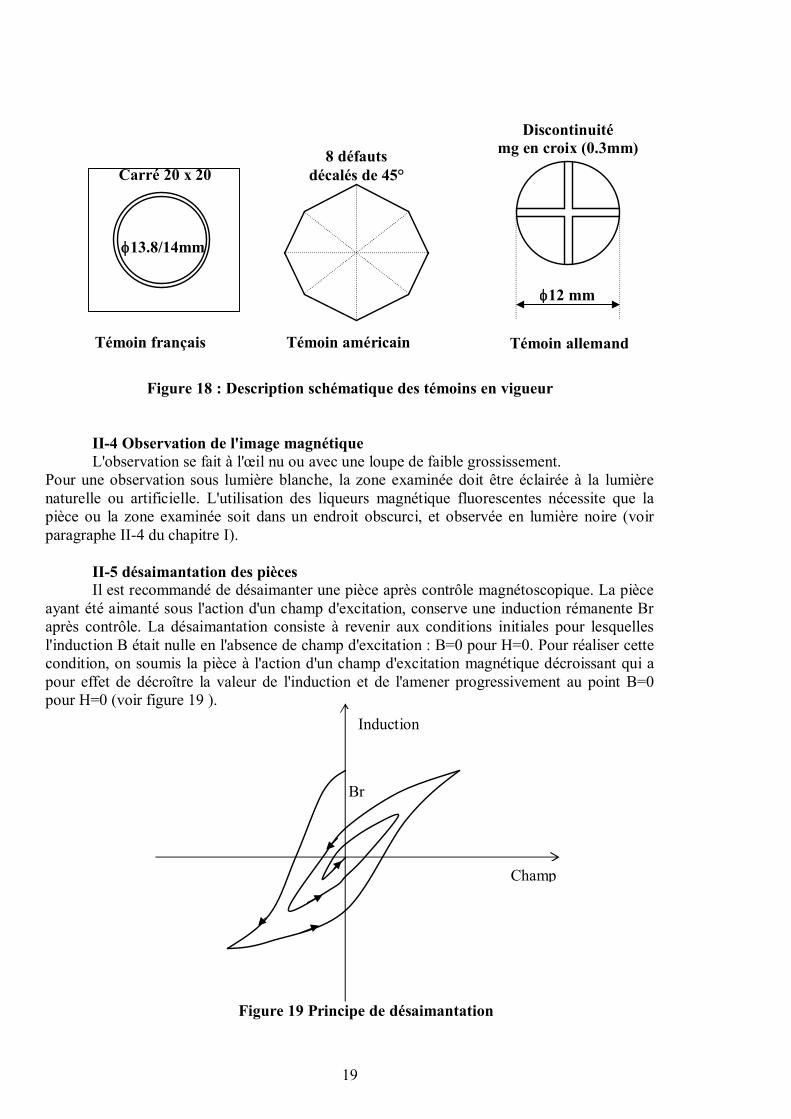
Pour tester l'efficacité de l'aimantation et de l'aptitude du révélateur on utilise des témoins. Lestémoins les plus utilisés sont (figure 18) :
1- le témoins français AFNOR A09-590 ;2- le témoin allemand BERTHOLD ;3- le témoin américain ASME.
Chacun de ces témoins présente généralement un ensemble de défauts artificiels de différentesdirections. Si le contrôle (aimantation et application du révélateur) est bien effectué, tous lesdéfauts sont mis en évidence.
i
r
milieu 1 (mr1)milieu 2 (mr2)
Ligne du champincidente
Ligne du champréfractée
Figure 17 : Réfraction des lignes dechamp au niveau d'une interface
19
Figure 18 : Description schématique des témoins en vigueur
II-4 Observation de l'image magnétiqueL'observation se fait à l'œil nu ou avec une loupe de faible grossissement.
Pour une observation sous lumière blanche, la zone examinée doit être éclairée à la lumièrenaturelle ou artificielle. L'utilisation des liqueurs magnétique fluorescentes nécessite que lapièce ou la zone examinée soit dans un endroit obscurci, et observée en lumière noire (voirparagraphe II-4 du chapitre I).
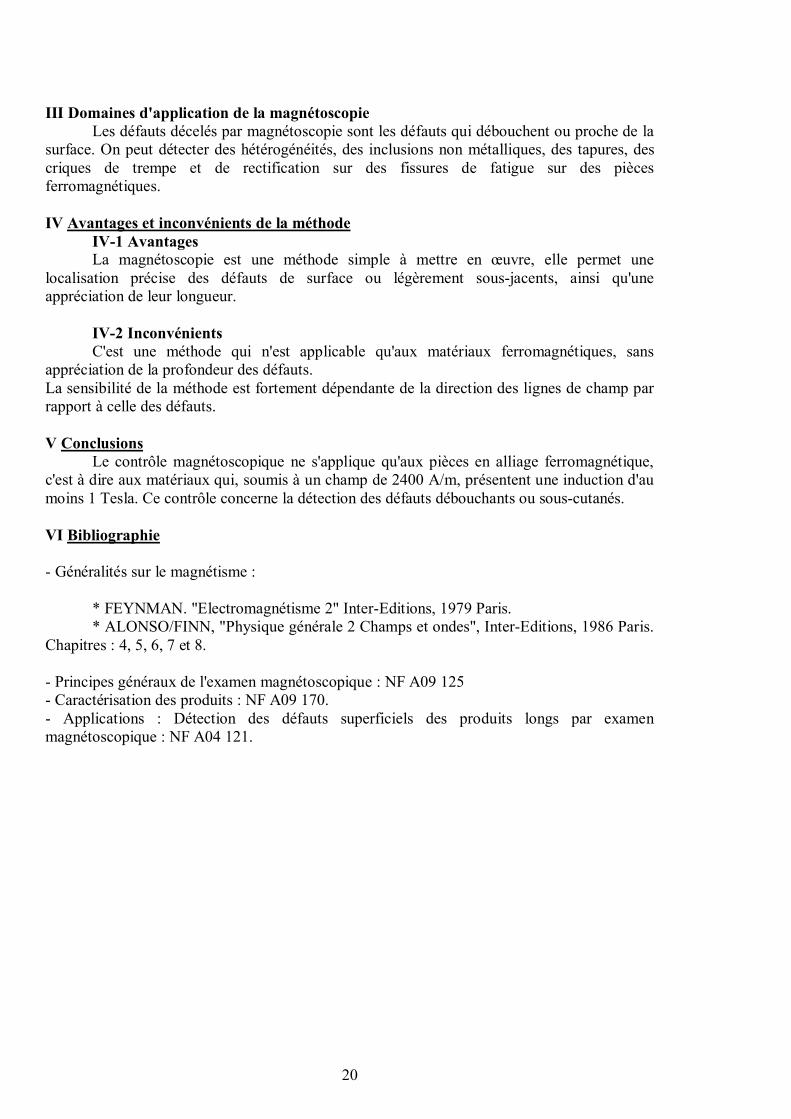
II-5 désaimantation des piècesIl est recommandé de désaimanter une pièce après contrôle magnétoscopique. La pièce
ayant été aimanté sous l'action d'un champ d'excitation, conserve une induction rémanente Braprès contrôle. La désaimantation consiste à revenir aux conditions initiales pour lesquellesl'induction B était nulle en l'absence de champ d'excitation : B=0 pour H=0. Pour réaliser cettecondition, on soumis la pièce à l'action d'un champ d'excitation magnétique décroissant qui apour effet de décroître la valeur de l'induction et de l'amener progressivement au point B=0pour H=0 (voir figure 19 ).
Br
Champ
Induction
Discontinuitémg en croix (0.3mm)
f12 mm
Témoin allemand
8 défautsdécalés de 45°
Témoin américainTémoin français
f13.8/14mm
Carré 20 x 20
Figure 19 Principe de désaimantation
20
III Domaines d'application de la magnétoscopieLes défauts décelés par magnétoscopie sont les défauts qui débouchent ou proche de la
surface. On peut détecter des hétérogénéités, des inclusions non métalliques, des tapures, descriques de trempe et de rectification sur des fissures de fatigue sur des piècesferromagnétiques.
IV Avantages et inconvénients de la méthodeIV-1 AvantagesLa magnétoscopie est une méthode simple à mettre en œuvre, elle permet une
localisation précise des défauts de surface ou légèrement sous-jacents, ainsi qu'uneappréciation de leur longueur.
IV-2 InconvénientsC'est une méthode qui n'est applicable qu'aux matériaux ferromagnétiques, sans
appréciation de la profondeur des défauts.La sensibilité de la méthode est fortement dépendante de la direction des lignes de champ parrapport à celle des défauts.
V ConclusionsLe contrôle magnétoscopique ne s'applique qu'aux pièces en alliage ferromagnétique,
c'est à dire aux matériaux qui, soumis à un champ de 2400 A/m, présentent une induction d'aumoins 1 Tesla. Ce contrôle concerne la détection des défauts débouchants ou sous-cutanés.
VI Bibliographie
- Généralités sur le magnétisme :
* FEYNMAN. "Electromagnétisme 2" Inter-Editions, 1979 Paris.* ALONSO/FINN, "Physique générale 2 Champs et ondes", Inter-Editions, 1986 Paris.
Chapitres : 4, 5, 6, 7 et 8.
- Principes généraux de l'examen magnétoscopique : NF A09 125- Caractérisation des produits : NF A09 170.- Applications : Détection des défauts superficiels des produits longs par examenmagnétoscopique : NF A04 121.
21
-Chapitre III-
Le Contrôle Non Destructifpar Courant de Foucault
Les courants de Foucault (CF) sont utilisés pour la recherche des défautsd’homogénéité dans les produits tels que barres, tubes et fils. L'avantage des courants deFoucault sur les autres méthodes de CND réside dans l'absence de contact de la sonde avec lesproduits à contrôler et donc la possibilité d'opérer à grande vitesse. Ils sont aussi utilisés pourles tris de nuance et les mesures d'épaisseurs.
I- Notions générales sur les courants de FoucaultLorsqu'une bobine est parcourue par un courant variable, elle crée un champ
magnétique. Si cette bobine est en contact avec une pièce conductrice d'électricité, elle crée,dans celle-ci, un courant de Foucault.
La géométrie du champ créé dans le matériau, et par conséquent des courants de Foucault,dépend directement des géométries de la sonde d'excitation et de la pièce soumise au champ.
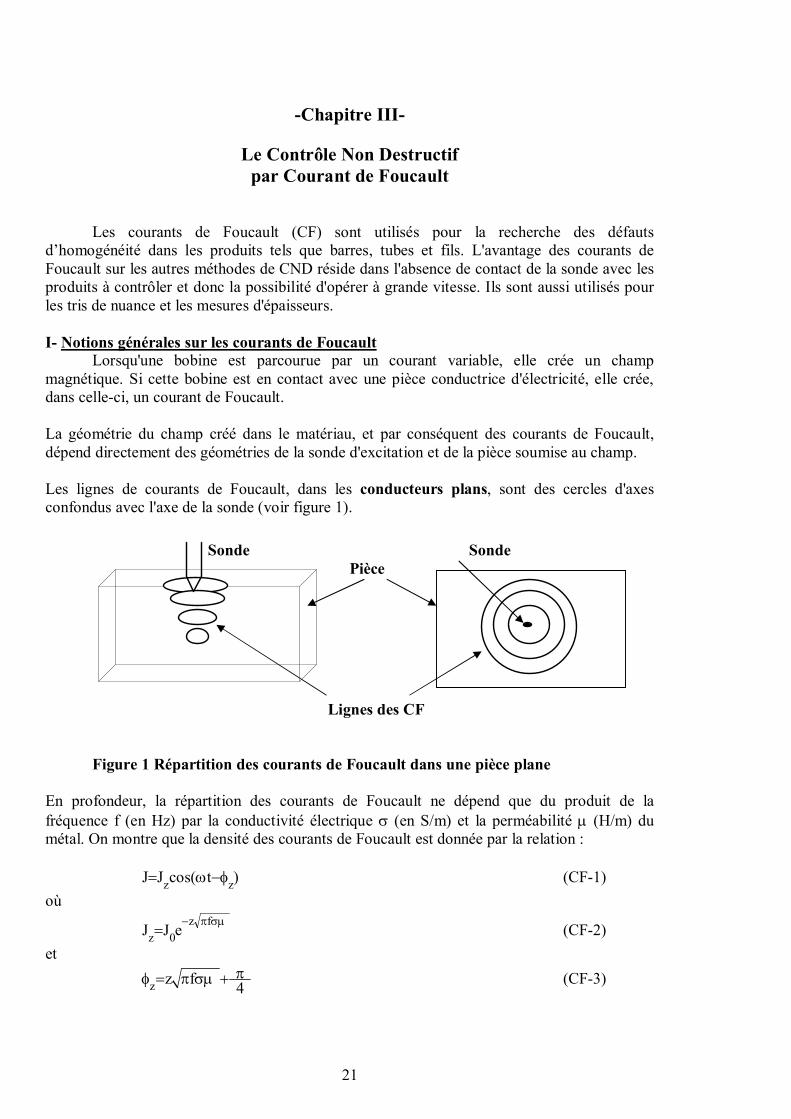
Les lignes de courants de Foucault, dans les conducteurs plans, sont des cercles d'axesconfondus avec l'axe de la sonde (voir figure 1).
Sonde SondePièce
Lignes des CF
Figure 1 Répartition des courants de Foucault dans une pièce plane
En profondeur, la répartition des courants de Foucault ne dépend que du produit de lafréquence f (en Hz) par la conductivité électrique s (en S/m) et la perméabilité m (H/m) dumétal. On montre que la densité des courants de Foucault est donnée par la relation :
)tcos(JJ zz f-w= (CF-1)où
smp-=
fz0z eJJ (CF-2)
et
4fzzp+smp=f (CF-3)
22
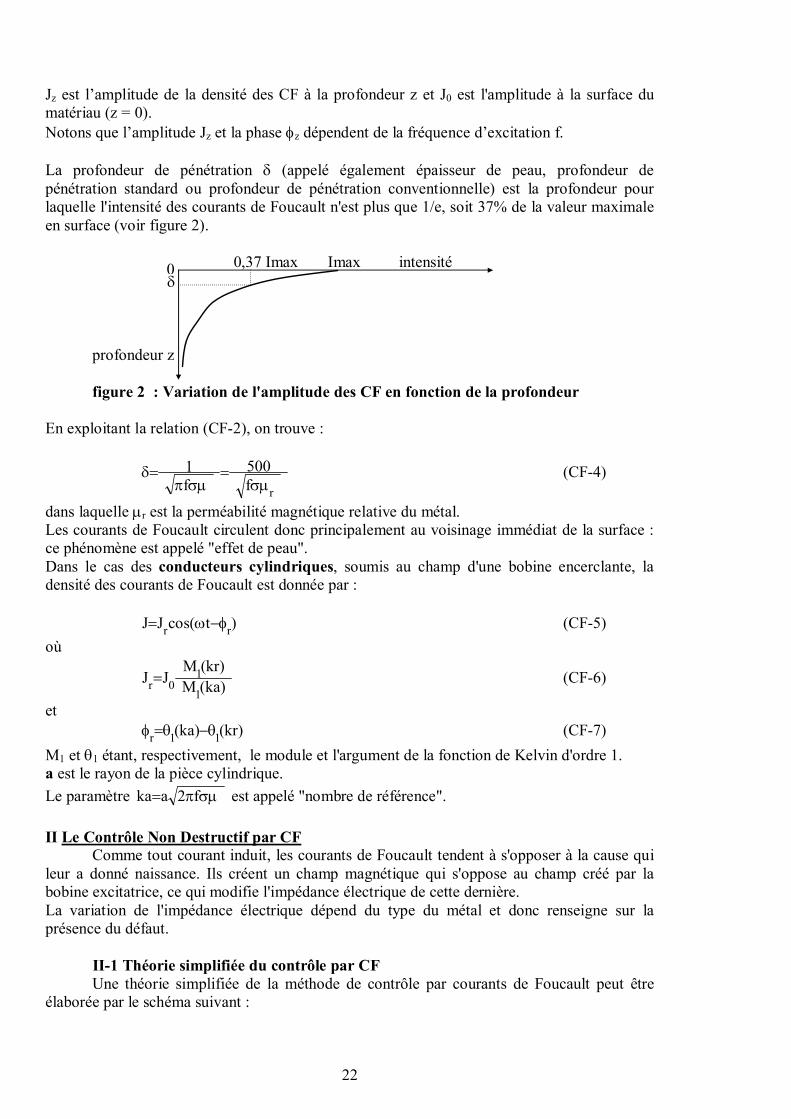
Jz est l’amplitude de la densité des CF à la profondeur z et J0 est l'amplitude à la surface dumatériau (z = 0).Notons que l’amplitude Jz et la phase fz dépendent de la fréquence d’excitation f.
La profondeur de pénétration d (appelé également épaisseur de peau, profondeur depénétration standard ou profondeur de pénétration conventionnelle) est la profondeur pourlaquelle l'intensité des courants de Foucault n'est plus que 1/e, soit 37% de la valeur maximaleen surface (voir figure 2).
0,37 Imax Imax intensitéd
profondeur z
figure 2 : Variation de l'amplitude des CF en fonction de la profondeur
En exploitant la relation (CF-2), on trouve :
rf500
f1
sm=
smp=d (CF-4)
dans laquelle mr est la perméabilité magnétique relative du métal.Les courants de Foucault circulent donc principalement au voisinage immédiat de la surface :ce phénomène est appelé "effet de peau".Dans le cas des conducteurs cylindriques, soumis au champ d'une bobine encerclante, ladensité des courants de Foucault est donnée par :
)tcos(JJ rr f-w= (CF-5)où
)ka(M)kr(M
JJ1
10r= (CF-6)
et)kr()ka( 11r q-q=f (CF-7)
M1 et q1 étant, respectivement, le module et l'argument de la fonction de Kelvin d'ordre 1.a est le rayon de la pièce cylindrique.Le paramètre smp= f2aka est appelé "nombre de référence".
II Le Contrôle Non Destructif par CFComme tout courant induit, les courants de Foucault tendent à s'opposer à la cause qui
leur a donné naissance. Ils créent un champ magnétique qui s'oppose au champ créé par labobine excitatrice, ce qui modifie l'impédance électrique de cette dernière.La variation de l'impédance électrique dépend du type du métal et donc renseigne sur laprésence du défaut.
II-1 Théorie simplifiée du contrôle par CFUne théorie simplifiée de la méthode de contrôle par courants de Foucault peut être
élaborée par le schéma suivant :
0
23
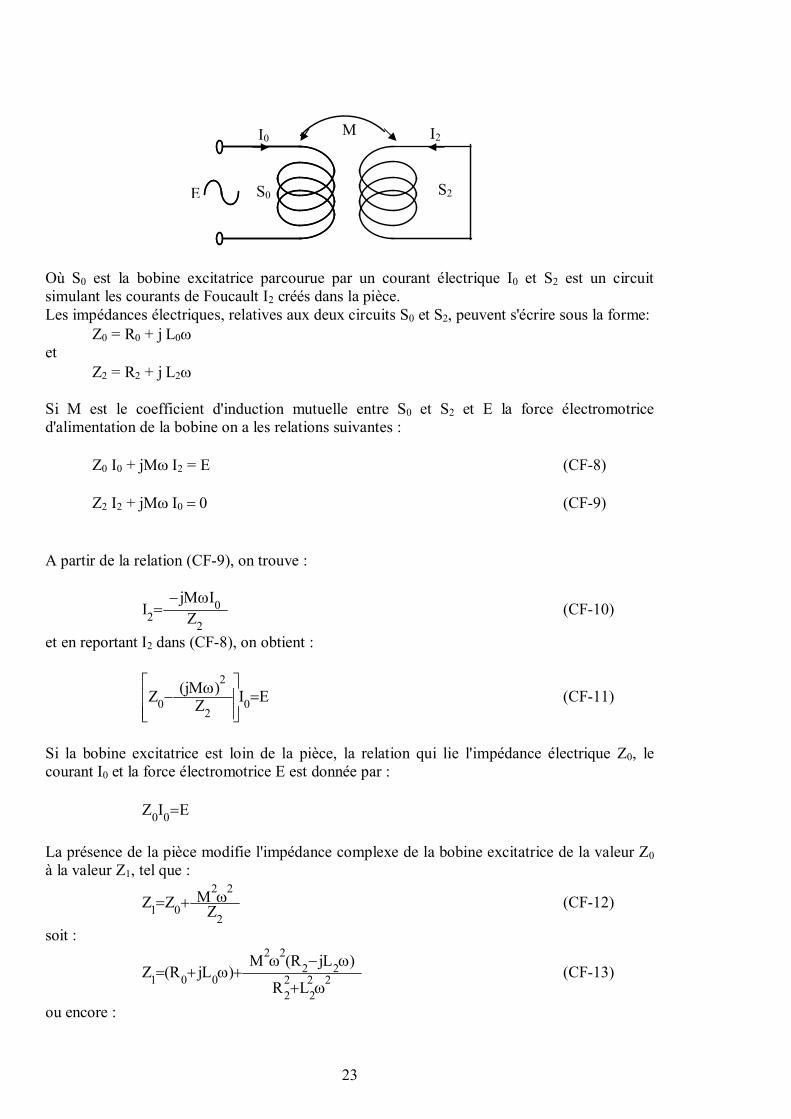
Où S0 est la bobine excitatrice parcourue par un courant électrique I0 et S2 est un circuitsimulant les courants de Foucault I2 créés dans la pièce.Les impédances électriques, relatives aux deux circuits S0 et S2, peuvent s'écrire sous la forme:
Z0 = R0 + j L0wet
Z2 = R2 + j L2w
Si M est le coefficient d'induction mutuelle entre S0 et S2 et E la force électromotriced'alimentation de la bobine on a les relations suivantes :
Z0 I0 + jMw I2 = E (CF-8)
Z2 I2 + jMw I0 = 0 (CF-9)
A partir de la relation (CF-9), on trouve :
2
02 Z
IjMI
w-= (CF-10)
et en reportant I2 dans (CF-8), on obtient :
EIZ)jM(Z 0
2
2
0 =úúû
ù
êêë
é w- (CF-11)
Si la bobine excitatrice est loin de la pièce, la relation qui lie l'impédance électrique Z0, lecourant I0 et la force électromotrice E est donnée par :
EIZ 00 =
La présence de la pièce modifie l'impédance complexe de la bobine excitatrice de la valeur Z0à la valeur Z1, tel que :
2
22
01 ZMZZ w+= (CF-12)
soit :
222
22
2222
001 LR
)jLR(M)jLR(Z
w+
w-w+w+= (CF-13)
ou encore :
MI0 I2
E S0 S2
24
úúû
ù
êêë
é
w+
w-w+
úúû
ù
êêë
é
w+
w+= 22
222
222
0222
22
222
01 LR
LMLj
LR
RMRZ (CF-14)
Cette expression montre une variation des parties réelle et imaginaire de Z0 (de R0 à R1 et deL0w à L1w). Ces variations dépendent de la résistance R2, l'induction L2 et du coefficientd'induction mutuel M. D'où on peut déduire que la variation de l'impédance de la bobine S0donne des indications sur l'état physique de S2 autrement dit sur la pièce à contrôler.
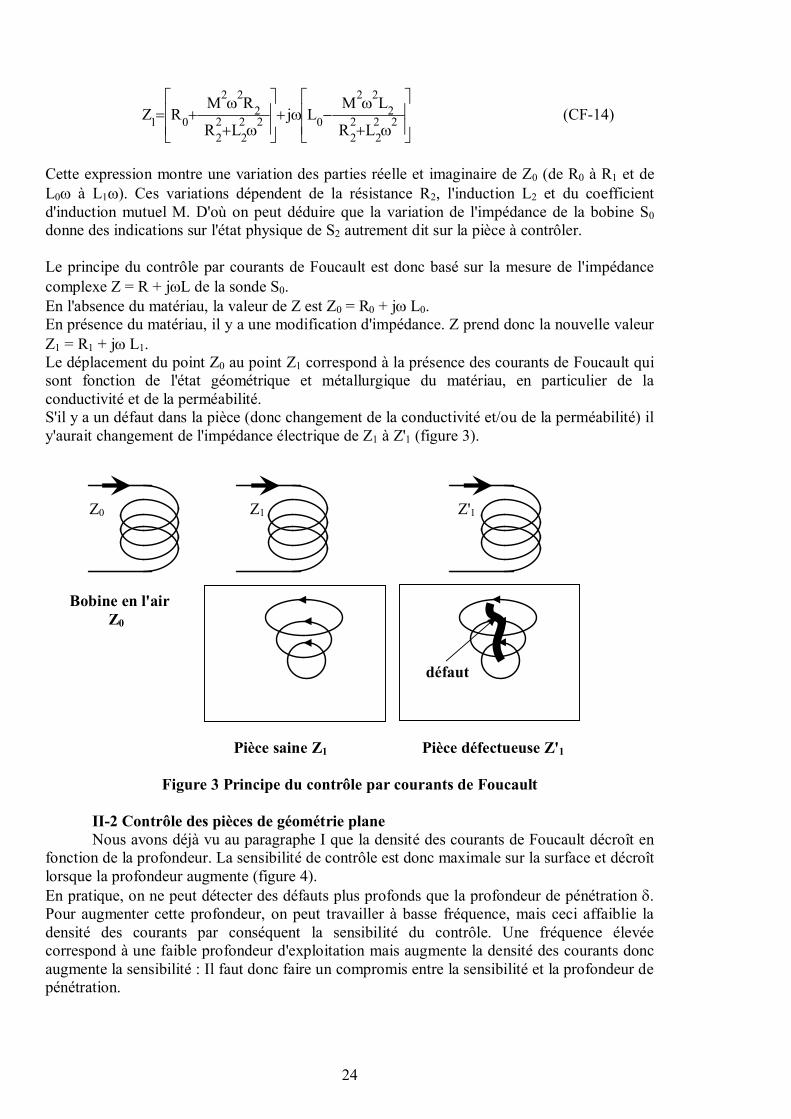
Le principe du contrôle par courants de Foucault est donc basé sur la mesure de l'impédancecomplexe Z = R + jwL de la sonde S0.En l'absence du matériau, la valeur de Z est Z0 = R0 + jw L0.En présence du matériau, il y a une modification d'impédance. Z prend donc la nouvelle valeurZ1 = R1 + jw L1.Le déplacement du point Z0 au point Z1 correspond à la présence des courants de Foucault quisont fonction de l'état géométrique et métallurgique du matériau, en particulier de laconductivité et de la perméabilité.S'il y a un défaut dans la pièce (donc changement de la conductivité et/ou de la perméabilité) ily'aurait changement de l'impédance électrique de Z1 à Z'1 (figure 3).
Z0 Z1 Z'1
Bobine en l'air Z0
Pièce saine Z1 Pièce défectueuse Z'1
Figure 3 Principe du contrôle par courants de Foucault
II-2 Contrôle des pièces de géométrie planeNous avons déjà vu au paragraphe I que la densité des courants de Foucault décroît en
fonction de la profondeur. La sensibilité de contrôle est donc maximale sur la surface et décroîtlorsque la profondeur augmente (figure 4).En pratique, on ne peut détecter des défauts plus profonds que la profondeur de pénétration d.Pour augmenter cette profondeur, on peut travailler à basse fréquence, mais ceci affaiblie ladensité des courants par conséquent la sensibilité du contrôle. Une fréquence élevéecorrespond à une faible profondeur d'exploitation mais augmente la densité des courants doncaugmente la sensibilité : Il faut donc faire un compromis entre la sensibilité et la profondeur depénétration.
défaut
25
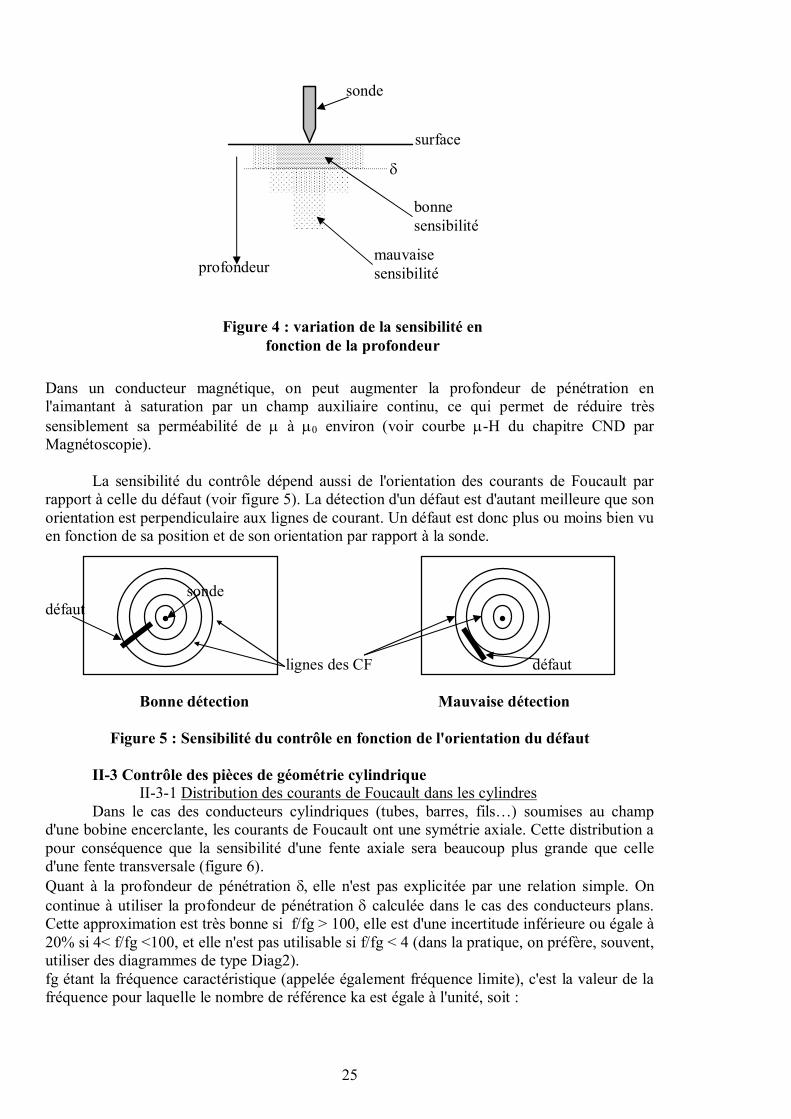
Dans un conducteur magnétique, on peut augmenter la profondeur de pénétration enl'aimantant à saturation par un champ auxiliaire continu, ce qui permet de réduire trèssensiblement sa perméabilité de m à m0 environ (voir courbe m-H du chapitre CND parMagnétoscopie).
La sensibilité du contrôle dépend aussi de l'orientation des courants de Foucault parrapport à celle du défaut (voir figure 5). La détection d'un défaut est d'autant meilleure que sonorientation est perpendiculaire aux lignes de courant. Un défaut est donc plus ou moins bien vuen fonction de sa position et de son orientation par rapport à la sonde.
sondedéfaut
lignes des CF défaut
Bonne détection Mauvaise détection
Figure 5 : Sensibilité du contrôle en fonction de l'orientation du défaut
II-3 Contrôle des pièces de géométrie cylindriqueII-3-1 Distribution des courants de Foucault dans les cylindres
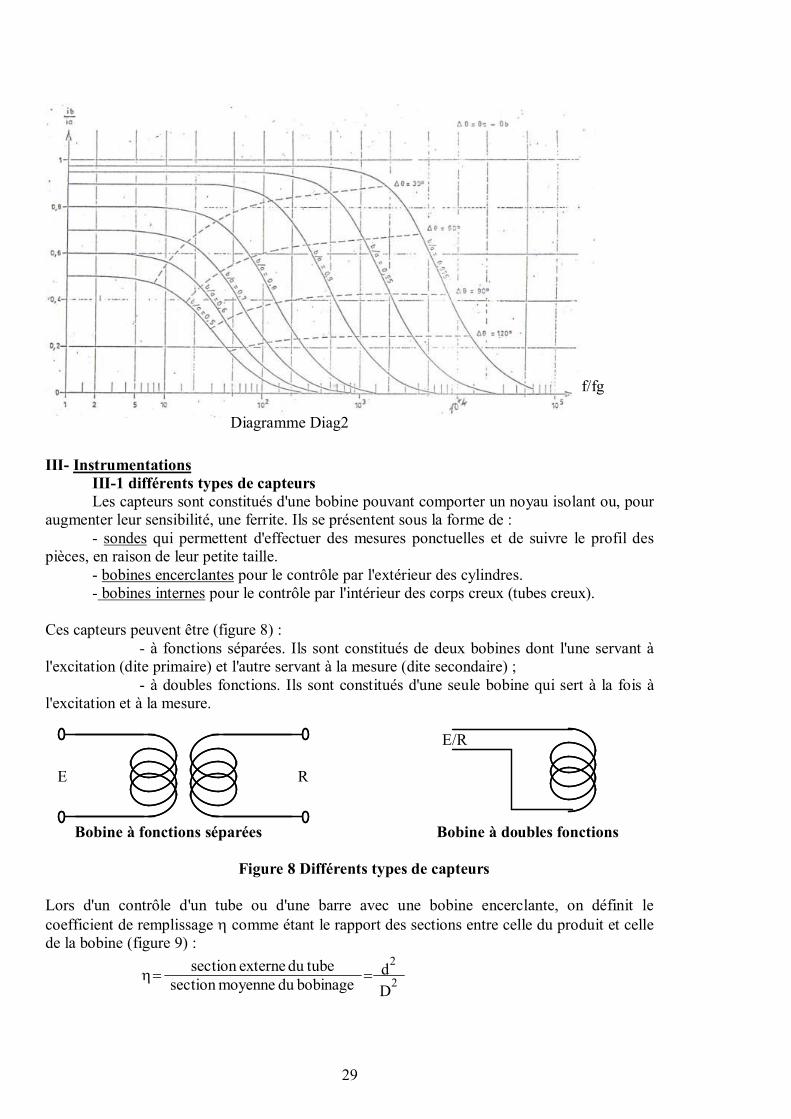
Dans le cas des conducteurs cylindriques (tubes, barres, fils…) soumises au champd'une bobine encerclante, les courants de Foucault ont une symétrie axiale. Cette distribution apour conséquence que la sensibilité d'une fente axiale sera beaucoup plus grande que celled'une fente transversale (figure 6).Quant à la profondeur de pénétration d, elle n'est pas explicitée par une relation simple. Oncontinue à utiliser la profondeur de pénétration d calculée dans le cas des conducteurs plans.Cette approximation est très bonne si f/fg > 100, elle est d'une incertitude inférieure ou égale à20% si 4< f/fg <100, et elle n'est pas utilisable si f/fg < 4 (dans la pratique, on préfère, souvent,utiliser des diagrammes de type Diag2).fg étant la fréquence caractéristique (appelée également fréquence limite), c'est la valeur de lafréquence pour laquelle le nombre de référence ka est égale à l'unité, soit :
surface
profondeur
d
sonde
bonnesensibilité
mauvaisesensibilité
Figure 4 : variation de la sensibilité enfonction de la profondeur
26
1f2aka g =msp= (CF-15)d'où
r22g
a126650
a21f
sm=
msp= (CF-16)
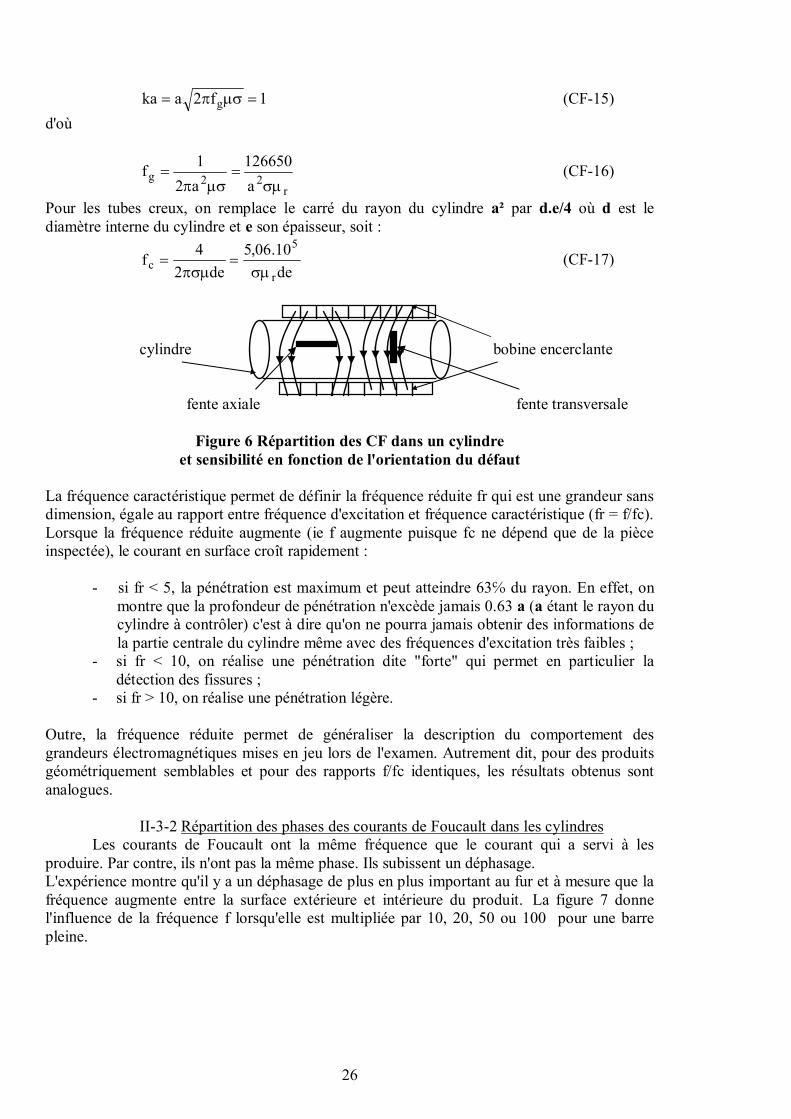
Pour les tubes creux, on remplace le carré du rayon du cylindre a² par d.e/4 où d est lediamètre interne du cylindre et e son épaisseur, soit :
de10.06,5
de24f
r
5
c sm=
psm= (CF-17)
cylindre bobine encerclante
fente axiale fente transversale
Figure 6 Répartition des CF dans un cylindreet sensibilité en fonction de l'orientation du défaut
La fréquence caractéristique permet de définir la fréquence réduite fr qui est une grandeur sansdimension, égale au rapport entre fréquence d'excitation et fréquence caractéristique (fr = f/fc).Lorsque la fréquence réduite augmente (ie f augmente puisque fc ne dépend que de la pièceinspectée), le courant en surface croît rapidement :
- si fr < 5, la pénétration est maximum et peut atteindre 63℅ du rayon. En effet, onmontre que la profondeur de pénétration n'excède jamais 0.63 a (a étant le rayon ducylindre à contrôler) c'est à dire qu'on ne pourra jamais obtenir des informations dela partie centrale du cylindre même avec des fréquences d'excitation très faibles ;
- si fr < 10, on réalise une pénétration dite "forte" qui permet en particulier ladétection des fissures ;
- si fr > 10, on réalise une pénétration légère.
Outre, la fréquence réduite permet de généraliser la description du comportement desgrandeurs électromagnétiques mises en jeu lors de l'examen. Autrement dit, pour des produitsgéométriquement semblables et pour des rapports f/fc identiques, les résultats obtenus sontanalogues.
