BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 1 de 25
INFORMATION TECHNIQUE
Avant-propos
Cher lecteur,
Le document intitulé « Informations techniques Mercedes-Benz » constitue un élément essentiel pour parvenir à des réparations de haute qualité. L'objectif de cette nouvelle version de l'Information technique est de fournir à tous les peintres-carrossiers travaillant dans un atelier de peinture des instructions spécifiques pour réaliser de manière sûre et efficace une réparation conforme aux exigences de Mercedes-Benz.
Des informations spécifiques complémentaires fournies par les fabricants de peinture telles que des Informations techniques sur les produits, les procédés de réparation, les fiches de données de sécurité des matériaux, les formules de mélange etc. peuvent être consultées ou téléchargées directement sur notre site Web en suivant le lien :
www.glasurit.com
N.B. :
Les informations contenues dans cette publication se basent sur nos connaissances et expériences actuelles. Compte tenu des multiples facteurs qui peuvent affecter la transformation et l’application de nos produits, ces informations ne libèrent aucunement tout transformateur de ses obligations d’effectuer ses propres contrôles et essais. Elles ne constituent pas davantage une garantie de certaines caractéristiques des produits ni de l’adaptation de ceux-ci à un besoin spécifique. Tout schéma, poids, toute description, photo, donnée, dimension etc. est uniquement mentionné à titre indicatif ; ces informations peuvent faire l’objet de modifications sans préavis et ne sont pas représentatives de la qualité contractuelle des produits (spécification des produits). La version la plus récente annule et remplace toutes les versions précédentes. Le document le plus récent est disponible sur notre site Web www.glasurit.com, ou directement auprès de votre distributeur. Le destinataire de nos produits est tenu de s’assurer que tout droit de propriété industrielle ainsi que toute loi et réglementation en vigueur est respecté.
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 2 de 25
INFORMATION TECHNIQUE Sommaire
1. Réparation de qualité
1.1 Préparation pour réparation 1.2 Processus de ponçage
- Ponçage à sec - Outillage
1.3 Impression-Apprêt pour la peinture garantie - Époxy et PUR
2. Peinture garantie
2.1 Matières métallisées - Processus avec Impression-Apprêt EP COV 801-72 - Processus avec Impression-Apprêt Pro 285-270
2.2 Peinture sur matières plastiques
3. Peinture économique
3.1 Diagramme de décision 3.2 MB 1 : Peinture de surface 3.3 MB 2 : Réparation de rayures / dommages de gravillonnage3.4 MB 3 : Réparation avec mastic (< 1dm²) 3.5 MB 4 : Peinture de pièces neuves 3.6 MB 5 : Pièce réparée ou soudée
4. Processus de réparation spécifiques à Mercedes-Benz
4.1. Alubeam 4.2. Teintes tri-couches (p. ex. “Hyacinthrot”) 4.3. Vernis mat 4.4. Plastique à renfort fibre de carbone (CFK)
5. Identification des teintes
5.1. Identification du code de la teinte sur la plaque signalétique 5.2 Recherche et sélection de la formule de mélange adéquate
6. Informations spécifiques au fabricant de peinture
Les informations suivantes se trouvent sur notre site Internet : www.glasurit.com- Information technique- Fiches de données de sécurité- Formules de mélange
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 3 de 25
INFORMATION TECHNIQUE
1. Réparation de qualité
On entend généralement par réparation de qualité la remise en état parfaite d'un éventuel dommage survenu après un accident. L'objectif est que le donneur d'ordre (p. ex. le propriétaire du véhicule) ne détecte dans la mesure du possible aucune différence visuelle par rapport à la peinture de série ou par rapport à la zone environnant les surfaces réparées (correspondance de la teinte, brillant, apparence, etc.).
1.1 Préparation de la mise en peinture
La réalisation d'une réparation de qualité comme celle décrite précédemment ne dépend pas seulement des compétences techniques du peintre-carrossier mais également de la prise en compte des conditions mentionnées ci-dessous :
o Propreté scrupuleuse (dans toute la zone de la carrosserie à traiter)o Sélection des outils et des moyens appropriés (abrasifs et ponceuses, moyens de
couverture et produits adhésifs, chiffons de nettoyage, etc.)o Sélection et application des produits de dégraissage et de nettoyage nécessaireso Sélection des matériaux de peinture carrosserie en adéquation avec chaque objectif ainsi
que leur application technique suivant l'Information technique et les méthodes d'applicationrecommandées par le fabricant de peinture.
o Sélection et application adéquate des abrasifs, chiffons de lustrage, etc.pour la finition des zones réparées ainsi que les surfaces de carrosserie adjacentes.
Évidemment, au-delà de ces spécifications, un atelier doté d'un équipement moderne, des processus et des postes de travail bien organisés ainsi qu'un niveau de formation actualisé des peintres-carrossiers jouent un rôle prépondérant pour obtenir une réparation de qualité (« First-run-ok »).
Remarques : Il va de soi que tous les travaux doivent être réalisés dans le respect des dispositions relatives à la protection au travail en vigueur, telles que le port de gants, d'un masque respiratoire, de lunettes etc. (équipement de protection individuelle).
o D'autre part, les réglementations environnementales correspondantes doivent êtreobligatoirement respectées.
o Il est interdit de mélanger des peintures de différents fabricants tant pour des raisons dequalité que pour le maintien du droit à la garantie !
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 4 de 25
INFORMATION TECHNIQUE
1.2 Processus de ponçage
L'industrie des abrasifs offre aujourd'hui d'excellents produits, très efficaces et adaptés à chaque processus de ponçage et à chaque technique de réparation. Les peintures carrosserie d'aujourd'hui sont quasiment toutes (de la sous-couche au vernis de finition) conçues pour un ponçage à sec. C'est pourquoi ce processus de ponçage éventuellement nécessaire est beaucoup plus efficace qu'un ponçage à l'eau tout en permettant d'obtenir un résultat de ponçage optimal.
Comme déjà évoqué au paragraphe 1.1., la sélection de l'abrasif et de la ponceuse les mieux adaptés (p. ex. : grain, ponceuse orbitale) aussi bien pour le processus de réparation que pour la peinture carrosserie correspondante est particulièrement importante. Pour obtenir le meilleur résultat souhaité avec le degré maximal de qualité et d'efficacité, il est impératif de suivre les prescriptions et recommandations du fabricant de peinture. Les informations et recommandations détaillées figurent dans les Informations techniques respectives.
En outre, la recommandation émise par le fabricant de produit abrasif en vue de son utilisation efficace est également très utile (grain, durée de vie, outillage, débattement, etc.).
Remarques : Dans tous les cas, l'outillage à utiliser doit être relié à un système d'aspiration des poussières par un dispositif de raccordement adéquat. Pour garantir la puissance d'aspiration maximale de l'aspiration des poussières, des travaux réguliers d'entretien et de nettoyage sont impératifs.
Les substances les plus variées sont utilisées aujourd'hui dans la construction automobile pour e. a. parvenir à une réduction du poids (aluminium, magnésium, matières plastiques, carbone etc.)également dans le domaine des surfaces extérieures à peindre. Cette évolution doit être prise en compte car un ponçage éventuellement nécessaire peut entraîner des problèmes graves en termes de qualité et de protection des personnes (voir ci-dessous) !
Aluminium o Risque de corrosion par contact en cas d'utilisation concomitante d'un abrasif pour
aluminium et de tôle d'acier ou d'acier galvanisé. o Risque d'explosion de poussières en cas d'aspiration des poussières insuffisante ou
totalement absente.
Mesures recommandées o Pour le traitement des surfaces en aluminium, un poste de travail séparé doit être créé,
lequel sera destiné exclusivement à l'usinage des supports en aluminium ! o Tous les moyens mis en œuvre (p. ex. abrasifs et ponceuses) doivent être utilisés
exclusivement dans ce périmètre (poste de travail pour l'aluminium). o Une aspiration efficace des particules d'aluminium est impérative !
Des travaux réguliers d'entretien et de nettoyage de l'aspiration des poussières sont ici aussi impératifs !
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 5 de 25
INFORMATION TECHNIQUE
Plastiques à renfort fibre de carbone (CFK) o Le ponçage de surfaces en carbone peut entraîner l'explosion de poussières en cas
d'aspiration de poussière insuffisante ou absente (voir également aluminium).o Pour l'usinage de « surfaces en carbone apparent » (comme p. ex. sur la AMG GT), il est
impératif de respecter les Informations techniques du fabricant de peinture pour bien choisirl'abrasif.
Mesures recommandées o Pour l'usinage des surfaces en carbone, un poste de travail séparé, où seules les surfaces
en carbone sont traitées, doit être créé !o Tous les moyens mis en œuvre (p. ex. abrasifs, ponceuses etc.) doivent être utilisés
uniquement dans ce périmètre (poste de travail pour le carbone).o Une aspiration efficace des particules de carbone est impérative !
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 6 de 25
INFORMATION TECHNIQUE
1.3 Impression-Apprêt pour peinture garantie
Lorsqu'il faut réaliser une réparation sur une peinture garantie, il s'agit la plupart du temps d'une réparation faisant intervenir notamment des sous-couches devant présenter la plus haute résistance possible à la corrosion. Il convient d'obtenir ici une protection anti-corrosive d'un niveau comparable à celle de la peinture de série.
Pour répondre à cette exigence élevée en matière de qualité, deux technologies différentes sont utilisées, lesquelles se distinguent essentiellement par le liant employé :
1. Impression-Apprêt époxydique (COV 801-72)- produit le plus répandu traditionnellement offrant des possibilités d'utilisation variées- niveau élevé de protection anti-corrosive- utilisable sur l'acier, l'acier galvanisé et l'aluminium
2. Impression-Apprêt Pro (285-270)- technologie de sous-couche la plus récente- niveau très élevé de protection anti-corrosive- possibilités d'utilisation variées (p. ex.: agent d'adhérence, protection anti-corrosive,
traitement mouillé sur mouillé, apprêt par niveaux de gris,...) - utilisable sur l'acier, l'acier galvanisé et l'aluminium
Les pages suivantes contiennent des informations détaillées sur l'application et le système de réparation.
