Embed Size (px)
Citation preview

Spécial secteurs
Composites
_ COMPÉTENCE EN MATIÈRE D’USINAGE
Usiner les composites intelligemment.
Prin
ted
in G
erm
any
6714
443
(08/
2014
) FR

USINAGE HAUTE TECHNOLOGIE.
Parmi les matériaux composites, le polymère à renfort fibre de carbone (CFRP) est le plus connu. Le CFRP est un matériau reposant sur un technologie clé qui est utilisé dans les domaines où une rigidité élevée et un excellent rapport résistance mécanique/poids sont de mise : par exemple dans la construction automobile, la fabrication de matériel de sport ou l’industrie aéronautique et aérospatiale. Pour ce qui est de la construction d’avions, les propriétés particulières du CFRP permettent d’atteindre une plus grande autonomie et de réduire la consomma-tion d’énergie. Grâce à sa grande rigidité, une pression en cabine plus élevée est en outre possible. L’excellente résistance à la corrosion du CFRP autorise une plus grande humidité de l’air dans la cabine, ce qui est très apprécié par les passagers, surtout sur les vols longue dis-tance. De plus, le CFRP est peu exigeant en ce qui concerne la mainte-nance et l’entretien.
L’usinage du CFRP, quant à lui, est très exigeant. Les principales difficultés sont ici le délaminage et les fibres non coupées. Les fibres abrasives excluent l’utilisation d’outils d’usinage conventionnels. L’usinage de matériaux composites multi- couches (Stacks) tels que le CFRP et le titane est d’autant plus difficile qu’ils réunissent des propriétés contraires.
En tant que fournisseur de solutions complètes disposant d’une longue expérience, nous vous proposons la solution d’usinage adéquate pour le CFRP et les matériaux similaires. Nous souhaitons vous présenter ci-après quelques représentants de notre gamme d’outils de perçage de haute technologie dédiés aux composites, tels qu’ils sont utilisés dans l’industrie aéronautique et aérospatiale. Nos experts se feront un plaisir de vous conseiller. Contactez-nous !

1
AFT1P avec angle de pointe à 130°Géométrie destinée aux matériaux composés de composites renforcés de fibres et de métal. Géométrie de coupe pour matériaux à base de titane optimi-sée grâce à des canaux de refroidisse-ment intégrés pour émulsions ou usi-nage sous micro-pulvérisation.
Reconditionnement : 2 à 3 fois
TECHNOLOGIE PCD VEINE
veine PCD
PCD brasé pour le lamage
canaux de refroidissement internes
Les outils en PCD veine de Walter permettent d’atteindre des vitesses de coupe élevées et une grande préci-sion dimensionnelle associées à une usure minimale dans le domaine du
perçage de CFRP et de titane. Sur ces outils, une veine de PCD fritté est intégrée à la tête d’outil en carbure. La tête d’outil est brasée sur la queue, la géométrie est obtenue par rectifi-
Tête en carbure Tête en carbure avec PCD brasée sur la pièce brute
Process de frittage
cation et électro-érosion de grande précision. C’est ainsi que sont fabri-qués des outils de haute technologie destinés à des applications exi-geantes.
AF3P avec angle de pointe à 125°/90°Géométrie spécialement conçue pour les composites à fibres unidirection-nelles et autres matériaux renforcés de fibres présentant un risque de délami-nage élevé. Convient également pour les matériaux et tissus à fibres multidirec-tionnelles.
Reconditionnement : 2 à 4 fois
AFE1P avec affûtage forme EGéométrie destinée aux pièces en CFRP bombées, aux matériaux de faible épaisseur et aux fibres d’aramide. Cet outil peut être utilisé en tant qu’alter-native à la géométrie AF3P.
Reconditionnement : 1 à 2 fois
Foret-aléseur PCD veiné Walter TitexLe PCD veiné est fritté à 1500° C et 60 000 bars et fait de ce foret un outil de haute technologie se distinguant par des valeurs de coupe optimales sans délaminage et une faible ten-dance à la formation d’arêtes rappor-tées dans le titane.