II-3-2 Répartition des phases des courants de Foucault dans les cylindresLes courants de Foucault ont la même fréquence que le courant qui a servi à les
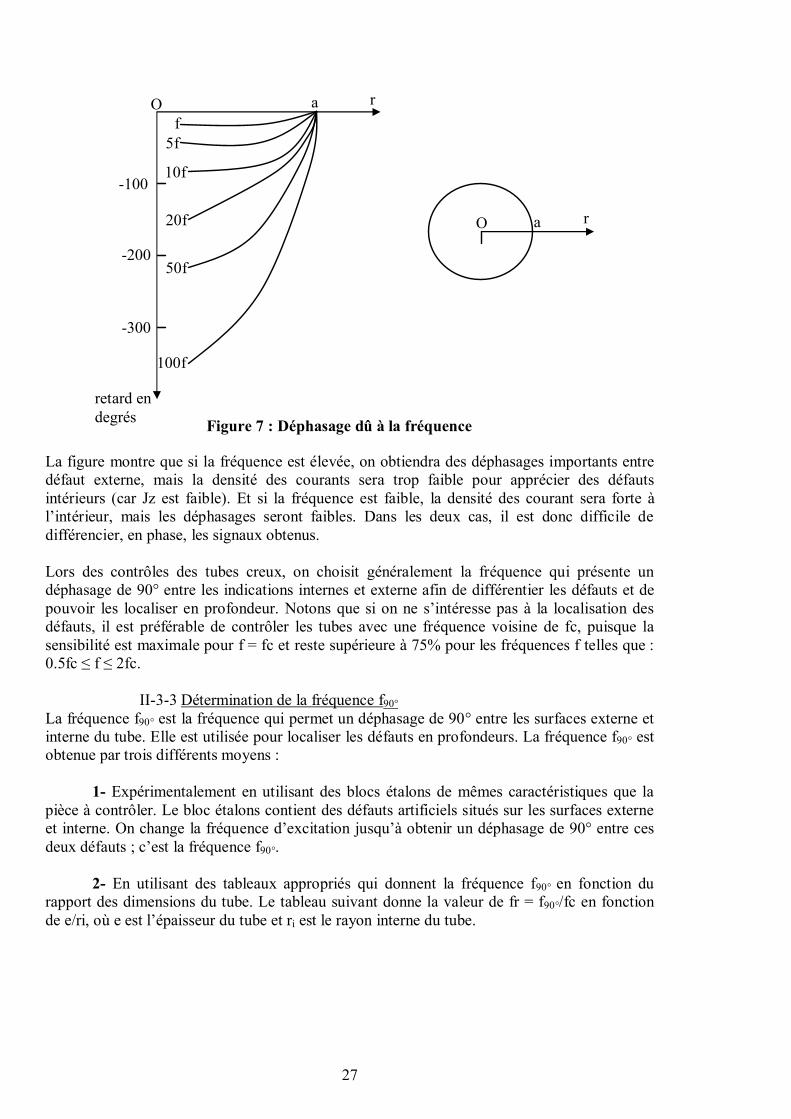
produire. Par contre, ils n'ont pas la même phase. Ils subissent un déphasage.L'expérience montre qu'il y a un déphasage de plus en plus important au fur et à mesure que lafréquence augmente entre la surface extérieure et intérieure du produit. La figure 7 donnel'influence de la fréquence f lorsqu'elle est multipliée par 10, 20, 50 ou 100 pour une barrepleine.
27
La figure montre que si la fréquence est élevée, on obtiendra des déphasages importants entredéfaut externe, mais la densité des courants sera trop faible pour apprécier des défautsintérieurs (car Jz est faible). Et si la fréquence est faible, la densité des courant sera forte àl’intérieur, mais les déphasages seront faibles. Dans les deux cas, il est donc difficile dedifférencier, en phase, les signaux obtenus.
Lors des contrôles des tubes creux, on choisit généralement la fréquence qui présente undéphasage de 90° entre les indications internes et externe afin de différentier les défauts et depouvoir les localiser en profondeur. Notons que si on ne s’intéresse pas à la localisation desdéfauts, il est préférable de contrôler les tubes avec une fréquence voisine de fc, puisque lasensibilité est maximale pour f = fc et reste supérieure à 75% pour les fréquences f telles que :0.5fc ≤ f ≤ 2fc.
II-3-3 Détermination de la fréquence f90°La fréquence f90° est la fréquence qui permet un déphasage de 90° entre les surfaces externe etinterne du tube. Elle est utilisée pour localiser les défauts en profondeurs. La fréquence f90° estobtenue par trois différents moyens :
1- Expérimentalement en utilisant des blocs étalons de mêmes caractéristiques que lapièce à contrôler. Le bloc étalons contient des défauts artificiels situés sur les surfaces externeet interne. On change la fréquence d’excitation jusqu’à obtenir un déphasage de 90° entre cesdeux défauts ; c’est la fréquence f90°.
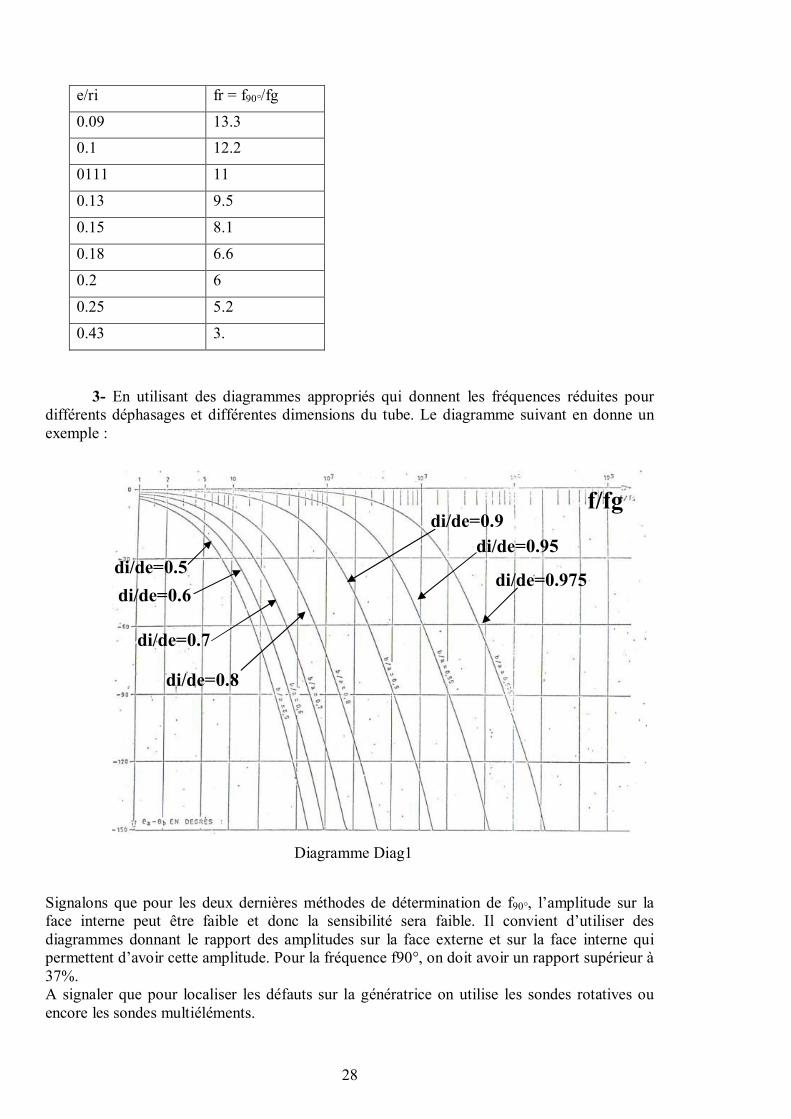
2- En utilisant des tableaux appropriés qui donnent la fréquence f90° en fonction durapport des dimensions du tube. Le tableau suivant donne la valeur de fr = f90°/fc en fonctionde e/ri, où e est l’épaisseur du tube et ri est le rayon interne du tube.
-100
-200
-300
f5f
10f
20f
50f
100f
Figure 7 : Déphasage dû à la fréquence
a r
raO
O
retard endegrés
28
e/ri fr = f90°/fg
0.09 13.30.1 12.2
0111 11
0.13 9.5
0.15 8.1
0.18 6.6
0.2 6
0.25 5.2
0.43 3.
3- En utilisant des diagrammes appropriés qui donnent les fréquences réduites pourdifférents déphasages et différentes dimensions du tube. Le diagramme suivant en donne unexemple :
Signalons que pour les deux dernières méthodes de détermination de f90°, l’amplitude sur laface interne peut être faible et donc la sensibilité sera faible. Il convient d’utiliser desdiagrammes donnant le rapport des amplitudes sur la face externe et sur la face interne quipermettent d’avoir cette amplitude. Pour la fréquence f90°, on doit avoir un rapport supérieur à37%.A signaler que pour localiser les défauts sur la génératrice on utilise les sondes rotatives ouencore les sondes multiéléments.
f/fg
di/de=0.5di/de=0.6
di/de=0.7
di/de=0.8
di/de=0.9di/de=0.95
di/de=0.975
Diagramme Diag1
29
III- InstrumentationsIII-1 différents types de capteursLes capteurs sont constitués d'une bobine pouvant comporter un noyau isolant ou, pour
augmenter leur sensibilité, une ferrite. Ils se présentent sous la forme de :- sondes qui permettent d'effectuer des mesures ponctuelles et de suivre le profil des
pièces, en raison de leur petite taille.- bobines encerclantes pour le contrôle par l'extérieur des cylindres.- bobines internes pour le contrôle par l'intérieur des corps creux (tubes creux).
Ces capteurs peuvent être (figure 8) :- à fonctions séparées. Ils sont constitués de deux bobines dont l'une servant à
l'excitation (dite primaire) et l'autre servant à la mesure (dite secondaire) ;- à doubles fonctions. Ils sont constitués d'une seule bobine qui sert à la fois à
l'excitation et à la mesure.
E/R
E R
Bobine à fonctions séparées Bobine à doubles fonctions
Figure 8 Différents types de capteurs
Lors d'un contrôle d'un tube ou d'une barre avec une bobine encerclante, on définit lecoefficient de remplissage h comme étant le rapport des sections entre celle du produit et cellede la bobine (figure 9) :
2
2
Dd
bobinagedumoyennetionsectubeduexternetionsec ==h
f/fg
Diagramme Diag2
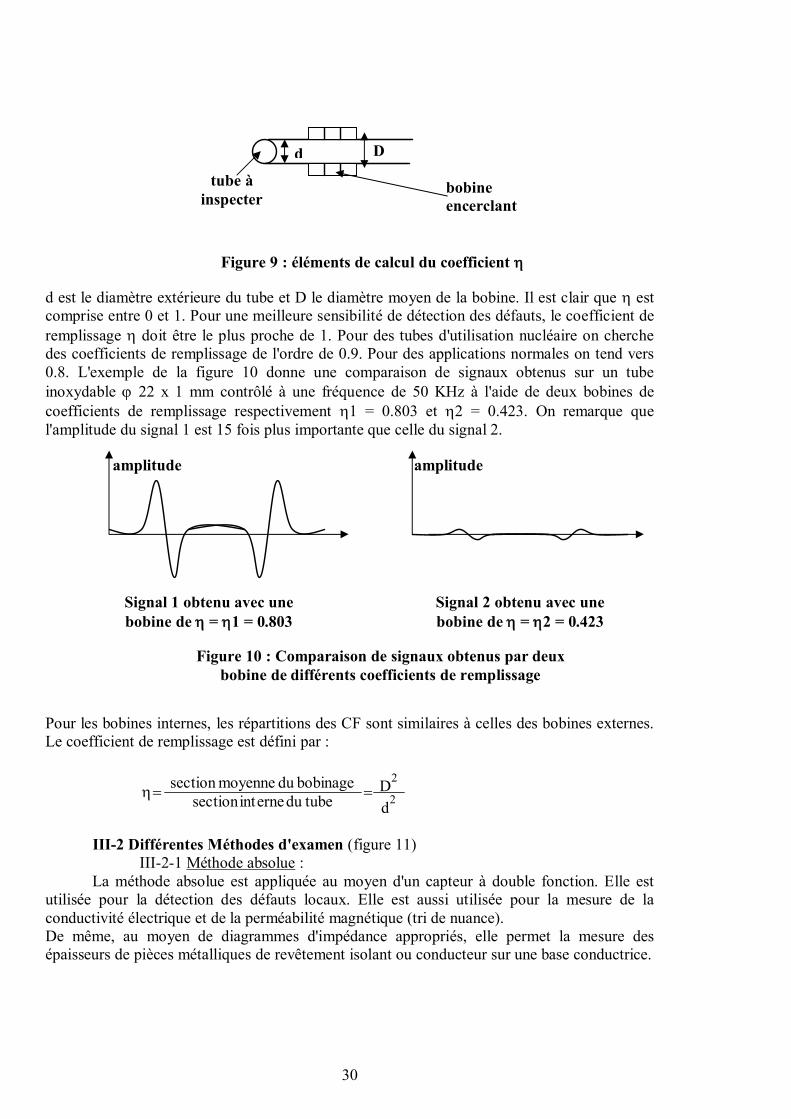
30
d est le diamètre extérieure du tube et D le diamètre moyen de la bobine. Il est clair que h estcomprise entre 0 et 1. Pour une meilleure sensibilité de détection des défauts, le coefficient deremplissage h doit être le plus proche de 1. Pour des tubes d'utilisation nucléaire on cherchedes coefficients de remplissage de l'ordre de 0.9. Pour des applications normales on tend vers0.8. L'exemple de la figure 10 donne une comparaison de signaux obtenus sur un tubeinoxydable j 22 x 1 mm contrôlé à une fréquence de 50 KHz à l'aide de deux bobines decoefficients de remplissage respectivement h1 = 0.803 et h2 = 0.423. On remarque quel'amplitude du signal 1 est 15 fois plus importante que celle du signal 2.
Pour les bobines internes, les répartitions des CF sont similaires à celles des bobines externes.Le coefficient de remplissage est défini par :
2
2
dD
tubeduerneinttionsecbobinagedumoyennetionsec ==h
III-2 Différentes Méthodes d'examen (figure 11)III-2-1 Méthode absolue :
La méthode absolue est appliquée au moyen d'un capteur à double fonction. Elle estutilisée pour la détection des défauts locaux. Elle est aussi utilisée pour la mesure de laconductivité électrique et de la perméabilité magnétique (tri de nuance).De même, au moyen de diagrammes d'impédance appropriés, elle permet la mesure desépaisseurs de pièces métalliques de revêtement isolant ou conducteur sur une base conductrice.
tube àinspecter
bobineencerclante
d D
Figure 9 : éléments de calcul du coefficient h
Signal 2 obtenu avec unebobine de h = h2 = 0.423
Signal 1 obtenu avec unebobine de h = h1 = 0.803
Figure 10 : Comparaison de signaux obtenus par deuxbobine de différents coefficients de remplissage
amplitude amplitude
31
Capteur absolu Capteur différentiel
Méthode absolue Méthode différentielle
Figure 11 : Différentes Méthodes d'examen
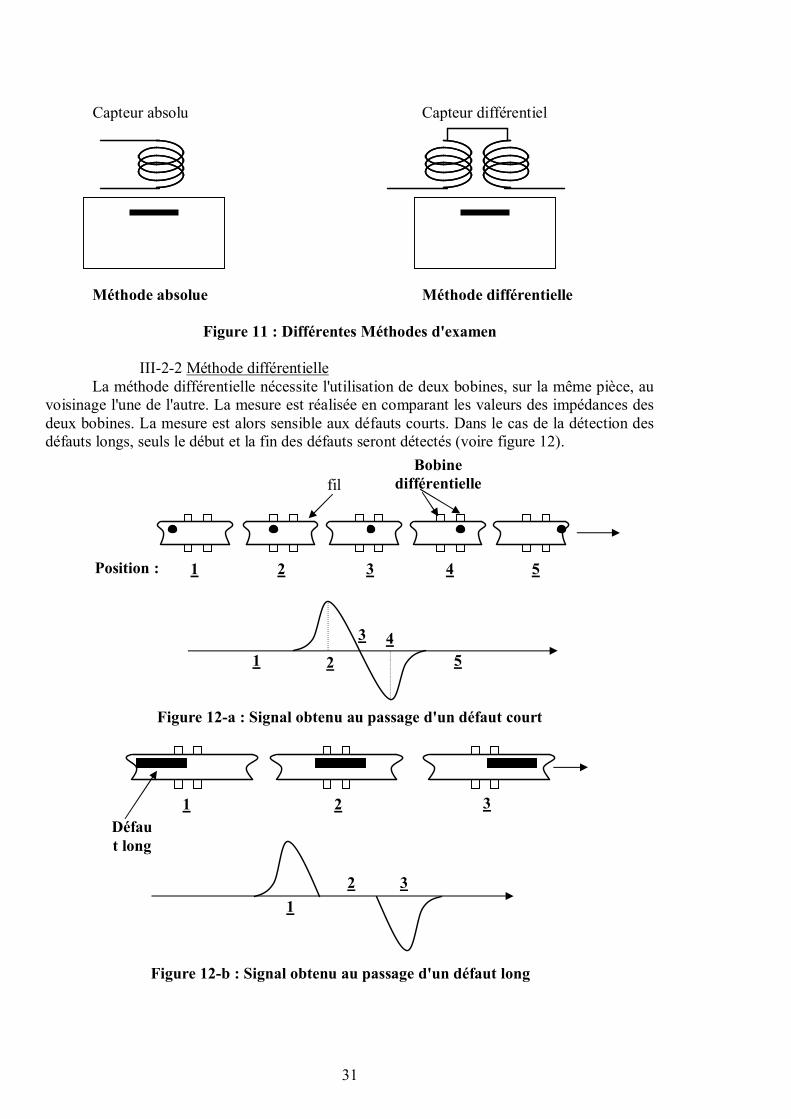
III-2-2 Méthode différentielleLa méthode différentielle nécessite l'utilisation de deux bobines, sur la même pièce, au
voisinage l'une de l'autre. La mesure est réalisée en comparant les valeurs des impédances desdeux bobines. La mesure est alors sensible aux défauts courts. Dans le cas de la détection desdéfauts longs, seuls le début et la fin des défauts seront détectés (voire figure 12).
Figure 12-a : Signal obtenu au passage d'un défaut court
Bobinedifférentielle
1Position : 2 3 4 5
fil
1 2
3 45
Défaut long
1 2 3
12 3
Figure 12-b : Signal obtenu au passage d'un défaut long
32
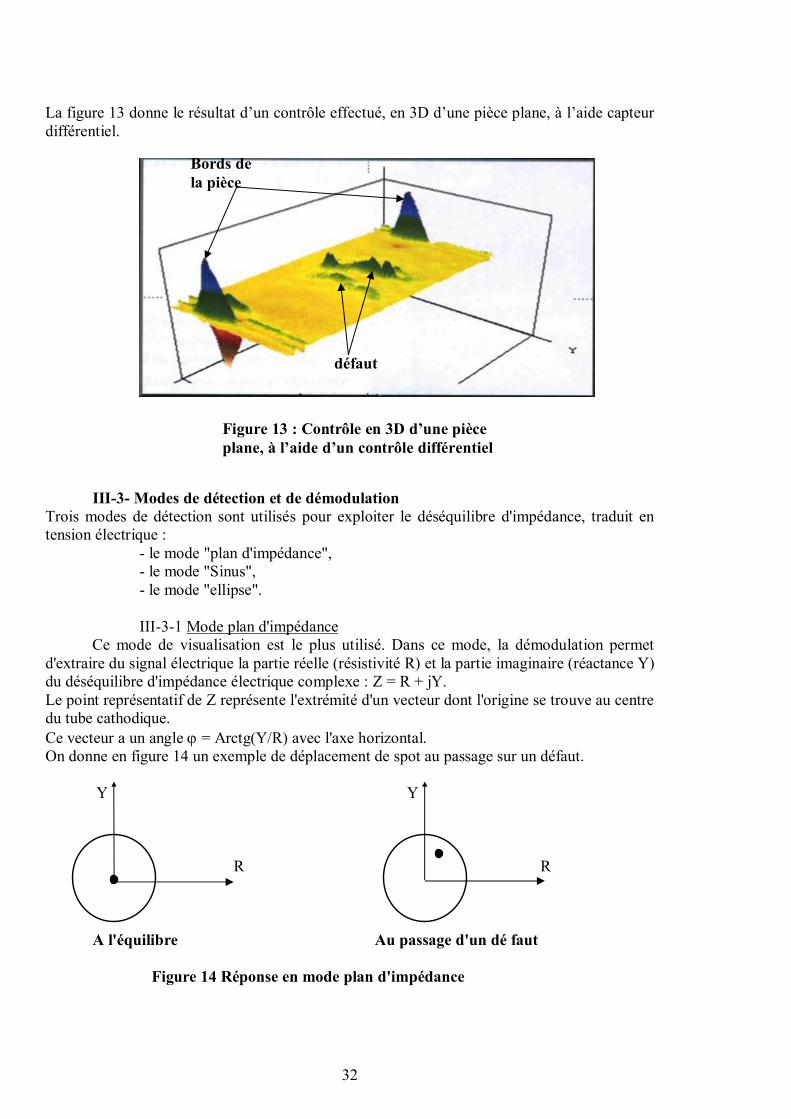
La figure 13 donne le résultat d’un contrôle effectué, en 3D d’une pièce plane, à l’aide capteurdifférentiel.
III-3- Modes de détection et de démodulationTrois modes de détection sont utilisés pour exploiter le déséquilibre d'impédance, traduit entension électrique :
- le mode "plan d'impédance",- le mode "Sinus",- le mode "ellipse".
III-3-1 Mode plan d'impédanceCe mode de visualisation est le plus utilisé. Dans ce mode, la démodulation permet
d'extraire du signal électrique la partie réelle (résistivité R) et la partie imaginaire (réactance Y)du déséquilibre d'impédance électrique complexe : Z = R + jY.Le point représentatif de Z représente l'extrémité d'un vecteur dont l'origine se trouve au centredu tube cathodique.Ce vecteur a un angle j = Arctg(Y/R) avec l'axe horizontal.On donne en figure 14 un exemple de déplacement de spot au passage sur un défaut.
Y Y
R R
A l'équilibre Au passage d'un dé faut
Figure 14 Réponse en mode plan d'impédance
Bords dela pièce
défaut
Figure 13 : Contrôle en 3D d’une pièceplane, à l’aide d’un contrôle différentiel
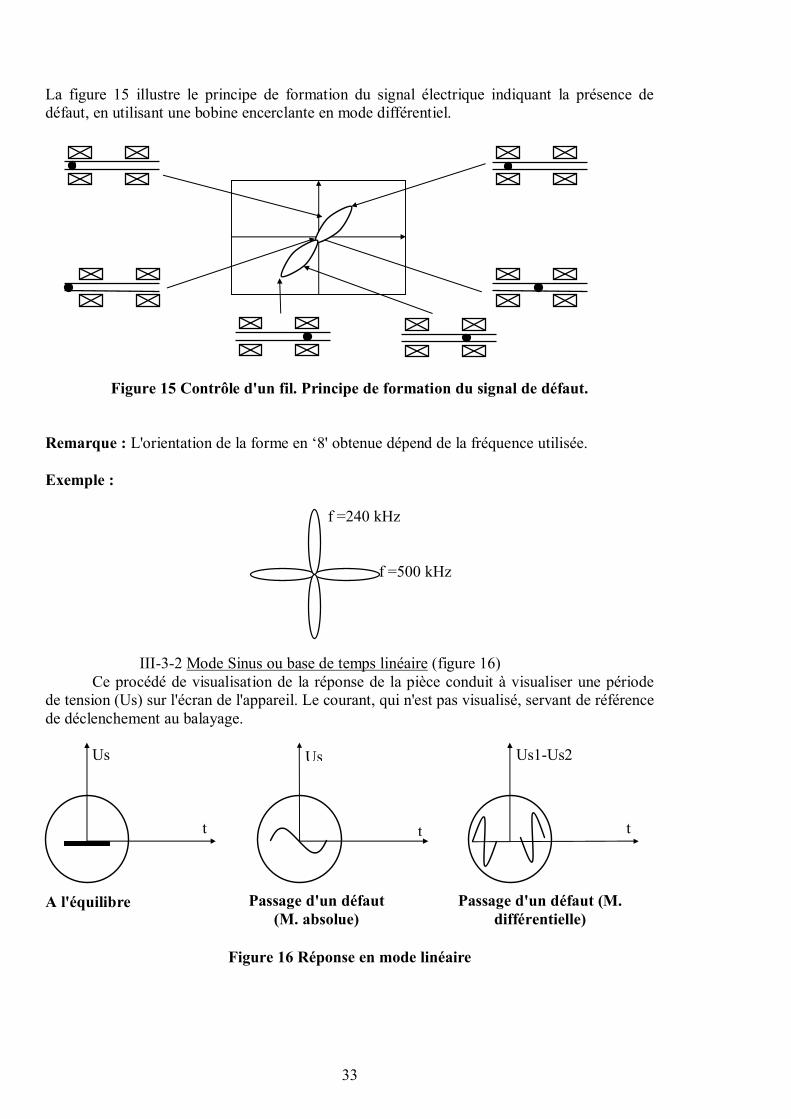
33
La figure 15 illustre le principe de formation du signal électrique indiquant la présence dedéfaut, en utilisant une bobine encerclante en mode différentiel.
Figure 15 Contrôle d'un fil. Principe de formation du signal de défaut.
Remarque : L'orientation de la forme en ‘8' obtenue dépend de la fréquence utilisée.
Exemple :
f =240 kHz
f =500 kHz
III-3-2 Mode Sinus ou base de temps linéaire (figure 16)Ce procédé de visualisation de la réponse de la pièce conduit à visualiser une période
de tension (Us) sur l'écran de l'appareil. Le courant, qui n'est pas visualisé, servant de référencede déclenchement au balayage.
Us Us1-Us2
t t
A l'équilibre
Figure 16 Réponse en mode linéaire
Passage d'un défaut (M.différentielle)
Passage d'un défaut(M. absolue)
Us
t
34
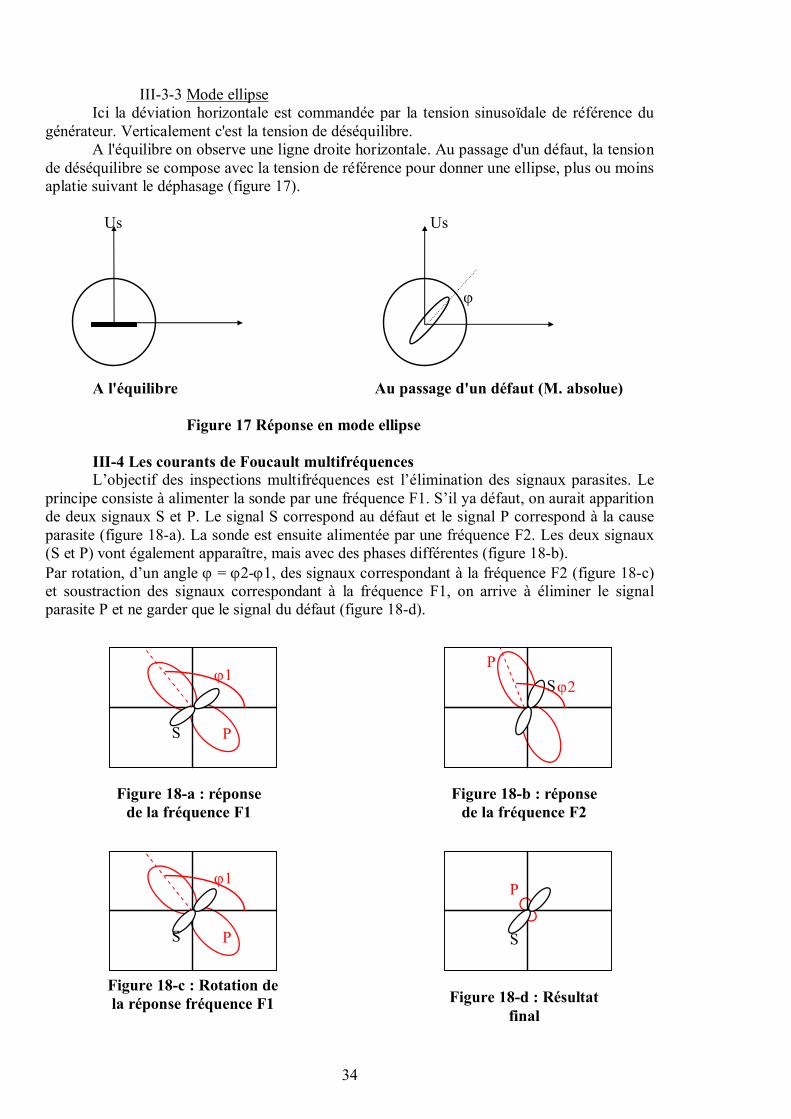
III-3-3 Mode ellipseIci la déviation horizontale est commandée par la tension sinusoïdale de référence du
générateur. Verticalement c'est la tension de déséquilibre.A l'équilibre on observe une ligne droite horizontale. Au passage d'un défaut, la tension
de déséquilibre se compose avec la tension de référence pour donner une ellipse, plus ou moinsaplatie suivant le déphasage (figure 17).
Us Us
A l'équilibre Au passage d'un défaut (M. absolue)
Figure 17 Réponse en mode ellipse
III-4 Les courants de Foucault multifréquencesL’objectif des inspections multifréquences est l’élimination des signaux parasites. Le
principe consiste à alimenter la sonde par une fréquence F1. S’il ya défaut, on aurait apparitionde deux signaux S et P. Le signal S correspond au défaut et le signal P correspond à la causeparasite (figure 18-a). La sonde est ensuite alimentée par une fréquence F2. Les deux signaux(S et P) vont également apparaître, mais avec des phases différentes (figure 18-b).Par rotation, d’un angle j = j2-j1, des signaux correspondant à la fréquence F2 (figure 18-c)et soustraction des signaux correspondant à la fréquence F1, on arrive à éliminer le signalparasite P et ne garder que le signal du défaut (figure 18-d).
j
Figure 18-a : réponsede la fréquence F1
j1
PS
Figure 18-b : réponsede la fréquence F2
j2P
S
Figure 18-c : Rotation dela réponse fréquence F1
j1
PS
Figure 18-d : Résultatfinal
P
S
35
IV- Domaines d'applicationLa grande sensibilité de la détection et l'automatisation du contrôle font que cette
méthode est idéale pour les contrôles de série et d'accès difficile. Elle est en particulier trèsutilisée pour contrôler les tubes d'échangeurs.Cette méthode permet de contrôler notamment :
- les mélanges de matériaux éventuels ;- les variations d'épaisseur ;- les défauts de surface ou proches de celle-ci ;- l'état après traitement d'un matériau.
V- Etude de cas pratiques
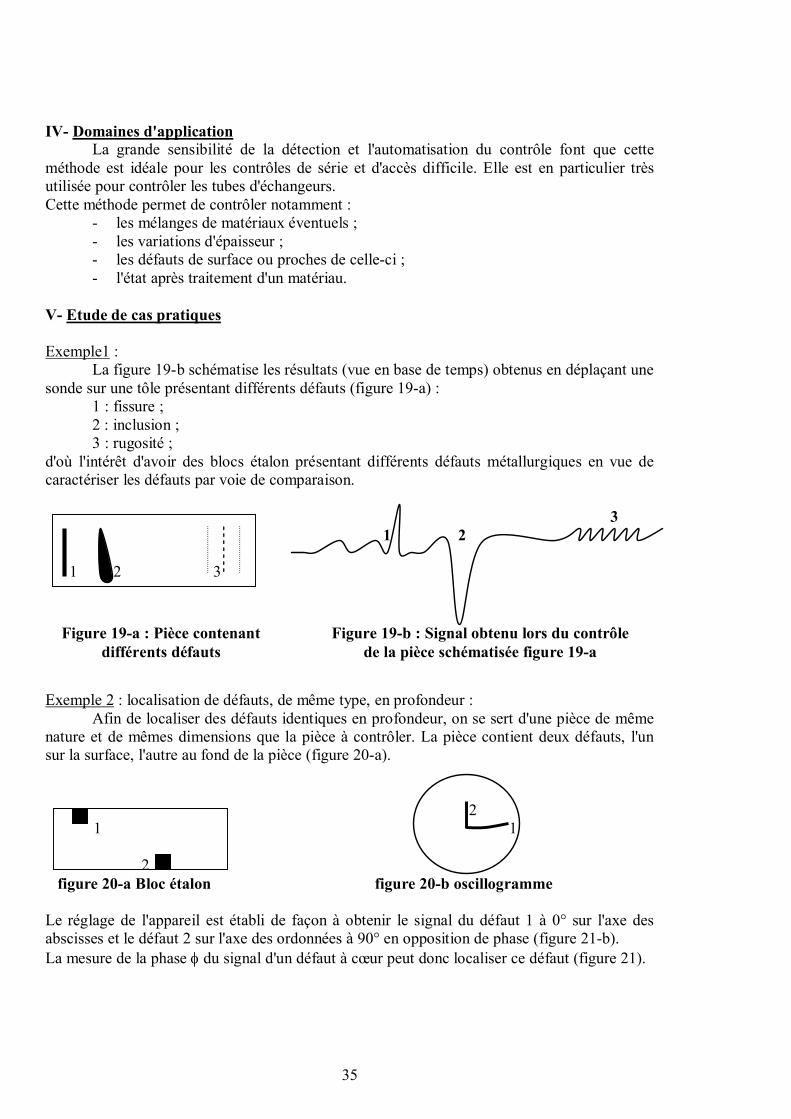
Exemple1 :La figure 19-b schématise les résultats (vue en base de temps) obtenus en déplaçant une
sonde sur une tôle présentant différents défauts (figure 19-a) :1 : fissure ;2 : inclusion ;3 : rugosité ;
d'où l'intérêt d'avoir des blocs étalon présentant différents défauts métallurgiques en vue decaractériser les défauts par voie de comparaison.
31 2
1 2 3
Exemple 2 : localisation de défauts, de même type, en profondeur :Afin de localiser des défauts identiques en profondeur, on se sert d'une pièce de même
nature et de mêmes dimensions que la pièce à contrôler. La pièce contient deux défauts, l'unsur la surface, l'autre au fond de la pièce (figure 20-a).
2 1 1
2figure 20-a Bloc étalon figure 20-b oscillogramme
Le réglage de l'appareil est établi de façon à obtenir le signal du défaut 1 à 0° sur l'axe desabscisses et le défaut 2 sur l'axe des ordonnées à 90° en opposition de phase (figure 21-b).La mesure de la phase f du signal d'un défaut à cœur peut donc localiser ce défaut (figure 21).
Figure 19-a : Pièce contenantdifférents défauts
Figure 19-b : Signal obtenu lors du contrôlede la pièce schématisée figure 19-a
36
f
défaut
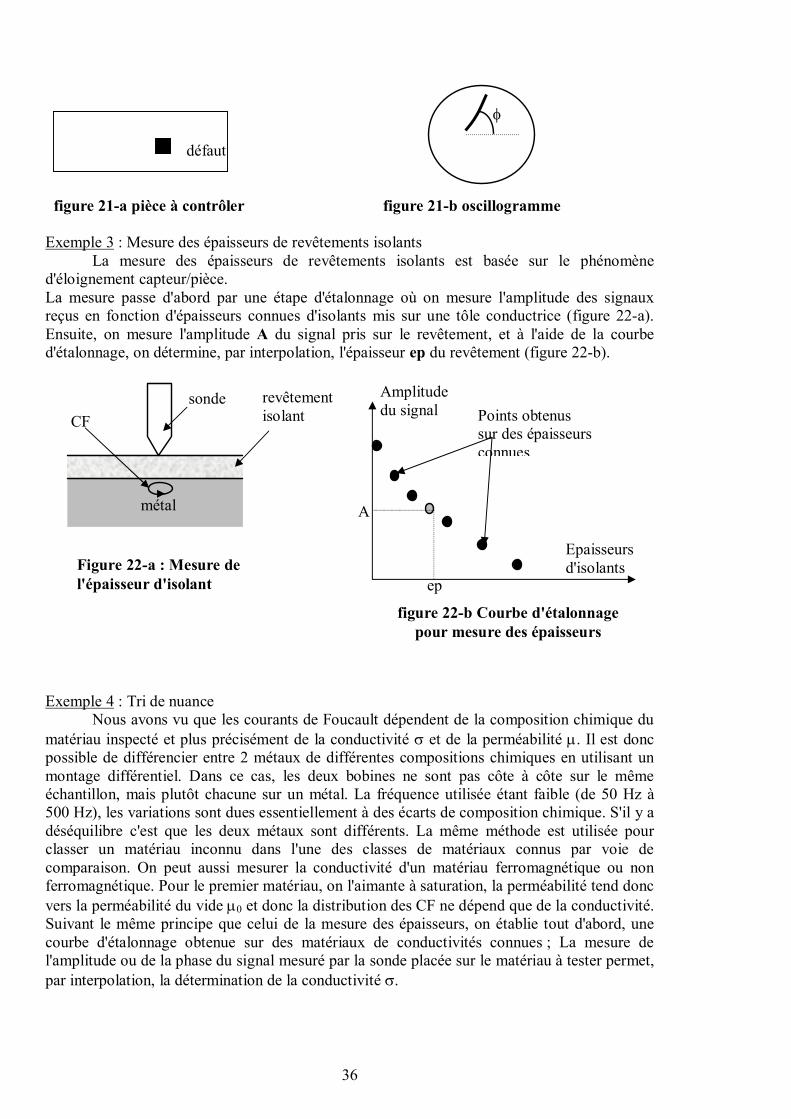
figure 21-a pièce à contrôler figure 21-b oscillogramme
Exemple 3 : Mesure des épaisseurs de revêtements isolantsLa mesure des épaisseurs de revêtements isolants est basée sur le phénomène
d'éloignement capteur/pièce.La mesure passe d'abord par une étape d'étalonnage où on mesure l'amplitude des signauxreçus en fonction d'épaisseurs connues d'isolants mis sur une tôle conductrice (figure 22-a).Ensuite, on mesure l'amplitude A du signal pris sur le revêtement, et à l'aide de la courbed'étalonnage, on détermine, par interpolation, l'épaisseur ep du revêtement (figure 22-b).
Exemple 4 : Tri de nuanceNous avons vu que les courants de Foucault dépendent de la composition chimique du
matériau inspecté et plus précisément de la conductivité s et de la perméabilité m. Il est doncpossible de différencier entre 2 métaux de différentes compositions chimiques en utilisant unmontage différentiel. Dans ce cas, les deux bobines ne sont pas côte à côte sur le mêmeéchantillon, mais plutôt chacune sur un métal. La fréquence utilisée étant faible (de 50 Hz à500 Hz), les variations sont dues essentiellement à des écarts de composition chimique. S'il y adéséquilibre c'est que les deux métaux sont différents. La même méthode est utilisée pourclasser un matériau inconnu dans l'une des classes de matériaux connus par voie decomparaison. On peut aussi mesurer la conductivité d'un matériau ferromagnétique ou nonferromagnétique. Pour le premier matériau, on l'aimante à saturation, la perméabilité tend doncvers la perméabilité du vide m0 et donc la distribution des CF ne dépend que de la conductivité.Suivant le même principe que celui de la mesure des épaisseurs, on établie tout d'abord, unecourbe d'étalonnage obtenue sur des matériaux de conductivités connues ; La mesure del'amplitude ou de la phase du signal mesuré par la sonde placée sur le matériau à tester permet,par interpolation, la détermination de la conductivité s.