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 7 de 25
INFORMATION TECHNIQUE
2. Peinture garantie
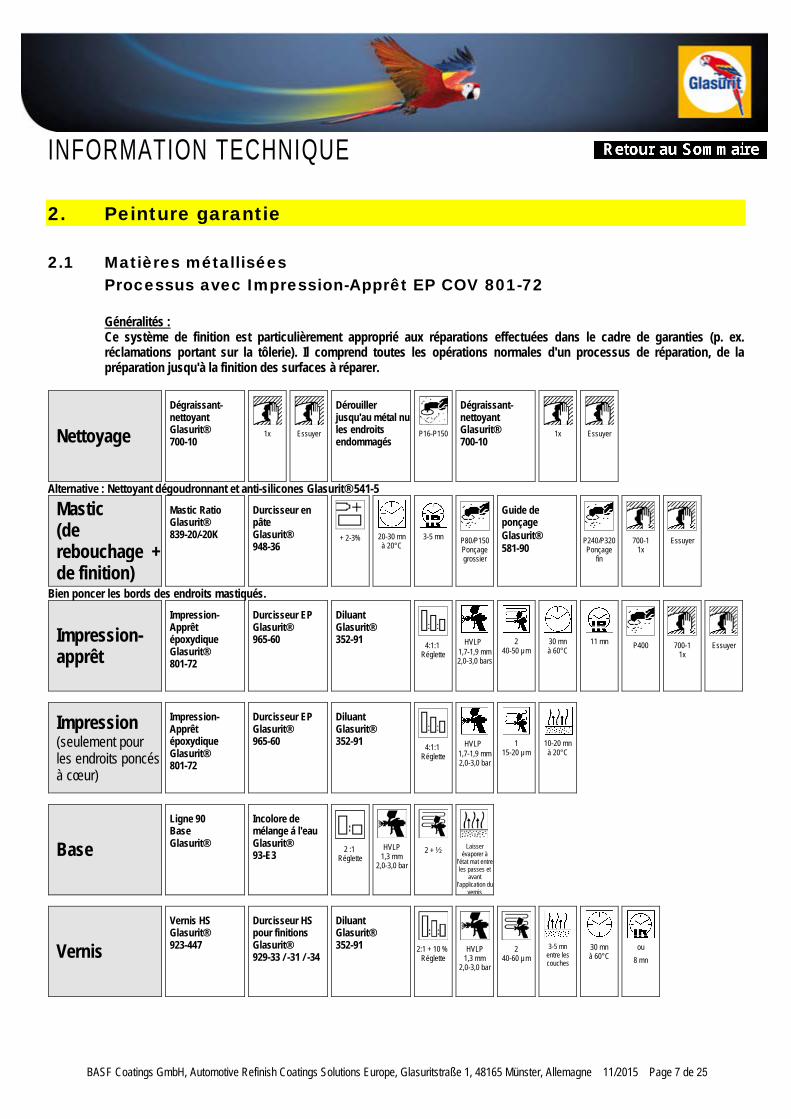
2.1 Matières métallisées Processus avec Impression-Apprêt EP COV 801-72
Généralités : Ce système de finition est particulièrement approprié aux réparations effectuées dans le cadre de garanties (p. ex. réclamations portant sur la tôlerie). Il comprend toutes les opérations normales d'un processus de réparation, de la préparation jusqu'à la finition des surfaces à réparer.
Nettoyage
Dégraissant-nettoyant Glasurit® 700-10
1x Essuyer
Dérouiller jusqu'au métal nu les endroits endommagés
P16-P150
Dégraissant-nettoyant Glasurit® 700-10
1x Essuyer
Alternative : Nettoyant dégoudronnant et anti-silicones Glasurit® 541-5
Mastic (de rebouchage + de finition)
Mastic Ratio Glasurit® 839-20/-20K
Durcisseur en pâte Glasurit® 948-36
+ 2-3% 20-30 mn à 20°C
3-5 mn P80/P150 Ponçage grossier
Guide de ponçage Glasurit® 581-90
P240/P320 Ponçage
fin
700-1 1x
Essuyer
Bien poncer les bords des endroits mastiqués.
Impression-apprêt
Impression-Apprêt époxydique Glasurit® 801-72
Durcisseur EP Glasurit® 965-60
Diluant Glasurit® 352-91 4:1:1
Réglette HVLP
1,7-1,9 mm 2,0-3,0 bars
2 40-50 µm
30 mn à 60°C
11 mn P400 700-1 1x
Essuyer
Impression (seulement pour les endroits poncés à cœur)
Impression-Apprêt époxydique Glasurit® 801-72
Durcisseur EP Glasurit® 965-60
Diluant Glasurit® 352-91 4:1:1
Réglette HVLP
1,7-1,9 mm 2,0-3,0 bar
1 15-20 µm
10-20 mn à 20°C
Base
Ligne 90 Base Glasurit®
Incolore de mélange á l'eau Glasurit® 93-E3 2 :1
Réglette HVLP
1,3 mm 2,0-3,0 bar
2 + ½ Laisser évaporer à
l’état mat entre les passes et
avant l’application du
vernis
Vernis
Vernis HS Glasurit® 923-447
Durcisseur HS pour finitions Glasurit® 929-33 / -31 / -34
Diluant Glasurit® 352-91 2:1 + 10 %
Réglette HVLP
1,3 mm 2,0-3,0 bar
2 40-60 µm
3-5 mn entre les couches
30 mn à 60°C
ou 8 mn
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 8 de 25
INFORMATION TECHNIQUE
2. Peinture garantie
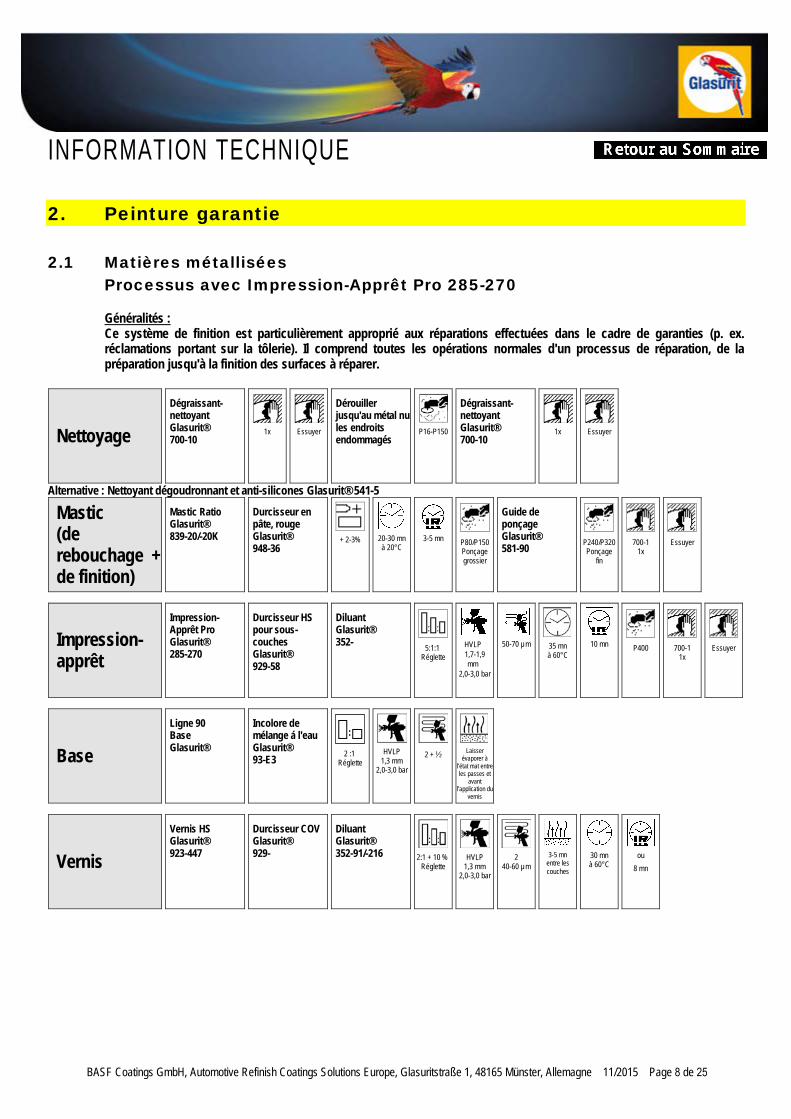
2.1 Matières métallisées Processus avec Impression-Apprêt Pro 285-270
Généralités : Ce système de finition est particulièrement approprié aux réparations effectuées dans le cadre de garanties (p. ex. réclamations portant sur la tôlerie). Il comprend toutes les opérations normales d'un processus de réparation, de la préparation jusqu'à la finition des surfaces à réparer.
Nettoyage
Dégraissant-nettoyant Glasurit® 700-10
1x Essuyer
Dérouiller jusqu'au métal nu les endroits endommagés
P16-P150
Dégraissant-nettoyant Glasurit® 700-10
1x Essuyer
Alternative : Nettoyant dégoudronnant et anti-silicones Glasurit® 541-5
Mastic (de rebouchage + de finition)
Mastic Ratio Glasurit® 839-20/-20K
Durcisseur en pâte, rouge Glasurit® 948-36
+ 2-3% 20-30 mn à 20°C
3-5 mn P80/P150 Ponçage grossier
Guide de ponçage Glasurit® 581-90 P240/P320
Ponçage fin
700-1 1x
Essuyer
Impression-apprêt
Impression-Apprêt Pro Glasurit® 285-270
Durcisseur HS pour sous-couches Glasurit® 929-58
Diluant Glasurit® 352- 5:1:1
Réglette HVLP1,7-1,9 mm
2,0-3,0 bar
50-70 µm 35 mn à 60°C
10 mn P400 700-1 1x
Essuyer