PCD
chambre de réaction
tête en carbure
tête en carbure remplie de poudre PCD
brasure pièce brute en carbure

L’usinage de coques de fuselage en CFRP et des pièces rapportées se fait à l’aide de riveteuses de surface à commande CNC, de Flextrack et de robots ainsi que d’unités d’avance
FUSELAGE EN CFRP de perçage et de perceuses à main. Walter propose pour chacune de ces applications l’outil d’usinage adéquat, qu’elle soit effectuée sous mico- pulvérisation, émulsion ou à sec.
Pour l’usinage de CFRP, nous mi-sons sur les outils en carbure mo-nobloc revêtus de diamant ou PCD. Ces matériaux de coupe assurent une longue durée de vie et une
Foret-aléseur étagé AF1D pour cadres de fenêtres de Walter Titex
La pointe étagée facilite le positionne-ment de l’unité d’avance de perçage avec étrier en C. Le lamage est réalisé dans la foulée selon le procédé « one-shot-drilling ». Le revêtement diamant augmente sensiblement la durée de vie.
Foret-aléseur AF1D Walter Titex pour joints longitudinaux et transversaux
Le foret-aléseur AF1D de Walter Titex sans pointe de pilotage dispose des mêmes propriétés que celui doté d’un étage de pilotage, la durée d’usinage est cependant réduite en raison de la course d’approche et de dégagement plus courte.
Foret-aléseur PCD veine AF3P pour joints longitudinaux et transversaux de Walter Titex
La technologie PCD veine de Walter est synonyme de longues durées de vie et de reconditionnements à 100% répétés sans aucune perte en matière de quali-té de perçage. L’avantage principal du matériau de coupe PCD réside dans une usure régulière et lente.
Perceuse à mainOpération de perçage manuelle
Unité d’avance de perçagePerçage avec des paramètres de coupe constants
RobotOpération de perçage CNC avec une stabili-té moyenne de la machine, du serrage et de la pièce
Riveteuse de surface/centre d’usinageOpération de perçage CNC

3
excellente qualité de perçage. Le substrat en carbure et le revêtement diamant sont parfaitement adaptés l’un à l’autre de manière à obtenir une adhésion optimale du revête-
ment. Une longue durée de vie et surtout la sécurité du process sont pour nous d’une importance primor-diale. Le rapport entre la qualité du perçage, la vitesse d’usinage et la
rentabilité est adapté individuelle-ment pour chaque opération.
Foret Walter Titex AFF1D pour conditions d’usinage moyennes
Le foret Walter Titex AFF1 à quatre arêtes de coupe et revêtement dia-mant a été spécialement conçu pour des serrages instables et se prête de façon idéale aux applications roboti-sées. Malgré une longue durée de vie, aucune retouche n’est nécessaire au niveau de la sortie du perçage sur du treillis bronze.
Foret Walter Titex MFF1 pour le perçage manuel d’avant-trous et en pleine matière
Ce foret de Titex doté d’une géométrie d’arête en forme de faucille génère des perçages propres sans fibres non cou-pées. La pointe de centrage permet un positionnement précis de l’outil. L’outil idéal pour les perceuses à main.
Foret Walter Titex AF1D – outils de perçage CFRP polyvalent
La géométrie AF1D avec revêtement diamant convient pour le perçage de matériaux composites à fibres de carbone uni- et multidirectionnelles. Grâce à sa propriété d’autocentrage, cette géométrie assure une excellente cylindricité et précision dimensionnelle, même en cas d’utilisation d’une unité d’avance de perçage.
Foret Walter Titex MFA1 pour alésage manuel
Le foret MFA1 à trois arêtes de coupe se prête particulièrement bien à l’alé-sage manuel. Grâce à ses listels répar-tis de façon idéale, ce foret génère des perçages d’une grande précision di-mensionnelle, même en cas de condi-tions techniques difficiles.

COMPOSITE POUR FUSELAGE
Foret-aléseur PCD veine Walter Titex AFT1P pour perçages empilages de matières
Des canaux de refroidissement in-ternes et un chanfrein de protection au niveau de l’arête de coupe en PCD veiné garantissent des valeurs d’usi-nage optimales dans les composites CFRP-titane. Une vitesse de coupe élevée, la quasi-absence de délami-nage dans le CFRP et une faible ten-dance à la formation d’arêtes rappor-tées dans le titane font de ce foret un outil de premier choix.