Amplitudedu signal
Epaisseursd'isolants
Points obtenussur des épaisseursconnues
ep
A
Figure 22-a : Mesure del'épaisseur d'isolant
métal
sondeCF
revêtementisolant
figure 22-b Courbe d'étalonnagepour mesure des épaisseurs
37
VI- Avantages et inconvénients de la méthode
VI-1 AvantagesLa méthode est très bien adaptée pour les produits de grande longueur (fils, tubes...),
puisque la vitesse du contrôle est très élevée.
VI-2 InconvénientsLa méthode ne s'applique qu'aux matériaux conducteurs de l'électricité, et ne permet
que la détection des défauts surfaciques sans pouvoir les caractériser.
VII ConclusionsLes courants de Foucault sont utilisés pour la recherche des défauts métallurgiques dans
des produits tels que les barres, tubes et fils. L'absence de contact entre le produit et la bobinepermet de réaliser des contrôles automatiques à grandes vitesses (environ 240 m/mn). Enrevanche, l'interprétation des résultats obtenus n'est pas toujours aisée.
VIII- Bibliographie- Théorie des courants de Foucault : W. J. Mc Gonnagle, "Essais non destructifs", EditionEyrolles 1967.
- Applications : * Contrôle par CF par bobines encerclante : NF A49 872 * Mesure des épaisseurs par CF : NF A91 113, NF A91 404.
- Caractérisation de l'appareillage : NF A09 170, NF A09 171.
38
-Chapitre IV-
Le Contrôle Non Destructifpar Radiographie
Le contrôle radiographique permet de déceler les défauts de volume, c'est donc unetechnique appartenant à la famille de volume. Le principe est basé sur le bombardement de lapièce par des rayons X ou g ; En traversant le matériau, le faisceau X ou g subit une diminutiond'intensité énergétique fonction de la nature et de l'épaisseur de la substance. Sur un film placéde l'autre côté de la pièce un défaut aurait un noircissement différent de celui de la partie sainedu matériau inspecté.
I- Généralités sur les rayons X et gX et g sont des rayonnements électromagnétiques, tout comme la lumière, les ondes
radio, les ondes radar etc. mais caractérisés par des longueurs d'onde très petites, donc desénergies très élevées.Dans ce paragraphe, nous allons nous intéresser à leurs émissions et à leur absorption par lamatière, deux phénomènes essentiels pour la compréhension de la radiographie.
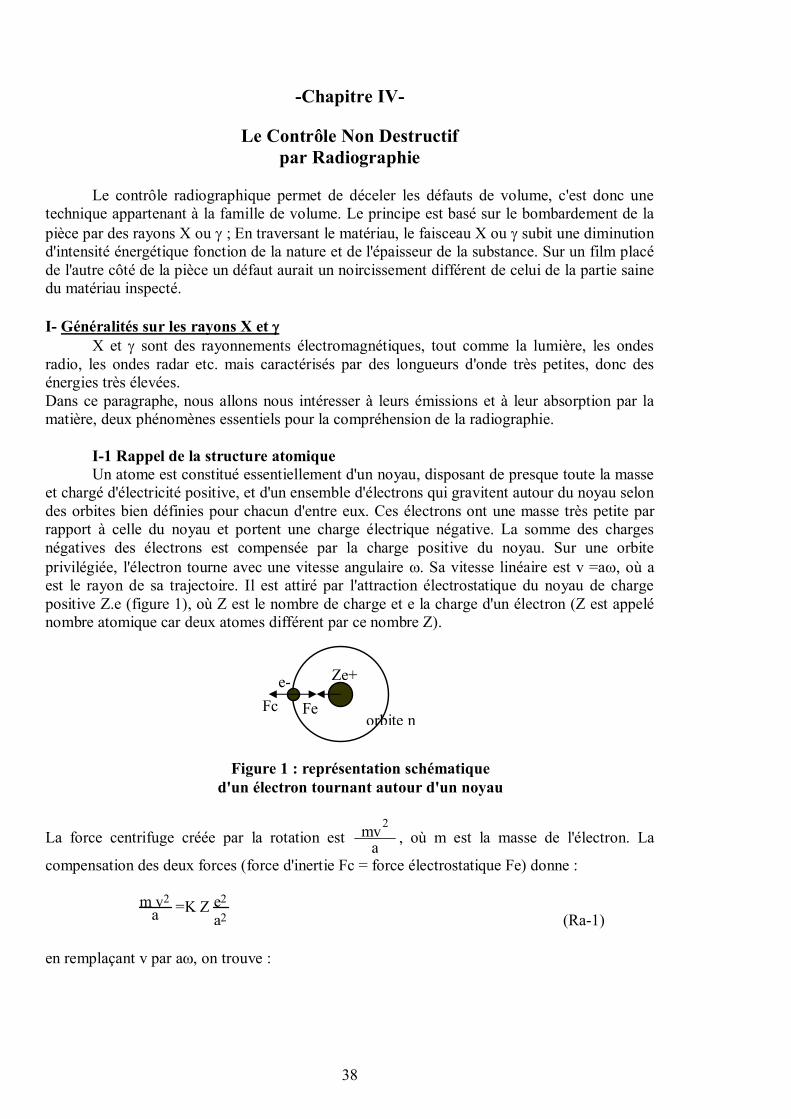
I-1 Rappel de la structure atomiqueUn atome est constitué essentiellement d'un noyau, disposant de presque toute la masse
et chargé d'électricité positive, et d'un ensemble d'électrons qui gravitent autour du noyau selondes orbites bien définies pour chacun d'entre eux. Ces électrons ont une masse très petite parrapport à celle du noyau et portent une charge électrique négative. La somme des chargesnégatives des électrons est compensée par la charge positive du noyau. Sur une orbiteprivilégiée, l'électron tourne avec une vitesse angulaire w. Sa vitesse linéaire est v =aw, où aest le rayon de sa trajectoire. Il est attiré par l'attraction électrostatique du noyau de chargepositive Z.e (figure 1), où Z est le nombre de charge et e la charge d'un électron (Z est appelénombre atomique car deux atomes différent par ce nombre Z).
La force centrifuge créée par la rotation est amv2
, où m est la masse de l'électron. La
compensation des deux forces (force d'inertie Fc = force électrostatique Fe) donne :
m v2a =K Z e2
a2 (Ra-1)
en remplaçant v par aw, on trouve :
e- Ze+
Fc Feorbite n
Figure 1 : représentation schématiqued'un électron tournant autour d'un noyau
39
m a2w2a = K Z e2
a2 (Ra-2)soit :
m a2w2 = K Z e2a (Ra-3)
La physique quantique montre que le périmètre 2pan d'une orbite n (an étant le rayon de cetteorbite) est un nombre entier de fois la longueur d'onde du train d'ondes associé à l'électron quila parcourt, soit :
2pan = nl = nh/(mv) où h est la constante de Planck
ou encore :
p=w 2
nhma2n (Ra-4)
En rapprochant les équations (Ra-3) et (Ra-4) on peut éliminer w et on obtient les rayons desorbites "possibles" :
102
22
22
n m53.0Zn
mKZe4hna -»
p= (Ra-5)
En faisant varier n, on obtient les rayons des différentes orbites possibles.Pour n = 1, on dit que l'électron est sur la couche K, pour n = 2 c'est la couche L, pour n = 3c'est la couche M, etc.On montre aussi que plus l'électron est proche du noyau plus il est lié à celui-ci ; son énergiepotentielle est donc plus grande en valeur absolue que son énergie cinétique de sorte que sonénergie totale E = Ec + Ep est négative. En effet :
- l'énergie cinétique d'un électron gravitant sur une orbite n de rayon an est :
22n
2 am21mv2
1Ec w== (Ra-6)
En remplaçant 22nam w par sa valeur donnée par la relation (Ra-3), ainsi que an pas sa valeur
donnée par la relation (Ra-5), on trouve :
Ec = 12
m v2 = 2p2 mK2Z2e4
n2 h2 (Ra-7)
- l'énergie potentielle Ep de l'électron dans le champ du noyau est égale au travail qu'ondoit lui fournir lorsqu'on l'amène de l'infini (Ep = 0) à la distance an du noyau, soit :
n
2a
2
2
aeKZdr
reKZEp
n
-== ò¥-
(Ra-8)
soit :
Ec2maEp 22n -=w-= (d'après (Ra-3)) (Ra-9)
L'énergie totale d'un électron situé sur une orbite n est alors :

40
En = Ec + Ep = - 2p2 mK2 Z2e4
n2h2 (Ra-10)
Plus n est grand, c'est à dire en allant vers les couches externes de l'atome, plus la valeurabsolue diminue, moins l'électron est lié au noyau.Plus Z est élevé (c'est à dire plus le noyau central est lourd), plus |En| est grand et donc plusl'électron est lié au noyau.
I-2 Propriétés des rayons XI-2-1 Emission des rayons X
Si par suite d'une perturbation extérieure, suffisamment d'énergie est apportée pourarracher un électron gravitant par exemple sur la couche K, l'atome résiduel se réarrangerarapidement. Un électron de la couche L viendra remplacer l'électron éjecté. Comme la coucheL est moins liée que la couche K, l'électron L passera d'une énergie potentielle :
- 4p2 mK2 Z2e4
22h2 (n = 2)
à - 4p2 mK2 Z2e4
12h2 (n = 1)
et donc d'énergie totale EL = ELc + ELp à EK = EKc + EKp c'est à dire :
de- 2p2 mK2 Z2e4
4h2 à - 2p2 mK2 Z2e4
h2
Un rayonnement électromagnétique sera émis d'énergie hn = EK - EL.Ce rayonnement est analogue à la lumière mais de plus grande fréquence, c'est à direcorrespondant à des photons de plus grande énergie : c'est le rayonnement X (figure 2).L'électron L est ensuite remplacé par un électron M et ainsi de suite jusqu'à l'électron le moinslié. L'atome reste alors ionisé. Ce type d'émission est connu sous le nom de rayonnementcaractéristique.
e-
Ionisation Atome déstabilisé Emission des X Emission des X
X(E=EL-EK)X(E=EM-EL)
Figure 2 Principe de l'émission du rayonnement X:rayonnement caractéristique
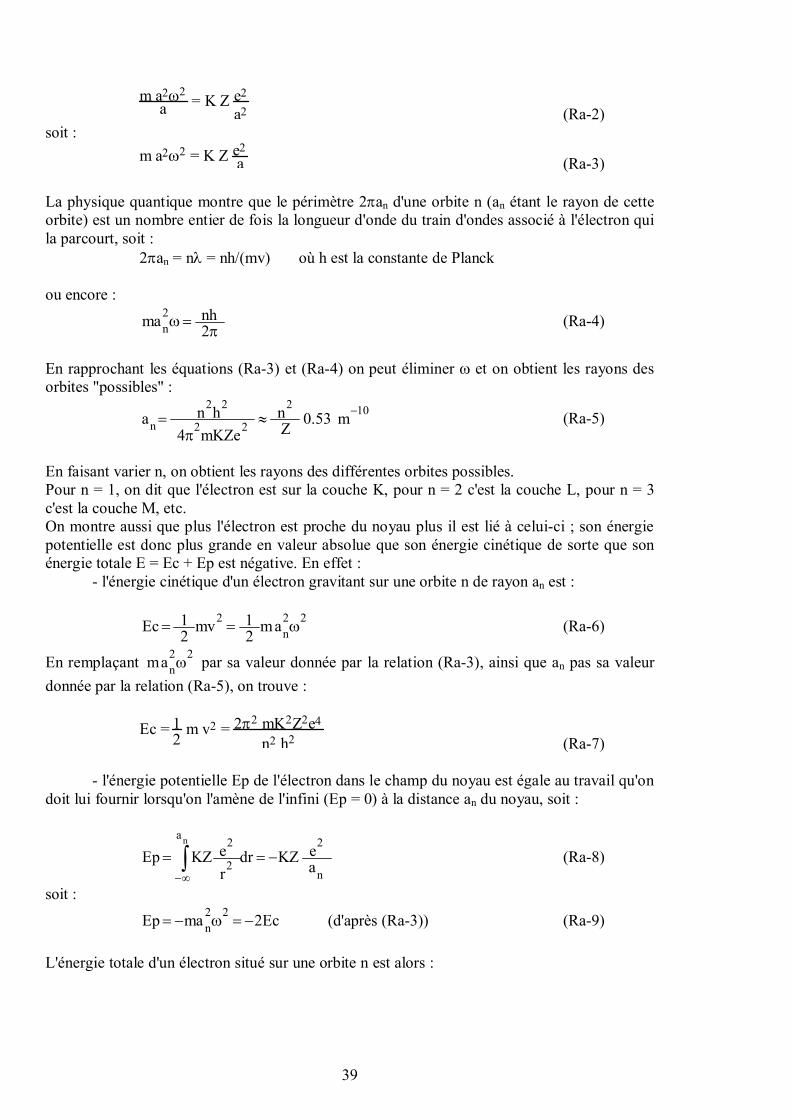
Il existe un autre type d'émission de rayons X, c'est le rayonnement de freinage : lorsqu'unélectron projectile, passe près du noyau, il est dévié par celui-ci. Il perd de l'énergie sous formede photon X (figure 3). Ce spectre "commence" à une valeur lmin dont l'importance est grande
41
en radiologie industrielle. A cette valeur lmin correspond les rayonnements les plusénergétique et donc les plus pénétrants.Par ailleurs, la longueur d'onde la plus intense est min0 5.1 l=l .
e-
Figure 3 Principe de l'émission du rayonnement X:rayonnement de freinage
X
X
X
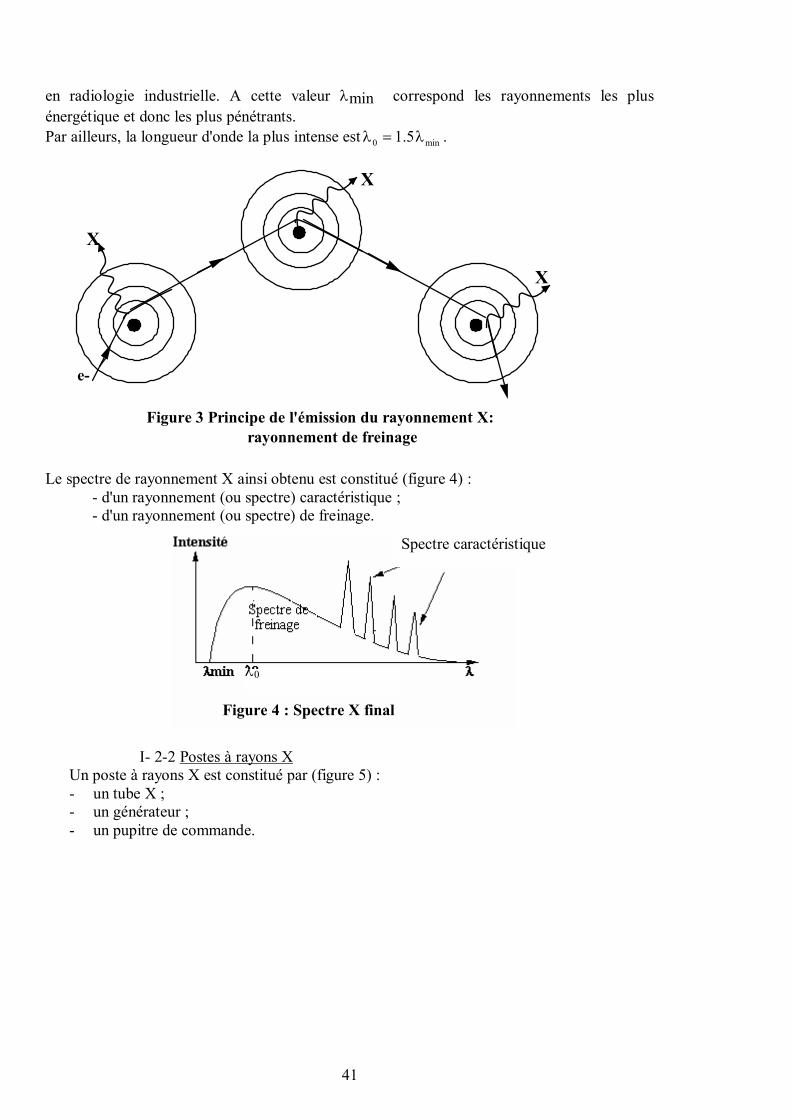
Le spectre de rayonnement X ainsi obtenu est constitué (figure 4) :- d'un rayonnement (ou spectre) caractéristique ;- d'un rayonnement (ou spectre) de freinage.
I- 2-2 Postes à rayons XUn poste à rayons X est constitué par (figure 5) :- un tube X ;- un générateur ;- un pupitre de commande.
Spectre caractéristique
Figure 4 : Spectre X final
l0
42
Figure 5 : Poste à rayons X
I- 2-2-1 Tube à rayons X
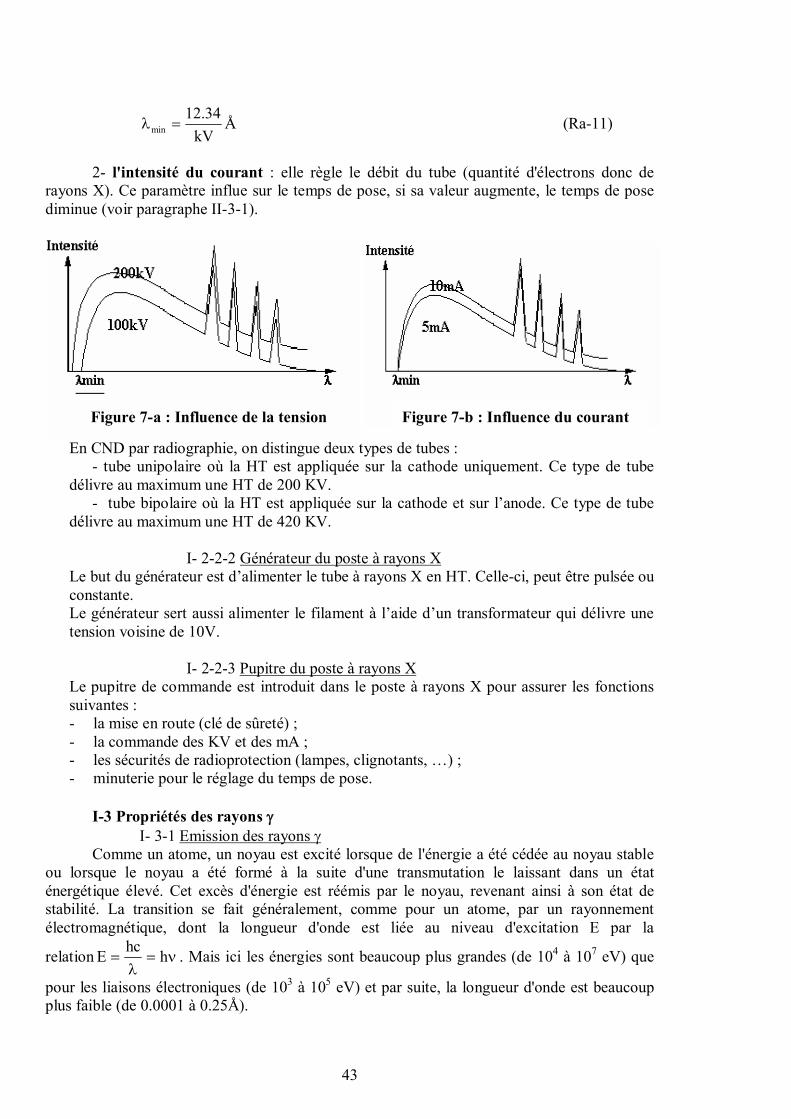
Les rayons X sont produits dans des tubes à vide comprenant (figure 6) :- une cathode C(-) constituée par un filament porté à haute température par un courant
de quelques mA. Celle-ci émet des électrons ;
- une anode A(+) portée à un potentiel positif élevé qui crée un champ électriqueintense et attire les électrons générés par la cathode. La vitesse et l'énergie cinétique de cesélectrons sont d'autant plus grandes que la ddp UAC entre A et C est grande ;
- une cible métallique (Cu, Fe, W...) interceptant le faisceau d'électrons dont l'énergiecinétique est absorbée et réémise sous forme de rayons X suivant les deux principes duparagraphe précédent.Le rayon X ainsi émis a pour longueur d'onde l dépendant uniquement du matériau de la cible,et son intensité I dépend à la fois de la ddp UAC et de la tension de chauffage du filament auniveau de la cathode.
Cathode
Filament
+
Anode
Enveloppe scellé en verre
Rayon X
Cible
Figure 6 Schéma de principe d'un tube à rayon X
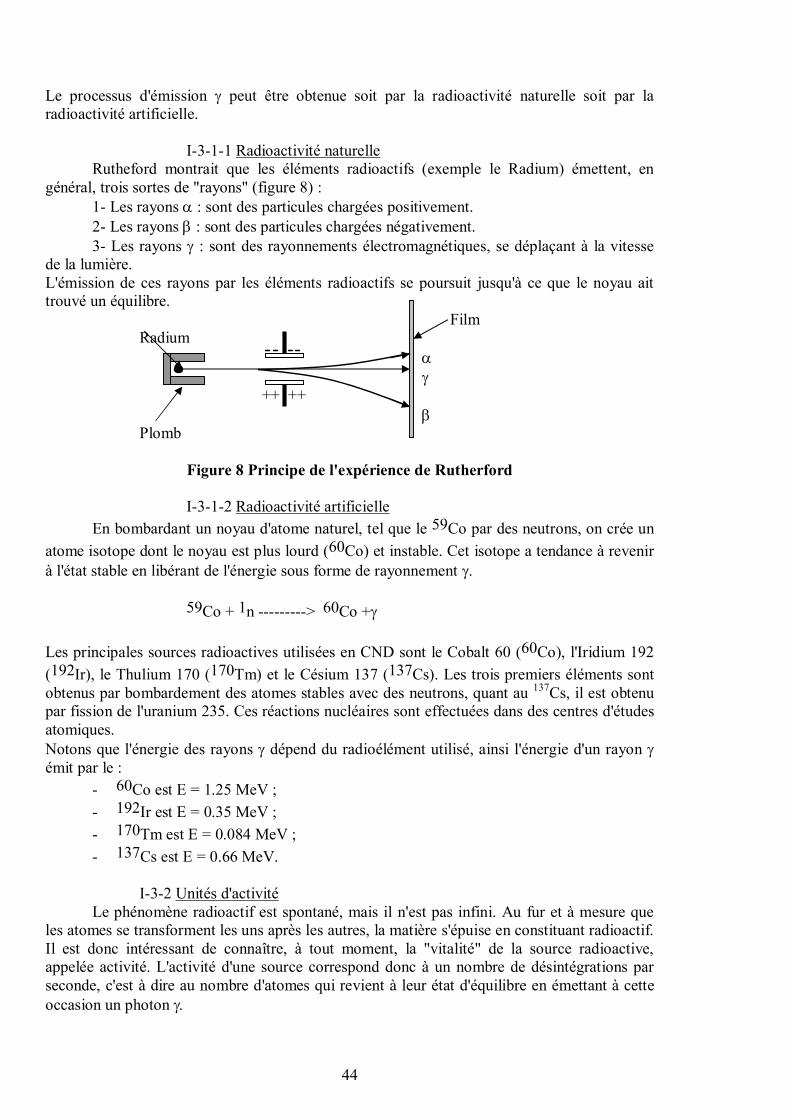
Deux paramètres réagissent le fonctionnement du tube à Rayon X (figure 7-a et figure 7-b) :1- la haute tension accélératrice (kV) : elle règle la quantité du rayonnement. Si on
augmente kV, lmin diminue, ce qui entraîne une augmentation de l'énergie des rayons et doncleur pénétration. En effet, la loi empirique de Duane et Hunt permet de calculer lmin :
vide
e-
Générateur etpupitre decommande
43
kV34.12
min =l Å (Ra-11)
2- l'intensité du courant : elle règle le débit du tube (quantité d'électrons donc derayons X). Ce paramètre influe sur le temps de pose, si sa valeur augmente, le temps de posediminue (voir paragraphe II-3-1).
En CND par radiographie, on distingue deux types de tubes :- tube unipolaire où la HT est appliquée sur la cathode uniquement. Ce type de tube
délivre au maximum une HT de 200 KV.- tube bipolaire où la HT est appliquée sur la cathode et sur l’anode. Ce type de tube
délivre au maximum une HT de 420 KV.
I- 2-2-2 Générateur du poste à rayons XLe but du générateur est d’alimenter le tube à rayons X en HT. Celle-ci, peut être pulsée ouconstante.Le générateur sert aussi alimenter le filament à l’aide d’un transformateur qui délivre unetension voisine de 10V.
I- 2-2-3 Pupitre du poste à rayons XLe pupitre de commande est introduit dans le poste à rayons X pour assurer les fonctionssuivantes :- la mise en route (clé de sûreté) ;- la commande des KV et des mA ;- les sécurités de radioprotection (lampes, clignotants, …) ;- minuterie pour le réglage du temps de pose.
I-3 Propriétés des rayons gI- 3-1 Emission des rayons g
Comme un atome, un noyau est excité lorsque de l'énergie a été cédée au noyau stableou lorsque le noyau a été formé à la suite d'une transmutation le laissant dans un étaténergétique élevé. Cet excès d'énergie est réémis par le noyau, revenant ainsi à son état destabilité. La transition se fait généralement, comme pour un atome, par un rayonnementélectromagnétique, dont la longueur d'onde est liée au niveau d'excitation E par la
relation n=l
= hhcE . Mais ici les énergies sont beaucoup plus grandes (de 104 à 107 eV) que
pour les liaisons électroniques (de 103 à 105 eV) et par suite, la longueur d'onde est beaucoupplus faible (de 0.0001 à 0.25Å).
Figure 7-a : Influence de la tension Figure 7-b : Influence du courant
44
Le processus d'émission g peut être obtenue soit par la radioactivité naturelle soit par laradioactivité artificielle.
I-3-1-1 Radioactivité naturelleRutheford montrait que les éléments radioactifs (exemple le Radium) émettent, en
général, trois sortes de "rayons" (figure 8) :1- Les rayons a : sont des particules chargées positivement.2- Les rayons b : sont des particules chargées négativement.3- Les rayons g : sont des rayonnements électromagnétiques, se déplaçant à la vitesse
de la lumière.L'émission de ces rayons par les éléments radioactifs se poursuit jusqu'à ce que le noyau aittrouvé un équilibre.
FilmRadium
ag
++ ++b
Plomb
Figure 8 Principe de l'expérience de Rutherford
I-3-1-2 Radioactivité artificielleEn bombardant un noyau d'atome naturel, tel que le 59Co par des neutrons, on crée un
atome isotope dont le noyau est plus lourd (60Co) et instable. Cet isotope a tendance à revenirà l'état stable en libérant de l'énergie sous forme de rayonnement g.
59Co + 1n ---------> 60Co +g
Les principales sources radioactives utilisées en CND sont le Cobalt 60 (60Co), l'Iridium 192(192Ir), le Thulium 170 (170Tm) et le Césium 137 (137Cs). Les trois premiers éléments sontobtenus par bombardement des atomes stables avec des neutrons, quant au 137Cs, il est obtenupar fission de l'uranium 235. Ces réactions nucléaires sont effectuées dans des centres d'étudesatomiques.Notons que l'énergie des rayons g dépend du radioélément utilisé, ainsi l'énergie d'un rayon gémit par le :
- 60Co est E = 1.25 MeV ;- 192Ir est E = 0.35 MeV ;- 170Tm est E = 0.084 MeV ;- 137Cs est E = 0.66 MeV.
I-3-2 Unités d'activitéLe phénomène radioactif est spontané, mais il n'est pas infini. Au fur et à mesure que
les atomes se transforment les uns après les autres, la matière s'épuise en constituant radioactif.Il est donc intéressant de connaître, à tout moment, la "vitalité" de la source radioactive,appelée activité. L'activité d'une source correspond donc à un nombre de désintégrations parseconde, c'est à dire au nombre d'atomes qui revient à leur état d'équilibre en émettant à cetteoccasion un photon g.
45
Il existe deux unités d'activité :1- Le Becquerel Bq : c'est l'activité d'une source qui est l'objet de 1 désintégration par
seconde.
2- Le Curie Ci : c'est l'activité d'une source qui est le siège de 3.7 1010 désintégrationpar seconde, donc 1Ci = 37 GBq.
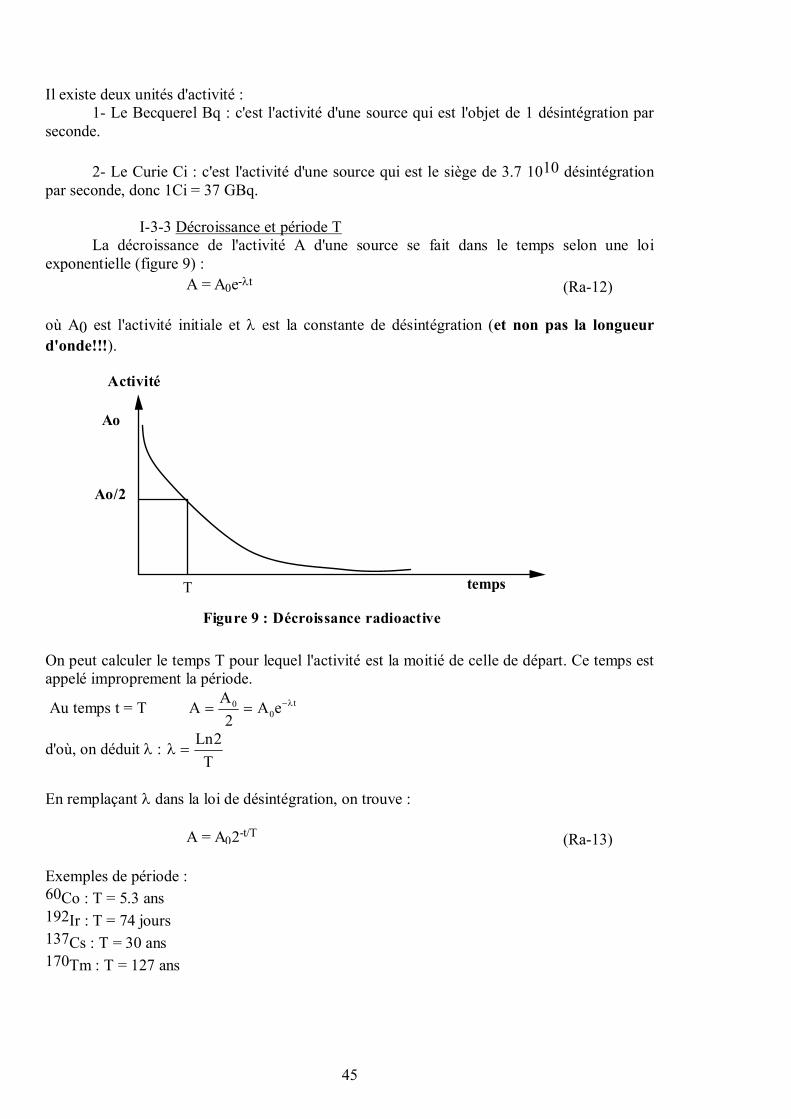
I-3-3 Décroissance et période TLa décroissance de l'activité A d'une source se fait dans le temps selon une loi
exponentielle (figure 9) :A = A0e-lt (Ra-12)
où A0 est l'activité initiale et l est la constante de désintégration (et non pas la longueurd'onde!!!).
Activité
temps
Ao
Ao/2
T
Figure 9 : Décroissance radioactive
On peut calculer le temps T pour lequel l'activité est la moitié de celle de départ. Ce temps estappelé improprement la période.
Au temps t = T t0
0 eA2
AA l-==
d'où, on déduit l :T
2Ln=l
En remplaçant l dans la loi de désintégration, on trouve :
A = A02-t/T (Ra-13)
Exemples de période :60Co : T = 5.3 ans192Ir : T = 74 jours137Cs : T = 30 ans170Tm : T = 127 ans
46
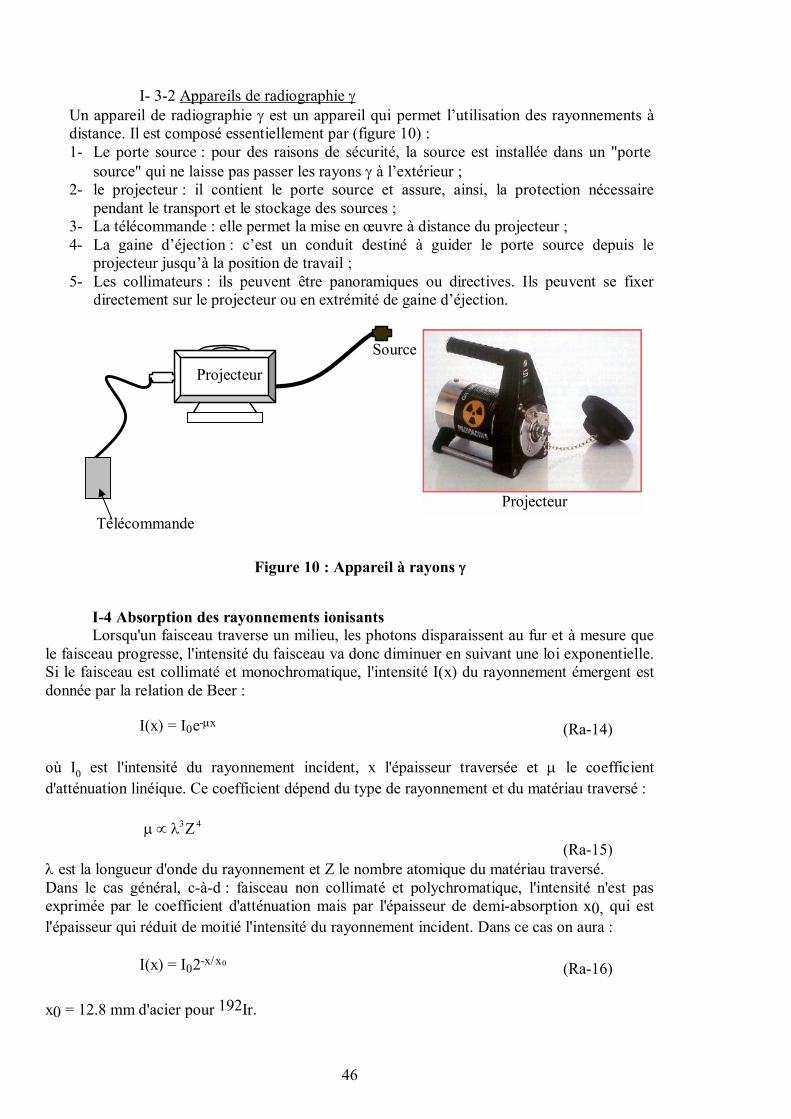
I- 3-2 Appareils de radiographie gUn appareil de radiographie g est un appareil qui permet l’utilisation des rayonnements àdistance. Il est composé essentiellement par (figure 10) :1- Le porte source : pour des raisons de sécurité, la source est installée dans un "porte
source" qui ne laisse pas passer les rayons g à l’extérieur ;2- le projecteur : il contient le porte source et assure, ainsi, la protection nécessaire
pendant le transport et le stockage des sources ;3- La télécommande : elle permet la mise en œuvre à distance du projecteur ;4- La gaine d’éjection : c’est un conduit destiné à guider le porte source depuis le
projecteur jusqu’à la position de travail ;5- Les collimateurs : ils peuvent être panoramiques ou directives. Ils peuvent se fixer
directement sur le projecteur ou en extrémité de gaine d’éjection.
I-4 Absorption des rayonnements ionisantsLorsqu'un faisceau traverse un milieu, les photons disparaissent au fur et à mesure que
le faisceau progresse, l'intensité du faisceau va donc diminuer en suivant une loi exponentielle.Si le faisceau est collimaté et monochromatique, l'intensité I(x) du rayonnement émergent estdonnée par la relation de Beer :
I(x) = I0e-mx (Ra-14)
où I0 est l'intensité du rayonnement incident, x l'épaisseur traversée et m le coefficientd'atténuation linéique. Ce coefficient dépend du type de rayonnement et du matériau traversé :
(Ra-15)l est la longueur d'onde du rayonnement et Z le nombre atomique du matériau traversé.Dans le cas général, c-à-d : faisceau non collimaté et polychromatique, l'intensité n'est pasexprimée par le coefficient d'atténuation mais par l'épaisseur de demi-absorption x0, qui estl'épaisseur qui réduit de moitié l'intensité du rayonnement incident. Dans ce cas on aura :
I(x) = I02-x/x0 (Ra-16)
x0 = 12.8 mm d'acier pour 192Ir.
43Zlµm
Figure 10 : Appareil à rayons g
SourceProjecteur
TélécommandeProjecteur
47
x0 = 22.9 mm d'acier pour 60Co.