Base
Ligne 90 Base Glasurit®
Incolore de mélange á l'eau Glasurit® 93-E3 2 :1
Réglette HVLP
1,3 mm 2,0-3,0 bar
2 + ½ Laisser évaporer à
l’état mat entre les passes et
avant l’application du
vernis
Vernis
Vernis HS Glasurit® 923-447
Durcisseur COV Glasurit® 929-
Diluant Glasurit® 352-91/-216 2:1 + 10 %
Réglette HVLP
1,3 mm 2,0-3,0 bar
2 40-60 µm
3-5 mn entre les couches
30 mn à 60°C
ou 8 mn
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 9 de 25
INFORMATION TECHNIQUE
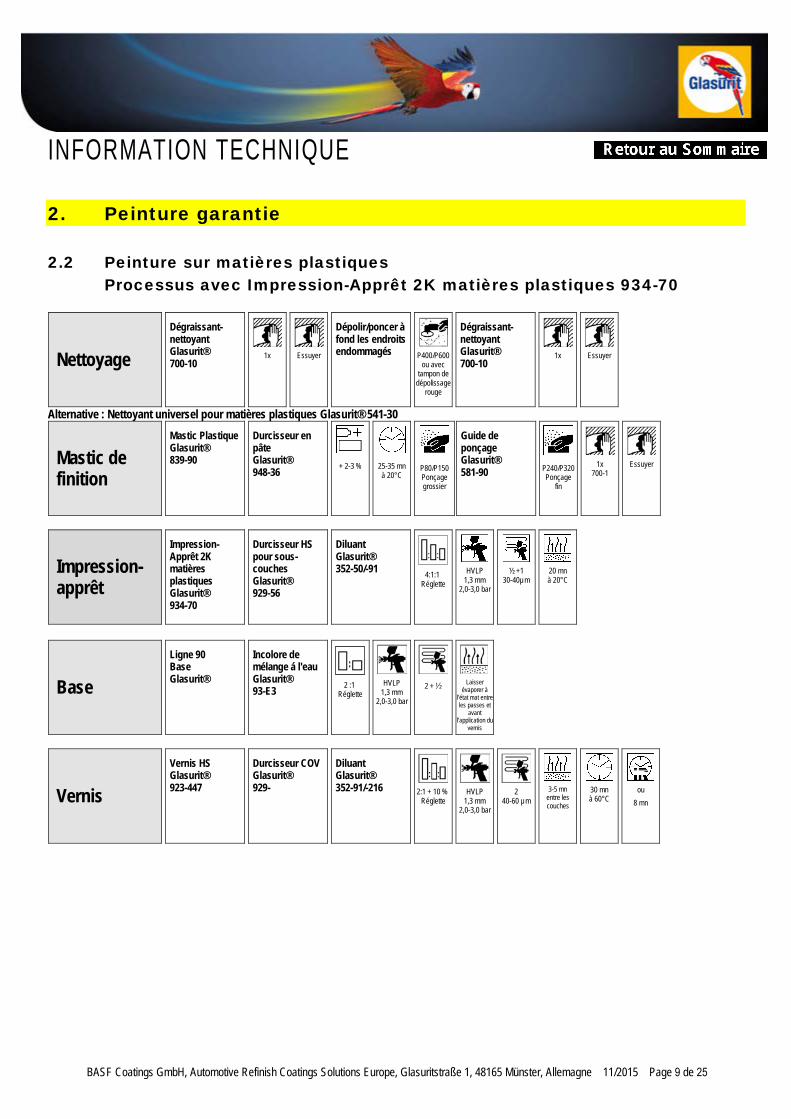
2. Peinture garantie
2.2 Peinture sur matières plastiques Processus avec Impression-Apprêt 2K matières plastiques 934-70
Nettoyage
Dégraissant-nettoyant Glasurit® 700-10
1x Essuyer
Dépolir/poncer à fond les endroits endommagés P400/P600
ou avec tampon de
dépolissage rouge
Dégraissant-nettoyant Glasurit® 700-10
1x Essuyer
Alternative : Nettoyant universel pour matières plastiques Glasurit® 541-30
Mastic de finition
Mastic Plastique Glasurit® 839-90
Durcisseur en pâte Glasurit® 948-36 + 2-3 % 25-35 mn
à 20°C P80/P150 Ponçage grossier
Guide de ponçage Glasurit® 581-90 P240/P320
Ponçage fin
1x 700-1
Essuyer
Impression-apprêt
Impression-Apprêt 2K matières plastiques Glasurit® 934-70
Durcisseur HS pour sous-couches Glasurit® 929-56
Diluant Glasurit® 352-50/-91 4:1:1
Réglette HVLP
1,3 mm 2,0-3,0 bar
½ +1 30-40µm
20 mn à 20°C
Base
Ligne 90 Base Glasurit®
Incolore de mélange á l'eau Glasurit® 93-E3 2 :1
Réglette HVLP
1,3 mm 2,0-3,0 bar
2 + ½ Laisser évaporer à
l’état mat entre les passes et
avant l’application du
vernis
Vernis
Vernis HS Glasurit® 923-447
Durcisseur COV Glasurit® 929-
Diluant Glasurit® 352-91/-216 2:1 + 10 %
Réglette HVLP
1,3 mm 2,0-3,0 bar
2 40-60 µm
3-5 mn entre les couches
30 mn à 60°C
ou 8 mn
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 10 de 25
INFORMATION TECHNIQUE
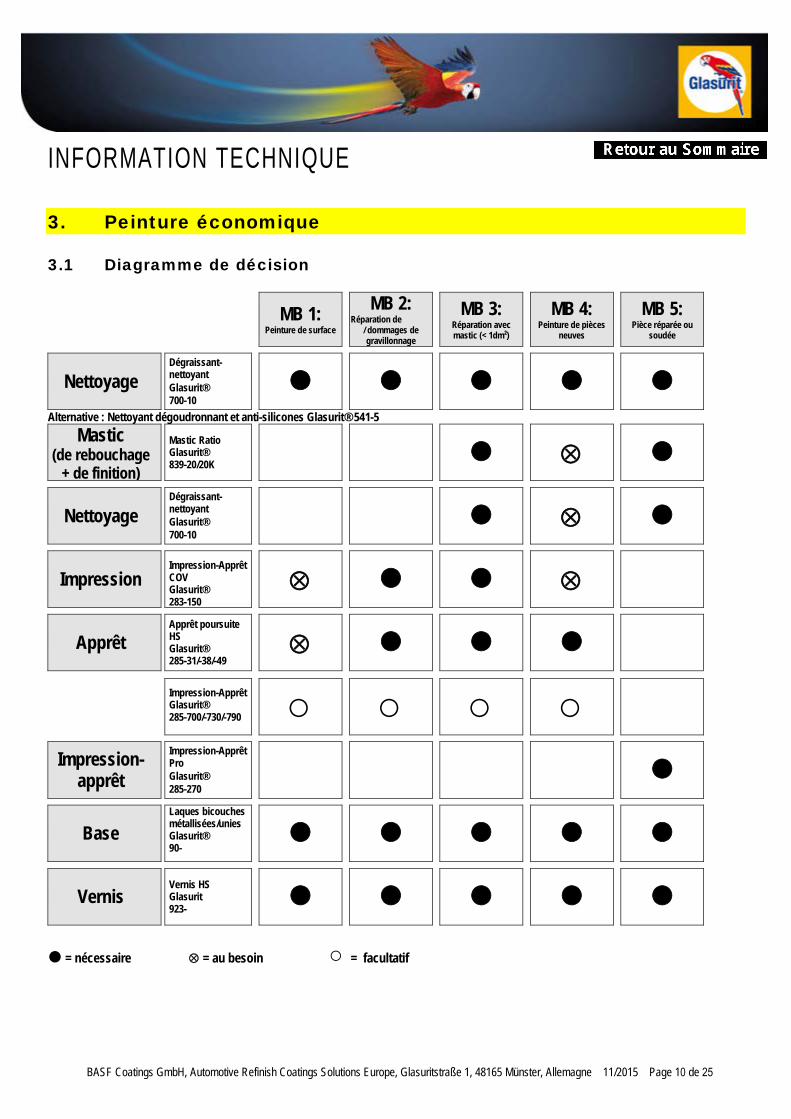
3. Peinture économique
3.1 Diagramme de décision
MB 1: Peinture de surface
MB 2: Réparation de
/ dommages de gravillonnage
MB 3: Réparation avec mastic (< 1dm²)
MB 4: Peinture de pièces
neuves
MB 5: Pièce réparée ou
soudée
Nettoyage Dégraissant-nettoyant Glasurit®700-10
Alternative : Nettoyant dégoudronnant et anti-silicones Glasurit® 541-5
Mastic (de rebouchage
+ de finition)
Mastic Ratio Glasurit® 839-20/20K ⊗
Nettoyage Dégraissant-nettoyant Glasurit®700-10
⊗
Impression Impression-Apprêt COV Glasurit® 283-150
⊗ ⊗
Apprêt Apprêt poursuite HS Glasurit® 285-31/-38/-49
⊗
Impression-Apprêt Glasurit® 285-700/-730/-790 ○ ○ ○ ○
Impression-apprêt
Impression-Apprêt Pro Glasurit® 285-270
Base Laques bicouches métallisées/unies Glasurit®90-
Vernis Vernis HS Glasurit 923-
= nécessaire ⊗ = au besoin ○ = facultatif
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 11 de 25
INFORMATION TECHNIQUE
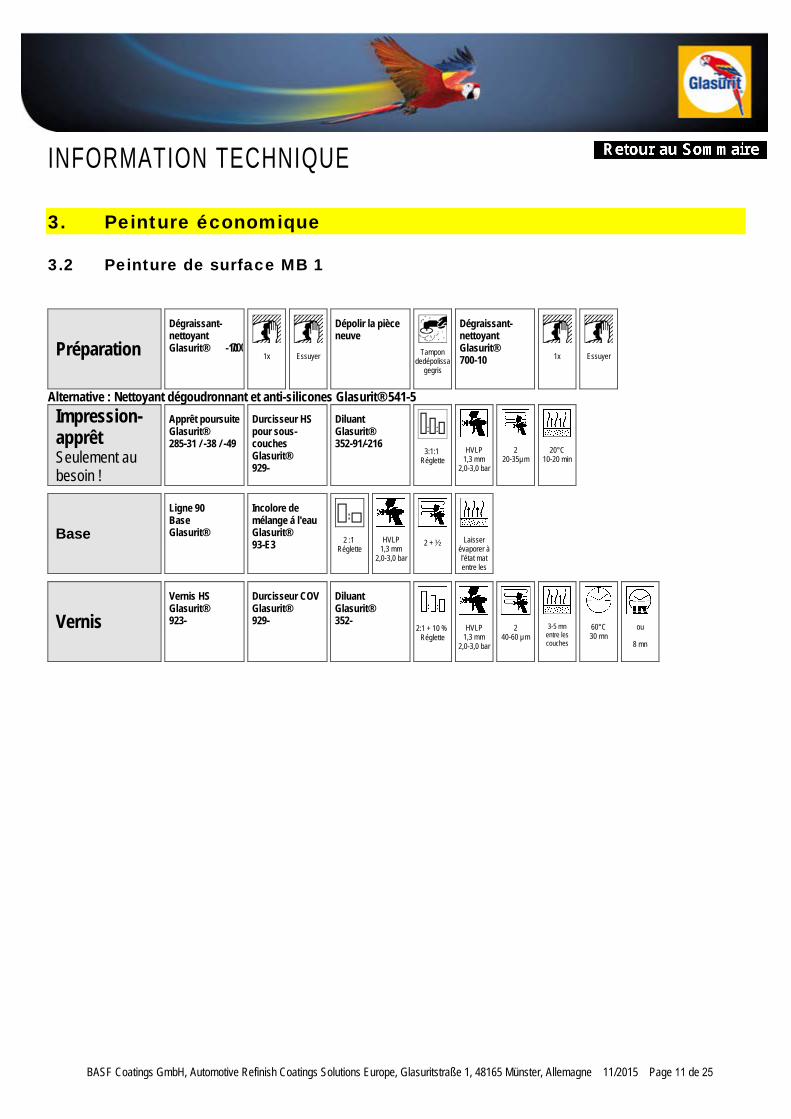
3. Peinture économique
3.2 Peinture de surface MB 1
Préparation Dégraissant-nettoyant Glasurit® 700-10
1x Essuyer
Dépolir la pièce neuve
Tampon dedépolissa
gegris
Dégraissant-nettoyant Glasurit® 700-10 1x Essuyer
Alternative : Nettoyant dégoudronnant et anti-silicones Glasurit® 541-5 Impression-apprêt Seulement au besoin !