Foret étagé Walter Titex AFT4A pour perçage des trous de rivetage
Cet outil a été spécialement conçu pour être utilisé en combinaison avec des unités d’avance de perçage. Des goujures polies et un revêtement ACN (couche d’aluminium et de nitrure de chrome) assurent une évacuation optimale des copeaux.
Outil d’alésage Walter Titex MFT2 pour perçages CFRP-Ti
Cet outils d’alésage avec hélice à gauche pousse les copeaux vers l’avant, à travers l’avant-trou. Lorsque le perçage est effectué dans l’ordre CFRP ‡ titane, les copeaux de titane ne risquent pas d’endommager le CFRP. Si le perçage a lieu dans l’ordre inverse, il est recommandé d’utiliser un outil avec hélice à droite.
Foret étagé Walter Titex MFA4 pour perçages CFRP-Al
Cet outil peut être utilisé pour l’alésage ou le perçage manuel en pleine ma-tière. Quatre listels stabilisent l’outil et les goujures secondaires empêchent le collage de matériau lors du perçage à sec d’aluminium.
Les matériaux composites sont consti-tués d’au moins deux matériaux pou-vant présenter différentes propriétés. Le CFRP combiné au titane ou à l’alumi-nium comptent parmi les composites à
matrice métallique les plus utilisés. Il est indispensable d’assurer des perçages précis sur une longue durée de vie, et ce en dépit des différentes propriétés des matériaux. C’est le défi auquel doivent
faire face les concepteurs d’outils. Le CFRP est un matériau très abrasif qui entraîne une usure rapide des arêtes de coupe. Le titane, quant à lui, est un matériau tenace présentant une très
5
Image Floorgrid
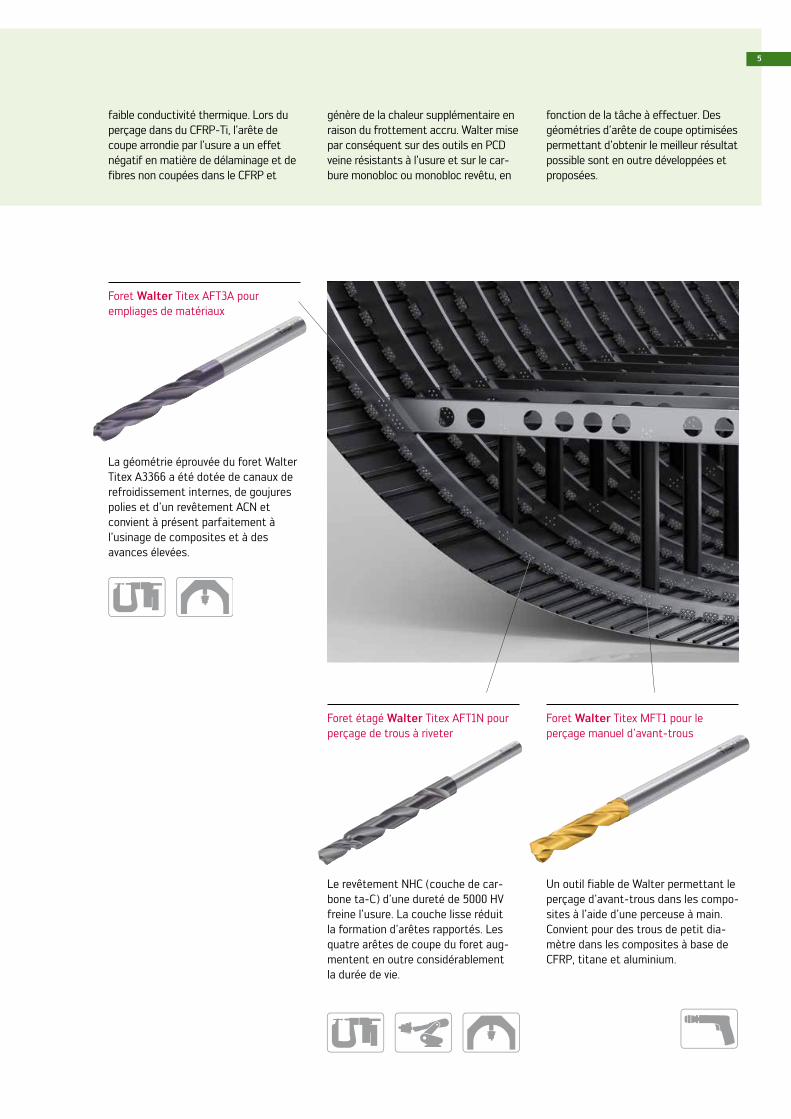
Foret étagé Walter Titex AFT1N pour perçage de trous à riveter
Le revêtement NHC (couche de car-bone ta-C) d’une dureté de 5000 HV freine l’usure. La couche lisse réduit la formation d’arêtes rapportés. Les quatre arêtes de coupe du foret aug-mentent en outre considérablement la durée de vie.