Trois phénomènes jouent sur l'absorption des rayons :
- l'effet photoélectrique, appelé également phénomène de fluorescence, se produitlorsqu’un photon d’énergie Eg rencontre un électron situé sur une couche n, d’énergie En.L’électron absorbe ce photon, et généralement se libère de l’attraction du noyau.La probabilité de ce phénomène est maximale lorsque Eg ≈ En, elle est nulle lorsque Eg < Enet elle diminue en 1/n3 lorsque Eg >> En.D’une manière générale, c’est un phénomène qui a lieu lorsque l'énergie du photon estinférieure à 100 kev ;
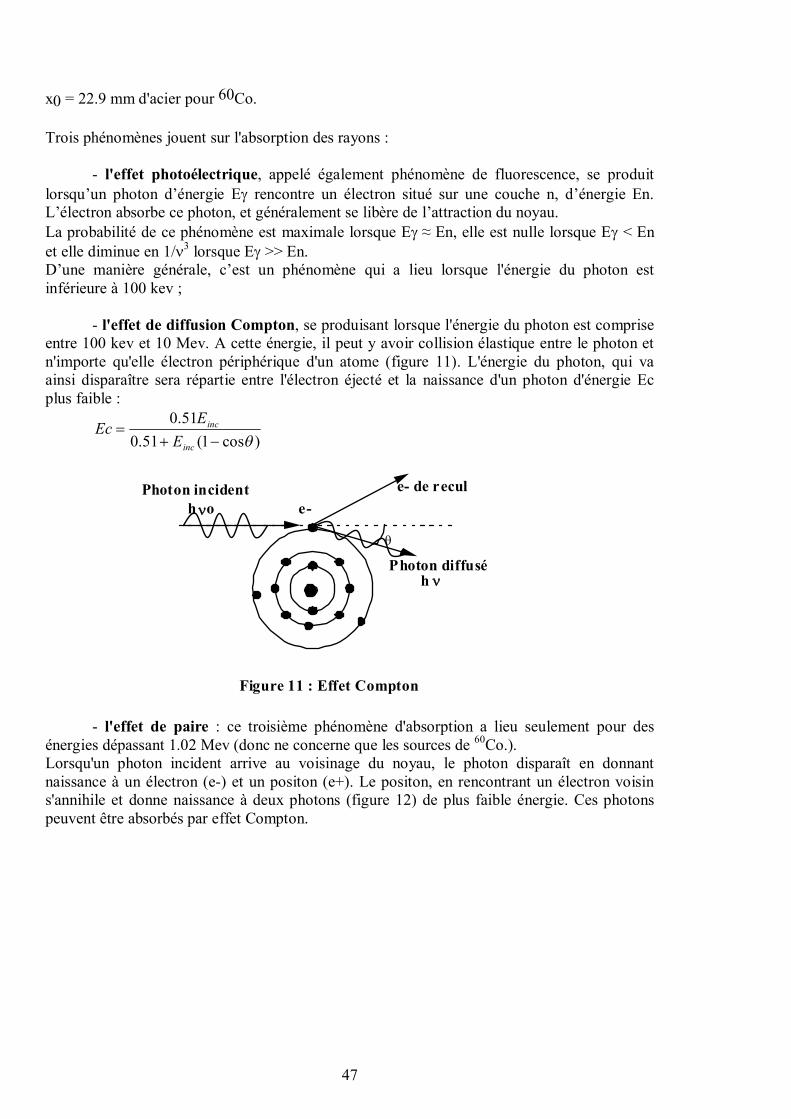
- l'effet de diffusion Compton, se produisant lorsque l'énergie du photon est compriseentre 100 kev et 10 Mev. A cette énergie, il peut y avoir collision élastique entre le photon etn'importe qu'elle électron périphérique d'un atome (figure 11). L'énergie du photon, qui vaainsi disparaître sera répartie entre l'électron éjecté et la naissance d'un photon d'énergie Ecplus faible :
)cos1(51.051.0
q-+=
inc
inc
EEEc
q
Figure 11 : Effet Compton
e-h no
h n
Photon incident
Photon diffusé
e- de recul
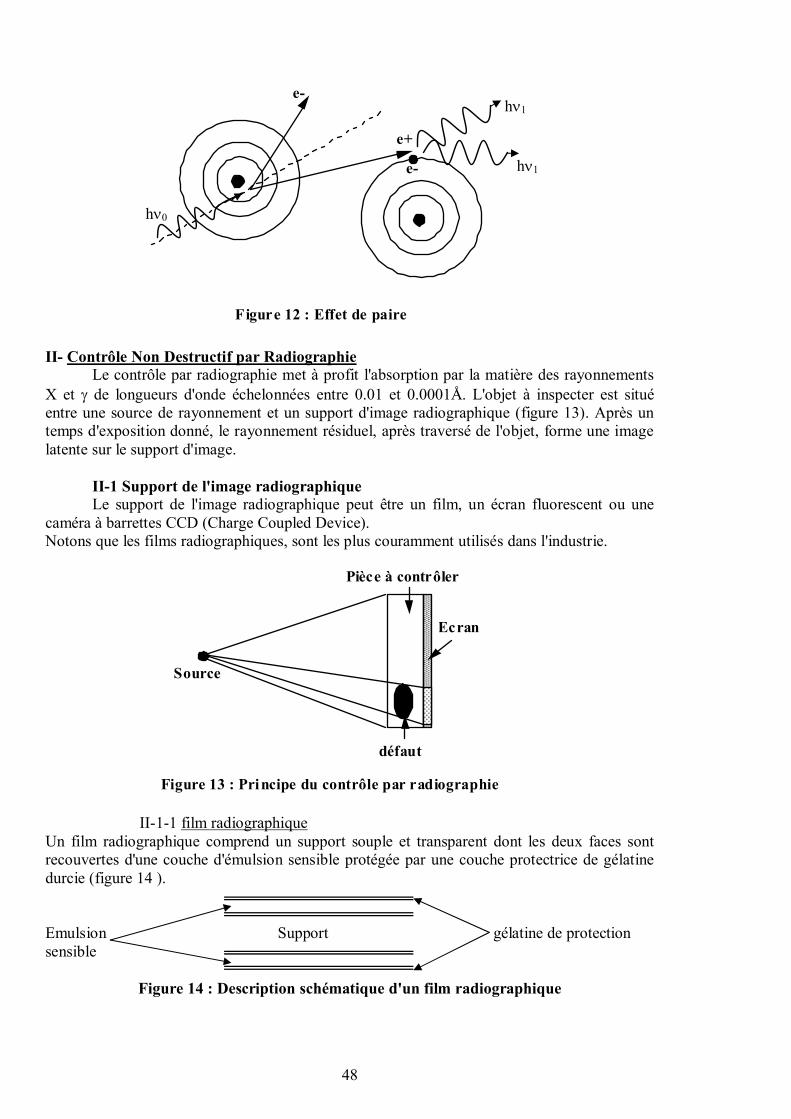
- l'effet de paire : ce troisième phénomène d'absorption a lieu seulement pour desénergies dépassant 1.02 Mev (donc ne concerne que les sources de 60Co.).Lorsqu'un photon incident arrive au voisinage du noyau, le photon disparaît en donnantnaissance à un électron (e-) et un positon (e+). Le positon, en rencontrant un électron voisins'annihile et donne naissance à deux photons (figure 12) de plus faible énergie. Ces photonspeuvent être absorbés par effet Compton.
48
Figure 12 : Effet de paire
e-
e+
e-
II- Contrôle Non Destructif par RadiographieLe contrôle par radiographie met à profit l'absorption par la matière des rayonnements
X et g de longueurs d'onde échelonnées entre 0.01 et 0.0001Å. L'objet à inspecter est situéentre une source de rayonnement et un support d'image radiographique (figure 13). Après untemps d'exposition donné, le rayonnement résiduel, après traversé de l'objet, forme une imagelatente sur le support d'image.
II-1 Support de l'image radiographiqueLe support de l'image radiographique peut être un film, un écran fluorescent ou une
caméra à barrettes CCD (Charge Coupled Device).Notons que les films radiographiques, sont les plus couramment utilisés dans l'industrie.
défaut
Ecran
Pièce à contrôler
Source
Figure 13 : Principe du contrôle par radiographie
II-1-1 film radiographiqueUn film radiographique comprend un support souple et transparent dont les deux faces sontrecouvertes d'une couche d'émulsion sensible protégée par une couche protectrice de gélatinedurcie (figure 14 ).
Emulsion Support gélatine de protectionsensible
Figure 14 : Description schématique d'un film radiographique
hn0
hn1
hn1

49
- Le support est constitué, généralement, par du polyester d’épaisseur variant entre 180et 250 mm suivant le film. Le support doit être transparence à la lumière et de dimension stablependant le traitement et au cours du temps. Il doit aussi être souple à la manipulation et dansles machines de traitement automatique.
- La couche de protection, d’épaisseur 10mm, assure la protection de l’émulsion etdoit être perméable aux liquides de traitement du film.
- L'émulsion, d’épaisseur voisine de 25mm, est constituée d'une suspension demicrocristaux d'halogénures d'Argent (ou Bromure d'Argent) de dimensions comprises, engénéral, entre 0.2 et 1 mm (un centimètre cube d'émulsion contient 6.109 à 1012 grains). Ceci aune influence capitale sur la définition et inversement sur la rapidité du cliché (on ditsensibilité, caractérisée par un facteur K). Un film constitué par de gros grains (exemple filmA) sera plus rapide mais donnera une image de moins bonne définition qu'un film constitué pardes grains fins (exemple film MX).Les rayonnements qui traversent l'émulsion y produisent des réactions chimiques avecformation locale d'Argent. Au cours du développement, les cristaux touchés par lerayonnement vont être totalement transformés en Argent métallique noir, alors que les autresatomes seront éliminés.
II-1-1-1 Exposition du filmL'exposition E, exprimée en Röntgen, est la dose ou la quantité de photons du
rayonnement (X ou g) reçu par le film. Elle est exprimée par E = ITe.Te étant le temps d'exposition (décrit dans le paragraphe II-2) et I le débit d'exposition,proportionnel à l'activité de la source radioactive ou au débit du tube à rayons X :
²DAI ci G·
=pour les rayons g (Ra-17)
et
²D)mA(iI G·
=pour les rayons X (Ra-18)
Aci est l'activité en Ci de la source, i(mA) l'intensité en mA du courant utilisé et D la distancesource-point de calcul sur le film (en m).G (exprimé en R/h) étant la constante spécifique d'ionisation. Elle exprime le débit d'expositioncréé à 1m par un tube à Rayon X fonctionnant à un courant de 1mA ou par une sourceradioactive de 1Ci.La constante spécifique G est calculée en fonction des énergies des raies et de leurs intensités.
- Dans le cas des rayons g : å=G
i
)Ii.Ei(54.0
Ei étant l’énergie de la raie n° i et Ii son intensité. Pour plus de clarté, prenons l’exemple du60Co. Cette source est constituée essentiellement par 2 "raies" :
1ère raie d’énergie E1=1.17Mev et d’intensité I1= 100%. 2ème raie d’énergie E2=1.33Mev et d’intensité I2 =100%.
G = 0.54 (1.17 x 100/100) + 0.54(1.33 x 100/100) =1.31 R/h
Le tableau suivant donne les G pour les différentes sources utilisées en CND
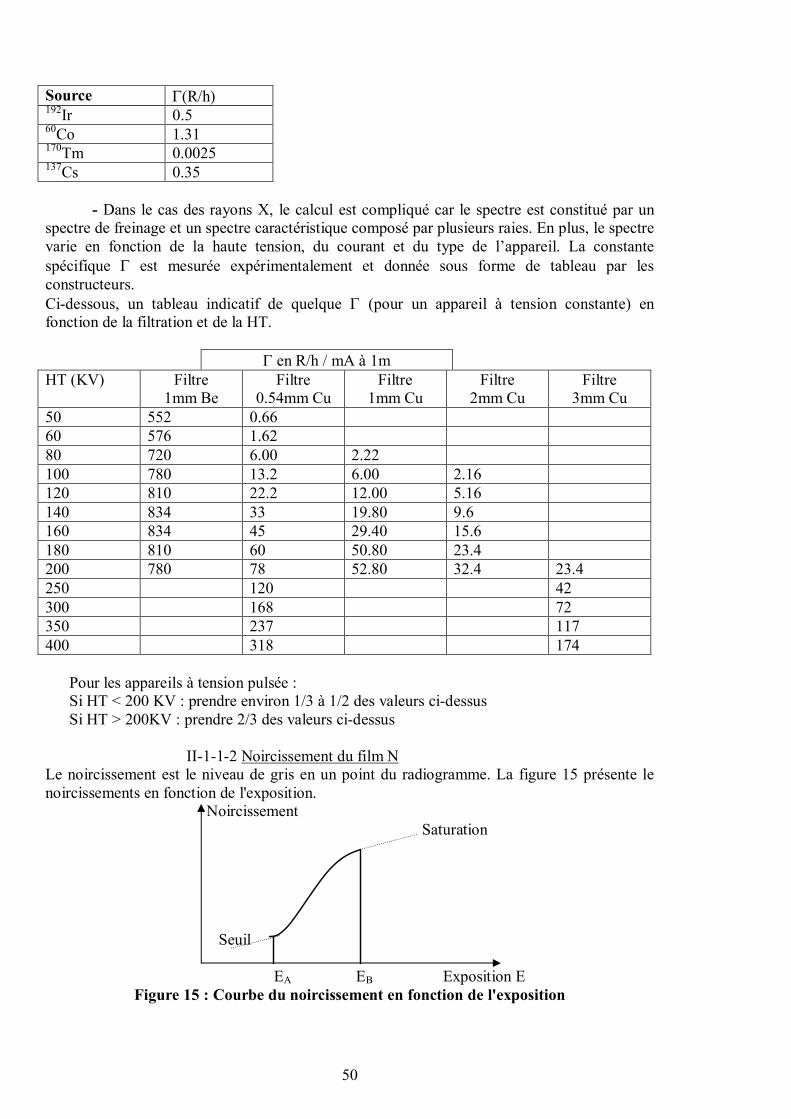
50
Source G(R/h)192Ir 0.560Co 1.31170Tm 0.0025137Cs 0.35
- Dans le cas des rayons X, le calcul est compliqué car le spectre est constitué par unspectre de freinage et un spectre caractéristique composé par plusieurs raies. En plus, le spectrevarie en fonction de la haute tension, du courant et du type de l’appareil. La constantespécifique G est mesurée expérimentalement et donnée sous forme de tableau par lesconstructeurs.Ci-dessous, un tableau indicatif de quelque G (pour un appareil à tension constante) enfonction de la filtration et de la HT.
G en R/h / mA à 1mHT (KV) Filtre
1mm BeFiltre
0.54mm CuFiltre
1mm CuFiltre
2mm CuFiltre
3mm Cu50 552 0.6660 576 1.6280 720 6.00 2.22100 780 13.2 6.00 2.16120 810 22.2 12.00 5.16140 834 33 19.80 9.6160 834 45 29.40 15.6180 810 60 50.80 23.4200 780 78 52.80 32.4 23.4250 120 42300 168 72350 237 117400 318 174
Pour les appareils à tension pulsée :Si HT < 200 KV : prendre environ 1/3 à 1/2 des valeurs ci-dessusSi HT > 200KV : prendre 2/3 des valeurs ci-dessus
II-1-1-2 Noircissement du film NLe noircissement est le niveau de gris en un point du radiogramme. La figure 15 présente lenoircissements en fonction de l'exposition.
NoircissementSaturation
Seuil
EA EB Exposition EFigure 15 : Courbe du noircissement en fonction de l'exposition
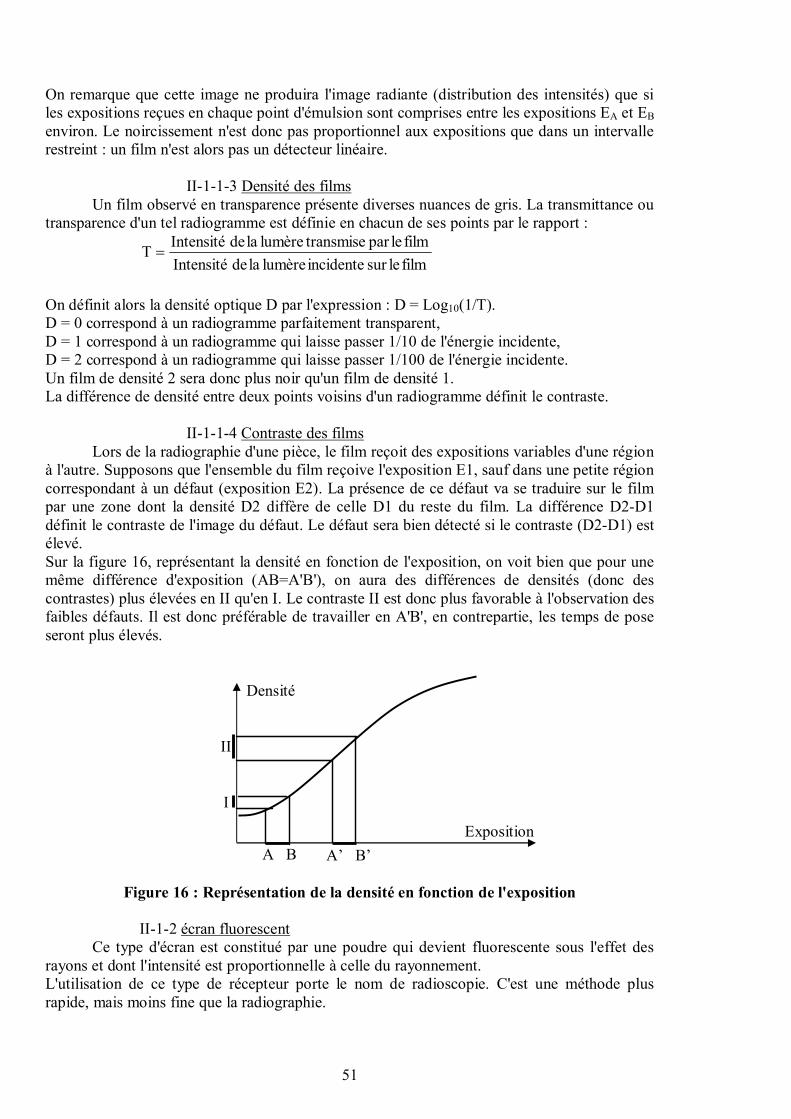
51
On remarque que cette image ne produira l'image radiante (distribution des intensités) que siles expositions reçues en chaque point d'émulsion sont comprises entre les expositions EA et EBenviron. Le noircissement n'est donc pas proportionnel aux expositions que dans un intervallerestreint : un film n'est alors pas un détecteur linéaire.
II-1-1-3 Densité des filmsUn film observé en transparence présente diverses nuances de gris. La transmittance ou
transparence d'un tel radiogramme est définie en chacun de ses points par le rapport :
filmlesurincidentelumèreladeIntensitéfilmlepartransmiselumèreladeIntensitéT =
On définit alors la densité optique D par l'expression : D = Log10(1/T).D = 0 correspond à un radiogramme parfaitement transparent,D = 1 correspond à un radiogramme qui laisse passer 1/10 de l'énergie incidente,D = 2 correspond à un radiogramme qui laisse passer 1/100 de l'énergie incidente.Un film de densité 2 sera donc plus noir qu'un film de densité 1.La différence de densité entre deux points voisins d'un radiogramme définit le contraste.
II-1-1-4 Contraste des filmsLors de la radiographie d'une pièce, le film reçoit des expositions variables d'une région
à l'autre. Supposons que l'ensemble du film reçoive l'exposition E1, sauf dans une petite régioncorrespondant à un défaut (exposition E2). La présence de ce défaut va se traduire sur le filmpar une zone dont la densité D2 diffère de celle D1 du reste du film. La différence D2-D1définit le contraste de l'image du défaut. Le défaut sera bien détecté si le contraste (D2-D1) estélevé.Sur la figure 16, représentant la densité en fonction de l'exposition, on voit bien que pour unemême différence d'exposition (AB=A'B'), on aura des différences de densités (donc descontrastes) plus élevées en II qu'en I. Le contraste II est donc plus favorable à l'observation desfaibles défauts. Il est donc préférable de travailler en A'B', en contrepartie, les temps de poseseront plus élevés.
Figure 16 : Représentation de la densité en fonction de l'exposition
II-1-2 écran fluorescentCe type d'écran est constitué par une poudre qui devient fluorescente sous l'effet des
rayons et dont l'intensité est proportionnelle à celle du rayonnement.L'utilisation de ce type de récepteur porte le nom de radioscopie. C'est une méthode plusrapide, mais moins fine que la radiographie.
Exposition
Densité
A B A’ B’
I
II
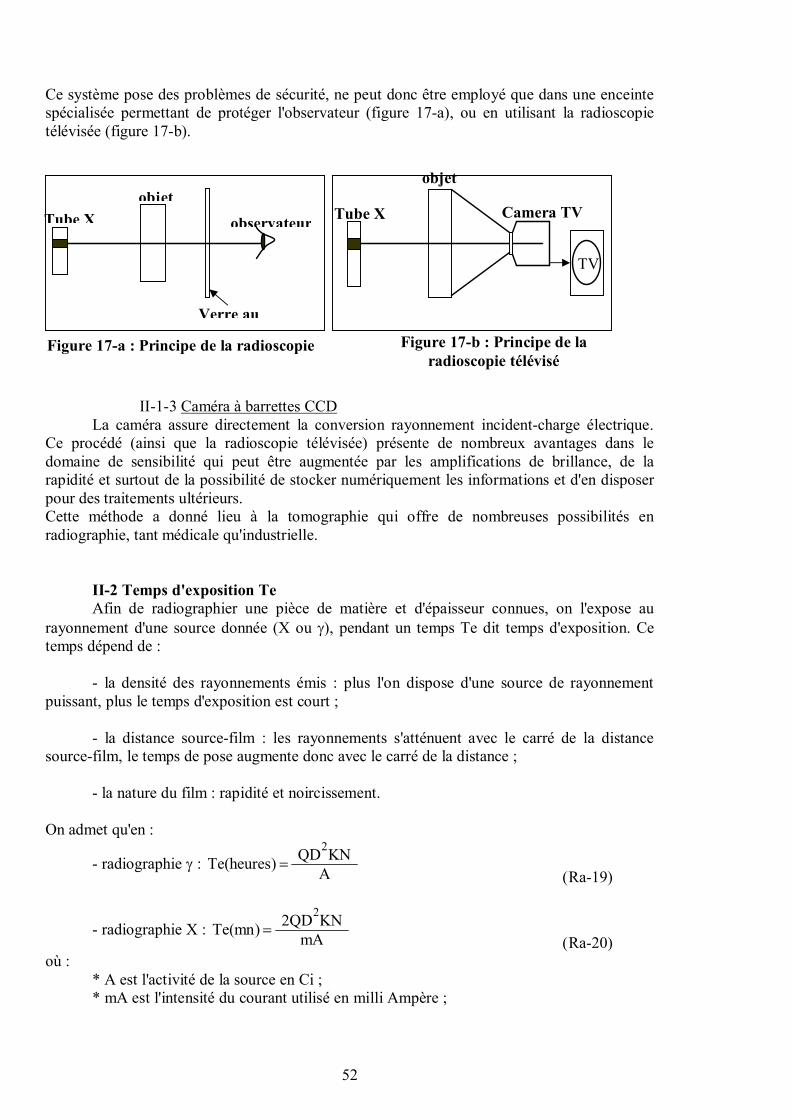
52
Ce système pose des problèmes de sécurité, ne peut donc être employé que dans une enceintespécialisée permettant de protéger l'observateur (figure 17-a), ou en utilisant la radioscopietélévisée (figure 17-b).
II-1-3 Caméra à barrettes CCDLa caméra assure directement la conversion rayonnement incident-charge électrique.
Ce procédé (ainsi que la radioscopie télévisée) présente de nombreux avantages dans ledomaine de sensibilité qui peut être augmentée par les amplifications de brillance, de larapidité et surtout de la possibilité de stocker numériquement les informations et d'en disposerpour des traitements ultérieurs.Cette méthode a donné lieu à la tomographie qui offre de nombreuses possibilités enradiographie, tant médicale qu'industrielle.
II-2 Temps d'exposition TeAfin de radiographier une pièce de matière et d'épaisseur connues, on l'expose au
rayonnement d'une source donnée (X ou g), pendant un temps Te dit temps d'exposition. Cetemps dépend de :
- la densité des rayonnements émis : plus l'on dispose d'une source de rayonnementpuissant, plus le temps d'exposition est court ;
- la distance source-film : les rayonnements s'atténuent avec le carré de la distancesource-film, le temps de pose augmente donc avec le carré de la distance ;
- la nature du film : rapidité et noircissement.
On admet qu'en :
- radiographie g : AKNQD)heures(Te
2=
(Ra-19)
- radiographie X : mAKNQD2)mn(Te
2=
(Ra-20)où :
* A est l'activité de la source en Ci ;* mA est l'intensité du courant utilisé en milli Ampère ;
observateur
Verre au
objetTube X
Figure 17-a : Principe de la radioscopie
objet
Tube X
Figure 17-b : Principe de laradioscopie télévisé
Camera TV
TV
53
* D est la distance source-film (m), souvent imposée par le flou géométrique demandé(voir paragraphe II-3).
* K est le coefficient de rapidité du film ;* N est le coefficient de noircissement du film donné en fonction de la densité optique
demandée. Le tableau suivant donne quelques valeurs du coefficient de noircissement du filmen fonction de la densité :
Densité N (pour les rayons g) N (pour les rayons X)11.522.53
0.490.7311.21.4
0.611.41.92.3
* Q est un temps donné par des abaques "de base". Il dépend, entre autres, du type derayonnement utilisé :
1-Contrôle par rayons g : dans ce cas, et si la pièce est en acier, nous disposons, pourchaque radioélément, d'un abaque qui nous donne les temps Q (en heures) en fonction del'épaisseur e(mm) de l'échantillon en acier (voir abaque 1).Si la pièce est constituée par un matériau autre que l'acier, on fera intervenir un "coefficientd'épaisseur équivalent-acier" : eéquiv=epièce x Ceoù Ce est un coefficient donné, pour quelques exemples, au tableau suivant :
Elément Al etalliages
Acier Acier18/8
Cu Zn Laiton Inconel
Ir192 0.35 1 1.1 1.1 1.1 1.1 1.3Co60 0.35 1 1.1 1.1 1.0 1.1 1.3Cs137 0.35 1 1.1 1.1 1.0 1.1 1.3
L'épaisseur équivalente-acier, nous permet de calculer l'épaisseur d'acier qui nous donnerait lesmêmes temps d'exposition que pour notre pièce.
Exemple :Considérons une pièce à radiographier en Al d'épaisseur 170mm avec du 60Co , l'épaisseuréquivalente est Ce = 170 x 0.35 = 59.5mm acier. Sur l'abaque 1, on lit Q = 9.5h.
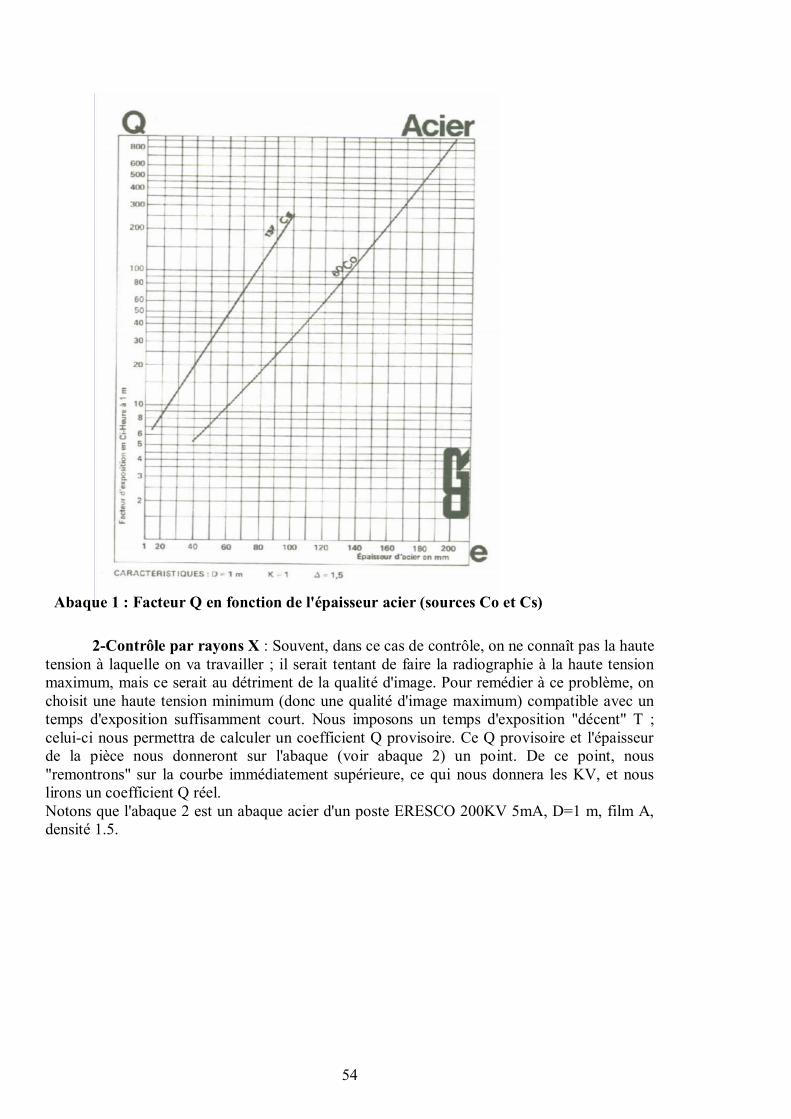
54
2-Contrôle par rayons X : Souvent, dans ce cas de contrôle, on ne connaît pas la hautetension à laquelle on va travailler ; il serait tentant de faire la radiographie à la haute tensionmaximum, mais ce serait au détriment de la qualité d'image. Pour remédier à ce problème, onchoisit une haute tension minimum (donc une qualité d'image maximum) compatible avec untemps d'exposition suffisamment court. Nous imposons un temps d'exposition "décent" T ;celui-ci nous permettra de calculer un coefficient Q provisoire. Ce Q provisoire et l'épaisseurde la pièce nous donneront sur l'abaque (voir abaque 2) un point. De ce point, nous"remontrons" sur la courbe immédiatement supérieure, ce qui nous donnera les KV, et nouslirons un coefficient Q réel.Notons que l'abaque 2 est un abaque acier d'un poste ERESCO 200KV 5mA, D=1 m, film A,densité 1.5.
Tab1 : Exemple de Ce en fonction dumatériau et de la source radioactive
Abaque 1 : Facteur Q en fonction de l'épaisseur acier (sources Co et Cs)
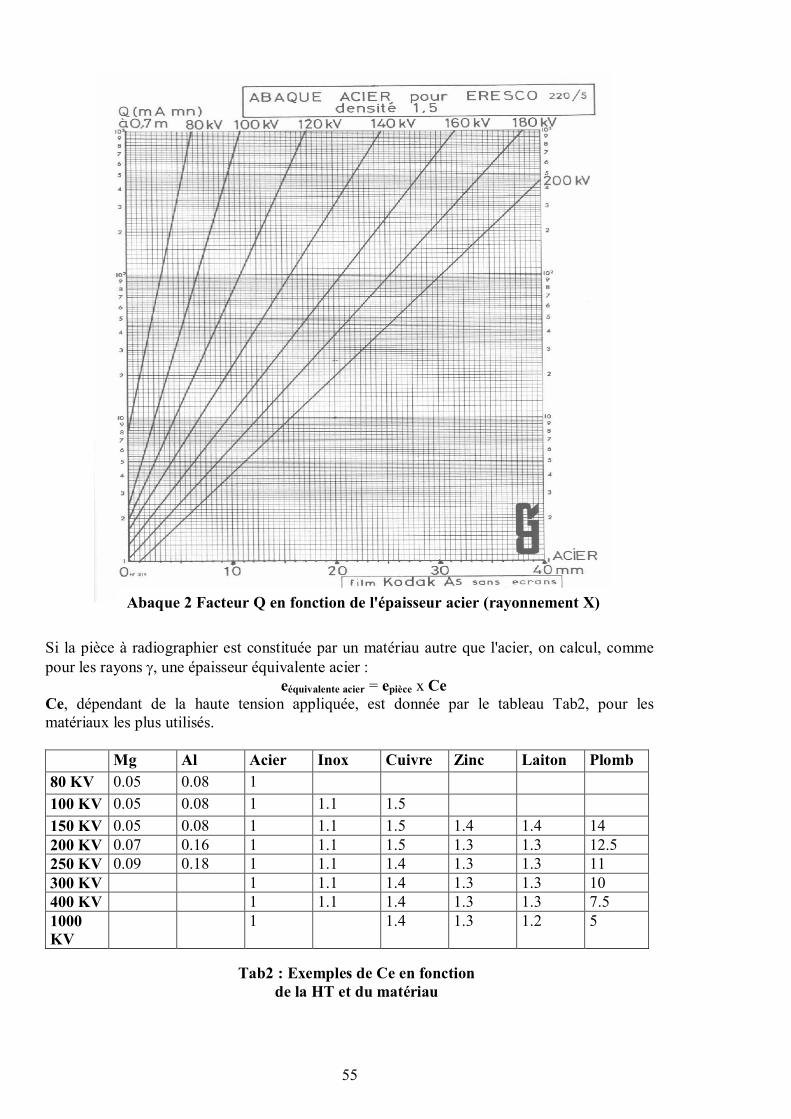
55
Si la pièce à radiographier est constituée par un matériau autre que l'acier, on calcul, commepour les rayons g, une épaisseur équivalente acier :
eéquivalente acier = epièce x CeCe, dépendant de la haute tension appliquée, est donnée par le tableau Tab2, pour lesmatériaux les plus utilisés.
Mg Al Acier Inox Cuivre Zinc Laiton Plomb80 KV 0.05 0.08 1100 KV 0.05 0.08 1 1.1 1.5150 KV 0.05 0.08 1 1.1 1.5 1.4 1.4 14200 KV 0.07 0.16 1 1.1 1.5 1.3 1.3 12.5250 KV 0.09 0.18 1 1.1 1.4 1.3 1.3 11300 KV 1 1.1 1.4 1.3 1.3 10400 KV 1 1.1 1.4 1.3 1.3 7.51000KV
1 1.4 1.3 1.2 5
Tab2 : Exemples de Ce en fonctionde la HT et du matériau
Abaque 2 Facteur Q en fonction de l'épaisseur acier (rayonnement X)
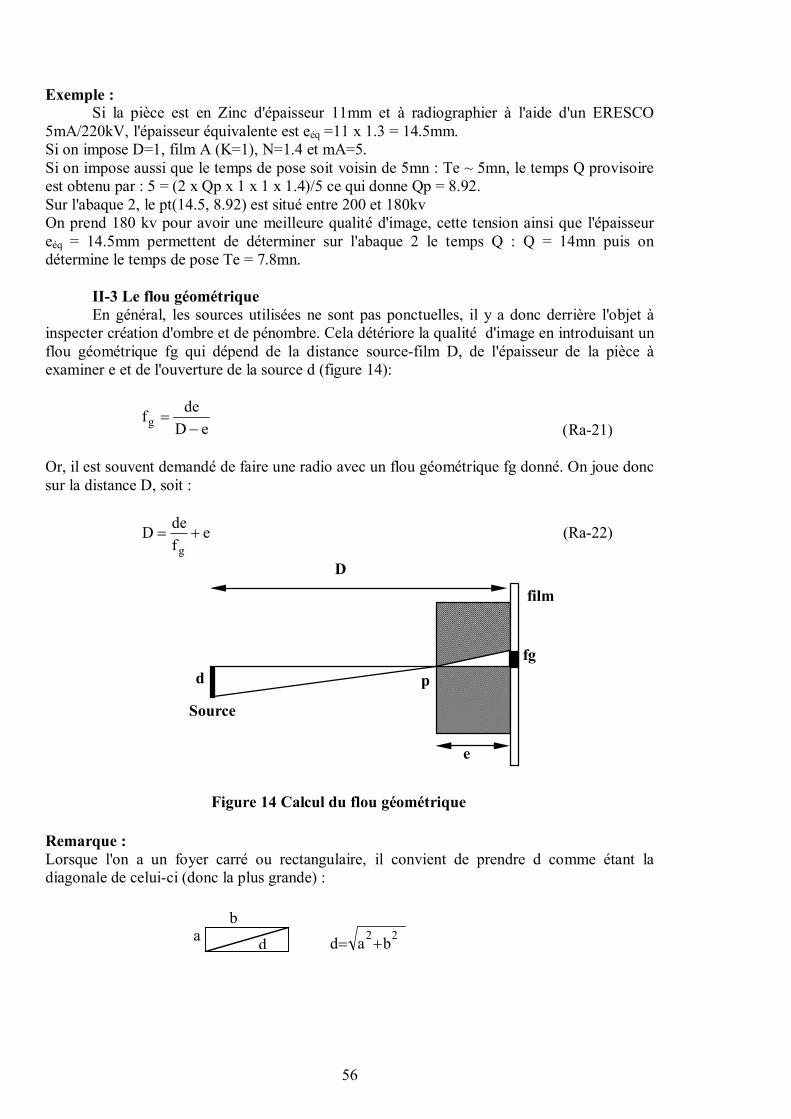
56
Exemple :Si la pièce est en Zinc d'épaisseur 11mm et à radiographier à l'aide d'un ERESCO
5mA/220kV, l'épaisseur équivalente est eéq =11 x 1.3 = 14.5mm.Si on impose D=1, film A (K=1), N=1.4 et mA=5.Si on impose aussi que le temps de pose soit voisin de 5mn : Te ~ 5mn, le temps Q provisoireest obtenu par : 5 = (2 x Qp x 1 x 1 x 1.4)/5 ce qui donne Qp = 8.92.Sur l'abaque 2, le pt(14.5, 8.92) est situé entre 200 et 180kvOn prend 180 kv pour avoir une meilleure qualité d'image, cette tension ainsi que l'épaisseureéq = 14.5mm permettent de déterminer sur l'abaque 2 le temps Q : Q = 14mn puis ondétermine le temps de pose Te = 7.8mn.
II-3 Le flou géométriqueEn général, les sources utilisées ne sont pas ponctuelles, il y a donc derrière l'objet à
inspecter création d'ombre et de pénombre. Cela détériore la qualité d'image en introduisant unflou géométrique fg qui dépend de la distance source-film D, de l'épaisseur de la pièce àexaminer e et de l'ouverture de la source d (figure 14):
eDdefg -
=(Ra-21)
Or, il est souvent demandé de faire une radio avec un flou géométrique fg donné. On joue doncsur la distance D, soit :
efdeD
g+= (Ra-22)
film
d
Source
fg
D
e
p
Figure 14 Calcul du flou géométrique
Remarque :Lorsque l'on a un foyer carré ou rectangulaire, il convient de prendre d comme étant ladiagonale de celui-ci (donc la plus grande) :
22 bad +=
ba d
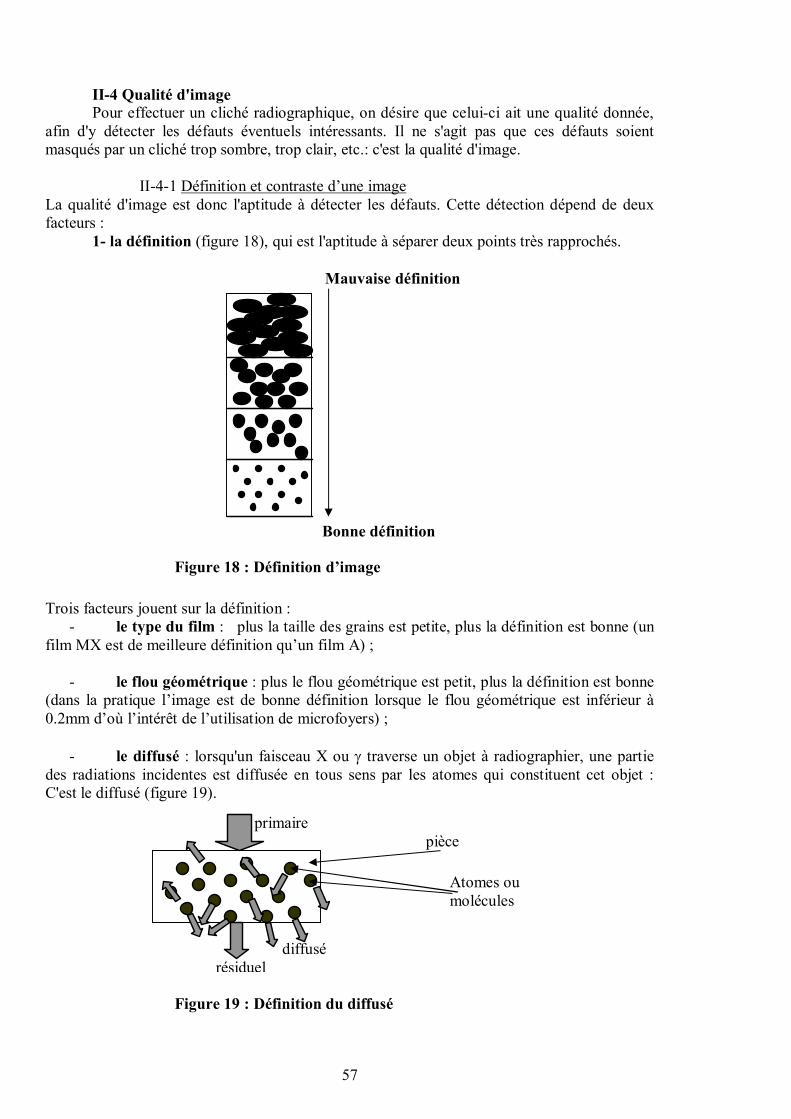
57
II-4 Qualité d'imagePour effectuer un cliché radiographique, on désire que celui-ci ait une qualité donnée,
afin d'y détecter les défauts éventuels intéressants. Il ne s'agit pas que ces défauts soientmasqués par un cliché trop sombre, trop clair, etc.: c'est la qualité d'image.
