7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 1/24
CHAPITRE 2
LES OUTILS A MOLETTES
Le tricône (outil à 3 molettes) est le plus utilisé. Les éléments de coupe font partie de la
molette; ce sont :
• des dents usinées dans le cône ou,
• des picots de carbure de tungstène emmanchés en force dans des perçages à la surfacedu cône.
Les outils à picots ont permis d’améliorer les performances de forage dans les formations
dures, là où les outils à dents ne pouvaient forer que quelques mètres avec une vitesse
d’avancement faible. Les picots de carbure et les paliers de friction ont permis d’appliquer
des poids de plus en plus importants sur l’outil et d’augmenter la durée de vie des outils dans
les formations dures (la durée de vie de ces outils est pratiquement trois fois plus longue que
celle des outils à dents et à roulements à rouleaux).
La figure 2.1 montre les diff érents éléments constituant un tricône.
La taille ou l’épaisseur des diff érents constituants de l’outil dépendent du type de
formation à forer. Toute augmentation des capacités d’une partie de l’outil se fait au
détriment des autres parties (leurs dimensions et leur résistance seront réduites).
• Les outils pour formations tendres, qui nécessitent peu de poids, ont des roulements
plus petits, des cônes moins épais et des jambes de plus faible section que les outils
pour formations dures. Ceci laisse plus de place pour des éléments de coupe longs et
minces.
•
Les outils pour formations dures, qui travaillent avec des poids plus importants, ont deséléments de coupe plus trapus et plus courts, des roulements plus gros et des corps plus
solides.
Les fabricants ont développé plusieurs types d’outils, chacun adapté à un type particulier
de formation.
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-1
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 2/24
Les outils à molettes
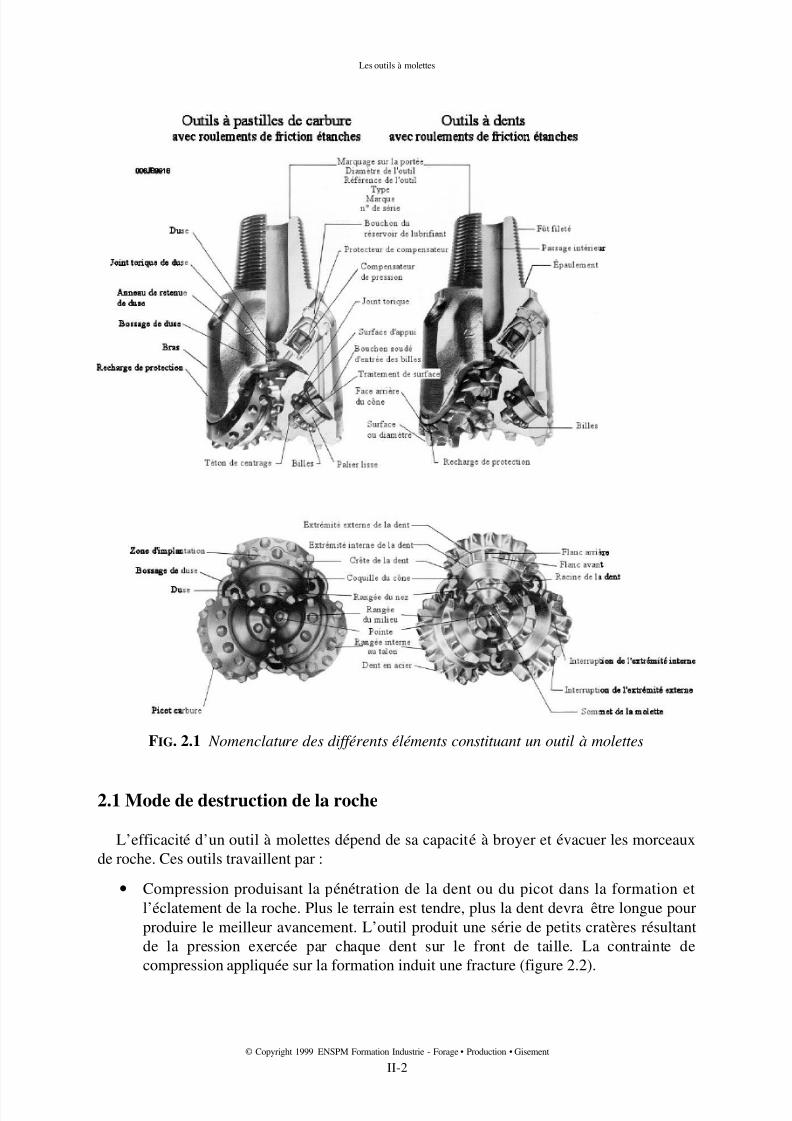
FIG. 2.1 Nomenclature des diff é rents é lé ments constituant un outil à molettes
2.1 Mode de destruction de la roche
L’efficacité d’un outil à molettes dépend de sa capacité à broyer et évacuer les morceaux
de roche. Ces outils travaillent par :
• Compression produisant la pénétration de la dent ou du picot dans la formation et
l’éclatement de la roche. Plus le terrain est tendre, plus la dent devra être longue pour
produire le meilleur avancement. L’outil produit une série de petits cratères résultant
de la pression exercée par chaque dent sur le front de taille. La contrainte de
compression appliquée sur la formation induit une fracture (figure 2.2).
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-2
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 3/24
Les outils à molettes
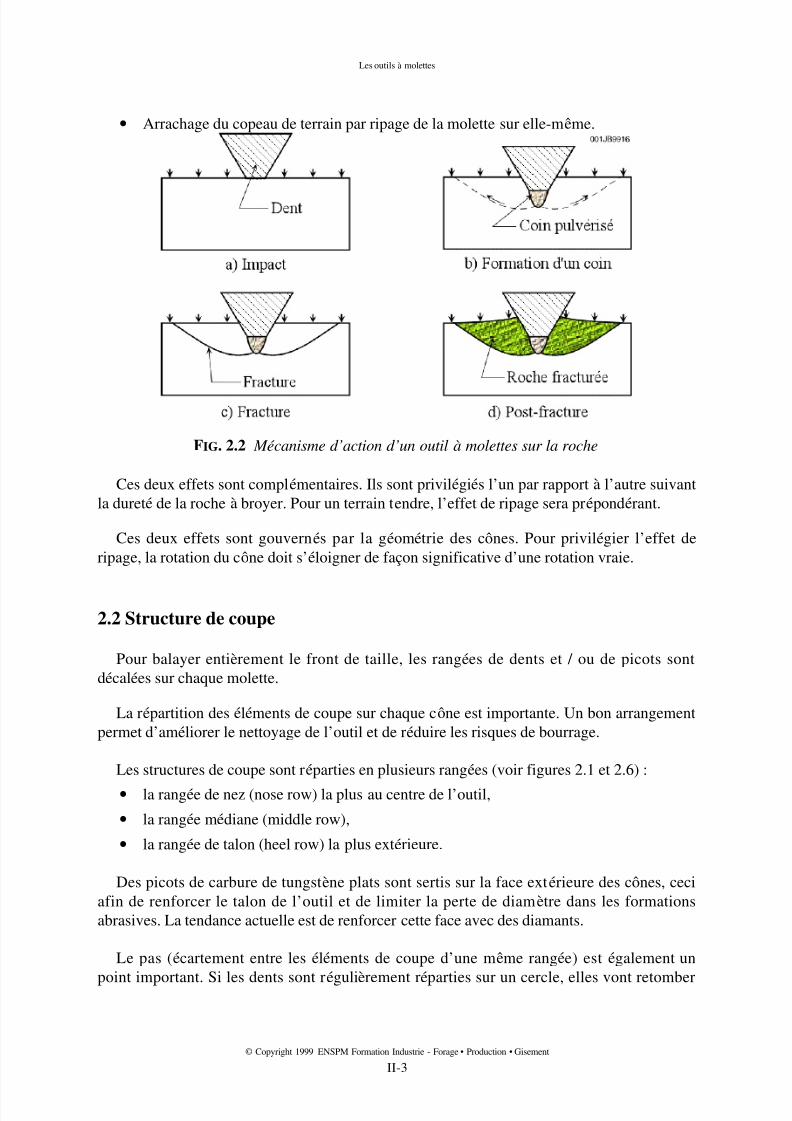
• Arrachage du copeau de terrain par ripage de la molette sur elle-même.
FIG. 2.2 M é canisme d’action d’un outil à molettes sur la roche
Ces deux effets sont complémentaires. Ils sont privilégiés l’un par rapport à l’autre suivant
la dureté de la roche à broyer. Pour un terrain tendre, l’effet de ripage sera prépondérant.
Ces deux effets sont gouvernés par la géométrie des cônes. Pour privilégier l’effet de
ripage, la rotation du cône doit s’éloigner de façon significative d’une rotation vraie.
2.2 Structure de coupe
Pour balayer entièrement le front de taille, les rangées de dents et / ou de picots sont
décalées sur chaque molette.
La répartition des éléments de coupe sur chaque cône est importante. Un bon arrangement
permet d’améliorer le nettoyage de l’outil et de réduire les risques de bourrage.
Les structures de coupe sont réparties en plusieurs rangées (voir figures 2.1 et 2.6) :
• la rangée de nez (nose row) la plus au centre de l’outil,
• la rangée médiane (middle row),
• la rangée de talon (heel row) la plus extérieure.
Des picots de carbure de tungstène plats sont sertis sur la face extérieure des cônes, ceci
afin de renforcer le talon de l’outil et de limiter la perte de diamètre dans les formations
abrasives. La tendance actuelle est de renforcer cette face avec des diamants.
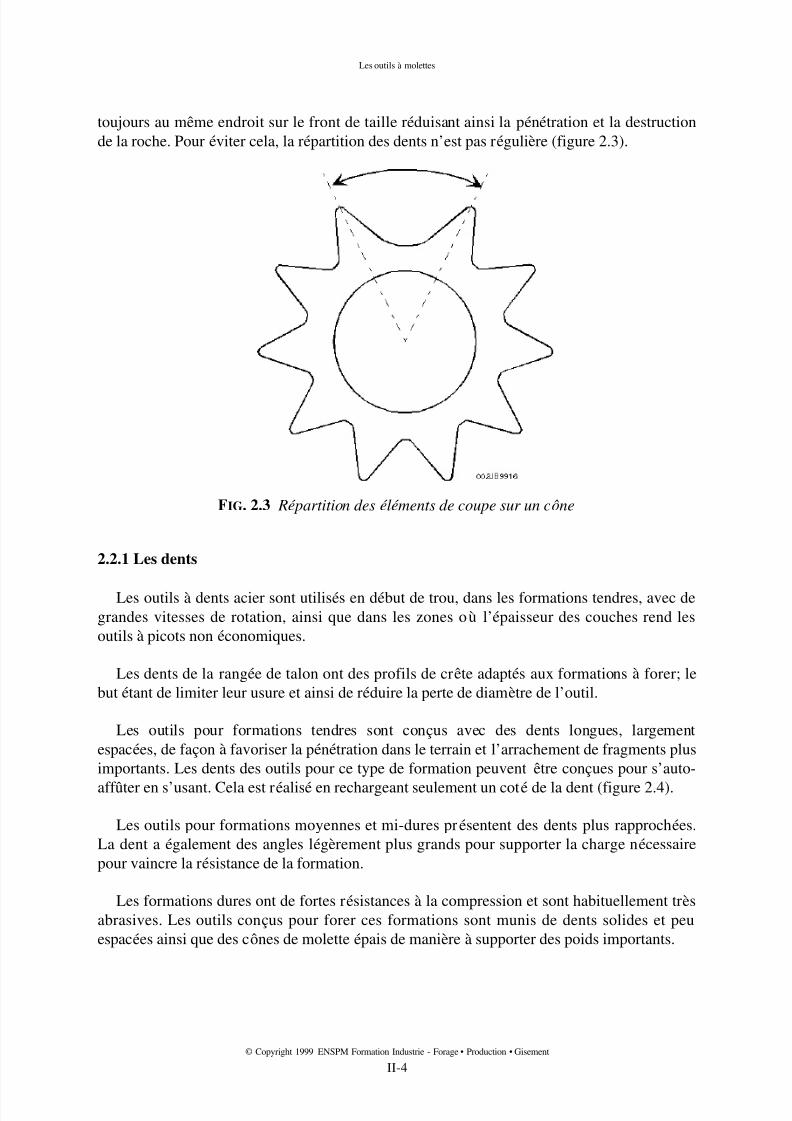
Le pas (écartement entre les éléments de coupe d’une même rangée) est également un
point important. Si les dents sont régulièrement réparties sur un cercle, elles vont retomber
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-3
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 4/24
Les outils à molettes
toujours au même endroit sur le front de taille réduisant ainsi la pénétration et la destruction
de la roche. Pour éviter cela, la répartition des dents n’est pas régulière (figure 2.3).