Apprêt poursuite Glasurit® 285-31 / -38 / -49
Durcisseur HS pour sous-couches Glasurit® 929-
Diluant Glasurit® 352-91/-216
3:1:1 Réglette
HVLP 1,3 mm
2,0-3,0 bar
2 20-35µm
20°C 10-20 min
Base
Ligne 90 Base Glasurit®
Incolore de mélange á l'eau Glasurit® 93-E3 2 :1
Réglette HVLP
1,3 mm 2,0-3,0 bar
2 + ½ Laisser évaporer à l’état mat entre les
VernisVernis HS Glasurit® 923-
Durcisseur COV Glasurit® 929-
Diluant Glasurit® 352-
2:1 + 10 % Réglette
HVLP 1,3 mm
2,0-3,0 bar
2 40-60 µm
3-5 mn entre les couches
60°C 30 mn
ou
8 mn
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 12 de 25
INFORMATION TECHNIQUE
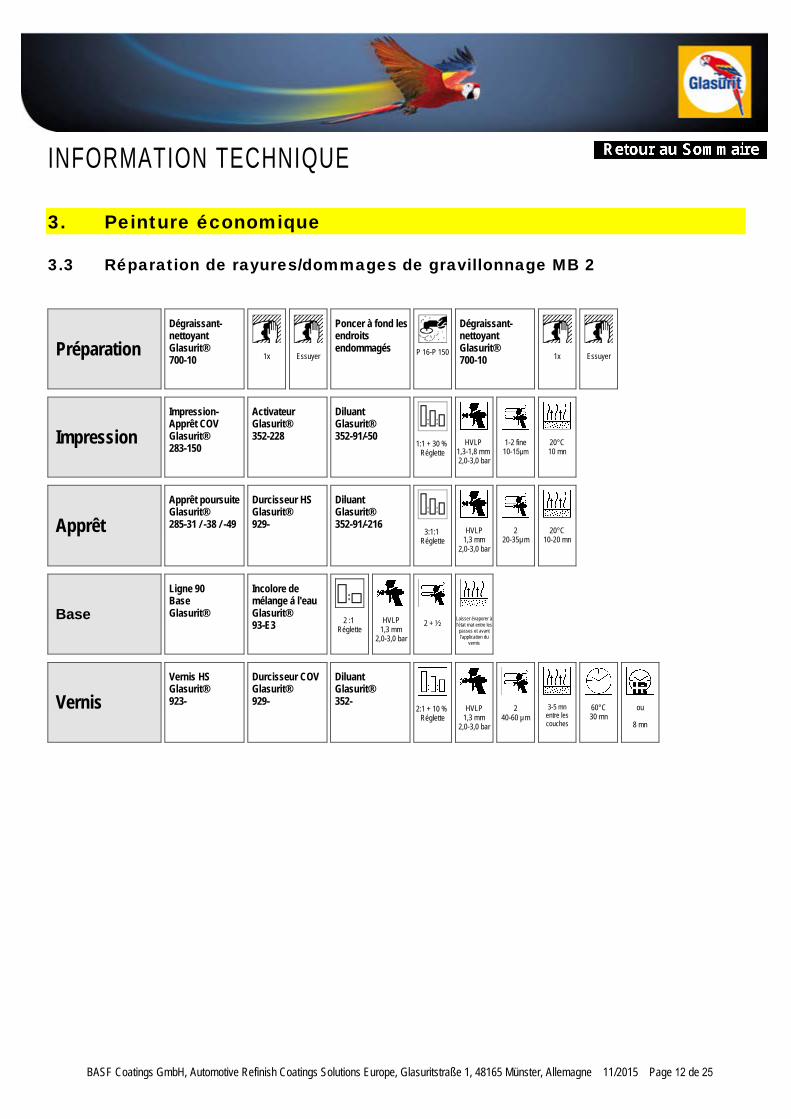
3. Peinture économique
3.3 Réparation de rayures/dommages de gravillonnage MB 2
Préparation Dégraissant-nettoyant Glasurit® 700-10 1x Essuyer
Poncer à fond les endroits endommagés
P 16-P 150
Dégraissant-nettoyant Glasurit® 700-10 1x Essuyer
Impression
Impression-Apprêt COV Glasurit® 283-150
Activateur Glasurit® 352-228
Diluant Glasurit® 352-91/-50
1:1 + 30 % Réglette
HVLP 1,3-1,8 mm 2,0-3,0 bar
1-2 fine 10-15μm
20°C 10 mn
Apprêt Apprêt poursuite Glasurit® 285-31 / -38 / -49
Durcisseur HS Glasurit® 929-
Diluant Glasurit® 352-91/-216
3:1:1 Réglette
HVLP 1,3 mm
2,0-3,0 bar
2 20-35µm
20°C 10-20 mn
Base
Ligne 90 Base Glasurit®
Incolore de mélange á l'eau Glasurit® 93-E3 2 :1
Réglette HVLP
1,3 mm 2,0-3,0 bar
2 + ½ Laisser évaporer à l’état mat entre les
passes et avant l’application du
vernis
VernisVernis HS Glasurit® 923-
Durcisseur COV Glasurit® 929-
Diluant Glasurit® 352-
2:1 + 10 % Réglette
HVLP 1,3 mm
2,0-3,0 bar
2 40-60 µm
3-5 mn entre les couches
60°C 30 mn
ou
8 mn
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 13 de 25
INFORMATION TECHNIQUE
3. Peinture économique
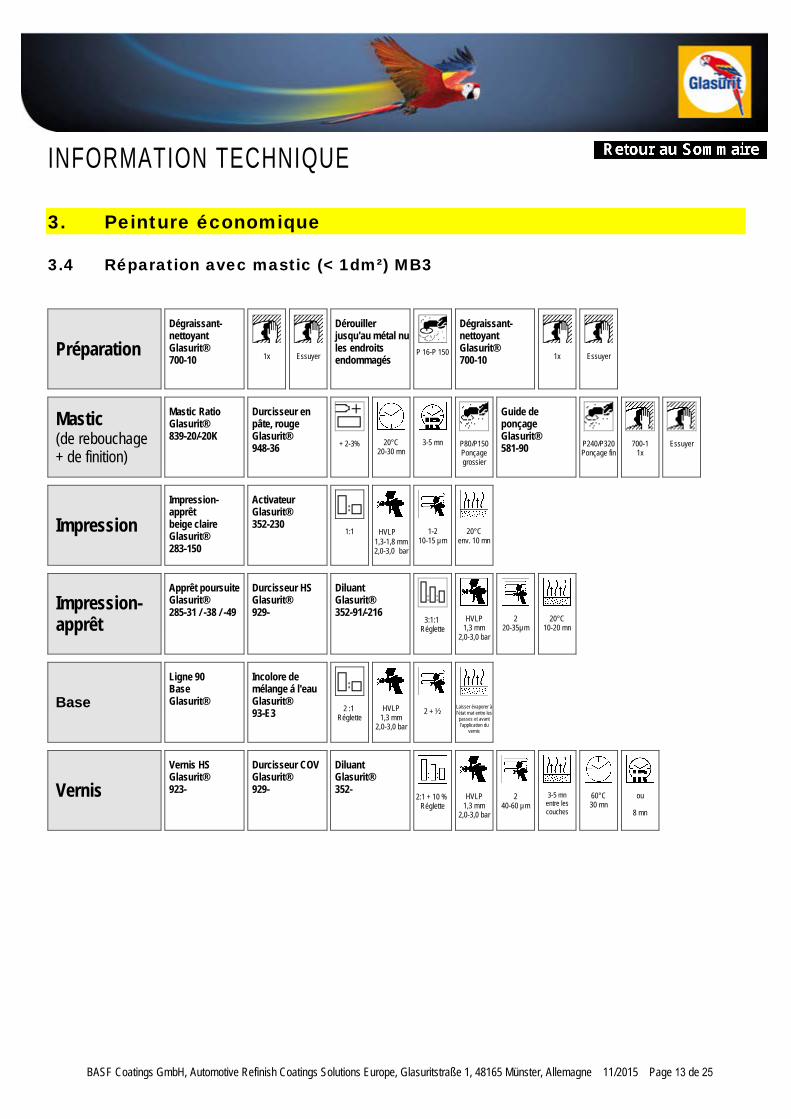
3.4 Réparation avec mastic (< 1dm²) MB3
Préparation Dégraissant-nettoyant Glasurit® 700-10 1x Essuyer
Dérouiller jusqu'au métal nu les endroits endommagés
P 16-P 150
Dégraissant-nettoyant Glasurit® 700-10 1x Essuyer
Mastic (de rebouchage + de finition)
Mastic Ratio Glasurit® 839-20/-20K
Durcisseur en pâte, rouge Glasurit® 948-36 + 2-3% 20°C
20-30 mn 3-5 mn P80/P150
Ponçage grossier
Guide de ponçage Glasurit® 581-90 P240/P320
Ponçage fin 700-1
1x Essuyer
Impression Impression-apprêt beige claire Glasurit®283-150
Activateur Glasurit® 352-230
1:1 HVLP1,3-1,8 mm 2,0-3,0 bar
1-210-15 µm
20°C env. 10 mn
Impression-apprêt
Apprêt poursuite Glasurit® 285-31 / -38 / -49
Durcisseur HS Glasurit® 929-
Diluant Glasurit® 352-91/-216
3:1:1 Réglette
HVLP 1,3 mm
2,0-3,0 bar
2 20-35µm
20°C 10-20 mn
Base
Ligne 90 Base Glasurit®
Incolore de mélange á l'eau Glasurit® 93-E3 2 :1
Réglette HVLP
1,3 mm 2,0-3,0 bar
2 + ½ Laisser évaporer à l’état mat entre les
passes et avant l’application du
vernis
VernisVernis HS Glasurit® 923-
Durcisseur COV Glasurit® 929-
Diluant Glasurit® 352-
2:1 + 10 % Réglette
HVLP 1,3 mm
2,0-3,0 bar
2 40-60 µm
3-5 mn entre les couches
60°C 30 mn
ou
8 mn
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 14 de 25
INFORMATION TECHNIQUE
3. Peinture économique
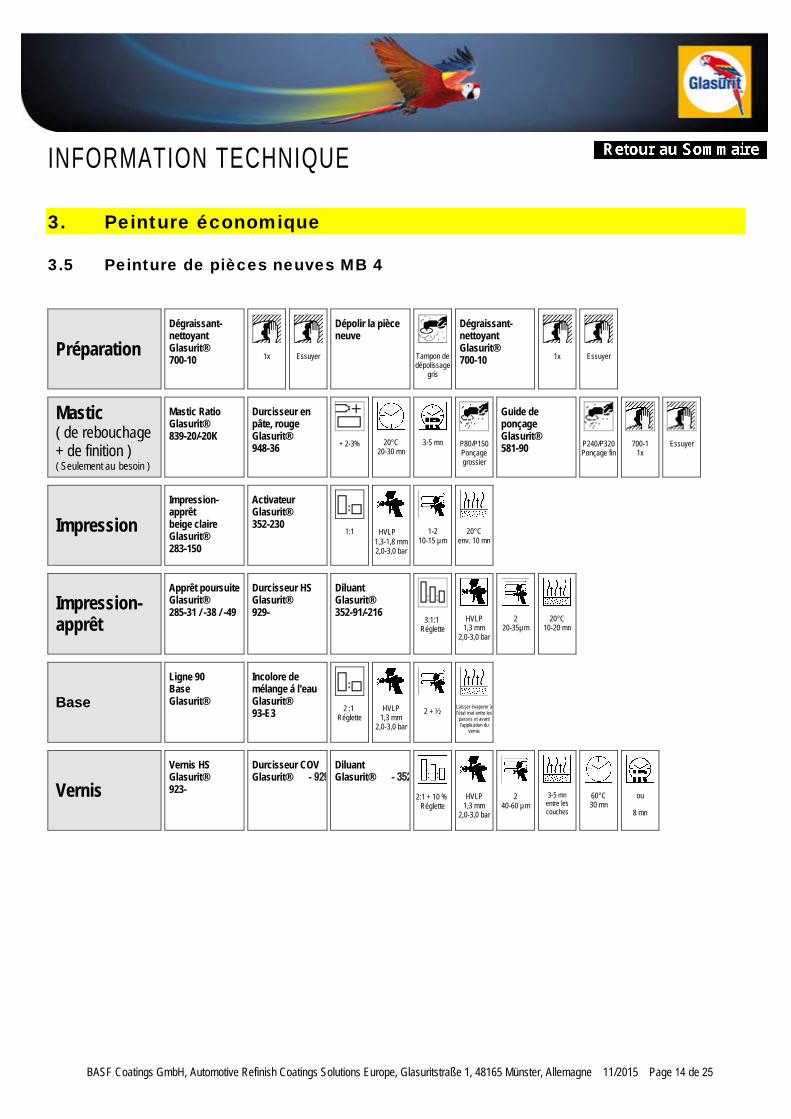
3.5 Peinture de pièces neuves MB 4
Préparation Dégraissant-nettoyant Glasurit® 700-10 1x Essuyer
Dépolir la pièce neuve
Tampon de dépolissage
gris
Dégraissant-nettoyant Glasurit® 700-10 1x Essuyer
Mastic ( de rebouchage + de finition ) ( Seulement au besoin )
Mastic Ratio Glasurit® 839-20/-20K
Durcisseur en pâte, rouge Glasurit® 948-36 + 2-3% 20°C
20-30 mn 3-5 mn P80/P150
Ponçage grossier
Guide de ponçage Glasurit® 581-90 P240/P320
Ponçage fin 700-1
1x Essuyer
Impression Impression-apprêt beige claire Glasurit® 283-150
Activateur Glasurit® 352-230
1:1 HVLP1,3-1,8 mm 2,0-3,0 bar
1-210-15 µm
20°C env. 10 mn
Impression-apprêt
Apprêt poursuite Glasurit® 285-31 / -38 / -49
Durcisseur HS Glasurit® 929-
Diluant Glasurit® 352-91/-216
3:1:1 Réglette