II-4-1 Définition et contraste d’une imageLa qualité d'image est donc l'aptitude à détecter les défauts. Cette détection dépend de deuxfacteurs :
1- la définition (figure 18), qui est l'aptitude à séparer deux points très rapprochés.
Trois facteurs jouent sur la définition :- le type du film : plus la taille des grains est petite, plus la définition est bonne (un
film MX est de meilleure définition qu’un film A) ;
- le flou géométrique : plus le flou géométrique est petit, plus la définition est bonne(dans la pratique l’image est de bonne définition lorsque le flou géométrique est inférieur à0.2mm d’où l’intérêt de l’utilisation de microfoyers) ;
- le diffusé : lorsqu'un faisceau X ou g traverse un objet à radiographier, une partiedes radiations incidentes est diffusée en tous sens par les atomes qui constituent cet objet :C'est le diffusé (figure 19).
Mauvaise définition
Bonne définition
Figure 18 : Définition d’image
Figure 19 : Définition du diffusé
primaire
résidueldiffusé
pièce
Atomes oumolécules
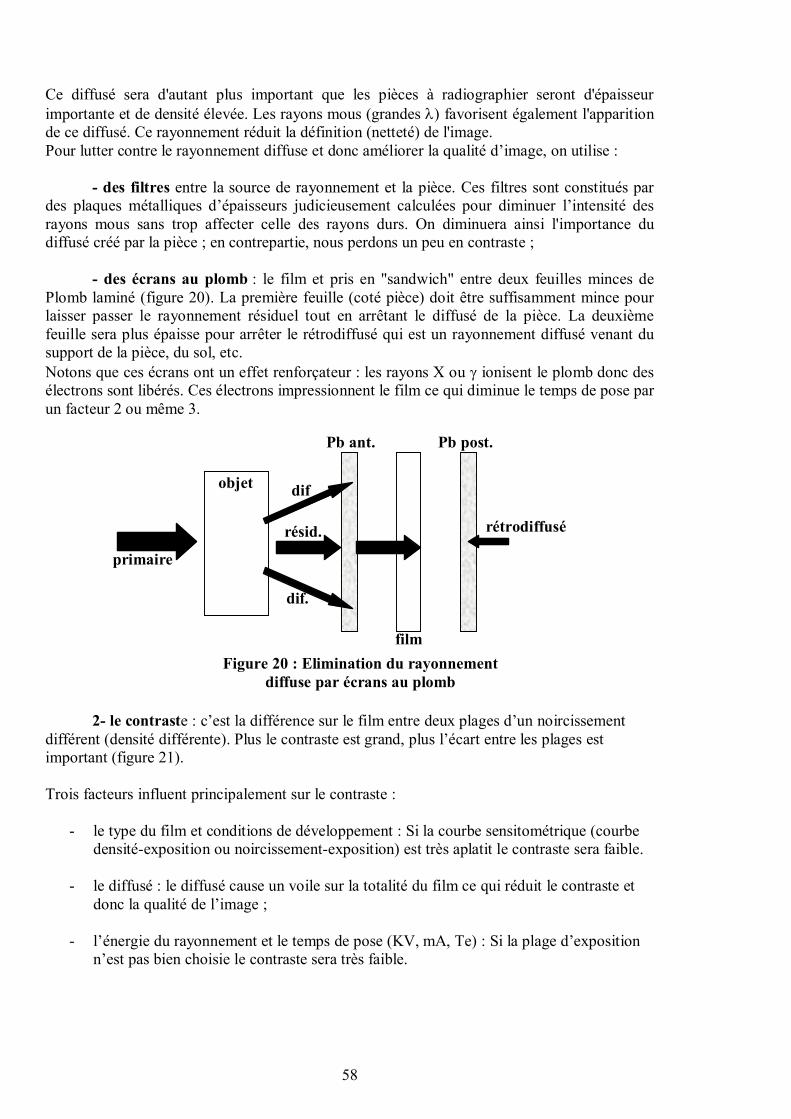
58
Ce diffusé sera d'autant plus important que les pièces à radiographier seront d'épaisseurimportante et de densité élevée. Les rayons mous (grandes l) favorisent également l'apparitionde ce diffusé. Ce rayonnement réduit la définition (netteté) de l'image.Pour lutter contre le rayonnement diffuse et donc améliorer la qualité d’image, on utilise :
- des filtres entre la source de rayonnement et la pièce. Ces filtres sont constitués pardes plaques métalliques d’épaisseurs judicieusement calculées pour diminuer l’intensité desrayons mous sans trop affecter celle des rayons durs. On diminuera ainsi l'importance dudiffusé créé par la pièce ; en contrepartie, nous perdons un peu en contraste ;
- des écrans au plomb : le film et pris en "sandwich" entre deux feuilles minces dePlomb laminé (figure 20). La première feuille (coté pièce) doit être suffisamment mince pourlaisser passer le rayonnement résiduel tout en arrêtant le diffusé de la pièce. La deuxièmefeuille sera plus épaisse pour arrêter le rétrodiffusé qui est un rayonnement diffusé venant dusupport de la pièce, du sol, etc.Notons que ces écrans ont un effet renforçateur : les rayons X ou g ionisent le plomb donc desélectrons sont libérés. Ces électrons impressionnent le film ce qui diminue le temps de pose parun facteur 2 ou même 3.
2- le contraste : c’est la différence sur le film entre deux plages d’un noircissementdifférent (densité différente). Plus le contraste est grand, plus l’écart entre les plages estimportant (figure 21).
Trois facteurs influent principalement sur le contraste :
- le type du film et conditions de développement : Si la courbe sensitométrique (courbedensité-exposition ou noircissement-exposition) est très aplatit le contraste sera faible.
- le diffusé : le diffusé cause un voile sur la totalité du film ce qui réduit le contraste etdonc la qualité de l’image ;
- l’énergie du rayonnement et le temps de pose (KV, mA, Te) : Si la plage d’expositionn’est pas bien choisie le contraste sera très faible.
primaire
objet
résid.
dif.
dif.
rétrodiffusé
film
Pb ant. Pb post.
Figure 20 : Elimination du rayonnementdiffuse par écrans au plomb
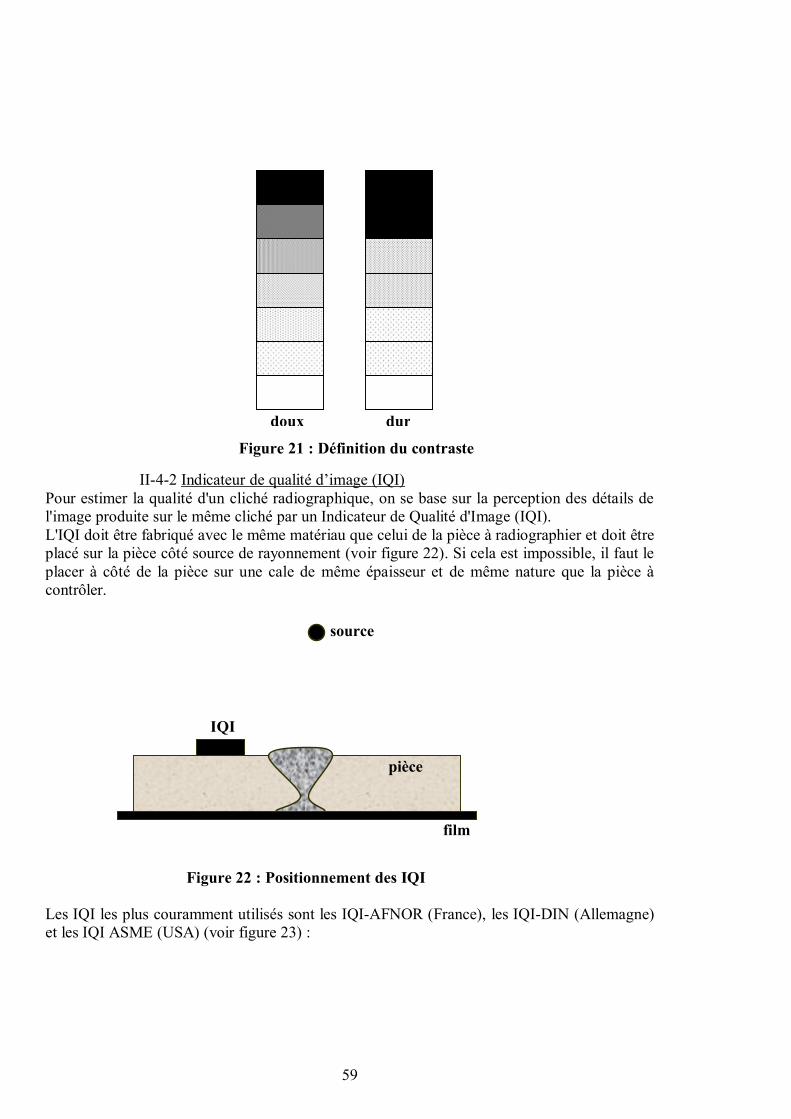
59
II-4-2 Indicateur de qualité d’image (IQI)Pour estimer la qualité d'un cliché radiographique, on se base sur la perception des détails del'image produite sur le même cliché par un Indicateur de Qualité d'Image (IQI).L'IQI doit être fabriqué avec le même matériau que celui de la pièce à radiographier et doit êtreplacé sur la pièce côté source de rayonnement (voir figure 22). Si cela est impossible, il faut leplacer à côté de la pièce sur une cale de même épaisseur et de même nature que la pièce àcontrôler.
Figure 22 : Positionnement des IQI
Les IQI les plus couramment utilisés sont les IQI-AFNOR (France), les IQI-DIN (Allemagne)et les IQI ASME (USA) (voir figure 23) :
film
IQI
pièce
source
Figure 21 : Définition du contraste
doux dur
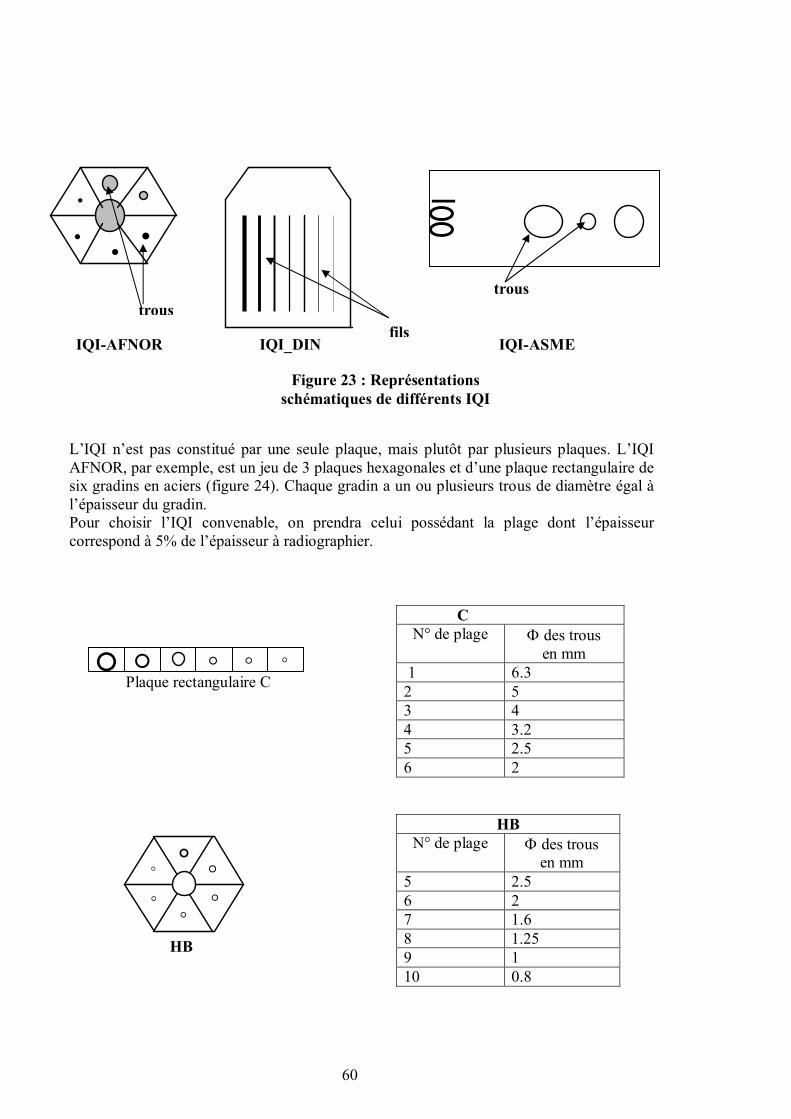
60
L’IQI n’est pas constitué par une seule plaque, mais plutôt par plusieurs plaques. L’IQIAFNOR, par exemple, est un jeu de 3 plaques hexagonales et d’une plaque rectangulaire desix gradins en aciers (figure 24). Chaque gradin a un ou plusieurs trous de diamètre égal àl’épaisseur du gradin.Pour choisir l’IQI convenable, on prendra celui possédant la plage dont l’épaisseurcorrespond à 5% de l’épaisseur à radiographier.
CN° de plage F des trous
en mm 1 6.32 53 44 3.25 2.56 2
HBN° de plage F des trous
en mm5 2.56 27 1.68 1.259 110 0.8
....
IQI-AFNOR IQI_DIN
─
IQI-ASMEfils
trous
Figure 23 : Représentationsschématiques de différents IQI
trous
°°°°° Plaque rectangulaire C
°°
°° °
°
HB
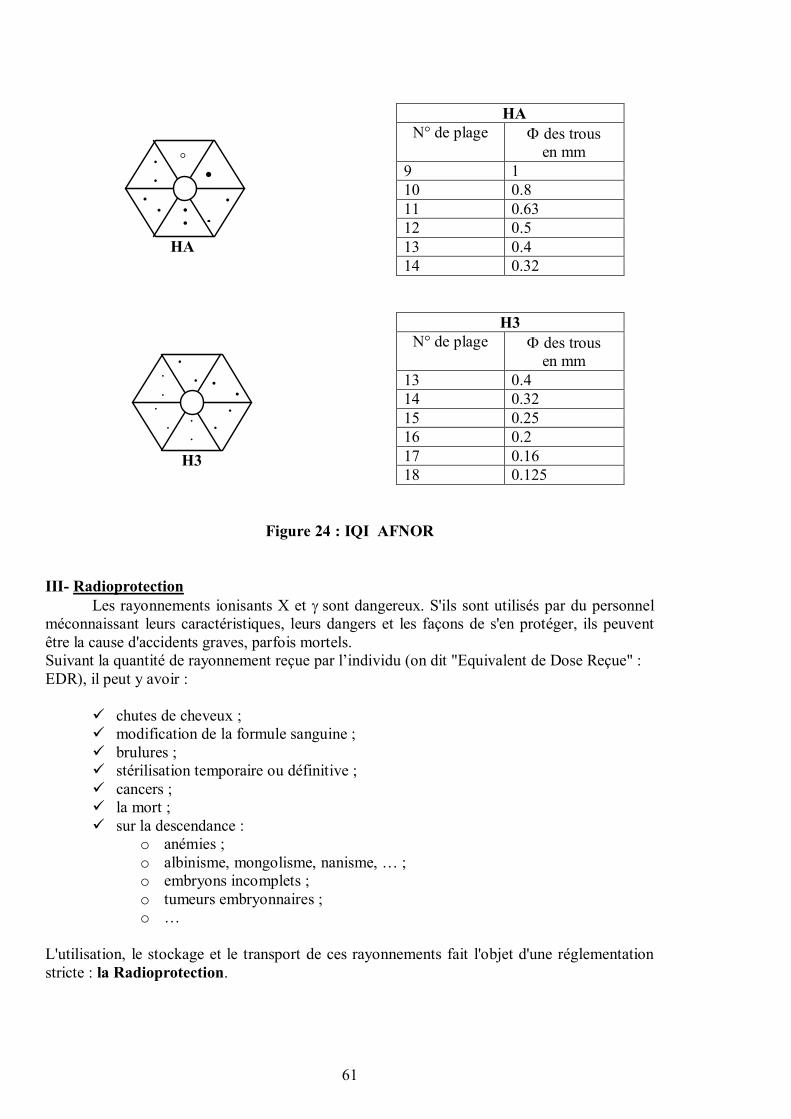
61
HAN° de plage F des trous
en mm9 110 0.811 0.6312 0.513 0.414 0.32
H3N° de plage F des trous
en mm13 0.414 0.3215 0.2516 0.217 0.1618 0.125
Figure 24 : IQI AFNOR
III- RadioprotectionLes rayonnements ionisants X et g sont dangereux. S'ils sont utilisés par du personnel
méconnaissant leurs caractéristiques, leurs dangers et les façons de s'en protéger, ils peuventêtre la cause d'accidents graves, parfois mortels.Suivant la quantité de rayonnement reçue par l’individu (on dit "Equivalent de Dose Reçue" :EDR), il peut y avoir :
ü chutes de cheveux ;ü modification de la formule sanguine ;ü brulures ;ü stérilisation temporaire ou définitive ;ü cancers ;ü la mort ;ü sur la descendance :
o anémies ;o albinisme, mongolisme, nanisme, … ;o embryons incomplets ;o tumeurs embryonnaires ;o …
L'utilisation, le stockage et le transport de ces rayonnements fait l'objet d'une réglementationstricte : la Radioprotection.
.
.
. .
.
.
. . . .
..
H3
... .
.
.° .
..
HA
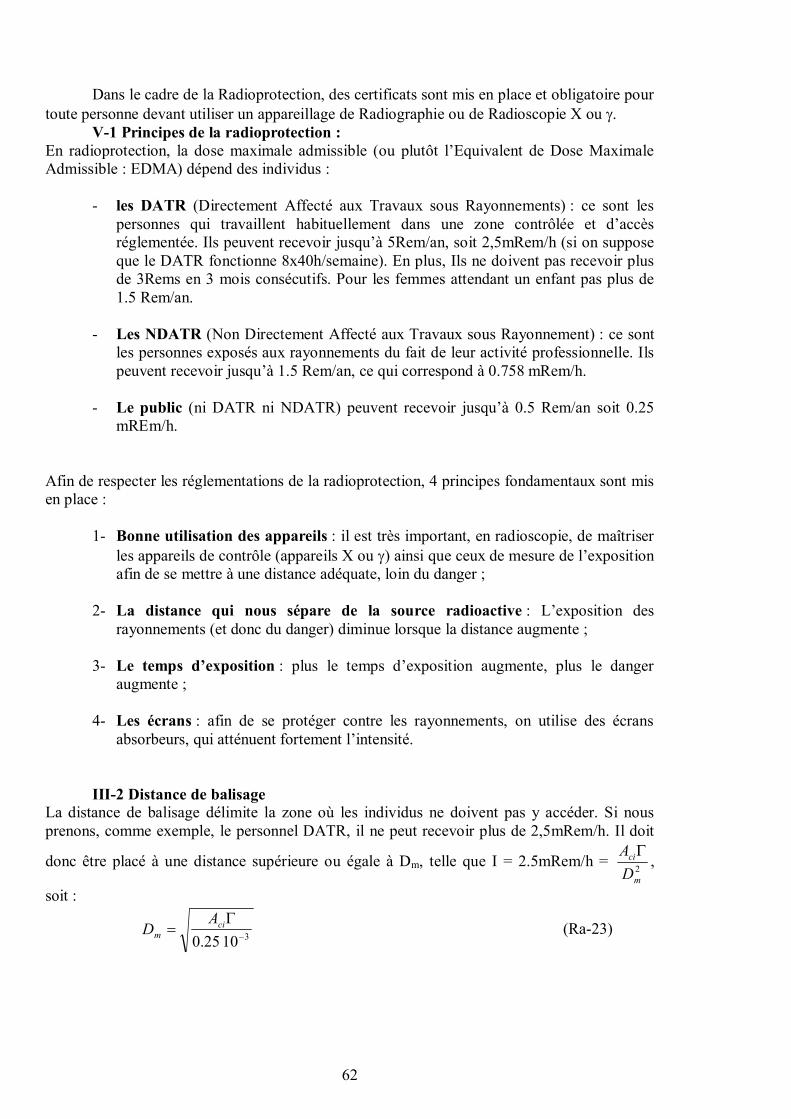
62
Dans le cadre de la Radioprotection, des certificats sont mis en place et obligatoire pourtoute personne devant utiliser un appareillage de Radiographie ou de Radioscopie X ou g.
V-1 Principes de la radioprotection :En radioprotection, la dose maximale admissible (ou plutôt l’Equivalent de Dose MaximaleAdmissible : EDMA) dépend des individus :
- les DATR (Directement Affecté aux Travaux sous Rayonnements) : ce sont lespersonnes qui travaillent habituellement dans une zone contrôlée et d’accèsréglementée. Ils peuvent recevoir jusqu’à 5Rem/an, soit 2,5mRem/h (si on supposeque le DATR fonctionne 8x40h/semaine). En plus, Ils ne doivent pas recevoir plusde 3Rems en 3 mois consécutifs. Pour les femmes attendant un enfant pas plus de1.5 Rem/an.
- Les NDATR (Non Directement Affecté aux Travaux sous Rayonnement) : ce sontles personnes exposés aux rayonnements du fait de leur activité professionnelle. Ilspeuvent recevoir jusqu’à 1.5 Rem/an, ce qui correspond à 0.758 mRem/h.
- Le public (ni DATR ni NDATR) peuvent recevoir jusqu’à 0.5 Rem/an soit 0.25mREm/h.
Afin de respecter les réglementations de la radioprotection, 4 principes fondamentaux sont misen place :
1- Bonne utilisation des appareils : il est très important, en radioscopie, de maîtriserles appareils de contrôle (appareils X ou g) ainsi que ceux de mesure de l’expositionafin de se mettre à une distance adéquate, loin du danger ;
2- La distance qui nous sépare de la source radioactive : L’exposition desrayonnements (et donc du danger) diminue lorsque la distance augmente ;
3- Le temps d’exposition : plus le temps d’exposition augmente, plus le dangeraugmente ;
4- Les écrans : afin de se protéger contre les rayonnements, on utilise des écransabsorbeurs, qui atténuent fortement l’intensité.
III-2 Distance de balisageLa distance de balisage délimite la zone où les individus ne doivent pas y accéder. Si nousprenons, comme exemple, le personnel DATR, il ne peut recevoir plus de 2,5mRem/h. Il doit
donc être placé à une distance supérieure ou égale à Dm, telle que I = 2.5mRem/h = 2m
ci
DA G
,
soit :
31025.0 -
G= ci
mA
D (Ra-23)
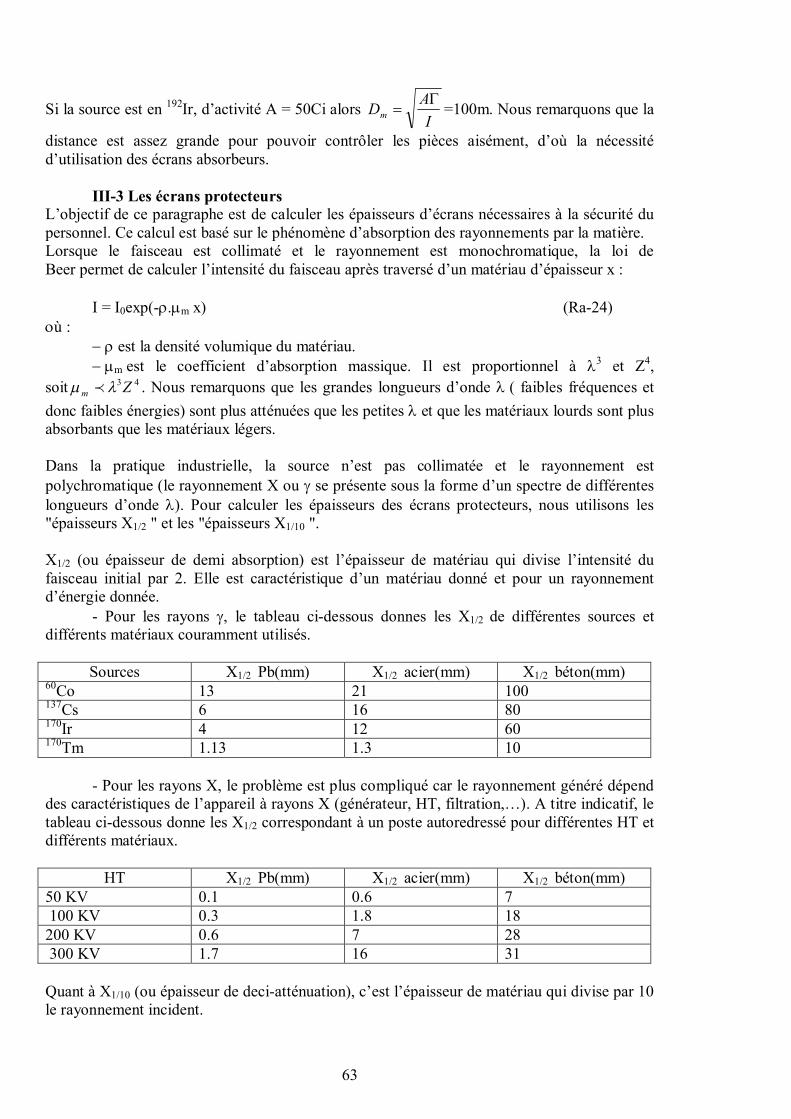
63
Si la source est en 192Ir, d’activité A = 50Ci alorsI
ADmG
= =100m. Nous remarquons que la
distance est assez grande pour pouvoir contrôler les pièces aisément, d’où la nécessitéd’utilisation des écrans absorbeurs.
III-3 Les écrans protecteursL’objectif de ce paragraphe est de calculer les épaisseurs d’écrans nécessaires à la sécurité dupersonnel. Ce calcul est basé sur le phénomène d’absorption des rayonnements par la matière.Lorsque le faisceau est collimaté et le rayonnement est monochromatique, la loi deBeer permet de calculer l’intensité du faisceau après traversé d’un matériau d’épaisseur x :
I = I0exp(-r.mm x) (Ra-24)où :
- r est la densité volumique du matériau.- mm est le coefficient d’absorption massique. Il est proportionnel à l3 et Z4,
soit 43Zm lm p . Nous remarquons que les grandes longueurs d’onde l ( faibles fréquences etdonc faibles énergies) sont plus atténuées que les petites l et que les matériaux lourds sont plusabsorbants que les matériaux légers.
Dans la pratique industrielle, la source n’est pas collimatée et le rayonnement estpolychromatique (le rayonnement X ou g se présente sous la forme d’un spectre de différenteslongueurs d’onde l). Pour calculer les épaisseurs des écrans protecteurs, nous utilisons les"épaisseurs X1/2 " et les "épaisseurs X1/10 ".
X1/2 (ou épaisseur de demi absorption) est l’épaisseur de matériau qui divise l’intensité dufaisceau initial par 2. Elle est caractéristique d’un matériau donné et pour un rayonnementd’énergie donnée.
- Pour les rayons g, le tableau ci-dessous donnes les X1/2 de différentes sources etdifférents matériaux couramment utilisés.
Sources X1/2 Pb(mm) X1/2 acier(mm) X1/2 béton(mm)60Co 13 21 100137Cs 6 16 80170Ir 4 12 60170Tm 1.13 1.3 10
- Pour les rayons X, le problème est plus compliqué car le rayonnement généré dépenddes caractéristiques de l’appareil à rayons X (générateur, HT, filtration,…). A titre indicatif, letableau ci-dessous donne les X1/2 correspondant à un poste autoredressé pour différentes HT etdifférents matériaux.
HT X1/2 Pb(mm) X1/2 acier(mm) X1/2 béton(mm)50 KV 0.1 0.6 7 100 KV 0.3 1.8 18200 KV 0.6 7 28 300 KV 1.7 16 31
Quant à X1/10 (ou épaisseur de deci-atténuation), c’est l’épaisseur de matériau qui divise par 10le rayonnement incident.
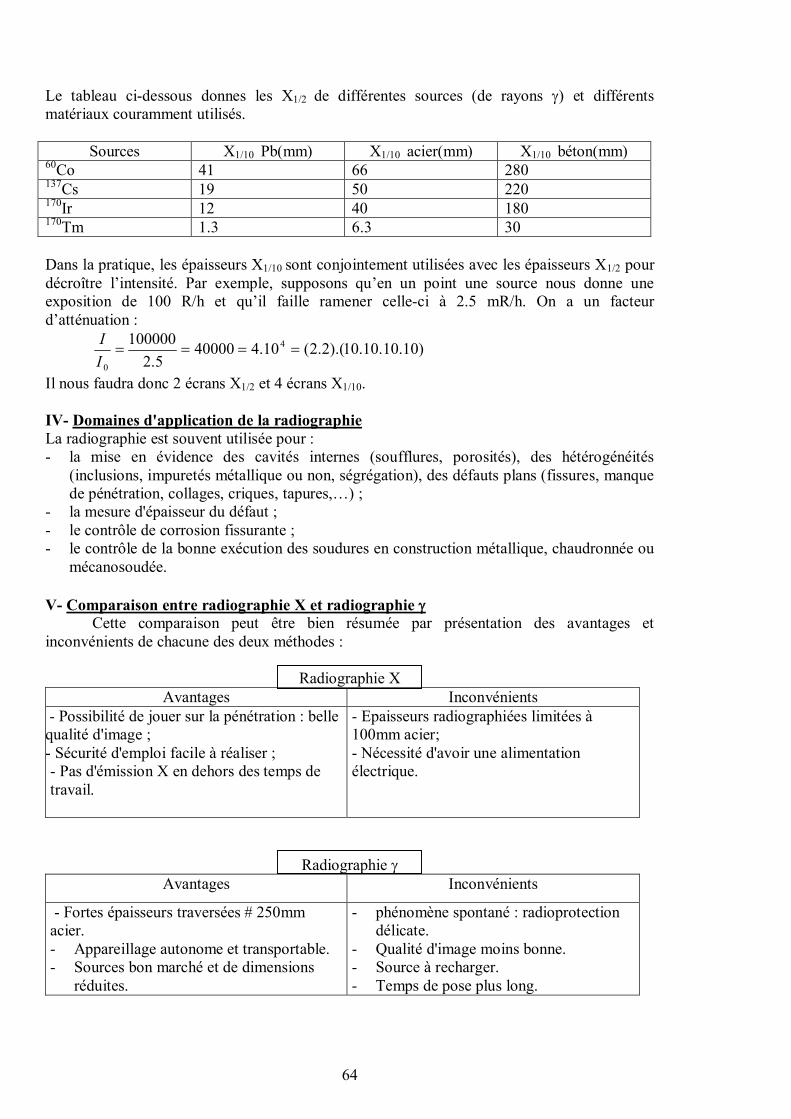
64
Le tableau ci-dessous donnes les X1/2 de différentes sources (de rayons g) et différentsmatériaux couramment utilisés.
Sources X1/10 Pb(mm) X1/10 acier(mm) X1/10 béton(mm)60Co 41 66 280137Cs 19 50 220170Ir 12 40 180170Tm 1.3 6.3 30
Dans la pratique, les épaisseurs X1/10 sont conjointement utilisées avec les épaisseurs X1/2 pourdécroître l’intensité. Par exemple, supposons qu’en un point une source nous donne uneexposition de 100 R/h et qu’il faille ramener celle-ci à 2.5 mR/h. On a un facteurd’atténuation :
)10.10.10.10).(2.2(10.4400005.2
100000 4
0
====II
Il nous faudra donc 2 écrans X1/2 et 4 écrans X1/10.
IV- Domaines d'application de la radiographieLa radiographie est souvent utilisée pour :- la mise en évidence des cavités internes (soufflures, porosités), des hétérogénéités
(inclusions, impuretés métallique ou non, ségrégation), des défauts plans (fissures, manquede pénétration, collages, criques, tapures,…) ;
- la mesure d'épaisseur du défaut ;- le contrôle de corrosion fissurante ;- le contrôle de la bonne exécution des soudures en construction métallique, chaudronnée ou
mécanosoudée.
V- Comparaison entre radiographie X et radiographie g Cette comparaison peut être bien résumée par présentation des avantages et
inconvénients de chacune des deux méthodes :
Radiographie XAvantages Inconvénients
- Possibilité de jouer sur la pénétration : bellequalité d'image ;- Sécurité d'emploi facile à réaliser ;- Pas d'émission X en dehors des temps detravail.
- Epaisseurs radiographiées limitées à100mm acier;- Nécessité d'avoir une alimentationélectrique.
Radiographie gAvantages Inconvénients
- Fortes épaisseurs traversées # 250mmacier.- Appareillage autonome et transportable.- Sources bon marché et de dimensions
réduites.
- phénomène spontané : radioprotectiondélicate.
- Qualité d'image moins bonne.- Source à recharger.- Temps de pose plus long.
65
VI- Avantages et inconvénients du contrôle par radiographieVI-1 AvantagesLe contrôle par radiographie est très bien adapté à la détection des défauts localisés
dans le volume de la pièce avec une bonne définition. Les résultats de cette méthode peuventêtre archivés.
VI-2 InconvénientsLa méthode est coûteuse, nécessitant l'accès à deux faces opposées de la pièce, et
utilisant des rayonnements dangereux. La pénétration de ces rayonnements est très limitée, etla sensibilité de la méthode est fortement influencée par la direction des défauts.
VII- Bibliographie- Généralités sur les rayonnement : A. BERTHELOT, "Rayonnements de particules atomiques,électrons et photons", Masson Paris.- Détermination de la sensibilité et du contraste : NF A09 212, NF A09 214.- Mesure des densités : ISO 5, ISO5/3.- Indicateur de qualité d'image (IQI) : ISO 1027.- Applications : - Examen radiographique des joints circulaires soudés par fusion sur tubesd'acier : NF A89 550- Examen radiographique des joints soudés par fusion sur tôles d'acier : NF A89 551.
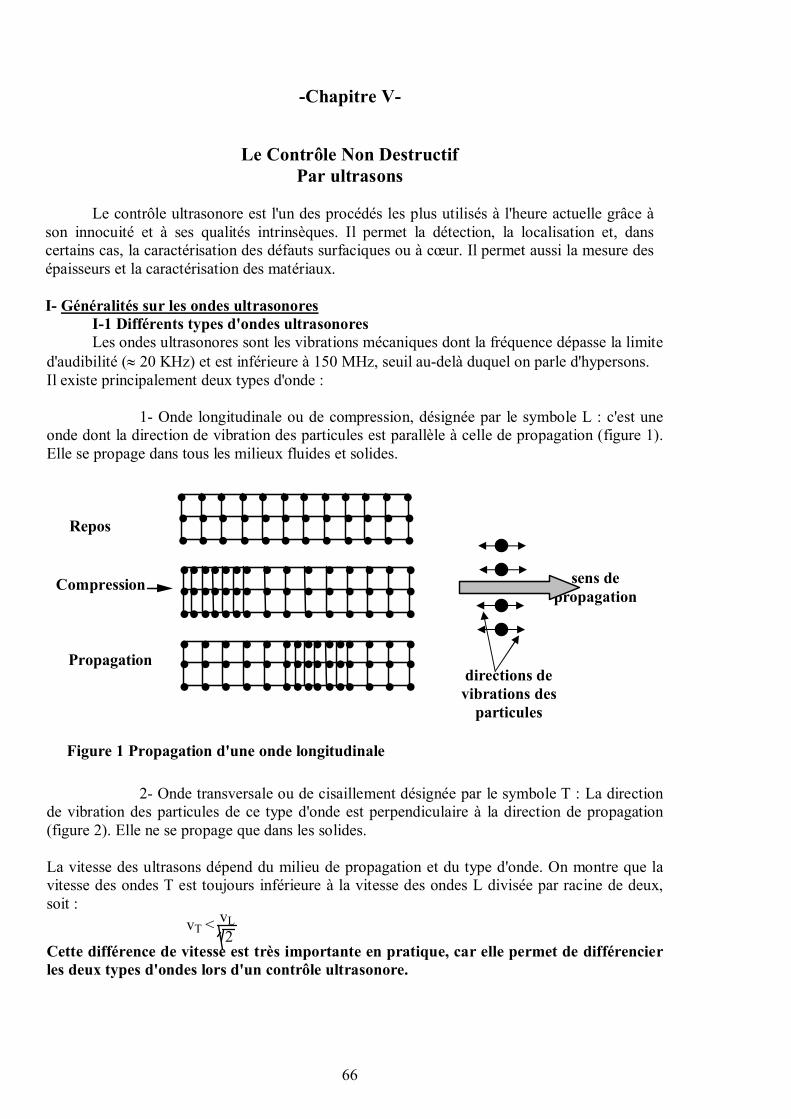
66
-Chapitre V-
Le Contrôle Non DestructifPar ultrasons
Le contrôle ultrasonore est l'un des procédés les plus utilisés à l'heure actuelle grâce àson innocuité et à ses qualités intrinsèques. Il permet la détection, la localisation et, danscertains cas, la caractérisation des défauts surfaciques ou à cœur. Il permet aussi la mesure desépaisseurs et la caractérisation des matériaux.
I- Généralités sur les ondes ultrasonoresI-1 Différents types d'ondes ultrasonoresLes ondes ultrasonores sont les vibrations mécaniques dont la fréquence dépasse la limite
d'audibilité (» 20 KHz) et est inférieure à 150 MHz, seuil au-delà duquel on parle d'hypersons.Il existe principalement deux types d'onde :
1- Onde longitudinale ou de compression, désignée par le symbole L : c'est uneonde dont la direction de vibration des particules est parallèle à celle de propagation (figure 1).Elle se propage dans tous les milieux fluides et solides.
Repos
Compression
Propagation
. . . . . . . . . . . .. . . . . . . . . . . .
. . . . . . . . . . . .
. . . . . . . . . . . .. . . . . . . . . . . .
. . . . . . . . . . . .
. . . . . . . . . . . .. . . . . . . . . . . .
. . . . . . . . . . . .......... .
.....
.
..
Figure 1 Propagation d'une onde longitudinale
2- Onde transversale ou de cisaillement désignée par le symbole T : La directionde vibration des particules de ce type d'onde est perpendiculaire à la direction de propagation(figure 2). Elle ne se propage que dans les solides.