FIG. 2.3 Ré partition des é lé ments de coupe sur un cône
2.2.1 Les dents
Les outils à dents acier sont utilisés en début de trou, dans les formations tendres, avec de
grandes vitesses de rotation, ainsi que dans les zones où l’épaisseur des couches rend les
outils à picots non économiques.
Les dents de la rangée de talon ont des profils de crête adaptés aux formations à forer; le
but étant de limiter leur usure et ainsi de réduire la perte de diamètre de l’outil.
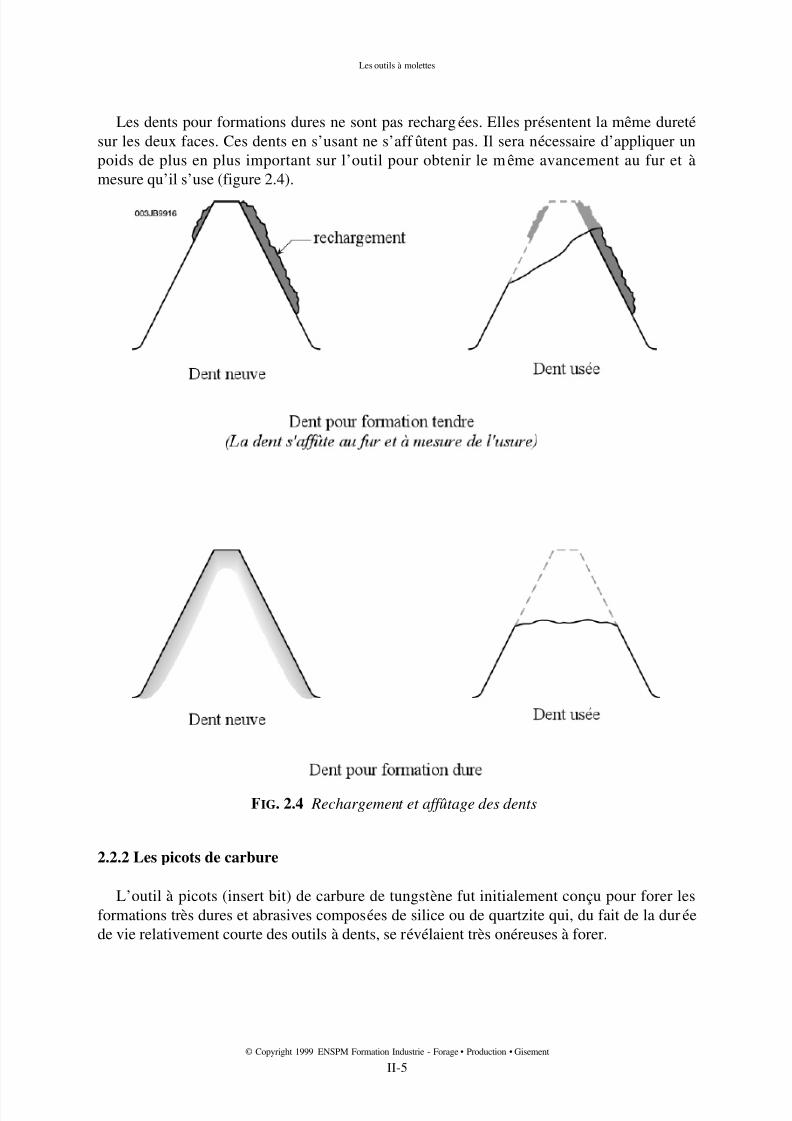
Les outils pour formations tendres sont conçus avec des dents longues, largement
espacées, de façon à favoriser la pénétration dans le terrain et l’arrachement de fragments plus
importants. Les dents des outils pour ce type de formation peuvent être conçues pour s’auto-
aff ûter en s’usant. Cela est réalisé en rechargeant seulement un coté de la dent (figure 2.4).
Les outils pour formations moyennes et mi-dures présentent des dents plus rapprochées.
La dent a également des angles légèrement plus grands pour supporter la charge nécessaire
pour vaincre la résistance de la formation.
Les formations dures ont de fortes résistances à la compression et sont habituellement très
abrasives. Les outils conçus pour forer ces formations sont munis de dents solides et peu
espacées ainsi que des cônes de molette épais de manière à supporter des poids importants.
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-4
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 5/24
Les outils à molettes
Les dents pour formations dures ne sont pas rechargées. Elles présentent la même dureté
sur les deux faces. Ces dents en s’usant ne s’aff ûtent pas. Il sera nécessaire d’appliquer un
poids de plus en plus important sur l’outil pour obtenir le même avancement au fur et à
mesure qu’il s’use (figure 2.4).
FIG. 2.4 Rechargement et aff ûtage des dents
2.2.2 Les picots de carbure
L’outil à picots (insert bit) de carbure de tungstène fut initialement conçu pour forer les
formations très dures et abrasives composées de silice ou de quartzite qui, du fait de la durée
de vie relativement courte des outils à dents, se révélaient très onéreuses à forer.
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-5
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 6/24
Les outils à molettes
Les picots cylindriques en carbure de tungstène fritté sont sertis dans des trous usinés dans
les cônes. Cet assemblage donne une structure de coupe présentant une grande résistance à
l’usure par abrasion ainsi qu’aux efforts de compression.
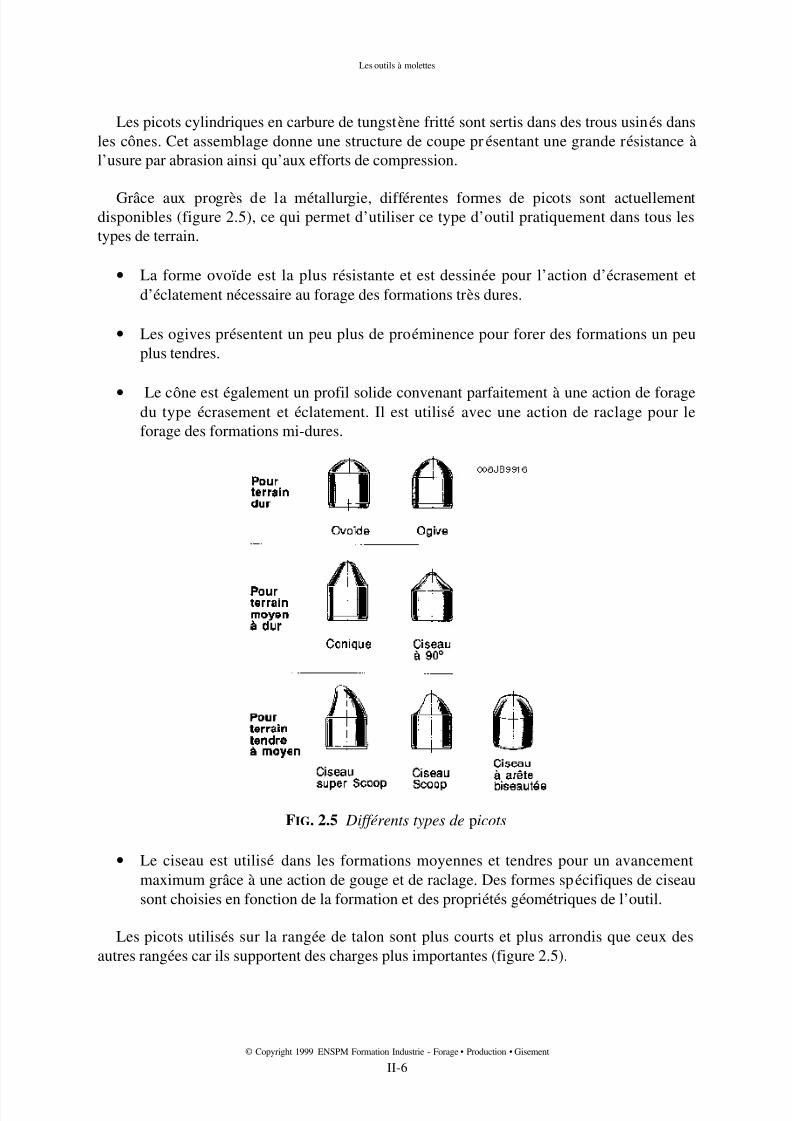
Grâce aux progrès de la métallurgie, diff érentes formes de picots sont actuellementdisponibles (figure 2.5), ce qui permet d’utiliser ce type d’outil pratiquement dans tous les
types de terrain.
• La forme ovoïde est la plus résistante et est dessinée pour l’action d’écrasement et
d’éclatement nécessaire au forage des formations très dures.
• Les ogives présentent un peu plus de proéminence pour forer des formations un peu
plus tendres.
• Le cône est également un profil solide convenant parfaitement à une action de foragedu type écrasement et éclatement. Il est utilisé avec une action de raclage pour le
forage des formations mi-dures.
FIG. 2.5 Diff é rents types de picots
• Le ciseau est utilisé dans les formations moyennes et tendres pour un avancement
maximum grâce à une action de gouge et de raclage. Des formes spécifiques de ciseau
sont choisies en fonction de la formation et des propriétés géométriques de l’outil.
Les picots utilisés sur la rangée de talon sont plus courts et plus arrondis que ceux des
autres rangées car ils supportent des charges plus importantes (figure 2.5).
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-6
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 7/24
Les outils à molettes
2.3 Géométrie des cônes
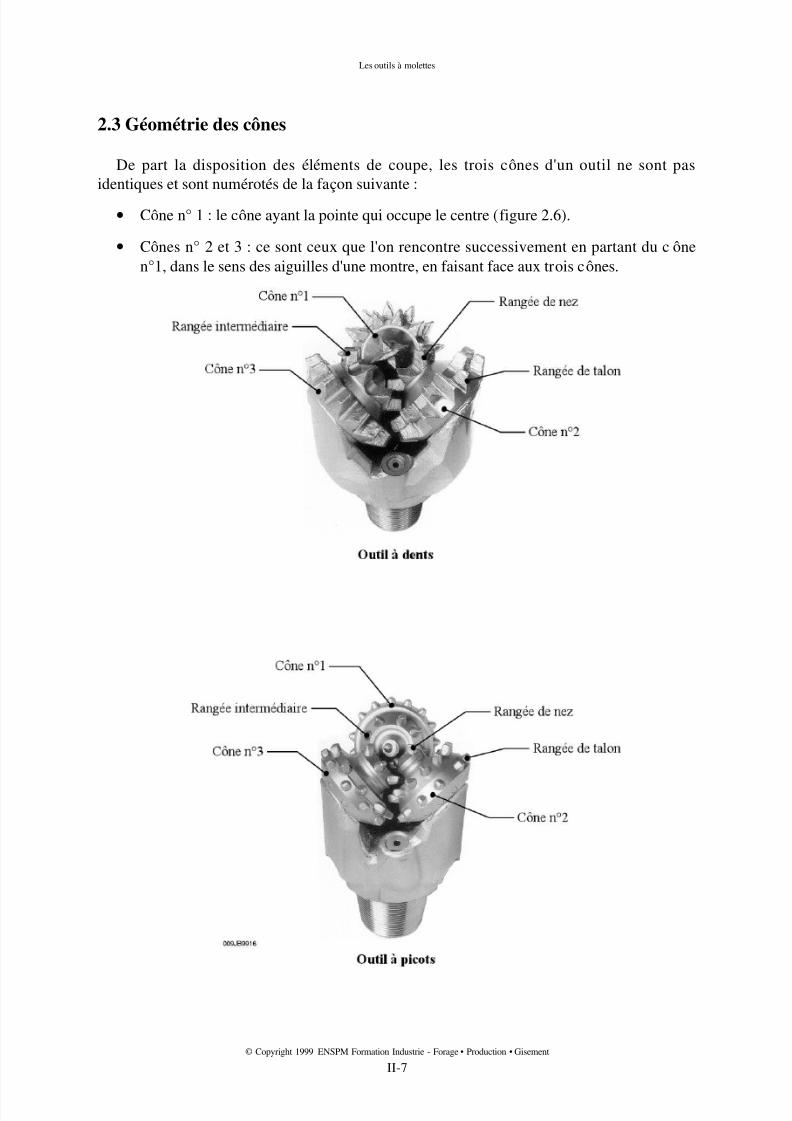
De part la disposition des éléments de coupe, les trois cônes d'un outil ne sont pas
identiques et sont numérotés de la façon suivante :
• Cône n° 1 : le cône ayant la pointe qui occupe le centre (figure 2.6).