HVLP 1,3 mm
2,0-3,0 bar
2 20-35µm
20°C 10-20 mn
Base
Ligne 90 Base Glasurit®
Incolore de mélange á l'eau Glasurit® 93-E3 2 :1
Réglette HVLP
1,3 mm 2,0-3,0 bar
2 + ½ Laisser évaporer à l’état mat entre les
passes et avant l’application du
vernis
VernisVernis HS Glasurit® 923-
Durcisseur COV Glasurit® 929-
Diluant Glasurit® 352-
2:1 + 10 % Réglette
HVLP 1,3 mm
2,0-3,0 bar
2 40-60 µm
3-5 mn entre les couches
60°C 30 mn
ou
8 mn
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 15 de 25
INFORMATION TECHNIQUE
3. Peinture économique
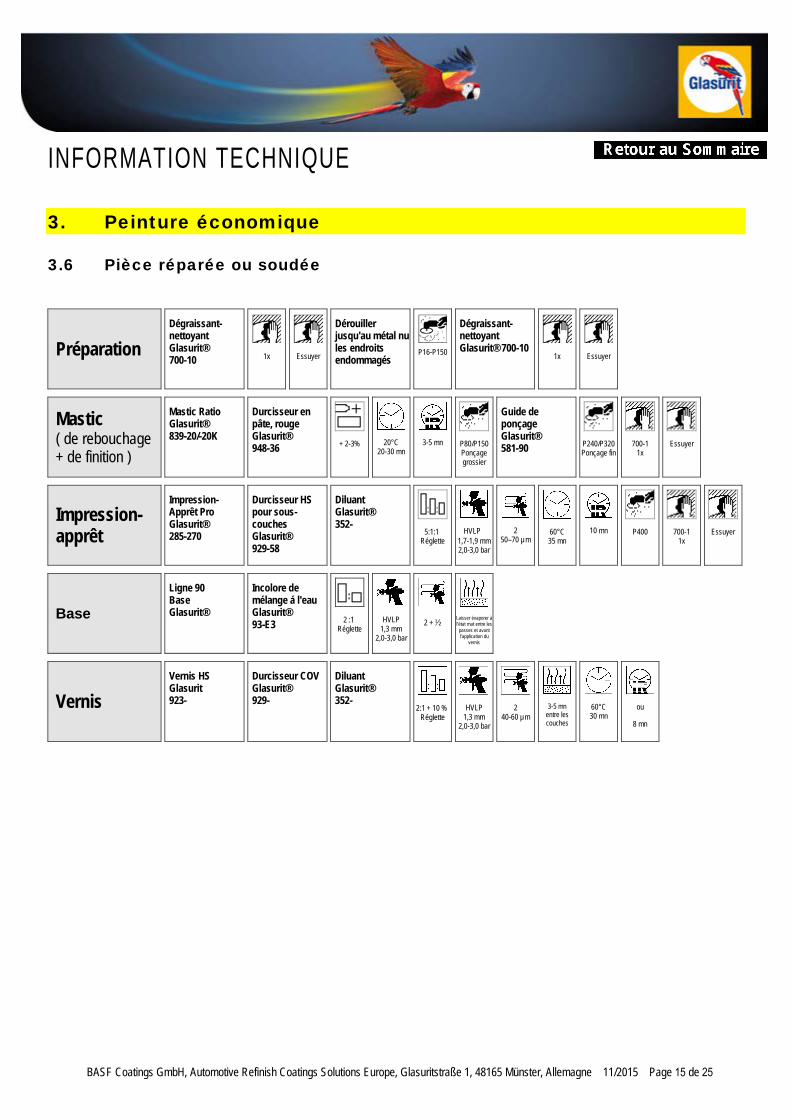
3.6 Pièce réparée ou soudée
Préparation Dégraissant-nettoyant Glasurit® 700-10 1x Essuyer
Dérouiller jusqu'au métal nu les endroits endommagés
P16-P150
Dégraissant-nettoyant Glasurit®700-10
1x Essuyer
Mastic ( de rebouchage + de finition )
Mastic Ratio Glasurit® 839-20/-20K
Durcisseur en pâte, rouge Glasurit® 948-36 + 2-3% 20°C
20-30 mn 3-5 mn P80/P150
Ponçage grossier
Guide de ponçage Glasurit® 581-90 P240/P320
Ponçage fin 700-1
1x Essuyer
Impression-apprêt
Impression-Apprêt Pro Glasurit® 285-270
Durcisseur HS pour sous-couches Glasurit® 929-58
Diluant Glasurit® 352-
5:1:1 Réglette
HVLP1,7-1,9 mm 2,0-3,0 bar
2 50–70 µm
60°C 35 mn
10 mn P400 700-1 1x
Essuyer
Base
Ligne 90 Base Glasurit®
Incolore de mélange á l'eau Glasurit® 93-E3 2 :1
Réglette HVLP
1,3 mm 2,0-3,0 bar
2 + ½ Laisser évaporer à l’état mat entre les
passes et avant l’application du
vernis
VernisVernis HS Glasurit 923-
Durcisseur COV Glasurit® 929-
Diluant Glasurit® 352-
2:1 + 10 % Réglette
HVLP 1,3 mm
2,0-3,0 bar
2 40-60 µm
3-5 mn entre les couches
60°C 30 mn
ou
8 mn
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 16 de 25
INFORMATION TECHNIQUE
4. Processus de réparation spécifiques à Mercedes-Benz
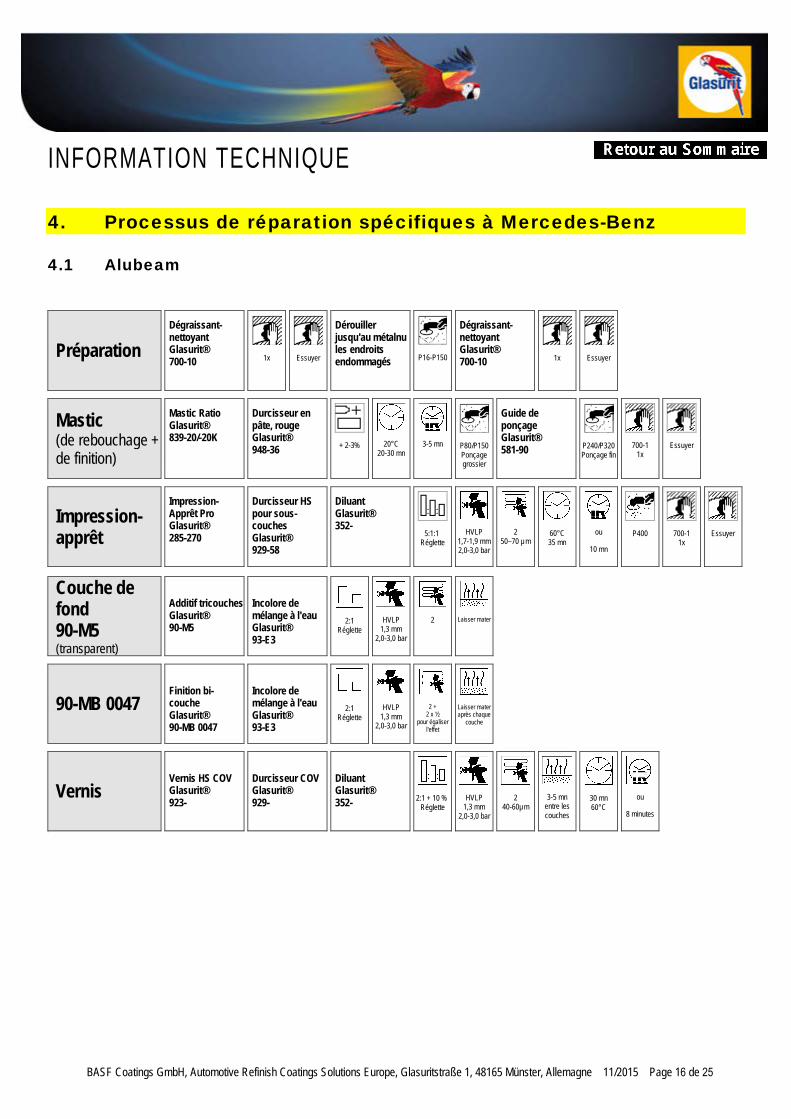
4.1 Alubeam
Préparation Dégraissant-nettoyant Glasurit® 700-10 1x Essuyer
Dérouiller jusqu'au métalnu les endroits endommagés P16-P150
Dégraissant-nettoyant Glasurit® 700-10 1x Essuyer
Mastic (de rebouchage + de finition)
Mastic Ratio Glasurit® 839-20/-20K
Durcisseur en pâte, rouge Glasurit® 948-36 + 2-3% 20°C
20-30 mn 3-5 mn P80/P150
Ponçage grossier
Guide de ponçage Glasurit® 581-90 P240/P320
Ponçage fin 700-1
1x Essuyer
Impression-apprêt
Impression-Apprêt Pro Glasurit® 285-270
Durcisseur HS pour sous-couches Glasurit® 929-58
Diluant Glasurit® 352-
5:1:1 Réglette
HVLP 1,7-1,9 mm 2,0-3,0 bar
2 50–70 µm
60°C 35 mn
ou
10 mn
P400 700-1 1x
Essuyer
Couche de fond 90-M5 (transparent)
Additif tricouches Glasurit® 90-M5
Incolore de mélange à l'eau Glasurit® 93-E3
2:1 Réglette
HVLP 1,3 mm
2,0-3,0 bar
2 Laisser mater
90-MB 0047 Finition bi-couche Glasurit® 90-MB 0047
Incolore de mélange à l'eau Glasurit® 93-E3
2:1 Réglette
HVLP 1,3 mm
2,0-3,0 bar
2 + 2 x ½
pour égaliser l'effet
Laisser mater après chaque
couche
Vernis Vernis HS COV Glasurit® 923-
Durcisseur COV Glasurit® 929-
Diluant Glasurit® 352- 2:1 + 10 %
Réglette HVLP
1,3 mm 2,0-3,0 bar
2 40-60µm
3-5 mn entre les couches
30 mn 60°C
ou
8 minutes
A
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 17 de 25
INFORMATION TECHNIQUE
4. Processus de réparation spécifiques à Mercedes-Benz
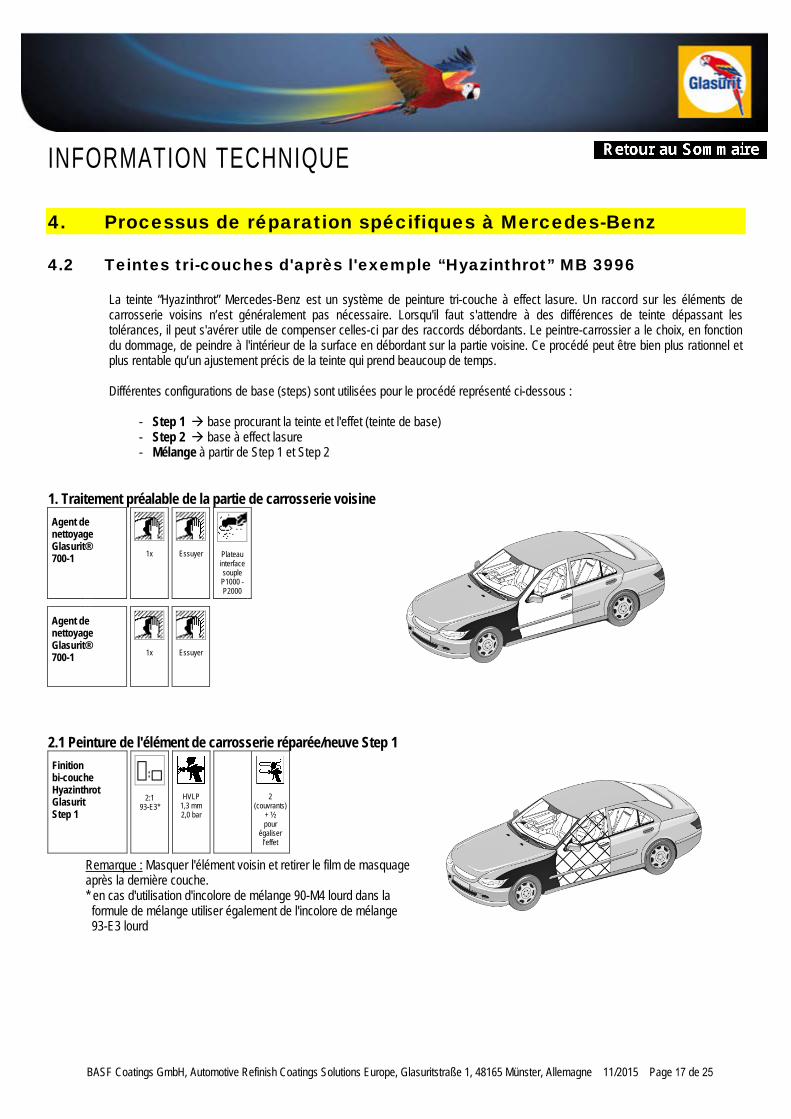
4.2 Teintes tri-couches d'après l'exemple “Hyazinthrot” MB 3996
La teinte “Hyazinthrot” Mercedes-Benz est un système de peinture tri-couche à effect lasure. Un raccord sur les éléments de carrosserie voisins n’est généralement pas nécessaire. Lorsqu'il faut s'attendre à des différences de teinte dépassant les tolérances, il peut s'avérer utile de compenser celles-ci par des raccords débordants. Le peintre-carrossier a le choix, en fonction du dommage, de peindre à l'intérieur de la surface en débordant sur la partie voisine. Ce procédé peut être bien plus rationnel et plus rentable qu’un ajustement précis de la teinte qui prend beaucoup de temps.