Foret Walter Titex AFT3A pour empliages de matériaux
La géométrie éprouvée du foret Walter Titex A3366 a été dotée de canaux de refroidissement internes, de goujures polies et d’un revêtement ACN et convient à présent parfaitement à l’usinage de composites et à des avances élevées.
Foret Walter Titex MFT1 pour le perçage manuel d’avant-trous
Un outil fiable de Walter permettant le perçage d’avant-trous dans les compo-sites à l’aide d’une perceuse à main. Convient pour des trous de petit dia-mètre dans les composites à base de CFRP, titane et aluminium.
faible conductivité thermique. Lors du perçage dans du CFRP-Ti, l’arête de coupe arrondie par l’usure a un effet négatif en matière de délaminage et de fibres non coupées dans le CFRP et
génère de la chaleur supplémentaire en raison du frottement accru. Walter mise par conséquent sur des outils en PCD veine résistants à l’usure et sur le car-bure monobloc ou monobloc revêtu, en
fonction de la tâche à effectuer. Des géométries d’arête de coupe optimisées permettant d’obtenir le meilleur résultat possible sont en outre développées et proposées.

Les ailes d’avion contiennent des matériaux composites constitués de CFRP, de titane, d’aluminium et d’acier inoxydable ainsi que des maté-riaux à structure en sandwich tels que les panneaux avec âme en nid d’abeille
ASSEMBLAGE D’AILE D’AVIONen aluminium. En outre, les épaisseurs des matériaux composites varient considérablement. De quelques milli-mètres au niveau du revêtement exté-rieur du bec de bord d’attaque jusqu’à des perçages de 15 x d à proximité du
caisson central. Les diamètres des perçages sont également plus impor-tants qu’au niveau du fuselage et peuvent atteindre plus de 30 mm.
Foret étagé Walter Titex MFA5 pour alésage manuel
Le foret Walter Titex MFA5 a été conçu pour l’alésage manuel de composites CFRP-Al et Al-Al. L’angle d’hélice faible de cet outil réduit la vitesse à la sortie du trou.
Foret-aléseur PCD veine Walter Titex AFA1P pour nervures de raidissement de voilure
La géométrie de coupe du foret-alé-seur AFA1P est spécialement adaptée aux composites CFRP. L’arête de coupe tranchante et le système de lubrification interne pour un usinage sous lubrifiant ou micro-pulvérisation réduisent la formation d’arêtes rappor-tées au strict minimum, même dans l’aluminium pur platiné.
Foret Walter Titex AFA1N pour nervures de raidissement de longeron d’aile
Les quatre arêtes de coupe du fo-ret-aléseur AFA1N permettent d’at-teindre de longues durées de vie dans les composites à matrice métallique et assurent pratiquement l’absence de fibres non coupées. Le revêtement NHC non métallique (couche de car-bone ta-C) réduit en outre le risque de formation d’arêtes rapportées.
Walter B4017 Point Drill pour le perçage en pleine matière
Idéal pour le perçage « one-shot » de CFRP-aluminium. Solution économique pour les diamètres de perçage de 12 à 38 mm. Sécurité du process maximale grâce à la pointe de foret optimale avec un corps Xtra·tec® Point Drill éprouvé et faible tolérance du perçage grâce aux listels supplémentaires.

7
La structure de l’empennage vertical ressemble à celle du caisson d’aile, autant du point de vue des matériaux que du diamètre des perçages. Tout comme l’aile ou les segments du
ASSEMBLAGE D’EMPENNAGE VERTICAL fuselage, l’empennage vertical est un élément soumis à des contraintes dynamiques et important pour la sécurité, pour lequel les tolérances en matière de qualité de perçage sont
très serrées et la sécurité du process lors de l’usinage et la qualité des pièces sont d’une importance primor-diale.