• Cônes n° 2 et 3 : ce sont ceux que l'on rencontre successivement en partant du cône
n°1, dans le sens des aiguilles d'une montre, en faisant face aux trois cônes.
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-7
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 8/24
Les outils à molettes
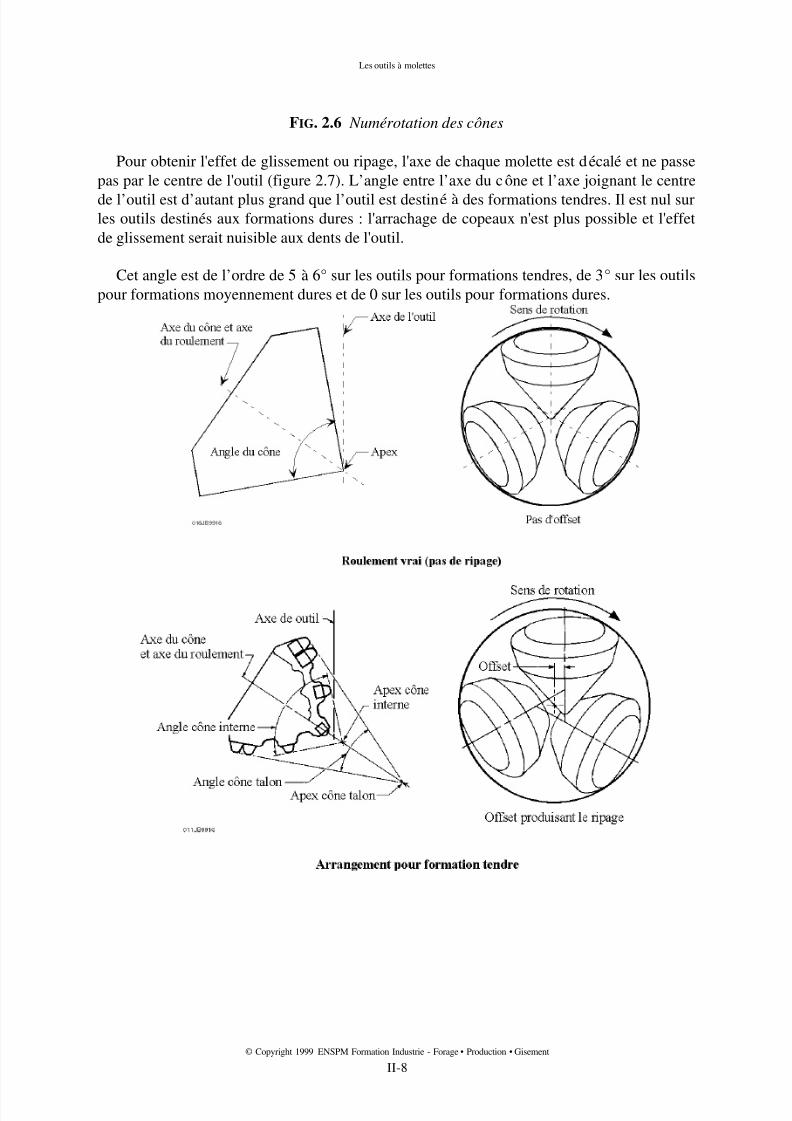
FIG. 2.6 Numé rotation des cônes
Pour obtenir l'effet de glissement ou ripage, l'axe de chaque molette est décalé et ne passe
pas par le centre de l'outil (figure 2.7). L’angle entre l’axe du cône et l’axe joignant le centre
de l’outil est d’autant plus grand que l’outil est destiné à des formations tendres. Il est nul surles outils destinés aux formations dures : l'arrachage de copeaux n'est plus possible et l'effet
de glissement serait nuisible aux dents de l'outil.
Cet angle est de l’ordre de 5 à 6° sur les outils pour formations tendres, de 3° sur les outils
pour formations moyennement dures et de 0 sur les outils pour formations dures.
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-8
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 9/24
Les outils à molettes
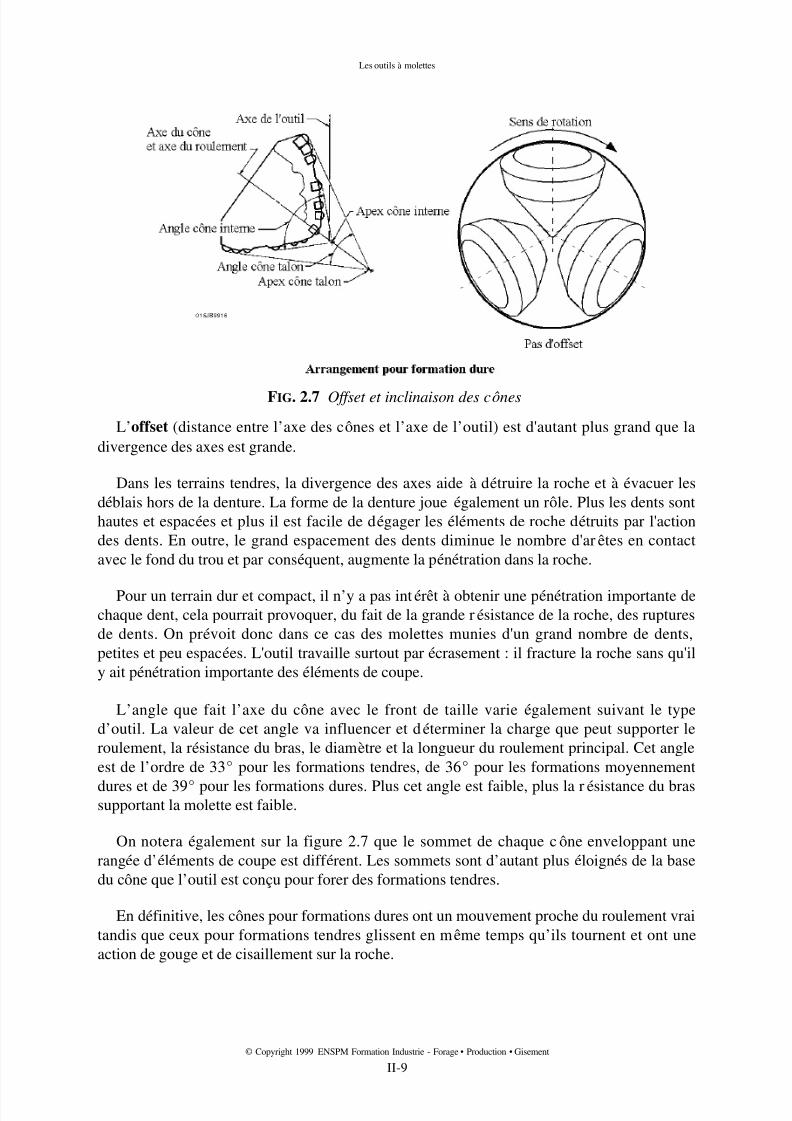
FIG. 2.7 Offset et inclinaison des cônes
L’offset (distance entre l’axe des cônes et l’axe de l’outil) est d'autant plus grand que la
divergence des axes est grande.
Dans les terrains tendres, la divergence des axes aide à détruire la roche et à évacuer les
déblais hors de la denture. La forme de la denture joue également un rôle. Plus les dents sont
hautes et espacées et plus il est facile de dégager les éléments de roche détruits par l'action
des dents. En outre, le grand espacement des dents diminue le nombre d'arêtes en contact
avec le fond du trou et par conséquent, augmente la pénétration dans la roche.
Pour un terrain dur et compact, il n’y a pas intérêt à obtenir une pénétration importante de
chaque dent, cela pourrait provoquer, du fait de la grande résistance de la roche, des ruptures
de dents. On prévoit donc dans ce cas des molettes munies d'un grand nombre de dents,
petites et peu espacées. L'outil travaille surtout par écrasement : il fracture la roche sans qu'il
y ait pénétration importante des éléments de coupe.
L’angle que fait l’axe du cône avec le front de taille varie également suivant le type
d’outil. La valeur de cet angle va influencer et déterminer la charge que peut supporter le
roulement, la résistance du bras, le diamètre et la longueur du roulement principal. Cet angle
est de l’ordre de 33° pour les formations tendres, de 36° pour les formations moyennement
dures et de 39° pour les formations dures. Plus cet angle est faible, plus la résistance du brassupportant la molette est faible.
On notera également sur la figure 2.7 que le sommet de chaque cône enveloppant une
rangée d’éléments de coupe est diff érent. Les sommets sont d’autant plus éloignés de la base
du cône que l’outil est conçu pour forer des formations tendres.
En définitive, les cônes pour formations dures ont un mouvement proche du roulement vrai
tandis que ceux pour formations tendres glissent en même temps qu’ils tournent et ont une
action de gouge et de cisaillement sur la roche.
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-9
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 10/24
Les outils à molettes
On notera également que le trou est calibré par le talon des molettes. Plus la formation est
abrasive, plus la surface du talon sera importante et renforcée (pastille de carbure de
tungstène, imprégnation de diamants).
2.4 Roulements, assemblage des cônes et lubrification des roulements
Les roulements sont souvent le point faible des tricônes. La plus grande partie du poids
appliqué sur l’outil est supportée par le roulement principal ; le reste de la charge est supporté
par le roulement secondaire. Le plus souvent les cônes sont maintenus en place sur les bras
par des billes (voir figure 2.8).
2.4.1 Le roulement principal
Le roulement principal est le point critique du système. Deux types sont utilisés :
• les roulements à rouleaux (roller bearing),
• les paliers de friction ou paliers lisses (journal bearing).
2.4.1.1 Les roulements à rouleaux
Les rouleaux ont été le premier type utilisé : ils peuvent supporter une vitesse de rotation
importante mais un poids relativement faible car la charge est transmise uniquement par les
deux génératrices opposées du rouleau. Cette répartition ponctuelle de la charge peut
entra î ner une déformation du roulement lorsque le poids appliqué sur l’outil est important.
2.4.1.2 Les paliers de friction (ou paliers lisses)
Avec l’apparition des picots de carbure de tungstène, il a été nécessaire d’allonger la durée
de vie des roulements. Les paliers de friction ou paliers lisses ont été développés à cette
occasion. Ils ne contiennent aucun élément mobile mais uniquement un palier mâle ajusté sur
l’alésage intérieur du cône.
Ce type de roulement peut supporter un poids important (charge transmise par une surface
beaucoup plus importante que dans le cas des rouleaux). Par contre, une vitesse de rotation
élevée peut produire un grippage du roulement à cause de la chaleur produite par friction.
Pour réduire les risques de grippage, les zones de contact entre l’arbre du palier et
l’alésage du cône sont revêtues de métaux spéciaux (alliages de cuivre, plaquage d’argent,
etc.) pour diminuer le coefficient de friction. Un traitement de surface est appliqué sur les
diff érentes parties pour augmenter la résistance à l’usure.
Un film de lubrifiant permet d’éviter le contact direct entre le palier mâle et l’alésage
intérieur du cône et ainsi limite les risques de grippage.