Différentes configurations de base (steps) sont utilisées pour le procédé représenté ci-dessous :
- Step 1 base procurant la teinte et l'effet (teinte de base) - Step 2 base à effect lasure - Mélange à partir de Step 1 et Step 2
1. Traitement préalable de la partie de carrosserie voisineAgent de nettoyage Glasurit® 700-1 1x Essuyer Plateau
interface souple P1000 - P2000
Agent de nettoyage Glasurit® 700-1 1x Essuyer
2.1 Peinture de l'élément de carrosserie réparée/neuve Step 1 Finition bi-couche Hyazinthrot Glasurit Step 1
2:1 93-E3*
HVLP 1,3 mm 2,0 bar
2 (couvrants)
+ ½ pour
égaliser l’effet
Remarque : Masquer l'élément voisin et retirer le film de masquage après la dernière couche. * en cas d'utilisation d'incolore de mélange 90-M4 lourd dans la
formule de mélange utiliser également de l'incolore de mélange93-E3 lourd
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 18 de 25
INFORMATION TECHNIQUE
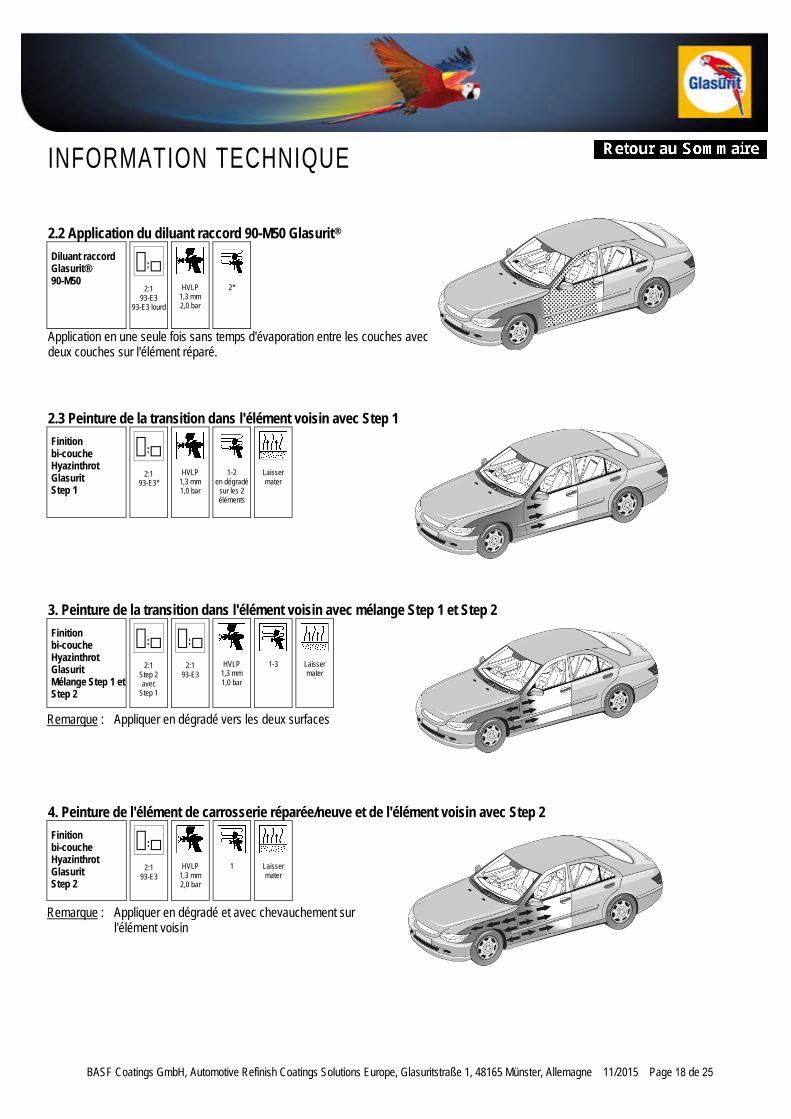
2.2 Application du diluant raccord 90-M50 Glasurit® Diluant raccord Glasurit® 90-M50
2:1 93-E3
93-E3 lourd
HVLP 1,3 mm 2,0 bar
2*
Application en une seule fois sans temps d'évaporation entre les couches avec deux couches sur l'élément réparé.
2.3 Peinture de la transition dans l'élément voisin avec Step 1 Finition bi-couche Hyazinthrot Glasurit Step 1
2:1 93-E3*
HVLP 1,3 mm 1,0 bar
1-2 en dégradé
sur les 2 éléments
Laisser mater
3. Peinture de la transition dans l'élément voisin avec mélange Step 1 et Step 2Finition bi-couche Hyazinthrot Glasurit Mélange Step 1 et Step 2
2:1 Step 2 avec
Step 1
2:1 93-E3
HVLP 1,3 mm 1,0 bar
1-3 Laisser mater
Remarque : Appliquer en dégradé vers les deux surfaces
4. Peinture de l'élément de carrosserie réparée/neuve et de l'élément voisin avec Step 2Finition bi-couche Hyazinthrot Glasurit Step 2
2:1 93-E3
HVLP 1,3 mm 2,0 bar
1 Laisser mater
Remarque : Appliquer en dégradé et avec chevauchement sur l'élément voisin
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 19 de 25
INFORMATION TECHNIQUE
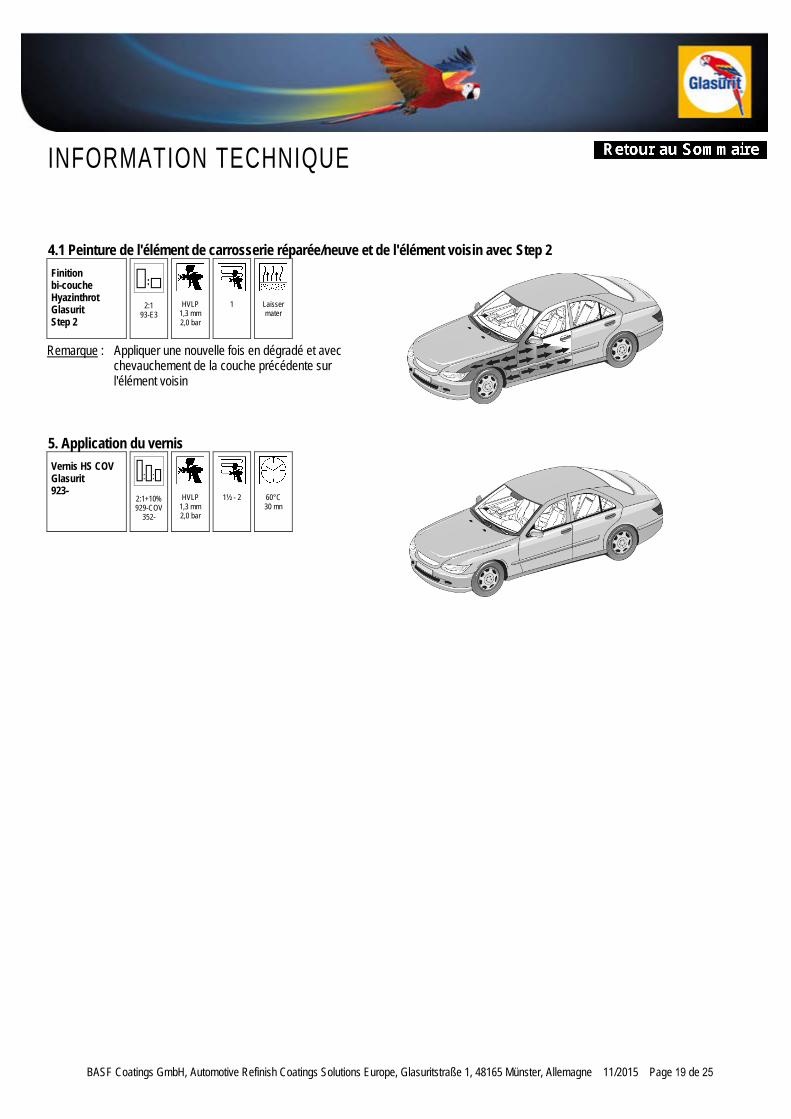
4.1 Peinture de l'élément de carrosserie réparée/neuve et de l'élément voisin avec Step 2 Finition bi-couche Hyazinthrot Glasurit Step 2
2:1 93-E3
HVLP 1,3 mm 2,0 bar
1 Laisser mater
Remarque : Appliquer une nouvelle fois en dégradé et avec chevauchement de la couche précédente sur l'élément voisin
5. Application du vernisVernis HS COV Glasurit 923-
2:1+10% 929-COV
352-
HVLP 1,3 mm 2,0 bar
1½ - 2 60°C 30 mn
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 20 de 25
INFORMATION TECHNIQUE
4. Processus de réparation spécifiques à Mercedes-Benz
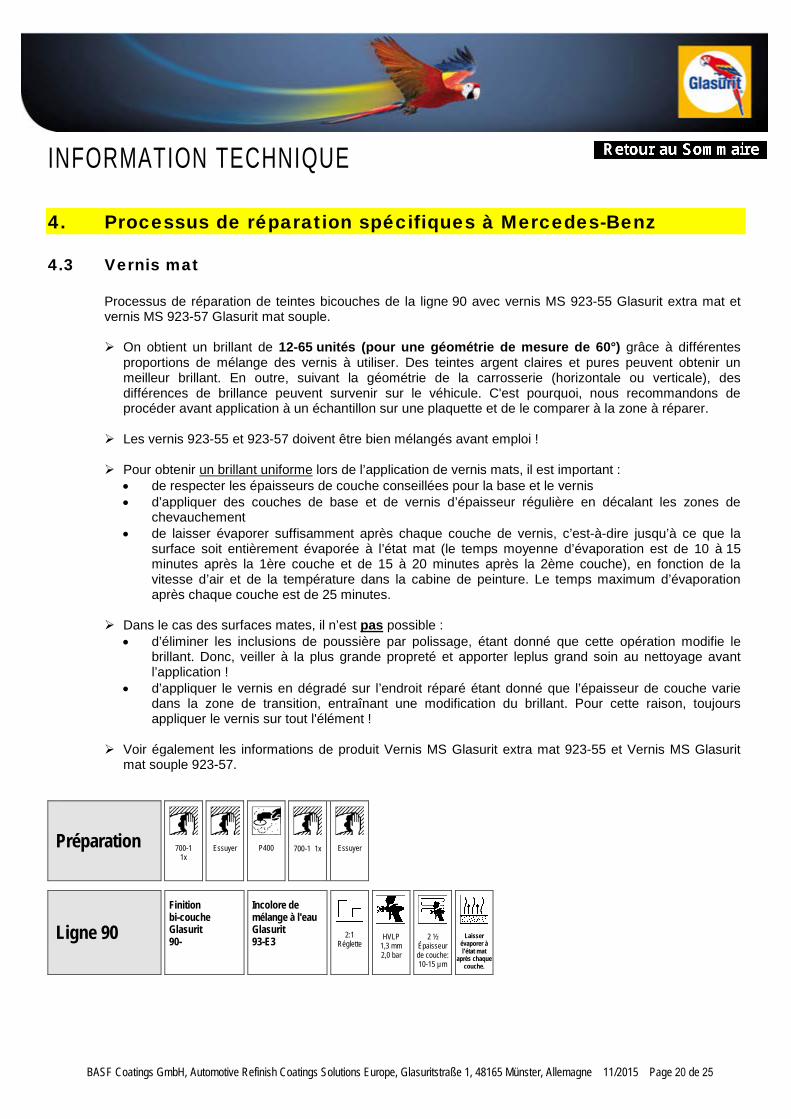
4.3 Vernis mat
Processus de réparation de teintes bicouches de la ligne 90 avec vernis MS 923-55 Glasurit extra mat et vernis MS 923-57 Glasurit mat souple.