Fraisureur Walter Prototyp ConeFit* pour Ti, aciers et Al
Le pilote de la fraise à lamer facilite le positionnement de l’outil et le centrage de l’outil par rapport au lamage. L’outil est disponible en tant que Z = 2 ou Z = 3 et convient pour des lamages à partir de 10 mm et réduire les coûts.
* combinable avec l’ensemble de la gamme de porte-outils ConeFit
Foret étagé Walter Titex AFT1A pour composite Ti-acier
Cet outil a été spécialement conçu pour être utilisé en combinaison avec des unités d’avance de perçage. Des goujures polies et un revêtement ACN lisse et résistant à la chaleur assurent une évacuation optimale des copeaux.
Foret étagé Walter Titex MFA4 pour CFRP-Al
Cet outil peut être utilisé pour l’alésage ou le perçage manuel en pleine ma-tière. Quatre listels stabilisent l’outil et les goujures secondaires empêchent le collage de matériau lors du perçage à sec d’aluminium.
Foret Walter Titex AFT2 : foret 16 x Dc pour CFRP-Ti
Le foret Titex AFT2 est un outil 16 x Dc et convient pour la réalisation d’avant-trous profonds. Il permet d’usiner les matériaux à base de CFRP et de titane, mais aussi l’acier inoxydable.

d1
Lcl5
l1
Dc
l2
d1
Lcl5
l1
Dc
l2
PARAMÈTRES DE COUPE ET DIMENSIONS D’OUTIL
GéométrieMatériau CFRP UD
(unidirectionnel)CFRP MD
(multidirectionnel)
Matériau thermoplastique avec fibres de
carbone
CFRP-Al CFRP-TiAl-Ti
Usinage à sec à sec à sec micro-pulvérisation micro-pulvérisation
PCD
vei
né
AF3P Vc [m/min]f [mm]
100 – 3000,04 – 0,08
100 – 3000,04 – 0,12
100 – 3000,04 – 0,20 – –
AFE1P Vc [m/min]f [mm]
80 – 2000,04 – 0,08
80 – 2000,04 – 0,10
80 – 2000,04 – 0,15 – –
AFA1P Vc [m/min]f [mm]
80 – 2000,04 – 0,08
80 – 2000,04 – 0,10
80 – 2000,04 – 0,15
80 – 2000,04 – 0,10 –
AFT1P Vc [m/min]f [mm]
80 – 1800,04 – 0,08
80 – 1800,04 – 0,10
80 – 1800,04 – 0,15 – 10 – 25
0,05 – 0,06
Carb
ure
avec
et
sans
div
ers
revê
tem
ents
AF1D /AFF1D
Vc [m/min]f [mm]
80 – 2000,04 – 0,08
80 – 2000,04 – 0,12
80 – 2000,04 – 0,20 – –
AFA1N Vc [m/min]f [mm]
80 – 1600,04 – 0,08
80 – 1600,04 – 0,12
80 – 1600,04 – 0,20
30 – 900,07 –
B4017 avec plaquette
P6004
Vc [m/min]f [mm]
60 – 1000,03 – 0,05
60 – 1000,03 – 0,06
60 – 1000,04 – 0,10
10 – 1000,04 – 0,30 –
AFT1N /AFT1A
Vc [m/min]f [mm]
60 – 1400,04 – 0,08
60 – 1400,04 – 0,10
60 – 1400,04 – 0,20 – 10 – 20
0,07
AFT2 Vc [m/min]f [mm] – – – – 10 – 20
0,05 – 0,10
AFT3A Vc [m/min]f [mm]
80 – 1200,04 – 0,06
80 – 1200,04 – 0,08
80 – 1200,04 – 0,12 – 10 – 20
0,05 – 0,13
AFT4A Vc [m/min]f [mm]
60 – 1200,04 – 0,07
60 – 1200,04 – 0,09
60 – 1200,04 – 0,15 – 10 – 20
0,05 – 0,10
Fraise à lamer ConeFit
Vc [m/min]f [mm]
– – – 20 – 1000,08 – 0,20
20 – 600,08 – 0,10
VFA1A / VFT1A
Vc [m/min]f [mm]
30 – 600,03 – 0,075
30 – 600,03 – 0,075
30 – 600,03 – 0,075
300,075
150,075
MFF1 Vc [m/min] 15 – 60 15 – 60 15 – 60 – –
MFA1 / MFA4 /MFA5 Vc [m/min] – – – 5 – 45 –
MFT1 / MFT2 Vc [m/min] – – – 5 – 45 5 – 15
Remarque : pour le perçage de multi-couches, utiliser la colonne CFRP-Al ou. CFRP-Ti, AL-Ti. En cas de modification des paramètres entres les différents matériaux, utiliser les paramètres CFRP pour les matériaux à base de fibres, les valeurs CFRP-Al pour l’aluminium et les données CFRP-Ti pour le titane.