La vitesse des ultrasons dépend du milieu de propagation et du type d'onde. On montre que lavitesse des ondes T est toujours inférieure à la vitesse des ondes L divisée par racine de deux,soit :
vT < vL2
Cette différence de vitesse est très importante en pratique, car elle permet de différencierles deux types d'ondes lors d'un contrôle ultrasonore.
sens depropagation
directions devibrations des
particules
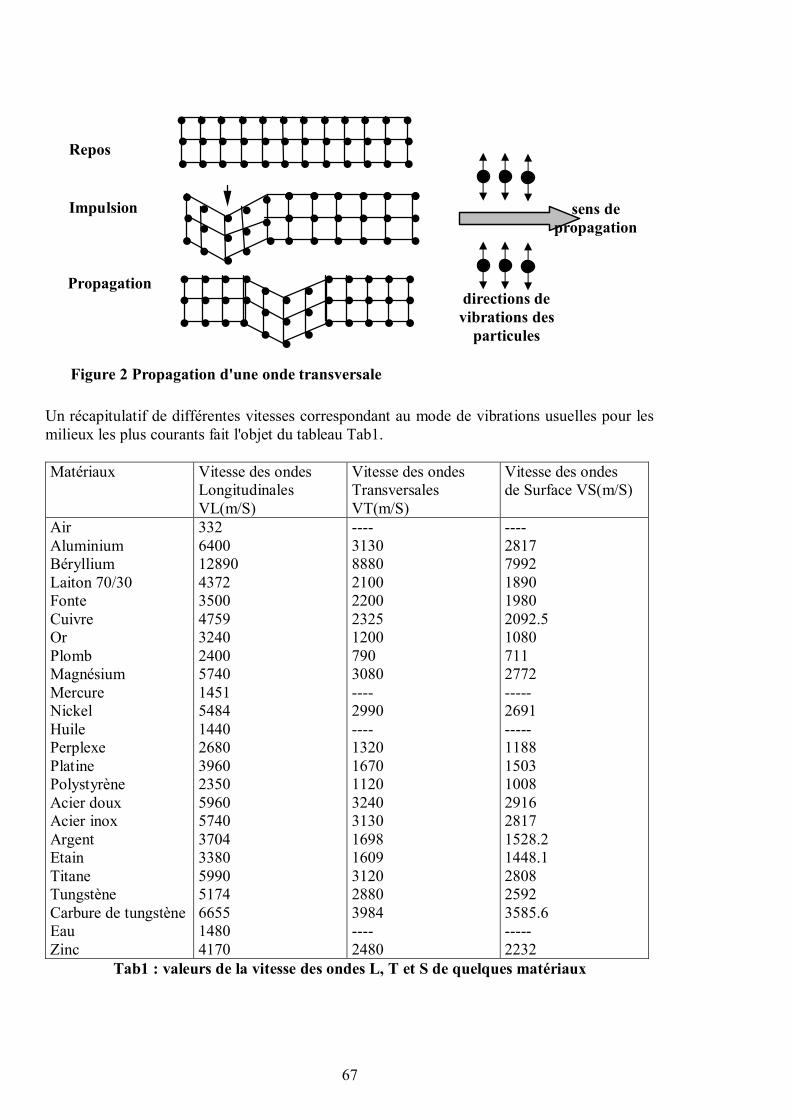
67
... ....
.
.... ....
.... . . .... . . .... . . .... . .. . . . . . . . .. . . . . . . . ..
..
Repos
Impulsion
Propagation
. . . . . . . . . . . .. . . . . . . . . . . .
. . . . . . . . . . . .
. . . . . . . . .
Figure 2 Propagation d'une onde transversale
.
.....
Un récapitulatif de différentes vitesses correspondant au mode de vibrations usuelles pour lesmilieux les plus courants fait l'objet du tableau Tab1.
Matériaux Vitesse des ondesLongitudinalesVL(m/S)
Vitesse des ondesTransversalesVT(m/S)
Vitesse des ondesde Surface VS(m/S)
AirAluminiumBérylliumLaiton 70/30FonteCuivreOrPlombMagnésiumMercureNickelHuilePerplexePlatinePolystyrèneAcier douxAcier inoxArgentEtainTitaneTungstèneCarbure de tungstèneEauZinc
332640012890437235004759324024005740145154841440268039602350596057403704338059905174665514804170
----3130888021002200232512007903080----2990----1320167011203240313016981609312028803984----2480
----28177992189019802092.510807112772-----2691-----118815031008291628171528.21448.1280825923585.6-----2232
Tab1 : valeurs de la vitesse des ondes L, T et S de quelques matériaux
sens depropagation
directions devibrations des
particules
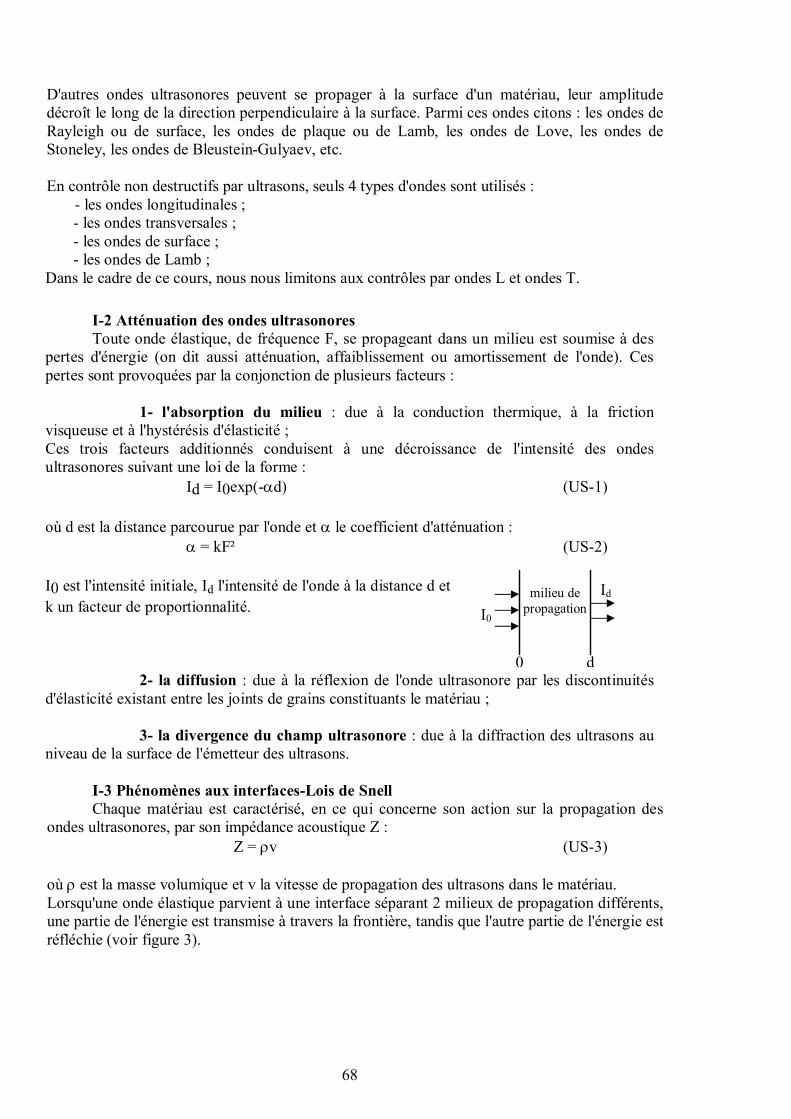
68
D'autres ondes ultrasonores peuvent se propager à la surface d'un matériau, leur amplitudedécroît le long de la direction perpendiculaire à la surface. Parmi ces ondes citons : les ondes deRayleigh ou de surface, les ondes de plaque ou de Lamb, les ondes de Love, les ondes deStoneley, les ondes de Bleustein-Gulyaev, etc.
En contrôle non destructifs par ultrasons, seuls 4 types d'ondes sont utilisés : - les ondes longitudinales ; - les ondes transversales ; - les ondes de surface ; - les ondes de Lamb ;Dans le cadre de ce cours, nous nous limitons aux contrôles par ondes L et ondes T.
I-2 Atténuation des ondes ultrasonoresToute onde élastique, de fréquence F, se propageant dans un milieu est soumise à des
pertes d'énergie (on dit aussi atténuation, affaiblissement ou amortissement de l'onde). Cespertes sont provoquées par la conjonction de plusieurs facteurs :
1- l'absorption du milieu : due à la conduction thermique, à la frictionvisqueuse et à l'hystérésis d'élasticité ;Ces trois facteurs additionnés conduisent à une décroissance de l'intensité des ondesultrasonores suivant une loi de la forme :
Id = I0exp(-ad) (US-1)
où d est la distance parcourue par l'onde et a le coefficient d'atténuation :a = kF² (US-2)
I0 est l'intensité initiale, Id l'intensité de l'onde à la distance d etk un facteur de proportionnalité.
2- la diffusion : due à la réflexion de l'onde ultrasonore par les discontinuitésd'élasticité existant entre les joints de grains constituants le matériau ;
3- la divergence du champ ultrasonore : due à la diffraction des ultrasons auniveau de la surface de l'émetteur des ultrasons.
I-3 Phénomènes aux interfaces-Lois de SnellChaque matériau est caractérisé, en ce qui concerne son action sur la propagation des
ondes ultrasonores, par son impédance acoustique Z :Z = rv (US-3)
où r est la masse volumique et v la vitesse de propagation des ultrasons dans le matériau.Lorsqu'une onde élastique parvient à une interface séparant 2 milieux de propagation différents,une partie de l'énergie est transmise à travers la frontière, tandis que l'autre partie de l'énergie estréfléchie (voir figure 3).
0
milieu depropagationI0
d
Id
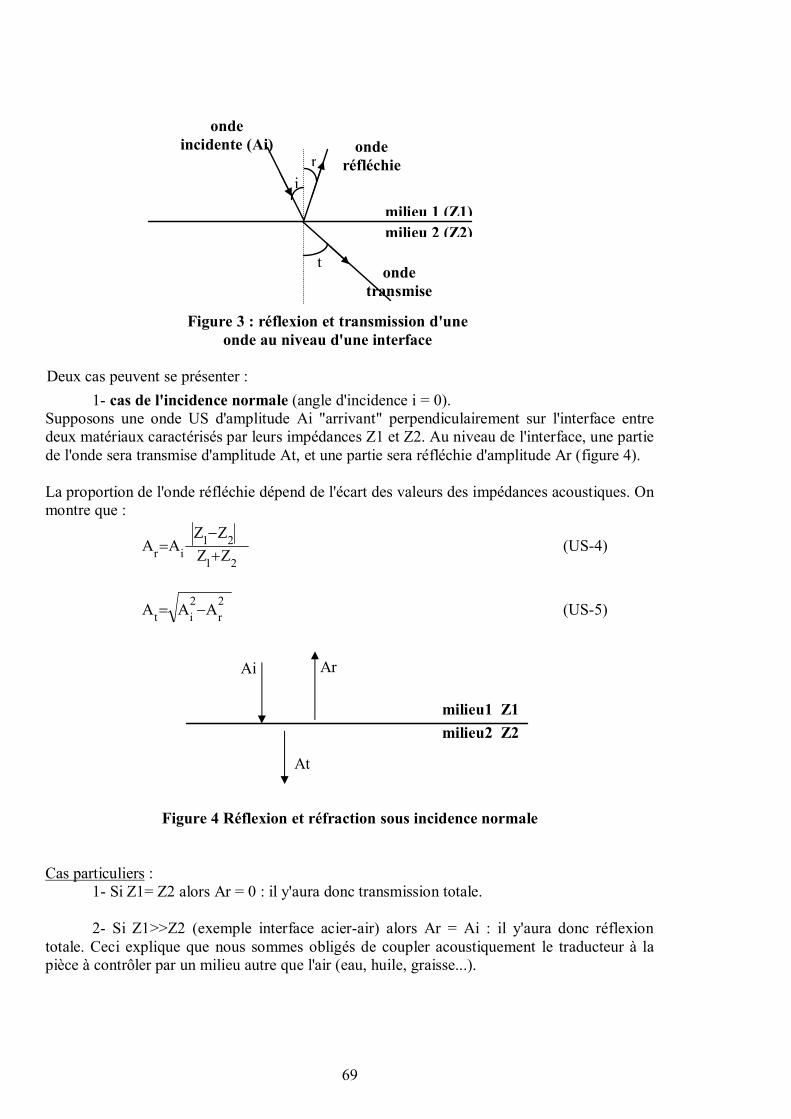
69
Deux cas peuvent se présenter :1- cas de l'incidence normale (angle d'incidence i = 0).
Supposons une onde US d'amplitude Ai "arrivant" perpendiculairement sur l'interface entredeux matériaux caractérisés par leurs impédances Z1 et Z2. Au niveau de l'interface, une partiede l'onde sera transmise d'amplitude At, et une partie sera réfléchie d'amplitude Ar (figure 4).
La proportion de l'onde réfléchie dépend de l'écart des valeurs des impédances acoustiques. Onmontre que :
21
21ir ZZ
ZZAA
+-
= (US-4)
2r
2it AAA -= (US-5)
Figure 4 Réflexion et réfraction sous incidence normale
Cas particuliers :1- Si Z1= Z2 alors Ar = 0 : il y'aura donc transmission totale.
2- Si Z1>>Z2 (exemple interface acier-air) alors Ar = Ai : il y'aura donc réflexiontotale. Ceci explique que nous sommes obligés de coupler acoustiquement le traducteur à lapièce à contrôler par un milieu autre que l'air (eau, huile, graisse...).
milieu1 Z1milieu2 Z2
Ar
At
Ai
milieu 1 (Z1)milieu 2 (Z2)
ri
Figure 3 : réflexion et transmission d'uneonde au niveau d'une interface
ondeincidente (Ai)
t
onderéfléchie
(Ar)
ondetransmise
(At)
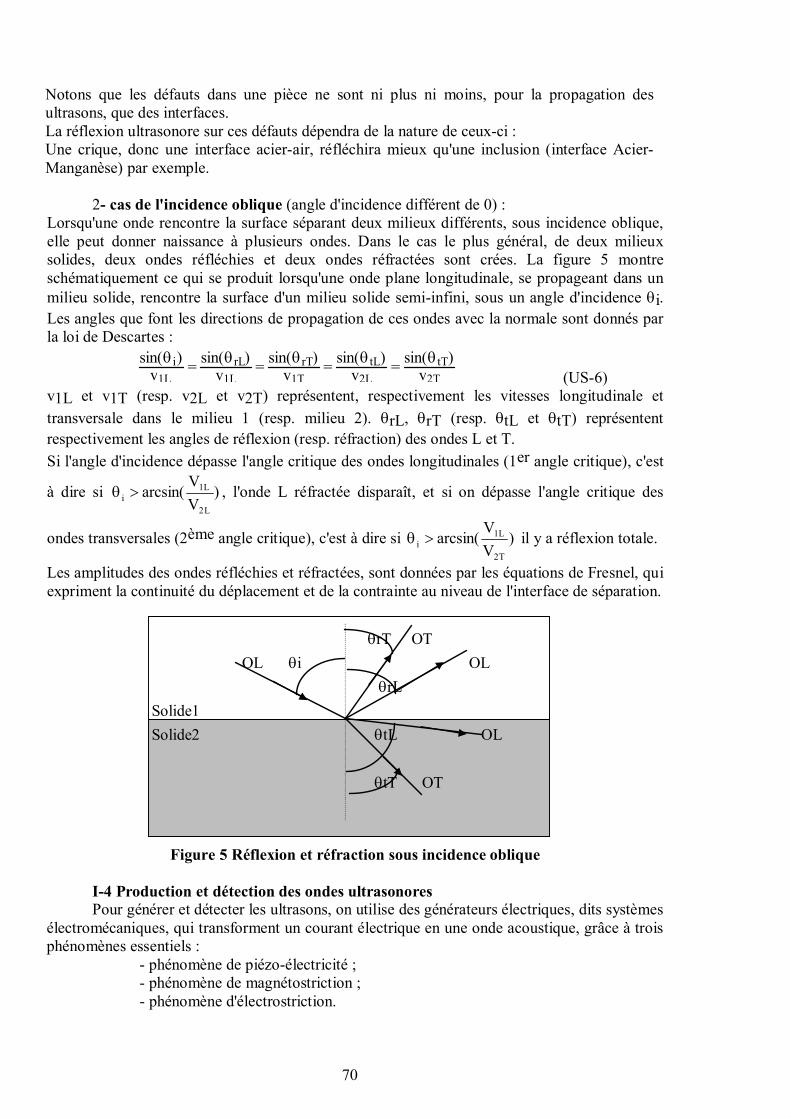
70
Notons que les défauts dans une pièce ne sont ni plus ni moins, pour la propagation desultrasons, que des interfaces.La réflexion ultrasonore sur ces défauts dépendra de la nature de ceux-ci :Une crique, donc une interface acier-air, réfléchira mieux qu'une inclusion (interface Acier-Manganèse) par exemple.
2- cas de l'incidence oblique (angle d'incidence différent de 0) :Lorsqu'une onde rencontre la surface séparant deux milieux différents, sous incidence oblique,elle peut donner naissance à plusieurs ondes. Dans le cas le plus général, de deux milieuxsolides, deux ondes réfléchies et deux ondes réfractées sont crées. La figure 5 montreschématiquement ce qui se produit lorsqu'une onde plane longitudinale, se propageant dans unmilieu solide, rencontre la surface d'un milieu solide semi-infini, sous un angle d'incidence qi.Les angles que font les directions de propagation de ces ondes avec la normale sont donnés parla loi de Descartes :
sin(qi)v1L
= sin(qrL)v1L
= sin(qrT)v1T
= sin(qtL)v2L
= sin(qtT)v2T (US-6)
v1L et v1T (resp. v2L et v2T) représentent, respectivement les vitesses longitudinale ettransversale dans le milieu 1 (resp. milieu 2). qrL, qrT (resp. qtL et qtT) représententrespectivement les angles de réflexion (resp. réfraction) des ondes L et T.Si l'angle d'incidence dépasse l'angle critique des ondes longitudinales (1er angle critique), c'est
à dire si )VV
arcsin(L2
L1i >q , l'onde L réfractée disparaît, et si on dépasse l'angle critique des
ondes transversales (2ème angle critique), c'est à dire si )VV
arcsin(T2
L1i >q il y a réflexion totale.
Les amplitudes des ondes réfléchies et réfractées, sont données par les équations de Fresnel, quiexpriment la continuité du déplacement et de la contrainte au niveau de l'interface de séparation.
qrT OT OL qi OL
qrL Solide1 Solide2 qtL OL
qtT OT
Figure 5 Réflexion et réfraction sous incidence oblique
I-4 Production et détection des ondes ultrasonoresPour générer et détecter les ultrasons, on utilise des générateurs électriques, dits systèmes
électromécaniques, qui transforment un courant électrique en une onde acoustique, grâce à troisphénomènes essentiels :
- phénomène de piézo-électricité ;- phénomène de magnétostriction ;- phénomène d'électrostriction.
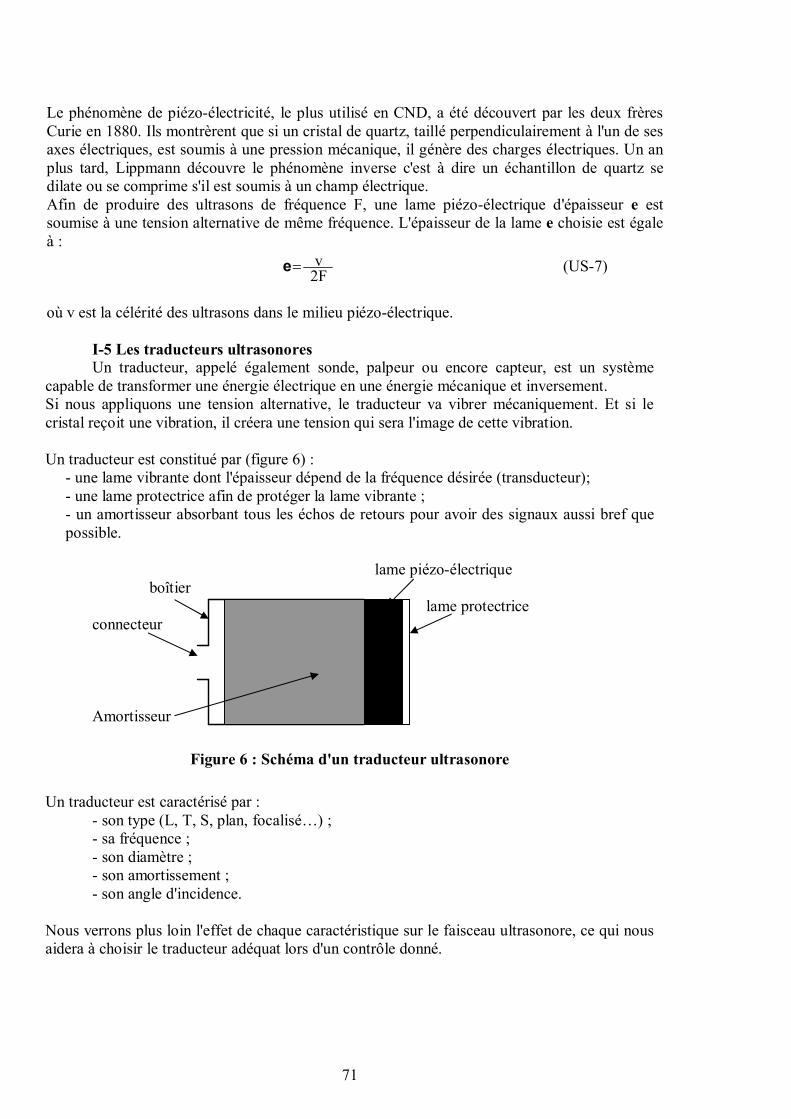
71
Le phénomène de piézo-électricité, le plus utilisé en CND, a été découvert par les deux frèresCurie en 1880. Ils montrèrent que si un cristal de quartz, taillé perpendiculairement à l'un de sesaxes électriques, est soumis à une pression mécanique, il génère des charges électriques. Un anplus tard, Lippmann découvre le phénomène inverse c'est à dire un échantillon de quartz sedilate ou se comprime s'il est soumis à un champ électrique.Afin de produire des ultrasons de fréquence F, une lame piézo-électrique d'épaisseur e estsoumise à une tension alternative de même fréquence. L'épaisseur de la lame e choisie est égaleà :
F2v=e (US-7)
où v est la célérité des ultrasons dans le milieu piézo-électrique.
I-5 Les traducteurs ultrasonoresUn traducteur, appelé également sonde, palpeur ou encore capteur, est un système
capable de transformer une énergie électrique en une énergie mécanique et inversement.Si nous appliquons une tension alternative, le traducteur va vibrer mécaniquement. Et si lecristal reçoit une vibration, il créera une tension qui sera l'image de cette vibration.
Un traducteur est constitué par (figure 6) : - une lame vibrante dont l'épaisseur dépend de la fréquence désirée (transducteur); - une lame protectrice afin de protéger la lame vibrante ;
- un amortisseur absorbant tous les échos de retours pour avoir des signaux aussi bref quepossible.
lame piézo-électrique boîtier
lame protectriceconnecteur
Amortisseur
Figure 6 : Schéma d'un traducteur ultrasonore
Un traducteur est caractérisé par :- son type (L, T, S, plan, focalisé…) ;- sa fréquence ;- son diamètre ;- son amortissement ;- son angle d'incidence.
Nous verrons plus loin l'effet de chaque caractéristique sur le faisceau ultrasonore, ce qui nousaidera à choisir le traducteur adéquat lors d'un contrôle donné.
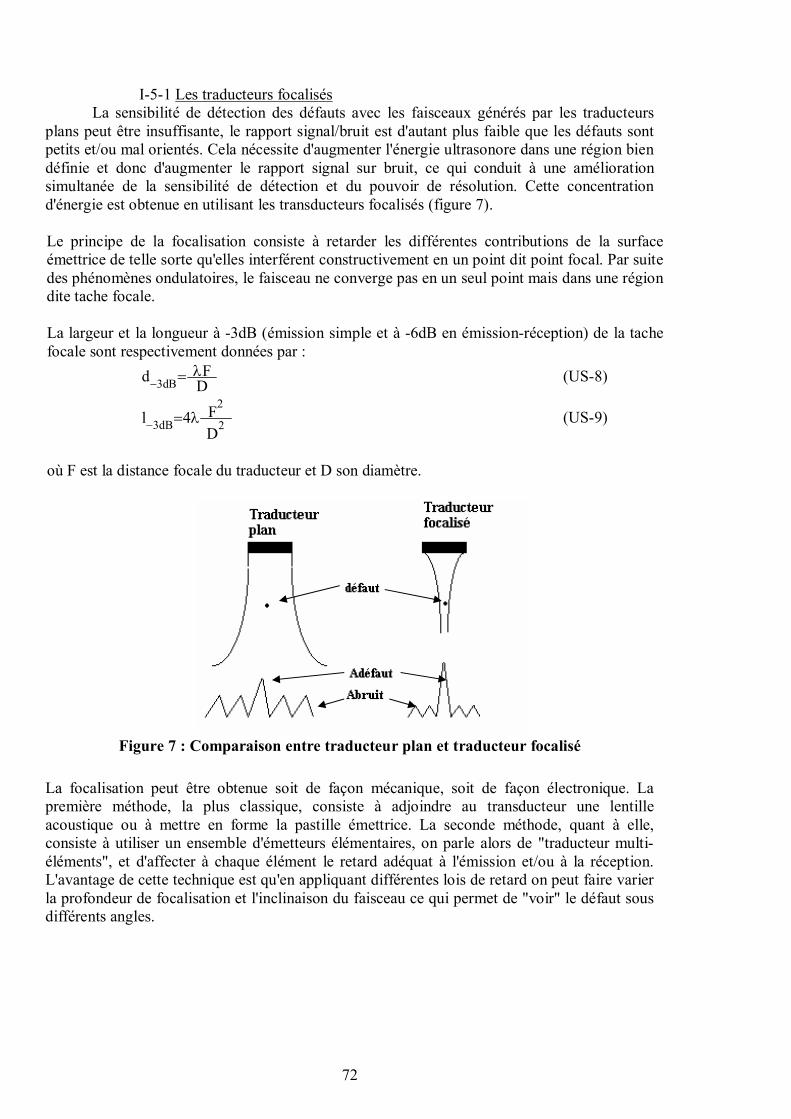
72
I-5-1 Les traducteurs focalisésLa sensibilité de détection des défauts avec les faisceaux générés par les traducteurs
plans peut être insuffisante, le rapport signal/bruit est d'autant plus faible que les défauts sontpetits et/ou mal orientés. Cela nécessite d'augmenter l'énergie ultrasonore dans une région biendéfinie et donc d'augmenter le rapport signal sur bruit, ce qui conduit à une améliorationsimultanée de la sensibilité de détection et du pouvoir de résolution. Cette concentrationd'énergie est obtenue en utilisant les transducteurs focalisés (figure 7).
Le principe de la focalisation consiste à retarder les différentes contributions de la surfaceémettrice de telle sorte qu'elles interférent constructivement en un point dit point focal. Par suitedes phénomènes ondulatoires, le faisceau ne converge pas en un seul point mais dans une régiondite tache focale.
La largeur et la longueur à -3dB (émission simple et à -6dB en émission-réception) de la tachefocale sont respectivement données par :
DFd dB3
l=- (US-8)
2
2
dB3 DF4l l=- (US-9)
où F est la distance focale du traducteur et D son diamètre.
Figure 7 : Comparaison entre traducteur plan et traducteur focalisé
La focalisation peut être obtenue soit de façon mécanique, soit de façon électronique. Lapremière méthode, la plus classique, consiste à adjoindre au transducteur une lentilleacoustique ou à mettre en forme la pastille émettrice. La seconde méthode, quant à elle,consiste à utiliser un ensemble d'émetteurs élémentaires, on parle alors de "traducteur multi-éléments", et d'affecter à chaque élément le retard adéquat à l'émission et/ou à la réception.L'avantage de cette technique est qu'en appliquant différentes lois de retard on peut faire varierla profondeur de focalisation et l'inclinaison du faisceau ce qui permet de "voir" le défaut sousdifférents angles.
défaut
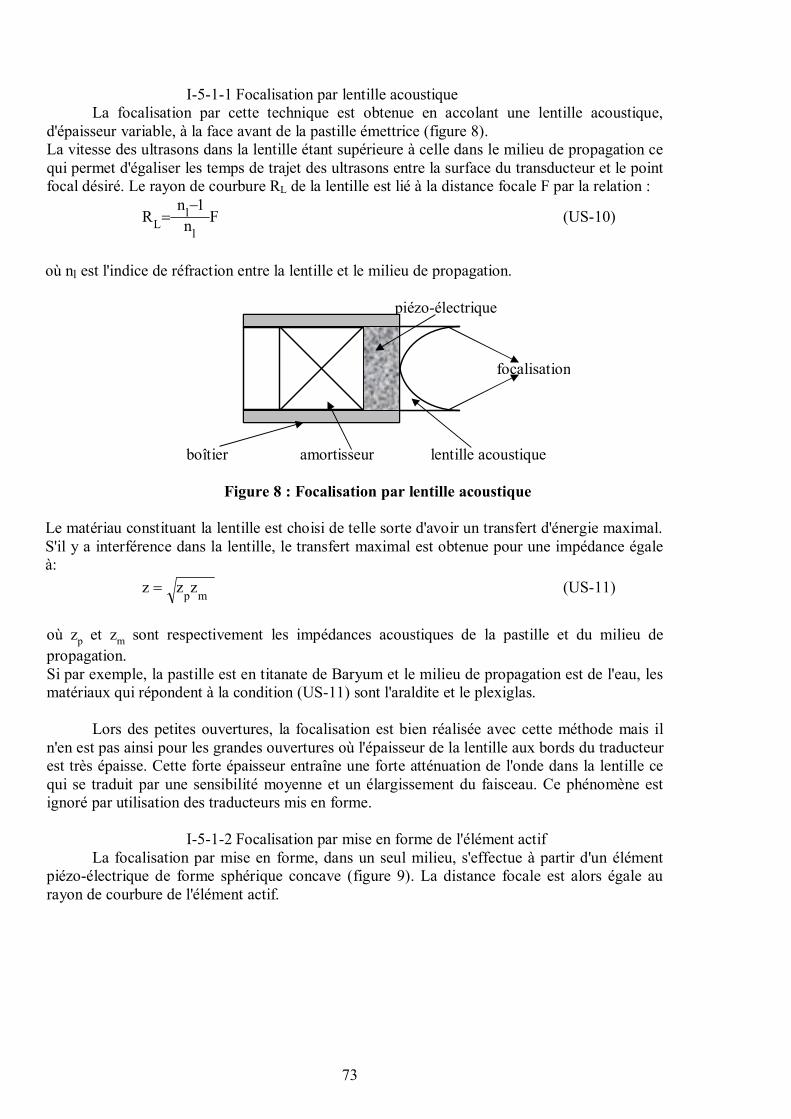
73
I-5-1-1 Focalisation par lentille acoustiqueLa focalisation par cette technique est obtenue en accolant une lentille acoustique,
d'épaisseur variable, à la face avant de la pastille émettrice (figure 8).La vitesse des ultrasons dans la lentille étant supérieure à celle dans le milieu de propagation cequi permet d'égaliser les temps de trajet des ultrasons entre la surface du transducteur et le pointfocal désiré. Le rayon de courbure RL de la lentille est lié à la distance focale F par la relation :
Fn1n
Rl
lL
-= (US-10)
où nl est l'indice de réfraction entre la lentille et le milieu de propagation.
piézo-électrique
boîtier amortisseur lentille acoustique
Figure 8 : Focalisation par lentille acoustique
Le matériau constituant la lentille est choisi de telle sorte d'avoir un transfert d'énergie maximal.S'il y a interférence dans la lentille, le transfert maximal est obtenue pour une impédance égaleà:
mpzzz = (US-11)
où zp et zm sont respectivement les impédances acoustiques de la pastille et du milieu depropagation.Si par exemple, la pastille est en titanate de Baryum et le milieu de propagation est de l'eau, lesmatériaux qui répondent à la condition (US-11) sont l'araldite et le plexiglas.
Lors des petites ouvertures, la focalisation est bien réalisée avec cette méthode mais iln'en est pas ainsi pour les grandes ouvertures où l'épaisseur de la lentille aux bords du traducteurest très épaisse. Cette forte épaisseur entraîne une forte atténuation de l'onde dans la lentille cequi se traduit par une sensibilité moyenne et un élargissement du faisceau. Ce phénomène estignoré par utilisation des traducteurs mis en forme.
I-5-1-2 Focalisation par mise en forme de l'élément actifLa focalisation par mise en forme, dans un seul milieu, s'effectue à partir d'un élément
piézo-électrique de forme sphérique concave (figure 9). La distance focale est alors égale aurayon de courbure de l'élément actif.
focalisation
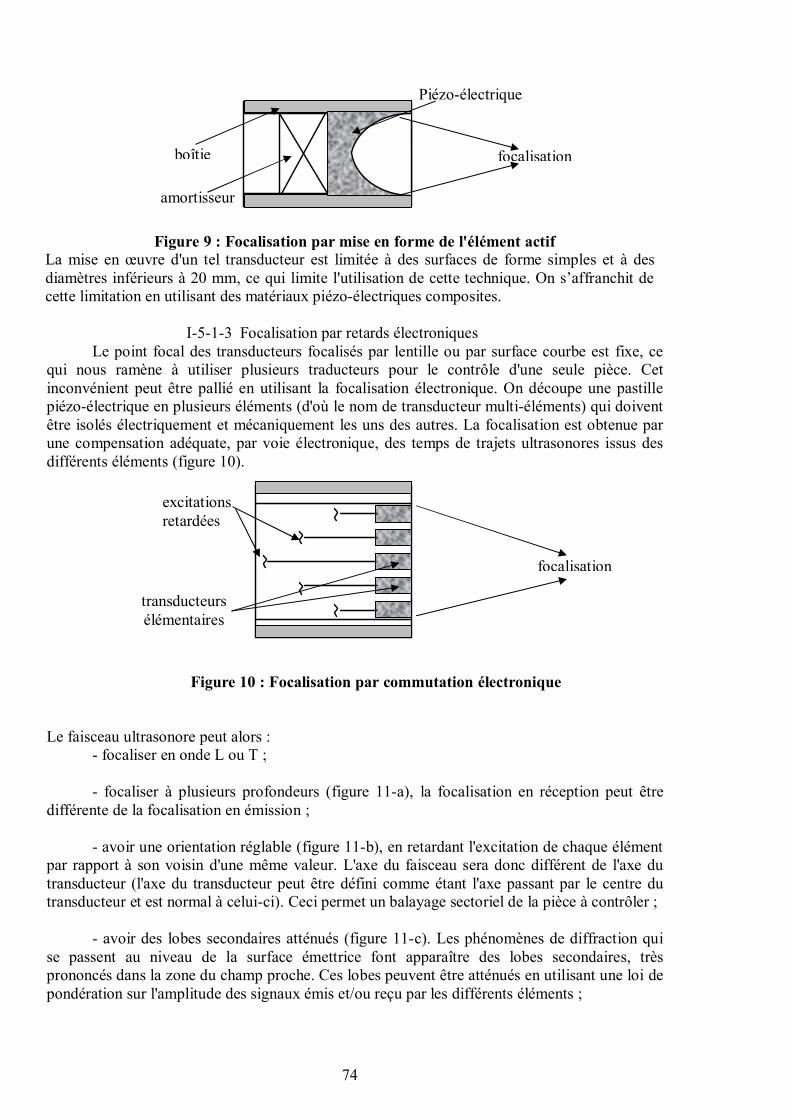
74
Piézo-électrique
Figure 9 : Focalisation par mise en forme de l'élément actifLa mise en œuvre d'un tel transducteur est limitée à des surfaces de forme simples et à desdiamètres inférieurs à 20 mm, ce qui limite l'utilisation de cette technique. On s’affranchit decette limitation en utilisant des matériaux piézo-électriques composites.
I-5-1-3 Focalisation par retards électroniquesLe point focal des transducteurs focalisés par lentille ou par surface courbe est fixe, ce
qui nous ramène à utiliser plusieurs traducteurs pour le contrôle d'une seule pièce. Cetinconvénient peut être pallié en utilisant la focalisation électronique. On découpe une pastillepiézo-électrique en plusieurs éléments (d'où le nom de transducteur multi-éléments) qui doiventêtre isolés électriquement et mécaniquement les uns des autres. La focalisation est obtenue parune compensation adéquate, par voie électronique, des temps de trajets ultrasonores issus desdifférents éléments (figure 10).
Figure 10 : Focalisation par commutation électronique
Le faisceau ultrasonore peut alors :- focaliser en onde L ou T ;
- focaliser à plusieurs profondeurs (figure 11-a), la focalisation en réception peut êtredifférente de la focalisation en émission ;
- avoir une orientation réglable (figure 11-b), en retardant l'excitation de chaque élémentpar rapport à son voisin d'une même valeur. L'axe du faisceau sera donc différent de l'axe dutransducteur (l'axe du transducteur peut être défini comme étant l'axe passant par le centre dutransducteur et est normal à celui-ci). Ceci permet un balayage sectoriel de la pièce à contrôler ;
- avoir des lobes secondaires atténués (figure 11-c). Les phénomènes de diffraction quise passent au niveau de la surface émettrice font apparaître des lobes secondaires, trèsprononcés dans la zone du champ proche. Ces lobes peuvent être atténués en utilisant une loi depondération sur l'amplitude des signaux émis et/ou reçu par les différents éléments ;
focalisationboîtie
amortisseur
excitationsretardées
transducteursélémentaires
focalisation
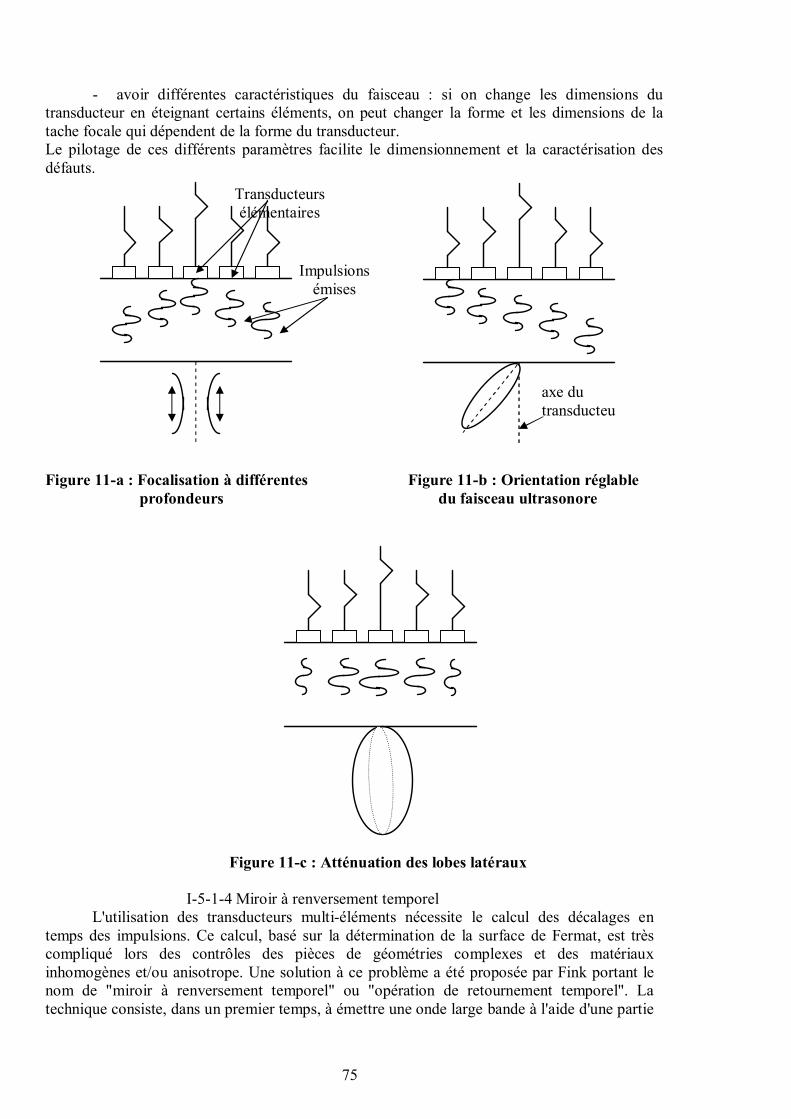
75
- avoir différentes caractéristiques du faisceau : si on change les dimensions dutransducteur en éteignant certains éléments, on peut changer la forme et les dimensions de latache focale qui dépendent de la forme du transducteur.Le pilotage de ces différents paramètres facilite le dimensionnement et la caractérisation desdéfauts.