On obtient un brillant de 12-65 unités (pour une géométrie de mesure de 60°) grâce à différentesproportions de mélange des vernis à utiliser. Des teintes argent claires et pures peuvent obtenir unmeilleur brillant. En outre, suivant la géométrie de la carrosserie (horizontale ou verticale), desdifférences de brillance peuvent survenir sur le véhicule. C'est pourquoi, nous recommandons deprocéder avant application à un échantillon sur une plaquette et de le comparer à la zone à réparer.
Les vernis 923-55 et 923-57 doivent être bien mélangés avant emploi !
Pour obtenir un brillant uniforme lors de l’application de vernis mats, il est important :• de respecter les épaisseurs de couche conseillées pour la base et le vernis• d’appliquer des couches de base et de vernis d’épaisseur régulière en décalant les zones de
chevauchement• de laisser évaporer suffisamment après chaque couche de vernis, c’est-à-dire jusqu’à ce que la
surface soit entièrement évaporée à l’état mat (le temps moyenne d’évaporation est de 10 à 15minutes après la 1ère couche et de 15 à 20 minutes après la 2ème couche), en fonction de lavitesse d’air et de la température dans la cabine de peinture. Le temps maximum d’évaporationaprès chaque couche est de 25 minutes.
Dans le cas des surfaces mates, il n’est pas possible :• d’éliminer les inclusions de poussière par polissage, étant donné que cette opération modifie le
brillant. Donc, veiller à la plus grande propreté et apporter leplus grand soin au nettoyage avantl’application !
• d’appliquer le vernis en dégradé sur l’endroit réparé étant donné que l’épaisseur de couche variedans la zone de transition, entraînant une modification du brillant. Pour cette raison, toujoursappliquer le vernis sur tout l'élément !
Voir également les informations de produit Vernis MS Glasurit extra mat 923-55 et Vernis MS Glasuritmat souple 923-57.
Préparation 700-11x
Essuyer P400 700-11x Essuyer
Ligne 90 Finitionbi-couche Glasurit90-
Incolore de mélange à l'eauGlasurit93-E3
2:1Réglette
HVLP1,3 mm2,0 bar
2 ½Épaisseur de couche: 10-15 µm
Laisser évaporer à l’état mat
après chaque couche.
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 21 de 25
INFORMATION TECHNIQUE
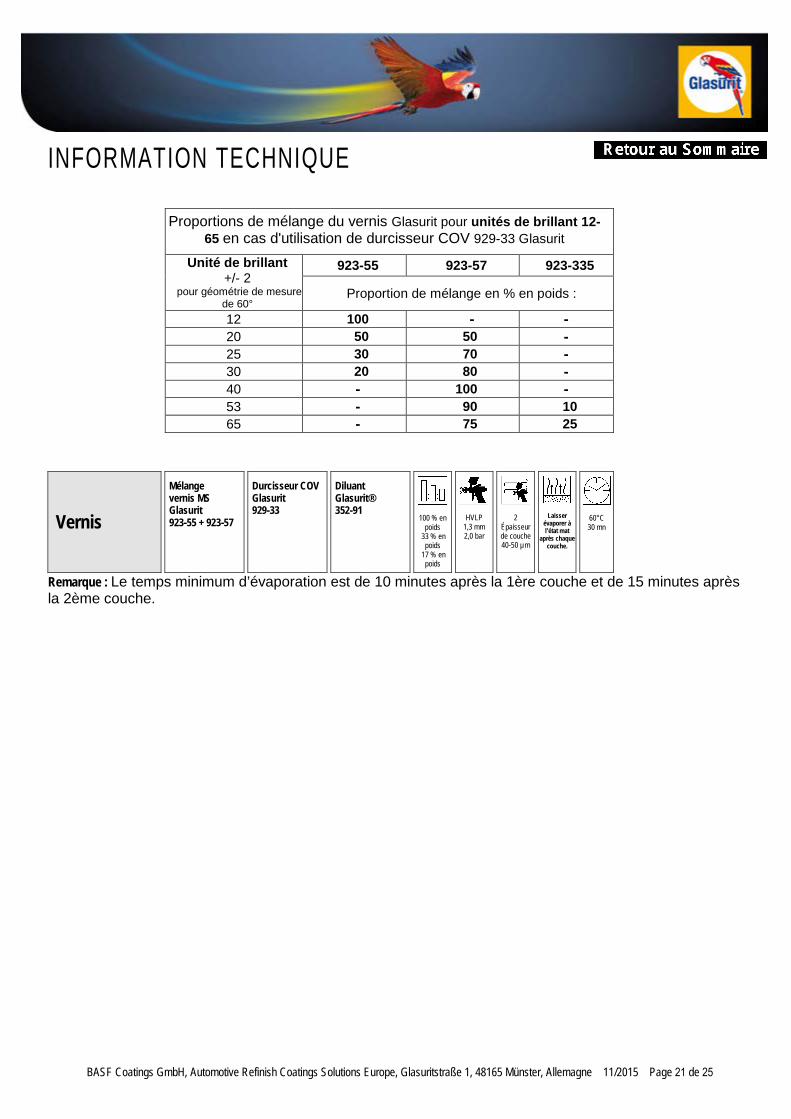
Proportions de mélange du vernis Glasurit pour unités de brillant 12-65 en cas d'utilisation de durcisseur COV 929-33 Glasurit
Unité de brillant +/- 2
pour géométrie de mesure de 60°
923-55 923-57 923-335
Proportion de mélange en % en poids :
12 100 - - 20 50 50 - 25 30 70 - 30 20 80 - 40 - 100 - 53 - 90 10 65 - 75 25
Vernis
Mélangevernis MSGlasurit 923-55 + 923-57
Durcisseur COVGlasurit929-33
DiluantGlasurit®352-91
100 % en poids
33 % en poids
17 % en poids
HVLP1,3 mm2,0 bar
2Épaisseur de couche 40-50 µm
Laisser évaporer à l’état mat
après chaque couche.
60°C30 mn
Remarque : Le temps minimum d’évaporation est de 10 minutes après la 1ère couche et de 15 minutes après la 2ème couche.
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 22 de 25
INFORMATION TECHNIQUE
4. Processus de réparation spécifiques à Mercedes-Benz
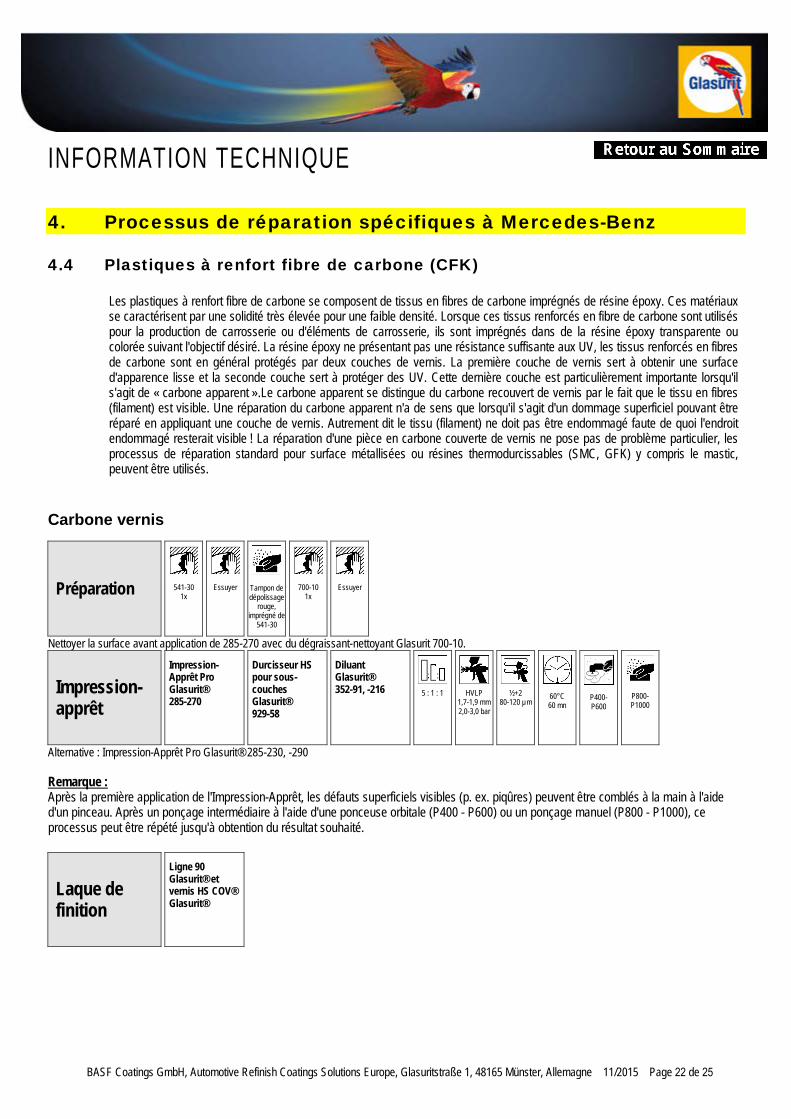
4.4 Plastiques à renfort fibre de carbone (CFK)
Les plastiques à renfort fibre de carbone se composent de tissus en fibres de carbone imprégnés de résine époxy. Ces matériaux se caractérisent par une solidité très élevée pour une faible densité. Lorsque ces tissus renforcés en fibre de carbone sont utilisés pour la production de carrosserie ou d'éléments de carrosserie, ils sont imprégnés dans de la résine époxy transparente ou colorée suivant l'objectif désiré. La résine époxy ne présentant pas une résistance suffisante aux UV, les tissus renforcés en fibres de carbone sont en général protégés par deux couches de vernis. La première couche de vernis sert à obtenir une surface d'apparence lisse et la seconde couche sert à protéger des UV. Cette dernière couche est particulièrement importante lorsqu'il s'agit de « carbone apparent ».Le carbone apparent se distingue du carbone recouvert de vernis par le fait que le tissu en fibres (filament) est visible. Une réparation du carbone apparent n'a de sens que lorsqu'il s'agit d'un dommage superficiel pouvant être réparé en appliquant une couche de vernis. Autrement dit le tissu (filament) ne doit pas être endommagé faute de quoi l'endroit endommagé resterait visible ! La réparation d'une pièce en carbone couverte de vernis ne pose pas de problème particulier, les processus de réparation standard pour surface métallisées ou résines thermodurcissables (SMC, GFK) y compris le mastic, peuvent être utilisés.