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-10
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 11/24
Les outils à molettes
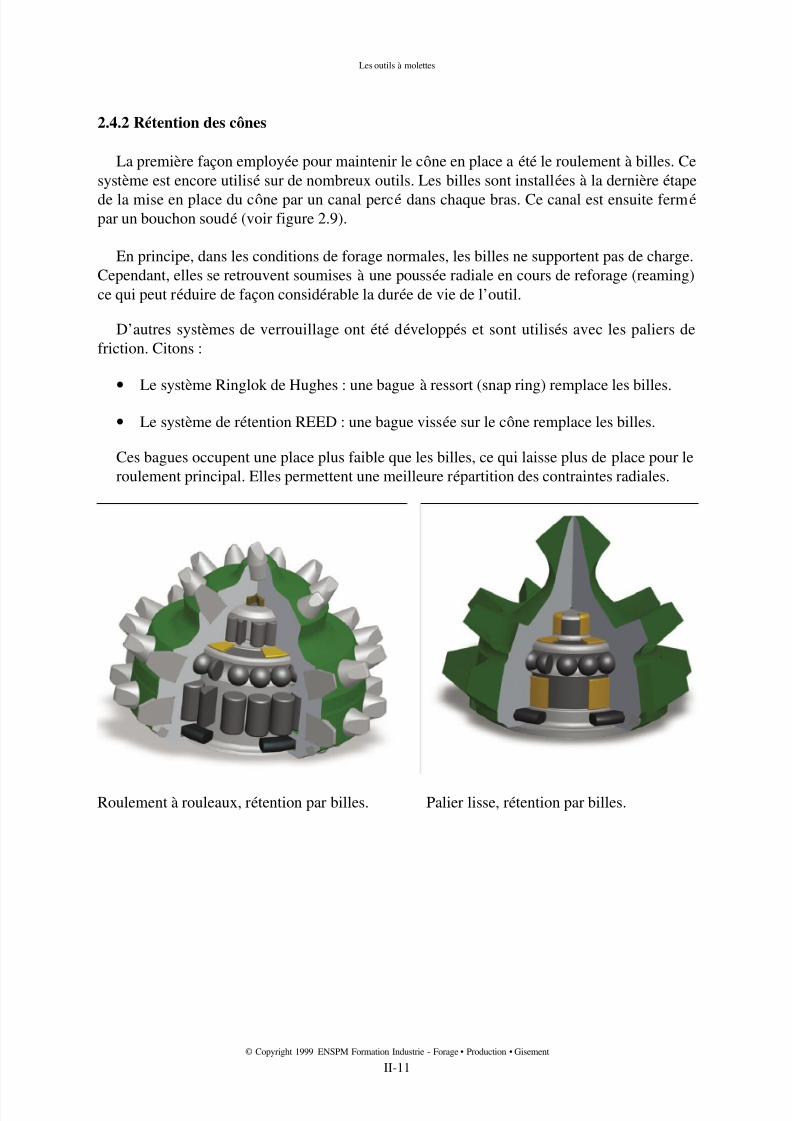
2.4.2 Rétention des cônes
La première façon employée pour maintenir le cône en place a été le roulement à billes. Ce
système est encore utilisé sur de nombreux outils. Les billes sont installées à la dernière étape
de la mise en place du cône par un canal percé dans chaque bras. Ce canal est ensuite fermépar un bouchon soudé (voir figure 2.9).
En principe, dans les conditions de forage normales, les billes ne supportent pas de charge.
Cependant, elles se retrouvent soumises à une poussée radiale en cours de reforage (reaming)
ce qui peut réduire de façon considérable la durée de vie de l’outil.
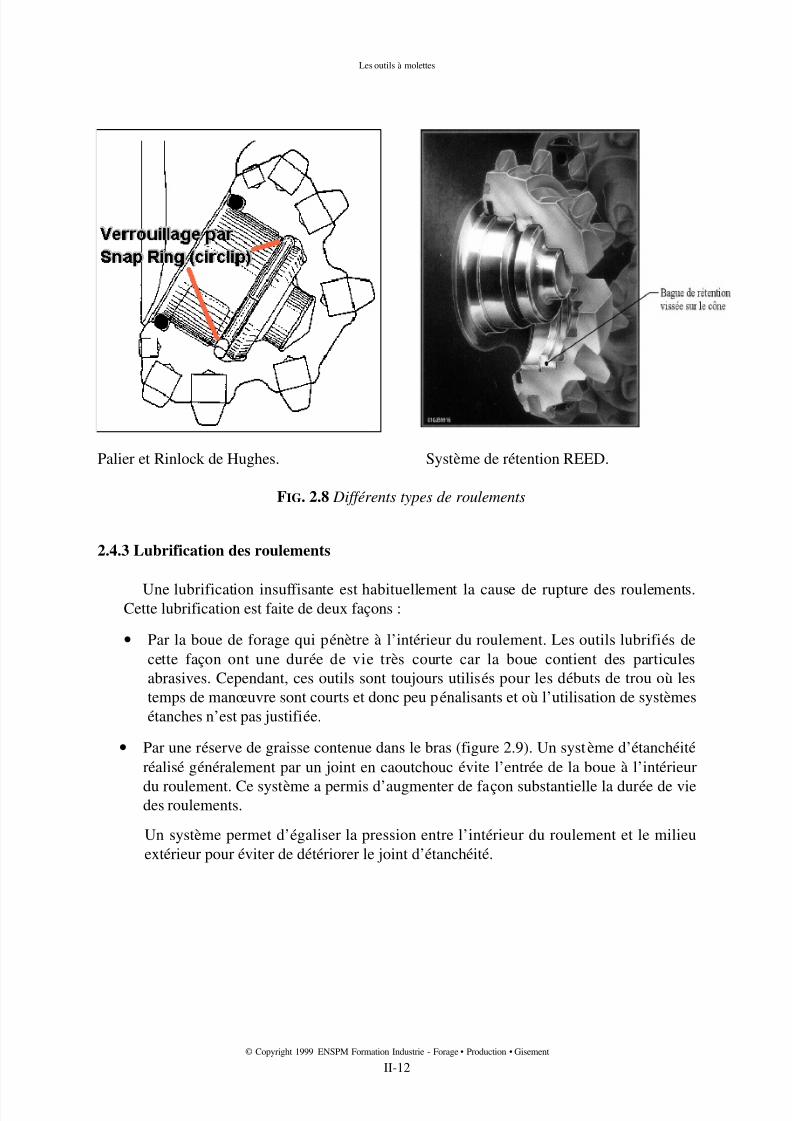
D’autres systèmes de verrouillage ont été développés et sont utilisés avec les paliers de
friction. Citons :
•
Le système Ringlok de Hughes : une bague à ressort (snap ring) remplace les billes.
• Le système de rétention REED : une bague vissée sur le cône remplace les billes.
Ces bagues occupent une place plus faible que les billes, ce qui laisse plus de place pour le
roulement principal. Elles permettent une meilleure répartition des contraintes radiales.
Roulement à rouleaux, rétention par billes. Palier lisse, rétention par billes.
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-11
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 12/24
Les outils à molettes
Palier et Rinlock de Hughes. Système de rétention REED.
FIG. 2.8 Diff é rents types de roulements
2.4.3 Lubrification des roulements
Une lubrification insuffisante est habituellement la cause de rupture des roulements.Cette lubrification est faite de deux façons :
• Par la boue de forage qui pénètre à l’intérieur du roulement. Les outils lubrifiés de
cette façon ont une durée de vie très courte car la boue contient des particules
abrasives. Cependant, ces outils sont toujours utilisés pour les débuts de trou où les
temps de manœuvre sont courts et donc peu pénalisants et où l’utilisation de systèmes
étanches n’est pas justifiée.
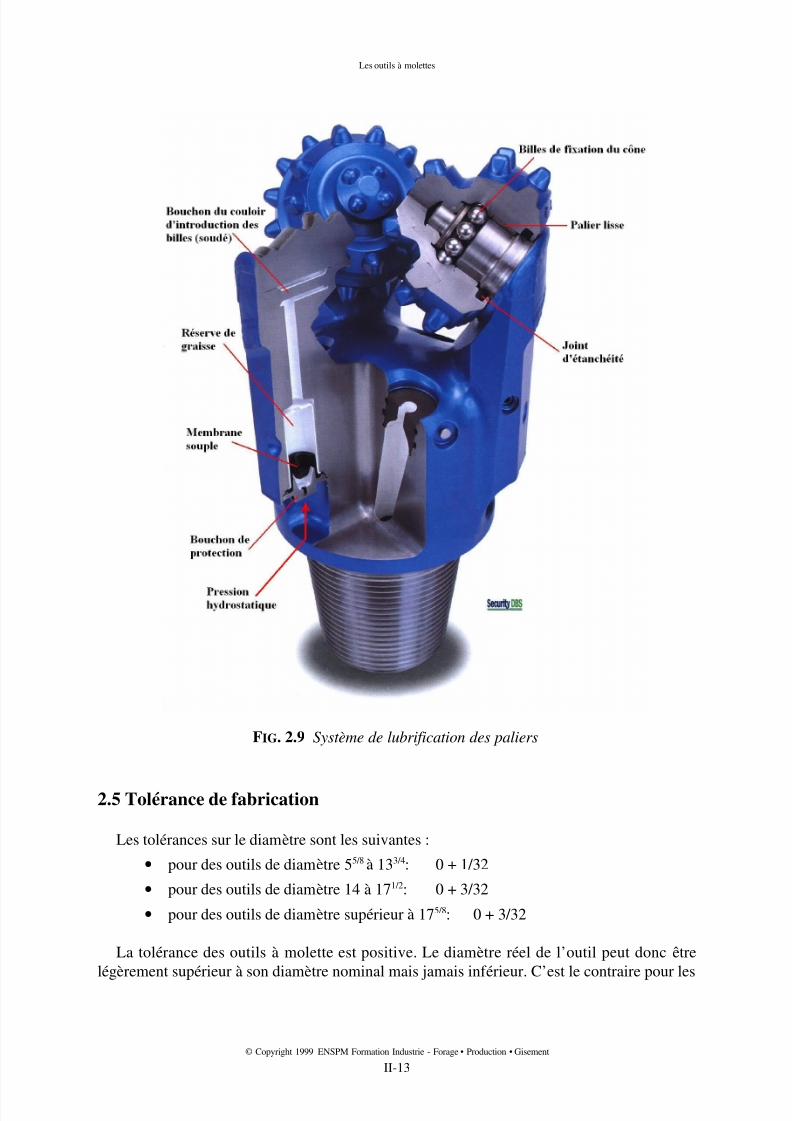
• Par une réserve de graisse contenue dans le bras (figure 2.9). Un système d’étanchéité
réalisé généralement par un joint en caoutchouc évite l’entrée de la boue à l’intérieur
du roulement. Ce système a permis d’augmenter de façon substantielle la durée de viedes roulements.
Un système permet d’égaliser la pression entre l’intérieur du roulement et le milieu
extérieur pour éviter de détériorer le joint d’étanchéité.
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-12
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 13/24
Les outils à molettes
FIG. 2.9 Syst ème de lubrification des paliers
2.5 Tolérance de fabrication
Les tolérances sur le diamètre sont les suivantes :
• pour des outils de diamètre 55/8 à 133/4: 0 + 1/32
• pour des outils de diamètre 14 à 171/2: 0 + 3/32
• pour des outils de diamètre supérieur à 175/8: 0 + 3/32
La tolérance des outils à molette est positive. Le diamètre réel de l’outil peut donc être
légèrement supérieur à son diamètre nominal mais jamais inf érieur. C’est le contraire pour les
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-13
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 14/24
Les outils à molettes
outils diamant (tolérance négative). En conséquence, il peut être nécessaire d’aléser lorsque
l’on descend un outil à molette après un outil diamant.