Le tableau des paramètres de coupe contient les valeurs de démarrage pour l’usinage de composites. Un grand nombre de ces applications sont uniques et nécessitent des para-mètres de coupe et outils adaptés.
La vitesse de coupe peut être aug-mentée et l’avance réduite pour amé-liorer la qualité de perçage. Une faible avance et des vitesses de coupe éle-vées entraînent cependant une réduc-tion de la durée de vie de l’outil. C’est
Type Dc [mm] d1 [mm] d2 [mm] l1 [mm] l2 [mm]
Foret en carbure
sans lub.int.avec lub.int.
2,5 – 254,0 – 25
≤ 25≤ 25
––
≤ 300≤ 300
≤ 15 x d / 150≤ 15 x d / 150
Foret PCD veine
sans lub.int.avec lub.int.
2,5 – 12,84,7 – 12,8
≤ 16≤ 16
––
≤ 170≤ 170
≤ 10 x d / 100≤ 10 x d / 100
Foret-aléseur en carbure
sans lub.int.avec lub.int.
2,5 – 214,0 – 21
≤ 25≤ 25
≤ 2,5 x d1*≤ 2,5 x d1*
≤ 300≤ 300
≤ 15 x d / 250≤ 15 x d / 250
Foret-aléseur PCD veine
sans lub.int.avec lub.int.
4,0 – 104,7 – 10
≤ 16≤ 16
≤ 2,5 x d1≤ 2,5 x d1
≤ 170≤ 170
≤ 10 x d / 100≤ 10 x d / 100
* Facteur d’échelonnement pour les outils à trois arêtes de coupe uniquement 1,4 x d1 et aucun échelonnement possible pour MFT2 et AFT2
l5 > 20 mm ; Lc = l2 – 5 mm
pourquoi une approche pas-à-pas des paramètres de coupe optimaux offrant le meilleur rapport qualité de perçage-durée de vie est indiqué.
Imag
e de
cou
pe -
CFR
P*Im
age
ther
miq
ue -
ti
tane
Perçage vibratoire
9
Perçage conventionnel(non vibratoire)
CFRP
Ti
Direction de perçage
Direction de perçage Direction de perçage
Foret Foret
Ti6Al4V Ti6Al4V
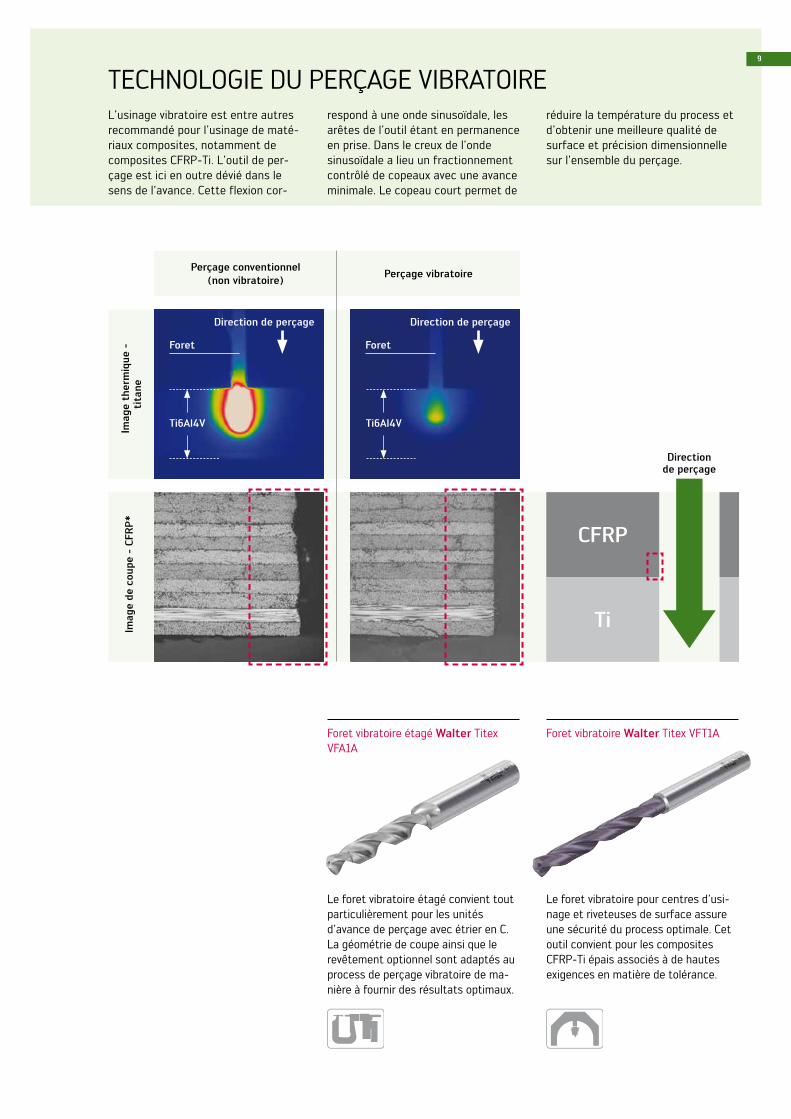
TECHNOLOGIE DU PERÇAGE VIBRATOIRE
Foret vibratoire Walter Titex VFT1A
Le foret vibratoire pour centres d’usi-nage et riveteuses de surface assure une sécurité du process optimale. Cet outil convient pour les composites CFRP-Ti épais associés à de hautes exigences en matière de tolérance.