Carbone vernis
Préparation 541-301x
Essuyer Tampon de dépolissage
rouge, imprégné de
541-30
700-101x
Essuyer
Nettoyer la surface avant application de 285-270 avec du dégraissant-nettoyant Glasurit 700-10.
Impression-apprêt
Impression-Apprêt ProGlasurit®285-270
Durcisseur HS pour sous-couchesGlasurit®929-58
DiluantGlasurit®352-91, -216 5 : 1 : 1 HVLP
1,7-1,9 mm2,0-3,0 bar
½+280-120 µm
60°C60 mn
P400-P600
P800-P1000
Alternative : Impression-Apprêt Pro Glasurit® 285-230, -290
Remarque : Après la première application de l'Impression-Apprêt, les défauts superficiels visibles (p. ex. piqûres) peuvent être comblés à la main à l'aide d'un pinceau. Après un ponçage intermédiaire à l'aide d'une ponceuse orbitale (P400 - P600) ou un ponçage manuel (P800 - P1000), ce processus peut être répété jusqu'à obtention du résultat souhaité.
Laque de finition
Ligne 90 Glasurit® etvernis HS COV®Glasurit®
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 23 de 25
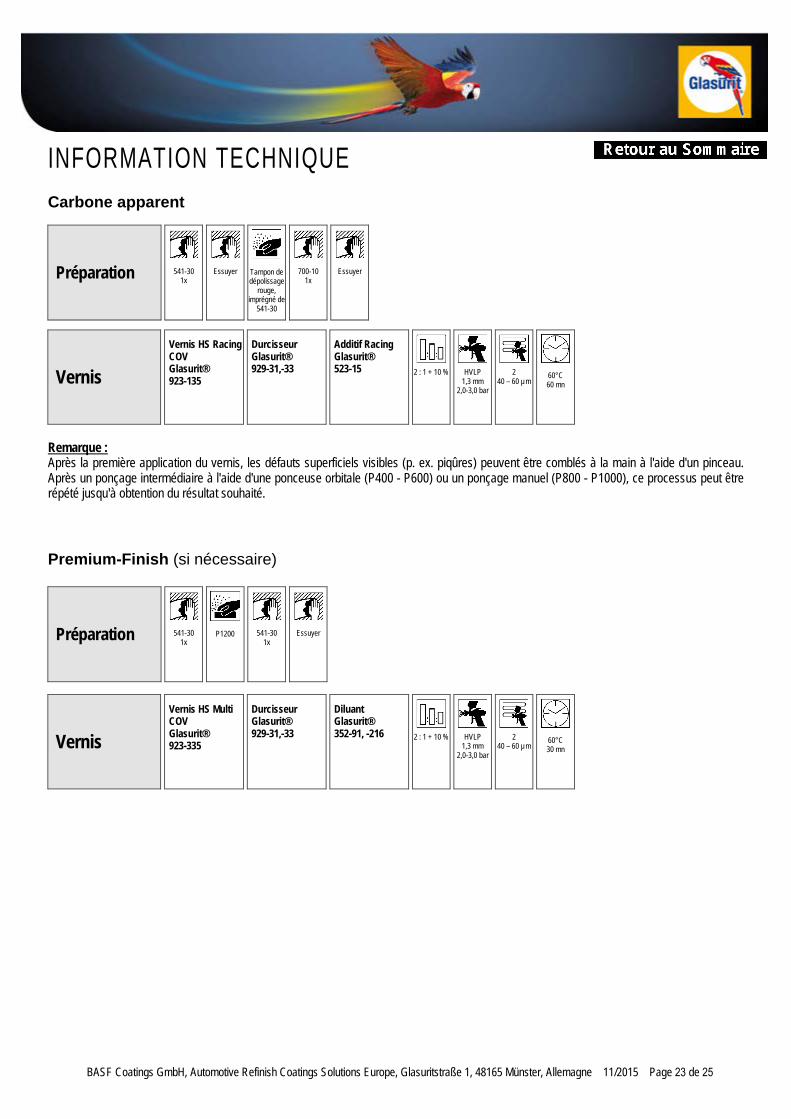
INFORMATION TECHNIQUECarbone apparent
Préparation 541-301x
Essuyer Tampon de dépolissage
rouge, imprégné de
541-30
700-101x
Essuyer
Vernis
Vernis HS Racing COVGlasurit® 923-135
DurcisseurGlasurit®929-31,-33
Additif RacingGlasurit®523-15 2 : 1 + 10 % HVLP
1,3 mm2,0-3,0 bar
240 – 60 µm
60°C60 mn
Remarque : Après la première application du vernis, les défauts superficiels visibles (p. ex. piqûres) peuvent être comblés à la main à l'aide d'un pinceau. Après un ponçage intermédiaire à l'aide d'une ponceuse orbitale (P400 - P600) ou un ponçage manuel (P800 - P1000), ce processus peut être répété jusqu'à obtention du résultat souhaité.
Premium-Finish (si nécessaire)
Préparation 541-301x
P1200 541-301x
Essuyer
Vernis
Vernis HS Multi COV Glasurit® 923-335
DurcisseurGlasurit®929-31,-33
DiluantGlasurit®352-91, -216 2 : 1 + 10 % HVLP
1,3 mm2,0-3,0 bar
240 – 60 µm
60°C30 mn
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 24 de 25
INFORMATION TECHNIQUE
5. Identification des teintes
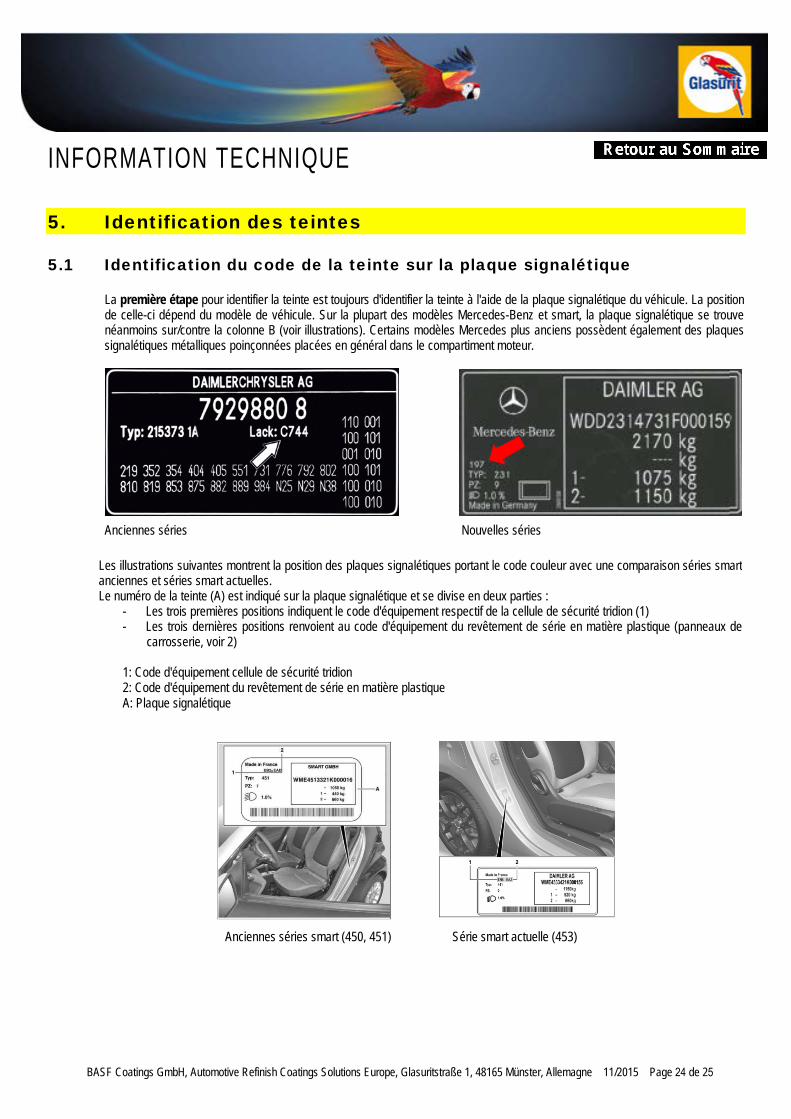
5.1 Identification du code de la teinte sur la plaque signalétique
La première étape pour identifier la teinte est toujours d'identifier la teinte à l'aide de la plaque signalétique du véhicule. La position de celle-ci dépend du modèle de véhicule. Sur la plupart des modèles Mercedes-Benz et smart, la plaque signalétique se trouve néanmoins sur/contre la colonne B (voir illustrations). Certains modèles Mercedes plus anciens possèdent également des plaques signalétiques métalliques poinçonnées placées en général dans le compartiment moteur.
Anciennes séries Nouvelles séries
Les illustrations suivantes montrent la position des plaques signalétiques portant le code couleur avec une comparaison séries smart anciennes et séries smart actuelles. Le numéro de la teinte (A) est indiqué sur la plaque signalétique et se divise en deux parties :
- Les trois premières positions indiquent le code d'équipement respectif de la cellule de sécurité tridion (1) - Les trois dernières positions renvoient au code d'équipement du revêtement de série en matière plastique (panneaux de
carrosserie, voir 2)
1: Code d'équipement cellule de sécurité tridion 2: Code d'équipement du revêtement de série en matière plastique A: Plaque signalétique
Anciennes séries smart (450, 451) Série smart actuelle (453)
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße 1, 48165 Münster, Allemagne 11/2015 Page 25 de 25
INFORMATION TECHNIQUE
5.2 Recherche et sélection de la formule de mélange adéquate
La seconde étape pour identifier la teinte est naturellement de trouver la formule de mélange correcte. Différentes méthodes peuvent être utilisées :
- par l'intermédiaire du Color Profi System
- avec un appareil de mesure de la teinte
- ou directement par internet (http://www.glasurit.com/de) à l'aide de la fonction Color Online
Pour procéder de manière absolument sûre, il est recommandé de toujours fabriquer un échantillon peint de la solution identifiée et de le comparer avec la teinte du véhicule avant d'effectuer la réparation. Une variante de la teinte devra le cas échéant être utilisée pour une meilleure concordance des teintes.
Recommended








![[infographie] marchés à forte croissance : des opportunités variées](https://img.pdfslide.fr/doc/110x75/55d56781bb61ebf7568b45e9/infographie-marches-a-forte-croissance-des-opportunites-variees.jpg)