2.6 Paramètres mécaniques
2.6.1 Effet du poids et de la vitesse de rotation sur la vitesse d’avancement
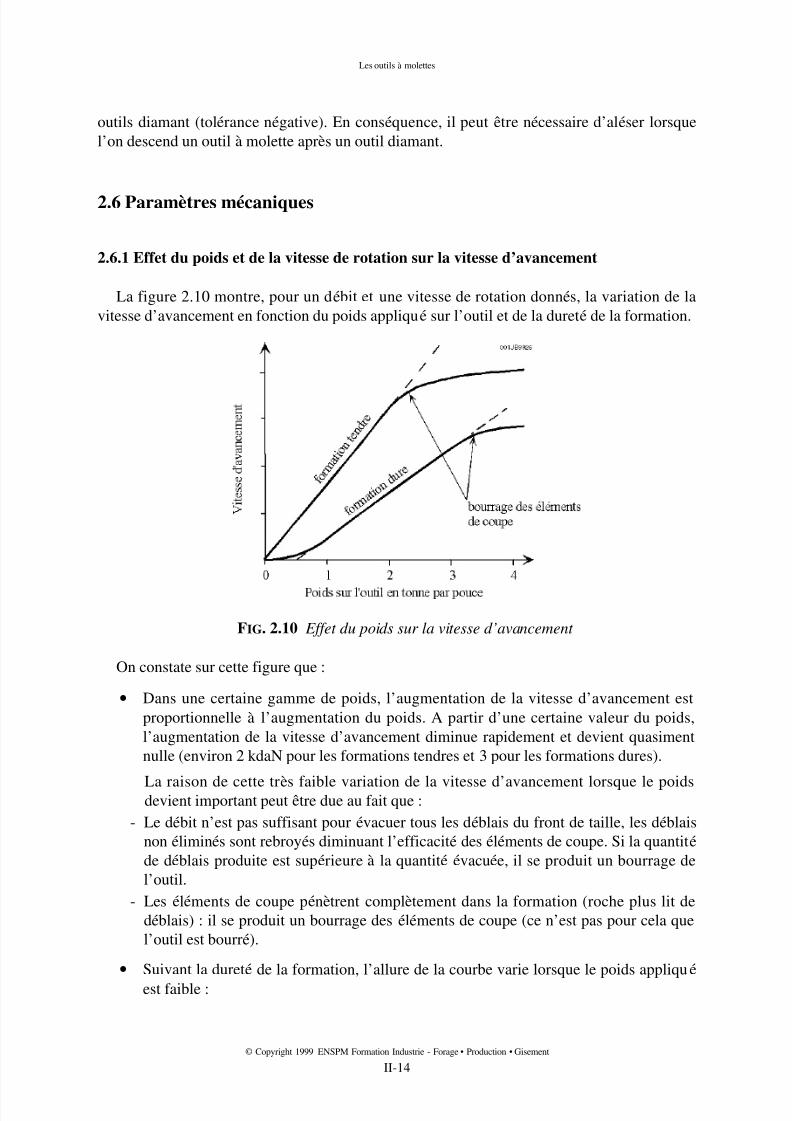
La figure 2.10 montre, pour un débit et une vitesse de rotation donnés, la variation de la
vitesse d’avancement en fonction du poids appliqué sur l’outil et de la dureté de la formation.
FIG. 2.10 Effet du poids sur la vitesse d’avancement
On constate sur cette figure que :
• Dans une certaine gamme de poids, l’augmentation de la vitesse d’avancement est
proportionnelle à l’augmentation du poids. A partir d’une certaine valeur du poids,
l’augmentation de la vitesse d’avancement diminue rapidement et devient quasiment
nulle (environ 2 kdaN pour les formations tendres et 3 pour les formations dures).
La raison de cette très faible variation de la vitesse d’avancement lorsque le poidsdevient important peut être due au fait que :
- Le débit n’est pas suffisant pour évacuer tous les déblais du front de taille, les déblais
non éliminés sont rebroyés diminuant l’efficacité des éléments de coupe. Si la quantité
de déblais produite est supérieure à la quantité évacuée, il se produit un bourrage de
l’outil.
- Les éléments de coupe pénètrent complètement dans la formation (roche plus lit de
déblais) : il se produit un bourrage des éléments de coupe (ce n’est pas pour cela que
l’outil est bourré).
• Suivant la dureté de la formation, l’allure de la courbe varie lorsque le poids appliqué
est faible :
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-14
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 15/24
Les outils à molettes
- Dans un terrain tendre, l’outil avance dès que l’on applique du poids (si la formation
est suffisamment tendre et / ou peu consolidée et le débit élevé, on obtient un
avancement sans appliquer de poids sur l’outil).
- Dans un terrain dur, il faut appliquer un certain poids pour que l’outil avance. Le seuil
se trouve aux environs de 0.5 kdaN par pouce d’outil.
• L’augmentation du poids a plus d’effet sur les formations tendres que sur les
formations dures (pente de variation de la vitesse d’avancement plus élevée pour les
formations tendres que pour les formations dures).
Le poids que l’on peut appliquer sur l’outil est fonction de la garniture de forage utilisée et
du profil du puits (dans les puits faiblement déviés, poids sur l’outil obtenu en mettant les
masses-tiges en compression, dans les puits horizontaux, poids obtenu en mettant les tiges en
compression). Le poids appliqué va agir sur la durée de vie de l'outil.
Le poids appliqué sur l’outil a une influence sur la trajectoire du puits, il modifie la
position des points de contact entre la garniture et la paroi du trou. Il sera g énéralement
nécessaire de contrôler ce poids pour réaliser la trajectoire désirée.
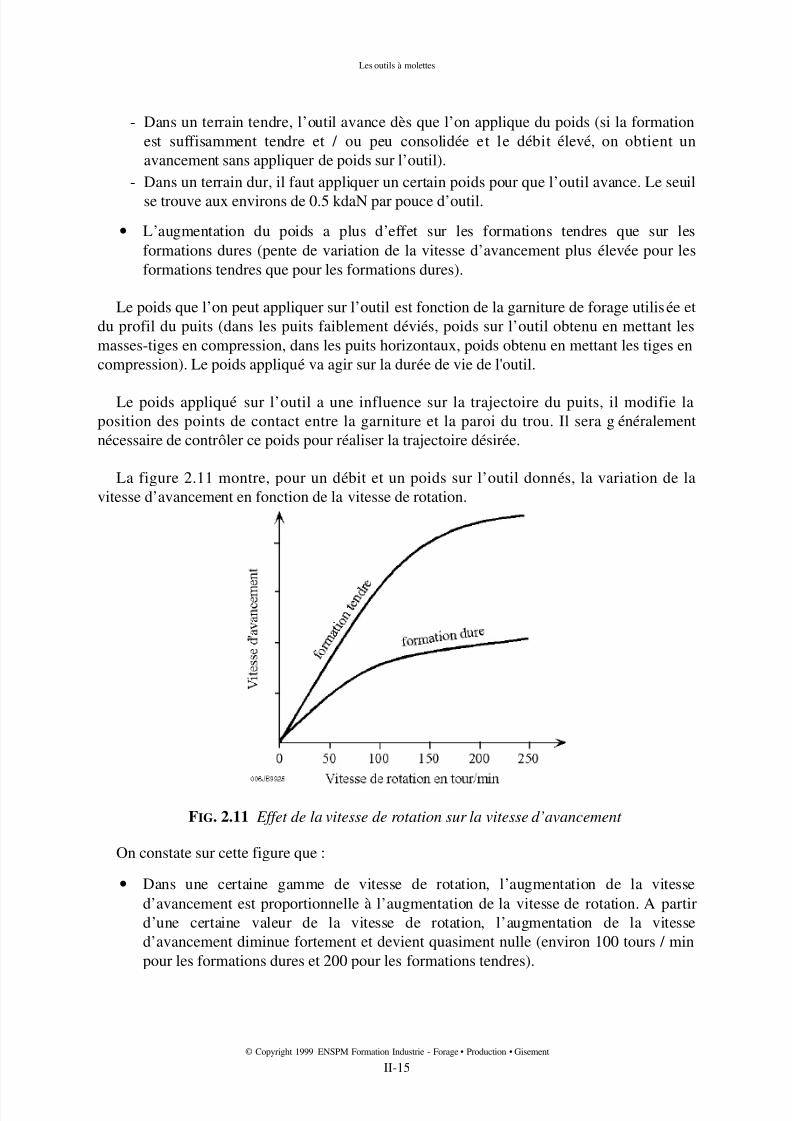
La figure 2.11 montre, pour un débit et un poids sur l’outil donnés, la variation de la
vitesse d’avancement en fonction de la vitesse de rotation.
FIG. 2.11 Effet de la vitesse de rotation sur la vitesse d’avancement
On constate sur cette figure que :
• Dans une certaine gamme de vitesse de rotation, l’augmentation de la vitesse
d’avancement est proportionnelle à l’augmentation de la vitesse de rotation. A partir
d’une certaine valeur de la vitesse de rotation, l’augmentation de la vitesse
d’avancement diminue fortement et devient quasiment nulle (environ 100 tours / min
pour les formations dures et 200 pour les formations tendres).
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-15
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 16/24
Les outils à molettes
La raison de cette faible augmentation de l’avancement lorsque la vitesse de rotation
devient relativement importante est due au fait que le temps entre les impacts des
éléments de coupe sur la roche est de plus en plus court. Ce temps devient insuffisant
pour permettre aux éléments de coupe de pénétrer suffisamment dans la formation, de
la fissurer (ce dernier point est supporté par le fait que l’augmentation de la vitesse derotation produit une diminution du couple à l’outil) et pour évacuer les déblais et
nettoyer efficacement le front de taille.
• Contrairement au poids, il n’existe pas de seuil de vitesse pour les formations dures,
l’outil avance dès qu’il commence à tourner.
• L’augmentation de la vitesse de rotation a beaucoup plus d’effet sur les formations
tendres que sur les formations dures (pente de variation de la vitesse d’avancement
plus élevée pour les formations tendres que pour les formations dures).
La vitesse de rotation joue sur la durée de vie de l'outil (usure des roulements) et sur latrajectoire du puits.
En dehors de toute considération de résistance de l’outil (roulements, éléments de coupe,
etc.), ces figures montrent qu’à partir d’un certain poids et d’une certaine vitesse de rotation,
l’augmentation de la vitesse d’avancement est négligeable. Ces limites sont aux environs de
3 kdaN / pouce d’outil et 100 tours / min pour les formations dures et de 2 kdaN / pouce
d’outil et 200 tours / min pour les formations tendres.
2.6.2 Recommandations
Les paramètres poids et vitesse de rotation à appliquer sur un outil varient suivant le type
de l’outil. Les fabricants indiquent pour chaque type la plage de poids et de vitesse de rotation
que l’on peut appliquer (il est recommandé de rester à l’intérieur de ces plages pour ne pas
dépasser les capacités des roulements et des structures de coupe).
Pour forer une formation tendre, le poids à appliquer sera compris entre 1 à 2 tonnes par
pouce de diamètre d’outil (entre 12 et 24 t pour un outil 12 ¼) et la vitesse de rotation sera
comprise entre 200 et 100 tours / minute.
Pour les formations dures, le poids à appliquer sera compris entre 2 et 3.5 tonnes par poucede diamètre d’outil et la vitesse de rotation sera comprise entre 80 et 30 tours / minute.