Figure 11-a : Focalisation à différentes Figure 11-b : Orientation réglableprofondeurs du faisceau ultrasonore
Figure 11-c : Atténuation des lobes latéraux
I-5-1-4 Miroir à renversement temporelL'utilisation des transducteurs multi-éléments nécessite le calcul des décalages en
temps des impulsions. Ce calcul, basé sur la détermination de la surface de Fermat, est trèscompliqué lors des contrôles des pièces de géométries complexes et des matériauxinhomogènes et/ou anisotrope. Une solution à ce problème a été proposée par Fink portant lenom de "miroir à renversement temporel" ou "opération de retournement temporel". Latechnique consiste, dans un premier temps, à émettre une onde large bande à l'aide d'une partie
Transducteursélémentaires
Impulsionsémises
axe dutransducteur
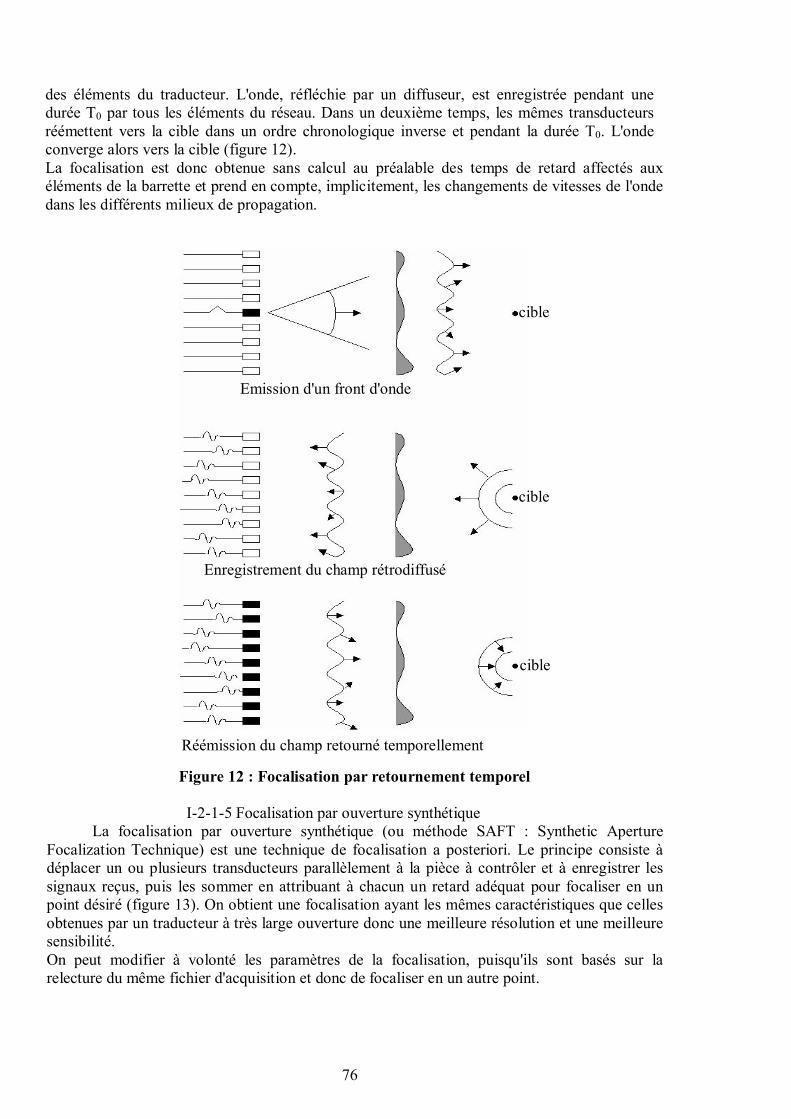
76
des éléments du traducteur. L'onde, réfléchie par un diffuseur, est enregistrée pendant unedurée T0 par tous les éléments du réseau. Dans un deuxième temps, les mêmes transducteursréémettent vers la cible dans un ordre chronologique inverse et pendant la durée T0. L'ondeconverge alors vers la cible (figure 12).La focalisation est donc obtenue sans calcul au préalable des temps de retard affectés auxéléments de la barrette et prend en compte, implicitement, les changements de vitesses de l'ondedans les différents milieux de propagation.
Figure 12 : Focalisation par retournement temporel
I-2-1-5 Focalisation par ouverture synthétiqueLa focalisation par ouverture synthétique (ou méthode SAFT : Synthetic Aperture
Focalization Technique) est une technique de focalisation a posteriori. Le principe consiste àdéplacer un ou plusieurs transducteurs parallèlement à la pièce à contrôler et à enregistrer lessignaux reçus, puis les sommer en attribuant à chacun un retard adéquat pour focaliser en unpoint désiré (figure 13). On obtient une focalisation ayant les mêmes caractéristiques que cellesobtenues par un traducteur à très large ouverture donc une meilleure résolution et une meilleuresensibilité.On peut modifier à volonté les paramètres de la focalisation, puisqu'ils sont basés sur larelecture du même fichier d'acquisition et donc de focaliser en un autre point.
Emission d'un front d'onde
Enregistrement du champ rétrodiffusé
Réémission du champ retourné temporellement
cible
cible
cible
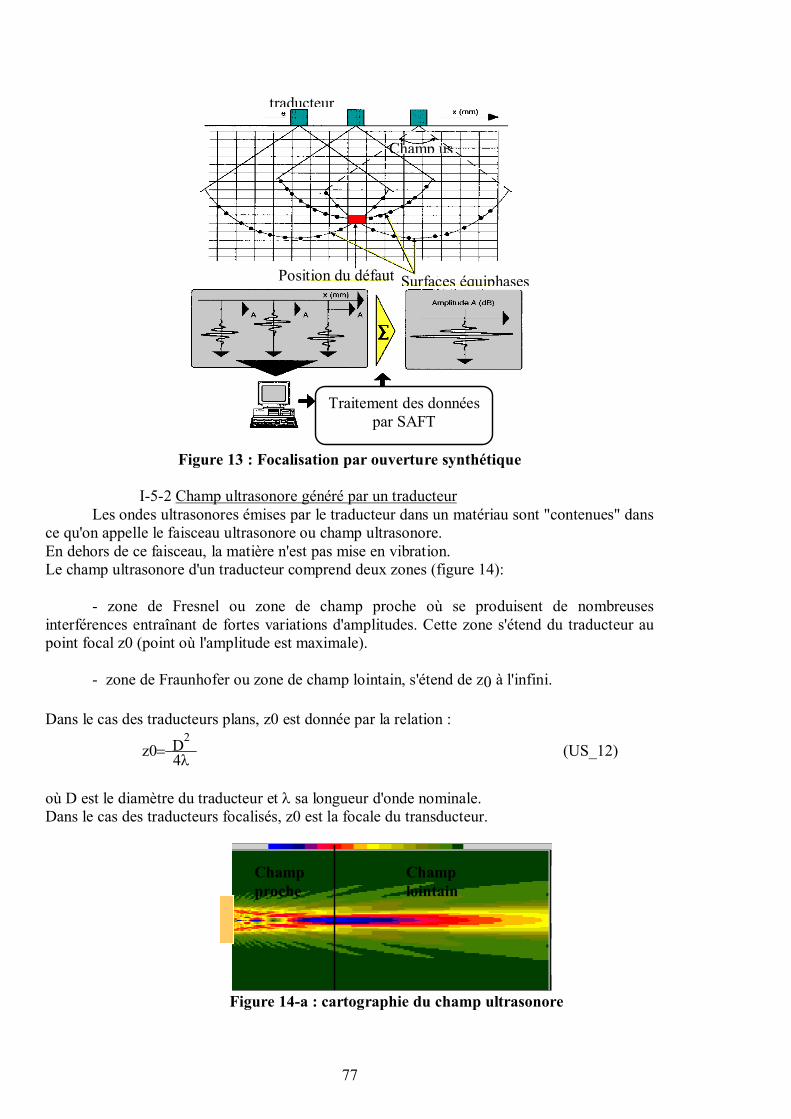
77
Figure 13 : Focalisation par ouverture synthétique
I-5-2 Champ ultrasonore généré par un traducteurLes ondes ultrasonores émises par le traducteur dans un matériau sont "contenues" dans
ce qu'on appelle le faisceau ultrasonore ou champ ultrasonore.En dehors de ce faisceau, la matière n'est pas mise en vibration.Le champ ultrasonore d'un traducteur comprend deux zones (figure 14):
- zone de Fresnel ou zone de champ proche où se produisent de nombreusesinterférences entraînant de fortes variations d'amplitudes. Cette zone s'étend du traducteur aupoint focal z0 (point où l'amplitude est maximale).
- zone de Fraunhofer ou zone de champ lointain, s'étend de z0 à l'infini.
Dans le cas des traducteurs plans, z0 est donnée par la relation :
l= 4D0z
2(US_12)
où D est le diamètre du traducteur et l sa longueur d'onde nominale.Dans le cas des traducteurs focalisés, z0 est la focale du transducteur.
traducteur
Surfaces équiphasesPosition du défaut
Traitement des donnéespar SAFT
Champ us
Figure 14-a : cartographie du champ ultrasonore
Champproche
Champlointain
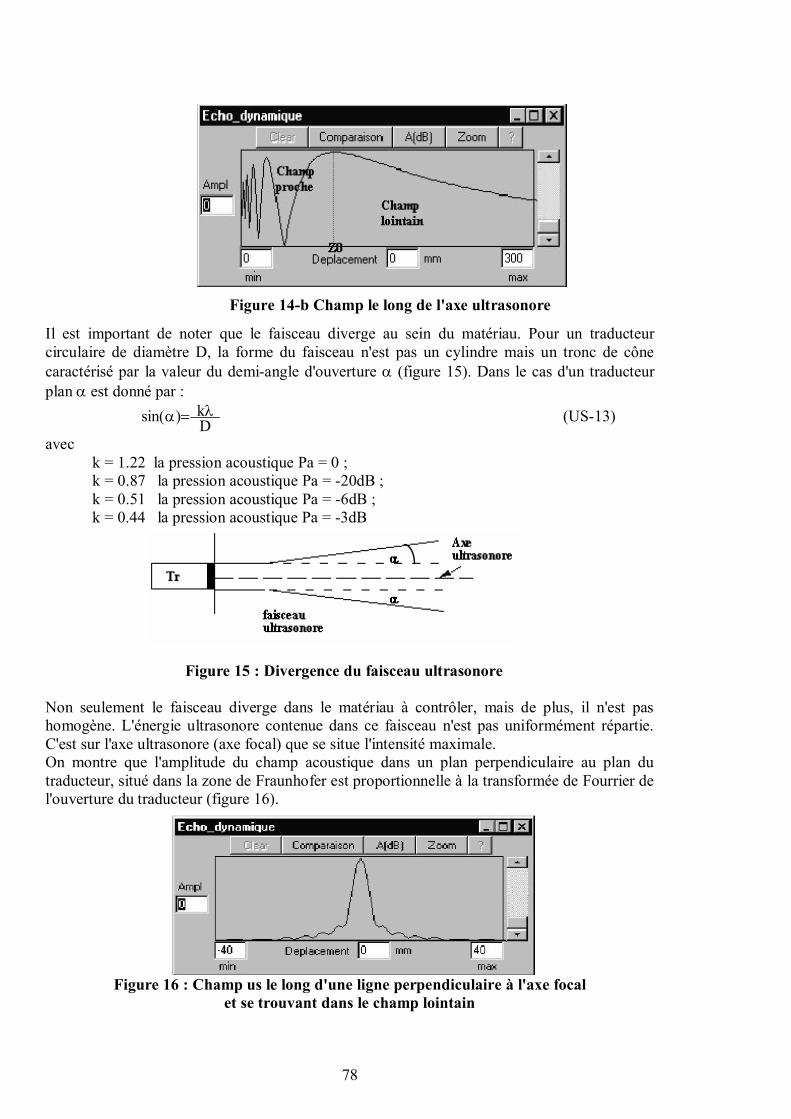
78
Il est important de noter que le faisceau diverge au sein du matériau. Pour un traducteurcirculaire de diamètre D, la forme du faisceau n'est pas un cylindre mais un tronc de cônecaractérisé par la valeur du demi-angle d'ouverture a (figure 15). Dans le cas d'un traducteurplan a est donné par :
Dk)sin( l=a (US-13)
aveck = 1.22 la pression acoustique Pa = 0 ;k = 0.87 la pression acoustique Pa = -20dB ;k = 0.51 la pression acoustique Pa = -6dB ;k = 0.44 la pression acoustique Pa = -3dB
K=1.22 Pa=0 Figure 15 : Divergence du faisceau ultrasonore
Non seulement le faisceau diverge dans le matériau à contrôler, mais de plus, il n'est pashomogène. L'énergie ultrasonore contenue dans ce faisceau n'est pas uniformément répartie.C'est sur l'axe ultrasonore (axe focal) que se situe l'intensité maximale.On montre que l'amplitude du champ acoustique dans un plan perpendiculaire au plan dutraducteur, situé dans la zone de Fraunhofer est proportionnelle à la transformée de Fourrier del'ouverture du traducteur (figure 16).
Figure 16 : Champ us le long d'une ligne perpendiculaire à l'axe focalet se trouvant dans le champ lointain
Figure 14-b Champ le long de l'axe ultrasonore
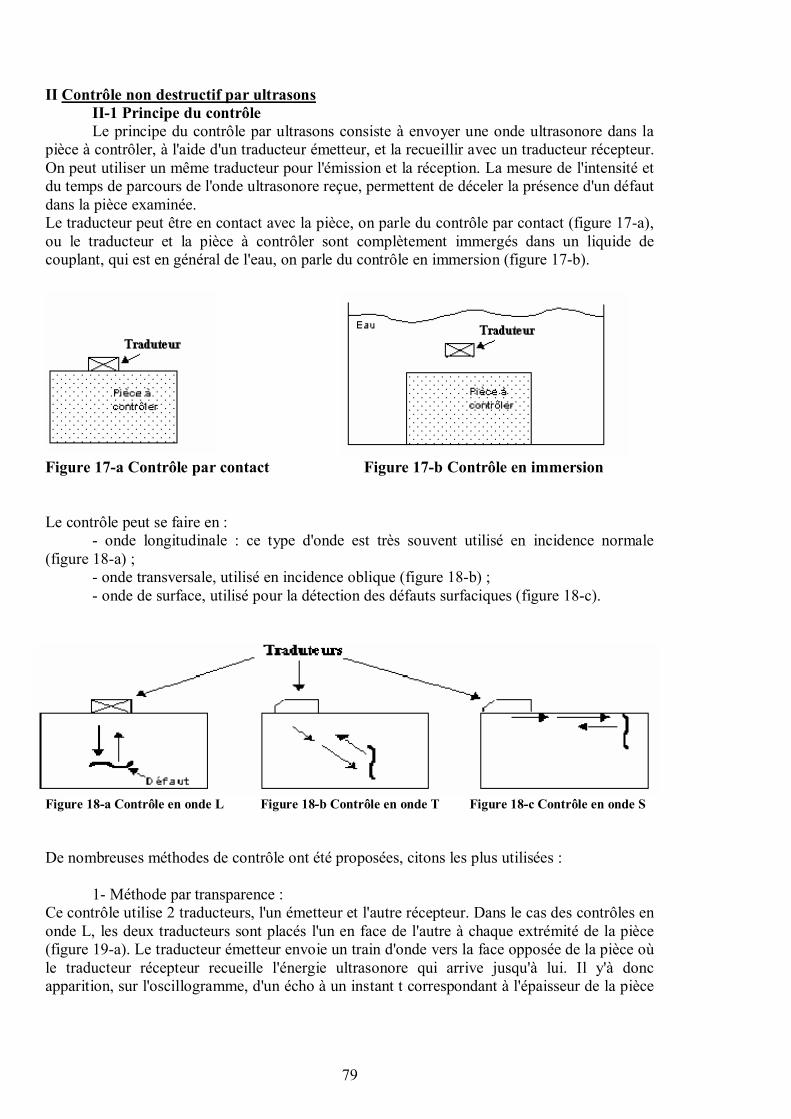
79
II Contrôle non destructif par ultrasonsII-1 Principe du contrôleLe principe du contrôle par ultrasons consiste à envoyer une onde ultrasonore dans la
pièce à contrôler, à l'aide d'un traducteur émetteur, et la recueillir avec un traducteur récepteur.On peut utiliser un même traducteur pour l'émission et la réception. La mesure de l'intensité etdu temps de parcours de l'onde ultrasonore reçue, permettent de déceler la présence d'un défautdans la pièce examinée.Le traducteur peut être en contact avec la pièce, on parle du contrôle par contact (figure 17-a),ou le traducteur et la pièce à contrôler sont complètement immergés dans un liquide decouplant, qui est en général de l'eau, on parle du contrôle en immersion (figure 17-b).
Figure 17-a Contrôle par contact Figure 17-b Contrôle en immersion
Le contrôle peut se faire en :- onde longitudinale : ce type d'onde est très souvent utilisé en incidence normale
(figure 18-a) ;- onde transversale, utilisé en incidence oblique (figure 18-b) ;- onde de surface, utilisé pour la détection des défauts surfaciques (figure 18-c).
Figure 18-a Contrôle en onde L Figure 18-b Contrôle en onde T Figure 18-c Contrôle en onde S
De nombreuses méthodes de contrôle ont été proposées, citons les plus utilisées :
1- Méthode par transparence :Ce contrôle utilise 2 traducteurs, l'un émetteur et l'autre récepteur. Dans le cas des contrôles enonde L, les deux traducteurs sont placés l'un en face de l'autre à chaque extrémité de la pièce(figure 19-a). Le traducteur émetteur envoie un train d'onde vers la face opposée de la pièce oùle traducteur récepteur recueille l'énergie ultrasonore qui arrive jusqu'à lui. Il y'à doncapparition, sur l'oscillogramme, d'un écho à un instant t correspondant à l'épaisseur de la pièce
80
(figure 19-b). Lorsqu'il y a un défaut dans la pièce (figure 20), une partie du faisceau estinterceptée par ce défaut, cela est signalé par une baisse de l'amplitude de l'écho de réception.Lors d'un contrôle en onde T, les deux traducteurs peuvent être placés sur la même face de lapièce. Les figures 21 et 22 présentent les positions des traducteurs ainsi que lesoscillogrammes obtenus, respectivement, pour une pièce saine et une pièce défectueuse .
E RH
e t temps
Figure 19-a Positions des traducteurs Figure 19-b Oscillogramme
Figure 19 Contrôle par transparence en OL : cas d'une pièce saine
E RDH
défaut H'
Figure 20 Contrôle par transparence en OL : cas d'une pièce défectueuse
E R
H
tempsFigure 21-a Positions des traducteurs Figure 21-b Oscillogramme
Figure 21 Contrôle par transparence en OT : cas d'une pièce saine
DH H'
défaut
Figure 22 Contrôle par transparence en OT : cas d'une pièce défectueuse
temps
81
2- Méthode par écho :Ce type de contrôle est le plus utilisé. Ici, le traducteur est en même temps émetteur etrécepteur. Pendant un temps très court, il envoie des impulsions très brèves, puis pendant letemps de silence, entre deux impulsions successives, il joue le rôle de récepteur. Dans le casdes contrôles par ondes L., le train d'onde émis vas se réfléchir sur le fond de la pièce et revientjusqu'au traducteur (figure 23-a). Sur l'oscillogramme on aura apparition d'un écho à un instantt qui correspond à deux fois l'épaisseur de la pièce (figure 23-b). En présence d'un défaut(figure 24-a), une partie du faisceau ultrasonore se réfléchie sur ce défaut ce qui se traduit parune apparition d'un écho à un instant t' à partir duquel on localise le défaut (figure 24-b).Dans le cas des contrôles en onde T (figure 25 et 26), le principe est très similaire.
E/Récho de fond
e t Figure 23-a Position du traducteur Figure 23-b Oscillogramme
Figure 23 Contrôle par écho en OL : cas d'une pièce saine
E/Récho de défaut
défautp t' temps
Figure 24 Contrôle par écho en OL : cas d'une pièce défectueuse
E/R Amplitude
tempsFigure 25 Contrôle par écho en OT : cas d'une pièce saine
E/R
défaut
t' tempsFigure 26 Contrôle par écho en OT : cas d'une pièce défectueuse
écho dudéfaut
82
II-2 Comparaison entre le contrôle par contact et le contrôle en immersionLe contrôle en immersion présente plusieurs avantages par rapport au contrôle par
contact ; néanmoins, ce dernier reste le plus fréquemment utilisé dans l'industrie puisqu'il nenécessite pas l'immersion de la pièce dans un couplant, le matériel utilisé est moins cher et lepersonnel est moins qualifié que celui du contrôle par immersion.Les principaux avantages du contrôle par immersion sont :
- le capteur n'est pas en contact direct avec la pièce, ce qui facilite des contrôles à plusgrande vitesse ;
- tous les problèmes inhérents au couplage sont éludés en raison de la colonne d'eaupermanente séparant le capteur de la pièce ;
- plus de variation de l'amplitude d'un écho en fonction de la pression exercée sur lecapteur ;
- plus de problème d'abrasion du capteur ;- un seul capteur peut générer des ondes L ou T sous différents angles de réfraction ;- la résolution proche est améliorée du fait de la colonne d'eau qui joue le rôle d'une
ligne à retard ;- l'utilisation de miroir de renvoi permet d'atteindre des zones inaccessibles ;- la zone de Fresnel peut être introduite dans la colonne d'eau, ce qui permet
d'introduire dans la pièce un faisceau plus homogène ;- utilisation de palpeur focalisé permettant une sensibilité accrue ;- automatisation du contrôle ce qui permet une fiabilité accrue et une répétitivité du
contrôle dans le temps ;- le stockage numérique des informations pour des traitements ultérieurs.
II-3 Les représentations en contrôle non destructif par ultrasonsLe contrôle d'une pièce se fait par balayage de sa surface par un traducteur, qui se
déplace suivant des lignes parallèles avec un pas régulier (voir figure 27).
Pour chaque position du traducteur, on enregistre le signal reçu. Les amplitudes, distribuées surNg niveaux de gris, sont représentées par un code couleur prédéfini. La mise côte à côte del'ensemble des signaux acquis permet d'avoir plusieurs types d'images :
Bscan
Dscan
Cscantraducteur
Figure 27 : Principe du contrôle d'une pièce.Formation d'images
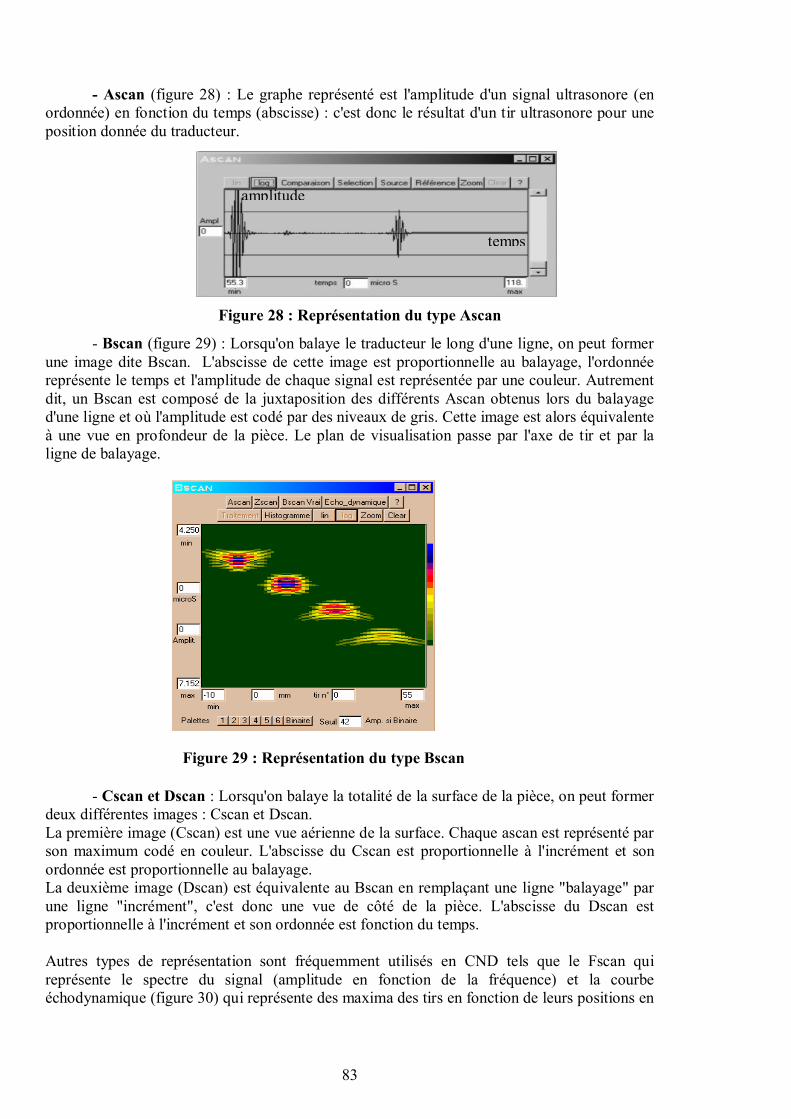
83
- Ascan (figure 28) : Le graphe représenté est l'amplitude d'un signal ultrasonore (enordonnée) en fonction du temps (abscisse) : c'est donc le résultat d'un tir ultrasonore pour uneposition donnée du traducteur.
- Bscan (figure 29) : Lorsqu'on balaye le traducteur le long d'une ligne, on peut formerune image dite Bscan. L'abscisse de cette image est proportionnelle au balayage, l'ordonnéereprésente le temps et l'amplitude de chaque signal est représentée par une couleur. Autrementdit, un Bscan est composé de la juxtaposition des différents Ascan obtenus lors du balayaged'une ligne et où l'amplitude est codé par des niveaux de gris. Cette image est alors équivalenteà une vue en profondeur de la pièce. Le plan de visualisation passe par l'axe de tir et par laligne de balayage.
- Cscan et Dscan : Lorsqu'on balaye la totalité de la surface de la pièce, on peut formerdeux différentes images : Cscan et Dscan.La première image (Cscan) est une vue aérienne de la surface. Chaque ascan est représenté parson maximum codé en couleur. L'abscisse du Cscan est proportionnelle à l'incrément et sonordonnée est proportionnelle au balayage.La deuxième image (Dscan) est équivalente au Bscan en remplaçant une ligne "balayage" parune ligne "incrément", c'est donc une vue de côté de la pièce. L'abscisse du Dscan estproportionnelle à l'incrément et son ordonnée est fonction du temps.
Autres types de représentation sont fréquemment utilisés en CND tels que le Fscan quireprésente le spectre du signal (amplitude en fonction de la fréquence) et la courbeéchodynamique (figure 30) qui représente des maxima des tirs en fonction de leurs positions en
temps
amplitude
Figure 28 : Représentation du type Ascan
Figure 29 : Représentation du type Bscan
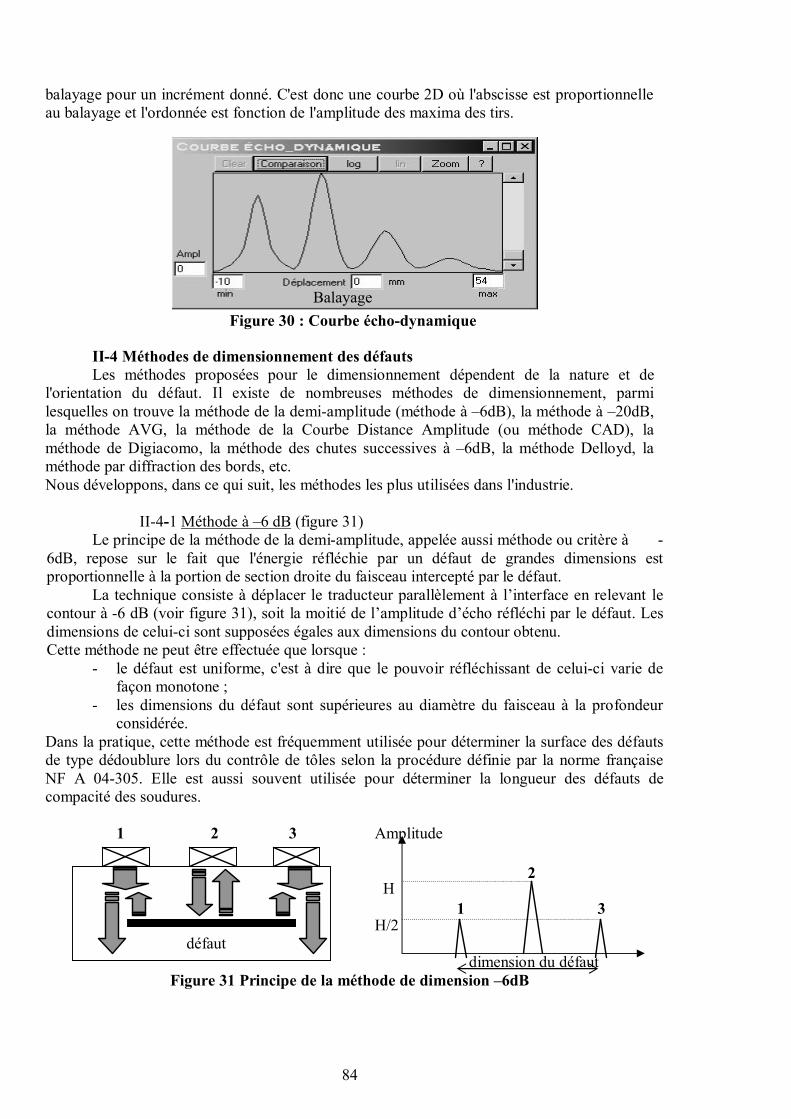
84
balayage pour un incrément donné. C'est donc une courbe 2D où l'abscisse est proportionnelleau balayage et l'ordonnée est fonction de l'amplitude des maxima des tirs.
II-4 Méthodes de dimensionnement des défautsLes méthodes proposées pour le dimensionnement dépendent de la nature et de
l'orientation du défaut. Il existe de nombreuses méthodes de dimensionnement, parmilesquelles on trouve la méthode de la demi-amplitude (méthode à –6dB), la méthode à –20dB,la méthode AVG, la méthode de la Courbe Distance Amplitude (ou méthode CAD), laméthode de Digiacomo, la méthode des chutes successives à –6dB, la méthode Delloyd, laméthode par diffraction des bords, etc.Nous développons, dans ce qui suit, les méthodes les plus utilisées dans l'industrie.
II-4-1 Méthode à –6 dB (figure 31)Le principe de la méthode de la demi-amplitude, appelée aussi méthode ou critère à -
6dB, repose sur le fait que l'énergie réfléchie par un défaut de grandes dimensions estproportionnelle à la portion de section droite du faisceau intercepté par le défaut.
La technique consiste à déplacer le traducteur parallèlement à l’interface en relevant lecontour à -6 dB (voir figure 31), soit la moitié de l’amplitude d’écho réfléchi par le défaut. Lesdimensions de celui-ci sont supposées égales aux dimensions du contour obtenu.Cette méthode ne peut être effectuée que lorsque :
- le défaut est uniforme, c'est à dire que le pouvoir réfléchissant de celui-ci varie defaçon monotone ;
- les dimensions du défaut sont supérieures au diamètre du faisceau à la profondeurconsidérée.
Dans la pratique, cette méthode est fréquemment utilisée pour déterminer la surface des défautsde type dédoublure lors du contrôle de tôles selon la procédure définie par la norme françaiseNF A 04-305. Elle est aussi souvent utilisée pour déterminer la longueur des défauts decompacité des soudures.
1 2 3 Amplitude
H
H/2défaut
dimension du défautFigure 31 Principe de la méthode de dimension –6dB
BalayageFigure 30 : Courbe écho-dynamique
2
1 3
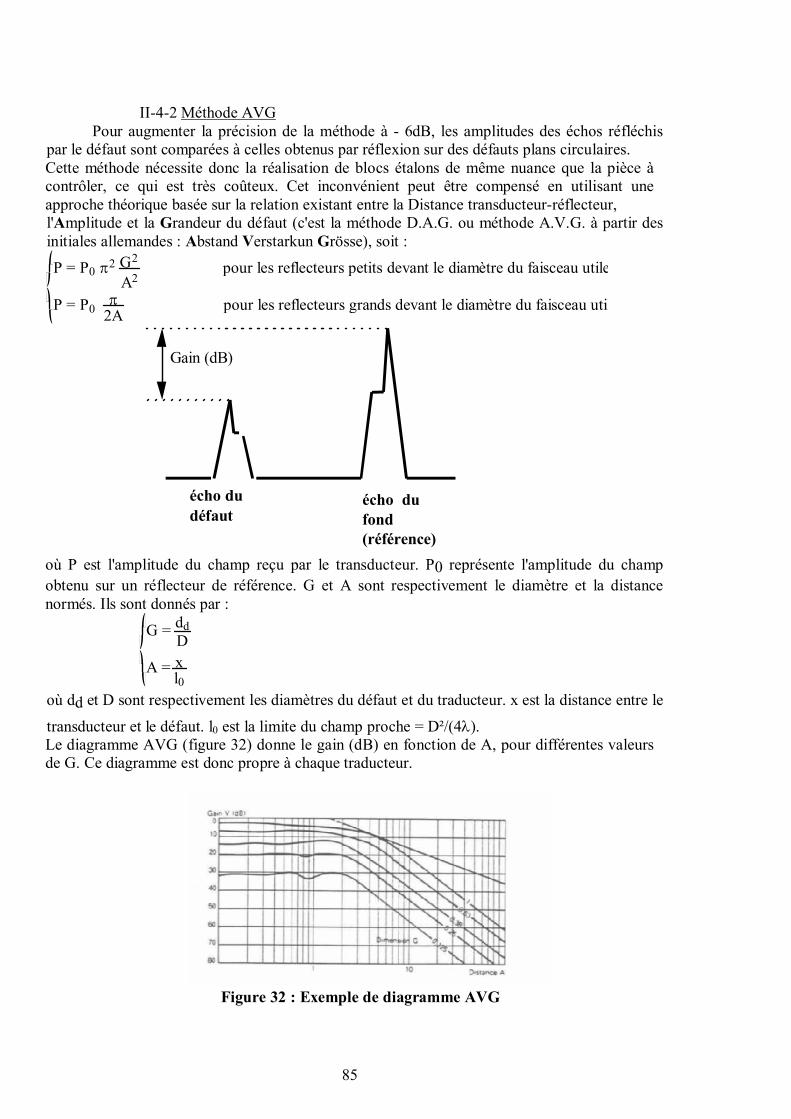
85
II-4-2 Méthode AVGPour augmenter la précision de la méthode à - 6dB, les amplitudes des échos réfléchis
par le défaut sont comparées à celles obtenus par réflexion sur des défauts plans circulaires.Cette méthode nécessite donc la réalisation de blocs étalons de même nuance que la pièce àcontrôler, ce qui est très coûteux. Cet inconvénient peut être compensé en utilisant uneapproche théorique basée sur la relation existant entre la Distance transducteur-réflecteur,l'Amplitude et la Grandeur du défaut (c'est la méthode D.A.G. ou méthode A.V.G. à partir desinitiales allemandes : Abstand Verstarkun Grösse), soit :
P = P0 p2 G2
A2 pour les reflecteurs petits devant le diamètre du faisceau utile
P = P0p
2A pour les reflecteurs grands devant le diamètre du faisceau utile
écho dudéfaut
écho dufond(référence)
Gain (dB)
où P est l'amplitude du champ reçu par le transducteur. P0 représente l'amplitude du champobtenu sur un réflecteur de référence. G et A sont respectivement le diamètre et la distancenormés. Ils sont donnés par :
G = ddD
A = xl0
où dd et D sont respectivement les diamètres du défaut et du traducteur. x est la distance entre le
transducteur et le défaut. l0 est la limite du champ proche = D²/(4l).Le diagramme AVG (figure 32) donne le gain (dB) en fonction de A, pour différentes valeursde G. Ce diagramme est donc propre à chaque traducteur.
Figure 32 : Exemple de diagramme AVG
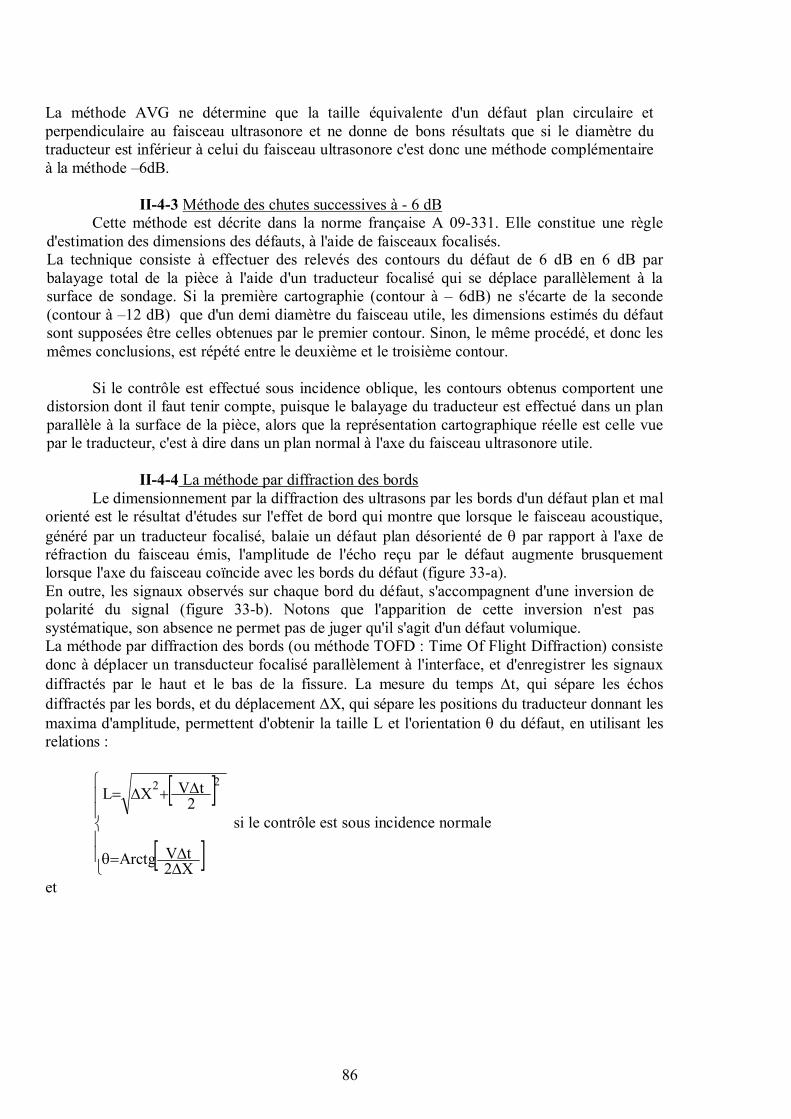
86
La méthode AVG ne détermine que la taille équivalente d'un défaut plan circulaire etperpendiculaire au faisceau ultrasonore et ne donne de bons résultats que si le diamètre dutraducteur est inférieur à celui du faisceau ultrasonore c'est donc une méthode complémentaireà la méthode –6dB.
II-4-3 Méthode des chutes successives à - 6 dBCette méthode est décrite dans la norme française A 09-331. Elle constitue une règle
d'estimation des dimensions des défauts, à l'aide de faisceaux focalisés.La technique consiste à effectuer des relevés des contours du défaut de 6 dB en 6 dB parbalayage total de la pièce à l'aide d'un traducteur focalisé qui se déplace parallèlement à lasurface de sondage. Si la première cartographie (contour à – 6dB) ne s'écarte de la seconde(contour à –12 dB) que d'un demi diamètre du faisceau utile, les dimensions estimés du défautsont supposées être celles obtenues par le premier contour. Sinon, le même procédé, et donc lesmêmes conclusions, est répété entre le deuxième et le troisième contour.