L’usinage vibratoire est entre autres recommandé pour l’usinage de maté-riaux composites, notamment de composites CFRP-Ti. L’outil de per-çage est ici en outre dévié dans le sens de l’avance. Cette flexion cor-
respond à une onde sinusoïdale, les arêtes de l’outil étant en permanence en prise. Dans le creux de l’onde sinusoïdale a lieu un fractionnement contrôlé de copeaux avec une avance minimale. Le copeau court permet de
réduire la température du process et d’obtenir une meilleure qualité de surface et précision dimensionnelle sur l’ensemble du perçage.
Foret vibratoire étagé Walter Titex VFA1A
Le foret vibratoire étagé convient tout particulièrement pour les unités d’avance de perçage avec étrier en C. La géométrie de coupe ainsi que le revêtement optionnel sont adaptés au process de perçage vibratoire de ma-nière à fournir des résultats optimaux.

Prin
ted
in G
erm
any
6714
443
(08/
2014
) FR
Walter AG
Derendinger Straße 53, 72072 Tübingen Postfach 2049, 72010 Tübingen Allemagne www.walter-tools.com
Walter France Soultz-sous-Forêts, France +33 (0) 3 88 80 20 00, [email protected] Walter Benelux N.V./S.A. Zaventem, Belgique (B) +32 (02) 7258500 (NL) +31 (0) 900 26585-22 [email protected] Walter (Schweiz) AG Solothurn, Suisse +41 (0) 32 617 40 72, [email protected]

![Pour usiner des engrenages, cannelures et crémaillères Milling_221-01290_FR [110216] 4... · Pour usiner des engrenages, cannelures et crémaillères MÉTRIQUE Solutions de filetage](https://img.pdfslide.fr/doc/110x75/5a7a6b1d7f8b9a01528e0cba/pour-usiner-des-engrenages-cannelures-et-milling221-01290fr-110216-4pour.jpg)





![Haschisch [Walter Benjamin]](https://img.pdfslide.fr/doc/110x75/577cb2491a28aba7118bf447/haschisch-walter-benjamin.jpg)