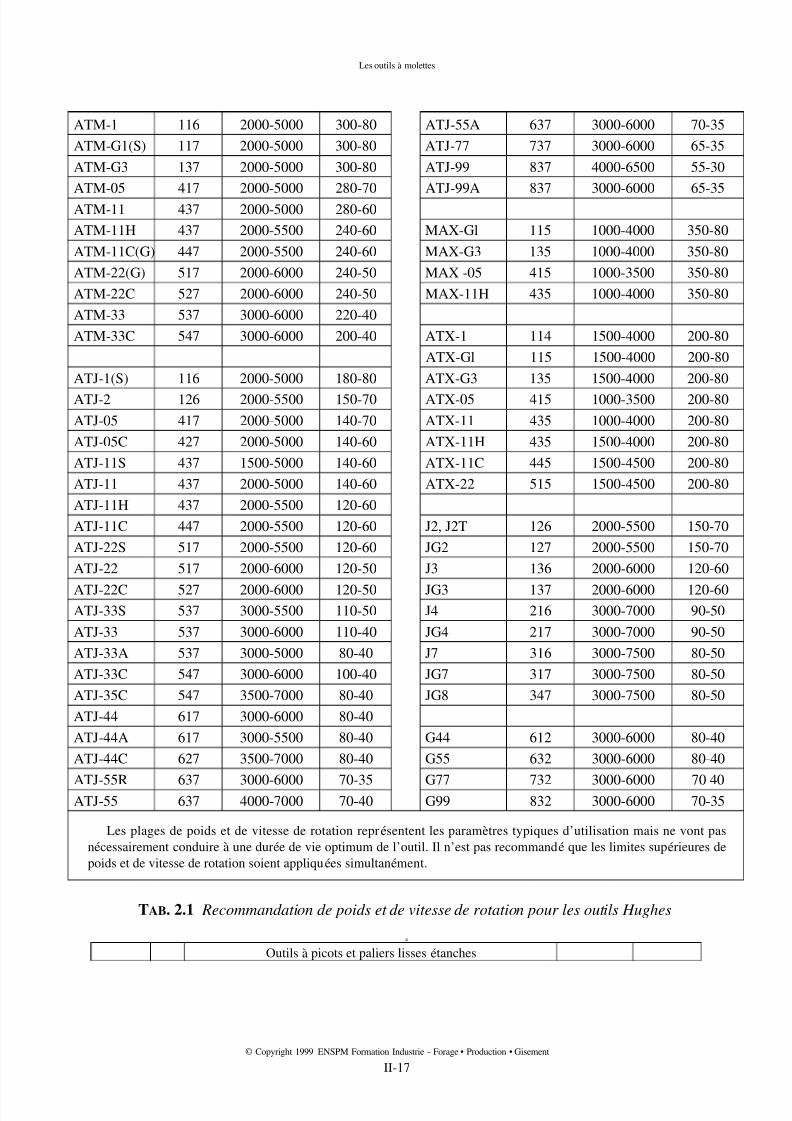
A titre d’exemple, les tableaux 2.1 et 2.2 indiquent les paramètres conseillés par Hughes
Tool et Security-DBS pour leurs outils. On peut remarquer que, pour le même code IADC, les
plages de poids et de vitesse de rotation ne sont pas identiques d’un fabriquant à l’autre, d’où
l’intérêt de consulter les données constructeur (ces plages peuvent également varier
légèrement d’une région à l’autre).
Type d’outil Code
IADC
Poids en lb /
pouce d’outil
Vitesse de
rotation
Type d’outil Code
IADC
Poids en lb /
pouce d’outil
Vitesse de
rotation
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-16
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 17/24
Les outils à molettes
ATM-1 116 2000-5000 300-80 ATJ-55A 637 3000-6000 70-35
ATM-G1(S) 117 2000-5000 300-80 ATJ-77 737 3000-6000 65-35
ATM-G3 137 2000-5000 300-80 ATJ-99 837 4000-6500 55-30
ATM-05 417 2000-5000 280-70 ATJ-99A 837 3000-6000 65-35
ATM-11 437 2000-5000 280-60
ATM-11H 437 2000-5500 240-60 MAX-Gl 115 1000-4000 350-80
ATM-11C(G) 447 2000-5500 240-60 MAX-G3 135 1000-4000 350-80
ATM-22(G) 517 2000-6000 240-50 MAX -05 415 1000-3500 350-80
ATM-22C 527 2000-6000 240-50 MAX-11H 435 1000-4000 350-80
ATM-33 537 3000-6000 220-40
ATM-33C 547 3000-6000 200-40 ATX-1 114 1500-4000 200-80
ATX-Gl 115 1500-4000 200-80
ATJ-1(S) 116 2000-5000 180-80 ATX-G3 135 1500-4000 200-80
ATJ-2 126 2000-5500 150-70 ATX-05 415 1000-3500 200-80
ATJ-05 417 2000-5000 140-70 ATX-11 435 1000-4000 200-80
ATJ-05C 427 2000-5000 140-60 ATX-11H 435 1500-4000 200-80
ATJ-11S 437 1500-5000 140-60 ATX-11C 445 1500-4500 200-80
ATJ-11 437 2000-5000 140-60 ATX-22 515 1500-4500 200-80
ATJ-11H 437 2000-5500 120-60
ATJ-11C 447 2000-5500 120-60 J2, J2T 126 2000-5500 150-70
ATJ-22S 517 2000-5500 120-60 JG2 127 2000-5500 150-70
ATJ-22 517 2000-6000 120-50 J3 136 2000-6000 120-60
ATJ-22C 527 2000-6000 120-50 JG3 137 2000-6000 120-60ATJ-33S 537 3000-5500 110-50 J4 216 3000-7000 90-50
ATJ-33 537 3000-6000 110-40 JG4 217 3000-7000 90-50
ATJ-33A 537 3000-5000 80-40 J7 316 3000-7500 80-50
ATJ-33C 547 3000-6000 100-40 JG7 317 3000-7500 80-50
ATJ-35C 547 3500-7000 80-40 JG8 347 3000-7500 80-50
ATJ-44 617 3000-6000 80-40
ATJ-44A 617 3000-5500 80-40 G44 612 3000-6000 80-40
ATJ-44C 627 3500-7000 80-40 G55 632 3000-6000 80-40
ATJ-55R 637 3000-6000 70-35 G77 732 3000-6000 70 40ATJ-55 637 4000-7000 70-40 G99 832 3000-6000 70-35
Les plages de poids et de vitesse de rotation représentent les paramètres typiques d’utilisation mais ne vont pas
nécessairement conduire à une durée de vie optimum de l’outil. Il n’est pas recommandé que les limites supérieures de
poids et de vitesse de rotation soient appliquées simultanément.
TAB. 2.1 Recommandation de poids et de vitesse de rotation pour les outils Hughes
4
Outils à picots et paliers lisses étanches
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-17
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 18/24
Les outils à molettes
Type
d’outil
Code
IADC
Poids
(lb/pouce
Vitesse derotation
de
diamètre)
Formation
S80F 417 très tendre à faible résistance à la compression 1000-5000 160-70
S81F 427 tendre ayant une faible résistance à la compression 1500-5000 160-70
S82F/CF 437 tendre ayant une faible résistance à la compression 2000-5000 160 - 70
HZS82F 437 tendre ayant une faible résistance à la compression 2000-5000 140-70
S83F 447 tendre ayant une faible résistance à la compression 2000-5500 140-60
S84F 517 tendre ayant une faible résistance à la compression 2000-6000 140-50
HZS84F 517 tendre ayant une faible résistance à la compression 2000-6000 120- 50
S85F/CF 527 tendre à moy. tendre ayant une faible résistance à la compression 2000-6000 120-50
S86F/CF 537 tendre à moy. tendre ayant une faible résistance à la compression 3000-6000 100-40
S88F/CF 547 tendre à moy. tendre ayant une faible résistance à la compression 3000-7000 80-40
S88FA 547 tendre à moy. tendre ayant une faible résistance à la compression 3000-7000 80-40
S88CFH 547 tendre à moy. tendre ayant une faible résistance à la compression 3000-7000 80-40M84F/CF 617 moyennement dure ayant une forte résistance à la compression 3000-7000 80-40
MAF 617 moyennement dure ayant une forte résistance à la compression 3000-7000 80-40
M85F 627 moyennement dure ayant une forte résistance à la compression 3500-7000 80-40
M88F 627 moyennement dure ayant une forte résistance à la compression 3500-7000 80-40
M89TF 627 moyennement dure ayant une forte résistance à la compression 3500-7000 80-40
M89F 637 moyennement dure ayant une forte résistance à la compression 4000-7000 70-40
H87F 737 dure ayant une forte résistance à la compression 4000-7500 65-35
H89F 817 dure et abrasive 4000-7500 55-40
H100F 837 extrêmement dure et abrasive 4500-7500 50-30
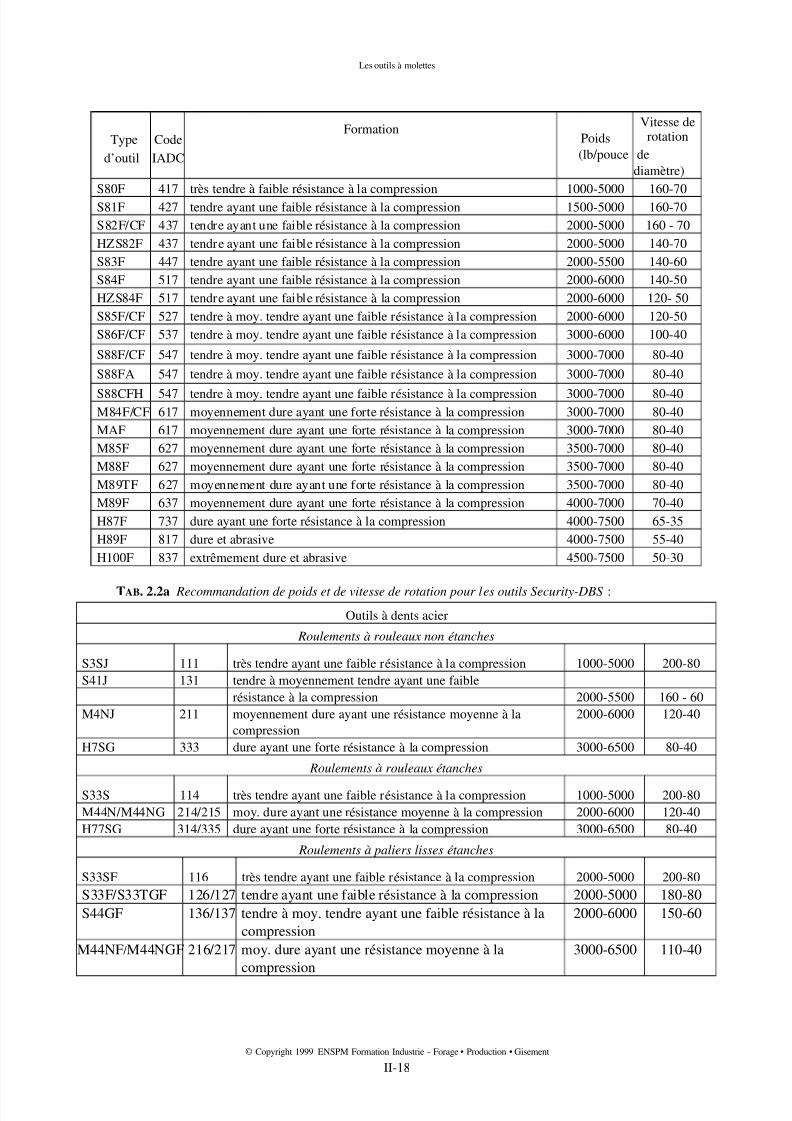
TAB. 2.2a Recommandation de poids et de vitesse de rotation pour les outils Security-DBS :
Outils à dents acier
Roulements à rouleaux non é tanches
S3SJ 111 très tendre ayant une faible résistance à la compression 1000-5000 200-80
S41J 131 tendre à moyennement tendre ayant une faible
résistance à la compression 2000-5500 160 - 60
M4NJ 211 moyennement dure ayant une résistance moyenne à la
compression
2000-6000 120-40
H7SG 333 dure ayant une forte résistance à la compression 3000-6500 80-40
Roulements à rouleaux é tanches
S33S 114 très tendre ayant une faible résistance à la compression 1000-5000 200-80
M44N/M44NG 214/215 moy. dure ayant une résistance moyenne à la compression 2000-6000 120-40
H77SG 314/335 dure ayant une forte résistance à la compression 3000-6500 80-40
Roulements à paliers lisses é tanches
S33SF 116 très tendre ayant une faible résistance à la compression 2000-5000 200-80
S33F/S33TGF 126/127 tendre ayant une faible résistance à la compression 2000-5000 180-80
S44GF 136/137 tendre à moy. tendre ayant une faible résistance à la
compression
2000-6000 150-60
M44NF / M44NGF 216/217 moy. dure ayant une résistance moyenne à la
compression
3000-6500 110-40
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-18
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 19/24
Les outils à molettes
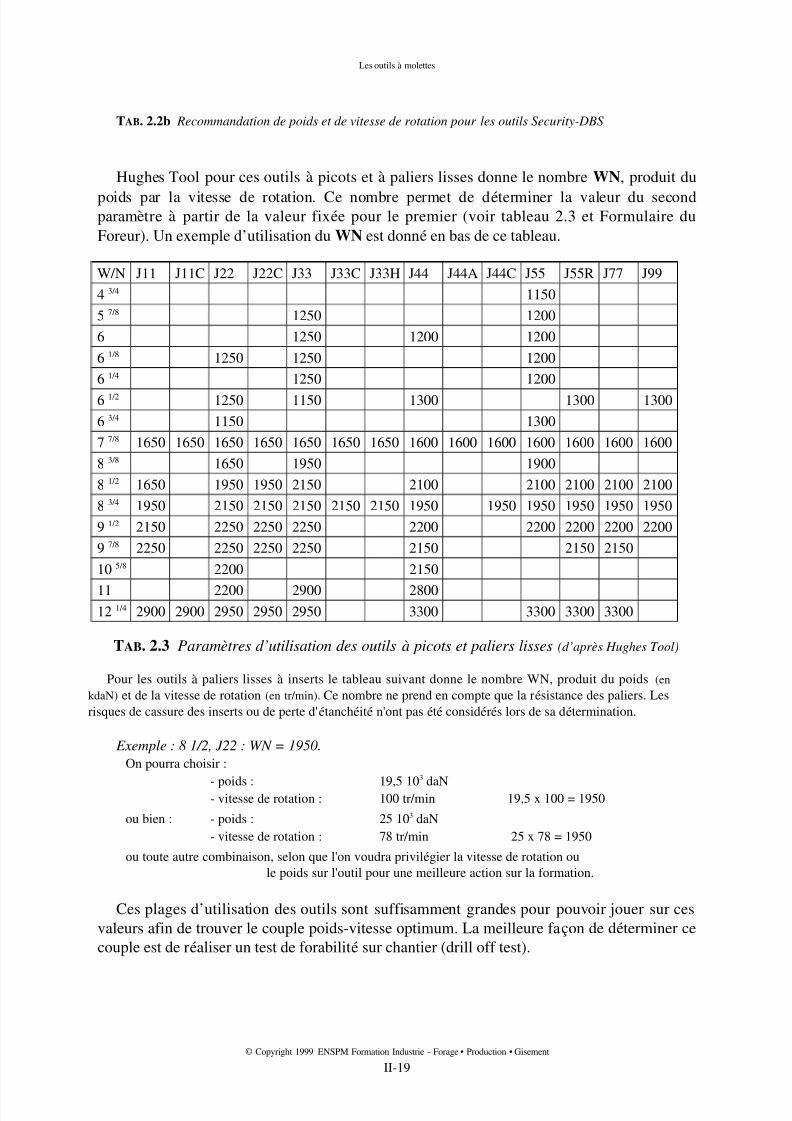
TAB. 2.2b Recommandation de poids et de vitesse de rotation pour les outils Security-DBS
Hughes Tool pour ces outils à picots et à paliers lisses donne le nombre WN, produit du
poids par la vitesse de rotation. Ce nombre permet de déterminer la valeur du secondparamètre à partir de la valeur fixée pour le premier (voir tableau 2.3 et Formulaire du
Foreur). Un exemple d’utilisation du WN est donné en bas de ce tableau.