Si le contrôle est effectué sous incidence oblique, les contours obtenus comportent unedistorsion dont il faut tenir compte, puisque le balayage du traducteur est effectué dans un planparallèle à la surface de la pièce, alors que la représentation cartographique réelle est celle vuepar le traducteur, c'est à dire dans un plan normal à l'axe du faisceau ultrasonore utile.
II-4-4 La méthode par diffraction des bordsLe dimensionnement par la diffraction des ultrasons par les bords d'un défaut plan et mal
orienté est le résultat d'études sur l'effet de bord qui montre que lorsque le faisceau acoustique,généré par un traducteur focalisé, balaie un défaut plan désorienté de q par rapport à l'axe deréfraction du faisceau émis, l'amplitude de l'écho reçu par le défaut augmente brusquementlorsque l'axe du faisceau coïncide avec les bords du défaut (figure 33-a).En outre, les signaux observés sur chaque bord du défaut, s'accompagnent d'une inversion depolarité du signal (figure 33-b). Notons que l'apparition de cette inversion n'est passystématique, son absence ne permet pas de juger qu'il s'agit d'un défaut volumique.La méthode par diffraction des bords (ou méthode TOFD : Time Of Flight Diffraction) consistedonc à déplacer un transducteur focalisé parallèlement à l'interface, et d'enregistrer les signauxdiffractés par le haut et le bas de la fissure. La mesure du temps Dt, qui sépare les échosdiffractés par les bords, et du déplacement DX, qui sépare les positions du traducteur donnant lesmaxima d'amplitude, permettent d'obtenir la taille L et l'orientation q du défaut, en utilisant lesrelations :
[ ]
[ ]ïï
î
ïï
í
ì
DD=q
D+D=
X2tVArctg
2tVXL
22
si le contrôle est sous incidence normale
et
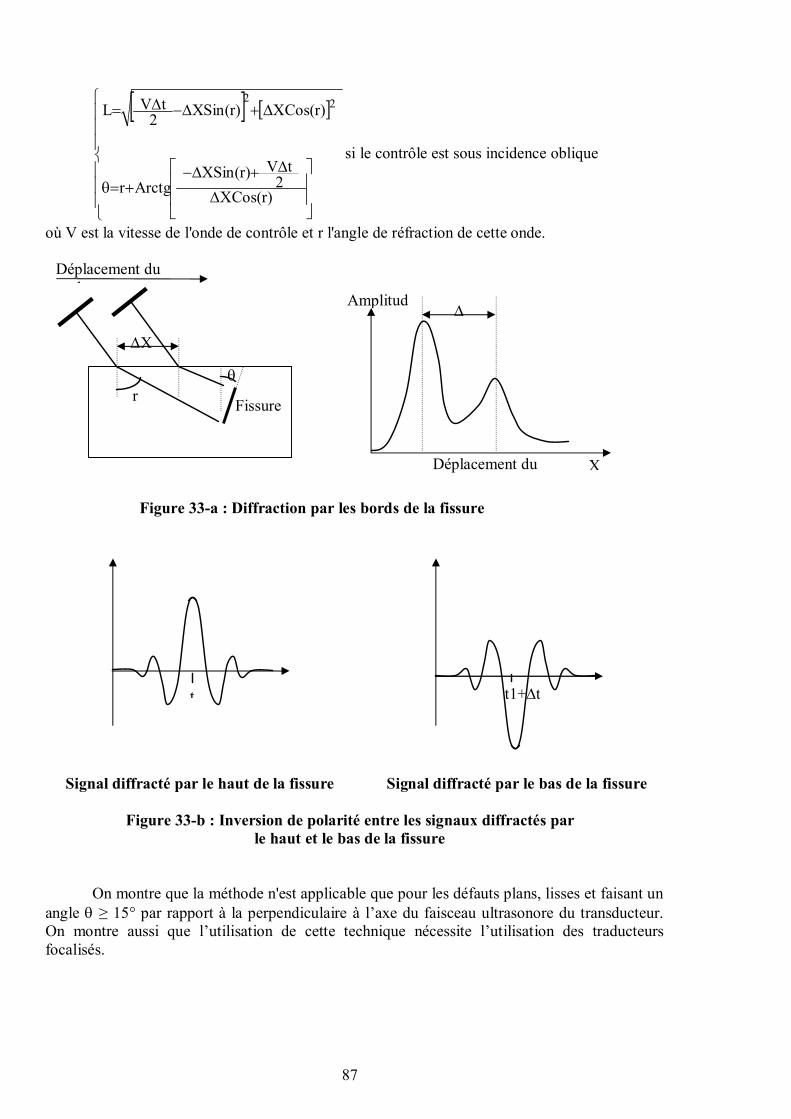
87
[ ] [ ]
ïïï
î
ïïï
í
ì
úú
û
ù
êê
ë
é
D
D+D-+=q
D+D-D=
)r(CosX2
tV)r(SinXArctgr
)r(CosX)r(SinX2tVL 22
si le contrôle est sous incidence oblique
où V est la vitesse de l'onde de contrôle et r l'angle de réfraction de cette onde.
Figure 33-a : Diffraction par les bords de la fissure
Signal diffracté par le haut de la fissure Signal diffracté par le bas de la fissure
Figure 33-b : Inversion de polarité entre les signaux diffractés parle haut et le bas de la fissure
On montre que la méthode n'est applicable que pour les défauts plans, lisses et faisant unangle q ≥ 15° par rapport à la perpendiculaire à l’axe du faisceau ultrasonore du transducteur.On montre aussi que l’utilisation de cette technique nécessite l’utilisation des traducteursfocalisés.
t t1+Dt
Déplacement dutraducteur
Fissure
DX
DAmplitud
Déplacement dutraducteur
q
X
r
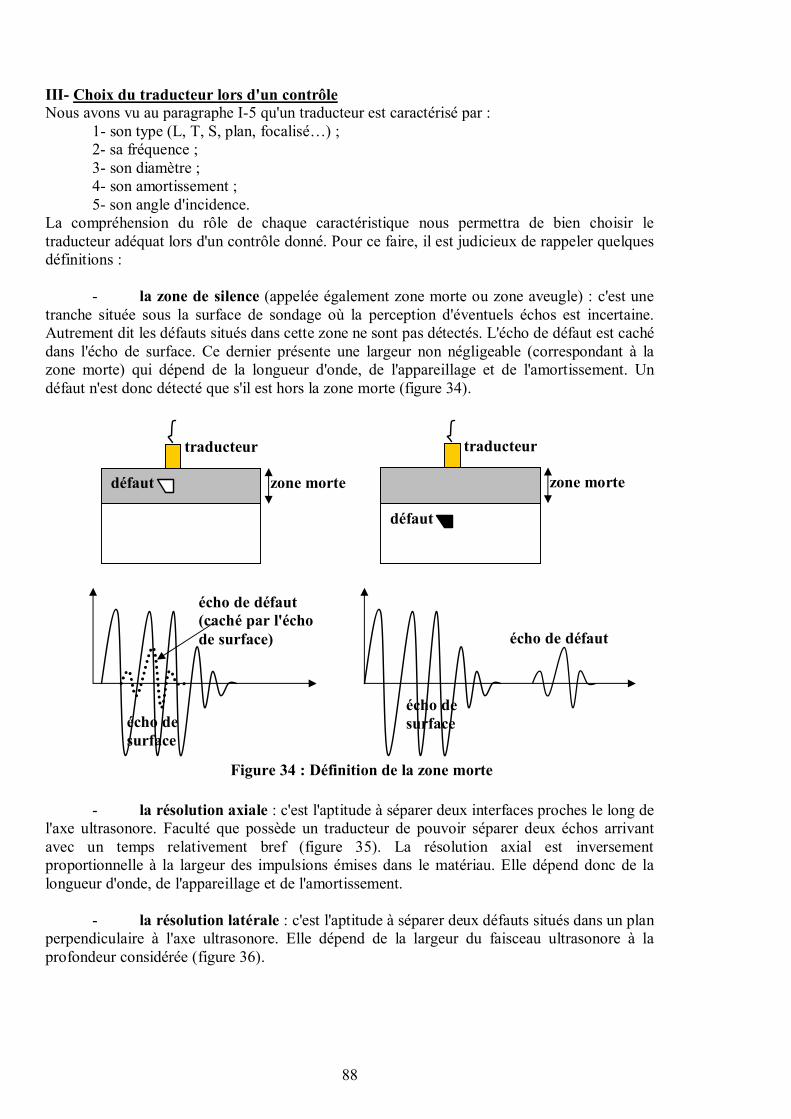
88
III- Choix du traducteur lors d'un contrôleNous avons vu au paragraphe I-5 qu'un traducteur est caractérisé par :
1- son type (L, T, S, plan, focalisé…) ;2- sa fréquence ;3- son diamètre ;4- son amortissement ;5- son angle d'incidence.
La compréhension du rôle de chaque caractéristique nous permettra de bien choisir letraducteur adéquat lors d'un contrôle donné. Pour ce faire, il est judicieux de rappeler quelquesdéfinitions :
- la zone de silence (appelée également zone morte ou zone aveugle) : c'est unetranche située sous la surface de sondage où la perception d'éventuels échos est incertaine.Autrement dit les défauts situés dans cette zone ne sont pas détectés. L'écho de défaut est cachédans l'écho de surface. Ce dernier présente une largeur non négligeable (correspondant à lazone morte) qui dépend de la longueur d'onde, de l'appareillage et de l'amortissement. Undéfaut n'est donc détecté que s'il est hors la zone morte (figure 34).
- la résolution axiale : c'est l'aptitude à séparer deux interfaces proches le long del'axe ultrasonore. Faculté que possède un traducteur de pouvoir séparer deux échos arrivantavec un temps relativement bref (figure 35). La résolution axial est inversementproportionnelle à la largeur des impulsions émises dans le matériau. Elle dépend donc de lalongueur d'onde, de l'appareillage et de l'amortissement.
- la résolution latérale : c'est l'aptitude à séparer deux défauts situés dans un planperpendiculaire à l'axe ultrasonore. Elle dépend de la largeur du faisceau ultrasonore à laprofondeur considérée (figure 36).
traducteur
zone mortedéfaut
écho desurface
écho de défaut(caché par l'échode surface)
traducteur
zone morte
défaut
écho desurface
écho de défaut
Figure 34 : Définition de la zone morte
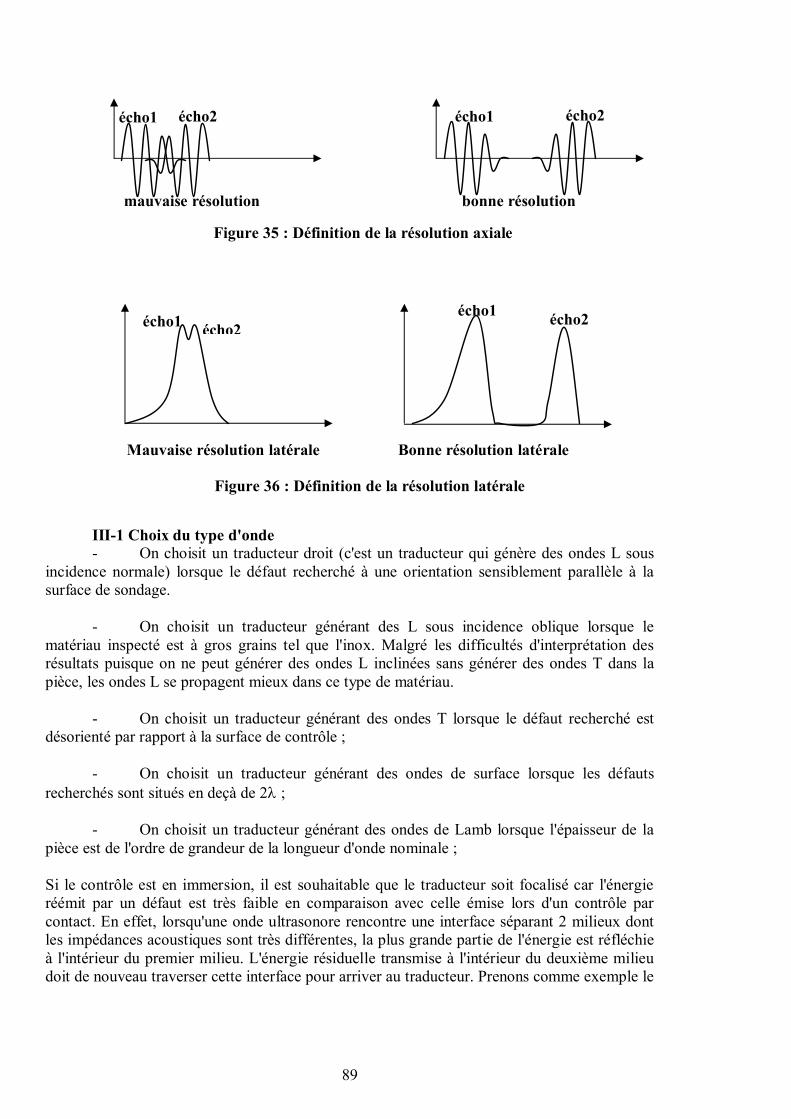
89
III-1 Choix du type d'onde- On choisit un traducteur droit (c'est un traducteur qui génère des ondes L sous
incidence normale) lorsque le défaut recherché à une orientation sensiblement parallèle à lasurface de sondage.
- On choisit un traducteur générant des L sous incidence oblique lorsque lematériau inspecté est à gros grains tel que l'inox. Malgré les difficultés d'interprétation desrésultats puisque on ne peut générer des ondes L inclinées sans générer des ondes T dans lapièce, les ondes L se propagent mieux dans ce type de matériau.
- On choisit un traducteur générant des ondes T lorsque le défaut recherché estdésorienté par rapport à la surface de contrôle ;
- On choisit un traducteur générant des ondes de surface lorsque les défautsrecherchés sont situés en deçà de 2l ;
- On choisit un traducteur générant des ondes de Lamb lorsque l'épaisseur de lapièce est de l'ordre de grandeur de la longueur d'onde nominale ;
Si le contrôle est en immersion, il est souhaitable que le traducteur soit focalisé car l'énergieréémit par un défaut est très faible en comparaison avec celle émise lors d'un contrôle parcontact. En effet, lorsqu'une onde ultrasonore rencontre une interface séparant 2 milieux dontles impédances acoustiques sont très différentes, la plus grande partie de l'énergie est réfléchieà l'intérieur du premier milieu. L'énergie résiduelle transmise à l'intérieur du deuxième milieudoit de nouveau traverser cette interface pour arriver au traducteur. Prenons comme exemple le
bonne résolution
écho1 écho2
mauvaise résolution
écho1 écho2
Figure 35 : Définition de la résolution axiale
Mauvaise résolution latérale Bonne résolution latérale
Figure 36 : Définition de la résolution latérale
écho1 écho2écho1 écho2
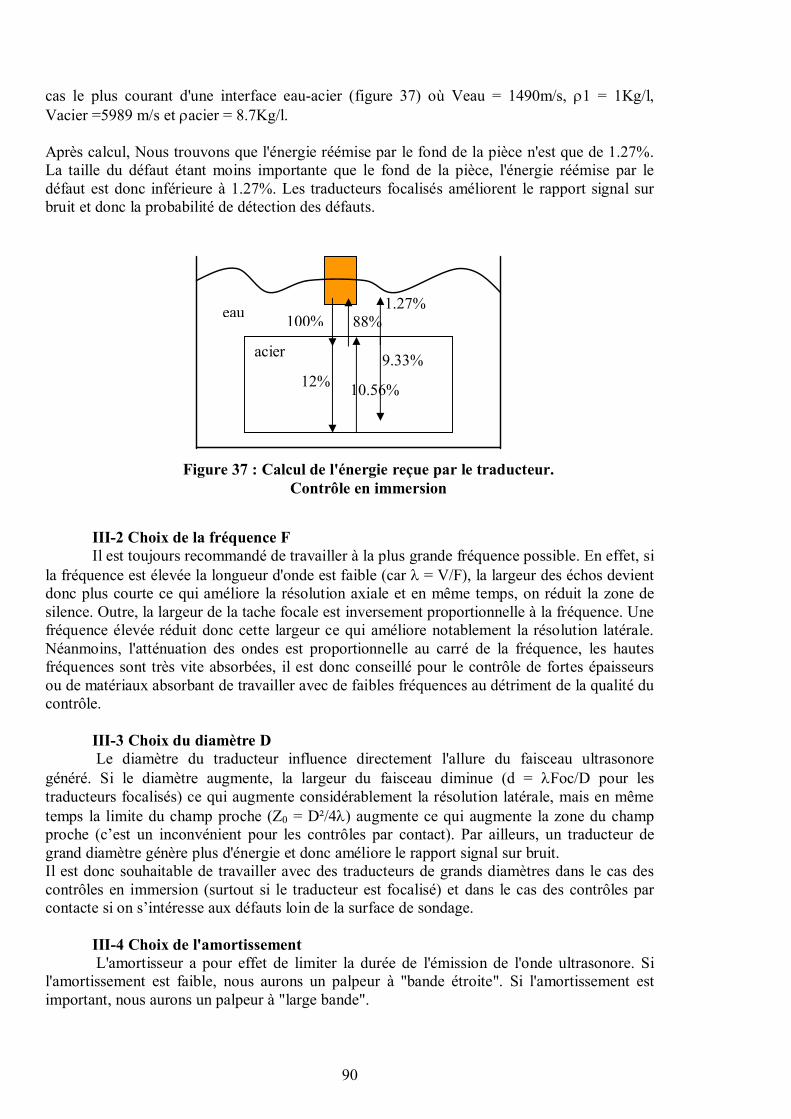
90
cas le plus courant d'une interface eau-acier (figure 37) où Veau = 1490m/s, r1 = 1Kg/l,Vacier =5989 m/s et racier = 8.7Kg/l.
Après calcul, Nous trouvons que l'énergie réémise par le fond de la pièce n'est que de 1.27%.La taille du défaut étant moins importante que le fond de la pièce, l'énergie réémise par ledéfaut est donc inférieure à 1.27%. Les traducteurs focalisés améliorent le rapport signal surbruit et donc la probabilité de détection des défauts.
III-2 Choix de la fréquence FIl est toujours recommandé de travailler à la plus grande fréquence possible. En effet, si
la fréquence est élevée la longueur d'onde est faible (car l = V/F), la largeur des échos devientdonc plus courte ce qui améliore la résolution axiale et en même temps, on réduit la zone desilence. Outre, la largeur de la tache focale est inversement proportionnelle à la fréquence. Unefréquence élevée réduit donc cette largeur ce qui améliore notablement la résolution latérale.Néanmoins, l'atténuation des ondes est proportionnelle au carré de la fréquence, les hautesfréquences sont très vite absorbées, il est donc conseillé pour le contrôle de fortes épaisseursou de matériaux absorbant de travailler avec de faibles fréquences au détriment de la qualité ducontrôle.
III-3 Choix du diamètre D Le diamètre du traducteur influence directement l'allure du faisceau ultrasonore
généré. Si le diamètre augmente, la largeur du faisceau diminue (d = lFoc/D pour lestraducteurs focalisés) ce qui augmente considérablement la résolution latérale, mais en mêmetemps la limite du champ proche (Z0 = D²/4l) augmente ce qui augmente la zone du champproche (c’est un inconvénient pour les contrôles par contact). Par ailleurs, un traducteur degrand diamètre génère plus d'énergie et donc améliore le rapport signal sur bruit.Il est donc souhaitable de travailler avec des traducteurs de grands diamètres dans le cas descontrôles en immersion (surtout si le traducteur est focalisé) et dans le cas des contrôles parcontacte si on s’intéresse aux défauts loin de la surface de sondage.
III-4 Choix de l'amortissement L'amortisseur a pour effet de limiter la durée de l'émission de l'onde ultrasonore. Si
l'amortissement est faible, nous aurons un palpeur à "bande étroite". Si l'amortissement estimportant, nous aurons un palpeur à "large bande".
100% 88%eau
acier
12% 10.56%
9.33%
1.27%
Figure 37 : Calcul de l'énergie reçue par le traducteur.Contrôle en immersion
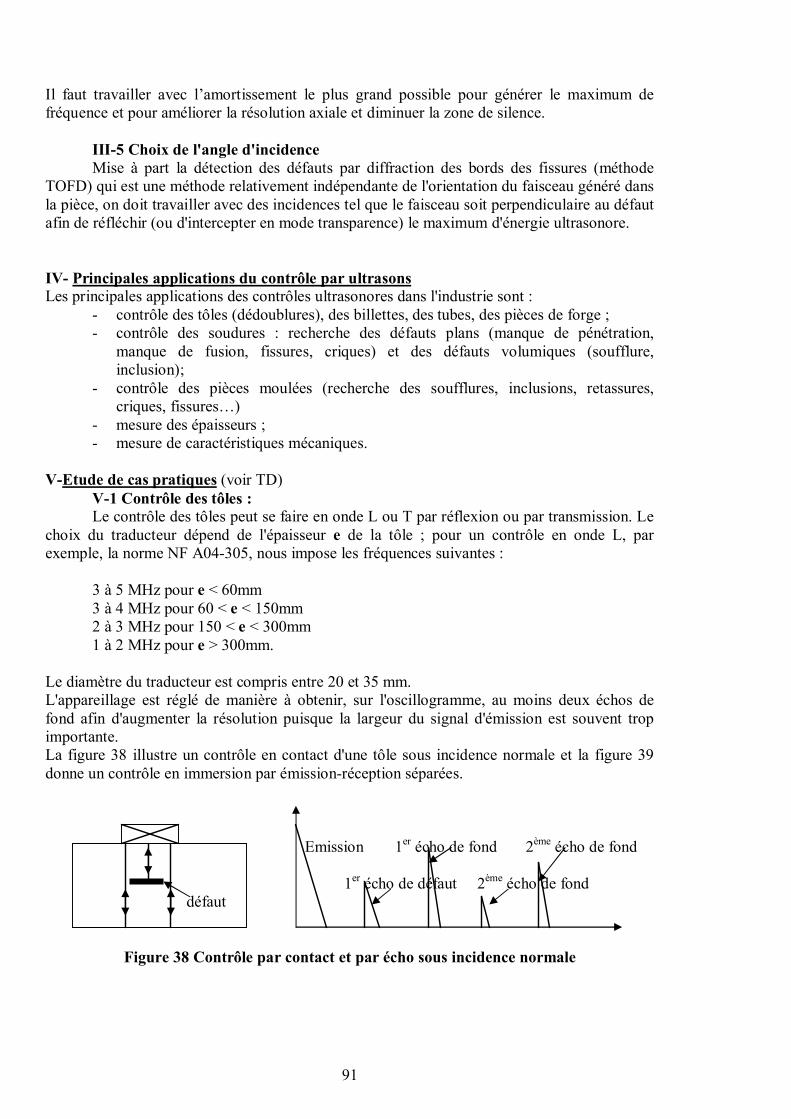
91
Il faut travailler avec l’amortissement le plus grand possible pour générer le maximum defréquence et pour améliorer la résolution axiale et diminuer la zone de silence.
III-5 Choix de l'angle d'incidenceMise à part la détection des défauts par diffraction des bords des fissures (méthode
TOFD) qui est une méthode relativement indépendante de l'orientation du faisceau généré dansla pièce, on doit travailler avec des incidences tel que le faisceau soit perpendiculaire au défautafin de réfléchir (ou d'intercepter en mode transparence) le maximum d'énergie ultrasonore.
IV- Principales applications du contrôle par ultrasonsLes principales applications des contrôles ultrasonores dans l'industrie sont :
- contrôle des tôles (dédoublures), des billettes, des tubes, des pièces de forge ;- contrôle des soudures : recherche des défauts plans (manque de pénétration,
manque de fusion, fissures, criques) et des défauts volumiques (soufflure,inclusion);
- contrôle des pièces moulées (recherche des soufflures, inclusions, retassures,criques, fissures…)
- mesure des épaisseurs ;- mesure de caractéristiques mécaniques.
V-Etude de cas pratiques (voir TD)V-1 Contrôle des tôles :Le contrôle des tôles peut se faire en onde L ou T par réflexion ou par transmission. Le
choix du traducteur dépend de l'épaisseur e de la tôle ; pour un contrôle en onde L, parexemple, la norme NF A04-305, nous impose les fréquences suivantes :
3 à 5 MHz pour e < 60mm3 à 4 MHz pour 60 < e < 150mm2 à 3 MHz pour 150 < e < 300mm1 à 2 MHz pour e > 300mm.
Le diamètre du traducteur est compris entre 20 et 35 mm.L'appareillage est réglé de manière à obtenir, sur l'oscillogramme, au moins deux échos defond afin d'augmenter la résolution puisque la largeur du signal d'émission est souvent tropimportante.La figure 38 illustre un contrôle en contact d'une tôle sous incidence normale et la figure 39donne un contrôle en immersion par émission-réception séparées.
Emission 1er écho de fond 2ème écho de fond
1er écho de défaut 2ème écho de fonddéfaut
Figure 38 Contrôle par contact et par écho sous incidence normale
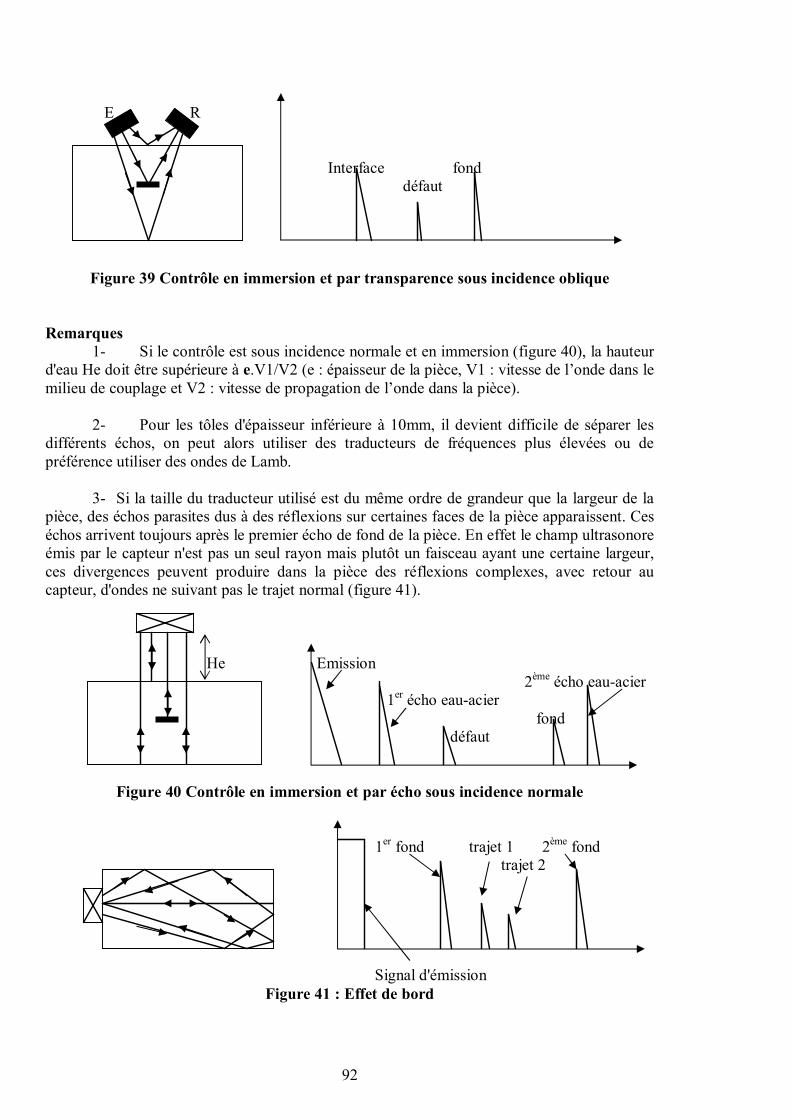
92
E R
Interface fond défaut
Figure 39 Contrôle en immersion et par transparence sous incidence oblique
Remarques1- Si le contrôle est sous incidence normale et en immersion (figure 40), la hauteur
d'eau He doit être supérieure à e.V1/V2 (e : épaisseur de la pièce, V1 : vitesse de l’onde dans lemilieu de couplage et V2 : vitesse de propagation de l’onde dans la pièce).
2- Pour les tôles d'épaisseur inférieure à 10mm, il devient difficile de séparer lesdifférents échos, on peut alors utiliser des traducteurs de fréquences plus élevées ou depréférence utiliser des ondes de Lamb.
3- Si la taille du traducteur utilisé est du même ordre de grandeur que la largeur de lapièce, des échos parasites dus à des réflexions sur certaines faces de la pièce apparaissent. Ceséchos arrivent toujours après le premier écho de fond de la pièce. En effet le champ ultrasonoreémis par le capteur n'est pas un seul rayon mais plutôt un faisceau ayant une certaine largeur,ces divergences peuvent produire dans la pièce des réflexions complexes, avec retour aucapteur, d'ondes ne suivant pas le trajet normal (figure 41).
He Emission 2ème écho eau-acier
1er écho eau-acier fond
défaut
Figure 40 Contrôle en immersion et par écho sous incidence normale
1er fond trajet 1 2ème fond trajet 2
Signal d'émissionFigure 41 : Effet de bord
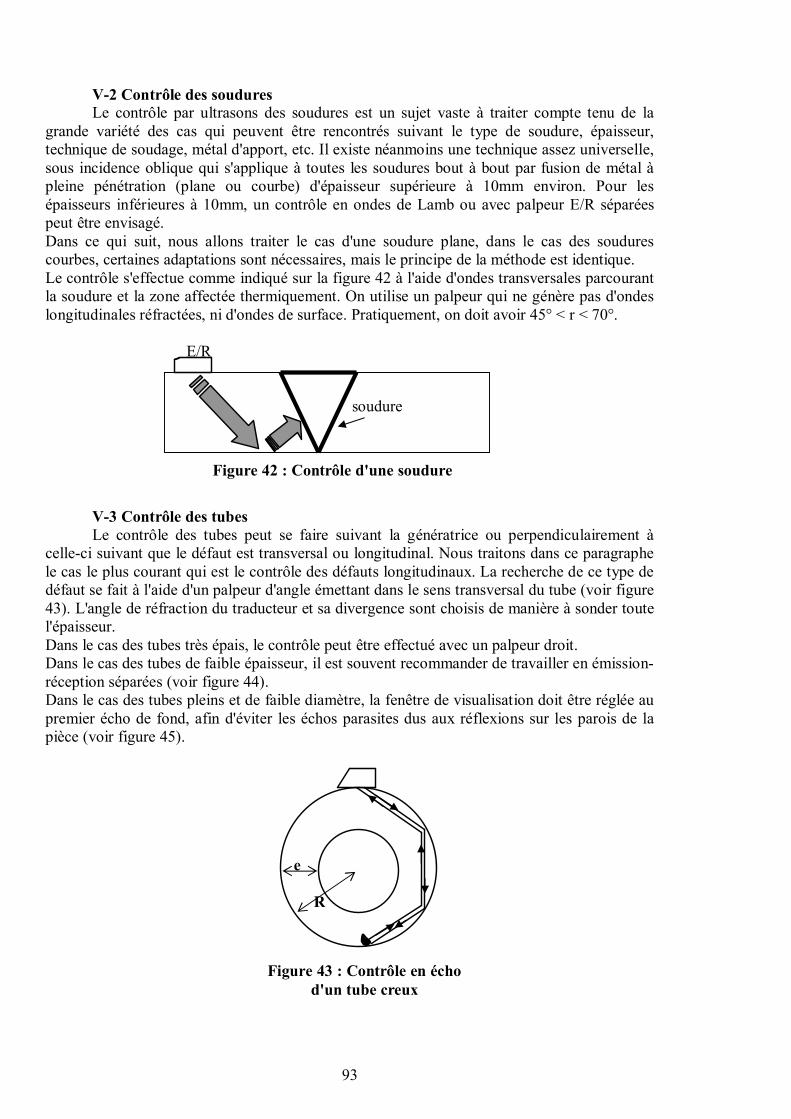
93
V-2 Contrôle des souduresLe contrôle par ultrasons des soudures est un sujet vaste à traiter compte tenu de la
grande variété des cas qui peuvent être rencontrés suivant le type de soudure, épaisseur,technique de soudage, métal d'apport, etc. Il existe néanmoins une technique assez universelle,sous incidence oblique qui s'applique à toutes les soudures bout à bout par fusion de métal àpleine pénétration (plane ou courbe) d'épaisseur supérieure à 10mm environ. Pour lesépaisseurs inférieures à 10mm, un contrôle en ondes de Lamb ou avec palpeur E/R séparéespeut être envisagé.Dans ce qui suit, nous allons traiter le cas d'une soudure plane, dans le cas des soudurescourbes, certaines adaptations sont nécessaires, mais le principe de la méthode est identique.Le contrôle s'effectue comme indiqué sur la figure 42 à l'aide d'ondes transversales parcourantla soudure et la zone affectée thermiquement. On utilise un palpeur qui ne génère pas d'ondeslongitudinales réfractées, ni d'ondes de surface. Pratiquement, on doit avoir 45° < r < 70°.
E/R
soudure
V-3 Contrôle des tubesLe contrôle des tubes peut se faire suivant la génératrice ou perpendiculairement à
celle-ci suivant que le défaut est transversal ou longitudinal. Nous traitons dans ce paragraphele cas le plus courant qui est le contrôle des défauts longitudinaux. La recherche de ce type dedéfaut se fait à l'aide d'un palpeur d'angle émettant dans le sens transversal du tube (voir figure43). L'angle de réfraction du traducteur et sa divergence sont choisis de manière à sonder toutel'épaisseur.Dans le cas des tubes très épais, le contrôle peut être effectué avec un palpeur droit.Dans le cas des tubes de faible épaisseur, il est souvent recommander de travailler en émission-réception séparées (voir figure 44).Dans le cas des tubes pleins et de faible diamètre, la fenêtre de visualisation doit être réglée aupremier écho de fond, afin d'éviter les échos parasites dus aux réflexions sur les parois de lapièce (voir figure 45).
e
R
Figure 43 : Contrôle en échod'un tube creux
Figure 42 : Contrôle d'une soudure
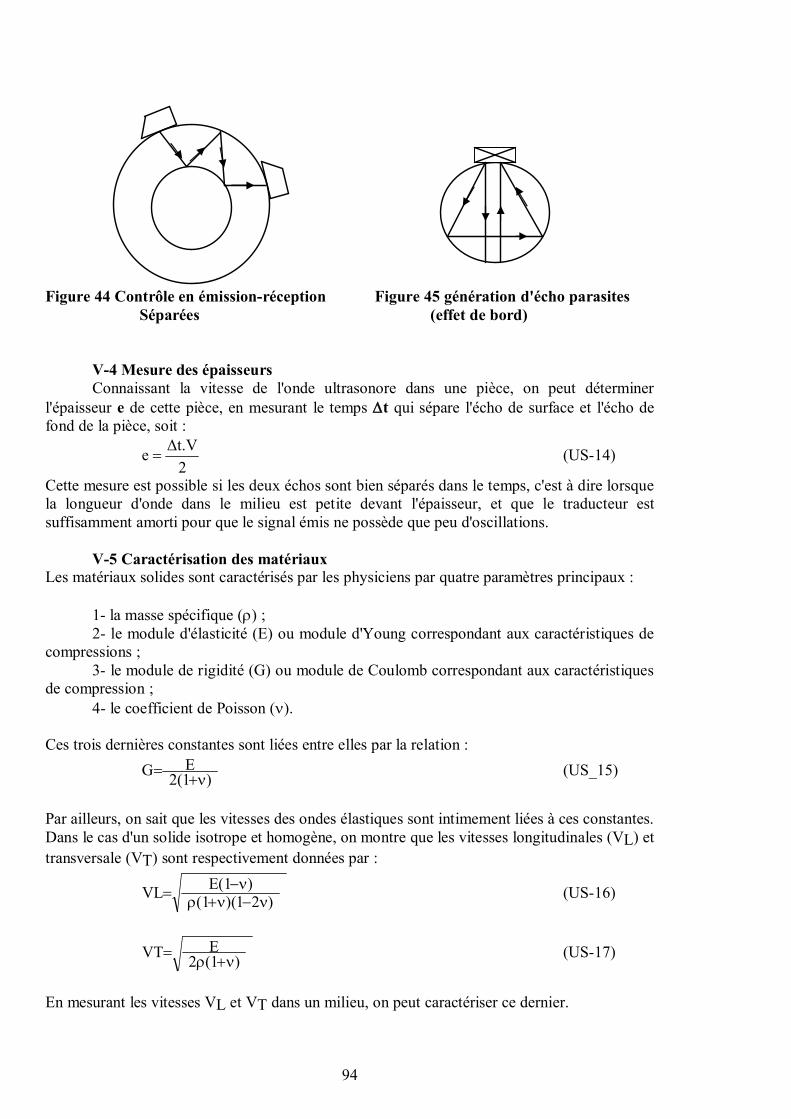
94
E
Figure 44 Contrôle en émission-réception Figure 45 génération d'écho parasitesSéparées (effet de bord)
V-4 Mesure des épaisseursConnaissant la vitesse de l'onde ultrasonore dans une pièce, on peut déterminer
l'épaisseur e de cette pièce, en mesurant le temps Dt qui sépare l'écho de surface et l'écho defond de la pièce, soit :
2Δt.Ve = (US-14)
Cette mesure est possible si les deux échos sont bien séparés dans le temps, c'est à dire lorsquela longueur d'onde dans le milieu est petite devant l'épaisseur, et que le traducteur estsuffisamment amorti pour que le signal émis ne possède que peu d'oscillations.
V-5 Caractérisation des matériauxLes matériaux solides sont caractérisés par les physiciens par quatre paramètres principaux :
1- la masse spécifique (r) ;2- le module d'élasticité (E) ou module d'Young correspondant aux caractéristiques de
compressions ;3- le module de rigidité (G) ou module de Coulomb correspondant aux caractéristiques
de compression ;4- le coefficient de Poisson (n).
Ces trois dernières constantes sont liées entre elles par la relation :
)1(2EG n+= (US_15)
Par ailleurs, on sait que les vitesses des ondes élastiques sont intimement liées à ces constantes.Dans le cas d'un solide isotrope et homogène, on montre que les vitesses longitudinales (VL) ettransversale (VT) sont respectivement données par :
)21)(1()1(EVL n-n+r
n-= (US-16)
)1(2EVT n+r= (US-17)
En mesurant les vitesses VL et VT dans un milieu, on peut caractériser ce dernier.
95
VI Avantages et inconvénients de la méthode :VI- 1 AvantagesLe contrôle par ultrasons permet de localiser et dimensionner les défauts plans et
volumiques. Il peut mettre en évidence des discontinuités très fines. Ce contrôle peut se faireen ayant accès à une seule face de la pièce, avec un pouvoir de pénétration très important.
VI- 2 InconvénientsLa sensibilité de la méthode est fortement influencée par l'orientation du défaut. La
technique nécessite l'interposition d'un milieu de couplage. L'interprétation des résultats estsouvent délicate, nécessitant un personnel qualifié.
VII Bibliographie* Généralités sur les ultrasons : - B. CARLIN, "Les ultrasons", Eyrolles, Paris 1953.
- E. DIEULESAINT, D. ROYER, "Ondes Elastiques dans lessolides", Masson et Cie 1974.
* Applications : - Contrôle des tôles : NF A04.305. - Contrôle des tubes en acier : NF A49 870.





