W/N J11 J11C J22 J22C J33 J33C J33H J44 J44A J44C J55 J55R J77 J99
4 3/4 1150
5 7/8 1250 1200
6 1250 1200 1200
6 1/8 1250 1250 1200
6 1/4 1250 1200
6 1/2 1250 1150 1300 1300 1300
6 3/4 1150 1300
7 7/8 1650 1650 1650 1650 1650 1650 1650 1600 1600 1600 1600 1600 1600 1600
8 3/8 1650 1950 1900
8 1/2 1650 1950 1950 2150 2100 2100 2100 2100 2100
8 3/4 1950 2150 2150 2150 2150 2150 1950 1950 1950 1950 1950 1950
9 1/2 2150 2250 2250 2250 2200 2200 2200 2200 2200
9 7/8 2250 2250 2250 2250 2150 2150 2150
10 5/8 2200 2150
11 2200 2900 2800
12 1/4 2900 2900 2950 2950 2950 3300 3300 3300 3300
TAB. 2.3 Paramètres d’utilisation des outils à picots et paliers lisses (d’apr ès Hughes Tool)
Pour les outils à paliers lisses à inserts le tableau suivant donne le nombre WN, produit du poids (en
kdaN) et de la vitesse de rotation (en tr/min). Ce nombre ne prend en compte que la résistance des paliers. Les
risques de cassure des inserts ou de perte d'étanchéité n'ont pas été considérés lors de sa détermination.
Exemple : 8 1/2, J22 : WN = 1950.
On pourra choisir :
- poids : 19,5 103
daN- vitesse de rotation : 100 tr/min 19,5 x 100 = 1950
ou bien : - poids : 25 103 daN
- vitesse de rotation : 78 tr/min 25 x 78 = 1950
ou toute autre combinaison, selon que l'on voudra privilégier la vitesse de rotation ou
le poids sur l'outil pour une meilleure action sur la formation.
Ces plages d’utilisation des outils sont suffisamment grandes pour pouvoir jouer sur ces
valeurs afin de trouver le couple poids-vitesse optimum. La meilleure façon de déterminer ce
couple est de réaliser un test de forabilité sur chantier (drill off test).
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-19
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 20/24
Les outils à molettes
Le tableau 2.3 mentionne que seule la résistance des paliers est prise en considération dans
le WN. Cela veut dire que, si l’on applique la valeur prévue pour un outil donné, le roulement
ne devrait pas être la cause première de la rupture de cet outil.
2.7 Paramètres hydrauliques
2.7.1 Influence du nettoyage du front de taille sur la vitesse d’avancement
La vitesse de la boue à la sortie de l’outil doit être suffisante pour évacuer rapidement les
déblais du front de taille et pour nettoyer les éléments de coupe de l’outil (l’évacuation des
déblais du front de taille semble être le point qui influence le plus la vitesse d’avancement).Si les déblais se sont pas évacués rapidement du front de taille, il se forme un lit de déblais
réduisant les performances de l’outil et risquant de bourrer les éléments de coupe.
Mais si la vitesse de la boue à la sortie de l’outil est trop élevée, il y a risque d’érosion de
l’outil entra î nant la perte des éléments de coupe et réduisant sa durée de vie.
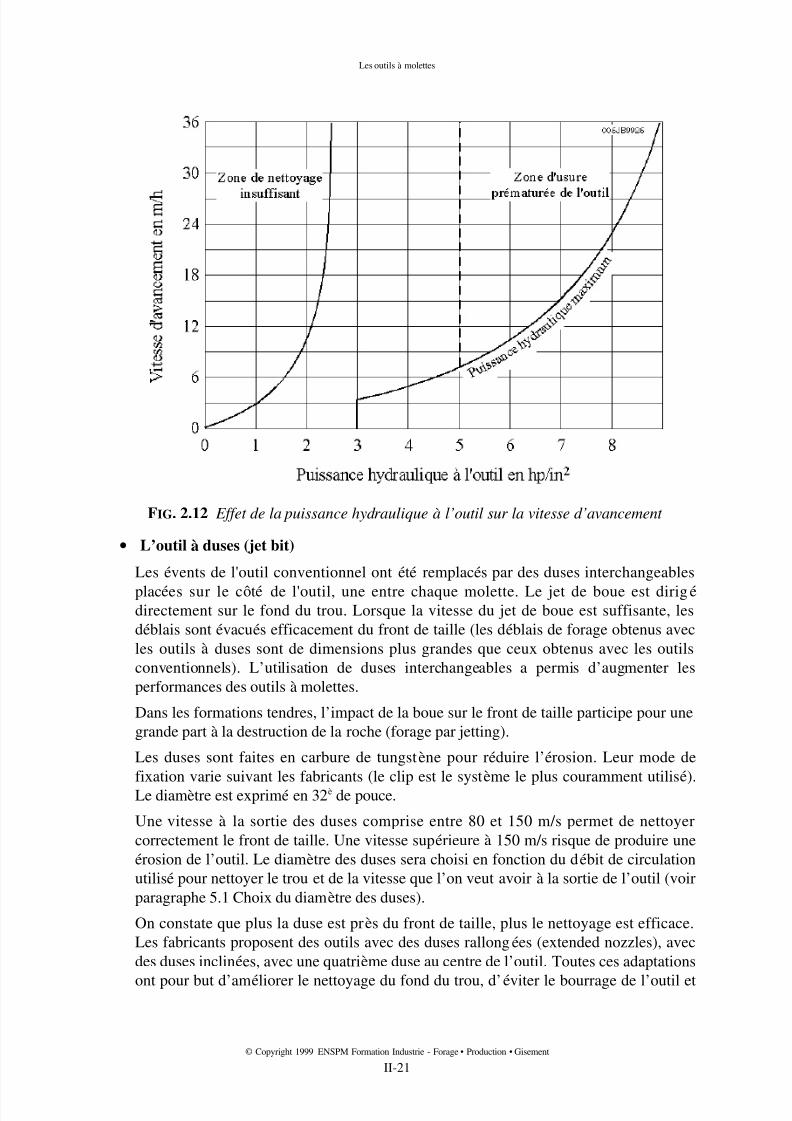
L’expérience montre qu’une puissance hydraulique comprise entre 2 et 5 hp / in2 (chevaux
par pouce carré d’outil) sur le front de taille permet un bon nettoyage (si inf érieur à 2 risque
que le nettoyage soit insuffisant ; au contraire, si supérieur à 5, risque d’érosion de l’outil et
d’usure prématurée) (figure 2.12). Cela correspond à une vitesse comprise entre 80 et 150 m / sà la sortie des duses de l’outil.
Suivant le passage de la boue à l’outil, on distingue deux types d’outil :
• L’outil conventionnel
L'outil à molettes classique appelé conventionnel comporte un passage de fluide dans
l’axe de l’outil. Le jet de boue est dirigé sur les molettes.
Avec ce système, la vitesse de la boue à la sortie de l’outil ne peut pas être très élevée
car elle produirait une érosion des cônes. Elle est de l’ordre de 30 à 50 m / s, ce qui est
insuffisant pour nettoyer efficacement le front de taille et les performances de l’outilsont faibles.
Ce système utilisé sur les premiers tricônes est pratiquement totalement abandonné. Il
n’est plus guère utilisé que sur les outils de grand diamètre et sur les outils bon marché
destinés aux formations tendres et peu profondes.
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-20
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 21/24
Les outils à molettes
FIG. 2.12 Effet de la puissance hydraulique à l’outil sur la vitesse d’avancement
• L’outil à duses (jet bit)
Les évents de l'outil conventionnel ont été remplacés par des duses interchangeables
placées sur le côté de l'outil, une entre chaque molette. Le jet de boue est dirigédirectement sur le fond du trou. Lorsque la vitesse du jet de boue est suffisante, les
déblais sont évacués efficacement du front de taille (les déblais de forage obtenus avec
les outils à duses sont de dimensions plus grandes que ceux obtenus avec les outils
conventionnels). L’utilisation de duses interchangeables a permis d’augmenter les
performances des outils à molettes.
Dans les formations tendres, l’impact de la boue sur le front de taille participe pour une
grande part à la destruction de la roche (forage par jetting).
Les duses sont faites en carbure de tungstène pour réduire l’érosion. Leur mode de
fixation varie suivant les fabricants (le clip est le système le plus couramment utilisé).
Le diamètre est exprimé en 32è de pouce.
Une vitesse à la sortie des duses comprise entre 80 et 150 m/s permet de nettoyer
correctement le front de taille. Une vitesse supérieure à 150 m/s risque de produire une
érosion de l’outil. Le diamètre des duses sera choisi en fonction du débit de circulation
utilisé pour nettoyer le trou et de la vitesse que l’on veut avoir à la sortie de l’outil (voir
paragraphe 5.1 Choix du diamètre des duses).
On constate que plus la duse est près du front de taille, plus le nettoyage est efficace.
Les fabricants proposent des outils avec des duses rallongées (extended nozzles), avec
des duses inclinées, avec une quatrième duse au centre de l’outil. Toutes ces adaptations
ont pour but d’améliorer le nettoyage du fond du trou, d’éviter le bourrage de l’outil et
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-21
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 22/24
Les outils à molettes
donc d’accro î tre la vitesse d’avancement (jusqu’à 30 % d’augmentation de la vitesse
d’avancement dans certaines formations).
Le gain en performance obtenu avec ces diff érentes adaptations peut ne pas être
rentable dans certains types de formations à cause du coût supplémentaire de l’outil.
2.7.2 Influence des caractéristiques de la boue sur la vitesse d’avancement
2.7.2.1 Densit é
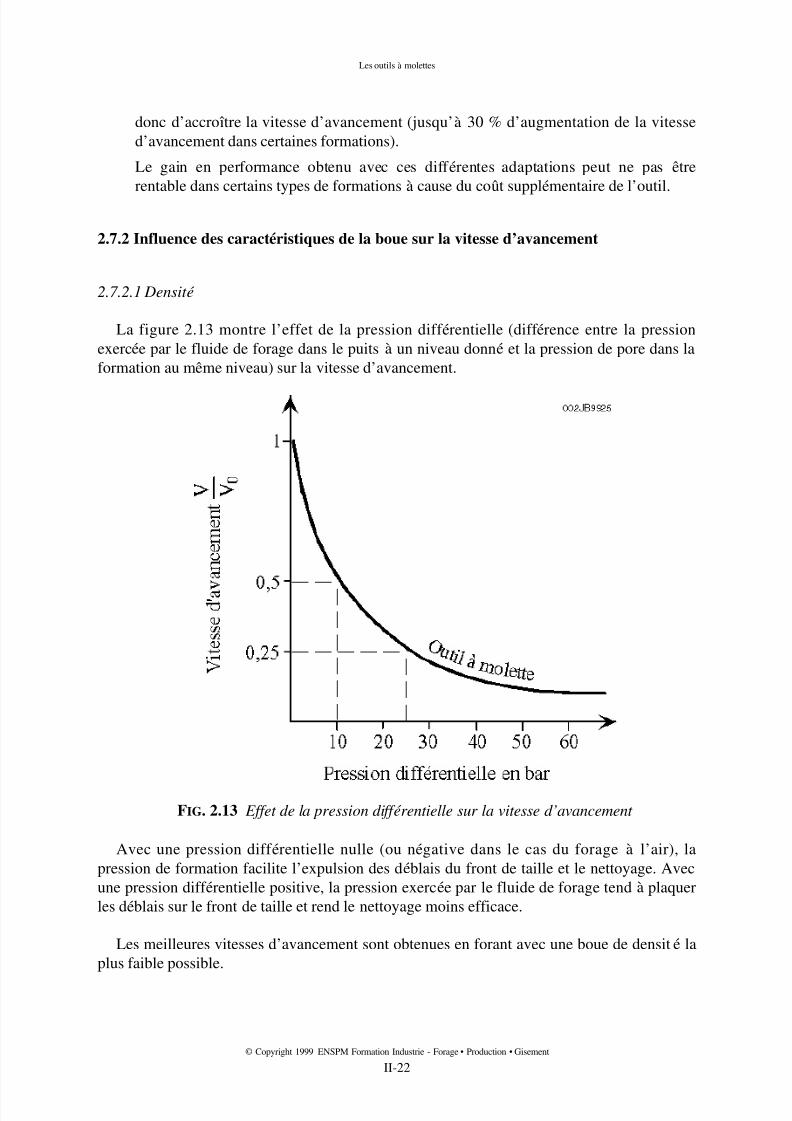
La figure 2.13 montre l’effet de la pression diff érentielle (diff érence entre la pression
exercée par le fluide de forage dans le puits à un niveau donné et la pression de pore dans la
formation au même niveau) sur la vitesse d’avancement.
FIG. 2.13 Effet de la pression diff é rentielle sur la vitesse d’avancement
Avec une pression diff érentielle nulle (ou négative dans le cas du forage à l’air), la
pression de formation facilite l’expulsion des déblais du front de taille et le nettoyage. Avec
une pression diff érentielle positive, la pression exercée par le fluide de forage tend à plaquer
les déblais sur le front de taille et rend le nettoyage moins efficace.
Les meilleures vitesses d’avancement sont obtenues en forant avec une boue de densité la
plus faible possible.
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-22
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 23/24
Les outils à molettes
2.7.2.2 Filtration
Dans le cas d'une formation poreuse et perméable, les éléments solides de la boue se
déposent sur la paroi du puits et forment le cake tandis que le filtrat (phase liquide de la boue)
pénètre dans la formation. La filtration s’arrête lorsque le cake est étanche.
Sur le front de taille, la progression de l’outil ne permet pas la formation de cake.
Dans une formation perméable, la filtration tend à équilibrer la pression entre le puits et la
formation sous le front de taille. La filtration facilite donc le décollement des déblais et leur
évacuation.
Dans les formations non perméables, le fluide pénètre dans les fissures créées par l’outil
dans la roche et facilite le décollement des déblais et leur évacuation.
Dans le cas de formations réactives (argiles gonflantes, etc.), l’effet de la filtration peut
devenir rapidement un inconvénient entra î nant le bourrage de l’outil.
2.7.2.3 Viscosit é
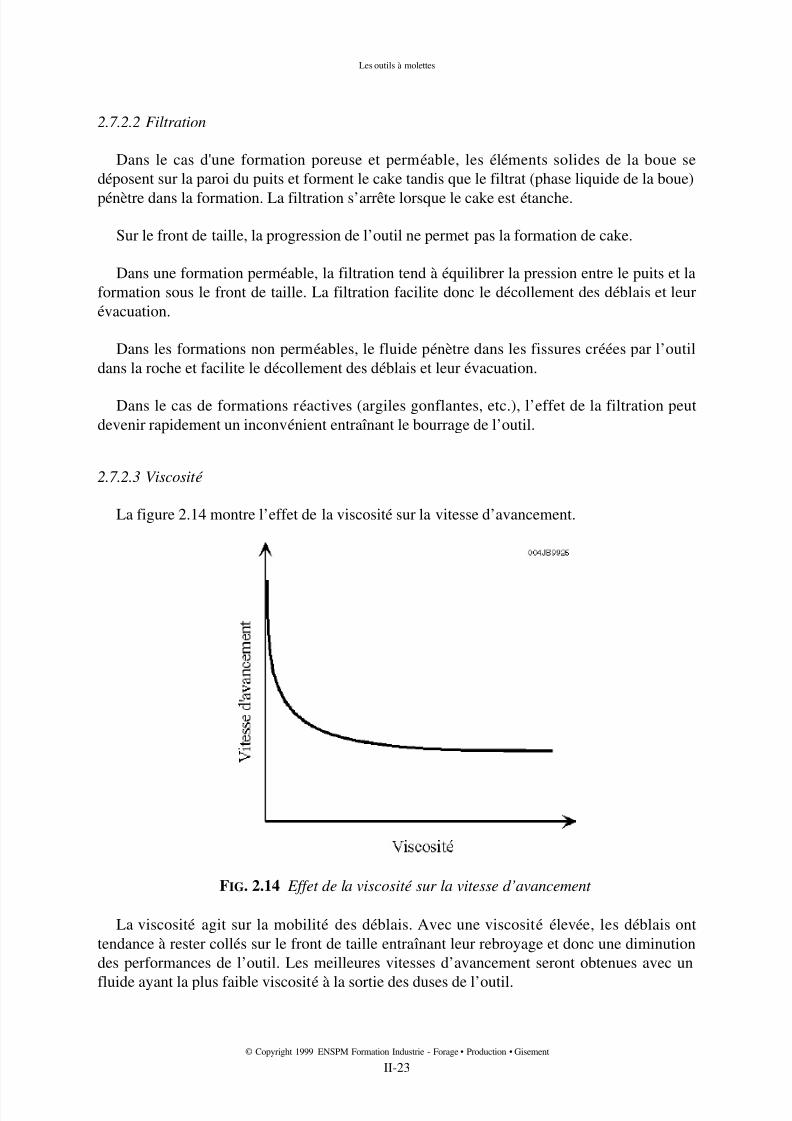
La figure 2.14 montre l’effet de la viscosité sur la vitesse d’avancement.
FIG. 2.14 Effet de la viscosit é sur la vitesse d’avancement
La viscosité agit sur la mobilité des déblais. Avec une viscosité élevée, les déblais ont
tendance à rester collés sur le front de taille entra î nant leur rebroyage et donc une diminution
des performances de l’outil. Les meilleures vitesses d’avancement seront obtenues avec un
fluide ayant la plus faible viscosité à la sortie des duses de l’outil.
© Copyright 1999 ENSPM Formation Industrie - Forage • Production • Gisement
II-23
7/25/2019 For01138 Chap 2
http://slidepdf.com/reader/full/for01138-chap-2 24/24
Les outils à molettes
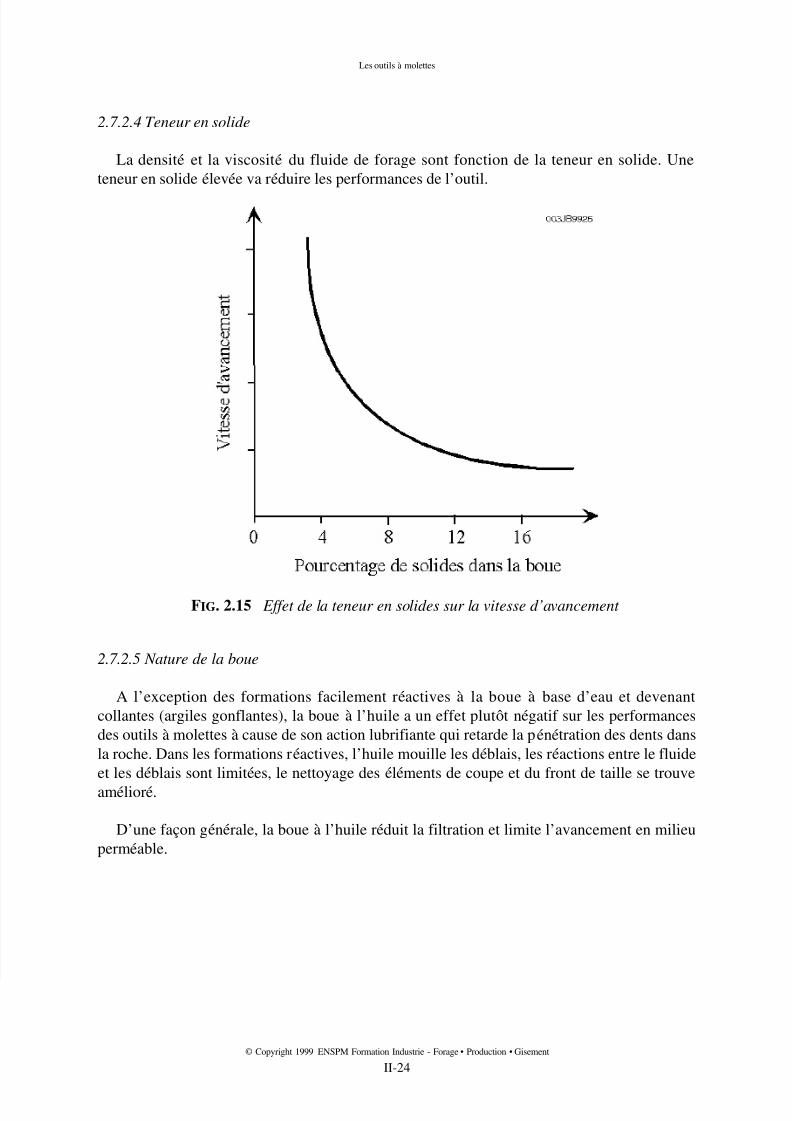
2.7.2.4 Teneur en solide
La densité et la viscosité du fluide de forage sont fonction de la teneur en solide. Une
teneur en solide élevée va réduire les performances de l’outil.
FIG. 2.15 Effet de la teneur en solides sur la vitesse d’avancement
2.7.2.5 Nature de la boue
A l’exception des formations facilement réactives à la boue à base d’eau et devenant
collantes (argiles gonflantes), la boue à l’huile a un effet plutôt négatif sur les performances
des outils à molettes à cause de son action lubrifiante qui retarde la pénétration des dents dans
la roche. Dans les formations réactives, l’huile mouille les déblais, les réactions entre le fluide
et les déblais sont limitées, le nettoyage des éléments de coupe et du front de taille se trouve
amélioré.
D’une façon générale, la boue à l’huile réduit la filtration et limite l’avancement en milieu
perméable.
Recommended